Embed Size (px)
Citation preview

Web-formation « flash » Vendredi 20 Mars 2015
La TPM
Découvrez les outils et méthodes qui permettent de mettre en œuvre progressivement une
démarche d’Excellence Opérationnelle.
Animée par : • Christophe STEPHAN: Consultant Senior Black Belt Lean • Sylvie Chapel Bouzendorffer, Chef de projet marketing
Paris : 01 78 16 11 99 Région : 04 76 61 34 40 [email protected]

Démarche Excellence Opérationnelle Partenariat avec Lean Immersion Démarche de Transformation Lean Partenariat avec l’Université Lean 6 Sigma Lean Six Sigma Lean Management Management par les Processus Création d’XL Formation Création d’XL Groupe / XL Consultants
2015 2014 2010 2003 2001 1999 1994 1990 1988
XL EN CHIFFRES
3 000 Clients accompagnés
5 000 Projets réalisés
10 000 stagiaires formés
75 formations proposées
PROFESSIONNALISME “le respect des engagements”
CONFIANCE & CONVIVIALITÉ “la relation durable“
SAVOIR-FAIRE “plus de 25 ans d’expertise”
NOS VALEURS
Une équipe de 35 collaborateurs au service de votre performance !
XL Groupe

Notre savoir-faire
LEAN MANAGEMENT Démarche de transformation de l’entreprise
SIX SIGMA Amélioration par percée des processus en mode projet suivant le DMAIC
LEAN SIX SIGMA Fusion du Lean et du Six Sigma
Démarche d’amélioration continue et mode de management qui tendent à
améliorer le fonctionnement global en réduisant les gaspillages et en focalisant les ressources sur la création de valeur pour le client. • Projet de transformation • Outils et Chantiers d’amélioration : Kaizen, 5S, VSM, TPM, SMED, AMDEC • Réorganisation du flux Etc.
Méthode d’amélioration des processus qui tend à
réduire les causes de variabilité à l’origine des dysfonctionnements et de la non-qualité des produits. • Réduction de la variabilité • Mise sous contrôle des processus • Conformité/ zéro défaut
Démarche d’amélioration en mode projet suivant le DMAIC qui conjugue les objectifs
de productivité (le Lean) et de qualité (le Six Sigma). • Projet Green Belt • Projet Black Belt • Coaching DMAIC • Etc.
TOUS LES SECTEURS D’ACTIVITE SONT CONCERNÉS

Qu‘est-ce que la TPM ? 1
Les Piliers de la TPM 3
Les résultats liés à la démarche TPM 4
Logique et chronologie de mise en oeuvre 5
6
Sommaire
Pourquoi faire de la TPM ? 2
Questions / réponses 7
Pour aller plus loin, formation « outils » et/ou parcours
certifiant Black Belt Lean Industrie

La T P M Totale Productive Maintenance :
La démarche TPM développe la méthode de maintenance des équipements par une démarche proactive de traitements des aléas et de préventions des dysfonctionnements impactant la performance des processus de fabrication.
Elle implique directement l’utilisateur dans l’entretien et la prévention de son moyen de production.
Sa pratique s’étend du travail d’équipe pluridisciplinaire (maintenance-production) jusqu’à la conception du moyen pour réduire les risques qualités, sécurité et performance.
What’s TPM ?

Qu‘est-ce que la TPM ? 1
Les Piliers de la TPM 3
Les résultats liés à la démarche TPM 4
Logique et chronologie de mise en oeuvre 5
6
Sommaire
Pourquoi faire de la TPM ? 2
Questions / réponses 7
Pour aller plus loin, formation « outils » et/ou parcours
certifiant Black Belt Lean Industrie

En premier lieu, on vise la performance des moyens de fabrication (optimisation du TRS)
Mais aussi, on souhaite établir un système global de maintenance productive pour toute la durée de vie des installations (longévité).
On va obtenir la participation massive de tout le personnel à la réalisation des objectifs depuis la conception jusqu'à la maintenance.
On pourra valoriser le principe de l'amélioration de l'existant par opposition à la réduction des coûts par l'investissement (création de valeur opérationnelle et baisse du PR).
On va optimiser l'ensemble des coûts de maintenance et d'exploitation pour toute la durée de vie des installations.
Why TPM ?

Qu‘est-ce que la TPM ? 1
Les Piliers de la TPM 3
Les résultats liés à la démarche TPM 4
Logique et chronologie de mise en oeuvre 5
6
Sommaire
Pourquoi faire de la TPM ? 2
Questions / réponses 7
Pour aller plus loin, formation « outils » et/ou parcours
certifiant Black Belt Lean Industrie

Les piliers de la TPM

Efficacité du système de production
Performances
idéales
Elimination des gaspillages
Maintenance Autonome
Maintenance Planifiée
Développement des compétences
Maitrise de la conception produit et équipement
Maitrise de la Qualité
Efficacité dans les services fonctionnels
Sécurité, condition de travail
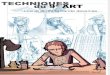
Structure de la TPM

Phase Statique :
Elimination des gaspillages
Inspection initiale Pose des étiquettes
Nettoyage initial
Définition des standards
Mise à niveau
Suivi du traitement des anomalies
1
5
4
3
2 6
Effi
caci
té s
ystè
me
de
pro
du
ctio
n

Phase Dynamique :
Elimination des gaspillages
Paretos des causes principales
TRS FAMILLES DE PERTES
A. induits
A.fonction.
Aléas fab
Pannes
Ecart de p.
NQ & ret.
5S
MRP Standard AMDEC
MP2 MSP MP1 5P
SMED
Le traitement des pertes majeures
Effi
caci
té s
ystè
me
de
pro
du
ctio
n

Les opérateurs chargés de la conduite de l'équipement apprennent à :
Effectuer des contrôles quotidiens SIMPLES, Lubrifier les équipements comme il convient, Surveiller les paramètres indispensables au bon fonctionnement de
l ’équipement, Remplacer les composants simples, Effectuer de petites réparations sur les machines, Aider à prévenir et résoudre les problèmes.
L’opérateur devient :
Autonome pour piloter son équipement, L’élément primordial pour toute détection d’anomalie, Moteur dans le travail avec l’équipe maintenance.
La Maintenance Autonome Ef
fica
cité
sys
tèm
e d
e p
rod
uct
ion

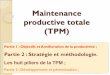
Faciliter le contrôle visuel (maintenance)
La Maintenance Autonome
1 2 3
1 2 3
Modes opératoires standards
Gammes MP1 standards
Leçon ponctuelle N°
Connaissance de base
Amélioration
Dysfonctionnement
Thème : Repérer la position normale d'une vanne quart de tour Préparée le : 06/02/2004
Par : DESNOS E.
Validation :
Objectif : Créer la repère et le fixer sur l'installation
Photo d'une application : Schéma de mise en œuvre :
Couper en 4 un disque rouge 244
Disposer un morceau du ruban vert
à l'emplacement de la poignée
de la vanne sur le bon 1/4 de disque
Fixer l'embase adhésive sur la vanne
ou sur la tuyauterie à l'aide du collier
rislan
Disposer le 1/4 de disque à
l'emplacement choisi
Commentaire de la photo : Précautions :
Maitrise du débit d'arrosage
Evider éventuellement le 1/4 de disque au
centre pour laisser passer l'axe de la vanne
Autres applications : Matériel :
Vanne d'accumulateur hydraulique 1 disque rouge 244
12 cm de ruban vert T533207250
1 embase adhésive X573790400
1 collier rilsan X573499200
Date
Formateur
Formé
VISUEL
1
Effi
caci
té s
ystè
me
de
pro
du
ctio
n

La Maintenance Planifiée
Les objectifs :
Réduire la variabilité de la durée de vie des pièces,
Prolonger la durée de vie des pièces,
Réparer régulièrement les pièces détériorées,
Prévoir la durée de vie des pièces.
Comment :
Supprimer les détériorations systématiques (MRP, 5P, …)
Entretenir l'équipement de base (guide constructeur, analyse, ...)
Respecter les conditions d'utilisation (Standard,…)
Améliorer les points faibles de la conception (AMDEC Moyens)
Identifier les signes de panne (maintenance autonome)
D’appliquer le diagnostic machine en utilisant une technologie d’entretien.
Effi
caci
té s
ystè
me
de
pro
du
ctio
n

Amélioration du savoir-faire
Comme le préconise la démarche LEAN, il s’agit de développer les compétences des collaborateurs et l’esprit d’équipe.
L’implication de ceux-ci est primordiale et passe par :
Un transfert de savoir-faire basé sur le tutorat,
La définition et le respect de standards,
La responsabilisation de chacun vis-à-vis de son moyen de production,
L’autonomie pour trouver des idées d’amélioration des critères SQCD [Sécurité | Qualité | Coût | Délai].
Effi
caci
té s
ystè
me
de
pro
du
ctio
n

Perf
orm
ance
s id
éale
s Maîtrise conception
des produits & équipements
Il s’agit de concevoir des produits faciles à fabriquer et des équipements faciles à utiliser et à entretenir.
Comment :
Benchmarking de l’existant,
Analyses des dysfonctionnements et erreurs répétitifs
Analyse fonctionnelle
AMDEC Moyens, Produits
Standardisation des produits et équipements
AIC des projets, AIC des démarrages moyens
…

La maîtrise de la qualité consiste à maintenir et garder un niveau de performance des critères des équipements,
méthodes, des modes opératoires et des procédés à son optimal pour garantir :
Le produit bon du 1er coup
Les tolérances exigés sur le produit
Réduire la dérive du process
…
Perf
orm
ance
s id
éale
s Maîtrise de la qualité

Perf
orm
ance
s id
éale
s Maîtrise de la qualité

Mise en pratique sur les activités supports
de la recherche d’Excellence :
Identifier les sources d’erreurs (Analyse de Déroulement) et des pertes de temps,
Créer et définir des standards de fonctionnement,
Réduire les tâches à Non Valeur Ajoutée,
Monter en compétences des collaborateurs,
Résoudre en permanence les problèmes en travaillant sur les causes racines.
Perf
orm
ance
s id
éale
s Efficacité des services fonctionnels

Perf
orm
ance
s id
éale
s Sécurité, conditions de travail &
Environnement
Nous allons nous attacher à :
Supprimer tout risques concernant la sécurité des utilisateurs
Améliorer les conditions de travail (ergonomie, pénibilité, ...)
Réduire les risques « environnement »
Par la pratique des outils précédemment évoqués
(MRP, 5S, Etude de poste, conception des moyens,…)

Qu‘est-ce que la TPM ? 1
Les Piliers de la TPM 3
Les résultats liés à la démarche TPM 4
Logique et chronologie de mise en oeuvre 5
6
Sommaire
Pourquoi faire de la TPM ? 2
Questions / réponses 7
Pour aller plus loin, formation « outils » et/ou parcours
certifiant Black Belt Lean Industrie

Amélioration des conditions de travail, travail en sécurité.
Amélioration du niveau de Qualité (bon du premier coup).
Augmentation de la Productivité (Augmentation du TRS, gain
de capacité – temps productif).
Réduction des Encours / Stocks (« le matelas de confort »
face aux aléas)
Motivation du personnel.
La TPM : Quels résultats ?

Qu‘est-ce que la TPM ? 1
Les Piliers de la TPM 3
Les résultats liés à la démarche TPM 4
Logique et chronologie de mise en oeuvre 5
6
Sommaire
Pourquoi faire de la TPM ? 2
Questions / réponses 7
Pour aller plus loin, formation « outils » et/ou parcours
certifiant Black Belt Lean Industrie

Exemple de mise en œuvre
Pré-requis
Avoir réaliser états des lieux
1 Mesurer la performance de l'équipement automatique de chaque cellule.
2 Mesurer la performance des moyens
3 Etablir la relation entre la performance de l'ensemble de l'équipement (TRS) et les causes liées au moyen
4 Sélectionner une machine spécifique en tant chantier 1er
5 Définir les objectifs d'amélioration en relation avec les six principales causes de perte du TRS.

Exemple de mise en œuvre
Pré-requis Avoir réalisé un états des lieux
6 Sélectionner les membres d'équipe qui seront chargés de l'amélioration continue de l'équipement.
7 Lancer les programmes 5S, Auto-maintenance opérateur et maintenance planifiée
8 Poursuivre la mise à jour des listes de contrôle, Former les opérateurs et chercher à maintenir les machines dans des conditions optimales
9 Elaborer des tableaux permettant de visualiser les performances de TPM sur les équipements sélectionnés
10
Comparer chaque mois les résultats avec les objectifs d'amélioration. Evaluer la nécessité d'une amélioration supplémentaire en fixant des objectifs plus ambitieux ou en modifiant les membres de l'équipe permanente.

Qu‘est-ce que la TPM ? 1
Les Piliers de la TPM 3
Les résultats liés à la démarche TPM 4
Logique et chronologie de mise en oeuvre 5
Pour aller plus loin, formation « outils » et/ou parcours
certifiant Black Belt Lean Industrie 6
Sommaire
Pourquoi faire de la TPM ? 2
Questions / réponses 7

La TPM nécessite une réelle volonté de s’engager dans la
démarche.
Ce n’est pas un sprint mais un marathon qui nécessite de
l’entrainement.
Certaines sociétés intègrent la TPM dans la politique de leur
entreprise (Ugitech, Milliken, Arcelor…)
C’est un vrai changement de culture.
La TPM : Une démarche

Formation « outils »
XL Formation vous propose un stage de 3 jours sur les outils de transformation du Lean Manufacturing. Objectifs :
Consolider vos acquis techniques et maitriser les méthodologies de transformation de la production
Mettre en œuvre les outils du Lean Manufacturing : VSM complexe, Kanban (analyse ABC, flux tirés, calcul de taille de lot), Démarche TPM, TRS, SPC, Capabilité des processus, AMDEC.
Cette formation correspond au module 3 du parcours Black Belt Lean Industrie et s’inscrit dans le cadre de la certification de compétences des pilotes de la démarche Lean.

Les parcours certifiants d’XL Formation
L’approche managériale
• Pour accompagner le changement
• Pour maintenir l’homme au cœur de la dynamique
• L’homme c’est la tête ET les jambes du Lean
Les outils
• Pour travailler sur les flux
• Pour maîtriser les process
• Pour pérenniser les améliorations
La démarche générale Lean
• Optimisation de la valeur
• Optimisation des flux
• Diagnostic et pilotage
1
3
2
Abordé dans module
• 1 et 2 pour GB
• 4 pour BB Service
• 4 pour BB Industrie
Abordé dans module
• 1 et 2 pour GB et BB
• 3 pour BB Industrie
Abordé dans module
• 1, 2 pour GB et BB
• 4 pour BB Service
• 4 pour BB Industrie

Les modules du parcours Lean Parcours Grean Belt > ANIMATEUR LEAN
(6 jours)
Maîtriser les principes de base Avoir une vue d’ensemble des outils clés Identifier et sélectionner les chantiers Animer les équipes en mode collaboratif Structurer et engager une démarche Lean adaptée
M4 •AIC •Déclinaison aux processus tertiaires •Système de management de l'excellence Opérat. •Faire son diagnostic de performance Lean
M1 •Gaspillages •5S •VSM •IPP •AD •Spaghetti •Management visuel •UAP/EAP •Sup. Active •MRP
M3 •VSM multiproduits •Appros Lean •Kanban (calculs) •Equilibrage •TPM •AMDEC •MSP
Introduction au Lean management et apprentissage des outils de base
M2 •VSM •Standardisation •Observation instantanée •SMED •Kanban / flux tirés •Tertiaire •Ergonomie •Heijunka •Diag. flux •Automaintenance •Chantiers Kaizen
Parcours Black Belt > PILOTE LEAN
(9 / 12 jours)
Maîtriser tous les outils Piloter une démarche Lean et définir les chantiers prioritaires, les outils à utiliser et manager les responsables de projets Mobiliser les équipes autour du changement et l’obtention de résultats
Approfondissement sur les outils opérationnels

Vous pratiquez déjà les outils, mais êtes-vous reconnus ?
La nouvelle norme AFNOR NF X 06-091 constitue un premier référentiel "officiel" en vue d'un niveau de pratique homogène et reconnu :
Simples
Complexes
SERVICE
INDUSTRIE
Animateur d'ateliers Lean

Green Belt
Black Belt
Master Black Belt
Lean Coach
Sponsor 2 heures (sensibilisation)
2 jours
12 jours
6 jours
Les certifications en Lean Management
SERVICES INDUSTRIE
2 heures (sensibilisation)
2 jours
9 jours
6 jours

Rôle du Black Belt
En charge de la démarche Lean dans son entreprise, le Black Belt va : Concevoir le programme de déploiement,
Piloter la mise en œuvre des chantiers,
Garantir le respect des standards,
Accompagner les Green Belt sur l’utilisation des outils et des méthodes.
Il maîtrise les outils simples et complexes, initie les chantiers en impliquant les équipes et garantie la pérennité des actions mises en œuvre. Il doit mobiliser les équipes autour du changement.

35
La norme NF X 06-091

Un processus de certification indépendant
XL Formation a confié l’évaluation de ses programmes et du niveau de compétences de ses stagiaires à l’Université Lean 6 Sigma.
Un processus de certification rigoureux
L’Université Lean 6 Sigma se base sur la norme NF X 06-091 et sur le référentiel ISO 17024 qui définit les « exigences générales pour les organismes procédant à la certification de personnes ».
Un processus de certification reconnu
Participation de MINES ParisTech au Comité de pilotage et aux soutenances de l’Université Lean 6 Sigma, Attestation conjointe « Université Lean 6 Sigma » & « MINES ParisTech» en cas de réussite au processus de certification de compétences (certificat portant le logo des deux institutions).
www.universite-lean6sigma.com
L’organisme certificateur

Les critères de certification de
Suivre une formation action dont le programme est conforme aux exigences de connaissances de la norme AFNOR NF X 06-091,
Réaliser des ateliers / chantiers en utilisant les outils et méthodologies du Lean (Outils de base du lean, Travail standardisé, Jidoka, Management visuel, Flux poussé/trié, Lissage).
Connaitre les outils et méthodologies décrits dans la norme NF X 06-091 lors d'une évaluation individuelle (Obtenir une note d'au moins 70% à l’évaluation des connaissances indépendamment des évaluations réalisées au cours des formations),
Démontrer un savoir-être, un des vecteurs essentiels pour participer activement à la pérennisation d'une démarche Lean (conduite du changement, connaissance du contexte, leadership, coordinateur/communication, état d’esprit).
Attester des résultats financiers et/ou opérationnels et/ou organisationnels obtenus lors de la mise en œuvre concrète (attestation établie par une personne indépendante),
Présenter devant un jury la démarche Lean mise en œuvre et des outils déployés afin de faire la démonstration du leur « savoir faire » et « savoir être ».

Retrouvez toute notre offre sur www.xl-groupe.com
Merci de votre attention A bientôt !
Christophe STEPHAN Tel 06 81 44 65 67 | [email protected]