Embed Size (px)
Citation preview
Travaux pratiques : technologie E2 Niveau : première BAC pro TU Date: Pièce: poignée
Classe: Note:
Nom : Modèle numérique: Durée nominale: 2h
Prénom : poignée.SLDPRT Durée effective
©
Choix d’un outil de coupe à plaquette rapportée en tournage
Activité: Travaux pratiques de fabrication assistée par ordinateur Niveau : première BAC pro TU Date: Pièce: poignée
Classe: Note:
Nom : Modèles numériques: Durée nominale: 2h
Prénom : Poignée.SLDPRT Durée effective
©
1) système de fixation de la plaquette ; 2) dimension et type de porte-plaquette ; 3) forme de plaquette ; 4) taille de plaquette ; 5) rayon de bec ; 6) type de plaquette ; 7) matière de l’outil.
Choix d’un outil de coupe à plaquette rapportée
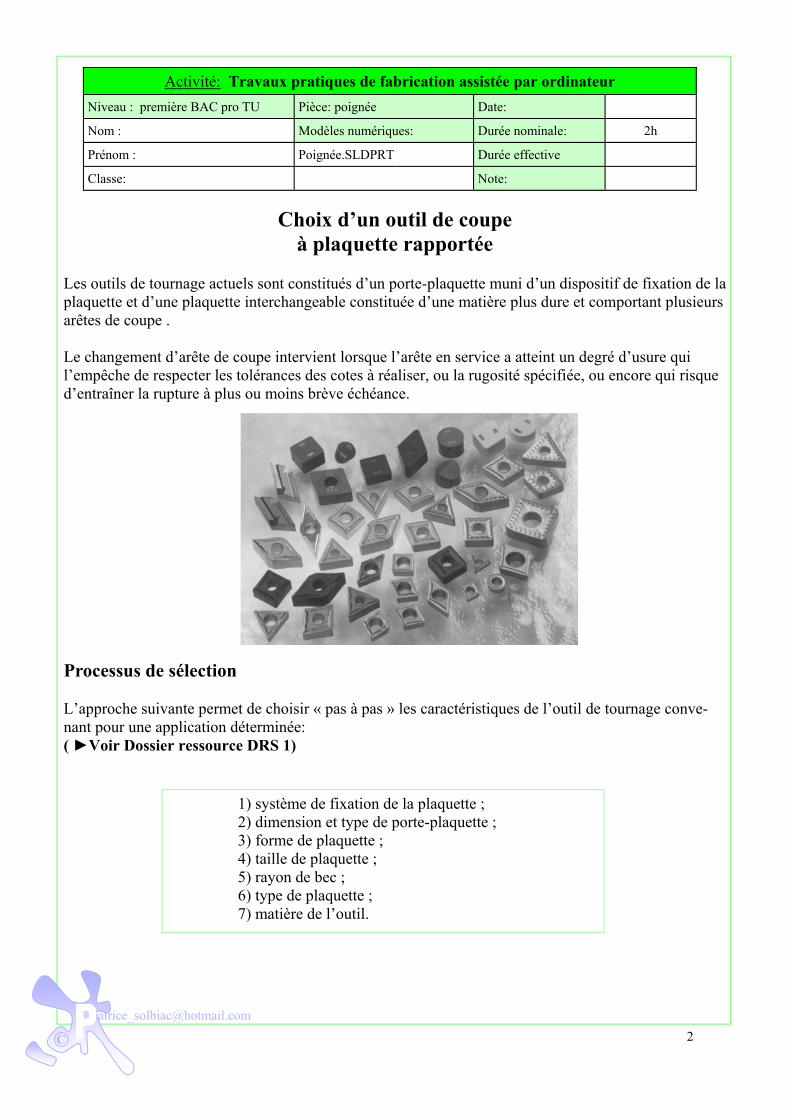
Les outils de tournage actuels sont constitués d’un porte-plaquette muni d’un dispositif de fixation de la plaquette et d’une plaquette interchangeable constituée d’une matière plus dure et comportant plusieurs arêtes de coupe . Le changement d’arête de coupe intervient lorsque l’arête en service a atteint un degré d’usure qui l’empêche de respecter les tolérances des cotes à réaliser, ou la rugosité spécifiée, ou encore qui risque d’entraîner la rupture à plus ou moins brève échéance. Processus de sélection L’approche suivante permet de choisir « pas à pas » les caractéristiques de l’outil de tournage conve-nant pour une application déterminée: ( ►Voir Dossier ressource DRS 1)
Activité: T
ravaux pratiques de fabrication assistée par ordinateur N
iveau : première B
AC
pro TU
Date:
Pièce: poignée
Classe:
N
ote:
Nom
: M
odèles numériques:
Durée nom
inale: 2h
Prénom :
Poignée.SLDPR
T D
urée effective
3 patrice_solbiac@
hotmail.com
©
Form
e p
laqu
ette
Typ
e
Hau
teur
man
che
Fixa
tion
Sens
de
coup
e
Lon
gueu
r ou
til
Tai
lle d
e pl
aque
tte
T
olér
ance
Form
e
Cod
e c
onst
ruct
eur
Typ
e
Tai
lle
épai
sseu
r
Ray
on d
e be
c
larg
eur
man
che
Ang
le d
e dé
poui
lle
Ang
le d
e dé
poui
lle
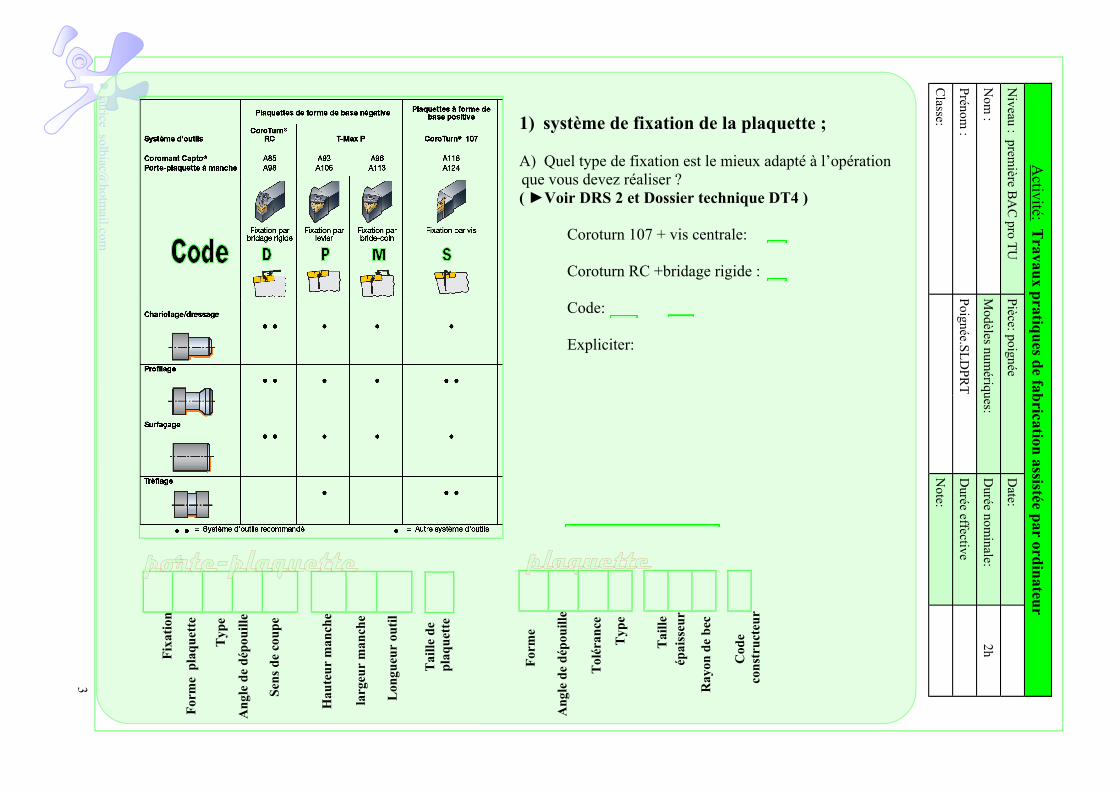
1) système de fixation de la plaquette ; A) Quel type de fixation est le mieux adapté à l’opération que vous devez réaliser ? ( ►Voir DRS 2 et Dossier technique DT4 ) Coroturn 107 + vis centrale: Coroturn RC +bridage rigide : Code: Expliciter:
Activité: Travaux pratiques de fabrication assistée par ordinateur Niveau : première BAC pro TU Date: Pièce: poignée
Classe: Note:
Nom : Modèles numériques: Durée nominale: 2h
Prénom : Poignée.SLDPRT Durée effective
©
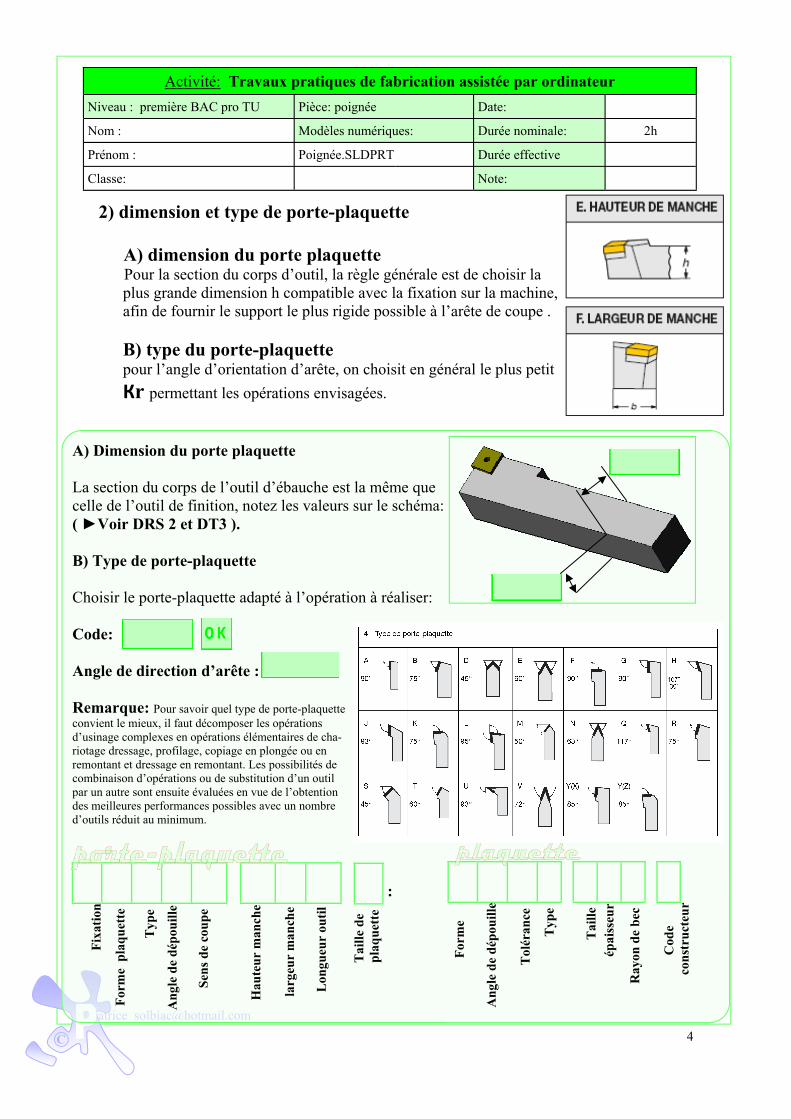
2) dimension et type de porte-plaquette A) dimension du porte plaquette
Pour la section du corps d’outil, la règle générale est de choisir la plus grande dimension h compatible avec la fixation sur la machine, afin de fournir le support le plus rigide possible à l’arête de coupe .
B) type du porte-plaquette pour l’angle d’orientation d’arête, on choisit en général le plus petit Кr permettant les opérations envisagées.
A) Dimension du porte plaquette La section du corps de l’outil d’ébauche est la même que celle de l’outil de finition, notez les valeurs sur le schéma: ( ►Voir DRS 2 et DT3 ). B) Type de porte-plaquette Choisir le porte-plaquette adapté à l’opération à réaliser: Code: Angle de direction d’arête : Remarque: Pour savoir quel type de porte-plaquette convient le mieux, il faut décomposer les opérations d’usinage complexes en opérations élémentaires de cha-riotage dressage, profilage, copiage en plongée ou en remontant et dressage en remontant. Les possibilités de combinaison d’opérations ou de substitution d’un outil par un autre sont ensuite évaluées en vue de l’obtention des meilleures performances possibles avec un nombre d’outils réduit au minimum.
:
Form
e p
laqu
ette
Typ
e
Hau
teur
man
che
Fixa
tion
Sens
de
coup
e
Lon
gueu
r ou
til
Tai
lle d
e pl
aque
tte
Tol
éran
ce
Form
e
Cod
e c
onst
ruct
eur
Typ
e
Tai
lle
épai
sseu
r
Ray
on d
e be
c
larg
eur
man
che
Ang
le d
e dé
poui
lle
Ang
le d
e dé
poui
lle
Activité: Travaux pratiques de fabrication assistée par ordinateur Niveau : première BAC pro TU Date: Pièce: poignée
Classe: Note:
Nom : Modèles numériques: Durée nominale: 2h
Prénom : Poignée.SLDPRT Durée effective
©
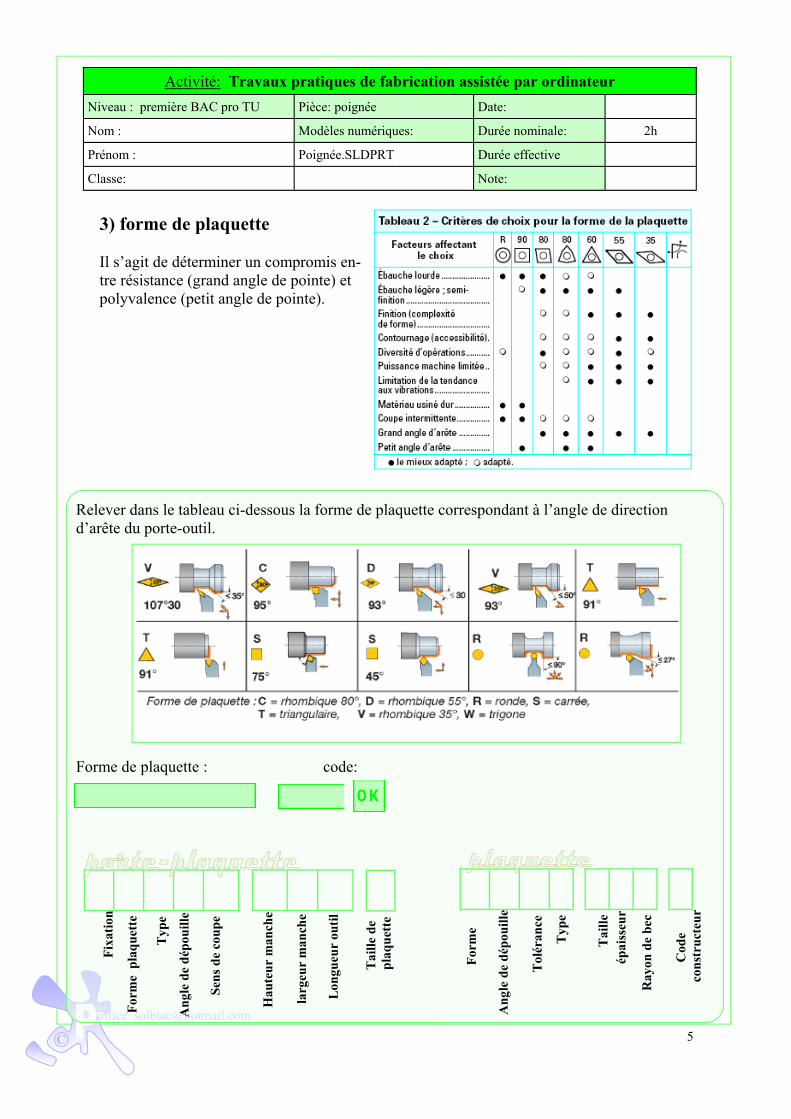
Relever dans le tableau ci-dessous la forme de plaquette correspondant à l’angle de direction d’arête du porte-outil. Forme de plaquette : code:
3) forme de plaquette Il s’agit de déterminer un compromis en-tre résistance (grand angle de pointe) et polyvalence (petit angle de pointe).
Form
e p
laqu
ette
Typ
e
Hau
teur
man
che
Fixa
tion
Sens
de
coup
e
Lon
gueu
r ou
til
Tai
lle d
e pl
aque
tte
Tol
éran
ce
Form
e
Cod
e c
onst
ruct
eur
Typ
e
Tai
lle
épai
sseu
r
Ray
on d
e be
c
larg
eur
man
che
Ang
le d
e dé
poui
lle
Ang
le d
e dé
poui
lle
Activité: Travaux pratiques de fabrication assistée par ordinateur Niveau : première BAC pro TU Date: Pièce: poignée
Classe: Note:
Nom : Modèles numériques: Durée nominale: 2h
Prénom : Poignée.SLDPRT Durée effective
©
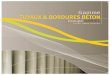
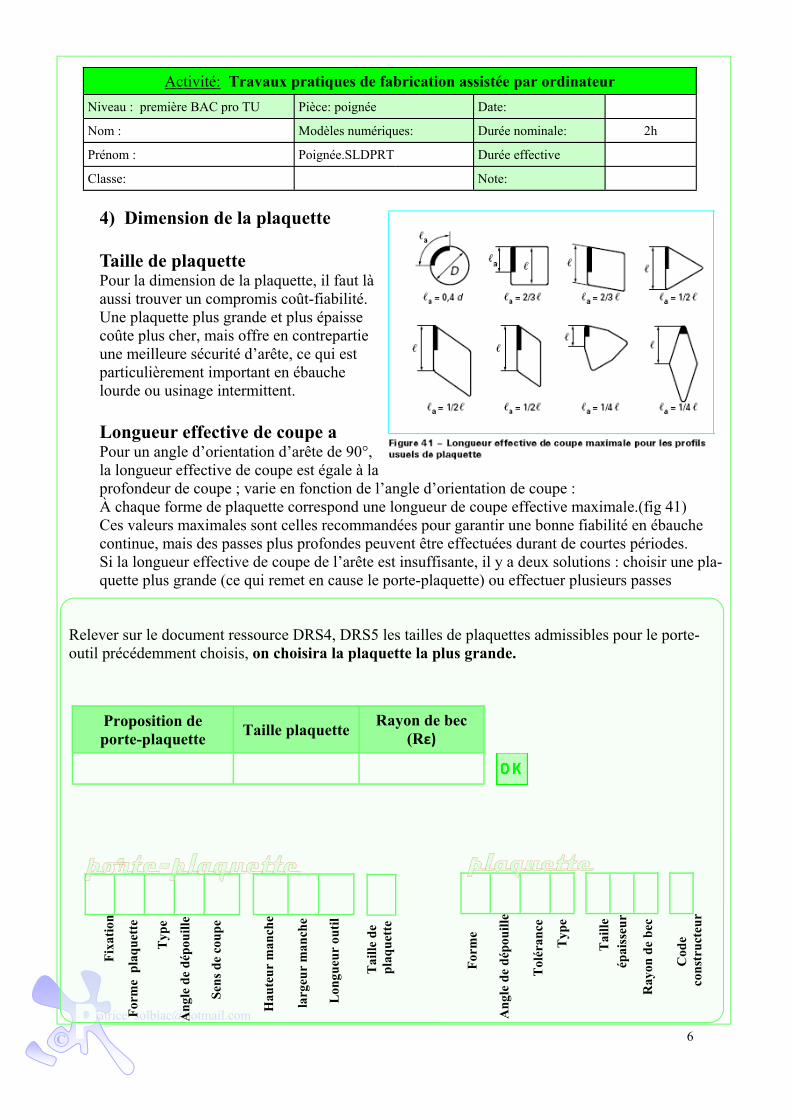
4) Dimension de la plaquette Taille de plaquette Pour la dimension de la plaquette, il faut là aussi trouver un compromis coût-fiabilité. Une plaquette plus grande et plus épaisse coûte plus cher, mais offre en contrepartie une meilleure sécurité d’arête, ce qui est particulièrement important en ébauche lourde ou usinage intermittent. Longueur effective de coupe a Pour un angle d’orientation d’arête de 90°, la longueur effective de coupe est égale à la profondeur de coupe ; varie en fonction de l’angle d’orientation de coupe : À chaque forme de plaquette correspond une longueur de coupe effective maximale.(fig 41) Ces valeurs maximales sont celles recommandées pour garantir une bonne fiabilité en ébauche continue, mais des passes plus profondes peuvent être effectuées durant de courtes périodes. Si la longueur effective de coupe de l’arête est insuffisante, il y a deux solutions : choisir une pla-quette plus grande (ce qui remet en cause le porte-plaquette) ou effectuer plusieurs passes
Relever sur le document ressource DRS4, DRS5 les tailles de plaquettes admissibles pour le porte-outil précédemment choisis, on choisira la plaquette la plus grande.
Proposition de porte-plaquette Taille plaquette Rayon de bec
(Rε)
Form
e p
laqu
ette
Typ
e
Hau
teur
man
che
Fixa
tion
Sens
de
coup
e
Lon
gueu
r ou
til
Tai
lle d
e pl
aque
tte
Tol
éran
ce
Form
e
Cod
e c
onst
ruct
eur
Typ
e
Tai
lle
épai
sseu
r
Ray
on d
e be
c
larg
eur
man
che
Ang
le d
e dé
poui
lle
Ang
le d
e dé
poui
lle
Activité: Travaux pratiques de fabrication assistée par ordinateur Niveau : première BAC pro TU Date: Pièce: poignée
Classe: Note:
Nom : Modèles numériques: Durée nominale: 2h
Prénom : Poignée.SLDPRT Durée effective
©
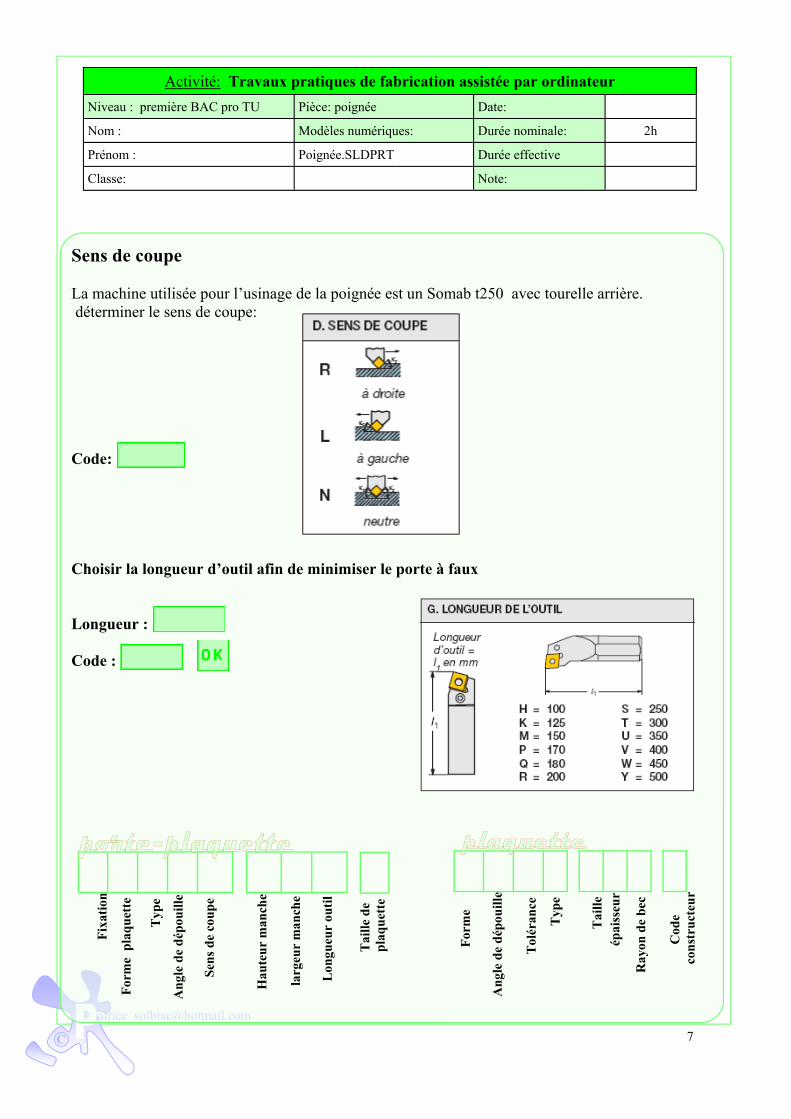
Sens de coupe La machine utilisée pour l’usinage de la poignée est un Somab t250 avec tourelle arrière. déterminer le sens de coupe: Code: Choisir la longueur d’outil afin de minimiser le porte à faux Longueur : Code :
Form
e p
laqu
ette
Typ
e
Hau
teur
man
che
Fixa
tion
Sens
de
coup
e
Lon
gueu
r ou
til
Tai
lle d
e pl
aque
tte
Tol
éran
ce
Form
e
Cod
e c
onst
ruct
eur
Typ
e
Tai
lle
épai
sseu
r
Ray
on d
e be
c
larg
eur
man
che
Ang
le d
e dé
poui
lle
Ang
le d
e dé
poui
lle
Activité: Travaux pratiques de fabrication assistée par ordinateur Niveau : première BAC pro TU Date: Pièce: poignée
Classe: Note:
Nom : Modèles numériques: Durée nominale: 2h
Prénom : Poignée.SLDPRT Durée effective
©
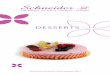
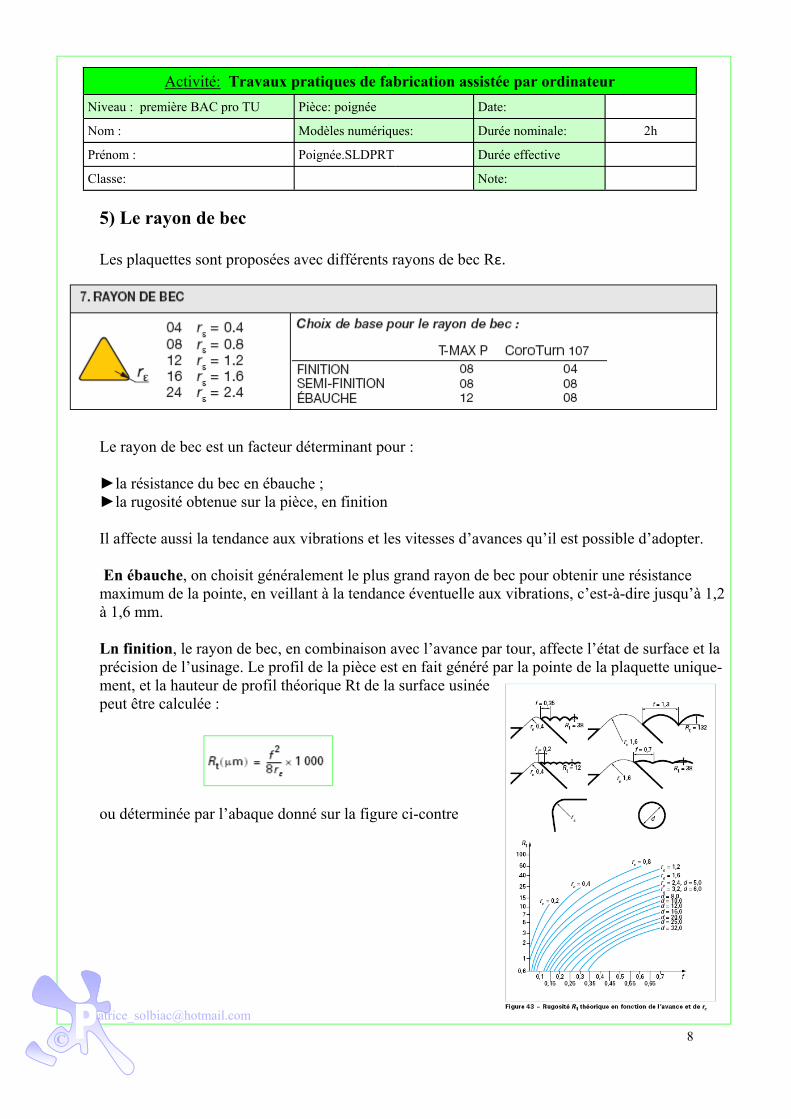
5) Le rayon de bec Les plaquettes sont proposées avec différents rayons de bec Rε.
Le rayon de bec est un facteur déterminant pour : ►la résistance du bec en ébauche ; ►la rugosité obtenue sur la pièce, en finition Il affecte aussi la tendance aux vibrations et les vitesses d’avances qu’il est possible d’adopter. En ébauche, on choisit généralement le plus grand rayon de bec pour obtenir une résistance maximum de la pointe, en veillant à la tendance éventuelle aux vibrations, c’est-à-dire jusqu’à 1,2 à 1,6 mm. Ln finition, le rayon de bec, en combinaison avec l’avance par tour, affecte l’état de surface et la précision de l’usinage. Le profil de la pièce est en fait généré par la pointe de la plaquette unique-ment, et la hauteur de profil théorique Rt de la surface usinée peut être calculée : ou déterminée par l’abaque donné sur la figure ci-contre
Activité: Travaux pratiques de fabrication assistée par ordinateur Niveau : première BAC pro TU Date: Pièce: poignée
Classe: Note:
Nom : Modèles numériques: Durée nominale: 2h
Prénom : Poignée.SLDPRT Durée effective
©
A l’aide de votre étude précédente choisir le porte-plaquette et la plaquette adéquate dans le document ressource DRS6 ( ►Voir DRS 4, DRS 5, DRS 6)
Condition de coupe de l’outil sélectionné
Form
e p
laqu
ette
Typ
e
Hau
teur
man
che
Fixa
tion
Sens
de
coup
e
Lon
gueu
r ou
til
Tai
lle d
e pl
aque
tte
Tol
éran
ce
Form
e
Cod
e c
onst
ruct
eur
Typ
e
Tai
lle
épai
sseu
r
Ray
on d
e be
c
larg
eur
man
che
Ang
le d
e dé
poui
lle
Ang
le d
e dé
poui
lle
Vc f ap
Condition de coupe