Embed Size (px)
Citation preview
Juin 2016
République Algérienne Démocratique et Populaire
Ministère de l’Enseignement Supérieur et de la Recherche Scientifique
ECOLE NATIONALE SUPERIEURE DES MINES ET METALLURGIE
ENSMM-Annaba -
Département Science et Génie des Matériaux
Mémoire de fin d’études
INGENIEUR
Présenté(e) par : - LATRECHE MOHAMED - BOUDJOGHRA ABDESSALEM
Encadré(e) par : - Dr. L .BENDJEDOU
Membres du jury : - Dr. N. MATOUGUI Présidente
- Dr. BELHANI Mehdi Rapporteur
ETUDE DU COMPORTEMENT A LA RUPTURE ET SOUS
SOLLICITATIONS MECANIQUES D’UN JOINT SOUDE
EN ACIER INOXYDABLE SUPER DUPLEX A790 UNS
S32750
REMERCIEMENT
Nous remercions Dieu le tout puissant de nous avoir donné patience, santé et volonté tout au
long de nos études.
Nous exprimons toute notre reconnaissance à Madame Dr. L. BENDJEDOU qui a
parfaitement dirigé notre travail avec une grande efficacité. Nous la remercier pour sa disponibilité
permanente au cours de ces trois mois. Pour cela, nous lui exprimons toute notre gratitude.
Nous tenons à remercier tous les membres du jury à savoir Dr N.MATOUGUI d’avoir
accepté de présider le jury, Dr. BELHANI qui nous a fait l’honneur de traiter et d’évaluer notre
travail.
Nous tenons à remercier Monsieur le chef de département du soudage de l’ENGTP Dr.
LAHWEL de nous avoir accepté au sein de leur département et pour son aide et sa gentillesse.
Nos sincères reconnaissances sont adressées à Mr Y.HIMEUR ingénieur en chef à GTP et
co-encadreur de notre travail pour tout son aide ses conseils précieux. Ainsi, l’ensemble des
ingénieurs du l’ENGTP à savoir Etiguerini, Karim, Ahmed, Rachid, Zafoun et particulièrement
Mlle F.GUENDOUZI pour leur disponibilité et leur gentillesse.
Un grand merci également aux personnels du laboratoire de l’Ecole Nationale Supérieure
des Mines et Métallurgie-Annaba pour leur gentillesse, leur aide et leur disponibilité. Nous citerons
notamment Nadir, Hichem, Mlle Soumia et Mme Hakima.
Nos profonds remerciements sont adressés à tous les enseignants du département SGM qui
nous ont encadré durant notre formation à l’ENSMM.
Enfin nous tenons à remercier nos familles et nos amis pour leurs encouragements.
Dédicace
Au-delà des personnes, des lieux et des temps, je
dédie ce travail avec ma profonde conviction, à
tous ceux qui m’aider le long de mon cursus d’étude
Je dédie ce travail :
À ma petite famille : mes chers PARENTS, et mon
frère AHMED
À ma grande famille : mes oncles et mes tantes et leur
enfants «CH.YASSER, ALI et M.BESMA, MERIEM et
B.HAMEM, FARAH, AMJAD, ARIJE, NOUR,
SALAH, et L.AYA, MOHAMED et tous les autres »
À mes collègues à L’ENSMM et L’EPST D’ANNABA
« HAMZA, 9ANOU, PINOU, BOUNOU, MIMOU, et
mon binôme MOUH …etc.»
Ma Promotion 2015/2016
À mes chers amies « SALAH, SAMI, HOUCIN,
ChOUAIB, TERKOUCE, BACHIR, KHELIFA»
Salem. Bjr
RMA Uno Décima
Dédicace Je dédie ce modeste travail à :
Mon cher papa ABDELOUAHED et ma chère maman FAIZA
qui ont tout donné pour ma réussite.
Mon frère SIDAHMED et mes sœurs FATMA-ZOHRA et
ASMA.
Ma nièce TASNIME.
Mes grands-parents.
Mes oncles, mes tantes et leurs enfants.
Mon binôme SALAM et toute sa famille.
Mes amis d’enfance et tous mes amis et de l’ENSMM.
Toute personne ayant contribué à la réalisation de ce mémoire
et que je ne pourrai jamais les remercier.
Mr. LATRECHE MOHAMED
Résumé :
Notre étude porte sur le comportement sous sollicitations mécaniques, ainsi que le
comportement à la rupture dans le domaine de la transition ductile-fragile d'un tube soudé en acier
inoxydable super duplex de type A790 UNS S32750 selon la norme ASTM destiné à être utilisé
dans des conditions de basses températures, le procédé de soudage utilisé est le soudage TIG ou
GTAW (soudage à l'arc électrique sous gaz avec électrode en tungstène). L'opération de soudage est
suivie d'un contrôle radiographique, une caractérisation microstructurale et mécanique. La
détermination de la température de transition ductile-fragile est faite en utilisant l’essai de
résilience de type Charpy V, suivie d’une observation des faciès de rupture à l’aide d’un
microscope électronique à balayage(MEB).Cette caractérisation permettra une utilisation sûre de
l’assemblage soudé.
Mots-clés : Soudage, comportement mécanique, rupture fragile, résilience, Microstructure, faciès
de rupture.
Abstract:
Our study focuses on the behavior under mechanical stress and the fracture behavior in the
field of ductile-brittle transition of a tube welded stainless steel super duplex type A790 UNS
S32750 ASTM for use in the low temperature conditions, the welding method used is the TIG
welding or GTAW (Gas Tungsten Arc Welding). The welding operation is followed by a
radiographic examination, microstructural and mechanical characterization. The determination of
the ductile-brittle transition temperature is done by using test type Charpy V resilience, followed by
observation of the fracture surface with a scanning electron microscope (SEM) .This
characterization allow safe use of the welded joint.
Keywords: welding, mechanical behavior, brittle failure, resilience, microstructure, fracture
surface.
TABLE DES MATIERES
Introduction générale……………………………………………………………………………... 1
Partie bibliographie
CHAPITRE I : GENERALITES SUR LES ACIERS INOXYDABLES
I. Introduction………………………………………………………………………………………… 3
I.1.aciers inoxydables………………………………………………………………………………… 4
I.2.Système fer-chrome………………………………………...……………………………………... 4
I.3.Système fer-Chrome-Nickel ………………………………………..……………………………. 6
I.4.Influence des éléments d’addition ………………………..…………………………………….... 6
I.5.Principales familles d’aciers inoxydables…………………………………………………………. 8
I.5.1. Les aciers inoxydables martensitiques………………………………………………... 8
I.5.2. Les aciers inoxydables ferritiques…………………………………………………….. 8
I.5.3. Les aciers inoxydables austénitiques………………………………………………….. 8
I.5.4. Les aciers inoxydables austéno-ferritiques (duplex)…………………......................... 8
I.6.propriétés physiques des aciers duplex……………………………………………………………. 9
I.7.propriétés mécaniques des aciers duplex…………………………………………………………. 10
CHAPITRE II : LE SOUDAGE DES ACIERS INOXYDABLES DUPLEX
II.introduction ……………………………………………………………………………………….. 12
II.1.Procédés de soudage…………………………………………………………………………….. 12
II.1.1.Procédé TIG………………………………………………………………….............................. 12
II.1.2.Procédé à arc avec électrode enrobées……………………………………….............................. 14
II.2.les principaux défauts de soudage……………………………………………………………. 15
II.3.Cycle thermique de soudage…………………………………………………………………….. 17
II.4.Soudabilité des aciers inoxydables duplex……………………………….……………………... 19
II.4.1.Solidification et structure des soudures duplex………………………….…………………….. 20
II.4.2.Contrôle de ferrite dans les joints soudés………………………………….…………………... 21
II.4.3.Transformation des phases durant le soudage des aciers duplex………….…………………... 23
II.5.Traitements thermiques des soudures duplex……………………………….…………………... 24
CHAPITRE III : RUPTURE DUCTILE-FRAGILE
III .Introduction……………………………………………………………………………………. 25
III.1.Les ruptures ductiles-fragiles………………………………………………………………… 26
III.1.1.Rupture fragile……………………………………………………………………… 26
III.1.1.1.Rupture par clivage……………………………………………………….. 26
III.1.1.2.Rupture intergranulaire…………………………………………………… 27
III.1.2.Rupture ductile……………………………………………………………………… 27
III.2.Influence de la température sur la ductilité…………………………………………………... 28
Partie expérimentale
CHAPITRE IV : TECHNIQUES EXPEREMENTALE
IV.1.Matériau de l’étude…………………………………………………………………………… 30
IV.1.1.Analyse chmique:…………………………………………………………………. 30
IV.1.2.Caractéristiques mécaniques de l’acier étudié:……………………………………... 30
IV.2.Métal d’apport: ………………………………………………………………………………. 31
IV.3.Exécution de l’opération de soudage………………………………………………………… 31
IV.3.1.Paramètres de soudage:…………………………………………………….............. 32
IV.4.La radiographie………………………………………………………………………………. 33
IV.5.Prélèvement et préparation des échantillons…………………………………………………. 33
IV.6.Caractérisation structurale:…………………………………………………………………… 33
IV.6.1.Préparation des échantillons:……………………………………………………….. 33
IV.6.2.Attaque métallographique………………………………………………………….. 34
IV.6.2.1.Attaque chimique:………………………………………………………… 34
IV.6.2.2.Attaque électrolytique…………………………………………………….. 34
IV.6.3.Observation microscopique………………………………………………………… 35
IV.7.Caractérisations Mécaniques…………………………………………………………………. 36
IV.7.1.Essai de Pliage……………………………………………………………………… 36
IV.7.2.Essais de traction…………………………………………………………………… 37
IV.7.3.Essai de dureté Vickers…………………………………………………………….. 38
IV.7.4.Essai de résilience………………………………………………………………….. 39
IV.8.Observation des faciès de rupture …………………………………………………………... 41
IV.8.1 Fractographie macroscopique ……………………………………………………… 41
IV.8.2 Fractographie microscopique ……………………………………………………… 41
IV.8.2.1 Principe de fonctionnement du M. E. B……………..………………….. 41
CHAPITRE V : RESULTAS ET INTERPRITATIONS
V.1.Résultat de La radiographie………………………………………………………………….... 43
V.2.Résultat de l’examen métallographique…………………………………………………….… 43
V.2.1Examen macrographique…………………………………………………………….. 43
V.2.2.Examen micrographique…………………………………………………………….. 44
V.3.Calcul du taux de dilution……………………………………………………………………... 47
V.4.Résultat du Taux de ferrite …………………………………………………………………… 48
V.5.Les Essais Mécaniques……………………………………………………………………...… 48
V.5.1.Essai de pliage …………………………………………………………………….... 48
V.5.2.Essai de traction …………………………………………………………………….. 49
V.5.4.Essai de dureté………………………………………………………………………. 50
V.5.5.Essai de résilience………………………………………………………………….... 51
V.5.5.1.Macro fractographie des facies de la rupture…………………………….... 53
V.5.5.2.Détermination de la température de transition ductile fragile……………... 54
V.5.5.3.Expansion latérale ……………………………………………………….... 55
V.6.Résultats d’observations des faciès de rupture avec le MEB ……………………………...... 56
V.6.1.Fractographie macroscopique (la macro-fractographie)…………………………..… 56
Conclusion générale……………………………………………………………………………….. 60
Références bibliographiques
Annexes
LISTE DES FIGURES
Figure I.1 Diagramme d’équilibre binaire Fe-Cr ………………………..………………………… 5
Figure I.2. Coupe du diagramme Fe-Cr-Ni ………………………………………………………... 6
Figure I.4. Microstructure typique d’un acier inoxydable duplex: a) Moulé, b) laminé…………… 9
Figure I.5 a) résultat de l’essai de résilience Charpy pour quelques nuances d’aciers inoxydables
duplex; (b) effet de la ferrite sur les propriétés de résilience des aciers inoxydables duplex…….. 11
Figure II.1: Principe du soudage manuel à l’arc électrique avec électrode réfractaire (GTAW ou
TIG)……………………………………………………………………………………………….. 13
Figure II.2 : Principe du soudage à l’arc électrique avec électrode enrobée……………………... 14
Figure II.3 : Variation de la température ϴ en fonction du temps t………………………………. 17
Figure II.4 : Variation de la température Θm en fonction de la distance x ………………...……. 18
Figure II.5 : Schéma représentatif d’une structure austéno-ferritique soudé dans les trois zones
principales…………………………………………………………………………………………. 19
Figure II.6 : Différentes zones d’un joint soudé austéno-ferritique…………………………….... 21
Figure II.7 : Diagramme de Schaeffler………………………………………………………...…. 22
Figure II.8:Diagramme de WRC – 1992…………………………………………………….……. 23
Figure III.1: les types des ruptures……………………………………………………………….. 25
Figure.III.2. (a) Clivages bloqués sur des joints de grains. (b) Clivages se propageant de grains en
grains jusqu’à rupture……………………………………………………………………………… 26
Figure III.3 Clivage dans un acier doux …………………………………………………..……... 27
Figure III.4 Fractographie montrant des cupules et les inclusions qui ont donné naissance …….. 28
Figure III.5 Schéma des trois stades de rupture ductile………………………………………...... 28
Figure III.6: Variation de la limite d’élasticité Re0,2, de la résistance à la traction Rm et de
l’allongement A%, en fonction de la température de l’essai de traction………………………….. 29
Figure IV.1 : position de soudage………………………………………………………………… 31
Figure IV.2 : Schéma illustratif des passes de soudage utilisés. ………………………………... 32
Figure IV.3:le tube soudé……………………………………………………………………….. 32
Figure IV.4. Représentation schématique du mode prélèvement des échantillons à partir du tube
soudé……………………………………………………………………………………………….. 33
Figure IV.5 : La cellule électrolytique…………………………………………………………..... 35
Figure IV.6: microscope optique type Nikon eclipse LV100ND……………………………….... 35
Figure IV.7: les deux méthodes de pliage : a) en droit b) envers………….………………………36
Figure IV.8 : machine de pliage de marque INSTRON WOLPERT…………………………....... 36
Figure IV.9: Les éprouvettes de pliages avant et après essai………………………………...…… 36
Figure IV.10: machine du traction de marque INSTRON WOLPERT ……………................... 37
Figure IV.11: Les éprouvettes de traction avant et après essais…………………………….......... 37
Figure IV.12- Dimensions de l’empreinte et formule de calcule de la dureté selon Vickers…….. 38
Figure IV.13: profil de dureté………………………………………………………………..... 38
Figure IV.14: la machine de la dureté de marque INNOVATEST NEMESIS 9000...................... 38
Figure IV.15 : Schéma illustratif du mouton Charpy [5]………………………………………..... 39
Figure IV.16: machine de résilience de Marque INSTRON WOLPERT PW30...………....…..... 39
Figure IV.17 : instrumentation de refroidissement ………………………………………….….... 39
Figure IV.18 : Les éprouvettes de résilience avant et après essais………………………….…..... 40
Figure IV.19: appareil de mesure de l’expansion latérale…………………………………….….. 40
Figure IV.20: le microscope électronique à balayage(MEB).………………………………….…. 41
Figure V.1: Le film de la radiographique du tube soudé………………………………………….. 43
Figure V.2: Macrographie à l’aide d’un appareil photo numérique…………………………….. 43
Figure V.3: La macrographie du cordon de soudure obtenu par imagerie MEB…………………. 43
Figure V.4 : Micrographie optique de la ZF, ZAT, MB (X100)…………………………………. 44
Figure V.5: la micrographie optique du MB (X50 ET X500)…………………………………….. 44
Figure V.6 : Micrographie optique de la ZAT (X500) et ZAT(X1000)…………………………... 45
Figure V.7 : Micrographie optique des différentes zones de la ZF (X100)……………………... 46
Figure V.8: Calcul du taux de dilution……………………………………………………………. 47
Figure V.9: Détermination des aires pour le calcul du taux de dilution………………………...… 47
Figure V.10: la courbe de profil de la dureté………………………………………….………….. 50
Figure V.11: la courbe de résilience de la ZAT…………………………………………………... 51
Figure V.10: Histogramme montre l’énergie absorbée et le taux de ferrite dans la ZF et la ZAT
à -40°C…………………………………………………………………………………………...… 52
Figure V.12: La courbe d’expansion latérale……………………………………………………... 55
Figure V.13: Macro et micro fractographie de faciès de rupture à la traction en électrons
secondaires………………………………………………………………………………………… 56
Figure V.14: Macro et micro fractographie en électrons secondaires issue d’un essai de choc
réalisée à 0ºc……………………………………………………………………………………….. 57
Figure V.15: Macro et micro fractographie en électrons secondaires issue d’un essai de choc
réalisée à -40ºc……………………………………………………………………………………... 58
Figure V.16: Macro et micro fractographie en électrons secondaires issue d’un essai de choc
réalisée à -100ºc……………………………………………………………………………………. 58
Figure V.17: Macro et micro fractographie en électrons secondaires issue d’un essai de choc
réalisée à -196ºc………………………………………………………………………………….… 59
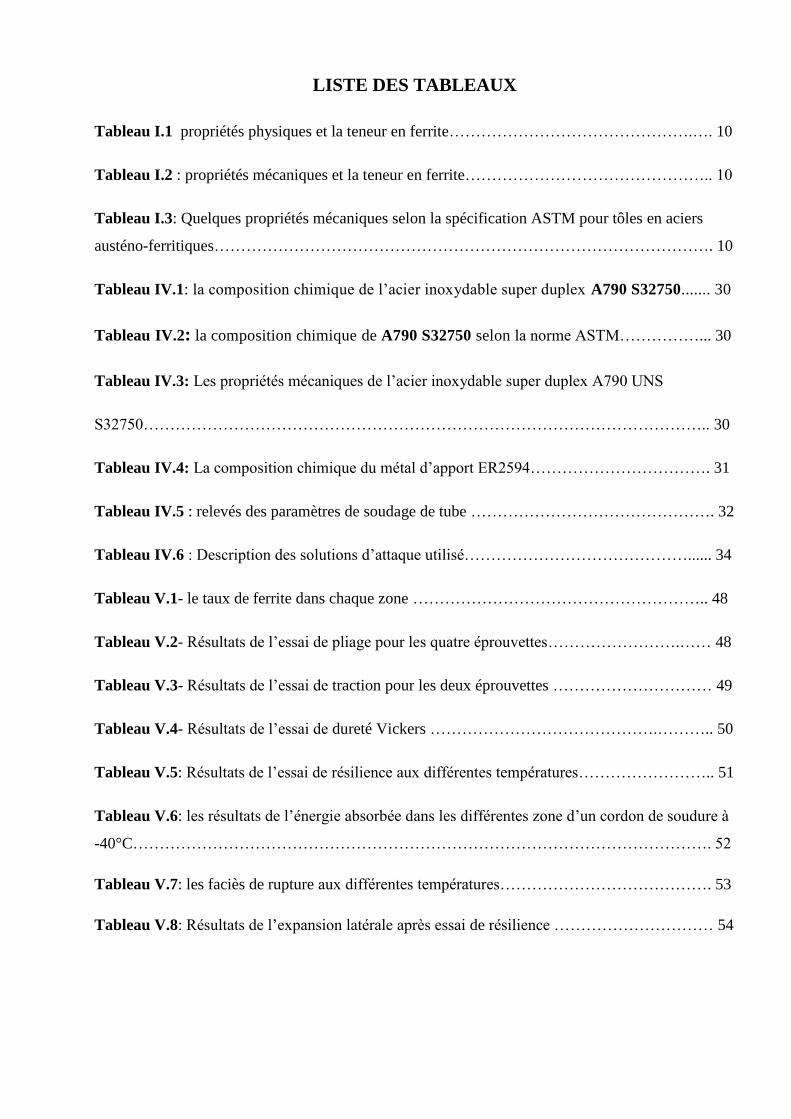
LISTE DES TABLEAUX
Tableau I.1 propriétés physiques et la teneur en ferrite……………………………………….…. 10
Tableau I.2 : propriétés mécaniques et la teneur en ferrite……………………………………….. 10
Tableau I.3: Quelques propriétés mécaniques selon la spécification ASTM pour tôles en aciers
austéno-ferritiques…………………………………………………………………………………. 10
Tableau IV.1: la composition chimique de l’acier inoxydable super duplex A790 S32750....... 30
Tableau IV.2: la composition chimique de A790 S32750 selon la norme ASTM……………... 30
Tableau IV.3: Les propriétés mécaniques de l’acier inoxydable super duplex A790 UNS
S32750…………………………………………………………………………………………….. 30
Tableau IV.4: La composition chimique du métal d’apport ER2594……………………………. 31
Tableau IV.5 : relevés des paramètres de soudage de tube ………………………………………. 32
Tableau IV.6 : Description des solutions d’attaque utilisé……………………………………...... 34
Tableau V.1- le taux de ferrite dans chaque zone ……………………………………………….. 48
Tableau V.2- Résultats de l’essai de pliage pour les quatre éprouvettes…………………….…… 48
Tableau V.3- Résultats de l’essai de traction pour les deux éprouvettes ………………………… 49
Tableau V.4- Résultats de l’essai de dureté Vickers …………………………………….……….. 50
Tableau V.5: Résultats de l’essai de résilience aux différentes températures…………………….. 51
Tableau V.6: les résultats de l’énergie absorbée dans les différentes zone d’un cordon de soudure à
-40°C………………………………………………………………………………………………. 52
Tableau V.7: les faciès de rupture aux différentes températures…………………………………. 53
Tableau V.8: Résultats de l’expansion latérale après essai de résilience ………………………… 54
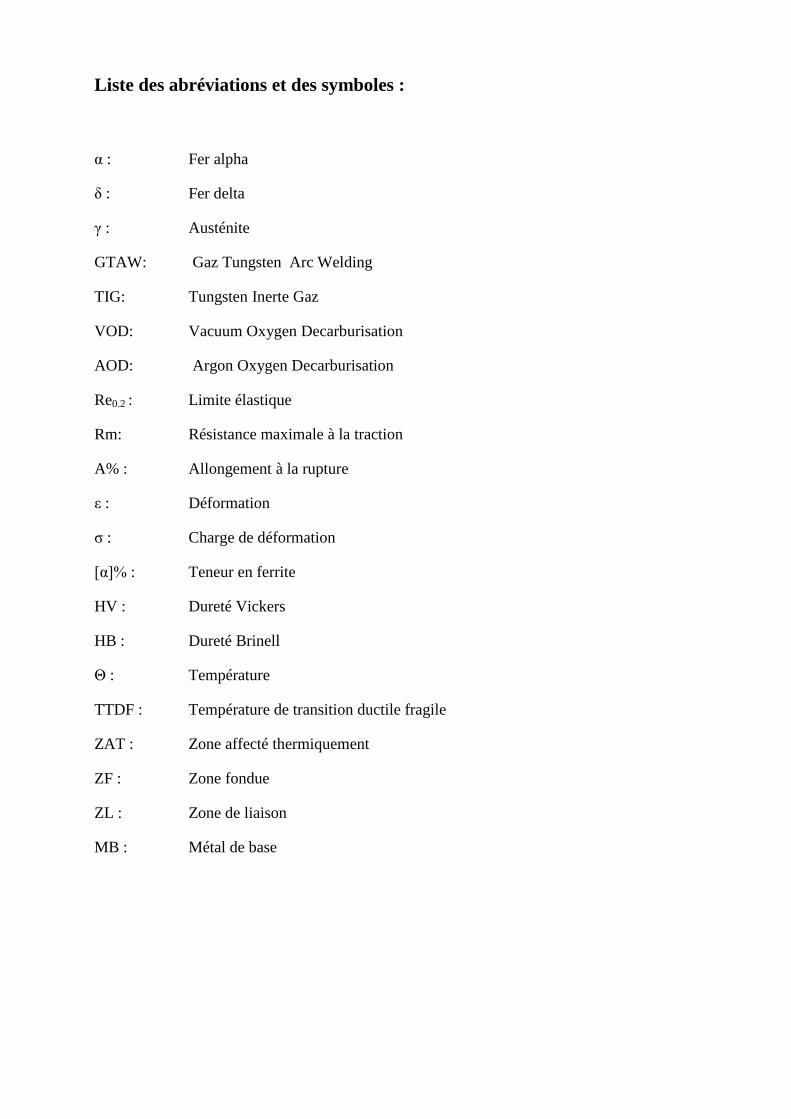
Liste des abréviations et des symboles :
α : Fer alpha
δ : Fer delta
γ : Austénite
GTAW: Gaz Tungsten Arc Welding
TIG: Tungsten Inerte Gaz
VOD: Vacuum Oxygen Decarburisation
AOD: Argon Oxygen Decarburisation
Re0.2 : Limite élastique
Rm: Résistance maximale à la traction
A% : Allongement à la rupture
ε : Déformation
ζ : Charge de déformation
[α]% : Teneur en ferrite
HV : Dureté Vickers
HB : Dureté Brinell
Θ : Température
TTDF : Température de transition ductile fragile
ZAT : Zone affecté thermiquement
ZF : Zone fondue
ZL : Zone de liaison
MB : Métal de base
INTRODUCTION GENERALE
Page 1
Introduction générale
On estime aujourd’hui que 60 à 80% de la production mondiale de l’acier est destinée à la
fabrication des produits soudés.
Le soudage est utilisé dans différents secteurs de l’industrie et surtout dans le domaine
pétrolier, en particulier, le raccordement des tuyauteries destinées au transport des fluides
inflammables tels que le gaz ou le pétrole …etc. Parmi, les aciers utilisés dans ce domaine, les
aciers inoxydables grâce de leurs propriétés (mécaniques, résistance à la corrosion,…).
La présence d'une soudure dans le matériau entraîne un certain désordre structural qui peut
conduire à un changement dans les propriétés mécaniques tels que la résistance à la traction ainsi
que la résistance au pliage ; la résistance au choc et la dureté et métallurgiques (transformation
microstructurale dans la zone affectée thermiquement), ce qui peut être néfaste pour l‘assemblage
soudé. Parmi ces changements on trouve la rupture fragile des tubes surtout lorsque ces derniers
sont destinés à travailler à basse température.
Le problème de la rupture fragile des pipes en acier est particulier car ce type de rupture est
proscrit dans le cadre de la sûreté des usines dans les ouvrages concentrés. Les ruptures fragiles
sont particulièrement dangereuses puisqu'elles se produisent soudainement avec peu ou sans
déformation plastique préalable, donc elles ne peuvent être détectées à I ‘avance, et toute action
corrective est impossible. Afin d'éviter ces ruptures il faut que la température d'utilisation soit
nettement supérieure à une certaine température dite de transition ductile fragile. Le comportement
fragile des aciers est généralement remarqué aux basses températures entraînant par exemple pour
une canalisation une fuite importante ou une explosion mortelle. Les conséquences d'une telle
rupture sont donc graves et il est essentiel de connaître les marges vis-à-vis de la rupture fragile de
ces tubes soudés.
Notre étude porte sur le comportement à la rupture dans le domaine de la transition ductile-
fragile d'un tube soudé utilisé dans le transport du gaz (Projet SONATRACH : Touat Gaz) Elle a
pour objectif de déterminer le comportement à la rupture dans le domaine de la transition ductile-
fragile, le tube utilisé dans notre étude est en acier inoxydable super duplex de désignation A790
UNS S32750 selon la norme ASTM, soudé par le procédé de soudage TIG (GTAW).
Page 2
Ce travail S'appuie sur deux parties principales :
A) Une étude bibliographique comportant trois chapitres :
-Le premier chapitre est consacré aux généralités sur les aciers inoxydables.
-Le deuxième Chapitre présente des notions générales sur le soudage des aciers
inoxydables en particulier les duplex, les différents phénomènes qui résultent lors de
soudage.
-Le dernier chapitre de cette partie est réservé à L’étude des mécanismes de la
rupture ductile et la rupture fragile dans les métaux, les différentes méthodes
permettant de déterminer la température de transition ductile-fragile sont présentés à
la fin de ce chapitre.
B) Une étude expérimentale divisée en deux Chapitres :
Dans le quatrième chapitre : les différentes techniques expérimentales utilisées pour
l‘identification du métal de base et du métal d’apport. le contrôle non destructif, la
caractérisation métallurgique et mécanique et la détermination de la courbe de la transition
ductile-fragile sont présentées. Ces expériences ont étéréalisés au niveau du laboratoire de
Contrôle destructif et non destructif de I ‘Entreprise Nationale de Grands Travaux Pétroliers
(ENGTP) et une partie dans le laboratoire du département de Scienceet Génie des Matériaux
(SGM) de L’Ecole Nationale Supérieure des Mines et Métallurgie ENSMM-Annaba.
Le dernier chapitre est consacré à la présentation et I ‘interprétation des résultats.
Cette étude est synthétisée par une conclusion générale.
Partie bibliographique
Chapitre I
GENERALITES SUR
LES ACIERS
INOXYDABLES
Chapitre I Généralités sur les Aciers Inoxydables
ENSMM-ANNABA 2015/2016 Page 3
I. Introduction
Les aciers inoxydables austéno-ferritiques font depuis quelques années, le sujet d’un effort
sur le plan du développement industriel. Cette famille d’acier est née dans les années 30 dans
les laboratoires de Jacob Holtzer à Unieux, dans les études et recherches sur les aciers spéciaux.
Les aciers inoxydables duplex sont des aciers biphasés constitués d’environ 50%
d’austénite γ et 50% de ferrite δ. Leur utilisation est actuellement largement répandue à cause de
leurs bonnes propriétés mécaniques de ductilité (hérité des aciers austénitiques) et de ténacité
(hérité des aciers ferritiques), et de leur grande résistance à la corrosion. Leur composition a
progressivement évolué, en particulier vers une plus forte teneur en azote qui offre à l’acier plus de
stabilité et de résistance à la corrosion par piqûre. Ils sont aujourd'hui utilisés dans de nombreux
domaines réunissant à la fois de sévères conditions d'environnement et des sollicitations
mécaniques élevées.
Le soudage comme procédé de fabrication ou de maintenance, présente l’une des domaines
d’applications des aciers duplex, donc la compréhension de la métallurgie du soudage de ces aciers
joue un rôle primordial dans leur mise en œuvre. Différents procédés de soudage sont
appliqués aux constructions réalisées en aciers inoxydables duplex, parmi ces procédés le
procédés GTAW (TIG).
Chapitre I Généralités sur les Aciers Inoxydables
ENSMM-ANNABA 2015/2016 Page 4
I.1.Les aciers inoxydables
Les aciers inoxydables constituent un groupe d’aciers fortement alliés basés sur les
systèmes Fe-Cr, Fe-Cr-C et Fe-Cr-Ni. Leur propriété d’inoxydabilité est assurée par la teneur en
chrome qu’ils doivent contenir au moins 10.5% de chrome et souvent d’autres éléments
d’addition tels que le nickel et dans une moindre mesure le molybdène [1]. Cette teneur en chrome
permet la formation d’une couche passive protectrice contre la corrosion. En 1931, les premières
nuances d’aciers austéno-ferritiques font apparaître. Ceux-ci ont été découverts par erreur par
Hochmann lors d’essais de corrosion intergranulaire sur des éprouvettes censées être en acier
inoxydable austénitique 18-8 [2, 3]. Il remarqua que certaines de ces éprouvettes résistaient mieux
que d’autres à la corrosion intergranulaire. De plus, ces éprouvettes étaient magnétiques et avaient
révélé une teneur en chrome élevée et une structure métallurgique différente de la structure
purement austénitique. Ce constat constitua le point de départ du développement des
différentes nuances d’aciers inoxydables austénoferritiques. La structure est influencée
essentiellement par la nature et la teneur en élément d’alliage qui sont classés en deux catégories :
Les éléments alphagènes :
Ce sont des éléments qui favorisent la formation d’une structure cubique
centrée (ferrite) comme : le chrome, molybdène, silicium, titane, niobium, vanadium et
tungstène
Les éléments gammagènes :
Ils favorisent la formation d’une structure cubique à face centrée (austénite) comme
le nickel, carbone, azote et manganèse.
L'influence des éléments d'addition sur la structure des aciers est bien déterminée par les
diagrammes d'équilibre binaires Fe-Cr, Fe-Ni et pseudo-binaires Fe-Cr-C et Fe-Cr-Ni.
I.2.Système Fe-Cr
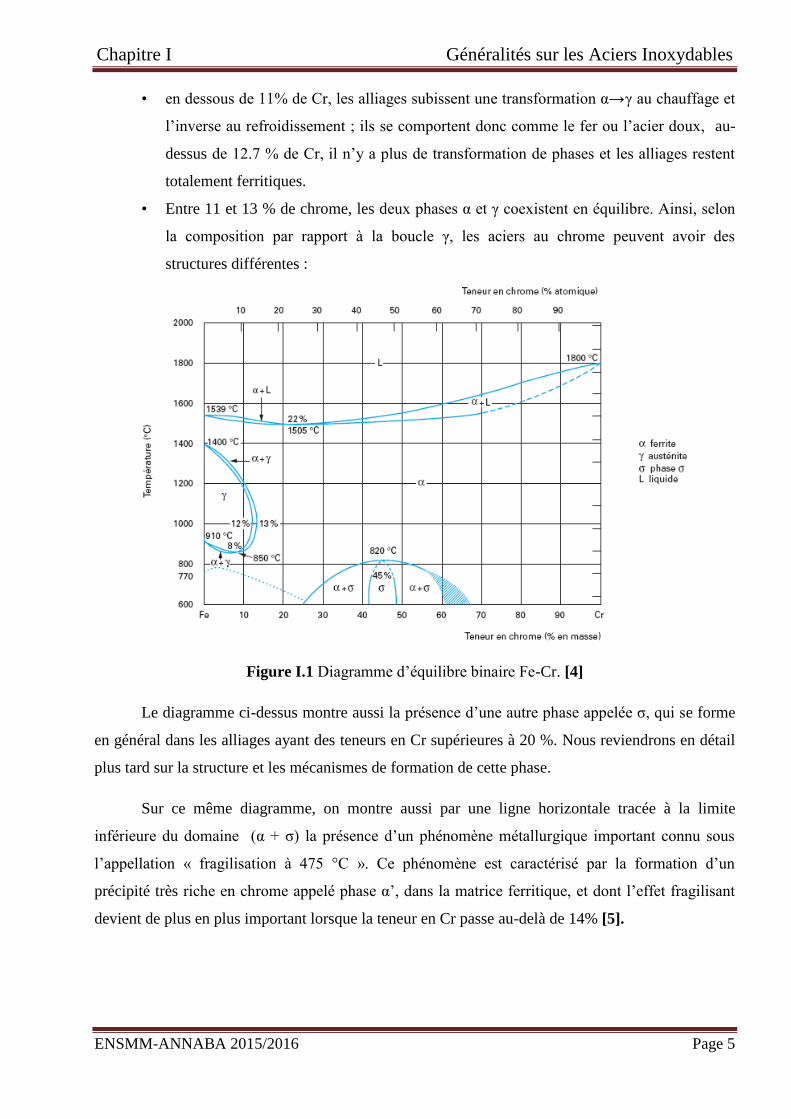
Le diagramme de phase présenté dans la figure I.1 constitue l’outil de base dans
l’étude et la description de l’équilibre de phases dans les aciers inoxydables. La solubilité du
chrome dans le fer à haute température est complète et la totalité des alliages Fe-Cr se
solidifient en mode ferritique. A de faibles teneurs en chrome, il existe une boucle d’austénite γ
dans le domaine de température 912-1394. Cette boucle sépare le diagramme en deux zones
principales :
Chapitre I Généralités sur les Aciers Inoxydables
ENSMM-ANNABA 2015/2016 Page 5
• en dessous de 11% de Cr, les alliages subissent une transformation α→γ au chauffage et
l’inverse au refroidissement ; ils se comportent donc comme le fer ou l’acier doux, au-
dessus de 12.7 % de Cr, il n’y a plus de transformation de phases et les alliages restent
totalement ferritiques.
• Entre 11 et 13 % de chrome, les deux phases α et γ coexistent en équilibre. Ainsi, selon
la composition par rapport à la boucle γ, les aciers au chrome peuvent avoir des
structures différentes :
Figure I.1 Diagramme d’équilibre binaire Fe-Cr. [4]
Le diagramme ci-dessus montre aussi la présence d’une autre phase appelée σ, qui se forme
en général dans les alliages ayant des teneurs en Cr supérieures à 20 %. Nous reviendrons en détail
plus tard sur la structure et les mécanismes de formation de cette phase.
Sur ce même diagramme, on montre aussi par une ligne horizontale tracée à la limite
inférieure du domaine (α + σ) la présence d’un phénomène métallurgique important connu sous
l’appellation « fragilisation à 475 °C ». Ce phénomène est caractérisé par la formation d’un
précipité très riche en chrome appelé phase α’, dans la matrice ferritique, et dont l’effet fragilisant
devient de plus en plus important lorsque la teneur en Cr passe au-delà de 14% [5].
Chapitre I Généralités sur les Aciers Inoxydables
ENSMM-ANNABA 2015/2016 Page 6
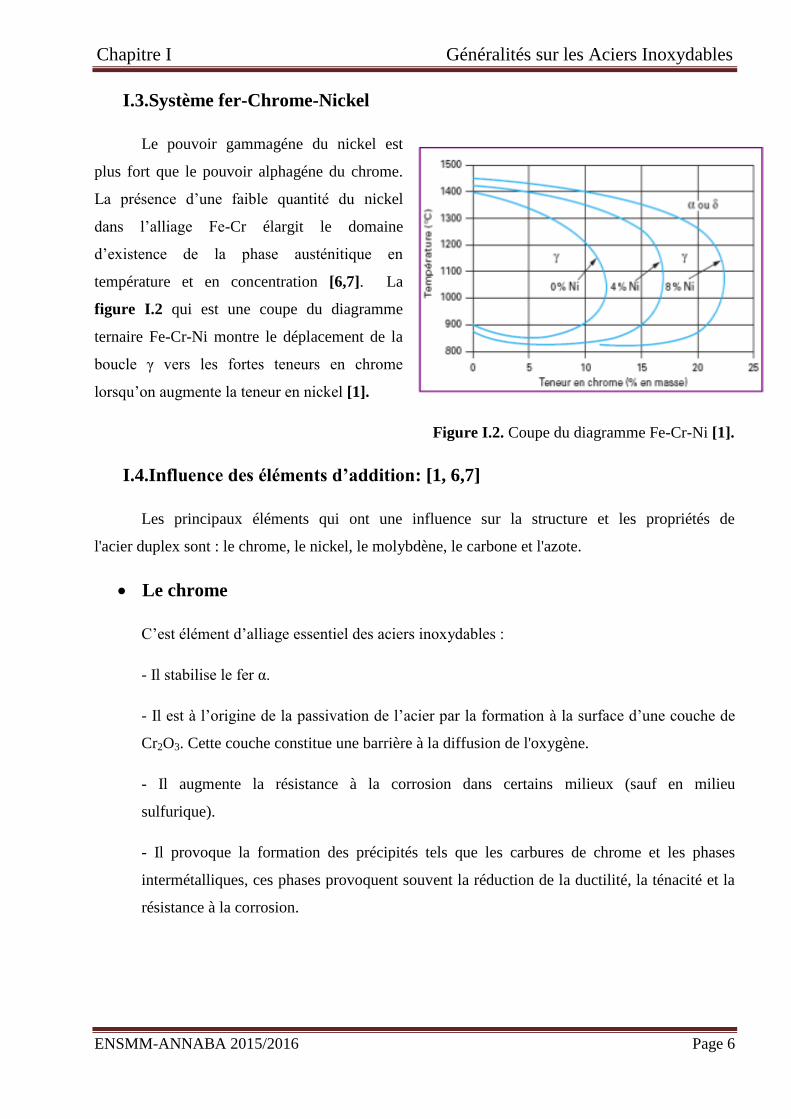
I.3.Système fer-Chrome-Nickel
Le pouvoir gammagéne du nickel est
plus fort que le pouvoir alphagéne du chrome.
La présence d’une faible quantité du nickel
dans l’alliage Fe-Cr élargit le domaine
d’existence de la phase austénitique en
température et en concentration [6,7]. La
figure I.2 qui est une coupe du diagramme
ternaire Fe-Cr-Ni montre le déplacement de la
boucle γ vers les fortes teneurs en chrome
lorsqu’on augmente la teneur en nickel [1].
Figure I.2. Coupe du diagramme Fe-Cr-Ni [1].
I.4.Influence des éléments d’addition: [1, 6,7]
Les principaux éléments qui ont une influence sur la structure et les propriétés de
l'acier duplex sont : le chrome, le nickel, le molybdène, le carbone et l'azote.
Le chrome
C’est élément d’alliage essentiel des aciers inoxydables :
- Il stabilise le fer α.
- Il est à l’origine de la passivation de l’acier par la formation à la surface d’une couche de
Cr2O3. Cette couche constitue une barrière à la diffusion de l'oxygène.
- Il augmente la résistance à la corrosion dans certains milieux (sauf en milieu
sulfurique).
- Il provoque la formation des précipités tels que les carbures de chrome et les phases
intermétalliques, ces phases provoquent souvent la réduction de la ductilité, la ténacité et la
résistance à la corrosion.
Chapitre I Généralités sur les Aciers Inoxydables
ENSMM-ANNABA 2015/2016 Page 7
Le nickel
- Elément stabilisateur de l'austénite. Il élargit le domaine d’existence de l’austénite
en fonction de sa teneur jusqu’aux températures inférieurs à 20°c.
- Il améliore la ductilité de l'acier et favorise la mise en œuvre par déformation plastique.
- Il constitue avec le chrome l’élément d’alliage essentiel des aciers inoxydables.
- Améliore la résistance à la corrosion et renforce en particulier la résistance à la corrosion
sous tension.
Le molybdène
- Elément alphagène.
- Améliore la résistance à la corrosion des aciers inoxydables presque dans tous les milieux,
à l’exception des solutions nitriques bouillantes.
- Améliore la résistance par piqûres en présence d’ions halogènes.
- Il augmente la résistance du film passif ainsi que la résistance mécanique à chaud.
- Il a tendance à former des carbures nettement plus stables et plus fins que le chrome.
Le carbone
- Elément fortement gammagène, il élargit le domaine austénitique.
- Il provoque la formation de carbures de chrome Cr23C6 diminuant ainsi la résistance à la
corrosion intergranulaire.
- Il augmente la résistance des alliages à l’action de l’oxygène, de l’air ou des gaz oxydants
chauds.
- Améliore l’usinabilité.
Chapitre I Généralités sur les Aciers Inoxydables
ENSMM-ANNABA 2015/2016 Page 8
L’azote
- Elément fortement gammagène, stabilisateur du domaine austénitique.
- Sa solubilité augmente dans les aciers au chrome et au Cr-Ni avec l’accroissement de la
teneur en chrome.
- Il permet d’atteindre des limites d’élasticité élevées sans diminuer la résistance à la
corrosion intergranulaire.
I.5.Principales familles des aciers inoxydables
Les aciers inoxydables sont classés en quatre grandes familles selon leurs structures:
martensitiques, ferritiques, austénitiques et austéno-ferritiques (duplex). La structure d'un acier
inoxydable est fixée par le rapport entre les fractions massiques (composition) entre les éléments
alphagènes (Cr, Mo) et gammagènes (Ni, C, N) [8].
I.5.1. Les aciers inoxydables martensitiques: Ce sont des alliages à base Fe-Cr; la
structure martensitique est obtenue par trempe de l’austénite située dans la boucle γ du
diagramme Fe-Cr.
I.5.2. Les aciers inoxydables ferritiques: Ce sont des alliages à base Fe-Cr ne
subissant pas de transformation austénitique ; l’équilibre entre les éléments alphagènes
(principalement le chrome) et gammagènes (C, N et Ni) doit être tel que l’alliage soit à toute
température à l’extérieur de la boucle γ du diagramme Fe-Cr.
I.5.3. Les aciers inoxydables austénitiques: Ce sont des alliages de base Fe-Cr-Ni,
tels que leur structure soit totalement austénitique à haute température (1050-1150 °C).
Cette structure est ensuite maintenue à l’état métastable par hypertrempe à l’ambiante (Ms ≤
20 °C).
I.5.4. Les aciers inoxydables austéno-ferritiques (duplex)
Depuis leur apparition en 1931, les aciers inoxydables austéno-ferritiques n’ont pas cessé
d’évoluer [3,7]. La nuance CD4MCu moulée dans les années 50 était connue par sa forte fragilité.
vers la fin des années 60 et le début des années 70, l’utilisation des aciers inoxydables duplex a
connu un grand développement grâce aux améliorations apportées aux procédés d’élaboration, avec
l’introduction des techniques VOD (Vacuum Oxygen Decarburisation) et AOD (Argon Oxygen De
carburisation) permettant, d’une part, de développer des nuances à bas Carbone avec des teneurs
Chapitre I Généralités sur les Aciers Inoxydables
ENSMM-ANNABA 2015/2016 Page 9
faibles en Soufre et en Oxygène, et d’autre part, de mieux contrôler la composition afin d’optimiser
l’équilibre des phases α et γ [9]. Au début des années 70, l’acier inoxydable duplex à 22% Cr a été
développé en Allemagne et en Suède. Cette nouvelle nuance présentait une bonne tenue à la
corrosion intergranulaire.
Durant les années 80, des nuances austénoferritiques fortement alliées ont été développées
pour résister à des environnements plus agressifs. Ces aciers, appelés super duplex contiennent
environ 25% de Cr, 6 à 7% de Ni, 3 à 4% de Mo, 0.3% de N, 0.2% de Cu et 0.2% de W et ont un
PREN (Pitting Resistance Equivalent Number) supérieur à 40, la formule du PREN étant [10] :
PREN = % Cr + 3.3% Mo + 16% N (I. 1)
Les bonnes propriétés mécaniques et de résistance à la corrosion de ces aciers proviennent
de leur structure biphasée: la présence de la ferrite assure une bonne résistance mécanique et une
excellente résistance à la corrosion et l’austénite améliore la ductilité et augmente la résistance à la
corrosion uniforme [11-4].
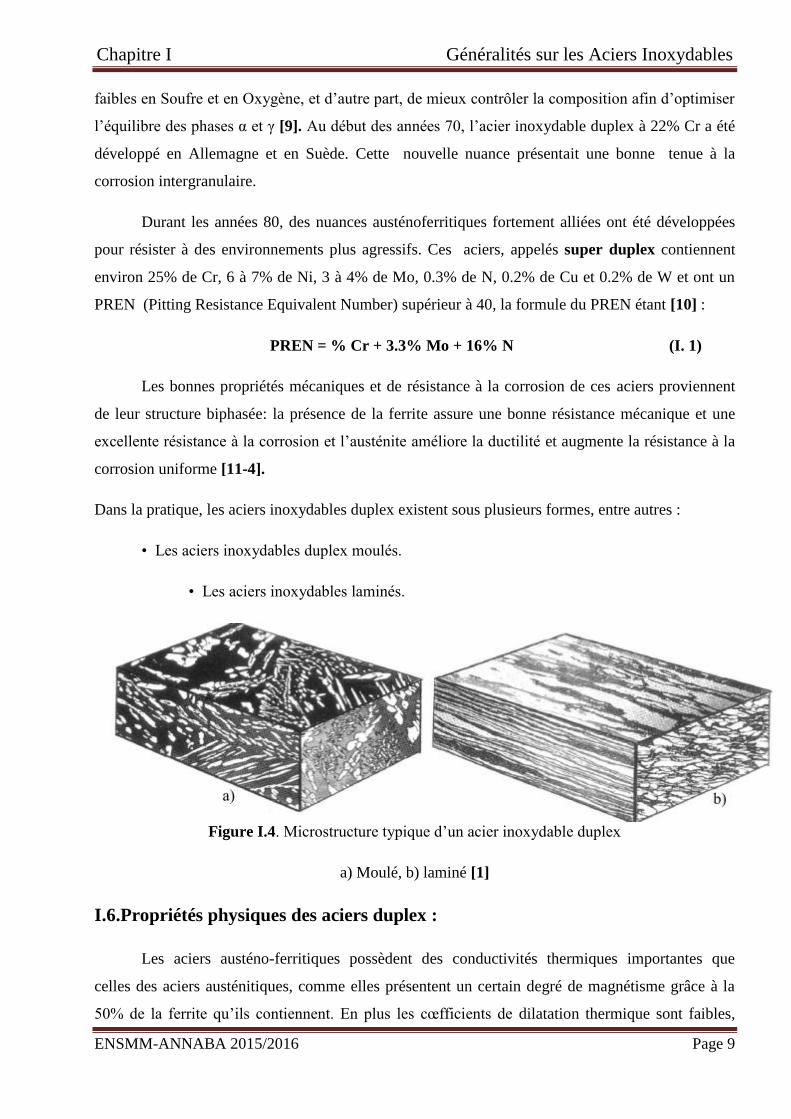
Dans la pratique, les aciers inoxydables duplex existent sous plusieurs formes, entre autres :
• Les aciers inoxydables duplex moulés.
• Les aciers inoxydables laminés.
Figure I.4. Microstructure typique d’un acier inoxydable duplex
a) Moulé, b) laminé [1]
I.6.Propriétés physiques des aciers duplex :
Les aciers austéno-ferritiques possèdent des conductivités thermiques importantes que
celles des aciers austénitiques, comme elles présentent un certain degré de magnétisme grâce à la
50% de la ferrite qu’ils contiennent. En plus les cœfficients de dilatation thermique sont faibles,
Chapitre I Généralités sur les Aciers Inoxydables
ENSMM-ANNABA 2015/2016 Page 10
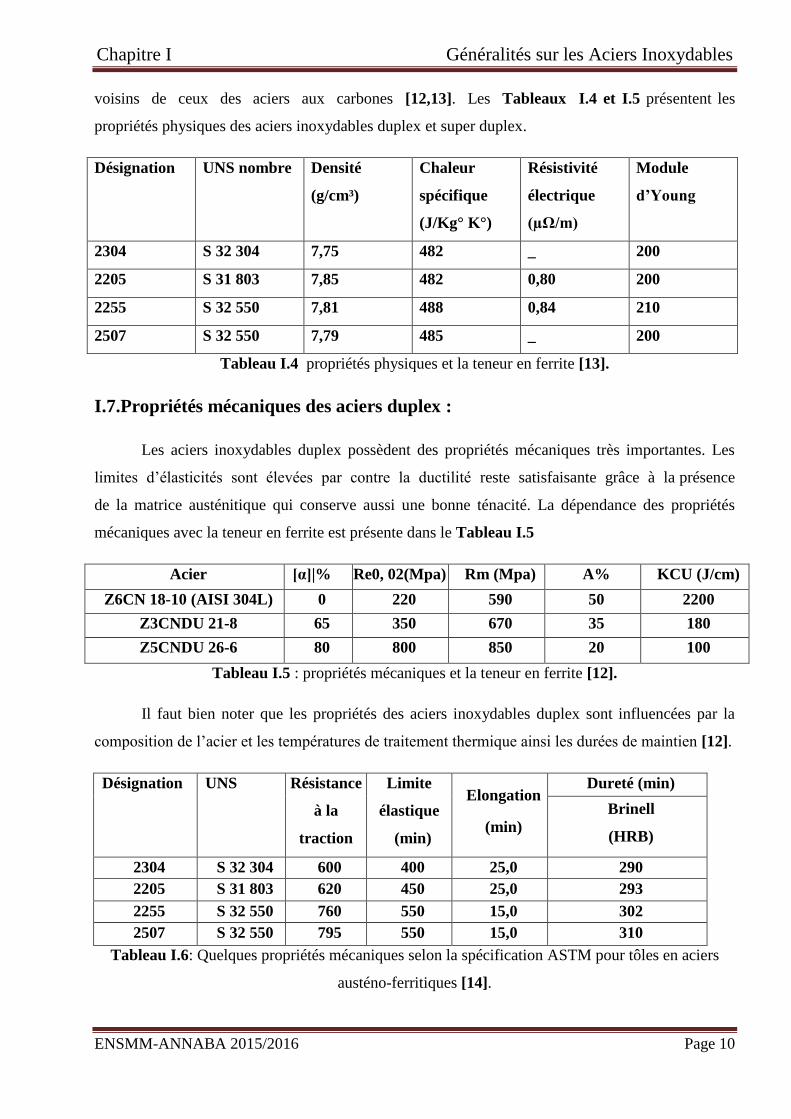
voisins de ceux des aciers aux carbones [12,13]. Les Tableaux I.4 et I.5 présentent les
propriétés physiques des aciers inoxydables duplex et super duplex.
Désignation UNS nombre Densité
(g/cm³)
Chaleur
spécifique
(J/Kg° K°)
Résistivité
électrique
(µΩ/m)
Module
d’Young
2304 S 32 304 7,75 482 _ 200
2205 S 31 803 7,85 482 0,80 200
2255 S 32 550 7,81 488 0,84 210
2507 S 32 550 7,79 485 _ 200
Tableau I.4 propriétés physiques et la teneur en ferrite [13].
I.7.Propriétés mécaniques des aciers duplex :
Les aciers inoxydables duplex possèdent des propriétés mécaniques très importantes. Les
limites d’élasticités sont élevées par contre la ductilité reste satisfaisante grâce à la présence
de la matrice austénitique qui conserve aussi une bonne ténacité. La dépendance des propriétés
mécaniques avec la teneur en ferrite est présente dans le Tableau I.5
Acier [α]|% Re0, 02(Mpa) Rm (Mpa) A% KCU (J/cm)
Z6CN 18-10 (AISI 304L) 0 220 590 50 2200
Z3CNDU 21-8 65 350 670 35 180
Z5CNDU 26-6 80 800 850 20 100
Tableau I.5 : propriétés mécaniques et la teneur en ferrite [12].
Il faut bien noter que les propriétés des aciers inoxydables duplex sont influencées par la
composition de l’acier et les températures de traitement thermique ainsi les durées de maintien [12].
Désignation UNS Résistance
à la
traction
(min)
Limite
élastique
(min)
Elongation
(min)
Dureté (min)
Brinell
(HRB)
2304 S 32 304 600 400 25,0 290
2205 S 31 803 620 450 25,0 293
2255 S 32 550 760 550 15,0 302
2507 S 32 550 795 550 15,0 310
Tableau I.6: Quelques propriétés mécaniques selon la spécification ASTM pour tôles en aciers
austéno-ferritiques [14].
Chapitre I Généralités sur les Aciers Inoxydables
ENSMM-ANNABA 2015/2016 Page 11
D’après le tableau 4. Les duretés Brinell et Rockwell (HRB) sont élevées. Ces duretés
varient de 290 et 310 (HRB) selon les différentes nuances d’aciers. Les aciers austéno-ferritiques
peuvent être durcis par traitement thermique ou par écrouissage [13].
La résistance aux chocs des aciers inoxydables duplex reste toujours excellente même à
basses températures. La ténacité de ces aciers dépend de la composition chimique, ainsi, des
éléments résiduels qui jouent un rôle important. Elle est améliorée par la réduction de la teneur
en oxygène. La ténacité est affectée par toute précipitation des phases intermétalliques, notamment
la phase sigma conduit à une diminution très accentuée de la ténacité [12,13].
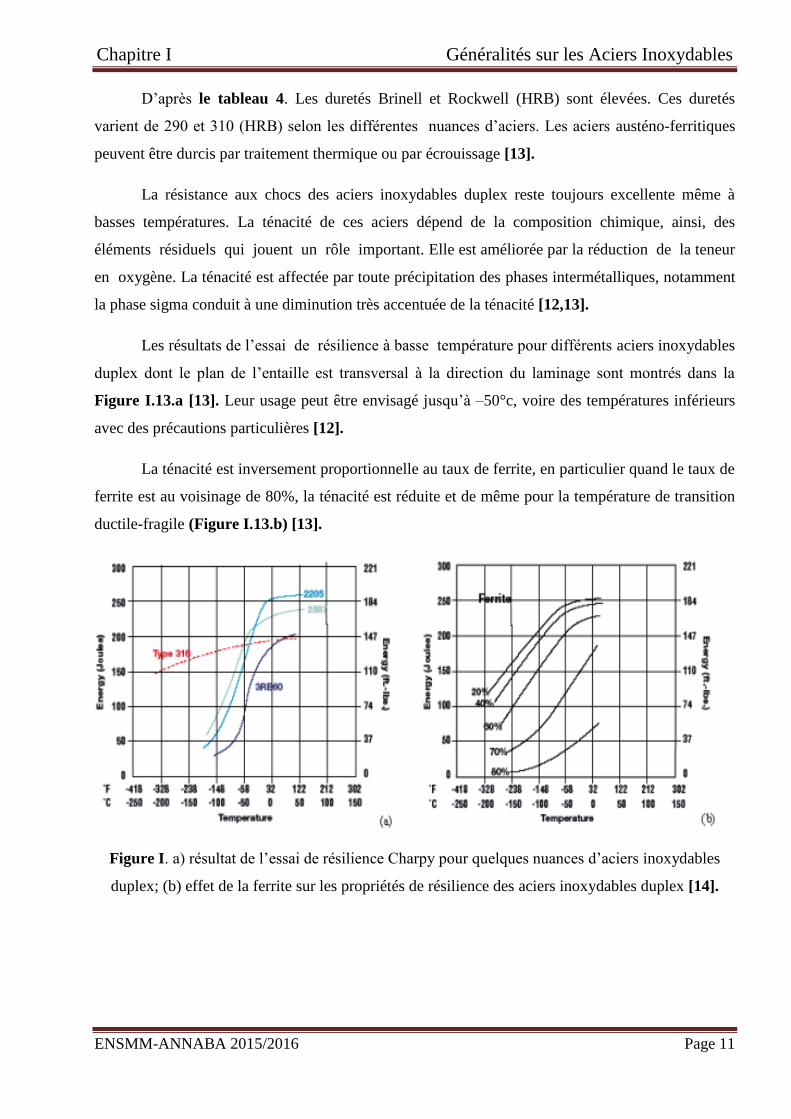
Les résultats de l’essai de résilience à basse température pour différents aciers inoxydables
duplex dont le plan de l’entaille est transversal à la direction du laminage sont montrés dans la
Figure I.13.a [13]. Leur usage peut être envisagé jusqu’à –50°c, voire des températures inférieurs
avec des précautions particulières [12].
La ténacité est inversement proportionnelle au taux de ferrite, en particulier quand le taux de
ferrite est au voisinage de 80%, la ténacité est réduite et de même pour la température de transition
ductile-fragile (Figure I.13.b) [13].
Figure I. a) résultat de l’essai de résilience Charpy pour quelques nuances d’aciers inoxydables
duplex; (b) effet de la ferrite sur les propriétés de résilience des aciers inoxydables duplex [14].
Chapitre II
LE SOUDAGE DES
ACIERS INOXYDABLES
DUPLEX
Chapitre II Le Soudage des Aciers Inoxydables Duplex
ENSMM-ANNABA 2015/2016 Page 12
II. INTRODUCTION :
Le soudage est défini comme étant une opération qui consiste à réunir d’une façon
permanente deux ou plusieurs parties constitutives d’un assemblage de manière à assurer la
continuité entre les parties à assembler. Cette continuité peut être obtenue de deux manières
fondamentalement différentes soit par contacte liquide / liquide (fusion locale) ou par contacte
solide /solide (diffusion). L’opération du soudage est associée généralement à la notion de
soudabilité qui recouvre trois aspects :
La soudabilité opératoire qui consiste à réaliser un joint soudé entre deux métaux.
La soudabilité locale qui conserve l’étude de toutes modifications locales telles que :
Les modifications structurales, physico-chimiques...
La soudabilité globale qui conserve l’aptitude du joint soudé utilisé dans une
construction, c'est-à-dire à supporter les conditions réelles du service [15,16].
II.I. Procédés de soudage
Il existe de nombreuses classifications des procédés de soudage applicables aux aciers
inoxydables tels que : le soudage à l’arc avec électrode enrobée, sous flux, MIG, TIG, soudage ou
plasma, soudage par faisceaux d’électrons et par faisceaux laser [16].
Les procédés les plus utilisés pour le soudage des aciers inoxydables avec d’excellents
résultats sont : le soudage TIG (Tungsten Inert Gaz) et le soudage à l’arc avec électrode enrobée.
II.I 1.Procédé TIG(GTAW)
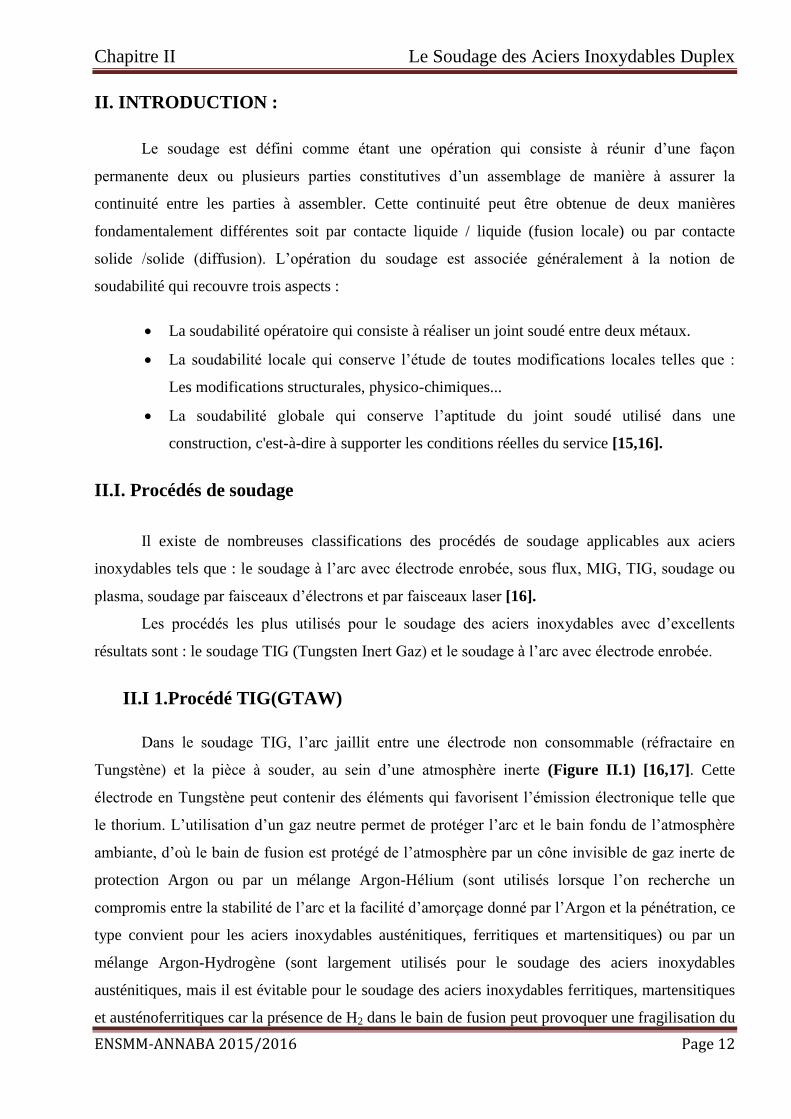
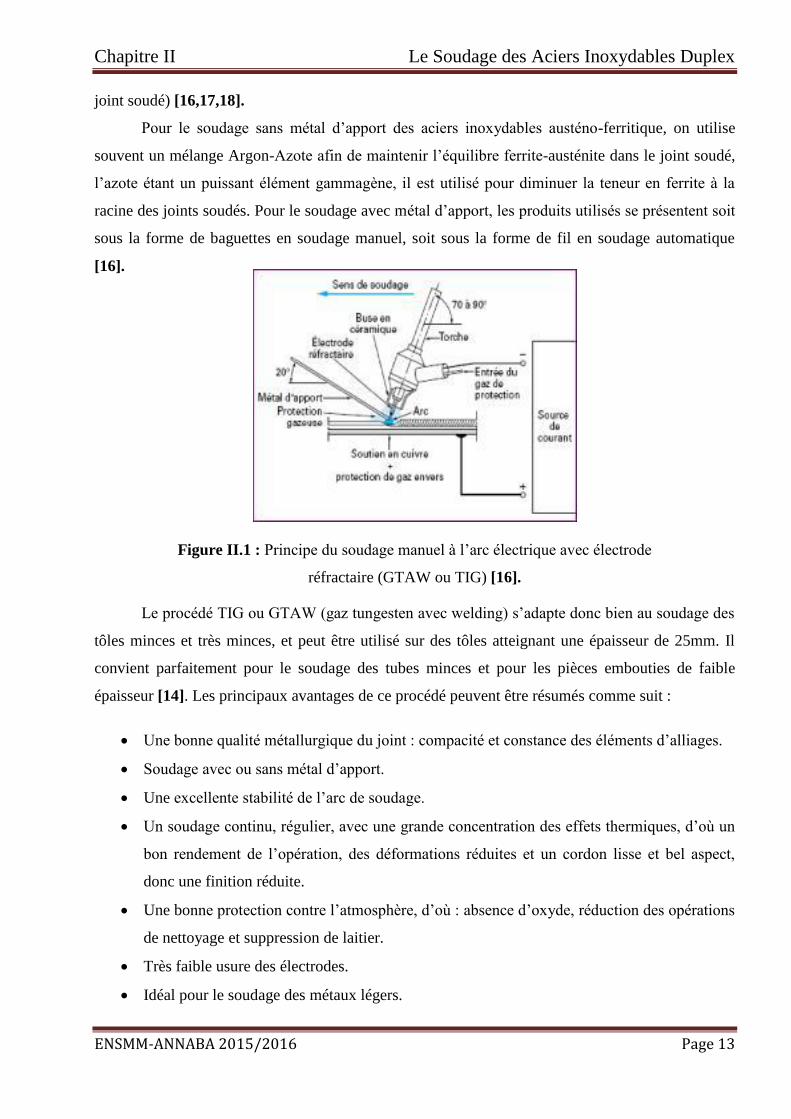
Dans le soudage TIG, l’arc jaillit entre une électrode non consommable (réfractaire en
Tungstène) et la pièce à souder, au sein d’une atmosphère inerte (Figure II.1) [16,17]. Cette
électrode en Tungstène peut contenir des éléments qui favorisent l’émission électronique telle que
le thorium. L’utilisation d’un gaz neutre permet de protéger l’arc et le bain fondu de l’atmosphère
ambiante, d’où le bain de fusion est protégé de l’atmosphère par un cône invisible de gaz inerte de
protection Argon ou par un mélange Argon-Hélium (sont utilisés lorsque l’on recherche un
compromis entre la stabilité de l’arc et la facilité d’amorçage donné par l’Argon et la pénétration, ce
type convient pour les aciers inoxydables austénitiques, ferritiques et martensitiques) ou par un
mélange Argon-Hydrogène (sont largement utilisés pour le soudage des aciers inoxydables
austénitiques, mais il est évitable pour le soudage des aciers inoxydables ferritiques, martensitiques
et austénoferritiques car la présence de H2 dans le bain de fusion peut provoquer une fragilisation du
Chapitre II Le Soudage des Aciers Inoxydables Duplex
ENSMM-ANNABA 2015/2016 Page 13
joint soudé) [16,17,18].
Pour le soudage sans métal d’apport des aciers inoxydables austéno-ferritique, on utilise
souvent un mélange Argon-Azote afin de maintenir l’équilibre ferrite-austénite dans le joint soudé,
l’azote étant un puissant élément gammagène, il est utilisé pour diminuer la teneur en ferrite à la
racine des joints soudés. Pour le soudage avec métal d’apport, les produits utilisés se présentent soit
sous la forme de baguettes en soudage manuel, soit sous la forme de fil en soudage automatique
[16].
Figure II.1 : Principe du soudage manuel à l’arc électrique avec électrode
réfractaire (GTAW ou TIG) [16].
Le procédé TIG ou GTAW (gaz tungesten avec welding) s’adapte donc bien au soudage des
tôles minces et très minces, et peut être utilisé sur des tôles atteignant une épaisseur de 25mm. Il
convient parfaitement pour le soudage des tubes minces et pour les pièces embouties de faible
épaisseur [14]. Les principaux avantages de ce procédé peuvent être résumés comme suit :
Une bonne qualité métallurgique du joint : compacité et constance des éléments d’alliages.
Soudage avec ou sans métal d’apport.
Une excellente stabilité de l’arc de soudage.
Un soudage continu, régulier, avec une grande concentration des effets thermiques, d’où un
bon rendement de l’opération, des déformations réduites et un cordon lisse et bel aspect,
donc une finition réduite.
Une bonne protection contre l’atmosphère, d’où : absence d’oxyde, réduction des opérations
de nettoyage et suppression de laitier.
Très faible usure des électrodes.
Idéal pour le soudage des métaux légers.
Chapitre II Le Soudage des Aciers Inoxydables Duplex
ENSMM-ANNABA 2015/2016 Page 14
Il permet d’exécuter des soudures sans inclusions, même sur des métaux difficilement
soudables.
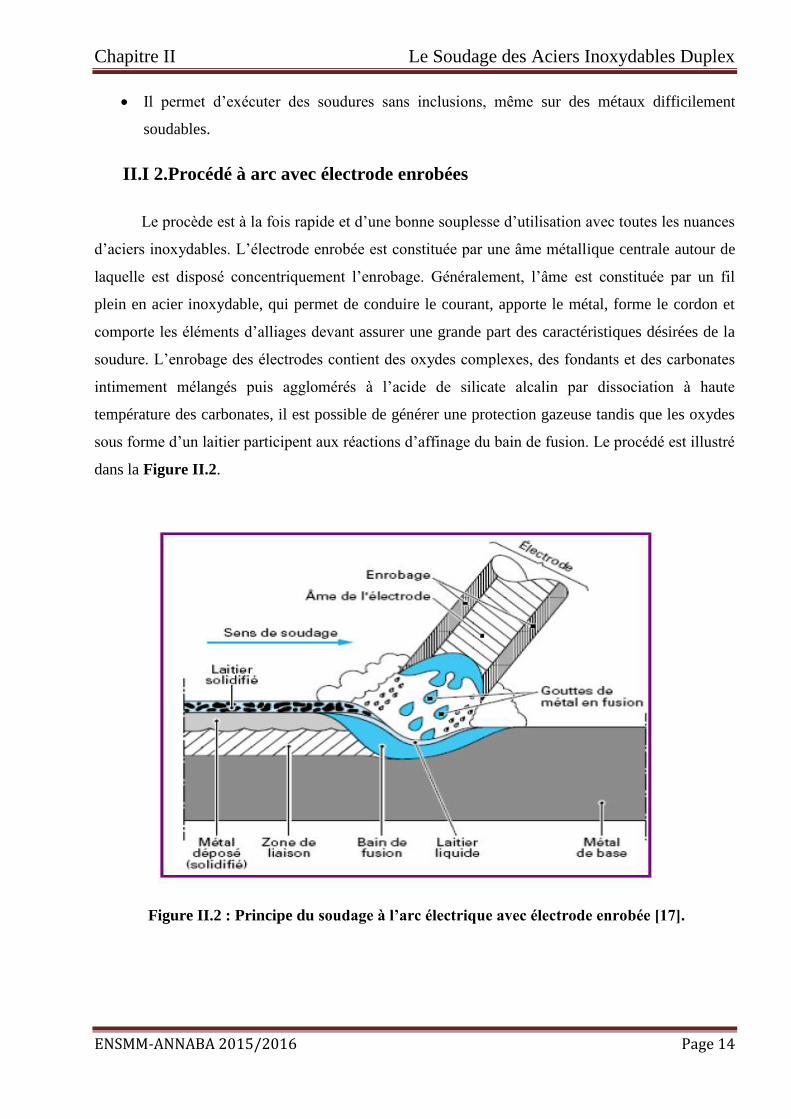
II.I 2.Procédé à arc avec électrode enrobées
Le procède est à la fois rapide et d’une bonne souplesse d’utilisation avec toutes les nuances
d’aciers inoxydables. L’électrode enrobée est constituée par une âme métallique centrale autour de
laquelle est disposé concentriquement l’enrobage. Généralement, l’âme est constituée par un fil
plein en acier inoxydable, qui permet de conduire le courant, apporte le métal, forme le cordon et
comporte les éléments d’alliages devant assurer une grande part des caractéristiques désirées de la
soudure. L’enrobage des électrodes contient des oxydes complexes, des fondants et des carbonates
intimement mélangés puis agglomérés à l’acide de silicate alcalin par dissociation à haute
température des carbonates, il est possible de générer une protection gazeuse tandis que les oxydes
sous forme d’un laitier participent aux réactions d’affinage du bain de fusion. Le procédé est illustré
dans la Figure II.2.
Figure II.2 : Principe du soudage à l’arc électrique avec électrode enrobée [17].
Chapitre II Le Soudage des Aciers Inoxydables Duplex
ENSMM-ANNABA 2015/2016 Page 15
L’enrobage procède un triple rôle [17] :
Il protège le métal fondu du contact de l’acier et évite l’oxydation du chrome.
contribue à la bonne qualité métallurgique du joint à sa résistance à la corrosion.
contribue à la stabilisation de l’arc :
On envisage deux principaux types d’enrobages : type basique et type au rutile
Les enrobages basiques assurent une protection un peu meilleure des éléments d’alliages et une
grande constance de la qualité analytique du métal dans le joint soudé .Ils ne sont utilisables qu’en
courant continu, et généralement en polarité inverse, c'est-à-dire avec la baquette au pôle positif.
Tandis que, les enrobages au rutile procurent de bonnes caractéristiques de l’arc et déposent un
cordon plus lisse, ils peuvent s’employer en courant alternatif et en courant continu [16,17]
II.2. les principaux défauts de soudage
Parmi les principaux défauts de soudage, on distingue ceux qui sont d’origine purement
opératoire tel que : manque de pénétration, manque de fusion, et les défauts de soudage internes tel
que : les fissures à chaud, les fissures à froid, les fissures au réchauffage et les porosités.
Manque de pénétration
Ce défaut engendre un rétrécissement de la section du métal de la soudure et
constitue une amorce de rupture.
Manque de fusion
Il apparaît quant le métal de base n’a pas été chauffé a une température suffisante,
donc absence de liaison entre le métal de base et le métal déposé.
La fissuration à chaud
On a deux types de fissures :
Les fissures de solidification apparaissent en fin de solidification, elles peuvent être
internes ou déboucher en surface mais elles sont localisées dans les directions de
solidification.
Les fissures de liquation se rencontrent principalement dans la zone affectée
thermiquement du métal de base au voisinage de la zone de liaison, elles se
prolongent généralement sous forme de fissure de solidification dans la passe en
cours d’exécution.
Chapitre II Le Soudage des Aciers Inoxydables Duplex
ENSMM-ANNABA 2015/2016 Page 16
La fissuration à froid
Ces fissures apparaissent a basse température (<200°c). De ce fait, elles sont fines et
n’ont pas d’orientation privilégiée par rapport à la microstructure, elles se
développent le plus souvent dans la zone affectée thermiquement mais parfois
peuvent se rencontres dans le métal fondu.
La fissuration au réchauffage
Elle est de caractère intergranulaire, se rencontre essentiellement dans la zone
affectée thermiquement à gros grains et occasionnent dans le métal fondu. Elle
s’initie lors du traitement thermique post-soudage ou en service à température
élevée.
Les porosités
On distingue quatre mécanismes susceptibles de donner naissance à des porosités dans le
métal fondu :
L’instabilité du capillaire gazeux dans le cas des soudures effectuées au moyen des
procédés à haute densité d’énergie.
Une suppression gazeuse sans la racine du cordon.
Une teneur en gaz dissous dans le métal liquide supérieur à la limite de solubilité
dans le métal solide à la température de solidification.
Une réaction chimique au sein du bain liquide donnant naissance à un gaz [8].
En plus de ce défaut, on peut également trouver d’autres défauts relatifs à la forme de
cordon, qui sont en nombres de trois [11,19] :
Les cordons trop bombés sont dus à une intensité trop faible et d’un balancement insuffisant
de l’électrode.
Les cordons trop étalés indiquent que les pièces sont surchauffées et que l’intensité du
courant est trop importante.
Les cordons réguliers sont souvent le résultat d’une utilisation d’électrode non appropriée et un
choix imparfait de l’intensité du courant de soudage.
Chapitre II Le Soudage des Aciers Inoxydables Duplex
ENSMM-ANNABA 2015/2016 Page 17
II.3. Cycle thermique de soudage
Le cycle thermique de soudage permet l’interprétation quantitative des différents
phénomènes métallurgiques ainsi par la suite de prévoir ces phénomènes afin de déterminer le choix
des procédés de soudage et des modes opératoires.
Cette interprétation requiert comme condition nécessaire, la connaissance de la température
atteinte. A cette condition de température s’ajoute une ou plusieurs conditions de temps (il s’agit de
réchauffement ou du refroidissement).
Afin d’interpréter ces phénomènes qui prennent place durant l’opération du soudage, en un
point donné de l’assemblage, il faut donc savoir la variation de la température en fonction du temps
(le cycle thermique de soudage).
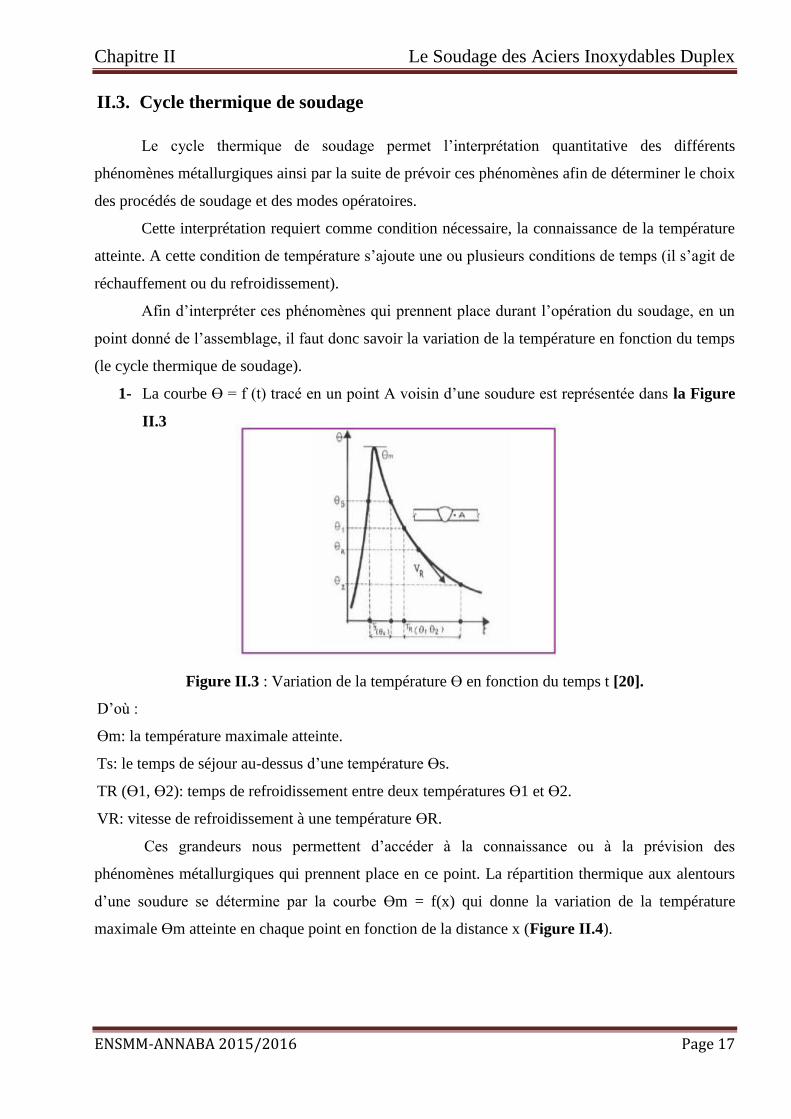
1- La courbe ϴ = f (t) tracé en un point A voisin d’une soudure est représentée dans la Figure
II.3
Figure II.3 : Variation de la température ϴ en fonction du temps t [20].
D’où :
ϴm: la température maximale atteinte.
Ts: le temps de séjour au-dessus d’une température ϴs.
TR (ϴ1, ϴ2): temps de refroidissement entre deux températures ϴ1 et ϴ2.
VR: vitesse de refroidissement à une température ϴR.
Ces grandeurs nous permettent d’accéder à la connaissance ou à la prévision des
phénomènes métallurgiques qui prennent place en ce point. La répartition thermique aux alentours
d’une soudure se détermine par la courbe ϴm = f(x) qui donne la variation de la température
maximale ϴm atteinte en chaque point en fonction de la distance x (Figure II.4).
Chapitre II Le Soudage des Aciers Inoxydables Duplex
ENSMM-ANNABA 2015/2016 Page 18
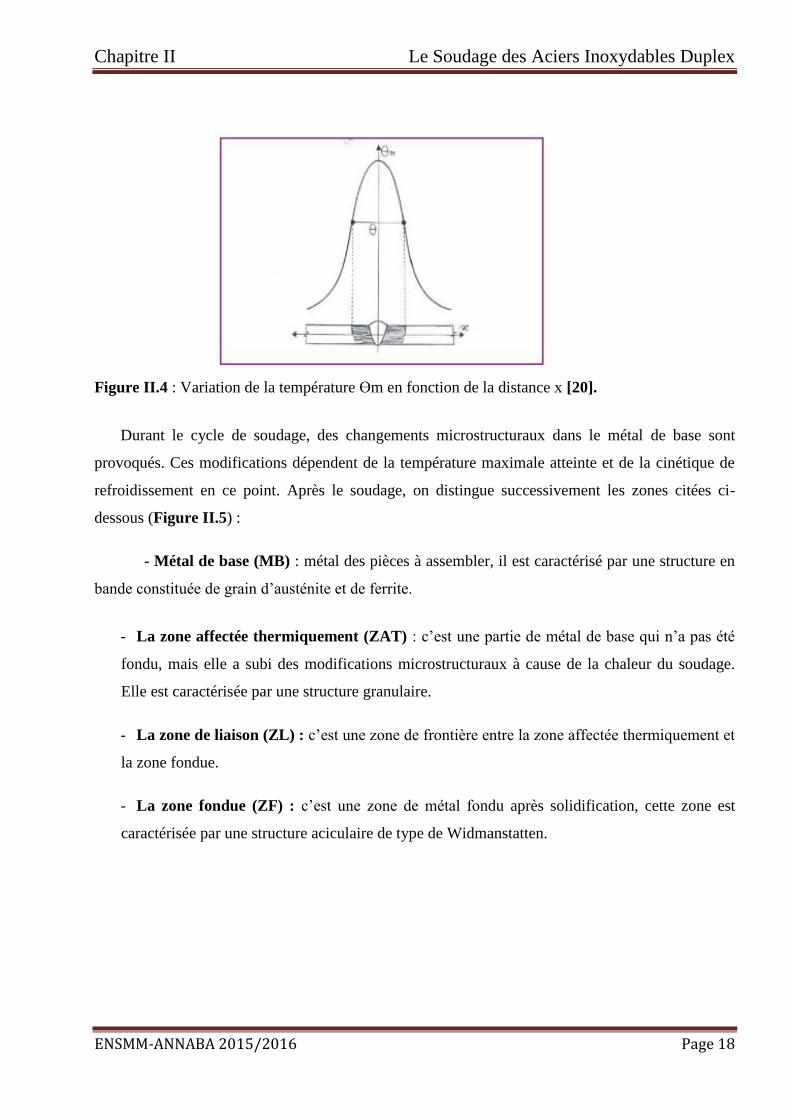
Figure II.4 : Variation de la température ϴm en fonction de la distance x [20].
Durant le cycle de soudage, des changements microstructuraux dans le métal de base sont
provoqués. Ces modifications dépendent de la température maximale atteinte et de la cinétique de
refroidissement en ce point. Après le soudage, on distingue successivement les zones citées ci-
dessous (Figure II.5) :
- Métal de base (MB) : métal des pièces à assembler, il est caractérisé par une structure en
bande constituée de grain d’austénite et de ferrite.
- La zone affectée thermiquement (ZAT) : c’est une partie de métal de base qui n’a pas été
fondu, mais elle a subi des modifications microstructuraux à cause de la chaleur du soudage.
Elle est caractérisée par une structure granulaire.
- La zone de liaison (ZL) : c’est une zone de frontière entre la zone affectée thermiquement et
la zone fondue.
- La zone fondue (ZF) : c’est une zone de métal fondu après solidification, cette zone est
caractérisée par une structure aciculaire de type de Widmanstatten.
Chapitre II Le Soudage des Aciers Inoxydables Duplex
ENSMM-ANNABA 2015/2016 Page 19
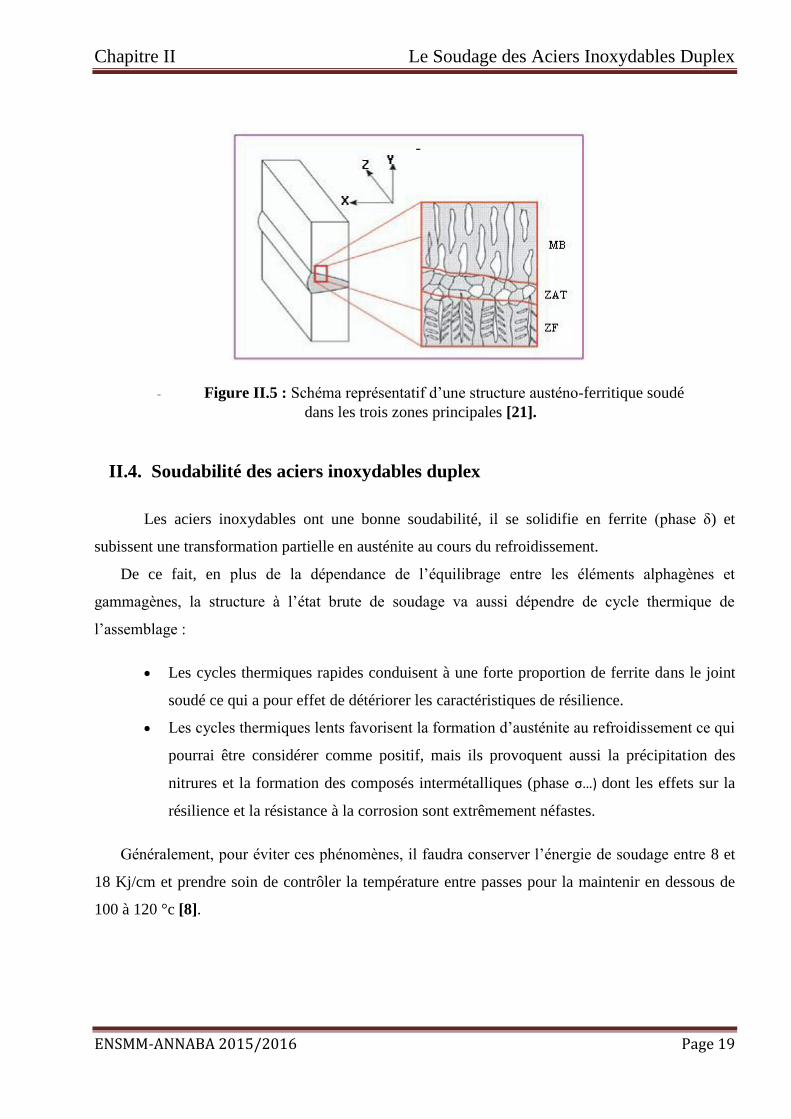
II.4. Soudabilité des aciers inoxydables duplex
Les aciers inoxydables ont une bonne soudabilité, il se solidifie en ferrite (phase δ) et
subissent une transformation partielle en austénite au cours du refroidissement.
De ce fait, en plus de la dépendance de l’équilibrage entre les éléments alphagènes et
gammagènes, la structure à l’état brute de soudage va aussi dépendre de cycle thermique de
l’assemblage :
Les cycles thermiques rapides conduisent à une forte proportion de ferrite dans le joint
soudé ce qui a pour effet de détériorer les caractéristiques de résilience.
Les cycles thermiques lents favorisent la formation d’austénite au refroidissement ce qui
pourrai être considérer comme positif, mais ils provoquent aussi la précipitation des
nitrures et la formation des composés intermétalliques (phase σ…) dont les effets sur la
résilience et la résistance à la corrosion sont extrêmement néfastes.
Généralement, pour éviter ces phénomènes, il faudra conserver l’énergie de soudage entre 8 et
18 Kj/cm et prendre soin de contrôler la température entre passes pour la maintenir en dessous de
100 à 120 °c [8].
-
- Figure II.5 : Schéma représentatif d’une structure austéno-ferritique soudé
dans les trois zones principales [21].
Chapitre II Le Soudage des Aciers Inoxydables Duplex
ENSMM-ANNABA 2015/2016 Page 20
II.4.1.Solidification et structure des soudures duplex
Les propriétés de soudage des métaux sont largement influencées par le mode de
solidification et par le refroidissement consécutif à la passe du soudage comme une conséquence de
l’absence de la recristallisation et de l’homogénéisation contrôlées [1]. La microstructure du métal
soudé diffère de celle du métal de base, comme résultat des variations de la composition chimique
et de son total historique thermique [11].
Pendant la solidification de l’acier duplex notamment du métal fondu des soudures, il se forme une
structure presque entièrement ferritique, en poursuivant le refroidissement au-dessous de 900°C la
phase austénitique est amorcée aux joints de grains ferritiques. En effet, la solidification de la ferrite
implique la croissance épitaxiale à partir du métal de base aux joints fusionnés. La croissance de la
dendrite initiale est orientée selon le gradient thermique. La précipitation de l’austénite dépend de la
composition du métal soudé, sa formation initiale se produit intergranulairement. Ensuite, elle est
suivie par la formation de l’austénite type Widmanstätten ou sur les sites intragranulaires dépendant
de la taille des grains ferritiques et de la vitesse de refroidissement. La précipitation de l’austénite
est le processus de nucléation et croissance contrôlé par la diffusion [11].
Ainsi la vitesse de refroidissement est d’une importance majeure dans la détermination de l’étendue
de cette transformation. Pour des vitesses de refroidissement lentes on aura la formation de plus
d’austénite et pour des vitesses de refroidissement rapides on aura la formation de peu d’austénite.
Cependant, comme la nucléation est facilitée aux joints de grains, une taille petite des grains de
ferrite, en principe, favorise des quantités d’austénite élevées. Pour encourager la formation de
l’austénite dans le métal soudé et pour maintenir la balance des phases, les consommables du
soudage ont généralement une composition « plus austénite » que l’acier parent. Ces consommables
sont aujourd’hui fabriqués avec 2-4% plus de nickel que le métal de base [11]. La structure
résultante est constituée de grains de ferrite primaires avec de l’austénite intergranulaire ou
intragranulaire principalement précipitée en structure Widmanstätten.[1].
La Figure II.6 présentée ci-dessous récapitule les différentes zones dans un joint soudé austéno-
ferritique. L’étendue de ces zones dépend fortement des paramètres de soudage et des procèdes
utilisés.
Chapitre II Le Soudage des Aciers Inoxydables Duplex
ENSMM-ANNABA 2015/2016 Page 21
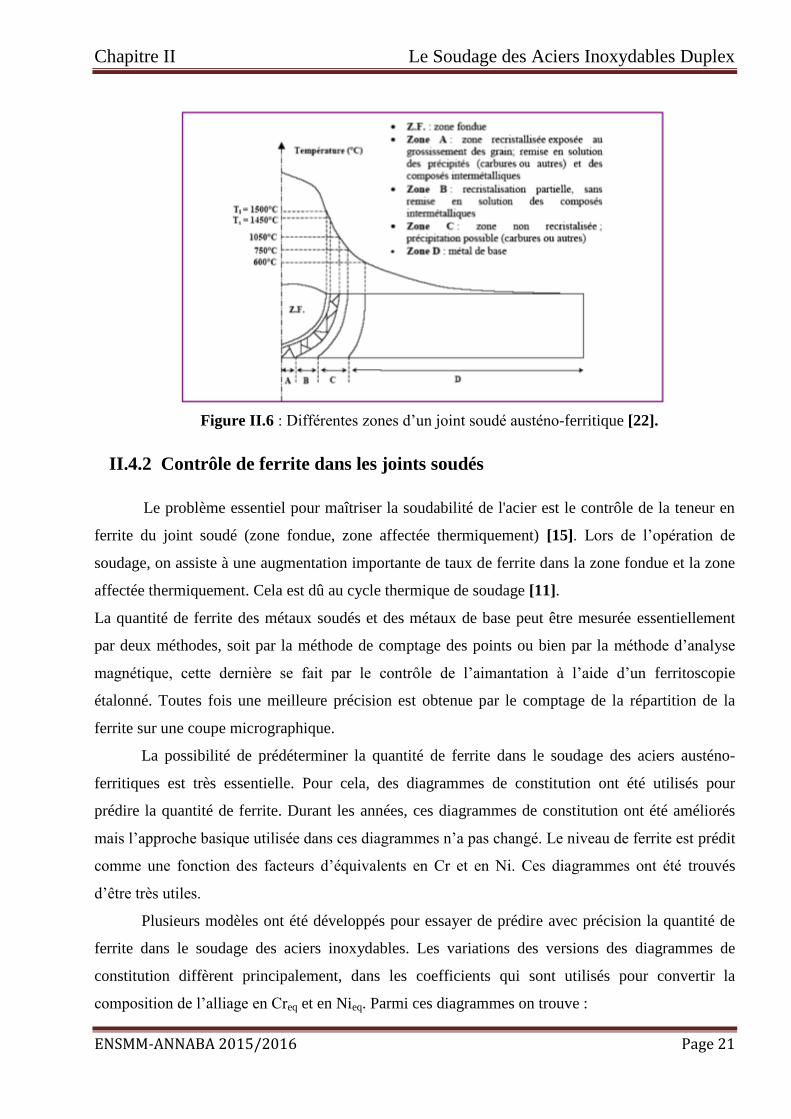
II.4.2 Contrôle de ferrite dans les joints soudés
Le problème essentiel pour maîtriser la soudabilité de l'acier est le contrôle de la teneur en
ferrite du joint soudé (zone fondue, zone affectée thermiquement) [15]. Lors de l’opération de
soudage, on assiste à une augmentation importante de taux de ferrite dans la zone fondue et la zone
affectée thermiquement. Cela est dû au cycle thermique de soudage [11].
La quantité de ferrite des métaux soudés et des métaux de base peut être mesurée essentiellement
par deux méthodes, soit par la méthode de comptage des points ou bien par la méthode d’analyse
magnétique, cette dernière se fait par le contrôle de l’aimantation à l’aide d’un ferritoscopie
étalonné. Toutes fois une meilleure précision est obtenue par le comptage de la répartition de la
ferrite sur une coupe micrographique.
La possibilité de prédéterminer la quantité de ferrite dans le soudage des aciers austéno-
ferritiques est très essentielle. Pour cela, des diagrammes de constitution ont été utilisés pour
prédire la quantité de ferrite. Durant les années, ces diagrammes de constitution ont été améliorés
mais l’approche basique utilisée dans ces diagrammes n’a pas changé. Le niveau de ferrite est prédit
comme une fonction des facteurs d’équivalents en Cr et en Ni. Ces diagrammes ont été trouvés
d’être très utiles.
Plusieurs modèles ont été développés pour essayer de prédire avec précision la quantité de
ferrite dans le soudage des aciers inoxydables. Les variations des versions des diagrammes de
constitution diffèrent principalement, dans les coefficients qui sont utilisés pour convertir la
composition de l’alliage en Creq et en Nieq. Parmi ces diagrammes on trouve :
Figure II.6 : Différentes zones d’un joint soudé austéno-ferritique [22].
Chapitre II Le Soudage des Aciers Inoxydables Duplex
ENSMM-ANNABA 2015/2016 Page 22
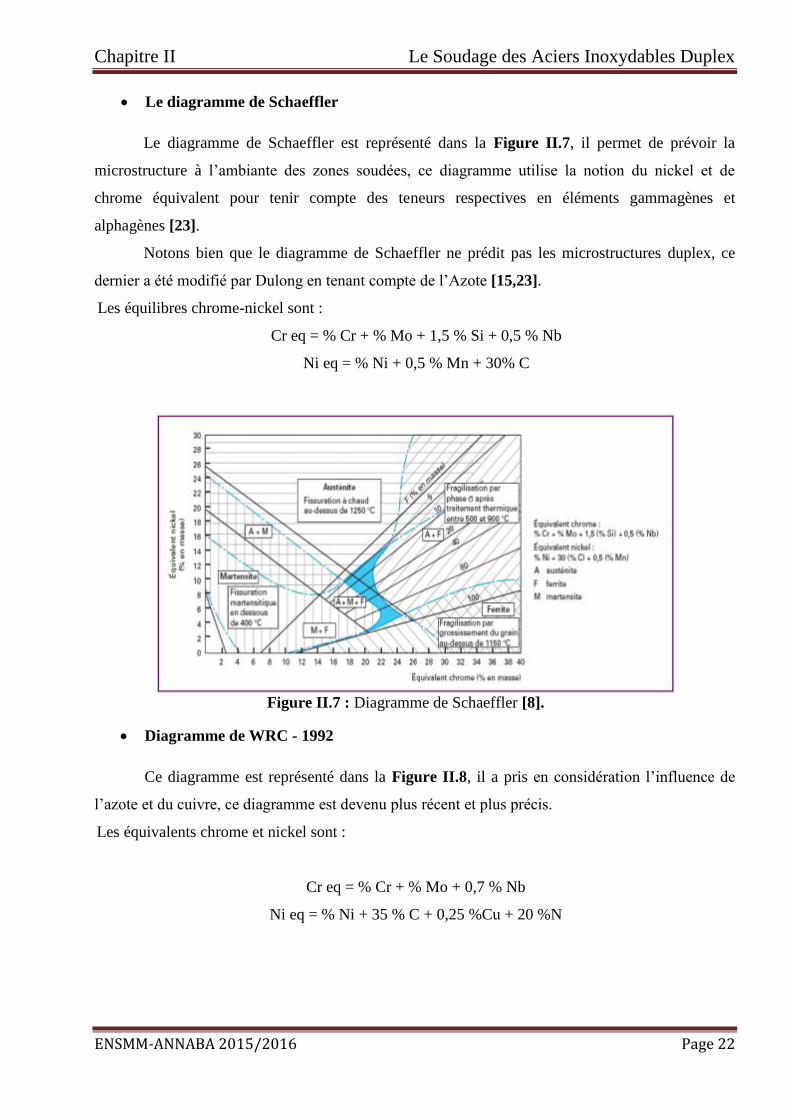
Le diagramme de Schaeffler
Le diagramme de Schaeffler est représenté dans la Figure II.7, il permet de prévoir la
microstructure à l’ambiante des zones soudées, ce diagramme utilise la notion du nickel et de
chrome équivalent pour tenir compte des teneurs respectives en éléments gammagènes et
alphagènes [23].
Notons bien que le diagramme de Schaeffler ne prédit pas les microstructures duplex, ce
dernier a été modifié par Dulong en tenant compte de l’Azote [15,23].
Les équilibres chrome-nickel sont :
Cr eq = % Cr + % Mo + 1,5 % Si + 0,5 % Nb
Ni eq = % Ni + 0,5 % Mn + 30% C
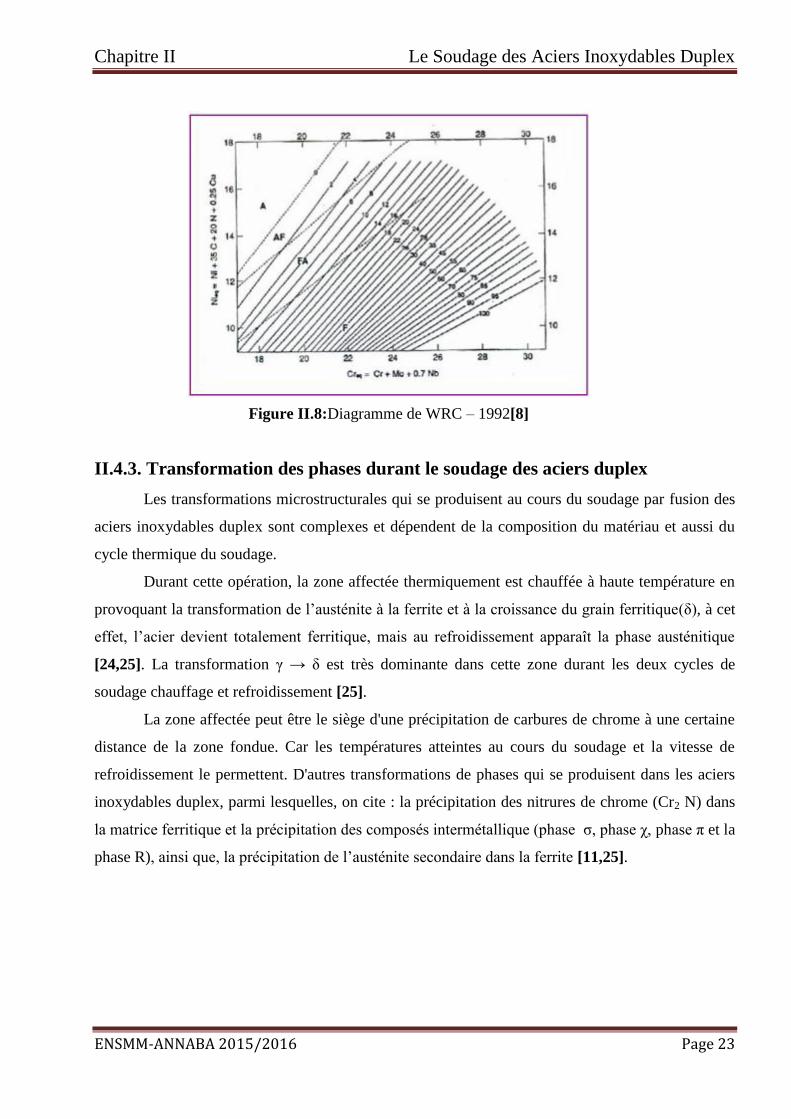
Diagramme de WRC - 1992
Ce diagramme est représenté dans la Figure II.8, il a pris en considération l’influence de
l’azote et du cuivre, ce diagramme est devenu plus récent et plus précis.
Les équivalents chrome et nickel sont :
Cr eq = % Cr + % Mo + 0,7 % Nb
Ni eq = % Ni + 35 % C + 0,25 %Cu + 20 %N
Figure II.7 : Diagramme de Schaeffler [8].
Chapitre II Le Soudage des Aciers Inoxydables Duplex
ENSMM-ANNABA 2015/2016 Page 23
II.4.3. Transformation des phases durant le soudage des aciers duplex
Les transformations microstructurales qui se produisent au cours du soudage par fusion des
aciers inoxydables duplex sont complexes et dépendent de la composition du matériau et aussi du
cycle thermique du soudage.
Durant cette opération, la zone affectée thermiquement est chauffée à haute température en
provoquant la transformation de l’austénite à la ferrite et à la croissance du grain ferritique(δ), à cet
effet, l’acier devient totalement ferritique, mais au refroidissement apparaît la phase austénitique
[24,25]. La transformation γ → δ est très dominante dans cette zone durant les deux cycles de
soudage chauffage et refroidissement [25].
La zone affectée peut être le siège d'une précipitation de carbures de chrome à une certaine
distance de la zone fondue. Car les températures atteintes au cours du soudage et la vitesse de
refroidissement le permettent. D'autres transformations de phases qui se produisent dans les aciers
inoxydables duplex, parmi lesquelles, on cite : la précipitation des nitrures de chrome (Cr2 N) dans
la matrice ferritique et la précipitation des composés intermétallique (phase σ, phase χ, phase π et la
phase R), ainsi que, la précipitation de l’austénite secondaire dans la ferrite [11,25].
Figure II.8:Diagramme de WRC – 1992[8]
Chapitre II Le Soudage des Aciers Inoxydables Duplex
ENSMM-ANNABA 2015/2016 Page 24
II.5. Traitements thermiques des soudures duplex
Les aciers inoxydables austéno-ferritique ne sont pas sensibles à la corrosion
intergranulaire. De ce point de vu, ces derniers n’exigent aucun traitement thermique après soudage.
Dans le but d’éviter toute transformation de ferrite, on évite de ne pas pratiquer ni préchauffage ni
post-chauffage.
Toutefois, le processus du soudage peut déstabiliser l’équilibre ferrite/austénite dans un
joint soudé. Afin de rétablir cet équilibre, l’unique traitement thermique convenable après soudage
est l’hypertrempe [1].
Ce traitement permettra l’obtention de joints soudés avec structure homogène (50% de ferrite, 50%
de l’austénite), par la diminution de la teneur en ferrite en zone affectée thermiquement et en zone
fondue. La température de l’hypertrempe sera de l’ordre de 1050°C pour les nuances sans
Molybdène et de 1100°C pour les nuances avec Molybdène [15].
Chapitre III
RUPTURE DUCTILE-
FRAGILE
Chapitre III Rupture Ductile-Fragile
ENSMM-ANNABA 2015/2016 Page 25
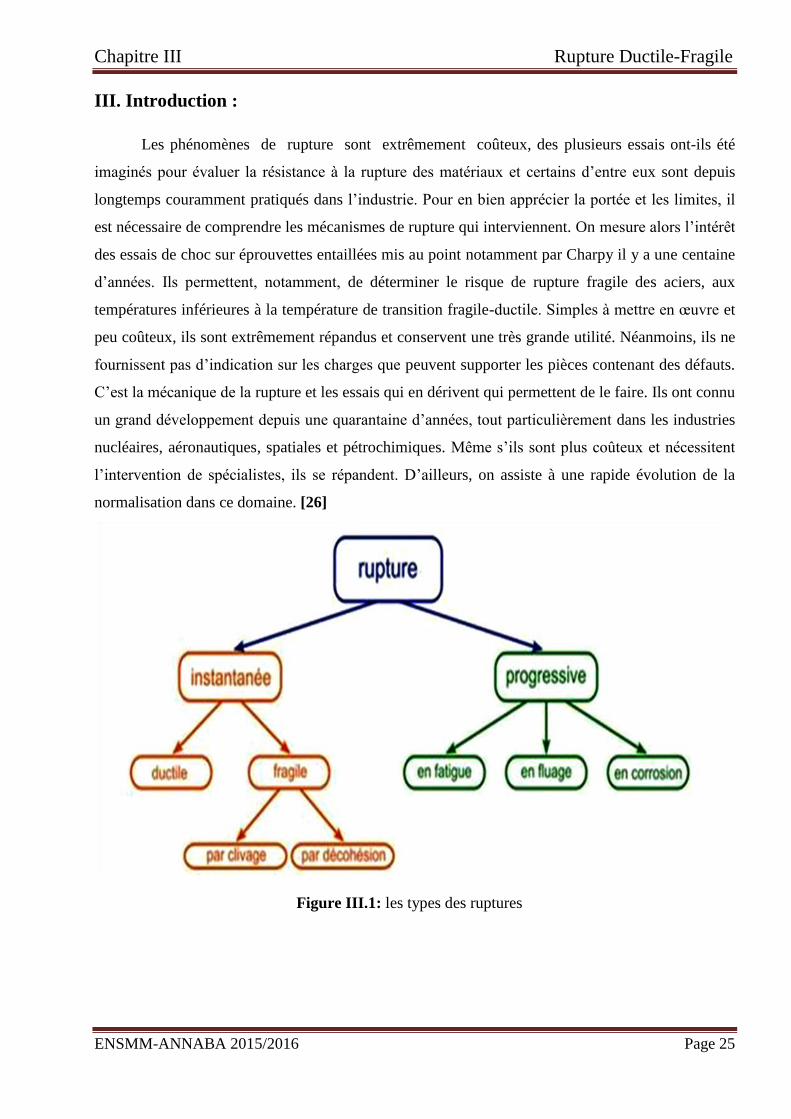
III. Introduction :
Les phénomènes de rupture sont extrêmement coûteux, des plusieurs essais ont-ils été
imaginés pour évaluer la résistance à la rupture des matériaux et certains d’entre eux sont depuis
longtemps couramment pratiqués dans l’industrie. Pour en bien apprécier la portée et les limites, il
est nécessaire de comprendre les mécanismes de rupture qui interviennent. On mesure alors l’intérêt
des essais de choc sur éprouvettes entaillées mis au point notamment par Charpy il y a une centaine
d’années. Ils permettent, notamment, de déterminer le risque de rupture fragile des aciers, aux
températures inférieures à la température de transition fragile-ductile. Simples à mettre en œuvre et
peu coûteux, ils sont extrêmement répandus et conservent une très grande utilité. Néanmoins, ils ne
fournissent pas d’indication sur les charges que peuvent supporter les pièces contenant des défauts.
C’est la mécanique de la rupture et les essais qui en dérivent qui permettent de le faire. Ils ont connu
un grand développement depuis une quarantaine d’années, tout particulièrement dans les industries
nucléaires, aéronautiques, spatiales et pétrochimiques. Même s’ils sont plus coûteux et nécessitent
l’intervention de spécialistes, ils se répandent. D’ailleurs, on assiste à une rapide évolution de la
normalisation dans ce domaine. [26]
Figure III.1: les types des ruptures
Chapitre III Rupture Ductile-Fragile
ENSMM-ANNABA 2015/2016 Page 26
Dans notre travail, Nous nous limitons aux mécanismes de rupture brutale à température
assez basse pour que le fluage n’intervienne pas. Nous excluons donc les mécanismes de rupture
différée (fatigue, corrosion sous tension, fluage), Les ruptures brutales à froid appartiennent à trois
catégories: les ruptures par clivage, les ruptures ductiles et les ruptures intergranulaires.
III.1.Les ruptures ductiles-fragiles
III.1.1.Rupture fragile
La rupture fragile est caractérisée par l’absence de déformation plastique macroscopique, est
donc par la propagation très rapide de fissure avec faible consommation d’énergie. Cette
propagation peut être de caractère transgranulaire (la surface de rupture travers les grains) où
intergranulaire (la surface de rupture contourne les grains)
III.1.1.1.Rupture par clivage
Le clivage est un mode de rupture qui se propage le long des plans cristallographiques de
bas indices de Miller(les plans de clivage (100) pour le CC et (001) pour le
HC).Macroscopiquement, la cassure présente un aspect brillant, à facettes correspondant à chaque
grain du matériau ; c’est un aspect souvent appelé cristallin. À l’échelle microscopique, l’aspect est
très lisse. L’interaction de la fissure avec les défauts structuraux ou avec l’hétérogénéité du métal
conduit des microreliefs très caractéristiques (les rivières et les languettes).
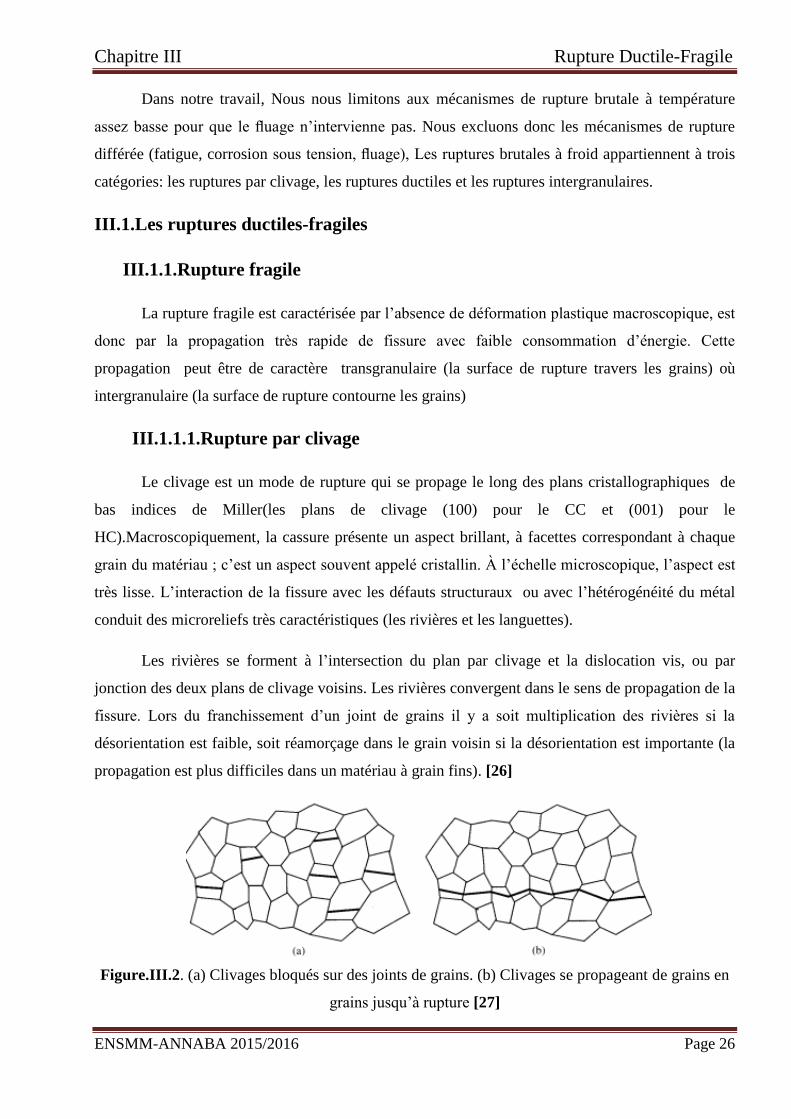
Les rivières se forment à l’intersection du plan par clivage et la dislocation vis, ou par
jonction des deux plans de clivage voisins. Les rivières convergent dans le sens de propagation de la
fissure. Lors du franchissement d’un joint de grains il y a soit multiplication des rivières si la
désorientation est faible, soit réamorçage dans le grain voisin si la désorientation est importante (la
propagation est plus difficiles dans un matériau à grain fins). [26]
Figure.III.2. (a) Clivages bloqués sur des joints de grains. (b) Clivages se propageant de grains en
grains jusqu’à rupture [27]
Chapitre III Rupture Ductile-Fragile
ENSMM-ANNABA 2015/2016 Page 27
III.1.1.2.Rupture intergranulaire
Il s’agit d’une décohésion intergranulaire; la rupture survient si les joints des grains sont
fragilisés par accumulation d’impuretés ou d’inclusions. Elle revêt deux aspects qui se rattachent
aux deux précédents. Le premier est très lisse à l’échelle microscopique : la rupture suit les
joints de grain avec des déformations plastiques locales très réduites : c’est l’analogue du clivage.
Au contraire, dans certains cas, l’aspect microscopique présente des cupules. Elles se sont formées
sur les inclusions rassemblées dans les joints. Les critères de rupture se rattachent donc aux
deux critères précédents : contrainte critique ou allongement critique.
III.1.2.Rupture ductile
La rupture ductile est liée essentiellement à la présence d’inclusion ou de précipité. Dans ce
mode de rupture, la déformation macroscopique est généralement importante (consommation
d’énergie élevée) il y a déformation plastique autour des inclusions, formation des microcavités,
allongement de ces microcavités dans le sens de déformation, et coalescence de celle-ci par striction
ou cisaillement provoquant ainsi la rupture finale, À l’échelle macroscopique, la cassure a un aspect
fibreux. À l’échelle microscopique, on voit des microreliefs appelés cupules correspondant à chaque
cavité. Ces cupules peuvent avoir une forme sensiblement circulaire ou, au contraire, allongée dans
une direction si leur formation est accompagnée d’un cisaillement. Le mécanisme de rupture ductile
est donc essentiellement un phénomène de déformation plastique qui survient quand la déformation
atteint une valeur critique εf.
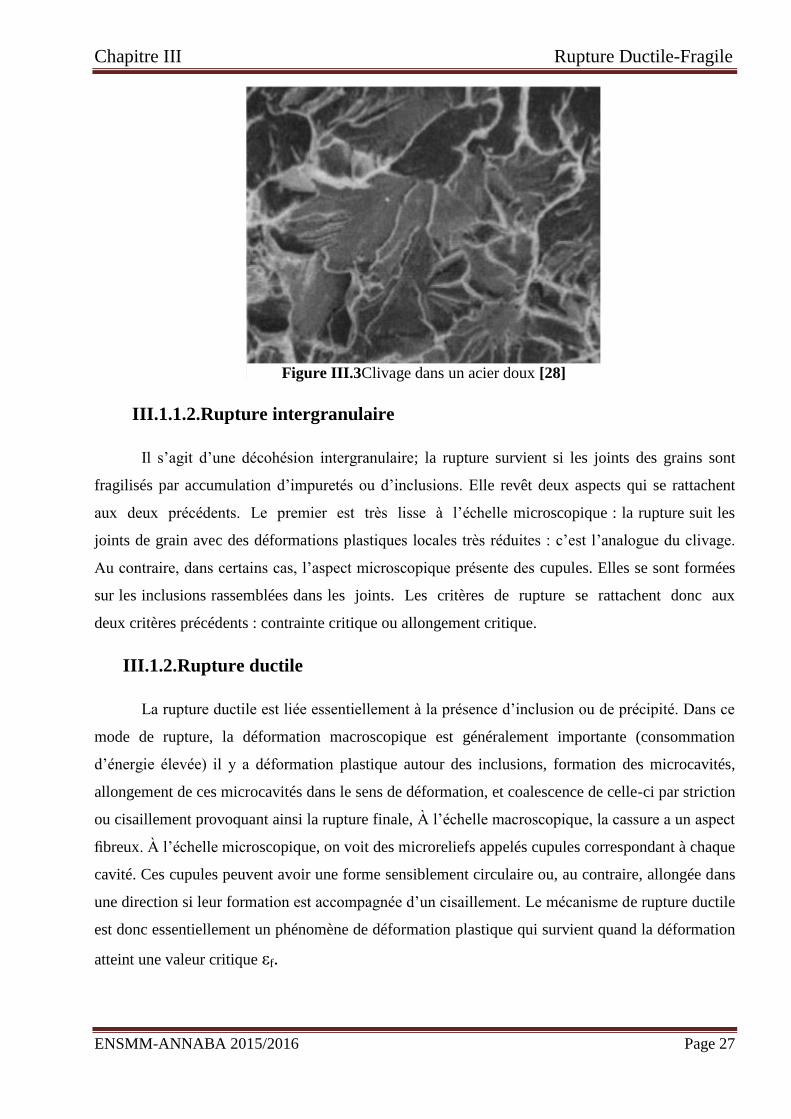
Figure III.3Clivage dans un acier doux [28]
Chapitre III Rupture Ductile-Fragile
ENSMM-ANNABA 2015/2016 Page 28
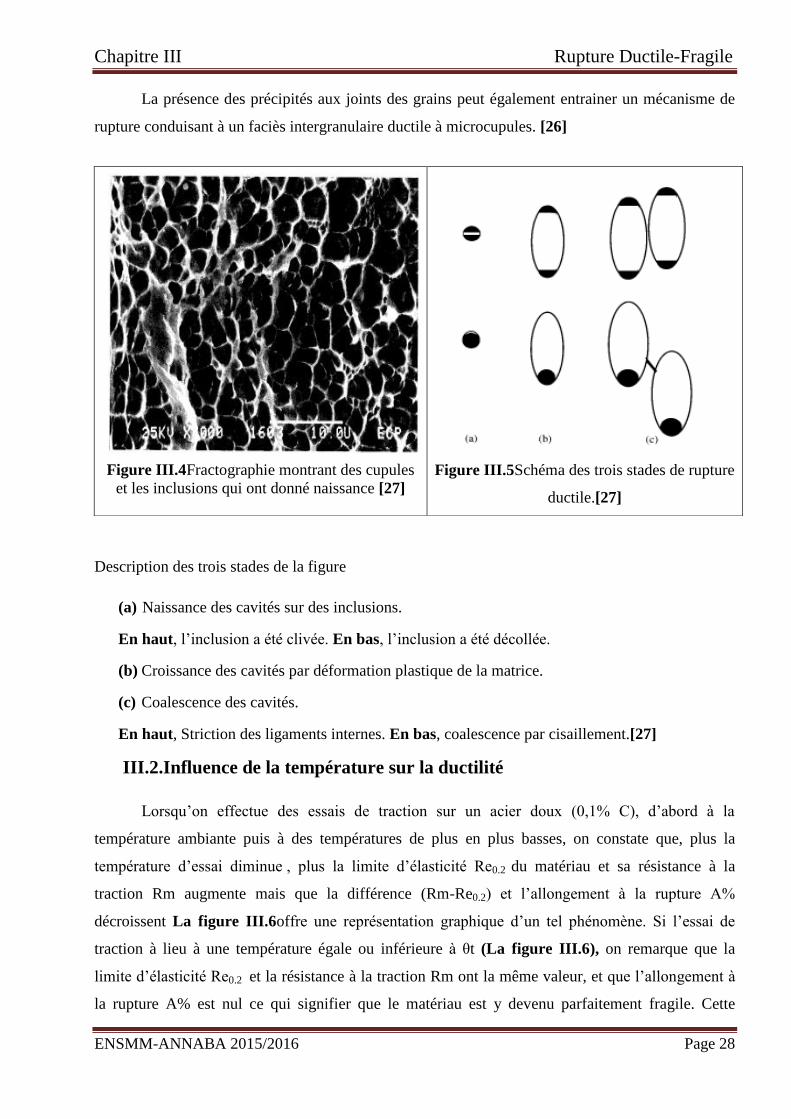
La présence des précipités aux joints des grains peut également entrainer un mécanisme de
rupture conduisant à un faciès intergranulaire ductile à microcupules. [26]
Description des trois stades de la figure
(a) Naissance des cavités sur des inclusions.
En haut, l’inclusion a été clivée. En bas, l’inclusion a été décollée.
(b) Croissance des cavités par déformation plastique de la matrice.
(c) Coalescence des cavités.
En haut, Striction des ligaments internes. En bas, coalescence par cisaillement.[27]
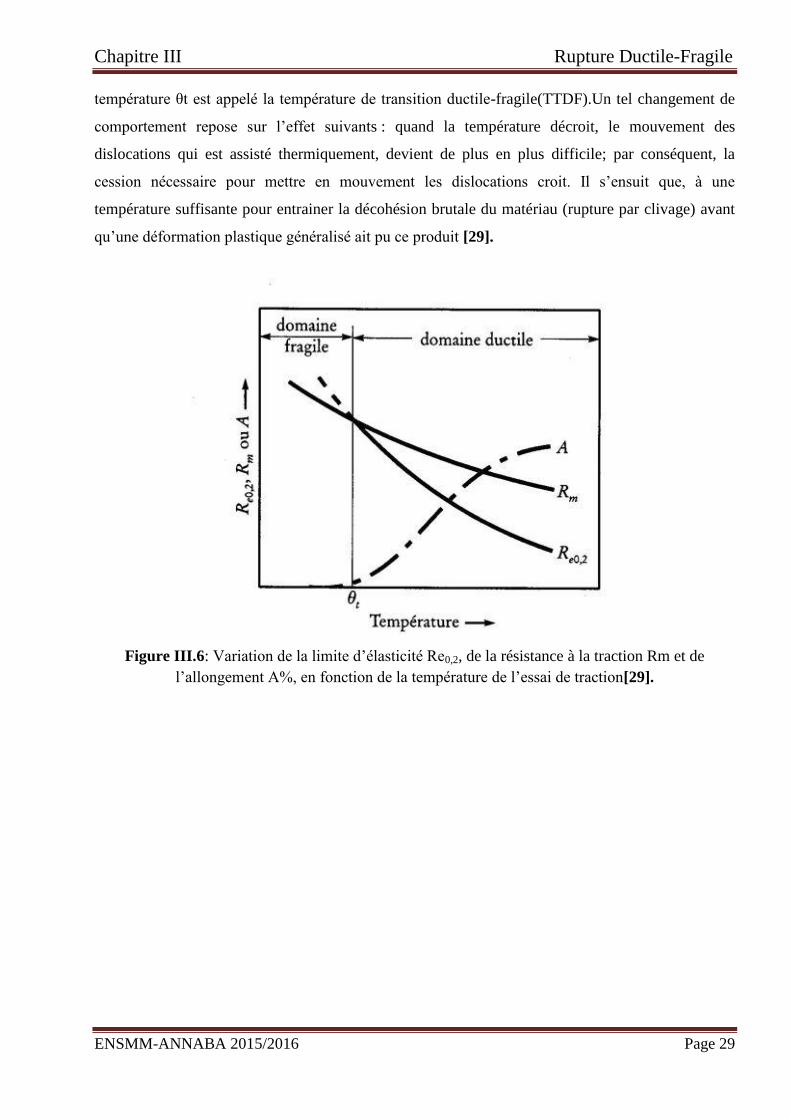
III.2.Influence de la température sur la ductilité
Lorsqu’on effectue des essais de traction sur un acier doux (0,1% C), d’abord à la
température ambiante puis à des températures de plus en plus basses, on constate que, plus la
température d’essai diminue , plus la limite d’élasticité Re0.2 du matériau et sa résistance à la
traction Rm augmente mais que la différence (Rm-Re0.2) et l’allongement à la rupture A%
décroissent La figure III.6offre une représentation graphique d’un tel phénomène. Si l’essai de
traction à lieu à une température égale ou inférieure à θt (La figure III.6), on remarque que la
limite d’élasticité Re0.2 et la résistance à la traction Rm ont la même valeur, et que l’allongement à
la rupture A% est nul ce qui signifier que le matériau est y devenu parfaitement fragile. Cette
Figure III.4Fractographie montrant des cupules
et les inclusions qui ont donné naissance [27]
Figure III.5Schéma des trois stades de rupture
ductile.[27]
Chapitre III Rupture Ductile-Fragile
ENSMM-ANNABA 2015/2016 Page 29
température θt est appelé la température de transition ductile-fragile(TTDF).Un tel changement de
comportement repose sur l’effet suivants : quand la température décroit, le mouvement des
dislocations qui est assisté thermiquement, devient de plus en plus difficile; par conséquent, la
cession nécessaire pour mettre en mouvement les dislocations croit. Il s’ensuit que, à une
température suffisante pour entrainer la décohésion brutale du matériau (rupture par clivage) avant
qu’une déformation plastique généralisé ait pu ce produit [29].
Figure III.6: Variation de la limite d’élasticité Re0,2, de la résistance à la traction Rm et de
l’allongement A%, en fonction de la température de l’essai de traction[29].
Partie Expérimentale
Chapitre IV
TECHNIQUES
EXPEREMENTALES
Chapitre IV Techniques Expérimentales
ENSMM-ANNABA 2015/2016 Page 30
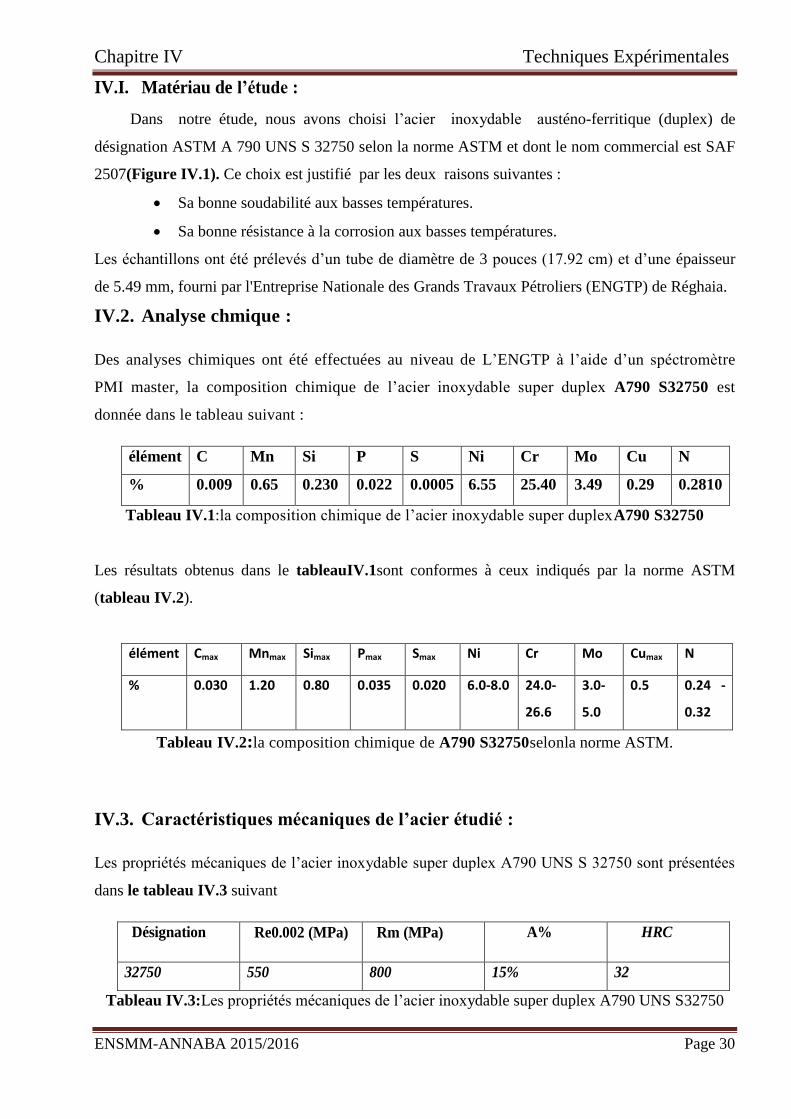
IV.I. Matériau de l’étude :
Dans notre étude, nous avons choisi l’acier inoxydable austéno-ferritique (duplex) de
désignation ASTM A 790 UNS S 32750 selon la norme ASTM et dont le nom commercial est SAF
2507(Figure IV.1). Ce choix est justifié par les deux raisons suivantes :
Sa bonne soudabilité aux basses températures.
Sa bonne résistance à la corrosion aux basses températures.
Les échantillons ont été prélevés d’un tube de diamètre de 3 pouces (17.92 cm) et d’une épaisseur
de 5.49 mm, fourni par l'Entreprise Nationale des Grands Travaux Pétroliers (ENGTP) de Réghaia.
IV.2. Analyse chmique :
Des analyses chimiques ont été effectuées au niveau de L’ENGTP à l’aide d’un spéctromètre
PMI master, la composition chimique de l’acier inoxydable super duplex A790 S32750 est
donnée dans le tableau suivant :
élément C Mn Si P S Ni Cr Mo Cu N
% 0.009 0.65 0.230 0.022 0.0005 6.55 25.40 3.49 0.29 0.2810
Tableau IV.1:la composition chimique de l’acier inoxydable super duplexA790 S32750
Les résultats obtenus dans le tableauIV.1sont conformes à ceux indiqués par la norme ASTM
(tableau IV.2).
élément Cmax Mnmax Simax Pmax Smax Ni Cr Mo Cumax N
% 0.030 1.20 0.80 0.035 0.020 6.0-8.0 24.0-
26.6
3.0-
5.0
0.5 0.24 -
0.32
Tableau IV.2:la composition chimique de A790 S32750selonla norme ASTM.
IV.3. Caractéristiques mécaniques de l’acier étudié :
Les propriétés mécaniques de l’acier inoxydable super duplex A790 UNS S 32750 sont présentées
dans le tableau IV.3 suivant
Désignation Re0.002 (MPa) Rm (MPa) A% HRC
32750 550 800 15% 32
Tableau IV.3:Les propriétés mécaniques de l’acier inoxydable super duplex A790 UNS S32750
Chapitre IV Techniques Expérimentales
ENSMM-ANNABA 2015/2016 Page 31
IV.4. Métal d’apport :
Le métal d’apport doit avoir une composition chimique aussi proche que possible de celle
de métal de base afin d’assurer une continuité aux niveaux des joints soudés. Le choix de
métal d’apport utilisé est selon la norme ASME SECTION IX: ER2594 (Voir ANNEX III) pour le
procédé TIG sous forme de baguette. La composition chimique du métal d’apport utilisé est
présentée dans le tableau IV.4:
Elément C Si Mn P S Cr Ni Mo
% 0.008 0.40 0.40 0.015 0.0005 25.21 9.32 3.90
Elément H Co V Ti Cu Nb N
% <0.01 0.058 0.094 0.003 0.097 0.01 024
Tableau IV.4:La composition chimique du métal d’apport ER2594
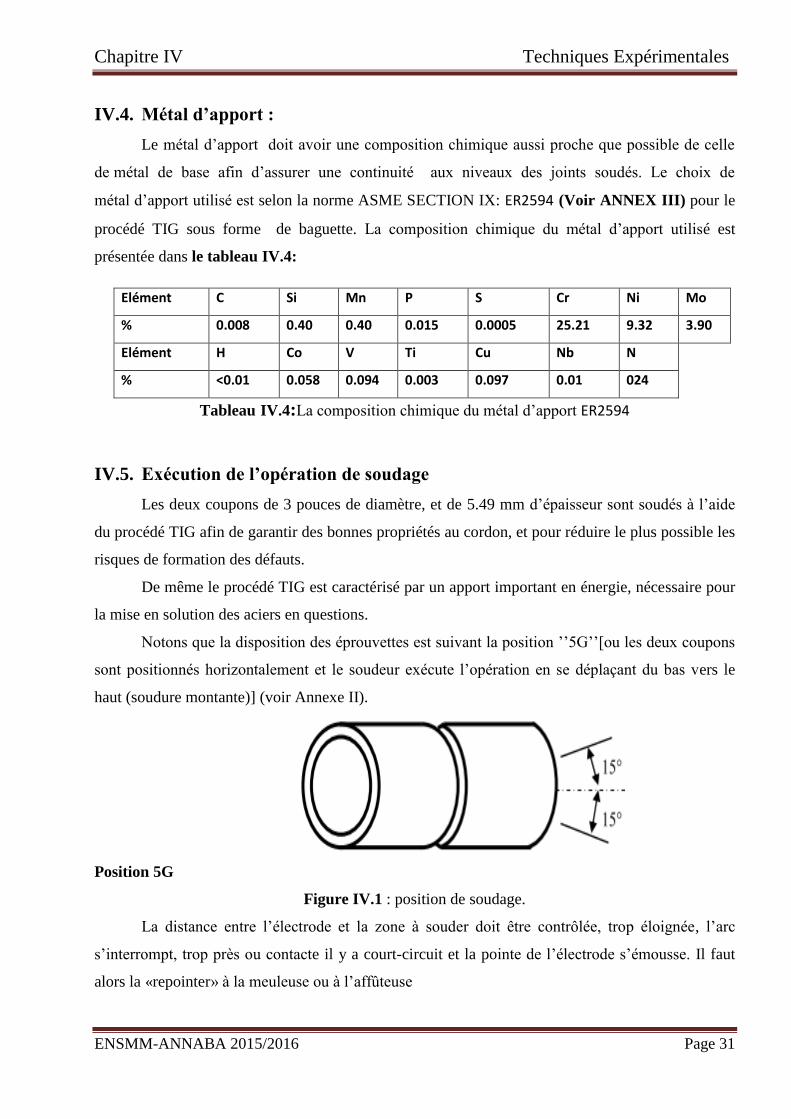
IV.5. Exécution de l’opération de soudage
Les deux coupons de 3 pouces de diamètre, et de 5.49 mm d’épaisseur sont soudés à l’aide
du procédé TIG afin de garantir des bonnes propriétés au cordon, et pour réduire le plus possible les
risques de formation des défauts.
De même le procédé TIG est caractérisé par un apport important en énergie, nécessaire pour
la mise en solution des aciers en questions.
Notons que la disposition des éprouvettes est suivant la position ’’5G’’[ou les deux coupons
sont positionnés horizontalement et le soudeur exécute l’opération en se déplaçant du bas vers le
haut (soudure montante)] (voir Annexe II).
Position 5G
Figure IV.1 : position de soudage.
La distance entre l’électrode et la zone à souder doit être contrôlée, trop éloignée, l’arc
s’interrompt, trop près ou contacte il y a court-circuit et la pointe de l’électrode s’émousse. Il faut
alors la «repointer» à la meuleuse ou à l’affûteuse
Chapitre IV Techniques Expérimentales
ENSMM-ANNABA 2015/2016 Page 32
Le soudeur tient en main un fil (ou bien une tige) de métal d’apport pour former et
alimenter le bain de fusion. De l’autre main il tient la torche pour établir l’arc avec la pièce à
souder.
Matériel utilisé pour procédé GTAW :
1. Un poste de soudage équipé de câbles.
2. Une source de gaz inerte équipée de tuyaux, détendeurs,…etc.
3. Une source d’eau (pour certains types de torches),
4. Une torche sur laquelle les éléments sont branchés, sert aussi à diriger l’arc.
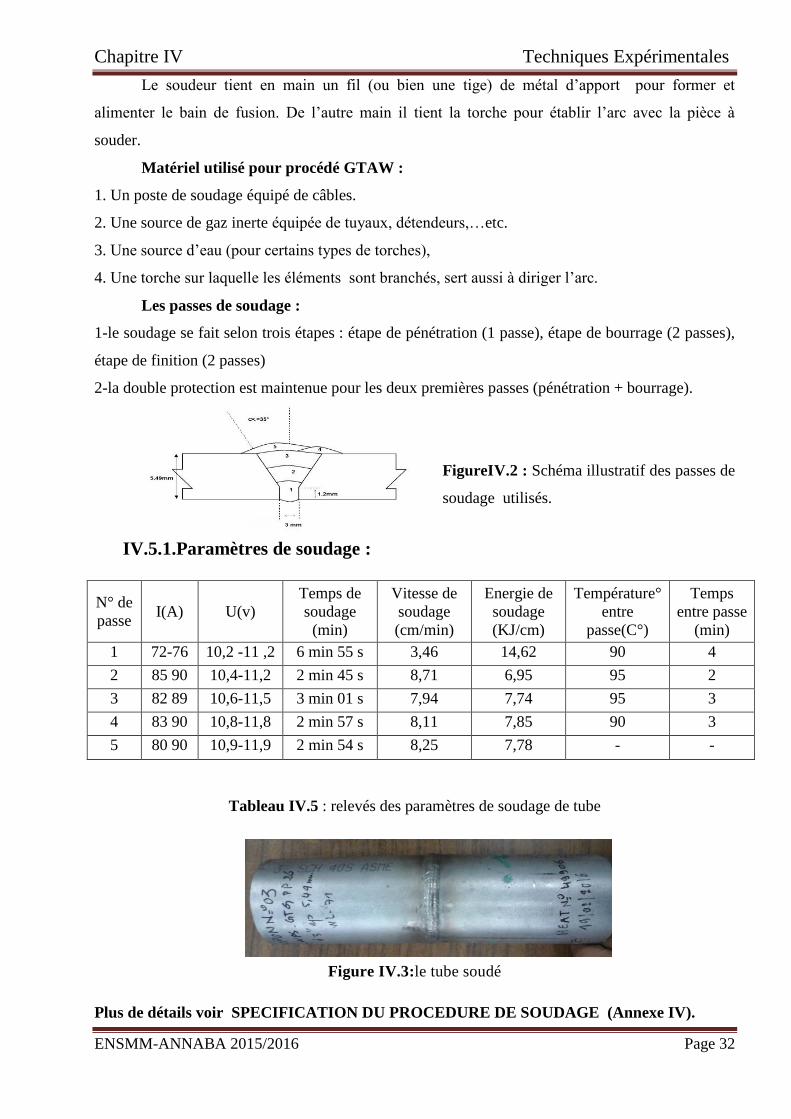
Les passes de soudage :
1-le soudage se fait selon trois étapes : étape de pénétration (1 passe), étape de bourrage (2 passes),
étape de finition (2 passes)
2-la double protection est maintenue pour les deux premières passes (pénétration + bourrage).
FigureIV.2 : Schéma illustratif des passes de
soudage utilisés.
IV.5.1.Paramètres de soudage :
N° de
passe I(A) U(v)
Temps de
soudage
(min)
Vitesse de
soudage
(cm/min)
Energie de
soudage
(KJ/cm)
Température°
entre
passe(C°)
Temps
entre passe
(min)
1 72-76 10,2 -11 ,2 6 min 55 s 3,46 14,62 90 4
2 85 90 10,4-11,2 2 min 45 s 8,71 6,95 95 2
3 82 89 10,6-11,5 3 min 01 s 7,94 7,74 95 3
4 83 90 10,8-11,8 2 min 57 s 8,11 7,85 90 3
5 80 90 10,9-11,9 2 min 54 s 8,25 7,78 - -
Tableau IV.5 : relevés des paramètres de soudage de tube
Figure IV.3:le tube soudé
Plus de détails voir SPECIFICATION DU PROCEDURE DE SOUDAGE (Annexe IV).
Chapitre IV Techniques Expérimentales
ENSMM-ANNABA 2015/2016 Page 33
IV.6. La radiographie
Le contrôle a été fait par la méthode des rayons gamma. L’opération se déroule comme suit :
La pièce est soumise à l’action d’une source de rayonnement, ce dernier sortant est en
fonction de l’épaisseur traversé. L’intensité transmise sera plus élevée ou plus faible en
fonction du défaut.
Une image se forme sur le film après exposition pendant un temps donné en fonction du
matériau, de l’épaisseur, de la puissance de la source et de la qualité du rayonnement.
Le film est développé en le faisant passer par un révélateur, bain d’arrêt, fixateur (bain
acide) et de bain de rinçage respectivement, ensuite on fait passer le film dans un
appareil pour le sécher. Ensuite le film est interpréter à l’aide d’un négatoscope
(appareil d’éclairage adapté).
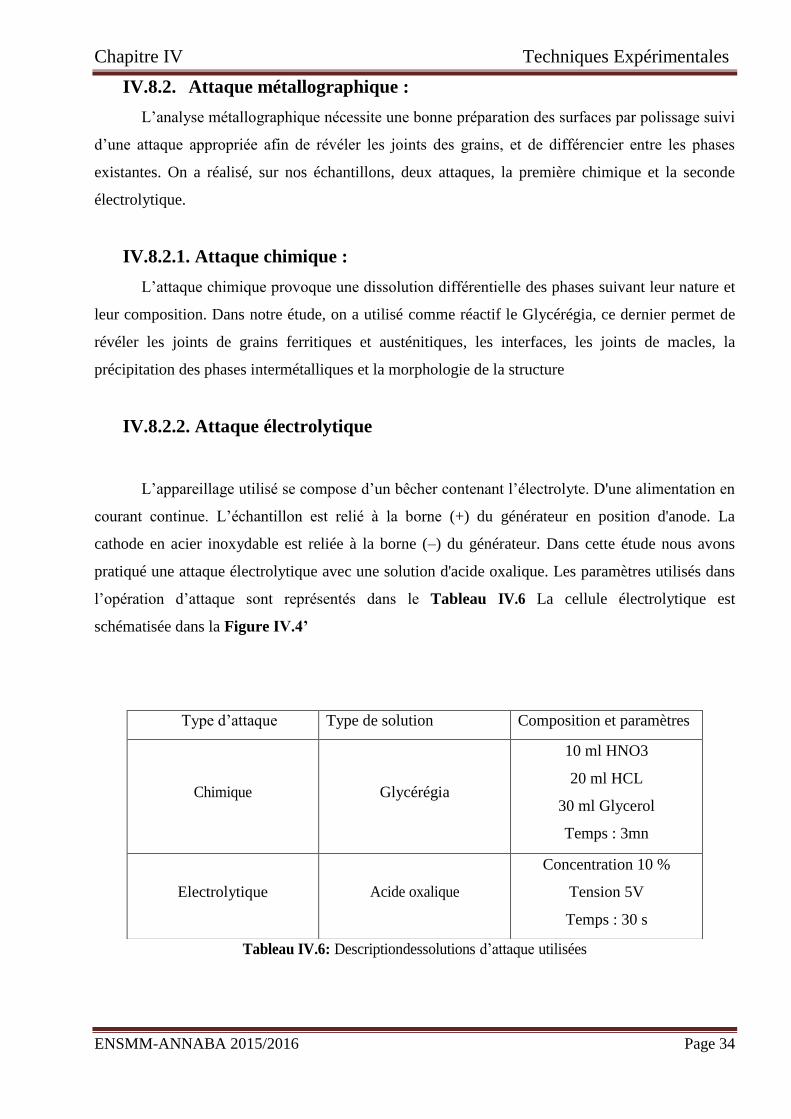
IV.7. Prélèvement et préparation des échantillons
Les éprouvettes ont été usinées à l’aide d’une fraiseuse afin de réaliser des éprouvettes de
tractionet de résilience dont les entailles ont été réalisées dans la ZAT. La localisation de ces
éprouvettes est montrée dans la figure IV.5.
Figure IV.4.Représentation schématique du mode de prélèvement des échantillons à partir du tube
soudé
IV.8. Caractérisation structurale :
IV.8.1. Préparation des échantillons :
Pour l'analyse structurale, en microscopie optique et électronique, nous avons préparé les
échantillons par polissage au papier abrasif de granulométrie décroissante (papier de 320, 600,800,
1000, 1200, 2000 et 4000 sous lubrification d’eau, ce processus est achevé par un polissage de
finition sur papier feutre avec de la pâte diamantée.
Chapitre IV Techniques Expérimentales
ENSMM-ANNABA 2015/2016 Page 34
IV.8.2. Attaque métallographique :
L’analyse métallographique nécessite une bonne préparation des surfaces par polissage suivi
d’une attaque appropriée afin de révéler les joints des grains, et de différencier entre les phases
existantes. On a réalisé, sur nos échantillons, deux attaques, la première chimique et la seconde
électrolytique.
IV.8.2.1. Attaque chimique :
L’attaque chimique provoque une dissolution différentielle des phases suivant leur nature et
leur composition. Dans notre étude, on a utilisé comme réactif le Glycérégia, ce dernier permet de
révéler les joints de grains ferritiques et austénitiques, les interfaces, les joints de macles, la
précipitation des phases intermétalliques et la morphologie de la structure
IV.8.2.2. Attaque électrolytique
L’appareillage utilisé se compose d’un bêcher contenant l’électrolyte. D'une alimentation en
courant continue. L’échantillon est relié à la borne (+) du générateur en position d'anode. La
cathode en acier inoxydable est reliée à la borne (–) du générateur. Dans cette étude nous avons
pratiqué une attaque électrolytique avec une solution d'acide oxalique. Les paramètres utilisés dans
l’opération d’attaque sont représentés dans le Tableau IV.6 La cellule électrolytique est
schématisée dans la Figure IV.4’
Tableau IV.6: Descriptiondessolutions d’attaque utilisées
Type d’attaque Type de solution Composition et paramètres
Chimique Glycérégia
10 ml HNO3
20 ml HCL
30 ml Glycerol
Temps : 3mn
Electrolytique Acide oxalique
Concentration 10 %
Tension 5V
Temps : 30 s
Chapitre IV Techniques Expérimentales
ENSMM-ANNABA 2015/2016 Page 35
Figure IV.5: La cellule électrolytique
IV.8.3. Observation microscopique
L’observation des microstructures a été effectuée au niveau du laboratoire ENSMM-
ANNABA, à l’aide d’un microscope optique type Nikon eclipse LV100ND muni d’une caméra
numérique avec logiciel "NIS Element D 4.10"ce qui facilite la sauvegarde des micrographies
obtenues. On a pris les microstructures des différentes régions du joint soudé : zone fondue, zone de
liaison, zone affectée thermiquement ainsi que du métal de base de nos échantillons.
Figure IV.6:microscope optique type Nikon eclipse LV100ND
Acide oxalique
Source de courant
Chapitre IV Techniques Expérimentales
ENSMM-ANNABA 2015/2016 Page 36
IV.9. Caractérisation Mécaniques
IV.9.1.Essai de Pliage
Nous avons fait deux méthodes de mesure du pliage au niveau du laboratoire des essais
mécaniques de ENGTP à l’aide d’une machine de pliage de marque INSTRON WOLPERT, (2
échantillons pour essai à l’envers et 2 échantillons pour essai à l’endroit) dépend de mise en
position sur mandrin.
Figure IV.7: les deux méthodes du pliage Figure IV.8 : machine de pliage de
a) pliage endroit b) pliage envers marque INSTRON WOLPERT
Figure IV.9:Les éprouvettes de pliages avant et après essai

Chapitre IV Techniques Expérimentales
ENSMM-ANNABA 2015/2016 Page 37
IV.9.2 Essai de traction
Des éprouvettes sont préparées selon la norme ASME IX. Les essais de traction ont été
réalisés au laboratoire de GTP à l’aide d’une machine d’essai hydraulique de marque
INSTRON WOLPERT . Ces essais ont été effectués à température ambiante avec une vitesse
de déformation constante.
Figure IV.10: machine du traction de marque INSTRON WOLPERT
Figure IV.11: Les éprouvettes de traction avant et après essais
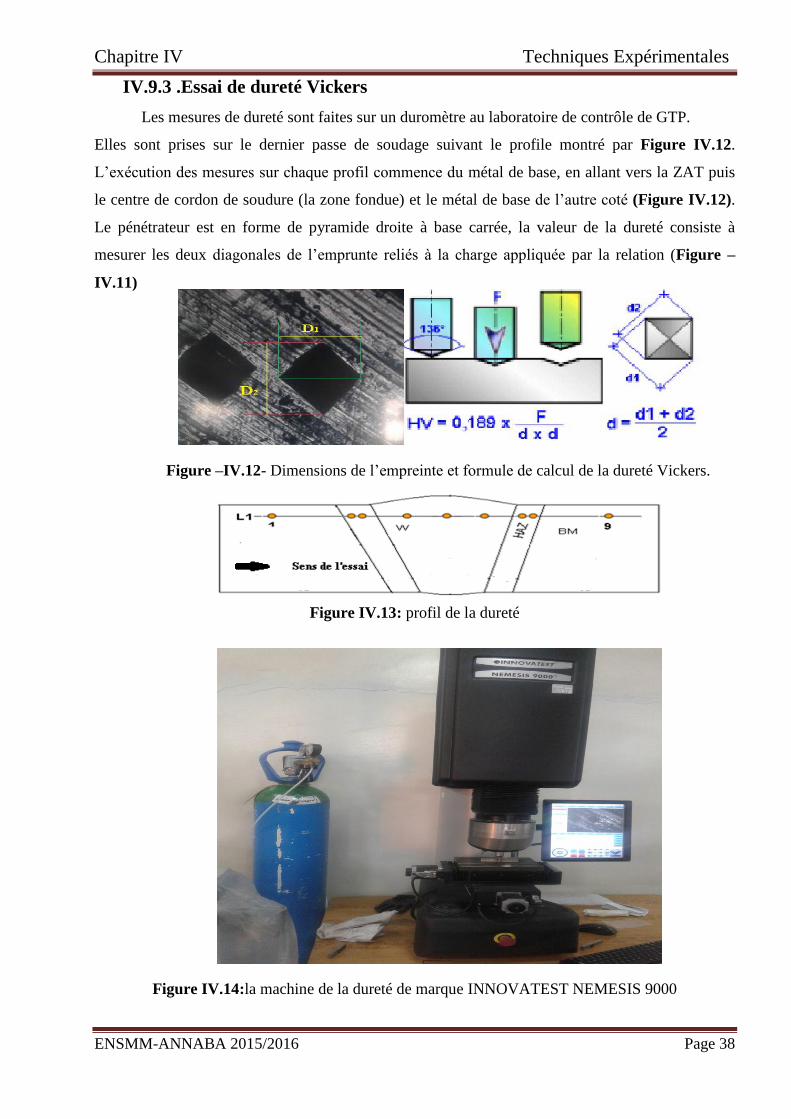
Chapitre IV Techniques Expérimentales
ENSMM-ANNABA 2015/2016 Page 38
IV.9.3 .Essai de dureté Vickers
Les mesures de dureté sont faites sur un duromètre au laboratoire de contrôle de GTP.
Elles sont prises sur le dernier passe de soudage suivant le profile montré par Figure IV.12.
L’exécution des mesures sur chaque profil commence du métal de base, en allant vers la ZAT puis
le centre de cordon de soudure (la zone fondue) et le métal de base de l’autre coté (Figure IV.12).
Le pénétrateur est en forme de pyramide droite à base carrée, la valeur de la dureté consiste à
mesurer les deux diagonales de l’emprunte reliés à la charge appliquée par la relation (Figure –
IV.11)
Figure –IV.12- Dimensions de l’empreinte et formule de calcul de la dureté Vickers.
Figure IV.13: profil de la dureté
Figure IV.14:la machine de la dureté de marque INNOVATEST NEMESIS 9000
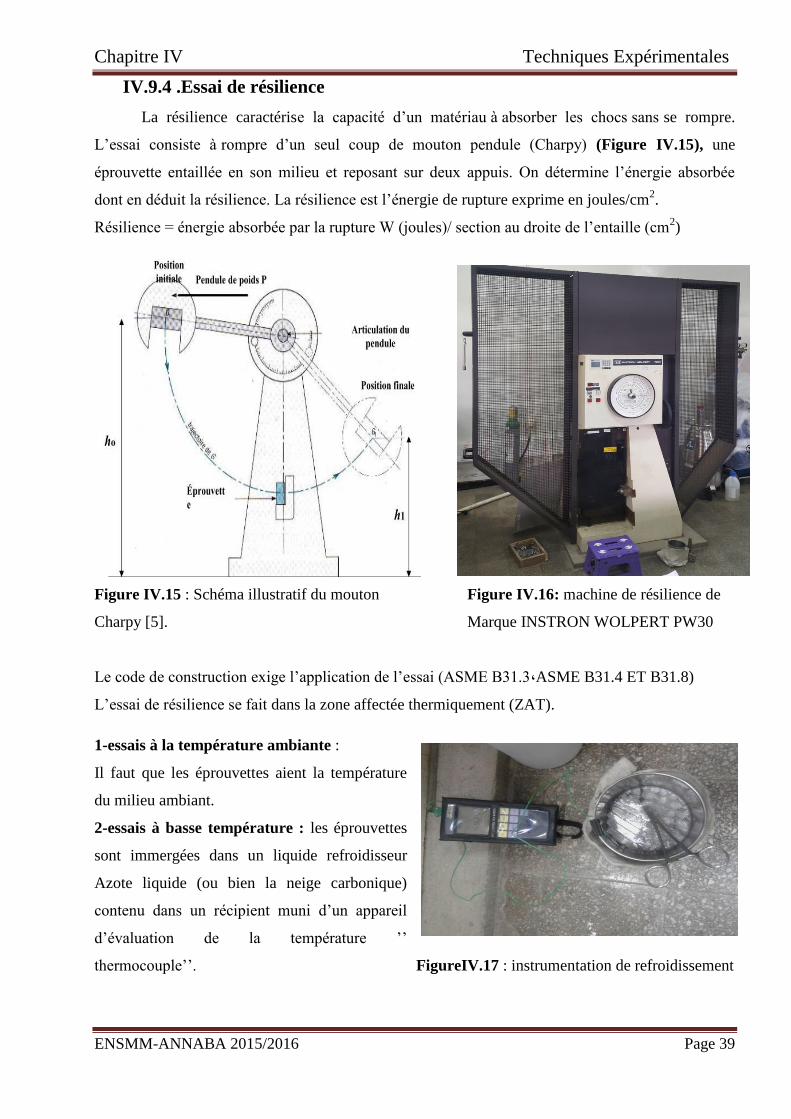
Chapitre IV Techniques Expérimentales
ENSMM-ANNABA 2015/2016 Page 39
IV.9.4 .Essai de résilience
La résilience caractérise la capacité d’un matériau à absorber les chocs sans se rompre.
L’essai consiste à rompre d’un seul coup de mouton pendule (Charpy) (Figure IV.15), une
éprouvette entaillée en son milieu et reposant sur deux appuis. On détermine l’énergie absorbée
dont en déduit la résilience. La résilience est l’énergie de rupture exprime en joules/cm2.
Résilience = énergie absorbée par la rupture W (joules)/ section au droite de l’entaille (cm2)
Figure IV.15 : Schéma illustratif du mouton Figure IV.16: machine de résilience de
Charpy [5]. Marque INSTRON WOLPERT PW30
Le code de construction exige l’application de l’essai (ASME B31.3،ASME B31.4 ET B31.8)
L’essai de résilience se fait dans la zone affectée thermiquement (ZAT).
1-essais à la température ambiante :
Il faut que les éprouvettes aient la température
du milieu ambiant.
2-essais à basse température : les éprouvettes
sont immergées dans un liquide refroidisseur
Azote liquide (ou bien la neige carbonique)
contenu dans un récipient muni d’un appareil
d’évaluation de la température ’’
thermocouple’’. FigureIV.17 : instrumentation de refroidissement
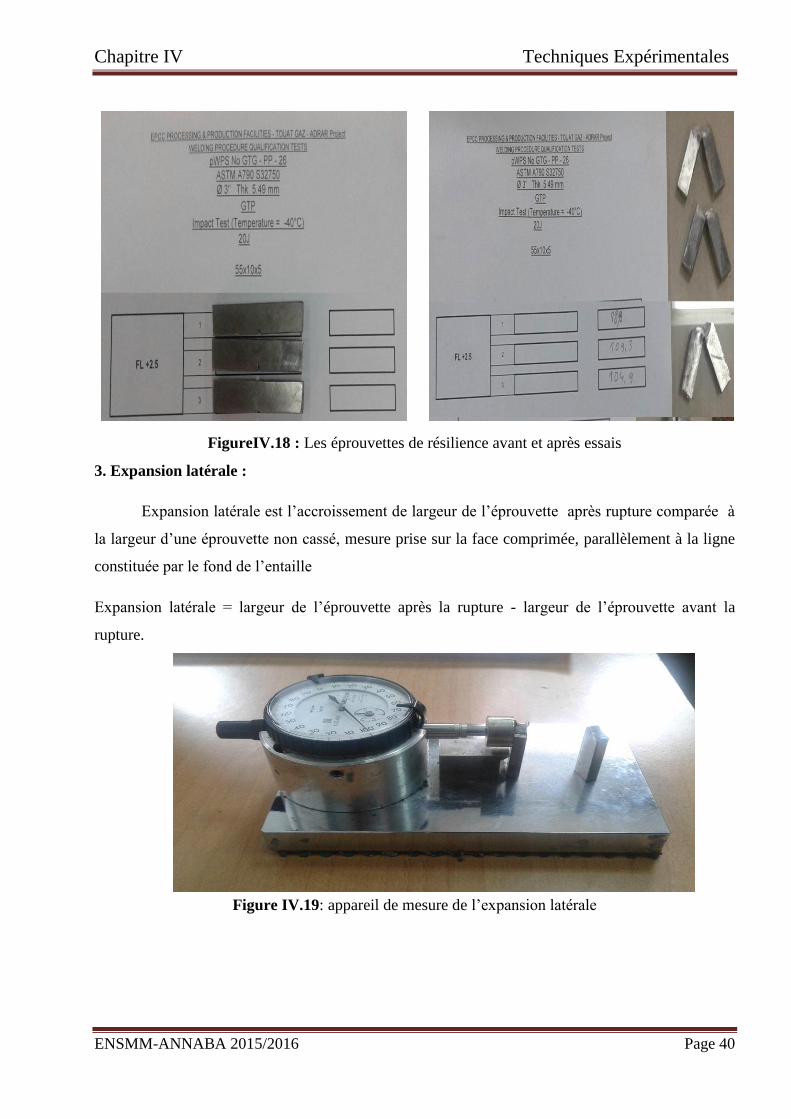
Chapitre IV Techniques Expérimentales
ENSMM-ANNABA 2015/2016 Page 40
FigureIV.18 : Les éprouvettes de résilience avant et après essais
3. Expansion latérale :
Expansion latérale est l’accroissement de largeur de l’éprouvette après rupture comparée à
la largeur d’une éprouvette non cassé, mesure prise sur la face comprimée, parallèlement à la ligne
constituée par le fond de l’entaille
Expansion latérale = largeur de l’éprouvette après la rupture - largeur de l’éprouvette avant la
rupture.
Figure IV.19: appareil de mesure de l’expansion latérale
Chapitre IV Techniques Expérimentales
ENSMM-ANNABA 2015/2016 Page 41
IV.8.Observation des faciès de rupture :
IV.8.1 Fractographie macroscopique :
L’observation macroscopique nous donne la possibilité d’identifier la nature de la rupture,
si elle est de type ductile, fragile ou mixte grâce au faciès des surfaces de rupture :
Dans le domaine de rupture ductile, où l’énergie de rupture est élevée, le faciès est à
« nerfs »
Dans la zone de rupture fragile, où l’énergie de rupture est faible, le faciès est
à« grains » ou « cristallin » (plage brillante).
- Le faciès est mixte dans la zone de transition ductile- fragile.
IV.8.2 Fractographie microscopique :
L’objet de la fractographie microscopique est de déterminer les caractéristiques des surfaces
de rupture en vue de préciser les mécanismes ayant conduit à leur formation. Pour cela nous avons
utilisé pour l’observation de nos échantillons un microscope électronique à balayage(MEB). Les
images de la fractographie des faciès de rupture ont été prises au niveau de laboratoire ENSMM-
Annaba.
IV.8.2.1Principe de fonctionnement du M. E. B
Le microscope électronique utilisé est de type QUANTA 250 en utilisant le signal produit
par l’émission d’électrons secondaires qui sont sensibles au micro relief de la surface optique. Il est
couplé à un système de micro-analyse (EDX).
Les échantillons doivent présenter une conductibilité superficielle de l’électricité pour
écouler les charges.
Le principe général du microscope électronique à balayage (M.E.B.) consiste à focaliser, à
l'aide d'une sonde électronique, un faisceau très fin d’électrons (appelés électrons primaires) sur une
aire réduite de la surface de l’échantillon, ainsi l'aire totale qu'on désire explorer est balayée point
par point par le faisceau électronique.
L’interaction électrons – matière donne lieu à divers rayonnements spécifiques (électrons
secondaires, électrons rétrodiffusés, électrons transmis, électrons Auger et rayons X) qui
transportent des informations sur l'objet dont ils sont issus le traitement de ces rayons permet de
déduire la description de l’objet traité.
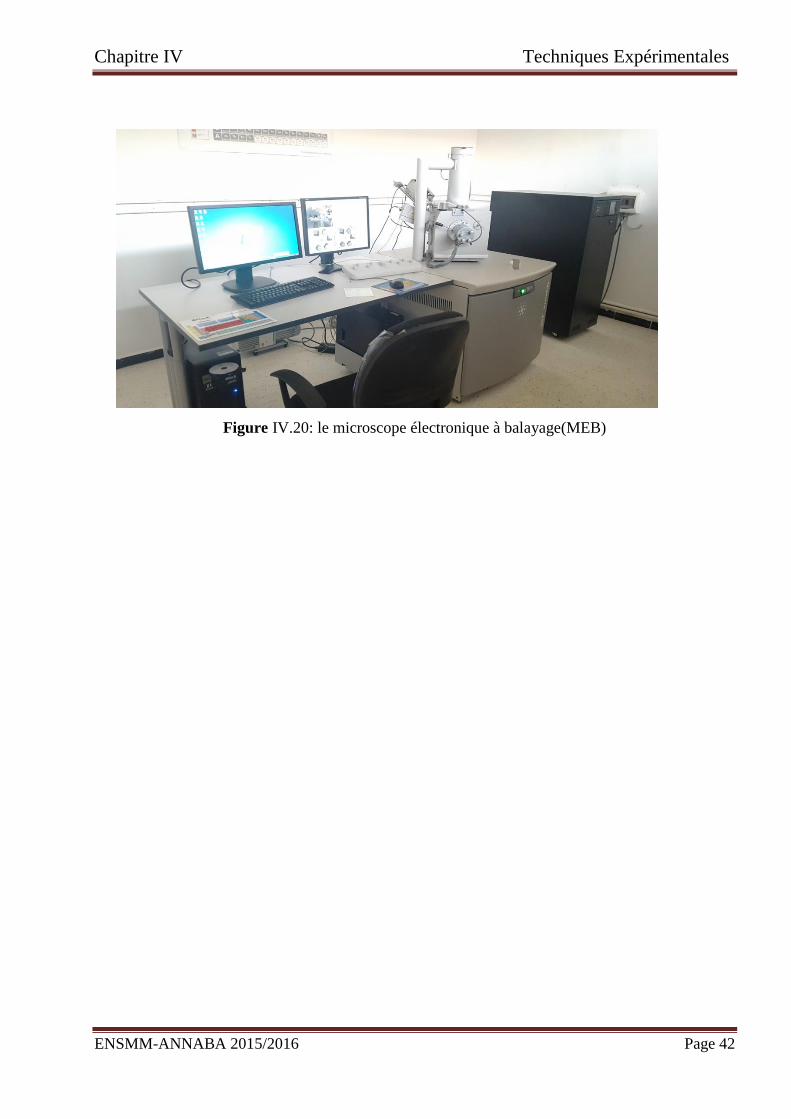
Chapitre IV Techniques Expérimentales
ENSMM-ANNABA 2015/2016 Page 42
Figure IV.20: le microscope électronique à balayage(MEB)
Chapitre IV
RESULTAS
ET
INTERPRITATIONS
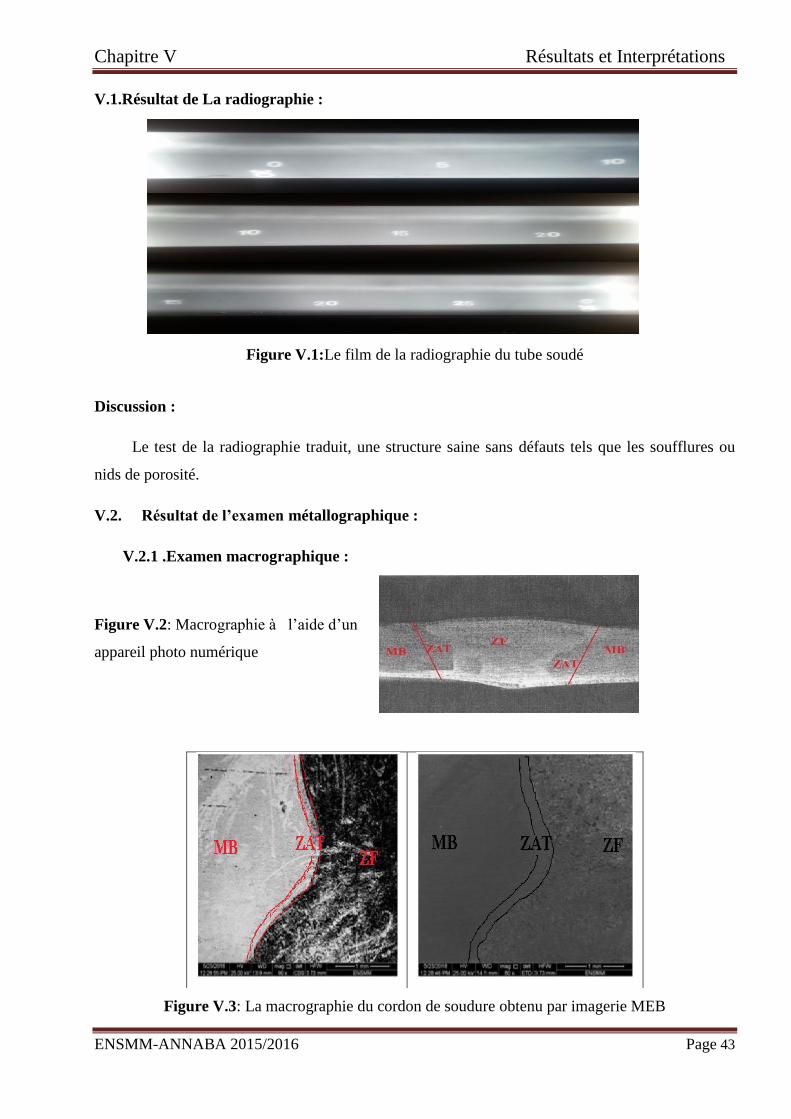
Chapitre V Résultats et Interprétations
ENSMM-ANNABA 2015/2016 Page 43
V.1.Résultat de La radiographie :
Figure V.1:Le film de la radiographie du tube soudé
Discussion :
Le test de la radiographie traduit, une structure saine sans défauts tels que les soufflures ou
nids de porosité.
V.2. Résultat de l’examen métallographique :
V.2.1 .Examen macrographique :
Figure V.2: Macrographie à l’aide d’un
appareil photo numérique
Figure V.3: La macrographie du cordon de soudure obtenu par imagerie MEB
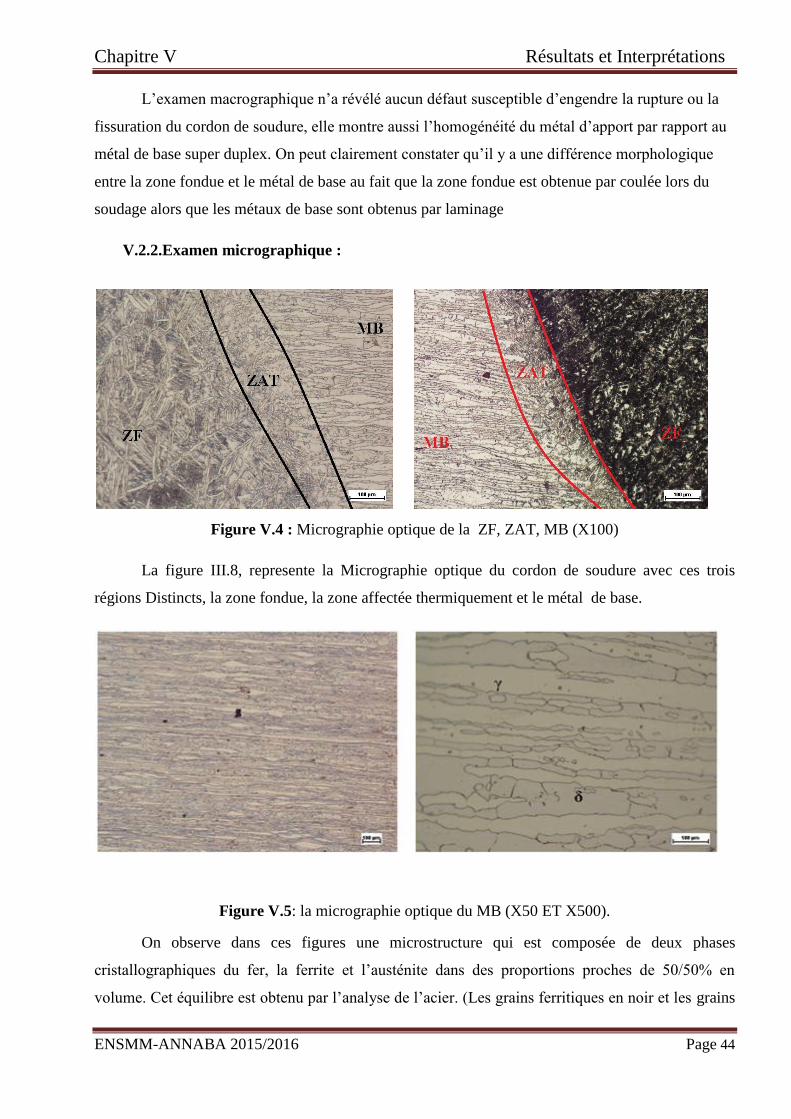
Chapitre V Résultats et Interprétations
ENSMM-ANNABA 2015/2016 Page 44
L’examen macrographique n’a révélé aucun défaut susceptible d’engendre la rupture ou la
fissuration du cordon de soudure, elle montre aussi l’homogénéité du métal d’apport par rapport au
métal de base super duplex. On peut clairement constater qu’il y a une différence morphologique
entre la zone fondue et le métal de base au fait que la zone fondue est obtenue par coulée lors du
soudage alors que les métaux de base sont obtenus par laminage
V.2.2.Examen micrographique :
Figure V.4 : Micrographie optique de la ZF, ZAT, MB (X100)
La figure III.8, represente la Micrographie optique du cordon de soudure avec ces trois
régions Distincts, la zone fondue, la zone affectée thermiquement et le métal de base.
Figure V.5: la micrographie optique du MB (X50 ET X500).
On observe dans ces figures une microstructure qui est composée de deux phases
cristallographiques du fer, la ferrite et l’austénite dans des proportions proches de 50/50% en
volume. Cet équilibre est obtenu par l’analyse de l’acier. (Les grains ferritiques en noir et les grains
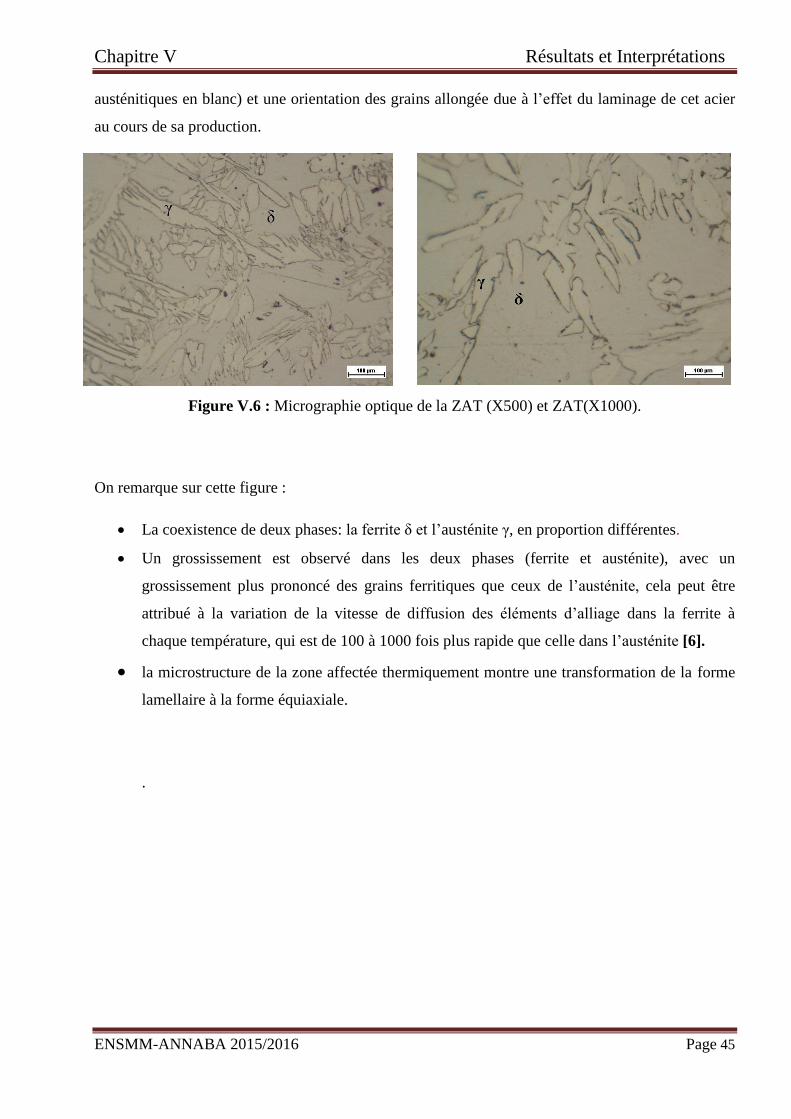
Chapitre V Résultats et Interprétations
ENSMM-ANNABA 2015/2016 Page 45
austénitiques en blanc) et une orientation des grains allongée due à l’effet du laminage de cet acier
au cours de sa production.
Figure V.6 : Micrographie optique de la ZAT (X500) et ZAT(X1000).
On remarque sur cette figure :
La coexistence de deux phases: la ferrite δ et l’austénite γ, en proportion différentes.
Un grossissement est observé dans les deux phases (ferrite et austénite), avec un
grossissement plus prononcé des grains ferritiques que ceux de l’austénite, cela peut être
attribué à la variation de la vitesse de diffusion des éléments d’alliage dans la ferrite à
chaque température, qui est de 100 à 1000 fois plus rapide que celle dans l’austénite [6].
la microstructure de la zone affectée thermiquement montre une transformation de la forme
lamellaire à la forme équiaxiale.
.
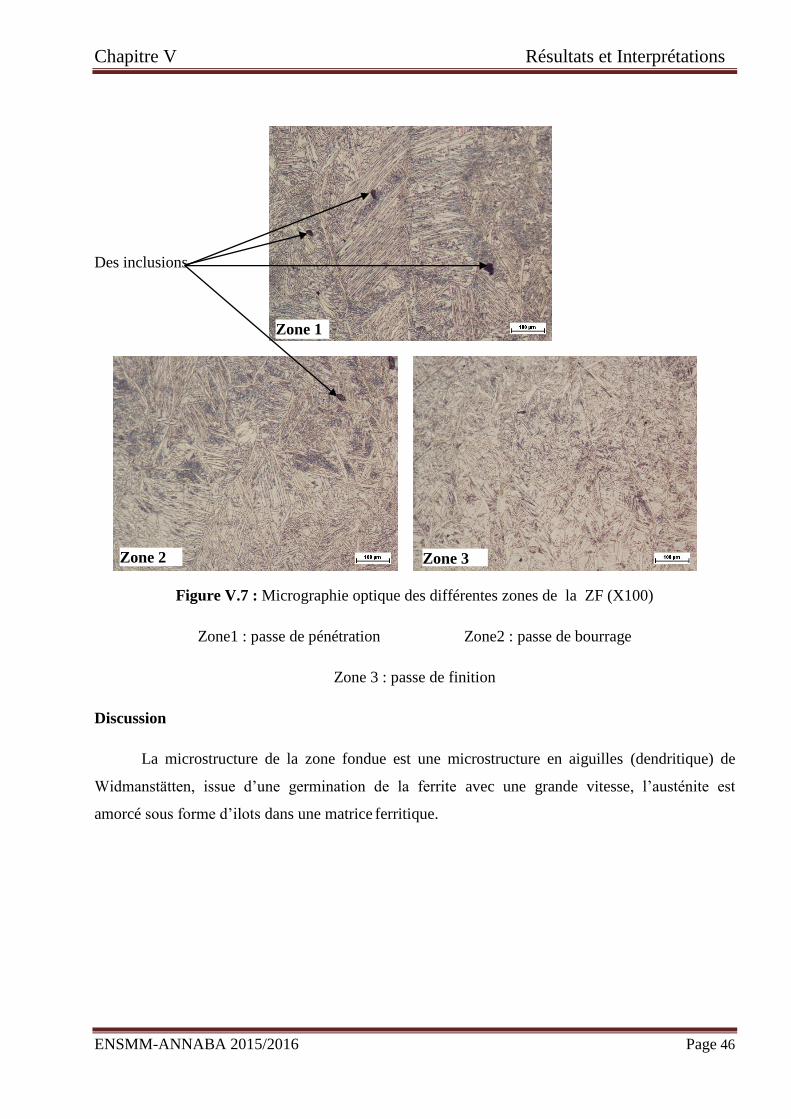
Chapitre V Résultats et Interprétations
ENSMM-ANNABA 2015/2016 Page 46
Des inclusions
Figure V.7 : Micrographie optique des différentes zones de la ZF (X100)
Zone1 : passe de pénétration Zone2 : passe de bourrage
Zone 3 : passe de finition
Discussion
La microstructure de la zone fondue est une microstructure en aiguilles (dendritique) de
Widmanstätten, issue d’une germination de la ferrite avec une grande vitesse, l’austénite est
amorcé sous forme d’ilots dans une matrice ferritique.
Zone 1
Zone 2 Zone 3
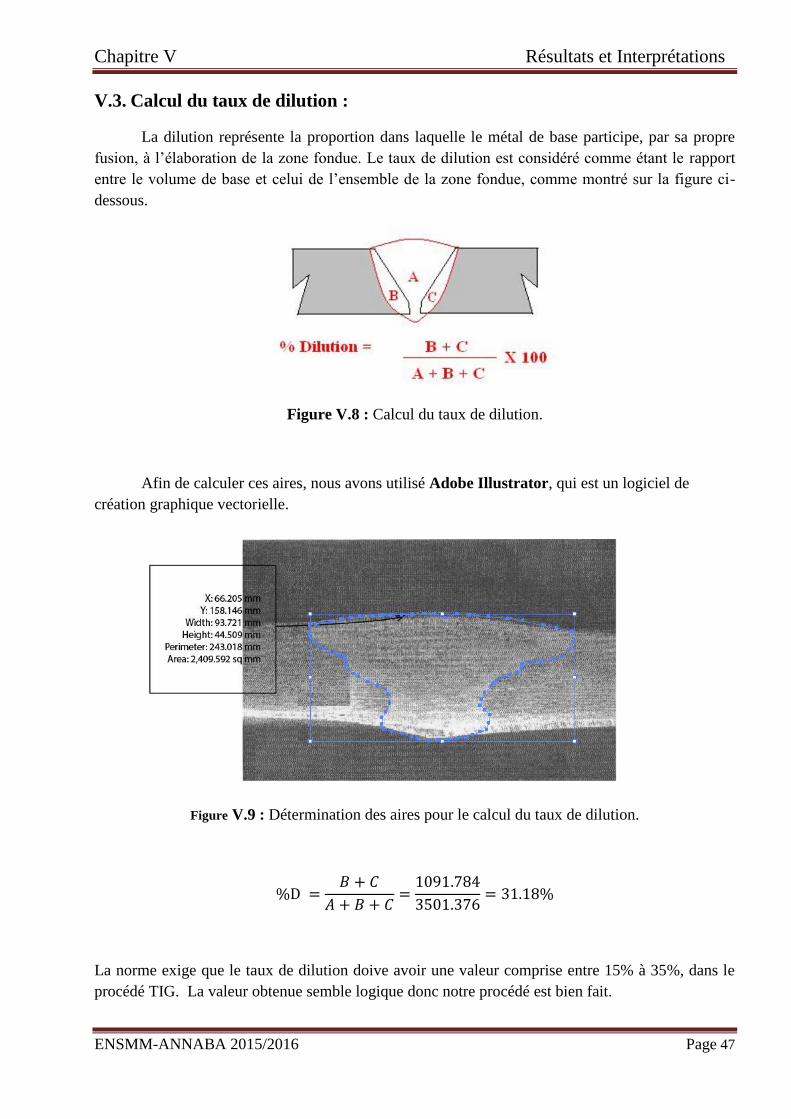
Chapitre V Résultats et Interprétations
ENSMM-ANNABA 2015/2016 Page 47
V.3. Calcul du taux de dilution :
La dilution représente la proportion dans laquelle le métal de base participe, par sa propre
fusion, à l’élaboration de la zone fondue. Le taux de dilution est considéré comme étant le rapport
entre le volume de base et celui de l’ensemble de la zone fondue, comme montré sur la figure ci-
dessous.
Figure V.8 : Calcul du taux de dilution.
Afin de calculer ces aires, nous avons utilisé Adobe Illustrator, qui est un logiciel de
création graphique vectorielle.
Figure V.9 : Détermination des aires pour le calcul du taux de dilution.
La norme exige que le taux de dilution doive avoir une valeur comprise entre 15% à 35%, dans le
procédé TIG. La valeur obtenue semble logique donc notre procédé est bien fait.
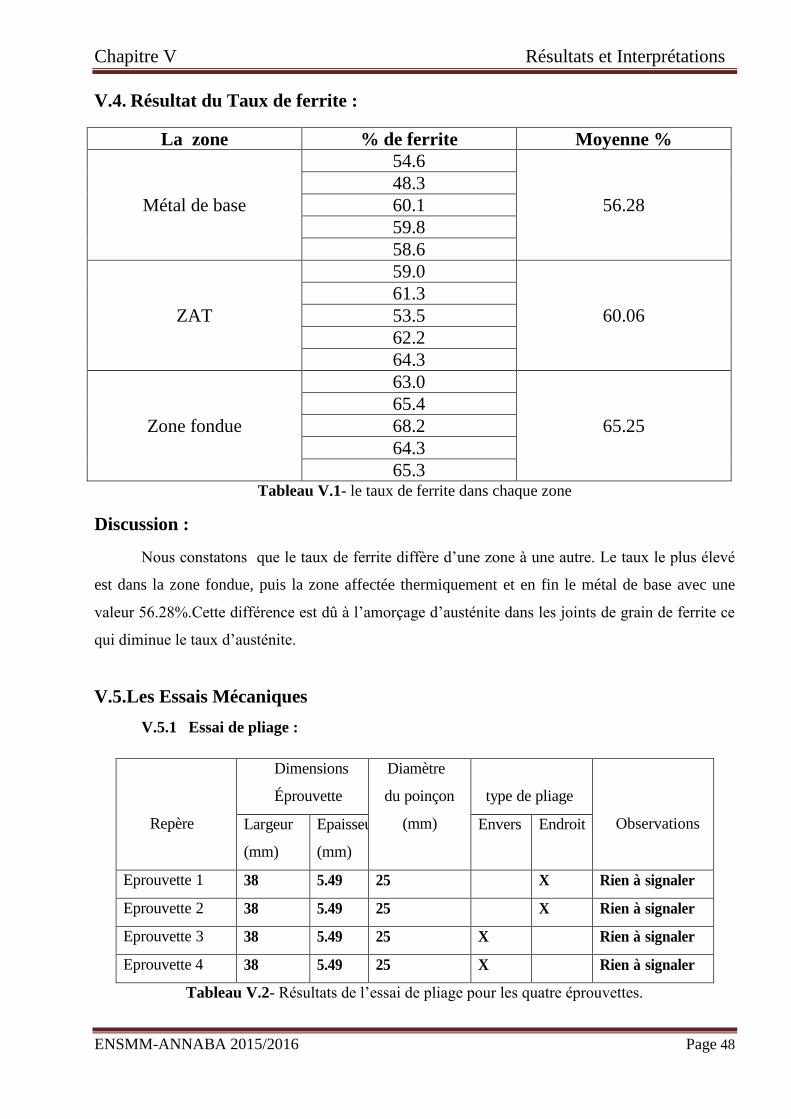
Chapitre V Résultats et Interprétations
ENSMM-ANNABA 2015/2016 Page 48
V.4. Résultat du Taux de ferrite :
La zone % de ferrite Moyenne %
Métal de base
54.6
56.28
48.3
60.1
59.8
58.6
ZAT
59.0
60.06
61.3
53.5
62.2
64.3
Zone fondue
63.0
65.25
65.4
68.2
64.3
65.3 Tableau V.1- le taux de ferrite dans chaque zone
Discussion :
Nous constatons que le taux de ferrite diffère d’une zone à une autre. Le taux le plus élevé
est dans la zone fondue, puis la zone affectée thermiquement et en fin le métal de base avec une
valeur 56.28%.Cette différence est dû à l’amorçage d’austénite dans les joints de grain de ferrite ce
qui diminue le taux d’austénite.
V.5.Les Essais Mécaniques
V.5.1 Essai de pliage :
Repère
Dimensions
Éprouvette
Diamètre
du poinçon
(mm)
type de pliage
Observations Largeur
(mm)
Epaisseur
(mm)
Envers Endroit
Eprouvette 1 38 5.49 25 X Rien à signaler
Eprouvette 2 38 5.49 25 X Rien à signaler
Eprouvette 3 38 5.49 25 X Rien à signaler
Eprouvette 4 38 5.49 25 X Rien à signaler
Tableau V.2- Résultats de l’essai de pliage pour les quatre éprouvettes.
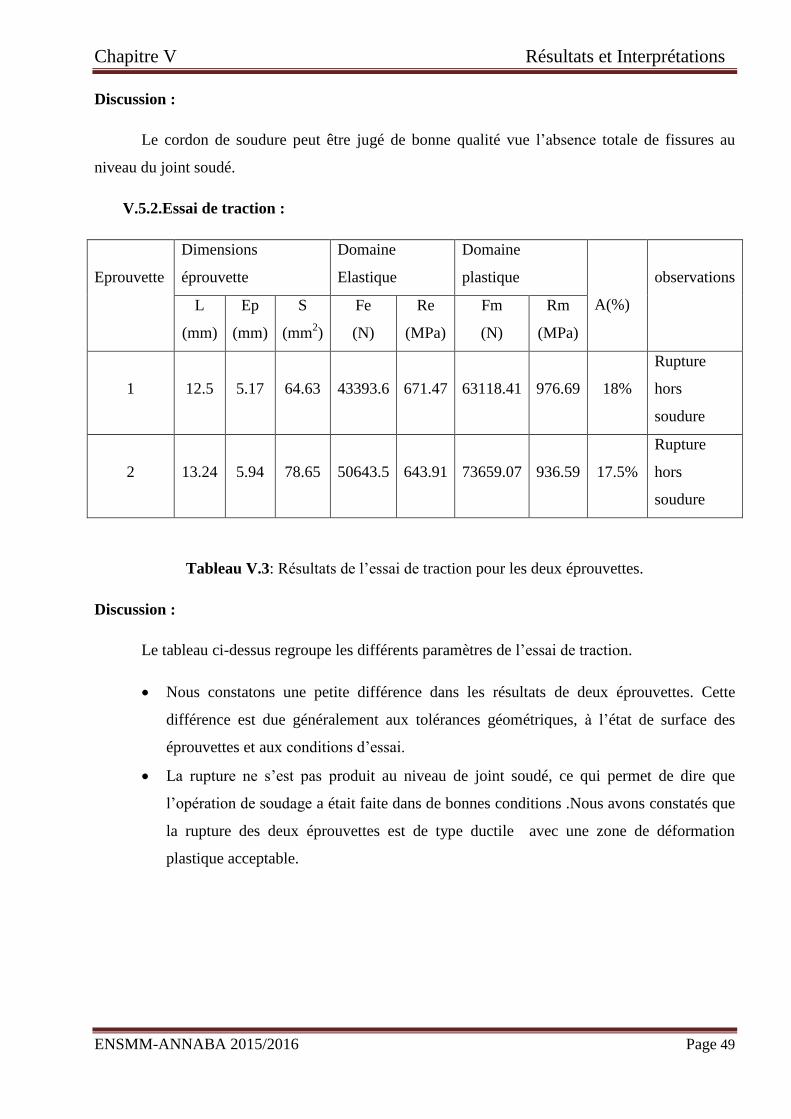
Chapitre V Résultats et Interprétations
ENSMM-ANNABA 2015/2016 Page 49
Discussion :
Le cordon de soudure peut être jugé de bonne qualité vue l’absence totale de fissures au
niveau du joint soudé.
V.5.2.Essai de traction :
Eprouvette
Dimensions
éprouvette
Domaine
Elastique
Domaine
plastique
A(%)
observations
L
(mm)
Ep
(mm)
S
(mm2)
Fe
(N)
Re
(MPa)
Fm
(N)
Rm
(MPa)
1 12.5 5.17 64.63 43393.6 671.47 63118.41 976.69 18%
Rupture
hors
soudure
2 13.24 5.94 78.65 50643.5 643.91 73659.07 936.59 17.5%
Rupture
hors
soudure
Tableau V.3: Résultats de l’essai de traction pour les deux éprouvettes.
Discussion :
Le tableau ci-dessus regroupe les différents paramètres de l’essai de traction.
Nous constatons une petite différence dans les résultats de deux éprouvettes. Cette
différence est due généralement aux tolérances géométriques, à l’état de surface des
éprouvettes et aux conditions d’essai.
La rupture ne s’est pas produit au niveau de joint soudé, ce qui permet de dire que
l’opération de soudage a était faite dans de bonnes conditions .Nous avons constatés que
la rupture des deux éprouvettes est de type ductile avec une zone de déformation
plastique acceptable.
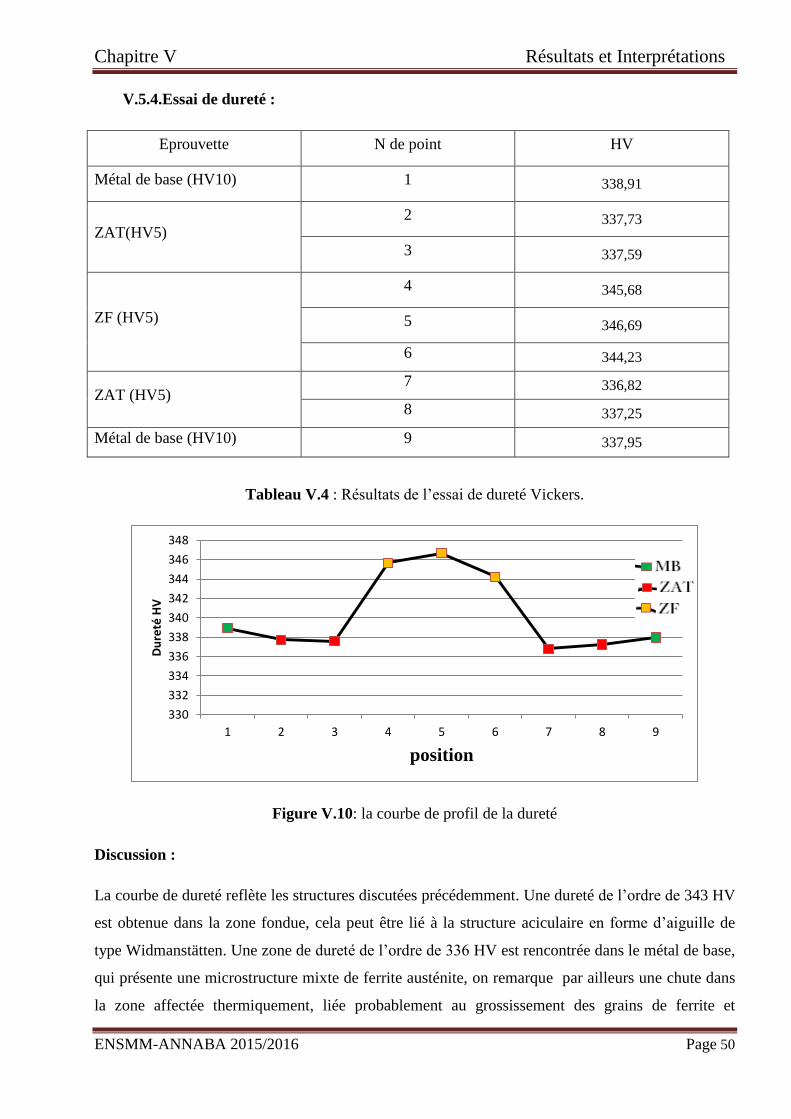
Chapitre V Résultats et Interprétations
ENSMM-ANNABA 2015/2016 Page 50
V.5.4.Essai de dureté :
Eprouvette N de point HV
Métal de base (HV10) 1 338,91
ZAT(HV5) 2 337,73
3 337,59
ZF (HV5)
4 345,68
5 346,69
6 344,23
ZAT (HV5) 7 336,82
8 337,25
Métal de base (HV10) 9 337,95
Tableau V.4 : Résultats de l’essai de dureté Vickers.
Figure V.10: la courbe de profil de la dureté
Discussion :
La courbe de dureté reflète les structures discutées précédemment. Une dureté de l’ordre de 343 HV
est obtenue dans la zone fondue, cela peut être lié à la structure aciculaire en forme d’aiguille de
type Widmanstätten. Une zone de dureté de l’ordre de 336 HV est rencontrée dans le métal de base,
qui présente une microstructure mixte de ferrite austénite, on remarque par ailleurs une chute dans
la zone affectée thermiquement, liée probablement au grossissement des grains de ferrite et
330
332
334
336
338
340
342
344
346
348
1 2 3 4 5 6 7 8 9
Du
reté
HV
position
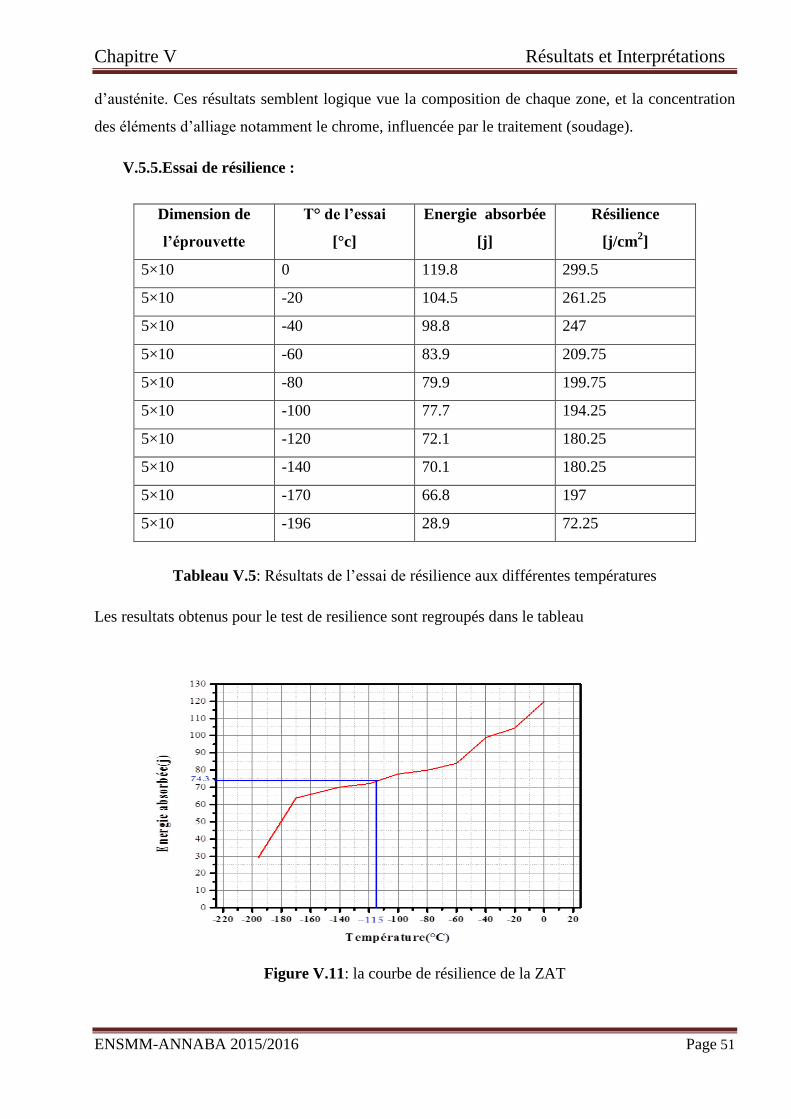
Chapitre V Résultats et Interprétations
ENSMM-ANNABA 2015/2016 Page 51
d’austénite. Ces résultats semblent logique vue la composition de chaque zone, et la concentration
des éléments d’alliage notamment le chrome, influencée par le traitement (soudage).
V.5.5.Essai de résilience :
Tableau V.5: Résultats de l’essai de résilience aux différentes températures
Les resultats obtenus pour le test de resilience sont regroupés dans le tableau
Figure V.11: la courbe de résilience de la ZAT
Dimension de
l’éprouvette
T° de l’essai
[°c]
Energie absorbée
[j]
Résilience
[j/cm2]
5×10 0 119.8 299.5
5×10 -20 104.5 261.25
5×10 -40 98.8 247
5×10 -60 83.9 209.75
5×10 -80 79.9 199.75
5×10 -100 77.7 194.25
5×10 -120 72.1 180.25
5×10 -140 70.1 180.25
5×10 -170 66.8 197
5×10 -196 28.9 72.25
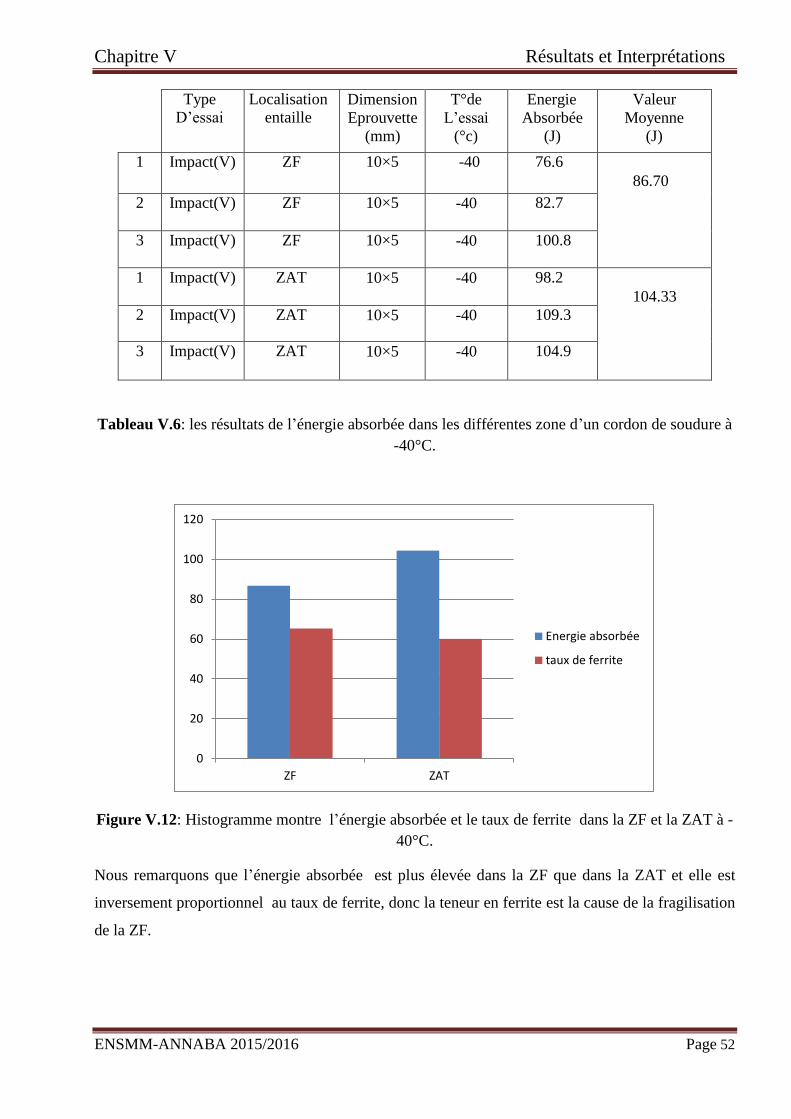
Chapitre V Résultats et Interprétations
ENSMM-ANNABA 2015/2016 Page 52
Type
D’essai
Localisation
entaille Dimension
Eprouvette
(mm)
T°de
L’essai
(°c)
Energie
Absorbée
(J)
Valeur
Moyenne
(J)
1 Impact(V) ZF 10×5 -40 76.6
86.70
2 Impact(V) ZF 10×5 -40 82.7
3 Impact(V) ZF 10×5 -40 100.8
1 Impact(V) ZAT 10×5 -40 98.2
104.33
2 Impact(V) ZAT 10×5 -40 109.3
3 Impact(V) ZAT 10×5 -40 104.9
Tableau V.6: les résultats de l’énergie absorbée dans les différentes zone d’un cordon de soudure à
-40°C.
Figure V.12: Histogramme montre l’énergie absorbée et le taux de ferrite dans la ZF et la ZAT à -
40°C.
Nous remarquons que l’énergie absorbée est plus élevée dans la ZF que dans la ZAT et elle est
inversement proportionnel au taux de ferrite, donc la teneur en ferrite est la cause de la fragilisation
de la ZF.
0
20
40
60
80
100
120
ZF ZAT
Energie absorbée
taux de ferrite
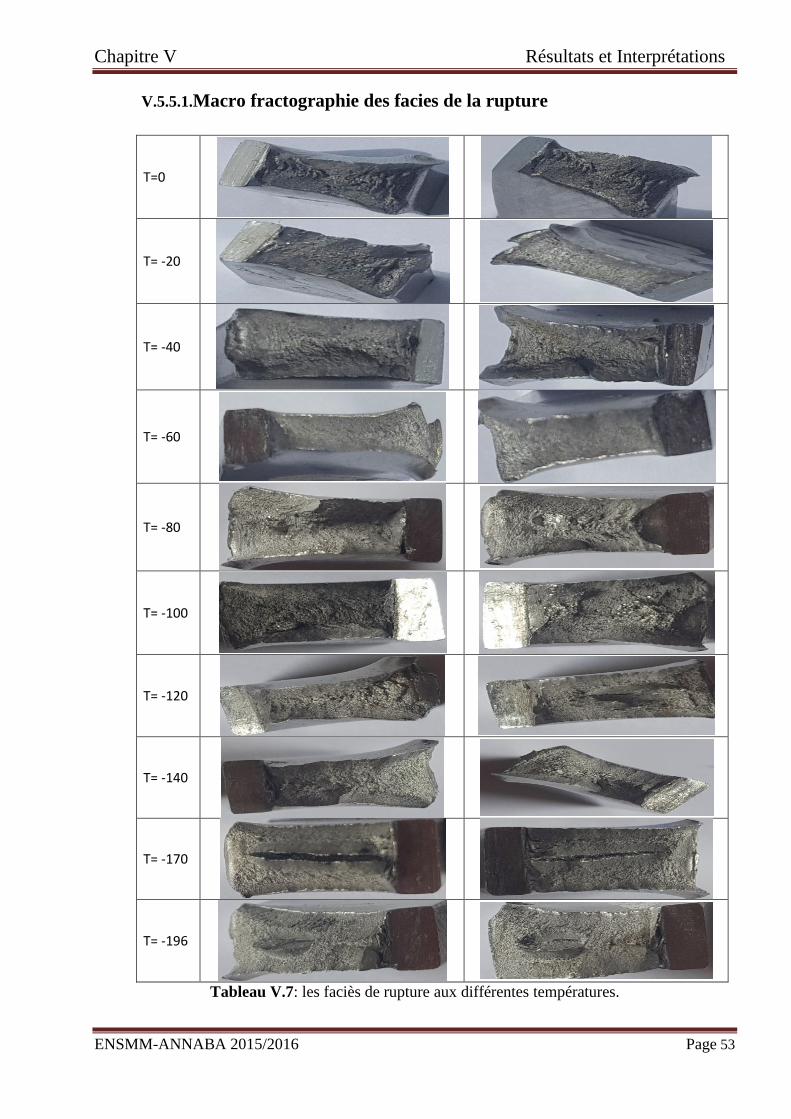
Chapitre V Résultats et Interprétations
ENSMM-ANNABA 2015/2016 Page 53
V.5.5.1.Macro fractographie des facies de la rupture
T=0
T= -20
T= -40
T= -60
T= -80
T= -100
T= -120
T= -140
T= -170
T= -196
Tableau V.7: les faciès de rupture aux différentes températures.
Chapitre V Résultats et Interprétations
ENSMM-ANNABA 2015/2016 Page 54
Discussion :
Tout d’abord on constate que plus la température de l’essai est basse et plus l’énergie de
rupture est faible (l’éprouvette résiste moins aux chocs), cela est due à la réduction du volume des
mailles cristallines qui provoque la réduction du domaine plastique d’où la rupture est favorisée.
La courbe de résilience (Figure V.9) peut être décomposée en trois zones différentes, selon la
nature de la rupture de l’éprouvette :
Domaine de rupture ductile: il est caractérisé par un faciès de rupture à nerf, la rupture
s’est produite après une certaine déformation plastique avec une grande énergie absorbée
par l’éprouvette, ce domaine correspond à l’intervalle de température de 0 à -60 °C.
Domaine de rupture mixte: il est caractérisé par un faciès de rupture mixte c.-à-d. une
partie qui a subi une déformation plastique (rupture ductile) et l’autre partie sans
déformation plastique (rupture fragile), un intervalle de température de -60 à -140 °C est
préconisé pour ce domaine.
Domaine de rupture fragile: un faciès de rupture à grain (Brillant) caractérise la rupture
des éprouvettes de ce domaine, la rupture s’est produit sans déformation plastique avec une
faible énergie absorbée par l’éprouvette, ce domaine correspond à l’intervalle de
température compris entre 140 à -196°C, (Tableau V.7).
V.5.5.2.Détermination de la température de transition ductile fragile :
L’énergie qui correspond à température de transition ductile fragile (Wt), peur être calculer en se
servant de l’équation suivante :
Wt =
=
=74.35 j où
Wd : l’énergie maximale dans le domaine ductile.
Wf : l’énergie maximale dans le domaine fragile.
Cette valeur d’énergie correspond d’après la courbe ci-dessus à une température de
transition ductile fragile approximativement égale à – 115 °C.
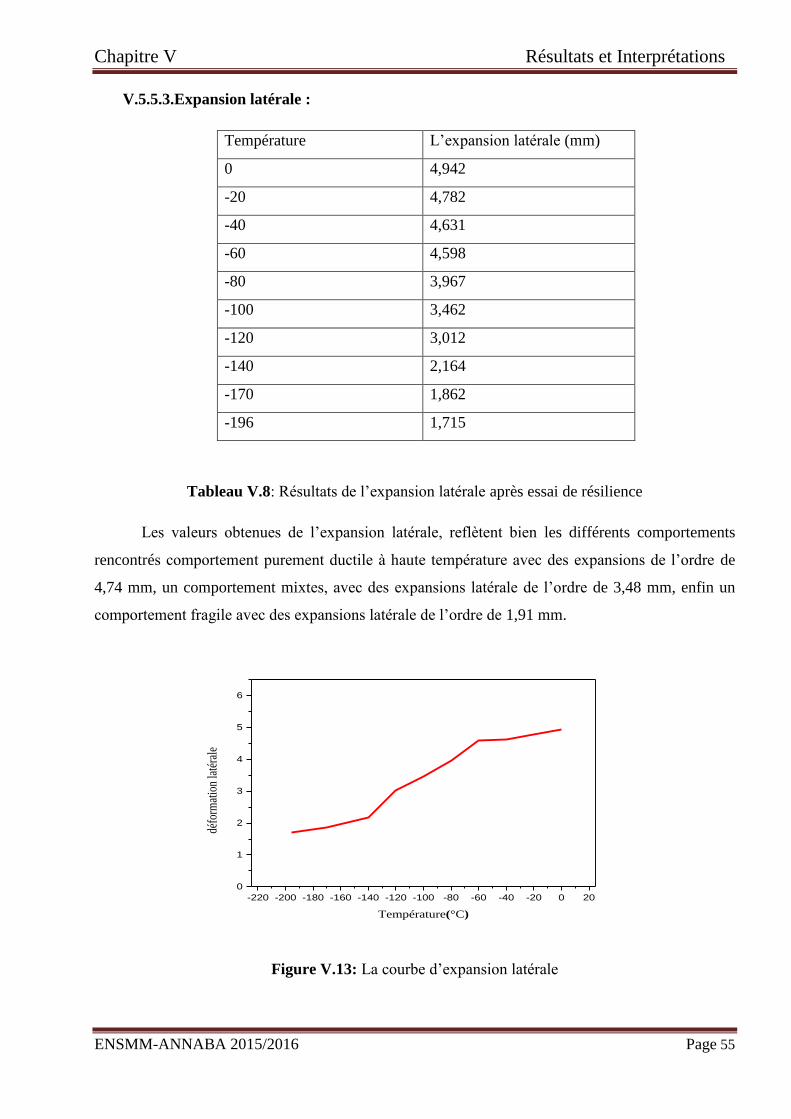
Chapitre V Résultats et Interprétations
ENSMM-ANNABA 2015/2016 Page 55
V.5.5.3.Expansion latérale :
Température L’expansion latérale (mm)
0 4,942
-20 4,782
-40 4,631
-60 4,598
-80 3,967
-100 3,462
-120 3,012
-140 2,164
-170 1,862
-196 1,715
Tableau V.8: Résultats de l’expansion latérale après essai de résilience
Les valeurs obtenues de l’expansion latérale, reflètent bien les différents comportements
rencontrés comportement purement ductile à haute température avec des expansions de l’ordre de
4,74 mm, un comportement mixtes, avec des expansions latérale de l’ordre de 3,48 mm, enfin un
comportement fragile avec des expansions latérale de l’ordre de 1,91 mm.
-220 -200 -180 -160 -140 -120 -100 -80 -60 -40 -20 0 20
0
1
2
3
4
5
6
défo
rmat
ion
laté
rale
Température(°C)
Figure V.13: La courbe d’expansion latérale
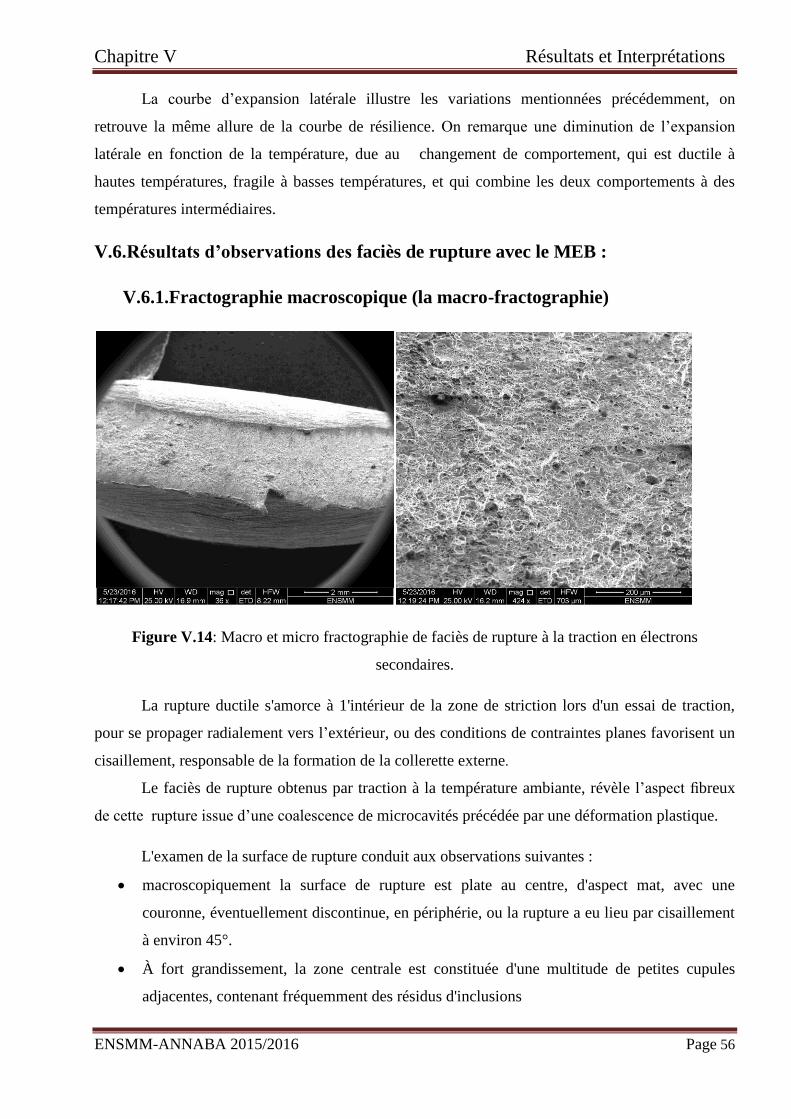
Chapitre V Résultats et Interprétations
ENSMM-ANNABA 2015/2016 Page 56
La courbe d’expansion latérale illustre les variations mentionnées précédemment, on
retrouve la même allure de la courbe de résilience. On remarque une diminution de l’expansion
latérale en fonction de la température, due au changement de comportement, qui est ductile à
hautes températures, fragile à basses températures, et qui combine les deux comportements à des
températures intermédiaires.
V.6.Résultats d’observations des faciès de rupture avec le MEB :
V.6.1.Fractographie macroscopique (la macro-fractographie)
Figure V.14: Macro et micro fractographie de faciès de rupture à la traction en électrons
secondaires.
La rupture ductile s'amorce à 1'intérieur de la zone de striction lors d'un essai de traction,
pour se propager radialement vers l’extérieur, ou des conditions de contraintes planes favorisent un
cisaillement, responsable de la formation de la collerette externe.
Le faciès de rupture obtenus par traction à la température ambiante, révèle l’aspect fibreux
de cette rupture issue d’une coalescence de microcavités précédée par une déformation plastique.
L'examen de la surface de rupture conduit aux observations suivantes :
macroscopiquement la surface de rupture est plate au centre, d'aspect mat, avec une
couronne, éventuellement discontinue, en périphérie, ou la rupture a eu lieu par cisaillement
à environ 45°.
À fort grandissement, la zone centrale est constituée d'une multitude de petites cupules
adjacentes, contenant fréquemment des résidus d'inclusions
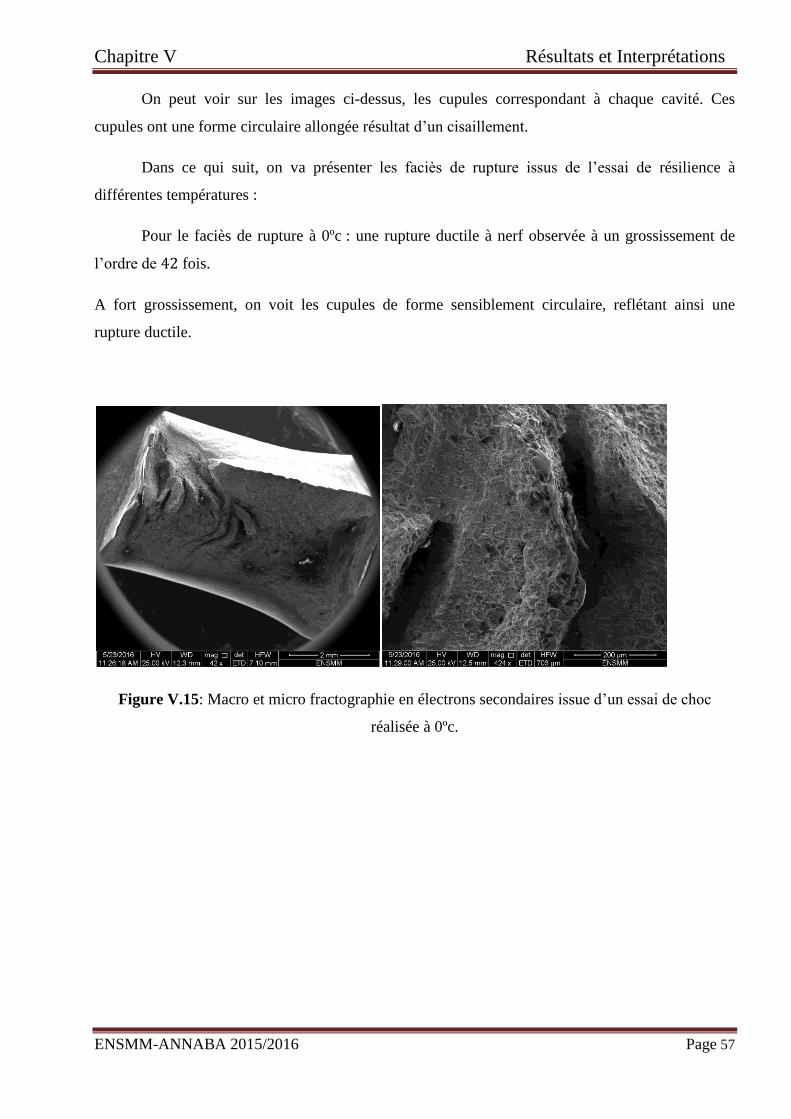
Chapitre V Résultats et Interprétations
ENSMM-ANNABA 2015/2016 Page 57
On peut voir sur les images ci-dessus, les cupules correspondant à chaque cavité. Ces
cupules ont une forme circulaire allongée résultat d’un cisaillement.
Dans ce qui suit, on va présenter les faciès de rupture issus de l’essai de résilience à
différentes températures :
Pour le faciès de rupture à 0ºc : une rupture ductile à nerf observée à un grossissement de
l’ordre de fois.
A fort grossissement, on voit les cupules de forme sensiblement circulaire, reflétant ainsi une
rupture ductile.
Figure V.15: Macro et micro fractographie en électrons secondaires issue d’un essai de choc
réalisée à 0ºc.
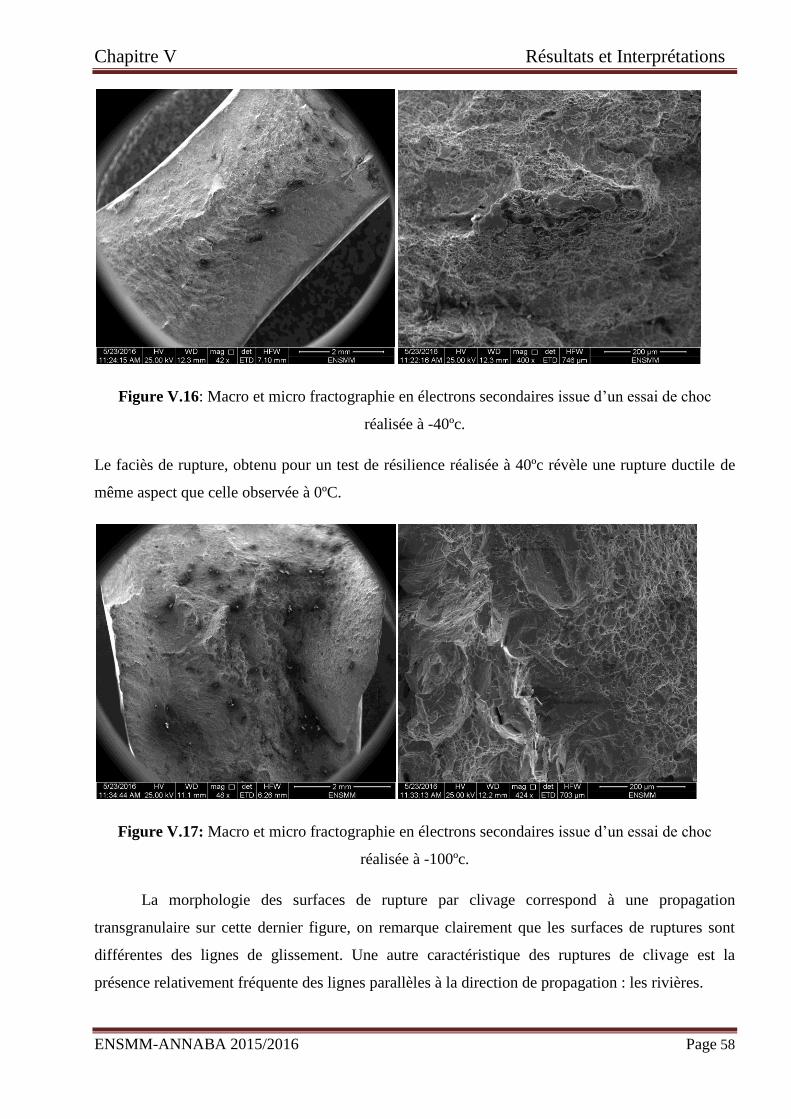
Chapitre V Résultats et Interprétations
ENSMM-ANNABA 2015/2016 Page 58
Figure V.16: Macro et micro fractographie en électrons secondaires issue d’un essai de choc
réalisée à -40ºc.
Le faciès de rupture, obtenu pour un test de résilience réalisée à 40ºc révèle une rupture ductile de
même aspect que celle observée à 0ºC.
Figure V.17: Macro et micro fractographie en électrons secondaires issue d’un essai de choc
réalisée à -100ºc.
La morphologie des surfaces de rupture par clivage correspond à une propagation
transgranulaire sur cette dernier figure, on remarque clairement que les surfaces de ruptures sont
différentes des lignes de glissement. Une autre caractéristique des ruptures de clivage est la
présence relativement fréquente des lignes parallèles à la direction de propagation : les rivières.
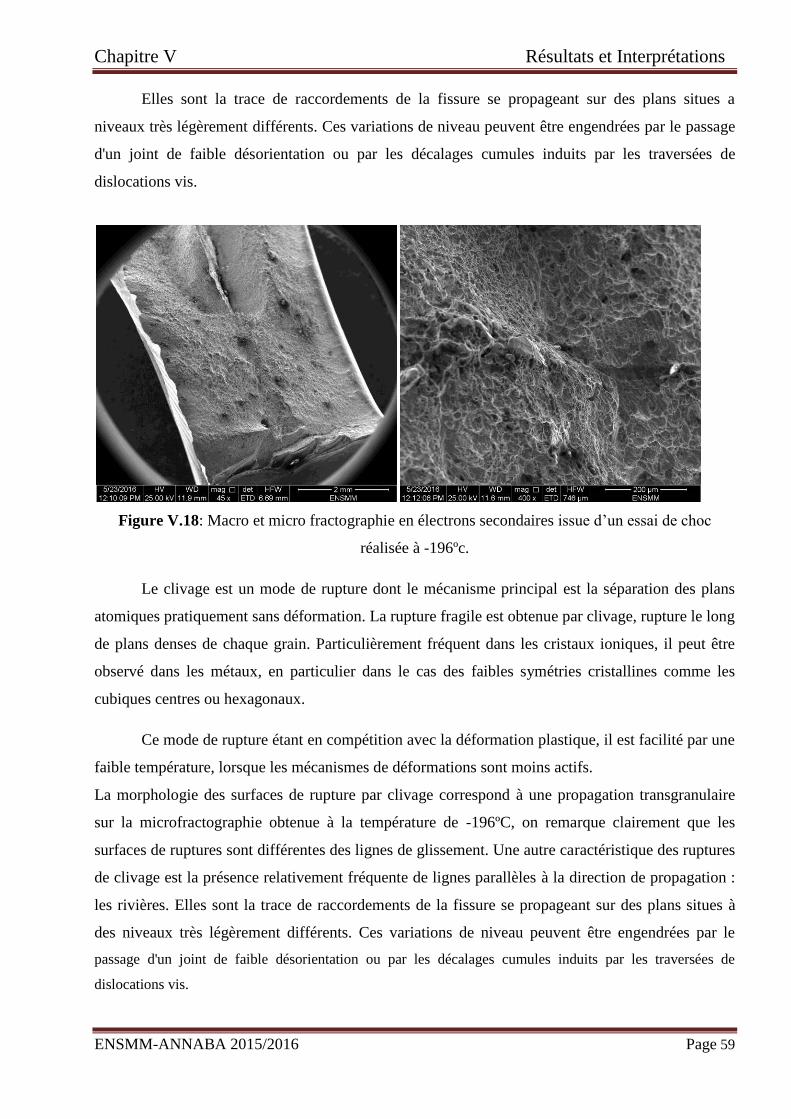
Chapitre V Résultats et Interprétations
ENSMM-ANNABA 2015/2016 Page 59
Elles sont la trace de raccordements de la fissure se propageant sur des plans situes a
niveaux très légèrement différents. Ces variations de niveau peuvent être engendrées par le passage
d'un joint de faible désorientation ou par les décalages cumules induits par les traversées de
dislocations vis.
Figure V.18: Macro et micro fractographie en électrons secondaires issue d’un essai de choc
réalisée à -196ºc.
Le clivage est un mode de rupture dont le mécanisme principal est la séparation des plans
atomiques pratiquement sans déformation. La rupture fragile est obtenue par clivage, rupture le long
de plans denses de chaque grain. Particulièrement fréquent dans les cristaux ioniques, il peut être
observé dans les métaux, en particulier dans le cas des faibles symétries cristallines comme les
cubiques centres ou hexagonaux.
Ce mode de rupture étant en compétition avec la déformation plastique, il est facilité par une
faible température, lorsque les mécanismes de déformations sont moins actifs.
La morphologie des surfaces de rupture par clivage correspond à une propagation transgranulaire
sur la microfractographie obtenue à la température de -196ºC, on remarque clairement que les
surfaces de ruptures sont différentes des lignes de glissement. Une autre caractéristique des ruptures
de clivage est la présence relativement fréquente de lignes parallèles à la direction de propagation :
les rivières. Elles sont la trace de raccordements de la fissure se propageant sur des plans situes à
des niveaux très légèrement différents. Ces variations de niveau peuvent être engendrées par le
passage d'un joint de faible désorientation ou par les décalages cumules induits par les traversées de
dislocations vis.
CONCLUSION GENERALE
Page 60
Conclusion Générale :
Cette étude nous a permis de mettre l’accent sur le comportement à la rupture dans le
domaine de la transition ductile-fragile d'un tube soudé utilisé dans le transport du gaz. Le tube
utilisé dans notre étude est en acier inoxydable super duplex, soudé par le procédé de soudage TIG
(GTAW). Cette étude nous a conduits à conclure par les points suivants:
Le cordon de soudure est jugé de qualité vu son bon comportement aux différents
tests mécaniques : essai de pliage, essai de traction, essai de résilience.
La macrographie du cordon de soudure obtenue par imagerie MEB (électrons
secondaires, rétrodiffusés) avec des grossissements de l’ordre 80, confirme la bonne
soudabilité de notre matériau.
La rupture en traction se fait en dehors de joint de soudure avec une zone de
déformation plastique acceptable.
La rupture par chocs produit de même en dehors de cordon de soudure. Avec trois
différentes zones, selon la nature de la rupture, une rupture ductile correspond à
l’intervalle de température de 0 à -60 °C, caractérisée par une grande valeur
d’expansion latérale, une rupture fragile correspond à l’intervalle de température
compris entre -140 à -196°C caractérisée par une faible expansion latérale, et une
rupture à caractère mixte est rencontré, à un intervalle de température de -60 à
-140°C.
L’expansion latérale suit une loi de variation, similaire à celle de la résilience (même
allure de la courbe d’expansion latérale que celle de la résilience).
La température de la transition ductile fragile est estimée d’après la courbe de
résilience à -115°C qui correspond à une énergie absorbée de l’ordre de 74.35J.
L’observation des faciès de rupture a révélé :
Pour les faciès de rupture en traction :
Macroscopiquement la surface de rupture est plate au centre, d'aspect mat, avec une
couronne, éventuellement discontinue, en périphérie, ou la rupture a eu lieu par
cisaillement à environ 45°. À fort grandissement, la zone centrale est constituée d'une
multitude des petites cupules adjacentes, contenant fréquemment des résidus
d'inclusions. Ces cupules ont une forme circulaire allongée résultat d’un cisaillement.

Page 61
Les faciès de rupture obtenus par essai de choc à 0ºc à faible grossissement, traduit
l’aspect ductile de cette rupture par la présence des nerfs à la surface. A fort
grossissement, des cupules de forme sensiblement circulaire sont rencontrés.
Une rupture par clivage est observée à basse température caractéristique d’une rupture
fragile.
REFERENCES
BIBLIOGRAPHIQUES
Références bibliographiques
[1] P.J.Cunat « Aciers inoxydables : Critères de choix et structure, Techniques de l'ingénieur,
M4540, 2000.’’
[2] M. Colombié. "Aciers inoxydables", Techniques de l'Ingénieur, M320, 1991
[3] J. C. Lippold, D.J. Kotecki. Welding metallurgy of stainless steel.
[4] ASM metals Hand book, 8th edition, vol. 8, ASM international, Materials Park, OH, P. 291
[5] D. Peckner, I. M. Bernstein. Handbook of stainless steels, McGraw-Hill, New York.
[6] G.David Les aciers inoxydables, propriétés, mise en œuvre, emploi et norme, Technique
et documentation, Paris 1990.
[7] J. Barralis, G. Mader Précis de Métallurgie, élaboration, structures- propriétés et normalisation.
[8] C. Bonnet. Le soudage, Métallurgie et produit.
[9] J. Charles. Composition and properties of duplex stainless steel. Welding in the world, 36(1995)
43-54.
[10] S. L. F. GARFIAS-MESIAS, J. M. SYKES, C. D. S. TUCK. The Effect of Phase
Compositions on the Pitting Corrosion of 25Cr Duplex Stainless Steel in Chloride Solution.
Corrosion Science, Vol.38, No.8, 1996.
[11] R. N. GUNN. Duplex Stainless Steels.2000.
[12] P. Lacombe, B. Baroux, G. Beranger Les aciers inoxydables, Editions physique, 1990.
[13] P. J. Cunat .Propriétés, Résistance à la corrosion, Technique de l’ingénieur, M 4541, 2000.
[14] W. C. Kovach .High perfermance stainless steels, Technical Marketing Ressources.
[15] P. Lacombe, B. Baroux, G. Beranger Les aciers inoxydables, Editions physique, 1990.
[16] P. G. Cunat Mise en œuvre des aciers inoxydables, Technique de l’ingénieur, M 4544, 2000.
[17] F. Delattre Le soudage des aciers inoxydables, Dunod Paris, 1969.
[18] Welding of stainless steels, Euro Inox, Paris, 1998.
[19] R. Raus, W. Chapeau Raus Application du soudage aux constructions, Paris 1979.
[20] H. Gonjon Bases métallurgiques, Publication de la soudure Hotogéne, 1995.
[21] Dr. C. P. Chen Investigation laser beam welded duplex stainless steels, 2001.
[22] Fatigue sollicitation thermique, Journées organisées par la commission de fatigue de la société
Française de Métallurgie et de métaux.
[23] J. Barralis, G. Mader Métallurgie, tome 2, alliage ferreux, 1983.
[24] S. S. M. Tavares, V. F. Terra, J. M. Pardal, M. P. Cinda Fonseca Influence of the
microstructure on the toughness of a duplex stainless steels UNS S 31803, Journal of materials
science, 2005.
[25] T. A. Palmer, J. W. Elemerand Jeo Wong In situ observations of ferrite- austenite
transformations in duplex stainless steels weldements using synchrotron radiation, Science and
Technology of welding and joining, 2002.
[26] Dominique François technique de l’ingénieur: Essais de rupture M126.
[27] Dominique François ENDOMMAGEMENTS ET RUPTURE DE MATÉRIAUX École
Centrale de Paris].
[28] Clement Lemaignan, La rupture des matériaux.
[29].Jean-paul Baillon& Jean-Marie Dorlot, DES MATERIAUX, Presse internationales
polytechnique CANADA Troisième Edition.
ANNEXES
LISTE DES ANNEXES
ENSMM-ANNABA 2015/2016
ANNEXE I
Présentation de l’E.N.G.T.P
Dénomination : Entreprise Nationale de Grands Travaux Pétroliers
Logo : E.N.G.T.P.
Statut : Société par actions
Régime juridique : Entreprise publique économique
Filiale du groupe : SONATRACH
Siège social : zone industrielle BP 09 - Reghaia – Alger Siège de la direction générale
GTP est une société, filiale du groupe SONATRACH, qui offre des services de construction
d’ouvrages destinés à la production, transformation et distribution des Hydrocarbures, la pose de
canalisation à grande distance, l’engineering, la maintenance industrielle, le soudage et le contrôle
de soudage. Pour réaliser ses missions, GTP s'appuie sur un groupe à l'expérience nationale et
internationale reconnue, le Groupe SONATRACH.
DOMAINES D’INTERVENTIONS
GTP intervient dans les secteurs suivants :
Hydrocarbures.
Chimie et pétrochimie.
Energie.
Matériaux de construction.
Hydraulique.
LES ACTIVITES DE G.T.P
GTP effectue toute sorte d’activités : Engineering, Génie civil et bâtiments, Montage
industriel, Préfabrication, Canalisation, Soudage, Contrôle et essais, Traitement thermique,
maintenance industrielle.
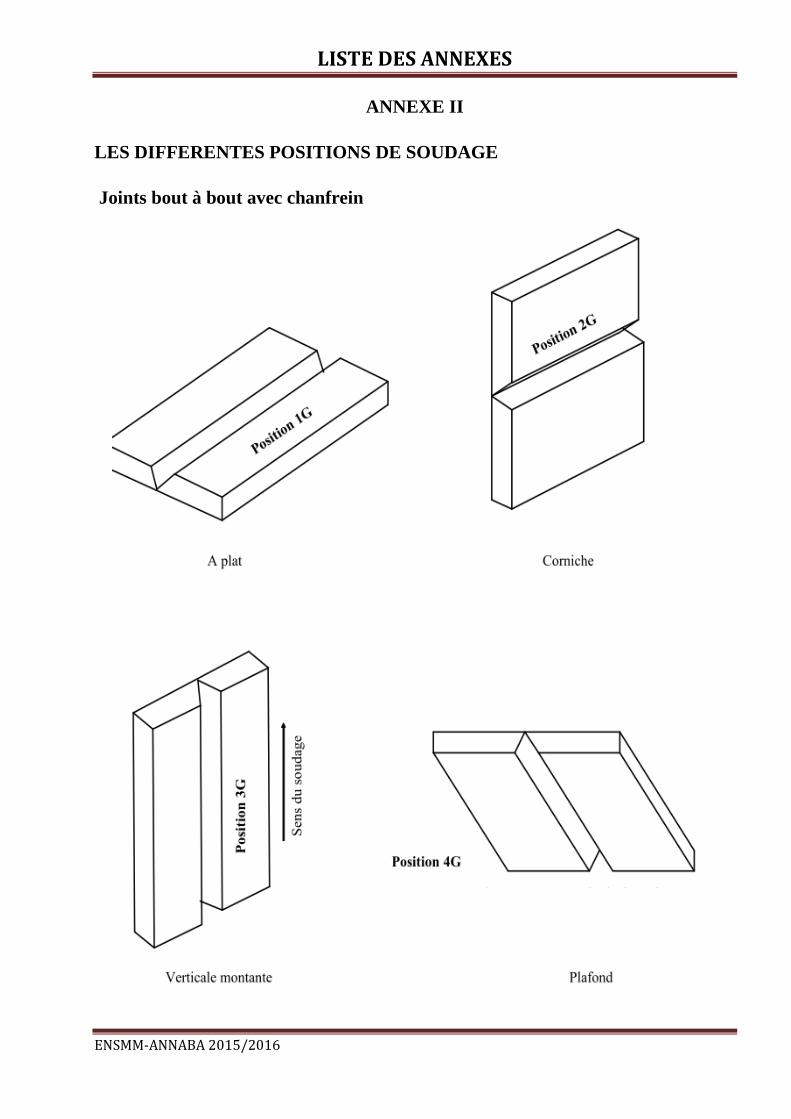
LISTE DES ANNEXES
ENSMM-ANNABA 2015/2016
ANNEXE II
LES DIFFERENTES POSITIONS DE SOUDAGE
Joints bout à bout avec chanfrein
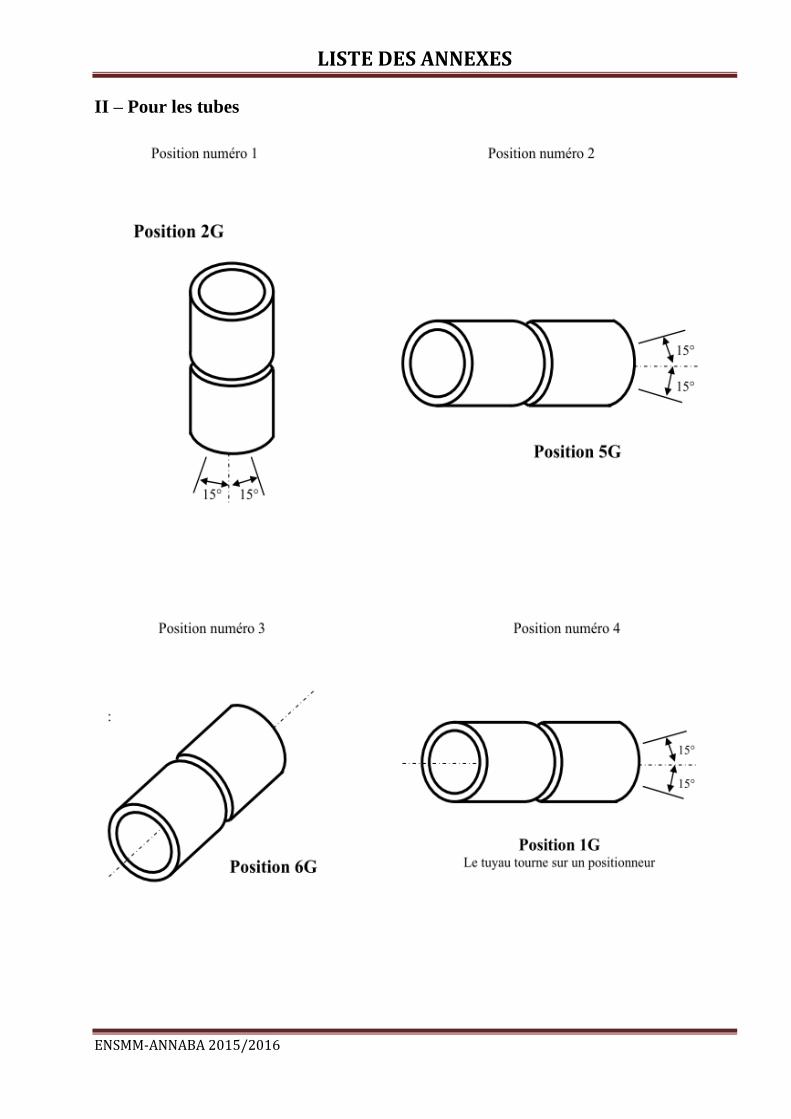
LISTE DES ANNEXES
ENSMM-ANNABA 2015/2016
II – Pour les tubes
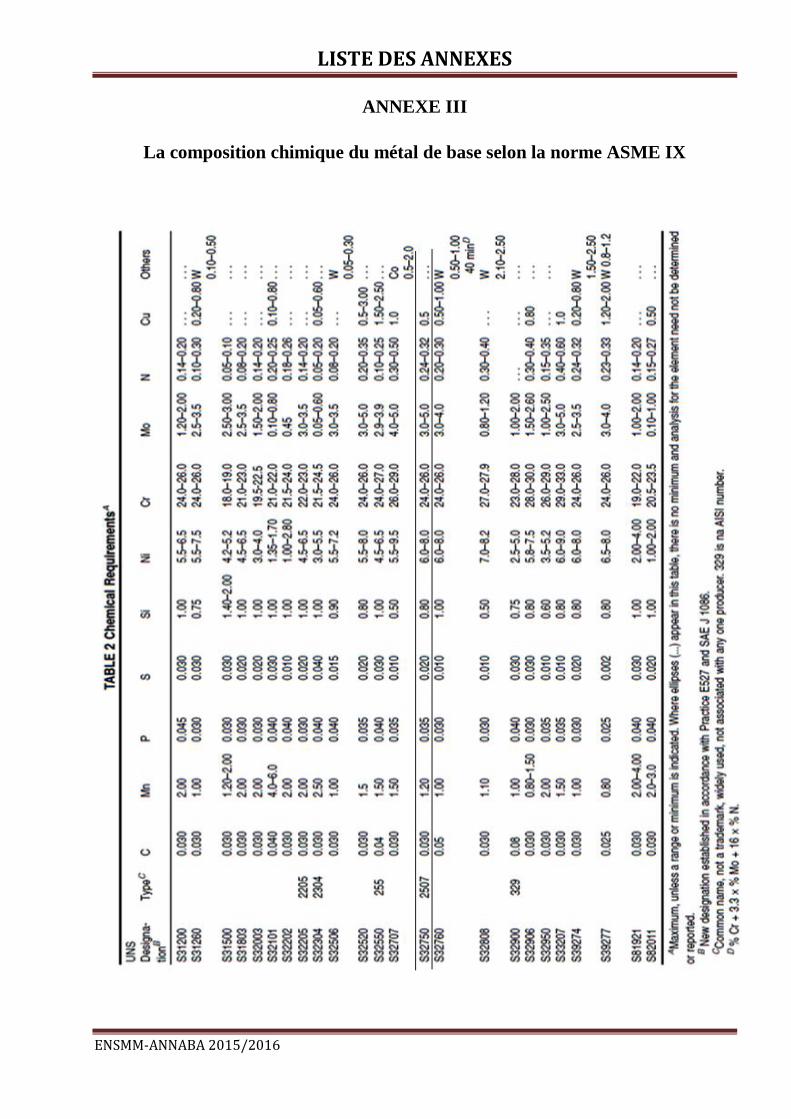
LISTE DES ANNEXES
ENSMM-ANNABA 2015/2016
ANNEXE III
La composition chimique du métal de base selon la norme ASME IX
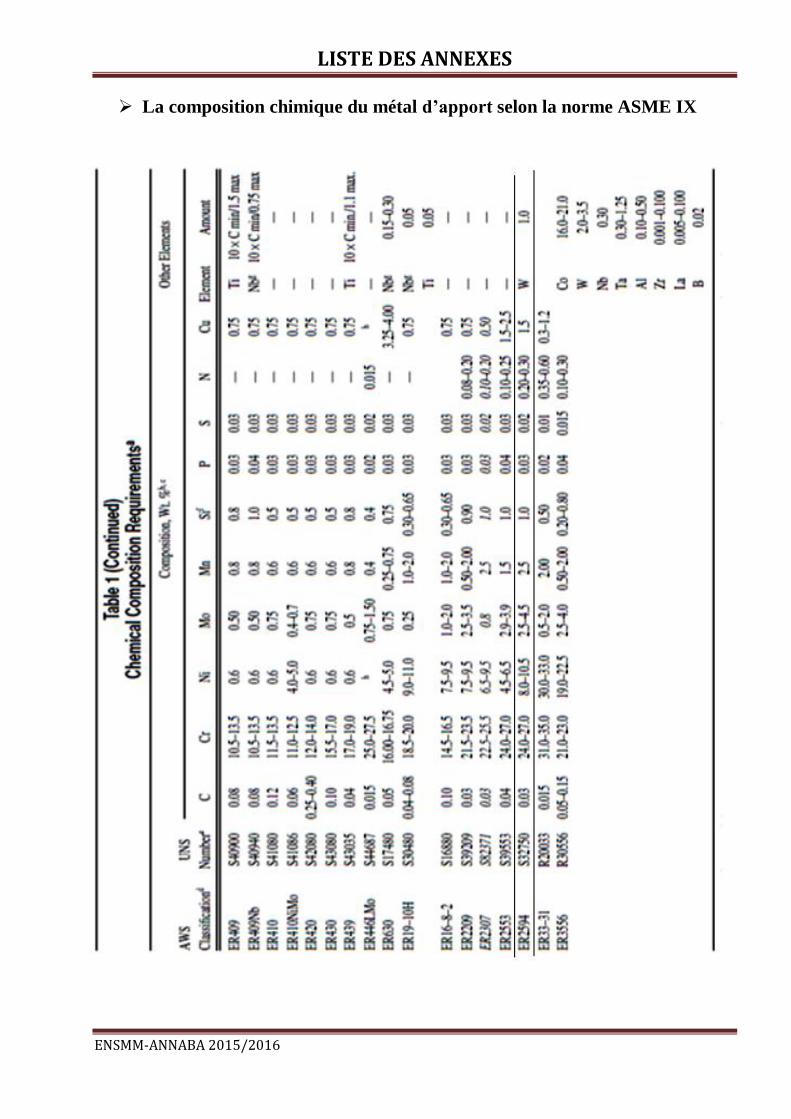
LISTE DES ANNEXES
ENSMM-ANNABA 2015/2016
La composition chimique du métal d’apport selon la norme ASME IX
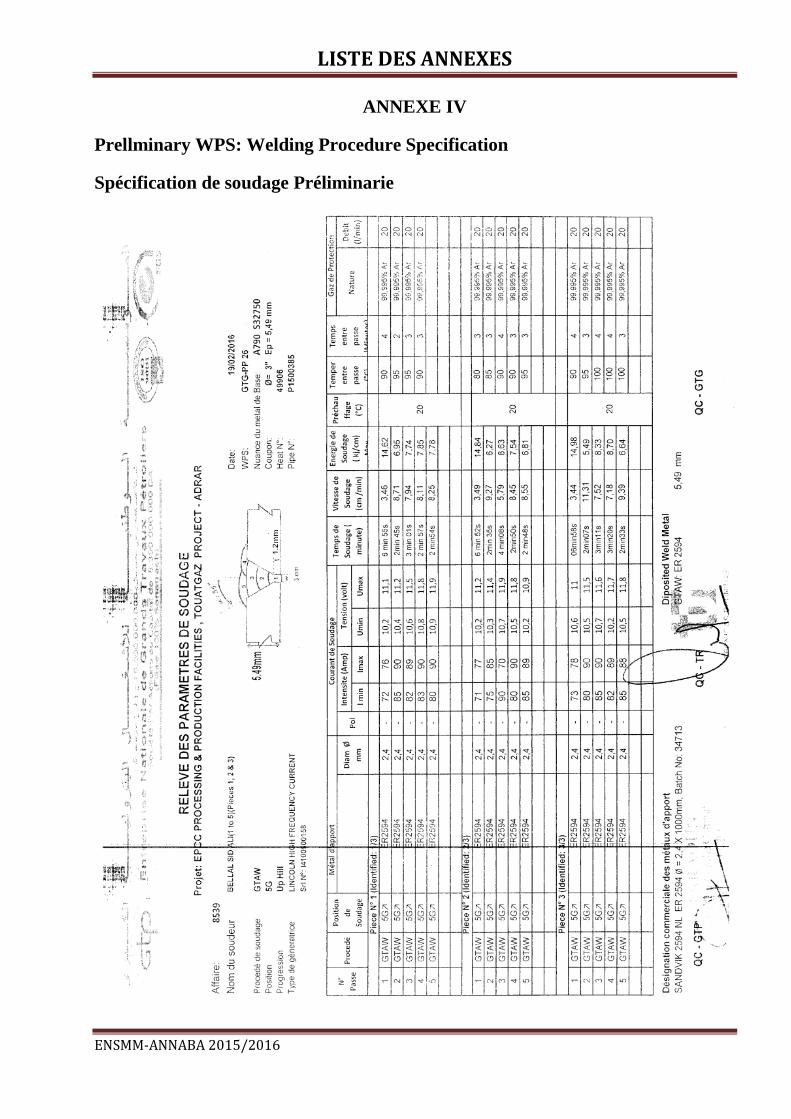
LISTE DES ANNEXES
ENSMM-ANNABA 2015/2016
ANNEXE IV
Prellminary WPS: Welding Procedure Specification
Spécification de soudage Préliminarie
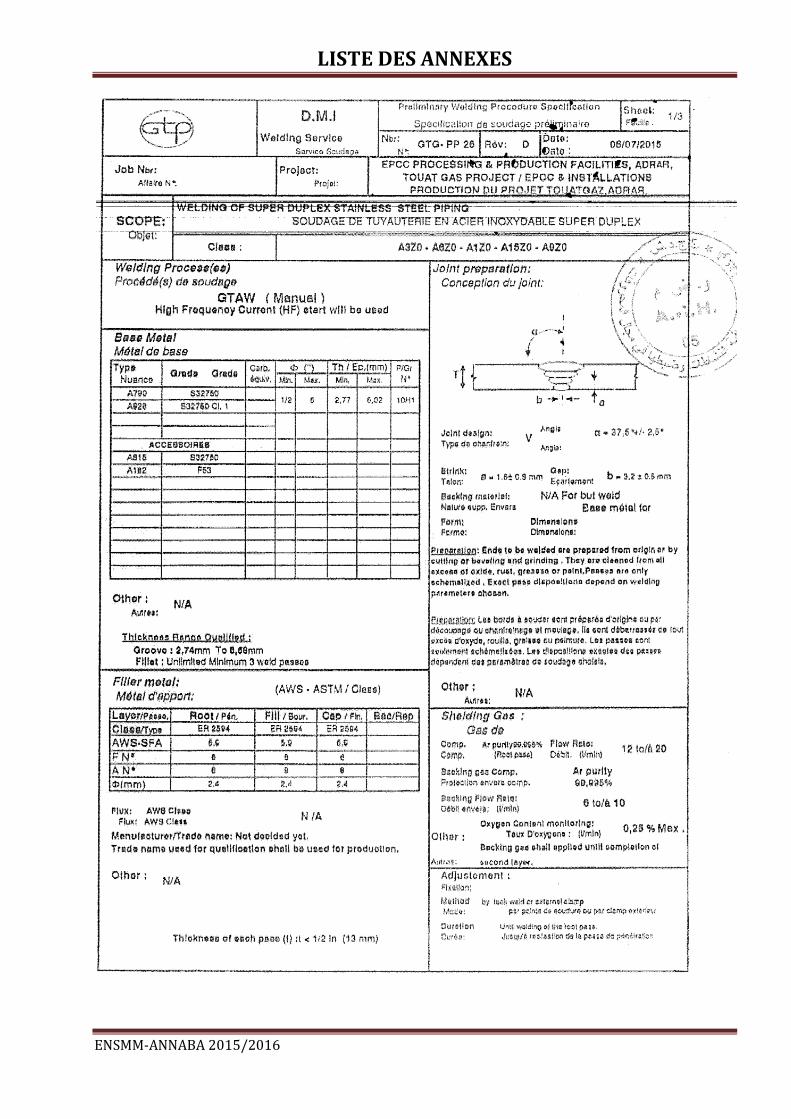
LISTE DES ANNEXES
ENSMM-ANNABA 2015/2016
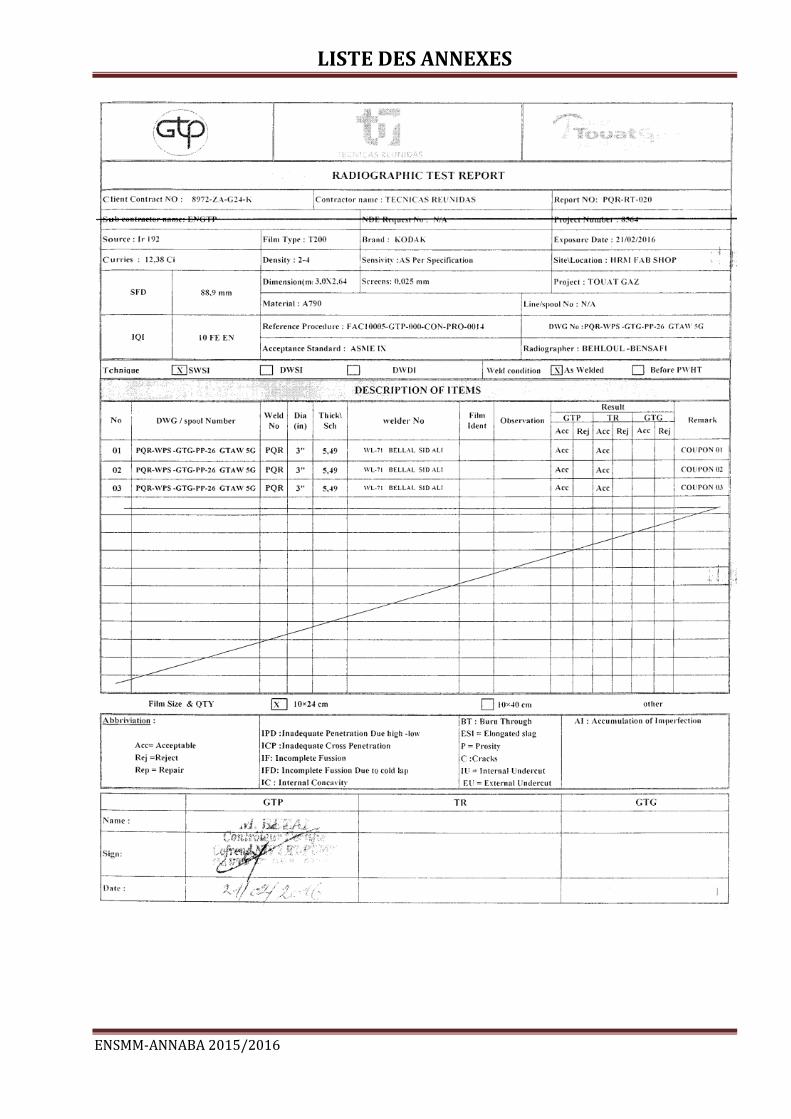
LISTE DES ANNEXES
ENSMM-ANNABA 2015/2016
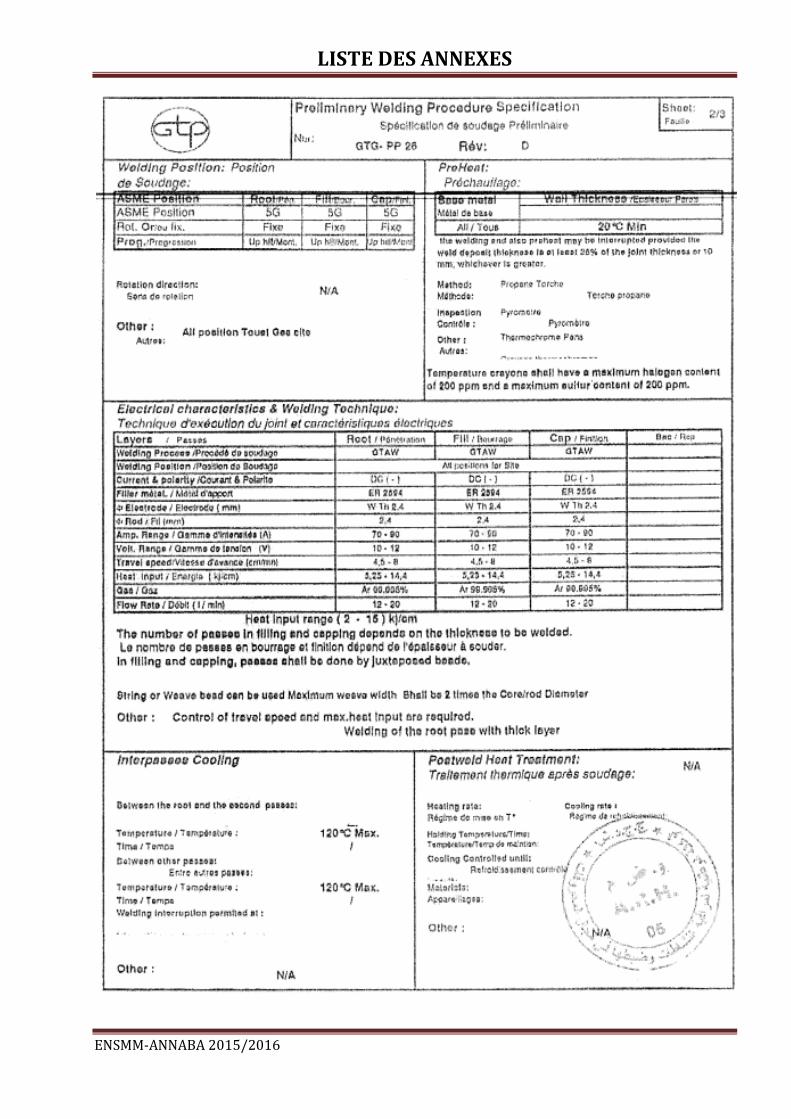
LISTE DES ANNEXES
ENSMM-ANNABA 2015/2016
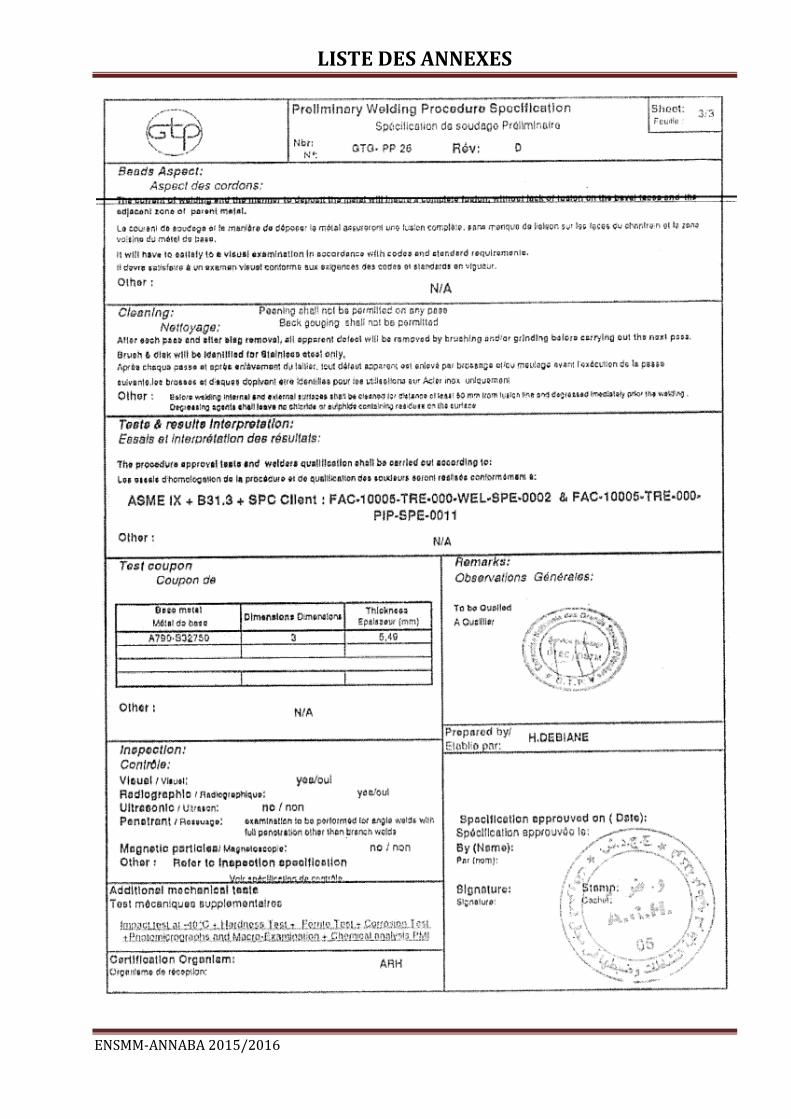
LISTE DES ANNEXES
ENSMM-ANNABA 2015/2016
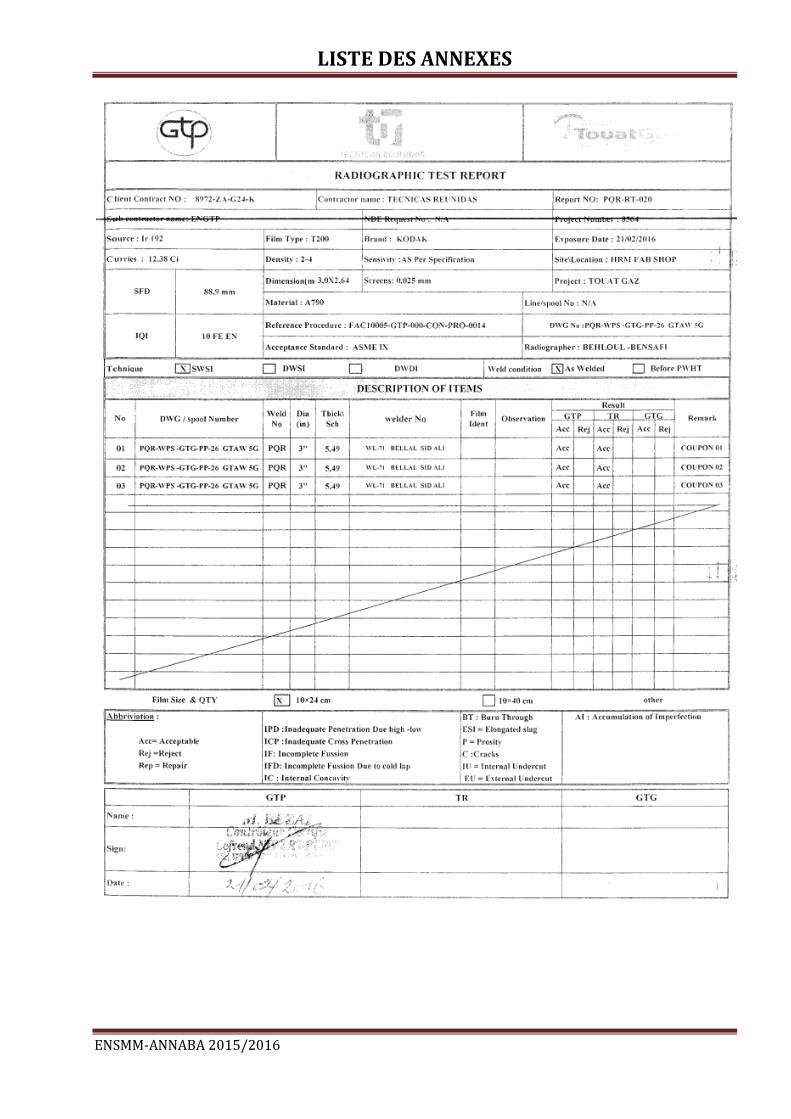
LISTE DES ANNEXES
ENSMM-ANNABA 2015/2016