Embed Size (px)
Citation preview

Guide des Compensateurs Module 1 - BOA Informations générales - Compensateurs en général - Assurance de la Qualité - Champs d’applications - Annexes/ Normes
2
Guide des Compensateurs Table des matières Module 1 1 BOA INFORMATIONS GÉNÉRALES
3
2 COMPENSATEURS EN GÉNÉRAL 4 2.1 Eléments principaux et leurs fonctions 2.2 Le soufflet et sa fonction
2.2.1 Le soufflet à paroi simple jusqu’à cinq parois, produit par formage hydraulique d'ondulations multiples (SFH) 2.2.2 Le soufflet à quelques jusqu’à plusieurs parois, (2-16 couches) formé par procédé élastomère d’ondulations individuelles (SFE) 2.2.3 Conception du soufflet à parois multiples 2.2.4 Critères pour la sélection du soufflet axés sur les problèmes
2.3 Compensateurs sans limiteurs de course 2.4 Compensateurs avec limiteurs de course 2.5 Le tube de guidage interne (tube de protection) 2.6 Types de raccordements
2.6.1 Compensateur avec manchon à souder 2.6.2 Compensateur avec raccordement à bride soudée 2.6.3 Compensateur avec raccordement à bride tournante
2.7 Détermination des différents mouvements 2.8 Critères pour la sélection des types de compensation
2.8.1 Compensation naturelle de la dilatation 2.8.2 Compensation de dilatation par des compensateurs sans limiteurs de course 2.8.3 Compensation de dilatation par des compensateurs avec limiteurs de course
2.8.3.1 Compensation de dilatation par des compensateurs angulaires 2.8.3.2 Compensation de dilatations par des compensateurs latéraux 2.8.3.3 Compensation de dilatation avec des compensateurs auto-équilibrés
2.9 Ancrages, guidages de tuyauterie, suspensions 2.10 Conditions nominales 2.11 Matériaux 2.12 Conseils pratiques
2.12.1 Questionnaire technique
5 5 6
7
8 8 9 9 9
10 10 10 10 11 12 12 12 13 13 13 13 13 15 17 18 18
3 ASSURANCE DE LA QUALITÉ 20 3.1 Approbations / Certificats 3.2 Contrôles / Laboratoire
20 21
4 CHAMPS D‘APPLICATIONS 22 4.1 Moteurs diesel et à gaz 4.2 Aéronautique et aérospatial 4.3 Distribution d’énergie électrique 4.4 Installations domestiques 4.5 Traitement des eaux et des effluents 4.6 Construction d’installations et de tuyauterie en général 4.7 Pompes et compresseurs 4.8 Turbines à gaz
22 22 23 23 23 24 24
5 ANNEXE/ NORMES 25 5.1 Symboles usuels en tuyauterie 5.2 Table des analyses de référence et des caractéristiques mécaniques 5.3 Normes internationales / Tableau comparatif 5.4 Tables de conversion
25 26 28 29
5.4.1 Pression 5.4.2 Autres tables de conversion
29 30
5.5 Corrosion 32 5.5.1 Information technique 5.5.2 Table de la résistance à la corrosion
32 34
BOA Guide des Compensateurs
BOA Holding GmbH Lorenzstrasse 2-6 D-76297 Stutensee Tél. +49 7244 990 Fax +49 7244 99227 [email protected] www.boagroup.com
13-10

3
1 BOA Informations générales
BOA Group – Global business – Votre partenaire local! BOA Group est l’un des principaux fabricants d’éléments flexibles métalliques pour le secteur de l’automobile, de l’aéronautique ainsi que pour un large éventail d'applications industrielles. Le siège social se situe à Stutensee près de Karlsruhe, Allemagne. Jusqu’en août 2006, BOA Group opérait sous l'égide de l’organisation IWKA. Aujourd'hui, 20 filiales et des représentations dans 11 pays composent le groupe BOA. En plus de cela, le groupe a des points de ventes et de services dans les pays industriels les plus importants. Avec ses 1.100 collaborateurs, BOA Group conçoit, fabrique et distribue dans le monde entier des éléments flexibles en acier inoxydable pour la gestion du moteur, les systèmes d'échap-pement, les systèmes de carburant et des composants secondaires pour les voitures particu-lières et les véhicules utilitaires. Dans le secteur industriel, BOA Group fournit des éléments flexibles pour des applications dans le secteur de l'énergie et du transport (construction naval, ferroviaire, …). Des compensateurs sur mesure sont conçus pour la pétrochimie, la chimie, ainsi que les applications oil & gas (exploration et production). Des soufflets métalliques de précision et des tuyauteries flexibles ultra-propres étoffent une gamme de produits de haute technologie pour les applications dans les techniques du vide et des semi-conducteurs. Les produits flexibles de BOA comprennent à la fois des produits standards et des solutions personnalisées. Les solutions particulières sont développées en partenariat avec nos clients. BOA Balg- und Kompensatoren-Technologie GmbH, Stutensee, Allemagne La société BOA Balg- und Kompensatoren-Technologie GmbH domiciliée à Stutensee près de Karlsruhe/ Allemagne est également le siège social de BOA Group. Ici, des compensateurs, soufflets et tuyaux métalliques flexibles sont conçus, produits et vendus pour l’industrie auto-mobile et une vaste gamme d’applications industrielles dans les secteurs construction de cen-trales énergétiques, l’industrie chimique et pétrochimique, la construction navale et la techno-logie des processus. Les compensateurs de BOA BKT sont produits par formage hydraulique d'ondulations multiples (SFH). Leur cœur, le soufflet métallique, se compose de 1-5 couches. Il se carac-térise par sa robustesse.
BOA AG, Rothenburg, Suisse L’entreprise BOA AG dont le siège est à Rothenburg près de Lucerne, a été fondée en 1906. Environs 200 collaborateurs et collaboratrices y travaillent pour le développement, la produc-tion, la commercialisation et la vente de compensateurs, soufflets métalliques et tuyaux métal-liques flexibles de haute qualité pour notamment les secteurs aéronautique, construction de centrales énergétiques, construction de moteurs diesel e à gaz, applications au vide et tuyaute-ries à gaz. BOA AG est certifiée selon EN 9100, ISO 9001 et 14001, ainsi que DIN EN 15085-2 et ISO 3834-2. Les compensateurs de BOA AG sont formés par procédé élastomère d’ondulations indi-viduelles (SFE). Leur cœur, le soufflet métallique, se compose de 2-16 couches. Il peut re-prendre des dilatations plus grandes et est très souple. Gamme des produits de BOA Group Compensateurs Pour systèmes de tuyauteries dans les raffineries, l’industrie chimique et pétrochimique, la construction de centrales thermiques, le chauffage urbain et l’équipement de moteurs diesel. Soufflets métalliques Raccordements flexibles et éléments d’étanchéité pour la construction mécanique, les proces-sus et appareils chimiques, ainsi que dans des domaines tels que: l’électrotechnique, la tech-nologie du vide, le chauffage solaire, l’industrie automobile et les techniques de mesure et con-trôle. Tuyaux métalliques flexibles Eléments flexibles en acier inoxydable, installés dans toutes les applications exigeant flexibilité et sécurité maximale, comme par exemple la distribution de gaz dans le secteur domestique, la technique solaire, le chauffage, les autres prestations techniques du bâtiment, mais également dans l'industrie automobile, l'aéronautique et les applications industrielles. Produits thermoplastiques Tuyauteries flexibles haute pression, compensateurs dont les parties en contact direct avec le fluide sont recouverts de matières thermoplastiques. L'avantage de ces composants: une résis-tance à la corrosion presque illimitée grâce à la couche thermoplastique qui, selon l'application et le produit, est réalisée en PTFE, PFA ou EPDM (caoutchouc).
BOA Guide des Compensateurs
4
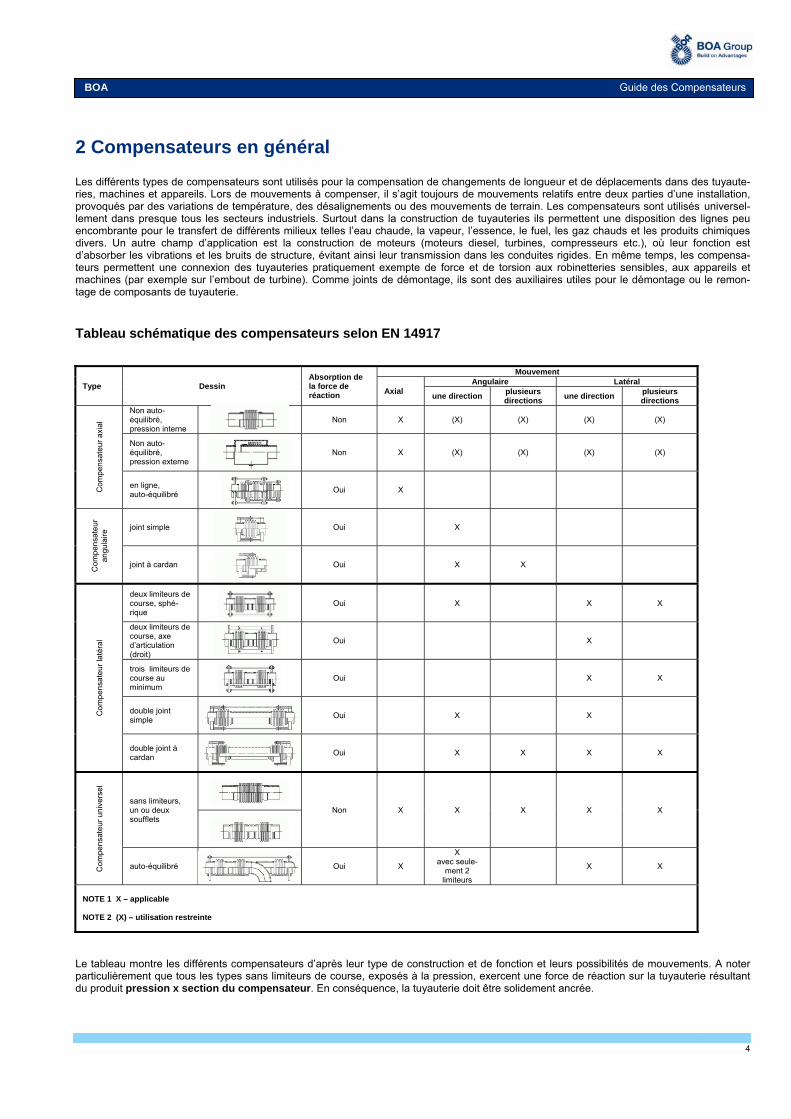
2 Compensateurs en général Les différents types de compensateurs sont utilisés pour la compensation de changements de longueur et de déplacements dans des tuyaute-ries, machines et appareils. Lors de mouvements à compenser, il s’agit toujours de mouvements relatifs entre deux parties d’une installation, provoqués par des variations de température, des désalignements ou des mouvements de terrain. Les compensateurs sont utilisés universel-lement dans presque tous les secteurs industriels. Surtout dans la construction de tuyauteries ils permettent une disposition des lignes peu encombrante pour le transfert de différents milieux telles l’eau chaude, la vapeur, l’essence, le fuel, les gaz chauds et les produits chimiques divers. Un autre champ d’application est la construction de moteurs (moteurs diesel, turbines, compresseurs etc.), où leur fonction est d’absorber les vibrations et les bruits de structure, évitant ainsi leur transmission dans les conduites rigides. En même temps, les compensa-teurs permettent une connexion des tuyauteries pratiquement exempte de force et de torsion aux robinetteries sensibles, aux appareils et machines (par exemple sur l’embout de turbine). Comme joints de démontage, ils sont des auxiliaires utiles pour le démontage ou le remon-tage de composants de tuyauterie. Tableau schématique des compensateurs selon EN 14917
Type Dessin Absorption de la force de réaction
Mouvement
Axial Angulaire Latéral
une direction plusieurs directions
une direction plusieurs directions
Co
mp
en
sate
ur
axi
al
Non auto-équilibré, pression interne
Non X (X) (X) (X) (X)
Non auto-équilibré, pression externe
Non X (X) (X) (X) (X)
en ligne, auto-équilibré
Oui X
Co
mp
en
sate
ur
an
gula
ire joint simple
Oui X
joint à cardan
Oui X X
Co
mp
en
sate
ur
laté
ral
deux limiteurs de course, sphé-rique
Oui X X X
deux limiteurs de course, axe d’articulation (droit)
Oui X
trois limiteurs de course au minimum
Oui X X
double joint simple
Oui X X
double joint à cardan
Oui X X X X
Co
mp
en
sate
ur
un
ive
rse
l
sans limiteurs, un ou deux soufflets
Non X X X X X
auto-équilibré
Oui X
X avec seule-
ment 2 limiteurs
X X
NOTE 1 X – applicable NOTE 2 (X) – utilisation restreinte
Le tableau montre les différents compensateurs d’après leur type de construction et de fonction et leurs possibilités de mouvements. A noter particulièrement que tous les types sans limiteurs de course, exposés à la pression, exercent une force de réaction sur la tuyauterie résultant du produit pression x section du compensateur. En conséquence, la tuyauterie doit être solidement ancrée.
BOA Guide des Compensateurs
5
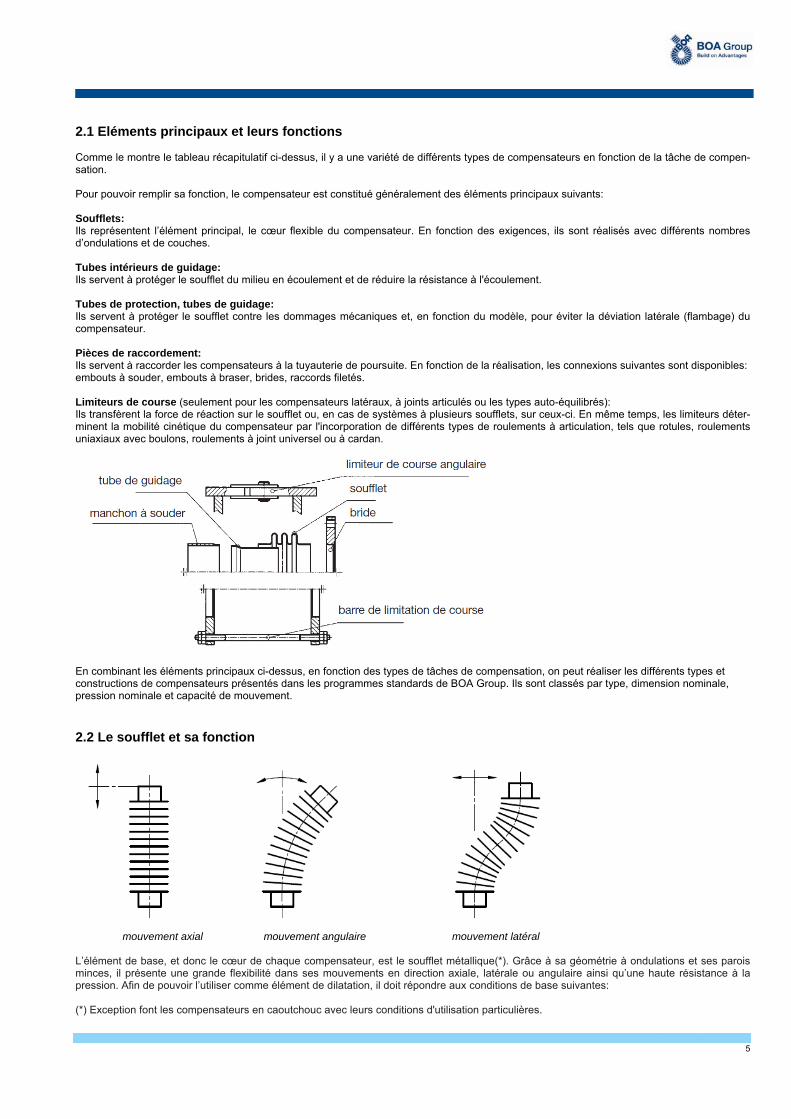
2.1 Eléments principaux et leurs fonctions Comme le montre le tableau récapitulatif ci-dessus, il y a une variété de différents types de compensateurs en fonction de la tâche de compen-sation. Pour pouvoir remplir sa fonction, le compensateur est constitué généralement des éléments principaux suivants: Soufflets: Ils représentent l’élément principal, le cœur flexible du compensateur. En fonction des exigences, ils sont réalisés avec différents nombres d’ondulations et de couches. Tubes intérieurs de guidage: Ils servent à protéger le soufflet du milieu en écoulement et de réduire la résistance à l'écoulement. Tubes de protection, tubes de guidage: Ils servent à protéger le soufflet contre les dommages mécaniques et, en fonction du modèle, pour éviter la déviation latérale (flambage) du compensateur. Pièces de raccordement: Ils servent à raccorder les compensateurs à la tuyauterie de poursuite. En fonction de la réalisation, les connexions suivantes sont disponibles: embouts à souder, embouts à braser, brides, raccords filetés. Limiteurs de course (seulement pour les compensateurs latéraux, à joints articulés ou les types auto-équilibrés): Ils transfèrent la force de réaction sur le soufflet ou, en cas de systèmes à plusieurs soufflets, sur ceux-ci. En même temps, les limiteurs déter-minent la mobilité cinétique du compensateur par l'incorporation de différents types de roulements à articulation, tels que rotules, roulements uniaxiaux avec boulons, roulements à joint universel ou à cardan. En combinant les éléments principaux ci-dessus, en fonction des types de tâches de compensation, on peut réaliser les différents types et constructions de compensateurs présentés dans les programmes standards de BOA Group. Ils sont classés par type, dimension nominale, pression nominale et capacité de mouvement. 2.2 Le soufflet et sa fonction
mouvement axial mouvement angulaire mouvement latéral
L’élément de base, et donc le cœur de chaque compensateur, est le soufflet métallique(*). Grâce à sa géométrie à ondulations et ses parois minces, il présente une grande flexibilité dans ses mouvements en direction axiale, latérale ou angulaire ainsi qu’une haute résistance à la pression. Afin de pouvoir l’utiliser comme élément de dilatation, il doit répondre aux conditions de base suivantes: (*) Exception font les compensateurs en caoutchouc avec leurs conditions d'utilisation particulières.
6
Le soufflet doit
résister aux conditions d'essai et de service (pression, température) du système de tuyauterie, résister à la corrosion due à des influences internes et externes, reprendre flexiblement des dilatations et même vibrations, et en même temps atteindre une durée de vie requise ou un nombre de
cycles défini, disposer de suffisamment de stabilité contre le flambage.
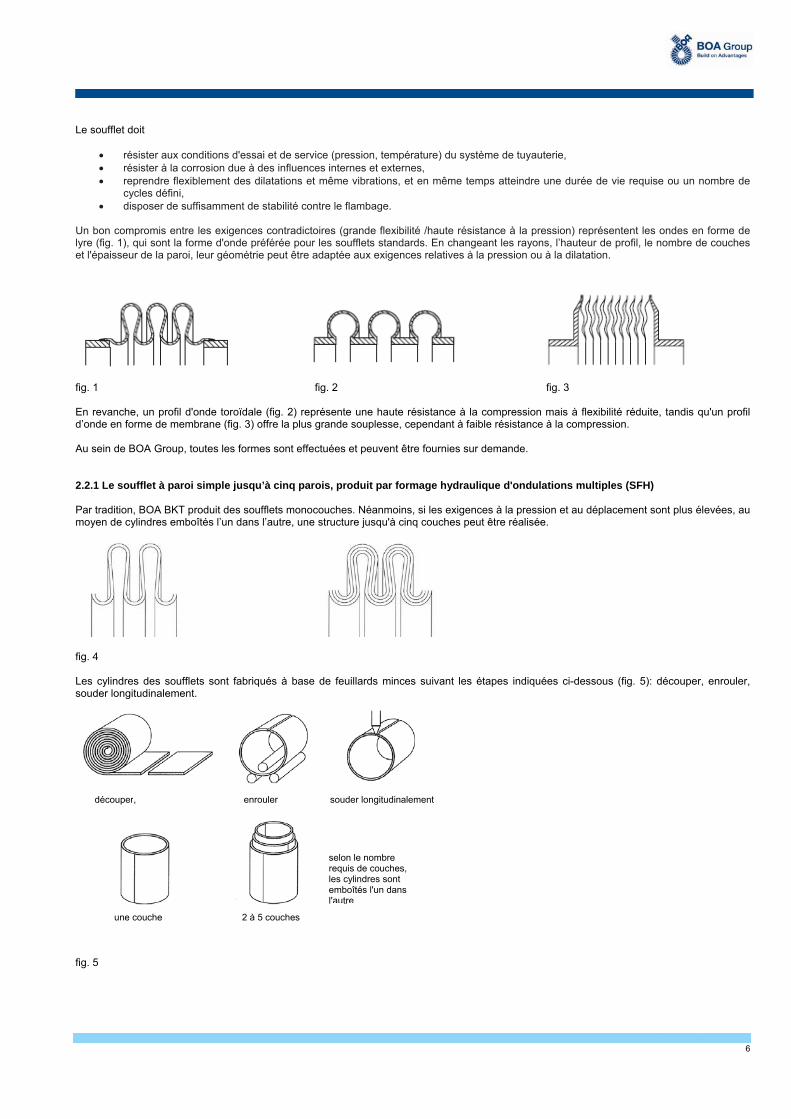
Un bon compromis entre les exigences contradictoires (grande flexibilité /haute résistance à la pression) représentent les ondes en forme de lyre (fig. 1), qui sont la forme d'onde préférée pour les soufflets standards. En changeant les rayons, l’hauteur de profil, le nombre de couches et l'épaisseur de la paroi, leur géométrie peut être adaptée aux exigences relatives à la pression ou à la dilatation.
fig. 1 fig. 2 fig. 3 En revanche, un profil d'onde toroïdale (fig. 2) représente une haute résistance à la compression mais à flexibilité réduite, tandis qu'un profil d’onde en forme de membrane (fig. 3) offre la plus grande souplesse, cependant à faible résistance à la compression. Au sein de BOA Group, toutes les formes sont effectuées et peuvent être fournies sur demande. 2.2.1 Le soufflet à paroi simple jusqu’à cinq parois, produit par formage hydraulique d'ondulations multiples (SFH) Par tradition, BOA BKT produit des soufflets monocouches. Néanmoins, si les exigences à la pression et au déplacement sont plus élevées, au moyen de cylindres emboîtés l’un dans l’autre, une structure jusqu'à cinq couches peut être réalisée. fig. 4 Les cylindres des soufflets sont fabriqués à base de feuillards minces suivant les étapes indiquées ci-dessous (fig. 5): découper, enrouler, souder longitudinalement. fig. 5
je nach Lagen-zahl ineinander gesteckte Hülsen
schweissen
2 – 5 lagig
découper, enrouler souder longitudinalement
une couche 2 à 5 couches
selon le nombre requis de couches, les cylindres sont emboîtés l'un dans l'autre
7
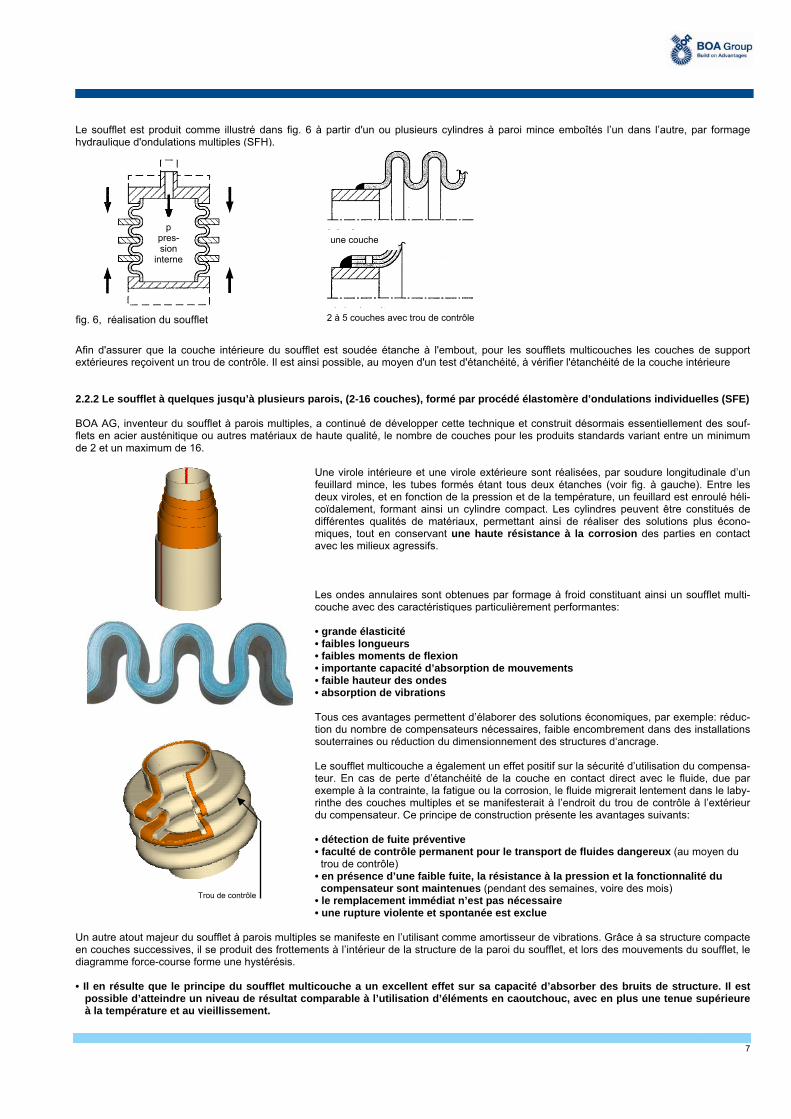
Le soufflet est produit comme illustré dans fig. 6 à partir d'un ou plusieurs cylindres à paroi mince emboîtés l’un dans l’autre, par formage hydraulique d'ondulations multiples (SFH). Afin d'assurer que la couche intérieure du soufflet est soudée étanche à l'embout, pour les soufflets multicouches les couches de support extérieures reçoivent un trou de contrôle. Il est ainsi possible, au moyen d'un test d'étanchéité, à vérifier l'étanchéité de la couche intérieure 2.2.2 Le soufflet à quelques jusqu’à plusieurs parois, (2-16 couches), formé par procédé élastomère d’ondulations individuelles (SFE) BOA AG, inventeur du soufflet à parois multiples, a continué de développer cette technique et construit désormais essentiellement des souf-flets en acier austénitique ou autres matériaux de haute qualité, le nombre de couches pour les produits standards variant entre un minimum de 2 et un maximum de 16.
Une virole intérieure et une virole extérieure sont réalisées, par soudure longitudinale d’un feuillard mince, les tubes formés étant tous deux étanches (voir fig. à gauche). Entre les deux viroles, et en fonction de la pression et de la température, un feuillard est enroulé héli-coïdalement, formant ainsi un cylindre compact. Les cylindres peuvent être constitués de différentes qualités de matériaux, permettant ainsi de réaliser des solutions plus écono-miques, tout en conservant une haute résistance à la corrosion des parties en contact avec les milieux agressifs. Les ondes annulaires sont obtenues par formage à froid constituant ainsi un soufflet multi-couche avec des caractéristiques particulièrement performantes: • grande élasticité • faibles longueurs • faibles moments de flexion • importante capacité d’absorption de mouvements • faible hauteur des ondes • absorption de vibrations Tous ces avantages permettent d’élaborer des solutions économiques, par exemple: réduc-tion du nombre de compensateurs nécessaires, faible encombrement dans des installations souterraines ou réduction du dimensionnement des structures d‘ancrage. Le soufflet multicouche a également un effet positif sur la sécurité d’utilisation du compensa-teur. En cas de perte d’étanchéité de la couche en contact direct avec le fluide, due par exemple à la contrainte, la fatigue ou la corrosion, le fluide migrerait lentement dans le laby-rinthe des couches multiples et se manifesterait à l’endroit du trou de contrôle à l’extérieur du compensateur. Ce principe de construction présente les avantages suivants: • détection de fuite préventive • faculté de contrôle permanent pour le transport de fluides dangereux (au moyen du trou de contrôle) • en présence d’une faible fuite, la résistance à la pression et la fonctionnalité du compensateur sont maintenues (pendant des semaines, voire des mois) • le remplacement immédiat n’est pas nécessaire • une rupture violente et spontanée est exclue
Un autre atout majeur du soufflet à parois multiples se manifeste en l’utilisant comme amortisseur de vibrations. Grâce à sa structure compacte en couches successives, il se produit des frottements à l’intérieur de la structure de la paroi du soufflet, et lors des mouvements du soufflet, le diagramme force-course forme une hystérésis. • Il en résulte que le principe du soufflet multicouche a un excellent effet sur sa capacité d’absorber des bruits de structure. Il est
possible d’atteindre un niveau de résultat comparable à l’utilisation d’éléments en caoutchouc, avec en plus une tenue supérieure à la température et au vieillissement.
Trou de contrôle
2 à 5 couches avec trou de contrôle
une couche
fig. 6, réalisation du soufflet
p pres-sion
interne
8
Propriétés d’un compensateur monocouche face à celui multicouches • haut niveau de stabilité de colonne et celle par rapport à un plan à épaisseur de paroi égale • haute résistance à la corrosion due à la paroi plus épaisse • réduction de la vulnérabilité aux agressions extérieures • en cas de fuite, propre réparation par soudage potentiellement possible 2.2.3 Conception du soufflet à parois multiples
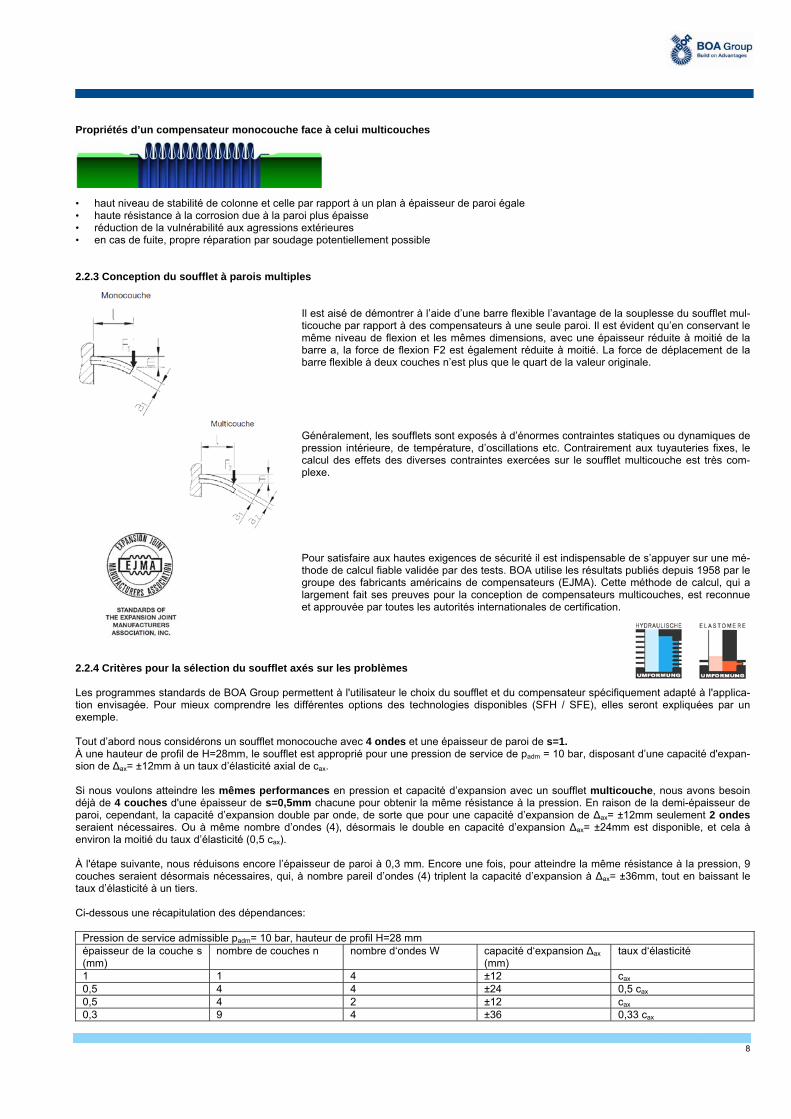
Il est aisé de démontrer à l’aide d’une barre flexible l’avantage de la souplesse du soufflet mul-ticouche par rapport à des compensateurs à une seule paroi. Il est évident qu’en conservant le même niveau de flexion et les mêmes dimensions, avec une épaisseur réduite à moitié de la barre a, la force de flexion F2 est également réduite à moitié. La force de déplacement de la barre flexible à deux couches n’est plus que le quart de la valeur originale. Généralement, les soufflets sont exposés à d’énormes contraintes statiques ou dynamiques de pression intérieure, de température, d’oscillations etc. Contrairement aux tuyauteries fixes, le calcul des effets des diverses contraintes exercées sur le soufflet multicouche est très com-plexe. Pour satisfaire aux hautes exigences de sécurité il est indispensable de s’appuyer sur une mé-thode de calcul fiable validée par des tests. BOA utilise les résultats publiés depuis 1958 par le groupe des fabricants américains de compensateurs (EJMA). Cette méthode de calcul, qui a largement fait ses preuves pour la conception de compensateurs multicouches, est reconnue et approuvée par toutes les autorités internationales de certification.
2.2.4 Critères pour la sélection du soufflet axés sur les problèmes Les programmes standards de BOA Group permettent à l'utilisateur le choix du soufflet et du compensateur spécifiquement adapté à l'applica-tion envisagée. Pour mieux comprendre les différentes options des technologies disponibles (SFH / SFE), elles seront expliquées par un exemple. Tout d’abord nous considérons un soufflet monocouche avec 4 ondes et une épaisseur de paroi de s=1. À une hauteur de profil de H=28mm, le soufflet est approprié pour une pression de service de padm = 10 bar, disposant d’une capacité d'expan-sion de Δax= ±12mm à un taux d’élasticité axial de cax. Si nous voulons atteindre les mêmes performances en pression et capacité d’expansion avec un soufflet multicouche, nous avons besoin déjà de 4 couches d'une épaisseur de s=0,5mm chacune pour obtenir la même résistance à la pression. En raison de la demi-épaisseur de paroi, cependant, la capacité d’expansion double par onde, de sorte que pour une capacité d’expansion de Δax= ±12mm seulement 2 ondes seraient nécessaires. Ou à même nombre d’ondes (4), désormais le double en capacité d’expansion Δax= ±24mm est disponible, et cela à environ la moitié du taux d’élasticité (0,5 cax). À l'étape suivante, nous réduisons encore l’épaisseur de paroi à 0,3 mm. Encore une fois, pour atteindre la même résistance à la pression, 9 couches seraient désormais nécessaires, qui, à nombre pareil d’ondes (4) triplent la capacité d’expansion à Δax= ±36mm, tout en baissant le taux d’élasticité à un tiers. Ci-dessous une récapitulation des dépendances:
Pression de service admissible padm= 10 bar, hauteur de profil H=28 mm épaisseur de la couche s (mm)
nombre de couches n nombre d‘ondes W capacité d‘expansion Δax (mm)
taux d‘élasticité
1 1 4 ±12 cax 0,5 4 4 ±24 0,5 cax 0,5 4 2 ±12 cax 0,3 9 4 ±36 0,33 cax

9
Si la tâche de compensation consiste principalement à absorber une dilatation thermique spécifique, indépendamment de la longueur de construction et des forces de déplacement du compensateur, comme c'est le cas par exemple pour des lignes du chauffage urbain axialement compensées, un soufflet monocouche ou à très peu de couches est suffisant pour résoudre la tâche de compensation. En cas d’espace restreint pour installer le compensateur, un soufflet multicouche permet de réduire considérablement la longueur totale. Cependant, si les forces ou moments de connexion à un embout de turbine ou autre équipement sensible sont au premier plan, celles-ci peuvent être réduites à un tiers en choisissant un soufflet multicouche par rapport à une solution monocouche à longueur égale. Si la tâche de compensation consiste à isoler ou amortir des oscillations de faible amplitude, due à la friction des couches, l'utilisation de soufflets à quelques ou à plusieurs couches exerce un effet modérateur sur la vibration forcée survenant. 2.3 Compensateurs sans limiteurs de course
Les compensateurs sans limiteurs de course (axiaux et universels), soumis à la pression, exercent une force de réaction FP sur la tuyauterie et les ancrages, égale au produit de la pression absolue p X section du compensateur [AB]. La valeur de la section [AB] du soufflet est indiquée dans les tableaux des dimensions des dif-férents types de compensateurs. Dans des cas de fortes pressions et grands diamètres, la force de réaction devient très importante, par exemple: pour un DN 400 sous 40 bars, la force de réaction sera d’environ 600 kN. En conséquence, les ancrages doivent être très résistants.
2.4 Compensateurs avec limiteurs de course
La force de réaction, expliquée ci-dessus, est reprise par les limiteurs de course, c.-à-d. des ar-ticulations ou des tirants. En fonction de l‘orientation de la tuyauterie et des mouvements at-tendus, on choisit le type de compensateur adapté muni de tirants. Malgré la présence des li-miteurs, la longueur totale du compensateur reste faible offrant ainsi les avantages pour réali-ser des solutions complexes. Pour éviter la construction d’ancrages massifs et coûteux en cas de forte pression et de coups de bélier, l‘expert choisit la solution utilisant un compensateur avec limiteurs de course.
Additionnellement à la reprise de la force de réaction et sa transmission correcte dans les pièces de raccordement, les tirants comportent des parties articulées pour garantir la fonction de mouvement. De plus, il y a très souvent des contraintes et des moments supplémentaires à transmettre. Il va de soi que le calcul des dimensions des composants du système de tirants doit s’appuyer sur une méthode fiable et validée par des tests. Les ingénieurs de BOA utilisent les calculs FEM à charge limite non-linéaire. Les résultats de ces calculs convergent avec les résultats des validations, des tests pratiques et des essais de rupture.
2.5 Le tube de guidage interne (tube de protection)
Les tubes intérieurs protègent le soufflet et l’empêche d’être excité par les vibrations dues aux vitesses importantes du fluide. L’installation d’un tube intérieur de protection est recommandée: • en cas de milieux abrasifs • si de fortes divergences de température sont attendues • pour empêcher le dépôt de particules solides dans les ondes • si la vitesse d’écoulement en milieux gazeux est supérieure à env. 8 m/sec. • si la vitesse d’écoulement en milieux liquides est supérieure à env. 3m/sec. Pour des indications supplémentaires voir "Instructions de montage et de mise en service".
10
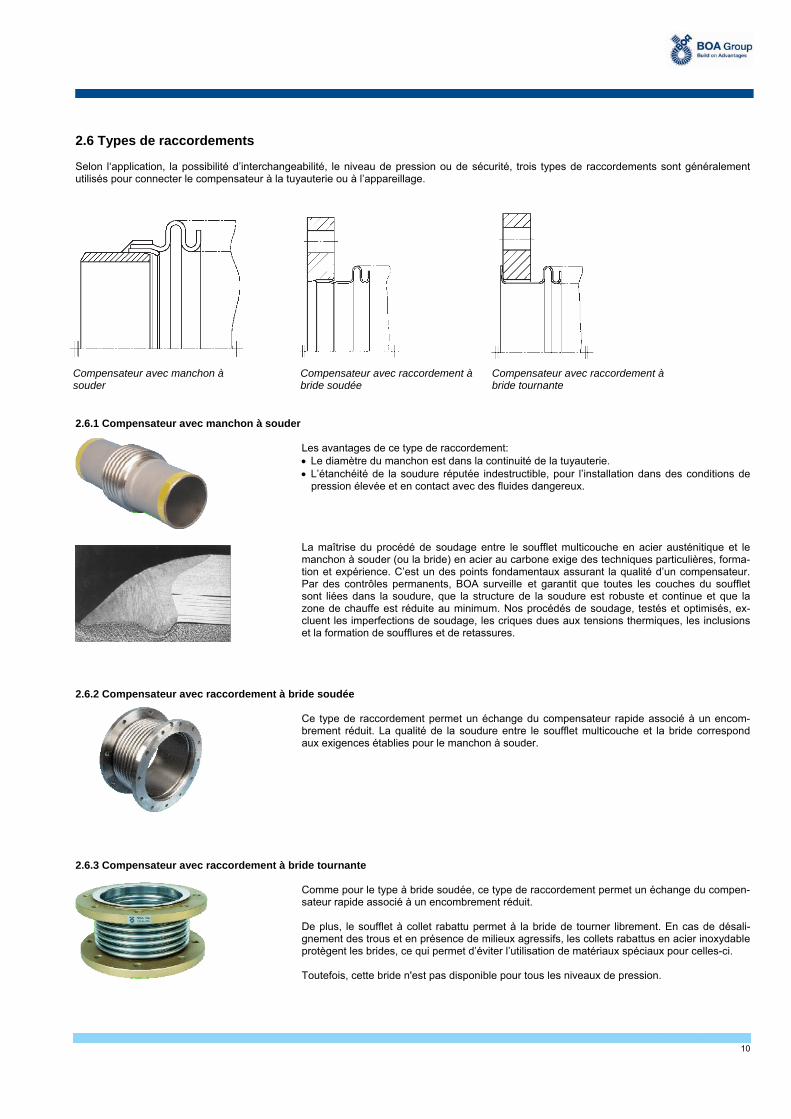
2.6 Types de raccordements Selon l‘application, la possibilité d’interchangeabilité, le niveau de pression ou de sécurité, trois types de raccordements sont généralement utilisés pour connecter le compensateur à la tuyauterie ou à l’appareillage. 2.6.1 Compensateur avec manchon à souder
Les avantages de ce type de raccordement: Le diamètre du manchon est dans la continuité de la tuyauterie. L’étanchéité de la soudure réputée indestructible, pour l’installation dans des conditions de
pression élevée et en contact avec des fluides dangereux. La maîtrise du procédé de soudage entre le soufflet multicouche en acier austénitique et le manchon à souder (ou la bride) en acier au carbone exige des techniques particulières, forma-tion et expérience. C’est un des points fondamentaux assurant la qualité d’un compensateur. Par des contrôles permanents, BOA surveille et garantit que toutes les couches du soufflet sont liées dans la soudure, que la structure de la soudure est robuste et continue et que la zone de chauffe est réduite au minimum. Nos procédés de soudage, testés et optimisés, ex-cluent les imperfections de soudage, les criques dues aux tensions thermiques, les inclusions et la formation de soufflures et de retassures.
2.6.2 Compensateur avec raccordement à bride soudée
Ce type de raccordement permet un échange du compensateur rapide associé à un encom-brement réduit. La qualité de la soudure entre le soufflet multicouche et la bride correspond aux exigences établies pour le manchon à souder.
2.6.3 Compensateur avec raccordement à bride tournante
Comme pour le type à bride soudée, ce type de raccordement permet un échange du compen-sateur rapide associé à un encombrement réduit. De plus, le soufflet à collet rabattu permet à la bride de tourner librement. En cas de désali-gnement des trous et en présence de milieux agressifs, les collets rabattus en acier inoxydable protègent les brides, ce qui permet d’éviter l’utilisation de matériaux spéciaux pour celles-ci. Toutefois, cette bride n'est pas disponible pour tous les niveaux de pression.
Compensateur avec manchon à souder
Compensateur avec raccordement à bride soudée
Compensateur avec raccordement à bride tournante
11
2.7 Détermination des différents mouvements Les compensateurs reprennent de divers mouvements, engendrés par des causes différentes telles que:
désalignement de montage vibrations disjonction de montage extension sous pression affaissement de terrain allongements
Ce sont généralement les allongements qui représentent la valeur de mouvement la plus importante. Désalignement de montage Très souvent lors de l’installation de tuyauteries, des désalignements se produisent. Ces imprécisions peuvent être reprises par les compensa-teurs, si elles ont été considérées lors de leur conception. La longévité du compensateur n’en est guère affectée, parce qu’il s’agit d’un mou-vement unique. Par contre, un blocage complet ou partiel des ondes peut se produire si l’on installe des compensateurs axiaux trop courts. La capacité d’absorption indiquée serait limitée et provoquerait une défaillance anticipée. Vibrations Des vibrations de différente fréquence et amplitude sont engendrées par des masses en rotation ou en mouvement dans les pompes, les machines à piston, les compresseurs etc. Ces vibrations ne produisent pas uniquement des bruits gênants, mais excitent les tuyaux adjacents jusqu’au seuil de fatigue des matériaux, provoquant des défaillances. La sécurité de fonctionnement et la rentabilité de l’installation ne sont plus garanties. Disjonction de montage Pendant l’installation d’une tuyauterie, et plus particulièrement lors de démontage et remontage de composants, il est indispensable de prévoir un espace axial qui permet le remplacement facile des éléments. Le joint de démontage peut supporter des mouvements d’amplitude considé-rable jusqu’au blocage des ondes puisque la fréquence de démontage et remontage est généralement faible. Extension par force de pression Ces extensions se produisent dans des récipients et tuyauteries soumis à la pression. Leurs valeurs ne sont à prendre en compte que pour les grands diamètres. Affaissement de terrain Les compensateurs peuvent contenir des mouvements de terrains considérables, parce qu’il s’agit d’un mouvement unique. Le soufflet peut supporter une déformation excessive sans perdre son étanchéité. Allongement
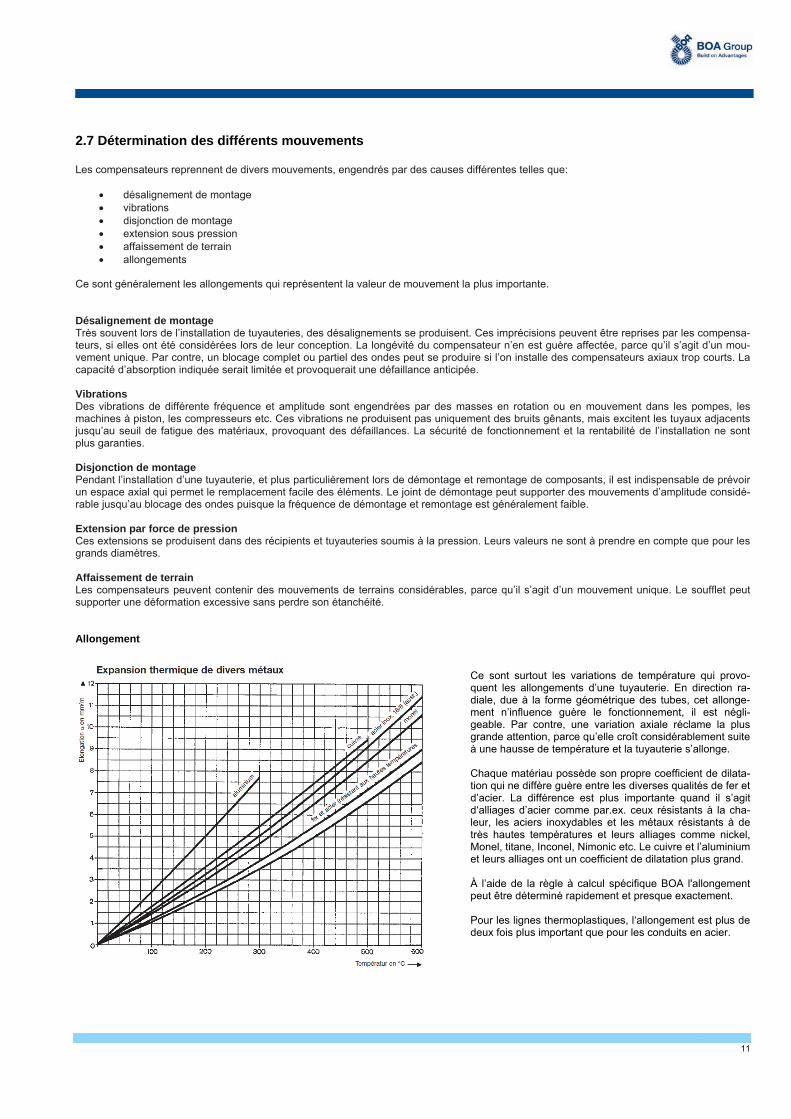
Ce sont surtout les variations de température qui provo-quent les allongements d’une tuyauterie. En direction ra-diale, due à la forme géométrique des tubes, cet allonge-ment n’influence guère le fonctionnement, il est négli-geable. Par contre, une variation axiale réclame la plus grande attention, parce qu’elle croît considérablement suite à une hausse de température et la tuyauterie s’allonge. Chaque matériau possède son propre coefficient de dilata-tion qui ne diffère guère entre les diverses qualités de fer et d’acier. La différence est plus importante quand il s’agit d‘alliages d’acier comme par.ex. ceux résistants à la cha-leur, les aciers inoxydables et les métaux résistants à de très hautes températures et leurs alliages comme nickel, Monel, titane, Inconel, Nimonic etc. Le cuivre et l’aluminium et leurs alliages ont un coefficient de dilatation plus grand. À l’aide de la règle à calcul spécifique BOA l'allongement peut être déterminé rapidement et presque exactement. Pour les lignes thermoplastiques, l‘allongement est plus de deux fois plus important que pour les conduits en acier.
12
2.8 Critères pour la sélection des types de compensation En principe, il faut distinguer trois types de compensation:
courbure élastique des sections de tuyauterie (compensation naturelle de la dilatation, 2.8.1) compensation de dilatation par des compensateurs sans limiteurs de course (2.8.2) compensation de dilatation par des compensateurs avec limiteurs de course (2.8.3)
Le choix d’un de ces trois types dépend aussi des critères suivants:
extension et type du mouvement à compenser dimension de la tuyauterie et pressions actuelles guidage de la tuyauterie possibilités d’installation et de montage conception des ancrages et des raccordements en considérant les forces et moments coût total de la compensation (par rapport aux coûts des ancrages)
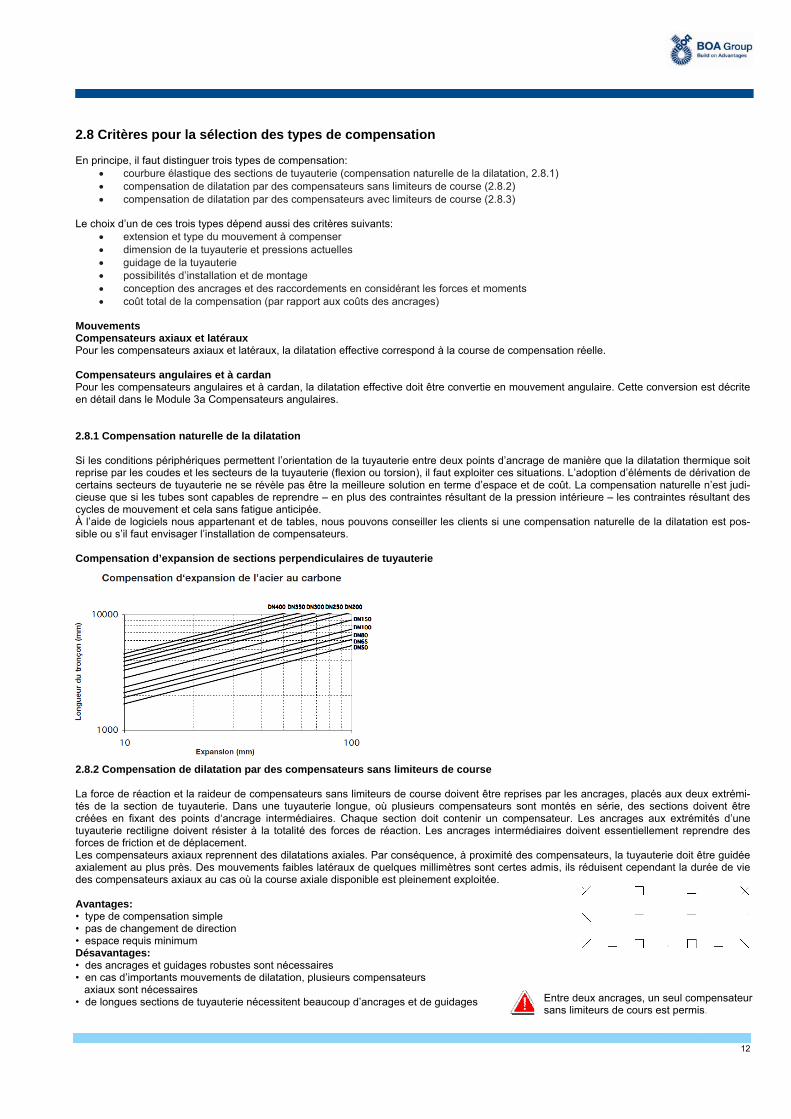
Mouvements Compensateurs axiaux et latéraux Pour les compensateurs axiaux et latéraux, la dilatation effective correspond à la course de compensation réelle. Compensateurs angulaires et à cardan Pour les compensateurs angulaires et à cardan, la dilatation effective doit être convertie en mouvement angulaire. Cette conversion est décrite en détail dans le Module 3a Compensateurs angulaires. 2.8.1 Compensation naturelle de la dilatation Si les conditions périphériques permettent l’orientation de la tuyauterie entre deux points d’ancrage de manière que la dilatation thermique soit reprise par les coudes et les secteurs de la tuyauterie (flexion ou torsion), il faut exploiter ces situations. L’adoption d’éléments de dérivation de certains secteurs de tuyauterie ne se révèle pas être la meilleure solution en terme d’espace et de coût. La compensation naturelle n’est judi-cieuse que si les tubes sont capables de reprendre – en plus des contraintes résultant de la pression intérieure – les contraintes résultant des cycles de mouvement et cela sans fatigue anticipée. À l’aide de logiciels nous appartenant et de tables, nous pouvons conseiller les clients si une compensation naturelle de la dilatation est pos-sible ou s’il faut envisager l’installation de compensateurs. Compensation d’expansion de sections perpendiculaires de tuyauterie 2.8.2 Compensation de dilatation par des compensateurs sans limiteurs de course La force de réaction et la raideur de compensateurs sans limiteurs de course doivent être reprises par les ancrages, placés aux deux extrémi-tés de la section de tuyauterie. Dans une tuyauterie longue, où plusieurs compensateurs sont montés en série, des sections doivent être créées en fixant des points d‘ancrage intermédiaires. Chaque section doit contenir un compensateur. Les ancrages aux extrémités d’une tuyauterie rectiligne doivent résister à la totalité des forces de réaction. Les ancrages intermédiaires doivent essentiellement reprendre des forces de friction et de déplacement. Les compensateurs axiaux reprennent des dilatations axiales. Par conséquence, à proximité des compensateurs, la tuyauterie doit être guidée axialement au plus près. Des mouvements faibles latéraux de quelques millimètres sont certes admis, ils réduisent cependant la durée de vie des compensateurs axiaux au cas où la course axiale disponible est pleinement exploitée. Avantages: • type de compensation simple • pas de changement de direction • espace requis minimum Désavantages: • des ancrages et guidages robustes sont nécessaires • en cas d’importants mouvements de dilatation, plusieurs compensateurs axiaux sont nécessaires • de longues sections de tuyauterie nécessitent beaucoup d’ancrages et de guidages
Entre deux ancrages, un seul compensateur sans limiteurs de cours est permis.
13
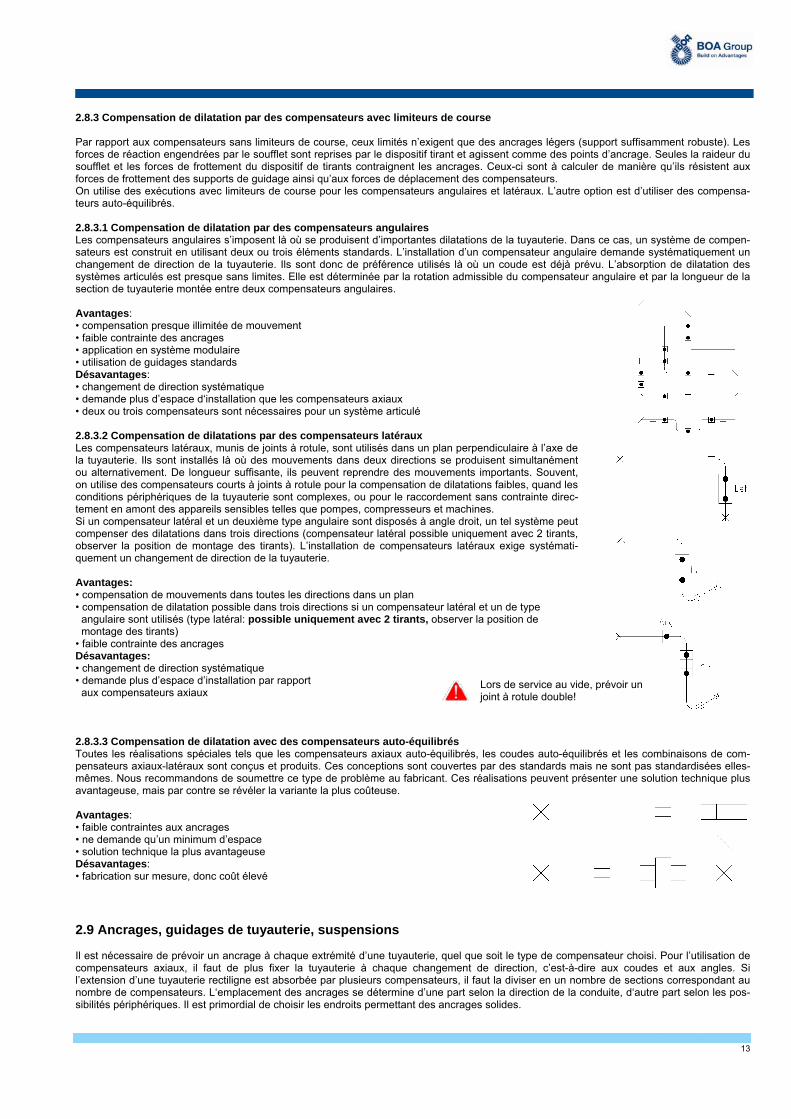
2.8.3 Compensation de dilatation par des compensateurs avec limiteurs de course Par rapport aux compensateurs sans limiteurs de course, ceux limités n’exigent que des ancrages légers (support suffisamment robuste). Les forces de réaction engendrées par le soufflet sont reprises par le dispositif tirant et agissent comme des points d’ancrage. Seules la raideur du soufflet et les forces de frottement du dispositif de tirants contraignent les ancrages. Ceux-ci sont à calculer de manière qu’ils résistent aux forces de frottement des supports de guidage ainsi qu’aux forces de déplacement des compensateurs. On utilise des exécutions avec limiteurs de course pour les compensateurs angulaires et latéraux. L’autre option est d’utiliser des compensa-teurs auto-équilibrés. 2.8.3.1 Compensation de dilatation par des compensateurs angulaires Les compensateurs angulaires s’imposent là où se produisent d’importantes dilatations de la tuyauterie. Dans ce cas, un système de compen-sateurs est construit en utilisant deux ou trois éléments standards. L’installation d’un compensateur angulaire demande systématiquement un changement de direction de la tuyauterie. Ils sont donc de préférence utilisés là où un coude est déjà prévu. L’absorption de dilatation des systèmes articulés est presque sans limites. Elle est déterminée par la rotation admissible du compensateur angulaire et par la longueur de la section de tuyauterie montée entre deux compensateurs angulaires. Avantages: • compensation presque illimitée de mouvement • faible contrainte des ancrages • application en système modulaire • utilisation de guidages standards Désavantages: • changement de direction systématique • demande plus d’espace d‘installation que les compensateurs axiaux • deux ou trois compensateurs sont nécessaires pour un système articulé 2.8.3.2 Compensation de dilatations par des compensateurs latéraux Les compensateurs latéraux, munis de joints à rotule, sont utilisés dans un plan perpendiculaire à l’axe de la tuyauterie. Ils sont installés là où des mouvements dans deux directions se produisent simultanément ou alternativement. De longueur suffisante, ils peuvent reprendre des mouvements importants. Souvent, on utilise des compensateurs courts à joints à rotule pour la compensation de dilatations faibles, quand les conditions périphériques de la tuyauterie sont complexes, ou pour le raccordement sans contrainte direc-tement en amont des appareils sensibles telles que pompes, compresseurs et machines. Si un compensateur latéral et un deuxième type angulaire sont disposés à angle droit, un tel système peut compenser des dilatations dans trois directions (compensateur latéral possible uniquement avec 2 tirants, observer la position de montage des tirants). L’installation de compensateurs latéraux exige systémati-quement un changement de direction de la tuyauterie. Avantages: • compensation de mouvements dans toutes les directions dans un plan • compensation de dilatation possible dans trois directions si un compensateur latéral et un de type angulaire sont utilisés (type latéral: possible uniquement avec 2 tirants, observer la position de montage des tirants) • faible contrainte des ancrages Désavantages: • changement de direction systématique • demande plus d’espace d’installation par rapport aux compensateurs axiaux 2.8.3.3 Compensation de dilatation avec des compensateurs auto-équilibrés Toutes les réalisations spéciales tels que les compensateurs axiaux auto-équilibrés, les coudes auto-équilibrés et les combinaisons de com-pensateurs axiaux-latéraux sont conçus et produits. Ces conceptions sont couvertes par des standards mais ne sont pas standardisées elles-mêmes. Nous recommandons de soumettre ce type de problème au fabricant. Ces réalisations peuvent présenter une solution technique plus avantageuse, mais par contre se révéler la variante la plus coûteuse. Avantages: • faible contraintes aux ancrages • ne demande qu’un minimum d’espace • solution technique la plus avantageuse Désavantages: • fabrication sur mesure, donc coût élevé
2.9 Ancrages, guidages de tuyauterie, suspensions Il est nécessaire de prévoir un ancrage à chaque extrémité d’une tuyauterie, quel que soit le type de compensateur choisi. Pour l’utilisation de compensateurs axiaux, il faut de plus fixer la tuyauterie à chaque changement de direction, c’est-à-dire aux coudes et aux angles. Si l’extension d’une tuyauterie rectiligne est absorbée par plusieurs compensateurs, il faut la diviser en un nombre de sections correspondant au nombre de compensateurs. L‘emplacement des ancrages se détermine d’une part selon la direction de la conduite, d‘autre part selon les pos-sibilités périphériques. Il est primordial de choisir les endroits permettant des ancrages solides.
Lors de service au vide, prévoir un joint à rotule double!
14
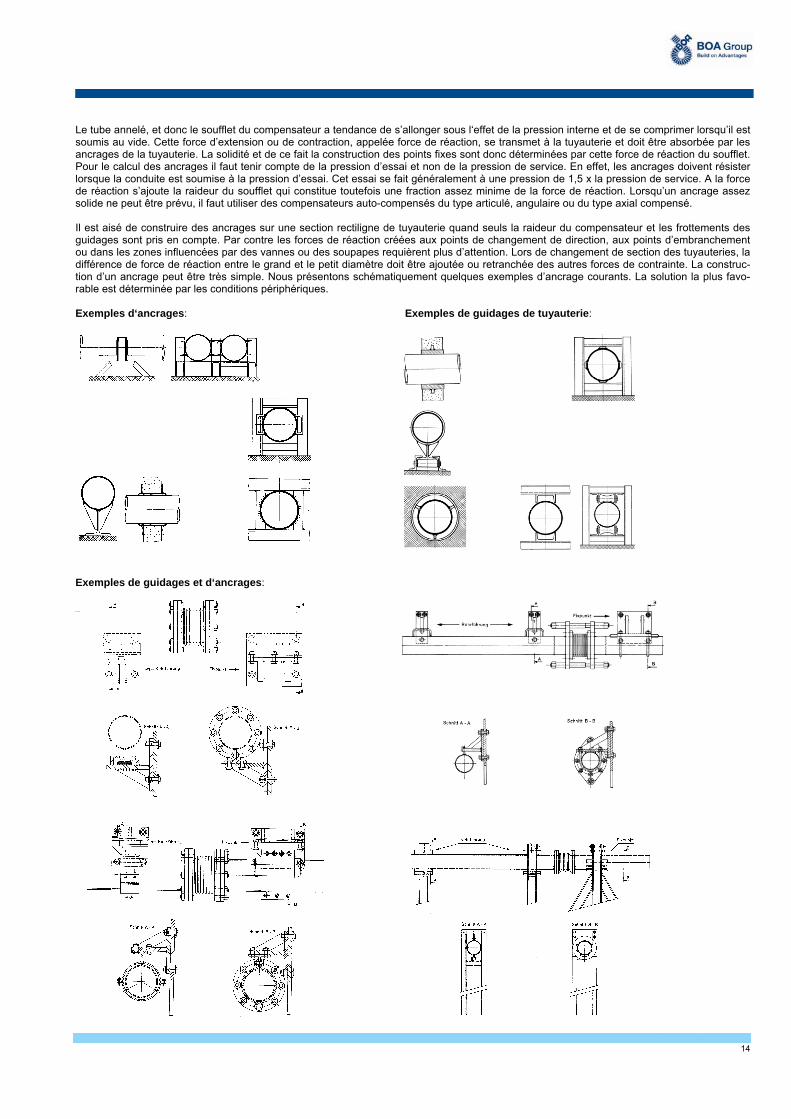
Le tube annelé, et donc le soufflet du compensateur a tendance de s’allonger sous l‘effet de la pression interne et de se comprimer lorsqu’il est soumis au vide. Cette force d’extension ou de contraction, appelée force de réaction, se transmet à la tuyauterie et doit être absorbée par les ancrages de la tuyauterie. La solidité et de ce fait la construction des points fixes sont donc déterminées par cette force de réaction du soufflet. Pour le calcul des ancrages il faut tenir compte de la pression d’essai et non de la pression de service. En effet, les ancrages doivent résister lorsque la conduite est soumise à la pression d’essai. Cet essai se fait généralement à une pression de 1,5 x la pression de service. A la force de réaction s’ajoute la raideur du soufflet qui constitue toutefois une fraction assez minime de la force de réaction. Lorsqu’un ancrage assez solide ne peut être prévu, il faut utiliser des compensateurs auto-compensés du type articulé, angulaire ou du type axial compensé. Il est aisé de construire des ancrages sur une section rectiligne de tuyauterie quand seuls la raideur du compensateur et les frottements des guidages sont pris en compte. Par contre les forces de réaction créées aux points de changement de direction, aux points d’embranchement ou dans les zones influencées par des vannes ou des soupapes requièrent plus d’attention. Lors de changement de section des tuyauteries, la différence de force de réaction entre le grand et le petit diamètre doit être ajoutée ou retranchée des autres forces de contrainte. La construc-tion d’un ancrage peut être très simple. Nous présentons schématiquement quelques exemples d’ancrage courants. La solution la plus favo-rable est déterminée par les conditions périphériques. Exemples d‘ancrages: Exemples de guidages de tuyauterie: Exemples de guidages et d‘ancrages:
15
2.10 Conditions nominales Les compensateurs répertoriés dans les fiches techniques sont classés par type, diamètre nominal (DN), pression nominale (PN) et capacité d'expansion. Plusieurs facteurs sont à considérer pour choisir un compensateur. Diamètre nominal DN Le diamètre nominal du compensateur à choisir dépend des connexions à brides existantes ou des dimensions de la tuyauterie. Les diamètres extérieurs des embouts à souder des compensateurs correspondent aux standards ISO. Les dimensions exactes de connexion, en particulier l'épaisseur de la paroi, sont répertoriées dans les fiches techniques. Les dimensions de connexion des compensateurs à brides suivent la norme EN 1092. Pression nominale PN Pour les compensateurs standards, la pression nominale (PN) spécifie la pression maximale de service PS à la température nominale (20°C). Si un compensateur travaille à une température supérieure à la température nominale, sa résistance à la pression se réduit par le facteur de correction KP. Pour plus de commodité, les facteurs de correction KP, en fonction de la température sont donnés directement dans les fiches techniques. La pression maximale de service PS d’un compensateur à une température de service TS est calculée comme suit: S’il faut sélectionner un compensateur pour la pression de service PS et la température de service TS, il faut d'abord déterminer la pression alternative Pe convertie à la température nominale. Cette pression alternative Pe doit être inférieure ou égale à la pression nominale PN re-quise. Capacité d’expansion nominale La capacité d’expansion nominale dans les fiches techniques indique le mouvement qu’un compensateur de ce type peut reprendre depuis sa position neutre à la température nominale. Pour un compensateur axial, par exemple, le chiffre ±ax indique que le compensateur est capable de reprendre 1000 cycles de mouvement complets en condition de pression nominale, ainsi que d’absorber un mouvement d’expansion total de 2 · ax dans la course, comprimé respectivement étiré par ax depuis la position neutre, étant sans importance si le cycle commence dans la position comprimée, neutre ou étirée. Pour exploiter la capacité totale de mouvement 2 · ax il est nécessaire de pré-tendre le compensateur de 50% de la capacité d’expansion totale, soit de la valeur ax. La même chose s'applique à la capacité de mouvement latéral ou angulaire (±lat ou ± α). Particulièrement faciles à monter sont les compensateurs axiaux de nos programmes standards, qui, sans pré-tension sur site, sont adaptés à reprendre leur capacité de mouvement totale en compression. Pour ce type de compensateur, la capacité de mouvement axial nominale ax correspond à la capacité de mouvement totale en compression. Si un compensateur est utilisé à une température supérieure à la température nominale pour la capacité d’expansion, celle-là se réduit par le facteur de correction K. Les facteurs de correction K (TS) en fonction de la température sont indiqués dans les fiches techniques. La capacité de mouvement admissible ± adm (TS) ou. ± αadm (TS) d’un compensateur à la température de service TS est calculée comme suit: Si pour une certaine condition de service une capacité de mouvement de ±TS à une température de service de TS est requise, la capacité nominale de mouvement requise du compensateur à sélectionner est déterminée comme suit:
PS (TS) = PN * KP (TS) [bar]
Pe = PS / KP (TS) ≤ PN [bar]
±adm (TS) = ± * K (TS)
± ≥ ±TS / K (TS)
16
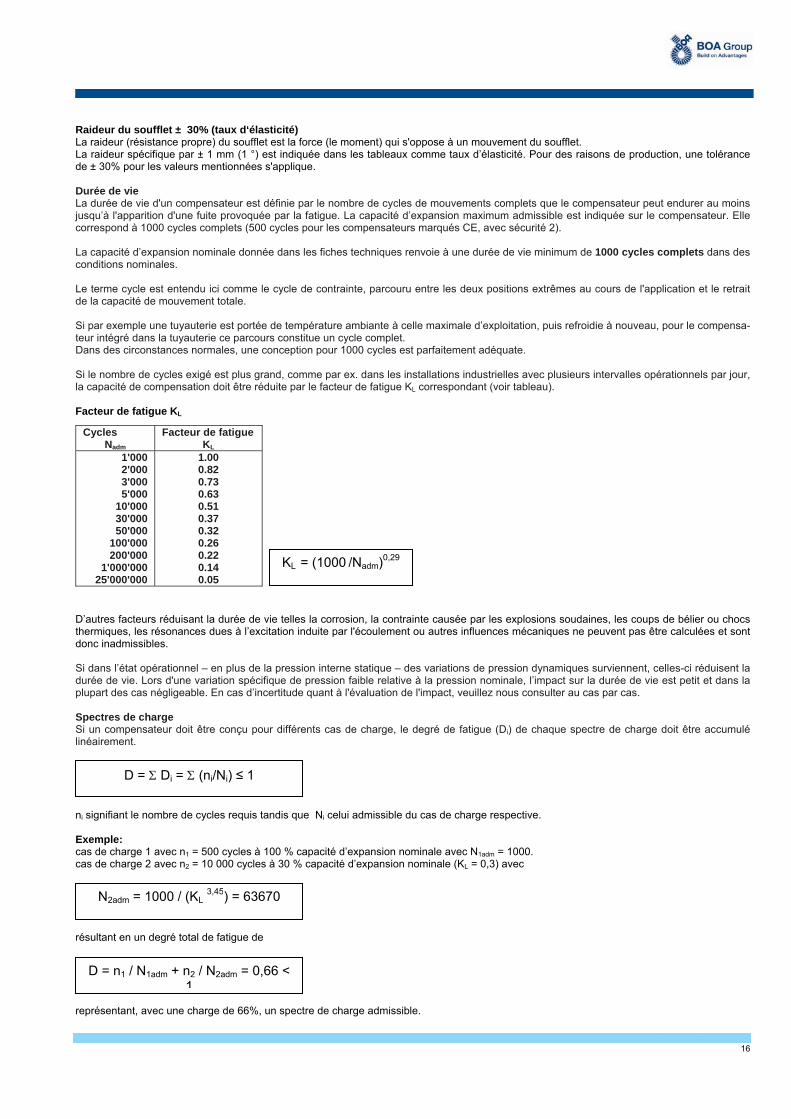
Raideur du soufflet ± 30% (taux d‘élasticité) La raideur (résistance propre) du soufflet est la force (le moment) qui s'oppose à un mouvement du soufflet. La raideur spécifique par ± 1 mm (1 °) est indiquée dans les tableaux comme taux d’élasticité. Pour des raisons de production, une tolérance de ± 30% pour les valeurs mentionnées s'applique. Durée de vie La durée de vie d'un compensateur est définie par le nombre de cycles de mouvements complets que le compensateur peut endurer au moins jusqu’à l'apparition d'une fuite provoquée par la fatigue. La capacité d’expansion maximum admissible est indiquée sur le compensateur. Elle correspond à 1000 cycles complets (500 cycles pour les compensateurs marqués CE, avec sécurité 2). La capacité d’expansion nominale donnée dans les fiches techniques renvoie à une durée de vie minimum de 1000 cycles complets dans des conditions nominales. Le terme cycle est entendu ici comme le cycle de contrainte, parcouru entre les deux positions extrêmes au cours de l'application et le retrait de la capacité de mouvement totale. Si par exemple une tuyauterie est portée de température ambiante à celle maximale d’exploitation, puis refroidie à nouveau, pour le compensa-teur intégré dans la tuyauterie ce parcours constitue un cycle complet. Dans des circonstances normales, une conception pour 1000 cycles est parfaitement adéquate. Si le nombre de cycles exigé est plus grand, comme par ex. dans les installations industrielles avec plusieurs intervalles opérationnels par jour, la capacité de compensation doit être réduite par le facteur de fatigue KL correspondant (voir tableau). Facteur de fatigue KL D’autres facteurs réduisant la durée de vie telles la corrosion, la contrainte causée par les explosions soudaines, les coups de bélier ou chocs thermiques, les résonances dues à l’excitation induite par l'écoulement ou autres influences mécaniques ne peuvent pas être calculées et sont donc inadmissibles. Si dans l’état opérationnel – en plus de la pression interne statique – des variations de pression dynamiques surviennent, celles-ci réduisent la durée de vie. Lors d'une variation spécifique de pression faible relative à la pression nominale, l’impact sur la durée de vie est petit et dans la plupart des cas négligeable. En cas d’incertitude quant à l'évaluation de l'impact, veuillez nous consulter au cas par cas. Spectres de charge Si un compensateur doit être conçu pour différents cas de charge, le degré de fatigue (Di) de chaque spectre de charge doit être accumulé linéairement. ni signifiant le nombre de cycles requis tandis que Ni celui admissible du cas de charge respective. Exemple: cas de charge 1 avec n1 = 500 cycles à 100 % capacité d’expansion nominale avec N1adm = 1000. cas de charge 2 avec n2 = 10 000 cycles à 30 % capacité d’expansion nominale (KL = 0,3) avec résultant en un degré total de fatigue de représentant, avec une charge de 66%, un spectre de charge admissible.
KL = (1000 /Nadm)0,29
D = Di = (ni/Ni) ≤ 1
N2adm = 1000 / (KL 3,45) = 63670
D = n1 / N1adm + n2 / N2adm = 0,66 < 1
Cycles Nadm
Facteur de fatigue KL
1'000 2'000 3'000 5'000
10'000 30'000 50'000
100'000 200'000
1'000'000 25'000'000
1.00 0.82 0.73 0.63 0.51 0.37 0.32 0.26 0.22 0.14 0.05
17
2.11 Matériaux Les matériaux pour fabriquer des soufflets métalliques, indépendamment du fait s’ils consistent en une, quelques ou plusieurs couches, doi-vent remplir diverses conditions-cadres. Ce sont: Soudabilité
C’est une condition préalable. Les cordons longitudinaux de soudure doivent répondre aux mêmes conditions que le matériau de base.
Plasticité Condition préalable pour la production de soufflets formés à froid, tout en assurant un allongement résiduel à la rupture suffisant.
Caractéristiques mécaniques
Pour la résistance à la pression une haute résistance mécanique est requise. Elle élargit en même temps la zone élastique.
Propriétés technologiques Pour les compensateurs il s'agit notamment des propriétés de flexion alternée. Elles ne sont pas uniquement déterminées par les consti-tuants de l'alliage, mais aussi de l'état de surface, de la taille des grains et de la microstructure métallurgique.
Résistance à la corrosion
Pour les soufflets des compensateurs aucune surépaisseur de corrosion n’est prise en compte. Elle aurait un effet négatif sur les proprié-tés d’expansion du soufflet. Ainsi, seuls conviennent les matériaux étant résistants à la corrosion au milieu en question.
Propriété thermique
Elle renvoie à la résistance à la chaleur ou au froid et le comportement à long terme des matériaux. La quasi-totalité des aciers austéni-tiques au chrome-nickel résiste au froid jusqu'à -200°C et remplit le plus souvent les exigences jusqu’à 550°C.
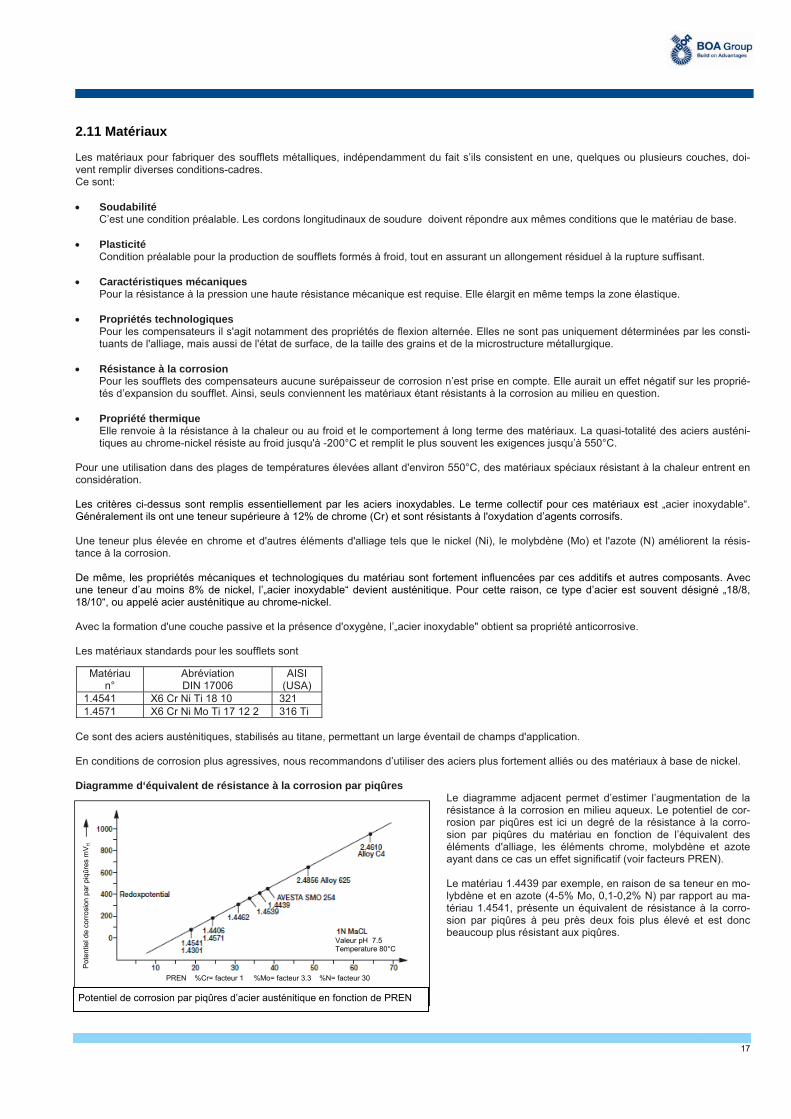
Pour une utilisation dans des plages de températures élevées allant d'environ 550°C, des matériaux spéciaux résistant à la chaleur entrent en considération. Les critères ci-dessus sont remplis essentiellement par les aciers inoxydables. Le terme collectif pour ces matériaux est „acier inoxydable“. Généralement ils ont une teneur supérieure à 12% de chrome (Cr) et sont résistants à l'oxydation d’agents corrosifs. Une teneur plus élevée en chrome et d'autres éléments d'alliage tels que le nickel (Ni), le molybdène (Mo) et l'azote (N) améliorent la résis-tance à la corrosion. De même, les propriétés mécaniques et technologiques du matériau sont fortement influencées par ces additifs et autres composants. Avec une teneur d’au moins 8% de nickel, l’„acier inoxydable“ devient austénitique. Pour cette raison, ce type d’acier est souvent désigné „18/8, 18/10“, ou appelé acier austénitique au chrome-nickel. Avec la formation d'une couche passive et la présence d'oxygène, l’„acier inoxydable" obtient sa propriété anticorrosive. Les matériaux standards pour les soufflets sont Ce sont des aciers austénitiques, stabilisés au titane, permettant un large éventail de champs d'application. En conditions de corrosion plus agressives, nous recommandons d’utiliser des aciers plus fortement alliés ou des matériaux à base de nickel. Diagramme d‘équivalent de résistance à la corrosion par piqûres
Le diagramme adjacent permet d’estimer l’augmentation de la résistance à la corrosion en milieu aqueux. Le potentiel de cor-rosion par piqûres est ici un degré de la résistance à la corro-sion par piqûres du matériau en fonction de l’équivalent des éléments d'alliage, les éléments chrome, molybdène et azote ayant dans ce cas un effet significatif (voir facteurs PREN). Le matériau 1.4439 par exemple, en raison de sa teneur en mo-lybdène et en azote (4-5% Mo, 0,1-0,2% N) par rapport au ma-tériau 1.4541, présente un équivalent de résistance à la corro-sion par piqûres à peu près deux fois plus élevé et est donc beaucoup plus résistant aux piqûres.
Matériau n°
Abréviation DIN 17006
AISI (USA)
1.4541 X6 Cr Ni Ti 18 10 321 1.4571 X6 Cr Ni Mo Ti 17 12 2 316 Ti
Potentiel de corrosion par piqûres d’acier austénitique en fonction de PREN
PREN %Cr= facteur 1 %Mo= facteur 3.3 %N= facteur 30
Pot
entie
l de
corr
osio
n pa
r pi
qûre
s m
VH
Valeur pH 7.5 Temperature 80°C
18
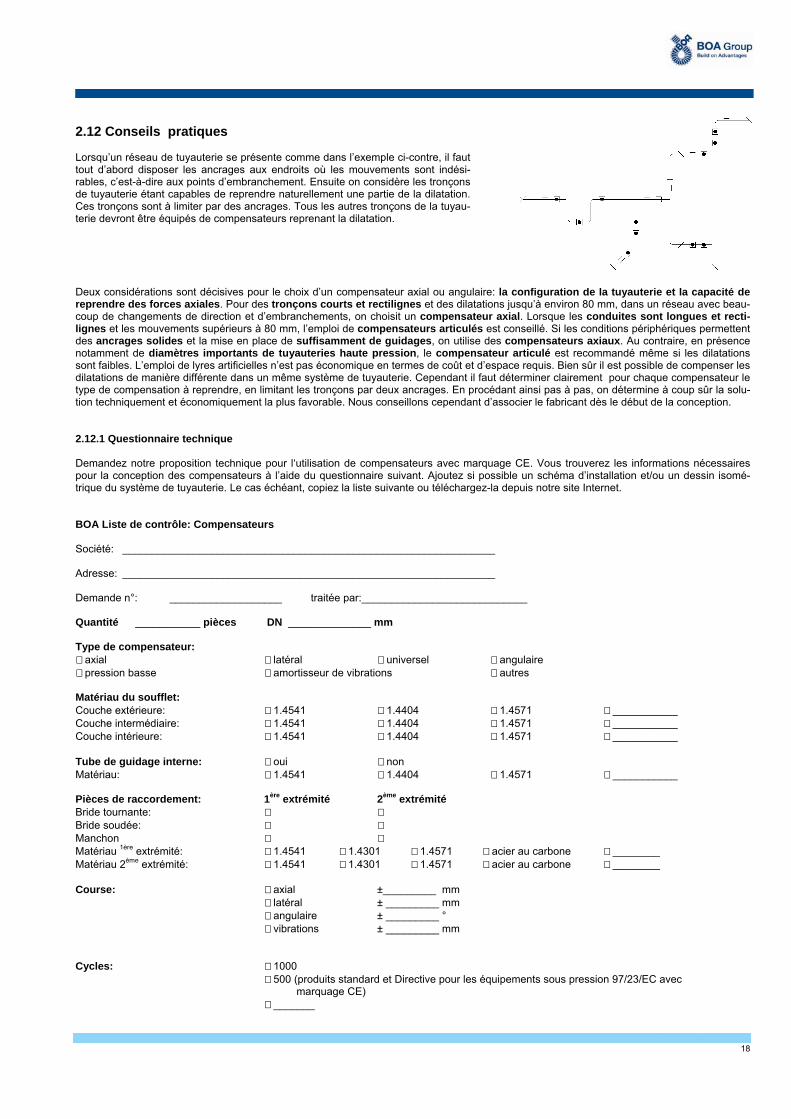
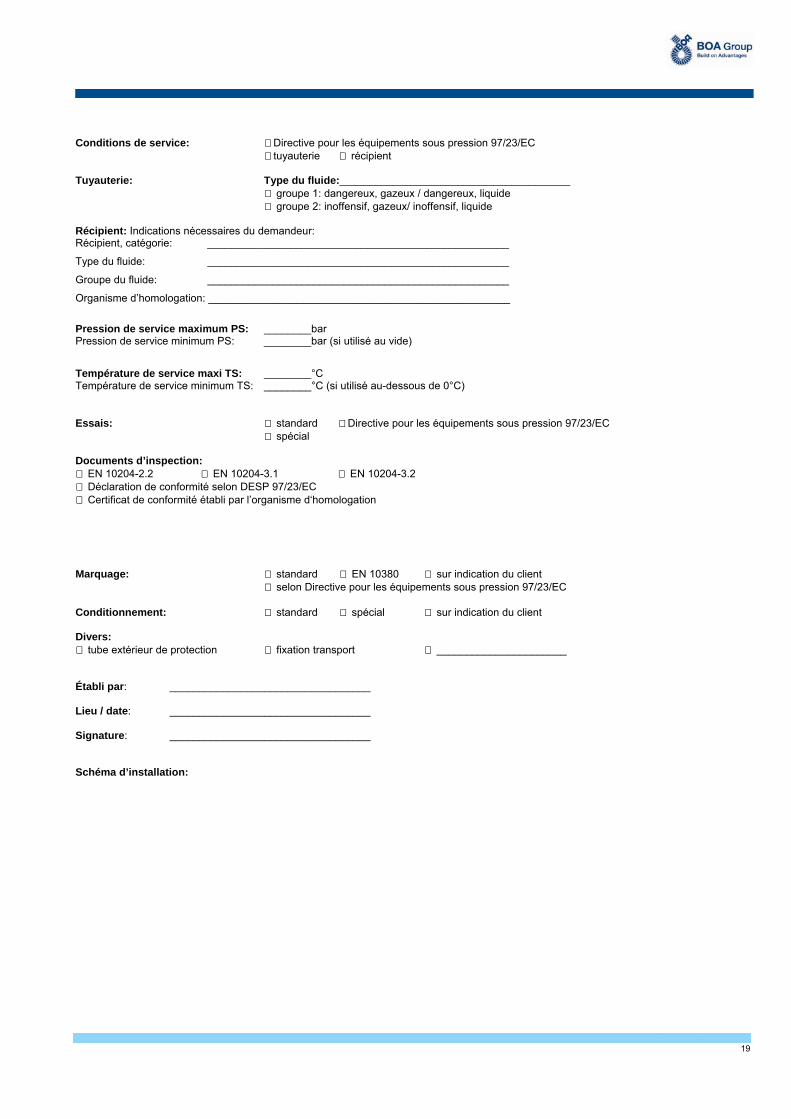
2.12 Conseils pratiques Lorsqu’un réseau de tuyauterie se présente comme dans l’exemple ci-contre, il faut tout d’abord disposer les ancrages aux endroits où les mouvements sont indési-rables, c’est-à-dire aux points d’embranchement. Ensuite on considère les tronçons de tuyauterie étant capables de reprendre naturellement une partie de la dilatation. Ces tronçons sont à limiter par des ancrages. Tous les autres tronçons de la tuyau-terie devront être équipés de compensateurs reprenant la dilatation. Deux considérations sont décisives pour le choix d’un compensateur axial ou angulaire: la configuration de la tuyauterie et la capacité de reprendre des forces axiales. Pour des tronçons courts et rectilignes et des dilatations jusqu’à environ 80 mm, dans un réseau avec beau-coup de changements de direction et d’embranchements, on choisit un compensateur axial. Lorsque les conduites sont longues et recti-lignes et les mouvements supérieurs à 80 mm, l’emploi de compensateurs articulés est conseillé. Si les conditions périphériques permettent des ancrages solides et la mise en place de suffisamment de guidages, on utilise des compensateurs axiaux. Au contraire, en présence notamment de diamètres importants de tuyauteries haute pression, le compensateur articulé est recommandé même si les dilatations sont faibles. L’emploi de lyres artificielles n’est pas économique en termes de coût et d’espace requis. Bien sûr il est possible de compenser les dilatations de manière différente dans un même système de tuyauterie. Cependant il faut déterminer clairement pour chaque compensateur le type de compensation à reprendre, en limitant les tronçons par deux ancrages. En procédant ainsi pas à pas, on détermine à coup sûr la solu-tion techniquement et économiquement la plus favorable. Nous conseillons cependant d’associer le fabricant dès le début de la conception. 2.12.1 Questionnaire technique Demandez notre proposition technique pour l‘utilisation de compensateurs avec marquage CE. Vous trouverez les informations nécessaires pour la conception des compensateurs à l’aide du questionnaire suivant. Ajoutez si possible un schéma d’installation et/ou un dessin isomé-trique du système de tuyauterie. Le cas échéant, copiez la liste suivante ou téléchargez-la depuis notre site Internet. BOA Liste de contrôle: Compensateurs Société: _______________________________________________________________ Adresse: _______________________________________________________________ Demande n°: ___________________ traitée par:____________________________ Quantité ___________ pièces DN ______________ mm Type de compensateur:
axial latéral universel angulaire pression basse amortisseur de vibrations autres
Matériau du soufflet: Couche extérieure: 1.4541 1.4404 1.4571 ___________ Couche intermédiaire: 1.4541 1.4404 1.4571 ___________ Couche intérieure: 1.4541 1.4404 1.4571 ___________ Tube de guidage interne: oui non Matériau: 1.4541 1.4404 1.4571 ___________ Pièces de raccordement: 1ère extrémité 2ème extrémité Bride tournante: Bride soudée: Manchon Matériau 1ère extrémité: 1.4541 1.4301 1.4571 acier au carbone ________ Matériau 2ème extrémité: 1.4541 1.4301 1.4571 acier au carbone ________ Course: axial ±_________ mm latéral ± _________ mm angulaire ± _________ ° vibrations ± _________ mm Cycles: 1000 500 (produits standard et Directive pour les équipements sous pression 97/23/EC avec marquage CE) _______
19
Conditions de service: Directive pour les équipements sous pression 97/23/EC tuyauterie récipient Tuyauterie: Type du fluide:_______________________________________ groupe 1: dangereux, gazeux / dangereux, liquide groupe 2: inoffensif, gazeux/ inoffensif, liquide Récipient: Indications nécessaires du demandeur: Récipient, catégorie: ___________________________________________________
Type du fluide: ___________________________________________________
Groupe du fluide: ___________________________________________________
Organisme d’homologation: ___________________________________________________
Pression de service maximum PS: ________bar Pression de service minimum PS: ________bar (si utilisé au vide)
Température de service maxi TS: ________°C Température de service minimum TS: ________°C (si utilisé au-dessous de 0°C) Essais: standard Directive pour les équipements sous pression 97/23/EC spécial Documents d’inspection:
EN 10204-2.2 EN 10204-3.1 EN 10204-3.2 Déclaration de conformité selon DESP 97/23/EC Certificat de conformité établi par l’organisme d‘homologation
Marquage: standard EN 10380 sur indication du client
selon Directive pour les équipements sous pression 97/23/EC Conditionnement: standard spécial sur indication du client Divers:
tube extérieur de protection fixation transport ______________________ Établi par: __________________________________ Lieu / date: __________________________________ Signature: __________________________________ Schéma d’installation:

20
3 Assurance de la qualité 3.1 Approbations / Certificats Les compensateurs BOA sont conçus, calculés, fabriqués et contrôlés dans les règles de l'art. Des contrôles réguliers et des tests réalisés par des organismes notifiés pour la certification de l’usine attestent la volonté continue de BOA dans sa gestion production. . Approbations d‘entreprise
Approbations de produit Pour couvrir les différentes orientations du marché, nous disposons également des approbations de produit nécessaires, établies par les auto-rités accréditées.
EN 9100 Gestion de la qualité Aéronautique/Spatial ISO 9001 Gestion de la qualité ISO 14001 Gestion de l'environnement Euro-Qualiflex Système de gestion de la qualité ISO 3834-2 Certificat maîtrise du soudage DIN EN 15085-2 Certificat pour le soudage de véhicules sur rails et leurs composants
Conformité DEP Directive pour les équipements sous pression DEP 97/23/CE (et SR 819.121) Autorisation pour le marquage CE
Association suisse d'inspection technique Spécifications 201, 501
Bureau Veritas
Det Norske Veritas
Rina NKIP Lloyd's Register
Germanischer Lloyd Euro-Qualiflex
BOA Guide des Compensateurs

21
3.2 Contrôles / Laboratoire Les compensateurs BOA peuvent être soumis à différents tests et contrôles de qualité L’étendue du programme de contrôle est déterminée en fonction des exigences et des demandes du client ainsi que de l'organisme de réception, dans le respect des standards de conception et de fabrication. La qualité d’un produit dépend de la maîtrise des procédés de fabrication et non des contrôles successifs; ceux-ci ne font que valider le niveau de qualité requis. C’est pourquoi nous adaptons systématiquement nos fabrications à un niveau de qualité élevé, pour des raisons écono-miques. Les contrôles supplémentaires ne sont effectués que si l’application concernée le nécessite. En cas de demande particulière, si une vérification de dimensionnement est requise, ces exigences doivent être précisées, les caractéristiques seront vérifiées dans nos ateliers.
Méthodes d’épreuve non destructives TP – épreuve de pression hydraulique LT – épreuve d'étanchéité sous eau, à l'air ou à l'azote LT – épreuve d’étanchéité de la soudure à l’air et aux agents moussants Épreuve de pression différentielle à l’air RT – contrôle radiographique Magnétoscopie PT – ressuage LT – test d'étanchéité à l'hélium (<1x10-9 mbar l/s) US – contrôle ultrasonique VT – contrôles visuels Test de dureté
Méthodes d’épreuve destructives Épreuve de résistance mécanique Test d‘emboutissage Examen métallographique Examen spectroscopique Épreuve de fatigue sous pression et température (test de durée de vie) Essai de vibration Test d‘éclatement
Nos contrôleurs VT & PT sont certifiés selon EN473 et ASME.
Essais et laboratoire Comparé à d’autres méthodes de test d’étanchéité, le test à l’hélium permet de détecter le plus petit débit de fuite mesurable. Suivant la di-mension de l’échantillon, il est possible de déceler une fuite jusqu’à 10-9 mbar l/s. Le compensateur est obturé aux deux extrémités au moyen d’un dispositif spécial et un vide de 10-2 mbar est créé. On vaporise de l’hélium sur la face externe des cordons de soudure. Une fuite éven-tuelle est aussitôt détectée par le spectromètre de masse et son niveau affiché sur l’instrument de mesure. Un signal acoustique est accouplé pour attirer l’attention sur un défaut d’étanchéité.
Epreuve de fatigue pour déterminer le nombre des cycles de durée de vie
Coupe transversale macrographique d’un cordon de soudure intérieur
Epreuve d’étanchéité à l’hélium

22
4 Champs d‘applications Dans presque tous les secteurs industriels et techniques, les compensateurs sont utilisés pour garantir la stabilité de fonctionnement des installations. L‘emploi de compensateurs flexibles métalliques dans la construction moderne de tuyauterie et d’appareils ne s’impose pas seu-lement pour des raisons techniques, il est tout aussi important pour répondre aux exigences de tous les secteurs industriels demandant une: • meilleure rentabilité • compatibilité du système • encombrement réduit de l’installation • fonctionnement régulier • facilité de montage • sécurité en cas de défaillance technique. Les compensateurs BOA remplissent toutes ces exigences. Ci-après sont listés quelques champs d’applications où nos compensateurs sont particulièrement utilisés. Nos équipes expérimentées sont toujours prêtes à développer avec votre collaboration de nouvelles applications où des éléments ou des raccordements flexibles de tuyauterie sont nécessaires. Soumettez-nous votre projet, nous vous proposerons des solu-tions comme nous le faisons depuis plus d’un siècle.
4.1 Moteurs diesel et à gaz Depuis des décennies, BOA étudie et développe des compensateurs placés entre le collecteur d’échappement et le turbocompresseur. Grâce au développement permanent de nos produits dans ce secteur, nous sommes désormais capable de concevoir et de livrer des systèmes com-plets d’échappement. De tels systèmes sont en service chez les plus grands motoristes dans le monde entier, leur offrant les avantages sui-vants:
un seul interlocuteur, ce qui réduit le nombre de fournisseurs fabrication compacte réduction considérable des coûts grâce à un montage plus rapide et 50% de réduction de poids conception optimisée et interactive grâce à l’emploi d’instruments d’ingénierie, 3D-CAD et ANSIS-FE software de calcul système 100% étanche dû à la réduction du nombre de plans de joints Veille technologique efficace au sein de BOA
Système modulaire de ligne d’échappement,12/18/20 En plus des systèmes complets d’échappement, nous développons également des compensateurs spécifiques répondant aux exigences parti-culières de nos clients motoristes: 4.2 Aéronautique et aérospatial Fort de toutes les expériences recueillies pendant des décennies dans les secteurs divers nécessitant des raccordements flexibles, BOA a réussi à les appliquer avec succès dans le secteur aérospatial. Le compensateur multicouche offre les avantages suivants dans ce secteur:
Masse réduite grâce au faible encombrement, faibles amplitudes de déplacement et raccordements soudés spéciaux. La haute technologie de soudage de BOA permet l’utilisation des matériaux les plus performants exigés dans ce secteur particuliè-
rement difficile. Haut pouvoir d’absorption de vibrations.
Grâce à un niveau de qualité élevé et disposant de notre propre laboratoire et de mo-dules de calcul performants, nous sommes à votre disposition pour trouver ensemble la meilleure solution technique. BOA est certifié selon EN 9100.
BOA Guide des Compensateurs
Compensateur à brides de serrage rapide "V" Compensateur à brides spéciales Compensateur à tubes cintrés
Élément de découplage de vibrations pour hélicoptères

23
4.3 Distribution d’énergie électrique Grâce à une collaboration de longue date avec les principaux producteurs d’installations haute tension SF6, BOA a développé divers types de produits et procédés adaptés à ce marché, avec les avantages suivants:
certification dans le monde entier conforme aux normes GIS/GIL réduction des coûts grâce à l’assemblage soufflet en acier austénitique avec des brides en aluminium pas de nettoyage complémentaire en regard de la directive pour les installations SF6
4.4 Installations domestiques Dans le secteur de la construction industrielle, dans les grands bâtiments publiques ainsi que dans le secteur de bâtiments privés se pose le problème de dilatation des tuyauteries des systèmes de chauffage central. Ces dilatations doivent être compensées. Des longueurs impor-tantes de tuyauteries engendrent des dilatations qui ne peuvent plus être absorbées par un système conventionnel de déviations. Les sections principales courtes imposent l’utilisation de compensateurs axiaux alors que dans le cas de très longues tuyauteries rectilignes, l’installation de compensateurs articulés et angulaires est recommandée. La majorité des cas d’installation de systèmes de chauffage est couverte par le programme standard BOA. 4.5 Traitement des eaux et des effluents Dans les réseaux de tuyauteries hydrauliques l’emploi de joints de démontage BOA s’impose. Ils offrent les avantages suivants comparés aux organes de démontage classiques:
réduction du temps d’installation de 50% démontage et remontage rapide en mettant à profit l’élasticité du soufflet réduction du temps d‘intervention et donc d’indisponibilité de l’installation étanche 100%, aucun élément en caoutchouc n’est utilisé (pas de vieillissement) réalisation économique, seuls les matériaux en contact avec le fluide sont en acier inoxydable compensation de désalignements sans problèmes d’étanchéité
L’utilisation des joints de démontage a prouvé sur une longue période d’utilisation la réalité des avantages cités plus haut. .
Compensateur axial avec brides en aluminium Compensateur axial auto-équilibré pour installation SF6
Compensateur axial type W Petit compensateur sanitaire type Za
Compensateur angulaire type AW Amortisseur de vibrations type Alpha-C
Tuyauterie d’eau potable, installation chimique, D
Alimentation en eau, ville de Zurich, CH

24
4.6 Construction d’installations et de tuyauterie en général
Il n’existe guère un secteur nécessitant plus de compensateurs que celui de la construction d’installations industrielles et de tuyauteries en général. Les compensateurs BOA sont large-ment utilisés dans des usines chimiques, des centrales thermiques, des installations pétrochi-miques et des centrales de chauffage urbain. Les réquisitions pour la construction de complexes industriels correspondent en général à la gamme des compensateurs standard BOA. Le constructeur de tuyauteries peut s’appuyer sur le service technique BOA qui l’aide à déterminer les caractéristiques mécaniques à l’aide du programme de calcul Caesar II. Les coûts sont considérablement optimisés pour l’ensemble de l’installation, et son fonctionnement sans défaillances techniques est garanti.
4.7 Pompes et compresseurs Les vibrations/ oscillations engendrées par les pompes, compresseurs, brûleurs, équipements de tuyauterie etc. qui se propagent dans le réseau sont non seulement la source de bruit gênant, mais elles fatiguent aussi considérablement les matériaux soumis aux vibrations. C’est le secteur où les amortisseurs de vibrations BOA (en métal ou en caoutchouc) sont très souvent utilisés. Notre programme d’amortisseurs de vibrations en métal et en caoutchouc couvre largement les champs d’application de pompes et de compresseurs. 4.8 Turbines à gaz Pour équiper les turbines à gaz, surtout les compensateurs auto-équilibrés s’imposent pour ne pas dépasser les contraintes admissibles dans les pièces de transition entre la tuyauterie et l’appareillage, ainsi que des compensateurs à limiteurs de course (compensateurs latéraux, angulaires) sont utilisés entre la turbine et le condensateur.
Compensateur latéral et angulaire
Amortisseurs de vibrations en métal et en caoutchouc Station de pompage avec amortisseurs de vibrations
Compensateurs auto-équilibrés
25
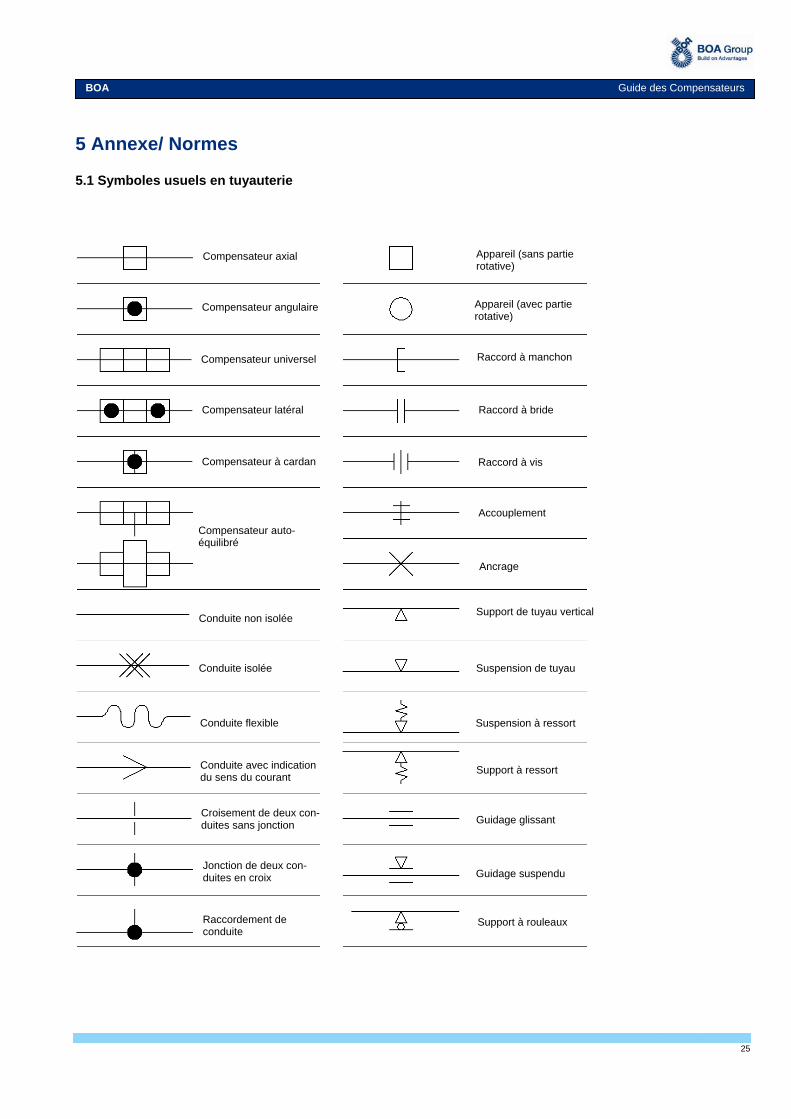
5 Annexe/ Normes 5.1 Symboles usuels en tuyauterie
BOA Guide des Compensateurs
Compensateur axial
Compensateur angulaire
Compensateur latéral
Compensateur universel
Compensateur à cardan
Compensateur auto-équilibré
Conduite non isolée
Conduite isolée
Conduite flexible
Conduite avec indication du sens du courant
Croisement de deux con-duites sans jonction
Jonction de deux con-duites en croix
Raccordement de conduite
Appareil (sans partie rotative)
Appareil (avec partie rotative)
Raccord à manchon
Raccord à bride
Raccord à vis
Accouplement
Ancrage
Support de tuyau vertical
Suspension de tuyau
Suspension à ressort
Support à ressort
Guidage glissant
Guidage suspendu
Support à rouleaux
*
Car
acté
ristiq
ues
méc
aniq
ues
à la
tem
péra
ture
am
bian
te
Gro
up
e d
es
mat
éria
ux
N
uanc
e se
lon
DIN
E
N 1
0027
Cod
e se
lon
D
IN E
N 1
0027
C
ode
selo
n
DIN
170
06 (
vieu
x)
Doc
umen
ta-
tion
Tem
p.
max
i Li
mite
d’
élas
ti-ci
té m
in.
*
Rés
ista
n-ce
à la
tr
actio
n *
Allo
ngem
ent
aprè
s ru
ptu
re
min
. *
Val
eur
rési
lienc
e m
in.
R
eH/R
P0.
2
Rm
A5
A80
A
V (
KV
)
- -
-
- -
°C
N/m
m2
N/m
m2
%
%
J
Ac
ier
no
n
allié
1.
0254
1.
0427
P
235T
1
C22
G1
S
t 37.
0
C 2
2.3
D
IN E
N 1
0217
D
IN E
N 1
0216
30
0 35
0 23
5 24
0 35
0-48
0
410-
540
23
20
31
Ac
ier
de
con
str
uct
ion
co
mm
un
1.00
38
1.00
50
1.05
70
S23
5JR
G2
E
295
S35
5J2G
3
St 3
7-2
S
t 50-
2
St 5
2-3
DIN
EN
100
25
300
235
295
355
340-
470
47
0-61
0
490-
630
21-2
6
16-2
0
17-2
2
27
27
/ -20
°C
Ac
ier
no
n
allié
rés
ista
nt
au f
luag
e à
chau
d
1.04
60
C22
G2
C
22.
8
VdT
ÜV
-W 3
50
480
240
410-
540
20
31
Ac
ier
rési
stan
t au
fl
uag
e à
chau
d
1.03
05
1.03
45
1.04
25
1.04
81
1.54
15
1.73
35
1.73
80
P23
5G1
TH
P
235G
H
P26
5GH
P
295G
H
16M
o3
13C
rMo4
-5
10C
rMo9
-10
St 3
5.8
H
I H
II
17 M
n4
15 M
o 3
13
CrM
o 4
4
10 C
rMo
9 10
DIN
171
75
DIN
EN
100
28
T1/
T2
480
480
480
500
530
570
600
235
235
265
295
275
300
310
360-
480
36
0-48
0
410-
530
46
0-58
0
440-
590
44
0-59
0
480-
630
23
25
23
22
24
20
18
34
27
/ 0°
C
27 /
0°C
27
/ 0°
C
31
31
31
Ac
ier
aust
én
itiq
ue
ino
xyd
able
1.43
01
1.43
06
1.45
41
1.45
71
1.44
04
1.44
35
1.44
65
1.45
39
1.45
29
X5C
rNi1
8-10
X
2CrN
i19-
11
X6C
rNiT
i18-
10
X6C
rNiM
oTi1
7-1
2-2
X
2CrN
iMo1
7-1
2-2
X2C
rNiM
o18
-14-
3 X
1CrN
iMoN
25-2
5-2
X
1NiC
rMoC
u25-
20-5
X
1NiC
rMoC
uN
25-
20-7
X 5
CrN
i 18
10
X 2
CrN
i 19
11
X 6
CrN
iTi 1
8 1
0
X 6
CrN
iMoT
i 17
12 2
X
2 C
rNiM
o 17
12
2 X
2 C
rNiM
o 18
14
3 X
2 C
rNiM
oN 2
5 25
2
X 2
NiC
rMoC
u 2
5 20
5
X 2
NiC
rMoC
u 2
5 20
6
DIN
EN
100
88
SE
W 4
00
VdT
ÜV
-W 4
21
VdT
ÜV
-W 5
02
550
550
550
550
550
550
550
400
400
230
200
220
240
240
240
255
220
300
540-
750
52
0-67
0
520-
720
54
0-69
0
530-
680
55
0-70
0
540-
740
52
0-72
0
600-
800
45
45
40
40
40
40
30
40
40
45
45
40
40
40
40 40
Ac
ier
aust
én
itiq
ue
rési
stan
t au
fl
uag
e à
très
h
aute
te
mp
érat
ure
1.49
48
1.49
19
1.49
58
X6C
rNi1
8-11
X
6CrN
iMo1
7-1
3
X5N
iCrA
lTi3
1-20
X 6
CrN
i 18
11
X 6
CrN
iMo
17 1
3 X
5 N
iCrA
lTi 3
1 20
DIN
174
59
600
185
205
170
500-
700
49
0-69
0
500-
750
40
35
35
38
33
33
60
60
80
Ac
ier
réfr
acta
ire
1.
4828
1.
4876
(1
.487
6H)
X15
CrN
iSi2
0-12
(A
ISI 3
09)
X10
NiC
rAlT
i32-
21
Inco
loy
800
X
10N
iCrA
lTi3
2-2
0 In
colo
y 80
0H
X 1
5 C
rNiS
i 20
12
UN
S N
088
00
A
ST
M B
409/
408/
407
UN
S N
088
10
A
ST
M B
409/
408/
407
DIN
EN
100
95
DIN
EN
100
95
VdT
ÜV
-W 4
12
VdT
ÜV
-W 4
34
1000
600
950
230
210
170
500-
750
500-
750
450-
700
22 30 30
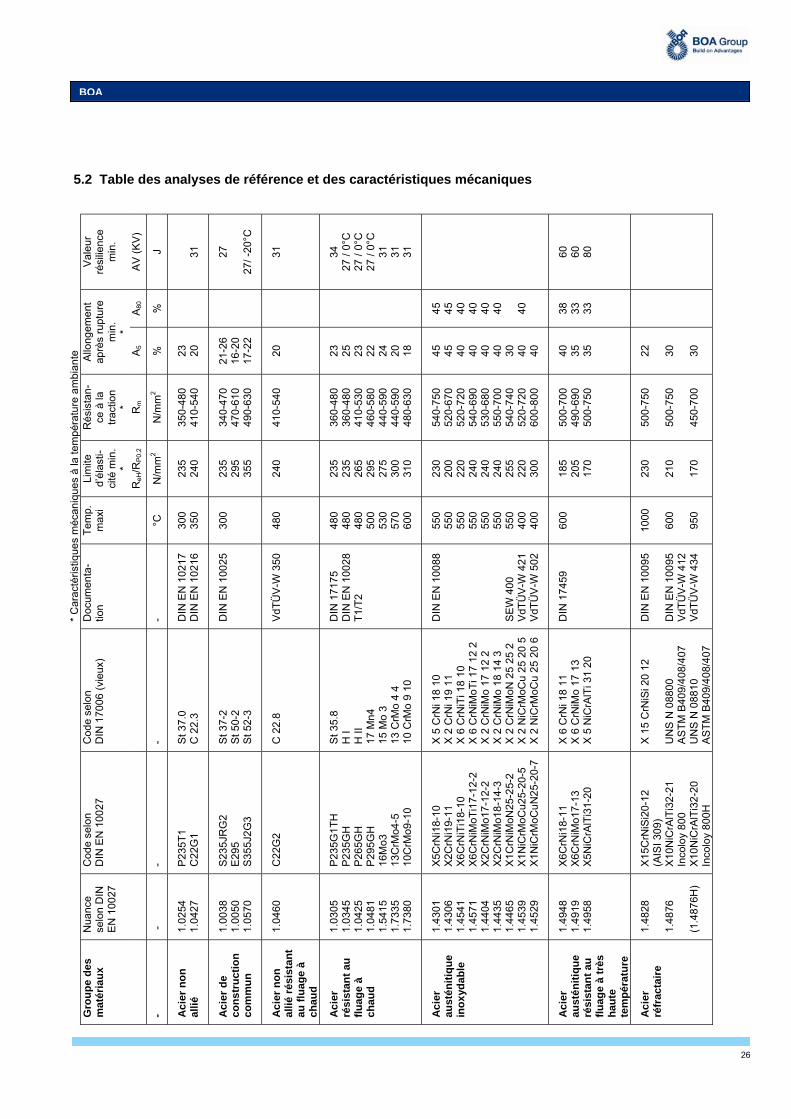
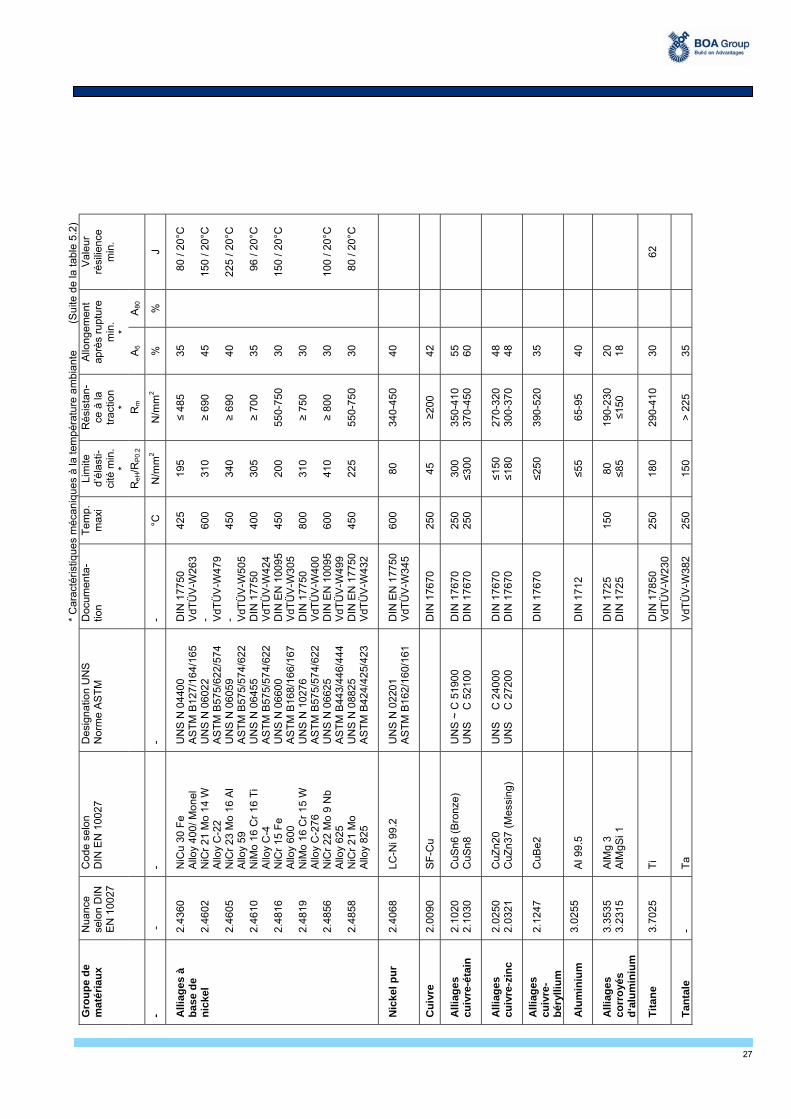
5.2 Table des analyses de référence et des caractéristiques mécaniques
26
BOA
*
Car
acté
ristiq
ues
méc
aniq
ues
à la
tem
péra
ture
am
bian
te
(Su
ite d
e la
tabl
e 5.
2)
Gro
up
e d
e m
atér
iau
x
Nua
nce
selo
n D
IN
EN
100
27
Cod
e se
lon
D
IN E
N 1
0027
D
esig
natio
n U
NS
N
orm
e A
ST
M
Doc
umen
ta-
tion
Tem
p.
max
i Li
mite
d’
élas
ti-ci
té m
in.
*
Rés
ista
n-ce
à la
tr
actio
n *
Allo
ngem
ent
aprè
s ru
ptu
re
min
. *
Val
eur
rési
lienc
e m
in.
R
eH/R
P0.
2
Rm
A5
A80
- -
-
- -
°C
N/m
m2
N/m
m2
%
%
J
All
iag
es à
b
ase
de
nic
kel
2.43
60
2.46
02
2.46
05
2.46
10
2.48
16
2.48
19
2.48
56
2.48
58
NiC
u 30
Fe
A
lloy
400
/ Mon
el
NiC
r 21
Mo
14
W
Allo
y C
-22
N
iCr
23 M
o 1
6 A
l A
lloy
59
N
iMo
16 C
r 1
6 T
i A
lloy
C-4
N
iCr
15 F
e
Allo
y 6
00
N
iMo
16 C
r 1
5 W
A
lloy
C-2
76
N
iCr
22 M
o 9
Nb
A
lloy
62
5
NiC
r 21
Mo
A
lloy
82
5
UN
S N
044
00
A
ST
M B
127/
164/
165
UN
S N
060
22
A
ST
M B
575/
622/
574
UN
S N
060
59
A
ST
M B
575/
574/
622
UN
S N
064
55
A
ST
M B
575/
574/
622
UN
S N
066
00
A
ST
M B
168/
166/
167
UN
S N
102
76
A
ST
M B
575/
574/
622
UN
S N
066
25
A
ST
M B
443/
446/
444
UN
S N
088
25
A
ST
M B
424/
425/
423
DIN
177
50
VdT
ÜV
-W26
3
- VdT
ÜV
-W47
9
- VdT
ÜV
-W50
5
DIN
177
50
VdT
ÜV
-W42
4
DIN
EN
100
95
VdT
ÜV
-W30
5
DIN
177
50
VdT
ÜV
-W40
0
DIN
EN
100
95
VdT
ÜV
-W49
9
DIN
EN
177
50
VdT
ÜV
-W43
2
425
600
450
400
450
800
600
450
195
310
340
305
200
310
410
225
≤ 48
5
≥
690
≥ 69
0
≥
700
550-
750
≥ 75
0
≥
800
550-
750
35 45 40 35 30 30 30 30
8
0 / 2
0°C
150
/ 20°
C
22
5 / 2
0°C
96
/ 20°
C
15
0 / 2
0°C
100
/ 20°
C
8
0 / 2
0°C
Nic
kel p
ur
2.40
68
LC
-Ni 9
9.2
U
NS
N 0
220
1
AS
TM
B16
2/16
0/16
1 D
IN E
N 1
7750
V
dTÜ
V-W
345
60
0 80
34
0-45
0
40
Cu
ivre
2.
0090
S
F-C
u
D
IN 1
7670
25
0 45
≥2
00
42
All
iag
es
cuiv
re-é
tain
2.
1020
2.
1030
C
uSn6
(B
ronz
e)
CuS
n8
UN
S ~
C 5
190
0
UN
S
C 5
2100
D
IN 1
7670
D
IN 1
7670
25
0 25
0 30
0 ≤3
00
350-
410
37
0-45
0
55
60
All
iag
es
cuiv
re-z
inc
2.
0250
2.
0321
C
uZn2
0
CuZ
n37
(Mes
sing
) U
NS
C
240
00
UN
S
C 2
7200
D
IN 1
7670
D
IN 1
7670
≤1
50
≤180
27
0-32
0
300-
370
48
48
All
iag
es
cuiv
re-
bér
ylliu
m
2.12
47
CuB
e2
D
IN 1
7670
≤250
39
0-52
0
35
Alu
min
ium
3.
0255
A
l 99.
5
DIN
171
2
≤5
5 65
-95
40
All
iag
es
corr
oyé
s d
‘alu
min
ium
3.35
35
3.23
15
AlM
g 3
AlM
gSi 1
D
IN 1
725
D
IN 1
725
15
0 80
≤8
5 19
0-23
0
≤150
20
18
Tit
ane
3.
7025
T
i
DIN
178
50
VdT
ÜV
-W23
0
250
180
290-
410
30
62
Tan
tale
-
Ta
VdT
ÜV
-W38
2
250
150
> 2
25
35
27
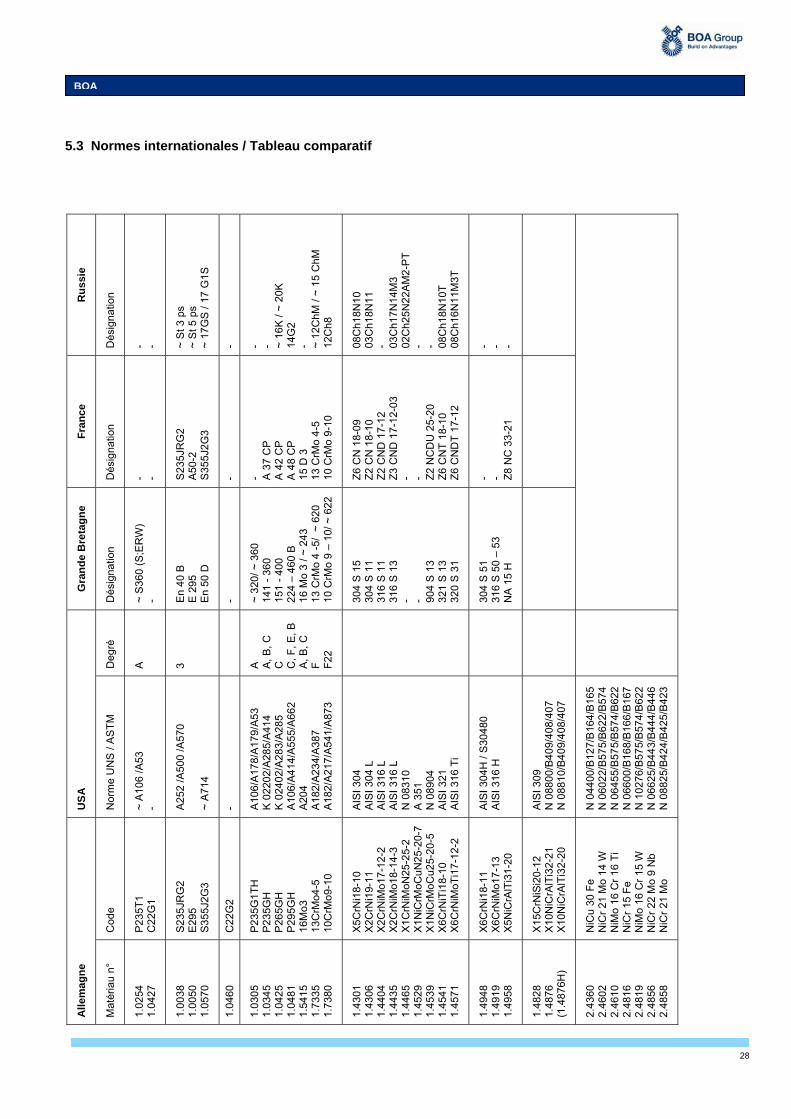
All
ema
gn
e
US
A
Gra
nd
e B
reta
gn
e F
ran
ce
Ru
ssie
Mat
éria
u n°
C
ode
N
orm
e U
NS
/ A
ST
M
Deg
ré
Dés
igna
tion
Dés
igna
tion
Dés
igna
tion
1.02
54
1.04
27
P23
5T1
C
22G
1
~ A
106
/A53
-
A
~
S36
0 (S
;ER
W)
- - -
- -
1.00
38
1.00
50
1.05
70
S23
5JR
G2
E
295
S35
5J2G
3
A25
2 /A
500
/A57
0 ~
A71
4
3 E
n 40
B
E 2
95
En
50 D
S23
5JR
G2
A
50-2
S
355J
2G3
~ S
t 3 p
s ~
St 5
ps
~ 1
7GS
/ 17
G1S
1.04
60
C22
G2
-
-
- -
1.03
05
1.03
45
1.04
25
1.04
81
1.54
15
1.73
35
1.73
80
P23
5G1
TH
P
235G
H
P26
5GH
P
295G
H
16M
o3
13C
rMo4
-5
10C
rMo9
-10
A10
6/A
178/
A17
9/A
53
K 0
2202
/A28
5/A
414
K 0
2402
/A28
3/A
285
A10
6/A
414/
A55
5/A
662
A20
4 A
182/
A23
4/A
387
A
182/
A21
7/A
541
/A87
3
A
A, B
, C
C
C, F
, E, B
A
, B, C
F
F
22
~ 3
20/ ~
360
14
1 -
360
15
1 -
400
22
4 –
460
B
16 M
o 3
/ ~ 2
43
13 C
rMo
4 -5
/ ~
620
10
CrM
o 9
– 10
/ ~
622
- A 3
7 C
P
A 4
2 C
P
A 4
8 C
P
15 D
3
13 C
rMo
4-5
10
CrM
o 9
-10
- - ~ 1
6K /
~ 2
0K
14G
2
- ~ 1
2ChM
/ ~
15
ChM
12
Ch8
1.43
01
1.43
06
1.44
04
1.44
35
1.44
65
1.45
29
1.45
39
1.45
41
1.45
71
X5C
rNi1
8-10
X
2CrN
i19-
11
X2C
rNiM
o17
-12-
2 X
2CrN
iMo1
8-1
4-3
X1C
rNiM
oN25
-25-
2
X1N
iCrM
oCu
N2
5-20
-7
X1N
iCrM
oCu2
5-20
-5
X6C
rNiT
i18-
10
X6C
rNiM
oTi1
7-1
2-2
AIS
I 304
A
ISI 3
04 L
A
ISI 3
16 L
A
ISI 3
16 L
N
083
10
A 3
51
N 0
8904
A
ISI 3
21
AIS
I 316
Ti
30
4 S
15
30
4 S
11
31
6 S
11
31
6 S
13
- - 90
4 S
13
32
1 S
13
32
0 S
31
Z6
CN
18-
09
Z2
CN
18-
10
Z2
CN
D 1
7-1
2
Z3
CN
D 1
7-1
2-0
3 - - Z
2 N
CD
U 2
5-2
0
Z6
CN
T 1
8-10
Z
6 C
ND
T 1
7-1
2
08C
h18N
10
03
Ch1
8N1
1
- 03C
h17N
14M
3
02C
h25N
22A
M2
-PT
- - 08
Ch1
8N1
0T
08C
h16N
11M
3T
1.49
48
1.49
19
1.49
58
X6C
rNi1
8-11
X
6CrN
iMo1
7-1
3
X5N
iCrA
lTi3
1-20
AIS
I 304
H /
S30
480
AIS
I 316
H
30
4 S
51
31
6 S
50
– 53
N
A 1
5 H
- - Z8
NC
33-
21
- - -
1.48
28
1.48
76
(1.4
876H
)
X15
CrN
iSi2
0-12
X
10N
iCrA
lTi3
2-2
1 X
10N
iCrA
lTi3
2-2
0
AIS
I 309
N
088
00/B
409/
408
/407
N
088
10/B
409/
408
/407
2.43
60
2.46
02
2.46
10
2.48
16
2.48
19
2.48
56
2.48
58
NiC
u 30
Fe
N
iCr
21 M
o 1
4 W
N
iMo
16 C
r 1
6 T
i N
iCr
15 F
e
NiM
o 16
Cr
15
W
NiC
r 22
Mo
9 N
b
NiC
r 21
Mo
N 0
4400
/B12
7/B
164/
B16
5
N 0
6022
/B57
5/B
622/
B57
4
N 0
6455
/B57
5/B
574/
B62
2
N 0
6600
/B16
8/B
166/
B16
7
N 1
0276
/B57
5/B
574/
B62
2
N 0
6625
/B44
3/B
444/
B44
6
N 0
8825
/B42
4/B
425/
B42
3
28
BOA
5.3 Normes internationales / Tableau comparatif
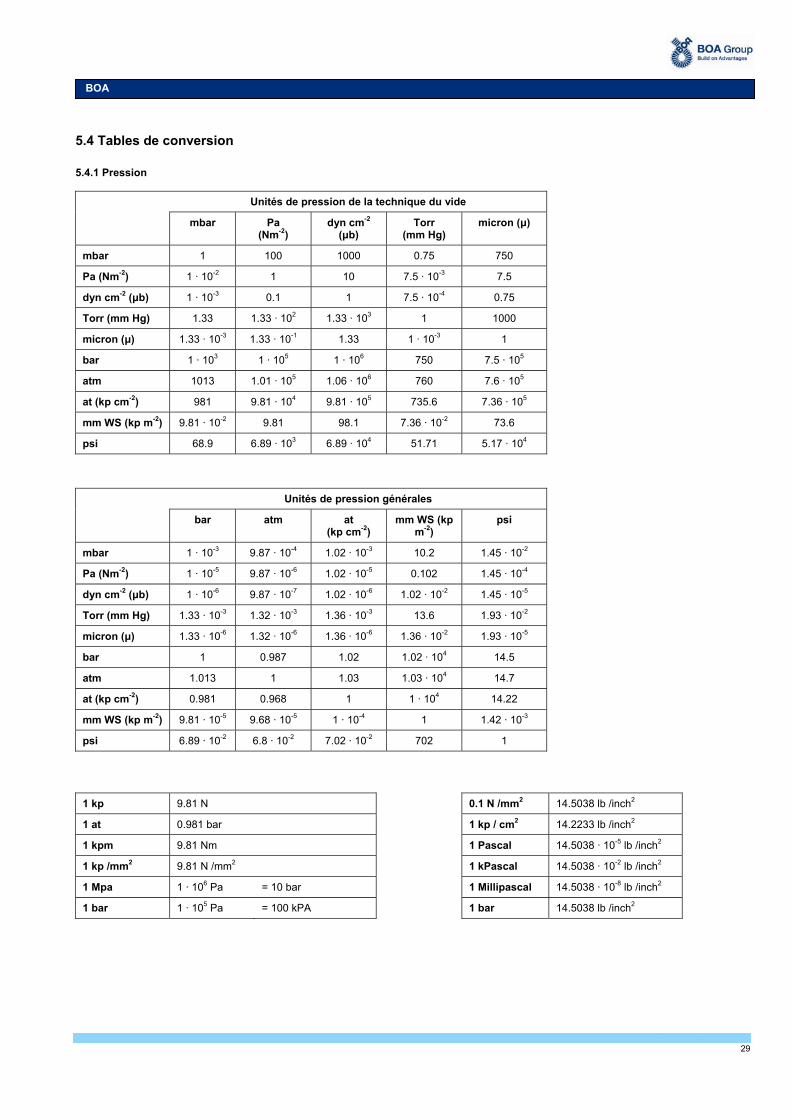
29
5.4 Tables de conversion 5.4.1 Pression
Unités de pression de la technique du vide
mbar Pa (Nm-2)
dyn cm-2 (μb)
Torr (mm Hg)
micron (μ)
mbar 1 100 1000 0.75 750
Pa (Nm-2) 1 · 10-2 1 10 7.5 · 10-3 7.5
dyn cm-2 (μb) 1 · 10-3 0.1 1 7.5 · 10-4 0.75
Torr (mm Hg) 1.33 1.33 · 102 1.33 · 103 1 1000
micron (μ) 1.33 · 10-3 1.33 · 10-1 1.33 1 · 10-3 1
bar 1 · 103 1 · 105 1 · 106 750 7.5 · 105
atm 1013 1.01 · 105 1.06 · 106 760 7.6 · 105
at (kp cm-2) 981 9.81 · 104 9.81 · 105 735.6 7.36 · 105
mm WS (kp m-2) 9.81 · 10-2 9.81 98.1 7.36 · 10-2 73.6
psi 68.9 6.89 · 103 6.89 · 104 51.71 5.17 · 104
Unités de pression générales
bar atm at (kp cm-2)
mm WS (kp m-2)
psi
mbar 1 · 10-3 9.87 · 10-4 1.02 · 10-3 10.2 1.45 · 10-2
Pa (Nm-2) 1 · 10-5 9.87 · 10-6 1.02 · 10-5 0.102 1.45 · 10-4
dyn cm-2 (μb) 1 · 10-6 9.87 · 10-7 1.02 · 10-6 1.02 · 10-2 1.45 · 10-5
Torr (mm Hg) 1.33 · 10-3 1.32 · 10-3 1.36 · 10-3 13.6 1.93 · 10-2
micron (μ) 1.33 · 10-6 1.32 · 10-6 1.36 · 10-6 1.36 · 10-2 1.93 · 10-5
bar 1 0.987 1.02 1.02 · 104 14.5
atm 1.013 1 1.03 1.03 · 104 14.7
at (kp cm-2) 0.981 0.968 1 1 · 104 14.22
mm WS (kp m-2) 9.81 · 10-5 9.68 · 10-5 1 · 10-4 1 1.42 · 10-3
psi 6.89 · 10-2 6.8 · 10-2 7.02 · 10-2 702 1
1 kp 9.81 N 0.1 N /mm2 14.5038 lb /inch2
1 at 0.981 bar 1 kp / cm2 14.2233 lb /inch2
1 kpm 9.81 Nm 1 Pascal 14.5038 · 10-5 lb /inch2
1 kp /mm2 9.81 N /mm2 1 kPascal 14.5038 · 10-2 lb /inch2
1 Mpa 1 · 106 Pa = 10 bar 1 Millipascal 14.5038 · 10-8 lb /inch2
1 bar 1 · 105 Pa = 100 kPA 1 bar 14.5038 lb /inch2
BOA
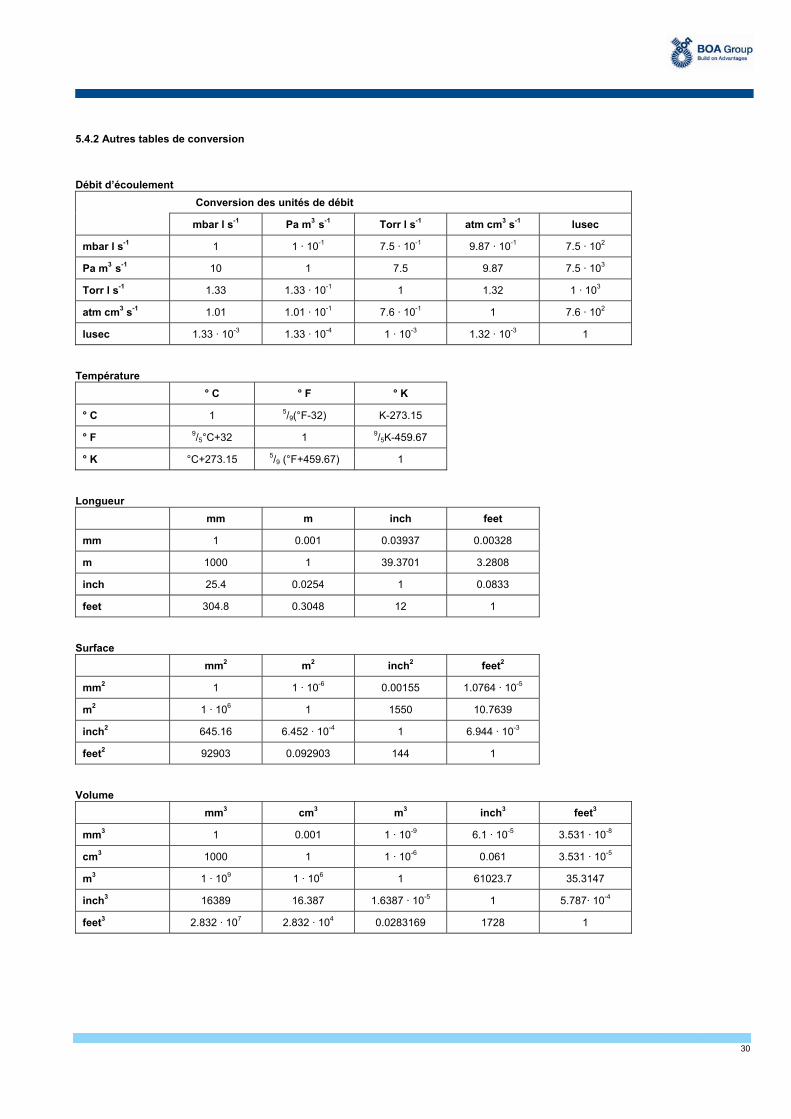
30
5.4.2 Autres tables de conversion
Débit d’écoulement
Conversion des unités de débit
mbar l s-1 Pa m3 s-1 Torr l s-1 atm cm3 s-1 lusec
mbar l s-1 1 1 · 10-1 7.5 · 10-1 9.87 · 10-1 7.5 · 102
Pa m3 s-1 10 1 7.5 9.87 7.5 · 103
Torr l s-1 1.33 1.33 · 10-1 1 1.32 1 · 103
atm cm3 s-1 1.01 1.01 · 10-1 7.6 · 10-1 1 7.6 · 102
lusec 1.33 · 10-3 1.33 · 10-4 1 · 10-3 1.32 · 10-3 1
Température
° C ° F ° K
° C 1 5/9(°F-32) K-273.15
° F 9/5°C+32 1 9/5K-459.67
° K °C+273.15 5/9 (°F+459.67) 1
Longueur
mm m inch feet
mm 1 0.001 0.03937 0.00328
m 1000 1 39.3701 3.2808
inch 25.4 0.0254 1 0.0833
feet 304.8 0.3048 12 1
Surface
mm2 m2 inch2 feet2
mm2 1 1 · 10-6 0.00155 1.0764 · 10-5
m2 1 · 106 1 1550 10.7639
inch2 645.16 6.452 · 10-4 1 6.944 · 10-3
feet2 92903 0.092903 144 1
Volume
mm3 cm3 m3 inch3 feet3
mm3 1 0.001 1 · 10-9 6.1 · 10-5 3.531 · 10-8
cm3 1000 1 1 · 10-6 0.061 3.531 · 10-5
m3 1 · 109 1 · 106 1 61023.7 35.3147
inch3 16389 16.387 1.6387 · 10-5 1 5.787· 10-4
feet3 2.832 · 107 2.832 · 104 0.0283169 1728 1
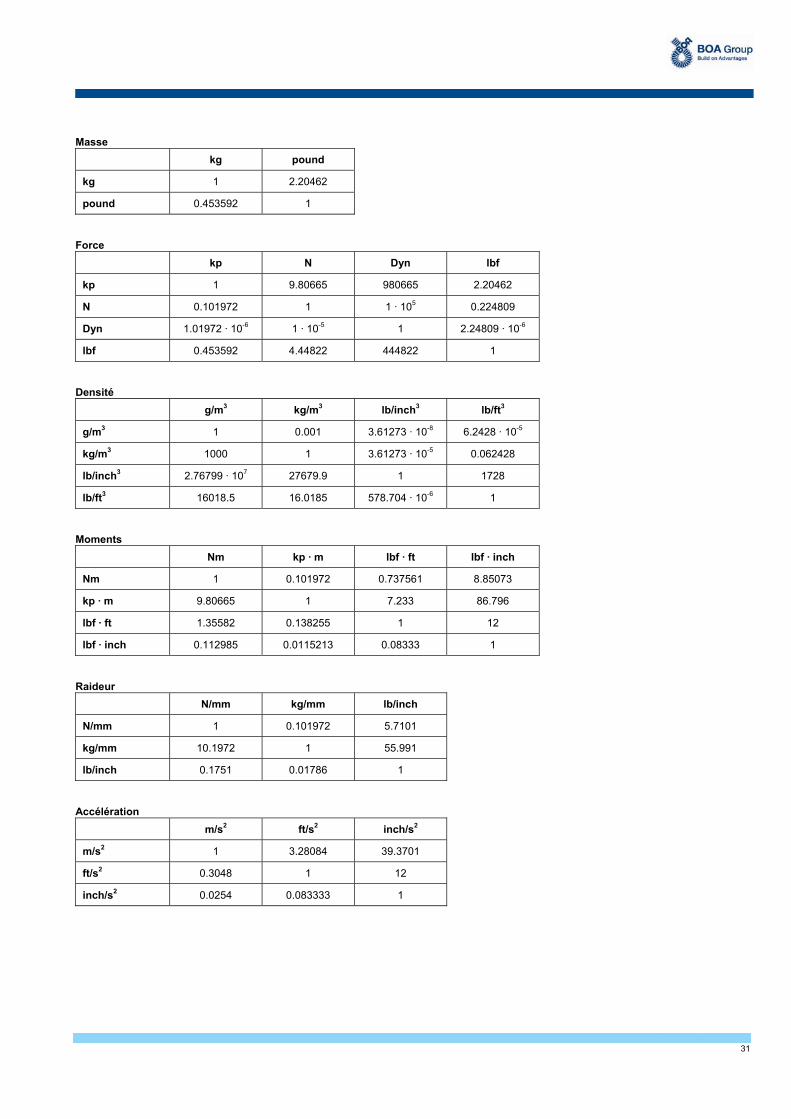
31
Masse
kg pound
kg 1 2.20462
pound 0.453592 1
Force
kp N Dyn lbf
kp 1 9.80665 980665 2.20462
N 0.101972 1 1 · 105 0.224809
Dyn 1.01972 · 10-6 1 · 10-5 1 2.24809 · 10-6
lbf 0.453592 4.44822 444822 1
Densité
g/m3 kg/m3 lb/inch3 lb/ft3
g/m3 1 0.001 3.61273 · 10-8 6.2428 · 10-5
kg/m3 1000 1 3.61273 · 10-5 0.062428
lb/inch3 2.76799 · 107 27679.9 1 1728
lb/ft3 16018.5 16.0185 578.704 · 10-6 1
Moments
Nm kp · m lbf · ft lbf · inch
Nm 1 0.101972 0.737561 8.85073
kp · m 9.80665 1 7.233 86.796
lbf · ft 1.35582 0.138255 1 12
lbf · inch 0.112985 0.0115213 0.08333 1
Raideur
N/mm kg/mm lb/inch
N/mm 1 0.101972 5.7101
kg/mm 10.1972 1 55.991
lb/inch 0.1751 0.01786 1
Accélération
m/s2 ft/s2 inch/s2
m/s2 1 3.28084 39.3701
ft/s2 0.3048 1 12
inch/s2 0.0254 0.083333 1
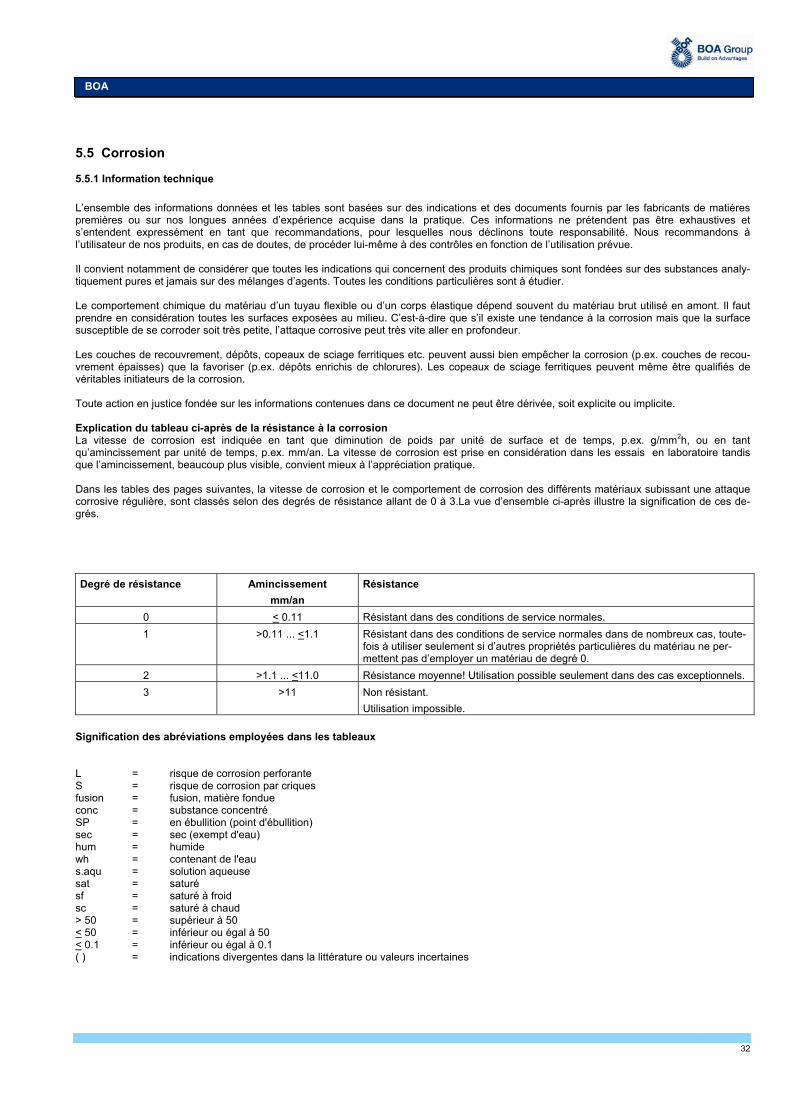
32
5.5 Corrosion 5.5.1 Information technique
L’ensemble des informations données et les tables sont basées sur des indications et des documents fournis par les fabricants de matières premières ou sur nos longues années d’expérience acquise dans la pratique. Ces informations ne prétendent pas être exhaustives et s’entendent expressément en tant que recommandations, pour lesquelles nous déclinons toute responsabilité. Nous recommandons à l’utilisateur de nos produits, en cas de doutes, de procéder lui-même à des contrôles en fonction de l’utilisation prévue. Il convient notamment de considérer que toutes les indications qui concernent des produits chimiques sont fondées sur des substances analy-tiquement pures et jamais sur des mélanges d’agents. Toutes les conditions particulières sont à étudier. Le comportement chimique du matériau d’un tuyau flexible ou d’un corps élastique dépend souvent du matériau brut utilisé en amont. Il faut prendre en considération toutes les surfaces exposées au milieu. C’est-à-dire que s’il existe une tendance à la corrosion mais que la surface susceptible de se corroder soit très petite, l’attaque corrosive peut très vite aller en profondeur. Les couches de recouvrement, dépôts, copeaux de sciage ferritiques etc. peuvent aussi bien empêcher la corrosion (p.ex. couches de recou-vrement épaisses) que la favoriser (p.ex. dépôts enrichis de chlorures). Les copeaux de sciage ferritiques peuvent même être qualifiés de véritables initiateurs de la corrosion. Toute action en justice fondée sur les informations contenues dans ce document ne peut être dérivée, soit explicite ou implicite. Explication du tableau ci-après de la résistance à la corrosion La vitesse de corrosion est indiquée en tant que diminution de poids par unité de surface et de temps, p.ex. g/mm2h, ou en tant qu’amincissement par unité de temps, p.ex. mm/an. La vitesse de corrosion est prise en considération dans les essais en laboratoire tandis que l’amincissement, beaucoup plus visible, convient mieux à l’appréciation pratique. Dans les tables des pages suivantes, la vitesse de corrosion et le comportement de corrosion des différents matériaux subissant une attaque corrosive régulière, sont classés selon des degrés de résistance allant de 0 à 3.La vue d’ensemble ci-après illustre la signification de ces de-grés.
Degré de résistance Amincissement
mm/an
Résistance
0 < 0.11 Résistant dans des conditions de service normales.
1 >0.11 ... <1.1 Résistant dans des conditions de service normales dans de nombreux cas, toute-fois à utiliser seulement si d’autres propriétés particulières du matériau ne per-mettent pas d’employer un matériau de degré 0.
2 >1.1 ... <11.0 Résistance moyenne! Utilisation possible seulement dans des cas exceptionnels.
3 >11 Non résistant.
Utilisation impossible.
Signification des abréviations employées dans les tableaux L = risque de corrosion perforante S = risque de corrosion par criques fusion = fusion, matière fondue conc = substance concentré SP = en ébullition (point d'ébullition) sec = sec (exempt d'eau) hum = humide wh = contenant de l'eau s.aqu = solution aqueuse sat = saturé sf = saturé à froid sc = saturé à chaud > 50 = supérieur à 50 < 50 = inférieur ou égal à 50 < 0.1 = inférieur ou égal à 0.1 ( ) = indications divergentes dans la littérature ou valeurs incertaines
BOA
33
Explications sur les types de corrosion Corrosion par piqûre (ou perforante) La corrosion par piqûre est un type de corrosion particulier provenant d'électrolytes halogénés. Le risque d'attaque par la corrosion perforante dépend de plusieurs facteurs. La tendance à la corrosion perforante augmente en même temps que
- la concentration de chlorures - la température - le potentiel électrochimique de l'acier dans l'électrolyte concerné.
La tendance à la corrosion perforante est diminuée par
- l'addition de molybdène (une augmentation de la teneur en molybdène de l'acier, à savoir des teneurs en Mo de l'ordre de 2 à 5%, dimi-nue le risque de corrosion perforante.)
- l'augmentation des teneurs en chrome. Plus la teneur en chrome est élevée (>20%), plus une quantité même faible de molybdène est efficace.
Lutte contre la corrosion perforante
- Diminution du potentiel électrochimique dans l'électrolyte employé, p.ex. par "protection cathodique". Corrosion fissurante due à la contrainte La corrosion fissurante fait partie des types de corrosion dont l'amorce suppose l'intervention simultanée de plusieurs facteurs :
- un agent d'attaque spécifique, p.ex. chlorure ou milieu alcalin - des paramètres critiques du système (température, concentration, tension limite) - un matériau sensible à ce type de corrosion - une contrainte de traction mécanique statique ou dynamique.
La corrosion fissurante est une des formes de corrosion les plus pernicieuses car elle provoque généralement très vite, et de manière inatten-due, des fissures sur les composants de tout genre. Les symptômes typiques sont des fissures intercristallines ou transcristallines, selon le système d'alliage et l'agent d'attaque, qui sont généralement ramifiées et se propagent sans déformation. Une rupture brutale du composant se produit souvent à l'extrémité de la fissure. Les fissures de fatigue peuvent également être induites par la corrosion par piqûre, cependant c'est toujours à partir d'un point faible actif et localisé. La corrosion fissurante peut affecter les métaux non-ferreux de la même manière que les matériaux austénitiques.
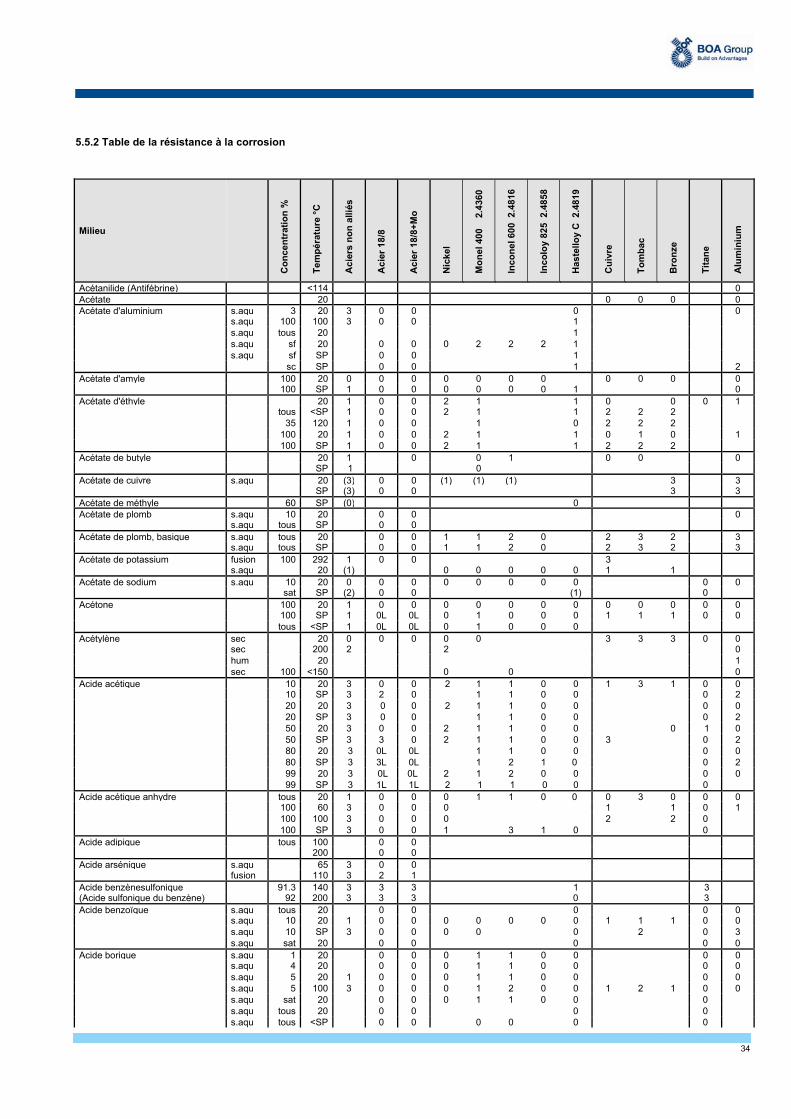
34
5.5.2 Table de la résistance à la corrosion
Milieu
C
on
cen
trat
ion
%
T
emp
érat
ure
°C
A
cier
s n
on
alli
és
A
cie
r 1
8/8
A
cier
18/
8+M
o
N
icke
l
M
on
el 4
00
2.4
360
In
con
el 6
00 2
.481
6
In
colo
y 82
5 2
.485
8
H
aste
lloy
C 2
.481
9
C
uiv
re
T
om
bac
B
ron
ze
T
itan
e
A
lum
iniu
m
Acétanilide (Antifébrine) <114 0Acétate 20 0 0 0 0Acétate d'aluminium s.aqu 3 20 3 0 0 0 0 s.aqu 100 100 3 0 0 1 s.aqu tous 20 1 s.aqu sf 20 0 0 0 2 2 2 1 s.aqu sf SP 0 0 1 sc SP 0 0 1 2 Acétate d'amyle 100 20 0 0 0 0 0 0 0 0 0 0 0 100 SP 1 0 0 0 0 0 0 1 0 Acétate d'éthyle 20 1 0 0 2 1 1 0 0 0 1 tous <SP 1 0 0 2 1 1 2 2 2 35 120 1 0 0 1 0 2 2 2 100 20 1 0 0 2 1 1 0 1 0 1 100 SP 1 0 0 2 1 1 2 2 2 Acétate de butyle 20 1 0 0 1 0 0 0 SP 1 0 Acétate de cuivre s.aqu 20 (3) 0 0 (1) (1) (1) 3 3 SP (3) 0 0 3 3 Acétate de méthyle 60 SP (0) 0 Acétate de plomb s.aqu 10 20 0 0 0 s.aqu tous SP 0 0 Acétate de plomb, basique s.aqu tous 20 0 0 1 1 2 0 2 3 2 3 s.aqu tous SP 0 0 1 1 2 0 2 3 2 3 Acétate de potassium fusion 100 292 1 0 0 3 s.aqu 20 (1) 0 0 0 0 0 1 1 Acétate de sodium s.aqu 10 20 0 0 0 0 0 0 0 0 0 0 sat SP (2) 0 0 (1) 0 Acétone 100 20 1 0 0 0 0 0 0 0 0 0 0 0 0 100 SP 1 0L 0L 0 1 0 0 0 1 1 1 0 0 tous <SP 1 0L 0L 0 1 0 0 0 Acétylène sec 20 0 0 0 0 0 3 3 3 0 0 sec 200 2 2 0 hum 20 1 sec 100 <150 0 0 0 Acide acétique 10 20 3 0 0 2 1 1 0 0 1 3 1 0 0 10 SP 3 2 0 1 1 0 0 0 2 20 20 3 0 0 2 1 1 0 0 0 0 20 SP 3 0 0 1 1 0 0 0 2 50 20 3 0 0 2 1 1 0 0 0 1 0 50 SP 3 3 0 2 1 1 0 0 3 0 2 80 20 3 0L 0L 1 1 0 0 0 0 80 SP 3 3L 0L 1 2 1 0 0 2 99 20 3 0L 0L 2 1 2 0 0 0 0 99 SP 3 1L 1L 2 1 1 0 0 0 Acide acétique anhydre tous 20 1 0 0 0 1 1 0 0 0 3 0 0 0 100 60 3 0 0 0 1 1 0 1 100 100 3 0 0 0 2 2 0 100 SP 3 0 0 1 3 1 0 0 Acide adipique tous 100 0 0 200 0 0 Acide arsénique s.aqu 65 3 0 0 fusion 110 3 2 1 Acide benzènesulfonique 91.3 140 3 3 3 1 3(Acide sulfonique du benzène) 92 200 3 3 3 0 3 Acide benzoïque s.aqu tous 20 0 0 0 0 0 s.aqu 10 20 1 0 0 0 0 0 0 0 1 1 1 0 0 s.aqu 10 SP 3 0 0 0 0 0 2 0 3 s.aqu sat 20 0 0 0 0 0 Acide borique s.aqu 1 20 0 0 0 1 1 0 0 0 0 s.aqu 4 20 0 0 0 1 1 0 0 0 0 s.aqu 5 20 1 0 0 0 1 1 0 0 0 0 s.aqu 5 100 3 0 0 0 1 2 0 0 1 2 1 0 0 s.aqu sat 20 0 0 0 1 1 0 0 0 s.aqu tous 20 0 0 0 0 s.aqu tous <SP 0 0 0 0 0 0
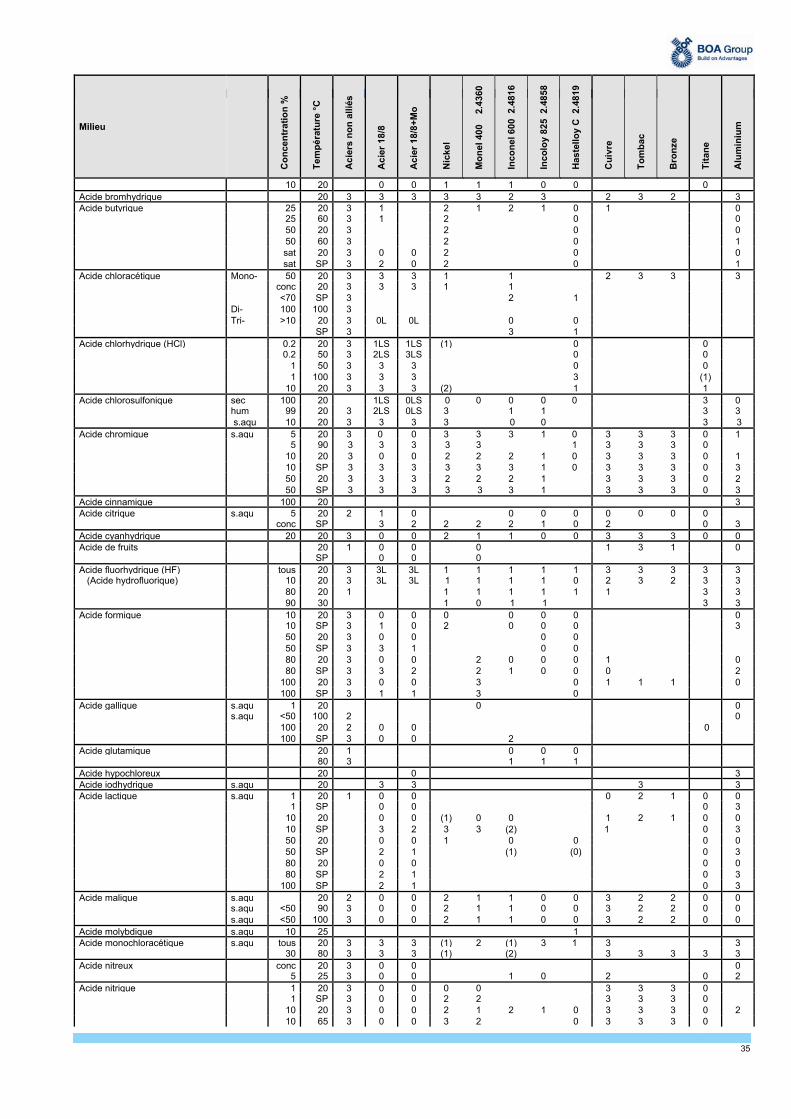
35
Milieu
C
on
cen
trat
ion
%
T
emp
érat
ure
°C
A
cier
s n
on
alli
és
A
cie
r 1
8/8
A
cier
18/
8+M
o
N
icke
l
M
on
el 4
00
2.4
360
In
con
el 6
00 2
.481
6
In
colo
y 82
5 2
.485
8
H
aste
lloy
C 2
.481
9
C
uiv
re
T
om
bac
B
ron
ze
T
itan
e
A
lum
iniu
m
10 20 0 0 1 1 1 0 0 0 Acide bromhydrique 20 3 3 3 3 3 2 3 2 3 2 3Acide butyrique 25 20 3 1 2 1 2 1 0 1 0 25 60 3 1 2 0 0 50 20 3 2 0 0 50 60 3 2 0 1 sat 20 3 0 0 2 0 0 sat SP 3 2 0 2 0 1 Acide chloracétique Mono- 50 20 3 3 3 1 1 2 3 3 3 conc 20 3 3 3 1 1 <70 SP 3 2 1 Di- 100 100 3 Tri- >10 20 3 0L 0L 0 0 SP 3 3 1 Acide chlorhydrique (HCl) 0.2 20 3 1LS 1LS (1) 0 0 0.2 50 3 2LS 3LS 0 0 1 50 3 3 3 0 0 1 100 3 3 3 3 (1) 10 20 3 3 3 (2) 1 1 Acide chlorosulfonique sec 100 20 1LS 0LS 0 0 0 0 0 3 0 hum 99 20 3 2LS 0LS 3 1 1 3 3 s.aqu 10 20 3 3 3 3 0 0 3 3 Acide chromique s.aqu 5 20 3 0 0 3 3 3 1 0 3 3 3 0 1 5 90 3 3 3 3 3 1 3 3 3 0 10 20 3 0 0 2 2 2 1 0 3 3 3 0 1 10 SP 3 3 3 3 3 3 1 0 3 3 3 0 3 50 20 3 3 3 2 2 2 1 3 3 3 0 2 50 SP 3 3 3 3 3 3 1 3 3 3 0 3 Acide cinnamique 100 20 3Acide citrique s.aqu 5 20 2 1 0 0 0 0 0 0 0 0 conc SP 3 2 2 2 2 1 0 2 0 3 Acide cyanhydrique 20 20 3 0 0 2 1 1 0 0 3 3 3 0 0Acide de fruits 20 1 0 0 0 1 3 1 0 SP 0 0 0 Acide fluorhydrique (HF) tous 20 3 3L 3L 1 1 1 1 1 3 3 3 3 3 (Acide hydrofluorique) 10 20 3 3L 3L 1 1 1 1 0 2 3 2 3 3 80 20 1 1 1 1 1 1 1 3 3 90 30 1 0 1 1 3 3 Acide formique 10 20 3 0 0 0 0 0 0 0 10 SP 3 1 0 2 0 0 0 3 50 20 3 0 0 0 0 50 SP 3 3 1 0 0 80 20 3 0 0 2 0 0 0 1 0 80 SP 3 3 2 2 1 0 0 0 2 100 20 3 0 0 3 0 1 1 1 0 100 SP 3 1 1 3 0 Acide gallique s.aqu 1 20 0 0 s.aqu <50 100 2 0 100 20 2 0 0 0 100 SP 3 0 0 2 Acide glutamique 20 1 0 0 0 80 3 1 1 1 Acide hypochloreux 20 0 3Acide iodhydrique s.aqu 20 3 3 3 3Acide lactique s.aqu 1 20 1 0 0 0 2 1 0 0 1 SP 0 0 0 3 10 20 0 0 (1) 0 0 1 2 1 0 0 10 SP 3 2 3 3 (2) 1 0 3 50 20 0 0 1 0 0 0 0 50 SP 2 1 (1) (0) 0 3 80 20 0 0 0 0 80 SP 2 1 0 3 100 SP 2 1 0 3 Acide malique s.aqu 20 2 0 0 2 1 1 0 0 3 2 2 0 0 s.aqu <50 90 3 0 0 2 1 1 0 0 3 2 2 0 0 s.aqu <50 100 3 0 0 2 1 1 0 0 3 2 2 0 0 Acide molybdique s.aqu 10 25 1 Acide monochloracétique s.aqu tous 20 3 3 3 (1) 2 (1) 3 1 3 3 30 80 3 3 3 (1) (2) 3 3 3 3 3 Acide nitreux conc 20 3 0 0 0 5 25 3 0 0 1 0 2 0 2 Acide nitrique 1 20 3 0 0 0 0 3 3 3 0 1 SP 3 0 0 2 2 3 3 3 0 10 20 3 0 0 2 1 2 1 0 3 3 3 0 2 10 65 3 0 0 3 2 0 3 3 3 0
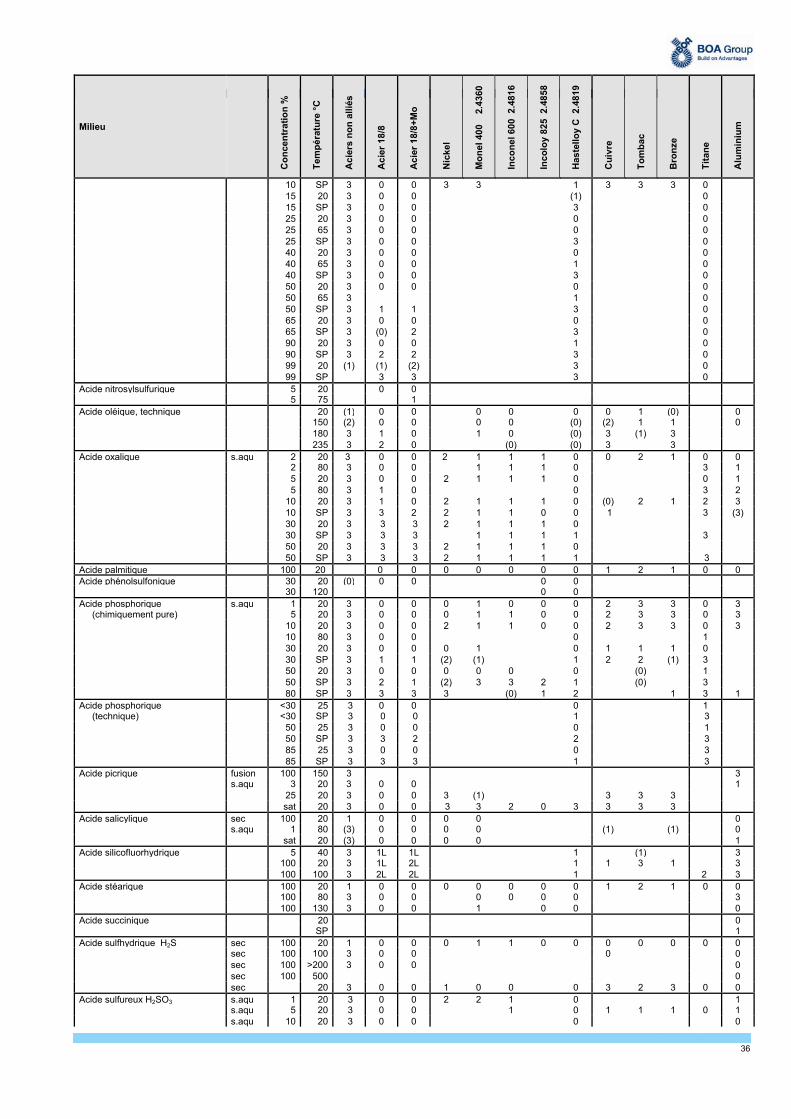
36
Milieu
C
on
cen
trat
ion
%
T
emp
érat
ure
°C
A
cier
s n
on
alli
és
A
cie
r 1
8/8
A
cier
18/
8+M
o
N
icke
l
M
on
el 4
00
2.4
360
In
con
el 6
00 2
.481
6
In
colo
y 82
5 2
.485
8
H
aste
lloy
C 2
.481
9
C
uiv
re
T
om
bac
B
ron
ze
T
itan
e
A
lum
iniu
m
10 SP 3 0 0 3 3 1 3 3 3 0 15 20 3 0 0 (1) 0 15 SP 3 0 0 3 0 25 20 3 0 0 0 0 25 65 3 0 0 0 0 25 SP 3 0 0 3 0 40 20 3 0 0 0 0 40 65 3 0 0 1 0 40 SP 3 0 0 3 0 50 20 3 0 0 0 0 50 65 3 1 0 50 SP 3 1 1 3 0 65 20 3 0 0 0 0 65 SP 3 (0) 2 3 0 90 20 3 0 0 1 0 90 SP 3 2 2 3 0 99 20 (1) (1) (2) 3 0 99 SP 3 3 3 0 Acide nitrosylsulfurique 5 20 0 0 5 75 1 Acide oléique, technique 20 (1) 0 0 0 0 0 0 1 (0) 0 150 (2) 0 0 0 0 (0) (2) 1 1 0 180 3 1 0 1 0 (0) 3 (1) 3 235 3 2 0 (0) (0) 3 3 Acide oxalique s.aqu 2 20 3 0 0 2 1 1 1 0 0 2 1 0 0 2 80 3 0 0 1 1 1 0 3 1 5 20 3 0 0 2 1 1 1 0 0 1 5 80 3 1 0 0 3 2 10 20 3 1 0 2 1 1 1 0 (0) 2 1 2 3 10 SP 3 3 2 2 1 1 0 0 1 3 (3) 30 20 3 3 3 2 1 1 1 0 30 SP 3 3 3 1 1 1 1 3 50 20 3 3 3 2 1 1 1 0 50 SP 3 3 3 2 1 1 1 1 3 Acide palmitique 100 20 0 0 0 0 0 0 0 1 2 1 0 0Acide phénolsulfonique 30 20 (0) 0 0 0 0 30 120 0 0 Acide phosphorique s.aqu 1 20 3 0 0 0 1 0 0 0 2 3 3 0 3 (chimiquement pure) 5 20 3 0 0 0 1 1 0 0 2 3 3 0 3 10 20 3 0 0 2 1 1 0 0 2 3 3 0 3 10 80 3 0 0 0 1 30 20 3 0 0 0 1 0 1 1 1 0 30 SP 3 1 1 (2) (1) 1 2 2 (1) 3 50 20 3 0 0 0 0 0 0 (0) 1 50 SP 3 2 1 (2) 3 3 2 1 (0) 3 80 SP 3 3 3 3 (0) 1 2 1 3 1 Acide phosphorique <30 25 3 0 0 0 1 (technique) <30 SP 3 0 0 1 3 50 25 3 0 0 0 1 50 SP 3 3 2 2 3 85 25 3 0 0 0 3 85 SP 3 3 3 1 3 Acide picrique fusion 100 150 3 3 s.aqu 3 20 3 0 0 1 25 20 3 0 0 3 (1) 3 3 3 sat 20 3 0 0 3 3 2 0 3 3 3 3 Acide salicylique sec 100 20 1 0 0 0 0 0 s.aqu 1 80 (3) 0 0 0 0 (1) (1) 0 sat 20 (3) 0 0 0 0 1 Acide silicofluorhydrique 5 40 3 1L 1L 1 (1) 3 100 20 3 1L 2L 1 1 3 1 3 100 100 3 2L 2L 1 2 3 Acide stéarique 100 20 1 0 0 0 0 0 0 0 1 2 1 0 0 100 80 3 0 0 0 0 0 0 3 100 130 3 0 0 1 0 0 0 Acide succinique 20 0 SP 1 Acide sulfhydrique H2S sec 100 20 1 0 0 0 1 1 0 0 0 0 0 0 0 sec 100 100 3 0 0 0 0 sec 100 >200 3 0 0 0 sec 100 500 0 sec 20 3 0 0 1 0 0 0 3 2 3 0 0 Acide sulfureux H2SO3 s.aqu 1 20 3 0 0 2 2 1 0 1 s.aqu 5 20 3 0 0 1 0 1 1 1 0 1 s.aqu 10 20 3 0 0 0 0
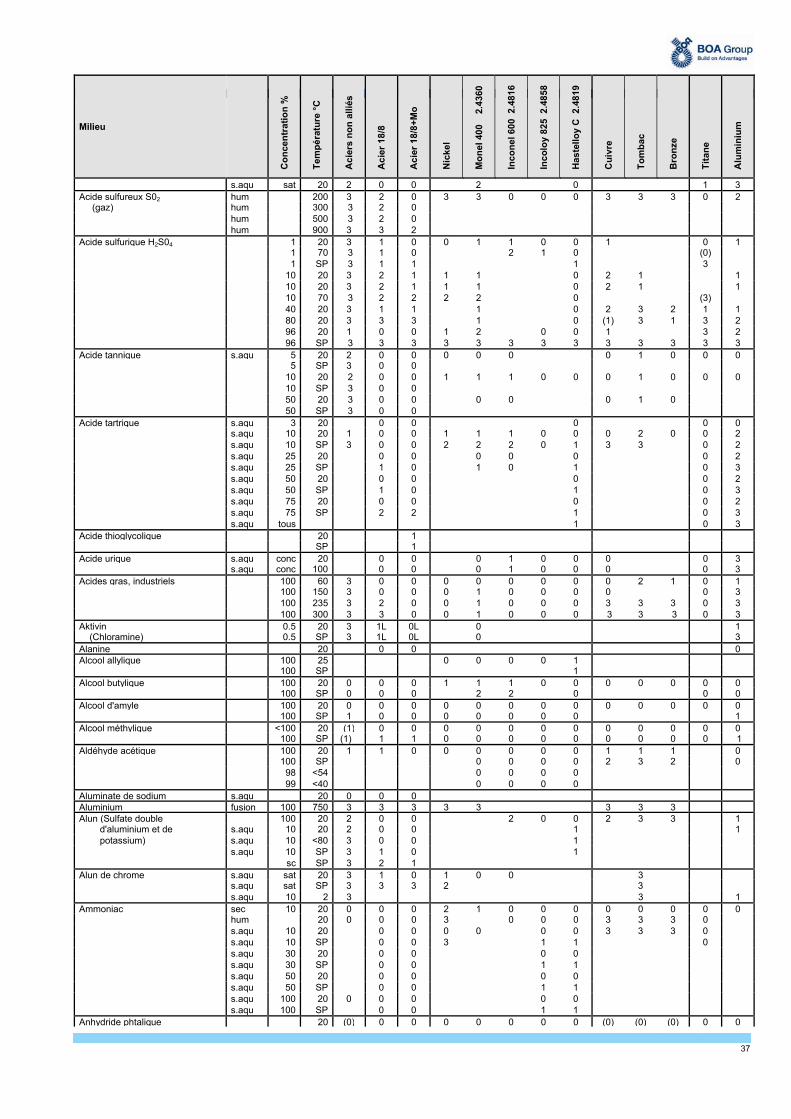
37
Milieu
C
on
cen
trat
ion
%
T
emp
érat
ure
°C
A
cier
s n
on
alli
és
A
cie
r 1
8/8
A
cier
18/
8+M
o
N
icke
l
M
on
el 4
00
2.4
360
In
con
el 6
00 2
.481
6
In
colo
y 82
5 2
.485
8
H
aste
lloy
C 2
.481
9
C
uiv
re
T
om
bac
B
ron
ze
T
itan
e
A
lum
iniu
m
s.aqu sat 20 2 0 0 2 0 1 3 Acide sulfureux S02 hum 200 3 2 0 3 3 0 0 0 3 3 3 0 2 (gaz) hum 300 3 2 0 hum 500 3 2 0 hum 900 3 3 2 Acide sulfurique H2S04 1 20 3 1 0 0 1 1 0 0 1 0 1 1 70 3 1 0 2 1 0 (0) 1 SP 3 1 1 1 3 10 20 3 2 1 1 1 0 2 1 1 10 20 3 2 1 1 1 0 2 1 1 10 70 3 2 2 2 2 0 (3) 40 20 3 1 1 1 0 2 3 2 1 1 80 20 3 3 3 1 0 (1) 3 1 3 2 96 20 1 0 0 1 2 0 0 1 3 2 96 SP 3 3 3 3 3 3 3 3 3 3 3 3 3 Acide tannique s.aqu 5 20 2 0 0 0 0 0 0 1 0 0 0 5 SP 3 0 0 10 20 2 0 0 1 1 1 0 0 0 1 0 0 0 10 SP 3 0 0 50 20 3 0 0 0 0 0 1 0 50 SP 3 0 0 Acide tartrique s.aqu 3 20 0 0 0 0 0 s.aqu 10 20 1 0 0 1 1 1 0 0 0 2 0 0 2 s.aqu 10 SP 3 0 0 2 2 2 0 1 3 3 0 2 s.aqu 25 20 0 0 0 0 0 0 2 s.aqu 25 SP 1 0 1 0 1 0 3 s.aqu 50 20 0 0 0 0 2 s.aqu 50 SP 1 0 1 0 3 s.aqu 75 20 0 0 0 0 2 s.aqu 75 SP 2 2 1 0 3 s.aqu tous 1 0 3 Acide thioglycolique 20 1 SP 1 Acide urique s.aqu conc 20 0 0 0 1 0 0 0 0 3 s.aqu conc 100 0 0 0 1 0 0 0 0 3 Acides gras, industriels 100 60 3 0 0 0 0 0 0 0 0 2 1 0 1 100 150 3 0 0 0 1 0 0 0 0 0 3 100 235 3 2 0 0 1 0 0 0 3 3 3 0 3 100 300 3 3 0 0 1 0 0 0 3 3 3 0 3 Aktivin 0.5 20 3 1L 0L 0 1 (Chloramine) 0.5 SP 3 1L 0L 0 3 Alanine 20 0 0 0Alcool allylique 100 25 0 0 0 0 1 100 SP 1 Alcool butylique 100 20 0 0 0 1 1 1 0 0 0 0 0 0 0 100 SP 0 0 0 2 2 0 0 0 Alcool d'amyle 100 20 0 0 0 0 0 0 0 0 0 0 0 0 0 100 SP 1 0 0 0 0 0 0 0 1 Alcool méthylique <100 20 (1) 0 0 0 0 0 0 0 0 0 0 0 0 100 SP (1) 1 1 0 0 0 0 0 0 0 0 0 1 Aldéhyde acétique 100 20 1 1 0 0 0 0 0 0 1 1 1 0 100 SP 0 0 0 0 2 3 2 0 98 <54 0 0 0 0 99 <40 0 0 0 0 Aluminate de sodium s.aqu 20 0 0 0 Aluminium fusion 100 750 3 3 3 3 3 3 3 3Alun (Sulfate double 100 20 2 0 0 2 0 0 2 3 3 1 d'aluminium et de s.aqu 10 20 2 0 0 1 1 potassium) s.aqu 10 <80 3 0 0 1 s.aqu 10 SP 3 1 0 1 sc SP 3 2 1 Alun de chrome s.aqu sat 20 3 1 0 1 0 0 3 s.aqu sat SP 3 3 3 2 3 s.aqu 10 2 3 3 1 Ammoniac sec 10 20 0 0 0 2 1 0 0 0 0 0 0 0 0 hum 20 0 0 0 3 0 0 0 3 3 3 0 s.aqu 10 20 0 0 0 0 0 0 3 3 3 0 s.aqu 10 SP 0 0 3 1 1 0 s.aqu 30 20 0 0 0 0 s.aqu 30 SP 0 0 1 1 s.aqu 50 20 0 0 0 0 s.aqu 50 SP 0 0 1 1 s.aqu 100 20 0 0 0 0 0 s.aqu 100 SP 0 0 1 1 Anhydride phtalique 20 (0) 0 0 0 0 0 0 0 (0) (0) (0) 0 0
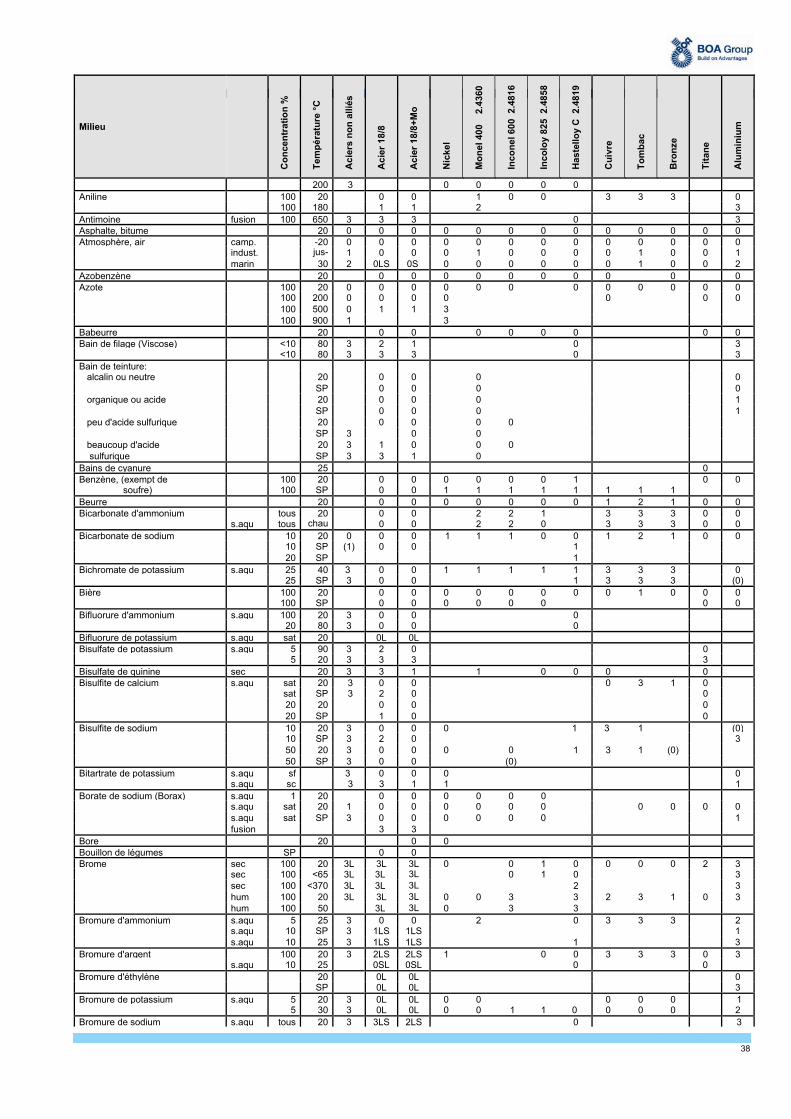
38
Milieu
C
on
cen
trat
ion
%
T
emp
érat
ure
°C
A
cier
s n
on
alli
és
A
cie
r 1
8/8
A
cier
18/
8+M
o
N
icke
l
M
on
el 4
00
2.4
360
In
con
el 6
00 2
.481
6
In
colo
y 82
5 2
.485
8
H
aste
lloy
C 2
.481
9
C
uiv
re
T
om
bac
B
ron
ze
T
itan
e
A
lum
iniu
m
200 3 0 0 0 0 0 Aniline 100 20 0 0 1 0 0 3 3 3 0 100 180 1 1 2 3 Antimoine fusion 100 650 3 3 3 0 3Asphalte, bitume 20 0 0 0 0 0 0 0 0 0 0 0 0 0Atmosphère, air camp. -20 0 0 0 0 0 0 0 0 0 0 0 0 0 indust. jus- 1 0 0 0 1 0 0 0 0 1 0 0 1 marin 30 2 0LS 0S 0 0 0 0 0 0 1 0 0 2 Azobenzène 20 0 0 0 0 0 0 0 0 0 0Azote 100 20 0 0 0 0 0 0 0 0 0 0 0 0 100 200 0 0 0 0 0 0 0 100 500 0 1 1 3 100 900 1 3 Babeurre 20 0 0 0 0 0 0 0 0Bain de filage (Viscose) <10 80 3 2 1 0 3 <10 80 3 3 3 0 3 Bain de teinture: alcalin ou neutre 20 0 0 0 0 SP 0 0 0 0 organique ou acide 20 0 0 0 1 SP 0 0 0 1 peu d'acide sulfurique 20 0 0 0 0 SP 3 0 0 beaucoup d'acide 20 3 1 0 0 0 sulfurique SP 3 3 1 0 Bains de cyanure 25 0Benzène, (exempt de 100 20 0 0 0 0 0 0 1 0 0 soufre) 100 SP 0 0 1 1 1 1 1 1 1 1 Beurre 20 0 0 0 0 0 0 0 1 2 1 0 0Bicarbonate d'ammonium tous 20 0 0 2 2 1 3 3 3 0 0 s.aqu tous chau 0 0 2 2 0 3 3 3 0 0 Bicarbonate de sodium 10 20 0 0 0 1 1 1 0 0 1 2 1 0 0 10 SP (1) 0 0 1 20 SP 1 Bichromate de potassium s.aqu 25 40 3 0 0 1 1 1 1 1 3 3 3 0 25 SP 3 0 0 1 3 3 3 (0) Bière 100 20 0 0 0 0 0 0 0 0 1 0 0 0 100 SP 0 0 0 0 0 0 0 0 Bifluorure d'ammonium s.aqu 100 20 3 0 0 0 20 80 3 0 0 0 Bifluorure de potassium s.aqu sat 20 0L 0L Bisulfate de potassium s.aqu 5 90 3 2 0 0 5 20 3 3 3 3 Bisulfate de quinine sec 20 3 3 1 1 0 0 0 0Bisulfite de calcium s.aqu sat 20 3 0 0 0 3 1 0 sat SP 3 2 0 0 20 20 0 0 0 20 SP 1 0 0 Bisulfite de sodium 10 20 3 0 0 0 1 3 1 (0) 10 SP 3 2 0 3 50 20 3 0 0 0 0 1 3 1 (0) 50 SP 3 0 0 (0) Bitartrate de potassium s.aqu sf 3 0 0 0 0 s.aqu sc 3 3 1 1 1 Borate de sodium (Borax) s.aqu 1 20 0 0 0 0 0 0 s.aqu sat 20 1 0 0 0 0 0 0 0 0 0 0 s.aqu sat SP 3 0 0 0 0 0 0 1 fusion 3 3 Bore 20 0 0 Bouillon de légumes SP 0 0 Brome sec 100 20 3L 3L 3L 0 0 1 0 0 0 0 2 3 sec 100 <65 3L 3L 3L 0 1 0 3 sec 100 <370 3L 3L 3L 2 3 hum 100 20 3L 3L 3L 0 0 3 3 2 3 1 0 3 hum 100 50 3L 3L 0 3 3 Bromure d'ammonium s.aqu 5 25 3 0 0 2 0 3 3 3 2 s.aqu 10 SP 3 1LS 1LS 1 s.aqu 10 25 3 1LS 1LS 1 3 Bromure d'argent 100 20 3 2LS 2LS 1 0 0 3 3 3 0 3 s.aqu 10 25 0SL 0SL 0 0 Bromure d'éthylène 20 0L 0L 0 SP 0L 0L 3 Bromure de potassium s.aqu 5 20 3 0L 0L 0 0 0 0 0 1 5 30 3 0L 0L 0 0 1 1 0 0 0 0 2 Bromure de sodium s.aqu tous 20 3 3LS 2LS 0 3
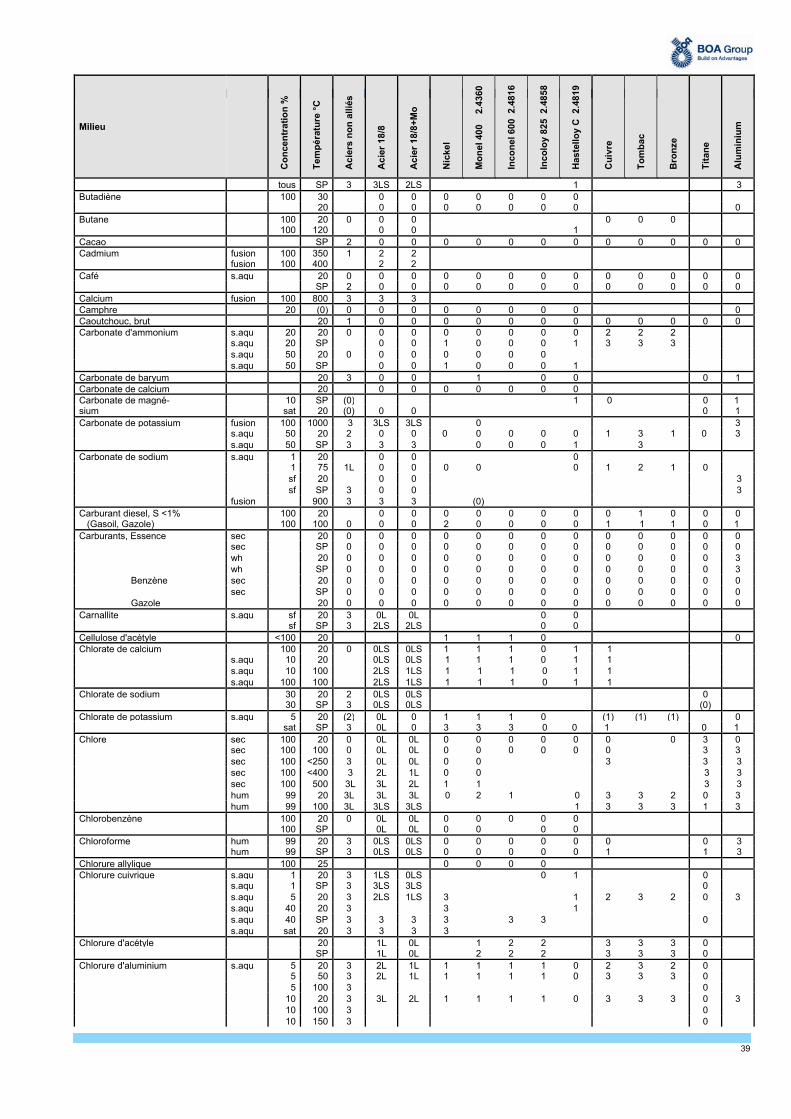
39
Milieu
C
on
cen
trat
ion
%
T
emp
érat
ure
°C
A
cier
s n
on
alli
és
A
cie
r 1
8/8
A
cier
18/
8+M
o
N
icke
l
M
on
el 4
00
2.4
360
In
con
el 6
00 2
.481
6
In
colo
y 82
5 2
.485
8
H
aste
lloy
C 2
.481
9
C
uiv
re
T
om
bac
B
ron
ze
T
itan
e
A
lum
iniu
m
tous SP 3 3LS 2LS 1 3 Butadiène 100 30 0 0 0 0 0 0 0 20 0 0 0 0 0 0 0 0 Butane 100 20 0 0 0 0 0 0 100 120 0 0 1 Cacao SP 2 0 0 0 0 0 0 0 0 0 0 0 0Cadmium fusion 100 350 1 2 2 fusion 100 400 2 2 Café s.aqu 20 0 0 0 0 0 0 0 0 0 0 0 0 0 SP 2 0 0 0 0 0 0 0 0 0 0 0 0 Calcium fusion 100 800 3 3 3 Camphre 20 (0) 0 0 0 0 0 0 0 0 0Caoutchouc, brut 20 1 0 0 0 0 0 0 0 0 0 0 0 0Carbonate d'ammonium s.aqu 20 20 0 0 0 0 0 0 0 0 2 2 2 s.aqu 20 SP 0 0 1 0 0 0 1 3 3 3 s.aqu 50 20 0 0 0 0 0 0 0 s.aqu 50 SP 0 0 1 0 0 0 1 Carbonate de baryum 20 3 0 0 1 0 0 0 1Carbonate de calcium 20 0 0 0 0 0 0 0 Carbonate de magné- 10 SP (0) 1 0 0 1sium sat 20 (0) 0 0 0 1 Carbonate de potassium fusion 100 1000 3 3LS 3LS 0 3 s.aqu 50 20 2 0 0 0 0 0 0 0 1 3 1 0 3 s.aqu 50 SP 3 3 3 0 0 0 1 3 Carbonate de sodium s.aqu 1 20 0 0 0 1 75 1L 0 0 0 0 0 1 2 1 0 sf 20 0 0 3 sf SP 3 0 0 3 fusion 900 3 3 3 (0) Carburant diesel, S <1% 100 20 0 0 0 0 0 0 0 0 1 0 0 0 (Gasoil, Gazole) 100 100 0 0 0 2 0 0 0 0 1 1 1 0 1 Carburants, Essence sec 20 0 0 0 0 0 0 0 0 0 0 0 0 0 sec SP 0 0 0 0 0 0 0 0 0 0 0 0 0 wh 20 0 0 0 0 0 0 0 0 0 0 0 0 3 wh SP 0 0 0 0 0 0 0 0 0 0 0 0 3 Benzène sec 20 0 0 0 0 0 0 0 0 0 0 0 0 0 sec SP 0 0 0 0 0 0 0 0 0 0 0 0 0 Gazole 20 0 0 0 0 0 0 0 0 0 0 0 0 0 Carnallite s.aqu sf 20 3 0L 0L 0 0 sf SP 3 2LS 2LS 0 0 Cellulose d'acétyle <100 20 1 1 1 0 0Chlorate de calcium 100 20 0 0LS 0LS 1 1 1 0 1 1 s.aqu 10 20 0LS 0LS 1 1 1 0 1 1 s.aqu 10 100 2LS 1LS 1 1 1 0 1 1 s.aqu 100 100 2LS 1LS 1 1 1 0 1 1 Chlorate de sodium 30 20 2 0LS 0LS 0 30 SP 3 0LS 0LS (0) Chlorate de potassium s.aqu 5 20 (2) 0L 0 1 1 1 0 (1) (1) (1) 0 sat SP 3 0L 0 3 3 3 0 0 1 0 1 Chlore sec 100 20 0 0L 0L 0 0 0 0 0 0 0 3 0 sec 100 100 0 0L 0L 0 0 0 0 0 0 3 3 sec 100 <250 3 0L 0L 0 0 3 3 3 sec 100 <400 3 2L 1L 0 0 3 3 sec 100 500 3L 3L 2L 1 1 3 3 hum 99 20 3L 3L 3L 0 2 1 0 3 3 2 0 3 hum 99 100 3L 3LS 3LS 1 3 3 3 1 3 Chlorobenzène 100 20 0 0L 0L 0 0 0 0 0 100 SP 0L 0L 0 0 0 0 Chloroforme hum 99 20 3 0LS 0LS 0 0 0 0 0 0 0 3 hum 99 SP 3 0LS 0LS 0 0 0 0 0 1 1 3 Chlorure allylique 100 25 0 0 0 0 Chlorure cuivrique s.aqu 1 20 3 1LS 0LS 0 1 0 s.aqu 1 SP 3 3LS 3LS 0 s.aqu 5 20 3 2LS 1LS 3 1 2 3 2 0 3 s.aqu 40 20 3 3 1 s.aqu 40 SP 3 3 3 3 3 3 0 s.aqu sat 20 3 3 3 3 Chlorure d'acétyle 20 1L 0L 1 2 2 3 3 3 0 SP 1L 0L 2 2 2 3 3 3 0 Chlorure d'aluminium s.aqu 5 20 3 2L 1L 1 1 1 1 0 2 3 2 0 5 50 3 2L 1L 1 1 1 1 0 3 3 3 0 5 100 3 0 10 20 3 3L 2L 1 1 1 1 0 3 3 3 0 3 10 100 3 0 10 150 3 0
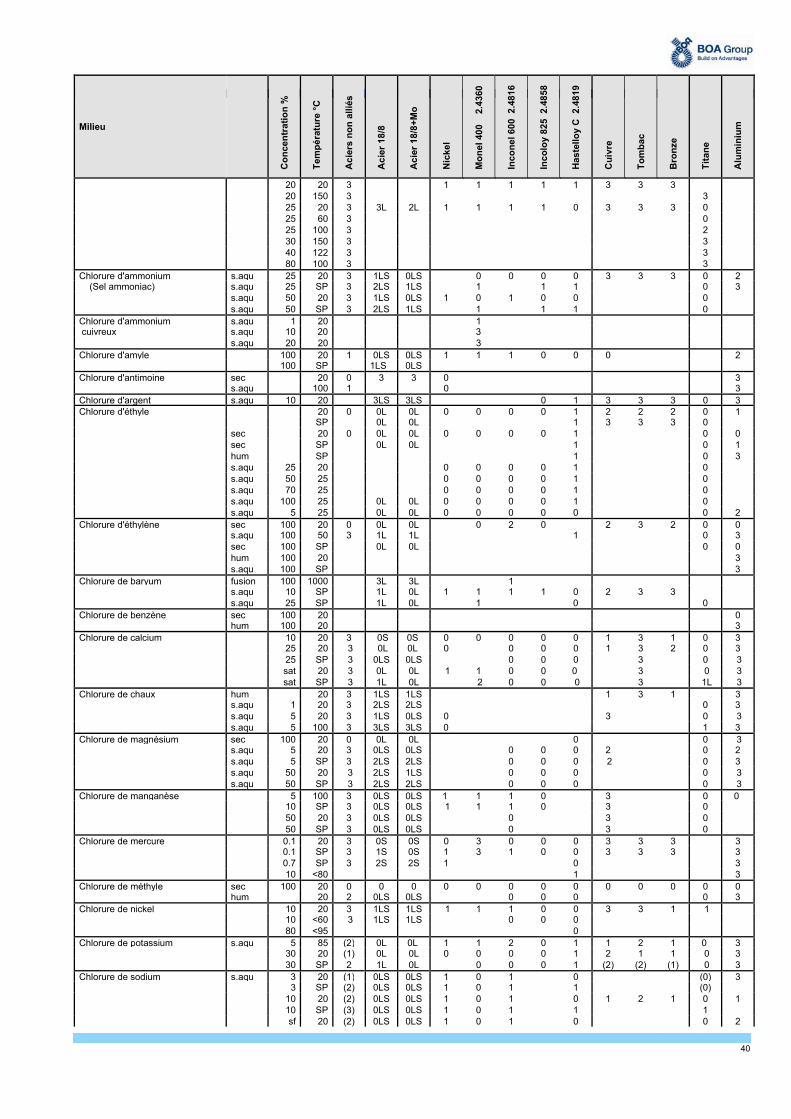
40
Milieu
C
on
cen
trat
ion
%
T
emp
érat
ure
°C
A
cier
s n
on
alli
és
A
cie
r 1
8/8
A
cier
18/
8+M
o
N
icke
l
M
on
el 4
00
2.4
360
In
con
el 6
00 2
.481
6
In
colo
y 82
5 2
.485
8
H
aste
lloy
C 2
.481
9
C
uiv
re
T
om
bac
B
ron
ze
T
itan
e
A
lum
iniu
m
20 20 3 1 1 1 1 1 3 3 3 20 150 3 3 25 20 3 3L 2L 1 1 1 1 0 3 3 3 0 25 60 3 0 25 100 3 2 30 150 3 3 40 122 3 3 80 100 3 3 Chlorure d'ammonium s.aqu 25 20 3 1LS 0LS 0 0 0 0 3 3 3 0 2 (Sel ammoniac) s.aqu 25 SP 3 2LS 1LS 1 1 1 0 3 s.aqu 50 20 3 1LS 0LS 1 0 1 0 0 0 s.aqu 50 SP 3 2LS 1LS 1 1 1 0 Chlorure d'ammonium s.aqu 1 20 1 cuivreux s.aqu 10 20 3 s.aqu 20 20 3 Chlorure d'amyle 100 20 1 0LS 0LS 1 1 1 0 0 0 2 100 SP 1LS 0LS Chlorure d'antimoine sec 20 0 3 3 0 3 s.aqu 100 1 0 3 Chlorure d'argent s.aqu 10 20 3LS 3LS 0 1 3 3 3 0 3Chlorure d'éthyle 20 0 0L 0L 0 0 0 0 1 2 2 2 0 1 SP 0L 0L 1 3 3 3 0 sec 20 0 0L 0L 0 0 0 0 1 0 0 sec SP 0L 0L 1 0 1 hum SP 1 0 3 s.aqu 25 20 0 0 0 0 1 0 s.aqu 50 25 0 0 0 0 1 0 s.aqu 70 25 0 0 0 0 1 0 s.aqu 100 25 0L 0L 0 0 0 0 1 0 s.aqu 5 25 0L 0L 0 0 0 0 0 0 2 Chlorure d'éthylène sec 100 20 0 0L 0L 0 2 0 2 3 2 0 0 s.aqu 100 50 3 1L 1L 1 0 3 sec 100 SP 0L 0L 0 0 hum 100 20 3 s.aqu 100 SP 3 Chlorure de baryum fusion 100 1000 3L 3L 1 s.aqu 10 SP 1L 0L 1 1 1 1 0 2 3 3 s.aqu 25 SP 1L 0L 1 0 0 Chlorure de benzène sec 100 20 0 hum 100 20 3 Chlorure de calcium 10 20 3 0S 0S 0 0 0 0 0 1 3 1 0 3 25 20 3 0L 0L 0 0 0 0 1 3 2 0 3 25 SP 3 0LS 0LS 0 0 0 3 0 3 sat 20 3 0L 0L 1 1 0 0 0 3 0 3 sat SP 3 1L 0L 2 0 0 0 3 1L 3 Chlorure de chaux hum 20 3 1LS 1LS 1 3 1 3 s.aqu 1 20 3 2LS 2LS 0 3 s.aqu 5 20 3 1LS 0LS 0 3 0 3 s.aqu 5 100 3 3LS 3LS 0 1 3 Chlorure de magnésium sec 100 20 0 0L 0L 0 0 3 s.aqu 5 20 3 0LS 0LS 0 0 0 2 0 2 s.aqu 5 SP 3 2LS 2LS 0 0 0 2 0 3 s.aqu 50 20 3 2LS 1LS 0 0 0 0 3 s.aqu 50 SP 3 2LS 2LS 0 0 0 0 3 Chlorure de manganèse 5 100 3 0LS 0LS 1 1 1 0 3 0 0 10 SP 3 0LS 0LS 1 1 1 0 3 0 50 20 3 0LS 0LS 0 3 0 50 SP 3 0LS 0LS 0 3 0 Chlorure de mercure 0.1 20 3 0S 0S 0 3 0 0 0 3 3 3 3 0.1 SP 3 1S 0S 1 3 1 0 0 3 3 3 3 0.7 SP 3 2S 2S 1 0 3 10 <80 1 3 Chlorure de méthyle sec 100 20 0 0 0 0 0 0 0 0 0 0 0 0 0 hum 20 2 0LS 0LS 0 0 0 0 3 Chlorure de nickel 10 20 3 1LS 1LS 1 1 1 0 0 3 3 1 1 10 <60 3 1LS 1LS 0 0 0 80 <95 0 Chlorure de potassium s.aqu 5 85 (2) 0L 0L 1 1 2 0 1 1 2 1 0 3 30 20 (1) 0L 0L 0 0 0 0 1 2 1 1 0 3 30 SP 2 1L 0L 0 0 0 1 (2) (2) (1) 0 3 Chlorure de sodium s.aqu 3 20 (1) 0LS 0LS 1 0 1 0 (0) 3 3 SP (2) 0LS 0LS 1 0 1 1 (0) 10 20 (2) 0LS 0LS 1 0 1 0 1 2 1 0 1 10 SP (3) 0LS 0LS 1 0 1 1 1 sf 20 (2) 0LS 0LS 1 0 1 0 0 2
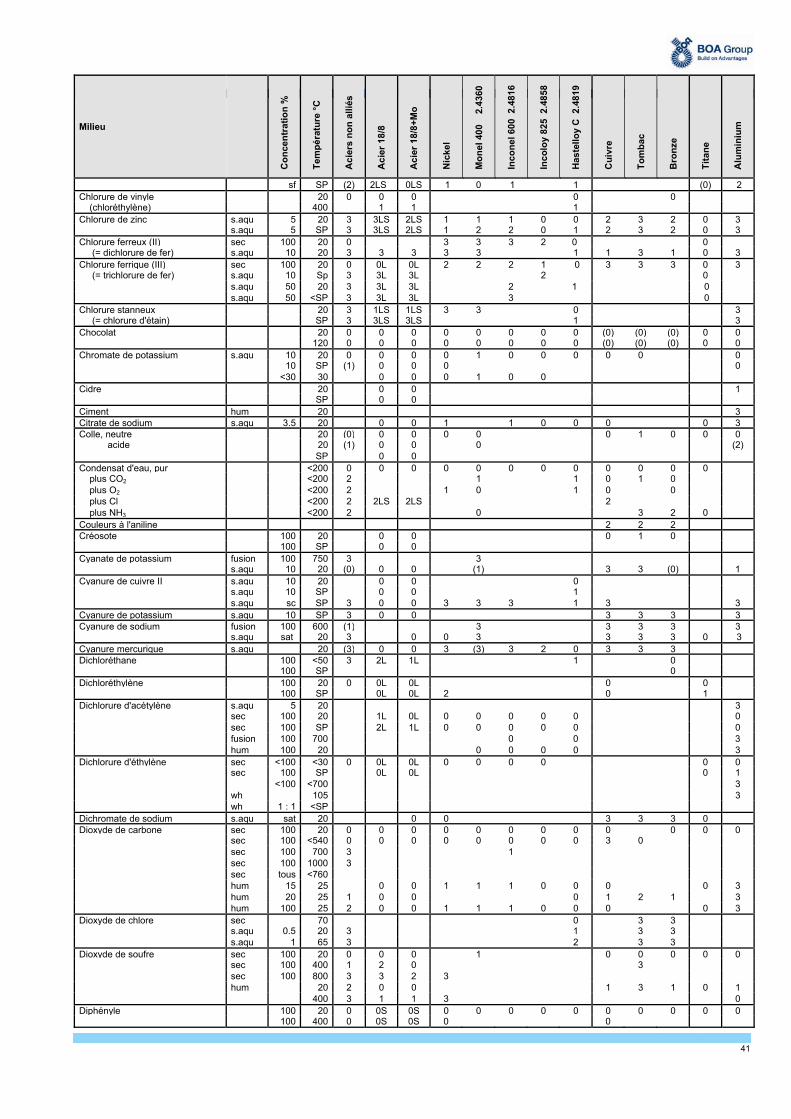
41
Milieu
C
on
cen
trat
ion
%
T
emp
érat
ure
°C
A
cier
s n
on
alli
és
A
cie
r 1
8/8
A
cier
18/
8+M
o
N
icke
l
M
on
el 4
00
2.4
360
In
con
el 6
00 2
.481
6
In
colo
y 82
5 2
.485
8
H
aste
lloy
C 2
.481
9
C
uiv
re
T
om
bac
B
ron
ze
T
itan
e
A
lum
iniu
m
sf SP (2) 2LS 0LS 1 0 1 1 (0) 2 Chlorure de vinyle 20 0 0 0 0 0 (chloréthylène) 400 1 1 1 Chlorure de zinc s.aqu 5 20 3 3LS 2LS 1 1 1 0 0 2 3 2 0 3 s.aqu 5 SP 3 3LS 2LS 1 2 2 0 1 2 3 2 0 3 Chlorure ferreux (II) sec 100 20 0 3 3 3 2 0 0 (= dichlorure de fer) s.aqu 10 20 3 3 3 3 3 1 1 3 1 0 3 Chlorure ferrique (III) sec 100 20 0 0L 0L 2 2 2 1 0 3 3 3 0 3 (= trichlorure de fer) s.aqu 10 Sp 3 3L 3L 2 0 s.aqu 50 20 3 3L 3L 2 1 0 s.aqu 50 <SP 3 3L 3L 3 0 Chlorure stanneux 20 3 1LS 1LS 3 3 0 3 (= chlorure d'étain) SP 3 3LS 3LS 1 3 Chocolat 20 0 0 0 0 0 0 0 0 (0) (0) (0) 0 0 120 0 0 0 0 0 0 0 0 (0) (0) (0) 0 0 Chromate de potassium s.aqu 10 20 0 0 0 0 1 0 0 0 0 0 0 10 SP (1) 0 0 0 0 <30 30 0 0 0 1 0 0 Cidre 20 0 0 1 SP 0 0 Ciment hum 20 3Citrate de sodium s.aqu 3.5 20 0 0 1 1 0 0 0 0 3Colle, neutre 20 (0) 0 0 0 0 0 1 0 0 0 acide 20 (1) 0 0 0 (2) SP 0 0 Condensat d'eau, pur <200 0 0 0 0 0 0 0 0 0 0 0 0 plus CO2 <200 2 1 1 0 1 0 plus O2 <200 2 1 0 1 0 0 plus Cl <200 2 2LS 2LS 2 plus NH3 <200 2 0 3 2 0 Couleurs à l'aniline 2 2 2Créosote 100 20 0 0 0 1 0 100 SP 0 0 Cyanate de potassium fusion 100 750 3 3 s.aqu 10 20 (0) 0 0 (1) 3 3 (0) 1 Cyanure de cuivre II s.aqu 10 20 0 0 0 s.aqu 10 SP 0 0 1 s.aqu sc SP 3 0 0 3 3 3 1 3 3 Cyanure de potassium s.aqu 10 SP 3 0 0 3 3 3 3Cyanure de sodium fusion 100 600 (1) 3 3 3 3 3 s.aqu sat 20 3 0 0 3 3 3 3 0 3 Cyanure mercurique s.aqu 20 (3) 0 0 3 (3) 3 2 0 3 3 3Dichloréthane 100 <50 3 2L 1L 1 0 100 SP 0 Dichloréthylène 100 20 0 0L 0L 0 0 100 SP 0L 0L 2 0 1 Dichlorure d'acétylène s.aqu 5 20 3 sec 100 20 1L 0L 0 0 0 0 0 0 sec 100 SP 2L 1L 0 0 0 0 0 0 fusion 100 700 0 0 3 hum 100 20 0 0 0 0 3 Dichlorure d'éthylène sec <100 <30 0 0L 0L 0 0 0 0 0 0 sec 100 SP 0L 0L 0 1 <100 <700 3 wh 105 3 wh 1 : 1 <SP Dichromate de sodium s.aqu sat 20 0 0 3 3 3 0Dioxyde de carbone sec 100 20 0 0 0 0 0 0 0 0 0 0 0 0 sec 100 <540 0 0 0 0 0 0 0 0 3 0 sec 100 700 3 1 sec 100 1000 3 sec tous <760 hum 15 25 0 0 1 1 1 0 0 0 0 3 hum 20 25 1 0 0 0 1 2 1 3 hum 100 25 2 0 0 1 1 1 0 0 0 0 3 Dioxyde de chlore sec 70 0 3 3 s.aqu 0.5 20 3 1 3 3 s.aqu 1 65 3 2 3 3 Dioxyde de soufre sec 100 20 0 0 0 1 0 0 0 0 0 sec 100 400 1 2 0 3 sec 100 800 3 3 2 3 hum 20 2 0 0 1 3 1 0 1 400 3 1 1 3 0 Diphényle 100 20 0 0S 0S 0 0 0 0 0 0 0 0 0 0 100 400 0 0S 0S 0 0
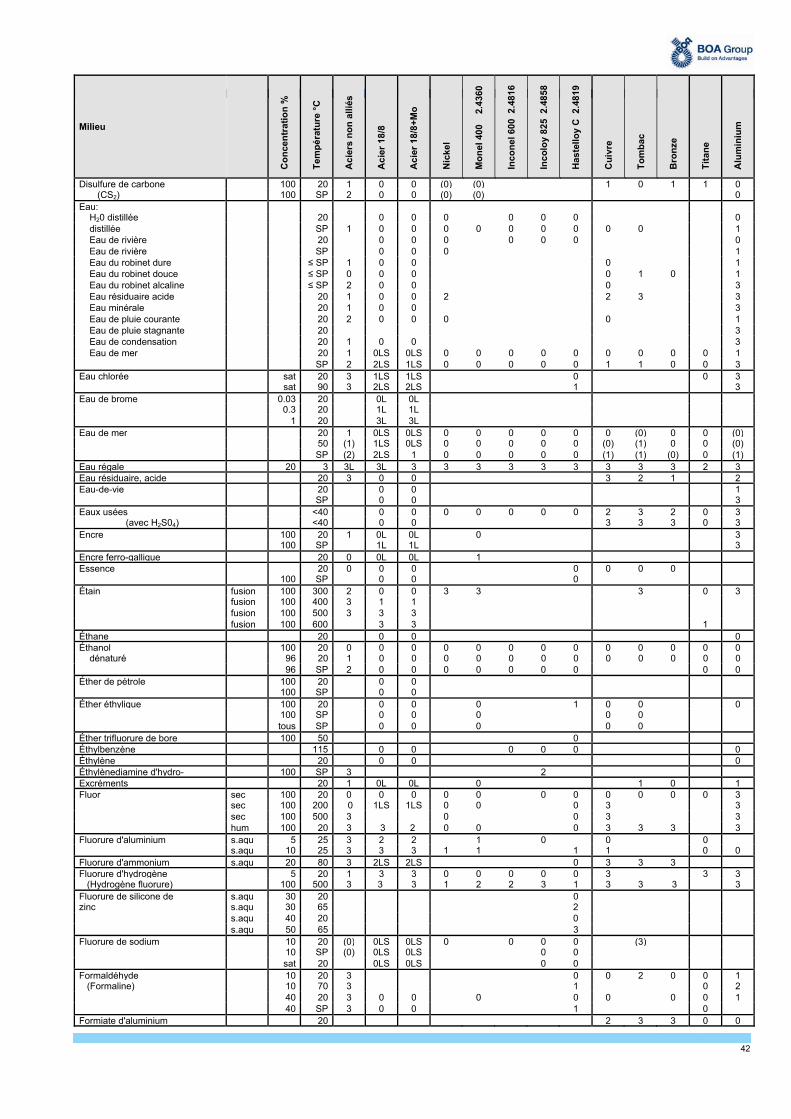
42
Milieu
C
on
cen
trat
ion
%
T
emp
érat
ure
°C
A
cier
s n
on
alli
és
A
cie
r 1
8/8
A
cier
18/
8+M
o
N
icke
l
M
on
el 4
00
2.4
360
In
con
el 6
00 2
.481
6
In
colo
y 82
5 2
.485
8
H
aste
lloy
C 2
.481
9
C
uiv
re
T
om
bac
B
ron
ze
T
itan
e
A
lum
iniu
m
Disulfure de carbone 100 20 1 0 0 (0) (0) 1 0 1 1 0 (CS2) 100 SP 2 0 0 (0) (0) 0 Eau: H20 distillée 20 0 0 0 0 0 0 0 distillée SP 1 0 0 0 0 0 0 0 0 0 1 Eau de rivière 20 0 0 0 0 0 0 0 Eau de rivière SP 0 0 0 1 Eau du robinet dure ≤ SP 1 0 0 0 1 Eau du robinet douce ≤ SP 0 0 0 0 1 0 1 Eau du robinet alcaline ≤ SP 2 0 0 0 3 Eau résiduaire acide 20 1 0 0 2 2 3 3 Eau minérale 20 1 0 0 3 Eau de pluie courante 20 2 0 0 0 0 1 Eau de pluie stagnante 20 3 Eau de condensation 20 1 0 0 3 Eau de mer 20 1 0LS 0LS 0 0 0 0 0 0 0 0 0 1 SP 2 2LS 1LS 0 0 0 0 0 1 1 0 0 3 Eau chlorée sat 20 3 1LS 1LS 0 0 3 sat 90 3 2LS 2LS 1 3 Eau de brome 0.03 20 0L 0L 0.3 20 1L 1L 1 20 3L 3L Eau de mer 20 1 0LS 0LS 0 0 0 0 0 0 (0) 0 0 (0) 50 (1) 1LS 0LS 0 0 0 0 0 (0) (1) 0 0 (0) SP (2) 2LS 1 0 0 0 0 0 (1) (1) (0) 0 (1) Eau régale 20 3 3L 3L 3 3 3 3 3 3 3 3 3 2 3Eau résiduaire, acide 20 3 0 0 3 2 1 2Eau-de-vie 20 0 0 1 SP 0 0 3 Eaux usées <40 0 0 0 0 0 0 0 2 3 2 0 3 (avec H2S04) <40 0 0 3 3 3 0 3 Encre 100 20 1 0L 0L 0 3 100 SP 1L 1L 3 Encre ferro-gallique 20 0 0L 0L 1 Essence 20 0 0 0 0 0 0 0 100 SP 0 0 0 Étain fusion 100 300 2 0 0 3 3 3 0 3 fusion 100 400 3 1 1 fusion 100 500 3 3 3 fusion 100 600 3 3 1 Éthane 20 0 0 0Éthanol 100 20 0 0 0 0 0 0 0 0 0 0 0 0 0 dénaturé 96 20 1 0 0 0 0 0 0 0 0 0 0 0 0 96 SP 2 0 0 0 0 0 0 0 0 0 Éther de pétrole 100 20 0 0 100 SP 0 0 Éther éthylique 100 20 0 0 0 1 0 0 0 100 SP 0 0 0 0 0 tous SP 0 0 0 0 0 Éther trifluorure de bore 100 50 0 Éthylbenzène 115 0 0 0 0 0 0Éthylène 20 0 0 0Éthylènediamine d'hydro- 100 SP 3 2 Excréments 20 1 0L 0L 0 1 0 1Fluor sec 100 20 0 0 0 0 0 0 0 0 0 0 0 3 sec 100 200 0 1LS 1LS 0 0 0 3 3 sec 100 500 3 0 0 3 3 hum 100 20 3 3 2 0 0 0 3 3 3 3 Fluorure d'aluminium s.aqu 5 25 3 2 2 1 0 0 0 s.aqu 10 25 3 3 3 1 1 1 1 0 0 Fluorure d'ammonium s.aqu 20 80 3 2LS 2LS 0 3 3 3Fluorure d'hydrogène 5 20 1 3 3 0 0 0 0 0 3 3 3 (Hydrogène fluorure) 100 500 3 3 3 1 2 2 3 1 3 3 3 3 Fluorure de silicone de s.aqu 30 20 0 zinc s.aqu 30 65 2 s.aqu 40 20 0 s.aqu 50 65 3 Fluorure de sodium 10 20 (0) 0LS 0LS 0 0 0 0 (3) 10 SP (0) 0LS 0LS 0 0 sat 20 0LS 0LS 0 0 Formaldéhyde 10 20 3 0 0 2 0 0 1 (Formaline) 10 70 3 1 0 2 40 20 3 0 0 0 0 0 0 0 1 40 SP 3 0 0 1 0 Formiate d'aluminium 20 2 3 3 0 0
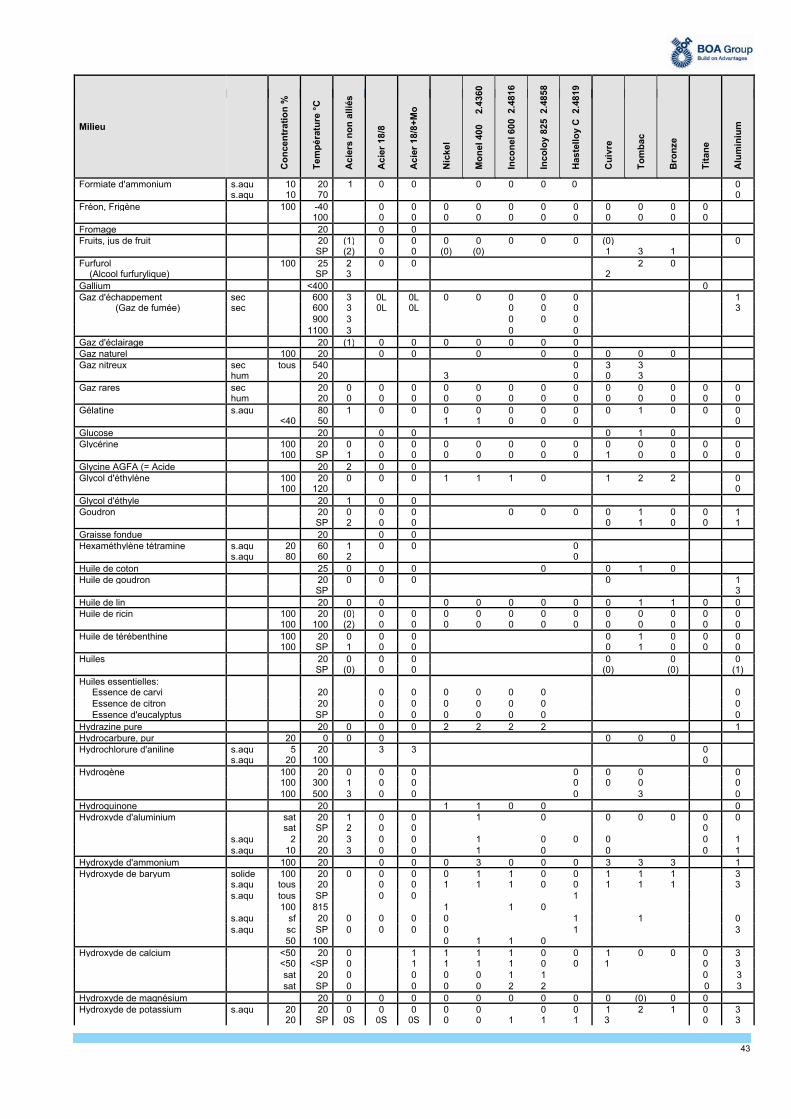
43
Milieu
C
on
cen
trat
ion
%
T
emp
érat
ure
°C
A
cier
s n
on
alli
és
A
cie
r 1
8/8
A
cier
18/
8+M
o
N
icke
l
M
on
el 4
00
2.4
360
In
con
el 6
00 2
.481
6
In
colo
y 82
5 2
.485
8
H
aste
lloy
C 2
.481
9
C
uiv
re
T
om
bac
B
ron
ze
T
itan
e
A
lum
iniu
m
Formiate d'ammonium s.aqu 10 20 1 0 0 0 0 0 0 0 s.aqu 10 70 0 Fréon, Frigène 100 -40 0 0 0 0 0 0 0 0 0 0 0 100 0 0 0 0 0 0 0 0 0 0 0 Fromage 20 0 0 Fruits, jus de fruit 20 (1) 0 0 0 0 0 0 0 (0) 0 SP (2) 0 0 (0) (0) 1 3 1 Furfurol 100 25 2 0 0 2 0 (Alcool furfurylique) SP 3 2 Gallium <400 0Gaz d'échappement sec 600 3 0L 0L 0 0 0 0 0 1 (Gaz de fumée) sec 600 3 0L 0L 0 0 0 3 900 3 0 0 0 1100 3 0 0 Gaz d'éclairage 20 (1) 0 0 0 0 0 0 0 Gaz naturel 100 20 0 0 0 0 0 0 0 0Gaz nitreux sec tous 540 0 3 3 hum 20 3 0 0 3 Gaz rares sec 20 0 0 0 0 0 0 0 0 0 0 0 0 0 hum 20 0 0 0 0 0 0 0 0 0 0 0 0 0 Gélatine s.aqu 80 1 0 0 0 0 0 0 0 0 1 0 0 0 <40 50 1 1 0 0 0 0 Glucose 20 0 0 0 1 0Glycérine 100 20 0 0 0 0 0 0 0 0 0 0 0 0 0 100 SP 1 0 0 0 0 0 0 0 1 0 0 0 0 Glycine AGFA (= Acide 20 2 0 0 Glycol d'éthylène 100 20 0 0 0 1 1 1 0 1 2 2 0 100 120 0 Glycol d'éthyle 20 1 0 0 Goudron 20 0 0 0 0 0 0 0 1 0 0 1 SP 2 0 0 0 1 0 0 1 Graisse fondue 20 0 0 Hexaméthylène tétramine s.aqu 20 60 1 0 0 0 s.aqu 80 60 2 0 Huile de coton 25 0 0 0 0 0 1 0Huile de goudron 20 0 0 0 0 1 SP 3 Huile de lin 20 0 0 0 0 0 0 0 0 1 1 0 0Huile de ricin 100 20 (0) 0 0 0 0 0 0 0 0 0 0 0 0 100 100 (2) 0 0 0 0 0 0 0 0 0 0 0 0 Huile de térébenthine 100 20 0 0 0 0 1 0 0 0 100 SP 1 0 0 0 1 0 0 0 Huiles 20 0 0 0 0 0 0 SP (0) 0 0 (0) (0) (1) Huiles essentielles: Essence de carvi 20 0 0 0 0 0 0 0 Essence de citron 20 0 0 0 0 0 0 0 Essence d'eucalyptus SP 0 0 0 0 0 0 0 Hydrazine pure 20 0 0 0 2 2 2 2 1Hydrocarbure, pur 20 0 0 0 0 0 0Hydrochlorure d'aniline s.aqu 5 20 3 3 0 s.aqu 20 100 0 Hydrogène 100 20 0 0 0 0 0 0 0 100 300 1 0 0 0 0 0 0 100 500 3 0 0 0 3 0 Hydroquinone 20 1 1 0 0 0Hydroxyde d'aluminium sat 20 1 0 0 1 0 0 0 0 0 0 sat SP 2 0 0 0 s.aqu 2 20 3 0 0 1 0 0 0 0 1 s.aqu 10 20 3 0 0 1 0 0 0 1 Hydroxyde d'ammonium 100 20 0 0 0 3 0 0 0 3 3 3 1Hydroxyde de baryum solide 100 20 0 0 0 0 1 1 0 0 1 1 1 3 s.aqu tous 20 0 0 1 1 1 0 0 1 1 1 3 s.aqu tous SP 0 0 1 100 815 1 1 0 s.aqu sf 20 0 0 0 0 1 1 0 s.aqu sc SP 0 0 0 0 1 3 50 100 0 1 1 0 Hydroxyde de calcium <50 20 0 1 1 1 1 0 0 1 0 0 0 3 <50 <SP 0 1 1 1 1 0 0 1 0 3 sat 20 0 0 0 0 1 1 0 3 sat SP 0 0 0 0 2 2 0 3 Hydroxyde de magnésium 20 0 0 0 0 0 0 0 0 0 (0) 0 0Hydroxyde de potassium s.aqu 20 20 0 0 0 0 0 0 0 1 2 1 0 3 20 SP 0S 0S 0S 0 0 1 1 1 3 0 3
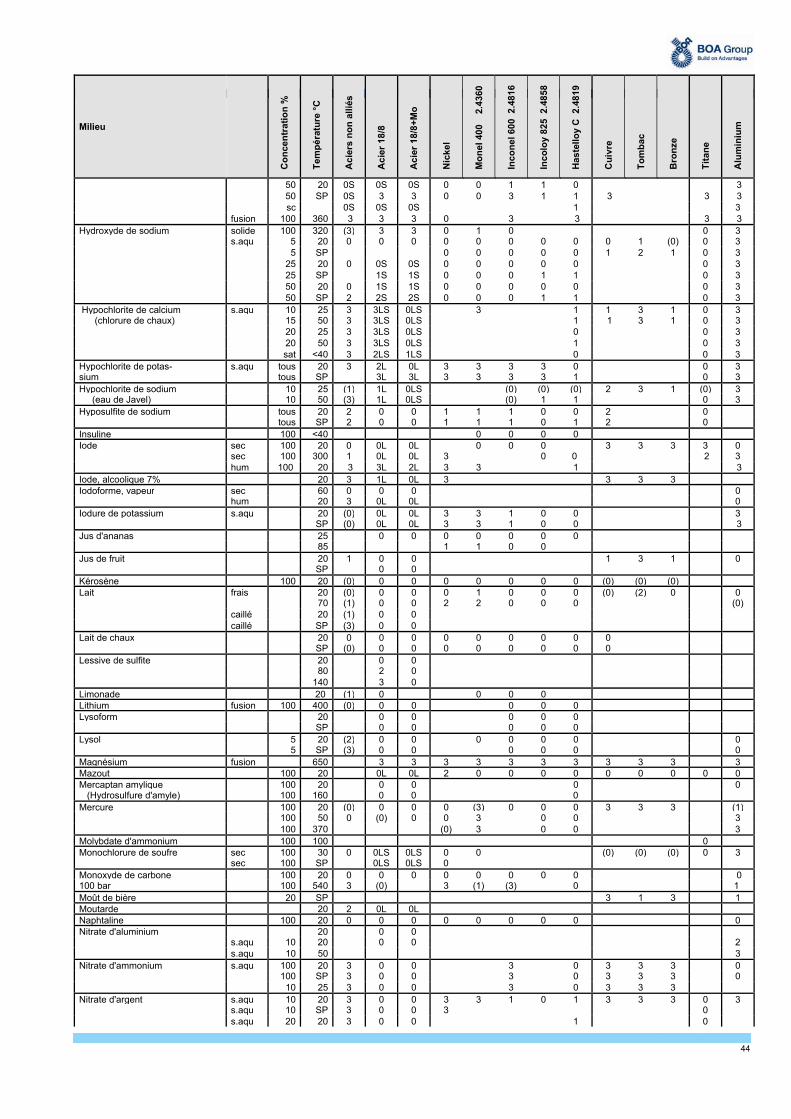
44
Milieu
C
on
cen
trat
ion
%
T
emp
érat
ure
°C
A
cier
s n
on
alli
és
A
cie
r 1
8/8
A
cier
18/
8+M
o
N
icke
l
M
on
el 4
00
2.4
360
In
con
el 6
00 2
.481
6
In
colo
y 82
5 2
.485
8
H
aste
lloy
C 2
.481
9
C
uiv
re
T
om
bac
B
ron
ze
T
itan
e
A
lum
iniu
m
50 20 0S 0S 0S 0 0 1 1 0 3 50 SP 0S 3 3 0 0 3 1 1 3 3 3 sc 0S 0S 0S 1 3 fusion 100 360 3 3 3 0 3 3 3 3 Hydroxyde de sodium solide 100 320 (3) 3 3 0 1 0 0 3 s.aqu 5 20 0 0 0 0 0 0 0 0 0 1 (0) 0 3 5 SP 0 0 0 0 0 1 2 1 0 3 25 20 0 0S 0S 0 0 0 0 0 0 3 25 SP 1S 1S 0 0 0 1 1 0 3 50 20 0 1S 1S 0 0 0 0 0 0 3 50 SP 2 2S 2S 0 0 0 1 1 0 3 Hypochlorite de calcium s.aqu 10 25 3 3LS 0LS 3 1 1 3 1 0 3 (chlorure de chaux) 15 50 3 3LS 0LS 1 1 3 1 0 3 20 25 3 3LS 0LS 0 0 3 20 50 3 3LS 0LS 1 0 3 sat <40 3 2LS 1LS 0 0 3 Hypochlorite de potas- s.aqu tous 20 3 2L 0L 3 3 3 3 0 0 3sium tous SP 3L 3L 3 3 3 3 1 0 3 Hypochlorite de sodium 10 25 (1) 1L 0LS (0) (0) (0) 2 3 1 (0) 3 (eau de Javel) 10 50 (3) 1L 0LS (0) 1 1 0 3 Hyposulfite de sodium tous 20 2 0 0 1 1 1 0 0 2 0 tous SP 2 0 0 1 1 1 0 1 2 0 Insuline 100 <40 0 0 0 0 Iode sec 100 20 0 0L 0L 0 0 0 3 3 3 3 0 sec 100 300 1 0L 0L 3 0 0 2 3 hum 100 20 3 3L 2L 3 3 1 3 Iode, alcoolique 7% 20 3 1L 0L 3 3 3 3Iodoforme, vapeur sec 60 0 0 0 0 hum 20 3 0L 0L 0 Iodure de potassium s.aqu 20 (0) 0L 0L 3 3 1 0 0 3 SP (0) 0L 0L 3 3 1 0 0 3 Jus d'ananas 25 0 0 0 0 0 0 0 85 1 1 0 0 Jus de fruit 20 1 0 0 1 3 1 0 SP 0 0 Kérosène 100 20 (0) 0 0 0 0 0 0 0 (0) (0) (0)Lait frais 20 (0) 0 0 0 1 0 0 0 (0) (2) 0 0 70 (1) 0 0 2 2 0 0 0 (0) caillé 20 (1) 0 0 caillé SP (3) 0 0 Lait de chaux 20 0 0 0 0 0 0 0 0 0 SP (0) 0 0 0 0 0 0 0 0 Lessive de sulfite 20 0 0 80 2 0 140 3 0 Limonade 20 (1) 0 0 0 0 Lithium fusion 100 400 (0) 0 0 0 0 0 Lysoform 20 0 0 0 0 0 SP 0 0 0 0 0 Lysol 5 20 (2) 0 0 0 0 0 0 0 5 SP (3) 0 0 0 0 0 0 Magnésium fusion 650 3 3 3 3 3 3 3 3 3 3 3Mazout 100 20 0L 0L 2 0 0 0 0 0 0 0 0 0Mercaptan amylique 100 20 0 0 0 0 (Hydrosulfure d'amyle) 100 160 0 0 0 Mercure 100 20 (0) 0 0 0 (3) 0 0 0 3 3 3 (1) 100 50 0 (0) 0 0 3 0 0 3 100 370 (0) 3 0 0 3 Molybdate d'ammonium 100 100 0Monochlorure de soufre sec 100 30 0 0LS 0LS 0 0 (0) (0) (0) 0 3 sec 100 SP 0LS 0LS 0 Monoxyde de carbone 100 20 0 0 0 0 0 0 0 0 0100 bar 100 540 3 (0) 3 (1) (3) 0 1 Moût de bière 20 SP 3 1 3 1Moutarde 20 2 0L 0L Naphtaline 100 20 0 0 0 0 0 0 0 0 0Nitrate d'aluminium 20 0 0 s.aqu 10 20 0 0 2 s.aqu 10 50 3 Nitrate d'ammonium s.aqu 100 20 3 0 0 3 0 3 3 3 0 100 SP 3 0 0 3 0 3 3 3 0 10 25 3 0 0 3 0 3 3 3 Nitrate d'argent s.aqu 10 20 3 0 0 3 3 1 0 1 3 3 3 0 3 s.aqu 10 SP 3 0 0 3 0 s.aqu 20 20 3 0 0 1 0
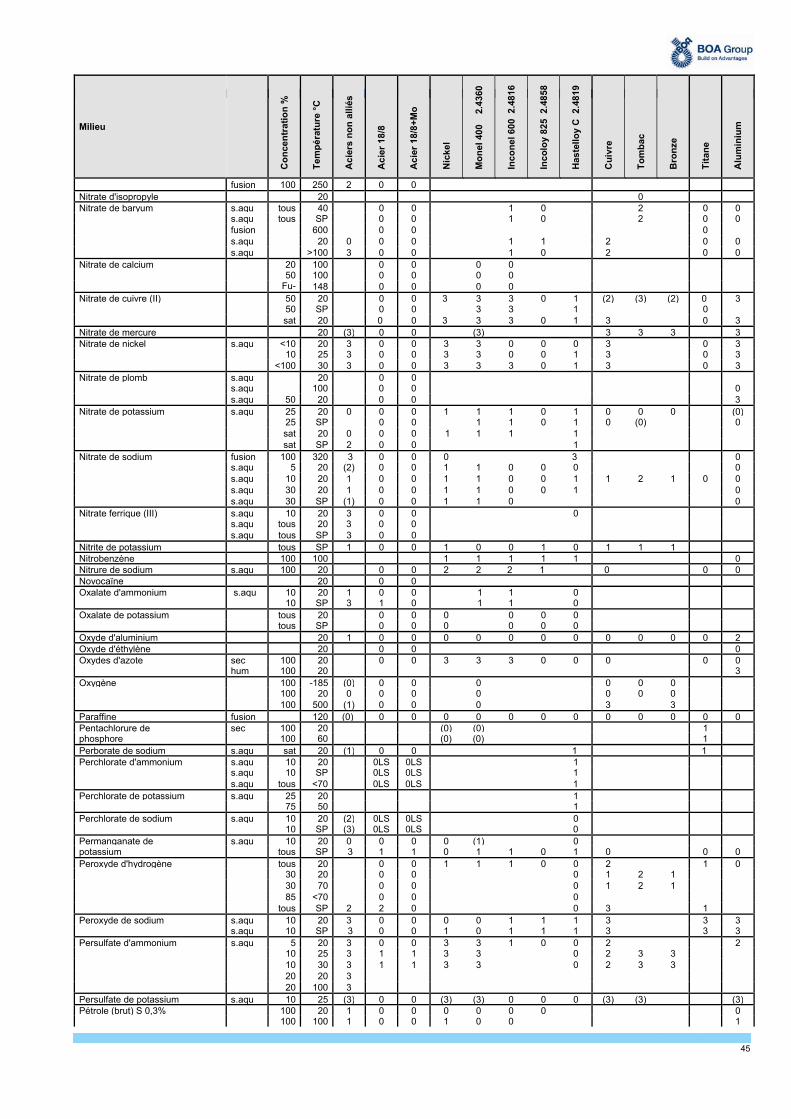
45
Milieu
C
on
cen
trat
ion
%
T
emp
érat
ure
°C
A
cier
s n
on
alli
és
A
cie
r 1
8/8
A
cier
18/
8+M
o
N
icke
l
M
on
el 4
00
2.4
360
In
con
el 6
00 2
.481
6
In
colo
y 82
5 2
.485
8
H
aste
lloy
C 2
.481
9
C
uiv
re
T
om
bac
B
ron
ze
T
itan
e
A
lum
iniu
m
fusion 100 250 2 0 0 Nitrate d'isopropyle 20 0 Nitrate de baryum s.aqu tous 40 0 0 1 0 2 0 0 s.aqu tous SP 0 0 1 0 2 0 0 fusion 600 0 0 0 s.aqu 20 0 0 0 1 1 2 0 0 s.aqu >100 3 0 0 1 0 2 0 0 Nitrate de calcium 20 100 0 0 0 0 50 100 0 0 0 0 Fu- 148 0 0 0 0 Nitrate de cuivre (II) 50 20 0 0 3 3 3 0 1 (2) (3) (2) 0 3 50 SP 0 0 3 3 1 0 sat 20 0 0 3 3 3 0 1 3 0 3 Nitrate de mercure 20 (3) 0 0 (3) 3 3 3 3Nitrate de nickel s.aqu <10 20 3 0 0 3 3 0 0 0 3 0 3 10 25 3 0 0 3 3 0 0 1 3 0 3 <100 30 3 0 0 3 3 3 0 1 3 0 3 Nitrate de plomb s.aqu 20 0 0 s.aqu 100 0 0 0 s.aqu 50 20 0 0 3 Nitrate de potassium s.aqu 25 20 0 0 0 1 1 1 0 1 0 0 0 (0) 25 SP 0 0 1 1 0 1 0 (0) 0 sat 20 0 0 0 1 1 1 1 sat SP 2 0 0 1 Nitrate de sodium fusion 100 320 3 0 0 0 3 0 s.aqu 5 20 (2) 0 0 1 1 0 0 0 0 s.aqu 10 20 1 0 0 1 1 0 0 1 1 2 1 0 0 s.aqu 30 20 1 0 0 1 1 0 0 1 0 s.aqu 30 SP (1) 0 0 1 1 0 0 Nitrate ferrique (III) s.aqu 10 20 3 0 0 0 s.aqu tous 20 3 0 0 s.aqu tous SP 3 0 0 Nitrite de potassium tous SP 1 0 0 1 0 0 1 0 1 1 1Nitrobenzène 100 100 1 1 1 1 1 0Nitrure de sodium s.aqu 100 20 0 0 2 2 2 1 0 0 0Novocaïne 20 0 0 Oxalate d'ammonium s.aqu 10 20 1 0 0 1 1 0 10 SP 3 1 0 1 1 0 Oxalate de potassium tous 20 0 0 0 0 0 0 tous SP 0 0 0 0 0 0 Oxyde d'aluminium 20 1 0 0 0 0 0 0 0 0 0 0 0 2Oxyde d'éthylène 20 0 0 0Oxydes d'azote sec 100 20 0 0 3 3 3 0 0 0 0 0 hum 100 20 3 Oxygène 100 -185 (0) 0 0 0 0 0 0 100 20 0 0 0 0 0 0 0 100 500 (1) 0 0 0 3 3 Paraffine fusion 120 (0) 0 0 0 0 0 0 0 0 0 0 0 0Pentachlorure de sec 100 20 (0) (0) 1phosphore 100 60 (0) (0) 1 Perborate de sodium s.aqu sat 20 (1) 0 0 1 1Perchlorate d'ammonium s.aqu 10 20 0LS 0LS 1 s.aqu 10 SP 0LS 0LS 1 s.aqu tous <70 0LS 0LS 1 Perchlorate de potassium s.aqu 25 20 1 75 50 1 Perchlorate de sodium s.aqu 10 20 (2) 0LS 0LS 0 10 SP (3) 0LS 0LS 0 Permanganate de s.aqu 10 20 0 0 0 0 (1) 0 potassium tous SP 3 1 1 0 1 1 0 1 0 0 0 Peroxyde d'hydrogène tous 20 0 0 1 1 1 0 0 2 1 0 30 20 0 0 0 1 2 1 30 70 0 0 0 1 2 1 85 <70 0 0 0 tous SP 2 2 0 0 3 1 Peroxyde de sodium s.aqu 10 20 3 0 0 0 0 1 1 1 3 3 3 s.aqu 10 SP 3 0 0 1 0 1 1 1 3 3 3 Persulfate d'ammonium s.aqu 5 20 3 0 0 3 3 1 0 0 2 2 10 25 3 1 1 3 3 0 2 3 3 10 30 3 1 1 3 3 0 2 3 3 20 20 3 20 100 3 Persulfate de potassium s.aqu 10 25 (3) 0 0 (3) (3) 0 0 0 (3) (3) (3)Pétrole (brut) S 0,3% 100 20 1 0 0 0 0 0 0 0 100 100 1 0 0 1 0 0 1
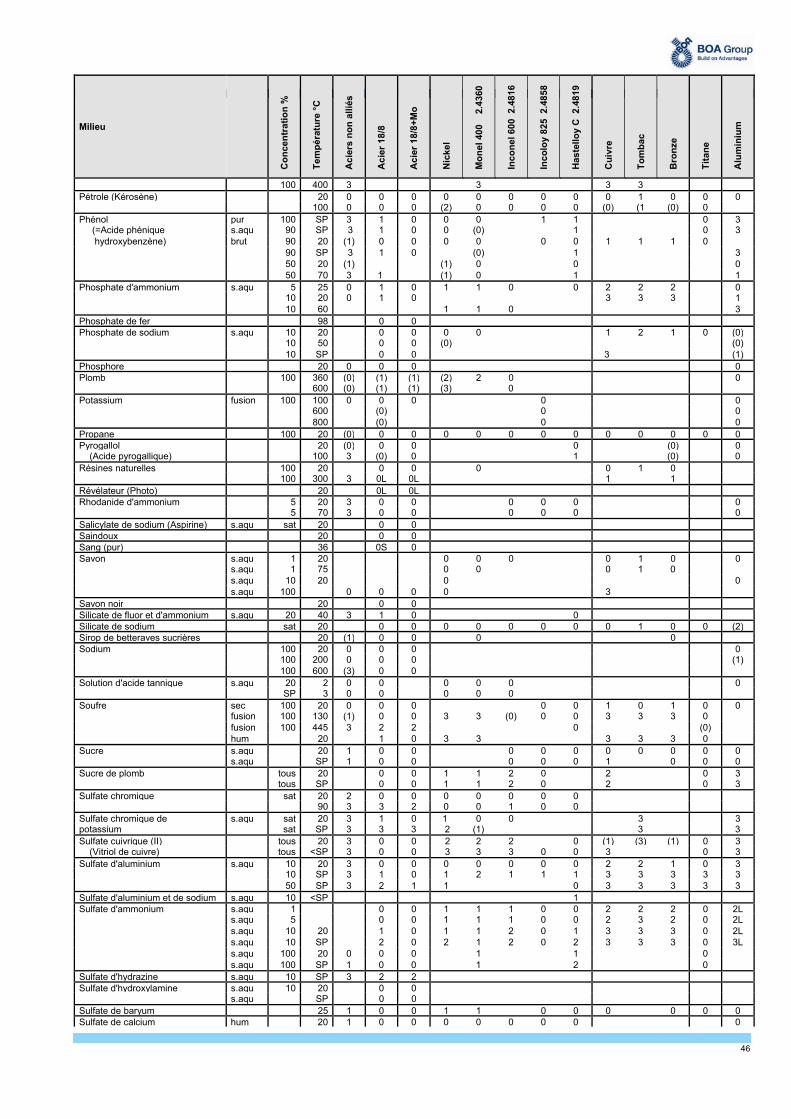
46
Milieu
C
on
cen
trat
ion
%
T
emp
érat
ure
°C
A
cier
s n
on
alli
és
A
cie
r 1
8/8
A
cier
18/
8+M
o
N
icke
l
M
on
el 4
00
2.4
360
In
con
el 6
00 2
.481
6
In
colo
y 82
5 2
.485
8
H
aste
lloy
C 2
.481
9
C
uiv
re
T
om
bac
B
ron
ze
T
itan
e
A
lum
iniu
m
100 400 3 3 3 3 Pétrole (Kérosène) 20 0 0 0 0 0 0 0 0 0 1 0 0 0 100 0 0 0 (2) 0 0 0 0 (0) (1 (0) 0 Phénol pur 100 SP 3 1 0 0 0 1 1 0 3 (=Acide phénique s.aqu 90 SP 3 1 0 0 (0) 1 0 3 hydroxybenzène) brut 90 20 (1) 0 0 0 0 0 0 1 1 1 0 90 SP 3 1 0 (0) 1 3 50 20 (1) (1) 0 0 0 50 70 3 1 (1) 0 1 1 Phosphate d'ammonium s.aqu 5 25 0 1 0 1 1 0 0 2 2 2 0 10 20 0 1 0 3 3 3 1 10 60 1 1 0 3 Phosphate de fer 98 0 0 Phosphate de sodium s.aqu 10 20 0 0 0 0 1 2 1 0 (0) 10 50 0 0 (0) (0) 10 SP 0 0 3 (1) Phosphore 20 0 0 0 0Plomb 100 360 (0) (1) (1) (2) 2 0 0 600 (0) (1) (1) (3) 0 Potassium fusion 100 100 0 0 0 0 0 600 (0) 0 0 800 (0) 0 0 Propane 100 20 (0) 0 0 0 0 0 0 0 0 0 0 0 0Pyrogallol 20 (0) 0 0 0 (0) 0 (Acide pyrogallique) 100 3 (0) 0 1 (0) 0 Résines naturelles 100 20 0 0 0 0 1 0 100 300 3 0L 0L 1 1 Révélateur (Photo) 20 0L 0L Rhodanide d'ammonium 5 20 3 0 0 0 0 0 0 5 70 3 0 0 0 0 0 0 Salicylate de sodium (Aspirine) s.aqu sat 20 0 0 Saindoux 20 0 0 Sang (pur) 36 0S 0 Savon s.aqu 1 20 0 0 0 0 1 0 0 s.aqu 1 75 0 0 0 1 0 s.aqu 10 20 0 0 s.aqu 100 0 0 0 0 3 Savon noir 20 0 0 Silicate de fluor et d'ammonium s.aqu 20 40 3 1 0 0 Silicate de sodium sat 20 0 0 0 0 0 0 0 0 1 0 0 (2)Sirop de betteraves sucrières 20 (1) 0 0 0 0Sodium 100 20 0 0 0 0 100 200 0 0 0 (1) 100 600 (3) 0 0 Solution d'acide tannique s.aqu 20 2 0 0 0 0 0 0 SP 3 0 0 0 0 0 Soufre sec 100 20 0 0 0 0 0 1 0 1 0 0 fusion 100 130 (1) 0 0 3 3 (0) 0 0 3 3 3 0 fusion 100 445 3 2 2 0 (0) hum 20 1 0 3 3 3 3 3 0 Sucre s.aqu 20 1 0 0 0 0 0 0 0 0 0 0 s.aqu SP 1 0 0 0 0 0 1 0 0 0 Sucre de plomb tous 20 0 0 1 1 2 0 2 0 3 tous SP 0 0 1 1 2 0 2 0 3 Sulfate chromique sat 20 2 0 0 0 0 0 0 0 90 3 3 2 0 0 1 0 0 Sulfate chromique de s.aqu sat 20 3 1 0 1 0 0 3 3potassium sat SP 3 3 3 2 (1) 3 3 Sulfate cuivrique (II) tous 20 3 0 0 2 2 2 0 (1) (3) (1) 0 3 (Vitriol de cuivre) tous <SP 3 0 0 3 3 3 0 0 3 0 3 Sulfate d'aluminium s.aqu 10 20 3 0 0 0 0 0 0 0 2 2 1 0 3 10 SP 3 1 0 1 2 1 1 1 3 3 3 3 3 50 SP 3 2 1 1 0 3 3 3 3 3 Sulfate d'aluminium et de sodium s.aqu 10 <SP 1 Sulfate d'ammonium s.aqu 1 0 0 1 1 1 0 0 2 2 2 0 2L s.aqu 5 0 0 1 1 1 0 0 2 3 2 0 2L s.aqu 10 20 1 0 1 1 2 0 1 3 3 3 0 2L s.aqu 10 SP 2 0 2 1 2 0 2 3 3 3 0 3L s.aqu 100 20 0 0 0 1 1 0 s.aqu 100 SP 1 0 0 1 2 0 Sulfate d'hydrazine s.aqu 10 SP 3 2 2 Sulfate d'hydroxylamine s.aqu 10 20 0 0 s.aqu SP 0 0 Sulfate de baryum 25 1 0 0 1 1 0 0 0 0 0 0Sulfate de calcium hum 20 1 0 0 0 0 0 0 0 0
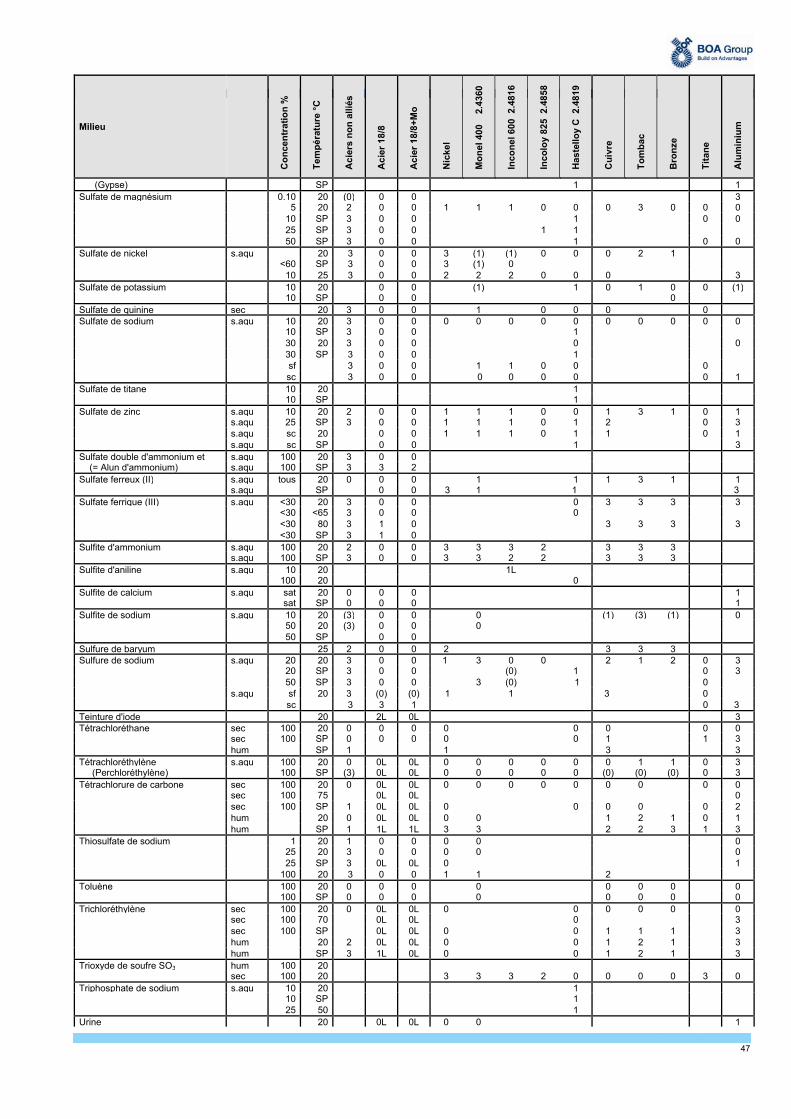
47
Milieu
C
on
cen
trat
ion
%
T
emp
érat
ure
°C
A
cier
s n
on
alli
és
A
cie
r 1
8/8
A
cier
18/
8+M
o
N
icke
l
M
on
el 4
00
2.4
360
In
con
el 6
00 2
.481
6
In
colo
y 82
5 2
.485
8
H
aste
lloy
C 2
.481
9
C
uiv
re
T
om
bac
B
ron
ze
T
itan
e
A
lum
iniu
m
(Gypse) SP 1 1 Sulfate de magnésium 0.10 20 (0) 0 0 3 5 20 2 0 0 1 1 1 0 0 0 3 0 0 0 10 SP 3 0 0 1 0 0 25 SP 3 0 0 1 1 50 SP 3 0 0 1 0 0 Sulfate de nickel s.aqu 20 3 0 0 3 (1) (1) 0 0 0 2 1 <60 SP 3 0 0 3 (1) 0 10 25 3 0 0 2 2 2 0 0 0 3 Sulfate de potassium 10 20 0 0 (1) 1 0 1 0 0 (1) 10 SP 0 0 0 Sulfate de quinine sec 20 3 0 0 1 0 0 0 0Sulfate de sodium s.aqu 10 20 3 0 0 0 0 0 0 0 0 0 0 0 0 10 SP 3 0 0 1 30 20 3 0 0 0 0 30 SP 3 0 0 1 sf 3 0 0 1 1 0 0 0 sc 3 0 0 0 0 0 0 0 1 Sulfate de titane 10 20 1 10 SP 1 Sulfate de zinc s.aqu 10 20 2 0 0 1 1 1 0 0 1 3 1 0 1 s.aqu 25 SP 3 0 0 1 1 1 0 1 2 0 3 s.aqu sc 20 0 0 1 1 1 0 1 1 0 1 s.aqu sc SP 0 0 1 3 Sulfate double d'ammonium et s.aqu 100 20 3 0 0 (= Alun d'ammonium) s.aqu 100 SP 3 3 2 Sulfate ferreux (II) s.aqu tous 20 0 0 0 1 1 1 3 1 1 s.aqu SP 0 0 3 1 1 3 Sulfate ferrique (III) s.aqu <30 20 3 0 0 0 3 3 3 3 <30 <65 3 0 0 0 <30 80 3 1 0 3 3 3 3 <30 SP 3 1 0 Sulfite d'ammonium s.aqu 100 20 2 0 0 3 3 3 2 3 3 3 s.aqu 100 SP 3 0 0 3 3 2 2 3 3 3 Sulfite d'aniline s.aqu 10 20 1L 100 20 0 Sulfite de calcium s.aqu sat 20 0 0 0 1 sat SP 0 0 0 1 Sulfite de sodium s.aqu 10 20 (3) 0 0 0 (1) (3) (1) 0 50 20 (3) 0 0 0 50 SP 0 0 Sulfure de baryum 25 2 0 0 2 3 3 3Sulfure de sodium s.aqu 20 20 3 0 0 1 3 0 0 2 1 2 0 3 20 SP 3 0 0 (0) 1 0 3 50 SP 3 0 0 3 (0) 1 0 s.aqu sf 20 3 (0) (0) 1 1 3 0 sc 3 3 1 0 3 Teinture d'iode 20 2L 0L 3Tétrachloréthane sec 100 20 0 0 0 0 0 0 0 0 sec 100 SP 0 0 0 0 0 1 1 3 hum SP 1 1 3 3 Tétrachloréthylène s.aqu 100 20 0 0L 0L 0 0 0 0 0 0 1 1 0 3 (Perchloréthylène) 100 SP (3) 0L 0L 0 0 0 0 0 (0) (0) (0) 0 3 Tétrachlorure de carbone sec 100 20 0 0L 0L 0 0 0 0 0 0 0 0 0 sec 100 75 0L 0L 0 sec 100 SP 1 0L 0L 0 0 0 0 0 2 hum 20 0 0L 0L 0 0 1 2 1 0 1 hum SP 1 1L 1L 3 3 2 2 3 1 3 Thiosulfate de sodium 1 20 1 0 0 0 0 0 25 20 3 0 0 0 0 0 25 SP 3 0L 0L 0 1 100 20 3 0 0 1 1 2 Toluène 100 20 0 0 0 0 0 0 0 0 100 SP 0 0 0 0 0 0 0 0 Trichloréthylène sec 100 20 0 0L 0L 0 0 0 0 0 0 sec 100 70 0L 0L 0 3 sec 100 SP 0L 0L 0 0 1 1 1 3 hum 20 2 0L 0L 0 0 1 2 1 3 hum SP 3 1L 0L 0 0 1 2 1 3 Trioxyde de soufre SO3 hum 100 20 sec 100 20 3 3 3 2 0 0 0 0 3 0 Triphosphate de sodium s.aqu 10 20 1 10 SP 1 25 50 1 Urine 20 0L 0L 0 0 1
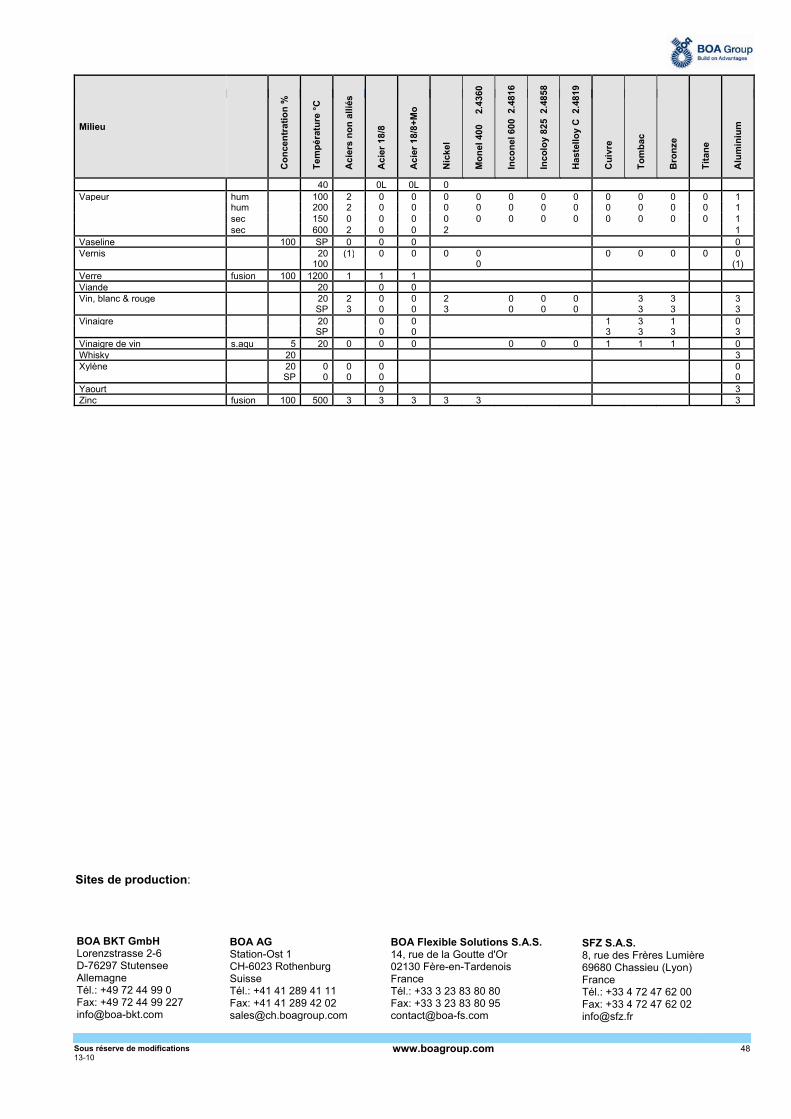
48
Milieu
C
on
cen
trat
ion
%
T
emp
érat
ure
°C
A
cier
s n
on
alli
és
A
cie
r 1
8/8
A
cier
18/
8+M
o
N
icke
l
M
on
el 4
00
2.4
360
In
con
el 6
00 2
.481
6
In
colo
y 82
5 2
.485
8
H
aste
lloy
C 2
.481
9
C
uiv
re
T
om
bac
B
ron
ze
T
itan
e
A
lum
iniu
m
40 0L 0L 0 Vapeur hum 100 2 0 0 0 0 0 0 0 0 0 0 0 1 hum 200 2 0 0 0 0 0 0 0 0 0 0 0 1 sec 150 0 0 0 0 0 0 0 0 0 0 0 0 1 sec 600 2 0 0 2 1 Vaseline 100 SP 0 0 0 0Vernis 20 (1) 0 0 0 0 0 0 0 0 0 100 0 (1) Verre fusion 100 1200 1 1 1 Viande 20 0 0 Vin, blanc & rouge 20 2 0 0 2 0 0 0 3 3 3 SP 3 0 0 3 0 0 0 3 3 3 Vinaigre 20 0 0 1 3 1 0 SP 0 0 3 3 3 3 Vinaigre de vin s.aqu 5 20 0 0 0 0 0 0 1 1 1 0Whisky 20 3Xylène 20 0 0 0 0 SP 0 0 0 0 Yaourt 0 3Zinc fusion 100 500 3 3 3 3 3 3
Sites de production:
Sous réserve de modifications 13-10
BOA AG Station-Ost 1 CH-6023 Rothenburg Suisse Tél.: +41 41 289 41 11 Fax: +41 41 289 42 02 [email protected]
BOA Flexible Solutions S.A.S. 14, rue de la Goutte d'Or 02130 Fère-en-Tardenois France Tél.: +33 3 23 83 80 80 Fax: +33 3 23 83 80 95 [email protected]
www.boagroup.com
BOA BKT GmbH Lorenzstrasse 2-6 D-76297 Stutensee Allemagne Tél.: +49 72 44 99 0 Fax: +49 72 44 99 227 [email protected]
SFZ S.A.S. 8, rue des Frères Lumière 69680 Chassieu (Lyon) France Tél.: +33 4 72 47 62 00 Fax: +33 4 72 47 62 02 [email protected]