Embed Size (px)
Citation preview

ÉPREUVE'COMMUNE'DE'TIPE'2014''3'Partie'D
TITRE :
Changements et réglages des outils de coupe
Temps de préparation : 2 h 15 minutes Temps de présentation devant le jury : 10 minutes Entretien avec le jury : 10 minutes
GUIDE POUR LE CANDIDAT :
Le dossier ci-joint comporte au total : 16 pages Guide candidat : 1 page (non numérotée) Document principal : 11 pages Documents complémentaires : 4 pages Travail suggéré au candidat :
Le candidat devra à la lecture du document : - comprendre comment est générée une surface en tournage ; - comprendre pourquoi, comment et quand il y a changement d’outil ; - comprendre pourquoi, comment et quand il y a réglage de l’outil.
Attention : si le candidat préfère effectuer un autre travail sur le dossier, il lui est expressément recommandé d’en%informer%le%jury%avant%de%commencer%l’exposé.
CONSEILS GENERAUX POUR LA PREPARATION DE L'EPREUVE:
• Lisez le dossier en entier dans un temps raisonnable. • Réservez du temps pour préparer l'exposé devant les examinateurs. • Vous pouvez écrire sur le présent dossier, le surligner, le découper … mais tout sera à re-
mettre aux examinateurs en fin d’oral. • En fin de préparation, rassemblez et ordonnez soigneusement TOUS les documents (trans-
parents, etc.) dont vous comptez vous servir pendant l’oral, ainsi que le dossier, les trans-parents et les brouillons utilisés pendant la préparation. En entrant dans la salle d'oral, vous devez être prêt à débuter votre exposé.
'Il'est'interdit'de'sortir'le'sujet'du'site'de'l’épreuve!
A'l'issue'de'l'épreuve,'vous'devez'remettre'aux'examinateurs'le'dossier'scientifique.!Tout'ce'que'vous'aurez'présenté'pourra'être'retenu'en'vue'de'sa'destruction
S317'

!

1
CHANGEMENTS ET REGLAGE DES OUTILS DE COUPE
Introduction
Beaucoup d’objets ou de machines de notre quotidien sont constitués de pièces 5 mécaniques. Ces pièces plus ou moins compliquées sont réalisées dans l’industrie mécanique.
Pour fabriquer ces pièces plusieurs secteurs de l’entreprise sont mis à contribution :
- le Bureau d’Etudes a en charge la définition des pièces tant au niveau matériau, formes,
dimensions. L’objectif est de définir une pièce apte de remplir complètement ses fonctions, 10 - le Bureau des Méthodes a en charge l’industrialisation, c'est-à-dire de définir les
conditions d’élaboration de ces pièces en fonction des quantités à produire, des éléments
fournis par le Bureau d’Etudes,
- l’Atelier de Fabrication se charge de la mise en œuvre conformément aux prescriptions
du bureau des Méthodes. 15 La phase de fabrication peut comporter des opérations d’usinage (ou usinages).
La mise en œuvre de ces usinages varie en fonction de la forme que l'on souhaite donner
à la matière, de la matière usinée, de la taille des pièces à usiner, des tolérances de précision et 20 du nombre de pièces à réaliser (unitaire ou en série).
L'usinage des pièces mécaniques en bois, métal, céramique, plastique... se fait par étapes
successives sur des machines-outils spécifiques ayant chacune une fonction particulière.
La matière est enlevée par un outil appelé « outil de coupe ».
25 Les machines outil le plus souvent rencontrées en usinage sont :
- les tours
- les fraiseuses
- les perceuses
- les aléseuses 30 - les centres d'usinage
La plupart de ces machines-outils d'usinage fonctionnent selon un ou plusieurs axes de
rotation et de serrage. La matière brute est installée avec précision sur les machines-outils
dédiées pour obtenir un usinage parfait, parfois au micromètre près. Selon la matière utilisée,
2
les vitesses de coupe varient énormément afin de respecter les spécificités techniques de 35 résistance de chaque matière.
Lorsque les pièces sont fabriquées en moyenne ou grande série, des machines-outils
assistées par ordinateur sont mobilisées. Ces machines dites à commandes numériques
apparues dans les années 1980 sont programmées avant usinage soit par le bureau des
méthodes soit par l'opérateur en commandes numériques. L'usinage sur machines-outils à 40 commande numérique est largement utilisé aujourd'hui dans les unités de production. Il
permet de gagner un temps précieux sur les réglages préalables à l'usinage des pièces.
Pour gagner encore davantage en productivité, ces machines-outils à commande
numérique sont équipées d’un changeur automatique d’outils.
45 Nomenclature
La tableau ci-dessous synthétise l’ensemble des symboles utilisés dans le texte
Symboles Dénomination Unité
AD
ap
f
Fc
Fp
Ff
Kc
Pc
Pv
Pe
Rε
VC
section de coupe
profondeur de passe
avance par tour
effort de coupe tangentiel
force transversale
force d’avance
effort spécifique de coupe
puissance de coupe
puissance à vide
puissance en travail
rayon de pointe
vitesse de coupe (à la pointe de l’outil)
mm2
mm
mm . tr-1
N
N
N
N. mm-2
W
W
W
mm
m . min-1
50

3
1 – Les opérations d’usinage 55
Les opérations d’usinage sont classées en trois grandes catégories :
- les OPERATIONS DE TOURNAGE (réalisées sur un tour ou un centre de
tournage)
60
- les OPERATIONS DE FRAISAGE (réalisées sur une fraiseuse ou un centre
d’usinage)
65
- les OPERATIONS AXIALES (réalisées sur une perceuse ou un centre d’usinage)
2 – Le rôle du Bureau des Méthodes
70 Il est responsable de l'étude et de la préparation de la fabrication.
Ce qui consiste à prévoir, préparer, lancer puis superviser le processus d'usinage
permettant de réaliser des pièces conformes au cahier des charges exprimé par le dessin de
définition, en respectant un programme de production donné, dans un contexte technique,
humain et financier déterminé. 75
Figure 1
Figure 2

4
Le Bureau des Méthodes se charge donc pour une pièce mécanique donnée :
- de choisir les machines-outils adaptées 80 - de choisir les outils adaptés aux géométries à réaliser (voir figures 3 à 5)
- de définir les conditions de coupe (voir l’exemple du tournage en fin de document)
- de définir les dimensions (cotations) à réaliser
- de définir les mises en position des pièces sur les machines
85
90
Figure 3
Figure 4

5
3 – Le changeur d’outil
Les changeurs d'outil CNC (Computer Numerical Command) sont installés sur les centres
d'usinage CNC et permettent d'effectuer plusieurs tâches de coupe. Ils disposent de plusieurs
porte-outils ; l'opérateur n'a pas à changer manuellement les outils de coupe entre les 95 différentes opérations d'usinage.
100
Les changeurs d'outil CNC sont utilisés sur les fraiseuses verticales et horizontales, sur
les tours et sur les centres de tournage. Ils sont compatibles avec tout type de porte-outil et
d'outil de coupe.
Les changeurs d'outil CNC sont constitués de deux parties qui fonctionnent à l'unisson et 105 fournissent au centre d'usinage un outil différent. Ils disposent d'un bras articulé à roue ou
d'un bras articulé à came qui agrippe et transporte le porte-outil jusqu'à la broche.
Le temps de production se trouve donc réduit avec l’utilisation de changeurs
automatiques d’outils.
Figure 6
6
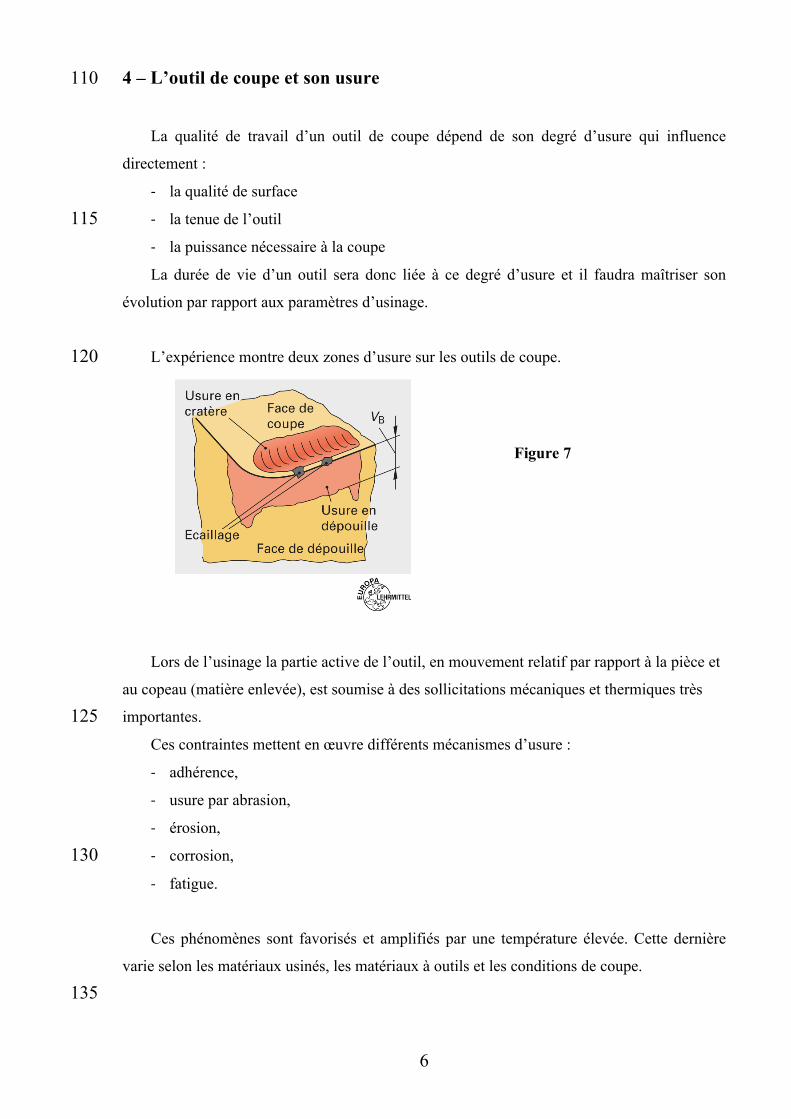
4 – L’outil de coupe et son usure 110
La qualité de travail d’un outil de coupe dépend de son degré d’usure qui influence
directement :
# la qualité de surface
# la tenue de l’outil 115 # la puissance nécessaire à la coupe
La durée de vie d’un outil sera donc liée à ce degré d’usure et il faudra maîtriser son
évolution par rapport aux paramètres d’usinage.
L’expérience montre deux zones d’usure sur les outils de coupe. 120
Lors de l’usinage la partie active de l’outil, en mouvement relatif par rapport à la pièce et
au copeau (matière enlevée), est soumise à des sollicitations mécaniques et thermiques très
importantes. 125 Ces contraintes mettent en œuvre différents mécanismes d’usure :
# adhérence,
# usure par abrasion,
# érosion,
# corrosion, 130 # fatigue.
Ces phénomènes sont favorisés et amplifiés par une température élevée. Cette dernière
varie selon les matériaux usinés, les matériaux à outils et les conditions de coupe.
135
Figure 7

7
En reprenant le dessin d’un outil de coupe, il est possible de définir les usures sur les
deux faces principales de la façon suivante :
140 4.1 - Usure en dépouille ( VB ) et recul d’arête
Elle s’observe sur la face de dépouille principale et apparaît suivant une bande striée
brillante parallèle à l’arête de coupe.
Elle est due essentiellement aux températures élevées et au frottement continu de la pièce 145 sur l’outil. Elle se manifeste lors des travaux de finition à vitesse de coupe (VC) importante et
à faible avance (f).
Son critère associé est VB qui est la distance de l’arête de coupe initiale à la courbe
associée aux crêtes situées sur la face de dépouille. Cette distance est mesurée dans la zone B.
(voir figure 8) 150 La norme fixe comme critère de durée de vie : VB = 0,3 mm (limite d’usure tolérée).
C’est ce critère qui est retenu pour le calcul des durées de vie des outils coupants.
L’usure en dépouille provoque un recul de l’arête de coupe par rapport à la pièce usinée.
Ce recul a donc des conséquences 155 sur les dimensions des usinages.
160
Figure 8 nota : L'écrouissage d'un métal est le durcissement d'un métal sous l'effet de sa déformation
plastique (définitive).
γ
L’usure en dépouille sera supposée
linéaire en fonction du temps et
affecte aussi le Rε de l’outil.
Figure 9

8
4.2 - Usure en cratère ( KT ) 165
Elle s’observe sur la face de coupe sous forme d’une cuvette.
Elle se manifeste lors des travaux d’ébauche (VC faible, f et ap importants)
Son critère associé est KT qui est la profondeur du cratère. On peut également caractériser
cette usure par le rapport KT / KM. 170
4.3 - Relation durée de vie et vitesse de coupe
Les observations faites lors de différents usinages ont montré l’influence de la vitesse de
coupe sur l’usure outil donc sur la durée de vie T d’un outil si l’on définit une usure 175 maximum tolérée.
Le modèle de TAYLOR traduit la relation entre la durée de vie et la vitesse de coupe:
T = Cv . Vc n
L'exposant n dépend essentiellement de l'outil et il a une valeur : - 8 < n < - 1.
La constante Cv dépend essentiellement du matériau usiné et des conditions de coupe. Sa 180 valeur est très variable : 104 < Cv < 1014.
Il est donc possible de pouvoir choisir une durée de vie et donc de déterminer la vitesse
de coupe associée.
La durée de vie d'un outil T est le "temps de coupe total d'un outil nécessaire pour 185
atteindre un critère de durée de vie spécifique".
Cette durée de vie n'étant pas infinie, elle impose un arrêt régulier pour le changement de
l'arête ou de l'outil. Il faut noter que le changement d’outil a forcément un coût lié au temps de
changement de l’outil et au coût de l’outil (ou de l’arête de coupe).
190 La durée de vie d’un outil est liée au degré d’usure et il faudra donc maîtriser son
évolution par rapport aux paramètres d’usinage.
Dans la pratique, quelques objectifs concrets à tenir sur le poste d’usinage sont fixés :
# le volume de copeaux produit entre deux changements d’outil (ou d’arête de coupe) 195 # le temps d’usinage minimal
# le coût minimum de l’usinage

9
5 – Eléments de la programmation des outils sur une machine-outil 200 5.1 – La correction de rayon d’outil
L’exécution d’un programme sur une machine-outil nécessite de repérer la position de la
pièce dans le référentiel de la machine mais aussi de connaître la position des parties
coupantes de l’outil. Ces positions sont données par les jauges outil (ou correcteurs d’outil). 205 Le rayon outil est aussi mémorisé au niveau des correcteurs.
Il est utile de rendre la programmation des déplacements indépendante des dimensions de
l’outil. 210 Pour cela, il existe de fonctions particulières appelées FONCTIONS CORRECTION DE
RAYON D’OUTIL. Le profil fini de la pièce est programmé et le calculateur de la machine
détermine la trajectoire du centre outil en utilisant les correcteurs outils (ici le rayon outil).
La modification de la valeur du rayon d’outil est programmable. Cette possibilité peut
s’utiliser pour compenser l’usure de l’outil. 215
5.2 – La notion d’outil frère
La commande numérique est capable de décompter le temps d’utilisation des outils.
Quand leur durée de vie est atteinte, les outils ne peuvent plus être installés sur la machine.
Si un outil frère (outil capable du même travail) existe et est déclaré comme tel, il est 220 alors installé en remplacement de l’outil défaillant.

10
6 - Optimisation des paramètres de coupe Optimiser, c'est rechercher la solution la plus satisfaisante tout en respectant un certain
nombre de contraintes. Dans le cas d'une mise en œuvre d'une nouvelle production ou d'une 225 amélioration d'une production existante, il peut être nécessaire d'optimiser le choix des
paramètres de coupe.
Il existe de nombreux critères selon lesquels on peut optimiser les paramètres de coupe
mais on ne présentera ici que les trois plus utilisés :
# coût minimum d'usinage, 230 # temps minimal d'usinage – cadence maximale de fabrication,
# volume de copeau donné par arête de coupe.
6.1 - Temps d'usinage : tm
235 Le temps d'usinage d'une pièce peut être calculé à l'aide de la formule :
tm = tc + ti + ( tcs / p )
# tc : temps réel de coupe (pendant lequel l'outil produit du copeau) 240
# ti : temps improductif sur le poste (mouvements rapides, montage / démontage de
pièces, …)
# tcs : temps de changement d'une arête de coupe (ou to temps de changement outil)
# T : durée de vie de l'outil (ou de l'arête de coupe)
# p : nombre de pièces entre deux changements d'outil (d'arête) : p = T / tc 245
6.2 - Coût d'usinage : Cu
Le coût d'usinage d'une pièce peut être calculé à l'aide de la formule :
250 Cu = Cc + Ci + Cs + Ccs + C f
# Cc = τm × tc : coût de coupe par pièce
# Ci = τm × ti : coût improductif par pièce # Cm = Cc + Ci : coût machine par pièce 255 # Cs = Po × ( tc / T ) : coût outil par pièce avec Po le prix d'une arête de coupe
(d'un outil)
# Ccs = τm × ( tcs / p ): coût de changement d'outil (d'arête) par pièce # Cf : coût fixe par pièce (éléments de manutention, outillage, matière, …)
260
11
On note τm le taux machine (en €/min) qui comprend en général le salaire de l'ouvrier,
l'amortissement de la machine-outil et un coût d'exploitation lié directement à l'usinage
(électricité, lubrifiant, air comprimé, entretien), dont l'évaluation est souvent globale.
265
6.3 - Coût minimum d'usinage
Paramètres à maîtriser :
# Durée de vie économique de l'outil Te 270
# Vitesse de coupe économique Ve
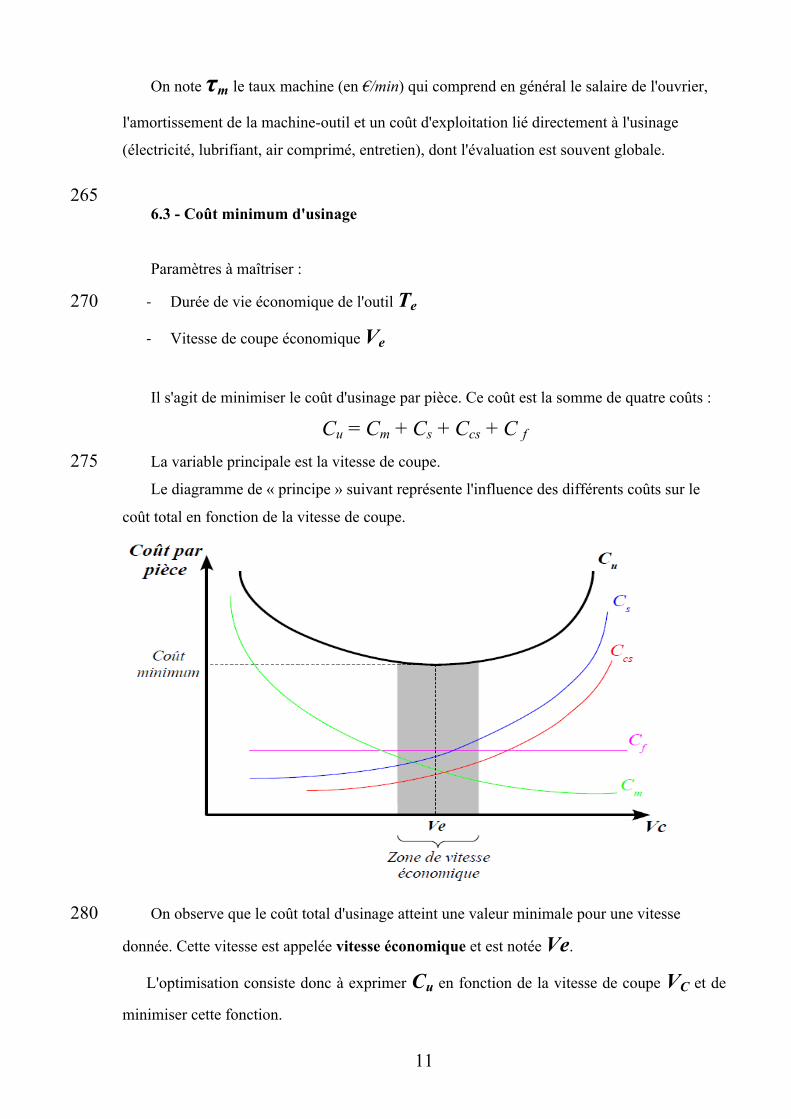
Il s'agit de minimiser le coût d'usinage par pièce. Ce coût est la somme de quatre coûts :
Cu = Cm + Cs + Ccs + C f La variable principale est la vitesse de coupe. 275 Le diagramme de « principe » suivant représente l'influence des différents coûts sur le
coût total en fonction de la vitesse de coupe.
On observe que le coût total d'usinage atteint une valeur minimale pour une vitesse 280
donnée. Cette vitesse est appelée vitesse économique et est notée Ve.
L'optimisation consiste donc à exprimer Cu en fonction de la vitesse de coupe VC et de
minimiser cette fonction.

12
ANNEXES
285 1/ Formules de calcul:
Puissance de coupe……………………. Pc = Pe – Pv
Section de coupe………………………. AD = ap . f
Force de coupe........................................ Fc = Kc . AD
290 2/ Le tournage
Le tournage est un procédé d’usinage qui consiste à faire tourner la pièce à usiner et à
déplacer un outil coupant le long de sa surface. La vitesse nécessaire à un bon enlèvement de 295 matière est ainsi créée par la rotation de la pièce. On définit alors plusieurs paramètres :
# N : la vitesse de rotation en tr.min-1
# VC : la vitesse de coupe en m.min-1
# D : le diamètre de la pièce 300
Ces paramètres sont liés entre eux par la relation :
N = VC ⁄ π D
En déplaçant l’outil le long de la pièce on crée un mouvement d’avance. Nous ne nous
intéresserons ici qu’au cas du chariotage, c'est-à-dire à une avance longitudinale. Elle sera
caractérisée par plusieurs paramètres appelés paramètres de coupe : 305
# f : l’avance en mm.tr-1
# ap : la profondeur de passe en mm
# Vf : la vitesse d’avance en mm.min-1,
Vf est la vitesse à laquelle se déplace l’outil le long de l’axe de rotation de la pièce.
Elle vaut : Vf = N.f 310

13
L’outil de tournage est rarement monobloc. Il est le plus souvent constitué d’un porte-outil
(ou porte-plaquette) sur lequel on installe une plaquette amovible, l’ensemble constituant 315 l’outil.
L’outil (ou la plaquette) présente une face de coupe sur laquelle se déroule le copeau,
une face en dépouille qui est en regard de la pièce.
320 L’outil est caractérisé par des angles dits angles de coupe :
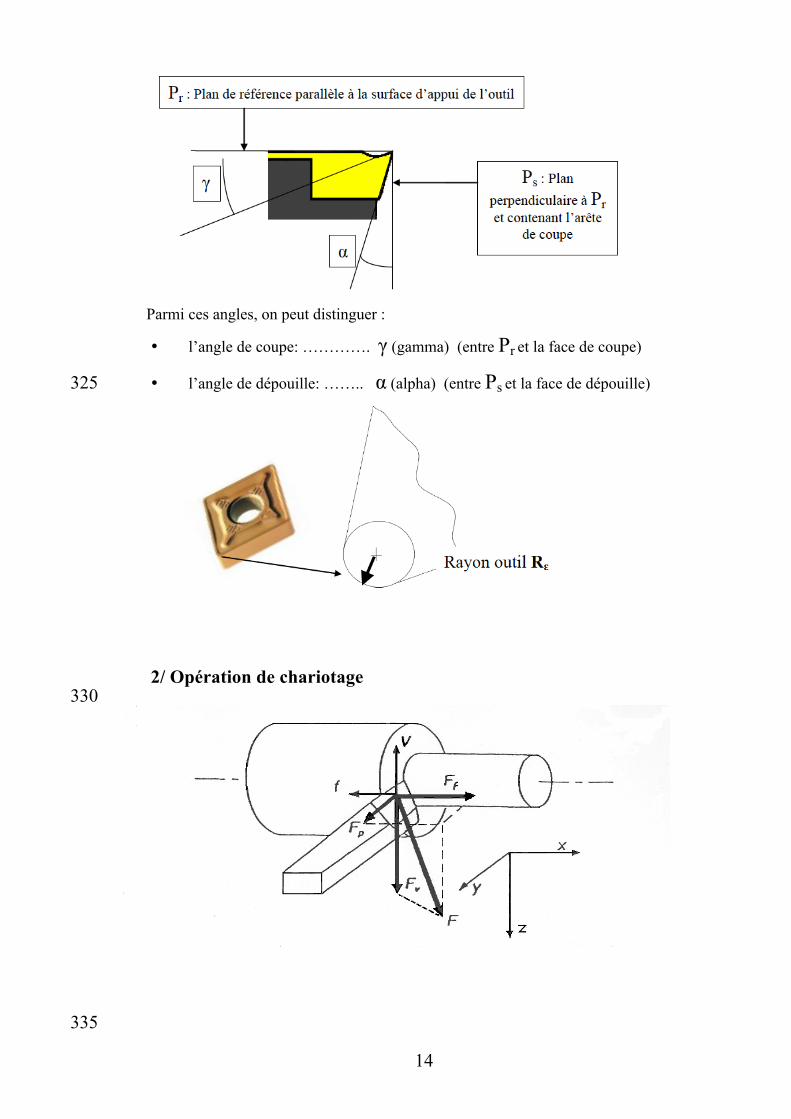
14
Parmi ces angles, on peut distinguer :
• l’angle de coupe: …………. γ (gamma) (entre Pr et la face de coupe)
• l’angle de dépouille: …….. α (alpha) (entre Ps et la face de dépouille)! 325
2/ Opération de chariotage
330
335

15
3/ Enlèvement du copeau