Embed Size (px)
Citation preview

統一企業股份有限公司UNI-PRESIDENT ENTERPRISES CORP.
第 20 屆全國團結圈活動競賽
Q C C
奪 標 圈活 動 成 果 報 告 書
奪標圈活動成果報告書
目 錄
奪標圈圈徽 1
公司簡介 2
奪標圈組成經過 3
上一期活動追蹤 5
主題選定、流程簡介 6
現況把握 7
目標設定、活動計畫 8
要因分析與真因驗證 9
真因判斷與驗證 10
對策擬定與評價 11
對策實施 13
效果確認 17
成果比較 18
標準化、活動檢討 19
下期活動主題選取 20
飛向健康快樂的 21 世紀

(1)
統一企業公司UNI-PRESIDENT ENTERPRISES CORP.
開創健康快樂的明天
(2)
一.統一企業公司簡介(一)公司成立 :56 年 07 月 01 日(二)董 事 長:高 清 愿(三)總 裁:林 蒼 生(四)總 經 理:林 隆 義(五)願 景:統一,一首永為大家喜愛的食品交響樂
——以愛心和關懷來建構與現代密不可分的食品王國(六)品質政策:全員參與品質創新、持續改善創造價值、超越顧客期許。(七)經營理念:三好一公道(八)資 本 額:354.4 億元(九)營 業 額:428.4 億元(十)員 工:4,955 人
( )組 織:1.國內:事業部(18)、工廠(29) 、業務處(4)、營業所(9)、總廠(6)。2.國外:大陸廠(29)、印尼廠、泰國廠、越南廠、菲律賓廠等。
( )總 公 司:台南縣永康市鹽行中正路 301 號
( )主要產品:乳品、飲料、麵粉、飼料、油脂、速食麵、麵包、肉品、醬品、冷調食品、早餐食品 、健康食品、冰品等。
( )環境保護:全公司防治污染投資總額 5.8 億元,年處理費用約 1.3 億元
( )公益活動:1.每年舉辦統一盃鐵人三項國際邀請賽(93 年第 12 屆)。2.每年舉辦統一盃兒童媽媽寫生比賽 (93 年第 26 屆)。3.每年舉辦“黃金十年規劃人生”文化講座、 21 世紀青少年夢公園演唱會。4.67 年成立社會福利慈善基金會,至 96 年累計發放濟助金達 2.25 億元。5.90 年起舉辦食品創意新時代—大專院校食品創意競賽(93 年第 4 屆)。6.92 年獨家贊助第十四屆金馬獎頒獎活動,提升國內電影文化事業的能見度。7.93 年舉辦名人講座公益活動。8.95 年捐贈國家衛生研究院南部臨床研究中心:台南辦公大樓 2.5 億元。
( )公司形象:1.89 年度高清愿 董事長榮獲經部頒發〝一等經濟獎章〞。2.89 年起連續獲選天下雜誌〝全國最佳聲望標竿獎〞。3.89 年 AB 優酪乳榮獲衛生署第一張〝健康食品〞認證及國家生技醫療品質獎。4.91 年起連續三年獲頒遠東經濟評論「二百大受推崇」企業獎。5.91 年榮獲第三屆全國標準化獎。6.91 年起連續三年獲得讀者文摘消費者票選「非常品牌獎」(多面白金獎及金牌獎)7.92 年 LP33 優酪乳榮獲第二屆國際生醫新創獎。93 年榮獲傑出環保工程獎。8.95.96年榮獲遠見雜誌第二.三屆「企業社會責任獎—傳產製造業楷模獎。9.96 年榮獲天下雜誌『2007 天下企業公民獎』。
( )績優廠礦:1.榮獲CAS、GMP、JAS 、ISO 9001 、 ISO 14001、HACCP、OHSAS 18001、ISO 22000COAAS (有機飼料)認證、正字標誌、微生物實驗室認證(CNLA)
2.防治工業污染獎 3.節約能源獎 4.勞工安全衛生績優獎5.工業減廢獎 6.環保績優獎 7.產業科技發展獎 8. 教育訓練獎
( )團 結 圈:1.68 年 7 月導入 QCC 活動,持續推動 28 年,至 95 年底已完成 55 期活動活 動 2.共完成主題 7,102 件,提案 20,683 件,累計改善年效益 7.5 億元
( )全 公 司 品 管 圈 活 動 榮 譽:1.連續參加全國團結圈活動競賽 19 年(77 年~95 年),榮獲:殊榮獎 3 次、金塔獎 7 次、銀塔獎 6 次、銅塔獎 3 次、佳作獎 1 次
2.86 年榮獲十年參賽績優模範企業獎,及「優秀推動人員獎」3.90 年 新 市 及 楊 梅 總 廠 双 獲 團 結 圈 活 動 推 行績 優 團 體獎4.參加先鋒全國品管圈發表會大會 122 次,榮獲特優圈 90 次、優秀圈 32 次5.連續參加全國金獎品管圈選拔 25 年(71 年~95 年),均榮獲金獎
九十
二十
四十
三十
五十
一十
八十
七十
六十
(3)
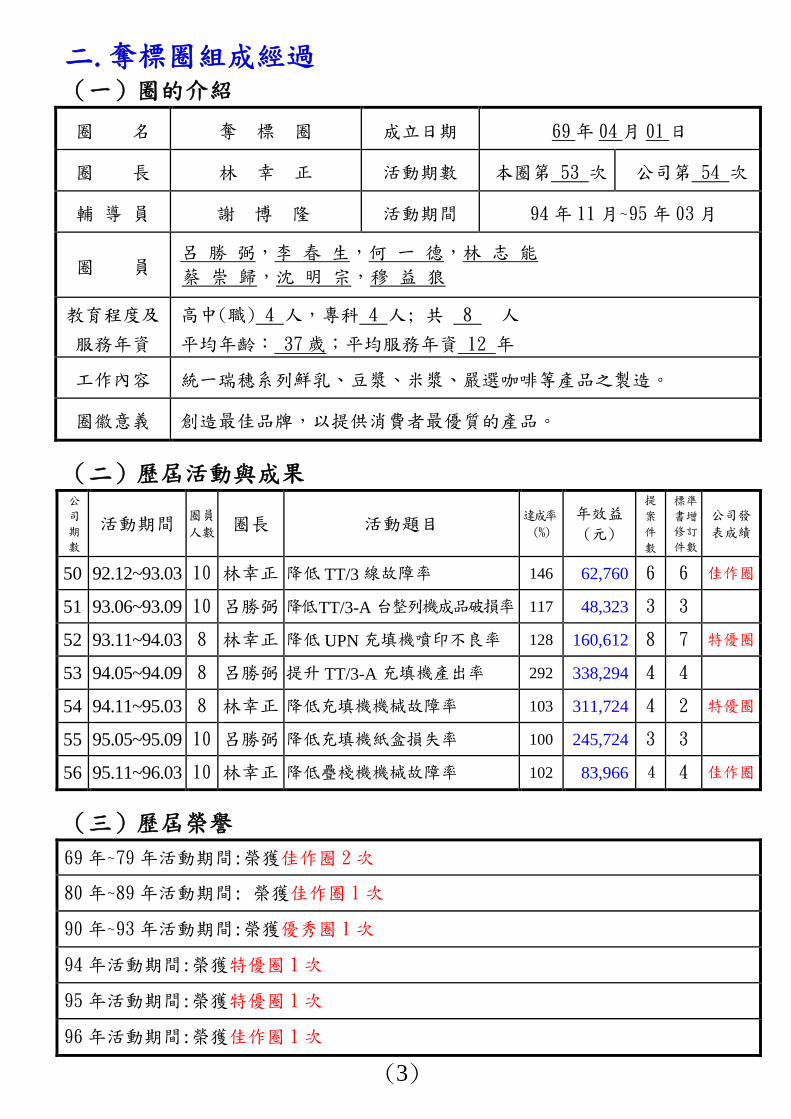
二.奪標圈組成經過(一)圈的介紹
圈 名 奪 標 圈 成立日期 69 年 04 月 01 日
圈 長 林 幸 正 活動期數 本圈第 53 次 公司第 54 次
輔 導 員 謝 博 隆 活動期間 94 年 11 月~95 年 03 月
圈 員呂 勝 弼,李 春 生,何 一 德,林 志 能蔡 崇 歸,沈 明 宗,穆 益 狼
教育程度及
服務年資
高中(職) 4 人,專科 4 人; 共 8 人
平均年齡: 37 歲;平均服務年資 12 年
工作內容 統一瑞穗系列鮮乳、豆漿、米漿、嚴選咖啡等產品之製造。
圈徽意義 創造最佳品牌,以提供消費者最優質的產品。
(二)歷屆活動與成果公司期數
活動期間 圈員人數 圈長 活動題目 達成率
(%)年效益(元)
提案件數
標準書增修訂件數
公司發表成績
50 92.12~93.03 10 林幸正 降低 TT/3 線故障率 146 62,760 6 6 佳作圈
51 93.06~93.09 10 呂勝弼 降低TT/3-A 台整列機成品破損率 117 48,323 3 3
52 93.11~94.03 8 林幸正 降低 UPN 充填機噴印不良率 128 160,612 8 7 特優圈
53 94.05~94.09 8 呂勝弼 提升 TT/3-A 充填機產出率 292 338,294 4 4
54 94.11~95.03 8 林幸正 降低充填機機械故障率 103 311,724 4 2 特優圈
55 95.05~95.09 10 呂勝弼 降低充填機紙盒損失率 100 245,724 3 3
56 95.11~96.03 10 林幸正 降低疊棧機機械故障率 102 83,966 4 4 佳作圈
(三)歷屆榮譽69 年~79 年活動期間:榮獲佳作圈 2 次
80 年~89 年活動期間: 榮獲佳作圈 1 次
90 年~93 年活動期間:榮獲優秀圈 1 次
94 年活動期間:榮獲特優圈 1 次
95 年活動期間:榮獲特優圈 1 次
96 年活動期間:榮獲佳作圈 1 次
(4)
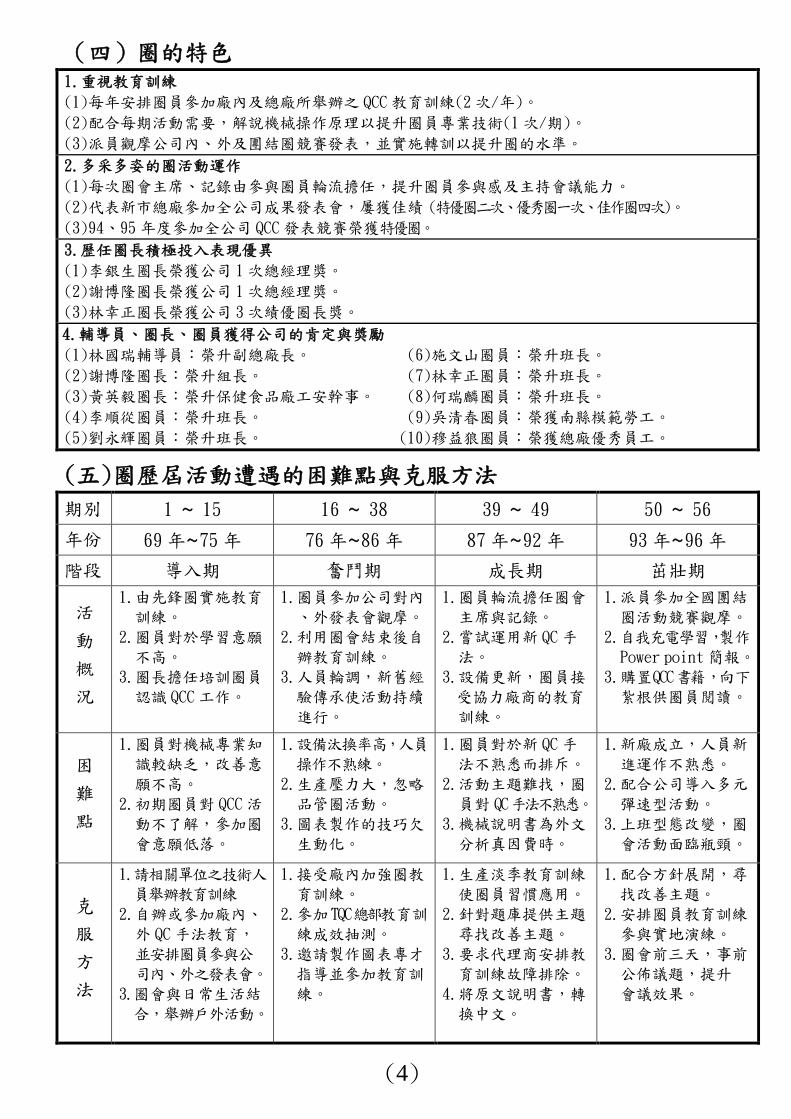
(四)圈的特色1.重視教育訓練(1)每年安排圈員參加廠內及總廠所舉辦之 QCC 教育訓練(2 次/年)。(2)配合每期活動需要,解說機械操作原理以提升圈員專業技術(1 次/期)。(3)派員觀摩公司內、外及團結圈競賽發表,並實施轉訓以提升圈的水準。2.多采多姿的圈活動運作(1)每次圈會主席、記錄由參與圈員輪流擔任,提升圈員參與感及主持會議能力。(2)代表新市總廠參加全公司成果發表會,屢獲佳績 (特優圈二次、優秀圈一次、佳作圈四次)。(3)94、95 年度參加全公司 QCC 發表競賽榮獲特優圈。3.歷任圈長積極投入表現優異(1)李銀生圈長榮獲公司 1次總經理獎。(2)謝博隆圈長榮獲公司 1次總經理獎。(3)林幸正圈長榮獲公司 3次績優圈長獎。4.輔導員、圈長、圈員獲得公司的肯定與獎勵(1)林國瑞輔導員:榮升副總廠長。 (6)施文山圈員:榮升班長。(2)謝博隆圈長:榮升組長。 (7)林幸正圈員:榮升班長。(3)黃英毅圈長:榮升保健食品廠工安幹事。 (8)何瑞麟圈員:榮升班長。(4)李順從圈員:榮升班長。 (9)吳清春圈員:榮獲南縣模範勞工。(5)劉永輝圈員:榮升班長。 (10)穆益狼圈員:榮獲總廠優秀員工。
(五)圈歷屆活動遭遇的困難點與克服方法期別 1 ~ 15 16 ~ 38 39 ~ 49 50 ~ 56
年份 69 年~75 年 76 年~86 年 87 年~92 年 93 年~96 年
階段 導入期 奮鬥期 成長期 茁壯期
活動概況
1.由先鋒圈實施教育訓練。
2.圈員對於學習意願不高。
3.圈長擔任培訓圈員認識 QCC 工作。
1.圈員參加公司對內、外發表會觀摩。
2.利用圈會結束後自辦教育訓練。
3.人員輪調,新舊經驗傳承使活動持續進行。
1.圈員輪流擔任圈會主席與記錄。
2.嘗試運用新 QC 手法。
3.設備更新,圈員接受協力廠商的教育訓練。
1.派員參加全國團結圈活動競賽觀摩。
2.自我充電學習,製作Power point 簡報。
3.購置QCC書籍,向下紮根供圈員閱讀。
困難點
1.圈員對機械專業知識較缺乏,改善意願不高。
2.初期圈員對 QCC 活動不了解,參加圈會意願低落。
1.設備汰換率高,人員操作不熟練。
2.生產壓力大,忽略品管圈活動。
3.圖表製作的技巧欠生動化。
1.圈員對於新 QC 手法不熟悉而排斥。
2.活動主題難找,圈員對 QC手法不熟悉。
3.機械說明書為外文分析真因費時。
1.新廠成立,人員新進運作不熟悉。
2.配合公司導入多元彈速型活動。
3.上班型態改變,圈會活動面臨瓶頸。
克服方法
1.請相關單位之技術人員舉辦教育訓練
2.自辦或參加廠內、外 QC 手法教育,並安排圈員參與公司內、外之發表會。
3.圈會與日常生活結合,舉辦戶外活動。
1.接受廠內加強圈教育訓練。
2.參加TQC總部教育訓練成效抽測。
3.邀請製作圖表專才指導並參加教育訓練。
1.生產淡季教育訓練使圈員習慣應用。
2.針對題庫提供主題尋找改善主題。
3.要求代理商安排教育訓練故障排除。
4.將原文說明書,轉換中文。
1.配合方針展開,尋找改善主題。
2.安排圈員教育訓練參與實地演練。
3.圈會前三天,事前公佈議題,提升會議效果。
(5)
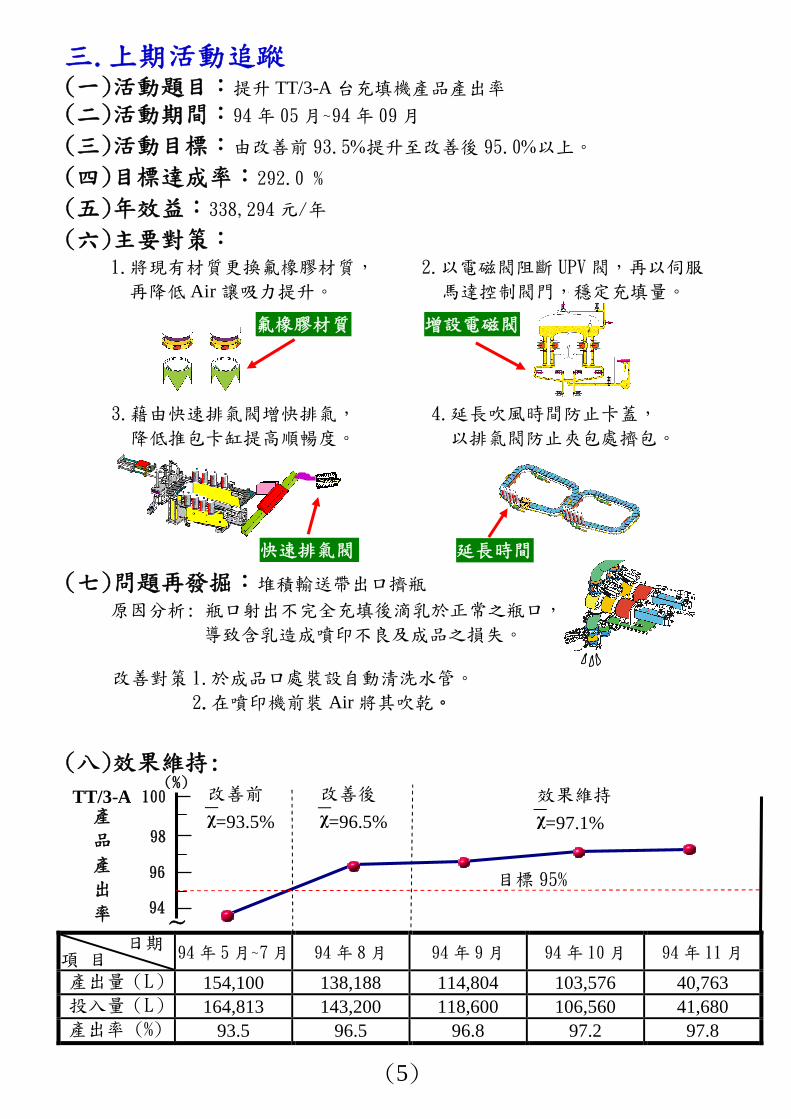
三.上期活動追蹤(一)活動題目:提升 TT/3-A 台充填機產品產出率(二)活動期間:94 年 05 月~94 年 09 月
(三)活動目標:由改善前 93.5提升至改善後 95.0以上。
(四)目標達成率:292.0 %
(五)年效益:338,294 元/年
(六)主要對策:1.將現有材質更換氟橡膠材質, 2.以電磁閥阻斷 UPV 閥,再以伺服再降低 Air 讓吸力提升。 馬達控制閥門,穩定充填量。
3.藉由快速排氣閥增快排氣, 4.延長吹風時間防止卡蓋,降低推包卡缸提高順暢度。 以排氣閥防止夾包處擠包。
(七)問題再發掘:堆積輸送帶出口擠瓶原因分析: 瓶口射出不完全充填後滴乳於正常之瓶口,
導致含乳造成噴印不良及成品之損失。
改善對策 1.於成品口處裝設自動清洗水管。2.在噴印機前裝 Air 將其吹乾。
(八)效果維持:
日期項 目 94 年 5 月~7 月 94 年 8 月 94 年 9 月 94 年 10 月 94 年 11 月
產出量(L) 154,100 138,188 114,804 103,576 40,763投入量(L) 164,813 143,200 118,600 106,560 41,680產出率 (%) 93.5 96.5 96.8 97.2 97.8
快速排氣閥
增設電磁閥氟橡膠材質
延長時間
效果維持χ=97.1% ̄產
品產出率 94
100
98
96
(%)
~
TT/3-A 改善後χ=96.5% ̄
改善前χ=93.5% ̄
目標 95%

(6)
四.主題選定(一)主題選取及評價
盒裝組各線機械故障率層別
機 台 故障率(%) 百分比(%)UPN-160充填機 5.24 20.9TT/3-A 充填機 9.31 37.2TR18-C 充填機 10.50 41.9備註: UPN-160 充填機故障率 5.24%由瑞穗圈定為活動題目
TT/3-A 充填機於 12 月停止生產
(二)本期活動題目:降低 TR18-C 充填機機械故障率(三)選定理由: 1.提高生產效率、減少顧客抱怨。(方針編號︰1.1.3)
2.降低製造成本、確保產品品質。(方針編號︰3.3.2)3.突破現況缺點、改善機台機能。
五.生產流程介紹
評 價 項 目項 目問 題 點
現況迫切性 可行性 效益性 圈能力
得分
順位
充填線電力使用量偏高 189.24KW/萬盒 36 18 22 32 108 4充填機機械故障率偏高 8.35% 40 36 36 40 152 1充填線人力生產力偏低 2,140 瓶/人時 22 16 32 36 106 5盒裝顧客抱怨件數偏高 4 件/月 36 32 36 32 136 3充填機紙盒損失率偏高 1.35% 40 32 36 36 144 2
項目評分 迫切性 可行性 效益性 圈能力
1 分/人 每月發生 6個月以上完成 3 萬元以下 委託外包商3 分/人 每週發生 3~6個月可完成 3~5 萬元 委託機務課
評 價方 式
5 分/人 每天發生 3 個月可完成 5 萬元以上 圈自行改善
備註:參與評價人數 8 人 現況資料來源:日常及方針管理
產品疊棧
UPN-160TT/3-ATR18-C
代表本期活動範圍
原、物料調配
高溫殺菌
低溫充填
產品噴印
產品裝箱
產品貼標
產品入庫
充填作業流程
紙盒供給 底部成型 紙盒傳送 紙盒殺菌 產品充填 頂部封合
41.9﹪
20.9﹪
37.2﹪
(7)
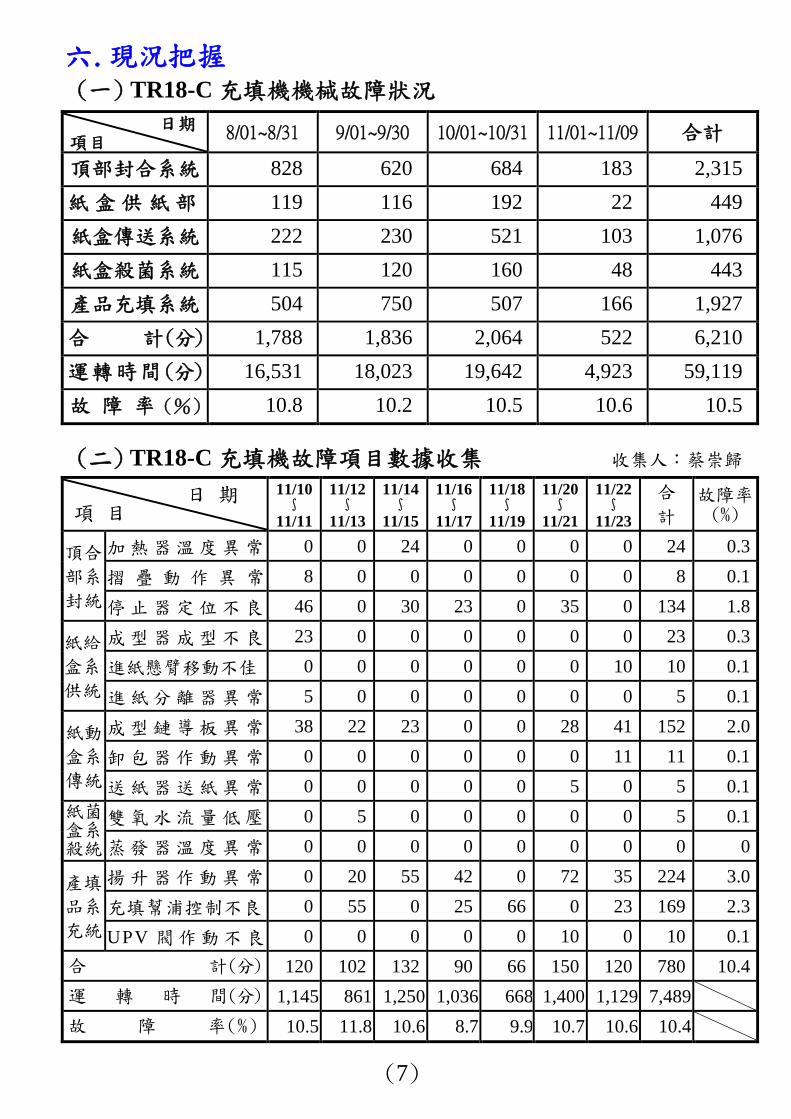
六.現況把握(一) TR18-C 充填機機械故障狀況
(二) TR18-C 充填機故障項目數據收集 收集人:蔡崇歸
日期項目 8/01~8/31 9/01~9/30 10/01~10/31 11/01~11/09 合計
頂部封合系統 828 620 684 183 2,315
紙 盒 供 紙 部 119 116 192 22 449
紙盒傳送系統 222 230 521 103 1,076
紙盒殺菌系統 115 120 160 48 443
產品充填系統 504 750 507 166 1,927
合 計(分) 1,788 1,836 2,064 522 6,210
運轉時間(分) 16,531 18,023 19,642 4,923 59,119
故 障 率(%) 10.8 10.2 10.5 10.6 10.5
日 期項 目
11/10∫
11/11
11/12∫
11/13
11/14∫
11/15
11/16∫
11/17
11/18∫
11/19
11/20∫
11/21
11/22∫
11/23
合計
故障率(%)
加熱器溫度異常 0 0 24 0 0 0 0 24 0.3
摺 疊 動 作 異 常 8 0 0 0 0 0 0 8 0.1頂合部系封統停止器定位不良 46 0 30 23 0 35 0 134 1.8
成型器成型不良 23 0 0 0 0 0 0 23 0.3
進紙懸臂移動不佳 0 0 0 0 0 0 10 10 0.1紙給盒系供統 進紙分離器異常 5 0 0 0 0 0 0 5 0.1
成型鏈導板異常 38 22 23 0 0 28 41 152 2.0
卸包器作動異常 0 0 0 0 0 0 11 11 0.1紙動盒系傳統送紙器送紙異常 0 0 0 0 0 5 0 5 0.1
雙氧水流量低壓 0 5 0 0 0 0 0 5 0.1紙菌盒系殺統蒸發器溫度異常 0 0 0 0 0 0 0 0 0
揚升器作動異常 0 20 55 42 0 72 35 224 3.0
充填幫浦控制不良 0 55 0 25 66 0 23 169 2.3產填品系充統 UPV 閥作動不良 0 0 0 0 0 10 0 10 0.1
合 計(分) 120 102 132 90 66 150 120 780 10.4
運 轉 時 間(分) 1,145 861 1,250 1,036 668 1,400 1,129 7,489
故 障 率(%) 10.5 11.8 10.6 8.7 9.9 10.7 10.6 10.4
(8)
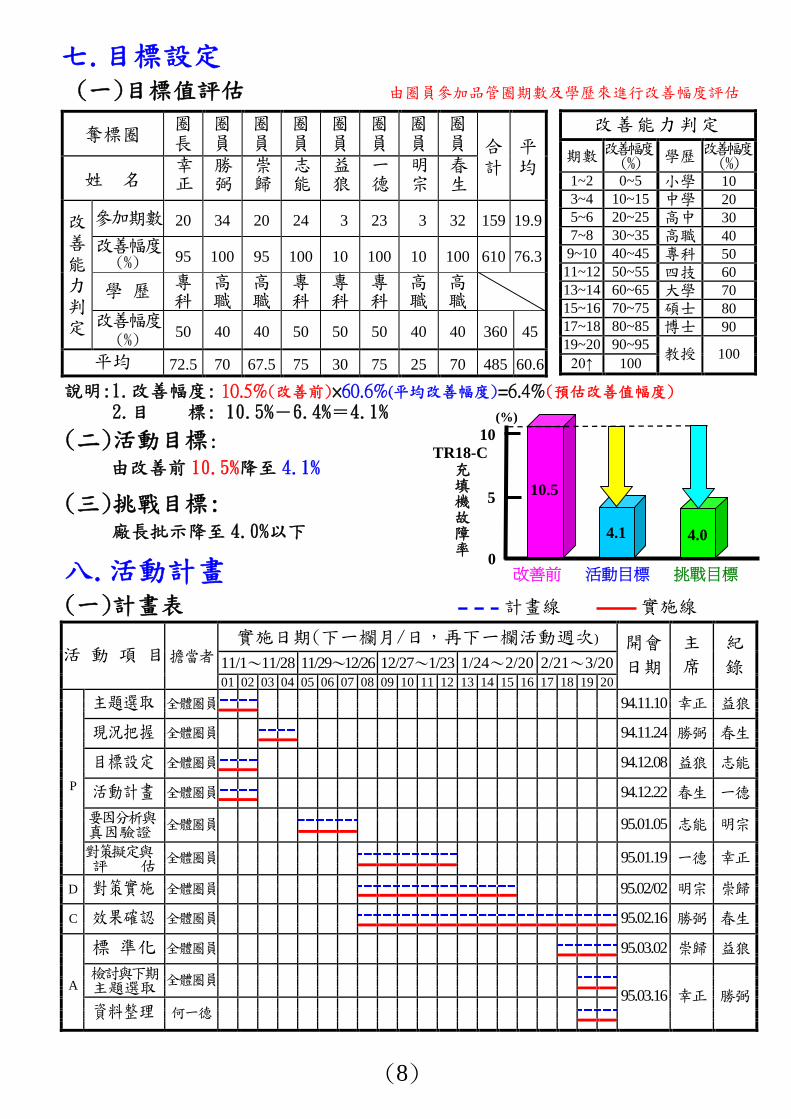
七.目標設定(一)目標值評估 由圈員參加品管圈期數及學歷來進行改善幅度評估
說明:1.改善幅度: 10.5%(改善前)×60.6%(平均改善幅度)=6.4%(預估改善值幅度)2.目 標: 10.5%-6.4%=4.1%
(二)活動目標:由改善前 10.5%降至 4.1%
(三)挑戰目標:廠長批示降至 4.0%以下
八.活動計畫(一)計畫表 計畫線 實施線
實施日期(下一欄月/日,再下一欄活動週次)
11/1~11/28 11/29~12/26 12/27~1/23 1/24~2/20 2/21~3/20活 動 項 目擔當者
01 02 03 04 05 06 07 08 09 10 11 12 13 14 15 16 17 18 19 20
開會日期
主席
紀錄
主題選取 全體圈員 94.11.10 幸正 益狼
現況把握 全體圈員 94.11.24 勝弼 春生
目標設定 全體圈員 94.12.08 益狼 志能
活動計畫 全體圈員 94.12.22 春生 一德
要因分析與真因驗證 全體圈員 95.01.05 志能 明宗
P
對策擬定與評 估 全體圈員 95.01.19 一德 幸正
D 對策實施 全體圈員 95.02/02 明宗 崇歸
C 效果確認 全體圈員 95.02.16 勝弼 春生
標 準化 全體圈員 95.03.02 崇歸 益狼
檢討與下期主題選取 全體圈員A
資料整理 何一德95.03.16 幸正 勝弼
改善能力判定
期數 改善幅度(%) 學歷 改善幅度
(%)1~2 0~5 小學 103~4 10~15 中學 205~6 20~25 高中 307~8 30~35 高職 40
9~10 40~45 專科 5011~12 50~55 四技 6013~14 60~65 大學 7015~16 70~75 碩士 8017~18 80~85 博士 9019~20 90~9520↑ 100
教授 100
奪標圈 圈長
圈員
圈員
圈員
圈員
圈員
圈員
圈員
姓 名幸正
勝弼
崇歸
志能
益狼
一德
明宗
春生
合計
平均
參加期數 20 34 20 24 3 23 3 32 159 19.9
改善幅度(%) 95 100 95 100 10 100 10 100 610 76.3
學 歷 專科
高職
高職
專科
專科
專科
高職
高職
改善能力判定 改善幅度
(%) 50 40 40 50 50 50 40 40 360 45
平均 72.5 70 67.5 75 30 75 25 70 485 60.6
10
5
0改善前 活動目標 挑戰目標
10.5
4.1 4.0
(%)
充填機故障率
TR18-C
(9)
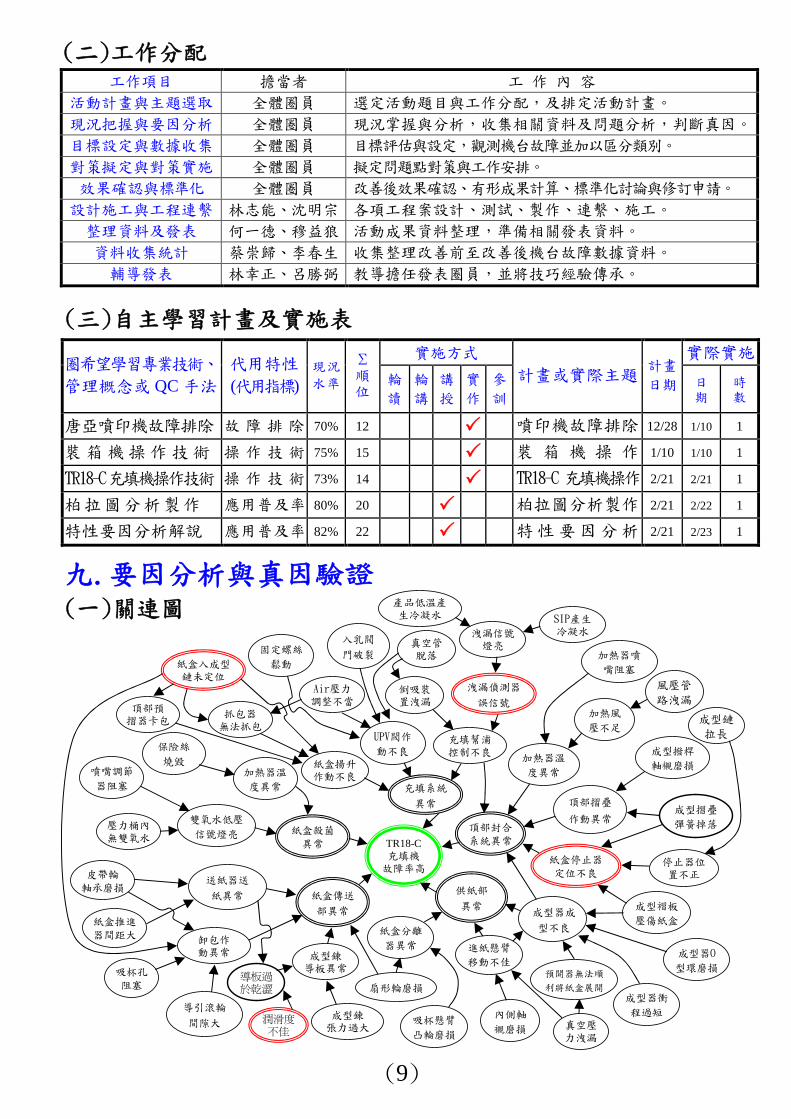
(二)工作分配工作項目 擔當者 工 作 內 容
活動計畫與主題選取 全體圈員 選定活動題目與工作分配,及排定活動計畫。現況把握與要因分析 全體圈員 現況掌握與分析,收集相關資料及問題分析,判斷真因。目標設定與數據收集 全體圈員 目標評估與設定,觀測機台故障並加以區分類別。對策擬定與對策實施 全體圈員 擬定問題點對策與工作安排。效果確認與標準化 全體圈員 改善後效果確認、有形成果計算、標準化討論與修訂申請。
設計施工與工程連繫 林志能、沈明宗 各項工程案設計、測試、製作、連繫、施工。整理資料及發表 何一德、穆益狼 活動成果資料整理,準備相關發表資料。資料收集統計 蔡崇歸、李春生 收集整理改善前至改善後機台故障數據資料。輔導發表 林幸正、呂勝弼 教導擔任發表圈員,並將技巧經驗傳承。
(三)自主學習計畫及實施表
九.要因分析與真因驗證(一)關連圖
實施方式 實際實施圈希望學習專業技術、管理概念或 QC 手法
代用特性(代用指標)
現況水準
Σ順位
輪讀
輪講
講授
實作
參訓
計畫或實際主題 計畫日期 日
期時數
唐亞噴印機故障排除 故 障 排 除 70% 12 噴印機故障排除 12/28 1/10 1
裝箱機操作技術 操 作 技 術 75% 15 裝 箱 機 操 作 1/10 1/10 1
TR18-C充填機操作技術 操 作 技 術 73% 14 TR18-C 充填機操作 2/21 2/21 1
柏拉圖分析製作 應用普及率 80% 20 柏拉圖分析製作 2/21 2/22 1
特性要因分析解說 應用普及率 82% 22 特性要因分析 2/21 2/23 1
充填幫浦控制不良 加熱器溫
度異常
TR18-C充填機故障率高
頂部封合系統異常
充填系統異常
供紙部異常
紙盒傳送部異常
紙盒殺菌異常
紙盒停止器定位不良
成型褶板壓傷紙盒
成型撥桿軸襯磨損
成型摺疊彈簧掉落
加熱風壓不足
風壓管路洩漏
頂部摺疊
作動異常
停止器位置不正
加熱器噴嘴阻塞
UPV閥作動不良
Air壓力調整不當
固定螺絲鬆動
洩漏偵測器誤信號
倒吸裝置洩漏
紙盒揚升作動不良
紙盒入成型鏈未定位
抓包器無法抓包
雙氧水低壓信號燈亮
入乳閥門破裂
壓力桶內無雙氧水
噴嘴調節器阻塞
送紙器送紙異常
紙盒推進器間距大 卸包作
動異常
吸杯孔阻塞
導引滾輪間隙大
成型鍊導板異常
導板過於乾澀
成型鍊張力過大
紙盒分離器異常
扇形輪磨損
吸杯懸臂凸輪磨損
進紙懸臂移動不佳
內側軸襯磨損
成型器成型不良
預開器無法順利將紙盒展開
成型器衝程過短
成型器O型環磨損
加熱器溫度異常
保險絲燒毀
皮帶輪軸承磨損
真空壓力洩漏
洩漏信號燈亮
SIP產生冷凝水
產品低溫產生冷凝水
真空管脫落
頂部預摺器卡包
潤滑度不佳
成型鏈拉長
(10)
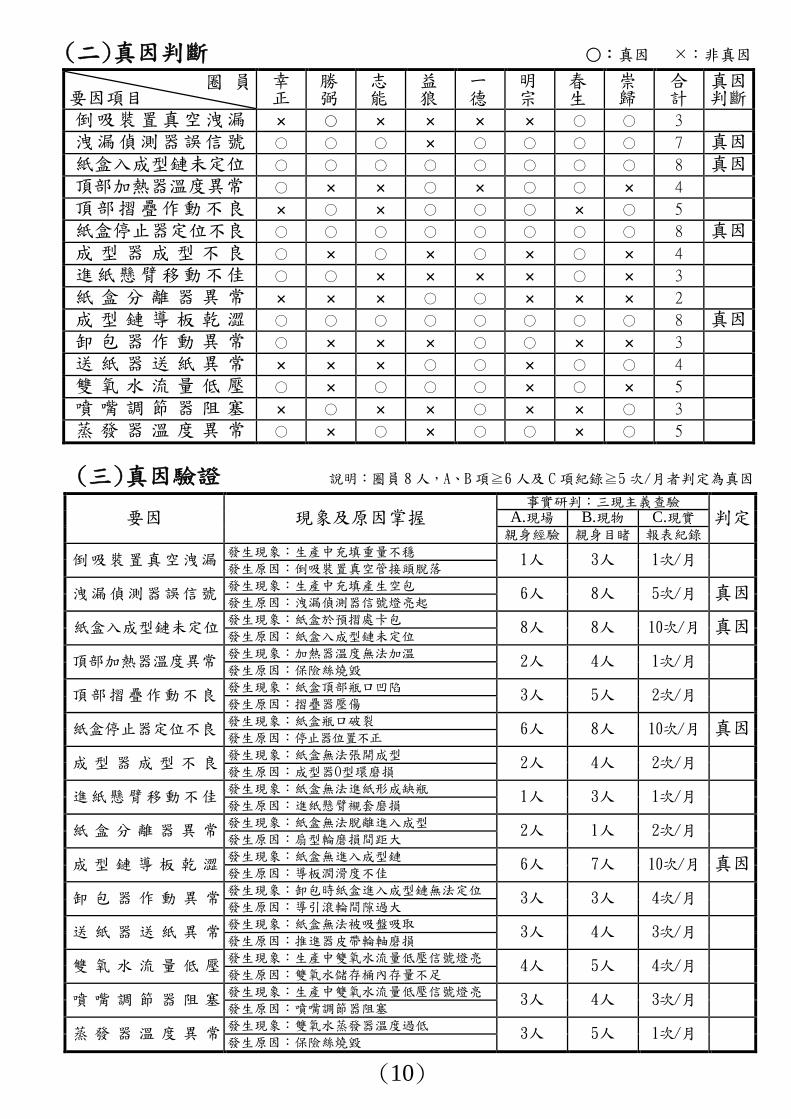
(二)真因判斷 ○:真因 :非真因
圈 員要因項目
幸正
勝弼
志能
益狼
一德
明宗
春生
崇歸
合計
真因判斷
倒吸裝置真空洩漏 ○ ○ ○ 3洩漏偵測器誤信號 ○ ○ ○ ○ ○ ○ ○ 7 真因紙盒入成型鏈未定位 ○ ○ ○ ○ ○ ○ ○ ○ 8 真因頂部加熱器溫度異常 ○ ○ ○ ○ 4頂部摺疊作動不良 ○ ○ ○ ○ ○ 5紙盒停止器定位不良 ○ ○ ○ ○ ○ ○ ○ ○ 8 真因成 型 器 成 型 不 良 ○ ○ ○ ○ 4進紙懸臂移動不佳 ○ ○ ○ 3紙 盒 分 離 器 異 常 ○ ○ 2成 型 鏈 導 板 乾 澀 ○ ○ ○ ○ ○ ○ ○ ○ 8 真因卸 包 器 作 動 異 常 ○ ○ ○ 3送 紙 器 送 紙 異 常 ○ ○ ○ ○ 4雙 氧 水 流 量 低 壓 ○ ○ ○ ○ ○ 5噴 嘴 調 節 器 阻 塞 ○ ○ ○ 3蒸 發 器 溫 度 異 常 ○ ○ ○ ○ ○ 5
(三)真因驗證 說明:圈員 8 人,A、B 項≧6 人及 C 項紀錄≧5 次/月者判定為真因
事實研判:三現主義查驗A.現場 B.現物 C.現實要因 現象及原因掌握親身經驗 親身目睹 報表紀錄
判定
發生現象:生產中充填重量不穩倒吸裝置真空洩漏發生原因:倒吸裝置真空管接頭脫落
1人 3人 1次/月
發生現象:生產中充填產生空包洩漏偵測器誤信號發生原因:洩漏偵測器信號燈亮起
6人 8人 5次/月 真因發生現象:紙盒於預摺處卡包紙盒入成型鏈未定位發生原因:紙盒入成型鏈未定位
8人 8人 10次/月 真因發生現象:加熱器溫度無法加溫頂部加熱器溫度異常發生原因:保險絲燒毀
2人 4人 1次/月
發生現象:紙盒頂部瓶口凹陷頂部摺疊作動不良發生原因:摺疊器壓傷
3人 5人 2次/月
發生現象:紙盒瓶口破裂紙盒停止器定位不良發生原因:停止器位置不正
6人 8人 10次/月 真因發生現象:紙盒無法張開成型成 型 器 成 型 不 良發生原因:成型器O型環磨損
2人 4人 2次/月
發生現象:紙盒無法進紙形成缺瓶進紙懸臂移動不佳發生原因:進紙懸臂襯套磨損
1人 3人 1次/月
發生現象:紙盒無法脫離進入成型紙 盒 分 離 器 異 常發生原因:扇型輪磨損間距大
2人 1人 2次/月
發生現象:紙盒無進入成型鏈成 型 鏈 導 板 乾 澀發生原因:導板潤滑度不佳
6人 7人 10次/月 真因發生現象:卸包時紙盒進入成型鏈無法定位卸 包 器 作 動 異 常發生原因:導引滾輪間隙過大
3人 3人 4次/月
發生現象:紙盒無法被吸盤吸取送 紙 器 送 紙 異 常發生原因:推進器皮帶輪軸磨損
3人 4人 3次/月
發生現象:生產中雙氧水流量低壓信號燈亮雙 氧 水 流 量 低 壓發生原因:雙氧水儲存桶內存量不足
4人 5人 4次/月
發生現象:生產中雙氧水流量低壓信號燈亮噴 嘴 調 節 器 阻 塞發生原因:噴嘴調節器阻塞
3人 4人 3次/月
發生現象:雙氧水蒸發器溫度過低蒸 發 器 溫 度 異 常發生原因:保險絲燒毀
3人 5人 1次/月
(11)
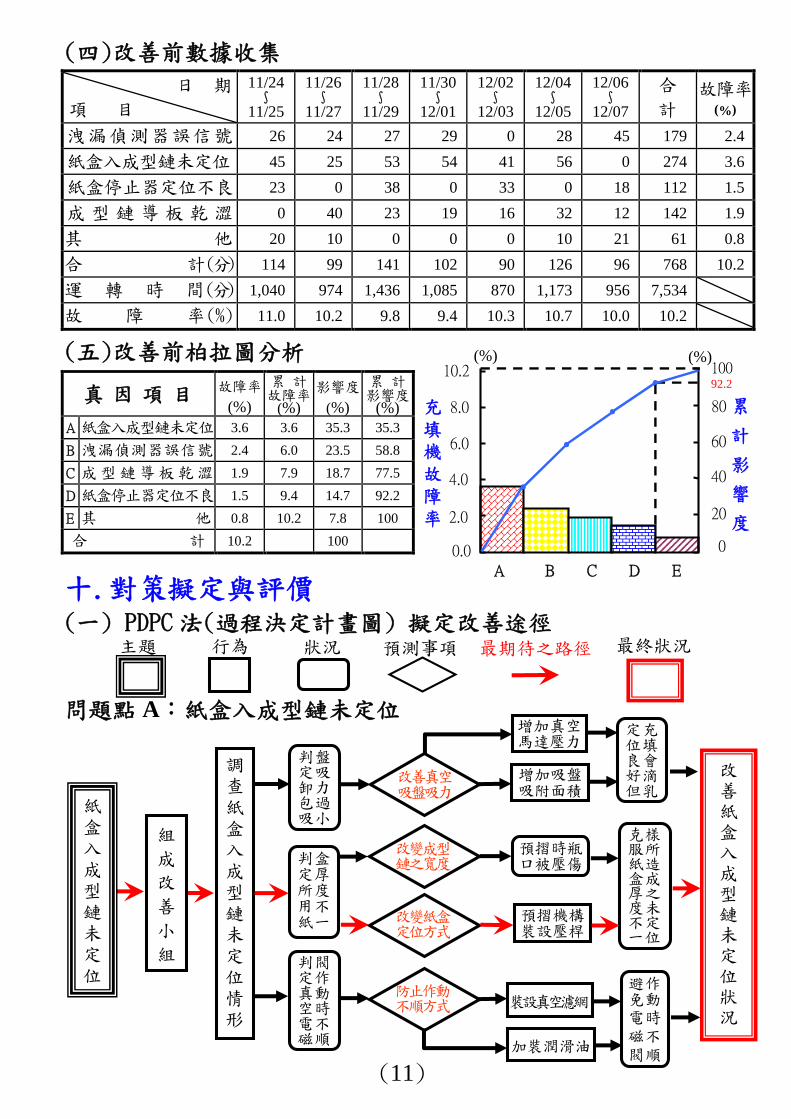
(四)改善前數據收集
(五)改善前柏拉圖分析
十.對策擬定與評價(一) PDPC 法(過程決定計畫圖) 擬定改善途徑
問題點 A:紙盒入成型鏈未定位
日 期項 目
11/24∫
11/25
11/26∫
11/27
11/28∫
11/29
11/30∫
12/01
12/02∫
12/03
12/04∫
12/05
12/06∫
12/07
合計
故障率(%)
洩漏偵測器誤信號 26 24 27 29 0 28 45 179 2.4
紙盒入成型鏈未定位 45 25 53 54 41 56 0 274 3.6
紙盒停止器定位不良 23 0 38 0 33 0 18 112 1.5
成 型 鏈 導 板 乾 澀 0 40 23 19 16 32 12 142 1.9
其 他 20 10 0 0 0 10 21 61 0.8
合 計(分) 114 99 141 102 90 126 96 768 10.2
運 轉 時 間(分) 1,040 974 1,436 1,085 870 1,173 956 7,534
故 障 率(%) 11.0 10.2 9.8 9.4 10.3 10.7 10.0 10.2
真 因 項 目 故障率(%)
累 計故障率
(%)影響度
(%)
累 計影響度
(%)A 紙盒入成型鏈未定位 3.6 3.6 35.3 35.3
B 洩漏偵測器誤信號 2.4 6.0 23.5 58.8
C 成型鏈導板乾澀 1.9 7.9 18.7 77.5
D 紙盒停止器定位不良 1.5 9.4 14.7 92.2
E 其 他 0.8 10.2 7.8 100
合 計 10.2 100
(%) (%)
:最期待之路徑預測事項主題 行為 狀況 最終狀況
紙盒入成型鏈未定位
組成改善小組
調查紙盒入成型鏈未定位情形
判盤定吸卸力包過吸小
判盒定厚所度用不紙一
判閥定作真動空時電不磁順
增加真空馬達壓力
增加吸盤吸附面積
預摺時瓶口被壓傷
預摺機構裝設壓桿
裝設真空濾網
加裝潤滑油
定充位填良會好滴但乳
克樣服所紙造盒成厚之度未不定一位
避作免動電時磁不閥順
改善紙盒入成型鏈未定位狀況
改善真空吸盤吸力
改變成型鏈之寬度
改變紙盒定位方式
防止作動不順方式
0.0
2.0
4.0
6.0
8.0
10.2
A B C D E
充填機故障率
0
20
40
60
80
100
累
計
影
響
度
92.2
(12)
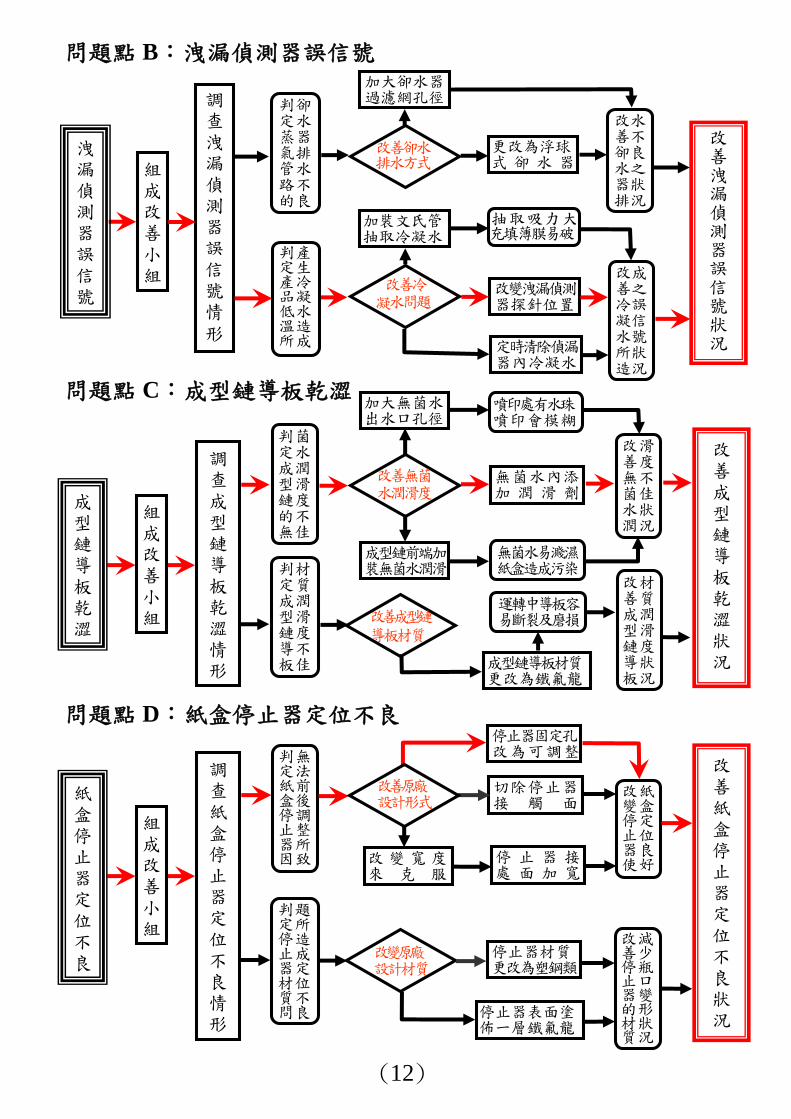
問題點 B:洩漏偵測器誤信號
問題點 C:成型鏈導板乾澀
問題點 D:紙盒停止器定位不良
洩漏偵測器誤信號
組成改善小組
調查洩漏偵測器誤信號情形
判卻定水蒸器氣排管水路不的良
加大卻水器過濾網孔徑
更改為浮球式 卻 水 器
加裝文氏管抽取冷凝水
改變洩漏偵測器探針位置
定時清除偵漏器內冷凝水
抽取吸力大充填薄膜易破
改水善不卻良水之器狀排況
改成善之冷誤凝信水號所狀造況
改善洩漏偵測器誤信號狀況
改善卻水排水方式
改善冷凝水問題
成型鏈導板乾澀
組成改善小組
調查成型鏈導板乾澀情形
判材定質成潤型滑鏈度導不板佳
判菌定水成潤型滑鏈度的不無佳
加大無菌水出水口孔徑
成型鏈前端加裝無菌水潤滑
成型鏈導板材質更改為鐵氟龍
無菌水內添加 潤 滑 劑
噴印處有水珠噴印會模糊
無菌水易濺濕紙盒造成污染
運轉中導板容易斷裂及磨損
改滑善度無不菌佳水狀潤況
改材善質成潤型滑鏈度導狀板況
改善成型鏈導板乾澀狀況
改善無菌水潤滑度
改善成型鏈導板材質
紙盒停止器定位不良
組成改善小組
調查紙盒停止器定位不良情形
判題定所停造止成器定材位質不問良
判無定法紙前盒後停調止整器所因致 改 變 寬 度
來 克 服
切除停止器接 觸 面
改紙變盒停定止位器良使好
改減善少停瓶止口器變的形材狀質況
改善紙盒停止器定位不良狀況
改變原廠設計材質
改善原廠設計形式
停止器固定孔改為可調整
停 止 器 接處 面 加 寬
停止器表面塗佈一層鐵氟龍
停止器材質更改為塑鋼類
判產定生產冷品凝低水溫造所成
(13)
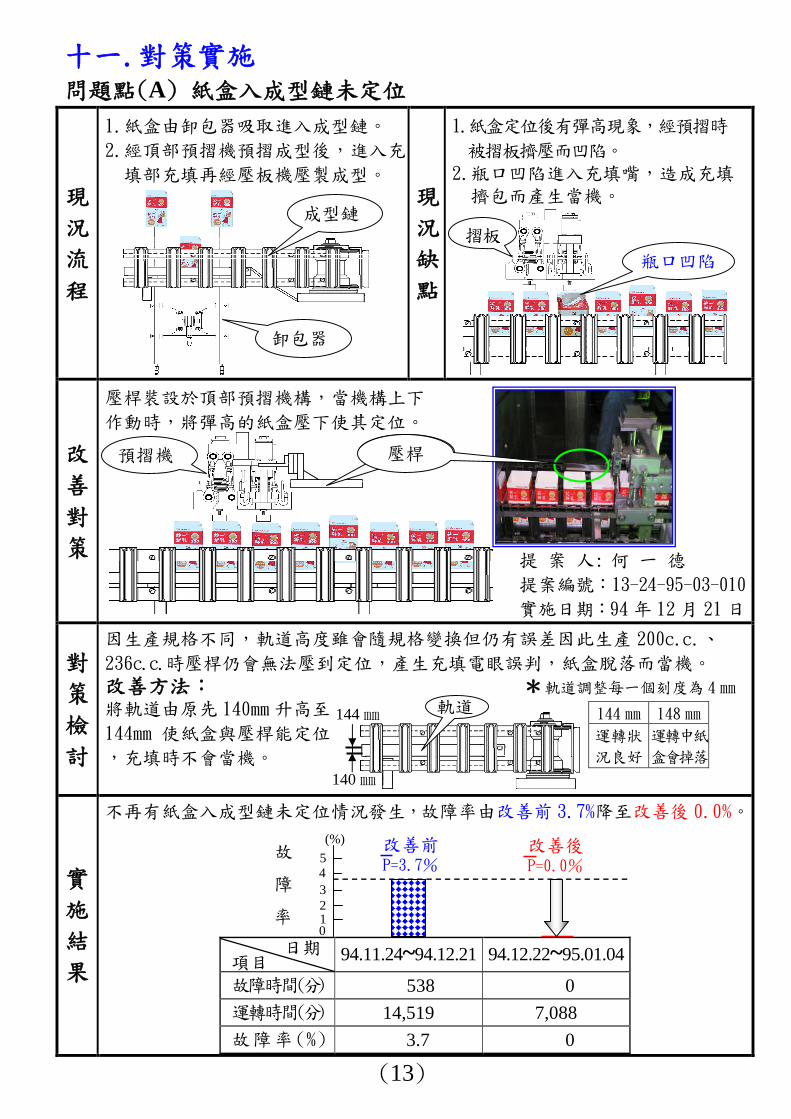
十一.對策實施問題點(A) 紙盒入成型鏈未定位
現況流程
1.紙盒由卸包器吸取進入成型鏈。2.經頂部預摺機預摺成型後,進入充
填部充填再經壓板機壓製成型。現況缺點
1.紙盒定位後有彈高現象,經預摺時被摺板擠壓而凹陷。
2.瓶口凹陷進入充填嘴,造成充填擠包而產生當機。
改善對策
壓桿裝設於頂部預摺機構,當機構上下作動時,將彈高的紙盒壓下使其定位。
提 案 人: 何 一 德提案編號:13-24-95-03-010實施日期:94 年 12 月 21 日
對策檢討
因生產規格不同,軌道高度雖會隨規格變換但仍有誤差因此生產 200c.c.、236c.c.時壓桿仍會無法壓到定位,產生充填電眼誤判,紙盒脫落而當機。改善方法: *軌道調整每一個刻度為 4㎜將軌道由原先 140mm 升高至144mm 使紙盒與壓桿能定位,充填時不會當機。
144 ㎜ 148 ㎜運轉狀況良好
運轉中紙盒會掉落
實施結果
不再有紙盒入成型鏈未定位情況發生,故障率由改善前 3.7%降至改善後 0.0%。
故
障
率
日期項目 94.11.24~94.12.21 94.12.22~95.01.04
故障時間(分) 538 0運轉時間(分) 14,519 7,088故障率(%) 3.7 0
(%)543210
改善前P=3.7%
改善後P=0.0%
144 ㎜
提案人:沈明宗 提案編號:13-24-94-01-017 實施日期:(93.12.24)
成型鏈
卸包器
瓶口凹陷
壓桿壓桿預摺機
摺板
140 ㎜
軌道
(14)
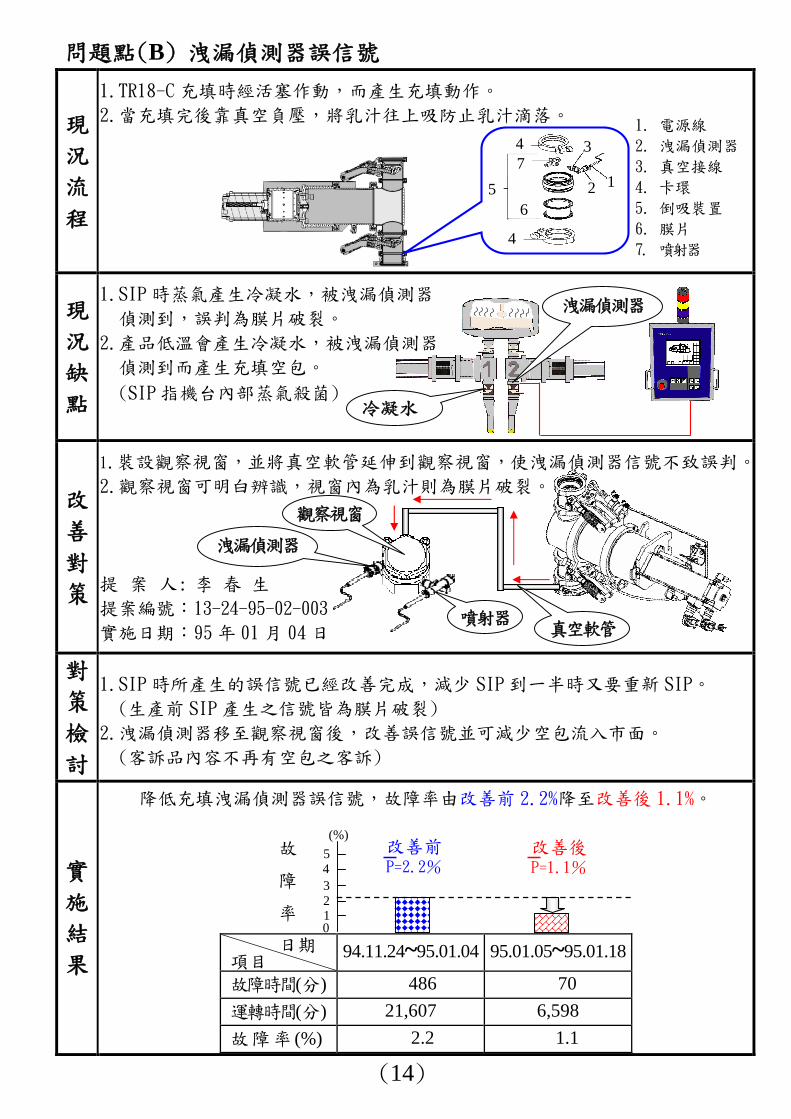
問題點(B) 洩漏偵測器誤信號
現況流程
1.TR18-C 充填時經活塞作動,而產生充填動作。2.當充填完後靠真空負壓,將乳汁往上吸防止乳汁滴落。
現況缺點
1.SIP 時蒸氣產生冷凝水,被洩漏偵測器偵測到,誤判為膜片破裂。
2.產品低溫會產生冷凝水,被洩漏偵測器偵測到而產生充填空包。(SIP 指機台內部蒸氣殺菌)
改善對策
1.裝設觀察視窗,並將真空軟管延伸到觀察視窗,使洩漏偵測器信號不致誤判。2.觀察視窗可明白辨識,視窗內為乳汁則為膜片破裂。
提 案 人: 李 春 生提案編號:13-24-95-02-003實施日期:95 年 01 月 04 日
對策檢討
1.SIP 時所產生的誤信號已經改善完成,減少 SIP 到一半時又要重新 SIP。(生產前 SIP 產生之信號皆為膜片破裂)
2.洩漏偵測器移至觀察視窗後,改善誤信號並可減少空包流入市面。(客訴品內容不再有空包之客訴)
實施結果
降低充填洩漏偵測器誤信號,故障率由改善前 2.2%降至改善後 1.1%。
故
障
率
日期項目 94.11.24~95.01.04 95.01.05~95.01.18
故障時間(分) 486 70運轉時間(分) 21,607 6,598故障率 (%) 2.2 1.1
5
47
6
4
3
12
1. 電源線2. 洩漏偵測器3. 真空接線4. 卡環5. 倒吸裝置6. 膜片7. 噴射器
(%)543210
改善前P=2.2%
改善後P=1.1%
冷凝水
洩漏偵測器
洩漏偵測器
噴射器
觀察視窗
真空軟管
(15)
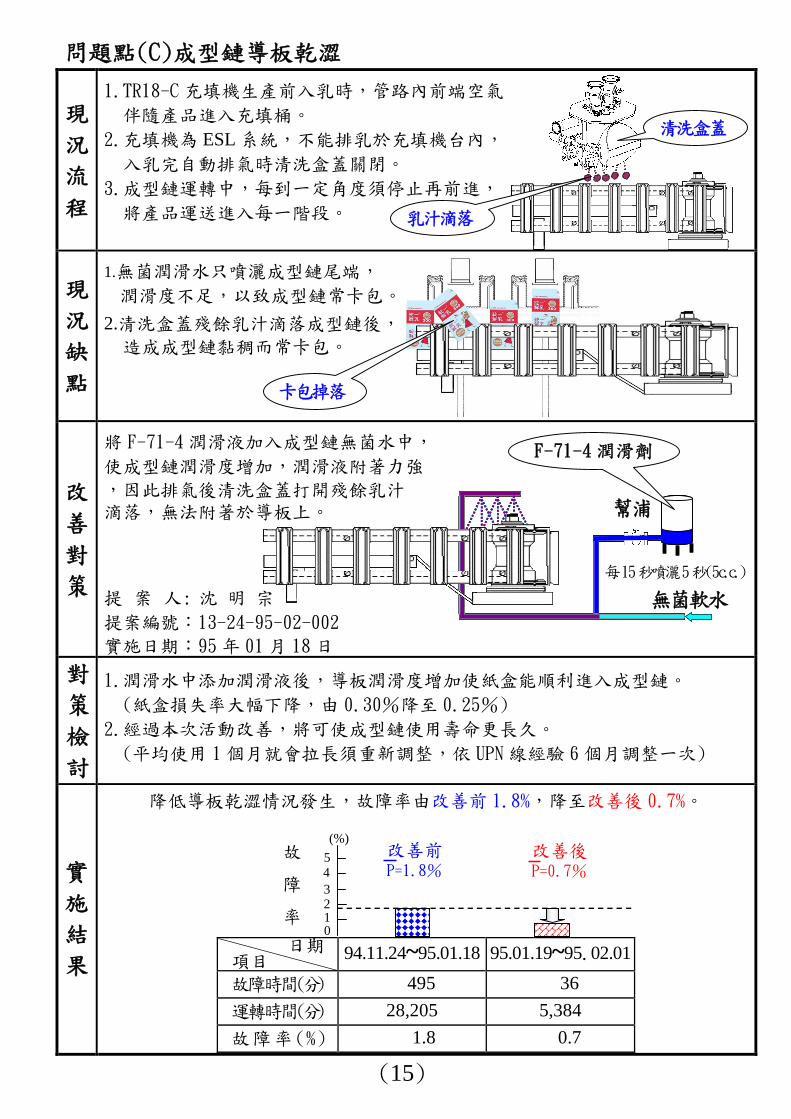
問題點(C)成型鏈導板乾澀
現況流程
1.TR18-C 充填機生產前入乳時,管路內前端空氣伴隨產品進入充填桶。
2.充填機為 ESL 系統,不能排乳於充填機台內,入乳完自動排氣時清洗盒蓋關閉。
3.成型鏈運轉中,每到一定角度須停止再前進,將產品運送進入每一階段。
現況缺點
1.無菌潤滑水只噴灑成型鏈尾端,潤滑度不足,以致成型鏈常卡包。
2.清洗盒蓋殘餘乳汁滴落成型鏈後,造成成型鏈黏稠而常卡包。
改善對策
將 F-71-4 潤滑液加入成型鏈無菌水中,使成型鏈潤滑度增加,潤滑液附著力強,因此排氣後清洗盒蓋打開殘餘乳汁滴落,無法附著於導板上。
提 案 人: 沈 明 宗提案編號:13-24-95-02-002實施日期:95 年 01 月 18 日
對策檢討
1.潤滑水中添加潤滑液後,導板潤滑度增加使紙盒能順利進入成型鏈。(紙盒損失率大幅下降,由 0.30%降至 0.25%)
2.經過本次活動改善,將可使成型鏈使用壽命更長久。(平均使用 1 個月就會拉長須重新調整,依 UPN 線經驗 6 個月調整一次)
實施結果
降低導板乾澀情況發生,故障率由改善前 1.8%,降至改善後 0.7%。
故
障
率
日期項目 94.11.24~95.01.18 95.01.19~95.02.01
故障時間(分) 495 36運轉時間(分) 28,205 5,384故障率(%) 1.8 0.7
幫蒲幫蒲幫浦
無菌軟水每15秒噴灑5秒(5c.c.)
(%)543210
改善前P=1.8%
改善後P=0.7%
乳汁滴落
清洗盒蓋
卡包掉落
F-71-4 潤滑劑
(16)
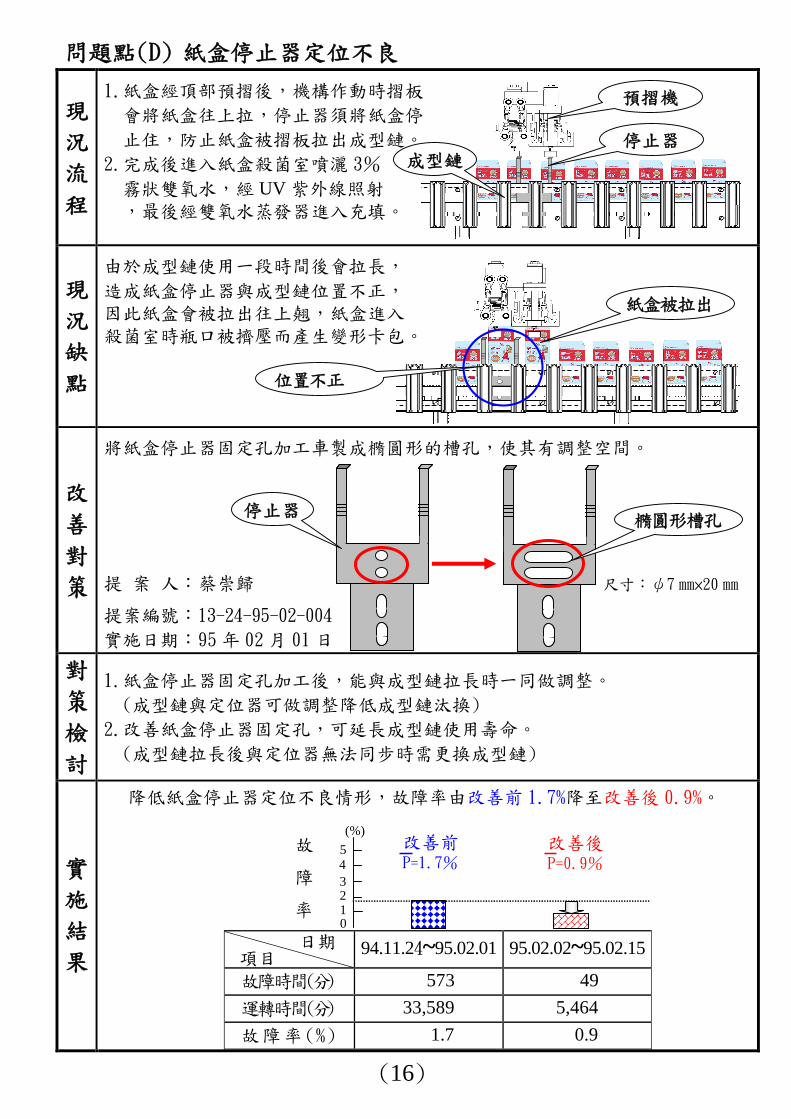
問題點(D) 紙盒停止器定位不良
現況流程
1.紙盒經頂部預摺後,機構作動時摺板會將紙盒往上拉,停止器須將紙盒停止住,防止紙盒被摺板拉出成型鏈。
2.完成後進入紙盒殺菌室噴灑 3%霧狀雙氧水,經 UV 紫外線照射,最後經雙氧水蒸發器進入充填。
現況缺點
由於成型鏈使用一段時間後會拉長,造成紙盒停止器與成型鏈位置不正,因此紙盒會被拉出往上翹,紙盒進入殺菌室時瓶口被擠壓而產生變形卡包。
改善對策
將紙盒停止器固定孔加工車製成橢圓形的槽孔,使其有調整空間。
提 案 人:蔡崇歸 尺寸:ψ7㎜×20 ㎜
提案編號:13-24-95-02-004實施日期:95 年 02 月 01 日
對策檢討
1.紙盒停止器固定孔加工後,能與成型鏈拉長時一同做調整。(成型鏈與定位器可做調整降低成型鏈汰換)
2.改善紙盒停止器固定孔,可延長成型鏈使用壽命。(成型鏈拉長後與定位器無法同步時需更換成型鏈)
實施結果
降低紙盒停止器定位不良情形,故障率由改善前 1.7%降至改善後 0.9%。
故
障
率
日期項目 94.11.24~95.02.01 95.02.02~95.02.15
故障時間(分) 573 49運轉時間(分) 33,589 5,464故障率(%) 1.7 0.9
(%)543210
改善前P=1.7%
改善後P=0.9%
停止器
預摺機
成型鏈
紙盒被拉出
位置不正
停止器 橢圓形槽孔
(17)
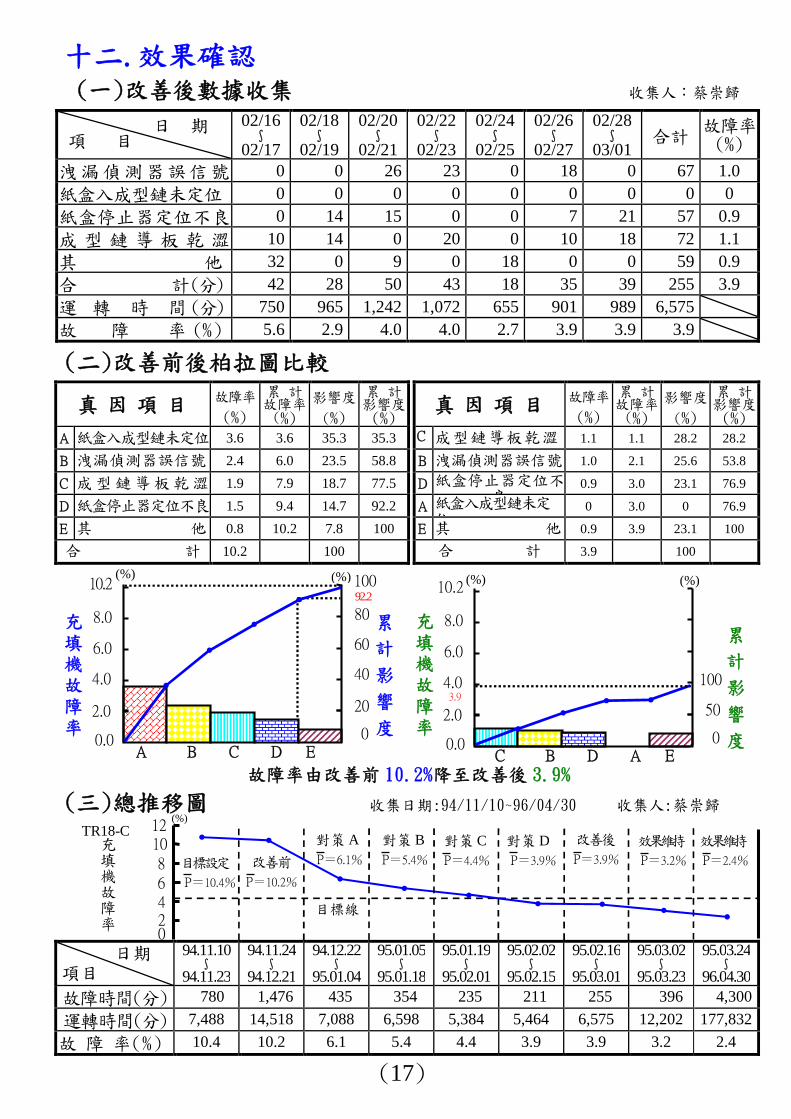
十二.效果確認(一)改善後數據收集 收集人︰蔡崇歸
(二)改善前後柏拉圖比較
故障率由改善前 10.2%降至改善後 3.9%
(三)總推移圖
日 期項 目
02/16∫
02/17
02/18∫
02/19
02/20∫
02/21
02/22∫
02/23
02/24∫
02/25
02/26∫
02/27
02/28∫
03/01合計 故障率
(%)洩漏偵測器誤信號 0 0 26 23 0 18 0 67 1.0紙盒入成型鏈未定位 0 0 0 0 0 0 0 0 0紙盒停止器定位不良 0 14 15 0 0 7 21 57 0.9成 型 鏈 導 板 乾 澀 10 14 0 20 0 10 18 72 1.1其 他 32 0 9 0 18 0 0 59 0.9合 計(分) 42 28 50 43 18 35 39 255 3.9運 轉 時 間 (分) 750 965 1,242 1,072 655 901 989 6,575故 障 率 (%) 5.6 2.9 4.0 4.0 2.7 3.9 3.9 3.9
真 因 項 目 故障率(%)
累 計故障率(%)
影響度(%)
累 計影響度(%)
真 因 項 目 故障率(%)
累 計故障率(%)
影響度(%)
累 計影響度(%)
A 紙盒入成型鏈未定位 3.6 3.6 35.3 35.3 C 成型鏈導板乾澀 1.1 1.1 28.2 28.2
B 洩漏偵測器誤信號 2.4 6.0 23.5 58.8 B 洩漏偵測器誤信號 1.0 2.1 25.6 53.8
C 成型鏈導板乾澀 1.9 7.9 18.7 77.5 D 紙盒停止器定位不良
0.9 3.0 23.1 76.9
D 紙盒停止器定位不良 1.5 9.4 14.7 92.2 A 紙盒入成型鏈未定位
0 3.0 0 76.9
E 其 他 0.8 10.2 7.8 100 E 其 他 0.9 3.9 23.1 100
合 計 10.2 100 合 計 3.9 100
日期項目
94.11.10∫
94.11.23
94.11.24∫
94.12.21
94.12.22∫
95.01.04
95.01.05∫
95.01.18
95.01.19∫
95.02.01
95.02.02∫
95.02.15
95.02.16∫
95.03.01
95.03.02∫
95.03.23
95.03.24∫
96.04.30故障時間(分) 780 1,476 435 354 235 211 255 396 4,300
運轉時間(分) 7,488 14,518 7,088 6,598 5,384 5,464 6,575 12,202 177,832
故 障 率(%) 10.4 10.2 6.1 5.4 4.4 3.9 3.9 3.2 2.4
充填機故障率
充填機故障率
累計影響度
累計影響度
0.0
2.0
4.0
6.0
8.0
10.2
A B C D E0
20
40
60
80
10092.2
0.0
2.0
4.0
6.0
8.0
10.2
C B D A E0
50
100
(%) (%) (%) (%)
收集日期:94/11/10~96/04/30 收集人:蔡崇歸
P=10.4%
目標設定P=10.2%
改善前 P=6.1%
對策 AP=5.4%
對策 BP=4.4%
對策 CP=3.9%
對策 DP=3.2%
效果維持
目標線
024681012 (%)
充填機故障率
TR18-C
P=3.9%
改善後
3.9
P=2.4%
效果維持-

(18)
十三.成果比較(一)有形成果
節省金額
一.降低機械故障所節省之金額改善前故障率為10.5%-改善後3.9%=6.6%94年充填機運轉總時數為1,685.7時/6個月=3,371.4時/年
節省時間為3371.4時/年×6.6%=222.5時/年
節省費用222.5時/年×205元/時=45,615元/年×7人=319,305元/年
二.降低紙盒(含內容物)損失所節省之金額94年紙盒使用23,174,940包/6個月
紙盒損失率0.3%,改善後降為0.25%、23,174,940包/6個月×0.05%=23,175包/年
紙盒含內容物一包成本為14.7元/包×23,175包/年=340,672元/年
三.總節省金額:319,305元/年+340,672元/年=659,977元/年
投資金額
一.對策實施花費金額對策A︰預摺壓桿6,000元/支×2支=12,000元,
技師修改程式4小時×600元/小時=2,400元對策B︰視窗及固定座為21,200元/組×4組=84,800元,自行施工0元對策C︰潤滑機修復費用為1,500元,每月使用2桶潤滑液× 2,580元/桶
=5,160元/月×12月/年=61,920元/年
對策D︰停止器固定孔加工1,200元/組×2組=2,400元二.投資總額︰14,400元+84,800元+63,420元+2,400元=165,020元
年效益 659,977 元/年-165,020 元/年=494,957 元/年
進步率:(10.5-3.9)÷10.5×100﹪=62.9﹪
目標達成率︰(10.5-3.9)÷(10.5-4.1)×100%=103.1%
(二)無形成果 圈 員 自 我 評 價自我評分等級 活動前活動後評價項目
1 2 3 4 5 6 7 8 9 10 總分平均總分平均
成果
A 團隊改善精神散沙隨便自我敷衍協調商議協力合作團結領導 33 4.1 66 8.3 4.2B 改善手法運用不知學習生澀製作理解進步熟練自如指導專精 36 4.5 58 7.3 2.8C 溝通協調能力無心排擠冷淡自我配合溝通融入積極協調主動 37 4.6 63 7.9 3.3D 問題解析能力無知不解模仿認知開創判斷豁達明確精準果決 33 4.1 65 8.1 4.0E 主動參與改善槁木不理猶豫馬虎督促積極負責衝勁熱忱高昂 34 4.3 67 8.4 4.1F 充填操作技術未知平凡皮毛認知判斷明瞭增進專精豐富教導 41 5.1 70 8.8 3.7備註:1.全體圈員 8人,每項總分為 80 分,依圈員自己意念填寫。
2.第三次圈會填寫改善前,第九次圈會填寫改善後
(三)平行展開項目 現況 TR-18D 線 說明
紙盒入成型鏈未定位 改善點實施於 TR18-C 線 無法平行展開
紙盒停止器定位不良 改善點實施於 TR18-C 線 無法平行展開
洩漏偵測器誤信號 改善點實施於 TR18-C 線 實施平行展開
成型鏈導板乾澀 改善點實施於 TR18-C 線 實施平行展開
機台結構不同,無法展開;經多次與原廠技師討論,最後由原廠設計師做修改,展開到不同結構機台上使用。
A
0 .0
2 .5
5 .0
7 .5
10 .0
活動前活動後
B
CE
D
F
(19)
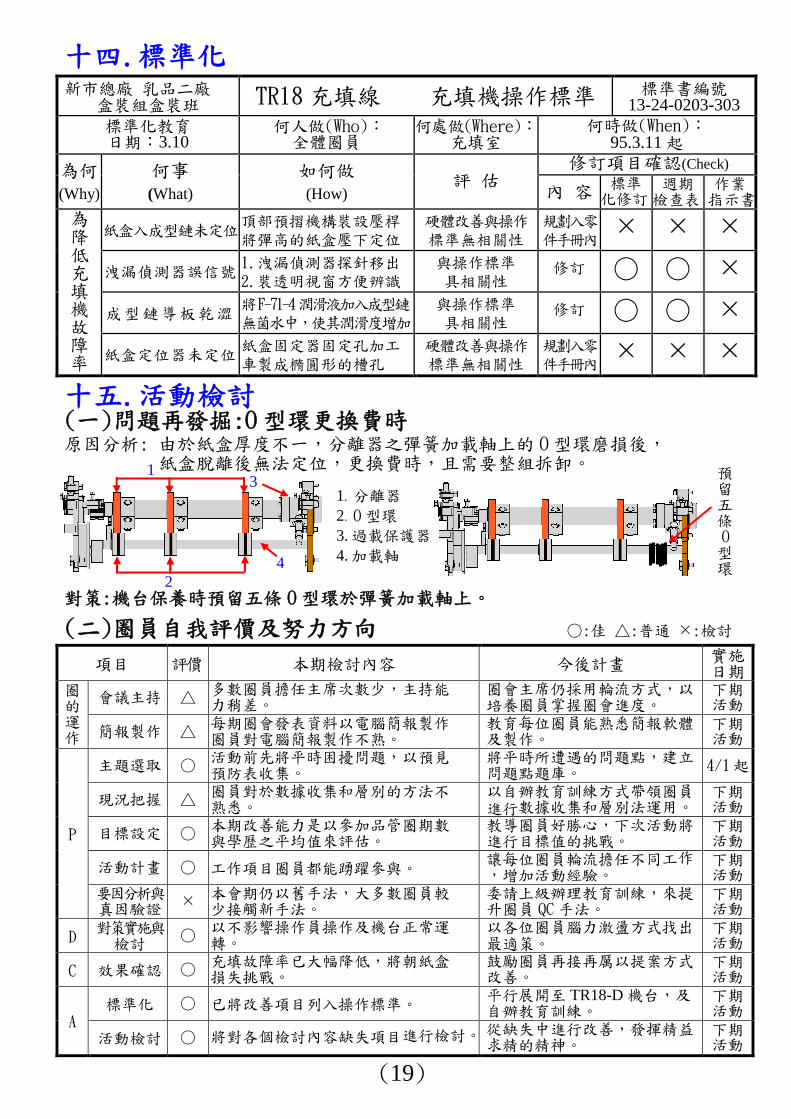
十四.標準化新市總廠 乳品二廠
盒裝組盒裝班 TR18 充填線 充填機操作標準 標準書編號13-24-0203-303
標準化教育日期:3.10
何人做(Who):全體圈員
何處做(Where):充填室
何時做(When):95.3.11 起
修訂項目確認(Check)為何(Why)
何事(What)
如何做(How)
評 估 內 容 標準化修訂
週期檢查表
作業指示書
紙盒入成型鏈未定位頂部預摺機構裝設壓桿將彈高的紙盒壓下定位
硬體改善與操作標準無相關性
規劃入零件手冊內
洩漏偵測器誤信號 1.洩漏偵測器探針移出2.裝透明視窗方便辨識
與操作標準具相關性
修訂 ○ ○
成型鏈導板乾澀 將F-71-4潤滑液加入成型鏈無菌水中,使其潤滑度增加
與操作標準具相關性
修訂 ○ ○
為降低充填機故障率 紙盒定位器未定位 紙盒固定器固定孔加工
車製成橢圓形的槽孔硬體改善與操作標準無相關性
規劃入零件手冊內
十五.活動檢討(一)問題再發掘:O 型環更換費時原因分析: 由於紙盒厚度不一,分離器之彈簧加載軸上的 O 型環磨損後,
紙盒脫離後無法定位,更換費時,且需要整組拆卸。
對策:機台保養時預留五條 O 型環於彈簧加載軸上。
(二)圈員自我評價及努力方向 ○:佳 △:普通 :檢討
項目 評價 本期檢討內容 今後計畫 實施日期
會議主持 △ 多數圈員擔任主席次數少,主持能力稍差。
圈會主席仍採用輪流方式,以培養圈員掌握圈會進度。
下期活動
圈的運作 簡報製作 △ 每期圈會發表資料以電腦簡報製作
圈員對電腦簡報製作不熟。教育每位圈員能熟悉簡報軟體及製作。
下期活動
主題選取 ○ 活動前先將平時困擾問題,以預見預防表收集。
將平時所遭遇的問題點,建立問題點題庫。 4/1起
現況把握 △ 圈員對於數據收集和層別的方法不熟悉。
以自辦教育訓練方式帶領圈員進行數據收集和層別法運用。
下期活動
目標設定 ○ 本期改善能力是以參加品管圈期數與學歷之平均值來評估。
教導圈員好勝心,下次活動將進行目標值的挑戰。
下期活動
活動計畫 ○ 工作項目圈員都能踴躍參與。 讓每位圈員輪流擔任不同工作,增加活動經驗。
下期活動
P
要因分析與真因驗證 本會期仍以舊手法,大多數圈員較
少接觸新手法。委請上級辦理教育訓練,來提升圈員 QC 手法。
下期活動
D 對策實施與檢討 ○ 以不影響操作員操作及機台正常運
轉。以各位圈員腦力激盪方式找出最適策。
下期活動
C 效果確認 ○ 充填故障率已大幅降低,將朝紙盒損失挑戰。
鼓勵圈員再接再厲以提案方式改善。
下期活動
標準化 ○ 已將改善項目列入操作標準。 平行展開至 TR18-D 機台,及自辦教育訓練。
下期活動
A活動檢討 ○ 將對各個檢討內容缺失項目進行檢討。 從缺失中進行改善,發揮精益
求精的精神。下期活動
預留五條O型環
1. 分離器2. O 型環3. 過載保護器4. 加載軸
1
2
3
4
(20)
(三)異常再發防止管理
(四)預見預防管理發生機率 類 別「預見」可能發生
危害點或異常因子可能發生之時間 高 中 低
可能之異常原因 SOP內
SOP外
源流異常
預防對策(未發) 負責人
底部成型不良 9/22生產時 成型齒輪壓桿固定螺絲鬆脫 1.塗上螺絲固定膠
2.每日開機前檢查沈明宗
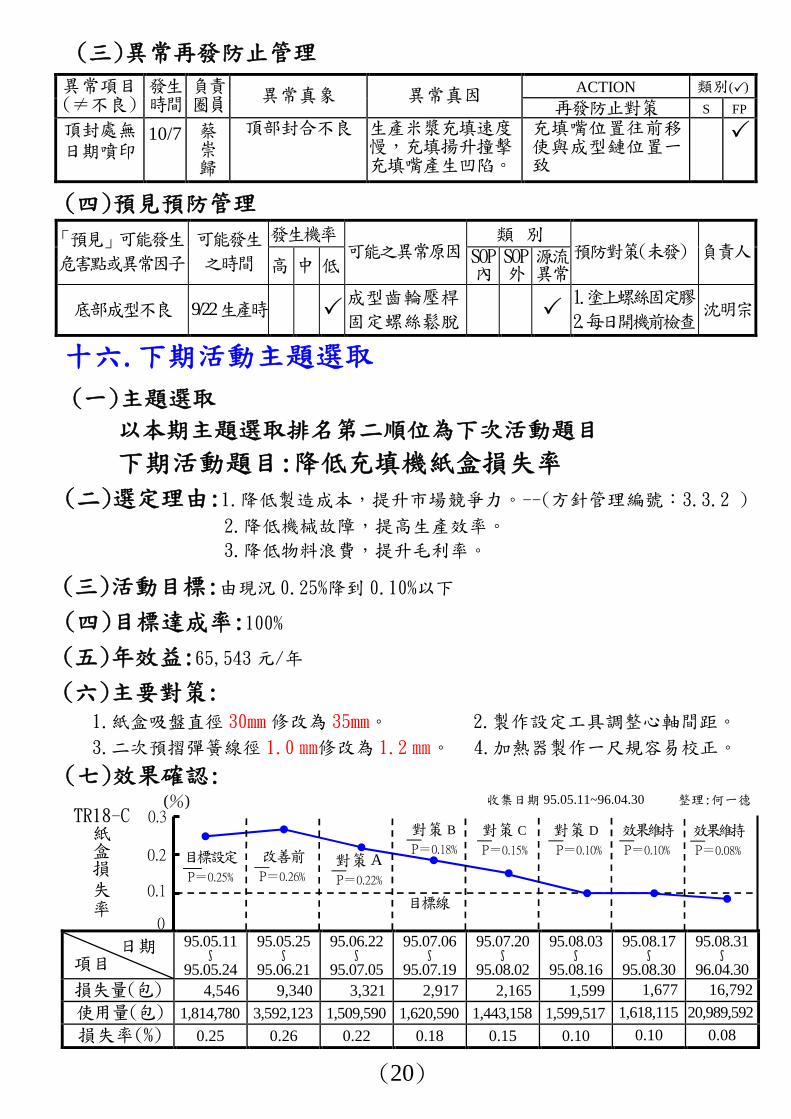
十六.下期活動主題選取(一)主題選取
以本期主題選取排名第二順位為下次活動題目下期活動題目:降低充填機紙盒損失率
(二)選定理由:1.降低製造成本,提升市場競爭力。--(方針管理編號:3.3.2 )2.降低機械故障,提高生產效率。3.降低物料浪費,提升毛利率。
(三)活動目標:由現況 0.25%降到 0.10%以下
(四)目標達成率:100%(五)年效益:65,543 元/年
(六)主要對策:1.紙盒吸盤直徑 30mm 修改為 35mm。 2.製作設定工具調整心軸間距。3.二次預摺彈簧線徑 1.0 ㎜修改為 1.2 ㎜。 4.加熱器製作一尺規容易校正。
(七)效果確認:收集日期 95.05.11~96.04.30 整理:何一德
TR18-C紙盒損失率
ACTION 類別()異常項目(≠不良)
發生時間
負責圈員 異常真象 異常真因
再發防止對策 S FP
頂封處無日期噴印
10/7 蔡崇歸
頂部封合不良 生產米漿充填速度慢,充填揚升撞擊充填嘴產生凹陷。
充填嘴位置往前移使與成型鏈位置一致
日期項目
95.05.11∫
95.05.24
95.05.25∫
95.06.21
95.06.22∫
95.07.05
95.07.06∫
95.07.19
95.07.20∫
95.08.02
95.08.03∫
95.08.16
95.08.17∫
95.08.30
95.08.31∫
96.04.30損失量(包) 4,546 9,340 3,321 2,917 2,165 1,599 1,677 16,792使用量(包) 1,814,780 3,592,123 1,509,590 1,620,590 1,443,158 1,599,517 1,618,115 20,989,592損失率(%) 0.25 0.26 0.22 0.18 0.15 0.10 0.10 0.08
_P=0.25﹪
目標設定 _P=0.26﹪
改善前 _P=0.22﹪
對策 A
_P=0.18﹪
對策 B _P=0.15﹪
對策 C _P=0.10﹪
對策 D _P=0.10﹪
效果維持
目標線0
0.1
0.2
0.3_P=0.08﹪
效果維持
(%)