Embed Size (px)
Citation preview
Cachet ou nom du centre d'examen
CONTRÔLE EN COURS DE FORMATION
ÉPREUVES PROFESSIONNELLES
DOSSIER D’ÉVALUATION INDIVIDUEL DU CANDIDAT
Candidat n° : «N_Candidat»
NOM, Prénom : «Nom» «Prénom»
Date de naissance : «Date_de_Naissance»
Ce dossier comprend :
- La copie de la fiche d’émargement de l’évaluation en CCF pour l’EP1
- La fiche d’évaluation de la situation d’évaluation en CCF pour l’EP1
- La fiche d’évaluation de la situation d’évaluation en CCF – Situation A en milieu professionnel pour l’EP2
- La fiche d’évaluation de l’attitude du candidat en milieu professionnel pour l’EP2
- La fiche d’évaluation de la situation d’évaluation en CCF – Situation B en centre de formation pour l’EP2
- La fiche de synthèse des situations d’évaluation en CCF pour l’EP2
- Les attestations de formation en milieu professionnel
Dossier d’évaluation par candidat transmis au jury
Académie de Martinique
Brevet d’Études Professionnelles PRODUCTION MÉCANIQUE
Session : «Session»
1/2
Cachet ou nom du centre d'examen
EP1 – ANALYSE ET EXPLOITATIONS DES DONNÉES ET PRÉPARATION D’UNE
PRODUCTION
FICHE D’ÉMARGEMENT/DE CONVOCATION
NOM Prénom Numéro du candidat
Date de convocation
A pris connaissance (datez, signez)
A réalisé son épreuve le
(datez, signez)
Académie de Martinique
Brevet d’Études Professionnelles PRODUCTION MÉCANIQUE
Session : «Session»
2/2
NOM Prénom Numéro du candidat
Date de convocation
A pris connaissance (datez, signez)
A réalisé son épreuve le
(datez, signez)
1/2
Cachet ou nom du centre d'examen
EP1 – ANALYSE ET EXPLOITATIONS DES DONNÉES ET PRÉPARATION D’UNE
PRODUCTION
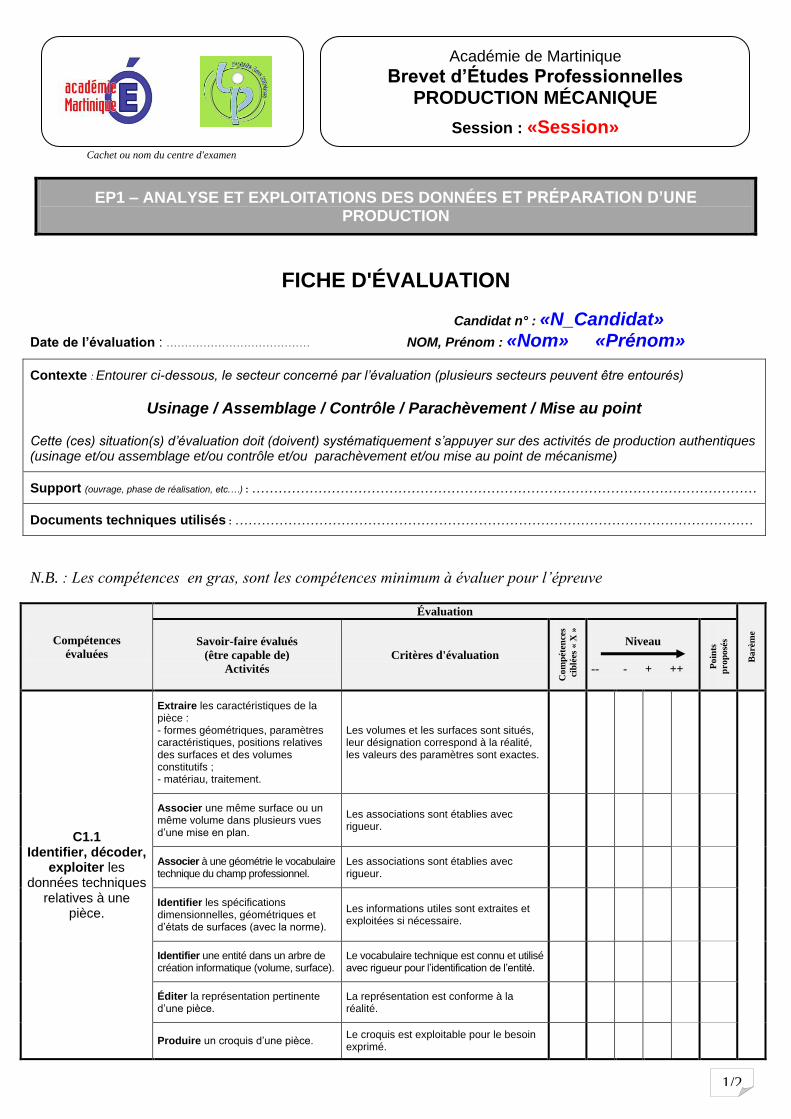
FICHE D'ÉVALUATION
Candidat n° : «N_Candidat» Date de l’évaluation : ....................................... NOM, Prénom : «Nom» «Prénom»
Contexte : Entourer ci-dessous, le secteur concerné par l’évaluation (plusieurs secteurs peuvent être entourés)
Usinage / Assemblage / Contrôle / Parachèvement / Mise au point
Cette (ces) situation(s) d’évaluation doit (doivent) systématiquement s’appuyer sur des activités de production authentiques (usinage et/ou assemblage et/ou contrôle et/ou parachèvement et/ou mise au point de mécanisme)
Support (ouvrage, phase de réalisation, etc.…) : ……………………………………………………………………………………………………
Documents techniques utilisés : ………………………………………………………………………………………………………
N.B. : Les compétences en gras, sont les compétences minimum à évaluer pour l’épreuve
Compétences
évaluées
Évaluation
Ba
rèm
e
Savoir-faire évalués
(être capable de)
Activités
Critères d'évaluation
Co
mp
éten
ces
cib
lées
« X
»
Niveau
-- - + ++ Po
ints
pro
po
sés
C1.1 Identifier, décoder,
exploiter les données techniques
relatives à une pièce.
Extraire les caractéristiques de la pièce : - formes géométriques, paramètres caractéristiques, positions relatives des surfaces et des volumes constitutifs ; - matériau, traitement.
Les volumes et les surfaces sont situés, leur désignation correspond à la réalité, les valeurs des paramètres sont exactes.
Associer une même surface ou un même volume dans plusieurs vues d’une mise en plan.
Les associations sont établies avec rigueur.
Associer à une géométrie le vocabulaire technique du champ professionnel.
Les associations sont établies avec rigueur.
Identifier les spécifications dimensionnelles, géométriques et d’états de surfaces (avec la norme).
Les informations utiles sont extraites et exploitées si nécessaire.
Identifier une entité dans un arbre de création informatique (volume, surface).
Le vocabulaire technique est connu et utilisé avec rigueur pour l’identification de l’entité.
Éditer la représentation pertinente d’une pièce.
La représentation est conforme à la réalité.
Produire un croquis d’une pièce. Le croquis est exploitable pour le besoin exprimé.
Académie de Martinique
Brevet d’Études Professionnelles PRODUCTION MÉCANIQUE
Session : «Session»
2/2
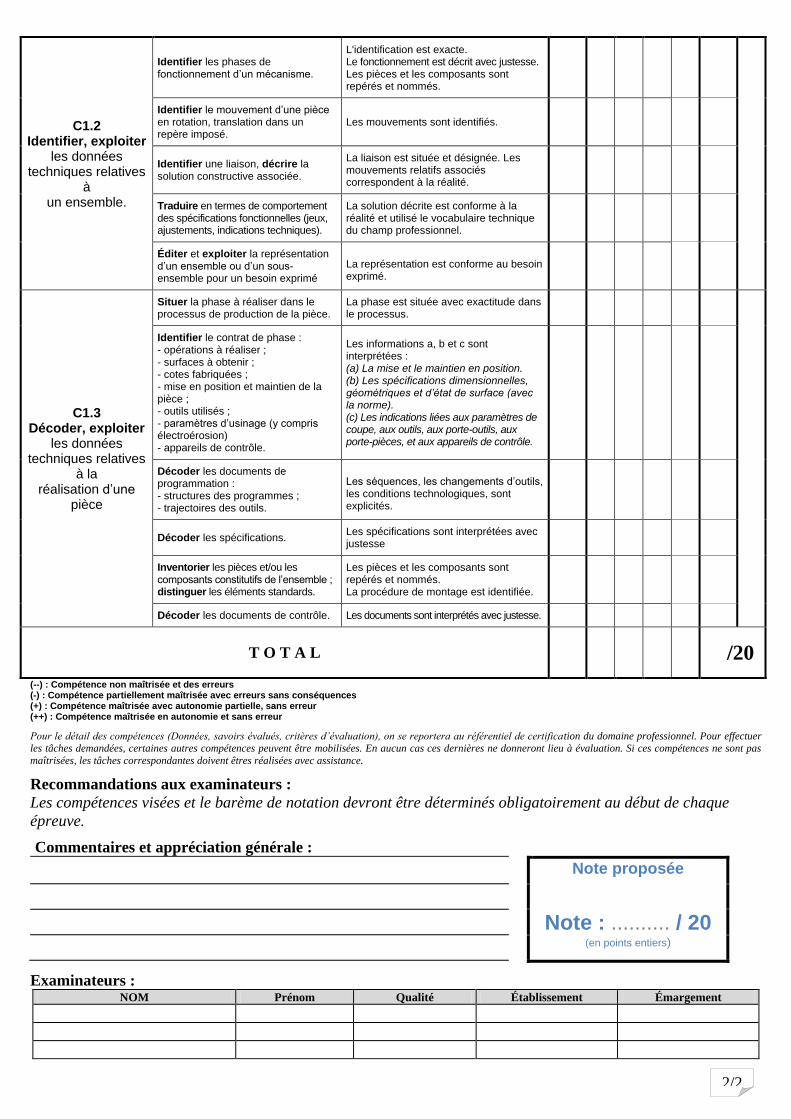
C1.2 Identifier, exploiter
les données techniques relatives
à un ensemble.
Identifier les phases de fonctionnement d’un mécanisme.
L'identification est exacte. Le fonctionnement est décrit avec justesse. Les pièces et les composants sont repérés et nommés.
Identifier le mouvement d’une pièce en rotation, translation dans un repère imposé.
Les mouvements sont identifiés.
Identifier une liaison, décrire la solution constructive associée.
La liaison est située et désignée. Les mouvements relatifs associés correspondent à la réalité.
Traduire en termes de comportement des spécifications fonctionnelles (jeux, ajustements, indications techniques).
La solution décrite est conforme à la réalité et utilisé le vocabulaire technique du champ professionnel.
Éditer et exploiter la représentation d’un ensemble ou d’un sous-ensemble pour un besoin exprimé
La représentation est conforme au besoin exprimé.
C1.3 Décoder, exploiter
les données techniques relatives
à la réalisation d’une
pièce
Situer la phase à réaliser dans le processus de production de la pièce.
La phase est située avec exactitude dans le processus.
Identifier le contrat de phase : - opérations à réaliser ; - surfaces à obtenir ; - cotes fabriquées ; - mise en position et maintien de la pièce ; - outils utilisés ; - paramètres d’usinage (y compris électroérosion) - appareils de contrôle.
Les informations a, b et c sont interprétées : (a) La mise et le maintien en position. (b) Les spécifications dimensionnelles, géométriques et d’état de surface (avec la norme). (c) Les indications liées aux paramètres de coupe, aux outils, aux porte-outils, aux porte-pièces, et aux appareils de contrôle.
Décoder les documents de programmation : - structures des programmes ; - trajectoires des outils.
Les séquences, les changements d’outils, les conditions technologiques, sont explicités.
Décoder les spécifications. Les spécifications sont interprétées avec justesse
Inventorier les pièces et/ou les composants constitutifs de l’ensemble ; distinguer les éléments standards.
Les pièces et les composants sont repérés et nommés. La procédure de montage est identifiée.
Décoder les documents de contrôle. Les documents sont interprétés avec justesse.
T O T A L /20
(--) : Compétence non maîtrisée et des erreurs (-) : Compétence partiellement maîtrisée avec erreurs sans conséquences (+) : Compétence maîtrisée avec autonomie partielle, sans erreur (++) : Compétence maîtrisée en autonomie et sans erreur
Pour le détail des compétences (Données, savoirs évalués, critères d’évaluation), on se reportera au référentiel de certification du domaine professionnel. Pour effectuer
les tâches demandées, certaines autres compétences peuvent être mobilisées. En aucun cas ces dernières ne donneront lieu à évaluation. Si ces compétences ne sont pas
maîtrisées, les tâches correspondantes doivent êtres réalisées avec assistance.
Recommandations aux examinateurs :
Les compétences visées et le barème de notation devront être déterminés obligatoirement au début de chaque
épreuve.
Commentaires et appréciation générale :
Note proposée
Note : .......... / 20 (en points entiers)
Examinateurs :
NOM Prénom Qualité Établissement Émargement
1/3
Cachet ou nom du centre d'examen
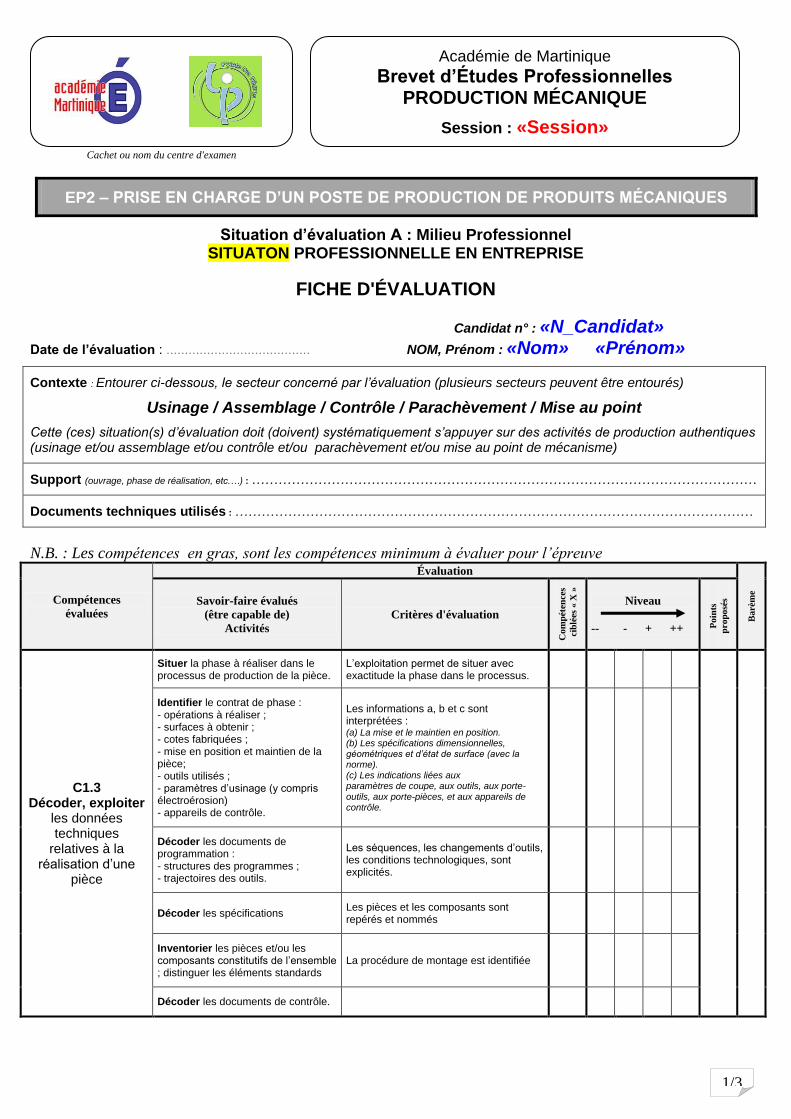
EP2 – PRISE EN CHARGE D’UN POSTE DE PRODUCTION DE PRODUITS MÉCANIQUES
Situation d’évaluation A : Milieu Professionnel SITUATON PROFESSIONNELLE EN ENTREPRISE
FICHE D'ÉVALUATION
Candidat n° : «N_Candidat» Date de l’évaluation : ....................................... NOM, Prénom : «Nom» «Prénom»
Contexte : Entourer ci-dessous, le secteur concerné par l’évaluation (plusieurs secteurs peuvent être entourés)
Usinage / Assemblage / Contrôle / Parachèvement / Mise au point
Cette (ces) situation(s) d’évaluation doit (doivent) systématiquement s’appuyer sur des activités de production authentiques (usinage et/ou assemblage et/ou contrôle et/ou parachèvement et/ou mise au point de mécanisme)
Support (ouvrage, phase de réalisation, etc.…) : ……………………………………………………………………………………………………
Documents techniques utilisés : ………………………………………………………………………………………………………
N.B. : Les compétences en gras, sont les compétences minimum à évaluer pour l’épreuve
Compétences
évaluées
Évaluation
Ba
rèm
e
Savoir-faire évalués
(être capable de)
Activités
Critères d'évaluation
Co
mp
éten
ces
cib
lées
« X
»
Niveau
-- - + ++ Po
ints
pro
po
sés
C1.3 Décoder, exploiter
les données techniques
relatives à la réalisation d’une
pièce
Situer la phase à réaliser dans le processus de production de la pièce.
L’exploitation permet de situer avec exactitude la phase dans le processus.
Identifier le contrat de phase : - opérations à réaliser ; - surfaces à obtenir ; - cotes fabriquées ; - mise en position et maintien de la pièce; - outils utilisés ; - paramètres d’usinage (y compris électroérosion) - appareils de contrôle.
Les informations a, b et c sont interprétées : (a) La mise et le maintien en position. (b) Les spécifications dimensionnelles, géométriques et d’état de surface (avec la norme). (c) Les indications liées aux paramètres de coupe, aux outils, aux porte-outils, aux porte-pièces, et aux appareils de contrôle.
Décoder les documents de programmation : - structures des programmes ; - trajectoires des outils.
Les séquences, les changements d’outils, les conditions technologiques, sont explicités.
Décoder les spécifications Les pièces et les composants sont repérés et nommés
Inventorier les pièces et/ou les composants constitutifs de l’ensemble ; distinguer les éléments standards
La procédure de montage est identifiée
Décoder les documents de contrôle.
Académie de Martinique
Brevet d’Études Professionnelles PRODUCTION MÉCANIQUE
Session : «Session»
2/3
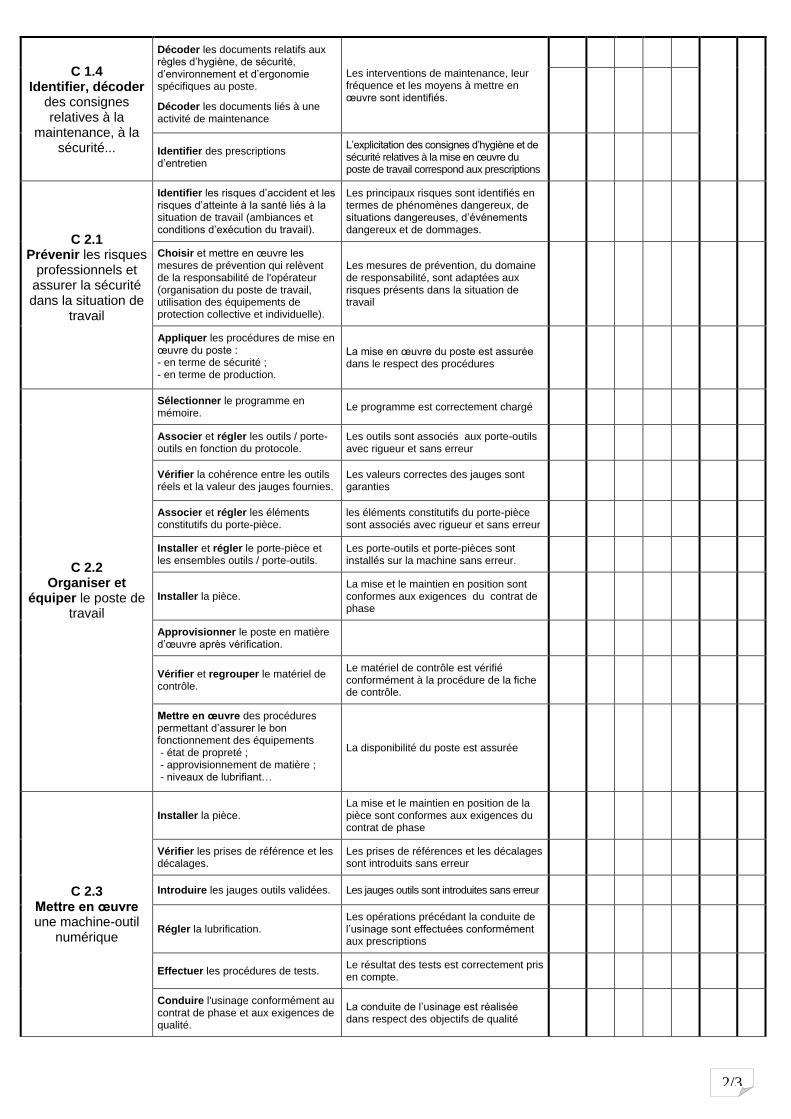
C 1.4 Identifier, décoder
des consignes relatives à la
maintenance, à la sécurité...
Décoder les documents relatifs aux règles d’hygiène, de sécurité, d’environnement et d’ergonomie spécifiques au poste.
Décoder les documents liés à une activité de maintenance
Les interventions de maintenance, leur fréquence et les moyens à mettre en œuvre sont identifiés.
Identifier des prescriptions d’entretien
L’explicitation des consignes d’hygiène et de sécurité relatives à la mise en œuvre du poste de travail correspond aux prescriptions
C 2.1 Prévenir les risques
professionnels et assurer la sécurité dans la situation de
travail
Identifier les risques d’accident et les risques d’atteinte à la santé liés à la situation de travail (ambiances et conditions d’exécution du travail).
Les principaux risques sont identifiés en termes de phénomènes dangereux, de situations dangereuses, d’événements dangereux et de dommages.
Choisir et mettre en œuvre les mesures de prévention qui relèvent de la responsabilité de l'opérateur (organisation du poste de travail, utilisation des équipements de protection collective et individuelle).
Les mesures de prévention, du domaine de responsabilité, sont adaptées aux risques présents dans la situation de travail
Appliquer les procédures de mise en œuvre du poste : - en terme de sécurité ; - en terme de production.
La mise en œuvre du poste est assurée dans le respect des procédures
C 2.2 Organiser et
équiper le poste de travail
Sélectionner le programme en mémoire.
Le programme est correctement chargé
Associer et régler les outils / porte-outils en fonction du protocole.
Les outils sont associés aux porte-outils avec rigueur et sans erreur
Vérifier la cohérence entre les outils réels et la valeur des jauges fournies.
Les valeurs correctes des jauges sont garanties
Associer et régler les éléments constitutifs du porte-pièce.
les éléments constitutifs du porte-pièce sont associés avec rigueur et sans erreur
Installer et régler le porte-pièce et les ensembles outils / porte-outils.
Les porte-outils et porte-pièces sont installés sur la machine sans erreur.
Installer la pièce. La mise et le maintien en position sont conformes aux exigences du contrat de phase
Approvisionner le poste en matière d’œuvre après vérification.
Vérifier et regrouper le matériel de contrôle.
Le matériel de contrôle est vérifié conformément à la procédure de la fiche de contrôle.
Mettre en œuvre des procédures permettant d’assurer le bon fonctionnement des équipements - état de propreté ; - approvisionnement de matière ; - niveaux de lubrifiant…
La disponibilité du poste est assurée
C 2.3 Mettre en œuvre une machine-outil
numérique
Installer la pièce. La mise et le maintien en position de la pièce sont conformes aux exigences du contrat de phase
Vérifier les prises de référence et les décalages.
Les prises de références et les décalages sont introduits sans erreur
Introduire les jauges outils validées. Les jauges outils sont introduites sans erreur
Régler la lubrification. Les opérations précédant la conduite de l’usinage sont effectuées conformément aux prescriptions
Effectuer les procédures de tests. Le résultat des tests est correctement pris en compte.
Conduire l'usinage conformément au contrat de phase et aux exigences de qualité.
La conduite de l’usinage est réalisée dans respect des objectifs de qualité
3/3
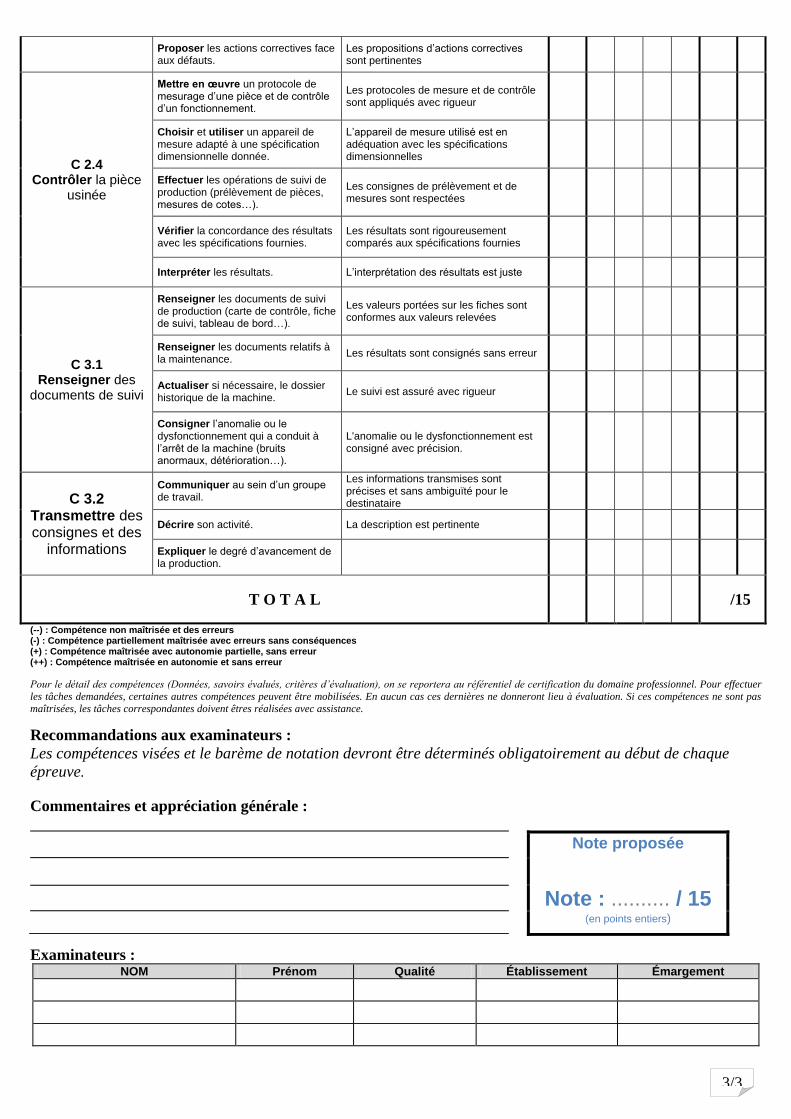
Proposer les actions correctives face aux défauts.
Les propositions d’actions correctives sont pertinentes
C 2.4 Contrôler la pièce
usinée
Mettre en œuvre un protocole de mesurage d’une pièce et de contrôle d’un fonctionnement.
Les protocoles de mesure et de contrôle sont appliqués avec rigueur
Choisir et utiliser un appareil de mesure adapté à une spécification dimensionnelle donnée.
L’appareil de mesure utilisé est en adéquation avec les spécifications dimensionnelles
Effectuer les opérations de suivi de production (prélèvement de pièces, mesures de cotes…).
Les consignes de prélèvement et de mesures sont respectées
Vérifier la concordance des résultats avec les spécifications fournies.
Les résultats sont rigoureusement comparés aux spécifications fournies
Interpréter les résultats. L’interprétation des résultats est juste
C 3.1 Renseigner des
documents de suivi
Renseigner les documents de suivi de production (carte de contrôle, fiche de suivi, tableau de bord…).
Les valeurs portées sur les fiches sont conformes aux valeurs relevées
Renseigner les documents relatifs à la maintenance.
Les résultats sont consignés sans erreur
Actualiser si nécessaire, le dossier historique de la machine.
Le suivi est assuré avec rigueur
Consigner l’anomalie ou le dysfonctionnement qui a conduit à l’arrêt de la machine (bruits anormaux, détérioration…).
L'anomalie ou le dysfonctionnement est consigné avec précision.
C 3.2 Transmettre des consignes et des
informations
Communiquer au sein d’un groupe de travail.
Les informations transmises sont précises et sans ambiguïté pour le destinataire
Décrire son activité. La description est pertinente
Expliquer le degré d’avancement de la production.
T O T A L
/15
(--) : Compétence non maîtrisée et des erreurs (-) : Compétence partiellement maîtrisée avec erreurs sans conséquences (+) : Compétence maîtrisée avec autonomie partielle, sans erreur (++) : Compétence maîtrisée en autonomie et sans erreur
Pour le détail des compétences (Données, savoirs évalués, critères d’évaluation), on se reportera au référentiel de certification du domaine professionnel. Pour effectuer
les tâches demandées, certaines autres compétences peuvent être mobilisées. En aucun cas ces dernières ne donneront lieu à évaluation. Si ces compétences ne sont pas
maîtrisées, les tâches correspondantes doivent êtres réalisées avec assistance.
Recommandations aux examinateurs :
Les compétences visées et le barème de notation devront être déterminés obligatoirement au début de chaque
épreuve.
Commentaires et appréciation générale :
Note proposée
Note : .......... / 15 (en points entiers)
Examinateurs :
NOM Prénom Qualité Établissement Émargement
1/2
Cachet ou nom du centre d'examen
EP2 – PRISE EN CHARGE D’UN POSTE DE PRODUCTION DE PRODUITS MÉCANIQUES
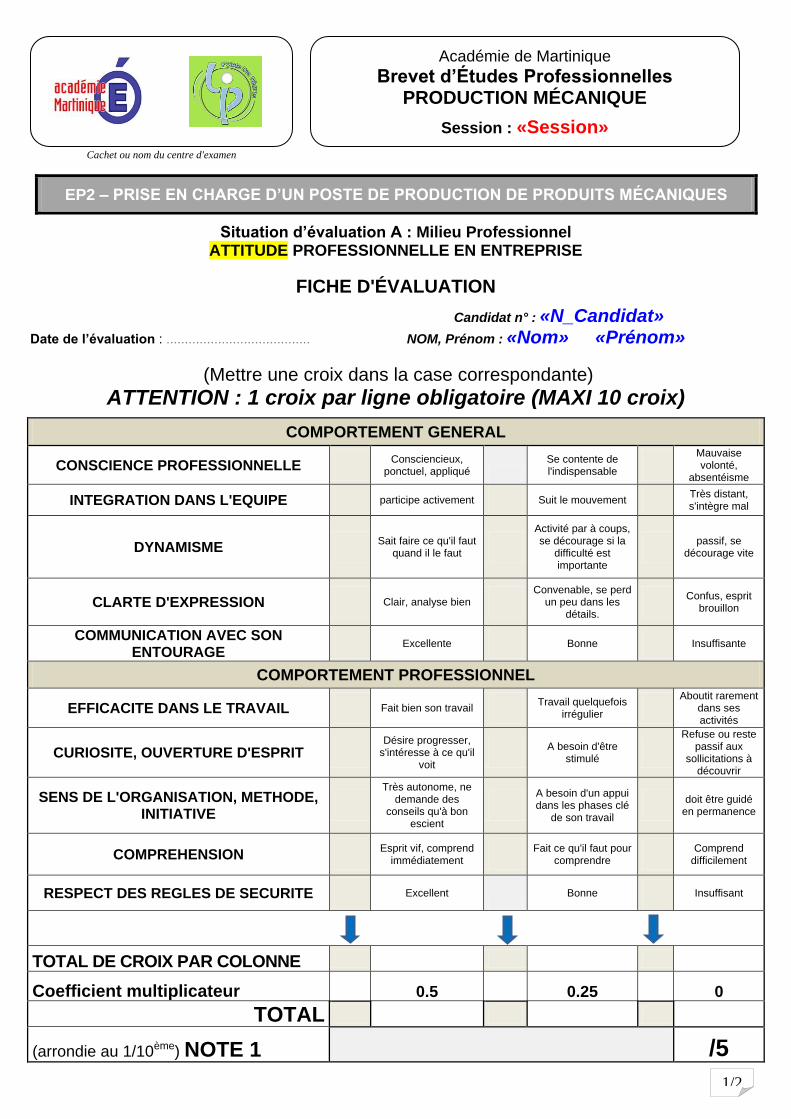
Situation d’évaluation A : Milieu Professionnel ATTITUDE PROFESSIONNELLE EN ENTREPRISE
FICHE D'ÉVALUATION
Candidat n° : «N_Candidat»
Date de l’évaluation : ....................................... NOM, Prénom : «Nom» «Prénom»
(Mettre une croix dans la case correspondante)
ATTENTION : 1 croix par ligne obligatoire (MAXI 10 croix)
COMPORTEMENT GENERAL
CONSCIENCE PROFESSIONNELLE Consciencieux, ponctuel, appliqué
Se contente de l'indispensable
Mauvaise volonté,
absentéisme
INTEGRATION DANS L'EQUIPE participe activement Suit le mouvement Très distant, s'intègre mal
DYNAMISME Sait faire ce qu'il faut quand il le faut
Activité par à coups, se décourage si la
difficulté est importante
passif, se décourage vite
CLARTE D'EXPRESSION Clair, analyse bien Convenable, se perd
un peu dans les détails.
Confus, esprit brouillon
COMMUNICATION AVEC SON ENTOURAGE Excellente Bonne Insuffisante
COMPORTEMENT PROFESSIONNEL
EFFICACITE DANS LE TRAVAIL Fait bien son travail Travail quelquefois irrégulier
Aboutit rarement dans ses activités
CURIOSITE, OUVERTURE D'ESPRIT Désire progresser,
s'intéresse à ce qu'il voit
A besoin d'être stimulé
Refuse ou reste passif aux
sollicitations à découvrir
SENS DE L'ORGANISATION, METHODE, INITIATIVE
Très autonome, ne demande des
conseils qu'à bon escient
A besoin d'un appui dans les phases clé
de son travail doit être guidé
en permanence
COMPREHENSION Esprit vif, comprend immédiatement Fait ce qu'il faut pour
comprendre Comprend difficilement
RESPECT DES REGLES DE SECURITE Excellent
Bonne Insuffisant
TOTAL DE CROIX PAR COLONNE
Coefficient multiplicateur 0.5 0.25 0
TOTAL
(arrondie au 1/10ème) NOTE 1 /5
Académie de Martinique
Brevet d’Études Professionnelles PRODUCTION MÉCANIQUE
Session : «Session»
2/2
REMARQUE : la note correspondant à EP2-1 (Milieu Professionnel) ne peut être donnée si la durée des périodes en entreprise est inférieure à 6 semaines. Il est donc accepté que la note soit donnée au cours du 1er semestre de la 1ère prof. (avant les vacances de Toussaint).
Recommandations aux examinateurs : Les compétences visées et le barème de notation devront être déterminés obligatoirement au début de chaque épreuve.
Commentaires et appréciation générale :
Note proposée
Note : .......... / 5
(en points entiers)
Examinateurs :
NOM Prénom Qualité Établissement Émargement
1/2
Cachet ou nom du centre d'examen
EP2 – PRISE EN CHARGE D’UN POSTE DE PRODUCTION DE PRODUITS MÉCANIQUES
FICHE D’ÉMARGEMENT/DE CONVOCATION
NOM Prénom Numéro du candidat
Date de convocation
A pris connaissance (datez, signez)
A réalisé son épreuve le
(datez, signez)
Académie de Martinique
Brevet d’Études Professionnelles PRODUCTION MÉCANIQUE
Session : «Session»
2/2
NOM Prénom Numéro du candidat
Date de convocation
A pris connaissance (datez, signez)
A réalisé son épreuve le
(datez, signez)
1/3
Cachet ou nom du centre d'examen
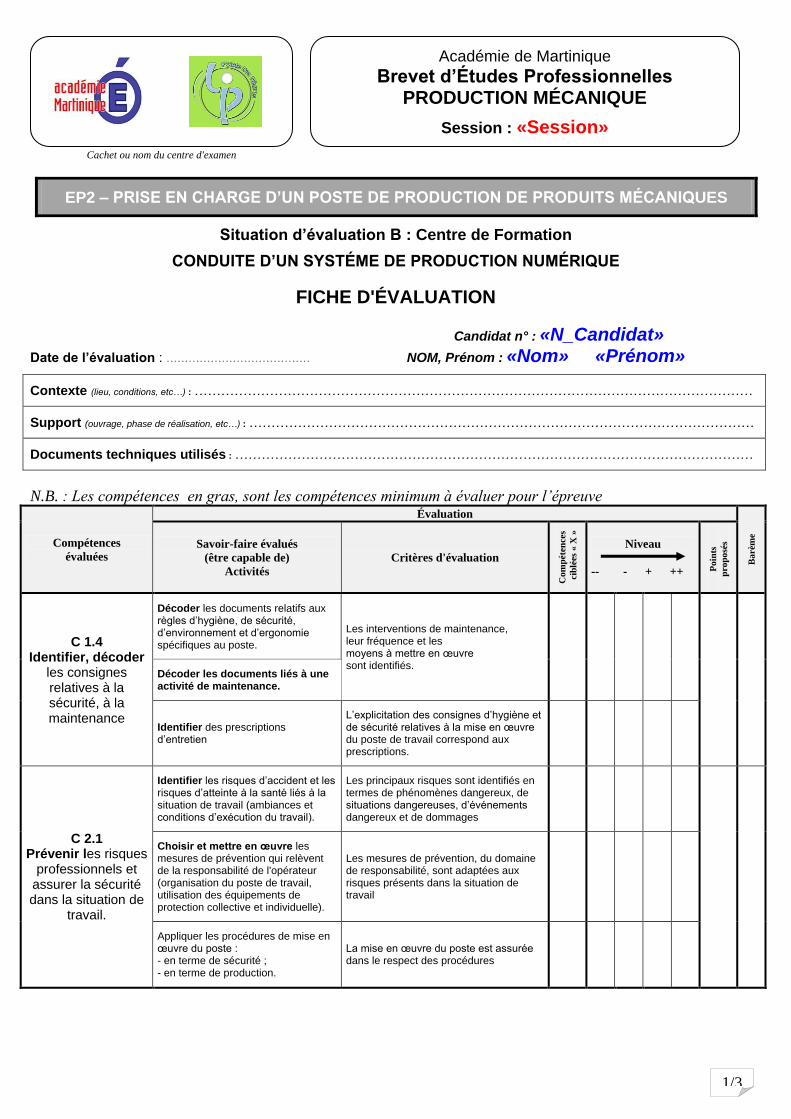
EP2 – PRISE EN CHARGE D’UN POSTE DE PRODUCTION DE PRODUITS MÉCANIQUES
Situation d’évaluation B : Centre de Formation
CONDUITE D’UN SYSTÉME DE PRODUCTION NUMÉRIQUE
FICHE D'ÉVALUATION
Candidat n° : «N_Candidat»
Date de l’évaluation : ....................................... NOM, Prénom : «Nom» «Prénom»
Contexte (lieu, conditions, etc…) : ………………………………………………………………………………………………………………
Support (ouvrage, phase de réalisation, etc…) : ……………………………………………………………………………………………………
Documents techniques utilisés : ………………………………………………………………………………………………………
N.B. : Les compétences en gras, sont les compétences minimum à évaluer pour l’épreuve
Compétences
évaluées
Évaluation
Ba
rèm
e
Savoir-faire évalués
(être capable de)
Activités
Critères d'évaluation C
om
pét
ence
s
cib
lées
« X
»
Niveau
-- - + ++ Po
ints
pro
po
sés
C 1.4 Identifier, décoder
les consignes relatives à la sécurité, à la maintenance
Décoder les documents relatifs aux règles d’hygiène, de sécurité, d’environnement et d’ergonomie spécifiques au poste.
Les interventions de maintenance, leur fréquence et les moyens à mettre en œuvre sont identifiés.
Décoder les documents liés à une activité de maintenance.
Identifier des prescriptions d’entretien
L’explicitation des consignes d’hygiène et de sécurité relatives à la mise en œuvre du poste de travail correspond aux prescriptions.
C 2.1 Prévenir les risques
professionnels et assurer la sécurité dans la situation de
travail.
Identifier les risques d’accident et les risques d’atteinte à la santé liés à la situation de travail (ambiances et conditions d’exécution du travail).
Les principaux risques sont identifiés en termes de phénomènes dangereux, de situations dangereuses, d’événements dangereux et de dommages
Choisir et mettre en œuvre les mesures de prévention qui relèvent de la responsabilité de l'opérateur (organisation du poste de travail, utilisation des équipements de protection collective et individuelle).
Les mesures de prévention, du domaine de responsabilité, sont adaptées aux risques présents dans la situation de travail
Appliquer les procédures de mise en œuvre du poste : - en terme de sécurité ; - en terme de production.
La mise en œuvre du poste est assurée dans le respect des procédures
Académie de Martinique
Brevet d’Études Professionnelles PRODUCTION MÉCANIQUE
Session : «Session»
2/3
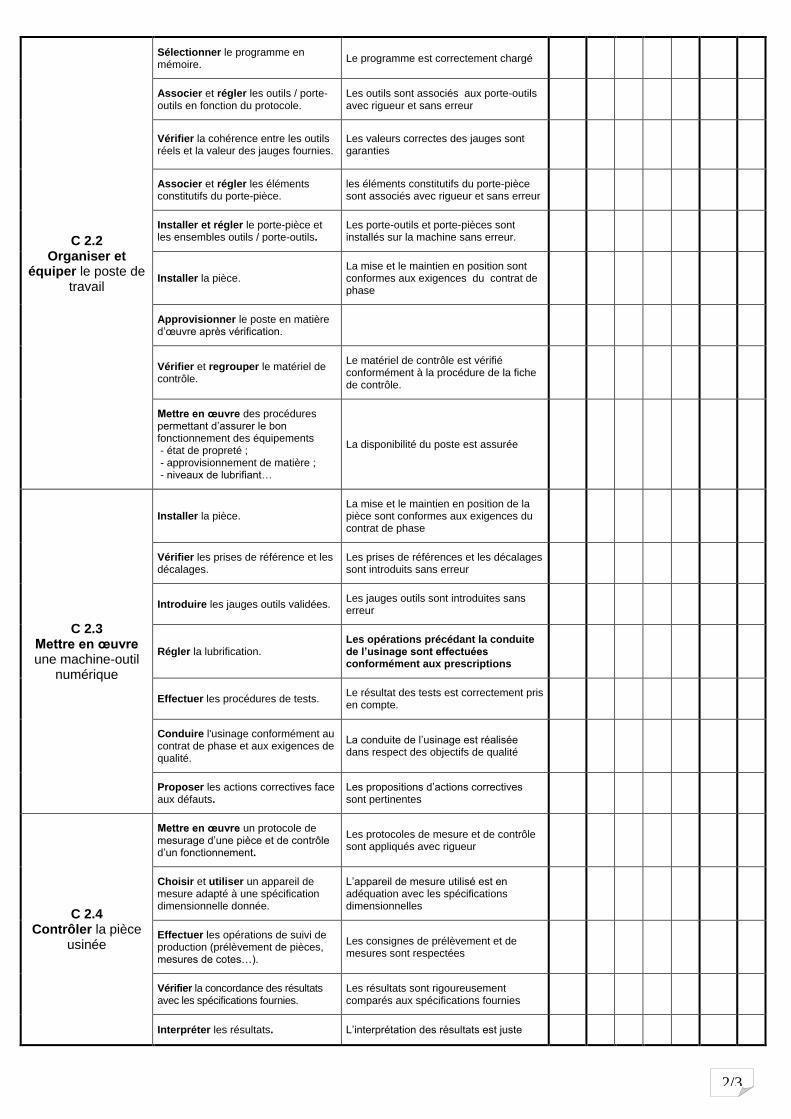
C 2.2 Organiser et
équiper le poste de travail
Sélectionner le programme en mémoire.
Le programme est correctement chargé
Associer et régler les outils / porte-outils en fonction du protocole.
Les outils sont associés aux porte-outils avec rigueur et sans erreur
Vérifier la cohérence entre les outils réels et la valeur des jauges fournies.
Les valeurs correctes des jauges sont garanties
Associer et régler les éléments constitutifs du porte-pièce.
les éléments constitutifs du porte-pièce sont associés avec rigueur et sans erreur
Installer et régler le porte-pièce et les ensembles outils / porte-outils.
Les porte-outils et porte-pièces sont installés sur la machine sans erreur.
Installer la pièce. La mise et le maintien en position sont conformes aux exigences du contrat de phase
Approvisionner le poste en matière d’œuvre après vérification.
Vérifier et regrouper le matériel de contrôle.
Le matériel de contrôle est vérifié conformément à la procédure de la fiche de contrôle.
Mettre en œuvre des procédures permettant d’assurer le bon fonctionnement des équipements - état de propreté ; - approvisionnement de matière ; - niveaux de lubrifiant…
La disponibilité du poste est assurée
C 2.3 Mettre en œuvre une machine-outil
numérique
Installer la pièce. La mise et le maintien en position de la pièce sont conformes aux exigences du contrat de phase
Vérifier les prises de référence et les décalages.
Les prises de références et les décalages sont introduits sans erreur
Introduire les jauges outils validées. Les jauges outils sont introduites sans erreur
Régler la lubrification. Les opérations précédant la conduite de l’usinage sont effectuées conformément aux prescriptions
Effectuer les procédures de tests. Le résultat des tests est correctement pris en compte.
Conduire l'usinage conformément au contrat de phase et aux exigences de qualité.
La conduite de l’usinage est réalisée dans respect des objectifs de qualité
Proposer les actions correctives face aux défauts.
Les propositions d’actions correctives sont pertinentes
C 2.4 Contrôler la pièce
usinée
Mettre en œuvre un protocole de mesurage d’une pièce et de contrôle d’un fonctionnement.
Les protocoles de mesure et de contrôle sont appliqués avec rigueur
Choisir et utiliser un appareil de mesure adapté à une spécification dimensionnelle donnée.
L’appareil de mesure utilisé est en adéquation avec les spécifications dimensionnelles
Effectuer les opérations de suivi de production (prélèvement de pièces, mesures de cotes…).
Les consignes de prélèvement et de mesures sont respectées
Vérifier la concordance des résultats avec les spécifications fournies.
Les résultats sont rigoureusement comparés aux spécifications fournies
Interpréter les résultats. L’interprétation des résultats est juste
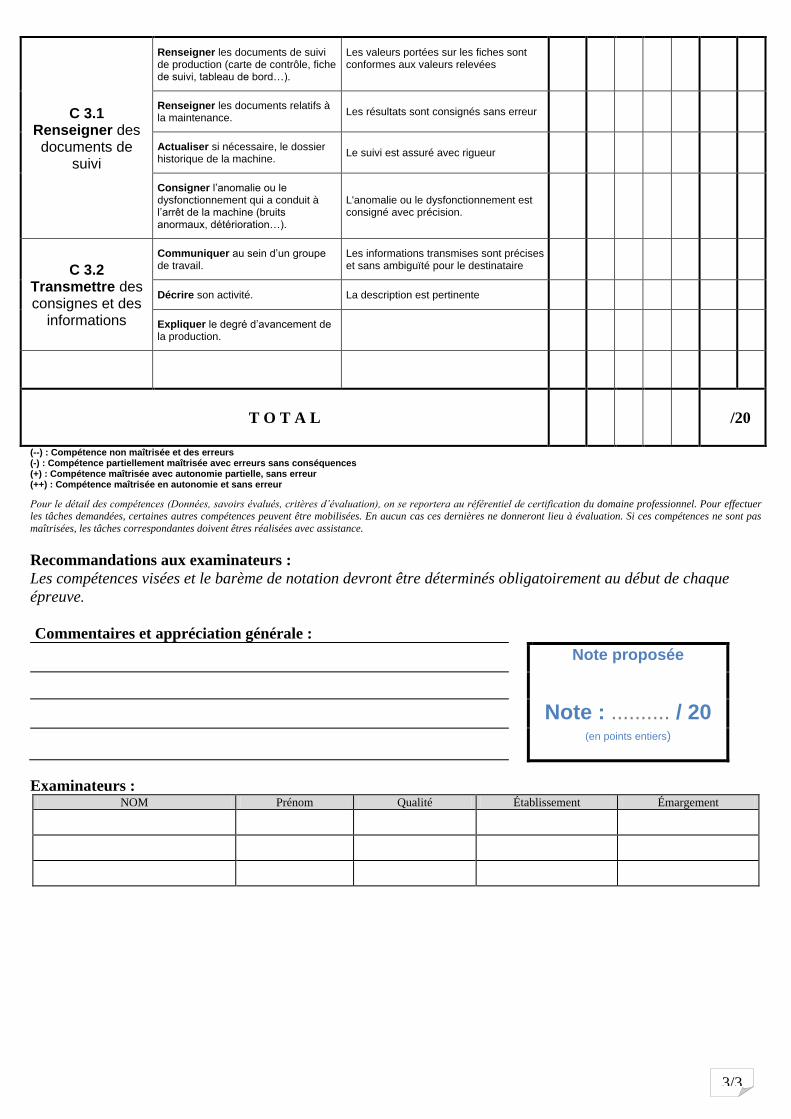
3/3
C 3.1 Renseigner des documents de
suivi
Renseigner les documents de suivi de production (carte de contrôle, fiche de suivi, tableau de bord…).
Les valeurs portées sur les fiches sont conformes aux valeurs relevées
Renseigner les documents relatifs à la maintenance.
Les résultats sont consignés sans erreur
Actualiser si nécessaire, le dossier historique de la machine.
Le suivi est assuré avec rigueur
Consigner l’anomalie ou le dysfonctionnement qui a conduit à l’arrêt de la machine (bruits anormaux, détérioration…).
L'anomalie ou le dysfonctionnement est consigné avec précision.
C 3.2 Transmettre des consignes et des
informations
Communiquer au sein d’un groupe de travail.
Les informations transmises sont précises et sans ambiguïté pour le destinataire
Décrire son activité. La description est pertinente
Expliquer le degré d’avancement de la production.
T O T A L
/20
(--) : Compétence non maîtrisée et des erreurs (-) : Compétence partiellement maîtrisée avec erreurs sans conséquences (+) : Compétence maîtrisée avec autonomie partielle, sans erreur (++) : Compétence maîtrisée en autonomie et sans erreur
Pour le détail des compétences (Données, savoirs évalués, critères d’évaluation), on se reportera au référentiel de certification du domaine professionnel. Pour effectuer
les tâches demandées, certaines autres compétences peuvent être mobilisées. En aucun cas ces dernières ne donneront lieu à évaluation. Si ces compétences ne sont pas
maîtrisées, les tâches correspondantes doivent êtres réalisées avec assistance.
Recommandations aux examinateurs :
Les compétences visées et le barème de notation devront être déterminés obligatoirement au début de chaque
épreuve.
Commentaires et appréciation générale :
Note proposée
Note : .......... / 20 (en points entiers)
Examinateurs :
NOM Prénom Qualité Établissement Émargement
Cachet ou nom du centre d'examen
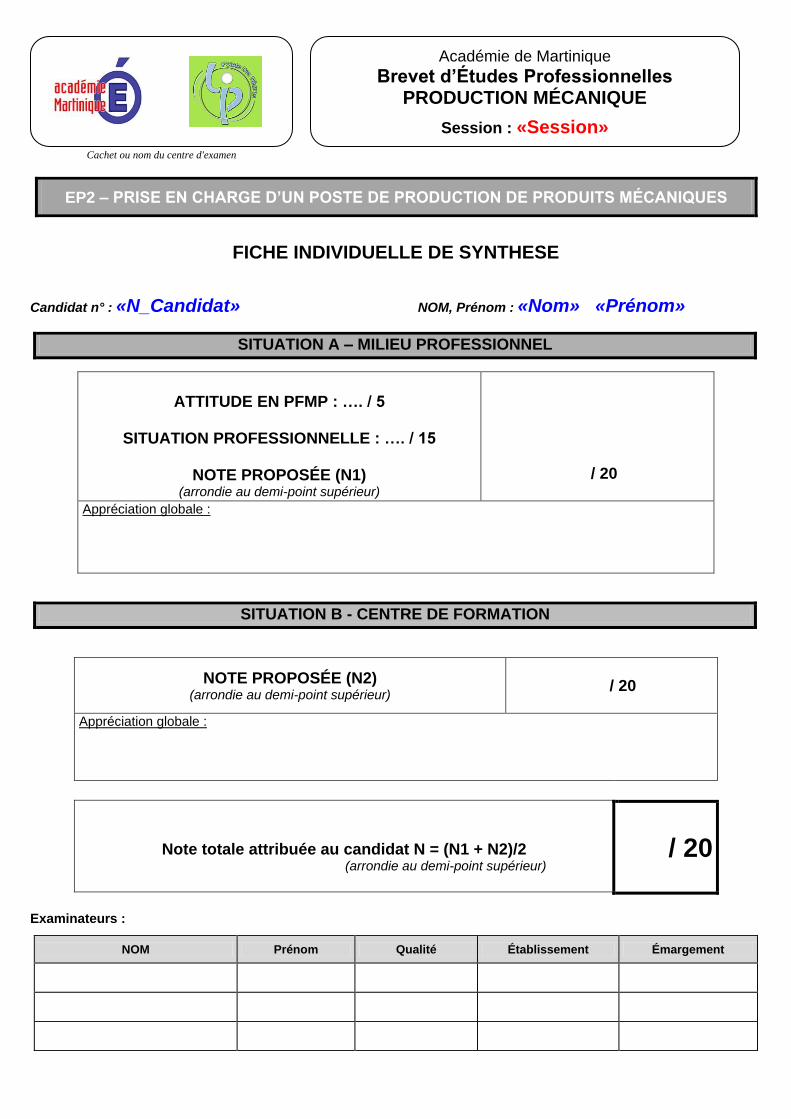
EP2 – PRISE EN CHARGE D’UN POSTE DE PRODUCTION DE PRODUITS MÉCANIQUES
FICHE INDIVIDUELLE DE SYNTHESE
Candidat n° : «N_Candidat» NOM, Prénom : «Nom» «Prénom»
SITUATION A – MILIEU PROFESSIONNEL
ATTITUDE EN PFMP : …. / 5
SITUATION PROFESSIONNELLE : …. / 15
NOTE PROPOSÉE (N1)
(arrondie au demi-point supérieur)
/ 20
Appréciation globale :
SITUATION B - CENTRE DE FORMATION
NOTE PROPOSÉE (N2) (arrondie au demi-point supérieur)
/ 20
Appréciation globale :
Note totale attribuée au candidat N = (N1 + N2)/2 (arrondie au demi-point supérieur)
/ 20
Examinateurs :
NOM Prénom Qualité Établissement Émargement
Académie de Martinique
Brevet d’Études Professionnelles PRODUCTION MÉCANIQUE
Session : «Session»





























