Philippe MARIN Ingénierie de Produits Mars 2014
Métrologie de formes complexes
• Contextes, objectifs
• Technologies disponibles,
• Problèmes soulevés,
Pour la v2015 : Ajouter (ou remplacer autre chose ?) les calculs de
triangulation (scan laser ou pastilles), et des éléments d’évaluation de la
précision d’un scan laser selon bras, optique laser, capteur CCD, etc.
Ajouter aussi le principe de Kinect (voxels, marching cube, etc…)
Philippe MARIN Ingénierie de Produits Mars 2014
Métrologie de formes complexes
contextes d'utilisation
/
domaines d'application

Philippe MARIN Ingénierie de Produits Mars 2014
– contrôle de l'esthétique, reflets, régularité de
courbure… méthodes optiques ou tactiles
– Points de références d'assemblage / pièces voisines…
palpage mécanique
« Designer »

Philippe MARIN Ingénierie de Produits Mars 2014
– Comparaison à forme de référence
– Besoin de précision
– Respect des normes
Contrôle géométrique et dimensionnel
(Delcam: PowerInspect) (Metris: Focus)
Philippe MARIN Ingénierie de Produits Mars 2014
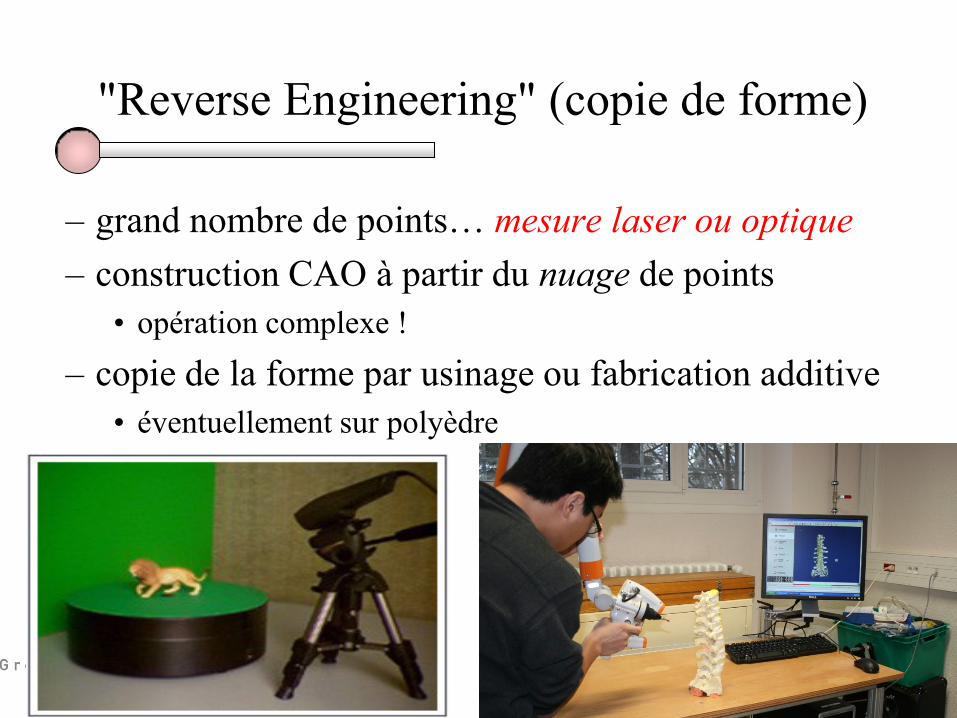
– grand nombre de points… mesure laser ou optique
– construction CAO à partir du nuage de points
• opération complexe !
– copie de la forme par usinage ou fabrication additive
• éventuellement sur polyèdre
"Reverse Engineering" (copie de forme)
Philippe MARIN Ingénierie de Produits Mars 2014
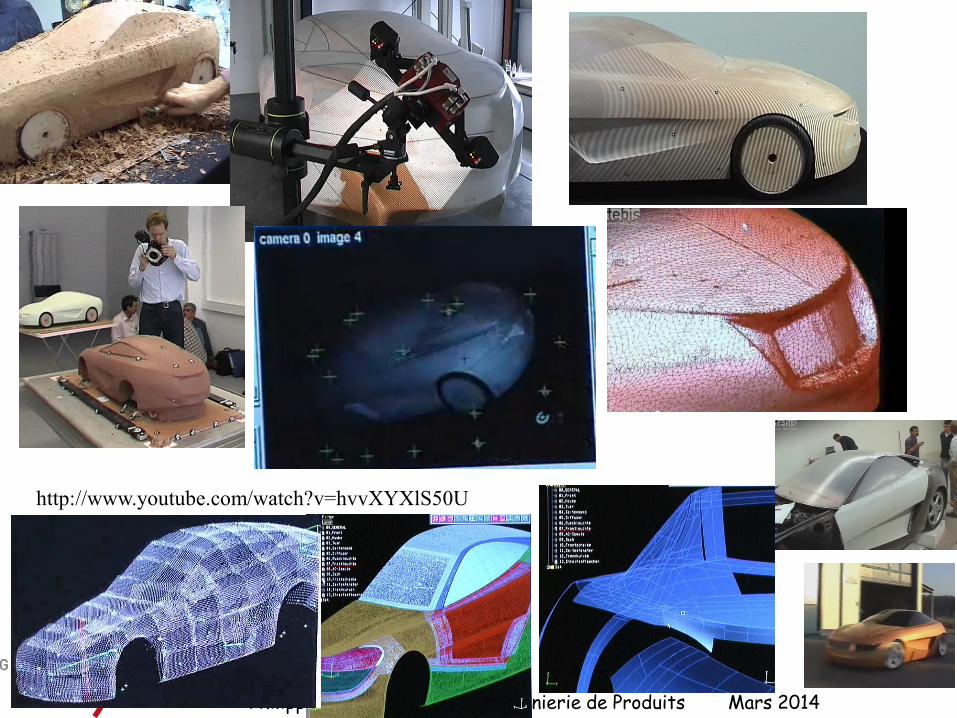
http://www.youtube.com/watch?v=hvvXYXlS50U
Philippe MARIN Ingénierie de Produits Mars 2014
Métrologie de formes complexes
Mesure par contact

Philippe MARIN Ingénierie de Produits Mars 2014
Acquisition des points sur MMT
"mécanique"
Philippe MARIN Ingénierie de Produits Mars 2014
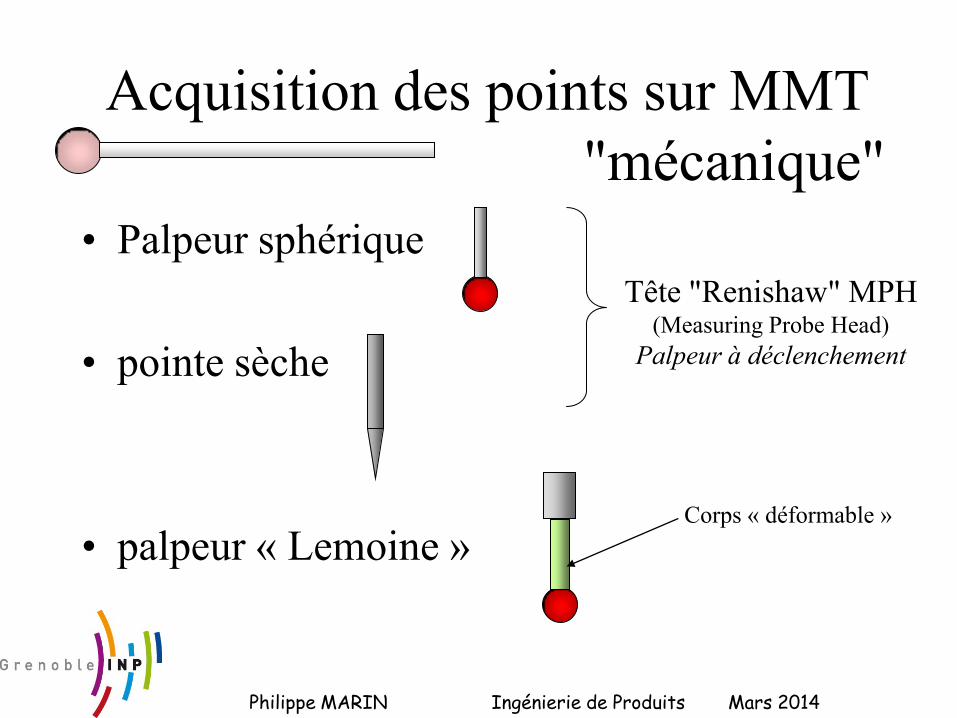
Acquisition des points sur MMT
"mécanique"
• Palpeur sphérique
• pointe sèche
• palpeur « Lemoine » Corps « déformable »
Tête "Renishaw" MPH (Measuring Probe Head)
Palpeur à déclenchement
Philippe MARIN Ingénierie de Produits Mars 2014
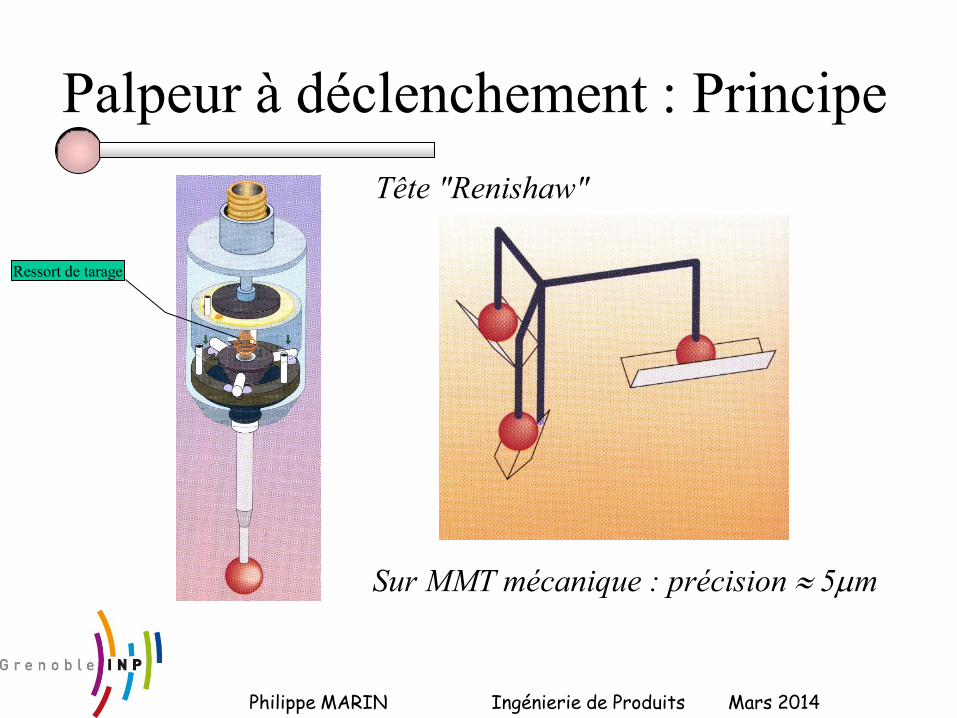
Palpeur à déclenchement : Principe
Tête "Renishaw"
Sur MMT mécanique : précision 5mm
Ressort de tarage
Philippe MARIN Ingénierie de Produits Mars 2014
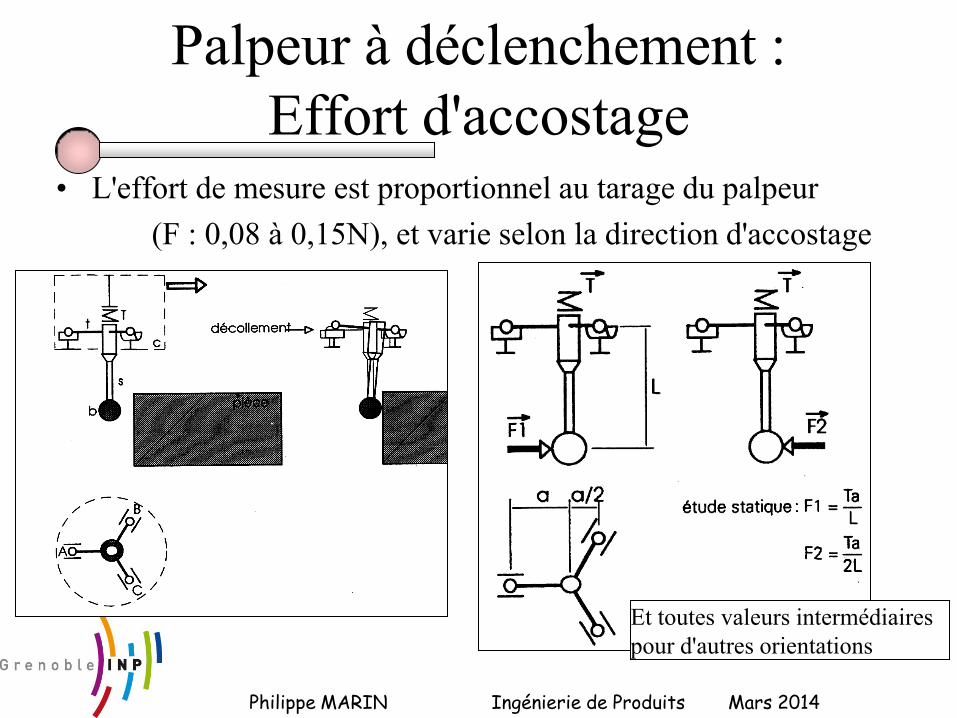
Palpeur à déclenchement :
Effort d'accostage • L'effort de mesure est proportionnel au tarage du palpeur
(F : 0,08 à 0,15N), et varie selon la direction d'accostage
Et toutes valeurs intermédiaires
pour d'autres orientations
Philippe MARIN Ingénierie de Produits Mars 2014
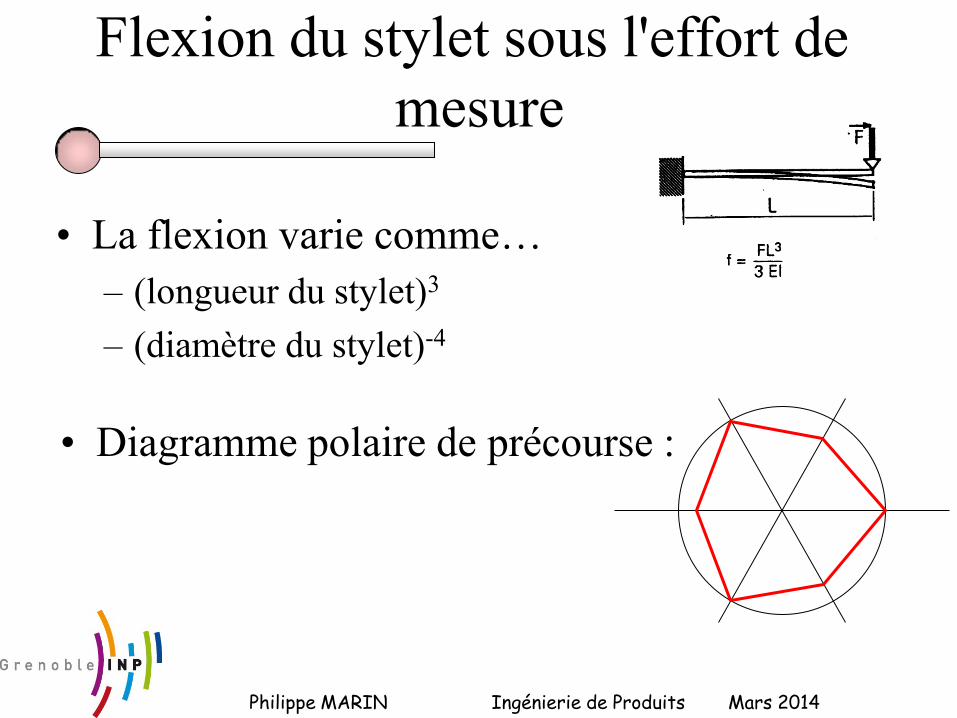
Flexion du stylet sous l'effort de
mesure
• Diagramme polaire de précourse :
• La flexion varie comme…
– (longueur du stylet)3
– (diamètre du stylet)-4
Philippe MARIN Ingénierie de Produits Mars 2014
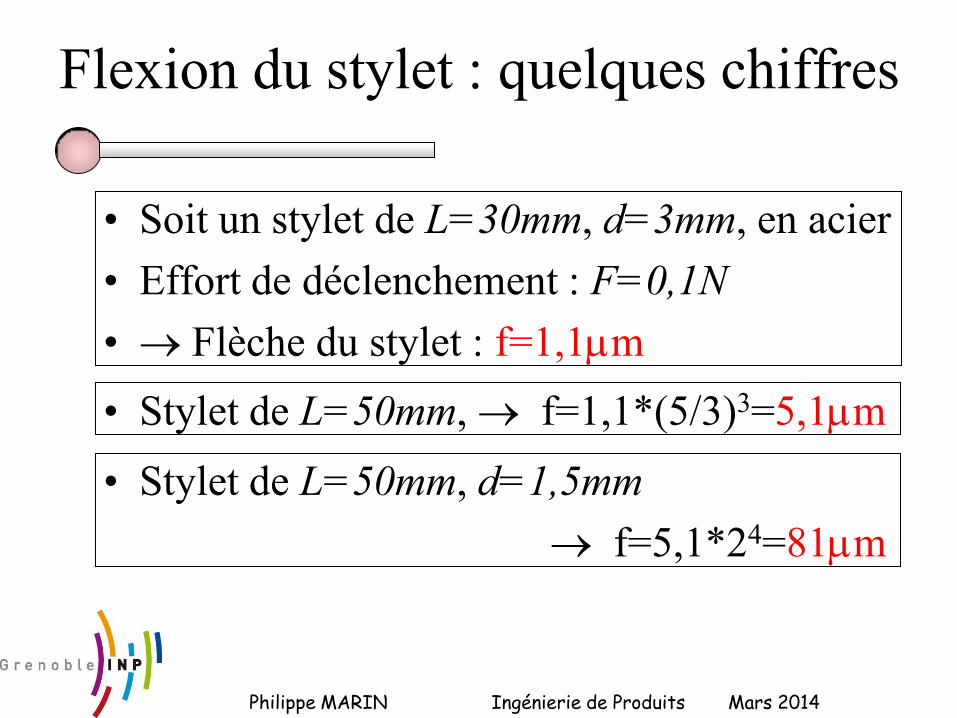
Flexion du stylet : quelques chiffres
• Soit un stylet de L=30mm, d=3mm, en acier
• Effort de déclenchement : F=0,1N
• Flèche du stylet : f=1,1mm
• Stylet de L=50mm, f=1,1*(5/3)3=5,1mm
• Stylet de L=50mm, d=1,5mm
f=5,1*24=81mm
Philippe MARIN Ingénierie de Produits Mars 2014
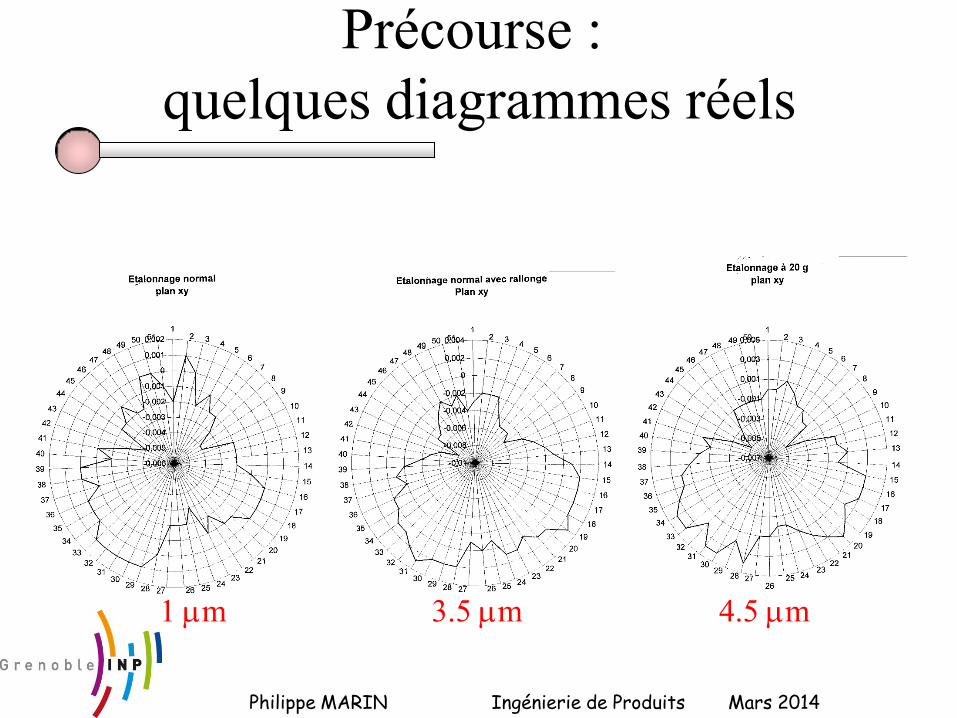
Précourse :
quelques diagrammes réels
1 mm 3.5 mm 4.5 mm
Philippe MARIN Ingénierie de Produits Mars 2014
Pénétration de la touche dans la pièce
• pièce en alliage d'aluminium,
• Bille d=2mm, tarage à F=0,1N,
• erreur de pénétration d=1,7mm
• varie avec racine cubique de 1/R
• bille de diamètre 6mm : d= 1,2mm
• pointe sèche, d estimé 0,05mm : d=6mm
Philippe MARIN Ingénierie de Produits Mars 2014
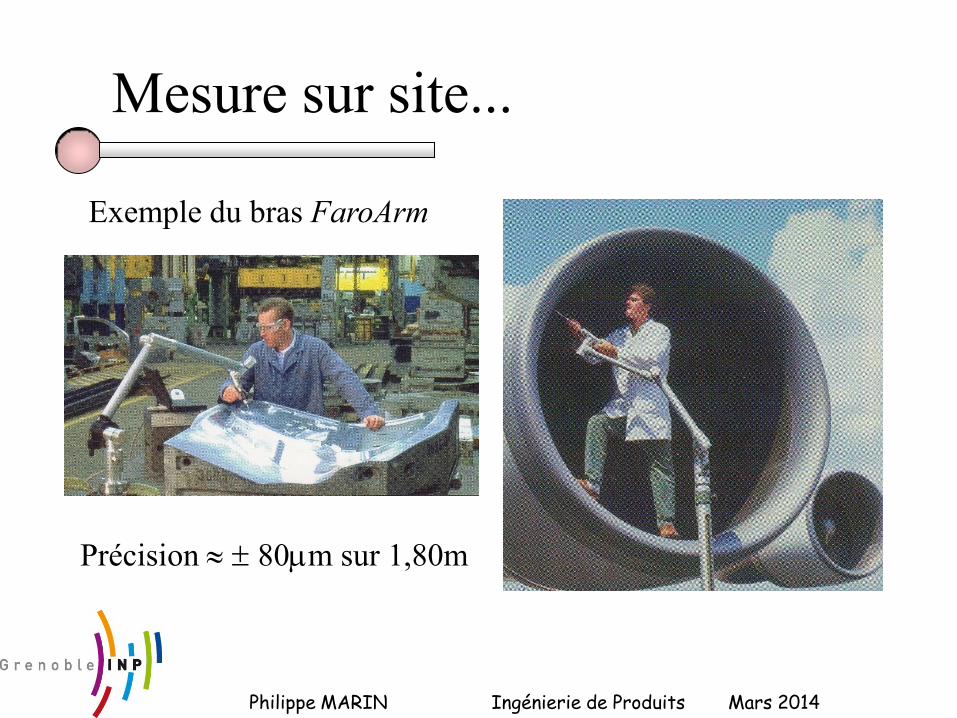
Mesure sur site...
Exemple du bras FaroArm
Précision 80mm sur 1,80m
Philippe MARIN Ingénierie de Produits Mars 2014
Métrologie de formes complexes
Mesure sans contact
Philippe MARIN Ingénierie de Produits Mars 2014
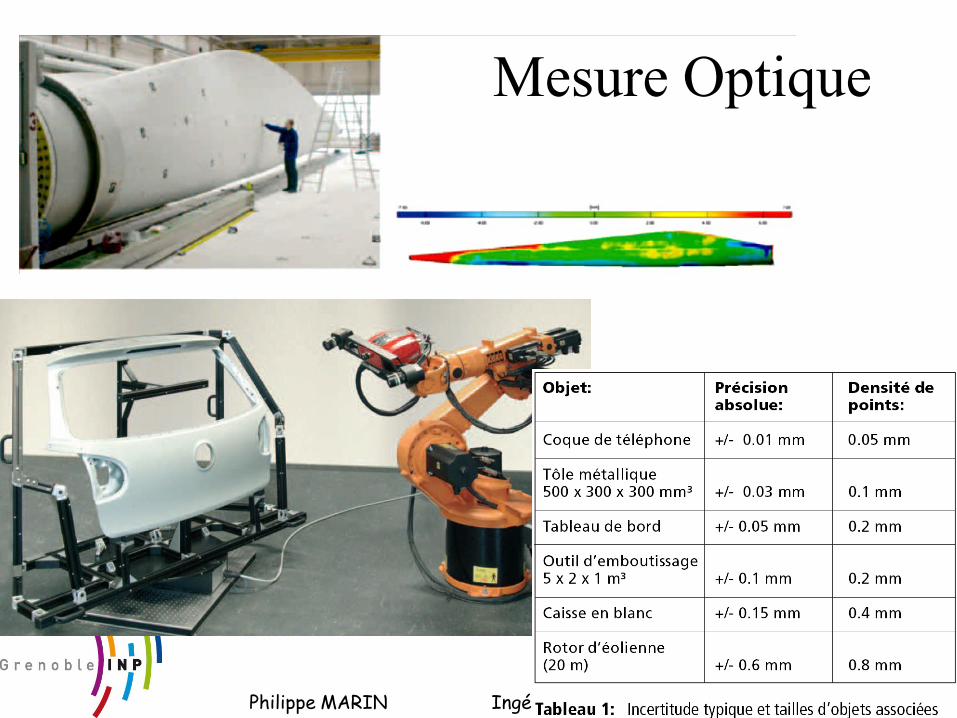
Mesure Optique
Philippe MARIN Ingénierie de Produits Mars 2014
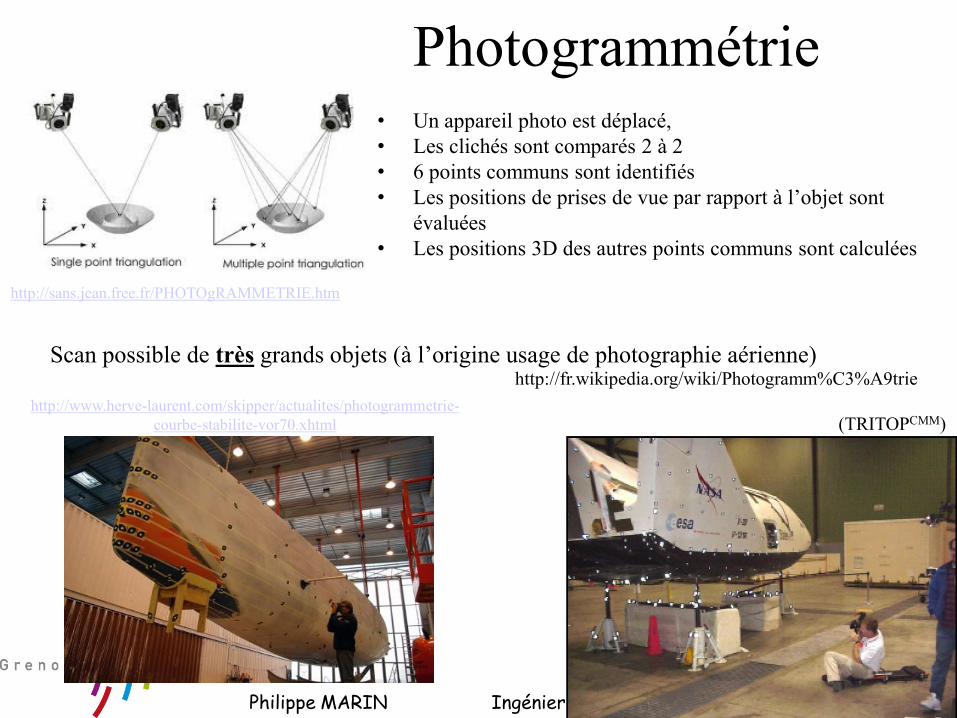
Photogrammétrie
(TRITOPCMM)
Scan possible de très grands objets (à l’origine usage de photographie aérienne)
http://www.herve-laurent.com/skipper/actualites/photogrammetrie-
courbe-stabilite-vor70.xhtml
http://sans.jean.free.fr/PHOTOgRAMMETRIE.htm
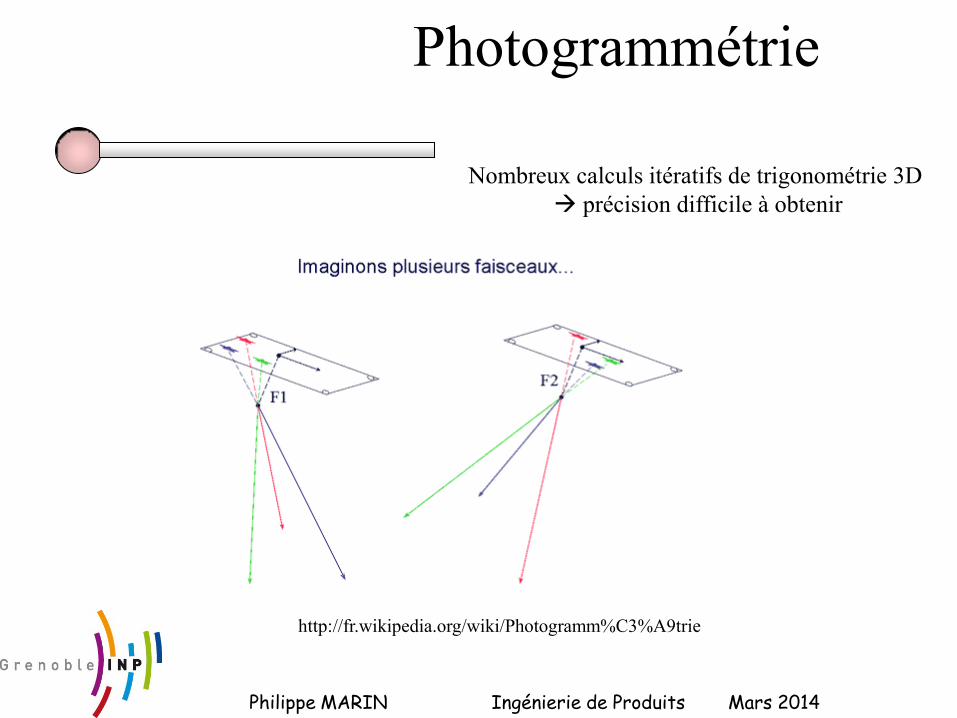
• Un appareil photo est déplacé,
• Les clichés sont comparés 2 à 2
• 6 points communs sont identifiés
• Les positions de prises de vue par rapport à l’objet sont
évaluées
• Les positions 3D des autres points communs sont calculées
http://fr.wikipedia.org/wiki/Photogramm%C3%A9trie
Philippe MARIN Ingénierie de Produits Mars 2014
Photogrammétrie
Nombreux calculs itératifs de trigonométrie 3D
précision difficile à obtenir
http://fr.wikipedia.org/wiki/Photogramm%C3%A9trie
Philippe MARIN Ingénierie de Produits Mars 2014
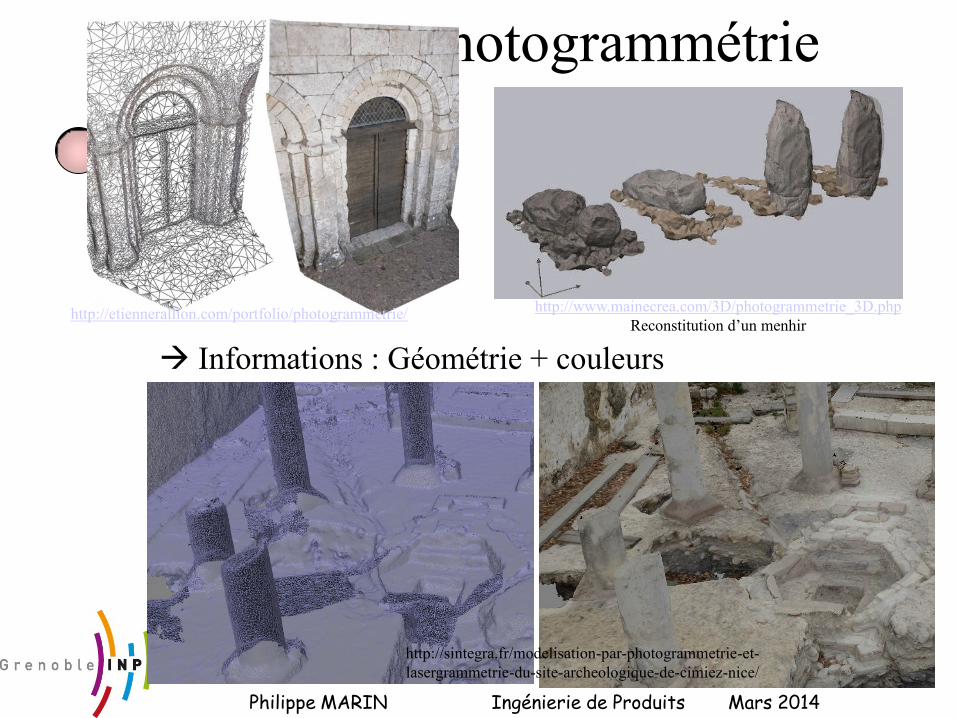
Photogrammétrie
http://www.mainecrea.com/3D/photogrammetrie_3D.php
Reconstitution d’un menhir
http://sintegra.fr/modelisation-par-photogrammetrie-et-
lasergrammetrie-du-site-archeologique-de-cimiez-nice/
http://etiennerallion.com/portfolio/photogrammetrie/
Informations : Géométrie + couleurs

Philippe MARIN Ingénierie de Produits Mars 2014
123D-Catch
Sensibilité à l’éclairage et aux reflets
Philippe MARIN Ingénierie de Produits Mars 2014
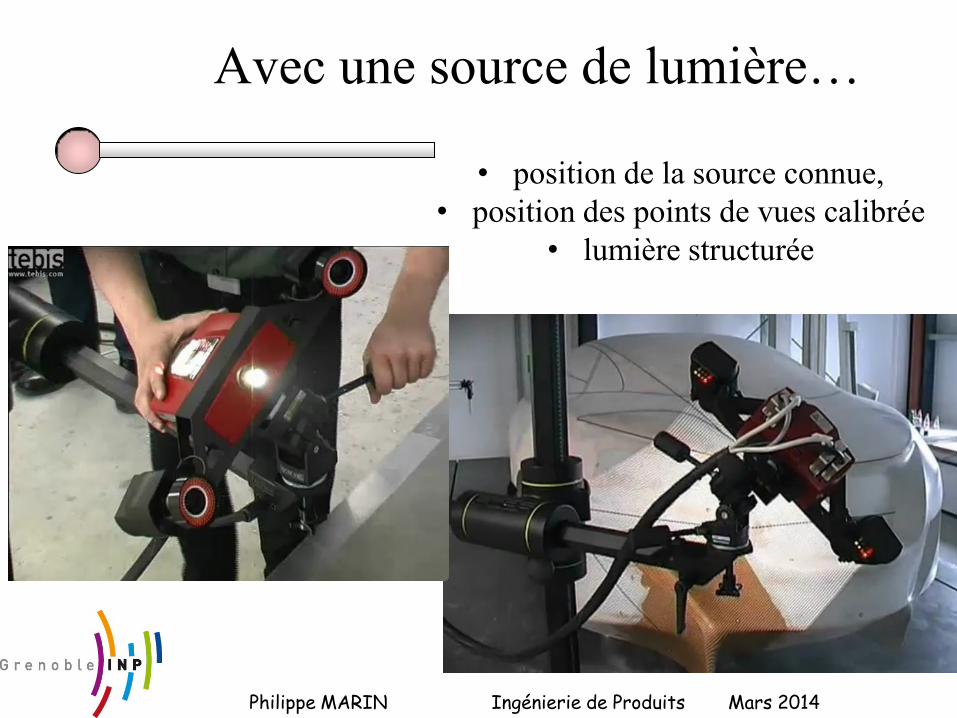
Avec une source de lumière…
• position de la source connue,
• position des points de vues calibrée
• lumière structurée
Philippe MARIN Ingénierie de Produits Mars 2014
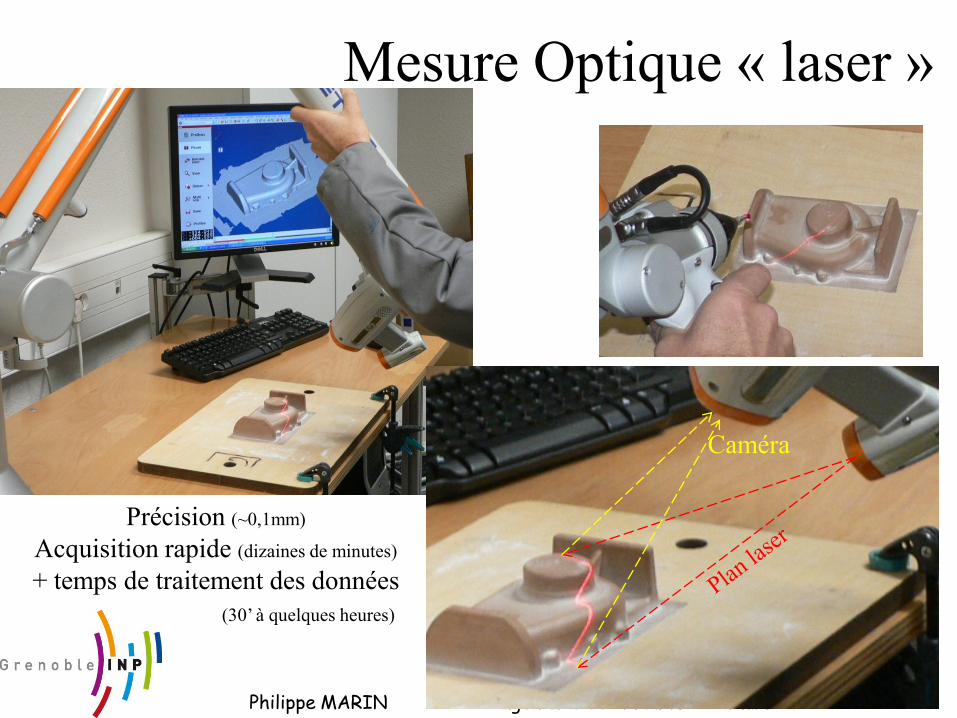
Mesure Optique « laser »
Caméra
Distinguer la précision de mesure du nombre de points acquis
Précision (~0,1mm)
Acquisition rapide (dizaines de minutes)
+ temps de traitement des données
(30’ à quelques heures)

Philippe MARIN Ingénierie de Produits Mars 2014
Connaître la position du scanner ? (par rapport à l’objet)
Bras support poly-articulé
(Faro) (Metris; Hexagon Metrology)
(Cognitens; Hexagon Metrology)
Philippe MARIN Ingénierie de Produits Mars 2014
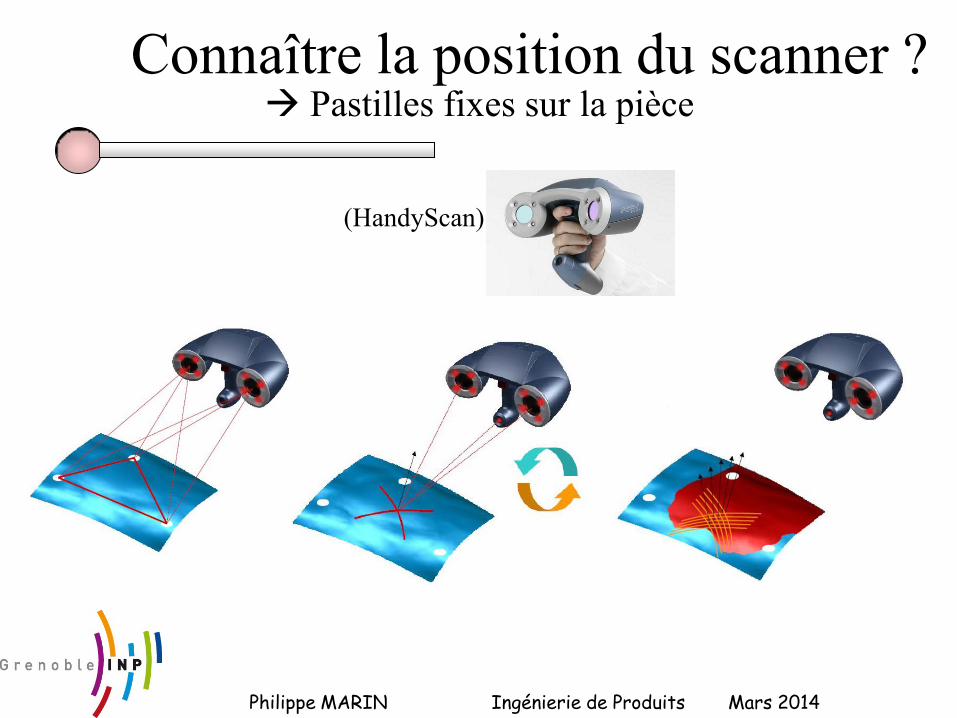
Connaître la position du scanner ? Pastilles fixes sur la pièce
(HandyScan)

Philippe MARIN Ingénierie de Produits Mars 2014
Connaître la position du scanner ? Pastilles fixes « sur » la pièce
(HandyScan)
(images Alain Bernard))

Philippe MARIN Ingénierie de Produits Mars 2014
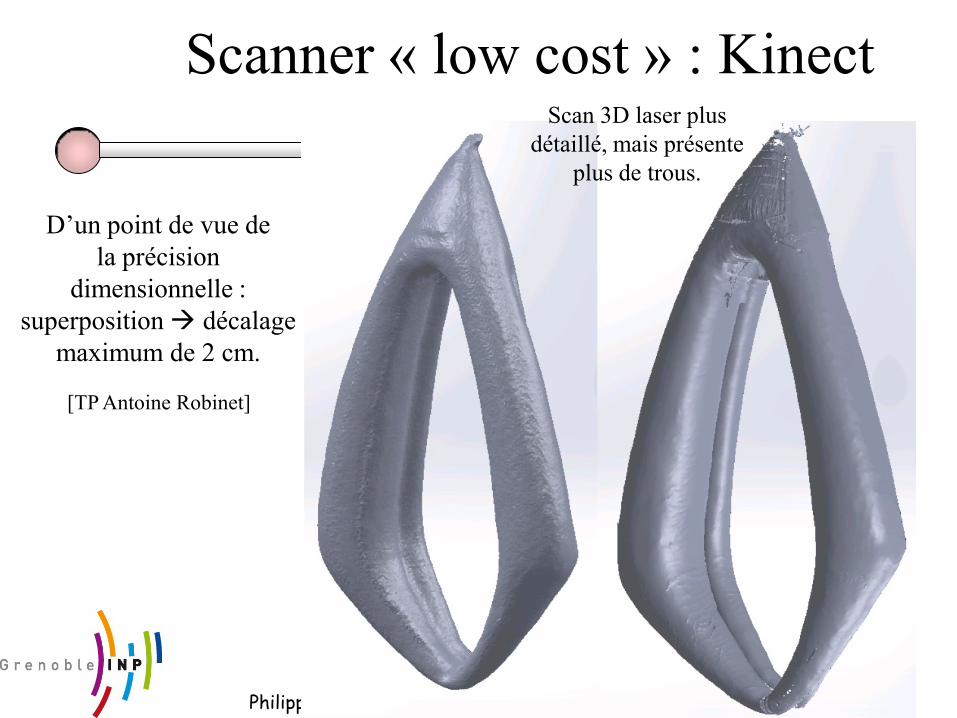
Scanner « low cost » : Kinect
Philippe MARIN Ingénierie de Produits Mars 2014
D’un point de vue de
la précision
dimensionnelle :
superposition décalage
maximum de 2 cm.
Scanner « low cost » : Kinect Scan 3D laser plus
détaillé, mais présente
plus de trous.
[TP Antoine Robinet]
Philippe MARIN Ingénierie de Produits Mars 2014
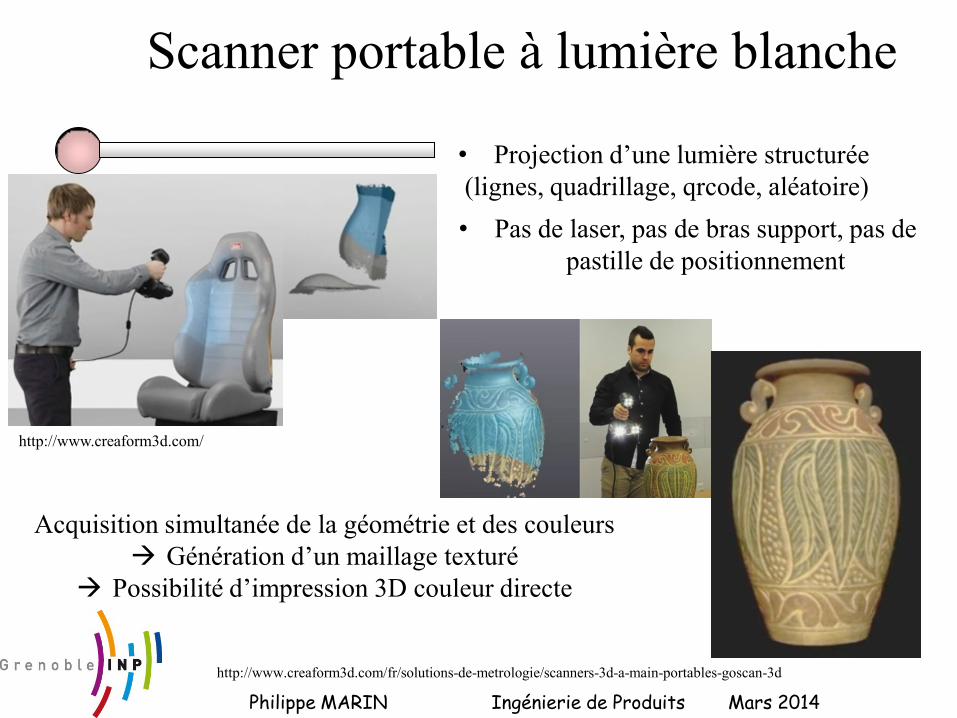
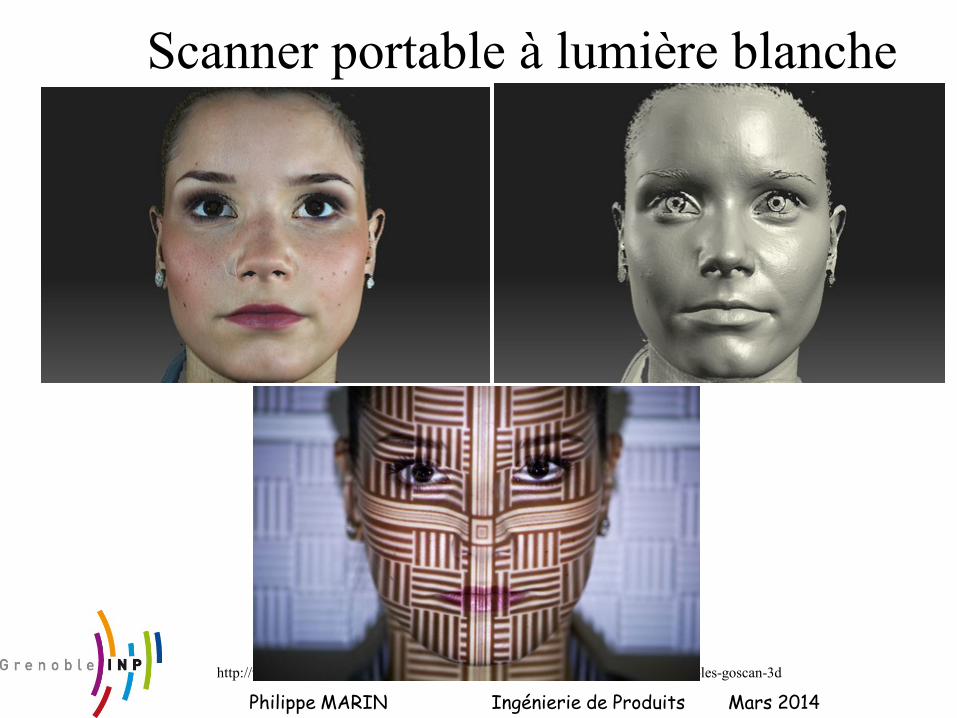
Scanner portable à lumière blanche
http://www.creaform3d.com/
Acquisition simultanée de la géométrie et des couleurs
Génération d’un maillage texturé
Possibilité d’impression 3D couleur directe
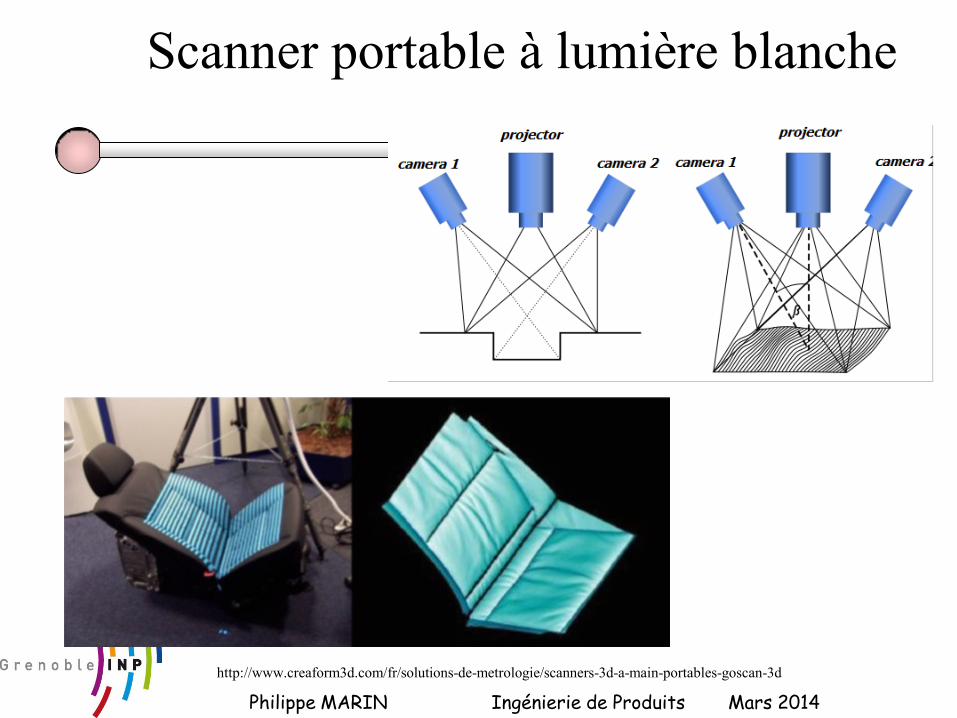
• Projection d’une lumière structurée
(lignes, quadrillage, qrcode, aléatoire)
• Pas de laser, pas de bras support, pas de
pastille de positionnement
http://www.creaform3d.com/fr/solutions-de-metrologie/scanners-3d-a-main-portables-goscan-3d
Philippe MARIN Ingénierie de Produits Mars 2014
Scanner portable à lumière blanche
http://www.creaform3d.com/fr/solutions-de-metrologie/scanners-3d-a-main-portables-goscan-3d
Philippe MARIN Ingénierie de Produits Mars 2014
Scanner portable à lumière blanche
http://www.creaform3d.com/fr/solutions-de-metrologie/scanners-3d-a-main-portables-goscan-3d

Philippe MARIN Ingénierie de Produits Mars 2014
(images Alain Bernard))
Tomographie
Philippe MARIN Ingénierie de Produits Mars 2014
Métrologie de formes complexes
Contrôle…
Philippe MARIN Ingénierie de Produits Mars 2014
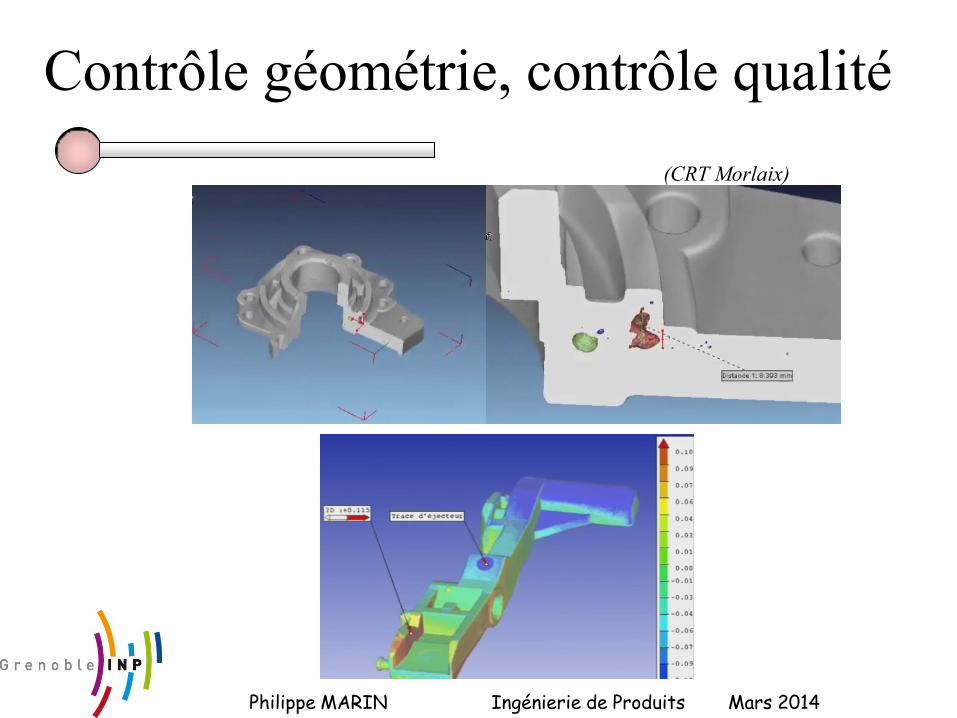
Contrôle géométrie, contrôle qualité
(CRT Morlaix)
Philippe MARIN Ingénierie de Produits Mars 2014
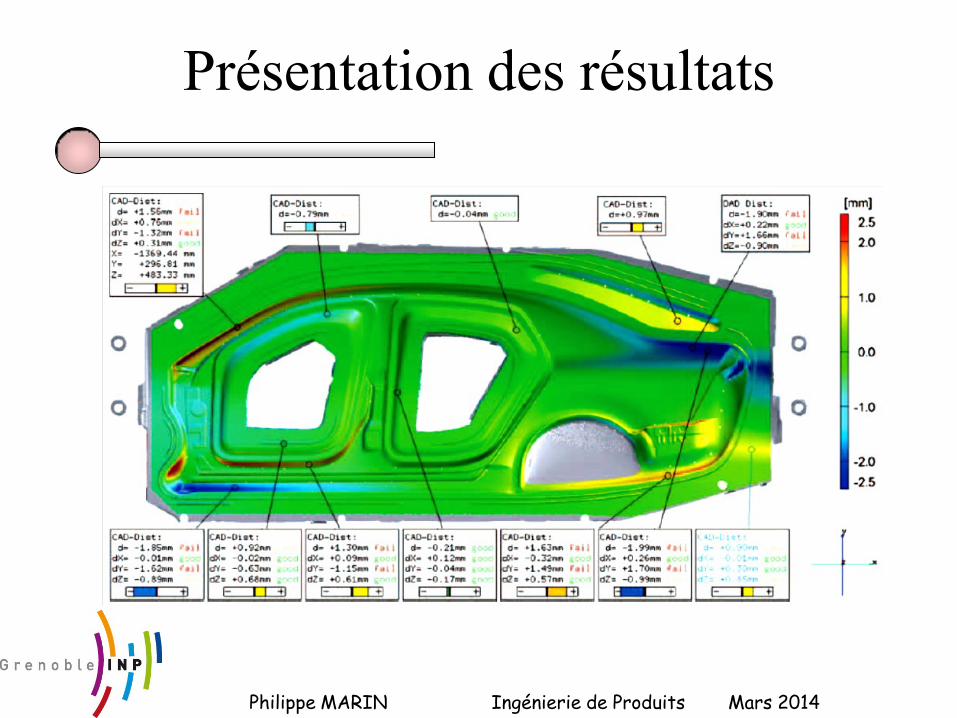
Présentation des résultats
Philippe MARIN Ingénierie de Produits Mars 2014
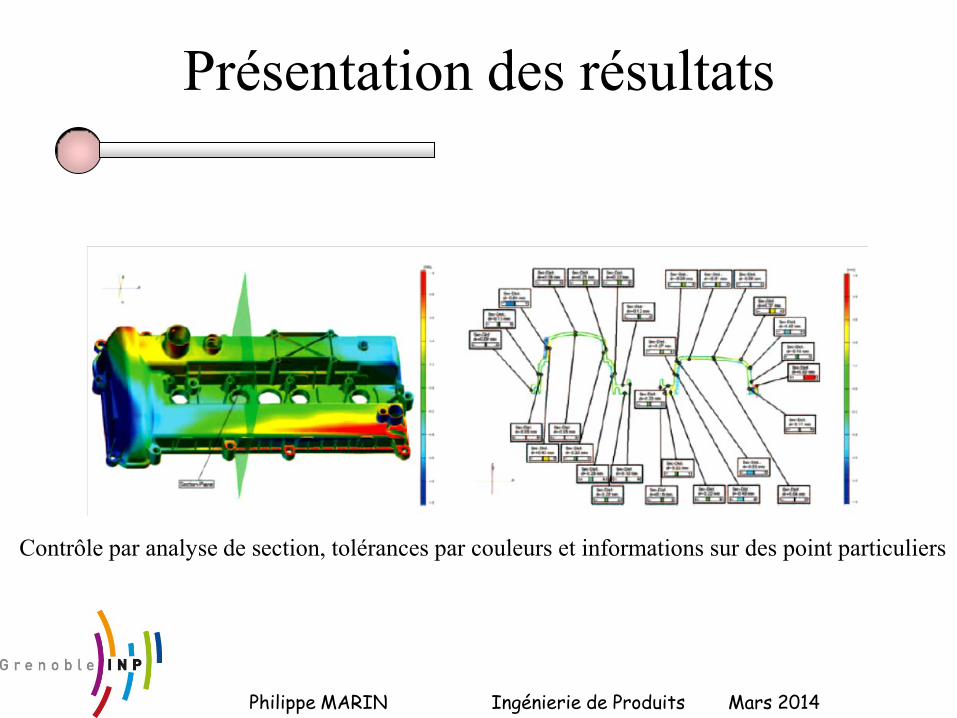
Présentation des résultats
Contrôle par analyse de section, tolérances par couleurs et informations sur des point particuliers
Recommended

















