Embed Size (px)
Citation preview
i
UNIVERSIDAD NACIONAL DE TRUJILLO
FACULTAD DE INGENIERÍA QUÍMICA
ESCUELA ACADÉMICO PROFESIONAL DE INGENIERÍA QUÍMICA
“DISEÑO DE PLANTA PARA LA PRODUCCIÓN
DE BIODIESEL A PARTIR DE ACEITE DE
FRITURA RECICLADO”
FUNCIÓN DEL TRABAJO PROFESIONAL
INFORME REALIZADO PARA OPTAR EL TÍTULO DE
INGENIERO QUÍMICO
AUTOR:
BR. TERÁN SALDAÑA, Frank Arturo
ASESOR: Ms. Ing. JOSÉ LUIS SILVA VILLANUEVA
TRUJILLO – PERÚ
2011
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
i
PRESENTACIÓN
SEÑORES CATEDRÁTICOS MIEMBROS DEL JURADO:
De conformidad con lo dispuesto en el reglamento de Grados y Títulos de la Escuela
Académico Profesional de Ingeniería Química de la Universidad Nacional de
Trujillo, me es honroso presentar a consideración de vuestro elevado criterio el
trabajo Titulado: “DISEÑO DE PLANTA PARA LA PRODUCCIÓN DE
BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO”, que
sustentaré como Tesis para obtener el Título de Ingeniero Químico, si vuestro
dictamen me favorece.
Trujillo, Agosto del 2011
____________________________
Br. Frank Teran Saldaña
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
ii
JURADO DICTAMINADOR
________________________________
Presidente
________________________________
Asesor
________________________________
Miembro
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
iii
DEDICATORIA
Le agradezco con todo mi amor a mis padres, quienes me han enseñado con su
ejemplo a rebasar toda barrera que la vida me ha dado ya que ellos fueron los que
me dieron ese calor y cariño necesario, para formarme como un ser integral y útil a
la sociedad.
(Frank)
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
iv
AGRADECIMIENTO
Expreso mi agradecimiento a la Facultad de Ingeniería Química de la Universidad
Nacional de Trujillo por permitir desarrollarnos profesionalmente.
A mi asesor Ms. Ing. José Luis Silva Villanueva, por su apoyo desinteresado en el
desarrollo de ésta Tesis.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
v
RESUMEN
Capítulo I, Se realiza el estudio de mercado de Biodiesel, con la finalidad
de estimar la oferta y demanda del producto, así como también justificar la
posibilidad de instalar una planta química para tal fin.
El presente estudio se realizó en base a datos estadísticos relacionados con
el consumo de Biodiesel, teniendo básicamente en cuenta el Reglamento de la
Ley de Promoción del Mercado de Biocombustibles, ya que por ser un
producto relativamente nuevo en el mercado tiene poca data histórica referente
al consumo.
Capítulo II, Se aborda la selección del diseño de proceso, y tiene por
finalidad escoger un tipo de proceso de manufactura de entre los existentes,
que sea la más conveniente y adaptable a nuestra realidad. Para ello se
analizan los diferentes procesos haciendo resaltar sus principales
características para cada uno de estos. Dichos procesos serán sometidos a un
análisis del tipo técnico-económico a fin de seleccionar el más adecuado
Capítulo III, Tiene como finalidad determinar la elección del lugar más
adecuado para la instalación de la planta, para ello se hace uso de la técnica
denominada factores de balanceo, que consiste en asignar valores numéricos a
los diferentes factores tanto primarios como secundarios.
Capítulo IV, Comprende el diseño de los principales equipos, tales como
tanques, bombas y reactores, para se hará uso de la hoja de cálculo en EXCEL.
Capitulo V, Este capítulo está referido a la parte de la instrumentación y
control automático, aquí se define el tipo de control a utilizar y se ilustran
tanto los lazos de control utilizados.
Capítulo VI, El presente capitulo trata sobre los auxiliares de proceso, tales
como el abastecimiento de agua, vapor de agua, combustible y electricidad; se
incluye también las facilidades de almacenamiento, seguridad, edificios y
laboratorio.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
vi
Capítulo VII, Referido a la distribución de la planta y básicamente define
el arreglo espacial de todas las unidades de operación, para ello se elaboraron
el plano unitario y maestro.
Capítulo VIII, Este capítulo se realiza un estudio económico, a fin de
determinar la rentabilidad del proyecto.
Capitulo IX, En este capítulo se presentan las conclusiones del estudio.
Capitulo X, Muestra las referencias bibliográficas.
Capitulo XI, En el se presenta el apéndice, donde se desarrollan a detalle
los capítulos 2 y 4.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
vii
ABSTRACT
Chapter I, the Biodiesel market study is done, in order to estimate the
supply and demand for the product, as well as justify the possibility of
installing a chemical plant for this purpose.
This study was based on statistical data related to the consumption of
Biodiesel, taking basically into account the Regulation of the Law for the
Promotion of Biofuels Market, as being a relatively new product on the market
has little data historical reference to consumption.
Chapter II, the design selection process is discussed, and aims to choose a
type of manufacturing process among existing, which is the most convenient
and adaptable to our reality. For this purpose different processes are analyzed
highlighting its main features for each of these. These processes will be
subjected to an analysis of the technical and economic type to select the most
appropriate
Chapter III, aims to determine the choice of the most suitable place for
installing the plant, for this use of the technique known as balancing factors,
which consists of assigning numerical values to different factors both primary
and secondary done.
Chapter IV, includes the design of major equipment, such as tanks, pumps
and reactors for use will be made of the spreadsheet in Excel.
Chapter V, this chapter refers to the part of the instrumentation and
automatic control, here it defined the type of control to use and illustrate both
control loops used.
Chapter VI, This chapter deals with processing aids such as water, steam,
fuel and electricity; also it includes storage facilities, security, and laboratory
buildings.
Chapter VII, based on the distribution of plant and basically defines the
spatial arrangement of all operating units, for which the unit and master plan
were developed.
Chapter VIII, this chapter an economic study is carried out to determine
the profitability of the project.
Chapter IX, In this chapter the conclusions of the study are presented.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
viii
Chapter X, shows the bibliographical references.
Chapter XI, in the appendix, where they develop in detail Chapters 2 and 4
is presented.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
ix
ÍNDICE
PRESENTACIÓN…………………………………………………………………..i
JURADO DICTAMINADOR…………………………………………………..….ii
DEDICATORIA……………………………………………………………….…..iii
AGRADECIMIENTO………………………………………………………..……iv
RESUMEN………………………………………………………………………….v
ÍNDICE……………………………………………………………………...….…vii
CAPÍTULO I
ESTUDIO DE MERCADO
1.1. Antecedentes Históricos del Biodiesel……..………...…….……….. ........ 1
1.2. El Biodiesel….……………..….…………………………...…………… ... 3
1.2.1 Definición……………..……………………...……………..…… .... 3
1.2.2 Ventajas en Seguridad y Transporte…....…………...…………… .... 3
1.2.3 Ventajas Medioambientales……...……..………………………… .. 4
1.2.4 Desventajas del Biodiesel como Combustible……….…..……… .... 5
1.2.5 Usos del Biodiesel como Combustible………… ............................... 5
1.2.6 Productos Obtenidos a partir del Biodiesel…………………… ........ 6
1.3. Materias Primas…………………………….…………………….…… ..... 6
1.4. Análisis de la Demanda y Oferta en el Mercado Interno………… … ........ 8
1.4.1 Demanda Actual en el Mercado Interno……………………… ......... 8
1.4.2 Oferta Actual en el Mercado Interno.……………………… ............. 9
1.5. Análisis de la Demanda y Oferta en el Mercado Externo………..……...... 9
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
x
1.5.1 Demanda Actual en el Mercado Externo……………………......... 9
1.5.2 Oferta Actual en el Mercado Externo…………………….................10
1.6. Estimación del Precio de Venta……….………………………….......... 11
1.7. Tamaño y Ubicación de los Consumidores………………………….........11
CAPÍTULO II
SELECCIÓN Y DISEÑO DEL PROCESO
2.1. Materias Primas Empleadas…….............................................................. 12
2.1.1 Alcoholes……………………..………………….………………... 12
2.1.2 Catalizadores…………………………………...…………………. 12
2.1.2.1 Catalizadores Enzimáticos…………………...………….... 13
2.1.2.2 Catalizadores Heterogéneos……………………………......14
2.1.2.3 Catalizadores Homogéneos…………………………………14
2.1.2.4 Catalizadores Ácidos……………………………………… 15
2.1.2.5 Catalizadores Básicos……………...…………………........15
2.2. Obtención de Biodiesel……………………………………………........... 17
2.3. Variables que Influyen en le Reacción de Transesterificación……………18
2.3.1 Pureza y Calidad de los Reactivos……………….………............. 18
2.3.2 Relación Molar Alcohol/Aceite…………………………….......... 19
2.3.3 Tipo de Alcohol……………………………………………….. .... 19
2.3.4 Tipo y Cantidad de Catalizador………………………………........20
2.3.5 Temperatura y Tiempo de Reacción………………………….........20
2.3.6 Agitación……………………………………………………….......21
2.4. Procesos para la Obtención de Biodiesel…………….…………………..21
2.5. Etapas del Proceso de Obtención de Biodiesel………………………......23
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
xi
2.6. Características y Calidad del Biodiesel……………...………………….25
2.7. Descripción del Proceso………………………………………………....26
2.8. Balance de Materia y Energía…………………………………………...26
2.8.1 Balance de Materiales……………………………………………..26
2.8.2 Balance de Energía……………………………………………....... 27
CAPÍTULO III
UBICACIÓN DE LA PLANTA………………….………………….…………… 29
3.1. Factores primarios …………………………………………..……….29
3.1.1 Suministro de Materia Prima.………….…………….….…..…….29
3.1.2 Mercado.………………………………………………….………..29
3.1.3 Energía eléctrica…………………………………………..…….....29
3.1.4 Suministro de agua…...……………………...………………….... 30
3.1.5 Mano de obra……………………………….……………………...30
3.1.6 Leyes regulatorias…………………………….…………………...30
3.2. Factores secundarios …………………………………….……………...30
3.2.1 Transporte………………………………………….…………...... 30
3.2.2 Clima………………………………………………....……………30
3.2.3 Factores comunitarios…………………………………….……......30
3.3. Evaluación por el método de factores de balanceo ……………………. 30
CAPÍTULO IV
DISEÑO DEL EQUIPO DE PROCESO..................................................................32
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
xii
CAPÍTULO V
INSTRUMENTACION Y CONTROL DEL PROCESO………………..…… 33
5.1. Control del nivel en el mezclador…….…………………….……..……. 33
5.2 Control del Nivel en el Tanque Homogenizador…………...………… 33
5.3 Control de Temperatura en el Reactor………………….…………….. 34
CAPÍTULO VI
AUXILIARES DE PROCESO……………………………………………… 36
6.1. Suministro de agua ………………………………………………....… 36
6.1.1 Agua de enfriamiento…………………………………..……..… 36
6.1.2 Agua contra Incendios…………………………………….…….… 36
6.1.3 Agua para usos Sanitarios y de Limpieza………………….....…… 36
6.2. Energía Eléctrica…………………………………...………...….……. 37
6.3. Almacenamiento………………………………………..…….….…….. 37
6.4. Seguridad………………………….……….…..................................... 37
6.5. Laboratorio y Edificios…….……………………..……………..……37
6.6. Taller de Mantenimiento……………………………………...…….… 38
CAPÍTULO VII
DISTRIBUCION DE LA PLANTA…………………………………………… 39
7.1. Distribución de la planta……………………………..……...………… 39
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
xiii
7.2. Cimientos……………………………………………………….…...… 39
7.3. Estructuras……………………………………….………………..….… 39
7.4. Tuberías……………….……………………………………………..…. 40
CAPÍTULO VIII
EVALUACION ECONOMICA……………………….………………………. 43
8.1. Determinación de La Inversión…………….………….…….…..….…. 43
8.1.1 Equipo de Proceso………….……….……….…………..….…... 43
8.1.1.1 Tanques…..…………………………….……..….….… 43
8.1.1.2 Bombas………………………………....….….……..… 44
8.1.1.3 Costo de la Centrífuga………………...…..….……..… 45
8.1.1.4 Costo del Secador……………….………….………...…. 45
8.1.2 Bienes Inmuebles……………………………………….…..….…. 46
8.1.2.1 Terreno………………………………………..….……. 46
8.1.2.2 Cimientos y Estructuras…………….……………...…….. 46
8.1.2.3 Edificios………………………………….………...….… 46
8.1.2.4 Auxiliares de proceso…………………………….……... 46
8.1.2.5 Instrumentación…………………………...…………… 46
8.1.2.6 Parte eléctrica……………………….…………………. 46
8.1.2.7 Tubería y accesorios………………..……………….….. 47
8.2. Resumen de la inversión…………………………..….………………. 47
8.2.1 Resumen para el costo de equipos………………….....………… 47
8.2.2 Resumen para el costo de los bienes………………….………..... 47
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
xiv
8.3. Costos de operación……………………………………….………......... 48
8.3.1 Mano de obra…………………………………………….………… 48
8.3.1.1 Operarios………………………………………….……… 48
8.3.1.2 Ingenieros………………………………………….……… 48
8.3.1.3 Superintendente………………………………………… 48
8.3.1.4 Gerente…………………………………………………… 48
8.3.2 Materia prima……………………………..………………..…….. 49
8.4. Flujo de caja económico…………………………………..……………. 49
8.5. Rentabilidad………………………………………..………...………… 52
CAPÍTULO IX
CONCLUSIONES…………………...………………………………….……. 53
CAPÍTULO X
REFERENCIAS BIBLIOGRÁFICAS…………………………...…………… 54
CAPÍTULO XI
APÉNDICE……………………………………….…………………………… 56
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
xv
ÍNDICE DE TABLAS, FIGURAS Y GRÁFICAS
TABLAS:
Capítulo I:
1.1. Principales Materias Primas para la Producción de Biodiesel………6
1.2. Cantidad de Biodiesel que se requieren en el Perú por Año………… ... 8
1.3. Cantidad de Biodiesel por Años que se requerirán a Nivel Mundial …9
1.4. Oferta Mundial de Biodiesel por Año……………………………… ..10
Capítulo II:
2.1. Propiedades del Biodiesel según ASTM D-6751…………………... 25
2.2. Energía Eléctrica requerida en Bombas….………………….….…...27
Capítulo III:
3.1. Elección de la ubicación de la planta por el método de factores de
balanceo……………………………………………………………….31
Capítulo V:
5.1. Control de Temperatura en el Reactor…….………………………. 34
Capítulo VIII:
8.1. Costo total de tanques...…………………………….………….…..44
8.2. Costo total de bombas……………………………..…………...……45
8.3. Costo total de centrifuga……………………..…………….………….45
8.4. Resumen del costo total para los equipos……………………….….. ..47
8.5. Resumen del costo total para los bienes………………..…….…....... ..47
8.6. Remuneración del personal…………………………………..…….. 49
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
xvi
8.7. Flujo de caja económico…………………………....……………….. 51
Capítulo XI:
11.1. Resumen del Balance en Mezclador M-101…………….....………. 59
11.2. Resumen del Balance en el Reactor R-101……….…………….… 61
11.3. Resumen del Balance en la Centrífuga C-101…………….............. 62
11.4 .Resumen del Balance en el Secador S-101…………........................ 62
11.5. Aspereza de Superficie………….………………….………….……. 73
11.6. Diámetro y Área en Función al Calibre…………..….….……….… 73
11.7. Coeficiente para Pérdida por Contracción Repentina……………… 74
11.8. Coeficiente para Pérdida por Ensanchamiento Repentino………… 74
11.9. Coeficiente de Fricción debido a Accesorios………………….…… 75
FIGURAS:
CAPITULO II.
2.1. Proceso de Producción de Biodiesel……………………….……….. 24
CAPITULO XI
11.1. Plantilla para Diseño de Bombas……………………………………. 68
11.2. Plantilla para Diseño de Tanques……………………….…………… 77
GRAFICAS:
CAPITULO I.
1.1. Oferta y Demanda Mundial de Biodiesel por Año…………….…….. 10
1.2. Costos Internacionales del Biodiesel……………..…………………… 11
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
1
CAPÍTULO I
ESTUDIO DEL MERCADO
1.1 Antecedentes Históricos del Biodiesel.
La idea de usar aceites vegetales como combustible para los motores decombustión interna
partió del propio Rudolf Diesel cuando desarrollaba su motor hacia finales del siglo XIX. En
la presentación del motor diésel en la Exposición Mundial de París, en 1900, el Ing. Diesel
usaría aceite de maní como combustible, o, mejor dicho, como biocombustible. De hecho,
Diesel, que prefería considerarse más como un filósofo social, señalaba que su motor, al
funcionar con aceites vegetales, podía impulsar el desarrollo de la agricultura que así lo usen,
y añadía que, con el transcurso del tiempo, el uso de los aceites vegetales como combustibles
podían ser tan importantes como los derivados del petróleo.
Las predicciones de Diesel tomarían su tiempo para empezar a tomar cuerpo y, en este lapso
de, más o menos un siglo, los motores diésel evolucionarían y se perfeccionarían utilizando
fundamentalmente destilados medios de petróleo con mucha menor viscosidad que los aceites
vegetales. La principal razón por la que actualmente no podríamos usar aceites vegetales
directamente en los motores es, precisamente, su mayor viscosidad. La química proporciona
una solución para disminuir esta viscosidad: la transesterificación. Este proceso fue
desarrollado por los científicos E. Duffy y J. Patrick a mediados del siglo XIX, casi cuarenta
años antes que Diesel desarrollara su motor de combustión interna.
Los aceites vegetales (y también las grasas animales) están constituidos pormoléculas
(ésteres) de ácidos grasos y glicerol. A éste último, los aceites y grasas le deben su elevada
viscosidad. La transesterificación, en sencillo, consiste en reemplazar el glicerol (alcohol
trivalente) por un alcohol monovalente (“más ligero”) usualmente metanol o etanol, formando
moléculas más pequeñas (ésteres monoalquílicos, comúnmente denominado biodiésel), con
una viscosidad similar a la del combustible diesel derivado del petróleo. Asimismo, se
produce glicerina, sustancia que tiene numerosos usos en diversas industrias.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
2
El resurgimiento de la idea de Diesel, de emplear aceites vegetales en sus motores,empieza a
cobrar fuerza nuevamente hacia finales del siglo pasado, esta vez, bajo la forma de biodiesel,
e impulsado, principalmente, por preocupaciones medioambientales relacionadas con el
cambio climático y la necesidad de encontrar alternativas al uso de combustibles fósiles. Sin
embargo, hasta hace pocos años, era posible identificar otras motivaciones, aparte de las
ecológicas, para impulsar su uso en diferentes regiones; por ejemplo, los excedentes de la
producción de soya en los Estados Unidos, o los excedentes de la producción agraria en
Europa que llevaba a su Política Agrícola Común (PAC) a establecer la retirada de tierras para
no afectar los precios de los productos agrícolas. En ambos casos, la producción de biodiésel,
sea a partir de soya en los Estados Unidos, o de otros cultivos energéticos como la colza o el
girasol en Europa, aparecía como excelente alternativa a estas situaciones específicas, a la vez
que contribuiría con la mitigación del cambio climático, pero requiriendo, eso sí, de
importantes subsidios o exenciones tributarias para asegurar su viabilidad, ya que los precios
de los aceites vegetales eran substancialmente mayores que los del diésel.
Es, sin embargo, con la espectacular subida de los precios del petróleo a partir delaño 2004,
que los precios de los aceites vegetales y las grasas animales se empiezan a equiparar con los
del diesel y generan este reciente boom de los biocombustibles líquidos a nivel mundial, que
incluye también al bioetanol, que es básicamente etanol o alcohol etílico, que puede utilizarse
como complemento o sustituto de la gasolina. Y aquí valdría la precisión, a manera de
resumen, que, cuando hablamos de biodiesel, básicamente nos referimos a un complemento o
sustito del diesel, pero producido a partir de aceites vegetales o grasas animales.(Coello, J.,
Castro, P., 2008)
El objetivo del presente trabajo es demostrar la factibilidad técnica y económica del
proyecto.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
3
1.2 El Biodiesel.
1.2.1 Definición:
El biodiesel es un combustible renovable derivado de aceites vegetales o grasas
animales que puede ser utilizado como sustituto o aditivo del diesel convencional.
La Sociedad Americana de Ensayos y Materiales (ASTM) define al biodiesel como
ésteres monoalquílicos de ácidos grasos de cadena larga derivados de insumos grasos
renovables, como los aceites vegetales o grasas animales. El término bio hace referencia
a su naturaleza renovable y biológica en contraste con el combustible diésel tradicional
derivado del petróleo; de otro lado, diesel alude a su uso en motores de este
tipo.(Mittelbach, M. 1996)
1.2.2 Ventajas en Seguridad y Transporte:
El transporte del biodiesel es más seguro debido a que es biodegradable. En caso de
derrame de este combustible en aguas de ríos y mares, la contaminación es menor
que los combustibles fósiles.
No es una mercancía peligrosa ya que su punto de inflamación está por encima de
110º y su almacenamiento y manipulación son seguras.
Por su composición vegetal, es inocuo con el medio, es neutro con el efecto
invernadero, y es totalmente compatible para ser usado en cualquier motor diesel, sea
cual sea su antigüedad y estado.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
4
1.2.3 Ventajas Medioambientales:
Se trata de un combustible 100% vegetal y 100% biodegradable, es una energía
renovable e inagotable, no genera residuos tóxicos ni peligrosos.
Cumple con el protocolo de Kyoto, ya que reduce en un alto porcentaje la
contaminación atmosférica.
Las emisiones de CO2 son entre un 20 y un 80% menos que las producidas por los
combustibles derivados del petróleo tanto en el ciclo biológico en su producción
como en el uso. Asimismo, se reducen las emisiones de dióxido de azufre en casi el
100%.
La combustión de Biodiesel disminuye en 90% la cantidad de hidrocarburos totales
no quemados, y entre 75-90% en los hidrocarburos aromáticos.
No contiene ni benceno, ni otras sustancias aromáticas cancerígenas (Hidrocarburos
aromáticos policíclicos).El Biodiesel, como combustible vegetal no contiene ninguna
sustancia nociva, ni perjudicial para la salud, a diferencia de los hidrocarburos, que
tienen componentes aromáticos y bencenos (cancerígenos). La no-emisión de estas
sustancias contaminantes disminuye el riesgo de enfermedades respiratorias y
alergias (www.recikla.org).
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
5
1.2.4 Desventajas del Biodiesel como Combustible:
La potencia del motor disminuye porque el poder calorífico inferior (P.C.I.) del
biodiesel es menor.
Debido a que el biodiesel tiene una viscosidad mayor que el diesel pueden existir
problemas de pérdidas de flujo a través de los filtros e inyectores.
El aceite de motor (lubricante) puede degradarse mucho más rápido si el combustible
utilizado es biodiesel en vez de diesel. El biodiesel tiende a disolverse más
fácilmente en el lubricante que el diesel.
El biodiesel es una alternativa tecnológica factible al diesel, pero actualmente el
costo es 1.5-3 veces más costoso que el diesel en países desarrollados. La
competitividad del biodiesel depende de las políticas que hagan los gobiernos, tales
como subsidios y exención de impuestos, porque sin estas ayudas no es factible
económicamente.(Avellaneda, F., 2010)
1.2.5 Usos del Biodiesel como Combustible:
El biodiesel posee las mismas propiedades del combustible diesel empleado como
combustible para automóviles, camiones, ómnibus y puede ser mezclado en cualquier
proporción con el diesel obtenido de la refinación del petróleo.
No es necesario efectuar ninguna modificación en los motores para poder emplear este
combustible. Importantes fabricantes de vehículos europeos efectuaron pruebas con
resultados satisfactorios en automóviles, camiones y ómnibus.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
6
El biodiesel, desde el punto de vista de la inflamabilidad y toxicidad, es más seguro que
el gas-oil proveniente del petróleo, no es peligroso para el ambiente y es
biodegradable. (Larosa, R., 2001).
1.2.6 Productos Obtenidos a partir del Biodiesel:
El biodiésel puede mezclarse con gasóleo procedente del refino del petróleo en
diferentes cantidades. Se utilizan notaciones abreviadas según el porcentaje por
volumen de biodiésel en la mezcla: B100 en caso de utilizar sólo biodiésel, u otras
notaciones como B5, B15, B30 o B50, donde la numeración indica el porcentaje por
volumen de biodiésel en la mezcla. (http://es.wikipedia.org/wiki/Biodi%C3%A9sel)
1.3 Materias Primas:
Cualquier materia que contenga triglicéridos puede utilizarse para la producción de biodiesel
(girasol, colza, soja, aceites de fritura usado, sebo de vaca,...). A continuación (tabla 1), se
detallan las principales materias primas para la elaboración de biodiesel
Tabla 1.1. Principales materias primas para la producción de biodiesel.
Aceites Vegetales Convencionales
Aceites Vegetales Alternativos
Otras Fuentes
Girasol Brassicacarinata A. Veg. Modificados
Genéticamente
Colza Cynaracurdunculus Grasas Animales
Coco Camelina sativa A. de Fritura Usados
Soja Crambeabyssinica Lípidos Similares a A. Vegetales Palma Pogianus
Fuente: Elaboración Propia
Aceites Vegetales Convencionales: Las materias primas utilizadas convencionalmente en
la producción de biodiesel han sido los aceites de semillas oleaginosas como el girasol y la
colza (Europa), la soja (Estados Unidos) y el coco (Filipinas); y los aceites de frutos
oleaginosos como la palma (Malasia e Indonesia).
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
7
Aceites Vegetales Alternativos: Son las especies más adaptadas a las condiciones del país
donde se desarrollan y mejor posicionadas en el ámbito de los cultivos energéticos.
Aceites Vegetales Modificados Genéticamente: Aceites con proporciones altas de ácidos
grasos insaturados, como el aceite de girasol o de Camelina sativa, mejoran la operatividad
del biodiesel a bajas temperaturas, pero disminuyen su estabilidad a la oxidación, que se
traduce en un índice de yodo elevado. Por este motivo, se pueden tener en consideración,
como materias primas para producir biodiesel, los aceites con elevado contenido en
insaturaciones, que han sido modificados genéticamente para reducir esta proporción,
como el aceite de girasol de alto oleico.
Grasas Animales: Además de los aceites vegetales y los aceites de fritura usados, las
grasas animales, y más concretamente el sebo de vaca, pueden utilizarse como materia
prima de la transesterificación para obtener biodiesel.
Aceites de Fritura Usados: El aceite de fritura usado es una de las alternativas con mejores
perspectivas en la producción de biodiesel, ya que es la materia prima más barata, y con su
utilización se evitan los costes de tratamiento como residuo. Por su parte, los aceites
usados presentan un bajo nivel de reutilización, por lo que no sufren grandes alteraciones y
muestran una buena aptitud para su aprovechamiento como biocombustible. Además,
como valor añadido, la utilización de aceites de fritura usados significa la buena gestión y
uso del residuo ya que este aceite de fritura usado genera grandes problemas a la hora de la
depuración del agua de desecho.
Lípidos Similares a Aceites Vegetales: Por otra parte, es interesante señalar la producción
de lípidos de composiciones similares a los aceites vegetales, mediante procesos
microbianos, a partir de algas, bacterias y hongos, así como a partir de microalgas.
(http://www.miliarium.com/monografias/Biocombustibles/Biodiesel/Biodiesel.asp).
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
8
1.4 Análisis de la Demanda y Oferta en el Mercado Interno.
1.4.1 Demanda actual en el mercado interno.
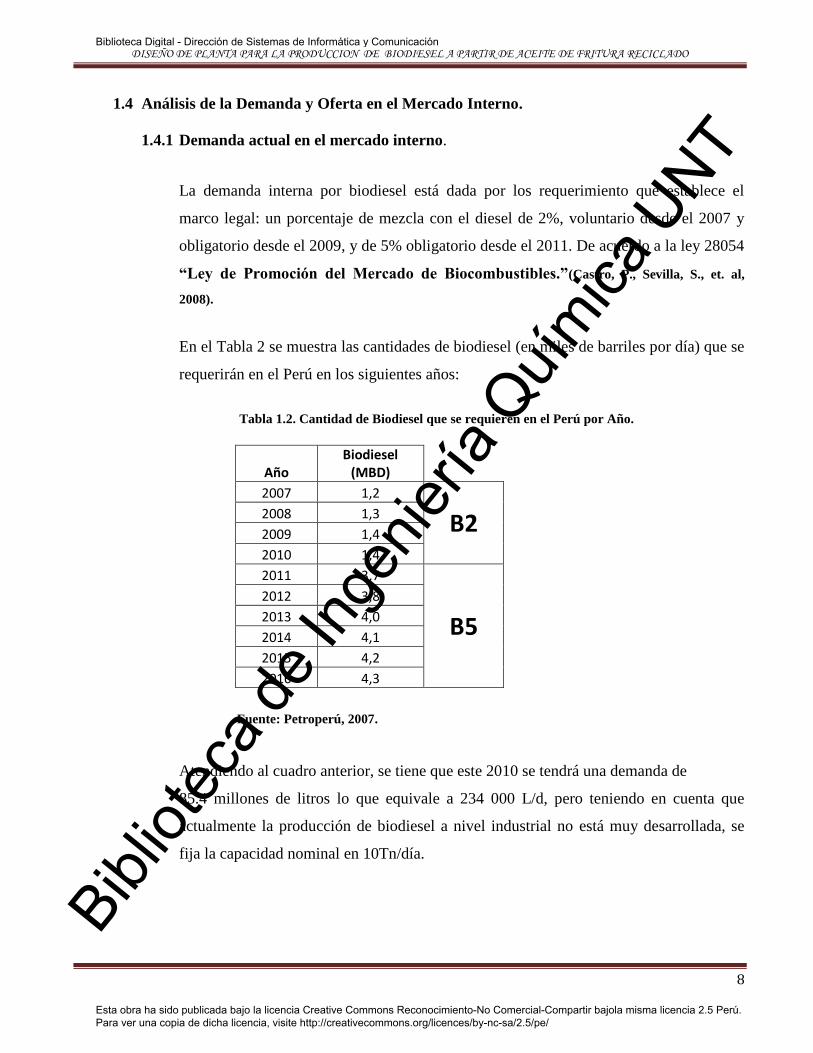
La demanda interna por biodiesel está dada por los requerimiento que establece el
marco legal: un porcentaje de mezcla con el diesel de 2%, voluntario desde el 2007 y
obligatorio desde el 2009, y de 5% obligatorio desde el 2011. De acuerdo a la ley 28054
“Ley de Promoción del Mercado de Biocombustibles.”(Castro, P., Sevilla, S., et. al,
2008).
En el Tabla 2 se muestra las cantidades de biodiesel (en miles de barriles por día) que se
requerirán en el Perú en los siguientes años:
Tabla 1.2. Cantidad de Biodiesel que se requieren en el Perú por Año.
Año Biodiesel
(MBD)
2007 1,2
B2 2008 1,3
2009 1,4
2010 1,4
2011 3,7
B5
2012 3,8
2013 4,0
2014 4,1
2015 4,2
2016 4,3
Fuente: Petroperú, 2007.
Atendiendo al cuadro anterior, se tiene que este 2010 se tendrá una demanda de
85.4 millones de litros lo que equivale a 234 000 L/d, pero teniendo en cuenta que
actualmente la producción de biodiesel a nivel industrial no está muy desarrollada, se
fija la capacidad nominal en 10Tn/día.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
9
1.4.2 Oferta actual en el mercado interno.
Específicamente, el Perú es un país deficitario en diesel y exportador de gasolinas.
No se reportan cifras significativas de producción de biodiésel en el país, aunque
algunas empresas productoras de aceite de palma han instalado algunas plantas piloto
para producirlo a partir del aceite de palma (IICA 2010).
1.5 Análisis de la Demanda y Oferta en el Mercado Externo.
1.5.1 Demanda actual en el mercado externo.
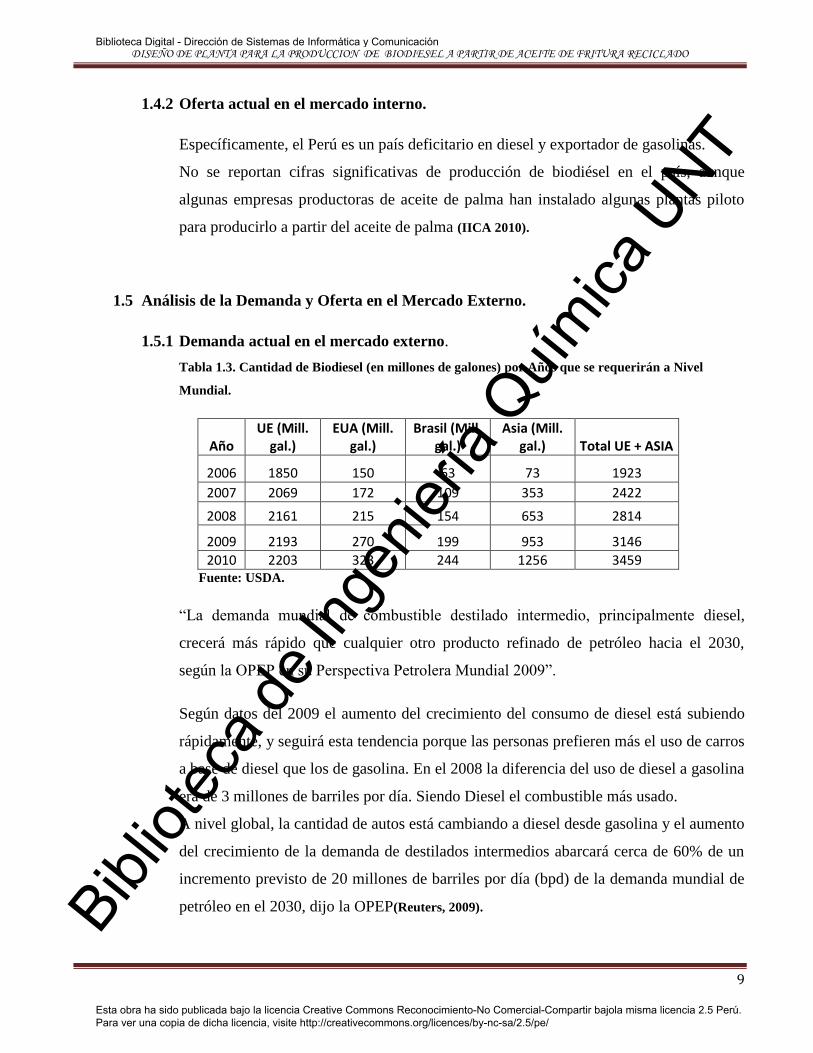
Tabla 1.3. Cantidad de Biodiesel (en millones de galones) por Años que se requerirán a Nivel
Mundial.
Año UE (Mill.
gal.) EUA (Mill.
gal.) Brasil (Mill.
gal.) Asia (Mill.
gal.) Total UE + ASIA
2006 1850 150 63 73 1923
2007 2069 172 109 353 2422
2008 2161 215 154 653 2814
2009 2193 270 199 953 3146
2010 2203 323 244 1256 3459 Fuente: USDA.
“La demanda mundial de combustible destilado intermedio, principalmente diesel,
crecerá más rápido que cualquier otro producto refinado de petróleo hacia el 2030,
según la OPEP en su Perspectiva Petrolera Mundial 2009”.
Según datos del 2009 el aumento del crecimiento del consumo de diesel está subiendo
rápidamente, y seguirá esta tendencia porque las personas prefieren más el uso de carros
a base de diesel que los de gasolina. En el 2008 la diferencia del uso de diesel a gasolina
era de 3 millones de barriles por día. Siendo Diesel el combustible más usado.
A nivel global, la cantidad de autos está cambiando a diesel desde gasolina y el aumento
del crecimiento de la demanda de destilados intermedios abarcará cerca de 60% de un
incremento previsto de 20 millones de barriles por día (bpd) de la demanda mundial de
petróleo en el 2030, dijo la OPEP(Reuters, 2009).
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
10
1.5.2 Oferta actual en el mercado externo.
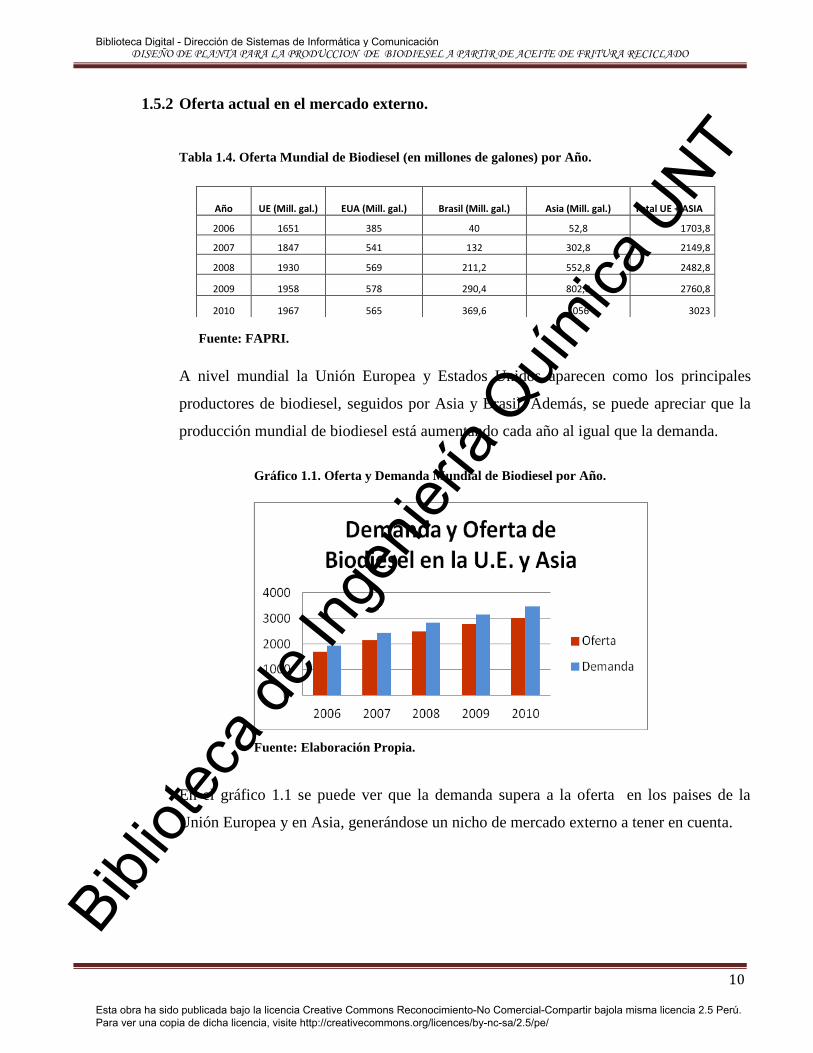
Tabla 1.4. Oferta Mundial de Biodiesel (en millones de galones) por Año.
Fuente: FAPRI.
A nivel mundial la Unión Europea y Estados Unidos aparecen como los principales
productores de biodiesel, seguidos por Asia y Brasil. Además, se puede apreciar que la
producción mundial de biodiesel está aumentando cada año al igual que la demanda.
Gráfico 1.1. Oferta y Demanda Mundial de Biodiesel por Año.
Fuente: Elaboración Propia.
En el gráfico 1.1 se puede ver que la demanda supera a la oferta en los paises de la
Unión Europea y en Asia, generándose un nicho de mercado externo a tener en cuenta.
Año UE (Mill. gal.) EUA (Mill. gal.) Brasil (Mill. gal.) Asia (Mill. gal.) Total UE + ASIA
2006 1651 385 40 52,8 1703,8
2007 1847 541 132 302,8 2149,8
2008 1930 569 211,2 552,8 2482,8
2009 1958 578 290,4 802,8 2760,8
2010 1967 565 369,6 1056 3023
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
11
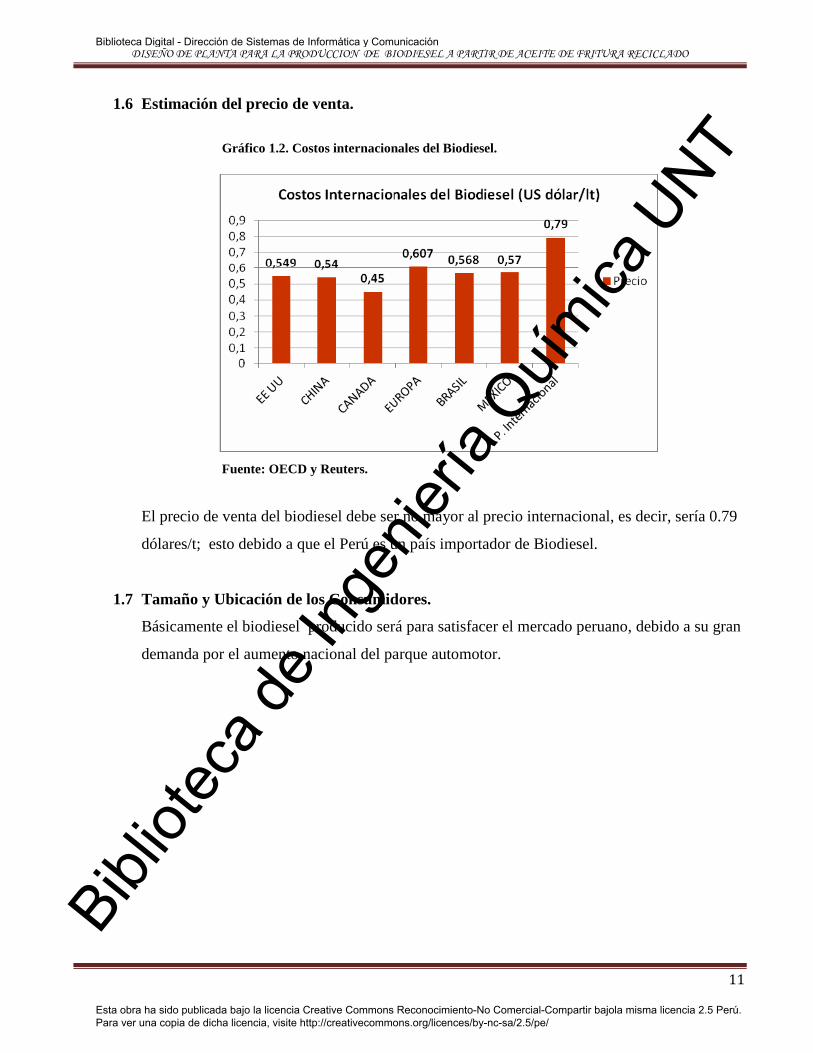
1.6 Estimación del precio de venta.
Gráfico 1.2. Costos internacionales del Biodiesel.
Fuente: OECD y Reuters.
El precio de venta del biodiesel debe ser no mayor al precio internacional, es decir, sería 0.79
dólares/t; esto debido a que el Perú es un país importador de Biodiesel.
1.7 Tamaño y Ubicación de los Consumidores.
Básicamente el biodiesel producido será para satisfacer el mercado peruano, debido a su gran
demanda por el aumento nacional del parque automotor.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
12
CAPÍTULO II
SELECCIÓN Y DISEÑO DEL PROCESO
2.1 MATERIAS PRIMAS EMPLEADAS:
2.1.1 Alcoholes.
Los alcoholes empleados en el proceso de transesterificación de aceites vegetales son
primarios y secundarios con cadena de 1-8 carbones. Entre los alcoholes que pueden ser
empleados en este proceso se encuentran: Metanol, etanol, propanol, butanol y
amilalcohol, de los cuales el metanol y etanol son los más utilizados.
El metanol y etanol no son miscibles en los triglicéridos a temperatura ambiente y es
necesario realizar una agitación mecánica para favorecer la transferencia de masa, sin
embargo en el transcurso de la reacción se da la formación de emulsiones, las cuales, en
el caso de la metanólisis, son fácil y rápidamente disueltas, formando una capa inferior
rica en glicerol y una superior rica en ésteres metílicos. En el caso de la etanólisis, estas
emulsiones son más estables convirtiendo el proceso de separación y purificación de
ésteres etílicos en algo más complejo (Meher et al ., 2004).
Cuando se emplean alcoholes como el etanol es más complicada la recuperación del
alcohol puro dentro del mismo proceso, debido al azeótropo que forma con el agua
(Gerpen, 2004).
Una de las desventajas del metanol es su origen, ya que se obtiene a partir del gas
natural, el cual es de origen fósil. Este último aspecto no contribuiría a los aspectos
ambientales y de sostenibilidad, pues el biodiesel no sería del todo bio, por tener un
componente fósil aportado por el alcohol (Benjumea, 2006).
2.1.2 Catalizadores.
Los catalizadores empleados en el proceso de producción de biodiesel pueden ser
homogéneos, heterogéneos y enzimáticos. Los catalizadores homogéneos son solubles
en el medio de reacción, es decir se encuentran en una sola fase, sea líquida o gaseosa;
por el contrario con la catálisis heterogénea, existen dos fases y una superficie de
contacto (Aracil, 2003).
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
13
Los catalizadores homogéneos pueden ser ácidos o bases. Dentro de los más utilizados
se encuentran los siguientes ácidos y bases fuertes:
Bases: Hidróxido de sodio (NaOH), hidróxido de potasio (KOH), metóxido de sodio
(CH3ONa) y metóxido de potasio (CH3OK).
Ácidos: Acido sulfúrico (H2SO4), ácido sulfónico (HSO3), ácido fosfórico (H3PO4).
Los catalizadores heterogéneos más comunes son: Resinas de intercambio aniónico,
resinas de intercambio catiónico, óxidos metálicos (MgO, CaO), zeolitas, ácidos de
Lewis (SnCl), catalizadores de titanio y catalizadores de zirconio.
Los catalizadores enzimáticos más utilizados son las lipasas, una de las más conocidas
en el proceso de transesterificación es la Candida Antarctica (Novozym 435) (Aracil,
2003).
A continuación se presentan las características, ventajas y desventajas de los diferentes
tipos de catalizador que pueden ser utilizados en el proceso de obtención de biodiesel.
2.1.1.1 Catalizadores enzimáticos.
Se pueden utilizar lipasas intracelulares y extracelulares, ambas son
catalizadores efectivos en las reacciones de transesterificación ya sea en medio
acuoso o no.
Empleando lipasa como catalizador es más fácil de recuperar la glicerina que
cuando se utilizan ácidos y bases, sin la necesidad de utilizar procesos
complejos; además el contenido de ácidos grasos libres en aceite no son
problema ya que son convertidos completamente a metiléster. Otra ventaja
significativa es que la conversión alcanzada es similar a la que se obtiene con
procesos catalizados por ácidos o bases. Los valores de conversión utilizando
lipasas como catalizador varían entre 61% y 100% dependiendo del alcohol y
aceite utilizado.
El problema de este tipo de catalizador es que los costos son demasiado elevados
(Fukuda, 2001).
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
14
2.1.1.2 Catalizadores heterogéneos.
La utilización de este tipo de catalizadores simplifica y hace más económico el
proceso de purificación, por la fácil separación de los productos y reactivos,
además se eliminan los problemas de corrosión y tratamiento de desechos
líquidos (Kim et al, 2004).
Las desventajas que presentan los catalizadores heterogéneos es el difícil control
de la temperatura para reacciones muy exotérmicas, limitaciones de transferencia
de masa de reactantes y productos, además de los requerimientos de altas
resistencias mecánicas para el catalizador.
Los catalizadores heterogéneos en ocasiones deben ser preparados y en este
proceso se debe tener mucho cuidado asegurando que los componentes de este
tipo de catalizador, tales como: Especies activas, promotores físicos y químicos,
cumplan con sus características (Barrera, 2006).
2.1.1.3 Catalizadores homogéneos.
Esta clase de catalizadores tiene mayor uso a nivel industrial, debido a su bajo
costo. Entre las ventajas de realizar una catálisis homogénea se encuentra.
Velocidad de reacción elevada, condiciones moderadas de presión y temperatura
y utilización de casi todas las moléculas del catalizador en la reacción. En cuanto
al rendimiento alcanzado puede llegar hasta un 98% dependiendo de qué aceite o
grasa se emplee (Aracil, 2003).
En estudios realizados acerca de la transesterificación del aceite de girasol con
metanol, utilizando hidróxido de potasio como catalizador se alcanzaron
rendimientos mayores al 96% (Antolín, 2002).
El proceso llevado a cabo con catalizadores homogéneos presenta ciertos
problemas o desventajas como son la formación de jabones por la saponificación
de ácidos grasos, necesidad de purificación y remoción de los productos de la
reacción y problemas de corrosión cuando se utilizan catalizadores ácidos
(Aracil, 2003).
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
15
2.1.1.4 Catalizadores ácidos.
Las reacciones catalizadas con ácidos dan como resultados rendimientos altos,
pero tiene algunas desventajas y es que son lentas, requieren temperaturas por
encima de los 100 0C y más de tres horas para conseguir una conversión
completa (Schurchard, 1997).
En el estudio realizado sobre la metanólisis del aceite de soya, en presencia de
1% de H2SO4 , relación molar alcohol/aceite 30:1 y temperatura de 60 0C, se
observó que la conversión completa se consiguió en 20 horas; realizando
butanólisis a 117 0C y etanólisis a 78 0C; usando la misma cantidad de alcohol y
catalizador, la conversión se completó a la 3 y 18 horas respectivamente (Meher
et al., 2004).
El exceso de alcohol mejora la conversión de la reacción de transesterificación
en general, pero cuando se emplean catalizadores ácidos, este exceso hace que la
recuperación de la glicerina sea más difícil, ya que las cantidades de alcohol
empleado son bastante grandes comparadas con otro tipo de catalizador
(Relaciones de 30:1).
En general el catalizador ácido más empleado es ácido sulfúrico, un 1% de
H2SO4 con relación a la cantidad de aceite, es buena cantidad para obtener una
conversión de 99% con un tiempo de alrededor de 50 horas (Marchetti, 2005).
Una de las desventajas es que pueden esterificar los ácidos grasos libres
presentes en el aceite; por esta razón se aconseja, utilizar catalizadores ácidos
cuando el aceite tiene alto contenido de ácidos grasos libres (Journey to Forever,
2005).
2.1.1.5 Catalizadores básicos.
Cuando se emplean catalizadores básicos, las reacciones son más rápidas que
cuando se emplean catalizadores ácidos, el tiempo de reacción oscila entre una
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
16
hora y una hora y media alcanzando rendimientos altos (98%) y con
temperaturas menores a 100 0C (Meher et al., 2004). Los catalizadores básicos
son los más utilizados a nivel industrial, dado que las reacciones son más rápidas
y además son menos corrosivos que los compuestos ácidos (Fangrui y Hanna,
1999).
La desventaja de estos catalizadores básicos es la formación de jabón, cuando el
aceite contiene alta cantidad de ácidos grasos libres y agua, por lo que se debe
agregar la cantidad adecuada de base para neutralizar los ácidos grasos libres, ya
que el exceso o falta de catalizador ocasiona la formación de jabones (Fukuda,
2001).
Cuando el porcentaje de ácidos grasos es 5%, la reacción puede ser catalizada
por una base, pero se debe agregar una cantidad adicional de catalizador para su
neutralización; cuando los niveles de ácidos grasos libres ya están por encima
del 5% se presentan inconvenientes en las reacciones catalizadas con bases, ya
que la formación de jabón inhibe la separación de los metilésteres de la glicerina
y durante el lavado del biodiesel se presenta formación de emulsiones. Para estos
casos donde el nivel de ácidos grasos libres es superior a 5% se debe utilizar
catalizadores ácidos (Gerpen, 2004).
Las bases más empleadas a nivel industrial en procesos de obtención de
biodiesel son el hidróxido de sodio, hidróxido de potasio y el metóxido de
sodio. El metóxido de sodio es un poco más costoso que los hidróxidos, pero es
más activo y se consiguen rendimientos altos (>98%) con tiempos de reacción
menores (30 min.), aún si se emplea en bajas concentraciones (0,5%), el
problema con estos catalizadores es que requieren la ausencia total de agua, lo
cual lo hacen inapropiados para procesos industriales típicos.
Los hidróxidos de sodio y potasio son más baratos pero menos activos, sin
embargo son una buena alternativa, ya que se pueden conseguir conversiones
similares a la de los metóxidos, incrementando su concentración a 1 o 2%
(Schurchard, 1997).
El NaOH es más fuerte que el KOH, por lo general se emplean cantidades
similares, pero siempre más el KOH. El KOH es más fácil de utilizar y puede
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
17
proporcionar fertilizantes de potasio como subproducto, si al final se nutraliza el
producto con ácido fosfórico (Darnoko et al., 2000).
El problema de NaOH es que en ocasiones forma una masa pastosa, dificultando
la separación de los productos. En cuanto al KOH éste se disuelve mejor en el
metanol (JourneytoForever, 2006).
En la figura se presentan las diferencias entre los dos catalizadores (NaOH y
KOH), en cuanto su influencia en la reacción de transesterificación.
2.2 OBTENCIÓN DE BIODIESEL
La vía para la obtención de biodiesel es la transesterificación de aceites y grasas con un
alcohol de bajo peso molecular, en presencia de un catalizador adecuado (Crespo, G.,
Martinez, M., et. al 2001). El proceso de transesterificación, también se conoce como
alcohólisis, cuando se emplea metanol por ejemplo se llama metanólisis.
La reacción de transesterificación consiste en el desplazamiento de un alcohol de un éster
Por otro, es un proceso similar a la hidrólisis, excepto que el alcohol es usado en vez de agua.
Este proceso se utiliza para reducir la alta viscosidad de los triglicéridos. (Meher, L., Vidya,
D.et al., 2006).
Ester Alcohol Ester Alcohol
La reacción de transesterificación es reversible y se emplea un exceso de alcohol para
desplazar el equilibrio hacia la formación de ésteres. Químicamente, el mecanismo de
transesterificación consiste en tres reacciones consecutivas reversibles, el triglicérido es
convertido consecutivamente en diglicérido, monoglicérido y glicerol.
Triglicéridos + R1OH Diglicéridos + RCOOR1
Diglicéridos + R1OH Monoglicéridos + RCOOR1
Monoglicéridos + R1OH Glicerol + RCOOR1
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
18
A continuación se presenta la reacción de metanólisis de los triglicéridos y la reacción de
neutralización de ácidos grasos libres:
CH2 OCOR1 CH2OH R1COOCH3
CH OCOR2 + 3CH3OH CHOH + R2COOCH3
CH2 OCOR3 CH2OH R3COOCH3
Triglicérido Metanol glicerol metiléster
2.3 VARIABLES QUE INFLUYEN EN LA REACCIÓN DE TRANSESTERIFICACIÓN
Las variables de mayor influencia son la pureza y calidad de reactivos, la relación molar
alcohol/aceite, el tipo de alcohol, tipo y cantidad de catalizador, además de la temperatura, el
tiempo de reacción y la agitación (Meher et al., 2004).
2.3.1 Pureza y calidad de los reactivos.
Para la obtención de un producto (biodiesel) de buena calidad es necesario que el aceite
empleado sea lo más refinado posible, debe estar exento de material sólido libre y en
suspensión; además poseer bajo contenido de ácidos grasos, en especial cuando se
emplean catalizadores homogéneos, ya que el exceso de estos ácidos se puede ver
reflejado en una baja eficiencia de reacción.
Adicionalmente el contenido de gomas y material insaponificable debe ser bajo (Zapata,
2003).
El aceite y las otras sustancias empleadas en la reacción (catalizador y alcohol) deben
ser esencialmente anhidros, ya que el agua favorece la formación de jabones por
saponificación, dificultando la purificación del biodiesel (Crespo, 2001).
Cuando se emplean catalizadores básicos, como el hidróxido de sodio o de potasio, no
se deben dejar expuestos al aire ya que absorbe humedad y dióxido de carbono de la
atmósfera, volviéndose más húmedos y carbonatados (Dabdoud, 2004).
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
19
2.3.2 Relación molar alcohol/aceite.
La relación molar alcohol/aceite es una de las variables de mayor importancia y mayor
influencia en el rendimiento de la reacción de transesterificación. Según la
estequiometría se requieren tres moles de alcohol y una mol de triglicérido, para obtener
tres moles de ésteres alquílicos de ácidos grasos y una mol de glicerol (Vicente et al.,
2006), pero se debe utilizar un exceso de alcohol para desplazar el equilibrio hacia la
formación de alquilésteres.
La relación molar alcohol/aceite recomendada en la literatura varía desde 6:1 hasta
543:1, sin embargo, la alta relación molar dificulta la separación de la glicerina. La
relación molar óptima, se debe determinar experimentalmente, ya que depende del tipo
y calidad del aceite empleado como materia prima (Pashova, 2004).
2.3.3 Tipo de alcohol.
Los alcoholes más empleados para la reacción de transesterificación son el metanol y
etanol; aunque suele emplearse más el metanol debido a sus ventajas químicas y a su
bajo costo con respecto a los demás alcoholes.
El alcohol juega un papel muy importante en la transferencia de masa, en el caso de la
metanólisis por ejemplo ni el metanol es soluble en los triglicéridos, ni los ésteres
metílicos en la glicerina. Sin embargo, el metanol es soluble en los ésteres metílicos y la
glicerina. Por lo que durante los primeros minutos de reacción, se observa un sistema
formado por dos fases, que se transforma en una fase homogénea al formarse los ésteres
metílicos, pero vuelven a aparecer las dos fases, tan pronto se forman cantidades
considerables de glicerina (Crespo, 2001).
Es difícil comparar la formación de etilésteres con la formación de metilésteres,
especialmente por la formación de emulsiones, que en el caso de la etanólisis son más
estables (Meher et al., 2004).
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
20
2.3.4 Tipo y cantidad de catalizador.
El uso de catalizador normalmente mejora la reacción, la proporción y el rendimiento.
Si no se empleara catalizador, la temperatura de reacción debería estar por encima de
250ºC (Benjumea, 2004). La naturaleza del catalizador es primordial, pues determina
los límites de composición con respecto a la materia prima. Adicionalmente, las
condiciones y operaciones de separación posteriores a la reacción son determinadas por
la naturaleza del catalizador usado (Lotero, 2005).
Los catalizadores que se emplean comúnmente en el proceso de transesterificación son
básicos tales como metóxidos e hidróxidos de sodio y potasio; aunque existen
investigaciones en donde se emplean otro tipos de catalizador como MgO, CaO, ZnO,
ZrO2 (Barrera, 2006).
La cantidad de catalizador varía dependiendo del tipo de catalizador que se emplee. Para
los catalizadores básicos se reportan valores desde 0.3 a 2%; porcentaje peso con
respecto a la cantidad de aceite empleado.
2.3.5 Temperatura y tiempo de reacción.
La transesterificación puede ocurrir a diferentes temperaturas dependiendo del aceite
que se emplee. A medida que la temperatura aumenta, también lo hace el rendimiento
de la reacción, sin embargo, después de un determinado tiempo la diferencia entre
temperaturas no afecta de manera considerable el rendimiento (Meher et aL ., 2004).
Por lo general la reacción detransesterificación se lleva acabo cerca del punto de
ebullición del alcohol (60-70 ºC), sin embargo, esta reacción ha sido estudiada con
temperaturas que varían desde 25 hasta 250ºC (Pashova, 2004).
En cuanto al tiempo de reacción, a medida que éste crece, se incrementa la conversión
de la reacción; además puede variar dependiendo del catalizador empleado (Fangrui y
Hanna, 1999). Los valores de tiempo reportados en la literatura varían en el rango de 30
minutos hasta 20 horas. Darnoko et al. encontraron experimentalmente en la
transesterificación básica del aceite de palma con metanol, que el avance de la reacción
es casi nulo para tiempos superiores a una hora y media.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
21
2.3.6 Agitación
La agitación es una variable de mucho cuidado, ya que el aceite es inmiscible con el
alcohol. Es necesario garantizar la agitación para que se dé el mezclado entre las dos
fases y se pueda llevar a cabo la reacción sin limitaciones por transferencia de masa. La
agitación debe garantizar un régimen turbulento, es decir, números de Reynolds
mayores a 10.000.
Los valores para la velocidad de agitación, empleados en diferentes investigaciones
oscilan entre 150 y 600 rpm (Noureddini, 1997).
2.4 PROCESOS PARA LA OBTENCIÓN DE BIODIESEL
Son muchos los estudios y las investigaciones que se han desarrollado para la obtención de
biodiesel aprovechando gran variedad de materias primas de todo el mundo y empleando
distintos métodos, llegando a una escala industrial en varios países.
La producción de biodiesel es bien conocida, hay tres rutas básicas a nivel industrial para la
producción de alquilésteres de aceites y grasas. Estas son:(López, 2006)
• Transesterificación catalítica del aceite en medio básico con metanol.
• Transesterificación catalítica directa del aceite en medio ácido con metanol.
• Conversión del aceite en ácidos grasos en una primera etapa y luego
ésteres metílicos mediante transesterificación con catálisis ácida.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
22
En la sección de materias primas se explican las ventajas y desventajas del cada uno de
los diferentes catalizadores empleados en el proceso detransesterificación. Cabe mencionar
que la mayor parte del biodiesel producido actualmente es por medio de la reacción catalítica
en medio básico, ya que es más conveniente y económica debido a las siguientes razones:
• Condiciones operativas moderadas de presión (atmosférica) y temperatura.
• Altos rendimientos de conversión (hasta 98%) con tiempos de residencia relativamente
cortos y muy pocas reacciones secundarias.
• Conversión directa al producto final en una sola etapa de reacción.
• Posibilidad de utilizar materiales convencionales (acero al carbono) en la construcción
de equipos, por la baja agresividad química de los reactivos empleados.
Por las razones antes expuestas se elije el método de Transesterificación catalítica del
aceite en medio básico con alcohol(metanol)
Existen también otras rutas para la obtención de biodiesel, que aún se encuentran en
desarrollo e investigación tales como:
• Transesterificación de aceite empleando catalizadores heterogéneos.
(Zeolitas, alumina y óxidos metálicos).
• Transesterificación de aceite con catalizadores enzimáticos.
• Transesterificación supercrítica no catalítica.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
23
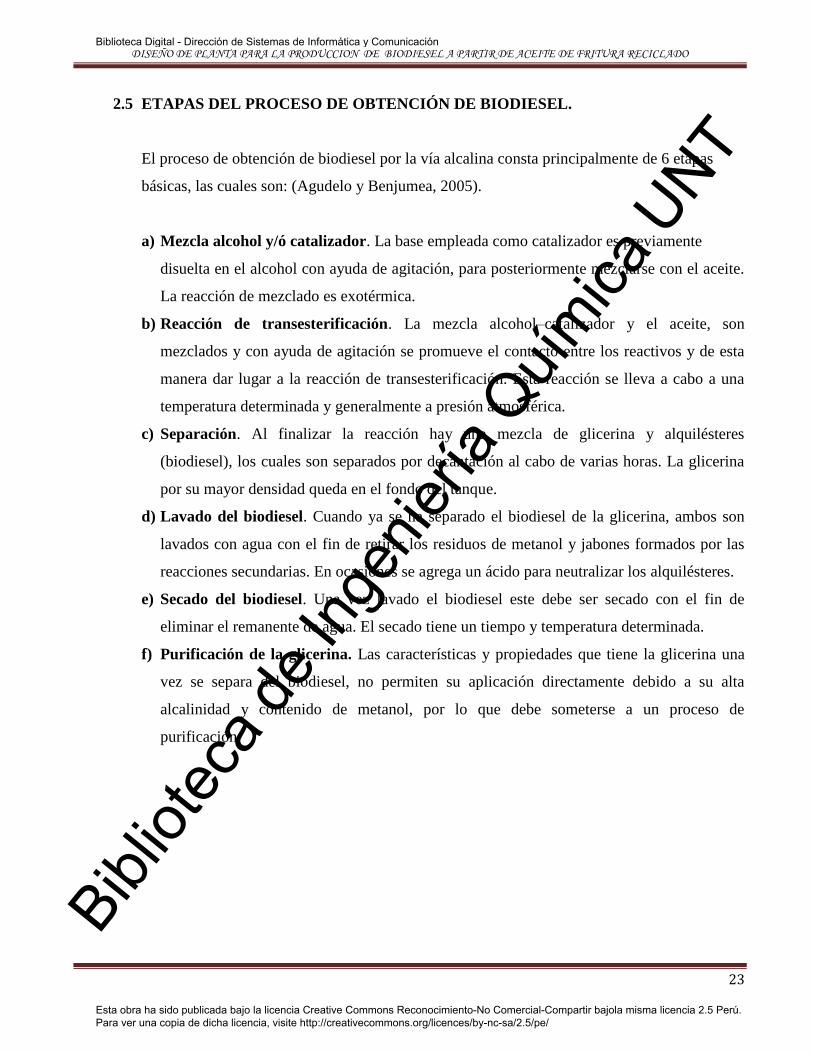
2.5 ETAPAS DEL PROCESO DE OBTENCIÓN DE BIODIESEL.
El proceso de obtención de biodiesel por la vía alcalina consta principalmente de 6 etapas
básicas, las cuales son: (Agudelo y Benjumea, 2005).
a) Mezcla alcohol y/ó catalizador. La base empleada como catalizador es previamente
disuelta en el alcohol con ayuda de agitación, para posteriormente mezclarse con el aceite.
La reacción de mezclado es exotérmica.
b) Reacción de transesterificación. La mezcla alcohol–catalizador y el aceite, son
mezclados y con ayuda de agitación se promueve el contacto entre los reactivos y de esta
manera dar lugar a la reacción de transesterificación. Esta reacción se lleva a cabo a una
temperatura determinada y generalmente a presión atmosférica.
c) Separación. Al finalizar la reacción hay una mezcla de glicerina y alquilésteres
(biodiesel), los cuales son separados por decantación al cabo de varias horas. La glicerina
por su mayor densidad queda en el fondo del tanque.
d) Lavado del biodiesel. Cuando ya se ha separado el biodiesel de la glicerina, ambos son
lavados con agua con el fin de retirar los residuos de metanol y jabones formados por las
reacciones secundarias. En ocasiones se agrega un ácido para neutralizar los alquilésteres.
e) Secado del biodiesel. Una vez lavado el biodiesel este debe ser secado con el fin de
eliminar el remanente de agua. El secado tiene un tiempo y temperatura determinada.
f) Purificación de la glicerina. Las características y propiedades que tiene la glicerina una
vez se separa del biodiesel, no permiten su aplicación directamente debido a su alta
alcalinidad y contenido de metanol, por lo que debe someterse a un proceso de
purificación.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
24
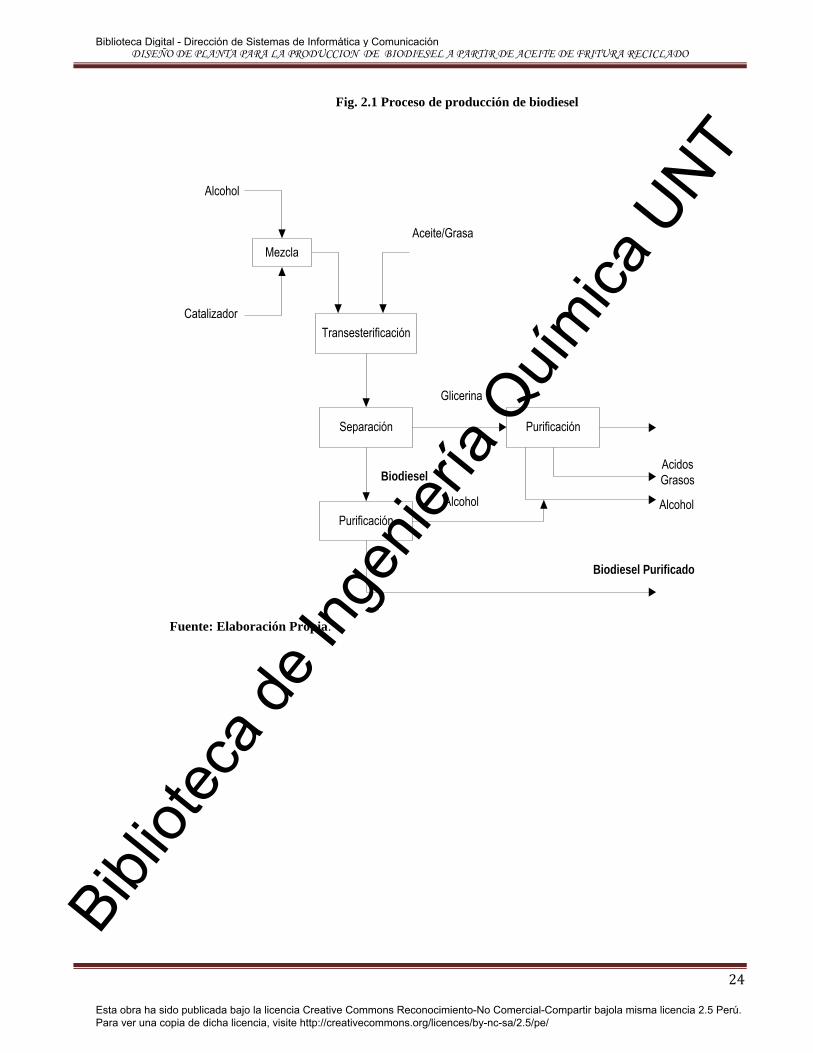
Fig. 2.1 Proceso de producción de biodiesel
Biodiesel
Transesterificación
Mezcla
Separación
Purificación
Purificación
Alcohol
Catalizador
Aceite/Grasa
Glicerina
Alcohol
AcidosGrasos
Alcohol
Biodiesel Purificado
Fuente: Elaboración Propia.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
25
2.6 CARACTERÍSTICAS Y CALIDAD DEL BIODIESEL
El biodiesel está constituido principalmente, por mezcla de ésteres metílicos, pero también
puede contener resto de jabones, glicerina, glicéridos (mono-, di, y triglicéridos), ácidos
grasos libres, catalizadores, sustancias insaponificables, y agua. La presencia de estos
componentes minoritarios en mayor o menor medida son los que determinan la calidad del
biodiesel. Por esto se definen las cantidades que debe tener el biodiesel para cada una de estas
sustancias.
El biodiesel también debe cumplir las especificaciones de los combustibles minerales de
automoción, gasóleo A y calefacciones, gasóleo C (Crespo, 2001).
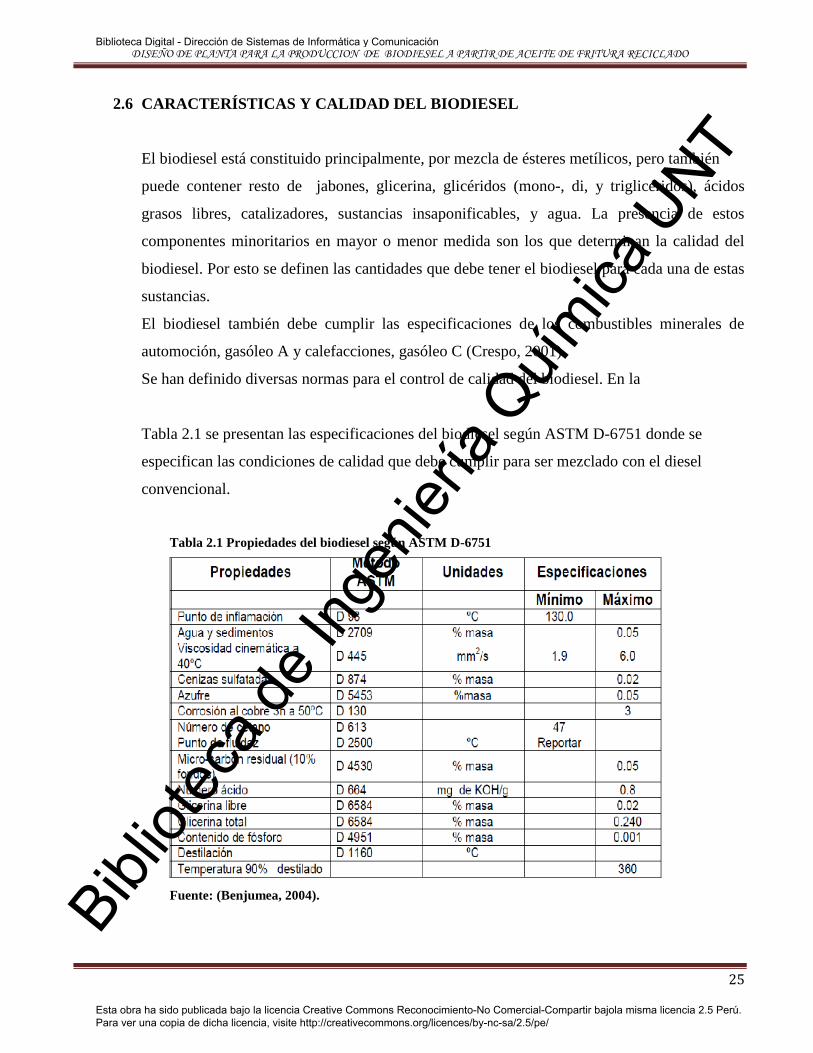
Se han definido diversas normas para el control de calidad del biodiesel. En la
Tabla 2.1 se presentan las especificaciones del biodiesel según ASTM D-6751 donde se
especifican las condiciones de calidad que debe cumplir para ser mezclado con el diesel
convencional.
Tabla 2.1 Propiedades del biodiesel según ASTM D-6751
Fuente: (Benjumea, 2004).
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
26
2.7 DESCRIPCION DEL PROCESO
El proceso de producción de biodiesel obtenido a partir de aceite reciclado por medio de una
reacción de transesterificación básica con potasa caustica y metanol se inicia cargando
metanol y (KOH) en el mezclador (M-101), para obtener la solución de metoxido. Por otro
lado el aceite reciclado se alimenta al reactor (R-101) y calentado hasta una temperatura de
40°C, una vez que alcanza esta temperatura se agrega la corriente de metoxido al reactor para
que se lleve a cabo la reacción a 60°C y a presión atmosférica, por espacio de 1.5 horas, una
vez terminada la reacción se evacua todo el material al tanque homogeneizador (TK-101)
donde se termina de mezclar todo el producto, por su parte al reactor se le practica una
limpieza previa liquidación del material remanente. Posteriormente el material homogenizado
se bombea hacia la centrifuga de separación (C-101), donde se separa el biodiesel de la
glicerina esta centrifuga opera con una corriente de agua de lavaje, finalmente producto de la
separación se obtienen tres corrientes una de glicerina, otra de agua y otra de biodiesel el cual
es pasado por un secador eléctrico donde se elimina todo el agua que pudiera contener el
biodiesel, finalmente una vez seco el biodiesel se almacena en tanques cilíndricos.
2.8 BALANCE DE MATERIA Y ENERGÍA
2.8.1 Balance de Materiales:
El balance de materiales, en los equipos de las unidades de proceso, se hicieron en base
a una producción de 10.0 Tn/ día, es decir se trabajará solo a nivel piloto.
Se considera una parada larga al año de 1 meses para realizar el mantenimiento a todos
los equipos, y unidades de proceso y paradas cortas de 1 día por quincena para
reparaciones menores; de manera que se considera una operación al año de 313 días.
Este balance se basa en el diagrama de balance general y los resultados del mismo para
cada una de las corrientes de materiales se muestran en la tabla 2.6.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
27
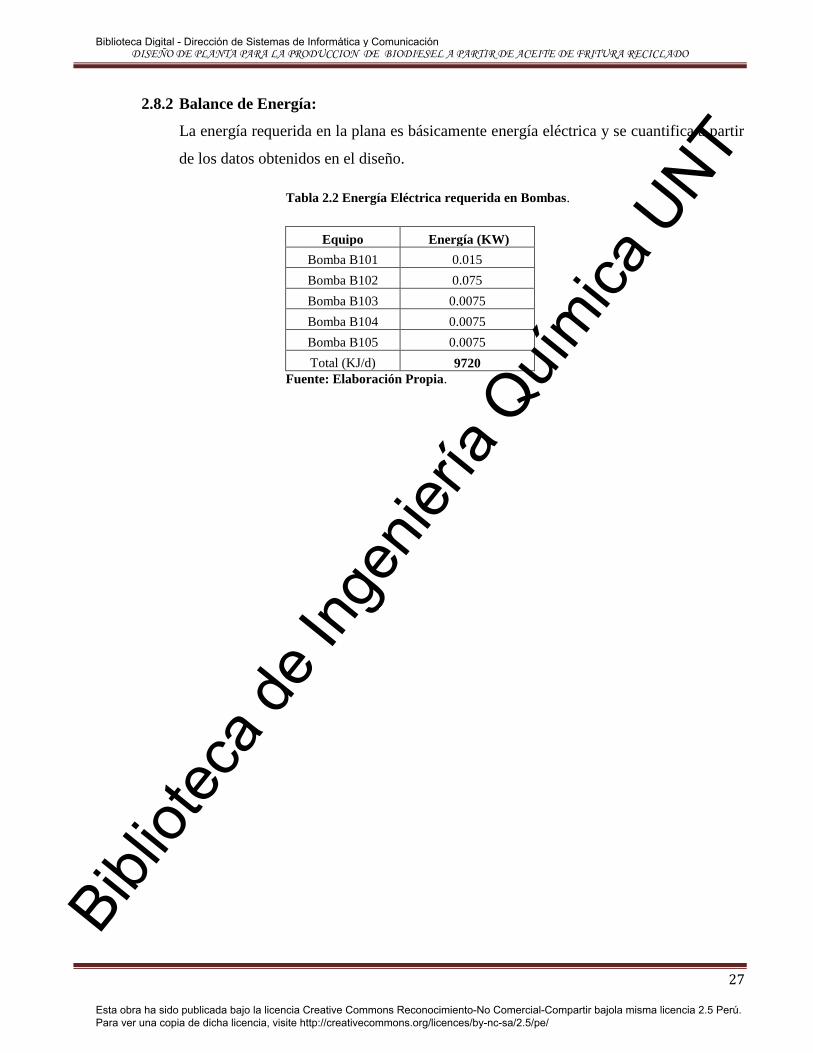
2.8.2 Balance de Energía:
La energía requerida en la plana es básicamente energía eléctrica y se cuantifica a partir
de los datos obtenidos en el diseño.
Tabla 2.2 Energía Eléctrica requerida en Bombas.
Equipo Energía (KW)
Bomba B101 0.015
Bomba B102 0.075
Bomba B103 0.0075
Bomba B104 0.0075
Bomba B105 0.0075
Total (KJ/d) 9720
Fuente: Elaboración Propia.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
28
PEGAR DIAGRAMA DEFLUJO
PEGAR DIAGRAMA DE BALANCE Y ELEVACION
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
29
CAPÍTULO III
UBICACIÓN DE LA PLANTA
La selección del lugar en donde se ubicará la planta productora de Biodiesel, se hará
mediante el método de los factores de balaceo que es una evaluación de alternativas, y
consiste en asignar números o calificativos a cada uno de los factores que se van a
considerar para la elección del lugar en donde se ubicará la planta estos son: materia prima,
mercado, energía (térmica y eléctrica), suministro de agua, clima, transporte, mano de obra,
leyes reguladoras y factores comunitarios.
Se ha considerado para la evaluación los departamentos de Lima y la Libertad, teniendo en
cuenta el número de restaurantes formales existentes en cada uno de estos departamentos.
3.1 Factores Primarios:
3.1.1 Suministro de Materia Prima.
Teniendo en cuenta que existe un mayor número de restaurantes formales ubicados en
el departamento de Lima que los existentes dentro del departamento de la Libertad, es
que Lima se presenta como favorito en cuanto a su capacidad de suministro de materia
prima.
3.1.2 Mercado.
Es bien sabido que las plantas deben ubicarse lo más cercano posible a los mercados,
ya que esto supone una ventaja en cuanto a costos de transporte.
Para nuestro caso el departamento de lima se impone debido a que la demanda de
biodiesel es mayor, ya que su parque automotriz es de lejos superior al de la libertad.
3.1.3 Energía Eléctrica.
Tanto en Lima como en la Libertad el abastecimiento de energía eléctrica es seguro y
está disponible por parte de la empresa Hidrandina.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
30
3.1.4 Suministro de Agua.
El departamento de Lima presenta un mejor abastecimiento de agua, esto debido a su
desarrollo y a su número de habitantes.
3.1.5 Mano de Obra.
En el departamento de Lima la mano de obra es más cara en comparación con la
Libertad, de manera que bajo este contexto la Libertad estaría en ventaja.
3.1.6 Leyes Regulatorias.
Las leyes regulatorias rigen a nivel nacional así que no hay distinción teniendo en
cuenta este apartado.
3.2 Factores Secundarios:
3.2.1 Transporte.
Tanto el departamento de Lima como el de la Libertad presentan deficiencias en el
transporte, por lo que este factor no es determinante.
3.2.2 Clima.
Este factor no es determinante porque tanto en Lima como en la Libertad existe similar
clima.
3.2.3 Factores Comunitarios.
Estando Lima considerada la ciudad más desarrollada del Perú, es evidente que cuenta
con un mayor número de centros de salud, centros de estudios, centros recreacionales.
Por lo tanto presenta ventaja respecto de la libertad.
3.3 Evaluación por el método de factores de balanceo.
Se fija el máximo y mínimo valor en 100 y 10 respectivamente.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
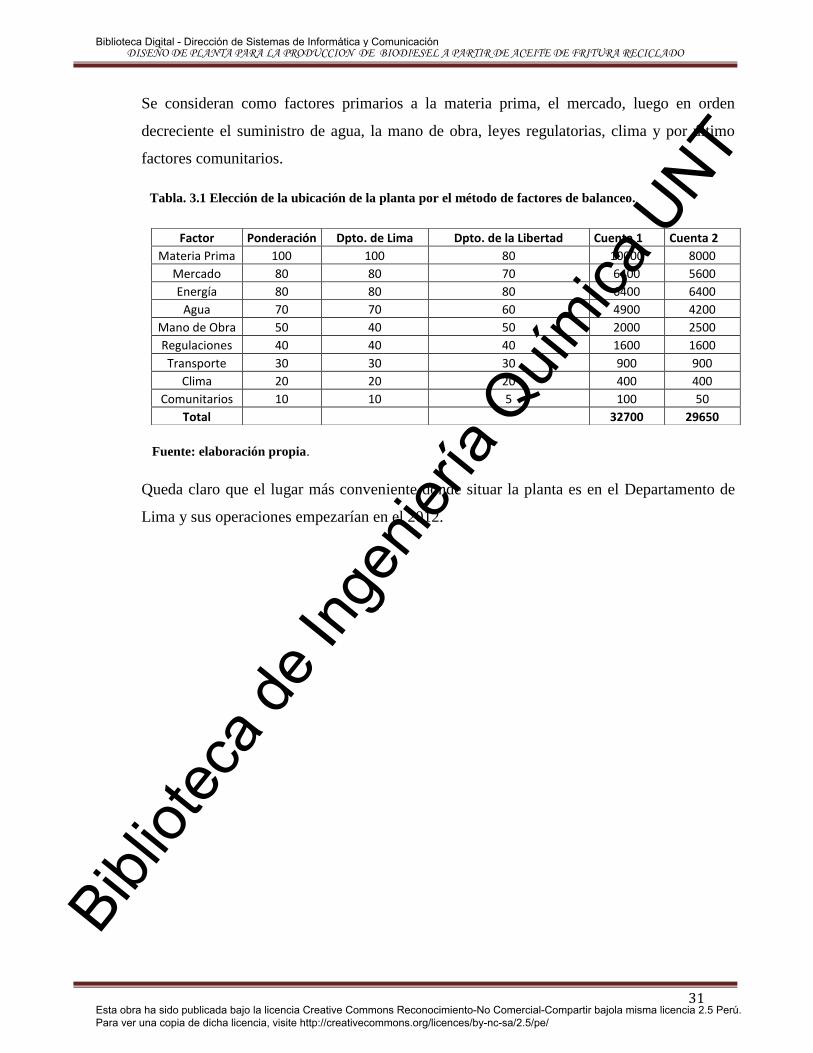
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
31
Se consideran como factores primarios a la materia prima, el mercado, luego en orden
decreciente el suministro de agua, la mano de obra, leyes regulatorias, clima y por último
factores comunitarios.
Tabla. 3.1 Elección de la ubicación de la planta por el método de factores de balanceo.
Fuente: elaboración propia.
Queda claro que el lugar más conveniente donde situar la planta es en el Departamento de
Lima y sus operaciones empezarían en el 2012.
Factor Ponderación Dpto. de Lima Dpto. de la Libertad Cuenta 1 Cuenta 2
Materia Prima 100 100 80 10000 8000
Mercado 80 80 70 6400 5600
Energía 80 80 80 6400 6400
Agua 70 70 60 4900 4200
Mano de Obra 50 40 50 2000 2500
Regulaciones 40 40 40 1600 1600
Transporte 30 30 30 900 900
Clima 20 20 20 400 400
Comunitarios 10 10 5 100 50
Total 32700 29650
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
32
CAPÍTULO IV
DISEÑO DEL EQUIPO DE PROCESO
Se lleva a cabo el diseño de los principales equipos como lo son los tanques, las bombas
centrifugas, e intercambiadores de calor, todo esto con la ayuda de la hoja de cálculo.
Los cálculos detallados para este capítulo se encuentran en el apéndice correspondiente,
acompañados de las asunciones correspondientes. (Ver apéndice).
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
33
CAPÍTULO V
INSTRUMENTACIÓN Y CONTROL DEL PROCESO
Este capítulo trata lo referente al control por instrumentación del proceso para la producción
de Biodiesel. Para conseguir esto se ha creído conveniente la instalación de un panel de
control automático, ubicado en la zona de proceso de manera que facilite el acceso a los
equipos de planta.
Se usa un sistema de control neumático, el aire necesario debe estar a 60 psi y exento de
agua para evitar obstrucción y corrosión. El mantenimiento de estos equipos no es muy
exigente, y resulta mucho más económico que los sistemas electrónicos e hidráulicos.
El control por instrumentación facilita medir controlar e integrar las condiciones de proceso.
Otros fines del control automático son: la reducción de la mano de obra, reducir el peligro
debido al contacto con materiales peligrosos, mayor facilidad y eficiencia en las
operaciones, así como la obtención de un producto de mayor calidad.(ver apéndice).
5.1 Control del nivel en el mezclador (LIC-101)
Para tal efecto se hace necesario contar con un sensor de nivel, ubicado en la parte superior
del tanque, será del tipo boya-interruptor, es decir una vez que el nivel del líquido levante la
boya el interruptor se accionara y apagara la bomba de metanol(B101), evitando así que se
derrame material.
5.2 Control del nivel en el tanque homogenizador (LI-102)
Para tal efecto se hace necesario contar con un indicador de nivel, ubicado en la parte
superior del tanque, para este caso bastará con un indicador tipo vaso comunicante de vidrio
templado de 8mm de espesor y de 4” de diámetro, en este caso el control será visual y estará
a cargo del operador.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
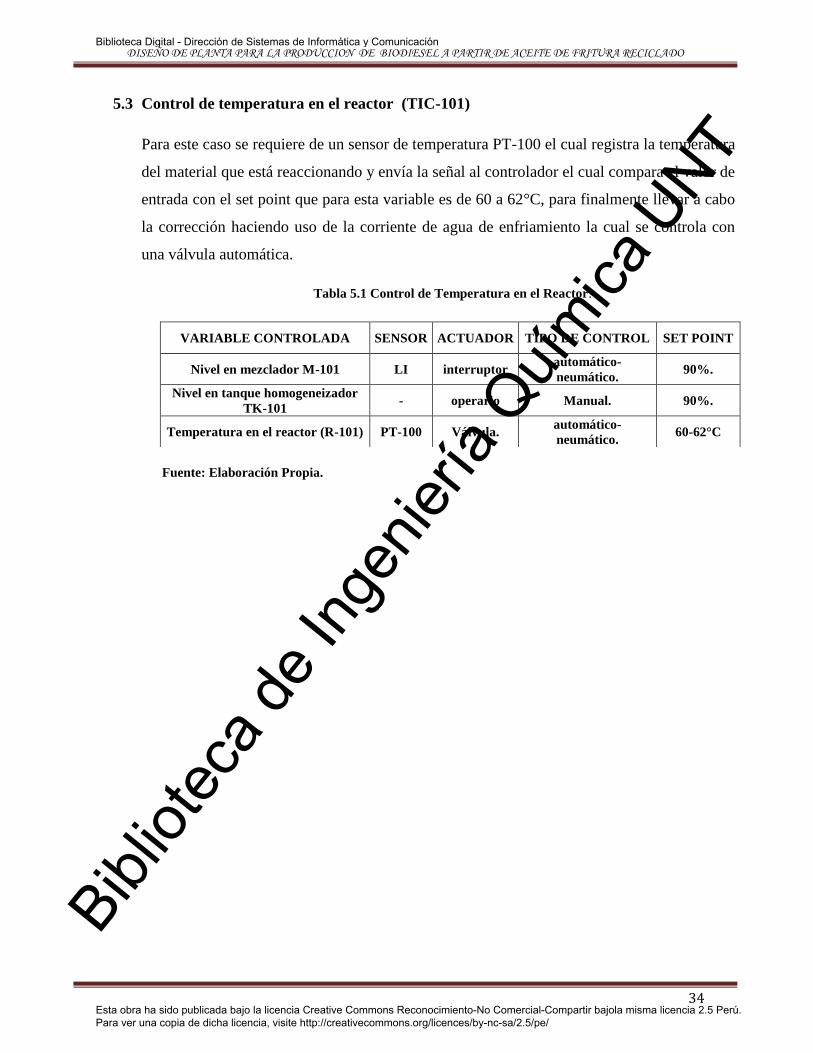
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
34
5.3 Control de temperatura en el reactor (TIC-101)
Para este caso se requiere de un sensor de temperatura PT-100 el cual registra la temperatura
del material que está reaccionando y envía la señal al controlador el cual compara el valor de
entrada con el set point que para esta variable es de 60 a 62°C, para finalmente llevar a cabo
la corrección haciendo uso de la corriente de agua de enfriamiento la cual se controla con
una válvula automática.
Tabla 5.1 Control de Temperatura en el Reactor.
Fuente: Elaboración Propia.
VARIABLE CONTROLADA SENSOR ACTUADOR TIPO DE CONTROL SET POINT
Nivel en mezclador M-101 LI interruptor automático-
neumático. 90%.
Nivel en tanque homogeneizador
TK-101 - operario Manual. 90%.
Temperatura en el reactor (R-101) PT-100 Válvula. automático-
neumático. 60-62°C
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
35
PEGAR DIAGRAMA DE INSTRUMENTACION
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
36
CAPÍTULO VI
AUXILIARES DE PROCESO
En el presente capítulo se trata la especificación del equipo auxiliar de proceso utilizado para
asegurar el abastecimiento de los principales servicios tales como: agua, vapor de agua,
combustible y electricidad; se incluye también las facilidades de almacenamiento, seguridad,
edificios y laboratorio.
6.1 Suministro de Agua:
La planta requiere de tres tipos de agua: agua de enfriamiento, agua para usos sanitarios
y agua contra incendios.
6.1.1 Agua de Enfriamiento:
Como medio de enfriamiento en el reactor. El agua a utilizar es 2.65 m3/d y para
compensar las pérdidas por evaporación y fugas se suministra agua de reposición
proveniente del reservorio R-1. (10 m3 de capacidad).
6.1.2 Agua contra Incendios:
En la planta se dispondrá de un reservorio para agua de 20 m3de capacidad en caso de
cualquier emergencia y provendrá del reservorio R-2.
6.1.3 Agua para usos Sanitarios y de Limpieza:
El agua para usos sanitarios y del personal es indispensable en la planta.
El agua potable que se utiliza viene del reservorio R-3 (20 m3) previo tratamiento de
cloración para eliminar las posibles bacterias que pudiera contener hasta llegar a una
concentración de 0.5 ppm.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
37
6.2 Energía Eléctrica:
La energía eléctrica consumida por la planta será suministrada por Hidrandina, se usara
corriente eléctrica monofásica de 110 voltios y trifásica de 220 voltios. La energía utilizada
para alumbrado (interno y periférico) será de aproximadamente 10% del total de energía
consumida por los equipos.
6.3 Almacenamiento:
En la planta se dispone de facilidades de almacenamiento tanto para la materia prima como
para el producto.
Tanto el almacenamiento de materia prima como el del producto están íntimamente
relacionados con las normas de seguridad que exige la planta.
6.4 Seguridad:
Con el fin de prevenir cualquier incendio es necesario disponer de un equipo adecuado. Este
equipo contará con extinguidores de dióxido de carbono, dispuestos en lugares estratégicos
de la planta.
Para contrarrestar los incendios producidos por causas eléctricas se usa extinguidores de
tetracloruro de carbono ó polvo químico seco.
En la misma dependencia de seguridad también existe un departamento de higiene y
seguridad industrial, para prestar servicio a todo el personal que labora en la planta.
6.5 Laboratorio y Edificios:
En el laboratorio de la planta se realizan análisis fisicoquímicos. Estos análisis serán del tipo
rutinario y periódico, los primeros constan en determinar la pureza del producto y se
realizara cada hora; el segundo tipo se realizara para llevar un adecuado monitoreo del
proceso, de manera que permitan mantener la calidad.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
38
6.6 Taller de Mantenimiento:
El mantenimiento del equipo principal, auxiliar y accesorio es indispensable, por lo que se
requiere de personal especializado. El taller está provisto de equipos mecánico, eléctrico,
carpintería y demás facilidades pertinentes.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
39
CAPÍTULO VII
DISTRIBUCIÓN DE LA PLANTA
En éste capítulo se resume la adecuada distribución de la planta de forma objetiva. Esta
disposición de las diferentes unidades y la localización del equipo en estas unidades se
realizaron de acuerdo a las reglas de seguridad y distribución de la norma técnica peruana.
7.1 Distribución de la Planta:
En el plano maestro se muestra la distribución de la planta. En este plano se puede apreciar
las áreas, edificios principales, almacenamiento (Producto terminado, materia prima, etc.) y
área de proceso actual y expansión futura.
Las distintas áreas se han determinado en base a las etapas del proceso, factores de
seguridad, facilidades de operación, disposición del espacio suficiente para el equipo con el
fin de facilitar el mantenimiento y operación delos mismos.
El área total que ocupa la planta es de 1000 m2 de la cual el área de proceso es de 500 m
2,
mientras que el dispuesto para la expansión será 100 m2.
7.2 Cimientos:
La función de los cimientos es de distribuir las cargas de las estructuras de equipos con el fin
de facilitar un trabajo seguro y rápido en el mantenimiento y/o operación.
El área de proceso se edificará sobre plataforma de concreto armado. Los equipos sometidos
a vibración, tales como motores eléctricos y bombas se colocaran sobre pequeñas
plataformas extendidas que absorban y limiten la vibración.
7.3 Estructuras:
El área de proceso se construirá al aire libre y con estructuras sencillas seguras y de bajo
costo.
Las estructuras totalmente cerradas son solo para los edificios, los cuales tiene base de
concreto, paredes de ladrillo y techos planos de ladrillo aligerado.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
40
7.4 Tuberías:
La distribución de la tubería se muestra en la maqueta y de ella se determina el número de
accesorios y la longitud de la misma.
La distribución de las tuberías se ha hecho con la finalidad de que se tenga fácil acceso a los
equipos al momento de realizar el mantenimiento y sustituciones necesarias.
Se emplea el acero al carbono para todas la tuberías salvo para las que circulan materiales
ácidos como catalizadores, donde se emplea acero inox del tipo 304.
En las instalaciones se emplean juntas soldadas para simplificar el aislamiento, se emplean
bridas para conectar tubería a equipo y a los accesorios que necesitan removerse de la línea,
ya sea para fines de mantenimiento o para ser reemplazados.
Se emplean válvulas de compuerta para detener el paso del fluido y generalmente operan
abiertas o cerradas completamente, las válvulas de globo son utilizadas para la regulación de
la presión y/o circulación de los fluidos, también se hace uso de válvulas Check las cuales
son instaladas en las líneas de descarga de las bombas y en las tuberías de alimentación con
el fin de impedir que el fluido retroceda en caso de alguna falla mecánica.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
41
PEGAR PLANO MAESTRO
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
42
PEGAR PLANO UNITARIO
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
43
CAPÍTULO VIII
EVALUACIÓN ECONÓMICA
En este capítulo de determinó de forma resumida la inversión total, los gastos de operación y
la rentabilidad, para ello se utilizo la hoja de cálculo.
8.1 DETERMINACIÓN DE LA INVERSIÓN:
Para estimar el total de inversión, se hace uso de información proporcionada por el
departamento de compras del ComplejoCartavio, para el caso que no se cuente con el costo
del equipo de la misma capacidad, se utiliza la regla de las seis decimas(Vilbrandt, 1963).
Nota:Para los costos de instalación se asume un 30% del precio de compra ytodos los
precios de compras son del tipo FOB.
8.1.1 EQUIPO DE PROCESO:
8.1.1.1 TANQUES.
Para el caso de los tanques se tiene información del costo de un tanque de de
200 m3 de acero inoxidable. (Departamento de costos del Complejo Cartavio)
a partir de la cual obtendremos el costo de las demás tanques, utilizando para
esto el factor de las seis decimas.
Para los costos de instalación se asume el 30% del costo del tanque.
Así por ejemplo: Para el tanque homogeneizador (TK-101) se tiene:
Capacidad: 200 m3; Costo: $ 40,000.00
Costo de tanque TK-101 = 40,000*(13.33/200)ˆ0.6 = $ 7876.62
Costo de instalación =0.3*$ 7876.62= $ 2362.99
Costo total = $ 7876.62 + $ 2362.99= $ 10239.61
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
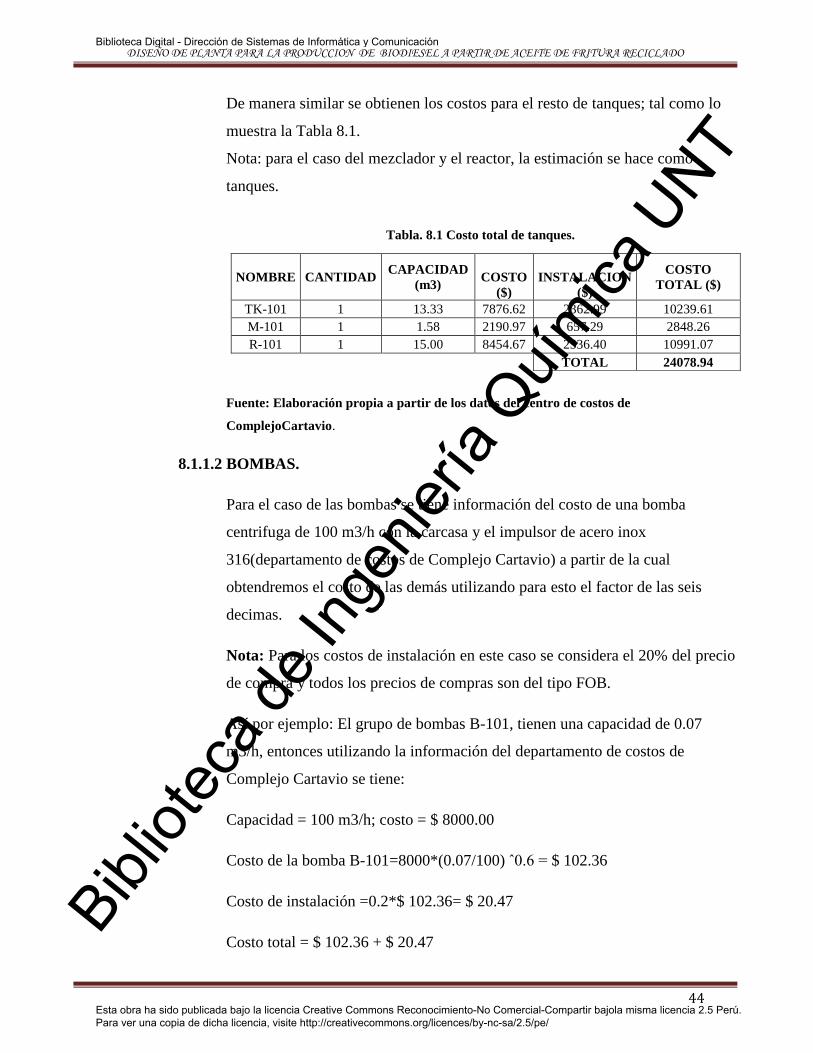
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
44
De manera similar se obtienen los costos para el resto de tanques; tal como lo
muestra la Tabla 8.1.
Nota: para el caso del mezclador y el reactor, la estimación se hace como
tanques.
Tabla. 8.1 Costo total de tanques.
Fuente: Elaboración propia a partir de los datos del centro de costos de
ComplejoCartavio.
8.1.1.2 BOMBAS.
Para el caso de las bombas se tiene información del costo de una bomba
centrifuga de 100 m3/h con la carcasa y el impulsor de acero inox
316(departamento de costos de Complejo Cartavio) a partir de la cual
obtendremos el costo de las demás utilizando para esto el factor de las seis
decimas.
Nota: Para los costos de instalación en este caso se considera el 20% del precio
de compra y todos los precios de compras son del tipo FOB.
Así por ejemplo: El grupo de bombas B-101, tienen una capacidad de 0.07
m3/h, entonces utilizando la información del departamento de costos de
Complejo Cartavio se tiene:
Capacidad = 100 m3/h; costo = $ 8000.00
Costo de la bomba B-101=8000*(0.07/100) ˆ0.6 = $ 102.36
Costo de instalación =0.2*$ 102.36= $ 20.47
Costo total = $ 102.36 + $ 20.47
NOMBRE CANTIDAD CAPACIDAD
(m3)
COSTO
($)
INSTALACION
($)
COSTO
TOTAL ($)
TK-101 1 13.33 7876.62 2362.99 10239.61
M-101 1 1.58 2190.97 657.29 2848.26
R-101 1 15.00 8454.67 2536.40 10991.07
TOTAL 24078.94
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
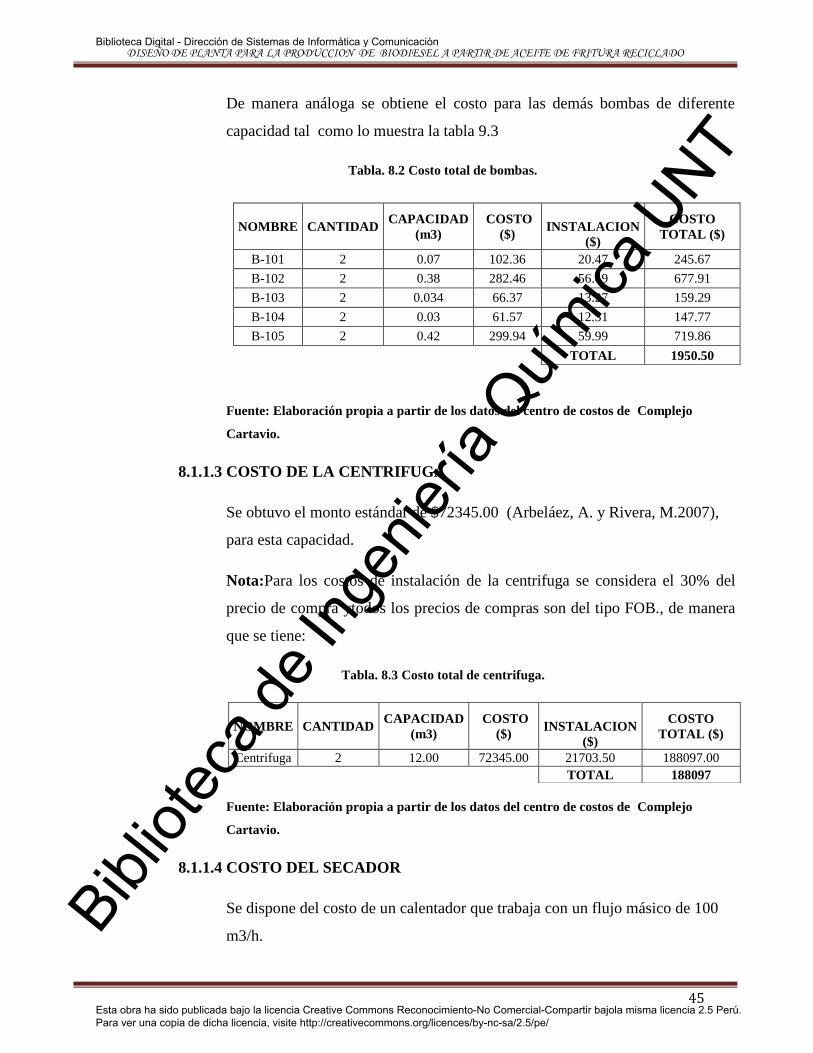
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
45
De manera análoga se obtiene el costo para las demás bombas de diferente
capacidad tal como lo muestra la tabla 9.3
Tabla. 8.2 Costo total de bombas.
Fuente: Elaboración propia a partir de los datos del centro de costos de Complejo
Cartavio.
8.1.1.3 COSTO DE LA CENTRIFUGA
Se obtuvo el monto estándar de $72345.00 (Arbeláez, A. y Rivera, M.2007),
para esta capacidad.
Nota:Para los costos de instalación de la centrifuga se considera el 30% del
precio de compra ytodos los precios de compras son del tipo FOB., de manera
que se tiene:
Tabla. 8.3 Costo total de centrifuga.
Fuente: Elaboración propia a partir de los datos del centro de costos de Complejo
Cartavio.
8.1.1.4 COSTO DEL SECADOR
Se dispone del costo de un calentador que trabaja con un flujo másico de 100
m3/h.
NOMBRE CANTIDAD CAPACIDAD
(m3)
COSTO
($)
INSTALACION
($)
COSTO
TOTAL ($)
B-101 2 0.07 102.36 20.47 245.67
B-102 2 0.38 282.46 56.49 677.91
B-103 2 0.034 66.37 13.27 159.29
B-104 2 0.03 61.57 12.31 147.77
B-105 2 0.42 299.94 59.99 719.86
TOTAL 1950.50
NOMBRE CANTIDAD CAPACIDAD
(m3)
COSTO
($)
INSTALACION
($)
COSTO
TOTAL ($)
Centrifuga 2 12.00 72345.00 21703.50 188097.00
TOTAL 188097
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
46
Nota:Para los costos de instalación de la centrifuga se considera el 30% del
precio de compra ytodos los precios de compras son del tipo FOB., de manera
que se tiene:
Según departamento de ventas de Complejo Cartavio se tiene:
Capacidad: 100 m3/h; Costo: $80 000.00
Costo para el calentador I-1 = $80 000.00*(10/100) ˆ0.6 = $ 20095.09
Costo de instalación I-1 = 0.30*20095.09= $ 6028.53
Costo total I-1 = $ 20095.09 + $ 6028.53 = $ 26123.62
8.1.2 BIENES INMUEBLES:
8.1.2.1 TERRENO.
Teniendo en cuenta el área (2500 m2) y asumiendo un precio de $50/m
2, se
tiene:$12,500 .00.
8.1.2.2 CIMIENTOS Y ESTRUCTURAS.
Se estima alrededor de $100,000 .00.
8.1.2.3 EDIFICIOS.
Se estima alrededor de $100,000.00.
8.1.2.4 AUXILIARES DE PROCESO.
Se asume un 20% del costo total del equipo principal.
8.1.2.5 INSTRUMENTACION.
Se asume un 20% del costo total del equipo principal.
8.1.2.6 PARTE ELECTRICA.
Se asume un 15% del costo total del equipo principal.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
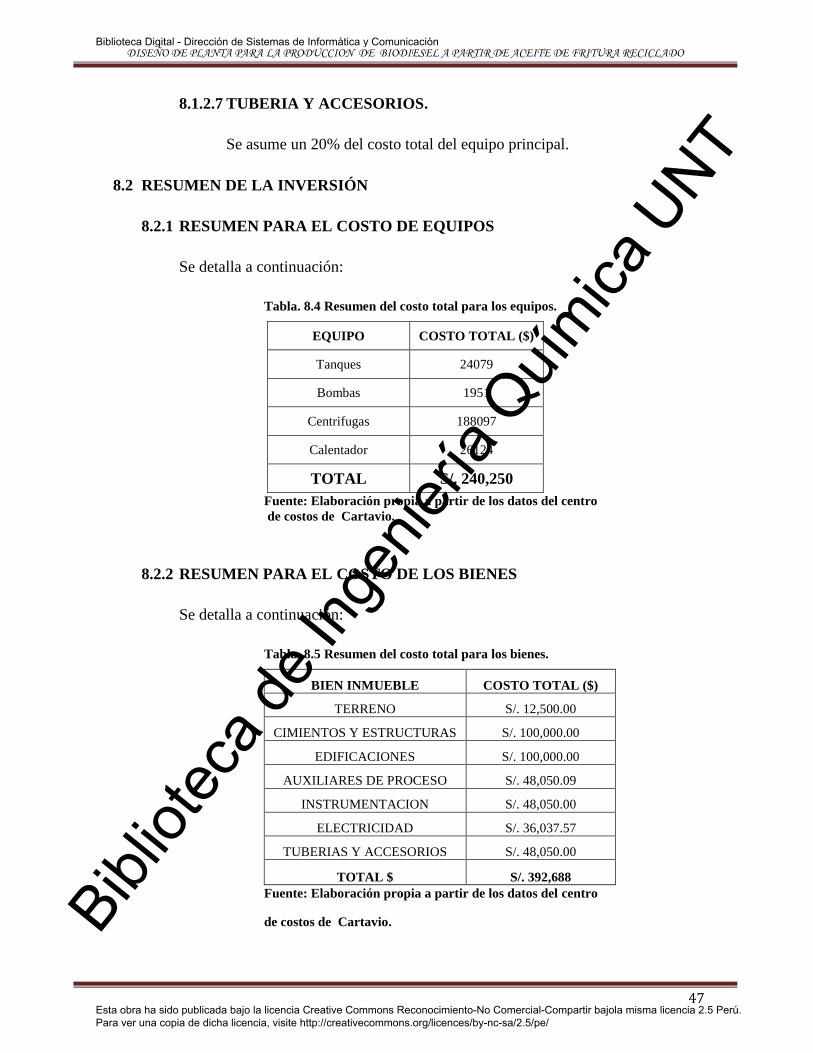
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
47
8.1.2.7 TUBERIA Y ACCESORIOS.
Se asume un 20% del costo total del equipo principal.
8.2 RESUMEN DE LA INVERSIÓN
8.2.1 RESUMEN PARA EL COSTO DE EQUIPOS
Se detalla a continuación:
Tabla. 8.4 Resumen del costo total para los equipos.
EQUIPO COSTO TOTAL ($)
Tanques 24079
Bombas 1951
Centrifugas 188097
Calentador 26124
TOTAL S/. 240,250
Fuente: Elaboración propia a partir de los datos del centro
de costos de Cartavio.
8.2.2 RESUMEN PARA EL COSTO DE LOS BIENES
Se detalla a continuación:
Tabla. 8.5 Resumen del costo total para los bienes.
BIEN INMUEBLE COSTO TOTAL ($)
TERRENO S/. 12,500.00
CIMIENTOS Y ESTRUCTURAS S/. 100,000.00
EDIFICACIONES S/. 100,000.00
AUXILIARES DE PROCESO S/. 48,050.09
INSTRUMENTACION S/. 48,050.00
ELECTRICIDAD S/. 36,037.57
TUBERIAS Y ACCESORIOS S/. 48,050.00
TOTAL $ S/. 392,688
Fuente: Elaboración propia a partir de los datos del centro
de costos de Cartavio.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
48
8.3 COSTOS DE OPERACIÓN:
Para la determinación de los costos de operación se tiene en cuenta los gastos de:
8.3.1 Mano de obra.
8.3.1.1 Operarios.
Para estimar la cantidad de recursos necesarios se divide la planta en 10 áreas
y tres turnos de 8 horas cada uno.
Área de Mezcla: Se requiere 1 operarios por turno.
Área de Transesterificacion: Se requiere 2 operarios por turno.
Área de Separación: Se requiere 1 operarios por turno.
Área de Secado: Se requiere a 1 operarios por turno.
Seguridad: 2 por garita.
Área de mantenimiento: Se considera necesarios a 3 recursos, un v
mecánico un electricista y un ayudante.
Área de limpieza: Se requiere 1 recursos por turno.
Total de operarios: 10 por turno, trabajando en tres turnos se tiene: 30.
8.3.1.2 Ingenieros: 1 por turno y un jefe de planta.
Total de ingenieros: 4.
8.3.1.3 Superintendente: 1.
8.3.1.4 Gerente: 1.
Total de personal en planta 36 personas.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
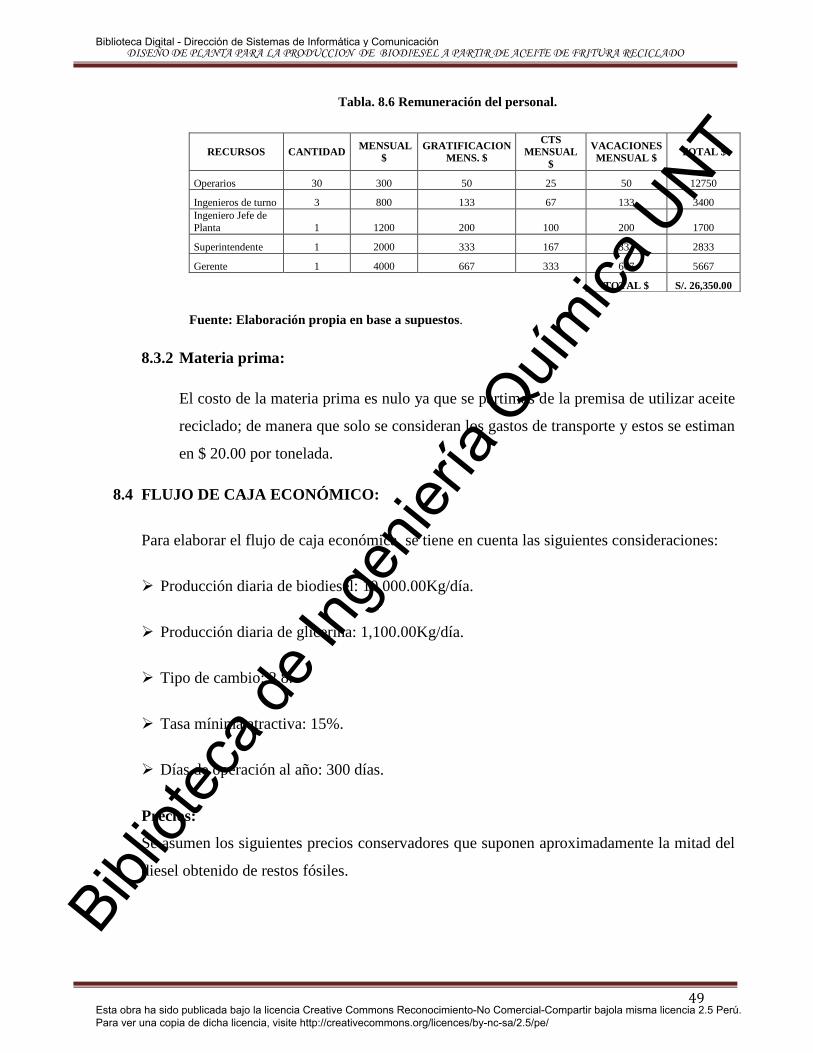
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
49
Tabla. 8.6 Remuneración del personal.
Fuente: Elaboración propia en base a supuestos.
8.3.2 Materia prima:
El costo de la materia prima es nulo ya que se partimos de la premisa de utilizar aceite
reciclado; de manera que solo se consideran los gastos de transporte y estos se estiman
en $ 20.00 por tonelada.
8.4 FLUJO DE CAJA ECONÓMICO:
Para elaborar el flujo de caja económica, se tiene en cuenta las siguientes consideraciones:
Producción diaria de biodiesel: 10,000.00Kg/día.
Producción diaria de glicerina: 1,100.00Kg/día.
Tipo de cambio: 2.8.
Tasa mínima atractiva: 15%.
Días de operación al año: 300 días.
Precios:
Se asumen los siguientes precios conservadores que suponen aproximadamente la mitad del
diesel obtenido de restos fósiles.
RECURSOS CANTIDAD MENSUAL
$
GRATIFICACION
MENS. $
CTS
MENSUAL
$
VACACIONES
MENSUAL $ TOTAL $
Operarios 30 300 50 25 50 12750
Ingenieros de turno 3 800 133 67 133 3400
Ingeniero Jefe de
Planta 1 1200 200 100 200 1700
Superintendente 1 2000 333 167 333 2833
Gerente 1 4000 667 333 667 5667
TOTAL $ S/. 26,350.00
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
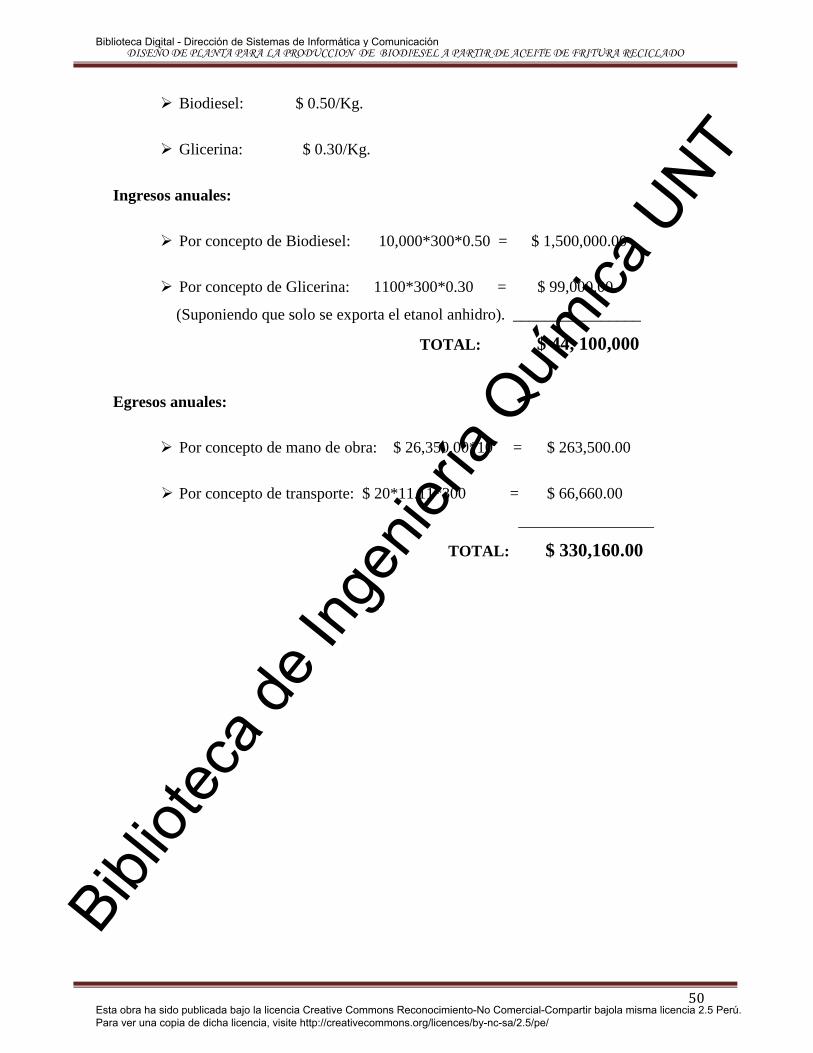
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
50
Biodiesel: $ 0.50/Kg.
Glicerina: $ 0.30/Kg.
Ingresos anuales:
Por concepto de Biodiesel: 10,000*300*0.50 = $ 1,500,000.00
Por concepto de Glicerina: 1100*300*0.30 = $ 99,000.00
(Suponiendo que solo se exporta el etanol anhidro). ________________
TOTAL: $ 44, 100,000
Egresos anuales:
Por concepto de mano de obra: $ 26,350.00*10 = $ 263,500.00
Por concepto de transporte: $ 20*11.11*300 = $ 66,660.00
_________________
TOTAL: $ 330,160.00
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
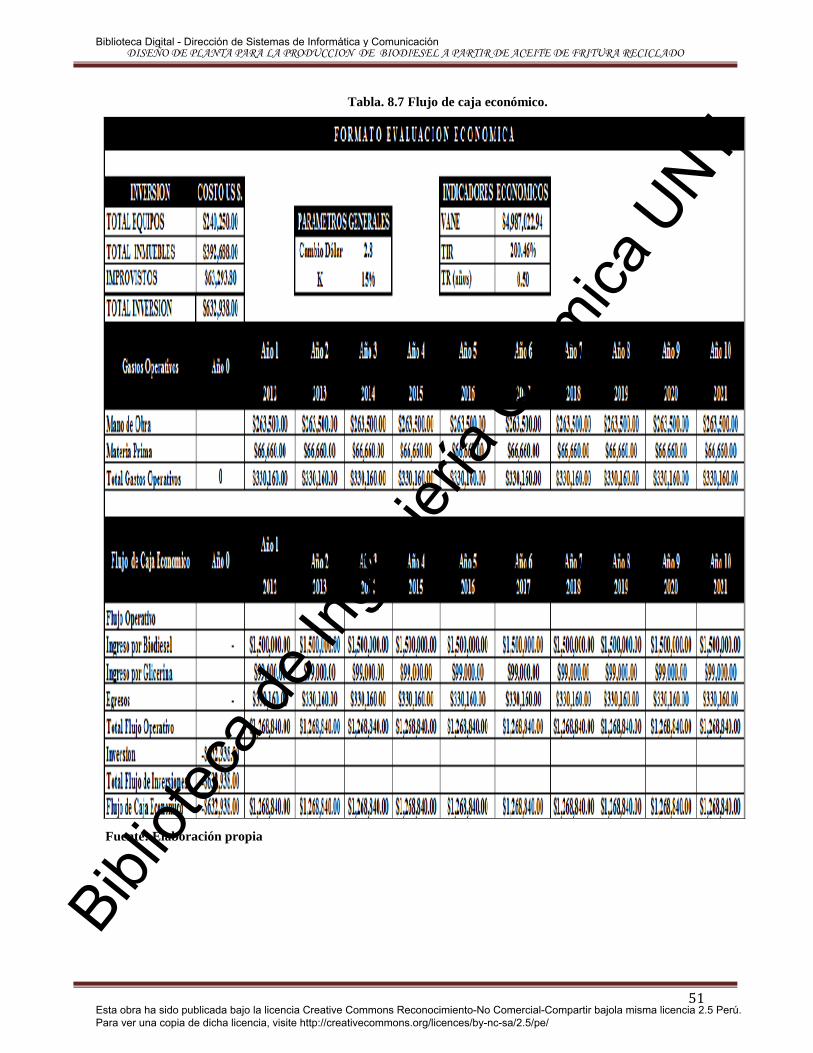
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
51
Tabla. 8.7 Flujo de caja económico.
Fuente: Elaboración propia
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
52
8.5 RENTABILIDAD:
La evaluación de la rentabilidad de la inversión, se realiza sobre la base de lo presentado en
el análisis económico y se evalúa en los 10 primeros años que se considera como vida útil de
la planta; para dicha evaluación se utilizan los indicadores económicos como el VAN y TIR.
Para una tasa mínima atractiva de rentabilidad del 15%, los cálculos nos indican:
VAN = $4, 987,023
TIR = 200.46%
Recuperación: 0.5 años
De acuerdo a la teoría económica que sustentan los valores obtenidos de estos indicadores, se
concluye que es conveniente la realización del proyecto.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
53
CAPÍTULO IX
CONCLUSIONES
Al cabo del estudio tanto técnico como económico se llegan a las siguientes conclusiones
La capacidad instalada de la planta se fija en 10 TN/día, de bioetanol a razón de ser la
primera experiencia a nivel de planta.
El lugar donde se construirá la planta será el departamento de Lima.
Es factible tanto técnica como económicamente la instalación de una planta para lo
obtención de biodiesel a partir de los aceites de fritura reciclados.
El aceite de fritura reciclado es una excelente alternativa para la producción del biodiesel
puesto que su obtención es sencilla y su costo es nulo ya que se obtiene en calidad de
desecho.
Finalmente con la realización de este proyecto se contribuye con la minimización del
impacto ambiental, producto de la utilización de combustibles de origen fósil asi como
también se reduce los problemas de carácter político y social que traen como consecuencia
la utilización de los mencionados combustibles fósiles.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
54
CAPÍTULO X
REFERENCIAS BIBLIOGRAFICAS
Coello, J., Castro, P. (2007) „‟OPORTUNIDADES Y PUNTOS POR RESOLVER
PARA LA PRODUCCIÓN Y USO DEL BIODIESEL EN EL PERÚ‟‟.Universidad
Nacional Agraria La Molina, Perú.
Avellaneda, F., (2010) „‟PRODUCCIÓN Y CARACTERIZACIÓN DE BIODIESEL
DE PALMA Y DE ACEITE RECICLADO MEDIANTE UN PROCESO BATCH Y
UN PROCESO CONTÍNUO CON UN REACTOR HELICOIDAL‟‟.Tesis Doctoral
Universitat Rovira I Virgili, Tarragona.
Larosa, R., (2001) „‟PROCESO PARA LA PRODUCCIÓN DE BIODIESEL Y
REFINACIÓN DE GLICERINA‟‟. Universidad Tecnológica Nacional, Perú.
Castro, P., Sevilla, S., et. al (2008) „‟ESTUDIO SOBRE LA SITUACIÓN DE LOS
BIOCOMBUSTIBLES EN EL PERÚ‟‟.Preparado por Soluciones Prácticas – ITDG
para Oxfam Internacional.
IICA (2010) Instituto Interamericano de Cooperación para la Agricultura – OEA. Atlas
de la Agroenergía y los Biocombustibles en las Américas.
Crespo, G., Martínez, M., et. al (2001) „‟BIODIESEL: UNA ALTERNATIVA REAL
AL GASÓLEO MINERAL. EN INGENIERÍA QUÍMICA‟‟.
Meher, L., Vidya, D., et. al (2006) „‟TECHNICAL ASPECTS OF BIODIESEL
PRODUCTION BY TRANSESTERIFICATION – A REVIEW. RENEWABLE
AND SUSTAINABLE ENERGY REVIEWS 10 ‟‟.Volume: 10, Issue: 3, Publisher:
Elsevier, Pages: 248-268.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
55
Mittelbach, M. (1996) „‟DIESEL FUEL DERIVED FROM VEGETABLE OILS, VI:
SPECIFICATIONS AND QUALITY CONTROL OF BIODIESEL‟‟.Bioresource
Technol; 56: 7-11.
Petroperú. (2007b). Biocombustibles en el Perú. Presentación en el Seminario
Internacional “Desarrollo de Cultivos Alternativos para la Producción de
Biocombustibles”. Lima: DEVIDA, Embajada de Brasil en el Perú y Petroperú, 10 y 11
de mayo del 2007.
USDA: Información y Servicios del United States Department of Agriculture.
FAPRI: Food and Agricultural Policy Research Institute.
Artículo N° 4, Ley 28054 „‟Promoción del Mercado de Biocombustibles‟‟.
Reuters Group Limited. Agencia Internacional de Noticias.
OECD. Organization for the Cooperation and Economic Development.
Sitios web consultados:
Ventajas del Biodiesel.
http:/www.recikla.org.
Productos Obtenidos a partir del Biodiesel.
http://es.wikipedia.org/wiki/Biodi%C3%A9sel
Materias Primas.
http://www.miliarium.com/monografias/Biocombustibles/Biodiesel/Biodiese
l.asp
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
56
CAPÍTULO XI
APENDICE
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
57
CAPÍTULO II
SELECCIÓN Y DISEÑO DEL PROCESO
2.1 BALANCE DE MATERIALES:
Determinación de la cantidad de aceite reciclado a utilizar:
Debido a la complejidad de la composición del aceite reciclado obtenido, se asume que la
cantidad de material transesterificable es el 90 % en peso del total del aceite y teniendo
en cuenta que la relación de obtención es de 1 a 1 entre el material transesterificable y el
biodiesel, se tiene que para la producción de 10 TON/día de biodiesel se necesitará:
10Tnbiodiesel/día*(1Tn.mat. Transest/1 Tn.biodiesel.)*(1Tn.Aceite. Recic./0.9 Tn.mat. Transest.) = 11.11Tn.Aceite recic. /día.
2.1.1 Balance en el Mezclador (M-101)
Reacción:
CH3OH + KOH = CH3OK + H2O
Consideraciones de la Reacción:
Se asume que la reacción se da al 100%.
El KOH es el reactivo limitante y el CH3OH está en exceso 20% más de lo
necesario.
Determinación de la cantidad de KOH necesaria:
CH3OH
KOH
CH3OK
MEZCLADOR M-101
H2O
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
58
Según Arbeláez., A y Rivera., M (2007) el rendimiento más alto se obtiene cuando el
porcentaje de catalizador está cercano al 1%, en relación al aceite utilizado; de manera
que utilizamos el 1% de KOH, es decir 0.1111TN de KOH.
Determinación de la cantidad de CH3OH necesaria:
Se determina utilizando la siguiente relación a partir de la reacción global:
COOCH2CHCOOCH2COO3R + 3CH3OH = 3RCOOCH3 + OHCH2CHOHCH2OH
100 kg + 11Kg = 100 Kg + 11Kg
A partir de esta relación se tiene que la cantidad estequiometrica necesaria
para producir 100 Kg de biodiesel es 11 Kg de metanol y para asegurar la reacción
utilizamos un 20 % de exceso.
De manera que se tiene:
10Tnbiodiesel*(11Tn CH3OH/100TnBiodiesel)*1.2 = 1.32Tn de CH3OH
Determinación de la cantidad de CH3OK obtenida:
0.1111TnKOH*(1molTnKOH/56TnKOH)*(1molTnCH3OK/1molTnKOH)*(70TnCH3OK/1molTnCH3OK) = 0.1389 Ton,
de CH3OK
Determinación de la cantidad de H2O obtenida:
0.1111TnKOH*(1molTnKOH/56TnKOH)*(1molTnH2O/1molTnKOH)*(18Tn H2O/1molTnH2O) = 0.0357 Ton, de
H2O.
Determinación de la cantidad de CH3OH sobrante:
Se obtiene por diferencia a partir del balance general y es 1.2561 Ton, de CH3OH.,
esto es razonable ya que para una masa de 0.1111Tn de KOH, solo necesito 0.0635
Tn de CH3OH, pero ingresa al reactor 1.3200 Tn, de manera que queda sin
reaccionar 1.2565 Ton de CH3OH.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
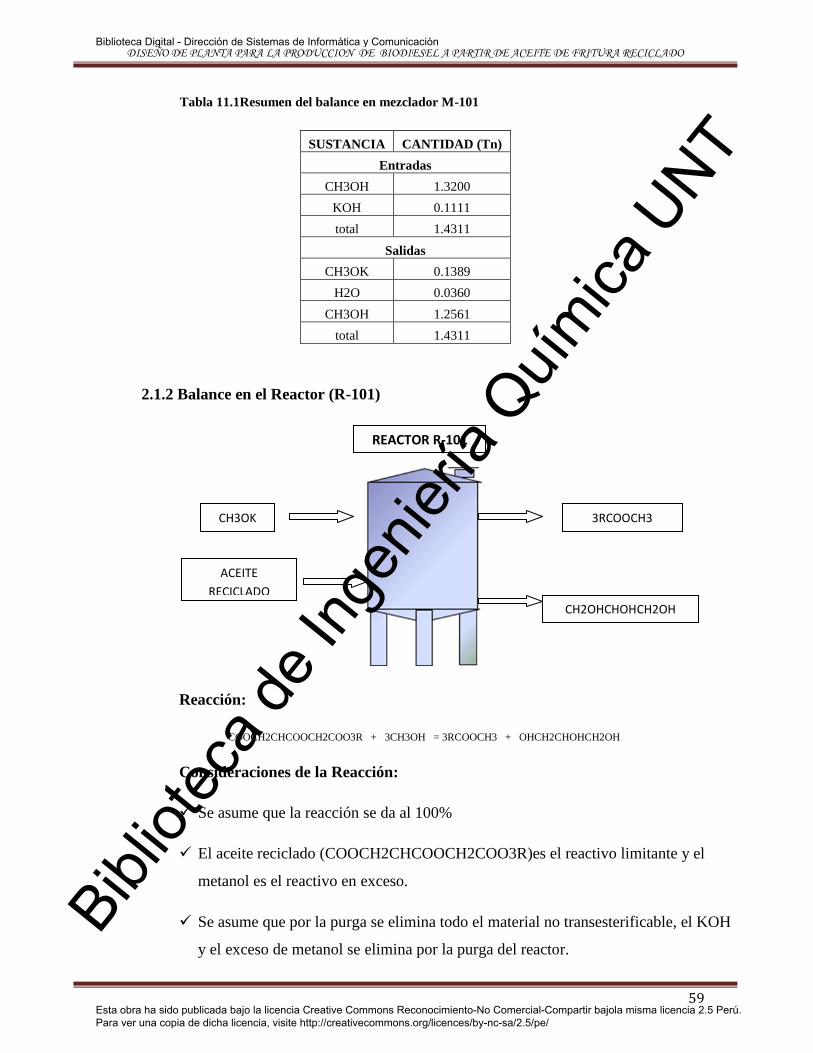
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
59
Tabla 11.1Resumen del balance en mezclador M-101
SUSTANCIA CANTIDAD (Tn)
Entradas
CH3OH 1.3200
KOH 0.1111
total 1.4311
Salidas
CH3OK 0.1389
H2O 0.0360
CH3OH 1.2561
total 1.4311
2.1.2 Balance en el Reactor (R-101)
Reacción:
COOCH2CHCOOCH2COO3R + 3CH3OH = 3RCOOCH3 + OHCH2CHOHCH2OH
Consideraciones de la Reacción:
Se asume que la reacción se da al 100%
El aceite reciclado (COOCH2CHCOOCH2COO3R)es el reactivo limitante y el
metanol es el reactivo en exceso.
Se asume que por la purga se elimina todo el material no transesterificable, el KOH
y el exceso de metanol se elimina por la purga del reactor.
CH3OK
ACEITE
RECICLADO
3RCOOCH3
CH2OHCHOHCH2OH
REACTOR R-101
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
60
Determinación de la cantidad de biodiesel obtenido:
Se obtiene a partir de la relación másica 1 a 1 entre el aceite reciclado y el
biodiesel.
11.11TnAceite rec.*0.9*(10Tnbiodiesel/10TnAceite rec.) = 10.00 Tn. Biodiesel.
Determinación de la cantidad de glicerina obtenido:
Se obtiene a partir de la relación másica 100 a 11 entre el material transesterificable
y la glicerina respectivamente.
11.11TnAceite rec.*0.9*(11Tn.glicerina/100Tn.Aceite rec.) = 1.10Tn de
Glicerina.
Determinación de la cantidad de CH3OH sobrante:
Como esta en exceso de 20% en masa se tiene:
1.32Tn de CH3OH/1.20 = 1.1Tn de CH3OH, necesario y la diferencia en exceso
ósea 1.32-1-1 = 0.22Tn de CH3OH en exceso.
Determinación de la cantidad de material no transesterificable sobrante:
Es equivalente al aceite reciclado que no reaccionay equivale a:
11.11 TnAceite rec.*0.90 =10Tn de material transesterificable y 1.11Tn no
transesterificable.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
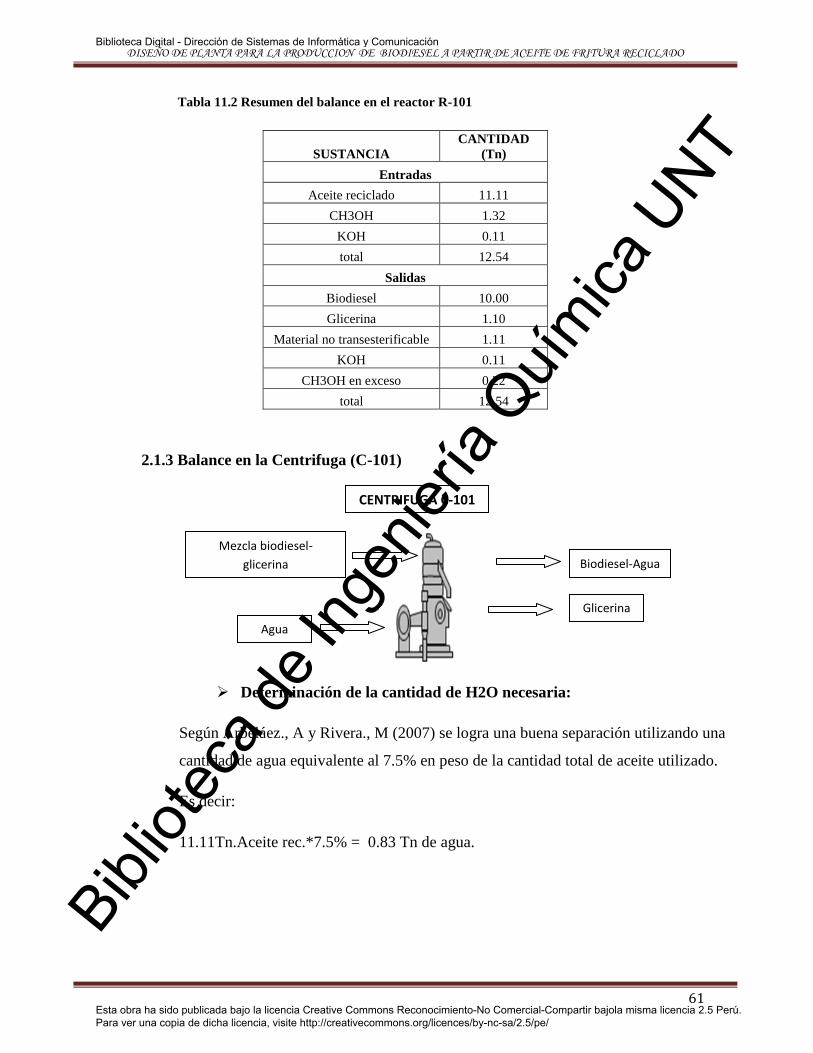
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
61
Tabla 11.2 Resumen del balance en el reactor R-101
SUSTANCIA
CANTIDAD
(Tn)
Entradas
Aceite reciclado 11.11
CH3OH 1.32
KOH 0.11
total 12.54
Salidas
Biodiesel 10.00
Glicerina 1.10
Material no transesterificable 1.11
KOH 0.11
CH3OH en exceso 0.22
total 12.54
2.1.3 Balance en la Centrifuga (C-101)
Determinación de la cantidad de H2O necesaria:
Según Arbeláez., A y Rivera., M (2007) se logra una buena separación utilizando una
cantidad de agua equivalente al 7.5% en peso de la cantidad total de aceite utilizado.
Es decir:
11.11Tn.Aceite rec.*7.5% = 0.83 Tn de agua.
Mezcla biodiesel-
glicerina
Agua
Biodiesel-Agua
Glicerina
CENTRIFUGA C-101
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
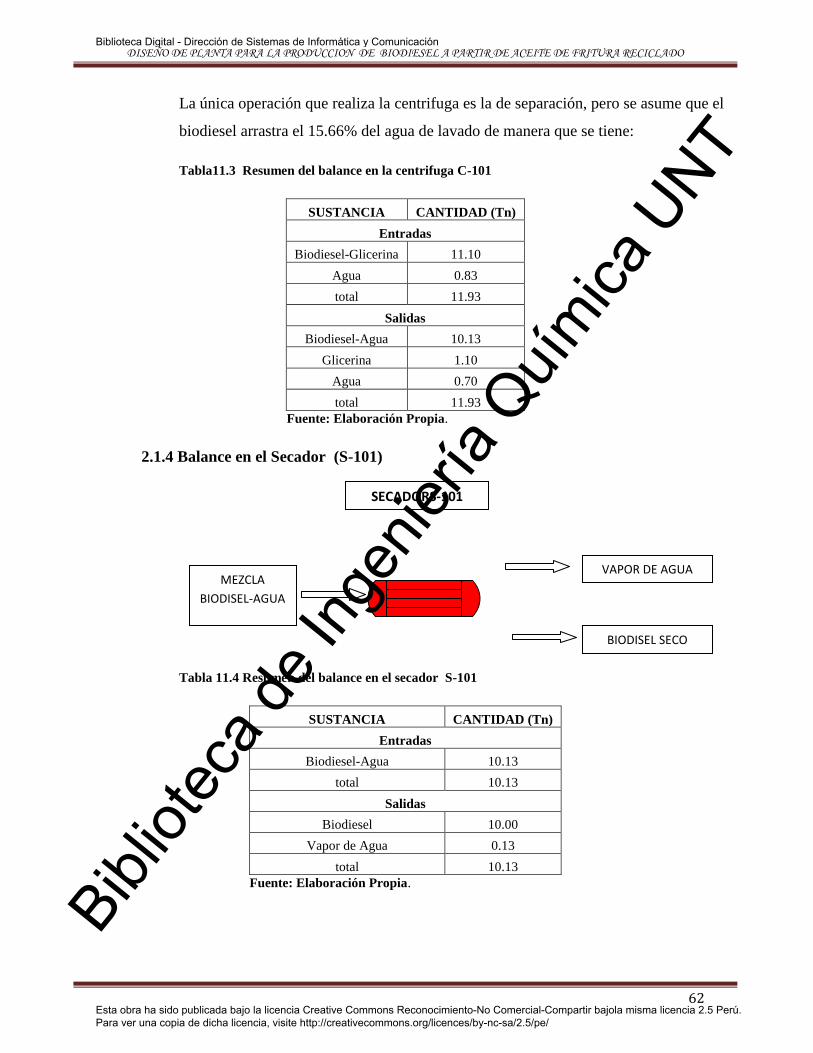
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
62
La única operación que realiza la centrifuga es la de separación, pero se asume que el
biodiesel arrastra el 15.66% del agua de lavado de manera que se tiene:
Tabla11.3 Resumen del balance en la centrifuga C-101
SUSTANCIA CANTIDAD (Tn)
Entradas
Biodiesel-Glicerina 11.10
Agua 0.83
total 11.93
Salidas
Biodiesel-Agua 10.13
Glicerina 1.10
Agua 0.70
total 11.93
Fuente: Elaboración Propia.
2.1.4 Balance en el Secador (S-101)
Tabla 11.4 Resumen del balance en el secador S-101
SUSTANCIA CANTIDAD (Tn)
Entradas
Biodiesel-Agua 10.13
total 10.13
Salidas
Biodiesel 10.00
Vapor de Agua 0.13
total 10.13
Fuente: Elaboración Propia.
SECADORS-101
MEZCLA
BIODISEL-AGUA
VAPOR DE AGUA
BIODISEL SECO
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
63
2.1.5 Determinación de la cantidad de agua de enfriamiento
Se utiliza un cálculo rápido para estimar la cantidad de agua de enfriamiento utilizada
al día, para esto se toman las siguientes asunciones:
Gradiente de temperatura máxima que puede alcanzar el sistema reaccionante:
20°C.
Cp.mezcla reaccionante: 0.5 J/g°C.
Cp.agua: 4.18 J/g°C.
Aislamiento perfecto.
La temperatura del agua de entrada es de 25°C y la de salida es de 40°C.
Bajo las siguientes suposiciones se cumple:
Qagua=Qsistema reaccionate
m.agua*Cpagua*(grad. de temp.) = m. prod. reacc.*Cpsistema reacc.*(grad.temp)
Despejando:
m.agua = m. prod. reacc.*Cpsistema reacc.*(grad.temp)/(Cpagua*(grad. de temp.)
Reemplazando valores se obtiene:
m. agua = 11.1Tn*(0.5 J/g°C)*20°C/(4.18 J/g°C*15°C)
m. agua = 1.77Tn.deagua.
Como factor de seguridad se cuantifica un 50% de agua que el estimado es decir:
2.65 Tn/día.
2.1 BALANCE DE ENERGIA:
La energía requerida en la plana es básicamente energía eléctrica y se cuantifica a partir de
los datos obtenidos en el diseño de bombas.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
64
CAPÍTULO IV
DISEÑO DEL EQUIPO DE PROCESO
DISEÑO DE LAS BOMBAS
1) DISEÑO DE BOMBAS:
Tiene por finalidad determinar la potencia requerida de la bomba así como la cabeza de
succión positiva neta, el tipo de bomba y el material más conveniente.
Para este diseño necesitamos datos como:
Características de la tubería.
Propiedades del Líquido.
Cantidad y tipo de accesorios.
a) Características de la tubería :
Haciendo uso de la tabla 12.4 determinamos la aspereza de la superficie y utilizando la
tabla 12.5 y el diámetro nominal determinamos el área y diámetro reales de la tubería.
b) Propiedades del liquido :
Ingresando las siguientes variables:
Densidad (kg/cm3).
Viscosidad (cp).
Presión en la succión y en la descarga (Kpa).
Presión atmosférica (Kpa).
Presión de vapor (Kpa).
Caudal (m3/h).
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
65
Determinamos:
Densidad relativa = Densidad fluido/Densidad del agua a 4°C.
Viscosidad (Pa.s) = Viscosidad (cp)/1000.
Velocidad(m/s) = (Caudal/area)/3600.
N° Reynolls = diametro*Velocidad*densidad/viscosidad.
F (factor de Fanning) = (R. Mott, 1996).
c) Cantidad y tipos de accesorios:
A partir de estos se determinan la perdida en la succión y en la descarga.
Succión:
Ingresando las siguientes variables:
Longitud de tubería de succión (m).
Columna estática (m).
Relación de diámetros (D1/D2).
Determinamos:
Columna de presión = (P.succión)/ (gravedad*densidad relativa).
K (Coef. Perdida por contracción repentina, tabla 12.6), para la parte de la
descarga se utiliza la tabla 12.7 (Coef. Perdida por ensanchamiento repentino).
Hfi(Perdid por friccion en accesorios) =
Hfs1 (Perdida por fricción en tubería) =
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
66
De forma análoga determinamos la perdida de energía en la descarga.
Para determinar la pérdida de energía por fricción debido a los accesorios, primero
ingresamos el tipo de accesorio y el número y mediante la tabla 12.8 obtenemos el
coeficiente correspondiente Ki.(J. Perry, 1997), (R. Mott, 1996).
Finalmente sumamos las pérdidas de energía en la tubería recta y en los accesorios y
obtenemos la pérdida de energía total, tanto en la succión como en la descarga: Hfs.
Con estos datos finalmente obtenemos la cabeza total y a partir de esta obtenemos la
potencia requerida así:
Pot.requerida =Caudal*cabeza total*densidad/367000
También obtenemos CSPN.
(Cabeza de succión positiva neta) =Col. Estática + Col. Presión-hfi+Hfs-
P.vapor/9.81*dens. Relativa.
Datos en común: Se considera los siguientes datos en común para todos los diseños.
Tubería:
Diámetro nominal: 4 pulg.
N° cedula: 40.
Propiedades del fluido:
Densidad: 870 Kg/m3.
Viscosidad: 1.2cp.
P. succión: 101.33 Kpa.
P. descarga: 400.00 Kpa.
P. atmosférica: 101.33 Kpa.
P. vapor: 2 Kpa.
Eficiencia de la bomba 75%.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
67
Diseño de la bomba de Metanol (B-101)
Fluido a bombear: Metanol
Tipo de bomba: Bomba centrifuga
Material de carcasa: Acero 304 (debido a las características ácidas del fluido).
Tipo de impulsor: Abierto.
Material de impulsor: Acero 316.
Material del eje: Acero 316.
Línea de succión:
Longitud:10 m.
C. estática: 2 m.
D1/D2: se considera infinito.
Accesorios:
Codos de 90°: 0 codos.
Válvula de mariposa: 1 válvula.
Unión simple: 2uniones.
Línea de descarga:
Longitud: 20 m.
C. estática: 20 m.
D2/D1: se considera infinito.
Accesorios:
Codos de 90°: 2 codos.
Válvula mariposa: 2 válvulas.
Unión simple: 2 uniones.
N° de bombas: 2 bombas
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
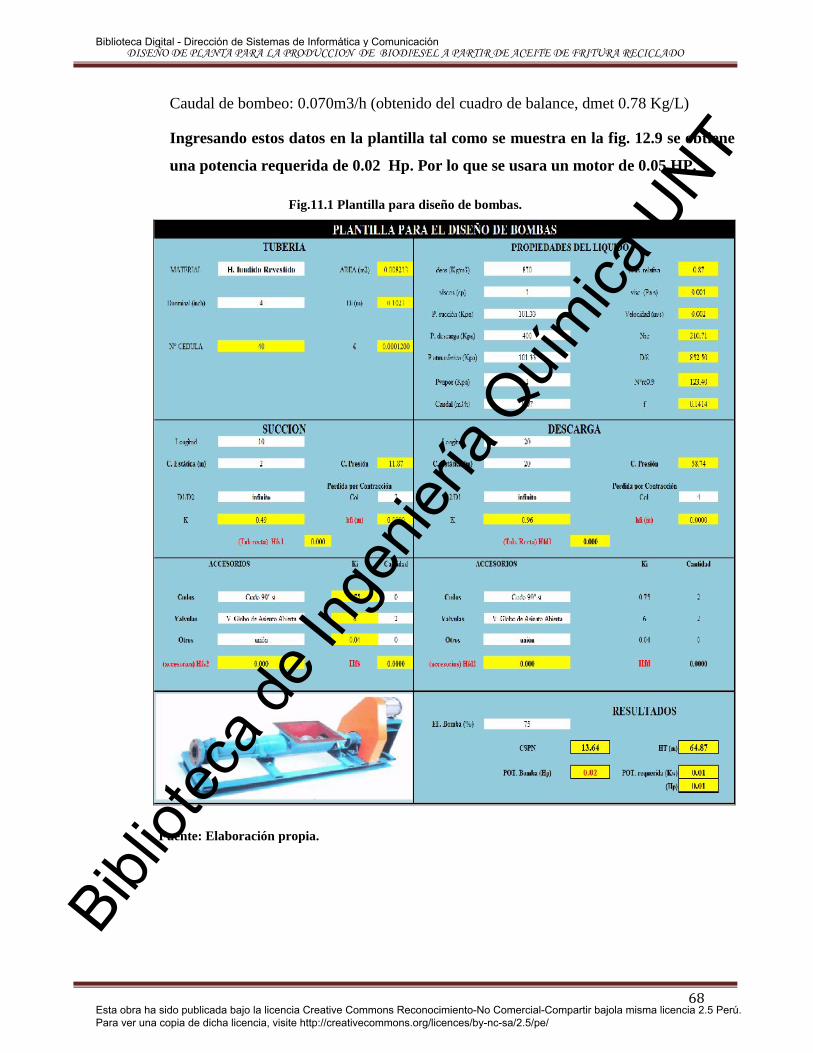
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
68
Caudal de bombeo: 0.070m3/h (obtenido del cuadro de balance, dmet 0.78 Kg/L)
Ingresando estos datos en la plantilla tal como se muestra en la fig. 12.9 se obtiene
una potencia requerida de 0.02 Hp. Por lo que se usara un motor de 0.05 HP.
Fig.11.1 Plantilla para diseño de bombas.
Fuente: Elaboración propia.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
69
Diseño de la bomba de aceite reciclado (B-102)
Fluido a bombear: Aceite reciclado
Tipo de bomba: Bomba de desplazamiento positivo
Material de carcasa: fierro fundido (debido a las características ácidas del fluido.
Línea de succión:
Longitud: 15 m.
C. estática: 2 m.
D1/D2: se considera infinito.
Accesorios:
Codos de 90°: 1 codos.
Válvula de globo abierta: 2 válvulas.
Línea de descarga:
Longitud: 60 m.
C. estática: 15m.
D2/D1: se considera infinito.
Accesorios:
Codos de 90°: 4codos.
Válvula de globo abierta: 2 válvulas.
N° de bombas: 2 bombas
Caudal de bombeo: 0.38 m3/h (obtenido del cuadro de balance, daceite 1.2Kg/L).
De manera análoga al cálculo de diseño para la bomba n°1 se obtiene el caballaje para la
bomba n°1
Potencia requerida de 0.10 Hp. Por lo que se usara un motor de 0.2 HP.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
70
Diseño de la bomba de agua de lavaje (B-103)
Fluido a bombear: Agua
Tipo de bomba: Bomba centrifuga
Material de carcasa: Fierro fundido.
Tipo de impulsor: Abierto.
Material de impulsor: Fierro fundido
Material del eje: Fierro fundido
Línea de succión:
Longitud: 5 m.
C. estática: 2 m.
D1/D2: se considera infinito.
Accesorios:
Codos de 90°: 0codos.
Válvula de globo abierta: 1 válvulas.
Línea de descarga:
Longitud: 100 m.
C. estática: 40m.
D2/D1: se considera infinito.
Accesorios:
Codos de 90°: 1codos.
Válvula de globo abierta: 2 válvulas.
N° de bombas: 2 bombas.
Caudal de bombeo: 0.034 m3/h (obtenido del cuadro de balance, d.agua 1Kg/L).
Potencia requerida de 0.01 Hp. Por lo que se usara un motor de 0.05 HP.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
71
Diseño de la bomba de metoxidoB-104
Fluido a bombear: Metoxido
Tipo de bomba: Bomba centrifuga
Material de carcasa: Acero 316 (debido a las características ácidas del fluido).
Tipo de impulsor: Abierto.
Material de impulsor: Acero 316.
Material del eje: Acero 316.
Línea de succión:
Longitud: 20 m.
C. estática:5 m.
D1/D2: se considera infinito.
Accesorios:
Codos de 90°: 3codos.
Válvula de globo abierta: 2 válvulas.
Línea de descarga:
Longitud: 30 m.
C. estática: 10 m.
D2/D1: se considera infinito.
Accesorios:
Codos de 90°:3codos.
Válvula de globo abierta: 2 válvulas.
N° de bombas: 2 bombas
Caudal de bombeo: 0.03 m3/h (obtenido del cuadro de balance, d. metoxido 1Kg/L).
Potencia requerida de 0.010 Hp. Por lo que se usara un motor de 0.05 HP.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
72
Diseño de la bomba de biodiesel (B-105)
Fluido a bombear: Biodiesel
Tipo de bomba: Desplazamiento positivo
Línea de succión:
Longitud: 20 m.
C. estática: 5 m.
D1/D2: se considera infinito.
Accesorios:
Codos de 90°: 2 codos.
Válvula de globo abierta: 2 válvulas.
Línea de descarga:
Longitud: 20 m.
C. estática: 10m.
D2/D1: se considera infinito.
Accesorios:
Codos de 90°: 5codos.
Válvula de globo abierta: 2 válvulas.
N° de bombas: 2 bombas
Caudal de bombeo: 0.42 m3/h (obtenido del cuadro de balance, d. biodiesel 1Kg/L).
De manera análoga al cálculo de diseño para la bomba n°1 se obtiene el caballaje para
la bomba n°4.
Potencia requerida de 0.01 Hp. Por lo que se usara un motor de 0.05 HP.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
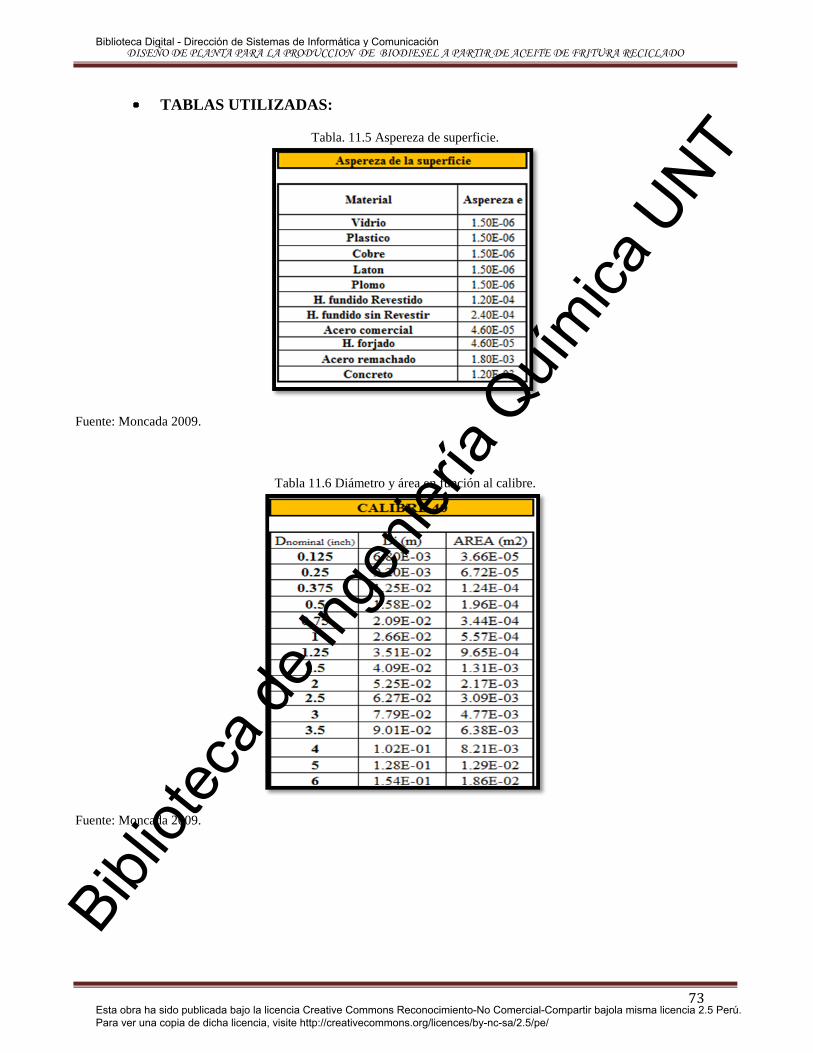
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
73
TABLAS UTILIZADAS:
Tabla. 11.5 Aspereza de superficie.
Fuente: Moncada 2009.
Tabla 11.6 Diámetro y área en función al calibre.
Fuente: Moncada 2009.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
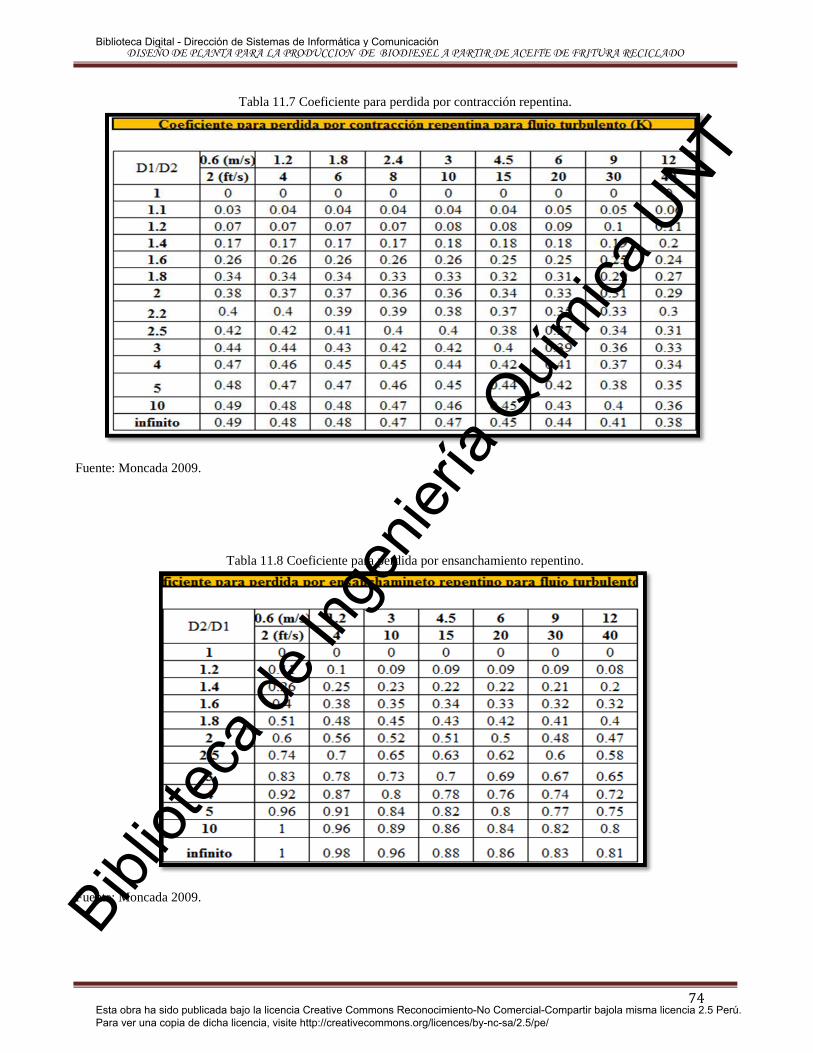
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
74
Tabla 11.7 Coeficiente para perdida por contracción repentina.
Fuente: Moncada 2009.
Tabla 11.8 Coeficiente para perdida por ensanchamiento repentino.
Fuente: Moncada 2009.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
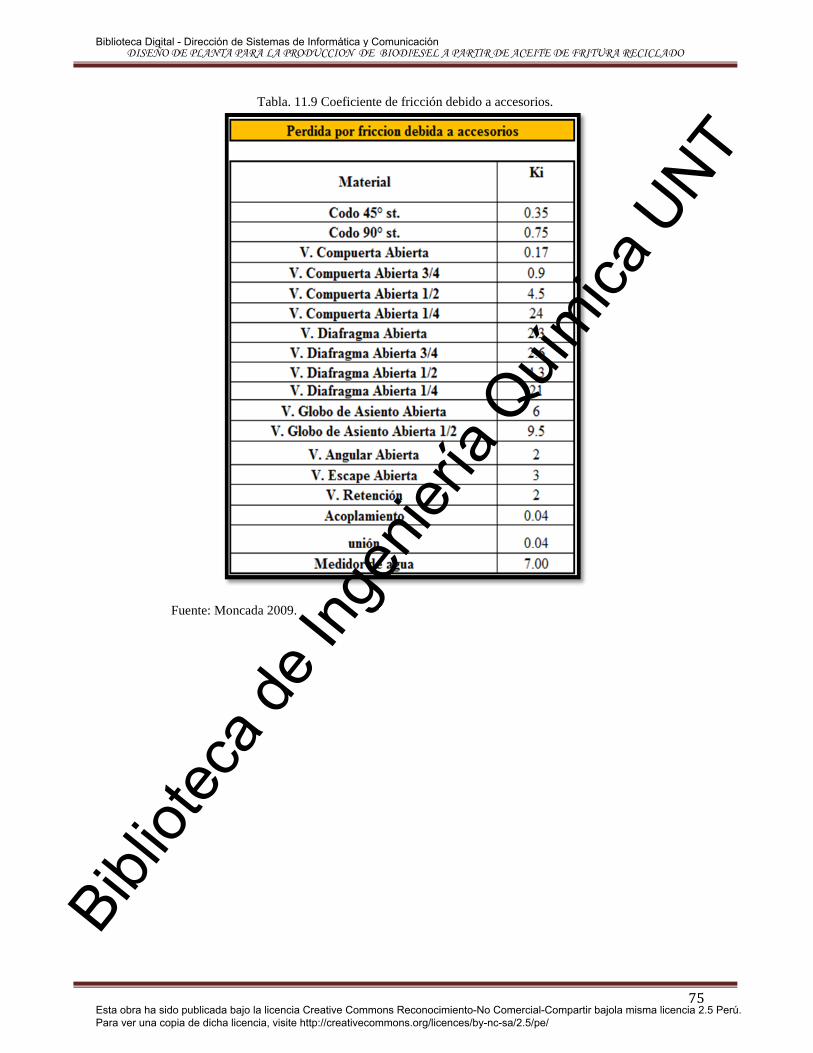
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
75
Tabla. 11.9 Coeficiente de fricción debido a accesorios.
Fuente: Moncada 2009.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
76
DISEÑO DE TANQUES
Tiene como finalidad estimar la presión de diseño, la capacidad y el espesor de la
plancha.
Diseño del Mezclador(M101)
Datos de entrada variables: Son únicos para cada tanque
Caudal (m3/h) = 0.055.
Altura (m) = 2.
Tiempo de retención (h) = 24.
Datos de entrada fijos: Son comunes para todos los tanques
Presión (atm) = 14.7.
Temperatura (°C) = 25.
Densidad (Kg/m3) = 1000.
Tensión máxima permisible = 13750 dato fijo.
Eficiencia de juntas soldadas = 0.8 dato fijo.
Factor de corrección (inch) = 0.125.
Relación Altura/Diámetro = 2.0.
Formulas usadas:
Presión hidrostática = densidad*gravedad*altura
Radio = Altura/4
Espesor de plancha = presión hidrost.*Radio/(tensión max. permisible*ef. Juntas-
0.6*presión hidrost.) + 0.125.
Presión de diseño= 1.2*Presión hidrostática
Capacidad =1.2*Caudal*tiempo de retención (E, Megyesy, 1992).
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
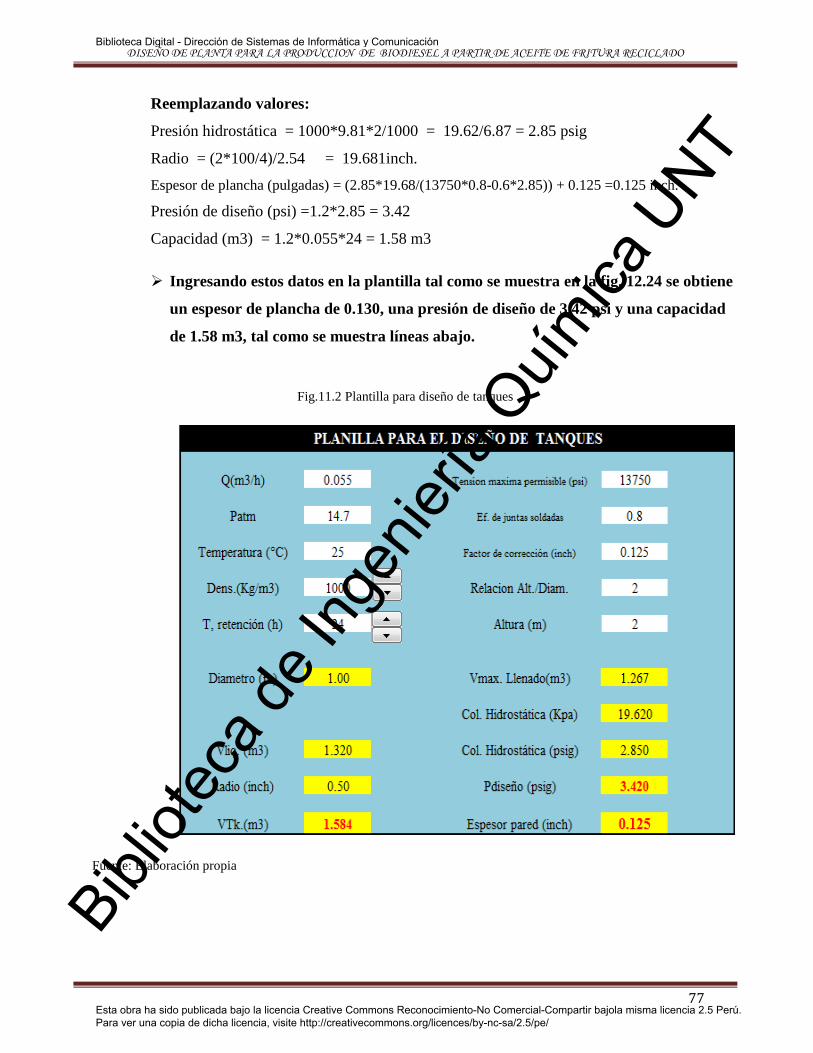
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
77
Reemplazando valores:
Presión hidrostática = 1000*9.81*2/1000 = 19.62/6.87 = 2.85 psig
Radio = (2*100/4)/2.54 = 19.681inch.
Espesor de plancha (pulgadas) = (2.85*19.68/(13750*0.8-0.6*2.85)) + 0.125 =0.125 inch.
Presión de diseño (psi) =1.2*2.85 = 3.42
Capacidad (m3) = 1.2*0.055*24 = 1.58 m3
Ingresando estos datos en la plantilla tal como se muestra en la fig. 12.24 se obtiene
un espesor de plancha de 0.130, una presión de diseño de 3.42 psi y una capacidad
de 1.58 m3, tal como se muestra líneas abajo.
Fig.11.2 Plantilla para diseño de tanques
Fuente: Elaboración propia
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
78
Diseño del Reactor(R-101 ).
Datos de entrada variables: Son únicos para cada tanque
Caudal (m3/h) = 0.523.
Altura (m) = 3.
Tiempo de retención (h) = 24.
Datos de entrada fijos: Son comunes para todos los tanques
Presión (atm) = 14.7.
Temperatura (°C)= 25.
Densidad (Kg/m3) = 1000.
Tensión máxima permisible = 13750 dato fijo.
Eficiencia de juntas soldadas = 0.8 dato fijo.
Factor de corrección (inch) = 0.125.
Relación Altura/Diámetro = 2.
Utilizando la plantilla de diseño de forma similar al caso anterior se obtiene:
Espesor de plancha (pulgadas) = 0.125.
Presión de diseño (psi) = 5.124.
Capacidad (m3) = 15.
Diseño del Tanque Homogeneizador de producto(TK 101).
Datos de entrada variables: Son únicos para cada tanque.
Caudal (m3/h) = 0.463.
Altura (m) = 3.
Tiempo de retención (h) = 24.
Datos de entrada fijos: Son comunes para todos los tanques
Presión (atm) = 14.7.
Temperatura (°C)= 25.
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT
DISEÑO DE PLANTA PARA LA PRODUCCION DE BIODIESEL A PARTIR DE ACEITE DE FRITURA RECICLADO
79
Densidad (Kg/m3) = 100
Tensión máxima permisible = 13750 dato fijo.
Eficiencia de juntas soldadas = 0.8 dato fijo.
Factor de corrección (inch) = 0.125
Relación Altura/Diámetro = 2
Utilizando la plantilla de diseño de forma similar al caso anterior se obtiene:
Espesor de plancha (pulgadas) = 0.125
Presión de diseño (psi) = 5.124
Capacidad (m3) = 13.3
Biblioteca Digital - Dirección de Sistemas de Informática y Comunicación
Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajola misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/
Bibliot
eca d
e Ing
enier
ía Quím
ica U
NT