Laboratoire Génie Industriel
Mémoire de Stage
Présenté par Oumaima KHALED
Pour l‟obtention du
Diplôme de Master M2 : Optimisation des Systèmes
Industriels et Logistiques
Gestion de la flexibilité de la Supply Chain
" Etude quantitative de la mise en place des leviers de
flexibilité sur les performances de la Supply Chain "
Réalisé à
Chaire Supply Chain
Soutenu le 03 Octobre 2013
Devant le Jury :
Membre du jury : M. Vincent MOUSSEAU
Membre du Jury : Mme
Asma GHAFFARI
Encadreur LGI : M. Chengbin CHU
Encadreur LGI : M. Zied JEMAI
Année Universitaire : 2013 / 2014

Page | I
Mes vifs remerciements s’adressent à tous ceux qui ont bien voulu m’aider par
leurs encouragements et enthousiasme et qui ont collaboré à la réalisation de
près ou de loin de ce projet de fin d’études.
J’exprime en particulier ma gratitude et mes respects les plus sincères à mes
deux encadreurs, Mr. Chengbin Chu et Mr. Zied Jemai pour la qualité
exceptionnelle de leur encadrement, leur assistance, leur aide tout au long du
projet. Je tiens également à remercier Mr. Vincent Mousseau et Mme. Asma
Ghaffari qui ont été de bon conseil lors des soutenances intermédiaires.
Au cours de mon stage, j'ai eu la chance d’avoir pu obtenir des entretiens avec
différents responsables des entreprises partenaires de la Chaire. Je suis
infiniment reconnaissante à Mr. Serge Secret, Mr. Pierre Gabaud, Mr.
Alexandre Berger, Mr. Loic Lecoeuche et Mr. Dave Goualier pour leurs
contributions et pour le temps qu'ils m'ont consacré à répondre à toutes mes
questions malgré leur charge de travail .
Et surtout un grand merci revient à toute l’équipe du laboratoire LGI pour
leur accueil chaleureux, disponibilité et engagement. Leur assistance précieuse
m’a permis d’accomplir ce projet dans les meilleures délais et conditions.
Enfin, je remercie aussi les membres de jury d’avoir accepté de juger ce travail
et j’espère que le présent rapport reflètera toute l'énergie déployée par tous et
répondra aux attentes des commanditaires et de toute personne intéressée par la
flexibilité de la Supply Chain.

Page | II
Résumé
Ce projet intitulé « Gestion de la flexibilité de la Supply Chain - Etude
quantitative de la mise en place des leviers de flexibilité en fonction des
performances de la supply chain- » a été réalisé au sein du laboratoire
Génie Industriel et la chaire Supply Chain. Il s’insère dans le cadre du
stage de Master pour l'obtention du Diplôme de Master M2 en
'Optimisation des Systèmes Industriels et Logistiques' à l'Ecole
Centrale Paris.
L'objectif de notre travail est d'exposer un état de l'art exhaustif sur la
flexibilité de la Supply Chain et d'aider les entreprises de la chaire à
choisir les meilleures stratégies de flexibilité en termes de leviers à
actionner tout au long de la Supply Chain pour gérer le plus
efficacement possible une perturbation.
La perturbation représente un accident imprévu dans l'un des
entrepôts du réseau logistique qui engendre sa fermeture provisoire
pendant une période de temps fixée.
Mots clés :
Flexibilité
Supply Chain
Sélection de fournisseurs
Gestion de personnel
Mutualisation logistique
.

Page | III
Abstract
This project entitled "Managing Supply Chain Flexibility-quantitative
study of the implementation of the levers of flexibility based on
performance of the supply chain," was conducted in the laboratory of
Industrial Engineering and Supply Chain chair. It fits in the Master
thesis for obtaining the Master's Degree M2 in ‘Optimization of
Industrial and Logistics Systems' at the Ecole Centrale Paris.
The objective of our work is to present a comprehensive state of the art
on the flexibility of the supply chain and help companies to choose the
best strategies of flexibility in terms of levers to operate throughout
Supply Chain. It also aims to manage as effectively as possible a
disturbance.
The disturbance consists of an unexpected accident in one of the
warehouses logistics network which generates its temporary closure for
a fixed period of time.
Key words :
flexibility
Supply Chain
Selection of suppliers
Personnel management
logistics mutualisation

Page | IV
Chapitre 1 -Contextualisation du sujet .................................................................................. 2
1.1. Introduction ..................................................................................................................... 3
1.2. Périmètre du sujet et présentation de la chaire ................................................................ 3
1.2.1. Présentation de la chaire Supply Chain .................................................................... 3
1.2.2. Prise en main avec travaux déjà réalisés ................................................................... 4
1.3. Objectif et problématique du stage .................................................................................. 5
1.3.1. Objectifs du stage ...................................................................................................... 5
1.3.2. Problématique et phase du projet .............................................................................. 6
1.4. Phases du projet ............................................................................................................... 6
1.5. Conclusion ....................................................................................................................... 9
Chapitre 2 -Etat de l'art sur la flexibilité ............................................................................ 10
2.1. Introduction ................................................................................................................... 11
2.2. Méthodologie de recherche ........................................................................................... 11
2.3. Flexibilité dans le temps ................................................................................................ 12
2.4. Définition de la flexibilité de la Supply Chain .............................................................. 13
2.5. Dimensions de la flexibilité ........................................................................................... 14
2.6. Mesure de la flexibilité .................................................................................................. 16
2.7. Conclusion ..................................................................................................................... 16
Chapitre 3 -Levier source d'approvisionnement ................................................................ 17
3.1. Introduction ................................................................................................................... 18
3.2. Etat de l'art sur le problème de sélection des fournisseurs ............................................ 18
3.3. Approche d'évaluation du levier "Avoir plusieurs fournisseurs" .................................. 22
3.3.1. Algorithme d'évaluation .......................................................................................... 22
3.3.2. Application numérique ........................................................................................... 26
3.3.3. Expression analytique de la solution optimale ....................................................... 28
3.4. Conclusion ..................................................................................................................... 30
Chapitre 4 -Levier sur les moyens de production flexibles ................................................ 31
4.1. Introduction ................................................................................................................... 32
4.2. Recherche bibliographique sur "Volume Flexibility" ................................................... 32
4.3. Modèle d'ajustement de la capacité à la charge ............................................................. 33

Page | V
4.3.1. Formulation mathématique ..................................................................................... 33
4.3.2. Implémentation sur Xpress-Ive et résultats ............................................................ 35
4.3.3. Conclusions ............................................................................................................. 36
Chapitre 5 - Reconfiguration des réseaux de distribution ................................................. 37
5.1. La mutualisation logistique ........................................................................................... 38
5.2. Recherche bibliographique sur la mutualisation logistique ........................................... 38
5.2.1. Définition de la consolidation ................................................................................. 38
5.2.2. Les moyens de consolidation .................................................................................. 38
5.3. Modélisation du levier "Mutualisation des entrepôts" .................................................. 39
5.3.1. Formulation mathématique ..................................................................................... 39
5.3.2. Analyse de sensibilité par rapport à p ..................................................................... 41
5.4. Livraison Directe ........................................................................................................... 42
5.5. Modèle Mathématique de la livraison directe ............................................................... 43
5.5.1. Indices et paramètres .............................................................................................. 43
5.5.2. Variables de décision .............................................................................................. 43
5.5.3. Fonction Objectif .................................................................................................... 44
5.5.4. Contraintes .............................................................................................................. 44
5.6. Conclusion ..................................................................................................................... 45
Chapitre 6- Choix du projet optimal -Etude de Cas PSA- ................................................ 46
6.1. Introduction ................................................................................................................... 47
6.2. Collecte des données numériques .................................................................................. 47
6.2.1. Difficultés de collecte ............................................................................................. 47
6.2.2. Solution proposée ................................................................................................... 47
6.3. Evaluation numérique des projets ................................................................................. 50
6.3.1. Principe d'évaluation ............................................................................................... 50
6.3.2. Evaluation de la première solution -Livraison directe aux magasins- ................... 51
6.3.3. Evaluation de la deuxième solution -Mutualisation des entrepôts- ........................ 53
6.3.4. Evaluation de la troisième solution -Location d'un site d'entreposage- .................. 55
6.3.5. Choix de la solution optimale ................................................................................. 55
6.4. Conclusion ..................................................................................................................... 56
Annexes .................................................................................................................................... A

Page | VI
Figure 1: Extrait du tableau Excel "Outil d'aide à la décision" ........................................ 5
Figure 2 : Les phases du projet ....................................................................................... 6
Figure 3 : Principaux journaux contenant des papiers en relation avec la flexibilité... 11
Figure 4 : Hypothèses dans un modèle de sélection des fournisseurs ........................ 22
Figure 5 : Matrice des coûts d'achat (Cas N=2, c1=5, c2=10, c3=15) ........................... 24
Figure 6 : Effet de la variation de la capacité sur le coût et sur le nombre de
fournisseurs optimal ..................................................................................................... 27
Figure 7 : Courbe gain en fonction du nombre de fournisseur .................................... 28
Figure 8 : Réseau avant et après mutualisation ........................................................... 39
Figure 9 : Effet de la variation du paramètre p en fontion des coûts logistiques ........ 42
Figure 10: Réseau avant et après la livraison directe ................................................... 42
Figure 11 : Réseau logistique optimisé ......................................................................... 49
Figure 12: L'évolution des Coûts en fonction de la période de fermeture de l'entrepôt
- projet 1- ...................................................................................................................... 53
Figure 13: L'évolution des Coûts en fonction de la période de fermeture de l'entrepôt
-Projet 2- ....................................................................................................................... 54
Figure 14 : Choix de la solution optimale en fonction de la période de fermeture de
l'entrepôt ...................................................................................................................... 56

Page | VII
Tableau 1 : Classement des articles dans le temps .............................................................. 12
Tableau 2: Les dimensions de la flexibilité .......................................................................... 15
Tableau 3 : Approches de sélection des fournisseurs .......................................................... 20
Tableau 4 : Répartition des approches de sélection de fournisseurs ................................. 21
Tableau 5: Différence entre le modèle de C. Tang et B. Tomlin (2008) et le modèle étudié
.................................................................................................................................................. 23
Tableau 6 : Données numériques de la simulation de l'algorithme des fournisseurs ...... 26
Tableau 7 : Résultat de la simulation de la variation des capacités des fournisseurs ...... 26
Tableau 8 : Source de 'Volume Flexibility' .......................................................................... 32
Tableau 9 : Valeurs numériques des paramètres ................................................................ 35
Tableau 10 : Résultats de la simulation du modèle de gestion du personnel .................... 36
Tableau 11 : Volume du personnel en fonction de la variation de la demande ................ 36
Tableau 12 : Différentes démarches de consolidation (Pan, 2010) ................................... 38
Tableau 13: Localisation et production des usines de PSA en France .............................. 48
Tableau 14 : Demandes annuelles de villes .......................................................................... 48
Tableau 15 : Valeurs des données utilisées dans l'application numérique ....................... 49
Tableau 16 : Distances entre usines-entrepôts ..................................................................... 50
Tableau 17 : Distances entre entrepôts-clients .................................................................... 50
Tableau 18 : Coûts encourus suite à l'actionnement du levier 'avoir plusieurs
fournisseurs' en fonction des semaines ................................................................................. 51
Tableau 19 : Coûts encourus suite à l'actionnement du levier 'Avoir des moyens de
production flexibles' en fonction des semaines .................................................................... 52
Tableau 20 : Coûts supplémentaires suite à l'actionnement du levier 'Livraison Directe'
en fonction des semaines ........................................................................................................ 52
Tableau 21: Coûts supplémentaires d'un réseau mutualisé ............................................... 53
Tableau 22 : Coûts supplémentaires de l'actionnement du levier 'Louer un site
d'entreposage' en fonction des semaines .............................................................................. 55

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 1
lusieurs facteurs externes influencent le fonctionnement quotidien des entreprises
(Michell et al., 2003) tels que l'accroissement de la concurrence locale et mondiale, le
comportement des consommateurs, la variabilité des prix des ressources... Ces
facteurs induisent des incertitudes et des risques que les entreprises doivent anticiper et
limiter. Une bonne solution est de mettre en place une chaîne logistique flexible. La flexibilité
passe par des stratégies à adopter selon les risques affrontés tout en minimisant les coûts et en
maximisant les performances.
Certaines recherches ont été menées sur la flexibilité de la Supply Chain. Celles-ci
présentent d'une manière qualitative les solutions aux risques qui pourront être rencontrés.
Rares sont les études qui s'intéressent à une évaluation quantitative de ces stratégies et de
leurs effets sur les performances de l'entreprise (Tang et Tomlin, 2007). C'est dans ce cadre
que s'insère ce travail qui énumère les leviers de flexibilité à actionner lors d'un imprévu au
niveau d'un entrepôt du réseau logistique. Il évalue le coût de mise en place de chaque levier
tout en exprimant le degré de flexibilité optimal requis. Les stratégies abordées dans ce
travail sont la flexibilité des fournisseurs, des moyens de production et du réseau de
distribution.
Ce rapport s'organise comme suit: Le premier chapitre traite du cadre général et pratique de
ce stage de master. Le deuxième chapitre met en revue la définition, quelques exemples de
mesures et le classement des dimensions de la flexibilité. En suite, dans les chapitres 3, 4, 5 et
6 chacun des leviers suivants est modélisé analytiquement ou numériquement pour obtenir le
coût minimal pour sa mise en place :
Avoir plusieurs fournisseurs
Avoir des moyens de production flexibles (heures supplémentaires et intérims)
Mutualiser les entrepôts
Livrer directement aux clients
Finalement, on exposera dans le septième chapitre une étude de cas concernant l'entreprise
PSA permettant de montrer comment on peut utiliser les modèles développés pour choisir la
solution optimale au problème d'entrepôts.
P

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 2
1. Chapitre 1
-Contextualisation du sujet-

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 3
1.1. Introduction
Le présent chapitre est une étape introductive contenant la présentation du contexte du
mémoire du master et la phase prise en main avec les travaux déjà réalisés. Cette présentation
nous permettra une meilleure connaissance des entreprises de la chaire et nous aidera à
formaliser leur besoin, étape inéluctable pour le démarrage de tout projet.
1.2. Périmètre du sujet et présentation de la chaire
Le sujet du stage du master traite la gestion de la flexibilité des partenaires de la chaire
Supply Chain (Carrefour, Louis Vuitton et PSA). La flexibilité fait partie de nos jours des
leviers économiques, sociaux ou encore environnementaux pour une entreprise. Cependant,
derrière ce concept se cache une multitude de prérequis et de conditions qui peuvent rendre la
mise en place d'une Supply Chain flexible compliquée et jeter un doute quant à sa pertinence
à améliorer les performances.
1.2.1. Présentation de la chaire Supply Chain
La chaire Supply Chain de l'Ecole Centrale Paris est le fruit d'un partenariat entre l'Ecole et 4
grandes entreprises (Danone, Louis Vuitton, Carrefour et PSA). Elle est composée aussi de
professeurs, de chercheurs et de doctorants. La stratégie de la chaire est de créer de la valeur
pour les entreprises et la société nécessitant un effort important dans la recherche et la
connaissance des enjeux du milieu industriel.
1.2.1.1. Présentation de PSA
Peugeot Société Anonyme a été créée en 1965. Elle possède les marques de voitures Peugeot
et Citroën. L‟entreprise est leader en France en part de marché avec ses deux marques.
En 2012, le chiffre d‟affaire de PSA a atteint 55,4 milliards d‟€ grâce à 2,965 millions de
voitures vendues dans le monde (62% en Europe et 38% ailleurs). L‟entreprise compte 202
108 employés.
Au 31 décembre 2012, PSA est présent dans 160 pays. Il est le 2ème constructeur automobile
européen avec 12,7% de part de marché (après Volskwagen).
Peugeot a décidé de garder les compétences clés de l‟automobile à savoir les moteurs et
certaines carrosseries et d‟externaliser la plupart des autres composants des voitures
notamment à sa filiale Faurecia et à d‟autres fournisseurs automobiles. PSA dépense 5% de
son chiffre d‟affaire en R&D et il est le premier déposant de brevet en France avec 1237
brevets.

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 4
PSA dispose de 16 centres de production et de 14 usines de mécanique et bruts (moteurs,
transmissions, composants, fonderie).
1.2.1.2. Présentation de Carrefour
Carrefour est un groupe français du secteur de la grande distribution. Devenu en 1999 le
numéro un européen de la grande distribution en fusionnant avec le groupe français
Promodès, il s‟est hissé en 2010 au 2e rang mondial dans ce secteur en termes de chiffre
d'affaires derrière l‟américain Wal-Mart et malgré une baisse de part du marché en 2012,il
reste le numéro un de la grande distribution en France.
1.2.1.3. Présentation de Louis Vuitton
Louis Vuitton est une société anonyme de l‟industrie du luxe, fondée en 1864 et appartenant
au groupe LVMH. Elle propose de nombreux produits dans des secteurs variés : la joaillerie,
l‟horlogerie, le prêt à porter, les souliers, etc... ; Cependant, son activité principale reste la
maroquinerie avec des produits de très haute qualité renommés et vendus dans le monde
entier. En 2012, le chiffre d‟affaire de Louis Vuitton a atteint les 7 milliards d‟euros.
Louis Vuitton possède 450 magasins répartis partout dans le monde et compte plus de
9000 employés.
1.2.2. Prise en main avec travaux déjà réalisés
Dans le même contexte de la flexibilité, des travaux ont été réalisés par des groupes projets
centraliens et un mémoire thématique. Le but de ces travaux était de faire un état de l‟art sur
les degrés de flexibilité des trois niveaux de la Supply Chain (amont, production et aval) et de
concevoir un outil d'aide à la décision en utilisant Excel pour les entreprises regroupant les
leviers à actionner et les critères d'évaluation (économiques, environnementaux et sociaux)
(figure 1)

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 5
1.3. Objectif et problématique du stage
1.3.1. Objectifs du stage
Le présent mémoire présente un travail d'approfondissement et la suite des travaux déjà
réalisés. Après l'identification des différents leviers de flexibilité à actionner, nous avons jugé
indispensable d‟expliquer comment on peut les utiliser et avec quel coût. Nous avons proposé
alors d'entamer une étude quantitative de la mise en place des leviers sur les performances de
la Supply Chain. Deux objectifs sont retenus pour ce travail ;
Objectif opérationnel:
Proposer une grille de leviers plus exhaustive regroupant l‟ensemble des
leviers existants dans la littérature
Aider les entreprises à choisir les meilleures stratégies de flexibilité en termes
de leviers à actionner tout au long de la Supply Chain pour répondre à une
perturbation le plus efficacement possible
Objectif de recherche:
Modéliser des scénarios propres à chaque entreprise mettant en relation les
leviers à actionner, les paramètres d‟entrée et les performances de la Supply
Chain
Environnemental
Investissement
nécessaire
Coûts récurrents
prévisionnels
Impact sur le
stock (volume et
coûts associés)
Coût global de la
Supply Chain aval
(% CA)
Impact sur le CA
(augmentation en
% du CA)
Durée du retour
sur
investissement
Impact écologique
Adéquation avec
les objectifs
stratégiques de
l’entreprise
Niveau de la prise
de décision
(opérationnelle
ou stratégique)
Facilité
d'exécution
Rapidité
d'exécution
Durabilité (dure
un an / un jour)
Impact sur le délai
de livraison (lead
time)
Taux de service
par cycle
Cohérence avec le
rôle de la Supply
Chain
Impact global sur
la flexibilité
Impact sur la
satisfaction client
Impact sur la
relation
fournisseur
Impact social dans
l'entreprise
ligne 4 :
importance
du critère
Adapter la politique générique de stockage par seuil (R,q), ou par
fréquence(T,S), …
Augmenter/Diminuer le nombre d'entrepôts au global
Choisir le nombre niveau d'entreposage (Mondial, Régional,
Continental,…) en adéquation avec la stratégie de distributionmoduler le stock de sécurité necessaire pour s'adapter à la variabilité de
la demande
Mutualiser les services (suppression des opérations doubles)
Choisir les zones de stockage en fonction des produits et de leur valeur
ajouté
Utiliser le CrossDocking
Moduler la cadence des préparations de commandes et des envois
Louer / Acheter les sites d'entreposage
Externalisation des opérations
Avoir la possibilité d'optimiser la surface d'entreposage suite à une sous-
capacité ou sur-capacité d'entreposage
Optimiser les zones de déplacements des opérateurs en entrepôt
Choisir du type de support (pallettes complètes, cartons, produits
unitaire, …)Adapter la préparation de commande au niveau de l'entrepôt (picking ou
préparation en grappe)Automatiser la préparation commande par trieuse automatique sur tapis
roulant ou robot dans les allées de stockage
Choisir la tailles et du nombre de quais de réception et de d'envoi.
Recourir à l'interim pour absorber les fluctuations d'activité
Utiliser une technologie Voice pour les opérateurs qui permet d'aller plus
vite
Critères d'évaluation du levier
SocialEconomique Mise en place
Type de levier Description
Levier activé
1:oui ; 0: non
Leviers d'augmentation de la flexibilité
horizon temporel
Flux physiques en
Entrepôts
Entreposage
Critères
Figure 1: Extrait du tableau Excel "Outil d'aide à la décision"

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 6
1.3.2. Problématique et phase du projet
Afin d'atteindre les objectifs fixés précédemment, nous allons suivre la démarche suivante :
Etablir un état de l'art plus exhaustif sur la "Flexibilité" permettant d'apporter
une réponse aux questions suivantes : Comment peut-on définir la flexibilité ?
Quelles sont les mesures existantes adéquates pour la flexibilité ? etc.
Enrichir la grille des leviers à travers la littérature et dessiner une grille
adaptée à chaque entreprise (leviers + critères) en tenant compte de tous les
niveaux de la Supply Chain
Choisir les leviers à activer suite à une perturbation externe propre à chaque
entreprise et étudier l‟amplitude et l‟impact sur les performances de la Supply
Chain
1.4. Phases du projet
Pour réaliser les objectifs et répondre à la problématique du stage, notre projet se divise en 3
grandes phases commençant par la phase "Appropriation du sujet" ensuite la phase
"Personnalisation des grilles et choix de scénarios" et finalement la phase "Etude quantitative"
(figure 2).
Figure 2 : Les phases du projet
Phase I Phase II Phase III
Appropriation du
sujet
• Prise en main avec les travaux réalisés
• Standardisation de la grille des leviers
• Etablissement des
questionnaires • Prise des rendez-vous avec
les partenaires industriels• Recherche bibliographique
sur la flexibilité
Grille Standard
Livrables
Personnalisation des grilles et choix de
scénarios
• Visite des partenaires industriels
• Trie des leviers et des critères
• Personnalisation de la grille
• Collecte des scénarios propres à chaque entreprise
• Grille personnalisée à chaque entreprise
• Scénarios collectés• Etat de l’art
Livrables
Etude quantitative
• Choix des performances de la Supply Chain• Choix des mesures de flexibilité
• Proposer des bonnes pratiques suite à des simulations des différents scénarios via des modèles mathématiques
• Proposition des bonnes pratiques
Livrables

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 7
1.4.1. Appropriation du sujet
C'est une phase très importante pour cerner le projet et définir ses objectifs afin de mener un
travail de compréhension visant à connaître à mieux la problématique et à dessiner plus
précisément le contour du projet. La phase est composée des cinq étapes suivantes :
• Prise en main avec les travaux réalisés (les projets centraliens et le mémoire
thématique 2013)
• Standardisation de la grille des leviers :
Cette étape représente un gros travail de concertation entre les groupes Amont-Production-Aval.
On a regroupé tous les leviers en un seul tableau en gardant juste les leviers les plus
prometteurs.
• Etablissement des questionnaires et prise des rendez-vous avec les partenaires
industriels :
Durant la période de stage, on a eu la chance de rencontrer différents responsables Supply
Chain des trois entreprises partenaires :
1. Pierre Gabaud, Expert Logistique Amont chez PSA Peugeot Citroën
Serge Secret, Membre de la Chaire Supply Chain
2. Alexandre Berger, Directeur Planification Non-Alimentaire et activités
transverses chez Carrefour
3. Loic Lecoeuche, Production Planning (PDP) Project Manager chez Louis
Vuitton
4. Dave Goualier, Directeur Supply Chain chez Louis Vuitton
• Recherche bibliographique sur la flexibilité
1.4.2. Standardisation de la grille et choix de scénarios
Les tableaux réalisés avec les groupes projets centraliens contiennent les bonnes pratiques de
toutes les entreprises. Tous les leviers ne peuvent pas être mis en place dans toutes les
entreprises. Donc pour rendre utile l'utilisation de ce tableau, un trie au niveau des leviers a
été fait en collaboration avec les responsables Supply Chain des trois entreprises et on a
obtenu à la fin une grille standardisée propre à chaque entreprise.
En ce qui concerne le choix de scénario, on a fait de sorte d'avoir le même scénario qui
intéresse toutes les parties prenantes dans ce projet.
Le scénario qui sera étudié tout au long de notre projet est un accident imprévu dans l'un des
entrepôts qui engendre sa fermeture.
Deux besoins ont été identifiés suite à cet accident imprévu. Le premier est la compensation
des produits perdus et le deuxième est le choix d'une solution temporaire à mettre en place.
1.4.3. La démarche adoptée pour résoudre le problème
Pour remédier au problème d'entrepôts, trois solutions ont été retenues :

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 8
Solution 1 : Livraison Directe aux magasins
L'idée de cette solution est d'éliminer l'entrepôt est d'acheminer directement les produits vers
les magasins, cette solution engendre plus de fréquence de livraison, plus de quantité à
produire pendant les semaines et plus de quantité approvisionnée au près des fournisseurs.
Pour toutes ces raisons, les différents responsables de la chaire ont choisi d'actionner dans
cette solution les trois leviers suivants :
1. Avoir plusieurs fournisseurs
2. Avoir des moyens de production flexibles
3. Réorganisation du plan de transport
Solution 2 : Mutualisation des entrepôts
Ayant les mêmes conséquences de la solution 1 vu le changement des flux de l'usine vers les
entrepôts, cette solution propose de modifier les flux et de transporter les marchandises vers
un autre entrepôt situé dans une zone géographique proche de l'ancien. Le critère de choix de
l'entrepôt à mutualiser se limite seulement aux coûts de transport dépendant de la distance
parcourue. On retient donc les deux premiers leviers de la solution 1 et 2 et on ajoute un
troisième ; Mutualiser les entrepôts.
Solution 3 : Location d'un entrepôt temporaire
Dans cette solution, on se limite à choisir un entrepôt proche de l'ancien entrepôt. Aucun
changement n'est prévu pour les quantités à produire, ni la distribution de marchandises. On
s'intéressera seulement aux prix de location d'un m2.
1.4.4. Etude quantitative
Avant de commencer la modélisation des leviers décrits dans le paragraphe précédent, une
évaluation qualitative de l'actionnement de ces leviers sur les performances de la Supply
Chain à été faite en se référant à l'expérience des responsables de la chaire (voir annexe 1)
Après avoir une idée sur l'impact des leviers sur le coût, les gains et le stock, on a une vision
un peu claire sur la décision à prendre en termes de projet adopté.
Pour vérifier les résultats obtenus, une étude quantitative via des modèles numériques et
analytiques est requise. Chaque levier sera modélisé a part avec une vision de minimiser les
coûts encourus suite à sa mise en place. Les modèles développés sont soient des modèles
d'optimisation en nombre entier et mixte soit des programme informatique avec le code C.
1.4.5. Application numérique : Etude de cas 'PSA'
La dernière étape de notre travail est une étude de cas permettant de comprendre comment
on peut utiliser les modèles développé et comment on peut choisir le projet à mettre en place.
La solution optimale sera exprimée en fonction de la durée de fermeture de l'entrepôt.

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 9
1.5. Conclusion
Suite à la présentation du cadre général et pratique de ce travail, nous avons délimité le
cadre de notre projet pour être en conformité avec les objectifs fixés. Nous entamons tout
d'abord dans le chapitre suivant un état de l'art lié au concept flexibilité de la Supply Chain
ensuite l'approche que nous proposons pour modéliser les leviers.

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 10
2. Chapitre 2
-Etat de l'art sur la flexibilité-

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 11
2.1. Introduction
Le monde de production est caractérisé par une forte concurrence et par des consommateurs
de plus en plus exigeants qui demandent des produits personnalisés dans des courts délais.
Les entreprises qui concentrent leur gain sur les coûts de production standardisés doivent
impérativement être flexibles pour gagner une place compétitive sur le marché.
Les auteurs ont reconnu l'importance de la flexibilité pour satisfaire les exigences du client et
améliorer la réactivité face à des variations internes et externes (Fisher et al, 1994; Vickery et
al, 1999; Olhager et West, 2002) jusqu'arriver à la classer comme une capacité stratégique
(Lau, 1996; De Toni et Tonchia, 2005; Krajewski et al, 2005).
2.2. Méthodologie de recherche
Pour réaliser une lecture avertie du concept flexibilité de la Supply Chain et de l'étudier sous
différents angles, on s'est intéressé aux papiers en relation avec la Supply Chain, la flexibilité,
l'agilité, la réactivité, l'incertitude et les risques depuis les années 1981 jusqu'à 2012. Dans
cette recherche, plus de 70 revues et publications ont été examinés.
En ce qui concerne les journaux, on a classé dans la figure 3 juste les journaux contenant
plus qu'un article en relation avec la flexibilité.
0
1
2
3
4
5
6
7
8
Nombre d'articles
Operations Research
Manufacturing and Service
Operations ManagementManagement Science
Journal of Operations
ManagementJournal of Business Logistics
Indusrial Marketing
ManagementInt. J. of Production Research
Int. J. of production Economics
Int. J. of Physical Distribution
and Logistics ManagementInt. J. of Operations and
Production ManagementGlobal Journal of Flexible
Systems Management
Figure 3 : Principaux journaux contenant des papiers en relation avec la flexibilité

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 12
2.3. Flexibilité dans le temps
Un nombre important d'auteurs a commencé à reconnaître qu'il est important de regarder au-
delà de la flexibilité des chaînes de production ou des usines et de s'intéresser à la flexibilité
de toute la Supply Chain amont, production et aval.
Dans le domaine du management des opérations, le terme flexibilité est le plus souvent
associé avec la littérature sur la flexibilité des systèmes de production qui a émergé dans les
années 1980 et 1990 par les papiers de Slack (1983, 1987), Gerwin (1987, 1993) et Upton
(1995).
Durant cette période, plusieurs études ont démontré les effets positifs de la flexibilité de
production sur les performances de l'entreprise (Swamidass et Newell, 1987; Gupta et
Somers, 1996; Vickery et al, 1997). Malgré l'importance de ces résultats, les études se
limitaient sur les composants intra-organisationnels (comme la flexibilité du mix, produit et
volume) et l'environnement de la production. Avec la croissance de l'externalisation, les
entreprises sont de plus en plus dépendantes des prestataires de services et des fournisseurs, et
sont de plus en plus conscients de la nécessité de gérer et d'intégrer l'ensemble de la chaîne de
valeur depuis les fournisseurs de matières premières jusqu'aux consommateurs finaux (Fisher,
1997; Lambert et al, 1998; Croom et al, 2000; Jack et Raturi, 2002).
A partir des années 1990, un nombre croissant d'articles s'intéresse à la flexibilité de toute la
chaine (Eloranta et al, 1995; Krajewski et al, 2005; Schmenner et Tatikonda, 2005; Slack,
2005). Les Supply Chain flexibles sont capables de répondre efficacement à des perturbations
externes ou internes et aux changements dans la demande tout en maintenant les mêmes taux
de service. Le tableau 1 contient les principaux articles de chaque époque de la flexibilité.
Tableau 1 : Classement des articles dans le temps
Flexibilité Articles
Manufacturing
Flexibility
Slack (1983, 1987),
Gerwin (1987,1993),
Upton (1995), Olhager
and West (2002)
Passage de
Manufacturing
flexibilité à SCF
Lau (1994), Narasimhan
and Das (1999-2000),
Lumus et al. (2002)
Supply Chain
flexibility
Gupta and Nehra (2002),
Steven Graves et al.
(2003), Bing Wu et al.
(2008), Zhen et al. (2010),
Nyoman Pujawan (2011)
………..

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 13
2.4. Définition de la flexibilité de la Supply Chain
La flexibilité de la Supply Chain est un concept difficile à définir pour deux principales
raisons. Premièrement pour sa relation avec la notion Supply Chain qui est difficilement
délimitable. En effet, la fonction Supply Chain tente de réduire les coûts tout au long des
processus et de répondre aux besoins des clients à temps, en bonne quantité et qualité.
Deuxièmement, la notion de flexibilité est fortement liée aux différents composants comme
l'adaptabilité, l'alignement, l'agilité, .... Nous essayerons par la suite d'apporter des définitions
pour chaque composant.
Il n'existe pas une définition générale de la notion de flexibilité commune à tout système
industriel. (Peter and Lars, 2005) considèrent la flexibilité, d'un point de vue production,
comme la capacité du système de production pour faire face aux changements internes
(variation du mix produit, des procédés de fabrication, de la charge et les pannes aux niveau
des machine ..). (Hairulliza et al., 2004) résument les définitions actuelles en relation avec la
flexibilité en :
La capacité d'un système de production pour faire face avec des variations
environnementales.
La capacité de l'entreprise de répondre avec agilité aux variations des conditions du
marché.
La capacité de l'entreprise de répondre aux variations le plus efficacement possible,
avec moindre coût et moindre effets négatifs sur l'efficacité du système.
Selon (Boulaksil et al. 2011) la flexibilité est la capacité des processus de l'entreprise à gérer
ou réagir efficacement aux changements avec des pénalités minimes en temps, coût, qualité
ou performances.
On remarque à travers les définitions proposées par (Hairulliza et al., 2004) et (Boulaksil et
al. 2011) que la flexibilité est en relation étroite avec les notions d'adaptabilité, alignement et
agilité. En effet, (Fernando et al., 1991) expliquent qu'une entreprise n‟est flexible que si elle
se caractérise par ces trois notions :
Adaptabilité: Ajuster la conception des processus de façon à répondre aux
changements structurels des marchés, modifier les réseaux logistiques, les produits et
les technologies.
Alignement: Créer des mesures incitatives parmi les partenaires au sein de la Supply
Chain pour augmenter la performance globale de la chaîne.
Agilité: La capacité de la Supply Chain de répondre efficacement et rapidement aux
changements de la demande ou de l'offre.
Au final, on peut conclure qu'une Supply Chain flexible est donc capable de répondre aux
différents changements afin de gagner un avantage compétitif. On peut classer ces
changements en internes (moyens de production, procédés de fabrication, ...) et externes
(demande, caractéristique du marché, ....).

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 14
2.5. Dimensions de la flexibilité
L'étude des différents types ou dimensions de la flexibilité de la Supply Chain a fait l'objet
d'un intérêt croissant aujourd'hui. Afin de faire face aux changements internes et externes, les
experts en Supply Chain ont introduit différents types de flexibilité en fonction des
caractéristiques et performances désirées.
Commençant par les systèmes de production, différents composantes de flexibilité ont été
construites et présentées hiérarchiquement partant du ressources et arrivant au niveau des
entreprises. (Slack, 1983) décrit cinq types (ou composants) de la flexibilité des (nouveaux
produit, la gamme de produits, la qualité, volume et de la distribution), tandis que (Slack,
1987) constate que les différents types de flexibilité sont plus importantes dans certains
milieux que dans d'autres. (Gerwin, 1987) décrit sept types de flexibilité, (Koste et Malhotra,
1999) et (Narasimhan et Das, 2000) étendent les types à dix et (Vokurka et O'Leary-Kelly,
2000) à 15 (machine, manutention, opération, automatisation, personnel, processus; le
routage; produit; nouvelle conception, livraison, volume, expansion; stratégie, production et
marché). Il ya une forte interdépendance entre ces dimensions, par exemple, le routage et la
flexibilité du produit sont tous deux influencés par le degré de flexibilité de la machine.
On peut conclure alors que :
1. La flexibilité est multidimensionnelle
2. Il existe des éléments plus prometteurs dans certain environnement que dans d'autres
En tenant compte que les chaînes logistiques sont des combinaisons de différents processus
de production, on peut s'inspirer de la littérature en relation avec la flexibilité des systèmes de
production et proposer une classification des différentes composants dans un contexte plus
général. Les auteurs ont également tendance à présenter l'important rôle des supply chain à
rendre une entité flexible. (Duclos et al., 2003) ont élaboré un modèle conceptuel de la chaîne
logistique composé de six éléments, raffinés à cinq par (Lummus et al., 2003).
Ce sont : la flexibilité des systèmes opérationnels, des processus logistiques, du réseau
d'approvisionnement, de la conception organisationnelle et des systèmes d'information.
Plus particulièrement, la flexibilité des processus logistiques concerne la réception et la
livraison de produits face à la variation des sources d'approvisionnement et des demandes de
clients alors que la flexibilité des réseaux d'approvisionnement renvoie à la capacité de
reconfigurer la chaîne et d'aligner l'offre avec la demande. De même, (Gosain et al., 2005)
expliquent que la flexibilité de la Supply Chain est composée de deux types: 'Offering
flexibility' et 'partnering flexibility'. 'Offering flexibility' désigne la capacité d'une Supply
Chain à supporter les changements dans les produits et les services en réponse à des
changements de l'environnement économique. Alors que 'partnering flexibility' renvoie à la
facilité de l'évolution des partenaires de la chaîne logistique en réponse aux changements dans
l'environnement économique.
Une autre classification proposée par (Steven et Spring, 2007) et présenté dans le tableau 2.

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 15
Le tableau 2 résume les éléments de la flexibilité commençant par la flexibilité de l'usine
jusqu'à la flexibilité du réseau. C'est une adaptation des différentes classifications proposées
dans la littérature. Le particulier dans cette étude est l'ajout de l'aspect temps. Toutes les
dimensions ont été classées par rapport à la durée de la variation. Deux aspects ont été
proposés : le court terme en relation avec la capacité de changement rapide et le long terme
pour les décisions stratégiques.
Tableau 2: Les dimensions de la flexibilité

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 16
2.6. Mesure de la flexibilité
De nombreux articles mettent l'accent sur la mesure de la flexibilité des systèmes de
production, y compris (Browne et al, 1984), (Gupta et Goyal, 1989), (Sethi et Sethi, 1990),
(Dixon, 1992), (Gupta et Somers, 1992), (Gupta, 1993), (Berry et Cooper, 1999), (D'Souza et
Williams, 2000), (Phillips et Tuladhar, 2000) et (Koste et al, 2004). Les mesures de flexibilité
sont également incorporées dans des systèmes plus larges de mesure du rendement (Neely et
al, 1995) ; (Neely, 2005). Malgré cette attention, les mesures de la flexibilité sont difficiles à
exprimer et souvent critiquées pour les raisons suivantes :
Les mesures sont subjectives et manques de généralité (Gerwin, 1993);
(Kosteet al., 2004).
La flexibilité est multidimensionnelle: être flexible dans une dimension ne
signifie pas nécessairement que toute l'entité est flexible. Par conséquent, on
peut dire que deux systèmes sont flexibles sous différents angles.
La littérature qui tente de mesurer la flexibilité de la Supply Chain n'est pas suffisante
jusqu'aujourd'hui. Les travaux existants classent les études en deux catégories. Les études qui
évaluent les dimensions "fermes" (Beamon, 1999;. Giachetti et al, 2003) et autres pour les
dimensions "souples" (Gupta et Nehra, 2002; Pujawan, 2004).
Les facteurs fermes sont directement mesurables, par exemple, la mesure de la capacité à
faire face aux variations des coûts, des niveaux de stock, les délais, les pertes de ventes et le
profit. Tandis que les facteurs souples tels que la flexibilité dans les relations horizontales et
verticles, sont généralement définis à l'aide des échelles de Likert et à travers les opinions des
experts en Supply Chain management. Bien que ces études fournissent des contributions
utiles, elles peuvent également être critiquées pour incorporer seulement un nombre limité de
composants et fournir des détails insuffisants sur la façon dont elles peuvent être appliquées
dans la pratique.
Jusqu'à ce qu'il soit possible de mesurer la flexibilité des chaînes logistiques d'une manière
adéquate, il est difficile de la gérer ou de comparer la flexibilité d'une Supply Chain avec une
autre. Par conséquent, des mesures plus complètes et objectives de la flexibilité sont
nécessaires, un point de vue partagé par (Gunasekaran ,1999), (Vickery et al.,1999), (Lummus
et al., 2003) et (Lummus et al., 2005).
2.7. Conclusion
De profondes contributions ont été faites au niveau de la définition de la flexibilité et du
classement de ses dimensions. Néanmoins, il existe une pénurie au niveau des modèles qui
proposent des mesures adéquates et généralistes du degré de flexibilité désiré afin de pourvoir
concevoir des stratégies et des plans à mettre en place qui rendent une entreprise flexible.

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 17
Chapitre 3
-Levier source d'approvisionnement-

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 18
3.1. Introduction
Le problème de sélection de fournisseurs a été largement étudié dans la littérature
scientifique. Le premier scientifique qui s'intéressait à ce problème était Gary Dickson
(Dickson, 1966). Il a défini le problème de sélection de fournisseurs comme suit :
"The vendor selection problem is associated with deciding how one vendor should be
selected from a number of potential alternatives."
Dans notre cas, nous adoptons cette définition et nous nous intéressons plus particulièrement
à l'évaluation du nombre optimal de fournisseurs qu'on doit avoir afin de mitiger le Supply
risque qui représente le fait d‟avoir des coûts d'achat stochastiques. Le but de notre travail est
de démontrer que le fait d'avoir plusieurs fournisseurs aide les entreprises à décider du
nombre optimal de fournisseurs et de gagner en termes de coût.
Nous commençons notre étude par un état de l'art sur le problème de sélection de
fournisseurs et nous procédons par la suite à la modélisation mathématique.
3.2. Etat de l'art sur le problème de sélection des fournisseurs
La complexité du problème de sélection des fournisseurs est complexe vu le nombre
important de paramètres et d‟hypothèses à considérer
3.2.1. La procédure de sélection des fournisseurs
Pour étudier le problème de sélection des fournisseurs, on doit respecter les étapes suivantes
(Al hammami, 2003) :
Étape 1 : Lister l'ensemble des fournisseurs.
Étape 2 : Déterminer l'ensemble des critères de sélection.
Étape 3 : Évaluer les fournisseurs par rapport aux critères.
Étape 4 : Proposer une méthode de sélection.
Étape 5 : Décider du (des) fournisseur(s).
3.2.2. Les critères de sélection
Pour sélectionner les fournisseurs, une étude faite par (Dickson, 1966) auprès de 273
entreprises montre qu‟il y a plus de 50 critères utilisés par les industriels. Suite à un traitement
de critères dans la même étude, seulement 23 critères ont été retenus. L'ensemble des critères
a été groupé en 7 sous-ensembles : la qualité, le délai, l‟historique de la performance, la
politique de réclamation, la capacité, le prix, et la capabilité technique.
Une autre synthèse effectuée [Weber et al., 1991] a montré que les 23 critères classés par
Dickson sont pratiquement les mêmes que ceux utilisés actuellement dans l'industrie. La seule
différence existe au niveau de l'ordre d'importance des critères. Par ailleurs, cet ordre dépend
principalement du contexte économique de chaque entreprise (secteur d'activité, la nature du
produit ...)

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 19
Par exemple, il y a des critères utilisés aujourd'hui comme la sécurité dans les industries
nucléaires et le partage des données informatisées dans l'industrie automobile qui ne sont pas
cités dans les deux articles de Dickson et Weber. Une troisième classification est nécessaire
pour mettre à jour l'ensemble des critères.
Pour relier l'ensemble des critères aux contextes de l'entreprise, (Al hammami, 2007) a
considéré que le choix d‟un fournisseur se fait toujours selon des critères stratégiques,
techniques et économiques. Le problème de sélection des fournisseurs se situe dans l'un des
contextes suivants :
Contexte 1 : Première affaire (Critères stratégiques et techniques >>> critères
économiques)
L‟entreprise souhaite solliciter des fournisseurs pour une première affaire. L‟entreprise n‟a
donc aucun historique concernant le(s) fournisseur(s). Dans ce cas, les critères stratégiques et
techniques seront plus importants que les critères économiques.
Contexte 2: Activités déjà connues (Critères économiques >>> critères stratégiques)
L‟entreprise espère solliciter des fournisseurs pour réaliser des activités qu‟ils connaissent
déjà. Dans ce cas, les critères techniques sont considérés maîtrisés, et les critères économiques
seront plus importants que les critères stratégiques.
3.2.3. Les approches de sélection
Dans notre étude de l'art sur le problème de sélection de fournisseurs nous avons classé les
approches ou modèles de sélection de fournisseurs comme suit :

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 20
Tableau 3 : Approches de sélection des fournisseurs
Nous remarquons que la plupart des modèles pour le traitement du problème de sélection des
fournisseurs sont soient des articles conceptuels, soient des modèles de programmation
linéaire mixte traités avec une vision de gestion de stock visant à minimiser le coût de
sélection, de stockage et de rupture.
Afin de mieux expliciter la répartition des approches utilisées pour traiter le problème de
sélection de fournisseurs, nous considérons les articles présentés dans (Weber et al., 1991).
Nous constatons que parmi les 74 articles, 33 articles sont conceptuels, 20 articles présentent
des modèles mathématiques basés sur la programmation linéaire, la programmation linéaire
mixte, le goal programming…, 14 articles présentent des modèles basés sur le calcul de la
quantité économique de commande (Economic Order Quantity),et les autres articles
présentent des modèles divers (AHP, analyse statistique…). Cette répartition est récapitulée
dans le tableau ci-après.
•La méthode de la somme pondérée [Timmerman 1986]Méthodes élémentaires
•Goal programming [Chaudhry et al. 1991]
•La programmation Mixte [Bender et al. 1985] [Current et Weber 2003] [
•La programmation mathématique à objectifs multiples
Méthodes d’optimisation mathématique
•La méthode AHP (Analytic Hierarchic Process) [Narasimhan 1983] [Nydick et Hill 1992] [Tam et Tummala 2000]
•La méthode ISM (Imterpretive Structural Modelling) [Mandal et al. 1994]
Méthodes d‘aide à la décision multicritère
•Activity Based Costing (ABC) [Degraeve et Roodhooft 1998]
•Total Cost of Ownership [Degraeve et al. 2000]Méthodes basées sur les coûts
•Analyse en Composante Principales [Petroni et Braglia 2000]
•Analyse statistique [Mummalaneni et al. 1996]
Méthodes basées sur les techniques statistiques
•[Lee et Rosenblatt 1986] [Hwang et al. 1990] [
Méthodes basées sur le calcul de la quantité économique de
commande
•Une combinaison de la méthode de la somme pondérée et de la technique de simulation Monte Carlo [Thompson 1990].
•Modèles de jugements humains (human judgments models) [Patton 1996]
•Réseaux de neurones [Siying et al., 1997]
Autres méthodes

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 21
3.2.4. Hypothèses dans un modèle de sélection des fournisseurs
Les modèles de sélection des fournisseurs varient en fonction :
1. de la nature des informations. On distingue :
a. Les problèmes déterministes
b. Les problèmes stochastiques
2. de la capacité des fournisseurs. On distingue :
a. Les problèmes où les fournisseurs ont des capacités finies
b. Les problèmes où les fournisseurs ont des capacités infinies
3. du nombre de fournisseurs à sélectionner. On distingue :
a. Les problèmes de sélection d‟un seul fournisseur (monosourcing)
b. Les problèmes de sélection de plusieurs fournisseurs (multisourcing)
4. de la structure des coûts du (des) produit(s). On distingue :
a. Les coûts ayant une structure linéaire
b. Les coûts non linéaires (par exemple : dans les cas où des rabais sont possibles)
5. du nombre de produits. On distingue :
a. Les problèmes de sélection des fournisseurs pour l‟acquisition d‟un seul produit.
b. Les problèmes de sélection des fournisseurs pour l‟acquisition de plusieurs produits.
L'ensemble de ces hypothèses est synthétisé dans la figure 4 suivante :
Tableau 4 : Répartition des approches de sélection de fournisseurs

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 22
Figure 4 : Hypothèses dans un modèle de sélection des fournisseurs
Selon la classification présentée ci-dessus, le nombre de problèmes de sélection des
fournisseurs que nous pouvons imaginer est 25 = 32 problèmes. Il est clair que nous ne
pouvons étudier dans le cadre de ce travail toutes les variantes. Nous nous intéressons
particulièrement à l‟analyse des problèmes les plus couramment étudiés et nous donnons les
lignes directrices pour le traitement des autres catégories de problèmes.
3.3. Approche d'évaluation du levier "Avoir plusieurs
fournisseurs"
Le but de cette section est de proposer un modèle permettant de montrer que le faite d'avoir
plusieurs fournisseurs permet à l'entreprise de gagner en termes des coûts et d'arriver à
exprimer le nombre optimal de fournisseur avec le minimum coût possible. Les coûts sont
composés des coûts d'achat, des coûts fixes et des coûts administratifs d'établissement de
contrat.
3.3.1. Algorithme d'évaluation
Le principe de notre modèle est de calculer le coût d‟avoir plus qu‟un seul fournisseur pour
mitiger le supply risque. Pour çela, on a étudié un modèle dérivé du modèle de (C. Tang, B.
Tomlin 2008). Ce dernier propose de montrer que dans le cas où on a des coûts d'achat
stochastiques, on peut démontrer suite à des calculs de probabilité que la fontion coût est
convexe croissante en nombre de fournisseurs. Les hypothèses retenues (tableau 4) ne
traduisent pas l'image réelle de ce qui se passe sur terrain dans les industries. Donc afin de se
rapprocher de la réalité, on a retenu quelques hypothèses, modifié et ajouté d'autres (tableau
5).
Variables d’un modèle de sélection de
fournisseurs
Natures de la demande
Déterministes
Stochastiques
Capacités des fournisseurs
Capacités finies
Capacités infinies
Nombre de fournisseurs à sélectionner
Seul fournisseur (mono-sourcing)
Plusieurs fournisseurs (Multi-sourcing)
Structure des couts
Coûts aléatoires
Coûts linéaires
Coûts avec rabais
Nombre de produits
Un seul produit
Plusieurs produits

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 23
3.3.1.1. Hypothèses
On se propose d'étudier la relation entre les coûts et le nombre de fournisseurs dans le cas où
on a des coûts unitaires d'achat stochastiques discrets (c1 = 6, c2 = 7 ou c3 = 8 € avec une
probabilité égale à 1/3 (J. Burke et al. 2007)). Dans notre modèle, on considère que notre
demande D est constante sur un horizon de temps et qu'on a N fournisseurs potentiels avec
des capacités différentes cap. On tient compte aussi des coûts fixes cfi propres pour chaque
fournisseur i.et des coûts administratifs ca qui représentent les coûts d'établissement des
contrats avec les fournisseurs.
Tableau 5: Différence entre le modèle de C. Tang et B. Tomlin (2008) et le modèle étudié
Modèle de C. Tang, B. Tomlin (2008) Modèle étudié
Avoir N fournisseurs avec un coût
variable Ci (i=1..n) qui suit la loi de
Bernoulli, uniforme ou exponentielle.
Avoir N fournisseurs avec un coût
d‟approvisionnement variable C1 = 6 ,
C2= 7 et C3= 8 € avec une probabilité
1/3 (J. Burke, E. Carrillo, J. Vakharia
2007)
Demande constante Demande constante
Chaque fournisseur a la capacité de
répondre à la demande de l‟usine
On peut avoir un fournisseur qui n‟est
pas capable de répondre à la demande
On s‟approvisionne au près d‟un seul
fournisseur ayant le moindre coût.
On a la possibilité de s‟approvisionner
au près de plus qu‟un seul fournisseur
On ne tient pas compte des coûts
administratifs
On tient compte des coûts fixes (cfi) qui
dépendent de fournisseur i
C(n) = c1 + pn (ch-c1)
𝐶𝑜û𝑡 𝑁 = 𝐸 min𝑖 𝑐1, . . , 𝑐𝑁 + 𝑐 𝑓 𝑖 + 𝑁 ∗ 𝑐𝑎 avec au moins un fournisseur capable de
répondre à la demande
3.3.1.2. Principes
Le principe d'évaluation est de générer les scénarios possibles qui sont au nombre de 3N et
pour chaque scénario, il suffit de choisir le fournisseur qui nous offre le coût d'achat minimum
et de répéter la même procédure pour tous les scénarios afin de calculer le coût d'achat
moyen. Au final, le coût total compte tenu des coûts fixes et des coûts administratifs sera égal
à
𝐶𝑜û𝑡 𝑁 = 𝐸 min𝑖 𝑐1, . . , 𝑐𝑁 + 𝑐 𝑓 𝑖 + 𝑁 ∗ 𝑐𝑎
On s'approvisionne toujours auprès du ou des fournisseurs qui nous offrent le moindre coût
et répondent à notre demande D.

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 24
3.3.1.3. Algorithme
Etape 1: Procédure de génération des scénarios (M = 3^N et Y=M/3)
Répéter
{j=0
pour i= l,..,Y: co [i][j] = c1
pour i=l+ Y +l, .., l+2*Y co[i][j] = c2
pour i=l+2*Y+1,…,l+3* Y: co[i][j] = c3
j=j+1;Y=Y/3;l=l+3*Y
Fin pour
}
Jusqu‟à (j<N) et (l<M)
Le paramètre M représente le nombre de scénarios possibles.
Le résultat de la première procédure fournit une matrice des coûts d'achat générés
aléatoirement (figure 5)
Etape 2: Classer les coûts[i][j] en ordre croissant avec (i=1,..,M et j=1,..,N) en
gardant en mémoire l’ordre des fournisseurs
pour i=1..M
pour j=1..N
C[i] [j] = min j { co[i] [j] }
Figure 5 : Matrice des coûts d'achat (Cas N=2, c1=5,
c2=10, c3=15)

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 25
A[i] [j] = j
Fin pour
Fin pour
Cette procédure nous permet de classer les fournisseurs en ordre croissant des coûts dans la
matrice C tout en gardant en mémoire l'ordre du fournisseur dans une matrice A pour qu'on
puisse après lui associer sa capacité dans une autre matrice F.
Etape 3 : Associer les capacités aux fournisseurs
pour i=1..M
pour j=1..N
F[i] [j] = cap[A[i] [j] ]
Fin pour
Fin pour
Après le classement des coûts, on récupère la matrice F associée aux coûts contenant les
capacités des fournisseurs classées en ordre croissant du coût. Il suffit après de tester si le
fournisseur qui nous offre le moindre coût et capable de répondre à la demande. Si la réponse
est affirmative alors on va s‟approvisionner de chez ce fournisseur juste les produits
disponibles qu'il peut nous livrer. A défaut, on achète la quantité restante des fournisseurs
suivants. Cette procédure est exprimée dans l'étape 4 de notre algorithme.
Etape 4: Calculer le coût d’avoir N fournisseurs co(N)
Répéter
{ H=0;
pour (i=0; i<M; i++) faire
{
coût=0; j=0; s = D
Si ((s-F[i][j])<=0) alors coût = C[i][j]*s + coût+cf[i]
sinon
coût = C[i][j]*F[i][j]+ coût+cf[i]
s=s-F[i][j]
j=j+1
}
Fin pour
H = H+coût
} jusqu‟à (s>0) et (j<N)
Le coût final sera alors

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 26
coût(N) = H/M + N * ca
En suivant les 4 étapes de notre algorithme, on arrive à calculer le coût d'avoir N fournisseur
avec un coût d'achat stochastique. On essayera dans la partie suivante de faire varier le
nombre de fournisseurs N et les capacités des fournisseurs et de voir l'effet de cette variation
sur les coûts (N).
3.3.2. Application numérique
Les données de la simulation sont présentées dans le tableau 6.
Tableau 6 : Données numériques de la simulation de l'algorithme des fournisseurs
Paramètres Fixes Variables
Nombre de fournisseurs
x
Demande D = 300 pièces
Coûts d‟approvisionnement
(c1, c2, c3)
c1 =6, c2 =7,
c3 = 8
Capacités (cap)
x
3.3.2.1. Résultats de la variation des capacités et du nombre de fournisseurs N
Parmi les critères cités dans la partie état de l'art sur les problèmes de sélection des
fournisseurs; on note la capacité des fournisseurs à répondre à la demande. Pour cela, on a
essayé de simuler trois cas (tableau 7) :
Le premier représente le cas où tous les fournisseurs potentiels ont une capacité
supérieure à notre demande D
Dans le deuxième cas on n'a retenu que deux fournisseurs capables de répondre à la
demande et d‟autres avec des capacités inférieures à notre demande D
Alors que la troisième simulation présente le cas où on n'a qu'un seul fournisseur
ayant une capacité égale à la demande D
Tableau 7 : Résultat de la simulation de la variation des capacités des fournisseurs
Cas 1 Cas 2 Cas 3
Nombre de
fournisseurs
N
même capacité >= D 300, 300, 200, 100, 50 300, 200, 100, 50,
20
1 2150 2150 2150
2 2066.66 2066.66 2111.11

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 27
3 2050 2072.22 2116.11
4 2062.96 2100 2150.6
5 2090.75 2141.35 2194.19
Les meilleurs résultats de la simulation sont ceux du premier cas puisque si on possède des
fournisseurs ayant une capacité supérieure ou égale à la demande. On doit s‟assurer toujours
de s'approvisionner avec le minimal coût possible. En se basant sur les résultats de la
simulation, on a tracé la courbe coût (achat, fixe et administratif) en fonction du nombre de
fournisseurs (figure 6).
Figure 6 : Effet de la variation de la capacité sur le coût et sur le nombre de fournisseurs
optimal
L'allure de la courbe coût (N) montre que la meilleure stratégie est d'avoir des fournisseurs
ayant une capacité supérieure ou égale à la demande (la courbe en bleu) et que le coût
augmente exponentiellement en fonction du nombre de fournisseur N. L'optimum de la
courbe représente le nombre optimal de fournisseur qu'on doit avoir pour mitiger le Supply
risque et la variation dans les coûts d'achat.
3.3.2.2. Calcul du gain
Pour mesurer l'efficacité de la stratégie de s'approvisionner auprès de plusieurs fournisseurs,
on a calculé le gain encouru suite à l'activation de cette stratégie exprimée en pourcentage :
𝐺 𝑁 =𝑐𝑜û𝑡 1 − 𝑐𝑜û𝑡 𝑁
𝑐𝑜û𝑡 1
1950
2000
2050
2100
2150
2200
2250
1 2 3 4 5
coû
t(N
)
Nombre de fournisseurs N
Effet de la variation de la capacité sur le coût et sur le nombre de fournisseurs optimal
même capacités
capacités < D
deux capacités = D

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 28
La fonction gain (G(N)) représente la différence entre le coût d'avoir un seul fournisseur
(coût (1)) et le coût d'avoir N fournisseurs (coût(N)) divisée par le coût d'avoir un seul
fournisseur pour obtenir le résultat en pourcentage.
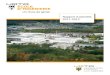
En utilisant les mêmes données numériques, on a tracé la courbe gain en fonction du nombre
de fournisseurs N pour le pire cas où on n‟a qu'un seul fournisseur capable de répondre à
notre demande (figure 7).
Figure 7 : Courbe gain en fonction du nombre de fournisseur
On remarque que 'Avoir plusieurs fournisseurs' est un levier de flexibilité qui aide les
entreprises à ne plus faire face aux risques suite aux variations des coûts d‟approvisionnement
mais aussi à augmenter leur gain de l‟ordre de 4%. Néanmoins, la solution optimale est
d‟avoir un nombre réduit de fournisseurs vu la présence des coûts fixes et administratifs.
Avec la programmation informatique, on a obtenu un résultat intéressant qui montre la
nature de la relation entre les coûts et le nombre de fournisseurs N. L'information sur le
nombre optimal de fournisseurs reste générale. On sait seulement qu'il est intéressant de ne
pas avoir un nombre important de fournisseurs. Pour cette raison, on s'intéresse dans la
prochaine section à exprimer la solution optimale en attribuant aux coûts d'achat des lois
probabilité telles que la loi de Bernoulli, la loi uniforme et la loi exponentielle.
3.3.3. Expression analytique de la solution optimale
On considère la même situation décrite dans la section précédente, le cas où on a une usine
avec N fournisseurs potentiels et des coûts d'achat incertains. Pour satisfaire la demande de
chaque période, l'usine s'approvisionne auprès du fournisseur ayant le coût minimum. On se
limite dans ce modèle au cas où on s'approvisionne auprès d'un seul fournisseur
(Implicitement, on suppose que tous les fournisseurs potentiels ont une capacité supérieure à
la demande). Dans ce qui suit, on estime que les coûts d'achat sont des variables
indépendantes et identiquement distribuées (i.i.d.) et suivent la loi de Bernoulli qui se
0
1
2
3
4
5
1 2 3 4 5
Gai
n e
n %
Nombre de fournisseurs N
Gain = f(N)
Gain (cas 3)

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 29
rapproche de l'exemple qu'on a présenté dans l'algorithme. La seule différence est que dans ce
modèle on ne tiendra compte que de deux coûts.
La loi de probabilité de Bernoulli représente le cas où on a une variable égale à x avec une
probabilité p et y avec une probabilité (1-p). On considère alors que tous les fournisseurs i ont
un coût Ci égal à (1):
𝐶𝑖 = 𝑐𝑒, 𝑎𝑣𝑒𝑐 𝑢𝑛𝑒 𝑝𝑟𝑜𝑏𝑎𝑏𝑖𝑙𝑖𝑡é 𝑝𝑐𝑏, 𝑎𝑣𝑒𝑐 𝑢𝑛𝑒 𝑝𝑟𝑜𝑏𝑎𝑏𝑖𝑙𝑖𝑡é (1 − 𝑝)
avec ce > cb ( 1 )
Dans le cas où on a N = 1, le coût d'achat sera équivalent à (2)
𝑐𝑜û𝑡 1 = 𝐸 𝐶1 + ca = 𝑝𝑐𝑒 + 1 − 𝑝 𝑐𝑏 + 𝑐𝑎 = 𝑐𝑏 + 𝑝 𝑐𝑒 − 𝑐𝑏 + 𝑐𝑎 ( 2 )
Ensuite on suppose que l'usine s'approvisionne auprès de deux fournisseurs 1 et 2: En
adoptant le même esprit de la démarche dans l'algorithme d'évaluation le coût sera alors égal à
(3)
𝑐𝑜û𝑡 2 = 𝐸 min( C1, C2 + 2ca ( 3 )
Puisqu'on sélectionne le fournisseur qui nous offre le coût minimum, le seul cas où le coût
sera égal à ce est lorsque C1 = C2 = ce, on appelle donc P2 = P(C1 = C2 = ce); la probabilité
que les deux fournisseurs offrent le même coût ce. Le coût(2) sera équivalent à
𝑐𝑜û𝑡 2 = 𝐸 𝑚𝑖𝑛( 𝐶1, 𝐶2 + 2ca = 𝑃2𝑐𝑒 + 1 − 𝑃2 𝑐𝑏 = 𝑐𝑏 + 𝑃2(𝑐𝑒 − 𝑐𝑏)
En utilisant le même argument, on peut généraliser l'approche pour N fournisseurs et obtenir
à la fin l'expression suivante (5)
𝑐𝑜û𝑡 N = 𝐸 𝑚𝑖𝑛( 𝐶1, . . , 𝐶𝑁 = 𝑐𝑏 + 𝑃N(𝑐𝑒 − 𝑐𝑏) ( 4 )
Avec des calculs de probabilité, on peut remarquer que
𝑃𝑁 = 𝑃 𝐶1 = 𝐶2 = ⋯ = 𝐶𝑁 = 𝑐𝑒 = 𝑃 𝐶1 = 𝑐𝑒 ∩ 𝑃 𝐶2 = 𝑐𝑒 ∩ … ∩ 𝑃(𝐶𝑁 = 𝑐𝑒)
or P(Ci=ce) = p et les variables sont i.i.d. on peut conclure donc que 𝑃𝑁 = 𝑝𝑁
En ajoutant les coûts administratifs (ca) à l'expression du coût final, on aura en final la
fonction qui relie les coûts en fonction du nombre de fournisseurs (6)
𝑐𝑜û𝑡 N = 𝐸 𝑚𝑖𝑛( 𝐶1, . . , 𝐶𝑁 = 𝑐𝑏 + 𝑝𝑁 𝑐𝑒 − 𝑐𝑏 + 𝑁ca ( 5 )
Avec de simples calculs, on peut facilement affirmer que la fonction coût représente la
même allure de la courbe de la figure 6
La valeur x qui annule le drivé de la fonction 𝑐𝑜û𝑡 𝑁 par rapport à N (6) représente la
solution optimale qui minimise le coût or le nombre de fournisseurs est un entier et la valeur x
est un réel donc N* sera égale soit à la partie entière En de x ou la partie entière de x plus un.
𝑥 =log 𝑐𝑎 − log (−log 𝑝 𝑐𝑒−𝑐𝑏 )
log (𝑝) ( 6 )

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 30
Donc au final, 𝑁∗ = 𝑐𝑜û𝑡−1(min { 𝑐𝑜û𝑡 𝐸𝑛 𝑥 , 𝑐𝑜û𝑡 𝐸𝑛 𝑥 + 1 })
3.4. Conclusion
Les résultats obtenus dans cette section pourront être généralisés en tenant compte, dans
l'approche analytique, des fournisseurs ayant des capacités différentes et voir même un cas où
on a des fournisseurs qui ne sont pas capables de répondre à la demande. Néanmoins, le
résultat obtenu est très intéressant et permettant d'apporter des réflexions sur le fait que si on
tient compte juste de l'aspect coût, le plus optimal pour une entreprise est d'avoir un nombre
réduit de fournisseurs.

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 31
4. Chapitre 4
-Levier sur les moyens de production
flexibles"-

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 32
4.1. Introduction
Le deuxième levier retenu pour répondre au problème de l'entrepôt est 'Avoir des moyens de
production flexible'. Cette problématique est en relation directe avec la dimension 'Volume
flexibility'. Dans la littérature, plusieurs scientifiques ont listé l'ensemble des bonnes pratiques
à mettre en place au niveau des systèmes de production pour répondre à la variation de la
demande. Nous commencerons cette partie par une recherche bibliographique sur le concept
'Volume Flexibility' pour décider quelle stratégie adopter dans notre cas d'étude et nous
entamons après à la proposition d'un modèle d'aide à la décision permettant de choisir quel est
le degré de flexibilité optimal requis en nombre de personnel.
4.2. Recherche bibliographique sur "Volume Flexibility"
'Volume Flexibility' est définit comme étant la capabilité d'un organisme à changer le niveau
de production en réponse à des changements de la demande avec le minimum de perte
possible.
(Jack et Raturi, 2002) ont listé l'ensemble des solutions qu'on peut mettre en place pour
réduire le besoin en 'Volume flexibility'. Les solutions ont été classées en internes et externes.
Puisque chaque projet nécessite un temps pour l'exercer, on a introduit la notion temps dans le
classement pour distinguer entre les sources à court terme et long terme (tableau 8)
Tableau 8 : Source de 'Volume Flexibility'
Nature de la
source
Source de « Volume
Flexibility » Méthode
Court
terme
Long
terme Références
Inte
rne
Automated
manufacturing
technology
Exemple FMS et CIM X Suarez et al. (1995)
Slack Capacity Avoir une capacité de
production faible X
Cox (1989), Fine and
Freund (1990)
Inventory slack Avoir un espace de stockage
important X
Cox (1989), Safizadeh and
Ritzman (1997)
Over time Temps de travail supplémentaire X
Cox (1989), Upton (1994),
Suarez et al. (1995) Multiple shifts
Ajouter ou supprimer des
équipes X
Temporary labor
supports
Recruter des employées
temporaires X
HRM best practices Exemple cross-training,
employee empowerment X
Arthur (1994), MacDuffie
(1995)
Modular product
design
Fabriquer des produits ayant des
modules communs entre eux X
Ulrich and Eppinger (1995),
Allen and Carlson-Skalak
(1998), Gershenson et al.

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 33
(2003)
Postponement
(delaying
customization)
Retarder la différenciation des
produits jusqu’à la réception des
commandes
X
Van Hoek (2000),
Swaminathan and Lee
(2003), Wang et al. (2011)
Ex
tern
e
JIT sourcing Avoir des contrats JIT avec les
fournisseurs X Jordan and Graves (1995)
Network of plants Chaîner les usines ensemble X Suarez et al. (1995)
Supply and
distribution
networks
Mutualiser les flux
d’approvisionnement et de
distribution
X Carter and Narasimhan
(1990), Cooper et al. (1997)
Pour remédier au problème d'entrepôt, on est intéressé aux solutions à court terme puisque le
problème est temporaire. Les deux solutions retenues avec l'accord des partenaires de la
chaire sont les heures supplémentaires et les intérims. On présentera alors un modèle d'aide à
la décision pour la gestion du personnel.
4.3. Modèle d'ajustement de la capacité à la charge
Des exigences en termes de respect des engagements imposées par les contrats de partenariat
conduisent impérativement à modéliser des moyens d‟un ajustement à court terme de la
capacité par rapport à la charge.
Les leviers de flexibilité sont aujourd'hui les heures supplémentaires, l'intérim et récemment
les annualisations. La solution optimale incluant les contraintes liées à la nouvelle
réglementation des 35 heures n'a pas été étudiée suffisamment dans la littérature scientifique.
Les études portent généralement sur l'ordonnancement cyclique des personnels. Les
premières investigations sont celles de (Baker, 1974) proposant un algorithme qui permet de
déterminer le nombre optimal de personnel pour satisfaire le besoin en main d'œuvre sur un
horizon d'une semaine. En partant de ses premiers résultats, plusieurs études étendent
l'analyse en modifiant l'horizon du temps et en incluant d'autres contraintes comme les jours
de congés, le besoin en machines ... . (Yura, 1994 ; Akkan, 1996 ; Hun 1999).
Le travail présent est une participation aux modèles de gestion de personnel .Il contribue en
offrant un modèle d'aide à la décision permettant de déterminer le nombre optimal de
personnel permanent et de tester différents scénarios pour proposer des règles de
fonctionnement en heures supplémentaires et intérims.
4.3.1. Formulation mathématique
4.3.1.1. Contexte
Nous nous intéressons à un modèle d'aide à la décision où la demande stationnaire varie
autour d'un niveau moyen connu par valeur et par période. Nous ajoutons dans notre modèle

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 34
des contraintes liées à la réglementation des lois sur les 35 heures. Les sorties de notre modèle
sont le volume optimal de personnel, les heures supplémentaires et les heures intérims.
4.3.1.2. Indices et paramètres
Mois : Nombre de mois
Di : Demande par mois i
NR : Nombre d‟heures régulières par mois et par employé
M : Nombre maximum d‟heures supplémentaires par mois et par employé
CR : Coût d‟heure régulière standard
X : Taux de bonification des heures supplémentaires pour les 4 premières heures (Kane,
2000b)
Y : Taux de bonification des heures supplémentaires pour heures au-delà
Z : Taux de facturation des coûts des intérims
4.3.1.3. Variables de décision
HSi : Nombre total d‟heures supplémentaires par mois i
HS1i : Nombre d‟heures supplémentaires par mois i pour les 4 premières heures
HS2i : Nombre d‟heures supplémentaires par mois i pour les heures au-delà
HINi : Nombre d‟heures intérim par mois i
P : Nombre optimal du personnel de base
4.3.1.4. Fonction Objectif et contraintes
Minimiser le coût total qui se compose du coût des heures normales, coût des heures
intérims, coût des heures supplémentaires de la première tranche pour les 4 premières heures
et coût des heures supplémentaires au-delà des 4 heures.
𝑐𝑜û𝑡 = 𝑋 × 𝐶𝑁 × 𝐻𝑆1𝑖 + 𝑌 × 𝐶𝑁 ×i 𝐻𝑆2𝑖 + 𝑍 × 𝐶𝑁 × 𝐻𝐼𝑁𝑖 + 𝑃 × 𝐻𝑁 × 𝐶𝑁 ( 7 )
Sujet aux contraintes :
HSi = HS1i + HS2i ( 8 )
𝐻𝑆1𝑖 ≤ 4 𝑒𝑡 𝐻𝑆2𝑖 > 4 ( 9 )
𝐻𝑆𝑖 ≤ 𝑀 × 𝑃 (Kane, 2000b) ( 10 )
𝐻𝑆𝑖 + 𝐻𝐼𝑁𝑖 + 𝑃 × 𝐻𝑁 ≥ 𝐷𝑖 ( 11 )
P entier, 𝐻𝑆𝑖 ≥ 0 , 𝐻𝐼𝑁𝑖 ≥ 0 ( 12 )

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 35
Les contraintes (2) et (3) représentent les variables heures supplémentaires (une variable
pour les heures moins de 4 et une autre au-delà de 4). La formule (4) décrit le cadre
contractuel (Kane, 200b) lié à la réglementation qui définit une limite M de 30 heures par
mois pour les heures supérieures. Quant aux coûts d'heures supérieures et intérims, les lois
donnent une gratification de 25 % pour chaque heure sur les 4 premières effectuées en plus, et
50 % pour toutes les autres. Pour les intérims, généralement le taux de bonification varie entre
80 % et 120 %.
Pour équilibrer la charge à la capacité, il faut s'assurer que la somme des heures
supplémentaires, les heures normales et les heures en intérims satisfait la demande mensuelle
exprimée en heures (5). Enfin, la contrainte (6) assure que le nombre optimal d'employé est
un entier et que les autres variables de décisions sont positives.
4.3.2. Implémentation sur Xpress-Ive et résultats
Nous présentons dans cette section un exemple numérique pour illustrer l'utilisation du
modèle mathématique.
Pour l‟implémentation et l‟optimisation du modèle, nous avons utilisé le logiciel Xpress-Ive.
Tableau 9 : Valeurs numériques des paramètres
Paramètres Mois D M HN CR X Y Z
Valeurs
numériques
1..12 3000,3700,
3600,3000,3
000,3000,30
00,3000,300
0,3000,3000
,3000
30
h
35*
4=
140 h
8.5
euros
1.25 1.
5
1.9
http://lentreprise.lexp
ress.fr/recrutement/cou
ts-indirects-six-
avantages-de-l-
interim_5252.html
4.3.2.1. Résultats
Pour tester la robustesse de notre modèle, on a choisi de prendre une demande stationnaire
sur un horizon d'un an avec des variations brusques durant le deuxième et troisième mois, les
résultats de la simulation présentés dans le tableau 10 montrent que la solution optimale est
d'avoir un nombre optimal de personnel de base égal à 21 personnes et de recourir chaque
mois aux 60 heures supplémentaires pour satisfaire la demande. Quant aux périodes creuses
(deuxième et troisième mois), la solution pour équilibrer la charge à la capacité est de recruter
des intérims travaillants 130 heures pour le deuxième mois et 30 heures pour le troisième. On
peut conclure donc que notre modèle représente un outil d‟aide à la décision pour le choix de
stratégies de gestion des ressources humaines et des degrés d‟activation des leviers de
flexibilité (heures supplémentaires et intérims).

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 36
Tableau 10 : Résultats de la simulation du modèle de gestion du personnel
D 3000 3700 3600 3000 3000 3000 3000 3000 3000 3000 3000
HS 60 630 630 60 60 60 60 60 60 60 60
HIN 0 130 30 0 0 0 0 0 0 0 0
4.3.2.2. Analyse des résultats
Les résultats de la simulation permettent de planifier le besoin en main d'œuvre pour chaque
période. Pour aller loin dans l'analyse, on s'intéresse à déterminer le niveau optimal de
personnel qu'on doit avoir pour répondre à la question de flexibilité face aux variations de la
demande. Pour cela, on a fait un jeu de données composé de trois scénarios, dans chaque
scénario on varie notre demande dans un intervalle [Dmin, Dmax] où la différence entre les
bornes de notre intervalle est soit grande, petite ou nulle (tableau 11)
Tableau 11 : Volume du personnel en fonction de la variation de la demande
Dmax (h) 5111 4655 2774
Dmin (h) 3705 4655 2489
P x 140 (h) 4620 4620 2520
Les résultats fournissent le volume de personnel optimal pour des demandes simulées
aléatoirement pendant une période d'une année entre Dmin et Dmax. Ils montrent que pour
être flexible, on a toujours intérêt à avoir du personnel sous occupé pendant certaines
périodes.
4.3.3. Conclusions
Nous avons montré dans cette section comment on a modélisé le levier "Avoir des moyens
de production flexibles" en recourant à un outil d'aide à la décision pour la gestion des
ressources humaines (nombre de personnel de base optimal, heures supplémentaires et
intérims). Les résultats montrent que pour être flexible et pouvoir répondre à la variation de la
demande, on a intérêt à avoir du personnel sous occupé pendant des périodes que de se
positionner sur des charges minimales. Cependant, certains aspects relatifs à la gestion de
ressources humaines comme les congés, la productivité des intérims, les formations et les
encadrements n'ont pas été abordés. Il est aussi plus intéressant d'étendre les résultats sur des
demandes stochastiques et déterminer l'effet de variation de la demande sur le volume optimal
de personnel nécessaire.

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 37
5. Chapitre 5
- Reconfiguration des réseaux de
distribution -

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 38
5.1. La mutualisation logistique
5.2. Recherche bibliographique sur la mutualisation logistique
Dans cette section, nous nous intéressons à une nouvelle méthode de consolidation et de
massification des flux qui est la mutualisation logistique. Plusieurs études ont été abordées sur
cette problématique. Nous commençons notre partie par un état de l'art sur les démarches
existantes et nous procédons ensuite à la présentation de notre modèle d'optimisation ainsi
qu‟aux résultats obtenus.
5.2.1. Définition de la consolidation
Le principe de consolidation consiste à massifier les flux de produits au niveau de
production, stockage ou transport. On trouve plusieurs définitions du concept dans différentes
références.
Au cours de notre recherche bibliographique, on a retenu trois importantes définitions pour
la mutualisation. (Pooley et Stenger, 1992) considèrent que la consolidation « refers to the
strategy of combining multiple shipments into a single group » alors que (Hall, 1987) la
définit comme « the process of combining different items, produced and used at different
locations and different times, into single vehicle loads »; et finalement pour (Campbell, 1990)
la stratégie « allows more efficient and more frequent shipping by concentrating large flows
onto relatively few links between terminals ». Ainsi, on peut conclure que la consolidation
repose sur un principe qui consiste à réunir plusieurs chargements indépendants en une
expédition unique afin de réaliser des économies d‟échelle sur les coûts logistiques.
5.2.2. Les moyens de consolidation
Pour réaliser la massification des flux, plusieurs études ont été faites dans ce domaine .Elles
révèlent qu'il existe 3 moyens de consolidation. Il s‟agit de la consolidation des stocks par
transport direct, de la consolidation par les moyens de transport et de la consolidation en
réseau (Hall, 1987).
Tableau 12 : Différentes démarches de consolidation (Pan, 2010)
Stratégies de consolidation
abordées Références étudiées
Consolidation des stocks par
transport direct:
--Stockage de produits finis
--Regroupement de commandes
(consolidation d‟envois)
(Eppen, 1979), (Blumenfeld et al. 1985), (Hall, 1987, (Speranza
et Ukovich, 1996), (Bookbinder et Higginson, 2002, (Çetinkaya
et al., 2006)
Consolidation par les moyens
de transport :
--Tournée de véhicules
(Burns et al., 1985), (Campbell, 1990), (Laporte, 1992),
(Desaulniers et al., 1998), (Toth et Vigo, 2002), (Ergun et al.,
2007), (Hsu et al., 2007), (Ubeda et al., 2010)

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 39
Consolidation en réseau :
--Hub-and-Spoke
--Cross-docking
--Merge-In-Transit
--Mutualisation (coopération
horizontale)
(O'Kelly et Bryan, 1998), (Nozick et Turnquist, 1998) et
(Nozick et Turnquist, 2001), (Syam, 2002), (Chopra, 2003),
(Ambrosino et Grazia Scutella, 2005), (Amiri, 2006), (Prodhon,
2006), (Keskin et Üster, 2007)
5.3. Modélisation du levier "Mutualisation des entrepôts"
La deuxième solution retenue pour résoudre le problème "incident dans l'un des entrepôts"
est la mutualisation des entrepôts c'est à dire stocker les produits dans les autres entrepôts du
réseau logistique. La question de recherche posée est de concevoir un réseau de distribution
contenant un ou plusieurs centres de mutualisation. Pour résoudre cette problématique, on doit
décider quel entrepôt choisir parmi les autres du réseau ainsi que le nombre optimal
d'entrepôts à mutualiser.
Dans cette partie, on a travaillé en collaboration avec PSA, le schéma de départ de notre
réseau est une simplification des flux aval de la même entreprise. On suppose que tous les
entrepôts sont approvisionnés par toute l'usine et la même chose pour la deuxième partie du
réseau. Le travail de modélisation concerne seulement le réseau avec des flux en rouge (figure
8) puisqu'on cherche où stocker les produits qui entrent à l'entrepôt fermé.
Figure 8 : Réseau avant et après mutualisation
5.3.1. Formulation mathématique
Pour déterminer quel entrepôt on va mutualiser et quel nombre optimal d'entrepôt à
mutualiser, on a recours à la programmation linéaire mixte visant à minimiser le coût de
transport amont et aval. Dans ce présent travail on ne tient pas compte des coûts de stockage
puisqu„on est en train d'évaluer les coûts supplémentaires encourus suite à l'activation des
leviers. On estime alors que le coût de stockage est identique dans tous les entrepôts.
Usines
Ui
Un
…
…
…
E1
Ei
En
M1
M2
Mn
U1
Entrepôts Magasins
Après
Mutualisation
Usines
Ui
Un
…
…
…
E1
Ei
En
M1
M2
Mn
U1
Entrepôts Magasins
X
… …

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 40
5.3.1.1. Hypothèses à retenir
La livraison des marchandises depuis les usines vers les entrepôts mutualisés et
depuis les entrepôts vers les magasins se fait en camions complets puisqu'on
achemine des volumes importants.
Ajout des coûts de passage de flux à l‟entrée et à la sortie des entrepôts à
mutualiser
Tous les entrepôts sont sur capacitaires
5.3.1.2. Indices et paramètres
On considère les indices U, E, M et S pour représenter respectivement l'ensemble des usines,
entrepôts, magasins et semaines.
p : nombre d‟entrepôts à mutualiser
c : coût de transport par km et par unité de produits
5.3.1.3. Données
disueij : distance entre l‟usine i et l‟entrepôt j
disemjm : distance entre l‟entrepôt j et le magasin m
cin : coût de passage de flux à l'entrée de l'entrepôt
cou : coût de passage de flux à la sortie de l'entrepôt
quantiteusis : quantité qui sort de l'usine i pendant la semaine s
demandemsms : quantité demandée par le magasin m pendant la semaine s
5.3.1.4. Variables de décision:
xuetijs : flux de matière entre l‟usine i et l‟entrepôt j pendant la semaine s
xemtjms : flux de matière entre l‟entrepôt j et le magasin m pendant la semaine s
Hetj : variable binaire pour décider si l‟entrepôt j est choisi ou pas
5.3.1.5. Fonction Objectif et contraintes
Minimiser le coût total de transport dans tout le réseau amont et aval en ajoutant les coûts
d'entrée et de sortie de chaque entrepôt.
coût = ( 𝑐 × 𝑥𝑢𝑒𝑡𝑖𝑗𝑠 × 𝑑𝑖𝑠𝑢𝑒𝑖𝑗 + 𝑐𝑖𝑛 × 𝑥𝑢𝑒𝑡𝑖𝑗𝑠 + (𝑐 ×𝑗 ∈ 𝑈,𝑚 ∈ 𝑀𝑖 ∈ 𝑈,𝑗 ∈ 𝐸𝑠 ∈ 𝑆
𝑥𝑒𝑚𝑡𝑗𝑚𝑠×𝑑𝑖𝑠𝑒𝑚𝑗𝑚+ 𝑐𝑜𝑢×𝑥𝑒𝑚𝑡𝑗𝑚𝑠)) ( 13 )
sujet aux contraintes :
Equilibrage des flux : xuetij
𝑥𝑢𝑒𝑡𝑖𝑗𝑠 = 𝑞𝑢𝑎𝑛𝑡𝑖𝑡𝑒𝑢𝑠𝑖𝑠𝑗 ∈ 𝐸 ∀ i ∈ U et s ∈ S ( 14 )
𝑥𝑒𝑚𝑡𝑗𝑚𝑠 = 𝑑𝑒𝑚𝑎𝑛𝑑𝑒𝑚𝑠𝑚𝑠𝑗 ∈ 𝐸 ∀ s ∈ S et m ∈ M ( 15 )
𝑥𝑢𝑒𝑡𝑖𝑗𝑠 ≥ 𝑥𝑒𝑚𝑡𝑗𝑚𝑠𝑚 ∈ 𝑀𝑖 ∈ 𝑈 ∀ s ∈ S et j ∈ E ( 16 )

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 41
Affectation des entrepôts à mutualiser :
𝑥𝑢𝑒𝑡𝑖𝑗𝑠 ≤ 𝑒𝑡𝑗 × 𝑍 ∀ i ∈ U, m ∈ M et s ∈ S ( 17 )
Contraintes d’ouverture des hubs
𝑒𝑡𝑗 = 𝑝𝑗 ∈ 𝐸 ∀ s ∈ S ( 18 )
Contraintes sur les variables de décision
∀ i ∈ U, j ∈ E, s ∈ S; 𝑥𝑢𝑒𝑡𝑖𝑗𝑠 ≥ 0 ( 19 )
∀ j ∈ E, m ∈ M, s ∈ S; 𝑥𝑒𝑚𝑡𝑗𝑚𝑠 ≥ 0 ( 20 )
∀ j ∈ E; hetj 0, 1 ( 21 )
Les contraintes (8), (9) et (10) assurent que les règles de conservation des flux à l'entrée et à
la sortie des entrepôts à mutualiser sont respectées. En effet, pour chaque période, il faut que
la quantité qui sort des usines soit égale à la somme des flux entrants à tous les entrepôts et la
même chose s'applique pour les magasins.
Concernant les contraintes d'affection des entrepôts à mutualiser et l'ouverture des hubs, on a
introduit une constante Z ayant une valeur très grande pour garantir qu'aucun flux ne passe
par les entrepôts fermés (11) et que le nombre d'entrepôt à mutualiser soit égal à p (12).
Dans le modèle, on a deux variables de décision qui sont des entiers (13), (14) et une
variable binaire (15) pour décider si un entrepôt est choisi ou non.
5.3.2. Analyse de sensibilité par rapport à p
Pour déterminer le nombre optimal d'entrepôt à mutualiser, on a pu considérer le paramètre p
comme une variable de décision, alors que les modèles P-median Problem sont compliqués à
modéliser et à résoudre. On a eu recours alors à la variation du paramètre p et on a pu
exprimer à chaque fois la relation coût en fonction de p (figure 9).

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 42
Figure 9 : Effet de la variation du paramètre p en fontion des coûts logistiques
Suite à la simulation et la variation du paramètre p, on remarque que la courbe "coûts =f(p)"
est décroissante. Plus le nombre P est grand plus les coûts sont moindres car si on aura
plusieurs entrepôts, les distances entre les usines et les entrepôts seront diminuées.
Dans notre modèle, on n'a pas tenu compte des coûts fixes d'ouverture des entrepôts sinon la
fonction coût aura une autre allure pour des valeurs importantes de p. Tenant compte des
données numériques qu'on a utilisées pour la simulation sur Xpress-Ive, on peut conclure que
la solution optimale est aux alentours de 3 à 4 entrepôts. La recherche de la solution optimale
présente une piste à explorer dans des futures recherches.
5.4. Livraison Directe
Dans la solution 1, on a retenu comme levier 'la livraison directe aux clients' sans passer par
un entrepôt (figure 10).
Figure 10: Réseau avant et après la livraison directe
800
900
1000
1100
1200
0 2 4 6 8
Co
ûts
de
tran
spo
rt
P Nombre d’entrepôts à mutualiser
Coûts = f(p)
Coûts
Usines
Ui
Un
…
…
…
E1
Ei
En
M1
M2
Mn
U1
Entrepôts Magasins
Livraison
Directe
Usines
Ui
Un
… …
M1
M2
Mn
U1
Magasins

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 43
Le modèle ressemble au modèle de mutualisation des entrepôts avec les modifications
suivantes :
Existence d‟un niveau de stock à l‟entrée des magasins clients
La livraison ne se fait plus en camion complet. Donc les coûts de transport ne seront
plus linéaires en fonction de la distance parcourue ou la quantité transportée
Ajout d'autres variables :
Coût de transport (linéaire par morceaux = coût fixe + coût variable)
Coût de stockage dans les magasins
Coût de rupture de stock en magasins
5.5. Modèle Mathématique de la livraison directe
Le modèle proposé est un modèle de programmation linéaire mixte. Il permet de choisir quel
chemin emprunter pour passer les commandes tout en respectant les contraintes décrites dans
le paragraphe précédent.
5.5.1. Indices et paramètres
Le modèle du problème de planification est établi sur un horizon fini de S semaine. Il
concerne U et C clients. Chaque semaine s, la demande du client c est donnée par le paramètre
𝐷𝑒𝑚𝑠𝑐 et la capacité de l‟usine u est déterminée par 𝐶𝑎𝑝𝑠𝑢 .
Chaque usine u est caractérisée par la quantité minimale qu‟on peut lui commander 𝑞𝑚𝑖𝑛𝑢
ce qui représente la somme des marchandises qui sortent de l'usine u vers l'entrepôt fermé
(flux en rouge (figure 10)). En outre, le temps nécessaire pour la réception de la commande
(leadtime) depuis l'usine vers le client est donné par le paramètre 𝑙𝑒𝑎𝑑𝑡𝑖𝑚𝑒𝑢𝑑 . Les coûts qui
interviennent dans notre modèle sont les coûts de transport, de stockage et de rupture :
𝑐𝑣𝑢𝑑 : coût variable unitaire de transport entre l‟usine u et le dépôt d
𝑐𝑓 : coût fixe de transport
𝑐𝑟𝑢𝑝𝑡𝑢𝑟𝑒𝑐 : coût unitaire de rupture pour le client c
𝑐𝑠𝑡𝑜𝑐𝑘𝑎𝑔𝑒𝑐 : coût unitaire de maintien en stock pour le client c
5.5.2. Variables de décision
Le modèle regroupe trois variables pour décrire le niveau de stock pour chaque client c et au
début de chaque période s : le stock initial est représenté par la variable 𝑠𝑖𝑠𝑐 , la quantité
maintenue en stock 𝑠𝑡𝑜𝑐𝑘𝑎𝑔𝑒𝑠𝑐 et la quantité en rupture 𝑟𝑢𝑝𝑡𝑢𝑟𝑒𝑠𝑐 . Pour modéliser les flux
et les quantités transférées entre l'usine u et le client c, on utilise la variable 𝑋𝑠𝑢𝑐 .
Le paramètre coût se compose de deux parties ; les coûts fixes et les coûts variables, donc la
fonction coût est égale aux coûts fixes plus les coûts variables multipliés par la quantité
transportée (16)

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 44
coût = cf + cv×X et on a SI X = 0 alors coût = 0 ( 22 )
Pour traduire la condition SI dans l'équation (16), on a ajouté une cinquième variable binaire
𝑦𝑠𝑢𝑐 on expliquera dans la partie contrainte comment on va utiliser cette variable.
5.5.3. Fonction Objectif
Le modèle vise à minimiser le coût total de la chaine logistique composé du coût de
transport entre une usine u et un client c( 𝑐𝑓 + 𝑐𝑣𝑢𝑐 × 𝑋𝑠−𝑙𝑒𝑎𝑑𝑡𝑖𝑚𝑒𝑢 𝑢𝑠 ,𝑢 ,𝑐𝑠𝑢𝑐 |𝑠−𝑙𝑒𝑎𝑑 𝑡𝑖𝑚𝑒𝑢 𝑢𝑐 >0 ),
le coût de rupture ( 𝑐𝑟𝑢𝑝𝑡𝑢𝑟𝑒𝑐 × 𝑟𝑢𝑝𝑡𝑢𝑟𝑒𝑠𝑐𝑠𝑐 ) et le coût de maintien en stock
( 𝑐𝑠𝑡𝑜𝑐𝑘𝑎𝑔𝑒𝑐 × 𝑠𝑡𝑜𝑐𝑘𝑎𝑔𝑒𝑠𝑐𝑠𝑐 ).
La fonction objectif est, ainsi, égale à la somme des coûts cités ci-dessus :
𝑀𝑖𝑛 𝐶𝑜û𝑡 𝑡𝑜𝑡𝑎𝑙 = 𝑐𝑓 × 𝑦𝑠𝑢𝑐 + 𝑐𝑣𝑢𝑐 × 𝑋𝑠−𝑙𝑒𝑎𝑑𝑡𝑖𝑚𝑒 𝑢𝑐 ,𝑢 ,𝑐𝑠𝑢𝑐 |𝑠−𝑙𝑒𝑎𝑑𝑡𝑖𝑚𝑒 𝑢𝑐 >0 +
𝑐𝑟𝑢𝑝𝑡𝑢𝑟𝑒𝑐 × 𝑟𝑢𝑝𝑡𝑢𝑟𝑒𝑠𝑐𝑠𝑐 + 𝑐𝑠𝑡𝑜𝑐𝑘𝑎𝑔𝑒𝑐 × 𝑠𝑡𝑜𝑐𝑘𝑎𝑔𝑒𝑠𝑐𝑠𝑐 ( 23 )
5.5.4. Contraintes
5.5.4.1. Contraintes sur les variables
Toutes les variables de décrivant le stock et les flux possible sont des réels positifs ou nul :
∀𝑠 ∈ 𝑆, 𝑐 ∈ C; 𝑠𝑖𝑠𝑐 ≥ 0 ( 24 )
∀𝑠 ∈ 𝑆, 𝑐 ∈ 𝐶; 𝑠𝑡𝑜𝑐𝑘𝑎𝑔𝑒𝑠𝑐 ≥ 0 ( 25 )
∀𝑠 ∈ 𝑆, 𝑐 ∈ 𝐶; 𝑟𝑢𝑝𝑡𝑢𝑟𝑒𝑠𝑐 ≥ 0 ( 26 )
∀𝑠 ∈ 𝑆, 𝑢 ∈ 𝑈, 𝑐 ∈ 𝐶; 𝑋𝑠𝑢𝑐 > 0 ( 27 )
∀s ∈ S, u ∈ U, c ∈ C; ysuc 0, 1 ( 28 )
5.5.4.2. Initialisation des stocks et conversion des flux
Le stock initial, relatif au premier mois de l‟horizon, de tous les dépôts est connu et fixé
avant le démarrage du programme :
∀𝑐 ∈ 𝐶; 𝑠𝑖1𝑐 = 𝑐𝑜𝑛𝑠𝑡𝑎𝑛𝑡𝑒 ( 29 )
La règle de conservation des flux appliquée à chaque dépôt permet d‟écrire la contrainte, ci-
dessous : Le stock initial au début de chaque mois est égal au stock initial du mois précédent
plus les flux reçus moins les flux sortants et la demande de mois précédent.
∀𝑠 ∈ S , c ∈ C ; 𝑠𝑖𝑠𝑐 = 𝑠𝑖𝑠−1 − 𝑑𝑒𝑚s−1c + 𝑋𝑠−𝑙𝑒𝑎𝑑𝑡𝑖𝑚𝑒 𝑢𝑐 ,𝑢 ,c𝑢|𝑠−𝑙𝑒𝑎𝑑𝑡𝑖𝑚𝑒 𝑢𝑐 >0 ( 30 )
5.5.4.3. Satisfaction de la demande
La gestion du stock chez les clients se fait d'une manière automatique, c'est au modèle de
décider les quantités en stock, en rupture et le stock initial.
∀𝑠 ∈ 𝑆, 𝑐 ∈ 𝐶; 𝑠𝑖𝑠𝑐 + 𝑋𝑠−𝑙𝑒𝑎𝑑𝑡𝑖𝑚𝑒 𝑢𝑐 ,𝑢 ,𝑐 𝑢 𝑠−𝑙𝑒𝑎𝑑𝑡𝑖𝑚𝑒 𝑢𝑐 >0 − 𝐷𝑒𝑚𝑠𝑐 ≤ 𝑠𝑡𝑜𝑐𝑘𝑎𝑔𝑒𝑠𝑐 ( 31 )
∀𝑠 ∈ 𝑆, 𝑐 ∈ 𝐶; 𝑑𝑒𝑚𝑡𝑐 − 𝑠𝑖𝑠𝑐 − 𝑋𝑠−𝑙𝑒𝑎𝑑𝑡𝑖𝑚𝑒 𝑢𝑐 ,𝑢 ,𝑐 𝑢 𝑠−𝑙𝑒𝑎𝑑𝑡𝑖𝑚𝑒 𝑢𝑐 >0 ≤ 𝑟𝑢𝑝𝑡𝑢𝑟𝑒𝑠𝑐 ( 32 )

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 45
5.5.4.4. Capacité des usines
Pour chaque semaine s, la totalité des quantités transférées de l‟usine u ne devrait pas
dépasser sa capacité maximale :
∀𝑠 ∈ 𝑆, 𝑢 ∈ 𝑈; 𝑋𝑠𝑢𝑐𝑐 ≤ 𝑐𝑎𝑝𝑠𝑢 ( 33 )
5.5.4.5. Quantités minimales
La somme des quantités transportées depuis l'usine u vers tous les clients c doit être
supérieure ou égale à la quantité qui a été transférée dans l'ancien réseau :
∀𝑠 ∈ 𝑆, 𝑢 ∈ 𝑈; 𝑋𝑠𝑢𝑐𝑐 ≥ 𝑞𝑚𝑖𝑛𝑠𝑢 ( 34 )
5.5.4.6. Coût de transport
Le coût de transport est composé d'une partie fixe et d‟une autre variable qui dépend de la
quantité transportée. Or, il faut que le coût soit nul lorsque la quantité transportée est égale à
zéro d'où pour traduire cette condition on a ajouté une constante M égale à une valeur grande
qui vérifie l'équation ( 36)
∀𝑠 ∈ 𝑆, 𝑢 ∈ 𝑈, 𝑐 ∈ 𝐶; 𝑦𝑠𝑢𝑐 ≥ 𝑀 × 𝑋𝑠𝑢𝑐 ( 35 )
5.6. Conclusion
Dans ce présent chapitre, on a pu modéliser deux configurations de distribution différentes;
une avec la mutualisation et l'autre sans les entrepôts. Le premier modèle permet de
déterminer le nombre optimal d'entrepôts à mutualiser. Une étude permettant de calculer
analytiquement le paramètre p est nécessaire afin de confirmer les résultats numériques
obtenus. En ce qui concerne le deuxième modèle, il permet de décider du niveau de stock
nécessaire chaque semaine et les quantités de flux transportés entre l'usine et l'entrepôt.
6.

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 46
Chapitre 6
- Choix du projet optimal
-Etude de Cas PSA- -

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 47
6.1. Introduction
Dans ce chapitre, on s'intéresse à choisir la solution optimale en utilisant les données de
l'entreprise partenaire à la chaire 'PSA'. La procédure d'évaluation a pour objectif d'aider les
entreprises à choisir quel projet implémenté en fonction de la gravité de l'accident dans
l'entrepôt exprimé en nombre de semaines de fermeture.
6.2. Collecte des données numériques
6.2.1. Difficultés de collecte
Pour évaluer tous les leviers qu'on a modélisés dans les chapitres précédents, on a besoin des
valeurs numériques des paramètres d'entrée de chaque modèle et d'une Supply Chain
semblable à celle qu'on a utilisée dans les modèles de construction des réseaux logiques
(chapitre 5). Or, on s'est basé au niveau de la modélisation sur des schémas logistiques où on
a des usines, des entrepôts et des clients avec l'hypothèse que chaque usine dessert tous les
entrepôts et que tous les clients s'approvisionnent auprès de tous les entrepôts. En analysant
les chaînes logistiques des trois entreprises de la chaire avec lesquelles on a travaillé, on a
remarqué que cette structure se rapproche le plus du schéma logistique de l'entreprise PSA.
Après la discussion avec deux directeurs Supply Chain à PSA (Monsieur Pierre Gabaud et
Monsieur Olivier Potin)), on a constaté qu'il est difficile de collecter les données vu pour deux
principales raisons. D'abord, même au sein de PSA, les responsables logistiques n'ont pas une
idée très claire sur la location de leurs entrepôts puisque la fonction entreposage et
distribution est cédée en totalité au prestataire logistique 'Gefco'. La deuxième raison est en
rapport avec le nombre important des clients et concessionnaires présents partout dans le
monde. La seule information qu'on pu avoir est la localisation des usines et leur production
annuelle.
Une autre difficulté rencontrée lors de l'évaluation est le nombre limité de variables de
décisions et de contraintes qu'on peut utiliser avec la version étudiant du logiciel Xpress-Ive.
On se limitait donc au réseau logistique de PSA seulement en France.
6.2.2. Solution proposée
Pour remédier à tous les problèmes qu'on a rencontrés lors de notre application numérique,
on s'est basé sur l'ensemble des usines situées en France (tableau 13) et on a crée notre propre
réseau logistique en utilisant un modèle dérivé du modèle de "Livraison directe" (chapitre 5).
La différence existante est juste l'ajout des coûts d'ouverture des entrepôts et le coût de
transport de la deuxième partie du réseau logistique (entrepôt, client) dans la fonction objectif.
Les valeurs de la production annuelle de chaque usine présentées dans le tableau 13 ne
représentent que 70% de la production annuelle réelle de chaque usine puisque on sait que
chaque usine approvisionne tous les entrepôts situés dans le monde. Donc les 30%
représentent le taux d'exportation des voitures hors France.

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 48
Tableau 13: Localisation et production des usines de PSA en France
Localisation
géographique Usines
Production annuelle en nombre de
véhicules
France
Mulhouse
(68) 289792
Poissy (78) 237500
Renne (35) 118000
Sevelnord 89864
Concernant les informations en relation avec les entrepôts et les clients, on a pris au début
des entrepôts potentiels qui ont tous la même capacité de stockage et situés un peu partout sur
la carte géographique de la France. Après, en tenant compte de la contrainte de variables de
décisions limitées du logiciel Xpress-Ive, on a ajouté une contrainte à notre modèle
d'optimisation permettant de limiter le nombre d'entrepôts à choisir à 8 seulement.
Pour les clients, on a retenu juste 10 clients situés sur les grandes villes de la France en
termes de population donc cette information nous a permis de calculer la demande annuelle
des clients calculée en proportionnalité avec la population des villes (tableau 14)
Tableau 14 : Demandes annuelles de villes
Classement Villes Population
(habitant)
Demande annuelle
(nombre de voitures)
1. Paris (75) 2125851 295800
2. Marseille (13) 797491 110966
3. Lyon (69) 445274 61957
4. Toulouse (31) 390301 54308
5. Nice (06) 343123 47744
6. Nantes (44) 270343 37617
7. Strasbourg (67) 263941 36726
8. Montpellier (34) 225511 31379
9. Bordeaux (33) 215374 29968
10. Rennes (35) 206194 28691

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 49
Concernant les valeurs numériques des données de notre modèle d'optimisation, on a choisi à
chaque fois de prendre des valeurs moyennes qui se rapprochent de la réalité et en tenant
compte de la nature du produit de l'entreprise. Des recherches sur internet nous ont permis de
connaître d'une façon approximative les valeurs des paramètres présentées dans le tableau 15
Tableau 15 : Valeurs des données utilisées dans l'application numérique
Paramètres Valeurs numériques
Coût de stockage (€/semaine) 26
Coût de rupture (€) 100000 (On a choisit de ne pas tomber en
rupture de stock)
Coût variable de transport (en € par km
et voiture)
Pour le transport des voitures, le coût unitaire
de transport est égal à 0.4
Coût fixe de transport (€ par km) 10
Pour le modèle de base, on utilise toujours une demande constante sur l'ensemble des
semaines alors que pour les projets 1 et 2 on a démontré au début de notre étude que si on
recourt à la livraison directe et à la mutualisation des entrepôts on augmentera la demande de
l'ordre de 10 %. On maintiendra cette hypothèse dans tous modèles.
Suite à l'implémentation de notre modèle sur Xpress-Ive, on a obtenu un réseau logistique
contenant toutes les informations nécessaires pour la suite (figure 11). Le présent modèle
représentera notre référentiel pour qu'on l'utilise après dans la comparaison avec les autres
leviers.
Figure 11 : Réseau logistique optimisé

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 50
Une autre information nécessaire pour la simulation est la distance par la route entre les
usines, les entrepôts et les clients présentée dans les tableaux 16 et 17.
Tableau 16 : Distances entre usines-entrepôts
Entrepôts
Toulouse Poissy Lyon Rennes Valencienne Nancy Montpelier Bordeaux
Usi
nes
Mulhouse 860 563 381 839 601 861 681 850
Poissy 695 3 495 347 229 384 768 607
Rennes 698 347 742 2 555 107 916 495
Sevelnord 889 238 670 559 16 596 970 795
Tableau 17 : Distances entre entrepôts-clients
Clients
Paris Marseille Lyon Toulouse Nice Nantes Strasbourg Montpellier Bordeaux Rennes
En
trep
ôts
Toulouse 680 405 539 4 561 585 1030 245 245 698
Poissy 29 804 495 698 961 384 525 768 603 347
Lyon 466 313 2 537 470 685 495 304 549 736
Rennes 353 1049 742 698 1206 107 860 916 459 3
Valencienne 208 970 661 880 1126 587 519 960 785 555
Nancy 385 986 685 585 1142 2 862 825 347 107
Montpellier 749 169 304 245 325 825 794 1 485 916
Bordeaux 584 645 549 245 802 347 967 485 2 459
6.3. Evaluation numérique des projets
6.3.1. Principe d'évaluation
On s'intéresse à exprimer la variation des coûts encourus suite à l'actionnement des différents
leviers de chaque projet en fonction de la gravité de l'accident mesuré en semaine de
fermeture de l'entrepôt. Le coût total de chaque solution ou projet est composé de la somme
des coûts supplémentaires suite à la mise en place de ses leviers.
Dans cet exercice, on a choisi de fermer l'entrepôt situé à Rennes et on a considéré que la
durée maximale durant laquelle l'entrepôt peut être fermé est de 1 à 12 semaines donc on a
changé l'unité de temps dans tous les modèles présentés dans les chapitres précédents en
semaine.

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 51
6.3.2. Evaluation de la première solution -Livraison directe aux magasins-
Le présent projet est constitué de 3 leviers qui sont 'Avoir plusieurs fournisseur', 'Avoir des
moyens de production flexibles' et 'Réorganisation du plan de travail en livrant directement
aux magasins'.
6.3.2.1. Avoir plusieurs fournisseurs
On a démontré dans le troisième chapitre que le levier 'Avoir plusieurs fournisseurs' permet
aux entreprises à faire des gains. Donc si on compare l'état initial contenant un seul
fournisseur avec l'état actuel contenant N* fournisseurs, on n'aura pas des pertes mais bien au
contraire des gains. Le principe est de calculer pour chaque usine à l'aide de l'algorithme
implémenté sur code blocks (voir 3.3.3) le nombre de fournisseurs optimal N* en utilisant
l'équation (7) et de faire la différence entre le coût d'avoir un seul fournisseur et le coût d'avoir
N* fournisseurs ensuite on somme les différents coûts (tableau 18). La fonction coût sera
donc linéaire en fonction de la période (figure 12)
Tableau 18 : Coûts encourus suite à l'actionnement du levier
'avoir plusieurs fournisseurs' en fonction des semaines
Période (semaine)
Coût (€)
s1 -1446
s2 -2892
s3 -4338
s4 -5784
s5 -7230
s6 -8676
s7 -10122
s8 -11568
s9 -13014
s10 -14460
s11 -15906
s12 -17352
6.3.2.2. Avoir des moyens de production flexibles
On procède de la même manière que dans le sous paragraphe précédent. On calcule toujours
le coût supplémentaire encouru suite à l'actionnement du levier en question. Pour les moyens
de production, on utilise le modèle de gestion de personnel (voir 4.3). Pour chaque usine, on
compare le coût où on a une demande constante durant 13 semaines avec le coût où on a la
nouvelle demande (augmentée de 10 %) durant x semaines avec x 𝜖 [1. .12]. Le coût total sera
égal à la somme des coûts de chaque usine (tableau 19)

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 52
Tableau 19 : Coûts encourus suite à l'actionnement du levier
'Avoir des moyens de production flexibles' en fonction des semaines
Période (semaine)
Coûts (€)
s1 27265
s2 49175
s3 70445
s4 91715
s5 112985
s6 134260
s7 155530
s8 167790
s9 175290
s10 176845
s11 178395
s12 179945
On remarque que les coûts augmentent lorsque la période de fermeture augmente mais d'une
façon qui n'est pas linéaire (figure 12). En effet, pour une période de fermeture réduite on peut
recourir aux heures supplémentaires et intérims alorsque pour une longue durée toute la
politique de gestion de personnel va changer ainsi que le nombre d'employés optimal.
6.3.2.3. Réorganisation du plan de transport -Livraison Directe-
En tenant compte des valeurs des paramètres décrites dans le paragraphe précédent, les coûts
additionnels représentent la différence entre le coût de l'ancien réseau et le coût du nouveau
réseau où on élimine l'entrepôt en panne et on livre directement aux clients (tableau 20)
Tableau 20 : Coûts supplémentaires suite à l'actionnement du levier
'Livraison Directe' en fonction des semaines
Période (semaine)
Coût (€)
s1 7385
s2 29545
s3 51678
s4 72712
s5 92958
s6 118572
s7 145530
s8 176850
s9 192357

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 53
s10 208047
s11 208987
s12 208657
L'allure de la courbe coût en fonction des semaines (figure 12) nous montre que la fonction
n'est pas linéaire suite aux changements de la politique de gestion des stocks (stock initial,
quantité en rupture et stock en maintien) pour des périodes différentes.
Après l'évaluation de chaque levier à part, le coût du projet au final égal à la somme des
coûts de tous les leviers (figure 12)
Figure 12: L'évolution des Coûts en fonction de la période de fermeture de l'entrepôt
- projet 1-
6.3.3. Evaluation de la deuxième solution -Mutualisation des entrepôts-
La seule différence qui existe entre la solution 1 et la solution 2 est au niveau du dernier
levier. On garde les mêmes coûts des leviers 'Avoir plusieurs fournisseurs' et 'Avoir des
moyens de production flexibles' et on calcule les coûts supplémentaires de l'actionnement du
levier 'Mutualisation des entrepôts'.
On utilise toujours les mêmes procédures pour l'évaluation des coûts; c'est la comparaison
entre les coûts d'un réseau où on a des entrepôts mutualisés et le réseau actuel. On garde pour
le réseau actuel des demandes constantes durant 13 semaines (tableau 21)
Tableau 21: Coûts supplémentaires d'un réseau mutualisé
-50000
0
50000
100000
150000
200000
250000
300000
350000
400000
s1 s2 s3 s4 s5 s6 s7 s8 s9 s10 s11 s12
Co
ût
en e
uro
Evaluation du projet 1
Levier fournisseurs
Moyens de production
Livraison Directe
Solution finale

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 54
Période (semaine)
Coût (en €)
s1 9639
s2 19278
s3 28917
s4 38556
s5 48195
s6 57834
s7 67473
s8 77112
s9 86751
s10 96390
s11 106029
s12 115668
On a fixé dans le modèle de mutualisation des entrepôts (voir 5.3) le paramètre p
représentant le nombre d'entrepôts mutualisé à 1 donc le résultat de la simulation sur Xpress-
Ive, nous montre que l'entrepôt à mutualiser est celui situé à 'Bordeaux'. Donc tous les flux
qui entraient et sortaient de l'entrepôt de Rennes seraient acheminés vers l'entrepôt de
'Bordeaux'.
Le résultat final du projet 1 est présenté dans la figure 13
Figure 13: L'évolution des Coûts en fonction de la période de fermeture de l'entrepôt
-Projet 2-
-50000
0
50000
100000
150000
200000
250000
300000
s1 s2 s3 s4 s5 s6 s7 s8 s9 s10 s11 s12
Co
ût e
n e
uro
Evaluation du projet 2
Levier fournisseurs
Moyens de production
Mutualisation
Solution finale

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 55
6.3.4. Evaluation de la troisième solution -Location d'un site d'entreposage-
La problématique de localisation des sites d'entreposage est complexe vu le nombre
important de critères à considérer tels que : le prix de location, infrastructure, zone
géographique ..... .
Dans notre étude on se limite seulement au prix de location en € par m2 et par semaine.
Selon une étude faite par un cabinet de conseil en immobilier d'entreprise (arthur-loyd)*, le
prix de location d'un entrepôt à Rennes est estimé à 65 € par m2 et par an. Or, on sait que par
semaine l'entrepôt de Rennes accueille 879 voitures et que la surface de parking d'une voiture
est égale à 15 m2. D'où la surface de l'entrepôt est égale à la surface requise pour le parking
des voitures additionnée d'une surface pour les bureaux... . On prend donc l'hypothèse qu'on a
besoin aussi de la moitié de la surface du parking pour les bureaux, les routes de circulation,
les quais de chargement et déchargement etc. Après les calculs, on obtient les résultats
suivants :
Tableau 22 : Coûts supplémentaires de l'actionnement du levier
'Louer un site d'entreposage' en fonction des semaines
Période (semaine)
Coût (€)
s1 26916
s2 53832
s3 80748
s4 107664
s5 134580
s6 161496
s7 188412
s8 215328
s9 242244
s10 269160
s11 296076
s12 322992
Les coûts évoluent linéairement en fonction de la période de fermeture de l'entrepôt
(figure14), on tient compte dans les coûts juste le coût de location puisque les autres coûts de
gestion de l'entrepôt, coût d'entrée et de sortie sont déjà inclus dans les coûts d'entreposage à
Rennes.
6.3.5. Choix de la solution optimale
Le choix de la solution dépendra de la période de fermeture prévue pour l'entrepôt de Rennes
(figure14). On aura donc une solution mixte.

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 56
En se référant aux résultats présentés sur la figue 14, on remarque que la solution 1 est la
plus couteuse et que dans aucun cas on s'intéresse à la livraison directe. Le coût élevé de la
solution 1 est du principalement aux coûts fixes de transport, puisque si on livre directement
aux clients, on augmentera notre fréquence de livraison et on aura moins de flux transportés
dans les camions entre les usines et les clients finaux. La deuxième remarque à noter est que
pour une période inférieure à 9 semaines on a toujours intérêt à louer un site d'entreposage
mais au-delà de cette période, le plus optimal est de choisir à mutualiser les entrepôts
6.4. Conclusion
Dans ce chapitre, on a montré comment on peut choisir le projet a implémenter en fonction
de la durée de fermeture de l'entrepôt. Le travail qu'on a fait présente un outil d'aide à la
décision pour les entreprises pour choisir quels sont les leviers à actionner, comment les
actionner et quelle solution choisir au final.
0
50000
100000
150000
200000
250000
300000
350000
400000
s1 s2 s3 s4 s5 s6 s7 s8 s9 s10 s11 s12
Co
ût
en e
uro
Choix de la solution optimale
Solution 1
Solution 2
Solution 3
Figure 14 : Choix de la solution optimale en fonction de la période de fermeture de l'entrepôt

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 57
L'apport majeur de notre étude a été de contribuer à la littérature sur la flexibilité de la chaîne
logistique en offrant une méthode d'évaluation quantitative de la mise en place de quelques
leviers de flexibilité. On s'est intéressé à la fois aux fournisseurs, aux moyens de production et
aux réseaux de distribution.
En effet, on a montré que le fait d'avoir plusieurs fournisseurs permettait à l'entreprise de
mitiger les risques liés à l'approvisionnement et à la variabilité des prix d'achat. Il nous a été
possible de démontrer analytiquement que le nombre optimal de fournisseurs devait être entre
deux ou trois. Au-delà, les coûts augmentent avec le nombre de fournisseurs.
En ce qui concerne les moyens de production, un outil d'aide à la décision pour la gestion de
personnel a été développé. Des simulations sur cet outil utilisant les données d'une entreprise
partenaire ont permis de conclure que pour faire face à la variation imprévue de la demande
des clients il valait mieux garder du personnel sous occupé pendant des périodes que de se
positionner sur les charges minimales.
Au niveau de la conception du réseau de distribution, deux scénarios ont été modélisés; le
cas où on recourt à la mutualisation logistique et le cas où on élimine les entrepôts et on
choisit de livrer directement aux clients. Dans le premier cas, une étude de sensibilité a permis
de trouver le nombre optimal d'entrepôt à mutualiser. Au-delà de ce nombre, des coûts
d'investissements qui n'ont pas été en compte devraient être importants.
A l'issue des différents modèles, on a réussi à évaluer trois projets ou solutions ayant comme
but de résoudre le scénario. Une simulation utilisant les données de l'entreprise PSA a permis
de choisir quelle stratégie adopter en fonction de la durée de fermeture de l'entrepôt.
Ce travail a permis d'enrichir la littérature scientifique par d'autres stratégies de flexibilité à
mettre en place, de les quantifier en termes de coût d'élaboration et ainsi d'ouvrir la voie à des
questions stratégiques sur la pertinence d'investissement dans la flexibilité.
Sur le modèle de ce travail, d'autres études quantitatives peuvent être conduites concernant
les risques de la Supply Chain tels que la variation dans le mix produit et dans la quantité
commandée.

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 58
A. Hammami Ph.D. 2003. ― modélisation technico-économique d‟une chaine logistique dans
une entreprise réseau-- , Ecole Nationale Supérieure des Mines de Saint-Etienne,
spécialité Génie Industriel.
Akkan C., 1996. Overtime scheduling : An application in finite-capacity real-time scheduling
». Journal of the operational research society, vol. 47, p. 1137 –11.
Ambrosino et Grazia Scutella, 2005. "Distribution network design: New problems and related
models." European Journal of Operational Research, 165(3): 610-624.
Amiri, 2006. "Designing a distribution network in a supply chain system: Formulation and
efficient solution procedure." European Journal of Operational Research, 171(2): 567-
576.
Arthur, J., 1994. Effects of human resource systems on manufacturing performance and
turnover. Academy of Management Journal 37, 670–687.
Baker R., 1974. Scheduling a full-time workforce to meet cyclic staffing requirements.
Bender P.S, Brown R.W, Isaac M.H, Shapiro J.F. Improving Purchasing Productivity at IBM
with a Normative Decision Support System. Interfaces 15, pp 106-115. 1985
Berry, W.L. and Cooper, M.C. (1999), “Manufacturing flexibility: methods for measuring the
impact of product variety on performance in process industries”, Journal of Operations
Management, Vol. 17, pp. 163-78.
Blumenfeld, Burns, Diltz et Daganzo, 1985. "Analyzing trade-offs between transportation,
inventory and production costs on freight networks." Transportation Research Part B:
Methodological, 19(5): 361-380.
Bookbinder et Higginson, 2002. "Probabilistic modeling of freight consolidation by private
carriage." Transportation Research Part E: Logistics and Transportation Review,
38(5): 305-318.
Browne, J., Dubois, D., Rathmill, K., Sethi, S.P. and Stecke, K.E. (1984), “Classification of
flexible manufacturing systems”, Flexible Manufacturing Systems Magazine, Vol. 2
No. 2, pp. 114-7.
C. Tang and B.Tomlin, “The power of flexibility for mitigating supply chain risks,”
International Journal of Production Economics, vol. 116, no. 1,pp. 12–27, Nov. 2008.

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 59
Campbell, 1990. "Freight consolidation and routing with transportation economies of scale."
Transportation Research Part B: Methodological, 24(5): 345-361.
Carter, R., Narasimhan, R., 1990. Purchasing in international marketplace: implication for
operations. International Journal of Purchasing and Materials Management 2 (3), 2–
11.
Chaudhry S, Forst F, Zydiak J. A Multicriteria Approach to Allocating Order Quantity
Among Vendors. Production and Inventory Management Journal, Third Quarter, 1991
Chopra, 2003. "Designing the distribution network in a supply chain." Transportation
Research Part E: Logistics and Transportation Review, 39(2): 123-140.
Cooper, M., Ellram, L., Gardner, J., Hanks, J., 1997. Meshing multiple alliances. Journal of
Business Logistics 18 (1), 67–89.
Cox Jr., T., 1989. Toward the measurement of manufacturing flexibility. Production and
Inventory Management Journal, First Quarter, 68–72.
Croom, S., Romano, P. and Giannakis, M. (2000), “Supply chain management: an analytical
framework for critical literature review”, European Journal of Purchasing & Supply
Management, Vol. 6, pp. 67-83.
Current J, Weber C. Application of Facility Location Modeling Constructs to Vendor
Selection Problems. European journal of operational research, Vol 76, p. 387-392,
1994.
Degraeve Z, Labro E, Roodhooft F. An Evaluation of Vendor Selection Models from a Total
Cost of Ownership Perspective. European Journal of Operational Research, Vol 125,
p34-58. 2000
Degraeve Z, Roodhooft F. Determining Sourcing Strategies: A Decision Model Based on
Activity and Cost Driver Information. Journal of Operational Research Society, Vol
49 N°8, p781-789. 1998.
Desaulniers, Lavigne et Soumis, 1998. "Multi-depot vehicle scheduling problems with time
windows and waiting costs." European Journal of Operational Research, 111(3): 479-
494.
De Toni, A.F. and Tonchia, S. (2005), “Definitions and linkages between operational and
strategic flexibilities”, Omega, Vol. 33, pp. 525-40.
Dickson G.W. An Analysis of Vendor Selection Systems and Decisions. Journal of
Purchasing, 5-17. 1966.
Dixon, J.R. (1992), “Measuring manufacturing flexibility: an empirical investigation”,
European Journal of Operational Research, Vol. 60, pp. 131-43.
Duclos, L.K., Vokurka, R.J. and Lummus, R.R. (2003), “A conceptual model of supply chain
management”, Industrial Management & Data Systems, Vol. 103 Nos 5/6, pp. 446-56.

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 60
Eloranta, E., Lehtonen, A. and Tanskanen, K. (1995), “Fast, flexible and cooperative supply
chains – key issues for the survival of European industry”, Production Planning &
Control, Vol. 6 No. 3, pp. 238-45.
Eppen, 1979. "Effects of Centralization on Expected Costs in a Multi-Location Newsboy
Problem." Management Science, 25(5): 498-501.
Ergun, Kuyzu et Savelsbergh, 2007. "Shipper collaboration." Computers & Operations
Research, 34(6): 1551-1560
Fernando F. Suarez, Michael A. Gesumano, Charles H. Fine. (1991) „Flexibility and
performance: A literature critique and strategic framework‟.
Fine, C., Freund, R., 1990. Optimal investment in product-flexible manufacturing capacity.
Management Science 36 (4), 446–449.
Fisher, M. (1997), “What is the right supply chain for your product?”, Harvard Business
Review, March-April, pp. 105-16.
Fisher, M., Hammond, J.H., Obermeyer, W.R. and Raman, A. (1994), “Making supply meet
demand in an uncertain world”, Harvard Business Review, May-June, pp. 83-93.
Giachetti, R.E., Martinez, L.D., Sa´enz, O.A. and Chen, C-S. (2003), “Analysis of the
structural measures of flexibility and agility using a measurement theoretical
framework”, International Journal of Production Economics, Vol. 86, pp. 47-62.
Gosain, S., Malhotra, A. and El Sawy, O.A. (2005), “Coordinating for flexibility in e-business
supply chains”, Journal of Management Information Systems, Vol. 21 No. 3, pp. 7-45.
Gunasekaran, A. (1999), “Agile manufacturing: a framework for research and development”,
International Journal of Production Economics, Vol. 62, pp. 87-105.
Gupta, D. (1993), “On measurement and valuation of manufacturing flexibility”, International
Journal of Production Research, Vol. 31 No. 12, pp. 2947-58.
Gupta, M.P. and Nehra, G. (2002), “Analysis of flexibility and supply chain management in
select Indian industries”, Global Journal of Flexible Systems Management, Vol. 3 Nos
2/3 pp. 31-44.
Gupta, Y.P. and Goyal, S. (1989), “Flexibility of the manufacturing system: concepts and
measurement”, European Journal of Operations Research, Vol. 43, pp. 119-35.
Gupta, Y.P. and Somers, T.M. (1992), “The measurement of manufacturing flexibility”,
European Journal of Operational Research, Vol. 60, pp. 166-82.
Gupta, Y.P. and Somers, T.M. (1996), “Business strategy, manufacturing flexibility, and
organizational performance: a path analysis approach”, Production and Operations
Management, Vol. 5 No. 3, pp. 204-33.

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 61
Hairulliza Mohamad Judi, Roger Beach, Alam Paul Muhlemann. (2004) „Defining
manufacturing flexibility: A research prerequisite‟, Working Paper Series, Vol.38
No.4.
Hall, 1987. "Consolidation strategy: inventory, vehicles and terminals." JOURNAL OF
BUSINESS LOGISTICS, Volume 8, Number 2.
Hsu, Hung et Li, 2007. "Vehicle routing problem with time-windows for perishable food
delivery." Journal of Food Engineering, 80(2): 465-475.
Hung R., 1999. Scheduling a workforce under annualised hours. International Journal of
Production research, vol. 37, n°11, p. 2419-2427.
Hwang H, Moon D.H, Shinn S.W. An EOQ Model with Quantity Discounts for both
Purchasing Price and Freight Cost. Computers and Operations Research, Vol 17, N°1,
pp 73-78, 1990.
Jack, E.P. and Raturi, A. (2002), “Sources of volume flexibility and their impact on
performance”, Journal of Operations Management, Vol. 20, pp. 519-48.
Jack, E., Raturi, A., 2000. Measuring and Comparing Volume Flexibility of Small and Large
Manufacturing Firms. University of Cincinnati Working Paper
Jordan, W., Graves, S., 1995. Principles on the benefits of manufacturing process flexibility.
Management Science 41 (4), 577–594.
Kane H., Baptiste P., Barakat O., 2000b. Analyse et aménagement du temps de travail : cas
des heures supplémentaires et de l'intérim. Journal Européen des Systèmes
Automatisés (JESA), vol. 34, n°2-3, p. 195-209.
Keskin et Üster, 2007. "A scatter search-based heuristic to locate capacitated transshipment
points." Computers and Operations Research, 34(10): 3112-3125.
Krajewski, L., Wei, J.C. and Tang, L-L. (2005), “Responding to schedule changes in build-to-
order supply chains”, Journal of Operations Management, Vol. 23, pp. 452-69.
Koste, L.L. and Malhotra, M.J. (1999), “A theoretical framework for analyzing the
dimensions of manufacturing flexibility”, Journal of Operations Management, Vol. 18,
pp. 75-93.
Koste, L.L., Malhotra, M.J. and Sharma, S. (2004), “Measuring dimensions of manufacturing
flexibility”, Journal of Operations Management, Vol. 22, pp. 171-96.
Lambert, D.M., Cooper, M.C. and Pagh, J.D. (1998), “Supply chain management:
implementation issues and research opportunities”, International Journal of Logistics
Management, Vol. 9 No. 2, pp. 1-19.
Laporte, 1992. "The vehicle routing problem: An overview of exact and approximate
algorithms." European Journal of Operational Research, (59): 345–358.

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 62
Lau, R.S.M. (1994), “Attaining strategic flexibility”, paper presented at the 5th Annual
Meeting of the Production and Operations Management Society, 8-11 October,
Washington, DC.
Lee H.L, Rosenblatt M.J. A Generalized Quantity Discount Pricing Model to Increase
Supplier‟s Profits. Management Science, Vol 32, N° 9, pp. 1177-1185, 1986.
Lummus, R.R., Duclos, L.K. and Vokurka, R.J. (2003), “Supply chain flexibility: building a
new model”, Global Journal of Flexible Systems Management, Vol. 4 No. 4, pp. 1-13.
Lummus, R.R., Vokurka, R.J. and Duclos, L.K. (2005), “Delphi study on supply chain
flexibility”, International Journal of Production Research, Vol. 43 No. 13, pp. 2687-
708.
MacDuffie, 1995. Human resource bundles and manufacturing performance: organizational
logic and flexible production systems in the world auto industry. Industry and Labor
Relations Review 48, 197–221.
Mandal A, Deshmukh S.G. Vendor Selection Using Interpretive Structural Modelling (ISM).
International Journal of Operations & Production Management, p.52-59, Vol. 14, N°6,
1994.
Mummalaneni V, Dubas K.M, Chao C. Chinese Purchasing Managers ' Preferences and
Trade-offs in Supplier Selection and Performance Evaluation. Industrial Marketing
Management, Vol 25, N°2, p115-124. 1996.
Narasimhan R. An Analytical Approach to Supplier Selection. Journal of Purchasing and
Materials Management, winter 1983.
Narasimhan, R. and Das, A. (1999), “Manufacturing agility and supply chain management
practices”, Production & Inventory Management Journal, Vol. 40 No. 1, pp. 4-10.
Narasimhan, R. and Das, A. (2000), “An empirical examination of sourcing‟s role in
developing manufacturing flexibilities”, International Journal of Production Research,
Vol. 38 No. 4, pp. 875-93.
Neely, A. (2005), “The evolution of performance measurement research: developments in the
last decade and a research agenda for the next”, International Journal of Operations &
Production Management, Vol. 25 No. 12, pp. 1264-77.
Neely, A., Gregory, M. and Platts, K. (1995), “Performance measurement system design:a
literature review and research agenda”, International Journal of Operations &
Production Management, Vol. 15 No. 4, pp. 80-116.
Nozick et Turnquist, 1998. "Integrating inventory impacts into a fixed-charge model for
locating distribution centers." Transportation Research Part E: Logistics and
Transportation Review, 34(3): 173-186.
Nozick et Turnquist, 2001. "Inventory, transportation, service quality and the location of
distribution centers." European Journal of Operational Research, 129(2): 362-371.

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 63
Nydick R.I, Hill R.P. Using the Analytic Hierarchy Process to Structure the Supplier
Selection Procedure. International Journal of Purchasing and Materials Management,
p31-36, Spring 1992.
Nyoman Pujawan (2005) „A conceptual framework for assessing supply chain flexibility‟.
Industrial Marketing Management, Vol.34, pp.495-405.
O'Kelly et Bryan, 1998. "Hub location with flow economies of scale." Transportation
Research Part B, 32(8): 605-616.
Olhager, J. and West, B.M. (2002), “The house of flexibility: using the QFD approach to
deploy manufacturing flexibility”, International Journal of Operations & Production
Management, Vol. 22 No. 1, pp. 50-79.
Patton WW. Use of Human Judgment Models in Industrial Buyer's Vendor Selection
Decisions. Industrial Marketing Management, N°25, p135-149. 1996
Petroni A, Braglia M. Vendor Selection Using Principal Component Analysis. The Journal of
Supply Chain Management, spring 2000.
Peter Fredrikson, Lars Erik Gadde.(2005) „Flexibility and rigidity in customization and build-
to- order production‟, Industrial Marketing management, Vol.34, pp.695-705.
Phillips, F. and Tuladhar, S.D. (2000), “Measuring organizational flexibility: an exploration
and general model”, Technological Forecasting and Social Change, Vol. 64, pp. 23-
38.
Pooley et Stenger, 1992. "Modeling and evaluation shipment consolidation in a logistics
system." JOURNALOF BUSINESS LOGISTICS, Vol.13, No. 2.
Prodhon, 2006. "Le problème de localisation-Routage (PhD thesis)",Institut Charles
Daulaunay - Équipe Optimisation des Systèmes Industriels.Université de Technologie
de Troyes.Troyes
Safizadeh, M.H., Ritzman, L.P., 1997. Linking performance drivers in production planning
and inventory control to process choice. Journal of Operations Management 15, 389–
403.
Sethi, A.K. and Sethi, S.P. (1990), “Flexibility in manufacturing: a survey”, International
Journal of Flexible Manufacturing Systems, Vol. 2, pp. 289-328.
Shelen PAN Ph.D. 2010. ― Contribution à la définition et à l'évaluation de la mutualisation
de chaînes logistiques pour réduire les émissions de CO2 du transport : application au
cas de la grande distribution--, Ecole Nationale Supérieure des Mines de Paris,
département Sciences de gestion.
Safaei, A.S., S.M. Moattar Husseini, R. Z.-Farahani, F. Jolai, and S.H. Ghodsypour. 2010.
“Integrated Multi-site Production-distribution Planning in Supply Chain by Hybrid

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 64
Modelling.” International Journal of Production Research 48 (14) (July 15): 4043–
4069. doi:10.1080/00207540902791777.
Siying W, Jinlong Z, Zhicheng L. A Supplier Selecting System Using a Neural Network.
International Conference on Intelligent Processing Systems, IEEE, New York, p468-
471. 1997.
Slack, N. (1983), “Flexibility as a manufacturing objective”, International Journal of
Operations & Production Management, Vol. 3 No. 3, pp. 4-13.
Slack, N. (1987), “The flexibility of manufacturing systems”, International Journal of
Operations& Production Management, Vol. 7 No. 4, pp. 35-45.
Speranza et Ukovich, 1996. "An algorithm for optimal shipments with given frequencies."
Naval Research Logistics, 43(5): 655-671.
Suarez, F.F., Cusumano, Fine, C.H., 1995. An empirical study of flexibility in manufacturing
systems. Sloan Management Review 37(1), 25–32.
Swamidass, P.M. and Newell, W.T. (1987), “Manufacturing strategy, environmental
uncertainty and performance: a path analytical model”, Management Science, Vol. 33
No. 4, pp. 509-24.
Syam, 2002. "A model and methodologies for the location problem with logistical
components." Computers & Operations Research, 29(9): 1173-1193.
Tam M.C.Y, Tummala V.M.R. An Application of the AHP in Vendor Selection of a
Telecommunications System. The International Journal of Management Science, p.
171-182, omega 29, 2001.
Thompson K.N. Vendor Profile Analysis. Journal of Purchasing and Materials Management,
winter 1990.
Timmerman E. An approach to Vendor Performance Evaluation. Journal of Purchasing and
Materials Management, winter 1986
Toth et Vigo, 2002. "Models, relaxations and exact approaches for the capacitated vehicle
routing problem." Discrete Applied Mathematics, 123(1-3): 487-512.
Ubeda, Arcelus et Faulin, 2010. "Green logistics at Eroski: A case study." International
Journal of Production Economics (2010), doi:10.1016/j.ijpe.2010.04.041.
Upton, D.M., 1994. The Management of Manufacturing Flexibility. California Management
Review, 72–89.
upton, D.M. (1995), “What really makes factories flexible?”, Harvard Business Review,
July-August, pp. 74-84.

Mémoire de Stage du Master OSIL
Oumaima Khaled Page | 65
Vickery, S., Calantone, R. and Dro¨ge, C. (1999), “Supply chain flexibility: an empirical
study”, Journal of Supply Chain Management, Vol. 35 No. 3, pp. 16-24.
Vickery, S.K., Droge, C. and Markland, R.E. (1997), “Dimensions of manufacturing strength
in the furniture industry”, Journal of Operations Management, Vol. 15 No. 4, pp. 317-
30.
Weber C.A, Current J.R, Benton W.C. Vendor Selection Criteria and Methods. European
Journal of Operational Research, August, 2-18. 1991
Yura K., 1994. Production scheduling to satisfay worker‟s preferences for days off and
overtime under due date constraints. International Journal of Production Economics,
vol. 33, p. 265 - 270.
Zhen Li, Zhaotong Lian, Wenhui Zhou. (2010) „Analysis of a quantity flexible supply
contract with postponement strategy‟. European Journal of Operations Research,
Vol.192, pp.705-721.

Oumaima Khaled Page | A
7. Annexes
L'annexe regroupe trois tableaux, contenant chacun le choix des leviers et l'évaluation de l'actionnement des
leviers sur les performances (coût, gain et stock).
L'évaluation se fait en recourant à une échelle de 1 jusqu'a 5.
1 : le levier a un impact très positif sur les performances
5 : le levier a un impact très négatif sur les performances

Oumaima Khaled Page | A
PSA
Risques Projets Stratégies / Leviers
Dimensions
de la
flexibilité
Mesure de la
flexibilité
Faisabilités Performances Choix
Méthodes Moyens CA Stock Coût Qualité Délai
Accident imprévu dans l’un
des entrepôts
qui entraine sa fermeture temporaire
P 1 Livraison
directe aux magasins
Aval
Réorganisation du plan de transport
Distibution Flexibility
Fréquence de livraison
2 2 1 2
3 3 Production/Processus
Avoir des processus de production flexibles
Volume Flexibility
Horaire du travail
4 4 2 4
Amont Avoir plusieurs fournisseurs
Sourcing Flexibility
Nombre de fournisseurs
4 4 2 4
P 2 Mutualisation des entrepôts
Aval
Avoir des entrepôts sur capacitaires
Vendor Flexibility
Capacité de stockage
2 2 1 4
2 1 Mutualisation de la distribution
Distribution Flexibility
coûts logistiques
3 3 2 2
Production/Processus -* 4 4 2 4 Amont - 4 4 2 4
P 3 Utilisation
d’un entrepôt de secours proche de
l'ancien
Aval
Louer un site et un prestataire d’entreposage
Logistics Flexibility
Capacité de changer
l’emplacement des entrepôts
3 3 2 3
1 2
Production/Processus - 4 4 2 4
Amont - 4 4 2 4

Oumaima Khaled Page | B
Louis Vuitton
Risques Projets Stratégies / Leviers
Dimensions
de la
flexibilité
Mesure de la
flexibilité Faisabilités Performances
Choix Méthodes Moyens CA Stock Coût
Accident imprévu dans l’un
des entrepôts
qui entraine sa fermeture temporaire
P 1 Livraison
directe aux magasins
Aval
Modifier la fréquence de livraison
Distibution Flexibility
Fréquence de livraison
+ +++ +
2
Définir un niveau de stock dans les magasins
Vendor Flexibility
Capacité de stockage
- ++ +
Production/Processus
Avoir des processus de production flexibles
Volume Flexibility
Capacité de production
- -- +
Amont
Avoir plusieurs fournisseurs
Sourcing Flexibility
Nombre de fournisseurs
- - -
P 2 Mutualisation des entrepôts
Aval
Optimiser la surface de stockage dans les entrepôts
Vendor Flexibility
Capacité de stockage
+ ++ +
1 Mutualiser la distribution
Distribution Flexibility
-- - --
Production/Processus -*
Amont -
P 3 Utilisation
d’un entrepôt de secours
Aval Louer un site d’entreposage
Logistics Flexibility
Capacité de changer
l’emplacement des entrepôts
-- -- +++
3
Production/Processus -
Amont -

Oumaima Khaled Page | C
Risques Projets Stratégies / Leviers
Dimensions
de la
flexibilité
Mesure de la
flexibilité Faisabilités Performances
Choix Méthodes Moyens CA Stock Coût
Accident imprévu dans l’un
des entrepôts
qui entraine sa fermeture temporaire
P 1 Livraison
directe aux magasins
Aval
Modifier la fréquence de livraison
Distibution Flexibility
Fréquence de livraison
4 3 2
Définir un niveau de stock dans les magasins
Vendor Flexibility
Capacité de stockage
4 2 2
Production/Processus
Avoir des processus de production flexibles
Volume Flexibility
Capacité de production
Amont
Avoir plusieurs fournisseurs
Sourcing Flexibility
Nombre de fournisseurs
4 4 2
P 2 Mutualisation des entrepôts
Aval
Optimiser la surface de stockage dans les entrepôts
Vendor Flexibility
Capacité de stockage
5 5 3
Mutualiser la distribution
Distribution Flexibility
5 4 4
Production/Processus -*
Amont -
P 3 Utilisation
d’un entrepôt de secours
Aval Louer un site d’entreposage
Logistics Flexibility
Capacité de changer
l’emplacement des entrepôts
4 2 1
Production/Processus -
Amont -
Carrefour
Recommended