Embed Size (px)
DESCRIPTION
transfert de cotes
Citation preview
Travaux Pratique de Bureau des méthodes – M1 M. Karim JABALLI
Chapitre C - 1 -
C- COTATION DE FABRICATION
Objectifs du chapitre C:
1. Terminologie de la cotation : analyse mathématique et technologique
2. Identification des spécifications géométrique
3. Transfert des cotes
4. Transfert géométrique
Pré requis nécessaire :
Lecture d’un dessin de définition.
Notion générale sur les moyens de productions
Connaissance sur les moyens de posages et les notions d’Isostatisme
Conditions de réalisation
Fascicule des TP
Visite vers le labo de techniques de mesures.
Travaux Pratique de Bureau des méthodes – M1 M. Karim JABALLI
Chapitre C - 2 -
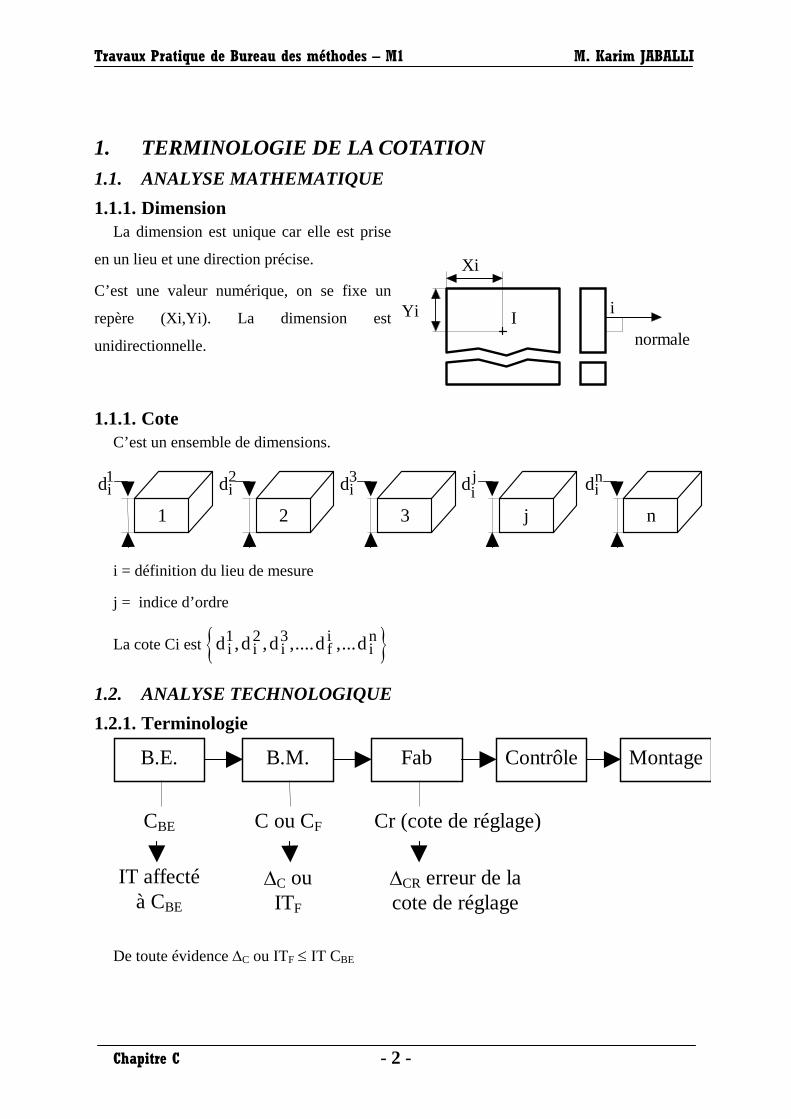
1. TERMINOLOGIE DE LA COTATION 1.1. ANALYSE MATHEMATIQUE 1.1.1. Dimension
La dimension est unique car elle est prise
en un lieu et une direction précise.
C’est une valeur numérique, on se fixe un
repère (Xi,Yi). La dimension est
unidirectionnelle.
Xi
Yi Inormale
i
1.1.1. Cote C’est un ensemble de dimensions.
1
di1
2
di2
3
di3
j
dij
n
din
i = définition du lieu de mesure
j = indice d’ordre
La cote Ci est { }d d d d di i i fi
in1 2 3, , ,.... ,...
1.2. ANALYSE TECHNOLOGIQUE 1.2.1. Terminologie
B.E. B.M. Fab Contrôle Montage
CBE C ou CF Cr (cote de réglage)
IT affectéà CBE
ΔC ouITF
ΔCR erreur de lacote de réglage
De toute évidence ΔC ou ITF ≤ IT CBE
Travaux Pratique de Bureau des méthodes – M1 M. Karim JABALLI
Chapitre C - 3 -
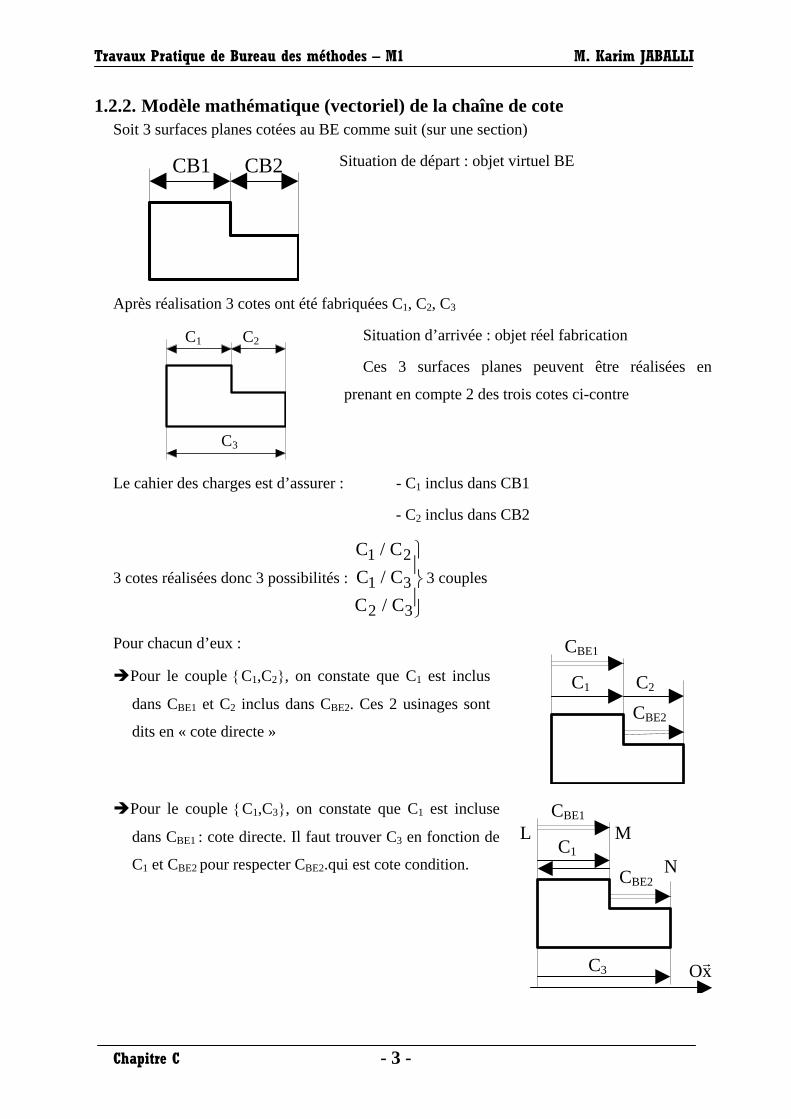
1.2.2. Modèle mathématique (vectoriel) de la chaîne de cote Soit 3 surfaces planes cotées au BE comme suit (sur une section)
CB1 CB2
Situation de départ : objet virtuel BE
Après réalisation 3 cotes ont été fabriquées C1, C2, C3
C1 C2
C3
Situation d’arrivée : objet réel fabrication
Ces 3 surfaces planes peuvent être réalisées en
prenant en compte 2 des trois cotes ci-contre
Le cahier des charges est d’assurer : - C1 inclus dans CB1
- C2 inclus dans CB2
3 cotes réalisées donc 3 possibilités :
C CC CC C
1 2
1 3
2 3
///
⎫
⎬⎪
⎭⎪3 couples
Pour chacun d’eux :
Pour le couple {C1,C2}, on constate que C1 est inclus
dans CBE1 et C2 inclus dans CBE2. Ces 2 usinages sont
dits en « cote directe »
C1 C2
CBE2
CBE1
Pour le couple {C1,C3}, on constate que C1 est incluse
dans CBE1 : cote directe. Il faut trouver C3 en fonction de
C1 et CBE2 pour respecter CBE2.qui est cote condition. C1
C3
CBE2
CBE1
L M
N
Ox
Travaux Pratique de Bureau des méthodes – M1 M. Karim JABALLI
Chapitre C - 4 -
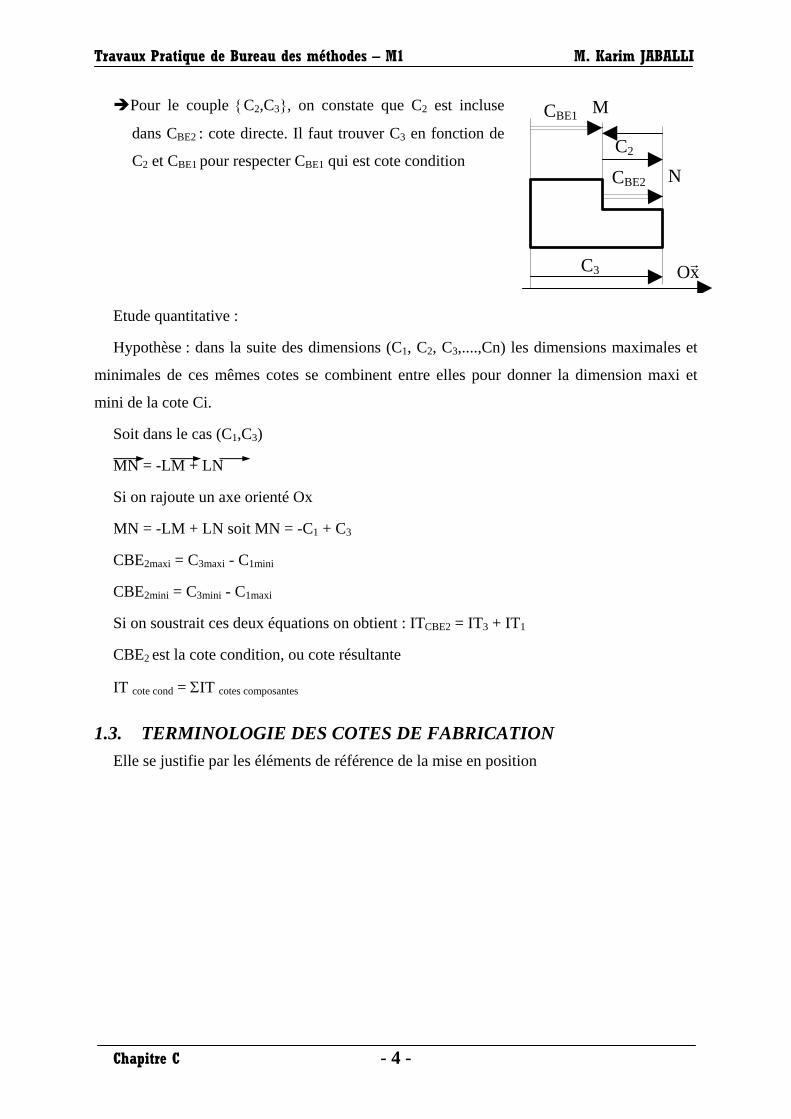
Pour le couple {C2,C3}, on constate que C2 est incluse
dans CBE2 : cote directe. Il faut trouver C3 en fonction de
C2 et CBE1 pour respecter CBE1 qui est cote condition
Ox
C2
C3
CBE2
CBE1 M
N
Etude quantitative :
Hypothèse : dans la suite des dimensions (C1, C2, C3,....,Cn) les dimensions maximales et
minimales de ces mêmes cotes se combinent entre elles pour donner la dimension maxi et
mini de la cote Ci.
Soit dans le cas (C1,C3)
MN = -LM + LN
Si on rajoute un axe orienté Ox
MN = -LM + LN soit MN = -C1 + C3
CBE2maxi = C3maxi - C1mini
CBE2mini = C3mini - C1maxi
Si on soustrait ces deux équations on obtient : ITCBE2 = IT3 + IT1
CBE2 est la cote condition, ou cote résultante
IT cote cond = ΣIT cotes composantes
1.3. TERMINOLOGIE DES COTES DE FABRICATION Elle se justifie par les éléments de référence de la mise en position
Travaux Pratique de Bureau des méthodes – M1 M. Karim JABALLI
Chapitre C - 5 -
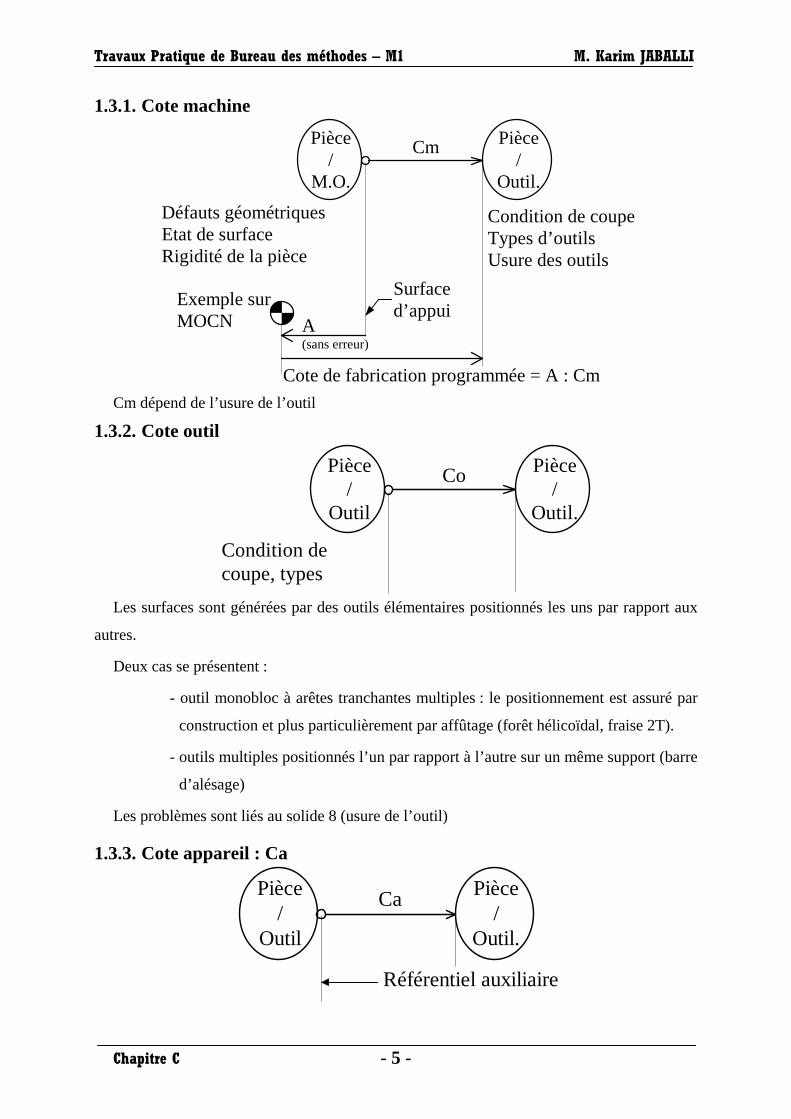
1.3.1. Cote machine
Pièce/
M.O.
Pièce/
Outil.
Cm
Surfaced’appuiExemple sur
MOCN A(sans erreur)
Défauts géométriquesEtat de surfaceRigidité de la pièce
Condition de coupeTypes d’outilsUsure des outils
Cote de fabrication programmée = A : Cm Cm dépend de l’usure de l’outil
1.3.2. Cote outil
Pièce/
Outil
Pièce/
Outil.
Co
Condition decoupe, types
Les surfaces sont générées par des outils élémentaires positionnés les uns par rapport aux
autres.
Deux cas se présentent :
- outil monobloc à arêtes tranchantes multiples : le positionnement est assuré par
construction et plus particulièrement par affûtage (forêt hélicoïdal, fraise 2T).
- outils multiples positionnés l’un par rapport à l’autre sur un même support (barre
d’alésage)
Les problèmes sont liés au solide 8 (usure de l’outil)
1.3.3. Cote appareil : Ca
Pièce/
Outil
Pièce/
Outil.
Ca
Référentiel auxiliaire
Travaux Pratique de Bureau des méthodes – M1 M. Karim JABALLI
Chapitre C - 6 -
Les cotes de fabrication sont obtenues par des appareillages imposant des pointages ou des
trajectoires d’outil.
Deux types d’appareil :
- machine : vernier, butée, position numérique
- indépendante de la machine : plateau indexé
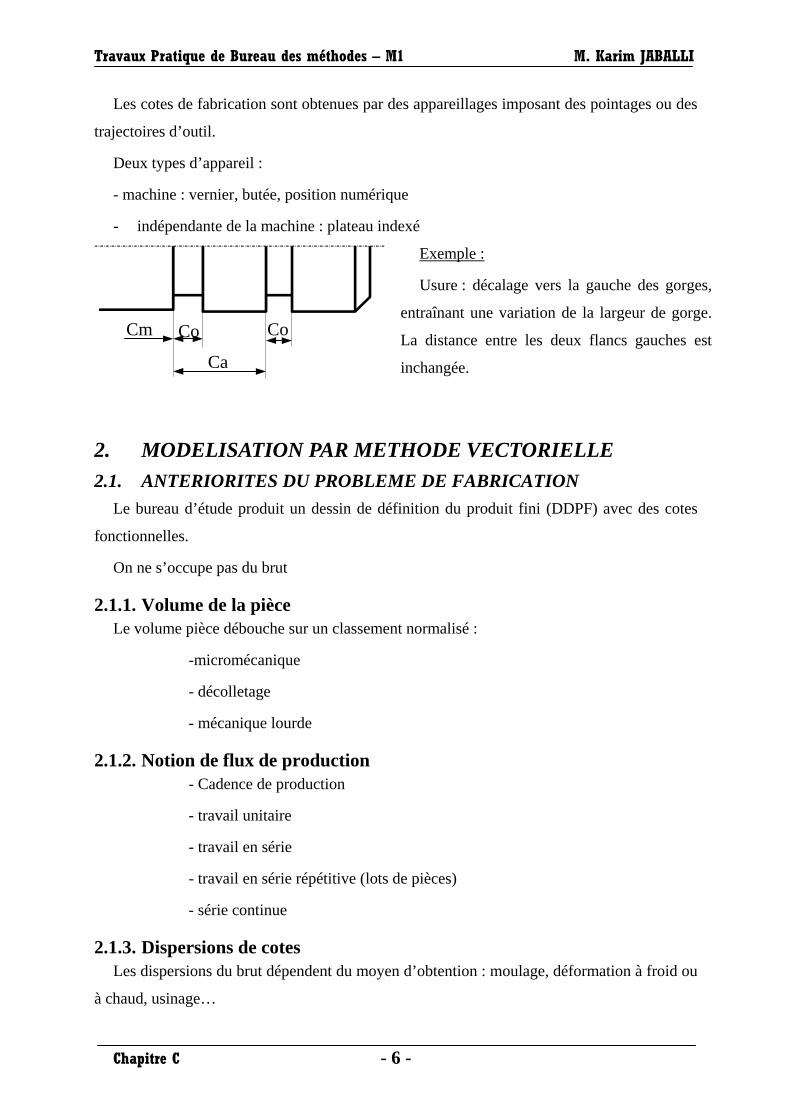
Cm Co Co
Ca
Exemple :
Usure : décalage vers la gauche des gorges,
entraînant une variation de la largeur de gorge.
La distance entre les deux flancs gauches est
inchangée.
2. MODELISATION PAR METHODE VECTORIELLE 2.1. ANTERIORITES DU PROBLEME DE FABRICATION
Le bureau d’étude produit un dessin de définition du produit fini (DDPF) avec des cotes
fonctionnelles.
On ne s’occupe pas du brut
2.1.1. Volume de la pièce Le volume pièce débouche sur un classement normalisé :
-micromécanique
- décolletage
- mécanique lourde
2.1.2. Notion de flux de production - Cadence de production
- travail unitaire
- travail en série
- travail en série répétitive (lots de pièces)
- série continue
2.1.3. Dispersions de cotes Les dispersions du brut dépendent du moyen d’obtention : moulage, déformation à froid ou
à chaud, usinage…
Travaux Pratique de Bureau des méthodes – M1 M. Karim JABALLI
Chapitre C - 7 -
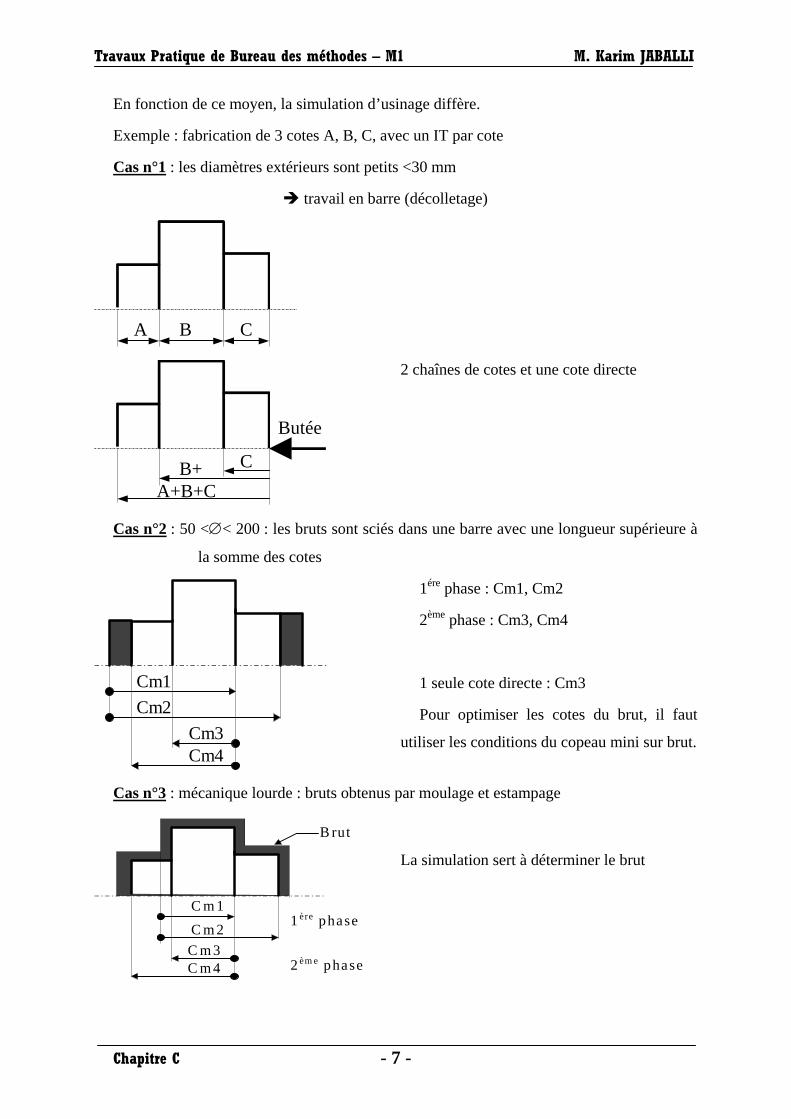
En fonction de ce moyen, la simulation d’usinage diffère.
Exemple : fabrication de 3 cotes A, B, C, avec un IT par cote
Cas n°1 : les diamètres extérieurs sont petits <30 mm
travail en barre (décolletage)
A B C
A+B+CB+ C
Butée
2 chaînes de cotes et une cote directe
Cas n°2 : 50 <∅< 200 : les bruts sont sciés dans une barre avec une longueur supérieure à
la somme des cotes
Cm3
Cm1Cm2
Cm4
1ére phase : Cm1, Cm2
2ème phase : Cm3, Cm4
1 seule cote directe : Cm3
Pour optimiser les cotes du brut, il faut
utiliser les conditions du copeau mini sur brut.
Cas n°3 : mécanique lourde : bruts obtenus par moulage et estampage
C m 3
C m 1
C m 2
C m 4
B rut
2 èm e phase
1 ère phase
La simulation sert à déterminer le brut
Travaux Pratique de Bureau des méthodes – M1 M. Karim JABALLI
Chapitre C - 8 -
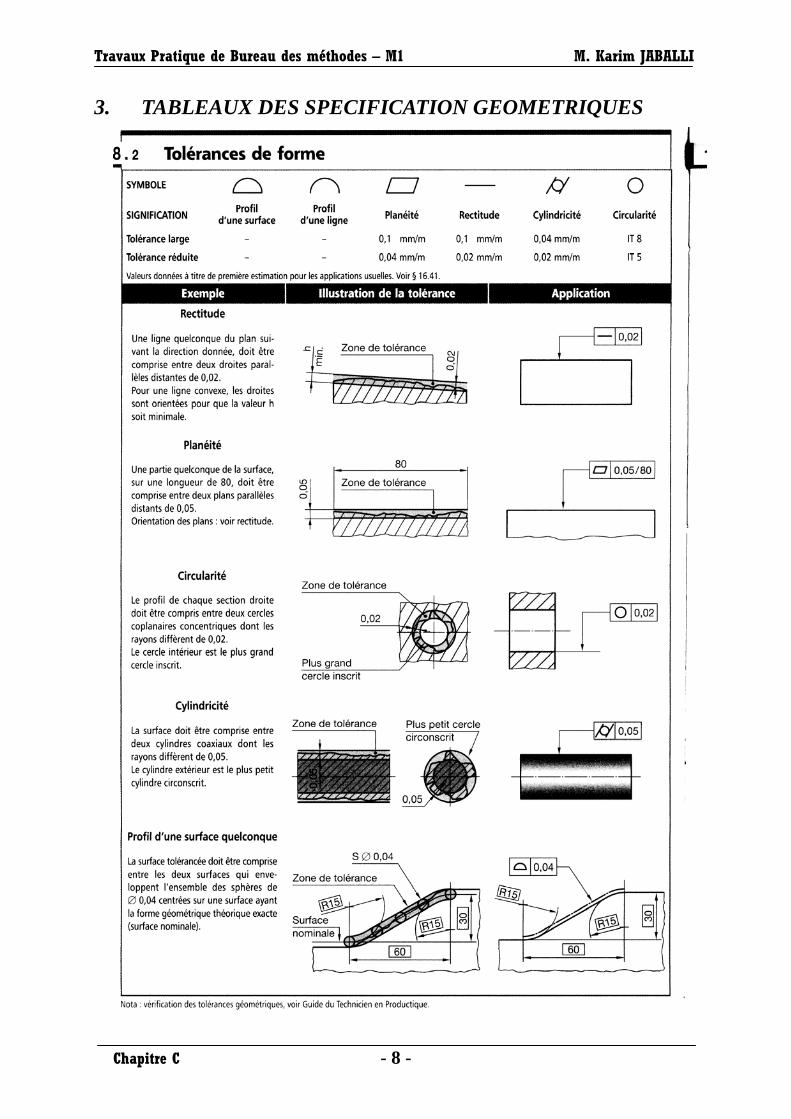
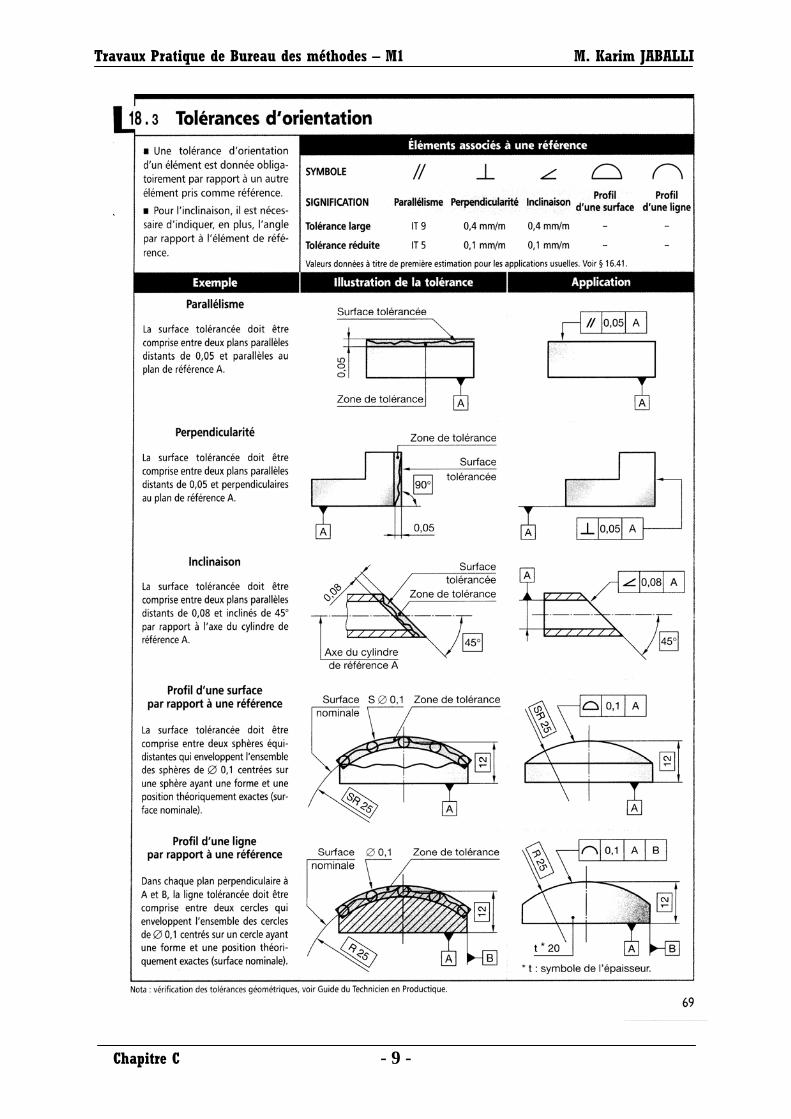
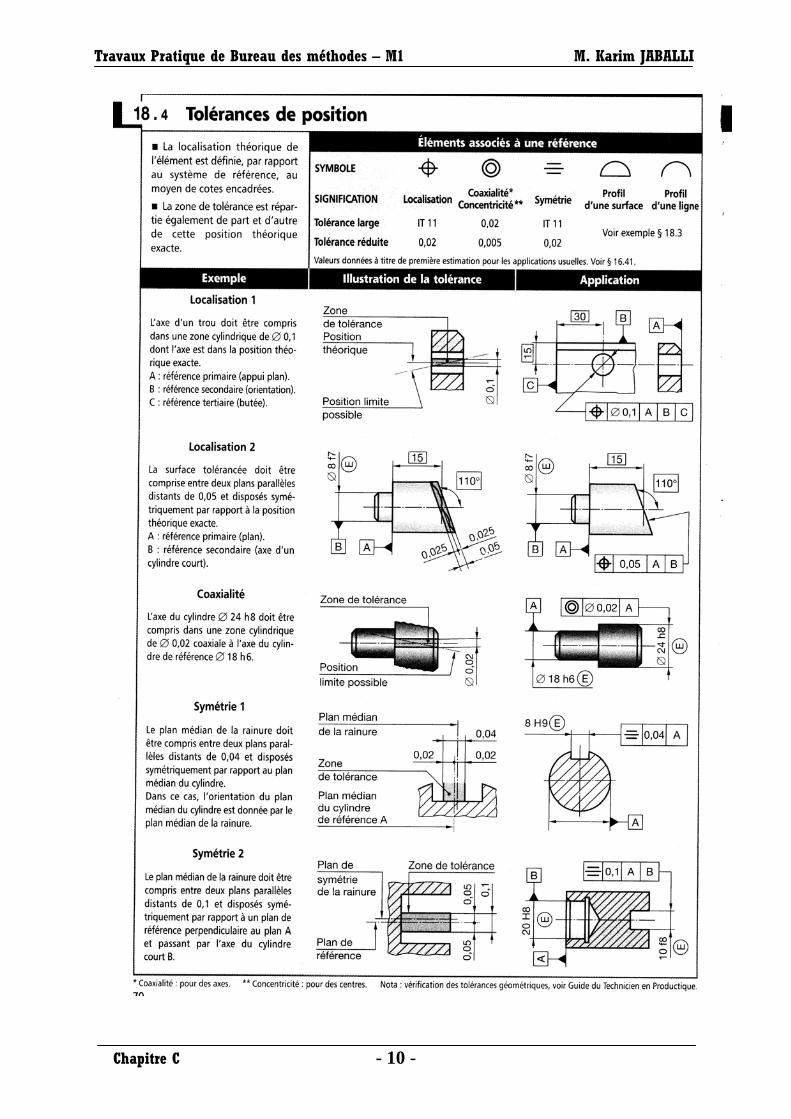
3. TABLEAUX DES SPECIFICATION GEOMETRIQUES
Travaux Pratique de Bureau des méthodes – M1 M. Karim JABALLI
Chapitre C - 9 -
Travaux Pratique de Bureau des méthodes – M1 M. Karim JABALLI
Chapitre C - 10 -
Travaux Pratique de Bureau des méthodes – M1 M. Karim JABALLI
Chapitre C - 11 -
4. TRANSFERT DE COTES 4.1. DEFINITION
Le bureau des méthodes établit l’avant-projet d’étude de fabrication, sa vérification et le
calcul des cotes fabriquées à partir des spécifications telles que les cotes fonctionnelles, les
tolérances géométriques, les états de surface, etc..., contenues dans le dessin de définition du
bureau d’étude.
Toutes les cotes BE ne peuvent pas être réalisées directement par les moyens de fabrication
prévus. On en distingue trois types:
- les cotes directes,
- les cotes transférées : elles sont déterminées par le bureau des méthodes à partir des cotes
fonctionnelles du bureau d’étude,
- les cotes conditions : elles ne sont pas réalisables directement, et restent les conditions à
respecter pour le calcul du transfert.
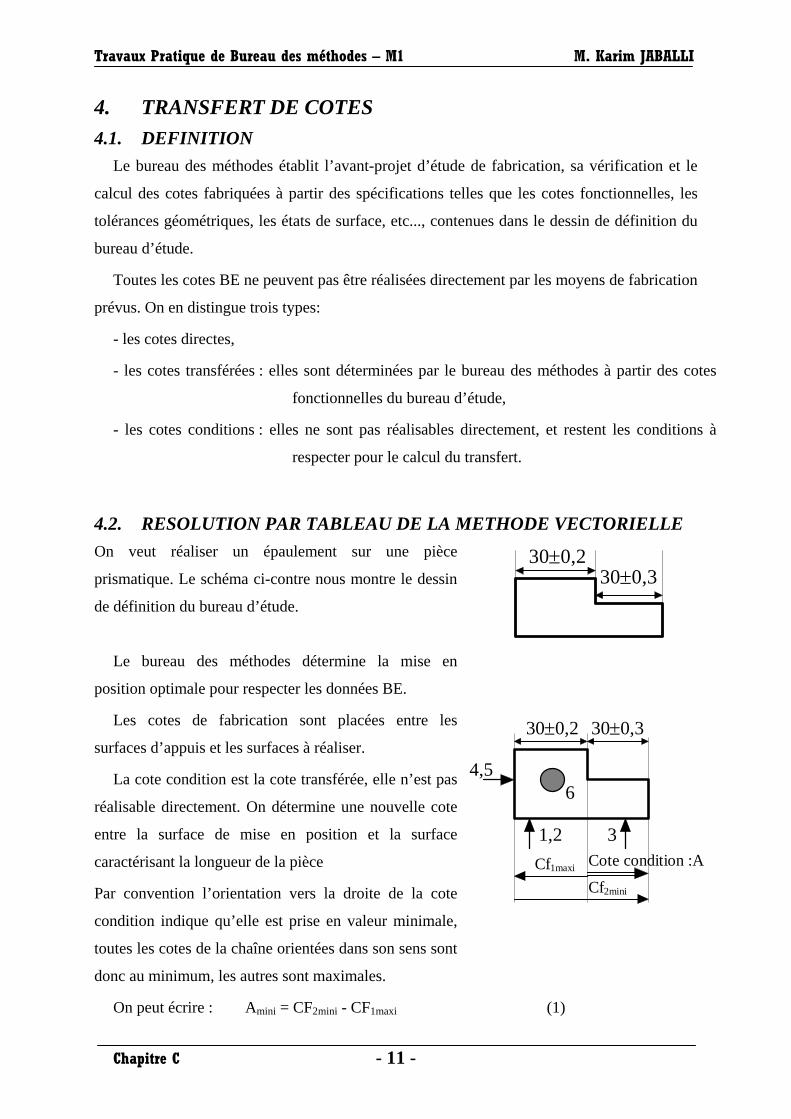
4.2. RESOLUTION PAR TABLEAU DE LA METHODE VECTORIELLE On veut réaliser un épaulement sur une pièce
prismatique. Le schéma ci-contre nous montre le dessin
de définition du bureau d’étude.
30±0,230±0,3
Le bureau des méthodes détermine la mise en
position optimale pour respecter les données BE.
Les cotes de fabrication sont placées entre les
surfaces d’appuis et les surfaces à réaliser.
La cote condition est la cote transférée, elle n’est pas
réalisable directement. On détermine une nouvelle cote
entre la surface de mise en position et la surface
caractérisant la longueur de la pièce
Par convention l’orientation vers la droite de la cote
condition indique qu’elle est prise en valeur minimale,
toutes les cotes de la chaîne orientées dans son sens sont
donc au minimum, les autres sont maximales.
30±0,2 30±0,3
1,2
Cf2mini
Cf1maxi Cote condition :A3
64,5
On peut écrire : Amini = CF2mini - CF1maxi (1)
Travaux Pratique de Bureau des méthodes – M1 M. Karim JABALLI
Chapitre C - 12 -
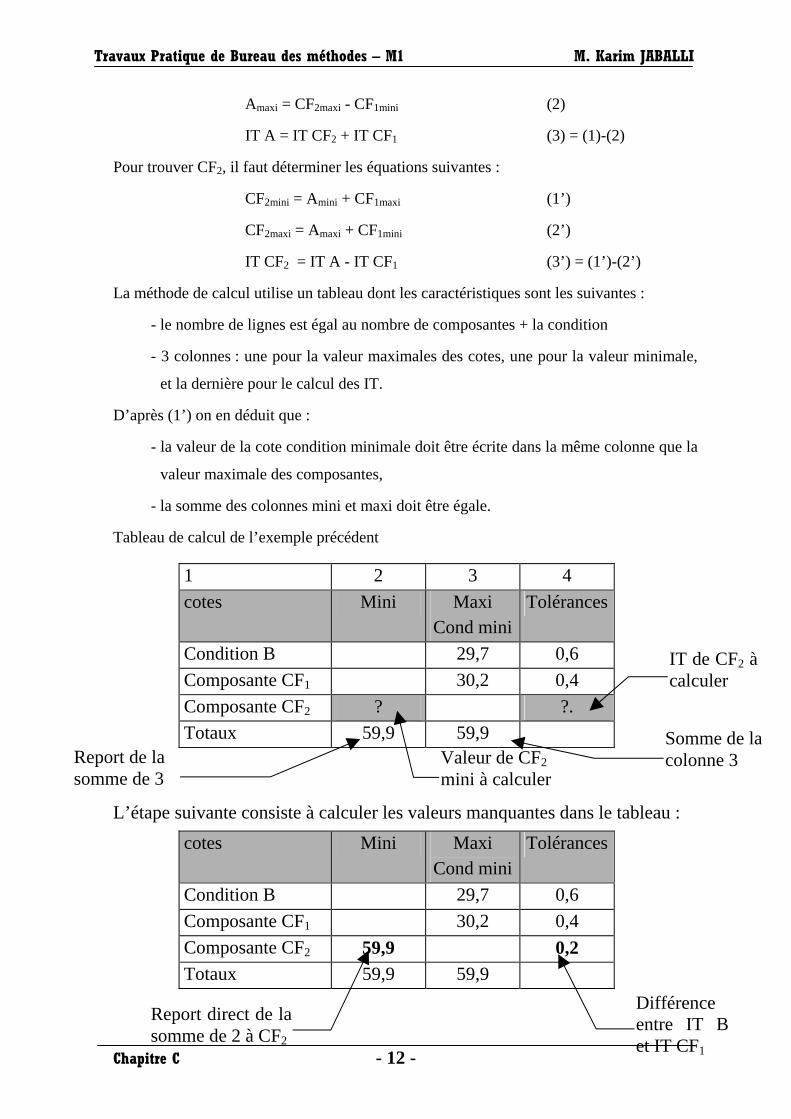
Amaxi = CF2maxi - CF1mini (2)
IT A = IT CF2 + IT CF1 (3) = (1)-(2)
Pour trouver CF2, il faut déterminer les équations suivantes :
CF2mini = Amini + CF1maxi (1’)
CF2maxi = Amaxi + CF1mini (2’)
IT CF2 = IT A - IT CF1 (3’) = (1’)-(2’)
La méthode de calcul utilise un tableau dont les caractéristiques sont les suivantes :
- le nombre de lignes est égal au nombre de composantes + la condition
- 3 colonnes : une pour la valeur maximales des cotes, une pour la valeur minimale,
et la dernière pour le calcul des IT.
D’après (1’) on en déduit que :
- la valeur de la cote condition minimale doit être écrite dans la même colonne que la
valeur maximale des composantes,
- la somme des colonnes mini et maxi doit être égale.
Tableau de calcul de l’exemple précédent
1 2 3 4 cotes Mini Maxi
Cond miniTolérances
Condition B 29,7 0,6 Composante CF1 30,2 0,4 Composante CF2 ? ?. Totaux 59,9 59,9
L’étape suivante consiste à calculer les valeurs manquantes dans le tableau : cotes Mini Maxi
Cond miniTolérances
Condition B 29,7 0,6 Composante CF1 30,2 0,4 Composante CF2 59,9 0,2 Totaux 59,9 59,9
Différence entre IT B et IT CF1
Report direct de la somme de 2 à CF2
Report de la somme de 3
IT de CF2 à calculer
Valeur de CF2 mini à calculer
Somme de la colonne 3
Travaux Pratique de Bureau des méthodes – M1 M. Karim JABALLI
Chapitre C - 13 -
Le calcul de la cote transférée s’achève en déterminant la cote nominale et la répartition de
l’IT. Dans l’exemple, la valeur minimale est 59,9, avec un IT de 0,2, la valeur maximale est
de 60,1, on peut simplifier l’écriture avec une répartition symétrique de l’IT : 60±0,1.
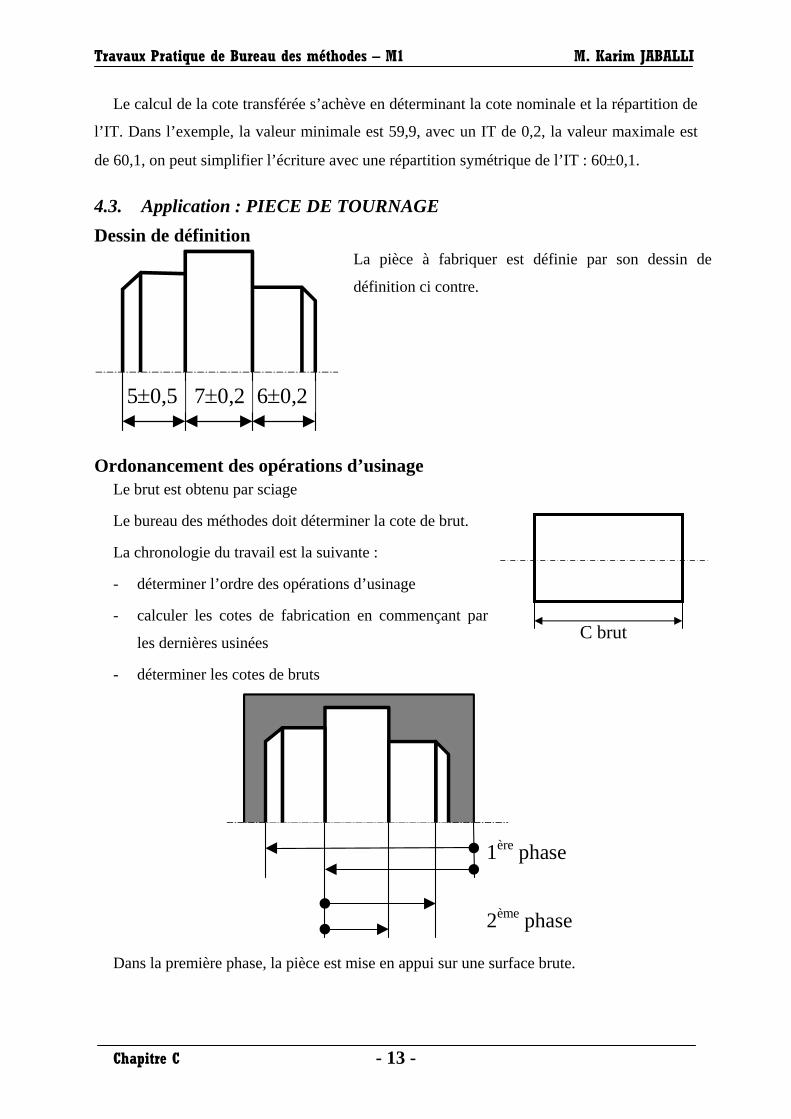
4.3. Application : PIECE DE TOURNAGE Dessin de définition
5±0,5 7±0,2 6±0,2
La pièce à fabriquer est définie par son dessin de
définition ci contre.
Ordonancement des opérations d’usinage Le brut est obtenu par sciage
Le bureau des méthodes doit déterminer la cote de brut.
La chronologie du travail est la suivante :
- déterminer l’ordre des opérations d’usinage
- calculer les cotes de fabrication en commençant par
les dernières usinées
- déterminer les cotes de bruts
1ère phase
2ème phase
Dans la première phase, la pièce est mise en appui sur une surface brute.
C brut
Travaux Pratique de Bureau des méthodes – M1 M. Karim JABALLI
Chapitre C - 14 -
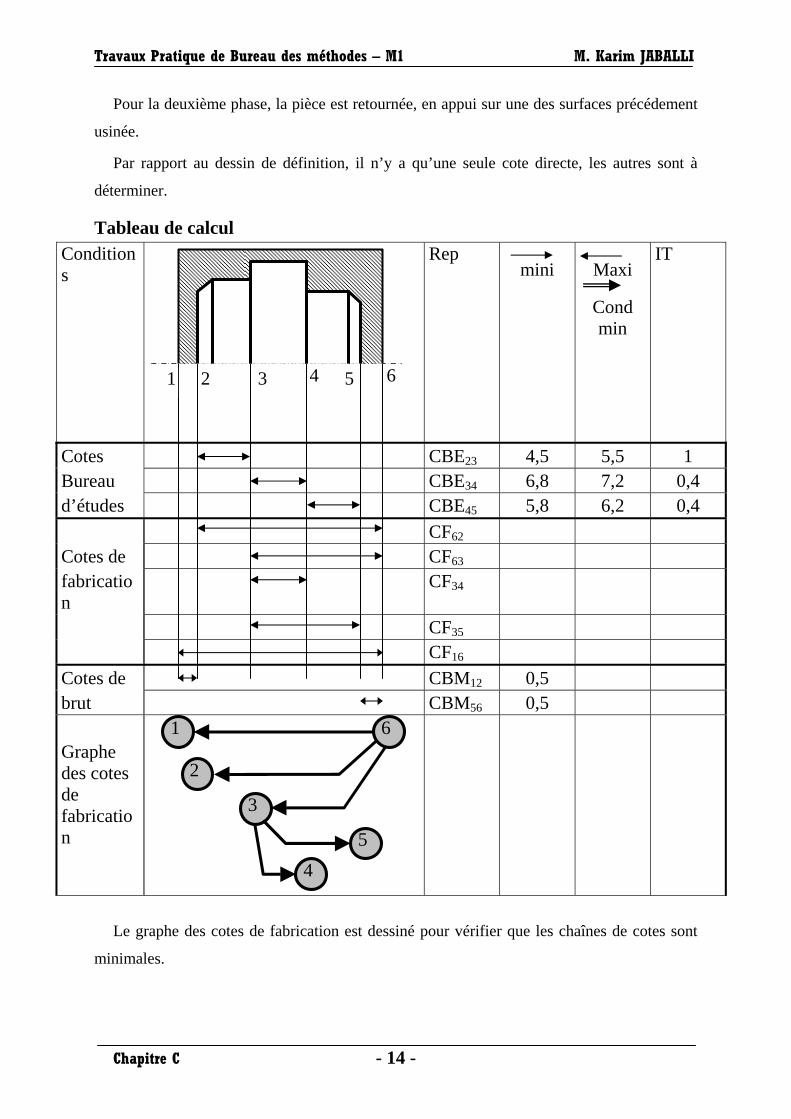
Pour la deuxième phase, la pièce est retournée, en appui sur une des surfaces précédement
usinée.
Par rapport au dessin de définition, il n’y a qu’une seule cote directe, les autres sont à
déterminer.
Tableau de calcul Conditions
Rep mini Maxi
Cond min
IT
Cotes CBE23 4,5 5,5 1 Bureau CBE34 6,8 7,2 0,4 d’études CBE45 5,8 6,2 0,4 CF62 Cotes de CF63 fabrication
CF34
CF35 CF16 Cotes de CBM12 0,5 brut CBM56 0,5 Graphe des cotes de fabrication
61
2
3
54
Le graphe des cotes de fabrication est dessiné pour vérifier que les chaînes de cotes sont
minimales.
1 2 3 4 5 6
Travaux Pratique de Bureau des méthodes – M1 M. Karim JABALLI
Chapitre C - 15 -
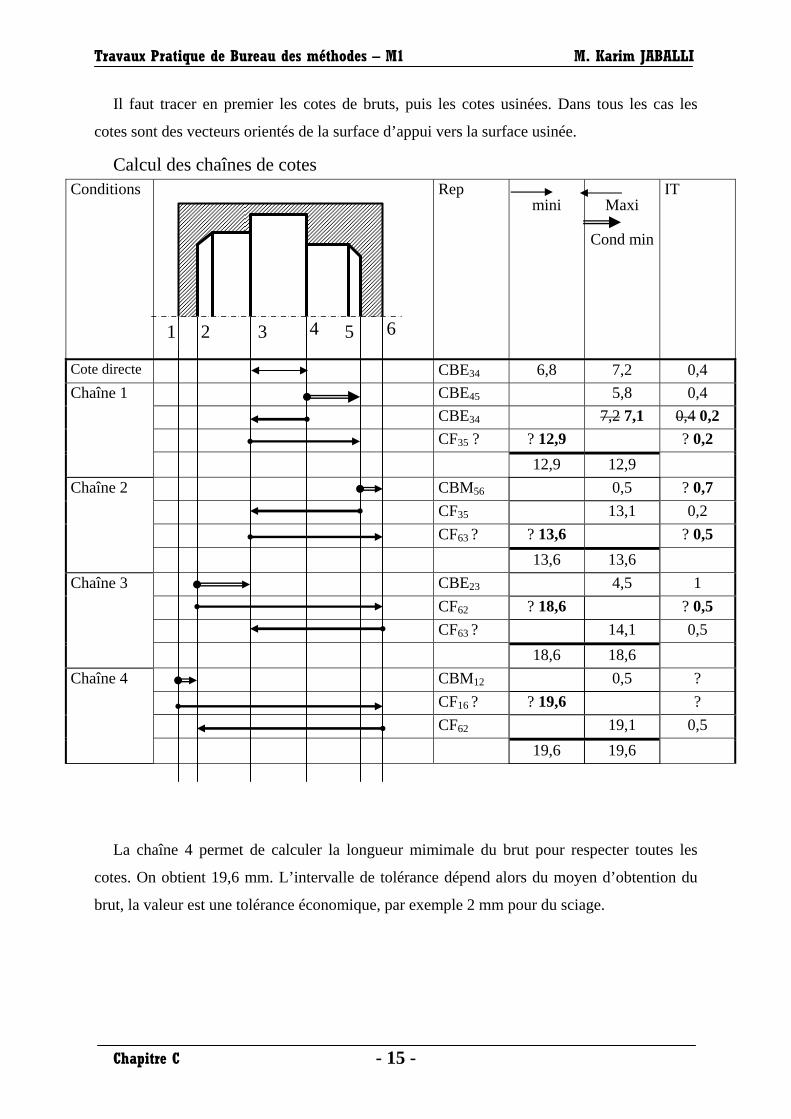
Il faut tracer en premier les cotes de bruts, puis les cotes usinées. Dans tous les cas les
cotes sont des vecteurs orientés de la surface d’appui vers la surface usinée.
Calcul des chaînes de cotes Conditions
Rep mini Maxi
Cond min
IT
Cote directe CBE34 6,8 7,2 0,4 Chaîne 1 CBE45 5,8 0,4 CBE34 7,2 7,1 0,4 0,2 CF35 ? ? 12,9 ? 0,2 12,9 12,9 Chaîne 2 CBM56 0,5 ? 0,7 CF35 13,1 0,2 CF63 ? ? 13,6 ? 0,5 13,6 13,6 Chaîne 3 CBE23 4,5 1 CF62 ? 18,6 ? 0,5 CF63 ? 14,1 0,5 18,6 18,6 Chaîne 4 CBM12 0,5 ? CF16 ? ? 19,6 ? CF62 19,1 0,5 19,6 19,6
La chaîne 4 permet de calculer la longueur mimimale du brut pour respecter toutes les
cotes. On obtient 19,6 mm. L’intervalle de tolérance dépend alors du moyen d’obtention du
brut, la valeur est une tolérance économique, par exemple 2 mm pour du sciage.
1 2 3 4 5 6
Travaux Pratique de Bureau des méthodes – M1 M. Karim JABALLI
Chapitre C - 16 -
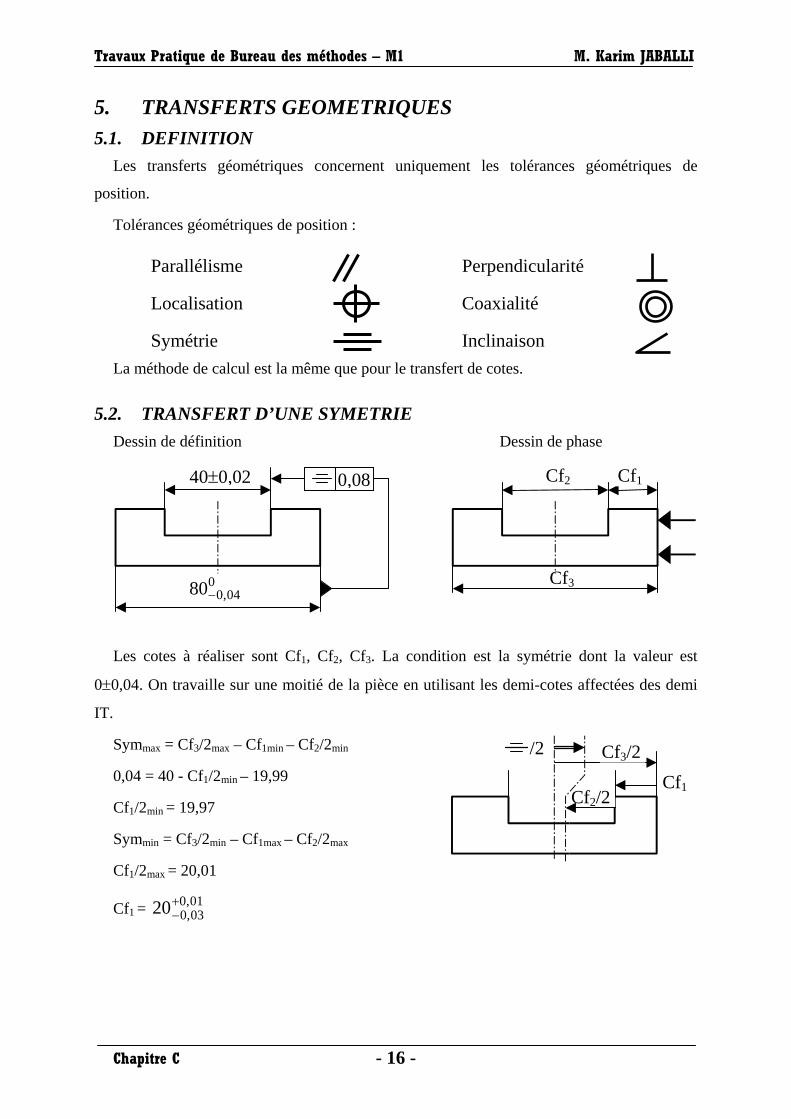
5. TRANSFERTS GEOMETRIQUES 5.1. DEFINITION
Les transferts géométriques concernent uniquement les tolérances géométriques de
position.
Tolérances géométriques de position :
Parallélisme Perpendicularité
Localisation Coaxialité
Symétrie Inclinaison
La méthode de calcul est la même que pour le transfert de cotes.
5.2. TRANSFERT D’UNE SYMETRIE Dessin de définition Dessin de phase
80 0 040− ,
40±0,02 0,08 Cf1Cf2
Cf3
Les cotes à réaliser sont Cf1, Cf2, Cf3. La condition est la symétrie dont la valeur est
0±0,04. On travaille sur une moitié de la pièce en utilisant les demi-cotes affectées des demi
IT.
Symmax = Cf3/2max – Cf1min – Cf2/2min
0,04 = 40 - Cf1/2min – 19,99
Cf1/2min = 19,97
Symmin = Cf3/2min – Cf1max – Cf2/2max
Cf1/2max = 20,01
Cf1 = 20 0 030 01−+
,,
Cf2/2
Cf3/2Cf1
/2
Travaux Pratique de Bureau des méthodes – M1 M. Karim JABALLI
Chapitre C - 17 -
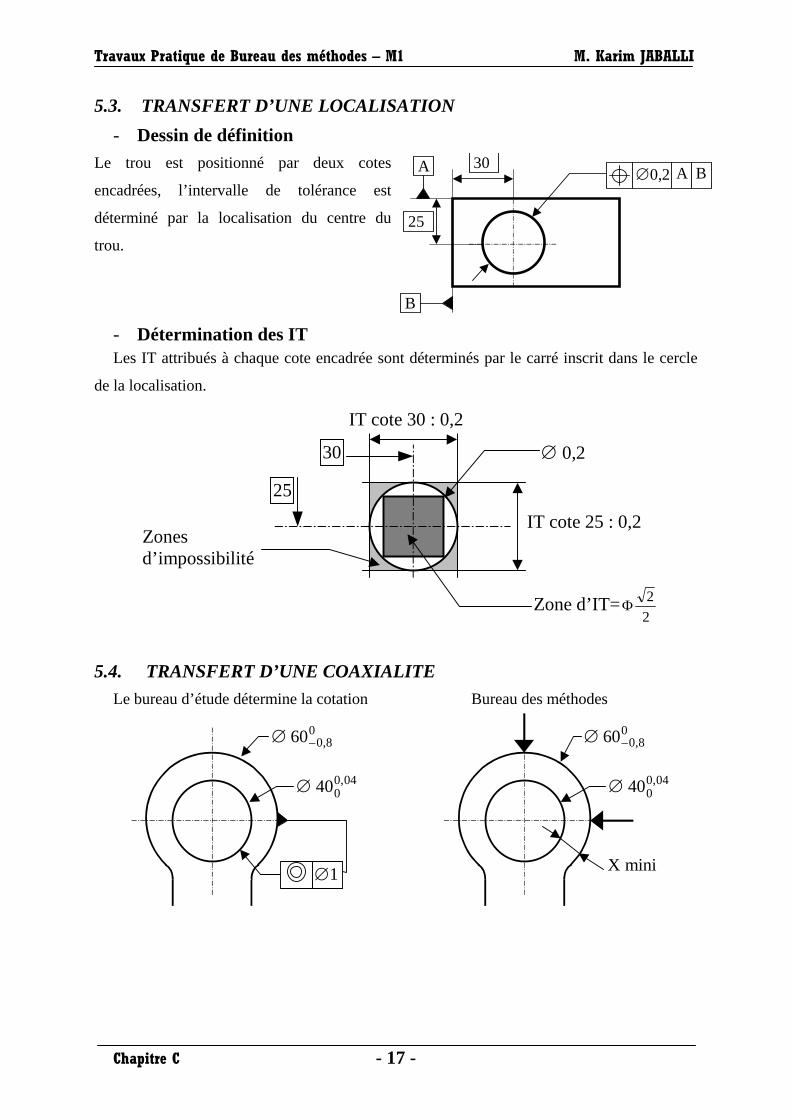
5.3. TRANSFERT D’UNE LOCALISATION - Dessin de définition
Le trou est positionné par deux cotes
encadrées, l’intervalle de tolérance est
déterminé par la localisation du centre du
trou.
30 A ∅0,2 B
25
B
A
- Détermination des IT Les IT attribués à chaque cote encadrée sont déterminés par le carré inscrit dans le cercle
de la localisation.
30
IT cote 30 : 0,2
25
IT cote 25 : 0,2Zonesd’impossibilité
∅ 0,2
Zone d’IT=Φ2
2
5.4. TRANSFERT D’UNE COAXIALITE Le bureau d’étude détermine la cotation Bureau des méthodes
∅ −60 0 80
,
∅ 4000 04,
∅1
∅ −60 0 80
,
∅ 4000 04,
X mini
Travaux Pratique de Bureau des méthodes – M1 M. Karim JABALLI
Chapitre C - 18 -
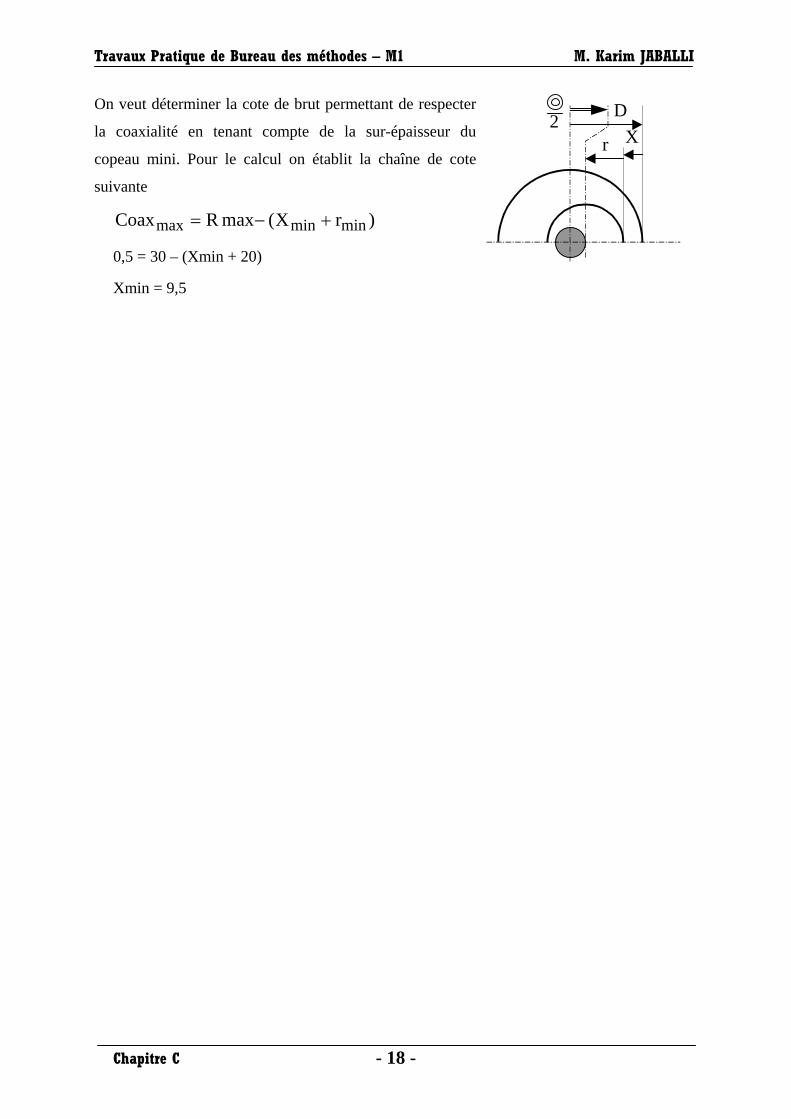
On veut déterminer la cote de brut permettant de respecter
la coaxialité en tenant compte de la sur-épaisseur du
copeau mini. Pour le calcul on établit la chaîne de cote
suivante
)rX(maxRCoax minminmax +−=
0,5 = 30 – (Xmin + 20)
Xmin = 9,5
XD
r2
Travaux Pratique de Bureau des méthodes – M1 M. Karim JABALLI
Chapitre C - 19 -
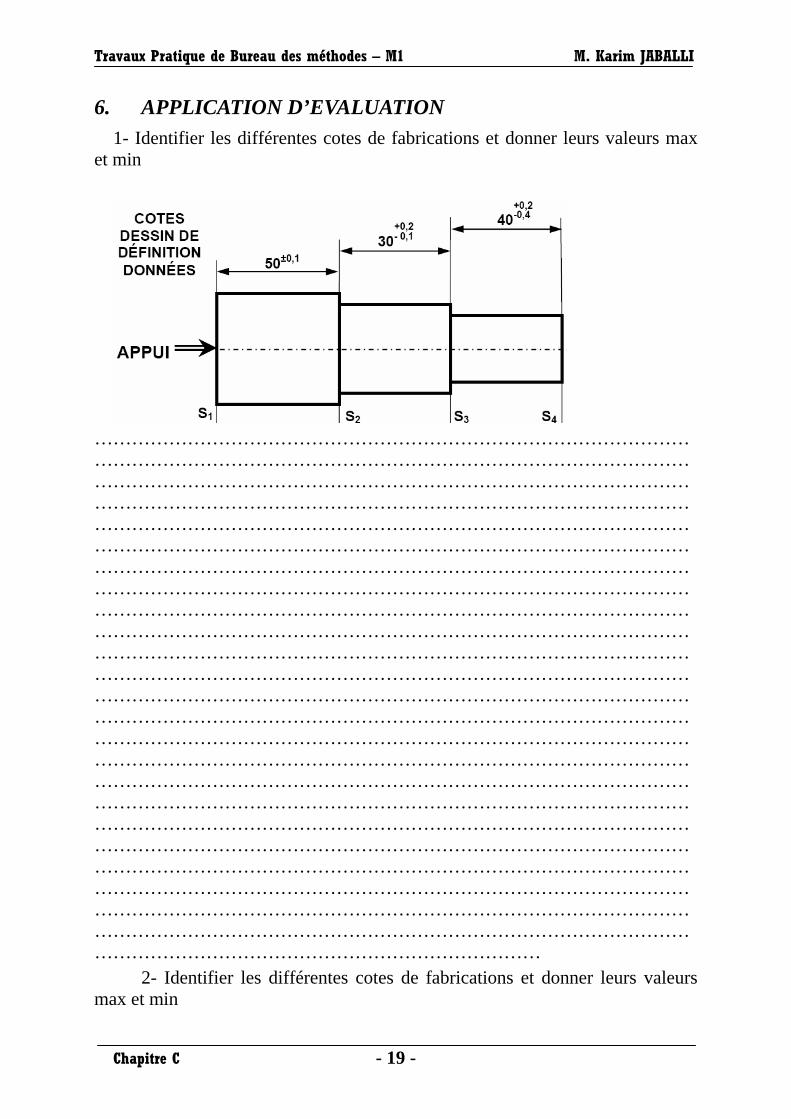
6. APPLICATION D’EVALUATION 1- Identifier les différentes cotes de fabrications et donner leurs valeurs max
et min
………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………
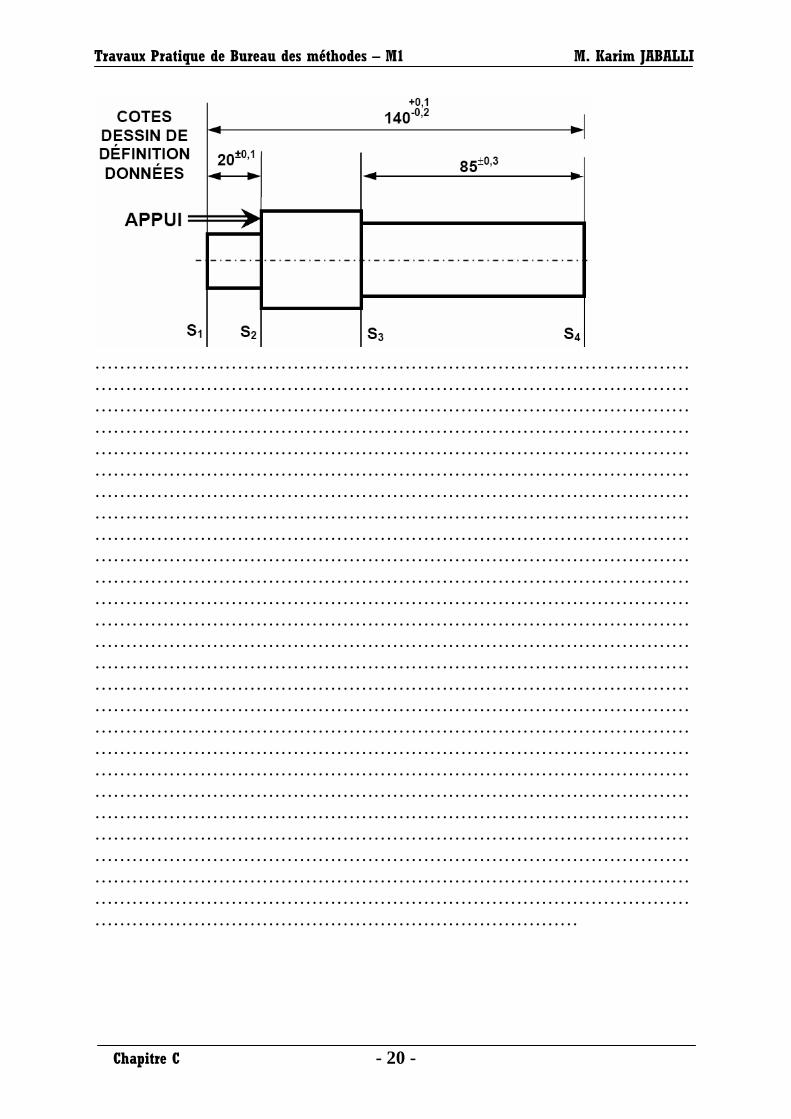
2- Identifier les différentes cotes de fabrications et donner leurs valeurs max et min
Travaux Pratique de Bureau des méthodes – M1 M. Karim JABALLI
Chapitre C - 20 -
………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………
Travaux Pratique de Bureau des méthodes – M1 M. Karim JABALLI
Chapitre C - 21 -
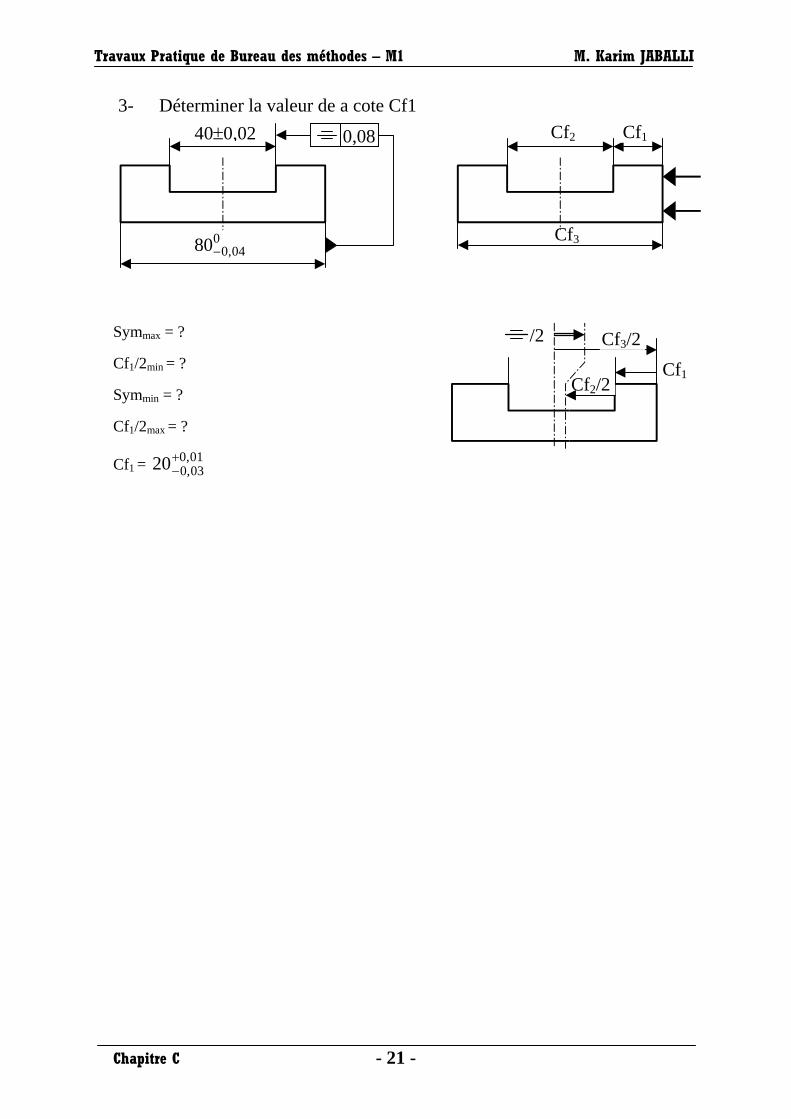
3- Déterminer la valeur de a cote Cf1
80 0 040− ,
40±0,02 0,08 Cf1Cf2
Cf3
Symmax = ?
Cf1/2min = ?
Symmin = ?
Cf1/2max = ?
Cf1 = 20 0 030 01−+
,,
Cf2/2
Cf3/2Cf1
/2
Travaux Pratique de Bureau des méthodes – M1 M. Karim JABALLI
Chapitre C - 22 -
Légende 1. Terminologie de la cotation..................................................................... 2 1.1. Analyse mathematique ..................................................................... 2
1.1.1. Dimension.................................................................................. 2 1.1.1. Cote ............................................................................................ 2
1.2. Analyse technologique ..................................................................... 2 1.2.1. Terminologie.............................................................................. 2 1.2.2. Modèle mathématique (vectoriel) de la chaîne de cote ............. 3
1.3. Terminologie des cotes de fabrication.............................................. 4 1.3.1. Cote machine ............................................................................. 5 1.3.2. Cote outil.................................................................................... 5 1.3.3. Cote appareil : Ca ...................................................................... 5
2. Modelisation par methode vectorielle ..................................................... 6 2.1. Antériorites du probleme de fabrication........................................... 6
2.1.1. Volume de la pièce .................................................................... 6 2.1.2. Notion de flux de production..................................................... 6 2.1.3. Dispersions de cotes .................................................................. 6
3. Tableaux des spécification geometriques................................................ 8 4. Transfert de cotes................................................................................... 11 4.1. Definition........................................................................................ 11 4.2. Resolution par tableau de la methode vectorielle........................... 11 4.3. Application : piece de tournage ...................................................... 13 5. Transferts geometriques ........................................................................ 16 5.1. Definition........................................................................................ 16 5.2. Transfert d’une symetrie................................................................. 16 5.3. Transfert d’une localisation ............................................................ 17 5.4. Transfert d’une coaxialité ............................................................... 17 6. Application d’évaluation ....................................................................... 19