Embed Size (px)
Citation preview
DÉPARTEMENT DES SCIENCES APPLIQUÉES
ÉCHANTILLONNEUR AUTOMATIQUE POUR CAMIONS
PROJET ÉLECTROMÉCANIQUE INTERMÉDIAIRE DANS LE CADRE DU
PROGRAMME DE BACCALAURÉAT EN GÉNIE ÉLECTROMÉCANIQUE
Présenté par : M. Francis DROLET
M. François BRETON
Superviseurs : M. Nahi KANDIL, ing. Ph.D., professeur, UQAT
M. Fouad SLAOUI-HASNOUI, ing. Ph.D., professeur,
UQAT
Représentant industriel: Me. Paule BARRETTE ing. Xstrata Copper Fonderie Horne
AVRIL 2008
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
ii
Remerciements
Ce rapport résume notre démarche de conception d’un mécanisme échantillonneur, que nous
avons créé au cours de la session hiver 2008. Sans l’aide précieuse de plusieurs collaborateurs,
ce travail aurait été impossible à accomplir et nous désirons témoigner notre reconnaissance à
toutes ces personnes.
Tout d’abord, on remercie Xstrata fonderie Horne pour nous avoir donné la chance de
relevé un tel défi. La superviseure de projet Me. Paule Barrette ing, M. Benoît Pelletier ing, M.
Daniel Armstrong et tout le monde qui a participé de près ou de loin à la réalisation de ce
rapport. Votre disponibilité et un support technique efficace nous ont été très utiles.
Merci aux professeurs, M. Fouad Slaoui Hasnaoui, ing. Ph.D. et Nahï Kandil ing. Ph.D.
qui ont suivi l’élaboration du travail depuis ses tout débuts pour leur supervision. M. Marin Éné
ing. Ph.D. pour son expertise en mécanique. Son apport lors de l’élaboration des concepts a
grandement accéléré notre progression.
Nous voulons aussi remercier nos familles, amis et tous nos partenaires des
baccalauréats en génie de l’université du Québec en Abitibi-Témiscamingue qui nous ont
supportés.
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
iii
Résumé
Dans ses règles de contrôle, Xstrata Cuivre inc. échantillonne toutes les remorques de
concentré tirées par camions destinés à la fonte. Cette tâche est effectuée par un travailleur, elle
exige un contact direct avec le concentré et un effort physique important.
Le but de ce projet intermédiaire en génie électromécanique est de concevoir un
mécanisme qui effectue cette tâche. La prise d’échantillon requiert un mouvement linéaire
normal au plan du sol. La première étape consiste à générer ce mouvement, puis par la suite à
implanter un dispositif qui permet la prise et le déversement de l’échantillon. Nous avons
élaboré un concept qui nous semble, en théorie, fonctionnel. Avec la poursuite du projet en
recherche et développement, l’automatisation du processus d’échantillonnage est possible.
Ainsi, il sera l’entreprise sera en mesure de procédé à l’échantillonnage des camions
indépendamment des contraintes imposés par la main d’œuvre.
Abstract
Following its own control norms, Xstrata Copper inc. is sampling every trailer of concentrate
designated to the melting process. This task is accomplished by a worker, it implicates direct
contact with the concentrate and requires an important physical effort.
The objective of this intermediate project in electromechanical engineering is to create a
mechanism the reproduces this task. The sampling requires a linear movement normal to the
ground plane. The first step consists in generating this movement, than to integrate a disposal
that can take and drop the sample. We have created a concept that seems, in theory, to be
functional. With more research and development into this precise subject, the complete
automation of the sampling process is possible. Accordingly, it will further be possible for the
enterprise to proceed to the sampling without all the constraints imposed by a worker.
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
iv
Table des matières
CHAPITRE 1 : ÉTUDE DES BESOINS ET ÉLABORATION DU
MANDAT................................................................................................................ 1
1.1 Introduction..................................................................................................................... 1
1.2 Le hangar : ...................................................................................................................... 2
1.3 Les camions .................................................................................................................... 3
1.4 La méthode d’échantillonnage ...................................................................................... 4
1.5 L’échantillonneur des wagons ....................................................................................... 6
1.6 Mandat principal ............................................................................................................ 6
CHAPITRE 2 : ANALYSE DES SOLUTIONS ................................................. 8
2.1 Solution avec vérins linéaires et pont roulant ............................................................. 8 2.1.1 Pont roulant ............................................................................................................................... 8 2.1.2 Système hydraulique ................................................................................................................. 9 2.1.3 Vérins linéaires ....................................................................................................................... 10 2.1.4 Procédure d’échantillonnage .................................................................................................. 11 2.1.5 Avantages et inconvénients .................................................................................................... 12
2.2 Solution avec vérins rotatifs et bras à mouvement linéaire ..................................... 12 2.2.1 Bras linéaire ............................................................................................................................ 12 2.2.2 Tête rotative du bras ............................................................................................................... 13 2.2.3 Vérin rotatif à palette ............................................................................................................. 14 2.2.4 Vérins rotatifs à pignon et crémaillères ................................................................................... 15 2.2.5 Procédure d’échantillonnage .................................................................................................. 15 2.2.6 Avantages et inconvénients .................................................................................................... 16
2.3 Critères de décision ...................................................................................................... 16
2.4 Évaluation des différentes solutions ........................................................................... 17
CHAPITRE 3 : ANALYSE DE LA SOLUTION RETENUE ET
DIMENSIONNEMENT ...................................................................................... 18
3.1 Analyse cinématique du mouvement du bras ........................................................... 18 3.1.1 Positions des différents points du mécanisme ........................................................................ 18
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
v
3.1.2 Positions des différents points du mécanisme ........................................................................ 27 3.1.3 Vitesse des points F et G du mécanisme ................................................................................ 28 3.1.4 Accélération des points F et G du mécanisme ........................................................................ 29
3.2 Conception de la tête rotative ...................................................................................... 30 3.2.1 Couplage vérin rotatif et disque .............................................................................................. 30 3.2.2 Palier lisse et arbre rotatif ....................................................................................................... 31 3.2.3 Support à ressort ..................................................................................................................... 35 3.2.4 Boîtier ..................................................................................................................................... 41 3.2.5 Marteau pneumatique ............................................................................................................. 42 3.2.6 Poids du mécanisme et forces induites ................................................................................... 42
3.3 Conception du bras à mouvement linéaire ................................................................. 43 3.3.1 Dimensionnement des membrures .......................................................................................... 43 3.3.2 Couple nécessaire au moteur .................................................................................................. 47
3.4 Grafcet et schéma hydraulique de la solution:........................................................... 49 3.4.1 Grafcet niveau 1 de la solution : .............................................................................................. 49 3.4.2 Schéma hydraulique simpliste de la solution : ......................................................................... 50
CHAPITRE 4 : CHOIX DES ÉQUIPEMENTS ............................................... 51
4.1 Tête rotative ................................................................................................................. 51 4.1.1 Choix du moteur de la tête rotative ......................................................................................... 51 4.1.2 Choix du marteau pneumatique .............................................................................................. 54 4.1.3 Choix du matériau de la pipe d’échantillonnage ..................................................................... 55 4.1.4 Choix des types de ressorts pour amortir les impacts du marteau .......................................... 56
4.2 Bras à mouvement linéaire ......................................................................................... 56 4.2.1 Choix du moteur d’entrainement du bras ............................................................................... 56 4.2.2 Choix du matériau des membrures ......................................................................................... 57
CHAPITRE 5 : CONCLUSION ET RECOMMANDATIONS ...................... 58
5.1 Santé et sécurité ........................................................................................................... 58
5.2 Recommandations ........................................................................................................ 58
5.3 Conclusion .................................................................................................................... 59
BIBLIOGRAPHIE............................................................................................... 60
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
vi
ANNEXES ............................................................................................................ 61 ANNEXE A : Procédures de la station d’échantillonnage ................................................................... 62 ANNEXE B : Plans et photos de la station d’échantillonnage pour camions ....................................... 87 ANNEXE C : Plans de l’échantillonneur automatique pour wagons ................................................. 106 ANNEXE D : Script Matlab ............................................................................................................... 112 ANNEXE E : Fiches techniques ......................................................................................................... 119 ANNEXE F : Dessins Inventor ........................................................................................................... 131
Liste des figures
FIGURE 1.1: LA FONDERIE HORNE ..................................................................................................................... 1 FIGURE 1.2: HANGAR D'ÉCHANTILLONNAGE ................................................................................................. 3 FIGURE 1.3: ESCALIER RÉTRACTABLE .............................................................................................................. 4 FIGURE 1.4: MARTEAU PNEUMATIQUE ET PIPE D’ÉCHANTILLONNAGE .................................................. 5 FIGURE 1.5:EXEMPLE D'ÉCHANTILLONNAGE DE TYPE PIPE ....................................................................... 5
FIGURE 2.1.1:MODÉLISATION D’UN PONT ROULANT SE DÉPLAÇANT AU DESSUS D’UN CAMION
DANS LE HANGAR ........................................................................................................................................ 8
FIGURE 2.1.2:VUE DE COUPE D’UN GROUPE HYDRAULIQUE ...................................................................... 9
FIGURE 2.1.3: VUE DE COUPE D’UN VÉRIN À PISTON .................................................................................. 10
FIGURE 2.1.4: SCHÉMATISATION DU MOUVEMENT SYNCHRONISÉ DES VÉRINS ................................ 11
FIGURE 2.2.1: SIMULATION AVEC WORKING MODEL DU MÉCANISME DÉVELOPPANT UN
MOUVEMENT LINÉAIRE ............................................................................................................................ 12
FIGURE 2.2.2: EMPLACEMENT DE LA TÊTE ROTATIVE ............................................................................... 13
FIGURE 2.2.3: SEGMENTATION MULTI-PIÈCES DE LA TÊTE ....................................................................... 14
FIGURE 2.2.4: VUES EN COUPE D’UN VÉRIN ROTATIF À PALETTE ........................................................... 14
FIGURE 2.2.5: VUE EN COUPE D’UN VÉRIN ROTATIF À CRÉMAILLÈRES ................................................ 15
FIGURE 3.1.1: SCHÉMA CINÉMATIQUE DU BRAS À MOUVEMENT LINÉAIRE ........................................ 18
FIGURE 3.1.2: REPRÉSENTATION STRUCTOMATIQUE DES DIFFÉRENTS ÉLÉMENTS DU BRAS ........ 20
FIGURE 3.1.3: REPRÉSENTATION STRUCTOMATIQUE COMPLÈTE DU MÉCANISME ............................ 22
FIGURE 3.1.4: SCHÉMA MULTIPOLAIRE DU MÉCANISME ........................................................................... 22
FIGURE 3.1.5: REPRÉSENTATION CINÉMATIQUE DU MOTO-ÉLÉMENT (1) ............................................. 23
FIGURE 3.1.6: REPRÉSENTATION CINÉMATIQUE DE LA DYADE FORMÉE PAR LES ÉLÉMENTS
3 ET 4 .............................................................................................................................................................. 24
FIGURE 3.1.7: REPRÉSENTATION CINÉMATIQUE DE LA DYADE FORMÉE PAR LES ÉLÉMENTS
2 ET 7 .............................................................................................................................................................. 25
FIGURE 3.1.8: REPRÉSENTATION CINÉMATIQUE DE LA DYADE FORMÉE PAR LES ÉLÉMENTS
5 ET 6 .............................................................................................................................................................. 25
FIGURE 3.1.9: GRAPHIQUE DE LA POSITION DU MÉCANISME POUR DES VALEURS DE POSITION DU
MOTEUR DE 0 À 360º ................................................................................................................................... 27
FIGURE 3.1.10: GRAPHIQUE DE LA POSITION DU MÉCANISME POUR DES VALEURS DE POSITION
DU MOTEUR DE 0 À 180º ............................................................................................................................ 28
FIGURE 3.1.11: GRAPHIQUE DE LA VITESSE DE L’EXTRÉMITÉ DU BRAS POUR UNE VITESSE DE
MOTEUR DE 45º/SECONDES ...................................................................................................................... 29
FIGURE 3.1.12: GRAPHIQUE DE L’ACCÉLÉRATION DE L’EXTRÉMITÉ DU BRAS POUR UNE VITESSE
DE MOTEUR DE 45º/SECONDES ................................................................................................................ 29
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
vii
FIGURE 3.2.1: REPRÉSENTATION DE LA CONCEPTION DE LA TÊTE ROTATIVE .................................... 30
FIGURE 3.2.2: TYPE D’ARBRE DU VÉRIN ROTATIF DE LA TÊTE ................................................................ 30
FIGURE 3.2.3: VARIATION DU COEFFICIENT DE FROTTEMENT EN FONCTION DU RAPPORT µN/P .. 31
FIGURE 3.2.4: VUE D’ENSEMBLE DU SUPPORT À RESSORTS ..................................................................... 35
FIGURE 3.2.5: DIMENSIONS D’UNE SOUDURE D’ANGLE ............................................................................. 39
FIGURE 3.2.6: VUE EN EXPLOSION DU BOITIER DE LA TÊTE ROTATIVE ................................................ 41
FIGURE 3.2.7: VUE DE COUPE D’UN MARTEAU PNEUMATIQUE ............................................................... 42
FIGURE 3.3.1: REPRÉSENTATION DU MÉCANISME PAR RAPPORT AU CAMION ................................... 44
FIGURE 3.3.2: RÉPARTITION DES FORCES SUR LA MEMBRURE 4 ............................................................. 45
FIGURE 3.3.3: VUE EN COUPE DE LA SECTION DE LA MEMBRURE 4 ....................................................... 46
FIGURE 3.3.4: FIGURE 3.3.4 : DÉCOMPOSITION DES FORCES AGISSANT SUR LES MEMBRURES
4 ET 5 .............................................................................................................................................................. 47
FIGURE 3.4.1: GRAFCET DE NIVEAU 1 DE LA SÉQUENCE D’ÉCHANTILLONNAGE ............................... 49
FIGURE 3.4.2: SCHÉMA HYDRAULIQUE SIMPLISTE DE LA SOLUTION .................................................... 50
FIGURE 4.1.1: VUE EN COUPE DU VÉRIN ROTATIF CHOISI ......................................................................... 52
FIGURE 4.1.2: REPRÉSENTATION DES DIMENSIONS DU VÉRIN ROTATIF ............................................... 52
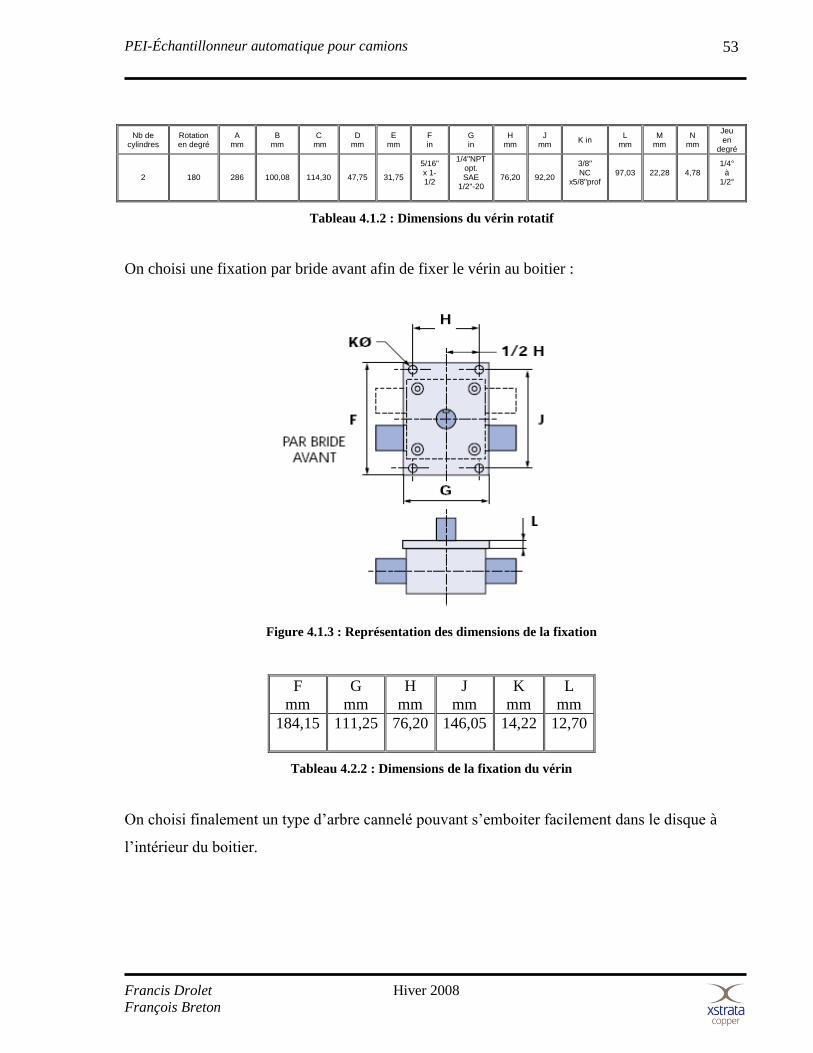
FIGURE 4.1.3: REPRÉSENTATION DES DIMENSIONS DE LA FIXATION .................................................... 53
FIGURE 4.1.4: REPRÉSENTATION DES DIMENSIONS DE L’ARBRE DU VÉRIN ........................................ 54
Liste des tableaux
TABLEAU 2.3.1: MATRICE DE DÉCISION ......................................................................................................... 16
TABLEAU 3.1.6 : TABLEAU DES ÉLÉMENTS CINÉMATIQUES DU BRAS .................................................. 19
TABLEAU 3.1.1: TABLEAU DES ÉLÉMENTS CINÉMATIQUES DU BRAS ................................................... 19
TABLEAU 3.1.2 : TABLEAU DES LIAISONS COMPLEXES DU BRAS DÉCOMPOSÉES EN LIAISONS
SIMPLES......................................................................................................................................................... 19
TABLEAU 3.1.3: TABLEAU DES LIAISONS CINÉMATIQUES ........................................................................ 20
TABLEAU 3.2.1 : VALEURS LIMITES DE FONCTIONNEMENT DU BRONZE SOLIDE EN RÉGIME
ONCTUEUX ................................................................................................................................................... 34
TABLEAU 3.2.2: PROPRIÉTÉS, MASSE ET POIDS DE LA TÊTE ROTATIVE ................................................ 43
TABLEAU 4.1.1 : CARACTÉRISTIQUES PRINCIPALES DU VÉRIN ROTATIF CHOISI ............................... 52
TABLEAU 4.1.2: DIMENSIONS DU VÉRIN ROTATIF ....................................................................................... 53
TABLEAU 4.1.3 : DIMENSIONS DE LA FIXATION DU VÉRIN ....................................................................... 53
TABLEAU 4.1.4: DIMENSIONS DE L’ARBRE DU VÉRIN ................................................................................ 54
TABLEAU 4.1.5 : CARACTÉRISTIQUES PRINCIPALES DU VIBRATEUR À IMPACT ................................. 54 TABLEAU 4.1.6: DIMENSIONS DU VIBRATEUR À IMPACT PNEUMATIQUE ............................................ 55
TABLEAU 4.2.1 : CARACTÉRISTIQUES PRINCIPALES DES VÉRINS CHOISIS POUR LE BRAS .............. 56
TABLEAU 4.2.2 : DIMENSIONS DES VÉRINS ROTATIFS DU BRAS .............................................................. 56 TABLEAU 4.2.3 : DIMENSIONS DES FIXATIONS DES VÉRINS DU BRAS ................................................... 57 TABLEAU 4.2.4 : DIMENSIONS DE L’ARBRE DES VÉRINS DU BRAS ......................................................... 57
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
1
CHAPITRE 1 : ÉTUDE DES BESOINS ET
ÉLABORATION DU MANDAT
1.1 Introduction
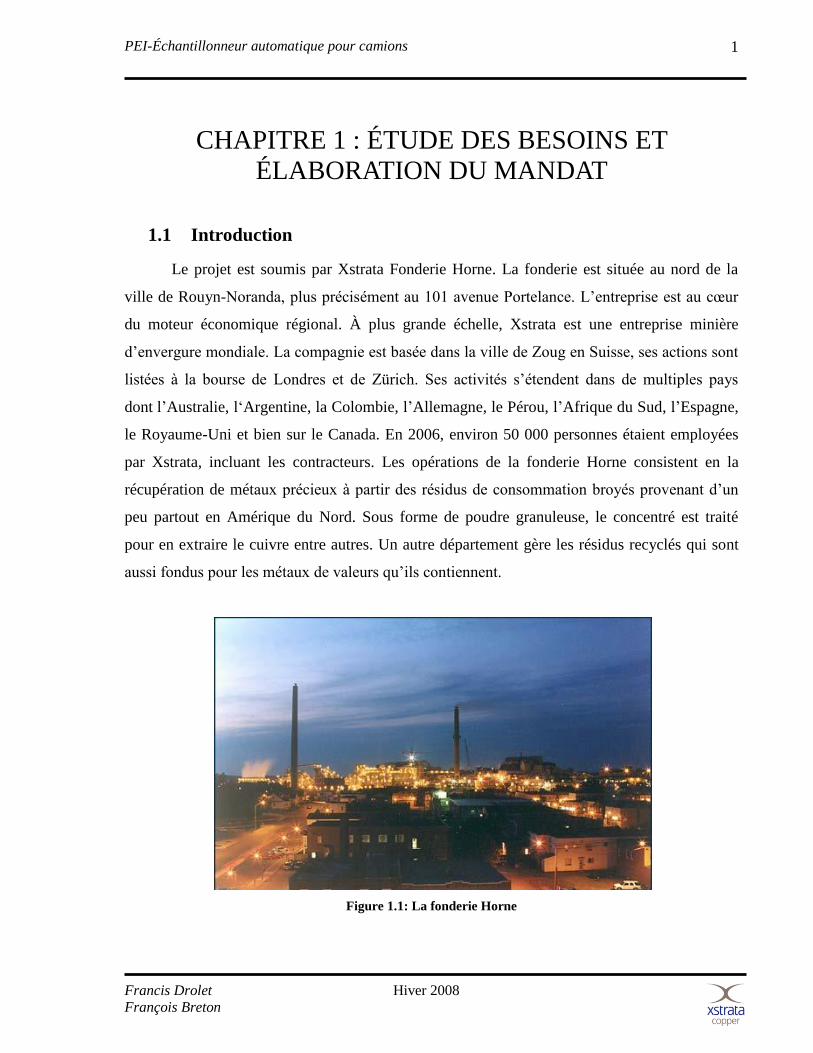
Le projet est soumis par Xstrata Fonderie Horne. La fonderie est située au nord de la
ville de Rouyn-Noranda, plus précisément au 101 avenue Portelance. L’entreprise est au cœur
du moteur économique régional. À plus grande échelle, Xstrata est une entreprise minière
d’envergure mondiale. La compagnie est basée dans la ville de Zoug en Suisse, ses actions sont
listées à la bourse de Londres et de Zürich. Ses activités s’étendent dans de multiples pays
dont l’Australie, l‘Argentine, la Colombie, l’Allemagne, le Pérou, l’Afrique du Sud, l’Espagne,
le Royaume-Uni et bien sur le Canada. En 2006, environ 50 000 personnes étaient employées
par Xstrata, incluant les contracteurs. Les opérations de la fonderie Horne consistent en la
récupération de métaux précieux à partir des résidus de consommation broyés provenant d’un
peu partout en Amérique du Nord. Sous forme de poudre granuleuse, le concentré est traité
pour en extraire le cuivre entre autres. Un autre département gère les résidus recyclés qui sont
aussi fondus pour les métaux de valeurs qu’ils contiennent.
Figure 1.1: La fonderie Horne
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
2
Notre Projet relève du département de qualité & échantillonnage du concentré qui est
livré à l’entreprise. Le mandat de ce département est de vérifier si le contenu des chargements
est conforme à l’entente qui lie Xstrata avec l’expéditeur. Afin de parvenir à contrôler les
matières acheminées au concentrateur, le concentrateur étant l’étape où le concentré est fondu à
très haute température, un échantillonnage systématique de tous les voyages de concentré qui
entre dans le procédé est effectué. Il existe deux modes de transport de concentré soit par train
dans des conteneurs-wagons et par camion à l’intérieur de remorques. Notre projet cible
l’échantillonnage des camions. Un système automatisé est déjà installé pour les wagons, ceux-
ci étant de taille égales et uniformes, ils se conforment mieux à l’automatisation que les
camions, qui prennent plusieurs formes différentes.
L’objectif final de l’entreprise est de concevoir un système complètement automatisé
pour l’échantillonnage des camions. Ainsi la tâche ardue et répétitive de la prise d’échantillon
manuelle serait éliminée. Le nouveau procédé sera plus rapide, plus efficace et à long terme
moins dispendieux par tonne de concentré échantillonnée.
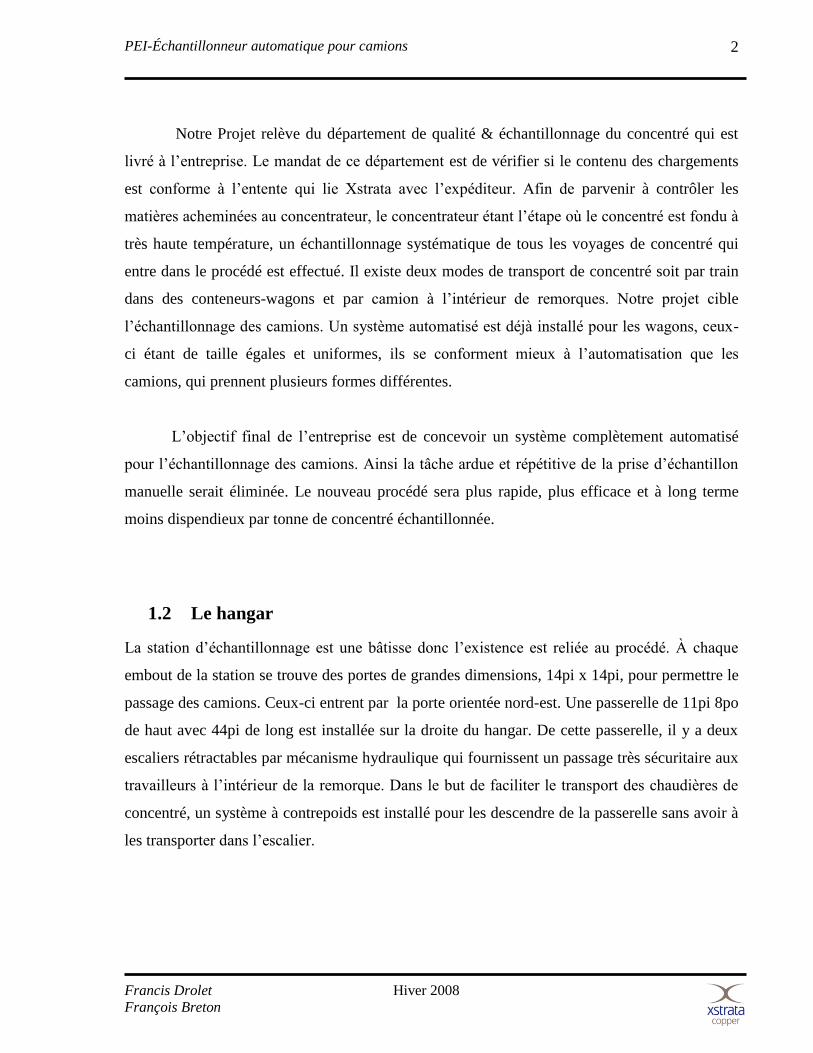
1.2 Le hangar
La station d’échantillonnage est une bâtisse donc l’existence est reliée au procédé. À chaque
embout de la station se trouve des portes de grandes dimensions, 14pi x 14pi, pour permettre le
passage des camions. Ceux-ci entrent par la porte orientée nord-est. Une passerelle de 11pi 8po
de haut avec 44pi de long est installée sur la droite du hangar. De cette passerelle, il y a deux
escaliers rétractables par mécanisme hydraulique qui fournissent un passage très sécuritaire aux
travailleurs à l’intérieur de la remorque. Dans le but de faciliter le transport des chaudières de
concentré, un système à contrepoids est installé pour les descendre de la passerelle sans avoir à
les transporter dans l’escalier.
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
3
Figure 1.2: Hangar d'échantillonnage
1.3 Les camions
Les camions contenant le matériau destiné à l’échantillonnage ne sont pas tous semblables. En
effet, ceux-ci peuvent être de plusieurs dimensions de même que les remorques peuvent être
simples ou doubles. Par contre, il est clair que tous les camions qui passent par
l’échantillonnage doivent respecter des normes de hauteur, longueur, largeur et de poids
maximal établies par le ministère des transports. Selon les données recueillies (voir annexes),
les remorques contenant du concentré ont actuellement une hauteur de 3.2 mètres.
L’échantillonneur devra donc être conçu afin de pouvoir non seulement recueillir des
échantillons à l’intérieur de ces remorques mais aussi être assez polyvalent pour s’adapter à des
camions ayant des hauteurs quelque peu différentes.
Porte d’entrée
des camions Passerelle
Escalier
rétractable
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
4
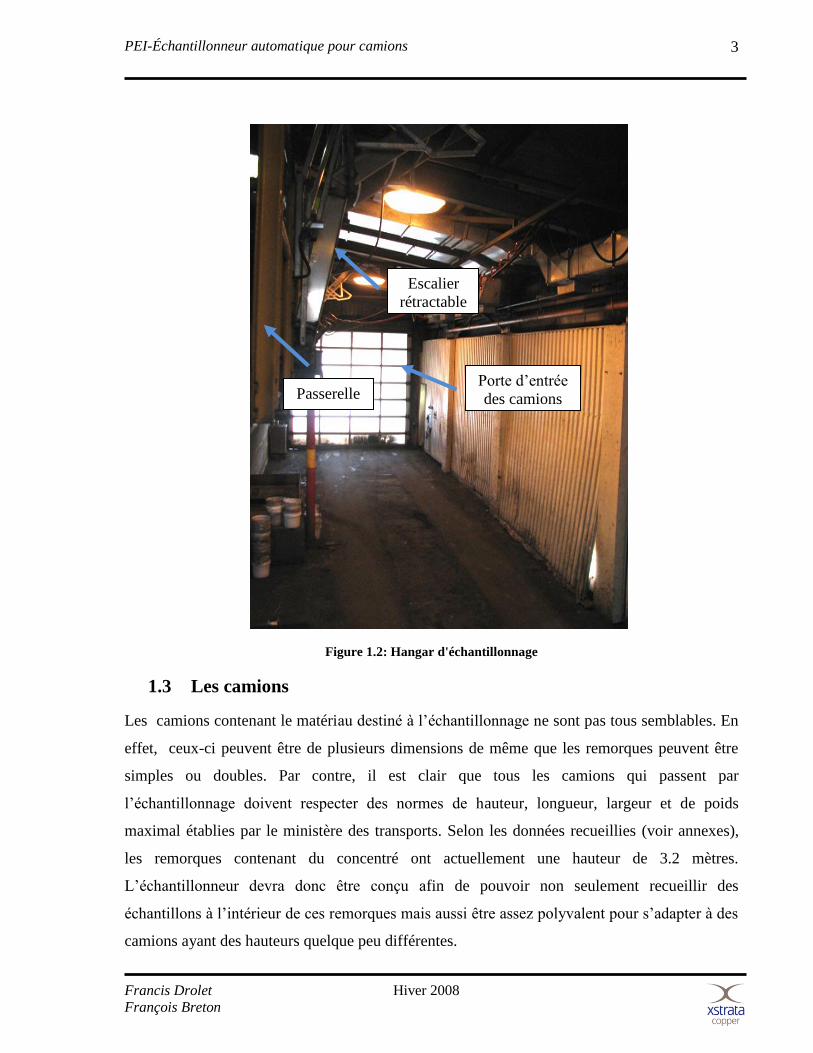
1.4 La méthode d’échantillonnage
La première opération effectuée consiste à aplanir la surface du voyage de concentré à l’aide
d’un équipement de machinerie lourde. Ensuite le camion entre dans un hangar où une
plateforme est installée spécialement pour permettre l’accès à l’intérieur de la remorque sans
avoir à grimper sur celle-ci. Un escalier (figure 1.3) permet au travailleur de descendre dans la
remorque.
Figure 1.3: Escalier rétractable
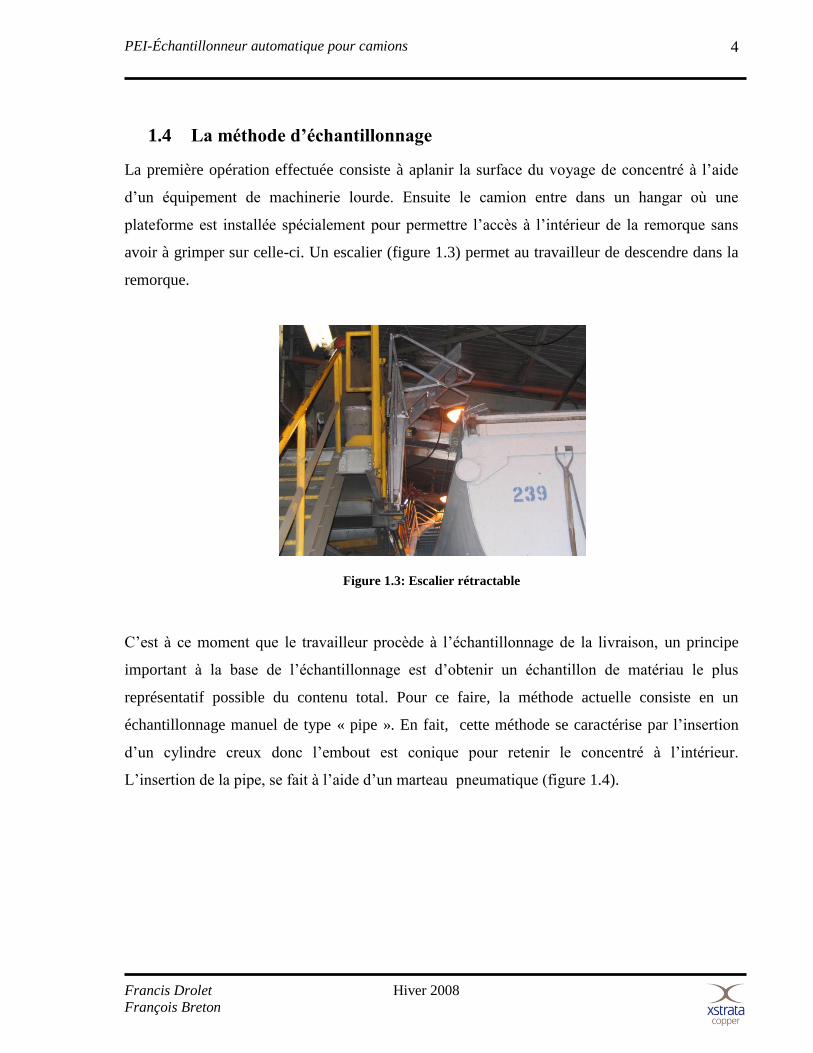
C’est à ce moment que le travailleur procède à l’échantillonnage de la livraison, un principe
important à la base de l’échantillonnage est d’obtenir un échantillon de matériau le plus
représentatif possible du contenu total. Pour ce faire, la méthode actuelle consiste en un
échantillonnage manuel de type « pipe ». En fait, cette méthode se caractérise par l’insertion
d’un cylindre creux donc l’embout est conique pour retenir le concentré à l’intérieur.
L’insertion de la pipe, se fait à l’aide d’un marteau pneumatique (figure 1.4).
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
5
Figure 1.4: marteau pneumatique et pipe d’échantillonnage
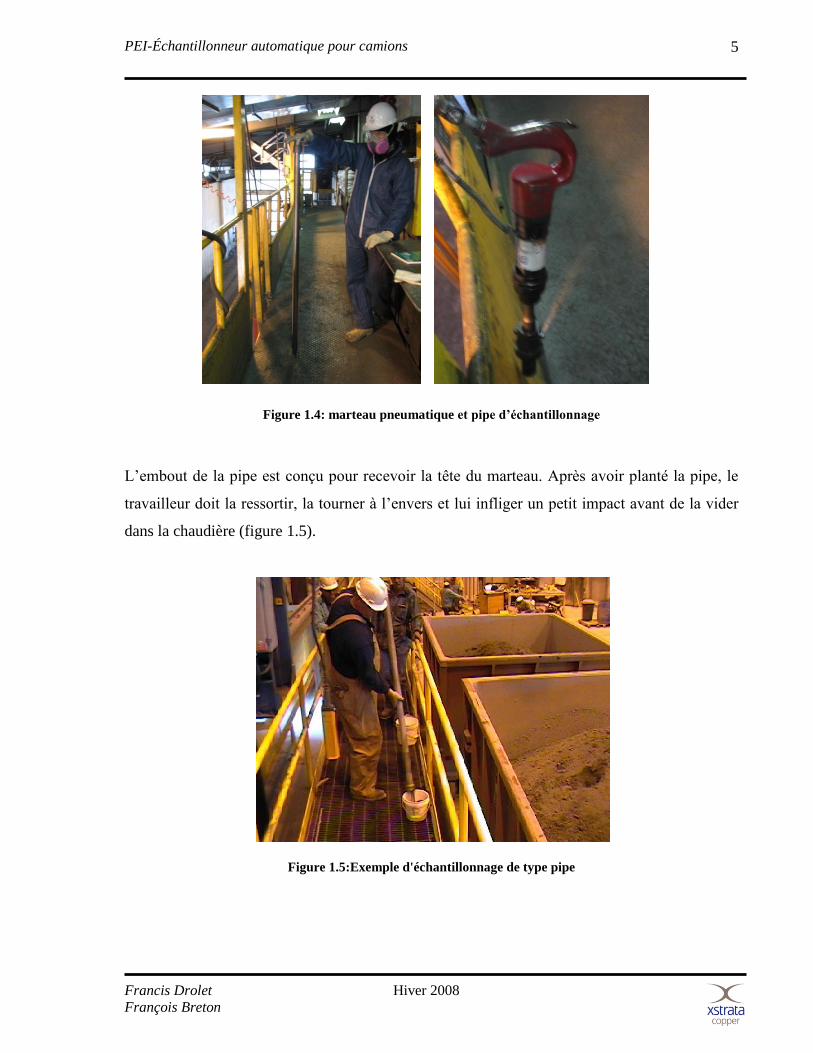
L’embout de la pipe est conçu pour recevoir la tête du marteau. Après avoir planté la pipe, le
travailleur doit la ressortir, la tourner à l’envers et lui infliger un petit impact avant de la vider
dans la chaudière (figure 1.5).
Figure 1.5:Exemple d'échantillonnage de type pipe
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
6
Le petit coup est primordiale, ce sont les vibrations ainsi transmises qui « décollent » le
concentré et amorce l’écoulement. Afin d’en retirer un échantillon représentatif de toute la
hauteur du matériau, la pipe doit être insérée le plus verticalement possible. Cette technique est
ensuite répétée entre 10 et 40 fois par remorques (voir annexes) en fonction des dimensions de
celle-ci suivant un parcours prédéfini qui cherche à maximiser la représentativité de
l’échantillon.
1.5 L’échantillonneur des wagons
Il existe actuellement un système semi-automatisé afin d’échantillonner les wagons de train qui
contiennent du concentré et qui sont destinés eux aussi à l’échantillonnage. En fait,
l’échantillonneur pour wagons est composé d’une plateforme se déplaçant su un pont roulant et
qui transporte à la fois un travailleur et un système hydraulique permettant d’insérer la pipe
dans le matériau. Dans ce processus, le travailleur est indispensable puisque c’est lui qui
contrôle le panneau de commande permettant les déplacements du pont roulant et du système
hydraulique, mais c’est aussi lui qui doit manipuler les pipes d’échantillonnage à la main afin
de vider leur contenu dans les chaudières. On peut voir un aperçu du principe de
fonctionnement de l’échantillonneur pour wagons en observant les plans sur les plans en
annexes.
1.6 Mandat principal
Actuellement, l’échantillonnage des concentrés acheminés par camions à la fonderie Horne est
effectué manuellement. Bien que la tâche de recueillir les échantillons soit simple, il n’en reste
pas moins qu’il s’agit d’une tâche exigeant un effort physique des travailleurs. Elle est par
conséquent susceptible de provoquer des blessures. De plus, le taux de traitement est limitatif et
la qualité de l’échantillonnage peut être variable. L’automatisation de ce procédé pourrait donc
améliorer à la fois la représentativité de l’échantillonnage et permettre d’augmenter le taux de
traitement tout en réduisant les risques pour la santé des travailleurs. C’est donc dans ce sens
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
7
que l’objectif final de l’entreprise est de procéder à l’automatisation de l’échantillonnage des
camions.
Le mandat principal de notre projet est donc la première étape de cette automatisation, c’est-à-
dire de concevoir une machine capable de recueillir un échantillon. Nous avons donc concentré
nos efforts à créer un mouvement linéaire en mesure d’introduire la pipe dans le concentré de
même qu’un mouvement rotatif servant à vider la pipe de son contenu. Quelques contraintes
sont aussi à respecter pour la réalisation de ce projet. La représentativité de l’échantillon doit
être augmentée ou à tout le moins préservée. Le délai d’attente pour les camions doit être réduit
ou maintenu et ainsi tenir compte des entreposages intermédiaires.
Finalement, ce projet est directement lié aux objectifs stratégiques de l’augmentation des
revenus et de croissance de l’entreprise. En automatisant efficacement ce procédé, celle-ci
s’assurera d’un bon coût par tonne de concentré déchargé et d’un excellent taux
d’échantillonnage des concentrés acheminés par camions.
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
8
CHAPITRE 2 : ANALYSE DES SOLUTIONS
2.1 Solution avec vérins linéaires et pont roulant
2.1.1 Pont roulant
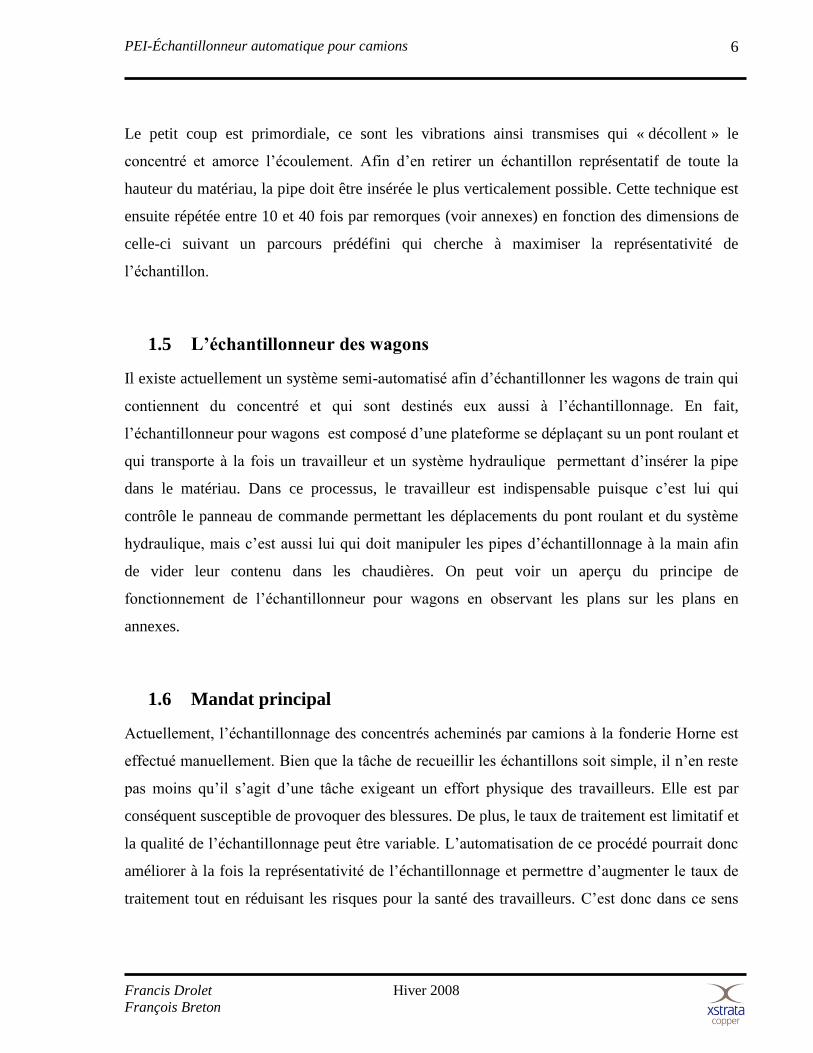
Cette solution implique un système de pont roulant se déplaçant au dessus des camions, un
principe semblable à celui présentement utilisé pour l’échantillonnage des wagons. Ce pont
roulant, sur lequel serait placé un groupe hydraulique, permettrait de déplacer le mécanisme
pour prendre des échantillons tout au long de la remorque. La figure suivante montre une
modélisation d’un pont roulant se déplaçant au dessus d’un camion dans le hangar et sur lequel
sont fixés deux vérins à pistons. Ce mécanisme, constitué d’une paire de vérins linéaires situés
de part et d’autre du camion et de marteaux hydrauliques permettrait d’introduire et de ressortir
les pipes d’échantillonnage.
Figure 2.1.1: Modélisation d’un pont roulant se déplaçant au dessus d’un camion dans le hangar
Pont roulant
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
9
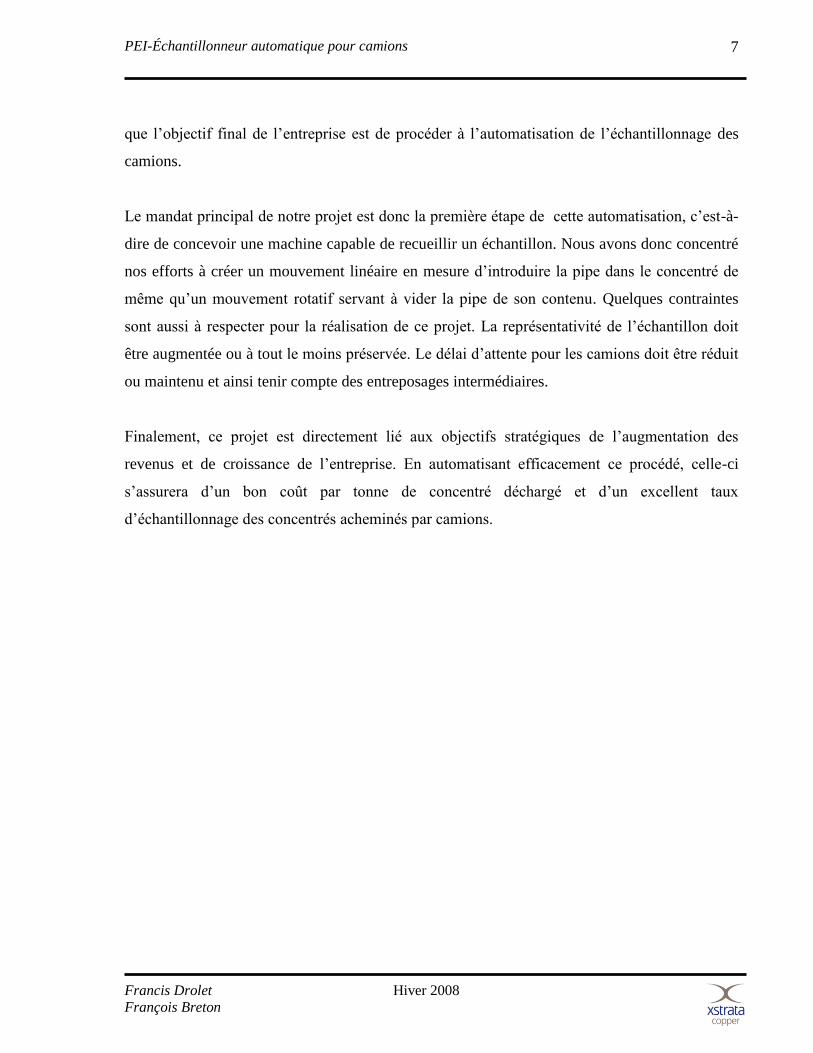
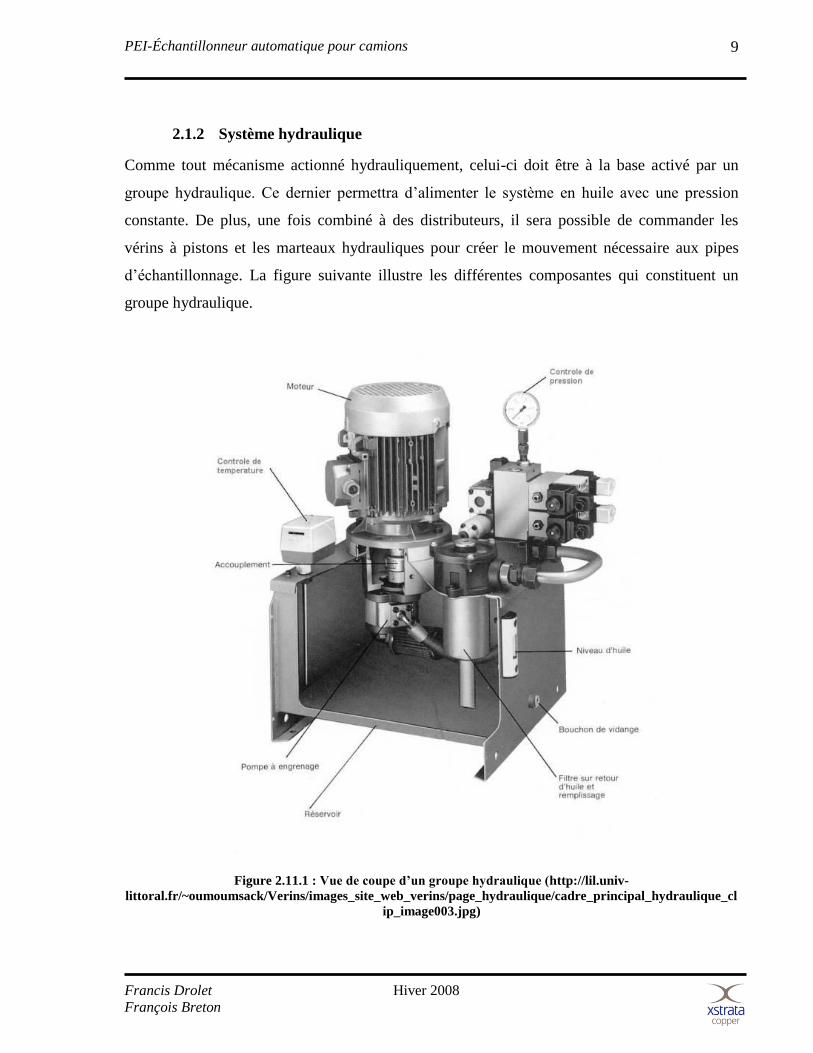
2.1.2 Système hydraulique
Comme tout mécanisme actionné hydrauliquement, celui-ci doit être à la base activé par un
groupe hydraulique. Ce dernier permettra d’alimenter le système en huile avec une pression
constante. De plus, une fois combiné à des distributeurs, il sera possible de commander les
vérins à pistons et les marteaux hydrauliques pour créer le mouvement nécessaire aux pipes
d’échantillonnage. La figure suivante illustre les différentes composantes qui constituent un
groupe hydraulique.
Figure 2.11.1 : Vue de coupe d’un groupe hydraulique (http://lil.univ-
littoral.fr/~oumoumsack/Verins/images_site_web_verins/page_hydraulique/cadre_principal_hydraulique_cl
ip_image003.jpg)
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
10
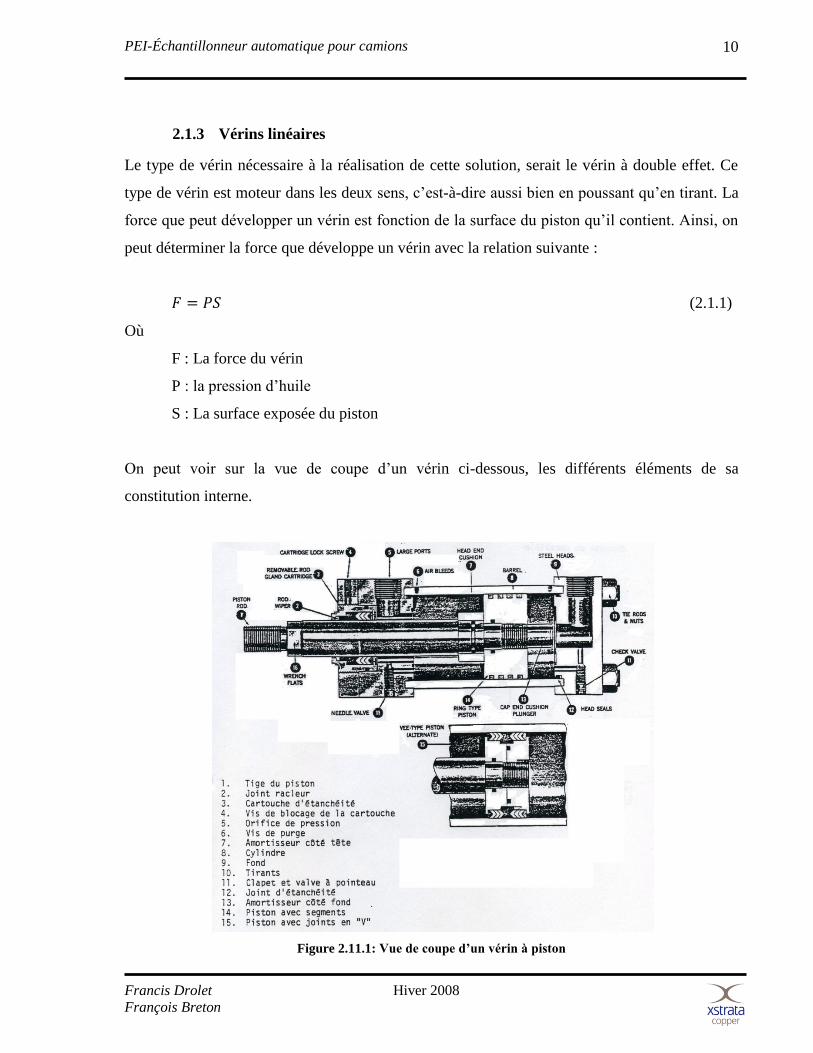
2.1.3 Vérins linéaires
Le type de vérin nécessaire à la réalisation de cette solution, serait le vérin à double effet. Ce
type de vérin est moteur dans les deux sens, c’est-à-dire aussi bien en poussant qu’en tirant. La
force que peut développer un vérin est fonction de la surface du piston qu’il contient. Ainsi, on
peut déterminer la force que développe un vérin avec la relation suivante :
𝐹 = 𝑃𝑆 (2.1.1)
Où
F : La force du vérin
P : la pression d’huile
S : La surface exposée du piston
On peut voir sur la vue de coupe d’un vérin ci-dessous, les différents éléments de sa
constitution interne.
Figure 2.11.1: Vue de coupe d’un vérin à piston
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
11
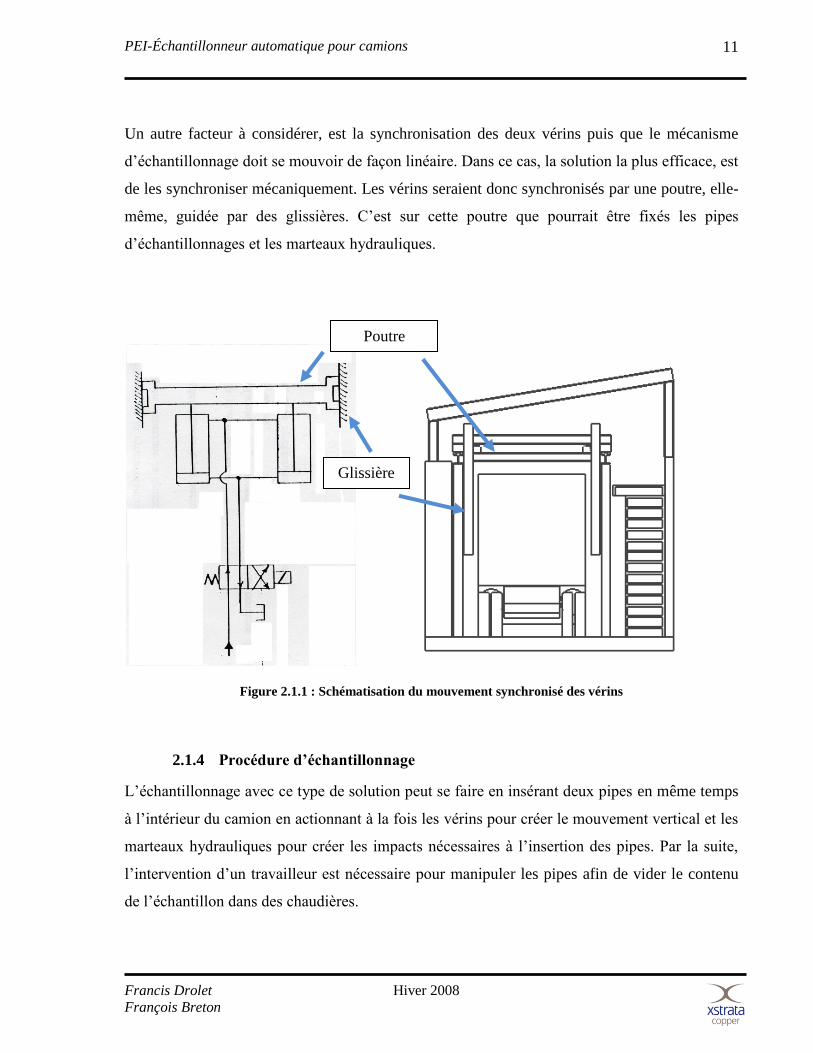
Un autre facteur à considérer, est la synchronisation des deux vérins puis que le mécanisme
d’échantillonnage doit se mouvoir de façon linéaire. Dans ce cas, la solution la plus efficace, est
de les synchroniser mécaniquement. Les vérins seraient donc synchronisés par une poutre, elle-
même, guidée par des glissières. C’est sur cette poutre que pourrait être fixés les pipes
d’échantillonnages et les marteaux hydrauliques.
Figure 2.1.1 : Schématisation du mouvement synchronisé des vérins
2.1.4 Procédure d’échantillonnage
L’échantillonnage avec ce type de solution peut se faire en insérant deux pipes en même temps
à l’intérieur du camion en actionnant à la fois les vérins pour créer le mouvement vertical et les
marteaux hydrauliques pour créer les impacts nécessaires à l’insertion des pipes. Par la suite,
l’intervention d’un travailleur est nécessaire pour manipuler les pipes afin de vider le contenu
de l’échantillon dans des chaudières.
Poutre
Glissière

PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
12
2.1.5 Avantages et inconvénients
Bien qu’elle permette d’insérer deux pipes à la fois dans la remorque, le principal inconvénient
de cette solution, est qu’elle n’est pas entièrement automatisée. Elle nécessite toujours une
intervention humaine pour la manipulation des pipes d’échantillonnage. De plus, considérant
que les camions peuvent avoir des hauteurs variables et que le pont roulant est situé à une
hauteur fixe, il n’est pas certain que cette solution soit applicable pour tous les types de
camions.
2.2 Solution avec vérins rotatifs et bras à mouvement linéaire
2.2.1 Bras linéaire
La base de la prise d’échantillon pipe provient du mouvement d’insertion. Notre mécanisme
doit reproduire le mouvement linéaire effectué par le travailleur alors qu’il plante la pipe. Le
premier défi consiste à trouver un mécanisme dont le mouvement de sortie dirige notre pipe
dans le concentré. Nous avons trouvé un mécanisme qui répond à nos exigences.
Figure 2.2.1 : Simulation avec Working Model du mécanisme développant un mouvement linéaire
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
13
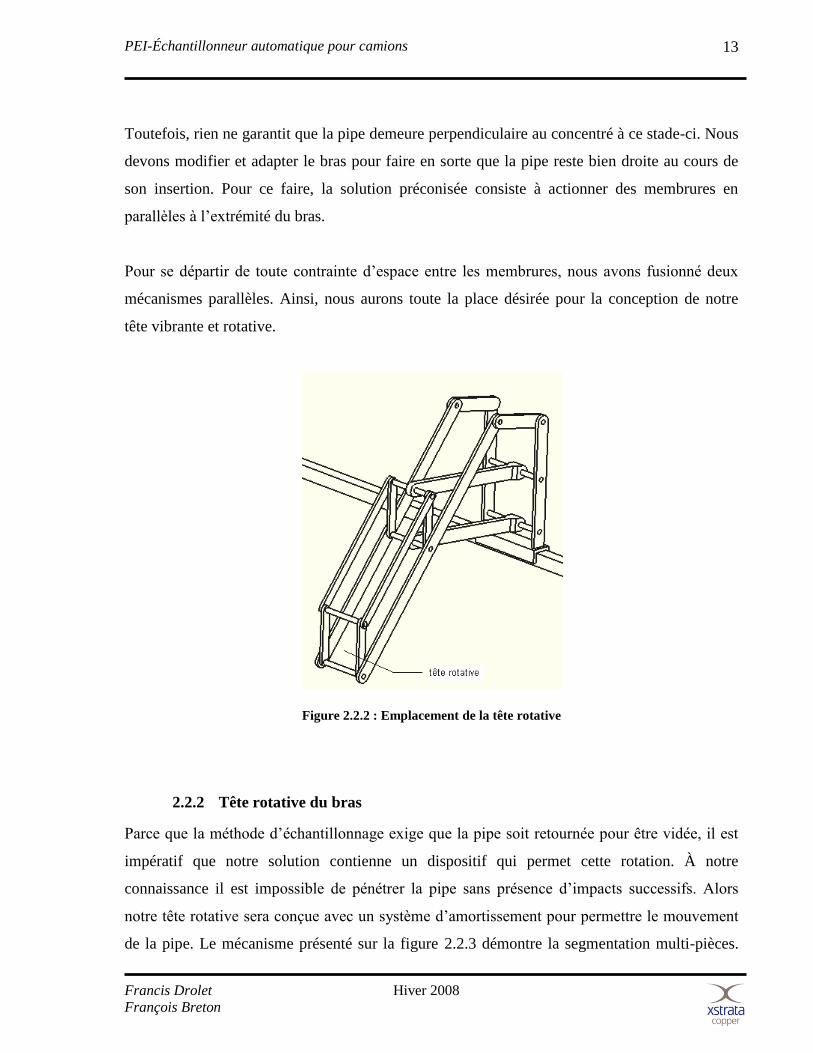
Toutefois, rien ne garantit que la pipe demeure perpendiculaire au concentré à ce stade-ci. Nous
devons modifier et adapter le bras pour faire en sorte que la pipe reste bien droite au cours de
son insertion. Pour ce faire, la solution préconisée consiste à actionner des membrures en
parallèles à l’extrémité du bras.
Pour se départir de toute contrainte d’espace entre les membrures, nous avons fusionné deux
mécanismes parallèles. Ainsi, nous aurons toute la place désirée pour la conception de notre
tête vibrante et rotative.
Figure 2.2.2 : Emplacement de la tête rotative
2.2.2 Tête rotative du bras
Parce que la méthode d’échantillonnage exige que la pipe soit retournée pour être vidée, il est
impératif que notre solution contienne un dispositif qui permet cette rotation. À notre
connaissance il est impossible de pénétrer la pipe sans présence d’impacts successifs. Alors
notre tête rotative sera conçue avec un système d’amortissement pour permettre le mouvement
de la pipe. Le mécanisme présenté sur la figure 2.2.3 démontre la segmentation multi-pièces.
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
14
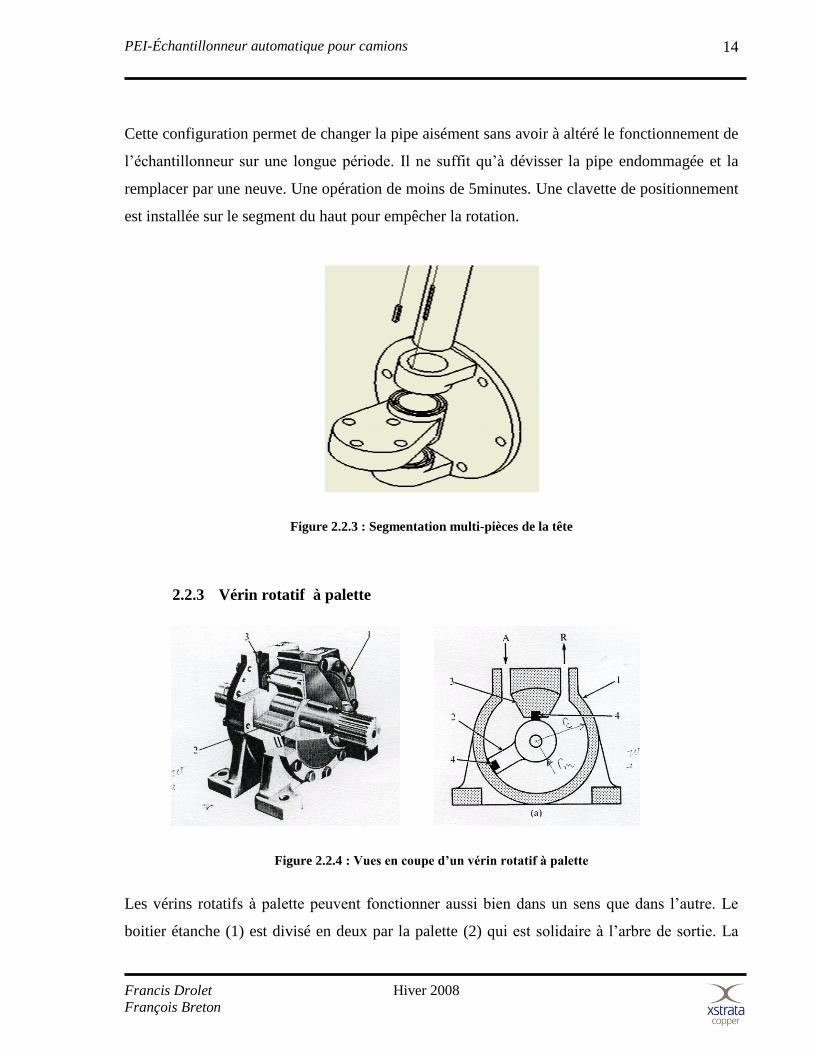
Cette configuration permet de changer la pipe aisément sans avoir à altéré le fonctionnement de
l’échantillonneur sur une longue période. Il ne suffit qu’à dévisser la pipe endommagée et la
remplacer par une neuve. Une opération de moins de 5minutes. Une clavette de positionnement
est installée sur le segment du haut pour empêcher la rotation.
Figure 2.2.3 : Segmentation multi-pièces de la tête
2.2.3 Vérin rotatif à palette
Figure 2.2.4 : Vues en coupe d’un vérin rotatif à palette
Les vérins rotatifs à palette peuvent fonctionner aussi bien dans un sens que dans l’autre. Le
boitier étanche (1) est divisé en deux par la palette (2) qui est solidaire à l’arbre de sortie. La
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
15
pression de fluide est appliquée d’un côté par la chambre d’admission alors que la chambre de
refoulement est reliée au réservoir. Pour limiter les fuites et maximiser le rendement, des joints
d’étanchéité (4) sont placés au bout et la base de la palette.
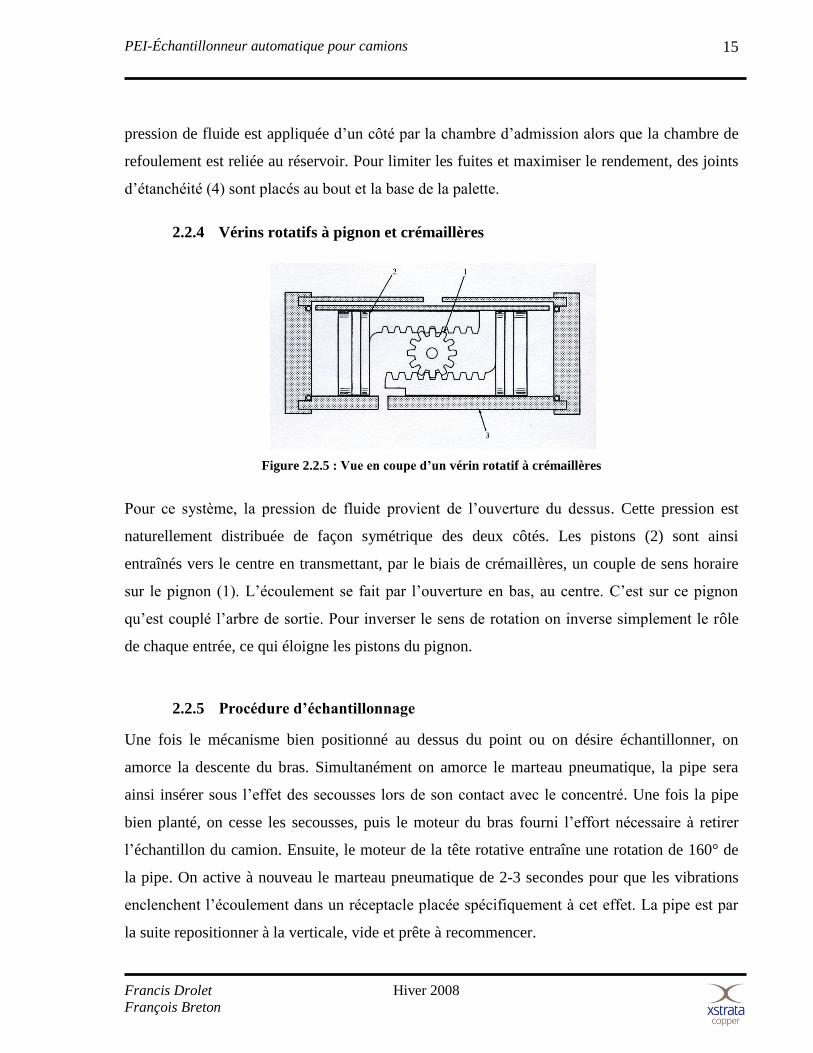
2.2.4 Vérins rotatifs à pignon et crémaillères
Figure 2.2.5 : Vue en coupe d’un vérin rotatif à crémaillères
Pour ce système, la pression de fluide provient de l’ouverture du dessus. Cette pression est
naturellement distribuée de façon symétrique des deux côtés. Les pistons (2) sont ainsi
entraînés vers le centre en transmettant, par le biais de crémaillères, un couple de sens horaire
sur le pignon (1). L’écoulement se fait par l’ouverture en bas, au centre. C’est sur ce pignon
qu’est couplé l’arbre de sortie. Pour inverser le sens de rotation on inverse simplement le rôle
de chaque entrée, ce qui éloigne les pistons du pignon.
2.2.5 Procédure d’échantillonnage
Une fois le mécanisme bien positionné au dessus du point ou on désire échantillonner, on
amorce la descente du bras. Simultanément on amorce le marteau pneumatique, la pipe sera
ainsi insérer sous l’effet des secousses lors de son contact avec le concentré. Une fois la pipe
bien planté, on cesse les secousses, puis le moteur du bras fourni l’effort nécessaire à retirer
l’échantillon du camion. Ensuite, le moteur de la tête rotative entraîne une rotation de 160° de
la pipe. On active à nouveau le marteau pneumatique de 2-3 secondes pour que les vibrations
enclenchent l’écoulement dans un réceptacle placée spécifiquement à cet effet. La pipe est par
la suite repositionner à la verticale, vide et prête à recommencer.
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
16
2.2.6 Avantages et inconvénients
Avec la possibilité de retourner et vider l’échantillon, ce concept prend une longueur d’avance.
L’implantation de ce système, qui peut être programmé et installé de façon à devenir
complètement autonome, est un avantage non négligeable pour l’entreprise. De plus, sa
conception fait en sorte qu’il peut s’adapter a plusieurs formats de camions différents sans
problèmes. En contre partie, le moteur responsable de la sortie de l’échantillon doit fournir un
couple important. Les membrures devront être suffisamment robustes pour tenir le coup.
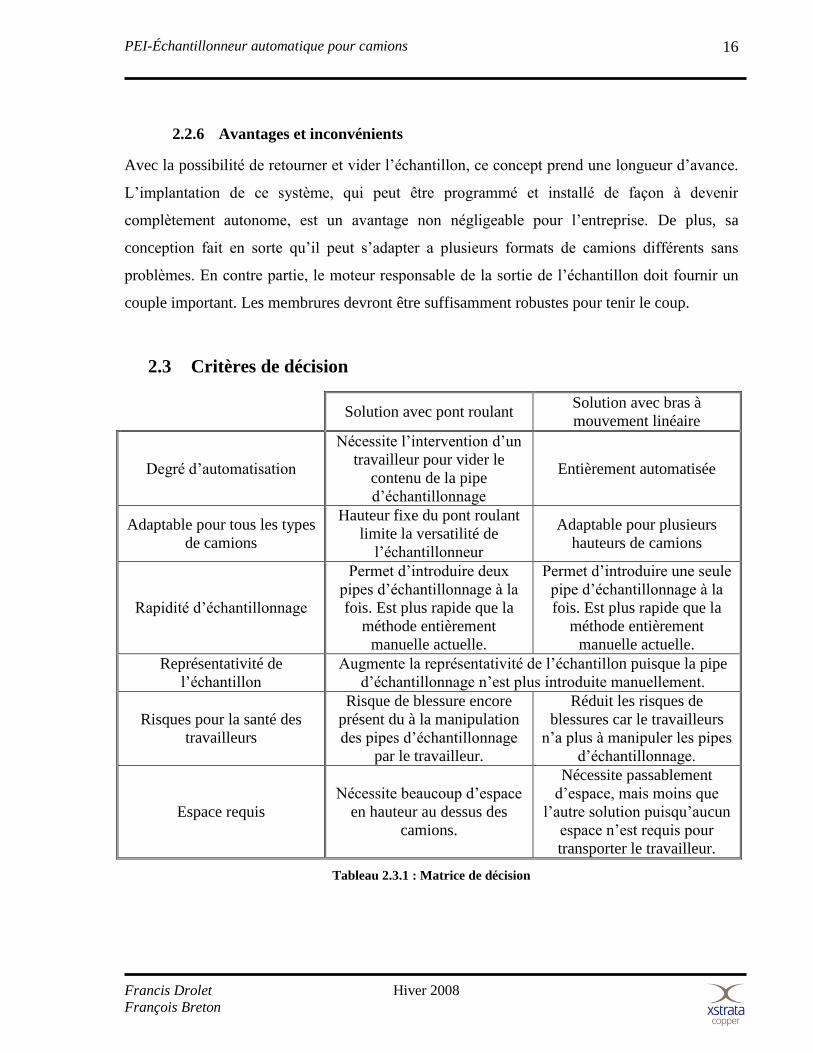
2.3 Critères de décision
Solution avec pont roulant Solution avec bras à
mouvement linéaire
Degré d’automatisation
Nécessite l’intervention d’un
travailleur pour vider le
contenu de la pipe
d’échantillonnage
Entièrement automatisée
Adaptable pour tous les types
de camions
Hauteur fixe du pont roulant
limite la versatilité de
l’échantillonneur
Adaptable pour plusieurs
hauteurs de camions
Rapidité d’échantillonnage
Permet d’introduire deux
pipes d’échantillonnage à la
fois. Est plus rapide que la
méthode entièrement
manuelle actuelle.
Permet d’introduire une seule
pipe d’échantillonnage à la
fois. Est plus rapide que la
méthode entièrement
manuelle actuelle.
Représentativité de
l’échantillon
Augmente la représentativité de l’échantillon puisque la pipe
d’échantillonnage n’est plus introduite manuellement.
Risques pour la santé des
travailleurs
Risque de blessure encore
présent du à la manipulation
des pipes d’échantillonnage
par le travailleur.
Réduit les risques de
blessures car le travailleurs
n’a plus à manipuler les pipes
d’échantillonnage.
Espace requis
Nécessite beaucoup d’espace
en hauteur au dessus des
camions.
Nécessite passablement
d’espace, mais moins que
l’autre solution puisqu’aucun
espace n’est requis pour
transporter le travailleur.
Tableau 2.3.1 : Matrice de décision
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
17
2.4 Évaluation des différentes solutions
En analysant les critères de décision, on se rend vite compte que le type de solution présentant
le plus d’avantages pour le client, est une solution qui peut être éventuellement entièrement
automatisée et qui représente le moins de risques pour les travailleurs. C’est pourquoi
l’élaboration de la solution finale de notre projet se fera en considérant une solution de bras à
mouvement linéaire avec tête rotative.
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
18
CHAPITRE 3 : ANALYSE DE LA SOLUTION
RETENUE ET DIMENSIONNEMENT
3.1 Analyse cinématique du mouvement du bras
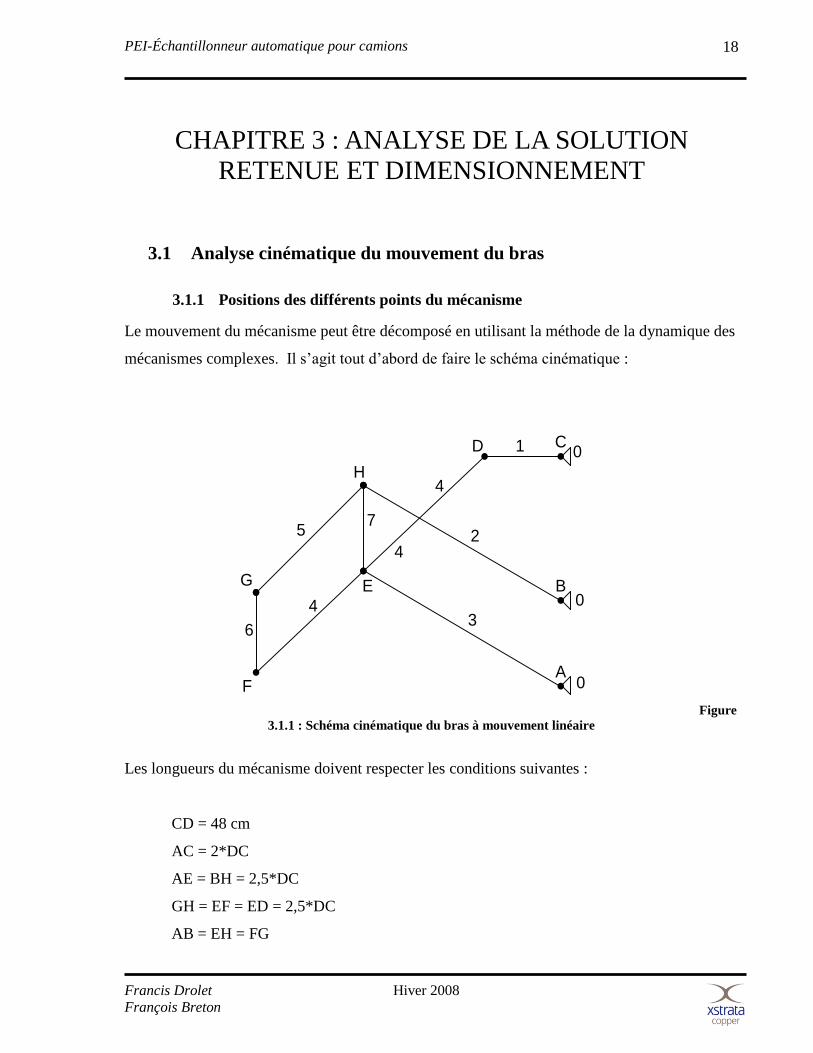
3.1.1 Positions des différents points du mécanisme
Le mouvement du mécanisme peut être décomposé en utilisant la méthode de la dynamique des
mécanismes complexes. Il s’agit tout d’abord de faire le schéma cinématique :
A
B
CD
E
F
G
H
0
0
0
1
2
34
5
6
7
4
4
Figure
3.1.1 : Schéma cinématique du bras à mouvement linéaire
Les longueurs du mécanisme doivent respecter les conditions suivantes :
CD = 48 cm
AC = 2*DC
AE = BH = 2,5*DC
GH = EF = ED = 2,5*DC
AB = EH = FG
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
19
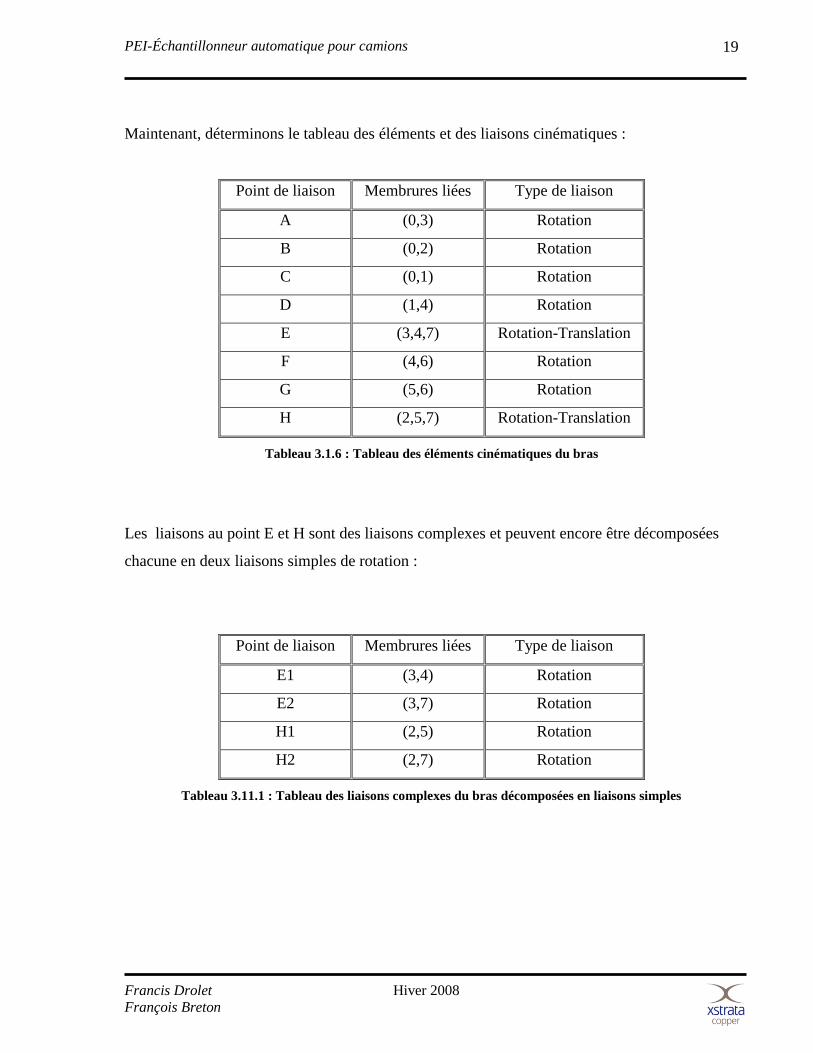
Maintenant, déterminons le tableau des éléments et des liaisons cinématiques :
Point de liaison Membrures liées Type de liaison
A (0,3) Rotation
B (0,2) Rotation
C (0,1) Rotation
D (1,4) Rotation
E (3,4,7) Rotation-Translation
F (4,6) Rotation
G (5,6) Rotation
H (2,5,7) Rotation-Translation
Tableau 3.1.6 : Tableau des éléments cinématiques du bras
Les liaisons au point E et H sont des liaisons complexes et peuvent encore être décomposées
chacune en deux liaisons simples de rotation :
Point de liaison Membrures liées Type de liaison
E1 (3,4) Rotation
E2 (3,7) Rotation
H1 (2,5) Rotation
H2 (2,7) Rotation
Tableau 3.11.1 : Tableau des liaisons complexes du bras décomposées en liaisons simples
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
20
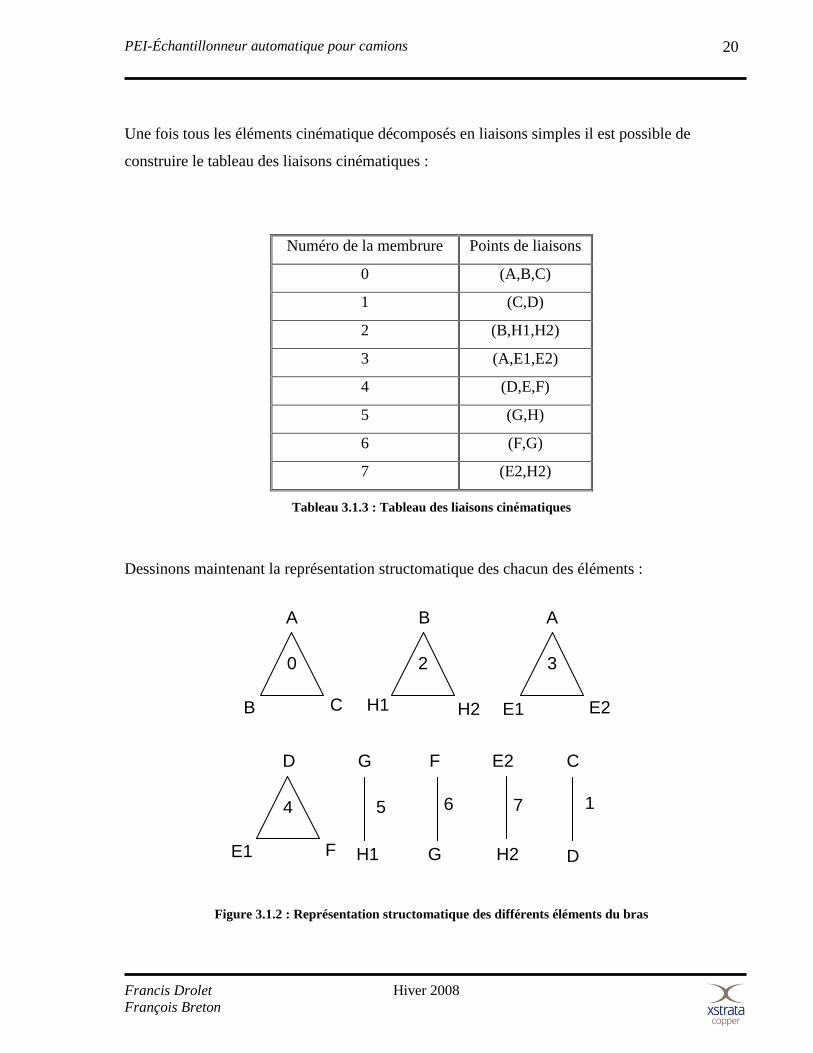
Une fois tous les éléments cinématique décomposés en liaisons simples il est possible de
construire le tableau des liaisons cinématiques :
Numéro de la membrure Points de liaisons
0 (A,B,C)
1 (C,D)
2 (B,H1,H2)
3 (A,E1,E2)
4 (D,E,F)
5 (G,H)
6 (F,G)
7 (E2,H2)
Tableau 3.1.3 : Tableau des liaisons cinématiques
Dessinons maintenant la représentation structomatique des chacun des éléments :
0 2 3
4
A
C
C
D
B
H1 H2
A
E1
D
F
G
H1
F
G
E2
H2
E2B
E1
5 6 7 1
Figure 3.1.2 : Représentation structomatique des différents éléments du bras
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
21
Il est ensuite possible de calculer le degré de mobilité ainsi que le nombre de contours
indépendants du mécanisme en utilisant les relations suivantes :
𝑀 = 3𝑚 − 2𝛽 (3.1.1)
Où
M : Le degré de mobilité
m : Le nombre d’éléments mobiles
β : Le nombre de liaisons cinématiques simples
Et
𝑁 = 𝑐 − 𝑚 (3.1.2)
Où
N : Le nombre de contours indépendants
c : Le nombre total de liaisons cinématiques
m : Le nombre d’éléments mobiles
Ainsi, selon la formule 3.1.1, le degré de mobilité est calculé comme étant :
𝑀 = 3 7 − 2 10 = 1 (3.1.3)
Et le nombre de contours indépendants, selon la formule 3.2.1 vaut :
𝑁 = 10 − 7 = 3 (3.1.4)
Une fois ces étapes terminées, nous allons maintenant liés les représentations structomatiques
de chaque élément entre elles en insérant un seul moteur au mécanisme puisque le degré de
mobilité est de 1. Ce moteur, est installé au point C.
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
22
M
H2
GF
E2
D
C
BA
E1 H1
1
23
45
6
7
0
Figure 3.1.3 : Représentation structomatique complète du mécanisme
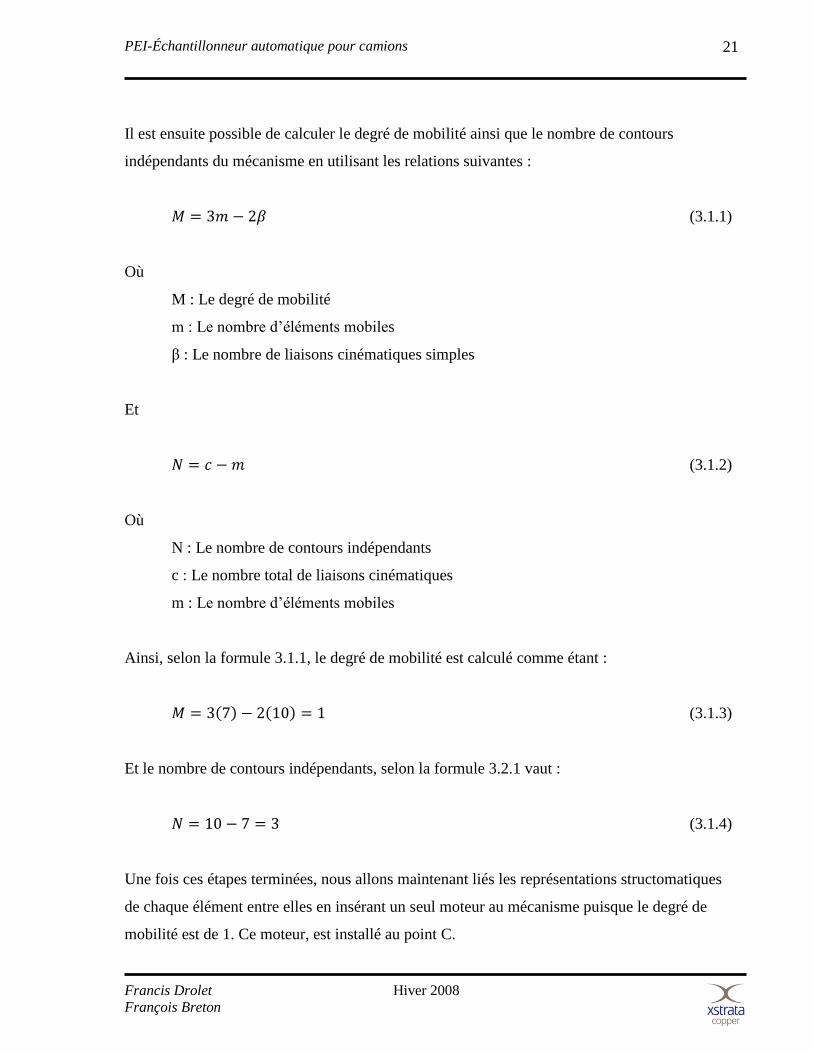
En analysant la figure précédente, nous sommes en mesure de décomposer le mécanisme en
quelques modules distincts qui sont liés au départ à un zéro-pôle. Le premier étant un module
actif, un moto-élément, formé par le moteur et l’élément 1. Les 3 autres étant des modules
passifs, des dyades. La première dyade est constituée des éléments 3 et 4, la seconde des
éléments 2 et 7 et la troisième des éléments 5 et 6.
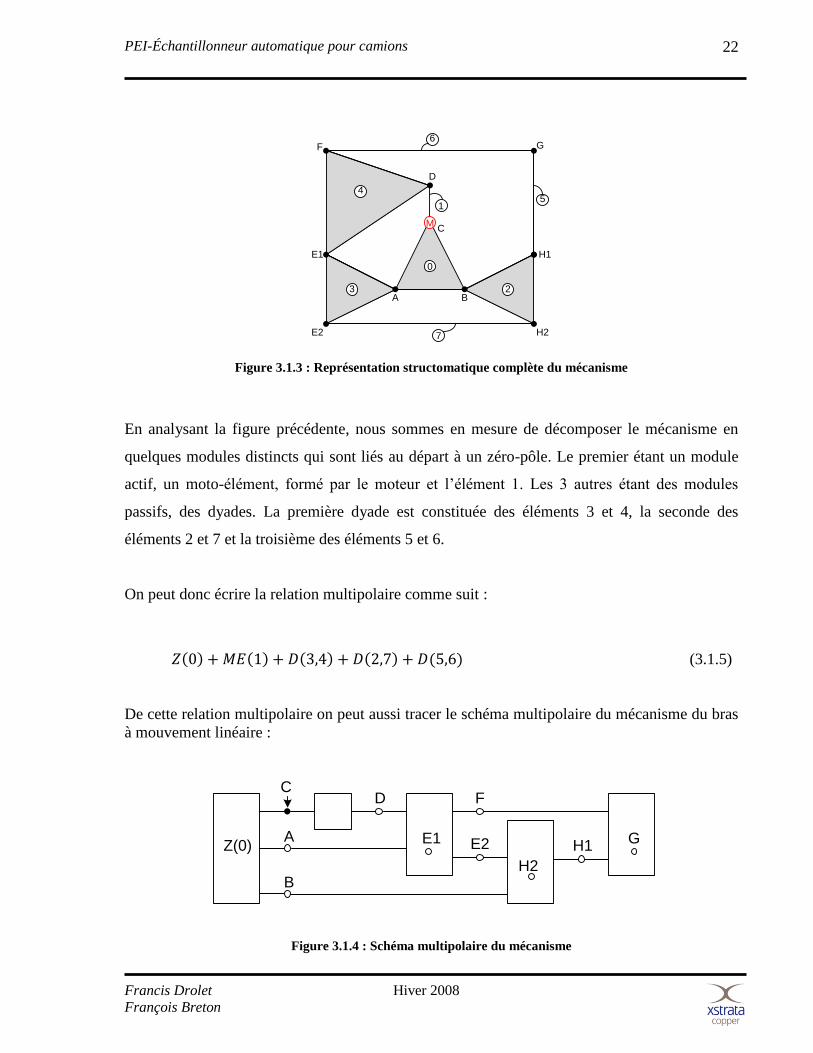
On peut donc écrire la relation multipolaire comme suit :
𝑍 0 + 𝑀𝐸 1 + 𝐷 3,4 + 𝐷 2,7 + 𝐷(5,6) (3.1.5)
De cette relation multipolaire on peut aussi tracer le schéma multipolaire du mécanisme du bras
à mouvement linéaire :
A
B
CD
E1 E2
F
GH1
H2
Z(0)
Figure 3.1.4 : Schéma multipolaire du mécanisme
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
23
Enfin, avant de pouvoir utiliser Matlab pour faire les calculs de positions du mécanisme en
fonction des mouvements du moteur, faisons la représentation cinématique de chaque module
en y indiquant les éléments connus et les inconnus qui seront en cause dans les calculs.
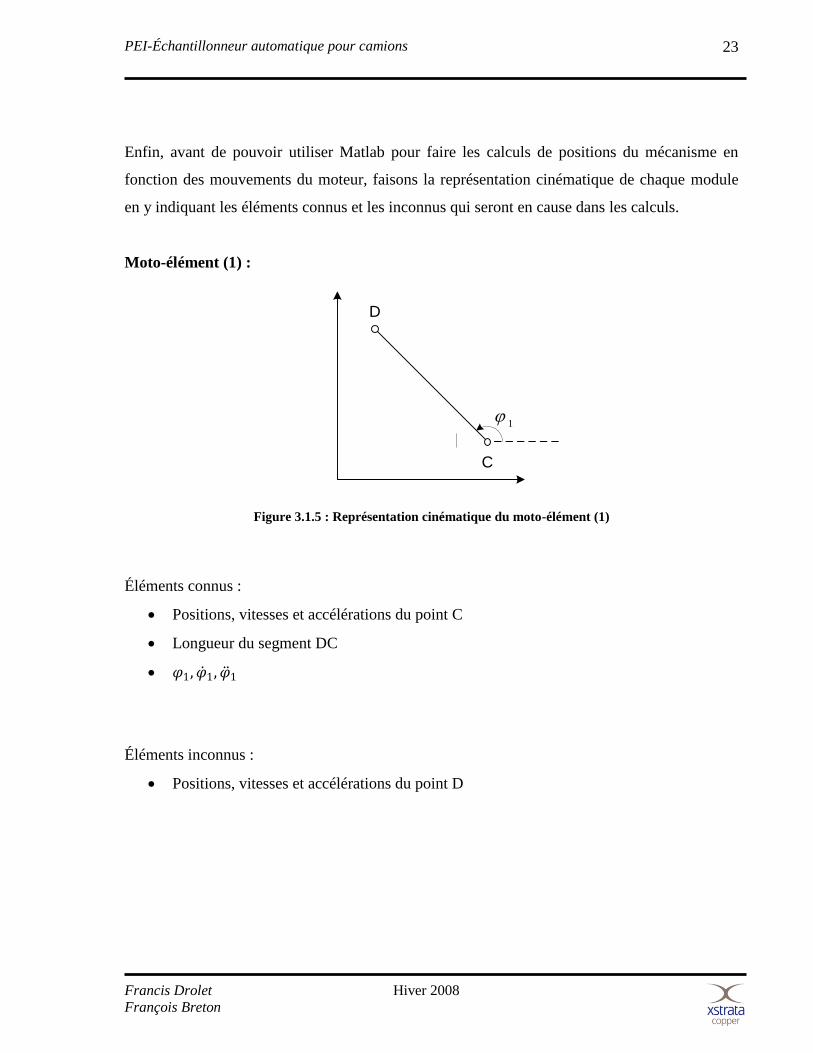
Moto-élément (1) :
1
C
D
Figure 3.1.5 : Représentation cinématique du moto-élément (1)
Éléments connus :
Positions, vitesses et accélérations du point C
Longueur du segment DC
𝜑1,𝜑 1,𝜑 1
Éléments inconnus :
Positions, vitesses et accélérations du point D
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
24
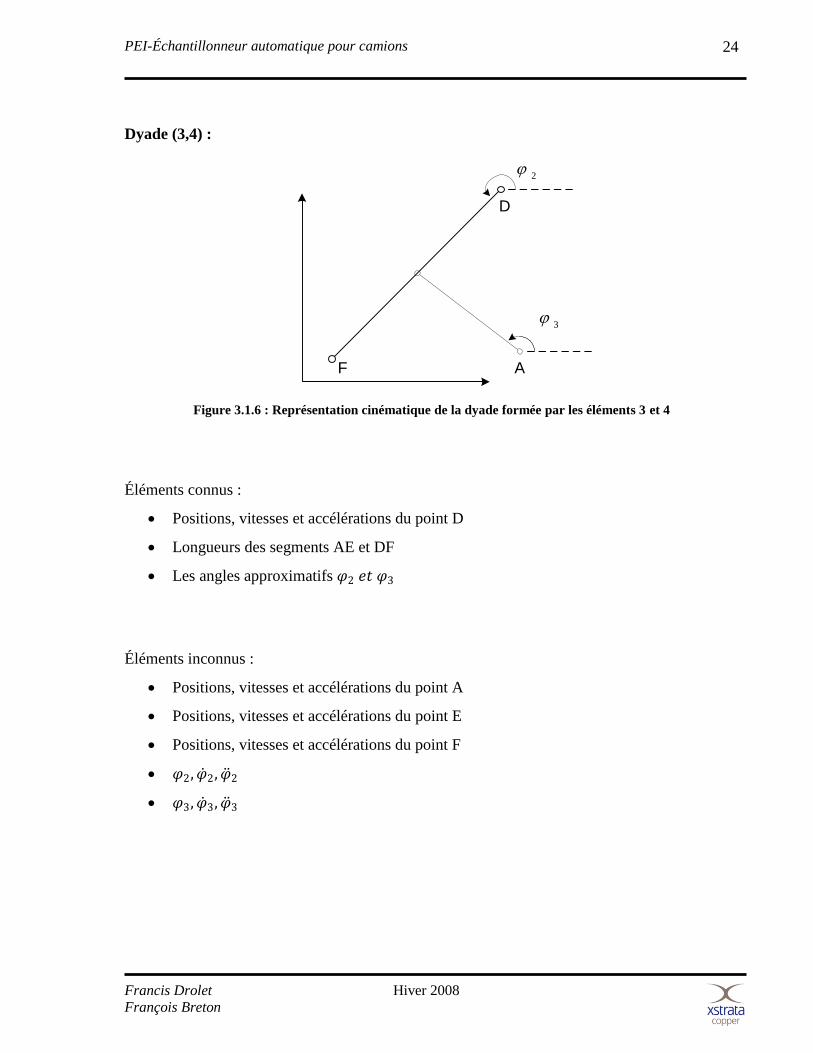
Dyade (3,4) :
2
F
D
3
A
Figure 3.1.6 : Représentation cinématique de la dyade formée par les éléments 3 et 4
Éléments connus :
Positions, vitesses et accélérations du point D
Longueurs des segments AE et DF
Les angles approximatifs 𝜑2 𝑒𝑡 𝜑3
Éléments inconnus :
Positions, vitesses et accélérations du point A
Positions, vitesses et accélérations du point E
Positions, vitesses et accélérations du point F
𝜑2,𝜑 2,𝜑 2
𝜑3,𝜑 3,𝜑 3
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
25
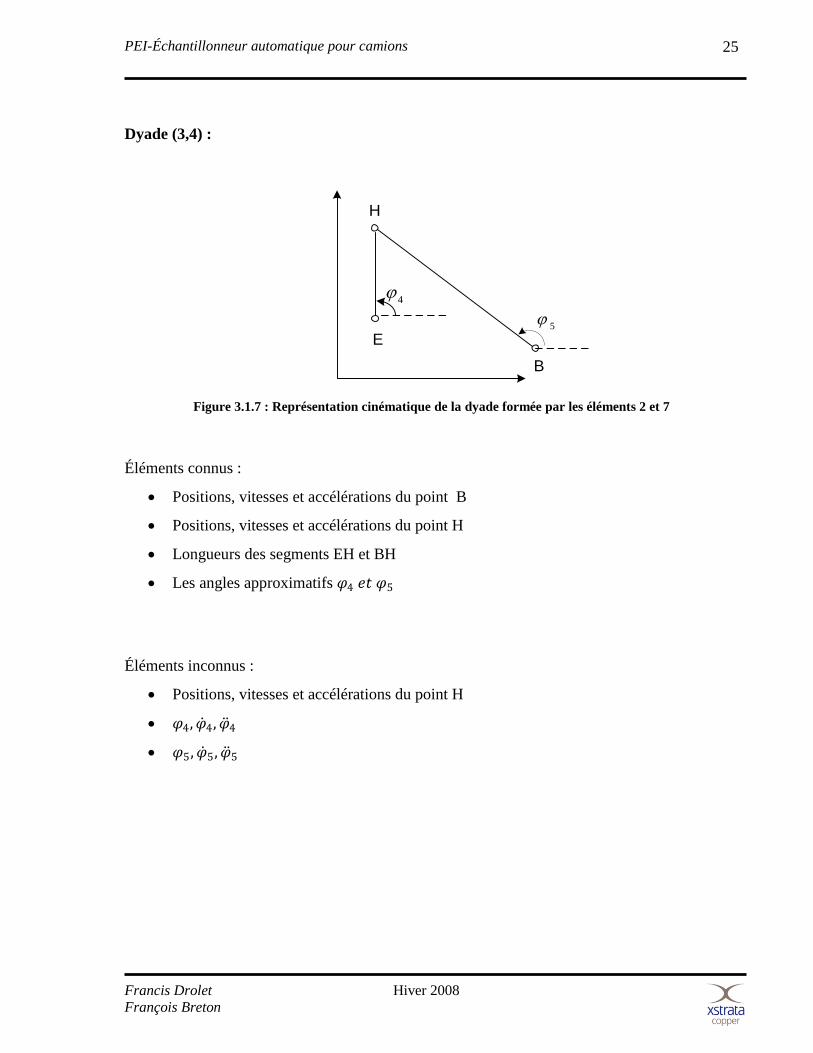
Dyade (3,4) :
5
B
H
4
E
Figure 3.1.7 : Représentation cinématique de la dyade formée par les éléments 2 et 7
Éléments connus :
Positions, vitesses et accélérations du point B
Positions, vitesses et accélérations du point H
Longueurs des segments EH et BH
Les angles approximatifs 𝜑4 𝑒𝑡 𝜑5
Éléments inconnus :
Positions, vitesses et accélérations du point H
𝜑4,𝜑 4,𝜑 4
𝜑5,𝜑 5,𝜑 5
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
26
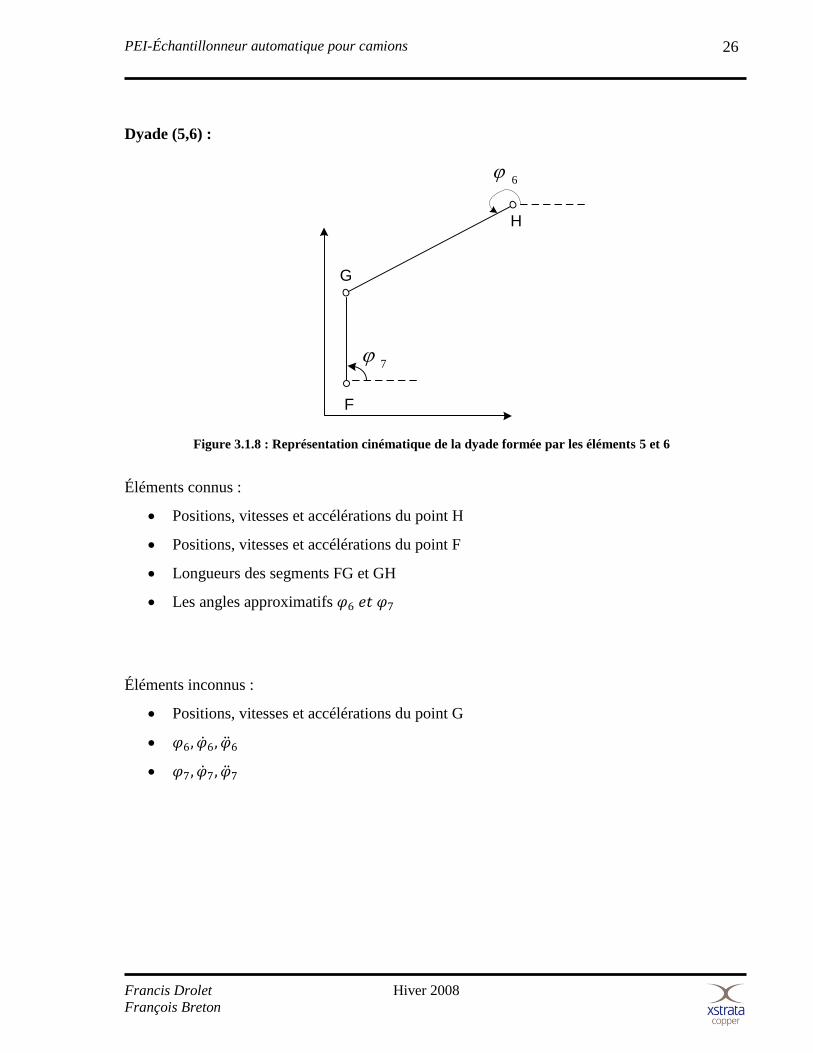
Dyade (5,6) :
6
H
G
7
F
Figure 3.1.8 : Représentation cinématique de la dyade formée par les éléments 5 et 6
Éléments connus :
Positions, vitesses et accélérations du point H
Positions, vitesses et accélérations du point F
Longueurs des segments FG et GH
Les angles approximatifs 𝜑6 𝑒𝑡 𝜑7
Éléments inconnus :
Positions, vitesses et accélérations du point G
𝜑6,𝜑 6,𝜑 6
𝜑7,𝜑 7,𝜑 7
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
27
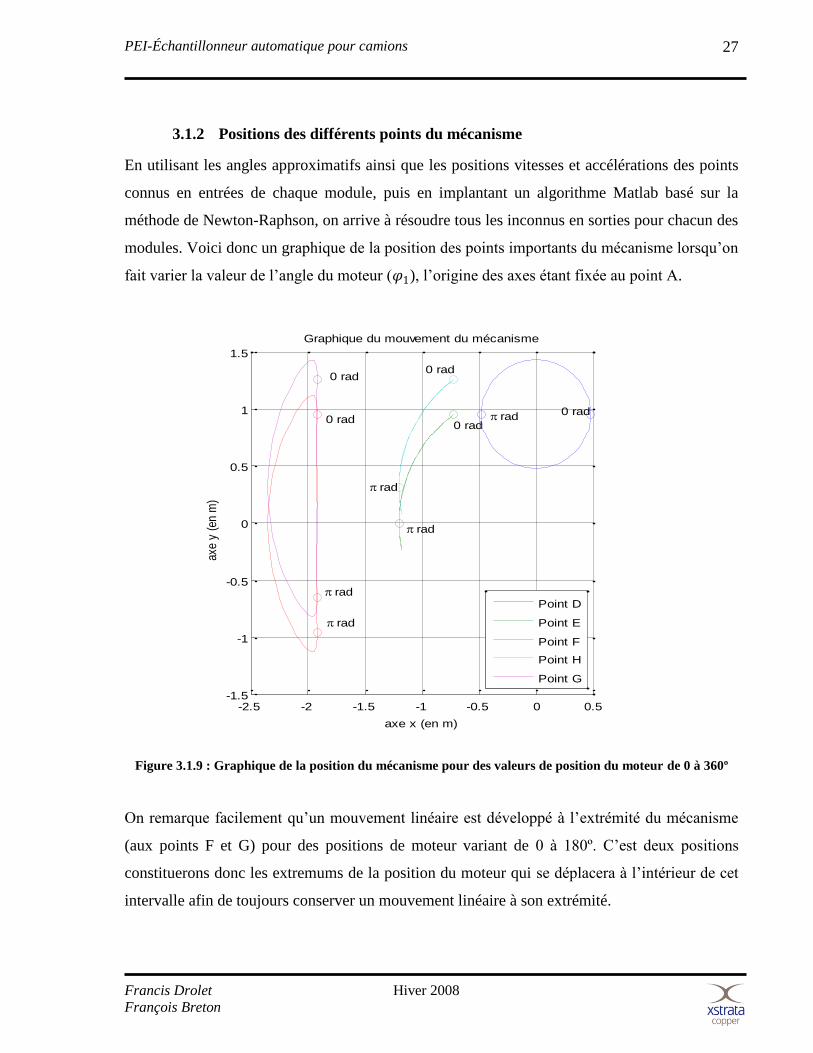
3.1.2 Positions des différents points du mécanisme
En utilisant les angles approximatifs ainsi que les positions vitesses et accélérations des points
connus en entrées de chaque module, puis en implantant un algorithme Matlab basé sur la
méthode de Newton-Raphson, on arrive à résoudre tous les inconnus en sorties pour chacun des
modules. Voici donc un graphique de la position des points importants du mécanisme lorsqu’on
fait varier la valeur de l’angle du moteur (𝜑1), l’origine des axes étant fixée au point A.
Figure 3.1.9 : Graphique de la position du mécanisme pour des valeurs de position du moteur de 0 à 360º
On remarque facilement qu’un mouvement linéaire est développé à l’extrémité du mécanisme
(aux points F et G) pour des positions de moteur variant de 0 à 180º. C’est deux positions
constituerons donc les extremums de la position du moteur qui se déplacera à l’intérieur de cet
intervalle afin de toujours conserver un mouvement linéaire à son extrémité.
-2.5 -2 -1.5 -1 -0.5 0 0.5-1.5
-1
-0.5
0
0.5
1
1.5
axe x (en m)
axe
y (e
n m
)
Graphique du mouvement du mécanisme
0 rad rad0 rad
rad
0 rad
rad
0 rad
rad
0 rad
rad
Point D
Point E
Point F
Point H
Point G
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
28
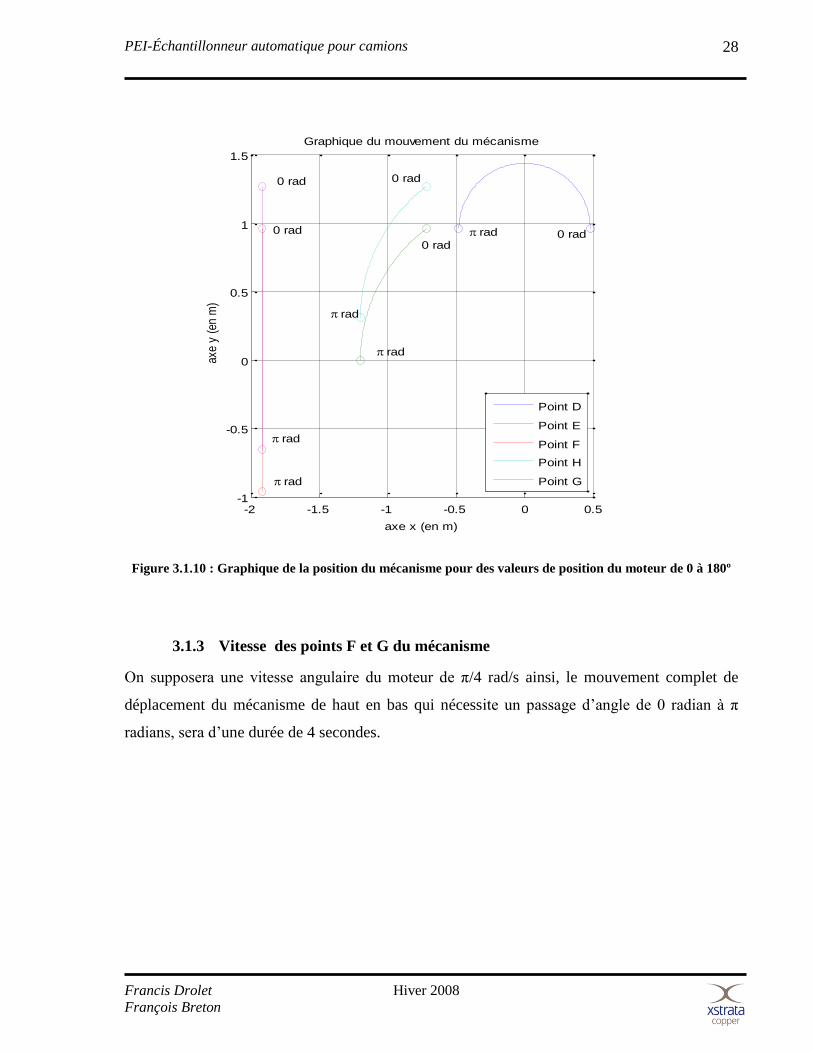
Figure 3.1.10 : Graphique de la position du mécanisme pour des valeurs de position du moteur de 0 à 180º
3.1.3 Vitesse des points F et G du mécanisme
On supposera une vitesse angulaire du moteur de π/4 rad/s ainsi, le mouvement complet de
déplacement du mécanisme de haut en bas qui nécessite un passage d’angle de 0 radian à π
radians, sera d’une durée de 4 secondes.
-2 -1.5 -1 -0.5 0 0.5-1
-0.5
0
0.5
1
1.5
axe x (en m)
axe
y (e
n m
)
Graphique du mouvement du mécanisme
0 rad rad
0 rad
rad
0 rad
rad
0 rad
rad
0 rad
rad
Point D
Point E
Point F
Point H
Point G
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
29
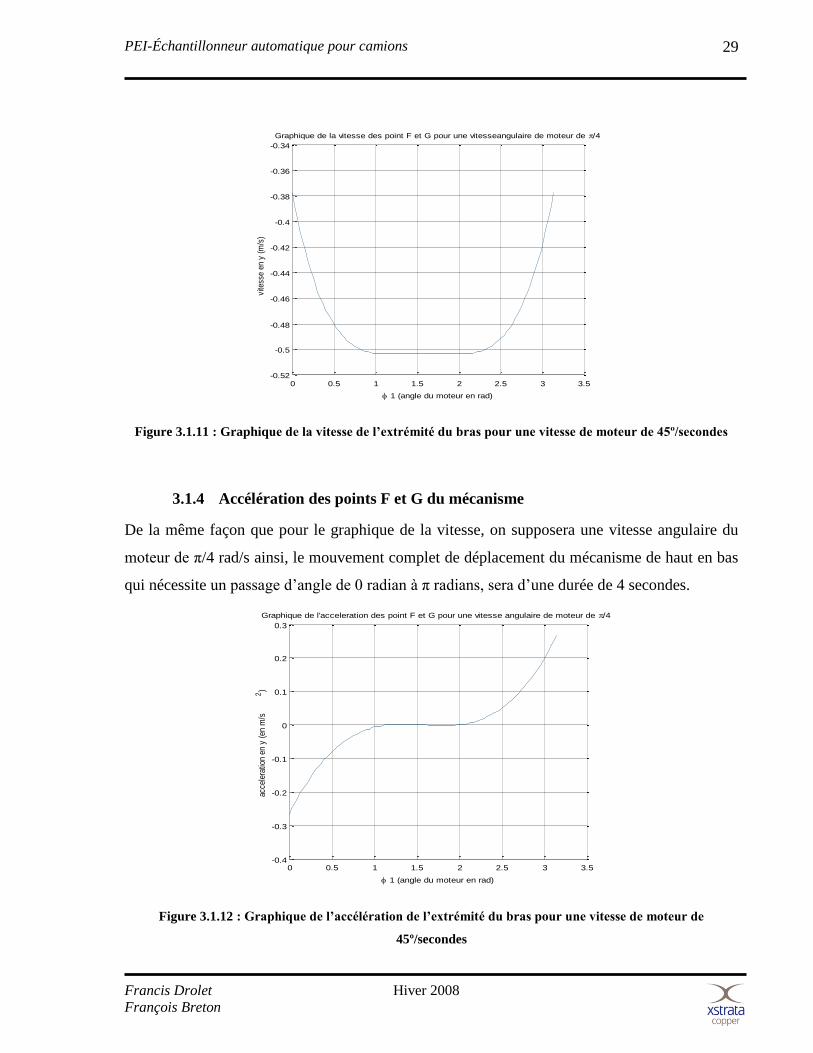
Figure 3.1.11 : Graphique de la vitesse de l’extrémité du bras pour une vitesse de moteur de 45º/secondes
3.1.4 Accélération des points F et G du mécanisme
De la même façon que pour le graphique de la vitesse, on supposera une vitesse angulaire du
moteur de π/4 rad/s ainsi, le mouvement complet de déplacement du mécanisme de haut en bas
qui nécessite un passage d’angle de 0 radian à π radians, sera d’une durée de 4 secondes.
Figure 3.1.12 : Graphique de l’accélération de l’extrémité du bras pour une vitesse de moteur de
45º/secondes
0 0.5 1 1.5 2 2.5 3 3.5-0.52
-0.5
-0.48
-0.46
-0.44
-0.42
-0.4
-0.38
-0.36
-0.34
1 (angle du moteur en rad)
vite
sse
en y
(m
/s)
Graphique de la vitesse des point F et G pour une vitesseangulaire de moteur de /4
0 0.5 1 1.5 2 2.5 3 3.5-0.4
-0.3
-0.2
-0.1
0
0.1
0.2
0.3
1 (angle du moteur en rad)
acce
lera
tion
en y
(en
m/s
2)
Graphique de l'acceleration des point F et G pour une vitesse angulaire de moteur de /4
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
30
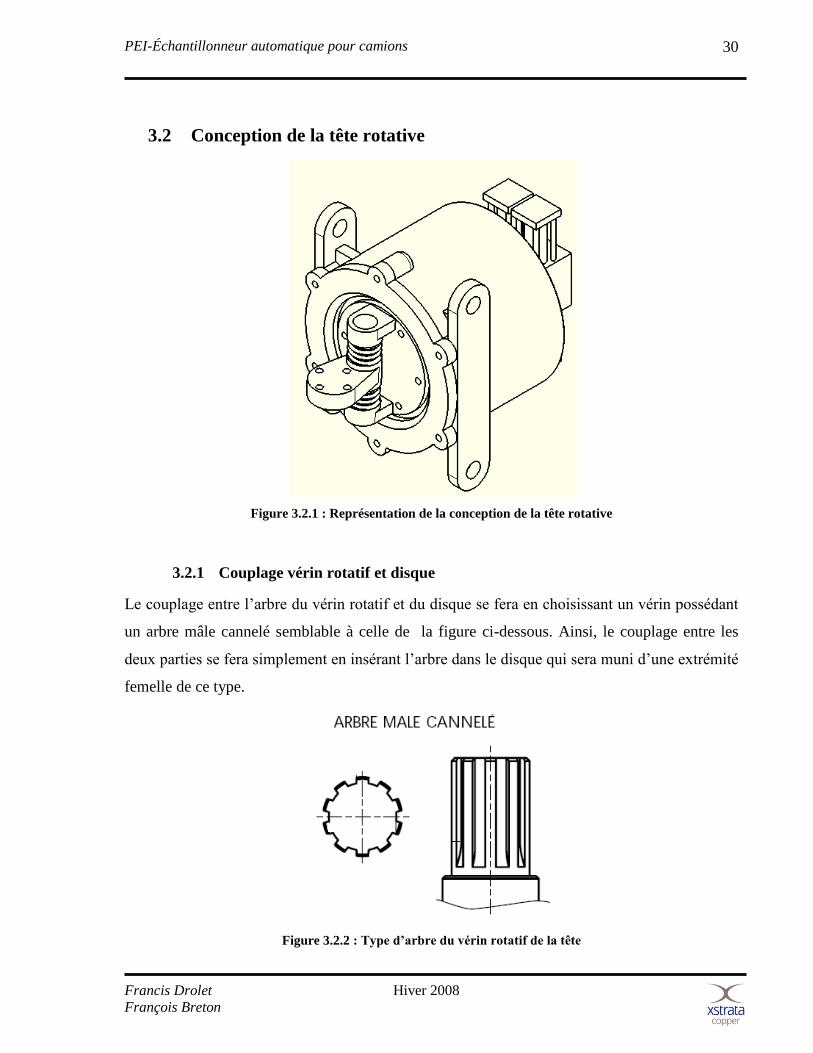
3.2 Conception de la tête rotative
Figure 3.2.1 : Représentation de la conception de la tête rotative
3.2.1 Couplage vérin rotatif et disque
Le couplage entre l’arbre du vérin rotatif et du disque se fera en choisissant un vérin possédant
un arbre mâle cannelé semblable à celle de la figure ci-dessous. Ainsi, le couplage entre les
deux parties se fera simplement en insérant l’arbre dans le disque qui sera muni d’une extrémité
femelle de ce type.
Figure 3.2.2 : Type d’arbre du vérin rotatif de la tête
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
31
3.2.2 Palier lisse et arbre rotatif
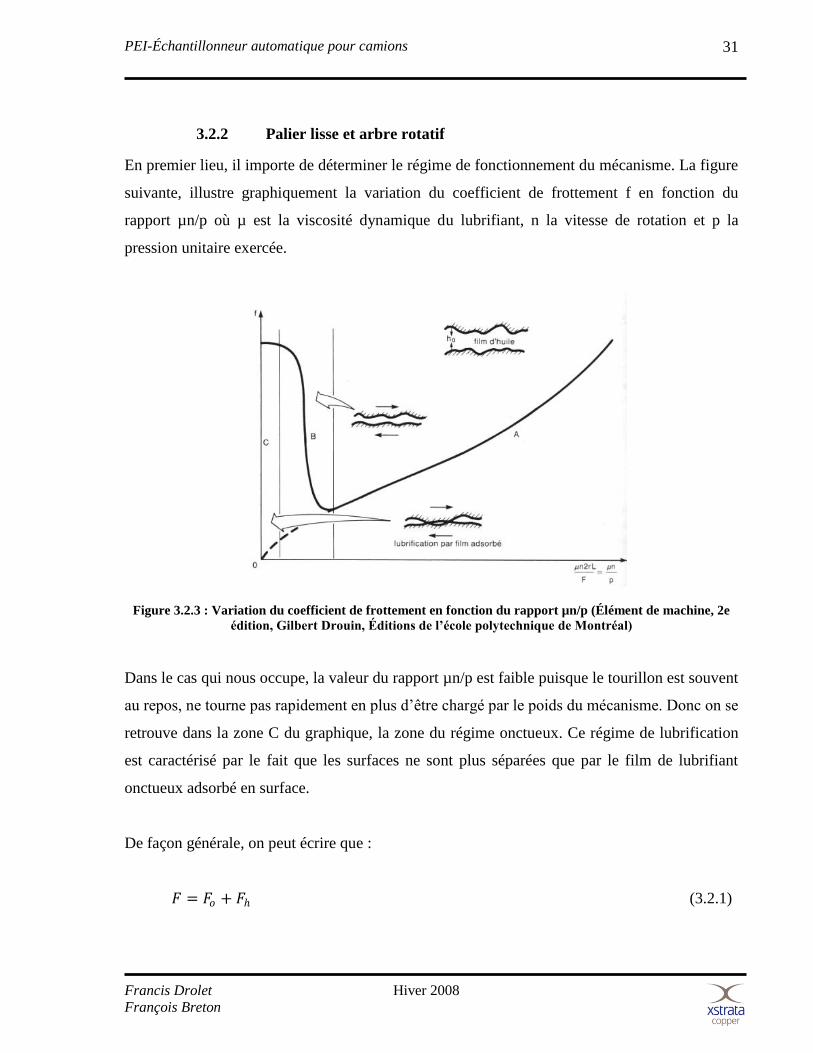
En premier lieu, il importe de déterminer le régime de fonctionnement du mécanisme. La figure
suivante, illustre graphiquement la variation du coefficient de frottement f en fonction du
rapport µn/p où µ est la viscosité dynamique du lubrifiant, n la vitesse de rotation et p la
pression unitaire exercée.
Figure 3.2.3 : Variation du coefficient de frottement en fonction du rapport µn/p (Élément de machine, 2e
édition, Gilbert Drouin, Éditions de l’école polytechnique de Montréal)
Dans le cas qui nous occupe, la valeur du rapport µn/p est faible puisque le tourillon est souvent
au repos, ne tourne pas rapidement en plus d’être chargé par le poids du mécanisme. Donc on se
retrouve dans la zone C du graphique, la zone du régime onctueux. Ce régime de lubrification
est caractérisé par le fait que les surfaces ne sont plus séparées que par le film de lubrifiant
onctueux adsorbé en surface.
De façon générale, on peut écrire que :
𝐹 = 𝐹𝑜 + 𝐹 (3.2.1)
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
32
Où
𝐹 : La charge adsorbée par le film onctueux
𝐹𝑜 : La charge adsorbée par le film onctueux
𝐹 : La charge à laquelle est soumis le film hydrodynamique
Par contre, lors du régime complètement onctueux, il n’y a pas de film hydrodynamique. Ainsi,
l’équation 3.2.1 devient :
𝐹 = 𝐹𝑜 = 𝑓𝑚 (3.2.2)
Où
𝑓𝑚 : Le frottement en régime transitoire
Puisque le régime de fonctionnement du mécanisme est maintenant connu, il est possible de
procéder au dimensionnement du palier lisse. Tout d’abord, il faut prendre en compte les
différentes spécificités recherchées afin de bien choisir le matériau du coussinet ainsi que sa
longueur. La base de la tête rotative, sur laquelle sera fixé le support de la pipe
d’échantillonnage, est constituée d’un tourillon en acier de 25 cm de diamètre. Celui devra
porter une charge maximale estimée à 5 kN (charge incluant le poids du tourillon, le poids du
mécanisme, celui de la pipe d’échantillonnage et de son support d’attache ainsi que les impacts
créés par le marteau pneumatique). Il tournera à une vitesse de π/2 rad/sec. On suppose que
celui-ci ne sera graissé qu’occasionnellement, que la température ambiante ne dépassera pas
35ºC et que la température T2 du lubrifiant dans le film ne doit pas dépasser 75% de la
température maximale admissible.
Il importe maintenant de présenter les deux équations de bilan thermique qui seront à la base du
choix de matériau du coussinet ainsi que sa longueur :

PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
33
𝑝𝑣 =𝑋(𝑇2−𝑇𝑎 )
𝑓𝑚 (3.2.3)
Où
𝑝 : La pression unitaire (𝑝 = 𝐹/2𝑟𝐿)
𝑣 : La vitesse tangentielle du tourillon (𝑣 = 𝜋𝑑𝑛)
𝑋 : Une constante à déterminer
𝑇2 : Température moyenne du lubrifiant
𝑇𝑎 : Température ambiante moyenne
𝑓𝑚 : Le coefficient de frottement en régime mixte
La valeur de T2 est en fonction du type de matériau utilisé dans la fabrication du coussinet. De
plus, en se servant des tables de valeurs limites de pression et de vitesse maximum pour chaque
matériau, on peut déterminer la nature du coussinet ainsi qu’une constante X qui nous permettra
de déterminer sa longueur.
𝑋 =(𝑝𝑣)𝑚𝑎𝑥 𝑓𝑚
𝑇2𝑚𝑎𝑥 −𝑇𝑎 (3.2.4)
Où
𝑝𝑣𝑚𝑎𝑥 : Valeur maximale du coefficient pression x vitesse
𝑇2𝑚𝑎𝑥 : Température maximale du admissible du lubrifiant
Calculons d’abord la valeur pv pour ce palier :
𝑝 =𝐹
𝐷𝐿=
5×103(𝑁)
0,25(𝑚)×𝐿(𝑚)=
20×103
𝐿(𝑚) 𝑃𝑎 (3.2.5)
𝑣 = 𝜋 × 0,25 𝑚 ×𝜋
2 𝑟𝑎𝑑
𝑠 = 1,234
𝑚
𝑠 (3.2.6)
𝑝𝑣 =24,68×103
𝐿
𝑁
𝑚∗𝑠 (3.2.7)

PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
34
À partir de l’équation 3.2.3 on obtient :
𝐿 =24,68×103
𝑁
𝑚∗𝑠 ×𝑓𝑚
𝑋(0,75𝑇2−𝑇𝑎 ) (3.2.8)
Où (selon les tables) :
0,02 ≤ 𝑓𝑚 ≤ 0,2
Selon les tables des propriétés des matériaux des coussinets, on choisi une conception en
Bronze solide qui possède les caractéristiques limites suivantes en régime onctueux :
Pmax (Mpa) 30
T2max (ºC) 160
Vmax (m/s) 7,5
(pv)max [N/(m*s)] 1,7x106
Tableau 3.2.1 : Valeurs limites de fonctionnement du bronze solide en régime onctueux
À l’aide de l’équation 3.2.4 et des valeurs limites données au tableau 3.2.1, on obtient :
𝑋 =1,7×106
N
m ∗s ×0,02
160 °C −35 °C = 272
N
m∗s∗°C (3.2.9)
Si on remplace X par cette valeur dans l’expression 3.2.8, avec fm = 0,2 (conditions les pires) et
0,75T2 = 0,75 x 160ºC = 120ºC, on obtient :
𝐿 =24,68×103
𝑁
𝑚∗𝑠 ×0,2
272 120 °𝐶 −35 °𝐶 = 21.35 𝑐𝑚 (3.2.10)
Cette valeur reportée dans l’expression 3.2.5, permet d’obtenir la pression exercée sur le
coussinet :
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
35
𝑝 =20×103
0,2135(𝑚) 𝑃𝑎 = 93,68 × 103 𝑃𝑎 (3.2.11)
On peut aussi calculer le ratio L/d :
𝐿
𝑑=
0,2135(𝑚)
0,25(𝑚)= 0,854 (3.2.12)
Où
𝐿 : La longueur du coussinet
𝑑 : Le diamètre du disque
Ce ratio nous convient puisque le palier n’est que faiblement chargé, et que la vitesse de
rotation n’est pas élevé donc le dégagement de chaleur dû au frottement sera faible.
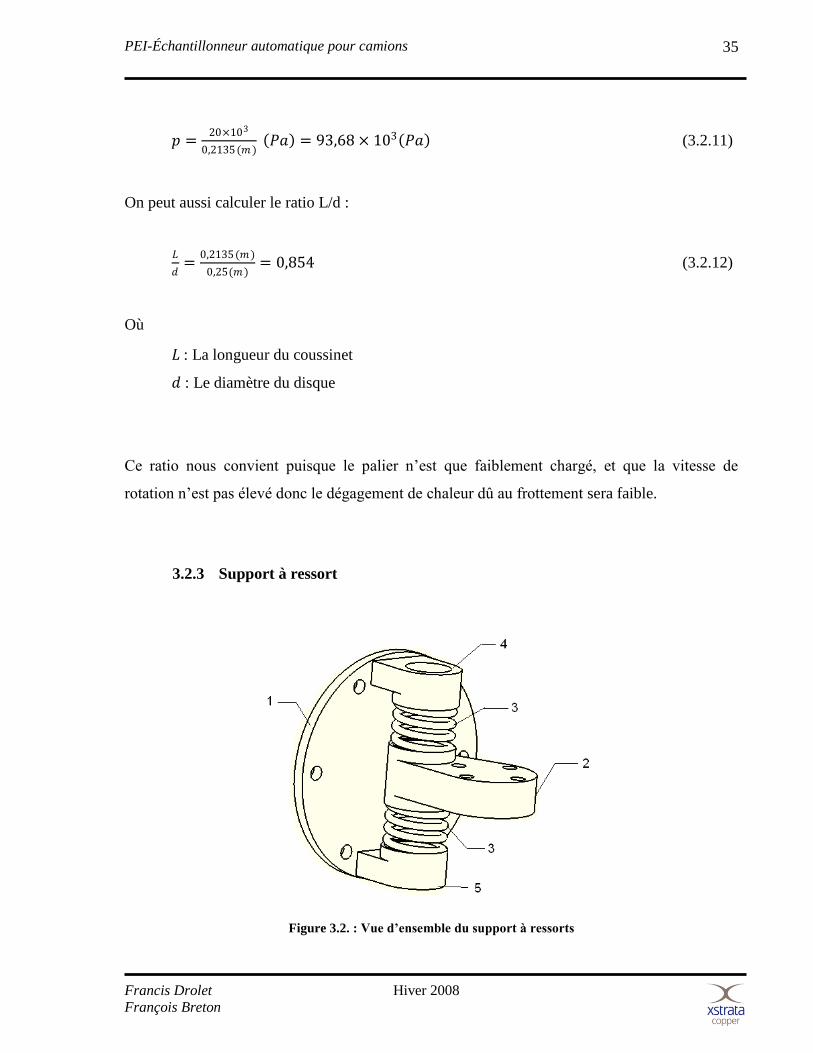
3.2.3 Support à ressort
Figure 3.2. : Vue d’ensemble du support à ressorts
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
36
Située au centre de l’assemblage, la pièce no 2 est porteuse du vibrateur à impact pneumatique.
Nous aurions aimé en trouver un modèle hydraulique pour ainsi avoir une solution qui repose
complètement sur une même plateforme de puissance mais nos recherches n’ont pas portées
fruits.
Cette pièce est la partie femelle d’un assemblage qui lie les trois segments ensemble afin de
permettre un bon écoulement du concentré sans interférence. Elle transmet les vibrations et
impacts à la pipe pour lui permettre de prendre l’échantillon d’un bout et le glisser hors de la
pipe par l’autre extrémité. Les trois parties sont vissées ensemble.
Un réceptacle est prévu pour recevoir les ressorts (3) des deux cotés. Les anneaux directeurs
(4&5) sont aussi conçus pour recevoir les ressorts. Ceux-ci, parfaitement symétriques, seront
choisis de façon à ce que les secousses produites par le vibrateur soient suffisantes pour
entraîner un mouvement oscillatoire de la pipe. La longueur du ressort libre doit être assez
longue pour que, lorsque l’autre est en état complètement comprimé, il demeure dans ses
encrages en conservant une légère compression.
Ainsi on détermine la constante d’élasticité des ressorts :
𝐹 = 𝑘 ∗ ∆𝑥 (3.2.13)
Où,
F : Force (N)
k : Constante d’élasticité du ressort (kN/m)
∆𝑥 : Déplacement du ressort (m)
On désire que la force de 560N entraîne un déplacement de 1,5cm
𝐹 = 560𝑁
∆𝑥 = 0,015𝑚
Puis on trouve : 𝑘 = 37,33𝑘𝑁/𝑚.

PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
37
Les anneaux directeurs sont conçus pour garder la pipe le plus près possible du disque en
rotation pour limiter le bras de levier transmettant le moment. On estime leur chargement
maximal à l’instant ou la pipe doit être retirée. En considérant un coefficient de frottement
statique important, on approxime cette charge a 1kN.
Ainsi on calcul la contrainte sur la section :
𝜍𝑚𝑎𝑥 =𝑀𝑐
𝐼
(3.2.14)
Où,
M : moment maximal transmit
𝑀𝑥 = 𝑃 ∗ 𝑙 = 1000 ∗ 0,048 = 48 𝑁 ∗ 𝑚 (3.2.15)
c : la distance maximale avec l’axe neutre (0,01m)
I : second moment de la section transversale
𝐼 =𝑏 3
12
(3.2.16)
Où :
b : Base de la section contrainte = 0,055m
h : Hauteur de la section contrainte = 0,02m
𝐼 =𝑏 3
12=
0,05 ∗ 0,023
12= 33 ∗ 10−9𝑚4
On trouve la contrainte maximale en combinant les résultats de dans l’équation 3.2.14 :
𝜍𝑚𝑎𝑥 =48 ∗ 0,01
33 ∗ 10−9= 14,55𝑀𝑃𝑎 < 𝑆𝑦

PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
38
Ces anneaux sont soudés sur une plaque circulaire qui est boulonnée, par six boulons, sur le
disque en rotation. En conservant l’estimation le la charge à 1kN, on calcul la contrainte des 4
traits de soudure qui entourent la pièce;
𝜏 =𝑞
𝑡𝑒
(3.2.17)
Où :
𝜏 : Contrainte en cisaillement (Pa)
q : Flux de cisaillement total résultant
Le flux de cisaillement se divise en deux parties, celle reliée au cisaillement direct dans le sens
de la force et l’autre provient du moment transmis par la pièce.
Les calculs nécessitent le second moment de surface par unité de longueur.
𝐼𝑥𝑡
=0,023
12+ 2 0,055 ∗ 0,012 = 11,67 ∗ 10−6
𝑚4
𝑚
Le flux de cisaillement directe est donné par :
𝑞𝑦 =𝑃
𝐿𝑖
(3.2.18)
Où :
P : Charge appliquée = 1kN
∑Li : Longueur totale des traits de soudure (m)
𝑞𝑦 =𝑃
𝐿𝑖=
1000
2 0,055 + 2(0,02)= 6,67
𝑘𝑁
𝑚
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
39
Puis le flux de cisaillement lié au moment Mx :
𝑞𝑧 =𝑀𝑥 ∗ 𝑦
𝐼𝑥𝑡
(3.2.19)
Application numérique avec les résultats précédant :
𝑞𝑧 =𝑀𝑥 ∗ 𝑦
𝐼𝑥𝑡
= 48 ∗ 0,01
11,67 ∗ 10−6= 41,13
𝑘𝑁
𝑚
Ainsi on trouve le flux de cisaillement total :
𝑞 = 𝑞𝑦2 + 𝑞𝑧2 = 41,66𝑘𝑁
𝑚
(3.2.20)
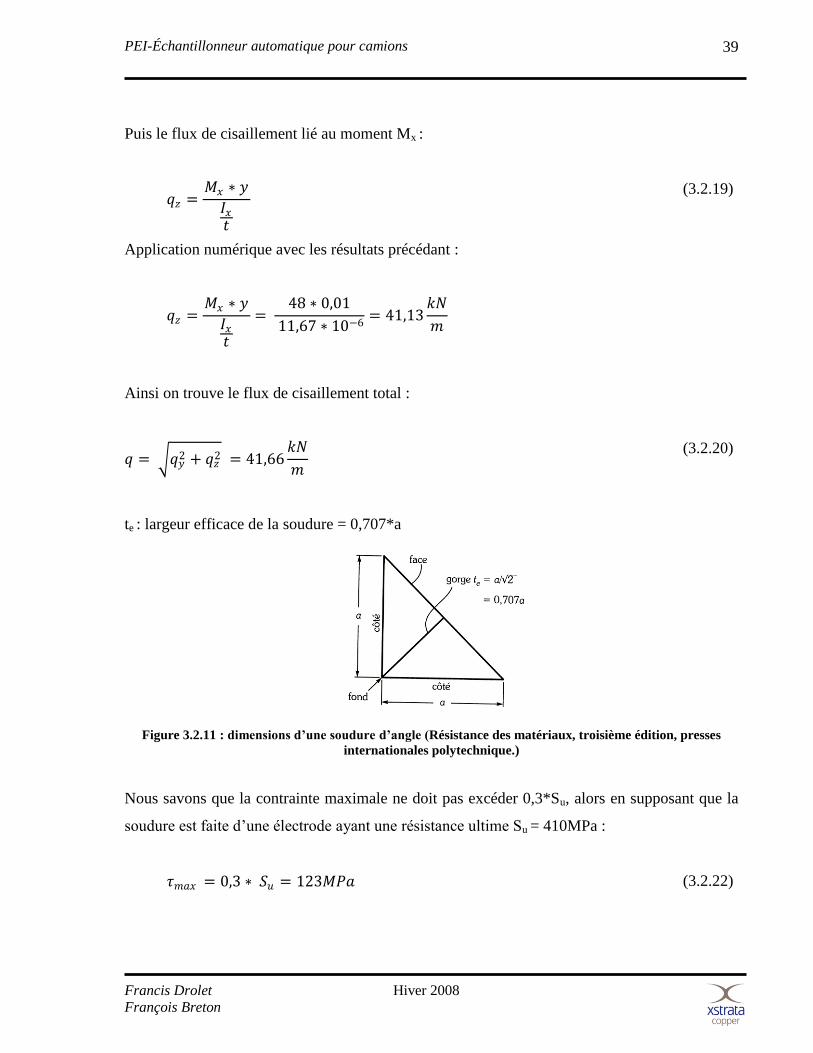
te : largeur efficace de la soudure = 0,707*a
Figure 3.2.11 : dimensions d’une soudure d’angle (Résistance des matériaux, troisième édition, presses
internationales polytechnique.)
Nous savons que la contrainte maximale ne doit pas excéder 0,3*Su, alors en supposant que la
soudure est faite d’une électrode ayant une résistance ultime Su = 410MPa :
𝜏𝑚𝑎𝑥 = 0,3 ∗ 𝑆𝑢 = 123𝑀𝑃𝑎
(3.2.22)

PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
40
La largeur efficace minimale requise est alors :
𝑡𝑒 =𝑞
𝜏=
41,66 ∗ 103
123 ∗ 106= 0,3𝑚𝑚
Ce qui démontre qu’une soudure conventionnelle avec un côté « a » d’environ 5mm sera
amplement solide pour résister à cette charge.
Maintenant ne reste plus qu’a prouver que les six boulons fixant la plaque circulaire sur le
disque en rotation seront suffisamment forts pour supporter la charge transmise;
𝜏𝑚𝑎𝑥 =𝑃
𝑛 ∗ 𝐴
(3.2.23)
Où :
𝜏𝑚𝑎𝑥 : contrainte de cisaillement maximale admissible = 400MPa
P : charge transmise = 1kN
n : nombre de boulon qui supporte la pièce
A : aire de la section d’un boulon
Ainsi on détermine la section minimale requise des boulons :
𝐴 =1000
6 ∗ 400 ∗ 106= 416 ∗ 10−9𝑚2
Ce qui est très petit, nous choisirons donc des boulons standards qui seront amplement gros
pour combler cette exigence.
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
41
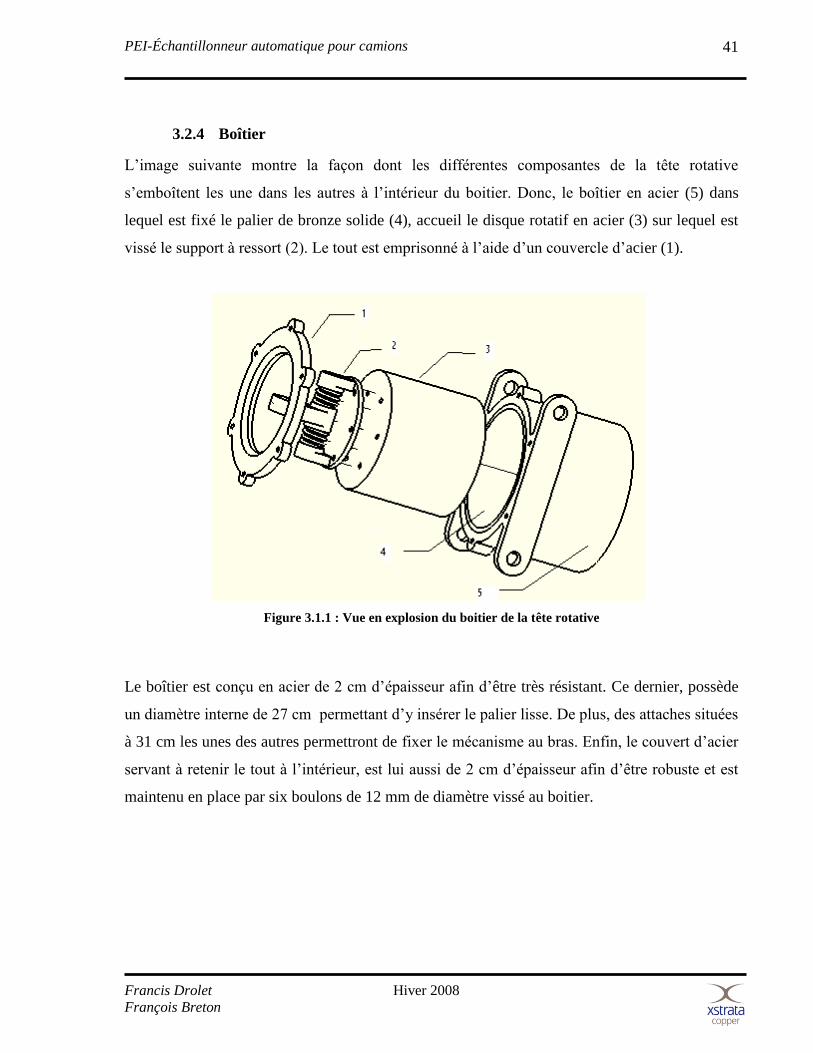
3.2.4 Boîtier
L’image suivante montre la façon dont les différentes composantes de la tête rotative
s’emboîtent les une dans les autres à l’intérieur du boitier. Donc, le boîtier en acier (5) dans
lequel est fixé le palier de bronze solide (4), accueil le disque rotatif en acier (3) sur lequel est
vissé le support à ressort (2). Le tout est emprisonné à l’aide d’un couvercle d’acier (1).
Figure 3.1.1 : Vue en explosion du boitier de la tête rotative
Le boîtier est conçu en acier de 2 cm d’épaisseur afin d’être très résistant. Ce dernier, possède
un diamètre interne de 27 cm permettant d’y insérer le palier lisse. De plus, des attaches situées
à 31 cm les unes des autres permettront de fixer le mécanisme au bras. Enfin, le couvert d’acier
servant à retenir le tout à l’intérieur, est lui aussi de 2 cm d’épaisseur afin d’être robuste et est
maintenu en place par six boulons de 12 mm de diamètre vissé au boitier.
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
42
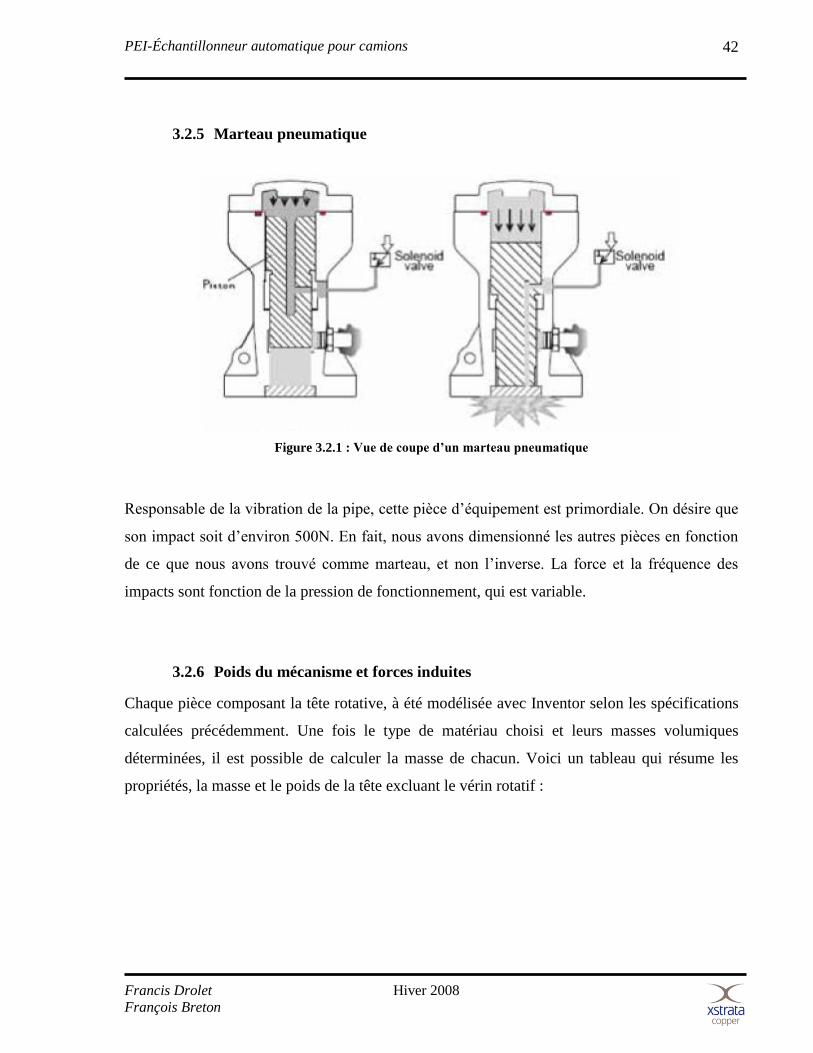
3.2.5 Marteau pneumatique
Figure 3.2.1 : Vue de coupe d’un marteau pneumatique
Responsable de la vibration de la pipe, cette pièce d’équipement est primordiale. On désire que
son impact soit d’environ 500N. En fait, nous avons dimensionné les autres pièces en fonction
de ce que nous avons trouvé comme marteau, et non l’inverse. La force et la fréquence des
impacts sont fonction de la pression de fonctionnement, qui est variable.
3.2.6 Poids du mécanisme et forces induites
Chaque pièce composant la tête rotative, à été modélisée avec Inventor selon les spécifications
calculées précédemment. Une fois le type de matériau choisi et leurs masses volumiques
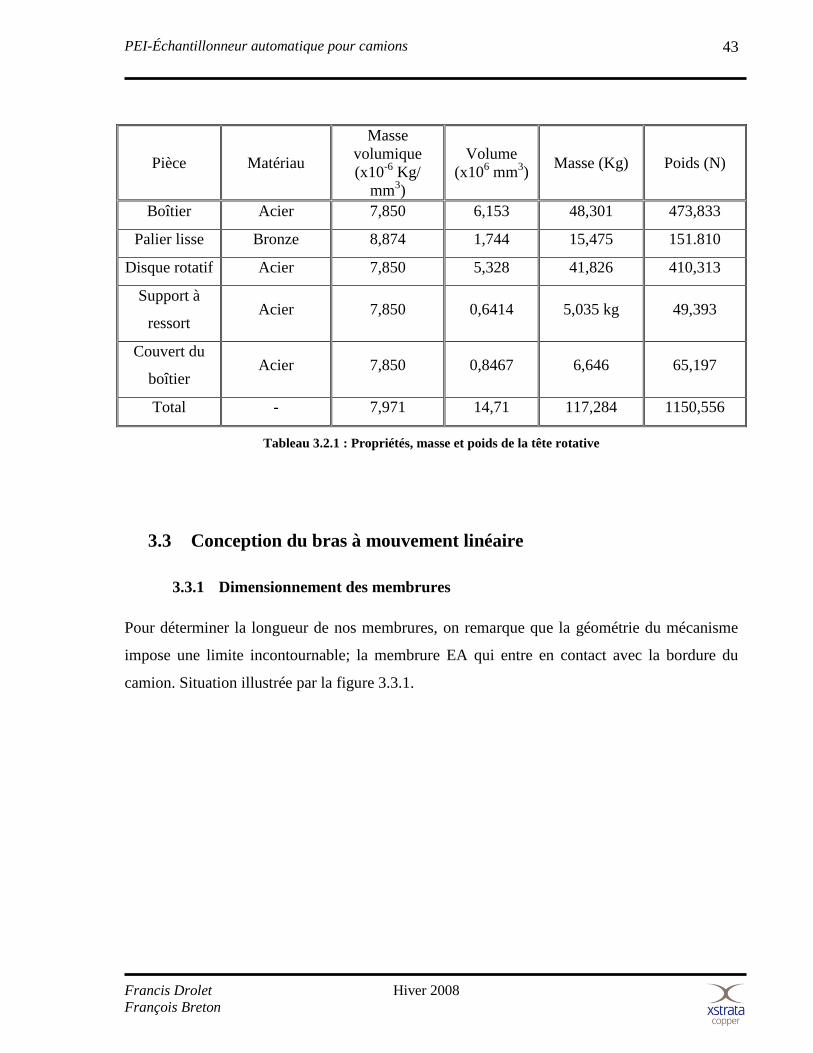
déterminées, il est possible de calculer la masse de chacun. Voici un tableau qui résume les
propriétés, la masse et le poids de la tête excluant le vérin rotatif :
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
43
Pièce Matériau
Masse
volumique
(x10-6
Kg/
mm3)
Volume
(x106 mm
3)
Masse (Kg) Poids (N)
Boîtier Acier 7,850 6,153 48,301 473,833
Palier lisse Bronze 8,874 1,744 15,475 151.810
Disque rotatif Acier 7,850 5,328 41,826 410,313
Support à
ressort Acier 7,850 0,6414 5,035 kg 49,393
Couvert du
boîtier Acier 7,850 0,8467 6,646 65,197
Total - 7,971 14,71 117,284 1150,556
Tableau 3.2.1 : Propriétés, masse et poids de la tête rotative
3.3 Conception du bras à mouvement linéaire
3.3.1 Dimensionnement des membrures
Pour déterminer la longueur de nos membrures, on remarque que la géométrie du mécanisme
impose une limite incontournable; la membrure EA qui entre en contact avec la bordure du
camion. Situation illustrée par la figure 3.3.1.
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
44
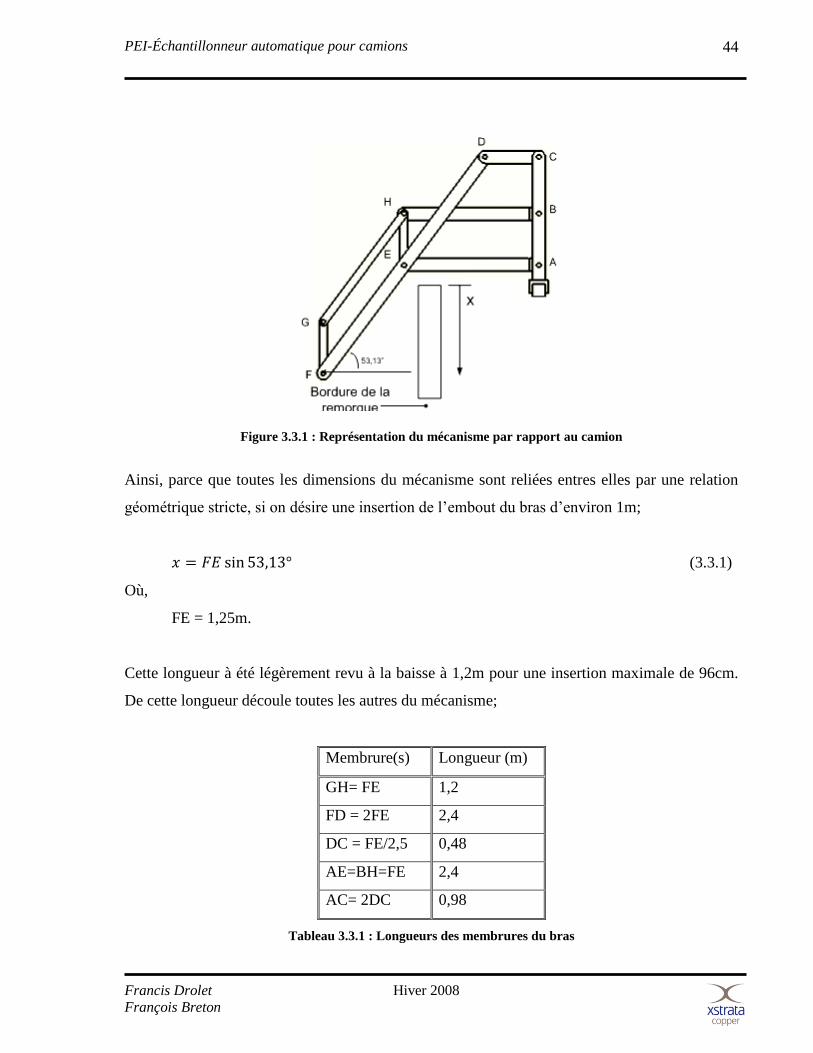
Figure 3.3.1 : Représentation du mécanisme par rapport au camion
Ainsi, parce que toutes les dimensions du mécanisme sont reliées entres elles par une relation
géométrique stricte, si on désire une insertion de l’embout du bras d’environ 1m;
𝑥 = 𝐹𝐸 sin 53,13° (3.3.1)
Où,
FE = 1,25m.
Cette longueur à été légèrement revu à la baisse à 1,2m pour une insertion maximale de 96cm.
De cette longueur découle toutes les autres du mécanisme;
Membrure(s) Longueur (m)
GH= FE 1,2
FD = 2FE 2,4
DC = FE/2,5 0,48
AE=BH=FE 2,4
AC= 2DC 0,98
Tableau 3.3.1 : Longueurs des membrures du bras

PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
45
Tant qu’aux membrures GF=HE=BA, leur dimension a été fixé par le design de la tête rotative
à 31cm.
Maintenant que nous connaissons les longueurs, évaluons la section qui sera requise pour
soutenir la charge. Cette section sera tubulaire-rectangulaire. Ce choix a été prix en fonction de
la grande résistance en flexion, du poids réduit et du coût de fabrication économique.
Quand la membrure 4 (voir figure 3.1.1) devient parallèle à l’horizontale, le bras de levier entre
la charge et le pivot central E est maximal. C’est en cette position que le moment fléchissant
agissant sur 4 est maximal.
P/ 2
53,13°
T3
Fm
T1
F
E
D
T7
Figure 3.3.2 : Répartition des forces sur la membrure 4.
𝑀𝐸 = 0 (3.3.2)
Où,
ME : Moment fléchissant au point E
𝑃
2∗ 𝐹𝐸 = 𝐹𝑚 ∗ 𝐷𝐸 (3.3.3)
𝑃
2= 𝐹𝑚 (3.3.4)
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
46
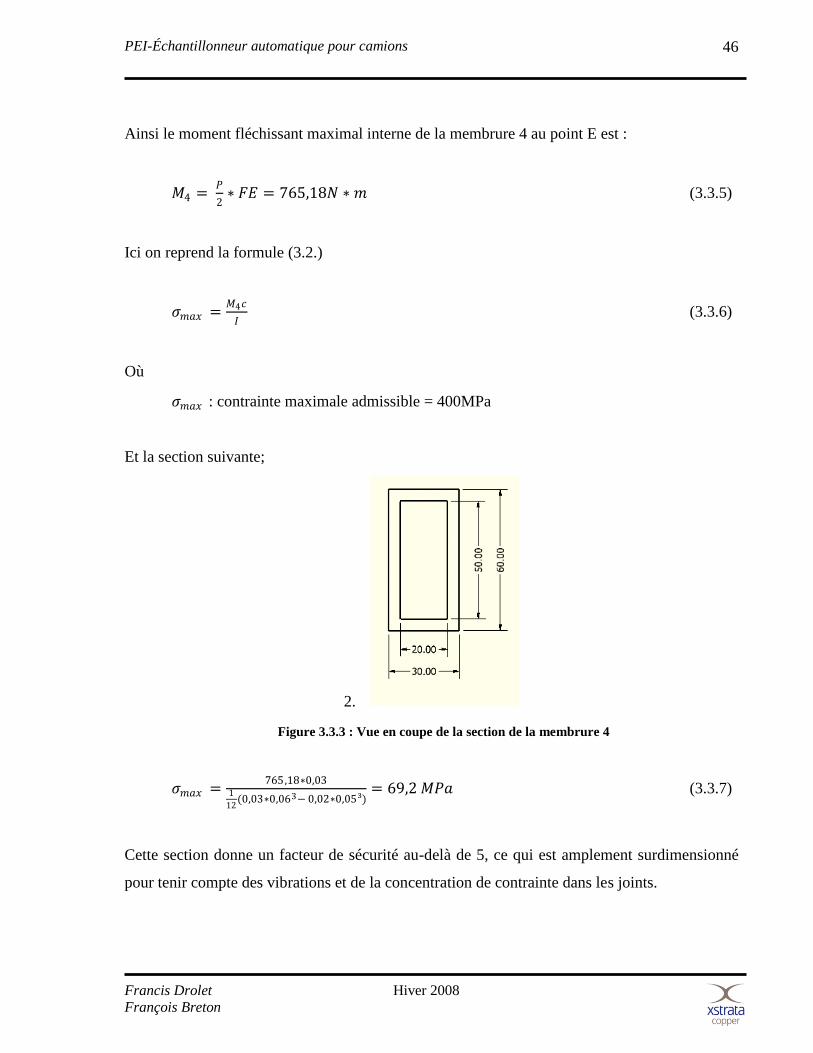
Ainsi le moment fléchissant maximal interne de la membrure 4 au point E est :
𝑀4 = 𝑃
2∗ 𝐹𝐸 = 765,18𝑁 ∗ 𝑚 (3.3.5)
Ici on reprend la formule (3.2.)
𝜍𝑚𝑎𝑥 =𝑀4𝑐
𝐼 (3.3.6)
Où
𝜍𝑚𝑎𝑥 : contrainte maximale admissible = 400MPa
Et la section suivante;
2.
Figure 3.3.3 : Vue en coupe de la section de la membrure 4
𝜍𝑚𝑎𝑥 =765,18∗0,03
1
12(0,03∗0,063− 0,02∗0,05³)
= 69,2 𝑀𝑃𝑎 (3.3.7)
Cette section donne un facteur de sécurité au-delà de 5, ce qui est amplement surdimensionné
pour tenir compte des vibrations et de la concentration de contrainte dans les joints.
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
47
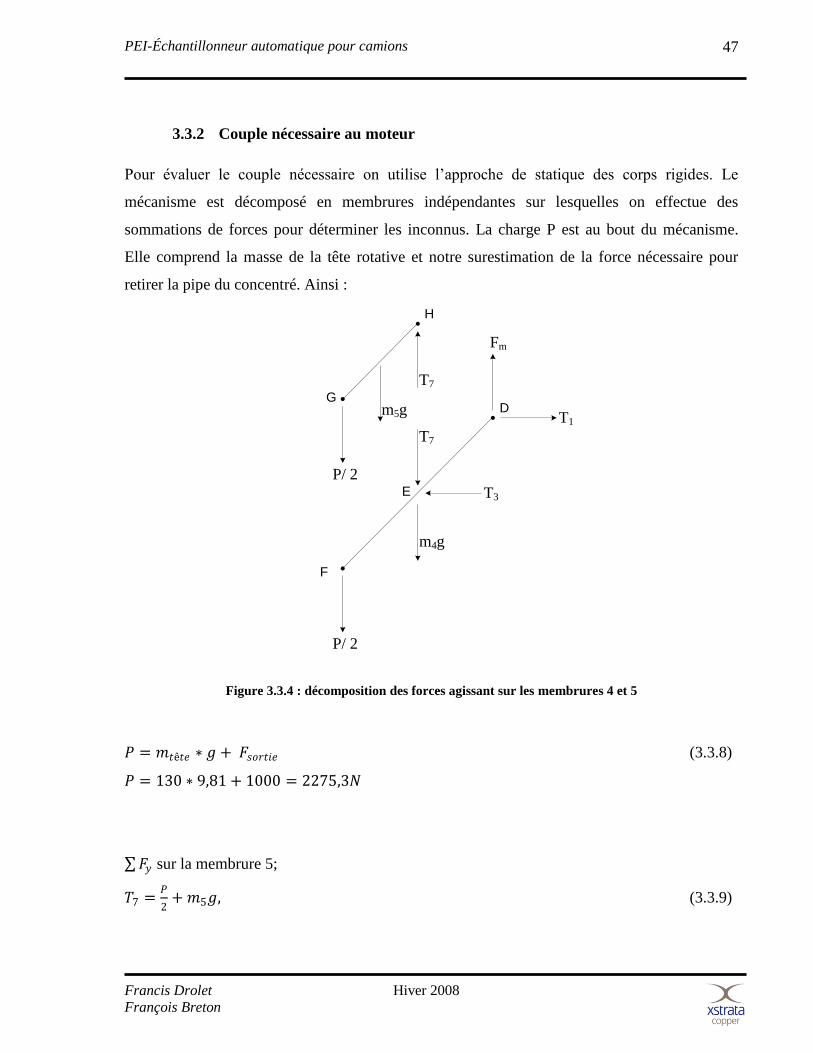
3.3.2 Couple nécessaire au moteur
Pour évaluer le couple nécessaire on utilise l’approche de statique des corps rigides. Le
mécanisme est décomposé en membrures indépendantes sur lesquelles on effectue des
sommations de forces pour déterminer les inconnus. La charge P est au bout du mécanisme.
Elle comprend la masse de la tête rotative et notre surestimation de la force nécessaire pour
retirer la pipe du concentré. Ainsi :
m5g
m4g
P/ 2
P/ 2
T3
T7
T7
T1
Fm
F
E
DG
H
Figure 3.3.4 : décomposition des forces agissant sur les membrures 4 et 5
𝑃 = 𝑚𝑡ê𝑡𝑒 ∗ 𝑔 + 𝐹𝑠𝑜𝑟𝑡𝑖𝑒 (3.3.8)
𝑃 = 130 ∗ 9,81 + 1000 = 2275,3𝑁
𝐹𝑦 sur la membrure 5;
𝑇7 =𝑃
2+ 𝑚5𝑔, (3.3.9)
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
48
Avec la section de la figure 3.3.3;
𝑚5 = 𝜌𝑉 = 7850 ∗ 0,06 ∗ 0,03 − 0,05 ∗ 0,02 ∗ 1,2 = 7,54𝑘𝑔 (3.3.10)
𝑇7 =2275,3
2+ 7,74 ∗ 9,81 = 1213,58𝑁
En rapportant ce résultat à la membrure 4, nous sommes en mesure de trouver tout les inconnus;
𝑀𝐷 = 0; (3.3.11)
𝑃2 ∗ 𝐹𝐷 ∗ cos 53,13° + 𝑚4 ∗ 𝑔 + 𝑇7 ∗ 𝐸𝐷 ∗ cos 53,13°
sin 53,13°= 𝑇3
Avec m4 =2*m5 (3.3.12)
𝑇3 = 3273,15𝑁
𝐹𝑦 sur la membrure 4;
𝐹𝑚 = 𝑃
2+ 𝑚4 ∗ 𝑔 + 𝑇7 (3.3.13)
𝐹𝑚 = 2502,94𝑁
Alors le moment requis pour amorcer la montée est de;
𝑀𝑚𝑜𝑡𝑒𝑢𝑟 =𝐹𝑚
𝐷𝐶=
2502,94
0,48= 5,2 𝑘𝑁 ∗ 𝑚 (3.3.14)
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
49
3.4 Grafcet et schéma hydraulique de la solution
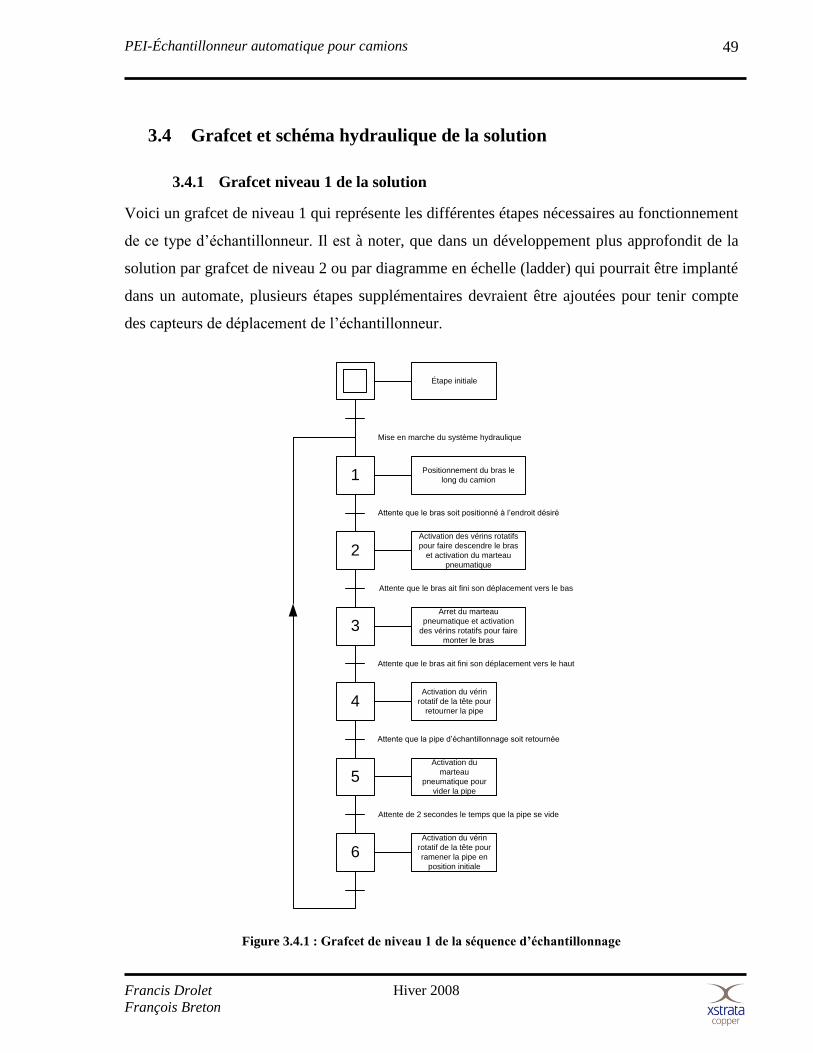
3.4.1 Grafcet niveau 1 de la solution
Voici un grafcet de niveau 1 qui représente les différentes étapes nécessaires au fonctionnement
de ce type d’échantillonneur. Il est à noter, que dans un développement plus approfondit de la
solution par grafcet de niveau 2 ou par diagramme en échelle (ladder) qui pourrait être implanté
dans un automate, plusieurs étapes supplémentaires devraient être ajoutées pour tenir compte
des capteurs de déplacement de l’échantillonneur.
2
Mise en marche du système hydraulique
Activation des vérins rotatifs
pour faire descendre le bras
et activation du marteau
pneumatique
3Arret du marteau
pneumatique et activation
des vérins rotatifs pour faire
monter le bras
Attente que le bras ait fini son déplacement vers le bas
4Activation du vérin
rotatif de la tête pour
retourner la pipe
Attente que le bras ait fini son déplacement vers le haut
5Activation du
marteau
pneumatique pour
vider la pipe
Attente que la pipe d’échantillonnage soit retournée
6Activation du vérin
rotatif de la tête pour
ramener la pipe en
position initiale
Attente de 2 secondes le temps que la pipe se vide
Étape initiale
1 Positionnement du bras le
long du camion
Attente que le bras soit positionné à l’endroit désiré
Figure 3.4.1 : Grafcet de niveau 1 de la séquence d’échantillonnage
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
50
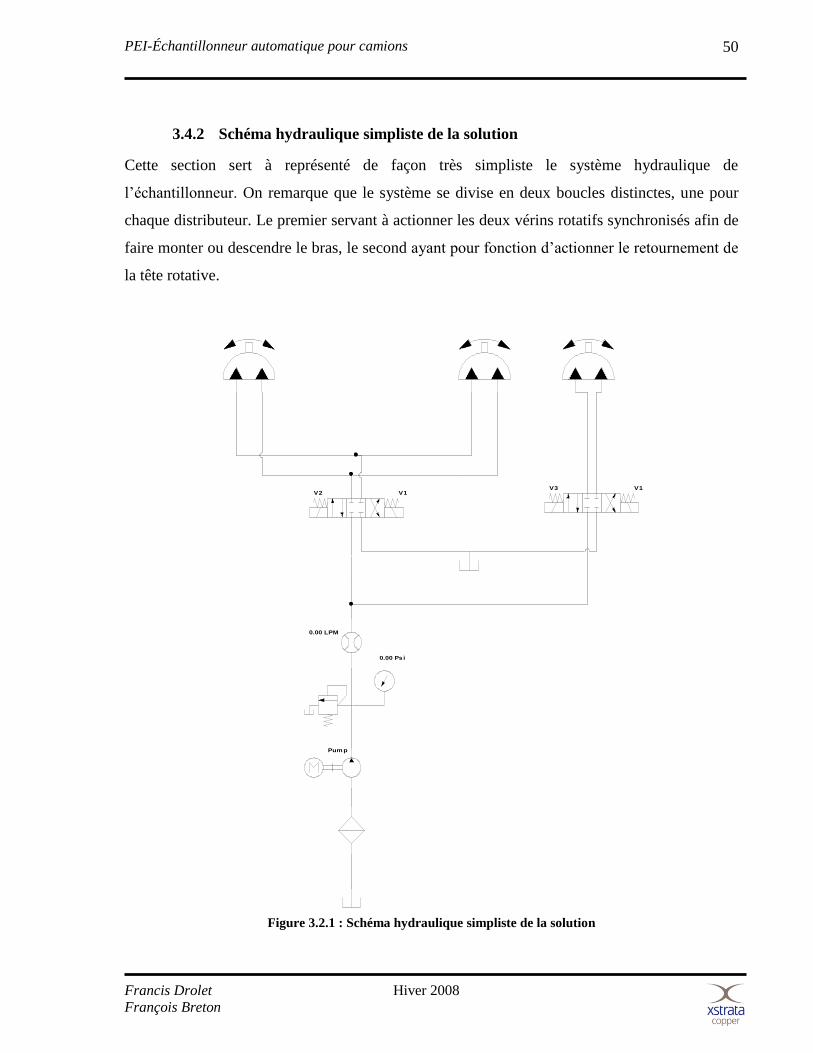
3.4.2 Schéma hydraulique simpliste de la solution
Cette section sert à représenté de façon très simpliste le système hydraulique de
l’échantillonneur. On remarque que le système se divise en deux boucles distinctes, une pour
chaque distributeur. Le premier servant à actionner les deux vérins rotatifs synchronisés afin de
faire monter ou descendre le bras, le second ayant pour fonction d’actionner le retournement de
la tête rotative.
Figure 3.2.1 : Schéma hydraulique simpliste de la solution
0.00 Psi
0.00 LPM
Pum p
V1V2V1V3
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
51
CHAPITRE 4 : CHOIX DES ÉQUIPEMENTS
4.1 Tête rotative
4.1.1 Choix du moteur de la tête rotative
Selon les tables de caractéristiques en régime onctueux, le coefficient de frottement (fm) ne
dépasse pas 0,2. A partir de ce coefficient de frottement, on peu déterminer le couple nécessaire
pour faire pivoter le disque sur lui-même à partir de la relation suivante :
𝐶𝑜𝑢𝑝𝑙𝑒 𝑎𝑢 𝑚𝑜𝑡𝑒𝑢𝑟 = 𝑓𝑚𝑁 ∗ 𝑟 (4.2.1)
Où,
𝑓𝑚 : Le coefficient de frottement
𝑁 : La force normale au palier lisse (le poids du disque et du support à ressort)
𝑟 : Le rayon du disque
À partir de tous ces éléments déjà connus, on trouve un couple nécessaire de 11,49 N-m. Ce
couple est relativement faible donc à peu près n’importe quel vérin rotatif est en mesure de faire
tourner la tête de l’échantillonneur. Par contre, ce vérin doit aussi être en mesure de résister au
couple créé par l’insertion de la pipe dans le concentré. Donc on sélectionnera un vérin rotatif
assez résistant qui est suffisamment petit pour se placer dans l’espace réservé à son installation
soit, 31cm x 31cm.
Le choix du moteur c’est donc porté sur un vérin rotatif à crémaillères qui à les spécifications
suivantes :
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
52
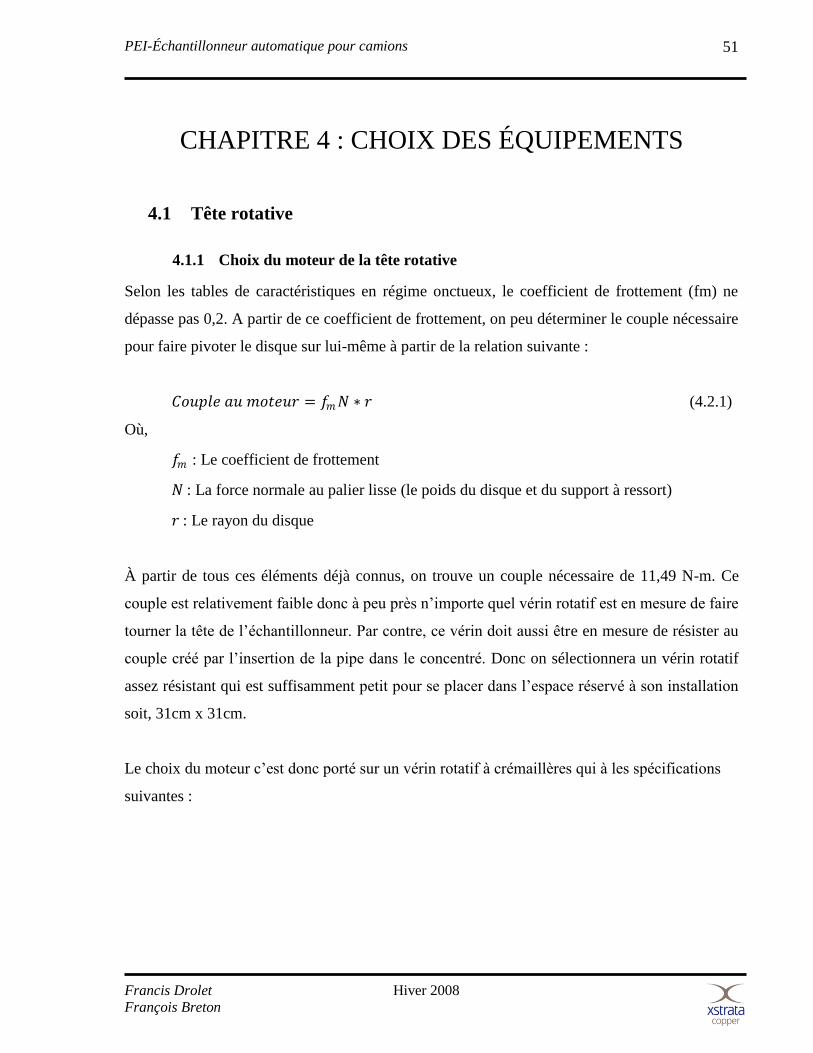
Figure 4.1.1 : Vue en coupe du vérin rotatif choisi
Type de vérin Vérin rotatif à crémaillère double
Marque Flo-Tork
Modèle 7500
Masse 11 Kg
Charge Capacité de charge importante su
l’arbre
Couple développé 847,35 N-m
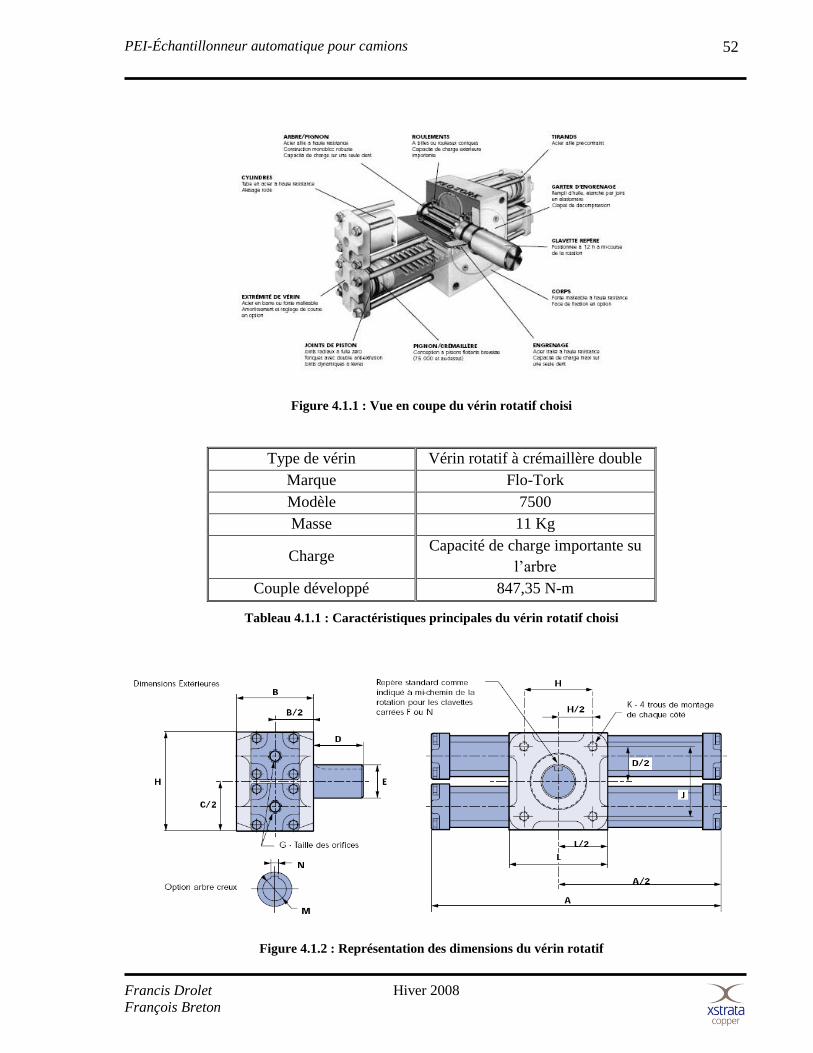
Tableau 4.1.1 : Caractéristiques principales du vérin rotatif choisi
Figure 4.1.2 : Représentation des dimensions du vérin rotatif
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
53
Nb de cylindres
Rotation en degré
A mm
B mm
C mm
D mm
E mm
F in
G in
H mm
J mm
K in L
mm M
mm N
mm
Jeu en
degré
2 180 286 100,08 114,30 47,75 31,75
5/16" x 1-1/2
1/4"NPT opt. SAE
1/2"-20
76,20 92,20
3/8" NC
x5/8"prof
97,03
22,28
4,78
1/4° à
1/2°
Tableau 4.1.2 : Dimensions du vérin rotatif
On choisi une fixation par bride avant afin de fixer le vérin au boitier :
Figure 4.1.3 : Représentation des dimensions de la fixation
F
mm
G
mm
H
mm
J
mm
K
mm
L
mm
184,15
111,25
76,20
146,05
14,22
12,70
Tableau 4.2.2 : Dimensions de la fixation du vérin
On choisi finalement un type d’arbre cannelé pouvant s’emboiter facilement dans le disque à
l’intérieur du boitier.
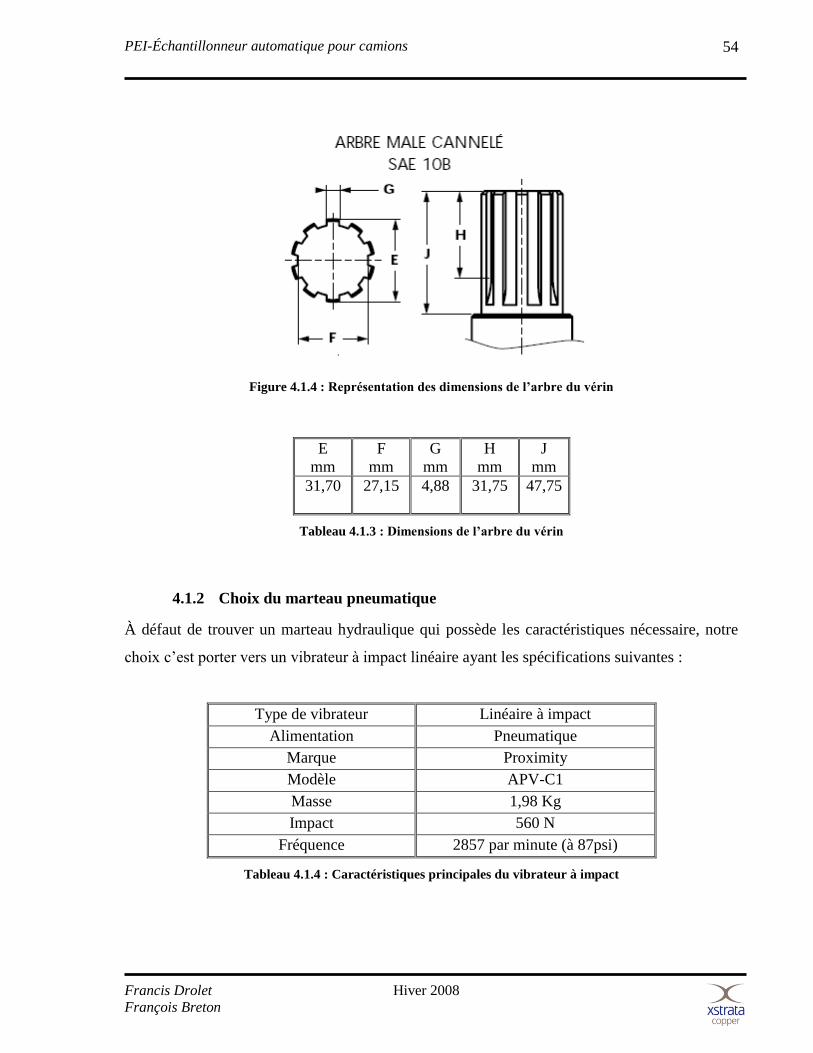
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
54
Figure 4.1.4 : Représentation des dimensions de l’arbre du vérin
E
mm
F
mm
G
mm
H
mm
J
mm
31,70
27,15
4,88
31,75
47,75
Tableau 4.1.3 : Dimensions de l’arbre du vérin
4.1.2 Choix du marteau pneumatique
À défaut de trouver un marteau hydraulique qui possède les caractéristiques nécessaire, notre
choix c’est porter vers un vibrateur à impact linéaire ayant les spécifications suivantes :
Type de vibrateur Linéaire à impact
Alimentation Pneumatique
Marque Proximity
Modèle APV-C1
Masse 1,98 Kg
Impact 560 N
Fréquence 2857 par minute (à 87psi)
Tableau 4.1.4 : Caractéristiques principales du vibrateur à impact
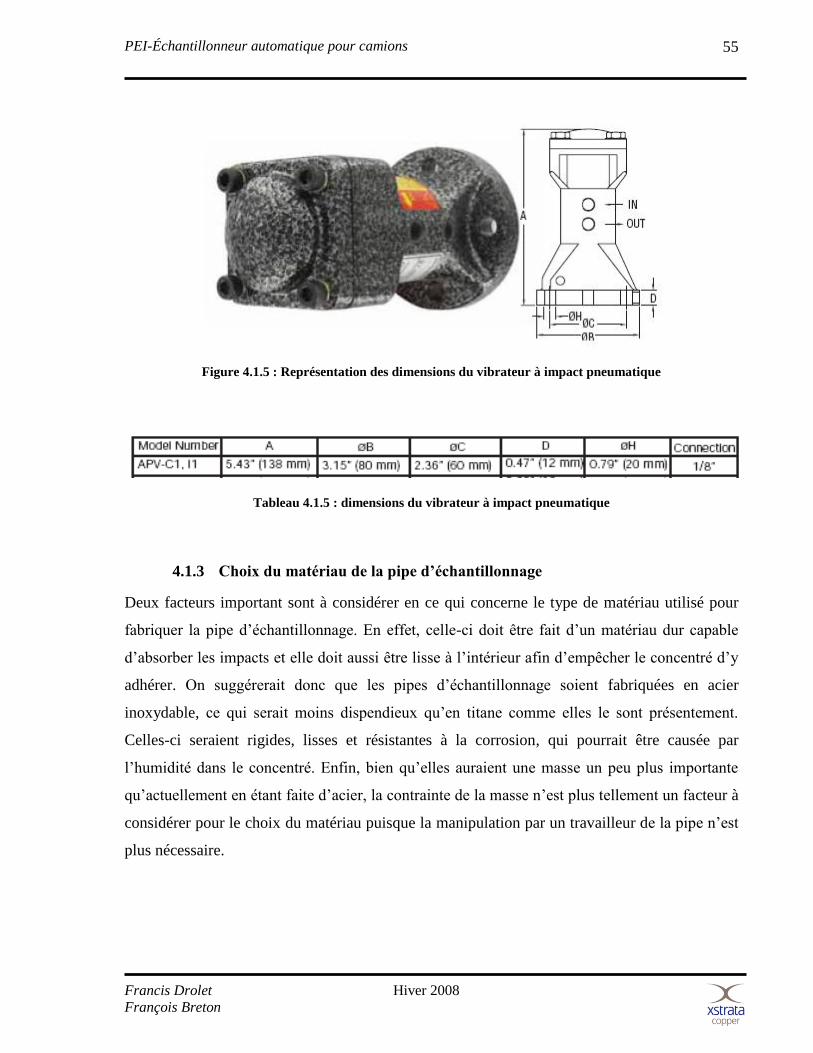
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
55
Figure 4.1.5 : Représentation des dimensions du vibrateur à impact pneumatique
Tableau 4.1.5 : dimensions du vibrateur à impact pneumatique
4.1.3 Choix du matériau de la pipe d’échantillonnage
Deux facteurs important sont à considérer en ce qui concerne le type de matériau utilisé pour
fabriquer la pipe d’échantillonnage. En effet, celle-ci doit être fait d’un matériau dur capable
d’absorber les impacts et elle doit aussi être lisse à l’intérieur afin d’empêcher le concentré d’y
adhérer. On suggérerait donc que les pipes d’échantillonnage soient fabriquées en acier
inoxydable, ce qui serait moins dispendieux qu’en titane comme elles le sont présentement.
Celles-ci seraient rigides, lisses et résistantes à la corrosion, qui pourrait être causée par
l’humidité dans le concentré. Enfin, bien qu’elles auraient une masse un peu plus importante
qu’actuellement en étant faite d’acier, la contrainte de la masse n’est plus tellement un facteur à
considérer pour le choix du matériau puisque la manipulation par un travailleur de la pipe n’est
plus nécessaire.
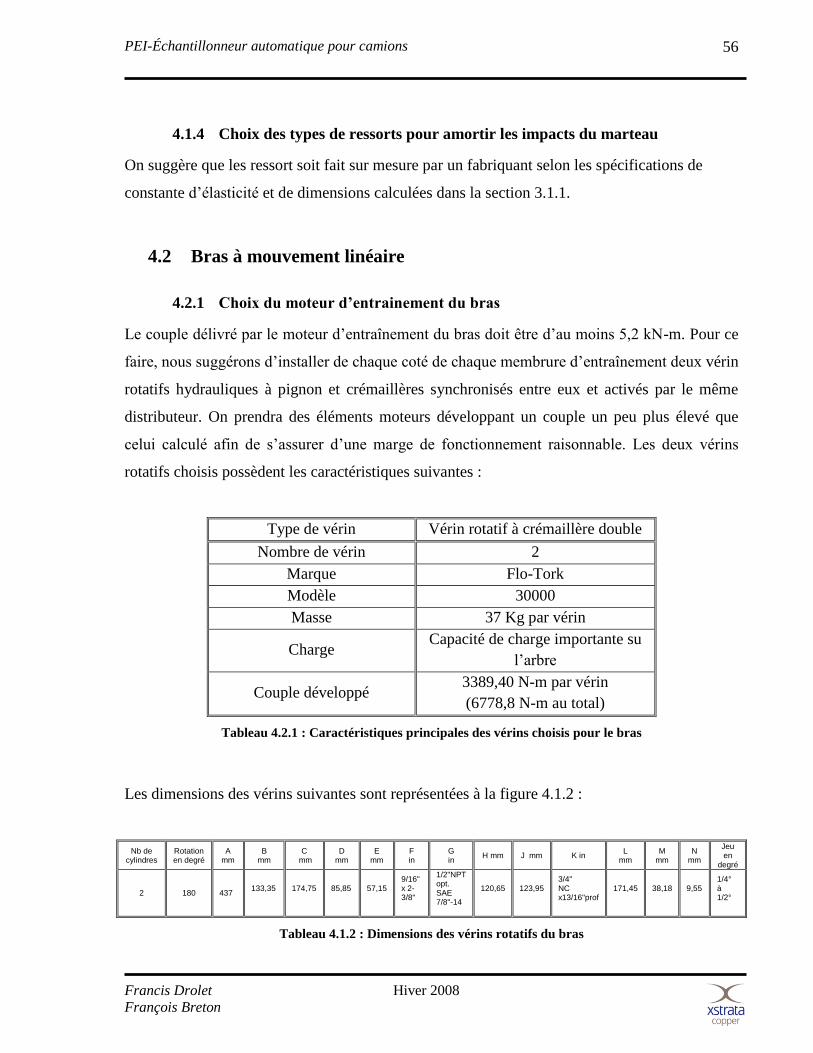
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
56
4.1.4 Choix des types de ressorts pour amortir les impacts du marteau
On suggère que les ressort soit fait sur mesure par un fabriquant selon les spécifications de
constante d’élasticité et de dimensions calculées dans la section 3.1.1.
4.2 Bras à mouvement linéaire
4.2.1 Choix du moteur d’entrainement du bras
Le couple délivré par le moteur d’entraînement du bras doit être d’au moins 5,2 kN-m. Pour ce
faire, nous suggérons d’installer de chaque coté de chaque membrure d’entraînement deux vérin
rotatifs hydrauliques à pignon et crémaillères synchronisés entre eux et activés par le même
distributeur. On prendra des éléments moteurs développant un couple un peu plus élevé que
celui calculé afin de s’assurer d’une marge de fonctionnement raisonnable. Les deux vérins
rotatifs choisis possèdent les caractéristiques suivantes :
Type de vérin Vérin rotatif à crémaillère double
Nombre de vérin 2
Marque Flo-Tork
Modèle 30000
Masse 37 Kg par vérin
Charge Capacité de charge importante su
l’arbre
Couple développé 3389,40 N-m par vérin
(6778,8 N-m au total)
Tableau 4.2.1 : Caractéristiques principales des vérins choisis pour le bras
Les dimensions des vérins suivantes sont représentées à la figure 4.1.2 :
Nb de
cylindres Rotation en degré
A mm
B mm
C mm
D mm
E mm
F in
G in
H mm J mm K in L
mm M
mm N
mm
Jeu en
degré
2 180 437 133,35
174,75
85,85
57,15
9/16" x 2-3/8"
1/2"NPT opt. SAE 7/8"-14
120,65
123,95
3/4" NC x13/16"prof
171,45
38,18
9,55
1/4° à 1/2°
Tableau 4.1.2 : Dimensions des vérins rotatifs du bras
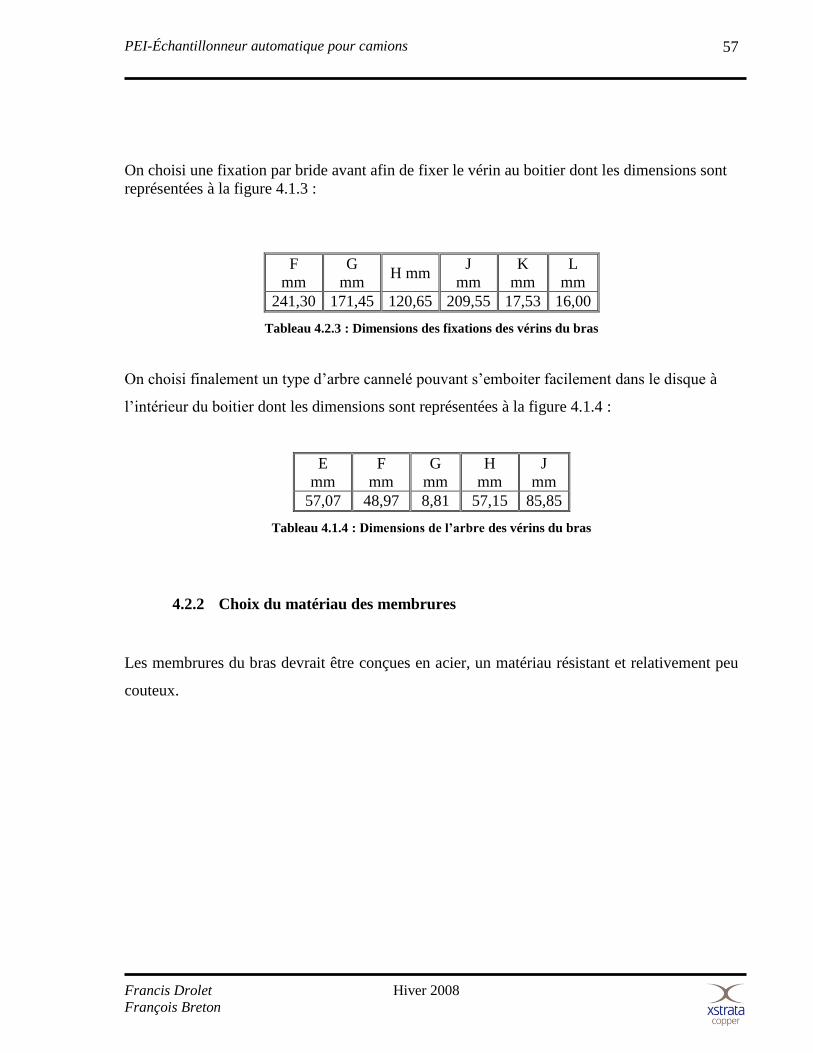
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
57
On choisi une fixation par bride avant afin de fixer le vérin au boitier dont les dimensions sont
représentées à la figure 4.1.3 :
F
mm
G
mm H mm
J
mm
K
mm
L
mm
241,30 171,45 120,65 209,55 17,53 16,00
Tableau 4.2.3 : Dimensions des fixations des vérins du bras
On choisi finalement un type d’arbre cannelé pouvant s’emboiter facilement dans le disque à
l’intérieur du boitier dont les dimensions sont représentées à la figure 4.1.4 :
E
mm
F
mm
G
mm
H
mm
J
mm
57,07 48,97 8,81 57,15 85,85
Tableau 4.1.4 : Dimensions de l’arbre des vérins du bras
4.2.2 Choix du matériau des membrures
Les membrures du bras devrait être conçues en acier, un matériau résistant et relativement peu
couteux.
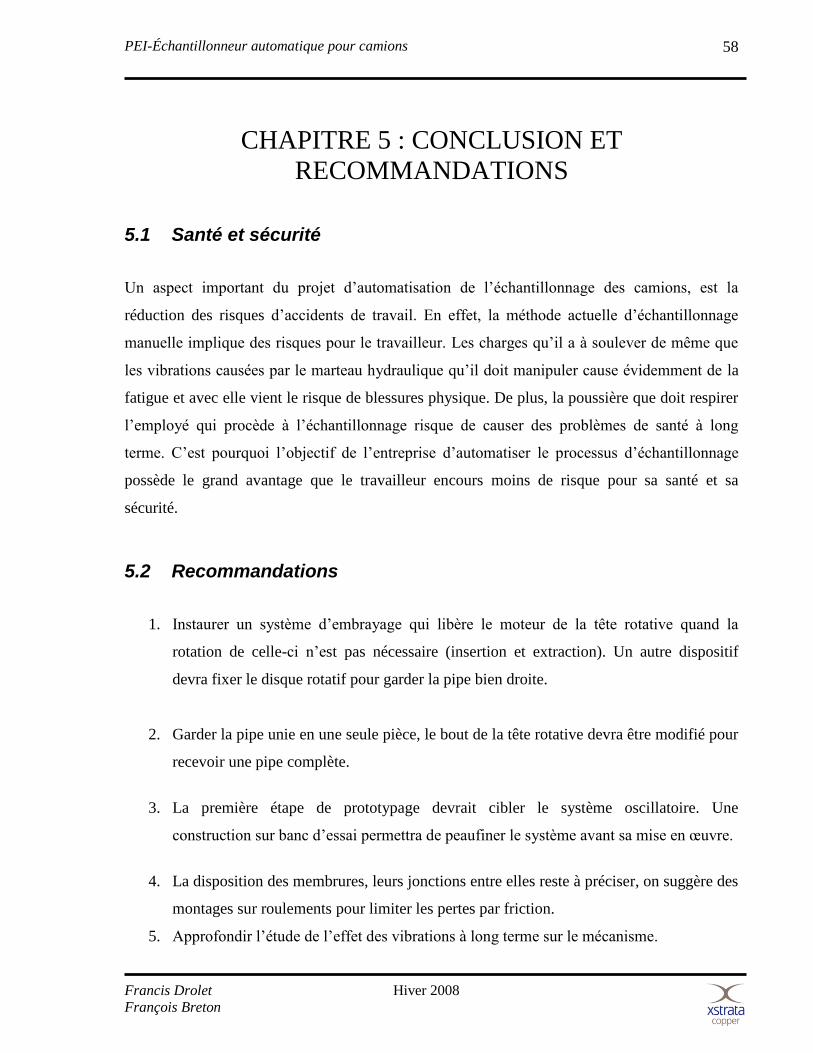
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
58
CHAPITRE 5 : CONCLUSION ET
RECOMMANDATIONS
5.1 Santé et sécurité
Un aspect important du projet d’automatisation de l’échantillonnage des camions, est la
réduction des risques d’accidents de travail. En effet, la méthode actuelle d’échantillonnage
manuelle implique des risques pour le travailleur. Les charges qu’il a à soulever de même que
les vibrations causées par le marteau hydraulique qu’il doit manipuler cause évidemment de la
fatigue et avec elle vient le risque de blessures physique. De plus, la poussière que doit respirer
l’employé qui procède à l’échantillonnage risque de causer des problèmes de santé à long
terme. C’est pourquoi l’objectif de l’entreprise d’automatiser le processus d’échantillonnage
possède le grand avantage que le travailleur encours moins de risque pour sa santé et sa
sécurité.
5.2 Recommandations
1. Instaurer un système d’embrayage qui libère le moteur de la tête rotative quand la
rotation de celle-ci n’est pas nécessaire (insertion et extraction). Un autre dispositif
devra fixer le disque rotatif pour garder la pipe bien droite.
2. Garder la pipe unie en une seule pièce, le bout de la tête rotative devra être modifié pour
recevoir une pipe complète.
3. La première étape de prototypage devrait cibler le système oscillatoire. Une
construction sur banc d’essai permettra de peaufiner le système avant sa mise en œuvre.
4. La disposition des membrures, leurs jonctions entre elles reste à préciser, on suggère des
montages sur roulements pour limiter les pertes par friction.
5. Approfondir l’étude de l’effet des vibrations à long terme sur le mécanisme.
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
59
5.3 Conclusion
Après de multiples heures de travail, nous sommes très satisfaits d’avoir présenté une solution
qui répond à toutes les exigences du projet. Toutefois, il reste encore beaucoup de vérifications
et calculs à faire avant de donner le feu vert à cette solution.
Comme première expérience concrète de réalisation en entreprise, nous avons trouvé que le défi
était de taille. Heureusement, suite à notre rencontre de mi-projet, il a été décidé avec le client
de se limiter à la prise d’un échantillon. Alors qu’au commencement, c’était l’automatisation
complète de tout le procédé qui était prévu.
Le projet nous a permit de mettre en application la théorie sur les mécanismes, la résistance des
matériaux et la gestion de projet que nous avons apprise au cours des 3 dernières années. Grâce
à ce contact avec l’industrie, c’est avec enthousiasme que nous allons poursuivre notre
formation, car l’aventure fût stimulante et nous confirme que nous étudions dans le bon
domaine.
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
60
BIBLIOGRAPHIE Livres :
ÉNÉ, Marin, La dynamique des mécanismes complexes, Les Éditions Granada, Rouyn-
Noranda, 2005.
DROUIN, Gilbert, Éléments de machines, Éditions de l’école polytechnique de Montréal,
deuxième édition revue et augmentée, 1986.
BAZERGUI André, Résistance des matériaux, presses internationales polytechnique,
troisième édition, 2002.
Meriam, J.L.; KRAIGE, L.G.; Engineering Mechanics Dynamics SI Version, 5e édition,
Édition John Wiley & Sons Inc, 2003.
UQAT, Module des sciences appliquées; Directives de projets, 2008
Sites Web :
Xstrata, http://www.xstrata.com, Consulté le : 2008-01-07
Heath and Sherwood, http://www.heathandsherwood64.com/news.html#TruckSampler,
consulté le 2008-01-07
Wikipedia, http://www.wikipedia.com, consulté le 2008-01-07
3Dcontent central, http://www.3dcontentcentral.com/default.aspx,2008-01-20
Distributeur de vérins rotatifs, http://www.bibus.ro/cataloage/catalog_eckart.pdf, Consulté
le : 2008-02-10
Global specs, http://www.globalspec.com, Consulté le : 2008-02-11
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
61
ANNEXES
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
62
ANNEXE A : Procédures de la station d’échantillonnage
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
87
ANNEXE B : Plans et photos de la station d’échantillonnage pour camions

PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
88

PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
89

PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
90

PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
91

PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
92
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
93
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
94

PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
95

PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
96
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
97

PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
98

PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
99

PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
100
PEI-Échantillonneur automatique pour camions
Francis Drolet Hiver 2008
François Breton
106
ANNEXE C : Plans de l’échantillonneur automatique pour wagons

PEI-Échantillonneur automatique pour camions 112
Francis Drolet Hiver 2008
François Breton
ANNEXE D : Script Matlab
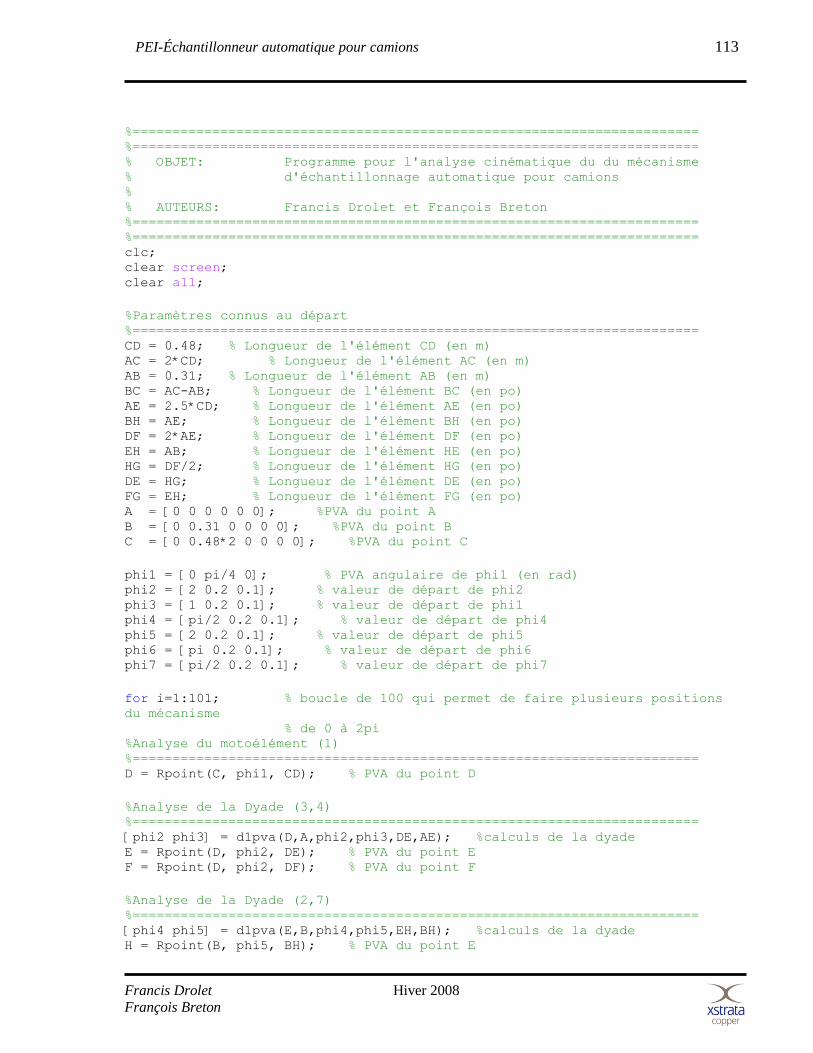
PEI-Échantillonneur automatique pour camions 113
Francis Drolet Hiver 2008
François Breton
%======================================================================= %======================================================================= % OBJET: Programme pour l'analyse cinématique du du mécanisme % d'échantillonnage automatique pour camions % % AUTEURS: Francis Drolet et François Breton %======================================================================= %======================================================================= clc; clear screen; clear all;
%Paramètres connus au départ %======================================================================= CD = 0.48; % Longueur de l'élément CD (en m) AC = 2*CD; % Longueur de l'élément AC (en m) AB = 0.31; % Longueur de l'élément AB (en m) BC = AC-AB; % Longueur de l'élément BC (en po) AE = 2.5*CD; % Longueur de l'élément AE (en po) BH = AE; % Longueur de l'élément BH (en po) DF = 2*AE; % Longueur de l'élément DF (en po) EH = AB; % Longueur de l'élément HE (en po) HG = DF/2; % Longueur de l'élément HG (en po) DE = HG; % Longueur de l'élément DE (en po) FG = EH; % Longueur de l'élément FG (en po) A = [0 0 0 0 0 0]; %PVA du point A B = [0 0.31 0 0 0 0]; %PVA du point B C = [0 0.48*2 0 0 0 0]; %PVA du point C
phi1 = [0 pi/4 0]; % PVA angulaire de phi1 (en rad) phi2 = [2 0.2 0.1]; % valeur de départ de phi2 phi3 = [1 0.2 0.1]; % valeur de départ de phi1 phi4 = [pi/2 0.2 0.1]; % valeur de départ de phi4 phi5 = [2 0.2 0.1]; % valeur de départ de phi5 phi6 = [pi 0.2 0.1]; % valeur de départ de phi6 phi7 = [pi/2 0.2 0.1]; % valeur de départ de phi7
for i=1:101; % boucle de 100 qui permet de faire plusieurs positions
du mécanisme % de 0 à 2pi %Analyse du motoélément (1) %======================================================================= D = Rpoint(C, phi1, CD); % PVA du point D
%Analyse de la Dyade (3,4) %======================================================================= [phi2 phi3] = d1pva(D,A,phi2,phi3,DE,AE); %calculs de la dyade E = Rpoint(D, phi2, DE); % PVA du point E F = Rpoint(D, phi2, DF); % PVA du point F
%Analyse de la Dyade (2,7) %======================================================================= [phi4 phi5] = d1pva(E,B,phi4,phi5,EH,BH); %calculs de la dyade H = Rpoint(B, phi5, BH); % PVA du point E
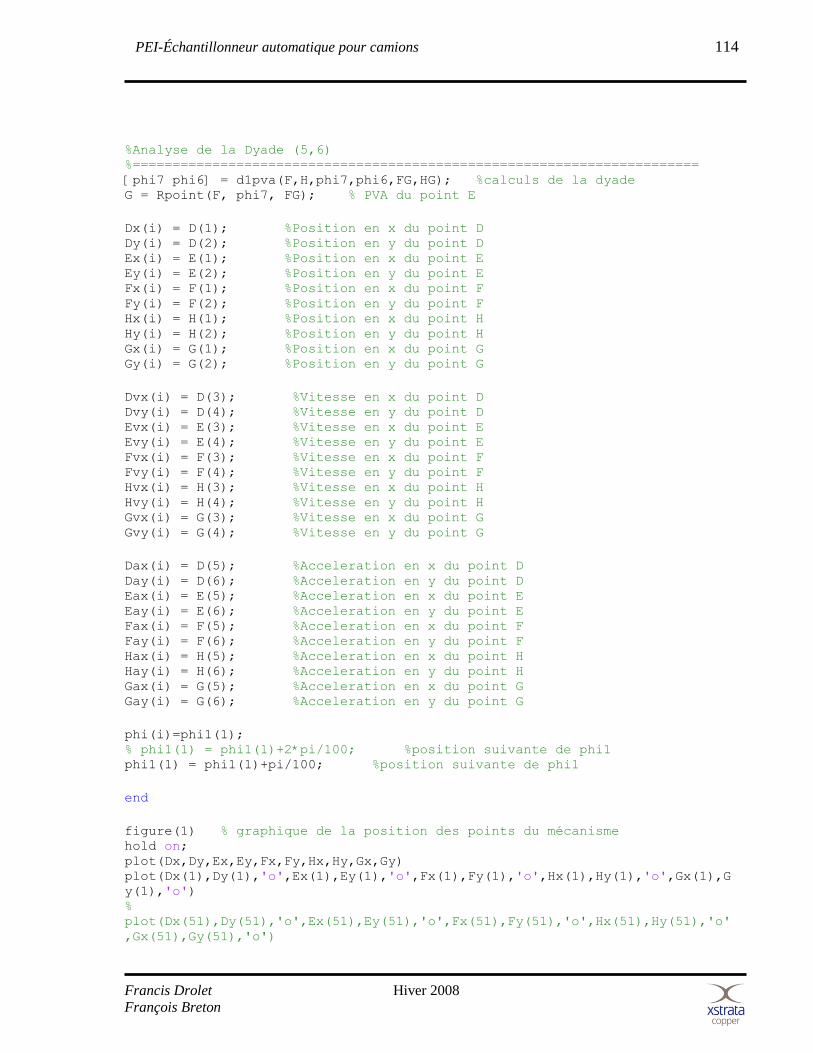
PEI-Échantillonneur automatique pour camions 114
Francis Drolet Hiver 2008
François Breton
%Analyse de la Dyade (5,6) %======================================================================= [phi7 phi6] = d1pva(F,H,phi7,phi6,FG,HG); %calculs de la dyade G = Rpoint(F, phi7, FG); % PVA du point E
Dx(i) = D(1); %Position en x du point D Dy(i) = D(2); %Position en y du point D Ex(i) = E(1); %Position en x du point E Ey(i) = E(2); %Position en y du point E Fx(i) = F(1); %Position en x du point F Fy(i) = F(2); %Position en y du point F Hx(i) = H(1); %Position en x du point H Hy(i) = H(2); %Position en y du point H Gx(i) = G(1); %Position en x du point G Gy(i) = G(2); %Position en y du point G
Dvx(i) = D(3); %Vitesse en x du point D Dvy(i) = D(4); %Vitesse en y du point D Evx(i) = E(3); %Vitesse en x du point E Evy(i) = E(4); %Vitesse en y du point E Fvx(i) = F(3); %Vitesse en x du point F Fvy(i) = F(4); %Vitesse en y du point F Hvx(i) = H(3); %Vitesse en x du point H Hvy(i) = H(4); %Vitesse en y du point H Gvx(i) = G(3); %Vitesse en x du point G Gvy(i) = G(4); %Vitesse en y du point G
Dax(i) = D(5); %Acceleration en x du point D Day(i) = D(6); %Acceleration en y du point D Eax(i) = E(5); %Acceleration en x du point E Eay(i) = E(6); %Acceleration en y du point E Fax(i) = F(5); %Acceleration en x du point F Fay(i) = F(6); %Acceleration en y du point F Hax(i) = H(5); %Acceleration en x du point H Hay(i) = H(6); %Acceleration en y du point H Gax(i) = G(5); %Acceleration en x du point G Gay(i) = G(6); %Acceleration en y du point G
phi(i)=phi1(1); % phi1(1) = phi1(1)+2*pi/100; %position suivante de phi1 phi1(1) = phi1(1)+pi/100; %position suivante de phi1
end
figure(1) % graphique de la position des points du mécanisme hold on; plot(Dx,Dy,Ex,Ey,Fx,Fy,Hx,Hy,Gx,Gy) plot(Dx(1),Dy(1),'o',Ex(1),Ey(1),'o',Fx(1),Fy(1),'o',Hx(1),Hy(1),'o',Gx(1),G
y(1),'o') %
plot(Dx(51),Dy(51),'o',Ex(51),Ey(51),'o',Fx(51),Fy(51),'o',Hx(51),Hy(51),'o'
,Gx(51),Gy(51),'o')
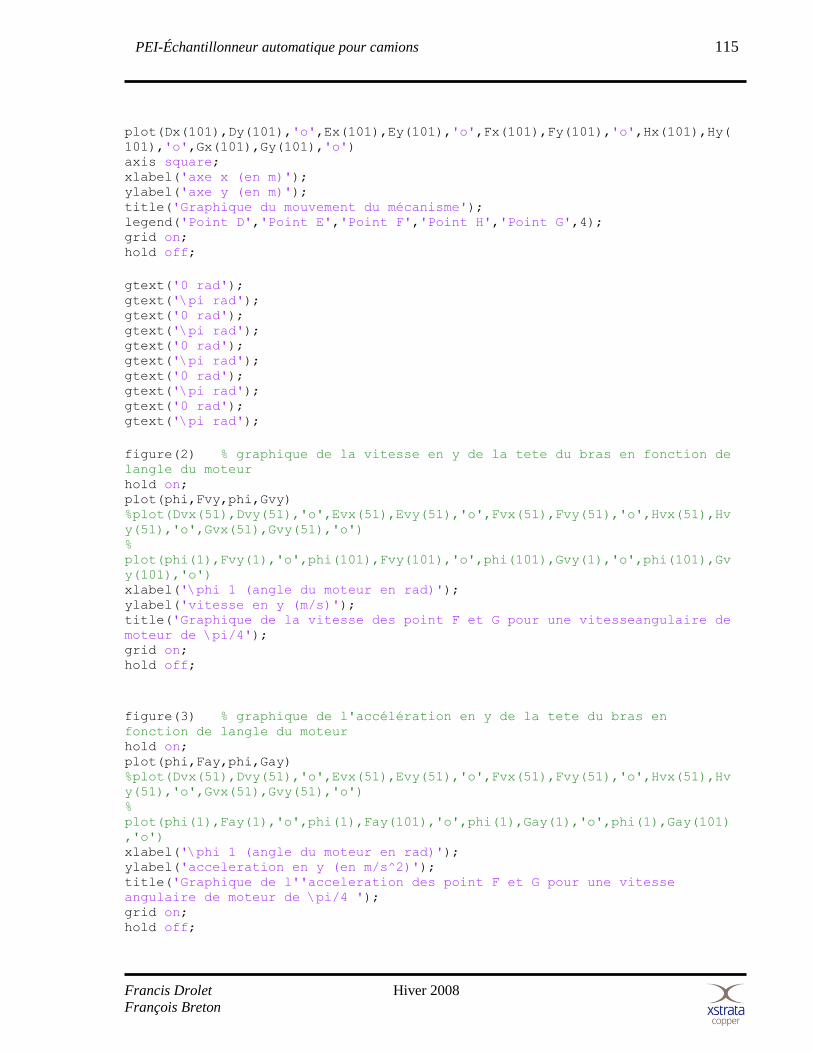
PEI-Échantillonneur automatique pour camions 115
Francis Drolet Hiver 2008
François Breton
plot(Dx(101),Dy(101),'o',Ex(101),Ey(101),'o',Fx(101),Fy(101),'o',Hx(101),Hy(
101),'o',Gx(101),Gy(101),'o') axis square; xlabel('axe x (en m)'); ylabel('axe y (en m)'); title('Graphique du mouvement du mécanisme'); legend('Point D','Point E','Point F','Point H','Point G',4); grid on; hold off;
gtext('0 rad'); gtext('\pi rad'); gtext('0 rad'); gtext('\pi rad'); gtext('0 rad'); gtext('\pi rad'); gtext('0 rad'); gtext('\pi rad'); gtext('0 rad'); gtext('\pi rad');
figure(2) % graphique de la vitesse en y de la tete du bras en fonction de
langle du moteur hold on; plot(phi,Fvy,phi,Gvy) %plot(Dvx(51),Dvy(51),'o',Evx(51),Evy(51),'o',Fvx(51),Fvy(51),'o',Hvx(51),Hv
y(51),'o',Gvx(51),Gvy(51),'o') %
plot(phi(1),Fvy(1),'o',phi(101),Fvy(101),'o',phi(101),Gvy(1),'o',phi(101),Gv
y(101),'o') xlabel('\phi 1 (angle du moteur en rad)'); ylabel('vitesse en y (m/s)'); title('Graphique de la vitesse des point F et G pour une vitesseangulaire de
moteur de \pi/4'); grid on; hold off;
figure(3) % graphique de l'accélération en y de la tete du bras en
fonction de langle du moteur hold on; plot(phi,Fay,phi,Gay) %plot(Dvx(51),Dvy(51),'o',Evx(51),Evy(51),'o',Fvx(51),Fvy(51),'o',Hvx(51),Hv
y(51),'o',Gvx(51),Gvy(51),'o') %
plot(phi(1),Fay(1),'o',phi(1),Fay(101),'o',phi(1),Gay(1),'o',phi(1),Gay(101)
,'o') xlabel('\phi 1 (angle du moteur en rad)'); ylabel('acceleration en y (en m/s^2)'); title('Graphique de l''acceleration des point F et G pour une vitesse
angulaire de moteur de \pi/4 '); grid on; hold off;
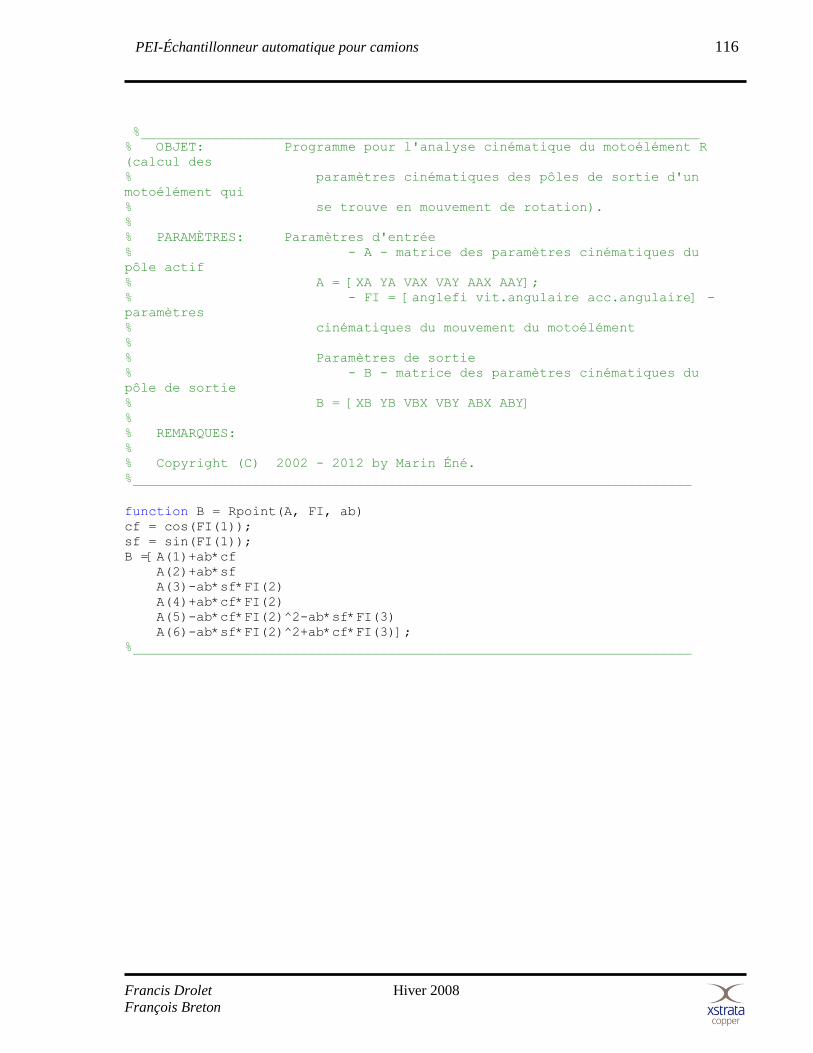
PEI-Échantillonneur automatique pour camions 116
Francis Drolet Hiver 2008
François Breton
%______________________________________________________________________ % OBJET: Programme pour l'analyse cinématique du motoélément R
(calcul des % paramètres cinématiques des pôles de sortie d'un
motoélément qui % se trouve en mouvement de rotation). % % PARAMÈTRES: Paramètres d'entrée % - A - matrice des paramètres cinématiques du
pôle actif % A = [XA YA VAX VAY AAX AAY]; % - FI = [anglefi vit.angulaire acc.angulaire] -
paramètres % cinématiques du mouvement du motoélément % % Paramètres de sortie % - B - matrice des paramètres cinématiques du
pôle de sortie % B = [XB YB VBX VBY ABX ABY] % % REMARQUES: % % Copyright (C) 2002 - 2012 by Marin Éné. %______________________________________________________________________
function B = Rpoint(A, FI, ab) cf = cos(FI(1)); sf = sin(FI(1)); B =[A(1)+ab*cf A(2)+ab*sf A(3)-ab*sf*FI(2) A(4)+ab*cf*FI(2) A(5)-ab*cf*FI(2)^2-ab*sf*FI(3) A(6)-ab*sf*FI(2)^2+ab*cf*FI(3)]; %______________________________________________________________________
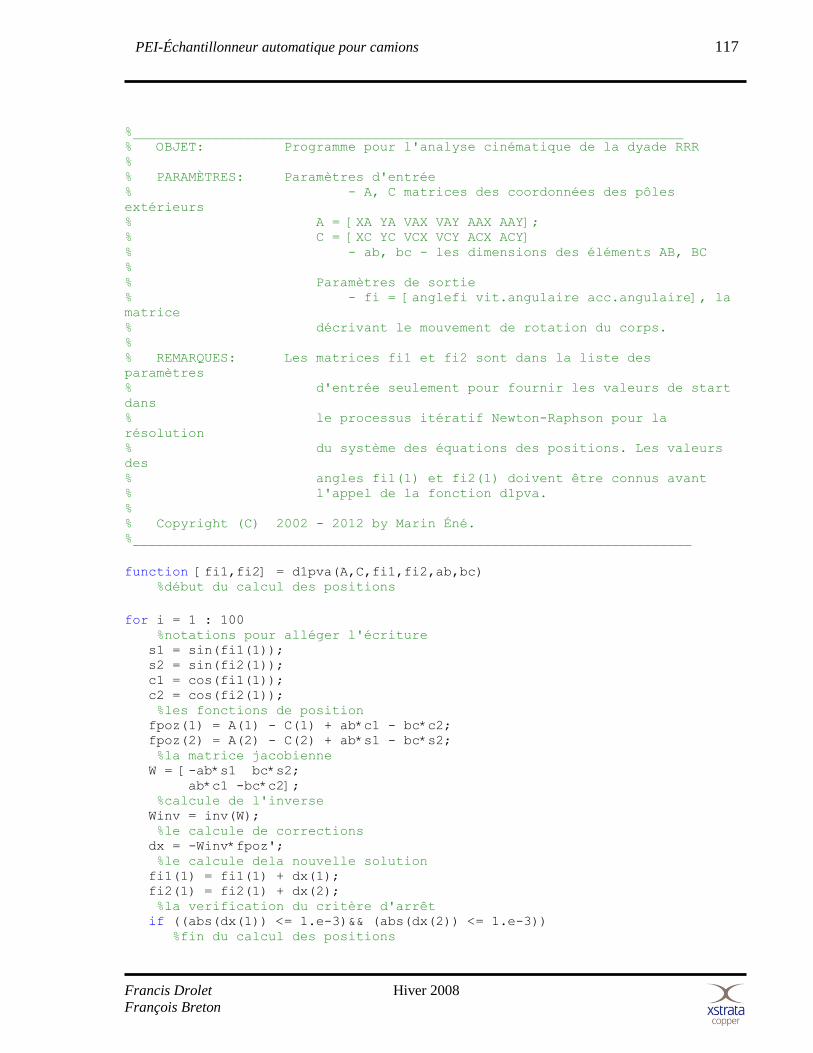
PEI-Échantillonneur automatique pour camions 117
Francis Drolet Hiver 2008
François Breton
%_____________________________________________________________________ % OBJET: Programme pour l'analyse cinématique de la dyade RRR % % PARAMÈTRES: Paramètres d'entrée % - A, C matrices des coordonnées des pôles
extérieurs % A = [XA YA VAX VAY AAX AAY]; % C = [XC YC VCX VCY ACX ACY] % - ab, bc - les dimensions des éléments AB, BC % % Paramètres de sortie % - fi = [anglefi vit.angulaire acc.angulaire], la
matrice % décrivant le mouvement de rotation du corps. % % REMARQUES: Les matrices fi1 et fi2 sont dans la liste des
paramètres % d'entrée seulement pour fournir les valeurs de start
dans % le processus itératif Newton-Raphson pour la
résolution % du système des équations des positions. Les valeurs
des % angles fi1(1) et fi2(1) doivent être connus avant % l'appel de la fonction d1pva. % % Copyright (C) 2002 - 2012 by Marin Éné. %______________________________________________________________________
function [fi1,fi2] = d1pva(A,C,fi1,fi2,ab,bc) %début du calcul des positions
for i = 1 : 100 %notations pour alléger l'écriture s1 = sin(fi1(1)); s2 = sin(fi2(1)); c1 = cos(fi1(1)); c2 = cos(fi2(1)); %les fonctions de position fpoz(1) = A(1) - C(1) + ab*c1 - bc*c2; fpoz(2) = A(2) - C(2) + ab*s1 - bc*s2; %la matrice jacobienne W = [-ab*s1 bc*s2; ab*c1 -bc*c2]; %calcule de l'inverse Winv = inv(W); %le calcule de corrections dx = -Winv*fpoz'; %le calcule dela nouvelle solution fi1(1) = fi1(1) + dx(1); fi2(1) = fi2(1) + dx(2); %la verification du critère d'arrêt if ((abs(dx(1)) <= 1.e-3)&& (abs(dx(2)) <= 1.e-3)) %fin du calcul des positions
PEI-Échantillonneur automatique pour camions 118
Francis Drolet Hiver 2008
François Breton
% %début du calcul des vitesses %la matrice [C(3)-A(3) C(4)-A(4)] est le terme libre %dans les équations de vitesses f2 = Winv*[C(3)-A(3) C(4)-A(4)]'; fi1(2) = f2(1); fi2(2) = f2(2); %fin du calcul des vitesses % %début du calcul des accélérations %la matrice [C(5)-A(5) C(6)-A(6)]'-WP*[fi1(2) fi2(2)] est %le terme libre dans les équations d'accélération WP = [-ab*c1*fi1(2) bc*c2*fi2(2); -ab*s1*fi1(2) bc*s2*fi2(2)]; f3 = Winv*([C(5)-A(5) C(6)-A(6)]'-WP*[fi1(2) fi2(2)]'); fi1(3) = f3(1); fi2(3) = f3(2); %fin du calcul des accélérations return end end error('Non convergence dans d1pva (RRR)'); return
PEI-Échantillonneur automatique pour camions 119
Francis Drolet Hiver 2008
François Breton
ANNEXE E : Fiches techniques
PEI-Échantillonneur automatique pour camions 131
Francis Drolet Hiver 2008
François Breton
ANNEXE F : Dessins Inventor










![MODULE DES SCIENCES APPLIQUÉES - Bibliothèque …bibliotheque.uqat.ca/documents/rapportsa/95.pdf · Test No. 2– Application de la charge vers l’arrière [NSVAC 207 1(a)i(B)]](https://img.pdfslide.fr/doc/110x75/5b396e007f8b9abd438e5a12/module-des-sciences-appliquees-bibliotheque-test-no-2-application-de.jpg)


















