Embed Size (px)
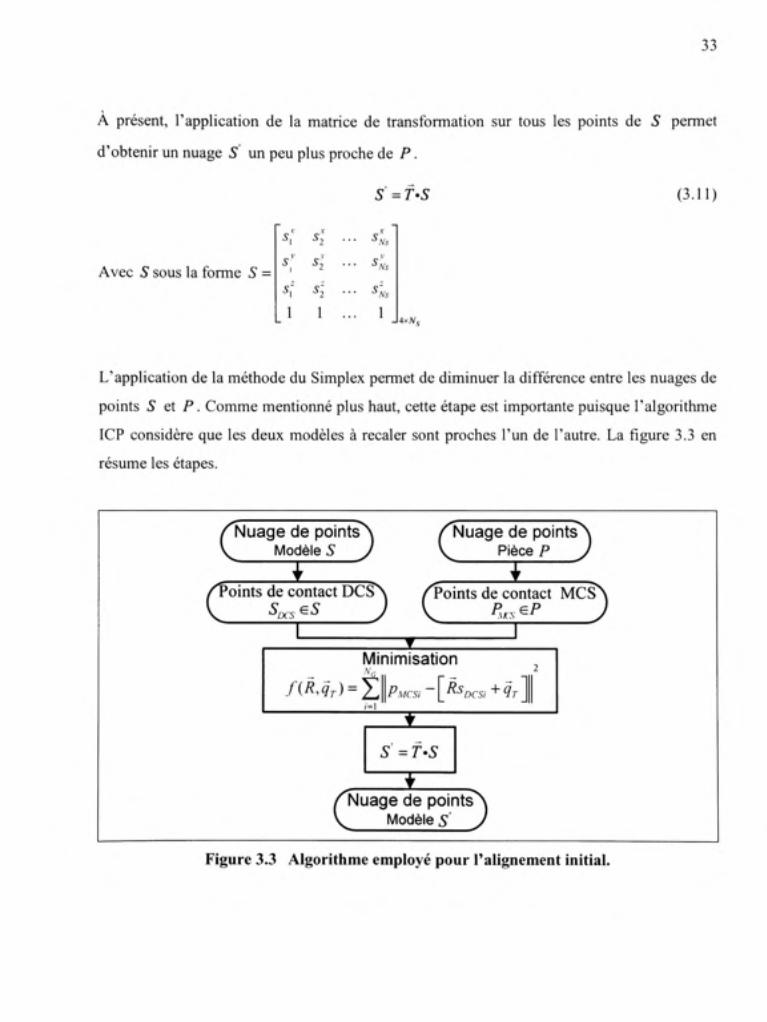
Citation preview
ECOLE DE TECHNOLOGIE SUPERIEURE UNIVERSITEacute DU QUEacuteBEC
MEMOIRE PRESENTE A LEacuteCOLE DE TECHNOLOGIE SUPEacuteRIEURE
COMME EXIGENCE PARTIELLE Agrave LOBTENTION DE LA
MAIcircTRISE EN GEacuteNIE MEacuteCANIQUE MIng
PAR ABENHAIM Gad Noriel
NOUVELLE MEacuteTHODE DINSPECTION DES PIECES FLEXIBLES
SANS GABARIT DE CONFORMITEacute
MONTREacuteAL LE 08 MAI 2009
copy Abenhaim Gad Noriel 2009
CE MEMOIRE A ETE EVALUE
PAR UN JURY COMPOSEacute DE
MSouheil-Antoine Tahan PhD directeur de meacutemoire Deacutepartement de geacutenie meacutecanique agrave lEacutecole de technologie supeacuterieure
MRoland Maranzana Doctorat codirecteur de meacutemoire Deacutepartement de geacutenie de la production automatiseacutee agrave lEacutecole de technologie supeacuterieure
MLouis Rivest PhD preacutesident du jury Deacutepartement de geacutenie de la production automatiseacutee agrave lEacutecole de technologie supeacuterieure
MAlain Desrochers DrIng membre du jury Deacutepartement de geacutenie meacutecanique agrave lUniversiteacute de Sherbrooke
IL A FAIT LOBJET DUNE SOUTENANCE DEVANT JURY ET PUBLIC
LE 22 AVRIL 2009
Agrave LEacuteCOLE DE TECHNOLOGIE SUPEacuteRIEURE
REMERCIEMENTS
Jaimerais tout dabord remercier mon directeur de recherche monsieur Souheil-Antoine
Tahan professeur au deacutepartement de geacutenie meacutecanique Cest gracircce agrave sa disponibiliteacute son
soutien acadeacutemique et moral que ce travail a pu voir le jour De plus je voudrais aussi lui
exprimer ma gratitude pour avoir partageacute avec moi ses connaissances dans le domaine de
lanalyse et de la gestion des variations dimensionnelles
Lexpression de ma reconnaissance va eacutegalement agrave mon co-directeur monsieur Roland
Maranzana professeur au deacutepartement de geacutenie de la production automatiseacutee pour ses
preacutecieux conseils et commentaires
Mes remerciements vont aussi agrave mes collegravegues du laboratoire dingeacutenierie des produits
proceacutedeacutes et systegravemes (LIPPS) pour leur appui ainsi quau conseil de recherches en sciences
naturelles et en geacutenie du Canada (CRSNG) pour son financement
Enfin je tiens agrave remercier mes parents mes fregraveres et sœurs ainsi que mes amis pour leur
patience et leur soutien tout au long de mes travaux
laquo Qui n avance pas recule raquo
Anonyme
NOUVELLE MEacuteTHOD E DINSPECTION DE S PIEgraveCES FLEXIBLES SAN S GABARIT D E CONFORMIT Eacute
ABENHAIM Gad Noriel
REacuteSUMEacute
La geacuteomeacutetrie dune composante meacutecanique varie naturellement par rapport agrave sa valeur nominale agrave cause des variations induites par les proceacutedeacutes de fabrication La norme ASME Y145M-1994 considegravere laquopar deacutefaut raquo que linspection des composantes doit ecirctre effectueacutee agrave leacutetat libre free state) Dans le cas des piegraveces flexibles la geacuteomeacutetrie peut prendre une forme diffeacuterente agrave leacutetat libre en raison des deacutefauts de fabrication de leffet de graviteacute des deacuteformations engendreacutees par les contraintes induites par le proceacutedeacute et par les forces induites lors de lassemblage Les composantes subissent de grandes deacuteformations par rapport aux toleacuterances exigeacutees Dans ce cas il est pratiquement impossible deffectuer une inspection dimensionnelle sans restreindre les deacuteformations etou supporter la piegravece avec un gabarit ou un montage speacutecial Il en deacutecoule que linspection des piegraveces flexibles neacutecessite des outils deacutedieacutes et coucircteux comme un gabarit de conformiteacute Par conseacutequent ce meacutemoire propose une meacutethode irmovatrice pour le controcircle de profil sans contact et sans utilisation de gabarit speacutecialiseacute et deacutedieacute agrave la piegravece Trente-deux (32) modegraveles simulant des piegraveces manufactureacutees y sont inspecteacutes agrave laide de lalgorithme proposeacute deacutenommeacute Inspection par Deacuteplacement Iteacuteratif D) Iteacuterative Displacement Inspection Ces eacutetudes de cas deacutemontrent que la meacutethode permet de deacuteformer le modegravele nominal afin quil eacutepouse la piegravece numeacuteriseacutee sans toutefois prendre en compte les deacutefauts de surface et le bruit de mesure de cette derniegravere Ainsi le reacutesultat de linspection reflegravete uniquement leffet des variations geacuteomeacutetriques dues aux deacutefauts introduits par les proceacutedeacutes de fabrication
Mots cleacute s recalage localisation alignement spatial alignement non-rigide inspection meacutetrologie piegravece flexible deacuteformation GDampT
A NEW ALGORITHM FO R THE INSPECTION O F FLEXIBLE PART S WITHOUT SPECIALIZE D FIXTURE S
ABENHAIM Gad Noriel
ABSTRACT
Manufactured parts naturally deviate from their nominal geometry due to processes variations Standards such as ASME Y145M-1994 assume the inspections of thegravese parts are carried out in a free state However due to dimensional variation gravity loads residual stress induced distortion andor assembly force flexible parts could bave a diffeacuterent shape in a free state than the design model As a resuit thegravese parts may undergo large deacuteformations in comparison to their required toleacuterances Therefore in thegravese cases il is nearly unfeasible to carry out an inspection without restricting the deacuteformations of the part such inspections would require dedicated and expensive tools like a jig or a fixture to maintain the integrity of the part To address the aforementioned challenge this document proposes a method namely the Iteacuterative Displacement Inspection (IDI) algorithm for controlling profile variation without contact or use of specialized fixtures With the use of thirty-two (32) models simulating the inspection of manufactured parts with this algorithm this study concludes that the proposed method is capable of deforming the nominal shape until it resembles the digitized part This is donc without taking into account neither the surface defects nor the measurement noise of the digitized part Thus the resuit of the inspection reflects only the effect of the variations due to the manufacturing processes
Keywords localization rigid registration non-rigid registration inspection metrology flexible parts deacuteformation GDampT
TABLE DES MATIERE S
Page
INTRODUCTION 1
CHAPITRE I REVUE DE LA LITTEacuteRATURE ET EacuteTAT DE LART 5 11 Alignement entre la repreacutesentation 3D dune piegravece et son modegravele CAO 5 12 Alignement non-rigide 8 13 Analyse des variations dimensionnelles et geacuteomeacutetriques des piegraveces souples 10 14 Utilisation iteacuterative de la meacutethode deacuteleacutements finis 13
CHAPITRE 2 GESTION DES PIEgraveCES FLEXIBLES SELON LANORMEASMEY145M 17
21 Conformation par un gabarit 18 22 Utilisation de systegravemes reacutefeacuterentiels hyperstatiques 19 23 Reacutefeacuterentiel ajustable 20 24 Conformation agrave une dimension nominale 21 25 Permission dutilisation dune force lors des opeacuterations dinspection 22 26 Lusage des toleacuterances relatives 23 27 Utilisation de la longueur darc 23 28 Utilisation des dimensions moyennes (AVG) 24 29 Remplacement des requis dimensionnels par dautres mesures 24 210 Inspection par gabarit optique 25 211 Reacutesumeacute 25
CHAPITRE 3 ALGORITHME INSPECTION PAR DEacutePLACEMENT ITEacuteRATIF 27 31 Introduction agrave lalignement spatial 29 32 Alignement initial 31 33 Alignement Rigide 34 34 Alignement non-rigide 36 35 Correction de la distance point-point 42 36 Identification des deacutefauts 44 37 Algorithme IDI 49
CHAPITRE 4 EacuteTUDES DE CAS 52 41 Exemple 1 Surface univoque 54
411 Variation de la force exteme appliqueacutee 64 412 Variation de lemplacement du deacutefaut 67
42 Exemple 2 Surface en forme de U 72 421 Construction du maillage nominal 72 422 Simulation de la piegravece numeacuteriseacutee 73 423 Reacutesultats 73
VII
43 Exemple 3 Surface complexe 80 431 Construction du maillage nominal 80 432 Simulation de la piegravece numeacuteriseacutee 81 433 Reacutesultats 83
44 Discussion 89
CONCLUSION 99
Limitations 100
RECOMMANDATIONS 101
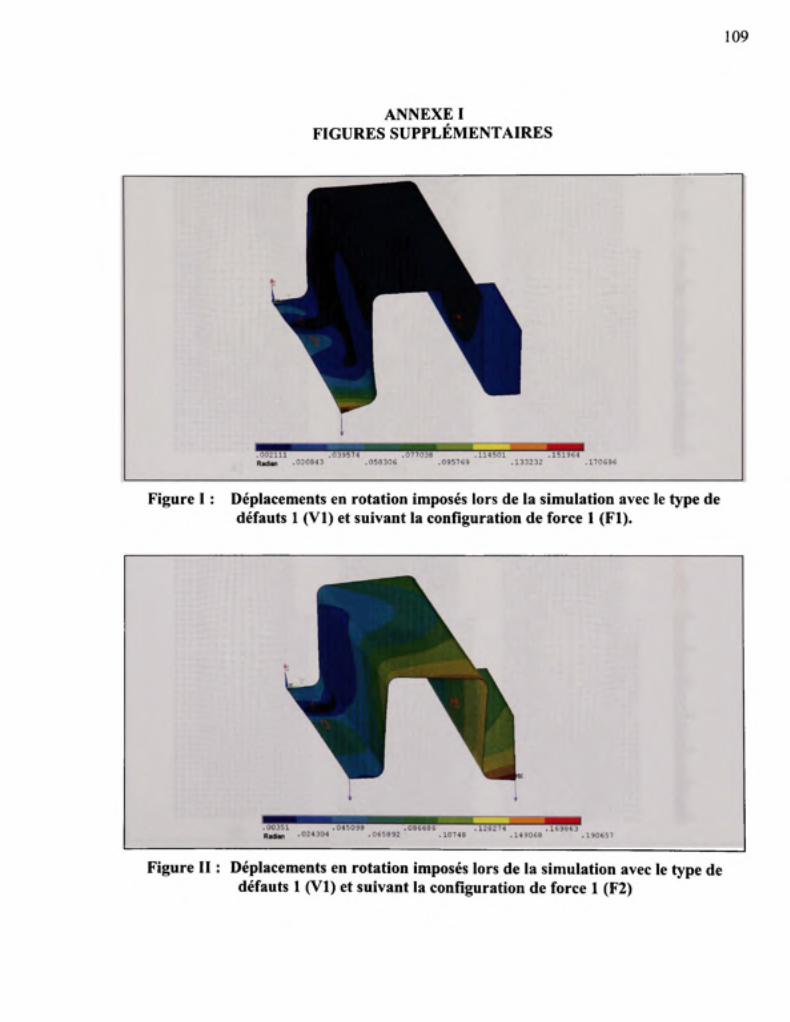
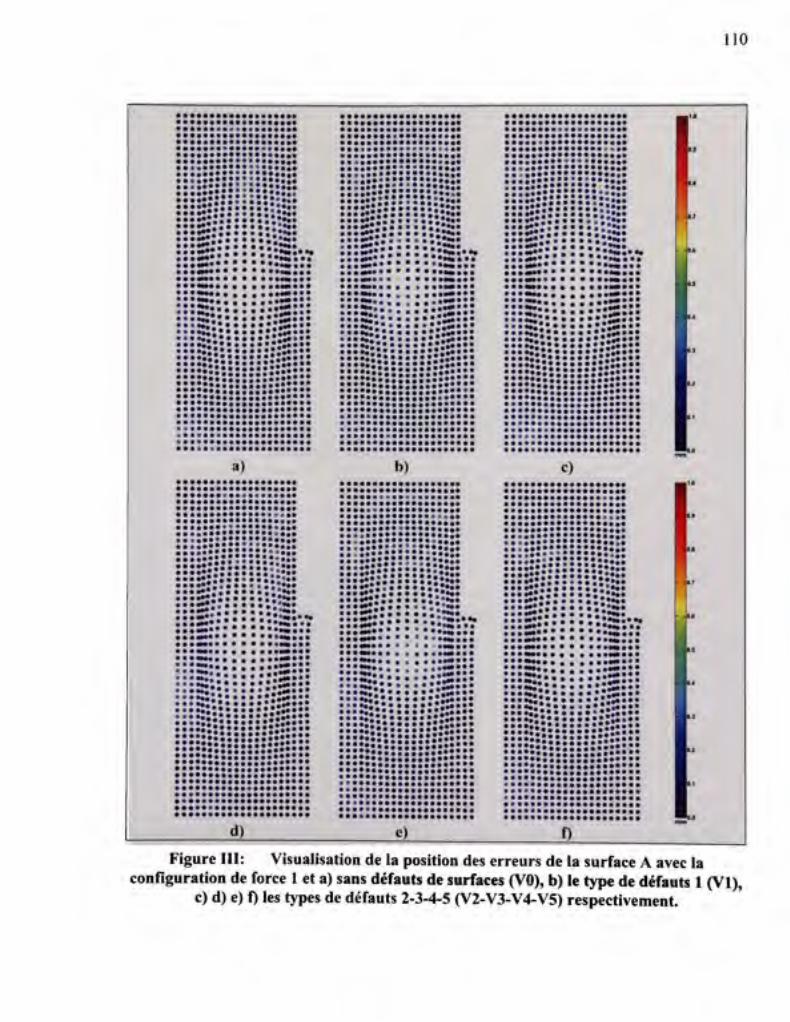
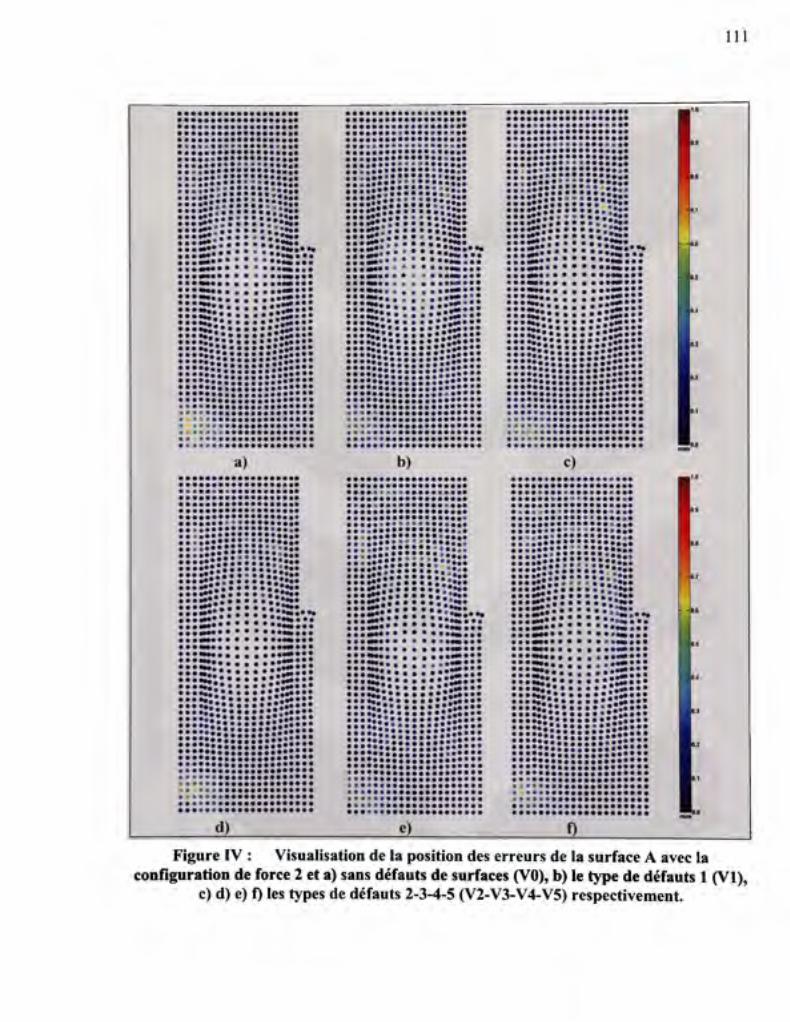
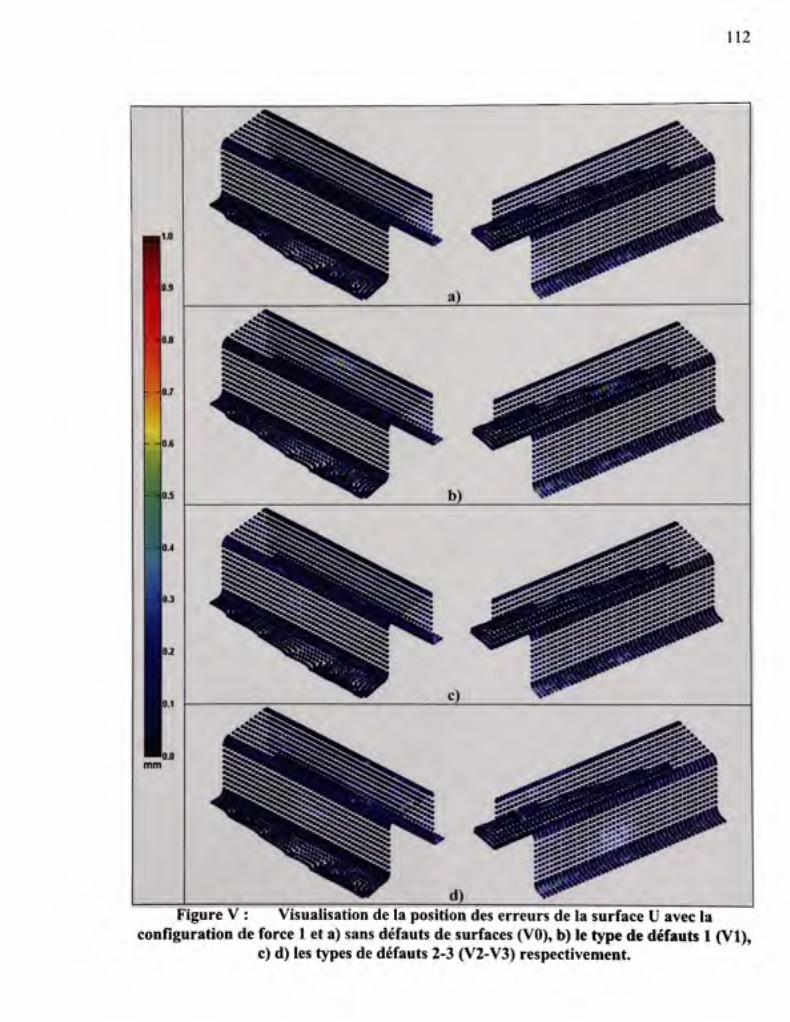
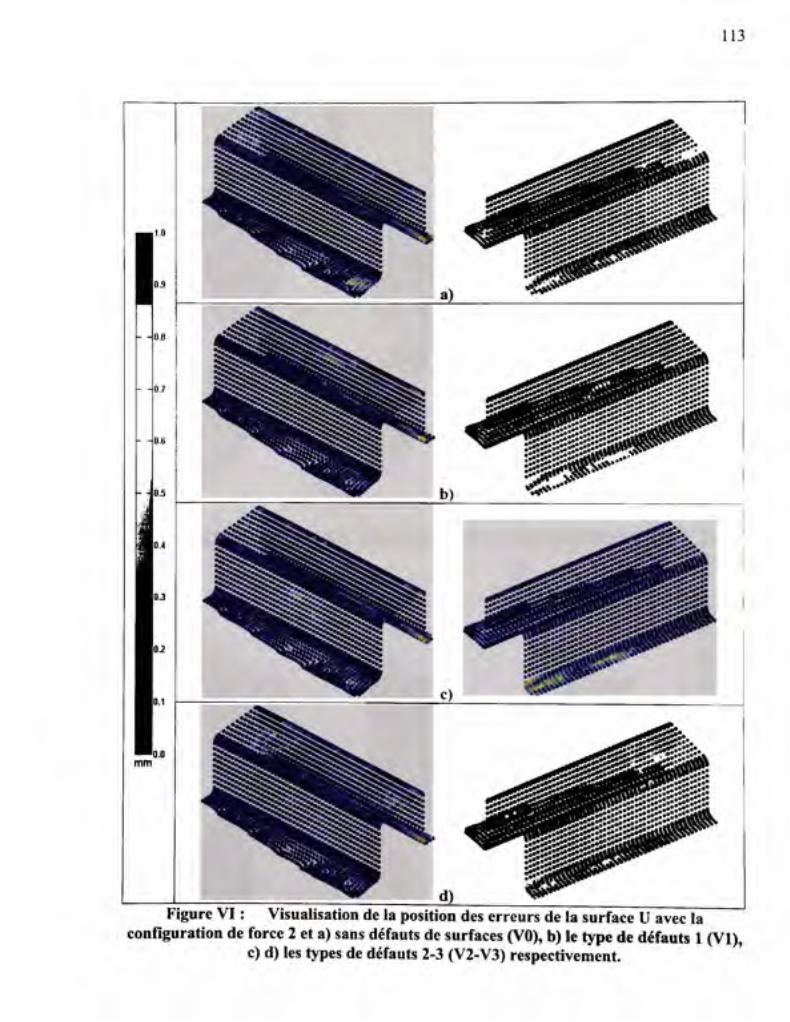
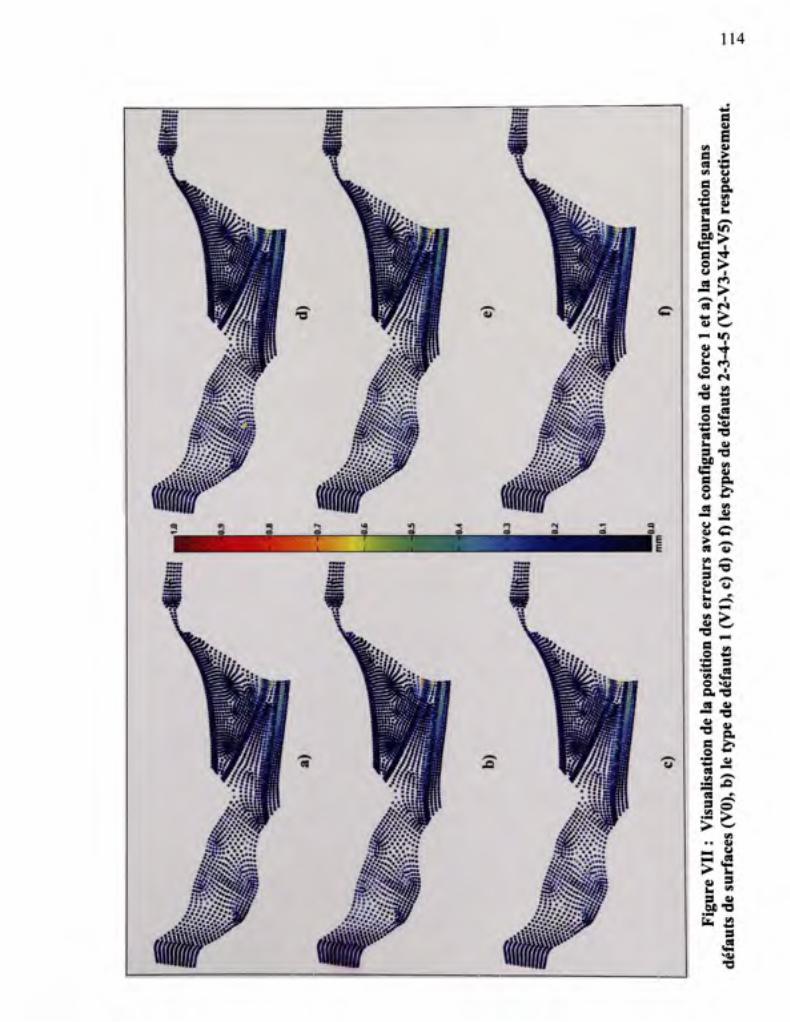
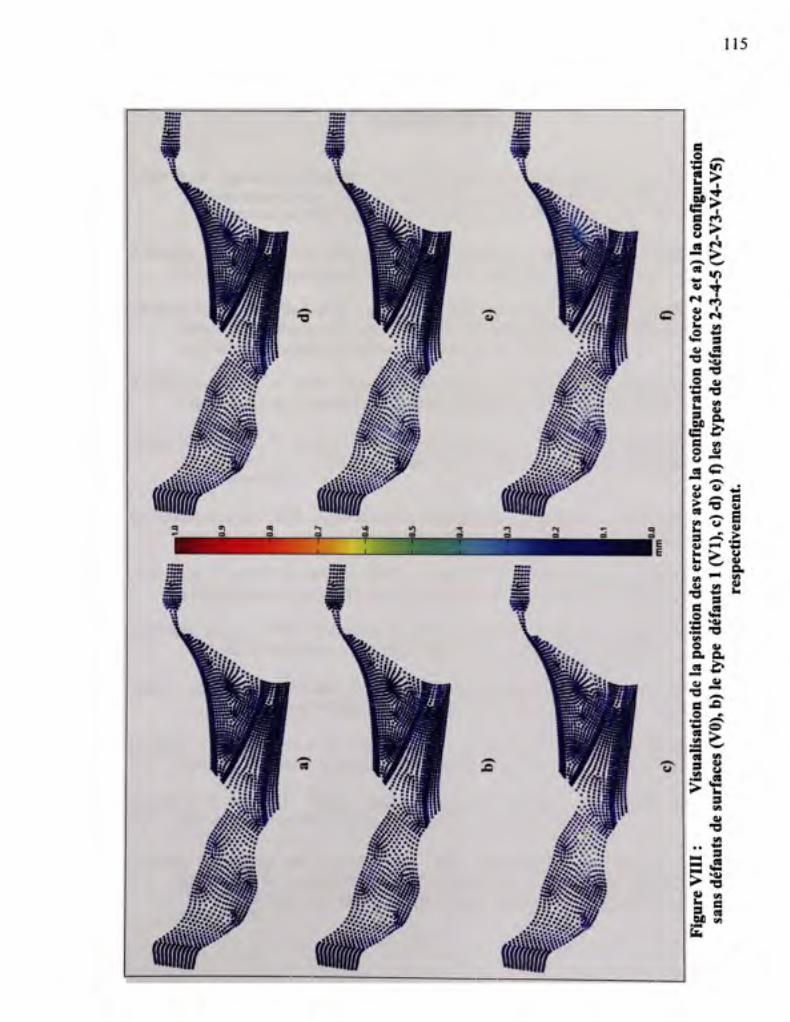
ANNEXE I FIGURES SUPPLEacuteMENTAIRES 109
BIBLIOGRAPHIE 116
Tableau 21
Tableau 41
Tableau 42
Tableau 43
Tableau 44
Tableau 45
Tableau 46
Tableau 47
Tableau 48
Tableau 49
Tableau 410
LISTE DES TABLEAUX
Page
Reacutesumeacute des meacutethodes dinspection de composante flexible 26
Valeur des paramegravetres employeacutes dans lexemple l 57
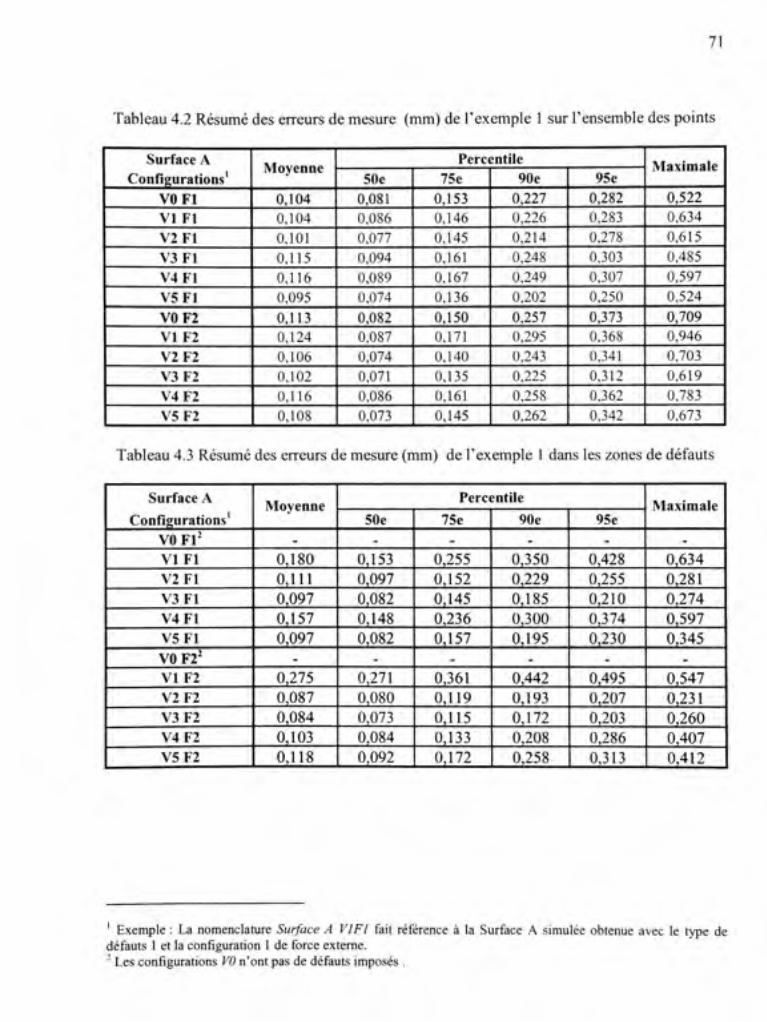
Reacutesumeacute des erreurs de mesure (mm) de lexemple 1 sur lensemble des points 71
Reacutesumeacute des erreurs de mesure (mm) de lexemple 1 dans
les zones de deacutefauts 71
Valeur des paramegravetres employeacutes dans lexemple 2 73
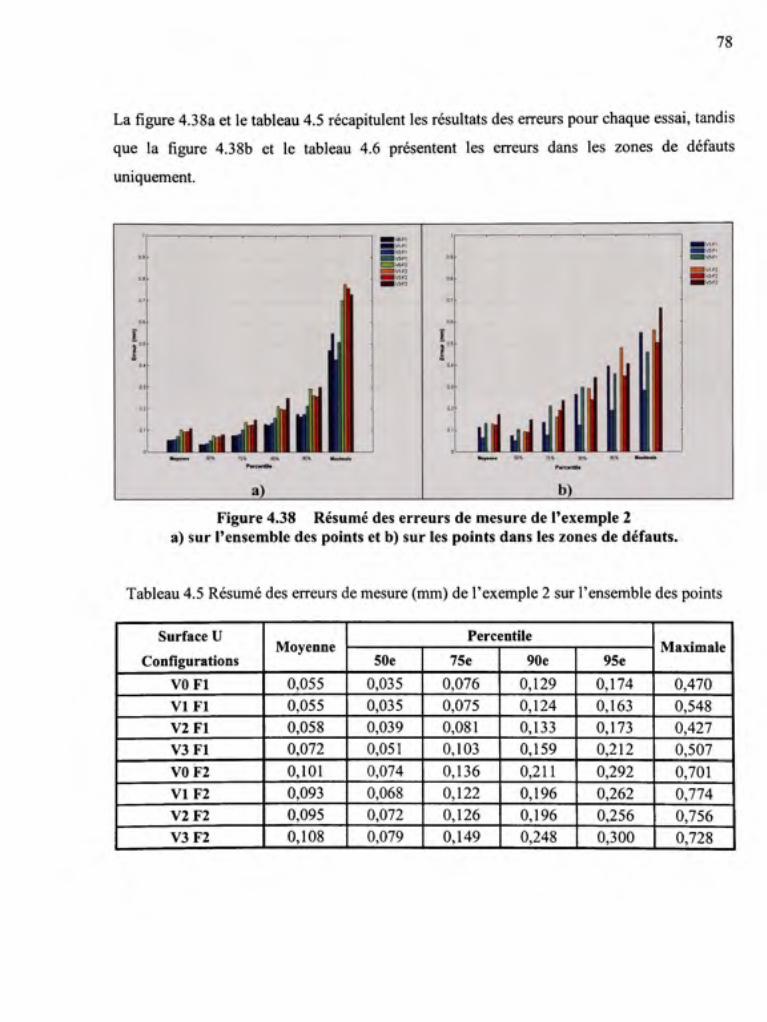
Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 sur lensemble des points 78 Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 dans
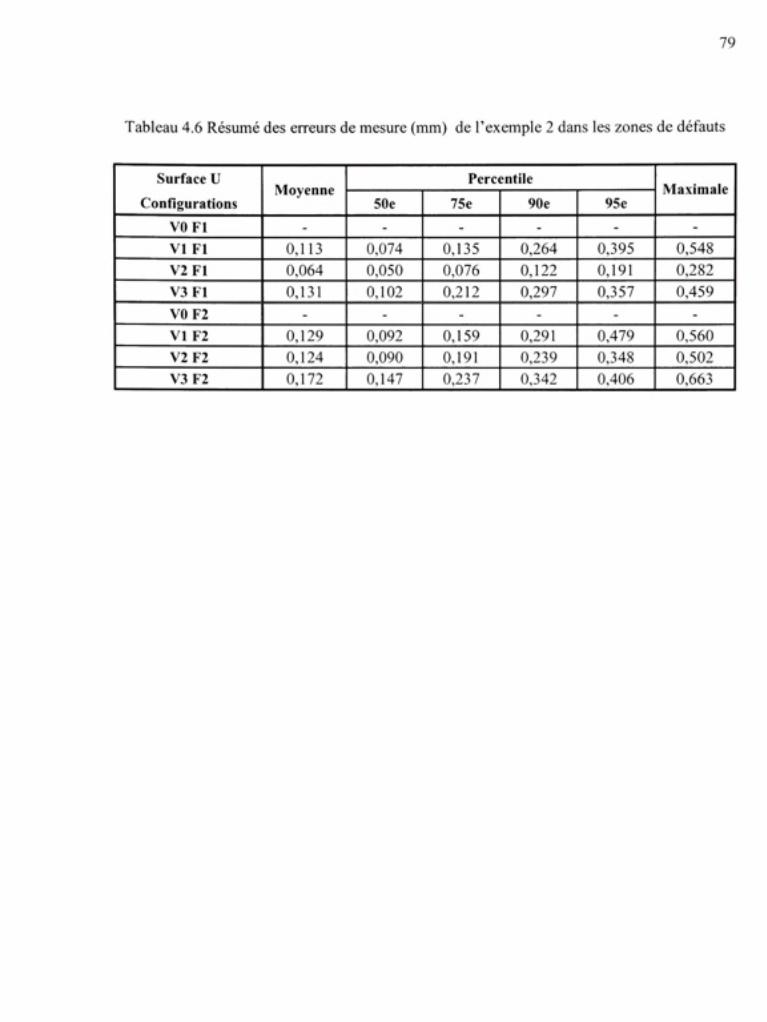
les zones de deacutefauts 79
Valeur des paramegravetres employeacutes dans lexemple 3 83
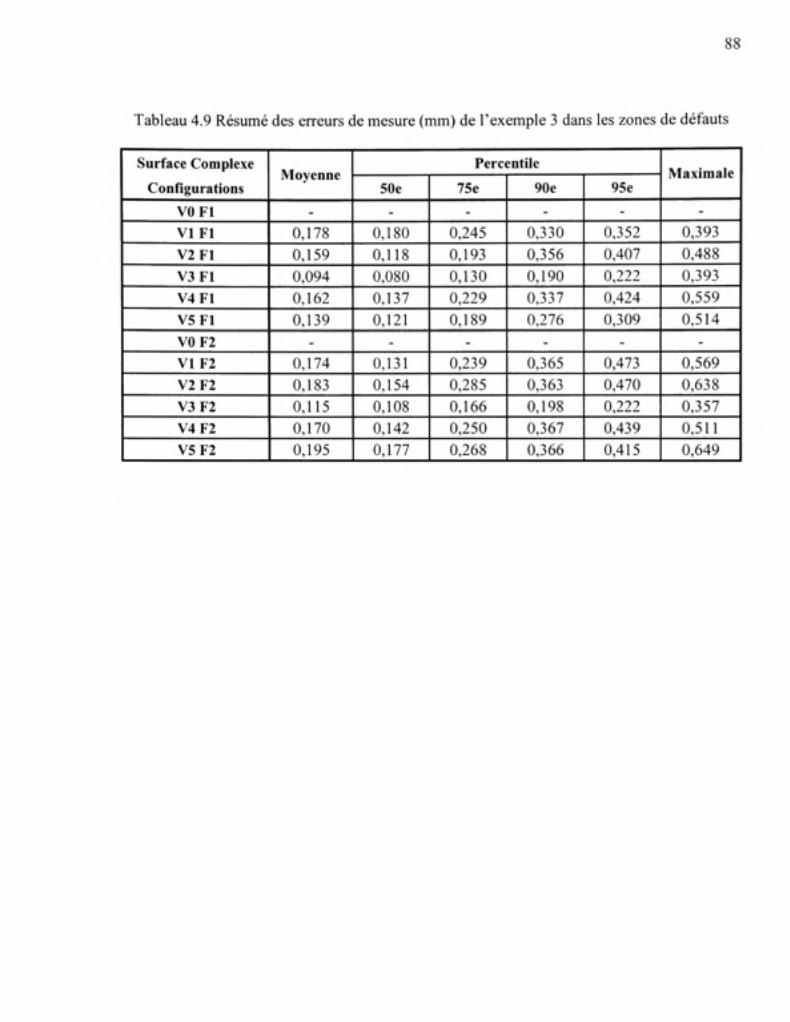
Reacutesumeacute des erreurs de mesure (mm) de lexemple 3 sur lensemble des points 87 Reacutesumeacute des erreurs de mesure (mm) de lexemple 3 dans les zones de deacutefauts 88
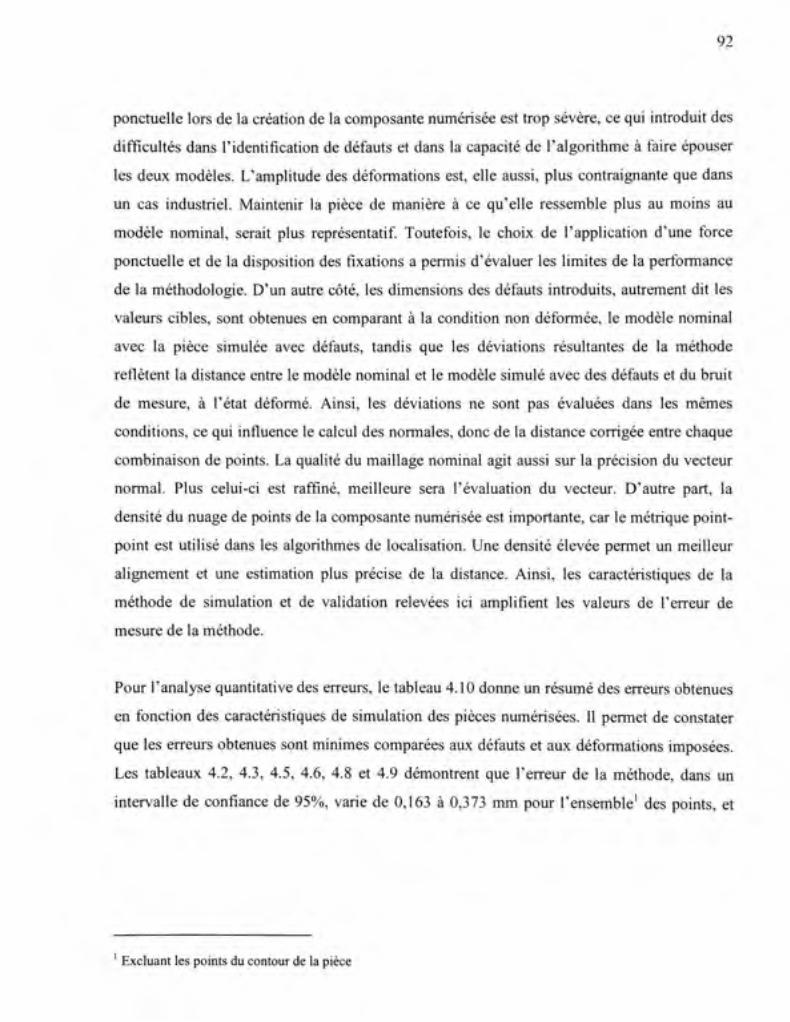
Reacutesumeacute des erreurs en fonction des caracteacuteristiques de simulation 94
LISTE DES FIGURE S
Page
Figure l 1 AHgnement entre le DCS et le MCS 6
Figure 12 Meacutethodes de deacutefinition de la matrice de formage 15
Figure 21 Principales meacutethodes de controcircle des piegraveces flexibles 18
Figure 22 Exemple de gabarit 19
Figure 23 Systegraveme isostatique de reacutefeacuterentiels 19
Figure 24 Exemple dun systegraveme reacutefeacuterentiel hyperstatique 20
Figure 25 Exemple de reacutefeacuterentiel ajustable 21
Figure 26 Exemples dune conformation dune dimension nominale 22
Figure 27 Exemple de planeacuteiteacute agrave leacutetat libre 22
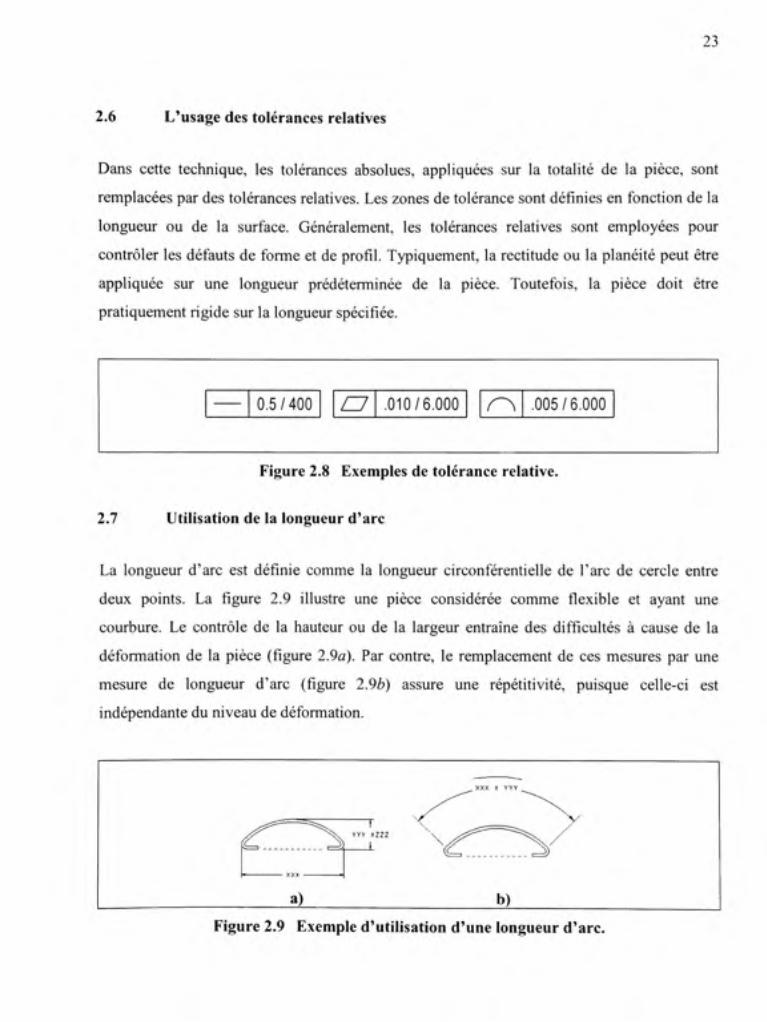
Figure 28 Exemples de toleacuterance relative 23
Figure 29 Exemple dutilisation dune longueur darc 23
Figure 210 Exemple dutilisation de dimension moyenne 24
Figure 211 Exemple dutilisation dun gabarit optique agrave leacutetat libre 25
Figure 31 Illustration dun champ de deacuteformation 29
Figure 32 AHgnement initial 32
Figure 33 Algorithme employeacute pour lalignement initial 33
Figure 34 AHgnement Rigide 35
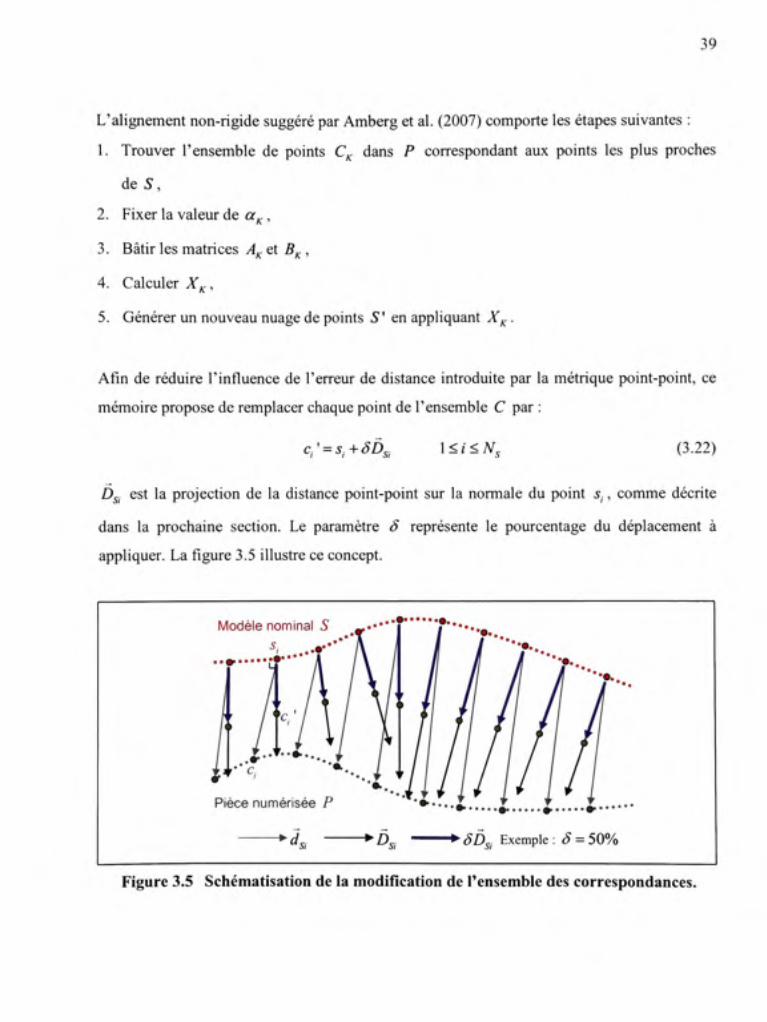
Figure 35 Scheacutematisation de la modification de lensemble des correspondances 39
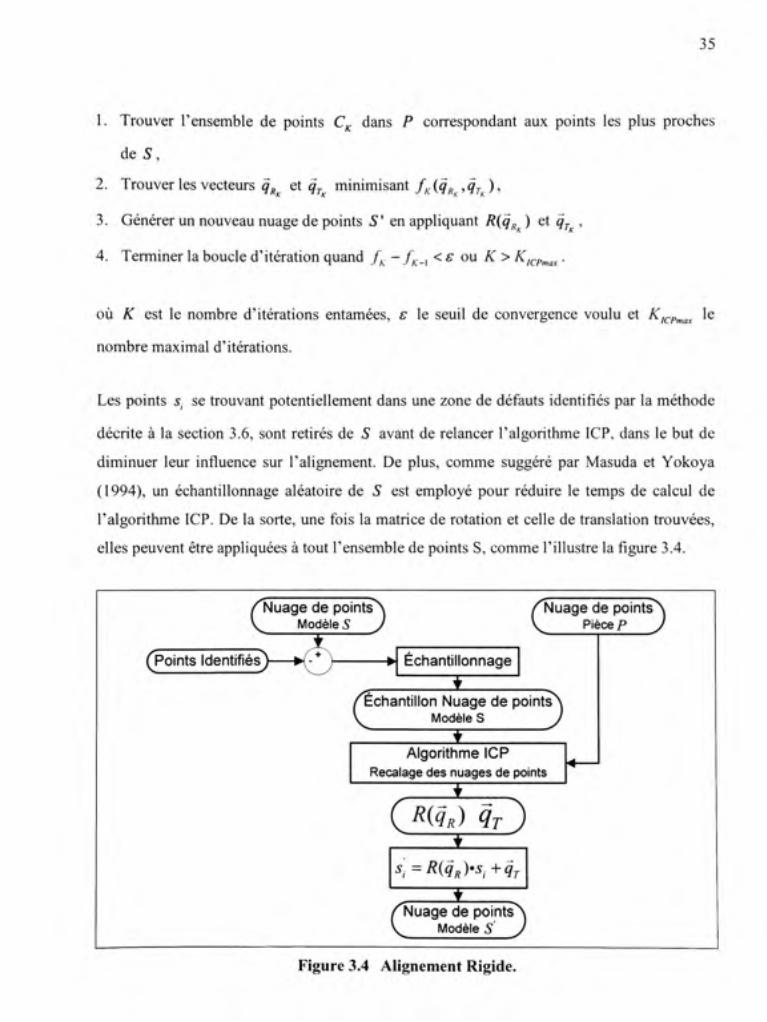
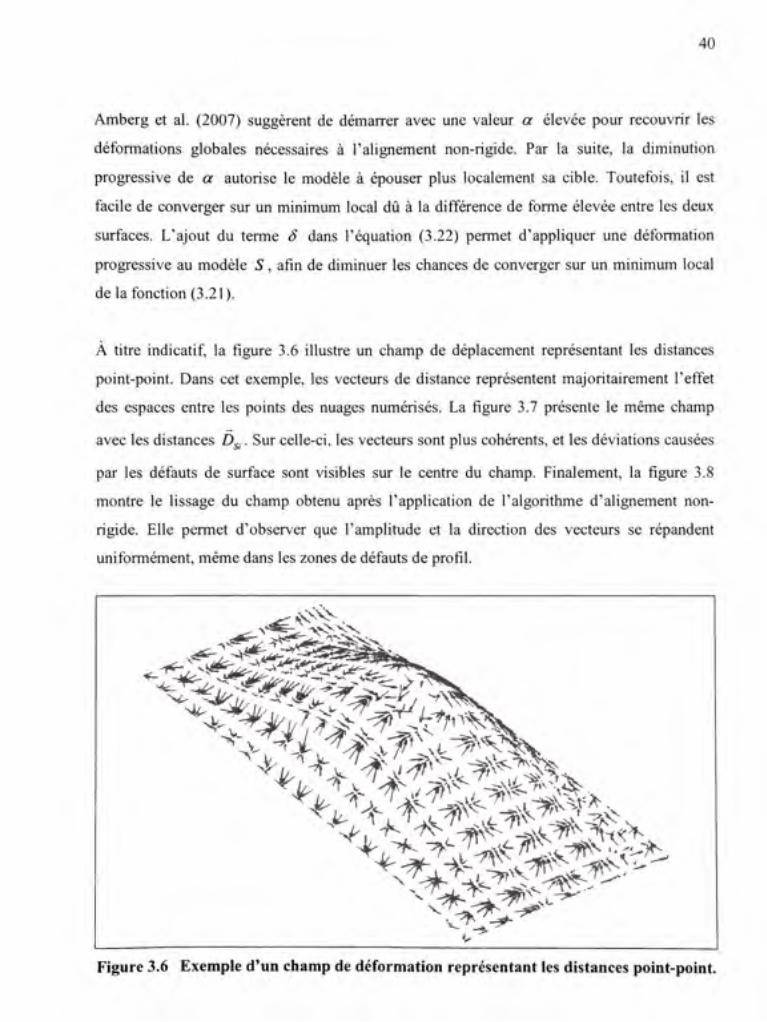
Figure 36 Exemple dun champ de deacuteformation repreacutesentant les distances point-point 40
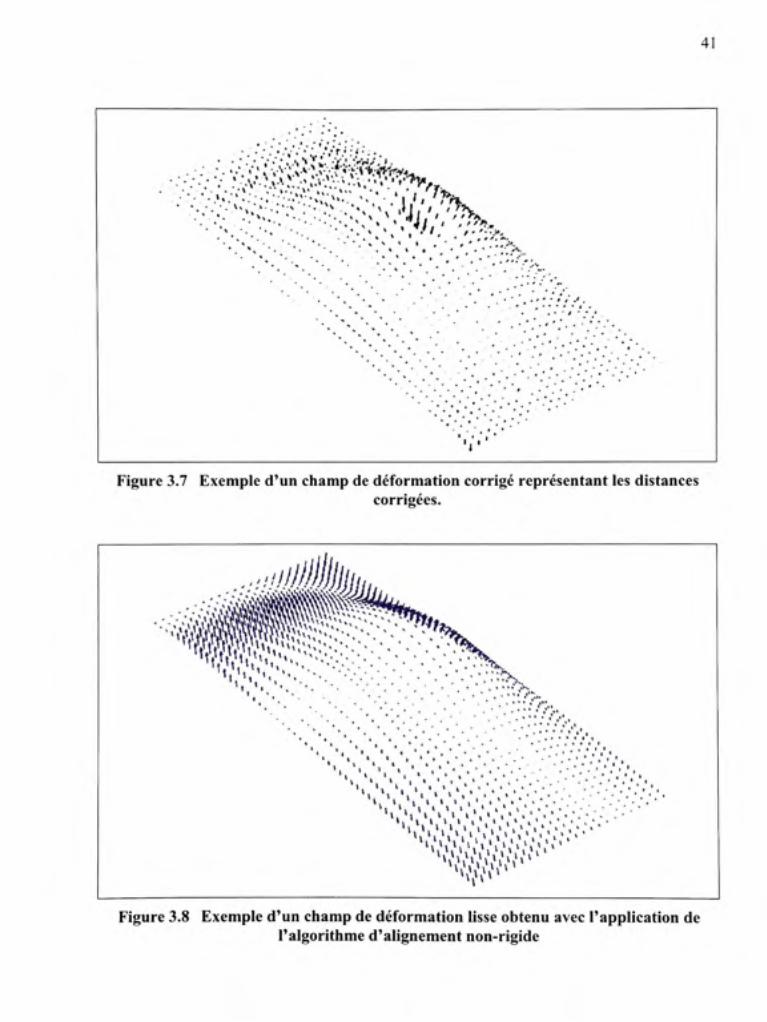
Figure 37 Exemple dun champ de deacuteformation corrigeacute repreacutesentant les distances corrigeacutees 41
X
Figure 38 Exemple dun champ de deacuteformation lisse obtenu
avec lapplication de lalgorithme dalignement non-rigide 41
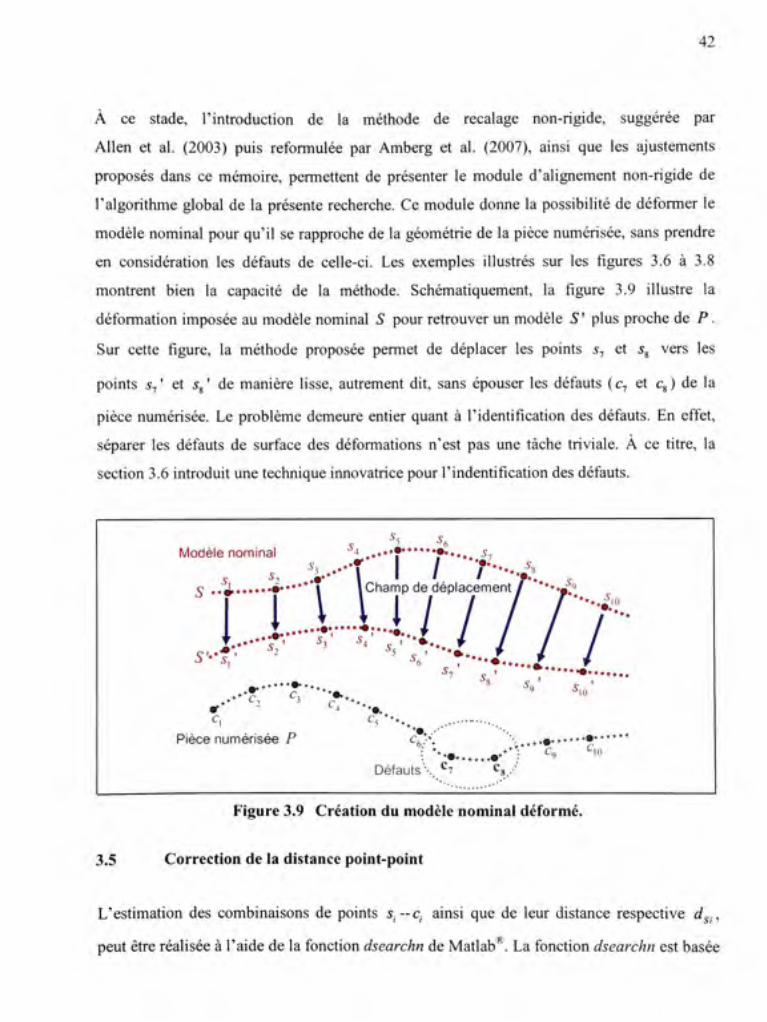
Figure 39 Creacuteation du modegravele nominal deacuteformeacute 42
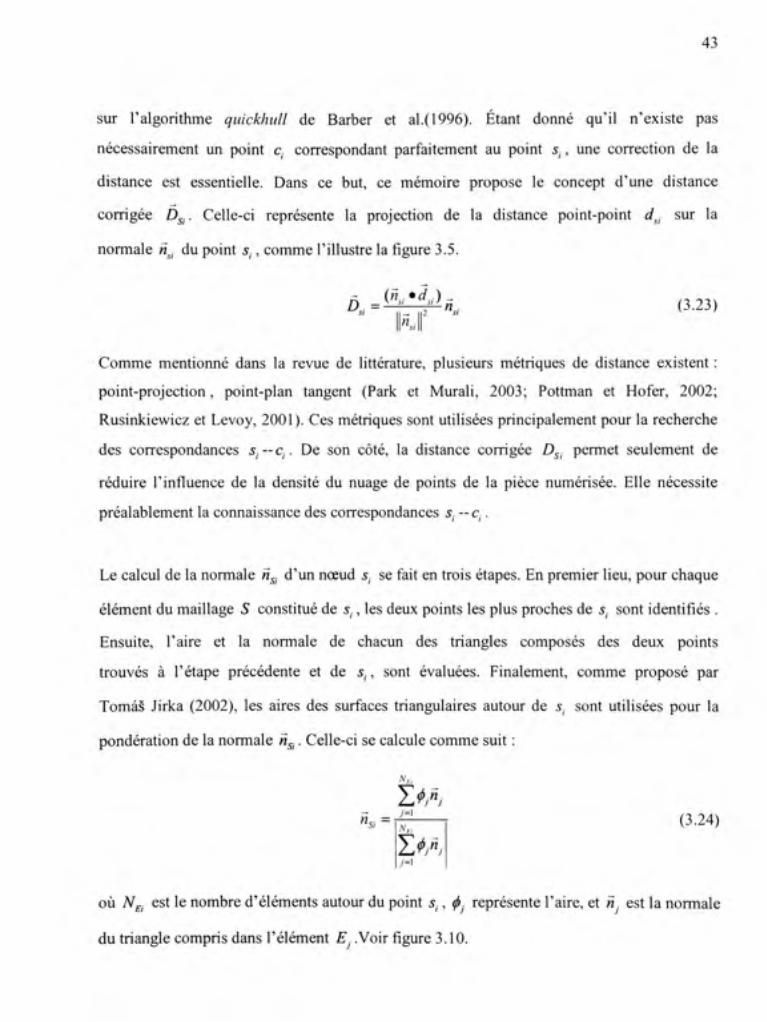
Figure 310 Illustration de la normale dun point 44
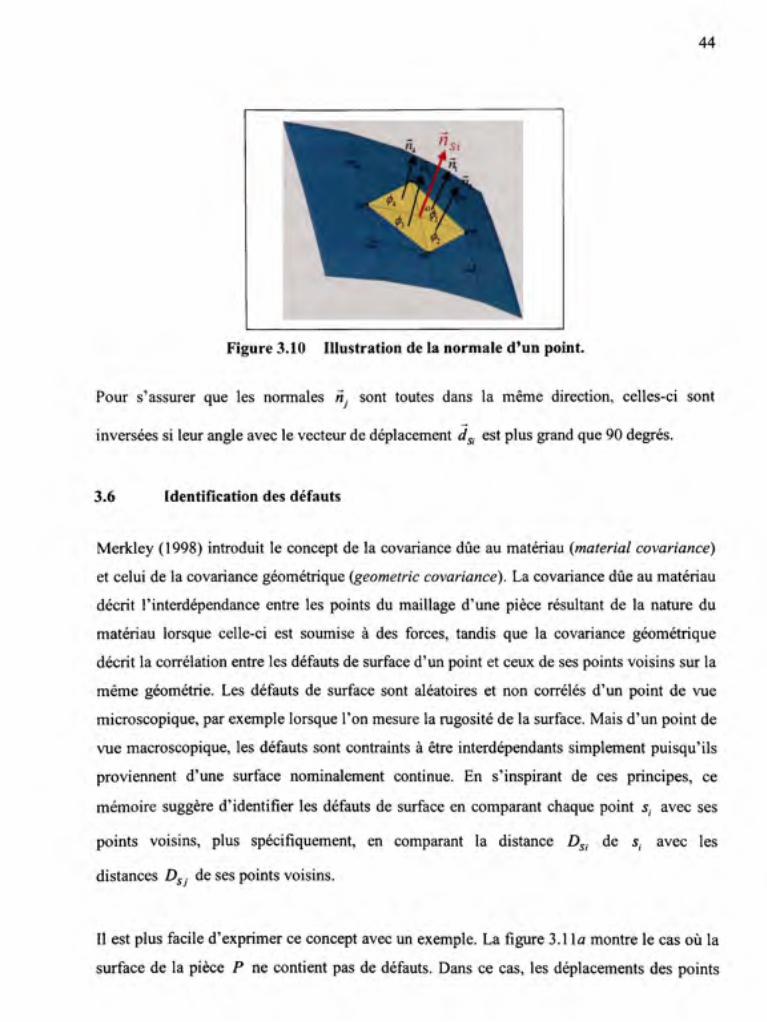
Figure 311 Identification des deacutefauts 45
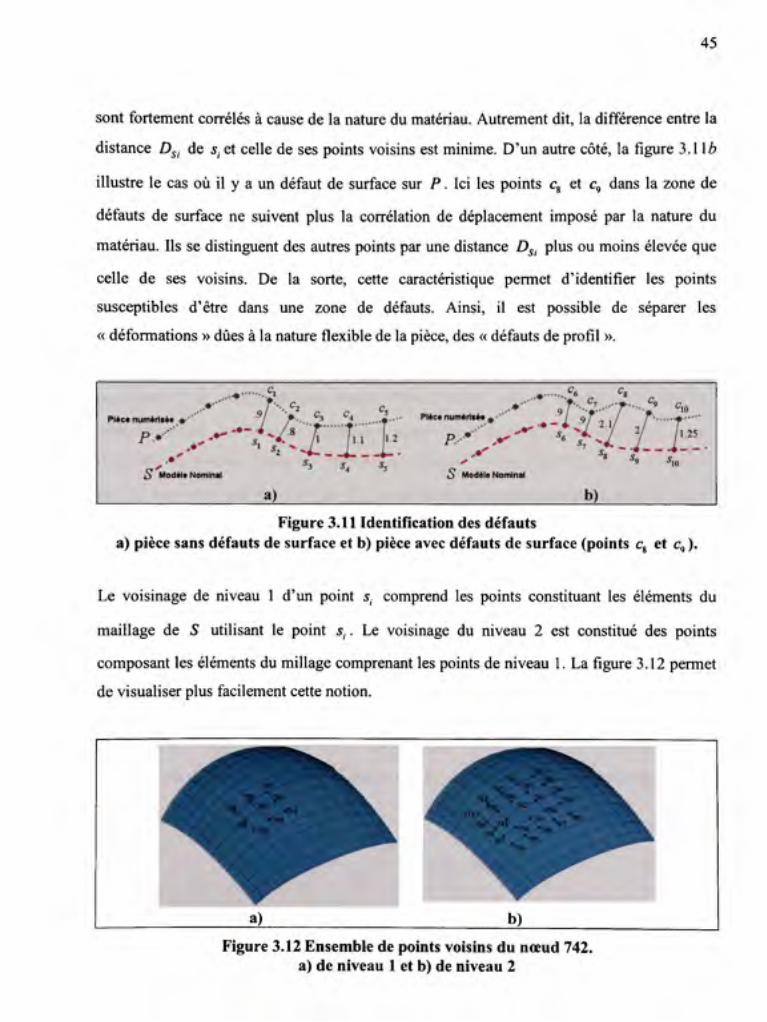
Figure 312 Ensemble de points voisins du nœud 742 45
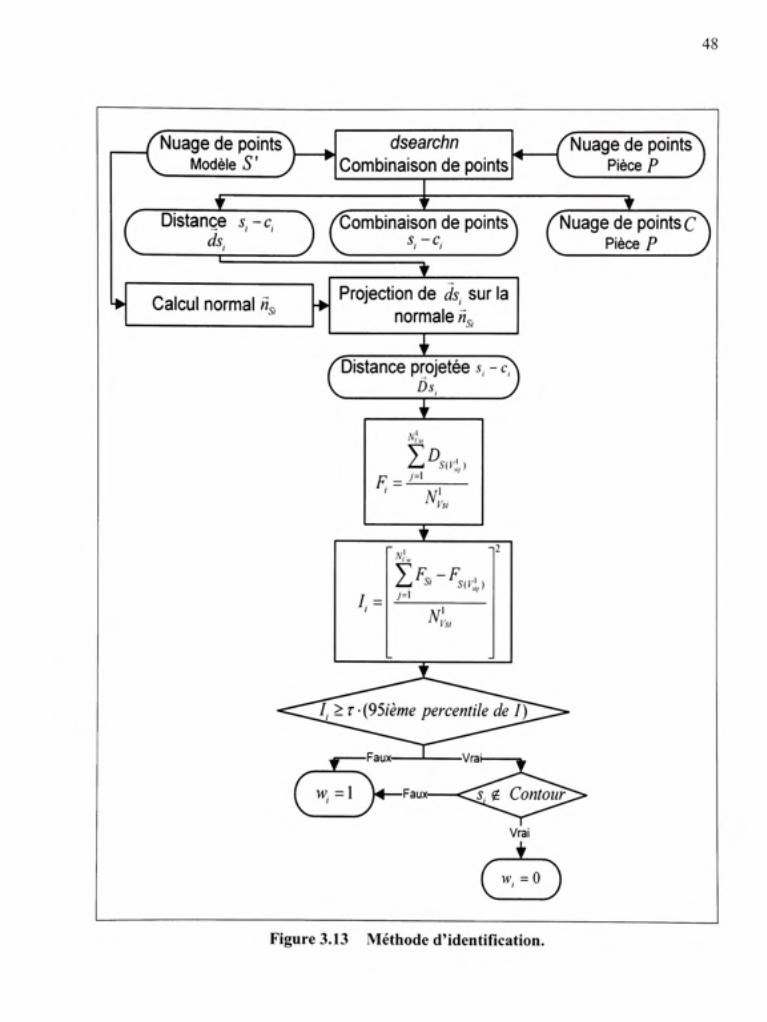
Figure 313 Meacutethode didentification 48
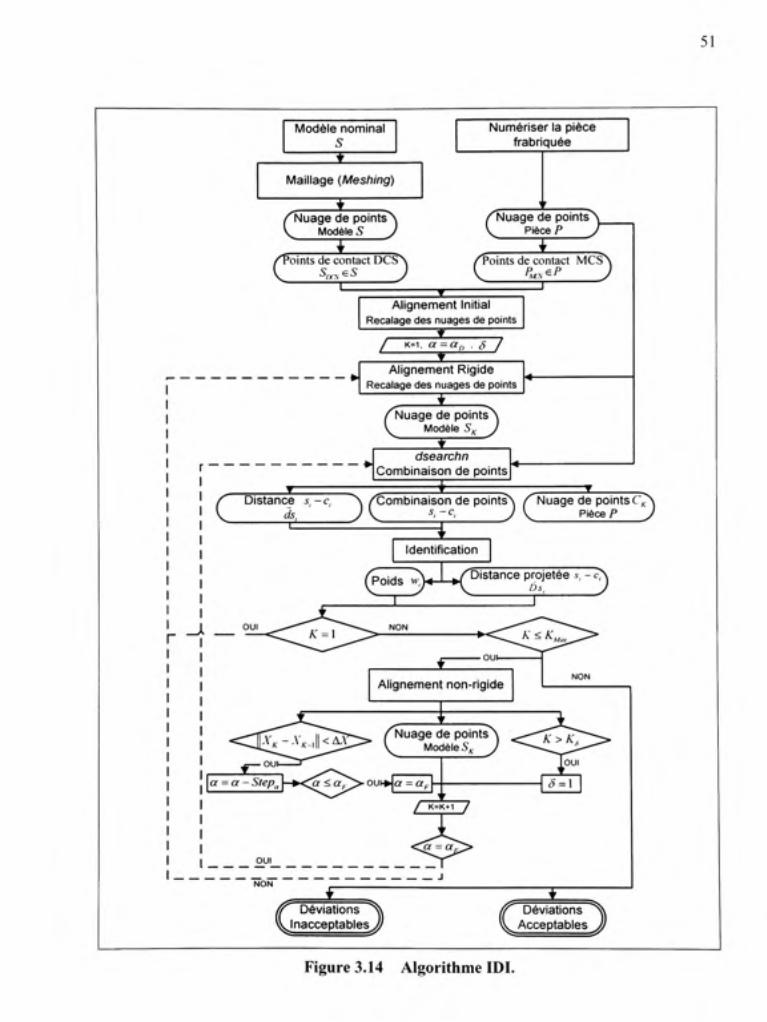
Figure 314 Algorithme IDI 51
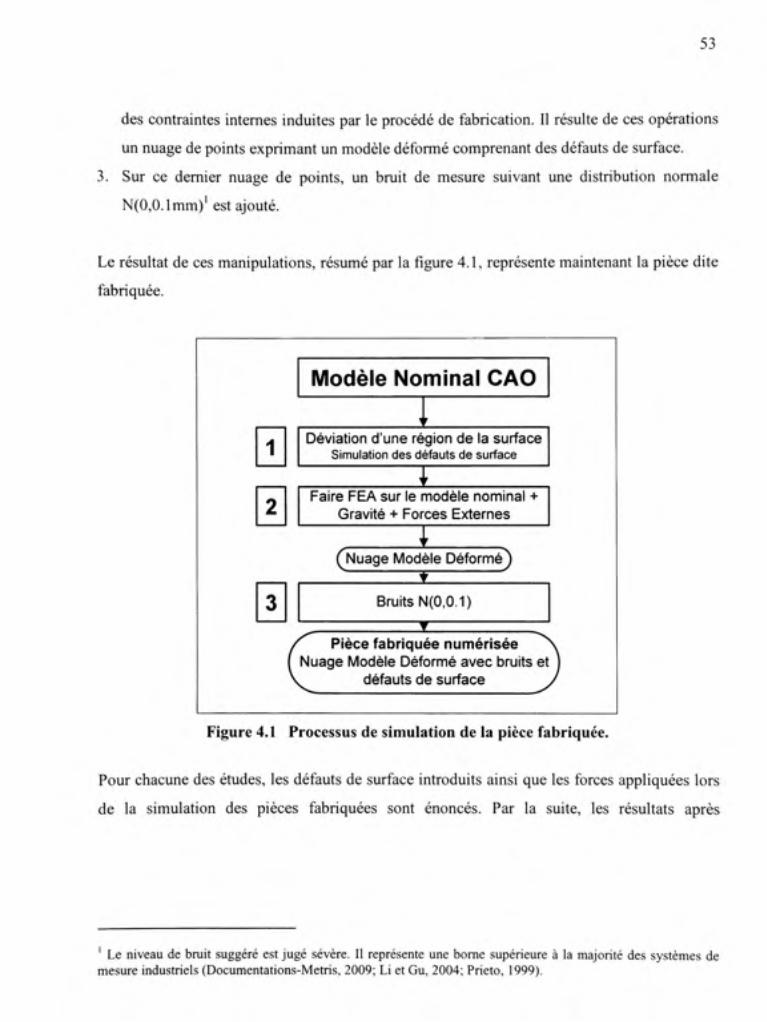
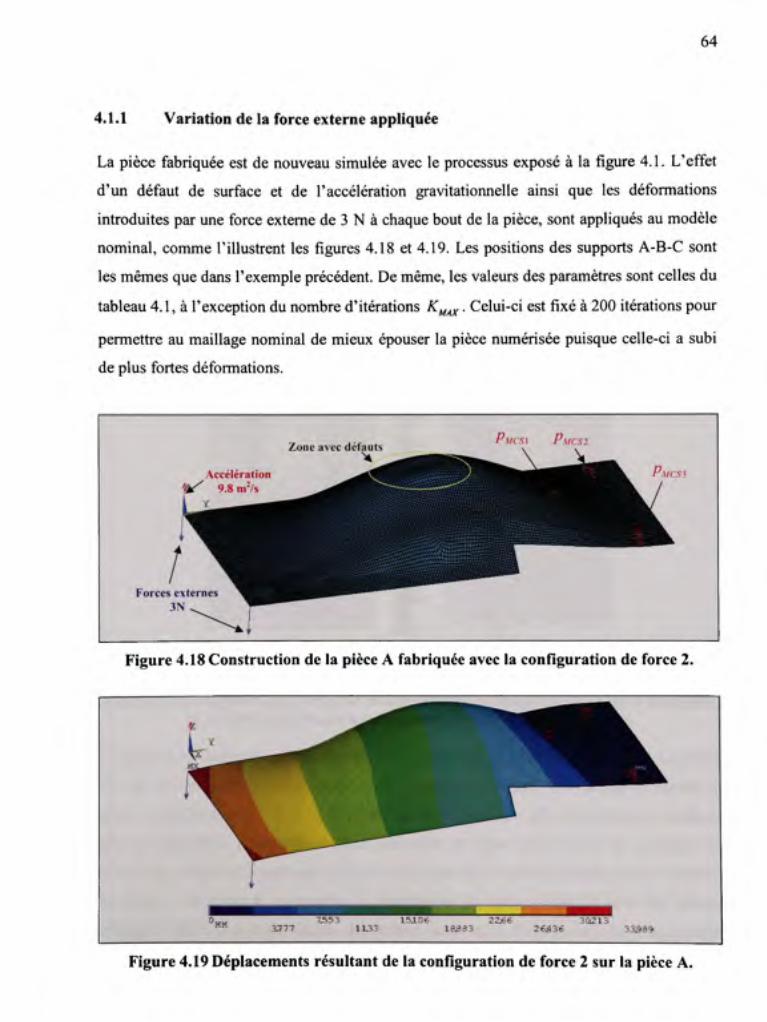
Figure 41 Processus de simulation de la piegravece fabriqueacutee 53
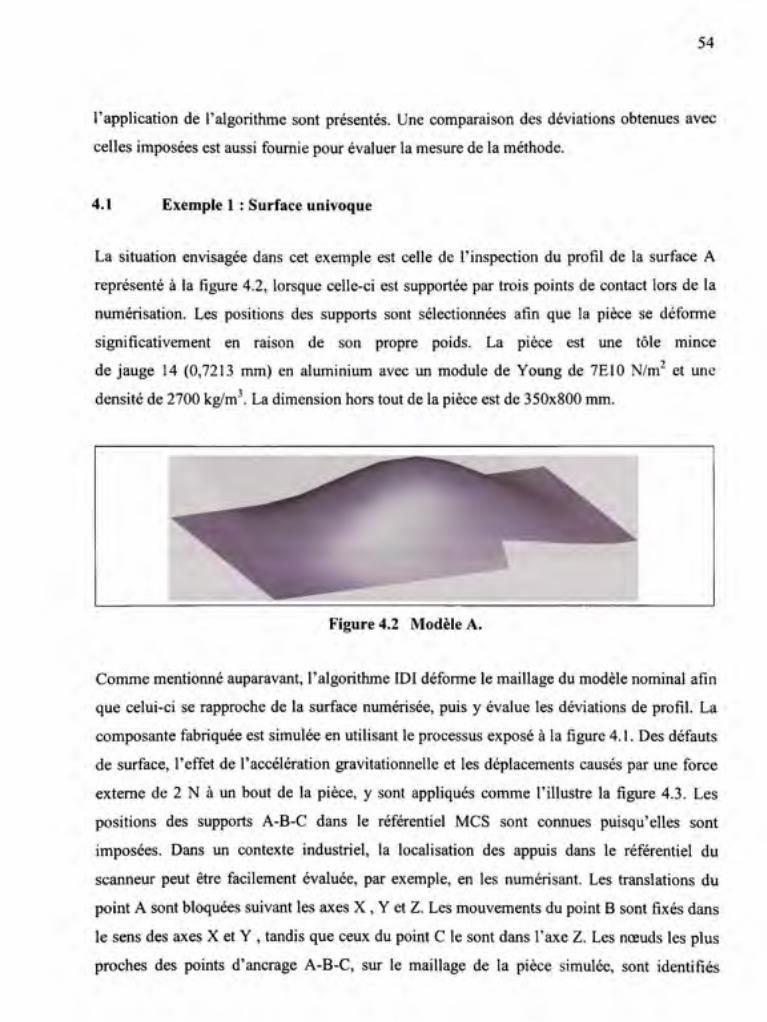
Figure 42 Modegravele A 54
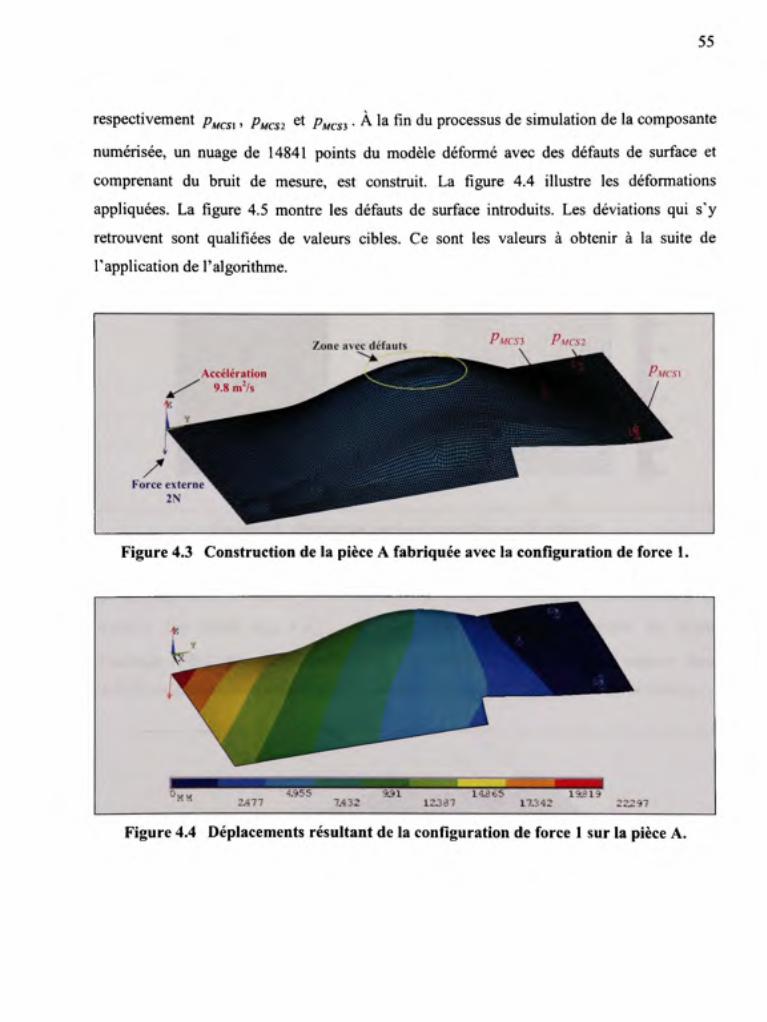
Figure 43 Construction de la piegravece A fabriqueacutee avec la configuration de force 1 55
Figure 44 Deacuteplacements reacutesultant de la configuration de force 1 sur la piegravece A 55
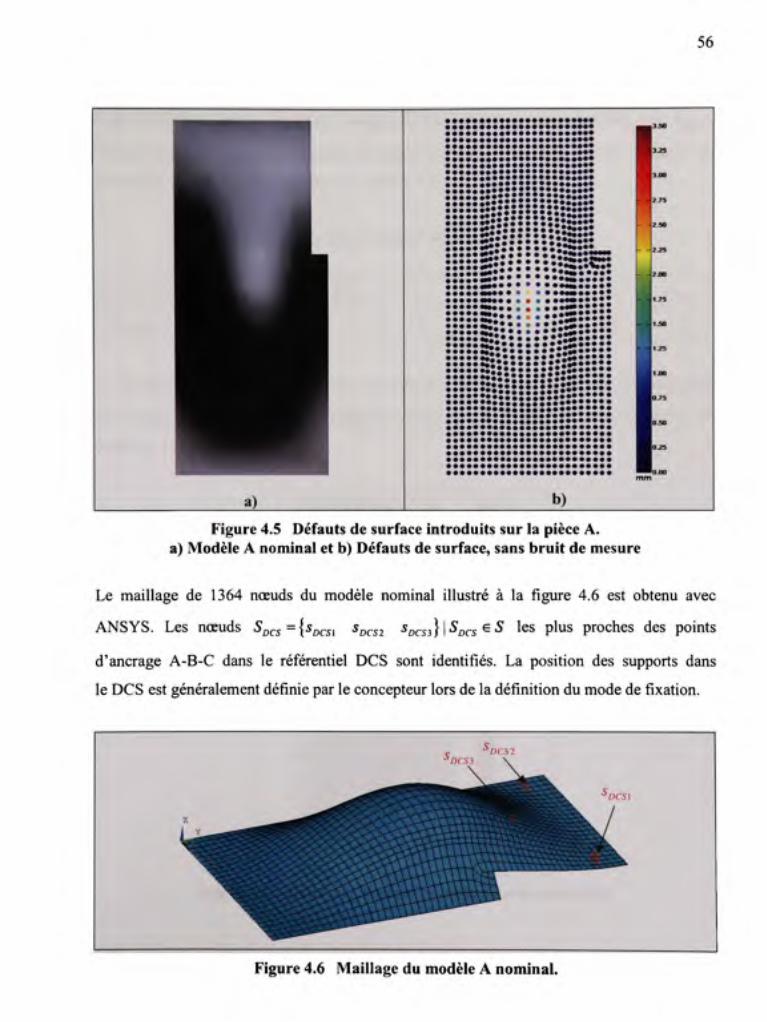
Figure 45 Deacutefauts de surface introduits sur la piegravece A 56
Figure 46 Maillage du modegravele A nominal 56
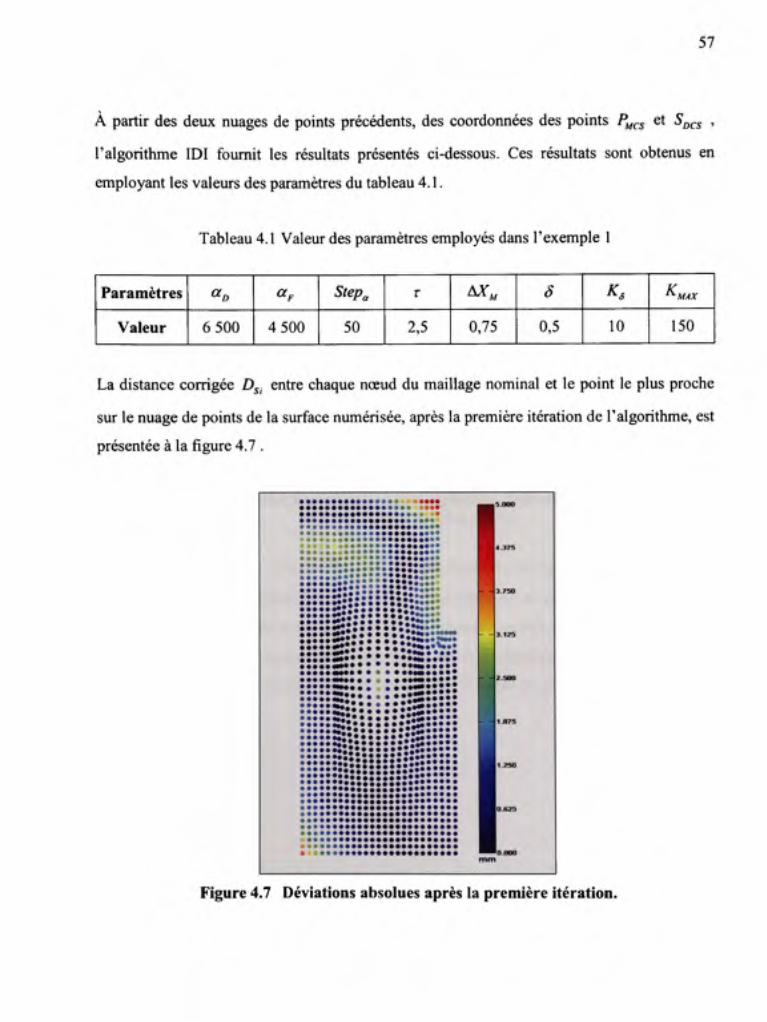
Figure 47 Deacuteviations absolues apregraves la premiegravere iteacuteration 57
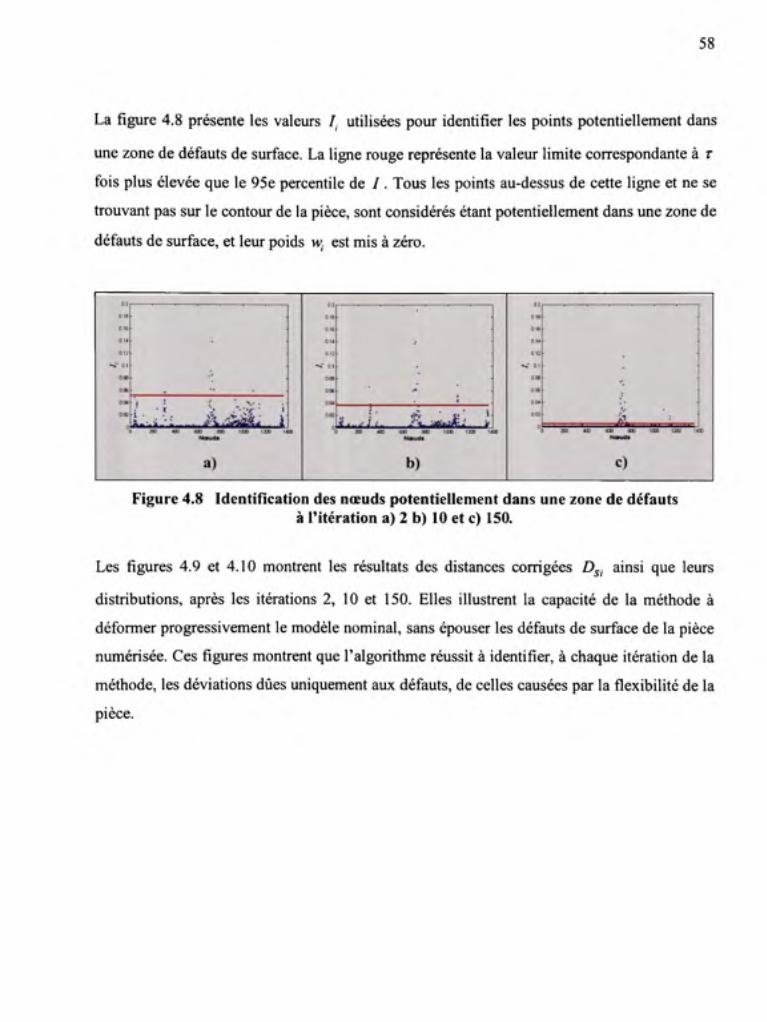
Figure 48 Identification des nœuds potentiellement dans une zone de deacutefauts 58
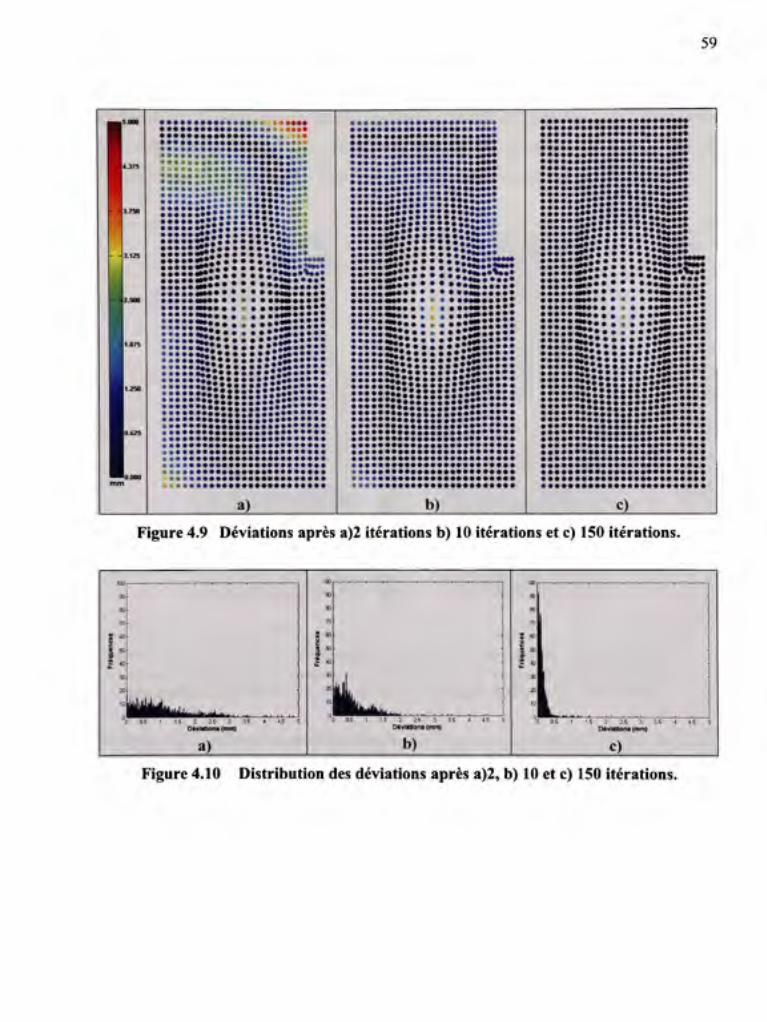
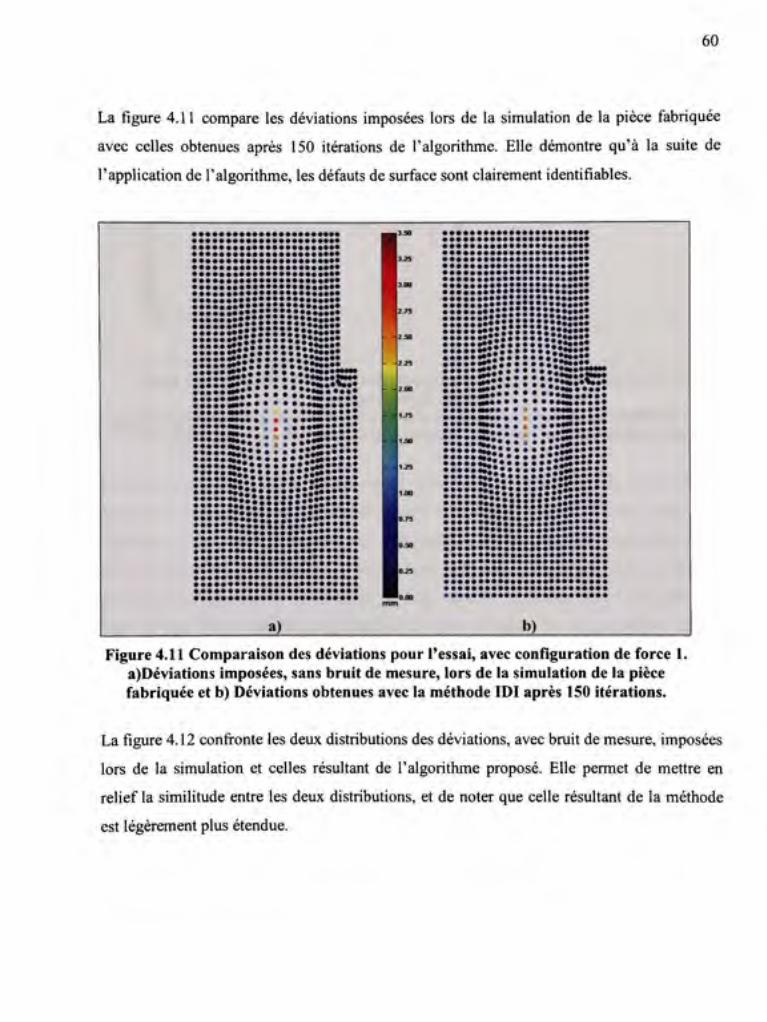
Figure 49 Deacuteviations apregraves a)2 iteacuterations b) 10 iteacuterations et c) 150 iteacuterations 59
Figure 410 Distribution des deacuteviations apregraves a)2 b) 10 et c) 150 iteacuterations 59
Figure 411 Comparaison des deacuteviations pour lessai avec configuration de force 1 60
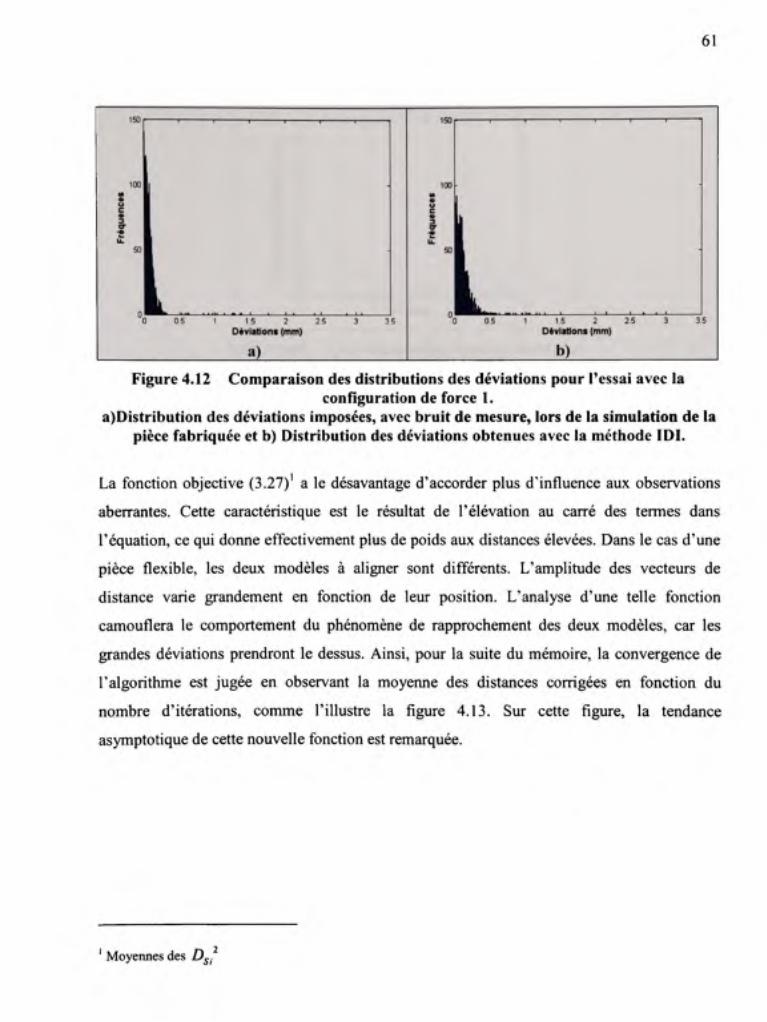
Figure 412 Comparaison des distributions des deacuteviations pour
lessai avec la configuration de force l 61
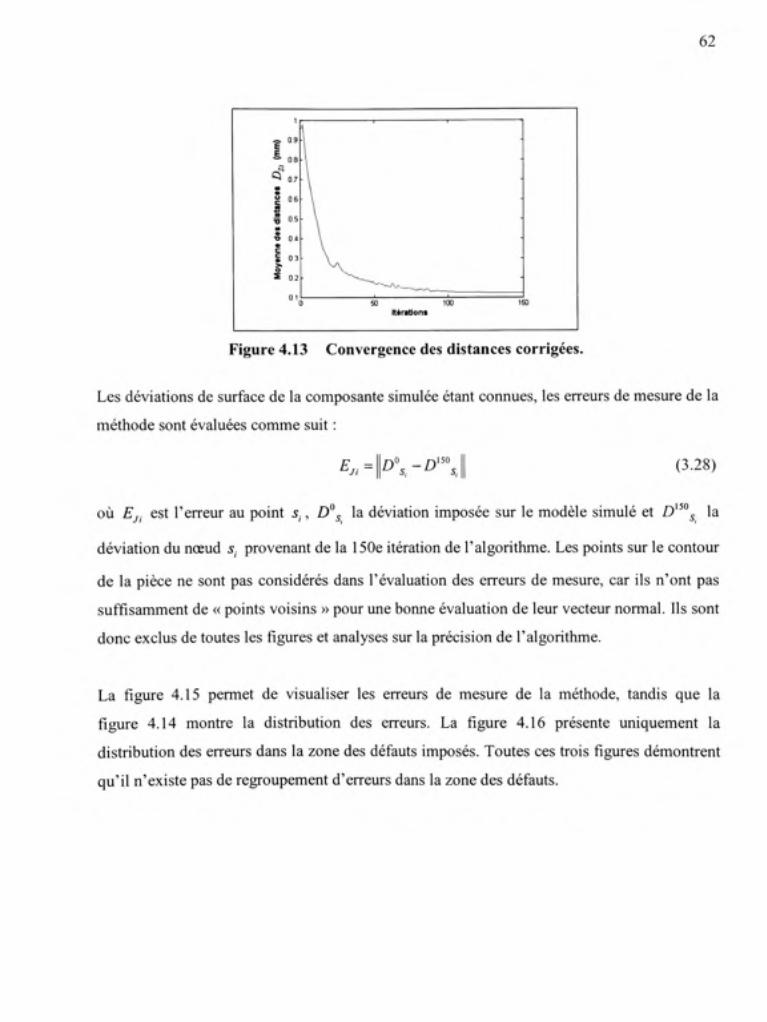
Figure 413 Convergence des distances corrigeacutees 62
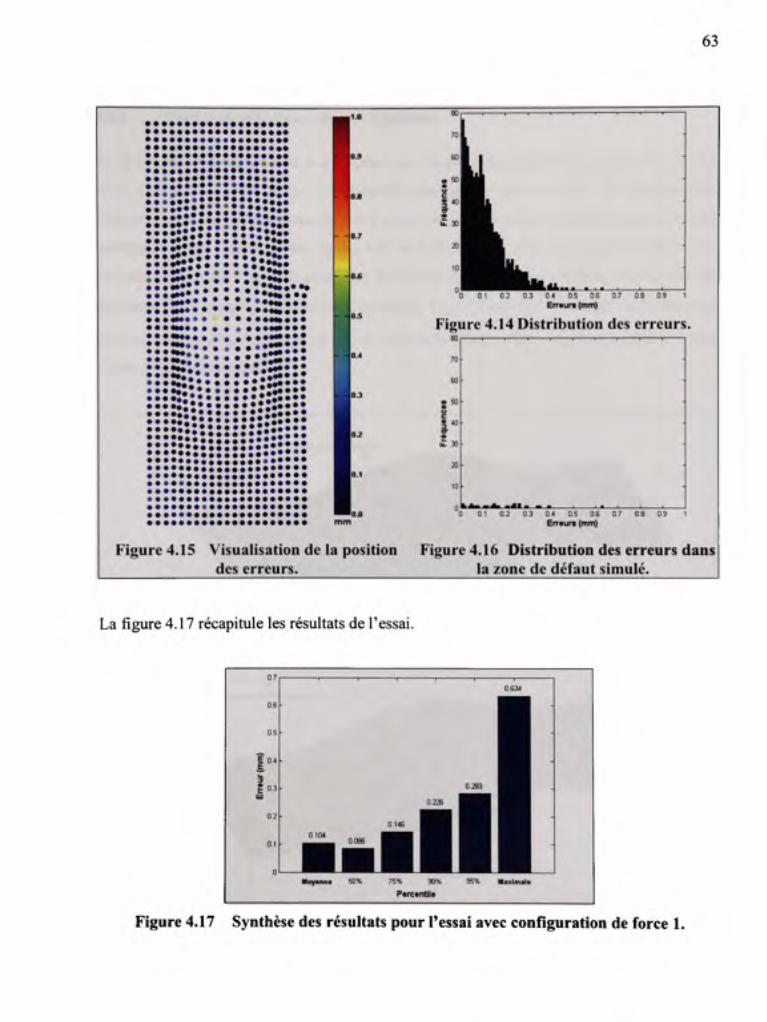
Figure 414 Distribution des erreurs 63
Figure 415 Visualisation de la position des erreurs 63
Figure 416 Distribution des erreurs dans la zone de deacutefaut simuleacute 63
XI
Figure 417 Synthegravese des reacutesultats pour lessai avec configuration de force 1 63
Figure 418 Construction de la piegravece A fabriqueacutee avec la configuration de force 2 64
Figure 419 Deacuteplacements reacutesultant de la configuration de force 2 sur la piegravece A 64
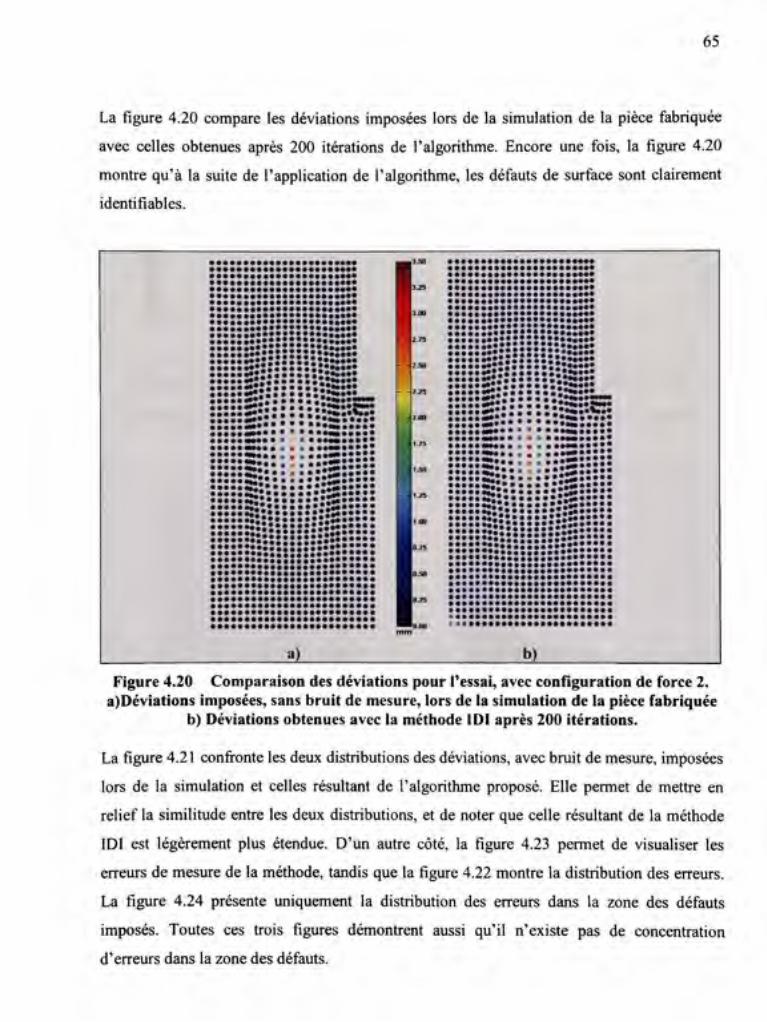
Figure 420 Comparaison des deacuteviations pour lessai avec configuration de force 2 65
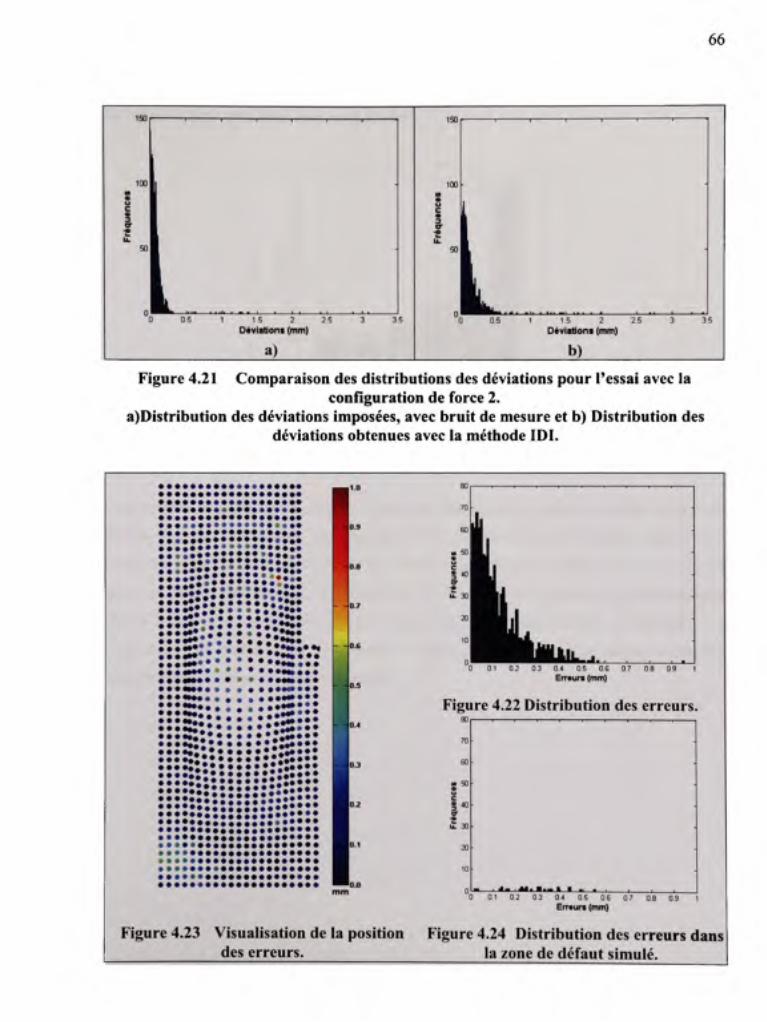
Figure 421 Comparaison des distributions des deacuteviations pour
lessai avec la configuration de force 2 66
Figure 422 Distribution des erreurs 66
Figure 423 Visualisation de la position des erreurs 66
Figure 424 Distribution des erreurs dans la zone de deacutefaut simuleacute 66
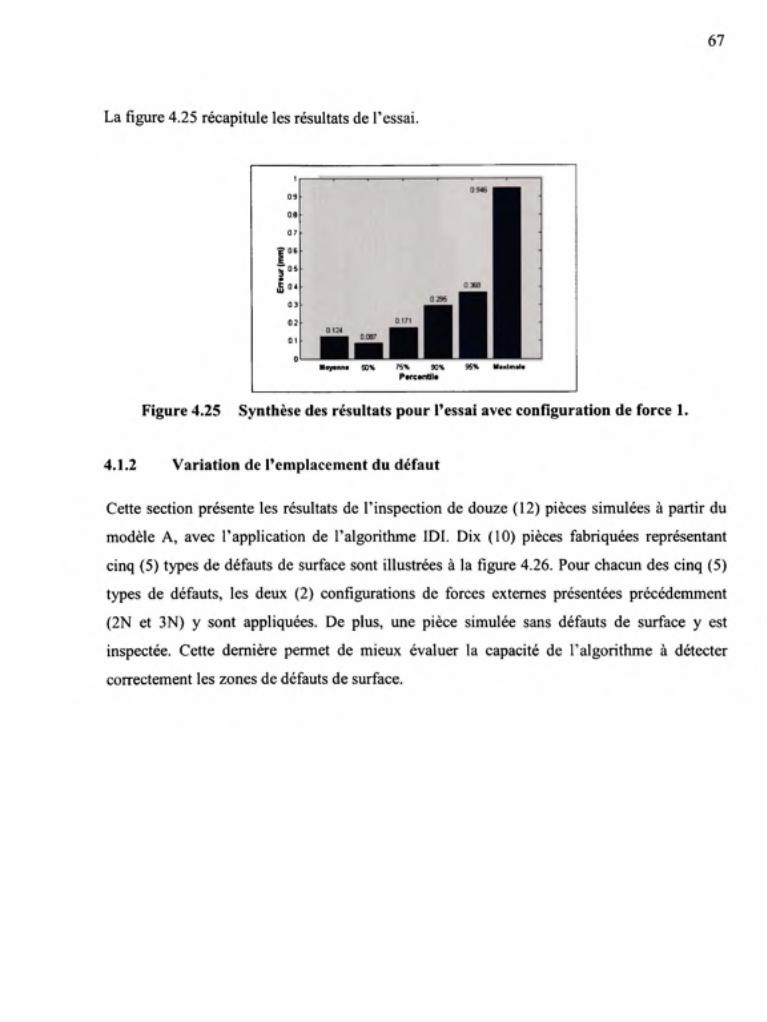
Figure 425 Synthegravese des reacutesultats pour lessai avec configuration de force l 67
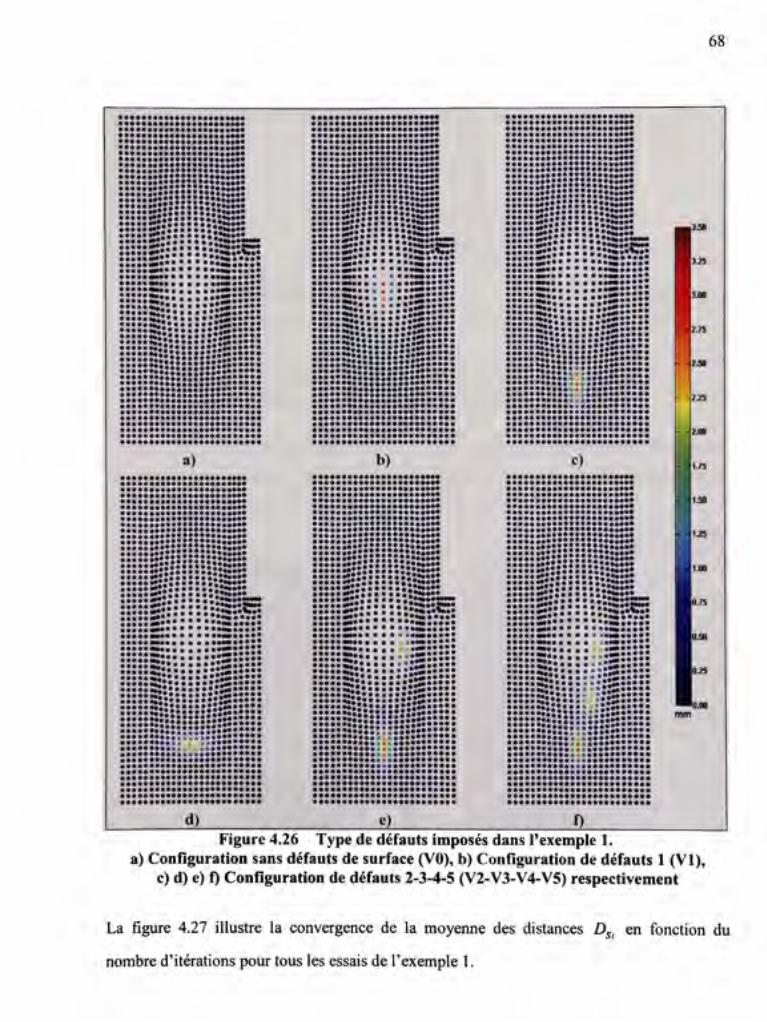
Figure 426 Type de deacutefauts imposeacutes dans lexemple 1 68
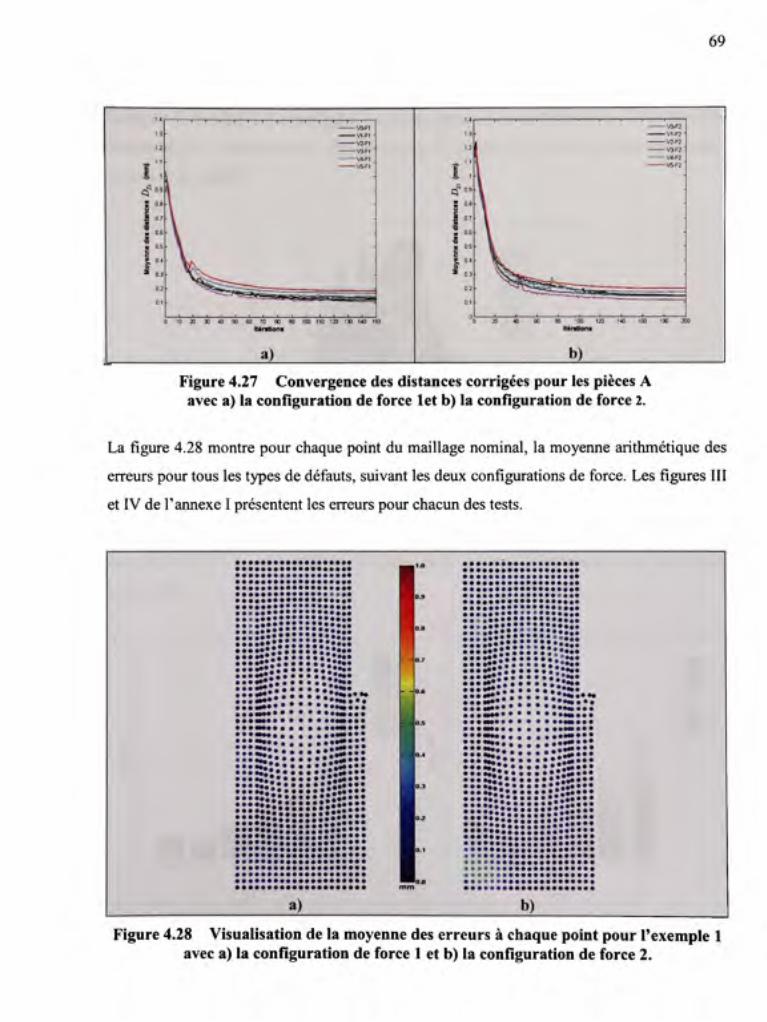
Figure 427 Convergence des distances corrigeacutees pour les piegraveces A 69
Figure 428 Visualisation de la moyenne des erreurs agrave chaque
point pour lexemple 1 69
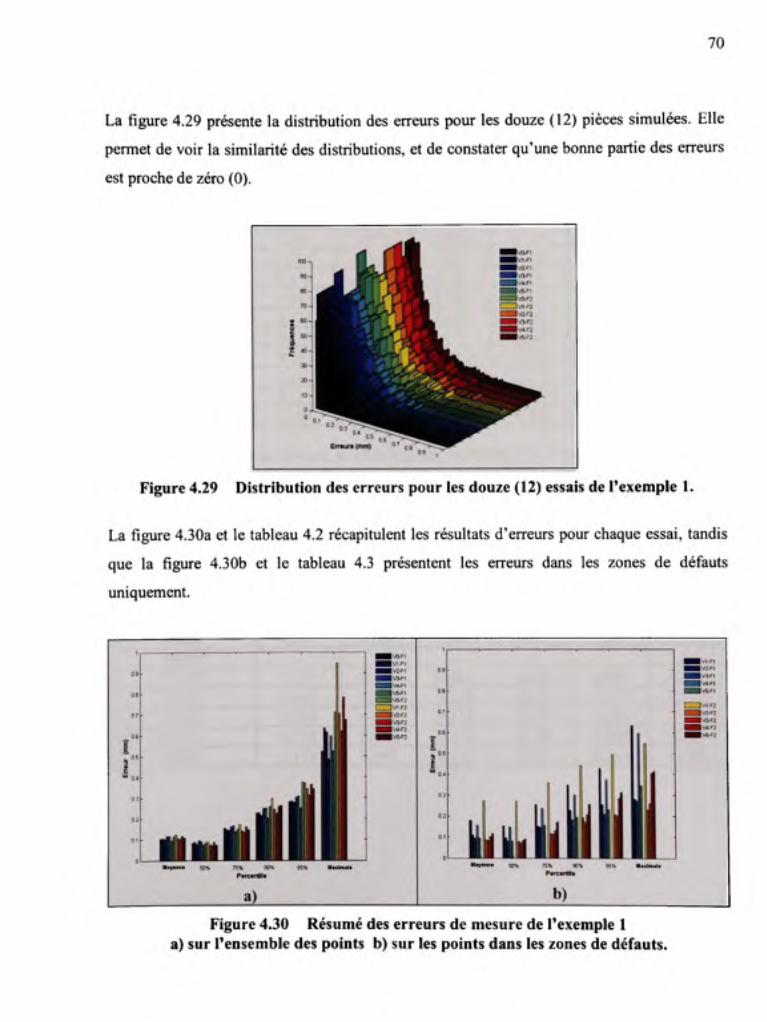
Figure 429 Distribution des erreurs pour les douze (12) essais de lexemple 1 70
Figure 430 Reacutesumeacute des erreurs de mesure de lexemple 1 70
Figure 431 Modegravele U 72
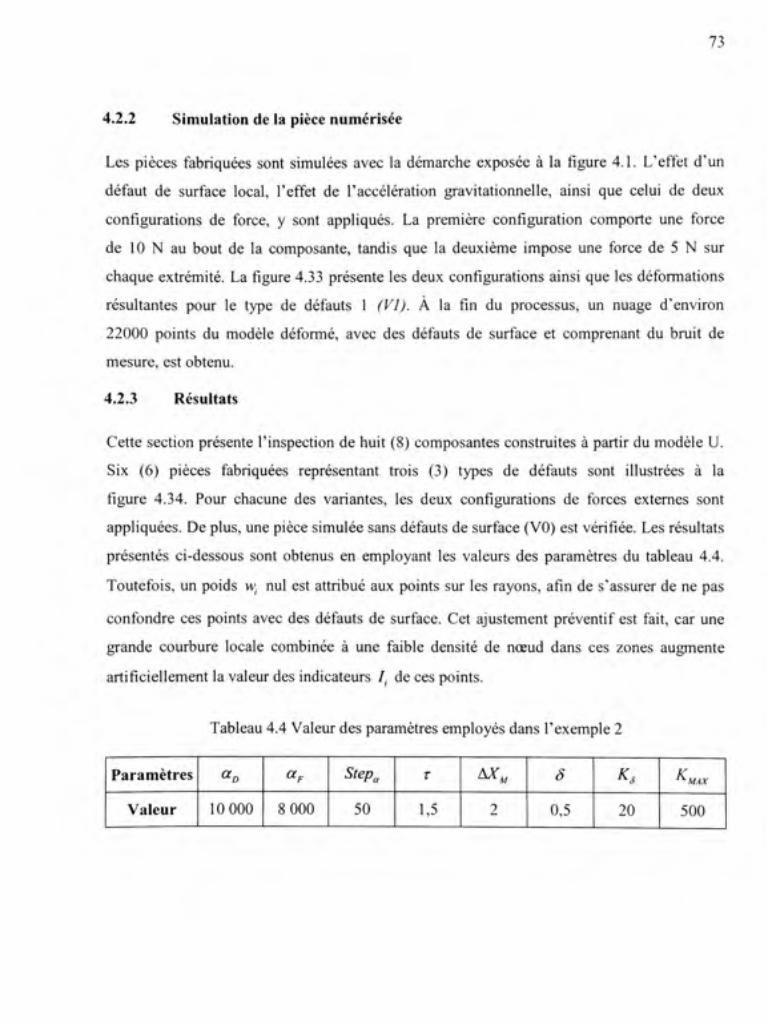
Figure 432 Maillage du modegravele nominal U 72
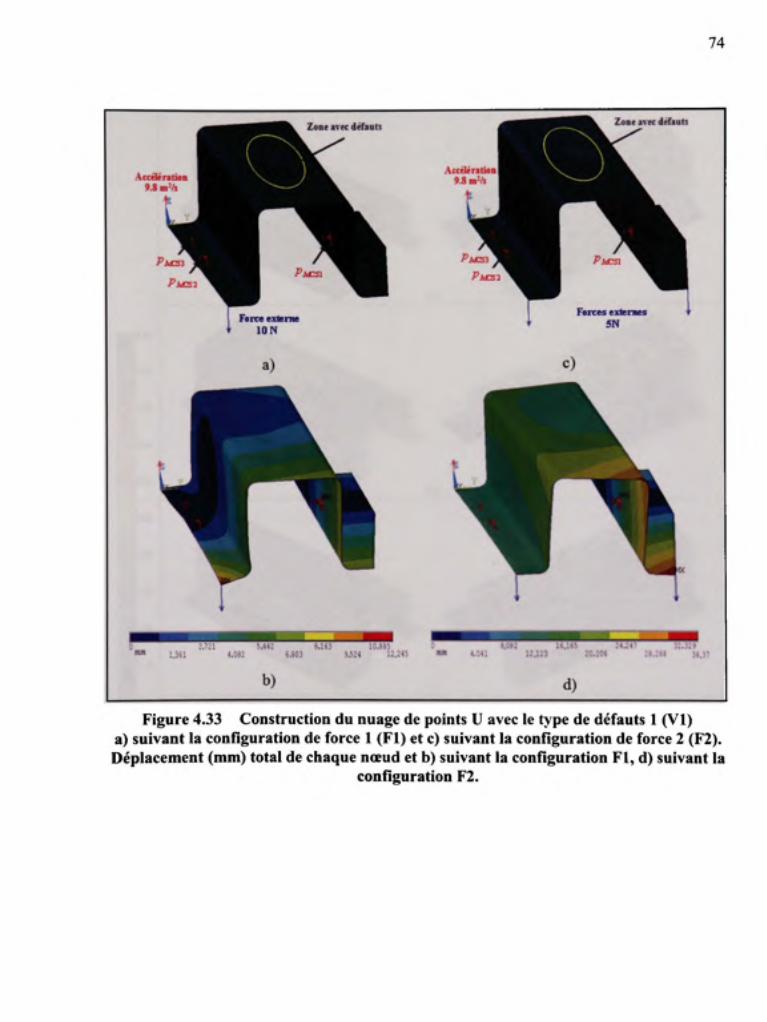
Figure 433 Construction du nuage de points U avec le type de deacutefauts 1 (VI) 74
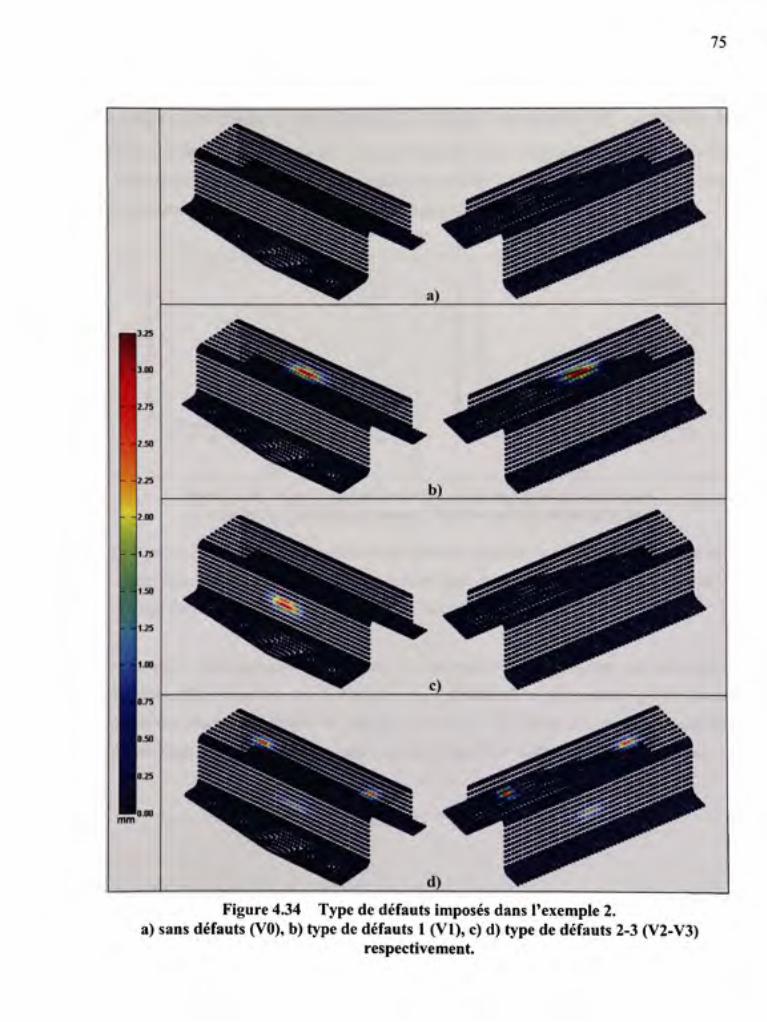
Figure 434 Type de deacutefauts imposeacutes dans lexemple 2 75
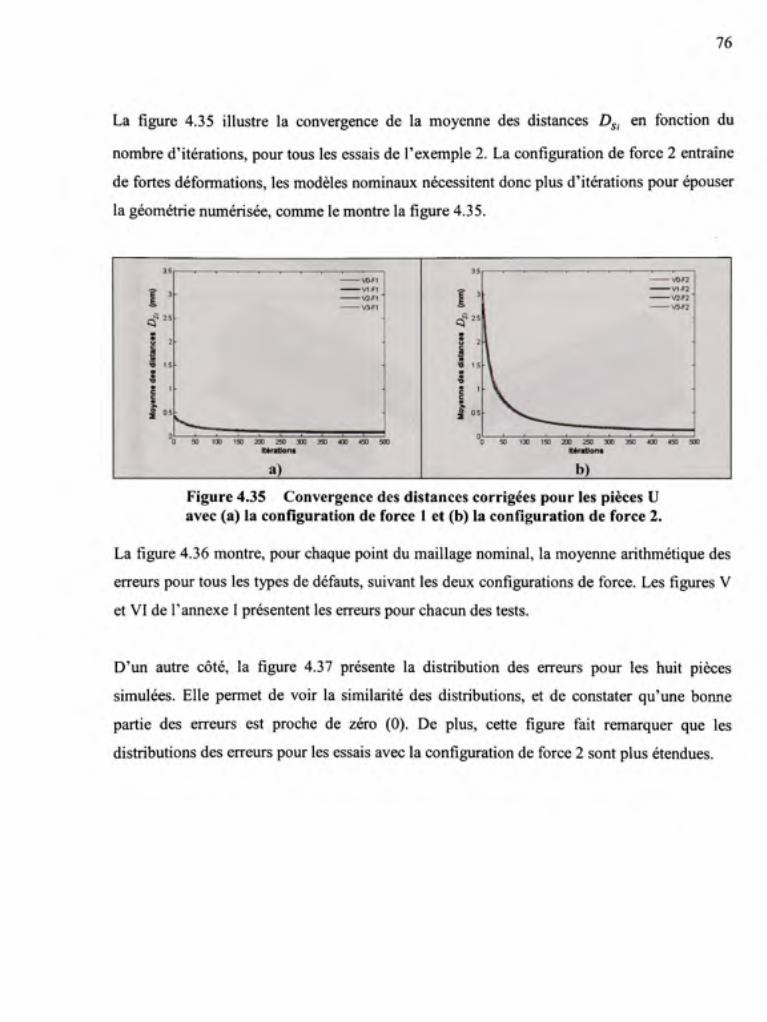
Figure 435 Convergence des distances corrigeacutees pour les piegraveces U 76
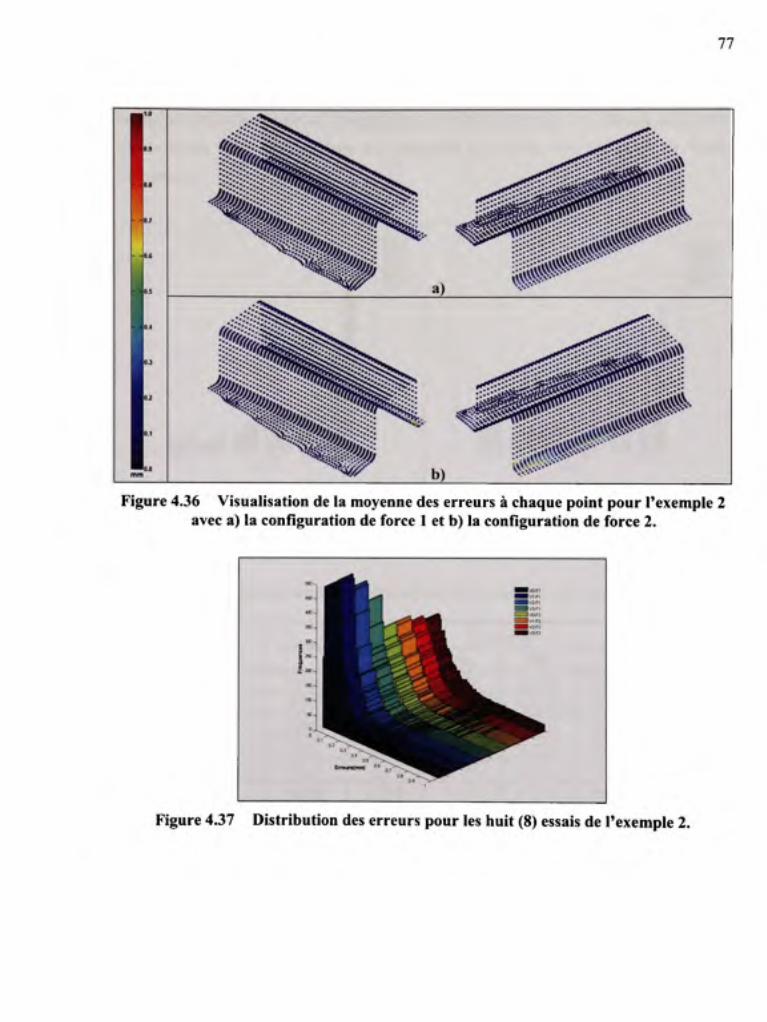
Figure 436 Visualisation de la moyerme des erreurs agrave chaque
point pour lexemple 2 77
Figure 437 Distribution des erreurs pour les huit (8) essais de lexemple 2 77
Figure 438 Reacutesumeacute des erreurs de mesure de lexemple 2 78
XII
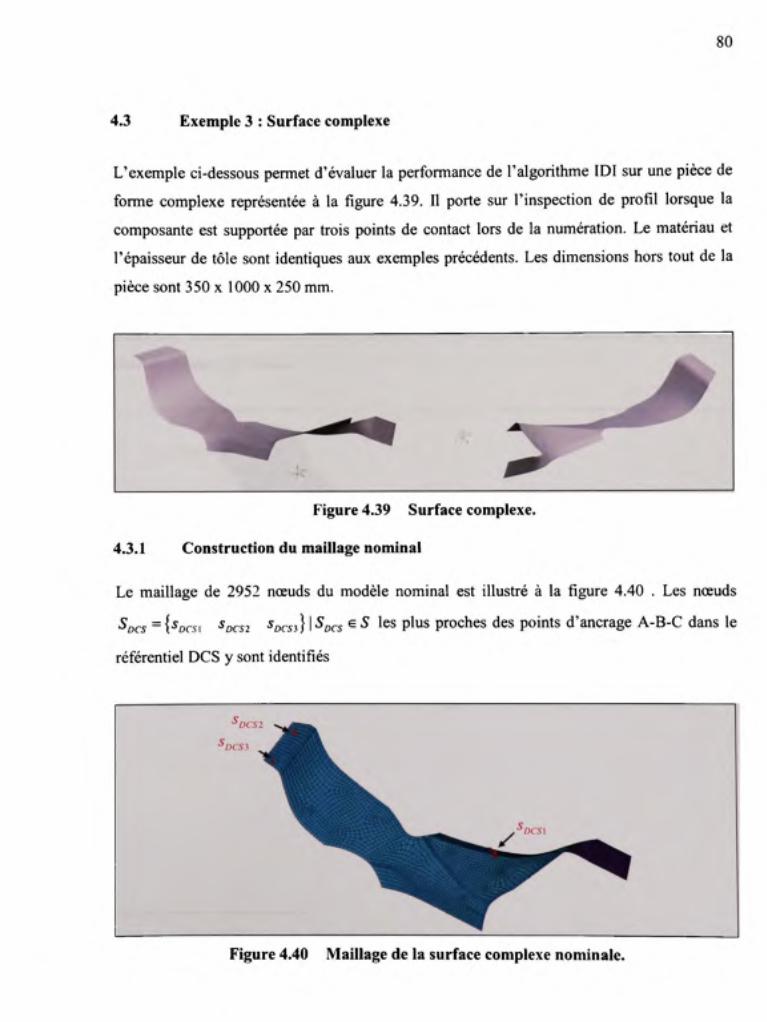
Figure 439 Surface complexe 80
Figure 440 Maillage de la surface complexe nominale 80
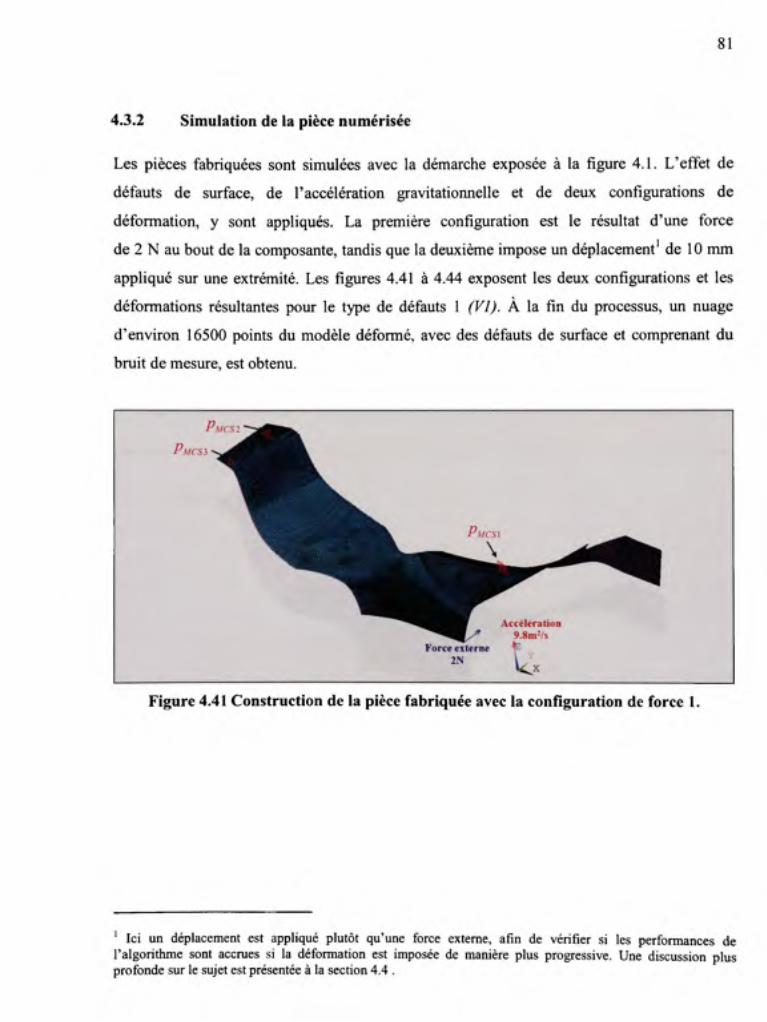
Figure 441 Construction de la piegravece fabriqueacutee avec la configuration de force 1 81
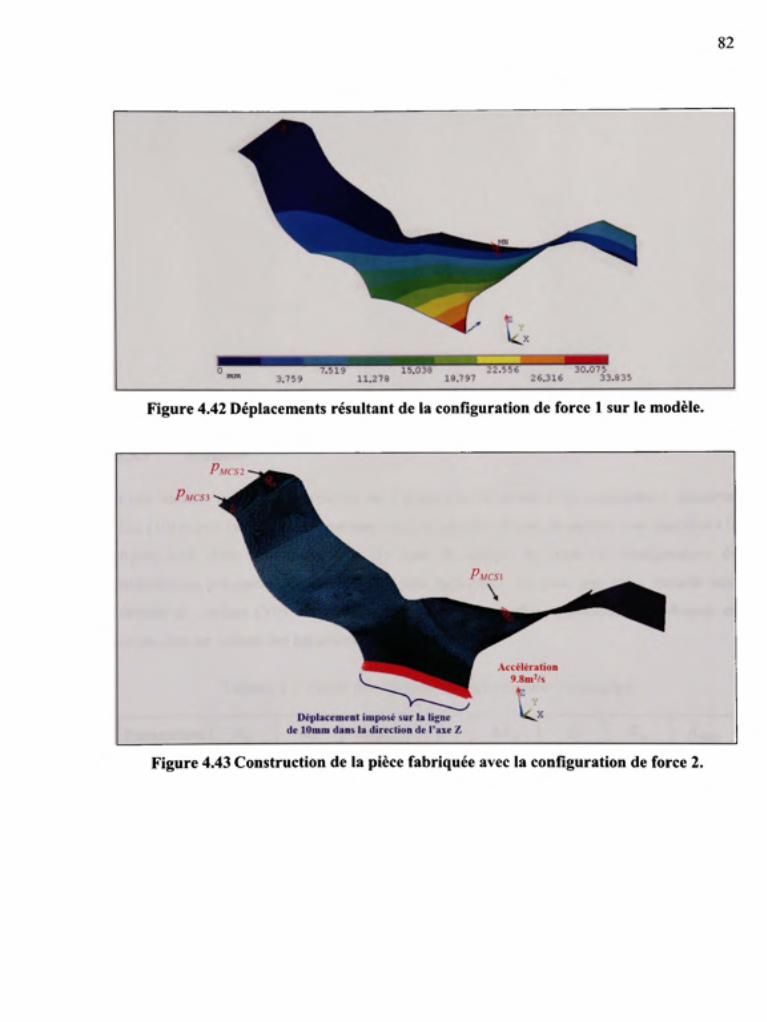
Figure 442 Deacuteplacements reacutesultant de la configuration de force l sur le modegravele 82
Figure 443 Construction de la piegravece fabriqueacutee avec la configuration de force 2 82
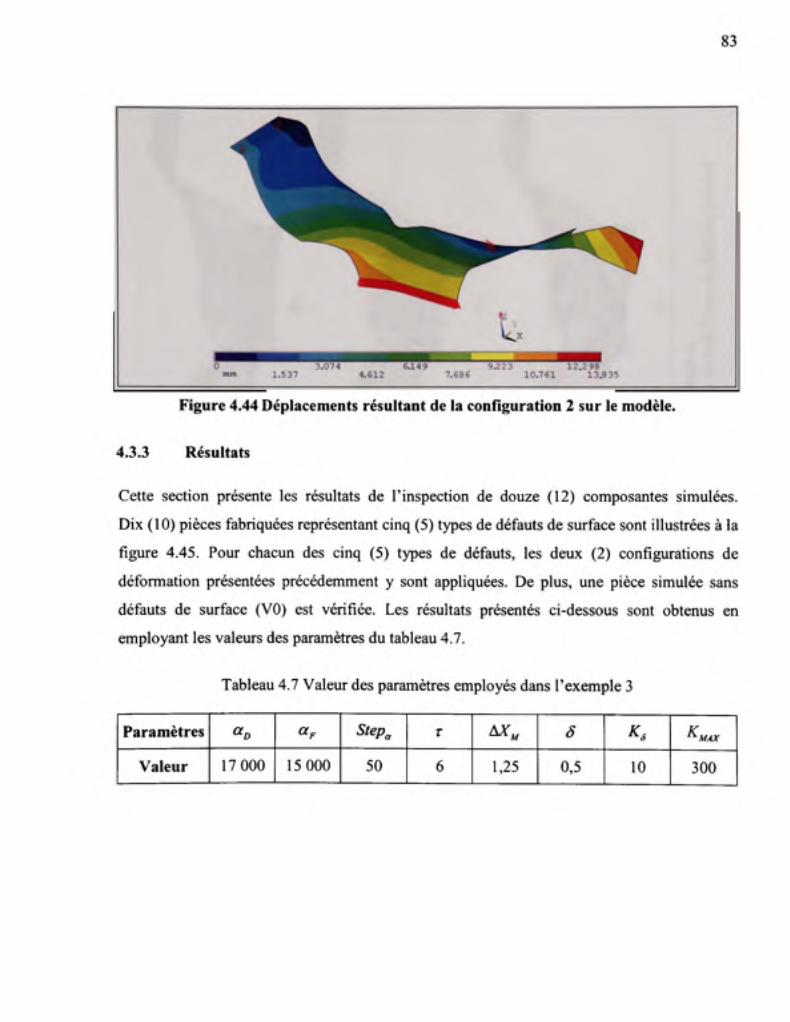
Figure 444 Deacuteplacements reacutesultant de la configuration 2 sur le modegravele 83
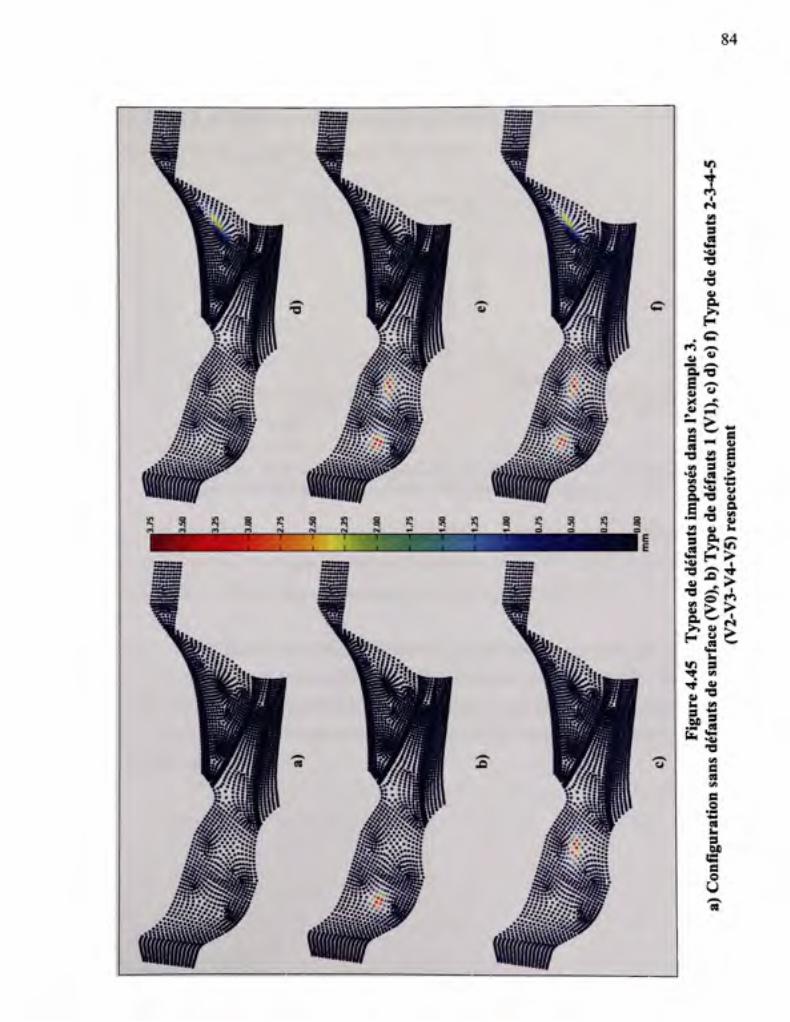
Figure 445 Types de deacutefauts imposeacutes dans lexemple 3 84
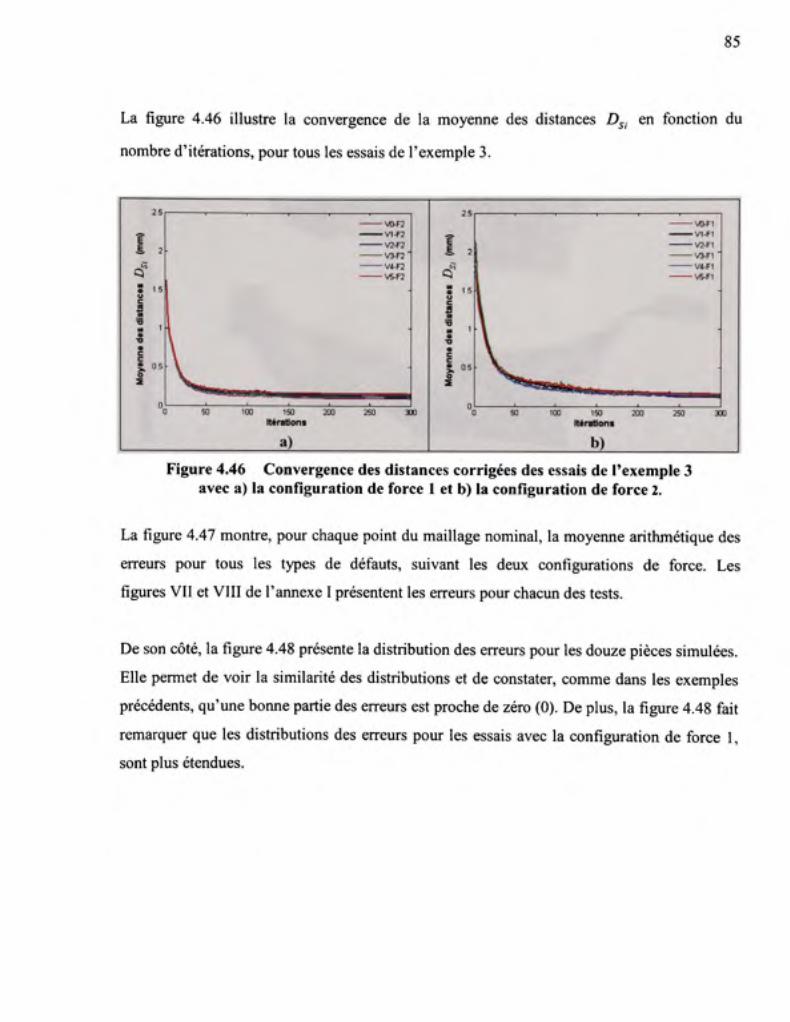
Figure 446 Convergence des distances corrigeacutees des essais de lexemple 3 85
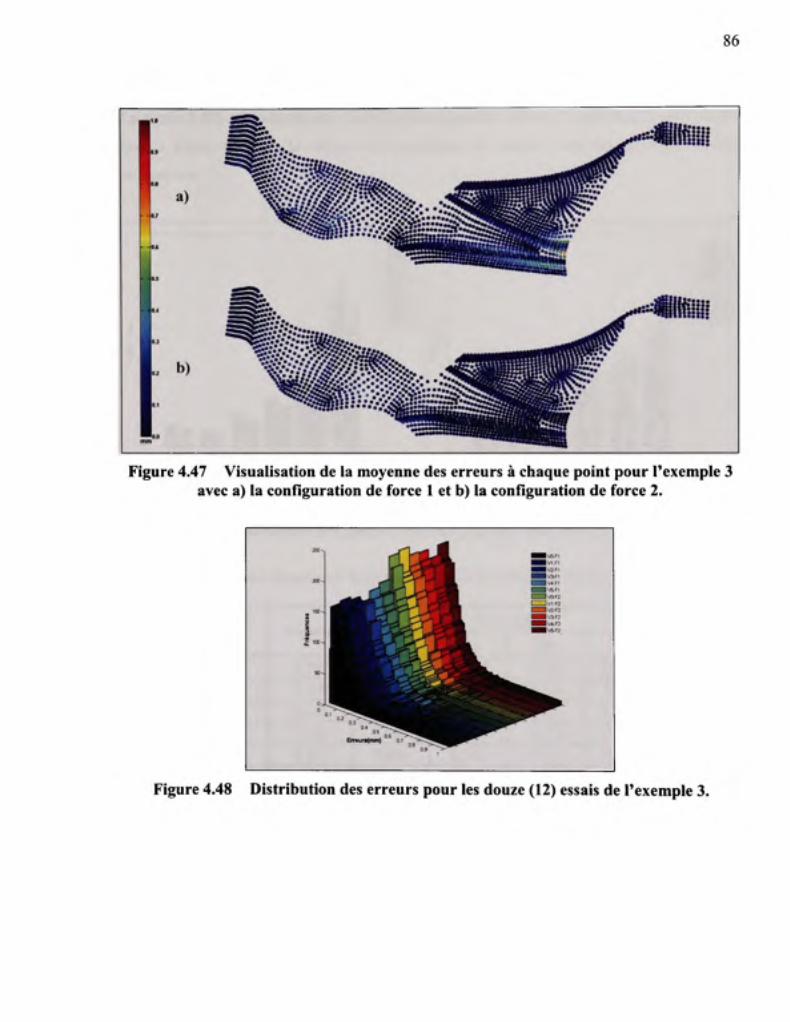
Figure 447 Visualisation de la moyerme des erreurs agrave chaque
point pour lexemple 3 86
Figure 448 Distribution des erreurs pour les douze (12) essais de lexemple 3 86
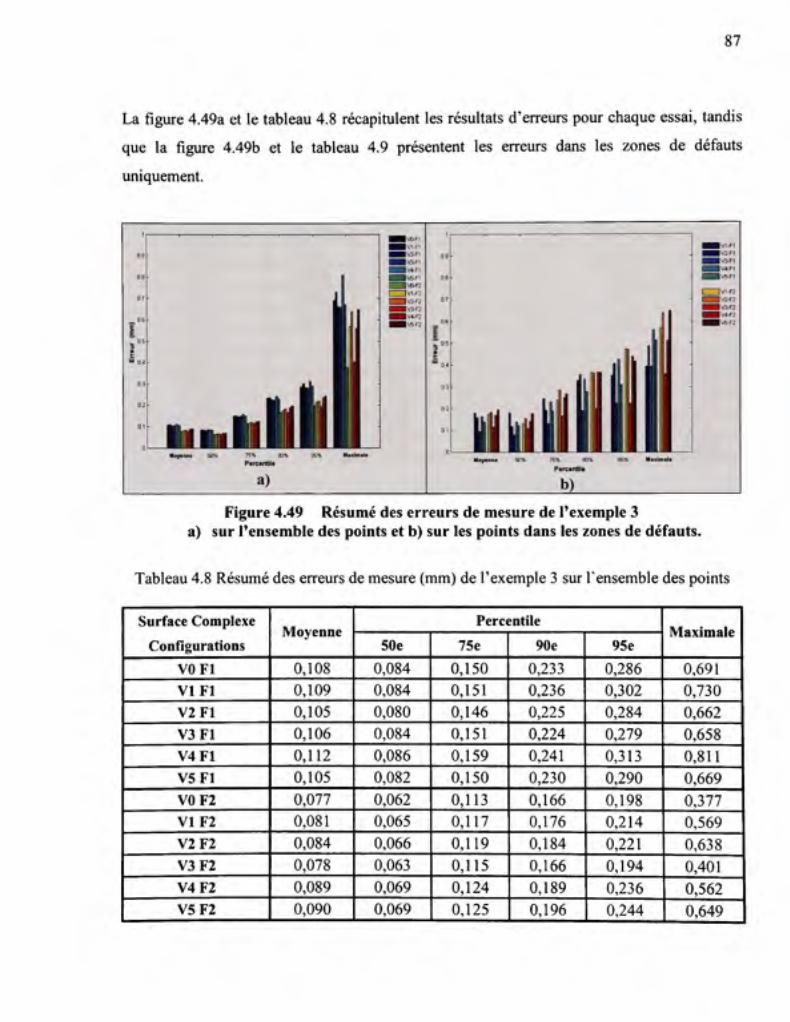
Figure 449 Reacutesumeacute des erreurs de mesure de lexemple 3 87
Figure 450 Superposition des erreurs observeacutees dans lexemple 1 et de la distribution du bruit de mesure introduit 94
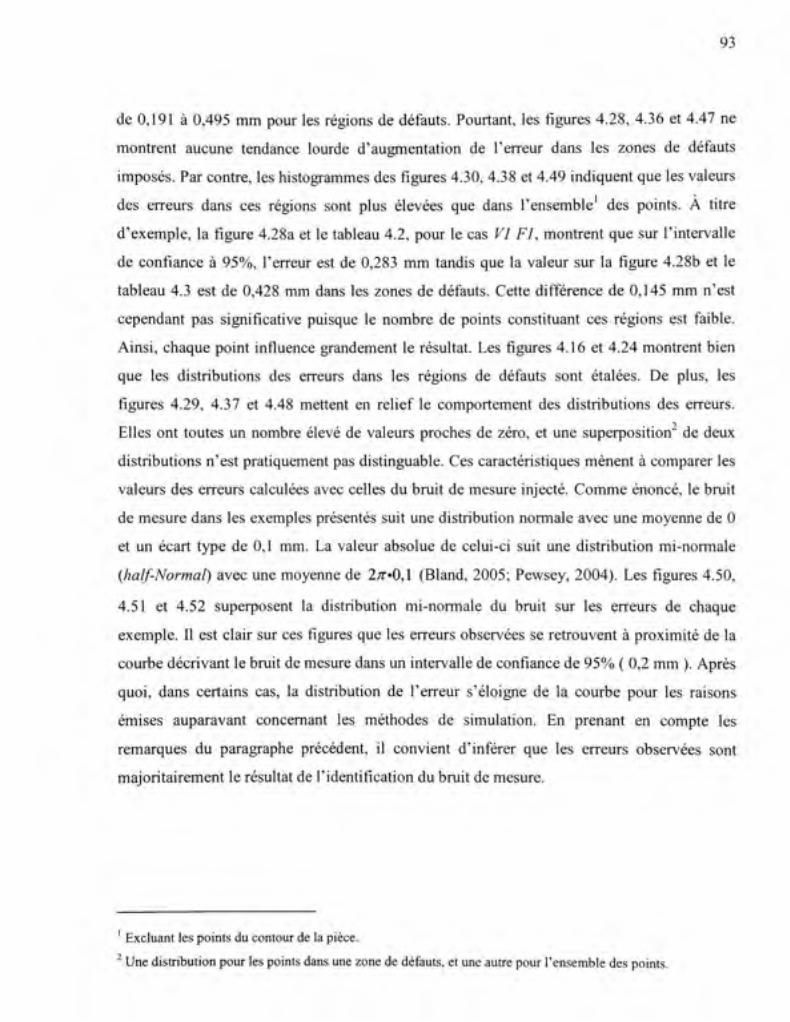
Figure 451 Superposition des erreurs observeacutees dans lexemple 2 et de la distribution du bruit de mesure introduit 95
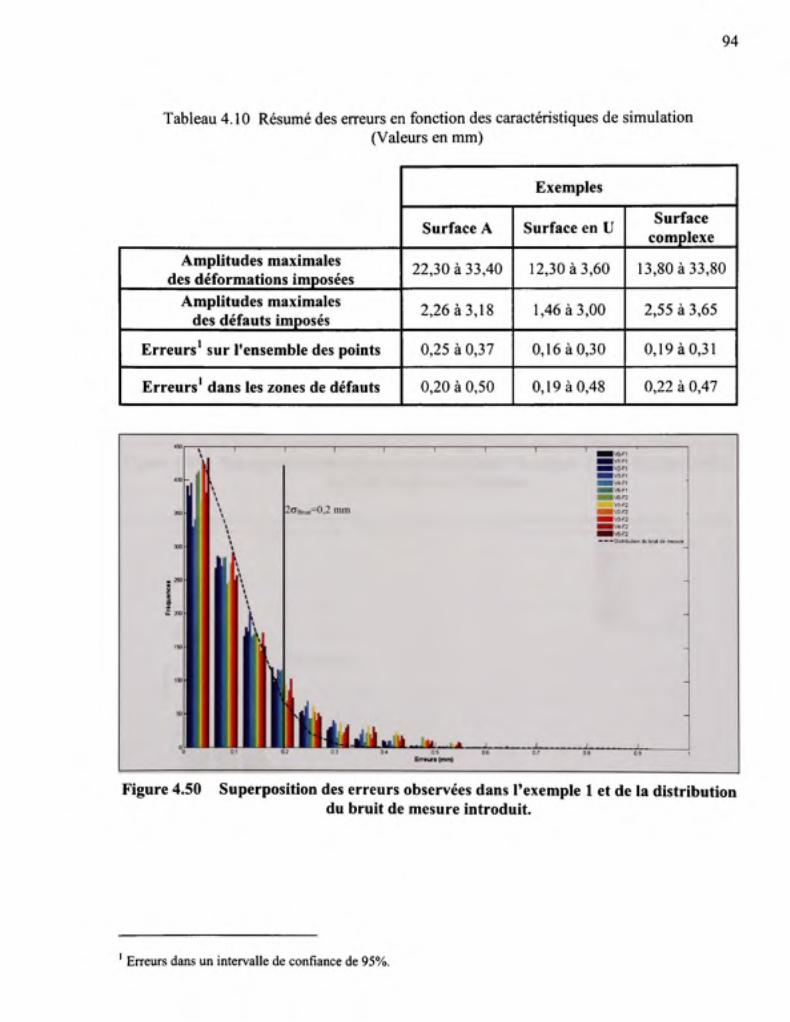
Figure 452 Superposition des erreurs observeacutees dans lexemple 3 et de
la distribution du bruit de mesure introduit 95
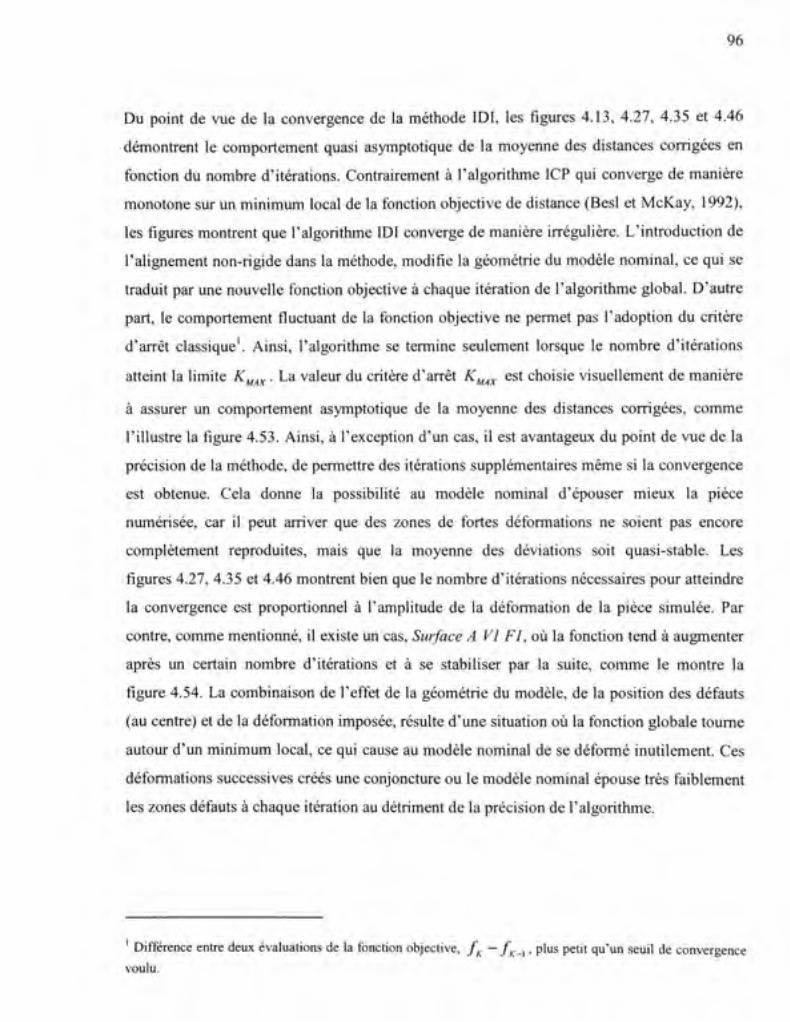
Figure 453 Choix de la valeur du critegravere darecircte dans lexemple 1 97
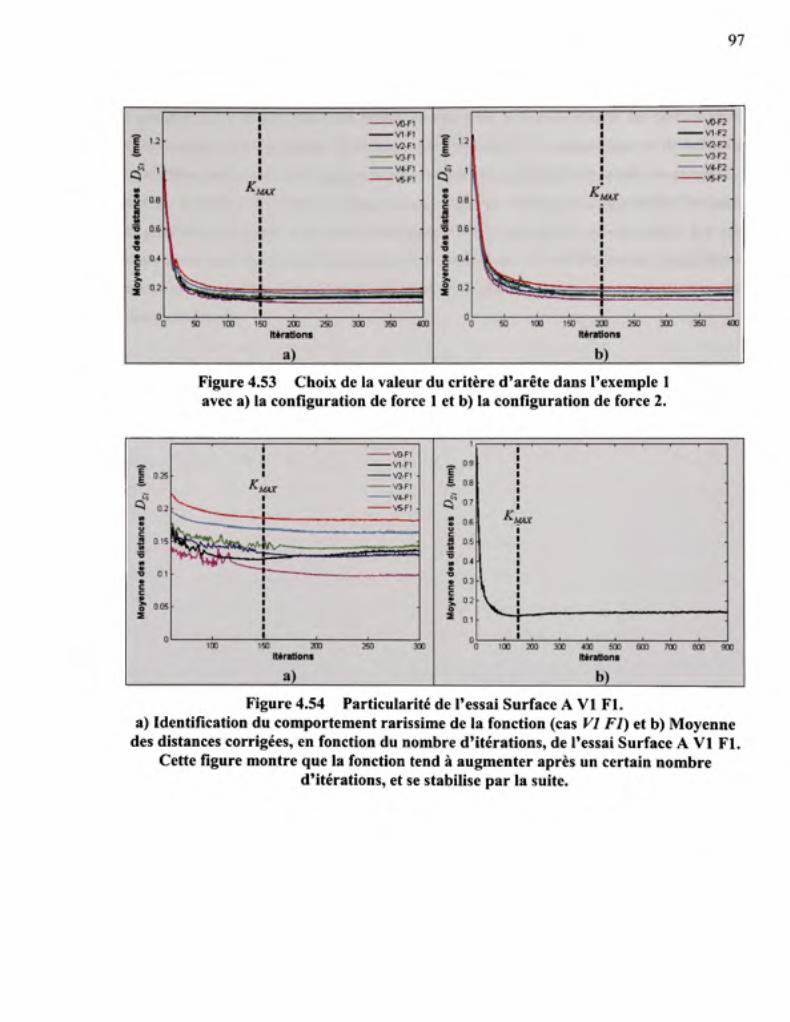
Figure 454 Particulariteacute de lessai Surface A VI FI 97
LISTE DES ABREacuteVIATIONS SIGLES E T ACRONYMES
ADCATS Association for the Development of Computer-Aided Tolerancing Systems
AVG Symbole de la valeur moyenne (ASMEY145M-1994)
BYU Brigham Young University
CAO Conception Assisteacutee par Ordinateur
DA Displacement Ajustement method
DCS Systegraveme de coordormeacutees de conception Design Coordinate System)
copy Modificateur agrave leacutetat libre (ASMEY145M-1994)
FASTA Flexible Assembly Spectral Toleacuterance Analysis
FEMFEA Meacutethode des eacuteleacutements finis
GM CRL-AVM Collaborative Research Laboratory Advanced Veacutehicule Manufacturing
ICP Iteacuterative Closest Point
IDI Inspection par Deacuteplacement Iteacuteratif ( Iteacuterative Displacement Inspection )
IGES Initial Graphics Exchange Speacutecification
LMS Least Meacutedian of Squares
MARS
XIV
Laboratory for Manufacturing System Realization and Synthesis
MATH DATA Modegravele nominal disponible dans un format matheacutematique et informatique
MCS Systegraveme de coordonneacutees du systegraveme de mesures Measurement Coordinate System)
MMT Machines agrave Mesurer Tridimensionnelle
NURBS Non-Uniform Rational B-Spline
SDA Smooth Displacement Ajustment
STA-DEF Statistical Toleacuterance Analysis and Deacuteformation Analysis
STEP Standard for the Exchange ofProduct model data
LISTE DES SYMBOLES
A Matrice (4A^ + A^ ) x 4Ns a Paramegravetre de lalgorithme non-rigide influenccedilant la rigiditeacute et la qualiteacute
de lissage du champ de deacuteplacement or Valeur initiale du paramegravetre a dans lalgorithme IDI
Up Valeur finale du paramegravetres dans lalgorithme IDl
B Matrice (4yV-hAfJx3
c Point de lensemble P correspondant au point le plus proche du point s de la surface nominale c e C
C Ensemble de points de P correspondant aux points les plus proches de
la surface nominale S C = c^ C2 bullbullbull c^J
dg Distance euclidienne dun point s de S agrave P pound) Distance euclidienne corrigeacutee repreacutesentant la projection de la distance
point-point sur la normale du point s Ddeg5 Deacuteviation imposeacutee sur le modegravele simuleacute au point s
D5 Deacuteviation au nœud s provenant de la k^ iteacuteration de lalgorithme IDI
dsearchn Fonction de Matlabreg retournant les points c correspondants aux points
les plus proches aux points de la surface nominale S S Pourcentage du deacuteplacement agrave appliquer E(^X) Fonction objective totale de lalgorithme non-rigide
EX) = EX) + aEX) Ej Fonction objective de lerreur de distance
E Fonction objective de lerreur de lissage
E Eacuteleacutements du maillage S
Eji Erreur eacutevalueacutee au point 5
e Seuil ou critegravere de convergence
Fonction objectivefonction scalaire
Fgj Moyenne des D^j des points du voisinage niveau 1 du point s G Matrice didentiteacute4x 4 H
H =
s X
si
s^
matrice de A^ x 4Ng
I Lindicateur de confiance du point 5 e
K Nombre diteacuterations
XVI
Kg Nombre diteacuterations ougrave le paramegravetre ocirc est appliqueacute
K^p^^^ Nombre diteacuterations maximales de lalgorithme ICP
K^^ Nombre diteacuterations maximales de lalgorithme IDI
L Liste des arecirctes du modegravele nominal mailleacute M Matrice nœud-arecircte (laquo0(ie-arc) Nj^xN^ contenant linformation
topologique du maillage S Mpcj Les positions des supports dans le systegraveme de coordonneacutees de
conception (DCS)
MOCS=MOCSX MOCS2 - Mocsjl^ocs^^
Mj^^g Les positions des supports dans le systegraveme de coordonneacutees machine
(MCS) M bdquo = M ^ bdquo M^bdquo2 bullbullbull ^MC5^) Mes e K-
2 Norme de Frobenius F
n Vecteur normal du triangle compris dans leacuteleacutement Ej rig Vecteur normal dun nœud 5
N^ Nombre deacuteleacutements au voisinage immeacutediat du point s NQ Nombre de supports
A^ Nombre darecirctes du modegravele nominal mailleacute
Np Nombre de points du nuage repreacutesentant la piegravece physique numeacuteriseacutee
M Nombre de points du nuage repreacutesentant le modegravele nominal mailleacute
My Nombre de points voisins de niveau 1 de s ^ Aire de leacuteleacutement j P Nuage de points repreacutesentant la piegravece physique numeacuteriseacutee p Un point de P Pj e P P^^^ Points dans P les plus proches des points de fixation Mj^bdquo
MCS ~ (PMCSX PMCSI bull bull bull PMCS Nf j I ^MCS ^ bull
CcedilR Vecteur de luniteacute de quatemion 9^ = [TQ q^ 2 ^3]
qj Vecteur de translation qj e K
R Vecteur de rotation R e R^
R(0) Matrice orthogonale M speacutecifiant une rotation de 6j autour
de laxe j S Nuage de points repreacutesentant le modegravele nominal mailleacute 5 Transformation de 5 dans un nouveau systegraveme de coordonneacutees s Un point de S ssS2 s Transformation de s dans un nouveau systegraveme de coordormeacutees
XVII
S^fyg Nœuds de S agrave proximiteacute des points A^^^
^DCS mdash [^DCSX ^DCSl bull bull bull S DCS V j I ^ DCS ^ ^
Step^ Valeur agrave retrancher de or agrave chaque eacutetape de reacuteduction de celui-ci
R q T Matrice de transformation T =
0 1
T Critegravere employeacute pour lindentification des points dans les zones de deacutefauts
j Centroiumlde de lensemble S jucircf Centroiumlde de 1 ensemble C Oj Angle de rotation 9 autour de laxe j y Liste des points dans le voisinage de niveau 1 dun point de 5
y^ Liste des points dans le voisinage de niveau 2 dun point de S
w Poids permettant de controcircler linfluence de chaque point sur le champ de deacuteplacement
W Matrice diagonale N^ x A^ des poids w^ X Matrice de transformation affine 3x4
X Regroupement des matrices de transformation affine A = [x x ^ ]
AX Critegravere de deacutecision pour autoriser la diminution de la valeur du paramegravetre or
T
INTRODUCTION
Les dimensions et la geacuteomeacutetrie dune composante meacutecanique subissent des alteacuterations par
rapport agrave leurs valeurs nominales agrave cause des variations inheacuterentes et attribuables aux
proceacutedeacutes de fabrication Pour sassurer que ces variations respectent les speacutecifications du
concepteur (requis dassemblage et requis de performance) les piegraveces doivent ecirctre
inspecteacutees La norme ASME Y145M-1994 considegravere comme condition laquopar deacutefaut raquo que
linspection des composantes doit ecirctre effectueacutee agrave leacutetat libre free state) sans force
appliqueacutee durant linspection Toutefois les piegraveces flexibles telles que les coques minces
peuvent prendre agrave leacutetat libre une forme substantiellement diffeacuterente de leur geacuteomeacutetrie
nominale en raison de leffet de la graviteacute des deacuteformations engendreacutees par les contraintes
induites par le proceacutedeacute et des forces induites lors de lassemblage Par exemple un panneau
de revecirctement dun avion peut subir une leacutegegravere torsion neacuteanmoins il pourra ecirctre riveteacute en
place et reproduire la geacuteomeacutetrie exigeacutee Dans un cas pareil linspection agrave leacutetat libre naura
pas eacuteteacute approprieacutee Dans le cas geacuteneacuteral leacutetude de la conformiteacute geacuteomeacutetrique des piegraveces
flexibles peut ecirctre une opeacuteration deacutelicate si des conditions de restrictions ne sont pas deacutefinies
pour garantir un niveau acceptable de la reacutepeacutetitiviteacute des mesures Par exemple effectuer
linspection avec un gabarit pour contraindre la geacuteomeacutetrie de la piegravece ou encore ajouter des
reacutefeacuterentiels Datum) pour inspecter la piegravece dans un eacutetat de positionnement hyperstatique
sont des techniques proposeacutees par la norme ASME 145M-1994
La flexibiliteacute dune piegravece deacutefinie par le rapport entre la deacuteformation et leffort appliqueacute est
une notion relative Un tube daluminium dun diamegravetre de 025 mm est consideacutereacute comme
pratiquement rigide sur une courte longueur par exemple lt800 mm Par contre le mecircme
Piegraveces ayant une faible eacutepaisseur dans la direction normale agrave la surface nominale
tube sera consideacutereacute comme flexible si sa longueur est grande et uniquement leffet de la
graviteacute sera suffisant pour affecter sensiblement les mesures de rectitude ou de cylindriciteacute
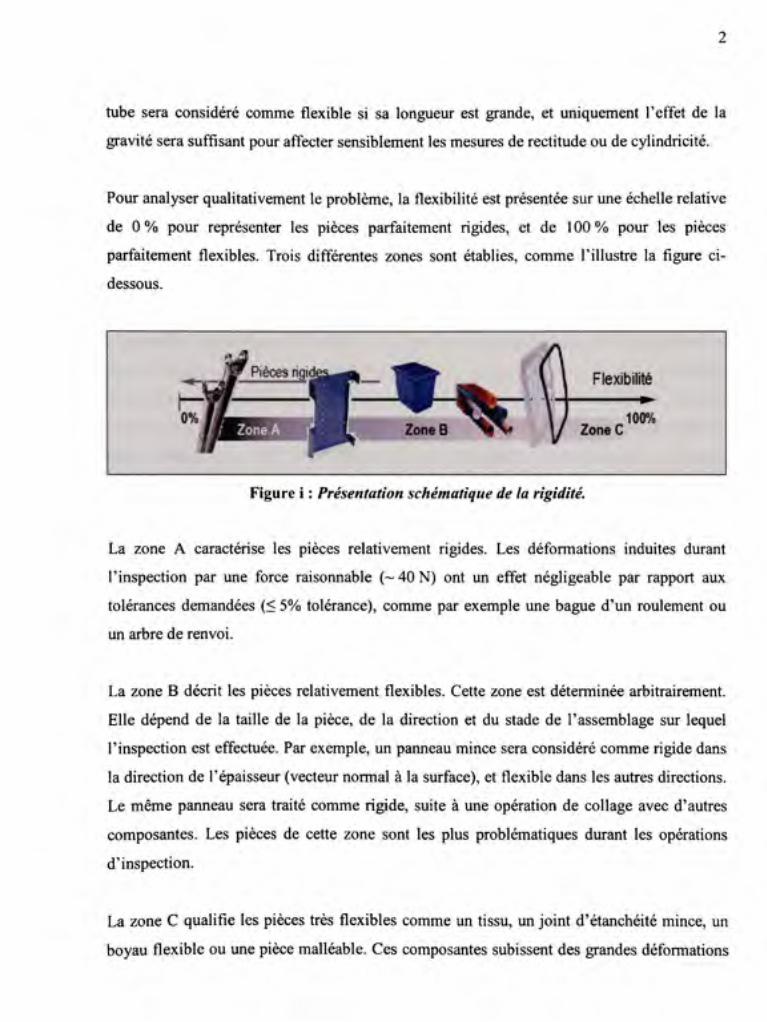
Pour analyser qualitativement le problegraveme la flexibiliteacute est preacutesenteacutee sur une eacutechelle relative
de 0 pour repreacutesenter les piegraveces parfaitement rigides et de 100 pour les piegraveces
parfaitement flexibles Trois diffeacuterentes zones sont eacutetablies comme lillustre la figure ci-
dessous
Flexibiliteacute
ZoneC 100
Figure i Preacutesentation scheacutematique de la rigiditeacute
La zone A caracteacuterise les piegraveces relativement rigides Les deacuteformations induites durant
linspection par une force raisonnable (~ 40 N) ont un effet neacutegligeable par rapport aux
toleacuterances demandeacutees (lt 5 toleacuterance) comme par exemple une bague dun roulement ou
un arbre de renvoi
La zone B deacutecrit les piegraveces relativement flexibles Cette zone est deacutetermineacutee arbitrairement
Elle deacutepend de la taille de la piegravece de la direction et du stade de lassemblage sur lequel
linspection est effectueacutee Par exemple un panneau mince sera consideacutereacute comme rigide dans
la direction de leacutepaisseur (vecteur normal agrave la surface) et flexible dans les autres directions
Le mecircme panneau sera traiteacute comme rigide suite agrave une opeacuteration de collage avec dautres
composantes Les piegraveces de cette zone sont les plus probleacutematiques durant les opeacuterations
dinspection
La zone C qualifie les piegraveces tregraves flexibles comme un tissu un joint deacutetancheacuteiteacute mince un
boyau flexible ou une piegravece malleacuteable Ces composantes subissent des grandes deacuteformations
par rapport aux toleacuterances exigeacutees Dans ce cas il est pratiquement impossible deffectuer
une inspection dimensiormelle sans restreindre les deacuteformations etou supporter la piegravece avec
un gabarit ou un montage speacutecial
Il en reacutesulte que les piegraveces flexibles se voient inspecteacutees de maniegraveres diffeacuterentes Vu que la
geacuteomeacutetrie de la piegravece est deacutependante de son orientation et de la meacutethode de support
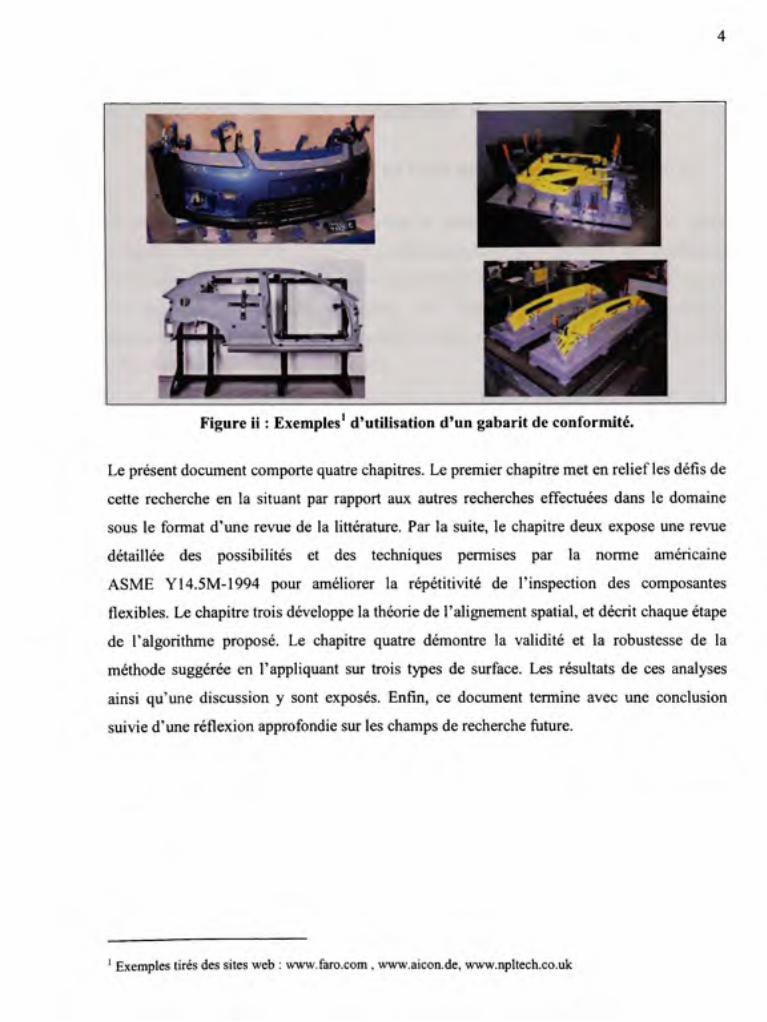
linspection de ces piegraveces neacutecessite aujourdhui des outils deacutedieacutes et coucircteux comme les
gabarits de conformiteacute illustreacutes agrave la figure ii Par conseacutequent le but de ce meacutemoire est
dintroduire une meacutethode de controcircle sans contact et sans utilisation de gabarit speacutecialiseacute
deacutedieacute agrave la piegravece Plus speacutecifiquement la meacutethode envisage dinspecter le profil de surface
dune piegravece manufactureacutee en numeacuterisant celle-ci dans un eacutetat laquo non-conformeacute raquo puis en
comparant son nuage de points avec son modegravele nominal CAO Il sensuit que puisque les
deux modegraveles ont une geacuteomeacutetrie diffeacuterente il nest plus possible de simplement les comparer
puis dy identifier les deacutefauts Une telle approche identifiera des deacuteviations eacuteleveacutees entre les
deux modegraveles et camouflera les deacutefauts actuels de la piegravece numeacuteriseacutee Pour remeacutedier agrave cela il
est neacutecessaire davoir une meacutethode permettant de rapprocher les deux geacuteomeacutetries sans
toutefois camoufler les deacutefauts de la piegravece numeacuteriseacutee
Limportance de la veacuterification du profil de surface sur les composantes de carrosserie est
mise en relief par Leopold et al (2003) Eichhom et al (2005) et plus reacutecemment
Doring et al (2006)
Ce meacutemoire propose donc une meacutethode innovatrice permettant de comparer la geacuteomeacutetrie de
la piegravece fabriqueacutee et numeacuteriseacutee malgreacute que celle-ci ait subi des deacuteformations avec la
geacuteomeacutetrie nominale de la composante en deacuteformant successivement le modegravele nominal afin
quil eacutepouse la piegravece numeacuteriseacutee Agrave chaque iteacuteration de lalgorithme les modegraveles sont
compareacutes puis une technique originale didentification seacutepare les deacuteviations dues agrave la nature
flexible de la piegravece de celles dues aux laquo deacutefauts de profil raquo Par la suite le modegravele nominal
est deacuteformeacute de maniegravere agrave ne pas eacutepouser les zones identifieacutees comme laquo deacutefauts de profil raquo
Figure ii Exemples dutilisation dun gabarit de conformiteacute
Le preacutesent document comporte quatre chapitres Le premier chapitre met en relief les deacutefis de
cette recherche en la situant par rapport aux autres recherches effectueacutees dans le domaine
sous le format dune revue de la litteacuterature Par la suite le chapitre deux expose une revue
deacutetailleacutee des possibiliteacutes et des techniques permises par la norme ameacutericaine
ASME Y145M-1994 pour ameacuteliorer la reacutepeacutetitiviteacute de linspection des composantes
flexibles Le chapitre trois deacuteveloppe la theacuteorie de lalignement spatial et deacutecrit chaque eacutetape
de lalgorithme proposeacute Le chapitre quatre deacutemontre la validiteacute et la robustesse de la
meacutethode suggeacutereacutee en lappliquant sur trois types de surface Les reacutesultats de ces analyses
ainsi quune discussion y sont exposeacutes Enfin ce document termine avec une conclusion
suivie dune reacuteflexion approfondie sur les champs de recherche future
Exemples tireacutes des sites web wwwfarocom wwwaiconde wwwnpltechcouk
CHAPITRE 1
REVUE D E LA LITTEacuteRATURE E T EacuteTAT D E LART DAN S LE DOMAIN E
La revue de la litteacuterature permettra de situer la preacutesente recherche par rapport aux autres
recherches effectueacutees sur le mecircme sujet En premier lieu une revue geacuteneacuterale sur lalignement
entre la repreacutesentation 3D dune piegravece et son modegravele CAO est preacutesenteacutee Ensuite une revue
des meacutethodes dalignement non-rigide des techniques danalyse des variations
dimensiormelles et geacuteomeacutetriques des piegraveces souples ainsi que lutilisation iteacuterative de la
meacutethode deacuteleacutements finis y sont exposeacutees
11 Alignemen t entre la repreacutesentation 3D dune piegravec e et son modegravele CA O
Les dimensions et la geacuteomeacutetrie dune composante meacutecanique varient naturellement de leurs
valeurs nominales compte tenu des variations inheacuterentes aux proceacutedeacutes de fabrication Pour
sassurer que ces variations respectent les speacutecifications du concepteur les piegraveces doivent
ecirctre inspecteacutees et controcircleacutees Deacutependant de la complexiteacute de la composante de la technologie
disponible du tj^e de toleacuterance et de la preacutecision de mesure exigeacutee plusieurs meacutethodes sont
applicables par exemple le vemier le micromegravetre la MMT Machines agrave Mesurer
Tridimensionnelle) ou encore le scanneur laser ou optique (mesures sans contact)
Linspection dune surface quelconque (Free-Form Surface) demeure un domaine en
constante eacutevolution en raison de la complexiteacute des surfaces et de la croissance de la demande
doutils dune preacutecision supeacuterieure pour leur controcircle Aujourdhui il est dusage demployer
une MMT ou un scanneur laseroptique pour linspection dune surface quelconque eacutetant
donneacute leur preacutecision ainsi que leur coucirct de plus en plus abordable Les donneacutees brutes de
mesure doivent ecirctre par la suite compareacutees avec le modegravele nominal afin de localiser et de
quantifier les erreurs de forme dorientation et de localisation relativement agrave leur zone de
toleacuterance speacutecifieacutee La surface nominale existe dans le systegraveme de coordormeacutees de
conception (Design Coordinate System DCS) tandis que celle mesureacutee demeure dans le
systegraveme de coordoimeacutees du systegraveme de mesure (Measurement Coordinate System MCS)
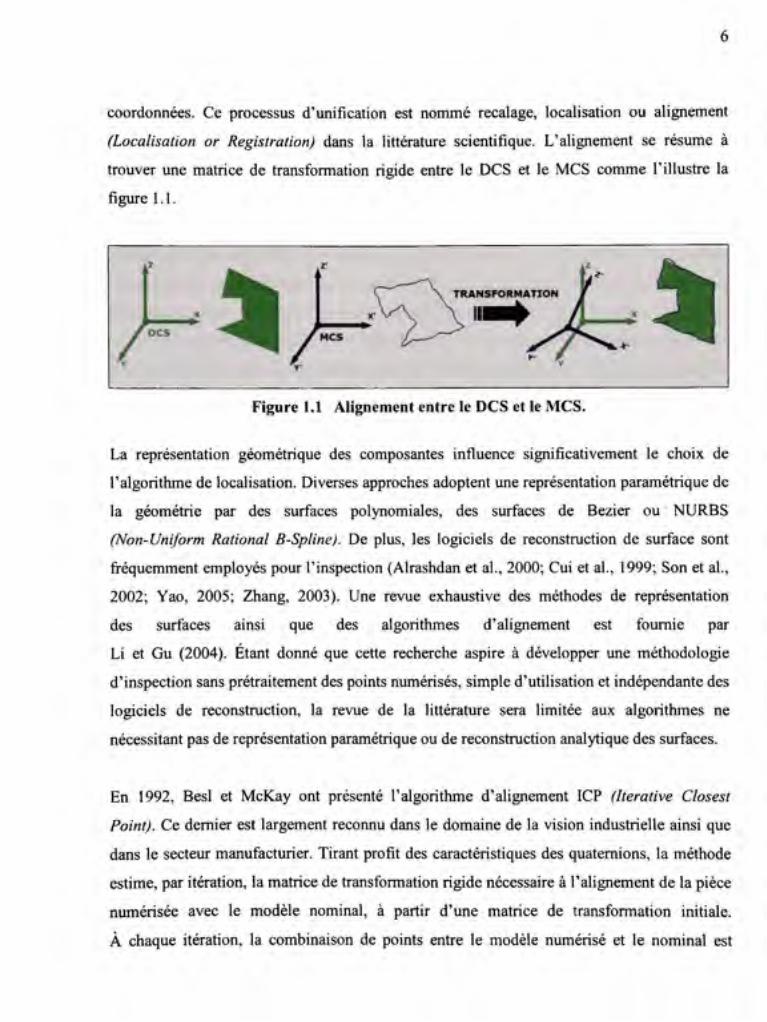
Il sensuit que la comparaison des surfaces neacutecessite lunification des deux systegravemes de
coordonneacutees Ce processus dunification est nommeacute recalage localisation ou alignement
(Localisation or Registration) dans la litteacuterature scientifique Lalignement se reacutesume agrave
trouver une matrice de transformation rigide entre le DCS et le MCS comme lillustre la
figure l l
MCS
C^ TRANSFORMATIO N
X ^ I
Figure 11 Alignement entre le DCS et le MCS
La repreacutesentation geacuteomeacutetrique des composantes influence significativement le choix de
lalgorithme de localisation Diverses approches adoptent une repreacutesentation parameacutetrique de
la geacuteomeacutetrie par des surfaces polynomiales des surfaces de Bezier ou NURBS
(Non-Uniform Rational B-Spline) De plus les logiciels de reconstruction de surface sont
freacutequemment employeacutes pour linspection (Alrashdan et al 2000 Cui et al 1999 Son et al
2002 Yao 2005 Zhang 2003) Une revue exhaustive des meacutethodes de repreacutesentation
des surfaces ainsi que des algorithmes dalignement est fournie par
Li et Gu (2004) Eacutetant doimeacute que cette recherche aspire agrave deacutevelopper une meacutethodologie
dinspection sans preacutetraitement des points numeacuteriseacutes simple dutilisation et indeacutependante des
logiciels de reconstruction la revue de la litteacuterature sera limiteacutee aux algorithmes ne
neacutecessitant pas de repreacutesentation parameacutetrique ou de reconstruction analytique des surfaces
En 1992 Besl et McKay ont preacutesenteacute lalgorithme dalignement ICP (Iteacuterative Closest
Point) Ce dernier est largement reconnu dans le domaine de la vision industrielle ainsi que
dans le secteur manufacturier Tirant profit des caracteacuteristiques des quatemions la meacutethode
estime par iteacuteration la matrice de transformation rigide neacutecessaire agrave lalignement de la piegravece
numeacuteriseacutee avec le modegravele nominal agrave partir dune matrice de transformation initiale
Agrave chaque iteacuteration la combinaison de points entre le modegravele numeacuteriseacute et le nominal est
eacutevalueacutee Par la suite les matrices de rotation et de translation constituant la matrice de
transformation rigide et minimisant la distance euclidierme entre chaque combinaison de
points est obtenue La solution de lalgorithme converge vers le minimum local dans le
voisinage de la condition initiale
Masuda et Yokoya (1994) introduisent agrave lalgorithme ICP un meacutecanisme permettant
ladoption dun eacutechantillonnage aleacuteatoire des points numeacuteriseacutes pour lalignement De plus ils
suggegraverent de faire agrave chaque iteacuteration lestimation par la meacutethode des moindres carreacutes des
meacutedianes (Least Meacutedian of Squares LMS) de la matrice de transformation rigide agrave partir des
reacutesultats de lICP original Les modifications proposeacutees permettent de reacuteduire sensiblement le
temps de calcul de lICP tout en conservant sa robustesse
Tucker (2000) met en avant la meacutethode de Newton et la compare agrave lalgorithme ICP
La valeur ajouteacutee de la technique proposeacutee reacuteside dans sa capaciteacute de trouver analytiquement
la deacuteriveacutee seconde neacutecessaire agrave la meacutethode de Newton classique Ceci a pour effet
dameacuteliorer substantiellement les coucircts de calcul de la meacutethode Tucker deacutemontre que la
meacutethode de Newton converge plus rapidement que lalgorithme ICP mais quelle demeure
plus sensible agrave lalignement initial des modegraveles Toutefois malgreacute que la meacutethode de Newton
se montre fortement prometteuse elle est limiteacutee au cas ougrave la repreacutesentation geacuteomeacutetrique du
modegravele serait parameacutetreacutee
Rusinkiewicz et Levoy (2001) classifient et comparent la vitesse de plusieurs variantes de
lalgorithme ICP La classification repose sur linfluence que chaque meacutethode possegravede sur les
six (6) eacutetapes de lalgorithme (1) la seacutelection des points (2) le couplage des points
(3) la pondeacuteration des couplages de points (4) le rejet de certaines combinaisons de points
(5) lapplication dune erreur deacutependante du couplage (6) la minimisation de la distance
entre les points Par la suite une nouvelle deacutemarche deacutechantilloimage nommeacutee
normal-space-concept baseacutee sur la distribution du vecteur normal de chacun des points
seacutelectionneacutes est introduite La technique deacutechantillormage consiste agrave seacutelectiormer des points
afin que la distribution de leur normale soit la plus large possible
Dans le but de minimiser lerreur de localisation de lalgorithme ICP des techniques
deacutevaluation de la distance entre chaque combinaison de points ont eacuteteacute deacuteveloppeacutees
Contrairement agrave lalgorithme ICP classique qui calcule la distance entre chaque combinaison
de points par la distance euclidienne entre ces points soit point-point dautres techniques
utilisent des meacutetriques diffeacuterentes point-projection point-plan tangent (Park et Murali
2003 Pottman et Hofer 2002 Rusinkiewicz et Levoy 2001) Gelfand et al (2003) montrent
que ces techniques ont lavantage de permettre aux deux modegraveles de glisser entre eux dans
des reacutegions planes ou circulaires en raison des degreacutes de liberteacute non contraints Toutefois si
trop de points eacutechantillonneacutes proviennent de telles reacutegions lalgorithme
devient instable agrave cause du manque de contrainte de blocage Pour pallier agrave ceci
Gelfand et al (2003) proposent une approche deacutechantillonnage analysant la matrice de
covariance utiliseacutee pour la minimisation de lerreur dalignement Une fois une paire de
points identifieacutee si la preacutesence dun manque de contrainte est deacutetecteacutee en veacuterifiant la matrice
de covariance la paire de points est remplaceacutee par une autre
12 Alignemen t non-rigid e
Dans toutes les approches preacuteceacutedentes lalignement est appliqueacute sur des modegraveles de piegraveces
rigides avec lhypothegravese que les geacuteomeacutetries de la piegravece numeacuteriseacutee et nominale sont proches
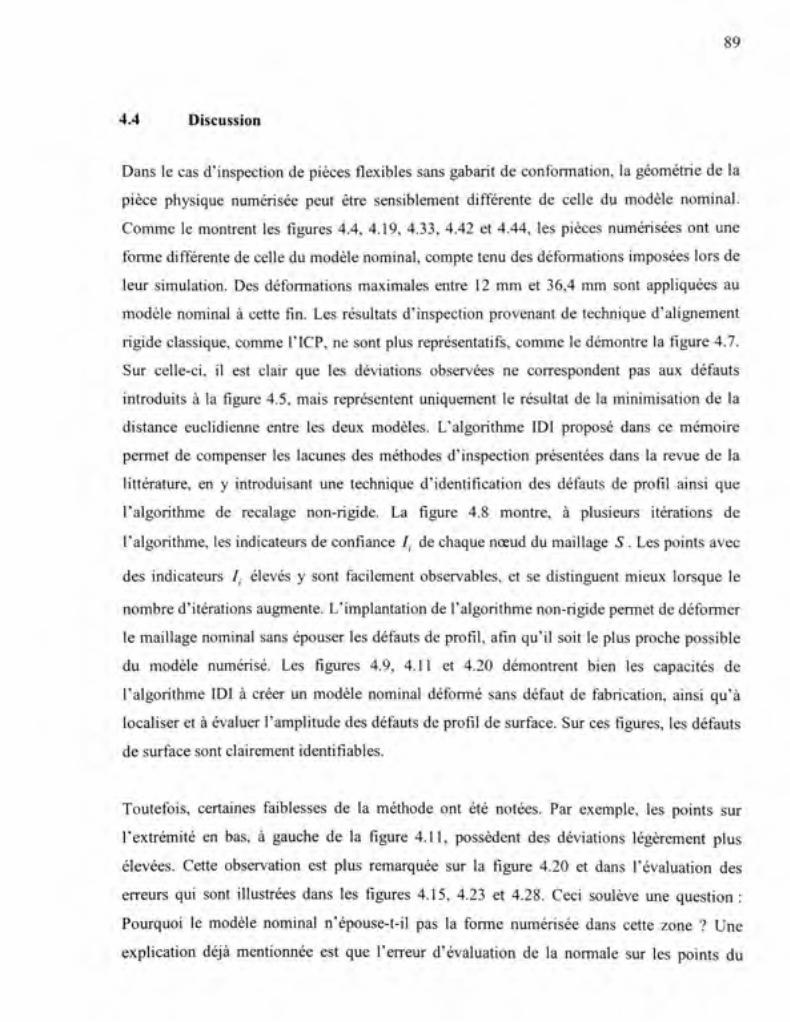
Dans le cas dinspection de piegraveces flexibles sans gabarit de conformiteacute la geacuteomeacutetrie de la
piegravece physique numeacuteriseacutee peut ecirctre significativement diffeacuterente de la geacuteomeacutetrie nominale Le
problegraveme dalignement ne se limite plus agrave trouver la matrice de transformation rigide
Lintroduction des techniques de recalage non-rigide est neacutecessaire Comparativement au
recalage rigide qui permet daligner par exemple deux lignes parallegraveles le recalage non-
rigide permet lalignement dune ligne avec une courbe
Limagerie meacutedicale est probablement le domaine qui a permis aux techniques dalignement
non-rigide de se deacutevelopper substantiellement Les applications meacutedicales se divisent en
deux cateacutegories intrasujet (intrasubject) et intersujet (intersubject) Intrasujet fait reacutefeacuterence
au recalage dun mecircme sujet numeacuteriseacute agrave des temps diffeacuterents par exemple pour faire la
comparaison avantapregraves opeacuteration des scans en neurochirurgie Intersujet signifie
lalignement de diffeacuterents sujets numeacuteriseacutes par exemple pour creacuteer un atlas statistique des
variations de lanatomie dun groupe de patient Dawant (2002) puis Holden (2008)
fournissent une revue de litteacuterature sur les algorithmes de recalage employeacutes dans limagerie
meacutedicale Holden (2008) regroupe les techniques suivant leur fondement theacuteorique celles
dont les transformations sont reacutegies par les proprieacuteteacutes physiques du modegravele et celles dont les
transformations proviennent de meacutethodes dinterpolation
Ferrant et al (1999) minimisent une fonction deacutenergie comprenant deux termes Le premier
contraint la deacuteformation agrave suivre un comportement dicteacute par les proprieacuteteacutes physiques du
mateacuteriau du modegravele tandis que le deuxiegraveme tend agrave minimiser la distance entre les deux
images Cette technique a lavantage de prendre les proprieacuteteacutes physiques en compte
Ferrant et al (1999) traitent seulement le cas de modegravele ayant subi de petites deacuteformations
dans le domaine eacutelastique dun mateacuteriau isotrope
Feldmar et Ayache (1994 1996) proposent la meacutethode locally affine deacuteformation pour
reacutesoudre lalignement non-rigide Au lieu demployer une seule matrice de transformation
rigide pour aligner les deux modegraveles ils introduisent lutilisation dune matrice de
transformation affine par sous-ensemble spheacuterique de points Une fonction de lissage assure
une similitude entre la transformation dun point et celle appliqueacutee agrave ses points voisins dans
un mecircme sous-ensemble De plus le meacutetrique ne se limite plus agrave la distance entre les points
mais prend en compte aussi la diffeacuterence entre la normale et la courbure curvature) aux
points
Dans le domaine de lanimation informatique Allen et al (2003) deacuteveloppent une meacutethode
permettant dajuster le maillage de haute reacutesolution dun corps humain modeacuteliseacute (template)
pour que celui-ci repreacutesente le modegravele dun corps humain reacuteel numeacuteriseacute Ceci permet de
creacuteer un modegravele parameacutetreacute du corps reacuteel numeacuteriseacute Inspireacutes entre autres de
Feldmar et Ayache (1994 1996) Allen et al (2003) proposent dappliquer pour chaque
nœud du maillage une matrice de transformation affine de telle sorte que le modegravele initial se
10
rapproche du modegravele reacuteel tout en gardant un maillage lisse Pour remeacutedier agrave cela la meacutethode
vise agrave minimiser la combinaison de trois erreurs pondeacutereacutees la distance entre chaque
combinaison de points la diffeacuterence entre les matrices de transformation de deux points
dune mecircme arecircte du maillage et la distance entre chaque combinaison dindicateurs de
positionnement markers) La deacutemarche a lavantage de creacuteer un modegravele parameacutetreacute du corps
reacuteel numeacuteriseacute mecircme si la numeacuterisation du corps est incomplegravete dans les zones difficiles agrave
numeacuteriser Cette derniegravere caracteacuteristique en fait un bon candidat pour son utilisation
dans la preacutesente recherche Amberg et al (2007) reformulent la fonction objective de
Allen et al (2003) en une fonction quadratique La fonction est ensuite minimiseacutee en posant
sa deacuteriveacutee eacutegale agrave zeacutero et en reacutesolvant le systegraveme lineacuteaire deacutecoulant
Une description plus deacutetailleacutee de lalgorithme ICP proposeacute par Besl et McKay (1992) ainsi
que pour celui preacutesenteacute par Allen et al (2003) puis reformuleacute par Amberg et al (2007) se
retrouvent au chapitre 3
13 Analys e des variations dimensionnelles e t geacuteomeacutetriques de s piegraveces souple s
Les meacutethodes danalyse de variations dimensionnelles et geacuteomeacutetriques classiques
considegraverent les piegraveces comme rigides Elles ne prennent pas non plus en compte les
deacuteformations permises lors de lassemblage Ces meacutethodes surestiment donc les toleacuterances
alloueacutees Cette sureacutevaluation amplifie les coucircts de production engendreacutes par laugmentation
du nombre de rejets du produit Les recherches preacutesenteacutees ci-dessous traitent de meacutethodes
ayant pour objectif dinteacutegrer la flexibiliteacute des piegraveces dans lanalyse de variations
dimensionnelles traditiormelles
Le groupe de recherche Laboratory for Manufacturing System Realization and
Synthesis (MARS) de lUniversiteacute du Michigan en collaboration avec Collaborative
Research Laboratory Advanced Veacutehicule Manufacturing (GM CRL-AVM) avec Hu
Ceglarek ainsi que leurs eacutetudiants (Lui et Camelio etc) ont mis les bases de lanalyse
dimensionnelle dassemblage par conformation Le domaine dapplication principal de leurs
Il
travaux est la gestion des variations dun assemblage en meacutetal en feuille utiliseacute pour la
carrosserie dautomobile Ci-dessous se trouve une seacutelection de leurs travaux
Liu et al (1996) mettent en relief limportance de la seacutequence dassemblage sur la variation
finale de celui-ci En utilisant la meacutecanique lineacuteaire ils deacutemontrent que la flexibiliteacute des
piegraveces agrave lassemblage peut compenser leurs variations dimensioimelles Autrement dit la
variation de lassemblage de composantes flexibles est plus faible que celle estimeacutee avec un
modegravele danalyse classique de cumul des toleacuterances (Stacked Up Analysis) Subseacutequemment
Camelio et al (2004) proposent un algorithme optimisant la position des fixations tout en
minimisant la variation de lassemblage en fonction des variations des piegraveces et des outils
Liu et Hu (1997) preacutesentent deux techniques de preacutediction des variations dun assemblage en
meacutetal en feuille employant la meacutethode deacuteleacutements finis (FEM) La premiegravere
laquo Direct Monte Carlo Simulation raquo consiste simplement agrave faire varier aleacuteatoirement les
nœuds des composantes mailleacutees simulant de ce fait les deacutefauts de fabrication avant de faire
lanalyse par eacuteleacutements finis (FEA) de lassemblage Lanalyse FEA est reacuteiteacutereacutee plusieurs fois
pour une distribution repreacutesentative de la variation finale de lassemblage La deuxiegraveme
laquo Method of Influence Coefficients raquo permet dobtenir plus rapidement sensiblement les
mecircmes reacutesultats que la meacutethode preacuteceacutedente La cleacute de cette meacutethode demeure dans
leacutetablissement dune relation lineacuteaire quils nomment laquo mechanistic variation model raquo
entre les variations induites des piegraveces et celles reacutesultantes de leur assemblage agrave laide dune
matrice de sensibiliteacute En calculant agrave partir de simulations la matrice de sensibiliteacute le passage
successif par un module deacuteleacutements finis nest plus neacutecessaire Ces passages sont substitueacutes
par lemploi de la relation linaire obtenue preacuteceacutedemment
De plus amples informations ainsi quune liste exhaustive de leurs recherches sont disponibles sur leur site web respectif httphomepagescaewiscedu~darekpublishhtml httpgmcrlenginumichedu
12
Kenneth W Chase de Brigham Young University (BYU) fonde le groupe de recherche
Association for the Development of Computer-Aided Tolerancing Systems (ADCATS)
en 1984 Travaillant initialement sur lanalyse dimensionnelle assisteacutee par ordinateur ce qui
a donneacute naissance au logiciel CETol Chase et son groupe incluant Merkley et Bihlmaier
ont par la suite eacutetudieacute lanalyse variatioimelle dassemblage par conformation
Merkley (1998) deacuteveloppe une meacutethode reposant sur la lineacutearisation du problegraveme de contact
eacutelastique entre des composantes flexibles Il reacuteameacutenage la loi de Hooke pour lutilisation
dun super-eacuteleacutement permettant de deacutecrire la matrice de rigiditeacute eacutequivalente dune composante
en fonction des degreacutes de liberteacute agrave sa frontiegravere De plus Merkley introduit le concept de la
covariance due au mateacuteriau (material covariance) ainsi que la covariance geacuteomeacutetrique
(geacuteomeacutetrie covariance) La covariance due au mateacuteriau deacutecrit linterdeacutependance entre les
points du maillage de la piegravece reacutesultant de la nature du mateacuteriau tandis que la covariance
geacuteomeacutetrique deacutecrit la correacutelation entre les deacutefauts de surface dun point et ceux de ses points
voisins sur une mecircme geacuteomeacutetrie Par la suite au lieu dintroduire des variations aleacuteatoires sur
les nœuds des composantes mailleacutees comme Liu et Hu (1997) Merkley utilise une courbe de
Bezier aleacuteatoire pour deacutecrire ces variations de surface
Poursuivant les travaux de Merkley Bihlmaier (1999) emploie lanalyse spectrale des
variations dune population de surface pour obtenir la matrice de covariance geacuteomeacutetrique de
celle-ci Ainsi agrave partir de lanalyse de lensemble des surfaces de lassemblage Bihlmaier
trouve la moyeime et la matrice de covariance geacuteomeacutetrique de lespace entre les joints de
lassemblage Il utilise ensuite ces informations dans une analyse FEA pour
preacutedire leacutetendue des forces dassemblage La comparaison de cette technique deacutenommeacutee
De plus amples informations ainsi quune liste exhaustive de leurs recherches sont disponibles sur leur site web httpadcatsetbyuedureportsandpublicationsphp ^ Bihlmaier eacutetudie lassemblage de deux feuilles jointes bout agrave bout
13
laquo Flexible Assembly Spectral Toleacuterance Analysis (FASTA) raquo avec la meacutethode Monte-Carlo
deacutemontre la rapiditeacute supeacuterieure de la meacutethode FASTA avec des reacutesultats sensiblement
eacutequivalents
Les meacutethodes proposeacutees preacuteceacutedemment sappliquent principalement agrave des assemblages en
coques minces avec de simples contraintes physiques Le cas dune composante subissant de
multiples contraintes lors de son assemblage et de son fonctionnement engendrant ainsi des
deacuteformations importantes ne se precircte pas aux meacutethodes preacutesenteacutees Linjecteur de haute
pression fabriqueacute pour lindustrie automobile repreacutesente un bon exemple Reacutecemment pour
pallier agrave ce problegraveme Markvoort (2007 Markvoort et al 2005a 2005b) suggegraverent une
meacutethode consistant agrave faire une analyse FEA pour chaque variable de lassemblage ie pour
chaque combinaison de toleacuterances simuleacutee Dans cette meacutethode les variations imposeacutees agrave
chaque dimension agrave analyser sont estimeacutees agrave laide dun logiciel danalyse statistique Cette
technique nommeacutee Statistical Toleacuterance Analysis and Deacuteformation Analysis (STA-DEF) a
lavantage decirctre preacutecise tout en consideacuterant les contraintes physiques Elle demeure preacutecise
dans le cas de petite ou de grande deacuteformation
Les meacutethodes danalyse preacutesenteacutees sont conccedilues pour preacutedire les variations dun assemblage
en tenant compte de la nature flexible de ses composantes Les deacutefauts des composantes de
mecircme que la position et la valeur des forces dassemblage y sont imposeacutes ce qui limite leur
utilisation dans la preacutesente eacutetude Il est utile de rappeler ici que ce meacutemoire deacutesire explorer
linspection de profil de surface dans le cas ougrave la piegravece agrave inspecter ait subi des deacuteformations
inconnues et que son nuage de points ait eacuteteacute bruiteacute agrave cause du systegraveme de numeacuterisation
14 Utilisatio n iteacuterative de la meacutethode deacuteleacutements finis
Lanalyse par eacuteleacutements finis est employeacutee principalement pour preacutedire le comportement
dune piegravece dun assemblage ou dun meacutecanisme complexe sous leurs conditions
dutilisation Vu la performance accrue des calculateurs la meacutethode deacuteleacutements finis est de
plus en plus utiliseacutee iteacuterativement pour loptimisation des paramegravetres de conception La
14
modeacutelisation dune matrice de formage est un exemple inteacuteressant La geacuteomeacutetrie de celle-ci
doit ecirctre optimiseacutee pour minimiser leffet du recul eacutelastique (Spring-Back) quengendre le
proceacutedeacute
Karafillis et Boyce (1992 1996) suggegraverent la meacutethode laquoForce Descriptor Methodraquo pour
deacutefinir la geacuteomeacutetrie de la matrice de formage dune piegravece de meacutetal en feuille tout en
consideacuterant le recul eacutelastique de la piegravece Cette deacutemarche combine lanalyse analytique et la
FEM pour eacutevaluer le niveau du recul eacutelastique ducirc au proceacutedeacute
Wu ( 1997) preacutesente un algorithme FEM iteacuteratif optimisant un coefficient alpha ( a ) de la
force reacutesultante responsable du recul eacutelastique En trouvant une valeur alpha plus petite que
zeacutero (a lt 0) ce qui a pour effet dappliquer une force opposeacutee au recul eacutelastique une
nouvelle geacuteomeacutetrie de la matrice est obtenue
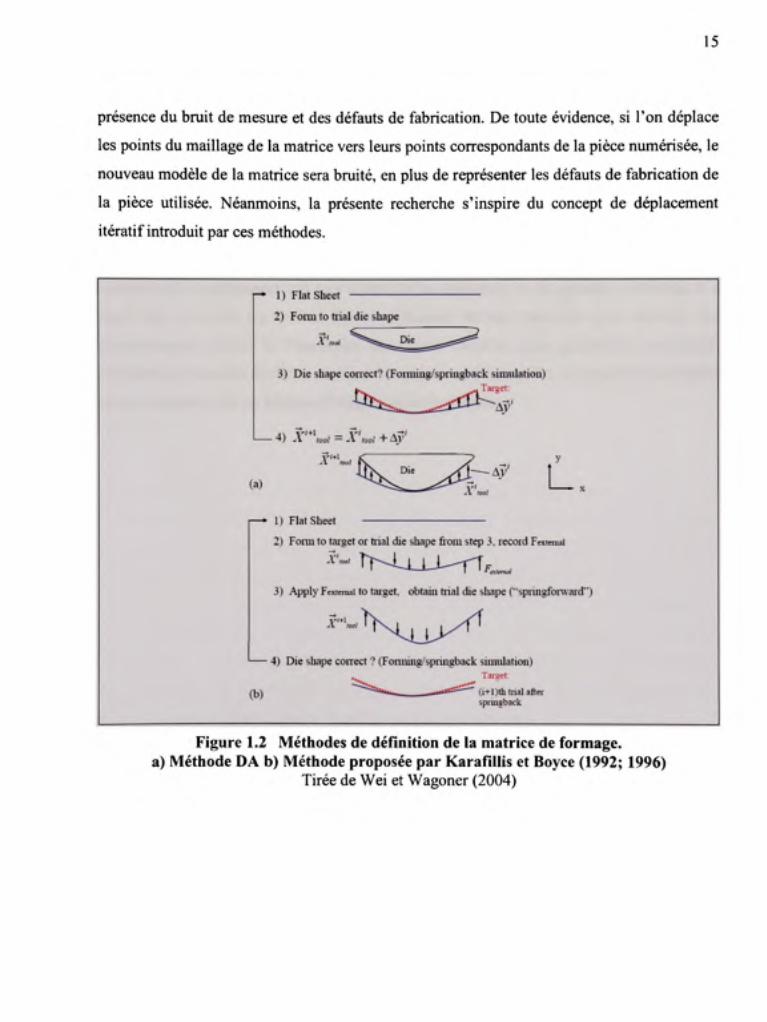
Wei et Wagoner (2004) comparent successivement le modegravele nominal de la piegravece et celle
issue dune simulation du proceacutedeacute de formage par eacuteleacutements finis Agrave chaque iteacuteration le
vecteur de deacuteplacement de chaque nœud du maillage de la piegravece nominale agrave son
correspondant simuleacute est appliqueacute sur son nœud eacutequivalent du maillage de la matrice Cette
meacutethode laquo Displacement Ajustement method (DA ) raquo ainsi que celle proposeacutee par
Karafillis et Boyce (1992 1996) sont illustreacutees agrave la figure 12 De maniegravere agrave exploiter la
meacutethode DA lorsque le maillage de la matrice et celui de la piegravece sont diffeacuterents
Lingbeek et al (2005) suggegraverent la meacutethode laquo Smooth Displacement Ajustment (SDA) raquo
Celle-ci repreacutesente le champ des vecteurs de deacuteplacement par une surface polynomiale
permettant ainsi deacutevaluer le deacuteplacement des nœuds du maillage de la matrice
Les meacutethodes deacutecrites plus haut sont adapteacutees pour la conception de matrice dans un
environnement virtuel La transposition des vecteurs de deacuteplacement du modegravele de la piegravece
apregraves le recul eacutelastique au modegravele de la matrice est possible puisque la piegravece a eacuteteacute modeacuteliseacutee
au deacutepart sans deacutefaut de fabrication Si toutefois le modegravele initial de la piegravece provient de la
numeacuterisation dune piegravece manufactureacutee ces meacutethodes ne fonctionneront plus en raison de la
15
preacutesence du bruit de mesure et des deacutefauts de fabrication De toute eacutevidence si lon deacuteplace
les points du maillage de la matrice vers leurs points correspondants de la piegravece numeacuteriseacutee le
nouveau modegravele de la matrice sera bruiteacute en plus de repreacutesenter les deacutefauts de fabrication de
la piegravece utiliseacutee Neacuteanmoins la preacutesente recherche sinspire du concept de deacuteplacement
iteacuteratif introduit par ces meacutethodes
r raquo 1 ) Fiat Sheet
2) Fomi to trial die shape
-V aol
3) Die shape correct (Formingspriugback simulatiou) Taiaet
Die
4) A tool = X lool + A y
1 mol
(a)
Imdashbull 1) Fiat Sheet
-Ay-
x
y L 2) Form to target or trial die shape fioiu step 3 record Fextemai
3) Apply Fexteraai to tBTget obtaiii trial die shape (springtbrwaid)
(b)
4) Die shape coirect (Foniiiiigspriiigback simulation) Target
(i+l)thtnalafter spnugback
Figure 12 Meacutethode s de deacutefinition de la matrice de formage a) Meacutethode DA b) Meacutethode proposeacutee par Karafillis et Boyce (1992 1996)
Tireacutee de Wei et Wagoner (2004)
16
En reacutesumeacute la revue de la litteacuterature exposeacutee dans ce chapitre preacutesente leacutetat de lart dans les
domaines de lalignement entre la repreacutesentation 3D dune piegravece et son modegravele CAO
lalignement non-rigide ainsi que dans celui de lanalyse des variations geacuteomeacutetriques des
piegraveces souples De plus une revue des techniques dutilisation iteacuterative de la meacutethode
deacuteleacutements finis pour la modeacutelisation de matrice de formage est preacutesenteacutee Ce premier
chapitre a permis didentifier les apports des principales approches dans les domaines
mentionneacutes preacuteceacutedemment qui sont essentiels au deacutemarrage de la preacutesente recherche 11 a
aussi mis en relief les limites dans lapplication de ces meacutethodes pour reacutesoudre les
probleacutematiques relieacutees agrave linspection des piegraveces flexibles sans gabarit de conformiteacute
Finalement labsence de recherche dans le domaine de linspection de composantes souples
dans ce chapitre met en eacutevidence loriginaliteacute de ce meacutemoire
CHAPITRE 2
GESTION DE S PIEgraveCES FLEXIBLE S SELON LA NORME ASME Y145 M
Le controcircle dimensionnel et geacuteomeacutetrique des composantes meacutecaniques occupe une part
importante et croissante dans lindustrie moderne 11 existe des standards nationaux et
internationaux comme la norme ASME Y145M et la norme ISO 1101 pour deacutefinir un
systegraveme de symboles eacutetablir les regravegles dinterpreacutetation et geacuterer les meacutethodes agrave employer pour
communiquer les informations sur les documents et devis techniques Ce chapitre preacutesente
lessentiel des possibiliteacutes et des techniques permises par la norme ameacutericaine
ASME Y145M-1994 pour ameacuteliorer la reacutepeacutetitiviteacute de linspection des composantes
flexibles
Comme mentionneacute la norme ASME Y145M-1994 considegravere par deacutefaut que linspection des
composantes doit ecirctre effectueacutee agrave leacutetat libre free state) soit sans force appliqueacutee durant
linspection Les piegraveces standards stock) telles que les tubes le meacutetal en feuilles les profils
extrudeacutes les poutres structurales ainsi que les piegraveces sujettes agrave des variations geacuteomeacutetriques agrave
leacutetat libre sont exclus de la regravegle mentionneacutee Les piegraveces flexibles se voient ainsi traiteacutees de
maniegravere diffeacuterente Les meacutethodes dites de laquo conformation raquo leur sont appliqueacutees Les piegraveces
eacutetant diffeacuterentes par leurs geacuteomeacutetries leurs rigiditeacutes et par leurs requis fonctionnels plusieurs
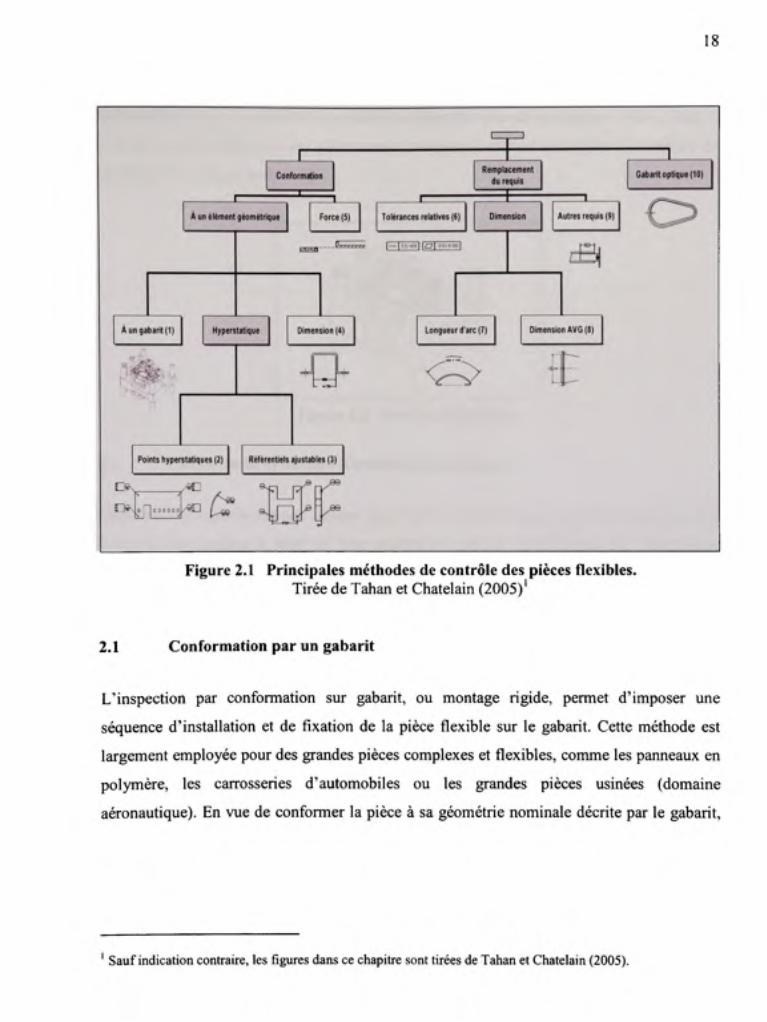
meacutethodes sont disponibles La figure 2 l ci-dessous regroupe les principales techniques pour
linspection et le controcircle geacuteomeacutetrique des composantes flexibles
Conformation
_c A un eacuteleacutement geacuteomeacutetrique
A un gabarit (1)
1 Force(5)
Hyperstatique
H V
Dimension (4)
Points hyperstatiques (2| Reacutefeacuterentiels ajustables (3)
raquo
^^kl laquo
18
1 _ I
Remplacement du requis
Gabarit optique (10)
Toleacuterances relatives (6) Dimension
Imdash|aiMoo| |pound7 | oioieKw l
Autres requis (9)
fi
Longueur darc (7) Dimension AVG (8)
^-^-^
Figure 21 Principale s meacutethodes de controcircle des piegraveces flexibles Tireacutee de Tahan et Chacirctelain (2005)
21 Conformation par un gabarit
Linspection par conformation sur gabarit ou montage rigide permet dimposer une
seacutequence dinstallation et de fixation de la piegravece flexible sur le gabarit Cette meacutethode est
largement employeacutee pour des grandes piegraveces complexes et flexibles comme les panneaux en
polymegravere les cartosseries dautomobiles ou les grandes piegraveces usineacutees (domaine
aeacuteronautique) En vue de conformer la piegravece agrave sa geacuteomeacutetrie nominale deacutecrite par le gabarit
Sauf indication contraire les figures dans ce chapitre sont tireacutees de Tahan et Chacirctelain (2005)
19
une force induisant des deacuteformations eacutelastiques peut ecirctre exerceacutee sur celle-ci Dans ce cas la
conception et la fabrication des gabarits sont critiques et souvent coucircteuses Un exemple de
gabarit est illustreacute par la figure 22
Figure 22 Exempl e de gabarit
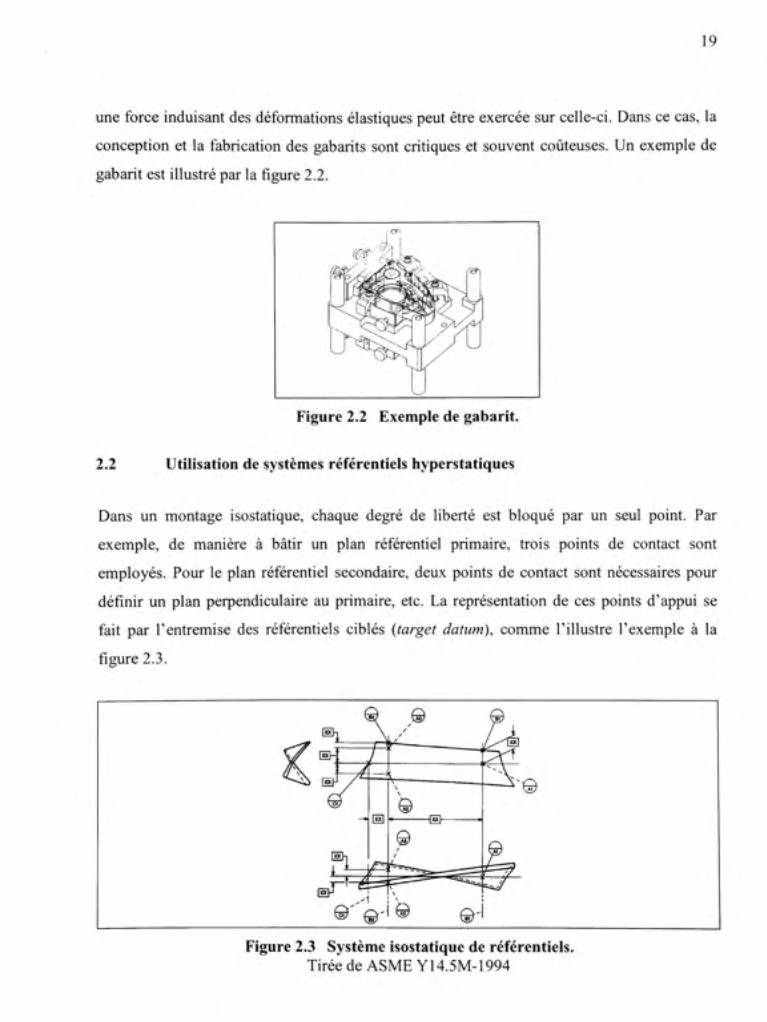
22 Utilisation de systegravemes reacutefeacuterentiel s hyperstatique s
Dans un montage isostatique chaque degreacute de liberteacute est bloqueacute par un seul point Par
exemple de maniegravere agrave bacirctir un plan reacutefeacuterentiel primaire trois points de contact sont
employeacutes Pour le plan reacutefeacuterentiel secondaire deux points de contact sont neacutecessaires pour
deacutefinir un plan perpendiculaire au primaire etc La repreacutesentation de ces points dappui se
fait par lentremise des reacutefeacuterentiels cibleacutes target datum) comme lillustre lexemple agrave la
figure 23
Figure 23 Systegravem e isostatique de reacutefeacuterentiels Tireacutee de ASME Y145M-1994
20
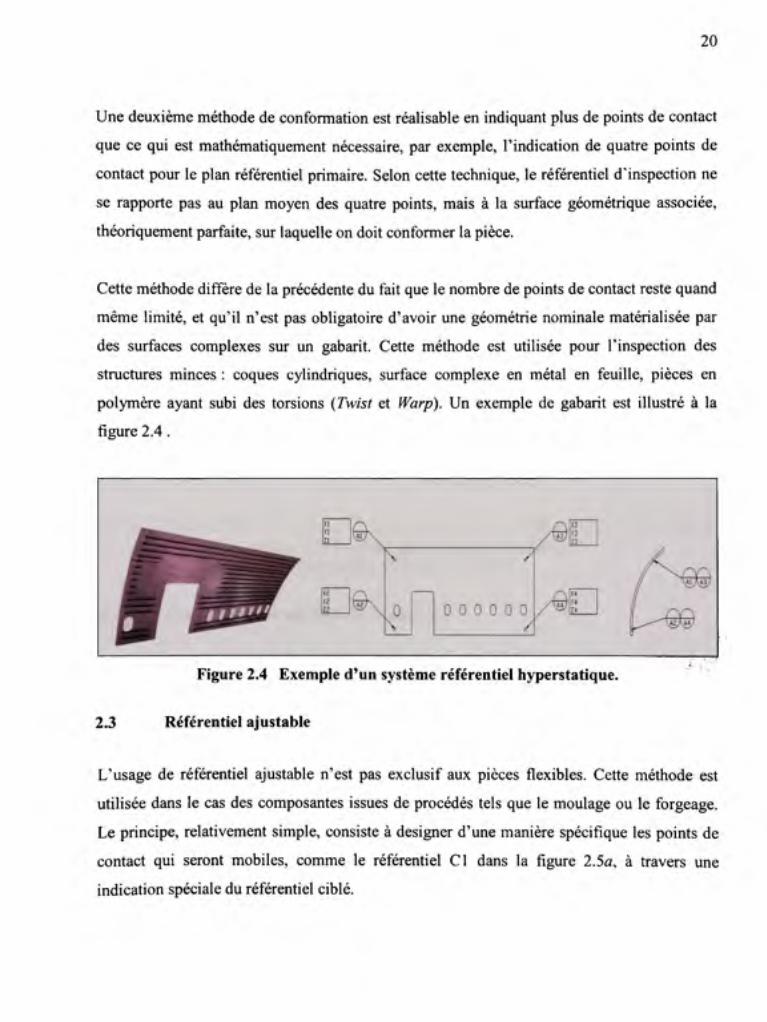
Une deuxiegraveme meacutethode de conformation est reacutealisable en indiquant plus de points de contact
que ce qui est matheacutematiquement neacutecessaire par exemple lindication de quatre points de
contact pour le plan reacutefeacuterentiel primaire Selon cette technique le reacutefeacuterentiel dinspection ne
se rapporte pas au plan moyen des quatre points mais agrave la surface geacuteomeacutetrique associeacutee
theacuteoriquement parfaite sur laquelle on doit conformer la piegravece
Cette meacutethode diffegravere de la preacuteceacutedente du fait que le nombre de points de contact reste quand
mecircme limiteacute et quil nest pas obligatoire davoir une geacuteomeacutetrie nominale mateacuterialiseacutee par
des surfaces complexes sur un gabarit Cette meacutethode est utiliseacutee pour linspection des
structures minces coques cylindriques surface complexe en meacutetal en feuille piegraveces en
polymegravere ayant subi des torsions Twist et Warp) Un exemple de gabarit est illustreacute agrave la
figure 24
u
W
W
0
0 0 0 0 0 0
Q X3 r3 Z3
yQ u Z4
Figure 24 Exemple dun systegraveme reacutefeacuterentiel hyperstatique
23 Reacutefeacuterentiel ajustable
Lusage de reacutefeacuterentiel ajustable nest pas exclusif aux piegraveces flexibles Cette meacutethode est
utiliseacutee dans le cas des composantes issues de proceacutedeacutes tels que le moulage ou le forgeage
Le principe relativement simple consiste agrave designer dune maniegravere speacutecifique les points de
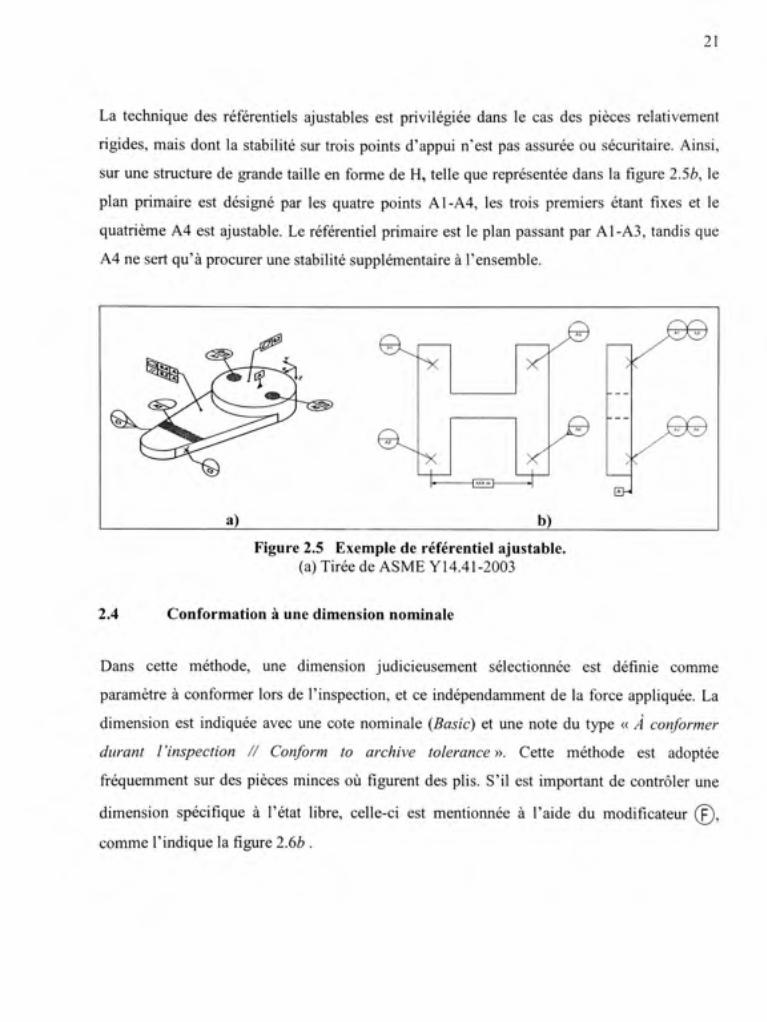
contact qui seront mobiles comme le reacutefeacuterentiel Cl dans la figure 25a agrave travers une
indication speacuteciale du reacutefeacuterentiel cibleacute
21
La technique des reacutefeacuterentiels ajustables est privileacutegieacutee dans le cas des piegraveces relativement
rigides mais dont la stabiliteacute sur trois points dappui nest pas assureacutee ou seacutecuritaire Ainsi
sur une structure de grande taille en forme de H telle que repreacutesenteacutee dans la figure 25b le
plan primaire est deacutesigneacute par les quatre points Al-A4 les trois premiers eacutetant fixes et le
quatriegraveme A4 est ajustable Le reacutefeacuterentiel primaire est le plan passant par A1-A3 tandis que
A4 ne sert quagrave procurer une stabiliteacute suppleacutementaire agrave lensemble
Figure 25 Exempl e de reacutefeacuterentie l ajustable (a) Tireacutee de ASME Y 1441-2003
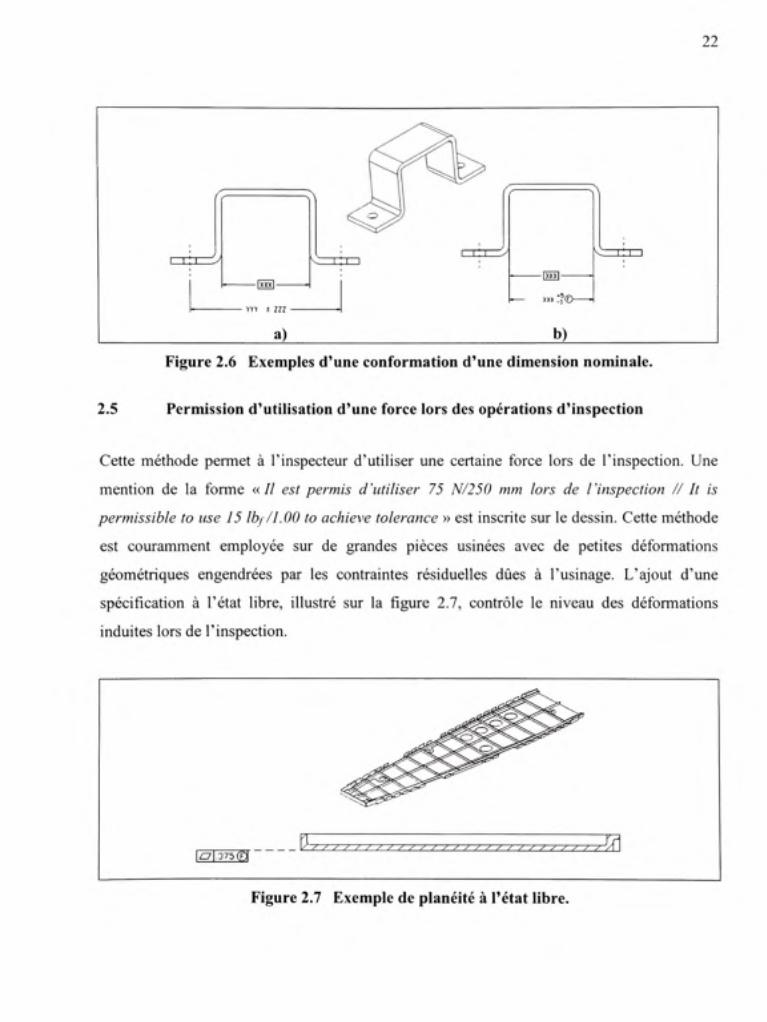
24 Conformation agrave une dimension nominal e
Dans cette meacutethode une dimension judicieusement seacutelectionneacutee est deacutefinie comme
paramegravetre agrave conformer lors de linspection et ce indeacutependamment de la force appliqueacutee La
dimension est indiqueacutee avec une cote nominale (Basic) et une note du type laquo Acirc conformer
durant linspection Conform to archive toleacuterance raquo Cette meacutethode est adopteacutee
freacutequemment sur des piegraveces minces ougrave figurent des plis Sil est important de controcircler une
dimension speacutecifique agrave leacutetat libre celle-ci est mentioimeacutee agrave laide du modificateur (F)
comme lindique la figure 26b
22
TTT-^y
-Iml-
- I I I
YYY 1 ZZ Z bull
a)
I I V
-Hocircucircl-
O l l I
^ x w copy mdash A
b)
25
Figure 26 Exemple s dune conformation dun e dimensio n nominale
Permission dutilisation dun e forc e lors des opeacuterations dinspectio n
Cette meacutethode permet agrave linspecteur dutiliser une certaine force lors de linspection Une
mention de la forme laquo est permis dutiliser 75 N250 mm lors de linspection It is
permissible to use 15 lbf100 to achieve toleacuterance raquo est inscrite sur le dessin Cette meacutethode
est couramment employeacutee sur de grandes piegraveces usineacutees avec de petites deacuteformations
geacuteomeacutetriques engendreacutees par les contraintes reacutesiduelles dues agrave lusinage Lajout dune
speacutecification agrave leacutetat libre illustreacute sur la figure 27 controcircle le niveau des deacuteformations
induites lors de linspection
1^1375 001 2 Z ^ y y y z^Acirc
Figure 27 Exempl e de planeacuteiteacute agrave leacutetat libre
23
26 Lusage des toleacuterances relative s
Dans cette technique les toleacuterances absolues appliqueacutees sur la totaliteacute de la piegravece sont
remplaceacutees par des toleacuterances relatives Les zones de toleacuterance sont deacutefinies en fonction de la
longueur ou de la surface Geacuteneacuteralement les toleacuterances relatives sont employeacutees pour
controcircler les deacutefauts de forme et de profil Typiquement la rectitude ou la planeacuteiteacute peut ecirctre
appliqueacutee sur une longueur preacutedeacutetermineacutee de la piegravece Toutefois la piegravece doit ecirctre
pratiquement rigide sur la longueur speacutecifieacutee
05400 CJ 0106000 r 0056000
Figure 28 Exemple s de toleacuterance relative
27 Utilisation de la longueur dar c
La longueur darc est deacutefinie comme la longueur circonfeacuterentielle de larc de cercle entre
deux points La figure 29 illustre une piegravece consideacutereacutee comme flexible et ayant une
courbure Le controcircle de la hauteur ou de la largeur entraicircne des difficulteacutes agrave cause de la
deacuteformation de la piegravece (figure 29a) Par contre le remplacement de ces mesures par une
mesure de longueur darc (figure 29b) assure une reacutepeacutetitiviteacute puisque celle-ci est
indeacutependante du niveau de deacuteformation
a)
XXX YV Y
b)
Figure 29 Exempl e dutilisation dun e longueu r darc
24
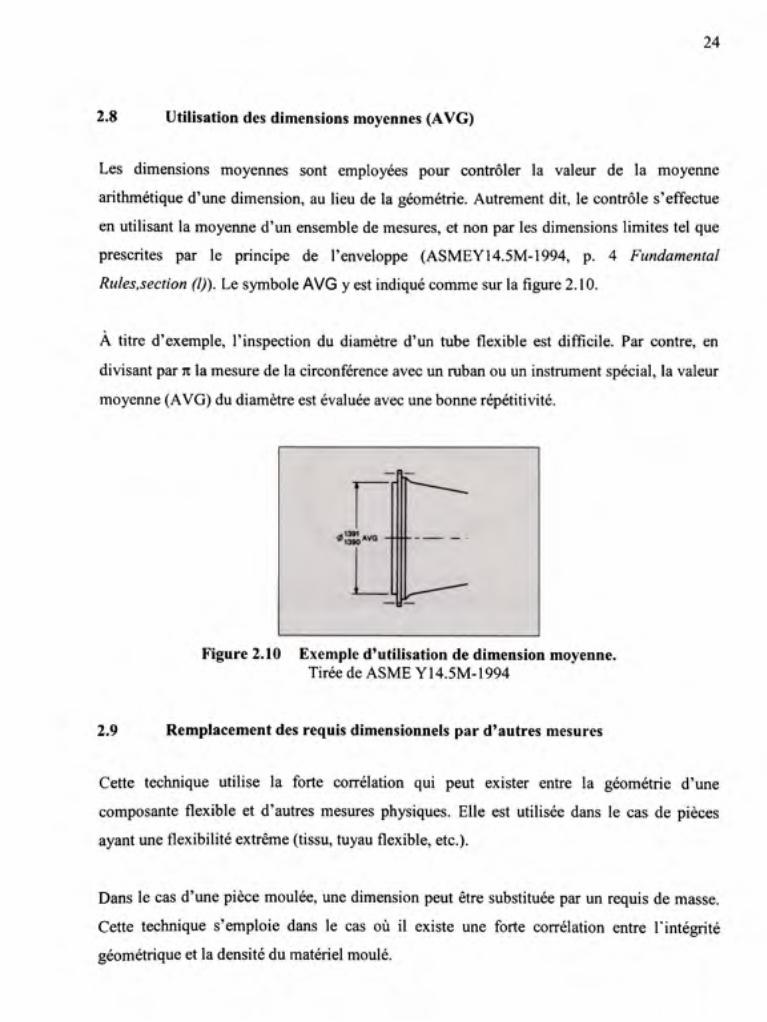
28 Utilisation des dimensions moyennes (AVG )
Les dimensions moyennes sont employeacutees pour controcircler la valeur de la moyerme
arithmeacutetique dune dimension au lieu de la geacuteomeacutetrie Autrement dit le controcircle seffectue
en utilisant la moyenne dun ensemble de mesures et non par les dimensions limites tel que
prescrites par le principe de lenveloppe (ASMEY145M-1994 p 4 Fundamental
Rulessection (l)) Le symbole AVG y est indiqueacute comme sur la figure 210
Agrave titre dexemple linspection du diamegravetre dun tube flexible est difficile Par contre en
divisant par ti la mesure de la circonfeacuterence avec un ruban ou un instrument speacutecial la valeur
moyenne (AVG) du diamegravetre est eacutevalueacutee avec une bonne reacutepeacutetitiviteacute
Figure 210 Exempl e dutilisation d e dimension moyenne Tireacutee de ASME Y145M-1994
29 Remplacement de s requis dimensionnels pa r dautres mesure s
Cette technique utilise la forte correacutelation qui peut exister entre la geacuteomeacutetrie dune
composante flexible et dautres mesures physiques Elle est utiliseacutee dans le cas de piegraveces
ayant une flexibiliteacute extrecircme (tissu tuyau flexible etc)
Dans le cas dune piegravece mouleacutee une dimension peut ecirctre substitueacutee par un requis de masse
Cette technique semploie dans le cas ougrave il existe une forte correacutelation entre linteacutegriteacute
geacuteomeacutetrique et la densiteacute du mateacuteriel mouleacute
25
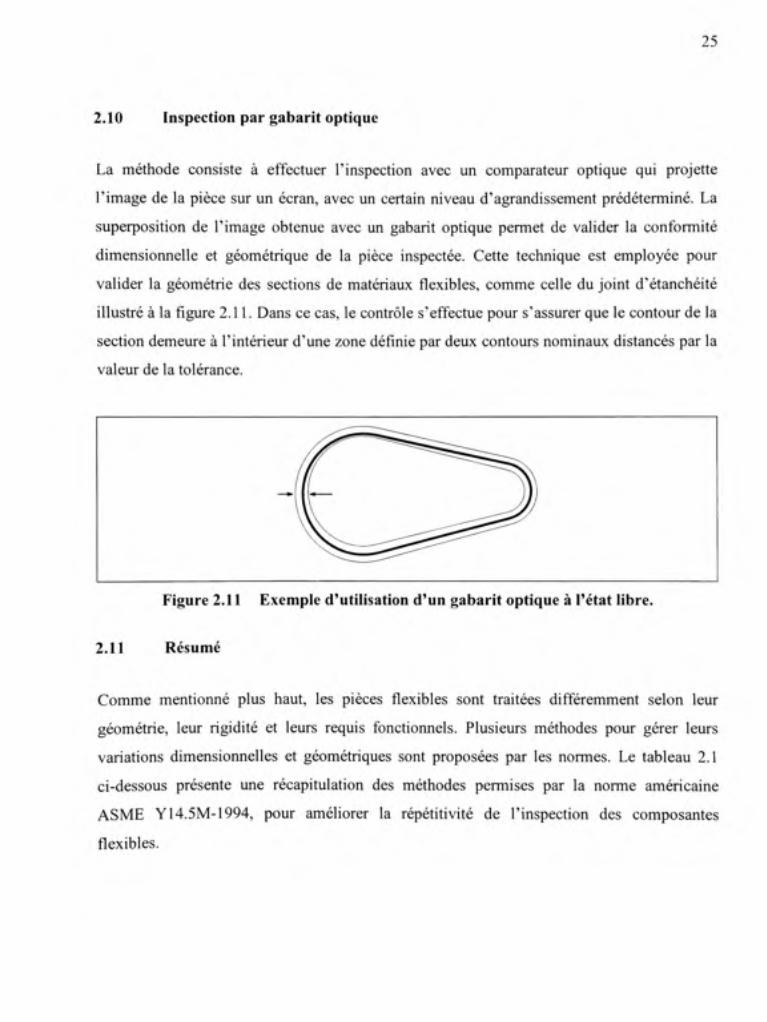
210 Inspection pa r gabarit optiqu e
La meacutethode consiste agrave effectuer linspection avec un comparateur optique qui projette
limage de la piegravece sur un eacutecran avec un certain niveau dagrandissement preacutedeacutetermineacute La
superposition de limage obtenue avec un gabarit optique permet de valider la conformiteacute
dimensionnelle et geacuteomeacutetrique de la piegravece inspecteacutee Cette technique est employeacutee pour
valider la geacuteomeacutetrie des sections de mateacuteriaux flexibles comme celle du joint deacutetancheacuteiteacute
illustreacute agrave la figure 211 Dans ce cas le controcircle seffectue pour sassurer que le contour de la
section demeure agrave linteacuterieur dune zone deacutefinie par deux contours nominaux distanceacutes par la
valeur de la toleacuterance
Figure 211 Exempl e dutilisation du n gabari t optique agrave leacutetat libre
211 Reacutesum eacute
Comme mentionneacute plus haut les piegraveces flexibles sont traiteacutees diffeacuteremment selon leur
geacuteomeacutetrie leur rigiditeacute et leurs requis fonctiormels Plusieurs meacutethodes pour geacuterer leurs
variations dimensioimelles et geacuteomeacutetriques sont proposeacutees par les normes Le tableau 21
ci-dessous preacutesente une reacutecapitulation des meacutethodes permises par la norme ameacutericaine
ASME Y145M-1994 pour ameacuteliorer la reacutepeacutetitiviteacute de linspection des composantes
flexibles
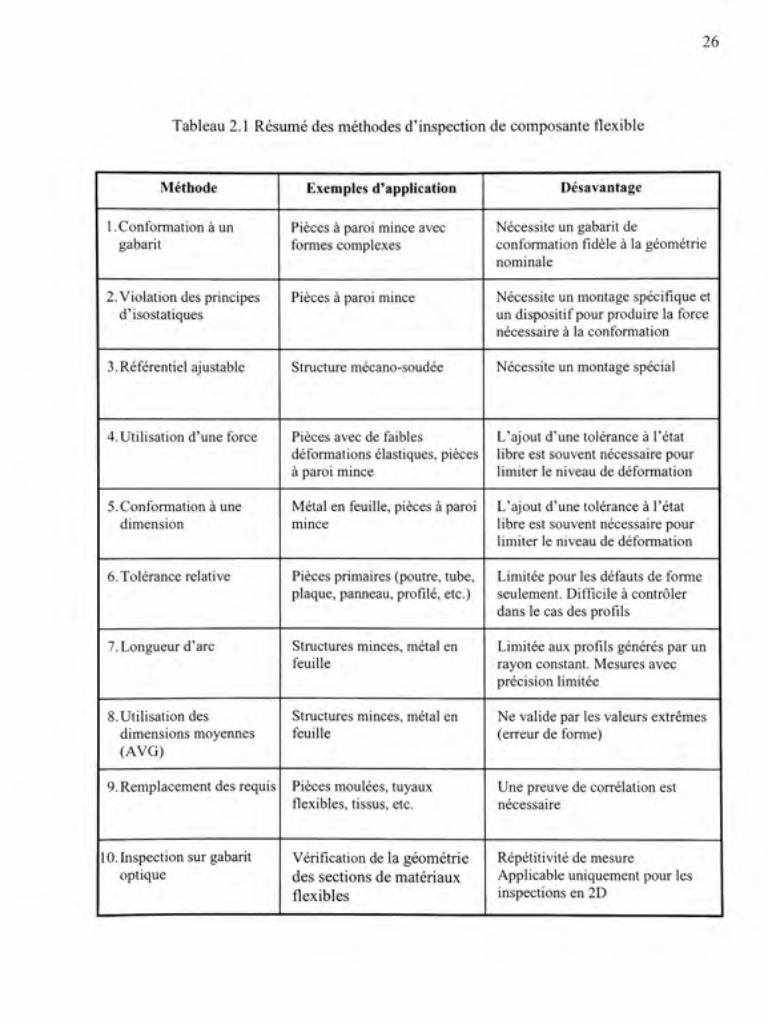
Tableau 21 Reacutesumeacute des meacutethodes dinspection de composante flexible
26
Meacutethode
1 Conformation agrave un gabarit
2 Violation des principes disostatiques
3Reacutefeacuterentiel ajustable
4 Utilisation dune force
5Conformation agrave une dimension
6 Toleacuterance relative
7 Longueur darc
8 Utilisation des dimensions moyennes (AVG)
9 Remplacement des requis
10 Inspection sur gabarit optique
Exemples dapplication
Piegraveces agrave paroi mince avec formes complexes
Piegraveces agrave paroi mince
Stmcture meacutecano-soudeacutee
Piegraveces avec de faibles deacuteformations eacutelastiques piegraveces agrave paroi mince
Meacutetal en feuille piegraveces agrave paroi mince
Piegraveces primaires (poutre tube plaque panneau profileacute etc)
Stmctures minces meacutetal en feuille
Stmctures minces meacutetal en feuille
Piegraveces mouleacutees tuyaux flexibles tissus etc
Veacuterification de la geacuteomeacutetrie des sections de mateacuteriaux flexibles
Deacutesavantage
Neacutecessite un gabarit de conformation fidegravele agrave la geacuteomeacutetrie nominale
Neacutecessite un montage speacutecifique et un dispositif pour produire la force neacutecessaire agrave la conformation
Neacutecessite un montage speacutecial
Lajout dune toleacuterance agrave leacutetat libre est souvent neacutecessaire pour limiter le niveau de deacuteformation
Lajout dune toleacuterance agrave leacutetat libre est souvent neacutecessaire pour limiter le niveau de deacuteformation
Limiteacutee pour les deacutefauts de forme seulement Difficile agrave controcircler dans le cas des profils
Limiteacutee aux profils geacuteneacutereacutes par un rayon constant Mesures avec preacutecision limiteacutee
Ne valide par les valeurs extrecircmes (erreur de forme)
Une preuve de correacutelation est neacutecessaire
Reacutepeacutetitiviteacute de mesure Applicable uniquement pour les inspections en 2D
CHAPITRE 3
ALGORITHME INSPECTION PA R DEacutePLACEMENT ITEacuteRATI F
La revue de la litteacuterature du chapitre 1 illustre bien quen deacutepit de la recherche sur
linteacutegration de la flexibiliteacute des composantes dans lanalyse dimensionnelle afin de reacuteduire
la quantiteacute de piegraveces rejeteacutees peu de recherches ont eacuteteacute effectueacutees sur la reacuteduction des coucircts
dinspection des piegraveces flexibles Le preacutesent document propose un nouvel algorithme
deacutenommeacute Inspection par Deacuteplacement Iteacuteratif (IDI) Iteacuterative Displacement Inspection La
meacutethodologie permet de localiser et de quantifier les deacutefauts de profil des coques minces Les
donneacutees dentreacutee sont la piegravece manufactureacutee numeacuteriseacutee lorsque celle-ci est maintenue par de
simples supports et le modegravele nominal (MATH DATA) La deacutemarche se veut une alternative
agrave linspection avec un gabarit de conformiteacute Dans labsence de ce dernier les effets de la
graviteacute et des deacuteformations engendreacutees par les contraintes induites par le proceacutedeacute rendent la
geacuteomeacutetrie de la piegravece numeacuteriseacutee consideacuterablement diffeacuterente de la geacuteomeacutetrie nominale Par
conseacutequent la meacutethode proposeacutee envisage de traiter et disoler ces facteurs de telle sorte que
le reacutesultat de linspection reflegravete uniquement leffet des deacutefauts (variations dues aux proceacutedeacutes
de fabrication) En reacutesumeacute ce meacutemoire explore linspection des piegraveces de type coque mince
avec les hypothegraveses suivantes
bull La piegravece agrave inspecter est une coque mince Sa geacuteomeacutetrie est parfaitement deacutefinie et
disponible par un fichier MATH DATA (STEP IGES ou tout autre format compatible)
Le montage lors de la numeacuterisation autorise des deacuteformations eacutelastiques du mecircme ordre
ou supeacuterieures aux toleacuterances de profil exigeacutees
bull
La meacutethode de fixation pendant la numeacuterisation ne repreacutesente pas neacutecessairement les supports agrave lassemblage ^ Par exemple sur trois points de contact de la piegravece manufachireacutee
28
bull La piegravece fabriqueacutee est numeacuteriseacutee Une repreacutesentation de la piegravece sous forme dun nuage
de points xyz)y est disponible
bull Uniquement une partie de la piegravece possegravede des deacutefauts de surface^
bull Linspection se restreint aux deacutefauts de profil de surface tels que deacutefinis par la norme
ASMEY145M-I994
La meacutethodologie dinspection se reacutesume agrave comparer la geacuteomeacutetrie numeacuteriseacutee de la piegravece
fabriqueacutee malgreacute des deacuteformations dues agrave la souplesse de celle-ci avec la geacuteomeacutetrie
nominale Eacutetant donneacute que ces deux modegraveles ne sont pas similaires il est neacutecessaire
dappliquer une deacuteformation au modegravele nominal afin que celle-ci se rapproche de la
geacuteomeacutetrie de la piegravece numeacuteriseacutee Dans ce cas le problegraveme dalignement ne se limite plus agrave
trouver la matrice de transformation optimale minimisant la distance entre les deux modegraveles
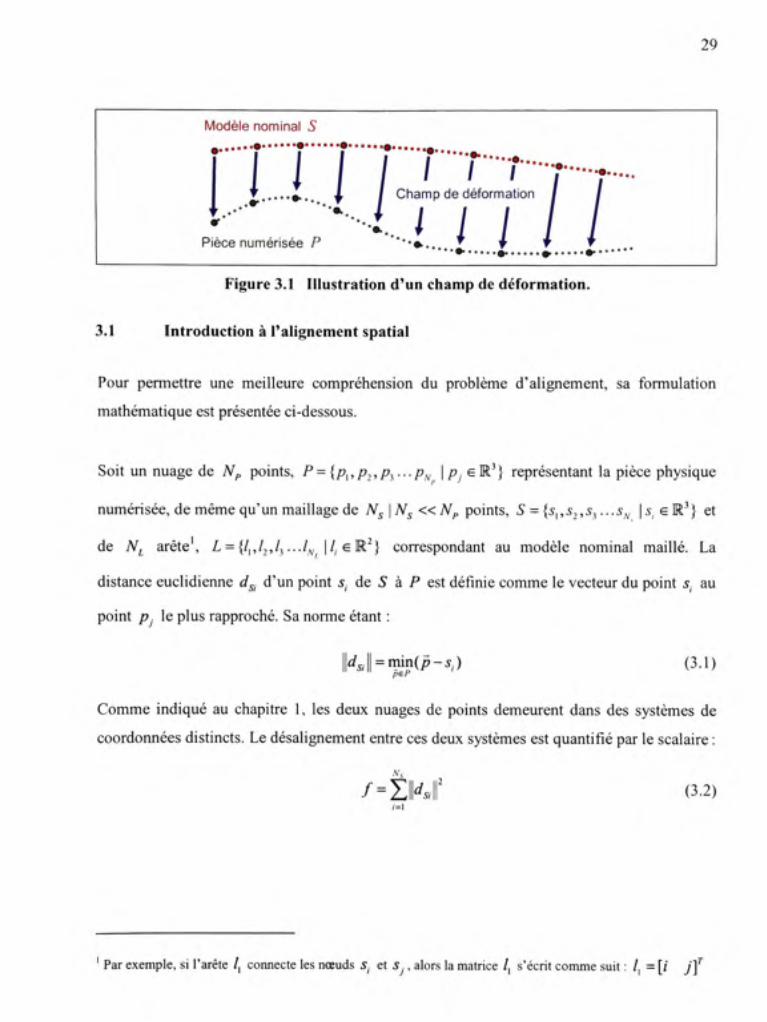
comme lors de la comparaison des piegraveces rigides Lajout dun champ de deacuteplacement
(figure 31) estimant les deacuteformations agrave appliquer sur la geacuteomeacutetrie nominale devient
neacutecessaire Ce champ doit repreacutesenter uniquement les deacuteformations induites sur la piegravece
numeacuteriseacutee par les conditions de support lors de la digitalisation leffet de la graviteacute et les
deacuteformations dues aux contraintes induites par le proceacutedeacute Il doit exclure les deacuteformations
attribuables aux erreurs de profil Par conseacutequent en ajoutant le champ de deacuteformation au
modegravele nominal une nouvelle piegravece sans deacutefaut mais ayant subi les mecircmes deacuteformations que
la composante numeacuteriseacutee est ainsi simuleacutee Il en reacutesulte deux modegraveles sensiblement proches
ougrave il est possible agrave preacutesent deacutevaluer les deacutefauts de profil
Par exemple agrave laide dune tecircte laser monteacutee sur une MMT ^ Autrement dit les deacutefauts ne sont pas geacuteneacuteraliseacutes sur toute la superficie de la piegravece
29
Figure 31 Illustratio n dun champ de deacuteformation
31 Introductio n agrave lalignement spatia l
Pour permettre une meilleure compreacutehension du problegraveme dalignement sa formulation
matheacutematique est preacutesenteacutee ci-dessous
Soit un nuage de Np points P = p^p2p^pj^ pj eR^ repreacutesentant la piegravece physique
numeacuteriseacutee de mecircme quun maillage de N^ N^ laquo Np points S = s^S2s^s^ s^ eR^ et
de AA arecircte pound = p ^ | eR^ correspondant au modegravele nominal mailleacute La
distance euclidienne d^ dun point s de S agrave P est deacutefinie comme le vecteur du point s au
point pj le plus rapprocheacute Sa norme eacutetant
IKII = min(^-5) (31)
Comme indiqueacute au chapitre 1 les deux nuages de points demeurent dans des systegravemes de
coordoimeacutees distincts Le deacutesalignement entre ces deux systegravemes est quantifieacute par le scalaire
= SlKf (32) i=X
Par exemple si larecircte connecte les nœuds s et Sj alors la matrice seacutecrit comme suit = [ jf
30
Les points de S eacutetant des corps rigides dans lespace tridimensionnel ils peuvent se deacuteplacer
suivant six degreacutes de liberteacute Soit trois translations et trois rotations orthogonales identifieacutees
respectivement par le vecteur qj e E^ et la matrice R s R Le vecteur de translation q^
repreacutesente le vecteur de deacuteplacement appliqueacute agrave chaque point La matrice de rotation R est
en fonction des trois angles de rotation autour des axes principaux du systegraveme de
coordonneacutees En adoptant la repreacutesentation XYZ la matrice R prend la forme de
R=
R = R^9^yR^e^yRf9^)
cos(^ ) cos0 ) cos(6gt ) sin(6 ) ucircn(d^ ) - cos((9 )sMO ) cos9^ )cos((9J sin((9 ) +sin((9 )sin(ft )
cos0^)siii0f cos((9)cos(6J+sin((9)sin(^)sin(6J cos(6)sin((9)sin(ft)-cos(ft)sin(6J
-sinCeacuteraquo) cos((9)sin(6) cos((9)cos((9)
(33)
(34)
Par deacutefinition Rji9j) est une matrice orthogonale M speacutecifiant une rotation 9^ autour de
laxe j
La transformation de s dans un nouveau systegraveme de coordonneacutees seffectue en y appliquant
R et qj
s=Rraquos+qj (35)
Substituant leacutequation (35) dans (31) doime
C-[iIcirc5-h^]|| (36)
avec Cj eC C eacutetant lensemble des points de P correspondant aux points les plus proches
de S
Agrave preacutesent la substitution de leacutequation (36) dans (32) permet de reformuler la fonction
en une fonction de R et q^
fiRqr) = lJc-[Rs+qr] 1=1
(37)
31
Pour aligner les nuages de points S et f la fonction doit ecirctre minimiseacutee par rapport agrave R
et qj La matrice de rotation R et le vecteur de translation qj minimisant la fonction
reacutesolvent le problegraveme dalignement
32 Alignement initial
La fonction telle que deacutecrite par leacutequation (37) est non lineacuteaire La solution du problegraveme
de minimisation peut ecirctre trouveacutee en faisant appel aux meacutethodes non lineacuteaires
(meacutethodes iteacuteratives) Partant dune estimation initiale des paramegravetres doptimisation
ces meacutethodes modifient successivement les paramegravetres jusquagrave la minimisation
de la fonction objective selon un critegravere de convergence preacuteeacutetabli Ces approches
sont sensibles aux estimations initiales Pour que la solution ne converge
pas sur un minimum local les estimations initiales doivent ecirctre le plus
proches possible des solutions optimales Lalgorithme ICP de Besl et McKay (1992)
demande un premier alignement entre le DCS et le MCS comme point
de deacutepart Pour remeacutedier agrave cela une premiegravere approximation de la matrice
de transformation en alignant des points connus est proposeacutee
Les positions des A ^ supports dans le systegraveme de coordoimeacutees machine
MCS utiliseacutes lors de la numeacuterisation de la surface P sont repreacutesenteacutees par
^Mcs - 1 ^Mcsx bull bull bull ^MCS N I ^^ics ^ ^^^ bull Lcurs positious nominales dans le systegraveme de
coordoimeacutees DCS sont deacutesigneacutees par M^^^ = l^or^i bullbullbull ^nr^ laquo 1 ^DCS ^ ^^^^ bull De plus
soit ^cs ~ PMCSX bull bull bull PMCS Vy I ^Mcs ^ ^ l^s points dans P les plus proches des points de
fixation M^^g et S^^^ = p ^ ^ 5^^^ ^ 115^^^ euro 5 les nœuds de 5 agrave proximiteacute des
points A^cs bull ^oir figure 32
32
Figure 32 Alignemen t initial
Lalignement des nœuds S^^^ avec les points P^^ se reacutesume donc agrave trouver la matrice de
transformation minimisant
fRqr) = ZPMcsi -[R^Dcsi + ^r J =
(38)
La meacutethode Simplex semble ecirctre bien adapteacutee pour traiter les problegravemes doptimisation non
lineacuteaires et non contraints de cette taille Lestimation initiale de la matrice de rotation et de
translation neacutecessaires agrave lapplication de la meacutethode se calcule comme suit
^ =
o 0 o 0 0 0 0 0 0
^0 =
-rrT^PMcsii^)-^ C 1= 1
mdash 2ACS(2)-bull^G = 1
T7-2]^wr5(3)-^G = 1
bull^DCSiM
^DCSi i^)
~ ^DCSi i-^)
(39)
avec7^bdquo =[x y z f et5oc5=U y ^]
Les reacutesultats des matrices R et q^ obtenus par la meacutethode du simplex sont fusionneacutes dans
une matrice de transformation totale T
T = R q 0 1
(310) 4x4
33
Agrave preacutesent lapplication de la matrice de transformation sur tous les points de S permet
dobtenir un nuage S un peu plus proche de P
S =TS (311)
Avec S sous la forme S = bull ^ 1 ^ 2
1 1 1 AxNg
Lapplication de la meacutethode du Simplex permet de diminuer la diffeacuterence entre les nuages de
points S et P Comme mentionneacute plus haut cette eacutetape est importante puisque lalgorithme
ICP considegravere que les deux modegraveles agrave recaler sont proches lun de lautre La figure 33 en
reacutesume les eacutetapes
C CcedilNuage de pointsA 7
Modegravele S J ^ T oints de contact DCS ^DCS ^ ^ I
D 5 Point s de contact MCS A
Nuage de points Piegravece P icirc
Minimisation
fRq^) = 2]||pvlaquo -[RSDCS + ^r ]|| i=
S = TS
(Nuage de pointsA Modegravele s J
Figure 33 Algorithm e employeacute pour lalignement initial
34
33 Alignemen t Rigide
Tel que mentionneacute preacuteceacutedemment lalgorithme de localisation ICP proposeacute par Besl et
McKay (1992) permet deacutevaluer la matrice de transformation rigide qui optimise
lalignement entre la geacuteomeacutetrie numeacuteriseacutee et le modegravele nominal Plutocirct que dutiliser la
description habituelle de la matrice de rotation Besl et McKay (1992) emploient une
repreacutesentation par des quatemions Une uniteacute de quatemion est un vecteur
^laquo=[^0 9x ltl2 ^sl telque 9ogt0 et ^o+^+^2+73=lbull
La matrice de rotation et celle de translation peuvent se reformuler comme suit
Riq) = ltll+(ll-(ll-(ll 2(^^2-^0^) 2(qq+q^q2)
2qxltl2 + ^0^3 ) + il - 1x - q] Alili -lolx )
2 ( 1 3 - loli ) 2(^2^ 3 + q^q^ ) ql + q] - q^ - q]
(312)
9r=[94 95 ltIb (313)
La repreacutesentation avec des quatemions rend la minimisation de leacutequation (37) semblable agrave
une maximisation de la forme quadratique de luniteacute de quatemion La rotation optimale est
obtenue avec q^ eacutequivalent au vecteur propre correspondant agrave la valeur propre dune
matrice 4x4 provenant de la matrice de correacutelation croiseacutee cross-covariance) entre les
paires de points
Le vecteur de translation est ensuite deacuteduit
1r=Ps-RiqT)Pc (314)
ougrave Ps et ^ sont respectivement les centroiumldes de 5 et C
En deacutemarrant agrave partir dun alignement initial entre les modegraveles lalgorithme ICP procegravede
comme suit
35
1 Trouver lensemble de points C^ dans P correspondant aux points les plus proches
de 5
2 Trouver les vecteurs ^^ et ^^ minimisant^(^^ ^7-)
3 Geacuteneacuterer un nouveau nuage de points 5 en appliquant Rq^ ) et q^
4 Terminer la boucle diteacuteration quand ^ - Z^ lte on Kgt K^p^^^
ougrave K est le nombre diteacuterations entameacutees e le seuil de convergence voulu et K^-p^^
nombre maximal diteacuterations
le
Les points 5 se trouvant potentiellement dans une zone de deacutefauts identifieacutes par la meacutethode
deacutecrite agrave la section 36 sont retireacutes de S avant de relancer lalgorithme ICP dans le but de
diminuer leur influence sur lalignement De plus comme suggeacutereacute par Masuda et Yokoya
(1994) un eacutechantillonnage aleacuteatoire de S est employeacute pour reacuteduire le temps de calcul de
lalgorithme ICP De la sorte une fois la matrice de rotation et celle de translation trouveacutees
elles peuvent ecirctre appliqueacutees agrave tout lensemble de points S comme lillustre la figure 34
(Nuage de points ^ Modegravele S J C uage de points
Piegravece p
^Points Identifieacutes^
^
Eacutechantillonnage
Eacutechantillon Nuage de points Modegravele S
iriumltsN
Algorithme IC P Recalage des nuages de points
D
( R(4R) qj )
Si=RqRgts+qj
C Nuage de point s Modegravele 5 D
Figure 34 Alignemen t Rigide
36
34 Alignemen t non-rigide
Lalignement non-rigide proposeacute par Allen et al (2003) est employeacute dans le but de trouver
pour chaque point 5 une matrice x de transformation affine 3x4 deacuteplaccedilant les points de S
vers une surface deacuteformeacutee 5 tel que 5 soit proche de P tout en gardant un maillage lisse
La qualiteacute du maillage de la surface 5 est eacutevalueacutee par les fonctions derreur de distance Ej
et derreur de lissage E^ Ainsi la minimisation de la combinaison des deux fonctions
derreurs permet dobtenir les matrices x optimales
Les paramegravetres inconnus x sont organiseacutes dans une matrice 4 V^ x 3
X = [x xJ (315)
Le premier critegravere de localisation est la distance entre chaque combinaison de points Il est
caracteacuteriseacute par la fonction derreur de distance
pound(X) = fw||x5-c|f (316) 1=1
avec les nœuds de S exprimeacutes par s =[xyzY
Les poids w permettent de controcircler linfluence de chaque point sur le champ de
deacuteplacement Ils sont poseacutes eacutegaux agrave 0 pour les points identifieacutes comme potentiellement dans
une zone de deacutefauts de surface et agrave 1 pour le reste Ceci permet de ne pas conformer un
point s agrave son cortespondant c si celui-ci est dans une zone de deacutefauts Dans ce cas le
vecteur de deacuteplacement appliqueacute agrave s est seulement contraint par la fonction de lissage
Autrement dit le point s se deacuteplace en fonction du deacuteplacement de ses points voisins afin
de garder un champ de deacuteplacement lisse
37
Lerreur de lissage E^ reacutegularise le champ de deacuteplacement en minimisant la diffeacuterence de
deacuteplacement appliqueacutee aux deux points dune arecircte du maillage Elle contraint le
deacuteplacement des points agrave ecirctre deacutependants du deacuteplacement de leurs points voisins ce qui
permet dassurer un champ de deacuteplacement lisse
Esi^)= Hh-^Acirc bullbullyle
(317)
eacutetant la norme Frobenius
Il sensuit que la fonction objective agrave minimiser se trouve ecirctre
E(^X)^EX) + aEX) (318)
Le paramegravetre a est influenceacute par la rigiditeacute du modegravele S 11 agit sur la qualiteacute de lissage du
champ de deacuteplacement Si a est eacuteleveacute le deacuteplacement appliqueacute sur chacun des points est
fortement deacutependant du deacuteplacement de ses points voisins Tandis que si a est faible le
deacuteplacement appliqueacute agrave chacun des points est seulement contraint par le terme E^ et se
retrouve presque indeacutependant du deacuteplacement de ses voisins Ceci se traduit par un champ de
deacuteplacement non lisse
Amberg et al (2007) reformulent la fonction objective EX) en une fonction quadratique
en posant lerreur de distance comme suit
EAX) = WHX-C)
ougrave H =
Ns
est une matrice de A^ x 4Ng
(319)
W est une matrice diagonale A^ x A^ des poids w C = [c c
des points correspondants aux points 5
c^J est la matrice
38
Lerreur de lissage est ainsi exprimeacutee par
ESX) = MregG)Xl (320)
ougrave M est une matrice nœud-arecircte (node-arc) Nf^x-N^ contenant linformation topologique
du maillage S Elle contient une rangeacutee par arecircte et une colonne par nœud Elle permet
lidentification des nœuds relieacutes par une arecircte Par exemple si larecircte connecte les
nœuds s et Sj les eacuteleacutements non nuls de la rangeacutee 1 de M sont M(i) = -1 et Mj) = 1
G est une matrice identiteacute 4 x 4
De la sorte leacutequation (318) est exprimeacutee par la fonction quadratique
EX) = [aMlt^G
[ WH X- ^ 1
vc
r - - 1 2
-bull F (321)
=AX-B
y4 est une matrice 4Ni^+Ng)x4Ng et B une matrice 4N^+Ng)-x3
Il est agrave preacutesent possible de trouver lensemble des transformations X sachant que EX)
atteint son minimum lorsque X = A^A)~^A^B pour un a et une combinaison de
points S--C^ fixe
E(X) atteint son minimum lorsque X est eacutegale au pseudo inverse minimisant cette fonction quadratique
^ Pour un ensemble de points C amp P correspondant aux points les plus proches de 5
39
Lalignement non-rigide suggeacutereacute par Amberg et al (2007) comporte les eacutetapes suivantes
1 Trouver lensemble de points C^ dans P correspondant aux points les plus proches
de S
2 Fixer la valeur de a^
3 Bacirctir les matrices Af et B^
4 Calculer X^
5 Geacuteneacuterer un nouveau nuage de points 5 en appliquant X^
Afin de reacuteduire linfluence de lerreur de distance introduite par la meacutetrique point-point ce
meacutemoire propose de remplacer chaque point de lensemble C par
cy = s+ocircD ltiltN (322)
Dg est la projection de la distance point-point sur la normale du point s comme deacutecrite
dans la prochaine section Le paramegravetre S repreacutesente le pourcentage du deacuteplacement agrave
appliquer La figure 35 illustre ce concept
Modegravele nominal S s laquobullbull
bull bull bull bull bull bull bull bull bull A
Piegravece numeacuteriseacutee P
-gtd
y bull lt
-^D bull ocircDgi Exemple S = 50
Figure 35 Scheacutematisatio n de la modification d e lensemble de s correspondances
40
Amberg et al (2007) suggegraverent de deacutemarrer avec une valeur a eacuteleveacutee pour recouvrir les
deacuteformations globales neacutecessaires agrave lalignement non-rigide Par la suite la diminution
progressive de a autorise le modegravele agrave eacutepouser plus localement sa cible Toutefois il est
facile de converger sur un minimum local ducirc agrave la diffeacuterence de forme eacuteleveacutee entre les deux
surfaces Lajout du terme ocirc dans leacutequation (322) permet dappliquer une deacuteformation
progressive au modegravele 5 afin de diminuer les chances de converger sur un minimum local
de la fonction (321)
Agrave titre indicatif la figure 36 illustre un champ de deacuteplacement repreacutesentant les distances
point-point Dans cet exemple les vecteurs de distance repreacutesentent majoritairement leffet
des espaces entre les points des nuages numeacuteriseacutes La figure 37 preacutesente le mecircme champ
avec les distances ^gtg^ Sur celle-ci les vecteurs sont plus coheacuterents et les deacuteviations causeacutees
par les deacutefauts de surface sont visibles sur le centre du champ Finalement la figure 38
montre le lissage du champ obtenu apregraves lapplication de lalgorithme dalignement non-
rigide Elle permet dobserver que lamplitude et la direction des vecteurs se reacutepandent
uniformeacutement mecircme dans les zones de deacutefauts de profil
Figure 36 Exempl e dun cham p de deacuteformation repreacutesentan t les distances point-point
bullbullV^-bullbull^bullbullbullbull^^MJ^7^
laquo raquo t t bull
41
bull bull laquo bull J bull bull bull
bull I
Figure 37 Exemple dun champ de deacuteformation corrigeacute repreacutesentant les distances corrigeacutees
i
t bull bull bull bull bull bull bull -
I bull bull 1 bull bull bull - bull bull
l bull bull bull bull bull - bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
Figure 38 Exemple dun champ de deacuteformation lisse obtenu avec lapplication de lalgorithme dalignement non-rigide
42
Agrave ce stade lintroduction de la meacutethode de recalage non-rigide suggeacutereacutee par
Allen et al (2003) puis reformuleacutee par Amberg et al (2007) ainsi que les ajustements
proposeacutes dans ce meacutemoire permettent de preacutesenter le module dalignement non-rigide de
lalgorithme global de la preacutesente recherche Ce module donne la possibiliteacute de deacuteformer le
modegravele nominal pour quil se rapproche de la geacuteomeacutetrie de la piegravece numeacuteriseacutee sans prendre
en consideacuteration les deacutefauts de celle-ci Les exemples illustreacutes sur les figures 36 agrave 38
montrent bien la capaciteacute de la meacutethode Scheacutematiquement la figure 39 illustre la
deacuteformation imposeacutee au modegravele nominal S pour retrouver un modegravele S plus proche de P
Sur cette figure la meacutethode proposeacutee permet de deacuteplacer les points s et s^ vers les
points s- et 8 de maniegravere lisse autrement dit sans eacutepouser les deacutefauts ( c^ et Cg ) de la
piegravece numeacuteriseacutee Le problegraveme demeure entier quant agrave lidentification des deacutefauts En effet
seacuteparer les deacutefauts de surface des deacuteformations nest pas une tacircche triviale Agrave ce titre la
section 36 introduit une technique innovatrice pour lindentification des deacutefauts
Modegravele
S
S
s l 6 He nominal bullraquo bull bull s
^3- T bull bull 3 ^ bullbullbullbullbull 1 Champ de deacuteplacement bullbull ^ bullbullbullbullbull icirc 1 Champ de deacuteplace
1 i Ts-Z J
bullc
Piegravece numeacuteriseacutee P 6-
Deacutefauts c bull bull
1 9 10
8-
Figure 39 Creacuteatio n du modegravele nominal deacuteformeacute
35 Correction de la distance point-poin t
Lestimation des combinaisons de points smdashc ainsi que de leur distance respective d^
peut ecirctre reacutealiseacutee agrave laide de la fonction dsearchn de Matlabreg La fonction dsearchn est baseacutee
43
sur lalgorithme quickhull de Barber et al(1996) Eacutetant donneacute quil nexiste pas
neacutecessairement un point c correspondant parfaitement au point s une correction de la
distance est essentielle Dans ce but ce meacutemoire propose le concept dune distance
corrigeacutee D^ Celle-ci repreacutesente la projection de la distance point-point d^ sur la
normale n^ du point s comme lillustre la figure 35
D bdquo = E J ^ (323) I - l | 2 si
n
Comme mentionneacute dans la revue de litteacuterature plusieurs meacutetriques de distance existent
point-projection point-plan tangent (Park et Murali 2003 Pottman et Hofer 2002
Rusinkiewicz et Levoy 2001) Ces meacutetriques sont utiliseacutees principalement pour la recherche
des correspondances s mdash c De son cocircteacute la distance corrigeacutee D^ permet seulement de
reacuteduire linfluence de la densiteacute du nuage de points de la piegravece numeacuteriseacutee Elle neacutecessite
preacutealablement la connaissance des cortespondances 5 mdash c
Le calcul de la normale n^ dun nœud s se fait en trois eacutetapes En premier lieu pour chaque
eacuteleacutement du maillage 5 constitueacute de s les deux points les plus proches de s sont identifieacutes
Ensuite laire et la normale de chacun des triangles composeacutes des deux points
trouveacutes agrave leacutetape preacuteceacutedente et de s sont eacutevalueacutees Finalement comme proposeacute par
Tomacircs Jirka (2002) les aires des surfaces triangulaires autour de s sont utiliseacutees pour la
pondeacuteration de la normale n^ Celle-ci se calcule comme suit
NE
nbdquo=-^ (324 )
th- j=
ougrave N^ est le nombre deacuteleacutements autour du point s ^ repreacutesente laire et n est la normale
du triangle compris dans leacuteleacutement E Voir figure 310
44
Figure 310 Illustratio n de la normale dun point
Pour sassurer que les normales rij sont toutes dans la mecircme direction celles-ci sont
inverseacutees si leur cmgle avec le vecteur de deacuteplacement d^ est plus grand que 90 degreacutes
36 Identification des deacutefaut s
Merkley (1998) introduit le concept de la covariance due au mateacuteriau material covariance)
et celui de la covariance geacuteomeacutetrique geacuteomeacutetrie covariance) La covariance due au mateacuteriau
deacutecrit linterdeacutependance entre les points du maillage dune piegravece reacutesultant de la nature du
mateacuteriau lorsque celle-ci est soumise agrave des forces tandis que la covariance geacuteomeacutetrique
deacutecrit la correacutelation entre les deacutefauts de surface dun point et ceux de ses points voisins sur la
mecircme geacuteomeacutetrie Les deacutefauts de surface sont aleacuteatoires et non correacuteleacutes dun point de vue
microscopique par exemple lorsque lon mesure la rugositeacute de la surface Mais dun point de
vue macroscopique les deacutefauts sont contraints agrave ecirctre interdeacutependants simplement puisquils
proviennent dune surface nominalement continue En sinspirant de ces principes ce
meacutemoire suggegravere didentifier les deacutefauts de surface en comparant chaque point s avec ses
points voisins plus speacutecifiquement en comparant la distance D de s avec les
distances D^j de ses points voisins
Il est plus facile dexprimer ce concept avec un exemple La figure 31 la montre le cas ougrave la
surface de la piegravece P ne contient pas de deacutefauts Dans ce cas les deacuteplacements des points
45
sont fortement correacuteleacutes agrave cause de la nature du mateacuteriau Autrement dit la diffeacuterence entre la
distance D^ de s et celle de ses points voisins est minime Dun autre cocircteacute la figure 311^
illustre le cas ougrave il y a un deacutefaut de surface sur P Ici les points Cg et c dans la zone de
deacutefauts de surface ne suivent plus la correacutelation de deacuteplacement imposeacute par la nature du
mateacuteriau Ils se distinguent des autres points par une distance D^ plus ou moins eacuteleveacutee que
celle de ses voisins De la sorte cette caracteacuteristique permet didentifier les points
susceptibles decirctre dans une zone de deacutefauts Ainsi il est possible de seacuteparer les
laquo deacuteformations raquo dues agrave la nature flexible de la piegravece des laquo deacutefauts de profil raquo
Piegravece numirliegravet bullbullbullbull f--^l C laquo f - - ^ bullbullbullf-- l o
umirliegravet bullbull - 7 ^bull- degi bull t bullbullbullbull bull Plenumeacuterlieacute- - lt)T ~ f - f
^bull - bullbull l F t K -- bull - ^ f- i - h-s Modegravel Nominal S Modegravel e Nominal
a) b) Figure 311 Identification des deacutefauts
a) piegravece sans deacutefauts de surface et b) piegravece avec deacutefauts de surface (points Cg et c )
Le voisinage de niveau 1 dun point s comprend les points constituant les eacuteleacutements du
maillage de S utilisant le point s Le voisinage du niveau 2 est constitueacute des points
composant les eacuteleacutements du millage comprenant les points de niveau 1 La figure 312 permet
de visualiser plus facilement cette notion
Figure 312 Ensemble de points voisins du nœud 742 a) de niveau 1 et b) de niveau 2
46
la liste des points dans le voisinage de soi=[^)-^i]ergt[ricirc)F^j niveau 1 et 2 respectivement dun point de 5 et D^ =D^^D^^ la distance
euclidieime corrigeacutee entre chaque paire de points 5 mdash c Lintroduction dun indicateur de
confiance e I avec 1 lt lt iV^ repreacutesentant la diffeacuterence entre la distance D^ de 5 avec
les distances D^j de ses points voisins permet de mettre en relief les points s qui ne suivent
pas la correacutelation de deacuteplacement imposeacute par la nature du mateacuteriau II permet didentifier les
points neacutecessitant un deacuteplacement plus ou moins eacuteleveacute que celui de ses points voisins ce qui
constitue une caracteacuteristique des points dans une zone de deacutefauts de surface Lindicateur de
confiance se calcule en deux eacutetapes Tout dabord afin de diminuer les effets du
bruit de mesure un filtre par moyennage comme celui employeacute couramment en imagerie
(Gonzalez et Woods 2008) est appliqueacute aux points Chaque distance D est remplaceacutee
par Fg eacutequivalent agrave la moyenne des De des points du voisinage de niveau 1 du point s
t^ =i
bull^c )
N (325)
KSI
OUgrave A ^ est le nombre de points voisins de niveau 1 de s La liste des points voisins de s est
eacutecrite sous la forme r = [F V F J I F e t V i ) V 1 V 2 bdquo l - bull S
) lxK
Par la suite lindicateur de confiance euro du point s se calcule en eacutelevant au carreacute la
moyenne des diffeacuterences entre F^ et chacun des F^j de ses points voisins de niveau 1
= t^si-^so J=i
( iVbdquo raquo
N lsi
pour ltiltNg (326)
47
De la sorte les points avec un indicateur de confiance r fois plus eacuteleveacute que
le 95e percentile de lensemble et ne se trouvant par sur le contour de la piegravece sont
consideacutereacutes comme eacutetant potentiellement dans une zone de deacutefauts de surface Les poids vt
des nœuds du voisinage de niveau 2 de ces points sont mis agrave zeacutero dans leacutequation (321) Les
points du contour ne sont pas consideacutereacutes car ils nont pas suffisamment de points voisins
pour permettre une boime eacutevaluation de leur vecteur normal Cette caracteacuteristique laquo falsifie raquo
la valeur de leur indicateur de confiance Le scheacutema de la figure 313 deacutecrit les eacutetapes de la
meacutethode didentification
Cette section a permis de preacutesenter une technique innovatrice permettant de seacuteparer les
deacutefauts de surface des deacuteformations en attribuant un indice de confiance agrave chaque
point 5 Lidentification des points potentiellement dans une zone de deacutefauts est essentielle
pour diminuer leur influence sur le champ de deacuteplacement comme discuteacute preacuteceacutedemment
dans la section 34
Ou un autre critegravere fixeacute agrave priori Celui proposeacute est fixeacute pour sassurer que les points consideacutereacutes comme eacutetant
potentiellement dans une zone de deacutefauts de surface ont des indicateurs de confiance 7 nettement plus eacuteleveacutes
que lensemble
^ Ou un autre niveau fixeacute agrave priori Celui proposeacute permet de seacutelectionner les points au voisinage de ceux identifieacutes par un indicateur eacuteleveacute
48
Nuage de points Modegravele S
J r t s ^ dsearchn Combinaison de points
f Distanc e s^-c pound L__A__J V
lt
Nuage de points Piegravece P 5
5-C intsN N Combinaison de pointsN ANuag e de points C
Piegravece P D Calcul normal laquo Projection de ds su r la
normale n
c I Distance projeteacutee s - c
_ y= i 5(n)
iV ri
= iV
Figure 313 Meacutethod e didentification
49
37 Algorithm e IDI
Compte tenu des discussions preacuteceacutedentes sur les techniques de recalage et didentification de
deacutefauts cette section preacutesente lalgorithme dinspection par deacuteplacement iteacuteratif IDl proposeacute
par ce meacutemoire Un scheacutema de lalgorithme est preacutesenteacute agrave la figure 314
Par rigueur matheacutematique la fonction objective (32) de lalignement spatial doit ecirctre
modifieacutee pour refleacuteter les modifications proposeacutees dans ce meacutemoire Ainsi la fonction peut
ecirctre eacutecrite sous la forme ci-dessous en remplaccedilant la meacutetrique point-point d^) par la
distance corrigeacutee D^
f = L^sif (327) i=X
Les eacutetapes suivantes deacutecrivent lalgorithme IDI Deacutebutant avec le nuage de points S de la
piegravece nominale le nuage de points P de la piegravece fabriqueacutee les points de support S^^^
et Pj^ccedilg ainsi que la liste des points voisins de niveau 1 et 2 de chaque point de S
lalgorithme poursuit comme suit
1 Faire un premier alignement entre S et P agrave laide des points S^ ^ et P^bdquo
2 Initialiser le nombre diteacuterations K = e paramegravetres = a^ et ocirc
3 Recaler le nuage S sur P en utilisant lalgorithme dalignement rigide
4 Trouver lensemble de C dans P des points les plus proches de S
5 Calculer les distances d^ ainsi que les distances projeteacutees D^
6 Identifier les points avec un indicateur plus grand que r fois le 95e percentile de
lensemble
7 S Kgt K^^^ terminer la boucle de lalgorithme et eacutevaluer lerreur de profil
8 Si AT = 1 retourner agrave leacutetape 3 en retirant les points identifieacutes de lensemble S
9 Si AT gt 1 trouver la valeur de la matrice X puis deacuteformer le modegravele S afin quil se
rapproche de P agrave laide de lalgorithme dalignement non-rigide
10 Si Xf -X^_^Il lt AX poser a = a-Step^ jusquagrave atteindre a=cep
50
11 Si KgtKg poser ^ = 1
12 Si a = ap retourner agrave leacutetape 4 Autrement retourner agrave leacutetape 3 K = K +
ougrave laquo^ est la valeur de deacutepart de a tandis que or est sa valeur minimum pour assurer un
champ de deacuteplacement lisse AX repreacutesente le critegravere deacutecisioimel pour autoriser
une reacuteduction de Step^ de la valeur de or Kg correspond au nombre diteacuterations ougrave le
paramegravetre ocirc est appliqueacute Et K^^^ est le nombre diteacuterations maximales de lalgorithme IDI
Deacutebutant avec or eacuteleveacute permet de contraindre fortement le champ de deacuteplacement et
dappliquer uniquement une deacuteformation globale sur le modegravele Par la suite la valeur de a
est diminueacutee dune valeur Step^ jusquagrave atteindre la limite a^ Lajout du paramegravetre ocirc
durant Kg iteacuteration donne la possibiliteacute dimposer une deacuteformation progressive au
modegravele 5 afin de reacuteduire les chances de converger sur un minimum local de la
fonction (321) De plus comme les deux modegraveles sont initialement consideacuterablement
diffeacuterents tant que la valeur laquo^ nest pas atteinte la boucle de lalgorithme inclut
lalignement rigide Cette caracteacuteristique permet de rapprocher spatialement les deux
geacuteomeacutetries sans deacuteformer le modegravele nominal
En conclusion ce chapitre expose la theacuteorie et la meacutethode proposeacutees dans ce meacutemoire pour
effectuer linspection de profil sur des piegraveces flexibles sans gabarit de conformiteacute Les
performances meacutetrologiques de lalgorithme seront traiteacutees au chapitre 4 Des modifications
innovatrices aux techniques dalignement rigide et non-rigide sont introduites De plus une
technique avant-gardiste didentification des deacutefauts de surface est proposeacutee Celle-ci donne
la possibiliteacute de seacuteparer agrave chaque eacutetape les deacuteviations reacutesultantes de deacutefauts de surface de
ceux causeacutes par la deacuteformation due agrave la flexibiliteacute et au proceacutedeacute de la piegravece Finalement la
fusion de toutes ces meacutethodes dans un nouvel algorithme permet la deacuteformation et le
recalage successif du modegravele nominal jusquagrave que celui-ci savoisine agrave la piegravece
manufactureacutee
51
Modegravele nomina l 5
Numeacuteriser l a piegravec e frabriqueacutee
Maillage (Vfes7ng)
C Nuage de point s Modegravele S 0 (Nuage de points _
Piegravece P J
Coints de contact DCSN focirc iuml Points de contact MCS P^^^P D
Alignement Initia l Recalage des nuages de points
K=1 a = a^ ocirc
Alignement Rigid e Recalage des nuages de points
(Nuage de points N Modegravele S^ J
dsearchn Combinaison d e point s
Distance s -ds
Combinaison de p o 5 -c
Identification
in ts (^ Nuage de points C Piegravece P 5
(Poids A j - ^ D i s t a n c e prajeteacute e - A
-out-
Alignement non-rigid e NON
Nuage de point s Modegraveles
S =
J NON
Deacuteviations Inacceptables C Deacuteviations
Acceptables
Figure 314 Algorithm e IDI
52
CHAPITRE 4
EacuteTUDES DE CAS
Ce chapitre preacutesente une seacuterie dexemples qui valident la meacutethode IDI Les geacuteomeacutetries
utiliseacutees dans cette section sont choisies afin de repreacutesenter une varieacuteteacute raisonnable de cas
rencontreacutes dans lindustrie Plus speacutecifiquement trois types de surface sont eacutetudieacutes
univoque agrave courbure quasi constante en forme de U et complexe La surface
univoque servant comme point de deacutepart de leacutetude est repreacutesentative dune surface
aeacuterodynamique skin) La surface en U introduit une difficulteacute suppleacutementaire par son
changement brut de courbure Elle est repreacutesentative dune composante extrudeacutee La
troisiegraveme piegravece est une surface de forme complexe (free-form) repreacutesentant par exemple un
parmeau de carrosserie
Les eacutetudes de cas ont trois objectifs Elles servent agrave valider et agrave eacutevaluer la performance de
lalgorithme Elles sont aussi utiliseacutees en vue didentifier les paramegravetres influents de la
meacutethode pour ameacuteliorer sa robustesse Ce deuxiegraveme point megravene agrave travailler dans un
environnement virtuel ce qui implique que les piegraveces dites fabriqueacutees proviennent de
simulations informatiques De la sorte la composante manufactureacutee numeacuteriseacutee est simuleacutee agrave
partir des eacutetapes suivantes
1 Une deacuteformation locale repreacutesentant des deacutefauts de profil de surface est appliqueacutee sur le
modegravele nominal agrave laide de la fonction laquo Free Form Surface raquo de Proengineerreg
Wildfire 2
2 Une analyse par eacuteleacutements finis sur cette nouvelle piegravece est reacutealiseacutee sur ANSYSreg Cette
analyse prend en compte linfluence des supports employeacutes lors de la numeacuterisation et de
leffet de la graviteacute De plus des forces externes y sont imposeacutees pour introduire leffet
53
des contraintes internes induites par le proceacutedeacute de fabrication Il reacutesulte de ces opeacuterations
un nuage de points exprimant un modegravele deacuteformeacute comprenant des deacutefauts de surface
3 Sur ce dernier nuage de points un bruit de mesure suivant une distribution normale
N(001mm) est ajouteacute
Le reacutesultat de ces manipulations reacutesumeacute par la figure 41 repreacutesente maintenant la piegravece dite
fabriqueacutee
l1l 11
IH (
Modegravele Nominal CAO V
Deacuteviation dune reacutegion de la surface Simulation des deacutefauts de surface
i Faire FEA sur le modegravele nominal +
Graviteacute + Forces Externes
V
^Nuage Modegravele Deacuteformeacute^
Bruits N(001)
V Piegravece fabriqueacutee numeacuteriseacute e
Nuage Modegravele Deacuteformeacute avec bruits et deacutefauts de surface )
Figure 41 Processu s de simulation de la piegravece fabriqueacutee
Pour chacune des eacutetudes les deacutefauts de surface introduits ainsi que les forces appliqueacutees lors
de la simulation des piegraveces fabriqueacutees sont eacutenonceacutes Par la suite les reacutesultats apregraves
Le niveau de bruit suggeacutereacute est jugeacute seacutevegravere Il repreacutesente une home supeacuterieure agrave la majoriteacute des systegravemes de mesure industriels (Documentations-Metris 2009 Li et Gu 2004 Prieto 1999)
54
lapplication de lalgorithme sont preacutesenteacutes Une comparaison des deacuteviations obtenues avec
celles imposeacutees est aussi fournie pour eacutevaluer la mesure de la meacutethode
41 Exempl e 1 Surface univoque
La situation envisageacutee dans cet exemple est celle de linspection du profil de la surface A
repreacutesenteacute agrave la figure 42 lorsque celle-ci est supporteacutee par trois points de contact lors de la
numeacuterisation Les positions des supports sont seacutelectiotmeacutees afin que la piegravece se deacuteforme
significativement en raison de son propre poids La piegravece est une tocircle mince
de jauge 14 (07213 mm) en aluminium avec un module de Young de 7E10 Nm et une
densiteacute de 2700 kgm^ La dimension hors tout de la piegravece est de 350x800 mm
Figure 42 Modegravel e A
Comme mentionneacute auparavant lalgorithme IDI deacuteforme le maillage du modegravele nominal afin
que celui-ci se rapproche de la surface numeacuteriseacutee puis y eacutevalue les deacuteviations de profil La
composante fabriqueacutee est simuleacutee en utilisant le processus exposeacute agrave la figure 41 Des deacutefauts
de surface leffet de lacceacuteleacuteration gravitationnelle et les deacuteplacements causeacutes par une force
exteme de 2 N agrave un bout de la piegravece y sont appliqueacutes comme lillustie la figure 43 Les
positions des supports A-B-C dans le reacutefeacuterentiel MCS sont cormues puisquelles sont
imposeacutees Dans un contexte industriel la localisation des appuis dans le reacutefeacuterentiel du
scanneur peut ecirctre facilement eacutevalueacutee par exemple en les numeacuterisant Les translations du
point A sont bloqueacutees suivant les axes X Y et Z Les mouvements du point B sont fixeacutes dans
le sens des axes X et Y tandis que ceux du point C le sont dans laxe Z Les nœuds les plus
proches des points dancrage A-B-C sur le maillage de la piegravece simuleacutee sont identifieacutes
55
respectivement p^csx gt PMCSI ^^ PMCSI bull ^ ^^ ^^ ^^ processus de simulation de la composante
numeacuteriseacutee un nuage de 14841 points du modegravele deacuteformeacute avec des deacutefauts de surface et
comprenant du bruit de mesure est construit La figure 44 illustre les deacuteformations
appliqueacutees La figure 45 montre les deacutefauts de surface introduits Les deacuteviations qui sy
retrouvent sont qualifieacutees de valeurs cibles Ce sont les valeurs agrave obtenir agrave la suite de
lapplication de lalgorithme
Zone avec deacutefauts PMCSI PMCSI
MCSX
Figure 43 Constructio n de la piegravece A fabriqueacutee avec la configuration de force 1
Figure 44 Deacuteplacement s reacutesultant de la configuration de force 1 sur la piegravece A
56
a)
bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullS t22raquoraquoraquoicirc icirc222laquoraquolaquo
bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbull bull bull bullbullbullbullbullbullbullbull bull bull bull bullbullbullbullbullbullbullbullbull iisraquo bull bull bull bullbullbullIcirc222SIcirc
s
bull bull bull M i t
bullbullbullbullbullbullt^ bull bull bull bull bull bull i t t t bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull bull laquo
b)
Figure 45 Deacutefaut s de surface introduits sur la piegravece A a) Modegravele A nominal et b) Deacutefauts de surface sans bruit de mesur e
Le maillage de 1364 nœuds du modegravele nominal illustreacute agrave la figure 46 est obtenu avec
ANSYS Les nœuds Soc5 = - ocsi ^DCSI ^DCSI^DCS^^ ^^S P ^S proches des points
dancrage A-B-C dans le reacutefeacuterentiel DCS sont identifieacutes La position des supports dans
le DCS est geacuteneacuteralement deacutefinie par le concepteur lors de la deacutefinition du mode de fixation
Figure 46 Maillag e du modegravele A nominal
57
DCS Agrave partir de s deux nuages de points preacuteceacutedents des coordonneacutees des points ^ bdquo et S^
lalgorithme IDI fournit les reacutesultats preacutesenteacutes ci-dessous Ces reacutesultats sont obtenus en
employant les valeurs des paramegravetres du tableau 4 l
Tableau 41 Valeur des paramegravetres employeacutes dans lexemple l
Paramegravetres
Valeur
laquo D
6 500
ap
4 500
Step
50
r
25
AA-
075
S
05
Ks
10
^MAgraveX
150
La distance corrigeacutee D^ entre chaque nœud du maillage nominal et le point le plus proche
sur le nuage de points de la surface numeacuteriseacutee apregraves la premiegravere iteacuteration de lalgorithme est
preacutesenteacutee agrave la figure 47
bull bullbullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
Icirc Icirc Icirc Icirc Icirc Icirc
^ Icirc - - bull bull bull bull bull bull bull bull raquo 4 bull bull bull bull bull laquo bull i raquo raquo raquo laquo bull bull bull bull bull bull bull bull bull bull lt bull bull bull bull bull bull ^ bull bull bull bull bull bull bull bull bull l icirc icirc icirc l mdash ^
bull bull bull bull bull bull bull bull bull bull bull T bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull laquo M bull bull bull bull bull bull laquo bull bull bull bullbull bull bull bullbullbullbulllaquobullHt bull bullbullbullbullbulllaquobullbullbullbullbullbullbullbullbullgtbullbullbullbullbull bullbullbullbullbullbull^^bullbullbullbullbullbullbullbullbullliumlraquo^ bull bull bull bull bull ^ ^ bull bull bull bull bull bull bull 2 ^
Figure 47 Deacuteviation s absolues apregraves la premiegravere iteacuteration
58
La figure 48 preacutesente les valeurs utiliseacutees pour identifier les points potentiellement dans
une zone de deacutefauts de surface La ligne rouge repreacutesente la valeur limite correspondante agrave r
fois plus eacuteleveacutee que le 95e percentile de Tous les points au-dessus de cette ligne et ne se
trouvant pas sur le contour de la piegravece sont consideacutereacutes eacutetant potentiellement dans une zone de
deacutefauts de surface et leur poids w^ est mis agrave zeacutero
t OIS
016
0 1 4
012
bull lt 0 1
on
006
004
002
bull bull laquo - bull bull bull bull lt
3D0 40 0 GO O aO O tOQ D 13X 1 N a u d i
a)
i
14 oo
a I S
0 1 6
0 1 4
0 1 2
bulllt 0 1
OOB
OOE
004
002
deg 200 40 0
bull
1
P bull J GQO BO O 1CD 0 120 0
NOMidt
b)
141 D
02
OIS
C1B
0 1 4
0 1 2
^ - 0 1
OOB
OOE
004
002
raquo
^
k 20O 40 0 60 0 SO O lOO O
N s u d i
c)
i2œ 14 1 D
Figure 48 Identificatio n des nœuds potentiellement dans une zone de deacutefauts agrave liteacuteration a) 2 b) 10 et c) 150
Les figures 49 et 410 montrent les reacutesultats des distances corrigeacutees D ainsi que leurs
distributions apregraves les iteacuterations 2 10 et 150 Elles illustrent la capaciteacute de la meacutethode agrave
deacuteformer progressivement le modegravele nominal sans eacutepouser les deacutefauts de surface de la piegravece
numeacuteriseacutee Ces figures montrent que lalgorithme reacuteussit agrave identifier agrave chaque iteacuteration de la
meacutethode les deacuteviations dicircies uniquement aux deacutefauts de celles causeacutees par la flexibiliteacute de la
piegravece
59
a)
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull gt bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bull icirc icirc icirc 2 2 2 2 t raquo raquo ^ icirc
b)
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull2222222icirc^raquoraquoraquo2 bullbullbullbullbullbullbullbullbullbullbullj icirc tjraquoraquoraquoraquo^^ bull bullbullbullbullbullbullbullbull222222 J2^raquo^ bull bullbullbullbullbullbullbullbullbull22M bull bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull S 2 ^ ^ bull bull bull bull bull bull bull bull bull^bull^bullbullbullbull bull bull bull icirc bull bull bull bull bull bull ^ bull bull bull bull^ bull bull bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull raquo - - - raquo raquo w w w w - T
bull bull bull bull bull laquo bull bull bull bullbull bull bull bull bull bull bull laquo bull raquo bull bull bull bull bull bull bull bull bull bull laquo bull bull bullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbulllaquo bull bull bull bull bull laquo bull bull bull bull bull 4 bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull laquo bull bull bull bull bull laquo bull bull bull bull bull 4 bull bull bull bull bull lt bull bull bull bull bull 4 bull bull bull bull bull 4 bull bull bull bull bull lt bull bull bull bull bull 4 bull bull bull bull bull 4 bull bull bull bull bull bull bull bull bull Agrave A Agrave ^ ^ ^ ^
bull bull bull bull bull bull bull bull bull laquo ^ 2 bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbulllaquo c)
Figure 49 Deacuteviation s apregraves a)2 iteacuterations b) 10 iteacuterations et c) 150 iteacuterations
0 0 5 1 1 5 2 5 3 3 5 4 4 5 5 0v1atlont (mm)
a)
Wkukku 15 2 2 5
b)
Figure 410 Distributio n des deacuteviations apregraves a)2 b) 10 et c) 150 iteacuterations
60
La figure 411 compare les deacuteviations imposeacutees lors de la simulation de la piegravece fabriqueacutee
avec celles obtenues apregraves 150 iteacuterations de lalgorithme Elle deacutemontre quagrave la suite de
lapplication de lalgorithme les deacutefauts de surface sont clairement identifiables
I bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull --------bullbullbullbullbull
bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull -bullbullbullbullbull raquobullbullbullbullbullbull bullbullbullbullbullbull bullbullbullbullbullbull bullbullbullbullbullbull
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
bullo7S
I0SO
I02S
bullo jraquo
a) b) Figure 411 Comparaison des deacuteviations pour lessai avec configuration de force 1
a)Deacuteviations imposeacutees sans bruit de mesure lors de la simulation de la piegravece fabriqueacutee et b) Deacuteviations obtenues avec la meacutethode IDI apregraves 150 iteacuterations
La figure 412 confionte les deux distributions des deacuteviations avec bruit de mesure imposeacutees
lors de la simulation et celles reacutesultant de lalgorithme proposeacute Elle permet de mettre en
relief la similitude entre les deux distributions et de noter que celle reacutesultant de la meacutethode
est leacutegegraverement plus eacutetendue
61
ISO
1 1 5 2 2 5 Deacuteviationt (mm)
a)
150 r
05 1 15 2 Deacuteviations (mm)
b)
35
Figure 412 Comparaiso n des distributions des deacuteviations pour lessai avec la configuration d e force 1
a)Distribution de s deacuteviations imposeacutees avec bruit de mesure lors de la simulation d e la piegravece fabriqueacutee et b) Distribution des deacuteviations obtenues avec la meacutethode IDI
La fonction objective (327) a le deacutesavantage daccorder plus dinfluence aux observations
aberrantes Cette caracteacuteristique est le reacutesultat de leacuteleacutevation au carreacute des termes dans
leacutequation ce qui donne effectivement plus de poids aux distances eacuteleveacutees Dans le cas dune
piegravece flexible les deux modegraveles agrave aligner sont diffeacuterents Lamplitude des vecteurs de
distance varie grandement en fonction de leur position Lanalyse dune telle fonction
camouflera le comportement du pheacutenomegravene de rapprochement des deux modegraveles car les
grandes deacuteviations prendront le dessus Ainsi pour la suite du meacutemoire la convergence de
lalgorithme est jugeacutee en observant la moyeime des distances corrigeacutees en fonction du
nombre diteacuterations comme lillustre la figure 413 Sur cette figure la tendance
asymptotique de cette nouvelle fonction est remarqueacutee
Moyennes des Dg^
62
1
ccedil O 9
Ecirc 0 8
^r
Ucirc 5 W
bull -o 0 4 bull i 0 3
s 0 2
01 ~ - mdash- -
bull
) 5 0 1 M ttirtfont
ISO
Figure 413 Convergenc e des distances corrigeacutees
Les deacuteviations de surface de la composante simuleacutee eacutetant coimues les erteurs de mesure de la
meacutethode sont eacutevalueacutees comme suit
Ej= raquoI50
^ s - ^ S (328)
ougrave Ej est lerreur au point 5 D^g la deacuteviation imposeacutee sur le modegravele simuleacute et D^ la
deacuteviation du nœud s provenant de la 150e iteacuteration de lalgorithme Les points sur le contour
de la piegravece ne sont pas consideacutereacutes dans leacutevaluation des erreurs de mesure car ils nont pas
suffisamment de laquo points voisins raquo pour une bonne eacutevaluation de leur vecteur normal Ils sont
donc exclus de toutes les figures et analyses sur la preacutecision de lalgorithme
La figure 415 permet de visualiser les erreurs de mesure de la meacutethode tandis que la
figure 414 montre la distribution des erreurs La figure 416 preacutesente uniquement la
distribution des erreurs dans la zone des deacutefauts imposeacutes Toutes ces trois figures deacutemontrent
quil nexiste pas de regroupement derreurs dans la zone des deacutefauts
63
raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull icirc bull bull bull bull bull bull bull icirc icirc bull bull bull bull bull bull bull
bull bull bull bull laquo bull bull bull
bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bullbullbullbull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull
bull bull bull bull bull
0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 O B 0 9 1 Errurt (mm)
Figure 414 Distribution des erreurs
bull bull bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull j j raquo laquo raquo raquo bullbullbullbullicircicirclaquoraquolaquoraquo bull bull bull bull bull bull bull bull bull bullbullbullbulli i^ bull bull bull bull bull bull Icirc Icirc bull bull bull bull bull2IcircIcircJIcirc2 bull bull bull bull bull bull bull bull f icirc i bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
Figure 415 Visualisation de la position des erreurs
70
60
bull 5 0 bull u c bull 4 0 W
pound 3 0
20 bull
10 bull
Q bull A a ^ ^b bull J l bull ^u-m I _ bull I I I 0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 0 8 0 9 1
Erreurs (mm)
Figure 416 Distributio n de s erreurs dan s la zone de deacutefaut simuleacute
La figure 417 reacutecapitule les reacutesultats de lessai
07
0E
05
i i 0 3 Ul
02
01
0
0104
Moyvnnt
0066
M 50
022E
0146 ^ ^ ^ 1 bull bull MM 75 90 Ptrctntil
0283
1 bull 95
0S34 bull bull bull 1 bull bull Maximal
-
-
Figure 417 Synthegraves e des reacutesultats pour lessai avec configuration d e force 1
64
411 Variatio n de la force externe appliqueacutee
La piegravece fabriqueacutee est de nouveau simuleacutee avec le processus exposeacute agrave la figure 41 Leffet
dun deacutefaut de surface et de lacceacuteleacuteration gravitationnelle ainsi que les deacuteformations
introduites par une force exteme de 3 N agrave chaque bout de la piegravece sont appliqueacutes au modegravele
nominal comme lillustrent les figures 418 et 419 Les positions des supports A-B-C sont
les mecircmes que dans lexemple preacuteceacutedent De mecircme les valeurs des paramegravetres sont celles du
tableau 41 agrave lexception du nombre diteacuterations K^^^ Celui-ci est fixeacute agrave 200 iteacuterations pour
permettre au maillage nominal de mieux eacutepouser la piegravece numeacuteriseacutee puisque celle-ci a subi
de plus fortes deacuteformations
Zone avec deacutefaut s MCS2
Acceacuteleacuteration PMCSI
icirc Forces externe s
3N
Figure 418 Construction de la piegravece A fabriqueacutee avec la configuration de force 2
Figure 419 Deacuteplacements reacutesultant de la configuration de force 2 sur la piegravece A
65
La figure 420 compare les deacuteviations imposeacutees lors de la simulation de la piegravece fabriqueacutee
avec celles obtenues apregraves 200 iteacuterations de lalgorithme Encore une fois la figure 420
montre quagrave la suite de lapplication de lalgorithme les deacutefauts de surface sont clairement
identifiables
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbull222 bullbullbull2222 bull bull bull bull bull bull bull bull bull bull bull bull bull bull
i bull bull bull ^ ^ bull bull bull laquo bull bull bull bull bull bull bullbullbullbullbullbull bull gt bull bull bull bull
a i l
bull S S t ^ bull icirc t s t raquo
gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull 5222icircraquo^^^^t bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
^ bullbullbullbullbullbull bullbullbullicircicircraquo2^
bull5r bull bullbullbulllaquobullbullbullbull22
bullbullbullbull^bullbullbullbullraquo
m bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
222raquo5icirc bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull gt bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullfbullbullbullbullbullbullbullbullbull bullbull22JIcircSJ5icircicirc2raquoraquoraquoraquo2 bullbullicirc22JicircraquoS2S2t^^raquo^icirc bull bull bull bull bull icirc i s i z bull bull bull bull bull bull bull bull
mraquoraquoraquoraquo bull bull bull bull bull laquo raquo bull bull bull bull bull ltbullbullbullbullbull bull bull bull bull bull bull bull laquo bull bull bull bull bull
a)
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
b) Figure 420 Comparaiso n des deacuteviations pour lessai avec configuration de force 2
a)Deacuteviations imposeacutees sans bruit de mesure lors de la simulation de la piegravece fabriqueacutee b) Deacuteviations obtenues avec la meacutethode IDI apregraves 200 iteacuterations
La figure 421 confronte les deux distributions des deacuteviations avec bruit de mesure imposeacutees
lors de la simulation et celles reacutesultant de lalgorithme proposeacute Elle permet de mettre en
relief la similitude entre les deux distributions et de noter que celle reacutesultant de la meacutethode
IDI est leacutegegraverement plus eacutetendue Dun autre cocircteacute la figure 423 permet de visualiser les
erreurs de mesure de la meacutethode tandis que la figure 422 montre la distribution des erreurs
La figure 424 preacutesente uniquement la distribution des erreurs dans la zone des deacutefauts
imposeacutes Toutes ces trois figures deacutemontrent aussi quil nexiste pas de concentration
derreurs dans la zone des deacutefauts
66
1 1 5 2 2 5 Diviatloni (mm)
a)
05 1 1 6 2 Oeacuteviationi (mm)
b)
25
Figure 421 Comparaison des distributions des deacuteviations pour lessai avec la configuration de force 2
a)Distribution des deacuteviations imposeacutees avec bruit de mesure et b) Distribution des deacuteviations obtenues avec la meacutethode IDI
bull bull bull bull bull bull bull bull bull bull laquo bullbullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull J bull t ^ - 2 Icirc
bull bull bull laquo M bull bull bull bull bull bull laquo raquo bull bullbull bull bull bull bull bull raquo bull bull bull bull bull bullbullbullbullbullbullbull 1 bull bull bull bull bull bull bull l icirc
bullbull
bull bull bull bull bull bull ^ raquo bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull laquo bull raquo bull bull bull bull bull bull bullbullbullbullbullbullbullbull bull bull bullbullbullbullbull bull bull 11raquoraquoraquo bull bull bull bull bull bull bull bull bull
0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 0 8 0 9 1 Errurlaquo (mm)
Figure 422 Distribution des erreurs
bull bull bull bull bull bull bull bull
I bull bull bull bull bull bull bull bull X bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
bull bull bull bull bull bull bull bull bull bull bull
70
60
bull 5 0 bull u c
bull 4 0
pound 3 0
20
10
0
Figure 423 Visualisation de la position des erreurs
0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 0 8 0 9 1 Errturt (mm)
Figure 424 Distribution des erreurs dans la zone de deacutefaut simuleacute
67
La figure 425 reacutecapitule les reacutesultats de lessai
Figure 425 Synthegraves e des reacutesultats pour lessai ave c configuration d e force 1
412 Variatio n de lemplacement d u deacutefau t
Cette section preacutesente les reacutesultats de linspection de douze (12) piegraveces simuleacutees agrave partir du
modegravele A avec lapplication de lalgorithme IDI Dix (10) piegraveces fabriqueacutees repreacutesentant
cinq (5) types de deacutefauts de surface sont illustreacutees agrave la figure 426 Pour chacun des cinq (5)
types de deacutefauts les deux (2) configurations de forces externes preacutesenteacutees preacuteceacutedemment
(2N et 3N) y sont appliqueacutees De plus une piegravece simuleacutee sans deacutefauts de surface y est
inspecteacutee Cette derniegravere permet de mieux eacutevaluer la capaciteacute de lalgorithme agrave deacutetecter
correctement les zones de deacutefauts de surface
68
a) bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bulllaquobulllaquobull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
bull bullbullbullbullbullbullbullbulliSXSSSicircticirc
bull bull bull bull bull bull^^bullbullbullbull bull bull bull bull icirc icirc icircraquo icirc icirc bull bull bull bull bull22 bull bull bull bull bull bulliicirclaquoraquolaquoraquog bull bull bull bull bull laquo bull T l^ bull bull bull bull bull i icirc raquoraquoVraquo icirc bull bull bull bull bull laquo bull bull T bull i bullraquobullbullbullbull raquoraquoraquoraquoraquo0mdash bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull 4 a M ^ ^ bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull 4 M ^ ^ ^ bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbulllaquoraquobullbullbull bullbullbullbull4laquo2 2
bullbullbullbullbullSicirct^2icircgt bull bull bull bull bull bull bull bull bull bull bull icirc bull bull bull bull bull ^ bull laquo bull bull bull bull bull bull icirc S bull bull bull bull bull bull ^ bull bull bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull bull bull bull bull Icirc Icirc Icirc raquo raquo raquo raquo Icirc Icirc J Icirc raquo raquo raquo Icirc Icirc Icirc bullbullbullbullbulllaquo2icirc^S2 bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull
bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull raquobullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull laquobullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
d)
bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull
bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull mm bull Icirc Icirc Ucirc Icirc Icirc Icirc
bull bulllaquoraquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
gtbullbullbullbullbullbullbullbull bull bullbullbullbullbullbull2laquo gtbullbullbullbullbullbull gtbullbullbullbullbullbullbull bull bull bull bull bull bull Z i bull bull bull bull bull bull bull bull z bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
bullbullbullbullbull bullbullbullbullbull bullbullbullbullbull bullbullbullbullbull bull bull bull bull laquo bull bullbullbullbull bull bull bull bull laquo bull bull bull bull laquo bull bull bull bull lt bull bull bull bull laquo bull bull bull bull laquo bull bullbullbulla
bull bullbullbulllaquo
b)
bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullicircicircicircicircicirc bullbullbullbullbull
bullbullicircicircicircraquoraquoraquoraquo bullbullicircicirciraquoraquoraquoraquo
raquoraquobullbullbullbullbullbullbullraquo bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull raquoraquoraquoraquobullbullbullbullbullbull raquoraquoraquobullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull poundbullraquoraquoraquoraquoraquobullbull icircicirc2icircicircraquoraquoraquoicirc icircicircicircraquoraquoraquoraquoraquoraquoraquo raquobullbullbullbullbullbull
raquobullbull bull bull bull gtbullbull gtbullbull raquobullbull
ltbullbullbullraquoraquo iuacircirr bull bull bull
gt bull bull raquo raquo ^ ^ ^ 4 M ^ ^ bull bull bull bullraquoraquoraquo raquo 2icircraquoraquo bullSSicircraquo bull Icirc H Icirc Icirc Icirc Icirc Icirc
bull bullbull raquobullbull raquobullbull bull bullbull
il ii icircicircraquoraquoraquoraquobull bull bullraquobull bull bull bull raquo raquo raquo bull bull bull bull raquoraquobullbullbullbullbullbull raquoraquoraquobullbullbullbulllaquo bullbullbullbullbullbullbullbull bull bullraquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullraquobullraquobullraquobull
bull bullbullicircicircraquoraquoraquoraquo raquo raquolaquoicirc5raquoraquoraquoraquoraquo bull bull bullicircS^^raquoraquoraquo bull bullbullicircicirciicircraquoraquoraquoraquo raquo bull bullbullbullIcircS^^raquoraquoraquo bull raquoraquoicirclaquoraquo^raquoraquoraquoraquo bull bull bull bull ^ bull bull bull raquo raquo raquoraquoraquoraquo2Zraquo^^raquoraquoraquo raquoraquoraquoicircicircicircraquoraquoraquoraquoraquoraquo raquoraquoraquo2IcircIraquoraquoraquoraquoraquoraquo raquoicirc2icircraquoraquoraquoraquoraquoraquo icircicircicircicircicircraquoraquoraquoraquoraquoraquoraquo icircicircicircicircicircraquoraquoraquoraquoraquoraquoraquo 2IcircIcircIcircraquoraquoraquoraquoraquoraquoraquoraquo ticircicircicircraquoraquoraquoraquoraquoraquoraquoraquo raquobullbullbullbullbullraquoraquoraquoraquoraquoraquo bullbullbullbullbullbullbullraquoraquoraquoraquoraquo bull bull bull bullraquobullbull bullraquobullbull bull bullbullbullraquoraquoraquoraquoraquoraquoraquoraquoraquo bullbullbullbullbullraquoraquoraquoraquobullbullbull bullbullbullbullraquoraquoraquobullbullbullraquoraquo raquoraquobullbullraquoraquobullbullraquoraquobullbull bullbullbullbullraquoraquoraquobullbullraquoraquoraquo
e)
bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull raquoraquoraquobull
laquobullbullraquobullbullbullbullbullraquobull bullbullbullbullbullbullbullbullbullbullraquo gtbullbullbullbullbullbullbullbullbullbullraquo bullbullbullbullbullraquoraquobullraquolaquobull gtbullbullbullbullbullbullbullbullbullbullbull gtbullbullbullbullbullraquobullbullbullbullbull gtbullbullbullbullbullbullbullbullbullbullbull gtbullbullbullbullbullbullbullbullbullbullbull gtbullbullbullbullbullbullbullbullbullbullraquo bullraquoraquoraquoraquoraquobullbullbullbullbull bull bull bull bull bull bull bull bull i ^ bullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull2IcircIcircIcircIcircIcirc IcircIcircIcircraquoIcircIcircIcircIcircraquoH
bulliraquoraquoraquoicirciicirc2icirc
bullraquoraquoraquoraquoraquoraquo bullbullbullbullraquoraquobull raquoraquobullbullbullbullbull bullbullbullbullbullbullbull bullbullbullbullbullbullbull bullbullbullbullbullraquoraquo raquoraquobullraquoraquoraquoraquo bullbullbullbullraquobullbull bullbullbullbullbullbullbull bullbullbullraquoraquoraquoraquo raquoraquoraquoraquoicircicircicirc
bullraquobull raquoraquoraquo raquoraquobull bullbullbull bullbullbull bullbullbull bullbullbull bullbullbull raquoraquoraquo raquoraquoraquo raquoraquoraquo raquoraquoraquo raquoraquoraquo
iiii icircicircraquoraquoraquoraquo raquobullraquoraquobullbull-raquoraquoraquobullbullbullgt bullbullbullbullbullbulllaquo raquoraquobullbullbullbullbull bullraquobullraquoraquobullbull bullbullbullbullraquobullbull
Icirc Icirc Icirc Icirc raquo raquo raquo raquo raquo raquo raquo icircicircicircraquoraquoraquoraquoraquoraquoraquoraquoraquo icircicircicircraquoraquoraquoraquoraquoraquoraquoraquo icircicircicircicircraquoraquoraquoraquoraquoraquoraquo
c)
bull bull bull 4 bull bull bull 1 bull bull bull lt Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc IcircraquoH
laquolaquoicircicircicircicircicircicircicircicircHicircH Hraquoraquo bullbullbull raquo
sicircicircraquoraquoraquoraquoicirc2cn bull laquobullraquoraquobull l raquoraquoraquolaquo4raquo ^ ^ raquo bull bull bull raquo bull raquo raquo raquo raquo bull bull bull laquo bull bull bull bull bull bull bull bull 4gt^^^ bull bull bull laquo bull laquo bull bull bull bull bull raquo
bull bull raquo bull bull bull bull 4 laquo ^ ^ raquo raquo bullbullbullraquoraquoicircicirc
raquoraquoraquoraquoi icirc icirc icirc icirc icirc icirc icirc icirc raquoicirclaquoraquoicirc bull bull bull bull icirc icircraquo raquo bull bull bull bull bull bull bull bull bull Icirc Icirc ^ raquo ^ ^ ^ raquo raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullraquoraquoraquoraquoraquobullbull bull bullraquoraquobullraquoraquobullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullraquoraquoraquoraquoraquoraquoraquobullbullbull bull bull bull bull bull bull bullraquobullraquoraquobull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquoraquo bull bull bull bull bull bullraquoraquobullraquoraquobullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullraquoraquoraquoraquobullraquobullbullbullbullbullbullbullbull
f)
3S)
1325
I3J10
1275
4250
- -225
2M
bull 175
1150
1125
I icirc i raquo
1075
1050
1025
bullO in
Figure 426 Typ e de deacutefauts imposeacutes dans lexemple 1 a) Configuration sans deacutefauts de surface (VO) b) Configuration de deacutefauts 1 (VI)
c) d) e) f) Configuration de deacutefauts 2-3-4-5 (V2-V3-V4-V5) respectivement
La figure 427 illustre la convergence de la moyenne des distances D^ en fonction du
nombre diteacuterations pour tous les essais de lexemple 1
69
-V0-F1 - V I - F I -V2-F1 -V3-F1 -V4-Ft - ^ F f
20 X 4 0 5 0 6 0 7t 3 0 9 0 tO O 11 0 12 0 1 raquo 14 0 tS O tteacuteraUoni
a l
q^09
V0F2 V1F2-V2F2 V3f2 V4F2 VSf2
--bull
-
bull
-
b)
Figure 427 Convergenc e des distances corrigeacutees pour les piegraveces A avec a) la configuration de force let b) la configuration de force 2
La figure 428 montre pour chaque point du maillage nominal la moyenne arithmeacutetique des
erreurs pour tous les types de deacutefauts suivant les deux configurations de force Les figures III
et IV de lannexe 1 preacutesentent les erteurs pour chacun des tests
bull icirc raquo icirc raquo icirc icirc icirc icirc icirc icirc icirc raquo i
raquoraquoraquoicircicircicircraquoraquoraquoraquoraquoraquoraquoraquoraquo raquoraquoraquoraquoicircicircraquoraquoraquoraquoraquoraquoraquoraquoraquo icirc icirc icirc icirc icircraquoraquoraquoicirc icirc icircraquoraquoraquo
bullraquobullbull bullbullbullraquo icircraquoraquo bullraquobullraquo
bull bull raquo raquo bull bull bull bull 5 Icirc gtbull raquo raquoraquoraquo raquo
bull bull bull bull raquo raquoraquoraquoraquo raquo
bull bullbullbullbullbull
raquo bull raquoraquo bull bulllaquo bull bull raquo bull bull bullbullbullltbulllaquo bull bull bull bull bull bull 4 gt laquo
raquo bull raquoraquoraquoicirc2icirc
bull raquo raquo raquo raquo i icirc icirc raquo raquo bullraquobullraquo raquoraquoraquoIcircraquoraquoraquoraquo raquoraquoraquoicircicircraquoraquoraquoraquo raquoraquoraquoicircicircrraquoraquoraquo
raquoraquoraquoraquobullbullraquo bull bullbullbull icirc icirc icirc icirc raquo bull bull bull bull bull raquo raquo bull
bull raquo bull bull raquo raquo raquo raquo raquo laquoraquoraquoraquoraquobullraquobullbull bull raquo bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull icirc raquo raquo raquo bull bull bull bull bull bull bull bull bull raquo bull bull laquo bullbullbullraquoraquoraquoraquoraquoraquolt raquo bull raquo raquo raquo raquo raquo raquo bull bull
a)
raquo bullraquoraquoIcirc2IcircIcircIcirc bull bull raquoraquoicirciraquoraquoraquo raquo raquoraquoraquoicircraquoraquoraquoraquo raquoraquoraquoraquoicircicircraquoraquoraquoraquo bull bullraquoraquoicircicirciicircraquoraquo raquo bull bullraquoraquoicircicirclaquoraquoraquoraquoraquo raquoraquoraquoraquoicircicircicircraquoraquoraquoraquo raquoraquoraquoraquoicircicircicircraquoraquoraquoraquo raquoraquoraquoicircicircicircraquoraquoraquoraquo raquoraquoraquoraquoicircicircraquoraquoraquoraquoraquo -bullbullbull icirc icirc icirc icircraquoraquo
b)
Figure 428 Visualisatio n de la moyenne des erreurs agrave chaque point pour lexemple 1 avec a) la configuration de force 1 et b) la configuration de force 2
70
La figure 429 preacutesente la distribution des erreurs pour les douze (12) piegraveces simuleacutees Elle
permet de voir la similariteacute des distributions et de constater quune bonne partie des erreurs
est proche de zeacutero (0)
Figure 429 Distributio n des erreurs pour les douze (12) essais de lexemple 1
La figure 430a et le tableau 42 reacutecapitulent les reacutesultats derreurs pour chaque essai tandis
que la figure 430b et le tableau 43 preacutesentent les erreurs dans les zones de deacutefauts
uniquement
Figure 430 Reacutesum eacute des erreurs de mesure de lexemple 1 a) sur lensemble des points b ) sur les points dans les zones de deacutefauts
71
Tableau 42 Reacutesumeacute des erreurs de mesure (mm) de lexemple 1 sur lensemble des points
Surface A Configurations
VOFl VI FI V2F1 V3F1 V4F1 V5F1 V0F2 VI F2 V2F2 V3F2 V4F2 V5F2
Tableau 43 Reacutesumeacute
Surface A Configurations
VOFl VI FI V2F1 V3F1 V4F1 V5F1 V0F2^ VI F2 V2F2 V3F2 V4F2 V5F2
Moyenne
0104 0104 0101 0115 0116 0095 0113 0124 0106 0102 0116 0108
Percentile 50e
0081 0086 0077 0094 0089 0074 0082 0087 0074 0071 0086 0073
75e 0153 0146 0145 0161 0167 0136 0150 0171 0140 0135 0161 0145
90e 0227 0226 0214 0248 0249 0202 0257 0295 0243 0225 0258 0262
95e 0282 0283 0278 0303 0307 0250 0373 0368 0341 0312 0362 0342
des erreurs de mesure (mm) de lexemple 1 dans les zones
Moyenne
-0180 0111 0097 0157 0097
-0275 0087 0084 0103 0118
Percentile
50e
0153 0097 0082 0148 0082
-0271 0080 0073 0084 0092
75e
0255 0152 0145 0236 0157
-0361 0119 0115 0133 0172
90e
0350 0229 0185 0300 0195
-0442 0193 0172 0208 0258
95e
0428 0255 0210 0374 0230
-0495 0207 0203 0286 0313
Maximale
0522 0634 0615 0485 0597 0524 0709 0946 0703 0619 0783 0673
de deacutefauts
Maximale
-0634 0281 0274 0597 0345
-0547 0231 0260 0407 0412
Exemple La nomenclature Surface A VIFI fait reacutefeacuterence agrave la Surface A simuleacutee obtenue avec le type de deacutefauts 1 et la configuration 1 de force exteme Les configurations VO nont pas de deacutefauts imposeacutes
72
42 Exemple 2 Surface en forme de U
Cet exemple porte sur linspection de profil de la surface en forme de U repreacutesenteacute agrave la
figure 431 lorsque celle-ci est supporteacutee par trois points de contact lors de sa numeacuterisation
Le mateacuteriau et leacutepaisseur de tocircle sont identiques aux exemples preacuteceacutedents Les dimensions
hors tout de la piegravece sont de 300 x 500 x 150 mm
Figure 431 Modegravel e U
421 Constructio n du maillage nominal
Le maillage de 3550 nœuds du modegravele nominal est illustreacute agrave la figure 432 Les nœuds
bull^Dcs ~ ^Dcsx ^Dcsi ^Dcsi I ^DCS ^ ^ ^^^ P ^ prochcs tics poluts dancrago A-B-C dans le
reacutefeacuterentiel DCS y sont identifieacutes
Figure 432 Maillag e du modegravele nominal U
73
422 Simulatio n de la piegravece numeacuteriseacute e
Les piegraveces fabriqueacutees sont simuleacutees avec la deacutemarche exposeacutee agrave la figure 41 Leffet dun
deacutefaut de surface local leffet de lacceacuteleacuteration gravitatiormelle ainsi que celui de deux
configurations de force y sont appliqueacutes La premiegravere configuration comporte une force
de 10 N au bout de la composante tandis que la deuxiegraveme impose une force de 5 N sur
chaque extreacutemiteacute La figure 433 preacutesente les deux configurations ainsi que les deacuteformations
reacutesultantes pour le type de deacutefauts 1 (VI) Agrave la fin du processus un nuage denviron
22000 points du modegravele deacuteformeacute avec des deacutefauts de surface et comprenant du bruit de
mesure est obtenu
423 Reacutesultats
Cette section preacutesente linspection de huit (8) composantes construites agrave partir du modegravele U
Six (6) piegraveces fabriqueacutees repreacutesentant trois (3) types de deacutefauts sont illustreacutees agrave la
figure 434 Pour chacune des variantes les deux configurations de forces externes sont
appliqueacutees De plus une piegravece simuleacutee sans deacutefauts de surface (VO) est veacuterifieacutee Les reacutesultats
preacutesenteacutes ci-dessous sont obtenus en employant les valeurs des paramegravetres du tableau 44
Toutefois un poids w nul est attribueacute aux points sur les rayons afin de sassurer de ne pas
confondre ces points avec des deacutefauts de surface Cet ajustement preacuteventif est fait car une
grande courbure locale combineacutee agrave une faible densiteacute de nœud dans ces zones augmente
artificiellement la valeur des indicateurs de ces points
Tableau 44 Valeur des paramegravetres employeacutes dans lexemple 2
Paramegravetres
Valeur
laquo D
10 000
laquo F
8 000
Step
50
r
15
^ M
2
S
05
Ks
20 500
74
Zoat iTtc dtfanti
Accacirceacuteratioa 9i m s
Zoae avec dcfaoli
Acceacuteleacuteralita 98 ms
PhCSi
Farc6 axEacuteeins I O N
a) c)
0 272 1 544 2 8U 3 1089 5 trade 136 1 4M 2 680 3 952 4 1224 5 4M
b)
]12)
d)
202M 21211 raquoV
Figure 433 Constructio n du nuage de points U avec le type de deacutefauts 1 (VI)
a) suivant la configuration de force 1 (FI ) et c) suivant la configuration de force 2 (F2) Deacuteplacement (mm) total de chaque nœud et b) suivant la configuration FI d) suivant la
configuration F2
75
325
1300
1275
1250
- -22 5
- -20 0
175
I1S0
1125
1100
1075
1050
1025
bullooo
Figure 434 Type de deacutefauts imposeacutes dans lexemple 2 a) sans deacutefauts (VO) b) type de deacutefauts 1 (VI) c) d) type de deacutefauts 2-3 (V2-V3)
respectivement
76
La figure 435 illustre la convergence de la moyenne des distances D^ en fonction du
nombre diteacuterations pour tous les essais de lexemple 2 La configuration de force 2 entraicircne
de fortes deacuteformations les modegraveles nominaux neacutecessitent donc plus diteacuterations pour eacutepouser
la geacuteomeacutetrie numeacuteriseacutee comme le montre la figure 435
E 3
E
^ S 2 5
M
8 2
I 5 1 5
-V0-F1 -V1-F1 -V2F1 -V3F1
50 10 0 15 0 20 0 25 0 30 0 35 0 40 0 45 0 50 0
Iteacuterationi
a)
-W-F2 -V1-F2 -V2-F2 -V3F2
50 10 0 15 0 20 0 25 0 30 0 35 0 40 0 45 0 50 0
IMraUoni
b) Figure 435 Convergenc e des distances corrigeacutees pour les piegraveces U avec (a) la configuration d e force 1 et (b) la configuration d e force 2
La figure 436 montre pour chaque point du maillage nominal la moyerme arithmeacutetique des
erreurs pour tous les types de deacutefauts suivant les deux configurations de force Les figures V
et VI de latmexe I preacutesentent les erteurs pour chacun des tests
Dun autre cocircteacute la figure 437 preacutesente la distribution des erreurs pour les huit piegraveces
simuleacutees Elle permet de voir la similariteacute des distributions et de constater quune bonne
partie des erreurs est proche de zeacutero (0) De plus cette figure fait remarquer que les
distributions des erreurs pour les essais avec la configuration de force 2 sont plus eacutetendues
77
bull bull bull bull bull bull - - f 11
^bullfffJiliV--
a)
AampB^^^VIgt bull bull A bull bull bull bull bull bull
ity^gtiUiMbullbullbullbullbull^bull^bullbullbullbullbull
^1^1^^^^
bL Figure 436 Visualisatio n de la moyenne des erreurs agrave chaque point pour lexemple 2
avec a) la configuration de force 1 et b) la configuration de force 2
Figure 437 Distributio n des erreurs pour les huit (8) essais de lexemple 2
78
La figure 438a et le tableau 45 reacutecapitulent les reacutesultats des erteurs pour chaque essai tandis
que la figure 438b et le tableau 46 preacutesentent les erreurs dans les zones de deacutefauts
uniquement
Figure 438 Reacutesum eacute des erreurs de mesure de lexemple 2 a) sur lensemble des points et b) sur les points dans les zones de deacutefauts
Tableau 45 Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 sur lensemble des points
Surface U Configurations
VOFl VI FI V2F1 V3F1 V0F2 VI F2 V2F2 V3F2
Moyenne
0055 0055 0058 0072
0101 0093 0095 0108
Percentile 50e
0035 0035 0039 0051
0074 0068 0072 0079
75e 0076 0075 0081 0103
0136 0122 0126 0149
90e 0129 0124 0133 0159
0211 0196 0196 0248
95e 0174 0163 0173 0212
0292 0262 0256 0300
Maximale
0470 0548 0427 0507
0701 0774 0756 0728
79
Tableau 46 Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 dans les zones de deacutefauts
Surface U Configurations
VOFl VI FI V2F1 V3F1 V0F2 VI F2 V2F2 V3F2
Moyenne
-
0113 0064 0131
-
0129 0124 0172
Percentile 50e
-
0074 0050 0102
-
0092 0090 0147
75e
-
0135 0076 0212
-
0159 0191 0237
90e -
0264 0122 0297
-
0291 0239 0342
95e -
0395 0191 0357
-
0479 0348 0406
Maximale
-
0548 0282 0459
-
0560 0502 0663
80
43 Exemple 3 Surface complexe
Lexemple ci-dessous permet deacutevaluer la performance de lalgorithme IDI sur une piegravece de
forme complexe repreacutesenteacutee agrave la figure 439 Il porte sur linspection de profil lorsque la
composante est supporteacutee par trois points de contact lors de la numeacuteration Le mateacuteriau et
leacutepaisseur de tocircle sont identiques aux exemples preacuteceacutedents Les dimensions hors tout de la
piegravece sont 350 x 1000 x 250 mm
Figure 439 Surfac e complexe
431 Constructio n du maillage nominal
Le maillage de 2952 nœuds du modegravele nominal est illustreacute agrave la figure 440 Les nœuds
^Dcs -^Dcs ^Dcs2 ^Dcsi I ^DCS ^ ^ ^^^ P^ ^ prochos tics polnts dancrage A-B-C dans le
reacutefeacuterentiel DCS y sont identifieacutes
Figure 440 Maillag e de la surface complexe nominale
81
432 Simulatio n de la piegravece numeacuteriseacutee
Les piegraveces fabriqueacutees sont simuleacutees avec la deacutemarche exposeacutee agrave la figure 41 Leffet de
deacutefauts de surface de lacceacuteleacuteration gravitationnelle et de deux configurations de
deacuteformation y sont appliqueacutes La premiegravere configuration est le reacutesultat dune force
de 2 N au bout de la composante tandis que la deuxiegraveme impose un deacuteplacement de 10 mm
appliqueacute sur une extreacutemiteacute Les figures 441 agrave 444 exposent les deux configurations et les
deacuteformations reacutesultantes pour le type de deacutefauts 1 (VI) Agrave la fin du processus un nuage
denviron 16500 points du modegravele deacuteformeacute avec des deacutefauts de surface et comprenant du
bruit de mesure est obtenu
PMCSI bull
PfCSl bull^^EcircEcirc
^HPm
^ ^ ^ PMCSX ^
^^^^^^^^V Acceacuteleacuteratio n ^ ^ ^ ^ ^ 98mV s
Force externe Y
Figure 441 Construction de la piegravece fabriqueacutee avec la configuration de force 1
Ici un deacuteplacement est appliqueacute plutocirct quune force exteme afin de veacuterifier si les performances de lalgorithme sont accrues si la deacuteformation est imposeacutee de maniegravere plus progressive Une discussion plus profonde sur le sujet est preacutesenteacutee agrave la section 44
82
Figure 442 Deacuteplacements reacutesultant de la configuration de force 1 sur le modegravele
MCSl
Deacuteplacement impos eacute sur la ligne de 10mm dans la direction de laxe Z
Figure 443 Construction de la piegravece fabriqueacutee avec la configuration de force 2
83
Figure 444 Deacuteplacements reacutesultant de la configuration 2 sur le modegravele
433 Reacutesultats
Cette section preacutesente les reacutesultats de linspection de douze (12) composantes simuleacutees
Dix (10) piegraveces fabriqueacutees repreacutesentant cinq (5) types de deacutefauts de surface sont illustreacutees agrave la
figure 445 Pour chacun des cinq (5) types de deacutefauts les deux (2) configurations de
deacuteformation preacutesenteacutees preacuteceacutedemment y sont appliqueacutees De plus une piegravece simuleacutee sans
deacutefauts de surface (VO) est veacuterifieacutee Les reacutesultats preacutesenteacutes ci-dessous sont obtenus en
employant les valeurs des paramegravetres du tableau 47
Tableau 47 Valeur des paramegravetres employeacutes dans lexemple 3
Paramegravetres
Valeur
laquo D
17 000
Up
15 000
Step
50
r
6
^ M
125
S
05
Ks
10
^MAX
300
84
in I I I
S (laquoM
bullo -d a gtgt H
O
S s^ a o laquo ^ 2 -o j 2 H cfl s laquo
W e a ^ M 03 t e O U u sect agt a -laquo S j2 laquo ^
laquo u bulln a
a - 2 l | bulla M fl C3 en
a _o
a Dll (S a o U
85
La figure 446 illustre la convergence de la moyenne des distances D^ en fonction du
nombre diteacuterations pour tous les essais de lexemple 3
fN
(UIU
I)
Q 1 5 o
1 1 bull bullo bull
z
0 c
V0F2 V1-F2 V2-F2 V3-F2 V4-F2 VSF2
50 10 0 15 0 20 0 25 0 30 0 Iteacuterations
a)
JJUl)
cf
itan
ctt
Moy
ennt
dlaquot
dl
25
1 5
05
0 [
1
^^^aertni i bdquo ^ ^ ^
V0-F1 VI-FI V2F1 V3-F1 V4-F1 V5-F1
50 10 0 15 0 20 0 25 0 30 0 Itegraveratlont
b) Figure 446 Convergenc e des distances corrigeacutees des essais de lexemple 3
avec a) la configuration de force 1 e t b) la configuration de force 2
La figure 447 montre pour chaque point du maillage nominal la moyerme arithmeacutetique des
erteurs pour tous les types de deacutefauts suivant les deux configurations de force Les
figures VII et VIII de lannexe I preacutesentent les erteurs pour chacun des tests
De son cocircteacute la figure 448 preacutesente la distribution des erreurs pour les douze piegraveces simuleacutees
Elle permet de voir la similariteacute des distributions et de constater comme dans les exemples
preacuteceacutedents quune bonne partie des erreurs est proche de zeacutero (0) De plus la figure 448 fait
remarquer que les distributions des erteurs pour les essais avec la configuration de force 1
sont plus eacutetendues
86
Figure 447 Visualisation de la moyenne des erreurs agrave chaque point pour lexemple 3 avec a) la configuration de force 1 et b) la configuration de force 2
2S0^
i 2 100 -
laquo-
0 = a
- ^ I L - ^ I T ^
^ ^ ^ ^ ^ ^ ^ E T L ^ jv - Lolt 4 ^ B -Y v ^ H
^^KfjY] - ^ hr^ ^^^^^EcircBrsi^U(fiiiEcirc^K^
01^^^^^^^^^^^^^^^^^^^^^^^H 0 3 ^ gt - ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ H
09 ^gt^^ 1
bullbullSOFI ^ bull v l FI ^^V2F1 ^bullv3F1 bull bullv4F1 ^bulllt-F1 ^bullvO-F2 l^_)ui P2 ^bullv2F3 ^bullvgtF2 bullbullV4-F3 ^ bull laquo F 2
^^^^^^B
Figure 448 Distribution des erreurs pour les douze (12) essais de lexemple 3
87
La figure 449a et le tableau 48 reacutecapitulent les reacutesultats derreurs pour chaque essai tandis
que la figure 449b et le tableau 49 preacutesentent les erteurs dans les zones de deacutefauts
uniquement
I r
03
^bulltJhL 75 90 Parccntil
a) 75 90
Plaquorclaquontlllaquo
b) Figure 449 Reacutesum eacute des erreurs de mesure de lexemple 3
a) su r lensemble des points et b) sur les points dans les zones de deacutefauts
Tableau 48 Reacutesumeacute des erteurs de mesure (mm) de lexemple 3 sur lensemble des points
Surface Complexe Configurations
VOFl VI Fl V2F1 V3F1 V4F1 VSFl V0F2 VI F2 V2F2 V3F2 V4F2 V5F2
Moyenne
0108 0109 0105 0106 0112 0105 0077 0081 0084
0078 0089
0090
Percentile 50e
0084 0084 0080 0084 0086 0082
0062 0065 0066 0063 0069 0069
75e 0150 0151 0146 0151 0159 0150
0113 0117 0119 0115 0124
0125
90e
0233 0236 0225 0224 0241 0230
0166 0176 0184
0166 0189 0196
95e
0286 0302 0284 0279 0313 0290
0198 0214 0221 0194
0236 0244
Maximale
0691 0730 0662 0658 0811 0669
0377 0569
0638 0401
0562 0649
88
Tableau 49 Reacutesumeacute des erteurs de mesure (mm) de lexemple 3 dans les zones de deacutefauts
Surface Complexe Configurations
VOFl VI Fl V2F1 V3F1 V4F1 V5F1 V0F2 VI F2 V2F2 V3F2 V4F2 V5F2
Moyenne
-
0178 0159 0094 0162 0139
-
0174 0183 0115 0170 0195
Percentile 50e
-
0180 0118 0080 0137 0121
-
0131 0154 0108 0142 0177
75e -
0245 0193 0130 0229 0189
-
0239 0285 0166 0250 0268
90e -
0330 0356 0190 0337 0276
-
0365 0363 0198 0367 0366
95e -
0352 0407 0222 0424 0309
-
0473 0470 0222 0439 0415
Maximale
-0393 0488 0393 0559 0514
-0569 0638 0357 0511 0649
89
44 Discussio n
Dans le cas dinspection de piegraveces flexibles sans gabarit de conformation la geacuteomeacutetrie de la
piegravece physique numeacuteriseacutee peut ecirctre sensiblement diffeacuterente de celle du modegravele nominal
Comme le montrent les figures 44 419 433 442 et 444 les piegraveces numeacuteriseacutees ont une
forme diffeacuterente de celle du modegravele nominal compte tenu des deacuteformations imposeacutees lors de
leur simulation Des deacuteformations maximales entre 12 mm et 364 mm sont appliqueacutees au
modegravele nominal agrave cette fin Les reacutesultats dinspection provenant de technique dalignement
rigide classique comme lICP ne sont plus repreacutesentatifs comme le deacutemontre la figure 47
Sur celle-ci il est clair que les deacuteviations observeacutees ne cortespondent pas aux deacutefauts
introduits agrave la figure 45 mais repreacutesentent uniquement le reacutesultat de la minimisation de la
distance euclidienne entre les deux modegraveles Lalgorithme IDI proposeacute dans ce meacutemoire
permet de compenser les lacunes des meacutethodes dinspection preacutesenteacutees dans la revue de la
litteacuterature en y introduisant une technique didentification des deacutefauts de profil ainsi que
lalgorithme de recalage non-rigide La figure 48 montre agrave plusieurs iteacuterations de
lalgorithme les indicateurs de confiance de chaque nœud du maillage S Les points avec
des indicateurs eacuteleveacutes y sont facilement observables et se distinguent mieux lorsque le
nombre diteacuterations augmente Limplantation de lalgorithme non-rigide permet de deacuteformer
le maillage nominal sans eacutepouser les deacutefauts de profil afin quil soit le plus proche possible
du modegravele numeacuteriseacute Les figures 49 411 et 420 deacutemontrent bien les capaciteacutes de
lalgorithme IDI agrave creacuteer un modegravele nominal deacuteformeacute sans deacutefaut de fabrication ainsi quagrave
localiser et agrave eacutevaluer lamplitude des deacutefauts de profil de surface Sur ces figures les deacutefauts
de surface sont clairement identifiables
Toutefois certaines faiblesses de la meacutethode ont eacuteteacute noteacutees Par exemple les points sur
lextreacutemiteacute en bas agrave gauche de la figure 411 possegravedent des deacuteviations leacutegegraverement plus
eacuteleveacutees Cette observation est plus remarqueacutee sur la figure 420 et dans leacutevaluation des
erreurs qui sont illusti-eacutees dans les figures 415 423 et 428 Ceci soulegraveve une question
Pourquoi le modegravele nominal neacutepouse-t-il pas la forme numeacuteriseacutee dans cette zone Une
explication deacutejagrave mentionneacutee est que lerteur deacutevaluation de la normale sur les points du
90
contour de la piegravece en soit la cause La projection de la distance d^ sur une normale erroneacutee
peut amplifier la distance projeteacutee D^ ce qui augmente lerteur observeacutee sur ces points Un
autre facteur est la valeur du paramegravetre a Une valeur a forte contraint le champ de
deacuteplacement agrave ecirctre lisse Agrave lextrecircme un a infiniment eacuteleveacute engendra un champ de
deacuteformation nul Le paramegravetre a a une analogie avec la rigiditeacute du modegravele nominal Les
tableaux 41 44 et 47 donnent les valeurs de a deacutetermineacutees par des essais-erreurs pour
garantir un champ lisse et montrent bien que a est proportionnel agrave la complexiteacute de la piegravece
De la sorte si le terme a est trop eacuteleveacute il ne permettra pas au modegravele nominal de se
deacuteformer dans des zones ougrave le changement de forme demandeacute est trop brut car il devra
assurer un champ de deacuteformation lisse De plus les forces ponctuelles appliqueacutees lors de la
simulation de la piegravece fabriqueacutee introduisent des deacuteformations locales importantes Ceci est
plus seacutevegravere que dans un cas industriel ougrave les deacuteformations se propagent plus uniformeacutement
puisquelles reacutesultent des contraintes internes introduites par le proceacutedeacute de fabrication Un
maillage peu dense du modegravele nominal dans une reacutegion avec de fortes deacuteformations sur la
piegravece simuleacutee entraicircne un saut de la valeur des deacuteplacements des points du maillage nominal
neacutecessaire pour rapprocher les deux modegraveles II est propice ici de rappeler que lindicateur
permet didentifier les points neacutecessitant un deacuteplacement plus ou moins eacuteleveacute que celui de
ses points voisins Ainsi les points du modegravele nominal dans ces zones de deacuteformations
locales sont reconnus comme des deacutefauts de profil agrave cause de leur indicateur I eacuteleveacute Par
conseacutequent le modegravele nominal neacutepouse pas la forme numeacuteriseacutee dans ces zones Cette
derniegravere explication est appuyeacutee par les figures 428 436 et 447 Celles-ci deacutemontrent bien
que les erreurs de lalgorithme dans la zone proche de lextreacutemiteacute sont proportionnelles agrave
lamplitude de la force imposeacutee
Les reacuteflexions eacutemises plus haut soulegravevent une autre question Pourquoi ny a-t-il pas une
zone de concentration derteurs agrave chaque bout ougrave une force a eacuteteacute imposeacutee sur la piegravece
simuleacutee Effectivement il existe une seule zone de concentration derteurs dans les
figures 423 et 4286 malgreacute quune force agrave chaque embout y soit imposeacutee lors de la
simulation Un regard plus profond sur la figure 419 montre quun embout de la piegravece celui
91
de droite se deacuteforme moins que lautre et que leacutetendue de sa zone de deacuteformation
(en rouge) est plutocirct faible Comme indiqueacute au chapitre 3 les points du contour de la piegravece
ne sont en aucun cas consideacutereacutes comme des deacutefauts leurs poids vv sont mis agrave 1 peu importe
la valeur de leur indicateur Dans le cas de la figure 419 la zone de deacuteformation de
lembout agrave droite est tregraves petite et se trouve sur le contour de la piegravece Par conseacutequent la
zone nest pas prise en compte comme deacutefaut et la meacutethode permet de deacuteformer le modegravele
nominal pour quil tende vers le modegravele numeacuteriseacute dans cette zone Toutefois lautre zone agrave
gauche est suffisamment grande pour quune partie de ces points soit consideacutereacutee agrave tort
comme des deacutefauts comme mentionneacute plus haut
Les explications fournies aux deux paragraphes preacuteceacutedents permettent aussi de
comprendre lexistence dune zone de concentration derteurs preacutesente dans les autres eacutetudes
La figure 436 tireacutee de lexemple du profileacute en U affiche des eacutecarts eacuteleveacutes agrave proximiteacute des
points de fixation illustreacutes sur la figure 433 La courte distance entre les supports engendre
des deacuteformations locales La piegravece a tendance agrave gauchir excessivement agrave ces endroits car la
configuration dappui A-B-C autorise la rotation du modegravele au point dencrage Ce
pheacutenomegravene est visible sur la figure II de lannexe I illustrant les deacuteplacements en rotation
imposeacutes lors de la simulation de la composante numeacuteriseacutee En ce qui concerne la surface
complexe lanalyse des eacutecarts de la figure 447a montre une augmentation de lerreur sur le
rayon du cocircteacute droit Comme illustreacute sur la figure 442 un changement rapide de deacuteformation
dans ces reacutegions combineacute avec limpreacutecision de leacutevaluation du vecteur normal des points
introduit des difficulteacutes comme celles deacutejagrave mentionneacutees De plus la figure 447b montre une
timide hausse de lerteur dans un endroit du rayon agrave gauche causeacutee par les mecircmes facteurs
que preacuteceacutedemment Neacuteanmoins aucune zone derreur importante na eacuteteacute observeacutee sur la
figure 447b car le deacuteplacement imposeacute deacutecrit sur la figure 444 est faible et uniforme et ne
reacutesulte pas de lapplication dune force ponctuelle Cette remarque vient renforcer nos
deacuteductions preacuteceacutedentes
Une discussion suppleacutementaire sur les erreurs inheacuterentes aux meacutethodes de simulation et de
validation proposeacutees est de mise Comme mentionneacute auparavant limposition dune force
92
ponctuelle lors de la creacuteation de la composante numeacuteriseacutee est trop seacutevegravere ce qui introduit des
difficulteacutes dans lidentification de deacutefauts et dans la capaciteacute de lalgorithme agrave faire eacutepouser
les deux modegraveles Lamplitude des deacuteformations est elle aussi plus contraignante que dans
un cas industriel Maintenir la piegravece de maniegravere agrave ce quelle ressemble plus au moins au
modegravele nominal serait plus repreacutesentatif Toutefois le choix de lapplication dune force
ponctuelle et de la disposition des fixations a permis deacutevaluer les limites de la performance
de la meacutethodologie Dun autre cocircteacute les dimensions des deacutefauts introduits autrement dit les
valeurs cibles sont obtenues en comparant agrave la condition non deacuteformeacutee le modegravele nominal
avec la piegravece simuleacutee avec deacutefauts tandis que les deacuteviations reacutesultantes de la meacutethode
reflegravetent la distance entre le modegravele nominal et le modegravele simuleacute avec des deacutefauts et du bruit
de mesure agrave leacutetat deacuteformeacute Ainsi les deacuteviations ne sont pas eacutevalueacutees dans les mecircmes
conditions ce qui influence le calcul des normales donc de la distance corrigeacutee entre chaque
combinaison de points La qualiteacute du maillage nominal agit aussi sur la preacutecision du vecteur
normal Plus celui-ci est raffineacute meilleure sera leacutevaluation du vecteur Dautre part la
densiteacute du nuage de points de la composante numeacuteriseacutee est importante car le meacutetrique point-
point est utiHseacute dans les algorithmes de localisation Une densiteacute eacuteleveacutee permet un meilleur
alignement et une estimation plus preacutecise de la distance Ainsi les caracteacuteristiques de la
meacutethode de simulation et de validation releveacutees ici amplifient les valeurs de lerteur de
mesure de la meacutethode
Pour lanalyse quantitative des erteurs le tableau 410 donne un reacutesumeacute des erreurs obtenues
en fonction des caracteacuteristiques de simulation des piegraveces numeacuteriseacutees Il permet de constater
que les erreurs obtenues sont minimes compareacutees aux deacutefauts et aux deacuteformations imposeacutees
Les tableaux 42 43 45 46 48 et 49 deacutemontrent que lerteur de la meacutethode dans un
intervalle de confiance de 95 varie de 0163 agrave 0373 mm pour lensemble des points et
Excluant les points du contour de la piegravece
93
de 0191 agrave 0495 mm pour les reacutegions de deacutefauts Pourtant les figures 428 436 et 447 ne
montrent aucune tendance lourde daugmentation de lerteur dans les zones de deacutefauts
imposeacutes Par contre les histogrammes des figures 430 438 et 449 indiquent que les valeurs
des erteurs dans ces reacutegions sont plus eacuteleveacutees que dans lensemble des points Agrave titre
dexemple la figure 428a et le tableau 42 pour le cas VI FI montrent que sur lintervalle
de confiance agrave 95 lerreur est de 0283 mm tandis que la valeur sur la figure 428b et le
tableau 43 est de 0428 mm dans les zones de deacutefauts Cette diffeacuterence de 0145 mm nest
cependant pas significative puisque le nombre de points constituant ces reacutegions est faible
Ainsi chaque point influence grandement le reacutesultat Les figures 416 et 424 montrent bien
que les distributions des erteurs dans les reacutegions de deacutefauts sont eacutetaleacutees De plus les
figures 429 437 et 448 mettent en relief le comportement des distributions des erreurs
Elles ont toutes un nombre eacuteleveacute de valeurs proches de zeacutero et une superposition de deux
distributions nest pratiquement pas distinguable Ces caracteacuteristiques megravenent agrave comparer les
valeurs des erreurs calculeacutees avec celles du bruit de mesure injecteacute Comme eacutenonceacute le bruit
de mesure dans les exemples preacutesenteacutes suit une distribution normale avec une moyenne de 0
et un eacutecart type de 01 mm La valeur absolue de celui-ci suit une distribution mi-normale
(half-Normal) avec une moyenne de 2rraquo0l (Bland 2005 Pewsey 2004) Les figures 450
451 et 452 superposent la distribution mi-normale du bruit sur les erreurs de chaque
exemple Il est clair sur ces figures que les erreurs observeacutees se retrouvent agrave proximiteacute de la
courbe deacutecrivant le bruit de mesure dans un intervalle de confiance de 95 ( 02 mm ) Apregraves
quoi dans certains cas la distribution de lerreur seacuteloigne de la courbe pour les raisons
eacutemises auparavant concemant les meacutethodes de simulation En prenant en compte les
remarques du paragraphe preacuteceacutedent il convient dinfeacuterer que les erreurs observeacutees sont
majoritairement le reacutesultat de lidentification du bruit de mesure
Excluant les points du contour de la piegravece
^ Une distribution pour les points dans une zone de deacutefauts et une autre pour lensemble des points
94
Tableau 410 Reacutesumeacute des erteurs en fonction des caracteacuteristiques de simulation (Valeurs en mm)
Exemples
Surface A Surface en U Surface complexe
Amplitudes maximale s des deacuteformations imposeacutee s
2230 agrave 3340 1230 agrave 360 1380 agrave 3380
Amplitudes maximale s des deacutefauts imposeacute s 226 agrave 318 146 agrave 300 255 agrave 365
Erreurs^ sur lensemble des points 025 agrave 037 016 agrave 030 019 agrave 031
Erreurs dans les zones de deacutefauts 020 agrave 050 019 agrave 048 022 agrave 047
2CTBmii=02 mm
llfctilfc-Jlli gt
bull0-F1 iVI-FI bullV2-F1 bullV3-F1 |V4-F1 bull gtlaquo-F 1 bull V13-F 2
VIF2 IVIcirc-F2 bull V3-F2 bullV4-F2
Figure 450 Superpositio n des erreurs observeacutees dans lexemple 1 et de la distributio n du bruit de mesure introduit
Erreurs dans un intervalle de confiance de 95
95
laoo
1600
1400
1300
bull bull lOD O
e r a bull
GOO
CO
XD
0
1
i i 1 1 c
-
i 1
1 h 0
I I
2aBtmi=02 m m
1 1
|J 2 0 3 0 4 05 0 6
Erreun (mm)
I^^VI FI
^ bull V 3 - F I ^ bull M ) - F 2 ^ bull V 1 - F 2 ^ bull V 3 - F 3 ^ bull V 3 F 2 Dmnlujiion du brui dt mecircturraquo
07 0 8 0 9
Figure 451 Superpositio n des erreurs observeacutees dans lexemple 2 et de la distribution du bruit de mesure introduit
bullV0-F1 bullV1 F l bullV2-F1 bull V3F 1 bull V4-FT i^laquo-Ft bull0-F2
V1-F2 bull V2-F 2 bullva-F2 bull V4-F 2 bull S F 2 mdash Oisinbulwn du brui dt rr
Errvun (mm)
Figure 452 Superpositio n des erreurs observeacutees dans lexemple 3 et de la distribution du bruit de mesure introduit
96
Du point de vue de la convergence de la meacutethode IDI les figures 413 427 435 et 446
deacutemontrent le comportement quasi asymptotique de la moyenne des distances corrigeacutees en
fonction du nombre diteacuterations Contrairement agrave lalgorithme ICP qui converge de maniegravere
monotone sur un minimum local de la fonction objective de distance (Besl et McKay 1992)
les figures montrent que lalgorithme IDl converge de maniegravere irreacuteguliegravere Lintroduction de
lalignement non-rigide dans la meacutethode modifie la geacuteomeacutetrie du modegravele nominal ce qui se
traduit par une nouvelle fonction objective agrave chaque iteacuteration de lalgorithme global Dautre
part le comportement fluctuant de la fonction objective ne permet pas ladoption du critegravere
dartecirct classique Ainsi lalgorithme se termine seulement lorsque le nombre diteacuterations
atteint la Hmite K^^^ La valeur du critegravere darrecirct K^^^ est choisie visuellement de maniegravere
agrave assurer un comportement asymptotique de la moyenne des distances corrigeacutees comme
lillustre la figure 453 Ainsi agrave lexception dun cas il est avantageux du point de vue de la
preacutecision de la meacutethode de permettre des iteacuterations suppleacutementaires mecircme si la convergence
est obtenue Cela donne la possibiliteacute au modegravele nominal deacutepouser mieux la piegravece
numeacuteriseacutee car il peut arriver que des zones de fortes deacuteformations ne soient pas encore
complegravetement reproduites mais que la moyenne des deacuteviations soit quasi-stable Les
figures 427 435 et 446 montrent bien que le nombre diteacuterations neacutecessaires pour atteindre
la convergence est proportionnel agrave lamplitude de la deacuteformation de la piegravece simuleacutee Par
contre comme mentionneacute il existe un cas Surface A VI FI ougrave la fonction tend agrave augmenter
apregraves un certain nombre diteacuterations et agrave se stabiliser par la suite comme le montre la
figure 454 La combinaison de leffet de la geacuteomeacutetrie du modegravele de la position des deacutefauts
(au centre) et de la deacuteformation imposeacutee reacutesulte dune situation ougrave la fonction globale tourne
autour dun minimum local ce qui cause au modegravele nominal de se deacuteformeacute inutilement Ces
deacuteformations successives creacuteeacutes une conjoncture ou le modegravele nominal eacutepouse tregraves faiblement
les zones deacutefauts agrave chaque iteacuteration au deacutetriment de la preacutecision de lalgorithme
Diffeacuterence entre deux eacutevaluations de la fonction objective ^ - f^_^ plus petit quun seuil de convergence voulu
97
1 2
Ci m S 0 8
1 ^ 0 6 M bull bullO bull 0 4 C bull gt J 0 2
0 C
i
KMX
W F 1 VI F l V2F1 bull V3-F1
V4-F1 --
) 5 0 10 0 15 0 20 0 25 0 Iteacuterations
a)
300 35 0 40 0
1 2 E
n 1
dist
ance
s L
bi 0
0
des
bull 0 4 C
^ 0 2
0 [
i
1 bull
1 ^IMX
V1F2
V5-F2
1 ) 5 0 10 0 15 0 20 0 25 0
Iteacuterations
b)
300 35 0 40 0
Figure 453 Choi x de la valeur du critegravere darecircte dans lexemple 1 avec a) la configuration de force 1 et b) la configuration de force 2
150 20 0 IteacuteraUoni
a)
I bull I I I r r i
_i 1 i_ 100 20 0 30 0 4 X 50 0 60 0 7C D 60 0 90 0
Iteacuterations
b) Figure 454 Particularit eacute de lessai Surface A VI Fl
a) Identification du comportement rarissime de la fonction (cas VI Fl) e t b) Moyenne des distances corrigeacutees en fonction du nombre diteacuterations de lessai Surface A VI Fl
Cette figure montre que la fonction tend agrave augmenter apregraves un certain nombre diteacuterations et se stabilise par la suite
98
Le chapitre 4 a illustreacute plusieurs eacutetudes de cas dans le but dexplorer les performances
meacutetrologiques de lalgorithme Il deacutemontre que lalgorithme IDI proposeacute permet de deacuteformer
le modegravele nominal afin quil eacutepouse la piegravece numeacuteriseacutee sans toutefois prendre en compte les
deacutefauts de surface et le bruit de mesure de cette derniegravere De la sorte lalgorithme IDI donne
la possibiliteacute de controcircler le profil dune piegravece flexible sans gabarit de conformiteacute Il sagit
donc dune innovation dans le domaine de la meacutetrologie Loin decirctre parfait lalgorithme
neacutecessite encore des travaux dameacutelioration et de validation tels que recommandeacutes plus loin
dans ce meacutemoire
99
CONCLUSION
Ce meacutemoire a permis de combiner les recherches dans les domaines de lalignement entre la
repreacutesentation 3D dune piegravece et son modegravele CAO lalignement non-rigide ainsi que dans
celui de lanalyse des variations geacuteomeacutetrique des piegraveces souples afin de deacutevelopper une
meacutethode innovante dinspection de piegraveces flexibles sans gabarit de conformiteacute Dans
labsence de ce dernier les effets de la graviteacute et des deacuteformations engendreacutees par les
contraintes internes rendent la geacuteomeacutetrie de la piegravece numeacuteriseacutee consideacuterablement diffeacuterente
de la geacuteomeacutetrie nominale Lalgorithme IDI permet de comparer ces deux modegraveles malgreacute
leur geacuteomeacutetrie diffeacuterente ce que les meacutethodes dalignement standard ne permettent pas Pour
remeacutedier agrave cela lajout dun champ de deacuteplacement estimant les deacuteformations agrave appliquer sur
la geacuteomeacutetrie nominale est introduit Ce champ de deacuteplacement repreacutesente uniquement les
deacuteformations induites sur la piegravece numeacuteriseacutee par les conditions de fixation lors de la
numeacuterisation par leffet de la graviteacute et des deacuteformations dues au proceacutedeacute de fabrication Il
exclut les deacuteformations attribuables aux erreurs de profil et au bruit de mesure Cette
exclusion est possible gracircce agrave linteacutegration dans la meacutethode de lindicateur de confiance
Ce nouveau paramegravetre permet avec un bon niveau de fideacuteliteacute et de mesure lidentification
des points correspondant agrave un deacutefaut de surface sur la composante numeacuteriseacutee Il donne la
possibiliteacute de seacuteparer les deacuteformations dues agrave la nature flexible de la piegravece des laquo deacutefauts de
profil raquo De plus lutilisation de lalignement non-rigide et lintroduction du paramegravetre ocirc
permettent dappliquer une deacuteformation progressive au modegravele S tout en contraignant le
deacuteplacement des points agrave ecirctre deacutependant du deacuteplacement de leur voisinage Limplantation
dune distance corrigeacutee D^ dans lalgorithme de recalage non-rigide et son utilisation pour
leacutevaluation des deacutefauts diminue linfluence de la densiteacute du nuage de points de la piegravece
numeacuteriseacutee
Apregraves lapplication de lalgorithme il en reacutesulte un modegravele nominal sensiblement proche du
modegravele numeacuteriseacute avec un niveau derteur comparable agrave celui du bruit de mesure
expeacuterimental Le reacutesultat de linspection reflegravete donc uniquement leffet des variations
geacuteomeacutetriques dues aux proceacutedeacutes de fabrication De la sorte la meacutethode IDI preacutesente un
100
nouvel outil permettant linspection de coques minces sans gabarit de conformiteacute Labsence
doutils de fixation deacutedieacutes permettra de diminuer les coucircts dinspection et de rendre les
entreprises plus compeacutetitives
Limitations
La meacutethode IDI proposeacutee comporte les limites suivantes
1 Seules des coques minces ne se refermant pas sur elles-mecircmes et sans discontinuiteacute (sans
trous etc) sont employeacutees dans leacutetude
2 La densiteacute du nuage de points de la piegravece numeacuteriseacutee doit ecirctre nettement plus eacuteleveacutee que
celle du maillage nominal Ceci se traduit par A ^ raquo N^ Les techniques de mesure
actuelles respectent facilement cette contrainte
3 Les types de deacutefauts de profil consideacutereacutes sont locaux dans le sens ougrave le profil de la
surface est majoritairement respecteacute Cela se manifeste en pratique par une densiteacute de
points du maillage dans les reacutegions de deacutefauts largement infeacuterieurs agrave A^ Sans quoi
lalgorithme aura de la difficulteacute agrave distinguer les mauvais des bons points de la surface
4 Les points du contour de la piegravece ne sont pas consideacutereacutes dans leacutevaluation des deacutefauts de
profil de surface
5 Les eacutetudes de cas considegraverent que les dimensions hors tout des piegraveces numeacuteriseacutees sont
respecteacutees Autrement dit la circonfeacuterence du contour de la composante numeacuteriseacutee est
quasi identique agrave celle du modegravele nominal
6 Les eacutetudes de cas envisagent que la piegravece fabriqueacutee est complegravetement numeacuteriseacutee Ceci
implique que chacun des points du maillage nominal possegravede au moins un point
cortespondant dans le nuage de points numeacuteriseacutes
7 Le choix de la valeur du critegravere darrecirct AT^^ est seacutelectionneacute visuellement
8 Comme tout algorithme de calcul celui-ci deacutepend de la puissance du systegraveme
informatique sur lequel il est exeacutecuteacute Particuliegraverement lalgorithme requiert une
meacutemoire vive sur le poste informatique proportionnelle agrave la densiteacute du maillage du
modegravele nominal pour pouvoir supporter des ordres de matrice eacuteleveacutes agrave cause de
lutilisation de la meacutethode du pseudo inverse par lalgorithme dalignement non-rigide
101
RECOMMANDATIONS
La preacutesente recherche marque lintroduction dune nouvelle meacutethode dinspection pour les
piegraveces flexibles sans gabarit de conformiteacute Il est notoire que les contraintes logistiques et
temporelles obligent agrave mettre un terme agrave ces travaux Neacuteanmoins les paragraphes suivants
explorent des pistes de recherche prometteuses
Algorithme dalignemen t
Le choix de lalgorithme dalignement rigide et non-rigide influence la performance de la
meacutethode IDl Le perfectionnement des algorithmes employeacutes contribuera agrave augmenter
la robustesse et la vitesse de la meacutethode Par exemple lalgorithme ICP de
Besl et McKay (1992) peut ecirctre remplaceacute par une de ses variantes Celle qui est proposeacutee par
Gelfand et al (2003) a lavantage de permettre aux deux modegraveles de glisser entre eux dans
des reacutegions planes ou circulaires tout en assurant la stabiliteacute de lalgorithme Toutefois elle
neacutecessite la connaissance des normales des points de la piegravece numeacuteriseacutee Ces vecteurs
peuvent ecirctre calculeacutes ou provenir du systegraveme de mesure
Temps de calcul
Linteacuterecirct principal de cette recherche est deacutelaborer une meacutethode pour permettre linspection
de piegraveces flexibles sans gabarit de conformiteacute Ainsi une attention limiteacutee est mise sur la
rapiditeacute de lalgorithme proposeacute Il est coimu que la deacutetermination des correspondances 5mdash
c constitue la phase requeacuterant le plus de puissance de calcul dans lalgorithme ICP Pour
diminuer le nombre de points utiliseacutes pour lalignement un eacutechantillonnage est employeacute dans
la meacutethode dalignement rigide de la section 33 Cependant la fonction dsearchn de
MATLABreg est utiliseacutee pour trouver les cortespondances Cette fonction agrave recours agrave
lalgorithme Quickhull (Barber David et Hannu 1996) Lemploi dune meacutethode adapteacutee
aux problegravemes avec de grandes densiteacutes de points reacuteduira le temps de calcul de cette eacutetape
Besl et McKay (1992) font appel agrave la meacutethode k-d tree Greenspan et Yurick (2003)
102
introduisent la meacutethode Approximate k-d tree Ak-d tree) Agrave partir de cette meacutethode
Lee et al (2006) suggegraverent lalgorithme de recherche Adaptive Dual AK-D tree
(ADAK-D tree) Dautre part Strand et al (2007) emploient une structure octree
Ajustement du critegravere darrecirct
Le comportement fluctuant de la fonction objective ne permet pas ladoption du critegravere
dartecirct classique Ainsi la valeur du critegravere dartecirct K^^^ est choisie visuellement de maniegravere
agrave assurer un comportement asymptotique de la fonction objective Il serait avantageux de
remplacer ce critegravere par un autre exprimant un ensemble de critegraveres influents (Tahan 2008)
Numeacuterisation incomplegravete
Les eacutetudes de cas envisagent que les piegraveces fabriqueacutees soient complegravetement numeacuteriseacutees
Lalgorithme neacutecessite peu de modifications pour traiter les cas pour lesquels des points du
maillage nominal nauraient pas de points correspondants dans le nuage de points numeacuteriseacutes
Comme proposeacute par Allen et al (2003) les poids H de ces points du maillage nominal sont
mis agrave zeacutero pour eacuteliminer leur influence sur la fonction derteur de distance Ej Ils peuvent
ecirctre reconnus par exemple agrave cause dun angle entre la normale n^ et le vecteur de distance
point-point d^ plus eacuteleveacute quun critegravere preacuteeacutetabli Amberg et al (2007) suggegraverent aussi une
distance d^ maximale acceptable
Caracteacuterisation des sources derreurs
Dans le but de focaliser les recherches sur les eacuteleacutements de la meacutethode introduisant le plus
derreurs une caracteacuterisation plus exhaustive des erteurs doit ecirctre entreprise Chaque phase
de lalgorithme global introduit ses erreurs inheacuterentes Agrave titre indicatif les articles de
Rusinkiewicz et Levoy (2001) Low et Lastra (2007) et Ezra et al (2008) traitent de la
performance de lalgorithme ICP
103
Validation
Des eacutetudes de cas suppleacutementaires variant la geacuteomeacutetrie du modegravele le mode de fixation la
position et la forme des deacutefauts lamplitude du bruit de mesure combineacutes avec des
deacuteformations imposeacutees plus proches de la reacutealiteacute permettront une meilleure eacutevaluation de
lalgorithme proposeacute Des essais expeacuterimentaux doivent eacutegalement ecirctre entrepris pour valider
la meacutethode Un test possible serait de fabriquer quelques composantes avec et sans erteur de
profil Les valeurs theacuteoriques des deacutefauts introduits peuvent ecirctre obtenues en numeacuterisant les
piegraveces fixeacutees sur un gabarit de conformiteacute Les nuages de points obtenus sont ensuite
compareacutes avec le modegravele nominal en utilisant les techniques classiques dalignement rigide
Plusieurs logiciels comme Geomagicreg et Polyworks^ permettent de faire ce type
dinspection Les valeurs expeacuterimentales reacutesultent de lapplication de la meacutethode IDI sur ces
mecircmes piegraveces numeacuteriseacutees sur un montage simple autorisant celles-ci agrave changer de forme La
comparaison des deux valeurs rendra possible la validation de lalgorithme Toutefois une
attention doit ecirctre porteacutee agrave lincertitude des valeurs theacuteoriques due aux techniques de
recalage employeacutees dans les logiciels dinspection Il est donc preacutefeacuterable si les piegraveces sont
suffisamment rigides lorsquelles se trouvent sur le gabarit de conformiteacute dobtenir ces
dimensions par mesurage avec contact agrave laide dune MMT
Analyse des variations geacuteomeacutetrique s
Les variations geacuteomeacutetriques dune composante ne se limitent pas au profil de la surface
Linteacutegration dune capaciteacute danalyse dune plus grande varieacuteteacute de deacutefauts augmentera la
qualiteacute et le nombre dapplications de la meacutethode Cette nouvelle capaciteacute se traduit par la
possibiliteacute de deacuteformer le modegravele nominal sans eacutepouser les diffeacuterents deacutefauts de forme et
dorientation des eacuteleacutements de la piegravece numeacuteriseacutee Laptitude de la meacutethode agrave creacuteer un modegravele
nominal deacuteformeacute est distincte de sa capaciteacute dinspection Mecircme si lalgorithme est ameacutelioreacute
pour prendre en compte plusieurs types dimperfections et de geacuteomeacutetries il ne permettra pas
neacutecessairement de veacuterifier par exemple un profil de surface avec reacutefeacuterentiel ou la position
dun trou Pour remeacutedier agrave cela une eacutetape de recalage suppleacutementaire agrave la fin de lalgorithme
104
est essentielle Avant lapplication de la meacutethode IDI le modegravele nominal et celui numeacuteriseacute
sont trop diffeacuterents pour faire une inspection Agrave la sortie de la meacutethode les deux geacuteomeacutetries
sont suffisamment proches pour utiliser les techniques dinspection de piegraveces rigides
Quelques meacutethodes envisageacutees pour ameacuteliorer les proprieacuteteacutes de linspection de la meacutethode
sont citeacutees ci-dessous
Huang et Gu (1998) et plus tard Li et Gu (2005a 2005b) introduisent un troisiegraveme systegraveme
de coordonneacutees correspondant au repegravere dinspection Ils proposent une technique pour
reacutealigner ce nouveau systegraveme de coordonneacutees avec le DCS tout en sassurant que les
eacuteleacutements du reacutefeacuterentiel restent agrave linteacuterieur de leur zone de toleacuterance
Chacirctelain et Fortin (2001) puis Ben-Salah (2005) suggegraverent une meacutethode pour aligner une
piegravece brute sur le repegravere de la machine-outil tout en optimisant la distribution des deacuteficits de
matiegravere de la composante Pour remeacutedier agrave cela deux fonctions objectives une reacuteelle et une
artificielle sont introduites La premiegravere cherche agrave minimiser la sureacutepaisseur maximale de
toutes les surfaces La seconde peacutenalise les points dans les reacutegions ayant peu de matiegravere agrave
usiner tout en prenant en compte le niveau de prioriteacute des reacutegions Cette technique peut ecirctre
employeacutee pour linspection avec reacutefeacuterentiel Les eacuteleacutements du reacutefeacuterentiel se verront attribuer
un niveau de prioriteacute plus eacuteleveacute que le reste des surfaces de la piegravece
Une autre possibiliteacute est le traitement des nuages de points reacutesultant de la meacutethode par un
logiciel dinspection classique permettant une analyse complegravete des variations
dimensionnelles des piegraveces (Gao et al 2006)
Identification de s deacutefaut s
Preacutesentement le critegravere r est employeacute pour distinguer les indicateurs tregraves eacuteleveacutes
Autrement dit il permet didentifier les points s avec une diffeacuterence entre leur distance D^
et les distances D^j de ses points voisins beaucoup plus importantes que celles de lensemble
des points S Toutefois les zones moins rigides de la piegravece peuvent subir de fortes
105
deacuteformations Dautre part la densiteacute du maillage nest pas neacutecessairement uniforme Ces
caracteacuteristiques influencent grandement la valeur de lindicateur De la sorte il serait
avantageux de classifier des ensembles de points selon ces caracteacuteristiques et dutiliser une
valeur r pour eacutevaluer chaque point par rapport agrave son sous-ensemble Ainsi la constante r
deviendra une matrice r = [r r r^J bull
Dautre part dautres techniques didentification comme les meacutethodes danalyse de
corteacutelation ou danalyse de freacutequence peuvent ecirctre exploreacutees Xie (2008) fait une revue de la
litteacuterature des techniques dinspection de surface par imagerie Eichhom et al (2005) puis
Doring et al (2006) introduisent une classification par imagerie 3D des deacutefauts de surface sur
les carrosseries dautomobile
Paramegravetre de lissage a
Le paramegravetre a est preacutesentement deacutetermineacute par essai-erreur Des essais ont permis de cerner
une valeur assurant le lissage du champ de deacuteplacement sans toutefois ecirctre trop seacutevegravere Les
discussions de la section 44 deacutemontrent limportance de ce paramegravetre De la sorte son
ameacutelioration augmentera significativement la performance de lalgorithme Substituer la
constante a par une matrice oc = [a^ a^ bullbull bull (^NS ] permettra de varier a par exemple en
fonction de la geacuteomeacutetrie (courbure locale etou rigiditeacute locale) de la piegravece etou de la densiteacute
des points Cette configuration offre aussi la possibiliteacute de caracteacuteriser la rigiditeacute de chaque
point Un cas envisageacute est dappliquer une valeur a similaire pour les points dans une mecircme
reacutegion Les points agrave lintersection deacuteleacutements surfaciques exemple plan - rayon pourront
avoir une valeur a eacuteleveacutee pour assurer des jonctions lisses sur le champ de deacuteplacement
Une autre option est daugmenter limportance des a des points proches des supports pour
repreacutesenter mieux la rigiditeacute dans ces zones
106
Application futur e
En geacuteneacuteral les points dune piegravece assujettie agrave un systegraveme de force se deacuteplaceront Ce
deacuteplacement se traduit par une deacuteformation de la composante ce qui introduit des contraintes
dans le mateacuteriau Agrave partir dun champ de deacuteplacement un unique champ de deacuteformations
peut ecirctre deacutetermineacute Toutefois le chemin inverse nest pas neacutecessairement unique De plus
en assumant le mateacuteriau isotrope et une deacuteformation dans le domaine eacutelastique la relation
deacuteformation versus contrainte est lineacuteaire Dans le cas contraire la relation devient non-
lineacuteaire (Daily et Riley 1991) En conseacutequence la connaissance du champ de deacuteplacement
entre deux eacutetats dune composante ouvre la porte agrave plusieurs domaines dapplication
Actuellement la corteacutelation dimages numeacuteriques (CIN) plus connue sous le nom de
Digital Image Correacutelation Method ( DICM ) est la plus utiliseacutee pour trouver le champ de
deacuteplacement reliant deux images dune piegravece (Na et al 2007) Cette technologie est
employeacutee pour une varieacuteteacute dapplications comme la caracteacuterisation de mateacuteriau la validation
deacutetude par eacuteleacutements finis ou comme un outil daide pour la conception Elle est inteacutegreacutee agrave
divers systegravemes disponibles sur le marcheacute par des socieacuteteacutes comme Dantec Dynamics et
Gesellschaft fiir Optische Messtechnik (GOM) Leurs sites internet respectifs fournissent
diverses eacutetudes de cas
Leacuteleacutement essentiel de la meacutethode IDI est son aptitude agrave deacuteplacer successivement les points
du maillage dun modegravele pour quils eacutepousent un modegravele cible Par conseacutequent le
deacuteplacement total entre leacutetat initial et leacutetat final du maillage est facilement deacuteductible Cette
caracteacuteristique de lalgorithme lui permet decirctre une alternative aux meacutethodes deacutevaluation
des deacuteformations disponibles pour de multiples applications Par exemple elle pourra ecirctre
employeacutee pour caracteacuteriser les deacuteformations introduites par un proceacutedeacute pour son
wwwdantecdynamicscom wwwgomcom
107
optimisation pour la validation dune eacutetude par eacuteleacutements finis ou pour eacutetudier le
comportement dune piegravece agrave plusieurs eacutetats de chargement De plus la meacutethode proposeacutee ne
neacutecessite aucun marquage ou revecirctement comme la meacutethode de quadrillage
Grid (Andrianopoulos 2006) ou DICM De la sorte une application fortement inteacuteressante
peut ecirctre envisageacutee En ce sens un composant numeacuteriseacute assembleacute ou non au deacutebut de son
cycle de vie est utiliseacute pour construire le maillage de la piegravece initiale Au cours de son
utilisation la composante pourta ecirctre numeacuteriseacutee de nouveau dans un eacutetat statique En
comparant les deux modegraveles avec la meacutethode IDI la deacuteformation subie entre les deux eacutetats
de la piegravece pourta ecirctre deacuteduite et ce mecircme si la composante a eacuteteacute repeinte Ce type
dinformation est tregraves appreacutecieacute pour leacutetude du comportement de la piegravece et sa maintenance
De plus mecircme si la composante nest pas numeacuteriseacutee agrave son eacutetat initial celle-ci pourra ecirctre
remplaceacutee par son modegravele CAO dans leacutetude
Facteur de reacutetreacutecissemen t
La conception (eacutepaisseur de mur renfort etc) le choix du mateacuteriau les variables du
proceacutedeacute de fabrication (tempeacuterature pression dinjection etc) ont une influence sur la forme
et lamplitude du reacutetreacutecissement shrinkage) dune piegravece mouleacutee Plusieurs logiciels existent
pour lanalyse et la preacutediction du comportement de composantes mouleacutees Deacutependant de la
complexiteacute et de la puissance du programme une gamme complegravete de modules danalyse
peut coucircter entre $35000 agrave $150000 (Fischer 2003) Il est difficile de justifier de telles
sommes pour des piegraveces simples ou agrave faible production Dautre part mecircme une fois le
moule et les paramegravetres du proceacutedeacute deacutefinis le changement de couleur dune piegravece par
exemple peut engendrer de fortes modifications du facteur de reacutetreacutecissement
Lintroduction dun facteur deacutechelle 5 = P 0 0
0
A 0
o 0
A- dans chacune des matrices de
transformation x de la meacutethode proposeacutee ajoutera la possibiliteacute de modifier leacutechelle du
modegravele nominal Lanalyse du champ de deacuteformation et des facteurs deacutechelle obtenue en
108
appliquant cette nouvelle meacutethode sur les premiegraveres composantes de production permettra de
caracteacuteriser le comportement des piegraveces et dameacuteliorer le proceacutedeacute de fabrication Du point de
vue de linspection lajout dun tel paramegravetre rendra possible de veacuterifier la conformiteacute dune
piegravece mouleacutee sans prendre en compte les deacuteformations dues au reacutetreacutecissement du mateacuteriau
Acceptabiliteacute de la composante agrave lassemblage
Comme mentionneacute les piegraveces flexibles peuvent avoir une geacuteomeacutetrie diffeacuterente agrave leacutetat libre
que lorsquelles sont contraintes par lassemblage Leurs dimensions peuvent ecirctre agrave
linteacuterieur de leur zone de toleacuterance seulement agrave leacutetat libre seulement agrave lassemblage dans
les deux cas ou dans aucun des cas La meacutethode proposeacutee nassure pas lacceptation de la
composante agrave lassemblage Actuellement pour sassurer de lacceptation de la piegravece agrave
lassemblage linspection doit ecirctre faite sur un gabarit de conformation pour simuler
lassemblage Cette meacutethode est coucircteuse et peut introduire des contraintes inacceptables sur
la piegravece Le cas dune composante de revecirctement exteacuterieur dune moto par exemple permet
de mieux eacuteclairer la probleacutematique Lalgorithme IDI donne la possibiliteacute de faire
linspection de la piegravece sans gabarit deacutedieacute Cette inspection controcircle la geacuteomeacutetrie de la
composante sans veacuterifier que les deacuteformations subies lors de la fabrication sont acceptables
La flexibiliteacute permet souvent de conformer la piegravece agrave lassemblage ce qui rend les
deacuteformations induites par le proceacutedeacute acceptables Toutefois il peut arriver que forcer la piegravece
agrave lassemblage introduise des contraintes inacceptables dans le mateacuteriau ou des deacuteformations
inadmissibles pour les requis estheacutetiques Par conseacutequent agrave partir des informations fournies
par la meacutethode IDl une recherche peut ecirctre entameacutee pour reacutepondre agrave la question suivante
Existe-t-il une deacutemarche pour assurer de respecter tous les requis de la piegravece agrave lassemblage
Le terme deacutemarche sous entend une combinaison de force de conformation et son ordre
dapplication ou une seacutequence de serrage
ANNEXE I FIGURES SUPPLEacuteMENTAIRES
109
002111 03957 4 07703 8 11450 1 15196 4 020843 05830 6 09576 9 13323 2 17069 6
Figure I Deacuteplacement s en rotation imposeacutes lors de la simulation avec le type de deacutefauts 1 (VI ) et suivant la configuration de force 1 (Fl)
00351 04509 8 086686 12827 4 16936 3 Radwi 024304 065892 10748 149068 190657
Figure II Deacuteplacement s en rotation imposeacutes lors de la simulation avec le type de deacutefauts 1 (VI ) et suivant la configuration de force 1 (F2)
110
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull i l raquo bull bull bull bull bull bull icirc icirc icirc icirc bull bull bull bull bull bull icirc icirc icirc icirc raquobull bull bull bull bull icirc icirc icirc icirc raquo bullbullbullbullicirc icirclaquo^ bull bullbullbullbullicirc icirc icircraquoraquo ricirc icirc bullicirc icirc icirc icirc icirc
bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bullraquo bull bull bull bull bull bull bullbullbullbullbullbullbullbull bull bull bull bull bullbullbullbull bull bull bull bull bull bull bull bull Icirc 2 Icirc Icirc Icirc
bull bullbullbulln^ bull bullbullbullicircicircicircraquoraquo raquo bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbull bull bull bull bull bull raquo bull bull bull Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc icircicircicirc^^^^^ bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
a) bullbullbullbullbullbullbullbull bull bull bull bull bull raquo bull bull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull raquo bull bull bull bull bull bull bull bullbullbullbullbullbullbull IcircIcircIcircIcirc Icirc bullbullbullbullbull bullbullraquobullbullbull bull
IcircIcircIcircIcircraquo bull bulllaquobullbullbull bull raquo0tmdashraquo bull bulllaquobullbullbull bull bull
bullbullbullbullicircicirc bull 5Icirc icircicircicirc
bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull
bullbullbullbullbull
bullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
iiicircicircicircj bullbullbullbullbullbullbullIcircIcircIcirc bullbullbullbullbullbullbullbulllaquo bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbulllaquo bullbullbullbullbullbullbullbullbullbulllt bullbullbullbullbullbullbullbullbullbulllaquo bullbullbullbullbullbullbullbullbullbulllaquo bull bull bull bull bull bull bull bull bull bull 4 bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull laquo
d)
bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullraquobull gtbullbullbullbullbullbullbullbull
bullbullbullbullbullicircicircicirc
bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull icircticirc^^icirc^ icircicircicirc^icirc^ IcircIcircIcircIcirc
bullbull bull bull bull bull i T ^ bull bullbullicircicircicircicirc^
bull bull bull bullicircicirciraquo^^raquo bull bullbullbullbullbullicircicircraquo^^ ^ bull bull bull bull bull bull bull bull bull
icirc icirc icirc icirc icirc raquoraquoraquo t icirc icirc icirc raquoraquoraquo icirc raquo bull bull bull bull bull bull gtbullbullbullbullbullbullraquo gt bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull
raquo raquo raquo raquo raquo raquo I I i i i laquo bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullraquoraquoraquo bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull
b) bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
bull bullbullbullbullbull
IcircIcircIcircraquoIcircIcircIcirc IcircIcircIcircIcircraquoraquo bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull
e)
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull licircicirc^^^^ H raquoraquoicircrraquoicircraquo^raquo bull raquo bull bull bull bull bull bull raquo bull bull bull bull bull raquoicircicirc2raquo^^raquoraquo raquoicircicircicirc^raquoraquoraquoraquo raquo bull bull bull bull bull bullbullicircicircl^ bull bull bull icircicircsricircraquoraquoraquo icircST bull bullbullbullbullbull bull bull bull bull laquo bull bull bullbull bull bull icircicircicircraquoraquoraquoraquo raquo bull icircicircicircicircicircraquo raquo raquo bull2icircicircicircraquoraquo bullbullicircicircicircraquoraquoraquo raquo bullbullicirc icirc icirc icircraquoraquo ^ticircicirc bull bullraquobullbull bull bull icircicircicirc icirc icirc raquo^icircicircicircicircraquoraquo Icirc Icirc IcircHHIcircIcirc icircicircicircicircicircraquoraquoraquoraquo icircicircicircicircicircraquoraquoraquoraquo bull bull bull bull A A A
bull bull bull bulllaquobullraquo bull bull bull bull bull bullbullbullbullbullbullbullbull bullraquoraquoraquoIcirc2Icirc Icirc Icirc bull bull bull bull bull
Icirc Icirc raquoraquoraquoraquo icircicircicircicirc^^^^^ IcircIcirc^^^^^ bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
c) raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull
bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
bullbullicircraquoraquoraquo bullicircicircicircraquoraquoraquo
--bullicircicircicirc bullbullicircicircicircicircicirc raquobullbullbullbull bull bull bull bullicircicircicirc^^raquo bullbullicircicircicirc^^ liliulH icircicircicirc^raquo^raquo^ icircicircicirc^^raquo^raquoraquo icircicircicircicirc^^raquoraquo bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullraquobullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull
bullbullbullbullIcirc2Icirc icircticircicirc^icircicirc Icirc2IcircIcirc bull bullbullbullbullbullbullbullbull bull bull bull bulllaquobullbull bull bull bull bull bull bull bullbullbullgt bull bull bull bull bullbullbullraquoraquoicirc
bull5icirc
IcircIcircIcirc icircicircicircicircicircicircicircicircicircicirc bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
Figure III Visualisation de la position des erreurs de la surface A avec la configuration de force 1 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) e) f) les types de deacutefauts 2-3-4-5 (V2-V3-V4-V5) respectivement
111
raquo bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbull raquo bull bull bull bull bull bull bull bull raquobullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullicircicircicircicirc bullbullbullbullbullicircicircicircicirc bullbullbullbullbullIcircIcirc bullbullbullbullicircicircicircicircicirc
bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbull bullbullbullbullbullicircicircicircicirc IcircIcircIcircIcircIcirc
bullbullbullbullicirclicircicirc
bullbullbullbullbullicircicirc^raquo bullbullbullbullicircicircicirc^^ bullbullbullicircicircicircicircicirc^ bullbullbullbullbullbullbull bull icircicircicircicircicircicircicirc-IcircIcircIcircIcircIcircIcirc icircicircicircicircicircicircHicirc icirc icirc icirc ^ ^ raquo ^ ^ ^ lt bull bull bull bull bull bull bull bull bull lt bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull lt bull bull bull bull bull bull bull bull bull I
raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
-bull bull bullraquo - bull bull bull bull bull bull bullbullbullbullbull raquoraquo^icircicircicircicirc raquo bullicircicirclaquo^raquo^raquo^icircicircicirc^ bull raquo bull laquoicircicircraquoraquoraquo raquo bullbullicircicircicircicircicirc raquo
Icirc Icirc 2 Icirc raquo -bull f icirc icircS icirc bull bull bullbullbullbullraquobullbullbull
S Icirc raquo icircicircicircicircraquoraquo bullbulllaquobullbullraquo bull bullbull^bullbull^ bull bullbullbullbullbullbullbull bull bull bullbullbullbull bull bull bull bullbullbullbullbullbullbull bull
bull bull bull bull bull bull bull bull bull bull bull bull
bullbullbulllaquobullbullbullbull bull bull bull bullbullbullbullraquobullbullbull
mdashraquo bull bull bull bullbullbullbullbullraquoicirc icirc israquoraquo^ sicircicircicirc icirc 2icircicirc icircicircicircicircicircicirc raquo 5IcircIcircraquoraquoraquo bullbulliiraquo ZIcircIcirc^^laquo^^^^IcircIcircIcirc^^^ lt bull bull - - w bull bull bull bull Icirc raquo ^ ^ ^ bullicircicircicircicircraquo^^raquoraquoicirciumlraquoraquoraquoicirc Icirc Icirc raquo bull bull bull bull bull bull bull bull
bull bull bull bull bull Icirc Icirc bull bull bull bull bull bull
icirc icirc icirc icirc - icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquobullbullbullbullbullbullbull
Icirc Icirc Icirc Icirc Icirc ^ laquo Icirc Icirc Icirc bullbullbullbullbullbullbullbullbullbullbull icircicircicirc^^^^ bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull d)
raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull gt bull bull bull bull bull gt bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull Icirc Icirc Icirc raquo bull bull bull bull bull bull bull - icirc icirc icirc - Icirc Icirc Icirc l icirc^--
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull icirc icirc icirc icirc icirc icirc icirc icirc icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc bull bullbullbullicircicircraquo icirc bull ^iicircicircicirc bull bull bull bull bull bull icircicircicircicircicircicirc icirc icirc icirc icirc icirc icirc icirc icirc icirc
S Icirc icircicircicircSicirc^ zraquo icircicircicircicirc icircicircicirc bullIcircSIcirc^ Icirc
bull bullbullbullbullbullbullbull
gtbullbull bulliicirc^^^^^zii^^raquoraquo Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc raquo Icirc Icirc Icirc Icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc
bull bull raquo bull bull bull bull bull raquo bull bull bull bull bull bull bull raquoltraquoraquobullbull bull bull icircicircicircicircicirc ^^ bull bull5icircicircicirc bullbullicircicircicirct^^ bull bullbull4icircicirc ^ icircicircicirc gt bullbull bull bull laquobullicircicircicirc^^ bullbullicircicircicircraquo^
- -wmm bull bull bull bull bull bull bull bullraquobullbull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bullraquobullbull bull Icirc Icirc Icirc Icirc Icirc
bull bull bull bull bull bull bull bull bull bull bull bull bull icirc icirc icirc icirc icirc icirc icirc icirc icirc
raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
b) c)
raquo bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull bull bull bullIcircraquoIcirc
raquo bull bull bull bull icircicircicircicircicirc bull5icircicircicirc Icirc Icirc Icirc Icirc Icirc bull raquo bull bull bull bull bull bull bull bull bull bull bull bull raquo ltbullbullbull bull bull bull raquo bull bull bull bull bull bull bull S JSIcirc bullbullicircicircicircicirc bull4icircicirc bull bull bull bull bull bull icircicircicircicircicirc bullbull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull icircicircicircicirc^
S|||li bullbullbullbullbullbull bullbullIcirc^^^^ raquoIcircIcirc^^ bull bull
bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bull bullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbull poundbullbullbullbullbull m
icircicircicircicircicircicircicirc icircicircicirc^^^raquo^ bullbullbullbullbullbullbullbull bullbullbullbullbullbullicircicirc bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
bull bullbullliaraquoraquoraquo bull bullbullbullbullbullbull bull bull bullbullbullbullbullbullbull bull bullIcircIcirc bull bullbullbullbullbullbullbull bull bullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull
icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icircHicirc icirc icirc icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull
gt bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull
icircicircHicircicircicircicircicirc icircicircicircicirc^^^ gt bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
e) f)
Figure IV Visualisatio n de la position des erreurs de la surface A avec la configuration de force 2 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) e) f) les types de deacutefauts 2-3-4-5 (V2-V3-V4-V5) respectivement
112
Figure V Visualisation de la position des erreurs de la surface U avec la configuration de force 1 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) les types de deacutefauts 2-3 (V2-V3) respectivement
113
Figure VI Visualisatio n de la position des erreurs de la surface U avec la configuration de force 2 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) les types de deacutefauts 2-3 (V2-V3) respectivement
114
0raquo
ta 01
laquo S s I )
ltM I
laquo I
si laquos ( S
s - d
sS
gt - ^
g J S
bullS 5 o - v aQ et 9i mdash ^ laquo - i a S t U
gt Iuml s
115
tic
et S DA
C S e et
^bulls et ^ agt raquoM 9t U k O laquo M 0raquo -o e o bullG
figur
a
a o u et
u agt gtbull
S V
0raquo
u -o a e G V
o a et
-d a o w et
es
isu
gt
III
gt u u s U)
gt T t gt m gt rlt
b irgt
7 ri 1
V)
^ S ^ -4raquo -O 04
bullO 04
a M 4gt ^ e ^^ agt
F H
^ w^
w S
laquo3 laquo M gt0gt bullo 0raquo a egrave M
ucirc S
e b M 0gt
laquoM
s 04
bulla -ktf S S 04 bulld M
a m M
laquolt fl 04
S 04 gt G u 04 a M 04 ha
116
BIBLIOGRAPHIE
Allen B B Curless et Z Popovic 2003 laquoThe space of human body shapes reconstruction and parameterization from range scansraquo ACM SIGGRAPH 2003 3 Vol 22 p 587-94 Coll laquo ACM Trans Graph (USA) raquo San Diego CA USA ACM
Alrashdan A S Motavalli et B Fallahi 2000 laquoAutomatic segmentation of digitized data for reverse engineering applicationsraquo IIE Transactions vol 32 ndeg 1 p 59-69
Amberg B S Romdhani et T Vetter 2007 laquoOptimal step nonrigid ICP algorithms for surface registrationraquo p 1-8 Coll laquoCVPR 07 IEEE Confeacuterence on Computer Vision and Pattem Reacutecognitionraquo Minneapolis MN USA IEEE
Andrianopoulos N P 2006 laquoFull-field displacement measurement of a speckle grid by using a mesh-free deacuteformation ftinctionraquo Strain vol 42 ndeg 4 p 265-271
Barber C Bradford P Dobkin David et Huhdanpaa Hannu 1996 laquoThe quickhull algorithm for convex hullsraquo ACM Transactions on Mathematical Software (TOMS) vol 22 n 4 p 469-483
Ben-Salah Mohsen 2005 laquoUtilisation des surfaces pour lalignement et le balancement des piegravecesraquo Mlng Canada Ecole de Technologie Supeacuterieure
Besl Paul J et Neil D McKay 1992 laquoA method for registration of 3-D shapesraquo IEEE Transactions on Pattern Analysis and Machine Intelligence vol 14 n 2 p 239-256
Bihlmaier Bryan F 1999 laquoToleacuterance Analysis of Flexible Assemblies Using Finite Eleacutement and Spectral Analysisraquo MS thesis Brigham Brigham Young University
Bland JMartin 2005 The Half-Normal distribution method for measurement errortwo case studies Department of Health Sciences University of York
Camelio J A S J Hu et D Ceglarek 2004 laquoImpact of fixture design on sheet meacutetal assembly variationraquo Journal of Manufacturing Systems vol 23 ndeg 3 p 182-193
Chacirctelain J F et C Fortin 2001 laquoBalancing technique for optimal blank part machiningraquo Preacutecision Engineering vol 25 ndeg l p 13-23
Cui An Fengchong Lan et Jing Wang 1999 laquoResearch and application on reverse engineering for automobile body out surfaceraquo Vol 1 p 418-20 Coll laquoProceedings of the IEEE International Vehicle Electronics Confeacuterence (IVEC99)raquo Changchun China IEEE
117
Daily James W et William F Riley 1991 Expeacuterimental Stress Analysis Third Edition McGraw-HillInc
Dawant B M 2002 laquoNon-rigid registration of meacutedical images purpose and methods a short surveyraquo p 4 Coll laquoInternational Symposium on Biomeacutedical Imagingraquo Washington DC USA IEEE
Documentations-Metris 2009 laquohttpwwwmetriscomcmm_scannersraquo Consulteacute le 032009
Doring C A Eichhom Wang Xiaomeng et R Kruse 2006 laquoImproved Classification of Surface Defects for Quality Control of Car Body Panelsraquo Coll laquo2006 IEEE International Confeacuterence on Fuzzy Systemsraquo p 1476-1481
Eichhom Andreacuteas Daniela Girimonte Aljoscha KIose et Rudolf Kruse 2005 laquoSoft Computing for automated surface quality analysis of exterior car body panelsraquo Applied Soft Computing vol 5 ndeg 3 p 301-313
Ezra E M Sharir et A Efrat 2008 laquoOn the performance of the ICP algorithmraquo Computational Geometry Theory and Applications vol 41 ndeg 1-2 p 77-93
Feldmar J et N Ayache 1994 laquoRigid and affine registration of smooth surfaces using differential propertiesraquo Coll laquoProceedings of the 3rd European Confeacuterence on Computer Vision raquo vol 2 p 397 Stockholm Swed Springer-Verlag
Feldmar J et N Ayache 1996 laquoRigid affine and locally affine registration of free-form surfacesraquo InternationalJournal of Computer Vision vol 18 ndeg 2 p 99-119
Ferrant M S K Warfield C R G Guttmann R V Vulkem F A Jolesz et R Kikinis 1999 laquo3D image matching using a finite eacuteleacutement based elastic deacuteformation modelraquo vol 1679 p 202-9 Coll laquoProceedings of the Second International Confeacuterence on Meacutedical Image Computing and Computer-Assisted Intervention - MICCAr99raquo Cambridge UK Springer-Verlag
Fischer JM 2003 Handbook of Molded Part Shrinkage and Warpage William Andrew PublishingPIastics Design Library
Gao J N Gindy et X Chen 2006 laquoAn automated GD and T inspection system based on non-contact 3D digitizationraquo International Journal of Production Research vol 44 n deg l p 117-134
Gelfand N L Ikemoto S Rusinkiewicz et M Levoy 2003 laquoGeometrically stable sampling for the ICP algorithmraquo p 260-7 Coll laquoProceedings Fourth International Confeacuterence on 3-D Digital Imaging and Modeling 3DIM 2003raquo Banff Alta Canada IEEE
118
Gonzalez Rafaeumll C et Richard E Woods 2008 Digital image processing 3rd eacuted Upper Saddle River NJ Prentice Hall
Greenspan M et M Yurick 2003 laquoApproximate k-d tree search for efficient ICPraquo p 442-8 Coll laquoProceedings Fourth International Confeacuterence on 3-D Digital Imaging and Modeling 3DIM 2003raquo Los Alamitos CA USA IEEE
Holden Mark 2008 laquoA review of geacuteomeacutetrie transformations for nonrigid body registrationraquo IEEE Transactions on Meacutedical Imaging vol 27 ndeg 1 p 111-128
Huang X et P Gu 1998 laquoCAD-model based inspection of sculptured surfaces with datums raquo International Journal of Production Research vol 36 ndeg 5 p 1351-1367
Karafillis A P et M C Boyce 1992 laquoTooling design accommodating springback errorsraquo Journal of Materials Processing Technology vol 32 ndeg 1-2 p 499-508
Karafillis Apostolos P et Mary C Boyce 1996 laquoTooling and binder design for sheet meacutetal forming processes compensating springback ertorraquo International Journal of Machine Tools amp Manufacture vol 36 n 4 p 503-526
Lee Jiann-Der Shih-Sen Hsieh Chung-Hsien Huang Li-Chang Liu Chien-Tsai Wu Shin-Tseng Lee et Jyi-Feng Chen 2006 laquoAdaptive dual AK-D tree search algorithm for ICP registration applicationsraquo p 177-180 Coll laquo2006 IEEE Intemational Confeacuterence on Multimedia and Expo ICME 2006 - Proceedingsraquo Piscataway United States Institute of Electrical and Electronics Engineers Computer Society
Leopold J H Gucircnther et R Leopold 2003 laquoNew developments in fast 3D-surface quality controlraquo Measurement Journal of the International Measurement Confeacutedeacuteration vol 33 ndeg 2 p 179-187
Li Y et P Gu 2004 laquoFree-form surface inspection techniques state of the art reviewraquo CAD Computer Aided Design vol 36 ndeg 13 p 1395-1417
Li Y et P Gu 2005a laquoInspection of free-form shaped partsraquo Robotics and Computer-Integrated Manufacturing vol 21 ndeg 4-5 p 421-30
Li Y et P Gu 2005b laquoSculptured surface toleacuterance veacuterification with design datumsraquo International Journal of Production Research vol 43 ndeg 7 p 1465-1482
Lingbeek R J Huetink S Ohnimus M Petzoldt et J Weiher 2005 laquoThe development of a finite eacuteleacutements based springback compensation tool for sheet meacutetal productsraquo Journal of Materials Processing Technology vol 169 ndeg 1 p 115-25
119
Liu S C et S J Hu 1997 laquoVariation simulation for deformable sheet meacutetal assemblies using finite eacuteleacutement methodsraquo Journal of Manufacturing Science and Engineering Transactions ofthe ASME vol 119 ndeg 3 p 368-373
Liu S C S J Hu et T C Woo 1996 laquoToleacuterance analysis for sheet meacutetal assembliesraquo Journal ofMechanical Design Transactions ofthe ASME vol 118 ndeg 1 p 62-67
Low Kok-Lim et Anselmo Lastra 2007 laquoPredetermination of ICP registration errors and its application to view planningraquo p 73-80 Coll laquo3DIM 2007 - Proceedings 6th Intemational Confeacuterence on 3-D Digital Imaging and Modelingraquo Piscataway United States Institute of Electrical and Electronics Engineers Computer Society
Markvoort Laurent 2007 laquoMeacutethodologie danalyse statistique de toleacuterances dans les assemblages impliquant des composantes deacuteformablesraquo Doctorat Valenciennes Universiteacute de Valenciennes et du Hainaut-Cambreacutesis
Markvoort Laurent Stefan Gliniorz et Dominique Deneux 2005a laquoEtat de lart des meacutethodes danalyse de toleacuteranceraquo 9iegraveme Colloque National AIP PRIMECA
Markvoort Laurent Stefan Gliniorz et Dominique Deneux 2005b laquoPrise en compte de la nature flexible des mateacuteriaux pour lanalyse de toleacuteranceraquo 9egraveme Colloque National AIP PRIMECA
Masuda T et N Yokoya 1994 laquoA robust method for registration and segmentation of multiple range imagesraquo p 106-13 Coll laquoProceedings of the 1994 Second CAD-Based Vision Workshopraquo Champion PA USA IEEE
Merkley Karl G 1998 laquoToleacuterance analysis of compilant assembliesraquo PhD United States Utah Brigham Young University
Na Chen Qin Fei et Wei Jianyou 2007 laquoA smoothing algorithm for strain measurement by digital image corteacutelation methodraquo p 1-4 Coll laquoProceedings of the Electronic Packaging Technology Confeacuterence EPTCraquo Piscataway United States Institute of Electrical and Electronics Engineers Inc
Organization Intemational Standard 1983 laquoISO 1101 Technical Drawings - Geometrical tolerancing of form orientation location and mnout - Generalities deacutefinitions symbols indications on drawingraquo
Park S Y et Subbarao Murali 2003 laquoA fast point-to-tangent plane technique for multi-view registrationraquo p 276-83 Coll laquoProceedings Fourth Intemational Confeacuterence on 3-D Digital Imaging and Modeling 3D1M 2003raquo Banff Alta Canada IEEE
120
Pewsey A 2004 laquoImproved likelihood based inference for the gecircnerai half-normal distributionraquo Communications in Statistics - Theory and Methods vol 33 ndeg 2 p 197-204
Pottman H et M Hofer 2002 Geometry of the squared distance function to curves and surfaces Technical Report No 90 Institute of Geometry Vienna University of Technology
Prieto Flavio 1999 laquoMeacutetrologie assisteacutee par ordinateur Apport des capteurs 3D sans contactraquo PhD Canada Eacutecole de Technologie Supeacuterieure
Rusinkiewicz S et M Levoy 2001 laquoEfficient variants ofthe ICP algorithmraquo p 145-52 Coll laquoProceedings Third Intemational Confeacuterence on 3-D Digital Imaging and Modelingraquo Queacutebec City Que Canada IEEE
Son Seokbae Hyunpung Park et Kwan H Lee 2002 laquoAutomated laser scanning system for reverse engineering and inspectionraquo International Journal of Machine Tools and Manufacture vol 42 ndeg 8 p 889-897
Strand M F Erb et R Dillmann 2007 laquoRange Image Registration Using an Octree based Matching Strategyraquo Coll laquoICMA 2007 Intemational Confeacuterence on Mechatronics and Automationraquo p 1622-1627
Tahan SAntoine 2008 Note de cours MEC664 Optimisation des proceacutedeacutes industriels Deacutepartement de geacutenie meacutecanique Eacutecole de Technologie Supeacuterieure
Tahan SAntoine et J F Chacirctelain 2005 laquoProposais for the Inspection of Flexible Machine Eleacutements According to ASME Y145M-1994raquo Coll laquo17th Int Confeacuterence WSEAS Evolutionary Computingraquo Lisbon Portugal
Tomacircs Jirka Vacircclav Skala 2002 Gradient Vector Estimation and Vertex Normal Computation DCSETR-2002-08 Pilsen Czech Republic Department of Computer Science and Engineering University of West Bohemia in Pilsen
Tucker Thomas Marshall 2000 laquoA New Meacutethode for Parametric Surface Registrationraquo Phd Georgia Institute of Technology
Wei Gan et R H Wagoner 2004 laquoDie design method for sheet springbackraquo International Journal ofMechanical Sciences vol 46 ndeg 7 p 1097-113
Wu Longwu 1997 laquoTooling mesh geacuteneacuteration technique for iteacuterative FEM die surface design algorithm to compensate for springback in sheetmetal stampingraquo Engineering Computations (Swansea Wales) vol 14 ndeg 6 p 630-648
121
Xie Xianghua 2008 laquoA Review of Reacutecent Advances in Surface Defect Deacutetection using Texture analysis Techniquesraquo Electronic Letters on Computer Vision and Image Analysis p 1-22
Y145M-1994 ASME 1994 Dimensioning and Tolerancing ASME Press
Y1441-2003 ASME 2003 Digital Product Deacutefinition Data Practices ASME Press
Yao A W L 2005 laquoApplications of 3D scanning and reverse engineering techniques for quality control of quick response productsraquo International Journal of Advanced Manufacturing Technology vol 26 ndeg 11-12 p 1284-1288
Zhang Yu 2003 laquoResearch into the engineering application of reverse engineering technologyraquo Journal of Materials Processing Technology vol 139 ndeg 1-3 p 472-475
CE MEMOIRE A ETE EVALUE
PAR UN JURY COMPOSEacute DE
MSouheil-Antoine Tahan PhD directeur de meacutemoire Deacutepartement de geacutenie meacutecanique agrave lEacutecole de technologie supeacuterieure
MRoland Maranzana Doctorat codirecteur de meacutemoire Deacutepartement de geacutenie de la production automatiseacutee agrave lEacutecole de technologie supeacuterieure
MLouis Rivest PhD preacutesident du jury Deacutepartement de geacutenie de la production automatiseacutee agrave lEacutecole de technologie supeacuterieure
MAlain Desrochers DrIng membre du jury Deacutepartement de geacutenie meacutecanique agrave lUniversiteacute de Sherbrooke
IL A FAIT LOBJET DUNE SOUTENANCE DEVANT JURY ET PUBLIC
LE 22 AVRIL 2009
Agrave LEacuteCOLE DE TECHNOLOGIE SUPEacuteRIEURE
REMERCIEMENTS
Jaimerais tout dabord remercier mon directeur de recherche monsieur Souheil-Antoine
Tahan professeur au deacutepartement de geacutenie meacutecanique Cest gracircce agrave sa disponibiliteacute son
soutien acadeacutemique et moral que ce travail a pu voir le jour De plus je voudrais aussi lui
exprimer ma gratitude pour avoir partageacute avec moi ses connaissances dans le domaine de
lanalyse et de la gestion des variations dimensionnelles
Lexpression de ma reconnaissance va eacutegalement agrave mon co-directeur monsieur Roland
Maranzana professeur au deacutepartement de geacutenie de la production automatiseacutee pour ses
preacutecieux conseils et commentaires
Mes remerciements vont aussi agrave mes collegravegues du laboratoire dingeacutenierie des produits
proceacutedeacutes et systegravemes (LIPPS) pour leur appui ainsi quau conseil de recherches en sciences
naturelles et en geacutenie du Canada (CRSNG) pour son financement
Enfin je tiens agrave remercier mes parents mes fregraveres et sœurs ainsi que mes amis pour leur
patience et leur soutien tout au long de mes travaux
laquo Qui n avance pas recule raquo
Anonyme
NOUVELLE MEacuteTHOD E DINSPECTION DE S PIEgraveCES FLEXIBLES SAN S GABARIT D E CONFORMIT Eacute
ABENHAIM Gad Noriel
REacuteSUMEacute
La geacuteomeacutetrie dune composante meacutecanique varie naturellement par rapport agrave sa valeur nominale agrave cause des variations induites par les proceacutedeacutes de fabrication La norme ASME Y145M-1994 considegravere laquopar deacutefaut raquo que linspection des composantes doit ecirctre effectueacutee agrave leacutetat libre free state) Dans le cas des piegraveces flexibles la geacuteomeacutetrie peut prendre une forme diffeacuterente agrave leacutetat libre en raison des deacutefauts de fabrication de leffet de graviteacute des deacuteformations engendreacutees par les contraintes induites par le proceacutedeacute et par les forces induites lors de lassemblage Les composantes subissent de grandes deacuteformations par rapport aux toleacuterances exigeacutees Dans ce cas il est pratiquement impossible deffectuer une inspection dimensionnelle sans restreindre les deacuteformations etou supporter la piegravece avec un gabarit ou un montage speacutecial Il en deacutecoule que linspection des piegraveces flexibles neacutecessite des outils deacutedieacutes et coucircteux comme un gabarit de conformiteacute Par conseacutequent ce meacutemoire propose une meacutethode irmovatrice pour le controcircle de profil sans contact et sans utilisation de gabarit speacutecialiseacute et deacutedieacute agrave la piegravece Trente-deux (32) modegraveles simulant des piegraveces manufactureacutees y sont inspecteacutes agrave laide de lalgorithme proposeacute deacutenommeacute Inspection par Deacuteplacement Iteacuteratif D) Iteacuterative Displacement Inspection Ces eacutetudes de cas deacutemontrent que la meacutethode permet de deacuteformer le modegravele nominal afin quil eacutepouse la piegravece numeacuteriseacutee sans toutefois prendre en compte les deacutefauts de surface et le bruit de mesure de cette derniegravere Ainsi le reacutesultat de linspection reflegravete uniquement leffet des variations geacuteomeacutetriques dues aux deacutefauts introduits par les proceacutedeacutes de fabrication
Mots cleacute s recalage localisation alignement spatial alignement non-rigide inspection meacutetrologie piegravece flexible deacuteformation GDampT
A NEW ALGORITHM FO R THE INSPECTION O F FLEXIBLE PART S WITHOUT SPECIALIZE D FIXTURE S
ABENHAIM Gad Noriel
ABSTRACT
Manufactured parts naturally deviate from their nominal geometry due to processes variations Standards such as ASME Y145M-1994 assume the inspections of thegravese parts are carried out in a free state However due to dimensional variation gravity loads residual stress induced distortion andor assembly force flexible parts could bave a diffeacuterent shape in a free state than the design model As a resuit thegravese parts may undergo large deacuteformations in comparison to their required toleacuterances Therefore in thegravese cases il is nearly unfeasible to carry out an inspection without restricting the deacuteformations of the part such inspections would require dedicated and expensive tools like a jig or a fixture to maintain the integrity of the part To address the aforementioned challenge this document proposes a method namely the Iteacuterative Displacement Inspection (IDI) algorithm for controlling profile variation without contact or use of specialized fixtures With the use of thirty-two (32) models simulating the inspection of manufactured parts with this algorithm this study concludes that the proposed method is capable of deforming the nominal shape until it resembles the digitized part This is donc without taking into account neither the surface defects nor the measurement noise of the digitized part Thus the resuit of the inspection reflects only the effect of the variations due to the manufacturing processes
Keywords localization rigid registration non-rigid registration inspection metrology flexible parts deacuteformation GDampT
TABLE DES MATIERE S
Page
INTRODUCTION 1
CHAPITRE I REVUE DE LA LITTEacuteRATURE ET EacuteTAT DE LART 5 11 Alignement entre la repreacutesentation 3D dune piegravece et son modegravele CAO 5 12 Alignement non-rigide 8 13 Analyse des variations dimensionnelles et geacuteomeacutetriques des piegraveces souples 10 14 Utilisation iteacuterative de la meacutethode deacuteleacutements finis 13
CHAPITRE 2 GESTION DES PIEgraveCES FLEXIBLES SELON LANORMEASMEY145M 17
21 Conformation par un gabarit 18 22 Utilisation de systegravemes reacutefeacuterentiels hyperstatiques 19 23 Reacutefeacuterentiel ajustable 20 24 Conformation agrave une dimension nominale 21 25 Permission dutilisation dune force lors des opeacuterations dinspection 22 26 Lusage des toleacuterances relatives 23 27 Utilisation de la longueur darc 23 28 Utilisation des dimensions moyennes (AVG) 24 29 Remplacement des requis dimensionnels par dautres mesures 24 210 Inspection par gabarit optique 25 211 Reacutesumeacute 25
CHAPITRE 3 ALGORITHME INSPECTION PAR DEacutePLACEMENT ITEacuteRATIF 27 31 Introduction agrave lalignement spatial 29 32 Alignement initial 31 33 Alignement Rigide 34 34 Alignement non-rigide 36 35 Correction de la distance point-point 42 36 Identification des deacutefauts 44 37 Algorithme IDI 49
CHAPITRE 4 EacuteTUDES DE CAS 52 41 Exemple 1 Surface univoque 54
411 Variation de la force exteme appliqueacutee 64 412 Variation de lemplacement du deacutefaut 67
42 Exemple 2 Surface en forme de U 72 421 Construction du maillage nominal 72 422 Simulation de la piegravece numeacuteriseacutee 73 423 Reacutesultats 73
VII
43 Exemple 3 Surface complexe 80 431 Construction du maillage nominal 80 432 Simulation de la piegravece numeacuteriseacutee 81 433 Reacutesultats 83
44 Discussion 89
CONCLUSION 99
Limitations 100
RECOMMANDATIONS 101
ANNEXE I FIGURES SUPPLEacuteMENTAIRES 109
BIBLIOGRAPHIE 116
Tableau 21
Tableau 41
Tableau 42
Tableau 43
Tableau 44
Tableau 45
Tableau 46
Tableau 47
Tableau 48
Tableau 49
Tableau 410
LISTE DES TABLEAUX
Page
Reacutesumeacute des meacutethodes dinspection de composante flexible 26
Valeur des paramegravetres employeacutes dans lexemple l 57
Reacutesumeacute des erreurs de mesure (mm) de lexemple 1 sur lensemble des points 71
Reacutesumeacute des erreurs de mesure (mm) de lexemple 1 dans
les zones de deacutefauts 71
Valeur des paramegravetres employeacutes dans lexemple 2 73
Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 sur lensemble des points 78 Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 dans
les zones de deacutefauts 79
Valeur des paramegravetres employeacutes dans lexemple 3 83
Reacutesumeacute des erreurs de mesure (mm) de lexemple 3 sur lensemble des points 87 Reacutesumeacute des erreurs de mesure (mm) de lexemple 3 dans les zones de deacutefauts 88
Reacutesumeacute des erreurs en fonction des caracteacuteristiques de simulation 94
LISTE DES FIGURE S
Page
Figure l 1 AHgnement entre le DCS et le MCS 6
Figure 12 Meacutethodes de deacutefinition de la matrice de formage 15
Figure 21 Principales meacutethodes de controcircle des piegraveces flexibles 18
Figure 22 Exemple de gabarit 19
Figure 23 Systegraveme isostatique de reacutefeacuterentiels 19
Figure 24 Exemple dun systegraveme reacutefeacuterentiel hyperstatique 20
Figure 25 Exemple de reacutefeacuterentiel ajustable 21
Figure 26 Exemples dune conformation dune dimension nominale 22
Figure 27 Exemple de planeacuteiteacute agrave leacutetat libre 22
Figure 28 Exemples de toleacuterance relative 23
Figure 29 Exemple dutilisation dune longueur darc 23
Figure 210 Exemple dutilisation de dimension moyenne 24
Figure 211 Exemple dutilisation dun gabarit optique agrave leacutetat libre 25
Figure 31 Illustration dun champ de deacuteformation 29
Figure 32 AHgnement initial 32
Figure 33 Algorithme employeacute pour lalignement initial 33
Figure 34 AHgnement Rigide 35
Figure 35 Scheacutematisation de la modification de lensemble des correspondances 39
Figure 36 Exemple dun champ de deacuteformation repreacutesentant les distances point-point 40
Figure 37 Exemple dun champ de deacuteformation corrigeacute repreacutesentant les distances corrigeacutees 41
X
Figure 38 Exemple dun champ de deacuteformation lisse obtenu
avec lapplication de lalgorithme dalignement non-rigide 41
Figure 39 Creacuteation du modegravele nominal deacuteformeacute 42
Figure 310 Illustration de la normale dun point 44
Figure 311 Identification des deacutefauts 45
Figure 312 Ensemble de points voisins du nœud 742 45
Figure 313 Meacutethode didentification 48
Figure 314 Algorithme IDI 51
Figure 41 Processus de simulation de la piegravece fabriqueacutee 53
Figure 42 Modegravele A 54
Figure 43 Construction de la piegravece A fabriqueacutee avec la configuration de force 1 55
Figure 44 Deacuteplacements reacutesultant de la configuration de force 1 sur la piegravece A 55
Figure 45 Deacutefauts de surface introduits sur la piegravece A 56
Figure 46 Maillage du modegravele A nominal 56
Figure 47 Deacuteviations absolues apregraves la premiegravere iteacuteration 57
Figure 48 Identification des nœuds potentiellement dans une zone de deacutefauts 58
Figure 49 Deacuteviations apregraves a)2 iteacuterations b) 10 iteacuterations et c) 150 iteacuterations 59
Figure 410 Distribution des deacuteviations apregraves a)2 b) 10 et c) 150 iteacuterations 59
Figure 411 Comparaison des deacuteviations pour lessai avec configuration de force 1 60
Figure 412 Comparaison des distributions des deacuteviations pour
lessai avec la configuration de force l 61
Figure 413 Convergence des distances corrigeacutees 62
Figure 414 Distribution des erreurs 63
Figure 415 Visualisation de la position des erreurs 63
Figure 416 Distribution des erreurs dans la zone de deacutefaut simuleacute 63
XI
Figure 417 Synthegravese des reacutesultats pour lessai avec configuration de force 1 63
Figure 418 Construction de la piegravece A fabriqueacutee avec la configuration de force 2 64
Figure 419 Deacuteplacements reacutesultant de la configuration de force 2 sur la piegravece A 64
Figure 420 Comparaison des deacuteviations pour lessai avec configuration de force 2 65
Figure 421 Comparaison des distributions des deacuteviations pour
lessai avec la configuration de force 2 66
Figure 422 Distribution des erreurs 66
Figure 423 Visualisation de la position des erreurs 66
Figure 424 Distribution des erreurs dans la zone de deacutefaut simuleacute 66
Figure 425 Synthegravese des reacutesultats pour lessai avec configuration de force l 67
Figure 426 Type de deacutefauts imposeacutes dans lexemple 1 68
Figure 427 Convergence des distances corrigeacutees pour les piegraveces A 69
Figure 428 Visualisation de la moyenne des erreurs agrave chaque
point pour lexemple 1 69
Figure 429 Distribution des erreurs pour les douze (12) essais de lexemple 1 70
Figure 430 Reacutesumeacute des erreurs de mesure de lexemple 1 70
Figure 431 Modegravele U 72
Figure 432 Maillage du modegravele nominal U 72
Figure 433 Construction du nuage de points U avec le type de deacutefauts 1 (VI) 74
Figure 434 Type de deacutefauts imposeacutes dans lexemple 2 75
Figure 435 Convergence des distances corrigeacutees pour les piegraveces U 76
Figure 436 Visualisation de la moyerme des erreurs agrave chaque
point pour lexemple 2 77
Figure 437 Distribution des erreurs pour les huit (8) essais de lexemple 2 77
Figure 438 Reacutesumeacute des erreurs de mesure de lexemple 2 78
XII
Figure 439 Surface complexe 80
Figure 440 Maillage de la surface complexe nominale 80
Figure 441 Construction de la piegravece fabriqueacutee avec la configuration de force 1 81
Figure 442 Deacuteplacements reacutesultant de la configuration de force l sur le modegravele 82
Figure 443 Construction de la piegravece fabriqueacutee avec la configuration de force 2 82
Figure 444 Deacuteplacements reacutesultant de la configuration 2 sur le modegravele 83
Figure 445 Types de deacutefauts imposeacutes dans lexemple 3 84
Figure 446 Convergence des distances corrigeacutees des essais de lexemple 3 85
Figure 447 Visualisation de la moyerme des erreurs agrave chaque
point pour lexemple 3 86
Figure 448 Distribution des erreurs pour les douze (12) essais de lexemple 3 86
Figure 449 Reacutesumeacute des erreurs de mesure de lexemple 3 87
Figure 450 Superposition des erreurs observeacutees dans lexemple 1 et de la distribution du bruit de mesure introduit 94
Figure 451 Superposition des erreurs observeacutees dans lexemple 2 et de la distribution du bruit de mesure introduit 95
Figure 452 Superposition des erreurs observeacutees dans lexemple 3 et de
la distribution du bruit de mesure introduit 95
Figure 453 Choix de la valeur du critegravere darecircte dans lexemple 1 97
Figure 454 Particulariteacute de lessai Surface A VI FI 97
LISTE DES ABREacuteVIATIONS SIGLES E T ACRONYMES
ADCATS Association for the Development of Computer-Aided Tolerancing Systems
AVG Symbole de la valeur moyenne (ASMEY145M-1994)
BYU Brigham Young University
CAO Conception Assisteacutee par Ordinateur
DA Displacement Ajustement method
DCS Systegraveme de coordormeacutees de conception Design Coordinate System)
copy Modificateur agrave leacutetat libre (ASMEY145M-1994)
FASTA Flexible Assembly Spectral Toleacuterance Analysis
FEMFEA Meacutethode des eacuteleacutements finis
GM CRL-AVM Collaborative Research Laboratory Advanced Veacutehicule Manufacturing
ICP Iteacuterative Closest Point
IDI Inspection par Deacuteplacement Iteacuteratif ( Iteacuterative Displacement Inspection )
IGES Initial Graphics Exchange Speacutecification
LMS Least Meacutedian of Squares
MARS
XIV
Laboratory for Manufacturing System Realization and Synthesis
MATH DATA Modegravele nominal disponible dans un format matheacutematique et informatique
MCS Systegraveme de coordonneacutees du systegraveme de mesures Measurement Coordinate System)
MMT Machines agrave Mesurer Tridimensionnelle
NURBS Non-Uniform Rational B-Spline
SDA Smooth Displacement Ajustment
STA-DEF Statistical Toleacuterance Analysis and Deacuteformation Analysis
STEP Standard for the Exchange ofProduct model data
LISTE DES SYMBOLES
A Matrice (4A^ + A^ ) x 4Ns a Paramegravetre de lalgorithme non-rigide influenccedilant la rigiditeacute et la qualiteacute
de lissage du champ de deacuteplacement or Valeur initiale du paramegravetre a dans lalgorithme IDI
Up Valeur finale du paramegravetres dans lalgorithme IDl
B Matrice (4yV-hAfJx3
c Point de lensemble P correspondant au point le plus proche du point s de la surface nominale c e C
C Ensemble de points de P correspondant aux points les plus proches de
la surface nominale S C = c^ C2 bullbullbull c^J
dg Distance euclidienne dun point s de S agrave P pound) Distance euclidienne corrigeacutee repreacutesentant la projection de la distance
point-point sur la normale du point s Ddeg5 Deacuteviation imposeacutee sur le modegravele simuleacute au point s
D5 Deacuteviation au nœud s provenant de la k^ iteacuteration de lalgorithme IDI
dsearchn Fonction de Matlabreg retournant les points c correspondants aux points
les plus proches aux points de la surface nominale S S Pourcentage du deacuteplacement agrave appliquer E(^X) Fonction objective totale de lalgorithme non-rigide
EX) = EX) + aEX) Ej Fonction objective de lerreur de distance
E Fonction objective de lerreur de lissage
E Eacuteleacutements du maillage S
Eji Erreur eacutevalueacutee au point 5
e Seuil ou critegravere de convergence
Fonction objectivefonction scalaire
Fgj Moyenne des D^j des points du voisinage niveau 1 du point s G Matrice didentiteacute4x 4 H
H =
s X
si
s^
matrice de A^ x 4Ng
I Lindicateur de confiance du point 5 e
K Nombre diteacuterations
XVI
Kg Nombre diteacuterations ougrave le paramegravetre ocirc est appliqueacute
K^p^^^ Nombre diteacuterations maximales de lalgorithme ICP
K^^ Nombre diteacuterations maximales de lalgorithme IDI
L Liste des arecirctes du modegravele nominal mailleacute M Matrice nœud-arecircte (laquo0(ie-arc) Nj^xN^ contenant linformation
topologique du maillage S Mpcj Les positions des supports dans le systegraveme de coordonneacutees de
conception (DCS)
MOCS=MOCSX MOCS2 - Mocsjl^ocs^^
Mj^^g Les positions des supports dans le systegraveme de coordonneacutees machine
(MCS) M bdquo = M ^ bdquo M^bdquo2 bullbullbull ^MC5^) Mes e K-
2 Norme de Frobenius F
n Vecteur normal du triangle compris dans leacuteleacutement Ej rig Vecteur normal dun nœud 5
N^ Nombre deacuteleacutements au voisinage immeacutediat du point s NQ Nombre de supports
A^ Nombre darecirctes du modegravele nominal mailleacute
Np Nombre de points du nuage repreacutesentant la piegravece physique numeacuteriseacutee
M Nombre de points du nuage repreacutesentant le modegravele nominal mailleacute
My Nombre de points voisins de niveau 1 de s ^ Aire de leacuteleacutement j P Nuage de points repreacutesentant la piegravece physique numeacuteriseacutee p Un point de P Pj e P P^^^ Points dans P les plus proches des points de fixation Mj^bdquo
MCS ~ (PMCSX PMCSI bull bull bull PMCS Nf j I ^MCS ^ bull
CcedilR Vecteur de luniteacute de quatemion 9^ = [TQ q^ 2 ^3]
qj Vecteur de translation qj e K
R Vecteur de rotation R e R^
R(0) Matrice orthogonale M speacutecifiant une rotation de 6j autour
de laxe j S Nuage de points repreacutesentant le modegravele nominal mailleacute 5 Transformation de 5 dans un nouveau systegraveme de coordonneacutees s Un point de S ssS2 s Transformation de s dans un nouveau systegraveme de coordormeacutees
XVII
S^fyg Nœuds de S agrave proximiteacute des points A^^^
^DCS mdash [^DCSX ^DCSl bull bull bull S DCS V j I ^ DCS ^ ^
Step^ Valeur agrave retrancher de or agrave chaque eacutetape de reacuteduction de celui-ci
R q T Matrice de transformation T =
0 1
T Critegravere employeacute pour lindentification des points dans les zones de deacutefauts
j Centroiumlde de lensemble S jucircf Centroiumlde de 1 ensemble C Oj Angle de rotation 9 autour de laxe j y Liste des points dans le voisinage de niveau 1 dun point de 5
y^ Liste des points dans le voisinage de niveau 2 dun point de S
w Poids permettant de controcircler linfluence de chaque point sur le champ de deacuteplacement
W Matrice diagonale N^ x A^ des poids w^ X Matrice de transformation affine 3x4
X Regroupement des matrices de transformation affine A = [x x ^ ]
AX Critegravere de deacutecision pour autoriser la diminution de la valeur du paramegravetre or
T
INTRODUCTION
Les dimensions et la geacuteomeacutetrie dune composante meacutecanique subissent des alteacuterations par
rapport agrave leurs valeurs nominales agrave cause des variations inheacuterentes et attribuables aux
proceacutedeacutes de fabrication Pour sassurer que ces variations respectent les speacutecifications du
concepteur (requis dassemblage et requis de performance) les piegraveces doivent ecirctre
inspecteacutees La norme ASME Y145M-1994 considegravere comme condition laquopar deacutefaut raquo que
linspection des composantes doit ecirctre effectueacutee agrave leacutetat libre free state) sans force
appliqueacutee durant linspection Toutefois les piegraveces flexibles telles que les coques minces
peuvent prendre agrave leacutetat libre une forme substantiellement diffeacuterente de leur geacuteomeacutetrie
nominale en raison de leffet de la graviteacute des deacuteformations engendreacutees par les contraintes
induites par le proceacutedeacute et des forces induites lors de lassemblage Par exemple un panneau
de revecirctement dun avion peut subir une leacutegegravere torsion neacuteanmoins il pourra ecirctre riveteacute en
place et reproduire la geacuteomeacutetrie exigeacutee Dans un cas pareil linspection agrave leacutetat libre naura
pas eacuteteacute approprieacutee Dans le cas geacuteneacuteral leacutetude de la conformiteacute geacuteomeacutetrique des piegraveces
flexibles peut ecirctre une opeacuteration deacutelicate si des conditions de restrictions ne sont pas deacutefinies
pour garantir un niveau acceptable de la reacutepeacutetitiviteacute des mesures Par exemple effectuer
linspection avec un gabarit pour contraindre la geacuteomeacutetrie de la piegravece ou encore ajouter des
reacutefeacuterentiels Datum) pour inspecter la piegravece dans un eacutetat de positionnement hyperstatique
sont des techniques proposeacutees par la norme ASME 145M-1994
La flexibiliteacute dune piegravece deacutefinie par le rapport entre la deacuteformation et leffort appliqueacute est
une notion relative Un tube daluminium dun diamegravetre de 025 mm est consideacutereacute comme
pratiquement rigide sur une courte longueur par exemple lt800 mm Par contre le mecircme
Piegraveces ayant une faible eacutepaisseur dans la direction normale agrave la surface nominale
tube sera consideacutereacute comme flexible si sa longueur est grande et uniquement leffet de la
graviteacute sera suffisant pour affecter sensiblement les mesures de rectitude ou de cylindriciteacute
Pour analyser qualitativement le problegraveme la flexibiliteacute est preacutesenteacutee sur une eacutechelle relative
de 0 pour repreacutesenter les piegraveces parfaitement rigides et de 100 pour les piegraveces
parfaitement flexibles Trois diffeacuterentes zones sont eacutetablies comme lillustre la figure ci-
dessous
Flexibiliteacute
ZoneC 100
Figure i Preacutesentation scheacutematique de la rigiditeacute
La zone A caracteacuterise les piegraveces relativement rigides Les deacuteformations induites durant
linspection par une force raisonnable (~ 40 N) ont un effet neacutegligeable par rapport aux
toleacuterances demandeacutees (lt 5 toleacuterance) comme par exemple une bague dun roulement ou
un arbre de renvoi
La zone B deacutecrit les piegraveces relativement flexibles Cette zone est deacutetermineacutee arbitrairement
Elle deacutepend de la taille de la piegravece de la direction et du stade de lassemblage sur lequel
linspection est effectueacutee Par exemple un panneau mince sera consideacutereacute comme rigide dans
la direction de leacutepaisseur (vecteur normal agrave la surface) et flexible dans les autres directions
Le mecircme panneau sera traiteacute comme rigide suite agrave une opeacuteration de collage avec dautres
composantes Les piegraveces de cette zone sont les plus probleacutematiques durant les opeacuterations
dinspection
La zone C qualifie les piegraveces tregraves flexibles comme un tissu un joint deacutetancheacuteiteacute mince un
boyau flexible ou une piegravece malleacuteable Ces composantes subissent des grandes deacuteformations
par rapport aux toleacuterances exigeacutees Dans ce cas il est pratiquement impossible deffectuer
une inspection dimensiormelle sans restreindre les deacuteformations etou supporter la piegravece avec
un gabarit ou un montage speacutecial
Il en reacutesulte que les piegraveces flexibles se voient inspecteacutees de maniegraveres diffeacuterentes Vu que la
geacuteomeacutetrie de la piegravece est deacutependante de son orientation et de la meacutethode de support
linspection de ces piegraveces neacutecessite aujourdhui des outils deacutedieacutes et coucircteux comme les
gabarits de conformiteacute illustreacutes agrave la figure ii Par conseacutequent le but de ce meacutemoire est
dintroduire une meacutethode de controcircle sans contact et sans utilisation de gabarit speacutecialiseacute
deacutedieacute agrave la piegravece Plus speacutecifiquement la meacutethode envisage dinspecter le profil de surface
dune piegravece manufactureacutee en numeacuterisant celle-ci dans un eacutetat laquo non-conformeacute raquo puis en
comparant son nuage de points avec son modegravele nominal CAO Il sensuit que puisque les
deux modegraveles ont une geacuteomeacutetrie diffeacuterente il nest plus possible de simplement les comparer
puis dy identifier les deacutefauts Une telle approche identifiera des deacuteviations eacuteleveacutees entre les
deux modegraveles et camouflera les deacutefauts actuels de la piegravece numeacuteriseacutee Pour remeacutedier agrave cela il
est neacutecessaire davoir une meacutethode permettant de rapprocher les deux geacuteomeacutetries sans
toutefois camoufler les deacutefauts de la piegravece numeacuteriseacutee
Limportance de la veacuterification du profil de surface sur les composantes de carrosserie est
mise en relief par Leopold et al (2003) Eichhom et al (2005) et plus reacutecemment
Doring et al (2006)
Ce meacutemoire propose donc une meacutethode innovatrice permettant de comparer la geacuteomeacutetrie de
la piegravece fabriqueacutee et numeacuteriseacutee malgreacute que celle-ci ait subi des deacuteformations avec la
geacuteomeacutetrie nominale de la composante en deacuteformant successivement le modegravele nominal afin
quil eacutepouse la piegravece numeacuteriseacutee Agrave chaque iteacuteration de lalgorithme les modegraveles sont
compareacutes puis une technique originale didentification seacutepare les deacuteviations dues agrave la nature
flexible de la piegravece de celles dues aux laquo deacutefauts de profil raquo Par la suite le modegravele nominal
est deacuteformeacute de maniegravere agrave ne pas eacutepouser les zones identifieacutees comme laquo deacutefauts de profil raquo
Figure ii Exemples dutilisation dun gabarit de conformiteacute
Le preacutesent document comporte quatre chapitres Le premier chapitre met en relief les deacutefis de
cette recherche en la situant par rapport aux autres recherches effectueacutees dans le domaine
sous le format dune revue de la litteacuterature Par la suite le chapitre deux expose une revue
deacutetailleacutee des possibiliteacutes et des techniques permises par la norme ameacutericaine
ASME Y145M-1994 pour ameacuteliorer la reacutepeacutetitiviteacute de linspection des composantes
flexibles Le chapitre trois deacuteveloppe la theacuteorie de lalignement spatial et deacutecrit chaque eacutetape
de lalgorithme proposeacute Le chapitre quatre deacutemontre la validiteacute et la robustesse de la
meacutethode suggeacutereacutee en lappliquant sur trois types de surface Les reacutesultats de ces analyses
ainsi quune discussion y sont exposeacutes Enfin ce document termine avec une conclusion
suivie dune reacuteflexion approfondie sur les champs de recherche future
Exemples tireacutes des sites web wwwfarocom wwwaiconde wwwnpltechcouk
CHAPITRE 1
REVUE D E LA LITTEacuteRATURE E T EacuteTAT D E LART DAN S LE DOMAIN E
La revue de la litteacuterature permettra de situer la preacutesente recherche par rapport aux autres
recherches effectueacutees sur le mecircme sujet En premier lieu une revue geacuteneacuterale sur lalignement
entre la repreacutesentation 3D dune piegravece et son modegravele CAO est preacutesenteacutee Ensuite une revue
des meacutethodes dalignement non-rigide des techniques danalyse des variations
dimensiormelles et geacuteomeacutetriques des piegraveces souples ainsi que lutilisation iteacuterative de la
meacutethode deacuteleacutements finis y sont exposeacutees
11 Alignemen t entre la repreacutesentation 3D dune piegravec e et son modegravele CA O
Les dimensions et la geacuteomeacutetrie dune composante meacutecanique varient naturellement de leurs
valeurs nominales compte tenu des variations inheacuterentes aux proceacutedeacutes de fabrication Pour
sassurer que ces variations respectent les speacutecifications du concepteur les piegraveces doivent
ecirctre inspecteacutees et controcircleacutees Deacutependant de la complexiteacute de la composante de la technologie
disponible du tj^e de toleacuterance et de la preacutecision de mesure exigeacutee plusieurs meacutethodes sont
applicables par exemple le vemier le micromegravetre la MMT Machines agrave Mesurer
Tridimensionnelle) ou encore le scanneur laser ou optique (mesures sans contact)
Linspection dune surface quelconque (Free-Form Surface) demeure un domaine en
constante eacutevolution en raison de la complexiteacute des surfaces et de la croissance de la demande
doutils dune preacutecision supeacuterieure pour leur controcircle Aujourdhui il est dusage demployer
une MMT ou un scanneur laseroptique pour linspection dune surface quelconque eacutetant
donneacute leur preacutecision ainsi que leur coucirct de plus en plus abordable Les donneacutees brutes de
mesure doivent ecirctre par la suite compareacutees avec le modegravele nominal afin de localiser et de
quantifier les erreurs de forme dorientation et de localisation relativement agrave leur zone de
toleacuterance speacutecifieacutee La surface nominale existe dans le systegraveme de coordormeacutees de
conception (Design Coordinate System DCS) tandis que celle mesureacutee demeure dans le
systegraveme de coordoimeacutees du systegraveme de mesure (Measurement Coordinate System MCS)
Il sensuit que la comparaison des surfaces neacutecessite lunification des deux systegravemes de
coordonneacutees Ce processus dunification est nommeacute recalage localisation ou alignement
(Localisation or Registration) dans la litteacuterature scientifique Lalignement se reacutesume agrave
trouver une matrice de transformation rigide entre le DCS et le MCS comme lillustre la
figure l l
MCS
C^ TRANSFORMATIO N
X ^ I
Figure 11 Alignement entre le DCS et le MCS
La repreacutesentation geacuteomeacutetrique des composantes influence significativement le choix de
lalgorithme de localisation Diverses approches adoptent une repreacutesentation parameacutetrique de
la geacuteomeacutetrie par des surfaces polynomiales des surfaces de Bezier ou NURBS
(Non-Uniform Rational B-Spline) De plus les logiciels de reconstruction de surface sont
freacutequemment employeacutes pour linspection (Alrashdan et al 2000 Cui et al 1999 Son et al
2002 Yao 2005 Zhang 2003) Une revue exhaustive des meacutethodes de repreacutesentation
des surfaces ainsi que des algorithmes dalignement est fournie par
Li et Gu (2004) Eacutetant doimeacute que cette recherche aspire agrave deacutevelopper une meacutethodologie
dinspection sans preacutetraitement des points numeacuteriseacutes simple dutilisation et indeacutependante des
logiciels de reconstruction la revue de la litteacuterature sera limiteacutee aux algorithmes ne
neacutecessitant pas de repreacutesentation parameacutetrique ou de reconstruction analytique des surfaces
En 1992 Besl et McKay ont preacutesenteacute lalgorithme dalignement ICP (Iteacuterative Closest
Point) Ce dernier est largement reconnu dans le domaine de la vision industrielle ainsi que
dans le secteur manufacturier Tirant profit des caracteacuteristiques des quatemions la meacutethode
estime par iteacuteration la matrice de transformation rigide neacutecessaire agrave lalignement de la piegravece
numeacuteriseacutee avec le modegravele nominal agrave partir dune matrice de transformation initiale
Agrave chaque iteacuteration la combinaison de points entre le modegravele numeacuteriseacute et le nominal est
eacutevalueacutee Par la suite les matrices de rotation et de translation constituant la matrice de
transformation rigide et minimisant la distance euclidierme entre chaque combinaison de
points est obtenue La solution de lalgorithme converge vers le minimum local dans le
voisinage de la condition initiale
Masuda et Yokoya (1994) introduisent agrave lalgorithme ICP un meacutecanisme permettant
ladoption dun eacutechantillonnage aleacuteatoire des points numeacuteriseacutes pour lalignement De plus ils
suggegraverent de faire agrave chaque iteacuteration lestimation par la meacutethode des moindres carreacutes des
meacutedianes (Least Meacutedian of Squares LMS) de la matrice de transformation rigide agrave partir des
reacutesultats de lICP original Les modifications proposeacutees permettent de reacuteduire sensiblement le
temps de calcul de lICP tout en conservant sa robustesse
Tucker (2000) met en avant la meacutethode de Newton et la compare agrave lalgorithme ICP
La valeur ajouteacutee de la technique proposeacutee reacuteside dans sa capaciteacute de trouver analytiquement
la deacuteriveacutee seconde neacutecessaire agrave la meacutethode de Newton classique Ceci a pour effet
dameacuteliorer substantiellement les coucircts de calcul de la meacutethode Tucker deacutemontre que la
meacutethode de Newton converge plus rapidement que lalgorithme ICP mais quelle demeure
plus sensible agrave lalignement initial des modegraveles Toutefois malgreacute que la meacutethode de Newton
se montre fortement prometteuse elle est limiteacutee au cas ougrave la repreacutesentation geacuteomeacutetrique du
modegravele serait parameacutetreacutee
Rusinkiewicz et Levoy (2001) classifient et comparent la vitesse de plusieurs variantes de
lalgorithme ICP La classification repose sur linfluence que chaque meacutethode possegravede sur les
six (6) eacutetapes de lalgorithme (1) la seacutelection des points (2) le couplage des points
(3) la pondeacuteration des couplages de points (4) le rejet de certaines combinaisons de points
(5) lapplication dune erreur deacutependante du couplage (6) la minimisation de la distance
entre les points Par la suite une nouvelle deacutemarche deacutechantilloimage nommeacutee
normal-space-concept baseacutee sur la distribution du vecteur normal de chacun des points
seacutelectionneacutes est introduite La technique deacutechantillormage consiste agrave seacutelectiormer des points
afin que la distribution de leur normale soit la plus large possible
Dans le but de minimiser lerreur de localisation de lalgorithme ICP des techniques
deacutevaluation de la distance entre chaque combinaison de points ont eacuteteacute deacuteveloppeacutees
Contrairement agrave lalgorithme ICP classique qui calcule la distance entre chaque combinaison
de points par la distance euclidienne entre ces points soit point-point dautres techniques
utilisent des meacutetriques diffeacuterentes point-projection point-plan tangent (Park et Murali
2003 Pottman et Hofer 2002 Rusinkiewicz et Levoy 2001) Gelfand et al (2003) montrent
que ces techniques ont lavantage de permettre aux deux modegraveles de glisser entre eux dans
des reacutegions planes ou circulaires en raison des degreacutes de liberteacute non contraints Toutefois si
trop de points eacutechantillonneacutes proviennent de telles reacutegions lalgorithme
devient instable agrave cause du manque de contrainte de blocage Pour pallier agrave ceci
Gelfand et al (2003) proposent une approche deacutechantillonnage analysant la matrice de
covariance utiliseacutee pour la minimisation de lerreur dalignement Une fois une paire de
points identifieacutee si la preacutesence dun manque de contrainte est deacutetecteacutee en veacuterifiant la matrice
de covariance la paire de points est remplaceacutee par une autre
12 Alignemen t non-rigid e
Dans toutes les approches preacuteceacutedentes lalignement est appliqueacute sur des modegraveles de piegraveces
rigides avec lhypothegravese que les geacuteomeacutetries de la piegravece numeacuteriseacutee et nominale sont proches
Dans le cas dinspection de piegraveces flexibles sans gabarit de conformiteacute la geacuteomeacutetrie de la
piegravece physique numeacuteriseacutee peut ecirctre significativement diffeacuterente de la geacuteomeacutetrie nominale Le
problegraveme dalignement ne se limite plus agrave trouver la matrice de transformation rigide
Lintroduction des techniques de recalage non-rigide est neacutecessaire Comparativement au
recalage rigide qui permet daligner par exemple deux lignes parallegraveles le recalage non-
rigide permet lalignement dune ligne avec une courbe
Limagerie meacutedicale est probablement le domaine qui a permis aux techniques dalignement
non-rigide de se deacutevelopper substantiellement Les applications meacutedicales se divisent en
deux cateacutegories intrasujet (intrasubject) et intersujet (intersubject) Intrasujet fait reacutefeacuterence
au recalage dun mecircme sujet numeacuteriseacute agrave des temps diffeacuterents par exemple pour faire la
comparaison avantapregraves opeacuteration des scans en neurochirurgie Intersujet signifie
lalignement de diffeacuterents sujets numeacuteriseacutes par exemple pour creacuteer un atlas statistique des
variations de lanatomie dun groupe de patient Dawant (2002) puis Holden (2008)
fournissent une revue de litteacuterature sur les algorithmes de recalage employeacutes dans limagerie
meacutedicale Holden (2008) regroupe les techniques suivant leur fondement theacuteorique celles
dont les transformations sont reacutegies par les proprieacuteteacutes physiques du modegravele et celles dont les
transformations proviennent de meacutethodes dinterpolation
Ferrant et al (1999) minimisent une fonction deacutenergie comprenant deux termes Le premier
contraint la deacuteformation agrave suivre un comportement dicteacute par les proprieacuteteacutes physiques du
mateacuteriau du modegravele tandis que le deuxiegraveme tend agrave minimiser la distance entre les deux
images Cette technique a lavantage de prendre les proprieacuteteacutes physiques en compte
Ferrant et al (1999) traitent seulement le cas de modegravele ayant subi de petites deacuteformations
dans le domaine eacutelastique dun mateacuteriau isotrope
Feldmar et Ayache (1994 1996) proposent la meacutethode locally affine deacuteformation pour
reacutesoudre lalignement non-rigide Au lieu demployer une seule matrice de transformation
rigide pour aligner les deux modegraveles ils introduisent lutilisation dune matrice de
transformation affine par sous-ensemble spheacuterique de points Une fonction de lissage assure
une similitude entre la transformation dun point et celle appliqueacutee agrave ses points voisins dans
un mecircme sous-ensemble De plus le meacutetrique ne se limite plus agrave la distance entre les points
mais prend en compte aussi la diffeacuterence entre la normale et la courbure curvature) aux
points
Dans le domaine de lanimation informatique Allen et al (2003) deacuteveloppent une meacutethode
permettant dajuster le maillage de haute reacutesolution dun corps humain modeacuteliseacute (template)
pour que celui-ci repreacutesente le modegravele dun corps humain reacuteel numeacuteriseacute Ceci permet de
creacuteer un modegravele parameacutetreacute du corps reacuteel numeacuteriseacute Inspireacutes entre autres de
Feldmar et Ayache (1994 1996) Allen et al (2003) proposent dappliquer pour chaque
nœud du maillage une matrice de transformation affine de telle sorte que le modegravele initial se
10
rapproche du modegravele reacuteel tout en gardant un maillage lisse Pour remeacutedier agrave cela la meacutethode
vise agrave minimiser la combinaison de trois erreurs pondeacutereacutees la distance entre chaque
combinaison de points la diffeacuterence entre les matrices de transformation de deux points
dune mecircme arecircte du maillage et la distance entre chaque combinaison dindicateurs de
positionnement markers) La deacutemarche a lavantage de creacuteer un modegravele parameacutetreacute du corps
reacuteel numeacuteriseacute mecircme si la numeacuterisation du corps est incomplegravete dans les zones difficiles agrave
numeacuteriser Cette derniegravere caracteacuteristique en fait un bon candidat pour son utilisation
dans la preacutesente recherche Amberg et al (2007) reformulent la fonction objective de
Allen et al (2003) en une fonction quadratique La fonction est ensuite minimiseacutee en posant
sa deacuteriveacutee eacutegale agrave zeacutero et en reacutesolvant le systegraveme lineacuteaire deacutecoulant
Une description plus deacutetailleacutee de lalgorithme ICP proposeacute par Besl et McKay (1992) ainsi
que pour celui preacutesenteacute par Allen et al (2003) puis reformuleacute par Amberg et al (2007) se
retrouvent au chapitre 3
13 Analys e des variations dimensionnelles e t geacuteomeacutetriques de s piegraveces souple s
Les meacutethodes danalyse de variations dimensionnelles et geacuteomeacutetriques classiques
considegraverent les piegraveces comme rigides Elles ne prennent pas non plus en compte les
deacuteformations permises lors de lassemblage Ces meacutethodes surestiment donc les toleacuterances
alloueacutees Cette sureacutevaluation amplifie les coucircts de production engendreacutes par laugmentation
du nombre de rejets du produit Les recherches preacutesenteacutees ci-dessous traitent de meacutethodes
ayant pour objectif dinteacutegrer la flexibiliteacute des piegraveces dans lanalyse de variations
dimensionnelles traditiormelles
Le groupe de recherche Laboratory for Manufacturing System Realization and
Synthesis (MARS) de lUniversiteacute du Michigan en collaboration avec Collaborative
Research Laboratory Advanced Veacutehicule Manufacturing (GM CRL-AVM) avec Hu
Ceglarek ainsi que leurs eacutetudiants (Lui et Camelio etc) ont mis les bases de lanalyse
dimensionnelle dassemblage par conformation Le domaine dapplication principal de leurs
Il
travaux est la gestion des variations dun assemblage en meacutetal en feuille utiliseacute pour la
carrosserie dautomobile Ci-dessous se trouve une seacutelection de leurs travaux
Liu et al (1996) mettent en relief limportance de la seacutequence dassemblage sur la variation
finale de celui-ci En utilisant la meacutecanique lineacuteaire ils deacutemontrent que la flexibiliteacute des
piegraveces agrave lassemblage peut compenser leurs variations dimensioimelles Autrement dit la
variation de lassemblage de composantes flexibles est plus faible que celle estimeacutee avec un
modegravele danalyse classique de cumul des toleacuterances (Stacked Up Analysis) Subseacutequemment
Camelio et al (2004) proposent un algorithme optimisant la position des fixations tout en
minimisant la variation de lassemblage en fonction des variations des piegraveces et des outils
Liu et Hu (1997) preacutesentent deux techniques de preacutediction des variations dun assemblage en
meacutetal en feuille employant la meacutethode deacuteleacutements finis (FEM) La premiegravere
laquo Direct Monte Carlo Simulation raquo consiste simplement agrave faire varier aleacuteatoirement les
nœuds des composantes mailleacutees simulant de ce fait les deacutefauts de fabrication avant de faire
lanalyse par eacuteleacutements finis (FEA) de lassemblage Lanalyse FEA est reacuteiteacutereacutee plusieurs fois
pour une distribution repreacutesentative de la variation finale de lassemblage La deuxiegraveme
laquo Method of Influence Coefficients raquo permet dobtenir plus rapidement sensiblement les
mecircmes reacutesultats que la meacutethode preacuteceacutedente La cleacute de cette meacutethode demeure dans
leacutetablissement dune relation lineacuteaire quils nomment laquo mechanistic variation model raquo
entre les variations induites des piegraveces et celles reacutesultantes de leur assemblage agrave laide dune
matrice de sensibiliteacute En calculant agrave partir de simulations la matrice de sensibiliteacute le passage
successif par un module deacuteleacutements finis nest plus neacutecessaire Ces passages sont substitueacutes
par lemploi de la relation linaire obtenue preacuteceacutedemment
De plus amples informations ainsi quune liste exhaustive de leurs recherches sont disponibles sur leur site web respectif httphomepagescaewiscedu~darekpublishhtml httpgmcrlenginumichedu
12
Kenneth W Chase de Brigham Young University (BYU) fonde le groupe de recherche
Association for the Development of Computer-Aided Tolerancing Systems (ADCATS)
en 1984 Travaillant initialement sur lanalyse dimensionnelle assisteacutee par ordinateur ce qui
a donneacute naissance au logiciel CETol Chase et son groupe incluant Merkley et Bihlmaier
ont par la suite eacutetudieacute lanalyse variatioimelle dassemblage par conformation
Merkley (1998) deacuteveloppe une meacutethode reposant sur la lineacutearisation du problegraveme de contact
eacutelastique entre des composantes flexibles Il reacuteameacutenage la loi de Hooke pour lutilisation
dun super-eacuteleacutement permettant de deacutecrire la matrice de rigiditeacute eacutequivalente dune composante
en fonction des degreacutes de liberteacute agrave sa frontiegravere De plus Merkley introduit le concept de la
covariance due au mateacuteriau (material covariance) ainsi que la covariance geacuteomeacutetrique
(geacuteomeacutetrie covariance) La covariance due au mateacuteriau deacutecrit linterdeacutependance entre les
points du maillage de la piegravece reacutesultant de la nature du mateacuteriau tandis que la covariance
geacuteomeacutetrique deacutecrit la correacutelation entre les deacutefauts de surface dun point et ceux de ses points
voisins sur une mecircme geacuteomeacutetrie Par la suite au lieu dintroduire des variations aleacuteatoires sur
les nœuds des composantes mailleacutees comme Liu et Hu (1997) Merkley utilise une courbe de
Bezier aleacuteatoire pour deacutecrire ces variations de surface
Poursuivant les travaux de Merkley Bihlmaier (1999) emploie lanalyse spectrale des
variations dune population de surface pour obtenir la matrice de covariance geacuteomeacutetrique de
celle-ci Ainsi agrave partir de lanalyse de lensemble des surfaces de lassemblage Bihlmaier
trouve la moyeime et la matrice de covariance geacuteomeacutetrique de lespace entre les joints de
lassemblage Il utilise ensuite ces informations dans une analyse FEA pour
preacutedire leacutetendue des forces dassemblage La comparaison de cette technique deacutenommeacutee
De plus amples informations ainsi quune liste exhaustive de leurs recherches sont disponibles sur leur site web httpadcatsetbyuedureportsandpublicationsphp ^ Bihlmaier eacutetudie lassemblage de deux feuilles jointes bout agrave bout
13
laquo Flexible Assembly Spectral Toleacuterance Analysis (FASTA) raquo avec la meacutethode Monte-Carlo
deacutemontre la rapiditeacute supeacuterieure de la meacutethode FASTA avec des reacutesultats sensiblement
eacutequivalents
Les meacutethodes proposeacutees preacuteceacutedemment sappliquent principalement agrave des assemblages en
coques minces avec de simples contraintes physiques Le cas dune composante subissant de
multiples contraintes lors de son assemblage et de son fonctionnement engendrant ainsi des
deacuteformations importantes ne se precircte pas aux meacutethodes preacutesenteacutees Linjecteur de haute
pression fabriqueacute pour lindustrie automobile repreacutesente un bon exemple Reacutecemment pour
pallier agrave ce problegraveme Markvoort (2007 Markvoort et al 2005a 2005b) suggegraverent une
meacutethode consistant agrave faire une analyse FEA pour chaque variable de lassemblage ie pour
chaque combinaison de toleacuterances simuleacutee Dans cette meacutethode les variations imposeacutees agrave
chaque dimension agrave analyser sont estimeacutees agrave laide dun logiciel danalyse statistique Cette
technique nommeacutee Statistical Toleacuterance Analysis and Deacuteformation Analysis (STA-DEF) a
lavantage decirctre preacutecise tout en consideacuterant les contraintes physiques Elle demeure preacutecise
dans le cas de petite ou de grande deacuteformation
Les meacutethodes danalyse preacutesenteacutees sont conccedilues pour preacutedire les variations dun assemblage
en tenant compte de la nature flexible de ses composantes Les deacutefauts des composantes de
mecircme que la position et la valeur des forces dassemblage y sont imposeacutes ce qui limite leur
utilisation dans la preacutesente eacutetude Il est utile de rappeler ici que ce meacutemoire deacutesire explorer
linspection de profil de surface dans le cas ougrave la piegravece agrave inspecter ait subi des deacuteformations
inconnues et que son nuage de points ait eacuteteacute bruiteacute agrave cause du systegraveme de numeacuterisation
14 Utilisatio n iteacuterative de la meacutethode deacuteleacutements finis
Lanalyse par eacuteleacutements finis est employeacutee principalement pour preacutedire le comportement
dune piegravece dun assemblage ou dun meacutecanisme complexe sous leurs conditions
dutilisation Vu la performance accrue des calculateurs la meacutethode deacuteleacutements finis est de
plus en plus utiliseacutee iteacuterativement pour loptimisation des paramegravetres de conception La
14
modeacutelisation dune matrice de formage est un exemple inteacuteressant La geacuteomeacutetrie de celle-ci
doit ecirctre optimiseacutee pour minimiser leffet du recul eacutelastique (Spring-Back) quengendre le
proceacutedeacute
Karafillis et Boyce (1992 1996) suggegraverent la meacutethode laquoForce Descriptor Methodraquo pour
deacutefinir la geacuteomeacutetrie de la matrice de formage dune piegravece de meacutetal en feuille tout en
consideacuterant le recul eacutelastique de la piegravece Cette deacutemarche combine lanalyse analytique et la
FEM pour eacutevaluer le niveau du recul eacutelastique ducirc au proceacutedeacute
Wu ( 1997) preacutesente un algorithme FEM iteacuteratif optimisant un coefficient alpha ( a ) de la
force reacutesultante responsable du recul eacutelastique En trouvant une valeur alpha plus petite que
zeacutero (a lt 0) ce qui a pour effet dappliquer une force opposeacutee au recul eacutelastique une
nouvelle geacuteomeacutetrie de la matrice est obtenue
Wei et Wagoner (2004) comparent successivement le modegravele nominal de la piegravece et celle
issue dune simulation du proceacutedeacute de formage par eacuteleacutements finis Agrave chaque iteacuteration le
vecteur de deacuteplacement de chaque nœud du maillage de la piegravece nominale agrave son
correspondant simuleacute est appliqueacute sur son nœud eacutequivalent du maillage de la matrice Cette
meacutethode laquo Displacement Ajustement method (DA ) raquo ainsi que celle proposeacutee par
Karafillis et Boyce (1992 1996) sont illustreacutees agrave la figure 12 De maniegravere agrave exploiter la
meacutethode DA lorsque le maillage de la matrice et celui de la piegravece sont diffeacuterents
Lingbeek et al (2005) suggegraverent la meacutethode laquo Smooth Displacement Ajustment (SDA) raquo
Celle-ci repreacutesente le champ des vecteurs de deacuteplacement par une surface polynomiale
permettant ainsi deacutevaluer le deacuteplacement des nœuds du maillage de la matrice
Les meacutethodes deacutecrites plus haut sont adapteacutees pour la conception de matrice dans un
environnement virtuel La transposition des vecteurs de deacuteplacement du modegravele de la piegravece
apregraves le recul eacutelastique au modegravele de la matrice est possible puisque la piegravece a eacuteteacute modeacuteliseacutee
au deacutepart sans deacutefaut de fabrication Si toutefois le modegravele initial de la piegravece provient de la
numeacuterisation dune piegravece manufactureacutee ces meacutethodes ne fonctionneront plus en raison de la
15
preacutesence du bruit de mesure et des deacutefauts de fabrication De toute eacutevidence si lon deacuteplace
les points du maillage de la matrice vers leurs points correspondants de la piegravece numeacuteriseacutee le
nouveau modegravele de la matrice sera bruiteacute en plus de repreacutesenter les deacutefauts de fabrication de
la piegravece utiliseacutee Neacuteanmoins la preacutesente recherche sinspire du concept de deacuteplacement
iteacuteratif introduit par ces meacutethodes
r raquo 1 ) Fiat Sheet
2) Fomi to trial die shape
-V aol
3) Die shape correct (Formingspriugback simulatiou) Taiaet
Die
4) A tool = X lool + A y
1 mol
(a)
Imdashbull 1) Fiat Sheet
-Ay-
x
y L 2) Form to target or trial die shape fioiu step 3 record Fextemai
3) Apply Fexteraai to tBTget obtaiii trial die shape (springtbrwaid)
(b)
4) Die shape coirect (Foniiiiigspriiigback simulation) Target
(i+l)thtnalafter spnugback
Figure 12 Meacutethode s de deacutefinition de la matrice de formage a) Meacutethode DA b) Meacutethode proposeacutee par Karafillis et Boyce (1992 1996)
Tireacutee de Wei et Wagoner (2004)
16
En reacutesumeacute la revue de la litteacuterature exposeacutee dans ce chapitre preacutesente leacutetat de lart dans les
domaines de lalignement entre la repreacutesentation 3D dune piegravece et son modegravele CAO
lalignement non-rigide ainsi que dans celui de lanalyse des variations geacuteomeacutetriques des
piegraveces souples De plus une revue des techniques dutilisation iteacuterative de la meacutethode
deacuteleacutements finis pour la modeacutelisation de matrice de formage est preacutesenteacutee Ce premier
chapitre a permis didentifier les apports des principales approches dans les domaines
mentionneacutes preacuteceacutedemment qui sont essentiels au deacutemarrage de la preacutesente recherche 11 a
aussi mis en relief les limites dans lapplication de ces meacutethodes pour reacutesoudre les
probleacutematiques relieacutees agrave linspection des piegraveces flexibles sans gabarit de conformiteacute
Finalement labsence de recherche dans le domaine de linspection de composantes souples
dans ce chapitre met en eacutevidence loriginaliteacute de ce meacutemoire
CHAPITRE 2
GESTION DE S PIEgraveCES FLEXIBLE S SELON LA NORME ASME Y145 M
Le controcircle dimensionnel et geacuteomeacutetrique des composantes meacutecaniques occupe une part
importante et croissante dans lindustrie moderne 11 existe des standards nationaux et
internationaux comme la norme ASME Y145M et la norme ISO 1101 pour deacutefinir un
systegraveme de symboles eacutetablir les regravegles dinterpreacutetation et geacuterer les meacutethodes agrave employer pour
communiquer les informations sur les documents et devis techniques Ce chapitre preacutesente
lessentiel des possibiliteacutes et des techniques permises par la norme ameacutericaine
ASME Y145M-1994 pour ameacuteliorer la reacutepeacutetitiviteacute de linspection des composantes
flexibles
Comme mentionneacute la norme ASME Y145M-1994 considegravere par deacutefaut que linspection des
composantes doit ecirctre effectueacutee agrave leacutetat libre free state) soit sans force appliqueacutee durant
linspection Les piegraveces standards stock) telles que les tubes le meacutetal en feuilles les profils
extrudeacutes les poutres structurales ainsi que les piegraveces sujettes agrave des variations geacuteomeacutetriques agrave
leacutetat libre sont exclus de la regravegle mentionneacutee Les piegraveces flexibles se voient ainsi traiteacutees de
maniegravere diffeacuterente Les meacutethodes dites de laquo conformation raquo leur sont appliqueacutees Les piegraveces
eacutetant diffeacuterentes par leurs geacuteomeacutetries leurs rigiditeacutes et par leurs requis fonctionnels plusieurs
meacutethodes sont disponibles La figure 2 l ci-dessous regroupe les principales techniques pour
linspection et le controcircle geacuteomeacutetrique des composantes flexibles
Conformation
_c A un eacuteleacutement geacuteomeacutetrique
A un gabarit (1)
1 Force(5)
Hyperstatique
H V
Dimension (4)
Points hyperstatiques (2| Reacutefeacuterentiels ajustables (3)
raquo
^^kl laquo
18
1 _ I
Remplacement du requis
Gabarit optique (10)
Toleacuterances relatives (6) Dimension
Imdash|aiMoo| |pound7 | oioieKw l
Autres requis (9)
fi
Longueur darc (7) Dimension AVG (8)
^-^-^
Figure 21 Principale s meacutethodes de controcircle des piegraveces flexibles Tireacutee de Tahan et Chacirctelain (2005)
21 Conformation par un gabarit
Linspection par conformation sur gabarit ou montage rigide permet dimposer une
seacutequence dinstallation et de fixation de la piegravece flexible sur le gabarit Cette meacutethode est
largement employeacutee pour des grandes piegraveces complexes et flexibles comme les panneaux en
polymegravere les cartosseries dautomobiles ou les grandes piegraveces usineacutees (domaine
aeacuteronautique) En vue de conformer la piegravece agrave sa geacuteomeacutetrie nominale deacutecrite par le gabarit
Sauf indication contraire les figures dans ce chapitre sont tireacutees de Tahan et Chacirctelain (2005)
19
une force induisant des deacuteformations eacutelastiques peut ecirctre exerceacutee sur celle-ci Dans ce cas la
conception et la fabrication des gabarits sont critiques et souvent coucircteuses Un exemple de
gabarit est illustreacute par la figure 22
Figure 22 Exempl e de gabarit
22 Utilisation de systegravemes reacutefeacuterentiel s hyperstatique s
Dans un montage isostatique chaque degreacute de liberteacute est bloqueacute par un seul point Par
exemple de maniegravere agrave bacirctir un plan reacutefeacuterentiel primaire trois points de contact sont
employeacutes Pour le plan reacutefeacuterentiel secondaire deux points de contact sont neacutecessaires pour
deacutefinir un plan perpendiculaire au primaire etc La repreacutesentation de ces points dappui se
fait par lentremise des reacutefeacuterentiels cibleacutes target datum) comme lillustre lexemple agrave la
figure 23
Figure 23 Systegravem e isostatique de reacutefeacuterentiels Tireacutee de ASME Y145M-1994
20
Une deuxiegraveme meacutethode de conformation est reacutealisable en indiquant plus de points de contact
que ce qui est matheacutematiquement neacutecessaire par exemple lindication de quatre points de
contact pour le plan reacutefeacuterentiel primaire Selon cette technique le reacutefeacuterentiel dinspection ne
se rapporte pas au plan moyen des quatre points mais agrave la surface geacuteomeacutetrique associeacutee
theacuteoriquement parfaite sur laquelle on doit conformer la piegravece
Cette meacutethode diffegravere de la preacuteceacutedente du fait que le nombre de points de contact reste quand
mecircme limiteacute et quil nest pas obligatoire davoir une geacuteomeacutetrie nominale mateacuterialiseacutee par
des surfaces complexes sur un gabarit Cette meacutethode est utiliseacutee pour linspection des
structures minces coques cylindriques surface complexe en meacutetal en feuille piegraveces en
polymegravere ayant subi des torsions Twist et Warp) Un exemple de gabarit est illustreacute agrave la
figure 24
u
W
W
0
0 0 0 0 0 0
Q X3 r3 Z3
yQ u Z4
Figure 24 Exemple dun systegraveme reacutefeacuterentiel hyperstatique
23 Reacutefeacuterentiel ajustable
Lusage de reacutefeacuterentiel ajustable nest pas exclusif aux piegraveces flexibles Cette meacutethode est
utiliseacutee dans le cas des composantes issues de proceacutedeacutes tels que le moulage ou le forgeage
Le principe relativement simple consiste agrave designer dune maniegravere speacutecifique les points de
contact qui seront mobiles comme le reacutefeacuterentiel Cl dans la figure 25a agrave travers une
indication speacuteciale du reacutefeacuterentiel cibleacute
21
La technique des reacutefeacuterentiels ajustables est privileacutegieacutee dans le cas des piegraveces relativement
rigides mais dont la stabiliteacute sur trois points dappui nest pas assureacutee ou seacutecuritaire Ainsi
sur une structure de grande taille en forme de H telle que repreacutesenteacutee dans la figure 25b le
plan primaire est deacutesigneacute par les quatre points Al-A4 les trois premiers eacutetant fixes et le
quatriegraveme A4 est ajustable Le reacutefeacuterentiel primaire est le plan passant par A1-A3 tandis que
A4 ne sert quagrave procurer une stabiliteacute suppleacutementaire agrave lensemble
Figure 25 Exempl e de reacutefeacuterentie l ajustable (a) Tireacutee de ASME Y 1441-2003
24 Conformation agrave une dimension nominal e
Dans cette meacutethode une dimension judicieusement seacutelectionneacutee est deacutefinie comme
paramegravetre agrave conformer lors de linspection et ce indeacutependamment de la force appliqueacutee La
dimension est indiqueacutee avec une cote nominale (Basic) et une note du type laquo Acirc conformer
durant linspection Conform to archive toleacuterance raquo Cette meacutethode est adopteacutee
freacutequemment sur des piegraveces minces ougrave figurent des plis Sil est important de controcircler une
dimension speacutecifique agrave leacutetat libre celle-ci est mentioimeacutee agrave laide du modificateur (F)
comme lindique la figure 26b
22
TTT-^y
-Iml-
- I I I
YYY 1 ZZ Z bull
a)
I I V
-Hocircucircl-
O l l I
^ x w copy mdash A
b)
25
Figure 26 Exemple s dune conformation dun e dimensio n nominale
Permission dutilisation dun e forc e lors des opeacuterations dinspectio n
Cette meacutethode permet agrave linspecteur dutiliser une certaine force lors de linspection Une
mention de la forme laquo est permis dutiliser 75 N250 mm lors de linspection It is
permissible to use 15 lbf100 to achieve toleacuterance raquo est inscrite sur le dessin Cette meacutethode
est couramment employeacutee sur de grandes piegraveces usineacutees avec de petites deacuteformations
geacuteomeacutetriques engendreacutees par les contraintes reacutesiduelles dues agrave lusinage Lajout dune
speacutecification agrave leacutetat libre illustreacute sur la figure 27 controcircle le niveau des deacuteformations
induites lors de linspection
1^1375 001 2 Z ^ y y y z^Acirc
Figure 27 Exempl e de planeacuteiteacute agrave leacutetat libre
23
26 Lusage des toleacuterances relative s
Dans cette technique les toleacuterances absolues appliqueacutees sur la totaliteacute de la piegravece sont
remplaceacutees par des toleacuterances relatives Les zones de toleacuterance sont deacutefinies en fonction de la
longueur ou de la surface Geacuteneacuteralement les toleacuterances relatives sont employeacutees pour
controcircler les deacutefauts de forme et de profil Typiquement la rectitude ou la planeacuteiteacute peut ecirctre
appliqueacutee sur une longueur preacutedeacutetermineacutee de la piegravece Toutefois la piegravece doit ecirctre
pratiquement rigide sur la longueur speacutecifieacutee
05400 CJ 0106000 r 0056000
Figure 28 Exemple s de toleacuterance relative
27 Utilisation de la longueur dar c
La longueur darc est deacutefinie comme la longueur circonfeacuterentielle de larc de cercle entre
deux points La figure 29 illustre une piegravece consideacutereacutee comme flexible et ayant une
courbure Le controcircle de la hauteur ou de la largeur entraicircne des difficulteacutes agrave cause de la
deacuteformation de la piegravece (figure 29a) Par contre le remplacement de ces mesures par une
mesure de longueur darc (figure 29b) assure une reacutepeacutetitiviteacute puisque celle-ci est
indeacutependante du niveau de deacuteformation
a)
XXX YV Y
b)
Figure 29 Exempl e dutilisation dun e longueu r darc
24
28 Utilisation des dimensions moyennes (AVG )
Les dimensions moyennes sont employeacutees pour controcircler la valeur de la moyerme
arithmeacutetique dune dimension au lieu de la geacuteomeacutetrie Autrement dit le controcircle seffectue
en utilisant la moyenne dun ensemble de mesures et non par les dimensions limites tel que
prescrites par le principe de lenveloppe (ASMEY145M-1994 p 4 Fundamental
Rulessection (l)) Le symbole AVG y est indiqueacute comme sur la figure 210
Agrave titre dexemple linspection du diamegravetre dun tube flexible est difficile Par contre en
divisant par ti la mesure de la circonfeacuterence avec un ruban ou un instrument speacutecial la valeur
moyenne (AVG) du diamegravetre est eacutevalueacutee avec une bonne reacutepeacutetitiviteacute
Figure 210 Exempl e dutilisation d e dimension moyenne Tireacutee de ASME Y145M-1994
29 Remplacement de s requis dimensionnels pa r dautres mesure s
Cette technique utilise la forte correacutelation qui peut exister entre la geacuteomeacutetrie dune
composante flexible et dautres mesures physiques Elle est utiliseacutee dans le cas de piegraveces
ayant une flexibiliteacute extrecircme (tissu tuyau flexible etc)
Dans le cas dune piegravece mouleacutee une dimension peut ecirctre substitueacutee par un requis de masse
Cette technique semploie dans le cas ougrave il existe une forte correacutelation entre linteacutegriteacute
geacuteomeacutetrique et la densiteacute du mateacuteriel mouleacute
25
210 Inspection pa r gabarit optiqu e
La meacutethode consiste agrave effectuer linspection avec un comparateur optique qui projette
limage de la piegravece sur un eacutecran avec un certain niveau dagrandissement preacutedeacutetermineacute La
superposition de limage obtenue avec un gabarit optique permet de valider la conformiteacute
dimensionnelle et geacuteomeacutetrique de la piegravece inspecteacutee Cette technique est employeacutee pour
valider la geacuteomeacutetrie des sections de mateacuteriaux flexibles comme celle du joint deacutetancheacuteiteacute
illustreacute agrave la figure 211 Dans ce cas le controcircle seffectue pour sassurer que le contour de la
section demeure agrave linteacuterieur dune zone deacutefinie par deux contours nominaux distanceacutes par la
valeur de la toleacuterance
Figure 211 Exempl e dutilisation du n gabari t optique agrave leacutetat libre
211 Reacutesum eacute
Comme mentionneacute plus haut les piegraveces flexibles sont traiteacutees diffeacuteremment selon leur
geacuteomeacutetrie leur rigiditeacute et leurs requis fonctiormels Plusieurs meacutethodes pour geacuterer leurs
variations dimensioimelles et geacuteomeacutetriques sont proposeacutees par les normes Le tableau 21
ci-dessous preacutesente une reacutecapitulation des meacutethodes permises par la norme ameacutericaine
ASME Y145M-1994 pour ameacuteliorer la reacutepeacutetitiviteacute de linspection des composantes
flexibles
Tableau 21 Reacutesumeacute des meacutethodes dinspection de composante flexible
26
Meacutethode
1 Conformation agrave un gabarit
2 Violation des principes disostatiques
3Reacutefeacuterentiel ajustable
4 Utilisation dune force
5Conformation agrave une dimension
6 Toleacuterance relative
7 Longueur darc
8 Utilisation des dimensions moyennes (AVG)
9 Remplacement des requis
10 Inspection sur gabarit optique
Exemples dapplication
Piegraveces agrave paroi mince avec formes complexes
Piegraveces agrave paroi mince
Stmcture meacutecano-soudeacutee
Piegraveces avec de faibles deacuteformations eacutelastiques piegraveces agrave paroi mince
Meacutetal en feuille piegraveces agrave paroi mince
Piegraveces primaires (poutre tube plaque panneau profileacute etc)
Stmctures minces meacutetal en feuille
Stmctures minces meacutetal en feuille
Piegraveces mouleacutees tuyaux flexibles tissus etc
Veacuterification de la geacuteomeacutetrie des sections de mateacuteriaux flexibles
Deacutesavantage
Neacutecessite un gabarit de conformation fidegravele agrave la geacuteomeacutetrie nominale
Neacutecessite un montage speacutecifique et un dispositif pour produire la force neacutecessaire agrave la conformation
Neacutecessite un montage speacutecial
Lajout dune toleacuterance agrave leacutetat libre est souvent neacutecessaire pour limiter le niveau de deacuteformation
Lajout dune toleacuterance agrave leacutetat libre est souvent neacutecessaire pour limiter le niveau de deacuteformation
Limiteacutee pour les deacutefauts de forme seulement Difficile agrave controcircler dans le cas des profils
Limiteacutee aux profils geacuteneacutereacutes par un rayon constant Mesures avec preacutecision limiteacutee
Ne valide par les valeurs extrecircmes (erreur de forme)
Une preuve de correacutelation est neacutecessaire
Reacutepeacutetitiviteacute de mesure Applicable uniquement pour les inspections en 2D
CHAPITRE 3
ALGORITHME INSPECTION PA R DEacutePLACEMENT ITEacuteRATI F
La revue de la litteacuterature du chapitre 1 illustre bien quen deacutepit de la recherche sur
linteacutegration de la flexibiliteacute des composantes dans lanalyse dimensionnelle afin de reacuteduire
la quantiteacute de piegraveces rejeteacutees peu de recherches ont eacuteteacute effectueacutees sur la reacuteduction des coucircts
dinspection des piegraveces flexibles Le preacutesent document propose un nouvel algorithme
deacutenommeacute Inspection par Deacuteplacement Iteacuteratif (IDI) Iteacuterative Displacement Inspection La
meacutethodologie permet de localiser et de quantifier les deacutefauts de profil des coques minces Les
donneacutees dentreacutee sont la piegravece manufactureacutee numeacuteriseacutee lorsque celle-ci est maintenue par de
simples supports et le modegravele nominal (MATH DATA) La deacutemarche se veut une alternative
agrave linspection avec un gabarit de conformiteacute Dans labsence de ce dernier les effets de la
graviteacute et des deacuteformations engendreacutees par les contraintes induites par le proceacutedeacute rendent la
geacuteomeacutetrie de la piegravece numeacuteriseacutee consideacuterablement diffeacuterente de la geacuteomeacutetrie nominale Par
conseacutequent la meacutethode proposeacutee envisage de traiter et disoler ces facteurs de telle sorte que
le reacutesultat de linspection reflegravete uniquement leffet des deacutefauts (variations dues aux proceacutedeacutes
de fabrication) En reacutesumeacute ce meacutemoire explore linspection des piegraveces de type coque mince
avec les hypothegraveses suivantes
bull La piegravece agrave inspecter est une coque mince Sa geacuteomeacutetrie est parfaitement deacutefinie et
disponible par un fichier MATH DATA (STEP IGES ou tout autre format compatible)
Le montage lors de la numeacuterisation autorise des deacuteformations eacutelastiques du mecircme ordre
ou supeacuterieures aux toleacuterances de profil exigeacutees
bull
La meacutethode de fixation pendant la numeacuterisation ne repreacutesente pas neacutecessairement les supports agrave lassemblage ^ Par exemple sur trois points de contact de la piegravece manufachireacutee
28
bull La piegravece fabriqueacutee est numeacuteriseacutee Une repreacutesentation de la piegravece sous forme dun nuage
de points xyz)y est disponible
bull Uniquement une partie de la piegravece possegravede des deacutefauts de surface^
bull Linspection se restreint aux deacutefauts de profil de surface tels que deacutefinis par la norme
ASMEY145M-I994
La meacutethodologie dinspection se reacutesume agrave comparer la geacuteomeacutetrie numeacuteriseacutee de la piegravece
fabriqueacutee malgreacute des deacuteformations dues agrave la souplesse de celle-ci avec la geacuteomeacutetrie
nominale Eacutetant donneacute que ces deux modegraveles ne sont pas similaires il est neacutecessaire
dappliquer une deacuteformation au modegravele nominal afin que celle-ci se rapproche de la
geacuteomeacutetrie de la piegravece numeacuteriseacutee Dans ce cas le problegraveme dalignement ne se limite plus agrave
trouver la matrice de transformation optimale minimisant la distance entre les deux modegraveles
comme lors de la comparaison des piegraveces rigides Lajout dun champ de deacuteplacement
(figure 31) estimant les deacuteformations agrave appliquer sur la geacuteomeacutetrie nominale devient
neacutecessaire Ce champ doit repreacutesenter uniquement les deacuteformations induites sur la piegravece
numeacuteriseacutee par les conditions de support lors de la digitalisation leffet de la graviteacute et les
deacuteformations dues aux contraintes induites par le proceacutedeacute Il doit exclure les deacuteformations
attribuables aux erreurs de profil Par conseacutequent en ajoutant le champ de deacuteformation au
modegravele nominal une nouvelle piegravece sans deacutefaut mais ayant subi les mecircmes deacuteformations que
la composante numeacuteriseacutee est ainsi simuleacutee Il en reacutesulte deux modegraveles sensiblement proches
ougrave il est possible agrave preacutesent deacutevaluer les deacutefauts de profil
Par exemple agrave laide dune tecircte laser monteacutee sur une MMT ^ Autrement dit les deacutefauts ne sont pas geacuteneacuteraliseacutes sur toute la superficie de la piegravece
29
Figure 31 Illustratio n dun champ de deacuteformation
31 Introductio n agrave lalignement spatia l
Pour permettre une meilleure compreacutehension du problegraveme dalignement sa formulation
matheacutematique est preacutesenteacutee ci-dessous
Soit un nuage de Np points P = p^p2p^pj^ pj eR^ repreacutesentant la piegravece physique
numeacuteriseacutee de mecircme quun maillage de N^ N^ laquo Np points S = s^S2s^s^ s^ eR^ et
de AA arecircte pound = p ^ | eR^ correspondant au modegravele nominal mailleacute La
distance euclidienne d^ dun point s de S agrave P est deacutefinie comme le vecteur du point s au
point pj le plus rapprocheacute Sa norme eacutetant
IKII = min(^-5) (31)
Comme indiqueacute au chapitre 1 les deux nuages de points demeurent dans des systegravemes de
coordoimeacutees distincts Le deacutesalignement entre ces deux systegravemes est quantifieacute par le scalaire
= SlKf (32) i=X
Par exemple si larecircte connecte les nœuds s et Sj alors la matrice seacutecrit comme suit = [ jf
30
Les points de S eacutetant des corps rigides dans lespace tridimensionnel ils peuvent se deacuteplacer
suivant six degreacutes de liberteacute Soit trois translations et trois rotations orthogonales identifieacutees
respectivement par le vecteur qj e E^ et la matrice R s R Le vecteur de translation q^
repreacutesente le vecteur de deacuteplacement appliqueacute agrave chaque point La matrice de rotation R est
en fonction des trois angles de rotation autour des axes principaux du systegraveme de
coordonneacutees En adoptant la repreacutesentation XYZ la matrice R prend la forme de
R=
R = R^9^yR^e^yRf9^)
cos(^ ) cos0 ) cos(6gt ) sin(6 ) ucircn(d^ ) - cos((9 )sMO ) cos9^ )cos((9J sin((9 ) +sin((9 )sin(ft )
cos0^)siii0f cos((9)cos(6J+sin((9)sin(^)sin(6J cos(6)sin((9)sin(ft)-cos(ft)sin(6J
-sinCeacuteraquo) cos((9)sin(6) cos((9)cos((9)
(33)
(34)
Par deacutefinition Rji9j) est une matrice orthogonale M speacutecifiant une rotation 9^ autour de
laxe j
La transformation de s dans un nouveau systegraveme de coordonneacutees seffectue en y appliquant
R et qj
s=Rraquos+qj (35)
Substituant leacutequation (35) dans (31) doime
C-[iIcirc5-h^]|| (36)
avec Cj eC C eacutetant lensemble des points de P correspondant aux points les plus proches
de S
Agrave preacutesent la substitution de leacutequation (36) dans (32) permet de reformuler la fonction
en une fonction de R et q^
fiRqr) = lJc-[Rs+qr] 1=1
(37)
31
Pour aligner les nuages de points S et f la fonction doit ecirctre minimiseacutee par rapport agrave R
et qj La matrice de rotation R et le vecteur de translation qj minimisant la fonction
reacutesolvent le problegraveme dalignement
32 Alignement initial
La fonction telle que deacutecrite par leacutequation (37) est non lineacuteaire La solution du problegraveme
de minimisation peut ecirctre trouveacutee en faisant appel aux meacutethodes non lineacuteaires
(meacutethodes iteacuteratives) Partant dune estimation initiale des paramegravetres doptimisation
ces meacutethodes modifient successivement les paramegravetres jusquagrave la minimisation
de la fonction objective selon un critegravere de convergence preacuteeacutetabli Ces approches
sont sensibles aux estimations initiales Pour que la solution ne converge
pas sur un minimum local les estimations initiales doivent ecirctre le plus
proches possible des solutions optimales Lalgorithme ICP de Besl et McKay (1992)
demande un premier alignement entre le DCS et le MCS comme point
de deacutepart Pour remeacutedier agrave cela une premiegravere approximation de la matrice
de transformation en alignant des points connus est proposeacutee
Les positions des A ^ supports dans le systegraveme de coordoimeacutees machine
MCS utiliseacutes lors de la numeacuterisation de la surface P sont repreacutesenteacutees par
^Mcs - 1 ^Mcsx bull bull bull ^MCS N I ^^ics ^ ^^^ bull Lcurs positious nominales dans le systegraveme de
coordoimeacutees DCS sont deacutesigneacutees par M^^^ = l^or^i bullbullbull ^nr^ laquo 1 ^DCS ^ ^^^^ bull De plus
soit ^cs ~ PMCSX bull bull bull PMCS Vy I ^Mcs ^ ^ l^s points dans P les plus proches des points de
fixation M^^g et S^^^ = p ^ ^ 5^^^ ^ 115^^^ euro 5 les nœuds de 5 agrave proximiteacute des
points A^cs bull ^oir figure 32
32
Figure 32 Alignemen t initial
Lalignement des nœuds S^^^ avec les points P^^ se reacutesume donc agrave trouver la matrice de
transformation minimisant
fRqr) = ZPMcsi -[R^Dcsi + ^r J =
(38)
La meacutethode Simplex semble ecirctre bien adapteacutee pour traiter les problegravemes doptimisation non
lineacuteaires et non contraints de cette taille Lestimation initiale de la matrice de rotation et de
translation neacutecessaires agrave lapplication de la meacutethode se calcule comme suit
^ =
o 0 o 0 0 0 0 0 0
^0 =
-rrT^PMcsii^)-^ C 1= 1
mdash 2ACS(2)-bull^G = 1
T7-2]^wr5(3)-^G = 1
bull^DCSiM
^DCSi i^)
~ ^DCSi i-^)
(39)
avec7^bdquo =[x y z f et5oc5=U y ^]
Les reacutesultats des matrices R et q^ obtenus par la meacutethode du simplex sont fusionneacutes dans
une matrice de transformation totale T
T = R q 0 1
(310) 4x4
33
Agrave preacutesent lapplication de la matrice de transformation sur tous les points de S permet
dobtenir un nuage S un peu plus proche de P
S =TS (311)
Avec S sous la forme S = bull ^ 1 ^ 2
1 1 1 AxNg
Lapplication de la meacutethode du Simplex permet de diminuer la diffeacuterence entre les nuages de
points S et P Comme mentionneacute plus haut cette eacutetape est importante puisque lalgorithme
ICP considegravere que les deux modegraveles agrave recaler sont proches lun de lautre La figure 33 en
reacutesume les eacutetapes
C CcedilNuage de pointsA 7
Modegravele S J ^ T oints de contact DCS ^DCS ^ ^ I
D 5 Point s de contact MCS A
Nuage de points Piegravece P icirc
Minimisation
fRq^) = 2]||pvlaquo -[RSDCS + ^r ]|| i=
S = TS
(Nuage de pointsA Modegravele s J
Figure 33 Algorithm e employeacute pour lalignement initial
34
33 Alignemen t Rigide
Tel que mentionneacute preacuteceacutedemment lalgorithme de localisation ICP proposeacute par Besl et
McKay (1992) permet deacutevaluer la matrice de transformation rigide qui optimise
lalignement entre la geacuteomeacutetrie numeacuteriseacutee et le modegravele nominal Plutocirct que dutiliser la
description habituelle de la matrice de rotation Besl et McKay (1992) emploient une
repreacutesentation par des quatemions Une uniteacute de quatemion est un vecteur
^laquo=[^0 9x ltl2 ^sl telque 9ogt0 et ^o+^+^2+73=lbull
La matrice de rotation et celle de translation peuvent se reformuler comme suit
Riq) = ltll+(ll-(ll-(ll 2(^^2-^0^) 2(qq+q^q2)
2qxltl2 + ^0^3 ) + il - 1x - q] Alili -lolx )
2 ( 1 3 - loli ) 2(^2^ 3 + q^q^ ) ql + q] - q^ - q]
(312)
9r=[94 95 ltIb (313)
La repreacutesentation avec des quatemions rend la minimisation de leacutequation (37) semblable agrave
une maximisation de la forme quadratique de luniteacute de quatemion La rotation optimale est
obtenue avec q^ eacutequivalent au vecteur propre correspondant agrave la valeur propre dune
matrice 4x4 provenant de la matrice de correacutelation croiseacutee cross-covariance) entre les
paires de points
Le vecteur de translation est ensuite deacuteduit
1r=Ps-RiqT)Pc (314)
ougrave Ps et ^ sont respectivement les centroiumldes de 5 et C
En deacutemarrant agrave partir dun alignement initial entre les modegraveles lalgorithme ICP procegravede
comme suit
35
1 Trouver lensemble de points C^ dans P correspondant aux points les plus proches
de 5
2 Trouver les vecteurs ^^ et ^^ minimisant^(^^ ^7-)
3 Geacuteneacuterer un nouveau nuage de points 5 en appliquant Rq^ ) et q^
4 Terminer la boucle diteacuteration quand ^ - Z^ lte on Kgt K^p^^^
ougrave K est le nombre diteacuterations entameacutees e le seuil de convergence voulu et K^-p^^
nombre maximal diteacuterations
le
Les points 5 se trouvant potentiellement dans une zone de deacutefauts identifieacutes par la meacutethode
deacutecrite agrave la section 36 sont retireacutes de S avant de relancer lalgorithme ICP dans le but de
diminuer leur influence sur lalignement De plus comme suggeacutereacute par Masuda et Yokoya
(1994) un eacutechantillonnage aleacuteatoire de S est employeacute pour reacuteduire le temps de calcul de
lalgorithme ICP De la sorte une fois la matrice de rotation et celle de translation trouveacutees
elles peuvent ecirctre appliqueacutees agrave tout lensemble de points S comme lillustre la figure 34
(Nuage de points ^ Modegravele S J C uage de points
Piegravece p
^Points Identifieacutes^
^
Eacutechantillonnage
Eacutechantillon Nuage de points Modegravele S
iriumltsN
Algorithme IC P Recalage des nuages de points
D
( R(4R) qj )
Si=RqRgts+qj
C Nuage de point s Modegravele 5 D
Figure 34 Alignemen t Rigide
36
34 Alignemen t non-rigide
Lalignement non-rigide proposeacute par Allen et al (2003) est employeacute dans le but de trouver
pour chaque point 5 une matrice x de transformation affine 3x4 deacuteplaccedilant les points de S
vers une surface deacuteformeacutee 5 tel que 5 soit proche de P tout en gardant un maillage lisse
La qualiteacute du maillage de la surface 5 est eacutevalueacutee par les fonctions derreur de distance Ej
et derreur de lissage E^ Ainsi la minimisation de la combinaison des deux fonctions
derreurs permet dobtenir les matrices x optimales
Les paramegravetres inconnus x sont organiseacutes dans une matrice 4 V^ x 3
X = [x xJ (315)
Le premier critegravere de localisation est la distance entre chaque combinaison de points Il est
caracteacuteriseacute par la fonction derreur de distance
pound(X) = fw||x5-c|f (316) 1=1
avec les nœuds de S exprimeacutes par s =[xyzY
Les poids w permettent de controcircler linfluence de chaque point sur le champ de
deacuteplacement Ils sont poseacutes eacutegaux agrave 0 pour les points identifieacutes comme potentiellement dans
une zone de deacutefauts de surface et agrave 1 pour le reste Ceci permet de ne pas conformer un
point s agrave son cortespondant c si celui-ci est dans une zone de deacutefauts Dans ce cas le
vecteur de deacuteplacement appliqueacute agrave s est seulement contraint par la fonction de lissage
Autrement dit le point s se deacuteplace en fonction du deacuteplacement de ses points voisins afin
de garder un champ de deacuteplacement lisse
37
Lerreur de lissage E^ reacutegularise le champ de deacuteplacement en minimisant la diffeacuterence de
deacuteplacement appliqueacutee aux deux points dune arecircte du maillage Elle contraint le
deacuteplacement des points agrave ecirctre deacutependants du deacuteplacement de leurs points voisins ce qui
permet dassurer un champ de deacuteplacement lisse
Esi^)= Hh-^Acirc bullbullyle
(317)
eacutetant la norme Frobenius
Il sensuit que la fonction objective agrave minimiser se trouve ecirctre
E(^X)^EX) + aEX) (318)
Le paramegravetre a est influenceacute par la rigiditeacute du modegravele S 11 agit sur la qualiteacute de lissage du
champ de deacuteplacement Si a est eacuteleveacute le deacuteplacement appliqueacute sur chacun des points est
fortement deacutependant du deacuteplacement de ses points voisins Tandis que si a est faible le
deacuteplacement appliqueacute agrave chacun des points est seulement contraint par le terme E^ et se
retrouve presque indeacutependant du deacuteplacement de ses voisins Ceci se traduit par un champ de
deacuteplacement non lisse
Amberg et al (2007) reformulent la fonction objective EX) en une fonction quadratique
en posant lerreur de distance comme suit
EAX) = WHX-C)
ougrave H =
Ns
est une matrice de A^ x 4Ng
(319)
W est une matrice diagonale A^ x A^ des poids w C = [c c
des points correspondants aux points 5
c^J est la matrice
38
Lerreur de lissage est ainsi exprimeacutee par
ESX) = MregG)Xl (320)
ougrave M est une matrice nœud-arecircte (node-arc) Nf^x-N^ contenant linformation topologique
du maillage S Elle contient une rangeacutee par arecircte et une colonne par nœud Elle permet
lidentification des nœuds relieacutes par une arecircte Par exemple si larecircte connecte les
nœuds s et Sj les eacuteleacutements non nuls de la rangeacutee 1 de M sont M(i) = -1 et Mj) = 1
G est une matrice identiteacute 4 x 4
De la sorte leacutequation (318) est exprimeacutee par la fonction quadratique
EX) = [aMlt^G
[ WH X- ^ 1
vc
r - - 1 2
-bull F (321)
=AX-B
y4 est une matrice 4Ni^+Ng)x4Ng et B une matrice 4N^+Ng)-x3
Il est agrave preacutesent possible de trouver lensemble des transformations X sachant que EX)
atteint son minimum lorsque X = A^A)~^A^B pour un a et une combinaison de
points S--C^ fixe
E(X) atteint son minimum lorsque X est eacutegale au pseudo inverse minimisant cette fonction quadratique
^ Pour un ensemble de points C amp P correspondant aux points les plus proches de 5
39
Lalignement non-rigide suggeacutereacute par Amberg et al (2007) comporte les eacutetapes suivantes
1 Trouver lensemble de points C^ dans P correspondant aux points les plus proches
de S
2 Fixer la valeur de a^
3 Bacirctir les matrices Af et B^
4 Calculer X^
5 Geacuteneacuterer un nouveau nuage de points 5 en appliquant X^
Afin de reacuteduire linfluence de lerreur de distance introduite par la meacutetrique point-point ce
meacutemoire propose de remplacer chaque point de lensemble C par
cy = s+ocircD ltiltN (322)
Dg est la projection de la distance point-point sur la normale du point s comme deacutecrite
dans la prochaine section Le paramegravetre S repreacutesente le pourcentage du deacuteplacement agrave
appliquer La figure 35 illustre ce concept
Modegravele nominal S s laquobullbull
bull bull bull bull bull bull bull bull bull A
Piegravece numeacuteriseacutee P
-gtd
y bull lt
-^D bull ocircDgi Exemple S = 50
Figure 35 Scheacutematisatio n de la modification d e lensemble de s correspondances
40
Amberg et al (2007) suggegraverent de deacutemarrer avec une valeur a eacuteleveacutee pour recouvrir les
deacuteformations globales neacutecessaires agrave lalignement non-rigide Par la suite la diminution
progressive de a autorise le modegravele agrave eacutepouser plus localement sa cible Toutefois il est
facile de converger sur un minimum local ducirc agrave la diffeacuterence de forme eacuteleveacutee entre les deux
surfaces Lajout du terme ocirc dans leacutequation (322) permet dappliquer une deacuteformation
progressive au modegravele 5 afin de diminuer les chances de converger sur un minimum local
de la fonction (321)
Agrave titre indicatif la figure 36 illustre un champ de deacuteplacement repreacutesentant les distances
point-point Dans cet exemple les vecteurs de distance repreacutesentent majoritairement leffet
des espaces entre les points des nuages numeacuteriseacutes La figure 37 preacutesente le mecircme champ
avec les distances ^gtg^ Sur celle-ci les vecteurs sont plus coheacuterents et les deacuteviations causeacutees
par les deacutefauts de surface sont visibles sur le centre du champ Finalement la figure 38
montre le lissage du champ obtenu apregraves lapplication de lalgorithme dalignement non-
rigide Elle permet dobserver que lamplitude et la direction des vecteurs se reacutepandent
uniformeacutement mecircme dans les zones de deacutefauts de profil
Figure 36 Exempl e dun cham p de deacuteformation repreacutesentan t les distances point-point
bullbullV^-bullbull^bullbullbullbull^^MJ^7^
laquo raquo t t bull
41
bull bull laquo bull J bull bull bull
bull I
Figure 37 Exemple dun champ de deacuteformation corrigeacute repreacutesentant les distances corrigeacutees
i
t bull bull bull bull bull bull bull -
I bull bull 1 bull bull bull - bull bull
l bull bull bull bull bull - bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
Figure 38 Exemple dun champ de deacuteformation lisse obtenu avec lapplication de lalgorithme dalignement non-rigide
42
Agrave ce stade lintroduction de la meacutethode de recalage non-rigide suggeacutereacutee par
Allen et al (2003) puis reformuleacutee par Amberg et al (2007) ainsi que les ajustements
proposeacutes dans ce meacutemoire permettent de preacutesenter le module dalignement non-rigide de
lalgorithme global de la preacutesente recherche Ce module donne la possibiliteacute de deacuteformer le
modegravele nominal pour quil se rapproche de la geacuteomeacutetrie de la piegravece numeacuteriseacutee sans prendre
en consideacuteration les deacutefauts de celle-ci Les exemples illustreacutes sur les figures 36 agrave 38
montrent bien la capaciteacute de la meacutethode Scheacutematiquement la figure 39 illustre la
deacuteformation imposeacutee au modegravele nominal S pour retrouver un modegravele S plus proche de P
Sur cette figure la meacutethode proposeacutee permet de deacuteplacer les points s et s^ vers les
points s- et 8 de maniegravere lisse autrement dit sans eacutepouser les deacutefauts ( c^ et Cg ) de la
piegravece numeacuteriseacutee Le problegraveme demeure entier quant agrave lidentification des deacutefauts En effet
seacuteparer les deacutefauts de surface des deacuteformations nest pas une tacircche triviale Agrave ce titre la
section 36 introduit une technique innovatrice pour lindentification des deacutefauts
Modegravele
S
S
s l 6 He nominal bullraquo bull bull s
^3- T bull bull 3 ^ bullbullbullbullbull 1 Champ de deacuteplacement bullbull ^ bullbullbullbullbull icirc 1 Champ de deacuteplace
1 i Ts-Z J
bullc
Piegravece numeacuteriseacutee P 6-
Deacutefauts c bull bull
1 9 10
8-
Figure 39 Creacuteatio n du modegravele nominal deacuteformeacute
35 Correction de la distance point-poin t
Lestimation des combinaisons de points smdashc ainsi que de leur distance respective d^
peut ecirctre reacutealiseacutee agrave laide de la fonction dsearchn de Matlabreg La fonction dsearchn est baseacutee
43
sur lalgorithme quickhull de Barber et al(1996) Eacutetant donneacute quil nexiste pas
neacutecessairement un point c correspondant parfaitement au point s une correction de la
distance est essentielle Dans ce but ce meacutemoire propose le concept dune distance
corrigeacutee D^ Celle-ci repreacutesente la projection de la distance point-point d^ sur la
normale n^ du point s comme lillustre la figure 35
D bdquo = E J ^ (323) I - l | 2 si
n
Comme mentionneacute dans la revue de litteacuterature plusieurs meacutetriques de distance existent
point-projection point-plan tangent (Park et Murali 2003 Pottman et Hofer 2002
Rusinkiewicz et Levoy 2001) Ces meacutetriques sont utiliseacutees principalement pour la recherche
des correspondances s mdash c De son cocircteacute la distance corrigeacutee D^ permet seulement de
reacuteduire linfluence de la densiteacute du nuage de points de la piegravece numeacuteriseacutee Elle neacutecessite
preacutealablement la connaissance des cortespondances 5 mdash c
Le calcul de la normale n^ dun nœud s se fait en trois eacutetapes En premier lieu pour chaque
eacuteleacutement du maillage 5 constitueacute de s les deux points les plus proches de s sont identifieacutes
Ensuite laire et la normale de chacun des triangles composeacutes des deux points
trouveacutes agrave leacutetape preacuteceacutedente et de s sont eacutevalueacutees Finalement comme proposeacute par
Tomacircs Jirka (2002) les aires des surfaces triangulaires autour de s sont utiliseacutees pour la
pondeacuteration de la normale n^ Celle-ci se calcule comme suit
NE
nbdquo=-^ (324 )
th- j=
ougrave N^ est le nombre deacuteleacutements autour du point s ^ repreacutesente laire et n est la normale
du triangle compris dans leacuteleacutement E Voir figure 310
44
Figure 310 Illustratio n de la normale dun point
Pour sassurer que les normales rij sont toutes dans la mecircme direction celles-ci sont
inverseacutees si leur cmgle avec le vecteur de deacuteplacement d^ est plus grand que 90 degreacutes
36 Identification des deacutefaut s
Merkley (1998) introduit le concept de la covariance due au mateacuteriau material covariance)
et celui de la covariance geacuteomeacutetrique geacuteomeacutetrie covariance) La covariance due au mateacuteriau
deacutecrit linterdeacutependance entre les points du maillage dune piegravece reacutesultant de la nature du
mateacuteriau lorsque celle-ci est soumise agrave des forces tandis que la covariance geacuteomeacutetrique
deacutecrit la correacutelation entre les deacutefauts de surface dun point et ceux de ses points voisins sur la
mecircme geacuteomeacutetrie Les deacutefauts de surface sont aleacuteatoires et non correacuteleacutes dun point de vue
microscopique par exemple lorsque lon mesure la rugositeacute de la surface Mais dun point de
vue macroscopique les deacutefauts sont contraints agrave ecirctre interdeacutependants simplement puisquils
proviennent dune surface nominalement continue En sinspirant de ces principes ce
meacutemoire suggegravere didentifier les deacutefauts de surface en comparant chaque point s avec ses
points voisins plus speacutecifiquement en comparant la distance D de s avec les
distances D^j de ses points voisins
Il est plus facile dexprimer ce concept avec un exemple La figure 31 la montre le cas ougrave la
surface de la piegravece P ne contient pas de deacutefauts Dans ce cas les deacuteplacements des points
45
sont fortement correacuteleacutes agrave cause de la nature du mateacuteriau Autrement dit la diffeacuterence entre la
distance D^ de s et celle de ses points voisins est minime Dun autre cocircteacute la figure 311^
illustre le cas ougrave il y a un deacutefaut de surface sur P Ici les points Cg et c dans la zone de
deacutefauts de surface ne suivent plus la correacutelation de deacuteplacement imposeacute par la nature du
mateacuteriau Ils se distinguent des autres points par une distance D^ plus ou moins eacuteleveacutee que
celle de ses voisins De la sorte cette caracteacuteristique permet didentifier les points
susceptibles decirctre dans une zone de deacutefauts Ainsi il est possible de seacuteparer les
laquo deacuteformations raquo dues agrave la nature flexible de la piegravece des laquo deacutefauts de profil raquo
Piegravece numirliegravet bullbullbullbull f--^l C laquo f - - ^ bullbullbullf-- l o
umirliegravet bullbull - 7 ^bull- degi bull t bullbullbullbull bull Plenumeacuterlieacute- - lt)T ~ f - f
^bull - bullbull l F t K -- bull - ^ f- i - h-s Modegravel Nominal S Modegravel e Nominal
a) b) Figure 311 Identification des deacutefauts
a) piegravece sans deacutefauts de surface et b) piegravece avec deacutefauts de surface (points Cg et c )
Le voisinage de niveau 1 dun point s comprend les points constituant les eacuteleacutements du
maillage de S utilisant le point s Le voisinage du niveau 2 est constitueacute des points
composant les eacuteleacutements du millage comprenant les points de niveau 1 La figure 312 permet
de visualiser plus facilement cette notion
Figure 312 Ensemble de points voisins du nœud 742 a) de niveau 1 et b) de niveau 2
46
la liste des points dans le voisinage de soi=[^)-^i]ergt[ricirc)F^j niveau 1 et 2 respectivement dun point de 5 et D^ =D^^D^^ la distance
euclidieime corrigeacutee entre chaque paire de points 5 mdash c Lintroduction dun indicateur de
confiance e I avec 1 lt lt iV^ repreacutesentant la diffeacuterence entre la distance D^ de 5 avec
les distances D^j de ses points voisins permet de mettre en relief les points s qui ne suivent
pas la correacutelation de deacuteplacement imposeacute par la nature du mateacuteriau II permet didentifier les
points neacutecessitant un deacuteplacement plus ou moins eacuteleveacute que celui de ses points voisins ce qui
constitue une caracteacuteristique des points dans une zone de deacutefauts de surface Lindicateur de
confiance se calcule en deux eacutetapes Tout dabord afin de diminuer les effets du
bruit de mesure un filtre par moyennage comme celui employeacute couramment en imagerie
(Gonzalez et Woods 2008) est appliqueacute aux points Chaque distance D est remplaceacutee
par Fg eacutequivalent agrave la moyenne des De des points du voisinage de niveau 1 du point s
t^ =i
bull^c )
N (325)
KSI
OUgrave A ^ est le nombre de points voisins de niveau 1 de s La liste des points voisins de s est
eacutecrite sous la forme r = [F V F J I F e t V i ) V 1 V 2 bdquo l - bull S
) lxK
Par la suite lindicateur de confiance euro du point s se calcule en eacutelevant au carreacute la
moyenne des diffeacuterences entre F^ et chacun des F^j de ses points voisins de niveau 1
= t^si-^so J=i
( iVbdquo raquo
N lsi
pour ltiltNg (326)
47
De la sorte les points avec un indicateur de confiance r fois plus eacuteleveacute que
le 95e percentile de lensemble et ne se trouvant par sur le contour de la piegravece sont
consideacutereacutes comme eacutetant potentiellement dans une zone de deacutefauts de surface Les poids vt
des nœuds du voisinage de niveau 2 de ces points sont mis agrave zeacutero dans leacutequation (321) Les
points du contour ne sont pas consideacutereacutes car ils nont pas suffisamment de points voisins
pour permettre une boime eacutevaluation de leur vecteur normal Cette caracteacuteristique laquo falsifie raquo
la valeur de leur indicateur de confiance Le scheacutema de la figure 313 deacutecrit les eacutetapes de la
meacutethode didentification
Cette section a permis de preacutesenter une technique innovatrice permettant de seacuteparer les
deacutefauts de surface des deacuteformations en attribuant un indice de confiance agrave chaque
point 5 Lidentification des points potentiellement dans une zone de deacutefauts est essentielle
pour diminuer leur influence sur le champ de deacuteplacement comme discuteacute preacuteceacutedemment
dans la section 34
Ou un autre critegravere fixeacute agrave priori Celui proposeacute est fixeacute pour sassurer que les points consideacutereacutes comme eacutetant
potentiellement dans une zone de deacutefauts de surface ont des indicateurs de confiance 7 nettement plus eacuteleveacutes
que lensemble
^ Ou un autre niveau fixeacute agrave priori Celui proposeacute permet de seacutelectionner les points au voisinage de ceux identifieacutes par un indicateur eacuteleveacute
48
Nuage de points Modegravele S
J r t s ^ dsearchn Combinaison de points
f Distanc e s^-c pound L__A__J V
lt
Nuage de points Piegravece P 5
5-C intsN N Combinaison de pointsN ANuag e de points C
Piegravece P D Calcul normal laquo Projection de ds su r la
normale n
c I Distance projeteacutee s - c
_ y= i 5(n)
iV ri
= iV
Figure 313 Meacutethod e didentification
49
37 Algorithm e IDI
Compte tenu des discussions preacuteceacutedentes sur les techniques de recalage et didentification de
deacutefauts cette section preacutesente lalgorithme dinspection par deacuteplacement iteacuteratif IDl proposeacute
par ce meacutemoire Un scheacutema de lalgorithme est preacutesenteacute agrave la figure 314
Par rigueur matheacutematique la fonction objective (32) de lalignement spatial doit ecirctre
modifieacutee pour refleacuteter les modifications proposeacutees dans ce meacutemoire Ainsi la fonction peut
ecirctre eacutecrite sous la forme ci-dessous en remplaccedilant la meacutetrique point-point d^) par la
distance corrigeacutee D^
f = L^sif (327) i=X
Les eacutetapes suivantes deacutecrivent lalgorithme IDI Deacutebutant avec le nuage de points S de la
piegravece nominale le nuage de points P de la piegravece fabriqueacutee les points de support S^^^
et Pj^ccedilg ainsi que la liste des points voisins de niveau 1 et 2 de chaque point de S
lalgorithme poursuit comme suit
1 Faire un premier alignement entre S et P agrave laide des points S^ ^ et P^bdquo
2 Initialiser le nombre diteacuterations K = e paramegravetres = a^ et ocirc
3 Recaler le nuage S sur P en utilisant lalgorithme dalignement rigide
4 Trouver lensemble de C dans P des points les plus proches de S
5 Calculer les distances d^ ainsi que les distances projeteacutees D^
6 Identifier les points avec un indicateur plus grand que r fois le 95e percentile de
lensemble
7 S Kgt K^^^ terminer la boucle de lalgorithme et eacutevaluer lerreur de profil
8 Si AT = 1 retourner agrave leacutetape 3 en retirant les points identifieacutes de lensemble S
9 Si AT gt 1 trouver la valeur de la matrice X puis deacuteformer le modegravele S afin quil se
rapproche de P agrave laide de lalgorithme dalignement non-rigide
10 Si Xf -X^_^Il lt AX poser a = a-Step^ jusquagrave atteindre a=cep
50
11 Si KgtKg poser ^ = 1
12 Si a = ap retourner agrave leacutetape 4 Autrement retourner agrave leacutetape 3 K = K +
ougrave laquo^ est la valeur de deacutepart de a tandis que or est sa valeur minimum pour assurer un
champ de deacuteplacement lisse AX repreacutesente le critegravere deacutecisioimel pour autoriser
une reacuteduction de Step^ de la valeur de or Kg correspond au nombre diteacuterations ougrave le
paramegravetre ocirc est appliqueacute Et K^^^ est le nombre diteacuterations maximales de lalgorithme IDI
Deacutebutant avec or eacuteleveacute permet de contraindre fortement le champ de deacuteplacement et
dappliquer uniquement une deacuteformation globale sur le modegravele Par la suite la valeur de a
est diminueacutee dune valeur Step^ jusquagrave atteindre la limite a^ Lajout du paramegravetre ocirc
durant Kg iteacuteration donne la possibiliteacute dimposer une deacuteformation progressive au
modegravele 5 afin de reacuteduire les chances de converger sur un minimum local de la
fonction (321) De plus comme les deux modegraveles sont initialement consideacuterablement
diffeacuterents tant que la valeur laquo^ nest pas atteinte la boucle de lalgorithme inclut
lalignement rigide Cette caracteacuteristique permet de rapprocher spatialement les deux
geacuteomeacutetries sans deacuteformer le modegravele nominal
En conclusion ce chapitre expose la theacuteorie et la meacutethode proposeacutees dans ce meacutemoire pour
effectuer linspection de profil sur des piegraveces flexibles sans gabarit de conformiteacute Les
performances meacutetrologiques de lalgorithme seront traiteacutees au chapitre 4 Des modifications
innovatrices aux techniques dalignement rigide et non-rigide sont introduites De plus une
technique avant-gardiste didentification des deacutefauts de surface est proposeacutee Celle-ci donne
la possibiliteacute de seacuteparer agrave chaque eacutetape les deacuteviations reacutesultantes de deacutefauts de surface de
ceux causeacutes par la deacuteformation due agrave la flexibiliteacute et au proceacutedeacute de la piegravece Finalement la
fusion de toutes ces meacutethodes dans un nouvel algorithme permet la deacuteformation et le
recalage successif du modegravele nominal jusquagrave que celui-ci savoisine agrave la piegravece
manufactureacutee
51
Modegravele nomina l 5
Numeacuteriser l a piegravec e frabriqueacutee
Maillage (Vfes7ng)
C Nuage de point s Modegravele S 0 (Nuage de points _
Piegravece P J
Coints de contact DCSN focirc iuml Points de contact MCS P^^^P D
Alignement Initia l Recalage des nuages de points
K=1 a = a^ ocirc
Alignement Rigid e Recalage des nuages de points
(Nuage de points N Modegravele S^ J
dsearchn Combinaison d e point s
Distance s -ds
Combinaison de p o 5 -c
Identification
in ts (^ Nuage de points C Piegravece P 5
(Poids A j - ^ D i s t a n c e prajeteacute e - A
-out-
Alignement non-rigid e NON
Nuage de point s Modegraveles
S =
J NON
Deacuteviations Inacceptables C Deacuteviations
Acceptables
Figure 314 Algorithm e IDI
52
CHAPITRE 4
EacuteTUDES DE CAS
Ce chapitre preacutesente une seacuterie dexemples qui valident la meacutethode IDI Les geacuteomeacutetries
utiliseacutees dans cette section sont choisies afin de repreacutesenter une varieacuteteacute raisonnable de cas
rencontreacutes dans lindustrie Plus speacutecifiquement trois types de surface sont eacutetudieacutes
univoque agrave courbure quasi constante en forme de U et complexe La surface
univoque servant comme point de deacutepart de leacutetude est repreacutesentative dune surface
aeacuterodynamique skin) La surface en U introduit une difficulteacute suppleacutementaire par son
changement brut de courbure Elle est repreacutesentative dune composante extrudeacutee La
troisiegraveme piegravece est une surface de forme complexe (free-form) repreacutesentant par exemple un
parmeau de carrosserie
Les eacutetudes de cas ont trois objectifs Elles servent agrave valider et agrave eacutevaluer la performance de
lalgorithme Elles sont aussi utiliseacutees en vue didentifier les paramegravetres influents de la
meacutethode pour ameacuteliorer sa robustesse Ce deuxiegraveme point megravene agrave travailler dans un
environnement virtuel ce qui implique que les piegraveces dites fabriqueacutees proviennent de
simulations informatiques De la sorte la composante manufactureacutee numeacuteriseacutee est simuleacutee agrave
partir des eacutetapes suivantes
1 Une deacuteformation locale repreacutesentant des deacutefauts de profil de surface est appliqueacutee sur le
modegravele nominal agrave laide de la fonction laquo Free Form Surface raquo de Proengineerreg
Wildfire 2
2 Une analyse par eacuteleacutements finis sur cette nouvelle piegravece est reacutealiseacutee sur ANSYSreg Cette
analyse prend en compte linfluence des supports employeacutes lors de la numeacuterisation et de
leffet de la graviteacute De plus des forces externes y sont imposeacutees pour introduire leffet
53
des contraintes internes induites par le proceacutedeacute de fabrication Il reacutesulte de ces opeacuterations
un nuage de points exprimant un modegravele deacuteformeacute comprenant des deacutefauts de surface
3 Sur ce dernier nuage de points un bruit de mesure suivant une distribution normale
N(001mm) est ajouteacute
Le reacutesultat de ces manipulations reacutesumeacute par la figure 41 repreacutesente maintenant la piegravece dite
fabriqueacutee
l1l 11
IH (
Modegravele Nominal CAO V
Deacuteviation dune reacutegion de la surface Simulation des deacutefauts de surface
i Faire FEA sur le modegravele nominal +
Graviteacute + Forces Externes
V
^Nuage Modegravele Deacuteformeacute^
Bruits N(001)
V Piegravece fabriqueacutee numeacuteriseacute e
Nuage Modegravele Deacuteformeacute avec bruits et deacutefauts de surface )
Figure 41 Processu s de simulation de la piegravece fabriqueacutee
Pour chacune des eacutetudes les deacutefauts de surface introduits ainsi que les forces appliqueacutees lors
de la simulation des piegraveces fabriqueacutees sont eacutenonceacutes Par la suite les reacutesultats apregraves
Le niveau de bruit suggeacutereacute est jugeacute seacutevegravere Il repreacutesente une home supeacuterieure agrave la majoriteacute des systegravemes de mesure industriels (Documentations-Metris 2009 Li et Gu 2004 Prieto 1999)
54
lapplication de lalgorithme sont preacutesenteacutes Une comparaison des deacuteviations obtenues avec
celles imposeacutees est aussi fournie pour eacutevaluer la mesure de la meacutethode
41 Exempl e 1 Surface univoque
La situation envisageacutee dans cet exemple est celle de linspection du profil de la surface A
repreacutesenteacute agrave la figure 42 lorsque celle-ci est supporteacutee par trois points de contact lors de la
numeacuterisation Les positions des supports sont seacutelectiotmeacutees afin que la piegravece se deacuteforme
significativement en raison de son propre poids La piegravece est une tocircle mince
de jauge 14 (07213 mm) en aluminium avec un module de Young de 7E10 Nm et une
densiteacute de 2700 kgm^ La dimension hors tout de la piegravece est de 350x800 mm
Figure 42 Modegravel e A
Comme mentionneacute auparavant lalgorithme IDI deacuteforme le maillage du modegravele nominal afin
que celui-ci se rapproche de la surface numeacuteriseacutee puis y eacutevalue les deacuteviations de profil La
composante fabriqueacutee est simuleacutee en utilisant le processus exposeacute agrave la figure 41 Des deacutefauts
de surface leffet de lacceacuteleacuteration gravitationnelle et les deacuteplacements causeacutes par une force
exteme de 2 N agrave un bout de la piegravece y sont appliqueacutes comme lillustie la figure 43 Les
positions des supports A-B-C dans le reacutefeacuterentiel MCS sont cormues puisquelles sont
imposeacutees Dans un contexte industriel la localisation des appuis dans le reacutefeacuterentiel du
scanneur peut ecirctre facilement eacutevalueacutee par exemple en les numeacuterisant Les translations du
point A sont bloqueacutees suivant les axes X Y et Z Les mouvements du point B sont fixeacutes dans
le sens des axes X et Y tandis que ceux du point C le sont dans laxe Z Les nœuds les plus
proches des points dancrage A-B-C sur le maillage de la piegravece simuleacutee sont identifieacutes
55
respectivement p^csx gt PMCSI ^^ PMCSI bull ^ ^^ ^^ ^^ processus de simulation de la composante
numeacuteriseacutee un nuage de 14841 points du modegravele deacuteformeacute avec des deacutefauts de surface et
comprenant du bruit de mesure est construit La figure 44 illustre les deacuteformations
appliqueacutees La figure 45 montre les deacutefauts de surface introduits Les deacuteviations qui sy
retrouvent sont qualifieacutees de valeurs cibles Ce sont les valeurs agrave obtenir agrave la suite de
lapplication de lalgorithme
Zone avec deacutefauts PMCSI PMCSI
MCSX
Figure 43 Constructio n de la piegravece A fabriqueacutee avec la configuration de force 1
Figure 44 Deacuteplacement s reacutesultant de la configuration de force 1 sur la piegravece A
56
a)
bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullS t22raquoraquoraquoicirc icirc222laquoraquolaquo
bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbull bull bull bullbullbullbullbullbullbullbull bull bull bull bullbullbullbullbullbullbullbullbull iisraquo bull bull bull bullbullbullIcirc222SIcirc
s
bull bull bull M i t
bullbullbullbullbullbullt^ bull bull bull bull bull bull i t t t bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull bull laquo
b)
Figure 45 Deacutefaut s de surface introduits sur la piegravece A a) Modegravele A nominal et b) Deacutefauts de surface sans bruit de mesur e
Le maillage de 1364 nœuds du modegravele nominal illustreacute agrave la figure 46 est obtenu avec
ANSYS Les nœuds Soc5 = - ocsi ^DCSI ^DCSI^DCS^^ ^^S P ^S proches des points
dancrage A-B-C dans le reacutefeacuterentiel DCS sont identifieacutes La position des supports dans
le DCS est geacuteneacuteralement deacutefinie par le concepteur lors de la deacutefinition du mode de fixation
Figure 46 Maillag e du modegravele A nominal
57
DCS Agrave partir de s deux nuages de points preacuteceacutedents des coordonneacutees des points ^ bdquo et S^
lalgorithme IDI fournit les reacutesultats preacutesenteacutes ci-dessous Ces reacutesultats sont obtenus en
employant les valeurs des paramegravetres du tableau 4 l
Tableau 41 Valeur des paramegravetres employeacutes dans lexemple l
Paramegravetres
Valeur
laquo D
6 500
ap
4 500
Step
50
r
25
AA-
075
S
05
Ks
10
^MAgraveX
150
La distance corrigeacutee D^ entre chaque nœud du maillage nominal et le point le plus proche
sur le nuage de points de la surface numeacuteriseacutee apregraves la premiegravere iteacuteration de lalgorithme est
preacutesenteacutee agrave la figure 47
bull bullbullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
Icirc Icirc Icirc Icirc Icirc Icirc
^ Icirc - - bull bull bull bull bull bull bull bull raquo 4 bull bull bull bull bull laquo bull i raquo raquo raquo laquo bull bull bull bull bull bull bull bull bull bull lt bull bull bull bull bull bull ^ bull bull bull bull bull bull bull bull bull l icirc icirc icirc l mdash ^
bull bull bull bull bull bull bull bull bull bull bull T bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull laquo M bull bull bull bull bull bull laquo bull bull bull bullbull bull bull bullbullbullbulllaquobullHt bull bullbullbullbullbulllaquobullbullbullbullbullbullbullbullbullgtbullbullbullbullbull bullbullbullbullbullbull^^bullbullbullbullbullbullbullbullbullliumlraquo^ bull bull bull bull bull ^ ^ bull bull bull bull bull bull bull 2 ^
Figure 47 Deacuteviation s absolues apregraves la premiegravere iteacuteration
58
La figure 48 preacutesente les valeurs utiliseacutees pour identifier les points potentiellement dans
une zone de deacutefauts de surface La ligne rouge repreacutesente la valeur limite correspondante agrave r
fois plus eacuteleveacutee que le 95e percentile de Tous les points au-dessus de cette ligne et ne se
trouvant pas sur le contour de la piegravece sont consideacutereacutes eacutetant potentiellement dans une zone de
deacutefauts de surface et leur poids w^ est mis agrave zeacutero
t OIS
016
0 1 4
012
bull lt 0 1
on
006
004
002
bull bull laquo - bull bull bull bull lt
3D0 40 0 GO O aO O tOQ D 13X 1 N a u d i
a)
i
14 oo
a I S
0 1 6
0 1 4
0 1 2
bulllt 0 1
OOB
OOE
004
002
deg 200 40 0
bull
1
P bull J GQO BO O 1CD 0 120 0
NOMidt
b)
141 D
02
OIS
C1B
0 1 4
0 1 2
^ - 0 1
OOB
OOE
004
002
raquo
^
k 20O 40 0 60 0 SO O lOO O
N s u d i
c)
i2œ 14 1 D
Figure 48 Identificatio n des nœuds potentiellement dans une zone de deacutefauts agrave liteacuteration a) 2 b) 10 et c) 150
Les figures 49 et 410 montrent les reacutesultats des distances corrigeacutees D ainsi que leurs
distributions apregraves les iteacuterations 2 10 et 150 Elles illustrent la capaciteacute de la meacutethode agrave
deacuteformer progressivement le modegravele nominal sans eacutepouser les deacutefauts de surface de la piegravece
numeacuteriseacutee Ces figures montrent que lalgorithme reacuteussit agrave identifier agrave chaque iteacuteration de la
meacutethode les deacuteviations dicircies uniquement aux deacutefauts de celles causeacutees par la flexibiliteacute de la
piegravece
59
a)
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull gt bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bull icirc icirc icirc 2 2 2 2 t raquo raquo ^ icirc
b)
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull2222222icirc^raquoraquoraquo2 bullbullbullbullbullbullbullbullbullbullbullj icirc tjraquoraquoraquoraquo^^ bull bullbullbullbullbullbullbullbull222222 J2^raquo^ bull bullbullbullbullbullbullbullbullbull22M bull bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull S 2 ^ ^ bull bull bull bull bull bull bull bull bull^bull^bullbullbullbull bull bull bull icirc bull bull bull bull bull bull ^ bull bull bull bull^ bull bull bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull raquo - - - raquo raquo w w w w - T
bull bull bull bull bull laquo bull bull bull bullbull bull bull bull bull bull bull laquo bull raquo bull bull bull bull bull bull bull bull bull bull laquo bull bull bullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbulllaquo bull bull bull bull bull laquo bull bull bull bull bull 4 bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull laquo bull bull bull bull bull laquo bull bull bull bull bull 4 bull bull bull bull bull lt bull bull bull bull bull 4 bull bull bull bull bull 4 bull bull bull bull bull lt bull bull bull bull bull 4 bull bull bull bull bull 4 bull bull bull bull bull bull bull bull bull Agrave A Agrave ^ ^ ^ ^
bull bull bull bull bull bull bull bull bull laquo ^ 2 bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbulllaquo c)
Figure 49 Deacuteviation s apregraves a)2 iteacuterations b) 10 iteacuterations et c) 150 iteacuterations
0 0 5 1 1 5 2 5 3 3 5 4 4 5 5 0v1atlont (mm)
a)
Wkukku 15 2 2 5
b)
Figure 410 Distributio n des deacuteviations apregraves a)2 b) 10 et c) 150 iteacuterations
60
La figure 411 compare les deacuteviations imposeacutees lors de la simulation de la piegravece fabriqueacutee
avec celles obtenues apregraves 150 iteacuterations de lalgorithme Elle deacutemontre quagrave la suite de
lapplication de lalgorithme les deacutefauts de surface sont clairement identifiables
I bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull --------bullbullbullbullbull
bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull -bullbullbullbullbull raquobullbullbullbullbullbull bullbullbullbullbullbull bullbullbullbullbullbull bullbullbullbullbullbull
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
bullo7S
I0SO
I02S
bullo jraquo
a) b) Figure 411 Comparaison des deacuteviations pour lessai avec configuration de force 1
a)Deacuteviations imposeacutees sans bruit de mesure lors de la simulation de la piegravece fabriqueacutee et b) Deacuteviations obtenues avec la meacutethode IDI apregraves 150 iteacuterations
La figure 412 confionte les deux distributions des deacuteviations avec bruit de mesure imposeacutees
lors de la simulation et celles reacutesultant de lalgorithme proposeacute Elle permet de mettre en
relief la similitude entre les deux distributions et de noter que celle reacutesultant de la meacutethode
est leacutegegraverement plus eacutetendue
61
ISO
1 1 5 2 2 5 Deacuteviationt (mm)
a)
150 r
05 1 15 2 Deacuteviations (mm)
b)
35
Figure 412 Comparaiso n des distributions des deacuteviations pour lessai avec la configuration d e force 1
a)Distribution de s deacuteviations imposeacutees avec bruit de mesure lors de la simulation d e la piegravece fabriqueacutee et b) Distribution des deacuteviations obtenues avec la meacutethode IDI
La fonction objective (327) a le deacutesavantage daccorder plus dinfluence aux observations
aberrantes Cette caracteacuteristique est le reacutesultat de leacuteleacutevation au carreacute des termes dans
leacutequation ce qui donne effectivement plus de poids aux distances eacuteleveacutees Dans le cas dune
piegravece flexible les deux modegraveles agrave aligner sont diffeacuterents Lamplitude des vecteurs de
distance varie grandement en fonction de leur position Lanalyse dune telle fonction
camouflera le comportement du pheacutenomegravene de rapprochement des deux modegraveles car les
grandes deacuteviations prendront le dessus Ainsi pour la suite du meacutemoire la convergence de
lalgorithme est jugeacutee en observant la moyeime des distances corrigeacutees en fonction du
nombre diteacuterations comme lillustre la figure 413 Sur cette figure la tendance
asymptotique de cette nouvelle fonction est remarqueacutee
Moyennes des Dg^
62
1
ccedil O 9
Ecirc 0 8
^r
Ucirc 5 W
bull -o 0 4 bull i 0 3
s 0 2
01 ~ - mdash- -
bull
) 5 0 1 M ttirtfont
ISO
Figure 413 Convergenc e des distances corrigeacutees
Les deacuteviations de surface de la composante simuleacutee eacutetant coimues les erteurs de mesure de la
meacutethode sont eacutevalueacutees comme suit
Ej= raquoI50
^ s - ^ S (328)
ougrave Ej est lerreur au point 5 D^g la deacuteviation imposeacutee sur le modegravele simuleacute et D^ la
deacuteviation du nœud s provenant de la 150e iteacuteration de lalgorithme Les points sur le contour
de la piegravece ne sont pas consideacutereacutes dans leacutevaluation des erreurs de mesure car ils nont pas
suffisamment de laquo points voisins raquo pour une bonne eacutevaluation de leur vecteur normal Ils sont
donc exclus de toutes les figures et analyses sur la preacutecision de lalgorithme
La figure 415 permet de visualiser les erreurs de mesure de la meacutethode tandis que la
figure 414 montre la distribution des erreurs La figure 416 preacutesente uniquement la
distribution des erreurs dans la zone des deacutefauts imposeacutes Toutes ces trois figures deacutemontrent
quil nexiste pas de regroupement derreurs dans la zone des deacutefauts
63
raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull icirc bull bull bull bull bull bull bull icirc icirc bull bull bull bull bull bull bull
bull bull bull bull laquo bull bull bull
bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bullbullbullbull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull
bull bull bull bull bull
0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 O B 0 9 1 Errurt (mm)
Figure 414 Distribution des erreurs
bull bull bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull j j raquo laquo raquo raquo bullbullbullbullicircicirclaquoraquolaquoraquo bull bull bull bull bull bull bull bull bull bullbullbullbulli i^ bull bull bull bull bull bull Icirc Icirc bull bull bull bull bull2IcircIcircJIcirc2 bull bull bull bull bull bull bull bull f icirc i bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
Figure 415 Visualisation de la position des erreurs
70
60
bull 5 0 bull u c bull 4 0 W
pound 3 0
20 bull
10 bull
Q bull A a ^ ^b bull J l bull ^u-m I _ bull I I I 0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 0 8 0 9 1
Erreurs (mm)
Figure 416 Distributio n de s erreurs dan s la zone de deacutefaut simuleacute
La figure 417 reacutecapitule les reacutesultats de lessai
07
0E
05
i i 0 3 Ul
02
01
0
0104
Moyvnnt
0066
M 50
022E
0146 ^ ^ ^ 1 bull bull MM 75 90 Ptrctntil
0283
1 bull 95
0S34 bull bull bull 1 bull bull Maximal
-
-
Figure 417 Synthegraves e des reacutesultats pour lessai avec configuration d e force 1
64
411 Variatio n de la force externe appliqueacutee
La piegravece fabriqueacutee est de nouveau simuleacutee avec le processus exposeacute agrave la figure 41 Leffet
dun deacutefaut de surface et de lacceacuteleacuteration gravitationnelle ainsi que les deacuteformations
introduites par une force exteme de 3 N agrave chaque bout de la piegravece sont appliqueacutes au modegravele
nominal comme lillustrent les figures 418 et 419 Les positions des supports A-B-C sont
les mecircmes que dans lexemple preacuteceacutedent De mecircme les valeurs des paramegravetres sont celles du
tableau 41 agrave lexception du nombre diteacuterations K^^^ Celui-ci est fixeacute agrave 200 iteacuterations pour
permettre au maillage nominal de mieux eacutepouser la piegravece numeacuteriseacutee puisque celle-ci a subi
de plus fortes deacuteformations
Zone avec deacutefaut s MCS2
Acceacuteleacuteration PMCSI
icirc Forces externe s
3N
Figure 418 Construction de la piegravece A fabriqueacutee avec la configuration de force 2
Figure 419 Deacuteplacements reacutesultant de la configuration de force 2 sur la piegravece A
65
La figure 420 compare les deacuteviations imposeacutees lors de la simulation de la piegravece fabriqueacutee
avec celles obtenues apregraves 200 iteacuterations de lalgorithme Encore une fois la figure 420
montre quagrave la suite de lapplication de lalgorithme les deacutefauts de surface sont clairement
identifiables
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbull222 bullbullbull2222 bull bull bull bull bull bull bull bull bull bull bull bull bull bull
i bull bull bull ^ ^ bull bull bull laquo bull bull bull bull bull bull bullbullbullbullbullbull bull gt bull bull bull bull
a i l
bull S S t ^ bull icirc t s t raquo
gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull 5222icircraquo^^^^t bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
^ bullbullbullbullbullbull bullbullbullicircicircraquo2^
bull5r bull bullbullbulllaquobullbullbullbull22
bullbullbullbull^bullbullbullbullraquo
m bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
222raquo5icirc bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull gt bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullfbullbullbullbullbullbullbullbullbull bullbull22JIcircSJ5icircicirc2raquoraquoraquoraquo2 bullbullicirc22JicircraquoS2S2t^^raquo^icirc bull bull bull bull bull icirc i s i z bull bull bull bull bull bull bull bull
mraquoraquoraquoraquo bull bull bull bull bull laquo raquo bull bull bull bull bull ltbullbullbullbullbull bull bull bull bull bull bull bull laquo bull bull bull bull bull
a)
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
b) Figure 420 Comparaiso n des deacuteviations pour lessai avec configuration de force 2
a)Deacuteviations imposeacutees sans bruit de mesure lors de la simulation de la piegravece fabriqueacutee b) Deacuteviations obtenues avec la meacutethode IDI apregraves 200 iteacuterations
La figure 421 confronte les deux distributions des deacuteviations avec bruit de mesure imposeacutees
lors de la simulation et celles reacutesultant de lalgorithme proposeacute Elle permet de mettre en
relief la similitude entre les deux distributions et de noter que celle reacutesultant de la meacutethode
IDI est leacutegegraverement plus eacutetendue Dun autre cocircteacute la figure 423 permet de visualiser les
erreurs de mesure de la meacutethode tandis que la figure 422 montre la distribution des erreurs
La figure 424 preacutesente uniquement la distribution des erreurs dans la zone des deacutefauts
imposeacutes Toutes ces trois figures deacutemontrent aussi quil nexiste pas de concentration
derreurs dans la zone des deacutefauts
66
1 1 5 2 2 5 Diviatloni (mm)
a)
05 1 1 6 2 Oeacuteviationi (mm)
b)
25
Figure 421 Comparaison des distributions des deacuteviations pour lessai avec la configuration de force 2
a)Distribution des deacuteviations imposeacutees avec bruit de mesure et b) Distribution des deacuteviations obtenues avec la meacutethode IDI
bull bull bull bull bull bull bull bull bull bull laquo bullbullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull J bull t ^ - 2 Icirc
bull bull bull laquo M bull bull bull bull bull bull laquo raquo bull bullbull bull bull bull bull bull raquo bull bull bull bull bull bullbullbullbullbullbullbull 1 bull bull bull bull bull bull bull l icirc
bullbull
bull bull bull bull bull bull ^ raquo bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull laquo bull raquo bull bull bull bull bull bull bullbullbullbullbullbullbullbull bull bull bullbullbullbullbull bull bull 11raquoraquoraquo bull bull bull bull bull bull bull bull bull
0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 0 8 0 9 1 Errurlaquo (mm)
Figure 422 Distribution des erreurs
bull bull bull bull bull bull bull bull
I bull bull bull bull bull bull bull bull X bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
bull bull bull bull bull bull bull bull bull bull bull
70
60
bull 5 0 bull u c
bull 4 0
pound 3 0
20
10
0
Figure 423 Visualisation de la position des erreurs
0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 0 8 0 9 1 Errturt (mm)
Figure 424 Distribution des erreurs dans la zone de deacutefaut simuleacute
67
La figure 425 reacutecapitule les reacutesultats de lessai
Figure 425 Synthegraves e des reacutesultats pour lessai ave c configuration d e force 1
412 Variatio n de lemplacement d u deacutefau t
Cette section preacutesente les reacutesultats de linspection de douze (12) piegraveces simuleacutees agrave partir du
modegravele A avec lapplication de lalgorithme IDI Dix (10) piegraveces fabriqueacutees repreacutesentant
cinq (5) types de deacutefauts de surface sont illustreacutees agrave la figure 426 Pour chacun des cinq (5)
types de deacutefauts les deux (2) configurations de forces externes preacutesenteacutees preacuteceacutedemment
(2N et 3N) y sont appliqueacutees De plus une piegravece simuleacutee sans deacutefauts de surface y est
inspecteacutee Cette derniegravere permet de mieux eacutevaluer la capaciteacute de lalgorithme agrave deacutetecter
correctement les zones de deacutefauts de surface
68
a) bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bulllaquobulllaquobull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
bull bullbullbullbullbullbullbullbulliSXSSSicircticirc
bull bull bull bull bull bull^^bullbullbullbull bull bull bull bull icirc icirc icircraquo icirc icirc bull bull bull bull bull22 bull bull bull bull bull bulliicirclaquoraquolaquoraquog bull bull bull bull bull laquo bull T l^ bull bull bull bull bull i icirc raquoraquoVraquo icirc bull bull bull bull bull laquo bull bull T bull i bullraquobullbullbullbull raquoraquoraquoraquoraquo0mdash bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull 4 a M ^ ^ bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull 4 M ^ ^ ^ bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbulllaquoraquobullbullbull bullbullbullbull4laquo2 2
bullbullbullbullbullSicirct^2icircgt bull bull bull bull bull bull bull bull bull bull bull icirc bull bull bull bull bull ^ bull laquo bull bull bull bull bull bull icirc S bull bull bull bull bull bull ^ bull bull bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull bull bull bull bull Icirc Icirc Icirc raquo raquo raquo raquo Icirc Icirc J Icirc raquo raquo raquo Icirc Icirc Icirc bullbullbullbullbulllaquo2icirc^S2 bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull
bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull raquobullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull laquobullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
d)
bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull
bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull mm bull Icirc Icirc Ucirc Icirc Icirc Icirc
bull bulllaquoraquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
gtbullbullbullbullbullbullbullbull bull bullbullbullbullbullbull2laquo gtbullbullbullbullbullbull gtbullbullbullbullbullbullbull bull bull bull bull bull bull Z i bull bull bull bull bull bull bull bull z bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
bullbullbullbullbull bullbullbullbullbull bullbullbullbullbull bullbullbullbullbull bull bull bull bull laquo bull bullbullbullbull bull bull bull bull laquo bull bull bull bull laquo bull bull bull bull lt bull bull bull bull laquo bull bull bull bull laquo bull bullbullbulla
bull bullbullbulllaquo
b)
bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullicircicircicircicircicirc bullbullbullbullbull
bullbullicircicircicircraquoraquoraquoraquo bullbullicircicirciraquoraquoraquoraquo
raquoraquobullbullbullbullbullbullbullraquo bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull raquoraquoraquoraquobullbullbullbullbullbull raquoraquoraquobullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull poundbullraquoraquoraquoraquoraquobullbull icircicirc2icircicircraquoraquoraquoicirc icircicircicircraquoraquoraquoraquoraquoraquoraquo raquobullbullbullbullbullbull
raquobullbull bull bull bull gtbullbull gtbullbull raquobullbull
ltbullbullbullraquoraquo iuacircirr bull bull bull
gt bull bull raquo raquo ^ ^ ^ 4 M ^ ^ bull bull bull bullraquoraquoraquo raquo 2icircraquoraquo bullSSicircraquo bull Icirc H Icirc Icirc Icirc Icirc Icirc
bull bullbull raquobullbull raquobullbull bull bullbull
il ii icircicircraquoraquoraquoraquobull bull bullraquobull bull bull bull raquo raquo raquo bull bull bull bull raquoraquobullbullbullbullbullbull raquoraquoraquobullbullbullbulllaquo bullbullbullbullbullbullbullbull bull bullraquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullraquobullraquobullraquobull
bull bullbullicircicircraquoraquoraquoraquo raquo raquolaquoicirc5raquoraquoraquoraquoraquo bull bull bullicircS^^raquoraquoraquo bull bullbullicircicirciicircraquoraquoraquoraquo raquo bull bullbullbullIcircS^^raquoraquoraquo bull raquoraquoicirclaquoraquo^raquoraquoraquoraquo bull bull bull bull ^ bull bull bull raquo raquo raquoraquoraquoraquo2Zraquo^^raquoraquoraquo raquoraquoraquoicircicircicircraquoraquoraquoraquoraquoraquo raquoraquoraquo2IcircIraquoraquoraquoraquoraquoraquo raquoicirc2icircraquoraquoraquoraquoraquoraquo icircicircicircicircicircraquoraquoraquoraquoraquoraquoraquo icircicircicircicircicircraquoraquoraquoraquoraquoraquoraquo 2IcircIcircIcircraquoraquoraquoraquoraquoraquoraquoraquo ticircicircicircraquoraquoraquoraquoraquoraquoraquoraquo raquobullbullbullbullbullraquoraquoraquoraquoraquoraquo bullbullbullbullbullbullbullraquoraquoraquoraquoraquo bull bull bull bullraquobullbull bullraquobullbull bull bullbullbullraquoraquoraquoraquoraquoraquoraquoraquoraquo bullbullbullbullbullraquoraquoraquoraquobullbullbull bullbullbullbullraquoraquoraquobullbullbullraquoraquo raquoraquobullbullraquoraquobullbullraquoraquobullbull bullbullbullbullraquoraquoraquobullbullraquoraquoraquo
e)
bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull raquoraquoraquobull
laquobullbullraquobullbullbullbullbullraquobull bullbullbullbullbullbullbullbullbullbullraquo gtbullbullbullbullbullbullbullbullbullbullraquo bullbullbullbullbullraquoraquobullraquolaquobull gtbullbullbullbullbullbullbullbullbullbullbull gtbullbullbullbullbullraquobullbullbullbullbull gtbullbullbullbullbullbullbullbullbullbullbull gtbullbullbullbullbullbullbullbullbullbullbull gtbullbullbullbullbullbullbullbullbullbullraquo bullraquoraquoraquoraquoraquobullbullbullbullbull bull bull bull bull bull bull bull bull i ^ bullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull2IcircIcircIcircIcircIcirc IcircIcircIcircraquoIcircIcircIcircIcircraquoH
bulliraquoraquoraquoicirciicirc2icirc
bullraquoraquoraquoraquoraquoraquo bullbullbullbullraquoraquobull raquoraquobullbullbullbullbull bullbullbullbullbullbullbull bullbullbullbullbullbullbull bullbullbullbullbullraquoraquo raquoraquobullraquoraquoraquoraquo bullbullbullbullraquobullbull bullbullbullbullbullbullbull bullbullbullraquoraquoraquoraquo raquoraquoraquoraquoicircicircicirc
bullraquobull raquoraquoraquo raquoraquobull bullbullbull bullbullbull bullbullbull bullbullbull bullbullbull raquoraquoraquo raquoraquoraquo raquoraquoraquo raquoraquoraquo raquoraquoraquo
iiii icircicircraquoraquoraquoraquo raquobullraquoraquobullbull-raquoraquoraquobullbullbullgt bullbullbullbullbullbulllaquo raquoraquobullbullbullbullbull bullraquobullraquoraquobullbull bullbullbullbullraquobullbull
Icirc Icirc Icirc Icirc raquo raquo raquo raquo raquo raquo raquo icircicircicircraquoraquoraquoraquoraquoraquoraquoraquoraquo icircicircicircraquoraquoraquoraquoraquoraquoraquoraquo icircicircicircicircraquoraquoraquoraquoraquoraquoraquo
c)
bull bull bull 4 bull bull bull 1 bull bull bull lt Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc IcircraquoH
laquolaquoicircicircicircicircicircicircicircicircHicircH Hraquoraquo bullbullbull raquo
sicircicircraquoraquoraquoraquoicirc2cn bull laquobullraquoraquobull l raquoraquoraquolaquo4raquo ^ ^ raquo bull bull bull raquo bull raquo raquo raquo raquo bull bull bull laquo bull bull bull bull bull bull bull bull 4gt^^^ bull bull bull laquo bull laquo bull bull bull bull bull raquo
bull bull raquo bull bull bull bull 4 laquo ^ ^ raquo raquo bullbullbullraquoraquoicircicirc
raquoraquoraquoraquoi icirc icirc icirc icirc icirc icirc icirc icirc raquoicirclaquoraquoicirc bull bull bull bull icirc icircraquo raquo bull bull bull bull bull bull bull bull bull Icirc Icirc ^ raquo ^ ^ ^ raquo raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullraquoraquoraquoraquoraquobullbull bull bullraquoraquobullraquoraquobullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullraquoraquoraquoraquoraquoraquoraquobullbullbull bull bull bull bull bull bull bullraquobullraquoraquobull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquoraquo bull bull bull bull bull bullraquoraquobullraquoraquobullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullraquoraquoraquoraquobullraquobullbullbullbullbullbullbullbull
f)
3S)
1325
I3J10
1275
4250
- -225
2M
bull 175
1150
1125
I icirc i raquo
1075
1050
1025
bullO in
Figure 426 Typ e de deacutefauts imposeacutes dans lexemple 1 a) Configuration sans deacutefauts de surface (VO) b) Configuration de deacutefauts 1 (VI)
c) d) e) f) Configuration de deacutefauts 2-3-4-5 (V2-V3-V4-V5) respectivement
La figure 427 illustre la convergence de la moyenne des distances D^ en fonction du
nombre diteacuterations pour tous les essais de lexemple 1
69
-V0-F1 - V I - F I -V2-F1 -V3-F1 -V4-Ft - ^ F f
20 X 4 0 5 0 6 0 7t 3 0 9 0 tO O 11 0 12 0 1 raquo 14 0 tS O tteacuteraUoni
a l
q^09
V0F2 V1F2-V2F2 V3f2 V4F2 VSf2
--bull
-
bull
-
b)
Figure 427 Convergenc e des distances corrigeacutees pour les piegraveces A avec a) la configuration de force let b) la configuration de force 2
La figure 428 montre pour chaque point du maillage nominal la moyenne arithmeacutetique des
erreurs pour tous les types de deacutefauts suivant les deux configurations de force Les figures III
et IV de lannexe 1 preacutesentent les erteurs pour chacun des tests
bull icirc raquo icirc raquo icirc icirc icirc icirc icirc icirc icirc raquo i
raquoraquoraquoicircicircicircraquoraquoraquoraquoraquoraquoraquoraquoraquo raquoraquoraquoraquoicircicircraquoraquoraquoraquoraquoraquoraquoraquoraquo icirc icirc icirc icirc icircraquoraquoraquoicirc icirc icircraquoraquoraquo
bullraquobullbull bullbullbullraquo icircraquoraquo bullraquobullraquo
bull bull raquo raquo bull bull bull bull 5 Icirc gtbull raquo raquoraquoraquo raquo
bull bull bull bull raquo raquoraquoraquoraquo raquo
bull bullbullbullbullbull
raquo bull raquoraquo bull bulllaquo bull bull raquo bull bull bullbullbullltbulllaquo bull bull bull bull bull bull 4 gt laquo
raquo bull raquoraquoraquoicirc2icirc
bull raquo raquo raquo raquo i icirc icirc raquo raquo bullraquobullraquo raquoraquoraquoIcircraquoraquoraquoraquo raquoraquoraquoicircicircraquoraquoraquoraquo raquoraquoraquoicircicircrraquoraquoraquo
raquoraquoraquoraquobullbullraquo bull bullbullbull icirc icirc icirc icirc raquo bull bull bull bull bull raquo raquo bull
bull raquo bull bull raquo raquo raquo raquo raquo laquoraquoraquoraquoraquobullraquobullbull bull raquo bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull icirc raquo raquo raquo bull bull bull bull bull bull bull bull bull raquo bull bull laquo bullbullbullraquoraquoraquoraquoraquoraquolt raquo bull raquo raquo raquo raquo raquo raquo bull bull
a)
raquo bullraquoraquoIcirc2IcircIcircIcirc bull bull raquoraquoicirciraquoraquoraquo raquo raquoraquoraquoicircraquoraquoraquoraquo raquoraquoraquoraquoicircicircraquoraquoraquoraquo bull bullraquoraquoicircicirciicircraquoraquo raquo bull bullraquoraquoicircicirclaquoraquoraquoraquoraquo raquoraquoraquoraquoicircicircicircraquoraquoraquoraquo raquoraquoraquoraquoicircicircicircraquoraquoraquoraquo raquoraquoraquoicircicircicircraquoraquoraquoraquo raquoraquoraquoraquoicircicircraquoraquoraquoraquoraquo -bullbullbull icirc icirc icirc icircraquoraquo
b)
Figure 428 Visualisatio n de la moyenne des erreurs agrave chaque point pour lexemple 1 avec a) la configuration de force 1 et b) la configuration de force 2
70
La figure 429 preacutesente la distribution des erreurs pour les douze (12) piegraveces simuleacutees Elle
permet de voir la similariteacute des distributions et de constater quune bonne partie des erreurs
est proche de zeacutero (0)
Figure 429 Distributio n des erreurs pour les douze (12) essais de lexemple 1
La figure 430a et le tableau 42 reacutecapitulent les reacutesultats derreurs pour chaque essai tandis
que la figure 430b et le tableau 43 preacutesentent les erreurs dans les zones de deacutefauts
uniquement
Figure 430 Reacutesum eacute des erreurs de mesure de lexemple 1 a) sur lensemble des points b ) sur les points dans les zones de deacutefauts
71
Tableau 42 Reacutesumeacute des erreurs de mesure (mm) de lexemple 1 sur lensemble des points
Surface A Configurations
VOFl VI FI V2F1 V3F1 V4F1 V5F1 V0F2 VI F2 V2F2 V3F2 V4F2 V5F2
Tableau 43 Reacutesumeacute
Surface A Configurations
VOFl VI FI V2F1 V3F1 V4F1 V5F1 V0F2^ VI F2 V2F2 V3F2 V4F2 V5F2
Moyenne
0104 0104 0101 0115 0116 0095 0113 0124 0106 0102 0116 0108
Percentile 50e
0081 0086 0077 0094 0089 0074 0082 0087 0074 0071 0086 0073
75e 0153 0146 0145 0161 0167 0136 0150 0171 0140 0135 0161 0145
90e 0227 0226 0214 0248 0249 0202 0257 0295 0243 0225 0258 0262
95e 0282 0283 0278 0303 0307 0250 0373 0368 0341 0312 0362 0342
des erreurs de mesure (mm) de lexemple 1 dans les zones
Moyenne
-0180 0111 0097 0157 0097
-0275 0087 0084 0103 0118
Percentile
50e
0153 0097 0082 0148 0082
-0271 0080 0073 0084 0092
75e
0255 0152 0145 0236 0157
-0361 0119 0115 0133 0172
90e
0350 0229 0185 0300 0195
-0442 0193 0172 0208 0258
95e
0428 0255 0210 0374 0230
-0495 0207 0203 0286 0313
Maximale
0522 0634 0615 0485 0597 0524 0709 0946 0703 0619 0783 0673
de deacutefauts
Maximale
-0634 0281 0274 0597 0345
-0547 0231 0260 0407 0412
Exemple La nomenclature Surface A VIFI fait reacutefeacuterence agrave la Surface A simuleacutee obtenue avec le type de deacutefauts 1 et la configuration 1 de force exteme Les configurations VO nont pas de deacutefauts imposeacutes
72
42 Exemple 2 Surface en forme de U
Cet exemple porte sur linspection de profil de la surface en forme de U repreacutesenteacute agrave la
figure 431 lorsque celle-ci est supporteacutee par trois points de contact lors de sa numeacuterisation
Le mateacuteriau et leacutepaisseur de tocircle sont identiques aux exemples preacuteceacutedents Les dimensions
hors tout de la piegravece sont de 300 x 500 x 150 mm
Figure 431 Modegravel e U
421 Constructio n du maillage nominal
Le maillage de 3550 nœuds du modegravele nominal est illustreacute agrave la figure 432 Les nœuds
bull^Dcs ~ ^Dcsx ^Dcsi ^Dcsi I ^DCS ^ ^ ^^^ P ^ prochcs tics poluts dancrago A-B-C dans le
reacutefeacuterentiel DCS y sont identifieacutes
Figure 432 Maillag e du modegravele nominal U
73
422 Simulatio n de la piegravece numeacuteriseacute e
Les piegraveces fabriqueacutees sont simuleacutees avec la deacutemarche exposeacutee agrave la figure 41 Leffet dun
deacutefaut de surface local leffet de lacceacuteleacuteration gravitatiormelle ainsi que celui de deux
configurations de force y sont appliqueacutes La premiegravere configuration comporte une force
de 10 N au bout de la composante tandis que la deuxiegraveme impose une force de 5 N sur
chaque extreacutemiteacute La figure 433 preacutesente les deux configurations ainsi que les deacuteformations
reacutesultantes pour le type de deacutefauts 1 (VI) Agrave la fin du processus un nuage denviron
22000 points du modegravele deacuteformeacute avec des deacutefauts de surface et comprenant du bruit de
mesure est obtenu
423 Reacutesultats
Cette section preacutesente linspection de huit (8) composantes construites agrave partir du modegravele U
Six (6) piegraveces fabriqueacutees repreacutesentant trois (3) types de deacutefauts sont illustreacutees agrave la
figure 434 Pour chacune des variantes les deux configurations de forces externes sont
appliqueacutees De plus une piegravece simuleacutee sans deacutefauts de surface (VO) est veacuterifieacutee Les reacutesultats
preacutesenteacutes ci-dessous sont obtenus en employant les valeurs des paramegravetres du tableau 44
Toutefois un poids w nul est attribueacute aux points sur les rayons afin de sassurer de ne pas
confondre ces points avec des deacutefauts de surface Cet ajustement preacuteventif est fait car une
grande courbure locale combineacutee agrave une faible densiteacute de nœud dans ces zones augmente
artificiellement la valeur des indicateurs de ces points
Tableau 44 Valeur des paramegravetres employeacutes dans lexemple 2
Paramegravetres
Valeur
laquo D
10 000
laquo F
8 000
Step
50
r
15
^ M
2
S
05
Ks
20 500
74
Zoat iTtc dtfanti
Accacirceacuteratioa 9i m s
Zoae avec dcfaoli
Acceacuteleacuteralita 98 ms
PhCSi
Farc6 axEacuteeins I O N
a) c)
0 272 1 544 2 8U 3 1089 5 trade 136 1 4M 2 680 3 952 4 1224 5 4M
b)
]12)
d)
202M 21211 raquoV
Figure 433 Constructio n du nuage de points U avec le type de deacutefauts 1 (VI)
a) suivant la configuration de force 1 (FI ) et c) suivant la configuration de force 2 (F2) Deacuteplacement (mm) total de chaque nœud et b) suivant la configuration FI d) suivant la
configuration F2
75
325
1300
1275
1250
- -22 5
- -20 0
175
I1S0
1125
1100
1075
1050
1025
bullooo
Figure 434 Type de deacutefauts imposeacutes dans lexemple 2 a) sans deacutefauts (VO) b) type de deacutefauts 1 (VI) c) d) type de deacutefauts 2-3 (V2-V3)
respectivement
76
La figure 435 illustre la convergence de la moyenne des distances D^ en fonction du
nombre diteacuterations pour tous les essais de lexemple 2 La configuration de force 2 entraicircne
de fortes deacuteformations les modegraveles nominaux neacutecessitent donc plus diteacuterations pour eacutepouser
la geacuteomeacutetrie numeacuteriseacutee comme le montre la figure 435
E 3
E
^ S 2 5
M
8 2
I 5 1 5
-V0-F1 -V1-F1 -V2F1 -V3F1
50 10 0 15 0 20 0 25 0 30 0 35 0 40 0 45 0 50 0
Iteacuterationi
a)
-W-F2 -V1-F2 -V2-F2 -V3F2
50 10 0 15 0 20 0 25 0 30 0 35 0 40 0 45 0 50 0
IMraUoni
b) Figure 435 Convergenc e des distances corrigeacutees pour les piegraveces U avec (a) la configuration d e force 1 et (b) la configuration d e force 2
La figure 436 montre pour chaque point du maillage nominal la moyerme arithmeacutetique des
erreurs pour tous les types de deacutefauts suivant les deux configurations de force Les figures V
et VI de latmexe I preacutesentent les erteurs pour chacun des tests
Dun autre cocircteacute la figure 437 preacutesente la distribution des erreurs pour les huit piegraveces
simuleacutees Elle permet de voir la similariteacute des distributions et de constater quune bonne
partie des erreurs est proche de zeacutero (0) De plus cette figure fait remarquer que les
distributions des erreurs pour les essais avec la configuration de force 2 sont plus eacutetendues
77
bull bull bull bull bull bull - - f 11
^bullfffJiliV--
a)
AampB^^^VIgt bull bull A bull bull bull bull bull bull
ity^gtiUiMbullbullbullbullbull^bull^bullbullbullbullbull
^1^1^^^^
bL Figure 436 Visualisatio n de la moyenne des erreurs agrave chaque point pour lexemple 2
avec a) la configuration de force 1 et b) la configuration de force 2
Figure 437 Distributio n des erreurs pour les huit (8) essais de lexemple 2
78
La figure 438a et le tableau 45 reacutecapitulent les reacutesultats des erteurs pour chaque essai tandis
que la figure 438b et le tableau 46 preacutesentent les erreurs dans les zones de deacutefauts
uniquement
Figure 438 Reacutesum eacute des erreurs de mesure de lexemple 2 a) sur lensemble des points et b) sur les points dans les zones de deacutefauts
Tableau 45 Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 sur lensemble des points
Surface U Configurations
VOFl VI FI V2F1 V3F1 V0F2 VI F2 V2F2 V3F2
Moyenne
0055 0055 0058 0072
0101 0093 0095 0108
Percentile 50e
0035 0035 0039 0051
0074 0068 0072 0079
75e 0076 0075 0081 0103
0136 0122 0126 0149
90e 0129 0124 0133 0159
0211 0196 0196 0248
95e 0174 0163 0173 0212
0292 0262 0256 0300
Maximale
0470 0548 0427 0507
0701 0774 0756 0728
79
Tableau 46 Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 dans les zones de deacutefauts
Surface U Configurations
VOFl VI FI V2F1 V3F1 V0F2 VI F2 V2F2 V3F2
Moyenne
-
0113 0064 0131
-
0129 0124 0172
Percentile 50e
-
0074 0050 0102
-
0092 0090 0147
75e
-
0135 0076 0212
-
0159 0191 0237
90e -
0264 0122 0297
-
0291 0239 0342
95e -
0395 0191 0357
-
0479 0348 0406
Maximale
-
0548 0282 0459
-
0560 0502 0663
80
43 Exemple 3 Surface complexe
Lexemple ci-dessous permet deacutevaluer la performance de lalgorithme IDI sur une piegravece de
forme complexe repreacutesenteacutee agrave la figure 439 Il porte sur linspection de profil lorsque la
composante est supporteacutee par trois points de contact lors de la numeacuteration Le mateacuteriau et
leacutepaisseur de tocircle sont identiques aux exemples preacuteceacutedents Les dimensions hors tout de la
piegravece sont 350 x 1000 x 250 mm
Figure 439 Surfac e complexe
431 Constructio n du maillage nominal
Le maillage de 2952 nœuds du modegravele nominal est illustreacute agrave la figure 440 Les nœuds
^Dcs -^Dcs ^Dcs2 ^Dcsi I ^DCS ^ ^ ^^^ P^ ^ prochos tics polnts dancrage A-B-C dans le
reacutefeacuterentiel DCS y sont identifieacutes
Figure 440 Maillag e de la surface complexe nominale
81
432 Simulatio n de la piegravece numeacuteriseacutee
Les piegraveces fabriqueacutees sont simuleacutees avec la deacutemarche exposeacutee agrave la figure 41 Leffet de
deacutefauts de surface de lacceacuteleacuteration gravitationnelle et de deux configurations de
deacuteformation y sont appliqueacutes La premiegravere configuration est le reacutesultat dune force
de 2 N au bout de la composante tandis que la deuxiegraveme impose un deacuteplacement de 10 mm
appliqueacute sur une extreacutemiteacute Les figures 441 agrave 444 exposent les deux configurations et les
deacuteformations reacutesultantes pour le type de deacutefauts 1 (VI) Agrave la fin du processus un nuage
denviron 16500 points du modegravele deacuteformeacute avec des deacutefauts de surface et comprenant du
bruit de mesure est obtenu
PMCSI bull
PfCSl bull^^EcircEcirc
^HPm
^ ^ ^ PMCSX ^
^^^^^^^^V Acceacuteleacuteratio n ^ ^ ^ ^ ^ 98mV s
Force externe Y
Figure 441 Construction de la piegravece fabriqueacutee avec la configuration de force 1
Ici un deacuteplacement est appliqueacute plutocirct quune force exteme afin de veacuterifier si les performances de lalgorithme sont accrues si la deacuteformation est imposeacutee de maniegravere plus progressive Une discussion plus profonde sur le sujet est preacutesenteacutee agrave la section 44
82
Figure 442 Deacuteplacements reacutesultant de la configuration de force 1 sur le modegravele
MCSl
Deacuteplacement impos eacute sur la ligne de 10mm dans la direction de laxe Z
Figure 443 Construction de la piegravece fabriqueacutee avec la configuration de force 2
83
Figure 444 Deacuteplacements reacutesultant de la configuration 2 sur le modegravele
433 Reacutesultats
Cette section preacutesente les reacutesultats de linspection de douze (12) composantes simuleacutees
Dix (10) piegraveces fabriqueacutees repreacutesentant cinq (5) types de deacutefauts de surface sont illustreacutees agrave la
figure 445 Pour chacun des cinq (5) types de deacutefauts les deux (2) configurations de
deacuteformation preacutesenteacutees preacuteceacutedemment y sont appliqueacutees De plus une piegravece simuleacutee sans
deacutefauts de surface (VO) est veacuterifieacutee Les reacutesultats preacutesenteacutes ci-dessous sont obtenus en
employant les valeurs des paramegravetres du tableau 47
Tableau 47 Valeur des paramegravetres employeacutes dans lexemple 3
Paramegravetres
Valeur
laquo D
17 000
Up
15 000
Step
50
r
6
^ M
125
S
05
Ks
10
^MAX
300
84
in I I I
S (laquoM
bullo -d a gtgt H
O
S s^ a o laquo ^ 2 -o j 2 H cfl s laquo
W e a ^ M 03 t e O U u sect agt a -laquo S j2 laquo ^
laquo u bulln a
a - 2 l | bulla M fl C3 en
a _o
a Dll (S a o U
85
La figure 446 illustre la convergence de la moyenne des distances D^ en fonction du
nombre diteacuterations pour tous les essais de lexemple 3
fN
(UIU
I)
Q 1 5 o
1 1 bull bullo bull
z
0 c
V0F2 V1-F2 V2-F2 V3-F2 V4-F2 VSF2
50 10 0 15 0 20 0 25 0 30 0 Iteacuterations
a)
JJUl)
cf
itan
ctt
Moy
ennt
dlaquot
dl
25
1 5
05
0 [
1
^^^aertni i bdquo ^ ^ ^
V0-F1 VI-FI V2F1 V3-F1 V4-F1 V5-F1
50 10 0 15 0 20 0 25 0 30 0 Itegraveratlont
b) Figure 446 Convergenc e des distances corrigeacutees des essais de lexemple 3
avec a) la configuration de force 1 e t b) la configuration de force 2
La figure 447 montre pour chaque point du maillage nominal la moyerme arithmeacutetique des
erteurs pour tous les types de deacutefauts suivant les deux configurations de force Les
figures VII et VIII de lannexe I preacutesentent les erteurs pour chacun des tests
De son cocircteacute la figure 448 preacutesente la distribution des erreurs pour les douze piegraveces simuleacutees
Elle permet de voir la similariteacute des distributions et de constater comme dans les exemples
preacuteceacutedents quune bonne partie des erreurs est proche de zeacutero (0) De plus la figure 448 fait
remarquer que les distributions des erteurs pour les essais avec la configuration de force 1
sont plus eacutetendues
86
Figure 447 Visualisation de la moyenne des erreurs agrave chaque point pour lexemple 3 avec a) la configuration de force 1 et b) la configuration de force 2
2S0^
i 2 100 -
laquo-
0 = a
- ^ I L - ^ I T ^
^ ^ ^ ^ ^ ^ ^ E T L ^ jv - Lolt 4 ^ B -Y v ^ H
^^KfjY] - ^ hr^ ^^^^^EcircBrsi^U(fiiiEcirc^K^
01^^^^^^^^^^^^^^^^^^^^^^^H 0 3 ^ gt - ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ H
09 ^gt^^ 1
bullbullSOFI ^ bull v l FI ^^V2F1 ^bullv3F1 bull bullv4F1 ^bulllt-F1 ^bullvO-F2 l^_)ui P2 ^bullv2F3 ^bullvgtF2 bullbullV4-F3 ^ bull laquo F 2
^^^^^^B
Figure 448 Distribution des erreurs pour les douze (12) essais de lexemple 3
87
La figure 449a et le tableau 48 reacutecapitulent les reacutesultats derreurs pour chaque essai tandis
que la figure 449b et le tableau 49 preacutesentent les erteurs dans les zones de deacutefauts
uniquement
I r
03
^bulltJhL 75 90 Parccntil
a) 75 90
Plaquorclaquontlllaquo
b) Figure 449 Reacutesum eacute des erreurs de mesure de lexemple 3
a) su r lensemble des points et b) sur les points dans les zones de deacutefauts
Tableau 48 Reacutesumeacute des erteurs de mesure (mm) de lexemple 3 sur lensemble des points
Surface Complexe Configurations
VOFl VI Fl V2F1 V3F1 V4F1 VSFl V0F2 VI F2 V2F2 V3F2 V4F2 V5F2
Moyenne
0108 0109 0105 0106 0112 0105 0077 0081 0084
0078 0089
0090
Percentile 50e
0084 0084 0080 0084 0086 0082
0062 0065 0066 0063 0069 0069
75e 0150 0151 0146 0151 0159 0150
0113 0117 0119 0115 0124
0125
90e
0233 0236 0225 0224 0241 0230
0166 0176 0184
0166 0189 0196
95e
0286 0302 0284 0279 0313 0290
0198 0214 0221 0194
0236 0244
Maximale
0691 0730 0662 0658 0811 0669
0377 0569
0638 0401
0562 0649
88
Tableau 49 Reacutesumeacute des erteurs de mesure (mm) de lexemple 3 dans les zones de deacutefauts
Surface Complexe Configurations
VOFl VI Fl V2F1 V3F1 V4F1 V5F1 V0F2 VI F2 V2F2 V3F2 V4F2 V5F2
Moyenne
-
0178 0159 0094 0162 0139
-
0174 0183 0115 0170 0195
Percentile 50e
-
0180 0118 0080 0137 0121
-
0131 0154 0108 0142 0177
75e -
0245 0193 0130 0229 0189
-
0239 0285 0166 0250 0268
90e -
0330 0356 0190 0337 0276
-
0365 0363 0198 0367 0366
95e -
0352 0407 0222 0424 0309
-
0473 0470 0222 0439 0415
Maximale
-0393 0488 0393 0559 0514
-0569 0638 0357 0511 0649
89
44 Discussio n
Dans le cas dinspection de piegraveces flexibles sans gabarit de conformation la geacuteomeacutetrie de la
piegravece physique numeacuteriseacutee peut ecirctre sensiblement diffeacuterente de celle du modegravele nominal
Comme le montrent les figures 44 419 433 442 et 444 les piegraveces numeacuteriseacutees ont une
forme diffeacuterente de celle du modegravele nominal compte tenu des deacuteformations imposeacutees lors de
leur simulation Des deacuteformations maximales entre 12 mm et 364 mm sont appliqueacutees au
modegravele nominal agrave cette fin Les reacutesultats dinspection provenant de technique dalignement
rigide classique comme lICP ne sont plus repreacutesentatifs comme le deacutemontre la figure 47
Sur celle-ci il est clair que les deacuteviations observeacutees ne cortespondent pas aux deacutefauts
introduits agrave la figure 45 mais repreacutesentent uniquement le reacutesultat de la minimisation de la
distance euclidienne entre les deux modegraveles Lalgorithme IDI proposeacute dans ce meacutemoire
permet de compenser les lacunes des meacutethodes dinspection preacutesenteacutees dans la revue de la
litteacuterature en y introduisant une technique didentification des deacutefauts de profil ainsi que
lalgorithme de recalage non-rigide La figure 48 montre agrave plusieurs iteacuterations de
lalgorithme les indicateurs de confiance de chaque nœud du maillage S Les points avec
des indicateurs eacuteleveacutes y sont facilement observables et se distinguent mieux lorsque le
nombre diteacuterations augmente Limplantation de lalgorithme non-rigide permet de deacuteformer
le maillage nominal sans eacutepouser les deacutefauts de profil afin quil soit le plus proche possible
du modegravele numeacuteriseacute Les figures 49 411 et 420 deacutemontrent bien les capaciteacutes de
lalgorithme IDI agrave creacuteer un modegravele nominal deacuteformeacute sans deacutefaut de fabrication ainsi quagrave
localiser et agrave eacutevaluer lamplitude des deacutefauts de profil de surface Sur ces figures les deacutefauts
de surface sont clairement identifiables
Toutefois certaines faiblesses de la meacutethode ont eacuteteacute noteacutees Par exemple les points sur
lextreacutemiteacute en bas agrave gauche de la figure 411 possegravedent des deacuteviations leacutegegraverement plus
eacuteleveacutees Cette observation est plus remarqueacutee sur la figure 420 et dans leacutevaluation des
erreurs qui sont illusti-eacutees dans les figures 415 423 et 428 Ceci soulegraveve une question
Pourquoi le modegravele nominal neacutepouse-t-il pas la forme numeacuteriseacutee dans cette zone Une
explication deacutejagrave mentionneacutee est que lerteur deacutevaluation de la normale sur les points du
90
contour de la piegravece en soit la cause La projection de la distance d^ sur une normale erroneacutee
peut amplifier la distance projeteacutee D^ ce qui augmente lerteur observeacutee sur ces points Un
autre facteur est la valeur du paramegravetre a Une valeur a forte contraint le champ de
deacuteplacement agrave ecirctre lisse Agrave lextrecircme un a infiniment eacuteleveacute engendra un champ de
deacuteformation nul Le paramegravetre a a une analogie avec la rigiditeacute du modegravele nominal Les
tableaux 41 44 et 47 donnent les valeurs de a deacutetermineacutees par des essais-erreurs pour
garantir un champ lisse et montrent bien que a est proportionnel agrave la complexiteacute de la piegravece
De la sorte si le terme a est trop eacuteleveacute il ne permettra pas au modegravele nominal de se
deacuteformer dans des zones ougrave le changement de forme demandeacute est trop brut car il devra
assurer un champ de deacuteformation lisse De plus les forces ponctuelles appliqueacutees lors de la
simulation de la piegravece fabriqueacutee introduisent des deacuteformations locales importantes Ceci est
plus seacutevegravere que dans un cas industriel ougrave les deacuteformations se propagent plus uniformeacutement
puisquelles reacutesultent des contraintes internes introduites par le proceacutedeacute de fabrication Un
maillage peu dense du modegravele nominal dans une reacutegion avec de fortes deacuteformations sur la
piegravece simuleacutee entraicircne un saut de la valeur des deacuteplacements des points du maillage nominal
neacutecessaire pour rapprocher les deux modegraveles II est propice ici de rappeler que lindicateur
permet didentifier les points neacutecessitant un deacuteplacement plus ou moins eacuteleveacute que celui de
ses points voisins Ainsi les points du modegravele nominal dans ces zones de deacuteformations
locales sont reconnus comme des deacutefauts de profil agrave cause de leur indicateur I eacuteleveacute Par
conseacutequent le modegravele nominal neacutepouse pas la forme numeacuteriseacutee dans ces zones Cette
derniegravere explication est appuyeacutee par les figures 428 436 et 447 Celles-ci deacutemontrent bien
que les erreurs de lalgorithme dans la zone proche de lextreacutemiteacute sont proportionnelles agrave
lamplitude de la force imposeacutee
Les reacuteflexions eacutemises plus haut soulegravevent une autre question Pourquoi ny a-t-il pas une
zone de concentration derteurs agrave chaque bout ougrave une force a eacuteteacute imposeacutee sur la piegravece
simuleacutee Effectivement il existe une seule zone de concentration derteurs dans les
figures 423 et 4286 malgreacute quune force agrave chaque embout y soit imposeacutee lors de la
simulation Un regard plus profond sur la figure 419 montre quun embout de la piegravece celui
91
de droite se deacuteforme moins que lautre et que leacutetendue de sa zone de deacuteformation
(en rouge) est plutocirct faible Comme indiqueacute au chapitre 3 les points du contour de la piegravece
ne sont en aucun cas consideacutereacutes comme des deacutefauts leurs poids vv sont mis agrave 1 peu importe
la valeur de leur indicateur Dans le cas de la figure 419 la zone de deacuteformation de
lembout agrave droite est tregraves petite et se trouve sur le contour de la piegravece Par conseacutequent la
zone nest pas prise en compte comme deacutefaut et la meacutethode permet de deacuteformer le modegravele
nominal pour quil tende vers le modegravele numeacuteriseacute dans cette zone Toutefois lautre zone agrave
gauche est suffisamment grande pour quune partie de ces points soit consideacutereacutee agrave tort
comme des deacutefauts comme mentionneacute plus haut
Les explications fournies aux deux paragraphes preacuteceacutedents permettent aussi de
comprendre lexistence dune zone de concentration derteurs preacutesente dans les autres eacutetudes
La figure 436 tireacutee de lexemple du profileacute en U affiche des eacutecarts eacuteleveacutes agrave proximiteacute des
points de fixation illustreacutes sur la figure 433 La courte distance entre les supports engendre
des deacuteformations locales La piegravece a tendance agrave gauchir excessivement agrave ces endroits car la
configuration dappui A-B-C autorise la rotation du modegravele au point dencrage Ce
pheacutenomegravene est visible sur la figure II de lannexe I illustrant les deacuteplacements en rotation
imposeacutes lors de la simulation de la composante numeacuteriseacutee En ce qui concerne la surface
complexe lanalyse des eacutecarts de la figure 447a montre une augmentation de lerreur sur le
rayon du cocircteacute droit Comme illustreacute sur la figure 442 un changement rapide de deacuteformation
dans ces reacutegions combineacute avec limpreacutecision de leacutevaluation du vecteur normal des points
introduit des difficulteacutes comme celles deacutejagrave mentionneacutees De plus la figure 447b montre une
timide hausse de lerteur dans un endroit du rayon agrave gauche causeacutee par les mecircmes facteurs
que preacuteceacutedemment Neacuteanmoins aucune zone derreur importante na eacuteteacute observeacutee sur la
figure 447b car le deacuteplacement imposeacute deacutecrit sur la figure 444 est faible et uniforme et ne
reacutesulte pas de lapplication dune force ponctuelle Cette remarque vient renforcer nos
deacuteductions preacuteceacutedentes
Une discussion suppleacutementaire sur les erreurs inheacuterentes aux meacutethodes de simulation et de
validation proposeacutees est de mise Comme mentionneacute auparavant limposition dune force
92
ponctuelle lors de la creacuteation de la composante numeacuteriseacutee est trop seacutevegravere ce qui introduit des
difficulteacutes dans lidentification de deacutefauts et dans la capaciteacute de lalgorithme agrave faire eacutepouser
les deux modegraveles Lamplitude des deacuteformations est elle aussi plus contraignante que dans
un cas industriel Maintenir la piegravece de maniegravere agrave ce quelle ressemble plus au moins au
modegravele nominal serait plus repreacutesentatif Toutefois le choix de lapplication dune force
ponctuelle et de la disposition des fixations a permis deacutevaluer les limites de la performance
de la meacutethodologie Dun autre cocircteacute les dimensions des deacutefauts introduits autrement dit les
valeurs cibles sont obtenues en comparant agrave la condition non deacuteformeacutee le modegravele nominal
avec la piegravece simuleacutee avec deacutefauts tandis que les deacuteviations reacutesultantes de la meacutethode
reflegravetent la distance entre le modegravele nominal et le modegravele simuleacute avec des deacutefauts et du bruit
de mesure agrave leacutetat deacuteformeacute Ainsi les deacuteviations ne sont pas eacutevalueacutees dans les mecircmes
conditions ce qui influence le calcul des normales donc de la distance corrigeacutee entre chaque
combinaison de points La qualiteacute du maillage nominal agit aussi sur la preacutecision du vecteur
normal Plus celui-ci est raffineacute meilleure sera leacutevaluation du vecteur Dautre part la
densiteacute du nuage de points de la composante numeacuteriseacutee est importante car le meacutetrique point-
point est utiHseacute dans les algorithmes de localisation Une densiteacute eacuteleveacutee permet un meilleur
alignement et une estimation plus preacutecise de la distance Ainsi les caracteacuteristiques de la
meacutethode de simulation et de validation releveacutees ici amplifient les valeurs de lerteur de
mesure de la meacutethode
Pour lanalyse quantitative des erteurs le tableau 410 donne un reacutesumeacute des erreurs obtenues
en fonction des caracteacuteristiques de simulation des piegraveces numeacuteriseacutees Il permet de constater
que les erreurs obtenues sont minimes compareacutees aux deacutefauts et aux deacuteformations imposeacutees
Les tableaux 42 43 45 46 48 et 49 deacutemontrent que lerteur de la meacutethode dans un
intervalle de confiance de 95 varie de 0163 agrave 0373 mm pour lensemble des points et
Excluant les points du contour de la piegravece
93
de 0191 agrave 0495 mm pour les reacutegions de deacutefauts Pourtant les figures 428 436 et 447 ne
montrent aucune tendance lourde daugmentation de lerteur dans les zones de deacutefauts
imposeacutes Par contre les histogrammes des figures 430 438 et 449 indiquent que les valeurs
des erteurs dans ces reacutegions sont plus eacuteleveacutees que dans lensemble des points Agrave titre
dexemple la figure 428a et le tableau 42 pour le cas VI FI montrent que sur lintervalle
de confiance agrave 95 lerreur est de 0283 mm tandis que la valeur sur la figure 428b et le
tableau 43 est de 0428 mm dans les zones de deacutefauts Cette diffeacuterence de 0145 mm nest
cependant pas significative puisque le nombre de points constituant ces reacutegions est faible
Ainsi chaque point influence grandement le reacutesultat Les figures 416 et 424 montrent bien
que les distributions des erteurs dans les reacutegions de deacutefauts sont eacutetaleacutees De plus les
figures 429 437 et 448 mettent en relief le comportement des distributions des erreurs
Elles ont toutes un nombre eacuteleveacute de valeurs proches de zeacutero et une superposition de deux
distributions nest pratiquement pas distinguable Ces caracteacuteristiques megravenent agrave comparer les
valeurs des erreurs calculeacutees avec celles du bruit de mesure injecteacute Comme eacutenonceacute le bruit
de mesure dans les exemples preacutesenteacutes suit une distribution normale avec une moyenne de 0
et un eacutecart type de 01 mm La valeur absolue de celui-ci suit une distribution mi-normale
(half-Normal) avec une moyenne de 2rraquo0l (Bland 2005 Pewsey 2004) Les figures 450
451 et 452 superposent la distribution mi-normale du bruit sur les erreurs de chaque
exemple Il est clair sur ces figures que les erreurs observeacutees se retrouvent agrave proximiteacute de la
courbe deacutecrivant le bruit de mesure dans un intervalle de confiance de 95 ( 02 mm ) Apregraves
quoi dans certains cas la distribution de lerreur seacuteloigne de la courbe pour les raisons
eacutemises auparavant concemant les meacutethodes de simulation En prenant en compte les
remarques du paragraphe preacuteceacutedent il convient dinfeacuterer que les erreurs observeacutees sont
majoritairement le reacutesultat de lidentification du bruit de mesure
Excluant les points du contour de la piegravece
^ Une distribution pour les points dans une zone de deacutefauts et une autre pour lensemble des points
94
Tableau 410 Reacutesumeacute des erteurs en fonction des caracteacuteristiques de simulation (Valeurs en mm)
Exemples
Surface A Surface en U Surface complexe
Amplitudes maximale s des deacuteformations imposeacutee s
2230 agrave 3340 1230 agrave 360 1380 agrave 3380
Amplitudes maximale s des deacutefauts imposeacute s 226 agrave 318 146 agrave 300 255 agrave 365
Erreurs^ sur lensemble des points 025 agrave 037 016 agrave 030 019 agrave 031
Erreurs dans les zones de deacutefauts 020 agrave 050 019 agrave 048 022 agrave 047
2CTBmii=02 mm
llfctilfc-Jlli gt
bull0-F1 iVI-FI bullV2-F1 bullV3-F1 |V4-F1 bull gtlaquo-F 1 bull V13-F 2
VIF2 IVIcirc-F2 bull V3-F2 bullV4-F2
Figure 450 Superpositio n des erreurs observeacutees dans lexemple 1 et de la distributio n du bruit de mesure introduit
Erreurs dans un intervalle de confiance de 95
95
laoo
1600
1400
1300
bull bull lOD O
e r a bull
GOO
CO
XD
0
1
i i 1 1 c
-
i 1
1 h 0
I I
2aBtmi=02 m m
1 1
|J 2 0 3 0 4 05 0 6
Erreun (mm)
I^^VI FI
^ bull V 3 - F I ^ bull M ) - F 2 ^ bull V 1 - F 2 ^ bull V 3 - F 3 ^ bull V 3 F 2 Dmnlujiion du brui dt mecircturraquo
07 0 8 0 9
Figure 451 Superpositio n des erreurs observeacutees dans lexemple 2 et de la distribution du bruit de mesure introduit
bullV0-F1 bullV1 F l bullV2-F1 bull V3F 1 bull V4-FT i^laquo-Ft bull0-F2
V1-F2 bull V2-F 2 bullva-F2 bull V4-F 2 bull S F 2 mdash Oisinbulwn du brui dt rr
Errvun (mm)
Figure 452 Superpositio n des erreurs observeacutees dans lexemple 3 et de la distribution du bruit de mesure introduit
96
Du point de vue de la convergence de la meacutethode IDI les figures 413 427 435 et 446
deacutemontrent le comportement quasi asymptotique de la moyenne des distances corrigeacutees en
fonction du nombre diteacuterations Contrairement agrave lalgorithme ICP qui converge de maniegravere
monotone sur un minimum local de la fonction objective de distance (Besl et McKay 1992)
les figures montrent que lalgorithme IDl converge de maniegravere irreacuteguliegravere Lintroduction de
lalignement non-rigide dans la meacutethode modifie la geacuteomeacutetrie du modegravele nominal ce qui se
traduit par une nouvelle fonction objective agrave chaque iteacuteration de lalgorithme global Dautre
part le comportement fluctuant de la fonction objective ne permet pas ladoption du critegravere
dartecirct classique Ainsi lalgorithme se termine seulement lorsque le nombre diteacuterations
atteint la Hmite K^^^ La valeur du critegravere darrecirct K^^^ est choisie visuellement de maniegravere
agrave assurer un comportement asymptotique de la moyenne des distances corrigeacutees comme
lillustre la figure 453 Ainsi agrave lexception dun cas il est avantageux du point de vue de la
preacutecision de la meacutethode de permettre des iteacuterations suppleacutementaires mecircme si la convergence
est obtenue Cela donne la possibiliteacute au modegravele nominal deacutepouser mieux la piegravece
numeacuteriseacutee car il peut arriver que des zones de fortes deacuteformations ne soient pas encore
complegravetement reproduites mais que la moyenne des deacuteviations soit quasi-stable Les
figures 427 435 et 446 montrent bien que le nombre diteacuterations neacutecessaires pour atteindre
la convergence est proportionnel agrave lamplitude de la deacuteformation de la piegravece simuleacutee Par
contre comme mentionneacute il existe un cas Surface A VI FI ougrave la fonction tend agrave augmenter
apregraves un certain nombre diteacuterations et agrave se stabiliser par la suite comme le montre la
figure 454 La combinaison de leffet de la geacuteomeacutetrie du modegravele de la position des deacutefauts
(au centre) et de la deacuteformation imposeacutee reacutesulte dune situation ougrave la fonction globale tourne
autour dun minimum local ce qui cause au modegravele nominal de se deacuteformeacute inutilement Ces
deacuteformations successives creacuteeacutes une conjoncture ou le modegravele nominal eacutepouse tregraves faiblement
les zones deacutefauts agrave chaque iteacuteration au deacutetriment de la preacutecision de lalgorithme
Diffeacuterence entre deux eacutevaluations de la fonction objective ^ - f^_^ plus petit quun seuil de convergence voulu
97
1 2
Ci m S 0 8
1 ^ 0 6 M bull bullO bull 0 4 C bull gt J 0 2
0 C
i
KMX
W F 1 VI F l V2F1 bull V3-F1
V4-F1 --
) 5 0 10 0 15 0 20 0 25 0 Iteacuterations
a)
300 35 0 40 0
1 2 E
n 1
dist
ance
s L
bi 0
0
des
bull 0 4 C
^ 0 2
0 [
i
1 bull
1 ^IMX
V1F2
V5-F2
1 ) 5 0 10 0 15 0 20 0 25 0
Iteacuterations
b)
300 35 0 40 0
Figure 453 Choi x de la valeur du critegravere darecircte dans lexemple 1 avec a) la configuration de force 1 et b) la configuration de force 2
150 20 0 IteacuteraUoni
a)
I bull I I I r r i
_i 1 i_ 100 20 0 30 0 4 X 50 0 60 0 7C D 60 0 90 0
Iteacuterations
b) Figure 454 Particularit eacute de lessai Surface A VI Fl
a) Identification du comportement rarissime de la fonction (cas VI Fl) e t b) Moyenne des distances corrigeacutees en fonction du nombre diteacuterations de lessai Surface A VI Fl
Cette figure montre que la fonction tend agrave augmenter apregraves un certain nombre diteacuterations et se stabilise par la suite
98
Le chapitre 4 a illustreacute plusieurs eacutetudes de cas dans le but dexplorer les performances
meacutetrologiques de lalgorithme Il deacutemontre que lalgorithme IDI proposeacute permet de deacuteformer
le modegravele nominal afin quil eacutepouse la piegravece numeacuteriseacutee sans toutefois prendre en compte les
deacutefauts de surface et le bruit de mesure de cette derniegravere De la sorte lalgorithme IDI donne
la possibiliteacute de controcircler le profil dune piegravece flexible sans gabarit de conformiteacute Il sagit
donc dune innovation dans le domaine de la meacutetrologie Loin decirctre parfait lalgorithme
neacutecessite encore des travaux dameacutelioration et de validation tels que recommandeacutes plus loin
dans ce meacutemoire
99
CONCLUSION
Ce meacutemoire a permis de combiner les recherches dans les domaines de lalignement entre la
repreacutesentation 3D dune piegravece et son modegravele CAO lalignement non-rigide ainsi que dans
celui de lanalyse des variations geacuteomeacutetrique des piegraveces souples afin de deacutevelopper une
meacutethode innovante dinspection de piegraveces flexibles sans gabarit de conformiteacute Dans
labsence de ce dernier les effets de la graviteacute et des deacuteformations engendreacutees par les
contraintes internes rendent la geacuteomeacutetrie de la piegravece numeacuteriseacutee consideacuterablement diffeacuterente
de la geacuteomeacutetrie nominale Lalgorithme IDI permet de comparer ces deux modegraveles malgreacute
leur geacuteomeacutetrie diffeacuterente ce que les meacutethodes dalignement standard ne permettent pas Pour
remeacutedier agrave cela lajout dun champ de deacuteplacement estimant les deacuteformations agrave appliquer sur
la geacuteomeacutetrie nominale est introduit Ce champ de deacuteplacement repreacutesente uniquement les
deacuteformations induites sur la piegravece numeacuteriseacutee par les conditions de fixation lors de la
numeacuterisation par leffet de la graviteacute et des deacuteformations dues au proceacutedeacute de fabrication Il
exclut les deacuteformations attribuables aux erreurs de profil et au bruit de mesure Cette
exclusion est possible gracircce agrave linteacutegration dans la meacutethode de lindicateur de confiance
Ce nouveau paramegravetre permet avec un bon niveau de fideacuteliteacute et de mesure lidentification
des points correspondant agrave un deacutefaut de surface sur la composante numeacuteriseacutee Il donne la
possibiliteacute de seacuteparer les deacuteformations dues agrave la nature flexible de la piegravece des laquo deacutefauts de
profil raquo De plus lutilisation de lalignement non-rigide et lintroduction du paramegravetre ocirc
permettent dappliquer une deacuteformation progressive au modegravele S tout en contraignant le
deacuteplacement des points agrave ecirctre deacutependant du deacuteplacement de leur voisinage Limplantation
dune distance corrigeacutee D^ dans lalgorithme de recalage non-rigide et son utilisation pour
leacutevaluation des deacutefauts diminue linfluence de la densiteacute du nuage de points de la piegravece
numeacuteriseacutee
Apregraves lapplication de lalgorithme il en reacutesulte un modegravele nominal sensiblement proche du
modegravele numeacuteriseacute avec un niveau derteur comparable agrave celui du bruit de mesure
expeacuterimental Le reacutesultat de linspection reflegravete donc uniquement leffet des variations
geacuteomeacutetriques dues aux proceacutedeacutes de fabrication De la sorte la meacutethode IDI preacutesente un
100
nouvel outil permettant linspection de coques minces sans gabarit de conformiteacute Labsence
doutils de fixation deacutedieacutes permettra de diminuer les coucircts dinspection et de rendre les
entreprises plus compeacutetitives
Limitations
La meacutethode IDI proposeacutee comporte les limites suivantes
1 Seules des coques minces ne se refermant pas sur elles-mecircmes et sans discontinuiteacute (sans
trous etc) sont employeacutees dans leacutetude
2 La densiteacute du nuage de points de la piegravece numeacuteriseacutee doit ecirctre nettement plus eacuteleveacutee que
celle du maillage nominal Ceci se traduit par A ^ raquo N^ Les techniques de mesure
actuelles respectent facilement cette contrainte
3 Les types de deacutefauts de profil consideacutereacutes sont locaux dans le sens ougrave le profil de la
surface est majoritairement respecteacute Cela se manifeste en pratique par une densiteacute de
points du maillage dans les reacutegions de deacutefauts largement infeacuterieurs agrave A^ Sans quoi
lalgorithme aura de la difficulteacute agrave distinguer les mauvais des bons points de la surface
4 Les points du contour de la piegravece ne sont pas consideacutereacutes dans leacutevaluation des deacutefauts de
profil de surface
5 Les eacutetudes de cas considegraverent que les dimensions hors tout des piegraveces numeacuteriseacutees sont
respecteacutees Autrement dit la circonfeacuterence du contour de la composante numeacuteriseacutee est
quasi identique agrave celle du modegravele nominal
6 Les eacutetudes de cas envisagent que la piegravece fabriqueacutee est complegravetement numeacuteriseacutee Ceci
implique que chacun des points du maillage nominal possegravede au moins un point
cortespondant dans le nuage de points numeacuteriseacutes
7 Le choix de la valeur du critegravere darrecirct AT^^ est seacutelectionneacute visuellement
8 Comme tout algorithme de calcul celui-ci deacutepend de la puissance du systegraveme
informatique sur lequel il est exeacutecuteacute Particuliegraverement lalgorithme requiert une
meacutemoire vive sur le poste informatique proportionnelle agrave la densiteacute du maillage du
modegravele nominal pour pouvoir supporter des ordres de matrice eacuteleveacutes agrave cause de
lutilisation de la meacutethode du pseudo inverse par lalgorithme dalignement non-rigide
101
RECOMMANDATIONS
La preacutesente recherche marque lintroduction dune nouvelle meacutethode dinspection pour les
piegraveces flexibles sans gabarit de conformiteacute Il est notoire que les contraintes logistiques et
temporelles obligent agrave mettre un terme agrave ces travaux Neacuteanmoins les paragraphes suivants
explorent des pistes de recherche prometteuses
Algorithme dalignemen t
Le choix de lalgorithme dalignement rigide et non-rigide influence la performance de la
meacutethode IDl Le perfectionnement des algorithmes employeacutes contribuera agrave augmenter
la robustesse et la vitesse de la meacutethode Par exemple lalgorithme ICP de
Besl et McKay (1992) peut ecirctre remplaceacute par une de ses variantes Celle qui est proposeacutee par
Gelfand et al (2003) a lavantage de permettre aux deux modegraveles de glisser entre eux dans
des reacutegions planes ou circulaires tout en assurant la stabiliteacute de lalgorithme Toutefois elle
neacutecessite la connaissance des normales des points de la piegravece numeacuteriseacutee Ces vecteurs
peuvent ecirctre calculeacutes ou provenir du systegraveme de mesure
Temps de calcul
Linteacuterecirct principal de cette recherche est deacutelaborer une meacutethode pour permettre linspection
de piegraveces flexibles sans gabarit de conformiteacute Ainsi une attention limiteacutee est mise sur la
rapiditeacute de lalgorithme proposeacute Il est coimu que la deacutetermination des correspondances 5mdash
c constitue la phase requeacuterant le plus de puissance de calcul dans lalgorithme ICP Pour
diminuer le nombre de points utiliseacutes pour lalignement un eacutechantillonnage est employeacute dans
la meacutethode dalignement rigide de la section 33 Cependant la fonction dsearchn de
MATLABreg est utiliseacutee pour trouver les cortespondances Cette fonction agrave recours agrave
lalgorithme Quickhull (Barber David et Hannu 1996) Lemploi dune meacutethode adapteacutee
aux problegravemes avec de grandes densiteacutes de points reacuteduira le temps de calcul de cette eacutetape
Besl et McKay (1992) font appel agrave la meacutethode k-d tree Greenspan et Yurick (2003)
102
introduisent la meacutethode Approximate k-d tree Ak-d tree) Agrave partir de cette meacutethode
Lee et al (2006) suggegraverent lalgorithme de recherche Adaptive Dual AK-D tree
(ADAK-D tree) Dautre part Strand et al (2007) emploient une structure octree
Ajustement du critegravere darrecirct
Le comportement fluctuant de la fonction objective ne permet pas ladoption du critegravere
dartecirct classique Ainsi la valeur du critegravere dartecirct K^^^ est choisie visuellement de maniegravere
agrave assurer un comportement asymptotique de la fonction objective Il serait avantageux de
remplacer ce critegravere par un autre exprimant un ensemble de critegraveres influents (Tahan 2008)
Numeacuterisation incomplegravete
Les eacutetudes de cas envisagent que les piegraveces fabriqueacutees soient complegravetement numeacuteriseacutees
Lalgorithme neacutecessite peu de modifications pour traiter les cas pour lesquels des points du
maillage nominal nauraient pas de points correspondants dans le nuage de points numeacuteriseacutes
Comme proposeacute par Allen et al (2003) les poids H de ces points du maillage nominal sont
mis agrave zeacutero pour eacuteliminer leur influence sur la fonction derteur de distance Ej Ils peuvent
ecirctre reconnus par exemple agrave cause dun angle entre la normale n^ et le vecteur de distance
point-point d^ plus eacuteleveacute quun critegravere preacuteeacutetabli Amberg et al (2007) suggegraverent aussi une
distance d^ maximale acceptable
Caracteacuterisation des sources derreurs
Dans le but de focaliser les recherches sur les eacuteleacutements de la meacutethode introduisant le plus
derreurs une caracteacuterisation plus exhaustive des erteurs doit ecirctre entreprise Chaque phase
de lalgorithme global introduit ses erreurs inheacuterentes Agrave titre indicatif les articles de
Rusinkiewicz et Levoy (2001) Low et Lastra (2007) et Ezra et al (2008) traitent de la
performance de lalgorithme ICP
103
Validation
Des eacutetudes de cas suppleacutementaires variant la geacuteomeacutetrie du modegravele le mode de fixation la
position et la forme des deacutefauts lamplitude du bruit de mesure combineacutes avec des
deacuteformations imposeacutees plus proches de la reacutealiteacute permettront une meilleure eacutevaluation de
lalgorithme proposeacute Des essais expeacuterimentaux doivent eacutegalement ecirctre entrepris pour valider
la meacutethode Un test possible serait de fabriquer quelques composantes avec et sans erteur de
profil Les valeurs theacuteoriques des deacutefauts introduits peuvent ecirctre obtenues en numeacuterisant les
piegraveces fixeacutees sur un gabarit de conformiteacute Les nuages de points obtenus sont ensuite
compareacutes avec le modegravele nominal en utilisant les techniques classiques dalignement rigide
Plusieurs logiciels comme Geomagicreg et Polyworks^ permettent de faire ce type
dinspection Les valeurs expeacuterimentales reacutesultent de lapplication de la meacutethode IDI sur ces
mecircmes piegraveces numeacuteriseacutees sur un montage simple autorisant celles-ci agrave changer de forme La
comparaison des deux valeurs rendra possible la validation de lalgorithme Toutefois une
attention doit ecirctre porteacutee agrave lincertitude des valeurs theacuteoriques due aux techniques de
recalage employeacutees dans les logiciels dinspection Il est donc preacutefeacuterable si les piegraveces sont
suffisamment rigides lorsquelles se trouvent sur le gabarit de conformiteacute dobtenir ces
dimensions par mesurage avec contact agrave laide dune MMT
Analyse des variations geacuteomeacutetrique s
Les variations geacuteomeacutetriques dune composante ne se limitent pas au profil de la surface
Linteacutegration dune capaciteacute danalyse dune plus grande varieacuteteacute de deacutefauts augmentera la
qualiteacute et le nombre dapplications de la meacutethode Cette nouvelle capaciteacute se traduit par la
possibiliteacute de deacuteformer le modegravele nominal sans eacutepouser les diffeacuterents deacutefauts de forme et
dorientation des eacuteleacutements de la piegravece numeacuteriseacutee Laptitude de la meacutethode agrave creacuteer un modegravele
nominal deacuteformeacute est distincte de sa capaciteacute dinspection Mecircme si lalgorithme est ameacutelioreacute
pour prendre en compte plusieurs types dimperfections et de geacuteomeacutetries il ne permettra pas
neacutecessairement de veacuterifier par exemple un profil de surface avec reacutefeacuterentiel ou la position
dun trou Pour remeacutedier agrave cela une eacutetape de recalage suppleacutementaire agrave la fin de lalgorithme
104
est essentielle Avant lapplication de la meacutethode IDI le modegravele nominal et celui numeacuteriseacute
sont trop diffeacuterents pour faire une inspection Agrave la sortie de la meacutethode les deux geacuteomeacutetries
sont suffisamment proches pour utiliser les techniques dinspection de piegraveces rigides
Quelques meacutethodes envisageacutees pour ameacuteliorer les proprieacuteteacutes de linspection de la meacutethode
sont citeacutees ci-dessous
Huang et Gu (1998) et plus tard Li et Gu (2005a 2005b) introduisent un troisiegraveme systegraveme
de coordonneacutees correspondant au repegravere dinspection Ils proposent une technique pour
reacutealigner ce nouveau systegraveme de coordonneacutees avec le DCS tout en sassurant que les
eacuteleacutements du reacutefeacuterentiel restent agrave linteacuterieur de leur zone de toleacuterance
Chacirctelain et Fortin (2001) puis Ben-Salah (2005) suggegraverent une meacutethode pour aligner une
piegravece brute sur le repegravere de la machine-outil tout en optimisant la distribution des deacuteficits de
matiegravere de la composante Pour remeacutedier agrave cela deux fonctions objectives une reacuteelle et une
artificielle sont introduites La premiegravere cherche agrave minimiser la sureacutepaisseur maximale de
toutes les surfaces La seconde peacutenalise les points dans les reacutegions ayant peu de matiegravere agrave
usiner tout en prenant en compte le niveau de prioriteacute des reacutegions Cette technique peut ecirctre
employeacutee pour linspection avec reacutefeacuterentiel Les eacuteleacutements du reacutefeacuterentiel se verront attribuer
un niveau de prioriteacute plus eacuteleveacute que le reste des surfaces de la piegravece
Une autre possibiliteacute est le traitement des nuages de points reacutesultant de la meacutethode par un
logiciel dinspection classique permettant une analyse complegravete des variations
dimensionnelles des piegraveces (Gao et al 2006)
Identification de s deacutefaut s
Preacutesentement le critegravere r est employeacute pour distinguer les indicateurs tregraves eacuteleveacutes
Autrement dit il permet didentifier les points s avec une diffeacuterence entre leur distance D^
et les distances D^j de ses points voisins beaucoup plus importantes que celles de lensemble
des points S Toutefois les zones moins rigides de la piegravece peuvent subir de fortes
105
deacuteformations Dautre part la densiteacute du maillage nest pas neacutecessairement uniforme Ces
caracteacuteristiques influencent grandement la valeur de lindicateur De la sorte il serait
avantageux de classifier des ensembles de points selon ces caracteacuteristiques et dutiliser une
valeur r pour eacutevaluer chaque point par rapport agrave son sous-ensemble Ainsi la constante r
deviendra une matrice r = [r r r^J bull
Dautre part dautres techniques didentification comme les meacutethodes danalyse de
corteacutelation ou danalyse de freacutequence peuvent ecirctre exploreacutees Xie (2008) fait une revue de la
litteacuterature des techniques dinspection de surface par imagerie Eichhom et al (2005) puis
Doring et al (2006) introduisent une classification par imagerie 3D des deacutefauts de surface sur
les carrosseries dautomobile
Paramegravetre de lissage a
Le paramegravetre a est preacutesentement deacutetermineacute par essai-erreur Des essais ont permis de cerner
une valeur assurant le lissage du champ de deacuteplacement sans toutefois ecirctre trop seacutevegravere Les
discussions de la section 44 deacutemontrent limportance de ce paramegravetre De la sorte son
ameacutelioration augmentera significativement la performance de lalgorithme Substituer la
constante a par une matrice oc = [a^ a^ bullbull bull (^NS ] permettra de varier a par exemple en
fonction de la geacuteomeacutetrie (courbure locale etou rigiditeacute locale) de la piegravece etou de la densiteacute
des points Cette configuration offre aussi la possibiliteacute de caracteacuteriser la rigiditeacute de chaque
point Un cas envisageacute est dappliquer une valeur a similaire pour les points dans une mecircme
reacutegion Les points agrave lintersection deacuteleacutements surfaciques exemple plan - rayon pourront
avoir une valeur a eacuteleveacutee pour assurer des jonctions lisses sur le champ de deacuteplacement
Une autre option est daugmenter limportance des a des points proches des supports pour
repreacutesenter mieux la rigiditeacute dans ces zones
106
Application futur e
En geacuteneacuteral les points dune piegravece assujettie agrave un systegraveme de force se deacuteplaceront Ce
deacuteplacement se traduit par une deacuteformation de la composante ce qui introduit des contraintes
dans le mateacuteriau Agrave partir dun champ de deacuteplacement un unique champ de deacuteformations
peut ecirctre deacutetermineacute Toutefois le chemin inverse nest pas neacutecessairement unique De plus
en assumant le mateacuteriau isotrope et une deacuteformation dans le domaine eacutelastique la relation
deacuteformation versus contrainte est lineacuteaire Dans le cas contraire la relation devient non-
lineacuteaire (Daily et Riley 1991) En conseacutequence la connaissance du champ de deacuteplacement
entre deux eacutetats dune composante ouvre la porte agrave plusieurs domaines dapplication
Actuellement la corteacutelation dimages numeacuteriques (CIN) plus connue sous le nom de
Digital Image Correacutelation Method ( DICM ) est la plus utiliseacutee pour trouver le champ de
deacuteplacement reliant deux images dune piegravece (Na et al 2007) Cette technologie est
employeacutee pour une varieacuteteacute dapplications comme la caracteacuterisation de mateacuteriau la validation
deacutetude par eacuteleacutements finis ou comme un outil daide pour la conception Elle est inteacutegreacutee agrave
divers systegravemes disponibles sur le marcheacute par des socieacuteteacutes comme Dantec Dynamics et
Gesellschaft fiir Optische Messtechnik (GOM) Leurs sites internet respectifs fournissent
diverses eacutetudes de cas
Leacuteleacutement essentiel de la meacutethode IDI est son aptitude agrave deacuteplacer successivement les points
du maillage dun modegravele pour quils eacutepousent un modegravele cible Par conseacutequent le
deacuteplacement total entre leacutetat initial et leacutetat final du maillage est facilement deacuteductible Cette
caracteacuteristique de lalgorithme lui permet decirctre une alternative aux meacutethodes deacutevaluation
des deacuteformations disponibles pour de multiples applications Par exemple elle pourra ecirctre
employeacutee pour caracteacuteriser les deacuteformations introduites par un proceacutedeacute pour son
wwwdantecdynamicscom wwwgomcom
107
optimisation pour la validation dune eacutetude par eacuteleacutements finis ou pour eacutetudier le
comportement dune piegravece agrave plusieurs eacutetats de chargement De plus la meacutethode proposeacutee ne
neacutecessite aucun marquage ou revecirctement comme la meacutethode de quadrillage
Grid (Andrianopoulos 2006) ou DICM De la sorte une application fortement inteacuteressante
peut ecirctre envisageacutee En ce sens un composant numeacuteriseacute assembleacute ou non au deacutebut de son
cycle de vie est utiliseacute pour construire le maillage de la piegravece initiale Au cours de son
utilisation la composante pourta ecirctre numeacuteriseacutee de nouveau dans un eacutetat statique En
comparant les deux modegraveles avec la meacutethode IDI la deacuteformation subie entre les deux eacutetats
de la piegravece pourta ecirctre deacuteduite et ce mecircme si la composante a eacuteteacute repeinte Ce type
dinformation est tregraves appreacutecieacute pour leacutetude du comportement de la piegravece et sa maintenance
De plus mecircme si la composante nest pas numeacuteriseacutee agrave son eacutetat initial celle-ci pourra ecirctre
remplaceacutee par son modegravele CAO dans leacutetude
Facteur de reacutetreacutecissemen t
La conception (eacutepaisseur de mur renfort etc) le choix du mateacuteriau les variables du
proceacutedeacute de fabrication (tempeacuterature pression dinjection etc) ont une influence sur la forme
et lamplitude du reacutetreacutecissement shrinkage) dune piegravece mouleacutee Plusieurs logiciels existent
pour lanalyse et la preacutediction du comportement de composantes mouleacutees Deacutependant de la
complexiteacute et de la puissance du programme une gamme complegravete de modules danalyse
peut coucircter entre $35000 agrave $150000 (Fischer 2003) Il est difficile de justifier de telles
sommes pour des piegraveces simples ou agrave faible production Dautre part mecircme une fois le
moule et les paramegravetres du proceacutedeacute deacutefinis le changement de couleur dune piegravece par
exemple peut engendrer de fortes modifications du facteur de reacutetreacutecissement
Lintroduction dun facteur deacutechelle 5 = P 0 0
0
A 0
o 0
A- dans chacune des matrices de
transformation x de la meacutethode proposeacutee ajoutera la possibiliteacute de modifier leacutechelle du
modegravele nominal Lanalyse du champ de deacuteformation et des facteurs deacutechelle obtenue en
108
appliquant cette nouvelle meacutethode sur les premiegraveres composantes de production permettra de
caracteacuteriser le comportement des piegraveces et dameacuteliorer le proceacutedeacute de fabrication Du point de
vue de linspection lajout dun tel paramegravetre rendra possible de veacuterifier la conformiteacute dune
piegravece mouleacutee sans prendre en compte les deacuteformations dues au reacutetreacutecissement du mateacuteriau
Acceptabiliteacute de la composante agrave lassemblage
Comme mentionneacute les piegraveces flexibles peuvent avoir une geacuteomeacutetrie diffeacuterente agrave leacutetat libre
que lorsquelles sont contraintes par lassemblage Leurs dimensions peuvent ecirctre agrave
linteacuterieur de leur zone de toleacuterance seulement agrave leacutetat libre seulement agrave lassemblage dans
les deux cas ou dans aucun des cas La meacutethode proposeacutee nassure pas lacceptation de la
composante agrave lassemblage Actuellement pour sassurer de lacceptation de la piegravece agrave
lassemblage linspection doit ecirctre faite sur un gabarit de conformation pour simuler
lassemblage Cette meacutethode est coucircteuse et peut introduire des contraintes inacceptables sur
la piegravece Le cas dune composante de revecirctement exteacuterieur dune moto par exemple permet
de mieux eacuteclairer la probleacutematique Lalgorithme IDI donne la possibiliteacute de faire
linspection de la piegravece sans gabarit deacutedieacute Cette inspection controcircle la geacuteomeacutetrie de la
composante sans veacuterifier que les deacuteformations subies lors de la fabrication sont acceptables
La flexibiliteacute permet souvent de conformer la piegravece agrave lassemblage ce qui rend les
deacuteformations induites par le proceacutedeacute acceptables Toutefois il peut arriver que forcer la piegravece
agrave lassemblage introduise des contraintes inacceptables dans le mateacuteriau ou des deacuteformations
inadmissibles pour les requis estheacutetiques Par conseacutequent agrave partir des informations fournies
par la meacutethode IDl une recherche peut ecirctre entameacutee pour reacutepondre agrave la question suivante
Existe-t-il une deacutemarche pour assurer de respecter tous les requis de la piegravece agrave lassemblage
Le terme deacutemarche sous entend une combinaison de force de conformation et son ordre
dapplication ou une seacutequence de serrage
ANNEXE I FIGURES SUPPLEacuteMENTAIRES
109
002111 03957 4 07703 8 11450 1 15196 4 020843 05830 6 09576 9 13323 2 17069 6
Figure I Deacuteplacement s en rotation imposeacutes lors de la simulation avec le type de deacutefauts 1 (VI ) et suivant la configuration de force 1 (Fl)
00351 04509 8 086686 12827 4 16936 3 Radwi 024304 065892 10748 149068 190657
Figure II Deacuteplacement s en rotation imposeacutes lors de la simulation avec le type de deacutefauts 1 (VI ) et suivant la configuration de force 1 (F2)
110
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull i l raquo bull bull bull bull bull bull icirc icirc icirc icirc bull bull bull bull bull bull icirc icirc icirc icirc raquobull bull bull bull bull icirc icirc icirc icirc raquo bullbullbullbullicirc icirclaquo^ bull bullbullbullbullicirc icirc icircraquoraquo ricirc icirc bullicirc icirc icirc icirc icirc
bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bullraquo bull bull bull bull bull bull bullbullbullbullbullbullbullbull bull bull bull bull bullbullbullbull bull bull bull bull bull bull bull bull Icirc 2 Icirc Icirc Icirc
bull bullbullbulln^ bull bullbullbullicircicircicircraquoraquo raquo bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbull bull bull bull bull bull raquo bull bull bull Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc icircicircicirc^^^^^ bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
a) bullbullbullbullbullbullbullbull bull bull bull bull bull raquo bull bull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull raquo bull bull bull bull bull bull bull bullbullbullbullbullbullbull IcircIcircIcircIcirc Icirc bullbullbullbullbull bullbullraquobullbullbull bull
IcircIcircIcircIcircraquo bull bulllaquobullbullbull bull raquo0tmdashraquo bull bulllaquobullbullbull bull bull
bullbullbullbullicircicirc bull 5Icirc icircicircicirc
bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull
bullbullbullbullbull
bullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
iiicircicircicircj bullbullbullbullbullbullbullIcircIcircIcirc bullbullbullbullbullbullbullbulllaquo bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbulllaquo bullbullbullbullbullbullbullbullbullbulllt bullbullbullbullbullbullbullbullbullbulllaquo bullbullbullbullbullbullbullbullbullbulllaquo bull bull bull bull bull bull bull bull bull bull 4 bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull laquo
d)
bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullraquobull gtbullbullbullbullbullbullbullbull
bullbullbullbullbullicircicircicirc
bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull icircticirc^^icirc^ icircicircicirc^icirc^ IcircIcircIcircIcirc
bullbull bull bull bull bull i T ^ bull bullbullicircicircicircicirc^
bull bull bull bullicircicirciraquo^^raquo bull bullbullbullbullbullicircicircraquo^^ ^ bull bull bull bull bull bull bull bull bull
icirc icirc icirc icirc icirc raquoraquoraquo t icirc icirc icirc raquoraquoraquo icirc raquo bull bull bull bull bull bull gtbullbullbullbullbullbullraquo gt bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull
raquo raquo raquo raquo raquo raquo I I i i i laquo bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullraquoraquoraquo bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull
b) bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
bull bullbullbullbullbull
IcircIcircIcircraquoIcircIcircIcirc IcircIcircIcircIcircraquoraquo bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull
e)
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull licircicirc^^^^ H raquoraquoicircrraquoicircraquo^raquo bull raquo bull bull bull bull bull bull raquo bull bull bull bull bull raquoicircicirc2raquo^^raquoraquo raquoicircicircicirc^raquoraquoraquoraquo raquo bull bull bull bull bull bullbullicircicircl^ bull bull bull icircicircsricircraquoraquoraquo icircST bull bullbullbullbullbull bull bull bull bull laquo bull bull bullbull bull bull icircicircicircraquoraquoraquoraquo raquo bull icircicircicircicircicircraquo raquo raquo bull2icircicircicircraquoraquo bullbullicircicircicircraquoraquoraquo raquo bullbullicirc icirc icirc icircraquoraquo ^ticircicirc bull bullraquobullbull bull bull icircicircicirc icirc icirc raquo^icircicircicircicircraquoraquo Icirc Icirc IcircHHIcircIcirc icircicircicircicircicircraquoraquoraquoraquo icircicircicircicircicircraquoraquoraquoraquo bull bull bull bull A A A
bull bull bull bulllaquobullraquo bull bull bull bull bull bullbullbullbullbullbullbullbull bullraquoraquoraquoIcirc2Icirc Icirc Icirc bull bull bull bull bull
Icirc Icirc raquoraquoraquoraquo icircicircicircicirc^^^^^ IcircIcirc^^^^^ bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
c) raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull
bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
bullbullicircraquoraquoraquo bullicircicircicircraquoraquoraquo
--bullicircicircicirc bullbullicircicircicircicircicirc raquobullbullbullbull bull bull bull bullicircicircicirc^^raquo bullbullicircicircicirc^^ liliulH icircicircicirc^raquo^raquo^ icircicircicirc^^raquo^raquoraquo icircicircicircicirc^^raquoraquo bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullraquobullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull
bullbullbullbullIcirc2Icirc icircticircicirc^icircicirc Icirc2IcircIcirc bull bullbullbullbullbullbullbullbull bull bull bull bulllaquobullbull bull bull bull bull bull bull bullbullbullgt bull bull bull bull bullbullbullraquoraquoicirc
bull5icirc
IcircIcircIcirc icircicircicircicircicircicircicircicircicircicirc bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
Figure III Visualisation de la position des erreurs de la surface A avec la configuration de force 1 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) e) f) les types de deacutefauts 2-3-4-5 (V2-V3-V4-V5) respectivement
111
raquo bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbull raquo bull bull bull bull bull bull bull bull raquobullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullicircicircicircicirc bullbullbullbullbullicircicircicircicirc bullbullbullbullbullIcircIcirc bullbullbullbullicircicircicircicircicirc
bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbull bullbullbullbullbullicircicircicircicirc IcircIcircIcircIcircIcirc
bullbullbullbullicirclicircicirc
bullbullbullbullbullicircicirc^raquo bullbullbullbullicircicircicirc^^ bullbullbullicircicircicircicircicirc^ bullbullbullbullbullbullbull bull icircicircicircicircicircicircicirc-IcircIcircIcircIcircIcircIcirc icircicircicircicircicircicircHicirc icirc icirc icirc ^ ^ raquo ^ ^ ^ lt bull bull bull bull bull bull bull bull bull lt bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull lt bull bull bull bull bull bull bull bull bull I
raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
-bull bull bullraquo - bull bull bull bull bull bull bullbullbullbullbull raquoraquo^icircicircicircicirc raquo bullicircicirclaquo^raquo^raquo^icircicircicirc^ bull raquo bull laquoicircicircraquoraquoraquo raquo bullbullicircicircicircicircicirc raquo
Icirc Icirc 2 Icirc raquo -bull f icirc icircS icirc bull bull bullbullbullbullraquobullbullbull
S Icirc raquo icircicircicircicircraquoraquo bullbulllaquobullbullraquo bull bullbull^bullbull^ bull bullbullbullbullbullbullbull bull bull bullbullbullbull bull bull bull bullbullbullbullbullbullbull bull
bull bull bull bull bull bull bull bull bull bull bull bull
bullbullbulllaquobullbullbullbull bull bull bull bullbullbullbullraquobullbullbull
mdashraquo bull bull bull bullbullbullbullbullraquoicirc icirc israquoraquo^ sicircicircicirc icirc 2icircicirc icircicircicircicircicircicirc raquo 5IcircIcircraquoraquoraquo bullbulliiraquo ZIcircIcirc^^laquo^^^^IcircIcircIcirc^^^ lt bull bull - - w bull bull bull bull Icirc raquo ^ ^ ^ bullicircicircicircicircraquo^^raquoraquoicirciumlraquoraquoraquoicirc Icirc Icirc raquo bull bull bull bull bull bull bull bull
bull bull bull bull bull Icirc Icirc bull bull bull bull bull bull
icirc icirc icirc icirc - icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquobullbullbullbullbullbullbull
Icirc Icirc Icirc Icirc Icirc ^ laquo Icirc Icirc Icirc bullbullbullbullbullbullbullbullbullbullbull icircicircicirc^^^^ bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull d)
raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull gt bull bull bull bull bull gt bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull Icirc Icirc Icirc raquo bull bull bull bull bull bull bull - icirc icirc icirc - Icirc Icirc Icirc l icirc^--
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull icirc icirc icirc icirc icirc icirc icirc icirc icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc bull bullbullbullicircicircraquo icirc bull ^iicircicircicirc bull bull bull bull bull bull icircicircicircicircicircicirc icirc icirc icirc icirc icirc icirc icirc icirc icirc
S Icirc icircicircicircSicirc^ zraquo icircicircicircicirc icircicircicirc bullIcircSIcirc^ Icirc
bull bullbullbullbullbullbullbull
gtbullbull bulliicirc^^^^^zii^^raquoraquo Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc raquo Icirc Icirc Icirc Icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc
bull bull raquo bull bull bull bull bull raquo bull bull bull bull bull bull bull raquoltraquoraquobullbull bull bull icircicircicircicircicirc ^^ bull bull5icircicircicirc bullbullicircicircicirct^^ bull bullbull4icircicirc ^ icircicircicirc gt bullbull bull bull laquobullicircicircicirc^^ bullbullicircicircicircraquo^
- -wmm bull bull bull bull bull bull bull bullraquobullbull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bullraquobullbull bull Icirc Icirc Icirc Icirc Icirc
bull bull bull bull bull bull bull bull bull bull bull bull bull icirc icirc icirc icirc icirc icirc icirc icirc icirc
raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
b) c)
raquo bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull bull bull bullIcircraquoIcirc
raquo bull bull bull bull icircicircicircicircicirc bull5icircicircicirc Icirc Icirc Icirc Icirc Icirc bull raquo bull bull bull bull bull bull bull bull bull bull bull bull raquo ltbullbullbull bull bull bull raquo bull bull bull bull bull bull bull S JSIcirc bullbullicircicircicircicirc bull4icircicirc bull bull bull bull bull bull icircicircicircicircicirc bullbull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull icircicircicircicirc^
S|||li bullbullbullbullbullbull bullbullIcirc^^^^ raquoIcircIcirc^^ bull bull
bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bull bullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbull poundbullbullbullbullbull m
icircicircicircicircicircicircicirc icircicircicirc^^^raquo^ bullbullbullbullbullbullbullbull bullbullbullbullbullbullicircicirc bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
bull bullbullliaraquoraquoraquo bull bullbullbullbullbullbull bull bull bullbullbullbullbullbullbull bull bullIcircIcirc bull bullbullbullbullbullbullbull bull bullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull
icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icircHicirc icirc icirc icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull
gt bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull
icircicircHicircicircicircicircicirc icircicircicircicirc^^^ gt bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
e) f)
Figure IV Visualisatio n de la position des erreurs de la surface A avec la configuration de force 2 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) e) f) les types de deacutefauts 2-3-4-5 (V2-V3-V4-V5) respectivement
112
Figure V Visualisation de la position des erreurs de la surface U avec la configuration de force 1 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) les types de deacutefauts 2-3 (V2-V3) respectivement
113
Figure VI Visualisatio n de la position des erreurs de la surface U avec la configuration de force 2 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) les types de deacutefauts 2-3 (V2-V3) respectivement
114
0raquo
ta 01
laquo S s I )
ltM I
laquo I
si laquos ( S
s - d
sS
gt - ^
g J S
bullS 5 o - v aQ et 9i mdash ^ laquo - i a S t U
gt Iuml s
115
tic
et S DA
C S e et
^bulls et ^ agt raquoM 9t U k O laquo M 0raquo -o e o bullG
figur
a
a o u et
u agt gtbull
S V
0raquo
u -o a e G V
o a et
-d a o w et
es
isu
gt
III
gt u u s U)
gt T t gt m gt rlt
b irgt
7 ri 1
V)
^ S ^ -4raquo -O 04
bullO 04
a M 4gt ^ e ^^ agt
F H
^ w^
w S
laquo3 laquo M gt0gt bullo 0raquo a egrave M
ucirc S
e b M 0gt
laquoM
s 04
bulla -ktf S S 04 bulld M
a m M
laquolt fl 04
S 04 gt G u 04 a M 04 ha
116
BIBLIOGRAPHIE
Allen B B Curless et Z Popovic 2003 laquoThe space of human body shapes reconstruction and parameterization from range scansraquo ACM SIGGRAPH 2003 3 Vol 22 p 587-94 Coll laquo ACM Trans Graph (USA) raquo San Diego CA USA ACM
Alrashdan A S Motavalli et B Fallahi 2000 laquoAutomatic segmentation of digitized data for reverse engineering applicationsraquo IIE Transactions vol 32 ndeg 1 p 59-69
Amberg B S Romdhani et T Vetter 2007 laquoOptimal step nonrigid ICP algorithms for surface registrationraquo p 1-8 Coll laquoCVPR 07 IEEE Confeacuterence on Computer Vision and Pattem Reacutecognitionraquo Minneapolis MN USA IEEE
Andrianopoulos N P 2006 laquoFull-field displacement measurement of a speckle grid by using a mesh-free deacuteformation ftinctionraquo Strain vol 42 ndeg 4 p 265-271
Barber C Bradford P Dobkin David et Huhdanpaa Hannu 1996 laquoThe quickhull algorithm for convex hullsraquo ACM Transactions on Mathematical Software (TOMS) vol 22 n 4 p 469-483
Ben-Salah Mohsen 2005 laquoUtilisation des surfaces pour lalignement et le balancement des piegravecesraquo Mlng Canada Ecole de Technologie Supeacuterieure
Besl Paul J et Neil D McKay 1992 laquoA method for registration of 3-D shapesraquo IEEE Transactions on Pattern Analysis and Machine Intelligence vol 14 n 2 p 239-256
Bihlmaier Bryan F 1999 laquoToleacuterance Analysis of Flexible Assemblies Using Finite Eleacutement and Spectral Analysisraquo MS thesis Brigham Brigham Young University
Bland JMartin 2005 The Half-Normal distribution method for measurement errortwo case studies Department of Health Sciences University of York
Camelio J A S J Hu et D Ceglarek 2004 laquoImpact of fixture design on sheet meacutetal assembly variationraquo Journal of Manufacturing Systems vol 23 ndeg 3 p 182-193
Chacirctelain J F et C Fortin 2001 laquoBalancing technique for optimal blank part machiningraquo Preacutecision Engineering vol 25 ndeg l p 13-23
Cui An Fengchong Lan et Jing Wang 1999 laquoResearch and application on reverse engineering for automobile body out surfaceraquo Vol 1 p 418-20 Coll laquoProceedings of the IEEE International Vehicle Electronics Confeacuterence (IVEC99)raquo Changchun China IEEE
117
Daily James W et William F Riley 1991 Expeacuterimental Stress Analysis Third Edition McGraw-HillInc
Dawant B M 2002 laquoNon-rigid registration of meacutedical images purpose and methods a short surveyraquo p 4 Coll laquoInternational Symposium on Biomeacutedical Imagingraquo Washington DC USA IEEE
Documentations-Metris 2009 laquohttpwwwmetriscomcmm_scannersraquo Consulteacute le 032009
Doring C A Eichhom Wang Xiaomeng et R Kruse 2006 laquoImproved Classification of Surface Defects for Quality Control of Car Body Panelsraquo Coll laquo2006 IEEE International Confeacuterence on Fuzzy Systemsraquo p 1476-1481
Eichhom Andreacuteas Daniela Girimonte Aljoscha KIose et Rudolf Kruse 2005 laquoSoft Computing for automated surface quality analysis of exterior car body panelsraquo Applied Soft Computing vol 5 ndeg 3 p 301-313
Ezra E M Sharir et A Efrat 2008 laquoOn the performance of the ICP algorithmraquo Computational Geometry Theory and Applications vol 41 ndeg 1-2 p 77-93
Feldmar J et N Ayache 1994 laquoRigid and affine registration of smooth surfaces using differential propertiesraquo Coll laquoProceedings of the 3rd European Confeacuterence on Computer Vision raquo vol 2 p 397 Stockholm Swed Springer-Verlag
Feldmar J et N Ayache 1996 laquoRigid affine and locally affine registration of free-form surfacesraquo InternationalJournal of Computer Vision vol 18 ndeg 2 p 99-119
Ferrant M S K Warfield C R G Guttmann R V Vulkem F A Jolesz et R Kikinis 1999 laquo3D image matching using a finite eacuteleacutement based elastic deacuteformation modelraquo vol 1679 p 202-9 Coll laquoProceedings of the Second International Confeacuterence on Meacutedical Image Computing and Computer-Assisted Intervention - MICCAr99raquo Cambridge UK Springer-Verlag
Fischer JM 2003 Handbook of Molded Part Shrinkage and Warpage William Andrew PublishingPIastics Design Library
Gao J N Gindy et X Chen 2006 laquoAn automated GD and T inspection system based on non-contact 3D digitizationraquo International Journal of Production Research vol 44 n deg l p 117-134
Gelfand N L Ikemoto S Rusinkiewicz et M Levoy 2003 laquoGeometrically stable sampling for the ICP algorithmraquo p 260-7 Coll laquoProceedings Fourth International Confeacuterence on 3-D Digital Imaging and Modeling 3DIM 2003raquo Banff Alta Canada IEEE
118
Gonzalez Rafaeumll C et Richard E Woods 2008 Digital image processing 3rd eacuted Upper Saddle River NJ Prentice Hall
Greenspan M et M Yurick 2003 laquoApproximate k-d tree search for efficient ICPraquo p 442-8 Coll laquoProceedings Fourth International Confeacuterence on 3-D Digital Imaging and Modeling 3DIM 2003raquo Los Alamitos CA USA IEEE
Holden Mark 2008 laquoA review of geacuteomeacutetrie transformations for nonrigid body registrationraquo IEEE Transactions on Meacutedical Imaging vol 27 ndeg 1 p 111-128
Huang X et P Gu 1998 laquoCAD-model based inspection of sculptured surfaces with datums raquo International Journal of Production Research vol 36 ndeg 5 p 1351-1367
Karafillis A P et M C Boyce 1992 laquoTooling design accommodating springback errorsraquo Journal of Materials Processing Technology vol 32 ndeg 1-2 p 499-508
Karafillis Apostolos P et Mary C Boyce 1996 laquoTooling and binder design for sheet meacutetal forming processes compensating springback ertorraquo International Journal of Machine Tools amp Manufacture vol 36 n 4 p 503-526
Lee Jiann-Der Shih-Sen Hsieh Chung-Hsien Huang Li-Chang Liu Chien-Tsai Wu Shin-Tseng Lee et Jyi-Feng Chen 2006 laquoAdaptive dual AK-D tree search algorithm for ICP registration applicationsraquo p 177-180 Coll laquo2006 IEEE Intemational Confeacuterence on Multimedia and Expo ICME 2006 - Proceedingsraquo Piscataway United States Institute of Electrical and Electronics Engineers Computer Society
Leopold J H Gucircnther et R Leopold 2003 laquoNew developments in fast 3D-surface quality controlraquo Measurement Journal of the International Measurement Confeacutedeacuteration vol 33 ndeg 2 p 179-187
Li Y et P Gu 2004 laquoFree-form surface inspection techniques state of the art reviewraquo CAD Computer Aided Design vol 36 ndeg 13 p 1395-1417
Li Y et P Gu 2005a laquoInspection of free-form shaped partsraquo Robotics and Computer-Integrated Manufacturing vol 21 ndeg 4-5 p 421-30
Li Y et P Gu 2005b laquoSculptured surface toleacuterance veacuterification with design datumsraquo International Journal of Production Research vol 43 ndeg 7 p 1465-1482
Lingbeek R J Huetink S Ohnimus M Petzoldt et J Weiher 2005 laquoThe development of a finite eacuteleacutements based springback compensation tool for sheet meacutetal productsraquo Journal of Materials Processing Technology vol 169 ndeg 1 p 115-25
119
Liu S C et S J Hu 1997 laquoVariation simulation for deformable sheet meacutetal assemblies using finite eacuteleacutement methodsraquo Journal of Manufacturing Science and Engineering Transactions ofthe ASME vol 119 ndeg 3 p 368-373
Liu S C S J Hu et T C Woo 1996 laquoToleacuterance analysis for sheet meacutetal assembliesraquo Journal ofMechanical Design Transactions ofthe ASME vol 118 ndeg 1 p 62-67
Low Kok-Lim et Anselmo Lastra 2007 laquoPredetermination of ICP registration errors and its application to view planningraquo p 73-80 Coll laquo3DIM 2007 - Proceedings 6th Intemational Confeacuterence on 3-D Digital Imaging and Modelingraquo Piscataway United States Institute of Electrical and Electronics Engineers Computer Society
Markvoort Laurent 2007 laquoMeacutethodologie danalyse statistique de toleacuterances dans les assemblages impliquant des composantes deacuteformablesraquo Doctorat Valenciennes Universiteacute de Valenciennes et du Hainaut-Cambreacutesis
Markvoort Laurent Stefan Gliniorz et Dominique Deneux 2005a laquoEtat de lart des meacutethodes danalyse de toleacuteranceraquo 9iegraveme Colloque National AIP PRIMECA
Markvoort Laurent Stefan Gliniorz et Dominique Deneux 2005b laquoPrise en compte de la nature flexible des mateacuteriaux pour lanalyse de toleacuteranceraquo 9egraveme Colloque National AIP PRIMECA
Masuda T et N Yokoya 1994 laquoA robust method for registration and segmentation of multiple range imagesraquo p 106-13 Coll laquoProceedings of the 1994 Second CAD-Based Vision Workshopraquo Champion PA USA IEEE
Merkley Karl G 1998 laquoToleacuterance analysis of compilant assembliesraquo PhD United States Utah Brigham Young University
Na Chen Qin Fei et Wei Jianyou 2007 laquoA smoothing algorithm for strain measurement by digital image corteacutelation methodraquo p 1-4 Coll laquoProceedings of the Electronic Packaging Technology Confeacuterence EPTCraquo Piscataway United States Institute of Electrical and Electronics Engineers Inc
Organization Intemational Standard 1983 laquoISO 1101 Technical Drawings - Geometrical tolerancing of form orientation location and mnout - Generalities deacutefinitions symbols indications on drawingraquo
Park S Y et Subbarao Murali 2003 laquoA fast point-to-tangent plane technique for multi-view registrationraquo p 276-83 Coll laquoProceedings Fourth Intemational Confeacuterence on 3-D Digital Imaging and Modeling 3D1M 2003raquo Banff Alta Canada IEEE
120
Pewsey A 2004 laquoImproved likelihood based inference for the gecircnerai half-normal distributionraquo Communications in Statistics - Theory and Methods vol 33 ndeg 2 p 197-204
Pottman H et M Hofer 2002 Geometry of the squared distance function to curves and surfaces Technical Report No 90 Institute of Geometry Vienna University of Technology
Prieto Flavio 1999 laquoMeacutetrologie assisteacutee par ordinateur Apport des capteurs 3D sans contactraquo PhD Canada Eacutecole de Technologie Supeacuterieure
Rusinkiewicz S et M Levoy 2001 laquoEfficient variants ofthe ICP algorithmraquo p 145-52 Coll laquoProceedings Third Intemational Confeacuterence on 3-D Digital Imaging and Modelingraquo Queacutebec City Que Canada IEEE
Son Seokbae Hyunpung Park et Kwan H Lee 2002 laquoAutomated laser scanning system for reverse engineering and inspectionraquo International Journal of Machine Tools and Manufacture vol 42 ndeg 8 p 889-897
Strand M F Erb et R Dillmann 2007 laquoRange Image Registration Using an Octree based Matching Strategyraquo Coll laquoICMA 2007 Intemational Confeacuterence on Mechatronics and Automationraquo p 1622-1627
Tahan SAntoine 2008 Note de cours MEC664 Optimisation des proceacutedeacutes industriels Deacutepartement de geacutenie meacutecanique Eacutecole de Technologie Supeacuterieure
Tahan SAntoine et J F Chacirctelain 2005 laquoProposais for the Inspection of Flexible Machine Eleacutements According to ASME Y145M-1994raquo Coll laquo17th Int Confeacuterence WSEAS Evolutionary Computingraquo Lisbon Portugal
Tomacircs Jirka Vacircclav Skala 2002 Gradient Vector Estimation and Vertex Normal Computation DCSETR-2002-08 Pilsen Czech Republic Department of Computer Science and Engineering University of West Bohemia in Pilsen
Tucker Thomas Marshall 2000 laquoA New Meacutethode for Parametric Surface Registrationraquo Phd Georgia Institute of Technology
Wei Gan et R H Wagoner 2004 laquoDie design method for sheet springbackraquo International Journal ofMechanical Sciences vol 46 ndeg 7 p 1097-113
Wu Longwu 1997 laquoTooling mesh geacuteneacuteration technique for iteacuterative FEM die surface design algorithm to compensate for springback in sheetmetal stampingraquo Engineering Computations (Swansea Wales) vol 14 ndeg 6 p 630-648
121
Xie Xianghua 2008 laquoA Review of Reacutecent Advances in Surface Defect Deacutetection using Texture analysis Techniquesraquo Electronic Letters on Computer Vision and Image Analysis p 1-22
Y145M-1994 ASME 1994 Dimensioning and Tolerancing ASME Press
Y1441-2003 ASME 2003 Digital Product Deacutefinition Data Practices ASME Press
Yao A W L 2005 laquoApplications of 3D scanning and reverse engineering techniques for quality control of quick response productsraquo International Journal of Advanced Manufacturing Technology vol 26 ndeg 11-12 p 1284-1288
Zhang Yu 2003 laquoResearch into the engineering application of reverse engineering technologyraquo Journal of Materials Processing Technology vol 139 ndeg 1-3 p 472-475
REMERCIEMENTS
Jaimerais tout dabord remercier mon directeur de recherche monsieur Souheil-Antoine
Tahan professeur au deacutepartement de geacutenie meacutecanique Cest gracircce agrave sa disponibiliteacute son
soutien acadeacutemique et moral que ce travail a pu voir le jour De plus je voudrais aussi lui
exprimer ma gratitude pour avoir partageacute avec moi ses connaissances dans le domaine de
lanalyse et de la gestion des variations dimensionnelles
Lexpression de ma reconnaissance va eacutegalement agrave mon co-directeur monsieur Roland
Maranzana professeur au deacutepartement de geacutenie de la production automatiseacutee pour ses
preacutecieux conseils et commentaires
Mes remerciements vont aussi agrave mes collegravegues du laboratoire dingeacutenierie des produits
proceacutedeacutes et systegravemes (LIPPS) pour leur appui ainsi quau conseil de recherches en sciences
naturelles et en geacutenie du Canada (CRSNG) pour son financement
Enfin je tiens agrave remercier mes parents mes fregraveres et sœurs ainsi que mes amis pour leur
patience et leur soutien tout au long de mes travaux
laquo Qui n avance pas recule raquo
Anonyme
NOUVELLE MEacuteTHOD E DINSPECTION DE S PIEgraveCES FLEXIBLES SAN S GABARIT D E CONFORMIT Eacute
ABENHAIM Gad Noriel
REacuteSUMEacute
La geacuteomeacutetrie dune composante meacutecanique varie naturellement par rapport agrave sa valeur nominale agrave cause des variations induites par les proceacutedeacutes de fabrication La norme ASME Y145M-1994 considegravere laquopar deacutefaut raquo que linspection des composantes doit ecirctre effectueacutee agrave leacutetat libre free state) Dans le cas des piegraveces flexibles la geacuteomeacutetrie peut prendre une forme diffeacuterente agrave leacutetat libre en raison des deacutefauts de fabrication de leffet de graviteacute des deacuteformations engendreacutees par les contraintes induites par le proceacutedeacute et par les forces induites lors de lassemblage Les composantes subissent de grandes deacuteformations par rapport aux toleacuterances exigeacutees Dans ce cas il est pratiquement impossible deffectuer une inspection dimensionnelle sans restreindre les deacuteformations etou supporter la piegravece avec un gabarit ou un montage speacutecial Il en deacutecoule que linspection des piegraveces flexibles neacutecessite des outils deacutedieacutes et coucircteux comme un gabarit de conformiteacute Par conseacutequent ce meacutemoire propose une meacutethode irmovatrice pour le controcircle de profil sans contact et sans utilisation de gabarit speacutecialiseacute et deacutedieacute agrave la piegravece Trente-deux (32) modegraveles simulant des piegraveces manufactureacutees y sont inspecteacutes agrave laide de lalgorithme proposeacute deacutenommeacute Inspection par Deacuteplacement Iteacuteratif D) Iteacuterative Displacement Inspection Ces eacutetudes de cas deacutemontrent que la meacutethode permet de deacuteformer le modegravele nominal afin quil eacutepouse la piegravece numeacuteriseacutee sans toutefois prendre en compte les deacutefauts de surface et le bruit de mesure de cette derniegravere Ainsi le reacutesultat de linspection reflegravete uniquement leffet des variations geacuteomeacutetriques dues aux deacutefauts introduits par les proceacutedeacutes de fabrication
Mots cleacute s recalage localisation alignement spatial alignement non-rigide inspection meacutetrologie piegravece flexible deacuteformation GDampT
A NEW ALGORITHM FO R THE INSPECTION O F FLEXIBLE PART S WITHOUT SPECIALIZE D FIXTURE S
ABENHAIM Gad Noriel
ABSTRACT
Manufactured parts naturally deviate from their nominal geometry due to processes variations Standards such as ASME Y145M-1994 assume the inspections of thegravese parts are carried out in a free state However due to dimensional variation gravity loads residual stress induced distortion andor assembly force flexible parts could bave a diffeacuterent shape in a free state than the design model As a resuit thegravese parts may undergo large deacuteformations in comparison to their required toleacuterances Therefore in thegravese cases il is nearly unfeasible to carry out an inspection without restricting the deacuteformations of the part such inspections would require dedicated and expensive tools like a jig or a fixture to maintain the integrity of the part To address the aforementioned challenge this document proposes a method namely the Iteacuterative Displacement Inspection (IDI) algorithm for controlling profile variation without contact or use of specialized fixtures With the use of thirty-two (32) models simulating the inspection of manufactured parts with this algorithm this study concludes that the proposed method is capable of deforming the nominal shape until it resembles the digitized part This is donc without taking into account neither the surface defects nor the measurement noise of the digitized part Thus the resuit of the inspection reflects only the effect of the variations due to the manufacturing processes
Keywords localization rigid registration non-rigid registration inspection metrology flexible parts deacuteformation GDampT
TABLE DES MATIERE S
Page
INTRODUCTION 1
CHAPITRE I REVUE DE LA LITTEacuteRATURE ET EacuteTAT DE LART 5 11 Alignement entre la repreacutesentation 3D dune piegravece et son modegravele CAO 5 12 Alignement non-rigide 8 13 Analyse des variations dimensionnelles et geacuteomeacutetriques des piegraveces souples 10 14 Utilisation iteacuterative de la meacutethode deacuteleacutements finis 13
CHAPITRE 2 GESTION DES PIEgraveCES FLEXIBLES SELON LANORMEASMEY145M 17
21 Conformation par un gabarit 18 22 Utilisation de systegravemes reacutefeacuterentiels hyperstatiques 19 23 Reacutefeacuterentiel ajustable 20 24 Conformation agrave une dimension nominale 21 25 Permission dutilisation dune force lors des opeacuterations dinspection 22 26 Lusage des toleacuterances relatives 23 27 Utilisation de la longueur darc 23 28 Utilisation des dimensions moyennes (AVG) 24 29 Remplacement des requis dimensionnels par dautres mesures 24 210 Inspection par gabarit optique 25 211 Reacutesumeacute 25
CHAPITRE 3 ALGORITHME INSPECTION PAR DEacutePLACEMENT ITEacuteRATIF 27 31 Introduction agrave lalignement spatial 29 32 Alignement initial 31 33 Alignement Rigide 34 34 Alignement non-rigide 36 35 Correction de la distance point-point 42 36 Identification des deacutefauts 44 37 Algorithme IDI 49
CHAPITRE 4 EacuteTUDES DE CAS 52 41 Exemple 1 Surface univoque 54
411 Variation de la force exteme appliqueacutee 64 412 Variation de lemplacement du deacutefaut 67
42 Exemple 2 Surface en forme de U 72 421 Construction du maillage nominal 72 422 Simulation de la piegravece numeacuteriseacutee 73 423 Reacutesultats 73
VII
43 Exemple 3 Surface complexe 80 431 Construction du maillage nominal 80 432 Simulation de la piegravece numeacuteriseacutee 81 433 Reacutesultats 83
44 Discussion 89
CONCLUSION 99
Limitations 100
RECOMMANDATIONS 101
ANNEXE I FIGURES SUPPLEacuteMENTAIRES 109
BIBLIOGRAPHIE 116
Tableau 21
Tableau 41
Tableau 42
Tableau 43
Tableau 44
Tableau 45
Tableau 46
Tableau 47
Tableau 48
Tableau 49
Tableau 410
LISTE DES TABLEAUX
Page
Reacutesumeacute des meacutethodes dinspection de composante flexible 26
Valeur des paramegravetres employeacutes dans lexemple l 57
Reacutesumeacute des erreurs de mesure (mm) de lexemple 1 sur lensemble des points 71
Reacutesumeacute des erreurs de mesure (mm) de lexemple 1 dans
les zones de deacutefauts 71
Valeur des paramegravetres employeacutes dans lexemple 2 73
Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 sur lensemble des points 78 Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 dans
les zones de deacutefauts 79
Valeur des paramegravetres employeacutes dans lexemple 3 83
Reacutesumeacute des erreurs de mesure (mm) de lexemple 3 sur lensemble des points 87 Reacutesumeacute des erreurs de mesure (mm) de lexemple 3 dans les zones de deacutefauts 88
Reacutesumeacute des erreurs en fonction des caracteacuteristiques de simulation 94
LISTE DES FIGURE S
Page
Figure l 1 AHgnement entre le DCS et le MCS 6
Figure 12 Meacutethodes de deacutefinition de la matrice de formage 15
Figure 21 Principales meacutethodes de controcircle des piegraveces flexibles 18
Figure 22 Exemple de gabarit 19
Figure 23 Systegraveme isostatique de reacutefeacuterentiels 19
Figure 24 Exemple dun systegraveme reacutefeacuterentiel hyperstatique 20
Figure 25 Exemple de reacutefeacuterentiel ajustable 21
Figure 26 Exemples dune conformation dune dimension nominale 22
Figure 27 Exemple de planeacuteiteacute agrave leacutetat libre 22
Figure 28 Exemples de toleacuterance relative 23
Figure 29 Exemple dutilisation dune longueur darc 23
Figure 210 Exemple dutilisation de dimension moyenne 24
Figure 211 Exemple dutilisation dun gabarit optique agrave leacutetat libre 25
Figure 31 Illustration dun champ de deacuteformation 29
Figure 32 AHgnement initial 32
Figure 33 Algorithme employeacute pour lalignement initial 33
Figure 34 AHgnement Rigide 35
Figure 35 Scheacutematisation de la modification de lensemble des correspondances 39
Figure 36 Exemple dun champ de deacuteformation repreacutesentant les distances point-point 40
Figure 37 Exemple dun champ de deacuteformation corrigeacute repreacutesentant les distances corrigeacutees 41
X
Figure 38 Exemple dun champ de deacuteformation lisse obtenu
avec lapplication de lalgorithme dalignement non-rigide 41
Figure 39 Creacuteation du modegravele nominal deacuteformeacute 42
Figure 310 Illustration de la normale dun point 44
Figure 311 Identification des deacutefauts 45
Figure 312 Ensemble de points voisins du nœud 742 45
Figure 313 Meacutethode didentification 48
Figure 314 Algorithme IDI 51
Figure 41 Processus de simulation de la piegravece fabriqueacutee 53
Figure 42 Modegravele A 54
Figure 43 Construction de la piegravece A fabriqueacutee avec la configuration de force 1 55
Figure 44 Deacuteplacements reacutesultant de la configuration de force 1 sur la piegravece A 55
Figure 45 Deacutefauts de surface introduits sur la piegravece A 56
Figure 46 Maillage du modegravele A nominal 56
Figure 47 Deacuteviations absolues apregraves la premiegravere iteacuteration 57
Figure 48 Identification des nœuds potentiellement dans une zone de deacutefauts 58
Figure 49 Deacuteviations apregraves a)2 iteacuterations b) 10 iteacuterations et c) 150 iteacuterations 59
Figure 410 Distribution des deacuteviations apregraves a)2 b) 10 et c) 150 iteacuterations 59
Figure 411 Comparaison des deacuteviations pour lessai avec configuration de force 1 60
Figure 412 Comparaison des distributions des deacuteviations pour
lessai avec la configuration de force l 61
Figure 413 Convergence des distances corrigeacutees 62
Figure 414 Distribution des erreurs 63
Figure 415 Visualisation de la position des erreurs 63
Figure 416 Distribution des erreurs dans la zone de deacutefaut simuleacute 63
XI
Figure 417 Synthegravese des reacutesultats pour lessai avec configuration de force 1 63
Figure 418 Construction de la piegravece A fabriqueacutee avec la configuration de force 2 64
Figure 419 Deacuteplacements reacutesultant de la configuration de force 2 sur la piegravece A 64
Figure 420 Comparaison des deacuteviations pour lessai avec configuration de force 2 65
Figure 421 Comparaison des distributions des deacuteviations pour
lessai avec la configuration de force 2 66
Figure 422 Distribution des erreurs 66
Figure 423 Visualisation de la position des erreurs 66
Figure 424 Distribution des erreurs dans la zone de deacutefaut simuleacute 66
Figure 425 Synthegravese des reacutesultats pour lessai avec configuration de force l 67
Figure 426 Type de deacutefauts imposeacutes dans lexemple 1 68
Figure 427 Convergence des distances corrigeacutees pour les piegraveces A 69
Figure 428 Visualisation de la moyenne des erreurs agrave chaque
point pour lexemple 1 69
Figure 429 Distribution des erreurs pour les douze (12) essais de lexemple 1 70
Figure 430 Reacutesumeacute des erreurs de mesure de lexemple 1 70
Figure 431 Modegravele U 72
Figure 432 Maillage du modegravele nominal U 72
Figure 433 Construction du nuage de points U avec le type de deacutefauts 1 (VI) 74
Figure 434 Type de deacutefauts imposeacutes dans lexemple 2 75
Figure 435 Convergence des distances corrigeacutees pour les piegraveces U 76
Figure 436 Visualisation de la moyerme des erreurs agrave chaque
point pour lexemple 2 77
Figure 437 Distribution des erreurs pour les huit (8) essais de lexemple 2 77
Figure 438 Reacutesumeacute des erreurs de mesure de lexemple 2 78
XII
Figure 439 Surface complexe 80
Figure 440 Maillage de la surface complexe nominale 80
Figure 441 Construction de la piegravece fabriqueacutee avec la configuration de force 1 81
Figure 442 Deacuteplacements reacutesultant de la configuration de force l sur le modegravele 82
Figure 443 Construction de la piegravece fabriqueacutee avec la configuration de force 2 82
Figure 444 Deacuteplacements reacutesultant de la configuration 2 sur le modegravele 83
Figure 445 Types de deacutefauts imposeacutes dans lexemple 3 84
Figure 446 Convergence des distances corrigeacutees des essais de lexemple 3 85
Figure 447 Visualisation de la moyerme des erreurs agrave chaque
point pour lexemple 3 86
Figure 448 Distribution des erreurs pour les douze (12) essais de lexemple 3 86
Figure 449 Reacutesumeacute des erreurs de mesure de lexemple 3 87
Figure 450 Superposition des erreurs observeacutees dans lexemple 1 et de la distribution du bruit de mesure introduit 94
Figure 451 Superposition des erreurs observeacutees dans lexemple 2 et de la distribution du bruit de mesure introduit 95
Figure 452 Superposition des erreurs observeacutees dans lexemple 3 et de
la distribution du bruit de mesure introduit 95
Figure 453 Choix de la valeur du critegravere darecircte dans lexemple 1 97
Figure 454 Particulariteacute de lessai Surface A VI FI 97
LISTE DES ABREacuteVIATIONS SIGLES E T ACRONYMES
ADCATS Association for the Development of Computer-Aided Tolerancing Systems
AVG Symbole de la valeur moyenne (ASMEY145M-1994)
BYU Brigham Young University
CAO Conception Assisteacutee par Ordinateur
DA Displacement Ajustement method
DCS Systegraveme de coordormeacutees de conception Design Coordinate System)
copy Modificateur agrave leacutetat libre (ASMEY145M-1994)
FASTA Flexible Assembly Spectral Toleacuterance Analysis
FEMFEA Meacutethode des eacuteleacutements finis
GM CRL-AVM Collaborative Research Laboratory Advanced Veacutehicule Manufacturing
ICP Iteacuterative Closest Point
IDI Inspection par Deacuteplacement Iteacuteratif ( Iteacuterative Displacement Inspection )
IGES Initial Graphics Exchange Speacutecification
LMS Least Meacutedian of Squares
MARS
XIV
Laboratory for Manufacturing System Realization and Synthesis
MATH DATA Modegravele nominal disponible dans un format matheacutematique et informatique
MCS Systegraveme de coordonneacutees du systegraveme de mesures Measurement Coordinate System)
MMT Machines agrave Mesurer Tridimensionnelle
NURBS Non-Uniform Rational B-Spline
SDA Smooth Displacement Ajustment
STA-DEF Statistical Toleacuterance Analysis and Deacuteformation Analysis
STEP Standard for the Exchange ofProduct model data
LISTE DES SYMBOLES
A Matrice (4A^ + A^ ) x 4Ns a Paramegravetre de lalgorithme non-rigide influenccedilant la rigiditeacute et la qualiteacute
de lissage du champ de deacuteplacement or Valeur initiale du paramegravetre a dans lalgorithme IDI
Up Valeur finale du paramegravetres dans lalgorithme IDl
B Matrice (4yV-hAfJx3
c Point de lensemble P correspondant au point le plus proche du point s de la surface nominale c e C
C Ensemble de points de P correspondant aux points les plus proches de
la surface nominale S C = c^ C2 bullbullbull c^J
dg Distance euclidienne dun point s de S agrave P pound) Distance euclidienne corrigeacutee repreacutesentant la projection de la distance
point-point sur la normale du point s Ddeg5 Deacuteviation imposeacutee sur le modegravele simuleacute au point s
D5 Deacuteviation au nœud s provenant de la k^ iteacuteration de lalgorithme IDI
dsearchn Fonction de Matlabreg retournant les points c correspondants aux points
les plus proches aux points de la surface nominale S S Pourcentage du deacuteplacement agrave appliquer E(^X) Fonction objective totale de lalgorithme non-rigide
EX) = EX) + aEX) Ej Fonction objective de lerreur de distance
E Fonction objective de lerreur de lissage
E Eacuteleacutements du maillage S
Eji Erreur eacutevalueacutee au point 5
e Seuil ou critegravere de convergence
Fonction objectivefonction scalaire
Fgj Moyenne des D^j des points du voisinage niveau 1 du point s G Matrice didentiteacute4x 4 H
H =
s X
si
s^
matrice de A^ x 4Ng
I Lindicateur de confiance du point 5 e
K Nombre diteacuterations
XVI
Kg Nombre diteacuterations ougrave le paramegravetre ocirc est appliqueacute
K^p^^^ Nombre diteacuterations maximales de lalgorithme ICP
K^^ Nombre diteacuterations maximales de lalgorithme IDI
L Liste des arecirctes du modegravele nominal mailleacute M Matrice nœud-arecircte (laquo0(ie-arc) Nj^xN^ contenant linformation
topologique du maillage S Mpcj Les positions des supports dans le systegraveme de coordonneacutees de
conception (DCS)
MOCS=MOCSX MOCS2 - Mocsjl^ocs^^
Mj^^g Les positions des supports dans le systegraveme de coordonneacutees machine
(MCS) M bdquo = M ^ bdquo M^bdquo2 bullbullbull ^MC5^) Mes e K-
2 Norme de Frobenius F
n Vecteur normal du triangle compris dans leacuteleacutement Ej rig Vecteur normal dun nœud 5
N^ Nombre deacuteleacutements au voisinage immeacutediat du point s NQ Nombre de supports
A^ Nombre darecirctes du modegravele nominal mailleacute
Np Nombre de points du nuage repreacutesentant la piegravece physique numeacuteriseacutee
M Nombre de points du nuage repreacutesentant le modegravele nominal mailleacute
My Nombre de points voisins de niveau 1 de s ^ Aire de leacuteleacutement j P Nuage de points repreacutesentant la piegravece physique numeacuteriseacutee p Un point de P Pj e P P^^^ Points dans P les plus proches des points de fixation Mj^bdquo
MCS ~ (PMCSX PMCSI bull bull bull PMCS Nf j I ^MCS ^ bull
CcedilR Vecteur de luniteacute de quatemion 9^ = [TQ q^ 2 ^3]
qj Vecteur de translation qj e K
R Vecteur de rotation R e R^
R(0) Matrice orthogonale M speacutecifiant une rotation de 6j autour
de laxe j S Nuage de points repreacutesentant le modegravele nominal mailleacute 5 Transformation de 5 dans un nouveau systegraveme de coordonneacutees s Un point de S ssS2 s Transformation de s dans un nouveau systegraveme de coordormeacutees
XVII
S^fyg Nœuds de S agrave proximiteacute des points A^^^
^DCS mdash [^DCSX ^DCSl bull bull bull S DCS V j I ^ DCS ^ ^
Step^ Valeur agrave retrancher de or agrave chaque eacutetape de reacuteduction de celui-ci
R q T Matrice de transformation T =
0 1
T Critegravere employeacute pour lindentification des points dans les zones de deacutefauts
j Centroiumlde de lensemble S jucircf Centroiumlde de 1 ensemble C Oj Angle de rotation 9 autour de laxe j y Liste des points dans le voisinage de niveau 1 dun point de 5
y^ Liste des points dans le voisinage de niveau 2 dun point de S
w Poids permettant de controcircler linfluence de chaque point sur le champ de deacuteplacement
W Matrice diagonale N^ x A^ des poids w^ X Matrice de transformation affine 3x4
X Regroupement des matrices de transformation affine A = [x x ^ ]
AX Critegravere de deacutecision pour autoriser la diminution de la valeur du paramegravetre or
T
INTRODUCTION
Les dimensions et la geacuteomeacutetrie dune composante meacutecanique subissent des alteacuterations par
rapport agrave leurs valeurs nominales agrave cause des variations inheacuterentes et attribuables aux
proceacutedeacutes de fabrication Pour sassurer que ces variations respectent les speacutecifications du
concepteur (requis dassemblage et requis de performance) les piegraveces doivent ecirctre
inspecteacutees La norme ASME Y145M-1994 considegravere comme condition laquopar deacutefaut raquo que
linspection des composantes doit ecirctre effectueacutee agrave leacutetat libre free state) sans force
appliqueacutee durant linspection Toutefois les piegraveces flexibles telles que les coques minces
peuvent prendre agrave leacutetat libre une forme substantiellement diffeacuterente de leur geacuteomeacutetrie
nominale en raison de leffet de la graviteacute des deacuteformations engendreacutees par les contraintes
induites par le proceacutedeacute et des forces induites lors de lassemblage Par exemple un panneau
de revecirctement dun avion peut subir une leacutegegravere torsion neacuteanmoins il pourra ecirctre riveteacute en
place et reproduire la geacuteomeacutetrie exigeacutee Dans un cas pareil linspection agrave leacutetat libre naura
pas eacuteteacute approprieacutee Dans le cas geacuteneacuteral leacutetude de la conformiteacute geacuteomeacutetrique des piegraveces
flexibles peut ecirctre une opeacuteration deacutelicate si des conditions de restrictions ne sont pas deacutefinies
pour garantir un niveau acceptable de la reacutepeacutetitiviteacute des mesures Par exemple effectuer
linspection avec un gabarit pour contraindre la geacuteomeacutetrie de la piegravece ou encore ajouter des
reacutefeacuterentiels Datum) pour inspecter la piegravece dans un eacutetat de positionnement hyperstatique
sont des techniques proposeacutees par la norme ASME 145M-1994
La flexibiliteacute dune piegravece deacutefinie par le rapport entre la deacuteformation et leffort appliqueacute est
une notion relative Un tube daluminium dun diamegravetre de 025 mm est consideacutereacute comme
pratiquement rigide sur une courte longueur par exemple lt800 mm Par contre le mecircme
Piegraveces ayant une faible eacutepaisseur dans la direction normale agrave la surface nominale
tube sera consideacutereacute comme flexible si sa longueur est grande et uniquement leffet de la
graviteacute sera suffisant pour affecter sensiblement les mesures de rectitude ou de cylindriciteacute
Pour analyser qualitativement le problegraveme la flexibiliteacute est preacutesenteacutee sur une eacutechelle relative
de 0 pour repreacutesenter les piegraveces parfaitement rigides et de 100 pour les piegraveces
parfaitement flexibles Trois diffeacuterentes zones sont eacutetablies comme lillustre la figure ci-
dessous
Flexibiliteacute
ZoneC 100
Figure i Preacutesentation scheacutematique de la rigiditeacute
La zone A caracteacuterise les piegraveces relativement rigides Les deacuteformations induites durant
linspection par une force raisonnable (~ 40 N) ont un effet neacutegligeable par rapport aux
toleacuterances demandeacutees (lt 5 toleacuterance) comme par exemple une bague dun roulement ou
un arbre de renvoi
La zone B deacutecrit les piegraveces relativement flexibles Cette zone est deacutetermineacutee arbitrairement
Elle deacutepend de la taille de la piegravece de la direction et du stade de lassemblage sur lequel
linspection est effectueacutee Par exemple un panneau mince sera consideacutereacute comme rigide dans
la direction de leacutepaisseur (vecteur normal agrave la surface) et flexible dans les autres directions
Le mecircme panneau sera traiteacute comme rigide suite agrave une opeacuteration de collage avec dautres
composantes Les piegraveces de cette zone sont les plus probleacutematiques durant les opeacuterations
dinspection
La zone C qualifie les piegraveces tregraves flexibles comme un tissu un joint deacutetancheacuteiteacute mince un
boyau flexible ou une piegravece malleacuteable Ces composantes subissent des grandes deacuteformations
par rapport aux toleacuterances exigeacutees Dans ce cas il est pratiquement impossible deffectuer
une inspection dimensiormelle sans restreindre les deacuteformations etou supporter la piegravece avec
un gabarit ou un montage speacutecial
Il en reacutesulte que les piegraveces flexibles se voient inspecteacutees de maniegraveres diffeacuterentes Vu que la
geacuteomeacutetrie de la piegravece est deacutependante de son orientation et de la meacutethode de support
linspection de ces piegraveces neacutecessite aujourdhui des outils deacutedieacutes et coucircteux comme les
gabarits de conformiteacute illustreacutes agrave la figure ii Par conseacutequent le but de ce meacutemoire est
dintroduire une meacutethode de controcircle sans contact et sans utilisation de gabarit speacutecialiseacute
deacutedieacute agrave la piegravece Plus speacutecifiquement la meacutethode envisage dinspecter le profil de surface
dune piegravece manufactureacutee en numeacuterisant celle-ci dans un eacutetat laquo non-conformeacute raquo puis en
comparant son nuage de points avec son modegravele nominal CAO Il sensuit que puisque les
deux modegraveles ont une geacuteomeacutetrie diffeacuterente il nest plus possible de simplement les comparer
puis dy identifier les deacutefauts Une telle approche identifiera des deacuteviations eacuteleveacutees entre les
deux modegraveles et camouflera les deacutefauts actuels de la piegravece numeacuteriseacutee Pour remeacutedier agrave cela il
est neacutecessaire davoir une meacutethode permettant de rapprocher les deux geacuteomeacutetries sans
toutefois camoufler les deacutefauts de la piegravece numeacuteriseacutee
Limportance de la veacuterification du profil de surface sur les composantes de carrosserie est
mise en relief par Leopold et al (2003) Eichhom et al (2005) et plus reacutecemment
Doring et al (2006)
Ce meacutemoire propose donc une meacutethode innovatrice permettant de comparer la geacuteomeacutetrie de
la piegravece fabriqueacutee et numeacuteriseacutee malgreacute que celle-ci ait subi des deacuteformations avec la
geacuteomeacutetrie nominale de la composante en deacuteformant successivement le modegravele nominal afin
quil eacutepouse la piegravece numeacuteriseacutee Agrave chaque iteacuteration de lalgorithme les modegraveles sont
compareacutes puis une technique originale didentification seacutepare les deacuteviations dues agrave la nature
flexible de la piegravece de celles dues aux laquo deacutefauts de profil raquo Par la suite le modegravele nominal
est deacuteformeacute de maniegravere agrave ne pas eacutepouser les zones identifieacutees comme laquo deacutefauts de profil raquo
Figure ii Exemples dutilisation dun gabarit de conformiteacute
Le preacutesent document comporte quatre chapitres Le premier chapitre met en relief les deacutefis de
cette recherche en la situant par rapport aux autres recherches effectueacutees dans le domaine
sous le format dune revue de la litteacuterature Par la suite le chapitre deux expose une revue
deacutetailleacutee des possibiliteacutes et des techniques permises par la norme ameacutericaine
ASME Y145M-1994 pour ameacuteliorer la reacutepeacutetitiviteacute de linspection des composantes
flexibles Le chapitre trois deacuteveloppe la theacuteorie de lalignement spatial et deacutecrit chaque eacutetape
de lalgorithme proposeacute Le chapitre quatre deacutemontre la validiteacute et la robustesse de la
meacutethode suggeacutereacutee en lappliquant sur trois types de surface Les reacutesultats de ces analyses
ainsi quune discussion y sont exposeacutes Enfin ce document termine avec une conclusion
suivie dune reacuteflexion approfondie sur les champs de recherche future
Exemples tireacutes des sites web wwwfarocom wwwaiconde wwwnpltechcouk
CHAPITRE 1
REVUE D E LA LITTEacuteRATURE E T EacuteTAT D E LART DAN S LE DOMAIN E
La revue de la litteacuterature permettra de situer la preacutesente recherche par rapport aux autres
recherches effectueacutees sur le mecircme sujet En premier lieu une revue geacuteneacuterale sur lalignement
entre la repreacutesentation 3D dune piegravece et son modegravele CAO est preacutesenteacutee Ensuite une revue
des meacutethodes dalignement non-rigide des techniques danalyse des variations
dimensiormelles et geacuteomeacutetriques des piegraveces souples ainsi que lutilisation iteacuterative de la
meacutethode deacuteleacutements finis y sont exposeacutees
11 Alignemen t entre la repreacutesentation 3D dune piegravec e et son modegravele CA O
Les dimensions et la geacuteomeacutetrie dune composante meacutecanique varient naturellement de leurs
valeurs nominales compte tenu des variations inheacuterentes aux proceacutedeacutes de fabrication Pour
sassurer que ces variations respectent les speacutecifications du concepteur les piegraveces doivent
ecirctre inspecteacutees et controcircleacutees Deacutependant de la complexiteacute de la composante de la technologie
disponible du tj^e de toleacuterance et de la preacutecision de mesure exigeacutee plusieurs meacutethodes sont
applicables par exemple le vemier le micromegravetre la MMT Machines agrave Mesurer
Tridimensionnelle) ou encore le scanneur laser ou optique (mesures sans contact)
Linspection dune surface quelconque (Free-Form Surface) demeure un domaine en
constante eacutevolution en raison de la complexiteacute des surfaces et de la croissance de la demande
doutils dune preacutecision supeacuterieure pour leur controcircle Aujourdhui il est dusage demployer
une MMT ou un scanneur laseroptique pour linspection dune surface quelconque eacutetant
donneacute leur preacutecision ainsi que leur coucirct de plus en plus abordable Les donneacutees brutes de
mesure doivent ecirctre par la suite compareacutees avec le modegravele nominal afin de localiser et de
quantifier les erreurs de forme dorientation et de localisation relativement agrave leur zone de
toleacuterance speacutecifieacutee La surface nominale existe dans le systegraveme de coordormeacutees de
conception (Design Coordinate System DCS) tandis que celle mesureacutee demeure dans le
systegraveme de coordoimeacutees du systegraveme de mesure (Measurement Coordinate System MCS)
Il sensuit que la comparaison des surfaces neacutecessite lunification des deux systegravemes de
coordonneacutees Ce processus dunification est nommeacute recalage localisation ou alignement
(Localisation or Registration) dans la litteacuterature scientifique Lalignement se reacutesume agrave
trouver une matrice de transformation rigide entre le DCS et le MCS comme lillustre la
figure l l
MCS
C^ TRANSFORMATIO N
X ^ I
Figure 11 Alignement entre le DCS et le MCS
La repreacutesentation geacuteomeacutetrique des composantes influence significativement le choix de
lalgorithme de localisation Diverses approches adoptent une repreacutesentation parameacutetrique de
la geacuteomeacutetrie par des surfaces polynomiales des surfaces de Bezier ou NURBS
(Non-Uniform Rational B-Spline) De plus les logiciels de reconstruction de surface sont
freacutequemment employeacutes pour linspection (Alrashdan et al 2000 Cui et al 1999 Son et al
2002 Yao 2005 Zhang 2003) Une revue exhaustive des meacutethodes de repreacutesentation
des surfaces ainsi que des algorithmes dalignement est fournie par
Li et Gu (2004) Eacutetant doimeacute que cette recherche aspire agrave deacutevelopper une meacutethodologie
dinspection sans preacutetraitement des points numeacuteriseacutes simple dutilisation et indeacutependante des
logiciels de reconstruction la revue de la litteacuterature sera limiteacutee aux algorithmes ne
neacutecessitant pas de repreacutesentation parameacutetrique ou de reconstruction analytique des surfaces
En 1992 Besl et McKay ont preacutesenteacute lalgorithme dalignement ICP (Iteacuterative Closest
Point) Ce dernier est largement reconnu dans le domaine de la vision industrielle ainsi que
dans le secteur manufacturier Tirant profit des caracteacuteristiques des quatemions la meacutethode
estime par iteacuteration la matrice de transformation rigide neacutecessaire agrave lalignement de la piegravece
numeacuteriseacutee avec le modegravele nominal agrave partir dune matrice de transformation initiale
Agrave chaque iteacuteration la combinaison de points entre le modegravele numeacuteriseacute et le nominal est
eacutevalueacutee Par la suite les matrices de rotation et de translation constituant la matrice de
transformation rigide et minimisant la distance euclidierme entre chaque combinaison de
points est obtenue La solution de lalgorithme converge vers le minimum local dans le
voisinage de la condition initiale
Masuda et Yokoya (1994) introduisent agrave lalgorithme ICP un meacutecanisme permettant
ladoption dun eacutechantillonnage aleacuteatoire des points numeacuteriseacutes pour lalignement De plus ils
suggegraverent de faire agrave chaque iteacuteration lestimation par la meacutethode des moindres carreacutes des
meacutedianes (Least Meacutedian of Squares LMS) de la matrice de transformation rigide agrave partir des
reacutesultats de lICP original Les modifications proposeacutees permettent de reacuteduire sensiblement le
temps de calcul de lICP tout en conservant sa robustesse
Tucker (2000) met en avant la meacutethode de Newton et la compare agrave lalgorithme ICP
La valeur ajouteacutee de la technique proposeacutee reacuteside dans sa capaciteacute de trouver analytiquement
la deacuteriveacutee seconde neacutecessaire agrave la meacutethode de Newton classique Ceci a pour effet
dameacuteliorer substantiellement les coucircts de calcul de la meacutethode Tucker deacutemontre que la
meacutethode de Newton converge plus rapidement que lalgorithme ICP mais quelle demeure
plus sensible agrave lalignement initial des modegraveles Toutefois malgreacute que la meacutethode de Newton
se montre fortement prometteuse elle est limiteacutee au cas ougrave la repreacutesentation geacuteomeacutetrique du
modegravele serait parameacutetreacutee
Rusinkiewicz et Levoy (2001) classifient et comparent la vitesse de plusieurs variantes de
lalgorithme ICP La classification repose sur linfluence que chaque meacutethode possegravede sur les
six (6) eacutetapes de lalgorithme (1) la seacutelection des points (2) le couplage des points
(3) la pondeacuteration des couplages de points (4) le rejet de certaines combinaisons de points
(5) lapplication dune erreur deacutependante du couplage (6) la minimisation de la distance
entre les points Par la suite une nouvelle deacutemarche deacutechantilloimage nommeacutee
normal-space-concept baseacutee sur la distribution du vecteur normal de chacun des points
seacutelectionneacutes est introduite La technique deacutechantillormage consiste agrave seacutelectiormer des points
afin que la distribution de leur normale soit la plus large possible
Dans le but de minimiser lerreur de localisation de lalgorithme ICP des techniques
deacutevaluation de la distance entre chaque combinaison de points ont eacuteteacute deacuteveloppeacutees
Contrairement agrave lalgorithme ICP classique qui calcule la distance entre chaque combinaison
de points par la distance euclidienne entre ces points soit point-point dautres techniques
utilisent des meacutetriques diffeacuterentes point-projection point-plan tangent (Park et Murali
2003 Pottman et Hofer 2002 Rusinkiewicz et Levoy 2001) Gelfand et al (2003) montrent
que ces techniques ont lavantage de permettre aux deux modegraveles de glisser entre eux dans
des reacutegions planes ou circulaires en raison des degreacutes de liberteacute non contraints Toutefois si
trop de points eacutechantillonneacutes proviennent de telles reacutegions lalgorithme
devient instable agrave cause du manque de contrainte de blocage Pour pallier agrave ceci
Gelfand et al (2003) proposent une approche deacutechantillonnage analysant la matrice de
covariance utiliseacutee pour la minimisation de lerreur dalignement Une fois une paire de
points identifieacutee si la preacutesence dun manque de contrainte est deacutetecteacutee en veacuterifiant la matrice
de covariance la paire de points est remplaceacutee par une autre
12 Alignemen t non-rigid e
Dans toutes les approches preacuteceacutedentes lalignement est appliqueacute sur des modegraveles de piegraveces
rigides avec lhypothegravese que les geacuteomeacutetries de la piegravece numeacuteriseacutee et nominale sont proches
Dans le cas dinspection de piegraveces flexibles sans gabarit de conformiteacute la geacuteomeacutetrie de la
piegravece physique numeacuteriseacutee peut ecirctre significativement diffeacuterente de la geacuteomeacutetrie nominale Le
problegraveme dalignement ne se limite plus agrave trouver la matrice de transformation rigide
Lintroduction des techniques de recalage non-rigide est neacutecessaire Comparativement au
recalage rigide qui permet daligner par exemple deux lignes parallegraveles le recalage non-
rigide permet lalignement dune ligne avec une courbe
Limagerie meacutedicale est probablement le domaine qui a permis aux techniques dalignement
non-rigide de se deacutevelopper substantiellement Les applications meacutedicales se divisent en
deux cateacutegories intrasujet (intrasubject) et intersujet (intersubject) Intrasujet fait reacutefeacuterence
au recalage dun mecircme sujet numeacuteriseacute agrave des temps diffeacuterents par exemple pour faire la
comparaison avantapregraves opeacuteration des scans en neurochirurgie Intersujet signifie
lalignement de diffeacuterents sujets numeacuteriseacutes par exemple pour creacuteer un atlas statistique des
variations de lanatomie dun groupe de patient Dawant (2002) puis Holden (2008)
fournissent une revue de litteacuterature sur les algorithmes de recalage employeacutes dans limagerie
meacutedicale Holden (2008) regroupe les techniques suivant leur fondement theacuteorique celles
dont les transformations sont reacutegies par les proprieacuteteacutes physiques du modegravele et celles dont les
transformations proviennent de meacutethodes dinterpolation
Ferrant et al (1999) minimisent une fonction deacutenergie comprenant deux termes Le premier
contraint la deacuteformation agrave suivre un comportement dicteacute par les proprieacuteteacutes physiques du
mateacuteriau du modegravele tandis que le deuxiegraveme tend agrave minimiser la distance entre les deux
images Cette technique a lavantage de prendre les proprieacuteteacutes physiques en compte
Ferrant et al (1999) traitent seulement le cas de modegravele ayant subi de petites deacuteformations
dans le domaine eacutelastique dun mateacuteriau isotrope
Feldmar et Ayache (1994 1996) proposent la meacutethode locally affine deacuteformation pour
reacutesoudre lalignement non-rigide Au lieu demployer une seule matrice de transformation
rigide pour aligner les deux modegraveles ils introduisent lutilisation dune matrice de
transformation affine par sous-ensemble spheacuterique de points Une fonction de lissage assure
une similitude entre la transformation dun point et celle appliqueacutee agrave ses points voisins dans
un mecircme sous-ensemble De plus le meacutetrique ne se limite plus agrave la distance entre les points
mais prend en compte aussi la diffeacuterence entre la normale et la courbure curvature) aux
points
Dans le domaine de lanimation informatique Allen et al (2003) deacuteveloppent une meacutethode
permettant dajuster le maillage de haute reacutesolution dun corps humain modeacuteliseacute (template)
pour que celui-ci repreacutesente le modegravele dun corps humain reacuteel numeacuteriseacute Ceci permet de
creacuteer un modegravele parameacutetreacute du corps reacuteel numeacuteriseacute Inspireacutes entre autres de
Feldmar et Ayache (1994 1996) Allen et al (2003) proposent dappliquer pour chaque
nœud du maillage une matrice de transformation affine de telle sorte que le modegravele initial se
10
rapproche du modegravele reacuteel tout en gardant un maillage lisse Pour remeacutedier agrave cela la meacutethode
vise agrave minimiser la combinaison de trois erreurs pondeacutereacutees la distance entre chaque
combinaison de points la diffeacuterence entre les matrices de transformation de deux points
dune mecircme arecircte du maillage et la distance entre chaque combinaison dindicateurs de
positionnement markers) La deacutemarche a lavantage de creacuteer un modegravele parameacutetreacute du corps
reacuteel numeacuteriseacute mecircme si la numeacuterisation du corps est incomplegravete dans les zones difficiles agrave
numeacuteriser Cette derniegravere caracteacuteristique en fait un bon candidat pour son utilisation
dans la preacutesente recherche Amberg et al (2007) reformulent la fonction objective de
Allen et al (2003) en une fonction quadratique La fonction est ensuite minimiseacutee en posant
sa deacuteriveacutee eacutegale agrave zeacutero et en reacutesolvant le systegraveme lineacuteaire deacutecoulant
Une description plus deacutetailleacutee de lalgorithme ICP proposeacute par Besl et McKay (1992) ainsi
que pour celui preacutesenteacute par Allen et al (2003) puis reformuleacute par Amberg et al (2007) se
retrouvent au chapitre 3
13 Analys e des variations dimensionnelles e t geacuteomeacutetriques de s piegraveces souple s
Les meacutethodes danalyse de variations dimensionnelles et geacuteomeacutetriques classiques
considegraverent les piegraveces comme rigides Elles ne prennent pas non plus en compte les
deacuteformations permises lors de lassemblage Ces meacutethodes surestiment donc les toleacuterances
alloueacutees Cette sureacutevaluation amplifie les coucircts de production engendreacutes par laugmentation
du nombre de rejets du produit Les recherches preacutesenteacutees ci-dessous traitent de meacutethodes
ayant pour objectif dinteacutegrer la flexibiliteacute des piegraveces dans lanalyse de variations
dimensionnelles traditiormelles
Le groupe de recherche Laboratory for Manufacturing System Realization and
Synthesis (MARS) de lUniversiteacute du Michigan en collaboration avec Collaborative
Research Laboratory Advanced Veacutehicule Manufacturing (GM CRL-AVM) avec Hu
Ceglarek ainsi que leurs eacutetudiants (Lui et Camelio etc) ont mis les bases de lanalyse
dimensionnelle dassemblage par conformation Le domaine dapplication principal de leurs
Il
travaux est la gestion des variations dun assemblage en meacutetal en feuille utiliseacute pour la
carrosserie dautomobile Ci-dessous se trouve une seacutelection de leurs travaux
Liu et al (1996) mettent en relief limportance de la seacutequence dassemblage sur la variation
finale de celui-ci En utilisant la meacutecanique lineacuteaire ils deacutemontrent que la flexibiliteacute des
piegraveces agrave lassemblage peut compenser leurs variations dimensioimelles Autrement dit la
variation de lassemblage de composantes flexibles est plus faible que celle estimeacutee avec un
modegravele danalyse classique de cumul des toleacuterances (Stacked Up Analysis) Subseacutequemment
Camelio et al (2004) proposent un algorithme optimisant la position des fixations tout en
minimisant la variation de lassemblage en fonction des variations des piegraveces et des outils
Liu et Hu (1997) preacutesentent deux techniques de preacutediction des variations dun assemblage en
meacutetal en feuille employant la meacutethode deacuteleacutements finis (FEM) La premiegravere
laquo Direct Monte Carlo Simulation raquo consiste simplement agrave faire varier aleacuteatoirement les
nœuds des composantes mailleacutees simulant de ce fait les deacutefauts de fabrication avant de faire
lanalyse par eacuteleacutements finis (FEA) de lassemblage Lanalyse FEA est reacuteiteacutereacutee plusieurs fois
pour une distribution repreacutesentative de la variation finale de lassemblage La deuxiegraveme
laquo Method of Influence Coefficients raquo permet dobtenir plus rapidement sensiblement les
mecircmes reacutesultats que la meacutethode preacuteceacutedente La cleacute de cette meacutethode demeure dans
leacutetablissement dune relation lineacuteaire quils nomment laquo mechanistic variation model raquo
entre les variations induites des piegraveces et celles reacutesultantes de leur assemblage agrave laide dune
matrice de sensibiliteacute En calculant agrave partir de simulations la matrice de sensibiliteacute le passage
successif par un module deacuteleacutements finis nest plus neacutecessaire Ces passages sont substitueacutes
par lemploi de la relation linaire obtenue preacuteceacutedemment
De plus amples informations ainsi quune liste exhaustive de leurs recherches sont disponibles sur leur site web respectif httphomepagescaewiscedu~darekpublishhtml httpgmcrlenginumichedu
12
Kenneth W Chase de Brigham Young University (BYU) fonde le groupe de recherche
Association for the Development of Computer-Aided Tolerancing Systems (ADCATS)
en 1984 Travaillant initialement sur lanalyse dimensionnelle assisteacutee par ordinateur ce qui
a donneacute naissance au logiciel CETol Chase et son groupe incluant Merkley et Bihlmaier
ont par la suite eacutetudieacute lanalyse variatioimelle dassemblage par conformation
Merkley (1998) deacuteveloppe une meacutethode reposant sur la lineacutearisation du problegraveme de contact
eacutelastique entre des composantes flexibles Il reacuteameacutenage la loi de Hooke pour lutilisation
dun super-eacuteleacutement permettant de deacutecrire la matrice de rigiditeacute eacutequivalente dune composante
en fonction des degreacutes de liberteacute agrave sa frontiegravere De plus Merkley introduit le concept de la
covariance due au mateacuteriau (material covariance) ainsi que la covariance geacuteomeacutetrique
(geacuteomeacutetrie covariance) La covariance due au mateacuteriau deacutecrit linterdeacutependance entre les
points du maillage de la piegravece reacutesultant de la nature du mateacuteriau tandis que la covariance
geacuteomeacutetrique deacutecrit la correacutelation entre les deacutefauts de surface dun point et ceux de ses points
voisins sur une mecircme geacuteomeacutetrie Par la suite au lieu dintroduire des variations aleacuteatoires sur
les nœuds des composantes mailleacutees comme Liu et Hu (1997) Merkley utilise une courbe de
Bezier aleacuteatoire pour deacutecrire ces variations de surface
Poursuivant les travaux de Merkley Bihlmaier (1999) emploie lanalyse spectrale des
variations dune population de surface pour obtenir la matrice de covariance geacuteomeacutetrique de
celle-ci Ainsi agrave partir de lanalyse de lensemble des surfaces de lassemblage Bihlmaier
trouve la moyeime et la matrice de covariance geacuteomeacutetrique de lespace entre les joints de
lassemblage Il utilise ensuite ces informations dans une analyse FEA pour
preacutedire leacutetendue des forces dassemblage La comparaison de cette technique deacutenommeacutee
De plus amples informations ainsi quune liste exhaustive de leurs recherches sont disponibles sur leur site web httpadcatsetbyuedureportsandpublicationsphp ^ Bihlmaier eacutetudie lassemblage de deux feuilles jointes bout agrave bout
13
laquo Flexible Assembly Spectral Toleacuterance Analysis (FASTA) raquo avec la meacutethode Monte-Carlo
deacutemontre la rapiditeacute supeacuterieure de la meacutethode FASTA avec des reacutesultats sensiblement
eacutequivalents
Les meacutethodes proposeacutees preacuteceacutedemment sappliquent principalement agrave des assemblages en
coques minces avec de simples contraintes physiques Le cas dune composante subissant de
multiples contraintes lors de son assemblage et de son fonctionnement engendrant ainsi des
deacuteformations importantes ne se precircte pas aux meacutethodes preacutesenteacutees Linjecteur de haute
pression fabriqueacute pour lindustrie automobile repreacutesente un bon exemple Reacutecemment pour
pallier agrave ce problegraveme Markvoort (2007 Markvoort et al 2005a 2005b) suggegraverent une
meacutethode consistant agrave faire une analyse FEA pour chaque variable de lassemblage ie pour
chaque combinaison de toleacuterances simuleacutee Dans cette meacutethode les variations imposeacutees agrave
chaque dimension agrave analyser sont estimeacutees agrave laide dun logiciel danalyse statistique Cette
technique nommeacutee Statistical Toleacuterance Analysis and Deacuteformation Analysis (STA-DEF) a
lavantage decirctre preacutecise tout en consideacuterant les contraintes physiques Elle demeure preacutecise
dans le cas de petite ou de grande deacuteformation
Les meacutethodes danalyse preacutesenteacutees sont conccedilues pour preacutedire les variations dun assemblage
en tenant compte de la nature flexible de ses composantes Les deacutefauts des composantes de
mecircme que la position et la valeur des forces dassemblage y sont imposeacutes ce qui limite leur
utilisation dans la preacutesente eacutetude Il est utile de rappeler ici que ce meacutemoire deacutesire explorer
linspection de profil de surface dans le cas ougrave la piegravece agrave inspecter ait subi des deacuteformations
inconnues et que son nuage de points ait eacuteteacute bruiteacute agrave cause du systegraveme de numeacuterisation
14 Utilisatio n iteacuterative de la meacutethode deacuteleacutements finis
Lanalyse par eacuteleacutements finis est employeacutee principalement pour preacutedire le comportement
dune piegravece dun assemblage ou dun meacutecanisme complexe sous leurs conditions
dutilisation Vu la performance accrue des calculateurs la meacutethode deacuteleacutements finis est de
plus en plus utiliseacutee iteacuterativement pour loptimisation des paramegravetres de conception La
14
modeacutelisation dune matrice de formage est un exemple inteacuteressant La geacuteomeacutetrie de celle-ci
doit ecirctre optimiseacutee pour minimiser leffet du recul eacutelastique (Spring-Back) quengendre le
proceacutedeacute
Karafillis et Boyce (1992 1996) suggegraverent la meacutethode laquoForce Descriptor Methodraquo pour
deacutefinir la geacuteomeacutetrie de la matrice de formage dune piegravece de meacutetal en feuille tout en
consideacuterant le recul eacutelastique de la piegravece Cette deacutemarche combine lanalyse analytique et la
FEM pour eacutevaluer le niveau du recul eacutelastique ducirc au proceacutedeacute
Wu ( 1997) preacutesente un algorithme FEM iteacuteratif optimisant un coefficient alpha ( a ) de la
force reacutesultante responsable du recul eacutelastique En trouvant une valeur alpha plus petite que
zeacutero (a lt 0) ce qui a pour effet dappliquer une force opposeacutee au recul eacutelastique une
nouvelle geacuteomeacutetrie de la matrice est obtenue
Wei et Wagoner (2004) comparent successivement le modegravele nominal de la piegravece et celle
issue dune simulation du proceacutedeacute de formage par eacuteleacutements finis Agrave chaque iteacuteration le
vecteur de deacuteplacement de chaque nœud du maillage de la piegravece nominale agrave son
correspondant simuleacute est appliqueacute sur son nœud eacutequivalent du maillage de la matrice Cette
meacutethode laquo Displacement Ajustement method (DA ) raquo ainsi que celle proposeacutee par
Karafillis et Boyce (1992 1996) sont illustreacutees agrave la figure 12 De maniegravere agrave exploiter la
meacutethode DA lorsque le maillage de la matrice et celui de la piegravece sont diffeacuterents
Lingbeek et al (2005) suggegraverent la meacutethode laquo Smooth Displacement Ajustment (SDA) raquo
Celle-ci repreacutesente le champ des vecteurs de deacuteplacement par une surface polynomiale
permettant ainsi deacutevaluer le deacuteplacement des nœuds du maillage de la matrice
Les meacutethodes deacutecrites plus haut sont adapteacutees pour la conception de matrice dans un
environnement virtuel La transposition des vecteurs de deacuteplacement du modegravele de la piegravece
apregraves le recul eacutelastique au modegravele de la matrice est possible puisque la piegravece a eacuteteacute modeacuteliseacutee
au deacutepart sans deacutefaut de fabrication Si toutefois le modegravele initial de la piegravece provient de la
numeacuterisation dune piegravece manufactureacutee ces meacutethodes ne fonctionneront plus en raison de la
15
preacutesence du bruit de mesure et des deacutefauts de fabrication De toute eacutevidence si lon deacuteplace
les points du maillage de la matrice vers leurs points correspondants de la piegravece numeacuteriseacutee le
nouveau modegravele de la matrice sera bruiteacute en plus de repreacutesenter les deacutefauts de fabrication de
la piegravece utiliseacutee Neacuteanmoins la preacutesente recherche sinspire du concept de deacuteplacement
iteacuteratif introduit par ces meacutethodes
r raquo 1 ) Fiat Sheet
2) Fomi to trial die shape
-V aol
3) Die shape correct (Formingspriugback simulatiou) Taiaet
Die
4) A tool = X lool + A y
1 mol
(a)
Imdashbull 1) Fiat Sheet
-Ay-
x
y L 2) Form to target or trial die shape fioiu step 3 record Fextemai
3) Apply Fexteraai to tBTget obtaiii trial die shape (springtbrwaid)
(b)
4) Die shape coirect (Foniiiiigspriiigback simulation) Target
(i+l)thtnalafter spnugback
Figure 12 Meacutethode s de deacutefinition de la matrice de formage a) Meacutethode DA b) Meacutethode proposeacutee par Karafillis et Boyce (1992 1996)
Tireacutee de Wei et Wagoner (2004)
16
En reacutesumeacute la revue de la litteacuterature exposeacutee dans ce chapitre preacutesente leacutetat de lart dans les
domaines de lalignement entre la repreacutesentation 3D dune piegravece et son modegravele CAO
lalignement non-rigide ainsi que dans celui de lanalyse des variations geacuteomeacutetriques des
piegraveces souples De plus une revue des techniques dutilisation iteacuterative de la meacutethode
deacuteleacutements finis pour la modeacutelisation de matrice de formage est preacutesenteacutee Ce premier
chapitre a permis didentifier les apports des principales approches dans les domaines
mentionneacutes preacuteceacutedemment qui sont essentiels au deacutemarrage de la preacutesente recherche 11 a
aussi mis en relief les limites dans lapplication de ces meacutethodes pour reacutesoudre les
probleacutematiques relieacutees agrave linspection des piegraveces flexibles sans gabarit de conformiteacute
Finalement labsence de recherche dans le domaine de linspection de composantes souples
dans ce chapitre met en eacutevidence loriginaliteacute de ce meacutemoire
CHAPITRE 2
GESTION DE S PIEgraveCES FLEXIBLE S SELON LA NORME ASME Y145 M
Le controcircle dimensionnel et geacuteomeacutetrique des composantes meacutecaniques occupe une part
importante et croissante dans lindustrie moderne 11 existe des standards nationaux et
internationaux comme la norme ASME Y145M et la norme ISO 1101 pour deacutefinir un
systegraveme de symboles eacutetablir les regravegles dinterpreacutetation et geacuterer les meacutethodes agrave employer pour
communiquer les informations sur les documents et devis techniques Ce chapitre preacutesente
lessentiel des possibiliteacutes et des techniques permises par la norme ameacutericaine
ASME Y145M-1994 pour ameacuteliorer la reacutepeacutetitiviteacute de linspection des composantes
flexibles
Comme mentionneacute la norme ASME Y145M-1994 considegravere par deacutefaut que linspection des
composantes doit ecirctre effectueacutee agrave leacutetat libre free state) soit sans force appliqueacutee durant
linspection Les piegraveces standards stock) telles que les tubes le meacutetal en feuilles les profils
extrudeacutes les poutres structurales ainsi que les piegraveces sujettes agrave des variations geacuteomeacutetriques agrave
leacutetat libre sont exclus de la regravegle mentionneacutee Les piegraveces flexibles se voient ainsi traiteacutees de
maniegravere diffeacuterente Les meacutethodes dites de laquo conformation raquo leur sont appliqueacutees Les piegraveces
eacutetant diffeacuterentes par leurs geacuteomeacutetries leurs rigiditeacutes et par leurs requis fonctionnels plusieurs
meacutethodes sont disponibles La figure 2 l ci-dessous regroupe les principales techniques pour
linspection et le controcircle geacuteomeacutetrique des composantes flexibles
Conformation
_c A un eacuteleacutement geacuteomeacutetrique
A un gabarit (1)
1 Force(5)
Hyperstatique
H V
Dimension (4)
Points hyperstatiques (2| Reacutefeacuterentiels ajustables (3)
raquo
^^kl laquo
18
1 _ I
Remplacement du requis
Gabarit optique (10)
Toleacuterances relatives (6) Dimension
Imdash|aiMoo| |pound7 | oioieKw l
Autres requis (9)
fi
Longueur darc (7) Dimension AVG (8)
^-^-^
Figure 21 Principale s meacutethodes de controcircle des piegraveces flexibles Tireacutee de Tahan et Chacirctelain (2005)
21 Conformation par un gabarit
Linspection par conformation sur gabarit ou montage rigide permet dimposer une
seacutequence dinstallation et de fixation de la piegravece flexible sur le gabarit Cette meacutethode est
largement employeacutee pour des grandes piegraveces complexes et flexibles comme les panneaux en
polymegravere les cartosseries dautomobiles ou les grandes piegraveces usineacutees (domaine
aeacuteronautique) En vue de conformer la piegravece agrave sa geacuteomeacutetrie nominale deacutecrite par le gabarit
Sauf indication contraire les figures dans ce chapitre sont tireacutees de Tahan et Chacirctelain (2005)
19
une force induisant des deacuteformations eacutelastiques peut ecirctre exerceacutee sur celle-ci Dans ce cas la
conception et la fabrication des gabarits sont critiques et souvent coucircteuses Un exemple de
gabarit est illustreacute par la figure 22
Figure 22 Exempl e de gabarit
22 Utilisation de systegravemes reacutefeacuterentiel s hyperstatique s
Dans un montage isostatique chaque degreacute de liberteacute est bloqueacute par un seul point Par
exemple de maniegravere agrave bacirctir un plan reacutefeacuterentiel primaire trois points de contact sont
employeacutes Pour le plan reacutefeacuterentiel secondaire deux points de contact sont neacutecessaires pour
deacutefinir un plan perpendiculaire au primaire etc La repreacutesentation de ces points dappui se
fait par lentremise des reacutefeacuterentiels cibleacutes target datum) comme lillustre lexemple agrave la
figure 23
Figure 23 Systegravem e isostatique de reacutefeacuterentiels Tireacutee de ASME Y145M-1994
20
Une deuxiegraveme meacutethode de conformation est reacutealisable en indiquant plus de points de contact
que ce qui est matheacutematiquement neacutecessaire par exemple lindication de quatre points de
contact pour le plan reacutefeacuterentiel primaire Selon cette technique le reacutefeacuterentiel dinspection ne
se rapporte pas au plan moyen des quatre points mais agrave la surface geacuteomeacutetrique associeacutee
theacuteoriquement parfaite sur laquelle on doit conformer la piegravece
Cette meacutethode diffegravere de la preacuteceacutedente du fait que le nombre de points de contact reste quand
mecircme limiteacute et quil nest pas obligatoire davoir une geacuteomeacutetrie nominale mateacuterialiseacutee par
des surfaces complexes sur un gabarit Cette meacutethode est utiliseacutee pour linspection des
structures minces coques cylindriques surface complexe en meacutetal en feuille piegraveces en
polymegravere ayant subi des torsions Twist et Warp) Un exemple de gabarit est illustreacute agrave la
figure 24
u
W
W
0
0 0 0 0 0 0
Q X3 r3 Z3
yQ u Z4
Figure 24 Exemple dun systegraveme reacutefeacuterentiel hyperstatique
23 Reacutefeacuterentiel ajustable
Lusage de reacutefeacuterentiel ajustable nest pas exclusif aux piegraveces flexibles Cette meacutethode est
utiliseacutee dans le cas des composantes issues de proceacutedeacutes tels que le moulage ou le forgeage
Le principe relativement simple consiste agrave designer dune maniegravere speacutecifique les points de
contact qui seront mobiles comme le reacutefeacuterentiel Cl dans la figure 25a agrave travers une
indication speacuteciale du reacutefeacuterentiel cibleacute
21
La technique des reacutefeacuterentiels ajustables est privileacutegieacutee dans le cas des piegraveces relativement
rigides mais dont la stabiliteacute sur trois points dappui nest pas assureacutee ou seacutecuritaire Ainsi
sur une structure de grande taille en forme de H telle que repreacutesenteacutee dans la figure 25b le
plan primaire est deacutesigneacute par les quatre points Al-A4 les trois premiers eacutetant fixes et le
quatriegraveme A4 est ajustable Le reacutefeacuterentiel primaire est le plan passant par A1-A3 tandis que
A4 ne sert quagrave procurer une stabiliteacute suppleacutementaire agrave lensemble
Figure 25 Exempl e de reacutefeacuterentie l ajustable (a) Tireacutee de ASME Y 1441-2003
24 Conformation agrave une dimension nominal e
Dans cette meacutethode une dimension judicieusement seacutelectionneacutee est deacutefinie comme
paramegravetre agrave conformer lors de linspection et ce indeacutependamment de la force appliqueacutee La
dimension est indiqueacutee avec une cote nominale (Basic) et une note du type laquo Acirc conformer
durant linspection Conform to archive toleacuterance raquo Cette meacutethode est adopteacutee
freacutequemment sur des piegraveces minces ougrave figurent des plis Sil est important de controcircler une
dimension speacutecifique agrave leacutetat libre celle-ci est mentioimeacutee agrave laide du modificateur (F)
comme lindique la figure 26b
22
TTT-^y
-Iml-
- I I I
YYY 1 ZZ Z bull
a)
I I V
-Hocircucircl-
O l l I
^ x w copy mdash A
b)
25
Figure 26 Exemple s dune conformation dun e dimensio n nominale
Permission dutilisation dun e forc e lors des opeacuterations dinspectio n
Cette meacutethode permet agrave linspecteur dutiliser une certaine force lors de linspection Une
mention de la forme laquo est permis dutiliser 75 N250 mm lors de linspection It is
permissible to use 15 lbf100 to achieve toleacuterance raquo est inscrite sur le dessin Cette meacutethode
est couramment employeacutee sur de grandes piegraveces usineacutees avec de petites deacuteformations
geacuteomeacutetriques engendreacutees par les contraintes reacutesiduelles dues agrave lusinage Lajout dune
speacutecification agrave leacutetat libre illustreacute sur la figure 27 controcircle le niveau des deacuteformations
induites lors de linspection
1^1375 001 2 Z ^ y y y z^Acirc
Figure 27 Exempl e de planeacuteiteacute agrave leacutetat libre
23
26 Lusage des toleacuterances relative s
Dans cette technique les toleacuterances absolues appliqueacutees sur la totaliteacute de la piegravece sont
remplaceacutees par des toleacuterances relatives Les zones de toleacuterance sont deacutefinies en fonction de la
longueur ou de la surface Geacuteneacuteralement les toleacuterances relatives sont employeacutees pour
controcircler les deacutefauts de forme et de profil Typiquement la rectitude ou la planeacuteiteacute peut ecirctre
appliqueacutee sur une longueur preacutedeacutetermineacutee de la piegravece Toutefois la piegravece doit ecirctre
pratiquement rigide sur la longueur speacutecifieacutee
05400 CJ 0106000 r 0056000
Figure 28 Exemple s de toleacuterance relative
27 Utilisation de la longueur dar c
La longueur darc est deacutefinie comme la longueur circonfeacuterentielle de larc de cercle entre
deux points La figure 29 illustre une piegravece consideacutereacutee comme flexible et ayant une
courbure Le controcircle de la hauteur ou de la largeur entraicircne des difficulteacutes agrave cause de la
deacuteformation de la piegravece (figure 29a) Par contre le remplacement de ces mesures par une
mesure de longueur darc (figure 29b) assure une reacutepeacutetitiviteacute puisque celle-ci est
indeacutependante du niveau de deacuteformation
a)
XXX YV Y
b)
Figure 29 Exempl e dutilisation dun e longueu r darc
24
28 Utilisation des dimensions moyennes (AVG )
Les dimensions moyennes sont employeacutees pour controcircler la valeur de la moyerme
arithmeacutetique dune dimension au lieu de la geacuteomeacutetrie Autrement dit le controcircle seffectue
en utilisant la moyenne dun ensemble de mesures et non par les dimensions limites tel que
prescrites par le principe de lenveloppe (ASMEY145M-1994 p 4 Fundamental
Rulessection (l)) Le symbole AVG y est indiqueacute comme sur la figure 210
Agrave titre dexemple linspection du diamegravetre dun tube flexible est difficile Par contre en
divisant par ti la mesure de la circonfeacuterence avec un ruban ou un instrument speacutecial la valeur
moyenne (AVG) du diamegravetre est eacutevalueacutee avec une bonne reacutepeacutetitiviteacute
Figure 210 Exempl e dutilisation d e dimension moyenne Tireacutee de ASME Y145M-1994
29 Remplacement de s requis dimensionnels pa r dautres mesure s
Cette technique utilise la forte correacutelation qui peut exister entre la geacuteomeacutetrie dune
composante flexible et dautres mesures physiques Elle est utiliseacutee dans le cas de piegraveces
ayant une flexibiliteacute extrecircme (tissu tuyau flexible etc)
Dans le cas dune piegravece mouleacutee une dimension peut ecirctre substitueacutee par un requis de masse
Cette technique semploie dans le cas ougrave il existe une forte correacutelation entre linteacutegriteacute
geacuteomeacutetrique et la densiteacute du mateacuteriel mouleacute
25
210 Inspection pa r gabarit optiqu e
La meacutethode consiste agrave effectuer linspection avec un comparateur optique qui projette
limage de la piegravece sur un eacutecran avec un certain niveau dagrandissement preacutedeacutetermineacute La
superposition de limage obtenue avec un gabarit optique permet de valider la conformiteacute
dimensionnelle et geacuteomeacutetrique de la piegravece inspecteacutee Cette technique est employeacutee pour
valider la geacuteomeacutetrie des sections de mateacuteriaux flexibles comme celle du joint deacutetancheacuteiteacute
illustreacute agrave la figure 211 Dans ce cas le controcircle seffectue pour sassurer que le contour de la
section demeure agrave linteacuterieur dune zone deacutefinie par deux contours nominaux distanceacutes par la
valeur de la toleacuterance
Figure 211 Exempl e dutilisation du n gabari t optique agrave leacutetat libre
211 Reacutesum eacute
Comme mentionneacute plus haut les piegraveces flexibles sont traiteacutees diffeacuteremment selon leur
geacuteomeacutetrie leur rigiditeacute et leurs requis fonctiormels Plusieurs meacutethodes pour geacuterer leurs
variations dimensioimelles et geacuteomeacutetriques sont proposeacutees par les normes Le tableau 21
ci-dessous preacutesente une reacutecapitulation des meacutethodes permises par la norme ameacutericaine
ASME Y145M-1994 pour ameacuteliorer la reacutepeacutetitiviteacute de linspection des composantes
flexibles
Tableau 21 Reacutesumeacute des meacutethodes dinspection de composante flexible
26
Meacutethode
1 Conformation agrave un gabarit
2 Violation des principes disostatiques
3Reacutefeacuterentiel ajustable
4 Utilisation dune force
5Conformation agrave une dimension
6 Toleacuterance relative
7 Longueur darc
8 Utilisation des dimensions moyennes (AVG)
9 Remplacement des requis
10 Inspection sur gabarit optique
Exemples dapplication
Piegraveces agrave paroi mince avec formes complexes
Piegraveces agrave paroi mince
Stmcture meacutecano-soudeacutee
Piegraveces avec de faibles deacuteformations eacutelastiques piegraveces agrave paroi mince
Meacutetal en feuille piegraveces agrave paroi mince
Piegraveces primaires (poutre tube plaque panneau profileacute etc)
Stmctures minces meacutetal en feuille
Stmctures minces meacutetal en feuille
Piegraveces mouleacutees tuyaux flexibles tissus etc
Veacuterification de la geacuteomeacutetrie des sections de mateacuteriaux flexibles
Deacutesavantage
Neacutecessite un gabarit de conformation fidegravele agrave la geacuteomeacutetrie nominale
Neacutecessite un montage speacutecifique et un dispositif pour produire la force neacutecessaire agrave la conformation
Neacutecessite un montage speacutecial
Lajout dune toleacuterance agrave leacutetat libre est souvent neacutecessaire pour limiter le niveau de deacuteformation
Lajout dune toleacuterance agrave leacutetat libre est souvent neacutecessaire pour limiter le niveau de deacuteformation
Limiteacutee pour les deacutefauts de forme seulement Difficile agrave controcircler dans le cas des profils
Limiteacutee aux profils geacuteneacutereacutes par un rayon constant Mesures avec preacutecision limiteacutee
Ne valide par les valeurs extrecircmes (erreur de forme)
Une preuve de correacutelation est neacutecessaire
Reacutepeacutetitiviteacute de mesure Applicable uniquement pour les inspections en 2D
CHAPITRE 3
ALGORITHME INSPECTION PA R DEacutePLACEMENT ITEacuteRATI F
La revue de la litteacuterature du chapitre 1 illustre bien quen deacutepit de la recherche sur
linteacutegration de la flexibiliteacute des composantes dans lanalyse dimensionnelle afin de reacuteduire
la quantiteacute de piegraveces rejeteacutees peu de recherches ont eacuteteacute effectueacutees sur la reacuteduction des coucircts
dinspection des piegraveces flexibles Le preacutesent document propose un nouvel algorithme
deacutenommeacute Inspection par Deacuteplacement Iteacuteratif (IDI) Iteacuterative Displacement Inspection La
meacutethodologie permet de localiser et de quantifier les deacutefauts de profil des coques minces Les
donneacutees dentreacutee sont la piegravece manufactureacutee numeacuteriseacutee lorsque celle-ci est maintenue par de
simples supports et le modegravele nominal (MATH DATA) La deacutemarche se veut une alternative
agrave linspection avec un gabarit de conformiteacute Dans labsence de ce dernier les effets de la
graviteacute et des deacuteformations engendreacutees par les contraintes induites par le proceacutedeacute rendent la
geacuteomeacutetrie de la piegravece numeacuteriseacutee consideacuterablement diffeacuterente de la geacuteomeacutetrie nominale Par
conseacutequent la meacutethode proposeacutee envisage de traiter et disoler ces facteurs de telle sorte que
le reacutesultat de linspection reflegravete uniquement leffet des deacutefauts (variations dues aux proceacutedeacutes
de fabrication) En reacutesumeacute ce meacutemoire explore linspection des piegraveces de type coque mince
avec les hypothegraveses suivantes
bull La piegravece agrave inspecter est une coque mince Sa geacuteomeacutetrie est parfaitement deacutefinie et
disponible par un fichier MATH DATA (STEP IGES ou tout autre format compatible)
Le montage lors de la numeacuterisation autorise des deacuteformations eacutelastiques du mecircme ordre
ou supeacuterieures aux toleacuterances de profil exigeacutees
bull
La meacutethode de fixation pendant la numeacuterisation ne repreacutesente pas neacutecessairement les supports agrave lassemblage ^ Par exemple sur trois points de contact de la piegravece manufachireacutee
28
bull La piegravece fabriqueacutee est numeacuteriseacutee Une repreacutesentation de la piegravece sous forme dun nuage
de points xyz)y est disponible
bull Uniquement une partie de la piegravece possegravede des deacutefauts de surface^
bull Linspection se restreint aux deacutefauts de profil de surface tels que deacutefinis par la norme
ASMEY145M-I994
La meacutethodologie dinspection se reacutesume agrave comparer la geacuteomeacutetrie numeacuteriseacutee de la piegravece
fabriqueacutee malgreacute des deacuteformations dues agrave la souplesse de celle-ci avec la geacuteomeacutetrie
nominale Eacutetant donneacute que ces deux modegraveles ne sont pas similaires il est neacutecessaire
dappliquer une deacuteformation au modegravele nominal afin que celle-ci se rapproche de la
geacuteomeacutetrie de la piegravece numeacuteriseacutee Dans ce cas le problegraveme dalignement ne se limite plus agrave
trouver la matrice de transformation optimale minimisant la distance entre les deux modegraveles
comme lors de la comparaison des piegraveces rigides Lajout dun champ de deacuteplacement
(figure 31) estimant les deacuteformations agrave appliquer sur la geacuteomeacutetrie nominale devient
neacutecessaire Ce champ doit repreacutesenter uniquement les deacuteformations induites sur la piegravece
numeacuteriseacutee par les conditions de support lors de la digitalisation leffet de la graviteacute et les
deacuteformations dues aux contraintes induites par le proceacutedeacute Il doit exclure les deacuteformations
attribuables aux erreurs de profil Par conseacutequent en ajoutant le champ de deacuteformation au
modegravele nominal une nouvelle piegravece sans deacutefaut mais ayant subi les mecircmes deacuteformations que
la composante numeacuteriseacutee est ainsi simuleacutee Il en reacutesulte deux modegraveles sensiblement proches
ougrave il est possible agrave preacutesent deacutevaluer les deacutefauts de profil
Par exemple agrave laide dune tecircte laser monteacutee sur une MMT ^ Autrement dit les deacutefauts ne sont pas geacuteneacuteraliseacutes sur toute la superficie de la piegravece
29
Figure 31 Illustratio n dun champ de deacuteformation
31 Introductio n agrave lalignement spatia l
Pour permettre une meilleure compreacutehension du problegraveme dalignement sa formulation
matheacutematique est preacutesenteacutee ci-dessous
Soit un nuage de Np points P = p^p2p^pj^ pj eR^ repreacutesentant la piegravece physique
numeacuteriseacutee de mecircme quun maillage de N^ N^ laquo Np points S = s^S2s^s^ s^ eR^ et
de AA arecircte pound = p ^ | eR^ correspondant au modegravele nominal mailleacute La
distance euclidienne d^ dun point s de S agrave P est deacutefinie comme le vecteur du point s au
point pj le plus rapprocheacute Sa norme eacutetant
IKII = min(^-5) (31)
Comme indiqueacute au chapitre 1 les deux nuages de points demeurent dans des systegravemes de
coordoimeacutees distincts Le deacutesalignement entre ces deux systegravemes est quantifieacute par le scalaire
= SlKf (32) i=X
Par exemple si larecircte connecte les nœuds s et Sj alors la matrice seacutecrit comme suit = [ jf
30
Les points de S eacutetant des corps rigides dans lespace tridimensionnel ils peuvent se deacuteplacer
suivant six degreacutes de liberteacute Soit trois translations et trois rotations orthogonales identifieacutees
respectivement par le vecteur qj e E^ et la matrice R s R Le vecteur de translation q^
repreacutesente le vecteur de deacuteplacement appliqueacute agrave chaque point La matrice de rotation R est
en fonction des trois angles de rotation autour des axes principaux du systegraveme de
coordonneacutees En adoptant la repreacutesentation XYZ la matrice R prend la forme de
R=
R = R^9^yR^e^yRf9^)
cos(^ ) cos0 ) cos(6gt ) sin(6 ) ucircn(d^ ) - cos((9 )sMO ) cos9^ )cos((9J sin((9 ) +sin((9 )sin(ft )
cos0^)siii0f cos((9)cos(6J+sin((9)sin(^)sin(6J cos(6)sin((9)sin(ft)-cos(ft)sin(6J
-sinCeacuteraquo) cos((9)sin(6) cos((9)cos((9)
(33)
(34)
Par deacutefinition Rji9j) est une matrice orthogonale M speacutecifiant une rotation 9^ autour de
laxe j
La transformation de s dans un nouveau systegraveme de coordonneacutees seffectue en y appliquant
R et qj
s=Rraquos+qj (35)
Substituant leacutequation (35) dans (31) doime
C-[iIcirc5-h^]|| (36)
avec Cj eC C eacutetant lensemble des points de P correspondant aux points les plus proches
de S
Agrave preacutesent la substitution de leacutequation (36) dans (32) permet de reformuler la fonction
en une fonction de R et q^
fiRqr) = lJc-[Rs+qr] 1=1
(37)
31
Pour aligner les nuages de points S et f la fonction doit ecirctre minimiseacutee par rapport agrave R
et qj La matrice de rotation R et le vecteur de translation qj minimisant la fonction
reacutesolvent le problegraveme dalignement
32 Alignement initial
La fonction telle que deacutecrite par leacutequation (37) est non lineacuteaire La solution du problegraveme
de minimisation peut ecirctre trouveacutee en faisant appel aux meacutethodes non lineacuteaires
(meacutethodes iteacuteratives) Partant dune estimation initiale des paramegravetres doptimisation
ces meacutethodes modifient successivement les paramegravetres jusquagrave la minimisation
de la fonction objective selon un critegravere de convergence preacuteeacutetabli Ces approches
sont sensibles aux estimations initiales Pour que la solution ne converge
pas sur un minimum local les estimations initiales doivent ecirctre le plus
proches possible des solutions optimales Lalgorithme ICP de Besl et McKay (1992)
demande un premier alignement entre le DCS et le MCS comme point
de deacutepart Pour remeacutedier agrave cela une premiegravere approximation de la matrice
de transformation en alignant des points connus est proposeacutee
Les positions des A ^ supports dans le systegraveme de coordoimeacutees machine
MCS utiliseacutes lors de la numeacuterisation de la surface P sont repreacutesenteacutees par
^Mcs - 1 ^Mcsx bull bull bull ^MCS N I ^^ics ^ ^^^ bull Lcurs positious nominales dans le systegraveme de
coordoimeacutees DCS sont deacutesigneacutees par M^^^ = l^or^i bullbullbull ^nr^ laquo 1 ^DCS ^ ^^^^ bull De plus
soit ^cs ~ PMCSX bull bull bull PMCS Vy I ^Mcs ^ ^ l^s points dans P les plus proches des points de
fixation M^^g et S^^^ = p ^ ^ 5^^^ ^ 115^^^ euro 5 les nœuds de 5 agrave proximiteacute des
points A^cs bull ^oir figure 32
32
Figure 32 Alignemen t initial
Lalignement des nœuds S^^^ avec les points P^^ se reacutesume donc agrave trouver la matrice de
transformation minimisant
fRqr) = ZPMcsi -[R^Dcsi + ^r J =
(38)
La meacutethode Simplex semble ecirctre bien adapteacutee pour traiter les problegravemes doptimisation non
lineacuteaires et non contraints de cette taille Lestimation initiale de la matrice de rotation et de
translation neacutecessaires agrave lapplication de la meacutethode se calcule comme suit
^ =
o 0 o 0 0 0 0 0 0
^0 =
-rrT^PMcsii^)-^ C 1= 1
mdash 2ACS(2)-bull^G = 1
T7-2]^wr5(3)-^G = 1
bull^DCSiM
^DCSi i^)
~ ^DCSi i-^)
(39)
avec7^bdquo =[x y z f et5oc5=U y ^]
Les reacutesultats des matrices R et q^ obtenus par la meacutethode du simplex sont fusionneacutes dans
une matrice de transformation totale T
T = R q 0 1
(310) 4x4
33
Agrave preacutesent lapplication de la matrice de transformation sur tous les points de S permet
dobtenir un nuage S un peu plus proche de P
S =TS (311)
Avec S sous la forme S = bull ^ 1 ^ 2
1 1 1 AxNg
Lapplication de la meacutethode du Simplex permet de diminuer la diffeacuterence entre les nuages de
points S et P Comme mentionneacute plus haut cette eacutetape est importante puisque lalgorithme
ICP considegravere que les deux modegraveles agrave recaler sont proches lun de lautre La figure 33 en
reacutesume les eacutetapes
C CcedilNuage de pointsA 7
Modegravele S J ^ T oints de contact DCS ^DCS ^ ^ I
D 5 Point s de contact MCS A
Nuage de points Piegravece P icirc
Minimisation
fRq^) = 2]||pvlaquo -[RSDCS + ^r ]|| i=
S = TS
(Nuage de pointsA Modegravele s J
Figure 33 Algorithm e employeacute pour lalignement initial
34
33 Alignemen t Rigide
Tel que mentionneacute preacuteceacutedemment lalgorithme de localisation ICP proposeacute par Besl et
McKay (1992) permet deacutevaluer la matrice de transformation rigide qui optimise
lalignement entre la geacuteomeacutetrie numeacuteriseacutee et le modegravele nominal Plutocirct que dutiliser la
description habituelle de la matrice de rotation Besl et McKay (1992) emploient une
repreacutesentation par des quatemions Une uniteacute de quatemion est un vecteur
^laquo=[^0 9x ltl2 ^sl telque 9ogt0 et ^o+^+^2+73=lbull
La matrice de rotation et celle de translation peuvent se reformuler comme suit
Riq) = ltll+(ll-(ll-(ll 2(^^2-^0^) 2(qq+q^q2)
2qxltl2 + ^0^3 ) + il - 1x - q] Alili -lolx )
2 ( 1 3 - loli ) 2(^2^ 3 + q^q^ ) ql + q] - q^ - q]
(312)
9r=[94 95 ltIb (313)
La repreacutesentation avec des quatemions rend la minimisation de leacutequation (37) semblable agrave
une maximisation de la forme quadratique de luniteacute de quatemion La rotation optimale est
obtenue avec q^ eacutequivalent au vecteur propre correspondant agrave la valeur propre dune
matrice 4x4 provenant de la matrice de correacutelation croiseacutee cross-covariance) entre les
paires de points
Le vecteur de translation est ensuite deacuteduit
1r=Ps-RiqT)Pc (314)
ougrave Ps et ^ sont respectivement les centroiumldes de 5 et C
En deacutemarrant agrave partir dun alignement initial entre les modegraveles lalgorithme ICP procegravede
comme suit
35
1 Trouver lensemble de points C^ dans P correspondant aux points les plus proches
de 5
2 Trouver les vecteurs ^^ et ^^ minimisant^(^^ ^7-)
3 Geacuteneacuterer un nouveau nuage de points 5 en appliquant Rq^ ) et q^
4 Terminer la boucle diteacuteration quand ^ - Z^ lte on Kgt K^p^^^
ougrave K est le nombre diteacuterations entameacutees e le seuil de convergence voulu et K^-p^^
nombre maximal diteacuterations
le
Les points 5 se trouvant potentiellement dans une zone de deacutefauts identifieacutes par la meacutethode
deacutecrite agrave la section 36 sont retireacutes de S avant de relancer lalgorithme ICP dans le but de
diminuer leur influence sur lalignement De plus comme suggeacutereacute par Masuda et Yokoya
(1994) un eacutechantillonnage aleacuteatoire de S est employeacute pour reacuteduire le temps de calcul de
lalgorithme ICP De la sorte une fois la matrice de rotation et celle de translation trouveacutees
elles peuvent ecirctre appliqueacutees agrave tout lensemble de points S comme lillustre la figure 34
(Nuage de points ^ Modegravele S J C uage de points
Piegravece p
^Points Identifieacutes^
^
Eacutechantillonnage
Eacutechantillon Nuage de points Modegravele S
iriumltsN
Algorithme IC P Recalage des nuages de points
D
( R(4R) qj )
Si=RqRgts+qj
C Nuage de point s Modegravele 5 D
Figure 34 Alignemen t Rigide
36
34 Alignemen t non-rigide
Lalignement non-rigide proposeacute par Allen et al (2003) est employeacute dans le but de trouver
pour chaque point 5 une matrice x de transformation affine 3x4 deacuteplaccedilant les points de S
vers une surface deacuteformeacutee 5 tel que 5 soit proche de P tout en gardant un maillage lisse
La qualiteacute du maillage de la surface 5 est eacutevalueacutee par les fonctions derreur de distance Ej
et derreur de lissage E^ Ainsi la minimisation de la combinaison des deux fonctions
derreurs permet dobtenir les matrices x optimales
Les paramegravetres inconnus x sont organiseacutes dans une matrice 4 V^ x 3
X = [x xJ (315)
Le premier critegravere de localisation est la distance entre chaque combinaison de points Il est
caracteacuteriseacute par la fonction derreur de distance
pound(X) = fw||x5-c|f (316) 1=1
avec les nœuds de S exprimeacutes par s =[xyzY
Les poids w permettent de controcircler linfluence de chaque point sur le champ de
deacuteplacement Ils sont poseacutes eacutegaux agrave 0 pour les points identifieacutes comme potentiellement dans
une zone de deacutefauts de surface et agrave 1 pour le reste Ceci permet de ne pas conformer un
point s agrave son cortespondant c si celui-ci est dans une zone de deacutefauts Dans ce cas le
vecteur de deacuteplacement appliqueacute agrave s est seulement contraint par la fonction de lissage
Autrement dit le point s se deacuteplace en fonction du deacuteplacement de ses points voisins afin
de garder un champ de deacuteplacement lisse
37
Lerreur de lissage E^ reacutegularise le champ de deacuteplacement en minimisant la diffeacuterence de
deacuteplacement appliqueacutee aux deux points dune arecircte du maillage Elle contraint le
deacuteplacement des points agrave ecirctre deacutependants du deacuteplacement de leurs points voisins ce qui
permet dassurer un champ de deacuteplacement lisse
Esi^)= Hh-^Acirc bullbullyle
(317)
eacutetant la norme Frobenius
Il sensuit que la fonction objective agrave minimiser se trouve ecirctre
E(^X)^EX) + aEX) (318)
Le paramegravetre a est influenceacute par la rigiditeacute du modegravele S 11 agit sur la qualiteacute de lissage du
champ de deacuteplacement Si a est eacuteleveacute le deacuteplacement appliqueacute sur chacun des points est
fortement deacutependant du deacuteplacement de ses points voisins Tandis que si a est faible le
deacuteplacement appliqueacute agrave chacun des points est seulement contraint par le terme E^ et se
retrouve presque indeacutependant du deacuteplacement de ses voisins Ceci se traduit par un champ de
deacuteplacement non lisse
Amberg et al (2007) reformulent la fonction objective EX) en une fonction quadratique
en posant lerreur de distance comme suit
EAX) = WHX-C)
ougrave H =
Ns
est une matrice de A^ x 4Ng
(319)
W est une matrice diagonale A^ x A^ des poids w C = [c c
des points correspondants aux points 5
c^J est la matrice
38
Lerreur de lissage est ainsi exprimeacutee par
ESX) = MregG)Xl (320)
ougrave M est une matrice nœud-arecircte (node-arc) Nf^x-N^ contenant linformation topologique
du maillage S Elle contient une rangeacutee par arecircte et une colonne par nœud Elle permet
lidentification des nœuds relieacutes par une arecircte Par exemple si larecircte connecte les
nœuds s et Sj les eacuteleacutements non nuls de la rangeacutee 1 de M sont M(i) = -1 et Mj) = 1
G est une matrice identiteacute 4 x 4
De la sorte leacutequation (318) est exprimeacutee par la fonction quadratique
EX) = [aMlt^G
[ WH X- ^ 1
vc
r - - 1 2
-bull F (321)
=AX-B
y4 est une matrice 4Ni^+Ng)x4Ng et B une matrice 4N^+Ng)-x3
Il est agrave preacutesent possible de trouver lensemble des transformations X sachant que EX)
atteint son minimum lorsque X = A^A)~^A^B pour un a et une combinaison de
points S--C^ fixe
E(X) atteint son minimum lorsque X est eacutegale au pseudo inverse minimisant cette fonction quadratique
^ Pour un ensemble de points C amp P correspondant aux points les plus proches de 5
39
Lalignement non-rigide suggeacutereacute par Amberg et al (2007) comporte les eacutetapes suivantes
1 Trouver lensemble de points C^ dans P correspondant aux points les plus proches
de S
2 Fixer la valeur de a^
3 Bacirctir les matrices Af et B^
4 Calculer X^
5 Geacuteneacuterer un nouveau nuage de points 5 en appliquant X^
Afin de reacuteduire linfluence de lerreur de distance introduite par la meacutetrique point-point ce
meacutemoire propose de remplacer chaque point de lensemble C par
cy = s+ocircD ltiltN (322)
Dg est la projection de la distance point-point sur la normale du point s comme deacutecrite
dans la prochaine section Le paramegravetre S repreacutesente le pourcentage du deacuteplacement agrave
appliquer La figure 35 illustre ce concept
Modegravele nominal S s laquobullbull
bull bull bull bull bull bull bull bull bull A
Piegravece numeacuteriseacutee P
-gtd
y bull lt
-^D bull ocircDgi Exemple S = 50
Figure 35 Scheacutematisatio n de la modification d e lensemble de s correspondances
40
Amberg et al (2007) suggegraverent de deacutemarrer avec une valeur a eacuteleveacutee pour recouvrir les
deacuteformations globales neacutecessaires agrave lalignement non-rigide Par la suite la diminution
progressive de a autorise le modegravele agrave eacutepouser plus localement sa cible Toutefois il est
facile de converger sur un minimum local ducirc agrave la diffeacuterence de forme eacuteleveacutee entre les deux
surfaces Lajout du terme ocirc dans leacutequation (322) permet dappliquer une deacuteformation
progressive au modegravele 5 afin de diminuer les chances de converger sur un minimum local
de la fonction (321)
Agrave titre indicatif la figure 36 illustre un champ de deacuteplacement repreacutesentant les distances
point-point Dans cet exemple les vecteurs de distance repreacutesentent majoritairement leffet
des espaces entre les points des nuages numeacuteriseacutes La figure 37 preacutesente le mecircme champ
avec les distances ^gtg^ Sur celle-ci les vecteurs sont plus coheacuterents et les deacuteviations causeacutees
par les deacutefauts de surface sont visibles sur le centre du champ Finalement la figure 38
montre le lissage du champ obtenu apregraves lapplication de lalgorithme dalignement non-
rigide Elle permet dobserver que lamplitude et la direction des vecteurs se reacutepandent
uniformeacutement mecircme dans les zones de deacutefauts de profil
Figure 36 Exempl e dun cham p de deacuteformation repreacutesentan t les distances point-point
bullbullV^-bullbull^bullbullbullbull^^MJ^7^
laquo raquo t t bull
41
bull bull laquo bull J bull bull bull
bull I
Figure 37 Exemple dun champ de deacuteformation corrigeacute repreacutesentant les distances corrigeacutees
i
t bull bull bull bull bull bull bull -
I bull bull 1 bull bull bull - bull bull
l bull bull bull bull bull - bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
Figure 38 Exemple dun champ de deacuteformation lisse obtenu avec lapplication de lalgorithme dalignement non-rigide
42
Agrave ce stade lintroduction de la meacutethode de recalage non-rigide suggeacutereacutee par
Allen et al (2003) puis reformuleacutee par Amberg et al (2007) ainsi que les ajustements
proposeacutes dans ce meacutemoire permettent de preacutesenter le module dalignement non-rigide de
lalgorithme global de la preacutesente recherche Ce module donne la possibiliteacute de deacuteformer le
modegravele nominal pour quil se rapproche de la geacuteomeacutetrie de la piegravece numeacuteriseacutee sans prendre
en consideacuteration les deacutefauts de celle-ci Les exemples illustreacutes sur les figures 36 agrave 38
montrent bien la capaciteacute de la meacutethode Scheacutematiquement la figure 39 illustre la
deacuteformation imposeacutee au modegravele nominal S pour retrouver un modegravele S plus proche de P
Sur cette figure la meacutethode proposeacutee permet de deacuteplacer les points s et s^ vers les
points s- et 8 de maniegravere lisse autrement dit sans eacutepouser les deacutefauts ( c^ et Cg ) de la
piegravece numeacuteriseacutee Le problegraveme demeure entier quant agrave lidentification des deacutefauts En effet
seacuteparer les deacutefauts de surface des deacuteformations nest pas une tacircche triviale Agrave ce titre la
section 36 introduit une technique innovatrice pour lindentification des deacutefauts
Modegravele
S
S
s l 6 He nominal bullraquo bull bull s
^3- T bull bull 3 ^ bullbullbullbullbull 1 Champ de deacuteplacement bullbull ^ bullbullbullbullbull icirc 1 Champ de deacuteplace
1 i Ts-Z J
bullc
Piegravece numeacuteriseacutee P 6-
Deacutefauts c bull bull
1 9 10
8-
Figure 39 Creacuteatio n du modegravele nominal deacuteformeacute
35 Correction de la distance point-poin t
Lestimation des combinaisons de points smdashc ainsi que de leur distance respective d^
peut ecirctre reacutealiseacutee agrave laide de la fonction dsearchn de Matlabreg La fonction dsearchn est baseacutee
43
sur lalgorithme quickhull de Barber et al(1996) Eacutetant donneacute quil nexiste pas
neacutecessairement un point c correspondant parfaitement au point s une correction de la
distance est essentielle Dans ce but ce meacutemoire propose le concept dune distance
corrigeacutee D^ Celle-ci repreacutesente la projection de la distance point-point d^ sur la
normale n^ du point s comme lillustre la figure 35
D bdquo = E J ^ (323) I - l | 2 si
n
Comme mentionneacute dans la revue de litteacuterature plusieurs meacutetriques de distance existent
point-projection point-plan tangent (Park et Murali 2003 Pottman et Hofer 2002
Rusinkiewicz et Levoy 2001) Ces meacutetriques sont utiliseacutees principalement pour la recherche
des correspondances s mdash c De son cocircteacute la distance corrigeacutee D^ permet seulement de
reacuteduire linfluence de la densiteacute du nuage de points de la piegravece numeacuteriseacutee Elle neacutecessite
preacutealablement la connaissance des cortespondances 5 mdash c
Le calcul de la normale n^ dun nœud s se fait en trois eacutetapes En premier lieu pour chaque
eacuteleacutement du maillage 5 constitueacute de s les deux points les plus proches de s sont identifieacutes
Ensuite laire et la normale de chacun des triangles composeacutes des deux points
trouveacutes agrave leacutetape preacuteceacutedente et de s sont eacutevalueacutees Finalement comme proposeacute par
Tomacircs Jirka (2002) les aires des surfaces triangulaires autour de s sont utiliseacutees pour la
pondeacuteration de la normale n^ Celle-ci se calcule comme suit
NE
nbdquo=-^ (324 )
th- j=
ougrave N^ est le nombre deacuteleacutements autour du point s ^ repreacutesente laire et n est la normale
du triangle compris dans leacuteleacutement E Voir figure 310
44
Figure 310 Illustratio n de la normale dun point
Pour sassurer que les normales rij sont toutes dans la mecircme direction celles-ci sont
inverseacutees si leur cmgle avec le vecteur de deacuteplacement d^ est plus grand que 90 degreacutes
36 Identification des deacutefaut s
Merkley (1998) introduit le concept de la covariance due au mateacuteriau material covariance)
et celui de la covariance geacuteomeacutetrique geacuteomeacutetrie covariance) La covariance due au mateacuteriau
deacutecrit linterdeacutependance entre les points du maillage dune piegravece reacutesultant de la nature du
mateacuteriau lorsque celle-ci est soumise agrave des forces tandis que la covariance geacuteomeacutetrique
deacutecrit la correacutelation entre les deacutefauts de surface dun point et ceux de ses points voisins sur la
mecircme geacuteomeacutetrie Les deacutefauts de surface sont aleacuteatoires et non correacuteleacutes dun point de vue
microscopique par exemple lorsque lon mesure la rugositeacute de la surface Mais dun point de
vue macroscopique les deacutefauts sont contraints agrave ecirctre interdeacutependants simplement puisquils
proviennent dune surface nominalement continue En sinspirant de ces principes ce
meacutemoire suggegravere didentifier les deacutefauts de surface en comparant chaque point s avec ses
points voisins plus speacutecifiquement en comparant la distance D de s avec les
distances D^j de ses points voisins
Il est plus facile dexprimer ce concept avec un exemple La figure 31 la montre le cas ougrave la
surface de la piegravece P ne contient pas de deacutefauts Dans ce cas les deacuteplacements des points
45
sont fortement correacuteleacutes agrave cause de la nature du mateacuteriau Autrement dit la diffeacuterence entre la
distance D^ de s et celle de ses points voisins est minime Dun autre cocircteacute la figure 311^
illustre le cas ougrave il y a un deacutefaut de surface sur P Ici les points Cg et c dans la zone de
deacutefauts de surface ne suivent plus la correacutelation de deacuteplacement imposeacute par la nature du
mateacuteriau Ils se distinguent des autres points par une distance D^ plus ou moins eacuteleveacutee que
celle de ses voisins De la sorte cette caracteacuteristique permet didentifier les points
susceptibles decirctre dans une zone de deacutefauts Ainsi il est possible de seacuteparer les
laquo deacuteformations raquo dues agrave la nature flexible de la piegravece des laquo deacutefauts de profil raquo
Piegravece numirliegravet bullbullbullbull f--^l C laquo f - - ^ bullbullbullf-- l o
umirliegravet bullbull - 7 ^bull- degi bull t bullbullbullbull bull Plenumeacuterlieacute- - lt)T ~ f - f
^bull - bullbull l F t K -- bull - ^ f- i - h-s Modegravel Nominal S Modegravel e Nominal
a) b) Figure 311 Identification des deacutefauts
a) piegravece sans deacutefauts de surface et b) piegravece avec deacutefauts de surface (points Cg et c )
Le voisinage de niveau 1 dun point s comprend les points constituant les eacuteleacutements du
maillage de S utilisant le point s Le voisinage du niveau 2 est constitueacute des points
composant les eacuteleacutements du millage comprenant les points de niveau 1 La figure 312 permet
de visualiser plus facilement cette notion
Figure 312 Ensemble de points voisins du nœud 742 a) de niveau 1 et b) de niveau 2
46
la liste des points dans le voisinage de soi=[^)-^i]ergt[ricirc)F^j niveau 1 et 2 respectivement dun point de 5 et D^ =D^^D^^ la distance
euclidieime corrigeacutee entre chaque paire de points 5 mdash c Lintroduction dun indicateur de
confiance e I avec 1 lt lt iV^ repreacutesentant la diffeacuterence entre la distance D^ de 5 avec
les distances D^j de ses points voisins permet de mettre en relief les points s qui ne suivent
pas la correacutelation de deacuteplacement imposeacute par la nature du mateacuteriau II permet didentifier les
points neacutecessitant un deacuteplacement plus ou moins eacuteleveacute que celui de ses points voisins ce qui
constitue une caracteacuteristique des points dans une zone de deacutefauts de surface Lindicateur de
confiance se calcule en deux eacutetapes Tout dabord afin de diminuer les effets du
bruit de mesure un filtre par moyennage comme celui employeacute couramment en imagerie
(Gonzalez et Woods 2008) est appliqueacute aux points Chaque distance D est remplaceacutee
par Fg eacutequivalent agrave la moyenne des De des points du voisinage de niveau 1 du point s
t^ =i
bull^c )
N (325)
KSI
OUgrave A ^ est le nombre de points voisins de niveau 1 de s La liste des points voisins de s est
eacutecrite sous la forme r = [F V F J I F e t V i ) V 1 V 2 bdquo l - bull S
) lxK
Par la suite lindicateur de confiance euro du point s se calcule en eacutelevant au carreacute la
moyenne des diffeacuterences entre F^ et chacun des F^j de ses points voisins de niveau 1
= t^si-^so J=i
( iVbdquo raquo
N lsi
pour ltiltNg (326)
47
De la sorte les points avec un indicateur de confiance r fois plus eacuteleveacute que
le 95e percentile de lensemble et ne se trouvant par sur le contour de la piegravece sont
consideacutereacutes comme eacutetant potentiellement dans une zone de deacutefauts de surface Les poids vt
des nœuds du voisinage de niveau 2 de ces points sont mis agrave zeacutero dans leacutequation (321) Les
points du contour ne sont pas consideacutereacutes car ils nont pas suffisamment de points voisins
pour permettre une boime eacutevaluation de leur vecteur normal Cette caracteacuteristique laquo falsifie raquo
la valeur de leur indicateur de confiance Le scheacutema de la figure 313 deacutecrit les eacutetapes de la
meacutethode didentification
Cette section a permis de preacutesenter une technique innovatrice permettant de seacuteparer les
deacutefauts de surface des deacuteformations en attribuant un indice de confiance agrave chaque
point 5 Lidentification des points potentiellement dans une zone de deacutefauts est essentielle
pour diminuer leur influence sur le champ de deacuteplacement comme discuteacute preacuteceacutedemment
dans la section 34
Ou un autre critegravere fixeacute agrave priori Celui proposeacute est fixeacute pour sassurer que les points consideacutereacutes comme eacutetant
potentiellement dans une zone de deacutefauts de surface ont des indicateurs de confiance 7 nettement plus eacuteleveacutes
que lensemble
^ Ou un autre niveau fixeacute agrave priori Celui proposeacute permet de seacutelectionner les points au voisinage de ceux identifieacutes par un indicateur eacuteleveacute
48
Nuage de points Modegravele S
J r t s ^ dsearchn Combinaison de points
f Distanc e s^-c pound L__A__J V
lt
Nuage de points Piegravece P 5
5-C intsN N Combinaison de pointsN ANuag e de points C
Piegravece P D Calcul normal laquo Projection de ds su r la
normale n
c I Distance projeteacutee s - c
_ y= i 5(n)
iV ri
= iV
Figure 313 Meacutethod e didentification
49
37 Algorithm e IDI
Compte tenu des discussions preacuteceacutedentes sur les techniques de recalage et didentification de
deacutefauts cette section preacutesente lalgorithme dinspection par deacuteplacement iteacuteratif IDl proposeacute
par ce meacutemoire Un scheacutema de lalgorithme est preacutesenteacute agrave la figure 314
Par rigueur matheacutematique la fonction objective (32) de lalignement spatial doit ecirctre
modifieacutee pour refleacuteter les modifications proposeacutees dans ce meacutemoire Ainsi la fonction peut
ecirctre eacutecrite sous la forme ci-dessous en remplaccedilant la meacutetrique point-point d^) par la
distance corrigeacutee D^
f = L^sif (327) i=X
Les eacutetapes suivantes deacutecrivent lalgorithme IDI Deacutebutant avec le nuage de points S de la
piegravece nominale le nuage de points P de la piegravece fabriqueacutee les points de support S^^^
et Pj^ccedilg ainsi que la liste des points voisins de niveau 1 et 2 de chaque point de S
lalgorithme poursuit comme suit
1 Faire un premier alignement entre S et P agrave laide des points S^ ^ et P^bdquo
2 Initialiser le nombre diteacuterations K = e paramegravetres = a^ et ocirc
3 Recaler le nuage S sur P en utilisant lalgorithme dalignement rigide
4 Trouver lensemble de C dans P des points les plus proches de S
5 Calculer les distances d^ ainsi que les distances projeteacutees D^
6 Identifier les points avec un indicateur plus grand que r fois le 95e percentile de
lensemble
7 S Kgt K^^^ terminer la boucle de lalgorithme et eacutevaluer lerreur de profil
8 Si AT = 1 retourner agrave leacutetape 3 en retirant les points identifieacutes de lensemble S
9 Si AT gt 1 trouver la valeur de la matrice X puis deacuteformer le modegravele S afin quil se
rapproche de P agrave laide de lalgorithme dalignement non-rigide
10 Si Xf -X^_^Il lt AX poser a = a-Step^ jusquagrave atteindre a=cep
50
11 Si KgtKg poser ^ = 1
12 Si a = ap retourner agrave leacutetape 4 Autrement retourner agrave leacutetape 3 K = K +
ougrave laquo^ est la valeur de deacutepart de a tandis que or est sa valeur minimum pour assurer un
champ de deacuteplacement lisse AX repreacutesente le critegravere deacutecisioimel pour autoriser
une reacuteduction de Step^ de la valeur de or Kg correspond au nombre diteacuterations ougrave le
paramegravetre ocirc est appliqueacute Et K^^^ est le nombre diteacuterations maximales de lalgorithme IDI
Deacutebutant avec or eacuteleveacute permet de contraindre fortement le champ de deacuteplacement et
dappliquer uniquement une deacuteformation globale sur le modegravele Par la suite la valeur de a
est diminueacutee dune valeur Step^ jusquagrave atteindre la limite a^ Lajout du paramegravetre ocirc
durant Kg iteacuteration donne la possibiliteacute dimposer une deacuteformation progressive au
modegravele 5 afin de reacuteduire les chances de converger sur un minimum local de la
fonction (321) De plus comme les deux modegraveles sont initialement consideacuterablement
diffeacuterents tant que la valeur laquo^ nest pas atteinte la boucle de lalgorithme inclut
lalignement rigide Cette caracteacuteristique permet de rapprocher spatialement les deux
geacuteomeacutetries sans deacuteformer le modegravele nominal
En conclusion ce chapitre expose la theacuteorie et la meacutethode proposeacutees dans ce meacutemoire pour
effectuer linspection de profil sur des piegraveces flexibles sans gabarit de conformiteacute Les
performances meacutetrologiques de lalgorithme seront traiteacutees au chapitre 4 Des modifications
innovatrices aux techniques dalignement rigide et non-rigide sont introduites De plus une
technique avant-gardiste didentification des deacutefauts de surface est proposeacutee Celle-ci donne
la possibiliteacute de seacuteparer agrave chaque eacutetape les deacuteviations reacutesultantes de deacutefauts de surface de
ceux causeacutes par la deacuteformation due agrave la flexibiliteacute et au proceacutedeacute de la piegravece Finalement la
fusion de toutes ces meacutethodes dans un nouvel algorithme permet la deacuteformation et le
recalage successif du modegravele nominal jusquagrave que celui-ci savoisine agrave la piegravece
manufactureacutee
51
Modegravele nomina l 5
Numeacuteriser l a piegravec e frabriqueacutee
Maillage (Vfes7ng)
C Nuage de point s Modegravele S 0 (Nuage de points _
Piegravece P J
Coints de contact DCSN focirc iuml Points de contact MCS P^^^P D
Alignement Initia l Recalage des nuages de points
K=1 a = a^ ocirc
Alignement Rigid e Recalage des nuages de points
(Nuage de points N Modegravele S^ J
dsearchn Combinaison d e point s
Distance s -ds
Combinaison de p o 5 -c
Identification
in ts (^ Nuage de points C Piegravece P 5
(Poids A j - ^ D i s t a n c e prajeteacute e - A
-out-
Alignement non-rigid e NON
Nuage de point s Modegraveles
S =
J NON
Deacuteviations Inacceptables C Deacuteviations
Acceptables
Figure 314 Algorithm e IDI
52
CHAPITRE 4
EacuteTUDES DE CAS
Ce chapitre preacutesente une seacuterie dexemples qui valident la meacutethode IDI Les geacuteomeacutetries
utiliseacutees dans cette section sont choisies afin de repreacutesenter une varieacuteteacute raisonnable de cas
rencontreacutes dans lindustrie Plus speacutecifiquement trois types de surface sont eacutetudieacutes
univoque agrave courbure quasi constante en forme de U et complexe La surface
univoque servant comme point de deacutepart de leacutetude est repreacutesentative dune surface
aeacuterodynamique skin) La surface en U introduit une difficulteacute suppleacutementaire par son
changement brut de courbure Elle est repreacutesentative dune composante extrudeacutee La
troisiegraveme piegravece est une surface de forme complexe (free-form) repreacutesentant par exemple un
parmeau de carrosserie
Les eacutetudes de cas ont trois objectifs Elles servent agrave valider et agrave eacutevaluer la performance de
lalgorithme Elles sont aussi utiliseacutees en vue didentifier les paramegravetres influents de la
meacutethode pour ameacuteliorer sa robustesse Ce deuxiegraveme point megravene agrave travailler dans un
environnement virtuel ce qui implique que les piegraveces dites fabriqueacutees proviennent de
simulations informatiques De la sorte la composante manufactureacutee numeacuteriseacutee est simuleacutee agrave
partir des eacutetapes suivantes
1 Une deacuteformation locale repreacutesentant des deacutefauts de profil de surface est appliqueacutee sur le
modegravele nominal agrave laide de la fonction laquo Free Form Surface raquo de Proengineerreg
Wildfire 2
2 Une analyse par eacuteleacutements finis sur cette nouvelle piegravece est reacutealiseacutee sur ANSYSreg Cette
analyse prend en compte linfluence des supports employeacutes lors de la numeacuterisation et de
leffet de la graviteacute De plus des forces externes y sont imposeacutees pour introduire leffet
53
des contraintes internes induites par le proceacutedeacute de fabrication Il reacutesulte de ces opeacuterations
un nuage de points exprimant un modegravele deacuteformeacute comprenant des deacutefauts de surface
3 Sur ce dernier nuage de points un bruit de mesure suivant une distribution normale
N(001mm) est ajouteacute
Le reacutesultat de ces manipulations reacutesumeacute par la figure 41 repreacutesente maintenant la piegravece dite
fabriqueacutee
l1l 11
IH (
Modegravele Nominal CAO V
Deacuteviation dune reacutegion de la surface Simulation des deacutefauts de surface
i Faire FEA sur le modegravele nominal +
Graviteacute + Forces Externes
V
^Nuage Modegravele Deacuteformeacute^
Bruits N(001)
V Piegravece fabriqueacutee numeacuteriseacute e
Nuage Modegravele Deacuteformeacute avec bruits et deacutefauts de surface )
Figure 41 Processu s de simulation de la piegravece fabriqueacutee
Pour chacune des eacutetudes les deacutefauts de surface introduits ainsi que les forces appliqueacutees lors
de la simulation des piegraveces fabriqueacutees sont eacutenonceacutes Par la suite les reacutesultats apregraves
Le niveau de bruit suggeacutereacute est jugeacute seacutevegravere Il repreacutesente une home supeacuterieure agrave la majoriteacute des systegravemes de mesure industriels (Documentations-Metris 2009 Li et Gu 2004 Prieto 1999)
54
lapplication de lalgorithme sont preacutesenteacutes Une comparaison des deacuteviations obtenues avec
celles imposeacutees est aussi fournie pour eacutevaluer la mesure de la meacutethode
41 Exempl e 1 Surface univoque
La situation envisageacutee dans cet exemple est celle de linspection du profil de la surface A
repreacutesenteacute agrave la figure 42 lorsque celle-ci est supporteacutee par trois points de contact lors de la
numeacuterisation Les positions des supports sont seacutelectiotmeacutees afin que la piegravece se deacuteforme
significativement en raison de son propre poids La piegravece est une tocircle mince
de jauge 14 (07213 mm) en aluminium avec un module de Young de 7E10 Nm et une
densiteacute de 2700 kgm^ La dimension hors tout de la piegravece est de 350x800 mm
Figure 42 Modegravel e A
Comme mentionneacute auparavant lalgorithme IDI deacuteforme le maillage du modegravele nominal afin
que celui-ci se rapproche de la surface numeacuteriseacutee puis y eacutevalue les deacuteviations de profil La
composante fabriqueacutee est simuleacutee en utilisant le processus exposeacute agrave la figure 41 Des deacutefauts
de surface leffet de lacceacuteleacuteration gravitationnelle et les deacuteplacements causeacutes par une force
exteme de 2 N agrave un bout de la piegravece y sont appliqueacutes comme lillustie la figure 43 Les
positions des supports A-B-C dans le reacutefeacuterentiel MCS sont cormues puisquelles sont
imposeacutees Dans un contexte industriel la localisation des appuis dans le reacutefeacuterentiel du
scanneur peut ecirctre facilement eacutevalueacutee par exemple en les numeacuterisant Les translations du
point A sont bloqueacutees suivant les axes X Y et Z Les mouvements du point B sont fixeacutes dans
le sens des axes X et Y tandis que ceux du point C le sont dans laxe Z Les nœuds les plus
proches des points dancrage A-B-C sur le maillage de la piegravece simuleacutee sont identifieacutes
55
respectivement p^csx gt PMCSI ^^ PMCSI bull ^ ^^ ^^ ^^ processus de simulation de la composante
numeacuteriseacutee un nuage de 14841 points du modegravele deacuteformeacute avec des deacutefauts de surface et
comprenant du bruit de mesure est construit La figure 44 illustre les deacuteformations
appliqueacutees La figure 45 montre les deacutefauts de surface introduits Les deacuteviations qui sy
retrouvent sont qualifieacutees de valeurs cibles Ce sont les valeurs agrave obtenir agrave la suite de
lapplication de lalgorithme
Zone avec deacutefauts PMCSI PMCSI
MCSX
Figure 43 Constructio n de la piegravece A fabriqueacutee avec la configuration de force 1
Figure 44 Deacuteplacement s reacutesultant de la configuration de force 1 sur la piegravece A
56
a)
bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullS t22raquoraquoraquoicirc icirc222laquoraquolaquo
bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbull bull bull bullbullbullbullbullbullbullbull bull bull bull bullbullbullbullbullbullbullbullbull iisraquo bull bull bull bullbullbullIcirc222SIcirc
s
bull bull bull M i t
bullbullbullbullbullbullt^ bull bull bull bull bull bull i t t t bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull bull laquo
b)
Figure 45 Deacutefaut s de surface introduits sur la piegravece A a) Modegravele A nominal et b) Deacutefauts de surface sans bruit de mesur e
Le maillage de 1364 nœuds du modegravele nominal illustreacute agrave la figure 46 est obtenu avec
ANSYS Les nœuds Soc5 = - ocsi ^DCSI ^DCSI^DCS^^ ^^S P ^S proches des points
dancrage A-B-C dans le reacutefeacuterentiel DCS sont identifieacutes La position des supports dans
le DCS est geacuteneacuteralement deacutefinie par le concepteur lors de la deacutefinition du mode de fixation
Figure 46 Maillag e du modegravele A nominal
57
DCS Agrave partir de s deux nuages de points preacuteceacutedents des coordonneacutees des points ^ bdquo et S^
lalgorithme IDI fournit les reacutesultats preacutesenteacutes ci-dessous Ces reacutesultats sont obtenus en
employant les valeurs des paramegravetres du tableau 4 l
Tableau 41 Valeur des paramegravetres employeacutes dans lexemple l
Paramegravetres
Valeur
laquo D
6 500
ap
4 500
Step
50
r
25
AA-
075
S
05
Ks
10
^MAgraveX
150
La distance corrigeacutee D^ entre chaque nœud du maillage nominal et le point le plus proche
sur le nuage de points de la surface numeacuteriseacutee apregraves la premiegravere iteacuteration de lalgorithme est
preacutesenteacutee agrave la figure 47
bull bullbullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
Icirc Icirc Icirc Icirc Icirc Icirc
^ Icirc - - bull bull bull bull bull bull bull bull raquo 4 bull bull bull bull bull laquo bull i raquo raquo raquo laquo bull bull bull bull bull bull bull bull bull bull lt bull bull bull bull bull bull ^ bull bull bull bull bull bull bull bull bull l icirc icirc icirc l mdash ^
bull bull bull bull bull bull bull bull bull bull bull T bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull laquo M bull bull bull bull bull bull laquo bull bull bull bullbull bull bull bullbullbullbulllaquobullHt bull bullbullbullbullbulllaquobullbullbullbullbullbullbullbullbullgtbullbullbullbullbull bullbullbullbullbullbull^^bullbullbullbullbullbullbullbullbullliumlraquo^ bull bull bull bull bull ^ ^ bull bull bull bull bull bull bull 2 ^
Figure 47 Deacuteviation s absolues apregraves la premiegravere iteacuteration
58
La figure 48 preacutesente les valeurs utiliseacutees pour identifier les points potentiellement dans
une zone de deacutefauts de surface La ligne rouge repreacutesente la valeur limite correspondante agrave r
fois plus eacuteleveacutee que le 95e percentile de Tous les points au-dessus de cette ligne et ne se
trouvant pas sur le contour de la piegravece sont consideacutereacutes eacutetant potentiellement dans une zone de
deacutefauts de surface et leur poids w^ est mis agrave zeacutero
t OIS
016
0 1 4
012
bull lt 0 1
on
006
004
002
bull bull laquo - bull bull bull bull lt
3D0 40 0 GO O aO O tOQ D 13X 1 N a u d i
a)
i
14 oo
a I S
0 1 6
0 1 4
0 1 2
bulllt 0 1
OOB
OOE
004
002
deg 200 40 0
bull
1
P bull J GQO BO O 1CD 0 120 0
NOMidt
b)
141 D
02
OIS
C1B
0 1 4
0 1 2
^ - 0 1
OOB
OOE
004
002
raquo
^
k 20O 40 0 60 0 SO O lOO O
N s u d i
c)
i2œ 14 1 D
Figure 48 Identificatio n des nœuds potentiellement dans une zone de deacutefauts agrave liteacuteration a) 2 b) 10 et c) 150
Les figures 49 et 410 montrent les reacutesultats des distances corrigeacutees D ainsi que leurs
distributions apregraves les iteacuterations 2 10 et 150 Elles illustrent la capaciteacute de la meacutethode agrave
deacuteformer progressivement le modegravele nominal sans eacutepouser les deacutefauts de surface de la piegravece
numeacuteriseacutee Ces figures montrent que lalgorithme reacuteussit agrave identifier agrave chaque iteacuteration de la
meacutethode les deacuteviations dicircies uniquement aux deacutefauts de celles causeacutees par la flexibiliteacute de la
piegravece
59
a)
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull gt bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bull icirc icirc icirc 2 2 2 2 t raquo raquo ^ icirc
b)
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull2222222icirc^raquoraquoraquo2 bullbullbullbullbullbullbullbullbullbullbullj icirc tjraquoraquoraquoraquo^^ bull bullbullbullbullbullbullbullbull222222 J2^raquo^ bull bullbullbullbullbullbullbullbullbull22M bull bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull S 2 ^ ^ bull bull bull bull bull bull bull bull bull^bull^bullbullbullbull bull bull bull icirc bull bull bull bull bull bull ^ bull bull bull bull^ bull bull bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull raquo - - - raquo raquo w w w w - T
bull bull bull bull bull laquo bull bull bull bullbull bull bull bull bull bull bull laquo bull raquo bull bull bull bull bull bull bull bull bull bull laquo bull bull bullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbulllaquo bull bull bull bull bull laquo bull bull bull bull bull 4 bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull laquo bull bull bull bull bull laquo bull bull bull bull bull 4 bull bull bull bull bull lt bull bull bull bull bull 4 bull bull bull bull bull 4 bull bull bull bull bull lt bull bull bull bull bull 4 bull bull bull bull bull 4 bull bull bull bull bull bull bull bull bull Agrave A Agrave ^ ^ ^ ^
bull bull bull bull bull bull bull bull bull laquo ^ 2 bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbulllaquo c)
Figure 49 Deacuteviation s apregraves a)2 iteacuterations b) 10 iteacuterations et c) 150 iteacuterations
0 0 5 1 1 5 2 5 3 3 5 4 4 5 5 0v1atlont (mm)
a)
Wkukku 15 2 2 5
b)
Figure 410 Distributio n des deacuteviations apregraves a)2 b) 10 et c) 150 iteacuterations
60
La figure 411 compare les deacuteviations imposeacutees lors de la simulation de la piegravece fabriqueacutee
avec celles obtenues apregraves 150 iteacuterations de lalgorithme Elle deacutemontre quagrave la suite de
lapplication de lalgorithme les deacutefauts de surface sont clairement identifiables
I bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull --------bullbullbullbullbull
bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull -bullbullbullbullbull raquobullbullbullbullbullbull bullbullbullbullbullbull bullbullbullbullbullbull bullbullbullbullbullbull
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
bullo7S
I0SO
I02S
bullo jraquo
a) b) Figure 411 Comparaison des deacuteviations pour lessai avec configuration de force 1
a)Deacuteviations imposeacutees sans bruit de mesure lors de la simulation de la piegravece fabriqueacutee et b) Deacuteviations obtenues avec la meacutethode IDI apregraves 150 iteacuterations
La figure 412 confionte les deux distributions des deacuteviations avec bruit de mesure imposeacutees
lors de la simulation et celles reacutesultant de lalgorithme proposeacute Elle permet de mettre en
relief la similitude entre les deux distributions et de noter que celle reacutesultant de la meacutethode
est leacutegegraverement plus eacutetendue
61
ISO
1 1 5 2 2 5 Deacuteviationt (mm)
a)
150 r
05 1 15 2 Deacuteviations (mm)
b)
35
Figure 412 Comparaiso n des distributions des deacuteviations pour lessai avec la configuration d e force 1
a)Distribution de s deacuteviations imposeacutees avec bruit de mesure lors de la simulation d e la piegravece fabriqueacutee et b) Distribution des deacuteviations obtenues avec la meacutethode IDI
La fonction objective (327) a le deacutesavantage daccorder plus dinfluence aux observations
aberrantes Cette caracteacuteristique est le reacutesultat de leacuteleacutevation au carreacute des termes dans
leacutequation ce qui donne effectivement plus de poids aux distances eacuteleveacutees Dans le cas dune
piegravece flexible les deux modegraveles agrave aligner sont diffeacuterents Lamplitude des vecteurs de
distance varie grandement en fonction de leur position Lanalyse dune telle fonction
camouflera le comportement du pheacutenomegravene de rapprochement des deux modegraveles car les
grandes deacuteviations prendront le dessus Ainsi pour la suite du meacutemoire la convergence de
lalgorithme est jugeacutee en observant la moyeime des distances corrigeacutees en fonction du
nombre diteacuterations comme lillustre la figure 413 Sur cette figure la tendance
asymptotique de cette nouvelle fonction est remarqueacutee
Moyennes des Dg^
62
1
ccedil O 9
Ecirc 0 8
^r
Ucirc 5 W
bull -o 0 4 bull i 0 3
s 0 2
01 ~ - mdash- -
bull
) 5 0 1 M ttirtfont
ISO
Figure 413 Convergenc e des distances corrigeacutees
Les deacuteviations de surface de la composante simuleacutee eacutetant coimues les erteurs de mesure de la
meacutethode sont eacutevalueacutees comme suit
Ej= raquoI50
^ s - ^ S (328)
ougrave Ej est lerreur au point 5 D^g la deacuteviation imposeacutee sur le modegravele simuleacute et D^ la
deacuteviation du nœud s provenant de la 150e iteacuteration de lalgorithme Les points sur le contour
de la piegravece ne sont pas consideacutereacutes dans leacutevaluation des erreurs de mesure car ils nont pas
suffisamment de laquo points voisins raquo pour une bonne eacutevaluation de leur vecteur normal Ils sont
donc exclus de toutes les figures et analyses sur la preacutecision de lalgorithme
La figure 415 permet de visualiser les erreurs de mesure de la meacutethode tandis que la
figure 414 montre la distribution des erreurs La figure 416 preacutesente uniquement la
distribution des erreurs dans la zone des deacutefauts imposeacutes Toutes ces trois figures deacutemontrent
quil nexiste pas de regroupement derreurs dans la zone des deacutefauts
63
raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull icirc bull bull bull bull bull bull bull icirc icirc bull bull bull bull bull bull bull
bull bull bull bull laquo bull bull bull
bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bullbullbullbull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull
bull bull bull bull bull
0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 O B 0 9 1 Errurt (mm)
Figure 414 Distribution des erreurs
bull bull bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull j j raquo laquo raquo raquo bullbullbullbullicircicirclaquoraquolaquoraquo bull bull bull bull bull bull bull bull bull bullbullbullbulli i^ bull bull bull bull bull bull Icirc Icirc bull bull bull bull bull2IcircIcircJIcirc2 bull bull bull bull bull bull bull bull f icirc i bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
Figure 415 Visualisation de la position des erreurs
70
60
bull 5 0 bull u c bull 4 0 W
pound 3 0
20 bull
10 bull
Q bull A a ^ ^b bull J l bull ^u-m I _ bull I I I 0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 0 8 0 9 1
Erreurs (mm)
Figure 416 Distributio n de s erreurs dan s la zone de deacutefaut simuleacute
La figure 417 reacutecapitule les reacutesultats de lessai
07
0E
05
i i 0 3 Ul
02
01
0
0104
Moyvnnt
0066
M 50
022E
0146 ^ ^ ^ 1 bull bull MM 75 90 Ptrctntil
0283
1 bull 95
0S34 bull bull bull 1 bull bull Maximal
-
-
Figure 417 Synthegraves e des reacutesultats pour lessai avec configuration d e force 1
64
411 Variatio n de la force externe appliqueacutee
La piegravece fabriqueacutee est de nouveau simuleacutee avec le processus exposeacute agrave la figure 41 Leffet
dun deacutefaut de surface et de lacceacuteleacuteration gravitationnelle ainsi que les deacuteformations
introduites par une force exteme de 3 N agrave chaque bout de la piegravece sont appliqueacutes au modegravele
nominal comme lillustrent les figures 418 et 419 Les positions des supports A-B-C sont
les mecircmes que dans lexemple preacuteceacutedent De mecircme les valeurs des paramegravetres sont celles du
tableau 41 agrave lexception du nombre diteacuterations K^^^ Celui-ci est fixeacute agrave 200 iteacuterations pour
permettre au maillage nominal de mieux eacutepouser la piegravece numeacuteriseacutee puisque celle-ci a subi
de plus fortes deacuteformations
Zone avec deacutefaut s MCS2
Acceacuteleacuteration PMCSI
icirc Forces externe s
3N
Figure 418 Construction de la piegravece A fabriqueacutee avec la configuration de force 2
Figure 419 Deacuteplacements reacutesultant de la configuration de force 2 sur la piegravece A
65
La figure 420 compare les deacuteviations imposeacutees lors de la simulation de la piegravece fabriqueacutee
avec celles obtenues apregraves 200 iteacuterations de lalgorithme Encore une fois la figure 420
montre quagrave la suite de lapplication de lalgorithme les deacutefauts de surface sont clairement
identifiables
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbull222 bullbullbull2222 bull bull bull bull bull bull bull bull bull bull bull bull bull bull
i bull bull bull ^ ^ bull bull bull laquo bull bull bull bull bull bull bullbullbullbullbullbull bull gt bull bull bull bull
a i l
bull S S t ^ bull icirc t s t raquo
gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull 5222icircraquo^^^^t bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
^ bullbullbullbullbullbull bullbullbullicircicircraquo2^
bull5r bull bullbullbulllaquobullbullbullbull22
bullbullbullbull^bullbullbullbullraquo
m bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
222raquo5icirc bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull gt bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullfbullbullbullbullbullbullbullbullbull bullbull22JIcircSJ5icircicirc2raquoraquoraquoraquo2 bullbullicirc22JicircraquoS2S2t^^raquo^icirc bull bull bull bull bull icirc i s i z bull bull bull bull bull bull bull bull
mraquoraquoraquoraquo bull bull bull bull bull laquo raquo bull bull bull bull bull ltbullbullbullbullbull bull bull bull bull bull bull bull laquo bull bull bull bull bull
a)
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
b) Figure 420 Comparaiso n des deacuteviations pour lessai avec configuration de force 2
a)Deacuteviations imposeacutees sans bruit de mesure lors de la simulation de la piegravece fabriqueacutee b) Deacuteviations obtenues avec la meacutethode IDI apregraves 200 iteacuterations
La figure 421 confronte les deux distributions des deacuteviations avec bruit de mesure imposeacutees
lors de la simulation et celles reacutesultant de lalgorithme proposeacute Elle permet de mettre en
relief la similitude entre les deux distributions et de noter que celle reacutesultant de la meacutethode
IDI est leacutegegraverement plus eacutetendue Dun autre cocircteacute la figure 423 permet de visualiser les
erreurs de mesure de la meacutethode tandis que la figure 422 montre la distribution des erreurs
La figure 424 preacutesente uniquement la distribution des erreurs dans la zone des deacutefauts
imposeacutes Toutes ces trois figures deacutemontrent aussi quil nexiste pas de concentration
derreurs dans la zone des deacutefauts
66
1 1 5 2 2 5 Diviatloni (mm)
a)
05 1 1 6 2 Oeacuteviationi (mm)
b)
25
Figure 421 Comparaison des distributions des deacuteviations pour lessai avec la configuration de force 2
a)Distribution des deacuteviations imposeacutees avec bruit de mesure et b) Distribution des deacuteviations obtenues avec la meacutethode IDI
bull bull bull bull bull bull bull bull bull bull laquo bullbullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull J bull t ^ - 2 Icirc
bull bull bull laquo M bull bull bull bull bull bull laquo raquo bull bullbull bull bull bull bull bull raquo bull bull bull bull bull bullbullbullbullbullbullbull 1 bull bull bull bull bull bull bull l icirc
bullbull
bull bull bull bull bull bull ^ raquo bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull laquo bull raquo bull bull bull bull bull bull bullbullbullbullbullbullbullbull bull bull bullbullbullbullbull bull bull 11raquoraquoraquo bull bull bull bull bull bull bull bull bull
0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 0 8 0 9 1 Errurlaquo (mm)
Figure 422 Distribution des erreurs
bull bull bull bull bull bull bull bull
I bull bull bull bull bull bull bull bull X bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
bull bull bull bull bull bull bull bull bull bull bull
70
60
bull 5 0 bull u c
bull 4 0
pound 3 0
20
10
0
Figure 423 Visualisation de la position des erreurs
0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 0 8 0 9 1 Errturt (mm)
Figure 424 Distribution des erreurs dans la zone de deacutefaut simuleacute
67
La figure 425 reacutecapitule les reacutesultats de lessai
Figure 425 Synthegraves e des reacutesultats pour lessai ave c configuration d e force 1
412 Variatio n de lemplacement d u deacutefau t
Cette section preacutesente les reacutesultats de linspection de douze (12) piegraveces simuleacutees agrave partir du
modegravele A avec lapplication de lalgorithme IDI Dix (10) piegraveces fabriqueacutees repreacutesentant
cinq (5) types de deacutefauts de surface sont illustreacutees agrave la figure 426 Pour chacun des cinq (5)
types de deacutefauts les deux (2) configurations de forces externes preacutesenteacutees preacuteceacutedemment
(2N et 3N) y sont appliqueacutees De plus une piegravece simuleacutee sans deacutefauts de surface y est
inspecteacutee Cette derniegravere permet de mieux eacutevaluer la capaciteacute de lalgorithme agrave deacutetecter
correctement les zones de deacutefauts de surface
68
a) bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bulllaquobulllaquobull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
bull bullbullbullbullbullbullbullbulliSXSSSicircticirc
bull bull bull bull bull bull^^bullbullbullbull bull bull bull bull icirc icirc icircraquo icirc icirc bull bull bull bull bull22 bull bull bull bull bull bulliicirclaquoraquolaquoraquog bull bull bull bull bull laquo bull T l^ bull bull bull bull bull i icirc raquoraquoVraquo icirc bull bull bull bull bull laquo bull bull T bull i bullraquobullbullbullbull raquoraquoraquoraquoraquo0mdash bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull 4 a M ^ ^ bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull 4 M ^ ^ ^ bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbulllaquoraquobullbullbull bullbullbullbull4laquo2 2
bullbullbullbullbullSicirct^2icircgt bull bull bull bull bull bull bull bull bull bull bull icirc bull bull bull bull bull ^ bull laquo bull bull bull bull bull bull icirc S bull bull bull bull bull bull ^ bull bull bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull bull bull bull bull Icirc Icirc Icirc raquo raquo raquo raquo Icirc Icirc J Icirc raquo raquo raquo Icirc Icirc Icirc bullbullbullbullbulllaquo2icirc^S2 bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull
bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull raquobullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull laquobullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
d)
bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull
bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull mm bull Icirc Icirc Ucirc Icirc Icirc Icirc
bull bulllaquoraquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
gtbullbullbullbullbullbullbullbull bull bullbullbullbullbullbull2laquo gtbullbullbullbullbullbull gtbullbullbullbullbullbullbull bull bull bull bull bull bull Z i bull bull bull bull bull bull bull bull z bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
bullbullbullbullbull bullbullbullbullbull bullbullbullbullbull bullbullbullbullbull bull bull bull bull laquo bull bullbullbullbull bull bull bull bull laquo bull bull bull bull laquo bull bull bull bull lt bull bull bull bull laquo bull bull bull bull laquo bull bullbullbulla
bull bullbullbulllaquo
b)
bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullicircicircicircicircicirc bullbullbullbullbull
bullbullicircicircicircraquoraquoraquoraquo bullbullicircicirciraquoraquoraquoraquo
raquoraquobullbullbullbullbullbullbullraquo bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull raquoraquoraquoraquobullbullbullbullbullbull raquoraquoraquobullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull poundbullraquoraquoraquoraquoraquobullbull icircicirc2icircicircraquoraquoraquoicirc icircicircicircraquoraquoraquoraquoraquoraquoraquo raquobullbullbullbullbullbull
raquobullbull bull bull bull gtbullbull gtbullbull raquobullbull
ltbullbullbullraquoraquo iuacircirr bull bull bull
gt bull bull raquo raquo ^ ^ ^ 4 M ^ ^ bull bull bull bullraquoraquoraquo raquo 2icircraquoraquo bullSSicircraquo bull Icirc H Icirc Icirc Icirc Icirc Icirc
bull bullbull raquobullbull raquobullbull bull bullbull
il ii icircicircraquoraquoraquoraquobull bull bullraquobull bull bull bull raquo raquo raquo bull bull bull bull raquoraquobullbullbullbullbullbull raquoraquoraquobullbullbullbulllaquo bullbullbullbullbullbullbullbull bull bullraquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullraquobullraquobullraquobull
bull bullbullicircicircraquoraquoraquoraquo raquo raquolaquoicirc5raquoraquoraquoraquoraquo bull bull bullicircS^^raquoraquoraquo bull bullbullicircicirciicircraquoraquoraquoraquo raquo bull bullbullbullIcircS^^raquoraquoraquo bull raquoraquoicirclaquoraquo^raquoraquoraquoraquo bull bull bull bull ^ bull bull bull raquo raquo raquoraquoraquoraquo2Zraquo^^raquoraquoraquo raquoraquoraquoicircicircicircraquoraquoraquoraquoraquoraquo raquoraquoraquo2IcircIraquoraquoraquoraquoraquoraquo raquoicirc2icircraquoraquoraquoraquoraquoraquo icircicircicircicircicircraquoraquoraquoraquoraquoraquoraquo icircicircicircicircicircraquoraquoraquoraquoraquoraquoraquo 2IcircIcircIcircraquoraquoraquoraquoraquoraquoraquoraquo ticircicircicircraquoraquoraquoraquoraquoraquoraquoraquo raquobullbullbullbullbullraquoraquoraquoraquoraquoraquo bullbullbullbullbullbullbullraquoraquoraquoraquoraquo bull bull bull bullraquobullbull bullraquobullbull bull bullbullbullraquoraquoraquoraquoraquoraquoraquoraquoraquo bullbullbullbullbullraquoraquoraquoraquobullbullbull bullbullbullbullraquoraquoraquobullbullbullraquoraquo raquoraquobullbullraquoraquobullbullraquoraquobullbull bullbullbullbullraquoraquoraquobullbullraquoraquoraquo
e)
bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull raquoraquoraquobull
laquobullbullraquobullbullbullbullbullraquobull bullbullbullbullbullbullbullbullbullbullraquo gtbullbullbullbullbullbullbullbullbullbullraquo bullbullbullbullbullraquoraquobullraquolaquobull gtbullbullbullbullbullbullbullbullbullbullbull gtbullbullbullbullbullraquobullbullbullbullbull gtbullbullbullbullbullbullbullbullbullbullbull gtbullbullbullbullbullbullbullbullbullbullbull gtbullbullbullbullbullbullbullbullbullbullraquo bullraquoraquoraquoraquoraquobullbullbullbullbull bull bull bull bull bull bull bull bull i ^ bullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull2IcircIcircIcircIcircIcirc IcircIcircIcircraquoIcircIcircIcircIcircraquoH
bulliraquoraquoraquoicirciicirc2icirc
bullraquoraquoraquoraquoraquoraquo bullbullbullbullraquoraquobull raquoraquobullbullbullbullbull bullbullbullbullbullbullbull bullbullbullbullbullbullbull bullbullbullbullbullraquoraquo raquoraquobullraquoraquoraquoraquo bullbullbullbullraquobullbull bullbullbullbullbullbullbull bullbullbullraquoraquoraquoraquo raquoraquoraquoraquoicircicircicirc
bullraquobull raquoraquoraquo raquoraquobull bullbullbull bullbullbull bullbullbull bullbullbull bullbullbull raquoraquoraquo raquoraquoraquo raquoraquoraquo raquoraquoraquo raquoraquoraquo
iiii icircicircraquoraquoraquoraquo raquobullraquoraquobullbull-raquoraquoraquobullbullbullgt bullbullbullbullbullbulllaquo raquoraquobullbullbullbullbull bullraquobullraquoraquobullbull bullbullbullbullraquobullbull
Icirc Icirc Icirc Icirc raquo raquo raquo raquo raquo raquo raquo icircicircicircraquoraquoraquoraquoraquoraquoraquoraquoraquo icircicircicircraquoraquoraquoraquoraquoraquoraquoraquo icircicircicircicircraquoraquoraquoraquoraquoraquoraquo
c)
bull bull bull 4 bull bull bull 1 bull bull bull lt Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc IcircraquoH
laquolaquoicircicircicircicircicircicircicircicircHicircH Hraquoraquo bullbullbull raquo
sicircicircraquoraquoraquoraquoicirc2cn bull laquobullraquoraquobull l raquoraquoraquolaquo4raquo ^ ^ raquo bull bull bull raquo bull raquo raquo raquo raquo bull bull bull laquo bull bull bull bull bull bull bull bull 4gt^^^ bull bull bull laquo bull laquo bull bull bull bull bull raquo
bull bull raquo bull bull bull bull 4 laquo ^ ^ raquo raquo bullbullbullraquoraquoicircicirc
raquoraquoraquoraquoi icirc icirc icirc icirc icirc icirc icirc icirc raquoicirclaquoraquoicirc bull bull bull bull icirc icircraquo raquo bull bull bull bull bull bull bull bull bull Icirc Icirc ^ raquo ^ ^ ^ raquo raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullraquoraquoraquoraquoraquobullbull bull bullraquoraquobullraquoraquobullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullraquoraquoraquoraquoraquoraquoraquobullbullbull bull bull bull bull bull bull bullraquobullraquoraquobull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquoraquo bull bull bull bull bull bullraquoraquobullraquoraquobullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullraquoraquoraquoraquobullraquobullbullbullbullbullbullbullbull
f)
3S)
1325
I3J10
1275
4250
- -225
2M
bull 175
1150
1125
I icirc i raquo
1075
1050
1025
bullO in
Figure 426 Typ e de deacutefauts imposeacutes dans lexemple 1 a) Configuration sans deacutefauts de surface (VO) b) Configuration de deacutefauts 1 (VI)
c) d) e) f) Configuration de deacutefauts 2-3-4-5 (V2-V3-V4-V5) respectivement
La figure 427 illustre la convergence de la moyenne des distances D^ en fonction du
nombre diteacuterations pour tous les essais de lexemple 1
69
-V0-F1 - V I - F I -V2-F1 -V3-F1 -V4-Ft - ^ F f
20 X 4 0 5 0 6 0 7t 3 0 9 0 tO O 11 0 12 0 1 raquo 14 0 tS O tteacuteraUoni
a l
q^09
V0F2 V1F2-V2F2 V3f2 V4F2 VSf2
--bull
-
bull
-
b)
Figure 427 Convergenc e des distances corrigeacutees pour les piegraveces A avec a) la configuration de force let b) la configuration de force 2
La figure 428 montre pour chaque point du maillage nominal la moyenne arithmeacutetique des
erreurs pour tous les types de deacutefauts suivant les deux configurations de force Les figures III
et IV de lannexe 1 preacutesentent les erteurs pour chacun des tests
bull icirc raquo icirc raquo icirc icirc icirc icirc icirc icirc icirc raquo i
raquoraquoraquoicircicircicircraquoraquoraquoraquoraquoraquoraquoraquoraquo raquoraquoraquoraquoicircicircraquoraquoraquoraquoraquoraquoraquoraquoraquo icirc icirc icirc icirc icircraquoraquoraquoicirc icirc icircraquoraquoraquo
bullraquobullbull bullbullbullraquo icircraquoraquo bullraquobullraquo
bull bull raquo raquo bull bull bull bull 5 Icirc gtbull raquo raquoraquoraquo raquo
bull bull bull bull raquo raquoraquoraquoraquo raquo
bull bullbullbullbullbull
raquo bull raquoraquo bull bulllaquo bull bull raquo bull bull bullbullbullltbulllaquo bull bull bull bull bull bull 4 gt laquo
raquo bull raquoraquoraquoicirc2icirc
bull raquo raquo raquo raquo i icirc icirc raquo raquo bullraquobullraquo raquoraquoraquoIcircraquoraquoraquoraquo raquoraquoraquoicircicircraquoraquoraquoraquo raquoraquoraquoicircicircrraquoraquoraquo
raquoraquoraquoraquobullbullraquo bull bullbullbull icirc icirc icirc icirc raquo bull bull bull bull bull raquo raquo bull
bull raquo bull bull raquo raquo raquo raquo raquo laquoraquoraquoraquoraquobullraquobullbull bull raquo bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull icirc raquo raquo raquo bull bull bull bull bull bull bull bull bull raquo bull bull laquo bullbullbullraquoraquoraquoraquoraquoraquolt raquo bull raquo raquo raquo raquo raquo raquo bull bull
a)
raquo bullraquoraquoIcirc2IcircIcircIcirc bull bull raquoraquoicirciraquoraquoraquo raquo raquoraquoraquoicircraquoraquoraquoraquo raquoraquoraquoraquoicircicircraquoraquoraquoraquo bull bullraquoraquoicircicirciicircraquoraquo raquo bull bullraquoraquoicircicirclaquoraquoraquoraquoraquo raquoraquoraquoraquoicircicircicircraquoraquoraquoraquo raquoraquoraquoraquoicircicircicircraquoraquoraquoraquo raquoraquoraquoicircicircicircraquoraquoraquoraquo raquoraquoraquoraquoicircicircraquoraquoraquoraquoraquo -bullbullbull icirc icirc icirc icircraquoraquo
b)
Figure 428 Visualisatio n de la moyenne des erreurs agrave chaque point pour lexemple 1 avec a) la configuration de force 1 et b) la configuration de force 2
70
La figure 429 preacutesente la distribution des erreurs pour les douze (12) piegraveces simuleacutees Elle
permet de voir la similariteacute des distributions et de constater quune bonne partie des erreurs
est proche de zeacutero (0)
Figure 429 Distributio n des erreurs pour les douze (12) essais de lexemple 1
La figure 430a et le tableau 42 reacutecapitulent les reacutesultats derreurs pour chaque essai tandis
que la figure 430b et le tableau 43 preacutesentent les erreurs dans les zones de deacutefauts
uniquement
Figure 430 Reacutesum eacute des erreurs de mesure de lexemple 1 a) sur lensemble des points b ) sur les points dans les zones de deacutefauts
71
Tableau 42 Reacutesumeacute des erreurs de mesure (mm) de lexemple 1 sur lensemble des points
Surface A Configurations
VOFl VI FI V2F1 V3F1 V4F1 V5F1 V0F2 VI F2 V2F2 V3F2 V4F2 V5F2
Tableau 43 Reacutesumeacute
Surface A Configurations
VOFl VI FI V2F1 V3F1 V4F1 V5F1 V0F2^ VI F2 V2F2 V3F2 V4F2 V5F2
Moyenne
0104 0104 0101 0115 0116 0095 0113 0124 0106 0102 0116 0108
Percentile 50e
0081 0086 0077 0094 0089 0074 0082 0087 0074 0071 0086 0073
75e 0153 0146 0145 0161 0167 0136 0150 0171 0140 0135 0161 0145
90e 0227 0226 0214 0248 0249 0202 0257 0295 0243 0225 0258 0262
95e 0282 0283 0278 0303 0307 0250 0373 0368 0341 0312 0362 0342
des erreurs de mesure (mm) de lexemple 1 dans les zones
Moyenne
-0180 0111 0097 0157 0097
-0275 0087 0084 0103 0118
Percentile
50e
0153 0097 0082 0148 0082
-0271 0080 0073 0084 0092
75e
0255 0152 0145 0236 0157
-0361 0119 0115 0133 0172
90e
0350 0229 0185 0300 0195
-0442 0193 0172 0208 0258
95e
0428 0255 0210 0374 0230
-0495 0207 0203 0286 0313
Maximale
0522 0634 0615 0485 0597 0524 0709 0946 0703 0619 0783 0673
de deacutefauts
Maximale
-0634 0281 0274 0597 0345
-0547 0231 0260 0407 0412
Exemple La nomenclature Surface A VIFI fait reacutefeacuterence agrave la Surface A simuleacutee obtenue avec le type de deacutefauts 1 et la configuration 1 de force exteme Les configurations VO nont pas de deacutefauts imposeacutes
72
42 Exemple 2 Surface en forme de U
Cet exemple porte sur linspection de profil de la surface en forme de U repreacutesenteacute agrave la
figure 431 lorsque celle-ci est supporteacutee par trois points de contact lors de sa numeacuterisation
Le mateacuteriau et leacutepaisseur de tocircle sont identiques aux exemples preacuteceacutedents Les dimensions
hors tout de la piegravece sont de 300 x 500 x 150 mm
Figure 431 Modegravel e U
421 Constructio n du maillage nominal
Le maillage de 3550 nœuds du modegravele nominal est illustreacute agrave la figure 432 Les nœuds
bull^Dcs ~ ^Dcsx ^Dcsi ^Dcsi I ^DCS ^ ^ ^^^ P ^ prochcs tics poluts dancrago A-B-C dans le
reacutefeacuterentiel DCS y sont identifieacutes
Figure 432 Maillag e du modegravele nominal U
73
422 Simulatio n de la piegravece numeacuteriseacute e
Les piegraveces fabriqueacutees sont simuleacutees avec la deacutemarche exposeacutee agrave la figure 41 Leffet dun
deacutefaut de surface local leffet de lacceacuteleacuteration gravitatiormelle ainsi que celui de deux
configurations de force y sont appliqueacutes La premiegravere configuration comporte une force
de 10 N au bout de la composante tandis que la deuxiegraveme impose une force de 5 N sur
chaque extreacutemiteacute La figure 433 preacutesente les deux configurations ainsi que les deacuteformations
reacutesultantes pour le type de deacutefauts 1 (VI) Agrave la fin du processus un nuage denviron
22000 points du modegravele deacuteformeacute avec des deacutefauts de surface et comprenant du bruit de
mesure est obtenu
423 Reacutesultats
Cette section preacutesente linspection de huit (8) composantes construites agrave partir du modegravele U
Six (6) piegraveces fabriqueacutees repreacutesentant trois (3) types de deacutefauts sont illustreacutees agrave la
figure 434 Pour chacune des variantes les deux configurations de forces externes sont
appliqueacutees De plus une piegravece simuleacutee sans deacutefauts de surface (VO) est veacuterifieacutee Les reacutesultats
preacutesenteacutes ci-dessous sont obtenus en employant les valeurs des paramegravetres du tableau 44
Toutefois un poids w nul est attribueacute aux points sur les rayons afin de sassurer de ne pas
confondre ces points avec des deacutefauts de surface Cet ajustement preacuteventif est fait car une
grande courbure locale combineacutee agrave une faible densiteacute de nœud dans ces zones augmente
artificiellement la valeur des indicateurs de ces points
Tableau 44 Valeur des paramegravetres employeacutes dans lexemple 2
Paramegravetres
Valeur
laquo D
10 000
laquo F
8 000
Step
50
r
15
^ M
2
S
05
Ks
20 500
74
Zoat iTtc dtfanti
Accacirceacuteratioa 9i m s
Zoae avec dcfaoli
Acceacuteleacuteralita 98 ms
PhCSi
Farc6 axEacuteeins I O N
a) c)
0 272 1 544 2 8U 3 1089 5 trade 136 1 4M 2 680 3 952 4 1224 5 4M
b)
]12)
d)
202M 21211 raquoV
Figure 433 Constructio n du nuage de points U avec le type de deacutefauts 1 (VI)
a) suivant la configuration de force 1 (FI ) et c) suivant la configuration de force 2 (F2) Deacuteplacement (mm) total de chaque nœud et b) suivant la configuration FI d) suivant la
configuration F2
75
325
1300
1275
1250
- -22 5
- -20 0
175
I1S0
1125
1100
1075
1050
1025
bullooo
Figure 434 Type de deacutefauts imposeacutes dans lexemple 2 a) sans deacutefauts (VO) b) type de deacutefauts 1 (VI) c) d) type de deacutefauts 2-3 (V2-V3)
respectivement
76
La figure 435 illustre la convergence de la moyenne des distances D^ en fonction du
nombre diteacuterations pour tous les essais de lexemple 2 La configuration de force 2 entraicircne
de fortes deacuteformations les modegraveles nominaux neacutecessitent donc plus diteacuterations pour eacutepouser
la geacuteomeacutetrie numeacuteriseacutee comme le montre la figure 435
E 3
E
^ S 2 5
M
8 2
I 5 1 5
-V0-F1 -V1-F1 -V2F1 -V3F1
50 10 0 15 0 20 0 25 0 30 0 35 0 40 0 45 0 50 0
Iteacuterationi
a)
-W-F2 -V1-F2 -V2-F2 -V3F2
50 10 0 15 0 20 0 25 0 30 0 35 0 40 0 45 0 50 0
IMraUoni
b) Figure 435 Convergenc e des distances corrigeacutees pour les piegraveces U avec (a) la configuration d e force 1 et (b) la configuration d e force 2
La figure 436 montre pour chaque point du maillage nominal la moyerme arithmeacutetique des
erreurs pour tous les types de deacutefauts suivant les deux configurations de force Les figures V
et VI de latmexe I preacutesentent les erteurs pour chacun des tests
Dun autre cocircteacute la figure 437 preacutesente la distribution des erreurs pour les huit piegraveces
simuleacutees Elle permet de voir la similariteacute des distributions et de constater quune bonne
partie des erreurs est proche de zeacutero (0) De plus cette figure fait remarquer que les
distributions des erreurs pour les essais avec la configuration de force 2 sont plus eacutetendues
77
bull bull bull bull bull bull - - f 11
^bullfffJiliV--
a)
AampB^^^VIgt bull bull A bull bull bull bull bull bull
ity^gtiUiMbullbullbullbullbull^bull^bullbullbullbullbull
^1^1^^^^
bL Figure 436 Visualisatio n de la moyenne des erreurs agrave chaque point pour lexemple 2
avec a) la configuration de force 1 et b) la configuration de force 2
Figure 437 Distributio n des erreurs pour les huit (8) essais de lexemple 2
78
La figure 438a et le tableau 45 reacutecapitulent les reacutesultats des erteurs pour chaque essai tandis
que la figure 438b et le tableau 46 preacutesentent les erreurs dans les zones de deacutefauts
uniquement
Figure 438 Reacutesum eacute des erreurs de mesure de lexemple 2 a) sur lensemble des points et b) sur les points dans les zones de deacutefauts
Tableau 45 Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 sur lensemble des points
Surface U Configurations
VOFl VI FI V2F1 V3F1 V0F2 VI F2 V2F2 V3F2
Moyenne
0055 0055 0058 0072
0101 0093 0095 0108
Percentile 50e
0035 0035 0039 0051
0074 0068 0072 0079
75e 0076 0075 0081 0103
0136 0122 0126 0149
90e 0129 0124 0133 0159
0211 0196 0196 0248
95e 0174 0163 0173 0212
0292 0262 0256 0300
Maximale
0470 0548 0427 0507
0701 0774 0756 0728
79
Tableau 46 Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 dans les zones de deacutefauts
Surface U Configurations
VOFl VI FI V2F1 V3F1 V0F2 VI F2 V2F2 V3F2
Moyenne
-
0113 0064 0131
-
0129 0124 0172
Percentile 50e
-
0074 0050 0102
-
0092 0090 0147
75e
-
0135 0076 0212
-
0159 0191 0237
90e -
0264 0122 0297
-
0291 0239 0342
95e -
0395 0191 0357
-
0479 0348 0406
Maximale
-
0548 0282 0459
-
0560 0502 0663
80
43 Exemple 3 Surface complexe
Lexemple ci-dessous permet deacutevaluer la performance de lalgorithme IDI sur une piegravece de
forme complexe repreacutesenteacutee agrave la figure 439 Il porte sur linspection de profil lorsque la
composante est supporteacutee par trois points de contact lors de la numeacuteration Le mateacuteriau et
leacutepaisseur de tocircle sont identiques aux exemples preacuteceacutedents Les dimensions hors tout de la
piegravece sont 350 x 1000 x 250 mm
Figure 439 Surfac e complexe
431 Constructio n du maillage nominal
Le maillage de 2952 nœuds du modegravele nominal est illustreacute agrave la figure 440 Les nœuds
^Dcs -^Dcs ^Dcs2 ^Dcsi I ^DCS ^ ^ ^^^ P^ ^ prochos tics polnts dancrage A-B-C dans le
reacutefeacuterentiel DCS y sont identifieacutes
Figure 440 Maillag e de la surface complexe nominale
81
432 Simulatio n de la piegravece numeacuteriseacutee
Les piegraveces fabriqueacutees sont simuleacutees avec la deacutemarche exposeacutee agrave la figure 41 Leffet de
deacutefauts de surface de lacceacuteleacuteration gravitationnelle et de deux configurations de
deacuteformation y sont appliqueacutes La premiegravere configuration est le reacutesultat dune force
de 2 N au bout de la composante tandis que la deuxiegraveme impose un deacuteplacement de 10 mm
appliqueacute sur une extreacutemiteacute Les figures 441 agrave 444 exposent les deux configurations et les
deacuteformations reacutesultantes pour le type de deacutefauts 1 (VI) Agrave la fin du processus un nuage
denviron 16500 points du modegravele deacuteformeacute avec des deacutefauts de surface et comprenant du
bruit de mesure est obtenu
PMCSI bull
PfCSl bull^^EcircEcirc
^HPm
^ ^ ^ PMCSX ^
^^^^^^^^V Acceacuteleacuteratio n ^ ^ ^ ^ ^ 98mV s
Force externe Y
Figure 441 Construction de la piegravece fabriqueacutee avec la configuration de force 1
Ici un deacuteplacement est appliqueacute plutocirct quune force exteme afin de veacuterifier si les performances de lalgorithme sont accrues si la deacuteformation est imposeacutee de maniegravere plus progressive Une discussion plus profonde sur le sujet est preacutesenteacutee agrave la section 44
82
Figure 442 Deacuteplacements reacutesultant de la configuration de force 1 sur le modegravele
MCSl
Deacuteplacement impos eacute sur la ligne de 10mm dans la direction de laxe Z
Figure 443 Construction de la piegravece fabriqueacutee avec la configuration de force 2
83
Figure 444 Deacuteplacements reacutesultant de la configuration 2 sur le modegravele
433 Reacutesultats
Cette section preacutesente les reacutesultats de linspection de douze (12) composantes simuleacutees
Dix (10) piegraveces fabriqueacutees repreacutesentant cinq (5) types de deacutefauts de surface sont illustreacutees agrave la
figure 445 Pour chacun des cinq (5) types de deacutefauts les deux (2) configurations de
deacuteformation preacutesenteacutees preacuteceacutedemment y sont appliqueacutees De plus une piegravece simuleacutee sans
deacutefauts de surface (VO) est veacuterifieacutee Les reacutesultats preacutesenteacutes ci-dessous sont obtenus en
employant les valeurs des paramegravetres du tableau 47
Tableau 47 Valeur des paramegravetres employeacutes dans lexemple 3
Paramegravetres
Valeur
laquo D
17 000
Up
15 000
Step
50
r
6
^ M
125
S
05
Ks
10
^MAX
300
84
in I I I
S (laquoM
bullo -d a gtgt H
O
S s^ a o laquo ^ 2 -o j 2 H cfl s laquo
W e a ^ M 03 t e O U u sect agt a -laquo S j2 laquo ^
laquo u bulln a
a - 2 l | bulla M fl C3 en
a _o
a Dll (S a o U
85
La figure 446 illustre la convergence de la moyenne des distances D^ en fonction du
nombre diteacuterations pour tous les essais de lexemple 3
fN
(UIU
I)
Q 1 5 o
1 1 bull bullo bull
z
0 c
V0F2 V1-F2 V2-F2 V3-F2 V4-F2 VSF2
50 10 0 15 0 20 0 25 0 30 0 Iteacuterations
a)
JJUl)
cf
itan
ctt
Moy
ennt
dlaquot
dl
25
1 5
05
0 [
1
^^^aertni i bdquo ^ ^ ^
V0-F1 VI-FI V2F1 V3-F1 V4-F1 V5-F1
50 10 0 15 0 20 0 25 0 30 0 Itegraveratlont
b) Figure 446 Convergenc e des distances corrigeacutees des essais de lexemple 3
avec a) la configuration de force 1 e t b) la configuration de force 2
La figure 447 montre pour chaque point du maillage nominal la moyerme arithmeacutetique des
erteurs pour tous les types de deacutefauts suivant les deux configurations de force Les
figures VII et VIII de lannexe I preacutesentent les erteurs pour chacun des tests
De son cocircteacute la figure 448 preacutesente la distribution des erreurs pour les douze piegraveces simuleacutees
Elle permet de voir la similariteacute des distributions et de constater comme dans les exemples
preacuteceacutedents quune bonne partie des erreurs est proche de zeacutero (0) De plus la figure 448 fait
remarquer que les distributions des erteurs pour les essais avec la configuration de force 1
sont plus eacutetendues
86
Figure 447 Visualisation de la moyenne des erreurs agrave chaque point pour lexemple 3 avec a) la configuration de force 1 et b) la configuration de force 2
2S0^
i 2 100 -
laquo-
0 = a
- ^ I L - ^ I T ^
^ ^ ^ ^ ^ ^ ^ E T L ^ jv - Lolt 4 ^ B -Y v ^ H
^^KfjY] - ^ hr^ ^^^^^EcircBrsi^U(fiiiEcirc^K^
01^^^^^^^^^^^^^^^^^^^^^^^H 0 3 ^ gt - ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ H
09 ^gt^^ 1
bullbullSOFI ^ bull v l FI ^^V2F1 ^bullv3F1 bull bullv4F1 ^bulllt-F1 ^bullvO-F2 l^_)ui P2 ^bullv2F3 ^bullvgtF2 bullbullV4-F3 ^ bull laquo F 2
^^^^^^B
Figure 448 Distribution des erreurs pour les douze (12) essais de lexemple 3
87
La figure 449a et le tableau 48 reacutecapitulent les reacutesultats derreurs pour chaque essai tandis
que la figure 449b et le tableau 49 preacutesentent les erteurs dans les zones de deacutefauts
uniquement
I r
03
^bulltJhL 75 90 Parccntil
a) 75 90
Plaquorclaquontlllaquo
b) Figure 449 Reacutesum eacute des erreurs de mesure de lexemple 3
a) su r lensemble des points et b) sur les points dans les zones de deacutefauts
Tableau 48 Reacutesumeacute des erteurs de mesure (mm) de lexemple 3 sur lensemble des points
Surface Complexe Configurations
VOFl VI Fl V2F1 V3F1 V4F1 VSFl V0F2 VI F2 V2F2 V3F2 V4F2 V5F2
Moyenne
0108 0109 0105 0106 0112 0105 0077 0081 0084
0078 0089
0090
Percentile 50e
0084 0084 0080 0084 0086 0082
0062 0065 0066 0063 0069 0069
75e 0150 0151 0146 0151 0159 0150
0113 0117 0119 0115 0124
0125
90e
0233 0236 0225 0224 0241 0230
0166 0176 0184
0166 0189 0196
95e
0286 0302 0284 0279 0313 0290
0198 0214 0221 0194
0236 0244
Maximale
0691 0730 0662 0658 0811 0669
0377 0569
0638 0401
0562 0649
88
Tableau 49 Reacutesumeacute des erteurs de mesure (mm) de lexemple 3 dans les zones de deacutefauts
Surface Complexe Configurations
VOFl VI Fl V2F1 V3F1 V4F1 V5F1 V0F2 VI F2 V2F2 V3F2 V4F2 V5F2
Moyenne
-
0178 0159 0094 0162 0139
-
0174 0183 0115 0170 0195
Percentile 50e
-
0180 0118 0080 0137 0121
-
0131 0154 0108 0142 0177
75e -
0245 0193 0130 0229 0189
-
0239 0285 0166 0250 0268
90e -
0330 0356 0190 0337 0276
-
0365 0363 0198 0367 0366
95e -
0352 0407 0222 0424 0309
-
0473 0470 0222 0439 0415
Maximale
-0393 0488 0393 0559 0514
-0569 0638 0357 0511 0649
89
44 Discussio n
Dans le cas dinspection de piegraveces flexibles sans gabarit de conformation la geacuteomeacutetrie de la
piegravece physique numeacuteriseacutee peut ecirctre sensiblement diffeacuterente de celle du modegravele nominal
Comme le montrent les figures 44 419 433 442 et 444 les piegraveces numeacuteriseacutees ont une
forme diffeacuterente de celle du modegravele nominal compte tenu des deacuteformations imposeacutees lors de
leur simulation Des deacuteformations maximales entre 12 mm et 364 mm sont appliqueacutees au
modegravele nominal agrave cette fin Les reacutesultats dinspection provenant de technique dalignement
rigide classique comme lICP ne sont plus repreacutesentatifs comme le deacutemontre la figure 47
Sur celle-ci il est clair que les deacuteviations observeacutees ne cortespondent pas aux deacutefauts
introduits agrave la figure 45 mais repreacutesentent uniquement le reacutesultat de la minimisation de la
distance euclidienne entre les deux modegraveles Lalgorithme IDI proposeacute dans ce meacutemoire
permet de compenser les lacunes des meacutethodes dinspection preacutesenteacutees dans la revue de la
litteacuterature en y introduisant une technique didentification des deacutefauts de profil ainsi que
lalgorithme de recalage non-rigide La figure 48 montre agrave plusieurs iteacuterations de
lalgorithme les indicateurs de confiance de chaque nœud du maillage S Les points avec
des indicateurs eacuteleveacutes y sont facilement observables et se distinguent mieux lorsque le
nombre diteacuterations augmente Limplantation de lalgorithme non-rigide permet de deacuteformer
le maillage nominal sans eacutepouser les deacutefauts de profil afin quil soit le plus proche possible
du modegravele numeacuteriseacute Les figures 49 411 et 420 deacutemontrent bien les capaciteacutes de
lalgorithme IDI agrave creacuteer un modegravele nominal deacuteformeacute sans deacutefaut de fabrication ainsi quagrave
localiser et agrave eacutevaluer lamplitude des deacutefauts de profil de surface Sur ces figures les deacutefauts
de surface sont clairement identifiables
Toutefois certaines faiblesses de la meacutethode ont eacuteteacute noteacutees Par exemple les points sur
lextreacutemiteacute en bas agrave gauche de la figure 411 possegravedent des deacuteviations leacutegegraverement plus
eacuteleveacutees Cette observation est plus remarqueacutee sur la figure 420 et dans leacutevaluation des
erreurs qui sont illusti-eacutees dans les figures 415 423 et 428 Ceci soulegraveve une question
Pourquoi le modegravele nominal neacutepouse-t-il pas la forme numeacuteriseacutee dans cette zone Une
explication deacutejagrave mentionneacutee est que lerteur deacutevaluation de la normale sur les points du
90
contour de la piegravece en soit la cause La projection de la distance d^ sur une normale erroneacutee
peut amplifier la distance projeteacutee D^ ce qui augmente lerteur observeacutee sur ces points Un
autre facteur est la valeur du paramegravetre a Une valeur a forte contraint le champ de
deacuteplacement agrave ecirctre lisse Agrave lextrecircme un a infiniment eacuteleveacute engendra un champ de
deacuteformation nul Le paramegravetre a a une analogie avec la rigiditeacute du modegravele nominal Les
tableaux 41 44 et 47 donnent les valeurs de a deacutetermineacutees par des essais-erreurs pour
garantir un champ lisse et montrent bien que a est proportionnel agrave la complexiteacute de la piegravece
De la sorte si le terme a est trop eacuteleveacute il ne permettra pas au modegravele nominal de se
deacuteformer dans des zones ougrave le changement de forme demandeacute est trop brut car il devra
assurer un champ de deacuteformation lisse De plus les forces ponctuelles appliqueacutees lors de la
simulation de la piegravece fabriqueacutee introduisent des deacuteformations locales importantes Ceci est
plus seacutevegravere que dans un cas industriel ougrave les deacuteformations se propagent plus uniformeacutement
puisquelles reacutesultent des contraintes internes introduites par le proceacutedeacute de fabrication Un
maillage peu dense du modegravele nominal dans une reacutegion avec de fortes deacuteformations sur la
piegravece simuleacutee entraicircne un saut de la valeur des deacuteplacements des points du maillage nominal
neacutecessaire pour rapprocher les deux modegraveles II est propice ici de rappeler que lindicateur
permet didentifier les points neacutecessitant un deacuteplacement plus ou moins eacuteleveacute que celui de
ses points voisins Ainsi les points du modegravele nominal dans ces zones de deacuteformations
locales sont reconnus comme des deacutefauts de profil agrave cause de leur indicateur I eacuteleveacute Par
conseacutequent le modegravele nominal neacutepouse pas la forme numeacuteriseacutee dans ces zones Cette
derniegravere explication est appuyeacutee par les figures 428 436 et 447 Celles-ci deacutemontrent bien
que les erreurs de lalgorithme dans la zone proche de lextreacutemiteacute sont proportionnelles agrave
lamplitude de la force imposeacutee
Les reacuteflexions eacutemises plus haut soulegravevent une autre question Pourquoi ny a-t-il pas une
zone de concentration derteurs agrave chaque bout ougrave une force a eacuteteacute imposeacutee sur la piegravece
simuleacutee Effectivement il existe une seule zone de concentration derteurs dans les
figures 423 et 4286 malgreacute quune force agrave chaque embout y soit imposeacutee lors de la
simulation Un regard plus profond sur la figure 419 montre quun embout de la piegravece celui
91
de droite se deacuteforme moins que lautre et que leacutetendue de sa zone de deacuteformation
(en rouge) est plutocirct faible Comme indiqueacute au chapitre 3 les points du contour de la piegravece
ne sont en aucun cas consideacutereacutes comme des deacutefauts leurs poids vv sont mis agrave 1 peu importe
la valeur de leur indicateur Dans le cas de la figure 419 la zone de deacuteformation de
lembout agrave droite est tregraves petite et se trouve sur le contour de la piegravece Par conseacutequent la
zone nest pas prise en compte comme deacutefaut et la meacutethode permet de deacuteformer le modegravele
nominal pour quil tende vers le modegravele numeacuteriseacute dans cette zone Toutefois lautre zone agrave
gauche est suffisamment grande pour quune partie de ces points soit consideacutereacutee agrave tort
comme des deacutefauts comme mentionneacute plus haut
Les explications fournies aux deux paragraphes preacuteceacutedents permettent aussi de
comprendre lexistence dune zone de concentration derteurs preacutesente dans les autres eacutetudes
La figure 436 tireacutee de lexemple du profileacute en U affiche des eacutecarts eacuteleveacutes agrave proximiteacute des
points de fixation illustreacutes sur la figure 433 La courte distance entre les supports engendre
des deacuteformations locales La piegravece a tendance agrave gauchir excessivement agrave ces endroits car la
configuration dappui A-B-C autorise la rotation du modegravele au point dencrage Ce
pheacutenomegravene est visible sur la figure II de lannexe I illustrant les deacuteplacements en rotation
imposeacutes lors de la simulation de la composante numeacuteriseacutee En ce qui concerne la surface
complexe lanalyse des eacutecarts de la figure 447a montre une augmentation de lerreur sur le
rayon du cocircteacute droit Comme illustreacute sur la figure 442 un changement rapide de deacuteformation
dans ces reacutegions combineacute avec limpreacutecision de leacutevaluation du vecteur normal des points
introduit des difficulteacutes comme celles deacutejagrave mentionneacutees De plus la figure 447b montre une
timide hausse de lerteur dans un endroit du rayon agrave gauche causeacutee par les mecircmes facteurs
que preacuteceacutedemment Neacuteanmoins aucune zone derreur importante na eacuteteacute observeacutee sur la
figure 447b car le deacuteplacement imposeacute deacutecrit sur la figure 444 est faible et uniforme et ne
reacutesulte pas de lapplication dune force ponctuelle Cette remarque vient renforcer nos
deacuteductions preacuteceacutedentes
Une discussion suppleacutementaire sur les erreurs inheacuterentes aux meacutethodes de simulation et de
validation proposeacutees est de mise Comme mentionneacute auparavant limposition dune force
92
ponctuelle lors de la creacuteation de la composante numeacuteriseacutee est trop seacutevegravere ce qui introduit des
difficulteacutes dans lidentification de deacutefauts et dans la capaciteacute de lalgorithme agrave faire eacutepouser
les deux modegraveles Lamplitude des deacuteformations est elle aussi plus contraignante que dans
un cas industriel Maintenir la piegravece de maniegravere agrave ce quelle ressemble plus au moins au
modegravele nominal serait plus repreacutesentatif Toutefois le choix de lapplication dune force
ponctuelle et de la disposition des fixations a permis deacutevaluer les limites de la performance
de la meacutethodologie Dun autre cocircteacute les dimensions des deacutefauts introduits autrement dit les
valeurs cibles sont obtenues en comparant agrave la condition non deacuteformeacutee le modegravele nominal
avec la piegravece simuleacutee avec deacutefauts tandis que les deacuteviations reacutesultantes de la meacutethode
reflegravetent la distance entre le modegravele nominal et le modegravele simuleacute avec des deacutefauts et du bruit
de mesure agrave leacutetat deacuteformeacute Ainsi les deacuteviations ne sont pas eacutevalueacutees dans les mecircmes
conditions ce qui influence le calcul des normales donc de la distance corrigeacutee entre chaque
combinaison de points La qualiteacute du maillage nominal agit aussi sur la preacutecision du vecteur
normal Plus celui-ci est raffineacute meilleure sera leacutevaluation du vecteur Dautre part la
densiteacute du nuage de points de la composante numeacuteriseacutee est importante car le meacutetrique point-
point est utiHseacute dans les algorithmes de localisation Une densiteacute eacuteleveacutee permet un meilleur
alignement et une estimation plus preacutecise de la distance Ainsi les caracteacuteristiques de la
meacutethode de simulation et de validation releveacutees ici amplifient les valeurs de lerteur de
mesure de la meacutethode
Pour lanalyse quantitative des erteurs le tableau 410 donne un reacutesumeacute des erreurs obtenues
en fonction des caracteacuteristiques de simulation des piegraveces numeacuteriseacutees Il permet de constater
que les erreurs obtenues sont minimes compareacutees aux deacutefauts et aux deacuteformations imposeacutees
Les tableaux 42 43 45 46 48 et 49 deacutemontrent que lerteur de la meacutethode dans un
intervalle de confiance de 95 varie de 0163 agrave 0373 mm pour lensemble des points et
Excluant les points du contour de la piegravece
93
de 0191 agrave 0495 mm pour les reacutegions de deacutefauts Pourtant les figures 428 436 et 447 ne
montrent aucune tendance lourde daugmentation de lerteur dans les zones de deacutefauts
imposeacutes Par contre les histogrammes des figures 430 438 et 449 indiquent que les valeurs
des erteurs dans ces reacutegions sont plus eacuteleveacutees que dans lensemble des points Agrave titre
dexemple la figure 428a et le tableau 42 pour le cas VI FI montrent que sur lintervalle
de confiance agrave 95 lerreur est de 0283 mm tandis que la valeur sur la figure 428b et le
tableau 43 est de 0428 mm dans les zones de deacutefauts Cette diffeacuterence de 0145 mm nest
cependant pas significative puisque le nombre de points constituant ces reacutegions est faible
Ainsi chaque point influence grandement le reacutesultat Les figures 416 et 424 montrent bien
que les distributions des erteurs dans les reacutegions de deacutefauts sont eacutetaleacutees De plus les
figures 429 437 et 448 mettent en relief le comportement des distributions des erreurs
Elles ont toutes un nombre eacuteleveacute de valeurs proches de zeacutero et une superposition de deux
distributions nest pratiquement pas distinguable Ces caracteacuteristiques megravenent agrave comparer les
valeurs des erreurs calculeacutees avec celles du bruit de mesure injecteacute Comme eacutenonceacute le bruit
de mesure dans les exemples preacutesenteacutes suit une distribution normale avec une moyenne de 0
et un eacutecart type de 01 mm La valeur absolue de celui-ci suit une distribution mi-normale
(half-Normal) avec une moyenne de 2rraquo0l (Bland 2005 Pewsey 2004) Les figures 450
451 et 452 superposent la distribution mi-normale du bruit sur les erreurs de chaque
exemple Il est clair sur ces figures que les erreurs observeacutees se retrouvent agrave proximiteacute de la
courbe deacutecrivant le bruit de mesure dans un intervalle de confiance de 95 ( 02 mm ) Apregraves
quoi dans certains cas la distribution de lerreur seacuteloigne de la courbe pour les raisons
eacutemises auparavant concemant les meacutethodes de simulation En prenant en compte les
remarques du paragraphe preacuteceacutedent il convient dinfeacuterer que les erreurs observeacutees sont
majoritairement le reacutesultat de lidentification du bruit de mesure
Excluant les points du contour de la piegravece
^ Une distribution pour les points dans une zone de deacutefauts et une autre pour lensemble des points
94
Tableau 410 Reacutesumeacute des erteurs en fonction des caracteacuteristiques de simulation (Valeurs en mm)
Exemples
Surface A Surface en U Surface complexe
Amplitudes maximale s des deacuteformations imposeacutee s
2230 agrave 3340 1230 agrave 360 1380 agrave 3380
Amplitudes maximale s des deacutefauts imposeacute s 226 agrave 318 146 agrave 300 255 agrave 365
Erreurs^ sur lensemble des points 025 agrave 037 016 agrave 030 019 agrave 031
Erreurs dans les zones de deacutefauts 020 agrave 050 019 agrave 048 022 agrave 047
2CTBmii=02 mm
llfctilfc-Jlli gt
bull0-F1 iVI-FI bullV2-F1 bullV3-F1 |V4-F1 bull gtlaquo-F 1 bull V13-F 2
VIF2 IVIcirc-F2 bull V3-F2 bullV4-F2
Figure 450 Superpositio n des erreurs observeacutees dans lexemple 1 et de la distributio n du bruit de mesure introduit
Erreurs dans un intervalle de confiance de 95
95
laoo
1600
1400
1300
bull bull lOD O
e r a bull
GOO
CO
XD
0
1
i i 1 1 c
-
i 1
1 h 0
I I
2aBtmi=02 m m
1 1
|J 2 0 3 0 4 05 0 6
Erreun (mm)
I^^VI FI
^ bull V 3 - F I ^ bull M ) - F 2 ^ bull V 1 - F 2 ^ bull V 3 - F 3 ^ bull V 3 F 2 Dmnlujiion du brui dt mecircturraquo
07 0 8 0 9
Figure 451 Superpositio n des erreurs observeacutees dans lexemple 2 et de la distribution du bruit de mesure introduit
bullV0-F1 bullV1 F l bullV2-F1 bull V3F 1 bull V4-FT i^laquo-Ft bull0-F2
V1-F2 bull V2-F 2 bullva-F2 bull V4-F 2 bull S F 2 mdash Oisinbulwn du brui dt rr
Errvun (mm)
Figure 452 Superpositio n des erreurs observeacutees dans lexemple 3 et de la distribution du bruit de mesure introduit
96
Du point de vue de la convergence de la meacutethode IDI les figures 413 427 435 et 446
deacutemontrent le comportement quasi asymptotique de la moyenne des distances corrigeacutees en
fonction du nombre diteacuterations Contrairement agrave lalgorithme ICP qui converge de maniegravere
monotone sur un minimum local de la fonction objective de distance (Besl et McKay 1992)
les figures montrent que lalgorithme IDl converge de maniegravere irreacuteguliegravere Lintroduction de
lalignement non-rigide dans la meacutethode modifie la geacuteomeacutetrie du modegravele nominal ce qui se
traduit par une nouvelle fonction objective agrave chaque iteacuteration de lalgorithme global Dautre
part le comportement fluctuant de la fonction objective ne permet pas ladoption du critegravere
dartecirct classique Ainsi lalgorithme se termine seulement lorsque le nombre diteacuterations
atteint la Hmite K^^^ La valeur du critegravere darrecirct K^^^ est choisie visuellement de maniegravere
agrave assurer un comportement asymptotique de la moyenne des distances corrigeacutees comme
lillustre la figure 453 Ainsi agrave lexception dun cas il est avantageux du point de vue de la
preacutecision de la meacutethode de permettre des iteacuterations suppleacutementaires mecircme si la convergence
est obtenue Cela donne la possibiliteacute au modegravele nominal deacutepouser mieux la piegravece
numeacuteriseacutee car il peut arriver que des zones de fortes deacuteformations ne soient pas encore
complegravetement reproduites mais que la moyenne des deacuteviations soit quasi-stable Les
figures 427 435 et 446 montrent bien que le nombre diteacuterations neacutecessaires pour atteindre
la convergence est proportionnel agrave lamplitude de la deacuteformation de la piegravece simuleacutee Par
contre comme mentionneacute il existe un cas Surface A VI FI ougrave la fonction tend agrave augmenter
apregraves un certain nombre diteacuterations et agrave se stabiliser par la suite comme le montre la
figure 454 La combinaison de leffet de la geacuteomeacutetrie du modegravele de la position des deacutefauts
(au centre) et de la deacuteformation imposeacutee reacutesulte dune situation ougrave la fonction globale tourne
autour dun minimum local ce qui cause au modegravele nominal de se deacuteformeacute inutilement Ces
deacuteformations successives creacuteeacutes une conjoncture ou le modegravele nominal eacutepouse tregraves faiblement
les zones deacutefauts agrave chaque iteacuteration au deacutetriment de la preacutecision de lalgorithme
Diffeacuterence entre deux eacutevaluations de la fonction objective ^ - f^_^ plus petit quun seuil de convergence voulu
97
1 2
Ci m S 0 8
1 ^ 0 6 M bull bullO bull 0 4 C bull gt J 0 2
0 C
i
KMX
W F 1 VI F l V2F1 bull V3-F1
V4-F1 --
) 5 0 10 0 15 0 20 0 25 0 Iteacuterations
a)
300 35 0 40 0
1 2 E
n 1
dist
ance
s L
bi 0
0
des
bull 0 4 C
^ 0 2
0 [
i
1 bull
1 ^IMX
V1F2
V5-F2
1 ) 5 0 10 0 15 0 20 0 25 0
Iteacuterations
b)
300 35 0 40 0
Figure 453 Choi x de la valeur du critegravere darecircte dans lexemple 1 avec a) la configuration de force 1 et b) la configuration de force 2
150 20 0 IteacuteraUoni
a)
I bull I I I r r i
_i 1 i_ 100 20 0 30 0 4 X 50 0 60 0 7C D 60 0 90 0
Iteacuterations
b) Figure 454 Particularit eacute de lessai Surface A VI Fl
a) Identification du comportement rarissime de la fonction (cas VI Fl) e t b) Moyenne des distances corrigeacutees en fonction du nombre diteacuterations de lessai Surface A VI Fl
Cette figure montre que la fonction tend agrave augmenter apregraves un certain nombre diteacuterations et se stabilise par la suite
98
Le chapitre 4 a illustreacute plusieurs eacutetudes de cas dans le but dexplorer les performances
meacutetrologiques de lalgorithme Il deacutemontre que lalgorithme IDI proposeacute permet de deacuteformer
le modegravele nominal afin quil eacutepouse la piegravece numeacuteriseacutee sans toutefois prendre en compte les
deacutefauts de surface et le bruit de mesure de cette derniegravere De la sorte lalgorithme IDI donne
la possibiliteacute de controcircler le profil dune piegravece flexible sans gabarit de conformiteacute Il sagit
donc dune innovation dans le domaine de la meacutetrologie Loin decirctre parfait lalgorithme
neacutecessite encore des travaux dameacutelioration et de validation tels que recommandeacutes plus loin
dans ce meacutemoire
99
CONCLUSION
Ce meacutemoire a permis de combiner les recherches dans les domaines de lalignement entre la
repreacutesentation 3D dune piegravece et son modegravele CAO lalignement non-rigide ainsi que dans
celui de lanalyse des variations geacuteomeacutetrique des piegraveces souples afin de deacutevelopper une
meacutethode innovante dinspection de piegraveces flexibles sans gabarit de conformiteacute Dans
labsence de ce dernier les effets de la graviteacute et des deacuteformations engendreacutees par les
contraintes internes rendent la geacuteomeacutetrie de la piegravece numeacuteriseacutee consideacuterablement diffeacuterente
de la geacuteomeacutetrie nominale Lalgorithme IDI permet de comparer ces deux modegraveles malgreacute
leur geacuteomeacutetrie diffeacuterente ce que les meacutethodes dalignement standard ne permettent pas Pour
remeacutedier agrave cela lajout dun champ de deacuteplacement estimant les deacuteformations agrave appliquer sur
la geacuteomeacutetrie nominale est introduit Ce champ de deacuteplacement repreacutesente uniquement les
deacuteformations induites sur la piegravece numeacuteriseacutee par les conditions de fixation lors de la
numeacuterisation par leffet de la graviteacute et des deacuteformations dues au proceacutedeacute de fabrication Il
exclut les deacuteformations attribuables aux erreurs de profil et au bruit de mesure Cette
exclusion est possible gracircce agrave linteacutegration dans la meacutethode de lindicateur de confiance
Ce nouveau paramegravetre permet avec un bon niveau de fideacuteliteacute et de mesure lidentification
des points correspondant agrave un deacutefaut de surface sur la composante numeacuteriseacutee Il donne la
possibiliteacute de seacuteparer les deacuteformations dues agrave la nature flexible de la piegravece des laquo deacutefauts de
profil raquo De plus lutilisation de lalignement non-rigide et lintroduction du paramegravetre ocirc
permettent dappliquer une deacuteformation progressive au modegravele S tout en contraignant le
deacuteplacement des points agrave ecirctre deacutependant du deacuteplacement de leur voisinage Limplantation
dune distance corrigeacutee D^ dans lalgorithme de recalage non-rigide et son utilisation pour
leacutevaluation des deacutefauts diminue linfluence de la densiteacute du nuage de points de la piegravece
numeacuteriseacutee
Apregraves lapplication de lalgorithme il en reacutesulte un modegravele nominal sensiblement proche du
modegravele numeacuteriseacute avec un niveau derteur comparable agrave celui du bruit de mesure
expeacuterimental Le reacutesultat de linspection reflegravete donc uniquement leffet des variations
geacuteomeacutetriques dues aux proceacutedeacutes de fabrication De la sorte la meacutethode IDI preacutesente un
100
nouvel outil permettant linspection de coques minces sans gabarit de conformiteacute Labsence
doutils de fixation deacutedieacutes permettra de diminuer les coucircts dinspection et de rendre les
entreprises plus compeacutetitives
Limitations
La meacutethode IDI proposeacutee comporte les limites suivantes
1 Seules des coques minces ne se refermant pas sur elles-mecircmes et sans discontinuiteacute (sans
trous etc) sont employeacutees dans leacutetude
2 La densiteacute du nuage de points de la piegravece numeacuteriseacutee doit ecirctre nettement plus eacuteleveacutee que
celle du maillage nominal Ceci se traduit par A ^ raquo N^ Les techniques de mesure
actuelles respectent facilement cette contrainte
3 Les types de deacutefauts de profil consideacutereacutes sont locaux dans le sens ougrave le profil de la
surface est majoritairement respecteacute Cela se manifeste en pratique par une densiteacute de
points du maillage dans les reacutegions de deacutefauts largement infeacuterieurs agrave A^ Sans quoi
lalgorithme aura de la difficulteacute agrave distinguer les mauvais des bons points de la surface
4 Les points du contour de la piegravece ne sont pas consideacutereacutes dans leacutevaluation des deacutefauts de
profil de surface
5 Les eacutetudes de cas considegraverent que les dimensions hors tout des piegraveces numeacuteriseacutees sont
respecteacutees Autrement dit la circonfeacuterence du contour de la composante numeacuteriseacutee est
quasi identique agrave celle du modegravele nominal
6 Les eacutetudes de cas envisagent que la piegravece fabriqueacutee est complegravetement numeacuteriseacutee Ceci
implique que chacun des points du maillage nominal possegravede au moins un point
cortespondant dans le nuage de points numeacuteriseacutes
7 Le choix de la valeur du critegravere darrecirct AT^^ est seacutelectionneacute visuellement
8 Comme tout algorithme de calcul celui-ci deacutepend de la puissance du systegraveme
informatique sur lequel il est exeacutecuteacute Particuliegraverement lalgorithme requiert une
meacutemoire vive sur le poste informatique proportionnelle agrave la densiteacute du maillage du
modegravele nominal pour pouvoir supporter des ordres de matrice eacuteleveacutes agrave cause de
lutilisation de la meacutethode du pseudo inverse par lalgorithme dalignement non-rigide
101
RECOMMANDATIONS
La preacutesente recherche marque lintroduction dune nouvelle meacutethode dinspection pour les
piegraveces flexibles sans gabarit de conformiteacute Il est notoire que les contraintes logistiques et
temporelles obligent agrave mettre un terme agrave ces travaux Neacuteanmoins les paragraphes suivants
explorent des pistes de recherche prometteuses
Algorithme dalignemen t
Le choix de lalgorithme dalignement rigide et non-rigide influence la performance de la
meacutethode IDl Le perfectionnement des algorithmes employeacutes contribuera agrave augmenter
la robustesse et la vitesse de la meacutethode Par exemple lalgorithme ICP de
Besl et McKay (1992) peut ecirctre remplaceacute par une de ses variantes Celle qui est proposeacutee par
Gelfand et al (2003) a lavantage de permettre aux deux modegraveles de glisser entre eux dans
des reacutegions planes ou circulaires tout en assurant la stabiliteacute de lalgorithme Toutefois elle
neacutecessite la connaissance des normales des points de la piegravece numeacuteriseacutee Ces vecteurs
peuvent ecirctre calculeacutes ou provenir du systegraveme de mesure
Temps de calcul
Linteacuterecirct principal de cette recherche est deacutelaborer une meacutethode pour permettre linspection
de piegraveces flexibles sans gabarit de conformiteacute Ainsi une attention limiteacutee est mise sur la
rapiditeacute de lalgorithme proposeacute Il est coimu que la deacutetermination des correspondances 5mdash
c constitue la phase requeacuterant le plus de puissance de calcul dans lalgorithme ICP Pour
diminuer le nombre de points utiliseacutes pour lalignement un eacutechantillonnage est employeacute dans
la meacutethode dalignement rigide de la section 33 Cependant la fonction dsearchn de
MATLABreg est utiliseacutee pour trouver les cortespondances Cette fonction agrave recours agrave
lalgorithme Quickhull (Barber David et Hannu 1996) Lemploi dune meacutethode adapteacutee
aux problegravemes avec de grandes densiteacutes de points reacuteduira le temps de calcul de cette eacutetape
Besl et McKay (1992) font appel agrave la meacutethode k-d tree Greenspan et Yurick (2003)
102
introduisent la meacutethode Approximate k-d tree Ak-d tree) Agrave partir de cette meacutethode
Lee et al (2006) suggegraverent lalgorithme de recherche Adaptive Dual AK-D tree
(ADAK-D tree) Dautre part Strand et al (2007) emploient une structure octree
Ajustement du critegravere darrecirct
Le comportement fluctuant de la fonction objective ne permet pas ladoption du critegravere
dartecirct classique Ainsi la valeur du critegravere dartecirct K^^^ est choisie visuellement de maniegravere
agrave assurer un comportement asymptotique de la fonction objective Il serait avantageux de
remplacer ce critegravere par un autre exprimant un ensemble de critegraveres influents (Tahan 2008)
Numeacuterisation incomplegravete
Les eacutetudes de cas envisagent que les piegraveces fabriqueacutees soient complegravetement numeacuteriseacutees
Lalgorithme neacutecessite peu de modifications pour traiter les cas pour lesquels des points du
maillage nominal nauraient pas de points correspondants dans le nuage de points numeacuteriseacutes
Comme proposeacute par Allen et al (2003) les poids H de ces points du maillage nominal sont
mis agrave zeacutero pour eacuteliminer leur influence sur la fonction derteur de distance Ej Ils peuvent
ecirctre reconnus par exemple agrave cause dun angle entre la normale n^ et le vecteur de distance
point-point d^ plus eacuteleveacute quun critegravere preacuteeacutetabli Amberg et al (2007) suggegraverent aussi une
distance d^ maximale acceptable
Caracteacuterisation des sources derreurs
Dans le but de focaliser les recherches sur les eacuteleacutements de la meacutethode introduisant le plus
derreurs une caracteacuterisation plus exhaustive des erteurs doit ecirctre entreprise Chaque phase
de lalgorithme global introduit ses erreurs inheacuterentes Agrave titre indicatif les articles de
Rusinkiewicz et Levoy (2001) Low et Lastra (2007) et Ezra et al (2008) traitent de la
performance de lalgorithme ICP
103
Validation
Des eacutetudes de cas suppleacutementaires variant la geacuteomeacutetrie du modegravele le mode de fixation la
position et la forme des deacutefauts lamplitude du bruit de mesure combineacutes avec des
deacuteformations imposeacutees plus proches de la reacutealiteacute permettront une meilleure eacutevaluation de
lalgorithme proposeacute Des essais expeacuterimentaux doivent eacutegalement ecirctre entrepris pour valider
la meacutethode Un test possible serait de fabriquer quelques composantes avec et sans erteur de
profil Les valeurs theacuteoriques des deacutefauts introduits peuvent ecirctre obtenues en numeacuterisant les
piegraveces fixeacutees sur un gabarit de conformiteacute Les nuages de points obtenus sont ensuite
compareacutes avec le modegravele nominal en utilisant les techniques classiques dalignement rigide
Plusieurs logiciels comme Geomagicreg et Polyworks^ permettent de faire ce type
dinspection Les valeurs expeacuterimentales reacutesultent de lapplication de la meacutethode IDI sur ces
mecircmes piegraveces numeacuteriseacutees sur un montage simple autorisant celles-ci agrave changer de forme La
comparaison des deux valeurs rendra possible la validation de lalgorithme Toutefois une
attention doit ecirctre porteacutee agrave lincertitude des valeurs theacuteoriques due aux techniques de
recalage employeacutees dans les logiciels dinspection Il est donc preacutefeacuterable si les piegraveces sont
suffisamment rigides lorsquelles se trouvent sur le gabarit de conformiteacute dobtenir ces
dimensions par mesurage avec contact agrave laide dune MMT
Analyse des variations geacuteomeacutetrique s
Les variations geacuteomeacutetriques dune composante ne se limitent pas au profil de la surface
Linteacutegration dune capaciteacute danalyse dune plus grande varieacuteteacute de deacutefauts augmentera la
qualiteacute et le nombre dapplications de la meacutethode Cette nouvelle capaciteacute se traduit par la
possibiliteacute de deacuteformer le modegravele nominal sans eacutepouser les diffeacuterents deacutefauts de forme et
dorientation des eacuteleacutements de la piegravece numeacuteriseacutee Laptitude de la meacutethode agrave creacuteer un modegravele
nominal deacuteformeacute est distincte de sa capaciteacute dinspection Mecircme si lalgorithme est ameacutelioreacute
pour prendre en compte plusieurs types dimperfections et de geacuteomeacutetries il ne permettra pas
neacutecessairement de veacuterifier par exemple un profil de surface avec reacutefeacuterentiel ou la position
dun trou Pour remeacutedier agrave cela une eacutetape de recalage suppleacutementaire agrave la fin de lalgorithme
104
est essentielle Avant lapplication de la meacutethode IDI le modegravele nominal et celui numeacuteriseacute
sont trop diffeacuterents pour faire une inspection Agrave la sortie de la meacutethode les deux geacuteomeacutetries
sont suffisamment proches pour utiliser les techniques dinspection de piegraveces rigides
Quelques meacutethodes envisageacutees pour ameacuteliorer les proprieacuteteacutes de linspection de la meacutethode
sont citeacutees ci-dessous
Huang et Gu (1998) et plus tard Li et Gu (2005a 2005b) introduisent un troisiegraveme systegraveme
de coordonneacutees correspondant au repegravere dinspection Ils proposent une technique pour
reacutealigner ce nouveau systegraveme de coordonneacutees avec le DCS tout en sassurant que les
eacuteleacutements du reacutefeacuterentiel restent agrave linteacuterieur de leur zone de toleacuterance
Chacirctelain et Fortin (2001) puis Ben-Salah (2005) suggegraverent une meacutethode pour aligner une
piegravece brute sur le repegravere de la machine-outil tout en optimisant la distribution des deacuteficits de
matiegravere de la composante Pour remeacutedier agrave cela deux fonctions objectives une reacuteelle et une
artificielle sont introduites La premiegravere cherche agrave minimiser la sureacutepaisseur maximale de
toutes les surfaces La seconde peacutenalise les points dans les reacutegions ayant peu de matiegravere agrave
usiner tout en prenant en compte le niveau de prioriteacute des reacutegions Cette technique peut ecirctre
employeacutee pour linspection avec reacutefeacuterentiel Les eacuteleacutements du reacutefeacuterentiel se verront attribuer
un niveau de prioriteacute plus eacuteleveacute que le reste des surfaces de la piegravece
Une autre possibiliteacute est le traitement des nuages de points reacutesultant de la meacutethode par un
logiciel dinspection classique permettant une analyse complegravete des variations
dimensionnelles des piegraveces (Gao et al 2006)
Identification de s deacutefaut s
Preacutesentement le critegravere r est employeacute pour distinguer les indicateurs tregraves eacuteleveacutes
Autrement dit il permet didentifier les points s avec une diffeacuterence entre leur distance D^
et les distances D^j de ses points voisins beaucoup plus importantes que celles de lensemble
des points S Toutefois les zones moins rigides de la piegravece peuvent subir de fortes
105
deacuteformations Dautre part la densiteacute du maillage nest pas neacutecessairement uniforme Ces
caracteacuteristiques influencent grandement la valeur de lindicateur De la sorte il serait
avantageux de classifier des ensembles de points selon ces caracteacuteristiques et dutiliser une
valeur r pour eacutevaluer chaque point par rapport agrave son sous-ensemble Ainsi la constante r
deviendra une matrice r = [r r r^J bull
Dautre part dautres techniques didentification comme les meacutethodes danalyse de
corteacutelation ou danalyse de freacutequence peuvent ecirctre exploreacutees Xie (2008) fait une revue de la
litteacuterature des techniques dinspection de surface par imagerie Eichhom et al (2005) puis
Doring et al (2006) introduisent une classification par imagerie 3D des deacutefauts de surface sur
les carrosseries dautomobile
Paramegravetre de lissage a
Le paramegravetre a est preacutesentement deacutetermineacute par essai-erreur Des essais ont permis de cerner
une valeur assurant le lissage du champ de deacuteplacement sans toutefois ecirctre trop seacutevegravere Les
discussions de la section 44 deacutemontrent limportance de ce paramegravetre De la sorte son
ameacutelioration augmentera significativement la performance de lalgorithme Substituer la
constante a par une matrice oc = [a^ a^ bullbull bull (^NS ] permettra de varier a par exemple en
fonction de la geacuteomeacutetrie (courbure locale etou rigiditeacute locale) de la piegravece etou de la densiteacute
des points Cette configuration offre aussi la possibiliteacute de caracteacuteriser la rigiditeacute de chaque
point Un cas envisageacute est dappliquer une valeur a similaire pour les points dans une mecircme
reacutegion Les points agrave lintersection deacuteleacutements surfaciques exemple plan - rayon pourront
avoir une valeur a eacuteleveacutee pour assurer des jonctions lisses sur le champ de deacuteplacement
Une autre option est daugmenter limportance des a des points proches des supports pour
repreacutesenter mieux la rigiditeacute dans ces zones
106
Application futur e
En geacuteneacuteral les points dune piegravece assujettie agrave un systegraveme de force se deacuteplaceront Ce
deacuteplacement se traduit par une deacuteformation de la composante ce qui introduit des contraintes
dans le mateacuteriau Agrave partir dun champ de deacuteplacement un unique champ de deacuteformations
peut ecirctre deacutetermineacute Toutefois le chemin inverse nest pas neacutecessairement unique De plus
en assumant le mateacuteriau isotrope et une deacuteformation dans le domaine eacutelastique la relation
deacuteformation versus contrainte est lineacuteaire Dans le cas contraire la relation devient non-
lineacuteaire (Daily et Riley 1991) En conseacutequence la connaissance du champ de deacuteplacement
entre deux eacutetats dune composante ouvre la porte agrave plusieurs domaines dapplication
Actuellement la corteacutelation dimages numeacuteriques (CIN) plus connue sous le nom de
Digital Image Correacutelation Method ( DICM ) est la plus utiliseacutee pour trouver le champ de
deacuteplacement reliant deux images dune piegravece (Na et al 2007) Cette technologie est
employeacutee pour une varieacuteteacute dapplications comme la caracteacuterisation de mateacuteriau la validation
deacutetude par eacuteleacutements finis ou comme un outil daide pour la conception Elle est inteacutegreacutee agrave
divers systegravemes disponibles sur le marcheacute par des socieacuteteacutes comme Dantec Dynamics et
Gesellschaft fiir Optische Messtechnik (GOM) Leurs sites internet respectifs fournissent
diverses eacutetudes de cas
Leacuteleacutement essentiel de la meacutethode IDI est son aptitude agrave deacuteplacer successivement les points
du maillage dun modegravele pour quils eacutepousent un modegravele cible Par conseacutequent le
deacuteplacement total entre leacutetat initial et leacutetat final du maillage est facilement deacuteductible Cette
caracteacuteristique de lalgorithme lui permet decirctre une alternative aux meacutethodes deacutevaluation
des deacuteformations disponibles pour de multiples applications Par exemple elle pourra ecirctre
employeacutee pour caracteacuteriser les deacuteformations introduites par un proceacutedeacute pour son
wwwdantecdynamicscom wwwgomcom
107
optimisation pour la validation dune eacutetude par eacuteleacutements finis ou pour eacutetudier le
comportement dune piegravece agrave plusieurs eacutetats de chargement De plus la meacutethode proposeacutee ne
neacutecessite aucun marquage ou revecirctement comme la meacutethode de quadrillage
Grid (Andrianopoulos 2006) ou DICM De la sorte une application fortement inteacuteressante
peut ecirctre envisageacutee En ce sens un composant numeacuteriseacute assembleacute ou non au deacutebut de son
cycle de vie est utiliseacute pour construire le maillage de la piegravece initiale Au cours de son
utilisation la composante pourta ecirctre numeacuteriseacutee de nouveau dans un eacutetat statique En
comparant les deux modegraveles avec la meacutethode IDI la deacuteformation subie entre les deux eacutetats
de la piegravece pourta ecirctre deacuteduite et ce mecircme si la composante a eacuteteacute repeinte Ce type
dinformation est tregraves appreacutecieacute pour leacutetude du comportement de la piegravece et sa maintenance
De plus mecircme si la composante nest pas numeacuteriseacutee agrave son eacutetat initial celle-ci pourra ecirctre
remplaceacutee par son modegravele CAO dans leacutetude
Facteur de reacutetreacutecissemen t
La conception (eacutepaisseur de mur renfort etc) le choix du mateacuteriau les variables du
proceacutedeacute de fabrication (tempeacuterature pression dinjection etc) ont une influence sur la forme
et lamplitude du reacutetreacutecissement shrinkage) dune piegravece mouleacutee Plusieurs logiciels existent
pour lanalyse et la preacutediction du comportement de composantes mouleacutees Deacutependant de la
complexiteacute et de la puissance du programme une gamme complegravete de modules danalyse
peut coucircter entre $35000 agrave $150000 (Fischer 2003) Il est difficile de justifier de telles
sommes pour des piegraveces simples ou agrave faible production Dautre part mecircme une fois le
moule et les paramegravetres du proceacutedeacute deacutefinis le changement de couleur dune piegravece par
exemple peut engendrer de fortes modifications du facteur de reacutetreacutecissement
Lintroduction dun facteur deacutechelle 5 = P 0 0
0
A 0
o 0
A- dans chacune des matrices de
transformation x de la meacutethode proposeacutee ajoutera la possibiliteacute de modifier leacutechelle du
modegravele nominal Lanalyse du champ de deacuteformation et des facteurs deacutechelle obtenue en
108
appliquant cette nouvelle meacutethode sur les premiegraveres composantes de production permettra de
caracteacuteriser le comportement des piegraveces et dameacuteliorer le proceacutedeacute de fabrication Du point de
vue de linspection lajout dun tel paramegravetre rendra possible de veacuterifier la conformiteacute dune
piegravece mouleacutee sans prendre en compte les deacuteformations dues au reacutetreacutecissement du mateacuteriau
Acceptabiliteacute de la composante agrave lassemblage
Comme mentionneacute les piegraveces flexibles peuvent avoir une geacuteomeacutetrie diffeacuterente agrave leacutetat libre
que lorsquelles sont contraintes par lassemblage Leurs dimensions peuvent ecirctre agrave
linteacuterieur de leur zone de toleacuterance seulement agrave leacutetat libre seulement agrave lassemblage dans
les deux cas ou dans aucun des cas La meacutethode proposeacutee nassure pas lacceptation de la
composante agrave lassemblage Actuellement pour sassurer de lacceptation de la piegravece agrave
lassemblage linspection doit ecirctre faite sur un gabarit de conformation pour simuler
lassemblage Cette meacutethode est coucircteuse et peut introduire des contraintes inacceptables sur
la piegravece Le cas dune composante de revecirctement exteacuterieur dune moto par exemple permet
de mieux eacuteclairer la probleacutematique Lalgorithme IDI donne la possibiliteacute de faire
linspection de la piegravece sans gabarit deacutedieacute Cette inspection controcircle la geacuteomeacutetrie de la
composante sans veacuterifier que les deacuteformations subies lors de la fabrication sont acceptables
La flexibiliteacute permet souvent de conformer la piegravece agrave lassemblage ce qui rend les
deacuteformations induites par le proceacutedeacute acceptables Toutefois il peut arriver que forcer la piegravece
agrave lassemblage introduise des contraintes inacceptables dans le mateacuteriau ou des deacuteformations
inadmissibles pour les requis estheacutetiques Par conseacutequent agrave partir des informations fournies
par la meacutethode IDl une recherche peut ecirctre entameacutee pour reacutepondre agrave la question suivante
Existe-t-il une deacutemarche pour assurer de respecter tous les requis de la piegravece agrave lassemblage
Le terme deacutemarche sous entend une combinaison de force de conformation et son ordre
dapplication ou une seacutequence de serrage
ANNEXE I FIGURES SUPPLEacuteMENTAIRES
109
002111 03957 4 07703 8 11450 1 15196 4 020843 05830 6 09576 9 13323 2 17069 6
Figure I Deacuteplacement s en rotation imposeacutes lors de la simulation avec le type de deacutefauts 1 (VI ) et suivant la configuration de force 1 (Fl)
00351 04509 8 086686 12827 4 16936 3 Radwi 024304 065892 10748 149068 190657
Figure II Deacuteplacement s en rotation imposeacutes lors de la simulation avec le type de deacutefauts 1 (VI ) et suivant la configuration de force 1 (F2)
110
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull i l raquo bull bull bull bull bull bull icirc icirc icirc icirc bull bull bull bull bull bull icirc icirc icirc icirc raquobull bull bull bull bull icirc icirc icirc icirc raquo bullbullbullbullicirc icirclaquo^ bull bullbullbullbullicirc icirc icircraquoraquo ricirc icirc bullicirc icirc icirc icirc icirc
bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bullraquo bull bull bull bull bull bull bullbullbullbullbullbullbullbull bull bull bull bull bullbullbullbull bull bull bull bull bull bull bull bull Icirc 2 Icirc Icirc Icirc
bull bullbullbulln^ bull bullbullbullicircicircicircraquoraquo raquo bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbull bull bull bull bull bull raquo bull bull bull Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc icircicircicirc^^^^^ bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
a) bullbullbullbullbullbullbullbull bull bull bull bull bull raquo bull bull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull raquo bull bull bull bull bull bull bull bullbullbullbullbullbullbull IcircIcircIcircIcirc Icirc bullbullbullbullbull bullbullraquobullbullbull bull
IcircIcircIcircIcircraquo bull bulllaquobullbullbull bull raquo0tmdashraquo bull bulllaquobullbullbull bull bull
bullbullbullbullicircicirc bull 5Icirc icircicircicirc
bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull
bullbullbullbullbull
bullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
iiicircicircicircj bullbullbullbullbullbullbullIcircIcircIcirc bullbullbullbullbullbullbullbulllaquo bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbulllaquo bullbullbullbullbullbullbullbullbullbulllt bullbullbullbullbullbullbullbullbullbulllaquo bullbullbullbullbullbullbullbullbullbulllaquo bull bull bull bull bull bull bull bull bull bull 4 bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull laquo
d)
bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullraquobull gtbullbullbullbullbullbullbullbull
bullbullbullbullbullicircicircicirc
bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull icircticirc^^icirc^ icircicircicirc^icirc^ IcircIcircIcircIcirc
bullbull bull bull bull bull i T ^ bull bullbullicircicircicircicirc^
bull bull bull bullicircicirciraquo^^raquo bull bullbullbullbullbullicircicircraquo^^ ^ bull bull bull bull bull bull bull bull bull
icirc icirc icirc icirc icirc raquoraquoraquo t icirc icirc icirc raquoraquoraquo icirc raquo bull bull bull bull bull bull gtbullbullbullbullbullbullraquo gt bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull
raquo raquo raquo raquo raquo raquo I I i i i laquo bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullraquoraquoraquo bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull
b) bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
bull bullbullbullbullbull
IcircIcircIcircraquoIcircIcircIcirc IcircIcircIcircIcircraquoraquo bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull
e)
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull licircicirc^^^^ H raquoraquoicircrraquoicircraquo^raquo bull raquo bull bull bull bull bull bull raquo bull bull bull bull bull raquoicircicirc2raquo^^raquoraquo raquoicircicircicirc^raquoraquoraquoraquo raquo bull bull bull bull bull bullbullicircicircl^ bull bull bull icircicircsricircraquoraquoraquo icircST bull bullbullbullbullbull bull bull bull bull laquo bull bull bullbull bull bull icircicircicircraquoraquoraquoraquo raquo bull icircicircicircicircicircraquo raquo raquo bull2icircicircicircraquoraquo bullbullicircicircicircraquoraquoraquo raquo bullbullicirc icirc icirc icircraquoraquo ^ticircicirc bull bullraquobullbull bull bull icircicircicirc icirc icirc raquo^icircicircicircicircraquoraquo Icirc Icirc IcircHHIcircIcirc icircicircicircicircicircraquoraquoraquoraquo icircicircicircicircicircraquoraquoraquoraquo bull bull bull bull A A A
bull bull bull bulllaquobullraquo bull bull bull bull bull bullbullbullbullbullbullbullbull bullraquoraquoraquoIcirc2Icirc Icirc Icirc bull bull bull bull bull
Icirc Icirc raquoraquoraquoraquo icircicircicircicirc^^^^^ IcircIcirc^^^^^ bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
c) raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull
bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
bullbullicircraquoraquoraquo bullicircicircicircraquoraquoraquo
--bullicircicircicirc bullbullicircicircicircicircicirc raquobullbullbullbull bull bull bull bullicircicircicirc^^raquo bullbullicircicircicirc^^ liliulH icircicircicirc^raquo^raquo^ icircicircicirc^^raquo^raquoraquo icircicircicircicirc^^raquoraquo bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullraquobullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull
bullbullbullbullIcirc2Icirc icircticircicirc^icircicirc Icirc2IcircIcirc bull bullbullbullbullbullbullbullbull bull bull bull bulllaquobullbull bull bull bull bull bull bull bullbullbullgt bull bull bull bull bullbullbullraquoraquoicirc
bull5icirc
IcircIcircIcirc icircicircicircicircicircicircicircicircicircicirc bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
Figure III Visualisation de la position des erreurs de la surface A avec la configuration de force 1 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) e) f) les types de deacutefauts 2-3-4-5 (V2-V3-V4-V5) respectivement
111
raquo bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbull raquo bull bull bull bull bull bull bull bull raquobullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullicircicircicircicirc bullbullbullbullbullicircicircicircicirc bullbullbullbullbullIcircIcirc bullbullbullbullicircicircicircicircicirc
bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbull bullbullbullbullbullicircicircicircicirc IcircIcircIcircIcircIcirc
bullbullbullbullicirclicircicirc
bullbullbullbullbullicircicirc^raquo bullbullbullbullicircicircicirc^^ bullbullbullicircicircicircicircicirc^ bullbullbullbullbullbullbull bull icircicircicircicircicircicircicirc-IcircIcircIcircIcircIcircIcirc icircicircicircicircicircicircHicirc icirc icirc icirc ^ ^ raquo ^ ^ ^ lt bull bull bull bull bull bull bull bull bull lt bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull lt bull bull bull bull bull bull bull bull bull I
raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
-bull bull bullraquo - bull bull bull bull bull bull bullbullbullbullbull raquoraquo^icircicircicircicirc raquo bullicircicirclaquo^raquo^raquo^icircicircicirc^ bull raquo bull laquoicircicircraquoraquoraquo raquo bullbullicircicircicircicircicirc raquo
Icirc Icirc 2 Icirc raquo -bull f icirc icircS icirc bull bull bullbullbullbullraquobullbullbull
S Icirc raquo icircicircicircicircraquoraquo bullbulllaquobullbullraquo bull bullbull^bullbull^ bull bullbullbullbullbullbullbull bull bull bullbullbullbull bull bull bull bullbullbullbullbullbullbull bull
bull bull bull bull bull bull bull bull bull bull bull bull
bullbullbulllaquobullbullbullbull bull bull bull bullbullbullbullraquobullbullbull
mdashraquo bull bull bull bullbullbullbullbullraquoicirc icirc israquoraquo^ sicircicircicirc icirc 2icircicirc icircicircicircicircicircicirc raquo 5IcircIcircraquoraquoraquo bullbulliiraquo ZIcircIcirc^^laquo^^^^IcircIcircIcirc^^^ lt bull bull - - w bull bull bull bull Icirc raquo ^ ^ ^ bullicircicircicircicircraquo^^raquoraquoicirciumlraquoraquoraquoicirc Icirc Icirc raquo bull bull bull bull bull bull bull bull
bull bull bull bull bull Icirc Icirc bull bull bull bull bull bull
icirc icirc icirc icirc - icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquobullbullbullbullbullbullbull
Icirc Icirc Icirc Icirc Icirc ^ laquo Icirc Icirc Icirc bullbullbullbullbullbullbullbullbullbullbull icircicircicirc^^^^ bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull d)
raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull gt bull bull bull bull bull gt bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull Icirc Icirc Icirc raquo bull bull bull bull bull bull bull - icirc icirc icirc - Icirc Icirc Icirc l icirc^--
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull icirc icirc icirc icirc icirc icirc icirc icirc icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc bull bullbullbullicircicircraquo icirc bull ^iicircicircicirc bull bull bull bull bull bull icircicircicircicircicircicirc icirc icirc icirc icirc icirc icirc icirc icirc icirc
S Icirc icircicircicircSicirc^ zraquo icircicircicircicirc icircicircicirc bullIcircSIcirc^ Icirc
bull bullbullbullbullbullbullbull
gtbullbull bulliicirc^^^^^zii^^raquoraquo Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc raquo Icirc Icirc Icirc Icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc
bull bull raquo bull bull bull bull bull raquo bull bull bull bull bull bull bull raquoltraquoraquobullbull bull bull icircicircicircicircicirc ^^ bull bull5icircicircicirc bullbullicircicircicirct^^ bull bullbull4icircicirc ^ icircicircicirc gt bullbull bull bull laquobullicircicircicirc^^ bullbullicircicircicircraquo^
- -wmm bull bull bull bull bull bull bull bullraquobullbull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bullraquobullbull bull Icirc Icirc Icirc Icirc Icirc
bull bull bull bull bull bull bull bull bull bull bull bull bull icirc icirc icirc icirc icirc icirc icirc icirc icirc
raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
b) c)
raquo bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull bull bull bullIcircraquoIcirc
raquo bull bull bull bull icircicircicircicircicirc bull5icircicircicirc Icirc Icirc Icirc Icirc Icirc bull raquo bull bull bull bull bull bull bull bull bull bull bull bull raquo ltbullbullbull bull bull bull raquo bull bull bull bull bull bull bull S JSIcirc bullbullicircicircicircicirc bull4icircicirc bull bull bull bull bull bull icircicircicircicircicirc bullbull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull icircicircicircicirc^
S|||li bullbullbullbullbullbull bullbullIcirc^^^^ raquoIcircIcirc^^ bull bull
bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bull bullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbull poundbullbullbullbullbull m
icircicircicircicircicircicircicirc icircicircicirc^^^raquo^ bullbullbullbullbullbullbullbull bullbullbullbullbullbullicircicirc bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
bull bullbullliaraquoraquoraquo bull bullbullbullbullbullbull bull bull bullbullbullbullbullbullbull bull bullIcircIcirc bull bullbullbullbullbullbullbull bull bullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull
icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icircHicirc icirc icirc icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull
gt bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull
icircicircHicircicircicircicircicirc icircicircicircicirc^^^ gt bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
e) f)
Figure IV Visualisatio n de la position des erreurs de la surface A avec la configuration de force 2 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) e) f) les types de deacutefauts 2-3-4-5 (V2-V3-V4-V5) respectivement
112
Figure V Visualisation de la position des erreurs de la surface U avec la configuration de force 1 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) les types de deacutefauts 2-3 (V2-V3) respectivement
113
Figure VI Visualisatio n de la position des erreurs de la surface U avec la configuration de force 2 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) les types de deacutefauts 2-3 (V2-V3) respectivement
114
0raquo
ta 01
laquo S s I )
ltM I
laquo I
si laquos ( S
s - d
sS
gt - ^
g J S
bullS 5 o - v aQ et 9i mdash ^ laquo - i a S t U
gt Iuml s
115
tic
et S DA
C S e et
^bulls et ^ agt raquoM 9t U k O laquo M 0raquo -o e o bullG
figur
a
a o u et
u agt gtbull
S V
0raquo
u -o a e G V
o a et
-d a o w et
es
isu
gt
III
gt u u s U)
gt T t gt m gt rlt
b irgt
7 ri 1
V)
^ S ^ -4raquo -O 04
bullO 04
a M 4gt ^ e ^^ agt
F H
^ w^
w S
laquo3 laquo M gt0gt bullo 0raquo a egrave M
ucirc S
e b M 0gt
laquoM
s 04
bulla -ktf S S 04 bulld M
a m M
laquolt fl 04
S 04 gt G u 04 a M 04 ha
116
BIBLIOGRAPHIE
Allen B B Curless et Z Popovic 2003 laquoThe space of human body shapes reconstruction and parameterization from range scansraquo ACM SIGGRAPH 2003 3 Vol 22 p 587-94 Coll laquo ACM Trans Graph (USA) raquo San Diego CA USA ACM
Alrashdan A S Motavalli et B Fallahi 2000 laquoAutomatic segmentation of digitized data for reverse engineering applicationsraquo IIE Transactions vol 32 ndeg 1 p 59-69
Amberg B S Romdhani et T Vetter 2007 laquoOptimal step nonrigid ICP algorithms for surface registrationraquo p 1-8 Coll laquoCVPR 07 IEEE Confeacuterence on Computer Vision and Pattem Reacutecognitionraquo Minneapolis MN USA IEEE
Andrianopoulos N P 2006 laquoFull-field displacement measurement of a speckle grid by using a mesh-free deacuteformation ftinctionraquo Strain vol 42 ndeg 4 p 265-271
Barber C Bradford P Dobkin David et Huhdanpaa Hannu 1996 laquoThe quickhull algorithm for convex hullsraquo ACM Transactions on Mathematical Software (TOMS) vol 22 n 4 p 469-483
Ben-Salah Mohsen 2005 laquoUtilisation des surfaces pour lalignement et le balancement des piegravecesraquo Mlng Canada Ecole de Technologie Supeacuterieure
Besl Paul J et Neil D McKay 1992 laquoA method for registration of 3-D shapesraquo IEEE Transactions on Pattern Analysis and Machine Intelligence vol 14 n 2 p 239-256
Bihlmaier Bryan F 1999 laquoToleacuterance Analysis of Flexible Assemblies Using Finite Eleacutement and Spectral Analysisraquo MS thesis Brigham Brigham Young University
Bland JMartin 2005 The Half-Normal distribution method for measurement errortwo case studies Department of Health Sciences University of York
Camelio J A S J Hu et D Ceglarek 2004 laquoImpact of fixture design on sheet meacutetal assembly variationraquo Journal of Manufacturing Systems vol 23 ndeg 3 p 182-193
Chacirctelain J F et C Fortin 2001 laquoBalancing technique for optimal blank part machiningraquo Preacutecision Engineering vol 25 ndeg l p 13-23
Cui An Fengchong Lan et Jing Wang 1999 laquoResearch and application on reverse engineering for automobile body out surfaceraquo Vol 1 p 418-20 Coll laquoProceedings of the IEEE International Vehicle Electronics Confeacuterence (IVEC99)raquo Changchun China IEEE
117
Daily James W et William F Riley 1991 Expeacuterimental Stress Analysis Third Edition McGraw-HillInc
Dawant B M 2002 laquoNon-rigid registration of meacutedical images purpose and methods a short surveyraquo p 4 Coll laquoInternational Symposium on Biomeacutedical Imagingraquo Washington DC USA IEEE
Documentations-Metris 2009 laquohttpwwwmetriscomcmm_scannersraquo Consulteacute le 032009
Doring C A Eichhom Wang Xiaomeng et R Kruse 2006 laquoImproved Classification of Surface Defects for Quality Control of Car Body Panelsraquo Coll laquo2006 IEEE International Confeacuterence on Fuzzy Systemsraquo p 1476-1481
Eichhom Andreacuteas Daniela Girimonte Aljoscha KIose et Rudolf Kruse 2005 laquoSoft Computing for automated surface quality analysis of exterior car body panelsraquo Applied Soft Computing vol 5 ndeg 3 p 301-313
Ezra E M Sharir et A Efrat 2008 laquoOn the performance of the ICP algorithmraquo Computational Geometry Theory and Applications vol 41 ndeg 1-2 p 77-93
Feldmar J et N Ayache 1994 laquoRigid and affine registration of smooth surfaces using differential propertiesraquo Coll laquoProceedings of the 3rd European Confeacuterence on Computer Vision raquo vol 2 p 397 Stockholm Swed Springer-Verlag
Feldmar J et N Ayache 1996 laquoRigid affine and locally affine registration of free-form surfacesraquo InternationalJournal of Computer Vision vol 18 ndeg 2 p 99-119
Ferrant M S K Warfield C R G Guttmann R V Vulkem F A Jolesz et R Kikinis 1999 laquo3D image matching using a finite eacuteleacutement based elastic deacuteformation modelraquo vol 1679 p 202-9 Coll laquoProceedings of the Second International Confeacuterence on Meacutedical Image Computing and Computer-Assisted Intervention - MICCAr99raquo Cambridge UK Springer-Verlag
Fischer JM 2003 Handbook of Molded Part Shrinkage and Warpage William Andrew PublishingPIastics Design Library
Gao J N Gindy et X Chen 2006 laquoAn automated GD and T inspection system based on non-contact 3D digitizationraquo International Journal of Production Research vol 44 n deg l p 117-134
Gelfand N L Ikemoto S Rusinkiewicz et M Levoy 2003 laquoGeometrically stable sampling for the ICP algorithmraquo p 260-7 Coll laquoProceedings Fourth International Confeacuterence on 3-D Digital Imaging and Modeling 3DIM 2003raquo Banff Alta Canada IEEE
118
Gonzalez Rafaeumll C et Richard E Woods 2008 Digital image processing 3rd eacuted Upper Saddle River NJ Prentice Hall
Greenspan M et M Yurick 2003 laquoApproximate k-d tree search for efficient ICPraquo p 442-8 Coll laquoProceedings Fourth International Confeacuterence on 3-D Digital Imaging and Modeling 3DIM 2003raquo Los Alamitos CA USA IEEE
Holden Mark 2008 laquoA review of geacuteomeacutetrie transformations for nonrigid body registrationraquo IEEE Transactions on Meacutedical Imaging vol 27 ndeg 1 p 111-128
Huang X et P Gu 1998 laquoCAD-model based inspection of sculptured surfaces with datums raquo International Journal of Production Research vol 36 ndeg 5 p 1351-1367
Karafillis A P et M C Boyce 1992 laquoTooling design accommodating springback errorsraquo Journal of Materials Processing Technology vol 32 ndeg 1-2 p 499-508
Karafillis Apostolos P et Mary C Boyce 1996 laquoTooling and binder design for sheet meacutetal forming processes compensating springback ertorraquo International Journal of Machine Tools amp Manufacture vol 36 n 4 p 503-526
Lee Jiann-Der Shih-Sen Hsieh Chung-Hsien Huang Li-Chang Liu Chien-Tsai Wu Shin-Tseng Lee et Jyi-Feng Chen 2006 laquoAdaptive dual AK-D tree search algorithm for ICP registration applicationsraquo p 177-180 Coll laquo2006 IEEE Intemational Confeacuterence on Multimedia and Expo ICME 2006 - Proceedingsraquo Piscataway United States Institute of Electrical and Electronics Engineers Computer Society
Leopold J H Gucircnther et R Leopold 2003 laquoNew developments in fast 3D-surface quality controlraquo Measurement Journal of the International Measurement Confeacutedeacuteration vol 33 ndeg 2 p 179-187
Li Y et P Gu 2004 laquoFree-form surface inspection techniques state of the art reviewraquo CAD Computer Aided Design vol 36 ndeg 13 p 1395-1417
Li Y et P Gu 2005a laquoInspection of free-form shaped partsraquo Robotics and Computer-Integrated Manufacturing vol 21 ndeg 4-5 p 421-30
Li Y et P Gu 2005b laquoSculptured surface toleacuterance veacuterification with design datumsraquo International Journal of Production Research vol 43 ndeg 7 p 1465-1482
Lingbeek R J Huetink S Ohnimus M Petzoldt et J Weiher 2005 laquoThe development of a finite eacuteleacutements based springback compensation tool for sheet meacutetal productsraquo Journal of Materials Processing Technology vol 169 ndeg 1 p 115-25
119
Liu S C et S J Hu 1997 laquoVariation simulation for deformable sheet meacutetal assemblies using finite eacuteleacutement methodsraquo Journal of Manufacturing Science and Engineering Transactions ofthe ASME vol 119 ndeg 3 p 368-373
Liu S C S J Hu et T C Woo 1996 laquoToleacuterance analysis for sheet meacutetal assembliesraquo Journal ofMechanical Design Transactions ofthe ASME vol 118 ndeg 1 p 62-67
Low Kok-Lim et Anselmo Lastra 2007 laquoPredetermination of ICP registration errors and its application to view planningraquo p 73-80 Coll laquo3DIM 2007 - Proceedings 6th Intemational Confeacuterence on 3-D Digital Imaging and Modelingraquo Piscataway United States Institute of Electrical and Electronics Engineers Computer Society
Markvoort Laurent 2007 laquoMeacutethodologie danalyse statistique de toleacuterances dans les assemblages impliquant des composantes deacuteformablesraquo Doctorat Valenciennes Universiteacute de Valenciennes et du Hainaut-Cambreacutesis
Markvoort Laurent Stefan Gliniorz et Dominique Deneux 2005a laquoEtat de lart des meacutethodes danalyse de toleacuteranceraquo 9iegraveme Colloque National AIP PRIMECA
Markvoort Laurent Stefan Gliniorz et Dominique Deneux 2005b laquoPrise en compte de la nature flexible des mateacuteriaux pour lanalyse de toleacuteranceraquo 9egraveme Colloque National AIP PRIMECA
Masuda T et N Yokoya 1994 laquoA robust method for registration and segmentation of multiple range imagesraquo p 106-13 Coll laquoProceedings of the 1994 Second CAD-Based Vision Workshopraquo Champion PA USA IEEE
Merkley Karl G 1998 laquoToleacuterance analysis of compilant assembliesraquo PhD United States Utah Brigham Young University
Na Chen Qin Fei et Wei Jianyou 2007 laquoA smoothing algorithm for strain measurement by digital image corteacutelation methodraquo p 1-4 Coll laquoProceedings of the Electronic Packaging Technology Confeacuterence EPTCraquo Piscataway United States Institute of Electrical and Electronics Engineers Inc
Organization Intemational Standard 1983 laquoISO 1101 Technical Drawings - Geometrical tolerancing of form orientation location and mnout - Generalities deacutefinitions symbols indications on drawingraquo
Park S Y et Subbarao Murali 2003 laquoA fast point-to-tangent plane technique for multi-view registrationraquo p 276-83 Coll laquoProceedings Fourth Intemational Confeacuterence on 3-D Digital Imaging and Modeling 3D1M 2003raquo Banff Alta Canada IEEE
120
Pewsey A 2004 laquoImproved likelihood based inference for the gecircnerai half-normal distributionraquo Communications in Statistics - Theory and Methods vol 33 ndeg 2 p 197-204
Pottman H et M Hofer 2002 Geometry of the squared distance function to curves and surfaces Technical Report No 90 Institute of Geometry Vienna University of Technology
Prieto Flavio 1999 laquoMeacutetrologie assisteacutee par ordinateur Apport des capteurs 3D sans contactraquo PhD Canada Eacutecole de Technologie Supeacuterieure
Rusinkiewicz S et M Levoy 2001 laquoEfficient variants ofthe ICP algorithmraquo p 145-52 Coll laquoProceedings Third Intemational Confeacuterence on 3-D Digital Imaging and Modelingraquo Queacutebec City Que Canada IEEE
Son Seokbae Hyunpung Park et Kwan H Lee 2002 laquoAutomated laser scanning system for reverse engineering and inspectionraquo International Journal of Machine Tools and Manufacture vol 42 ndeg 8 p 889-897
Strand M F Erb et R Dillmann 2007 laquoRange Image Registration Using an Octree based Matching Strategyraquo Coll laquoICMA 2007 Intemational Confeacuterence on Mechatronics and Automationraquo p 1622-1627
Tahan SAntoine 2008 Note de cours MEC664 Optimisation des proceacutedeacutes industriels Deacutepartement de geacutenie meacutecanique Eacutecole de Technologie Supeacuterieure
Tahan SAntoine et J F Chacirctelain 2005 laquoProposais for the Inspection of Flexible Machine Eleacutements According to ASME Y145M-1994raquo Coll laquo17th Int Confeacuterence WSEAS Evolutionary Computingraquo Lisbon Portugal
Tomacircs Jirka Vacircclav Skala 2002 Gradient Vector Estimation and Vertex Normal Computation DCSETR-2002-08 Pilsen Czech Republic Department of Computer Science and Engineering University of West Bohemia in Pilsen
Tucker Thomas Marshall 2000 laquoA New Meacutethode for Parametric Surface Registrationraquo Phd Georgia Institute of Technology
Wei Gan et R H Wagoner 2004 laquoDie design method for sheet springbackraquo International Journal ofMechanical Sciences vol 46 ndeg 7 p 1097-113
Wu Longwu 1997 laquoTooling mesh geacuteneacuteration technique for iteacuterative FEM die surface design algorithm to compensate for springback in sheetmetal stampingraquo Engineering Computations (Swansea Wales) vol 14 ndeg 6 p 630-648
121
Xie Xianghua 2008 laquoA Review of Reacutecent Advances in Surface Defect Deacutetection using Texture analysis Techniquesraquo Electronic Letters on Computer Vision and Image Analysis p 1-22
Y145M-1994 ASME 1994 Dimensioning and Tolerancing ASME Press
Y1441-2003 ASME 2003 Digital Product Deacutefinition Data Practices ASME Press
Yao A W L 2005 laquoApplications of 3D scanning and reverse engineering techniques for quality control of quick response productsraquo International Journal of Advanced Manufacturing Technology vol 26 ndeg 11-12 p 1284-1288
Zhang Yu 2003 laquoResearch into the engineering application of reverse engineering technologyraquo Journal of Materials Processing Technology vol 139 ndeg 1-3 p 472-475
NOUVELLE MEacuteTHOD E DINSPECTION DE S PIEgraveCES FLEXIBLES SAN S GABARIT D E CONFORMIT Eacute
ABENHAIM Gad Noriel
REacuteSUMEacute
La geacuteomeacutetrie dune composante meacutecanique varie naturellement par rapport agrave sa valeur nominale agrave cause des variations induites par les proceacutedeacutes de fabrication La norme ASME Y145M-1994 considegravere laquopar deacutefaut raquo que linspection des composantes doit ecirctre effectueacutee agrave leacutetat libre free state) Dans le cas des piegraveces flexibles la geacuteomeacutetrie peut prendre une forme diffeacuterente agrave leacutetat libre en raison des deacutefauts de fabrication de leffet de graviteacute des deacuteformations engendreacutees par les contraintes induites par le proceacutedeacute et par les forces induites lors de lassemblage Les composantes subissent de grandes deacuteformations par rapport aux toleacuterances exigeacutees Dans ce cas il est pratiquement impossible deffectuer une inspection dimensionnelle sans restreindre les deacuteformations etou supporter la piegravece avec un gabarit ou un montage speacutecial Il en deacutecoule que linspection des piegraveces flexibles neacutecessite des outils deacutedieacutes et coucircteux comme un gabarit de conformiteacute Par conseacutequent ce meacutemoire propose une meacutethode irmovatrice pour le controcircle de profil sans contact et sans utilisation de gabarit speacutecialiseacute et deacutedieacute agrave la piegravece Trente-deux (32) modegraveles simulant des piegraveces manufactureacutees y sont inspecteacutes agrave laide de lalgorithme proposeacute deacutenommeacute Inspection par Deacuteplacement Iteacuteratif D) Iteacuterative Displacement Inspection Ces eacutetudes de cas deacutemontrent que la meacutethode permet de deacuteformer le modegravele nominal afin quil eacutepouse la piegravece numeacuteriseacutee sans toutefois prendre en compte les deacutefauts de surface et le bruit de mesure de cette derniegravere Ainsi le reacutesultat de linspection reflegravete uniquement leffet des variations geacuteomeacutetriques dues aux deacutefauts introduits par les proceacutedeacutes de fabrication
Mots cleacute s recalage localisation alignement spatial alignement non-rigide inspection meacutetrologie piegravece flexible deacuteformation GDampT
A NEW ALGORITHM FO R THE INSPECTION O F FLEXIBLE PART S WITHOUT SPECIALIZE D FIXTURE S
ABENHAIM Gad Noriel
ABSTRACT
Manufactured parts naturally deviate from their nominal geometry due to processes variations Standards such as ASME Y145M-1994 assume the inspections of thegravese parts are carried out in a free state However due to dimensional variation gravity loads residual stress induced distortion andor assembly force flexible parts could bave a diffeacuterent shape in a free state than the design model As a resuit thegravese parts may undergo large deacuteformations in comparison to their required toleacuterances Therefore in thegravese cases il is nearly unfeasible to carry out an inspection without restricting the deacuteformations of the part such inspections would require dedicated and expensive tools like a jig or a fixture to maintain the integrity of the part To address the aforementioned challenge this document proposes a method namely the Iteacuterative Displacement Inspection (IDI) algorithm for controlling profile variation without contact or use of specialized fixtures With the use of thirty-two (32) models simulating the inspection of manufactured parts with this algorithm this study concludes that the proposed method is capable of deforming the nominal shape until it resembles the digitized part This is donc without taking into account neither the surface defects nor the measurement noise of the digitized part Thus the resuit of the inspection reflects only the effect of the variations due to the manufacturing processes
Keywords localization rigid registration non-rigid registration inspection metrology flexible parts deacuteformation GDampT
TABLE DES MATIERE S
Page
INTRODUCTION 1
CHAPITRE I REVUE DE LA LITTEacuteRATURE ET EacuteTAT DE LART 5 11 Alignement entre la repreacutesentation 3D dune piegravece et son modegravele CAO 5 12 Alignement non-rigide 8 13 Analyse des variations dimensionnelles et geacuteomeacutetriques des piegraveces souples 10 14 Utilisation iteacuterative de la meacutethode deacuteleacutements finis 13
CHAPITRE 2 GESTION DES PIEgraveCES FLEXIBLES SELON LANORMEASMEY145M 17
21 Conformation par un gabarit 18 22 Utilisation de systegravemes reacutefeacuterentiels hyperstatiques 19 23 Reacutefeacuterentiel ajustable 20 24 Conformation agrave une dimension nominale 21 25 Permission dutilisation dune force lors des opeacuterations dinspection 22 26 Lusage des toleacuterances relatives 23 27 Utilisation de la longueur darc 23 28 Utilisation des dimensions moyennes (AVG) 24 29 Remplacement des requis dimensionnels par dautres mesures 24 210 Inspection par gabarit optique 25 211 Reacutesumeacute 25
CHAPITRE 3 ALGORITHME INSPECTION PAR DEacutePLACEMENT ITEacuteRATIF 27 31 Introduction agrave lalignement spatial 29 32 Alignement initial 31 33 Alignement Rigide 34 34 Alignement non-rigide 36 35 Correction de la distance point-point 42 36 Identification des deacutefauts 44 37 Algorithme IDI 49
CHAPITRE 4 EacuteTUDES DE CAS 52 41 Exemple 1 Surface univoque 54
411 Variation de la force exteme appliqueacutee 64 412 Variation de lemplacement du deacutefaut 67
42 Exemple 2 Surface en forme de U 72 421 Construction du maillage nominal 72 422 Simulation de la piegravece numeacuteriseacutee 73 423 Reacutesultats 73
VII
43 Exemple 3 Surface complexe 80 431 Construction du maillage nominal 80 432 Simulation de la piegravece numeacuteriseacutee 81 433 Reacutesultats 83
44 Discussion 89
CONCLUSION 99
Limitations 100
RECOMMANDATIONS 101
ANNEXE I FIGURES SUPPLEacuteMENTAIRES 109
BIBLIOGRAPHIE 116
Tableau 21
Tableau 41
Tableau 42
Tableau 43
Tableau 44
Tableau 45
Tableau 46
Tableau 47
Tableau 48
Tableau 49
Tableau 410
LISTE DES TABLEAUX
Page
Reacutesumeacute des meacutethodes dinspection de composante flexible 26
Valeur des paramegravetres employeacutes dans lexemple l 57
Reacutesumeacute des erreurs de mesure (mm) de lexemple 1 sur lensemble des points 71
Reacutesumeacute des erreurs de mesure (mm) de lexemple 1 dans
les zones de deacutefauts 71
Valeur des paramegravetres employeacutes dans lexemple 2 73
Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 sur lensemble des points 78 Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 dans
les zones de deacutefauts 79
Valeur des paramegravetres employeacutes dans lexemple 3 83
Reacutesumeacute des erreurs de mesure (mm) de lexemple 3 sur lensemble des points 87 Reacutesumeacute des erreurs de mesure (mm) de lexemple 3 dans les zones de deacutefauts 88
Reacutesumeacute des erreurs en fonction des caracteacuteristiques de simulation 94
LISTE DES FIGURE S
Page
Figure l 1 AHgnement entre le DCS et le MCS 6
Figure 12 Meacutethodes de deacutefinition de la matrice de formage 15
Figure 21 Principales meacutethodes de controcircle des piegraveces flexibles 18
Figure 22 Exemple de gabarit 19
Figure 23 Systegraveme isostatique de reacutefeacuterentiels 19
Figure 24 Exemple dun systegraveme reacutefeacuterentiel hyperstatique 20
Figure 25 Exemple de reacutefeacuterentiel ajustable 21
Figure 26 Exemples dune conformation dune dimension nominale 22
Figure 27 Exemple de planeacuteiteacute agrave leacutetat libre 22
Figure 28 Exemples de toleacuterance relative 23
Figure 29 Exemple dutilisation dune longueur darc 23
Figure 210 Exemple dutilisation de dimension moyenne 24
Figure 211 Exemple dutilisation dun gabarit optique agrave leacutetat libre 25
Figure 31 Illustration dun champ de deacuteformation 29
Figure 32 AHgnement initial 32
Figure 33 Algorithme employeacute pour lalignement initial 33
Figure 34 AHgnement Rigide 35
Figure 35 Scheacutematisation de la modification de lensemble des correspondances 39
Figure 36 Exemple dun champ de deacuteformation repreacutesentant les distances point-point 40
Figure 37 Exemple dun champ de deacuteformation corrigeacute repreacutesentant les distances corrigeacutees 41
X
Figure 38 Exemple dun champ de deacuteformation lisse obtenu
avec lapplication de lalgorithme dalignement non-rigide 41
Figure 39 Creacuteation du modegravele nominal deacuteformeacute 42
Figure 310 Illustration de la normale dun point 44
Figure 311 Identification des deacutefauts 45
Figure 312 Ensemble de points voisins du nœud 742 45
Figure 313 Meacutethode didentification 48
Figure 314 Algorithme IDI 51
Figure 41 Processus de simulation de la piegravece fabriqueacutee 53
Figure 42 Modegravele A 54
Figure 43 Construction de la piegravece A fabriqueacutee avec la configuration de force 1 55
Figure 44 Deacuteplacements reacutesultant de la configuration de force 1 sur la piegravece A 55
Figure 45 Deacutefauts de surface introduits sur la piegravece A 56
Figure 46 Maillage du modegravele A nominal 56
Figure 47 Deacuteviations absolues apregraves la premiegravere iteacuteration 57
Figure 48 Identification des nœuds potentiellement dans une zone de deacutefauts 58
Figure 49 Deacuteviations apregraves a)2 iteacuterations b) 10 iteacuterations et c) 150 iteacuterations 59
Figure 410 Distribution des deacuteviations apregraves a)2 b) 10 et c) 150 iteacuterations 59
Figure 411 Comparaison des deacuteviations pour lessai avec configuration de force 1 60
Figure 412 Comparaison des distributions des deacuteviations pour
lessai avec la configuration de force l 61
Figure 413 Convergence des distances corrigeacutees 62
Figure 414 Distribution des erreurs 63
Figure 415 Visualisation de la position des erreurs 63
Figure 416 Distribution des erreurs dans la zone de deacutefaut simuleacute 63
XI
Figure 417 Synthegravese des reacutesultats pour lessai avec configuration de force 1 63
Figure 418 Construction de la piegravece A fabriqueacutee avec la configuration de force 2 64
Figure 419 Deacuteplacements reacutesultant de la configuration de force 2 sur la piegravece A 64
Figure 420 Comparaison des deacuteviations pour lessai avec configuration de force 2 65
Figure 421 Comparaison des distributions des deacuteviations pour
lessai avec la configuration de force 2 66
Figure 422 Distribution des erreurs 66
Figure 423 Visualisation de la position des erreurs 66
Figure 424 Distribution des erreurs dans la zone de deacutefaut simuleacute 66
Figure 425 Synthegravese des reacutesultats pour lessai avec configuration de force l 67
Figure 426 Type de deacutefauts imposeacutes dans lexemple 1 68
Figure 427 Convergence des distances corrigeacutees pour les piegraveces A 69
Figure 428 Visualisation de la moyenne des erreurs agrave chaque
point pour lexemple 1 69
Figure 429 Distribution des erreurs pour les douze (12) essais de lexemple 1 70
Figure 430 Reacutesumeacute des erreurs de mesure de lexemple 1 70
Figure 431 Modegravele U 72
Figure 432 Maillage du modegravele nominal U 72
Figure 433 Construction du nuage de points U avec le type de deacutefauts 1 (VI) 74
Figure 434 Type de deacutefauts imposeacutes dans lexemple 2 75
Figure 435 Convergence des distances corrigeacutees pour les piegraveces U 76
Figure 436 Visualisation de la moyerme des erreurs agrave chaque
point pour lexemple 2 77
Figure 437 Distribution des erreurs pour les huit (8) essais de lexemple 2 77
Figure 438 Reacutesumeacute des erreurs de mesure de lexemple 2 78
XII
Figure 439 Surface complexe 80
Figure 440 Maillage de la surface complexe nominale 80
Figure 441 Construction de la piegravece fabriqueacutee avec la configuration de force 1 81
Figure 442 Deacuteplacements reacutesultant de la configuration de force l sur le modegravele 82
Figure 443 Construction de la piegravece fabriqueacutee avec la configuration de force 2 82
Figure 444 Deacuteplacements reacutesultant de la configuration 2 sur le modegravele 83
Figure 445 Types de deacutefauts imposeacutes dans lexemple 3 84
Figure 446 Convergence des distances corrigeacutees des essais de lexemple 3 85
Figure 447 Visualisation de la moyerme des erreurs agrave chaque
point pour lexemple 3 86
Figure 448 Distribution des erreurs pour les douze (12) essais de lexemple 3 86
Figure 449 Reacutesumeacute des erreurs de mesure de lexemple 3 87
Figure 450 Superposition des erreurs observeacutees dans lexemple 1 et de la distribution du bruit de mesure introduit 94
Figure 451 Superposition des erreurs observeacutees dans lexemple 2 et de la distribution du bruit de mesure introduit 95
Figure 452 Superposition des erreurs observeacutees dans lexemple 3 et de
la distribution du bruit de mesure introduit 95
Figure 453 Choix de la valeur du critegravere darecircte dans lexemple 1 97
Figure 454 Particulariteacute de lessai Surface A VI FI 97
LISTE DES ABREacuteVIATIONS SIGLES E T ACRONYMES
ADCATS Association for the Development of Computer-Aided Tolerancing Systems
AVG Symbole de la valeur moyenne (ASMEY145M-1994)
BYU Brigham Young University
CAO Conception Assisteacutee par Ordinateur
DA Displacement Ajustement method
DCS Systegraveme de coordormeacutees de conception Design Coordinate System)
copy Modificateur agrave leacutetat libre (ASMEY145M-1994)
FASTA Flexible Assembly Spectral Toleacuterance Analysis
FEMFEA Meacutethode des eacuteleacutements finis
GM CRL-AVM Collaborative Research Laboratory Advanced Veacutehicule Manufacturing
ICP Iteacuterative Closest Point
IDI Inspection par Deacuteplacement Iteacuteratif ( Iteacuterative Displacement Inspection )
IGES Initial Graphics Exchange Speacutecification
LMS Least Meacutedian of Squares
MARS
XIV
Laboratory for Manufacturing System Realization and Synthesis
MATH DATA Modegravele nominal disponible dans un format matheacutematique et informatique
MCS Systegraveme de coordonneacutees du systegraveme de mesures Measurement Coordinate System)
MMT Machines agrave Mesurer Tridimensionnelle
NURBS Non-Uniform Rational B-Spline
SDA Smooth Displacement Ajustment
STA-DEF Statistical Toleacuterance Analysis and Deacuteformation Analysis
STEP Standard for the Exchange ofProduct model data
LISTE DES SYMBOLES
A Matrice (4A^ + A^ ) x 4Ns a Paramegravetre de lalgorithme non-rigide influenccedilant la rigiditeacute et la qualiteacute
de lissage du champ de deacuteplacement or Valeur initiale du paramegravetre a dans lalgorithme IDI
Up Valeur finale du paramegravetres dans lalgorithme IDl
B Matrice (4yV-hAfJx3
c Point de lensemble P correspondant au point le plus proche du point s de la surface nominale c e C
C Ensemble de points de P correspondant aux points les plus proches de
la surface nominale S C = c^ C2 bullbullbull c^J
dg Distance euclidienne dun point s de S agrave P pound) Distance euclidienne corrigeacutee repreacutesentant la projection de la distance
point-point sur la normale du point s Ddeg5 Deacuteviation imposeacutee sur le modegravele simuleacute au point s
D5 Deacuteviation au nœud s provenant de la k^ iteacuteration de lalgorithme IDI
dsearchn Fonction de Matlabreg retournant les points c correspondants aux points
les plus proches aux points de la surface nominale S S Pourcentage du deacuteplacement agrave appliquer E(^X) Fonction objective totale de lalgorithme non-rigide
EX) = EX) + aEX) Ej Fonction objective de lerreur de distance
E Fonction objective de lerreur de lissage
E Eacuteleacutements du maillage S
Eji Erreur eacutevalueacutee au point 5
e Seuil ou critegravere de convergence
Fonction objectivefonction scalaire
Fgj Moyenne des D^j des points du voisinage niveau 1 du point s G Matrice didentiteacute4x 4 H
H =
s X
si
s^
matrice de A^ x 4Ng
I Lindicateur de confiance du point 5 e
K Nombre diteacuterations
XVI
Kg Nombre diteacuterations ougrave le paramegravetre ocirc est appliqueacute
K^p^^^ Nombre diteacuterations maximales de lalgorithme ICP
K^^ Nombre diteacuterations maximales de lalgorithme IDI
L Liste des arecirctes du modegravele nominal mailleacute M Matrice nœud-arecircte (laquo0(ie-arc) Nj^xN^ contenant linformation
topologique du maillage S Mpcj Les positions des supports dans le systegraveme de coordonneacutees de
conception (DCS)
MOCS=MOCSX MOCS2 - Mocsjl^ocs^^
Mj^^g Les positions des supports dans le systegraveme de coordonneacutees machine
(MCS) M bdquo = M ^ bdquo M^bdquo2 bullbullbull ^MC5^) Mes e K-
2 Norme de Frobenius F
n Vecteur normal du triangle compris dans leacuteleacutement Ej rig Vecteur normal dun nœud 5
N^ Nombre deacuteleacutements au voisinage immeacutediat du point s NQ Nombre de supports
A^ Nombre darecirctes du modegravele nominal mailleacute
Np Nombre de points du nuage repreacutesentant la piegravece physique numeacuteriseacutee
M Nombre de points du nuage repreacutesentant le modegravele nominal mailleacute
My Nombre de points voisins de niveau 1 de s ^ Aire de leacuteleacutement j P Nuage de points repreacutesentant la piegravece physique numeacuteriseacutee p Un point de P Pj e P P^^^ Points dans P les plus proches des points de fixation Mj^bdquo
MCS ~ (PMCSX PMCSI bull bull bull PMCS Nf j I ^MCS ^ bull
CcedilR Vecteur de luniteacute de quatemion 9^ = [TQ q^ 2 ^3]
qj Vecteur de translation qj e K
R Vecteur de rotation R e R^
R(0) Matrice orthogonale M speacutecifiant une rotation de 6j autour
de laxe j S Nuage de points repreacutesentant le modegravele nominal mailleacute 5 Transformation de 5 dans un nouveau systegraveme de coordonneacutees s Un point de S ssS2 s Transformation de s dans un nouveau systegraveme de coordormeacutees
XVII
S^fyg Nœuds de S agrave proximiteacute des points A^^^
^DCS mdash [^DCSX ^DCSl bull bull bull S DCS V j I ^ DCS ^ ^
Step^ Valeur agrave retrancher de or agrave chaque eacutetape de reacuteduction de celui-ci
R q T Matrice de transformation T =
0 1
T Critegravere employeacute pour lindentification des points dans les zones de deacutefauts
j Centroiumlde de lensemble S jucircf Centroiumlde de 1 ensemble C Oj Angle de rotation 9 autour de laxe j y Liste des points dans le voisinage de niveau 1 dun point de 5
y^ Liste des points dans le voisinage de niveau 2 dun point de S
w Poids permettant de controcircler linfluence de chaque point sur le champ de deacuteplacement
W Matrice diagonale N^ x A^ des poids w^ X Matrice de transformation affine 3x4
X Regroupement des matrices de transformation affine A = [x x ^ ]
AX Critegravere de deacutecision pour autoriser la diminution de la valeur du paramegravetre or
T
INTRODUCTION
Les dimensions et la geacuteomeacutetrie dune composante meacutecanique subissent des alteacuterations par
rapport agrave leurs valeurs nominales agrave cause des variations inheacuterentes et attribuables aux
proceacutedeacutes de fabrication Pour sassurer que ces variations respectent les speacutecifications du
concepteur (requis dassemblage et requis de performance) les piegraveces doivent ecirctre
inspecteacutees La norme ASME Y145M-1994 considegravere comme condition laquopar deacutefaut raquo que
linspection des composantes doit ecirctre effectueacutee agrave leacutetat libre free state) sans force
appliqueacutee durant linspection Toutefois les piegraveces flexibles telles que les coques minces
peuvent prendre agrave leacutetat libre une forme substantiellement diffeacuterente de leur geacuteomeacutetrie
nominale en raison de leffet de la graviteacute des deacuteformations engendreacutees par les contraintes
induites par le proceacutedeacute et des forces induites lors de lassemblage Par exemple un panneau
de revecirctement dun avion peut subir une leacutegegravere torsion neacuteanmoins il pourra ecirctre riveteacute en
place et reproduire la geacuteomeacutetrie exigeacutee Dans un cas pareil linspection agrave leacutetat libre naura
pas eacuteteacute approprieacutee Dans le cas geacuteneacuteral leacutetude de la conformiteacute geacuteomeacutetrique des piegraveces
flexibles peut ecirctre une opeacuteration deacutelicate si des conditions de restrictions ne sont pas deacutefinies
pour garantir un niveau acceptable de la reacutepeacutetitiviteacute des mesures Par exemple effectuer
linspection avec un gabarit pour contraindre la geacuteomeacutetrie de la piegravece ou encore ajouter des
reacutefeacuterentiels Datum) pour inspecter la piegravece dans un eacutetat de positionnement hyperstatique
sont des techniques proposeacutees par la norme ASME 145M-1994
La flexibiliteacute dune piegravece deacutefinie par le rapport entre la deacuteformation et leffort appliqueacute est
une notion relative Un tube daluminium dun diamegravetre de 025 mm est consideacutereacute comme
pratiquement rigide sur une courte longueur par exemple lt800 mm Par contre le mecircme
Piegraveces ayant une faible eacutepaisseur dans la direction normale agrave la surface nominale
tube sera consideacutereacute comme flexible si sa longueur est grande et uniquement leffet de la
graviteacute sera suffisant pour affecter sensiblement les mesures de rectitude ou de cylindriciteacute
Pour analyser qualitativement le problegraveme la flexibiliteacute est preacutesenteacutee sur une eacutechelle relative
de 0 pour repreacutesenter les piegraveces parfaitement rigides et de 100 pour les piegraveces
parfaitement flexibles Trois diffeacuterentes zones sont eacutetablies comme lillustre la figure ci-
dessous
Flexibiliteacute
ZoneC 100
Figure i Preacutesentation scheacutematique de la rigiditeacute
La zone A caracteacuterise les piegraveces relativement rigides Les deacuteformations induites durant
linspection par une force raisonnable (~ 40 N) ont un effet neacutegligeable par rapport aux
toleacuterances demandeacutees (lt 5 toleacuterance) comme par exemple une bague dun roulement ou
un arbre de renvoi
La zone B deacutecrit les piegraveces relativement flexibles Cette zone est deacutetermineacutee arbitrairement
Elle deacutepend de la taille de la piegravece de la direction et du stade de lassemblage sur lequel
linspection est effectueacutee Par exemple un panneau mince sera consideacutereacute comme rigide dans
la direction de leacutepaisseur (vecteur normal agrave la surface) et flexible dans les autres directions
Le mecircme panneau sera traiteacute comme rigide suite agrave une opeacuteration de collage avec dautres
composantes Les piegraveces de cette zone sont les plus probleacutematiques durant les opeacuterations
dinspection
La zone C qualifie les piegraveces tregraves flexibles comme un tissu un joint deacutetancheacuteiteacute mince un
boyau flexible ou une piegravece malleacuteable Ces composantes subissent des grandes deacuteformations
par rapport aux toleacuterances exigeacutees Dans ce cas il est pratiquement impossible deffectuer
une inspection dimensiormelle sans restreindre les deacuteformations etou supporter la piegravece avec
un gabarit ou un montage speacutecial
Il en reacutesulte que les piegraveces flexibles se voient inspecteacutees de maniegraveres diffeacuterentes Vu que la
geacuteomeacutetrie de la piegravece est deacutependante de son orientation et de la meacutethode de support
linspection de ces piegraveces neacutecessite aujourdhui des outils deacutedieacutes et coucircteux comme les
gabarits de conformiteacute illustreacutes agrave la figure ii Par conseacutequent le but de ce meacutemoire est
dintroduire une meacutethode de controcircle sans contact et sans utilisation de gabarit speacutecialiseacute
deacutedieacute agrave la piegravece Plus speacutecifiquement la meacutethode envisage dinspecter le profil de surface
dune piegravece manufactureacutee en numeacuterisant celle-ci dans un eacutetat laquo non-conformeacute raquo puis en
comparant son nuage de points avec son modegravele nominal CAO Il sensuit que puisque les
deux modegraveles ont une geacuteomeacutetrie diffeacuterente il nest plus possible de simplement les comparer
puis dy identifier les deacutefauts Une telle approche identifiera des deacuteviations eacuteleveacutees entre les
deux modegraveles et camouflera les deacutefauts actuels de la piegravece numeacuteriseacutee Pour remeacutedier agrave cela il
est neacutecessaire davoir une meacutethode permettant de rapprocher les deux geacuteomeacutetries sans
toutefois camoufler les deacutefauts de la piegravece numeacuteriseacutee
Limportance de la veacuterification du profil de surface sur les composantes de carrosserie est
mise en relief par Leopold et al (2003) Eichhom et al (2005) et plus reacutecemment
Doring et al (2006)
Ce meacutemoire propose donc une meacutethode innovatrice permettant de comparer la geacuteomeacutetrie de
la piegravece fabriqueacutee et numeacuteriseacutee malgreacute que celle-ci ait subi des deacuteformations avec la
geacuteomeacutetrie nominale de la composante en deacuteformant successivement le modegravele nominal afin
quil eacutepouse la piegravece numeacuteriseacutee Agrave chaque iteacuteration de lalgorithme les modegraveles sont
compareacutes puis une technique originale didentification seacutepare les deacuteviations dues agrave la nature
flexible de la piegravece de celles dues aux laquo deacutefauts de profil raquo Par la suite le modegravele nominal
est deacuteformeacute de maniegravere agrave ne pas eacutepouser les zones identifieacutees comme laquo deacutefauts de profil raquo
Figure ii Exemples dutilisation dun gabarit de conformiteacute
Le preacutesent document comporte quatre chapitres Le premier chapitre met en relief les deacutefis de
cette recherche en la situant par rapport aux autres recherches effectueacutees dans le domaine
sous le format dune revue de la litteacuterature Par la suite le chapitre deux expose une revue
deacutetailleacutee des possibiliteacutes et des techniques permises par la norme ameacutericaine
ASME Y145M-1994 pour ameacuteliorer la reacutepeacutetitiviteacute de linspection des composantes
flexibles Le chapitre trois deacuteveloppe la theacuteorie de lalignement spatial et deacutecrit chaque eacutetape
de lalgorithme proposeacute Le chapitre quatre deacutemontre la validiteacute et la robustesse de la
meacutethode suggeacutereacutee en lappliquant sur trois types de surface Les reacutesultats de ces analyses
ainsi quune discussion y sont exposeacutes Enfin ce document termine avec une conclusion
suivie dune reacuteflexion approfondie sur les champs de recherche future
Exemples tireacutes des sites web wwwfarocom wwwaiconde wwwnpltechcouk
CHAPITRE 1
REVUE D E LA LITTEacuteRATURE E T EacuteTAT D E LART DAN S LE DOMAIN E
La revue de la litteacuterature permettra de situer la preacutesente recherche par rapport aux autres
recherches effectueacutees sur le mecircme sujet En premier lieu une revue geacuteneacuterale sur lalignement
entre la repreacutesentation 3D dune piegravece et son modegravele CAO est preacutesenteacutee Ensuite une revue
des meacutethodes dalignement non-rigide des techniques danalyse des variations
dimensiormelles et geacuteomeacutetriques des piegraveces souples ainsi que lutilisation iteacuterative de la
meacutethode deacuteleacutements finis y sont exposeacutees
11 Alignemen t entre la repreacutesentation 3D dune piegravec e et son modegravele CA O
Les dimensions et la geacuteomeacutetrie dune composante meacutecanique varient naturellement de leurs
valeurs nominales compte tenu des variations inheacuterentes aux proceacutedeacutes de fabrication Pour
sassurer que ces variations respectent les speacutecifications du concepteur les piegraveces doivent
ecirctre inspecteacutees et controcircleacutees Deacutependant de la complexiteacute de la composante de la technologie
disponible du tj^e de toleacuterance et de la preacutecision de mesure exigeacutee plusieurs meacutethodes sont
applicables par exemple le vemier le micromegravetre la MMT Machines agrave Mesurer
Tridimensionnelle) ou encore le scanneur laser ou optique (mesures sans contact)
Linspection dune surface quelconque (Free-Form Surface) demeure un domaine en
constante eacutevolution en raison de la complexiteacute des surfaces et de la croissance de la demande
doutils dune preacutecision supeacuterieure pour leur controcircle Aujourdhui il est dusage demployer
une MMT ou un scanneur laseroptique pour linspection dune surface quelconque eacutetant
donneacute leur preacutecision ainsi que leur coucirct de plus en plus abordable Les donneacutees brutes de
mesure doivent ecirctre par la suite compareacutees avec le modegravele nominal afin de localiser et de
quantifier les erreurs de forme dorientation et de localisation relativement agrave leur zone de
toleacuterance speacutecifieacutee La surface nominale existe dans le systegraveme de coordormeacutees de
conception (Design Coordinate System DCS) tandis que celle mesureacutee demeure dans le
systegraveme de coordoimeacutees du systegraveme de mesure (Measurement Coordinate System MCS)
Il sensuit que la comparaison des surfaces neacutecessite lunification des deux systegravemes de
coordonneacutees Ce processus dunification est nommeacute recalage localisation ou alignement
(Localisation or Registration) dans la litteacuterature scientifique Lalignement se reacutesume agrave
trouver une matrice de transformation rigide entre le DCS et le MCS comme lillustre la
figure l l
MCS
C^ TRANSFORMATIO N
X ^ I
Figure 11 Alignement entre le DCS et le MCS
La repreacutesentation geacuteomeacutetrique des composantes influence significativement le choix de
lalgorithme de localisation Diverses approches adoptent une repreacutesentation parameacutetrique de
la geacuteomeacutetrie par des surfaces polynomiales des surfaces de Bezier ou NURBS
(Non-Uniform Rational B-Spline) De plus les logiciels de reconstruction de surface sont
freacutequemment employeacutes pour linspection (Alrashdan et al 2000 Cui et al 1999 Son et al
2002 Yao 2005 Zhang 2003) Une revue exhaustive des meacutethodes de repreacutesentation
des surfaces ainsi que des algorithmes dalignement est fournie par
Li et Gu (2004) Eacutetant doimeacute que cette recherche aspire agrave deacutevelopper une meacutethodologie
dinspection sans preacutetraitement des points numeacuteriseacutes simple dutilisation et indeacutependante des
logiciels de reconstruction la revue de la litteacuterature sera limiteacutee aux algorithmes ne
neacutecessitant pas de repreacutesentation parameacutetrique ou de reconstruction analytique des surfaces
En 1992 Besl et McKay ont preacutesenteacute lalgorithme dalignement ICP (Iteacuterative Closest
Point) Ce dernier est largement reconnu dans le domaine de la vision industrielle ainsi que
dans le secteur manufacturier Tirant profit des caracteacuteristiques des quatemions la meacutethode
estime par iteacuteration la matrice de transformation rigide neacutecessaire agrave lalignement de la piegravece
numeacuteriseacutee avec le modegravele nominal agrave partir dune matrice de transformation initiale
Agrave chaque iteacuteration la combinaison de points entre le modegravele numeacuteriseacute et le nominal est
eacutevalueacutee Par la suite les matrices de rotation et de translation constituant la matrice de
transformation rigide et minimisant la distance euclidierme entre chaque combinaison de
points est obtenue La solution de lalgorithme converge vers le minimum local dans le
voisinage de la condition initiale
Masuda et Yokoya (1994) introduisent agrave lalgorithme ICP un meacutecanisme permettant
ladoption dun eacutechantillonnage aleacuteatoire des points numeacuteriseacutes pour lalignement De plus ils
suggegraverent de faire agrave chaque iteacuteration lestimation par la meacutethode des moindres carreacutes des
meacutedianes (Least Meacutedian of Squares LMS) de la matrice de transformation rigide agrave partir des
reacutesultats de lICP original Les modifications proposeacutees permettent de reacuteduire sensiblement le
temps de calcul de lICP tout en conservant sa robustesse
Tucker (2000) met en avant la meacutethode de Newton et la compare agrave lalgorithme ICP
La valeur ajouteacutee de la technique proposeacutee reacuteside dans sa capaciteacute de trouver analytiquement
la deacuteriveacutee seconde neacutecessaire agrave la meacutethode de Newton classique Ceci a pour effet
dameacuteliorer substantiellement les coucircts de calcul de la meacutethode Tucker deacutemontre que la
meacutethode de Newton converge plus rapidement que lalgorithme ICP mais quelle demeure
plus sensible agrave lalignement initial des modegraveles Toutefois malgreacute que la meacutethode de Newton
se montre fortement prometteuse elle est limiteacutee au cas ougrave la repreacutesentation geacuteomeacutetrique du
modegravele serait parameacutetreacutee
Rusinkiewicz et Levoy (2001) classifient et comparent la vitesse de plusieurs variantes de
lalgorithme ICP La classification repose sur linfluence que chaque meacutethode possegravede sur les
six (6) eacutetapes de lalgorithme (1) la seacutelection des points (2) le couplage des points
(3) la pondeacuteration des couplages de points (4) le rejet de certaines combinaisons de points
(5) lapplication dune erreur deacutependante du couplage (6) la minimisation de la distance
entre les points Par la suite une nouvelle deacutemarche deacutechantilloimage nommeacutee
normal-space-concept baseacutee sur la distribution du vecteur normal de chacun des points
seacutelectionneacutes est introduite La technique deacutechantillormage consiste agrave seacutelectiormer des points
afin que la distribution de leur normale soit la plus large possible
Dans le but de minimiser lerreur de localisation de lalgorithme ICP des techniques
deacutevaluation de la distance entre chaque combinaison de points ont eacuteteacute deacuteveloppeacutees
Contrairement agrave lalgorithme ICP classique qui calcule la distance entre chaque combinaison
de points par la distance euclidienne entre ces points soit point-point dautres techniques
utilisent des meacutetriques diffeacuterentes point-projection point-plan tangent (Park et Murali
2003 Pottman et Hofer 2002 Rusinkiewicz et Levoy 2001) Gelfand et al (2003) montrent
que ces techniques ont lavantage de permettre aux deux modegraveles de glisser entre eux dans
des reacutegions planes ou circulaires en raison des degreacutes de liberteacute non contraints Toutefois si
trop de points eacutechantillonneacutes proviennent de telles reacutegions lalgorithme
devient instable agrave cause du manque de contrainte de blocage Pour pallier agrave ceci
Gelfand et al (2003) proposent une approche deacutechantillonnage analysant la matrice de
covariance utiliseacutee pour la minimisation de lerreur dalignement Une fois une paire de
points identifieacutee si la preacutesence dun manque de contrainte est deacutetecteacutee en veacuterifiant la matrice
de covariance la paire de points est remplaceacutee par une autre
12 Alignemen t non-rigid e
Dans toutes les approches preacuteceacutedentes lalignement est appliqueacute sur des modegraveles de piegraveces
rigides avec lhypothegravese que les geacuteomeacutetries de la piegravece numeacuteriseacutee et nominale sont proches
Dans le cas dinspection de piegraveces flexibles sans gabarit de conformiteacute la geacuteomeacutetrie de la
piegravece physique numeacuteriseacutee peut ecirctre significativement diffeacuterente de la geacuteomeacutetrie nominale Le
problegraveme dalignement ne se limite plus agrave trouver la matrice de transformation rigide
Lintroduction des techniques de recalage non-rigide est neacutecessaire Comparativement au
recalage rigide qui permet daligner par exemple deux lignes parallegraveles le recalage non-
rigide permet lalignement dune ligne avec une courbe
Limagerie meacutedicale est probablement le domaine qui a permis aux techniques dalignement
non-rigide de se deacutevelopper substantiellement Les applications meacutedicales se divisent en
deux cateacutegories intrasujet (intrasubject) et intersujet (intersubject) Intrasujet fait reacutefeacuterence
au recalage dun mecircme sujet numeacuteriseacute agrave des temps diffeacuterents par exemple pour faire la
comparaison avantapregraves opeacuteration des scans en neurochirurgie Intersujet signifie
lalignement de diffeacuterents sujets numeacuteriseacutes par exemple pour creacuteer un atlas statistique des
variations de lanatomie dun groupe de patient Dawant (2002) puis Holden (2008)
fournissent une revue de litteacuterature sur les algorithmes de recalage employeacutes dans limagerie
meacutedicale Holden (2008) regroupe les techniques suivant leur fondement theacuteorique celles
dont les transformations sont reacutegies par les proprieacuteteacutes physiques du modegravele et celles dont les
transformations proviennent de meacutethodes dinterpolation
Ferrant et al (1999) minimisent une fonction deacutenergie comprenant deux termes Le premier
contraint la deacuteformation agrave suivre un comportement dicteacute par les proprieacuteteacutes physiques du
mateacuteriau du modegravele tandis que le deuxiegraveme tend agrave minimiser la distance entre les deux
images Cette technique a lavantage de prendre les proprieacuteteacutes physiques en compte
Ferrant et al (1999) traitent seulement le cas de modegravele ayant subi de petites deacuteformations
dans le domaine eacutelastique dun mateacuteriau isotrope
Feldmar et Ayache (1994 1996) proposent la meacutethode locally affine deacuteformation pour
reacutesoudre lalignement non-rigide Au lieu demployer une seule matrice de transformation
rigide pour aligner les deux modegraveles ils introduisent lutilisation dune matrice de
transformation affine par sous-ensemble spheacuterique de points Une fonction de lissage assure
une similitude entre la transformation dun point et celle appliqueacutee agrave ses points voisins dans
un mecircme sous-ensemble De plus le meacutetrique ne se limite plus agrave la distance entre les points
mais prend en compte aussi la diffeacuterence entre la normale et la courbure curvature) aux
points
Dans le domaine de lanimation informatique Allen et al (2003) deacuteveloppent une meacutethode
permettant dajuster le maillage de haute reacutesolution dun corps humain modeacuteliseacute (template)
pour que celui-ci repreacutesente le modegravele dun corps humain reacuteel numeacuteriseacute Ceci permet de
creacuteer un modegravele parameacutetreacute du corps reacuteel numeacuteriseacute Inspireacutes entre autres de
Feldmar et Ayache (1994 1996) Allen et al (2003) proposent dappliquer pour chaque
nœud du maillage une matrice de transformation affine de telle sorte que le modegravele initial se
10
rapproche du modegravele reacuteel tout en gardant un maillage lisse Pour remeacutedier agrave cela la meacutethode
vise agrave minimiser la combinaison de trois erreurs pondeacutereacutees la distance entre chaque
combinaison de points la diffeacuterence entre les matrices de transformation de deux points
dune mecircme arecircte du maillage et la distance entre chaque combinaison dindicateurs de
positionnement markers) La deacutemarche a lavantage de creacuteer un modegravele parameacutetreacute du corps
reacuteel numeacuteriseacute mecircme si la numeacuterisation du corps est incomplegravete dans les zones difficiles agrave
numeacuteriser Cette derniegravere caracteacuteristique en fait un bon candidat pour son utilisation
dans la preacutesente recherche Amberg et al (2007) reformulent la fonction objective de
Allen et al (2003) en une fonction quadratique La fonction est ensuite minimiseacutee en posant
sa deacuteriveacutee eacutegale agrave zeacutero et en reacutesolvant le systegraveme lineacuteaire deacutecoulant
Une description plus deacutetailleacutee de lalgorithme ICP proposeacute par Besl et McKay (1992) ainsi
que pour celui preacutesenteacute par Allen et al (2003) puis reformuleacute par Amberg et al (2007) se
retrouvent au chapitre 3
13 Analys e des variations dimensionnelles e t geacuteomeacutetriques de s piegraveces souple s
Les meacutethodes danalyse de variations dimensionnelles et geacuteomeacutetriques classiques
considegraverent les piegraveces comme rigides Elles ne prennent pas non plus en compte les
deacuteformations permises lors de lassemblage Ces meacutethodes surestiment donc les toleacuterances
alloueacutees Cette sureacutevaluation amplifie les coucircts de production engendreacutes par laugmentation
du nombre de rejets du produit Les recherches preacutesenteacutees ci-dessous traitent de meacutethodes
ayant pour objectif dinteacutegrer la flexibiliteacute des piegraveces dans lanalyse de variations
dimensionnelles traditiormelles
Le groupe de recherche Laboratory for Manufacturing System Realization and
Synthesis (MARS) de lUniversiteacute du Michigan en collaboration avec Collaborative
Research Laboratory Advanced Veacutehicule Manufacturing (GM CRL-AVM) avec Hu
Ceglarek ainsi que leurs eacutetudiants (Lui et Camelio etc) ont mis les bases de lanalyse
dimensionnelle dassemblage par conformation Le domaine dapplication principal de leurs
Il
travaux est la gestion des variations dun assemblage en meacutetal en feuille utiliseacute pour la
carrosserie dautomobile Ci-dessous se trouve une seacutelection de leurs travaux
Liu et al (1996) mettent en relief limportance de la seacutequence dassemblage sur la variation
finale de celui-ci En utilisant la meacutecanique lineacuteaire ils deacutemontrent que la flexibiliteacute des
piegraveces agrave lassemblage peut compenser leurs variations dimensioimelles Autrement dit la
variation de lassemblage de composantes flexibles est plus faible que celle estimeacutee avec un
modegravele danalyse classique de cumul des toleacuterances (Stacked Up Analysis) Subseacutequemment
Camelio et al (2004) proposent un algorithme optimisant la position des fixations tout en
minimisant la variation de lassemblage en fonction des variations des piegraveces et des outils
Liu et Hu (1997) preacutesentent deux techniques de preacutediction des variations dun assemblage en
meacutetal en feuille employant la meacutethode deacuteleacutements finis (FEM) La premiegravere
laquo Direct Monte Carlo Simulation raquo consiste simplement agrave faire varier aleacuteatoirement les
nœuds des composantes mailleacutees simulant de ce fait les deacutefauts de fabrication avant de faire
lanalyse par eacuteleacutements finis (FEA) de lassemblage Lanalyse FEA est reacuteiteacutereacutee plusieurs fois
pour une distribution repreacutesentative de la variation finale de lassemblage La deuxiegraveme
laquo Method of Influence Coefficients raquo permet dobtenir plus rapidement sensiblement les
mecircmes reacutesultats que la meacutethode preacuteceacutedente La cleacute de cette meacutethode demeure dans
leacutetablissement dune relation lineacuteaire quils nomment laquo mechanistic variation model raquo
entre les variations induites des piegraveces et celles reacutesultantes de leur assemblage agrave laide dune
matrice de sensibiliteacute En calculant agrave partir de simulations la matrice de sensibiliteacute le passage
successif par un module deacuteleacutements finis nest plus neacutecessaire Ces passages sont substitueacutes
par lemploi de la relation linaire obtenue preacuteceacutedemment
De plus amples informations ainsi quune liste exhaustive de leurs recherches sont disponibles sur leur site web respectif httphomepagescaewiscedu~darekpublishhtml httpgmcrlenginumichedu
12
Kenneth W Chase de Brigham Young University (BYU) fonde le groupe de recherche
Association for the Development of Computer-Aided Tolerancing Systems (ADCATS)
en 1984 Travaillant initialement sur lanalyse dimensionnelle assisteacutee par ordinateur ce qui
a donneacute naissance au logiciel CETol Chase et son groupe incluant Merkley et Bihlmaier
ont par la suite eacutetudieacute lanalyse variatioimelle dassemblage par conformation
Merkley (1998) deacuteveloppe une meacutethode reposant sur la lineacutearisation du problegraveme de contact
eacutelastique entre des composantes flexibles Il reacuteameacutenage la loi de Hooke pour lutilisation
dun super-eacuteleacutement permettant de deacutecrire la matrice de rigiditeacute eacutequivalente dune composante
en fonction des degreacutes de liberteacute agrave sa frontiegravere De plus Merkley introduit le concept de la
covariance due au mateacuteriau (material covariance) ainsi que la covariance geacuteomeacutetrique
(geacuteomeacutetrie covariance) La covariance due au mateacuteriau deacutecrit linterdeacutependance entre les
points du maillage de la piegravece reacutesultant de la nature du mateacuteriau tandis que la covariance
geacuteomeacutetrique deacutecrit la correacutelation entre les deacutefauts de surface dun point et ceux de ses points
voisins sur une mecircme geacuteomeacutetrie Par la suite au lieu dintroduire des variations aleacuteatoires sur
les nœuds des composantes mailleacutees comme Liu et Hu (1997) Merkley utilise une courbe de
Bezier aleacuteatoire pour deacutecrire ces variations de surface
Poursuivant les travaux de Merkley Bihlmaier (1999) emploie lanalyse spectrale des
variations dune population de surface pour obtenir la matrice de covariance geacuteomeacutetrique de
celle-ci Ainsi agrave partir de lanalyse de lensemble des surfaces de lassemblage Bihlmaier
trouve la moyeime et la matrice de covariance geacuteomeacutetrique de lespace entre les joints de
lassemblage Il utilise ensuite ces informations dans une analyse FEA pour
preacutedire leacutetendue des forces dassemblage La comparaison de cette technique deacutenommeacutee
De plus amples informations ainsi quune liste exhaustive de leurs recherches sont disponibles sur leur site web httpadcatsetbyuedureportsandpublicationsphp ^ Bihlmaier eacutetudie lassemblage de deux feuilles jointes bout agrave bout
13
laquo Flexible Assembly Spectral Toleacuterance Analysis (FASTA) raquo avec la meacutethode Monte-Carlo
deacutemontre la rapiditeacute supeacuterieure de la meacutethode FASTA avec des reacutesultats sensiblement
eacutequivalents
Les meacutethodes proposeacutees preacuteceacutedemment sappliquent principalement agrave des assemblages en
coques minces avec de simples contraintes physiques Le cas dune composante subissant de
multiples contraintes lors de son assemblage et de son fonctionnement engendrant ainsi des
deacuteformations importantes ne se precircte pas aux meacutethodes preacutesenteacutees Linjecteur de haute
pression fabriqueacute pour lindustrie automobile repreacutesente un bon exemple Reacutecemment pour
pallier agrave ce problegraveme Markvoort (2007 Markvoort et al 2005a 2005b) suggegraverent une
meacutethode consistant agrave faire une analyse FEA pour chaque variable de lassemblage ie pour
chaque combinaison de toleacuterances simuleacutee Dans cette meacutethode les variations imposeacutees agrave
chaque dimension agrave analyser sont estimeacutees agrave laide dun logiciel danalyse statistique Cette
technique nommeacutee Statistical Toleacuterance Analysis and Deacuteformation Analysis (STA-DEF) a
lavantage decirctre preacutecise tout en consideacuterant les contraintes physiques Elle demeure preacutecise
dans le cas de petite ou de grande deacuteformation
Les meacutethodes danalyse preacutesenteacutees sont conccedilues pour preacutedire les variations dun assemblage
en tenant compte de la nature flexible de ses composantes Les deacutefauts des composantes de
mecircme que la position et la valeur des forces dassemblage y sont imposeacutes ce qui limite leur
utilisation dans la preacutesente eacutetude Il est utile de rappeler ici que ce meacutemoire deacutesire explorer
linspection de profil de surface dans le cas ougrave la piegravece agrave inspecter ait subi des deacuteformations
inconnues et que son nuage de points ait eacuteteacute bruiteacute agrave cause du systegraveme de numeacuterisation
14 Utilisatio n iteacuterative de la meacutethode deacuteleacutements finis
Lanalyse par eacuteleacutements finis est employeacutee principalement pour preacutedire le comportement
dune piegravece dun assemblage ou dun meacutecanisme complexe sous leurs conditions
dutilisation Vu la performance accrue des calculateurs la meacutethode deacuteleacutements finis est de
plus en plus utiliseacutee iteacuterativement pour loptimisation des paramegravetres de conception La
14
modeacutelisation dune matrice de formage est un exemple inteacuteressant La geacuteomeacutetrie de celle-ci
doit ecirctre optimiseacutee pour minimiser leffet du recul eacutelastique (Spring-Back) quengendre le
proceacutedeacute
Karafillis et Boyce (1992 1996) suggegraverent la meacutethode laquoForce Descriptor Methodraquo pour
deacutefinir la geacuteomeacutetrie de la matrice de formage dune piegravece de meacutetal en feuille tout en
consideacuterant le recul eacutelastique de la piegravece Cette deacutemarche combine lanalyse analytique et la
FEM pour eacutevaluer le niveau du recul eacutelastique ducirc au proceacutedeacute
Wu ( 1997) preacutesente un algorithme FEM iteacuteratif optimisant un coefficient alpha ( a ) de la
force reacutesultante responsable du recul eacutelastique En trouvant une valeur alpha plus petite que
zeacutero (a lt 0) ce qui a pour effet dappliquer une force opposeacutee au recul eacutelastique une
nouvelle geacuteomeacutetrie de la matrice est obtenue
Wei et Wagoner (2004) comparent successivement le modegravele nominal de la piegravece et celle
issue dune simulation du proceacutedeacute de formage par eacuteleacutements finis Agrave chaque iteacuteration le
vecteur de deacuteplacement de chaque nœud du maillage de la piegravece nominale agrave son
correspondant simuleacute est appliqueacute sur son nœud eacutequivalent du maillage de la matrice Cette
meacutethode laquo Displacement Ajustement method (DA ) raquo ainsi que celle proposeacutee par
Karafillis et Boyce (1992 1996) sont illustreacutees agrave la figure 12 De maniegravere agrave exploiter la
meacutethode DA lorsque le maillage de la matrice et celui de la piegravece sont diffeacuterents
Lingbeek et al (2005) suggegraverent la meacutethode laquo Smooth Displacement Ajustment (SDA) raquo
Celle-ci repreacutesente le champ des vecteurs de deacuteplacement par une surface polynomiale
permettant ainsi deacutevaluer le deacuteplacement des nœuds du maillage de la matrice
Les meacutethodes deacutecrites plus haut sont adapteacutees pour la conception de matrice dans un
environnement virtuel La transposition des vecteurs de deacuteplacement du modegravele de la piegravece
apregraves le recul eacutelastique au modegravele de la matrice est possible puisque la piegravece a eacuteteacute modeacuteliseacutee
au deacutepart sans deacutefaut de fabrication Si toutefois le modegravele initial de la piegravece provient de la
numeacuterisation dune piegravece manufactureacutee ces meacutethodes ne fonctionneront plus en raison de la
15
preacutesence du bruit de mesure et des deacutefauts de fabrication De toute eacutevidence si lon deacuteplace
les points du maillage de la matrice vers leurs points correspondants de la piegravece numeacuteriseacutee le
nouveau modegravele de la matrice sera bruiteacute en plus de repreacutesenter les deacutefauts de fabrication de
la piegravece utiliseacutee Neacuteanmoins la preacutesente recherche sinspire du concept de deacuteplacement
iteacuteratif introduit par ces meacutethodes
r raquo 1 ) Fiat Sheet
2) Fomi to trial die shape
-V aol
3) Die shape correct (Formingspriugback simulatiou) Taiaet
Die
4) A tool = X lool + A y
1 mol
(a)
Imdashbull 1) Fiat Sheet
-Ay-
x
y L 2) Form to target or trial die shape fioiu step 3 record Fextemai
3) Apply Fexteraai to tBTget obtaiii trial die shape (springtbrwaid)
(b)
4) Die shape coirect (Foniiiiigspriiigback simulation) Target
(i+l)thtnalafter spnugback
Figure 12 Meacutethode s de deacutefinition de la matrice de formage a) Meacutethode DA b) Meacutethode proposeacutee par Karafillis et Boyce (1992 1996)
Tireacutee de Wei et Wagoner (2004)
16
En reacutesumeacute la revue de la litteacuterature exposeacutee dans ce chapitre preacutesente leacutetat de lart dans les
domaines de lalignement entre la repreacutesentation 3D dune piegravece et son modegravele CAO
lalignement non-rigide ainsi que dans celui de lanalyse des variations geacuteomeacutetriques des
piegraveces souples De plus une revue des techniques dutilisation iteacuterative de la meacutethode
deacuteleacutements finis pour la modeacutelisation de matrice de formage est preacutesenteacutee Ce premier
chapitre a permis didentifier les apports des principales approches dans les domaines
mentionneacutes preacuteceacutedemment qui sont essentiels au deacutemarrage de la preacutesente recherche 11 a
aussi mis en relief les limites dans lapplication de ces meacutethodes pour reacutesoudre les
probleacutematiques relieacutees agrave linspection des piegraveces flexibles sans gabarit de conformiteacute
Finalement labsence de recherche dans le domaine de linspection de composantes souples
dans ce chapitre met en eacutevidence loriginaliteacute de ce meacutemoire
CHAPITRE 2
GESTION DE S PIEgraveCES FLEXIBLE S SELON LA NORME ASME Y145 M
Le controcircle dimensionnel et geacuteomeacutetrique des composantes meacutecaniques occupe une part
importante et croissante dans lindustrie moderne 11 existe des standards nationaux et
internationaux comme la norme ASME Y145M et la norme ISO 1101 pour deacutefinir un
systegraveme de symboles eacutetablir les regravegles dinterpreacutetation et geacuterer les meacutethodes agrave employer pour
communiquer les informations sur les documents et devis techniques Ce chapitre preacutesente
lessentiel des possibiliteacutes et des techniques permises par la norme ameacutericaine
ASME Y145M-1994 pour ameacuteliorer la reacutepeacutetitiviteacute de linspection des composantes
flexibles
Comme mentionneacute la norme ASME Y145M-1994 considegravere par deacutefaut que linspection des
composantes doit ecirctre effectueacutee agrave leacutetat libre free state) soit sans force appliqueacutee durant
linspection Les piegraveces standards stock) telles que les tubes le meacutetal en feuilles les profils
extrudeacutes les poutres structurales ainsi que les piegraveces sujettes agrave des variations geacuteomeacutetriques agrave
leacutetat libre sont exclus de la regravegle mentionneacutee Les piegraveces flexibles se voient ainsi traiteacutees de
maniegravere diffeacuterente Les meacutethodes dites de laquo conformation raquo leur sont appliqueacutees Les piegraveces
eacutetant diffeacuterentes par leurs geacuteomeacutetries leurs rigiditeacutes et par leurs requis fonctionnels plusieurs
meacutethodes sont disponibles La figure 2 l ci-dessous regroupe les principales techniques pour
linspection et le controcircle geacuteomeacutetrique des composantes flexibles
Conformation
_c A un eacuteleacutement geacuteomeacutetrique
A un gabarit (1)
1 Force(5)
Hyperstatique
H V
Dimension (4)
Points hyperstatiques (2| Reacutefeacuterentiels ajustables (3)
raquo
^^kl laquo
18
1 _ I
Remplacement du requis
Gabarit optique (10)
Toleacuterances relatives (6) Dimension
Imdash|aiMoo| |pound7 | oioieKw l
Autres requis (9)
fi
Longueur darc (7) Dimension AVG (8)
^-^-^
Figure 21 Principale s meacutethodes de controcircle des piegraveces flexibles Tireacutee de Tahan et Chacirctelain (2005)
21 Conformation par un gabarit
Linspection par conformation sur gabarit ou montage rigide permet dimposer une
seacutequence dinstallation et de fixation de la piegravece flexible sur le gabarit Cette meacutethode est
largement employeacutee pour des grandes piegraveces complexes et flexibles comme les panneaux en
polymegravere les cartosseries dautomobiles ou les grandes piegraveces usineacutees (domaine
aeacuteronautique) En vue de conformer la piegravece agrave sa geacuteomeacutetrie nominale deacutecrite par le gabarit
Sauf indication contraire les figures dans ce chapitre sont tireacutees de Tahan et Chacirctelain (2005)
19
une force induisant des deacuteformations eacutelastiques peut ecirctre exerceacutee sur celle-ci Dans ce cas la
conception et la fabrication des gabarits sont critiques et souvent coucircteuses Un exemple de
gabarit est illustreacute par la figure 22
Figure 22 Exempl e de gabarit
22 Utilisation de systegravemes reacutefeacuterentiel s hyperstatique s
Dans un montage isostatique chaque degreacute de liberteacute est bloqueacute par un seul point Par
exemple de maniegravere agrave bacirctir un plan reacutefeacuterentiel primaire trois points de contact sont
employeacutes Pour le plan reacutefeacuterentiel secondaire deux points de contact sont neacutecessaires pour
deacutefinir un plan perpendiculaire au primaire etc La repreacutesentation de ces points dappui se
fait par lentremise des reacutefeacuterentiels cibleacutes target datum) comme lillustre lexemple agrave la
figure 23
Figure 23 Systegravem e isostatique de reacutefeacuterentiels Tireacutee de ASME Y145M-1994
20
Une deuxiegraveme meacutethode de conformation est reacutealisable en indiquant plus de points de contact
que ce qui est matheacutematiquement neacutecessaire par exemple lindication de quatre points de
contact pour le plan reacutefeacuterentiel primaire Selon cette technique le reacutefeacuterentiel dinspection ne
se rapporte pas au plan moyen des quatre points mais agrave la surface geacuteomeacutetrique associeacutee
theacuteoriquement parfaite sur laquelle on doit conformer la piegravece
Cette meacutethode diffegravere de la preacuteceacutedente du fait que le nombre de points de contact reste quand
mecircme limiteacute et quil nest pas obligatoire davoir une geacuteomeacutetrie nominale mateacuterialiseacutee par
des surfaces complexes sur un gabarit Cette meacutethode est utiliseacutee pour linspection des
structures minces coques cylindriques surface complexe en meacutetal en feuille piegraveces en
polymegravere ayant subi des torsions Twist et Warp) Un exemple de gabarit est illustreacute agrave la
figure 24
u
W
W
0
0 0 0 0 0 0
Q X3 r3 Z3
yQ u Z4
Figure 24 Exemple dun systegraveme reacutefeacuterentiel hyperstatique
23 Reacutefeacuterentiel ajustable
Lusage de reacutefeacuterentiel ajustable nest pas exclusif aux piegraveces flexibles Cette meacutethode est
utiliseacutee dans le cas des composantes issues de proceacutedeacutes tels que le moulage ou le forgeage
Le principe relativement simple consiste agrave designer dune maniegravere speacutecifique les points de
contact qui seront mobiles comme le reacutefeacuterentiel Cl dans la figure 25a agrave travers une
indication speacuteciale du reacutefeacuterentiel cibleacute
21
La technique des reacutefeacuterentiels ajustables est privileacutegieacutee dans le cas des piegraveces relativement
rigides mais dont la stabiliteacute sur trois points dappui nest pas assureacutee ou seacutecuritaire Ainsi
sur une structure de grande taille en forme de H telle que repreacutesenteacutee dans la figure 25b le
plan primaire est deacutesigneacute par les quatre points Al-A4 les trois premiers eacutetant fixes et le
quatriegraveme A4 est ajustable Le reacutefeacuterentiel primaire est le plan passant par A1-A3 tandis que
A4 ne sert quagrave procurer une stabiliteacute suppleacutementaire agrave lensemble
Figure 25 Exempl e de reacutefeacuterentie l ajustable (a) Tireacutee de ASME Y 1441-2003
24 Conformation agrave une dimension nominal e
Dans cette meacutethode une dimension judicieusement seacutelectionneacutee est deacutefinie comme
paramegravetre agrave conformer lors de linspection et ce indeacutependamment de la force appliqueacutee La
dimension est indiqueacutee avec une cote nominale (Basic) et une note du type laquo Acirc conformer
durant linspection Conform to archive toleacuterance raquo Cette meacutethode est adopteacutee
freacutequemment sur des piegraveces minces ougrave figurent des plis Sil est important de controcircler une
dimension speacutecifique agrave leacutetat libre celle-ci est mentioimeacutee agrave laide du modificateur (F)
comme lindique la figure 26b
22
TTT-^y
-Iml-
- I I I
YYY 1 ZZ Z bull
a)
I I V
-Hocircucircl-
O l l I
^ x w copy mdash A
b)
25
Figure 26 Exemple s dune conformation dun e dimensio n nominale
Permission dutilisation dun e forc e lors des opeacuterations dinspectio n
Cette meacutethode permet agrave linspecteur dutiliser une certaine force lors de linspection Une
mention de la forme laquo est permis dutiliser 75 N250 mm lors de linspection It is
permissible to use 15 lbf100 to achieve toleacuterance raquo est inscrite sur le dessin Cette meacutethode
est couramment employeacutee sur de grandes piegraveces usineacutees avec de petites deacuteformations
geacuteomeacutetriques engendreacutees par les contraintes reacutesiduelles dues agrave lusinage Lajout dune
speacutecification agrave leacutetat libre illustreacute sur la figure 27 controcircle le niveau des deacuteformations
induites lors de linspection
1^1375 001 2 Z ^ y y y z^Acirc
Figure 27 Exempl e de planeacuteiteacute agrave leacutetat libre
23
26 Lusage des toleacuterances relative s
Dans cette technique les toleacuterances absolues appliqueacutees sur la totaliteacute de la piegravece sont
remplaceacutees par des toleacuterances relatives Les zones de toleacuterance sont deacutefinies en fonction de la
longueur ou de la surface Geacuteneacuteralement les toleacuterances relatives sont employeacutees pour
controcircler les deacutefauts de forme et de profil Typiquement la rectitude ou la planeacuteiteacute peut ecirctre
appliqueacutee sur une longueur preacutedeacutetermineacutee de la piegravece Toutefois la piegravece doit ecirctre
pratiquement rigide sur la longueur speacutecifieacutee
05400 CJ 0106000 r 0056000
Figure 28 Exemple s de toleacuterance relative
27 Utilisation de la longueur dar c
La longueur darc est deacutefinie comme la longueur circonfeacuterentielle de larc de cercle entre
deux points La figure 29 illustre une piegravece consideacutereacutee comme flexible et ayant une
courbure Le controcircle de la hauteur ou de la largeur entraicircne des difficulteacutes agrave cause de la
deacuteformation de la piegravece (figure 29a) Par contre le remplacement de ces mesures par une
mesure de longueur darc (figure 29b) assure une reacutepeacutetitiviteacute puisque celle-ci est
indeacutependante du niveau de deacuteformation
a)
XXX YV Y
b)
Figure 29 Exempl e dutilisation dun e longueu r darc
24
28 Utilisation des dimensions moyennes (AVG )
Les dimensions moyennes sont employeacutees pour controcircler la valeur de la moyerme
arithmeacutetique dune dimension au lieu de la geacuteomeacutetrie Autrement dit le controcircle seffectue
en utilisant la moyenne dun ensemble de mesures et non par les dimensions limites tel que
prescrites par le principe de lenveloppe (ASMEY145M-1994 p 4 Fundamental
Rulessection (l)) Le symbole AVG y est indiqueacute comme sur la figure 210
Agrave titre dexemple linspection du diamegravetre dun tube flexible est difficile Par contre en
divisant par ti la mesure de la circonfeacuterence avec un ruban ou un instrument speacutecial la valeur
moyenne (AVG) du diamegravetre est eacutevalueacutee avec une bonne reacutepeacutetitiviteacute
Figure 210 Exempl e dutilisation d e dimension moyenne Tireacutee de ASME Y145M-1994
29 Remplacement de s requis dimensionnels pa r dautres mesure s
Cette technique utilise la forte correacutelation qui peut exister entre la geacuteomeacutetrie dune
composante flexible et dautres mesures physiques Elle est utiliseacutee dans le cas de piegraveces
ayant une flexibiliteacute extrecircme (tissu tuyau flexible etc)
Dans le cas dune piegravece mouleacutee une dimension peut ecirctre substitueacutee par un requis de masse
Cette technique semploie dans le cas ougrave il existe une forte correacutelation entre linteacutegriteacute
geacuteomeacutetrique et la densiteacute du mateacuteriel mouleacute
25
210 Inspection pa r gabarit optiqu e
La meacutethode consiste agrave effectuer linspection avec un comparateur optique qui projette
limage de la piegravece sur un eacutecran avec un certain niveau dagrandissement preacutedeacutetermineacute La
superposition de limage obtenue avec un gabarit optique permet de valider la conformiteacute
dimensionnelle et geacuteomeacutetrique de la piegravece inspecteacutee Cette technique est employeacutee pour
valider la geacuteomeacutetrie des sections de mateacuteriaux flexibles comme celle du joint deacutetancheacuteiteacute
illustreacute agrave la figure 211 Dans ce cas le controcircle seffectue pour sassurer que le contour de la
section demeure agrave linteacuterieur dune zone deacutefinie par deux contours nominaux distanceacutes par la
valeur de la toleacuterance
Figure 211 Exempl e dutilisation du n gabari t optique agrave leacutetat libre
211 Reacutesum eacute
Comme mentionneacute plus haut les piegraveces flexibles sont traiteacutees diffeacuteremment selon leur
geacuteomeacutetrie leur rigiditeacute et leurs requis fonctiormels Plusieurs meacutethodes pour geacuterer leurs
variations dimensioimelles et geacuteomeacutetriques sont proposeacutees par les normes Le tableau 21
ci-dessous preacutesente une reacutecapitulation des meacutethodes permises par la norme ameacutericaine
ASME Y145M-1994 pour ameacuteliorer la reacutepeacutetitiviteacute de linspection des composantes
flexibles
Tableau 21 Reacutesumeacute des meacutethodes dinspection de composante flexible
26
Meacutethode
1 Conformation agrave un gabarit
2 Violation des principes disostatiques
3Reacutefeacuterentiel ajustable
4 Utilisation dune force
5Conformation agrave une dimension
6 Toleacuterance relative
7 Longueur darc
8 Utilisation des dimensions moyennes (AVG)
9 Remplacement des requis
10 Inspection sur gabarit optique
Exemples dapplication
Piegraveces agrave paroi mince avec formes complexes
Piegraveces agrave paroi mince
Stmcture meacutecano-soudeacutee
Piegraveces avec de faibles deacuteformations eacutelastiques piegraveces agrave paroi mince
Meacutetal en feuille piegraveces agrave paroi mince
Piegraveces primaires (poutre tube plaque panneau profileacute etc)
Stmctures minces meacutetal en feuille
Stmctures minces meacutetal en feuille
Piegraveces mouleacutees tuyaux flexibles tissus etc
Veacuterification de la geacuteomeacutetrie des sections de mateacuteriaux flexibles
Deacutesavantage
Neacutecessite un gabarit de conformation fidegravele agrave la geacuteomeacutetrie nominale
Neacutecessite un montage speacutecifique et un dispositif pour produire la force neacutecessaire agrave la conformation
Neacutecessite un montage speacutecial
Lajout dune toleacuterance agrave leacutetat libre est souvent neacutecessaire pour limiter le niveau de deacuteformation
Lajout dune toleacuterance agrave leacutetat libre est souvent neacutecessaire pour limiter le niveau de deacuteformation
Limiteacutee pour les deacutefauts de forme seulement Difficile agrave controcircler dans le cas des profils
Limiteacutee aux profils geacuteneacutereacutes par un rayon constant Mesures avec preacutecision limiteacutee
Ne valide par les valeurs extrecircmes (erreur de forme)
Une preuve de correacutelation est neacutecessaire
Reacutepeacutetitiviteacute de mesure Applicable uniquement pour les inspections en 2D
CHAPITRE 3
ALGORITHME INSPECTION PA R DEacutePLACEMENT ITEacuteRATI F
La revue de la litteacuterature du chapitre 1 illustre bien quen deacutepit de la recherche sur
linteacutegration de la flexibiliteacute des composantes dans lanalyse dimensionnelle afin de reacuteduire
la quantiteacute de piegraveces rejeteacutees peu de recherches ont eacuteteacute effectueacutees sur la reacuteduction des coucircts
dinspection des piegraveces flexibles Le preacutesent document propose un nouvel algorithme
deacutenommeacute Inspection par Deacuteplacement Iteacuteratif (IDI) Iteacuterative Displacement Inspection La
meacutethodologie permet de localiser et de quantifier les deacutefauts de profil des coques minces Les
donneacutees dentreacutee sont la piegravece manufactureacutee numeacuteriseacutee lorsque celle-ci est maintenue par de
simples supports et le modegravele nominal (MATH DATA) La deacutemarche se veut une alternative
agrave linspection avec un gabarit de conformiteacute Dans labsence de ce dernier les effets de la
graviteacute et des deacuteformations engendreacutees par les contraintes induites par le proceacutedeacute rendent la
geacuteomeacutetrie de la piegravece numeacuteriseacutee consideacuterablement diffeacuterente de la geacuteomeacutetrie nominale Par
conseacutequent la meacutethode proposeacutee envisage de traiter et disoler ces facteurs de telle sorte que
le reacutesultat de linspection reflegravete uniquement leffet des deacutefauts (variations dues aux proceacutedeacutes
de fabrication) En reacutesumeacute ce meacutemoire explore linspection des piegraveces de type coque mince
avec les hypothegraveses suivantes
bull La piegravece agrave inspecter est une coque mince Sa geacuteomeacutetrie est parfaitement deacutefinie et
disponible par un fichier MATH DATA (STEP IGES ou tout autre format compatible)
Le montage lors de la numeacuterisation autorise des deacuteformations eacutelastiques du mecircme ordre
ou supeacuterieures aux toleacuterances de profil exigeacutees
bull
La meacutethode de fixation pendant la numeacuterisation ne repreacutesente pas neacutecessairement les supports agrave lassemblage ^ Par exemple sur trois points de contact de la piegravece manufachireacutee
28
bull La piegravece fabriqueacutee est numeacuteriseacutee Une repreacutesentation de la piegravece sous forme dun nuage
de points xyz)y est disponible
bull Uniquement une partie de la piegravece possegravede des deacutefauts de surface^
bull Linspection se restreint aux deacutefauts de profil de surface tels que deacutefinis par la norme
ASMEY145M-I994
La meacutethodologie dinspection se reacutesume agrave comparer la geacuteomeacutetrie numeacuteriseacutee de la piegravece
fabriqueacutee malgreacute des deacuteformations dues agrave la souplesse de celle-ci avec la geacuteomeacutetrie
nominale Eacutetant donneacute que ces deux modegraveles ne sont pas similaires il est neacutecessaire
dappliquer une deacuteformation au modegravele nominal afin que celle-ci se rapproche de la
geacuteomeacutetrie de la piegravece numeacuteriseacutee Dans ce cas le problegraveme dalignement ne se limite plus agrave
trouver la matrice de transformation optimale minimisant la distance entre les deux modegraveles
comme lors de la comparaison des piegraveces rigides Lajout dun champ de deacuteplacement
(figure 31) estimant les deacuteformations agrave appliquer sur la geacuteomeacutetrie nominale devient
neacutecessaire Ce champ doit repreacutesenter uniquement les deacuteformations induites sur la piegravece
numeacuteriseacutee par les conditions de support lors de la digitalisation leffet de la graviteacute et les
deacuteformations dues aux contraintes induites par le proceacutedeacute Il doit exclure les deacuteformations
attribuables aux erreurs de profil Par conseacutequent en ajoutant le champ de deacuteformation au
modegravele nominal une nouvelle piegravece sans deacutefaut mais ayant subi les mecircmes deacuteformations que
la composante numeacuteriseacutee est ainsi simuleacutee Il en reacutesulte deux modegraveles sensiblement proches
ougrave il est possible agrave preacutesent deacutevaluer les deacutefauts de profil
Par exemple agrave laide dune tecircte laser monteacutee sur une MMT ^ Autrement dit les deacutefauts ne sont pas geacuteneacuteraliseacutes sur toute la superficie de la piegravece
29
Figure 31 Illustratio n dun champ de deacuteformation
31 Introductio n agrave lalignement spatia l
Pour permettre une meilleure compreacutehension du problegraveme dalignement sa formulation
matheacutematique est preacutesenteacutee ci-dessous
Soit un nuage de Np points P = p^p2p^pj^ pj eR^ repreacutesentant la piegravece physique
numeacuteriseacutee de mecircme quun maillage de N^ N^ laquo Np points S = s^S2s^s^ s^ eR^ et
de AA arecircte pound = p ^ | eR^ correspondant au modegravele nominal mailleacute La
distance euclidienne d^ dun point s de S agrave P est deacutefinie comme le vecteur du point s au
point pj le plus rapprocheacute Sa norme eacutetant
IKII = min(^-5) (31)
Comme indiqueacute au chapitre 1 les deux nuages de points demeurent dans des systegravemes de
coordoimeacutees distincts Le deacutesalignement entre ces deux systegravemes est quantifieacute par le scalaire
= SlKf (32) i=X
Par exemple si larecircte connecte les nœuds s et Sj alors la matrice seacutecrit comme suit = [ jf
30
Les points de S eacutetant des corps rigides dans lespace tridimensionnel ils peuvent se deacuteplacer
suivant six degreacutes de liberteacute Soit trois translations et trois rotations orthogonales identifieacutees
respectivement par le vecteur qj e E^ et la matrice R s R Le vecteur de translation q^
repreacutesente le vecteur de deacuteplacement appliqueacute agrave chaque point La matrice de rotation R est
en fonction des trois angles de rotation autour des axes principaux du systegraveme de
coordonneacutees En adoptant la repreacutesentation XYZ la matrice R prend la forme de
R=
R = R^9^yR^e^yRf9^)
cos(^ ) cos0 ) cos(6gt ) sin(6 ) ucircn(d^ ) - cos((9 )sMO ) cos9^ )cos((9J sin((9 ) +sin((9 )sin(ft )
cos0^)siii0f cos((9)cos(6J+sin((9)sin(^)sin(6J cos(6)sin((9)sin(ft)-cos(ft)sin(6J
-sinCeacuteraquo) cos((9)sin(6) cos((9)cos((9)
(33)
(34)
Par deacutefinition Rji9j) est une matrice orthogonale M speacutecifiant une rotation 9^ autour de
laxe j
La transformation de s dans un nouveau systegraveme de coordonneacutees seffectue en y appliquant
R et qj
s=Rraquos+qj (35)
Substituant leacutequation (35) dans (31) doime
C-[iIcirc5-h^]|| (36)
avec Cj eC C eacutetant lensemble des points de P correspondant aux points les plus proches
de S
Agrave preacutesent la substitution de leacutequation (36) dans (32) permet de reformuler la fonction
en une fonction de R et q^
fiRqr) = lJc-[Rs+qr] 1=1
(37)
31
Pour aligner les nuages de points S et f la fonction doit ecirctre minimiseacutee par rapport agrave R
et qj La matrice de rotation R et le vecteur de translation qj minimisant la fonction
reacutesolvent le problegraveme dalignement
32 Alignement initial
La fonction telle que deacutecrite par leacutequation (37) est non lineacuteaire La solution du problegraveme
de minimisation peut ecirctre trouveacutee en faisant appel aux meacutethodes non lineacuteaires
(meacutethodes iteacuteratives) Partant dune estimation initiale des paramegravetres doptimisation
ces meacutethodes modifient successivement les paramegravetres jusquagrave la minimisation
de la fonction objective selon un critegravere de convergence preacuteeacutetabli Ces approches
sont sensibles aux estimations initiales Pour que la solution ne converge
pas sur un minimum local les estimations initiales doivent ecirctre le plus
proches possible des solutions optimales Lalgorithme ICP de Besl et McKay (1992)
demande un premier alignement entre le DCS et le MCS comme point
de deacutepart Pour remeacutedier agrave cela une premiegravere approximation de la matrice
de transformation en alignant des points connus est proposeacutee
Les positions des A ^ supports dans le systegraveme de coordoimeacutees machine
MCS utiliseacutes lors de la numeacuterisation de la surface P sont repreacutesenteacutees par
^Mcs - 1 ^Mcsx bull bull bull ^MCS N I ^^ics ^ ^^^ bull Lcurs positious nominales dans le systegraveme de
coordoimeacutees DCS sont deacutesigneacutees par M^^^ = l^or^i bullbullbull ^nr^ laquo 1 ^DCS ^ ^^^^ bull De plus
soit ^cs ~ PMCSX bull bull bull PMCS Vy I ^Mcs ^ ^ l^s points dans P les plus proches des points de
fixation M^^g et S^^^ = p ^ ^ 5^^^ ^ 115^^^ euro 5 les nœuds de 5 agrave proximiteacute des
points A^cs bull ^oir figure 32
32
Figure 32 Alignemen t initial
Lalignement des nœuds S^^^ avec les points P^^ se reacutesume donc agrave trouver la matrice de
transformation minimisant
fRqr) = ZPMcsi -[R^Dcsi + ^r J =
(38)
La meacutethode Simplex semble ecirctre bien adapteacutee pour traiter les problegravemes doptimisation non
lineacuteaires et non contraints de cette taille Lestimation initiale de la matrice de rotation et de
translation neacutecessaires agrave lapplication de la meacutethode se calcule comme suit
^ =
o 0 o 0 0 0 0 0 0
^0 =
-rrT^PMcsii^)-^ C 1= 1
mdash 2ACS(2)-bull^G = 1
T7-2]^wr5(3)-^G = 1
bull^DCSiM
^DCSi i^)
~ ^DCSi i-^)
(39)
avec7^bdquo =[x y z f et5oc5=U y ^]
Les reacutesultats des matrices R et q^ obtenus par la meacutethode du simplex sont fusionneacutes dans
une matrice de transformation totale T
T = R q 0 1
(310) 4x4
33
Agrave preacutesent lapplication de la matrice de transformation sur tous les points de S permet
dobtenir un nuage S un peu plus proche de P
S =TS (311)
Avec S sous la forme S = bull ^ 1 ^ 2
1 1 1 AxNg
Lapplication de la meacutethode du Simplex permet de diminuer la diffeacuterence entre les nuages de
points S et P Comme mentionneacute plus haut cette eacutetape est importante puisque lalgorithme
ICP considegravere que les deux modegraveles agrave recaler sont proches lun de lautre La figure 33 en
reacutesume les eacutetapes
C CcedilNuage de pointsA 7
Modegravele S J ^ T oints de contact DCS ^DCS ^ ^ I
D 5 Point s de contact MCS A
Nuage de points Piegravece P icirc
Minimisation
fRq^) = 2]||pvlaquo -[RSDCS + ^r ]|| i=
S = TS
(Nuage de pointsA Modegravele s J
Figure 33 Algorithm e employeacute pour lalignement initial
34
33 Alignemen t Rigide
Tel que mentionneacute preacuteceacutedemment lalgorithme de localisation ICP proposeacute par Besl et
McKay (1992) permet deacutevaluer la matrice de transformation rigide qui optimise
lalignement entre la geacuteomeacutetrie numeacuteriseacutee et le modegravele nominal Plutocirct que dutiliser la
description habituelle de la matrice de rotation Besl et McKay (1992) emploient une
repreacutesentation par des quatemions Une uniteacute de quatemion est un vecteur
^laquo=[^0 9x ltl2 ^sl telque 9ogt0 et ^o+^+^2+73=lbull
La matrice de rotation et celle de translation peuvent se reformuler comme suit
Riq) = ltll+(ll-(ll-(ll 2(^^2-^0^) 2(qq+q^q2)
2qxltl2 + ^0^3 ) + il - 1x - q] Alili -lolx )
2 ( 1 3 - loli ) 2(^2^ 3 + q^q^ ) ql + q] - q^ - q]
(312)
9r=[94 95 ltIb (313)
La repreacutesentation avec des quatemions rend la minimisation de leacutequation (37) semblable agrave
une maximisation de la forme quadratique de luniteacute de quatemion La rotation optimale est
obtenue avec q^ eacutequivalent au vecteur propre correspondant agrave la valeur propre dune
matrice 4x4 provenant de la matrice de correacutelation croiseacutee cross-covariance) entre les
paires de points
Le vecteur de translation est ensuite deacuteduit
1r=Ps-RiqT)Pc (314)
ougrave Ps et ^ sont respectivement les centroiumldes de 5 et C
En deacutemarrant agrave partir dun alignement initial entre les modegraveles lalgorithme ICP procegravede
comme suit
35
1 Trouver lensemble de points C^ dans P correspondant aux points les plus proches
de 5
2 Trouver les vecteurs ^^ et ^^ minimisant^(^^ ^7-)
3 Geacuteneacuterer un nouveau nuage de points 5 en appliquant Rq^ ) et q^
4 Terminer la boucle diteacuteration quand ^ - Z^ lte on Kgt K^p^^^
ougrave K est le nombre diteacuterations entameacutees e le seuil de convergence voulu et K^-p^^
nombre maximal diteacuterations
le
Les points 5 se trouvant potentiellement dans une zone de deacutefauts identifieacutes par la meacutethode
deacutecrite agrave la section 36 sont retireacutes de S avant de relancer lalgorithme ICP dans le but de
diminuer leur influence sur lalignement De plus comme suggeacutereacute par Masuda et Yokoya
(1994) un eacutechantillonnage aleacuteatoire de S est employeacute pour reacuteduire le temps de calcul de
lalgorithme ICP De la sorte une fois la matrice de rotation et celle de translation trouveacutees
elles peuvent ecirctre appliqueacutees agrave tout lensemble de points S comme lillustre la figure 34
(Nuage de points ^ Modegravele S J C uage de points
Piegravece p
^Points Identifieacutes^
^
Eacutechantillonnage
Eacutechantillon Nuage de points Modegravele S
iriumltsN
Algorithme IC P Recalage des nuages de points
D
( R(4R) qj )
Si=RqRgts+qj
C Nuage de point s Modegravele 5 D
Figure 34 Alignemen t Rigide
36
34 Alignemen t non-rigide
Lalignement non-rigide proposeacute par Allen et al (2003) est employeacute dans le but de trouver
pour chaque point 5 une matrice x de transformation affine 3x4 deacuteplaccedilant les points de S
vers une surface deacuteformeacutee 5 tel que 5 soit proche de P tout en gardant un maillage lisse
La qualiteacute du maillage de la surface 5 est eacutevalueacutee par les fonctions derreur de distance Ej
et derreur de lissage E^ Ainsi la minimisation de la combinaison des deux fonctions
derreurs permet dobtenir les matrices x optimales
Les paramegravetres inconnus x sont organiseacutes dans une matrice 4 V^ x 3
X = [x xJ (315)
Le premier critegravere de localisation est la distance entre chaque combinaison de points Il est
caracteacuteriseacute par la fonction derreur de distance
pound(X) = fw||x5-c|f (316) 1=1
avec les nœuds de S exprimeacutes par s =[xyzY
Les poids w permettent de controcircler linfluence de chaque point sur le champ de
deacuteplacement Ils sont poseacutes eacutegaux agrave 0 pour les points identifieacutes comme potentiellement dans
une zone de deacutefauts de surface et agrave 1 pour le reste Ceci permet de ne pas conformer un
point s agrave son cortespondant c si celui-ci est dans une zone de deacutefauts Dans ce cas le
vecteur de deacuteplacement appliqueacute agrave s est seulement contraint par la fonction de lissage
Autrement dit le point s se deacuteplace en fonction du deacuteplacement de ses points voisins afin
de garder un champ de deacuteplacement lisse
37
Lerreur de lissage E^ reacutegularise le champ de deacuteplacement en minimisant la diffeacuterence de
deacuteplacement appliqueacutee aux deux points dune arecircte du maillage Elle contraint le
deacuteplacement des points agrave ecirctre deacutependants du deacuteplacement de leurs points voisins ce qui
permet dassurer un champ de deacuteplacement lisse
Esi^)= Hh-^Acirc bullbullyle
(317)
eacutetant la norme Frobenius
Il sensuit que la fonction objective agrave minimiser se trouve ecirctre
E(^X)^EX) + aEX) (318)
Le paramegravetre a est influenceacute par la rigiditeacute du modegravele S 11 agit sur la qualiteacute de lissage du
champ de deacuteplacement Si a est eacuteleveacute le deacuteplacement appliqueacute sur chacun des points est
fortement deacutependant du deacuteplacement de ses points voisins Tandis que si a est faible le
deacuteplacement appliqueacute agrave chacun des points est seulement contraint par le terme E^ et se
retrouve presque indeacutependant du deacuteplacement de ses voisins Ceci se traduit par un champ de
deacuteplacement non lisse
Amberg et al (2007) reformulent la fonction objective EX) en une fonction quadratique
en posant lerreur de distance comme suit
EAX) = WHX-C)
ougrave H =
Ns
est une matrice de A^ x 4Ng
(319)
W est une matrice diagonale A^ x A^ des poids w C = [c c
des points correspondants aux points 5
c^J est la matrice
38
Lerreur de lissage est ainsi exprimeacutee par
ESX) = MregG)Xl (320)
ougrave M est une matrice nœud-arecircte (node-arc) Nf^x-N^ contenant linformation topologique
du maillage S Elle contient une rangeacutee par arecircte et une colonne par nœud Elle permet
lidentification des nœuds relieacutes par une arecircte Par exemple si larecircte connecte les
nœuds s et Sj les eacuteleacutements non nuls de la rangeacutee 1 de M sont M(i) = -1 et Mj) = 1
G est une matrice identiteacute 4 x 4
De la sorte leacutequation (318) est exprimeacutee par la fonction quadratique
EX) = [aMlt^G
[ WH X- ^ 1
vc
r - - 1 2
-bull F (321)
=AX-B
y4 est une matrice 4Ni^+Ng)x4Ng et B une matrice 4N^+Ng)-x3
Il est agrave preacutesent possible de trouver lensemble des transformations X sachant que EX)
atteint son minimum lorsque X = A^A)~^A^B pour un a et une combinaison de
points S--C^ fixe
E(X) atteint son minimum lorsque X est eacutegale au pseudo inverse minimisant cette fonction quadratique
^ Pour un ensemble de points C amp P correspondant aux points les plus proches de 5
39
Lalignement non-rigide suggeacutereacute par Amberg et al (2007) comporte les eacutetapes suivantes
1 Trouver lensemble de points C^ dans P correspondant aux points les plus proches
de S
2 Fixer la valeur de a^
3 Bacirctir les matrices Af et B^
4 Calculer X^
5 Geacuteneacuterer un nouveau nuage de points 5 en appliquant X^
Afin de reacuteduire linfluence de lerreur de distance introduite par la meacutetrique point-point ce
meacutemoire propose de remplacer chaque point de lensemble C par
cy = s+ocircD ltiltN (322)
Dg est la projection de la distance point-point sur la normale du point s comme deacutecrite
dans la prochaine section Le paramegravetre S repreacutesente le pourcentage du deacuteplacement agrave
appliquer La figure 35 illustre ce concept
Modegravele nominal S s laquobullbull
bull bull bull bull bull bull bull bull bull A
Piegravece numeacuteriseacutee P
-gtd
y bull lt
-^D bull ocircDgi Exemple S = 50
Figure 35 Scheacutematisatio n de la modification d e lensemble de s correspondances
40
Amberg et al (2007) suggegraverent de deacutemarrer avec une valeur a eacuteleveacutee pour recouvrir les
deacuteformations globales neacutecessaires agrave lalignement non-rigide Par la suite la diminution
progressive de a autorise le modegravele agrave eacutepouser plus localement sa cible Toutefois il est
facile de converger sur un minimum local ducirc agrave la diffeacuterence de forme eacuteleveacutee entre les deux
surfaces Lajout du terme ocirc dans leacutequation (322) permet dappliquer une deacuteformation
progressive au modegravele 5 afin de diminuer les chances de converger sur un minimum local
de la fonction (321)
Agrave titre indicatif la figure 36 illustre un champ de deacuteplacement repreacutesentant les distances
point-point Dans cet exemple les vecteurs de distance repreacutesentent majoritairement leffet
des espaces entre les points des nuages numeacuteriseacutes La figure 37 preacutesente le mecircme champ
avec les distances ^gtg^ Sur celle-ci les vecteurs sont plus coheacuterents et les deacuteviations causeacutees
par les deacutefauts de surface sont visibles sur le centre du champ Finalement la figure 38
montre le lissage du champ obtenu apregraves lapplication de lalgorithme dalignement non-
rigide Elle permet dobserver que lamplitude et la direction des vecteurs se reacutepandent
uniformeacutement mecircme dans les zones de deacutefauts de profil
Figure 36 Exempl e dun cham p de deacuteformation repreacutesentan t les distances point-point
bullbullV^-bullbull^bullbullbullbull^^MJ^7^
laquo raquo t t bull
41
bull bull laquo bull J bull bull bull
bull I
Figure 37 Exemple dun champ de deacuteformation corrigeacute repreacutesentant les distances corrigeacutees
i
t bull bull bull bull bull bull bull -
I bull bull 1 bull bull bull - bull bull
l bull bull bull bull bull - bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
Figure 38 Exemple dun champ de deacuteformation lisse obtenu avec lapplication de lalgorithme dalignement non-rigide
42
Agrave ce stade lintroduction de la meacutethode de recalage non-rigide suggeacutereacutee par
Allen et al (2003) puis reformuleacutee par Amberg et al (2007) ainsi que les ajustements
proposeacutes dans ce meacutemoire permettent de preacutesenter le module dalignement non-rigide de
lalgorithme global de la preacutesente recherche Ce module donne la possibiliteacute de deacuteformer le
modegravele nominal pour quil se rapproche de la geacuteomeacutetrie de la piegravece numeacuteriseacutee sans prendre
en consideacuteration les deacutefauts de celle-ci Les exemples illustreacutes sur les figures 36 agrave 38
montrent bien la capaciteacute de la meacutethode Scheacutematiquement la figure 39 illustre la
deacuteformation imposeacutee au modegravele nominal S pour retrouver un modegravele S plus proche de P
Sur cette figure la meacutethode proposeacutee permet de deacuteplacer les points s et s^ vers les
points s- et 8 de maniegravere lisse autrement dit sans eacutepouser les deacutefauts ( c^ et Cg ) de la
piegravece numeacuteriseacutee Le problegraveme demeure entier quant agrave lidentification des deacutefauts En effet
seacuteparer les deacutefauts de surface des deacuteformations nest pas une tacircche triviale Agrave ce titre la
section 36 introduit une technique innovatrice pour lindentification des deacutefauts
Modegravele
S
S
s l 6 He nominal bullraquo bull bull s
^3- T bull bull 3 ^ bullbullbullbullbull 1 Champ de deacuteplacement bullbull ^ bullbullbullbullbull icirc 1 Champ de deacuteplace
1 i Ts-Z J
bullc
Piegravece numeacuteriseacutee P 6-
Deacutefauts c bull bull
1 9 10
8-
Figure 39 Creacuteatio n du modegravele nominal deacuteformeacute
35 Correction de la distance point-poin t
Lestimation des combinaisons de points smdashc ainsi que de leur distance respective d^
peut ecirctre reacutealiseacutee agrave laide de la fonction dsearchn de Matlabreg La fonction dsearchn est baseacutee
43
sur lalgorithme quickhull de Barber et al(1996) Eacutetant donneacute quil nexiste pas
neacutecessairement un point c correspondant parfaitement au point s une correction de la
distance est essentielle Dans ce but ce meacutemoire propose le concept dune distance
corrigeacutee D^ Celle-ci repreacutesente la projection de la distance point-point d^ sur la
normale n^ du point s comme lillustre la figure 35
D bdquo = E J ^ (323) I - l | 2 si
n
Comme mentionneacute dans la revue de litteacuterature plusieurs meacutetriques de distance existent
point-projection point-plan tangent (Park et Murali 2003 Pottman et Hofer 2002
Rusinkiewicz et Levoy 2001) Ces meacutetriques sont utiliseacutees principalement pour la recherche
des correspondances s mdash c De son cocircteacute la distance corrigeacutee D^ permet seulement de
reacuteduire linfluence de la densiteacute du nuage de points de la piegravece numeacuteriseacutee Elle neacutecessite
preacutealablement la connaissance des cortespondances 5 mdash c
Le calcul de la normale n^ dun nœud s se fait en trois eacutetapes En premier lieu pour chaque
eacuteleacutement du maillage 5 constitueacute de s les deux points les plus proches de s sont identifieacutes
Ensuite laire et la normale de chacun des triangles composeacutes des deux points
trouveacutes agrave leacutetape preacuteceacutedente et de s sont eacutevalueacutees Finalement comme proposeacute par
Tomacircs Jirka (2002) les aires des surfaces triangulaires autour de s sont utiliseacutees pour la
pondeacuteration de la normale n^ Celle-ci se calcule comme suit
NE
nbdquo=-^ (324 )
th- j=
ougrave N^ est le nombre deacuteleacutements autour du point s ^ repreacutesente laire et n est la normale
du triangle compris dans leacuteleacutement E Voir figure 310
44
Figure 310 Illustratio n de la normale dun point
Pour sassurer que les normales rij sont toutes dans la mecircme direction celles-ci sont
inverseacutees si leur cmgle avec le vecteur de deacuteplacement d^ est plus grand que 90 degreacutes
36 Identification des deacutefaut s
Merkley (1998) introduit le concept de la covariance due au mateacuteriau material covariance)
et celui de la covariance geacuteomeacutetrique geacuteomeacutetrie covariance) La covariance due au mateacuteriau
deacutecrit linterdeacutependance entre les points du maillage dune piegravece reacutesultant de la nature du
mateacuteriau lorsque celle-ci est soumise agrave des forces tandis que la covariance geacuteomeacutetrique
deacutecrit la correacutelation entre les deacutefauts de surface dun point et ceux de ses points voisins sur la
mecircme geacuteomeacutetrie Les deacutefauts de surface sont aleacuteatoires et non correacuteleacutes dun point de vue
microscopique par exemple lorsque lon mesure la rugositeacute de la surface Mais dun point de
vue macroscopique les deacutefauts sont contraints agrave ecirctre interdeacutependants simplement puisquils
proviennent dune surface nominalement continue En sinspirant de ces principes ce
meacutemoire suggegravere didentifier les deacutefauts de surface en comparant chaque point s avec ses
points voisins plus speacutecifiquement en comparant la distance D de s avec les
distances D^j de ses points voisins
Il est plus facile dexprimer ce concept avec un exemple La figure 31 la montre le cas ougrave la
surface de la piegravece P ne contient pas de deacutefauts Dans ce cas les deacuteplacements des points
45
sont fortement correacuteleacutes agrave cause de la nature du mateacuteriau Autrement dit la diffeacuterence entre la
distance D^ de s et celle de ses points voisins est minime Dun autre cocircteacute la figure 311^
illustre le cas ougrave il y a un deacutefaut de surface sur P Ici les points Cg et c dans la zone de
deacutefauts de surface ne suivent plus la correacutelation de deacuteplacement imposeacute par la nature du
mateacuteriau Ils se distinguent des autres points par une distance D^ plus ou moins eacuteleveacutee que
celle de ses voisins De la sorte cette caracteacuteristique permet didentifier les points
susceptibles decirctre dans une zone de deacutefauts Ainsi il est possible de seacuteparer les
laquo deacuteformations raquo dues agrave la nature flexible de la piegravece des laquo deacutefauts de profil raquo
Piegravece numirliegravet bullbullbullbull f--^l C laquo f - - ^ bullbullbullf-- l o
umirliegravet bullbull - 7 ^bull- degi bull t bullbullbullbull bull Plenumeacuterlieacute- - lt)T ~ f - f
^bull - bullbull l F t K -- bull - ^ f- i - h-s Modegravel Nominal S Modegravel e Nominal
a) b) Figure 311 Identification des deacutefauts
a) piegravece sans deacutefauts de surface et b) piegravece avec deacutefauts de surface (points Cg et c )
Le voisinage de niveau 1 dun point s comprend les points constituant les eacuteleacutements du
maillage de S utilisant le point s Le voisinage du niveau 2 est constitueacute des points
composant les eacuteleacutements du millage comprenant les points de niveau 1 La figure 312 permet
de visualiser plus facilement cette notion
Figure 312 Ensemble de points voisins du nœud 742 a) de niveau 1 et b) de niveau 2
46
la liste des points dans le voisinage de soi=[^)-^i]ergt[ricirc)F^j niveau 1 et 2 respectivement dun point de 5 et D^ =D^^D^^ la distance
euclidieime corrigeacutee entre chaque paire de points 5 mdash c Lintroduction dun indicateur de
confiance e I avec 1 lt lt iV^ repreacutesentant la diffeacuterence entre la distance D^ de 5 avec
les distances D^j de ses points voisins permet de mettre en relief les points s qui ne suivent
pas la correacutelation de deacuteplacement imposeacute par la nature du mateacuteriau II permet didentifier les
points neacutecessitant un deacuteplacement plus ou moins eacuteleveacute que celui de ses points voisins ce qui
constitue une caracteacuteristique des points dans une zone de deacutefauts de surface Lindicateur de
confiance se calcule en deux eacutetapes Tout dabord afin de diminuer les effets du
bruit de mesure un filtre par moyennage comme celui employeacute couramment en imagerie
(Gonzalez et Woods 2008) est appliqueacute aux points Chaque distance D est remplaceacutee
par Fg eacutequivalent agrave la moyenne des De des points du voisinage de niveau 1 du point s
t^ =i
bull^c )
N (325)
KSI
OUgrave A ^ est le nombre de points voisins de niveau 1 de s La liste des points voisins de s est
eacutecrite sous la forme r = [F V F J I F e t V i ) V 1 V 2 bdquo l - bull S
) lxK
Par la suite lindicateur de confiance euro du point s se calcule en eacutelevant au carreacute la
moyenne des diffeacuterences entre F^ et chacun des F^j de ses points voisins de niveau 1
= t^si-^so J=i
( iVbdquo raquo
N lsi
pour ltiltNg (326)
47
De la sorte les points avec un indicateur de confiance r fois plus eacuteleveacute que
le 95e percentile de lensemble et ne se trouvant par sur le contour de la piegravece sont
consideacutereacutes comme eacutetant potentiellement dans une zone de deacutefauts de surface Les poids vt
des nœuds du voisinage de niveau 2 de ces points sont mis agrave zeacutero dans leacutequation (321) Les
points du contour ne sont pas consideacutereacutes car ils nont pas suffisamment de points voisins
pour permettre une boime eacutevaluation de leur vecteur normal Cette caracteacuteristique laquo falsifie raquo
la valeur de leur indicateur de confiance Le scheacutema de la figure 313 deacutecrit les eacutetapes de la
meacutethode didentification
Cette section a permis de preacutesenter une technique innovatrice permettant de seacuteparer les
deacutefauts de surface des deacuteformations en attribuant un indice de confiance agrave chaque
point 5 Lidentification des points potentiellement dans une zone de deacutefauts est essentielle
pour diminuer leur influence sur le champ de deacuteplacement comme discuteacute preacuteceacutedemment
dans la section 34
Ou un autre critegravere fixeacute agrave priori Celui proposeacute est fixeacute pour sassurer que les points consideacutereacutes comme eacutetant
potentiellement dans une zone de deacutefauts de surface ont des indicateurs de confiance 7 nettement plus eacuteleveacutes
que lensemble
^ Ou un autre niveau fixeacute agrave priori Celui proposeacute permet de seacutelectionner les points au voisinage de ceux identifieacutes par un indicateur eacuteleveacute
48
Nuage de points Modegravele S
J r t s ^ dsearchn Combinaison de points
f Distanc e s^-c pound L__A__J V
lt
Nuage de points Piegravece P 5
5-C intsN N Combinaison de pointsN ANuag e de points C
Piegravece P D Calcul normal laquo Projection de ds su r la
normale n
c I Distance projeteacutee s - c
_ y= i 5(n)
iV ri
= iV
Figure 313 Meacutethod e didentification
49
37 Algorithm e IDI
Compte tenu des discussions preacuteceacutedentes sur les techniques de recalage et didentification de
deacutefauts cette section preacutesente lalgorithme dinspection par deacuteplacement iteacuteratif IDl proposeacute
par ce meacutemoire Un scheacutema de lalgorithme est preacutesenteacute agrave la figure 314
Par rigueur matheacutematique la fonction objective (32) de lalignement spatial doit ecirctre
modifieacutee pour refleacuteter les modifications proposeacutees dans ce meacutemoire Ainsi la fonction peut
ecirctre eacutecrite sous la forme ci-dessous en remplaccedilant la meacutetrique point-point d^) par la
distance corrigeacutee D^
f = L^sif (327) i=X
Les eacutetapes suivantes deacutecrivent lalgorithme IDI Deacutebutant avec le nuage de points S de la
piegravece nominale le nuage de points P de la piegravece fabriqueacutee les points de support S^^^
et Pj^ccedilg ainsi que la liste des points voisins de niveau 1 et 2 de chaque point de S
lalgorithme poursuit comme suit
1 Faire un premier alignement entre S et P agrave laide des points S^ ^ et P^bdquo
2 Initialiser le nombre diteacuterations K = e paramegravetres = a^ et ocirc
3 Recaler le nuage S sur P en utilisant lalgorithme dalignement rigide
4 Trouver lensemble de C dans P des points les plus proches de S
5 Calculer les distances d^ ainsi que les distances projeteacutees D^
6 Identifier les points avec un indicateur plus grand que r fois le 95e percentile de
lensemble
7 S Kgt K^^^ terminer la boucle de lalgorithme et eacutevaluer lerreur de profil
8 Si AT = 1 retourner agrave leacutetape 3 en retirant les points identifieacutes de lensemble S
9 Si AT gt 1 trouver la valeur de la matrice X puis deacuteformer le modegravele S afin quil se
rapproche de P agrave laide de lalgorithme dalignement non-rigide
10 Si Xf -X^_^Il lt AX poser a = a-Step^ jusquagrave atteindre a=cep
50
11 Si KgtKg poser ^ = 1
12 Si a = ap retourner agrave leacutetape 4 Autrement retourner agrave leacutetape 3 K = K +
ougrave laquo^ est la valeur de deacutepart de a tandis que or est sa valeur minimum pour assurer un
champ de deacuteplacement lisse AX repreacutesente le critegravere deacutecisioimel pour autoriser
une reacuteduction de Step^ de la valeur de or Kg correspond au nombre diteacuterations ougrave le
paramegravetre ocirc est appliqueacute Et K^^^ est le nombre diteacuterations maximales de lalgorithme IDI
Deacutebutant avec or eacuteleveacute permet de contraindre fortement le champ de deacuteplacement et
dappliquer uniquement une deacuteformation globale sur le modegravele Par la suite la valeur de a
est diminueacutee dune valeur Step^ jusquagrave atteindre la limite a^ Lajout du paramegravetre ocirc
durant Kg iteacuteration donne la possibiliteacute dimposer une deacuteformation progressive au
modegravele 5 afin de reacuteduire les chances de converger sur un minimum local de la
fonction (321) De plus comme les deux modegraveles sont initialement consideacuterablement
diffeacuterents tant que la valeur laquo^ nest pas atteinte la boucle de lalgorithme inclut
lalignement rigide Cette caracteacuteristique permet de rapprocher spatialement les deux
geacuteomeacutetries sans deacuteformer le modegravele nominal
En conclusion ce chapitre expose la theacuteorie et la meacutethode proposeacutees dans ce meacutemoire pour
effectuer linspection de profil sur des piegraveces flexibles sans gabarit de conformiteacute Les
performances meacutetrologiques de lalgorithme seront traiteacutees au chapitre 4 Des modifications
innovatrices aux techniques dalignement rigide et non-rigide sont introduites De plus une
technique avant-gardiste didentification des deacutefauts de surface est proposeacutee Celle-ci donne
la possibiliteacute de seacuteparer agrave chaque eacutetape les deacuteviations reacutesultantes de deacutefauts de surface de
ceux causeacutes par la deacuteformation due agrave la flexibiliteacute et au proceacutedeacute de la piegravece Finalement la
fusion de toutes ces meacutethodes dans un nouvel algorithme permet la deacuteformation et le
recalage successif du modegravele nominal jusquagrave que celui-ci savoisine agrave la piegravece
manufactureacutee
51
Modegravele nomina l 5
Numeacuteriser l a piegravec e frabriqueacutee
Maillage (Vfes7ng)
C Nuage de point s Modegravele S 0 (Nuage de points _
Piegravece P J
Coints de contact DCSN focirc iuml Points de contact MCS P^^^P D
Alignement Initia l Recalage des nuages de points
K=1 a = a^ ocirc
Alignement Rigid e Recalage des nuages de points
(Nuage de points N Modegravele S^ J
dsearchn Combinaison d e point s
Distance s -ds
Combinaison de p o 5 -c
Identification
in ts (^ Nuage de points C Piegravece P 5
(Poids A j - ^ D i s t a n c e prajeteacute e - A
-out-
Alignement non-rigid e NON
Nuage de point s Modegraveles
S =
J NON
Deacuteviations Inacceptables C Deacuteviations
Acceptables
Figure 314 Algorithm e IDI
52
CHAPITRE 4
EacuteTUDES DE CAS
Ce chapitre preacutesente une seacuterie dexemples qui valident la meacutethode IDI Les geacuteomeacutetries
utiliseacutees dans cette section sont choisies afin de repreacutesenter une varieacuteteacute raisonnable de cas
rencontreacutes dans lindustrie Plus speacutecifiquement trois types de surface sont eacutetudieacutes
univoque agrave courbure quasi constante en forme de U et complexe La surface
univoque servant comme point de deacutepart de leacutetude est repreacutesentative dune surface
aeacuterodynamique skin) La surface en U introduit une difficulteacute suppleacutementaire par son
changement brut de courbure Elle est repreacutesentative dune composante extrudeacutee La
troisiegraveme piegravece est une surface de forme complexe (free-form) repreacutesentant par exemple un
parmeau de carrosserie
Les eacutetudes de cas ont trois objectifs Elles servent agrave valider et agrave eacutevaluer la performance de
lalgorithme Elles sont aussi utiliseacutees en vue didentifier les paramegravetres influents de la
meacutethode pour ameacuteliorer sa robustesse Ce deuxiegraveme point megravene agrave travailler dans un
environnement virtuel ce qui implique que les piegraveces dites fabriqueacutees proviennent de
simulations informatiques De la sorte la composante manufactureacutee numeacuteriseacutee est simuleacutee agrave
partir des eacutetapes suivantes
1 Une deacuteformation locale repreacutesentant des deacutefauts de profil de surface est appliqueacutee sur le
modegravele nominal agrave laide de la fonction laquo Free Form Surface raquo de Proengineerreg
Wildfire 2
2 Une analyse par eacuteleacutements finis sur cette nouvelle piegravece est reacutealiseacutee sur ANSYSreg Cette
analyse prend en compte linfluence des supports employeacutes lors de la numeacuterisation et de
leffet de la graviteacute De plus des forces externes y sont imposeacutees pour introduire leffet
53
des contraintes internes induites par le proceacutedeacute de fabrication Il reacutesulte de ces opeacuterations
un nuage de points exprimant un modegravele deacuteformeacute comprenant des deacutefauts de surface
3 Sur ce dernier nuage de points un bruit de mesure suivant une distribution normale
N(001mm) est ajouteacute
Le reacutesultat de ces manipulations reacutesumeacute par la figure 41 repreacutesente maintenant la piegravece dite
fabriqueacutee
l1l 11
IH (
Modegravele Nominal CAO V
Deacuteviation dune reacutegion de la surface Simulation des deacutefauts de surface
i Faire FEA sur le modegravele nominal +
Graviteacute + Forces Externes
V
^Nuage Modegravele Deacuteformeacute^
Bruits N(001)
V Piegravece fabriqueacutee numeacuteriseacute e
Nuage Modegravele Deacuteformeacute avec bruits et deacutefauts de surface )
Figure 41 Processu s de simulation de la piegravece fabriqueacutee
Pour chacune des eacutetudes les deacutefauts de surface introduits ainsi que les forces appliqueacutees lors
de la simulation des piegraveces fabriqueacutees sont eacutenonceacutes Par la suite les reacutesultats apregraves
Le niveau de bruit suggeacutereacute est jugeacute seacutevegravere Il repreacutesente une home supeacuterieure agrave la majoriteacute des systegravemes de mesure industriels (Documentations-Metris 2009 Li et Gu 2004 Prieto 1999)
54
lapplication de lalgorithme sont preacutesenteacutes Une comparaison des deacuteviations obtenues avec
celles imposeacutees est aussi fournie pour eacutevaluer la mesure de la meacutethode
41 Exempl e 1 Surface univoque
La situation envisageacutee dans cet exemple est celle de linspection du profil de la surface A
repreacutesenteacute agrave la figure 42 lorsque celle-ci est supporteacutee par trois points de contact lors de la
numeacuterisation Les positions des supports sont seacutelectiotmeacutees afin que la piegravece se deacuteforme
significativement en raison de son propre poids La piegravece est une tocircle mince
de jauge 14 (07213 mm) en aluminium avec un module de Young de 7E10 Nm et une
densiteacute de 2700 kgm^ La dimension hors tout de la piegravece est de 350x800 mm
Figure 42 Modegravel e A
Comme mentionneacute auparavant lalgorithme IDI deacuteforme le maillage du modegravele nominal afin
que celui-ci se rapproche de la surface numeacuteriseacutee puis y eacutevalue les deacuteviations de profil La
composante fabriqueacutee est simuleacutee en utilisant le processus exposeacute agrave la figure 41 Des deacutefauts
de surface leffet de lacceacuteleacuteration gravitationnelle et les deacuteplacements causeacutes par une force
exteme de 2 N agrave un bout de la piegravece y sont appliqueacutes comme lillustie la figure 43 Les
positions des supports A-B-C dans le reacutefeacuterentiel MCS sont cormues puisquelles sont
imposeacutees Dans un contexte industriel la localisation des appuis dans le reacutefeacuterentiel du
scanneur peut ecirctre facilement eacutevalueacutee par exemple en les numeacuterisant Les translations du
point A sont bloqueacutees suivant les axes X Y et Z Les mouvements du point B sont fixeacutes dans
le sens des axes X et Y tandis que ceux du point C le sont dans laxe Z Les nœuds les plus
proches des points dancrage A-B-C sur le maillage de la piegravece simuleacutee sont identifieacutes
55
respectivement p^csx gt PMCSI ^^ PMCSI bull ^ ^^ ^^ ^^ processus de simulation de la composante
numeacuteriseacutee un nuage de 14841 points du modegravele deacuteformeacute avec des deacutefauts de surface et
comprenant du bruit de mesure est construit La figure 44 illustre les deacuteformations
appliqueacutees La figure 45 montre les deacutefauts de surface introduits Les deacuteviations qui sy
retrouvent sont qualifieacutees de valeurs cibles Ce sont les valeurs agrave obtenir agrave la suite de
lapplication de lalgorithme
Zone avec deacutefauts PMCSI PMCSI
MCSX
Figure 43 Constructio n de la piegravece A fabriqueacutee avec la configuration de force 1
Figure 44 Deacuteplacement s reacutesultant de la configuration de force 1 sur la piegravece A
56
a)
bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullS t22raquoraquoraquoicirc icirc222laquoraquolaquo
bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbull bull bull bullbullbullbullbullbullbullbull bull bull bull bullbullbullbullbullbullbullbullbull iisraquo bull bull bull bullbullbullIcirc222SIcirc
s
bull bull bull M i t
bullbullbullbullbullbullt^ bull bull bull bull bull bull i t t t bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull bull laquo
b)
Figure 45 Deacutefaut s de surface introduits sur la piegravece A a) Modegravele A nominal et b) Deacutefauts de surface sans bruit de mesur e
Le maillage de 1364 nœuds du modegravele nominal illustreacute agrave la figure 46 est obtenu avec
ANSYS Les nœuds Soc5 = - ocsi ^DCSI ^DCSI^DCS^^ ^^S P ^S proches des points
dancrage A-B-C dans le reacutefeacuterentiel DCS sont identifieacutes La position des supports dans
le DCS est geacuteneacuteralement deacutefinie par le concepteur lors de la deacutefinition du mode de fixation
Figure 46 Maillag e du modegravele A nominal
57
DCS Agrave partir de s deux nuages de points preacuteceacutedents des coordonneacutees des points ^ bdquo et S^
lalgorithme IDI fournit les reacutesultats preacutesenteacutes ci-dessous Ces reacutesultats sont obtenus en
employant les valeurs des paramegravetres du tableau 4 l
Tableau 41 Valeur des paramegravetres employeacutes dans lexemple l
Paramegravetres
Valeur
laquo D
6 500
ap
4 500
Step
50
r
25
AA-
075
S
05
Ks
10
^MAgraveX
150
La distance corrigeacutee D^ entre chaque nœud du maillage nominal et le point le plus proche
sur le nuage de points de la surface numeacuteriseacutee apregraves la premiegravere iteacuteration de lalgorithme est
preacutesenteacutee agrave la figure 47
bull bullbullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
Icirc Icirc Icirc Icirc Icirc Icirc
^ Icirc - - bull bull bull bull bull bull bull bull raquo 4 bull bull bull bull bull laquo bull i raquo raquo raquo laquo bull bull bull bull bull bull bull bull bull bull lt bull bull bull bull bull bull ^ bull bull bull bull bull bull bull bull bull l icirc icirc icirc l mdash ^
bull bull bull bull bull bull bull bull bull bull bull T bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull laquo M bull bull bull bull bull bull laquo bull bull bull bullbull bull bull bullbullbullbulllaquobullHt bull bullbullbullbullbulllaquobullbullbullbullbullbullbullbullbullgtbullbullbullbullbull bullbullbullbullbullbull^^bullbullbullbullbullbullbullbullbullliumlraquo^ bull bull bull bull bull ^ ^ bull bull bull bull bull bull bull 2 ^
Figure 47 Deacuteviation s absolues apregraves la premiegravere iteacuteration
58
La figure 48 preacutesente les valeurs utiliseacutees pour identifier les points potentiellement dans
une zone de deacutefauts de surface La ligne rouge repreacutesente la valeur limite correspondante agrave r
fois plus eacuteleveacutee que le 95e percentile de Tous les points au-dessus de cette ligne et ne se
trouvant pas sur le contour de la piegravece sont consideacutereacutes eacutetant potentiellement dans une zone de
deacutefauts de surface et leur poids w^ est mis agrave zeacutero
t OIS
016
0 1 4
012
bull lt 0 1
on
006
004
002
bull bull laquo - bull bull bull bull lt
3D0 40 0 GO O aO O tOQ D 13X 1 N a u d i
a)
i
14 oo
a I S
0 1 6
0 1 4
0 1 2
bulllt 0 1
OOB
OOE
004
002
deg 200 40 0
bull
1
P bull J GQO BO O 1CD 0 120 0
NOMidt
b)
141 D
02
OIS
C1B
0 1 4
0 1 2
^ - 0 1
OOB
OOE
004
002
raquo
^
k 20O 40 0 60 0 SO O lOO O
N s u d i
c)
i2œ 14 1 D
Figure 48 Identificatio n des nœuds potentiellement dans une zone de deacutefauts agrave liteacuteration a) 2 b) 10 et c) 150
Les figures 49 et 410 montrent les reacutesultats des distances corrigeacutees D ainsi que leurs
distributions apregraves les iteacuterations 2 10 et 150 Elles illustrent la capaciteacute de la meacutethode agrave
deacuteformer progressivement le modegravele nominal sans eacutepouser les deacutefauts de surface de la piegravece
numeacuteriseacutee Ces figures montrent que lalgorithme reacuteussit agrave identifier agrave chaque iteacuteration de la
meacutethode les deacuteviations dicircies uniquement aux deacutefauts de celles causeacutees par la flexibiliteacute de la
piegravece
59
a)
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull gt bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bull icirc icirc icirc 2 2 2 2 t raquo raquo ^ icirc
b)
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull2222222icirc^raquoraquoraquo2 bullbullbullbullbullbullbullbullbullbullbullj icirc tjraquoraquoraquoraquo^^ bull bullbullbullbullbullbullbullbull222222 J2^raquo^ bull bullbullbullbullbullbullbullbullbull22M bull bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull S 2 ^ ^ bull bull bull bull bull bull bull bull bull^bull^bullbullbullbull bull bull bull icirc bull bull bull bull bull bull ^ bull bull bull bull^ bull bull bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull raquo - - - raquo raquo w w w w - T
bull bull bull bull bull laquo bull bull bull bullbull bull bull bull bull bull bull laquo bull raquo bull bull bull bull bull bull bull bull bull bull laquo bull bull bullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbulllaquo bull bull bull bull bull laquo bull bull bull bull bull 4 bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull laquo bull bull bull bull bull laquo bull bull bull bull bull 4 bull bull bull bull bull lt bull bull bull bull bull 4 bull bull bull bull bull 4 bull bull bull bull bull lt bull bull bull bull bull 4 bull bull bull bull bull 4 bull bull bull bull bull bull bull bull bull Agrave A Agrave ^ ^ ^ ^
bull bull bull bull bull bull bull bull bull laquo ^ 2 bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbulllaquo c)
Figure 49 Deacuteviation s apregraves a)2 iteacuterations b) 10 iteacuterations et c) 150 iteacuterations
0 0 5 1 1 5 2 5 3 3 5 4 4 5 5 0v1atlont (mm)
a)
Wkukku 15 2 2 5
b)
Figure 410 Distributio n des deacuteviations apregraves a)2 b) 10 et c) 150 iteacuterations
60
La figure 411 compare les deacuteviations imposeacutees lors de la simulation de la piegravece fabriqueacutee
avec celles obtenues apregraves 150 iteacuterations de lalgorithme Elle deacutemontre quagrave la suite de
lapplication de lalgorithme les deacutefauts de surface sont clairement identifiables
I bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull --------bullbullbullbullbull
bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull -bullbullbullbullbull raquobullbullbullbullbullbull bullbullbullbullbullbull bullbullbullbullbullbull bullbullbullbullbullbull
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
bullo7S
I0SO
I02S
bullo jraquo
a) b) Figure 411 Comparaison des deacuteviations pour lessai avec configuration de force 1
a)Deacuteviations imposeacutees sans bruit de mesure lors de la simulation de la piegravece fabriqueacutee et b) Deacuteviations obtenues avec la meacutethode IDI apregraves 150 iteacuterations
La figure 412 confionte les deux distributions des deacuteviations avec bruit de mesure imposeacutees
lors de la simulation et celles reacutesultant de lalgorithme proposeacute Elle permet de mettre en
relief la similitude entre les deux distributions et de noter que celle reacutesultant de la meacutethode
est leacutegegraverement plus eacutetendue
61
ISO
1 1 5 2 2 5 Deacuteviationt (mm)
a)
150 r
05 1 15 2 Deacuteviations (mm)
b)
35
Figure 412 Comparaiso n des distributions des deacuteviations pour lessai avec la configuration d e force 1
a)Distribution de s deacuteviations imposeacutees avec bruit de mesure lors de la simulation d e la piegravece fabriqueacutee et b) Distribution des deacuteviations obtenues avec la meacutethode IDI
La fonction objective (327) a le deacutesavantage daccorder plus dinfluence aux observations
aberrantes Cette caracteacuteristique est le reacutesultat de leacuteleacutevation au carreacute des termes dans
leacutequation ce qui donne effectivement plus de poids aux distances eacuteleveacutees Dans le cas dune
piegravece flexible les deux modegraveles agrave aligner sont diffeacuterents Lamplitude des vecteurs de
distance varie grandement en fonction de leur position Lanalyse dune telle fonction
camouflera le comportement du pheacutenomegravene de rapprochement des deux modegraveles car les
grandes deacuteviations prendront le dessus Ainsi pour la suite du meacutemoire la convergence de
lalgorithme est jugeacutee en observant la moyeime des distances corrigeacutees en fonction du
nombre diteacuterations comme lillustre la figure 413 Sur cette figure la tendance
asymptotique de cette nouvelle fonction est remarqueacutee
Moyennes des Dg^
62
1
ccedil O 9
Ecirc 0 8
^r
Ucirc 5 W
bull -o 0 4 bull i 0 3
s 0 2
01 ~ - mdash- -
bull
) 5 0 1 M ttirtfont
ISO
Figure 413 Convergenc e des distances corrigeacutees
Les deacuteviations de surface de la composante simuleacutee eacutetant coimues les erteurs de mesure de la
meacutethode sont eacutevalueacutees comme suit
Ej= raquoI50
^ s - ^ S (328)
ougrave Ej est lerreur au point 5 D^g la deacuteviation imposeacutee sur le modegravele simuleacute et D^ la
deacuteviation du nœud s provenant de la 150e iteacuteration de lalgorithme Les points sur le contour
de la piegravece ne sont pas consideacutereacutes dans leacutevaluation des erreurs de mesure car ils nont pas
suffisamment de laquo points voisins raquo pour une bonne eacutevaluation de leur vecteur normal Ils sont
donc exclus de toutes les figures et analyses sur la preacutecision de lalgorithme
La figure 415 permet de visualiser les erreurs de mesure de la meacutethode tandis que la
figure 414 montre la distribution des erreurs La figure 416 preacutesente uniquement la
distribution des erreurs dans la zone des deacutefauts imposeacutes Toutes ces trois figures deacutemontrent
quil nexiste pas de regroupement derreurs dans la zone des deacutefauts
63
raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull icirc bull bull bull bull bull bull bull icirc icirc bull bull bull bull bull bull bull
bull bull bull bull laquo bull bull bull
bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bullbullbullbull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull
bull bull bull bull bull
0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 O B 0 9 1 Errurt (mm)
Figure 414 Distribution des erreurs
bull bull bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull j j raquo laquo raquo raquo bullbullbullbullicircicirclaquoraquolaquoraquo bull bull bull bull bull bull bull bull bull bullbullbullbulli i^ bull bull bull bull bull bull Icirc Icirc bull bull bull bull bull2IcircIcircJIcirc2 bull bull bull bull bull bull bull bull f icirc i bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
Figure 415 Visualisation de la position des erreurs
70
60
bull 5 0 bull u c bull 4 0 W
pound 3 0
20 bull
10 bull
Q bull A a ^ ^b bull J l bull ^u-m I _ bull I I I 0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 0 8 0 9 1
Erreurs (mm)
Figure 416 Distributio n de s erreurs dan s la zone de deacutefaut simuleacute
La figure 417 reacutecapitule les reacutesultats de lessai
07
0E
05
i i 0 3 Ul
02
01
0
0104
Moyvnnt
0066
M 50
022E
0146 ^ ^ ^ 1 bull bull MM 75 90 Ptrctntil
0283
1 bull 95
0S34 bull bull bull 1 bull bull Maximal
-
-
Figure 417 Synthegraves e des reacutesultats pour lessai avec configuration d e force 1
64
411 Variatio n de la force externe appliqueacutee
La piegravece fabriqueacutee est de nouveau simuleacutee avec le processus exposeacute agrave la figure 41 Leffet
dun deacutefaut de surface et de lacceacuteleacuteration gravitationnelle ainsi que les deacuteformations
introduites par une force exteme de 3 N agrave chaque bout de la piegravece sont appliqueacutes au modegravele
nominal comme lillustrent les figures 418 et 419 Les positions des supports A-B-C sont
les mecircmes que dans lexemple preacuteceacutedent De mecircme les valeurs des paramegravetres sont celles du
tableau 41 agrave lexception du nombre diteacuterations K^^^ Celui-ci est fixeacute agrave 200 iteacuterations pour
permettre au maillage nominal de mieux eacutepouser la piegravece numeacuteriseacutee puisque celle-ci a subi
de plus fortes deacuteformations
Zone avec deacutefaut s MCS2
Acceacuteleacuteration PMCSI
icirc Forces externe s
3N
Figure 418 Construction de la piegravece A fabriqueacutee avec la configuration de force 2
Figure 419 Deacuteplacements reacutesultant de la configuration de force 2 sur la piegravece A
65
La figure 420 compare les deacuteviations imposeacutees lors de la simulation de la piegravece fabriqueacutee
avec celles obtenues apregraves 200 iteacuterations de lalgorithme Encore une fois la figure 420
montre quagrave la suite de lapplication de lalgorithme les deacutefauts de surface sont clairement
identifiables
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbull222 bullbullbull2222 bull bull bull bull bull bull bull bull bull bull bull bull bull bull
i bull bull bull ^ ^ bull bull bull laquo bull bull bull bull bull bull bullbullbullbullbullbull bull gt bull bull bull bull
a i l
bull S S t ^ bull icirc t s t raquo
gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull 5222icircraquo^^^^t bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
^ bullbullbullbullbullbull bullbullbullicircicircraquo2^
bull5r bull bullbullbulllaquobullbullbullbull22
bullbullbullbull^bullbullbullbullraquo
m bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
222raquo5icirc bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull gt bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullfbullbullbullbullbullbullbullbullbull bullbull22JIcircSJ5icircicirc2raquoraquoraquoraquo2 bullbullicirc22JicircraquoS2S2t^^raquo^icirc bull bull bull bull bull icirc i s i z bull bull bull bull bull bull bull bull
mraquoraquoraquoraquo bull bull bull bull bull laquo raquo bull bull bull bull bull ltbullbullbullbullbull bull bull bull bull bull bull bull laquo bull bull bull bull bull
a)
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
b) Figure 420 Comparaiso n des deacuteviations pour lessai avec configuration de force 2
a)Deacuteviations imposeacutees sans bruit de mesure lors de la simulation de la piegravece fabriqueacutee b) Deacuteviations obtenues avec la meacutethode IDI apregraves 200 iteacuterations
La figure 421 confronte les deux distributions des deacuteviations avec bruit de mesure imposeacutees
lors de la simulation et celles reacutesultant de lalgorithme proposeacute Elle permet de mettre en
relief la similitude entre les deux distributions et de noter que celle reacutesultant de la meacutethode
IDI est leacutegegraverement plus eacutetendue Dun autre cocircteacute la figure 423 permet de visualiser les
erreurs de mesure de la meacutethode tandis que la figure 422 montre la distribution des erreurs
La figure 424 preacutesente uniquement la distribution des erreurs dans la zone des deacutefauts
imposeacutes Toutes ces trois figures deacutemontrent aussi quil nexiste pas de concentration
derreurs dans la zone des deacutefauts
66
1 1 5 2 2 5 Diviatloni (mm)
a)
05 1 1 6 2 Oeacuteviationi (mm)
b)
25
Figure 421 Comparaison des distributions des deacuteviations pour lessai avec la configuration de force 2
a)Distribution des deacuteviations imposeacutees avec bruit de mesure et b) Distribution des deacuteviations obtenues avec la meacutethode IDI
bull bull bull bull bull bull bull bull bull bull laquo bullbullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull J bull t ^ - 2 Icirc
bull bull bull laquo M bull bull bull bull bull bull laquo raquo bull bullbull bull bull bull bull bull raquo bull bull bull bull bull bullbullbullbullbullbullbull 1 bull bull bull bull bull bull bull l icirc
bullbull
bull bull bull bull bull bull ^ raquo bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull laquo bull raquo bull bull bull bull bull bull bullbullbullbullbullbullbullbull bull bull bullbullbullbullbull bull bull 11raquoraquoraquo bull bull bull bull bull bull bull bull bull
0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 0 8 0 9 1 Errurlaquo (mm)
Figure 422 Distribution des erreurs
bull bull bull bull bull bull bull bull
I bull bull bull bull bull bull bull bull X bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
bull bull bull bull bull bull bull bull bull bull bull
70
60
bull 5 0 bull u c
bull 4 0
pound 3 0
20
10
0
Figure 423 Visualisation de la position des erreurs
0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 0 8 0 9 1 Errturt (mm)
Figure 424 Distribution des erreurs dans la zone de deacutefaut simuleacute
67
La figure 425 reacutecapitule les reacutesultats de lessai
Figure 425 Synthegraves e des reacutesultats pour lessai ave c configuration d e force 1
412 Variatio n de lemplacement d u deacutefau t
Cette section preacutesente les reacutesultats de linspection de douze (12) piegraveces simuleacutees agrave partir du
modegravele A avec lapplication de lalgorithme IDI Dix (10) piegraveces fabriqueacutees repreacutesentant
cinq (5) types de deacutefauts de surface sont illustreacutees agrave la figure 426 Pour chacun des cinq (5)
types de deacutefauts les deux (2) configurations de forces externes preacutesenteacutees preacuteceacutedemment
(2N et 3N) y sont appliqueacutees De plus une piegravece simuleacutee sans deacutefauts de surface y est
inspecteacutee Cette derniegravere permet de mieux eacutevaluer la capaciteacute de lalgorithme agrave deacutetecter
correctement les zones de deacutefauts de surface
68
a) bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bulllaquobulllaquobull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
bull bullbullbullbullbullbullbullbulliSXSSSicircticirc
bull bull bull bull bull bull^^bullbullbullbull bull bull bull bull icirc icirc icircraquo icirc icirc bull bull bull bull bull22 bull bull bull bull bull bulliicirclaquoraquolaquoraquog bull bull bull bull bull laquo bull T l^ bull bull bull bull bull i icirc raquoraquoVraquo icirc bull bull bull bull bull laquo bull bull T bull i bullraquobullbullbullbull raquoraquoraquoraquoraquo0mdash bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull 4 a M ^ ^ bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull 4 M ^ ^ ^ bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbulllaquoraquobullbullbull bullbullbullbull4laquo2 2
bullbullbullbullbullSicirct^2icircgt bull bull bull bull bull bull bull bull bull bull bull icirc bull bull bull bull bull ^ bull laquo bull bull bull bull bull bull icirc S bull bull bull bull bull bull ^ bull bull bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull bull bull bull bull Icirc Icirc Icirc raquo raquo raquo raquo Icirc Icirc J Icirc raquo raquo raquo Icirc Icirc Icirc bullbullbullbullbulllaquo2icirc^S2 bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull
bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull raquobullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull laquobullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
d)
bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull
bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull mm bull Icirc Icirc Ucirc Icirc Icirc Icirc
bull bulllaquoraquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
gtbullbullbullbullbullbullbullbull bull bullbullbullbullbullbull2laquo gtbullbullbullbullbullbull gtbullbullbullbullbullbullbull bull bull bull bull bull bull Z i bull bull bull bull bull bull bull bull z bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
bullbullbullbullbull bullbullbullbullbull bullbullbullbullbull bullbullbullbullbull bull bull bull bull laquo bull bullbullbullbull bull bull bull bull laquo bull bull bull bull laquo bull bull bull bull lt bull bull bull bull laquo bull bull bull bull laquo bull bullbullbulla
bull bullbullbulllaquo
b)
bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullicircicircicircicircicirc bullbullbullbullbull
bullbullicircicircicircraquoraquoraquoraquo bullbullicircicirciraquoraquoraquoraquo
raquoraquobullbullbullbullbullbullbullraquo bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull raquoraquoraquoraquobullbullbullbullbullbull raquoraquoraquobullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull poundbullraquoraquoraquoraquoraquobullbull icircicirc2icircicircraquoraquoraquoicirc icircicircicircraquoraquoraquoraquoraquoraquoraquo raquobullbullbullbullbullbull
raquobullbull bull bull bull gtbullbull gtbullbull raquobullbull
ltbullbullbullraquoraquo iuacircirr bull bull bull
gt bull bull raquo raquo ^ ^ ^ 4 M ^ ^ bull bull bull bullraquoraquoraquo raquo 2icircraquoraquo bullSSicircraquo bull Icirc H Icirc Icirc Icirc Icirc Icirc
bull bullbull raquobullbull raquobullbull bull bullbull
il ii icircicircraquoraquoraquoraquobull bull bullraquobull bull bull bull raquo raquo raquo bull bull bull bull raquoraquobullbullbullbullbullbull raquoraquoraquobullbullbullbulllaquo bullbullbullbullbullbullbullbull bull bullraquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullraquobullraquobullraquobull
bull bullbullicircicircraquoraquoraquoraquo raquo raquolaquoicirc5raquoraquoraquoraquoraquo bull bull bullicircS^^raquoraquoraquo bull bullbullicircicirciicircraquoraquoraquoraquo raquo bull bullbullbullIcircS^^raquoraquoraquo bull raquoraquoicirclaquoraquo^raquoraquoraquoraquo bull bull bull bull ^ bull bull bull raquo raquo raquoraquoraquoraquo2Zraquo^^raquoraquoraquo raquoraquoraquoicircicircicircraquoraquoraquoraquoraquoraquo raquoraquoraquo2IcircIraquoraquoraquoraquoraquoraquo raquoicirc2icircraquoraquoraquoraquoraquoraquo icircicircicircicircicircraquoraquoraquoraquoraquoraquoraquo icircicircicircicircicircraquoraquoraquoraquoraquoraquoraquo 2IcircIcircIcircraquoraquoraquoraquoraquoraquoraquoraquo ticircicircicircraquoraquoraquoraquoraquoraquoraquoraquo raquobullbullbullbullbullraquoraquoraquoraquoraquoraquo bullbullbullbullbullbullbullraquoraquoraquoraquoraquo bull bull bull bullraquobullbull bullraquobullbull bull bullbullbullraquoraquoraquoraquoraquoraquoraquoraquoraquo bullbullbullbullbullraquoraquoraquoraquobullbullbull bullbullbullbullraquoraquoraquobullbullbullraquoraquo raquoraquobullbullraquoraquobullbullraquoraquobullbull bullbullbullbullraquoraquoraquobullbullraquoraquoraquo
e)
bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull raquoraquoraquobull
laquobullbullraquobullbullbullbullbullraquobull bullbullbullbullbullbullbullbullbullbullraquo gtbullbullbullbullbullbullbullbullbullbullraquo bullbullbullbullbullraquoraquobullraquolaquobull gtbullbullbullbullbullbullbullbullbullbullbull gtbullbullbullbullbullraquobullbullbullbullbull gtbullbullbullbullbullbullbullbullbullbullbull gtbullbullbullbullbullbullbullbullbullbullbull gtbullbullbullbullbullbullbullbullbullbullraquo bullraquoraquoraquoraquoraquobullbullbullbullbull bull bull bull bull bull bull bull bull i ^ bullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull2IcircIcircIcircIcircIcirc IcircIcircIcircraquoIcircIcircIcircIcircraquoH
bulliraquoraquoraquoicirciicirc2icirc
bullraquoraquoraquoraquoraquoraquo bullbullbullbullraquoraquobull raquoraquobullbullbullbullbull bullbullbullbullbullbullbull bullbullbullbullbullbullbull bullbullbullbullbullraquoraquo raquoraquobullraquoraquoraquoraquo bullbullbullbullraquobullbull bullbullbullbullbullbullbull bullbullbullraquoraquoraquoraquo raquoraquoraquoraquoicircicircicirc
bullraquobull raquoraquoraquo raquoraquobull bullbullbull bullbullbull bullbullbull bullbullbull bullbullbull raquoraquoraquo raquoraquoraquo raquoraquoraquo raquoraquoraquo raquoraquoraquo
iiii icircicircraquoraquoraquoraquo raquobullraquoraquobullbull-raquoraquoraquobullbullbullgt bullbullbullbullbullbulllaquo raquoraquobullbullbullbullbull bullraquobullraquoraquobullbull bullbullbullbullraquobullbull
Icirc Icirc Icirc Icirc raquo raquo raquo raquo raquo raquo raquo icircicircicircraquoraquoraquoraquoraquoraquoraquoraquoraquo icircicircicircraquoraquoraquoraquoraquoraquoraquoraquo icircicircicircicircraquoraquoraquoraquoraquoraquoraquo
c)
bull bull bull 4 bull bull bull 1 bull bull bull lt Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc IcircraquoH
laquolaquoicircicircicircicircicircicircicircicircHicircH Hraquoraquo bullbullbull raquo
sicircicircraquoraquoraquoraquoicirc2cn bull laquobullraquoraquobull l raquoraquoraquolaquo4raquo ^ ^ raquo bull bull bull raquo bull raquo raquo raquo raquo bull bull bull laquo bull bull bull bull bull bull bull bull 4gt^^^ bull bull bull laquo bull laquo bull bull bull bull bull raquo
bull bull raquo bull bull bull bull 4 laquo ^ ^ raquo raquo bullbullbullraquoraquoicircicirc
raquoraquoraquoraquoi icirc icirc icirc icirc icirc icirc icirc icirc raquoicirclaquoraquoicirc bull bull bull bull icirc icircraquo raquo bull bull bull bull bull bull bull bull bull Icirc Icirc ^ raquo ^ ^ ^ raquo raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullraquoraquoraquoraquoraquobullbull bull bullraquoraquobullraquoraquobullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullraquoraquoraquoraquoraquoraquoraquobullbullbull bull bull bull bull bull bull bullraquobullraquoraquobull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquoraquo bull bull bull bull bull bullraquoraquobullraquoraquobullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullraquoraquoraquoraquobullraquobullbullbullbullbullbullbullbull
f)
3S)
1325
I3J10
1275
4250
- -225
2M
bull 175
1150
1125
I icirc i raquo
1075
1050
1025
bullO in
Figure 426 Typ e de deacutefauts imposeacutes dans lexemple 1 a) Configuration sans deacutefauts de surface (VO) b) Configuration de deacutefauts 1 (VI)
c) d) e) f) Configuration de deacutefauts 2-3-4-5 (V2-V3-V4-V5) respectivement
La figure 427 illustre la convergence de la moyenne des distances D^ en fonction du
nombre diteacuterations pour tous les essais de lexemple 1
69
-V0-F1 - V I - F I -V2-F1 -V3-F1 -V4-Ft - ^ F f
20 X 4 0 5 0 6 0 7t 3 0 9 0 tO O 11 0 12 0 1 raquo 14 0 tS O tteacuteraUoni
a l
q^09
V0F2 V1F2-V2F2 V3f2 V4F2 VSf2
--bull
-
bull
-
b)
Figure 427 Convergenc e des distances corrigeacutees pour les piegraveces A avec a) la configuration de force let b) la configuration de force 2
La figure 428 montre pour chaque point du maillage nominal la moyenne arithmeacutetique des
erreurs pour tous les types de deacutefauts suivant les deux configurations de force Les figures III
et IV de lannexe 1 preacutesentent les erteurs pour chacun des tests
bull icirc raquo icirc raquo icirc icirc icirc icirc icirc icirc icirc raquo i
raquoraquoraquoicircicircicircraquoraquoraquoraquoraquoraquoraquoraquoraquo raquoraquoraquoraquoicircicircraquoraquoraquoraquoraquoraquoraquoraquoraquo icirc icirc icirc icirc icircraquoraquoraquoicirc icirc icircraquoraquoraquo
bullraquobullbull bullbullbullraquo icircraquoraquo bullraquobullraquo
bull bull raquo raquo bull bull bull bull 5 Icirc gtbull raquo raquoraquoraquo raquo
bull bull bull bull raquo raquoraquoraquoraquo raquo
bull bullbullbullbullbull
raquo bull raquoraquo bull bulllaquo bull bull raquo bull bull bullbullbullltbulllaquo bull bull bull bull bull bull 4 gt laquo
raquo bull raquoraquoraquoicirc2icirc
bull raquo raquo raquo raquo i icirc icirc raquo raquo bullraquobullraquo raquoraquoraquoIcircraquoraquoraquoraquo raquoraquoraquoicircicircraquoraquoraquoraquo raquoraquoraquoicircicircrraquoraquoraquo
raquoraquoraquoraquobullbullraquo bull bullbullbull icirc icirc icirc icirc raquo bull bull bull bull bull raquo raquo bull
bull raquo bull bull raquo raquo raquo raquo raquo laquoraquoraquoraquoraquobullraquobullbull bull raquo bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull icirc raquo raquo raquo bull bull bull bull bull bull bull bull bull raquo bull bull laquo bullbullbullraquoraquoraquoraquoraquoraquolt raquo bull raquo raquo raquo raquo raquo raquo bull bull
a)
raquo bullraquoraquoIcirc2IcircIcircIcirc bull bull raquoraquoicirciraquoraquoraquo raquo raquoraquoraquoicircraquoraquoraquoraquo raquoraquoraquoraquoicircicircraquoraquoraquoraquo bull bullraquoraquoicircicirciicircraquoraquo raquo bull bullraquoraquoicircicirclaquoraquoraquoraquoraquo raquoraquoraquoraquoicircicircicircraquoraquoraquoraquo raquoraquoraquoraquoicircicircicircraquoraquoraquoraquo raquoraquoraquoicircicircicircraquoraquoraquoraquo raquoraquoraquoraquoicircicircraquoraquoraquoraquoraquo -bullbullbull icirc icirc icirc icircraquoraquo
b)
Figure 428 Visualisatio n de la moyenne des erreurs agrave chaque point pour lexemple 1 avec a) la configuration de force 1 et b) la configuration de force 2
70
La figure 429 preacutesente la distribution des erreurs pour les douze (12) piegraveces simuleacutees Elle
permet de voir la similariteacute des distributions et de constater quune bonne partie des erreurs
est proche de zeacutero (0)
Figure 429 Distributio n des erreurs pour les douze (12) essais de lexemple 1
La figure 430a et le tableau 42 reacutecapitulent les reacutesultats derreurs pour chaque essai tandis
que la figure 430b et le tableau 43 preacutesentent les erreurs dans les zones de deacutefauts
uniquement
Figure 430 Reacutesum eacute des erreurs de mesure de lexemple 1 a) sur lensemble des points b ) sur les points dans les zones de deacutefauts
71
Tableau 42 Reacutesumeacute des erreurs de mesure (mm) de lexemple 1 sur lensemble des points
Surface A Configurations
VOFl VI FI V2F1 V3F1 V4F1 V5F1 V0F2 VI F2 V2F2 V3F2 V4F2 V5F2
Tableau 43 Reacutesumeacute
Surface A Configurations
VOFl VI FI V2F1 V3F1 V4F1 V5F1 V0F2^ VI F2 V2F2 V3F2 V4F2 V5F2
Moyenne
0104 0104 0101 0115 0116 0095 0113 0124 0106 0102 0116 0108
Percentile 50e
0081 0086 0077 0094 0089 0074 0082 0087 0074 0071 0086 0073
75e 0153 0146 0145 0161 0167 0136 0150 0171 0140 0135 0161 0145
90e 0227 0226 0214 0248 0249 0202 0257 0295 0243 0225 0258 0262
95e 0282 0283 0278 0303 0307 0250 0373 0368 0341 0312 0362 0342
des erreurs de mesure (mm) de lexemple 1 dans les zones
Moyenne
-0180 0111 0097 0157 0097
-0275 0087 0084 0103 0118
Percentile
50e
0153 0097 0082 0148 0082
-0271 0080 0073 0084 0092
75e
0255 0152 0145 0236 0157
-0361 0119 0115 0133 0172
90e
0350 0229 0185 0300 0195
-0442 0193 0172 0208 0258
95e
0428 0255 0210 0374 0230
-0495 0207 0203 0286 0313
Maximale
0522 0634 0615 0485 0597 0524 0709 0946 0703 0619 0783 0673
de deacutefauts
Maximale
-0634 0281 0274 0597 0345
-0547 0231 0260 0407 0412
Exemple La nomenclature Surface A VIFI fait reacutefeacuterence agrave la Surface A simuleacutee obtenue avec le type de deacutefauts 1 et la configuration 1 de force exteme Les configurations VO nont pas de deacutefauts imposeacutes
72
42 Exemple 2 Surface en forme de U
Cet exemple porte sur linspection de profil de la surface en forme de U repreacutesenteacute agrave la
figure 431 lorsque celle-ci est supporteacutee par trois points de contact lors de sa numeacuterisation
Le mateacuteriau et leacutepaisseur de tocircle sont identiques aux exemples preacuteceacutedents Les dimensions
hors tout de la piegravece sont de 300 x 500 x 150 mm
Figure 431 Modegravel e U
421 Constructio n du maillage nominal
Le maillage de 3550 nœuds du modegravele nominal est illustreacute agrave la figure 432 Les nœuds
bull^Dcs ~ ^Dcsx ^Dcsi ^Dcsi I ^DCS ^ ^ ^^^ P ^ prochcs tics poluts dancrago A-B-C dans le
reacutefeacuterentiel DCS y sont identifieacutes
Figure 432 Maillag e du modegravele nominal U
73
422 Simulatio n de la piegravece numeacuteriseacute e
Les piegraveces fabriqueacutees sont simuleacutees avec la deacutemarche exposeacutee agrave la figure 41 Leffet dun
deacutefaut de surface local leffet de lacceacuteleacuteration gravitatiormelle ainsi que celui de deux
configurations de force y sont appliqueacutes La premiegravere configuration comporte une force
de 10 N au bout de la composante tandis que la deuxiegraveme impose une force de 5 N sur
chaque extreacutemiteacute La figure 433 preacutesente les deux configurations ainsi que les deacuteformations
reacutesultantes pour le type de deacutefauts 1 (VI) Agrave la fin du processus un nuage denviron
22000 points du modegravele deacuteformeacute avec des deacutefauts de surface et comprenant du bruit de
mesure est obtenu
423 Reacutesultats
Cette section preacutesente linspection de huit (8) composantes construites agrave partir du modegravele U
Six (6) piegraveces fabriqueacutees repreacutesentant trois (3) types de deacutefauts sont illustreacutees agrave la
figure 434 Pour chacune des variantes les deux configurations de forces externes sont
appliqueacutees De plus une piegravece simuleacutee sans deacutefauts de surface (VO) est veacuterifieacutee Les reacutesultats
preacutesenteacutes ci-dessous sont obtenus en employant les valeurs des paramegravetres du tableau 44
Toutefois un poids w nul est attribueacute aux points sur les rayons afin de sassurer de ne pas
confondre ces points avec des deacutefauts de surface Cet ajustement preacuteventif est fait car une
grande courbure locale combineacutee agrave une faible densiteacute de nœud dans ces zones augmente
artificiellement la valeur des indicateurs de ces points
Tableau 44 Valeur des paramegravetres employeacutes dans lexemple 2
Paramegravetres
Valeur
laquo D
10 000
laquo F
8 000
Step
50
r
15
^ M
2
S
05
Ks
20 500
74
Zoat iTtc dtfanti
Accacirceacuteratioa 9i m s
Zoae avec dcfaoli
Acceacuteleacuteralita 98 ms
PhCSi
Farc6 axEacuteeins I O N
a) c)
0 272 1 544 2 8U 3 1089 5 trade 136 1 4M 2 680 3 952 4 1224 5 4M
b)
]12)
d)
202M 21211 raquoV
Figure 433 Constructio n du nuage de points U avec le type de deacutefauts 1 (VI)
a) suivant la configuration de force 1 (FI ) et c) suivant la configuration de force 2 (F2) Deacuteplacement (mm) total de chaque nœud et b) suivant la configuration FI d) suivant la
configuration F2
75
325
1300
1275
1250
- -22 5
- -20 0
175
I1S0
1125
1100
1075
1050
1025
bullooo
Figure 434 Type de deacutefauts imposeacutes dans lexemple 2 a) sans deacutefauts (VO) b) type de deacutefauts 1 (VI) c) d) type de deacutefauts 2-3 (V2-V3)
respectivement
76
La figure 435 illustre la convergence de la moyenne des distances D^ en fonction du
nombre diteacuterations pour tous les essais de lexemple 2 La configuration de force 2 entraicircne
de fortes deacuteformations les modegraveles nominaux neacutecessitent donc plus diteacuterations pour eacutepouser
la geacuteomeacutetrie numeacuteriseacutee comme le montre la figure 435
E 3
E
^ S 2 5
M
8 2
I 5 1 5
-V0-F1 -V1-F1 -V2F1 -V3F1
50 10 0 15 0 20 0 25 0 30 0 35 0 40 0 45 0 50 0
Iteacuterationi
a)
-W-F2 -V1-F2 -V2-F2 -V3F2
50 10 0 15 0 20 0 25 0 30 0 35 0 40 0 45 0 50 0
IMraUoni
b) Figure 435 Convergenc e des distances corrigeacutees pour les piegraveces U avec (a) la configuration d e force 1 et (b) la configuration d e force 2
La figure 436 montre pour chaque point du maillage nominal la moyerme arithmeacutetique des
erreurs pour tous les types de deacutefauts suivant les deux configurations de force Les figures V
et VI de latmexe I preacutesentent les erteurs pour chacun des tests
Dun autre cocircteacute la figure 437 preacutesente la distribution des erreurs pour les huit piegraveces
simuleacutees Elle permet de voir la similariteacute des distributions et de constater quune bonne
partie des erreurs est proche de zeacutero (0) De plus cette figure fait remarquer que les
distributions des erreurs pour les essais avec la configuration de force 2 sont plus eacutetendues
77
bull bull bull bull bull bull - - f 11
^bullfffJiliV--
a)
AampB^^^VIgt bull bull A bull bull bull bull bull bull
ity^gtiUiMbullbullbullbullbull^bull^bullbullbullbullbull
^1^1^^^^
bL Figure 436 Visualisatio n de la moyenne des erreurs agrave chaque point pour lexemple 2
avec a) la configuration de force 1 et b) la configuration de force 2
Figure 437 Distributio n des erreurs pour les huit (8) essais de lexemple 2
78
La figure 438a et le tableau 45 reacutecapitulent les reacutesultats des erteurs pour chaque essai tandis
que la figure 438b et le tableau 46 preacutesentent les erreurs dans les zones de deacutefauts
uniquement
Figure 438 Reacutesum eacute des erreurs de mesure de lexemple 2 a) sur lensemble des points et b) sur les points dans les zones de deacutefauts
Tableau 45 Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 sur lensemble des points
Surface U Configurations
VOFl VI FI V2F1 V3F1 V0F2 VI F2 V2F2 V3F2
Moyenne
0055 0055 0058 0072
0101 0093 0095 0108
Percentile 50e
0035 0035 0039 0051
0074 0068 0072 0079
75e 0076 0075 0081 0103
0136 0122 0126 0149
90e 0129 0124 0133 0159
0211 0196 0196 0248
95e 0174 0163 0173 0212
0292 0262 0256 0300
Maximale
0470 0548 0427 0507
0701 0774 0756 0728
79
Tableau 46 Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 dans les zones de deacutefauts
Surface U Configurations
VOFl VI FI V2F1 V3F1 V0F2 VI F2 V2F2 V3F2
Moyenne
-
0113 0064 0131
-
0129 0124 0172
Percentile 50e
-
0074 0050 0102
-
0092 0090 0147
75e
-
0135 0076 0212
-
0159 0191 0237
90e -
0264 0122 0297
-
0291 0239 0342
95e -
0395 0191 0357
-
0479 0348 0406
Maximale
-
0548 0282 0459
-
0560 0502 0663
80
43 Exemple 3 Surface complexe
Lexemple ci-dessous permet deacutevaluer la performance de lalgorithme IDI sur une piegravece de
forme complexe repreacutesenteacutee agrave la figure 439 Il porte sur linspection de profil lorsque la
composante est supporteacutee par trois points de contact lors de la numeacuteration Le mateacuteriau et
leacutepaisseur de tocircle sont identiques aux exemples preacuteceacutedents Les dimensions hors tout de la
piegravece sont 350 x 1000 x 250 mm
Figure 439 Surfac e complexe
431 Constructio n du maillage nominal
Le maillage de 2952 nœuds du modegravele nominal est illustreacute agrave la figure 440 Les nœuds
^Dcs -^Dcs ^Dcs2 ^Dcsi I ^DCS ^ ^ ^^^ P^ ^ prochos tics polnts dancrage A-B-C dans le
reacutefeacuterentiel DCS y sont identifieacutes
Figure 440 Maillag e de la surface complexe nominale
81
432 Simulatio n de la piegravece numeacuteriseacutee
Les piegraveces fabriqueacutees sont simuleacutees avec la deacutemarche exposeacutee agrave la figure 41 Leffet de
deacutefauts de surface de lacceacuteleacuteration gravitationnelle et de deux configurations de
deacuteformation y sont appliqueacutes La premiegravere configuration est le reacutesultat dune force
de 2 N au bout de la composante tandis que la deuxiegraveme impose un deacuteplacement de 10 mm
appliqueacute sur une extreacutemiteacute Les figures 441 agrave 444 exposent les deux configurations et les
deacuteformations reacutesultantes pour le type de deacutefauts 1 (VI) Agrave la fin du processus un nuage
denviron 16500 points du modegravele deacuteformeacute avec des deacutefauts de surface et comprenant du
bruit de mesure est obtenu
PMCSI bull
PfCSl bull^^EcircEcirc
^HPm
^ ^ ^ PMCSX ^
^^^^^^^^V Acceacuteleacuteratio n ^ ^ ^ ^ ^ 98mV s
Force externe Y
Figure 441 Construction de la piegravece fabriqueacutee avec la configuration de force 1
Ici un deacuteplacement est appliqueacute plutocirct quune force exteme afin de veacuterifier si les performances de lalgorithme sont accrues si la deacuteformation est imposeacutee de maniegravere plus progressive Une discussion plus profonde sur le sujet est preacutesenteacutee agrave la section 44
82
Figure 442 Deacuteplacements reacutesultant de la configuration de force 1 sur le modegravele
MCSl
Deacuteplacement impos eacute sur la ligne de 10mm dans la direction de laxe Z
Figure 443 Construction de la piegravece fabriqueacutee avec la configuration de force 2
83
Figure 444 Deacuteplacements reacutesultant de la configuration 2 sur le modegravele
433 Reacutesultats
Cette section preacutesente les reacutesultats de linspection de douze (12) composantes simuleacutees
Dix (10) piegraveces fabriqueacutees repreacutesentant cinq (5) types de deacutefauts de surface sont illustreacutees agrave la
figure 445 Pour chacun des cinq (5) types de deacutefauts les deux (2) configurations de
deacuteformation preacutesenteacutees preacuteceacutedemment y sont appliqueacutees De plus une piegravece simuleacutee sans
deacutefauts de surface (VO) est veacuterifieacutee Les reacutesultats preacutesenteacutes ci-dessous sont obtenus en
employant les valeurs des paramegravetres du tableau 47
Tableau 47 Valeur des paramegravetres employeacutes dans lexemple 3
Paramegravetres
Valeur
laquo D
17 000
Up
15 000
Step
50
r
6
^ M
125
S
05
Ks
10
^MAX
300
84
in I I I
S (laquoM
bullo -d a gtgt H
O
S s^ a o laquo ^ 2 -o j 2 H cfl s laquo
W e a ^ M 03 t e O U u sect agt a -laquo S j2 laquo ^
laquo u bulln a
a - 2 l | bulla M fl C3 en
a _o
a Dll (S a o U
85
La figure 446 illustre la convergence de la moyenne des distances D^ en fonction du
nombre diteacuterations pour tous les essais de lexemple 3
fN
(UIU
I)
Q 1 5 o
1 1 bull bullo bull
z
0 c
V0F2 V1-F2 V2-F2 V3-F2 V4-F2 VSF2
50 10 0 15 0 20 0 25 0 30 0 Iteacuterations
a)
JJUl)
cf
itan
ctt
Moy
ennt
dlaquot
dl
25
1 5
05
0 [
1
^^^aertni i bdquo ^ ^ ^
V0-F1 VI-FI V2F1 V3-F1 V4-F1 V5-F1
50 10 0 15 0 20 0 25 0 30 0 Itegraveratlont
b) Figure 446 Convergenc e des distances corrigeacutees des essais de lexemple 3
avec a) la configuration de force 1 e t b) la configuration de force 2
La figure 447 montre pour chaque point du maillage nominal la moyerme arithmeacutetique des
erteurs pour tous les types de deacutefauts suivant les deux configurations de force Les
figures VII et VIII de lannexe I preacutesentent les erteurs pour chacun des tests
De son cocircteacute la figure 448 preacutesente la distribution des erreurs pour les douze piegraveces simuleacutees
Elle permet de voir la similariteacute des distributions et de constater comme dans les exemples
preacuteceacutedents quune bonne partie des erreurs est proche de zeacutero (0) De plus la figure 448 fait
remarquer que les distributions des erteurs pour les essais avec la configuration de force 1
sont plus eacutetendues
86
Figure 447 Visualisation de la moyenne des erreurs agrave chaque point pour lexemple 3 avec a) la configuration de force 1 et b) la configuration de force 2
2S0^
i 2 100 -
laquo-
0 = a
- ^ I L - ^ I T ^
^ ^ ^ ^ ^ ^ ^ E T L ^ jv - Lolt 4 ^ B -Y v ^ H
^^KfjY] - ^ hr^ ^^^^^EcircBrsi^U(fiiiEcirc^K^
01^^^^^^^^^^^^^^^^^^^^^^^H 0 3 ^ gt - ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ H
09 ^gt^^ 1
bullbullSOFI ^ bull v l FI ^^V2F1 ^bullv3F1 bull bullv4F1 ^bulllt-F1 ^bullvO-F2 l^_)ui P2 ^bullv2F3 ^bullvgtF2 bullbullV4-F3 ^ bull laquo F 2
^^^^^^B
Figure 448 Distribution des erreurs pour les douze (12) essais de lexemple 3
87
La figure 449a et le tableau 48 reacutecapitulent les reacutesultats derreurs pour chaque essai tandis
que la figure 449b et le tableau 49 preacutesentent les erteurs dans les zones de deacutefauts
uniquement
I r
03
^bulltJhL 75 90 Parccntil
a) 75 90
Plaquorclaquontlllaquo
b) Figure 449 Reacutesum eacute des erreurs de mesure de lexemple 3
a) su r lensemble des points et b) sur les points dans les zones de deacutefauts
Tableau 48 Reacutesumeacute des erteurs de mesure (mm) de lexemple 3 sur lensemble des points
Surface Complexe Configurations
VOFl VI Fl V2F1 V3F1 V4F1 VSFl V0F2 VI F2 V2F2 V3F2 V4F2 V5F2
Moyenne
0108 0109 0105 0106 0112 0105 0077 0081 0084
0078 0089
0090
Percentile 50e
0084 0084 0080 0084 0086 0082
0062 0065 0066 0063 0069 0069
75e 0150 0151 0146 0151 0159 0150
0113 0117 0119 0115 0124
0125
90e
0233 0236 0225 0224 0241 0230
0166 0176 0184
0166 0189 0196
95e
0286 0302 0284 0279 0313 0290
0198 0214 0221 0194
0236 0244
Maximale
0691 0730 0662 0658 0811 0669
0377 0569
0638 0401
0562 0649
88
Tableau 49 Reacutesumeacute des erteurs de mesure (mm) de lexemple 3 dans les zones de deacutefauts
Surface Complexe Configurations
VOFl VI Fl V2F1 V3F1 V4F1 V5F1 V0F2 VI F2 V2F2 V3F2 V4F2 V5F2
Moyenne
-
0178 0159 0094 0162 0139
-
0174 0183 0115 0170 0195
Percentile 50e
-
0180 0118 0080 0137 0121
-
0131 0154 0108 0142 0177
75e -
0245 0193 0130 0229 0189
-
0239 0285 0166 0250 0268
90e -
0330 0356 0190 0337 0276
-
0365 0363 0198 0367 0366
95e -
0352 0407 0222 0424 0309
-
0473 0470 0222 0439 0415
Maximale
-0393 0488 0393 0559 0514
-0569 0638 0357 0511 0649
89
44 Discussio n
Dans le cas dinspection de piegraveces flexibles sans gabarit de conformation la geacuteomeacutetrie de la
piegravece physique numeacuteriseacutee peut ecirctre sensiblement diffeacuterente de celle du modegravele nominal
Comme le montrent les figures 44 419 433 442 et 444 les piegraveces numeacuteriseacutees ont une
forme diffeacuterente de celle du modegravele nominal compte tenu des deacuteformations imposeacutees lors de
leur simulation Des deacuteformations maximales entre 12 mm et 364 mm sont appliqueacutees au
modegravele nominal agrave cette fin Les reacutesultats dinspection provenant de technique dalignement
rigide classique comme lICP ne sont plus repreacutesentatifs comme le deacutemontre la figure 47
Sur celle-ci il est clair que les deacuteviations observeacutees ne cortespondent pas aux deacutefauts
introduits agrave la figure 45 mais repreacutesentent uniquement le reacutesultat de la minimisation de la
distance euclidienne entre les deux modegraveles Lalgorithme IDI proposeacute dans ce meacutemoire
permet de compenser les lacunes des meacutethodes dinspection preacutesenteacutees dans la revue de la
litteacuterature en y introduisant une technique didentification des deacutefauts de profil ainsi que
lalgorithme de recalage non-rigide La figure 48 montre agrave plusieurs iteacuterations de
lalgorithme les indicateurs de confiance de chaque nœud du maillage S Les points avec
des indicateurs eacuteleveacutes y sont facilement observables et se distinguent mieux lorsque le
nombre diteacuterations augmente Limplantation de lalgorithme non-rigide permet de deacuteformer
le maillage nominal sans eacutepouser les deacutefauts de profil afin quil soit le plus proche possible
du modegravele numeacuteriseacute Les figures 49 411 et 420 deacutemontrent bien les capaciteacutes de
lalgorithme IDI agrave creacuteer un modegravele nominal deacuteformeacute sans deacutefaut de fabrication ainsi quagrave
localiser et agrave eacutevaluer lamplitude des deacutefauts de profil de surface Sur ces figures les deacutefauts
de surface sont clairement identifiables
Toutefois certaines faiblesses de la meacutethode ont eacuteteacute noteacutees Par exemple les points sur
lextreacutemiteacute en bas agrave gauche de la figure 411 possegravedent des deacuteviations leacutegegraverement plus
eacuteleveacutees Cette observation est plus remarqueacutee sur la figure 420 et dans leacutevaluation des
erreurs qui sont illusti-eacutees dans les figures 415 423 et 428 Ceci soulegraveve une question
Pourquoi le modegravele nominal neacutepouse-t-il pas la forme numeacuteriseacutee dans cette zone Une
explication deacutejagrave mentionneacutee est que lerteur deacutevaluation de la normale sur les points du
90
contour de la piegravece en soit la cause La projection de la distance d^ sur une normale erroneacutee
peut amplifier la distance projeteacutee D^ ce qui augmente lerteur observeacutee sur ces points Un
autre facteur est la valeur du paramegravetre a Une valeur a forte contraint le champ de
deacuteplacement agrave ecirctre lisse Agrave lextrecircme un a infiniment eacuteleveacute engendra un champ de
deacuteformation nul Le paramegravetre a a une analogie avec la rigiditeacute du modegravele nominal Les
tableaux 41 44 et 47 donnent les valeurs de a deacutetermineacutees par des essais-erreurs pour
garantir un champ lisse et montrent bien que a est proportionnel agrave la complexiteacute de la piegravece
De la sorte si le terme a est trop eacuteleveacute il ne permettra pas au modegravele nominal de se
deacuteformer dans des zones ougrave le changement de forme demandeacute est trop brut car il devra
assurer un champ de deacuteformation lisse De plus les forces ponctuelles appliqueacutees lors de la
simulation de la piegravece fabriqueacutee introduisent des deacuteformations locales importantes Ceci est
plus seacutevegravere que dans un cas industriel ougrave les deacuteformations se propagent plus uniformeacutement
puisquelles reacutesultent des contraintes internes introduites par le proceacutedeacute de fabrication Un
maillage peu dense du modegravele nominal dans une reacutegion avec de fortes deacuteformations sur la
piegravece simuleacutee entraicircne un saut de la valeur des deacuteplacements des points du maillage nominal
neacutecessaire pour rapprocher les deux modegraveles II est propice ici de rappeler que lindicateur
permet didentifier les points neacutecessitant un deacuteplacement plus ou moins eacuteleveacute que celui de
ses points voisins Ainsi les points du modegravele nominal dans ces zones de deacuteformations
locales sont reconnus comme des deacutefauts de profil agrave cause de leur indicateur I eacuteleveacute Par
conseacutequent le modegravele nominal neacutepouse pas la forme numeacuteriseacutee dans ces zones Cette
derniegravere explication est appuyeacutee par les figures 428 436 et 447 Celles-ci deacutemontrent bien
que les erreurs de lalgorithme dans la zone proche de lextreacutemiteacute sont proportionnelles agrave
lamplitude de la force imposeacutee
Les reacuteflexions eacutemises plus haut soulegravevent une autre question Pourquoi ny a-t-il pas une
zone de concentration derteurs agrave chaque bout ougrave une force a eacuteteacute imposeacutee sur la piegravece
simuleacutee Effectivement il existe une seule zone de concentration derteurs dans les
figures 423 et 4286 malgreacute quune force agrave chaque embout y soit imposeacutee lors de la
simulation Un regard plus profond sur la figure 419 montre quun embout de la piegravece celui
91
de droite se deacuteforme moins que lautre et que leacutetendue de sa zone de deacuteformation
(en rouge) est plutocirct faible Comme indiqueacute au chapitre 3 les points du contour de la piegravece
ne sont en aucun cas consideacutereacutes comme des deacutefauts leurs poids vv sont mis agrave 1 peu importe
la valeur de leur indicateur Dans le cas de la figure 419 la zone de deacuteformation de
lembout agrave droite est tregraves petite et se trouve sur le contour de la piegravece Par conseacutequent la
zone nest pas prise en compte comme deacutefaut et la meacutethode permet de deacuteformer le modegravele
nominal pour quil tende vers le modegravele numeacuteriseacute dans cette zone Toutefois lautre zone agrave
gauche est suffisamment grande pour quune partie de ces points soit consideacutereacutee agrave tort
comme des deacutefauts comme mentionneacute plus haut
Les explications fournies aux deux paragraphes preacuteceacutedents permettent aussi de
comprendre lexistence dune zone de concentration derteurs preacutesente dans les autres eacutetudes
La figure 436 tireacutee de lexemple du profileacute en U affiche des eacutecarts eacuteleveacutes agrave proximiteacute des
points de fixation illustreacutes sur la figure 433 La courte distance entre les supports engendre
des deacuteformations locales La piegravece a tendance agrave gauchir excessivement agrave ces endroits car la
configuration dappui A-B-C autorise la rotation du modegravele au point dencrage Ce
pheacutenomegravene est visible sur la figure II de lannexe I illustrant les deacuteplacements en rotation
imposeacutes lors de la simulation de la composante numeacuteriseacutee En ce qui concerne la surface
complexe lanalyse des eacutecarts de la figure 447a montre une augmentation de lerreur sur le
rayon du cocircteacute droit Comme illustreacute sur la figure 442 un changement rapide de deacuteformation
dans ces reacutegions combineacute avec limpreacutecision de leacutevaluation du vecteur normal des points
introduit des difficulteacutes comme celles deacutejagrave mentionneacutees De plus la figure 447b montre une
timide hausse de lerteur dans un endroit du rayon agrave gauche causeacutee par les mecircmes facteurs
que preacuteceacutedemment Neacuteanmoins aucune zone derreur importante na eacuteteacute observeacutee sur la
figure 447b car le deacuteplacement imposeacute deacutecrit sur la figure 444 est faible et uniforme et ne
reacutesulte pas de lapplication dune force ponctuelle Cette remarque vient renforcer nos
deacuteductions preacuteceacutedentes
Une discussion suppleacutementaire sur les erreurs inheacuterentes aux meacutethodes de simulation et de
validation proposeacutees est de mise Comme mentionneacute auparavant limposition dune force
92
ponctuelle lors de la creacuteation de la composante numeacuteriseacutee est trop seacutevegravere ce qui introduit des
difficulteacutes dans lidentification de deacutefauts et dans la capaciteacute de lalgorithme agrave faire eacutepouser
les deux modegraveles Lamplitude des deacuteformations est elle aussi plus contraignante que dans
un cas industriel Maintenir la piegravece de maniegravere agrave ce quelle ressemble plus au moins au
modegravele nominal serait plus repreacutesentatif Toutefois le choix de lapplication dune force
ponctuelle et de la disposition des fixations a permis deacutevaluer les limites de la performance
de la meacutethodologie Dun autre cocircteacute les dimensions des deacutefauts introduits autrement dit les
valeurs cibles sont obtenues en comparant agrave la condition non deacuteformeacutee le modegravele nominal
avec la piegravece simuleacutee avec deacutefauts tandis que les deacuteviations reacutesultantes de la meacutethode
reflegravetent la distance entre le modegravele nominal et le modegravele simuleacute avec des deacutefauts et du bruit
de mesure agrave leacutetat deacuteformeacute Ainsi les deacuteviations ne sont pas eacutevalueacutees dans les mecircmes
conditions ce qui influence le calcul des normales donc de la distance corrigeacutee entre chaque
combinaison de points La qualiteacute du maillage nominal agit aussi sur la preacutecision du vecteur
normal Plus celui-ci est raffineacute meilleure sera leacutevaluation du vecteur Dautre part la
densiteacute du nuage de points de la composante numeacuteriseacutee est importante car le meacutetrique point-
point est utiHseacute dans les algorithmes de localisation Une densiteacute eacuteleveacutee permet un meilleur
alignement et une estimation plus preacutecise de la distance Ainsi les caracteacuteristiques de la
meacutethode de simulation et de validation releveacutees ici amplifient les valeurs de lerteur de
mesure de la meacutethode
Pour lanalyse quantitative des erteurs le tableau 410 donne un reacutesumeacute des erreurs obtenues
en fonction des caracteacuteristiques de simulation des piegraveces numeacuteriseacutees Il permet de constater
que les erreurs obtenues sont minimes compareacutees aux deacutefauts et aux deacuteformations imposeacutees
Les tableaux 42 43 45 46 48 et 49 deacutemontrent que lerteur de la meacutethode dans un
intervalle de confiance de 95 varie de 0163 agrave 0373 mm pour lensemble des points et
Excluant les points du contour de la piegravece
93
de 0191 agrave 0495 mm pour les reacutegions de deacutefauts Pourtant les figures 428 436 et 447 ne
montrent aucune tendance lourde daugmentation de lerteur dans les zones de deacutefauts
imposeacutes Par contre les histogrammes des figures 430 438 et 449 indiquent que les valeurs
des erteurs dans ces reacutegions sont plus eacuteleveacutees que dans lensemble des points Agrave titre
dexemple la figure 428a et le tableau 42 pour le cas VI FI montrent que sur lintervalle
de confiance agrave 95 lerreur est de 0283 mm tandis que la valeur sur la figure 428b et le
tableau 43 est de 0428 mm dans les zones de deacutefauts Cette diffeacuterence de 0145 mm nest
cependant pas significative puisque le nombre de points constituant ces reacutegions est faible
Ainsi chaque point influence grandement le reacutesultat Les figures 416 et 424 montrent bien
que les distributions des erteurs dans les reacutegions de deacutefauts sont eacutetaleacutees De plus les
figures 429 437 et 448 mettent en relief le comportement des distributions des erreurs
Elles ont toutes un nombre eacuteleveacute de valeurs proches de zeacutero et une superposition de deux
distributions nest pratiquement pas distinguable Ces caracteacuteristiques megravenent agrave comparer les
valeurs des erreurs calculeacutees avec celles du bruit de mesure injecteacute Comme eacutenonceacute le bruit
de mesure dans les exemples preacutesenteacutes suit une distribution normale avec une moyenne de 0
et un eacutecart type de 01 mm La valeur absolue de celui-ci suit une distribution mi-normale
(half-Normal) avec une moyenne de 2rraquo0l (Bland 2005 Pewsey 2004) Les figures 450
451 et 452 superposent la distribution mi-normale du bruit sur les erreurs de chaque
exemple Il est clair sur ces figures que les erreurs observeacutees se retrouvent agrave proximiteacute de la
courbe deacutecrivant le bruit de mesure dans un intervalle de confiance de 95 ( 02 mm ) Apregraves
quoi dans certains cas la distribution de lerreur seacuteloigne de la courbe pour les raisons
eacutemises auparavant concemant les meacutethodes de simulation En prenant en compte les
remarques du paragraphe preacuteceacutedent il convient dinfeacuterer que les erreurs observeacutees sont
majoritairement le reacutesultat de lidentification du bruit de mesure
Excluant les points du contour de la piegravece
^ Une distribution pour les points dans une zone de deacutefauts et une autre pour lensemble des points
94
Tableau 410 Reacutesumeacute des erteurs en fonction des caracteacuteristiques de simulation (Valeurs en mm)
Exemples
Surface A Surface en U Surface complexe
Amplitudes maximale s des deacuteformations imposeacutee s
2230 agrave 3340 1230 agrave 360 1380 agrave 3380
Amplitudes maximale s des deacutefauts imposeacute s 226 agrave 318 146 agrave 300 255 agrave 365
Erreurs^ sur lensemble des points 025 agrave 037 016 agrave 030 019 agrave 031
Erreurs dans les zones de deacutefauts 020 agrave 050 019 agrave 048 022 agrave 047
2CTBmii=02 mm
llfctilfc-Jlli gt
bull0-F1 iVI-FI bullV2-F1 bullV3-F1 |V4-F1 bull gtlaquo-F 1 bull V13-F 2
VIF2 IVIcirc-F2 bull V3-F2 bullV4-F2
Figure 450 Superpositio n des erreurs observeacutees dans lexemple 1 et de la distributio n du bruit de mesure introduit
Erreurs dans un intervalle de confiance de 95
95
laoo
1600
1400
1300
bull bull lOD O
e r a bull
GOO
CO
XD
0
1
i i 1 1 c
-
i 1
1 h 0
I I
2aBtmi=02 m m
1 1
|J 2 0 3 0 4 05 0 6
Erreun (mm)
I^^VI FI
^ bull V 3 - F I ^ bull M ) - F 2 ^ bull V 1 - F 2 ^ bull V 3 - F 3 ^ bull V 3 F 2 Dmnlujiion du brui dt mecircturraquo
07 0 8 0 9
Figure 451 Superpositio n des erreurs observeacutees dans lexemple 2 et de la distribution du bruit de mesure introduit
bullV0-F1 bullV1 F l bullV2-F1 bull V3F 1 bull V4-FT i^laquo-Ft bull0-F2
V1-F2 bull V2-F 2 bullva-F2 bull V4-F 2 bull S F 2 mdash Oisinbulwn du brui dt rr
Errvun (mm)
Figure 452 Superpositio n des erreurs observeacutees dans lexemple 3 et de la distribution du bruit de mesure introduit
96
Du point de vue de la convergence de la meacutethode IDI les figures 413 427 435 et 446
deacutemontrent le comportement quasi asymptotique de la moyenne des distances corrigeacutees en
fonction du nombre diteacuterations Contrairement agrave lalgorithme ICP qui converge de maniegravere
monotone sur un minimum local de la fonction objective de distance (Besl et McKay 1992)
les figures montrent que lalgorithme IDl converge de maniegravere irreacuteguliegravere Lintroduction de
lalignement non-rigide dans la meacutethode modifie la geacuteomeacutetrie du modegravele nominal ce qui se
traduit par une nouvelle fonction objective agrave chaque iteacuteration de lalgorithme global Dautre
part le comportement fluctuant de la fonction objective ne permet pas ladoption du critegravere
dartecirct classique Ainsi lalgorithme se termine seulement lorsque le nombre diteacuterations
atteint la Hmite K^^^ La valeur du critegravere darrecirct K^^^ est choisie visuellement de maniegravere
agrave assurer un comportement asymptotique de la moyenne des distances corrigeacutees comme
lillustre la figure 453 Ainsi agrave lexception dun cas il est avantageux du point de vue de la
preacutecision de la meacutethode de permettre des iteacuterations suppleacutementaires mecircme si la convergence
est obtenue Cela donne la possibiliteacute au modegravele nominal deacutepouser mieux la piegravece
numeacuteriseacutee car il peut arriver que des zones de fortes deacuteformations ne soient pas encore
complegravetement reproduites mais que la moyenne des deacuteviations soit quasi-stable Les
figures 427 435 et 446 montrent bien que le nombre diteacuterations neacutecessaires pour atteindre
la convergence est proportionnel agrave lamplitude de la deacuteformation de la piegravece simuleacutee Par
contre comme mentionneacute il existe un cas Surface A VI FI ougrave la fonction tend agrave augmenter
apregraves un certain nombre diteacuterations et agrave se stabiliser par la suite comme le montre la
figure 454 La combinaison de leffet de la geacuteomeacutetrie du modegravele de la position des deacutefauts
(au centre) et de la deacuteformation imposeacutee reacutesulte dune situation ougrave la fonction globale tourne
autour dun minimum local ce qui cause au modegravele nominal de se deacuteformeacute inutilement Ces
deacuteformations successives creacuteeacutes une conjoncture ou le modegravele nominal eacutepouse tregraves faiblement
les zones deacutefauts agrave chaque iteacuteration au deacutetriment de la preacutecision de lalgorithme
Diffeacuterence entre deux eacutevaluations de la fonction objective ^ - f^_^ plus petit quun seuil de convergence voulu
97
1 2
Ci m S 0 8
1 ^ 0 6 M bull bullO bull 0 4 C bull gt J 0 2
0 C
i
KMX
W F 1 VI F l V2F1 bull V3-F1
V4-F1 --
) 5 0 10 0 15 0 20 0 25 0 Iteacuterations
a)
300 35 0 40 0
1 2 E
n 1
dist
ance
s L
bi 0
0
des
bull 0 4 C
^ 0 2
0 [
i
1 bull
1 ^IMX
V1F2
V5-F2
1 ) 5 0 10 0 15 0 20 0 25 0
Iteacuterations
b)
300 35 0 40 0
Figure 453 Choi x de la valeur du critegravere darecircte dans lexemple 1 avec a) la configuration de force 1 et b) la configuration de force 2
150 20 0 IteacuteraUoni
a)
I bull I I I r r i
_i 1 i_ 100 20 0 30 0 4 X 50 0 60 0 7C D 60 0 90 0
Iteacuterations
b) Figure 454 Particularit eacute de lessai Surface A VI Fl
a) Identification du comportement rarissime de la fonction (cas VI Fl) e t b) Moyenne des distances corrigeacutees en fonction du nombre diteacuterations de lessai Surface A VI Fl
Cette figure montre que la fonction tend agrave augmenter apregraves un certain nombre diteacuterations et se stabilise par la suite
98
Le chapitre 4 a illustreacute plusieurs eacutetudes de cas dans le but dexplorer les performances
meacutetrologiques de lalgorithme Il deacutemontre que lalgorithme IDI proposeacute permet de deacuteformer
le modegravele nominal afin quil eacutepouse la piegravece numeacuteriseacutee sans toutefois prendre en compte les
deacutefauts de surface et le bruit de mesure de cette derniegravere De la sorte lalgorithme IDI donne
la possibiliteacute de controcircler le profil dune piegravece flexible sans gabarit de conformiteacute Il sagit
donc dune innovation dans le domaine de la meacutetrologie Loin decirctre parfait lalgorithme
neacutecessite encore des travaux dameacutelioration et de validation tels que recommandeacutes plus loin
dans ce meacutemoire
99
CONCLUSION
Ce meacutemoire a permis de combiner les recherches dans les domaines de lalignement entre la
repreacutesentation 3D dune piegravece et son modegravele CAO lalignement non-rigide ainsi que dans
celui de lanalyse des variations geacuteomeacutetrique des piegraveces souples afin de deacutevelopper une
meacutethode innovante dinspection de piegraveces flexibles sans gabarit de conformiteacute Dans
labsence de ce dernier les effets de la graviteacute et des deacuteformations engendreacutees par les
contraintes internes rendent la geacuteomeacutetrie de la piegravece numeacuteriseacutee consideacuterablement diffeacuterente
de la geacuteomeacutetrie nominale Lalgorithme IDI permet de comparer ces deux modegraveles malgreacute
leur geacuteomeacutetrie diffeacuterente ce que les meacutethodes dalignement standard ne permettent pas Pour
remeacutedier agrave cela lajout dun champ de deacuteplacement estimant les deacuteformations agrave appliquer sur
la geacuteomeacutetrie nominale est introduit Ce champ de deacuteplacement repreacutesente uniquement les
deacuteformations induites sur la piegravece numeacuteriseacutee par les conditions de fixation lors de la
numeacuterisation par leffet de la graviteacute et des deacuteformations dues au proceacutedeacute de fabrication Il
exclut les deacuteformations attribuables aux erreurs de profil et au bruit de mesure Cette
exclusion est possible gracircce agrave linteacutegration dans la meacutethode de lindicateur de confiance
Ce nouveau paramegravetre permet avec un bon niveau de fideacuteliteacute et de mesure lidentification
des points correspondant agrave un deacutefaut de surface sur la composante numeacuteriseacutee Il donne la
possibiliteacute de seacuteparer les deacuteformations dues agrave la nature flexible de la piegravece des laquo deacutefauts de
profil raquo De plus lutilisation de lalignement non-rigide et lintroduction du paramegravetre ocirc
permettent dappliquer une deacuteformation progressive au modegravele S tout en contraignant le
deacuteplacement des points agrave ecirctre deacutependant du deacuteplacement de leur voisinage Limplantation
dune distance corrigeacutee D^ dans lalgorithme de recalage non-rigide et son utilisation pour
leacutevaluation des deacutefauts diminue linfluence de la densiteacute du nuage de points de la piegravece
numeacuteriseacutee
Apregraves lapplication de lalgorithme il en reacutesulte un modegravele nominal sensiblement proche du
modegravele numeacuteriseacute avec un niveau derteur comparable agrave celui du bruit de mesure
expeacuterimental Le reacutesultat de linspection reflegravete donc uniquement leffet des variations
geacuteomeacutetriques dues aux proceacutedeacutes de fabrication De la sorte la meacutethode IDI preacutesente un
100
nouvel outil permettant linspection de coques minces sans gabarit de conformiteacute Labsence
doutils de fixation deacutedieacutes permettra de diminuer les coucircts dinspection et de rendre les
entreprises plus compeacutetitives
Limitations
La meacutethode IDI proposeacutee comporte les limites suivantes
1 Seules des coques minces ne se refermant pas sur elles-mecircmes et sans discontinuiteacute (sans
trous etc) sont employeacutees dans leacutetude
2 La densiteacute du nuage de points de la piegravece numeacuteriseacutee doit ecirctre nettement plus eacuteleveacutee que
celle du maillage nominal Ceci se traduit par A ^ raquo N^ Les techniques de mesure
actuelles respectent facilement cette contrainte
3 Les types de deacutefauts de profil consideacutereacutes sont locaux dans le sens ougrave le profil de la
surface est majoritairement respecteacute Cela se manifeste en pratique par une densiteacute de
points du maillage dans les reacutegions de deacutefauts largement infeacuterieurs agrave A^ Sans quoi
lalgorithme aura de la difficulteacute agrave distinguer les mauvais des bons points de la surface
4 Les points du contour de la piegravece ne sont pas consideacutereacutes dans leacutevaluation des deacutefauts de
profil de surface
5 Les eacutetudes de cas considegraverent que les dimensions hors tout des piegraveces numeacuteriseacutees sont
respecteacutees Autrement dit la circonfeacuterence du contour de la composante numeacuteriseacutee est
quasi identique agrave celle du modegravele nominal
6 Les eacutetudes de cas envisagent que la piegravece fabriqueacutee est complegravetement numeacuteriseacutee Ceci
implique que chacun des points du maillage nominal possegravede au moins un point
cortespondant dans le nuage de points numeacuteriseacutes
7 Le choix de la valeur du critegravere darrecirct AT^^ est seacutelectionneacute visuellement
8 Comme tout algorithme de calcul celui-ci deacutepend de la puissance du systegraveme
informatique sur lequel il est exeacutecuteacute Particuliegraverement lalgorithme requiert une
meacutemoire vive sur le poste informatique proportionnelle agrave la densiteacute du maillage du
modegravele nominal pour pouvoir supporter des ordres de matrice eacuteleveacutes agrave cause de
lutilisation de la meacutethode du pseudo inverse par lalgorithme dalignement non-rigide
101
RECOMMANDATIONS
La preacutesente recherche marque lintroduction dune nouvelle meacutethode dinspection pour les
piegraveces flexibles sans gabarit de conformiteacute Il est notoire que les contraintes logistiques et
temporelles obligent agrave mettre un terme agrave ces travaux Neacuteanmoins les paragraphes suivants
explorent des pistes de recherche prometteuses
Algorithme dalignemen t
Le choix de lalgorithme dalignement rigide et non-rigide influence la performance de la
meacutethode IDl Le perfectionnement des algorithmes employeacutes contribuera agrave augmenter
la robustesse et la vitesse de la meacutethode Par exemple lalgorithme ICP de
Besl et McKay (1992) peut ecirctre remplaceacute par une de ses variantes Celle qui est proposeacutee par
Gelfand et al (2003) a lavantage de permettre aux deux modegraveles de glisser entre eux dans
des reacutegions planes ou circulaires tout en assurant la stabiliteacute de lalgorithme Toutefois elle
neacutecessite la connaissance des normales des points de la piegravece numeacuteriseacutee Ces vecteurs
peuvent ecirctre calculeacutes ou provenir du systegraveme de mesure
Temps de calcul
Linteacuterecirct principal de cette recherche est deacutelaborer une meacutethode pour permettre linspection
de piegraveces flexibles sans gabarit de conformiteacute Ainsi une attention limiteacutee est mise sur la
rapiditeacute de lalgorithme proposeacute Il est coimu que la deacutetermination des correspondances 5mdash
c constitue la phase requeacuterant le plus de puissance de calcul dans lalgorithme ICP Pour
diminuer le nombre de points utiliseacutes pour lalignement un eacutechantillonnage est employeacute dans
la meacutethode dalignement rigide de la section 33 Cependant la fonction dsearchn de
MATLABreg est utiliseacutee pour trouver les cortespondances Cette fonction agrave recours agrave
lalgorithme Quickhull (Barber David et Hannu 1996) Lemploi dune meacutethode adapteacutee
aux problegravemes avec de grandes densiteacutes de points reacuteduira le temps de calcul de cette eacutetape
Besl et McKay (1992) font appel agrave la meacutethode k-d tree Greenspan et Yurick (2003)
102
introduisent la meacutethode Approximate k-d tree Ak-d tree) Agrave partir de cette meacutethode
Lee et al (2006) suggegraverent lalgorithme de recherche Adaptive Dual AK-D tree
(ADAK-D tree) Dautre part Strand et al (2007) emploient une structure octree
Ajustement du critegravere darrecirct
Le comportement fluctuant de la fonction objective ne permet pas ladoption du critegravere
dartecirct classique Ainsi la valeur du critegravere dartecirct K^^^ est choisie visuellement de maniegravere
agrave assurer un comportement asymptotique de la fonction objective Il serait avantageux de
remplacer ce critegravere par un autre exprimant un ensemble de critegraveres influents (Tahan 2008)
Numeacuterisation incomplegravete
Les eacutetudes de cas envisagent que les piegraveces fabriqueacutees soient complegravetement numeacuteriseacutees
Lalgorithme neacutecessite peu de modifications pour traiter les cas pour lesquels des points du
maillage nominal nauraient pas de points correspondants dans le nuage de points numeacuteriseacutes
Comme proposeacute par Allen et al (2003) les poids H de ces points du maillage nominal sont
mis agrave zeacutero pour eacuteliminer leur influence sur la fonction derteur de distance Ej Ils peuvent
ecirctre reconnus par exemple agrave cause dun angle entre la normale n^ et le vecteur de distance
point-point d^ plus eacuteleveacute quun critegravere preacuteeacutetabli Amberg et al (2007) suggegraverent aussi une
distance d^ maximale acceptable
Caracteacuterisation des sources derreurs
Dans le but de focaliser les recherches sur les eacuteleacutements de la meacutethode introduisant le plus
derreurs une caracteacuterisation plus exhaustive des erteurs doit ecirctre entreprise Chaque phase
de lalgorithme global introduit ses erreurs inheacuterentes Agrave titre indicatif les articles de
Rusinkiewicz et Levoy (2001) Low et Lastra (2007) et Ezra et al (2008) traitent de la
performance de lalgorithme ICP
103
Validation
Des eacutetudes de cas suppleacutementaires variant la geacuteomeacutetrie du modegravele le mode de fixation la
position et la forme des deacutefauts lamplitude du bruit de mesure combineacutes avec des
deacuteformations imposeacutees plus proches de la reacutealiteacute permettront une meilleure eacutevaluation de
lalgorithme proposeacute Des essais expeacuterimentaux doivent eacutegalement ecirctre entrepris pour valider
la meacutethode Un test possible serait de fabriquer quelques composantes avec et sans erteur de
profil Les valeurs theacuteoriques des deacutefauts introduits peuvent ecirctre obtenues en numeacuterisant les
piegraveces fixeacutees sur un gabarit de conformiteacute Les nuages de points obtenus sont ensuite
compareacutes avec le modegravele nominal en utilisant les techniques classiques dalignement rigide
Plusieurs logiciels comme Geomagicreg et Polyworks^ permettent de faire ce type
dinspection Les valeurs expeacuterimentales reacutesultent de lapplication de la meacutethode IDI sur ces
mecircmes piegraveces numeacuteriseacutees sur un montage simple autorisant celles-ci agrave changer de forme La
comparaison des deux valeurs rendra possible la validation de lalgorithme Toutefois une
attention doit ecirctre porteacutee agrave lincertitude des valeurs theacuteoriques due aux techniques de
recalage employeacutees dans les logiciels dinspection Il est donc preacutefeacuterable si les piegraveces sont
suffisamment rigides lorsquelles se trouvent sur le gabarit de conformiteacute dobtenir ces
dimensions par mesurage avec contact agrave laide dune MMT
Analyse des variations geacuteomeacutetrique s
Les variations geacuteomeacutetriques dune composante ne se limitent pas au profil de la surface
Linteacutegration dune capaciteacute danalyse dune plus grande varieacuteteacute de deacutefauts augmentera la
qualiteacute et le nombre dapplications de la meacutethode Cette nouvelle capaciteacute se traduit par la
possibiliteacute de deacuteformer le modegravele nominal sans eacutepouser les diffeacuterents deacutefauts de forme et
dorientation des eacuteleacutements de la piegravece numeacuteriseacutee Laptitude de la meacutethode agrave creacuteer un modegravele
nominal deacuteformeacute est distincte de sa capaciteacute dinspection Mecircme si lalgorithme est ameacutelioreacute
pour prendre en compte plusieurs types dimperfections et de geacuteomeacutetries il ne permettra pas
neacutecessairement de veacuterifier par exemple un profil de surface avec reacutefeacuterentiel ou la position
dun trou Pour remeacutedier agrave cela une eacutetape de recalage suppleacutementaire agrave la fin de lalgorithme
104
est essentielle Avant lapplication de la meacutethode IDI le modegravele nominal et celui numeacuteriseacute
sont trop diffeacuterents pour faire une inspection Agrave la sortie de la meacutethode les deux geacuteomeacutetries
sont suffisamment proches pour utiliser les techniques dinspection de piegraveces rigides
Quelques meacutethodes envisageacutees pour ameacuteliorer les proprieacuteteacutes de linspection de la meacutethode
sont citeacutees ci-dessous
Huang et Gu (1998) et plus tard Li et Gu (2005a 2005b) introduisent un troisiegraveme systegraveme
de coordonneacutees correspondant au repegravere dinspection Ils proposent une technique pour
reacutealigner ce nouveau systegraveme de coordonneacutees avec le DCS tout en sassurant que les
eacuteleacutements du reacutefeacuterentiel restent agrave linteacuterieur de leur zone de toleacuterance
Chacirctelain et Fortin (2001) puis Ben-Salah (2005) suggegraverent une meacutethode pour aligner une
piegravece brute sur le repegravere de la machine-outil tout en optimisant la distribution des deacuteficits de
matiegravere de la composante Pour remeacutedier agrave cela deux fonctions objectives une reacuteelle et une
artificielle sont introduites La premiegravere cherche agrave minimiser la sureacutepaisseur maximale de
toutes les surfaces La seconde peacutenalise les points dans les reacutegions ayant peu de matiegravere agrave
usiner tout en prenant en compte le niveau de prioriteacute des reacutegions Cette technique peut ecirctre
employeacutee pour linspection avec reacutefeacuterentiel Les eacuteleacutements du reacutefeacuterentiel se verront attribuer
un niveau de prioriteacute plus eacuteleveacute que le reste des surfaces de la piegravece
Une autre possibiliteacute est le traitement des nuages de points reacutesultant de la meacutethode par un
logiciel dinspection classique permettant une analyse complegravete des variations
dimensionnelles des piegraveces (Gao et al 2006)
Identification de s deacutefaut s
Preacutesentement le critegravere r est employeacute pour distinguer les indicateurs tregraves eacuteleveacutes
Autrement dit il permet didentifier les points s avec une diffeacuterence entre leur distance D^
et les distances D^j de ses points voisins beaucoup plus importantes que celles de lensemble
des points S Toutefois les zones moins rigides de la piegravece peuvent subir de fortes
105
deacuteformations Dautre part la densiteacute du maillage nest pas neacutecessairement uniforme Ces
caracteacuteristiques influencent grandement la valeur de lindicateur De la sorte il serait
avantageux de classifier des ensembles de points selon ces caracteacuteristiques et dutiliser une
valeur r pour eacutevaluer chaque point par rapport agrave son sous-ensemble Ainsi la constante r
deviendra une matrice r = [r r r^J bull
Dautre part dautres techniques didentification comme les meacutethodes danalyse de
corteacutelation ou danalyse de freacutequence peuvent ecirctre exploreacutees Xie (2008) fait une revue de la
litteacuterature des techniques dinspection de surface par imagerie Eichhom et al (2005) puis
Doring et al (2006) introduisent une classification par imagerie 3D des deacutefauts de surface sur
les carrosseries dautomobile
Paramegravetre de lissage a
Le paramegravetre a est preacutesentement deacutetermineacute par essai-erreur Des essais ont permis de cerner
une valeur assurant le lissage du champ de deacuteplacement sans toutefois ecirctre trop seacutevegravere Les
discussions de la section 44 deacutemontrent limportance de ce paramegravetre De la sorte son
ameacutelioration augmentera significativement la performance de lalgorithme Substituer la
constante a par une matrice oc = [a^ a^ bullbull bull (^NS ] permettra de varier a par exemple en
fonction de la geacuteomeacutetrie (courbure locale etou rigiditeacute locale) de la piegravece etou de la densiteacute
des points Cette configuration offre aussi la possibiliteacute de caracteacuteriser la rigiditeacute de chaque
point Un cas envisageacute est dappliquer une valeur a similaire pour les points dans une mecircme
reacutegion Les points agrave lintersection deacuteleacutements surfaciques exemple plan - rayon pourront
avoir une valeur a eacuteleveacutee pour assurer des jonctions lisses sur le champ de deacuteplacement
Une autre option est daugmenter limportance des a des points proches des supports pour
repreacutesenter mieux la rigiditeacute dans ces zones
106
Application futur e
En geacuteneacuteral les points dune piegravece assujettie agrave un systegraveme de force se deacuteplaceront Ce
deacuteplacement se traduit par une deacuteformation de la composante ce qui introduit des contraintes
dans le mateacuteriau Agrave partir dun champ de deacuteplacement un unique champ de deacuteformations
peut ecirctre deacutetermineacute Toutefois le chemin inverse nest pas neacutecessairement unique De plus
en assumant le mateacuteriau isotrope et une deacuteformation dans le domaine eacutelastique la relation
deacuteformation versus contrainte est lineacuteaire Dans le cas contraire la relation devient non-
lineacuteaire (Daily et Riley 1991) En conseacutequence la connaissance du champ de deacuteplacement
entre deux eacutetats dune composante ouvre la porte agrave plusieurs domaines dapplication
Actuellement la corteacutelation dimages numeacuteriques (CIN) plus connue sous le nom de
Digital Image Correacutelation Method ( DICM ) est la plus utiliseacutee pour trouver le champ de
deacuteplacement reliant deux images dune piegravece (Na et al 2007) Cette technologie est
employeacutee pour une varieacuteteacute dapplications comme la caracteacuterisation de mateacuteriau la validation
deacutetude par eacuteleacutements finis ou comme un outil daide pour la conception Elle est inteacutegreacutee agrave
divers systegravemes disponibles sur le marcheacute par des socieacuteteacutes comme Dantec Dynamics et
Gesellschaft fiir Optische Messtechnik (GOM) Leurs sites internet respectifs fournissent
diverses eacutetudes de cas
Leacuteleacutement essentiel de la meacutethode IDI est son aptitude agrave deacuteplacer successivement les points
du maillage dun modegravele pour quils eacutepousent un modegravele cible Par conseacutequent le
deacuteplacement total entre leacutetat initial et leacutetat final du maillage est facilement deacuteductible Cette
caracteacuteristique de lalgorithme lui permet decirctre une alternative aux meacutethodes deacutevaluation
des deacuteformations disponibles pour de multiples applications Par exemple elle pourra ecirctre
employeacutee pour caracteacuteriser les deacuteformations introduites par un proceacutedeacute pour son
wwwdantecdynamicscom wwwgomcom
107
optimisation pour la validation dune eacutetude par eacuteleacutements finis ou pour eacutetudier le
comportement dune piegravece agrave plusieurs eacutetats de chargement De plus la meacutethode proposeacutee ne
neacutecessite aucun marquage ou revecirctement comme la meacutethode de quadrillage
Grid (Andrianopoulos 2006) ou DICM De la sorte une application fortement inteacuteressante
peut ecirctre envisageacutee En ce sens un composant numeacuteriseacute assembleacute ou non au deacutebut de son
cycle de vie est utiliseacute pour construire le maillage de la piegravece initiale Au cours de son
utilisation la composante pourta ecirctre numeacuteriseacutee de nouveau dans un eacutetat statique En
comparant les deux modegraveles avec la meacutethode IDI la deacuteformation subie entre les deux eacutetats
de la piegravece pourta ecirctre deacuteduite et ce mecircme si la composante a eacuteteacute repeinte Ce type
dinformation est tregraves appreacutecieacute pour leacutetude du comportement de la piegravece et sa maintenance
De plus mecircme si la composante nest pas numeacuteriseacutee agrave son eacutetat initial celle-ci pourra ecirctre
remplaceacutee par son modegravele CAO dans leacutetude
Facteur de reacutetreacutecissemen t
La conception (eacutepaisseur de mur renfort etc) le choix du mateacuteriau les variables du
proceacutedeacute de fabrication (tempeacuterature pression dinjection etc) ont une influence sur la forme
et lamplitude du reacutetreacutecissement shrinkage) dune piegravece mouleacutee Plusieurs logiciels existent
pour lanalyse et la preacutediction du comportement de composantes mouleacutees Deacutependant de la
complexiteacute et de la puissance du programme une gamme complegravete de modules danalyse
peut coucircter entre $35000 agrave $150000 (Fischer 2003) Il est difficile de justifier de telles
sommes pour des piegraveces simples ou agrave faible production Dautre part mecircme une fois le
moule et les paramegravetres du proceacutedeacute deacutefinis le changement de couleur dune piegravece par
exemple peut engendrer de fortes modifications du facteur de reacutetreacutecissement
Lintroduction dun facteur deacutechelle 5 = P 0 0
0
A 0
o 0
A- dans chacune des matrices de
transformation x de la meacutethode proposeacutee ajoutera la possibiliteacute de modifier leacutechelle du
modegravele nominal Lanalyse du champ de deacuteformation et des facteurs deacutechelle obtenue en
108
appliquant cette nouvelle meacutethode sur les premiegraveres composantes de production permettra de
caracteacuteriser le comportement des piegraveces et dameacuteliorer le proceacutedeacute de fabrication Du point de
vue de linspection lajout dun tel paramegravetre rendra possible de veacuterifier la conformiteacute dune
piegravece mouleacutee sans prendre en compte les deacuteformations dues au reacutetreacutecissement du mateacuteriau
Acceptabiliteacute de la composante agrave lassemblage
Comme mentionneacute les piegraveces flexibles peuvent avoir une geacuteomeacutetrie diffeacuterente agrave leacutetat libre
que lorsquelles sont contraintes par lassemblage Leurs dimensions peuvent ecirctre agrave
linteacuterieur de leur zone de toleacuterance seulement agrave leacutetat libre seulement agrave lassemblage dans
les deux cas ou dans aucun des cas La meacutethode proposeacutee nassure pas lacceptation de la
composante agrave lassemblage Actuellement pour sassurer de lacceptation de la piegravece agrave
lassemblage linspection doit ecirctre faite sur un gabarit de conformation pour simuler
lassemblage Cette meacutethode est coucircteuse et peut introduire des contraintes inacceptables sur
la piegravece Le cas dune composante de revecirctement exteacuterieur dune moto par exemple permet
de mieux eacuteclairer la probleacutematique Lalgorithme IDI donne la possibiliteacute de faire
linspection de la piegravece sans gabarit deacutedieacute Cette inspection controcircle la geacuteomeacutetrie de la
composante sans veacuterifier que les deacuteformations subies lors de la fabrication sont acceptables
La flexibiliteacute permet souvent de conformer la piegravece agrave lassemblage ce qui rend les
deacuteformations induites par le proceacutedeacute acceptables Toutefois il peut arriver que forcer la piegravece
agrave lassemblage introduise des contraintes inacceptables dans le mateacuteriau ou des deacuteformations
inadmissibles pour les requis estheacutetiques Par conseacutequent agrave partir des informations fournies
par la meacutethode IDl une recherche peut ecirctre entameacutee pour reacutepondre agrave la question suivante
Existe-t-il une deacutemarche pour assurer de respecter tous les requis de la piegravece agrave lassemblage
Le terme deacutemarche sous entend une combinaison de force de conformation et son ordre
dapplication ou une seacutequence de serrage
ANNEXE I FIGURES SUPPLEacuteMENTAIRES
109
002111 03957 4 07703 8 11450 1 15196 4 020843 05830 6 09576 9 13323 2 17069 6
Figure I Deacuteplacement s en rotation imposeacutes lors de la simulation avec le type de deacutefauts 1 (VI ) et suivant la configuration de force 1 (Fl)
00351 04509 8 086686 12827 4 16936 3 Radwi 024304 065892 10748 149068 190657
Figure II Deacuteplacement s en rotation imposeacutes lors de la simulation avec le type de deacutefauts 1 (VI ) et suivant la configuration de force 1 (F2)
110
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull i l raquo bull bull bull bull bull bull icirc icirc icirc icirc bull bull bull bull bull bull icirc icirc icirc icirc raquobull bull bull bull bull icirc icirc icirc icirc raquo bullbullbullbullicirc icirclaquo^ bull bullbullbullbullicirc icirc icircraquoraquo ricirc icirc bullicirc icirc icirc icirc icirc
bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bullraquo bull bull bull bull bull bull bullbullbullbullbullbullbullbull bull bull bull bull bullbullbullbull bull bull bull bull bull bull bull bull Icirc 2 Icirc Icirc Icirc
bull bullbullbulln^ bull bullbullbullicircicircicircraquoraquo raquo bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbull bull bull bull bull bull raquo bull bull bull Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc icircicircicirc^^^^^ bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
a) bullbullbullbullbullbullbullbull bull bull bull bull bull raquo bull bull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull raquo bull bull bull bull bull bull bull bullbullbullbullbullbullbull IcircIcircIcircIcirc Icirc bullbullbullbullbull bullbullraquobullbullbull bull
IcircIcircIcircIcircraquo bull bulllaquobullbullbull bull raquo0tmdashraquo bull bulllaquobullbullbull bull bull
bullbullbullbullicircicirc bull 5Icirc icircicircicirc
bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull
bullbullbullbullbull
bullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
iiicircicircicircj bullbullbullbullbullbullbullIcircIcircIcirc bullbullbullbullbullbullbullbulllaquo bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbulllaquo bullbullbullbullbullbullbullbullbullbulllt bullbullbullbullbullbullbullbullbullbulllaquo bullbullbullbullbullbullbullbullbullbulllaquo bull bull bull bull bull bull bull bull bull bull 4 bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull laquo
d)
bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullraquobull gtbullbullbullbullbullbullbullbull
bullbullbullbullbullicircicircicirc
bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull icircticirc^^icirc^ icircicircicirc^icirc^ IcircIcircIcircIcirc
bullbull bull bull bull bull i T ^ bull bullbullicircicircicircicirc^
bull bull bull bullicircicirciraquo^^raquo bull bullbullbullbullbullicircicircraquo^^ ^ bull bull bull bull bull bull bull bull bull
icirc icirc icirc icirc icirc raquoraquoraquo t icirc icirc icirc raquoraquoraquo icirc raquo bull bull bull bull bull bull gtbullbullbullbullbullbullraquo gt bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull
raquo raquo raquo raquo raquo raquo I I i i i laquo bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullraquoraquoraquo bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull
b) bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
bull bullbullbullbullbull
IcircIcircIcircraquoIcircIcircIcirc IcircIcircIcircIcircraquoraquo bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull
e)
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull licircicirc^^^^ H raquoraquoicircrraquoicircraquo^raquo bull raquo bull bull bull bull bull bull raquo bull bull bull bull bull raquoicircicirc2raquo^^raquoraquo raquoicircicircicirc^raquoraquoraquoraquo raquo bull bull bull bull bull bullbullicircicircl^ bull bull bull icircicircsricircraquoraquoraquo icircST bull bullbullbullbullbull bull bull bull bull laquo bull bull bullbull bull bull icircicircicircraquoraquoraquoraquo raquo bull icircicircicircicircicircraquo raquo raquo bull2icircicircicircraquoraquo bullbullicircicircicircraquoraquoraquo raquo bullbullicirc icirc icirc icircraquoraquo ^ticircicirc bull bullraquobullbull bull bull icircicircicirc icirc icirc raquo^icircicircicircicircraquoraquo Icirc Icirc IcircHHIcircIcirc icircicircicircicircicircraquoraquoraquoraquo icircicircicircicircicircraquoraquoraquoraquo bull bull bull bull A A A
bull bull bull bulllaquobullraquo bull bull bull bull bull bullbullbullbullbullbullbullbull bullraquoraquoraquoIcirc2Icirc Icirc Icirc bull bull bull bull bull
Icirc Icirc raquoraquoraquoraquo icircicircicircicirc^^^^^ IcircIcirc^^^^^ bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
c) raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull
bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
bullbullicircraquoraquoraquo bullicircicircicircraquoraquoraquo
--bullicircicircicirc bullbullicircicircicircicircicirc raquobullbullbullbull bull bull bull bullicircicircicirc^^raquo bullbullicircicircicirc^^ liliulH icircicircicirc^raquo^raquo^ icircicircicirc^^raquo^raquoraquo icircicircicircicirc^^raquoraquo bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullraquobullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull
bullbullbullbullIcirc2Icirc icircticircicirc^icircicirc Icirc2IcircIcirc bull bullbullbullbullbullbullbullbull bull bull bull bulllaquobullbull bull bull bull bull bull bull bullbullbullgt bull bull bull bull bullbullbullraquoraquoicirc
bull5icirc
IcircIcircIcirc icircicircicircicircicircicircicircicircicircicirc bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
Figure III Visualisation de la position des erreurs de la surface A avec la configuration de force 1 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) e) f) les types de deacutefauts 2-3-4-5 (V2-V3-V4-V5) respectivement
111
raquo bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbull raquo bull bull bull bull bull bull bull bull raquobullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullicircicircicircicirc bullbullbullbullbullicircicircicircicirc bullbullbullbullbullIcircIcirc bullbullbullbullicircicircicircicircicirc
bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbull bullbullbullbullbullicircicircicircicirc IcircIcircIcircIcircIcirc
bullbullbullbullicirclicircicirc
bullbullbullbullbullicircicirc^raquo bullbullbullbullicircicircicirc^^ bullbullbullicircicircicircicircicirc^ bullbullbullbullbullbullbull bull icircicircicircicircicircicircicirc-IcircIcircIcircIcircIcircIcirc icircicircicircicircicircicircHicirc icirc icirc icirc ^ ^ raquo ^ ^ ^ lt bull bull bull bull bull bull bull bull bull lt bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull lt bull bull bull bull bull bull bull bull bull I
raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
-bull bull bullraquo - bull bull bull bull bull bull bullbullbullbullbull raquoraquo^icircicircicircicirc raquo bullicircicirclaquo^raquo^raquo^icircicircicirc^ bull raquo bull laquoicircicircraquoraquoraquo raquo bullbullicircicircicircicircicirc raquo
Icirc Icirc 2 Icirc raquo -bull f icirc icircS icirc bull bull bullbullbullbullraquobullbullbull
S Icirc raquo icircicircicircicircraquoraquo bullbulllaquobullbullraquo bull bullbull^bullbull^ bull bullbullbullbullbullbullbull bull bull bullbullbullbull bull bull bull bullbullbullbullbullbullbull bull
bull bull bull bull bull bull bull bull bull bull bull bull
bullbullbulllaquobullbullbullbull bull bull bull bullbullbullbullraquobullbullbull
mdashraquo bull bull bull bullbullbullbullbullraquoicirc icirc israquoraquo^ sicircicircicirc icirc 2icircicirc icircicircicircicircicircicirc raquo 5IcircIcircraquoraquoraquo bullbulliiraquo ZIcircIcirc^^laquo^^^^IcircIcircIcirc^^^ lt bull bull - - w bull bull bull bull Icirc raquo ^ ^ ^ bullicircicircicircicircraquo^^raquoraquoicirciumlraquoraquoraquoicirc Icirc Icirc raquo bull bull bull bull bull bull bull bull
bull bull bull bull bull Icirc Icirc bull bull bull bull bull bull
icirc icirc icirc icirc - icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquobullbullbullbullbullbullbull
Icirc Icirc Icirc Icirc Icirc ^ laquo Icirc Icirc Icirc bullbullbullbullbullbullbullbullbullbullbull icircicircicirc^^^^ bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull d)
raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull gt bull bull bull bull bull gt bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull Icirc Icirc Icirc raquo bull bull bull bull bull bull bull - icirc icirc icirc - Icirc Icirc Icirc l icirc^--
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull icirc icirc icirc icirc icirc icirc icirc icirc icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc bull bullbullbullicircicircraquo icirc bull ^iicircicircicirc bull bull bull bull bull bull icircicircicircicircicircicirc icirc icirc icirc icirc icirc icirc icirc icirc icirc
S Icirc icircicircicircSicirc^ zraquo icircicircicircicirc icircicircicirc bullIcircSIcirc^ Icirc
bull bullbullbullbullbullbullbull
gtbullbull bulliicirc^^^^^zii^^raquoraquo Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc raquo Icirc Icirc Icirc Icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc
bull bull raquo bull bull bull bull bull raquo bull bull bull bull bull bull bull raquoltraquoraquobullbull bull bull icircicircicircicircicirc ^^ bull bull5icircicircicirc bullbullicircicircicirct^^ bull bullbull4icircicirc ^ icircicircicirc gt bullbull bull bull laquobullicircicircicirc^^ bullbullicircicircicircraquo^
- -wmm bull bull bull bull bull bull bull bullraquobullbull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bullraquobullbull bull Icirc Icirc Icirc Icirc Icirc
bull bull bull bull bull bull bull bull bull bull bull bull bull icirc icirc icirc icirc icirc icirc icirc icirc icirc
raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
b) c)
raquo bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull bull bull bullIcircraquoIcirc
raquo bull bull bull bull icircicircicircicircicirc bull5icircicircicirc Icirc Icirc Icirc Icirc Icirc bull raquo bull bull bull bull bull bull bull bull bull bull bull bull raquo ltbullbullbull bull bull bull raquo bull bull bull bull bull bull bull S JSIcirc bullbullicircicircicircicirc bull4icircicirc bull bull bull bull bull bull icircicircicircicircicirc bullbull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull icircicircicircicirc^
S|||li bullbullbullbullbullbull bullbullIcirc^^^^ raquoIcircIcirc^^ bull bull
bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bull bullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbull poundbullbullbullbullbull m
icircicircicircicircicircicircicirc icircicircicirc^^^raquo^ bullbullbullbullbullbullbullbull bullbullbullbullbullbullicircicirc bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
bull bullbullliaraquoraquoraquo bull bullbullbullbullbullbull bull bull bullbullbullbullbullbullbull bull bullIcircIcirc bull bullbullbullbullbullbullbull bull bullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull
icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icircHicirc icirc icirc icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull
gt bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull
icircicircHicircicircicircicircicirc icircicircicircicirc^^^ gt bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
e) f)
Figure IV Visualisatio n de la position des erreurs de la surface A avec la configuration de force 2 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) e) f) les types de deacutefauts 2-3-4-5 (V2-V3-V4-V5) respectivement
112
Figure V Visualisation de la position des erreurs de la surface U avec la configuration de force 1 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) les types de deacutefauts 2-3 (V2-V3) respectivement
113
Figure VI Visualisatio n de la position des erreurs de la surface U avec la configuration de force 2 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) les types de deacutefauts 2-3 (V2-V3) respectivement
114
0raquo
ta 01
laquo S s I )
ltM I
laquo I
si laquos ( S
s - d
sS
gt - ^
g J S
bullS 5 o - v aQ et 9i mdash ^ laquo - i a S t U
gt Iuml s
115
tic
et S DA
C S e et
^bulls et ^ agt raquoM 9t U k O laquo M 0raquo -o e o bullG
figur
a
a o u et
u agt gtbull
S V
0raquo
u -o a e G V
o a et
-d a o w et
es
isu
gt
III
gt u u s U)
gt T t gt m gt rlt
b irgt
7 ri 1
V)
^ S ^ -4raquo -O 04
bullO 04
a M 4gt ^ e ^^ agt
F H
^ w^
w S
laquo3 laquo M gt0gt bullo 0raquo a egrave M
ucirc S
e b M 0gt
laquoM
s 04
bulla -ktf S S 04 bulld M
a m M
laquolt fl 04
S 04 gt G u 04 a M 04 ha
116
BIBLIOGRAPHIE
Allen B B Curless et Z Popovic 2003 laquoThe space of human body shapes reconstruction and parameterization from range scansraquo ACM SIGGRAPH 2003 3 Vol 22 p 587-94 Coll laquo ACM Trans Graph (USA) raquo San Diego CA USA ACM
Alrashdan A S Motavalli et B Fallahi 2000 laquoAutomatic segmentation of digitized data for reverse engineering applicationsraquo IIE Transactions vol 32 ndeg 1 p 59-69
Amberg B S Romdhani et T Vetter 2007 laquoOptimal step nonrigid ICP algorithms for surface registrationraquo p 1-8 Coll laquoCVPR 07 IEEE Confeacuterence on Computer Vision and Pattem Reacutecognitionraquo Minneapolis MN USA IEEE
Andrianopoulos N P 2006 laquoFull-field displacement measurement of a speckle grid by using a mesh-free deacuteformation ftinctionraquo Strain vol 42 ndeg 4 p 265-271
Barber C Bradford P Dobkin David et Huhdanpaa Hannu 1996 laquoThe quickhull algorithm for convex hullsraquo ACM Transactions on Mathematical Software (TOMS) vol 22 n 4 p 469-483
Ben-Salah Mohsen 2005 laquoUtilisation des surfaces pour lalignement et le balancement des piegravecesraquo Mlng Canada Ecole de Technologie Supeacuterieure
Besl Paul J et Neil D McKay 1992 laquoA method for registration of 3-D shapesraquo IEEE Transactions on Pattern Analysis and Machine Intelligence vol 14 n 2 p 239-256
Bihlmaier Bryan F 1999 laquoToleacuterance Analysis of Flexible Assemblies Using Finite Eleacutement and Spectral Analysisraquo MS thesis Brigham Brigham Young University
Bland JMartin 2005 The Half-Normal distribution method for measurement errortwo case studies Department of Health Sciences University of York
Camelio J A S J Hu et D Ceglarek 2004 laquoImpact of fixture design on sheet meacutetal assembly variationraquo Journal of Manufacturing Systems vol 23 ndeg 3 p 182-193
Chacirctelain J F et C Fortin 2001 laquoBalancing technique for optimal blank part machiningraquo Preacutecision Engineering vol 25 ndeg l p 13-23
Cui An Fengchong Lan et Jing Wang 1999 laquoResearch and application on reverse engineering for automobile body out surfaceraquo Vol 1 p 418-20 Coll laquoProceedings of the IEEE International Vehicle Electronics Confeacuterence (IVEC99)raquo Changchun China IEEE
117
Daily James W et William F Riley 1991 Expeacuterimental Stress Analysis Third Edition McGraw-HillInc
Dawant B M 2002 laquoNon-rigid registration of meacutedical images purpose and methods a short surveyraquo p 4 Coll laquoInternational Symposium on Biomeacutedical Imagingraquo Washington DC USA IEEE
Documentations-Metris 2009 laquohttpwwwmetriscomcmm_scannersraquo Consulteacute le 032009
Doring C A Eichhom Wang Xiaomeng et R Kruse 2006 laquoImproved Classification of Surface Defects for Quality Control of Car Body Panelsraquo Coll laquo2006 IEEE International Confeacuterence on Fuzzy Systemsraquo p 1476-1481
Eichhom Andreacuteas Daniela Girimonte Aljoscha KIose et Rudolf Kruse 2005 laquoSoft Computing for automated surface quality analysis of exterior car body panelsraquo Applied Soft Computing vol 5 ndeg 3 p 301-313
Ezra E M Sharir et A Efrat 2008 laquoOn the performance of the ICP algorithmraquo Computational Geometry Theory and Applications vol 41 ndeg 1-2 p 77-93
Feldmar J et N Ayache 1994 laquoRigid and affine registration of smooth surfaces using differential propertiesraquo Coll laquoProceedings of the 3rd European Confeacuterence on Computer Vision raquo vol 2 p 397 Stockholm Swed Springer-Verlag
Feldmar J et N Ayache 1996 laquoRigid affine and locally affine registration of free-form surfacesraquo InternationalJournal of Computer Vision vol 18 ndeg 2 p 99-119
Ferrant M S K Warfield C R G Guttmann R V Vulkem F A Jolesz et R Kikinis 1999 laquo3D image matching using a finite eacuteleacutement based elastic deacuteformation modelraquo vol 1679 p 202-9 Coll laquoProceedings of the Second International Confeacuterence on Meacutedical Image Computing and Computer-Assisted Intervention - MICCAr99raquo Cambridge UK Springer-Verlag
Fischer JM 2003 Handbook of Molded Part Shrinkage and Warpage William Andrew PublishingPIastics Design Library
Gao J N Gindy et X Chen 2006 laquoAn automated GD and T inspection system based on non-contact 3D digitizationraquo International Journal of Production Research vol 44 n deg l p 117-134
Gelfand N L Ikemoto S Rusinkiewicz et M Levoy 2003 laquoGeometrically stable sampling for the ICP algorithmraquo p 260-7 Coll laquoProceedings Fourth International Confeacuterence on 3-D Digital Imaging and Modeling 3DIM 2003raquo Banff Alta Canada IEEE
118
Gonzalez Rafaeumll C et Richard E Woods 2008 Digital image processing 3rd eacuted Upper Saddle River NJ Prentice Hall
Greenspan M et M Yurick 2003 laquoApproximate k-d tree search for efficient ICPraquo p 442-8 Coll laquoProceedings Fourth International Confeacuterence on 3-D Digital Imaging and Modeling 3DIM 2003raquo Los Alamitos CA USA IEEE
Holden Mark 2008 laquoA review of geacuteomeacutetrie transformations for nonrigid body registrationraquo IEEE Transactions on Meacutedical Imaging vol 27 ndeg 1 p 111-128
Huang X et P Gu 1998 laquoCAD-model based inspection of sculptured surfaces with datums raquo International Journal of Production Research vol 36 ndeg 5 p 1351-1367
Karafillis A P et M C Boyce 1992 laquoTooling design accommodating springback errorsraquo Journal of Materials Processing Technology vol 32 ndeg 1-2 p 499-508
Karafillis Apostolos P et Mary C Boyce 1996 laquoTooling and binder design for sheet meacutetal forming processes compensating springback ertorraquo International Journal of Machine Tools amp Manufacture vol 36 n 4 p 503-526
Lee Jiann-Der Shih-Sen Hsieh Chung-Hsien Huang Li-Chang Liu Chien-Tsai Wu Shin-Tseng Lee et Jyi-Feng Chen 2006 laquoAdaptive dual AK-D tree search algorithm for ICP registration applicationsraquo p 177-180 Coll laquo2006 IEEE Intemational Confeacuterence on Multimedia and Expo ICME 2006 - Proceedingsraquo Piscataway United States Institute of Electrical and Electronics Engineers Computer Society
Leopold J H Gucircnther et R Leopold 2003 laquoNew developments in fast 3D-surface quality controlraquo Measurement Journal of the International Measurement Confeacutedeacuteration vol 33 ndeg 2 p 179-187
Li Y et P Gu 2004 laquoFree-form surface inspection techniques state of the art reviewraquo CAD Computer Aided Design vol 36 ndeg 13 p 1395-1417
Li Y et P Gu 2005a laquoInspection of free-form shaped partsraquo Robotics and Computer-Integrated Manufacturing vol 21 ndeg 4-5 p 421-30
Li Y et P Gu 2005b laquoSculptured surface toleacuterance veacuterification with design datumsraquo International Journal of Production Research vol 43 ndeg 7 p 1465-1482
Lingbeek R J Huetink S Ohnimus M Petzoldt et J Weiher 2005 laquoThe development of a finite eacuteleacutements based springback compensation tool for sheet meacutetal productsraquo Journal of Materials Processing Technology vol 169 ndeg 1 p 115-25
119
Liu S C et S J Hu 1997 laquoVariation simulation for deformable sheet meacutetal assemblies using finite eacuteleacutement methodsraquo Journal of Manufacturing Science and Engineering Transactions ofthe ASME vol 119 ndeg 3 p 368-373
Liu S C S J Hu et T C Woo 1996 laquoToleacuterance analysis for sheet meacutetal assembliesraquo Journal ofMechanical Design Transactions ofthe ASME vol 118 ndeg 1 p 62-67
Low Kok-Lim et Anselmo Lastra 2007 laquoPredetermination of ICP registration errors and its application to view planningraquo p 73-80 Coll laquo3DIM 2007 - Proceedings 6th Intemational Confeacuterence on 3-D Digital Imaging and Modelingraquo Piscataway United States Institute of Electrical and Electronics Engineers Computer Society
Markvoort Laurent 2007 laquoMeacutethodologie danalyse statistique de toleacuterances dans les assemblages impliquant des composantes deacuteformablesraquo Doctorat Valenciennes Universiteacute de Valenciennes et du Hainaut-Cambreacutesis
Markvoort Laurent Stefan Gliniorz et Dominique Deneux 2005a laquoEtat de lart des meacutethodes danalyse de toleacuteranceraquo 9iegraveme Colloque National AIP PRIMECA
Markvoort Laurent Stefan Gliniorz et Dominique Deneux 2005b laquoPrise en compte de la nature flexible des mateacuteriaux pour lanalyse de toleacuteranceraquo 9egraveme Colloque National AIP PRIMECA
Masuda T et N Yokoya 1994 laquoA robust method for registration and segmentation of multiple range imagesraquo p 106-13 Coll laquoProceedings of the 1994 Second CAD-Based Vision Workshopraquo Champion PA USA IEEE
Merkley Karl G 1998 laquoToleacuterance analysis of compilant assembliesraquo PhD United States Utah Brigham Young University
Na Chen Qin Fei et Wei Jianyou 2007 laquoA smoothing algorithm for strain measurement by digital image corteacutelation methodraquo p 1-4 Coll laquoProceedings of the Electronic Packaging Technology Confeacuterence EPTCraquo Piscataway United States Institute of Electrical and Electronics Engineers Inc
Organization Intemational Standard 1983 laquoISO 1101 Technical Drawings - Geometrical tolerancing of form orientation location and mnout - Generalities deacutefinitions symbols indications on drawingraquo
Park S Y et Subbarao Murali 2003 laquoA fast point-to-tangent plane technique for multi-view registrationraquo p 276-83 Coll laquoProceedings Fourth Intemational Confeacuterence on 3-D Digital Imaging and Modeling 3D1M 2003raquo Banff Alta Canada IEEE
120
Pewsey A 2004 laquoImproved likelihood based inference for the gecircnerai half-normal distributionraquo Communications in Statistics - Theory and Methods vol 33 ndeg 2 p 197-204
Pottman H et M Hofer 2002 Geometry of the squared distance function to curves and surfaces Technical Report No 90 Institute of Geometry Vienna University of Technology
Prieto Flavio 1999 laquoMeacutetrologie assisteacutee par ordinateur Apport des capteurs 3D sans contactraquo PhD Canada Eacutecole de Technologie Supeacuterieure
Rusinkiewicz S et M Levoy 2001 laquoEfficient variants ofthe ICP algorithmraquo p 145-52 Coll laquoProceedings Third Intemational Confeacuterence on 3-D Digital Imaging and Modelingraquo Queacutebec City Que Canada IEEE
Son Seokbae Hyunpung Park et Kwan H Lee 2002 laquoAutomated laser scanning system for reverse engineering and inspectionraquo International Journal of Machine Tools and Manufacture vol 42 ndeg 8 p 889-897
Strand M F Erb et R Dillmann 2007 laquoRange Image Registration Using an Octree based Matching Strategyraquo Coll laquoICMA 2007 Intemational Confeacuterence on Mechatronics and Automationraquo p 1622-1627
Tahan SAntoine 2008 Note de cours MEC664 Optimisation des proceacutedeacutes industriels Deacutepartement de geacutenie meacutecanique Eacutecole de Technologie Supeacuterieure
Tahan SAntoine et J F Chacirctelain 2005 laquoProposais for the Inspection of Flexible Machine Eleacutements According to ASME Y145M-1994raquo Coll laquo17th Int Confeacuterence WSEAS Evolutionary Computingraquo Lisbon Portugal
Tomacircs Jirka Vacircclav Skala 2002 Gradient Vector Estimation and Vertex Normal Computation DCSETR-2002-08 Pilsen Czech Republic Department of Computer Science and Engineering University of West Bohemia in Pilsen
Tucker Thomas Marshall 2000 laquoA New Meacutethode for Parametric Surface Registrationraquo Phd Georgia Institute of Technology
Wei Gan et R H Wagoner 2004 laquoDie design method for sheet springbackraquo International Journal ofMechanical Sciences vol 46 ndeg 7 p 1097-113
Wu Longwu 1997 laquoTooling mesh geacuteneacuteration technique for iteacuterative FEM die surface design algorithm to compensate for springback in sheetmetal stampingraquo Engineering Computations (Swansea Wales) vol 14 ndeg 6 p 630-648
121
Xie Xianghua 2008 laquoA Review of Reacutecent Advances in Surface Defect Deacutetection using Texture analysis Techniquesraquo Electronic Letters on Computer Vision and Image Analysis p 1-22
Y145M-1994 ASME 1994 Dimensioning and Tolerancing ASME Press
Y1441-2003 ASME 2003 Digital Product Deacutefinition Data Practices ASME Press
Yao A W L 2005 laquoApplications of 3D scanning and reverse engineering techniques for quality control of quick response productsraquo International Journal of Advanced Manufacturing Technology vol 26 ndeg 11-12 p 1284-1288
Zhang Yu 2003 laquoResearch into the engineering application of reverse engineering technologyraquo Journal of Materials Processing Technology vol 139 ndeg 1-3 p 472-475

A NEW ALGORITHM FO R THE INSPECTION O F FLEXIBLE PART S WITHOUT SPECIALIZE D FIXTURE S
ABENHAIM Gad Noriel
ABSTRACT
Manufactured parts naturally deviate from their nominal geometry due to processes variations Standards such as ASME Y145M-1994 assume the inspections of thegravese parts are carried out in a free state However due to dimensional variation gravity loads residual stress induced distortion andor assembly force flexible parts could bave a diffeacuterent shape in a free state than the design model As a resuit thegravese parts may undergo large deacuteformations in comparison to their required toleacuterances Therefore in thegravese cases il is nearly unfeasible to carry out an inspection without restricting the deacuteformations of the part such inspections would require dedicated and expensive tools like a jig or a fixture to maintain the integrity of the part To address the aforementioned challenge this document proposes a method namely the Iteacuterative Displacement Inspection (IDI) algorithm for controlling profile variation without contact or use of specialized fixtures With the use of thirty-two (32) models simulating the inspection of manufactured parts with this algorithm this study concludes that the proposed method is capable of deforming the nominal shape until it resembles the digitized part This is donc without taking into account neither the surface defects nor the measurement noise of the digitized part Thus the resuit of the inspection reflects only the effect of the variations due to the manufacturing processes
Keywords localization rigid registration non-rigid registration inspection metrology flexible parts deacuteformation GDampT
TABLE DES MATIERE S
Page
INTRODUCTION 1
CHAPITRE I REVUE DE LA LITTEacuteRATURE ET EacuteTAT DE LART 5 11 Alignement entre la repreacutesentation 3D dune piegravece et son modegravele CAO 5 12 Alignement non-rigide 8 13 Analyse des variations dimensionnelles et geacuteomeacutetriques des piegraveces souples 10 14 Utilisation iteacuterative de la meacutethode deacuteleacutements finis 13
CHAPITRE 2 GESTION DES PIEgraveCES FLEXIBLES SELON LANORMEASMEY145M 17
21 Conformation par un gabarit 18 22 Utilisation de systegravemes reacutefeacuterentiels hyperstatiques 19 23 Reacutefeacuterentiel ajustable 20 24 Conformation agrave une dimension nominale 21 25 Permission dutilisation dune force lors des opeacuterations dinspection 22 26 Lusage des toleacuterances relatives 23 27 Utilisation de la longueur darc 23 28 Utilisation des dimensions moyennes (AVG) 24 29 Remplacement des requis dimensionnels par dautres mesures 24 210 Inspection par gabarit optique 25 211 Reacutesumeacute 25
CHAPITRE 3 ALGORITHME INSPECTION PAR DEacutePLACEMENT ITEacuteRATIF 27 31 Introduction agrave lalignement spatial 29 32 Alignement initial 31 33 Alignement Rigide 34 34 Alignement non-rigide 36 35 Correction de la distance point-point 42 36 Identification des deacutefauts 44 37 Algorithme IDI 49
CHAPITRE 4 EacuteTUDES DE CAS 52 41 Exemple 1 Surface univoque 54
411 Variation de la force exteme appliqueacutee 64 412 Variation de lemplacement du deacutefaut 67
42 Exemple 2 Surface en forme de U 72 421 Construction du maillage nominal 72 422 Simulation de la piegravece numeacuteriseacutee 73 423 Reacutesultats 73
VII
43 Exemple 3 Surface complexe 80 431 Construction du maillage nominal 80 432 Simulation de la piegravece numeacuteriseacutee 81 433 Reacutesultats 83
44 Discussion 89
CONCLUSION 99
Limitations 100
RECOMMANDATIONS 101
ANNEXE I FIGURES SUPPLEacuteMENTAIRES 109
BIBLIOGRAPHIE 116
Tableau 21
Tableau 41
Tableau 42
Tableau 43
Tableau 44
Tableau 45
Tableau 46
Tableau 47
Tableau 48
Tableau 49
Tableau 410
LISTE DES TABLEAUX
Page
Reacutesumeacute des meacutethodes dinspection de composante flexible 26
Valeur des paramegravetres employeacutes dans lexemple l 57
Reacutesumeacute des erreurs de mesure (mm) de lexemple 1 sur lensemble des points 71
Reacutesumeacute des erreurs de mesure (mm) de lexemple 1 dans
les zones de deacutefauts 71
Valeur des paramegravetres employeacutes dans lexemple 2 73
Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 sur lensemble des points 78 Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 dans
les zones de deacutefauts 79
Valeur des paramegravetres employeacutes dans lexemple 3 83
Reacutesumeacute des erreurs de mesure (mm) de lexemple 3 sur lensemble des points 87 Reacutesumeacute des erreurs de mesure (mm) de lexemple 3 dans les zones de deacutefauts 88
Reacutesumeacute des erreurs en fonction des caracteacuteristiques de simulation 94
LISTE DES FIGURE S
Page
Figure l 1 AHgnement entre le DCS et le MCS 6
Figure 12 Meacutethodes de deacutefinition de la matrice de formage 15
Figure 21 Principales meacutethodes de controcircle des piegraveces flexibles 18
Figure 22 Exemple de gabarit 19
Figure 23 Systegraveme isostatique de reacutefeacuterentiels 19
Figure 24 Exemple dun systegraveme reacutefeacuterentiel hyperstatique 20
Figure 25 Exemple de reacutefeacuterentiel ajustable 21
Figure 26 Exemples dune conformation dune dimension nominale 22
Figure 27 Exemple de planeacuteiteacute agrave leacutetat libre 22
Figure 28 Exemples de toleacuterance relative 23
Figure 29 Exemple dutilisation dune longueur darc 23
Figure 210 Exemple dutilisation de dimension moyenne 24
Figure 211 Exemple dutilisation dun gabarit optique agrave leacutetat libre 25
Figure 31 Illustration dun champ de deacuteformation 29
Figure 32 AHgnement initial 32
Figure 33 Algorithme employeacute pour lalignement initial 33
Figure 34 AHgnement Rigide 35
Figure 35 Scheacutematisation de la modification de lensemble des correspondances 39
Figure 36 Exemple dun champ de deacuteformation repreacutesentant les distances point-point 40
Figure 37 Exemple dun champ de deacuteformation corrigeacute repreacutesentant les distances corrigeacutees 41
X
Figure 38 Exemple dun champ de deacuteformation lisse obtenu
avec lapplication de lalgorithme dalignement non-rigide 41
Figure 39 Creacuteation du modegravele nominal deacuteformeacute 42
Figure 310 Illustration de la normale dun point 44
Figure 311 Identification des deacutefauts 45
Figure 312 Ensemble de points voisins du nœud 742 45
Figure 313 Meacutethode didentification 48
Figure 314 Algorithme IDI 51
Figure 41 Processus de simulation de la piegravece fabriqueacutee 53
Figure 42 Modegravele A 54
Figure 43 Construction de la piegravece A fabriqueacutee avec la configuration de force 1 55
Figure 44 Deacuteplacements reacutesultant de la configuration de force 1 sur la piegravece A 55
Figure 45 Deacutefauts de surface introduits sur la piegravece A 56
Figure 46 Maillage du modegravele A nominal 56
Figure 47 Deacuteviations absolues apregraves la premiegravere iteacuteration 57
Figure 48 Identification des nœuds potentiellement dans une zone de deacutefauts 58
Figure 49 Deacuteviations apregraves a)2 iteacuterations b) 10 iteacuterations et c) 150 iteacuterations 59
Figure 410 Distribution des deacuteviations apregraves a)2 b) 10 et c) 150 iteacuterations 59
Figure 411 Comparaison des deacuteviations pour lessai avec configuration de force 1 60
Figure 412 Comparaison des distributions des deacuteviations pour
lessai avec la configuration de force l 61
Figure 413 Convergence des distances corrigeacutees 62
Figure 414 Distribution des erreurs 63
Figure 415 Visualisation de la position des erreurs 63
Figure 416 Distribution des erreurs dans la zone de deacutefaut simuleacute 63
XI
Figure 417 Synthegravese des reacutesultats pour lessai avec configuration de force 1 63
Figure 418 Construction de la piegravece A fabriqueacutee avec la configuration de force 2 64
Figure 419 Deacuteplacements reacutesultant de la configuration de force 2 sur la piegravece A 64
Figure 420 Comparaison des deacuteviations pour lessai avec configuration de force 2 65
Figure 421 Comparaison des distributions des deacuteviations pour
lessai avec la configuration de force 2 66
Figure 422 Distribution des erreurs 66
Figure 423 Visualisation de la position des erreurs 66
Figure 424 Distribution des erreurs dans la zone de deacutefaut simuleacute 66
Figure 425 Synthegravese des reacutesultats pour lessai avec configuration de force l 67
Figure 426 Type de deacutefauts imposeacutes dans lexemple 1 68
Figure 427 Convergence des distances corrigeacutees pour les piegraveces A 69
Figure 428 Visualisation de la moyenne des erreurs agrave chaque
point pour lexemple 1 69
Figure 429 Distribution des erreurs pour les douze (12) essais de lexemple 1 70
Figure 430 Reacutesumeacute des erreurs de mesure de lexemple 1 70
Figure 431 Modegravele U 72
Figure 432 Maillage du modegravele nominal U 72
Figure 433 Construction du nuage de points U avec le type de deacutefauts 1 (VI) 74
Figure 434 Type de deacutefauts imposeacutes dans lexemple 2 75
Figure 435 Convergence des distances corrigeacutees pour les piegraveces U 76
Figure 436 Visualisation de la moyerme des erreurs agrave chaque
point pour lexemple 2 77
Figure 437 Distribution des erreurs pour les huit (8) essais de lexemple 2 77
Figure 438 Reacutesumeacute des erreurs de mesure de lexemple 2 78
XII
Figure 439 Surface complexe 80
Figure 440 Maillage de la surface complexe nominale 80
Figure 441 Construction de la piegravece fabriqueacutee avec la configuration de force 1 81
Figure 442 Deacuteplacements reacutesultant de la configuration de force l sur le modegravele 82
Figure 443 Construction de la piegravece fabriqueacutee avec la configuration de force 2 82
Figure 444 Deacuteplacements reacutesultant de la configuration 2 sur le modegravele 83
Figure 445 Types de deacutefauts imposeacutes dans lexemple 3 84
Figure 446 Convergence des distances corrigeacutees des essais de lexemple 3 85
Figure 447 Visualisation de la moyerme des erreurs agrave chaque
point pour lexemple 3 86
Figure 448 Distribution des erreurs pour les douze (12) essais de lexemple 3 86
Figure 449 Reacutesumeacute des erreurs de mesure de lexemple 3 87
Figure 450 Superposition des erreurs observeacutees dans lexemple 1 et de la distribution du bruit de mesure introduit 94
Figure 451 Superposition des erreurs observeacutees dans lexemple 2 et de la distribution du bruit de mesure introduit 95
Figure 452 Superposition des erreurs observeacutees dans lexemple 3 et de
la distribution du bruit de mesure introduit 95
Figure 453 Choix de la valeur du critegravere darecircte dans lexemple 1 97
Figure 454 Particulariteacute de lessai Surface A VI FI 97
LISTE DES ABREacuteVIATIONS SIGLES E T ACRONYMES
ADCATS Association for the Development of Computer-Aided Tolerancing Systems
AVG Symbole de la valeur moyenne (ASMEY145M-1994)
BYU Brigham Young University
CAO Conception Assisteacutee par Ordinateur
DA Displacement Ajustement method
DCS Systegraveme de coordormeacutees de conception Design Coordinate System)
copy Modificateur agrave leacutetat libre (ASMEY145M-1994)
FASTA Flexible Assembly Spectral Toleacuterance Analysis
FEMFEA Meacutethode des eacuteleacutements finis
GM CRL-AVM Collaborative Research Laboratory Advanced Veacutehicule Manufacturing
ICP Iteacuterative Closest Point
IDI Inspection par Deacuteplacement Iteacuteratif ( Iteacuterative Displacement Inspection )
IGES Initial Graphics Exchange Speacutecification
LMS Least Meacutedian of Squares
MARS
XIV
Laboratory for Manufacturing System Realization and Synthesis
MATH DATA Modegravele nominal disponible dans un format matheacutematique et informatique
MCS Systegraveme de coordonneacutees du systegraveme de mesures Measurement Coordinate System)
MMT Machines agrave Mesurer Tridimensionnelle
NURBS Non-Uniform Rational B-Spline
SDA Smooth Displacement Ajustment
STA-DEF Statistical Toleacuterance Analysis and Deacuteformation Analysis
STEP Standard for the Exchange ofProduct model data
LISTE DES SYMBOLES
A Matrice (4A^ + A^ ) x 4Ns a Paramegravetre de lalgorithme non-rigide influenccedilant la rigiditeacute et la qualiteacute
de lissage du champ de deacuteplacement or Valeur initiale du paramegravetre a dans lalgorithme IDI
Up Valeur finale du paramegravetres dans lalgorithme IDl
B Matrice (4yV-hAfJx3
c Point de lensemble P correspondant au point le plus proche du point s de la surface nominale c e C
C Ensemble de points de P correspondant aux points les plus proches de
la surface nominale S C = c^ C2 bullbullbull c^J
dg Distance euclidienne dun point s de S agrave P pound) Distance euclidienne corrigeacutee repreacutesentant la projection de la distance
point-point sur la normale du point s Ddeg5 Deacuteviation imposeacutee sur le modegravele simuleacute au point s
D5 Deacuteviation au nœud s provenant de la k^ iteacuteration de lalgorithme IDI
dsearchn Fonction de Matlabreg retournant les points c correspondants aux points
les plus proches aux points de la surface nominale S S Pourcentage du deacuteplacement agrave appliquer E(^X) Fonction objective totale de lalgorithme non-rigide
EX) = EX) + aEX) Ej Fonction objective de lerreur de distance
E Fonction objective de lerreur de lissage
E Eacuteleacutements du maillage S
Eji Erreur eacutevalueacutee au point 5
e Seuil ou critegravere de convergence
Fonction objectivefonction scalaire
Fgj Moyenne des D^j des points du voisinage niveau 1 du point s G Matrice didentiteacute4x 4 H
H =
s X
si
s^
matrice de A^ x 4Ng
I Lindicateur de confiance du point 5 e
K Nombre diteacuterations
XVI
Kg Nombre diteacuterations ougrave le paramegravetre ocirc est appliqueacute
K^p^^^ Nombre diteacuterations maximales de lalgorithme ICP
K^^ Nombre diteacuterations maximales de lalgorithme IDI
L Liste des arecirctes du modegravele nominal mailleacute M Matrice nœud-arecircte (laquo0(ie-arc) Nj^xN^ contenant linformation
topologique du maillage S Mpcj Les positions des supports dans le systegraveme de coordonneacutees de
conception (DCS)
MOCS=MOCSX MOCS2 - Mocsjl^ocs^^
Mj^^g Les positions des supports dans le systegraveme de coordonneacutees machine
(MCS) M bdquo = M ^ bdquo M^bdquo2 bullbullbull ^MC5^) Mes e K-
2 Norme de Frobenius F
n Vecteur normal du triangle compris dans leacuteleacutement Ej rig Vecteur normal dun nœud 5
N^ Nombre deacuteleacutements au voisinage immeacutediat du point s NQ Nombre de supports
A^ Nombre darecirctes du modegravele nominal mailleacute
Np Nombre de points du nuage repreacutesentant la piegravece physique numeacuteriseacutee
M Nombre de points du nuage repreacutesentant le modegravele nominal mailleacute
My Nombre de points voisins de niveau 1 de s ^ Aire de leacuteleacutement j P Nuage de points repreacutesentant la piegravece physique numeacuteriseacutee p Un point de P Pj e P P^^^ Points dans P les plus proches des points de fixation Mj^bdquo
MCS ~ (PMCSX PMCSI bull bull bull PMCS Nf j I ^MCS ^ bull
CcedilR Vecteur de luniteacute de quatemion 9^ = [TQ q^ 2 ^3]
qj Vecteur de translation qj e K
R Vecteur de rotation R e R^
R(0) Matrice orthogonale M speacutecifiant une rotation de 6j autour
de laxe j S Nuage de points repreacutesentant le modegravele nominal mailleacute 5 Transformation de 5 dans un nouveau systegraveme de coordonneacutees s Un point de S ssS2 s Transformation de s dans un nouveau systegraveme de coordormeacutees
XVII
S^fyg Nœuds de S agrave proximiteacute des points A^^^
^DCS mdash [^DCSX ^DCSl bull bull bull S DCS V j I ^ DCS ^ ^
Step^ Valeur agrave retrancher de or agrave chaque eacutetape de reacuteduction de celui-ci
R q T Matrice de transformation T =
0 1
T Critegravere employeacute pour lindentification des points dans les zones de deacutefauts
j Centroiumlde de lensemble S jucircf Centroiumlde de 1 ensemble C Oj Angle de rotation 9 autour de laxe j y Liste des points dans le voisinage de niveau 1 dun point de 5
y^ Liste des points dans le voisinage de niveau 2 dun point de S
w Poids permettant de controcircler linfluence de chaque point sur le champ de deacuteplacement
W Matrice diagonale N^ x A^ des poids w^ X Matrice de transformation affine 3x4
X Regroupement des matrices de transformation affine A = [x x ^ ]
AX Critegravere de deacutecision pour autoriser la diminution de la valeur du paramegravetre or
T
INTRODUCTION
Les dimensions et la geacuteomeacutetrie dune composante meacutecanique subissent des alteacuterations par
rapport agrave leurs valeurs nominales agrave cause des variations inheacuterentes et attribuables aux
proceacutedeacutes de fabrication Pour sassurer que ces variations respectent les speacutecifications du
concepteur (requis dassemblage et requis de performance) les piegraveces doivent ecirctre
inspecteacutees La norme ASME Y145M-1994 considegravere comme condition laquopar deacutefaut raquo que
linspection des composantes doit ecirctre effectueacutee agrave leacutetat libre free state) sans force
appliqueacutee durant linspection Toutefois les piegraveces flexibles telles que les coques minces
peuvent prendre agrave leacutetat libre une forme substantiellement diffeacuterente de leur geacuteomeacutetrie
nominale en raison de leffet de la graviteacute des deacuteformations engendreacutees par les contraintes
induites par le proceacutedeacute et des forces induites lors de lassemblage Par exemple un panneau
de revecirctement dun avion peut subir une leacutegegravere torsion neacuteanmoins il pourra ecirctre riveteacute en
place et reproduire la geacuteomeacutetrie exigeacutee Dans un cas pareil linspection agrave leacutetat libre naura
pas eacuteteacute approprieacutee Dans le cas geacuteneacuteral leacutetude de la conformiteacute geacuteomeacutetrique des piegraveces
flexibles peut ecirctre une opeacuteration deacutelicate si des conditions de restrictions ne sont pas deacutefinies
pour garantir un niveau acceptable de la reacutepeacutetitiviteacute des mesures Par exemple effectuer
linspection avec un gabarit pour contraindre la geacuteomeacutetrie de la piegravece ou encore ajouter des
reacutefeacuterentiels Datum) pour inspecter la piegravece dans un eacutetat de positionnement hyperstatique
sont des techniques proposeacutees par la norme ASME 145M-1994
La flexibiliteacute dune piegravece deacutefinie par le rapport entre la deacuteformation et leffort appliqueacute est
une notion relative Un tube daluminium dun diamegravetre de 025 mm est consideacutereacute comme
pratiquement rigide sur une courte longueur par exemple lt800 mm Par contre le mecircme
Piegraveces ayant une faible eacutepaisseur dans la direction normale agrave la surface nominale
tube sera consideacutereacute comme flexible si sa longueur est grande et uniquement leffet de la
graviteacute sera suffisant pour affecter sensiblement les mesures de rectitude ou de cylindriciteacute
Pour analyser qualitativement le problegraveme la flexibiliteacute est preacutesenteacutee sur une eacutechelle relative
de 0 pour repreacutesenter les piegraveces parfaitement rigides et de 100 pour les piegraveces
parfaitement flexibles Trois diffeacuterentes zones sont eacutetablies comme lillustre la figure ci-
dessous
Flexibiliteacute
ZoneC 100
Figure i Preacutesentation scheacutematique de la rigiditeacute
La zone A caracteacuterise les piegraveces relativement rigides Les deacuteformations induites durant
linspection par une force raisonnable (~ 40 N) ont un effet neacutegligeable par rapport aux
toleacuterances demandeacutees (lt 5 toleacuterance) comme par exemple une bague dun roulement ou
un arbre de renvoi
La zone B deacutecrit les piegraveces relativement flexibles Cette zone est deacutetermineacutee arbitrairement
Elle deacutepend de la taille de la piegravece de la direction et du stade de lassemblage sur lequel
linspection est effectueacutee Par exemple un panneau mince sera consideacutereacute comme rigide dans
la direction de leacutepaisseur (vecteur normal agrave la surface) et flexible dans les autres directions
Le mecircme panneau sera traiteacute comme rigide suite agrave une opeacuteration de collage avec dautres
composantes Les piegraveces de cette zone sont les plus probleacutematiques durant les opeacuterations
dinspection
La zone C qualifie les piegraveces tregraves flexibles comme un tissu un joint deacutetancheacuteiteacute mince un
boyau flexible ou une piegravece malleacuteable Ces composantes subissent des grandes deacuteformations
par rapport aux toleacuterances exigeacutees Dans ce cas il est pratiquement impossible deffectuer
une inspection dimensiormelle sans restreindre les deacuteformations etou supporter la piegravece avec
un gabarit ou un montage speacutecial
Il en reacutesulte que les piegraveces flexibles se voient inspecteacutees de maniegraveres diffeacuterentes Vu que la
geacuteomeacutetrie de la piegravece est deacutependante de son orientation et de la meacutethode de support
linspection de ces piegraveces neacutecessite aujourdhui des outils deacutedieacutes et coucircteux comme les
gabarits de conformiteacute illustreacutes agrave la figure ii Par conseacutequent le but de ce meacutemoire est
dintroduire une meacutethode de controcircle sans contact et sans utilisation de gabarit speacutecialiseacute
deacutedieacute agrave la piegravece Plus speacutecifiquement la meacutethode envisage dinspecter le profil de surface
dune piegravece manufactureacutee en numeacuterisant celle-ci dans un eacutetat laquo non-conformeacute raquo puis en
comparant son nuage de points avec son modegravele nominal CAO Il sensuit que puisque les
deux modegraveles ont une geacuteomeacutetrie diffeacuterente il nest plus possible de simplement les comparer
puis dy identifier les deacutefauts Une telle approche identifiera des deacuteviations eacuteleveacutees entre les
deux modegraveles et camouflera les deacutefauts actuels de la piegravece numeacuteriseacutee Pour remeacutedier agrave cela il
est neacutecessaire davoir une meacutethode permettant de rapprocher les deux geacuteomeacutetries sans
toutefois camoufler les deacutefauts de la piegravece numeacuteriseacutee
Limportance de la veacuterification du profil de surface sur les composantes de carrosserie est
mise en relief par Leopold et al (2003) Eichhom et al (2005) et plus reacutecemment
Doring et al (2006)
Ce meacutemoire propose donc une meacutethode innovatrice permettant de comparer la geacuteomeacutetrie de
la piegravece fabriqueacutee et numeacuteriseacutee malgreacute que celle-ci ait subi des deacuteformations avec la
geacuteomeacutetrie nominale de la composante en deacuteformant successivement le modegravele nominal afin
quil eacutepouse la piegravece numeacuteriseacutee Agrave chaque iteacuteration de lalgorithme les modegraveles sont
compareacutes puis une technique originale didentification seacutepare les deacuteviations dues agrave la nature
flexible de la piegravece de celles dues aux laquo deacutefauts de profil raquo Par la suite le modegravele nominal
est deacuteformeacute de maniegravere agrave ne pas eacutepouser les zones identifieacutees comme laquo deacutefauts de profil raquo
Figure ii Exemples dutilisation dun gabarit de conformiteacute
Le preacutesent document comporte quatre chapitres Le premier chapitre met en relief les deacutefis de
cette recherche en la situant par rapport aux autres recherches effectueacutees dans le domaine
sous le format dune revue de la litteacuterature Par la suite le chapitre deux expose une revue
deacutetailleacutee des possibiliteacutes et des techniques permises par la norme ameacutericaine
ASME Y145M-1994 pour ameacuteliorer la reacutepeacutetitiviteacute de linspection des composantes
flexibles Le chapitre trois deacuteveloppe la theacuteorie de lalignement spatial et deacutecrit chaque eacutetape
de lalgorithme proposeacute Le chapitre quatre deacutemontre la validiteacute et la robustesse de la
meacutethode suggeacutereacutee en lappliquant sur trois types de surface Les reacutesultats de ces analyses
ainsi quune discussion y sont exposeacutes Enfin ce document termine avec une conclusion
suivie dune reacuteflexion approfondie sur les champs de recherche future
Exemples tireacutes des sites web wwwfarocom wwwaiconde wwwnpltechcouk
CHAPITRE 1
REVUE D E LA LITTEacuteRATURE E T EacuteTAT D E LART DAN S LE DOMAIN E
La revue de la litteacuterature permettra de situer la preacutesente recherche par rapport aux autres
recherches effectueacutees sur le mecircme sujet En premier lieu une revue geacuteneacuterale sur lalignement
entre la repreacutesentation 3D dune piegravece et son modegravele CAO est preacutesenteacutee Ensuite une revue
des meacutethodes dalignement non-rigide des techniques danalyse des variations
dimensiormelles et geacuteomeacutetriques des piegraveces souples ainsi que lutilisation iteacuterative de la
meacutethode deacuteleacutements finis y sont exposeacutees
11 Alignemen t entre la repreacutesentation 3D dune piegravec e et son modegravele CA O
Les dimensions et la geacuteomeacutetrie dune composante meacutecanique varient naturellement de leurs
valeurs nominales compte tenu des variations inheacuterentes aux proceacutedeacutes de fabrication Pour
sassurer que ces variations respectent les speacutecifications du concepteur les piegraveces doivent
ecirctre inspecteacutees et controcircleacutees Deacutependant de la complexiteacute de la composante de la technologie
disponible du tj^e de toleacuterance et de la preacutecision de mesure exigeacutee plusieurs meacutethodes sont
applicables par exemple le vemier le micromegravetre la MMT Machines agrave Mesurer
Tridimensionnelle) ou encore le scanneur laser ou optique (mesures sans contact)
Linspection dune surface quelconque (Free-Form Surface) demeure un domaine en
constante eacutevolution en raison de la complexiteacute des surfaces et de la croissance de la demande
doutils dune preacutecision supeacuterieure pour leur controcircle Aujourdhui il est dusage demployer
une MMT ou un scanneur laseroptique pour linspection dune surface quelconque eacutetant
donneacute leur preacutecision ainsi que leur coucirct de plus en plus abordable Les donneacutees brutes de
mesure doivent ecirctre par la suite compareacutees avec le modegravele nominal afin de localiser et de
quantifier les erreurs de forme dorientation et de localisation relativement agrave leur zone de
toleacuterance speacutecifieacutee La surface nominale existe dans le systegraveme de coordormeacutees de
conception (Design Coordinate System DCS) tandis que celle mesureacutee demeure dans le
systegraveme de coordoimeacutees du systegraveme de mesure (Measurement Coordinate System MCS)
Il sensuit que la comparaison des surfaces neacutecessite lunification des deux systegravemes de
coordonneacutees Ce processus dunification est nommeacute recalage localisation ou alignement
(Localisation or Registration) dans la litteacuterature scientifique Lalignement se reacutesume agrave
trouver une matrice de transformation rigide entre le DCS et le MCS comme lillustre la
figure l l
MCS
C^ TRANSFORMATIO N
X ^ I
Figure 11 Alignement entre le DCS et le MCS
La repreacutesentation geacuteomeacutetrique des composantes influence significativement le choix de
lalgorithme de localisation Diverses approches adoptent une repreacutesentation parameacutetrique de
la geacuteomeacutetrie par des surfaces polynomiales des surfaces de Bezier ou NURBS
(Non-Uniform Rational B-Spline) De plus les logiciels de reconstruction de surface sont
freacutequemment employeacutes pour linspection (Alrashdan et al 2000 Cui et al 1999 Son et al
2002 Yao 2005 Zhang 2003) Une revue exhaustive des meacutethodes de repreacutesentation
des surfaces ainsi que des algorithmes dalignement est fournie par
Li et Gu (2004) Eacutetant doimeacute que cette recherche aspire agrave deacutevelopper une meacutethodologie
dinspection sans preacutetraitement des points numeacuteriseacutes simple dutilisation et indeacutependante des
logiciels de reconstruction la revue de la litteacuterature sera limiteacutee aux algorithmes ne
neacutecessitant pas de repreacutesentation parameacutetrique ou de reconstruction analytique des surfaces
En 1992 Besl et McKay ont preacutesenteacute lalgorithme dalignement ICP (Iteacuterative Closest
Point) Ce dernier est largement reconnu dans le domaine de la vision industrielle ainsi que
dans le secteur manufacturier Tirant profit des caracteacuteristiques des quatemions la meacutethode
estime par iteacuteration la matrice de transformation rigide neacutecessaire agrave lalignement de la piegravece
numeacuteriseacutee avec le modegravele nominal agrave partir dune matrice de transformation initiale
Agrave chaque iteacuteration la combinaison de points entre le modegravele numeacuteriseacute et le nominal est
eacutevalueacutee Par la suite les matrices de rotation et de translation constituant la matrice de
transformation rigide et minimisant la distance euclidierme entre chaque combinaison de
points est obtenue La solution de lalgorithme converge vers le minimum local dans le
voisinage de la condition initiale
Masuda et Yokoya (1994) introduisent agrave lalgorithme ICP un meacutecanisme permettant
ladoption dun eacutechantillonnage aleacuteatoire des points numeacuteriseacutes pour lalignement De plus ils
suggegraverent de faire agrave chaque iteacuteration lestimation par la meacutethode des moindres carreacutes des
meacutedianes (Least Meacutedian of Squares LMS) de la matrice de transformation rigide agrave partir des
reacutesultats de lICP original Les modifications proposeacutees permettent de reacuteduire sensiblement le
temps de calcul de lICP tout en conservant sa robustesse
Tucker (2000) met en avant la meacutethode de Newton et la compare agrave lalgorithme ICP
La valeur ajouteacutee de la technique proposeacutee reacuteside dans sa capaciteacute de trouver analytiquement
la deacuteriveacutee seconde neacutecessaire agrave la meacutethode de Newton classique Ceci a pour effet
dameacuteliorer substantiellement les coucircts de calcul de la meacutethode Tucker deacutemontre que la
meacutethode de Newton converge plus rapidement que lalgorithme ICP mais quelle demeure
plus sensible agrave lalignement initial des modegraveles Toutefois malgreacute que la meacutethode de Newton
se montre fortement prometteuse elle est limiteacutee au cas ougrave la repreacutesentation geacuteomeacutetrique du
modegravele serait parameacutetreacutee
Rusinkiewicz et Levoy (2001) classifient et comparent la vitesse de plusieurs variantes de
lalgorithme ICP La classification repose sur linfluence que chaque meacutethode possegravede sur les
six (6) eacutetapes de lalgorithme (1) la seacutelection des points (2) le couplage des points
(3) la pondeacuteration des couplages de points (4) le rejet de certaines combinaisons de points
(5) lapplication dune erreur deacutependante du couplage (6) la minimisation de la distance
entre les points Par la suite une nouvelle deacutemarche deacutechantilloimage nommeacutee
normal-space-concept baseacutee sur la distribution du vecteur normal de chacun des points
seacutelectionneacutes est introduite La technique deacutechantillormage consiste agrave seacutelectiormer des points
afin que la distribution de leur normale soit la plus large possible
Dans le but de minimiser lerreur de localisation de lalgorithme ICP des techniques
deacutevaluation de la distance entre chaque combinaison de points ont eacuteteacute deacuteveloppeacutees
Contrairement agrave lalgorithme ICP classique qui calcule la distance entre chaque combinaison
de points par la distance euclidienne entre ces points soit point-point dautres techniques
utilisent des meacutetriques diffeacuterentes point-projection point-plan tangent (Park et Murali
2003 Pottman et Hofer 2002 Rusinkiewicz et Levoy 2001) Gelfand et al (2003) montrent
que ces techniques ont lavantage de permettre aux deux modegraveles de glisser entre eux dans
des reacutegions planes ou circulaires en raison des degreacutes de liberteacute non contraints Toutefois si
trop de points eacutechantillonneacutes proviennent de telles reacutegions lalgorithme
devient instable agrave cause du manque de contrainte de blocage Pour pallier agrave ceci
Gelfand et al (2003) proposent une approche deacutechantillonnage analysant la matrice de
covariance utiliseacutee pour la minimisation de lerreur dalignement Une fois une paire de
points identifieacutee si la preacutesence dun manque de contrainte est deacutetecteacutee en veacuterifiant la matrice
de covariance la paire de points est remplaceacutee par une autre
12 Alignemen t non-rigid e
Dans toutes les approches preacuteceacutedentes lalignement est appliqueacute sur des modegraveles de piegraveces
rigides avec lhypothegravese que les geacuteomeacutetries de la piegravece numeacuteriseacutee et nominale sont proches
Dans le cas dinspection de piegraveces flexibles sans gabarit de conformiteacute la geacuteomeacutetrie de la
piegravece physique numeacuteriseacutee peut ecirctre significativement diffeacuterente de la geacuteomeacutetrie nominale Le
problegraveme dalignement ne se limite plus agrave trouver la matrice de transformation rigide
Lintroduction des techniques de recalage non-rigide est neacutecessaire Comparativement au
recalage rigide qui permet daligner par exemple deux lignes parallegraveles le recalage non-
rigide permet lalignement dune ligne avec une courbe
Limagerie meacutedicale est probablement le domaine qui a permis aux techniques dalignement
non-rigide de se deacutevelopper substantiellement Les applications meacutedicales se divisent en
deux cateacutegories intrasujet (intrasubject) et intersujet (intersubject) Intrasujet fait reacutefeacuterence
au recalage dun mecircme sujet numeacuteriseacute agrave des temps diffeacuterents par exemple pour faire la
comparaison avantapregraves opeacuteration des scans en neurochirurgie Intersujet signifie
lalignement de diffeacuterents sujets numeacuteriseacutes par exemple pour creacuteer un atlas statistique des
variations de lanatomie dun groupe de patient Dawant (2002) puis Holden (2008)
fournissent une revue de litteacuterature sur les algorithmes de recalage employeacutes dans limagerie
meacutedicale Holden (2008) regroupe les techniques suivant leur fondement theacuteorique celles
dont les transformations sont reacutegies par les proprieacuteteacutes physiques du modegravele et celles dont les
transformations proviennent de meacutethodes dinterpolation
Ferrant et al (1999) minimisent une fonction deacutenergie comprenant deux termes Le premier
contraint la deacuteformation agrave suivre un comportement dicteacute par les proprieacuteteacutes physiques du
mateacuteriau du modegravele tandis que le deuxiegraveme tend agrave minimiser la distance entre les deux
images Cette technique a lavantage de prendre les proprieacuteteacutes physiques en compte
Ferrant et al (1999) traitent seulement le cas de modegravele ayant subi de petites deacuteformations
dans le domaine eacutelastique dun mateacuteriau isotrope
Feldmar et Ayache (1994 1996) proposent la meacutethode locally affine deacuteformation pour
reacutesoudre lalignement non-rigide Au lieu demployer une seule matrice de transformation
rigide pour aligner les deux modegraveles ils introduisent lutilisation dune matrice de
transformation affine par sous-ensemble spheacuterique de points Une fonction de lissage assure
une similitude entre la transformation dun point et celle appliqueacutee agrave ses points voisins dans
un mecircme sous-ensemble De plus le meacutetrique ne se limite plus agrave la distance entre les points
mais prend en compte aussi la diffeacuterence entre la normale et la courbure curvature) aux
points
Dans le domaine de lanimation informatique Allen et al (2003) deacuteveloppent une meacutethode
permettant dajuster le maillage de haute reacutesolution dun corps humain modeacuteliseacute (template)
pour que celui-ci repreacutesente le modegravele dun corps humain reacuteel numeacuteriseacute Ceci permet de
creacuteer un modegravele parameacutetreacute du corps reacuteel numeacuteriseacute Inspireacutes entre autres de
Feldmar et Ayache (1994 1996) Allen et al (2003) proposent dappliquer pour chaque
nœud du maillage une matrice de transformation affine de telle sorte que le modegravele initial se
10
rapproche du modegravele reacuteel tout en gardant un maillage lisse Pour remeacutedier agrave cela la meacutethode
vise agrave minimiser la combinaison de trois erreurs pondeacutereacutees la distance entre chaque
combinaison de points la diffeacuterence entre les matrices de transformation de deux points
dune mecircme arecircte du maillage et la distance entre chaque combinaison dindicateurs de
positionnement markers) La deacutemarche a lavantage de creacuteer un modegravele parameacutetreacute du corps
reacuteel numeacuteriseacute mecircme si la numeacuterisation du corps est incomplegravete dans les zones difficiles agrave
numeacuteriser Cette derniegravere caracteacuteristique en fait un bon candidat pour son utilisation
dans la preacutesente recherche Amberg et al (2007) reformulent la fonction objective de
Allen et al (2003) en une fonction quadratique La fonction est ensuite minimiseacutee en posant
sa deacuteriveacutee eacutegale agrave zeacutero et en reacutesolvant le systegraveme lineacuteaire deacutecoulant
Une description plus deacutetailleacutee de lalgorithme ICP proposeacute par Besl et McKay (1992) ainsi
que pour celui preacutesenteacute par Allen et al (2003) puis reformuleacute par Amberg et al (2007) se
retrouvent au chapitre 3
13 Analys e des variations dimensionnelles e t geacuteomeacutetriques de s piegraveces souple s
Les meacutethodes danalyse de variations dimensionnelles et geacuteomeacutetriques classiques
considegraverent les piegraveces comme rigides Elles ne prennent pas non plus en compte les
deacuteformations permises lors de lassemblage Ces meacutethodes surestiment donc les toleacuterances
alloueacutees Cette sureacutevaluation amplifie les coucircts de production engendreacutes par laugmentation
du nombre de rejets du produit Les recherches preacutesenteacutees ci-dessous traitent de meacutethodes
ayant pour objectif dinteacutegrer la flexibiliteacute des piegraveces dans lanalyse de variations
dimensionnelles traditiormelles
Le groupe de recherche Laboratory for Manufacturing System Realization and
Synthesis (MARS) de lUniversiteacute du Michigan en collaboration avec Collaborative
Research Laboratory Advanced Veacutehicule Manufacturing (GM CRL-AVM) avec Hu
Ceglarek ainsi que leurs eacutetudiants (Lui et Camelio etc) ont mis les bases de lanalyse
dimensionnelle dassemblage par conformation Le domaine dapplication principal de leurs
Il
travaux est la gestion des variations dun assemblage en meacutetal en feuille utiliseacute pour la
carrosserie dautomobile Ci-dessous se trouve une seacutelection de leurs travaux
Liu et al (1996) mettent en relief limportance de la seacutequence dassemblage sur la variation
finale de celui-ci En utilisant la meacutecanique lineacuteaire ils deacutemontrent que la flexibiliteacute des
piegraveces agrave lassemblage peut compenser leurs variations dimensioimelles Autrement dit la
variation de lassemblage de composantes flexibles est plus faible que celle estimeacutee avec un
modegravele danalyse classique de cumul des toleacuterances (Stacked Up Analysis) Subseacutequemment
Camelio et al (2004) proposent un algorithme optimisant la position des fixations tout en
minimisant la variation de lassemblage en fonction des variations des piegraveces et des outils
Liu et Hu (1997) preacutesentent deux techniques de preacutediction des variations dun assemblage en
meacutetal en feuille employant la meacutethode deacuteleacutements finis (FEM) La premiegravere
laquo Direct Monte Carlo Simulation raquo consiste simplement agrave faire varier aleacuteatoirement les
nœuds des composantes mailleacutees simulant de ce fait les deacutefauts de fabrication avant de faire
lanalyse par eacuteleacutements finis (FEA) de lassemblage Lanalyse FEA est reacuteiteacutereacutee plusieurs fois
pour une distribution repreacutesentative de la variation finale de lassemblage La deuxiegraveme
laquo Method of Influence Coefficients raquo permet dobtenir plus rapidement sensiblement les
mecircmes reacutesultats que la meacutethode preacuteceacutedente La cleacute de cette meacutethode demeure dans
leacutetablissement dune relation lineacuteaire quils nomment laquo mechanistic variation model raquo
entre les variations induites des piegraveces et celles reacutesultantes de leur assemblage agrave laide dune
matrice de sensibiliteacute En calculant agrave partir de simulations la matrice de sensibiliteacute le passage
successif par un module deacuteleacutements finis nest plus neacutecessaire Ces passages sont substitueacutes
par lemploi de la relation linaire obtenue preacuteceacutedemment
De plus amples informations ainsi quune liste exhaustive de leurs recherches sont disponibles sur leur site web respectif httphomepagescaewiscedu~darekpublishhtml httpgmcrlenginumichedu
12
Kenneth W Chase de Brigham Young University (BYU) fonde le groupe de recherche
Association for the Development of Computer-Aided Tolerancing Systems (ADCATS)
en 1984 Travaillant initialement sur lanalyse dimensionnelle assisteacutee par ordinateur ce qui
a donneacute naissance au logiciel CETol Chase et son groupe incluant Merkley et Bihlmaier
ont par la suite eacutetudieacute lanalyse variatioimelle dassemblage par conformation
Merkley (1998) deacuteveloppe une meacutethode reposant sur la lineacutearisation du problegraveme de contact
eacutelastique entre des composantes flexibles Il reacuteameacutenage la loi de Hooke pour lutilisation
dun super-eacuteleacutement permettant de deacutecrire la matrice de rigiditeacute eacutequivalente dune composante
en fonction des degreacutes de liberteacute agrave sa frontiegravere De plus Merkley introduit le concept de la
covariance due au mateacuteriau (material covariance) ainsi que la covariance geacuteomeacutetrique
(geacuteomeacutetrie covariance) La covariance due au mateacuteriau deacutecrit linterdeacutependance entre les
points du maillage de la piegravece reacutesultant de la nature du mateacuteriau tandis que la covariance
geacuteomeacutetrique deacutecrit la correacutelation entre les deacutefauts de surface dun point et ceux de ses points
voisins sur une mecircme geacuteomeacutetrie Par la suite au lieu dintroduire des variations aleacuteatoires sur
les nœuds des composantes mailleacutees comme Liu et Hu (1997) Merkley utilise une courbe de
Bezier aleacuteatoire pour deacutecrire ces variations de surface
Poursuivant les travaux de Merkley Bihlmaier (1999) emploie lanalyse spectrale des
variations dune population de surface pour obtenir la matrice de covariance geacuteomeacutetrique de
celle-ci Ainsi agrave partir de lanalyse de lensemble des surfaces de lassemblage Bihlmaier
trouve la moyeime et la matrice de covariance geacuteomeacutetrique de lespace entre les joints de
lassemblage Il utilise ensuite ces informations dans une analyse FEA pour
preacutedire leacutetendue des forces dassemblage La comparaison de cette technique deacutenommeacutee
De plus amples informations ainsi quune liste exhaustive de leurs recherches sont disponibles sur leur site web httpadcatsetbyuedureportsandpublicationsphp ^ Bihlmaier eacutetudie lassemblage de deux feuilles jointes bout agrave bout
13
laquo Flexible Assembly Spectral Toleacuterance Analysis (FASTA) raquo avec la meacutethode Monte-Carlo
deacutemontre la rapiditeacute supeacuterieure de la meacutethode FASTA avec des reacutesultats sensiblement
eacutequivalents
Les meacutethodes proposeacutees preacuteceacutedemment sappliquent principalement agrave des assemblages en
coques minces avec de simples contraintes physiques Le cas dune composante subissant de
multiples contraintes lors de son assemblage et de son fonctionnement engendrant ainsi des
deacuteformations importantes ne se precircte pas aux meacutethodes preacutesenteacutees Linjecteur de haute
pression fabriqueacute pour lindustrie automobile repreacutesente un bon exemple Reacutecemment pour
pallier agrave ce problegraveme Markvoort (2007 Markvoort et al 2005a 2005b) suggegraverent une
meacutethode consistant agrave faire une analyse FEA pour chaque variable de lassemblage ie pour
chaque combinaison de toleacuterances simuleacutee Dans cette meacutethode les variations imposeacutees agrave
chaque dimension agrave analyser sont estimeacutees agrave laide dun logiciel danalyse statistique Cette
technique nommeacutee Statistical Toleacuterance Analysis and Deacuteformation Analysis (STA-DEF) a
lavantage decirctre preacutecise tout en consideacuterant les contraintes physiques Elle demeure preacutecise
dans le cas de petite ou de grande deacuteformation
Les meacutethodes danalyse preacutesenteacutees sont conccedilues pour preacutedire les variations dun assemblage
en tenant compte de la nature flexible de ses composantes Les deacutefauts des composantes de
mecircme que la position et la valeur des forces dassemblage y sont imposeacutes ce qui limite leur
utilisation dans la preacutesente eacutetude Il est utile de rappeler ici que ce meacutemoire deacutesire explorer
linspection de profil de surface dans le cas ougrave la piegravece agrave inspecter ait subi des deacuteformations
inconnues et que son nuage de points ait eacuteteacute bruiteacute agrave cause du systegraveme de numeacuterisation
14 Utilisatio n iteacuterative de la meacutethode deacuteleacutements finis
Lanalyse par eacuteleacutements finis est employeacutee principalement pour preacutedire le comportement
dune piegravece dun assemblage ou dun meacutecanisme complexe sous leurs conditions
dutilisation Vu la performance accrue des calculateurs la meacutethode deacuteleacutements finis est de
plus en plus utiliseacutee iteacuterativement pour loptimisation des paramegravetres de conception La
14
modeacutelisation dune matrice de formage est un exemple inteacuteressant La geacuteomeacutetrie de celle-ci
doit ecirctre optimiseacutee pour minimiser leffet du recul eacutelastique (Spring-Back) quengendre le
proceacutedeacute
Karafillis et Boyce (1992 1996) suggegraverent la meacutethode laquoForce Descriptor Methodraquo pour
deacutefinir la geacuteomeacutetrie de la matrice de formage dune piegravece de meacutetal en feuille tout en
consideacuterant le recul eacutelastique de la piegravece Cette deacutemarche combine lanalyse analytique et la
FEM pour eacutevaluer le niveau du recul eacutelastique ducirc au proceacutedeacute
Wu ( 1997) preacutesente un algorithme FEM iteacuteratif optimisant un coefficient alpha ( a ) de la
force reacutesultante responsable du recul eacutelastique En trouvant une valeur alpha plus petite que
zeacutero (a lt 0) ce qui a pour effet dappliquer une force opposeacutee au recul eacutelastique une
nouvelle geacuteomeacutetrie de la matrice est obtenue
Wei et Wagoner (2004) comparent successivement le modegravele nominal de la piegravece et celle
issue dune simulation du proceacutedeacute de formage par eacuteleacutements finis Agrave chaque iteacuteration le
vecteur de deacuteplacement de chaque nœud du maillage de la piegravece nominale agrave son
correspondant simuleacute est appliqueacute sur son nœud eacutequivalent du maillage de la matrice Cette
meacutethode laquo Displacement Ajustement method (DA ) raquo ainsi que celle proposeacutee par
Karafillis et Boyce (1992 1996) sont illustreacutees agrave la figure 12 De maniegravere agrave exploiter la
meacutethode DA lorsque le maillage de la matrice et celui de la piegravece sont diffeacuterents
Lingbeek et al (2005) suggegraverent la meacutethode laquo Smooth Displacement Ajustment (SDA) raquo
Celle-ci repreacutesente le champ des vecteurs de deacuteplacement par une surface polynomiale
permettant ainsi deacutevaluer le deacuteplacement des nœuds du maillage de la matrice
Les meacutethodes deacutecrites plus haut sont adapteacutees pour la conception de matrice dans un
environnement virtuel La transposition des vecteurs de deacuteplacement du modegravele de la piegravece
apregraves le recul eacutelastique au modegravele de la matrice est possible puisque la piegravece a eacuteteacute modeacuteliseacutee
au deacutepart sans deacutefaut de fabrication Si toutefois le modegravele initial de la piegravece provient de la
numeacuterisation dune piegravece manufactureacutee ces meacutethodes ne fonctionneront plus en raison de la
15
preacutesence du bruit de mesure et des deacutefauts de fabrication De toute eacutevidence si lon deacuteplace
les points du maillage de la matrice vers leurs points correspondants de la piegravece numeacuteriseacutee le
nouveau modegravele de la matrice sera bruiteacute en plus de repreacutesenter les deacutefauts de fabrication de
la piegravece utiliseacutee Neacuteanmoins la preacutesente recherche sinspire du concept de deacuteplacement
iteacuteratif introduit par ces meacutethodes
r raquo 1 ) Fiat Sheet
2) Fomi to trial die shape
-V aol
3) Die shape correct (Formingspriugback simulatiou) Taiaet
Die
4) A tool = X lool + A y
1 mol
(a)
Imdashbull 1) Fiat Sheet
-Ay-
x
y L 2) Form to target or trial die shape fioiu step 3 record Fextemai
3) Apply Fexteraai to tBTget obtaiii trial die shape (springtbrwaid)
(b)
4) Die shape coirect (Foniiiiigspriiigback simulation) Target
(i+l)thtnalafter spnugback
Figure 12 Meacutethode s de deacutefinition de la matrice de formage a) Meacutethode DA b) Meacutethode proposeacutee par Karafillis et Boyce (1992 1996)
Tireacutee de Wei et Wagoner (2004)
16
En reacutesumeacute la revue de la litteacuterature exposeacutee dans ce chapitre preacutesente leacutetat de lart dans les
domaines de lalignement entre la repreacutesentation 3D dune piegravece et son modegravele CAO
lalignement non-rigide ainsi que dans celui de lanalyse des variations geacuteomeacutetriques des
piegraveces souples De plus une revue des techniques dutilisation iteacuterative de la meacutethode
deacuteleacutements finis pour la modeacutelisation de matrice de formage est preacutesenteacutee Ce premier
chapitre a permis didentifier les apports des principales approches dans les domaines
mentionneacutes preacuteceacutedemment qui sont essentiels au deacutemarrage de la preacutesente recherche 11 a
aussi mis en relief les limites dans lapplication de ces meacutethodes pour reacutesoudre les
probleacutematiques relieacutees agrave linspection des piegraveces flexibles sans gabarit de conformiteacute
Finalement labsence de recherche dans le domaine de linspection de composantes souples
dans ce chapitre met en eacutevidence loriginaliteacute de ce meacutemoire
CHAPITRE 2
GESTION DE S PIEgraveCES FLEXIBLE S SELON LA NORME ASME Y145 M
Le controcircle dimensionnel et geacuteomeacutetrique des composantes meacutecaniques occupe une part
importante et croissante dans lindustrie moderne 11 existe des standards nationaux et
internationaux comme la norme ASME Y145M et la norme ISO 1101 pour deacutefinir un
systegraveme de symboles eacutetablir les regravegles dinterpreacutetation et geacuterer les meacutethodes agrave employer pour
communiquer les informations sur les documents et devis techniques Ce chapitre preacutesente
lessentiel des possibiliteacutes et des techniques permises par la norme ameacutericaine
ASME Y145M-1994 pour ameacuteliorer la reacutepeacutetitiviteacute de linspection des composantes
flexibles
Comme mentionneacute la norme ASME Y145M-1994 considegravere par deacutefaut que linspection des
composantes doit ecirctre effectueacutee agrave leacutetat libre free state) soit sans force appliqueacutee durant
linspection Les piegraveces standards stock) telles que les tubes le meacutetal en feuilles les profils
extrudeacutes les poutres structurales ainsi que les piegraveces sujettes agrave des variations geacuteomeacutetriques agrave
leacutetat libre sont exclus de la regravegle mentionneacutee Les piegraveces flexibles se voient ainsi traiteacutees de
maniegravere diffeacuterente Les meacutethodes dites de laquo conformation raquo leur sont appliqueacutees Les piegraveces
eacutetant diffeacuterentes par leurs geacuteomeacutetries leurs rigiditeacutes et par leurs requis fonctionnels plusieurs
meacutethodes sont disponibles La figure 2 l ci-dessous regroupe les principales techniques pour
linspection et le controcircle geacuteomeacutetrique des composantes flexibles
Conformation
_c A un eacuteleacutement geacuteomeacutetrique
A un gabarit (1)
1 Force(5)
Hyperstatique
H V
Dimension (4)
Points hyperstatiques (2| Reacutefeacuterentiels ajustables (3)
raquo
^^kl laquo
18
1 _ I
Remplacement du requis
Gabarit optique (10)
Toleacuterances relatives (6) Dimension
Imdash|aiMoo| |pound7 | oioieKw l
Autres requis (9)
fi
Longueur darc (7) Dimension AVG (8)
^-^-^
Figure 21 Principale s meacutethodes de controcircle des piegraveces flexibles Tireacutee de Tahan et Chacirctelain (2005)
21 Conformation par un gabarit
Linspection par conformation sur gabarit ou montage rigide permet dimposer une
seacutequence dinstallation et de fixation de la piegravece flexible sur le gabarit Cette meacutethode est
largement employeacutee pour des grandes piegraveces complexes et flexibles comme les panneaux en
polymegravere les cartosseries dautomobiles ou les grandes piegraveces usineacutees (domaine
aeacuteronautique) En vue de conformer la piegravece agrave sa geacuteomeacutetrie nominale deacutecrite par le gabarit
Sauf indication contraire les figures dans ce chapitre sont tireacutees de Tahan et Chacirctelain (2005)
19
une force induisant des deacuteformations eacutelastiques peut ecirctre exerceacutee sur celle-ci Dans ce cas la
conception et la fabrication des gabarits sont critiques et souvent coucircteuses Un exemple de
gabarit est illustreacute par la figure 22
Figure 22 Exempl e de gabarit
22 Utilisation de systegravemes reacutefeacuterentiel s hyperstatique s
Dans un montage isostatique chaque degreacute de liberteacute est bloqueacute par un seul point Par
exemple de maniegravere agrave bacirctir un plan reacutefeacuterentiel primaire trois points de contact sont
employeacutes Pour le plan reacutefeacuterentiel secondaire deux points de contact sont neacutecessaires pour
deacutefinir un plan perpendiculaire au primaire etc La repreacutesentation de ces points dappui se
fait par lentremise des reacutefeacuterentiels cibleacutes target datum) comme lillustre lexemple agrave la
figure 23
Figure 23 Systegravem e isostatique de reacutefeacuterentiels Tireacutee de ASME Y145M-1994
20
Une deuxiegraveme meacutethode de conformation est reacutealisable en indiquant plus de points de contact
que ce qui est matheacutematiquement neacutecessaire par exemple lindication de quatre points de
contact pour le plan reacutefeacuterentiel primaire Selon cette technique le reacutefeacuterentiel dinspection ne
se rapporte pas au plan moyen des quatre points mais agrave la surface geacuteomeacutetrique associeacutee
theacuteoriquement parfaite sur laquelle on doit conformer la piegravece
Cette meacutethode diffegravere de la preacuteceacutedente du fait que le nombre de points de contact reste quand
mecircme limiteacute et quil nest pas obligatoire davoir une geacuteomeacutetrie nominale mateacuterialiseacutee par
des surfaces complexes sur un gabarit Cette meacutethode est utiliseacutee pour linspection des
structures minces coques cylindriques surface complexe en meacutetal en feuille piegraveces en
polymegravere ayant subi des torsions Twist et Warp) Un exemple de gabarit est illustreacute agrave la
figure 24
u
W
W
0
0 0 0 0 0 0
Q X3 r3 Z3
yQ u Z4
Figure 24 Exemple dun systegraveme reacutefeacuterentiel hyperstatique
23 Reacutefeacuterentiel ajustable
Lusage de reacutefeacuterentiel ajustable nest pas exclusif aux piegraveces flexibles Cette meacutethode est
utiliseacutee dans le cas des composantes issues de proceacutedeacutes tels que le moulage ou le forgeage
Le principe relativement simple consiste agrave designer dune maniegravere speacutecifique les points de
contact qui seront mobiles comme le reacutefeacuterentiel Cl dans la figure 25a agrave travers une
indication speacuteciale du reacutefeacuterentiel cibleacute
21
La technique des reacutefeacuterentiels ajustables est privileacutegieacutee dans le cas des piegraveces relativement
rigides mais dont la stabiliteacute sur trois points dappui nest pas assureacutee ou seacutecuritaire Ainsi
sur une structure de grande taille en forme de H telle que repreacutesenteacutee dans la figure 25b le
plan primaire est deacutesigneacute par les quatre points Al-A4 les trois premiers eacutetant fixes et le
quatriegraveme A4 est ajustable Le reacutefeacuterentiel primaire est le plan passant par A1-A3 tandis que
A4 ne sert quagrave procurer une stabiliteacute suppleacutementaire agrave lensemble
Figure 25 Exempl e de reacutefeacuterentie l ajustable (a) Tireacutee de ASME Y 1441-2003
24 Conformation agrave une dimension nominal e
Dans cette meacutethode une dimension judicieusement seacutelectionneacutee est deacutefinie comme
paramegravetre agrave conformer lors de linspection et ce indeacutependamment de la force appliqueacutee La
dimension est indiqueacutee avec une cote nominale (Basic) et une note du type laquo Acirc conformer
durant linspection Conform to archive toleacuterance raquo Cette meacutethode est adopteacutee
freacutequemment sur des piegraveces minces ougrave figurent des plis Sil est important de controcircler une
dimension speacutecifique agrave leacutetat libre celle-ci est mentioimeacutee agrave laide du modificateur (F)
comme lindique la figure 26b
22
TTT-^y
-Iml-
- I I I
YYY 1 ZZ Z bull
a)
I I V
-Hocircucircl-
O l l I
^ x w copy mdash A
b)
25
Figure 26 Exemple s dune conformation dun e dimensio n nominale
Permission dutilisation dun e forc e lors des opeacuterations dinspectio n
Cette meacutethode permet agrave linspecteur dutiliser une certaine force lors de linspection Une
mention de la forme laquo est permis dutiliser 75 N250 mm lors de linspection It is
permissible to use 15 lbf100 to achieve toleacuterance raquo est inscrite sur le dessin Cette meacutethode
est couramment employeacutee sur de grandes piegraveces usineacutees avec de petites deacuteformations
geacuteomeacutetriques engendreacutees par les contraintes reacutesiduelles dues agrave lusinage Lajout dune
speacutecification agrave leacutetat libre illustreacute sur la figure 27 controcircle le niveau des deacuteformations
induites lors de linspection
1^1375 001 2 Z ^ y y y z^Acirc
Figure 27 Exempl e de planeacuteiteacute agrave leacutetat libre
23
26 Lusage des toleacuterances relative s
Dans cette technique les toleacuterances absolues appliqueacutees sur la totaliteacute de la piegravece sont
remplaceacutees par des toleacuterances relatives Les zones de toleacuterance sont deacutefinies en fonction de la
longueur ou de la surface Geacuteneacuteralement les toleacuterances relatives sont employeacutees pour
controcircler les deacutefauts de forme et de profil Typiquement la rectitude ou la planeacuteiteacute peut ecirctre
appliqueacutee sur une longueur preacutedeacutetermineacutee de la piegravece Toutefois la piegravece doit ecirctre
pratiquement rigide sur la longueur speacutecifieacutee
05400 CJ 0106000 r 0056000
Figure 28 Exemple s de toleacuterance relative
27 Utilisation de la longueur dar c
La longueur darc est deacutefinie comme la longueur circonfeacuterentielle de larc de cercle entre
deux points La figure 29 illustre une piegravece consideacutereacutee comme flexible et ayant une
courbure Le controcircle de la hauteur ou de la largeur entraicircne des difficulteacutes agrave cause de la
deacuteformation de la piegravece (figure 29a) Par contre le remplacement de ces mesures par une
mesure de longueur darc (figure 29b) assure une reacutepeacutetitiviteacute puisque celle-ci est
indeacutependante du niveau de deacuteformation
a)
XXX YV Y
b)
Figure 29 Exempl e dutilisation dun e longueu r darc
24
28 Utilisation des dimensions moyennes (AVG )
Les dimensions moyennes sont employeacutees pour controcircler la valeur de la moyerme
arithmeacutetique dune dimension au lieu de la geacuteomeacutetrie Autrement dit le controcircle seffectue
en utilisant la moyenne dun ensemble de mesures et non par les dimensions limites tel que
prescrites par le principe de lenveloppe (ASMEY145M-1994 p 4 Fundamental
Rulessection (l)) Le symbole AVG y est indiqueacute comme sur la figure 210
Agrave titre dexemple linspection du diamegravetre dun tube flexible est difficile Par contre en
divisant par ti la mesure de la circonfeacuterence avec un ruban ou un instrument speacutecial la valeur
moyenne (AVG) du diamegravetre est eacutevalueacutee avec une bonne reacutepeacutetitiviteacute
Figure 210 Exempl e dutilisation d e dimension moyenne Tireacutee de ASME Y145M-1994
29 Remplacement de s requis dimensionnels pa r dautres mesure s
Cette technique utilise la forte correacutelation qui peut exister entre la geacuteomeacutetrie dune
composante flexible et dautres mesures physiques Elle est utiliseacutee dans le cas de piegraveces
ayant une flexibiliteacute extrecircme (tissu tuyau flexible etc)
Dans le cas dune piegravece mouleacutee une dimension peut ecirctre substitueacutee par un requis de masse
Cette technique semploie dans le cas ougrave il existe une forte correacutelation entre linteacutegriteacute
geacuteomeacutetrique et la densiteacute du mateacuteriel mouleacute
25
210 Inspection pa r gabarit optiqu e
La meacutethode consiste agrave effectuer linspection avec un comparateur optique qui projette
limage de la piegravece sur un eacutecran avec un certain niveau dagrandissement preacutedeacutetermineacute La
superposition de limage obtenue avec un gabarit optique permet de valider la conformiteacute
dimensionnelle et geacuteomeacutetrique de la piegravece inspecteacutee Cette technique est employeacutee pour
valider la geacuteomeacutetrie des sections de mateacuteriaux flexibles comme celle du joint deacutetancheacuteiteacute
illustreacute agrave la figure 211 Dans ce cas le controcircle seffectue pour sassurer que le contour de la
section demeure agrave linteacuterieur dune zone deacutefinie par deux contours nominaux distanceacutes par la
valeur de la toleacuterance
Figure 211 Exempl e dutilisation du n gabari t optique agrave leacutetat libre
211 Reacutesum eacute
Comme mentionneacute plus haut les piegraveces flexibles sont traiteacutees diffeacuteremment selon leur
geacuteomeacutetrie leur rigiditeacute et leurs requis fonctiormels Plusieurs meacutethodes pour geacuterer leurs
variations dimensioimelles et geacuteomeacutetriques sont proposeacutees par les normes Le tableau 21
ci-dessous preacutesente une reacutecapitulation des meacutethodes permises par la norme ameacutericaine
ASME Y145M-1994 pour ameacuteliorer la reacutepeacutetitiviteacute de linspection des composantes
flexibles
Tableau 21 Reacutesumeacute des meacutethodes dinspection de composante flexible
26
Meacutethode
1 Conformation agrave un gabarit
2 Violation des principes disostatiques
3Reacutefeacuterentiel ajustable
4 Utilisation dune force
5Conformation agrave une dimension
6 Toleacuterance relative
7 Longueur darc
8 Utilisation des dimensions moyennes (AVG)
9 Remplacement des requis
10 Inspection sur gabarit optique
Exemples dapplication
Piegraveces agrave paroi mince avec formes complexes
Piegraveces agrave paroi mince
Stmcture meacutecano-soudeacutee
Piegraveces avec de faibles deacuteformations eacutelastiques piegraveces agrave paroi mince
Meacutetal en feuille piegraveces agrave paroi mince
Piegraveces primaires (poutre tube plaque panneau profileacute etc)
Stmctures minces meacutetal en feuille
Stmctures minces meacutetal en feuille
Piegraveces mouleacutees tuyaux flexibles tissus etc
Veacuterification de la geacuteomeacutetrie des sections de mateacuteriaux flexibles
Deacutesavantage
Neacutecessite un gabarit de conformation fidegravele agrave la geacuteomeacutetrie nominale
Neacutecessite un montage speacutecifique et un dispositif pour produire la force neacutecessaire agrave la conformation
Neacutecessite un montage speacutecial
Lajout dune toleacuterance agrave leacutetat libre est souvent neacutecessaire pour limiter le niveau de deacuteformation
Lajout dune toleacuterance agrave leacutetat libre est souvent neacutecessaire pour limiter le niveau de deacuteformation
Limiteacutee pour les deacutefauts de forme seulement Difficile agrave controcircler dans le cas des profils
Limiteacutee aux profils geacuteneacutereacutes par un rayon constant Mesures avec preacutecision limiteacutee
Ne valide par les valeurs extrecircmes (erreur de forme)
Une preuve de correacutelation est neacutecessaire
Reacutepeacutetitiviteacute de mesure Applicable uniquement pour les inspections en 2D
CHAPITRE 3
ALGORITHME INSPECTION PA R DEacutePLACEMENT ITEacuteRATI F
La revue de la litteacuterature du chapitre 1 illustre bien quen deacutepit de la recherche sur
linteacutegration de la flexibiliteacute des composantes dans lanalyse dimensionnelle afin de reacuteduire
la quantiteacute de piegraveces rejeteacutees peu de recherches ont eacuteteacute effectueacutees sur la reacuteduction des coucircts
dinspection des piegraveces flexibles Le preacutesent document propose un nouvel algorithme
deacutenommeacute Inspection par Deacuteplacement Iteacuteratif (IDI) Iteacuterative Displacement Inspection La
meacutethodologie permet de localiser et de quantifier les deacutefauts de profil des coques minces Les
donneacutees dentreacutee sont la piegravece manufactureacutee numeacuteriseacutee lorsque celle-ci est maintenue par de
simples supports et le modegravele nominal (MATH DATA) La deacutemarche se veut une alternative
agrave linspection avec un gabarit de conformiteacute Dans labsence de ce dernier les effets de la
graviteacute et des deacuteformations engendreacutees par les contraintes induites par le proceacutedeacute rendent la
geacuteomeacutetrie de la piegravece numeacuteriseacutee consideacuterablement diffeacuterente de la geacuteomeacutetrie nominale Par
conseacutequent la meacutethode proposeacutee envisage de traiter et disoler ces facteurs de telle sorte que
le reacutesultat de linspection reflegravete uniquement leffet des deacutefauts (variations dues aux proceacutedeacutes
de fabrication) En reacutesumeacute ce meacutemoire explore linspection des piegraveces de type coque mince
avec les hypothegraveses suivantes
bull La piegravece agrave inspecter est une coque mince Sa geacuteomeacutetrie est parfaitement deacutefinie et
disponible par un fichier MATH DATA (STEP IGES ou tout autre format compatible)
Le montage lors de la numeacuterisation autorise des deacuteformations eacutelastiques du mecircme ordre
ou supeacuterieures aux toleacuterances de profil exigeacutees
bull
La meacutethode de fixation pendant la numeacuterisation ne repreacutesente pas neacutecessairement les supports agrave lassemblage ^ Par exemple sur trois points de contact de la piegravece manufachireacutee
28
bull La piegravece fabriqueacutee est numeacuteriseacutee Une repreacutesentation de la piegravece sous forme dun nuage
de points xyz)y est disponible
bull Uniquement une partie de la piegravece possegravede des deacutefauts de surface^
bull Linspection se restreint aux deacutefauts de profil de surface tels que deacutefinis par la norme
ASMEY145M-I994
La meacutethodologie dinspection se reacutesume agrave comparer la geacuteomeacutetrie numeacuteriseacutee de la piegravece
fabriqueacutee malgreacute des deacuteformations dues agrave la souplesse de celle-ci avec la geacuteomeacutetrie
nominale Eacutetant donneacute que ces deux modegraveles ne sont pas similaires il est neacutecessaire
dappliquer une deacuteformation au modegravele nominal afin que celle-ci se rapproche de la
geacuteomeacutetrie de la piegravece numeacuteriseacutee Dans ce cas le problegraveme dalignement ne se limite plus agrave
trouver la matrice de transformation optimale minimisant la distance entre les deux modegraveles
comme lors de la comparaison des piegraveces rigides Lajout dun champ de deacuteplacement
(figure 31) estimant les deacuteformations agrave appliquer sur la geacuteomeacutetrie nominale devient
neacutecessaire Ce champ doit repreacutesenter uniquement les deacuteformations induites sur la piegravece
numeacuteriseacutee par les conditions de support lors de la digitalisation leffet de la graviteacute et les
deacuteformations dues aux contraintes induites par le proceacutedeacute Il doit exclure les deacuteformations
attribuables aux erreurs de profil Par conseacutequent en ajoutant le champ de deacuteformation au
modegravele nominal une nouvelle piegravece sans deacutefaut mais ayant subi les mecircmes deacuteformations que
la composante numeacuteriseacutee est ainsi simuleacutee Il en reacutesulte deux modegraveles sensiblement proches
ougrave il est possible agrave preacutesent deacutevaluer les deacutefauts de profil
Par exemple agrave laide dune tecircte laser monteacutee sur une MMT ^ Autrement dit les deacutefauts ne sont pas geacuteneacuteraliseacutes sur toute la superficie de la piegravece
29
Figure 31 Illustratio n dun champ de deacuteformation
31 Introductio n agrave lalignement spatia l
Pour permettre une meilleure compreacutehension du problegraveme dalignement sa formulation
matheacutematique est preacutesenteacutee ci-dessous
Soit un nuage de Np points P = p^p2p^pj^ pj eR^ repreacutesentant la piegravece physique
numeacuteriseacutee de mecircme quun maillage de N^ N^ laquo Np points S = s^S2s^s^ s^ eR^ et
de AA arecircte pound = p ^ | eR^ correspondant au modegravele nominal mailleacute La
distance euclidienne d^ dun point s de S agrave P est deacutefinie comme le vecteur du point s au
point pj le plus rapprocheacute Sa norme eacutetant
IKII = min(^-5) (31)
Comme indiqueacute au chapitre 1 les deux nuages de points demeurent dans des systegravemes de
coordoimeacutees distincts Le deacutesalignement entre ces deux systegravemes est quantifieacute par le scalaire
= SlKf (32) i=X
Par exemple si larecircte connecte les nœuds s et Sj alors la matrice seacutecrit comme suit = [ jf
30
Les points de S eacutetant des corps rigides dans lespace tridimensionnel ils peuvent se deacuteplacer
suivant six degreacutes de liberteacute Soit trois translations et trois rotations orthogonales identifieacutees
respectivement par le vecteur qj e E^ et la matrice R s R Le vecteur de translation q^
repreacutesente le vecteur de deacuteplacement appliqueacute agrave chaque point La matrice de rotation R est
en fonction des trois angles de rotation autour des axes principaux du systegraveme de
coordonneacutees En adoptant la repreacutesentation XYZ la matrice R prend la forme de
R=
R = R^9^yR^e^yRf9^)
cos(^ ) cos0 ) cos(6gt ) sin(6 ) ucircn(d^ ) - cos((9 )sMO ) cos9^ )cos((9J sin((9 ) +sin((9 )sin(ft )
cos0^)siii0f cos((9)cos(6J+sin((9)sin(^)sin(6J cos(6)sin((9)sin(ft)-cos(ft)sin(6J
-sinCeacuteraquo) cos((9)sin(6) cos((9)cos((9)
(33)
(34)
Par deacutefinition Rji9j) est une matrice orthogonale M speacutecifiant une rotation 9^ autour de
laxe j
La transformation de s dans un nouveau systegraveme de coordonneacutees seffectue en y appliquant
R et qj
s=Rraquos+qj (35)
Substituant leacutequation (35) dans (31) doime
C-[iIcirc5-h^]|| (36)
avec Cj eC C eacutetant lensemble des points de P correspondant aux points les plus proches
de S
Agrave preacutesent la substitution de leacutequation (36) dans (32) permet de reformuler la fonction
en une fonction de R et q^
fiRqr) = lJc-[Rs+qr] 1=1
(37)
31
Pour aligner les nuages de points S et f la fonction doit ecirctre minimiseacutee par rapport agrave R
et qj La matrice de rotation R et le vecteur de translation qj minimisant la fonction
reacutesolvent le problegraveme dalignement
32 Alignement initial
La fonction telle que deacutecrite par leacutequation (37) est non lineacuteaire La solution du problegraveme
de minimisation peut ecirctre trouveacutee en faisant appel aux meacutethodes non lineacuteaires
(meacutethodes iteacuteratives) Partant dune estimation initiale des paramegravetres doptimisation
ces meacutethodes modifient successivement les paramegravetres jusquagrave la minimisation
de la fonction objective selon un critegravere de convergence preacuteeacutetabli Ces approches
sont sensibles aux estimations initiales Pour que la solution ne converge
pas sur un minimum local les estimations initiales doivent ecirctre le plus
proches possible des solutions optimales Lalgorithme ICP de Besl et McKay (1992)
demande un premier alignement entre le DCS et le MCS comme point
de deacutepart Pour remeacutedier agrave cela une premiegravere approximation de la matrice
de transformation en alignant des points connus est proposeacutee
Les positions des A ^ supports dans le systegraveme de coordoimeacutees machine
MCS utiliseacutes lors de la numeacuterisation de la surface P sont repreacutesenteacutees par
^Mcs - 1 ^Mcsx bull bull bull ^MCS N I ^^ics ^ ^^^ bull Lcurs positious nominales dans le systegraveme de
coordoimeacutees DCS sont deacutesigneacutees par M^^^ = l^or^i bullbullbull ^nr^ laquo 1 ^DCS ^ ^^^^ bull De plus
soit ^cs ~ PMCSX bull bull bull PMCS Vy I ^Mcs ^ ^ l^s points dans P les plus proches des points de
fixation M^^g et S^^^ = p ^ ^ 5^^^ ^ 115^^^ euro 5 les nœuds de 5 agrave proximiteacute des
points A^cs bull ^oir figure 32
32
Figure 32 Alignemen t initial
Lalignement des nœuds S^^^ avec les points P^^ se reacutesume donc agrave trouver la matrice de
transformation minimisant
fRqr) = ZPMcsi -[R^Dcsi + ^r J =
(38)
La meacutethode Simplex semble ecirctre bien adapteacutee pour traiter les problegravemes doptimisation non
lineacuteaires et non contraints de cette taille Lestimation initiale de la matrice de rotation et de
translation neacutecessaires agrave lapplication de la meacutethode se calcule comme suit
^ =
o 0 o 0 0 0 0 0 0
^0 =
-rrT^PMcsii^)-^ C 1= 1
mdash 2ACS(2)-bull^G = 1
T7-2]^wr5(3)-^G = 1
bull^DCSiM
^DCSi i^)
~ ^DCSi i-^)
(39)
avec7^bdquo =[x y z f et5oc5=U y ^]
Les reacutesultats des matrices R et q^ obtenus par la meacutethode du simplex sont fusionneacutes dans
une matrice de transformation totale T
T = R q 0 1
(310) 4x4
33
Agrave preacutesent lapplication de la matrice de transformation sur tous les points de S permet
dobtenir un nuage S un peu plus proche de P
S =TS (311)
Avec S sous la forme S = bull ^ 1 ^ 2
1 1 1 AxNg
Lapplication de la meacutethode du Simplex permet de diminuer la diffeacuterence entre les nuages de
points S et P Comme mentionneacute plus haut cette eacutetape est importante puisque lalgorithme
ICP considegravere que les deux modegraveles agrave recaler sont proches lun de lautre La figure 33 en
reacutesume les eacutetapes
C CcedilNuage de pointsA 7
Modegravele S J ^ T oints de contact DCS ^DCS ^ ^ I
D 5 Point s de contact MCS A
Nuage de points Piegravece P icirc
Minimisation
fRq^) = 2]||pvlaquo -[RSDCS + ^r ]|| i=
S = TS
(Nuage de pointsA Modegravele s J
Figure 33 Algorithm e employeacute pour lalignement initial
34
33 Alignemen t Rigide
Tel que mentionneacute preacuteceacutedemment lalgorithme de localisation ICP proposeacute par Besl et
McKay (1992) permet deacutevaluer la matrice de transformation rigide qui optimise
lalignement entre la geacuteomeacutetrie numeacuteriseacutee et le modegravele nominal Plutocirct que dutiliser la
description habituelle de la matrice de rotation Besl et McKay (1992) emploient une
repreacutesentation par des quatemions Une uniteacute de quatemion est un vecteur
^laquo=[^0 9x ltl2 ^sl telque 9ogt0 et ^o+^+^2+73=lbull
La matrice de rotation et celle de translation peuvent se reformuler comme suit
Riq) = ltll+(ll-(ll-(ll 2(^^2-^0^) 2(qq+q^q2)
2qxltl2 + ^0^3 ) + il - 1x - q] Alili -lolx )
2 ( 1 3 - loli ) 2(^2^ 3 + q^q^ ) ql + q] - q^ - q]
(312)
9r=[94 95 ltIb (313)
La repreacutesentation avec des quatemions rend la minimisation de leacutequation (37) semblable agrave
une maximisation de la forme quadratique de luniteacute de quatemion La rotation optimale est
obtenue avec q^ eacutequivalent au vecteur propre correspondant agrave la valeur propre dune
matrice 4x4 provenant de la matrice de correacutelation croiseacutee cross-covariance) entre les
paires de points
Le vecteur de translation est ensuite deacuteduit
1r=Ps-RiqT)Pc (314)
ougrave Ps et ^ sont respectivement les centroiumldes de 5 et C
En deacutemarrant agrave partir dun alignement initial entre les modegraveles lalgorithme ICP procegravede
comme suit
35
1 Trouver lensemble de points C^ dans P correspondant aux points les plus proches
de 5
2 Trouver les vecteurs ^^ et ^^ minimisant^(^^ ^7-)
3 Geacuteneacuterer un nouveau nuage de points 5 en appliquant Rq^ ) et q^
4 Terminer la boucle diteacuteration quand ^ - Z^ lte on Kgt K^p^^^
ougrave K est le nombre diteacuterations entameacutees e le seuil de convergence voulu et K^-p^^
nombre maximal diteacuterations
le
Les points 5 se trouvant potentiellement dans une zone de deacutefauts identifieacutes par la meacutethode
deacutecrite agrave la section 36 sont retireacutes de S avant de relancer lalgorithme ICP dans le but de
diminuer leur influence sur lalignement De plus comme suggeacutereacute par Masuda et Yokoya
(1994) un eacutechantillonnage aleacuteatoire de S est employeacute pour reacuteduire le temps de calcul de
lalgorithme ICP De la sorte une fois la matrice de rotation et celle de translation trouveacutees
elles peuvent ecirctre appliqueacutees agrave tout lensemble de points S comme lillustre la figure 34
(Nuage de points ^ Modegravele S J C uage de points
Piegravece p
^Points Identifieacutes^
^
Eacutechantillonnage
Eacutechantillon Nuage de points Modegravele S
iriumltsN
Algorithme IC P Recalage des nuages de points
D
( R(4R) qj )
Si=RqRgts+qj
C Nuage de point s Modegravele 5 D
Figure 34 Alignemen t Rigide
36
34 Alignemen t non-rigide
Lalignement non-rigide proposeacute par Allen et al (2003) est employeacute dans le but de trouver
pour chaque point 5 une matrice x de transformation affine 3x4 deacuteplaccedilant les points de S
vers une surface deacuteformeacutee 5 tel que 5 soit proche de P tout en gardant un maillage lisse
La qualiteacute du maillage de la surface 5 est eacutevalueacutee par les fonctions derreur de distance Ej
et derreur de lissage E^ Ainsi la minimisation de la combinaison des deux fonctions
derreurs permet dobtenir les matrices x optimales
Les paramegravetres inconnus x sont organiseacutes dans une matrice 4 V^ x 3
X = [x xJ (315)
Le premier critegravere de localisation est la distance entre chaque combinaison de points Il est
caracteacuteriseacute par la fonction derreur de distance
pound(X) = fw||x5-c|f (316) 1=1
avec les nœuds de S exprimeacutes par s =[xyzY
Les poids w permettent de controcircler linfluence de chaque point sur le champ de
deacuteplacement Ils sont poseacutes eacutegaux agrave 0 pour les points identifieacutes comme potentiellement dans
une zone de deacutefauts de surface et agrave 1 pour le reste Ceci permet de ne pas conformer un
point s agrave son cortespondant c si celui-ci est dans une zone de deacutefauts Dans ce cas le
vecteur de deacuteplacement appliqueacute agrave s est seulement contraint par la fonction de lissage
Autrement dit le point s se deacuteplace en fonction du deacuteplacement de ses points voisins afin
de garder un champ de deacuteplacement lisse
37
Lerreur de lissage E^ reacutegularise le champ de deacuteplacement en minimisant la diffeacuterence de
deacuteplacement appliqueacutee aux deux points dune arecircte du maillage Elle contraint le
deacuteplacement des points agrave ecirctre deacutependants du deacuteplacement de leurs points voisins ce qui
permet dassurer un champ de deacuteplacement lisse
Esi^)= Hh-^Acirc bullbullyle
(317)
eacutetant la norme Frobenius
Il sensuit que la fonction objective agrave minimiser se trouve ecirctre
E(^X)^EX) + aEX) (318)
Le paramegravetre a est influenceacute par la rigiditeacute du modegravele S 11 agit sur la qualiteacute de lissage du
champ de deacuteplacement Si a est eacuteleveacute le deacuteplacement appliqueacute sur chacun des points est
fortement deacutependant du deacuteplacement de ses points voisins Tandis que si a est faible le
deacuteplacement appliqueacute agrave chacun des points est seulement contraint par le terme E^ et se
retrouve presque indeacutependant du deacuteplacement de ses voisins Ceci se traduit par un champ de
deacuteplacement non lisse
Amberg et al (2007) reformulent la fonction objective EX) en une fonction quadratique
en posant lerreur de distance comme suit
EAX) = WHX-C)
ougrave H =
Ns
est une matrice de A^ x 4Ng
(319)
W est une matrice diagonale A^ x A^ des poids w C = [c c
des points correspondants aux points 5
c^J est la matrice
38
Lerreur de lissage est ainsi exprimeacutee par
ESX) = MregG)Xl (320)
ougrave M est une matrice nœud-arecircte (node-arc) Nf^x-N^ contenant linformation topologique
du maillage S Elle contient une rangeacutee par arecircte et une colonne par nœud Elle permet
lidentification des nœuds relieacutes par une arecircte Par exemple si larecircte connecte les
nœuds s et Sj les eacuteleacutements non nuls de la rangeacutee 1 de M sont M(i) = -1 et Mj) = 1
G est une matrice identiteacute 4 x 4
De la sorte leacutequation (318) est exprimeacutee par la fonction quadratique
EX) = [aMlt^G
[ WH X- ^ 1
vc
r - - 1 2
-bull F (321)
=AX-B
y4 est une matrice 4Ni^+Ng)x4Ng et B une matrice 4N^+Ng)-x3
Il est agrave preacutesent possible de trouver lensemble des transformations X sachant que EX)
atteint son minimum lorsque X = A^A)~^A^B pour un a et une combinaison de
points S--C^ fixe
E(X) atteint son minimum lorsque X est eacutegale au pseudo inverse minimisant cette fonction quadratique
^ Pour un ensemble de points C amp P correspondant aux points les plus proches de 5
39
Lalignement non-rigide suggeacutereacute par Amberg et al (2007) comporte les eacutetapes suivantes
1 Trouver lensemble de points C^ dans P correspondant aux points les plus proches
de S
2 Fixer la valeur de a^
3 Bacirctir les matrices Af et B^
4 Calculer X^
5 Geacuteneacuterer un nouveau nuage de points 5 en appliquant X^
Afin de reacuteduire linfluence de lerreur de distance introduite par la meacutetrique point-point ce
meacutemoire propose de remplacer chaque point de lensemble C par
cy = s+ocircD ltiltN (322)
Dg est la projection de la distance point-point sur la normale du point s comme deacutecrite
dans la prochaine section Le paramegravetre S repreacutesente le pourcentage du deacuteplacement agrave
appliquer La figure 35 illustre ce concept
Modegravele nominal S s laquobullbull
bull bull bull bull bull bull bull bull bull A
Piegravece numeacuteriseacutee P
-gtd
y bull lt
-^D bull ocircDgi Exemple S = 50
Figure 35 Scheacutematisatio n de la modification d e lensemble de s correspondances
40
Amberg et al (2007) suggegraverent de deacutemarrer avec une valeur a eacuteleveacutee pour recouvrir les
deacuteformations globales neacutecessaires agrave lalignement non-rigide Par la suite la diminution
progressive de a autorise le modegravele agrave eacutepouser plus localement sa cible Toutefois il est
facile de converger sur un minimum local ducirc agrave la diffeacuterence de forme eacuteleveacutee entre les deux
surfaces Lajout du terme ocirc dans leacutequation (322) permet dappliquer une deacuteformation
progressive au modegravele 5 afin de diminuer les chances de converger sur un minimum local
de la fonction (321)
Agrave titre indicatif la figure 36 illustre un champ de deacuteplacement repreacutesentant les distances
point-point Dans cet exemple les vecteurs de distance repreacutesentent majoritairement leffet
des espaces entre les points des nuages numeacuteriseacutes La figure 37 preacutesente le mecircme champ
avec les distances ^gtg^ Sur celle-ci les vecteurs sont plus coheacuterents et les deacuteviations causeacutees
par les deacutefauts de surface sont visibles sur le centre du champ Finalement la figure 38
montre le lissage du champ obtenu apregraves lapplication de lalgorithme dalignement non-
rigide Elle permet dobserver que lamplitude et la direction des vecteurs se reacutepandent
uniformeacutement mecircme dans les zones de deacutefauts de profil
Figure 36 Exempl e dun cham p de deacuteformation repreacutesentan t les distances point-point
bullbullV^-bullbull^bullbullbullbull^^MJ^7^
laquo raquo t t bull
41
bull bull laquo bull J bull bull bull
bull I
Figure 37 Exemple dun champ de deacuteformation corrigeacute repreacutesentant les distances corrigeacutees
i
t bull bull bull bull bull bull bull -
I bull bull 1 bull bull bull - bull bull
l bull bull bull bull bull - bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
Figure 38 Exemple dun champ de deacuteformation lisse obtenu avec lapplication de lalgorithme dalignement non-rigide
42
Agrave ce stade lintroduction de la meacutethode de recalage non-rigide suggeacutereacutee par
Allen et al (2003) puis reformuleacutee par Amberg et al (2007) ainsi que les ajustements
proposeacutes dans ce meacutemoire permettent de preacutesenter le module dalignement non-rigide de
lalgorithme global de la preacutesente recherche Ce module donne la possibiliteacute de deacuteformer le
modegravele nominal pour quil se rapproche de la geacuteomeacutetrie de la piegravece numeacuteriseacutee sans prendre
en consideacuteration les deacutefauts de celle-ci Les exemples illustreacutes sur les figures 36 agrave 38
montrent bien la capaciteacute de la meacutethode Scheacutematiquement la figure 39 illustre la
deacuteformation imposeacutee au modegravele nominal S pour retrouver un modegravele S plus proche de P
Sur cette figure la meacutethode proposeacutee permet de deacuteplacer les points s et s^ vers les
points s- et 8 de maniegravere lisse autrement dit sans eacutepouser les deacutefauts ( c^ et Cg ) de la
piegravece numeacuteriseacutee Le problegraveme demeure entier quant agrave lidentification des deacutefauts En effet
seacuteparer les deacutefauts de surface des deacuteformations nest pas une tacircche triviale Agrave ce titre la
section 36 introduit une technique innovatrice pour lindentification des deacutefauts
Modegravele
S
S
s l 6 He nominal bullraquo bull bull s
^3- T bull bull 3 ^ bullbullbullbullbull 1 Champ de deacuteplacement bullbull ^ bullbullbullbullbull icirc 1 Champ de deacuteplace
1 i Ts-Z J
bullc
Piegravece numeacuteriseacutee P 6-
Deacutefauts c bull bull
1 9 10
8-
Figure 39 Creacuteatio n du modegravele nominal deacuteformeacute
35 Correction de la distance point-poin t
Lestimation des combinaisons de points smdashc ainsi que de leur distance respective d^
peut ecirctre reacutealiseacutee agrave laide de la fonction dsearchn de Matlabreg La fonction dsearchn est baseacutee
43
sur lalgorithme quickhull de Barber et al(1996) Eacutetant donneacute quil nexiste pas
neacutecessairement un point c correspondant parfaitement au point s une correction de la
distance est essentielle Dans ce but ce meacutemoire propose le concept dune distance
corrigeacutee D^ Celle-ci repreacutesente la projection de la distance point-point d^ sur la
normale n^ du point s comme lillustre la figure 35
D bdquo = E J ^ (323) I - l | 2 si
n
Comme mentionneacute dans la revue de litteacuterature plusieurs meacutetriques de distance existent
point-projection point-plan tangent (Park et Murali 2003 Pottman et Hofer 2002
Rusinkiewicz et Levoy 2001) Ces meacutetriques sont utiliseacutees principalement pour la recherche
des correspondances s mdash c De son cocircteacute la distance corrigeacutee D^ permet seulement de
reacuteduire linfluence de la densiteacute du nuage de points de la piegravece numeacuteriseacutee Elle neacutecessite
preacutealablement la connaissance des cortespondances 5 mdash c
Le calcul de la normale n^ dun nœud s se fait en trois eacutetapes En premier lieu pour chaque
eacuteleacutement du maillage 5 constitueacute de s les deux points les plus proches de s sont identifieacutes
Ensuite laire et la normale de chacun des triangles composeacutes des deux points
trouveacutes agrave leacutetape preacuteceacutedente et de s sont eacutevalueacutees Finalement comme proposeacute par
Tomacircs Jirka (2002) les aires des surfaces triangulaires autour de s sont utiliseacutees pour la
pondeacuteration de la normale n^ Celle-ci se calcule comme suit
NE
nbdquo=-^ (324 )
th- j=
ougrave N^ est le nombre deacuteleacutements autour du point s ^ repreacutesente laire et n est la normale
du triangle compris dans leacuteleacutement E Voir figure 310
44
Figure 310 Illustratio n de la normale dun point
Pour sassurer que les normales rij sont toutes dans la mecircme direction celles-ci sont
inverseacutees si leur cmgle avec le vecteur de deacuteplacement d^ est plus grand que 90 degreacutes
36 Identification des deacutefaut s
Merkley (1998) introduit le concept de la covariance due au mateacuteriau material covariance)
et celui de la covariance geacuteomeacutetrique geacuteomeacutetrie covariance) La covariance due au mateacuteriau
deacutecrit linterdeacutependance entre les points du maillage dune piegravece reacutesultant de la nature du
mateacuteriau lorsque celle-ci est soumise agrave des forces tandis que la covariance geacuteomeacutetrique
deacutecrit la correacutelation entre les deacutefauts de surface dun point et ceux de ses points voisins sur la
mecircme geacuteomeacutetrie Les deacutefauts de surface sont aleacuteatoires et non correacuteleacutes dun point de vue
microscopique par exemple lorsque lon mesure la rugositeacute de la surface Mais dun point de
vue macroscopique les deacutefauts sont contraints agrave ecirctre interdeacutependants simplement puisquils
proviennent dune surface nominalement continue En sinspirant de ces principes ce
meacutemoire suggegravere didentifier les deacutefauts de surface en comparant chaque point s avec ses
points voisins plus speacutecifiquement en comparant la distance D de s avec les
distances D^j de ses points voisins
Il est plus facile dexprimer ce concept avec un exemple La figure 31 la montre le cas ougrave la
surface de la piegravece P ne contient pas de deacutefauts Dans ce cas les deacuteplacements des points
45
sont fortement correacuteleacutes agrave cause de la nature du mateacuteriau Autrement dit la diffeacuterence entre la
distance D^ de s et celle de ses points voisins est minime Dun autre cocircteacute la figure 311^
illustre le cas ougrave il y a un deacutefaut de surface sur P Ici les points Cg et c dans la zone de
deacutefauts de surface ne suivent plus la correacutelation de deacuteplacement imposeacute par la nature du
mateacuteriau Ils se distinguent des autres points par une distance D^ plus ou moins eacuteleveacutee que
celle de ses voisins De la sorte cette caracteacuteristique permet didentifier les points
susceptibles decirctre dans une zone de deacutefauts Ainsi il est possible de seacuteparer les
laquo deacuteformations raquo dues agrave la nature flexible de la piegravece des laquo deacutefauts de profil raquo
Piegravece numirliegravet bullbullbullbull f--^l C laquo f - - ^ bullbullbullf-- l o
umirliegravet bullbull - 7 ^bull- degi bull t bullbullbullbull bull Plenumeacuterlieacute- - lt)T ~ f - f
^bull - bullbull l F t K -- bull - ^ f- i - h-s Modegravel Nominal S Modegravel e Nominal
a) b) Figure 311 Identification des deacutefauts
a) piegravece sans deacutefauts de surface et b) piegravece avec deacutefauts de surface (points Cg et c )
Le voisinage de niveau 1 dun point s comprend les points constituant les eacuteleacutements du
maillage de S utilisant le point s Le voisinage du niveau 2 est constitueacute des points
composant les eacuteleacutements du millage comprenant les points de niveau 1 La figure 312 permet
de visualiser plus facilement cette notion
Figure 312 Ensemble de points voisins du nœud 742 a) de niveau 1 et b) de niveau 2
46
la liste des points dans le voisinage de soi=[^)-^i]ergt[ricirc)F^j niveau 1 et 2 respectivement dun point de 5 et D^ =D^^D^^ la distance
euclidieime corrigeacutee entre chaque paire de points 5 mdash c Lintroduction dun indicateur de
confiance e I avec 1 lt lt iV^ repreacutesentant la diffeacuterence entre la distance D^ de 5 avec
les distances D^j de ses points voisins permet de mettre en relief les points s qui ne suivent
pas la correacutelation de deacuteplacement imposeacute par la nature du mateacuteriau II permet didentifier les
points neacutecessitant un deacuteplacement plus ou moins eacuteleveacute que celui de ses points voisins ce qui
constitue une caracteacuteristique des points dans une zone de deacutefauts de surface Lindicateur de
confiance se calcule en deux eacutetapes Tout dabord afin de diminuer les effets du
bruit de mesure un filtre par moyennage comme celui employeacute couramment en imagerie
(Gonzalez et Woods 2008) est appliqueacute aux points Chaque distance D est remplaceacutee
par Fg eacutequivalent agrave la moyenne des De des points du voisinage de niveau 1 du point s
t^ =i
bull^c )
N (325)
KSI
OUgrave A ^ est le nombre de points voisins de niveau 1 de s La liste des points voisins de s est
eacutecrite sous la forme r = [F V F J I F e t V i ) V 1 V 2 bdquo l - bull S
) lxK
Par la suite lindicateur de confiance euro du point s se calcule en eacutelevant au carreacute la
moyenne des diffeacuterences entre F^ et chacun des F^j de ses points voisins de niveau 1
= t^si-^so J=i
( iVbdquo raquo
N lsi
pour ltiltNg (326)
47
De la sorte les points avec un indicateur de confiance r fois plus eacuteleveacute que
le 95e percentile de lensemble et ne se trouvant par sur le contour de la piegravece sont
consideacutereacutes comme eacutetant potentiellement dans une zone de deacutefauts de surface Les poids vt
des nœuds du voisinage de niveau 2 de ces points sont mis agrave zeacutero dans leacutequation (321) Les
points du contour ne sont pas consideacutereacutes car ils nont pas suffisamment de points voisins
pour permettre une boime eacutevaluation de leur vecteur normal Cette caracteacuteristique laquo falsifie raquo
la valeur de leur indicateur de confiance Le scheacutema de la figure 313 deacutecrit les eacutetapes de la
meacutethode didentification
Cette section a permis de preacutesenter une technique innovatrice permettant de seacuteparer les
deacutefauts de surface des deacuteformations en attribuant un indice de confiance agrave chaque
point 5 Lidentification des points potentiellement dans une zone de deacutefauts est essentielle
pour diminuer leur influence sur le champ de deacuteplacement comme discuteacute preacuteceacutedemment
dans la section 34
Ou un autre critegravere fixeacute agrave priori Celui proposeacute est fixeacute pour sassurer que les points consideacutereacutes comme eacutetant
potentiellement dans une zone de deacutefauts de surface ont des indicateurs de confiance 7 nettement plus eacuteleveacutes
que lensemble
^ Ou un autre niveau fixeacute agrave priori Celui proposeacute permet de seacutelectionner les points au voisinage de ceux identifieacutes par un indicateur eacuteleveacute
48
Nuage de points Modegravele S
J r t s ^ dsearchn Combinaison de points
f Distanc e s^-c pound L__A__J V
lt
Nuage de points Piegravece P 5
5-C intsN N Combinaison de pointsN ANuag e de points C
Piegravece P D Calcul normal laquo Projection de ds su r la
normale n
c I Distance projeteacutee s - c
_ y= i 5(n)
iV ri
= iV
Figure 313 Meacutethod e didentification
49
37 Algorithm e IDI
Compte tenu des discussions preacuteceacutedentes sur les techniques de recalage et didentification de
deacutefauts cette section preacutesente lalgorithme dinspection par deacuteplacement iteacuteratif IDl proposeacute
par ce meacutemoire Un scheacutema de lalgorithme est preacutesenteacute agrave la figure 314
Par rigueur matheacutematique la fonction objective (32) de lalignement spatial doit ecirctre
modifieacutee pour refleacuteter les modifications proposeacutees dans ce meacutemoire Ainsi la fonction peut
ecirctre eacutecrite sous la forme ci-dessous en remplaccedilant la meacutetrique point-point d^) par la
distance corrigeacutee D^
f = L^sif (327) i=X
Les eacutetapes suivantes deacutecrivent lalgorithme IDI Deacutebutant avec le nuage de points S de la
piegravece nominale le nuage de points P de la piegravece fabriqueacutee les points de support S^^^
et Pj^ccedilg ainsi que la liste des points voisins de niveau 1 et 2 de chaque point de S
lalgorithme poursuit comme suit
1 Faire un premier alignement entre S et P agrave laide des points S^ ^ et P^bdquo
2 Initialiser le nombre diteacuterations K = e paramegravetres = a^ et ocirc
3 Recaler le nuage S sur P en utilisant lalgorithme dalignement rigide
4 Trouver lensemble de C dans P des points les plus proches de S
5 Calculer les distances d^ ainsi que les distances projeteacutees D^
6 Identifier les points avec un indicateur plus grand que r fois le 95e percentile de
lensemble
7 S Kgt K^^^ terminer la boucle de lalgorithme et eacutevaluer lerreur de profil
8 Si AT = 1 retourner agrave leacutetape 3 en retirant les points identifieacutes de lensemble S
9 Si AT gt 1 trouver la valeur de la matrice X puis deacuteformer le modegravele S afin quil se
rapproche de P agrave laide de lalgorithme dalignement non-rigide
10 Si Xf -X^_^Il lt AX poser a = a-Step^ jusquagrave atteindre a=cep
50
11 Si KgtKg poser ^ = 1
12 Si a = ap retourner agrave leacutetape 4 Autrement retourner agrave leacutetape 3 K = K +
ougrave laquo^ est la valeur de deacutepart de a tandis que or est sa valeur minimum pour assurer un
champ de deacuteplacement lisse AX repreacutesente le critegravere deacutecisioimel pour autoriser
une reacuteduction de Step^ de la valeur de or Kg correspond au nombre diteacuterations ougrave le
paramegravetre ocirc est appliqueacute Et K^^^ est le nombre diteacuterations maximales de lalgorithme IDI
Deacutebutant avec or eacuteleveacute permet de contraindre fortement le champ de deacuteplacement et
dappliquer uniquement une deacuteformation globale sur le modegravele Par la suite la valeur de a
est diminueacutee dune valeur Step^ jusquagrave atteindre la limite a^ Lajout du paramegravetre ocirc
durant Kg iteacuteration donne la possibiliteacute dimposer une deacuteformation progressive au
modegravele 5 afin de reacuteduire les chances de converger sur un minimum local de la
fonction (321) De plus comme les deux modegraveles sont initialement consideacuterablement
diffeacuterents tant que la valeur laquo^ nest pas atteinte la boucle de lalgorithme inclut
lalignement rigide Cette caracteacuteristique permet de rapprocher spatialement les deux
geacuteomeacutetries sans deacuteformer le modegravele nominal
En conclusion ce chapitre expose la theacuteorie et la meacutethode proposeacutees dans ce meacutemoire pour
effectuer linspection de profil sur des piegraveces flexibles sans gabarit de conformiteacute Les
performances meacutetrologiques de lalgorithme seront traiteacutees au chapitre 4 Des modifications
innovatrices aux techniques dalignement rigide et non-rigide sont introduites De plus une
technique avant-gardiste didentification des deacutefauts de surface est proposeacutee Celle-ci donne
la possibiliteacute de seacuteparer agrave chaque eacutetape les deacuteviations reacutesultantes de deacutefauts de surface de
ceux causeacutes par la deacuteformation due agrave la flexibiliteacute et au proceacutedeacute de la piegravece Finalement la
fusion de toutes ces meacutethodes dans un nouvel algorithme permet la deacuteformation et le
recalage successif du modegravele nominal jusquagrave que celui-ci savoisine agrave la piegravece
manufactureacutee
51
Modegravele nomina l 5
Numeacuteriser l a piegravec e frabriqueacutee
Maillage (Vfes7ng)
C Nuage de point s Modegravele S 0 (Nuage de points _
Piegravece P J
Coints de contact DCSN focirc iuml Points de contact MCS P^^^P D
Alignement Initia l Recalage des nuages de points
K=1 a = a^ ocirc
Alignement Rigid e Recalage des nuages de points
(Nuage de points N Modegravele S^ J
dsearchn Combinaison d e point s
Distance s -ds
Combinaison de p o 5 -c
Identification
in ts (^ Nuage de points C Piegravece P 5
(Poids A j - ^ D i s t a n c e prajeteacute e - A
-out-
Alignement non-rigid e NON
Nuage de point s Modegraveles
S =
J NON
Deacuteviations Inacceptables C Deacuteviations
Acceptables
Figure 314 Algorithm e IDI
52
CHAPITRE 4
EacuteTUDES DE CAS
Ce chapitre preacutesente une seacuterie dexemples qui valident la meacutethode IDI Les geacuteomeacutetries
utiliseacutees dans cette section sont choisies afin de repreacutesenter une varieacuteteacute raisonnable de cas
rencontreacutes dans lindustrie Plus speacutecifiquement trois types de surface sont eacutetudieacutes
univoque agrave courbure quasi constante en forme de U et complexe La surface
univoque servant comme point de deacutepart de leacutetude est repreacutesentative dune surface
aeacuterodynamique skin) La surface en U introduit une difficulteacute suppleacutementaire par son
changement brut de courbure Elle est repreacutesentative dune composante extrudeacutee La
troisiegraveme piegravece est une surface de forme complexe (free-form) repreacutesentant par exemple un
parmeau de carrosserie
Les eacutetudes de cas ont trois objectifs Elles servent agrave valider et agrave eacutevaluer la performance de
lalgorithme Elles sont aussi utiliseacutees en vue didentifier les paramegravetres influents de la
meacutethode pour ameacuteliorer sa robustesse Ce deuxiegraveme point megravene agrave travailler dans un
environnement virtuel ce qui implique que les piegraveces dites fabriqueacutees proviennent de
simulations informatiques De la sorte la composante manufactureacutee numeacuteriseacutee est simuleacutee agrave
partir des eacutetapes suivantes
1 Une deacuteformation locale repreacutesentant des deacutefauts de profil de surface est appliqueacutee sur le
modegravele nominal agrave laide de la fonction laquo Free Form Surface raquo de Proengineerreg
Wildfire 2
2 Une analyse par eacuteleacutements finis sur cette nouvelle piegravece est reacutealiseacutee sur ANSYSreg Cette
analyse prend en compte linfluence des supports employeacutes lors de la numeacuterisation et de
leffet de la graviteacute De plus des forces externes y sont imposeacutees pour introduire leffet
53
des contraintes internes induites par le proceacutedeacute de fabrication Il reacutesulte de ces opeacuterations
un nuage de points exprimant un modegravele deacuteformeacute comprenant des deacutefauts de surface
3 Sur ce dernier nuage de points un bruit de mesure suivant une distribution normale
N(001mm) est ajouteacute
Le reacutesultat de ces manipulations reacutesumeacute par la figure 41 repreacutesente maintenant la piegravece dite
fabriqueacutee
l1l 11
IH (
Modegravele Nominal CAO V
Deacuteviation dune reacutegion de la surface Simulation des deacutefauts de surface
i Faire FEA sur le modegravele nominal +
Graviteacute + Forces Externes
V
^Nuage Modegravele Deacuteformeacute^
Bruits N(001)
V Piegravece fabriqueacutee numeacuteriseacute e
Nuage Modegravele Deacuteformeacute avec bruits et deacutefauts de surface )
Figure 41 Processu s de simulation de la piegravece fabriqueacutee
Pour chacune des eacutetudes les deacutefauts de surface introduits ainsi que les forces appliqueacutees lors
de la simulation des piegraveces fabriqueacutees sont eacutenonceacutes Par la suite les reacutesultats apregraves
Le niveau de bruit suggeacutereacute est jugeacute seacutevegravere Il repreacutesente une home supeacuterieure agrave la majoriteacute des systegravemes de mesure industriels (Documentations-Metris 2009 Li et Gu 2004 Prieto 1999)
54
lapplication de lalgorithme sont preacutesenteacutes Une comparaison des deacuteviations obtenues avec
celles imposeacutees est aussi fournie pour eacutevaluer la mesure de la meacutethode
41 Exempl e 1 Surface univoque
La situation envisageacutee dans cet exemple est celle de linspection du profil de la surface A
repreacutesenteacute agrave la figure 42 lorsque celle-ci est supporteacutee par trois points de contact lors de la
numeacuterisation Les positions des supports sont seacutelectiotmeacutees afin que la piegravece se deacuteforme
significativement en raison de son propre poids La piegravece est une tocircle mince
de jauge 14 (07213 mm) en aluminium avec un module de Young de 7E10 Nm et une
densiteacute de 2700 kgm^ La dimension hors tout de la piegravece est de 350x800 mm
Figure 42 Modegravel e A
Comme mentionneacute auparavant lalgorithme IDI deacuteforme le maillage du modegravele nominal afin
que celui-ci se rapproche de la surface numeacuteriseacutee puis y eacutevalue les deacuteviations de profil La
composante fabriqueacutee est simuleacutee en utilisant le processus exposeacute agrave la figure 41 Des deacutefauts
de surface leffet de lacceacuteleacuteration gravitationnelle et les deacuteplacements causeacutes par une force
exteme de 2 N agrave un bout de la piegravece y sont appliqueacutes comme lillustie la figure 43 Les
positions des supports A-B-C dans le reacutefeacuterentiel MCS sont cormues puisquelles sont
imposeacutees Dans un contexte industriel la localisation des appuis dans le reacutefeacuterentiel du
scanneur peut ecirctre facilement eacutevalueacutee par exemple en les numeacuterisant Les translations du
point A sont bloqueacutees suivant les axes X Y et Z Les mouvements du point B sont fixeacutes dans
le sens des axes X et Y tandis que ceux du point C le sont dans laxe Z Les nœuds les plus
proches des points dancrage A-B-C sur le maillage de la piegravece simuleacutee sont identifieacutes
55
respectivement p^csx gt PMCSI ^^ PMCSI bull ^ ^^ ^^ ^^ processus de simulation de la composante
numeacuteriseacutee un nuage de 14841 points du modegravele deacuteformeacute avec des deacutefauts de surface et
comprenant du bruit de mesure est construit La figure 44 illustre les deacuteformations
appliqueacutees La figure 45 montre les deacutefauts de surface introduits Les deacuteviations qui sy
retrouvent sont qualifieacutees de valeurs cibles Ce sont les valeurs agrave obtenir agrave la suite de
lapplication de lalgorithme
Zone avec deacutefauts PMCSI PMCSI
MCSX
Figure 43 Constructio n de la piegravece A fabriqueacutee avec la configuration de force 1
Figure 44 Deacuteplacement s reacutesultant de la configuration de force 1 sur la piegravece A
56
a)
bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullS t22raquoraquoraquoicirc icirc222laquoraquolaquo
bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbull bull bull bullbullbullbullbullbullbullbull bull bull bull bullbullbullbullbullbullbullbullbull iisraquo bull bull bull bullbullbullIcirc222SIcirc
s
bull bull bull M i t
bullbullbullbullbullbullt^ bull bull bull bull bull bull i t t t bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull bull laquo
b)
Figure 45 Deacutefaut s de surface introduits sur la piegravece A a) Modegravele A nominal et b) Deacutefauts de surface sans bruit de mesur e
Le maillage de 1364 nœuds du modegravele nominal illustreacute agrave la figure 46 est obtenu avec
ANSYS Les nœuds Soc5 = - ocsi ^DCSI ^DCSI^DCS^^ ^^S P ^S proches des points
dancrage A-B-C dans le reacutefeacuterentiel DCS sont identifieacutes La position des supports dans
le DCS est geacuteneacuteralement deacutefinie par le concepteur lors de la deacutefinition du mode de fixation
Figure 46 Maillag e du modegravele A nominal
57
DCS Agrave partir de s deux nuages de points preacuteceacutedents des coordonneacutees des points ^ bdquo et S^
lalgorithme IDI fournit les reacutesultats preacutesenteacutes ci-dessous Ces reacutesultats sont obtenus en
employant les valeurs des paramegravetres du tableau 4 l
Tableau 41 Valeur des paramegravetres employeacutes dans lexemple l
Paramegravetres
Valeur
laquo D
6 500
ap
4 500
Step
50
r
25
AA-
075
S
05
Ks
10
^MAgraveX
150
La distance corrigeacutee D^ entre chaque nœud du maillage nominal et le point le plus proche
sur le nuage de points de la surface numeacuteriseacutee apregraves la premiegravere iteacuteration de lalgorithme est
preacutesenteacutee agrave la figure 47
bull bullbullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
Icirc Icirc Icirc Icirc Icirc Icirc
^ Icirc - - bull bull bull bull bull bull bull bull raquo 4 bull bull bull bull bull laquo bull i raquo raquo raquo laquo bull bull bull bull bull bull bull bull bull bull lt bull bull bull bull bull bull ^ bull bull bull bull bull bull bull bull bull l icirc icirc icirc l mdash ^
bull bull bull bull bull bull bull bull bull bull bull T bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull laquo M bull bull bull bull bull bull laquo bull bull bull bullbull bull bull bullbullbullbulllaquobullHt bull bullbullbullbullbulllaquobullbullbullbullbullbullbullbullbullgtbullbullbullbullbull bullbullbullbullbullbull^^bullbullbullbullbullbullbullbullbullliumlraquo^ bull bull bull bull bull ^ ^ bull bull bull bull bull bull bull 2 ^
Figure 47 Deacuteviation s absolues apregraves la premiegravere iteacuteration
58
La figure 48 preacutesente les valeurs utiliseacutees pour identifier les points potentiellement dans
une zone de deacutefauts de surface La ligne rouge repreacutesente la valeur limite correspondante agrave r
fois plus eacuteleveacutee que le 95e percentile de Tous les points au-dessus de cette ligne et ne se
trouvant pas sur le contour de la piegravece sont consideacutereacutes eacutetant potentiellement dans une zone de
deacutefauts de surface et leur poids w^ est mis agrave zeacutero
t OIS
016
0 1 4
012
bull lt 0 1
on
006
004
002
bull bull laquo - bull bull bull bull lt
3D0 40 0 GO O aO O tOQ D 13X 1 N a u d i
a)
i
14 oo
a I S
0 1 6
0 1 4
0 1 2
bulllt 0 1
OOB
OOE
004
002
deg 200 40 0
bull
1
P bull J GQO BO O 1CD 0 120 0
NOMidt
b)
141 D
02
OIS
C1B
0 1 4
0 1 2
^ - 0 1
OOB
OOE
004
002
raquo
^
k 20O 40 0 60 0 SO O lOO O
N s u d i
c)
i2œ 14 1 D
Figure 48 Identificatio n des nœuds potentiellement dans une zone de deacutefauts agrave liteacuteration a) 2 b) 10 et c) 150
Les figures 49 et 410 montrent les reacutesultats des distances corrigeacutees D ainsi que leurs
distributions apregraves les iteacuterations 2 10 et 150 Elles illustrent la capaciteacute de la meacutethode agrave
deacuteformer progressivement le modegravele nominal sans eacutepouser les deacutefauts de surface de la piegravece
numeacuteriseacutee Ces figures montrent que lalgorithme reacuteussit agrave identifier agrave chaque iteacuteration de la
meacutethode les deacuteviations dicircies uniquement aux deacutefauts de celles causeacutees par la flexibiliteacute de la
piegravece
59
a)
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull gt bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bull icirc icirc icirc 2 2 2 2 t raquo raquo ^ icirc
b)
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull2222222icirc^raquoraquoraquo2 bullbullbullbullbullbullbullbullbullbullbullj icirc tjraquoraquoraquoraquo^^ bull bullbullbullbullbullbullbullbull222222 J2^raquo^ bull bullbullbullbullbullbullbullbullbull22M bull bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull S 2 ^ ^ bull bull bull bull bull bull bull bull bull^bull^bullbullbullbull bull bull bull icirc bull bull bull bull bull bull ^ bull bull bull bull^ bull bull bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull raquo - - - raquo raquo w w w w - T
bull bull bull bull bull laquo bull bull bull bullbull bull bull bull bull bull bull laquo bull raquo bull bull bull bull bull bull bull bull bull bull laquo bull bull bullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbulllaquo bull bull bull bull bull laquo bull bull bull bull bull 4 bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull laquo bull bull bull bull bull laquo bull bull bull bull bull 4 bull bull bull bull bull lt bull bull bull bull bull 4 bull bull bull bull bull 4 bull bull bull bull bull lt bull bull bull bull bull 4 bull bull bull bull bull 4 bull bull bull bull bull bull bull bull bull Agrave A Agrave ^ ^ ^ ^
bull bull bull bull bull bull bull bull bull laquo ^ 2 bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbulllaquo c)
Figure 49 Deacuteviation s apregraves a)2 iteacuterations b) 10 iteacuterations et c) 150 iteacuterations
0 0 5 1 1 5 2 5 3 3 5 4 4 5 5 0v1atlont (mm)
a)
Wkukku 15 2 2 5
b)
Figure 410 Distributio n des deacuteviations apregraves a)2 b) 10 et c) 150 iteacuterations
60
La figure 411 compare les deacuteviations imposeacutees lors de la simulation de la piegravece fabriqueacutee
avec celles obtenues apregraves 150 iteacuterations de lalgorithme Elle deacutemontre quagrave la suite de
lapplication de lalgorithme les deacutefauts de surface sont clairement identifiables
I bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull --------bullbullbullbullbull
bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull -bullbullbullbullbull raquobullbullbullbullbullbull bullbullbullbullbullbull bullbullbullbullbullbull bullbullbullbullbullbull
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
bullo7S
I0SO
I02S
bullo jraquo
a) b) Figure 411 Comparaison des deacuteviations pour lessai avec configuration de force 1
a)Deacuteviations imposeacutees sans bruit de mesure lors de la simulation de la piegravece fabriqueacutee et b) Deacuteviations obtenues avec la meacutethode IDI apregraves 150 iteacuterations
La figure 412 confionte les deux distributions des deacuteviations avec bruit de mesure imposeacutees
lors de la simulation et celles reacutesultant de lalgorithme proposeacute Elle permet de mettre en
relief la similitude entre les deux distributions et de noter que celle reacutesultant de la meacutethode
est leacutegegraverement plus eacutetendue
61
ISO
1 1 5 2 2 5 Deacuteviationt (mm)
a)
150 r
05 1 15 2 Deacuteviations (mm)
b)
35
Figure 412 Comparaiso n des distributions des deacuteviations pour lessai avec la configuration d e force 1
a)Distribution de s deacuteviations imposeacutees avec bruit de mesure lors de la simulation d e la piegravece fabriqueacutee et b) Distribution des deacuteviations obtenues avec la meacutethode IDI
La fonction objective (327) a le deacutesavantage daccorder plus dinfluence aux observations
aberrantes Cette caracteacuteristique est le reacutesultat de leacuteleacutevation au carreacute des termes dans
leacutequation ce qui donne effectivement plus de poids aux distances eacuteleveacutees Dans le cas dune
piegravece flexible les deux modegraveles agrave aligner sont diffeacuterents Lamplitude des vecteurs de
distance varie grandement en fonction de leur position Lanalyse dune telle fonction
camouflera le comportement du pheacutenomegravene de rapprochement des deux modegraveles car les
grandes deacuteviations prendront le dessus Ainsi pour la suite du meacutemoire la convergence de
lalgorithme est jugeacutee en observant la moyeime des distances corrigeacutees en fonction du
nombre diteacuterations comme lillustre la figure 413 Sur cette figure la tendance
asymptotique de cette nouvelle fonction est remarqueacutee
Moyennes des Dg^
62
1
ccedil O 9
Ecirc 0 8
^r
Ucirc 5 W
bull -o 0 4 bull i 0 3
s 0 2
01 ~ - mdash- -
bull
) 5 0 1 M ttirtfont
ISO
Figure 413 Convergenc e des distances corrigeacutees
Les deacuteviations de surface de la composante simuleacutee eacutetant coimues les erteurs de mesure de la
meacutethode sont eacutevalueacutees comme suit
Ej= raquoI50
^ s - ^ S (328)
ougrave Ej est lerreur au point 5 D^g la deacuteviation imposeacutee sur le modegravele simuleacute et D^ la
deacuteviation du nœud s provenant de la 150e iteacuteration de lalgorithme Les points sur le contour
de la piegravece ne sont pas consideacutereacutes dans leacutevaluation des erreurs de mesure car ils nont pas
suffisamment de laquo points voisins raquo pour une bonne eacutevaluation de leur vecteur normal Ils sont
donc exclus de toutes les figures et analyses sur la preacutecision de lalgorithme
La figure 415 permet de visualiser les erreurs de mesure de la meacutethode tandis que la
figure 414 montre la distribution des erreurs La figure 416 preacutesente uniquement la
distribution des erreurs dans la zone des deacutefauts imposeacutes Toutes ces trois figures deacutemontrent
quil nexiste pas de regroupement derreurs dans la zone des deacutefauts
63
raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull icirc bull bull bull bull bull bull bull icirc icirc bull bull bull bull bull bull bull
bull bull bull bull laquo bull bull bull
bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bullbullbullbull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull
bull bull bull bull bull
0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 O B 0 9 1 Errurt (mm)
Figure 414 Distribution des erreurs
bull bull bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull j j raquo laquo raquo raquo bullbullbullbullicircicirclaquoraquolaquoraquo bull bull bull bull bull bull bull bull bull bullbullbullbulli i^ bull bull bull bull bull bull Icirc Icirc bull bull bull bull bull2IcircIcircJIcirc2 bull bull bull bull bull bull bull bull f icirc i bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
Figure 415 Visualisation de la position des erreurs
70
60
bull 5 0 bull u c bull 4 0 W
pound 3 0
20 bull
10 bull
Q bull A a ^ ^b bull J l bull ^u-m I _ bull I I I 0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 0 8 0 9 1
Erreurs (mm)
Figure 416 Distributio n de s erreurs dan s la zone de deacutefaut simuleacute
La figure 417 reacutecapitule les reacutesultats de lessai
07
0E
05
i i 0 3 Ul
02
01
0
0104
Moyvnnt
0066
M 50
022E
0146 ^ ^ ^ 1 bull bull MM 75 90 Ptrctntil
0283
1 bull 95
0S34 bull bull bull 1 bull bull Maximal
-
-
Figure 417 Synthegraves e des reacutesultats pour lessai avec configuration d e force 1
64
411 Variatio n de la force externe appliqueacutee
La piegravece fabriqueacutee est de nouveau simuleacutee avec le processus exposeacute agrave la figure 41 Leffet
dun deacutefaut de surface et de lacceacuteleacuteration gravitationnelle ainsi que les deacuteformations
introduites par une force exteme de 3 N agrave chaque bout de la piegravece sont appliqueacutes au modegravele
nominal comme lillustrent les figures 418 et 419 Les positions des supports A-B-C sont
les mecircmes que dans lexemple preacuteceacutedent De mecircme les valeurs des paramegravetres sont celles du
tableau 41 agrave lexception du nombre diteacuterations K^^^ Celui-ci est fixeacute agrave 200 iteacuterations pour
permettre au maillage nominal de mieux eacutepouser la piegravece numeacuteriseacutee puisque celle-ci a subi
de plus fortes deacuteformations
Zone avec deacutefaut s MCS2
Acceacuteleacuteration PMCSI
icirc Forces externe s
3N
Figure 418 Construction de la piegravece A fabriqueacutee avec la configuration de force 2
Figure 419 Deacuteplacements reacutesultant de la configuration de force 2 sur la piegravece A
65
La figure 420 compare les deacuteviations imposeacutees lors de la simulation de la piegravece fabriqueacutee
avec celles obtenues apregraves 200 iteacuterations de lalgorithme Encore une fois la figure 420
montre quagrave la suite de lapplication de lalgorithme les deacutefauts de surface sont clairement
identifiables
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbull222 bullbullbull2222 bull bull bull bull bull bull bull bull bull bull bull bull bull bull
i bull bull bull ^ ^ bull bull bull laquo bull bull bull bull bull bull bullbullbullbullbullbull bull gt bull bull bull bull
a i l
bull S S t ^ bull icirc t s t raquo
gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull 5222icircraquo^^^^t bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
^ bullbullbullbullbullbull bullbullbullicircicircraquo2^
bull5r bull bullbullbulllaquobullbullbullbull22
bullbullbullbull^bullbullbullbullraquo
m bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
222raquo5icirc bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull gt bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullfbullbullbullbullbullbullbullbullbull bullbull22JIcircSJ5icircicirc2raquoraquoraquoraquo2 bullbullicirc22JicircraquoS2S2t^^raquo^icirc bull bull bull bull bull icirc i s i z bull bull bull bull bull bull bull bull
mraquoraquoraquoraquo bull bull bull bull bull laquo raquo bull bull bull bull bull ltbullbullbullbullbull bull bull bull bull bull bull bull laquo bull bull bull bull bull
a)
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
b) Figure 420 Comparaiso n des deacuteviations pour lessai avec configuration de force 2
a)Deacuteviations imposeacutees sans bruit de mesure lors de la simulation de la piegravece fabriqueacutee b) Deacuteviations obtenues avec la meacutethode IDI apregraves 200 iteacuterations
La figure 421 confronte les deux distributions des deacuteviations avec bruit de mesure imposeacutees
lors de la simulation et celles reacutesultant de lalgorithme proposeacute Elle permet de mettre en
relief la similitude entre les deux distributions et de noter que celle reacutesultant de la meacutethode
IDI est leacutegegraverement plus eacutetendue Dun autre cocircteacute la figure 423 permet de visualiser les
erreurs de mesure de la meacutethode tandis que la figure 422 montre la distribution des erreurs
La figure 424 preacutesente uniquement la distribution des erreurs dans la zone des deacutefauts
imposeacutes Toutes ces trois figures deacutemontrent aussi quil nexiste pas de concentration
derreurs dans la zone des deacutefauts
66
1 1 5 2 2 5 Diviatloni (mm)
a)
05 1 1 6 2 Oeacuteviationi (mm)
b)
25
Figure 421 Comparaison des distributions des deacuteviations pour lessai avec la configuration de force 2
a)Distribution des deacuteviations imposeacutees avec bruit de mesure et b) Distribution des deacuteviations obtenues avec la meacutethode IDI
bull bull bull bull bull bull bull bull bull bull laquo bullbullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull J bull t ^ - 2 Icirc
bull bull bull laquo M bull bull bull bull bull bull laquo raquo bull bullbull bull bull bull bull bull raquo bull bull bull bull bull bullbullbullbullbullbullbull 1 bull bull bull bull bull bull bull l icirc
bullbull
bull bull bull bull bull bull ^ raquo bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull laquo bull raquo bull bull bull bull bull bull bullbullbullbullbullbullbullbull bull bull bullbullbullbullbull bull bull 11raquoraquoraquo bull bull bull bull bull bull bull bull bull
0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 0 8 0 9 1 Errurlaquo (mm)
Figure 422 Distribution des erreurs
bull bull bull bull bull bull bull bull
I bull bull bull bull bull bull bull bull X bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
bull bull bull bull bull bull bull bull bull bull bull
70
60
bull 5 0 bull u c
bull 4 0
pound 3 0
20
10
0
Figure 423 Visualisation de la position des erreurs
0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 0 8 0 9 1 Errturt (mm)
Figure 424 Distribution des erreurs dans la zone de deacutefaut simuleacute
67
La figure 425 reacutecapitule les reacutesultats de lessai
Figure 425 Synthegraves e des reacutesultats pour lessai ave c configuration d e force 1
412 Variatio n de lemplacement d u deacutefau t
Cette section preacutesente les reacutesultats de linspection de douze (12) piegraveces simuleacutees agrave partir du
modegravele A avec lapplication de lalgorithme IDI Dix (10) piegraveces fabriqueacutees repreacutesentant
cinq (5) types de deacutefauts de surface sont illustreacutees agrave la figure 426 Pour chacun des cinq (5)
types de deacutefauts les deux (2) configurations de forces externes preacutesenteacutees preacuteceacutedemment
(2N et 3N) y sont appliqueacutees De plus une piegravece simuleacutee sans deacutefauts de surface y est
inspecteacutee Cette derniegravere permet de mieux eacutevaluer la capaciteacute de lalgorithme agrave deacutetecter
correctement les zones de deacutefauts de surface
68
a) bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bulllaquobulllaquobull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
bull bullbullbullbullbullbullbullbulliSXSSSicircticirc
bull bull bull bull bull bull^^bullbullbullbull bull bull bull bull icirc icirc icircraquo icirc icirc bull bull bull bull bull22 bull bull bull bull bull bulliicirclaquoraquolaquoraquog bull bull bull bull bull laquo bull T l^ bull bull bull bull bull i icirc raquoraquoVraquo icirc bull bull bull bull bull laquo bull bull T bull i bullraquobullbullbullbull raquoraquoraquoraquoraquo0mdash bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull 4 a M ^ ^ bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull 4 M ^ ^ ^ bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbulllaquoraquobullbullbull bullbullbullbull4laquo2 2
bullbullbullbullbullSicirct^2icircgt bull bull bull bull bull bull bull bull bull bull bull icirc bull bull bull bull bull ^ bull laquo bull bull bull bull bull bull icirc S bull bull bull bull bull bull ^ bull bull bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull bull bull bull bull Icirc Icirc Icirc raquo raquo raquo raquo Icirc Icirc J Icirc raquo raquo raquo Icirc Icirc Icirc bullbullbullbullbulllaquo2icirc^S2 bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull
bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull raquobullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull laquobullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
d)
bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull
bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull mm bull Icirc Icirc Ucirc Icirc Icirc Icirc
bull bulllaquoraquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
gtbullbullbullbullbullbullbullbull bull bullbullbullbullbullbull2laquo gtbullbullbullbullbullbull gtbullbullbullbullbullbullbull bull bull bull bull bull bull Z i bull bull bull bull bull bull bull bull z bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
bullbullbullbullbull bullbullbullbullbull bullbullbullbullbull bullbullbullbullbull bull bull bull bull laquo bull bullbullbullbull bull bull bull bull laquo bull bull bull bull laquo bull bull bull bull lt bull bull bull bull laquo bull bull bull bull laquo bull bullbullbulla
bull bullbullbulllaquo
b)
bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullicircicircicircicircicirc bullbullbullbullbull
bullbullicircicircicircraquoraquoraquoraquo bullbullicircicirciraquoraquoraquoraquo
raquoraquobullbullbullbullbullbullbullraquo bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull raquoraquoraquoraquobullbullbullbullbullbull raquoraquoraquobullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull poundbullraquoraquoraquoraquoraquobullbull icircicirc2icircicircraquoraquoraquoicirc icircicircicircraquoraquoraquoraquoraquoraquoraquo raquobullbullbullbullbullbull
raquobullbull bull bull bull gtbullbull gtbullbull raquobullbull
ltbullbullbullraquoraquo iuacircirr bull bull bull
gt bull bull raquo raquo ^ ^ ^ 4 M ^ ^ bull bull bull bullraquoraquoraquo raquo 2icircraquoraquo bullSSicircraquo bull Icirc H Icirc Icirc Icirc Icirc Icirc
bull bullbull raquobullbull raquobullbull bull bullbull
il ii icircicircraquoraquoraquoraquobull bull bullraquobull bull bull bull raquo raquo raquo bull bull bull bull raquoraquobullbullbullbullbullbull raquoraquoraquobullbullbullbulllaquo bullbullbullbullbullbullbullbull bull bullraquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullraquobullraquobullraquobull
bull bullbullicircicircraquoraquoraquoraquo raquo raquolaquoicirc5raquoraquoraquoraquoraquo bull bull bullicircS^^raquoraquoraquo bull bullbullicircicirciicircraquoraquoraquoraquo raquo bull bullbullbullIcircS^^raquoraquoraquo bull raquoraquoicirclaquoraquo^raquoraquoraquoraquo bull bull bull bull ^ bull bull bull raquo raquo raquoraquoraquoraquo2Zraquo^^raquoraquoraquo raquoraquoraquoicircicircicircraquoraquoraquoraquoraquoraquo raquoraquoraquo2IcircIraquoraquoraquoraquoraquoraquo raquoicirc2icircraquoraquoraquoraquoraquoraquo icircicircicircicircicircraquoraquoraquoraquoraquoraquoraquo icircicircicircicircicircraquoraquoraquoraquoraquoraquoraquo 2IcircIcircIcircraquoraquoraquoraquoraquoraquoraquoraquo ticircicircicircraquoraquoraquoraquoraquoraquoraquoraquo raquobullbullbullbullbullraquoraquoraquoraquoraquoraquo bullbullbullbullbullbullbullraquoraquoraquoraquoraquo bull bull bull bullraquobullbull bullraquobullbull bull bullbullbullraquoraquoraquoraquoraquoraquoraquoraquoraquo bullbullbullbullbullraquoraquoraquoraquobullbullbull bullbullbullbullraquoraquoraquobullbullbullraquoraquo raquoraquobullbullraquoraquobullbullraquoraquobullbull bullbullbullbullraquoraquoraquobullbullraquoraquoraquo
e)
bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull raquoraquoraquobull
laquobullbullraquobullbullbullbullbullraquobull bullbullbullbullbullbullbullbullbullbullraquo gtbullbullbullbullbullbullbullbullbullbullraquo bullbullbullbullbullraquoraquobullraquolaquobull gtbullbullbullbullbullbullbullbullbullbullbull gtbullbullbullbullbullraquobullbullbullbullbull gtbullbullbullbullbullbullbullbullbullbullbull gtbullbullbullbullbullbullbullbullbullbullbull gtbullbullbullbullbullbullbullbullbullbullraquo bullraquoraquoraquoraquoraquobullbullbullbullbull bull bull bull bull bull bull bull bull i ^ bullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull2IcircIcircIcircIcircIcirc IcircIcircIcircraquoIcircIcircIcircIcircraquoH
bulliraquoraquoraquoicirciicirc2icirc
bullraquoraquoraquoraquoraquoraquo bullbullbullbullraquoraquobull raquoraquobullbullbullbullbull bullbullbullbullbullbullbull bullbullbullbullbullbullbull bullbullbullbullbullraquoraquo raquoraquobullraquoraquoraquoraquo bullbullbullbullraquobullbull bullbullbullbullbullbullbull bullbullbullraquoraquoraquoraquo raquoraquoraquoraquoicircicircicirc
bullraquobull raquoraquoraquo raquoraquobull bullbullbull bullbullbull bullbullbull bullbullbull bullbullbull raquoraquoraquo raquoraquoraquo raquoraquoraquo raquoraquoraquo raquoraquoraquo
iiii icircicircraquoraquoraquoraquo raquobullraquoraquobullbull-raquoraquoraquobullbullbullgt bullbullbullbullbullbulllaquo raquoraquobullbullbullbullbull bullraquobullraquoraquobullbull bullbullbullbullraquobullbull
Icirc Icirc Icirc Icirc raquo raquo raquo raquo raquo raquo raquo icircicircicircraquoraquoraquoraquoraquoraquoraquoraquoraquo icircicircicircraquoraquoraquoraquoraquoraquoraquoraquo icircicircicircicircraquoraquoraquoraquoraquoraquoraquo
c)
bull bull bull 4 bull bull bull 1 bull bull bull lt Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc IcircraquoH
laquolaquoicircicircicircicircicircicircicircicircHicircH Hraquoraquo bullbullbull raquo
sicircicircraquoraquoraquoraquoicirc2cn bull laquobullraquoraquobull l raquoraquoraquolaquo4raquo ^ ^ raquo bull bull bull raquo bull raquo raquo raquo raquo bull bull bull laquo bull bull bull bull bull bull bull bull 4gt^^^ bull bull bull laquo bull laquo bull bull bull bull bull raquo
bull bull raquo bull bull bull bull 4 laquo ^ ^ raquo raquo bullbullbullraquoraquoicircicirc
raquoraquoraquoraquoi icirc icirc icirc icirc icirc icirc icirc icirc raquoicirclaquoraquoicirc bull bull bull bull icirc icircraquo raquo bull bull bull bull bull bull bull bull bull Icirc Icirc ^ raquo ^ ^ ^ raquo raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullraquoraquoraquoraquoraquobullbull bull bullraquoraquobullraquoraquobullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullraquoraquoraquoraquoraquoraquoraquobullbullbull bull bull bull bull bull bull bullraquobullraquoraquobull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquoraquo bull bull bull bull bull bullraquoraquobullraquoraquobullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullraquoraquoraquoraquobullraquobullbullbullbullbullbullbullbull
f)
3S)
1325
I3J10
1275
4250
- -225
2M
bull 175
1150
1125
I icirc i raquo
1075
1050
1025
bullO in
Figure 426 Typ e de deacutefauts imposeacutes dans lexemple 1 a) Configuration sans deacutefauts de surface (VO) b) Configuration de deacutefauts 1 (VI)
c) d) e) f) Configuration de deacutefauts 2-3-4-5 (V2-V3-V4-V5) respectivement
La figure 427 illustre la convergence de la moyenne des distances D^ en fonction du
nombre diteacuterations pour tous les essais de lexemple 1
69
-V0-F1 - V I - F I -V2-F1 -V3-F1 -V4-Ft - ^ F f
20 X 4 0 5 0 6 0 7t 3 0 9 0 tO O 11 0 12 0 1 raquo 14 0 tS O tteacuteraUoni
a l
q^09
V0F2 V1F2-V2F2 V3f2 V4F2 VSf2
--bull
-
bull
-
b)
Figure 427 Convergenc e des distances corrigeacutees pour les piegraveces A avec a) la configuration de force let b) la configuration de force 2
La figure 428 montre pour chaque point du maillage nominal la moyenne arithmeacutetique des
erreurs pour tous les types de deacutefauts suivant les deux configurations de force Les figures III
et IV de lannexe 1 preacutesentent les erteurs pour chacun des tests
bull icirc raquo icirc raquo icirc icirc icirc icirc icirc icirc icirc raquo i
raquoraquoraquoicircicircicircraquoraquoraquoraquoraquoraquoraquoraquoraquo raquoraquoraquoraquoicircicircraquoraquoraquoraquoraquoraquoraquoraquoraquo icirc icirc icirc icirc icircraquoraquoraquoicirc icirc icircraquoraquoraquo
bullraquobullbull bullbullbullraquo icircraquoraquo bullraquobullraquo
bull bull raquo raquo bull bull bull bull 5 Icirc gtbull raquo raquoraquoraquo raquo
bull bull bull bull raquo raquoraquoraquoraquo raquo
bull bullbullbullbullbull
raquo bull raquoraquo bull bulllaquo bull bull raquo bull bull bullbullbullltbulllaquo bull bull bull bull bull bull 4 gt laquo
raquo bull raquoraquoraquoicirc2icirc
bull raquo raquo raquo raquo i icirc icirc raquo raquo bullraquobullraquo raquoraquoraquoIcircraquoraquoraquoraquo raquoraquoraquoicircicircraquoraquoraquoraquo raquoraquoraquoicircicircrraquoraquoraquo
raquoraquoraquoraquobullbullraquo bull bullbullbull icirc icirc icirc icirc raquo bull bull bull bull bull raquo raquo bull
bull raquo bull bull raquo raquo raquo raquo raquo laquoraquoraquoraquoraquobullraquobullbull bull raquo bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull icirc raquo raquo raquo bull bull bull bull bull bull bull bull bull raquo bull bull laquo bullbullbullraquoraquoraquoraquoraquoraquolt raquo bull raquo raquo raquo raquo raquo raquo bull bull
a)
raquo bullraquoraquoIcirc2IcircIcircIcirc bull bull raquoraquoicirciraquoraquoraquo raquo raquoraquoraquoicircraquoraquoraquoraquo raquoraquoraquoraquoicircicircraquoraquoraquoraquo bull bullraquoraquoicircicirciicircraquoraquo raquo bull bullraquoraquoicircicirclaquoraquoraquoraquoraquo raquoraquoraquoraquoicircicircicircraquoraquoraquoraquo raquoraquoraquoraquoicircicircicircraquoraquoraquoraquo raquoraquoraquoicircicircicircraquoraquoraquoraquo raquoraquoraquoraquoicircicircraquoraquoraquoraquoraquo -bullbullbull icirc icirc icirc icircraquoraquo
b)
Figure 428 Visualisatio n de la moyenne des erreurs agrave chaque point pour lexemple 1 avec a) la configuration de force 1 et b) la configuration de force 2
70
La figure 429 preacutesente la distribution des erreurs pour les douze (12) piegraveces simuleacutees Elle
permet de voir la similariteacute des distributions et de constater quune bonne partie des erreurs
est proche de zeacutero (0)
Figure 429 Distributio n des erreurs pour les douze (12) essais de lexemple 1
La figure 430a et le tableau 42 reacutecapitulent les reacutesultats derreurs pour chaque essai tandis
que la figure 430b et le tableau 43 preacutesentent les erreurs dans les zones de deacutefauts
uniquement
Figure 430 Reacutesum eacute des erreurs de mesure de lexemple 1 a) sur lensemble des points b ) sur les points dans les zones de deacutefauts
71
Tableau 42 Reacutesumeacute des erreurs de mesure (mm) de lexemple 1 sur lensemble des points
Surface A Configurations
VOFl VI FI V2F1 V3F1 V4F1 V5F1 V0F2 VI F2 V2F2 V3F2 V4F2 V5F2
Tableau 43 Reacutesumeacute
Surface A Configurations
VOFl VI FI V2F1 V3F1 V4F1 V5F1 V0F2^ VI F2 V2F2 V3F2 V4F2 V5F2
Moyenne
0104 0104 0101 0115 0116 0095 0113 0124 0106 0102 0116 0108
Percentile 50e
0081 0086 0077 0094 0089 0074 0082 0087 0074 0071 0086 0073
75e 0153 0146 0145 0161 0167 0136 0150 0171 0140 0135 0161 0145
90e 0227 0226 0214 0248 0249 0202 0257 0295 0243 0225 0258 0262
95e 0282 0283 0278 0303 0307 0250 0373 0368 0341 0312 0362 0342
des erreurs de mesure (mm) de lexemple 1 dans les zones
Moyenne
-0180 0111 0097 0157 0097
-0275 0087 0084 0103 0118
Percentile
50e
0153 0097 0082 0148 0082
-0271 0080 0073 0084 0092
75e
0255 0152 0145 0236 0157
-0361 0119 0115 0133 0172
90e
0350 0229 0185 0300 0195
-0442 0193 0172 0208 0258
95e
0428 0255 0210 0374 0230
-0495 0207 0203 0286 0313
Maximale
0522 0634 0615 0485 0597 0524 0709 0946 0703 0619 0783 0673
de deacutefauts
Maximale
-0634 0281 0274 0597 0345
-0547 0231 0260 0407 0412
Exemple La nomenclature Surface A VIFI fait reacutefeacuterence agrave la Surface A simuleacutee obtenue avec le type de deacutefauts 1 et la configuration 1 de force exteme Les configurations VO nont pas de deacutefauts imposeacutes
72
42 Exemple 2 Surface en forme de U
Cet exemple porte sur linspection de profil de la surface en forme de U repreacutesenteacute agrave la
figure 431 lorsque celle-ci est supporteacutee par trois points de contact lors de sa numeacuterisation
Le mateacuteriau et leacutepaisseur de tocircle sont identiques aux exemples preacuteceacutedents Les dimensions
hors tout de la piegravece sont de 300 x 500 x 150 mm
Figure 431 Modegravel e U
421 Constructio n du maillage nominal
Le maillage de 3550 nœuds du modegravele nominal est illustreacute agrave la figure 432 Les nœuds
bull^Dcs ~ ^Dcsx ^Dcsi ^Dcsi I ^DCS ^ ^ ^^^ P ^ prochcs tics poluts dancrago A-B-C dans le
reacutefeacuterentiel DCS y sont identifieacutes
Figure 432 Maillag e du modegravele nominal U
73
422 Simulatio n de la piegravece numeacuteriseacute e
Les piegraveces fabriqueacutees sont simuleacutees avec la deacutemarche exposeacutee agrave la figure 41 Leffet dun
deacutefaut de surface local leffet de lacceacuteleacuteration gravitatiormelle ainsi que celui de deux
configurations de force y sont appliqueacutes La premiegravere configuration comporte une force
de 10 N au bout de la composante tandis que la deuxiegraveme impose une force de 5 N sur
chaque extreacutemiteacute La figure 433 preacutesente les deux configurations ainsi que les deacuteformations
reacutesultantes pour le type de deacutefauts 1 (VI) Agrave la fin du processus un nuage denviron
22000 points du modegravele deacuteformeacute avec des deacutefauts de surface et comprenant du bruit de
mesure est obtenu
423 Reacutesultats
Cette section preacutesente linspection de huit (8) composantes construites agrave partir du modegravele U
Six (6) piegraveces fabriqueacutees repreacutesentant trois (3) types de deacutefauts sont illustreacutees agrave la
figure 434 Pour chacune des variantes les deux configurations de forces externes sont
appliqueacutees De plus une piegravece simuleacutee sans deacutefauts de surface (VO) est veacuterifieacutee Les reacutesultats
preacutesenteacutes ci-dessous sont obtenus en employant les valeurs des paramegravetres du tableau 44
Toutefois un poids w nul est attribueacute aux points sur les rayons afin de sassurer de ne pas
confondre ces points avec des deacutefauts de surface Cet ajustement preacuteventif est fait car une
grande courbure locale combineacutee agrave une faible densiteacute de nœud dans ces zones augmente
artificiellement la valeur des indicateurs de ces points
Tableau 44 Valeur des paramegravetres employeacutes dans lexemple 2
Paramegravetres
Valeur
laquo D
10 000
laquo F
8 000
Step
50
r
15
^ M
2
S
05
Ks
20 500
74
Zoat iTtc dtfanti
Accacirceacuteratioa 9i m s
Zoae avec dcfaoli
Acceacuteleacuteralita 98 ms
PhCSi
Farc6 axEacuteeins I O N
a) c)
0 272 1 544 2 8U 3 1089 5 trade 136 1 4M 2 680 3 952 4 1224 5 4M
b)
]12)
d)
202M 21211 raquoV
Figure 433 Constructio n du nuage de points U avec le type de deacutefauts 1 (VI)
a) suivant la configuration de force 1 (FI ) et c) suivant la configuration de force 2 (F2) Deacuteplacement (mm) total de chaque nœud et b) suivant la configuration FI d) suivant la
configuration F2
75
325
1300
1275
1250
- -22 5
- -20 0
175
I1S0
1125
1100
1075
1050
1025
bullooo
Figure 434 Type de deacutefauts imposeacutes dans lexemple 2 a) sans deacutefauts (VO) b) type de deacutefauts 1 (VI) c) d) type de deacutefauts 2-3 (V2-V3)
respectivement
76
La figure 435 illustre la convergence de la moyenne des distances D^ en fonction du
nombre diteacuterations pour tous les essais de lexemple 2 La configuration de force 2 entraicircne
de fortes deacuteformations les modegraveles nominaux neacutecessitent donc plus diteacuterations pour eacutepouser
la geacuteomeacutetrie numeacuteriseacutee comme le montre la figure 435
E 3
E
^ S 2 5
M
8 2
I 5 1 5
-V0-F1 -V1-F1 -V2F1 -V3F1
50 10 0 15 0 20 0 25 0 30 0 35 0 40 0 45 0 50 0
Iteacuterationi
a)
-W-F2 -V1-F2 -V2-F2 -V3F2
50 10 0 15 0 20 0 25 0 30 0 35 0 40 0 45 0 50 0
IMraUoni
b) Figure 435 Convergenc e des distances corrigeacutees pour les piegraveces U avec (a) la configuration d e force 1 et (b) la configuration d e force 2
La figure 436 montre pour chaque point du maillage nominal la moyerme arithmeacutetique des
erreurs pour tous les types de deacutefauts suivant les deux configurations de force Les figures V
et VI de latmexe I preacutesentent les erteurs pour chacun des tests
Dun autre cocircteacute la figure 437 preacutesente la distribution des erreurs pour les huit piegraveces
simuleacutees Elle permet de voir la similariteacute des distributions et de constater quune bonne
partie des erreurs est proche de zeacutero (0) De plus cette figure fait remarquer que les
distributions des erreurs pour les essais avec la configuration de force 2 sont plus eacutetendues
77
bull bull bull bull bull bull - - f 11
^bullfffJiliV--
a)
AampB^^^VIgt bull bull A bull bull bull bull bull bull
ity^gtiUiMbullbullbullbullbull^bull^bullbullbullbullbull
^1^1^^^^
bL Figure 436 Visualisatio n de la moyenne des erreurs agrave chaque point pour lexemple 2
avec a) la configuration de force 1 et b) la configuration de force 2
Figure 437 Distributio n des erreurs pour les huit (8) essais de lexemple 2
78
La figure 438a et le tableau 45 reacutecapitulent les reacutesultats des erteurs pour chaque essai tandis
que la figure 438b et le tableau 46 preacutesentent les erreurs dans les zones de deacutefauts
uniquement
Figure 438 Reacutesum eacute des erreurs de mesure de lexemple 2 a) sur lensemble des points et b) sur les points dans les zones de deacutefauts
Tableau 45 Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 sur lensemble des points
Surface U Configurations
VOFl VI FI V2F1 V3F1 V0F2 VI F2 V2F2 V3F2
Moyenne
0055 0055 0058 0072
0101 0093 0095 0108
Percentile 50e
0035 0035 0039 0051
0074 0068 0072 0079
75e 0076 0075 0081 0103
0136 0122 0126 0149
90e 0129 0124 0133 0159
0211 0196 0196 0248
95e 0174 0163 0173 0212
0292 0262 0256 0300
Maximale
0470 0548 0427 0507
0701 0774 0756 0728
79
Tableau 46 Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 dans les zones de deacutefauts
Surface U Configurations
VOFl VI FI V2F1 V3F1 V0F2 VI F2 V2F2 V3F2
Moyenne
-
0113 0064 0131
-
0129 0124 0172
Percentile 50e
-
0074 0050 0102
-
0092 0090 0147
75e
-
0135 0076 0212
-
0159 0191 0237
90e -
0264 0122 0297
-
0291 0239 0342
95e -
0395 0191 0357
-
0479 0348 0406
Maximale
-
0548 0282 0459
-
0560 0502 0663
80
43 Exemple 3 Surface complexe
Lexemple ci-dessous permet deacutevaluer la performance de lalgorithme IDI sur une piegravece de
forme complexe repreacutesenteacutee agrave la figure 439 Il porte sur linspection de profil lorsque la
composante est supporteacutee par trois points de contact lors de la numeacuteration Le mateacuteriau et
leacutepaisseur de tocircle sont identiques aux exemples preacuteceacutedents Les dimensions hors tout de la
piegravece sont 350 x 1000 x 250 mm
Figure 439 Surfac e complexe
431 Constructio n du maillage nominal
Le maillage de 2952 nœuds du modegravele nominal est illustreacute agrave la figure 440 Les nœuds
^Dcs -^Dcs ^Dcs2 ^Dcsi I ^DCS ^ ^ ^^^ P^ ^ prochos tics polnts dancrage A-B-C dans le
reacutefeacuterentiel DCS y sont identifieacutes
Figure 440 Maillag e de la surface complexe nominale
81
432 Simulatio n de la piegravece numeacuteriseacutee
Les piegraveces fabriqueacutees sont simuleacutees avec la deacutemarche exposeacutee agrave la figure 41 Leffet de
deacutefauts de surface de lacceacuteleacuteration gravitationnelle et de deux configurations de
deacuteformation y sont appliqueacutes La premiegravere configuration est le reacutesultat dune force
de 2 N au bout de la composante tandis que la deuxiegraveme impose un deacuteplacement de 10 mm
appliqueacute sur une extreacutemiteacute Les figures 441 agrave 444 exposent les deux configurations et les
deacuteformations reacutesultantes pour le type de deacutefauts 1 (VI) Agrave la fin du processus un nuage
denviron 16500 points du modegravele deacuteformeacute avec des deacutefauts de surface et comprenant du
bruit de mesure est obtenu
PMCSI bull
PfCSl bull^^EcircEcirc
^HPm
^ ^ ^ PMCSX ^
^^^^^^^^V Acceacuteleacuteratio n ^ ^ ^ ^ ^ 98mV s
Force externe Y
Figure 441 Construction de la piegravece fabriqueacutee avec la configuration de force 1
Ici un deacuteplacement est appliqueacute plutocirct quune force exteme afin de veacuterifier si les performances de lalgorithme sont accrues si la deacuteformation est imposeacutee de maniegravere plus progressive Une discussion plus profonde sur le sujet est preacutesenteacutee agrave la section 44
82
Figure 442 Deacuteplacements reacutesultant de la configuration de force 1 sur le modegravele
MCSl
Deacuteplacement impos eacute sur la ligne de 10mm dans la direction de laxe Z
Figure 443 Construction de la piegravece fabriqueacutee avec la configuration de force 2
83
Figure 444 Deacuteplacements reacutesultant de la configuration 2 sur le modegravele
433 Reacutesultats
Cette section preacutesente les reacutesultats de linspection de douze (12) composantes simuleacutees
Dix (10) piegraveces fabriqueacutees repreacutesentant cinq (5) types de deacutefauts de surface sont illustreacutees agrave la
figure 445 Pour chacun des cinq (5) types de deacutefauts les deux (2) configurations de
deacuteformation preacutesenteacutees preacuteceacutedemment y sont appliqueacutees De plus une piegravece simuleacutee sans
deacutefauts de surface (VO) est veacuterifieacutee Les reacutesultats preacutesenteacutes ci-dessous sont obtenus en
employant les valeurs des paramegravetres du tableau 47
Tableau 47 Valeur des paramegravetres employeacutes dans lexemple 3
Paramegravetres
Valeur
laquo D
17 000
Up
15 000
Step
50
r
6
^ M
125
S
05
Ks
10
^MAX
300
84
in I I I
S (laquoM
bullo -d a gtgt H
O
S s^ a o laquo ^ 2 -o j 2 H cfl s laquo
W e a ^ M 03 t e O U u sect agt a -laquo S j2 laquo ^
laquo u bulln a
a - 2 l | bulla M fl C3 en
a _o
a Dll (S a o U
85
La figure 446 illustre la convergence de la moyenne des distances D^ en fonction du
nombre diteacuterations pour tous les essais de lexemple 3
fN
(UIU
I)
Q 1 5 o
1 1 bull bullo bull
z
0 c
V0F2 V1-F2 V2-F2 V3-F2 V4-F2 VSF2
50 10 0 15 0 20 0 25 0 30 0 Iteacuterations
a)
JJUl)
cf
itan
ctt
Moy
ennt
dlaquot
dl
25
1 5
05
0 [
1
^^^aertni i bdquo ^ ^ ^
V0-F1 VI-FI V2F1 V3-F1 V4-F1 V5-F1
50 10 0 15 0 20 0 25 0 30 0 Itegraveratlont
b) Figure 446 Convergenc e des distances corrigeacutees des essais de lexemple 3
avec a) la configuration de force 1 e t b) la configuration de force 2
La figure 447 montre pour chaque point du maillage nominal la moyerme arithmeacutetique des
erteurs pour tous les types de deacutefauts suivant les deux configurations de force Les
figures VII et VIII de lannexe I preacutesentent les erteurs pour chacun des tests
De son cocircteacute la figure 448 preacutesente la distribution des erreurs pour les douze piegraveces simuleacutees
Elle permet de voir la similariteacute des distributions et de constater comme dans les exemples
preacuteceacutedents quune bonne partie des erreurs est proche de zeacutero (0) De plus la figure 448 fait
remarquer que les distributions des erteurs pour les essais avec la configuration de force 1
sont plus eacutetendues
86
Figure 447 Visualisation de la moyenne des erreurs agrave chaque point pour lexemple 3 avec a) la configuration de force 1 et b) la configuration de force 2
2S0^
i 2 100 -
laquo-
0 = a
- ^ I L - ^ I T ^
^ ^ ^ ^ ^ ^ ^ E T L ^ jv - Lolt 4 ^ B -Y v ^ H
^^KfjY] - ^ hr^ ^^^^^EcircBrsi^U(fiiiEcirc^K^
01^^^^^^^^^^^^^^^^^^^^^^^H 0 3 ^ gt - ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ H
09 ^gt^^ 1
bullbullSOFI ^ bull v l FI ^^V2F1 ^bullv3F1 bull bullv4F1 ^bulllt-F1 ^bullvO-F2 l^_)ui P2 ^bullv2F3 ^bullvgtF2 bullbullV4-F3 ^ bull laquo F 2
^^^^^^B
Figure 448 Distribution des erreurs pour les douze (12) essais de lexemple 3
87
La figure 449a et le tableau 48 reacutecapitulent les reacutesultats derreurs pour chaque essai tandis
que la figure 449b et le tableau 49 preacutesentent les erteurs dans les zones de deacutefauts
uniquement
I r
03
^bulltJhL 75 90 Parccntil
a) 75 90
Plaquorclaquontlllaquo
b) Figure 449 Reacutesum eacute des erreurs de mesure de lexemple 3
a) su r lensemble des points et b) sur les points dans les zones de deacutefauts
Tableau 48 Reacutesumeacute des erteurs de mesure (mm) de lexemple 3 sur lensemble des points
Surface Complexe Configurations
VOFl VI Fl V2F1 V3F1 V4F1 VSFl V0F2 VI F2 V2F2 V3F2 V4F2 V5F2
Moyenne
0108 0109 0105 0106 0112 0105 0077 0081 0084
0078 0089
0090
Percentile 50e
0084 0084 0080 0084 0086 0082
0062 0065 0066 0063 0069 0069
75e 0150 0151 0146 0151 0159 0150
0113 0117 0119 0115 0124
0125
90e
0233 0236 0225 0224 0241 0230
0166 0176 0184
0166 0189 0196
95e
0286 0302 0284 0279 0313 0290
0198 0214 0221 0194
0236 0244
Maximale
0691 0730 0662 0658 0811 0669
0377 0569
0638 0401
0562 0649
88
Tableau 49 Reacutesumeacute des erteurs de mesure (mm) de lexemple 3 dans les zones de deacutefauts
Surface Complexe Configurations
VOFl VI Fl V2F1 V3F1 V4F1 V5F1 V0F2 VI F2 V2F2 V3F2 V4F2 V5F2
Moyenne
-
0178 0159 0094 0162 0139
-
0174 0183 0115 0170 0195
Percentile 50e
-
0180 0118 0080 0137 0121
-
0131 0154 0108 0142 0177
75e -
0245 0193 0130 0229 0189
-
0239 0285 0166 0250 0268
90e -
0330 0356 0190 0337 0276
-
0365 0363 0198 0367 0366
95e -
0352 0407 0222 0424 0309
-
0473 0470 0222 0439 0415
Maximale
-0393 0488 0393 0559 0514
-0569 0638 0357 0511 0649
89
44 Discussio n
Dans le cas dinspection de piegraveces flexibles sans gabarit de conformation la geacuteomeacutetrie de la
piegravece physique numeacuteriseacutee peut ecirctre sensiblement diffeacuterente de celle du modegravele nominal
Comme le montrent les figures 44 419 433 442 et 444 les piegraveces numeacuteriseacutees ont une
forme diffeacuterente de celle du modegravele nominal compte tenu des deacuteformations imposeacutees lors de
leur simulation Des deacuteformations maximales entre 12 mm et 364 mm sont appliqueacutees au
modegravele nominal agrave cette fin Les reacutesultats dinspection provenant de technique dalignement
rigide classique comme lICP ne sont plus repreacutesentatifs comme le deacutemontre la figure 47
Sur celle-ci il est clair que les deacuteviations observeacutees ne cortespondent pas aux deacutefauts
introduits agrave la figure 45 mais repreacutesentent uniquement le reacutesultat de la minimisation de la
distance euclidienne entre les deux modegraveles Lalgorithme IDI proposeacute dans ce meacutemoire
permet de compenser les lacunes des meacutethodes dinspection preacutesenteacutees dans la revue de la
litteacuterature en y introduisant une technique didentification des deacutefauts de profil ainsi que
lalgorithme de recalage non-rigide La figure 48 montre agrave plusieurs iteacuterations de
lalgorithme les indicateurs de confiance de chaque nœud du maillage S Les points avec
des indicateurs eacuteleveacutes y sont facilement observables et se distinguent mieux lorsque le
nombre diteacuterations augmente Limplantation de lalgorithme non-rigide permet de deacuteformer
le maillage nominal sans eacutepouser les deacutefauts de profil afin quil soit le plus proche possible
du modegravele numeacuteriseacute Les figures 49 411 et 420 deacutemontrent bien les capaciteacutes de
lalgorithme IDI agrave creacuteer un modegravele nominal deacuteformeacute sans deacutefaut de fabrication ainsi quagrave
localiser et agrave eacutevaluer lamplitude des deacutefauts de profil de surface Sur ces figures les deacutefauts
de surface sont clairement identifiables
Toutefois certaines faiblesses de la meacutethode ont eacuteteacute noteacutees Par exemple les points sur
lextreacutemiteacute en bas agrave gauche de la figure 411 possegravedent des deacuteviations leacutegegraverement plus
eacuteleveacutees Cette observation est plus remarqueacutee sur la figure 420 et dans leacutevaluation des
erreurs qui sont illusti-eacutees dans les figures 415 423 et 428 Ceci soulegraveve une question
Pourquoi le modegravele nominal neacutepouse-t-il pas la forme numeacuteriseacutee dans cette zone Une
explication deacutejagrave mentionneacutee est que lerteur deacutevaluation de la normale sur les points du
90
contour de la piegravece en soit la cause La projection de la distance d^ sur une normale erroneacutee
peut amplifier la distance projeteacutee D^ ce qui augmente lerteur observeacutee sur ces points Un
autre facteur est la valeur du paramegravetre a Une valeur a forte contraint le champ de
deacuteplacement agrave ecirctre lisse Agrave lextrecircme un a infiniment eacuteleveacute engendra un champ de
deacuteformation nul Le paramegravetre a a une analogie avec la rigiditeacute du modegravele nominal Les
tableaux 41 44 et 47 donnent les valeurs de a deacutetermineacutees par des essais-erreurs pour
garantir un champ lisse et montrent bien que a est proportionnel agrave la complexiteacute de la piegravece
De la sorte si le terme a est trop eacuteleveacute il ne permettra pas au modegravele nominal de se
deacuteformer dans des zones ougrave le changement de forme demandeacute est trop brut car il devra
assurer un champ de deacuteformation lisse De plus les forces ponctuelles appliqueacutees lors de la
simulation de la piegravece fabriqueacutee introduisent des deacuteformations locales importantes Ceci est
plus seacutevegravere que dans un cas industriel ougrave les deacuteformations se propagent plus uniformeacutement
puisquelles reacutesultent des contraintes internes introduites par le proceacutedeacute de fabrication Un
maillage peu dense du modegravele nominal dans une reacutegion avec de fortes deacuteformations sur la
piegravece simuleacutee entraicircne un saut de la valeur des deacuteplacements des points du maillage nominal
neacutecessaire pour rapprocher les deux modegraveles II est propice ici de rappeler que lindicateur
permet didentifier les points neacutecessitant un deacuteplacement plus ou moins eacuteleveacute que celui de
ses points voisins Ainsi les points du modegravele nominal dans ces zones de deacuteformations
locales sont reconnus comme des deacutefauts de profil agrave cause de leur indicateur I eacuteleveacute Par
conseacutequent le modegravele nominal neacutepouse pas la forme numeacuteriseacutee dans ces zones Cette
derniegravere explication est appuyeacutee par les figures 428 436 et 447 Celles-ci deacutemontrent bien
que les erreurs de lalgorithme dans la zone proche de lextreacutemiteacute sont proportionnelles agrave
lamplitude de la force imposeacutee
Les reacuteflexions eacutemises plus haut soulegravevent une autre question Pourquoi ny a-t-il pas une
zone de concentration derteurs agrave chaque bout ougrave une force a eacuteteacute imposeacutee sur la piegravece
simuleacutee Effectivement il existe une seule zone de concentration derteurs dans les
figures 423 et 4286 malgreacute quune force agrave chaque embout y soit imposeacutee lors de la
simulation Un regard plus profond sur la figure 419 montre quun embout de la piegravece celui
91
de droite se deacuteforme moins que lautre et que leacutetendue de sa zone de deacuteformation
(en rouge) est plutocirct faible Comme indiqueacute au chapitre 3 les points du contour de la piegravece
ne sont en aucun cas consideacutereacutes comme des deacutefauts leurs poids vv sont mis agrave 1 peu importe
la valeur de leur indicateur Dans le cas de la figure 419 la zone de deacuteformation de
lembout agrave droite est tregraves petite et se trouve sur le contour de la piegravece Par conseacutequent la
zone nest pas prise en compte comme deacutefaut et la meacutethode permet de deacuteformer le modegravele
nominal pour quil tende vers le modegravele numeacuteriseacute dans cette zone Toutefois lautre zone agrave
gauche est suffisamment grande pour quune partie de ces points soit consideacutereacutee agrave tort
comme des deacutefauts comme mentionneacute plus haut
Les explications fournies aux deux paragraphes preacuteceacutedents permettent aussi de
comprendre lexistence dune zone de concentration derteurs preacutesente dans les autres eacutetudes
La figure 436 tireacutee de lexemple du profileacute en U affiche des eacutecarts eacuteleveacutes agrave proximiteacute des
points de fixation illustreacutes sur la figure 433 La courte distance entre les supports engendre
des deacuteformations locales La piegravece a tendance agrave gauchir excessivement agrave ces endroits car la
configuration dappui A-B-C autorise la rotation du modegravele au point dencrage Ce
pheacutenomegravene est visible sur la figure II de lannexe I illustrant les deacuteplacements en rotation
imposeacutes lors de la simulation de la composante numeacuteriseacutee En ce qui concerne la surface
complexe lanalyse des eacutecarts de la figure 447a montre une augmentation de lerreur sur le
rayon du cocircteacute droit Comme illustreacute sur la figure 442 un changement rapide de deacuteformation
dans ces reacutegions combineacute avec limpreacutecision de leacutevaluation du vecteur normal des points
introduit des difficulteacutes comme celles deacutejagrave mentionneacutees De plus la figure 447b montre une
timide hausse de lerteur dans un endroit du rayon agrave gauche causeacutee par les mecircmes facteurs
que preacuteceacutedemment Neacuteanmoins aucune zone derreur importante na eacuteteacute observeacutee sur la
figure 447b car le deacuteplacement imposeacute deacutecrit sur la figure 444 est faible et uniforme et ne
reacutesulte pas de lapplication dune force ponctuelle Cette remarque vient renforcer nos
deacuteductions preacuteceacutedentes
Une discussion suppleacutementaire sur les erreurs inheacuterentes aux meacutethodes de simulation et de
validation proposeacutees est de mise Comme mentionneacute auparavant limposition dune force
92
ponctuelle lors de la creacuteation de la composante numeacuteriseacutee est trop seacutevegravere ce qui introduit des
difficulteacutes dans lidentification de deacutefauts et dans la capaciteacute de lalgorithme agrave faire eacutepouser
les deux modegraveles Lamplitude des deacuteformations est elle aussi plus contraignante que dans
un cas industriel Maintenir la piegravece de maniegravere agrave ce quelle ressemble plus au moins au
modegravele nominal serait plus repreacutesentatif Toutefois le choix de lapplication dune force
ponctuelle et de la disposition des fixations a permis deacutevaluer les limites de la performance
de la meacutethodologie Dun autre cocircteacute les dimensions des deacutefauts introduits autrement dit les
valeurs cibles sont obtenues en comparant agrave la condition non deacuteformeacutee le modegravele nominal
avec la piegravece simuleacutee avec deacutefauts tandis que les deacuteviations reacutesultantes de la meacutethode
reflegravetent la distance entre le modegravele nominal et le modegravele simuleacute avec des deacutefauts et du bruit
de mesure agrave leacutetat deacuteformeacute Ainsi les deacuteviations ne sont pas eacutevalueacutees dans les mecircmes
conditions ce qui influence le calcul des normales donc de la distance corrigeacutee entre chaque
combinaison de points La qualiteacute du maillage nominal agit aussi sur la preacutecision du vecteur
normal Plus celui-ci est raffineacute meilleure sera leacutevaluation du vecteur Dautre part la
densiteacute du nuage de points de la composante numeacuteriseacutee est importante car le meacutetrique point-
point est utiHseacute dans les algorithmes de localisation Une densiteacute eacuteleveacutee permet un meilleur
alignement et une estimation plus preacutecise de la distance Ainsi les caracteacuteristiques de la
meacutethode de simulation et de validation releveacutees ici amplifient les valeurs de lerteur de
mesure de la meacutethode
Pour lanalyse quantitative des erteurs le tableau 410 donne un reacutesumeacute des erreurs obtenues
en fonction des caracteacuteristiques de simulation des piegraveces numeacuteriseacutees Il permet de constater
que les erreurs obtenues sont minimes compareacutees aux deacutefauts et aux deacuteformations imposeacutees
Les tableaux 42 43 45 46 48 et 49 deacutemontrent que lerteur de la meacutethode dans un
intervalle de confiance de 95 varie de 0163 agrave 0373 mm pour lensemble des points et
Excluant les points du contour de la piegravece
93
de 0191 agrave 0495 mm pour les reacutegions de deacutefauts Pourtant les figures 428 436 et 447 ne
montrent aucune tendance lourde daugmentation de lerteur dans les zones de deacutefauts
imposeacutes Par contre les histogrammes des figures 430 438 et 449 indiquent que les valeurs
des erteurs dans ces reacutegions sont plus eacuteleveacutees que dans lensemble des points Agrave titre
dexemple la figure 428a et le tableau 42 pour le cas VI FI montrent que sur lintervalle
de confiance agrave 95 lerreur est de 0283 mm tandis que la valeur sur la figure 428b et le
tableau 43 est de 0428 mm dans les zones de deacutefauts Cette diffeacuterence de 0145 mm nest
cependant pas significative puisque le nombre de points constituant ces reacutegions est faible
Ainsi chaque point influence grandement le reacutesultat Les figures 416 et 424 montrent bien
que les distributions des erteurs dans les reacutegions de deacutefauts sont eacutetaleacutees De plus les
figures 429 437 et 448 mettent en relief le comportement des distributions des erreurs
Elles ont toutes un nombre eacuteleveacute de valeurs proches de zeacutero et une superposition de deux
distributions nest pratiquement pas distinguable Ces caracteacuteristiques megravenent agrave comparer les
valeurs des erreurs calculeacutees avec celles du bruit de mesure injecteacute Comme eacutenonceacute le bruit
de mesure dans les exemples preacutesenteacutes suit une distribution normale avec une moyenne de 0
et un eacutecart type de 01 mm La valeur absolue de celui-ci suit une distribution mi-normale
(half-Normal) avec une moyenne de 2rraquo0l (Bland 2005 Pewsey 2004) Les figures 450
451 et 452 superposent la distribution mi-normale du bruit sur les erreurs de chaque
exemple Il est clair sur ces figures que les erreurs observeacutees se retrouvent agrave proximiteacute de la
courbe deacutecrivant le bruit de mesure dans un intervalle de confiance de 95 ( 02 mm ) Apregraves
quoi dans certains cas la distribution de lerreur seacuteloigne de la courbe pour les raisons
eacutemises auparavant concemant les meacutethodes de simulation En prenant en compte les
remarques du paragraphe preacuteceacutedent il convient dinfeacuterer que les erreurs observeacutees sont
majoritairement le reacutesultat de lidentification du bruit de mesure
Excluant les points du contour de la piegravece
^ Une distribution pour les points dans une zone de deacutefauts et une autre pour lensemble des points
94
Tableau 410 Reacutesumeacute des erteurs en fonction des caracteacuteristiques de simulation (Valeurs en mm)
Exemples
Surface A Surface en U Surface complexe
Amplitudes maximale s des deacuteformations imposeacutee s
2230 agrave 3340 1230 agrave 360 1380 agrave 3380
Amplitudes maximale s des deacutefauts imposeacute s 226 agrave 318 146 agrave 300 255 agrave 365
Erreurs^ sur lensemble des points 025 agrave 037 016 agrave 030 019 agrave 031
Erreurs dans les zones de deacutefauts 020 agrave 050 019 agrave 048 022 agrave 047
2CTBmii=02 mm
llfctilfc-Jlli gt
bull0-F1 iVI-FI bullV2-F1 bullV3-F1 |V4-F1 bull gtlaquo-F 1 bull V13-F 2
VIF2 IVIcirc-F2 bull V3-F2 bullV4-F2
Figure 450 Superpositio n des erreurs observeacutees dans lexemple 1 et de la distributio n du bruit de mesure introduit
Erreurs dans un intervalle de confiance de 95
95
laoo
1600
1400
1300
bull bull lOD O
e r a bull
GOO
CO
XD
0
1
i i 1 1 c
-
i 1
1 h 0
I I
2aBtmi=02 m m
1 1
|J 2 0 3 0 4 05 0 6
Erreun (mm)
I^^VI FI
^ bull V 3 - F I ^ bull M ) - F 2 ^ bull V 1 - F 2 ^ bull V 3 - F 3 ^ bull V 3 F 2 Dmnlujiion du brui dt mecircturraquo
07 0 8 0 9
Figure 451 Superpositio n des erreurs observeacutees dans lexemple 2 et de la distribution du bruit de mesure introduit
bullV0-F1 bullV1 F l bullV2-F1 bull V3F 1 bull V4-FT i^laquo-Ft bull0-F2
V1-F2 bull V2-F 2 bullva-F2 bull V4-F 2 bull S F 2 mdash Oisinbulwn du brui dt rr
Errvun (mm)
Figure 452 Superpositio n des erreurs observeacutees dans lexemple 3 et de la distribution du bruit de mesure introduit
96
Du point de vue de la convergence de la meacutethode IDI les figures 413 427 435 et 446
deacutemontrent le comportement quasi asymptotique de la moyenne des distances corrigeacutees en
fonction du nombre diteacuterations Contrairement agrave lalgorithme ICP qui converge de maniegravere
monotone sur un minimum local de la fonction objective de distance (Besl et McKay 1992)
les figures montrent que lalgorithme IDl converge de maniegravere irreacuteguliegravere Lintroduction de
lalignement non-rigide dans la meacutethode modifie la geacuteomeacutetrie du modegravele nominal ce qui se
traduit par une nouvelle fonction objective agrave chaque iteacuteration de lalgorithme global Dautre
part le comportement fluctuant de la fonction objective ne permet pas ladoption du critegravere
dartecirct classique Ainsi lalgorithme se termine seulement lorsque le nombre diteacuterations
atteint la Hmite K^^^ La valeur du critegravere darrecirct K^^^ est choisie visuellement de maniegravere
agrave assurer un comportement asymptotique de la moyenne des distances corrigeacutees comme
lillustre la figure 453 Ainsi agrave lexception dun cas il est avantageux du point de vue de la
preacutecision de la meacutethode de permettre des iteacuterations suppleacutementaires mecircme si la convergence
est obtenue Cela donne la possibiliteacute au modegravele nominal deacutepouser mieux la piegravece
numeacuteriseacutee car il peut arriver que des zones de fortes deacuteformations ne soient pas encore
complegravetement reproduites mais que la moyenne des deacuteviations soit quasi-stable Les
figures 427 435 et 446 montrent bien que le nombre diteacuterations neacutecessaires pour atteindre
la convergence est proportionnel agrave lamplitude de la deacuteformation de la piegravece simuleacutee Par
contre comme mentionneacute il existe un cas Surface A VI FI ougrave la fonction tend agrave augmenter
apregraves un certain nombre diteacuterations et agrave se stabiliser par la suite comme le montre la
figure 454 La combinaison de leffet de la geacuteomeacutetrie du modegravele de la position des deacutefauts
(au centre) et de la deacuteformation imposeacutee reacutesulte dune situation ougrave la fonction globale tourne
autour dun minimum local ce qui cause au modegravele nominal de se deacuteformeacute inutilement Ces
deacuteformations successives creacuteeacutes une conjoncture ou le modegravele nominal eacutepouse tregraves faiblement
les zones deacutefauts agrave chaque iteacuteration au deacutetriment de la preacutecision de lalgorithme
Diffeacuterence entre deux eacutevaluations de la fonction objective ^ - f^_^ plus petit quun seuil de convergence voulu
97
1 2
Ci m S 0 8
1 ^ 0 6 M bull bullO bull 0 4 C bull gt J 0 2
0 C
i
KMX
W F 1 VI F l V2F1 bull V3-F1
V4-F1 --
) 5 0 10 0 15 0 20 0 25 0 Iteacuterations
a)
300 35 0 40 0
1 2 E
n 1
dist
ance
s L
bi 0
0
des
bull 0 4 C
^ 0 2
0 [
i
1 bull
1 ^IMX
V1F2
V5-F2
1 ) 5 0 10 0 15 0 20 0 25 0
Iteacuterations
b)
300 35 0 40 0
Figure 453 Choi x de la valeur du critegravere darecircte dans lexemple 1 avec a) la configuration de force 1 et b) la configuration de force 2
150 20 0 IteacuteraUoni
a)
I bull I I I r r i
_i 1 i_ 100 20 0 30 0 4 X 50 0 60 0 7C D 60 0 90 0
Iteacuterations
b) Figure 454 Particularit eacute de lessai Surface A VI Fl
a) Identification du comportement rarissime de la fonction (cas VI Fl) e t b) Moyenne des distances corrigeacutees en fonction du nombre diteacuterations de lessai Surface A VI Fl
Cette figure montre que la fonction tend agrave augmenter apregraves un certain nombre diteacuterations et se stabilise par la suite
98
Le chapitre 4 a illustreacute plusieurs eacutetudes de cas dans le but dexplorer les performances
meacutetrologiques de lalgorithme Il deacutemontre que lalgorithme IDI proposeacute permet de deacuteformer
le modegravele nominal afin quil eacutepouse la piegravece numeacuteriseacutee sans toutefois prendre en compte les
deacutefauts de surface et le bruit de mesure de cette derniegravere De la sorte lalgorithme IDI donne
la possibiliteacute de controcircler le profil dune piegravece flexible sans gabarit de conformiteacute Il sagit
donc dune innovation dans le domaine de la meacutetrologie Loin decirctre parfait lalgorithme
neacutecessite encore des travaux dameacutelioration et de validation tels que recommandeacutes plus loin
dans ce meacutemoire
99
CONCLUSION
Ce meacutemoire a permis de combiner les recherches dans les domaines de lalignement entre la
repreacutesentation 3D dune piegravece et son modegravele CAO lalignement non-rigide ainsi que dans
celui de lanalyse des variations geacuteomeacutetrique des piegraveces souples afin de deacutevelopper une
meacutethode innovante dinspection de piegraveces flexibles sans gabarit de conformiteacute Dans
labsence de ce dernier les effets de la graviteacute et des deacuteformations engendreacutees par les
contraintes internes rendent la geacuteomeacutetrie de la piegravece numeacuteriseacutee consideacuterablement diffeacuterente
de la geacuteomeacutetrie nominale Lalgorithme IDI permet de comparer ces deux modegraveles malgreacute
leur geacuteomeacutetrie diffeacuterente ce que les meacutethodes dalignement standard ne permettent pas Pour
remeacutedier agrave cela lajout dun champ de deacuteplacement estimant les deacuteformations agrave appliquer sur
la geacuteomeacutetrie nominale est introduit Ce champ de deacuteplacement repreacutesente uniquement les
deacuteformations induites sur la piegravece numeacuteriseacutee par les conditions de fixation lors de la
numeacuterisation par leffet de la graviteacute et des deacuteformations dues au proceacutedeacute de fabrication Il
exclut les deacuteformations attribuables aux erreurs de profil et au bruit de mesure Cette
exclusion est possible gracircce agrave linteacutegration dans la meacutethode de lindicateur de confiance
Ce nouveau paramegravetre permet avec un bon niveau de fideacuteliteacute et de mesure lidentification
des points correspondant agrave un deacutefaut de surface sur la composante numeacuteriseacutee Il donne la
possibiliteacute de seacuteparer les deacuteformations dues agrave la nature flexible de la piegravece des laquo deacutefauts de
profil raquo De plus lutilisation de lalignement non-rigide et lintroduction du paramegravetre ocirc
permettent dappliquer une deacuteformation progressive au modegravele S tout en contraignant le
deacuteplacement des points agrave ecirctre deacutependant du deacuteplacement de leur voisinage Limplantation
dune distance corrigeacutee D^ dans lalgorithme de recalage non-rigide et son utilisation pour
leacutevaluation des deacutefauts diminue linfluence de la densiteacute du nuage de points de la piegravece
numeacuteriseacutee
Apregraves lapplication de lalgorithme il en reacutesulte un modegravele nominal sensiblement proche du
modegravele numeacuteriseacute avec un niveau derteur comparable agrave celui du bruit de mesure
expeacuterimental Le reacutesultat de linspection reflegravete donc uniquement leffet des variations
geacuteomeacutetriques dues aux proceacutedeacutes de fabrication De la sorte la meacutethode IDI preacutesente un
100
nouvel outil permettant linspection de coques minces sans gabarit de conformiteacute Labsence
doutils de fixation deacutedieacutes permettra de diminuer les coucircts dinspection et de rendre les
entreprises plus compeacutetitives
Limitations
La meacutethode IDI proposeacutee comporte les limites suivantes
1 Seules des coques minces ne se refermant pas sur elles-mecircmes et sans discontinuiteacute (sans
trous etc) sont employeacutees dans leacutetude
2 La densiteacute du nuage de points de la piegravece numeacuteriseacutee doit ecirctre nettement plus eacuteleveacutee que
celle du maillage nominal Ceci se traduit par A ^ raquo N^ Les techniques de mesure
actuelles respectent facilement cette contrainte
3 Les types de deacutefauts de profil consideacutereacutes sont locaux dans le sens ougrave le profil de la
surface est majoritairement respecteacute Cela se manifeste en pratique par une densiteacute de
points du maillage dans les reacutegions de deacutefauts largement infeacuterieurs agrave A^ Sans quoi
lalgorithme aura de la difficulteacute agrave distinguer les mauvais des bons points de la surface
4 Les points du contour de la piegravece ne sont pas consideacutereacutes dans leacutevaluation des deacutefauts de
profil de surface
5 Les eacutetudes de cas considegraverent que les dimensions hors tout des piegraveces numeacuteriseacutees sont
respecteacutees Autrement dit la circonfeacuterence du contour de la composante numeacuteriseacutee est
quasi identique agrave celle du modegravele nominal
6 Les eacutetudes de cas envisagent que la piegravece fabriqueacutee est complegravetement numeacuteriseacutee Ceci
implique que chacun des points du maillage nominal possegravede au moins un point
cortespondant dans le nuage de points numeacuteriseacutes
7 Le choix de la valeur du critegravere darrecirct AT^^ est seacutelectionneacute visuellement
8 Comme tout algorithme de calcul celui-ci deacutepend de la puissance du systegraveme
informatique sur lequel il est exeacutecuteacute Particuliegraverement lalgorithme requiert une
meacutemoire vive sur le poste informatique proportionnelle agrave la densiteacute du maillage du
modegravele nominal pour pouvoir supporter des ordres de matrice eacuteleveacutes agrave cause de
lutilisation de la meacutethode du pseudo inverse par lalgorithme dalignement non-rigide
101
RECOMMANDATIONS
La preacutesente recherche marque lintroduction dune nouvelle meacutethode dinspection pour les
piegraveces flexibles sans gabarit de conformiteacute Il est notoire que les contraintes logistiques et
temporelles obligent agrave mettre un terme agrave ces travaux Neacuteanmoins les paragraphes suivants
explorent des pistes de recherche prometteuses
Algorithme dalignemen t
Le choix de lalgorithme dalignement rigide et non-rigide influence la performance de la
meacutethode IDl Le perfectionnement des algorithmes employeacutes contribuera agrave augmenter
la robustesse et la vitesse de la meacutethode Par exemple lalgorithme ICP de
Besl et McKay (1992) peut ecirctre remplaceacute par une de ses variantes Celle qui est proposeacutee par
Gelfand et al (2003) a lavantage de permettre aux deux modegraveles de glisser entre eux dans
des reacutegions planes ou circulaires tout en assurant la stabiliteacute de lalgorithme Toutefois elle
neacutecessite la connaissance des normales des points de la piegravece numeacuteriseacutee Ces vecteurs
peuvent ecirctre calculeacutes ou provenir du systegraveme de mesure
Temps de calcul
Linteacuterecirct principal de cette recherche est deacutelaborer une meacutethode pour permettre linspection
de piegraveces flexibles sans gabarit de conformiteacute Ainsi une attention limiteacutee est mise sur la
rapiditeacute de lalgorithme proposeacute Il est coimu que la deacutetermination des correspondances 5mdash
c constitue la phase requeacuterant le plus de puissance de calcul dans lalgorithme ICP Pour
diminuer le nombre de points utiliseacutes pour lalignement un eacutechantillonnage est employeacute dans
la meacutethode dalignement rigide de la section 33 Cependant la fonction dsearchn de
MATLABreg est utiliseacutee pour trouver les cortespondances Cette fonction agrave recours agrave
lalgorithme Quickhull (Barber David et Hannu 1996) Lemploi dune meacutethode adapteacutee
aux problegravemes avec de grandes densiteacutes de points reacuteduira le temps de calcul de cette eacutetape
Besl et McKay (1992) font appel agrave la meacutethode k-d tree Greenspan et Yurick (2003)
102
introduisent la meacutethode Approximate k-d tree Ak-d tree) Agrave partir de cette meacutethode
Lee et al (2006) suggegraverent lalgorithme de recherche Adaptive Dual AK-D tree
(ADAK-D tree) Dautre part Strand et al (2007) emploient une structure octree
Ajustement du critegravere darrecirct
Le comportement fluctuant de la fonction objective ne permet pas ladoption du critegravere
dartecirct classique Ainsi la valeur du critegravere dartecirct K^^^ est choisie visuellement de maniegravere
agrave assurer un comportement asymptotique de la fonction objective Il serait avantageux de
remplacer ce critegravere par un autre exprimant un ensemble de critegraveres influents (Tahan 2008)
Numeacuterisation incomplegravete
Les eacutetudes de cas envisagent que les piegraveces fabriqueacutees soient complegravetement numeacuteriseacutees
Lalgorithme neacutecessite peu de modifications pour traiter les cas pour lesquels des points du
maillage nominal nauraient pas de points correspondants dans le nuage de points numeacuteriseacutes
Comme proposeacute par Allen et al (2003) les poids H de ces points du maillage nominal sont
mis agrave zeacutero pour eacuteliminer leur influence sur la fonction derteur de distance Ej Ils peuvent
ecirctre reconnus par exemple agrave cause dun angle entre la normale n^ et le vecteur de distance
point-point d^ plus eacuteleveacute quun critegravere preacuteeacutetabli Amberg et al (2007) suggegraverent aussi une
distance d^ maximale acceptable
Caracteacuterisation des sources derreurs
Dans le but de focaliser les recherches sur les eacuteleacutements de la meacutethode introduisant le plus
derreurs une caracteacuterisation plus exhaustive des erteurs doit ecirctre entreprise Chaque phase
de lalgorithme global introduit ses erreurs inheacuterentes Agrave titre indicatif les articles de
Rusinkiewicz et Levoy (2001) Low et Lastra (2007) et Ezra et al (2008) traitent de la
performance de lalgorithme ICP
103
Validation
Des eacutetudes de cas suppleacutementaires variant la geacuteomeacutetrie du modegravele le mode de fixation la
position et la forme des deacutefauts lamplitude du bruit de mesure combineacutes avec des
deacuteformations imposeacutees plus proches de la reacutealiteacute permettront une meilleure eacutevaluation de
lalgorithme proposeacute Des essais expeacuterimentaux doivent eacutegalement ecirctre entrepris pour valider
la meacutethode Un test possible serait de fabriquer quelques composantes avec et sans erteur de
profil Les valeurs theacuteoriques des deacutefauts introduits peuvent ecirctre obtenues en numeacuterisant les
piegraveces fixeacutees sur un gabarit de conformiteacute Les nuages de points obtenus sont ensuite
compareacutes avec le modegravele nominal en utilisant les techniques classiques dalignement rigide
Plusieurs logiciels comme Geomagicreg et Polyworks^ permettent de faire ce type
dinspection Les valeurs expeacuterimentales reacutesultent de lapplication de la meacutethode IDI sur ces
mecircmes piegraveces numeacuteriseacutees sur un montage simple autorisant celles-ci agrave changer de forme La
comparaison des deux valeurs rendra possible la validation de lalgorithme Toutefois une
attention doit ecirctre porteacutee agrave lincertitude des valeurs theacuteoriques due aux techniques de
recalage employeacutees dans les logiciels dinspection Il est donc preacutefeacuterable si les piegraveces sont
suffisamment rigides lorsquelles se trouvent sur le gabarit de conformiteacute dobtenir ces
dimensions par mesurage avec contact agrave laide dune MMT
Analyse des variations geacuteomeacutetrique s
Les variations geacuteomeacutetriques dune composante ne se limitent pas au profil de la surface
Linteacutegration dune capaciteacute danalyse dune plus grande varieacuteteacute de deacutefauts augmentera la
qualiteacute et le nombre dapplications de la meacutethode Cette nouvelle capaciteacute se traduit par la
possibiliteacute de deacuteformer le modegravele nominal sans eacutepouser les diffeacuterents deacutefauts de forme et
dorientation des eacuteleacutements de la piegravece numeacuteriseacutee Laptitude de la meacutethode agrave creacuteer un modegravele
nominal deacuteformeacute est distincte de sa capaciteacute dinspection Mecircme si lalgorithme est ameacutelioreacute
pour prendre en compte plusieurs types dimperfections et de geacuteomeacutetries il ne permettra pas
neacutecessairement de veacuterifier par exemple un profil de surface avec reacutefeacuterentiel ou la position
dun trou Pour remeacutedier agrave cela une eacutetape de recalage suppleacutementaire agrave la fin de lalgorithme
104
est essentielle Avant lapplication de la meacutethode IDI le modegravele nominal et celui numeacuteriseacute
sont trop diffeacuterents pour faire une inspection Agrave la sortie de la meacutethode les deux geacuteomeacutetries
sont suffisamment proches pour utiliser les techniques dinspection de piegraveces rigides
Quelques meacutethodes envisageacutees pour ameacuteliorer les proprieacuteteacutes de linspection de la meacutethode
sont citeacutees ci-dessous
Huang et Gu (1998) et plus tard Li et Gu (2005a 2005b) introduisent un troisiegraveme systegraveme
de coordonneacutees correspondant au repegravere dinspection Ils proposent une technique pour
reacutealigner ce nouveau systegraveme de coordonneacutees avec le DCS tout en sassurant que les
eacuteleacutements du reacutefeacuterentiel restent agrave linteacuterieur de leur zone de toleacuterance
Chacirctelain et Fortin (2001) puis Ben-Salah (2005) suggegraverent une meacutethode pour aligner une
piegravece brute sur le repegravere de la machine-outil tout en optimisant la distribution des deacuteficits de
matiegravere de la composante Pour remeacutedier agrave cela deux fonctions objectives une reacuteelle et une
artificielle sont introduites La premiegravere cherche agrave minimiser la sureacutepaisseur maximale de
toutes les surfaces La seconde peacutenalise les points dans les reacutegions ayant peu de matiegravere agrave
usiner tout en prenant en compte le niveau de prioriteacute des reacutegions Cette technique peut ecirctre
employeacutee pour linspection avec reacutefeacuterentiel Les eacuteleacutements du reacutefeacuterentiel se verront attribuer
un niveau de prioriteacute plus eacuteleveacute que le reste des surfaces de la piegravece
Une autre possibiliteacute est le traitement des nuages de points reacutesultant de la meacutethode par un
logiciel dinspection classique permettant une analyse complegravete des variations
dimensionnelles des piegraveces (Gao et al 2006)
Identification de s deacutefaut s
Preacutesentement le critegravere r est employeacute pour distinguer les indicateurs tregraves eacuteleveacutes
Autrement dit il permet didentifier les points s avec une diffeacuterence entre leur distance D^
et les distances D^j de ses points voisins beaucoup plus importantes que celles de lensemble
des points S Toutefois les zones moins rigides de la piegravece peuvent subir de fortes
105
deacuteformations Dautre part la densiteacute du maillage nest pas neacutecessairement uniforme Ces
caracteacuteristiques influencent grandement la valeur de lindicateur De la sorte il serait
avantageux de classifier des ensembles de points selon ces caracteacuteristiques et dutiliser une
valeur r pour eacutevaluer chaque point par rapport agrave son sous-ensemble Ainsi la constante r
deviendra une matrice r = [r r r^J bull
Dautre part dautres techniques didentification comme les meacutethodes danalyse de
corteacutelation ou danalyse de freacutequence peuvent ecirctre exploreacutees Xie (2008) fait une revue de la
litteacuterature des techniques dinspection de surface par imagerie Eichhom et al (2005) puis
Doring et al (2006) introduisent une classification par imagerie 3D des deacutefauts de surface sur
les carrosseries dautomobile
Paramegravetre de lissage a
Le paramegravetre a est preacutesentement deacutetermineacute par essai-erreur Des essais ont permis de cerner
une valeur assurant le lissage du champ de deacuteplacement sans toutefois ecirctre trop seacutevegravere Les
discussions de la section 44 deacutemontrent limportance de ce paramegravetre De la sorte son
ameacutelioration augmentera significativement la performance de lalgorithme Substituer la
constante a par une matrice oc = [a^ a^ bullbull bull (^NS ] permettra de varier a par exemple en
fonction de la geacuteomeacutetrie (courbure locale etou rigiditeacute locale) de la piegravece etou de la densiteacute
des points Cette configuration offre aussi la possibiliteacute de caracteacuteriser la rigiditeacute de chaque
point Un cas envisageacute est dappliquer une valeur a similaire pour les points dans une mecircme
reacutegion Les points agrave lintersection deacuteleacutements surfaciques exemple plan - rayon pourront
avoir une valeur a eacuteleveacutee pour assurer des jonctions lisses sur le champ de deacuteplacement
Une autre option est daugmenter limportance des a des points proches des supports pour
repreacutesenter mieux la rigiditeacute dans ces zones
106
Application futur e
En geacuteneacuteral les points dune piegravece assujettie agrave un systegraveme de force se deacuteplaceront Ce
deacuteplacement se traduit par une deacuteformation de la composante ce qui introduit des contraintes
dans le mateacuteriau Agrave partir dun champ de deacuteplacement un unique champ de deacuteformations
peut ecirctre deacutetermineacute Toutefois le chemin inverse nest pas neacutecessairement unique De plus
en assumant le mateacuteriau isotrope et une deacuteformation dans le domaine eacutelastique la relation
deacuteformation versus contrainte est lineacuteaire Dans le cas contraire la relation devient non-
lineacuteaire (Daily et Riley 1991) En conseacutequence la connaissance du champ de deacuteplacement
entre deux eacutetats dune composante ouvre la porte agrave plusieurs domaines dapplication
Actuellement la corteacutelation dimages numeacuteriques (CIN) plus connue sous le nom de
Digital Image Correacutelation Method ( DICM ) est la plus utiliseacutee pour trouver le champ de
deacuteplacement reliant deux images dune piegravece (Na et al 2007) Cette technologie est
employeacutee pour une varieacuteteacute dapplications comme la caracteacuterisation de mateacuteriau la validation
deacutetude par eacuteleacutements finis ou comme un outil daide pour la conception Elle est inteacutegreacutee agrave
divers systegravemes disponibles sur le marcheacute par des socieacuteteacutes comme Dantec Dynamics et
Gesellschaft fiir Optische Messtechnik (GOM) Leurs sites internet respectifs fournissent
diverses eacutetudes de cas
Leacuteleacutement essentiel de la meacutethode IDI est son aptitude agrave deacuteplacer successivement les points
du maillage dun modegravele pour quils eacutepousent un modegravele cible Par conseacutequent le
deacuteplacement total entre leacutetat initial et leacutetat final du maillage est facilement deacuteductible Cette
caracteacuteristique de lalgorithme lui permet decirctre une alternative aux meacutethodes deacutevaluation
des deacuteformations disponibles pour de multiples applications Par exemple elle pourra ecirctre
employeacutee pour caracteacuteriser les deacuteformations introduites par un proceacutedeacute pour son
wwwdantecdynamicscom wwwgomcom
107
optimisation pour la validation dune eacutetude par eacuteleacutements finis ou pour eacutetudier le
comportement dune piegravece agrave plusieurs eacutetats de chargement De plus la meacutethode proposeacutee ne
neacutecessite aucun marquage ou revecirctement comme la meacutethode de quadrillage
Grid (Andrianopoulos 2006) ou DICM De la sorte une application fortement inteacuteressante
peut ecirctre envisageacutee En ce sens un composant numeacuteriseacute assembleacute ou non au deacutebut de son
cycle de vie est utiliseacute pour construire le maillage de la piegravece initiale Au cours de son
utilisation la composante pourta ecirctre numeacuteriseacutee de nouveau dans un eacutetat statique En
comparant les deux modegraveles avec la meacutethode IDI la deacuteformation subie entre les deux eacutetats
de la piegravece pourta ecirctre deacuteduite et ce mecircme si la composante a eacuteteacute repeinte Ce type
dinformation est tregraves appreacutecieacute pour leacutetude du comportement de la piegravece et sa maintenance
De plus mecircme si la composante nest pas numeacuteriseacutee agrave son eacutetat initial celle-ci pourra ecirctre
remplaceacutee par son modegravele CAO dans leacutetude
Facteur de reacutetreacutecissemen t
La conception (eacutepaisseur de mur renfort etc) le choix du mateacuteriau les variables du
proceacutedeacute de fabrication (tempeacuterature pression dinjection etc) ont une influence sur la forme
et lamplitude du reacutetreacutecissement shrinkage) dune piegravece mouleacutee Plusieurs logiciels existent
pour lanalyse et la preacutediction du comportement de composantes mouleacutees Deacutependant de la
complexiteacute et de la puissance du programme une gamme complegravete de modules danalyse
peut coucircter entre $35000 agrave $150000 (Fischer 2003) Il est difficile de justifier de telles
sommes pour des piegraveces simples ou agrave faible production Dautre part mecircme une fois le
moule et les paramegravetres du proceacutedeacute deacutefinis le changement de couleur dune piegravece par
exemple peut engendrer de fortes modifications du facteur de reacutetreacutecissement
Lintroduction dun facteur deacutechelle 5 = P 0 0
0
A 0
o 0
A- dans chacune des matrices de
transformation x de la meacutethode proposeacutee ajoutera la possibiliteacute de modifier leacutechelle du
modegravele nominal Lanalyse du champ de deacuteformation et des facteurs deacutechelle obtenue en
108
appliquant cette nouvelle meacutethode sur les premiegraveres composantes de production permettra de
caracteacuteriser le comportement des piegraveces et dameacuteliorer le proceacutedeacute de fabrication Du point de
vue de linspection lajout dun tel paramegravetre rendra possible de veacuterifier la conformiteacute dune
piegravece mouleacutee sans prendre en compte les deacuteformations dues au reacutetreacutecissement du mateacuteriau
Acceptabiliteacute de la composante agrave lassemblage
Comme mentionneacute les piegraveces flexibles peuvent avoir une geacuteomeacutetrie diffeacuterente agrave leacutetat libre
que lorsquelles sont contraintes par lassemblage Leurs dimensions peuvent ecirctre agrave
linteacuterieur de leur zone de toleacuterance seulement agrave leacutetat libre seulement agrave lassemblage dans
les deux cas ou dans aucun des cas La meacutethode proposeacutee nassure pas lacceptation de la
composante agrave lassemblage Actuellement pour sassurer de lacceptation de la piegravece agrave
lassemblage linspection doit ecirctre faite sur un gabarit de conformation pour simuler
lassemblage Cette meacutethode est coucircteuse et peut introduire des contraintes inacceptables sur
la piegravece Le cas dune composante de revecirctement exteacuterieur dune moto par exemple permet
de mieux eacuteclairer la probleacutematique Lalgorithme IDI donne la possibiliteacute de faire
linspection de la piegravece sans gabarit deacutedieacute Cette inspection controcircle la geacuteomeacutetrie de la
composante sans veacuterifier que les deacuteformations subies lors de la fabrication sont acceptables
La flexibiliteacute permet souvent de conformer la piegravece agrave lassemblage ce qui rend les
deacuteformations induites par le proceacutedeacute acceptables Toutefois il peut arriver que forcer la piegravece
agrave lassemblage introduise des contraintes inacceptables dans le mateacuteriau ou des deacuteformations
inadmissibles pour les requis estheacutetiques Par conseacutequent agrave partir des informations fournies
par la meacutethode IDl une recherche peut ecirctre entameacutee pour reacutepondre agrave la question suivante
Existe-t-il une deacutemarche pour assurer de respecter tous les requis de la piegravece agrave lassemblage
Le terme deacutemarche sous entend une combinaison de force de conformation et son ordre
dapplication ou une seacutequence de serrage
ANNEXE I FIGURES SUPPLEacuteMENTAIRES
109
002111 03957 4 07703 8 11450 1 15196 4 020843 05830 6 09576 9 13323 2 17069 6
Figure I Deacuteplacement s en rotation imposeacutes lors de la simulation avec le type de deacutefauts 1 (VI ) et suivant la configuration de force 1 (Fl)
00351 04509 8 086686 12827 4 16936 3 Radwi 024304 065892 10748 149068 190657
Figure II Deacuteplacement s en rotation imposeacutes lors de la simulation avec le type de deacutefauts 1 (VI ) et suivant la configuration de force 1 (F2)
110
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull i l raquo bull bull bull bull bull bull icirc icirc icirc icirc bull bull bull bull bull bull icirc icirc icirc icirc raquobull bull bull bull bull icirc icirc icirc icirc raquo bullbullbullbullicirc icirclaquo^ bull bullbullbullbullicirc icirc icircraquoraquo ricirc icirc bullicirc icirc icirc icirc icirc
bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bullraquo bull bull bull bull bull bull bullbullbullbullbullbullbullbull bull bull bull bull bullbullbullbull bull bull bull bull bull bull bull bull Icirc 2 Icirc Icirc Icirc
bull bullbullbulln^ bull bullbullbullicircicircicircraquoraquo raquo bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbull bull bull bull bull bull raquo bull bull bull Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc icircicircicirc^^^^^ bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
a) bullbullbullbullbullbullbullbull bull bull bull bull bull raquo bull bull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull raquo bull bull bull bull bull bull bull bullbullbullbullbullbullbull IcircIcircIcircIcirc Icirc bullbullbullbullbull bullbullraquobullbullbull bull
IcircIcircIcircIcircraquo bull bulllaquobullbullbull bull raquo0tmdashraquo bull bulllaquobullbullbull bull bull
bullbullbullbullicircicirc bull 5Icirc icircicircicirc
bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull
bullbullbullbullbull
bullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
iiicircicircicircj bullbullbullbullbullbullbullIcircIcircIcirc bullbullbullbullbullbullbullbulllaquo bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbulllaquo bullbullbullbullbullbullbullbullbullbulllt bullbullbullbullbullbullbullbullbullbulllaquo bullbullbullbullbullbullbullbullbullbulllaquo bull bull bull bull bull bull bull bull bull bull 4 bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull laquo
d)
bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullraquobull gtbullbullbullbullbullbullbullbull
bullbullbullbullbullicircicircicirc
bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull icircticirc^^icirc^ icircicircicirc^icirc^ IcircIcircIcircIcirc
bullbull bull bull bull bull i T ^ bull bullbullicircicircicircicirc^
bull bull bull bullicircicirciraquo^^raquo bull bullbullbullbullbullicircicircraquo^^ ^ bull bull bull bull bull bull bull bull bull
icirc icirc icirc icirc icirc raquoraquoraquo t icirc icirc icirc raquoraquoraquo icirc raquo bull bull bull bull bull bull gtbullbullbullbullbullbullraquo gt bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull
raquo raquo raquo raquo raquo raquo I I i i i laquo bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullraquoraquoraquo bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull
b) bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
bull bullbullbullbullbull
IcircIcircIcircraquoIcircIcircIcirc IcircIcircIcircIcircraquoraquo bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull
e)
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull licircicirc^^^^ H raquoraquoicircrraquoicircraquo^raquo bull raquo bull bull bull bull bull bull raquo bull bull bull bull bull raquoicircicirc2raquo^^raquoraquo raquoicircicircicirc^raquoraquoraquoraquo raquo bull bull bull bull bull bullbullicircicircl^ bull bull bull icircicircsricircraquoraquoraquo icircST bull bullbullbullbullbull bull bull bull bull laquo bull bull bullbull bull bull icircicircicircraquoraquoraquoraquo raquo bull icircicircicircicircicircraquo raquo raquo bull2icircicircicircraquoraquo bullbullicircicircicircraquoraquoraquo raquo bullbullicirc icirc icirc icircraquoraquo ^ticircicirc bull bullraquobullbull bull bull icircicircicirc icirc icirc raquo^icircicircicircicircraquoraquo Icirc Icirc IcircHHIcircIcirc icircicircicircicircicircraquoraquoraquoraquo icircicircicircicircicircraquoraquoraquoraquo bull bull bull bull A A A
bull bull bull bulllaquobullraquo bull bull bull bull bull bullbullbullbullbullbullbullbull bullraquoraquoraquoIcirc2Icirc Icirc Icirc bull bull bull bull bull
Icirc Icirc raquoraquoraquoraquo icircicircicircicirc^^^^^ IcircIcirc^^^^^ bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
c) raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull
bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
bullbullicircraquoraquoraquo bullicircicircicircraquoraquoraquo
--bullicircicircicirc bullbullicircicircicircicircicirc raquobullbullbullbull bull bull bull bullicircicircicirc^^raquo bullbullicircicircicirc^^ liliulH icircicircicirc^raquo^raquo^ icircicircicirc^^raquo^raquoraquo icircicircicircicirc^^raquoraquo bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullraquobullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull
bullbullbullbullIcirc2Icirc icircticircicirc^icircicirc Icirc2IcircIcirc bull bullbullbullbullbullbullbullbull bull bull bull bulllaquobullbull bull bull bull bull bull bull bullbullbullgt bull bull bull bull bullbullbullraquoraquoicirc
bull5icirc
IcircIcircIcirc icircicircicircicircicircicircicircicircicircicirc bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
Figure III Visualisation de la position des erreurs de la surface A avec la configuration de force 1 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) e) f) les types de deacutefauts 2-3-4-5 (V2-V3-V4-V5) respectivement
111
raquo bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbull raquo bull bull bull bull bull bull bull bull raquobullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullicircicircicircicirc bullbullbullbullbullicircicircicircicirc bullbullbullbullbullIcircIcirc bullbullbullbullicircicircicircicircicirc
bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbull bullbullbullbullbullicircicircicircicirc IcircIcircIcircIcircIcirc
bullbullbullbullicirclicircicirc
bullbullbullbullbullicircicirc^raquo bullbullbullbullicircicircicirc^^ bullbullbullicircicircicircicircicirc^ bullbullbullbullbullbullbull bull icircicircicircicircicircicircicirc-IcircIcircIcircIcircIcircIcirc icircicircicircicircicircicircHicirc icirc icirc icirc ^ ^ raquo ^ ^ ^ lt bull bull bull bull bull bull bull bull bull lt bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull lt bull bull bull bull bull bull bull bull bull I
raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
-bull bull bullraquo - bull bull bull bull bull bull bullbullbullbullbull raquoraquo^icircicircicircicirc raquo bullicircicirclaquo^raquo^raquo^icircicircicirc^ bull raquo bull laquoicircicircraquoraquoraquo raquo bullbullicircicircicircicircicirc raquo
Icirc Icirc 2 Icirc raquo -bull f icirc icircS icirc bull bull bullbullbullbullraquobullbullbull
S Icirc raquo icircicircicircicircraquoraquo bullbulllaquobullbullraquo bull bullbull^bullbull^ bull bullbullbullbullbullbullbull bull bull bullbullbullbull bull bull bull bullbullbullbullbullbullbull bull
bull bull bull bull bull bull bull bull bull bull bull bull
bullbullbulllaquobullbullbullbull bull bull bull bullbullbullbullraquobullbullbull
mdashraquo bull bull bull bullbullbullbullbullraquoicirc icirc israquoraquo^ sicircicircicirc icirc 2icircicirc icircicircicircicircicircicirc raquo 5IcircIcircraquoraquoraquo bullbulliiraquo ZIcircIcirc^^laquo^^^^IcircIcircIcirc^^^ lt bull bull - - w bull bull bull bull Icirc raquo ^ ^ ^ bullicircicircicircicircraquo^^raquoraquoicirciumlraquoraquoraquoicirc Icirc Icirc raquo bull bull bull bull bull bull bull bull
bull bull bull bull bull Icirc Icirc bull bull bull bull bull bull
icirc icirc icirc icirc - icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquobullbullbullbullbullbullbull
Icirc Icirc Icirc Icirc Icirc ^ laquo Icirc Icirc Icirc bullbullbullbullbullbullbullbullbullbullbull icircicircicirc^^^^ bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull d)
raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull gt bull bull bull bull bull gt bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull Icirc Icirc Icirc raquo bull bull bull bull bull bull bull - icirc icirc icirc - Icirc Icirc Icirc l icirc^--
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull icirc icirc icirc icirc icirc icirc icirc icirc icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc bull bullbullbullicircicircraquo icirc bull ^iicircicircicirc bull bull bull bull bull bull icircicircicircicircicircicirc icirc icirc icirc icirc icirc icirc icirc icirc icirc
S Icirc icircicircicircSicirc^ zraquo icircicircicircicirc icircicircicirc bullIcircSIcirc^ Icirc
bull bullbullbullbullbullbullbull
gtbullbull bulliicirc^^^^^zii^^raquoraquo Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc raquo Icirc Icirc Icirc Icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc
bull bull raquo bull bull bull bull bull raquo bull bull bull bull bull bull bull raquoltraquoraquobullbull bull bull icircicircicircicircicirc ^^ bull bull5icircicircicirc bullbullicircicircicirct^^ bull bullbull4icircicirc ^ icircicircicirc gt bullbull bull bull laquobullicircicircicirc^^ bullbullicircicircicircraquo^
- -wmm bull bull bull bull bull bull bull bullraquobullbull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bullraquobullbull bull Icirc Icirc Icirc Icirc Icirc
bull bull bull bull bull bull bull bull bull bull bull bull bull icirc icirc icirc icirc icirc icirc icirc icirc icirc
raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
b) c)
raquo bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull bull bull bullIcircraquoIcirc
raquo bull bull bull bull icircicircicircicircicirc bull5icircicircicirc Icirc Icirc Icirc Icirc Icirc bull raquo bull bull bull bull bull bull bull bull bull bull bull bull raquo ltbullbullbull bull bull bull raquo bull bull bull bull bull bull bull S JSIcirc bullbullicircicircicircicirc bull4icircicirc bull bull bull bull bull bull icircicircicircicircicirc bullbull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull icircicircicircicirc^
S|||li bullbullbullbullbullbull bullbullIcirc^^^^ raquoIcircIcirc^^ bull bull
bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bull bullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbull poundbullbullbullbullbull m
icircicircicircicircicircicircicirc icircicircicirc^^^raquo^ bullbullbullbullbullbullbullbull bullbullbullbullbullbullicircicirc bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
bull bullbullliaraquoraquoraquo bull bullbullbullbullbullbull bull bull bullbullbullbullbullbullbull bull bullIcircIcirc bull bullbullbullbullbullbullbull bull bullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull
icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icircHicirc icirc icirc icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull
gt bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull
icircicircHicircicircicircicircicirc icircicircicircicirc^^^ gt bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
e) f)
Figure IV Visualisatio n de la position des erreurs de la surface A avec la configuration de force 2 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) e) f) les types de deacutefauts 2-3-4-5 (V2-V3-V4-V5) respectivement
112
Figure V Visualisation de la position des erreurs de la surface U avec la configuration de force 1 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) les types de deacutefauts 2-3 (V2-V3) respectivement
113
Figure VI Visualisatio n de la position des erreurs de la surface U avec la configuration de force 2 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) les types de deacutefauts 2-3 (V2-V3) respectivement
114
0raquo
ta 01
laquo S s I )
ltM I
laquo I
si laquos ( S
s - d
sS
gt - ^
g J S
bullS 5 o - v aQ et 9i mdash ^ laquo - i a S t U
gt Iuml s
115
tic
et S DA
C S e et
^bulls et ^ agt raquoM 9t U k O laquo M 0raquo -o e o bullG
figur
a
a o u et
u agt gtbull
S V
0raquo
u -o a e G V
o a et
-d a o w et
es
isu
gt
III
gt u u s U)
gt T t gt m gt rlt
b irgt
7 ri 1
V)
^ S ^ -4raquo -O 04
bullO 04
a M 4gt ^ e ^^ agt
F H
^ w^
w S
laquo3 laquo M gt0gt bullo 0raquo a egrave M
ucirc S
e b M 0gt
laquoM
s 04
bulla -ktf S S 04 bulld M
a m M
laquolt fl 04
S 04 gt G u 04 a M 04 ha
116
BIBLIOGRAPHIE
Allen B B Curless et Z Popovic 2003 laquoThe space of human body shapes reconstruction and parameterization from range scansraquo ACM SIGGRAPH 2003 3 Vol 22 p 587-94 Coll laquo ACM Trans Graph (USA) raquo San Diego CA USA ACM
Alrashdan A S Motavalli et B Fallahi 2000 laquoAutomatic segmentation of digitized data for reverse engineering applicationsraquo IIE Transactions vol 32 ndeg 1 p 59-69
Amberg B S Romdhani et T Vetter 2007 laquoOptimal step nonrigid ICP algorithms for surface registrationraquo p 1-8 Coll laquoCVPR 07 IEEE Confeacuterence on Computer Vision and Pattem Reacutecognitionraquo Minneapolis MN USA IEEE
Andrianopoulos N P 2006 laquoFull-field displacement measurement of a speckle grid by using a mesh-free deacuteformation ftinctionraquo Strain vol 42 ndeg 4 p 265-271
Barber C Bradford P Dobkin David et Huhdanpaa Hannu 1996 laquoThe quickhull algorithm for convex hullsraquo ACM Transactions on Mathematical Software (TOMS) vol 22 n 4 p 469-483
Ben-Salah Mohsen 2005 laquoUtilisation des surfaces pour lalignement et le balancement des piegravecesraquo Mlng Canada Ecole de Technologie Supeacuterieure
Besl Paul J et Neil D McKay 1992 laquoA method for registration of 3-D shapesraquo IEEE Transactions on Pattern Analysis and Machine Intelligence vol 14 n 2 p 239-256
Bihlmaier Bryan F 1999 laquoToleacuterance Analysis of Flexible Assemblies Using Finite Eleacutement and Spectral Analysisraquo MS thesis Brigham Brigham Young University
Bland JMartin 2005 The Half-Normal distribution method for measurement errortwo case studies Department of Health Sciences University of York
Camelio J A S J Hu et D Ceglarek 2004 laquoImpact of fixture design on sheet meacutetal assembly variationraquo Journal of Manufacturing Systems vol 23 ndeg 3 p 182-193
Chacirctelain J F et C Fortin 2001 laquoBalancing technique for optimal blank part machiningraquo Preacutecision Engineering vol 25 ndeg l p 13-23
Cui An Fengchong Lan et Jing Wang 1999 laquoResearch and application on reverse engineering for automobile body out surfaceraquo Vol 1 p 418-20 Coll laquoProceedings of the IEEE International Vehicle Electronics Confeacuterence (IVEC99)raquo Changchun China IEEE
117
Daily James W et William F Riley 1991 Expeacuterimental Stress Analysis Third Edition McGraw-HillInc
Dawant B M 2002 laquoNon-rigid registration of meacutedical images purpose and methods a short surveyraquo p 4 Coll laquoInternational Symposium on Biomeacutedical Imagingraquo Washington DC USA IEEE
Documentations-Metris 2009 laquohttpwwwmetriscomcmm_scannersraquo Consulteacute le 032009
Doring C A Eichhom Wang Xiaomeng et R Kruse 2006 laquoImproved Classification of Surface Defects for Quality Control of Car Body Panelsraquo Coll laquo2006 IEEE International Confeacuterence on Fuzzy Systemsraquo p 1476-1481
Eichhom Andreacuteas Daniela Girimonte Aljoscha KIose et Rudolf Kruse 2005 laquoSoft Computing for automated surface quality analysis of exterior car body panelsraquo Applied Soft Computing vol 5 ndeg 3 p 301-313
Ezra E M Sharir et A Efrat 2008 laquoOn the performance of the ICP algorithmraquo Computational Geometry Theory and Applications vol 41 ndeg 1-2 p 77-93
Feldmar J et N Ayache 1994 laquoRigid and affine registration of smooth surfaces using differential propertiesraquo Coll laquoProceedings of the 3rd European Confeacuterence on Computer Vision raquo vol 2 p 397 Stockholm Swed Springer-Verlag
Feldmar J et N Ayache 1996 laquoRigid affine and locally affine registration of free-form surfacesraquo InternationalJournal of Computer Vision vol 18 ndeg 2 p 99-119
Ferrant M S K Warfield C R G Guttmann R V Vulkem F A Jolesz et R Kikinis 1999 laquo3D image matching using a finite eacuteleacutement based elastic deacuteformation modelraquo vol 1679 p 202-9 Coll laquoProceedings of the Second International Confeacuterence on Meacutedical Image Computing and Computer-Assisted Intervention - MICCAr99raquo Cambridge UK Springer-Verlag
Fischer JM 2003 Handbook of Molded Part Shrinkage and Warpage William Andrew PublishingPIastics Design Library
Gao J N Gindy et X Chen 2006 laquoAn automated GD and T inspection system based on non-contact 3D digitizationraquo International Journal of Production Research vol 44 n deg l p 117-134
Gelfand N L Ikemoto S Rusinkiewicz et M Levoy 2003 laquoGeometrically stable sampling for the ICP algorithmraquo p 260-7 Coll laquoProceedings Fourth International Confeacuterence on 3-D Digital Imaging and Modeling 3DIM 2003raquo Banff Alta Canada IEEE
118
Gonzalez Rafaeumll C et Richard E Woods 2008 Digital image processing 3rd eacuted Upper Saddle River NJ Prentice Hall
Greenspan M et M Yurick 2003 laquoApproximate k-d tree search for efficient ICPraquo p 442-8 Coll laquoProceedings Fourth International Confeacuterence on 3-D Digital Imaging and Modeling 3DIM 2003raquo Los Alamitos CA USA IEEE
Holden Mark 2008 laquoA review of geacuteomeacutetrie transformations for nonrigid body registrationraquo IEEE Transactions on Meacutedical Imaging vol 27 ndeg 1 p 111-128
Huang X et P Gu 1998 laquoCAD-model based inspection of sculptured surfaces with datums raquo International Journal of Production Research vol 36 ndeg 5 p 1351-1367
Karafillis A P et M C Boyce 1992 laquoTooling design accommodating springback errorsraquo Journal of Materials Processing Technology vol 32 ndeg 1-2 p 499-508
Karafillis Apostolos P et Mary C Boyce 1996 laquoTooling and binder design for sheet meacutetal forming processes compensating springback ertorraquo International Journal of Machine Tools amp Manufacture vol 36 n 4 p 503-526
Lee Jiann-Der Shih-Sen Hsieh Chung-Hsien Huang Li-Chang Liu Chien-Tsai Wu Shin-Tseng Lee et Jyi-Feng Chen 2006 laquoAdaptive dual AK-D tree search algorithm for ICP registration applicationsraquo p 177-180 Coll laquo2006 IEEE Intemational Confeacuterence on Multimedia and Expo ICME 2006 - Proceedingsraquo Piscataway United States Institute of Electrical and Electronics Engineers Computer Society
Leopold J H Gucircnther et R Leopold 2003 laquoNew developments in fast 3D-surface quality controlraquo Measurement Journal of the International Measurement Confeacutedeacuteration vol 33 ndeg 2 p 179-187
Li Y et P Gu 2004 laquoFree-form surface inspection techniques state of the art reviewraquo CAD Computer Aided Design vol 36 ndeg 13 p 1395-1417
Li Y et P Gu 2005a laquoInspection of free-form shaped partsraquo Robotics and Computer-Integrated Manufacturing vol 21 ndeg 4-5 p 421-30
Li Y et P Gu 2005b laquoSculptured surface toleacuterance veacuterification with design datumsraquo International Journal of Production Research vol 43 ndeg 7 p 1465-1482
Lingbeek R J Huetink S Ohnimus M Petzoldt et J Weiher 2005 laquoThe development of a finite eacuteleacutements based springback compensation tool for sheet meacutetal productsraquo Journal of Materials Processing Technology vol 169 ndeg 1 p 115-25
119
Liu S C et S J Hu 1997 laquoVariation simulation for deformable sheet meacutetal assemblies using finite eacuteleacutement methodsraquo Journal of Manufacturing Science and Engineering Transactions ofthe ASME vol 119 ndeg 3 p 368-373
Liu S C S J Hu et T C Woo 1996 laquoToleacuterance analysis for sheet meacutetal assembliesraquo Journal ofMechanical Design Transactions ofthe ASME vol 118 ndeg 1 p 62-67
Low Kok-Lim et Anselmo Lastra 2007 laquoPredetermination of ICP registration errors and its application to view planningraquo p 73-80 Coll laquo3DIM 2007 - Proceedings 6th Intemational Confeacuterence on 3-D Digital Imaging and Modelingraquo Piscataway United States Institute of Electrical and Electronics Engineers Computer Society
Markvoort Laurent 2007 laquoMeacutethodologie danalyse statistique de toleacuterances dans les assemblages impliquant des composantes deacuteformablesraquo Doctorat Valenciennes Universiteacute de Valenciennes et du Hainaut-Cambreacutesis
Markvoort Laurent Stefan Gliniorz et Dominique Deneux 2005a laquoEtat de lart des meacutethodes danalyse de toleacuteranceraquo 9iegraveme Colloque National AIP PRIMECA
Markvoort Laurent Stefan Gliniorz et Dominique Deneux 2005b laquoPrise en compte de la nature flexible des mateacuteriaux pour lanalyse de toleacuteranceraquo 9egraveme Colloque National AIP PRIMECA
Masuda T et N Yokoya 1994 laquoA robust method for registration and segmentation of multiple range imagesraquo p 106-13 Coll laquoProceedings of the 1994 Second CAD-Based Vision Workshopraquo Champion PA USA IEEE
Merkley Karl G 1998 laquoToleacuterance analysis of compilant assembliesraquo PhD United States Utah Brigham Young University
Na Chen Qin Fei et Wei Jianyou 2007 laquoA smoothing algorithm for strain measurement by digital image corteacutelation methodraquo p 1-4 Coll laquoProceedings of the Electronic Packaging Technology Confeacuterence EPTCraquo Piscataway United States Institute of Electrical and Electronics Engineers Inc
Organization Intemational Standard 1983 laquoISO 1101 Technical Drawings - Geometrical tolerancing of form orientation location and mnout - Generalities deacutefinitions symbols indications on drawingraquo
Park S Y et Subbarao Murali 2003 laquoA fast point-to-tangent plane technique for multi-view registrationraquo p 276-83 Coll laquoProceedings Fourth Intemational Confeacuterence on 3-D Digital Imaging and Modeling 3D1M 2003raquo Banff Alta Canada IEEE
120
Pewsey A 2004 laquoImproved likelihood based inference for the gecircnerai half-normal distributionraquo Communications in Statistics - Theory and Methods vol 33 ndeg 2 p 197-204
Pottman H et M Hofer 2002 Geometry of the squared distance function to curves and surfaces Technical Report No 90 Institute of Geometry Vienna University of Technology
Prieto Flavio 1999 laquoMeacutetrologie assisteacutee par ordinateur Apport des capteurs 3D sans contactraquo PhD Canada Eacutecole de Technologie Supeacuterieure
Rusinkiewicz S et M Levoy 2001 laquoEfficient variants ofthe ICP algorithmraquo p 145-52 Coll laquoProceedings Third Intemational Confeacuterence on 3-D Digital Imaging and Modelingraquo Queacutebec City Que Canada IEEE
Son Seokbae Hyunpung Park et Kwan H Lee 2002 laquoAutomated laser scanning system for reverse engineering and inspectionraquo International Journal of Machine Tools and Manufacture vol 42 ndeg 8 p 889-897
Strand M F Erb et R Dillmann 2007 laquoRange Image Registration Using an Octree based Matching Strategyraquo Coll laquoICMA 2007 Intemational Confeacuterence on Mechatronics and Automationraquo p 1622-1627
Tahan SAntoine 2008 Note de cours MEC664 Optimisation des proceacutedeacutes industriels Deacutepartement de geacutenie meacutecanique Eacutecole de Technologie Supeacuterieure
Tahan SAntoine et J F Chacirctelain 2005 laquoProposais for the Inspection of Flexible Machine Eleacutements According to ASME Y145M-1994raquo Coll laquo17th Int Confeacuterence WSEAS Evolutionary Computingraquo Lisbon Portugal
Tomacircs Jirka Vacircclav Skala 2002 Gradient Vector Estimation and Vertex Normal Computation DCSETR-2002-08 Pilsen Czech Republic Department of Computer Science and Engineering University of West Bohemia in Pilsen
Tucker Thomas Marshall 2000 laquoA New Meacutethode for Parametric Surface Registrationraquo Phd Georgia Institute of Technology
Wei Gan et R H Wagoner 2004 laquoDie design method for sheet springbackraquo International Journal ofMechanical Sciences vol 46 ndeg 7 p 1097-113
Wu Longwu 1997 laquoTooling mesh geacuteneacuteration technique for iteacuterative FEM die surface design algorithm to compensate for springback in sheetmetal stampingraquo Engineering Computations (Swansea Wales) vol 14 ndeg 6 p 630-648
121
Xie Xianghua 2008 laquoA Review of Reacutecent Advances in Surface Defect Deacutetection using Texture analysis Techniquesraquo Electronic Letters on Computer Vision and Image Analysis p 1-22
Y145M-1994 ASME 1994 Dimensioning and Tolerancing ASME Press
Y1441-2003 ASME 2003 Digital Product Deacutefinition Data Practices ASME Press
Yao A W L 2005 laquoApplications of 3D scanning and reverse engineering techniques for quality control of quick response productsraquo International Journal of Advanced Manufacturing Technology vol 26 ndeg 11-12 p 1284-1288
Zhang Yu 2003 laquoResearch into the engineering application of reverse engineering technologyraquo Journal of Materials Processing Technology vol 139 ndeg 1-3 p 472-475
TABLE DES MATIERE S
Page
INTRODUCTION 1
CHAPITRE I REVUE DE LA LITTEacuteRATURE ET EacuteTAT DE LART 5 11 Alignement entre la repreacutesentation 3D dune piegravece et son modegravele CAO 5 12 Alignement non-rigide 8 13 Analyse des variations dimensionnelles et geacuteomeacutetriques des piegraveces souples 10 14 Utilisation iteacuterative de la meacutethode deacuteleacutements finis 13
CHAPITRE 2 GESTION DES PIEgraveCES FLEXIBLES SELON LANORMEASMEY145M 17
21 Conformation par un gabarit 18 22 Utilisation de systegravemes reacutefeacuterentiels hyperstatiques 19 23 Reacutefeacuterentiel ajustable 20 24 Conformation agrave une dimension nominale 21 25 Permission dutilisation dune force lors des opeacuterations dinspection 22 26 Lusage des toleacuterances relatives 23 27 Utilisation de la longueur darc 23 28 Utilisation des dimensions moyennes (AVG) 24 29 Remplacement des requis dimensionnels par dautres mesures 24 210 Inspection par gabarit optique 25 211 Reacutesumeacute 25
CHAPITRE 3 ALGORITHME INSPECTION PAR DEacutePLACEMENT ITEacuteRATIF 27 31 Introduction agrave lalignement spatial 29 32 Alignement initial 31 33 Alignement Rigide 34 34 Alignement non-rigide 36 35 Correction de la distance point-point 42 36 Identification des deacutefauts 44 37 Algorithme IDI 49
CHAPITRE 4 EacuteTUDES DE CAS 52 41 Exemple 1 Surface univoque 54
411 Variation de la force exteme appliqueacutee 64 412 Variation de lemplacement du deacutefaut 67
42 Exemple 2 Surface en forme de U 72 421 Construction du maillage nominal 72 422 Simulation de la piegravece numeacuteriseacutee 73 423 Reacutesultats 73
VII
43 Exemple 3 Surface complexe 80 431 Construction du maillage nominal 80 432 Simulation de la piegravece numeacuteriseacutee 81 433 Reacutesultats 83
44 Discussion 89
CONCLUSION 99
Limitations 100
RECOMMANDATIONS 101
ANNEXE I FIGURES SUPPLEacuteMENTAIRES 109
BIBLIOGRAPHIE 116
Tableau 21
Tableau 41
Tableau 42
Tableau 43
Tableau 44
Tableau 45
Tableau 46
Tableau 47
Tableau 48
Tableau 49
Tableau 410
LISTE DES TABLEAUX
Page
Reacutesumeacute des meacutethodes dinspection de composante flexible 26
Valeur des paramegravetres employeacutes dans lexemple l 57
Reacutesumeacute des erreurs de mesure (mm) de lexemple 1 sur lensemble des points 71
Reacutesumeacute des erreurs de mesure (mm) de lexemple 1 dans
les zones de deacutefauts 71
Valeur des paramegravetres employeacutes dans lexemple 2 73
Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 sur lensemble des points 78 Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 dans
les zones de deacutefauts 79
Valeur des paramegravetres employeacutes dans lexemple 3 83
Reacutesumeacute des erreurs de mesure (mm) de lexemple 3 sur lensemble des points 87 Reacutesumeacute des erreurs de mesure (mm) de lexemple 3 dans les zones de deacutefauts 88
Reacutesumeacute des erreurs en fonction des caracteacuteristiques de simulation 94
LISTE DES FIGURE S
Page
Figure l 1 AHgnement entre le DCS et le MCS 6
Figure 12 Meacutethodes de deacutefinition de la matrice de formage 15
Figure 21 Principales meacutethodes de controcircle des piegraveces flexibles 18
Figure 22 Exemple de gabarit 19
Figure 23 Systegraveme isostatique de reacutefeacuterentiels 19
Figure 24 Exemple dun systegraveme reacutefeacuterentiel hyperstatique 20
Figure 25 Exemple de reacutefeacuterentiel ajustable 21
Figure 26 Exemples dune conformation dune dimension nominale 22
Figure 27 Exemple de planeacuteiteacute agrave leacutetat libre 22
Figure 28 Exemples de toleacuterance relative 23
Figure 29 Exemple dutilisation dune longueur darc 23
Figure 210 Exemple dutilisation de dimension moyenne 24
Figure 211 Exemple dutilisation dun gabarit optique agrave leacutetat libre 25
Figure 31 Illustration dun champ de deacuteformation 29
Figure 32 AHgnement initial 32
Figure 33 Algorithme employeacute pour lalignement initial 33
Figure 34 AHgnement Rigide 35
Figure 35 Scheacutematisation de la modification de lensemble des correspondances 39
Figure 36 Exemple dun champ de deacuteformation repreacutesentant les distances point-point 40
Figure 37 Exemple dun champ de deacuteformation corrigeacute repreacutesentant les distances corrigeacutees 41
X
Figure 38 Exemple dun champ de deacuteformation lisse obtenu
avec lapplication de lalgorithme dalignement non-rigide 41
Figure 39 Creacuteation du modegravele nominal deacuteformeacute 42
Figure 310 Illustration de la normale dun point 44
Figure 311 Identification des deacutefauts 45
Figure 312 Ensemble de points voisins du nœud 742 45
Figure 313 Meacutethode didentification 48
Figure 314 Algorithme IDI 51
Figure 41 Processus de simulation de la piegravece fabriqueacutee 53
Figure 42 Modegravele A 54
Figure 43 Construction de la piegravece A fabriqueacutee avec la configuration de force 1 55
Figure 44 Deacuteplacements reacutesultant de la configuration de force 1 sur la piegravece A 55
Figure 45 Deacutefauts de surface introduits sur la piegravece A 56
Figure 46 Maillage du modegravele A nominal 56
Figure 47 Deacuteviations absolues apregraves la premiegravere iteacuteration 57
Figure 48 Identification des nœuds potentiellement dans une zone de deacutefauts 58
Figure 49 Deacuteviations apregraves a)2 iteacuterations b) 10 iteacuterations et c) 150 iteacuterations 59
Figure 410 Distribution des deacuteviations apregraves a)2 b) 10 et c) 150 iteacuterations 59
Figure 411 Comparaison des deacuteviations pour lessai avec configuration de force 1 60
Figure 412 Comparaison des distributions des deacuteviations pour
lessai avec la configuration de force l 61
Figure 413 Convergence des distances corrigeacutees 62
Figure 414 Distribution des erreurs 63
Figure 415 Visualisation de la position des erreurs 63
Figure 416 Distribution des erreurs dans la zone de deacutefaut simuleacute 63
XI
Figure 417 Synthegravese des reacutesultats pour lessai avec configuration de force 1 63
Figure 418 Construction de la piegravece A fabriqueacutee avec la configuration de force 2 64
Figure 419 Deacuteplacements reacutesultant de la configuration de force 2 sur la piegravece A 64
Figure 420 Comparaison des deacuteviations pour lessai avec configuration de force 2 65
Figure 421 Comparaison des distributions des deacuteviations pour
lessai avec la configuration de force 2 66
Figure 422 Distribution des erreurs 66
Figure 423 Visualisation de la position des erreurs 66
Figure 424 Distribution des erreurs dans la zone de deacutefaut simuleacute 66
Figure 425 Synthegravese des reacutesultats pour lessai avec configuration de force l 67
Figure 426 Type de deacutefauts imposeacutes dans lexemple 1 68
Figure 427 Convergence des distances corrigeacutees pour les piegraveces A 69
Figure 428 Visualisation de la moyenne des erreurs agrave chaque
point pour lexemple 1 69
Figure 429 Distribution des erreurs pour les douze (12) essais de lexemple 1 70
Figure 430 Reacutesumeacute des erreurs de mesure de lexemple 1 70
Figure 431 Modegravele U 72
Figure 432 Maillage du modegravele nominal U 72
Figure 433 Construction du nuage de points U avec le type de deacutefauts 1 (VI) 74
Figure 434 Type de deacutefauts imposeacutes dans lexemple 2 75
Figure 435 Convergence des distances corrigeacutees pour les piegraveces U 76
Figure 436 Visualisation de la moyerme des erreurs agrave chaque
point pour lexemple 2 77
Figure 437 Distribution des erreurs pour les huit (8) essais de lexemple 2 77
Figure 438 Reacutesumeacute des erreurs de mesure de lexemple 2 78
XII
Figure 439 Surface complexe 80
Figure 440 Maillage de la surface complexe nominale 80
Figure 441 Construction de la piegravece fabriqueacutee avec la configuration de force 1 81
Figure 442 Deacuteplacements reacutesultant de la configuration de force l sur le modegravele 82
Figure 443 Construction de la piegravece fabriqueacutee avec la configuration de force 2 82
Figure 444 Deacuteplacements reacutesultant de la configuration 2 sur le modegravele 83
Figure 445 Types de deacutefauts imposeacutes dans lexemple 3 84
Figure 446 Convergence des distances corrigeacutees des essais de lexemple 3 85
Figure 447 Visualisation de la moyerme des erreurs agrave chaque
point pour lexemple 3 86
Figure 448 Distribution des erreurs pour les douze (12) essais de lexemple 3 86
Figure 449 Reacutesumeacute des erreurs de mesure de lexemple 3 87
Figure 450 Superposition des erreurs observeacutees dans lexemple 1 et de la distribution du bruit de mesure introduit 94
Figure 451 Superposition des erreurs observeacutees dans lexemple 2 et de la distribution du bruit de mesure introduit 95
Figure 452 Superposition des erreurs observeacutees dans lexemple 3 et de
la distribution du bruit de mesure introduit 95
Figure 453 Choix de la valeur du critegravere darecircte dans lexemple 1 97
Figure 454 Particulariteacute de lessai Surface A VI FI 97
LISTE DES ABREacuteVIATIONS SIGLES E T ACRONYMES
ADCATS Association for the Development of Computer-Aided Tolerancing Systems
AVG Symbole de la valeur moyenne (ASMEY145M-1994)
BYU Brigham Young University
CAO Conception Assisteacutee par Ordinateur
DA Displacement Ajustement method
DCS Systegraveme de coordormeacutees de conception Design Coordinate System)
copy Modificateur agrave leacutetat libre (ASMEY145M-1994)
FASTA Flexible Assembly Spectral Toleacuterance Analysis
FEMFEA Meacutethode des eacuteleacutements finis
GM CRL-AVM Collaborative Research Laboratory Advanced Veacutehicule Manufacturing
ICP Iteacuterative Closest Point
IDI Inspection par Deacuteplacement Iteacuteratif ( Iteacuterative Displacement Inspection )
IGES Initial Graphics Exchange Speacutecification
LMS Least Meacutedian of Squares
MARS
XIV
Laboratory for Manufacturing System Realization and Synthesis
MATH DATA Modegravele nominal disponible dans un format matheacutematique et informatique
MCS Systegraveme de coordonneacutees du systegraveme de mesures Measurement Coordinate System)
MMT Machines agrave Mesurer Tridimensionnelle
NURBS Non-Uniform Rational B-Spline
SDA Smooth Displacement Ajustment
STA-DEF Statistical Toleacuterance Analysis and Deacuteformation Analysis
STEP Standard for the Exchange ofProduct model data
LISTE DES SYMBOLES
A Matrice (4A^ + A^ ) x 4Ns a Paramegravetre de lalgorithme non-rigide influenccedilant la rigiditeacute et la qualiteacute
de lissage du champ de deacuteplacement or Valeur initiale du paramegravetre a dans lalgorithme IDI
Up Valeur finale du paramegravetres dans lalgorithme IDl
B Matrice (4yV-hAfJx3
c Point de lensemble P correspondant au point le plus proche du point s de la surface nominale c e C
C Ensemble de points de P correspondant aux points les plus proches de
la surface nominale S C = c^ C2 bullbullbull c^J
dg Distance euclidienne dun point s de S agrave P pound) Distance euclidienne corrigeacutee repreacutesentant la projection de la distance
point-point sur la normale du point s Ddeg5 Deacuteviation imposeacutee sur le modegravele simuleacute au point s
D5 Deacuteviation au nœud s provenant de la k^ iteacuteration de lalgorithme IDI
dsearchn Fonction de Matlabreg retournant les points c correspondants aux points
les plus proches aux points de la surface nominale S S Pourcentage du deacuteplacement agrave appliquer E(^X) Fonction objective totale de lalgorithme non-rigide
EX) = EX) + aEX) Ej Fonction objective de lerreur de distance
E Fonction objective de lerreur de lissage
E Eacuteleacutements du maillage S
Eji Erreur eacutevalueacutee au point 5
e Seuil ou critegravere de convergence
Fonction objectivefonction scalaire
Fgj Moyenne des D^j des points du voisinage niveau 1 du point s G Matrice didentiteacute4x 4 H
H =
s X
si
s^
matrice de A^ x 4Ng
I Lindicateur de confiance du point 5 e
K Nombre diteacuterations
XVI
Kg Nombre diteacuterations ougrave le paramegravetre ocirc est appliqueacute
K^p^^^ Nombre diteacuterations maximales de lalgorithme ICP
K^^ Nombre diteacuterations maximales de lalgorithme IDI
L Liste des arecirctes du modegravele nominal mailleacute M Matrice nœud-arecircte (laquo0(ie-arc) Nj^xN^ contenant linformation
topologique du maillage S Mpcj Les positions des supports dans le systegraveme de coordonneacutees de
conception (DCS)
MOCS=MOCSX MOCS2 - Mocsjl^ocs^^
Mj^^g Les positions des supports dans le systegraveme de coordonneacutees machine
(MCS) M bdquo = M ^ bdquo M^bdquo2 bullbullbull ^MC5^) Mes e K-
2 Norme de Frobenius F
n Vecteur normal du triangle compris dans leacuteleacutement Ej rig Vecteur normal dun nœud 5
N^ Nombre deacuteleacutements au voisinage immeacutediat du point s NQ Nombre de supports
A^ Nombre darecirctes du modegravele nominal mailleacute
Np Nombre de points du nuage repreacutesentant la piegravece physique numeacuteriseacutee
M Nombre de points du nuage repreacutesentant le modegravele nominal mailleacute
My Nombre de points voisins de niveau 1 de s ^ Aire de leacuteleacutement j P Nuage de points repreacutesentant la piegravece physique numeacuteriseacutee p Un point de P Pj e P P^^^ Points dans P les plus proches des points de fixation Mj^bdquo
MCS ~ (PMCSX PMCSI bull bull bull PMCS Nf j I ^MCS ^ bull
CcedilR Vecteur de luniteacute de quatemion 9^ = [TQ q^ 2 ^3]
qj Vecteur de translation qj e K
R Vecteur de rotation R e R^
R(0) Matrice orthogonale M speacutecifiant une rotation de 6j autour
de laxe j S Nuage de points repreacutesentant le modegravele nominal mailleacute 5 Transformation de 5 dans un nouveau systegraveme de coordonneacutees s Un point de S ssS2 s Transformation de s dans un nouveau systegraveme de coordormeacutees
XVII
S^fyg Nœuds de S agrave proximiteacute des points A^^^
^DCS mdash [^DCSX ^DCSl bull bull bull S DCS V j I ^ DCS ^ ^
Step^ Valeur agrave retrancher de or agrave chaque eacutetape de reacuteduction de celui-ci
R q T Matrice de transformation T =
0 1
T Critegravere employeacute pour lindentification des points dans les zones de deacutefauts
j Centroiumlde de lensemble S jucircf Centroiumlde de 1 ensemble C Oj Angle de rotation 9 autour de laxe j y Liste des points dans le voisinage de niveau 1 dun point de 5
y^ Liste des points dans le voisinage de niveau 2 dun point de S
w Poids permettant de controcircler linfluence de chaque point sur le champ de deacuteplacement
W Matrice diagonale N^ x A^ des poids w^ X Matrice de transformation affine 3x4
X Regroupement des matrices de transformation affine A = [x x ^ ]
AX Critegravere de deacutecision pour autoriser la diminution de la valeur du paramegravetre or
T
INTRODUCTION
Les dimensions et la geacuteomeacutetrie dune composante meacutecanique subissent des alteacuterations par
rapport agrave leurs valeurs nominales agrave cause des variations inheacuterentes et attribuables aux
proceacutedeacutes de fabrication Pour sassurer que ces variations respectent les speacutecifications du
concepteur (requis dassemblage et requis de performance) les piegraveces doivent ecirctre
inspecteacutees La norme ASME Y145M-1994 considegravere comme condition laquopar deacutefaut raquo que
linspection des composantes doit ecirctre effectueacutee agrave leacutetat libre free state) sans force
appliqueacutee durant linspection Toutefois les piegraveces flexibles telles que les coques minces
peuvent prendre agrave leacutetat libre une forme substantiellement diffeacuterente de leur geacuteomeacutetrie
nominale en raison de leffet de la graviteacute des deacuteformations engendreacutees par les contraintes
induites par le proceacutedeacute et des forces induites lors de lassemblage Par exemple un panneau
de revecirctement dun avion peut subir une leacutegegravere torsion neacuteanmoins il pourra ecirctre riveteacute en
place et reproduire la geacuteomeacutetrie exigeacutee Dans un cas pareil linspection agrave leacutetat libre naura
pas eacuteteacute approprieacutee Dans le cas geacuteneacuteral leacutetude de la conformiteacute geacuteomeacutetrique des piegraveces
flexibles peut ecirctre une opeacuteration deacutelicate si des conditions de restrictions ne sont pas deacutefinies
pour garantir un niveau acceptable de la reacutepeacutetitiviteacute des mesures Par exemple effectuer
linspection avec un gabarit pour contraindre la geacuteomeacutetrie de la piegravece ou encore ajouter des
reacutefeacuterentiels Datum) pour inspecter la piegravece dans un eacutetat de positionnement hyperstatique
sont des techniques proposeacutees par la norme ASME 145M-1994
La flexibiliteacute dune piegravece deacutefinie par le rapport entre la deacuteformation et leffort appliqueacute est
une notion relative Un tube daluminium dun diamegravetre de 025 mm est consideacutereacute comme
pratiquement rigide sur une courte longueur par exemple lt800 mm Par contre le mecircme
Piegraveces ayant une faible eacutepaisseur dans la direction normale agrave la surface nominale
tube sera consideacutereacute comme flexible si sa longueur est grande et uniquement leffet de la
graviteacute sera suffisant pour affecter sensiblement les mesures de rectitude ou de cylindriciteacute
Pour analyser qualitativement le problegraveme la flexibiliteacute est preacutesenteacutee sur une eacutechelle relative
de 0 pour repreacutesenter les piegraveces parfaitement rigides et de 100 pour les piegraveces
parfaitement flexibles Trois diffeacuterentes zones sont eacutetablies comme lillustre la figure ci-
dessous
Flexibiliteacute
ZoneC 100
Figure i Preacutesentation scheacutematique de la rigiditeacute
La zone A caracteacuterise les piegraveces relativement rigides Les deacuteformations induites durant
linspection par une force raisonnable (~ 40 N) ont un effet neacutegligeable par rapport aux
toleacuterances demandeacutees (lt 5 toleacuterance) comme par exemple une bague dun roulement ou
un arbre de renvoi
La zone B deacutecrit les piegraveces relativement flexibles Cette zone est deacutetermineacutee arbitrairement
Elle deacutepend de la taille de la piegravece de la direction et du stade de lassemblage sur lequel
linspection est effectueacutee Par exemple un panneau mince sera consideacutereacute comme rigide dans
la direction de leacutepaisseur (vecteur normal agrave la surface) et flexible dans les autres directions
Le mecircme panneau sera traiteacute comme rigide suite agrave une opeacuteration de collage avec dautres
composantes Les piegraveces de cette zone sont les plus probleacutematiques durant les opeacuterations
dinspection
La zone C qualifie les piegraveces tregraves flexibles comme un tissu un joint deacutetancheacuteiteacute mince un
boyau flexible ou une piegravece malleacuteable Ces composantes subissent des grandes deacuteformations
par rapport aux toleacuterances exigeacutees Dans ce cas il est pratiquement impossible deffectuer
une inspection dimensiormelle sans restreindre les deacuteformations etou supporter la piegravece avec
un gabarit ou un montage speacutecial
Il en reacutesulte que les piegraveces flexibles se voient inspecteacutees de maniegraveres diffeacuterentes Vu que la
geacuteomeacutetrie de la piegravece est deacutependante de son orientation et de la meacutethode de support
linspection de ces piegraveces neacutecessite aujourdhui des outils deacutedieacutes et coucircteux comme les
gabarits de conformiteacute illustreacutes agrave la figure ii Par conseacutequent le but de ce meacutemoire est
dintroduire une meacutethode de controcircle sans contact et sans utilisation de gabarit speacutecialiseacute
deacutedieacute agrave la piegravece Plus speacutecifiquement la meacutethode envisage dinspecter le profil de surface
dune piegravece manufactureacutee en numeacuterisant celle-ci dans un eacutetat laquo non-conformeacute raquo puis en
comparant son nuage de points avec son modegravele nominal CAO Il sensuit que puisque les
deux modegraveles ont une geacuteomeacutetrie diffeacuterente il nest plus possible de simplement les comparer
puis dy identifier les deacutefauts Une telle approche identifiera des deacuteviations eacuteleveacutees entre les
deux modegraveles et camouflera les deacutefauts actuels de la piegravece numeacuteriseacutee Pour remeacutedier agrave cela il
est neacutecessaire davoir une meacutethode permettant de rapprocher les deux geacuteomeacutetries sans
toutefois camoufler les deacutefauts de la piegravece numeacuteriseacutee
Limportance de la veacuterification du profil de surface sur les composantes de carrosserie est
mise en relief par Leopold et al (2003) Eichhom et al (2005) et plus reacutecemment
Doring et al (2006)
Ce meacutemoire propose donc une meacutethode innovatrice permettant de comparer la geacuteomeacutetrie de
la piegravece fabriqueacutee et numeacuteriseacutee malgreacute que celle-ci ait subi des deacuteformations avec la
geacuteomeacutetrie nominale de la composante en deacuteformant successivement le modegravele nominal afin
quil eacutepouse la piegravece numeacuteriseacutee Agrave chaque iteacuteration de lalgorithme les modegraveles sont
compareacutes puis une technique originale didentification seacutepare les deacuteviations dues agrave la nature
flexible de la piegravece de celles dues aux laquo deacutefauts de profil raquo Par la suite le modegravele nominal
est deacuteformeacute de maniegravere agrave ne pas eacutepouser les zones identifieacutees comme laquo deacutefauts de profil raquo
Figure ii Exemples dutilisation dun gabarit de conformiteacute
Le preacutesent document comporte quatre chapitres Le premier chapitre met en relief les deacutefis de
cette recherche en la situant par rapport aux autres recherches effectueacutees dans le domaine
sous le format dune revue de la litteacuterature Par la suite le chapitre deux expose une revue
deacutetailleacutee des possibiliteacutes et des techniques permises par la norme ameacutericaine
ASME Y145M-1994 pour ameacuteliorer la reacutepeacutetitiviteacute de linspection des composantes
flexibles Le chapitre trois deacuteveloppe la theacuteorie de lalignement spatial et deacutecrit chaque eacutetape
de lalgorithme proposeacute Le chapitre quatre deacutemontre la validiteacute et la robustesse de la
meacutethode suggeacutereacutee en lappliquant sur trois types de surface Les reacutesultats de ces analyses
ainsi quune discussion y sont exposeacutes Enfin ce document termine avec une conclusion
suivie dune reacuteflexion approfondie sur les champs de recherche future
Exemples tireacutes des sites web wwwfarocom wwwaiconde wwwnpltechcouk
CHAPITRE 1
REVUE D E LA LITTEacuteRATURE E T EacuteTAT D E LART DAN S LE DOMAIN E
La revue de la litteacuterature permettra de situer la preacutesente recherche par rapport aux autres
recherches effectueacutees sur le mecircme sujet En premier lieu une revue geacuteneacuterale sur lalignement
entre la repreacutesentation 3D dune piegravece et son modegravele CAO est preacutesenteacutee Ensuite une revue
des meacutethodes dalignement non-rigide des techniques danalyse des variations
dimensiormelles et geacuteomeacutetriques des piegraveces souples ainsi que lutilisation iteacuterative de la
meacutethode deacuteleacutements finis y sont exposeacutees
11 Alignemen t entre la repreacutesentation 3D dune piegravec e et son modegravele CA O
Les dimensions et la geacuteomeacutetrie dune composante meacutecanique varient naturellement de leurs
valeurs nominales compte tenu des variations inheacuterentes aux proceacutedeacutes de fabrication Pour
sassurer que ces variations respectent les speacutecifications du concepteur les piegraveces doivent
ecirctre inspecteacutees et controcircleacutees Deacutependant de la complexiteacute de la composante de la technologie
disponible du tj^e de toleacuterance et de la preacutecision de mesure exigeacutee plusieurs meacutethodes sont
applicables par exemple le vemier le micromegravetre la MMT Machines agrave Mesurer
Tridimensionnelle) ou encore le scanneur laser ou optique (mesures sans contact)
Linspection dune surface quelconque (Free-Form Surface) demeure un domaine en
constante eacutevolution en raison de la complexiteacute des surfaces et de la croissance de la demande
doutils dune preacutecision supeacuterieure pour leur controcircle Aujourdhui il est dusage demployer
une MMT ou un scanneur laseroptique pour linspection dune surface quelconque eacutetant
donneacute leur preacutecision ainsi que leur coucirct de plus en plus abordable Les donneacutees brutes de
mesure doivent ecirctre par la suite compareacutees avec le modegravele nominal afin de localiser et de
quantifier les erreurs de forme dorientation et de localisation relativement agrave leur zone de
toleacuterance speacutecifieacutee La surface nominale existe dans le systegraveme de coordormeacutees de
conception (Design Coordinate System DCS) tandis que celle mesureacutee demeure dans le
systegraveme de coordoimeacutees du systegraveme de mesure (Measurement Coordinate System MCS)
Il sensuit que la comparaison des surfaces neacutecessite lunification des deux systegravemes de
coordonneacutees Ce processus dunification est nommeacute recalage localisation ou alignement
(Localisation or Registration) dans la litteacuterature scientifique Lalignement se reacutesume agrave
trouver une matrice de transformation rigide entre le DCS et le MCS comme lillustre la
figure l l
MCS
C^ TRANSFORMATIO N
X ^ I
Figure 11 Alignement entre le DCS et le MCS
La repreacutesentation geacuteomeacutetrique des composantes influence significativement le choix de
lalgorithme de localisation Diverses approches adoptent une repreacutesentation parameacutetrique de
la geacuteomeacutetrie par des surfaces polynomiales des surfaces de Bezier ou NURBS
(Non-Uniform Rational B-Spline) De plus les logiciels de reconstruction de surface sont
freacutequemment employeacutes pour linspection (Alrashdan et al 2000 Cui et al 1999 Son et al
2002 Yao 2005 Zhang 2003) Une revue exhaustive des meacutethodes de repreacutesentation
des surfaces ainsi que des algorithmes dalignement est fournie par
Li et Gu (2004) Eacutetant doimeacute que cette recherche aspire agrave deacutevelopper une meacutethodologie
dinspection sans preacutetraitement des points numeacuteriseacutes simple dutilisation et indeacutependante des
logiciels de reconstruction la revue de la litteacuterature sera limiteacutee aux algorithmes ne
neacutecessitant pas de repreacutesentation parameacutetrique ou de reconstruction analytique des surfaces
En 1992 Besl et McKay ont preacutesenteacute lalgorithme dalignement ICP (Iteacuterative Closest
Point) Ce dernier est largement reconnu dans le domaine de la vision industrielle ainsi que
dans le secteur manufacturier Tirant profit des caracteacuteristiques des quatemions la meacutethode
estime par iteacuteration la matrice de transformation rigide neacutecessaire agrave lalignement de la piegravece
numeacuteriseacutee avec le modegravele nominal agrave partir dune matrice de transformation initiale
Agrave chaque iteacuteration la combinaison de points entre le modegravele numeacuteriseacute et le nominal est
eacutevalueacutee Par la suite les matrices de rotation et de translation constituant la matrice de
transformation rigide et minimisant la distance euclidierme entre chaque combinaison de
points est obtenue La solution de lalgorithme converge vers le minimum local dans le
voisinage de la condition initiale
Masuda et Yokoya (1994) introduisent agrave lalgorithme ICP un meacutecanisme permettant
ladoption dun eacutechantillonnage aleacuteatoire des points numeacuteriseacutes pour lalignement De plus ils
suggegraverent de faire agrave chaque iteacuteration lestimation par la meacutethode des moindres carreacutes des
meacutedianes (Least Meacutedian of Squares LMS) de la matrice de transformation rigide agrave partir des
reacutesultats de lICP original Les modifications proposeacutees permettent de reacuteduire sensiblement le
temps de calcul de lICP tout en conservant sa robustesse
Tucker (2000) met en avant la meacutethode de Newton et la compare agrave lalgorithme ICP
La valeur ajouteacutee de la technique proposeacutee reacuteside dans sa capaciteacute de trouver analytiquement
la deacuteriveacutee seconde neacutecessaire agrave la meacutethode de Newton classique Ceci a pour effet
dameacuteliorer substantiellement les coucircts de calcul de la meacutethode Tucker deacutemontre que la
meacutethode de Newton converge plus rapidement que lalgorithme ICP mais quelle demeure
plus sensible agrave lalignement initial des modegraveles Toutefois malgreacute que la meacutethode de Newton
se montre fortement prometteuse elle est limiteacutee au cas ougrave la repreacutesentation geacuteomeacutetrique du
modegravele serait parameacutetreacutee
Rusinkiewicz et Levoy (2001) classifient et comparent la vitesse de plusieurs variantes de
lalgorithme ICP La classification repose sur linfluence que chaque meacutethode possegravede sur les
six (6) eacutetapes de lalgorithme (1) la seacutelection des points (2) le couplage des points
(3) la pondeacuteration des couplages de points (4) le rejet de certaines combinaisons de points
(5) lapplication dune erreur deacutependante du couplage (6) la minimisation de la distance
entre les points Par la suite une nouvelle deacutemarche deacutechantilloimage nommeacutee
normal-space-concept baseacutee sur la distribution du vecteur normal de chacun des points
seacutelectionneacutes est introduite La technique deacutechantillormage consiste agrave seacutelectiormer des points
afin que la distribution de leur normale soit la plus large possible
Dans le but de minimiser lerreur de localisation de lalgorithme ICP des techniques
deacutevaluation de la distance entre chaque combinaison de points ont eacuteteacute deacuteveloppeacutees
Contrairement agrave lalgorithme ICP classique qui calcule la distance entre chaque combinaison
de points par la distance euclidienne entre ces points soit point-point dautres techniques
utilisent des meacutetriques diffeacuterentes point-projection point-plan tangent (Park et Murali
2003 Pottman et Hofer 2002 Rusinkiewicz et Levoy 2001) Gelfand et al (2003) montrent
que ces techniques ont lavantage de permettre aux deux modegraveles de glisser entre eux dans
des reacutegions planes ou circulaires en raison des degreacutes de liberteacute non contraints Toutefois si
trop de points eacutechantillonneacutes proviennent de telles reacutegions lalgorithme
devient instable agrave cause du manque de contrainte de blocage Pour pallier agrave ceci
Gelfand et al (2003) proposent une approche deacutechantillonnage analysant la matrice de
covariance utiliseacutee pour la minimisation de lerreur dalignement Une fois une paire de
points identifieacutee si la preacutesence dun manque de contrainte est deacutetecteacutee en veacuterifiant la matrice
de covariance la paire de points est remplaceacutee par une autre
12 Alignemen t non-rigid e
Dans toutes les approches preacuteceacutedentes lalignement est appliqueacute sur des modegraveles de piegraveces
rigides avec lhypothegravese que les geacuteomeacutetries de la piegravece numeacuteriseacutee et nominale sont proches
Dans le cas dinspection de piegraveces flexibles sans gabarit de conformiteacute la geacuteomeacutetrie de la
piegravece physique numeacuteriseacutee peut ecirctre significativement diffeacuterente de la geacuteomeacutetrie nominale Le
problegraveme dalignement ne se limite plus agrave trouver la matrice de transformation rigide
Lintroduction des techniques de recalage non-rigide est neacutecessaire Comparativement au
recalage rigide qui permet daligner par exemple deux lignes parallegraveles le recalage non-
rigide permet lalignement dune ligne avec une courbe
Limagerie meacutedicale est probablement le domaine qui a permis aux techniques dalignement
non-rigide de se deacutevelopper substantiellement Les applications meacutedicales se divisent en
deux cateacutegories intrasujet (intrasubject) et intersujet (intersubject) Intrasujet fait reacutefeacuterence
au recalage dun mecircme sujet numeacuteriseacute agrave des temps diffeacuterents par exemple pour faire la
comparaison avantapregraves opeacuteration des scans en neurochirurgie Intersujet signifie
lalignement de diffeacuterents sujets numeacuteriseacutes par exemple pour creacuteer un atlas statistique des
variations de lanatomie dun groupe de patient Dawant (2002) puis Holden (2008)
fournissent une revue de litteacuterature sur les algorithmes de recalage employeacutes dans limagerie
meacutedicale Holden (2008) regroupe les techniques suivant leur fondement theacuteorique celles
dont les transformations sont reacutegies par les proprieacuteteacutes physiques du modegravele et celles dont les
transformations proviennent de meacutethodes dinterpolation
Ferrant et al (1999) minimisent une fonction deacutenergie comprenant deux termes Le premier
contraint la deacuteformation agrave suivre un comportement dicteacute par les proprieacuteteacutes physiques du
mateacuteriau du modegravele tandis que le deuxiegraveme tend agrave minimiser la distance entre les deux
images Cette technique a lavantage de prendre les proprieacuteteacutes physiques en compte
Ferrant et al (1999) traitent seulement le cas de modegravele ayant subi de petites deacuteformations
dans le domaine eacutelastique dun mateacuteriau isotrope
Feldmar et Ayache (1994 1996) proposent la meacutethode locally affine deacuteformation pour
reacutesoudre lalignement non-rigide Au lieu demployer une seule matrice de transformation
rigide pour aligner les deux modegraveles ils introduisent lutilisation dune matrice de
transformation affine par sous-ensemble spheacuterique de points Une fonction de lissage assure
une similitude entre la transformation dun point et celle appliqueacutee agrave ses points voisins dans
un mecircme sous-ensemble De plus le meacutetrique ne se limite plus agrave la distance entre les points
mais prend en compte aussi la diffeacuterence entre la normale et la courbure curvature) aux
points
Dans le domaine de lanimation informatique Allen et al (2003) deacuteveloppent une meacutethode
permettant dajuster le maillage de haute reacutesolution dun corps humain modeacuteliseacute (template)
pour que celui-ci repreacutesente le modegravele dun corps humain reacuteel numeacuteriseacute Ceci permet de
creacuteer un modegravele parameacutetreacute du corps reacuteel numeacuteriseacute Inspireacutes entre autres de
Feldmar et Ayache (1994 1996) Allen et al (2003) proposent dappliquer pour chaque
nœud du maillage une matrice de transformation affine de telle sorte que le modegravele initial se
10
rapproche du modegravele reacuteel tout en gardant un maillage lisse Pour remeacutedier agrave cela la meacutethode
vise agrave minimiser la combinaison de trois erreurs pondeacutereacutees la distance entre chaque
combinaison de points la diffeacuterence entre les matrices de transformation de deux points
dune mecircme arecircte du maillage et la distance entre chaque combinaison dindicateurs de
positionnement markers) La deacutemarche a lavantage de creacuteer un modegravele parameacutetreacute du corps
reacuteel numeacuteriseacute mecircme si la numeacuterisation du corps est incomplegravete dans les zones difficiles agrave
numeacuteriser Cette derniegravere caracteacuteristique en fait un bon candidat pour son utilisation
dans la preacutesente recherche Amberg et al (2007) reformulent la fonction objective de
Allen et al (2003) en une fonction quadratique La fonction est ensuite minimiseacutee en posant
sa deacuteriveacutee eacutegale agrave zeacutero et en reacutesolvant le systegraveme lineacuteaire deacutecoulant
Une description plus deacutetailleacutee de lalgorithme ICP proposeacute par Besl et McKay (1992) ainsi
que pour celui preacutesenteacute par Allen et al (2003) puis reformuleacute par Amberg et al (2007) se
retrouvent au chapitre 3
13 Analys e des variations dimensionnelles e t geacuteomeacutetriques de s piegraveces souple s
Les meacutethodes danalyse de variations dimensionnelles et geacuteomeacutetriques classiques
considegraverent les piegraveces comme rigides Elles ne prennent pas non plus en compte les
deacuteformations permises lors de lassemblage Ces meacutethodes surestiment donc les toleacuterances
alloueacutees Cette sureacutevaluation amplifie les coucircts de production engendreacutes par laugmentation
du nombre de rejets du produit Les recherches preacutesenteacutees ci-dessous traitent de meacutethodes
ayant pour objectif dinteacutegrer la flexibiliteacute des piegraveces dans lanalyse de variations
dimensionnelles traditiormelles
Le groupe de recherche Laboratory for Manufacturing System Realization and
Synthesis (MARS) de lUniversiteacute du Michigan en collaboration avec Collaborative
Research Laboratory Advanced Veacutehicule Manufacturing (GM CRL-AVM) avec Hu
Ceglarek ainsi que leurs eacutetudiants (Lui et Camelio etc) ont mis les bases de lanalyse
dimensionnelle dassemblage par conformation Le domaine dapplication principal de leurs
Il
travaux est la gestion des variations dun assemblage en meacutetal en feuille utiliseacute pour la
carrosserie dautomobile Ci-dessous se trouve une seacutelection de leurs travaux
Liu et al (1996) mettent en relief limportance de la seacutequence dassemblage sur la variation
finale de celui-ci En utilisant la meacutecanique lineacuteaire ils deacutemontrent que la flexibiliteacute des
piegraveces agrave lassemblage peut compenser leurs variations dimensioimelles Autrement dit la
variation de lassemblage de composantes flexibles est plus faible que celle estimeacutee avec un
modegravele danalyse classique de cumul des toleacuterances (Stacked Up Analysis) Subseacutequemment
Camelio et al (2004) proposent un algorithme optimisant la position des fixations tout en
minimisant la variation de lassemblage en fonction des variations des piegraveces et des outils
Liu et Hu (1997) preacutesentent deux techniques de preacutediction des variations dun assemblage en
meacutetal en feuille employant la meacutethode deacuteleacutements finis (FEM) La premiegravere
laquo Direct Monte Carlo Simulation raquo consiste simplement agrave faire varier aleacuteatoirement les
nœuds des composantes mailleacutees simulant de ce fait les deacutefauts de fabrication avant de faire
lanalyse par eacuteleacutements finis (FEA) de lassemblage Lanalyse FEA est reacuteiteacutereacutee plusieurs fois
pour une distribution repreacutesentative de la variation finale de lassemblage La deuxiegraveme
laquo Method of Influence Coefficients raquo permet dobtenir plus rapidement sensiblement les
mecircmes reacutesultats que la meacutethode preacuteceacutedente La cleacute de cette meacutethode demeure dans
leacutetablissement dune relation lineacuteaire quils nomment laquo mechanistic variation model raquo
entre les variations induites des piegraveces et celles reacutesultantes de leur assemblage agrave laide dune
matrice de sensibiliteacute En calculant agrave partir de simulations la matrice de sensibiliteacute le passage
successif par un module deacuteleacutements finis nest plus neacutecessaire Ces passages sont substitueacutes
par lemploi de la relation linaire obtenue preacuteceacutedemment
De plus amples informations ainsi quune liste exhaustive de leurs recherches sont disponibles sur leur site web respectif httphomepagescaewiscedu~darekpublishhtml httpgmcrlenginumichedu
12
Kenneth W Chase de Brigham Young University (BYU) fonde le groupe de recherche
Association for the Development of Computer-Aided Tolerancing Systems (ADCATS)
en 1984 Travaillant initialement sur lanalyse dimensionnelle assisteacutee par ordinateur ce qui
a donneacute naissance au logiciel CETol Chase et son groupe incluant Merkley et Bihlmaier
ont par la suite eacutetudieacute lanalyse variatioimelle dassemblage par conformation
Merkley (1998) deacuteveloppe une meacutethode reposant sur la lineacutearisation du problegraveme de contact
eacutelastique entre des composantes flexibles Il reacuteameacutenage la loi de Hooke pour lutilisation
dun super-eacuteleacutement permettant de deacutecrire la matrice de rigiditeacute eacutequivalente dune composante
en fonction des degreacutes de liberteacute agrave sa frontiegravere De plus Merkley introduit le concept de la
covariance due au mateacuteriau (material covariance) ainsi que la covariance geacuteomeacutetrique
(geacuteomeacutetrie covariance) La covariance due au mateacuteriau deacutecrit linterdeacutependance entre les
points du maillage de la piegravece reacutesultant de la nature du mateacuteriau tandis que la covariance
geacuteomeacutetrique deacutecrit la correacutelation entre les deacutefauts de surface dun point et ceux de ses points
voisins sur une mecircme geacuteomeacutetrie Par la suite au lieu dintroduire des variations aleacuteatoires sur
les nœuds des composantes mailleacutees comme Liu et Hu (1997) Merkley utilise une courbe de
Bezier aleacuteatoire pour deacutecrire ces variations de surface
Poursuivant les travaux de Merkley Bihlmaier (1999) emploie lanalyse spectrale des
variations dune population de surface pour obtenir la matrice de covariance geacuteomeacutetrique de
celle-ci Ainsi agrave partir de lanalyse de lensemble des surfaces de lassemblage Bihlmaier
trouve la moyeime et la matrice de covariance geacuteomeacutetrique de lespace entre les joints de
lassemblage Il utilise ensuite ces informations dans une analyse FEA pour
preacutedire leacutetendue des forces dassemblage La comparaison de cette technique deacutenommeacutee
De plus amples informations ainsi quune liste exhaustive de leurs recherches sont disponibles sur leur site web httpadcatsetbyuedureportsandpublicationsphp ^ Bihlmaier eacutetudie lassemblage de deux feuilles jointes bout agrave bout
13
laquo Flexible Assembly Spectral Toleacuterance Analysis (FASTA) raquo avec la meacutethode Monte-Carlo
deacutemontre la rapiditeacute supeacuterieure de la meacutethode FASTA avec des reacutesultats sensiblement
eacutequivalents
Les meacutethodes proposeacutees preacuteceacutedemment sappliquent principalement agrave des assemblages en
coques minces avec de simples contraintes physiques Le cas dune composante subissant de
multiples contraintes lors de son assemblage et de son fonctionnement engendrant ainsi des
deacuteformations importantes ne se precircte pas aux meacutethodes preacutesenteacutees Linjecteur de haute
pression fabriqueacute pour lindustrie automobile repreacutesente un bon exemple Reacutecemment pour
pallier agrave ce problegraveme Markvoort (2007 Markvoort et al 2005a 2005b) suggegraverent une
meacutethode consistant agrave faire une analyse FEA pour chaque variable de lassemblage ie pour
chaque combinaison de toleacuterances simuleacutee Dans cette meacutethode les variations imposeacutees agrave
chaque dimension agrave analyser sont estimeacutees agrave laide dun logiciel danalyse statistique Cette
technique nommeacutee Statistical Toleacuterance Analysis and Deacuteformation Analysis (STA-DEF) a
lavantage decirctre preacutecise tout en consideacuterant les contraintes physiques Elle demeure preacutecise
dans le cas de petite ou de grande deacuteformation
Les meacutethodes danalyse preacutesenteacutees sont conccedilues pour preacutedire les variations dun assemblage
en tenant compte de la nature flexible de ses composantes Les deacutefauts des composantes de
mecircme que la position et la valeur des forces dassemblage y sont imposeacutes ce qui limite leur
utilisation dans la preacutesente eacutetude Il est utile de rappeler ici que ce meacutemoire deacutesire explorer
linspection de profil de surface dans le cas ougrave la piegravece agrave inspecter ait subi des deacuteformations
inconnues et que son nuage de points ait eacuteteacute bruiteacute agrave cause du systegraveme de numeacuterisation
14 Utilisatio n iteacuterative de la meacutethode deacuteleacutements finis
Lanalyse par eacuteleacutements finis est employeacutee principalement pour preacutedire le comportement
dune piegravece dun assemblage ou dun meacutecanisme complexe sous leurs conditions
dutilisation Vu la performance accrue des calculateurs la meacutethode deacuteleacutements finis est de
plus en plus utiliseacutee iteacuterativement pour loptimisation des paramegravetres de conception La
14
modeacutelisation dune matrice de formage est un exemple inteacuteressant La geacuteomeacutetrie de celle-ci
doit ecirctre optimiseacutee pour minimiser leffet du recul eacutelastique (Spring-Back) quengendre le
proceacutedeacute
Karafillis et Boyce (1992 1996) suggegraverent la meacutethode laquoForce Descriptor Methodraquo pour
deacutefinir la geacuteomeacutetrie de la matrice de formage dune piegravece de meacutetal en feuille tout en
consideacuterant le recul eacutelastique de la piegravece Cette deacutemarche combine lanalyse analytique et la
FEM pour eacutevaluer le niveau du recul eacutelastique ducirc au proceacutedeacute
Wu ( 1997) preacutesente un algorithme FEM iteacuteratif optimisant un coefficient alpha ( a ) de la
force reacutesultante responsable du recul eacutelastique En trouvant une valeur alpha plus petite que
zeacutero (a lt 0) ce qui a pour effet dappliquer une force opposeacutee au recul eacutelastique une
nouvelle geacuteomeacutetrie de la matrice est obtenue
Wei et Wagoner (2004) comparent successivement le modegravele nominal de la piegravece et celle
issue dune simulation du proceacutedeacute de formage par eacuteleacutements finis Agrave chaque iteacuteration le
vecteur de deacuteplacement de chaque nœud du maillage de la piegravece nominale agrave son
correspondant simuleacute est appliqueacute sur son nœud eacutequivalent du maillage de la matrice Cette
meacutethode laquo Displacement Ajustement method (DA ) raquo ainsi que celle proposeacutee par
Karafillis et Boyce (1992 1996) sont illustreacutees agrave la figure 12 De maniegravere agrave exploiter la
meacutethode DA lorsque le maillage de la matrice et celui de la piegravece sont diffeacuterents
Lingbeek et al (2005) suggegraverent la meacutethode laquo Smooth Displacement Ajustment (SDA) raquo
Celle-ci repreacutesente le champ des vecteurs de deacuteplacement par une surface polynomiale
permettant ainsi deacutevaluer le deacuteplacement des nœuds du maillage de la matrice
Les meacutethodes deacutecrites plus haut sont adapteacutees pour la conception de matrice dans un
environnement virtuel La transposition des vecteurs de deacuteplacement du modegravele de la piegravece
apregraves le recul eacutelastique au modegravele de la matrice est possible puisque la piegravece a eacuteteacute modeacuteliseacutee
au deacutepart sans deacutefaut de fabrication Si toutefois le modegravele initial de la piegravece provient de la
numeacuterisation dune piegravece manufactureacutee ces meacutethodes ne fonctionneront plus en raison de la
15
preacutesence du bruit de mesure et des deacutefauts de fabrication De toute eacutevidence si lon deacuteplace
les points du maillage de la matrice vers leurs points correspondants de la piegravece numeacuteriseacutee le
nouveau modegravele de la matrice sera bruiteacute en plus de repreacutesenter les deacutefauts de fabrication de
la piegravece utiliseacutee Neacuteanmoins la preacutesente recherche sinspire du concept de deacuteplacement
iteacuteratif introduit par ces meacutethodes
r raquo 1 ) Fiat Sheet
2) Fomi to trial die shape
-V aol
3) Die shape correct (Formingspriugback simulatiou) Taiaet
Die
4) A tool = X lool + A y
1 mol
(a)
Imdashbull 1) Fiat Sheet
-Ay-
x
y L 2) Form to target or trial die shape fioiu step 3 record Fextemai
3) Apply Fexteraai to tBTget obtaiii trial die shape (springtbrwaid)
(b)
4) Die shape coirect (Foniiiiigspriiigback simulation) Target
(i+l)thtnalafter spnugback
Figure 12 Meacutethode s de deacutefinition de la matrice de formage a) Meacutethode DA b) Meacutethode proposeacutee par Karafillis et Boyce (1992 1996)
Tireacutee de Wei et Wagoner (2004)
16
En reacutesumeacute la revue de la litteacuterature exposeacutee dans ce chapitre preacutesente leacutetat de lart dans les
domaines de lalignement entre la repreacutesentation 3D dune piegravece et son modegravele CAO
lalignement non-rigide ainsi que dans celui de lanalyse des variations geacuteomeacutetriques des
piegraveces souples De plus une revue des techniques dutilisation iteacuterative de la meacutethode
deacuteleacutements finis pour la modeacutelisation de matrice de formage est preacutesenteacutee Ce premier
chapitre a permis didentifier les apports des principales approches dans les domaines
mentionneacutes preacuteceacutedemment qui sont essentiels au deacutemarrage de la preacutesente recherche 11 a
aussi mis en relief les limites dans lapplication de ces meacutethodes pour reacutesoudre les
probleacutematiques relieacutees agrave linspection des piegraveces flexibles sans gabarit de conformiteacute
Finalement labsence de recherche dans le domaine de linspection de composantes souples
dans ce chapitre met en eacutevidence loriginaliteacute de ce meacutemoire
CHAPITRE 2
GESTION DE S PIEgraveCES FLEXIBLE S SELON LA NORME ASME Y145 M
Le controcircle dimensionnel et geacuteomeacutetrique des composantes meacutecaniques occupe une part
importante et croissante dans lindustrie moderne 11 existe des standards nationaux et
internationaux comme la norme ASME Y145M et la norme ISO 1101 pour deacutefinir un
systegraveme de symboles eacutetablir les regravegles dinterpreacutetation et geacuterer les meacutethodes agrave employer pour
communiquer les informations sur les documents et devis techniques Ce chapitre preacutesente
lessentiel des possibiliteacutes et des techniques permises par la norme ameacutericaine
ASME Y145M-1994 pour ameacuteliorer la reacutepeacutetitiviteacute de linspection des composantes
flexibles
Comme mentionneacute la norme ASME Y145M-1994 considegravere par deacutefaut que linspection des
composantes doit ecirctre effectueacutee agrave leacutetat libre free state) soit sans force appliqueacutee durant
linspection Les piegraveces standards stock) telles que les tubes le meacutetal en feuilles les profils
extrudeacutes les poutres structurales ainsi que les piegraveces sujettes agrave des variations geacuteomeacutetriques agrave
leacutetat libre sont exclus de la regravegle mentionneacutee Les piegraveces flexibles se voient ainsi traiteacutees de
maniegravere diffeacuterente Les meacutethodes dites de laquo conformation raquo leur sont appliqueacutees Les piegraveces
eacutetant diffeacuterentes par leurs geacuteomeacutetries leurs rigiditeacutes et par leurs requis fonctionnels plusieurs
meacutethodes sont disponibles La figure 2 l ci-dessous regroupe les principales techniques pour
linspection et le controcircle geacuteomeacutetrique des composantes flexibles
Conformation
_c A un eacuteleacutement geacuteomeacutetrique
A un gabarit (1)
1 Force(5)
Hyperstatique
H V
Dimension (4)
Points hyperstatiques (2| Reacutefeacuterentiels ajustables (3)
raquo
^^kl laquo
18
1 _ I
Remplacement du requis
Gabarit optique (10)
Toleacuterances relatives (6) Dimension
Imdash|aiMoo| |pound7 | oioieKw l
Autres requis (9)
fi
Longueur darc (7) Dimension AVG (8)
^-^-^
Figure 21 Principale s meacutethodes de controcircle des piegraveces flexibles Tireacutee de Tahan et Chacirctelain (2005)
21 Conformation par un gabarit
Linspection par conformation sur gabarit ou montage rigide permet dimposer une
seacutequence dinstallation et de fixation de la piegravece flexible sur le gabarit Cette meacutethode est
largement employeacutee pour des grandes piegraveces complexes et flexibles comme les panneaux en
polymegravere les cartosseries dautomobiles ou les grandes piegraveces usineacutees (domaine
aeacuteronautique) En vue de conformer la piegravece agrave sa geacuteomeacutetrie nominale deacutecrite par le gabarit
Sauf indication contraire les figures dans ce chapitre sont tireacutees de Tahan et Chacirctelain (2005)
19
une force induisant des deacuteformations eacutelastiques peut ecirctre exerceacutee sur celle-ci Dans ce cas la
conception et la fabrication des gabarits sont critiques et souvent coucircteuses Un exemple de
gabarit est illustreacute par la figure 22
Figure 22 Exempl e de gabarit
22 Utilisation de systegravemes reacutefeacuterentiel s hyperstatique s
Dans un montage isostatique chaque degreacute de liberteacute est bloqueacute par un seul point Par
exemple de maniegravere agrave bacirctir un plan reacutefeacuterentiel primaire trois points de contact sont
employeacutes Pour le plan reacutefeacuterentiel secondaire deux points de contact sont neacutecessaires pour
deacutefinir un plan perpendiculaire au primaire etc La repreacutesentation de ces points dappui se
fait par lentremise des reacutefeacuterentiels cibleacutes target datum) comme lillustre lexemple agrave la
figure 23
Figure 23 Systegravem e isostatique de reacutefeacuterentiels Tireacutee de ASME Y145M-1994
20
Une deuxiegraveme meacutethode de conformation est reacutealisable en indiquant plus de points de contact
que ce qui est matheacutematiquement neacutecessaire par exemple lindication de quatre points de
contact pour le plan reacutefeacuterentiel primaire Selon cette technique le reacutefeacuterentiel dinspection ne
se rapporte pas au plan moyen des quatre points mais agrave la surface geacuteomeacutetrique associeacutee
theacuteoriquement parfaite sur laquelle on doit conformer la piegravece
Cette meacutethode diffegravere de la preacuteceacutedente du fait que le nombre de points de contact reste quand
mecircme limiteacute et quil nest pas obligatoire davoir une geacuteomeacutetrie nominale mateacuterialiseacutee par
des surfaces complexes sur un gabarit Cette meacutethode est utiliseacutee pour linspection des
structures minces coques cylindriques surface complexe en meacutetal en feuille piegraveces en
polymegravere ayant subi des torsions Twist et Warp) Un exemple de gabarit est illustreacute agrave la
figure 24
u
W
W
0
0 0 0 0 0 0
Q X3 r3 Z3
yQ u Z4
Figure 24 Exemple dun systegraveme reacutefeacuterentiel hyperstatique
23 Reacutefeacuterentiel ajustable
Lusage de reacutefeacuterentiel ajustable nest pas exclusif aux piegraveces flexibles Cette meacutethode est
utiliseacutee dans le cas des composantes issues de proceacutedeacutes tels que le moulage ou le forgeage
Le principe relativement simple consiste agrave designer dune maniegravere speacutecifique les points de
contact qui seront mobiles comme le reacutefeacuterentiel Cl dans la figure 25a agrave travers une
indication speacuteciale du reacutefeacuterentiel cibleacute
21
La technique des reacutefeacuterentiels ajustables est privileacutegieacutee dans le cas des piegraveces relativement
rigides mais dont la stabiliteacute sur trois points dappui nest pas assureacutee ou seacutecuritaire Ainsi
sur une structure de grande taille en forme de H telle que repreacutesenteacutee dans la figure 25b le
plan primaire est deacutesigneacute par les quatre points Al-A4 les trois premiers eacutetant fixes et le
quatriegraveme A4 est ajustable Le reacutefeacuterentiel primaire est le plan passant par A1-A3 tandis que
A4 ne sert quagrave procurer une stabiliteacute suppleacutementaire agrave lensemble
Figure 25 Exempl e de reacutefeacuterentie l ajustable (a) Tireacutee de ASME Y 1441-2003
24 Conformation agrave une dimension nominal e
Dans cette meacutethode une dimension judicieusement seacutelectionneacutee est deacutefinie comme
paramegravetre agrave conformer lors de linspection et ce indeacutependamment de la force appliqueacutee La
dimension est indiqueacutee avec une cote nominale (Basic) et une note du type laquo Acirc conformer
durant linspection Conform to archive toleacuterance raquo Cette meacutethode est adopteacutee
freacutequemment sur des piegraveces minces ougrave figurent des plis Sil est important de controcircler une
dimension speacutecifique agrave leacutetat libre celle-ci est mentioimeacutee agrave laide du modificateur (F)
comme lindique la figure 26b
22
TTT-^y
-Iml-
- I I I
YYY 1 ZZ Z bull
a)
I I V
-Hocircucircl-
O l l I
^ x w copy mdash A
b)
25
Figure 26 Exemple s dune conformation dun e dimensio n nominale
Permission dutilisation dun e forc e lors des opeacuterations dinspectio n
Cette meacutethode permet agrave linspecteur dutiliser une certaine force lors de linspection Une
mention de la forme laquo est permis dutiliser 75 N250 mm lors de linspection It is
permissible to use 15 lbf100 to achieve toleacuterance raquo est inscrite sur le dessin Cette meacutethode
est couramment employeacutee sur de grandes piegraveces usineacutees avec de petites deacuteformations
geacuteomeacutetriques engendreacutees par les contraintes reacutesiduelles dues agrave lusinage Lajout dune
speacutecification agrave leacutetat libre illustreacute sur la figure 27 controcircle le niveau des deacuteformations
induites lors de linspection
1^1375 001 2 Z ^ y y y z^Acirc
Figure 27 Exempl e de planeacuteiteacute agrave leacutetat libre
23
26 Lusage des toleacuterances relative s
Dans cette technique les toleacuterances absolues appliqueacutees sur la totaliteacute de la piegravece sont
remplaceacutees par des toleacuterances relatives Les zones de toleacuterance sont deacutefinies en fonction de la
longueur ou de la surface Geacuteneacuteralement les toleacuterances relatives sont employeacutees pour
controcircler les deacutefauts de forme et de profil Typiquement la rectitude ou la planeacuteiteacute peut ecirctre
appliqueacutee sur une longueur preacutedeacutetermineacutee de la piegravece Toutefois la piegravece doit ecirctre
pratiquement rigide sur la longueur speacutecifieacutee
05400 CJ 0106000 r 0056000
Figure 28 Exemple s de toleacuterance relative
27 Utilisation de la longueur dar c
La longueur darc est deacutefinie comme la longueur circonfeacuterentielle de larc de cercle entre
deux points La figure 29 illustre une piegravece consideacutereacutee comme flexible et ayant une
courbure Le controcircle de la hauteur ou de la largeur entraicircne des difficulteacutes agrave cause de la
deacuteformation de la piegravece (figure 29a) Par contre le remplacement de ces mesures par une
mesure de longueur darc (figure 29b) assure une reacutepeacutetitiviteacute puisque celle-ci est
indeacutependante du niveau de deacuteformation
a)
XXX YV Y
b)
Figure 29 Exempl e dutilisation dun e longueu r darc
24
28 Utilisation des dimensions moyennes (AVG )
Les dimensions moyennes sont employeacutees pour controcircler la valeur de la moyerme
arithmeacutetique dune dimension au lieu de la geacuteomeacutetrie Autrement dit le controcircle seffectue
en utilisant la moyenne dun ensemble de mesures et non par les dimensions limites tel que
prescrites par le principe de lenveloppe (ASMEY145M-1994 p 4 Fundamental
Rulessection (l)) Le symbole AVG y est indiqueacute comme sur la figure 210
Agrave titre dexemple linspection du diamegravetre dun tube flexible est difficile Par contre en
divisant par ti la mesure de la circonfeacuterence avec un ruban ou un instrument speacutecial la valeur
moyenne (AVG) du diamegravetre est eacutevalueacutee avec une bonne reacutepeacutetitiviteacute
Figure 210 Exempl e dutilisation d e dimension moyenne Tireacutee de ASME Y145M-1994
29 Remplacement de s requis dimensionnels pa r dautres mesure s
Cette technique utilise la forte correacutelation qui peut exister entre la geacuteomeacutetrie dune
composante flexible et dautres mesures physiques Elle est utiliseacutee dans le cas de piegraveces
ayant une flexibiliteacute extrecircme (tissu tuyau flexible etc)
Dans le cas dune piegravece mouleacutee une dimension peut ecirctre substitueacutee par un requis de masse
Cette technique semploie dans le cas ougrave il existe une forte correacutelation entre linteacutegriteacute
geacuteomeacutetrique et la densiteacute du mateacuteriel mouleacute
25
210 Inspection pa r gabarit optiqu e
La meacutethode consiste agrave effectuer linspection avec un comparateur optique qui projette
limage de la piegravece sur un eacutecran avec un certain niveau dagrandissement preacutedeacutetermineacute La
superposition de limage obtenue avec un gabarit optique permet de valider la conformiteacute
dimensionnelle et geacuteomeacutetrique de la piegravece inspecteacutee Cette technique est employeacutee pour
valider la geacuteomeacutetrie des sections de mateacuteriaux flexibles comme celle du joint deacutetancheacuteiteacute
illustreacute agrave la figure 211 Dans ce cas le controcircle seffectue pour sassurer que le contour de la
section demeure agrave linteacuterieur dune zone deacutefinie par deux contours nominaux distanceacutes par la
valeur de la toleacuterance
Figure 211 Exempl e dutilisation du n gabari t optique agrave leacutetat libre
211 Reacutesum eacute
Comme mentionneacute plus haut les piegraveces flexibles sont traiteacutees diffeacuteremment selon leur
geacuteomeacutetrie leur rigiditeacute et leurs requis fonctiormels Plusieurs meacutethodes pour geacuterer leurs
variations dimensioimelles et geacuteomeacutetriques sont proposeacutees par les normes Le tableau 21
ci-dessous preacutesente une reacutecapitulation des meacutethodes permises par la norme ameacutericaine
ASME Y145M-1994 pour ameacuteliorer la reacutepeacutetitiviteacute de linspection des composantes
flexibles
Tableau 21 Reacutesumeacute des meacutethodes dinspection de composante flexible
26
Meacutethode
1 Conformation agrave un gabarit
2 Violation des principes disostatiques
3Reacutefeacuterentiel ajustable
4 Utilisation dune force
5Conformation agrave une dimension
6 Toleacuterance relative
7 Longueur darc
8 Utilisation des dimensions moyennes (AVG)
9 Remplacement des requis
10 Inspection sur gabarit optique
Exemples dapplication
Piegraveces agrave paroi mince avec formes complexes
Piegraveces agrave paroi mince
Stmcture meacutecano-soudeacutee
Piegraveces avec de faibles deacuteformations eacutelastiques piegraveces agrave paroi mince
Meacutetal en feuille piegraveces agrave paroi mince
Piegraveces primaires (poutre tube plaque panneau profileacute etc)
Stmctures minces meacutetal en feuille
Stmctures minces meacutetal en feuille
Piegraveces mouleacutees tuyaux flexibles tissus etc
Veacuterification de la geacuteomeacutetrie des sections de mateacuteriaux flexibles
Deacutesavantage
Neacutecessite un gabarit de conformation fidegravele agrave la geacuteomeacutetrie nominale
Neacutecessite un montage speacutecifique et un dispositif pour produire la force neacutecessaire agrave la conformation
Neacutecessite un montage speacutecial
Lajout dune toleacuterance agrave leacutetat libre est souvent neacutecessaire pour limiter le niveau de deacuteformation
Lajout dune toleacuterance agrave leacutetat libre est souvent neacutecessaire pour limiter le niveau de deacuteformation
Limiteacutee pour les deacutefauts de forme seulement Difficile agrave controcircler dans le cas des profils
Limiteacutee aux profils geacuteneacutereacutes par un rayon constant Mesures avec preacutecision limiteacutee
Ne valide par les valeurs extrecircmes (erreur de forme)
Une preuve de correacutelation est neacutecessaire
Reacutepeacutetitiviteacute de mesure Applicable uniquement pour les inspections en 2D
CHAPITRE 3
ALGORITHME INSPECTION PA R DEacutePLACEMENT ITEacuteRATI F
La revue de la litteacuterature du chapitre 1 illustre bien quen deacutepit de la recherche sur
linteacutegration de la flexibiliteacute des composantes dans lanalyse dimensionnelle afin de reacuteduire
la quantiteacute de piegraveces rejeteacutees peu de recherches ont eacuteteacute effectueacutees sur la reacuteduction des coucircts
dinspection des piegraveces flexibles Le preacutesent document propose un nouvel algorithme
deacutenommeacute Inspection par Deacuteplacement Iteacuteratif (IDI) Iteacuterative Displacement Inspection La
meacutethodologie permet de localiser et de quantifier les deacutefauts de profil des coques minces Les
donneacutees dentreacutee sont la piegravece manufactureacutee numeacuteriseacutee lorsque celle-ci est maintenue par de
simples supports et le modegravele nominal (MATH DATA) La deacutemarche se veut une alternative
agrave linspection avec un gabarit de conformiteacute Dans labsence de ce dernier les effets de la
graviteacute et des deacuteformations engendreacutees par les contraintes induites par le proceacutedeacute rendent la
geacuteomeacutetrie de la piegravece numeacuteriseacutee consideacuterablement diffeacuterente de la geacuteomeacutetrie nominale Par
conseacutequent la meacutethode proposeacutee envisage de traiter et disoler ces facteurs de telle sorte que
le reacutesultat de linspection reflegravete uniquement leffet des deacutefauts (variations dues aux proceacutedeacutes
de fabrication) En reacutesumeacute ce meacutemoire explore linspection des piegraveces de type coque mince
avec les hypothegraveses suivantes
bull La piegravece agrave inspecter est une coque mince Sa geacuteomeacutetrie est parfaitement deacutefinie et
disponible par un fichier MATH DATA (STEP IGES ou tout autre format compatible)
Le montage lors de la numeacuterisation autorise des deacuteformations eacutelastiques du mecircme ordre
ou supeacuterieures aux toleacuterances de profil exigeacutees
bull
La meacutethode de fixation pendant la numeacuterisation ne repreacutesente pas neacutecessairement les supports agrave lassemblage ^ Par exemple sur trois points de contact de la piegravece manufachireacutee
28
bull La piegravece fabriqueacutee est numeacuteriseacutee Une repreacutesentation de la piegravece sous forme dun nuage
de points xyz)y est disponible
bull Uniquement une partie de la piegravece possegravede des deacutefauts de surface^
bull Linspection se restreint aux deacutefauts de profil de surface tels que deacutefinis par la norme
ASMEY145M-I994
La meacutethodologie dinspection se reacutesume agrave comparer la geacuteomeacutetrie numeacuteriseacutee de la piegravece
fabriqueacutee malgreacute des deacuteformations dues agrave la souplesse de celle-ci avec la geacuteomeacutetrie
nominale Eacutetant donneacute que ces deux modegraveles ne sont pas similaires il est neacutecessaire
dappliquer une deacuteformation au modegravele nominal afin que celle-ci se rapproche de la
geacuteomeacutetrie de la piegravece numeacuteriseacutee Dans ce cas le problegraveme dalignement ne se limite plus agrave
trouver la matrice de transformation optimale minimisant la distance entre les deux modegraveles
comme lors de la comparaison des piegraveces rigides Lajout dun champ de deacuteplacement
(figure 31) estimant les deacuteformations agrave appliquer sur la geacuteomeacutetrie nominale devient
neacutecessaire Ce champ doit repreacutesenter uniquement les deacuteformations induites sur la piegravece
numeacuteriseacutee par les conditions de support lors de la digitalisation leffet de la graviteacute et les
deacuteformations dues aux contraintes induites par le proceacutedeacute Il doit exclure les deacuteformations
attribuables aux erreurs de profil Par conseacutequent en ajoutant le champ de deacuteformation au
modegravele nominal une nouvelle piegravece sans deacutefaut mais ayant subi les mecircmes deacuteformations que
la composante numeacuteriseacutee est ainsi simuleacutee Il en reacutesulte deux modegraveles sensiblement proches
ougrave il est possible agrave preacutesent deacutevaluer les deacutefauts de profil
Par exemple agrave laide dune tecircte laser monteacutee sur une MMT ^ Autrement dit les deacutefauts ne sont pas geacuteneacuteraliseacutes sur toute la superficie de la piegravece
29
Figure 31 Illustratio n dun champ de deacuteformation
31 Introductio n agrave lalignement spatia l
Pour permettre une meilleure compreacutehension du problegraveme dalignement sa formulation
matheacutematique est preacutesenteacutee ci-dessous
Soit un nuage de Np points P = p^p2p^pj^ pj eR^ repreacutesentant la piegravece physique
numeacuteriseacutee de mecircme quun maillage de N^ N^ laquo Np points S = s^S2s^s^ s^ eR^ et
de AA arecircte pound = p ^ | eR^ correspondant au modegravele nominal mailleacute La
distance euclidienne d^ dun point s de S agrave P est deacutefinie comme le vecteur du point s au
point pj le plus rapprocheacute Sa norme eacutetant
IKII = min(^-5) (31)
Comme indiqueacute au chapitre 1 les deux nuages de points demeurent dans des systegravemes de
coordoimeacutees distincts Le deacutesalignement entre ces deux systegravemes est quantifieacute par le scalaire
= SlKf (32) i=X
Par exemple si larecircte connecte les nœuds s et Sj alors la matrice seacutecrit comme suit = [ jf
30
Les points de S eacutetant des corps rigides dans lespace tridimensionnel ils peuvent se deacuteplacer
suivant six degreacutes de liberteacute Soit trois translations et trois rotations orthogonales identifieacutees
respectivement par le vecteur qj e E^ et la matrice R s R Le vecteur de translation q^
repreacutesente le vecteur de deacuteplacement appliqueacute agrave chaque point La matrice de rotation R est
en fonction des trois angles de rotation autour des axes principaux du systegraveme de
coordonneacutees En adoptant la repreacutesentation XYZ la matrice R prend la forme de
R=
R = R^9^yR^e^yRf9^)
cos(^ ) cos0 ) cos(6gt ) sin(6 ) ucircn(d^ ) - cos((9 )sMO ) cos9^ )cos((9J sin((9 ) +sin((9 )sin(ft )
cos0^)siii0f cos((9)cos(6J+sin((9)sin(^)sin(6J cos(6)sin((9)sin(ft)-cos(ft)sin(6J
-sinCeacuteraquo) cos((9)sin(6) cos((9)cos((9)
(33)
(34)
Par deacutefinition Rji9j) est une matrice orthogonale M speacutecifiant une rotation 9^ autour de
laxe j
La transformation de s dans un nouveau systegraveme de coordonneacutees seffectue en y appliquant
R et qj
s=Rraquos+qj (35)
Substituant leacutequation (35) dans (31) doime
C-[iIcirc5-h^]|| (36)
avec Cj eC C eacutetant lensemble des points de P correspondant aux points les plus proches
de S
Agrave preacutesent la substitution de leacutequation (36) dans (32) permet de reformuler la fonction
en une fonction de R et q^
fiRqr) = lJc-[Rs+qr] 1=1
(37)
31
Pour aligner les nuages de points S et f la fonction doit ecirctre minimiseacutee par rapport agrave R
et qj La matrice de rotation R et le vecteur de translation qj minimisant la fonction
reacutesolvent le problegraveme dalignement
32 Alignement initial
La fonction telle que deacutecrite par leacutequation (37) est non lineacuteaire La solution du problegraveme
de minimisation peut ecirctre trouveacutee en faisant appel aux meacutethodes non lineacuteaires
(meacutethodes iteacuteratives) Partant dune estimation initiale des paramegravetres doptimisation
ces meacutethodes modifient successivement les paramegravetres jusquagrave la minimisation
de la fonction objective selon un critegravere de convergence preacuteeacutetabli Ces approches
sont sensibles aux estimations initiales Pour que la solution ne converge
pas sur un minimum local les estimations initiales doivent ecirctre le plus
proches possible des solutions optimales Lalgorithme ICP de Besl et McKay (1992)
demande un premier alignement entre le DCS et le MCS comme point
de deacutepart Pour remeacutedier agrave cela une premiegravere approximation de la matrice
de transformation en alignant des points connus est proposeacutee
Les positions des A ^ supports dans le systegraveme de coordoimeacutees machine
MCS utiliseacutes lors de la numeacuterisation de la surface P sont repreacutesenteacutees par
^Mcs - 1 ^Mcsx bull bull bull ^MCS N I ^^ics ^ ^^^ bull Lcurs positious nominales dans le systegraveme de
coordoimeacutees DCS sont deacutesigneacutees par M^^^ = l^or^i bullbullbull ^nr^ laquo 1 ^DCS ^ ^^^^ bull De plus
soit ^cs ~ PMCSX bull bull bull PMCS Vy I ^Mcs ^ ^ l^s points dans P les plus proches des points de
fixation M^^g et S^^^ = p ^ ^ 5^^^ ^ 115^^^ euro 5 les nœuds de 5 agrave proximiteacute des
points A^cs bull ^oir figure 32
32
Figure 32 Alignemen t initial
Lalignement des nœuds S^^^ avec les points P^^ se reacutesume donc agrave trouver la matrice de
transformation minimisant
fRqr) = ZPMcsi -[R^Dcsi + ^r J =
(38)
La meacutethode Simplex semble ecirctre bien adapteacutee pour traiter les problegravemes doptimisation non
lineacuteaires et non contraints de cette taille Lestimation initiale de la matrice de rotation et de
translation neacutecessaires agrave lapplication de la meacutethode se calcule comme suit
^ =
o 0 o 0 0 0 0 0 0
^0 =
-rrT^PMcsii^)-^ C 1= 1
mdash 2ACS(2)-bull^G = 1
T7-2]^wr5(3)-^G = 1
bull^DCSiM
^DCSi i^)
~ ^DCSi i-^)
(39)
avec7^bdquo =[x y z f et5oc5=U y ^]
Les reacutesultats des matrices R et q^ obtenus par la meacutethode du simplex sont fusionneacutes dans
une matrice de transformation totale T
T = R q 0 1
(310) 4x4
33
Agrave preacutesent lapplication de la matrice de transformation sur tous les points de S permet
dobtenir un nuage S un peu plus proche de P
S =TS (311)
Avec S sous la forme S = bull ^ 1 ^ 2
1 1 1 AxNg
Lapplication de la meacutethode du Simplex permet de diminuer la diffeacuterence entre les nuages de
points S et P Comme mentionneacute plus haut cette eacutetape est importante puisque lalgorithme
ICP considegravere que les deux modegraveles agrave recaler sont proches lun de lautre La figure 33 en
reacutesume les eacutetapes
C CcedilNuage de pointsA 7
Modegravele S J ^ T oints de contact DCS ^DCS ^ ^ I
D 5 Point s de contact MCS A
Nuage de points Piegravece P icirc
Minimisation
fRq^) = 2]||pvlaquo -[RSDCS + ^r ]|| i=
S = TS
(Nuage de pointsA Modegravele s J
Figure 33 Algorithm e employeacute pour lalignement initial
34
33 Alignemen t Rigide
Tel que mentionneacute preacuteceacutedemment lalgorithme de localisation ICP proposeacute par Besl et
McKay (1992) permet deacutevaluer la matrice de transformation rigide qui optimise
lalignement entre la geacuteomeacutetrie numeacuteriseacutee et le modegravele nominal Plutocirct que dutiliser la
description habituelle de la matrice de rotation Besl et McKay (1992) emploient une
repreacutesentation par des quatemions Une uniteacute de quatemion est un vecteur
^laquo=[^0 9x ltl2 ^sl telque 9ogt0 et ^o+^+^2+73=lbull
La matrice de rotation et celle de translation peuvent se reformuler comme suit
Riq) = ltll+(ll-(ll-(ll 2(^^2-^0^) 2(qq+q^q2)
2qxltl2 + ^0^3 ) + il - 1x - q] Alili -lolx )
2 ( 1 3 - loli ) 2(^2^ 3 + q^q^ ) ql + q] - q^ - q]
(312)
9r=[94 95 ltIb (313)
La repreacutesentation avec des quatemions rend la minimisation de leacutequation (37) semblable agrave
une maximisation de la forme quadratique de luniteacute de quatemion La rotation optimale est
obtenue avec q^ eacutequivalent au vecteur propre correspondant agrave la valeur propre dune
matrice 4x4 provenant de la matrice de correacutelation croiseacutee cross-covariance) entre les
paires de points
Le vecteur de translation est ensuite deacuteduit
1r=Ps-RiqT)Pc (314)
ougrave Ps et ^ sont respectivement les centroiumldes de 5 et C
En deacutemarrant agrave partir dun alignement initial entre les modegraveles lalgorithme ICP procegravede
comme suit
35
1 Trouver lensemble de points C^ dans P correspondant aux points les plus proches
de 5
2 Trouver les vecteurs ^^ et ^^ minimisant^(^^ ^7-)
3 Geacuteneacuterer un nouveau nuage de points 5 en appliquant Rq^ ) et q^
4 Terminer la boucle diteacuteration quand ^ - Z^ lte on Kgt K^p^^^
ougrave K est le nombre diteacuterations entameacutees e le seuil de convergence voulu et K^-p^^
nombre maximal diteacuterations
le
Les points 5 se trouvant potentiellement dans une zone de deacutefauts identifieacutes par la meacutethode
deacutecrite agrave la section 36 sont retireacutes de S avant de relancer lalgorithme ICP dans le but de
diminuer leur influence sur lalignement De plus comme suggeacutereacute par Masuda et Yokoya
(1994) un eacutechantillonnage aleacuteatoire de S est employeacute pour reacuteduire le temps de calcul de
lalgorithme ICP De la sorte une fois la matrice de rotation et celle de translation trouveacutees
elles peuvent ecirctre appliqueacutees agrave tout lensemble de points S comme lillustre la figure 34
(Nuage de points ^ Modegravele S J C uage de points
Piegravece p
^Points Identifieacutes^
^
Eacutechantillonnage
Eacutechantillon Nuage de points Modegravele S
iriumltsN
Algorithme IC P Recalage des nuages de points
D
( R(4R) qj )
Si=RqRgts+qj
C Nuage de point s Modegravele 5 D
Figure 34 Alignemen t Rigide
36
34 Alignemen t non-rigide
Lalignement non-rigide proposeacute par Allen et al (2003) est employeacute dans le but de trouver
pour chaque point 5 une matrice x de transformation affine 3x4 deacuteplaccedilant les points de S
vers une surface deacuteformeacutee 5 tel que 5 soit proche de P tout en gardant un maillage lisse
La qualiteacute du maillage de la surface 5 est eacutevalueacutee par les fonctions derreur de distance Ej
et derreur de lissage E^ Ainsi la minimisation de la combinaison des deux fonctions
derreurs permet dobtenir les matrices x optimales
Les paramegravetres inconnus x sont organiseacutes dans une matrice 4 V^ x 3
X = [x xJ (315)
Le premier critegravere de localisation est la distance entre chaque combinaison de points Il est
caracteacuteriseacute par la fonction derreur de distance
pound(X) = fw||x5-c|f (316) 1=1
avec les nœuds de S exprimeacutes par s =[xyzY
Les poids w permettent de controcircler linfluence de chaque point sur le champ de
deacuteplacement Ils sont poseacutes eacutegaux agrave 0 pour les points identifieacutes comme potentiellement dans
une zone de deacutefauts de surface et agrave 1 pour le reste Ceci permet de ne pas conformer un
point s agrave son cortespondant c si celui-ci est dans une zone de deacutefauts Dans ce cas le
vecteur de deacuteplacement appliqueacute agrave s est seulement contraint par la fonction de lissage
Autrement dit le point s se deacuteplace en fonction du deacuteplacement de ses points voisins afin
de garder un champ de deacuteplacement lisse
37
Lerreur de lissage E^ reacutegularise le champ de deacuteplacement en minimisant la diffeacuterence de
deacuteplacement appliqueacutee aux deux points dune arecircte du maillage Elle contraint le
deacuteplacement des points agrave ecirctre deacutependants du deacuteplacement de leurs points voisins ce qui
permet dassurer un champ de deacuteplacement lisse
Esi^)= Hh-^Acirc bullbullyle
(317)
eacutetant la norme Frobenius
Il sensuit que la fonction objective agrave minimiser se trouve ecirctre
E(^X)^EX) + aEX) (318)
Le paramegravetre a est influenceacute par la rigiditeacute du modegravele S 11 agit sur la qualiteacute de lissage du
champ de deacuteplacement Si a est eacuteleveacute le deacuteplacement appliqueacute sur chacun des points est
fortement deacutependant du deacuteplacement de ses points voisins Tandis que si a est faible le
deacuteplacement appliqueacute agrave chacun des points est seulement contraint par le terme E^ et se
retrouve presque indeacutependant du deacuteplacement de ses voisins Ceci se traduit par un champ de
deacuteplacement non lisse
Amberg et al (2007) reformulent la fonction objective EX) en une fonction quadratique
en posant lerreur de distance comme suit
EAX) = WHX-C)
ougrave H =
Ns
est une matrice de A^ x 4Ng
(319)
W est une matrice diagonale A^ x A^ des poids w C = [c c
des points correspondants aux points 5
c^J est la matrice
38
Lerreur de lissage est ainsi exprimeacutee par
ESX) = MregG)Xl (320)
ougrave M est une matrice nœud-arecircte (node-arc) Nf^x-N^ contenant linformation topologique
du maillage S Elle contient une rangeacutee par arecircte et une colonne par nœud Elle permet
lidentification des nœuds relieacutes par une arecircte Par exemple si larecircte connecte les
nœuds s et Sj les eacuteleacutements non nuls de la rangeacutee 1 de M sont M(i) = -1 et Mj) = 1
G est une matrice identiteacute 4 x 4
De la sorte leacutequation (318) est exprimeacutee par la fonction quadratique
EX) = [aMlt^G
[ WH X- ^ 1
vc
r - - 1 2
-bull F (321)
=AX-B
y4 est une matrice 4Ni^+Ng)x4Ng et B une matrice 4N^+Ng)-x3
Il est agrave preacutesent possible de trouver lensemble des transformations X sachant que EX)
atteint son minimum lorsque X = A^A)~^A^B pour un a et une combinaison de
points S--C^ fixe
E(X) atteint son minimum lorsque X est eacutegale au pseudo inverse minimisant cette fonction quadratique
^ Pour un ensemble de points C amp P correspondant aux points les plus proches de 5
39
Lalignement non-rigide suggeacutereacute par Amberg et al (2007) comporte les eacutetapes suivantes
1 Trouver lensemble de points C^ dans P correspondant aux points les plus proches
de S
2 Fixer la valeur de a^
3 Bacirctir les matrices Af et B^
4 Calculer X^
5 Geacuteneacuterer un nouveau nuage de points 5 en appliquant X^
Afin de reacuteduire linfluence de lerreur de distance introduite par la meacutetrique point-point ce
meacutemoire propose de remplacer chaque point de lensemble C par
cy = s+ocircD ltiltN (322)
Dg est la projection de la distance point-point sur la normale du point s comme deacutecrite
dans la prochaine section Le paramegravetre S repreacutesente le pourcentage du deacuteplacement agrave
appliquer La figure 35 illustre ce concept
Modegravele nominal S s laquobullbull
bull bull bull bull bull bull bull bull bull A
Piegravece numeacuteriseacutee P
-gtd
y bull lt
-^D bull ocircDgi Exemple S = 50
Figure 35 Scheacutematisatio n de la modification d e lensemble de s correspondances
40
Amberg et al (2007) suggegraverent de deacutemarrer avec une valeur a eacuteleveacutee pour recouvrir les
deacuteformations globales neacutecessaires agrave lalignement non-rigide Par la suite la diminution
progressive de a autorise le modegravele agrave eacutepouser plus localement sa cible Toutefois il est
facile de converger sur un minimum local ducirc agrave la diffeacuterence de forme eacuteleveacutee entre les deux
surfaces Lajout du terme ocirc dans leacutequation (322) permet dappliquer une deacuteformation
progressive au modegravele 5 afin de diminuer les chances de converger sur un minimum local
de la fonction (321)
Agrave titre indicatif la figure 36 illustre un champ de deacuteplacement repreacutesentant les distances
point-point Dans cet exemple les vecteurs de distance repreacutesentent majoritairement leffet
des espaces entre les points des nuages numeacuteriseacutes La figure 37 preacutesente le mecircme champ
avec les distances ^gtg^ Sur celle-ci les vecteurs sont plus coheacuterents et les deacuteviations causeacutees
par les deacutefauts de surface sont visibles sur le centre du champ Finalement la figure 38
montre le lissage du champ obtenu apregraves lapplication de lalgorithme dalignement non-
rigide Elle permet dobserver que lamplitude et la direction des vecteurs se reacutepandent
uniformeacutement mecircme dans les zones de deacutefauts de profil
Figure 36 Exempl e dun cham p de deacuteformation repreacutesentan t les distances point-point
bullbullV^-bullbull^bullbullbullbull^^MJ^7^
laquo raquo t t bull
41
bull bull laquo bull J bull bull bull
bull I
Figure 37 Exemple dun champ de deacuteformation corrigeacute repreacutesentant les distances corrigeacutees
i
t bull bull bull bull bull bull bull -
I bull bull 1 bull bull bull - bull bull
l bull bull bull bull bull - bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
Figure 38 Exemple dun champ de deacuteformation lisse obtenu avec lapplication de lalgorithme dalignement non-rigide
42
Agrave ce stade lintroduction de la meacutethode de recalage non-rigide suggeacutereacutee par
Allen et al (2003) puis reformuleacutee par Amberg et al (2007) ainsi que les ajustements
proposeacutes dans ce meacutemoire permettent de preacutesenter le module dalignement non-rigide de
lalgorithme global de la preacutesente recherche Ce module donne la possibiliteacute de deacuteformer le
modegravele nominal pour quil se rapproche de la geacuteomeacutetrie de la piegravece numeacuteriseacutee sans prendre
en consideacuteration les deacutefauts de celle-ci Les exemples illustreacutes sur les figures 36 agrave 38
montrent bien la capaciteacute de la meacutethode Scheacutematiquement la figure 39 illustre la
deacuteformation imposeacutee au modegravele nominal S pour retrouver un modegravele S plus proche de P
Sur cette figure la meacutethode proposeacutee permet de deacuteplacer les points s et s^ vers les
points s- et 8 de maniegravere lisse autrement dit sans eacutepouser les deacutefauts ( c^ et Cg ) de la
piegravece numeacuteriseacutee Le problegraveme demeure entier quant agrave lidentification des deacutefauts En effet
seacuteparer les deacutefauts de surface des deacuteformations nest pas une tacircche triviale Agrave ce titre la
section 36 introduit une technique innovatrice pour lindentification des deacutefauts
Modegravele
S
S
s l 6 He nominal bullraquo bull bull s
^3- T bull bull 3 ^ bullbullbullbullbull 1 Champ de deacuteplacement bullbull ^ bullbullbullbullbull icirc 1 Champ de deacuteplace
1 i Ts-Z J
bullc
Piegravece numeacuteriseacutee P 6-
Deacutefauts c bull bull
1 9 10
8-
Figure 39 Creacuteatio n du modegravele nominal deacuteformeacute
35 Correction de la distance point-poin t
Lestimation des combinaisons de points smdashc ainsi que de leur distance respective d^
peut ecirctre reacutealiseacutee agrave laide de la fonction dsearchn de Matlabreg La fonction dsearchn est baseacutee
43
sur lalgorithme quickhull de Barber et al(1996) Eacutetant donneacute quil nexiste pas
neacutecessairement un point c correspondant parfaitement au point s une correction de la
distance est essentielle Dans ce but ce meacutemoire propose le concept dune distance
corrigeacutee D^ Celle-ci repreacutesente la projection de la distance point-point d^ sur la
normale n^ du point s comme lillustre la figure 35
D bdquo = E J ^ (323) I - l | 2 si
n
Comme mentionneacute dans la revue de litteacuterature plusieurs meacutetriques de distance existent
point-projection point-plan tangent (Park et Murali 2003 Pottman et Hofer 2002
Rusinkiewicz et Levoy 2001) Ces meacutetriques sont utiliseacutees principalement pour la recherche
des correspondances s mdash c De son cocircteacute la distance corrigeacutee D^ permet seulement de
reacuteduire linfluence de la densiteacute du nuage de points de la piegravece numeacuteriseacutee Elle neacutecessite
preacutealablement la connaissance des cortespondances 5 mdash c
Le calcul de la normale n^ dun nœud s se fait en trois eacutetapes En premier lieu pour chaque
eacuteleacutement du maillage 5 constitueacute de s les deux points les plus proches de s sont identifieacutes
Ensuite laire et la normale de chacun des triangles composeacutes des deux points
trouveacutes agrave leacutetape preacuteceacutedente et de s sont eacutevalueacutees Finalement comme proposeacute par
Tomacircs Jirka (2002) les aires des surfaces triangulaires autour de s sont utiliseacutees pour la
pondeacuteration de la normale n^ Celle-ci se calcule comme suit
NE
nbdquo=-^ (324 )
th- j=
ougrave N^ est le nombre deacuteleacutements autour du point s ^ repreacutesente laire et n est la normale
du triangle compris dans leacuteleacutement E Voir figure 310
44
Figure 310 Illustratio n de la normale dun point
Pour sassurer que les normales rij sont toutes dans la mecircme direction celles-ci sont
inverseacutees si leur cmgle avec le vecteur de deacuteplacement d^ est plus grand que 90 degreacutes
36 Identification des deacutefaut s
Merkley (1998) introduit le concept de la covariance due au mateacuteriau material covariance)
et celui de la covariance geacuteomeacutetrique geacuteomeacutetrie covariance) La covariance due au mateacuteriau
deacutecrit linterdeacutependance entre les points du maillage dune piegravece reacutesultant de la nature du
mateacuteriau lorsque celle-ci est soumise agrave des forces tandis que la covariance geacuteomeacutetrique
deacutecrit la correacutelation entre les deacutefauts de surface dun point et ceux de ses points voisins sur la
mecircme geacuteomeacutetrie Les deacutefauts de surface sont aleacuteatoires et non correacuteleacutes dun point de vue
microscopique par exemple lorsque lon mesure la rugositeacute de la surface Mais dun point de
vue macroscopique les deacutefauts sont contraints agrave ecirctre interdeacutependants simplement puisquils
proviennent dune surface nominalement continue En sinspirant de ces principes ce
meacutemoire suggegravere didentifier les deacutefauts de surface en comparant chaque point s avec ses
points voisins plus speacutecifiquement en comparant la distance D de s avec les
distances D^j de ses points voisins
Il est plus facile dexprimer ce concept avec un exemple La figure 31 la montre le cas ougrave la
surface de la piegravece P ne contient pas de deacutefauts Dans ce cas les deacuteplacements des points
45
sont fortement correacuteleacutes agrave cause de la nature du mateacuteriau Autrement dit la diffeacuterence entre la
distance D^ de s et celle de ses points voisins est minime Dun autre cocircteacute la figure 311^
illustre le cas ougrave il y a un deacutefaut de surface sur P Ici les points Cg et c dans la zone de
deacutefauts de surface ne suivent plus la correacutelation de deacuteplacement imposeacute par la nature du
mateacuteriau Ils se distinguent des autres points par une distance D^ plus ou moins eacuteleveacutee que
celle de ses voisins De la sorte cette caracteacuteristique permet didentifier les points
susceptibles decirctre dans une zone de deacutefauts Ainsi il est possible de seacuteparer les
laquo deacuteformations raquo dues agrave la nature flexible de la piegravece des laquo deacutefauts de profil raquo
Piegravece numirliegravet bullbullbullbull f--^l C laquo f - - ^ bullbullbullf-- l o
umirliegravet bullbull - 7 ^bull- degi bull t bullbullbullbull bull Plenumeacuterlieacute- - lt)T ~ f - f
^bull - bullbull l F t K -- bull - ^ f- i - h-s Modegravel Nominal S Modegravel e Nominal
a) b) Figure 311 Identification des deacutefauts
a) piegravece sans deacutefauts de surface et b) piegravece avec deacutefauts de surface (points Cg et c )
Le voisinage de niveau 1 dun point s comprend les points constituant les eacuteleacutements du
maillage de S utilisant le point s Le voisinage du niveau 2 est constitueacute des points
composant les eacuteleacutements du millage comprenant les points de niveau 1 La figure 312 permet
de visualiser plus facilement cette notion
Figure 312 Ensemble de points voisins du nœud 742 a) de niveau 1 et b) de niveau 2
46
la liste des points dans le voisinage de soi=[^)-^i]ergt[ricirc)F^j niveau 1 et 2 respectivement dun point de 5 et D^ =D^^D^^ la distance
euclidieime corrigeacutee entre chaque paire de points 5 mdash c Lintroduction dun indicateur de
confiance e I avec 1 lt lt iV^ repreacutesentant la diffeacuterence entre la distance D^ de 5 avec
les distances D^j de ses points voisins permet de mettre en relief les points s qui ne suivent
pas la correacutelation de deacuteplacement imposeacute par la nature du mateacuteriau II permet didentifier les
points neacutecessitant un deacuteplacement plus ou moins eacuteleveacute que celui de ses points voisins ce qui
constitue une caracteacuteristique des points dans une zone de deacutefauts de surface Lindicateur de
confiance se calcule en deux eacutetapes Tout dabord afin de diminuer les effets du
bruit de mesure un filtre par moyennage comme celui employeacute couramment en imagerie
(Gonzalez et Woods 2008) est appliqueacute aux points Chaque distance D est remplaceacutee
par Fg eacutequivalent agrave la moyenne des De des points du voisinage de niveau 1 du point s
t^ =i
bull^c )
N (325)
KSI
OUgrave A ^ est le nombre de points voisins de niveau 1 de s La liste des points voisins de s est
eacutecrite sous la forme r = [F V F J I F e t V i ) V 1 V 2 bdquo l - bull S
) lxK
Par la suite lindicateur de confiance euro du point s se calcule en eacutelevant au carreacute la
moyenne des diffeacuterences entre F^ et chacun des F^j de ses points voisins de niveau 1
= t^si-^so J=i
( iVbdquo raquo
N lsi
pour ltiltNg (326)
47
De la sorte les points avec un indicateur de confiance r fois plus eacuteleveacute que
le 95e percentile de lensemble et ne se trouvant par sur le contour de la piegravece sont
consideacutereacutes comme eacutetant potentiellement dans une zone de deacutefauts de surface Les poids vt
des nœuds du voisinage de niveau 2 de ces points sont mis agrave zeacutero dans leacutequation (321) Les
points du contour ne sont pas consideacutereacutes car ils nont pas suffisamment de points voisins
pour permettre une boime eacutevaluation de leur vecteur normal Cette caracteacuteristique laquo falsifie raquo
la valeur de leur indicateur de confiance Le scheacutema de la figure 313 deacutecrit les eacutetapes de la
meacutethode didentification
Cette section a permis de preacutesenter une technique innovatrice permettant de seacuteparer les
deacutefauts de surface des deacuteformations en attribuant un indice de confiance agrave chaque
point 5 Lidentification des points potentiellement dans une zone de deacutefauts est essentielle
pour diminuer leur influence sur le champ de deacuteplacement comme discuteacute preacuteceacutedemment
dans la section 34
Ou un autre critegravere fixeacute agrave priori Celui proposeacute est fixeacute pour sassurer que les points consideacutereacutes comme eacutetant
potentiellement dans une zone de deacutefauts de surface ont des indicateurs de confiance 7 nettement plus eacuteleveacutes
que lensemble
^ Ou un autre niveau fixeacute agrave priori Celui proposeacute permet de seacutelectionner les points au voisinage de ceux identifieacutes par un indicateur eacuteleveacute
48
Nuage de points Modegravele S
J r t s ^ dsearchn Combinaison de points
f Distanc e s^-c pound L__A__J V
lt
Nuage de points Piegravece P 5
5-C intsN N Combinaison de pointsN ANuag e de points C
Piegravece P D Calcul normal laquo Projection de ds su r la
normale n
c I Distance projeteacutee s - c
_ y= i 5(n)
iV ri
= iV
Figure 313 Meacutethod e didentification
49
37 Algorithm e IDI
Compte tenu des discussions preacuteceacutedentes sur les techniques de recalage et didentification de
deacutefauts cette section preacutesente lalgorithme dinspection par deacuteplacement iteacuteratif IDl proposeacute
par ce meacutemoire Un scheacutema de lalgorithme est preacutesenteacute agrave la figure 314
Par rigueur matheacutematique la fonction objective (32) de lalignement spatial doit ecirctre
modifieacutee pour refleacuteter les modifications proposeacutees dans ce meacutemoire Ainsi la fonction peut
ecirctre eacutecrite sous la forme ci-dessous en remplaccedilant la meacutetrique point-point d^) par la
distance corrigeacutee D^
f = L^sif (327) i=X
Les eacutetapes suivantes deacutecrivent lalgorithme IDI Deacutebutant avec le nuage de points S de la
piegravece nominale le nuage de points P de la piegravece fabriqueacutee les points de support S^^^
et Pj^ccedilg ainsi que la liste des points voisins de niveau 1 et 2 de chaque point de S
lalgorithme poursuit comme suit
1 Faire un premier alignement entre S et P agrave laide des points S^ ^ et P^bdquo
2 Initialiser le nombre diteacuterations K = e paramegravetres = a^ et ocirc
3 Recaler le nuage S sur P en utilisant lalgorithme dalignement rigide
4 Trouver lensemble de C dans P des points les plus proches de S
5 Calculer les distances d^ ainsi que les distances projeteacutees D^
6 Identifier les points avec un indicateur plus grand que r fois le 95e percentile de
lensemble
7 S Kgt K^^^ terminer la boucle de lalgorithme et eacutevaluer lerreur de profil
8 Si AT = 1 retourner agrave leacutetape 3 en retirant les points identifieacutes de lensemble S
9 Si AT gt 1 trouver la valeur de la matrice X puis deacuteformer le modegravele S afin quil se
rapproche de P agrave laide de lalgorithme dalignement non-rigide
10 Si Xf -X^_^Il lt AX poser a = a-Step^ jusquagrave atteindre a=cep
50
11 Si KgtKg poser ^ = 1
12 Si a = ap retourner agrave leacutetape 4 Autrement retourner agrave leacutetape 3 K = K +
ougrave laquo^ est la valeur de deacutepart de a tandis que or est sa valeur minimum pour assurer un
champ de deacuteplacement lisse AX repreacutesente le critegravere deacutecisioimel pour autoriser
une reacuteduction de Step^ de la valeur de or Kg correspond au nombre diteacuterations ougrave le
paramegravetre ocirc est appliqueacute Et K^^^ est le nombre diteacuterations maximales de lalgorithme IDI
Deacutebutant avec or eacuteleveacute permet de contraindre fortement le champ de deacuteplacement et
dappliquer uniquement une deacuteformation globale sur le modegravele Par la suite la valeur de a
est diminueacutee dune valeur Step^ jusquagrave atteindre la limite a^ Lajout du paramegravetre ocirc
durant Kg iteacuteration donne la possibiliteacute dimposer une deacuteformation progressive au
modegravele 5 afin de reacuteduire les chances de converger sur un minimum local de la
fonction (321) De plus comme les deux modegraveles sont initialement consideacuterablement
diffeacuterents tant que la valeur laquo^ nest pas atteinte la boucle de lalgorithme inclut
lalignement rigide Cette caracteacuteristique permet de rapprocher spatialement les deux
geacuteomeacutetries sans deacuteformer le modegravele nominal
En conclusion ce chapitre expose la theacuteorie et la meacutethode proposeacutees dans ce meacutemoire pour
effectuer linspection de profil sur des piegraveces flexibles sans gabarit de conformiteacute Les
performances meacutetrologiques de lalgorithme seront traiteacutees au chapitre 4 Des modifications
innovatrices aux techniques dalignement rigide et non-rigide sont introduites De plus une
technique avant-gardiste didentification des deacutefauts de surface est proposeacutee Celle-ci donne
la possibiliteacute de seacuteparer agrave chaque eacutetape les deacuteviations reacutesultantes de deacutefauts de surface de
ceux causeacutes par la deacuteformation due agrave la flexibiliteacute et au proceacutedeacute de la piegravece Finalement la
fusion de toutes ces meacutethodes dans un nouvel algorithme permet la deacuteformation et le
recalage successif du modegravele nominal jusquagrave que celui-ci savoisine agrave la piegravece
manufactureacutee
51
Modegravele nomina l 5
Numeacuteriser l a piegravec e frabriqueacutee
Maillage (Vfes7ng)
C Nuage de point s Modegravele S 0 (Nuage de points _
Piegravece P J
Coints de contact DCSN focirc iuml Points de contact MCS P^^^P D
Alignement Initia l Recalage des nuages de points
K=1 a = a^ ocirc
Alignement Rigid e Recalage des nuages de points
(Nuage de points N Modegravele S^ J
dsearchn Combinaison d e point s
Distance s -ds
Combinaison de p o 5 -c
Identification
in ts (^ Nuage de points C Piegravece P 5
(Poids A j - ^ D i s t a n c e prajeteacute e - A
-out-
Alignement non-rigid e NON
Nuage de point s Modegraveles
S =
J NON
Deacuteviations Inacceptables C Deacuteviations
Acceptables
Figure 314 Algorithm e IDI
52
CHAPITRE 4
EacuteTUDES DE CAS
Ce chapitre preacutesente une seacuterie dexemples qui valident la meacutethode IDI Les geacuteomeacutetries
utiliseacutees dans cette section sont choisies afin de repreacutesenter une varieacuteteacute raisonnable de cas
rencontreacutes dans lindustrie Plus speacutecifiquement trois types de surface sont eacutetudieacutes
univoque agrave courbure quasi constante en forme de U et complexe La surface
univoque servant comme point de deacutepart de leacutetude est repreacutesentative dune surface
aeacuterodynamique skin) La surface en U introduit une difficulteacute suppleacutementaire par son
changement brut de courbure Elle est repreacutesentative dune composante extrudeacutee La
troisiegraveme piegravece est une surface de forme complexe (free-form) repreacutesentant par exemple un
parmeau de carrosserie
Les eacutetudes de cas ont trois objectifs Elles servent agrave valider et agrave eacutevaluer la performance de
lalgorithme Elles sont aussi utiliseacutees en vue didentifier les paramegravetres influents de la
meacutethode pour ameacuteliorer sa robustesse Ce deuxiegraveme point megravene agrave travailler dans un
environnement virtuel ce qui implique que les piegraveces dites fabriqueacutees proviennent de
simulations informatiques De la sorte la composante manufactureacutee numeacuteriseacutee est simuleacutee agrave
partir des eacutetapes suivantes
1 Une deacuteformation locale repreacutesentant des deacutefauts de profil de surface est appliqueacutee sur le
modegravele nominal agrave laide de la fonction laquo Free Form Surface raquo de Proengineerreg
Wildfire 2
2 Une analyse par eacuteleacutements finis sur cette nouvelle piegravece est reacutealiseacutee sur ANSYSreg Cette
analyse prend en compte linfluence des supports employeacutes lors de la numeacuterisation et de
leffet de la graviteacute De plus des forces externes y sont imposeacutees pour introduire leffet
53
des contraintes internes induites par le proceacutedeacute de fabrication Il reacutesulte de ces opeacuterations
un nuage de points exprimant un modegravele deacuteformeacute comprenant des deacutefauts de surface
3 Sur ce dernier nuage de points un bruit de mesure suivant une distribution normale
N(001mm) est ajouteacute
Le reacutesultat de ces manipulations reacutesumeacute par la figure 41 repreacutesente maintenant la piegravece dite
fabriqueacutee
l1l 11
IH (
Modegravele Nominal CAO V
Deacuteviation dune reacutegion de la surface Simulation des deacutefauts de surface
i Faire FEA sur le modegravele nominal +
Graviteacute + Forces Externes
V
^Nuage Modegravele Deacuteformeacute^
Bruits N(001)
V Piegravece fabriqueacutee numeacuteriseacute e
Nuage Modegravele Deacuteformeacute avec bruits et deacutefauts de surface )
Figure 41 Processu s de simulation de la piegravece fabriqueacutee
Pour chacune des eacutetudes les deacutefauts de surface introduits ainsi que les forces appliqueacutees lors
de la simulation des piegraveces fabriqueacutees sont eacutenonceacutes Par la suite les reacutesultats apregraves
Le niveau de bruit suggeacutereacute est jugeacute seacutevegravere Il repreacutesente une home supeacuterieure agrave la majoriteacute des systegravemes de mesure industriels (Documentations-Metris 2009 Li et Gu 2004 Prieto 1999)
54
lapplication de lalgorithme sont preacutesenteacutes Une comparaison des deacuteviations obtenues avec
celles imposeacutees est aussi fournie pour eacutevaluer la mesure de la meacutethode
41 Exempl e 1 Surface univoque
La situation envisageacutee dans cet exemple est celle de linspection du profil de la surface A
repreacutesenteacute agrave la figure 42 lorsque celle-ci est supporteacutee par trois points de contact lors de la
numeacuterisation Les positions des supports sont seacutelectiotmeacutees afin que la piegravece se deacuteforme
significativement en raison de son propre poids La piegravece est une tocircle mince
de jauge 14 (07213 mm) en aluminium avec un module de Young de 7E10 Nm et une
densiteacute de 2700 kgm^ La dimension hors tout de la piegravece est de 350x800 mm
Figure 42 Modegravel e A
Comme mentionneacute auparavant lalgorithme IDI deacuteforme le maillage du modegravele nominal afin
que celui-ci se rapproche de la surface numeacuteriseacutee puis y eacutevalue les deacuteviations de profil La
composante fabriqueacutee est simuleacutee en utilisant le processus exposeacute agrave la figure 41 Des deacutefauts
de surface leffet de lacceacuteleacuteration gravitationnelle et les deacuteplacements causeacutes par une force
exteme de 2 N agrave un bout de la piegravece y sont appliqueacutes comme lillustie la figure 43 Les
positions des supports A-B-C dans le reacutefeacuterentiel MCS sont cormues puisquelles sont
imposeacutees Dans un contexte industriel la localisation des appuis dans le reacutefeacuterentiel du
scanneur peut ecirctre facilement eacutevalueacutee par exemple en les numeacuterisant Les translations du
point A sont bloqueacutees suivant les axes X Y et Z Les mouvements du point B sont fixeacutes dans
le sens des axes X et Y tandis que ceux du point C le sont dans laxe Z Les nœuds les plus
proches des points dancrage A-B-C sur le maillage de la piegravece simuleacutee sont identifieacutes
55
respectivement p^csx gt PMCSI ^^ PMCSI bull ^ ^^ ^^ ^^ processus de simulation de la composante
numeacuteriseacutee un nuage de 14841 points du modegravele deacuteformeacute avec des deacutefauts de surface et
comprenant du bruit de mesure est construit La figure 44 illustre les deacuteformations
appliqueacutees La figure 45 montre les deacutefauts de surface introduits Les deacuteviations qui sy
retrouvent sont qualifieacutees de valeurs cibles Ce sont les valeurs agrave obtenir agrave la suite de
lapplication de lalgorithme
Zone avec deacutefauts PMCSI PMCSI
MCSX
Figure 43 Constructio n de la piegravece A fabriqueacutee avec la configuration de force 1
Figure 44 Deacuteplacement s reacutesultant de la configuration de force 1 sur la piegravece A
56
a)
bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullS t22raquoraquoraquoicirc icirc222laquoraquolaquo
bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbull bull bull bullbullbullbullbullbullbullbull bull bull bull bullbullbullbullbullbullbullbullbull iisraquo bull bull bull bullbullbullIcirc222SIcirc
s
bull bull bull M i t
bullbullbullbullbullbullt^ bull bull bull bull bull bull i t t t bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull bull laquo
b)
Figure 45 Deacutefaut s de surface introduits sur la piegravece A a) Modegravele A nominal et b) Deacutefauts de surface sans bruit de mesur e
Le maillage de 1364 nœuds du modegravele nominal illustreacute agrave la figure 46 est obtenu avec
ANSYS Les nœuds Soc5 = - ocsi ^DCSI ^DCSI^DCS^^ ^^S P ^S proches des points
dancrage A-B-C dans le reacutefeacuterentiel DCS sont identifieacutes La position des supports dans
le DCS est geacuteneacuteralement deacutefinie par le concepteur lors de la deacutefinition du mode de fixation
Figure 46 Maillag e du modegravele A nominal
57
DCS Agrave partir de s deux nuages de points preacuteceacutedents des coordonneacutees des points ^ bdquo et S^
lalgorithme IDI fournit les reacutesultats preacutesenteacutes ci-dessous Ces reacutesultats sont obtenus en
employant les valeurs des paramegravetres du tableau 4 l
Tableau 41 Valeur des paramegravetres employeacutes dans lexemple l
Paramegravetres
Valeur
laquo D
6 500
ap
4 500
Step
50
r
25
AA-
075
S
05
Ks
10
^MAgraveX
150
La distance corrigeacutee D^ entre chaque nœud du maillage nominal et le point le plus proche
sur le nuage de points de la surface numeacuteriseacutee apregraves la premiegravere iteacuteration de lalgorithme est
preacutesenteacutee agrave la figure 47
bull bullbullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
Icirc Icirc Icirc Icirc Icirc Icirc
^ Icirc - - bull bull bull bull bull bull bull bull raquo 4 bull bull bull bull bull laquo bull i raquo raquo raquo laquo bull bull bull bull bull bull bull bull bull bull lt bull bull bull bull bull bull ^ bull bull bull bull bull bull bull bull bull l icirc icirc icirc l mdash ^
bull bull bull bull bull bull bull bull bull bull bull T bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull laquo M bull bull bull bull bull bull laquo bull bull bull bullbull bull bull bullbullbullbulllaquobullHt bull bullbullbullbullbulllaquobullbullbullbullbullbullbullbullbullgtbullbullbullbullbull bullbullbullbullbullbull^^bullbullbullbullbullbullbullbullbullliumlraquo^ bull bull bull bull bull ^ ^ bull bull bull bull bull bull bull 2 ^
Figure 47 Deacuteviation s absolues apregraves la premiegravere iteacuteration
58
La figure 48 preacutesente les valeurs utiliseacutees pour identifier les points potentiellement dans
une zone de deacutefauts de surface La ligne rouge repreacutesente la valeur limite correspondante agrave r
fois plus eacuteleveacutee que le 95e percentile de Tous les points au-dessus de cette ligne et ne se
trouvant pas sur le contour de la piegravece sont consideacutereacutes eacutetant potentiellement dans une zone de
deacutefauts de surface et leur poids w^ est mis agrave zeacutero
t OIS
016
0 1 4
012
bull lt 0 1
on
006
004
002
bull bull laquo - bull bull bull bull lt
3D0 40 0 GO O aO O tOQ D 13X 1 N a u d i
a)
i
14 oo
a I S
0 1 6
0 1 4
0 1 2
bulllt 0 1
OOB
OOE
004
002
deg 200 40 0
bull
1
P bull J GQO BO O 1CD 0 120 0
NOMidt
b)
141 D
02
OIS
C1B
0 1 4
0 1 2
^ - 0 1
OOB
OOE
004
002
raquo
^
k 20O 40 0 60 0 SO O lOO O
N s u d i
c)
i2œ 14 1 D
Figure 48 Identificatio n des nœuds potentiellement dans une zone de deacutefauts agrave liteacuteration a) 2 b) 10 et c) 150
Les figures 49 et 410 montrent les reacutesultats des distances corrigeacutees D ainsi que leurs
distributions apregraves les iteacuterations 2 10 et 150 Elles illustrent la capaciteacute de la meacutethode agrave
deacuteformer progressivement le modegravele nominal sans eacutepouser les deacutefauts de surface de la piegravece
numeacuteriseacutee Ces figures montrent que lalgorithme reacuteussit agrave identifier agrave chaque iteacuteration de la
meacutethode les deacuteviations dicircies uniquement aux deacutefauts de celles causeacutees par la flexibiliteacute de la
piegravece
59
a)
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull gt bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bull icirc icirc icirc 2 2 2 2 t raquo raquo ^ icirc
b)
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull2222222icirc^raquoraquoraquo2 bullbullbullbullbullbullbullbullbullbullbullj icirc tjraquoraquoraquoraquo^^ bull bullbullbullbullbullbullbullbull222222 J2^raquo^ bull bullbullbullbullbullbullbullbullbull22M bull bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull S 2 ^ ^ bull bull bull bull bull bull bull bull bull^bull^bullbullbullbull bull bull bull icirc bull bull bull bull bull bull ^ bull bull bull bull^ bull bull bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull raquo - - - raquo raquo w w w w - T
bull bull bull bull bull laquo bull bull bull bullbull bull bull bull bull bull bull laquo bull raquo bull bull bull bull bull bull bull bull bull bull laquo bull bull bullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbulllaquo bull bull bull bull bull laquo bull bull bull bull bull 4 bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull laquo bull bull bull bull bull laquo bull bull bull bull bull 4 bull bull bull bull bull lt bull bull bull bull bull 4 bull bull bull bull bull 4 bull bull bull bull bull lt bull bull bull bull bull 4 bull bull bull bull bull 4 bull bull bull bull bull bull bull bull bull Agrave A Agrave ^ ^ ^ ^
bull bull bull bull bull bull bull bull bull laquo ^ 2 bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbulllaquo c)
Figure 49 Deacuteviation s apregraves a)2 iteacuterations b) 10 iteacuterations et c) 150 iteacuterations
0 0 5 1 1 5 2 5 3 3 5 4 4 5 5 0v1atlont (mm)
a)
Wkukku 15 2 2 5
b)
Figure 410 Distributio n des deacuteviations apregraves a)2 b) 10 et c) 150 iteacuterations
60
La figure 411 compare les deacuteviations imposeacutees lors de la simulation de la piegravece fabriqueacutee
avec celles obtenues apregraves 150 iteacuterations de lalgorithme Elle deacutemontre quagrave la suite de
lapplication de lalgorithme les deacutefauts de surface sont clairement identifiables
I bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull --------bullbullbullbullbull
bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull -bullbullbullbullbull raquobullbullbullbullbullbull bullbullbullbullbullbull bullbullbullbullbullbull bullbullbullbullbullbull
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
bullo7S
I0SO
I02S
bullo jraquo
a) b) Figure 411 Comparaison des deacuteviations pour lessai avec configuration de force 1
a)Deacuteviations imposeacutees sans bruit de mesure lors de la simulation de la piegravece fabriqueacutee et b) Deacuteviations obtenues avec la meacutethode IDI apregraves 150 iteacuterations
La figure 412 confionte les deux distributions des deacuteviations avec bruit de mesure imposeacutees
lors de la simulation et celles reacutesultant de lalgorithme proposeacute Elle permet de mettre en
relief la similitude entre les deux distributions et de noter que celle reacutesultant de la meacutethode
est leacutegegraverement plus eacutetendue
61
ISO
1 1 5 2 2 5 Deacuteviationt (mm)
a)
150 r
05 1 15 2 Deacuteviations (mm)
b)
35
Figure 412 Comparaiso n des distributions des deacuteviations pour lessai avec la configuration d e force 1
a)Distribution de s deacuteviations imposeacutees avec bruit de mesure lors de la simulation d e la piegravece fabriqueacutee et b) Distribution des deacuteviations obtenues avec la meacutethode IDI
La fonction objective (327) a le deacutesavantage daccorder plus dinfluence aux observations
aberrantes Cette caracteacuteristique est le reacutesultat de leacuteleacutevation au carreacute des termes dans
leacutequation ce qui donne effectivement plus de poids aux distances eacuteleveacutees Dans le cas dune
piegravece flexible les deux modegraveles agrave aligner sont diffeacuterents Lamplitude des vecteurs de
distance varie grandement en fonction de leur position Lanalyse dune telle fonction
camouflera le comportement du pheacutenomegravene de rapprochement des deux modegraveles car les
grandes deacuteviations prendront le dessus Ainsi pour la suite du meacutemoire la convergence de
lalgorithme est jugeacutee en observant la moyeime des distances corrigeacutees en fonction du
nombre diteacuterations comme lillustre la figure 413 Sur cette figure la tendance
asymptotique de cette nouvelle fonction est remarqueacutee
Moyennes des Dg^
62
1
ccedil O 9
Ecirc 0 8
^r
Ucirc 5 W
bull -o 0 4 bull i 0 3
s 0 2
01 ~ - mdash- -
bull
) 5 0 1 M ttirtfont
ISO
Figure 413 Convergenc e des distances corrigeacutees
Les deacuteviations de surface de la composante simuleacutee eacutetant coimues les erteurs de mesure de la
meacutethode sont eacutevalueacutees comme suit
Ej= raquoI50
^ s - ^ S (328)
ougrave Ej est lerreur au point 5 D^g la deacuteviation imposeacutee sur le modegravele simuleacute et D^ la
deacuteviation du nœud s provenant de la 150e iteacuteration de lalgorithme Les points sur le contour
de la piegravece ne sont pas consideacutereacutes dans leacutevaluation des erreurs de mesure car ils nont pas
suffisamment de laquo points voisins raquo pour une bonne eacutevaluation de leur vecteur normal Ils sont
donc exclus de toutes les figures et analyses sur la preacutecision de lalgorithme
La figure 415 permet de visualiser les erreurs de mesure de la meacutethode tandis que la
figure 414 montre la distribution des erreurs La figure 416 preacutesente uniquement la
distribution des erreurs dans la zone des deacutefauts imposeacutes Toutes ces trois figures deacutemontrent
quil nexiste pas de regroupement derreurs dans la zone des deacutefauts
63
raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull icirc bull bull bull bull bull bull bull icirc icirc bull bull bull bull bull bull bull
bull bull bull bull laquo bull bull bull
bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bullbullbullbull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull
bull bull bull bull bull
0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 O B 0 9 1 Errurt (mm)
Figure 414 Distribution des erreurs
bull bull bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull j j raquo laquo raquo raquo bullbullbullbullicircicirclaquoraquolaquoraquo bull bull bull bull bull bull bull bull bull bullbullbullbulli i^ bull bull bull bull bull bull Icirc Icirc bull bull bull bull bull2IcircIcircJIcirc2 bull bull bull bull bull bull bull bull f icirc i bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
Figure 415 Visualisation de la position des erreurs
70
60
bull 5 0 bull u c bull 4 0 W
pound 3 0
20 bull
10 bull
Q bull A a ^ ^b bull J l bull ^u-m I _ bull I I I 0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 0 8 0 9 1
Erreurs (mm)
Figure 416 Distributio n de s erreurs dan s la zone de deacutefaut simuleacute
La figure 417 reacutecapitule les reacutesultats de lessai
07
0E
05
i i 0 3 Ul
02
01
0
0104
Moyvnnt
0066
M 50
022E
0146 ^ ^ ^ 1 bull bull MM 75 90 Ptrctntil
0283
1 bull 95
0S34 bull bull bull 1 bull bull Maximal
-
-
Figure 417 Synthegraves e des reacutesultats pour lessai avec configuration d e force 1
64
411 Variatio n de la force externe appliqueacutee
La piegravece fabriqueacutee est de nouveau simuleacutee avec le processus exposeacute agrave la figure 41 Leffet
dun deacutefaut de surface et de lacceacuteleacuteration gravitationnelle ainsi que les deacuteformations
introduites par une force exteme de 3 N agrave chaque bout de la piegravece sont appliqueacutes au modegravele
nominal comme lillustrent les figures 418 et 419 Les positions des supports A-B-C sont
les mecircmes que dans lexemple preacuteceacutedent De mecircme les valeurs des paramegravetres sont celles du
tableau 41 agrave lexception du nombre diteacuterations K^^^ Celui-ci est fixeacute agrave 200 iteacuterations pour
permettre au maillage nominal de mieux eacutepouser la piegravece numeacuteriseacutee puisque celle-ci a subi
de plus fortes deacuteformations
Zone avec deacutefaut s MCS2
Acceacuteleacuteration PMCSI
icirc Forces externe s
3N
Figure 418 Construction de la piegravece A fabriqueacutee avec la configuration de force 2
Figure 419 Deacuteplacements reacutesultant de la configuration de force 2 sur la piegravece A
65
La figure 420 compare les deacuteviations imposeacutees lors de la simulation de la piegravece fabriqueacutee
avec celles obtenues apregraves 200 iteacuterations de lalgorithme Encore une fois la figure 420
montre quagrave la suite de lapplication de lalgorithme les deacutefauts de surface sont clairement
identifiables
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbull222 bullbullbull2222 bull bull bull bull bull bull bull bull bull bull bull bull bull bull
i bull bull bull ^ ^ bull bull bull laquo bull bull bull bull bull bull bullbullbullbullbullbull bull gt bull bull bull bull
a i l
bull S S t ^ bull icirc t s t raquo
gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull 5222icircraquo^^^^t bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
^ bullbullbullbullbullbull bullbullbullicircicircraquo2^
bull5r bull bullbullbulllaquobullbullbullbull22
bullbullbullbull^bullbullbullbullraquo
m bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
222raquo5icirc bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull gt bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullfbullbullbullbullbullbullbullbullbull bullbull22JIcircSJ5icircicirc2raquoraquoraquoraquo2 bullbullicirc22JicircraquoS2S2t^^raquo^icirc bull bull bull bull bull icirc i s i z bull bull bull bull bull bull bull bull
mraquoraquoraquoraquo bull bull bull bull bull laquo raquo bull bull bull bull bull ltbullbullbullbullbull bull bull bull bull bull bull bull laquo bull bull bull bull bull
a)
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
b) Figure 420 Comparaiso n des deacuteviations pour lessai avec configuration de force 2
a)Deacuteviations imposeacutees sans bruit de mesure lors de la simulation de la piegravece fabriqueacutee b) Deacuteviations obtenues avec la meacutethode IDI apregraves 200 iteacuterations
La figure 421 confronte les deux distributions des deacuteviations avec bruit de mesure imposeacutees
lors de la simulation et celles reacutesultant de lalgorithme proposeacute Elle permet de mettre en
relief la similitude entre les deux distributions et de noter que celle reacutesultant de la meacutethode
IDI est leacutegegraverement plus eacutetendue Dun autre cocircteacute la figure 423 permet de visualiser les
erreurs de mesure de la meacutethode tandis que la figure 422 montre la distribution des erreurs
La figure 424 preacutesente uniquement la distribution des erreurs dans la zone des deacutefauts
imposeacutes Toutes ces trois figures deacutemontrent aussi quil nexiste pas de concentration
derreurs dans la zone des deacutefauts
66
1 1 5 2 2 5 Diviatloni (mm)
a)
05 1 1 6 2 Oeacuteviationi (mm)
b)
25
Figure 421 Comparaison des distributions des deacuteviations pour lessai avec la configuration de force 2
a)Distribution des deacuteviations imposeacutees avec bruit de mesure et b) Distribution des deacuteviations obtenues avec la meacutethode IDI
bull bull bull bull bull bull bull bull bull bull laquo bullbullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull J bull t ^ - 2 Icirc
bull bull bull laquo M bull bull bull bull bull bull laquo raquo bull bullbull bull bull bull bull bull raquo bull bull bull bull bull bullbullbullbullbullbullbull 1 bull bull bull bull bull bull bull l icirc
bullbull
bull bull bull bull bull bull ^ raquo bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull laquo bull raquo bull bull bull bull bull bull bullbullbullbullbullbullbullbull bull bull bullbullbullbullbull bull bull 11raquoraquoraquo bull bull bull bull bull bull bull bull bull
0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 0 8 0 9 1 Errurlaquo (mm)
Figure 422 Distribution des erreurs
bull bull bull bull bull bull bull bull
I bull bull bull bull bull bull bull bull X bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
bull bull bull bull bull bull bull bull bull bull bull
70
60
bull 5 0 bull u c
bull 4 0
pound 3 0
20
10
0
Figure 423 Visualisation de la position des erreurs
0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 0 8 0 9 1 Errturt (mm)
Figure 424 Distribution des erreurs dans la zone de deacutefaut simuleacute
67
La figure 425 reacutecapitule les reacutesultats de lessai
Figure 425 Synthegraves e des reacutesultats pour lessai ave c configuration d e force 1
412 Variatio n de lemplacement d u deacutefau t
Cette section preacutesente les reacutesultats de linspection de douze (12) piegraveces simuleacutees agrave partir du
modegravele A avec lapplication de lalgorithme IDI Dix (10) piegraveces fabriqueacutees repreacutesentant
cinq (5) types de deacutefauts de surface sont illustreacutees agrave la figure 426 Pour chacun des cinq (5)
types de deacutefauts les deux (2) configurations de forces externes preacutesenteacutees preacuteceacutedemment
(2N et 3N) y sont appliqueacutees De plus une piegravece simuleacutee sans deacutefauts de surface y est
inspecteacutee Cette derniegravere permet de mieux eacutevaluer la capaciteacute de lalgorithme agrave deacutetecter
correctement les zones de deacutefauts de surface
68
a) bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bulllaquobulllaquobull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
bull bullbullbullbullbullbullbullbulliSXSSSicircticirc
bull bull bull bull bull bull^^bullbullbullbull bull bull bull bull icirc icirc icircraquo icirc icirc bull bull bull bull bull22 bull bull bull bull bull bulliicirclaquoraquolaquoraquog bull bull bull bull bull laquo bull T l^ bull bull bull bull bull i icirc raquoraquoVraquo icirc bull bull bull bull bull laquo bull bull T bull i bullraquobullbullbullbull raquoraquoraquoraquoraquo0mdash bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull 4 a M ^ ^ bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull 4 M ^ ^ ^ bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbulllaquoraquobullbullbull bullbullbullbull4laquo2 2
bullbullbullbullbullSicirct^2icircgt bull bull bull bull bull bull bull bull bull bull bull icirc bull bull bull bull bull ^ bull laquo bull bull bull bull bull bull icirc S bull bull bull bull bull bull ^ bull bull bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull bull bull bull bull Icirc Icirc Icirc raquo raquo raquo raquo Icirc Icirc J Icirc raquo raquo raquo Icirc Icirc Icirc bullbullbullbullbulllaquo2icirc^S2 bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull
bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull raquobullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull laquobullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
d)
bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull
bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull mm bull Icirc Icirc Ucirc Icirc Icirc Icirc
bull bulllaquoraquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
gtbullbullbullbullbullbullbullbull bull bullbullbullbullbullbull2laquo gtbullbullbullbullbullbull gtbullbullbullbullbullbullbull bull bull bull bull bull bull Z i bull bull bull bull bull bull bull bull z bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
bullbullbullbullbull bullbullbullbullbull bullbullbullbullbull bullbullbullbullbull bull bull bull bull laquo bull bullbullbullbull bull bull bull bull laquo bull bull bull bull laquo bull bull bull bull lt bull bull bull bull laquo bull bull bull bull laquo bull bullbullbulla
bull bullbullbulllaquo
b)
bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullicircicircicircicircicirc bullbullbullbullbull
bullbullicircicircicircraquoraquoraquoraquo bullbullicircicirciraquoraquoraquoraquo
raquoraquobullbullbullbullbullbullbullraquo bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull raquoraquoraquoraquobullbullbullbullbullbull raquoraquoraquobullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull poundbullraquoraquoraquoraquoraquobullbull icircicirc2icircicircraquoraquoraquoicirc icircicircicircraquoraquoraquoraquoraquoraquoraquo raquobullbullbullbullbullbull
raquobullbull bull bull bull gtbullbull gtbullbull raquobullbull
ltbullbullbullraquoraquo iuacircirr bull bull bull
gt bull bull raquo raquo ^ ^ ^ 4 M ^ ^ bull bull bull bullraquoraquoraquo raquo 2icircraquoraquo bullSSicircraquo bull Icirc H Icirc Icirc Icirc Icirc Icirc
bull bullbull raquobullbull raquobullbull bull bullbull
il ii icircicircraquoraquoraquoraquobull bull bullraquobull bull bull bull raquo raquo raquo bull bull bull bull raquoraquobullbullbullbullbullbull raquoraquoraquobullbullbullbulllaquo bullbullbullbullbullbullbullbull bull bullraquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullraquobullraquobullraquobull
bull bullbullicircicircraquoraquoraquoraquo raquo raquolaquoicirc5raquoraquoraquoraquoraquo bull bull bullicircS^^raquoraquoraquo bull bullbullicircicirciicircraquoraquoraquoraquo raquo bull bullbullbullIcircS^^raquoraquoraquo bull raquoraquoicirclaquoraquo^raquoraquoraquoraquo bull bull bull bull ^ bull bull bull raquo raquo raquoraquoraquoraquo2Zraquo^^raquoraquoraquo raquoraquoraquoicircicircicircraquoraquoraquoraquoraquoraquo raquoraquoraquo2IcircIraquoraquoraquoraquoraquoraquo raquoicirc2icircraquoraquoraquoraquoraquoraquo icircicircicircicircicircraquoraquoraquoraquoraquoraquoraquo icircicircicircicircicircraquoraquoraquoraquoraquoraquoraquo 2IcircIcircIcircraquoraquoraquoraquoraquoraquoraquoraquo ticircicircicircraquoraquoraquoraquoraquoraquoraquoraquo raquobullbullbullbullbullraquoraquoraquoraquoraquoraquo bullbullbullbullbullbullbullraquoraquoraquoraquoraquo bull bull bull bullraquobullbull bullraquobullbull bull bullbullbullraquoraquoraquoraquoraquoraquoraquoraquoraquo bullbullbullbullbullraquoraquoraquoraquobullbullbull bullbullbullbullraquoraquoraquobullbullbullraquoraquo raquoraquobullbullraquoraquobullbullraquoraquobullbull bullbullbullbullraquoraquoraquobullbullraquoraquoraquo
e)
bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull raquoraquoraquobull
laquobullbullraquobullbullbullbullbullraquobull bullbullbullbullbullbullbullbullbullbullraquo gtbullbullbullbullbullbullbullbullbullbullraquo bullbullbullbullbullraquoraquobullraquolaquobull gtbullbullbullbullbullbullbullbullbullbullbull gtbullbullbullbullbullraquobullbullbullbullbull gtbullbullbullbullbullbullbullbullbullbullbull gtbullbullbullbullbullbullbullbullbullbullbull gtbullbullbullbullbullbullbullbullbullbullraquo bullraquoraquoraquoraquoraquobullbullbullbullbull bull bull bull bull bull bull bull bull i ^ bullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull2IcircIcircIcircIcircIcirc IcircIcircIcircraquoIcircIcircIcircIcircraquoH
bulliraquoraquoraquoicirciicirc2icirc
bullraquoraquoraquoraquoraquoraquo bullbullbullbullraquoraquobull raquoraquobullbullbullbullbull bullbullbullbullbullbullbull bullbullbullbullbullbullbull bullbullbullbullbullraquoraquo raquoraquobullraquoraquoraquoraquo bullbullbullbullraquobullbull bullbullbullbullbullbullbull bullbullbullraquoraquoraquoraquo raquoraquoraquoraquoicircicircicirc
bullraquobull raquoraquoraquo raquoraquobull bullbullbull bullbullbull bullbullbull bullbullbull bullbullbull raquoraquoraquo raquoraquoraquo raquoraquoraquo raquoraquoraquo raquoraquoraquo
iiii icircicircraquoraquoraquoraquo raquobullraquoraquobullbull-raquoraquoraquobullbullbullgt bullbullbullbullbullbulllaquo raquoraquobullbullbullbullbull bullraquobullraquoraquobullbull bullbullbullbullraquobullbull
Icirc Icirc Icirc Icirc raquo raquo raquo raquo raquo raquo raquo icircicircicircraquoraquoraquoraquoraquoraquoraquoraquoraquo icircicircicircraquoraquoraquoraquoraquoraquoraquoraquo icircicircicircicircraquoraquoraquoraquoraquoraquoraquo
c)
bull bull bull 4 bull bull bull 1 bull bull bull lt Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc IcircraquoH
laquolaquoicircicircicircicircicircicircicircicircHicircH Hraquoraquo bullbullbull raquo
sicircicircraquoraquoraquoraquoicirc2cn bull laquobullraquoraquobull l raquoraquoraquolaquo4raquo ^ ^ raquo bull bull bull raquo bull raquo raquo raquo raquo bull bull bull laquo bull bull bull bull bull bull bull bull 4gt^^^ bull bull bull laquo bull laquo bull bull bull bull bull raquo
bull bull raquo bull bull bull bull 4 laquo ^ ^ raquo raquo bullbullbullraquoraquoicircicirc
raquoraquoraquoraquoi icirc icirc icirc icirc icirc icirc icirc icirc raquoicirclaquoraquoicirc bull bull bull bull icirc icircraquo raquo bull bull bull bull bull bull bull bull bull Icirc Icirc ^ raquo ^ ^ ^ raquo raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullraquoraquoraquoraquoraquobullbull bull bullraquoraquobullraquoraquobullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullraquoraquoraquoraquoraquoraquoraquobullbullbull bull bull bull bull bull bull bullraquobullraquoraquobull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquoraquo bull bull bull bull bull bullraquoraquobullraquoraquobullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullraquoraquoraquoraquobullraquobullbullbullbullbullbullbullbull
f)
3S)
1325
I3J10
1275
4250
- -225
2M
bull 175
1150
1125
I icirc i raquo
1075
1050
1025
bullO in
Figure 426 Typ e de deacutefauts imposeacutes dans lexemple 1 a) Configuration sans deacutefauts de surface (VO) b) Configuration de deacutefauts 1 (VI)
c) d) e) f) Configuration de deacutefauts 2-3-4-5 (V2-V3-V4-V5) respectivement
La figure 427 illustre la convergence de la moyenne des distances D^ en fonction du
nombre diteacuterations pour tous les essais de lexemple 1
69
-V0-F1 - V I - F I -V2-F1 -V3-F1 -V4-Ft - ^ F f
20 X 4 0 5 0 6 0 7t 3 0 9 0 tO O 11 0 12 0 1 raquo 14 0 tS O tteacuteraUoni
a l
q^09
V0F2 V1F2-V2F2 V3f2 V4F2 VSf2
--bull
-
bull
-
b)
Figure 427 Convergenc e des distances corrigeacutees pour les piegraveces A avec a) la configuration de force let b) la configuration de force 2
La figure 428 montre pour chaque point du maillage nominal la moyenne arithmeacutetique des
erreurs pour tous les types de deacutefauts suivant les deux configurations de force Les figures III
et IV de lannexe 1 preacutesentent les erteurs pour chacun des tests
bull icirc raquo icirc raquo icirc icirc icirc icirc icirc icirc icirc raquo i
raquoraquoraquoicircicircicircraquoraquoraquoraquoraquoraquoraquoraquoraquo raquoraquoraquoraquoicircicircraquoraquoraquoraquoraquoraquoraquoraquoraquo icirc icirc icirc icirc icircraquoraquoraquoicirc icirc icircraquoraquoraquo
bullraquobullbull bullbullbullraquo icircraquoraquo bullraquobullraquo
bull bull raquo raquo bull bull bull bull 5 Icirc gtbull raquo raquoraquoraquo raquo
bull bull bull bull raquo raquoraquoraquoraquo raquo
bull bullbullbullbullbull
raquo bull raquoraquo bull bulllaquo bull bull raquo bull bull bullbullbullltbulllaquo bull bull bull bull bull bull 4 gt laquo
raquo bull raquoraquoraquoicirc2icirc
bull raquo raquo raquo raquo i icirc icirc raquo raquo bullraquobullraquo raquoraquoraquoIcircraquoraquoraquoraquo raquoraquoraquoicircicircraquoraquoraquoraquo raquoraquoraquoicircicircrraquoraquoraquo
raquoraquoraquoraquobullbullraquo bull bullbullbull icirc icirc icirc icirc raquo bull bull bull bull bull raquo raquo bull
bull raquo bull bull raquo raquo raquo raquo raquo laquoraquoraquoraquoraquobullraquobullbull bull raquo bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull icirc raquo raquo raquo bull bull bull bull bull bull bull bull bull raquo bull bull laquo bullbullbullraquoraquoraquoraquoraquoraquolt raquo bull raquo raquo raquo raquo raquo raquo bull bull
a)
raquo bullraquoraquoIcirc2IcircIcircIcirc bull bull raquoraquoicirciraquoraquoraquo raquo raquoraquoraquoicircraquoraquoraquoraquo raquoraquoraquoraquoicircicircraquoraquoraquoraquo bull bullraquoraquoicircicirciicircraquoraquo raquo bull bullraquoraquoicircicirclaquoraquoraquoraquoraquo raquoraquoraquoraquoicircicircicircraquoraquoraquoraquo raquoraquoraquoraquoicircicircicircraquoraquoraquoraquo raquoraquoraquoicircicircicircraquoraquoraquoraquo raquoraquoraquoraquoicircicircraquoraquoraquoraquoraquo -bullbullbull icirc icirc icirc icircraquoraquo
b)
Figure 428 Visualisatio n de la moyenne des erreurs agrave chaque point pour lexemple 1 avec a) la configuration de force 1 et b) la configuration de force 2
70
La figure 429 preacutesente la distribution des erreurs pour les douze (12) piegraveces simuleacutees Elle
permet de voir la similariteacute des distributions et de constater quune bonne partie des erreurs
est proche de zeacutero (0)
Figure 429 Distributio n des erreurs pour les douze (12) essais de lexemple 1
La figure 430a et le tableau 42 reacutecapitulent les reacutesultats derreurs pour chaque essai tandis
que la figure 430b et le tableau 43 preacutesentent les erreurs dans les zones de deacutefauts
uniquement
Figure 430 Reacutesum eacute des erreurs de mesure de lexemple 1 a) sur lensemble des points b ) sur les points dans les zones de deacutefauts
71
Tableau 42 Reacutesumeacute des erreurs de mesure (mm) de lexemple 1 sur lensemble des points
Surface A Configurations
VOFl VI FI V2F1 V3F1 V4F1 V5F1 V0F2 VI F2 V2F2 V3F2 V4F2 V5F2
Tableau 43 Reacutesumeacute
Surface A Configurations
VOFl VI FI V2F1 V3F1 V4F1 V5F1 V0F2^ VI F2 V2F2 V3F2 V4F2 V5F2
Moyenne
0104 0104 0101 0115 0116 0095 0113 0124 0106 0102 0116 0108
Percentile 50e
0081 0086 0077 0094 0089 0074 0082 0087 0074 0071 0086 0073
75e 0153 0146 0145 0161 0167 0136 0150 0171 0140 0135 0161 0145
90e 0227 0226 0214 0248 0249 0202 0257 0295 0243 0225 0258 0262
95e 0282 0283 0278 0303 0307 0250 0373 0368 0341 0312 0362 0342
des erreurs de mesure (mm) de lexemple 1 dans les zones
Moyenne
-0180 0111 0097 0157 0097
-0275 0087 0084 0103 0118
Percentile
50e
0153 0097 0082 0148 0082
-0271 0080 0073 0084 0092
75e
0255 0152 0145 0236 0157
-0361 0119 0115 0133 0172
90e
0350 0229 0185 0300 0195
-0442 0193 0172 0208 0258
95e
0428 0255 0210 0374 0230
-0495 0207 0203 0286 0313
Maximale
0522 0634 0615 0485 0597 0524 0709 0946 0703 0619 0783 0673
de deacutefauts
Maximale
-0634 0281 0274 0597 0345
-0547 0231 0260 0407 0412
Exemple La nomenclature Surface A VIFI fait reacutefeacuterence agrave la Surface A simuleacutee obtenue avec le type de deacutefauts 1 et la configuration 1 de force exteme Les configurations VO nont pas de deacutefauts imposeacutes
72
42 Exemple 2 Surface en forme de U
Cet exemple porte sur linspection de profil de la surface en forme de U repreacutesenteacute agrave la
figure 431 lorsque celle-ci est supporteacutee par trois points de contact lors de sa numeacuterisation
Le mateacuteriau et leacutepaisseur de tocircle sont identiques aux exemples preacuteceacutedents Les dimensions
hors tout de la piegravece sont de 300 x 500 x 150 mm
Figure 431 Modegravel e U
421 Constructio n du maillage nominal
Le maillage de 3550 nœuds du modegravele nominal est illustreacute agrave la figure 432 Les nœuds
bull^Dcs ~ ^Dcsx ^Dcsi ^Dcsi I ^DCS ^ ^ ^^^ P ^ prochcs tics poluts dancrago A-B-C dans le
reacutefeacuterentiel DCS y sont identifieacutes
Figure 432 Maillag e du modegravele nominal U
73
422 Simulatio n de la piegravece numeacuteriseacute e
Les piegraveces fabriqueacutees sont simuleacutees avec la deacutemarche exposeacutee agrave la figure 41 Leffet dun
deacutefaut de surface local leffet de lacceacuteleacuteration gravitatiormelle ainsi que celui de deux
configurations de force y sont appliqueacutes La premiegravere configuration comporte une force
de 10 N au bout de la composante tandis que la deuxiegraveme impose une force de 5 N sur
chaque extreacutemiteacute La figure 433 preacutesente les deux configurations ainsi que les deacuteformations
reacutesultantes pour le type de deacutefauts 1 (VI) Agrave la fin du processus un nuage denviron
22000 points du modegravele deacuteformeacute avec des deacutefauts de surface et comprenant du bruit de
mesure est obtenu
423 Reacutesultats
Cette section preacutesente linspection de huit (8) composantes construites agrave partir du modegravele U
Six (6) piegraveces fabriqueacutees repreacutesentant trois (3) types de deacutefauts sont illustreacutees agrave la
figure 434 Pour chacune des variantes les deux configurations de forces externes sont
appliqueacutees De plus une piegravece simuleacutee sans deacutefauts de surface (VO) est veacuterifieacutee Les reacutesultats
preacutesenteacutes ci-dessous sont obtenus en employant les valeurs des paramegravetres du tableau 44
Toutefois un poids w nul est attribueacute aux points sur les rayons afin de sassurer de ne pas
confondre ces points avec des deacutefauts de surface Cet ajustement preacuteventif est fait car une
grande courbure locale combineacutee agrave une faible densiteacute de nœud dans ces zones augmente
artificiellement la valeur des indicateurs de ces points
Tableau 44 Valeur des paramegravetres employeacutes dans lexemple 2
Paramegravetres
Valeur
laquo D
10 000
laquo F
8 000
Step
50
r
15
^ M
2
S
05
Ks
20 500
74
Zoat iTtc dtfanti
Accacirceacuteratioa 9i m s
Zoae avec dcfaoli
Acceacuteleacuteralita 98 ms
PhCSi
Farc6 axEacuteeins I O N
a) c)
0 272 1 544 2 8U 3 1089 5 trade 136 1 4M 2 680 3 952 4 1224 5 4M
b)
]12)
d)
202M 21211 raquoV
Figure 433 Constructio n du nuage de points U avec le type de deacutefauts 1 (VI)
a) suivant la configuration de force 1 (FI ) et c) suivant la configuration de force 2 (F2) Deacuteplacement (mm) total de chaque nœud et b) suivant la configuration FI d) suivant la
configuration F2
75
325
1300
1275
1250
- -22 5
- -20 0
175
I1S0
1125
1100
1075
1050
1025
bullooo
Figure 434 Type de deacutefauts imposeacutes dans lexemple 2 a) sans deacutefauts (VO) b) type de deacutefauts 1 (VI) c) d) type de deacutefauts 2-3 (V2-V3)
respectivement
76
La figure 435 illustre la convergence de la moyenne des distances D^ en fonction du
nombre diteacuterations pour tous les essais de lexemple 2 La configuration de force 2 entraicircne
de fortes deacuteformations les modegraveles nominaux neacutecessitent donc plus diteacuterations pour eacutepouser
la geacuteomeacutetrie numeacuteriseacutee comme le montre la figure 435
E 3
E
^ S 2 5
M
8 2
I 5 1 5
-V0-F1 -V1-F1 -V2F1 -V3F1
50 10 0 15 0 20 0 25 0 30 0 35 0 40 0 45 0 50 0
Iteacuterationi
a)
-W-F2 -V1-F2 -V2-F2 -V3F2
50 10 0 15 0 20 0 25 0 30 0 35 0 40 0 45 0 50 0
IMraUoni
b) Figure 435 Convergenc e des distances corrigeacutees pour les piegraveces U avec (a) la configuration d e force 1 et (b) la configuration d e force 2
La figure 436 montre pour chaque point du maillage nominal la moyerme arithmeacutetique des
erreurs pour tous les types de deacutefauts suivant les deux configurations de force Les figures V
et VI de latmexe I preacutesentent les erteurs pour chacun des tests
Dun autre cocircteacute la figure 437 preacutesente la distribution des erreurs pour les huit piegraveces
simuleacutees Elle permet de voir la similariteacute des distributions et de constater quune bonne
partie des erreurs est proche de zeacutero (0) De plus cette figure fait remarquer que les
distributions des erreurs pour les essais avec la configuration de force 2 sont plus eacutetendues
77
bull bull bull bull bull bull - - f 11
^bullfffJiliV--
a)
AampB^^^VIgt bull bull A bull bull bull bull bull bull
ity^gtiUiMbullbullbullbullbull^bull^bullbullbullbullbull
^1^1^^^^
bL Figure 436 Visualisatio n de la moyenne des erreurs agrave chaque point pour lexemple 2
avec a) la configuration de force 1 et b) la configuration de force 2
Figure 437 Distributio n des erreurs pour les huit (8) essais de lexemple 2
78
La figure 438a et le tableau 45 reacutecapitulent les reacutesultats des erteurs pour chaque essai tandis
que la figure 438b et le tableau 46 preacutesentent les erreurs dans les zones de deacutefauts
uniquement
Figure 438 Reacutesum eacute des erreurs de mesure de lexemple 2 a) sur lensemble des points et b) sur les points dans les zones de deacutefauts
Tableau 45 Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 sur lensemble des points
Surface U Configurations
VOFl VI FI V2F1 V3F1 V0F2 VI F2 V2F2 V3F2
Moyenne
0055 0055 0058 0072
0101 0093 0095 0108
Percentile 50e
0035 0035 0039 0051
0074 0068 0072 0079
75e 0076 0075 0081 0103
0136 0122 0126 0149
90e 0129 0124 0133 0159
0211 0196 0196 0248
95e 0174 0163 0173 0212
0292 0262 0256 0300
Maximale
0470 0548 0427 0507
0701 0774 0756 0728
79
Tableau 46 Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 dans les zones de deacutefauts
Surface U Configurations
VOFl VI FI V2F1 V3F1 V0F2 VI F2 V2F2 V3F2
Moyenne
-
0113 0064 0131
-
0129 0124 0172
Percentile 50e
-
0074 0050 0102
-
0092 0090 0147
75e
-
0135 0076 0212
-
0159 0191 0237
90e -
0264 0122 0297
-
0291 0239 0342
95e -
0395 0191 0357
-
0479 0348 0406
Maximale
-
0548 0282 0459
-
0560 0502 0663
80
43 Exemple 3 Surface complexe
Lexemple ci-dessous permet deacutevaluer la performance de lalgorithme IDI sur une piegravece de
forme complexe repreacutesenteacutee agrave la figure 439 Il porte sur linspection de profil lorsque la
composante est supporteacutee par trois points de contact lors de la numeacuteration Le mateacuteriau et
leacutepaisseur de tocircle sont identiques aux exemples preacuteceacutedents Les dimensions hors tout de la
piegravece sont 350 x 1000 x 250 mm
Figure 439 Surfac e complexe
431 Constructio n du maillage nominal
Le maillage de 2952 nœuds du modegravele nominal est illustreacute agrave la figure 440 Les nœuds
^Dcs -^Dcs ^Dcs2 ^Dcsi I ^DCS ^ ^ ^^^ P^ ^ prochos tics polnts dancrage A-B-C dans le
reacutefeacuterentiel DCS y sont identifieacutes
Figure 440 Maillag e de la surface complexe nominale
81
432 Simulatio n de la piegravece numeacuteriseacutee
Les piegraveces fabriqueacutees sont simuleacutees avec la deacutemarche exposeacutee agrave la figure 41 Leffet de
deacutefauts de surface de lacceacuteleacuteration gravitationnelle et de deux configurations de
deacuteformation y sont appliqueacutes La premiegravere configuration est le reacutesultat dune force
de 2 N au bout de la composante tandis que la deuxiegraveme impose un deacuteplacement de 10 mm
appliqueacute sur une extreacutemiteacute Les figures 441 agrave 444 exposent les deux configurations et les
deacuteformations reacutesultantes pour le type de deacutefauts 1 (VI) Agrave la fin du processus un nuage
denviron 16500 points du modegravele deacuteformeacute avec des deacutefauts de surface et comprenant du
bruit de mesure est obtenu
PMCSI bull
PfCSl bull^^EcircEcirc
^HPm
^ ^ ^ PMCSX ^
^^^^^^^^V Acceacuteleacuteratio n ^ ^ ^ ^ ^ 98mV s
Force externe Y
Figure 441 Construction de la piegravece fabriqueacutee avec la configuration de force 1
Ici un deacuteplacement est appliqueacute plutocirct quune force exteme afin de veacuterifier si les performances de lalgorithme sont accrues si la deacuteformation est imposeacutee de maniegravere plus progressive Une discussion plus profonde sur le sujet est preacutesenteacutee agrave la section 44
82
Figure 442 Deacuteplacements reacutesultant de la configuration de force 1 sur le modegravele
MCSl
Deacuteplacement impos eacute sur la ligne de 10mm dans la direction de laxe Z
Figure 443 Construction de la piegravece fabriqueacutee avec la configuration de force 2
83
Figure 444 Deacuteplacements reacutesultant de la configuration 2 sur le modegravele
433 Reacutesultats
Cette section preacutesente les reacutesultats de linspection de douze (12) composantes simuleacutees
Dix (10) piegraveces fabriqueacutees repreacutesentant cinq (5) types de deacutefauts de surface sont illustreacutees agrave la
figure 445 Pour chacun des cinq (5) types de deacutefauts les deux (2) configurations de
deacuteformation preacutesenteacutees preacuteceacutedemment y sont appliqueacutees De plus une piegravece simuleacutee sans
deacutefauts de surface (VO) est veacuterifieacutee Les reacutesultats preacutesenteacutes ci-dessous sont obtenus en
employant les valeurs des paramegravetres du tableau 47
Tableau 47 Valeur des paramegravetres employeacutes dans lexemple 3
Paramegravetres
Valeur
laquo D
17 000
Up
15 000
Step
50
r
6
^ M
125
S
05
Ks
10
^MAX
300
84
in I I I
S (laquoM
bullo -d a gtgt H
O
S s^ a o laquo ^ 2 -o j 2 H cfl s laquo
W e a ^ M 03 t e O U u sect agt a -laquo S j2 laquo ^
laquo u bulln a
a - 2 l | bulla M fl C3 en
a _o
a Dll (S a o U
85
La figure 446 illustre la convergence de la moyenne des distances D^ en fonction du
nombre diteacuterations pour tous les essais de lexemple 3
fN
(UIU
I)
Q 1 5 o
1 1 bull bullo bull
z
0 c
V0F2 V1-F2 V2-F2 V3-F2 V4-F2 VSF2
50 10 0 15 0 20 0 25 0 30 0 Iteacuterations
a)
JJUl)
cf
itan
ctt
Moy
ennt
dlaquot
dl
25
1 5
05
0 [
1
^^^aertni i bdquo ^ ^ ^
V0-F1 VI-FI V2F1 V3-F1 V4-F1 V5-F1
50 10 0 15 0 20 0 25 0 30 0 Itegraveratlont
b) Figure 446 Convergenc e des distances corrigeacutees des essais de lexemple 3
avec a) la configuration de force 1 e t b) la configuration de force 2
La figure 447 montre pour chaque point du maillage nominal la moyerme arithmeacutetique des
erteurs pour tous les types de deacutefauts suivant les deux configurations de force Les
figures VII et VIII de lannexe I preacutesentent les erteurs pour chacun des tests
De son cocircteacute la figure 448 preacutesente la distribution des erreurs pour les douze piegraveces simuleacutees
Elle permet de voir la similariteacute des distributions et de constater comme dans les exemples
preacuteceacutedents quune bonne partie des erreurs est proche de zeacutero (0) De plus la figure 448 fait
remarquer que les distributions des erteurs pour les essais avec la configuration de force 1
sont plus eacutetendues
86
Figure 447 Visualisation de la moyenne des erreurs agrave chaque point pour lexemple 3 avec a) la configuration de force 1 et b) la configuration de force 2
2S0^
i 2 100 -
laquo-
0 = a
- ^ I L - ^ I T ^
^ ^ ^ ^ ^ ^ ^ E T L ^ jv - Lolt 4 ^ B -Y v ^ H
^^KfjY] - ^ hr^ ^^^^^EcircBrsi^U(fiiiEcirc^K^
01^^^^^^^^^^^^^^^^^^^^^^^H 0 3 ^ gt - ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ H
09 ^gt^^ 1
bullbullSOFI ^ bull v l FI ^^V2F1 ^bullv3F1 bull bullv4F1 ^bulllt-F1 ^bullvO-F2 l^_)ui P2 ^bullv2F3 ^bullvgtF2 bullbullV4-F3 ^ bull laquo F 2
^^^^^^B
Figure 448 Distribution des erreurs pour les douze (12) essais de lexemple 3
87
La figure 449a et le tableau 48 reacutecapitulent les reacutesultats derreurs pour chaque essai tandis
que la figure 449b et le tableau 49 preacutesentent les erteurs dans les zones de deacutefauts
uniquement
I r
03
^bulltJhL 75 90 Parccntil
a) 75 90
Plaquorclaquontlllaquo
b) Figure 449 Reacutesum eacute des erreurs de mesure de lexemple 3
a) su r lensemble des points et b) sur les points dans les zones de deacutefauts
Tableau 48 Reacutesumeacute des erteurs de mesure (mm) de lexemple 3 sur lensemble des points
Surface Complexe Configurations
VOFl VI Fl V2F1 V3F1 V4F1 VSFl V0F2 VI F2 V2F2 V3F2 V4F2 V5F2
Moyenne
0108 0109 0105 0106 0112 0105 0077 0081 0084
0078 0089
0090
Percentile 50e
0084 0084 0080 0084 0086 0082
0062 0065 0066 0063 0069 0069
75e 0150 0151 0146 0151 0159 0150
0113 0117 0119 0115 0124
0125
90e
0233 0236 0225 0224 0241 0230
0166 0176 0184
0166 0189 0196
95e
0286 0302 0284 0279 0313 0290
0198 0214 0221 0194
0236 0244
Maximale
0691 0730 0662 0658 0811 0669
0377 0569
0638 0401
0562 0649
88
Tableau 49 Reacutesumeacute des erteurs de mesure (mm) de lexemple 3 dans les zones de deacutefauts
Surface Complexe Configurations
VOFl VI Fl V2F1 V3F1 V4F1 V5F1 V0F2 VI F2 V2F2 V3F2 V4F2 V5F2
Moyenne
-
0178 0159 0094 0162 0139
-
0174 0183 0115 0170 0195
Percentile 50e
-
0180 0118 0080 0137 0121
-
0131 0154 0108 0142 0177
75e -
0245 0193 0130 0229 0189
-
0239 0285 0166 0250 0268
90e -
0330 0356 0190 0337 0276
-
0365 0363 0198 0367 0366
95e -
0352 0407 0222 0424 0309
-
0473 0470 0222 0439 0415
Maximale
-0393 0488 0393 0559 0514
-0569 0638 0357 0511 0649
89
44 Discussio n
Dans le cas dinspection de piegraveces flexibles sans gabarit de conformation la geacuteomeacutetrie de la
piegravece physique numeacuteriseacutee peut ecirctre sensiblement diffeacuterente de celle du modegravele nominal
Comme le montrent les figures 44 419 433 442 et 444 les piegraveces numeacuteriseacutees ont une
forme diffeacuterente de celle du modegravele nominal compte tenu des deacuteformations imposeacutees lors de
leur simulation Des deacuteformations maximales entre 12 mm et 364 mm sont appliqueacutees au
modegravele nominal agrave cette fin Les reacutesultats dinspection provenant de technique dalignement
rigide classique comme lICP ne sont plus repreacutesentatifs comme le deacutemontre la figure 47
Sur celle-ci il est clair que les deacuteviations observeacutees ne cortespondent pas aux deacutefauts
introduits agrave la figure 45 mais repreacutesentent uniquement le reacutesultat de la minimisation de la
distance euclidienne entre les deux modegraveles Lalgorithme IDI proposeacute dans ce meacutemoire
permet de compenser les lacunes des meacutethodes dinspection preacutesenteacutees dans la revue de la
litteacuterature en y introduisant une technique didentification des deacutefauts de profil ainsi que
lalgorithme de recalage non-rigide La figure 48 montre agrave plusieurs iteacuterations de
lalgorithme les indicateurs de confiance de chaque nœud du maillage S Les points avec
des indicateurs eacuteleveacutes y sont facilement observables et se distinguent mieux lorsque le
nombre diteacuterations augmente Limplantation de lalgorithme non-rigide permet de deacuteformer
le maillage nominal sans eacutepouser les deacutefauts de profil afin quil soit le plus proche possible
du modegravele numeacuteriseacute Les figures 49 411 et 420 deacutemontrent bien les capaciteacutes de
lalgorithme IDI agrave creacuteer un modegravele nominal deacuteformeacute sans deacutefaut de fabrication ainsi quagrave
localiser et agrave eacutevaluer lamplitude des deacutefauts de profil de surface Sur ces figures les deacutefauts
de surface sont clairement identifiables
Toutefois certaines faiblesses de la meacutethode ont eacuteteacute noteacutees Par exemple les points sur
lextreacutemiteacute en bas agrave gauche de la figure 411 possegravedent des deacuteviations leacutegegraverement plus
eacuteleveacutees Cette observation est plus remarqueacutee sur la figure 420 et dans leacutevaluation des
erreurs qui sont illusti-eacutees dans les figures 415 423 et 428 Ceci soulegraveve une question
Pourquoi le modegravele nominal neacutepouse-t-il pas la forme numeacuteriseacutee dans cette zone Une
explication deacutejagrave mentionneacutee est que lerteur deacutevaluation de la normale sur les points du
90
contour de la piegravece en soit la cause La projection de la distance d^ sur une normale erroneacutee
peut amplifier la distance projeteacutee D^ ce qui augmente lerteur observeacutee sur ces points Un
autre facteur est la valeur du paramegravetre a Une valeur a forte contraint le champ de
deacuteplacement agrave ecirctre lisse Agrave lextrecircme un a infiniment eacuteleveacute engendra un champ de
deacuteformation nul Le paramegravetre a a une analogie avec la rigiditeacute du modegravele nominal Les
tableaux 41 44 et 47 donnent les valeurs de a deacutetermineacutees par des essais-erreurs pour
garantir un champ lisse et montrent bien que a est proportionnel agrave la complexiteacute de la piegravece
De la sorte si le terme a est trop eacuteleveacute il ne permettra pas au modegravele nominal de se
deacuteformer dans des zones ougrave le changement de forme demandeacute est trop brut car il devra
assurer un champ de deacuteformation lisse De plus les forces ponctuelles appliqueacutees lors de la
simulation de la piegravece fabriqueacutee introduisent des deacuteformations locales importantes Ceci est
plus seacutevegravere que dans un cas industriel ougrave les deacuteformations se propagent plus uniformeacutement
puisquelles reacutesultent des contraintes internes introduites par le proceacutedeacute de fabrication Un
maillage peu dense du modegravele nominal dans une reacutegion avec de fortes deacuteformations sur la
piegravece simuleacutee entraicircne un saut de la valeur des deacuteplacements des points du maillage nominal
neacutecessaire pour rapprocher les deux modegraveles II est propice ici de rappeler que lindicateur
permet didentifier les points neacutecessitant un deacuteplacement plus ou moins eacuteleveacute que celui de
ses points voisins Ainsi les points du modegravele nominal dans ces zones de deacuteformations
locales sont reconnus comme des deacutefauts de profil agrave cause de leur indicateur I eacuteleveacute Par
conseacutequent le modegravele nominal neacutepouse pas la forme numeacuteriseacutee dans ces zones Cette
derniegravere explication est appuyeacutee par les figures 428 436 et 447 Celles-ci deacutemontrent bien
que les erreurs de lalgorithme dans la zone proche de lextreacutemiteacute sont proportionnelles agrave
lamplitude de la force imposeacutee
Les reacuteflexions eacutemises plus haut soulegravevent une autre question Pourquoi ny a-t-il pas une
zone de concentration derteurs agrave chaque bout ougrave une force a eacuteteacute imposeacutee sur la piegravece
simuleacutee Effectivement il existe une seule zone de concentration derteurs dans les
figures 423 et 4286 malgreacute quune force agrave chaque embout y soit imposeacutee lors de la
simulation Un regard plus profond sur la figure 419 montre quun embout de la piegravece celui
91
de droite se deacuteforme moins que lautre et que leacutetendue de sa zone de deacuteformation
(en rouge) est plutocirct faible Comme indiqueacute au chapitre 3 les points du contour de la piegravece
ne sont en aucun cas consideacutereacutes comme des deacutefauts leurs poids vv sont mis agrave 1 peu importe
la valeur de leur indicateur Dans le cas de la figure 419 la zone de deacuteformation de
lembout agrave droite est tregraves petite et se trouve sur le contour de la piegravece Par conseacutequent la
zone nest pas prise en compte comme deacutefaut et la meacutethode permet de deacuteformer le modegravele
nominal pour quil tende vers le modegravele numeacuteriseacute dans cette zone Toutefois lautre zone agrave
gauche est suffisamment grande pour quune partie de ces points soit consideacutereacutee agrave tort
comme des deacutefauts comme mentionneacute plus haut
Les explications fournies aux deux paragraphes preacuteceacutedents permettent aussi de
comprendre lexistence dune zone de concentration derteurs preacutesente dans les autres eacutetudes
La figure 436 tireacutee de lexemple du profileacute en U affiche des eacutecarts eacuteleveacutes agrave proximiteacute des
points de fixation illustreacutes sur la figure 433 La courte distance entre les supports engendre
des deacuteformations locales La piegravece a tendance agrave gauchir excessivement agrave ces endroits car la
configuration dappui A-B-C autorise la rotation du modegravele au point dencrage Ce
pheacutenomegravene est visible sur la figure II de lannexe I illustrant les deacuteplacements en rotation
imposeacutes lors de la simulation de la composante numeacuteriseacutee En ce qui concerne la surface
complexe lanalyse des eacutecarts de la figure 447a montre une augmentation de lerreur sur le
rayon du cocircteacute droit Comme illustreacute sur la figure 442 un changement rapide de deacuteformation
dans ces reacutegions combineacute avec limpreacutecision de leacutevaluation du vecteur normal des points
introduit des difficulteacutes comme celles deacutejagrave mentionneacutees De plus la figure 447b montre une
timide hausse de lerteur dans un endroit du rayon agrave gauche causeacutee par les mecircmes facteurs
que preacuteceacutedemment Neacuteanmoins aucune zone derreur importante na eacuteteacute observeacutee sur la
figure 447b car le deacuteplacement imposeacute deacutecrit sur la figure 444 est faible et uniforme et ne
reacutesulte pas de lapplication dune force ponctuelle Cette remarque vient renforcer nos
deacuteductions preacuteceacutedentes
Une discussion suppleacutementaire sur les erreurs inheacuterentes aux meacutethodes de simulation et de
validation proposeacutees est de mise Comme mentionneacute auparavant limposition dune force
92
ponctuelle lors de la creacuteation de la composante numeacuteriseacutee est trop seacutevegravere ce qui introduit des
difficulteacutes dans lidentification de deacutefauts et dans la capaciteacute de lalgorithme agrave faire eacutepouser
les deux modegraveles Lamplitude des deacuteformations est elle aussi plus contraignante que dans
un cas industriel Maintenir la piegravece de maniegravere agrave ce quelle ressemble plus au moins au
modegravele nominal serait plus repreacutesentatif Toutefois le choix de lapplication dune force
ponctuelle et de la disposition des fixations a permis deacutevaluer les limites de la performance
de la meacutethodologie Dun autre cocircteacute les dimensions des deacutefauts introduits autrement dit les
valeurs cibles sont obtenues en comparant agrave la condition non deacuteformeacutee le modegravele nominal
avec la piegravece simuleacutee avec deacutefauts tandis que les deacuteviations reacutesultantes de la meacutethode
reflegravetent la distance entre le modegravele nominal et le modegravele simuleacute avec des deacutefauts et du bruit
de mesure agrave leacutetat deacuteformeacute Ainsi les deacuteviations ne sont pas eacutevalueacutees dans les mecircmes
conditions ce qui influence le calcul des normales donc de la distance corrigeacutee entre chaque
combinaison de points La qualiteacute du maillage nominal agit aussi sur la preacutecision du vecteur
normal Plus celui-ci est raffineacute meilleure sera leacutevaluation du vecteur Dautre part la
densiteacute du nuage de points de la composante numeacuteriseacutee est importante car le meacutetrique point-
point est utiHseacute dans les algorithmes de localisation Une densiteacute eacuteleveacutee permet un meilleur
alignement et une estimation plus preacutecise de la distance Ainsi les caracteacuteristiques de la
meacutethode de simulation et de validation releveacutees ici amplifient les valeurs de lerteur de
mesure de la meacutethode
Pour lanalyse quantitative des erteurs le tableau 410 donne un reacutesumeacute des erreurs obtenues
en fonction des caracteacuteristiques de simulation des piegraveces numeacuteriseacutees Il permet de constater
que les erreurs obtenues sont minimes compareacutees aux deacutefauts et aux deacuteformations imposeacutees
Les tableaux 42 43 45 46 48 et 49 deacutemontrent que lerteur de la meacutethode dans un
intervalle de confiance de 95 varie de 0163 agrave 0373 mm pour lensemble des points et
Excluant les points du contour de la piegravece
93
de 0191 agrave 0495 mm pour les reacutegions de deacutefauts Pourtant les figures 428 436 et 447 ne
montrent aucune tendance lourde daugmentation de lerteur dans les zones de deacutefauts
imposeacutes Par contre les histogrammes des figures 430 438 et 449 indiquent que les valeurs
des erteurs dans ces reacutegions sont plus eacuteleveacutees que dans lensemble des points Agrave titre
dexemple la figure 428a et le tableau 42 pour le cas VI FI montrent que sur lintervalle
de confiance agrave 95 lerreur est de 0283 mm tandis que la valeur sur la figure 428b et le
tableau 43 est de 0428 mm dans les zones de deacutefauts Cette diffeacuterence de 0145 mm nest
cependant pas significative puisque le nombre de points constituant ces reacutegions est faible
Ainsi chaque point influence grandement le reacutesultat Les figures 416 et 424 montrent bien
que les distributions des erteurs dans les reacutegions de deacutefauts sont eacutetaleacutees De plus les
figures 429 437 et 448 mettent en relief le comportement des distributions des erreurs
Elles ont toutes un nombre eacuteleveacute de valeurs proches de zeacutero et une superposition de deux
distributions nest pratiquement pas distinguable Ces caracteacuteristiques megravenent agrave comparer les
valeurs des erreurs calculeacutees avec celles du bruit de mesure injecteacute Comme eacutenonceacute le bruit
de mesure dans les exemples preacutesenteacutes suit une distribution normale avec une moyenne de 0
et un eacutecart type de 01 mm La valeur absolue de celui-ci suit une distribution mi-normale
(half-Normal) avec une moyenne de 2rraquo0l (Bland 2005 Pewsey 2004) Les figures 450
451 et 452 superposent la distribution mi-normale du bruit sur les erreurs de chaque
exemple Il est clair sur ces figures que les erreurs observeacutees se retrouvent agrave proximiteacute de la
courbe deacutecrivant le bruit de mesure dans un intervalle de confiance de 95 ( 02 mm ) Apregraves
quoi dans certains cas la distribution de lerreur seacuteloigne de la courbe pour les raisons
eacutemises auparavant concemant les meacutethodes de simulation En prenant en compte les
remarques du paragraphe preacuteceacutedent il convient dinfeacuterer que les erreurs observeacutees sont
majoritairement le reacutesultat de lidentification du bruit de mesure
Excluant les points du contour de la piegravece
^ Une distribution pour les points dans une zone de deacutefauts et une autre pour lensemble des points
94
Tableau 410 Reacutesumeacute des erteurs en fonction des caracteacuteristiques de simulation (Valeurs en mm)
Exemples
Surface A Surface en U Surface complexe
Amplitudes maximale s des deacuteformations imposeacutee s
2230 agrave 3340 1230 agrave 360 1380 agrave 3380
Amplitudes maximale s des deacutefauts imposeacute s 226 agrave 318 146 agrave 300 255 agrave 365
Erreurs^ sur lensemble des points 025 agrave 037 016 agrave 030 019 agrave 031
Erreurs dans les zones de deacutefauts 020 agrave 050 019 agrave 048 022 agrave 047
2CTBmii=02 mm
llfctilfc-Jlli gt
bull0-F1 iVI-FI bullV2-F1 bullV3-F1 |V4-F1 bull gtlaquo-F 1 bull V13-F 2
VIF2 IVIcirc-F2 bull V3-F2 bullV4-F2
Figure 450 Superpositio n des erreurs observeacutees dans lexemple 1 et de la distributio n du bruit de mesure introduit
Erreurs dans un intervalle de confiance de 95
95
laoo
1600
1400
1300
bull bull lOD O
e r a bull
GOO
CO
XD
0
1
i i 1 1 c
-
i 1
1 h 0
I I
2aBtmi=02 m m
1 1
|J 2 0 3 0 4 05 0 6
Erreun (mm)
I^^VI FI
^ bull V 3 - F I ^ bull M ) - F 2 ^ bull V 1 - F 2 ^ bull V 3 - F 3 ^ bull V 3 F 2 Dmnlujiion du brui dt mecircturraquo
07 0 8 0 9
Figure 451 Superpositio n des erreurs observeacutees dans lexemple 2 et de la distribution du bruit de mesure introduit
bullV0-F1 bullV1 F l bullV2-F1 bull V3F 1 bull V4-FT i^laquo-Ft bull0-F2
V1-F2 bull V2-F 2 bullva-F2 bull V4-F 2 bull S F 2 mdash Oisinbulwn du brui dt rr
Errvun (mm)
Figure 452 Superpositio n des erreurs observeacutees dans lexemple 3 et de la distribution du bruit de mesure introduit
96
Du point de vue de la convergence de la meacutethode IDI les figures 413 427 435 et 446
deacutemontrent le comportement quasi asymptotique de la moyenne des distances corrigeacutees en
fonction du nombre diteacuterations Contrairement agrave lalgorithme ICP qui converge de maniegravere
monotone sur un minimum local de la fonction objective de distance (Besl et McKay 1992)
les figures montrent que lalgorithme IDl converge de maniegravere irreacuteguliegravere Lintroduction de
lalignement non-rigide dans la meacutethode modifie la geacuteomeacutetrie du modegravele nominal ce qui se
traduit par une nouvelle fonction objective agrave chaque iteacuteration de lalgorithme global Dautre
part le comportement fluctuant de la fonction objective ne permet pas ladoption du critegravere
dartecirct classique Ainsi lalgorithme se termine seulement lorsque le nombre diteacuterations
atteint la Hmite K^^^ La valeur du critegravere darrecirct K^^^ est choisie visuellement de maniegravere
agrave assurer un comportement asymptotique de la moyenne des distances corrigeacutees comme
lillustre la figure 453 Ainsi agrave lexception dun cas il est avantageux du point de vue de la
preacutecision de la meacutethode de permettre des iteacuterations suppleacutementaires mecircme si la convergence
est obtenue Cela donne la possibiliteacute au modegravele nominal deacutepouser mieux la piegravece
numeacuteriseacutee car il peut arriver que des zones de fortes deacuteformations ne soient pas encore
complegravetement reproduites mais que la moyenne des deacuteviations soit quasi-stable Les
figures 427 435 et 446 montrent bien que le nombre diteacuterations neacutecessaires pour atteindre
la convergence est proportionnel agrave lamplitude de la deacuteformation de la piegravece simuleacutee Par
contre comme mentionneacute il existe un cas Surface A VI FI ougrave la fonction tend agrave augmenter
apregraves un certain nombre diteacuterations et agrave se stabiliser par la suite comme le montre la
figure 454 La combinaison de leffet de la geacuteomeacutetrie du modegravele de la position des deacutefauts
(au centre) et de la deacuteformation imposeacutee reacutesulte dune situation ougrave la fonction globale tourne
autour dun minimum local ce qui cause au modegravele nominal de se deacuteformeacute inutilement Ces
deacuteformations successives creacuteeacutes une conjoncture ou le modegravele nominal eacutepouse tregraves faiblement
les zones deacutefauts agrave chaque iteacuteration au deacutetriment de la preacutecision de lalgorithme
Diffeacuterence entre deux eacutevaluations de la fonction objective ^ - f^_^ plus petit quun seuil de convergence voulu
97
1 2
Ci m S 0 8
1 ^ 0 6 M bull bullO bull 0 4 C bull gt J 0 2
0 C
i
KMX
W F 1 VI F l V2F1 bull V3-F1
V4-F1 --
) 5 0 10 0 15 0 20 0 25 0 Iteacuterations
a)
300 35 0 40 0
1 2 E
n 1
dist
ance
s L
bi 0
0
des
bull 0 4 C
^ 0 2
0 [
i
1 bull
1 ^IMX
V1F2
V5-F2
1 ) 5 0 10 0 15 0 20 0 25 0
Iteacuterations
b)
300 35 0 40 0
Figure 453 Choi x de la valeur du critegravere darecircte dans lexemple 1 avec a) la configuration de force 1 et b) la configuration de force 2
150 20 0 IteacuteraUoni
a)
I bull I I I r r i
_i 1 i_ 100 20 0 30 0 4 X 50 0 60 0 7C D 60 0 90 0
Iteacuterations
b) Figure 454 Particularit eacute de lessai Surface A VI Fl
a) Identification du comportement rarissime de la fonction (cas VI Fl) e t b) Moyenne des distances corrigeacutees en fonction du nombre diteacuterations de lessai Surface A VI Fl
Cette figure montre que la fonction tend agrave augmenter apregraves un certain nombre diteacuterations et se stabilise par la suite
98
Le chapitre 4 a illustreacute plusieurs eacutetudes de cas dans le but dexplorer les performances
meacutetrologiques de lalgorithme Il deacutemontre que lalgorithme IDI proposeacute permet de deacuteformer
le modegravele nominal afin quil eacutepouse la piegravece numeacuteriseacutee sans toutefois prendre en compte les
deacutefauts de surface et le bruit de mesure de cette derniegravere De la sorte lalgorithme IDI donne
la possibiliteacute de controcircler le profil dune piegravece flexible sans gabarit de conformiteacute Il sagit
donc dune innovation dans le domaine de la meacutetrologie Loin decirctre parfait lalgorithme
neacutecessite encore des travaux dameacutelioration et de validation tels que recommandeacutes plus loin
dans ce meacutemoire
99
CONCLUSION
Ce meacutemoire a permis de combiner les recherches dans les domaines de lalignement entre la
repreacutesentation 3D dune piegravece et son modegravele CAO lalignement non-rigide ainsi que dans
celui de lanalyse des variations geacuteomeacutetrique des piegraveces souples afin de deacutevelopper une
meacutethode innovante dinspection de piegraveces flexibles sans gabarit de conformiteacute Dans
labsence de ce dernier les effets de la graviteacute et des deacuteformations engendreacutees par les
contraintes internes rendent la geacuteomeacutetrie de la piegravece numeacuteriseacutee consideacuterablement diffeacuterente
de la geacuteomeacutetrie nominale Lalgorithme IDI permet de comparer ces deux modegraveles malgreacute
leur geacuteomeacutetrie diffeacuterente ce que les meacutethodes dalignement standard ne permettent pas Pour
remeacutedier agrave cela lajout dun champ de deacuteplacement estimant les deacuteformations agrave appliquer sur
la geacuteomeacutetrie nominale est introduit Ce champ de deacuteplacement repreacutesente uniquement les
deacuteformations induites sur la piegravece numeacuteriseacutee par les conditions de fixation lors de la
numeacuterisation par leffet de la graviteacute et des deacuteformations dues au proceacutedeacute de fabrication Il
exclut les deacuteformations attribuables aux erreurs de profil et au bruit de mesure Cette
exclusion est possible gracircce agrave linteacutegration dans la meacutethode de lindicateur de confiance
Ce nouveau paramegravetre permet avec un bon niveau de fideacuteliteacute et de mesure lidentification
des points correspondant agrave un deacutefaut de surface sur la composante numeacuteriseacutee Il donne la
possibiliteacute de seacuteparer les deacuteformations dues agrave la nature flexible de la piegravece des laquo deacutefauts de
profil raquo De plus lutilisation de lalignement non-rigide et lintroduction du paramegravetre ocirc
permettent dappliquer une deacuteformation progressive au modegravele S tout en contraignant le
deacuteplacement des points agrave ecirctre deacutependant du deacuteplacement de leur voisinage Limplantation
dune distance corrigeacutee D^ dans lalgorithme de recalage non-rigide et son utilisation pour
leacutevaluation des deacutefauts diminue linfluence de la densiteacute du nuage de points de la piegravece
numeacuteriseacutee
Apregraves lapplication de lalgorithme il en reacutesulte un modegravele nominal sensiblement proche du
modegravele numeacuteriseacute avec un niveau derteur comparable agrave celui du bruit de mesure
expeacuterimental Le reacutesultat de linspection reflegravete donc uniquement leffet des variations
geacuteomeacutetriques dues aux proceacutedeacutes de fabrication De la sorte la meacutethode IDI preacutesente un
100
nouvel outil permettant linspection de coques minces sans gabarit de conformiteacute Labsence
doutils de fixation deacutedieacutes permettra de diminuer les coucircts dinspection et de rendre les
entreprises plus compeacutetitives
Limitations
La meacutethode IDI proposeacutee comporte les limites suivantes
1 Seules des coques minces ne se refermant pas sur elles-mecircmes et sans discontinuiteacute (sans
trous etc) sont employeacutees dans leacutetude
2 La densiteacute du nuage de points de la piegravece numeacuteriseacutee doit ecirctre nettement plus eacuteleveacutee que
celle du maillage nominal Ceci se traduit par A ^ raquo N^ Les techniques de mesure
actuelles respectent facilement cette contrainte
3 Les types de deacutefauts de profil consideacutereacutes sont locaux dans le sens ougrave le profil de la
surface est majoritairement respecteacute Cela se manifeste en pratique par une densiteacute de
points du maillage dans les reacutegions de deacutefauts largement infeacuterieurs agrave A^ Sans quoi
lalgorithme aura de la difficulteacute agrave distinguer les mauvais des bons points de la surface
4 Les points du contour de la piegravece ne sont pas consideacutereacutes dans leacutevaluation des deacutefauts de
profil de surface
5 Les eacutetudes de cas considegraverent que les dimensions hors tout des piegraveces numeacuteriseacutees sont
respecteacutees Autrement dit la circonfeacuterence du contour de la composante numeacuteriseacutee est
quasi identique agrave celle du modegravele nominal
6 Les eacutetudes de cas envisagent que la piegravece fabriqueacutee est complegravetement numeacuteriseacutee Ceci
implique que chacun des points du maillage nominal possegravede au moins un point
cortespondant dans le nuage de points numeacuteriseacutes
7 Le choix de la valeur du critegravere darrecirct AT^^ est seacutelectionneacute visuellement
8 Comme tout algorithme de calcul celui-ci deacutepend de la puissance du systegraveme
informatique sur lequel il est exeacutecuteacute Particuliegraverement lalgorithme requiert une
meacutemoire vive sur le poste informatique proportionnelle agrave la densiteacute du maillage du
modegravele nominal pour pouvoir supporter des ordres de matrice eacuteleveacutes agrave cause de
lutilisation de la meacutethode du pseudo inverse par lalgorithme dalignement non-rigide
101
RECOMMANDATIONS
La preacutesente recherche marque lintroduction dune nouvelle meacutethode dinspection pour les
piegraveces flexibles sans gabarit de conformiteacute Il est notoire que les contraintes logistiques et
temporelles obligent agrave mettre un terme agrave ces travaux Neacuteanmoins les paragraphes suivants
explorent des pistes de recherche prometteuses
Algorithme dalignemen t
Le choix de lalgorithme dalignement rigide et non-rigide influence la performance de la
meacutethode IDl Le perfectionnement des algorithmes employeacutes contribuera agrave augmenter
la robustesse et la vitesse de la meacutethode Par exemple lalgorithme ICP de
Besl et McKay (1992) peut ecirctre remplaceacute par une de ses variantes Celle qui est proposeacutee par
Gelfand et al (2003) a lavantage de permettre aux deux modegraveles de glisser entre eux dans
des reacutegions planes ou circulaires tout en assurant la stabiliteacute de lalgorithme Toutefois elle
neacutecessite la connaissance des normales des points de la piegravece numeacuteriseacutee Ces vecteurs
peuvent ecirctre calculeacutes ou provenir du systegraveme de mesure
Temps de calcul
Linteacuterecirct principal de cette recherche est deacutelaborer une meacutethode pour permettre linspection
de piegraveces flexibles sans gabarit de conformiteacute Ainsi une attention limiteacutee est mise sur la
rapiditeacute de lalgorithme proposeacute Il est coimu que la deacutetermination des correspondances 5mdash
c constitue la phase requeacuterant le plus de puissance de calcul dans lalgorithme ICP Pour
diminuer le nombre de points utiliseacutes pour lalignement un eacutechantillonnage est employeacute dans
la meacutethode dalignement rigide de la section 33 Cependant la fonction dsearchn de
MATLABreg est utiliseacutee pour trouver les cortespondances Cette fonction agrave recours agrave
lalgorithme Quickhull (Barber David et Hannu 1996) Lemploi dune meacutethode adapteacutee
aux problegravemes avec de grandes densiteacutes de points reacuteduira le temps de calcul de cette eacutetape
Besl et McKay (1992) font appel agrave la meacutethode k-d tree Greenspan et Yurick (2003)
102
introduisent la meacutethode Approximate k-d tree Ak-d tree) Agrave partir de cette meacutethode
Lee et al (2006) suggegraverent lalgorithme de recherche Adaptive Dual AK-D tree
(ADAK-D tree) Dautre part Strand et al (2007) emploient une structure octree
Ajustement du critegravere darrecirct
Le comportement fluctuant de la fonction objective ne permet pas ladoption du critegravere
dartecirct classique Ainsi la valeur du critegravere dartecirct K^^^ est choisie visuellement de maniegravere
agrave assurer un comportement asymptotique de la fonction objective Il serait avantageux de
remplacer ce critegravere par un autre exprimant un ensemble de critegraveres influents (Tahan 2008)
Numeacuterisation incomplegravete
Les eacutetudes de cas envisagent que les piegraveces fabriqueacutees soient complegravetement numeacuteriseacutees
Lalgorithme neacutecessite peu de modifications pour traiter les cas pour lesquels des points du
maillage nominal nauraient pas de points correspondants dans le nuage de points numeacuteriseacutes
Comme proposeacute par Allen et al (2003) les poids H de ces points du maillage nominal sont
mis agrave zeacutero pour eacuteliminer leur influence sur la fonction derteur de distance Ej Ils peuvent
ecirctre reconnus par exemple agrave cause dun angle entre la normale n^ et le vecteur de distance
point-point d^ plus eacuteleveacute quun critegravere preacuteeacutetabli Amberg et al (2007) suggegraverent aussi une
distance d^ maximale acceptable
Caracteacuterisation des sources derreurs
Dans le but de focaliser les recherches sur les eacuteleacutements de la meacutethode introduisant le plus
derreurs une caracteacuterisation plus exhaustive des erteurs doit ecirctre entreprise Chaque phase
de lalgorithme global introduit ses erreurs inheacuterentes Agrave titre indicatif les articles de
Rusinkiewicz et Levoy (2001) Low et Lastra (2007) et Ezra et al (2008) traitent de la
performance de lalgorithme ICP
103
Validation
Des eacutetudes de cas suppleacutementaires variant la geacuteomeacutetrie du modegravele le mode de fixation la
position et la forme des deacutefauts lamplitude du bruit de mesure combineacutes avec des
deacuteformations imposeacutees plus proches de la reacutealiteacute permettront une meilleure eacutevaluation de
lalgorithme proposeacute Des essais expeacuterimentaux doivent eacutegalement ecirctre entrepris pour valider
la meacutethode Un test possible serait de fabriquer quelques composantes avec et sans erteur de
profil Les valeurs theacuteoriques des deacutefauts introduits peuvent ecirctre obtenues en numeacuterisant les
piegraveces fixeacutees sur un gabarit de conformiteacute Les nuages de points obtenus sont ensuite
compareacutes avec le modegravele nominal en utilisant les techniques classiques dalignement rigide
Plusieurs logiciels comme Geomagicreg et Polyworks^ permettent de faire ce type
dinspection Les valeurs expeacuterimentales reacutesultent de lapplication de la meacutethode IDI sur ces
mecircmes piegraveces numeacuteriseacutees sur un montage simple autorisant celles-ci agrave changer de forme La
comparaison des deux valeurs rendra possible la validation de lalgorithme Toutefois une
attention doit ecirctre porteacutee agrave lincertitude des valeurs theacuteoriques due aux techniques de
recalage employeacutees dans les logiciels dinspection Il est donc preacutefeacuterable si les piegraveces sont
suffisamment rigides lorsquelles se trouvent sur le gabarit de conformiteacute dobtenir ces
dimensions par mesurage avec contact agrave laide dune MMT
Analyse des variations geacuteomeacutetrique s
Les variations geacuteomeacutetriques dune composante ne se limitent pas au profil de la surface
Linteacutegration dune capaciteacute danalyse dune plus grande varieacuteteacute de deacutefauts augmentera la
qualiteacute et le nombre dapplications de la meacutethode Cette nouvelle capaciteacute se traduit par la
possibiliteacute de deacuteformer le modegravele nominal sans eacutepouser les diffeacuterents deacutefauts de forme et
dorientation des eacuteleacutements de la piegravece numeacuteriseacutee Laptitude de la meacutethode agrave creacuteer un modegravele
nominal deacuteformeacute est distincte de sa capaciteacute dinspection Mecircme si lalgorithme est ameacutelioreacute
pour prendre en compte plusieurs types dimperfections et de geacuteomeacutetries il ne permettra pas
neacutecessairement de veacuterifier par exemple un profil de surface avec reacutefeacuterentiel ou la position
dun trou Pour remeacutedier agrave cela une eacutetape de recalage suppleacutementaire agrave la fin de lalgorithme
104
est essentielle Avant lapplication de la meacutethode IDI le modegravele nominal et celui numeacuteriseacute
sont trop diffeacuterents pour faire une inspection Agrave la sortie de la meacutethode les deux geacuteomeacutetries
sont suffisamment proches pour utiliser les techniques dinspection de piegraveces rigides
Quelques meacutethodes envisageacutees pour ameacuteliorer les proprieacuteteacutes de linspection de la meacutethode
sont citeacutees ci-dessous
Huang et Gu (1998) et plus tard Li et Gu (2005a 2005b) introduisent un troisiegraveme systegraveme
de coordonneacutees correspondant au repegravere dinspection Ils proposent une technique pour
reacutealigner ce nouveau systegraveme de coordonneacutees avec le DCS tout en sassurant que les
eacuteleacutements du reacutefeacuterentiel restent agrave linteacuterieur de leur zone de toleacuterance
Chacirctelain et Fortin (2001) puis Ben-Salah (2005) suggegraverent une meacutethode pour aligner une
piegravece brute sur le repegravere de la machine-outil tout en optimisant la distribution des deacuteficits de
matiegravere de la composante Pour remeacutedier agrave cela deux fonctions objectives une reacuteelle et une
artificielle sont introduites La premiegravere cherche agrave minimiser la sureacutepaisseur maximale de
toutes les surfaces La seconde peacutenalise les points dans les reacutegions ayant peu de matiegravere agrave
usiner tout en prenant en compte le niveau de prioriteacute des reacutegions Cette technique peut ecirctre
employeacutee pour linspection avec reacutefeacuterentiel Les eacuteleacutements du reacutefeacuterentiel se verront attribuer
un niveau de prioriteacute plus eacuteleveacute que le reste des surfaces de la piegravece
Une autre possibiliteacute est le traitement des nuages de points reacutesultant de la meacutethode par un
logiciel dinspection classique permettant une analyse complegravete des variations
dimensionnelles des piegraveces (Gao et al 2006)
Identification de s deacutefaut s
Preacutesentement le critegravere r est employeacute pour distinguer les indicateurs tregraves eacuteleveacutes
Autrement dit il permet didentifier les points s avec une diffeacuterence entre leur distance D^
et les distances D^j de ses points voisins beaucoup plus importantes que celles de lensemble
des points S Toutefois les zones moins rigides de la piegravece peuvent subir de fortes
105
deacuteformations Dautre part la densiteacute du maillage nest pas neacutecessairement uniforme Ces
caracteacuteristiques influencent grandement la valeur de lindicateur De la sorte il serait
avantageux de classifier des ensembles de points selon ces caracteacuteristiques et dutiliser une
valeur r pour eacutevaluer chaque point par rapport agrave son sous-ensemble Ainsi la constante r
deviendra une matrice r = [r r r^J bull
Dautre part dautres techniques didentification comme les meacutethodes danalyse de
corteacutelation ou danalyse de freacutequence peuvent ecirctre exploreacutees Xie (2008) fait une revue de la
litteacuterature des techniques dinspection de surface par imagerie Eichhom et al (2005) puis
Doring et al (2006) introduisent une classification par imagerie 3D des deacutefauts de surface sur
les carrosseries dautomobile
Paramegravetre de lissage a
Le paramegravetre a est preacutesentement deacutetermineacute par essai-erreur Des essais ont permis de cerner
une valeur assurant le lissage du champ de deacuteplacement sans toutefois ecirctre trop seacutevegravere Les
discussions de la section 44 deacutemontrent limportance de ce paramegravetre De la sorte son
ameacutelioration augmentera significativement la performance de lalgorithme Substituer la
constante a par une matrice oc = [a^ a^ bullbull bull (^NS ] permettra de varier a par exemple en
fonction de la geacuteomeacutetrie (courbure locale etou rigiditeacute locale) de la piegravece etou de la densiteacute
des points Cette configuration offre aussi la possibiliteacute de caracteacuteriser la rigiditeacute de chaque
point Un cas envisageacute est dappliquer une valeur a similaire pour les points dans une mecircme
reacutegion Les points agrave lintersection deacuteleacutements surfaciques exemple plan - rayon pourront
avoir une valeur a eacuteleveacutee pour assurer des jonctions lisses sur le champ de deacuteplacement
Une autre option est daugmenter limportance des a des points proches des supports pour
repreacutesenter mieux la rigiditeacute dans ces zones
106
Application futur e
En geacuteneacuteral les points dune piegravece assujettie agrave un systegraveme de force se deacuteplaceront Ce
deacuteplacement se traduit par une deacuteformation de la composante ce qui introduit des contraintes
dans le mateacuteriau Agrave partir dun champ de deacuteplacement un unique champ de deacuteformations
peut ecirctre deacutetermineacute Toutefois le chemin inverse nest pas neacutecessairement unique De plus
en assumant le mateacuteriau isotrope et une deacuteformation dans le domaine eacutelastique la relation
deacuteformation versus contrainte est lineacuteaire Dans le cas contraire la relation devient non-
lineacuteaire (Daily et Riley 1991) En conseacutequence la connaissance du champ de deacuteplacement
entre deux eacutetats dune composante ouvre la porte agrave plusieurs domaines dapplication
Actuellement la corteacutelation dimages numeacuteriques (CIN) plus connue sous le nom de
Digital Image Correacutelation Method ( DICM ) est la plus utiliseacutee pour trouver le champ de
deacuteplacement reliant deux images dune piegravece (Na et al 2007) Cette technologie est
employeacutee pour une varieacuteteacute dapplications comme la caracteacuterisation de mateacuteriau la validation
deacutetude par eacuteleacutements finis ou comme un outil daide pour la conception Elle est inteacutegreacutee agrave
divers systegravemes disponibles sur le marcheacute par des socieacuteteacutes comme Dantec Dynamics et
Gesellschaft fiir Optische Messtechnik (GOM) Leurs sites internet respectifs fournissent
diverses eacutetudes de cas
Leacuteleacutement essentiel de la meacutethode IDI est son aptitude agrave deacuteplacer successivement les points
du maillage dun modegravele pour quils eacutepousent un modegravele cible Par conseacutequent le
deacuteplacement total entre leacutetat initial et leacutetat final du maillage est facilement deacuteductible Cette
caracteacuteristique de lalgorithme lui permet decirctre une alternative aux meacutethodes deacutevaluation
des deacuteformations disponibles pour de multiples applications Par exemple elle pourra ecirctre
employeacutee pour caracteacuteriser les deacuteformations introduites par un proceacutedeacute pour son
wwwdantecdynamicscom wwwgomcom
107
optimisation pour la validation dune eacutetude par eacuteleacutements finis ou pour eacutetudier le
comportement dune piegravece agrave plusieurs eacutetats de chargement De plus la meacutethode proposeacutee ne
neacutecessite aucun marquage ou revecirctement comme la meacutethode de quadrillage
Grid (Andrianopoulos 2006) ou DICM De la sorte une application fortement inteacuteressante
peut ecirctre envisageacutee En ce sens un composant numeacuteriseacute assembleacute ou non au deacutebut de son
cycle de vie est utiliseacute pour construire le maillage de la piegravece initiale Au cours de son
utilisation la composante pourta ecirctre numeacuteriseacutee de nouveau dans un eacutetat statique En
comparant les deux modegraveles avec la meacutethode IDI la deacuteformation subie entre les deux eacutetats
de la piegravece pourta ecirctre deacuteduite et ce mecircme si la composante a eacuteteacute repeinte Ce type
dinformation est tregraves appreacutecieacute pour leacutetude du comportement de la piegravece et sa maintenance
De plus mecircme si la composante nest pas numeacuteriseacutee agrave son eacutetat initial celle-ci pourra ecirctre
remplaceacutee par son modegravele CAO dans leacutetude
Facteur de reacutetreacutecissemen t
La conception (eacutepaisseur de mur renfort etc) le choix du mateacuteriau les variables du
proceacutedeacute de fabrication (tempeacuterature pression dinjection etc) ont une influence sur la forme
et lamplitude du reacutetreacutecissement shrinkage) dune piegravece mouleacutee Plusieurs logiciels existent
pour lanalyse et la preacutediction du comportement de composantes mouleacutees Deacutependant de la
complexiteacute et de la puissance du programme une gamme complegravete de modules danalyse
peut coucircter entre $35000 agrave $150000 (Fischer 2003) Il est difficile de justifier de telles
sommes pour des piegraveces simples ou agrave faible production Dautre part mecircme une fois le
moule et les paramegravetres du proceacutedeacute deacutefinis le changement de couleur dune piegravece par
exemple peut engendrer de fortes modifications du facteur de reacutetreacutecissement
Lintroduction dun facteur deacutechelle 5 = P 0 0
0
A 0
o 0
A- dans chacune des matrices de
transformation x de la meacutethode proposeacutee ajoutera la possibiliteacute de modifier leacutechelle du
modegravele nominal Lanalyse du champ de deacuteformation et des facteurs deacutechelle obtenue en
108
appliquant cette nouvelle meacutethode sur les premiegraveres composantes de production permettra de
caracteacuteriser le comportement des piegraveces et dameacuteliorer le proceacutedeacute de fabrication Du point de
vue de linspection lajout dun tel paramegravetre rendra possible de veacuterifier la conformiteacute dune
piegravece mouleacutee sans prendre en compte les deacuteformations dues au reacutetreacutecissement du mateacuteriau
Acceptabiliteacute de la composante agrave lassemblage
Comme mentionneacute les piegraveces flexibles peuvent avoir une geacuteomeacutetrie diffeacuterente agrave leacutetat libre
que lorsquelles sont contraintes par lassemblage Leurs dimensions peuvent ecirctre agrave
linteacuterieur de leur zone de toleacuterance seulement agrave leacutetat libre seulement agrave lassemblage dans
les deux cas ou dans aucun des cas La meacutethode proposeacutee nassure pas lacceptation de la
composante agrave lassemblage Actuellement pour sassurer de lacceptation de la piegravece agrave
lassemblage linspection doit ecirctre faite sur un gabarit de conformation pour simuler
lassemblage Cette meacutethode est coucircteuse et peut introduire des contraintes inacceptables sur
la piegravece Le cas dune composante de revecirctement exteacuterieur dune moto par exemple permet
de mieux eacuteclairer la probleacutematique Lalgorithme IDI donne la possibiliteacute de faire
linspection de la piegravece sans gabarit deacutedieacute Cette inspection controcircle la geacuteomeacutetrie de la
composante sans veacuterifier que les deacuteformations subies lors de la fabrication sont acceptables
La flexibiliteacute permet souvent de conformer la piegravece agrave lassemblage ce qui rend les
deacuteformations induites par le proceacutedeacute acceptables Toutefois il peut arriver que forcer la piegravece
agrave lassemblage introduise des contraintes inacceptables dans le mateacuteriau ou des deacuteformations
inadmissibles pour les requis estheacutetiques Par conseacutequent agrave partir des informations fournies
par la meacutethode IDl une recherche peut ecirctre entameacutee pour reacutepondre agrave la question suivante
Existe-t-il une deacutemarche pour assurer de respecter tous les requis de la piegravece agrave lassemblage
Le terme deacutemarche sous entend une combinaison de force de conformation et son ordre
dapplication ou une seacutequence de serrage
ANNEXE I FIGURES SUPPLEacuteMENTAIRES
109
002111 03957 4 07703 8 11450 1 15196 4 020843 05830 6 09576 9 13323 2 17069 6
Figure I Deacuteplacement s en rotation imposeacutes lors de la simulation avec le type de deacutefauts 1 (VI ) et suivant la configuration de force 1 (Fl)
00351 04509 8 086686 12827 4 16936 3 Radwi 024304 065892 10748 149068 190657
Figure II Deacuteplacement s en rotation imposeacutes lors de la simulation avec le type de deacutefauts 1 (VI ) et suivant la configuration de force 1 (F2)
110
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull i l raquo bull bull bull bull bull bull icirc icirc icirc icirc bull bull bull bull bull bull icirc icirc icirc icirc raquobull bull bull bull bull icirc icirc icirc icirc raquo bullbullbullbullicirc icirclaquo^ bull bullbullbullbullicirc icirc icircraquoraquo ricirc icirc bullicirc icirc icirc icirc icirc
bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bullraquo bull bull bull bull bull bull bullbullbullbullbullbullbullbull bull bull bull bull bullbullbullbull bull bull bull bull bull bull bull bull Icirc 2 Icirc Icirc Icirc
bull bullbullbulln^ bull bullbullbullicircicircicircraquoraquo raquo bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbull bull bull bull bull bull raquo bull bull bull Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc icircicircicirc^^^^^ bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
a) bullbullbullbullbullbullbullbull bull bull bull bull bull raquo bull bull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull raquo bull bull bull bull bull bull bull bullbullbullbullbullbullbull IcircIcircIcircIcirc Icirc bullbullbullbullbull bullbullraquobullbullbull bull
IcircIcircIcircIcircraquo bull bulllaquobullbullbull bull raquo0tmdashraquo bull bulllaquobullbullbull bull bull
bullbullbullbullicircicirc bull 5Icirc icircicircicirc
bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull
bullbullbullbullbull
bullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
iiicircicircicircj bullbullbullbullbullbullbullIcircIcircIcirc bullbullbullbullbullbullbullbulllaquo bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbulllaquo bullbullbullbullbullbullbullbullbullbulllt bullbullbullbullbullbullbullbullbullbulllaquo bullbullbullbullbullbullbullbullbullbulllaquo bull bull bull bull bull bull bull bull bull bull 4 bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull laquo
d)
bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullraquobull gtbullbullbullbullbullbullbullbull
bullbullbullbullbullicircicircicirc
bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull icircticirc^^icirc^ icircicircicirc^icirc^ IcircIcircIcircIcirc
bullbull bull bull bull bull i T ^ bull bullbullicircicircicircicirc^
bull bull bull bullicircicirciraquo^^raquo bull bullbullbullbullbullicircicircraquo^^ ^ bull bull bull bull bull bull bull bull bull
icirc icirc icirc icirc icirc raquoraquoraquo t icirc icirc icirc raquoraquoraquo icirc raquo bull bull bull bull bull bull gtbullbullbullbullbullbullraquo gt bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull
raquo raquo raquo raquo raquo raquo I I i i i laquo bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullraquoraquoraquo bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull
b) bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
bull bullbullbullbullbull
IcircIcircIcircraquoIcircIcircIcirc IcircIcircIcircIcircraquoraquo bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull
e)
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull licircicirc^^^^ H raquoraquoicircrraquoicircraquo^raquo bull raquo bull bull bull bull bull bull raquo bull bull bull bull bull raquoicircicirc2raquo^^raquoraquo raquoicircicircicirc^raquoraquoraquoraquo raquo bull bull bull bull bull bullbullicircicircl^ bull bull bull icircicircsricircraquoraquoraquo icircST bull bullbullbullbullbull bull bull bull bull laquo bull bull bullbull bull bull icircicircicircraquoraquoraquoraquo raquo bull icircicircicircicircicircraquo raquo raquo bull2icircicircicircraquoraquo bullbullicircicircicircraquoraquoraquo raquo bullbullicirc icirc icirc icircraquoraquo ^ticircicirc bull bullraquobullbull bull bull icircicircicirc icirc icirc raquo^icircicircicircicircraquoraquo Icirc Icirc IcircHHIcircIcirc icircicircicircicircicircraquoraquoraquoraquo icircicircicircicircicircraquoraquoraquoraquo bull bull bull bull A A A
bull bull bull bulllaquobullraquo bull bull bull bull bull bullbullbullbullbullbullbullbull bullraquoraquoraquoIcirc2Icirc Icirc Icirc bull bull bull bull bull
Icirc Icirc raquoraquoraquoraquo icircicircicircicirc^^^^^ IcircIcirc^^^^^ bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
c) raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull
bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
bullbullicircraquoraquoraquo bullicircicircicircraquoraquoraquo
--bullicircicircicirc bullbullicircicircicircicircicirc raquobullbullbullbull bull bull bull bullicircicircicirc^^raquo bullbullicircicircicirc^^ liliulH icircicircicirc^raquo^raquo^ icircicircicirc^^raquo^raquoraquo icircicircicircicirc^^raquoraquo bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullraquobullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull
bullbullbullbullIcirc2Icirc icircticircicirc^icircicirc Icirc2IcircIcirc bull bullbullbullbullbullbullbullbull bull bull bull bulllaquobullbull bull bull bull bull bull bull bullbullbullgt bull bull bull bull bullbullbullraquoraquoicirc
bull5icirc
IcircIcircIcirc icircicircicircicircicircicircicircicircicircicirc bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
Figure III Visualisation de la position des erreurs de la surface A avec la configuration de force 1 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) e) f) les types de deacutefauts 2-3-4-5 (V2-V3-V4-V5) respectivement
111
raquo bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbull raquo bull bull bull bull bull bull bull bull raquobullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullicircicircicircicirc bullbullbullbullbullicircicircicircicirc bullbullbullbullbullIcircIcirc bullbullbullbullicircicircicircicircicirc
bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbull bullbullbullbullbullicircicircicircicirc IcircIcircIcircIcircIcirc
bullbullbullbullicirclicircicirc
bullbullbullbullbullicircicirc^raquo bullbullbullbullicircicircicirc^^ bullbullbullicircicircicircicircicirc^ bullbullbullbullbullbullbull bull icircicircicircicircicircicircicirc-IcircIcircIcircIcircIcircIcirc icircicircicircicircicircicircHicirc icirc icirc icirc ^ ^ raquo ^ ^ ^ lt bull bull bull bull bull bull bull bull bull lt bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull lt bull bull bull bull bull bull bull bull bull I
raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
-bull bull bullraquo - bull bull bull bull bull bull bullbullbullbullbull raquoraquo^icircicircicircicirc raquo bullicircicirclaquo^raquo^raquo^icircicircicirc^ bull raquo bull laquoicircicircraquoraquoraquo raquo bullbullicircicircicircicircicirc raquo
Icirc Icirc 2 Icirc raquo -bull f icirc icircS icirc bull bull bullbullbullbullraquobullbullbull
S Icirc raquo icircicircicircicircraquoraquo bullbulllaquobullbullraquo bull bullbull^bullbull^ bull bullbullbullbullbullbullbull bull bull bullbullbullbull bull bull bull bullbullbullbullbullbullbull bull
bull bull bull bull bull bull bull bull bull bull bull bull
bullbullbulllaquobullbullbullbull bull bull bull bullbullbullbullraquobullbullbull
mdashraquo bull bull bull bullbullbullbullbullraquoicirc icirc israquoraquo^ sicircicircicirc icirc 2icircicirc icircicircicircicircicircicirc raquo 5IcircIcircraquoraquoraquo bullbulliiraquo ZIcircIcirc^^laquo^^^^IcircIcircIcirc^^^ lt bull bull - - w bull bull bull bull Icirc raquo ^ ^ ^ bullicircicircicircicircraquo^^raquoraquoicirciumlraquoraquoraquoicirc Icirc Icirc raquo bull bull bull bull bull bull bull bull
bull bull bull bull bull Icirc Icirc bull bull bull bull bull bull
icirc icirc icirc icirc - icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquobullbullbullbullbullbullbull
Icirc Icirc Icirc Icirc Icirc ^ laquo Icirc Icirc Icirc bullbullbullbullbullbullbullbullbullbullbull icircicircicirc^^^^ bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull d)
raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull gt bull bull bull bull bull gt bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull Icirc Icirc Icirc raquo bull bull bull bull bull bull bull - icirc icirc icirc - Icirc Icirc Icirc l icirc^--
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull icirc icirc icirc icirc icirc icirc icirc icirc icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc bull bullbullbullicircicircraquo icirc bull ^iicircicircicirc bull bull bull bull bull bull icircicircicircicircicircicirc icirc icirc icirc icirc icirc icirc icirc icirc icirc
S Icirc icircicircicircSicirc^ zraquo icircicircicircicirc icircicircicirc bullIcircSIcirc^ Icirc
bull bullbullbullbullbullbullbull
gtbullbull bulliicirc^^^^^zii^^raquoraquo Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc raquo Icirc Icirc Icirc Icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc
bull bull raquo bull bull bull bull bull raquo bull bull bull bull bull bull bull raquoltraquoraquobullbull bull bull icircicircicircicircicirc ^^ bull bull5icircicircicirc bullbullicircicircicirct^^ bull bullbull4icircicirc ^ icircicircicirc gt bullbull bull bull laquobullicircicircicirc^^ bullbullicircicircicircraquo^
- -wmm bull bull bull bull bull bull bull bullraquobullbull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bullraquobullbull bull Icirc Icirc Icirc Icirc Icirc
bull bull bull bull bull bull bull bull bull bull bull bull bull icirc icirc icirc icirc icirc icirc icirc icirc icirc
raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
b) c)
raquo bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull bull bull bullIcircraquoIcirc
raquo bull bull bull bull icircicircicircicircicirc bull5icircicircicirc Icirc Icirc Icirc Icirc Icirc bull raquo bull bull bull bull bull bull bull bull bull bull bull bull raquo ltbullbullbull bull bull bull raquo bull bull bull bull bull bull bull S JSIcirc bullbullicircicircicircicirc bull4icircicirc bull bull bull bull bull bull icircicircicircicircicirc bullbull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull icircicircicircicirc^
S|||li bullbullbullbullbullbull bullbullIcirc^^^^ raquoIcircIcirc^^ bull bull
bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bull bullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbull poundbullbullbullbullbull m
icircicircicircicircicircicircicirc icircicircicirc^^^raquo^ bullbullbullbullbullbullbullbull bullbullbullbullbullbullicircicirc bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
bull bullbullliaraquoraquoraquo bull bullbullbullbullbullbull bull bull bullbullbullbullbullbullbull bull bullIcircIcirc bull bullbullbullbullbullbullbull bull bullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull
icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icircHicirc icirc icirc icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull
gt bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull
icircicircHicircicircicircicircicirc icircicircicircicirc^^^ gt bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
e) f)
Figure IV Visualisatio n de la position des erreurs de la surface A avec la configuration de force 2 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) e) f) les types de deacutefauts 2-3-4-5 (V2-V3-V4-V5) respectivement
112
Figure V Visualisation de la position des erreurs de la surface U avec la configuration de force 1 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) les types de deacutefauts 2-3 (V2-V3) respectivement
113
Figure VI Visualisatio n de la position des erreurs de la surface U avec la configuration de force 2 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) les types de deacutefauts 2-3 (V2-V3) respectivement
114
0raquo
ta 01
laquo S s I )
ltM I
laquo I
si laquos ( S
s - d
sS
gt - ^
g J S
bullS 5 o - v aQ et 9i mdash ^ laquo - i a S t U
gt Iuml s
115
tic
et S DA
C S e et
^bulls et ^ agt raquoM 9t U k O laquo M 0raquo -o e o bullG
figur
a
a o u et
u agt gtbull
S V
0raquo
u -o a e G V
o a et
-d a o w et
es
isu
gt
III
gt u u s U)
gt T t gt m gt rlt
b irgt
7 ri 1
V)
^ S ^ -4raquo -O 04
bullO 04
a M 4gt ^ e ^^ agt
F H
^ w^
w S
laquo3 laquo M gt0gt bullo 0raquo a egrave M
ucirc S
e b M 0gt
laquoM
s 04
bulla -ktf S S 04 bulld M
a m M
laquolt fl 04
S 04 gt G u 04 a M 04 ha
116
BIBLIOGRAPHIE
Allen B B Curless et Z Popovic 2003 laquoThe space of human body shapes reconstruction and parameterization from range scansraquo ACM SIGGRAPH 2003 3 Vol 22 p 587-94 Coll laquo ACM Trans Graph (USA) raquo San Diego CA USA ACM
Alrashdan A S Motavalli et B Fallahi 2000 laquoAutomatic segmentation of digitized data for reverse engineering applicationsraquo IIE Transactions vol 32 ndeg 1 p 59-69
Amberg B S Romdhani et T Vetter 2007 laquoOptimal step nonrigid ICP algorithms for surface registrationraquo p 1-8 Coll laquoCVPR 07 IEEE Confeacuterence on Computer Vision and Pattem Reacutecognitionraquo Minneapolis MN USA IEEE
Andrianopoulos N P 2006 laquoFull-field displacement measurement of a speckle grid by using a mesh-free deacuteformation ftinctionraquo Strain vol 42 ndeg 4 p 265-271
Barber C Bradford P Dobkin David et Huhdanpaa Hannu 1996 laquoThe quickhull algorithm for convex hullsraquo ACM Transactions on Mathematical Software (TOMS) vol 22 n 4 p 469-483
Ben-Salah Mohsen 2005 laquoUtilisation des surfaces pour lalignement et le balancement des piegravecesraquo Mlng Canada Ecole de Technologie Supeacuterieure
Besl Paul J et Neil D McKay 1992 laquoA method for registration of 3-D shapesraquo IEEE Transactions on Pattern Analysis and Machine Intelligence vol 14 n 2 p 239-256
Bihlmaier Bryan F 1999 laquoToleacuterance Analysis of Flexible Assemblies Using Finite Eleacutement and Spectral Analysisraquo MS thesis Brigham Brigham Young University
Bland JMartin 2005 The Half-Normal distribution method for measurement errortwo case studies Department of Health Sciences University of York
Camelio J A S J Hu et D Ceglarek 2004 laquoImpact of fixture design on sheet meacutetal assembly variationraquo Journal of Manufacturing Systems vol 23 ndeg 3 p 182-193
Chacirctelain J F et C Fortin 2001 laquoBalancing technique for optimal blank part machiningraquo Preacutecision Engineering vol 25 ndeg l p 13-23
Cui An Fengchong Lan et Jing Wang 1999 laquoResearch and application on reverse engineering for automobile body out surfaceraquo Vol 1 p 418-20 Coll laquoProceedings of the IEEE International Vehicle Electronics Confeacuterence (IVEC99)raquo Changchun China IEEE
117
Daily James W et William F Riley 1991 Expeacuterimental Stress Analysis Third Edition McGraw-HillInc
Dawant B M 2002 laquoNon-rigid registration of meacutedical images purpose and methods a short surveyraquo p 4 Coll laquoInternational Symposium on Biomeacutedical Imagingraquo Washington DC USA IEEE
Documentations-Metris 2009 laquohttpwwwmetriscomcmm_scannersraquo Consulteacute le 032009
Doring C A Eichhom Wang Xiaomeng et R Kruse 2006 laquoImproved Classification of Surface Defects for Quality Control of Car Body Panelsraquo Coll laquo2006 IEEE International Confeacuterence on Fuzzy Systemsraquo p 1476-1481
Eichhom Andreacuteas Daniela Girimonte Aljoscha KIose et Rudolf Kruse 2005 laquoSoft Computing for automated surface quality analysis of exterior car body panelsraquo Applied Soft Computing vol 5 ndeg 3 p 301-313
Ezra E M Sharir et A Efrat 2008 laquoOn the performance of the ICP algorithmraquo Computational Geometry Theory and Applications vol 41 ndeg 1-2 p 77-93
Feldmar J et N Ayache 1994 laquoRigid and affine registration of smooth surfaces using differential propertiesraquo Coll laquoProceedings of the 3rd European Confeacuterence on Computer Vision raquo vol 2 p 397 Stockholm Swed Springer-Verlag
Feldmar J et N Ayache 1996 laquoRigid affine and locally affine registration of free-form surfacesraquo InternationalJournal of Computer Vision vol 18 ndeg 2 p 99-119
Ferrant M S K Warfield C R G Guttmann R V Vulkem F A Jolesz et R Kikinis 1999 laquo3D image matching using a finite eacuteleacutement based elastic deacuteformation modelraquo vol 1679 p 202-9 Coll laquoProceedings of the Second International Confeacuterence on Meacutedical Image Computing and Computer-Assisted Intervention - MICCAr99raquo Cambridge UK Springer-Verlag
Fischer JM 2003 Handbook of Molded Part Shrinkage and Warpage William Andrew PublishingPIastics Design Library
Gao J N Gindy et X Chen 2006 laquoAn automated GD and T inspection system based on non-contact 3D digitizationraquo International Journal of Production Research vol 44 n deg l p 117-134
Gelfand N L Ikemoto S Rusinkiewicz et M Levoy 2003 laquoGeometrically stable sampling for the ICP algorithmraquo p 260-7 Coll laquoProceedings Fourth International Confeacuterence on 3-D Digital Imaging and Modeling 3DIM 2003raquo Banff Alta Canada IEEE
118
Gonzalez Rafaeumll C et Richard E Woods 2008 Digital image processing 3rd eacuted Upper Saddle River NJ Prentice Hall
Greenspan M et M Yurick 2003 laquoApproximate k-d tree search for efficient ICPraquo p 442-8 Coll laquoProceedings Fourth International Confeacuterence on 3-D Digital Imaging and Modeling 3DIM 2003raquo Los Alamitos CA USA IEEE
Holden Mark 2008 laquoA review of geacuteomeacutetrie transformations for nonrigid body registrationraquo IEEE Transactions on Meacutedical Imaging vol 27 ndeg 1 p 111-128
Huang X et P Gu 1998 laquoCAD-model based inspection of sculptured surfaces with datums raquo International Journal of Production Research vol 36 ndeg 5 p 1351-1367
Karafillis A P et M C Boyce 1992 laquoTooling design accommodating springback errorsraquo Journal of Materials Processing Technology vol 32 ndeg 1-2 p 499-508
Karafillis Apostolos P et Mary C Boyce 1996 laquoTooling and binder design for sheet meacutetal forming processes compensating springback ertorraquo International Journal of Machine Tools amp Manufacture vol 36 n 4 p 503-526
Lee Jiann-Der Shih-Sen Hsieh Chung-Hsien Huang Li-Chang Liu Chien-Tsai Wu Shin-Tseng Lee et Jyi-Feng Chen 2006 laquoAdaptive dual AK-D tree search algorithm for ICP registration applicationsraquo p 177-180 Coll laquo2006 IEEE Intemational Confeacuterence on Multimedia and Expo ICME 2006 - Proceedingsraquo Piscataway United States Institute of Electrical and Electronics Engineers Computer Society
Leopold J H Gucircnther et R Leopold 2003 laquoNew developments in fast 3D-surface quality controlraquo Measurement Journal of the International Measurement Confeacutedeacuteration vol 33 ndeg 2 p 179-187
Li Y et P Gu 2004 laquoFree-form surface inspection techniques state of the art reviewraquo CAD Computer Aided Design vol 36 ndeg 13 p 1395-1417
Li Y et P Gu 2005a laquoInspection of free-form shaped partsraquo Robotics and Computer-Integrated Manufacturing vol 21 ndeg 4-5 p 421-30
Li Y et P Gu 2005b laquoSculptured surface toleacuterance veacuterification with design datumsraquo International Journal of Production Research vol 43 ndeg 7 p 1465-1482
Lingbeek R J Huetink S Ohnimus M Petzoldt et J Weiher 2005 laquoThe development of a finite eacuteleacutements based springback compensation tool for sheet meacutetal productsraquo Journal of Materials Processing Technology vol 169 ndeg 1 p 115-25
119
Liu S C et S J Hu 1997 laquoVariation simulation for deformable sheet meacutetal assemblies using finite eacuteleacutement methodsraquo Journal of Manufacturing Science and Engineering Transactions ofthe ASME vol 119 ndeg 3 p 368-373
Liu S C S J Hu et T C Woo 1996 laquoToleacuterance analysis for sheet meacutetal assembliesraquo Journal ofMechanical Design Transactions ofthe ASME vol 118 ndeg 1 p 62-67
Low Kok-Lim et Anselmo Lastra 2007 laquoPredetermination of ICP registration errors and its application to view planningraquo p 73-80 Coll laquo3DIM 2007 - Proceedings 6th Intemational Confeacuterence on 3-D Digital Imaging and Modelingraquo Piscataway United States Institute of Electrical and Electronics Engineers Computer Society
Markvoort Laurent 2007 laquoMeacutethodologie danalyse statistique de toleacuterances dans les assemblages impliquant des composantes deacuteformablesraquo Doctorat Valenciennes Universiteacute de Valenciennes et du Hainaut-Cambreacutesis
Markvoort Laurent Stefan Gliniorz et Dominique Deneux 2005a laquoEtat de lart des meacutethodes danalyse de toleacuteranceraquo 9iegraveme Colloque National AIP PRIMECA
Markvoort Laurent Stefan Gliniorz et Dominique Deneux 2005b laquoPrise en compte de la nature flexible des mateacuteriaux pour lanalyse de toleacuteranceraquo 9egraveme Colloque National AIP PRIMECA
Masuda T et N Yokoya 1994 laquoA robust method for registration and segmentation of multiple range imagesraquo p 106-13 Coll laquoProceedings of the 1994 Second CAD-Based Vision Workshopraquo Champion PA USA IEEE
Merkley Karl G 1998 laquoToleacuterance analysis of compilant assembliesraquo PhD United States Utah Brigham Young University
Na Chen Qin Fei et Wei Jianyou 2007 laquoA smoothing algorithm for strain measurement by digital image corteacutelation methodraquo p 1-4 Coll laquoProceedings of the Electronic Packaging Technology Confeacuterence EPTCraquo Piscataway United States Institute of Electrical and Electronics Engineers Inc
Organization Intemational Standard 1983 laquoISO 1101 Technical Drawings - Geometrical tolerancing of form orientation location and mnout - Generalities deacutefinitions symbols indications on drawingraquo
Park S Y et Subbarao Murali 2003 laquoA fast point-to-tangent plane technique for multi-view registrationraquo p 276-83 Coll laquoProceedings Fourth Intemational Confeacuterence on 3-D Digital Imaging and Modeling 3D1M 2003raquo Banff Alta Canada IEEE
120
Pewsey A 2004 laquoImproved likelihood based inference for the gecircnerai half-normal distributionraquo Communications in Statistics - Theory and Methods vol 33 ndeg 2 p 197-204
Pottman H et M Hofer 2002 Geometry of the squared distance function to curves and surfaces Technical Report No 90 Institute of Geometry Vienna University of Technology
Prieto Flavio 1999 laquoMeacutetrologie assisteacutee par ordinateur Apport des capteurs 3D sans contactraquo PhD Canada Eacutecole de Technologie Supeacuterieure
Rusinkiewicz S et M Levoy 2001 laquoEfficient variants ofthe ICP algorithmraquo p 145-52 Coll laquoProceedings Third Intemational Confeacuterence on 3-D Digital Imaging and Modelingraquo Queacutebec City Que Canada IEEE
Son Seokbae Hyunpung Park et Kwan H Lee 2002 laquoAutomated laser scanning system for reverse engineering and inspectionraquo International Journal of Machine Tools and Manufacture vol 42 ndeg 8 p 889-897
Strand M F Erb et R Dillmann 2007 laquoRange Image Registration Using an Octree based Matching Strategyraquo Coll laquoICMA 2007 Intemational Confeacuterence on Mechatronics and Automationraquo p 1622-1627
Tahan SAntoine 2008 Note de cours MEC664 Optimisation des proceacutedeacutes industriels Deacutepartement de geacutenie meacutecanique Eacutecole de Technologie Supeacuterieure
Tahan SAntoine et J F Chacirctelain 2005 laquoProposais for the Inspection of Flexible Machine Eleacutements According to ASME Y145M-1994raquo Coll laquo17th Int Confeacuterence WSEAS Evolutionary Computingraquo Lisbon Portugal
Tomacircs Jirka Vacircclav Skala 2002 Gradient Vector Estimation and Vertex Normal Computation DCSETR-2002-08 Pilsen Czech Republic Department of Computer Science and Engineering University of West Bohemia in Pilsen
Tucker Thomas Marshall 2000 laquoA New Meacutethode for Parametric Surface Registrationraquo Phd Georgia Institute of Technology
Wei Gan et R H Wagoner 2004 laquoDie design method for sheet springbackraquo International Journal ofMechanical Sciences vol 46 ndeg 7 p 1097-113
Wu Longwu 1997 laquoTooling mesh geacuteneacuteration technique for iteacuterative FEM die surface design algorithm to compensate for springback in sheetmetal stampingraquo Engineering Computations (Swansea Wales) vol 14 ndeg 6 p 630-648
121
Xie Xianghua 2008 laquoA Review of Reacutecent Advances in Surface Defect Deacutetection using Texture analysis Techniquesraquo Electronic Letters on Computer Vision and Image Analysis p 1-22
Y145M-1994 ASME 1994 Dimensioning and Tolerancing ASME Press
Y1441-2003 ASME 2003 Digital Product Deacutefinition Data Practices ASME Press
Yao A W L 2005 laquoApplications of 3D scanning and reverse engineering techniques for quality control of quick response productsraquo International Journal of Advanced Manufacturing Technology vol 26 ndeg 11-12 p 1284-1288
Zhang Yu 2003 laquoResearch into the engineering application of reverse engineering technologyraquo Journal of Materials Processing Technology vol 139 ndeg 1-3 p 472-475
VII
43 Exemple 3 Surface complexe 80 431 Construction du maillage nominal 80 432 Simulation de la piegravece numeacuteriseacutee 81 433 Reacutesultats 83
44 Discussion 89
CONCLUSION 99
Limitations 100
RECOMMANDATIONS 101
ANNEXE I FIGURES SUPPLEacuteMENTAIRES 109
BIBLIOGRAPHIE 116
Tableau 21
Tableau 41
Tableau 42
Tableau 43
Tableau 44
Tableau 45
Tableau 46
Tableau 47
Tableau 48
Tableau 49
Tableau 410
LISTE DES TABLEAUX
Page
Reacutesumeacute des meacutethodes dinspection de composante flexible 26
Valeur des paramegravetres employeacutes dans lexemple l 57
Reacutesumeacute des erreurs de mesure (mm) de lexemple 1 sur lensemble des points 71
Reacutesumeacute des erreurs de mesure (mm) de lexemple 1 dans
les zones de deacutefauts 71
Valeur des paramegravetres employeacutes dans lexemple 2 73
Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 sur lensemble des points 78 Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 dans
les zones de deacutefauts 79
Valeur des paramegravetres employeacutes dans lexemple 3 83
Reacutesumeacute des erreurs de mesure (mm) de lexemple 3 sur lensemble des points 87 Reacutesumeacute des erreurs de mesure (mm) de lexemple 3 dans les zones de deacutefauts 88
Reacutesumeacute des erreurs en fonction des caracteacuteristiques de simulation 94
LISTE DES FIGURE S
Page
Figure l 1 AHgnement entre le DCS et le MCS 6
Figure 12 Meacutethodes de deacutefinition de la matrice de formage 15
Figure 21 Principales meacutethodes de controcircle des piegraveces flexibles 18
Figure 22 Exemple de gabarit 19
Figure 23 Systegraveme isostatique de reacutefeacuterentiels 19
Figure 24 Exemple dun systegraveme reacutefeacuterentiel hyperstatique 20
Figure 25 Exemple de reacutefeacuterentiel ajustable 21
Figure 26 Exemples dune conformation dune dimension nominale 22
Figure 27 Exemple de planeacuteiteacute agrave leacutetat libre 22
Figure 28 Exemples de toleacuterance relative 23
Figure 29 Exemple dutilisation dune longueur darc 23
Figure 210 Exemple dutilisation de dimension moyenne 24
Figure 211 Exemple dutilisation dun gabarit optique agrave leacutetat libre 25
Figure 31 Illustration dun champ de deacuteformation 29
Figure 32 AHgnement initial 32
Figure 33 Algorithme employeacute pour lalignement initial 33
Figure 34 AHgnement Rigide 35
Figure 35 Scheacutematisation de la modification de lensemble des correspondances 39
Figure 36 Exemple dun champ de deacuteformation repreacutesentant les distances point-point 40
Figure 37 Exemple dun champ de deacuteformation corrigeacute repreacutesentant les distances corrigeacutees 41
X
Figure 38 Exemple dun champ de deacuteformation lisse obtenu
avec lapplication de lalgorithme dalignement non-rigide 41
Figure 39 Creacuteation du modegravele nominal deacuteformeacute 42
Figure 310 Illustration de la normale dun point 44
Figure 311 Identification des deacutefauts 45
Figure 312 Ensemble de points voisins du nœud 742 45
Figure 313 Meacutethode didentification 48
Figure 314 Algorithme IDI 51
Figure 41 Processus de simulation de la piegravece fabriqueacutee 53
Figure 42 Modegravele A 54
Figure 43 Construction de la piegravece A fabriqueacutee avec la configuration de force 1 55
Figure 44 Deacuteplacements reacutesultant de la configuration de force 1 sur la piegravece A 55
Figure 45 Deacutefauts de surface introduits sur la piegravece A 56
Figure 46 Maillage du modegravele A nominal 56
Figure 47 Deacuteviations absolues apregraves la premiegravere iteacuteration 57
Figure 48 Identification des nœuds potentiellement dans une zone de deacutefauts 58
Figure 49 Deacuteviations apregraves a)2 iteacuterations b) 10 iteacuterations et c) 150 iteacuterations 59
Figure 410 Distribution des deacuteviations apregraves a)2 b) 10 et c) 150 iteacuterations 59
Figure 411 Comparaison des deacuteviations pour lessai avec configuration de force 1 60
Figure 412 Comparaison des distributions des deacuteviations pour
lessai avec la configuration de force l 61
Figure 413 Convergence des distances corrigeacutees 62
Figure 414 Distribution des erreurs 63
Figure 415 Visualisation de la position des erreurs 63
Figure 416 Distribution des erreurs dans la zone de deacutefaut simuleacute 63
XI
Figure 417 Synthegravese des reacutesultats pour lessai avec configuration de force 1 63
Figure 418 Construction de la piegravece A fabriqueacutee avec la configuration de force 2 64
Figure 419 Deacuteplacements reacutesultant de la configuration de force 2 sur la piegravece A 64
Figure 420 Comparaison des deacuteviations pour lessai avec configuration de force 2 65
Figure 421 Comparaison des distributions des deacuteviations pour
lessai avec la configuration de force 2 66
Figure 422 Distribution des erreurs 66
Figure 423 Visualisation de la position des erreurs 66
Figure 424 Distribution des erreurs dans la zone de deacutefaut simuleacute 66
Figure 425 Synthegravese des reacutesultats pour lessai avec configuration de force l 67
Figure 426 Type de deacutefauts imposeacutes dans lexemple 1 68
Figure 427 Convergence des distances corrigeacutees pour les piegraveces A 69
Figure 428 Visualisation de la moyenne des erreurs agrave chaque
point pour lexemple 1 69
Figure 429 Distribution des erreurs pour les douze (12) essais de lexemple 1 70
Figure 430 Reacutesumeacute des erreurs de mesure de lexemple 1 70
Figure 431 Modegravele U 72
Figure 432 Maillage du modegravele nominal U 72
Figure 433 Construction du nuage de points U avec le type de deacutefauts 1 (VI) 74
Figure 434 Type de deacutefauts imposeacutes dans lexemple 2 75
Figure 435 Convergence des distances corrigeacutees pour les piegraveces U 76
Figure 436 Visualisation de la moyerme des erreurs agrave chaque
point pour lexemple 2 77
Figure 437 Distribution des erreurs pour les huit (8) essais de lexemple 2 77
Figure 438 Reacutesumeacute des erreurs de mesure de lexemple 2 78
XII
Figure 439 Surface complexe 80
Figure 440 Maillage de la surface complexe nominale 80
Figure 441 Construction de la piegravece fabriqueacutee avec la configuration de force 1 81
Figure 442 Deacuteplacements reacutesultant de la configuration de force l sur le modegravele 82
Figure 443 Construction de la piegravece fabriqueacutee avec la configuration de force 2 82
Figure 444 Deacuteplacements reacutesultant de la configuration 2 sur le modegravele 83
Figure 445 Types de deacutefauts imposeacutes dans lexemple 3 84
Figure 446 Convergence des distances corrigeacutees des essais de lexemple 3 85
Figure 447 Visualisation de la moyerme des erreurs agrave chaque
point pour lexemple 3 86
Figure 448 Distribution des erreurs pour les douze (12) essais de lexemple 3 86
Figure 449 Reacutesumeacute des erreurs de mesure de lexemple 3 87
Figure 450 Superposition des erreurs observeacutees dans lexemple 1 et de la distribution du bruit de mesure introduit 94
Figure 451 Superposition des erreurs observeacutees dans lexemple 2 et de la distribution du bruit de mesure introduit 95
Figure 452 Superposition des erreurs observeacutees dans lexemple 3 et de
la distribution du bruit de mesure introduit 95
Figure 453 Choix de la valeur du critegravere darecircte dans lexemple 1 97
Figure 454 Particulariteacute de lessai Surface A VI FI 97
LISTE DES ABREacuteVIATIONS SIGLES E T ACRONYMES
ADCATS Association for the Development of Computer-Aided Tolerancing Systems
AVG Symbole de la valeur moyenne (ASMEY145M-1994)
BYU Brigham Young University
CAO Conception Assisteacutee par Ordinateur
DA Displacement Ajustement method
DCS Systegraveme de coordormeacutees de conception Design Coordinate System)
copy Modificateur agrave leacutetat libre (ASMEY145M-1994)
FASTA Flexible Assembly Spectral Toleacuterance Analysis
FEMFEA Meacutethode des eacuteleacutements finis
GM CRL-AVM Collaborative Research Laboratory Advanced Veacutehicule Manufacturing
ICP Iteacuterative Closest Point
IDI Inspection par Deacuteplacement Iteacuteratif ( Iteacuterative Displacement Inspection )
IGES Initial Graphics Exchange Speacutecification
LMS Least Meacutedian of Squares
MARS
XIV
Laboratory for Manufacturing System Realization and Synthesis
MATH DATA Modegravele nominal disponible dans un format matheacutematique et informatique
MCS Systegraveme de coordonneacutees du systegraveme de mesures Measurement Coordinate System)
MMT Machines agrave Mesurer Tridimensionnelle
NURBS Non-Uniform Rational B-Spline
SDA Smooth Displacement Ajustment
STA-DEF Statistical Toleacuterance Analysis and Deacuteformation Analysis
STEP Standard for the Exchange ofProduct model data
LISTE DES SYMBOLES
A Matrice (4A^ + A^ ) x 4Ns a Paramegravetre de lalgorithme non-rigide influenccedilant la rigiditeacute et la qualiteacute
de lissage du champ de deacuteplacement or Valeur initiale du paramegravetre a dans lalgorithme IDI
Up Valeur finale du paramegravetres dans lalgorithme IDl
B Matrice (4yV-hAfJx3
c Point de lensemble P correspondant au point le plus proche du point s de la surface nominale c e C
C Ensemble de points de P correspondant aux points les plus proches de
la surface nominale S C = c^ C2 bullbullbull c^J
dg Distance euclidienne dun point s de S agrave P pound) Distance euclidienne corrigeacutee repreacutesentant la projection de la distance
point-point sur la normale du point s Ddeg5 Deacuteviation imposeacutee sur le modegravele simuleacute au point s
D5 Deacuteviation au nœud s provenant de la k^ iteacuteration de lalgorithme IDI
dsearchn Fonction de Matlabreg retournant les points c correspondants aux points
les plus proches aux points de la surface nominale S S Pourcentage du deacuteplacement agrave appliquer E(^X) Fonction objective totale de lalgorithme non-rigide
EX) = EX) + aEX) Ej Fonction objective de lerreur de distance
E Fonction objective de lerreur de lissage
E Eacuteleacutements du maillage S
Eji Erreur eacutevalueacutee au point 5
e Seuil ou critegravere de convergence
Fonction objectivefonction scalaire
Fgj Moyenne des D^j des points du voisinage niveau 1 du point s G Matrice didentiteacute4x 4 H
H =
s X
si
s^
matrice de A^ x 4Ng
I Lindicateur de confiance du point 5 e
K Nombre diteacuterations
XVI
Kg Nombre diteacuterations ougrave le paramegravetre ocirc est appliqueacute
K^p^^^ Nombre diteacuterations maximales de lalgorithme ICP
K^^ Nombre diteacuterations maximales de lalgorithme IDI
L Liste des arecirctes du modegravele nominal mailleacute M Matrice nœud-arecircte (laquo0(ie-arc) Nj^xN^ contenant linformation
topologique du maillage S Mpcj Les positions des supports dans le systegraveme de coordonneacutees de
conception (DCS)
MOCS=MOCSX MOCS2 - Mocsjl^ocs^^
Mj^^g Les positions des supports dans le systegraveme de coordonneacutees machine
(MCS) M bdquo = M ^ bdquo M^bdquo2 bullbullbull ^MC5^) Mes e K-
2 Norme de Frobenius F
n Vecteur normal du triangle compris dans leacuteleacutement Ej rig Vecteur normal dun nœud 5
N^ Nombre deacuteleacutements au voisinage immeacutediat du point s NQ Nombre de supports
A^ Nombre darecirctes du modegravele nominal mailleacute
Np Nombre de points du nuage repreacutesentant la piegravece physique numeacuteriseacutee
M Nombre de points du nuage repreacutesentant le modegravele nominal mailleacute
My Nombre de points voisins de niveau 1 de s ^ Aire de leacuteleacutement j P Nuage de points repreacutesentant la piegravece physique numeacuteriseacutee p Un point de P Pj e P P^^^ Points dans P les plus proches des points de fixation Mj^bdquo
MCS ~ (PMCSX PMCSI bull bull bull PMCS Nf j I ^MCS ^ bull
CcedilR Vecteur de luniteacute de quatemion 9^ = [TQ q^ 2 ^3]
qj Vecteur de translation qj e K
R Vecteur de rotation R e R^
R(0) Matrice orthogonale M speacutecifiant une rotation de 6j autour
de laxe j S Nuage de points repreacutesentant le modegravele nominal mailleacute 5 Transformation de 5 dans un nouveau systegraveme de coordonneacutees s Un point de S ssS2 s Transformation de s dans un nouveau systegraveme de coordormeacutees
XVII
S^fyg Nœuds de S agrave proximiteacute des points A^^^
^DCS mdash [^DCSX ^DCSl bull bull bull S DCS V j I ^ DCS ^ ^
Step^ Valeur agrave retrancher de or agrave chaque eacutetape de reacuteduction de celui-ci
R q T Matrice de transformation T =
0 1
T Critegravere employeacute pour lindentification des points dans les zones de deacutefauts
j Centroiumlde de lensemble S jucircf Centroiumlde de 1 ensemble C Oj Angle de rotation 9 autour de laxe j y Liste des points dans le voisinage de niveau 1 dun point de 5
y^ Liste des points dans le voisinage de niveau 2 dun point de S
w Poids permettant de controcircler linfluence de chaque point sur le champ de deacuteplacement
W Matrice diagonale N^ x A^ des poids w^ X Matrice de transformation affine 3x4
X Regroupement des matrices de transformation affine A = [x x ^ ]
AX Critegravere de deacutecision pour autoriser la diminution de la valeur du paramegravetre or
T
INTRODUCTION
Les dimensions et la geacuteomeacutetrie dune composante meacutecanique subissent des alteacuterations par
rapport agrave leurs valeurs nominales agrave cause des variations inheacuterentes et attribuables aux
proceacutedeacutes de fabrication Pour sassurer que ces variations respectent les speacutecifications du
concepteur (requis dassemblage et requis de performance) les piegraveces doivent ecirctre
inspecteacutees La norme ASME Y145M-1994 considegravere comme condition laquopar deacutefaut raquo que
linspection des composantes doit ecirctre effectueacutee agrave leacutetat libre free state) sans force
appliqueacutee durant linspection Toutefois les piegraveces flexibles telles que les coques minces
peuvent prendre agrave leacutetat libre une forme substantiellement diffeacuterente de leur geacuteomeacutetrie
nominale en raison de leffet de la graviteacute des deacuteformations engendreacutees par les contraintes
induites par le proceacutedeacute et des forces induites lors de lassemblage Par exemple un panneau
de revecirctement dun avion peut subir une leacutegegravere torsion neacuteanmoins il pourra ecirctre riveteacute en
place et reproduire la geacuteomeacutetrie exigeacutee Dans un cas pareil linspection agrave leacutetat libre naura
pas eacuteteacute approprieacutee Dans le cas geacuteneacuteral leacutetude de la conformiteacute geacuteomeacutetrique des piegraveces
flexibles peut ecirctre une opeacuteration deacutelicate si des conditions de restrictions ne sont pas deacutefinies
pour garantir un niveau acceptable de la reacutepeacutetitiviteacute des mesures Par exemple effectuer
linspection avec un gabarit pour contraindre la geacuteomeacutetrie de la piegravece ou encore ajouter des
reacutefeacuterentiels Datum) pour inspecter la piegravece dans un eacutetat de positionnement hyperstatique
sont des techniques proposeacutees par la norme ASME 145M-1994
La flexibiliteacute dune piegravece deacutefinie par le rapport entre la deacuteformation et leffort appliqueacute est
une notion relative Un tube daluminium dun diamegravetre de 025 mm est consideacutereacute comme
pratiquement rigide sur une courte longueur par exemple lt800 mm Par contre le mecircme
Piegraveces ayant une faible eacutepaisseur dans la direction normale agrave la surface nominale
tube sera consideacutereacute comme flexible si sa longueur est grande et uniquement leffet de la
graviteacute sera suffisant pour affecter sensiblement les mesures de rectitude ou de cylindriciteacute
Pour analyser qualitativement le problegraveme la flexibiliteacute est preacutesenteacutee sur une eacutechelle relative
de 0 pour repreacutesenter les piegraveces parfaitement rigides et de 100 pour les piegraveces
parfaitement flexibles Trois diffeacuterentes zones sont eacutetablies comme lillustre la figure ci-
dessous
Flexibiliteacute
ZoneC 100
Figure i Preacutesentation scheacutematique de la rigiditeacute
La zone A caracteacuterise les piegraveces relativement rigides Les deacuteformations induites durant
linspection par une force raisonnable (~ 40 N) ont un effet neacutegligeable par rapport aux
toleacuterances demandeacutees (lt 5 toleacuterance) comme par exemple une bague dun roulement ou
un arbre de renvoi
La zone B deacutecrit les piegraveces relativement flexibles Cette zone est deacutetermineacutee arbitrairement
Elle deacutepend de la taille de la piegravece de la direction et du stade de lassemblage sur lequel
linspection est effectueacutee Par exemple un panneau mince sera consideacutereacute comme rigide dans
la direction de leacutepaisseur (vecteur normal agrave la surface) et flexible dans les autres directions
Le mecircme panneau sera traiteacute comme rigide suite agrave une opeacuteration de collage avec dautres
composantes Les piegraveces de cette zone sont les plus probleacutematiques durant les opeacuterations
dinspection
La zone C qualifie les piegraveces tregraves flexibles comme un tissu un joint deacutetancheacuteiteacute mince un
boyau flexible ou une piegravece malleacuteable Ces composantes subissent des grandes deacuteformations
par rapport aux toleacuterances exigeacutees Dans ce cas il est pratiquement impossible deffectuer
une inspection dimensiormelle sans restreindre les deacuteformations etou supporter la piegravece avec
un gabarit ou un montage speacutecial
Il en reacutesulte que les piegraveces flexibles se voient inspecteacutees de maniegraveres diffeacuterentes Vu que la
geacuteomeacutetrie de la piegravece est deacutependante de son orientation et de la meacutethode de support
linspection de ces piegraveces neacutecessite aujourdhui des outils deacutedieacutes et coucircteux comme les
gabarits de conformiteacute illustreacutes agrave la figure ii Par conseacutequent le but de ce meacutemoire est
dintroduire une meacutethode de controcircle sans contact et sans utilisation de gabarit speacutecialiseacute
deacutedieacute agrave la piegravece Plus speacutecifiquement la meacutethode envisage dinspecter le profil de surface
dune piegravece manufactureacutee en numeacuterisant celle-ci dans un eacutetat laquo non-conformeacute raquo puis en
comparant son nuage de points avec son modegravele nominal CAO Il sensuit que puisque les
deux modegraveles ont une geacuteomeacutetrie diffeacuterente il nest plus possible de simplement les comparer
puis dy identifier les deacutefauts Une telle approche identifiera des deacuteviations eacuteleveacutees entre les
deux modegraveles et camouflera les deacutefauts actuels de la piegravece numeacuteriseacutee Pour remeacutedier agrave cela il
est neacutecessaire davoir une meacutethode permettant de rapprocher les deux geacuteomeacutetries sans
toutefois camoufler les deacutefauts de la piegravece numeacuteriseacutee
Limportance de la veacuterification du profil de surface sur les composantes de carrosserie est
mise en relief par Leopold et al (2003) Eichhom et al (2005) et plus reacutecemment
Doring et al (2006)
Ce meacutemoire propose donc une meacutethode innovatrice permettant de comparer la geacuteomeacutetrie de
la piegravece fabriqueacutee et numeacuteriseacutee malgreacute que celle-ci ait subi des deacuteformations avec la
geacuteomeacutetrie nominale de la composante en deacuteformant successivement le modegravele nominal afin
quil eacutepouse la piegravece numeacuteriseacutee Agrave chaque iteacuteration de lalgorithme les modegraveles sont
compareacutes puis une technique originale didentification seacutepare les deacuteviations dues agrave la nature
flexible de la piegravece de celles dues aux laquo deacutefauts de profil raquo Par la suite le modegravele nominal
est deacuteformeacute de maniegravere agrave ne pas eacutepouser les zones identifieacutees comme laquo deacutefauts de profil raquo
Figure ii Exemples dutilisation dun gabarit de conformiteacute
Le preacutesent document comporte quatre chapitres Le premier chapitre met en relief les deacutefis de
cette recherche en la situant par rapport aux autres recherches effectueacutees dans le domaine
sous le format dune revue de la litteacuterature Par la suite le chapitre deux expose une revue
deacutetailleacutee des possibiliteacutes et des techniques permises par la norme ameacutericaine
ASME Y145M-1994 pour ameacuteliorer la reacutepeacutetitiviteacute de linspection des composantes
flexibles Le chapitre trois deacuteveloppe la theacuteorie de lalignement spatial et deacutecrit chaque eacutetape
de lalgorithme proposeacute Le chapitre quatre deacutemontre la validiteacute et la robustesse de la
meacutethode suggeacutereacutee en lappliquant sur trois types de surface Les reacutesultats de ces analyses
ainsi quune discussion y sont exposeacutes Enfin ce document termine avec une conclusion
suivie dune reacuteflexion approfondie sur les champs de recherche future
Exemples tireacutes des sites web wwwfarocom wwwaiconde wwwnpltechcouk
CHAPITRE 1
REVUE D E LA LITTEacuteRATURE E T EacuteTAT D E LART DAN S LE DOMAIN E
La revue de la litteacuterature permettra de situer la preacutesente recherche par rapport aux autres
recherches effectueacutees sur le mecircme sujet En premier lieu une revue geacuteneacuterale sur lalignement
entre la repreacutesentation 3D dune piegravece et son modegravele CAO est preacutesenteacutee Ensuite une revue
des meacutethodes dalignement non-rigide des techniques danalyse des variations
dimensiormelles et geacuteomeacutetriques des piegraveces souples ainsi que lutilisation iteacuterative de la
meacutethode deacuteleacutements finis y sont exposeacutees
11 Alignemen t entre la repreacutesentation 3D dune piegravec e et son modegravele CA O
Les dimensions et la geacuteomeacutetrie dune composante meacutecanique varient naturellement de leurs
valeurs nominales compte tenu des variations inheacuterentes aux proceacutedeacutes de fabrication Pour
sassurer que ces variations respectent les speacutecifications du concepteur les piegraveces doivent
ecirctre inspecteacutees et controcircleacutees Deacutependant de la complexiteacute de la composante de la technologie
disponible du tj^e de toleacuterance et de la preacutecision de mesure exigeacutee plusieurs meacutethodes sont
applicables par exemple le vemier le micromegravetre la MMT Machines agrave Mesurer
Tridimensionnelle) ou encore le scanneur laser ou optique (mesures sans contact)
Linspection dune surface quelconque (Free-Form Surface) demeure un domaine en
constante eacutevolution en raison de la complexiteacute des surfaces et de la croissance de la demande
doutils dune preacutecision supeacuterieure pour leur controcircle Aujourdhui il est dusage demployer
une MMT ou un scanneur laseroptique pour linspection dune surface quelconque eacutetant
donneacute leur preacutecision ainsi que leur coucirct de plus en plus abordable Les donneacutees brutes de
mesure doivent ecirctre par la suite compareacutees avec le modegravele nominal afin de localiser et de
quantifier les erreurs de forme dorientation et de localisation relativement agrave leur zone de
toleacuterance speacutecifieacutee La surface nominale existe dans le systegraveme de coordormeacutees de
conception (Design Coordinate System DCS) tandis que celle mesureacutee demeure dans le
systegraveme de coordoimeacutees du systegraveme de mesure (Measurement Coordinate System MCS)
Il sensuit que la comparaison des surfaces neacutecessite lunification des deux systegravemes de
coordonneacutees Ce processus dunification est nommeacute recalage localisation ou alignement
(Localisation or Registration) dans la litteacuterature scientifique Lalignement se reacutesume agrave
trouver une matrice de transformation rigide entre le DCS et le MCS comme lillustre la
figure l l
MCS
C^ TRANSFORMATIO N
X ^ I
Figure 11 Alignement entre le DCS et le MCS
La repreacutesentation geacuteomeacutetrique des composantes influence significativement le choix de
lalgorithme de localisation Diverses approches adoptent une repreacutesentation parameacutetrique de
la geacuteomeacutetrie par des surfaces polynomiales des surfaces de Bezier ou NURBS
(Non-Uniform Rational B-Spline) De plus les logiciels de reconstruction de surface sont
freacutequemment employeacutes pour linspection (Alrashdan et al 2000 Cui et al 1999 Son et al
2002 Yao 2005 Zhang 2003) Une revue exhaustive des meacutethodes de repreacutesentation
des surfaces ainsi que des algorithmes dalignement est fournie par
Li et Gu (2004) Eacutetant doimeacute que cette recherche aspire agrave deacutevelopper une meacutethodologie
dinspection sans preacutetraitement des points numeacuteriseacutes simple dutilisation et indeacutependante des
logiciels de reconstruction la revue de la litteacuterature sera limiteacutee aux algorithmes ne
neacutecessitant pas de repreacutesentation parameacutetrique ou de reconstruction analytique des surfaces
En 1992 Besl et McKay ont preacutesenteacute lalgorithme dalignement ICP (Iteacuterative Closest
Point) Ce dernier est largement reconnu dans le domaine de la vision industrielle ainsi que
dans le secteur manufacturier Tirant profit des caracteacuteristiques des quatemions la meacutethode
estime par iteacuteration la matrice de transformation rigide neacutecessaire agrave lalignement de la piegravece
numeacuteriseacutee avec le modegravele nominal agrave partir dune matrice de transformation initiale
Agrave chaque iteacuteration la combinaison de points entre le modegravele numeacuteriseacute et le nominal est
eacutevalueacutee Par la suite les matrices de rotation et de translation constituant la matrice de
transformation rigide et minimisant la distance euclidierme entre chaque combinaison de
points est obtenue La solution de lalgorithme converge vers le minimum local dans le
voisinage de la condition initiale
Masuda et Yokoya (1994) introduisent agrave lalgorithme ICP un meacutecanisme permettant
ladoption dun eacutechantillonnage aleacuteatoire des points numeacuteriseacutes pour lalignement De plus ils
suggegraverent de faire agrave chaque iteacuteration lestimation par la meacutethode des moindres carreacutes des
meacutedianes (Least Meacutedian of Squares LMS) de la matrice de transformation rigide agrave partir des
reacutesultats de lICP original Les modifications proposeacutees permettent de reacuteduire sensiblement le
temps de calcul de lICP tout en conservant sa robustesse
Tucker (2000) met en avant la meacutethode de Newton et la compare agrave lalgorithme ICP
La valeur ajouteacutee de la technique proposeacutee reacuteside dans sa capaciteacute de trouver analytiquement
la deacuteriveacutee seconde neacutecessaire agrave la meacutethode de Newton classique Ceci a pour effet
dameacuteliorer substantiellement les coucircts de calcul de la meacutethode Tucker deacutemontre que la
meacutethode de Newton converge plus rapidement que lalgorithme ICP mais quelle demeure
plus sensible agrave lalignement initial des modegraveles Toutefois malgreacute que la meacutethode de Newton
se montre fortement prometteuse elle est limiteacutee au cas ougrave la repreacutesentation geacuteomeacutetrique du
modegravele serait parameacutetreacutee
Rusinkiewicz et Levoy (2001) classifient et comparent la vitesse de plusieurs variantes de
lalgorithme ICP La classification repose sur linfluence que chaque meacutethode possegravede sur les
six (6) eacutetapes de lalgorithme (1) la seacutelection des points (2) le couplage des points
(3) la pondeacuteration des couplages de points (4) le rejet de certaines combinaisons de points
(5) lapplication dune erreur deacutependante du couplage (6) la minimisation de la distance
entre les points Par la suite une nouvelle deacutemarche deacutechantilloimage nommeacutee
normal-space-concept baseacutee sur la distribution du vecteur normal de chacun des points
seacutelectionneacutes est introduite La technique deacutechantillormage consiste agrave seacutelectiormer des points
afin que la distribution de leur normale soit la plus large possible
Dans le but de minimiser lerreur de localisation de lalgorithme ICP des techniques
deacutevaluation de la distance entre chaque combinaison de points ont eacuteteacute deacuteveloppeacutees
Contrairement agrave lalgorithme ICP classique qui calcule la distance entre chaque combinaison
de points par la distance euclidienne entre ces points soit point-point dautres techniques
utilisent des meacutetriques diffeacuterentes point-projection point-plan tangent (Park et Murali
2003 Pottman et Hofer 2002 Rusinkiewicz et Levoy 2001) Gelfand et al (2003) montrent
que ces techniques ont lavantage de permettre aux deux modegraveles de glisser entre eux dans
des reacutegions planes ou circulaires en raison des degreacutes de liberteacute non contraints Toutefois si
trop de points eacutechantillonneacutes proviennent de telles reacutegions lalgorithme
devient instable agrave cause du manque de contrainte de blocage Pour pallier agrave ceci
Gelfand et al (2003) proposent une approche deacutechantillonnage analysant la matrice de
covariance utiliseacutee pour la minimisation de lerreur dalignement Une fois une paire de
points identifieacutee si la preacutesence dun manque de contrainte est deacutetecteacutee en veacuterifiant la matrice
de covariance la paire de points est remplaceacutee par une autre
12 Alignemen t non-rigid e
Dans toutes les approches preacuteceacutedentes lalignement est appliqueacute sur des modegraveles de piegraveces
rigides avec lhypothegravese que les geacuteomeacutetries de la piegravece numeacuteriseacutee et nominale sont proches
Dans le cas dinspection de piegraveces flexibles sans gabarit de conformiteacute la geacuteomeacutetrie de la
piegravece physique numeacuteriseacutee peut ecirctre significativement diffeacuterente de la geacuteomeacutetrie nominale Le
problegraveme dalignement ne se limite plus agrave trouver la matrice de transformation rigide
Lintroduction des techniques de recalage non-rigide est neacutecessaire Comparativement au
recalage rigide qui permet daligner par exemple deux lignes parallegraveles le recalage non-
rigide permet lalignement dune ligne avec une courbe
Limagerie meacutedicale est probablement le domaine qui a permis aux techniques dalignement
non-rigide de se deacutevelopper substantiellement Les applications meacutedicales se divisent en
deux cateacutegories intrasujet (intrasubject) et intersujet (intersubject) Intrasujet fait reacutefeacuterence
au recalage dun mecircme sujet numeacuteriseacute agrave des temps diffeacuterents par exemple pour faire la
comparaison avantapregraves opeacuteration des scans en neurochirurgie Intersujet signifie
lalignement de diffeacuterents sujets numeacuteriseacutes par exemple pour creacuteer un atlas statistique des
variations de lanatomie dun groupe de patient Dawant (2002) puis Holden (2008)
fournissent une revue de litteacuterature sur les algorithmes de recalage employeacutes dans limagerie
meacutedicale Holden (2008) regroupe les techniques suivant leur fondement theacuteorique celles
dont les transformations sont reacutegies par les proprieacuteteacutes physiques du modegravele et celles dont les
transformations proviennent de meacutethodes dinterpolation
Ferrant et al (1999) minimisent une fonction deacutenergie comprenant deux termes Le premier
contraint la deacuteformation agrave suivre un comportement dicteacute par les proprieacuteteacutes physiques du
mateacuteriau du modegravele tandis que le deuxiegraveme tend agrave minimiser la distance entre les deux
images Cette technique a lavantage de prendre les proprieacuteteacutes physiques en compte
Ferrant et al (1999) traitent seulement le cas de modegravele ayant subi de petites deacuteformations
dans le domaine eacutelastique dun mateacuteriau isotrope
Feldmar et Ayache (1994 1996) proposent la meacutethode locally affine deacuteformation pour
reacutesoudre lalignement non-rigide Au lieu demployer une seule matrice de transformation
rigide pour aligner les deux modegraveles ils introduisent lutilisation dune matrice de
transformation affine par sous-ensemble spheacuterique de points Une fonction de lissage assure
une similitude entre la transformation dun point et celle appliqueacutee agrave ses points voisins dans
un mecircme sous-ensemble De plus le meacutetrique ne se limite plus agrave la distance entre les points
mais prend en compte aussi la diffeacuterence entre la normale et la courbure curvature) aux
points
Dans le domaine de lanimation informatique Allen et al (2003) deacuteveloppent une meacutethode
permettant dajuster le maillage de haute reacutesolution dun corps humain modeacuteliseacute (template)
pour que celui-ci repreacutesente le modegravele dun corps humain reacuteel numeacuteriseacute Ceci permet de
creacuteer un modegravele parameacutetreacute du corps reacuteel numeacuteriseacute Inspireacutes entre autres de
Feldmar et Ayache (1994 1996) Allen et al (2003) proposent dappliquer pour chaque
nœud du maillage une matrice de transformation affine de telle sorte que le modegravele initial se
10
rapproche du modegravele reacuteel tout en gardant un maillage lisse Pour remeacutedier agrave cela la meacutethode
vise agrave minimiser la combinaison de trois erreurs pondeacutereacutees la distance entre chaque
combinaison de points la diffeacuterence entre les matrices de transformation de deux points
dune mecircme arecircte du maillage et la distance entre chaque combinaison dindicateurs de
positionnement markers) La deacutemarche a lavantage de creacuteer un modegravele parameacutetreacute du corps
reacuteel numeacuteriseacute mecircme si la numeacuterisation du corps est incomplegravete dans les zones difficiles agrave
numeacuteriser Cette derniegravere caracteacuteristique en fait un bon candidat pour son utilisation
dans la preacutesente recherche Amberg et al (2007) reformulent la fonction objective de
Allen et al (2003) en une fonction quadratique La fonction est ensuite minimiseacutee en posant
sa deacuteriveacutee eacutegale agrave zeacutero et en reacutesolvant le systegraveme lineacuteaire deacutecoulant
Une description plus deacutetailleacutee de lalgorithme ICP proposeacute par Besl et McKay (1992) ainsi
que pour celui preacutesenteacute par Allen et al (2003) puis reformuleacute par Amberg et al (2007) se
retrouvent au chapitre 3
13 Analys e des variations dimensionnelles e t geacuteomeacutetriques de s piegraveces souple s
Les meacutethodes danalyse de variations dimensionnelles et geacuteomeacutetriques classiques
considegraverent les piegraveces comme rigides Elles ne prennent pas non plus en compte les
deacuteformations permises lors de lassemblage Ces meacutethodes surestiment donc les toleacuterances
alloueacutees Cette sureacutevaluation amplifie les coucircts de production engendreacutes par laugmentation
du nombre de rejets du produit Les recherches preacutesenteacutees ci-dessous traitent de meacutethodes
ayant pour objectif dinteacutegrer la flexibiliteacute des piegraveces dans lanalyse de variations
dimensionnelles traditiormelles
Le groupe de recherche Laboratory for Manufacturing System Realization and
Synthesis (MARS) de lUniversiteacute du Michigan en collaboration avec Collaborative
Research Laboratory Advanced Veacutehicule Manufacturing (GM CRL-AVM) avec Hu
Ceglarek ainsi que leurs eacutetudiants (Lui et Camelio etc) ont mis les bases de lanalyse
dimensionnelle dassemblage par conformation Le domaine dapplication principal de leurs
Il
travaux est la gestion des variations dun assemblage en meacutetal en feuille utiliseacute pour la
carrosserie dautomobile Ci-dessous se trouve une seacutelection de leurs travaux
Liu et al (1996) mettent en relief limportance de la seacutequence dassemblage sur la variation
finale de celui-ci En utilisant la meacutecanique lineacuteaire ils deacutemontrent que la flexibiliteacute des
piegraveces agrave lassemblage peut compenser leurs variations dimensioimelles Autrement dit la
variation de lassemblage de composantes flexibles est plus faible que celle estimeacutee avec un
modegravele danalyse classique de cumul des toleacuterances (Stacked Up Analysis) Subseacutequemment
Camelio et al (2004) proposent un algorithme optimisant la position des fixations tout en
minimisant la variation de lassemblage en fonction des variations des piegraveces et des outils
Liu et Hu (1997) preacutesentent deux techniques de preacutediction des variations dun assemblage en
meacutetal en feuille employant la meacutethode deacuteleacutements finis (FEM) La premiegravere
laquo Direct Monte Carlo Simulation raquo consiste simplement agrave faire varier aleacuteatoirement les
nœuds des composantes mailleacutees simulant de ce fait les deacutefauts de fabrication avant de faire
lanalyse par eacuteleacutements finis (FEA) de lassemblage Lanalyse FEA est reacuteiteacutereacutee plusieurs fois
pour une distribution repreacutesentative de la variation finale de lassemblage La deuxiegraveme
laquo Method of Influence Coefficients raquo permet dobtenir plus rapidement sensiblement les
mecircmes reacutesultats que la meacutethode preacuteceacutedente La cleacute de cette meacutethode demeure dans
leacutetablissement dune relation lineacuteaire quils nomment laquo mechanistic variation model raquo
entre les variations induites des piegraveces et celles reacutesultantes de leur assemblage agrave laide dune
matrice de sensibiliteacute En calculant agrave partir de simulations la matrice de sensibiliteacute le passage
successif par un module deacuteleacutements finis nest plus neacutecessaire Ces passages sont substitueacutes
par lemploi de la relation linaire obtenue preacuteceacutedemment
De plus amples informations ainsi quune liste exhaustive de leurs recherches sont disponibles sur leur site web respectif httphomepagescaewiscedu~darekpublishhtml httpgmcrlenginumichedu
12
Kenneth W Chase de Brigham Young University (BYU) fonde le groupe de recherche
Association for the Development of Computer-Aided Tolerancing Systems (ADCATS)
en 1984 Travaillant initialement sur lanalyse dimensionnelle assisteacutee par ordinateur ce qui
a donneacute naissance au logiciel CETol Chase et son groupe incluant Merkley et Bihlmaier
ont par la suite eacutetudieacute lanalyse variatioimelle dassemblage par conformation
Merkley (1998) deacuteveloppe une meacutethode reposant sur la lineacutearisation du problegraveme de contact
eacutelastique entre des composantes flexibles Il reacuteameacutenage la loi de Hooke pour lutilisation
dun super-eacuteleacutement permettant de deacutecrire la matrice de rigiditeacute eacutequivalente dune composante
en fonction des degreacutes de liberteacute agrave sa frontiegravere De plus Merkley introduit le concept de la
covariance due au mateacuteriau (material covariance) ainsi que la covariance geacuteomeacutetrique
(geacuteomeacutetrie covariance) La covariance due au mateacuteriau deacutecrit linterdeacutependance entre les
points du maillage de la piegravece reacutesultant de la nature du mateacuteriau tandis que la covariance
geacuteomeacutetrique deacutecrit la correacutelation entre les deacutefauts de surface dun point et ceux de ses points
voisins sur une mecircme geacuteomeacutetrie Par la suite au lieu dintroduire des variations aleacuteatoires sur
les nœuds des composantes mailleacutees comme Liu et Hu (1997) Merkley utilise une courbe de
Bezier aleacuteatoire pour deacutecrire ces variations de surface
Poursuivant les travaux de Merkley Bihlmaier (1999) emploie lanalyse spectrale des
variations dune population de surface pour obtenir la matrice de covariance geacuteomeacutetrique de
celle-ci Ainsi agrave partir de lanalyse de lensemble des surfaces de lassemblage Bihlmaier
trouve la moyeime et la matrice de covariance geacuteomeacutetrique de lespace entre les joints de
lassemblage Il utilise ensuite ces informations dans une analyse FEA pour
preacutedire leacutetendue des forces dassemblage La comparaison de cette technique deacutenommeacutee
De plus amples informations ainsi quune liste exhaustive de leurs recherches sont disponibles sur leur site web httpadcatsetbyuedureportsandpublicationsphp ^ Bihlmaier eacutetudie lassemblage de deux feuilles jointes bout agrave bout
13
laquo Flexible Assembly Spectral Toleacuterance Analysis (FASTA) raquo avec la meacutethode Monte-Carlo
deacutemontre la rapiditeacute supeacuterieure de la meacutethode FASTA avec des reacutesultats sensiblement
eacutequivalents
Les meacutethodes proposeacutees preacuteceacutedemment sappliquent principalement agrave des assemblages en
coques minces avec de simples contraintes physiques Le cas dune composante subissant de
multiples contraintes lors de son assemblage et de son fonctionnement engendrant ainsi des
deacuteformations importantes ne se precircte pas aux meacutethodes preacutesenteacutees Linjecteur de haute
pression fabriqueacute pour lindustrie automobile repreacutesente un bon exemple Reacutecemment pour
pallier agrave ce problegraveme Markvoort (2007 Markvoort et al 2005a 2005b) suggegraverent une
meacutethode consistant agrave faire une analyse FEA pour chaque variable de lassemblage ie pour
chaque combinaison de toleacuterances simuleacutee Dans cette meacutethode les variations imposeacutees agrave
chaque dimension agrave analyser sont estimeacutees agrave laide dun logiciel danalyse statistique Cette
technique nommeacutee Statistical Toleacuterance Analysis and Deacuteformation Analysis (STA-DEF) a
lavantage decirctre preacutecise tout en consideacuterant les contraintes physiques Elle demeure preacutecise
dans le cas de petite ou de grande deacuteformation
Les meacutethodes danalyse preacutesenteacutees sont conccedilues pour preacutedire les variations dun assemblage
en tenant compte de la nature flexible de ses composantes Les deacutefauts des composantes de
mecircme que la position et la valeur des forces dassemblage y sont imposeacutes ce qui limite leur
utilisation dans la preacutesente eacutetude Il est utile de rappeler ici que ce meacutemoire deacutesire explorer
linspection de profil de surface dans le cas ougrave la piegravece agrave inspecter ait subi des deacuteformations
inconnues et que son nuage de points ait eacuteteacute bruiteacute agrave cause du systegraveme de numeacuterisation
14 Utilisatio n iteacuterative de la meacutethode deacuteleacutements finis
Lanalyse par eacuteleacutements finis est employeacutee principalement pour preacutedire le comportement
dune piegravece dun assemblage ou dun meacutecanisme complexe sous leurs conditions
dutilisation Vu la performance accrue des calculateurs la meacutethode deacuteleacutements finis est de
plus en plus utiliseacutee iteacuterativement pour loptimisation des paramegravetres de conception La
14
modeacutelisation dune matrice de formage est un exemple inteacuteressant La geacuteomeacutetrie de celle-ci
doit ecirctre optimiseacutee pour minimiser leffet du recul eacutelastique (Spring-Back) quengendre le
proceacutedeacute
Karafillis et Boyce (1992 1996) suggegraverent la meacutethode laquoForce Descriptor Methodraquo pour
deacutefinir la geacuteomeacutetrie de la matrice de formage dune piegravece de meacutetal en feuille tout en
consideacuterant le recul eacutelastique de la piegravece Cette deacutemarche combine lanalyse analytique et la
FEM pour eacutevaluer le niveau du recul eacutelastique ducirc au proceacutedeacute
Wu ( 1997) preacutesente un algorithme FEM iteacuteratif optimisant un coefficient alpha ( a ) de la
force reacutesultante responsable du recul eacutelastique En trouvant une valeur alpha plus petite que
zeacutero (a lt 0) ce qui a pour effet dappliquer une force opposeacutee au recul eacutelastique une
nouvelle geacuteomeacutetrie de la matrice est obtenue
Wei et Wagoner (2004) comparent successivement le modegravele nominal de la piegravece et celle
issue dune simulation du proceacutedeacute de formage par eacuteleacutements finis Agrave chaque iteacuteration le
vecteur de deacuteplacement de chaque nœud du maillage de la piegravece nominale agrave son
correspondant simuleacute est appliqueacute sur son nœud eacutequivalent du maillage de la matrice Cette
meacutethode laquo Displacement Ajustement method (DA ) raquo ainsi que celle proposeacutee par
Karafillis et Boyce (1992 1996) sont illustreacutees agrave la figure 12 De maniegravere agrave exploiter la
meacutethode DA lorsque le maillage de la matrice et celui de la piegravece sont diffeacuterents
Lingbeek et al (2005) suggegraverent la meacutethode laquo Smooth Displacement Ajustment (SDA) raquo
Celle-ci repreacutesente le champ des vecteurs de deacuteplacement par une surface polynomiale
permettant ainsi deacutevaluer le deacuteplacement des nœuds du maillage de la matrice
Les meacutethodes deacutecrites plus haut sont adapteacutees pour la conception de matrice dans un
environnement virtuel La transposition des vecteurs de deacuteplacement du modegravele de la piegravece
apregraves le recul eacutelastique au modegravele de la matrice est possible puisque la piegravece a eacuteteacute modeacuteliseacutee
au deacutepart sans deacutefaut de fabrication Si toutefois le modegravele initial de la piegravece provient de la
numeacuterisation dune piegravece manufactureacutee ces meacutethodes ne fonctionneront plus en raison de la
15
preacutesence du bruit de mesure et des deacutefauts de fabrication De toute eacutevidence si lon deacuteplace
les points du maillage de la matrice vers leurs points correspondants de la piegravece numeacuteriseacutee le
nouveau modegravele de la matrice sera bruiteacute en plus de repreacutesenter les deacutefauts de fabrication de
la piegravece utiliseacutee Neacuteanmoins la preacutesente recherche sinspire du concept de deacuteplacement
iteacuteratif introduit par ces meacutethodes
r raquo 1 ) Fiat Sheet
2) Fomi to trial die shape
-V aol
3) Die shape correct (Formingspriugback simulatiou) Taiaet
Die
4) A tool = X lool + A y
1 mol
(a)
Imdashbull 1) Fiat Sheet
-Ay-
x
y L 2) Form to target or trial die shape fioiu step 3 record Fextemai
3) Apply Fexteraai to tBTget obtaiii trial die shape (springtbrwaid)
(b)
4) Die shape coirect (Foniiiiigspriiigback simulation) Target
(i+l)thtnalafter spnugback
Figure 12 Meacutethode s de deacutefinition de la matrice de formage a) Meacutethode DA b) Meacutethode proposeacutee par Karafillis et Boyce (1992 1996)
Tireacutee de Wei et Wagoner (2004)
16
En reacutesumeacute la revue de la litteacuterature exposeacutee dans ce chapitre preacutesente leacutetat de lart dans les
domaines de lalignement entre la repreacutesentation 3D dune piegravece et son modegravele CAO
lalignement non-rigide ainsi que dans celui de lanalyse des variations geacuteomeacutetriques des
piegraveces souples De plus une revue des techniques dutilisation iteacuterative de la meacutethode
deacuteleacutements finis pour la modeacutelisation de matrice de formage est preacutesenteacutee Ce premier
chapitre a permis didentifier les apports des principales approches dans les domaines
mentionneacutes preacuteceacutedemment qui sont essentiels au deacutemarrage de la preacutesente recherche 11 a
aussi mis en relief les limites dans lapplication de ces meacutethodes pour reacutesoudre les
probleacutematiques relieacutees agrave linspection des piegraveces flexibles sans gabarit de conformiteacute
Finalement labsence de recherche dans le domaine de linspection de composantes souples
dans ce chapitre met en eacutevidence loriginaliteacute de ce meacutemoire
CHAPITRE 2
GESTION DE S PIEgraveCES FLEXIBLE S SELON LA NORME ASME Y145 M
Le controcircle dimensionnel et geacuteomeacutetrique des composantes meacutecaniques occupe une part
importante et croissante dans lindustrie moderne 11 existe des standards nationaux et
internationaux comme la norme ASME Y145M et la norme ISO 1101 pour deacutefinir un
systegraveme de symboles eacutetablir les regravegles dinterpreacutetation et geacuterer les meacutethodes agrave employer pour
communiquer les informations sur les documents et devis techniques Ce chapitre preacutesente
lessentiel des possibiliteacutes et des techniques permises par la norme ameacutericaine
ASME Y145M-1994 pour ameacuteliorer la reacutepeacutetitiviteacute de linspection des composantes
flexibles
Comme mentionneacute la norme ASME Y145M-1994 considegravere par deacutefaut que linspection des
composantes doit ecirctre effectueacutee agrave leacutetat libre free state) soit sans force appliqueacutee durant
linspection Les piegraveces standards stock) telles que les tubes le meacutetal en feuilles les profils
extrudeacutes les poutres structurales ainsi que les piegraveces sujettes agrave des variations geacuteomeacutetriques agrave
leacutetat libre sont exclus de la regravegle mentionneacutee Les piegraveces flexibles se voient ainsi traiteacutees de
maniegravere diffeacuterente Les meacutethodes dites de laquo conformation raquo leur sont appliqueacutees Les piegraveces
eacutetant diffeacuterentes par leurs geacuteomeacutetries leurs rigiditeacutes et par leurs requis fonctionnels plusieurs
meacutethodes sont disponibles La figure 2 l ci-dessous regroupe les principales techniques pour
linspection et le controcircle geacuteomeacutetrique des composantes flexibles
Conformation
_c A un eacuteleacutement geacuteomeacutetrique
A un gabarit (1)
1 Force(5)
Hyperstatique
H V
Dimension (4)
Points hyperstatiques (2| Reacutefeacuterentiels ajustables (3)
raquo
^^kl laquo
18
1 _ I
Remplacement du requis
Gabarit optique (10)
Toleacuterances relatives (6) Dimension
Imdash|aiMoo| |pound7 | oioieKw l
Autres requis (9)
fi
Longueur darc (7) Dimension AVG (8)
^-^-^
Figure 21 Principale s meacutethodes de controcircle des piegraveces flexibles Tireacutee de Tahan et Chacirctelain (2005)
21 Conformation par un gabarit
Linspection par conformation sur gabarit ou montage rigide permet dimposer une
seacutequence dinstallation et de fixation de la piegravece flexible sur le gabarit Cette meacutethode est
largement employeacutee pour des grandes piegraveces complexes et flexibles comme les panneaux en
polymegravere les cartosseries dautomobiles ou les grandes piegraveces usineacutees (domaine
aeacuteronautique) En vue de conformer la piegravece agrave sa geacuteomeacutetrie nominale deacutecrite par le gabarit
Sauf indication contraire les figures dans ce chapitre sont tireacutees de Tahan et Chacirctelain (2005)
19
une force induisant des deacuteformations eacutelastiques peut ecirctre exerceacutee sur celle-ci Dans ce cas la
conception et la fabrication des gabarits sont critiques et souvent coucircteuses Un exemple de
gabarit est illustreacute par la figure 22
Figure 22 Exempl e de gabarit
22 Utilisation de systegravemes reacutefeacuterentiel s hyperstatique s
Dans un montage isostatique chaque degreacute de liberteacute est bloqueacute par un seul point Par
exemple de maniegravere agrave bacirctir un plan reacutefeacuterentiel primaire trois points de contact sont
employeacutes Pour le plan reacutefeacuterentiel secondaire deux points de contact sont neacutecessaires pour
deacutefinir un plan perpendiculaire au primaire etc La repreacutesentation de ces points dappui se
fait par lentremise des reacutefeacuterentiels cibleacutes target datum) comme lillustre lexemple agrave la
figure 23
Figure 23 Systegravem e isostatique de reacutefeacuterentiels Tireacutee de ASME Y145M-1994
20
Une deuxiegraveme meacutethode de conformation est reacutealisable en indiquant plus de points de contact
que ce qui est matheacutematiquement neacutecessaire par exemple lindication de quatre points de
contact pour le plan reacutefeacuterentiel primaire Selon cette technique le reacutefeacuterentiel dinspection ne
se rapporte pas au plan moyen des quatre points mais agrave la surface geacuteomeacutetrique associeacutee
theacuteoriquement parfaite sur laquelle on doit conformer la piegravece
Cette meacutethode diffegravere de la preacuteceacutedente du fait que le nombre de points de contact reste quand
mecircme limiteacute et quil nest pas obligatoire davoir une geacuteomeacutetrie nominale mateacuterialiseacutee par
des surfaces complexes sur un gabarit Cette meacutethode est utiliseacutee pour linspection des
structures minces coques cylindriques surface complexe en meacutetal en feuille piegraveces en
polymegravere ayant subi des torsions Twist et Warp) Un exemple de gabarit est illustreacute agrave la
figure 24
u
W
W
0
0 0 0 0 0 0
Q X3 r3 Z3
yQ u Z4
Figure 24 Exemple dun systegraveme reacutefeacuterentiel hyperstatique
23 Reacutefeacuterentiel ajustable
Lusage de reacutefeacuterentiel ajustable nest pas exclusif aux piegraveces flexibles Cette meacutethode est
utiliseacutee dans le cas des composantes issues de proceacutedeacutes tels que le moulage ou le forgeage
Le principe relativement simple consiste agrave designer dune maniegravere speacutecifique les points de
contact qui seront mobiles comme le reacutefeacuterentiel Cl dans la figure 25a agrave travers une
indication speacuteciale du reacutefeacuterentiel cibleacute
21
La technique des reacutefeacuterentiels ajustables est privileacutegieacutee dans le cas des piegraveces relativement
rigides mais dont la stabiliteacute sur trois points dappui nest pas assureacutee ou seacutecuritaire Ainsi
sur une structure de grande taille en forme de H telle que repreacutesenteacutee dans la figure 25b le
plan primaire est deacutesigneacute par les quatre points Al-A4 les trois premiers eacutetant fixes et le
quatriegraveme A4 est ajustable Le reacutefeacuterentiel primaire est le plan passant par A1-A3 tandis que
A4 ne sert quagrave procurer une stabiliteacute suppleacutementaire agrave lensemble
Figure 25 Exempl e de reacutefeacuterentie l ajustable (a) Tireacutee de ASME Y 1441-2003
24 Conformation agrave une dimension nominal e
Dans cette meacutethode une dimension judicieusement seacutelectionneacutee est deacutefinie comme
paramegravetre agrave conformer lors de linspection et ce indeacutependamment de la force appliqueacutee La
dimension est indiqueacutee avec une cote nominale (Basic) et une note du type laquo Acirc conformer
durant linspection Conform to archive toleacuterance raquo Cette meacutethode est adopteacutee
freacutequemment sur des piegraveces minces ougrave figurent des plis Sil est important de controcircler une
dimension speacutecifique agrave leacutetat libre celle-ci est mentioimeacutee agrave laide du modificateur (F)
comme lindique la figure 26b
22
TTT-^y
-Iml-
- I I I
YYY 1 ZZ Z bull
a)
I I V
-Hocircucircl-
O l l I
^ x w copy mdash A
b)
25
Figure 26 Exemple s dune conformation dun e dimensio n nominale
Permission dutilisation dun e forc e lors des opeacuterations dinspectio n
Cette meacutethode permet agrave linspecteur dutiliser une certaine force lors de linspection Une
mention de la forme laquo est permis dutiliser 75 N250 mm lors de linspection It is
permissible to use 15 lbf100 to achieve toleacuterance raquo est inscrite sur le dessin Cette meacutethode
est couramment employeacutee sur de grandes piegraveces usineacutees avec de petites deacuteformations
geacuteomeacutetriques engendreacutees par les contraintes reacutesiduelles dues agrave lusinage Lajout dune
speacutecification agrave leacutetat libre illustreacute sur la figure 27 controcircle le niveau des deacuteformations
induites lors de linspection
1^1375 001 2 Z ^ y y y z^Acirc
Figure 27 Exempl e de planeacuteiteacute agrave leacutetat libre
23
26 Lusage des toleacuterances relative s
Dans cette technique les toleacuterances absolues appliqueacutees sur la totaliteacute de la piegravece sont
remplaceacutees par des toleacuterances relatives Les zones de toleacuterance sont deacutefinies en fonction de la
longueur ou de la surface Geacuteneacuteralement les toleacuterances relatives sont employeacutees pour
controcircler les deacutefauts de forme et de profil Typiquement la rectitude ou la planeacuteiteacute peut ecirctre
appliqueacutee sur une longueur preacutedeacutetermineacutee de la piegravece Toutefois la piegravece doit ecirctre
pratiquement rigide sur la longueur speacutecifieacutee
05400 CJ 0106000 r 0056000
Figure 28 Exemple s de toleacuterance relative
27 Utilisation de la longueur dar c
La longueur darc est deacutefinie comme la longueur circonfeacuterentielle de larc de cercle entre
deux points La figure 29 illustre une piegravece consideacutereacutee comme flexible et ayant une
courbure Le controcircle de la hauteur ou de la largeur entraicircne des difficulteacutes agrave cause de la
deacuteformation de la piegravece (figure 29a) Par contre le remplacement de ces mesures par une
mesure de longueur darc (figure 29b) assure une reacutepeacutetitiviteacute puisque celle-ci est
indeacutependante du niveau de deacuteformation
a)
XXX YV Y
b)
Figure 29 Exempl e dutilisation dun e longueu r darc
24
28 Utilisation des dimensions moyennes (AVG )
Les dimensions moyennes sont employeacutees pour controcircler la valeur de la moyerme
arithmeacutetique dune dimension au lieu de la geacuteomeacutetrie Autrement dit le controcircle seffectue
en utilisant la moyenne dun ensemble de mesures et non par les dimensions limites tel que
prescrites par le principe de lenveloppe (ASMEY145M-1994 p 4 Fundamental
Rulessection (l)) Le symbole AVG y est indiqueacute comme sur la figure 210
Agrave titre dexemple linspection du diamegravetre dun tube flexible est difficile Par contre en
divisant par ti la mesure de la circonfeacuterence avec un ruban ou un instrument speacutecial la valeur
moyenne (AVG) du diamegravetre est eacutevalueacutee avec une bonne reacutepeacutetitiviteacute
Figure 210 Exempl e dutilisation d e dimension moyenne Tireacutee de ASME Y145M-1994
29 Remplacement de s requis dimensionnels pa r dautres mesure s
Cette technique utilise la forte correacutelation qui peut exister entre la geacuteomeacutetrie dune
composante flexible et dautres mesures physiques Elle est utiliseacutee dans le cas de piegraveces
ayant une flexibiliteacute extrecircme (tissu tuyau flexible etc)
Dans le cas dune piegravece mouleacutee une dimension peut ecirctre substitueacutee par un requis de masse
Cette technique semploie dans le cas ougrave il existe une forte correacutelation entre linteacutegriteacute
geacuteomeacutetrique et la densiteacute du mateacuteriel mouleacute
25
210 Inspection pa r gabarit optiqu e
La meacutethode consiste agrave effectuer linspection avec un comparateur optique qui projette
limage de la piegravece sur un eacutecran avec un certain niveau dagrandissement preacutedeacutetermineacute La
superposition de limage obtenue avec un gabarit optique permet de valider la conformiteacute
dimensionnelle et geacuteomeacutetrique de la piegravece inspecteacutee Cette technique est employeacutee pour
valider la geacuteomeacutetrie des sections de mateacuteriaux flexibles comme celle du joint deacutetancheacuteiteacute
illustreacute agrave la figure 211 Dans ce cas le controcircle seffectue pour sassurer que le contour de la
section demeure agrave linteacuterieur dune zone deacutefinie par deux contours nominaux distanceacutes par la
valeur de la toleacuterance
Figure 211 Exempl e dutilisation du n gabari t optique agrave leacutetat libre
211 Reacutesum eacute
Comme mentionneacute plus haut les piegraveces flexibles sont traiteacutees diffeacuteremment selon leur
geacuteomeacutetrie leur rigiditeacute et leurs requis fonctiormels Plusieurs meacutethodes pour geacuterer leurs
variations dimensioimelles et geacuteomeacutetriques sont proposeacutees par les normes Le tableau 21
ci-dessous preacutesente une reacutecapitulation des meacutethodes permises par la norme ameacutericaine
ASME Y145M-1994 pour ameacuteliorer la reacutepeacutetitiviteacute de linspection des composantes
flexibles
Tableau 21 Reacutesumeacute des meacutethodes dinspection de composante flexible
26
Meacutethode
1 Conformation agrave un gabarit
2 Violation des principes disostatiques
3Reacutefeacuterentiel ajustable
4 Utilisation dune force
5Conformation agrave une dimension
6 Toleacuterance relative
7 Longueur darc
8 Utilisation des dimensions moyennes (AVG)
9 Remplacement des requis
10 Inspection sur gabarit optique
Exemples dapplication
Piegraveces agrave paroi mince avec formes complexes
Piegraveces agrave paroi mince
Stmcture meacutecano-soudeacutee
Piegraveces avec de faibles deacuteformations eacutelastiques piegraveces agrave paroi mince
Meacutetal en feuille piegraveces agrave paroi mince
Piegraveces primaires (poutre tube plaque panneau profileacute etc)
Stmctures minces meacutetal en feuille
Stmctures minces meacutetal en feuille
Piegraveces mouleacutees tuyaux flexibles tissus etc
Veacuterification de la geacuteomeacutetrie des sections de mateacuteriaux flexibles
Deacutesavantage
Neacutecessite un gabarit de conformation fidegravele agrave la geacuteomeacutetrie nominale
Neacutecessite un montage speacutecifique et un dispositif pour produire la force neacutecessaire agrave la conformation
Neacutecessite un montage speacutecial
Lajout dune toleacuterance agrave leacutetat libre est souvent neacutecessaire pour limiter le niveau de deacuteformation
Lajout dune toleacuterance agrave leacutetat libre est souvent neacutecessaire pour limiter le niveau de deacuteformation
Limiteacutee pour les deacutefauts de forme seulement Difficile agrave controcircler dans le cas des profils
Limiteacutee aux profils geacuteneacutereacutes par un rayon constant Mesures avec preacutecision limiteacutee
Ne valide par les valeurs extrecircmes (erreur de forme)
Une preuve de correacutelation est neacutecessaire
Reacutepeacutetitiviteacute de mesure Applicable uniquement pour les inspections en 2D
CHAPITRE 3
ALGORITHME INSPECTION PA R DEacutePLACEMENT ITEacuteRATI F
La revue de la litteacuterature du chapitre 1 illustre bien quen deacutepit de la recherche sur
linteacutegration de la flexibiliteacute des composantes dans lanalyse dimensionnelle afin de reacuteduire
la quantiteacute de piegraveces rejeteacutees peu de recherches ont eacuteteacute effectueacutees sur la reacuteduction des coucircts
dinspection des piegraveces flexibles Le preacutesent document propose un nouvel algorithme
deacutenommeacute Inspection par Deacuteplacement Iteacuteratif (IDI) Iteacuterative Displacement Inspection La
meacutethodologie permet de localiser et de quantifier les deacutefauts de profil des coques minces Les
donneacutees dentreacutee sont la piegravece manufactureacutee numeacuteriseacutee lorsque celle-ci est maintenue par de
simples supports et le modegravele nominal (MATH DATA) La deacutemarche se veut une alternative
agrave linspection avec un gabarit de conformiteacute Dans labsence de ce dernier les effets de la
graviteacute et des deacuteformations engendreacutees par les contraintes induites par le proceacutedeacute rendent la
geacuteomeacutetrie de la piegravece numeacuteriseacutee consideacuterablement diffeacuterente de la geacuteomeacutetrie nominale Par
conseacutequent la meacutethode proposeacutee envisage de traiter et disoler ces facteurs de telle sorte que
le reacutesultat de linspection reflegravete uniquement leffet des deacutefauts (variations dues aux proceacutedeacutes
de fabrication) En reacutesumeacute ce meacutemoire explore linspection des piegraveces de type coque mince
avec les hypothegraveses suivantes
bull La piegravece agrave inspecter est une coque mince Sa geacuteomeacutetrie est parfaitement deacutefinie et
disponible par un fichier MATH DATA (STEP IGES ou tout autre format compatible)
Le montage lors de la numeacuterisation autorise des deacuteformations eacutelastiques du mecircme ordre
ou supeacuterieures aux toleacuterances de profil exigeacutees
bull
La meacutethode de fixation pendant la numeacuterisation ne repreacutesente pas neacutecessairement les supports agrave lassemblage ^ Par exemple sur trois points de contact de la piegravece manufachireacutee
28
bull La piegravece fabriqueacutee est numeacuteriseacutee Une repreacutesentation de la piegravece sous forme dun nuage
de points xyz)y est disponible
bull Uniquement une partie de la piegravece possegravede des deacutefauts de surface^
bull Linspection se restreint aux deacutefauts de profil de surface tels que deacutefinis par la norme
ASMEY145M-I994
La meacutethodologie dinspection se reacutesume agrave comparer la geacuteomeacutetrie numeacuteriseacutee de la piegravece
fabriqueacutee malgreacute des deacuteformations dues agrave la souplesse de celle-ci avec la geacuteomeacutetrie
nominale Eacutetant donneacute que ces deux modegraveles ne sont pas similaires il est neacutecessaire
dappliquer une deacuteformation au modegravele nominal afin que celle-ci se rapproche de la
geacuteomeacutetrie de la piegravece numeacuteriseacutee Dans ce cas le problegraveme dalignement ne se limite plus agrave
trouver la matrice de transformation optimale minimisant la distance entre les deux modegraveles
comme lors de la comparaison des piegraveces rigides Lajout dun champ de deacuteplacement
(figure 31) estimant les deacuteformations agrave appliquer sur la geacuteomeacutetrie nominale devient
neacutecessaire Ce champ doit repreacutesenter uniquement les deacuteformations induites sur la piegravece
numeacuteriseacutee par les conditions de support lors de la digitalisation leffet de la graviteacute et les
deacuteformations dues aux contraintes induites par le proceacutedeacute Il doit exclure les deacuteformations
attribuables aux erreurs de profil Par conseacutequent en ajoutant le champ de deacuteformation au
modegravele nominal une nouvelle piegravece sans deacutefaut mais ayant subi les mecircmes deacuteformations que
la composante numeacuteriseacutee est ainsi simuleacutee Il en reacutesulte deux modegraveles sensiblement proches
ougrave il est possible agrave preacutesent deacutevaluer les deacutefauts de profil
Par exemple agrave laide dune tecircte laser monteacutee sur une MMT ^ Autrement dit les deacutefauts ne sont pas geacuteneacuteraliseacutes sur toute la superficie de la piegravece
29
Figure 31 Illustratio n dun champ de deacuteformation
31 Introductio n agrave lalignement spatia l
Pour permettre une meilleure compreacutehension du problegraveme dalignement sa formulation
matheacutematique est preacutesenteacutee ci-dessous
Soit un nuage de Np points P = p^p2p^pj^ pj eR^ repreacutesentant la piegravece physique
numeacuteriseacutee de mecircme quun maillage de N^ N^ laquo Np points S = s^S2s^s^ s^ eR^ et
de AA arecircte pound = p ^ | eR^ correspondant au modegravele nominal mailleacute La
distance euclidienne d^ dun point s de S agrave P est deacutefinie comme le vecteur du point s au
point pj le plus rapprocheacute Sa norme eacutetant
IKII = min(^-5) (31)
Comme indiqueacute au chapitre 1 les deux nuages de points demeurent dans des systegravemes de
coordoimeacutees distincts Le deacutesalignement entre ces deux systegravemes est quantifieacute par le scalaire
= SlKf (32) i=X
Par exemple si larecircte connecte les nœuds s et Sj alors la matrice seacutecrit comme suit = [ jf
30
Les points de S eacutetant des corps rigides dans lespace tridimensionnel ils peuvent se deacuteplacer
suivant six degreacutes de liberteacute Soit trois translations et trois rotations orthogonales identifieacutees
respectivement par le vecteur qj e E^ et la matrice R s R Le vecteur de translation q^
repreacutesente le vecteur de deacuteplacement appliqueacute agrave chaque point La matrice de rotation R est
en fonction des trois angles de rotation autour des axes principaux du systegraveme de
coordonneacutees En adoptant la repreacutesentation XYZ la matrice R prend la forme de
R=
R = R^9^yR^e^yRf9^)
cos(^ ) cos0 ) cos(6gt ) sin(6 ) ucircn(d^ ) - cos((9 )sMO ) cos9^ )cos((9J sin((9 ) +sin((9 )sin(ft )
cos0^)siii0f cos((9)cos(6J+sin((9)sin(^)sin(6J cos(6)sin((9)sin(ft)-cos(ft)sin(6J
-sinCeacuteraquo) cos((9)sin(6) cos((9)cos((9)
(33)
(34)
Par deacutefinition Rji9j) est une matrice orthogonale M speacutecifiant une rotation 9^ autour de
laxe j
La transformation de s dans un nouveau systegraveme de coordonneacutees seffectue en y appliquant
R et qj
s=Rraquos+qj (35)
Substituant leacutequation (35) dans (31) doime
C-[iIcirc5-h^]|| (36)
avec Cj eC C eacutetant lensemble des points de P correspondant aux points les plus proches
de S
Agrave preacutesent la substitution de leacutequation (36) dans (32) permet de reformuler la fonction
en une fonction de R et q^
fiRqr) = lJc-[Rs+qr] 1=1
(37)
31
Pour aligner les nuages de points S et f la fonction doit ecirctre minimiseacutee par rapport agrave R
et qj La matrice de rotation R et le vecteur de translation qj minimisant la fonction
reacutesolvent le problegraveme dalignement
32 Alignement initial
La fonction telle que deacutecrite par leacutequation (37) est non lineacuteaire La solution du problegraveme
de minimisation peut ecirctre trouveacutee en faisant appel aux meacutethodes non lineacuteaires
(meacutethodes iteacuteratives) Partant dune estimation initiale des paramegravetres doptimisation
ces meacutethodes modifient successivement les paramegravetres jusquagrave la minimisation
de la fonction objective selon un critegravere de convergence preacuteeacutetabli Ces approches
sont sensibles aux estimations initiales Pour que la solution ne converge
pas sur un minimum local les estimations initiales doivent ecirctre le plus
proches possible des solutions optimales Lalgorithme ICP de Besl et McKay (1992)
demande un premier alignement entre le DCS et le MCS comme point
de deacutepart Pour remeacutedier agrave cela une premiegravere approximation de la matrice
de transformation en alignant des points connus est proposeacutee
Les positions des A ^ supports dans le systegraveme de coordoimeacutees machine
MCS utiliseacutes lors de la numeacuterisation de la surface P sont repreacutesenteacutees par
^Mcs - 1 ^Mcsx bull bull bull ^MCS N I ^^ics ^ ^^^ bull Lcurs positious nominales dans le systegraveme de
coordoimeacutees DCS sont deacutesigneacutees par M^^^ = l^or^i bullbullbull ^nr^ laquo 1 ^DCS ^ ^^^^ bull De plus
soit ^cs ~ PMCSX bull bull bull PMCS Vy I ^Mcs ^ ^ l^s points dans P les plus proches des points de
fixation M^^g et S^^^ = p ^ ^ 5^^^ ^ 115^^^ euro 5 les nœuds de 5 agrave proximiteacute des
points A^cs bull ^oir figure 32
32
Figure 32 Alignemen t initial
Lalignement des nœuds S^^^ avec les points P^^ se reacutesume donc agrave trouver la matrice de
transformation minimisant
fRqr) = ZPMcsi -[R^Dcsi + ^r J =
(38)
La meacutethode Simplex semble ecirctre bien adapteacutee pour traiter les problegravemes doptimisation non
lineacuteaires et non contraints de cette taille Lestimation initiale de la matrice de rotation et de
translation neacutecessaires agrave lapplication de la meacutethode se calcule comme suit
^ =
o 0 o 0 0 0 0 0 0
^0 =
-rrT^PMcsii^)-^ C 1= 1
mdash 2ACS(2)-bull^G = 1
T7-2]^wr5(3)-^G = 1
bull^DCSiM
^DCSi i^)
~ ^DCSi i-^)
(39)
avec7^bdquo =[x y z f et5oc5=U y ^]
Les reacutesultats des matrices R et q^ obtenus par la meacutethode du simplex sont fusionneacutes dans
une matrice de transformation totale T
T = R q 0 1
(310) 4x4
33
Agrave preacutesent lapplication de la matrice de transformation sur tous les points de S permet
dobtenir un nuage S un peu plus proche de P
S =TS (311)
Avec S sous la forme S = bull ^ 1 ^ 2
1 1 1 AxNg
Lapplication de la meacutethode du Simplex permet de diminuer la diffeacuterence entre les nuages de
points S et P Comme mentionneacute plus haut cette eacutetape est importante puisque lalgorithme
ICP considegravere que les deux modegraveles agrave recaler sont proches lun de lautre La figure 33 en
reacutesume les eacutetapes
C CcedilNuage de pointsA 7
Modegravele S J ^ T oints de contact DCS ^DCS ^ ^ I
D 5 Point s de contact MCS A
Nuage de points Piegravece P icirc
Minimisation
fRq^) = 2]||pvlaquo -[RSDCS + ^r ]|| i=
S = TS
(Nuage de pointsA Modegravele s J
Figure 33 Algorithm e employeacute pour lalignement initial
34
33 Alignemen t Rigide
Tel que mentionneacute preacuteceacutedemment lalgorithme de localisation ICP proposeacute par Besl et
McKay (1992) permet deacutevaluer la matrice de transformation rigide qui optimise
lalignement entre la geacuteomeacutetrie numeacuteriseacutee et le modegravele nominal Plutocirct que dutiliser la
description habituelle de la matrice de rotation Besl et McKay (1992) emploient une
repreacutesentation par des quatemions Une uniteacute de quatemion est un vecteur
^laquo=[^0 9x ltl2 ^sl telque 9ogt0 et ^o+^+^2+73=lbull
La matrice de rotation et celle de translation peuvent se reformuler comme suit
Riq) = ltll+(ll-(ll-(ll 2(^^2-^0^) 2(qq+q^q2)
2qxltl2 + ^0^3 ) + il - 1x - q] Alili -lolx )
2 ( 1 3 - loli ) 2(^2^ 3 + q^q^ ) ql + q] - q^ - q]
(312)
9r=[94 95 ltIb (313)
La repreacutesentation avec des quatemions rend la minimisation de leacutequation (37) semblable agrave
une maximisation de la forme quadratique de luniteacute de quatemion La rotation optimale est
obtenue avec q^ eacutequivalent au vecteur propre correspondant agrave la valeur propre dune
matrice 4x4 provenant de la matrice de correacutelation croiseacutee cross-covariance) entre les
paires de points
Le vecteur de translation est ensuite deacuteduit
1r=Ps-RiqT)Pc (314)
ougrave Ps et ^ sont respectivement les centroiumldes de 5 et C
En deacutemarrant agrave partir dun alignement initial entre les modegraveles lalgorithme ICP procegravede
comme suit
35
1 Trouver lensemble de points C^ dans P correspondant aux points les plus proches
de 5
2 Trouver les vecteurs ^^ et ^^ minimisant^(^^ ^7-)
3 Geacuteneacuterer un nouveau nuage de points 5 en appliquant Rq^ ) et q^
4 Terminer la boucle diteacuteration quand ^ - Z^ lte on Kgt K^p^^^
ougrave K est le nombre diteacuterations entameacutees e le seuil de convergence voulu et K^-p^^
nombre maximal diteacuterations
le
Les points 5 se trouvant potentiellement dans une zone de deacutefauts identifieacutes par la meacutethode
deacutecrite agrave la section 36 sont retireacutes de S avant de relancer lalgorithme ICP dans le but de
diminuer leur influence sur lalignement De plus comme suggeacutereacute par Masuda et Yokoya
(1994) un eacutechantillonnage aleacuteatoire de S est employeacute pour reacuteduire le temps de calcul de
lalgorithme ICP De la sorte une fois la matrice de rotation et celle de translation trouveacutees
elles peuvent ecirctre appliqueacutees agrave tout lensemble de points S comme lillustre la figure 34
(Nuage de points ^ Modegravele S J C uage de points
Piegravece p
^Points Identifieacutes^
^
Eacutechantillonnage
Eacutechantillon Nuage de points Modegravele S
iriumltsN
Algorithme IC P Recalage des nuages de points
D
( R(4R) qj )
Si=RqRgts+qj
C Nuage de point s Modegravele 5 D
Figure 34 Alignemen t Rigide
36
34 Alignemen t non-rigide
Lalignement non-rigide proposeacute par Allen et al (2003) est employeacute dans le but de trouver
pour chaque point 5 une matrice x de transformation affine 3x4 deacuteplaccedilant les points de S
vers une surface deacuteformeacutee 5 tel que 5 soit proche de P tout en gardant un maillage lisse
La qualiteacute du maillage de la surface 5 est eacutevalueacutee par les fonctions derreur de distance Ej
et derreur de lissage E^ Ainsi la minimisation de la combinaison des deux fonctions
derreurs permet dobtenir les matrices x optimales
Les paramegravetres inconnus x sont organiseacutes dans une matrice 4 V^ x 3
X = [x xJ (315)
Le premier critegravere de localisation est la distance entre chaque combinaison de points Il est
caracteacuteriseacute par la fonction derreur de distance
pound(X) = fw||x5-c|f (316) 1=1
avec les nœuds de S exprimeacutes par s =[xyzY
Les poids w permettent de controcircler linfluence de chaque point sur le champ de
deacuteplacement Ils sont poseacutes eacutegaux agrave 0 pour les points identifieacutes comme potentiellement dans
une zone de deacutefauts de surface et agrave 1 pour le reste Ceci permet de ne pas conformer un
point s agrave son cortespondant c si celui-ci est dans une zone de deacutefauts Dans ce cas le
vecteur de deacuteplacement appliqueacute agrave s est seulement contraint par la fonction de lissage
Autrement dit le point s se deacuteplace en fonction du deacuteplacement de ses points voisins afin
de garder un champ de deacuteplacement lisse
37
Lerreur de lissage E^ reacutegularise le champ de deacuteplacement en minimisant la diffeacuterence de
deacuteplacement appliqueacutee aux deux points dune arecircte du maillage Elle contraint le
deacuteplacement des points agrave ecirctre deacutependants du deacuteplacement de leurs points voisins ce qui
permet dassurer un champ de deacuteplacement lisse
Esi^)= Hh-^Acirc bullbullyle
(317)
eacutetant la norme Frobenius
Il sensuit que la fonction objective agrave minimiser se trouve ecirctre
E(^X)^EX) + aEX) (318)
Le paramegravetre a est influenceacute par la rigiditeacute du modegravele S 11 agit sur la qualiteacute de lissage du
champ de deacuteplacement Si a est eacuteleveacute le deacuteplacement appliqueacute sur chacun des points est
fortement deacutependant du deacuteplacement de ses points voisins Tandis que si a est faible le
deacuteplacement appliqueacute agrave chacun des points est seulement contraint par le terme E^ et se
retrouve presque indeacutependant du deacuteplacement de ses voisins Ceci se traduit par un champ de
deacuteplacement non lisse
Amberg et al (2007) reformulent la fonction objective EX) en une fonction quadratique
en posant lerreur de distance comme suit
EAX) = WHX-C)
ougrave H =
Ns
est une matrice de A^ x 4Ng
(319)
W est une matrice diagonale A^ x A^ des poids w C = [c c
des points correspondants aux points 5
c^J est la matrice
38
Lerreur de lissage est ainsi exprimeacutee par
ESX) = MregG)Xl (320)
ougrave M est une matrice nœud-arecircte (node-arc) Nf^x-N^ contenant linformation topologique
du maillage S Elle contient une rangeacutee par arecircte et une colonne par nœud Elle permet
lidentification des nœuds relieacutes par une arecircte Par exemple si larecircte connecte les
nœuds s et Sj les eacuteleacutements non nuls de la rangeacutee 1 de M sont M(i) = -1 et Mj) = 1
G est une matrice identiteacute 4 x 4
De la sorte leacutequation (318) est exprimeacutee par la fonction quadratique
EX) = [aMlt^G
[ WH X- ^ 1
vc
r - - 1 2
-bull F (321)
=AX-B
y4 est une matrice 4Ni^+Ng)x4Ng et B une matrice 4N^+Ng)-x3
Il est agrave preacutesent possible de trouver lensemble des transformations X sachant que EX)
atteint son minimum lorsque X = A^A)~^A^B pour un a et une combinaison de
points S--C^ fixe
E(X) atteint son minimum lorsque X est eacutegale au pseudo inverse minimisant cette fonction quadratique
^ Pour un ensemble de points C amp P correspondant aux points les plus proches de 5
39
Lalignement non-rigide suggeacutereacute par Amberg et al (2007) comporte les eacutetapes suivantes
1 Trouver lensemble de points C^ dans P correspondant aux points les plus proches
de S
2 Fixer la valeur de a^
3 Bacirctir les matrices Af et B^
4 Calculer X^
5 Geacuteneacuterer un nouveau nuage de points 5 en appliquant X^
Afin de reacuteduire linfluence de lerreur de distance introduite par la meacutetrique point-point ce
meacutemoire propose de remplacer chaque point de lensemble C par
cy = s+ocircD ltiltN (322)
Dg est la projection de la distance point-point sur la normale du point s comme deacutecrite
dans la prochaine section Le paramegravetre S repreacutesente le pourcentage du deacuteplacement agrave
appliquer La figure 35 illustre ce concept
Modegravele nominal S s laquobullbull
bull bull bull bull bull bull bull bull bull A
Piegravece numeacuteriseacutee P
-gtd
y bull lt
-^D bull ocircDgi Exemple S = 50
Figure 35 Scheacutematisatio n de la modification d e lensemble de s correspondances
40
Amberg et al (2007) suggegraverent de deacutemarrer avec une valeur a eacuteleveacutee pour recouvrir les
deacuteformations globales neacutecessaires agrave lalignement non-rigide Par la suite la diminution
progressive de a autorise le modegravele agrave eacutepouser plus localement sa cible Toutefois il est
facile de converger sur un minimum local ducirc agrave la diffeacuterence de forme eacuteleveacutee entre les deux
surfaces Lajout du terme ocirc dans leacutequation (322) permet dappliquer une deacuteformation
progressive au modegravele 5 afin de diminuer les chances de converger sur un minimum local
de la fonction (321)
Agrave titre indicatif la figure 36 illustre un champ de deacuteplacement repreacutesentant les distances
point-point Dans cet exemple les vecteurs de distance repreacutesentent majoritairement leffet
des espaces entre les points des nuages numeacuteriseacutes La figure 37 preacutesente le mecircme champ
avec les distances ^gtg^ Sur celle-ci les vecteurs sont plus coheacuterents et les deacuteviations causeacutees
par les deacutefauts de surface sont visibles sur le centre du champ Finalement la figure 38
montre le lissage du champ obtenu apregraves lapplication de lalgorithme dalignement non-
rigide Elle permet dobserver que lamplitude et la direction des vecteurs se reacutepandent
uniformeacutement mecircme dans les zones de deacutefauts de profil
Figure 36 Exempl e dun cham p de deacuteformation repreacutesentan t les distances point-point
bullbullV^-bullbull^bullbullbullbull^^MJ^7^
laquo raquo t t bull
41
bull bull laquo bull J bull bull bull
bull I
Figure 37 Exemple dun champ de deacuteformation corrigeacute repreacutesentant les distances corrigeacutees
i
t bull bull bull bull bull bull bull -
I bull bull 1 bull bull bull - bull bull
l bull bull bull bull bull - bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
Figure 38 Exemple dun champ de deacuteformation lisse obtenu avec lapplication de lalgorithme dalignement non-rigide
42
Agrave ce stade lintroduction de la meacutethode de recalage non-rigide suggeacutereacutee par
Allen et al (2003) puis reformuleacutee par Amberg et al (2007) ainsi que les ajustements
proposeacutes dans ce meacutemoire permettent de preacutesenter le module dalignement non-rigide de
lalgorithme global de la preacutesente recherche Ce module donne la possibiliteacute de deacuteformer le
modegravele nominal pour quil se rapproche de la geacuteomeacutetrie de la piegravece numeacuteriseacutee sans prendre
en consideacuteration les deacutefauts de celle-ci Les exemples illustreacutes sur les figures 36 agrave 38
montrent bien la capaciteacute de la meacutethode Scheacutematiquement la figure 39 illustre la
deacuteformation imposeacutee au modegravele nominal S pour retrouver un modegravele S plus proche de P
Sur cette figure la meacutethode proposeacutee permet de deacuteplacer les points s et s^ vers les
points s- et 8 de maniegravere lisse autrement dit sans eacutepouser les deacutefauts ( c^ et Cg ) de la
piegravece numeacuteriseacutee Le problegraveme demeure entier quant agrave lidentification des deacutefauts En effet
seacuteparer les deacutefauts de surface des deacuteformations nest pas une tacircche triviale Agrave ce titre la
section 36 introduit une technique innovatrice pour lindentification des deacutefauts
Modegravele
S
S
s l 6 He nominal bullraquo bull bull s
^3- T bull bull 3 ^ bullbullbullbullbull 1 Champ de deacuteplacement bullbull ^ bullbullbullbullbull icirc 1 Champ de deacuteplace
1 i Ts-Z J
bullc
Piegravece numeacuteriseacutee P 6-
Deacutefauts c bull bull
1 9 10
8-
Figure 39 Creacuteatio n du modegravele nominal deacuteformeacute
35 Correction de la distance point-poin t
Lestimation des combinaisons de points smdashc ainsi que de leur distance respective d^
peut ecirctre reacutealiseacutee agrave laide de la fonction dsearchn de Matlabreg La fonction dsearchn est baseacutee
43
sur lalgorithme quickhull de Barber et al(1996) Eacutetant donneacute quil nexiste pas
neacutecessairement un point c correspondant parfaitement au point s une correction de la
distance est essentielle Dans ce but ce meacutemoire propose le concept dune distance
corrigeacutee D^ Celle-ci repreacutesente la projection de la distance point-point d^ sur la
normale n^ du point s comme lillustre la figure 35
D bdquo = E J ^ (323) I - l | 2 si
n
Comme mentionneacute dans la revue de litteacuterature plusieurs meacutetriques de distance existent
point-projection point-plan tangent (Park et Murali 2003 Pottman et Hofer 2002
Rusinkiewicz et Levoy 2001) Ces meacutetriques sont utiliseacutees principalement pour la recherche
des correspondances s mdash c De son cocircteacute la distance corrigeacutee D^ permet seulement de
reacuteduire linfluence de la densiteacute du nuage de points de la piegravece numeacuteriseacutee Elle neacutecessite
preacutealablement la connaissance des cortespondances 5 mdash c
Le calcul de la normale n^ dun nœud s se fait en trois eacutetapes En premier lieu pour chaque
eacuteleacutement du maillage 5 constitueacute de s les deux points les plus proches de s sont identifieacutes
Ensuite laire et la normale de chacun des triangles composeacutes des deux points
trouveacutes agrave leacutetape preacuteceacutedente et de s sont eacutevalueacutees Finalement comme proposeacute par
Tomacircs Jirka (2002) les aires des surfaces triangulaires autour de s sont utiliseacutees pour la
pondeacuteration de la normale n^ Celle-ci se calcule comme suit
NE
nbdquo=-^ (324 )
th- j=
ougrave N^ est le nombre deacuteleacutements autour du point s ^ repreacutesente laire et n est la normale
du triangle compris dans leacuteleacutement E Voir figure 310
44
Figure 310 Illustratio n de la normale dun point
Pour sassurer que les normales rij sont toutes dans la mecircme direction celles-ci sont
inverseacutees si leur cmgle avec le vecteur de deacuteplacement d^ est plus grand que 90 degreacutes
36 Identification des deacutefaut s
Merkley (1998) introduit le concept de la covariance due au mateacuteriau material covariance)
et celui de la covariance geacuteomeacutetrique geacuteomeacutetrie covariance) La covariance due au mateacuteriau
deacutecrit linterdeacutependance entre les points du maillage dune piegravece reacutesultant de la nature du
mateacuteriau lorsque celle-ci est soumise agrave des forces tandis que la covariance geacuteomeacutetrique
deacutecrit la correacutelation entre les deacutefauts de surface dun point et ceux de ses points voisins sur la
mecircme geacuteomeacutetrie Les deacutefauts de surface sont aleacuteatoires et non correacuteleacutes dun point de vue
microscopique par exemple lorsque lon mesure la rugositeacute de la surface Mais dun point de
vue macroscopique les deacutefauts sont contraints agrave ecirctre interdeacutependants simplement puisquils
proviennent dune surface nominalement continue En sinspirant de ces principes ce
meacutemoire suggegravere didentifier les deacutefauts de surface en comparant chaque point s avec ses
points voisins plus speacutecifiquement en comparant la distance D de s avec les
distances D^j de ses points voisins
Il est plus facile dexprimer ce concept avec un exemple La figure 31 la montre le cas ougrave la
surface de la piegravece P ne contient pas de deacutefauts Dans ce cas les deacuteplacements des points
45
sont fortement correacuteleacutes agrave cause de la nature du mateacuteriau Autrement dit la diffeacuterence entre la
distance D^ de s et celle de ses points voisins est minime Dun autre cocircteacute la figure 311^
illustre le cas ougrave il y a un deacutefaut de surface sur P Ici les points Cg et c dans la zone de
deacutefauts de surface ne suivent plus la correacutelation de deacuteplacement imposeacute par la nature du
mateacuteriau Ils se distinguent des autres points par une distance D^ plus ou moins eacuteleveacutee que
celle de ses voisins De la sorte cette caracteacuteristique permet didentifier les points
susceptibles decirctre dans une zone de deacutefauts Ainsi il est possible de seacuteparer les
laquo deacuteformations raquo dues agrave la nature flexible de la piegravece des laquo deacutefauts de profil raquo
Piegravece numirliegravet bullbullbullbull f--^l C laquo f - - ^ bullbullbullf-- l o
umirliegravet bullbull - 7 ^bull- degi bull t bullbullbullbull bull Plenumeacuterlieacute- - lt)T ~ f - f
^bull - bullbull l F t K -- bull - ^ f- i - h-s Modegravel Nominal S Modegravel e Nominal
a) b) Figure 311 Identification des deacutefauts
a) piegravece sans deacutefauts de surface et b) piegravece avec deacutefauts de surface (points Cg et c )
Le voisinage de niveau 1 dun point s comprend les points constituant les eacuteleacutements du
maillage de S utilisant le point s Le voisinage du niveau 2 est constitueacute des points
composant les eacuteleacutements du millage comprenant les points de niveau 1 La figure 312 permet
de visualiser plus facilement cette notion
Figure 312 Ensemble de points voisins du nœud 742 a) de niveau 1 et b) de niveau 2
46
la liste des points dans le voisinage de soi=[^)-^i]ergt[ricirc)F^j niveau 1 et 2 respectivement dun point de 5 et D^ =D^^D^^ la distance
euclidieime corrigeacutee entre chaque paire de points 5 mdash c Lintroduction dun indicateur de
confiance e I avec 1 lt lt iV^ repreacutesentant la diffeacuterence entre la distance D^ de 5 avec
les distances D^j de ses points voisins permet de mettre en relief les points s qui ne suivent
pas la correacutelation de deacuteplacement imposeacute par la nature du mateacuteriau II permet didentifier les
points neacutecessitant un deacuteplacement plus ou moins eacuteleveacute que celui de ses points voisins ce qui
constitue une caracteacuteristique des points dans une zone de deacutefauts de surface Lindicateur de
confiance se calcule en deux eacutetapes Tout dabord afin de diminuer les effets du
bruit de mesure un filtre par moyennage comme celui employeacute couramment en imagerie
(Gonzalez et Woods 2008) est appliqueacute aux points Chaque distance D est remplaceacutee
par Fg eacutequivalent agrave la moyenne des De des points du voisinage de niveau 1 du point s
t^ =i
bull^c )
N (325)
KSI
OUgrave A ^ est le nombre de points voisins de niveau 1 de s La liste des points voisins de s est
eacutecrite sous la forme r = [F V F J I F e t V i ) V 1 V 2 bdquo l - bull S
) lxK
Par la suite lindicateur de confiance euro du point s se calcule en eacutelevant au carreacute la
moyenne des diffeacuterences entre F^ et chacun des F^j de ses points voisins de niveau 1
= t^si-^so J=i
( iVbdquo raquo
N lsi
pour ltiltNg (326)
47
De la sorte les points avec un indicateur de confiance r fois plus eacuteleveacute que
le 95e percentile de lensemble et ne se trouvant par sur le contour de la piegravece sont
consideacutereacutes comme eacutetant potentiellement dans une zone de deacutefauts de surface Les poids vt
des nœuds du voisinage de niveau 2 de ces points sont mis agrave zeacutero dans leacutequation (321) Les
points du contour ne sont pas consideacutereacutes car ils nont pas suffisamment de points voisins
pour permettre une boime eacutevaluation de leur vecteur normal Cette caracteacuteristique laquo falsifie raquo
la valeur de leur indicateur de confiance Le scheacutema de la figure 313 deacutecrit les eacutetapes de la
meacutethode didentification
Cette section a permis de preacutesenter une technique innovatrice permettant de seacuteparer les
deacutefauts de surface des deacuteformations en attribuant un indice de confiance agrave chaque
point 5 Lidentification des points potentiellement dans une zone de deacutefauts est essentielle
pour diminuer leur influence sur le champ de deacuteplacement comme discuteacute preacuteceacutedemment
dans la section 34
Ou un autre critegravere fixeacute agrave priori Celui proposeacute est fixeacute pour sassurer que les points consideacutereacutes comme eacutetant
potentiellement dans une zone de deacutefauts de surface ont des indicateurs de confiance 7 nettement plus eacuteleveacutes
que lensemble
^ Ou un autre niveau fixeacute agrave priori Celui proposeacute permet de seacutelectionner les points au voisinage de ceux identifieacutes par un indicateur eacuteleveacute
48
Nuage de points Modegravele S
J r t s ^ dsearchn Combinaison de points
f Distanc e s^-c pound L__A__J V
lt
Nuage de points Piegravece P 5
5-C intsN N Combinaison de pointsN ANuag e de points C
Piegravece P D Calcul normal laquo Projection de ds su r la
normale n
c I Distance projeteacutee s - c
_ y= i 5(n)
iV ri
= iV
Figure 313 Meacutethod e didentification
49
37 Algorithm e IDI
Compte tenu des discussions preacuteceacutedentes sur les techniques de recalage et didentification de
deacutefauts cette section preacutesente lalgorithme dinspection par deacuteplacement iteacuteratif IDl proposeacute
par ce meacutemoire Un scheacutema de lalgorithme est preacutesenteacute agrave la figure 314
Par rigueur matheacutematique la fonction objective (32) de lalignement spatial doit ecirctre
modifieacutee pour refleacuteter les modifications proposeacutees dans ce meacutemoire Ainsi la fonction peut
ecirctre eacutecrite sous la forme ci-dessous en remplaccedilant la meacutetrique point-point d^) par la
distance corrigeacutee D^
f = L^sif (327) i=X
Les eacutetapes suivantes deacutecrivent lalgorithme IDI Deacutebutant avec le nuage de points S de la
piegravece nominale le nuage de points P de la piegravece fabriqueacutee les points de support S^^^
et Pj^ccedilg ainsi que la liste des points voisins de niveau 1 et 2 de chaque point de S
lalgorithme poursuit comme suit
1 Faire un premier alignement entre S et P agrave laide des points S^ ^ et P^bdquo
2 Initialiser le nombre diteacuterations K = e paramegravetres = a^ et ocirc
3 Recaler le nuage S sur P en utilisant lalgorithme dalignement rigide
4 Trouver lensemble de C dans P des points les plus proches de S
5 Calculer les distances d^ ainsi que les distances projeteacutees D^
6 Identifier les points avec un indicateur plus grand que r fois le 95e percentile de
lensemble
7 S Kgt K^^^ terminer la boucle de lalgorithme et eacutevaluer lerreur de profil
8 Si AT = 1 retourner agrave leacutetape 3 en retirant les points identifieacutes de lensemble S
9 Si AT gt 1 trouver la valeur de la matrice X puis deacuteformer le modegravele S afin quil se
rapproche de P agrave laide de lalgorithme dalignement non-rigide
10 Si Xf -X^_^Il lt AX poser a = a-Step^ jusquagrave atteindre a=cep
50
11 Si KgtKg poser ^ = 1
12 Si a = ap retourner agrave leacutetape 4 Autrement retourner agrave leacutetape 3 K = K +
ougrave laquo^ est la valeur de deacutepart de a tandis que or est sa valeur minimum pour assurer un
champ de deacuteplacement lisse AX repreacutesente le critegravere deacutecisioimel pour autoriser
une reacuteduction de Step^ de la valeur de or Kg correspond au nombre diteacuterations ougrave le
paramegravetre ocirc est appliqueacute Et K^^^ est le nombre diteacuterations maximales de lalgorithme IDI
Deacutebutant avec or eacuteleveacute permet de contraindre fortement le champ de deacuteplacement et
dappliquer uniquement une deacuteformation globale sur le modegravele Par la suite la valeur de a
est diminueacutee dune valeur Step^ jusquagrave atteindre la limite a^ Lajout du paramegravetre ocirc
durant Kg iteacuteration donne la possibiliteacute dimposer une deacuteformation progressive au
modegravele 5 afin de reacuteduire les chances de converger sur un minimum local de la
fonction (321) De plus comme les deux modegraveles sont initialement consideacuterablement
diffeacuterents tant que la valeur laquo^ nest pas atteinte la boucle de lalgorithme inclut
lalignement rigide Cette caracteacuteristique permet de rapprocher spatialement les deux
geacuteomeacutetries sans deacuteformer le modegravele nominal
En conclusion ce chapitre expose la theacuteorie et la meacutethode proposeacutees dans ce meacutemoire pour
effectuer linspection de profil sur des piegraveces flexibles sans gabarit de conformiteacute Les
performances meacutetrologiques de lalgorithme seront traiteacutees au chapitre 4 Des modifications
innovatrices aux techniques dalignement rigide et non-rigide sont introduites De plus une
technique avant-gardiste didentification des deacutefauts de surface est proposeacutee Celle-ci donne
la possibiliteacute de seacuteparer agrave chaque eacutetape les deacuteviations reacutesultantes de deacutefauts de surface de
ceux causeacutes par la deacuteformation due agrave la flexibiliteacute et au proceacutedeacute de la piegravece Finalement la
fusion de toutes ces meacutethodes dans un nouvel algorithme permet la deacuteformation et le
recalage successif du modegravele nominal jusquagrave que celui-ci savoisine agrave la piegravece
manufactureacutee
51
Modegravele nomina l 5
Numeacuteriser l a piegravec e frabriqueacutee
Maillage (Vfes7ng)
C Nuage de point s Modegravele S 0 (Nuage de points _
Piegravece P J
Coints de contact DCSN focirc iuml Points de contact MCS P^^^P D
Alignement Initia l Recalage des nuages de points
K=1 a = a^ ocirc
Alignement Rigid e Recalage des nuages de points
(Nuage de points N Modegravele S^ J
dsearchn Combinaison d e point s
Distance s -ds
Combinaison de p o 5 -c
Identification
in ts (^ Nuage de points C Piegravece P 5
(Poids A j - ^ D i s t a n c e prajeteacute e - A
-out-
Alignement non-rigid e NON
Nuage de point s Modegraveles
S =
J NON
Deacuteviations Inacceptables C Deacuteviations
Acceptables
Figure 314 Algorithm e IDI
52
CHAPITRE 4
EacuteTUDES DE CAS
Ce chapitre preacutesente une seacuterie dexemples qui valident la meacutethode IDI Les geacuteomeacutetries
utiliseacutees dans cette section sont choisies afin de repreacutesenter une varieacuteteacute raisonnable de cas
rencontreacutes dans lindustrie Plus speacutecifiquement trois types de surface sont eacutetudieacutes
univoque agrave courbure quasi constante en forme de U et complexe La surface
univoque servant comme point de deacutepart de leacutetude est repreacutesentative dune surface
aeacuterodynamique skin) La surface en U introduit une difficulteacute suppleacutementaire par son
changement brut de courbure Elle est repreacutesentative dune composante extrudeacutee La
troisiegraveme piegravece est une surface de forme complexe (free-form) repreacutesentant par exemple un
parmeau de carrosserie
Les eacutetudes de cas ont trois objectifs Elles servent agrave valider et agrave eacutevaluer la performance de
lalgorithme Elles sont aussi utiliseacutees en vue didentifier les paramegravetres influents de la
meacutethode pour ameacuteliorer sa robustesse Ce deuxiegraveme point megravene agrave travailler dans un
environnement virtuel ce qui implique que les piegraveces dites fabriqueacutees proviennent de
simulations informatiques De la sorte la composante manufactureacutee numeacuteriseacutee est simuleacutee agrave
partir des eacutetapes suivantes
1 Une deacuteformation locale repreacutesentant des deacutefauts de profil de surface est appliqueacutee sur le
modegravele nominal agrave laide de la fonction laquo Free Form Surface raquo de Proengineerreg
Wildfire 2
2 Une analyse par eacuteleacutements finis sur cette nouvelle piegravece est reacutealiseacutee sur ANSYSreg Cette
analyse prend en compte linfluence des supports employeacutes lors de la numeacuterisation et de
leffet de la graviteacute De plus des forces externes y sont imposeacutees pour introduire leffet
53
des contraintes internes induites par le proceacutedeacute de fabrication Il reacutesulte de ces opeacuterations
un nuage de points exprimant un modegravele deacuteformeacute comprenant des deacutefauts de surface
3 Sur ce dernier nuage de points un bruit de mesure suivant une distribution normale
N(001mm) est ajouteacute
Le reacutesultat de ces manipulations reacutesumeacute par la figure 41 repreacutesente maintenant la piegravece dite
fabriqueacutee
l1l 11
IH (
Modegravele Nominal CAO V
Deacuteviation dune reacutegion de la surface Simulation des deacutefauts de surface
i Faire FEA sur le modegravele nominal +
Graviteacute + Forces Externes
V
^Nuage Modegravele Deacuteformeacute^
Bruits N(001)
V Piegravece fabriqueacutee numeacuteriseacute e
Nuage Modegravele Deacuteformeacute avec bruits et deacutefauts de surface )
Figure 41 Processu s de simulation de la piegravece fabriqueacutee
Pour chacune des eacutetudes les deacutefauts de surface introduits ainsi que les forces appliqueacutees lors
de la simulation des piegraveces fabriqueacutees sont eacutenonceacutes Par la suite les reacutesultats apregraves
Le niveau de bruit suggeacutereacute est jugeacute seacutevegravere Il repreacutesente une home supeacuterieure agrave la majoriteacute des systegravemes de mesure industriels (Documentations-Metris 2009 Li et Gu 2004 Prieto 1999)
54
lapplication de lalgorithme sont preacutesenteacutes Une comparaison des deacuteviations obtenues avec
celles imposeacutees est aussi fournie pour eacutevaluer la mesure de la meacutethode
41 Exempl e 1 Surface univoque
La situation envisageacutee dans cet exemple est celle de linspection du profil de la surface A
repreacutesenteacute agrave la figure 42 lorsque celle-ci est supporteacutee par trois points de contact lors de la
numeacuterisation Les positions des supports sont seacutelectiotmeacutees afin que la piegravece se deacuteforme
significativement en raison de son propre poids La piegravece est une tocircle mince
de jauge 14 (07213 mm) en aluminium avec un module de Young de 7E10 Nm et une
densiteacute de 2700 kgm^ La dimension hors tout de la piegravece est de 350x800 mm
Figure 42 Modegravel e A
Comme mentionneacute auparavant lalgorithme IDI deacuteforme le maillage du modegravele nominal afin
que celui-ci se rapproche de la surface numeacuteriseacutee puis y eacutevalue les deacuteviations de profil La
composante fabriqueacutee est simuleacutee en utilisant le processus exposeacute agrave la figure 41 Des deacutefauts
de surface leffet de lacceacuteleacuteration gravitationnelle et les deacuteplacements causeacutes par une force
exteme de 2 N agrave un bout de la piegravece y sont appliqueacutes comme lillustie la figure 43 Les
positions des supports A-B-C dans le reacutefeacuterentiel MCS sont cormues puisquelles sont
imposeacutees Dans un contexte industriel la localisation des appuis dans le reacutefeacuterentiel du
scanneur peut ecirctre facilement eacutevalueacutee par exemple en les numeacuterisant Les translations du
point A sont bloqueacutees suivant les axes X Y et Z Les mouvements du point B sont fixeacutes dans
le sens des axes X et Y tandis que ceux du point C le sont dans laxe Z Les nœuds les plus
proches des points dancrage A-B-C sur le maillage de la piegravece simuleacutee sont identifieacutes
55
respectivement p^csx gt PMCSI ^^ PMCSI bull ^ ^^ ^^ ^^ processus de simulation de la composante
numeacuteriseacutee un nuage de 14841 points du modegravele deacuteformeacute avec des deacutefauts de surface et
comprenant du bruit de mesure est construit La figure 44 illustre les deacuteformations
appliqueacutees La figure 45 montre les deacutefauts de surface introduits Les deacuteviations qui sy
retrouvent sont qualifieacutees de valeurs cibles Ce sont les valeurs agrave obtenir agrave la suite de
lapplication de lalgorithme
Zone avec deacutefauts PMCSI PMCSI
MCSX
Figure 43 Constructio n de la piegravece A fabriqueacutee avec la configuration de force 1
Figure 44 Deacuteplacement s reacutesultant de la configuration de force 1 sur la piegravece A
56
a)
bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullS t22raquoraquoraquoicirc icirc222laquoraquolaquo
bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbull bull bull bullbullbullbullbullbullbullbull bull bull bull bullbullbullbullbullbullbullbullbull iisraquo bull bull bull bullbullbullIcirc222SIcirc
s
bull bull bull M i t
bullbullbullbullbullbullt^ bull bull bull bull bull bull i t t t bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull bull laquo
b)
Figure 45 Deacutefaut s de surface introduits sur la piegravece A a) Modegravele A nominal et b) Deacutefauts de surface sans bruit de mesur e
Le maillage de 1364 nœuds du modegravele nominal illustreacute agrave la figure 46 est obtenu avec
ANSYS Les nœuds Soc5 = - ocsi ^DCSI ^DCSI^DCS^^ ^^S P ^S proches des points
dancrage A-B-C dans le reacutefeacuterentiel DCS sont identifieacutes La position des supports dans
le DCS est geacuteneacuteralement deacutefinie par le concepteur lors de la deacutefinition du mode de fixation
Figure 46 Maillag e du modegravele A nominal
57
DCS Agrave partir de s deux nuages de points preacuteceacutedents des coordonneacutees des points ^ bdquo et S^
lalgorithme IDI fournit les reacutesultats preacutesenteacutes ci-dessous Ces reacutesultats sont obtenus en
employant les valeurs des paramegravetres du tableau 4 l
Tableau 41 Valeur des paramegravetres employeacutes dans lexemple l
Paramegravetres
Valeur
laquo D
6 500
ap
4 500
Step
50
r
25
AA-
075
S
05
Ks
10
^MAgraveX
150
La distance corrigeacutee D^ entre chaque nœud du maillage nominal et le point le plus proche
sur le nuage de points de la surface numeacuteriseacutee apregraves la premiegravere iteacuteration de lalgorithme est
preacutesenteacutee agrave la figure 47
bull bullbullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
Icirc Icirc Icirc Icirc Icirc Icirc
^ Icirc - - bull bull bull bull bull bull bull bull raquo 4 bull bull bull bull bull laquo bull i raquo raquo raquo laquo bull bull bull bull bull bull bull bull bull bull lt bull bull bull bull bull bull ^ bull bull bull bull bull bull bull bull bull l icirc icirc icirc l mdash ^
bull bull bull bull bull bull bull bull bull bull bull T bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull laquo M bull bull bull bull bull bull laquo bull bull bull bullbull bull bull bullbullbullbulllaquobullHt bull bullbullbullbullbulllaquobullbullbullbullbullbullbullbullbullgtbullbullbullbullbull bullbullbullbullbullbull^^bullbullbullbullbullbullbullbullbullliumlraquo^ bull bull bull bull bull ^ ^ bull bull bull bull bull bull bull 2 ^
Figure 47 Deacuteviation s absolues apregraves la premiegravere iteacuteration
58
La figure 48 preacutesente les valeurs utiliseacutees pour identifier les points potentiellement dans
une zone de deacutefauts de surface La ligne rouge repreacutesente la valeur limite correspondante agrave r
fois plus eacuteleveacutee que le 95e percentile de Tous les points au-dessus de cette ligne et ne se
trouvant pas sur le contour de la piegravece sont consideacutereacutes eacutetant potentiellement dans une zone de
deacutefauts de surface et leur poids w^ est mis agrave zeacutero
t OIS
016
0 1 4
012
bull lt 0 1
on
006
004
002
bull bull laquo - bull bull bull bull lt
3D0 40 0 GO O aO O tOQ D 13X 1 N a u d i
a)
i
14 oo
a I S
0 1 6
0 1 4
0 1 2
bulllt 0 1
OOB
OOE
004
002
deg 200 40 0
bull
1
P bull J GQO BO O 1CD 0 120 0
NOMidt
b)
141 D
02
OIS
C1B
0 1 4
0 1 2
^ - 0 1
OOB
OOE
004
002
raquo
^
k 20O 40 0 60 0 SO O lOO O
N s u d i
c)
i2œ 14 1 D
Figure 48 Identificatio n des nœuds potentiellement dans une zone de deacutefauts agrave liteacuteration a) 2 b) 10 et c) 150
Les figures 49 et 410 montrent les reacutesultats des distances corrigeacutees D ainsi que leurs
distributions apregraves les iteacuterations 2 10 et 150 Elles illustrent la capaciteacute de la meacutethode agrave
deacuteformer progressivement le modegravele nominal sans eacutepouser les deacutefauts de surface de la piegravece
numeacuteriseacutee Ces figures montrent que lalgorithme reacuteussit agrave identifier agrave chaque iteacuteration de la
meacutethode les deacuteviations dicircies uniquement aux deacutefauts de celles causeacutees par la flexibiliteacute de la
piegravece
59
a)
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull gt bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bull icirc icirc icirc 2 2 2 2 t raquo raquo ^ icirc
b)
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull2222222icirc^raquoraquoraquo2 bullbullbullbullbullbullbullbullbullbullbullj icirc tjraquoraquoraquoraquo^^ bull bullbullbullbullbullbullbullbull222222 J2^raquo^ bull bullbullbullbullbullbullbullbullbull22M bull bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull S 2 ^ ^ bull bull bull bull bull bull bull bull bull^bull^bullbullbullbull bull bull bull icirc bull bull bull bull bull bull ^ bull bull bull bull^ bull bull bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull raquo - - - raquo raquo w w w w - T
bull bull bull bull bull laquo bull bull bull bullbull bull bull bull bull bull bull laquo bull raquo bull bull bull bull bull bull bull bull bull bull laquo bull bull bullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbulllaquo bull bull bull bull bull laquo bull bull bull bull bull 4 bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull laquo bull bull bull bull bull laquo bull bull bull bull bull 4 bull bull bull bull bull lt bull bull bull bull bull 4 bull bull bull bull bull 4 bull bull bull bull bull lt bull bull bull bull bull 4 bull bull bull bull bull 4 bull bull bull bull bull bull bull bull bull Agrave A Agrave ^ ^ ^ ^
bull bull bull bull bull bull bull bull bull laquo ^ 2 bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbulllaquo c)
Figure 49 Deacuteviation s apregraves a)2 iteacuterations b) 10 iteacuterations et c) 150 iteacuterations
0 0 5 1 1 5 2 5 3 3 5 4 4 5 5 0v1atlont (mm)
a)
Wkukku 15 2 2 5
b)
Figure 410 Distributio n des deacuteviations apregraves a)2 b) 10 et c) 150 iteacuterations
60
La figure 411 compare les deacuteviations imposeacutees lors de la simulation de la piegravece fabriqueacutee
avec celles obtenues apregraves 150 iteacuterations de lalgorithme Elle deacutemontre quagrave la suite de
lapplication de lalgorithme les deacutefauts de surface sont clairement identifiables
I bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull --------bullbullbullbullbull
bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull -bullbullbullbullbull raquobullbullbullbullbullbull bullbullbullbullbullbull bullbullbullbullbullbull bullbullbullbullbullbull
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
bullo7S
I0SO
I02S
bullo jraquo
a) b) Figure 411 Comparaison des deacuteviations pour lessai avec configuration de force 1
a)Deacuteviations imposeacutees sans bruit de mesure lors de la simulation de la piegravece fabriqueacutee et b) Deacuteviations obtenues avec la meacutethode IDI apregraves 150 iteacuterations
La figure 412 confionte les deux distributions des deacuteviations avec bruit de mesure imposeacutees
lors de la simulation et celles reacutesultant de lalgorithme proposeacute Elle permet de mettre en
relief la similitude entre les deux distributions et de noter que celle reacutesultant de la meacutethode
est leacutegegraverement plus eacutetendue
61
ISO
1 1 5 2 2 5 Deacuteviationt (mm)
a)
150 r
05 1 15 2 Deacuteviations (mm)
b)
35
Figure 412 Comparaiso n des distributions des deacuteviations pour lessai avec la configuration d e force 1
a)Distribution de s deacuteviations imposeacutees avec bruit de mesure lors de la simulation d e la piegravece fabriqueacutee et b) Distribution des deacuteviations obtenues avec la meacutethode IDI
La fonction objective (327) a le deacutesavantage daccorder plus dinfluence aux observations
aberrantes Cette caracteacuteristique est le reacutesultat de leacuteleacutevation au carreacute des termes dans
leacutequation ce qui donne effectivement plus de poids aux distances eacuteleveacutees Dans le cas dune
piegravece flexible les deux modegraveles agrave aligner sont diffeacuterents Lamplitude des vecteurs de
distance varie grandement en fonction de leur position Lanalyse dune telle fonction
camouflera le comportement du pheacutenomegravene de rapprochement des deux modegraveles car les
grandes deacuteviations prendront le dessus Ainsi pour la suite du meacutemoire la convergence de
lalgorithme est jugeacutee en observant la moyeime des distances corrigeacutees en fonction du
nombre diteacuterations comme lillustre la figure 413 Sur cette figure la tendance
asymptotique de cette nouvelle fonction est remarqueacutee
Moyennes des Dg^
62
1
ccedil O 9
Ecirc 0 8
^r
Ucirc 5 W
bull -o 0 4 bull i 0 3
s 0 2
01 ~ - mdash- -
bull
) 5 0 1 M ttirtfont
ISO
Figure 413 Convergenc e des distances corrigeacutees
Les deacuteviations de surface de la composante simuleacutee eacutetant coimues les erteurs de mesure de la
meacutethode sont eacutevalueacutees comme suit
Ej= raquoI50
^ s - ^ S (328)
ougrave Ej est lerreur au point 5 D^g la deacuteviation imposeacutee sur le modegravele simuleacute et D^ la
deacuteviation du nœud s provenant de la 150e iteacuteration de lalgorithme Les points sur le contour
de la piegravece ne sont pas consideacutereacutes dans leacutevaluation des erreurs de mesure car ils nont pas
suffisamment de laquo points voisins raquo pour une bonne eacutevaluation de leur vecteur normal Ils sont
donc exclus de toutes les figures et analyses sur la preacutecision de lalgorithme
La figure 415 permet de visualiser les erreurs de mesure de la meacutethode tandis que la
figure 414 montre la distribution des erreurs La figure 416 preacutesente uniquement la
distribution des erreurs dans la zone des deacutefauts imposeacutes Toutes ces trois figures deacutemontrent
quil nexiste pas de regroupement derreurs dans la zone des deacutefauts
63
raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull icirc bull bull bull bull bull bull bull icirc icirc bull bull bull bull bull bull bull
bull bull bull bull laquo bull bull bull
bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bullbullbullbull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull
bull bull bull bull bull
0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 O B 0 9 1 Errurt (mm)
Figure 414 Distribution des erreurs
bull bull bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull j j raquo laquo raquo raquo bullbullbullbullicircicirclaquoraquolaquoraquo bull bull bull bull bull bull bull bull bull bullbullbullbulli i^ bull bull bull bull bull bull Icirc Icirc bull bull bull bull bull2IcircIcircJIcirc2 bull bull bull bull bull bull bull bull f icirc i bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
Figure 415 Visualisation de la position des erreurs
70
60
bull 5 0 bull u c bull 4 0 W
pound 3 0
20 bull
10 bull
Q bull A a ^ ^b bull J l bull ^u-m I _ bull I I I 0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 0 8 0 9 1
Erreurs (mm)
Figure 416 Distributio n de s erreurs dan s la zone de deacutefaut simuleacute
La figure 417 reacutecapitule les reacutesultats de lessai
07
0E
05
i i 0 3 Ul
02
01
0
0104
Moyvnnt
0066
M 50
022E
0146 ^ ^ ^ 1 bull bull MM 75 90 Ptrctntil
0283
1 bull 95
0S34 bull bull bull 1 bull bull Maximal
-
-
Figure 417 Synthegraves e des reacutesultats pour lessai avec configuration d e force 1
64
411 Variatio n de la force externe appliqueacutee
La piegravece fabriqueacutee est de nouveau simuleacutee avec le processus exposeacute agrave la figure 41 Leffet
dun deacutefaut de surface et de lacceacuteleacuteration gravitationnelle ainsi que les deacuteformations
introduites par une force exteme de 3 N agrave chaque bout de la piegravece sont appliqueacutes au modegravele
nominal comme lillustrent les figures 418 et 419 Les positions des supports A-B-C sont
les mecircmes que dans lexemple preacuteceacutedent De mecircme les valeurs des paramegravetres sont celles du
tableau 41 agrave lexception du nombre diteacuterations K^^^ Celui-ci est fixeacute agrave 200 iteacuterations pour
permettre au maillage nominal de mieux eacutepouser la piegravece numeacuteriseacutee puisque celle-ci a subi
de plus fortes deacuteformations
Zone avec deacutefaut s MCS2
Acceacuteleacuteration PMCSI
icirc Forces externe s
3N
Figure 418 Construction de la piegravece A fabriqueacutee avec la configuration de force 2
Figure 419 Deacuteplacements reacutesultant de la configuration de force 2 sur la piegravece A
65
La figure 420 compare les deacuteviations imposeacutees lors de la simulation de la piegravece fabriqueacutee
avec celles obtenues apregraves 200 iteacuterations de lalgorithme Encore une fois la figure 420
montre quagrave la suite de lapplication de lalgorithme les deacutefauts de surface sont clairement
identifiables
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbull222 bullbullbull2222 bull bull bull bull bull bull bull bull bull bull bull bull bull bull
i bull bull bull ^ ^ bull bull bull laquo bull bull bull bull bull bull bullbullbullbullbullbull bull gt bull bull bull bull
a i l
bull S S t ^ bull icirc t s t raquo
gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull 5222icircraquo^^^^t bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
^ bullbullbullbullbullbull bullbullbullicircicircraquo2^
bull5r bull bullbullbulllaquobullbullbullbull22
bullbullbullbull^bullbullbullbullraquo
m bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
222raquo5icirc bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull gt bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullfbullbullbullbullbullbullbullbullbull bullbull22JIcircSJ5icircicirc2raquoraquoraquoraquo2 bullbullicirc22JicircraquoS2S2t^^raquo^icirc bull bull bull bull bull icirc i s i z bull bull bull bull bull bull bull bull
mraquoraquoraquoraquo bull bull bull bull bull laquo raquo bull bull bull bull bull ltbullbullbullbullbull bull bull bull bull bull bull bull laquo bull bull bull bull bull
a)
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
b) Figure 420 Comparaiso n des deacuteviations pour lessai avec configuration de force 2
a)Deacuteviations imposeacutees sans bruit de mesure lors de la simulation de la piegravece fabriqueacutee b) Deacuteviations obtenues avec la meacutethode IDI apregraves 200 iteacuterations
La figure 421 confronte les deux distributions des deacuteviations avec bruit de mesure imposeacutees
lors de la simulation et celles reacutesultant de lalgorithme proposeacute Elle permet de mettre en
relief la similitude entre les deux distributions et de noter que celle reacutesultant de la meacutethode
IDI est leacutegegraverement plus eacutetendue Dun autre cocircteacute la figure 423 permet de visualiser les
erreurs de mesure de la meacutethode tandis que la figure 422 montre la distribution des erreurs
La figure 424 preacutesente uniquement la distribution des erreurs dans la zone des deacutefauts
imposeacutes Toutes ces trois figures deacutemontrent aussi quil nexiste pas de concentration
derreurs dans la zone des deacutefauts
66
1 1 5 2 2 5 Diviatloni (mm)
a)
05 1 1 6 2 Oeacuteviationi (mm)
b)
25
Figure 421 Comparaison des distributions des deacuteviations pour lessai avec la configuration de force 2
a)Distribution des deacuteviations imposeacutees avec bruit de mesure et b) Distribution des deacuteviations obtenues avec la meacutethode IDI
bull bull bull bull bull bull bull bull bull bull laquo bullbullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull J bull t ^ - 2 Icirc
bull bull bull laquo M bull bull bull bull bull bull laquo raquo bull bullbull bull bull bull bull bull raquo bull bull bull bull bull bullbullbullbullbullbullbull 1 bull bull bull bull bull bull bull l icirc
bullbull
bull bull bull bull bull bull ^ raquo bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull laquo bull raquo bull bull bull bull bull bull bullbullbullbullbullbullbullbull bull bull bullbullbullbullbull bull bull 11raquoraquoraquo bull bull bull bull bull bull bull bull bull
0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 0 8 0 9 1 Errurlaquo (mm)
Figure 422 Distribution des erreurs
bull bull bull bull bull bull bull bull
I bull bull bull bull bull bull bull bull X bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
bull bull bull bull bull bull bull bull bull bull bull
70
60
bull 5 0 bull u c
bull 4 0
pound 3 0
20
10
0
Figure 423 Visualisation de la position des erreurs
0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 0 8 0 9 1 Errturt (mm)
Figure 424 Distribution des erreurs dans la zone de deacutefaut simuleacute
67
La figure 425 reacutecapitule les reacutesultats de lessai
Figure 425 Synthegraves e des reacutesultats pour lessai ave c configuration d e force 1
412 Variatio n de lemplacement d u deacutefau t
Cette section preacutesente les reacutesultats de linspection de douze (12) piegraveces simuleacutees agrave partir du
modegravele A avec lapplication de lalgorithme IDI Dix (10) piegraveces fabriqueacutees repreacutesentant
cinq (5) types de deacutefauts de surface sont illustreacutees agrave la figure 426 Pour chacun des cinq (5)
types de deacutefauts les deux (2) configurations de forces externes preacutesenteacutees preacuteceacutedemment
(2N et 3N) y sont appliqueacutees De plus une piegravece simuleacutee sans deacutefauts de surface y est
inspecteacutee Cette derniegravere permet de mieux eacutevaluer la capaciteacute de lalgorithme agrave deacutetecter
correctement les zones de deacutefauts de surface
68
a) bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bulllaquobulllaquobull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
bull bullbullbullbullbullbullbullbulliSXSSSicircticirc
bull bull bull bull bull bull^^bullbullbullbull bull bull bull bull icirc icirc icircraquo icirc icirc bull bull bull bull bull22 bull bull bull bull bull bulliicirclaquoraquolaquoraquog bull bull bull bull bull laquo bull T l^ bull bull bull bull bull i icirc raquoraquoVraquo icirc bull bull bull bull bull laquo bull bull T bull i bullraquobullbullbullbull raquoraquoraquoraquoraquo0mdash bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull 4 a M ^ ^ bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull 4 M ^ ^ ^ bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbulllaquoraquobullbullbull bullbullbullbull4laquo2 2
bullbullbullbullbullSicirct^2icircgt bull bull bull bull bull bull bull bull bull bull bull icirc bull bull bull bull bull ^ bull laquo bull bull bull bull bull bull icirc S bull bull bull bull bull bull ^ bull bull bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull bull bull bull bull Icirc Icirc Icirc raquo raquo raquo raquo Icirc Icirc J Icirc raquo raquo raquo Icirc Icirc Icirc bullbullbullbullbulllaquo2icirc^S2 bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull
bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull raquobullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull laquobullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
d)
bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull
bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull mm bull Icirc Icirc Ucirc Icirc Icirc Icirc
bull bulllaquoraquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
gtbullbullbullbullbullbullbullbull bull bullbullbullbullbullbull2laquo gtbullbullbullbullbullbull gtbullbullbullbullbullbullbull bull bull bull bull bull bull Z i bull bull bull bull bull bull bull bull z bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
bullbullbullbullbull bullbullbullbullbull bullbullbullbullbull bullbullbullbullbull bull bull bull bull laquo bull bullbullbullbull bull bull bull bull laquo bull bull bull bull laquo bull bull bull bull lt bull bull bull bull laquo bull bull bull bull laquo bull bullbullbulla
bull bullbullbulllaquo
b)
bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullicircicircicircicircicirc bullbullbullbullbull
bullbullicircicircicircraquoraquoraquoraquo bullbullicircicirciraquoraquoraquoraquo
raquoraquobullbullbullbullbullbullbullraquo bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull raquoraquoraquoraquobullbullbullbullbullbull raquoraquoraquobullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull poundbullraquoraquoraquoraquoraquobullbull icircicirc2icircicircraquoraquoraquoicirc icircicircicircraquoraquoraquoraquoraquoraquoraquo raquobullbullbullbullbullbull
raquobullbull bull bull bull gtbullbull gtbullbull raquobullbull
ltbullbullbullraquoraquo iuacircirr bull bull bull
gt bull bull raquo raquo ^ ^ ^ 4 M ^ ^ bull bull bull bullraquoraquoraquo raquo 2icircraquoraquo bullSSicircraquo bull Icirc H Icirc Icirc Icirc Icirc Icirc
bull bullbull raquobullbull raquobullbull bull bullbull
il ii icircicircraquoraquoraquoraquobull bull bullraquobull bull bull bull raquo raquo raquo bull bull bull bull raquoraquobullbullbullbullbullbull raquoraquoraquobullbullbullbulllaquo bullbullbullbullbullbullbullbull bull bullraquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullraquobullraquobullraquobull
bull bullbullicircicircraquoraquoraquoraquo raquo raquolaquoicirc5raquoraquoraquoraquoraquo bull bull bullicircS^^raquoraquoraquo bull bullbullicircicirciicircraquoraquoraquoraquo raquo bull bullbullbullIcircS^^raquoraquoraquo bull raquoraquoicirclaquoraquo^raquoraquoraquoraquo bull bull bull bull ^ bull bull bull raquo raquo raquoraquoraquoraquo2Zraquo^^raquoraquoraquo raquoraquoraquoicircicircicircraquoraquoraquoraquoraquoraquo raquoraquoraquo2IcircIraquoraquoraquoraquoraquoraquo raquoicirc2icircraquoraquoraquoraquoraquoraquo icircicircicircicircicircraquoraquoraquoraquoraquoraquoraquo icircicircicircicircicircraquoraquoraquoraquoraquoraquoraquo 2IcircIcircIcircraquoraquoraquoraquoraquoraquoraquoraquo ticircicircicircraquoraquoraquoraquoraquoraquoraquoraquo raquobullbullbullbullbullraquoraquoraquoraquoraquoraquo bullbullbullbullbullbullbullraquoraquoraquoraquoraquo bull bull bull bullraquobullbull bullraquobullbull bull bullbullbullraquoraquoraquoraquoraquoraquoraquoraquoraquo bullbullbullbullbullraquoraquoraquoraquobullbullbull bullbullbullbullraquoraquoraquobullbullbullraquoraquo raquoraquobullbullraquoraquobullbullraquoraquobullbull bullbullbullbullraquoraquoraquobullbullraquoraquoraquo
e)
bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull raquoraquoraquobull
laquobullbullraquobullbullbullbullbullraquobull bullbullbullbullbullbullbullbullbullbullraquo gtbullbullbullbullbullbullbullbullbullbullraquo bullbullbullbullbullraquoraquobullraquolaquobull gtbullbullbullbullbullbullbullbullbullbullbull gtbullbullbullbullbullraquobullbullbullbullbull gtbullbullbullbullbullbullbullbullbullbullbull gtbullbullbullbullbullbullbullbullbullbullbull gtbullbullbullbullbullbullbullbullbullbullraquo bullraquoraquoraquoraquoraquobullbullbullbullbull bull bull bull bull bull bull bull bull i ^ bullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull2IcircIcircIcircIcircIcirc IcircIcircIcircraquoIcircIcircIcircIcircraquoH
bulliraquoraquoraquoicirciicirc2icirc
bullraquoraquoraquoraquoraquoraquo bullbullbullbullraquoraquobull raquoraquobullbullbullbullbull bullbullbullbullbullbullbull bullbullbullbullbullbullbull bullbullbullbullbullraquoraquo raquoraquobullraquoraquoraquoraquo bullbullbullbullraquobullbull bullbullbullbullbullbullbull bullbullbullraquoraquoraquoraquo raquoraquoraquoraquoicircicircicirc
bullraquobull raquoraquoraquo raquoraquobull bullbullbull bullbullbull bullbullbull bullbullbull bullbullbull raquoraquoraquo raquoraquoraquo raquoraquoraquo raquoraquoraquo raquoraquoraquo
iiii icircicircraquoraquoraquoraquo raquobullraquoraquobullbull-raquoraquoraquobullbullbullgt bullbullbullbullbullbulllaquo raquoraquobullbullbullbullbull bullraquobullraquoraquobullbull bullbullbullbullraquobullbull
Icirc Icirc Icirc Icirc raquo raquo raquo raquo raquo raquo raquo icircicircicircraquoraquoraquoraquoraquoraquoraquoraquoraquo icircicircicircraquoraquoraquoraquoraquoraquoraquoraquo icircicircicircicircraquoraquoraquoraquoraquoraquoraquo
c)
bull bull bull 4 bull bull bull 1 bull bull bull lt Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc IcircraquoH
laquolaquoicircicircicircicircicircicircicircicircHicircH Hraquoraquo bullbullbull raquo
sicircicircraquoraquoraquoraquoicirc2cn bull laquobullraquoraquobull l raquoraquoraquolaquo4raquo ^ ^ raquo bull bull bull raquo bull raquo raquo raquo raquo bull bull bull laquo bull bull bull bull bull bull bull bull 4gt^^^ bull bull bull laquo bull laquo bull bull bull bull bull raquo
bull bull raquo bull bull bull bull 4 laquo ^ ^ raquo raquo bullbullbullraquoraquoicircicirc
raquoraquoraquoraquoi icirc icirc icirc icirc icirc icirc icirc icirc raquoicirclaquoraquoicirc bull bull bull bull icirc icircraquo raquo bull bull bull bull bull bull bull bull bull Icirc Icirc ^ raquo ^ ^ ^ raquo raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullraquoraquoraquoraquoraquobullbull bull bullraquoraquobullraquoraquobullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullraquoraquoraquoraquoraquoraquoraquobullbullbull bull bull bull bull bull bull bullraquobullraquoraquobull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquoraquo bull bull bull bull bull bullraquoraquobullraquoraquobullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullraquoraquoraquoraquobullraquobullbullbullbullbullbullbullbull
f)
3S)
1325
I3J10
1275
4250
- -225
2M
bull 175
1150
1125
I icirc i raquo
1075
1050
1025
bullO in
Figure 426 Typ e de deacutefauts imposeacutes dans lexemple 1 a) Configuration sans deacutefauts de surface (VO) b) Configuration de deacutefauts 1 (VI)
c) d) e) f) Configuration de deacutefauts 2-3-4-5 (V2-V3-V4-V5) respectivement
La figure 427 illustre la convergence de la moyenne des distances D^ en fonction du
nombre diteacuterations pour tous les essais de lexemple 1
69
-V0-F1 - V I - F I -V2-F1 -V3-F1 -V4-Ft - ^ F f
20 X 4 0 5 0 6 0 7t 3 0 9 0 tO O 11 0 12 0 1 raquo 14 0 tS O tteacuteraUoni
a l
q^09
V0F2 V1F2-V2F2 V3f2 V4F2 VSf2
--bull
-
bull
-
b)
Figure 427 Convergenc e des distances corrigeacutees pour les piegraveces A avec a) la configuration de force let b) la configuration de force 2
La figure 428 montre pour chaque point du maillage nominal la moyenne arithmeacutetique des
erreurs pour tous les types de deacutefauts suivant les deux configurations de force Les figures III
et IV de lannexe 1 preacutesentent les erteurs pour chacun des tests
bull icirc raquo icirc raquo icirc icirc icirc icirc icirc icirc icirc raquo i
raquoraquoraquoicircicircicircraquoraquoraquoraquoraquoraquoraquoraquoraquo raquoraquoraquoraquoicircicircraquoraquoraquoraquoraquoraquoraquoraquoraquo icirc icirc icirc icirc icircraquoraquoraquoicirc icirc icircraquoraquoraquo
bullraquobullbull bullbullbullraquo icircraquoraquo bullraquobullraquo
bull bull raquo raquo bull bull bull bull 5 Icirc gtbull raquo raquoraquoraquo raquo
bull bull bull bull raquo raquoraquoraquoraquo raquo
bull bullbullbullbullbull
raquo bull raquoraquo bull bulllaquo bull bull raquo bull bull bullbullbullltbulllaquo bull bull bull bull bull bull 4 gt laquo
raquo bull raquoraquoraquoicirc2icirc
bull raquo raquo raquo raquo i icirc icirc raquo raquo bullraquobullraquo raquoraquoraquoIcircraquoraquoraquoraquo raquoraquoraquoicircicircraquoraquoraquoraquo raquoraquoraquoicircicircrraquoraquoraquo
raquoraquoraquoraquobullbullraquo bull bullbullbull icirc icirc icirc icirc raquo bull bull bull bull bull raquo raquo bull
bull raquo bull bull raquo raquo raquo raquo raquo laquoraquoraquoraquoraquobullraquobullbull bull raquo bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull icirc raquo raquo raquo bull bull bull bull bull bull bull bull bull raquo bull bull laquo bullbullbullraquoraquoraquoraquoraquoraquolt raquo bull raquo raquo raquo raquo raquo raquo bull bull
a)
raquo bullraquoraquoIcirc2IcircIcircIcirc bull bull raquoraquoicirciraquoraquoraquo raquo raquoraquoraquoicircraquoraquoraquoraquo raquoraquoraquoraquoicircicircraquoraquoraquoraquo bull bullraquoraquoicircicirciicircraquoraquo raquo bull bullraquoraquoicircicirclaquoraquoraquoraquoraquo raquoraquoraquoraquoicircicircicircraquoraquoraquoraquo raquoraquoraquoraquoicircicircicircraquoraquoraquoraquo raquoraquoraquoicircicircicircraquoraquoraquoraquo raquoraquoraquoraquoicircicircraquoraquoraquoraquoraquo -bullbullbull icirc icirc icirc icircraquoraquo
b)
Figure 428 Visualisatio n de la moyenne des erreurs agrave chaque point pour lexemple 1 avec a) la configuration de force 1 et b) la configuration de force 2
70
La figure 429 preacutesente la distribution des erreurs pour les douze (12) piegraveces simuleacutees Elle
permet de voir la similariteacute des distributions et de constater quune bonne partie des erreurs
est proche de zeacutero (0)
Figure 429 Distributio n des erreurs pour les douze (12) essais de lexemple 1
La figure 430a et le tableau 42 reacutecapitulent les reacutesultats derreurs pour chaque essai tandis
que la figure 430b et le tableau 43 preacutesentent les erreurs dans les zones de deacutefauts
uniquement
Figure 430 Reacutesum eacute des erreurs de mesure de lexemple 1 a) sur lensemble des points b ) sur les points dans les zones de deacutefauts
71
Tableau 42 Reacutesumeacute des erreurs de mesure (mm) de lexemple 1 sur lensemble des points
Surface A Configurations
VOFl VI FI V2F1 V3F1 V4F1 V5F1 V0F2 VI F2 V2F2 V3F2 V4F2 V5F2
Tableau 43 Reacutesumeacute
Surface A Configurations
VOFl VI FI V2F1 V3F1 V4F1 V5F1 V0F2^ VI F2 V2F2 V3F2 V4F2 V5F2
Moyenne
0104 0104 0101 0115 0116 0095 0113 0124 0106 0102 0116 0108
Percentile 50e
0081 0086 0077 0094 0089 0074 0082 0087 0074 0071 0086 0073
75e 0153 0146 0145 0161 0167 0136 0150 0171 0140 0135 0161 0145
90e 0227 0226 0214 0248 0249 0202 0257 0295 0243 0225 0258 0262
95e 0282 0283 0278 0303 0307 0250 0373 0368 0341 0312 0362 0342
des erreurs de mesure (mm) de lexemple 1 dans les zones
Moyenne
-0180 0111 0097 0157 0097
-0275 0087 0084 0103 0118
Percentile
50e
0153 0097 0082 0148 0082
-0271 0080 0073 0084 0092
75e
0255 0152 0145 0236 0157
-0361 0119 0115 0133 0172
90e
0350 0229 0185 0300 0195
-0442 0193 0172 0208 0258
95e
0428 0255 0210 0374 0230
-0495 0207 0203 0286 0313
Maximale
0522 0634 0615 0485 0597 0524 0709 0946 0703 0619 0783 0673
de deacutefauts
Maximale
-0634 0281 0274 0597 0345
-0547 0231 0260 0407 0412
Exemple La nomenclature Surface A VIFI fait reacutefeacuterence agrave la Surface A simuleacutee obtenue avec le type de deacutefauts 1 et la configuration 1 de force exteme Les configurations VO nont pas de deacutefauts imposeacutes
72
42 Exemple 2 Surface en forme de U
Cet exemple porte sur linspection de profil de la surface en forme de U repreacutesenteacute agrave la
figure 431 lorsque celle-ci est supporteacutee par trois points de contact lors de sa numeacuterisation
Le mateacuteriau et leacutepaisseur de tocircle sont identiques aux exemples preacuteceacutedents Les dimensions
hors tout de la piegravece sont de 300 x 500 x 150 mm
Figure 431 Modegravel e U
421 Constructio n du maillage nominal
Le maillage de 3550 nœuds du modegravele nominal est illustreacute agrave la figure 432 Les nœuds
bull^Dcs ~ ^Dcsx ^Dcsi ^Dcsi I ^DCS ^ ^ ^^^ P ^ prochcs tics poluts dancrago A-B-C dans le
reacutefeacuterentiel DCS y sont identifieacutes
Figure 432 Maillag e du modegravele nominal U
73
422 Simulatio n de la piegravece numeacuteriseacute e
Les piegraveces fabriqueacutees sont simuleacutees avec la deacutemarche exposeacutee agrave la figure 41 Leffet dun
deacutefaut de surface local leffet de lacceacuteleacuteration gravitatiormelle ainsi que celui de deux
configurations de force y sont appliqueacutes La premiegravere configuration comporte une force
de 10 N au bout de la composante tandis que la deuxiegraveme impose une force de 5 N sur
chaque extreacutemiteacute La figure 433 preacutesente les deux configurations ainsi que les deacuteformations
reacutesultantes pour le type de deacutefauts 1 (VI) Agrave la fin du processus un nuage denviron
22000 points du modegravele deacuteformeacute avec des deacutefauts de surface et comprenant du bruit de
mesure est obtenu
423 Reacutesultats
Cette section preacutesente linspection de huit (8) composantes construites agrave partir du modegravele U
Six (6) piegraveces fabriqueacutees repreacutesentant trois (3) types de deacutefauts sont illustreacutees agrave la
figure 434 Pour chacune des variantes les deux configurations de forces externes sont
appliqueacutees De plus une piegravece simuleacutee sans deacutefauts de surface (VO) est veacuterifieacutee Les reacutesultats
preacutesenteacutes ci-dessous sont obtenus en employant les valeurs des paramegravetres du tableau 44
Toutefois un poids w nul est attribueacute aux points sur les rayons afin de sassurer de ne pas
confondre ces points avec des deacutefauts de surface Cet ajustement preacuteventif est fait car une
grande courbure locale combineacutee agrave une faible densiteacute de nœud dans ces zones augmente
artificiellement la valeur des indicateurs de ces points
Tableau 44 Valeur des paramegravetres employeacutes dans lexemple 2
Paramegravetres
Valeur
laquo D
10 000
laquo F
8 000
Step
50
r
15
^ M
2
S
05
Ks
20 500
74
Zoat iTtc dtfanti
Accacirceacuteratioa 9i m s
Zoae avec dcfaoli
Acceacuteleacuteralita 98 ms
PhCSi
Farc6 axEacuteeins I O N
a) c)
0 272 1 544 2 8U 3 1089 5 trade 136 1 4M 2 680 3 952 4 1224 5 4M
b)
]12)
d)
202M 21211 raquoV
Figure 433 Constructio n du nuage de points U avec le type de deacutefauts 1 (VI)
a) suivant la configuration de force 1 (FI ) et c) suivant la configuration de force 2 (F2) Deacuteplacement (mm) total de chaque nœud et b) suivant la configuration FI d) suivant la
configuration F2
75
325
1300
1275
1250
- -22 5
- -20 0
175
I1S0
1125
1100
1075
1050
1025
bullooo
Figure 434 Type de deacutefauts imposeacutes dans lexemple 2 a) sans deacutefauts (VO) b) type de deacutefauts 1 (VI) c) d) type de deacutefauts 2-3 (V2-V3)
respectivement
76
La figure 435 illustre la convergence de la moyenne des distances D^ en fonction du
nombre diteacuterations pour tous les essais de lexemple 2 La configuration de force 2 entraicircne
de fortes deacuteformations les modegraveles nominaux neacutecessitent donc plus diteacuterations pour eacutepouser
la geacuteomeacutetrie numeacuteriseacutee comme le montre la figure 435
E 3
E
^ S 2 5
M
8 2
I 5 1 5
-V0-F1 -V1-F1 -V2F1 -V3F1
50 10 0 15 0 20 0 25 0 30 0 35 0 40 0 45 0 50 0
Iteacuterationi
a)
-W-F2 -V1-F2 -V2-F2 -V3F2
50 10 0 15 0 20 0 25 0 30 0 35 0 40 0 45 0 50 0
IMraUoni
b) Figure 435 Convergenc e des distances corrigeacutees pour les piegraveces U avec (a) la configuration d e force 1 et (b) la configuration d e force 2
La figure 436 montre pour chaque point du maillage nominal la moyerme arithmeacutetique des
erreurs pour tous les types de deacutefauts suivant les deux configurations de force Les figures V
et VI de latmexe I preacutesentent les erteurs pour chacun des tests
Dun autre cocircteacute la figure 437 preacutesente la distribution des erreurs pour les huit piegraveces
simuleacutees Elle permet de voir la similariteacute des distributions et de constater quune bonne
partie des erreurs est proche de zeacutero (0) De plus cette figure fait remarquer que les
distributions des erreurs pour les essais avec la configuration de force 2 sont plus eacutetendues
77
bull bull bull bull bull bull - - f 11
^bullfffJiliV--
a)
AampB^^^VIgt bull bull A bull bull bull bull bull bull
ity^gtiUiMbullbullbullbullbull^bull^bullbullbullbullbull
^1^1^^^^
bL Figure 436 Visualisatio n de la moyenne des erreurs agrave chaque point pour lexemple 2
avec a) la configuration de force 1 et b) la configuration de force 2
Figure 437 Distributio n des erreurs pour les huit (8) essais de lexemple 2
78
La figure 438a et le tableau 45 reacutecapitulent les reacutesultats des erteurs pour chaque essai tandis
que la figure 438b et le tableau 46 preacutesentent les erreurs dans les zones de deacutefauts
uniquement
Figure 438 Reacutesum eacute des erreurs de mesure de lexemple 2 a) sur lensemble des points et b) sur les points dans les zones de deacutefauts
Tableau 45 Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 sur lensemble des points
Surface U Configurations
VOFl VI FI V2F1 V3F1 V0F2 VI F2 V2F2 V3F2
Moyenne
0055 0055 0058 0072
0101 0093 0095 0108
Percentile 50e
0035 0035 0039 0051
0074 0068 0072 0079
75e 0076 0075 0081 0103
0136 0122 0126 0149
90e 0129 0124 0133 0159
0211 0196 0196 0248
95e 0174 0163 0173 0212
0292 0262 0256 0300
Maximale
0470 0548 0427 0507
0701 0774 0756 0728
79
Tableau 46 Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 dans les zones de deacutefauts
Surface U Configurations
VOFl VI FI V2F1 V3F1 V0F2 VI F2 V2F2 V3F2
Moyenne
-
0113 0064 0131
-
0129 0124 0172
Percentile 50e
-
0074 0050 0102
-
0092 0090 0147
75e
-
0135 0076 0212
-
0159 0191 0237
90e -
0264 0122 0297
-
0291 0239 0342
95e -
0395 0191 0357
-
0479 0348 0406
Maximale
-
0548 0282 0459
-
0560 0502 0663
80
43 Exemple 3 Surface complexe
Lexemple ci-dessous permet deacutevaluer la performance de lalgorithme IDI sur une piegravece de
forme complexe repreacutesenteacutee agrave la figure 439 Il porte sur linspection de profil lorsque la
composante est supporteacutee par trois points de contact lors de la numeacuteration Le mateacuteriau et
leacutepaisseur de tocircle sont identiques aux exemples preacuteceacutedents Les dimensions hors tout de la
piegravece sont 350 x 1000 x 250 mm
Figure 439 Surfac e complexe
431 Constructio n du maillage nominal
Le maillage de 2952 nœuds du modegravele nominal est illustreacute agrave la figure 440 Les nœuds
^Dcs -^Dcs ^Dcs2 ^Dcsi I ^DCS ^ ^ ^^^ P^ ^ prochos tics polnts dancrage A-B-C dans le
reacutefeacuterentiel DCS y sont identifieacutes
Figure 440 Maillag e de la surface complexe nominale
81
432 Simulatio n de la piegravece numeacuteriseacutee
Les piegraveces fabriqueacutees sont simuleacutees avec la deacutemarche exposeacutee agrave la figure 41 Leffet de
deacutefauts de surface de lacceacuteleacuteration gravitationnelle et de deux configurations de
deacuteformation y sont appliqueacutes La premiegravere configuration est le reacutesultat dune force
de 2 N au bout de la composante tandis que la deuxiegraveme impose un deacuteplacement de 10 mm
appliqueacute sur une extreacutemiteacute Les figures 441 agrave 444 exposent les deux configurations et les
deacuteformations reacutesultantes pour le type de deacutefauts 1 (VI) Agrave la fin du processus un nuage
denviron 16500 points du modegravele deacuteformeacute avec des deacutefauts de surface et comprenant du
bruit de mesure est obtenu
PMCSI bull
PfCSl bull^^EcircEcirc
^HPm
^ ^ ^ PMCSX ^
^^^^^^^^V Acceacuteleacuteratio n ^ ^ ^ ^ ^ 98mV s
Force externe Y
Figure 441 Construction de la piegravece fabriqueacutee avec la configuration de force 1
Ici un deacuteplacement est appliqueacute plutocirct quune force exteme afin de veacuterifier si les performances de lalgorithme sont accrues si la deacuteformation est imposeacutee de maniegravere plus progressive Une discussion plus profonde sur le sujet est preacutesenteacutee agrave la section 44
82
Figure 442 Deacuteplacements reacutesultant de la configuration de force 1 sur le modegravele
MCSl
Deacuteplacement impos eacute sur la ligne de 10mm dans la direction de laxe Z
Figure 443 Construction de la piegravece fabriqueacutee avec la configuration de force 2
83
Figure 444 Deacuteplacements reacutesultant de la configuration 2 sur le modegravele
433 Reacutesultats
Cette section preacutesente les reacutesultats de linspection de douze (12) composantes simuleacutees
Dix (10) piegraveces fabriqueacutees repreacutesentant cinq (5) types de deacutefauts de surface sont illustreacutees agrave la
figure 445 Pour chacun des cinq (5) types de deacutefauts les deux (2) configurations de
deacuteformation preacutesenteacutees preacuteceacutedemment y sont appliqueacutees De plus une piegravece simuleacutee sans
deacutefauts de surface (VO) est veacuterifieacutee Les reacutesultats preacutesenteacutes ci-dessous sont obtenus en
employant les valeurs des paramegravetres du tableau 47
Tableau 47 Valeur des paramegravetres employeacutes dans lexemple 3
Paramegravetres
Valeur
laquo D
17 000
Up
15 000
Step
50
r
6
^ M
125
S
05
Ks
10
^MAX
300
84
in I I I
S (laquoM
bullo -d a gtgt H
O
S s^ a o laquo ^ 2 -o j 2 H cfl s laquo
W e a ^ M 03 t e O U u sect agt a -laquo S j2 laquo ^
laquo u bulln a
a - 2 l | bulla M fl C3 en
a _o
a Dll (S a o U
85
La figure 446 illustre la convergence de la moyenne des distances D^ en fonction du
nombre diteacuterations pour tous les essais de lexemple 3
fN
(UIU
I)
Q 1 5 o
1 1 bull bullo bull
z
0 c
V0F2 V1-F2 V2-F2 V3-F2 V4-F2 VSF2
50 10 0 15 0 20 0 25 0 30 0 Iteacuterations
a)
JJUl)
cf
itan
ctt
Moy
ennt
dlaquot
dl
25
1 5
05
0 [
1
^^^aertni i bdquo ^ ^ ^
V0-F1 VI-FI V2F1 V3-F1 V4-F1 V5-F1
50 10 0 15 0 20 0 25 0 30 0 Itegraveratlont
b) Figure 446 Convergenc e des distances corrigeacutees des essais de lexemple 3
avec a) la configuration de force 1 e t b) la configuration de force 2
La figure 447 montre pour chaque point du maillage nominal la moyerme arithmeacutetique des
erteurs pour tous les types de deacutefauts suivant les deux configurations de force Les
figures VII et VIII de lannexe I preacutesentent les erteurs pour chacun des tests
De son cocircteacute la figure 448 preacutesente la distribution des erreurs pour les douze piegraveces simuleacutees
Elle permet de voir la similariteacute des distributions et de constater comme dans les exemples
preacuteceacutedents quune bonne partie des erreurs est proche de zeacutero (0) De plus la figure 448 fait
remarquer que les distributions des erteurs pour les essais avec la configuration de force 1
sont plus eacutetendues
86
Figure 447 Visualisation de la moyenne des erreurs agrave chaque point pour lexemple 3 avec a) la configuration de force 1 et b) la configuration de force 2
2S0^
i 2 100 -
laquo-
0 = a
- ^ I L - ^ I T ^
^ ^ ^ ^ ^ ^ ^ E T L ^ jv - Lolt 4 ^ B -Y v ^ H
^^KfjY] - ^ hr^ ^^^^^EcircBrsi^U(fiiiEcirc^K^
01^^^^^^^^^^^^^^^^^^^^^^^H 0 3 ^ gt - ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ H
09 ^gt^^ 1
bullbullSOFI ^ bull v l FI ^^V2F1 ^bullv3F1 bull bullv4F1 ^bulllt-F1 ^bullvO-F2 l^_)ui P2 ^bullv2F3 ^bullvgtF2 bullbullV4-F3 ^ bull laquo F 2
^^^^^^B
Figure 448 Distribution des erreurs pour les douze (12) essais de lexemple 3
87
La figure 449a et le tableau 48 reacutecapitulent les reacutesultats derreurs pour chaque essai tandis
que la figure 449b et le tableau 49 preacutesentent les erteurs dans les zones de deacutefauts
uniquement
I r
03
^bulltJhL 75 90 Parccntil
a) 75 90
Plaquorclaquontlllaquo
b) Figure 449 Reacutesum eacute des erreurs de mesure de lexemple 3
a) su r lensemble des points et b) sur les points dans les zones de deacutefauts
Tableau 48 Reacutesumeacute des erteurs de mesure (mm) de lexemple 3 sur lensemble des points
Surface Complexe Configurations
VOFl VI Fl V2F1 V3F1 V4F1 VSFl V0F2 VI F2 V2F2 V3F2 V4F2 V5F2
Moyenne
0108 0109 0105 0106 0112 0105 0077 0081 0084
0078 0089
0090
Percentile 50e
0084 0084 0080 0084 0086 0082
0062 0065 0066 0063 0069 0069
75e 0150 0151 0146 0151 0159 0150
0113 0117 0119 0115 0124
0125
90e
0233 0236 0225 0224 0241 0230
0166 0176 0184
0166 0189 0196
95e
0286 0302 0284 0279 0313 0290
0198 0214 0221 0194
0236 0244
Maximale
0691 0730 0662 0658 0811 0669
0377 0569
0638 0401
0562 0649
88
Tableau 49 Reacutesumeacute des erteurs de mesure (mm) de lexemple 3 dans les zones de deacutefauts
Surface Complexe Configurations
VOFl VI Fl V2F1 V3F1 V4F1 V5F1 V0F2 VI F2 V2F2 V3F2 V4F2 V5F2
Moyenne
-
0178 0159 0094 0162 0139
-
0174 0183 0115 0170 0195
Percentile 50e
-
0180 0118 0080 0137 0121
-
0131 0154 0108 0142 0177
75e -
0245 0193 0130 0229 0189
-
0239 0285 0166 0250 0268
90e -
0330 0356 0190 0337 0276
-
0365 0363 0198 0367 0366
95e -
0352 0407 0222 0424 0309
-
0473 0470 0222 0439 0415
Maximale
-0393 0488 0393 0559 0514
-0569 0638 0357 0511 0649
89
44 Discussio n
Dans le cas dinspection de piegraveces flexibles sans gabarit de conformation la geacuteomeacutetrie de la
piegravece physique numeacuteriseacutee peut ecirctre sensiblement diffeacuterente de celle du modegravele nominal
Comme le montrent les figures 44 419 433 442 et 444 les piegraveces numeacuteriseacutees ont une
forme diffeacuterente de celle du modegravele nominal compte tenu des deacuteformations imposeacutees lors de
leur simulation Des deacuteformations maximales entre 12 mm et 364 mm sont appliqueacutees au
modegravele nominal agrave cette fin Les reacutesultats dinspection provenant de technique dalignement
rigide classique comme lICP ne sont plus repreacutesentatifs comme le deacutemontre la figure 47
Sur celle-ci il est clair que les deacuteviations observeacutees ne cortespondent pas aux deacutefauts
introduits agrave la figure 45 mais repreacutesentent uniquement le reacutesultat de la minimisation de la
distance euclidienne entre les deux modegraveles Lalgorithme IDI proposeacute dans ce meacutemoire
permet de compenser les lacunes des meacutethodes dinspection preacutesenteacutees dans la revue de la
litteacuterature en y introduisant une technique didentification des deacutefauts de profil ainsi que
lalgorithme de recalage non-rigide La figure 48 montre agrave plusieurs iteacuterations de
lalgorithme les indicateurs de confiance de chaque nœud du maillage S Les points avec
des indicateurs eacuteleveacutes y sont facilement observables et se distinguent mieux lorsque le
nombre diteacuterations augmente Limplantation de lalgorithme non-rigide permet de deacuteformer
le maillage nominal sans eacutepouser les deacutefauts de profil afin quil soit le plus proche possible
du modegravele numeacuteriseacute Les figures 49 411 et 420 deacutemontrent bien les capaciteacutes de
lalgorithme IDI agrave creacuteer un modegravele nominal deacuteformeacute sans deacutefaut de fabrication ainsi quagrave
localiser et agrave eacutevaluer lamplitude des deacutefauts de profil de surface Sur ces figures les deacutefauts
de surface sont clairement identifiables
Toutefois certaines faiblesses de la meacutethode ont eacuteteacute noteacutees Par exemple les points sur
lextreacutemiteacute en bas agrave gauche de la figure 411 possegravedent des deacuteviations leacutegegraverement plus
eacuteleveacutees Cette observation est plus remarqueacutee sur la figure 420 et dans leacutevaluation des
erreurs qui sont illusti-eacutees dans les figures 415 423 et 428 Ceci soulegraveve une question
Pourquoi le modegravele nominal neacutepouse-t-il pas la forme numeacuteriseacutee dans cette zone Une
explication deacutejagrave mentionneacutee est que lerteur deacutevaluation de la normale sur les points du
90
contour de la piegravece en soit la cause La projection de la distance d^ sur une normale erroneacutee
peut amplifier la distance projeteacutee D^ ce qui augmente lerteur observeacutee sur ces points Un
autre facteur est la valeur du paramegravetre a Une valeur a forte contraint le champ de
deacuteplacement agrave ecirctre lisse Agrave lextrecircme un a infiniment eacuteleveacute engendra un champ de
deacuteformation nul Le paramegravetre a a une analogie avec la rigiditeacute du modegravele nominal Les
tableaux 41 44 et 47 donnent les valeurs de a deacutetermineacutees par des essais-erreurs pour
garantir un champ lisse et montrent bien que a est proportionnel agrave la complexiteacute de la piegravece
De la sorte si le terme a est trop eacuteleveacute il ne permettra pas au modegravele nominal de se
deacuteformer dans des zones ougrave le changement de forme demandeacute est trop brut car il devra
assurer un champ de deacuteformation lisse De plus les forces ponctuelles appliqueacutees lors de la
simulation de la piegravece fabriqueacutee introduisent des deacuteformations locales importantes Ceci est
plus seacutevegravere que dans un cas industriel ougrave les deacuteformations se propagent plus uniformeacutement
puisquelles reacutesultent des contraintes internes introduites par le proceacutedeacute de fabrication Un
maillage peu dense du modegravele nominal dans une reacutegion avec de fortes deacuteformations sur la
piegravece simuleacutee entraicircne un saut de la valeur des deacuteplacements des points du maillage nominal
neacutecessaire pour rapprocher les deux modegraveles II est propice ici de rappeler que lindicateur
permet didentifier les points neacutecessitant un deacuteplacement plus ou moins eacuteleveacute que celui de
ses points voisins Ainsi les points du modegravele nominal dans ces zones de deacuteformations
locales sont reconnus comme des deacutefauts de profil agrave cause de leur indicateur I eacuteleveacute Par
conseacutequent le modegravele nominal neacutepouse pas la forme numeacuteriseacutee dans ces zones Cette
derniegravere explication est appuyeacutee par les figures 428 436 et 447 Celles-ci deacutemontrent bien
que les erreurs de lalgorithme dans la zone proche de lextreacutemiteacute sont proportionnelles agrave
lamplitude de la force imposeacutee
Les reacuteflexions eacutemises plus haut soulegravevent une autre question Pourquoi ny a-t-il pas une
zone de concentration derteurs agrave chaque bout ougrave une force a eacuteteacute imposeacutee sur la piegravece
simuleacutee Effectivement il existe une seule zone de concentration derteurs dans les
figures 423 et 4286 malgreacute quune force agrave chaque embout y soit imposeacutee lors de la
simulation Un regard plus profond sur la figure 419 montre quun embout de la piegravece celui
91
de droite se deacuteforme moins que lautre et que leacutetendue de sa zone de deacuteformation
(en rouge) est plutocirct faible Comme indiqueacute au chapitre 3 les points du contour de la piegravece
ne sont en aucun cas consideacutereacutes comme des deacutefauts leurs poids vv sont mis agrave 1 peu importe
la valeur de leur indicateur Dans le cas de la figure 419 la zone de deacuteformation de
lembout agrave droite est tregraves petite et se trouve sur le contour de la piegravece Par conseacutequent la
zone nest pas prise en compte comme deacutefaut et la meacutethode permet de deacuteformer le modegravele
nominal pour quil tende vers le modegravele numeacuteriseacute dans cette zone Toutefois lautre zone agrave
gauche est suffisamment grande pour quune partie de ces points soit consideacutereacutee agrave tort
comme des deacutefauts comme mentionneacute plus haut
Les explications fournies aux deux paragraphes preacuteceacutedents permettent aussi de
comprendre lexistence dune zone de concentration derteurs preacutesente dans les autres eacutetudes
La figure 436 tireacutee de lexemple du profileacute en U affiche des eacutecarts eacuteleveacutes agrave proximiteacute des
points de fixation illustreacutes sur la figure 433 La courte distance entre les supports engendre
des deacuteformations locales La piegravece a tendance agrave gauchir excessivement agrave ces endroits car la
configuration dappui A-B-C autorise la rotation du modegravele au point dencrage Ce
pheacutenomegravene est visible sur la figure II de lannexe I illustrant les deacuteplacements en rotation
imposeacutes lors de la simulation de la composante numeacuteriseacutee En ce qui concerne la surface
complexe lanalyse des eacutecarts de la figure 447a montre une augmentation de lerreur sur le
rayon du cocircteacute droit Comme illustreacute sur la figure 442 un changement rapide de deacuteformation
dans ces reacutegions combineacute avec limpreacutecision de leacutevaluation du vecteur normal des points
introduit des difficulteacutes comme celles deacutejagrave mentionneacutees De plus la figure 447b montre une
timide hausse de lerteur dans un endroit du rayon agrave gauche causeacutee par les mecircmes facteurs
que preacuteceacutedemment Neacuteanmoins aucune zone derreur importante na eacuteteacute observeacutee sur la
figure 447b car le deacuteplacement imposeacute deacutecrit sur la figure 444 est faible et uniforme et ne
reacutesulte pas de lapplication dune force ponctuelle Cette remarque vient renforcer nos
deacuteductions preacuteceacutedentes
Une discussion suppleacutementaire sur les erreurs inheacuterentes aux meacutethodes de simulation et de
validation proposeacutees est de mise Comme mentionneacute auparavant limposition dune force
92
ponctuelle lors de la creacuteation de la composante numeacuteriseacutee est trop seacutevegravere ce qui introduit des
difficulteacutes dans lidentification de deacutefauts et dans la capaciteacute de lalgorithme agrave faire eacutepouser
les deux modegraveles Lamplitude des deacuteformations est elle aussi plus contraignante que dans
un cas industriel Maintenir la piegravece de maniegravere agrave ce quelle ressemble plus au moins au
modegravele nominal serait plus repreacutesentatif Toutefois le choix de lapplication dune force
ponctuelle et de la disposition des fixations a permis deacutevaluer les limites de la performance
de la meacutethodologie Dun autre cocircteacute les dimensions des deacutefauts introduits autrement dit les
valeurs cibles sont obtenues en comparant agrave la condition non deacuteformeacutee le modegravele nominal
avec la piegravece simuleacutee avec deacutefauts tandis que les deacuteviations reacutesultantes de la meacutethode
reflegravetent la distance entre le modegravele nominal et le modegravele simuleacute avec des deacutefauts et du bruit
de mesure agrave leacutetat deacuteformeacute Ainsi les deacuteviations ne sont pas eacutevalueacutees dans les mecircmes
conditions ce qui influence le calcul des normales donc de la distance corrigeacutee entre chaque
combinaison de points La qualiteacute du maillage nominal agit aussi sur la preacutecision du vecteur
normal Plus celui-ci est raffineacute meilleure sera leacutevaluation du vecteur Dautre part la
densiteacute du nuage de points de la composante numeacuteriseacutee est importante car le meacutetrique point-
point est utiHseacute dans les algorithmes de localisation Une densiteacute eacuteleveacutee permet un meilleur
alignement et une estimation plus preacutecise de la distance Ainsi les caracteacuteristiques de la
meacutethode de simulation et de validation releveacutees ici amplifient les valeurs de lerteur de
mesure de la meacutethode
Pour lanalyse quantitative des erteurs le tableau 410 donne un reacutesumeacute des erreurs obtenues
en fonction des caracteacuteristiques de simulation des piegraveces numeacuteriseacutees Il permet de constater
que les erreurs obtenues sont minimes compareacutees aux deacutefauts et aux deacuteformations imposeacutees
Les tableaux 42 43 45 46 48 et 49 deacutemontrent que lerteur de la meacutethode dans un
intervalle de confiance de 95 varie de 0163 agrave 0373 mm pour lensemble des points et
Excluant les points du contour de la piegravece
93
de 0191 agrave 0495 mm pour les reacutegions de deacutefauts Pourtant les figures 428 436 et 447 ne
montrent aucune tendance lourde daugmentation de lerteur dans les zones de deacutefauts
imposeacutes Par contre les histogrammes des figures 430 438 et 449 indiquent que les valeurs
des erteurs dans ces reacutegions sont plus eacuteleveacutees que dans lensemble des points Agrave titre
dexemple la figure 428a et le tableau 42 pour le cas VI FI montrent que sur lintervalle
de confiance agrave 95 lerreur est de 0283 mm tandis que la valeur sur la figure 428b et le
tableau 43 est de 0428 mm dans les zones de deacutefauts Cette diffeacuterence de 0145 mm nest
cependant pas significative puisque le nombre de points constituant ces reacutegions est faible
Ainsi chaque point influence grandement le reacutesultat Les figures 416 et 424 montrent bien
que les distributions des erteurs dans les reacutegions de deacutefauts sont eacutetaleacutees De plus les
figures 429 437 et 448 mettent en relief le comportement des distributions des erreurs
Elles ont toutes un nombre eacuteleveacute de valeurs proches de zeacutero et une superposition de deux
distributions nest pratiquement pas distinguable Ces caracteacuteristiques megravenent agrave comparer les
valeurs des erreurs calculeacutees avec celles du bruit de mesure injecteacute Comme eacutenonceacute le bruit
de mesure dans les exemples preacutesenteacutes suit une distribution normale avec une moyenne de 0
et un eacutecart type de 01 mm La valeur absolue de celui-ci suit une distribution mi-normale
(half-Normal) avec une moyenne de 2rraquo0l (Bland 2005 Pewsey 2004) Les figures 450
451 et 452 superposent la distribution mi-normale du bruit sur les erreurs de chaque
exemple Il est clair sur ces figures que les erreurs observeacutees se retrouvent agrave proximiteacute de la
courbe deacutecrivant le bruit de mesure dans un intervalle de confiance de 95 ( 02 mm ) Apregraves
quoi dans certains cas la distribution de lerreur seacuteloigne de la courbe pour les raisons
eacutemises auparavant concemant les meacutethodes de simulation En prenant en compte les
remarques du paragraphe preacuteceacutedent il convient dinfeacuterer que les erreurs observeacutees sont
majoritairement le reacutesultat de lidentification du bruit de mesure
Excluant les points du contour de la piegravece
^ Une distribution pour les points dans une zone de deacutefauts et une autre pour lensemble des points
94
Tableau 410 Reacutesumeacute des erteurs en fonction des caracteacuteristiques de simulation (Valeurs en mm)
Exemples
Surface A Surface en U Surface complexe
Amplitudes maximale s des deacuteformations imposeacutee s
2230 agrave 3340 1230 agrave 360 1380 agrave 3380
Amplitudes maximale s des deacutefauts imposeacute s 226 agrave 318 146 agrave 300 255 agrave 365
Erreurs^ sur lensemble des points 025 agrave 037 016 agrave 030 019 agrave 031
Erreurs dans les zones de deacutefauts 020 agrave 050 019 agrave 048 022 agrave 047
2CTBmii=02 mm
llfctilfc-Jlli gt
bull0-F1 iVI-FI bullV2-F1 bullV3-F1 |V4-F1 bull gtlaquo-F 1 bull V13-F 2
VIF2 IVIcirc-F2 bull V3-F2 bullV4-F2
Figure 450 Superpositio n des erreurs observeacutees dans lexemple 1 et de la distributio n du bruit de mesure introduit
Erreurs dans un intervalle de confiance de 95
95
laoo
1600
1400
1300
bull bull lOD O
e r a bull
GOO
CO
XD
0
1
i i 1 1 c
-
i 1
1 h 0
I I
2aBtmi=02 m m
1 1
|J 2 0 3 0 4 05 0 6
Erreun (mm)
I^^VI FI
^ bull V 3 - F I ^ bull M ) - F 2 ^ bull V 1 - F 2 ^ bull V 3 - F 3 ^ bull V 3 F 2 Dmnlujiion du brui dt mecircturraquo
07 0 8 0 9
Figure 451 Superpositio n des erreurs observeacutees dans lexemple 2 et de la distribution du bruit de mesure introduit
bullV0-F1 bullV1 F l bullV2-F1 bull V3F 1 bull V4-FT i^laquo-Ft bull0-F2
V1-F2 bull V2-F 2 bullva-F2 bull V4-F 2 bull S F 2 mdash Oisinbulwn du brui dt rr
Errvun (mm)
Figure 452 Superpositio n des erreurs observeacutees dans lexemple 3 et de la distribution du bruit de mesure introduit
96
Du point de vue de la convergence de la meacutethode IDI les figures 413 427 435 et 446
deacutemontrent le comportement quasi asymptotique de la moyenne des distances corrigeacutees en
fonction du nombre diteacuterations Contrairement agrave lalgorithme ICP qui converge de maniegravere
monotone sur un minimum local de la fonction objective de distance (Besl et McKay 1992)
les figures montrent que lalgorithme IDl converge de maniegravere irreacuteguliegravere Lintroduction de
lalignement non-rigide dans la meacutethode modifie la geacuteomeacutetrie du modegravele nominal ce qui se
traduit par une nouvelle fonction objective agrave chaque iteacuteration de lalgorithme global Dautre
part le comportement fluctuant de la fonction objective ne permet pas ladoption du critegravere
dartecirct classique Ainsi lalgorithme se termine seulement lorsque le nombre diteacuterations
atteint la Hmite K^^^ La valeur du critegravere darrecirct K^^^ est choisie visuellement de maniegravere
agrave assurer un comportement asymptotique de la moyenne des distances corrigeacutees comme
lillustre la figure 453 Ainsi agrave lexception dun cas il est avantageux du point de vue de la
preacutecision de la meacutethode de permettre des iteacuterations suppleacutementaires mecircme si la convergence
est obtenue Cela donne la possibiliteacute au modegravele nominal deacutepouser mieux la piegravece
numeacuteriseacutee car il peut arriver que des zones de fortes deacuteformations ne soient pas encore
complegravetement reproduites mais que la moyenne des deacuteviations soit quasi-stable Les
figures 427 435 et 446 montrent bien que le nombre diteacuterations neacutecessaires pour atteindre
la convergence est proportionnel agrave lamplitude de la deacuteformation de la piegravece simuleacutee Par
contre comme mentionneacute il existe un cas Surface A VI FI ougrave la fonction tend agrave augmenter
apregraves un certain nombre diteacuterations et agrave se stabiliser par la suite comme le montre la
figure 454 La combinaison de leffet de la geacuteomeacutetrie du modegravele de la position des deacutefauts
(au centre) et de la deacuteformation imposeacutee reacutesulte dune situation ougrave la fonction globale tourne
autour dun minimum local ce qui cause au modegravele nominal de se deacuteformeacute inutilement Ces
deacuteformations successives creacuteeacutes une conjoncture ou le modegravele nominal eacutepouse tregraves faiblement
les zones deacutefauts agrave chaque iteacuteration au deacutetriment de la preacutecision de lalgorithme
Diffeacuterence entre deux eacutevaluations de la fonction objective ^ - f^_^ plus petit quun seuil de convergence voulu
97
1 2
Ci m S 0 8
1 ^ 0 6 M bull bullO bull 0 4 C bull gt J 0 2
0 C
i
KMX
W F 1 VI F l V2F1 bull V3-F1
V4-F1 --
) 5 0 10 0 15 0 20 0 25 0 Iteacuterations
a)
300 35 0 40 0
1 2 E
n 1
dist
ance
s L
bi 0
0
des
bull 0 4 C
^ 0 2
0 [
i
1 bull
1 ^IMX
V1F2
V5-F2
1 ) 5 0 10 0 15 0 20 0 25 0
Iteacuterations
b)
300 35 0 40 0
Figure 453 Choi x de la valeur du critegravere darecircte dans lexemple 1 avec a) la configuration de force 1 et b) la configuration de force 2
150 20 0 IteacuteraUoni
a)
I bull I I I r r i
_i 1 i_ 100 20 0 30 0 4 X 50 0 60 0 7C D 60 0 90 0
Iteacuterations
b) Figure 454 Particularit eacute de lessai Surface A VI Fl
a) Identification du comportement rarissime de la fonction (cas VI Fl) e t b) Moyenne des distances corrigeacutees en fonction du nombre diteacuterations de lessai Surface A VI Fl
Cette figure montre que la fonction tend agrave augmenter apregraves un certain nombre diteacuterations et se stabilise par la suite
98
Le chapitre 4 a illustreacute plusieurs eacutetudes de cas dans le but dexplorer les performances
meacutetrologiques de lalgorithme Il deacutemontre que lalgorithme IDI proposeacute permet de deacuteformer
le modegravele nominal afin quil eacutepouse la piegravece numeacuteriseacutee sans toutefois prendre en compte les
deacutefauts de surface et le bruit de mesure de cette derniegravere De la sorte lalgorithme IDI donne
la possibiliteacute de controcircler le profil dune piegravece flexible sans gabarit de conformiteacute Il sagit
donc dune innovation dans le domaine de la meacutetrologie Loin decirctre parfait lalgorithme
neacutecessite encore des travaux dameacutelioration et de validation tels que recommandeacutes plus loin
dans ce meacutemoire
99
CONCLUSION
Ce meacutemoire a permis de combiner les recherches dans les domaines de lalignement entre la
repreacutesentation 3D dune piegravece et son modegravele CAO lalignement non-rigide ainsi que dans
celui de lanalyse des variations geacuteomeacutetrique des piegraveces souples afin de deacutevelopper une
meacutethode innovante dinspection de piegraveces flexibles sans gabarit de conformiteacute Dans
labsence de ce dernier les effets de la graviteacute et des deacuteformations engendreacutees par les
contraintes internes rendent la geacuteomeacutetrie de la piegravece numeacuteriseacutee consideacuterablement diffeacuterente
de la geacuteomeacutetrie nominale Lalgorithme IDI permet de comparer ces deux modegraveles malgreacute
leur geacuteomeacutetrie diffeacuterente ce que les meacutethodes dalignement standard ne permettent pas Pour
remeacutedier agrave cela lajout dun champ de deacuteplacement estimant les deacuteformations agrave appliquer sur
la geacuteomeacutetrie nominale est introduit Ce champ de deacuteplacement repreacutesente uniquement les
deacuteformations induites sur la piegravece numeacuteriseacutee par les conditions de fixation lors de la
numeacuterisation par leffet de la graviteacute et des deacuteformations dues au proceacutedeacute de fabrication Il
exclut les deacuteformations attribuables aux erreurs de profil et au bruit de mesure Cette
exclusion est possible gracircce agrave linteacutegration dans la meacutethode de lindicateur de confiance
Ce nouveau paramegravetre permet avec un bon niveau de fideacuteliteacute et de mesure lidentification
des points correspondant agrave un deacutefaut de surface sur la composante numeacuteriseacutee Il donne la
possibiliteacute de seacuteparer les deacuteformations dues agrave la nature flexible de la piegravece des laquo deacutefauts de
profil raquo De plus lutilisation de lalignement non-rigide et lintroduction du paramegravetre ocirc
permettent dappliquer une deacuteformation progressive au modegravele S tout en contraignant le
deacuteplacement des points agrave ecirctre deacutependant du deacuteplacement de leur voisinage Limplantation
dune distance corrigeacutee D^ dans lalgorithme de recalage non-rigide et son utilisation pour
leacutevaluation des deacutefauts diminue linfluence de la densiteacute du nuage de points de la piegravece
numeacuteriseacutee
Apregraves lapplication de lalgorithme il en reacutesulte un modegravele nominal sensiblement proche du
modegravele numeacuteriseacute avec un niveau derteur comparable agrave celui du bruit de mesure
expeacuterimental Le reacutesultat de linspection reflegravete donc uniquement leffet des variations
geacuteomeacutetriques dues aux proceacutedeacutes de fabrication De la sorte la meacutethode IDI preacutesente un
100
nouvel outil permettant linspection de coques minces sans gabarit de conformiteacute Labsence
doutils de fixation deacutedieacutes permettra de diminuer les coucircts dinspection et de rendre les
entreprises plus compeacutetitives
Limitations
La meacutethode IDI proposeacutee comporte les limites suivantes
1 Seules des coques minces ne se refermant pas sur elles-mecircmes et sans discontinuiteacute (sans
trous etc) sont employeacutees dans leacutetude
2 La densiteacute du nuage de points de la piegravece numeacuteriseacutee doit ecirctre nettement plus eacuteleveacutee que
celle du maillage nominal Ceci se traduit par A ^ raquo N^ Les techniques de mesure
actuelles respectent facilement cette contrainte
3 Les types de deacutefauts de profil consideacutereacutes sont locaux dans le sens ougrave le profil de la
surface est majoritairement respecteacute Cela se manifeste en pratique par une densiteacute de
points du maillage dans les reacutegions de deacutefauts largement infeacuterieurs agrave A^ Sans quoi
lalgorithme aura de la difficulteacute agrave distinguer les mauvais des bons points de la surface
4 Les points du contour de la piegravece ne sont pas consideacutereacutes dans leacutevaluation des deacutefauts de
profil de surface
5 Les eacutetudes de cas considegraverent que les dimensions hors tout des piegraveces numeacuteriseacutees sont
respecteacutees Autrement dit la circonfeacuterence du contour de la composante numeacuteriseacutee est
quasi identique agrave celle du modegravele nominal
6 Les eacutetudes de cas envisagent que la piegravece fabriqueacutee est complegravetement numeacuteriseacutee Ceci
implique que chacun des points du maillage nominal possegravede au moins un point
cortespondant dans le nuage de points numeacuteriseacutes
7 Le choix de la valeur du critegravere darrecirct AT^^ est seacutelectionneacute visuellement
8 Comme tout algorithme de calcul celui-ci deacutepend de la puissance du systegraveme
informatique sur lequel il est exeacutecuteacute Particuliegraverement lalgorithme requiert une
meacutemoire vive sur le poste informatique proportionnelle agrave la densiteacute du maillage du
modegravele nominal pour pouvoir supporter des ordres de matrice eacuteleveacutes agrave cause de
lutilisation de la meacutethode du pseudo inverse par lalgorithme dalignement non-rigide
101
RECOMMANDATIONS
La preacutesente recherche marque lintroduction dune nouvelle meacutethode dinspection pour les
piegraveces flexibles sans gabarit de conformiteacute Il est notoire que les contraintes logistiques et
temporelles obligent agrave mettre un terme agrave ces travaux Neacuteanmoins les paragraphes suivants
explorent des pistes de recherche prometteuses
Algorithme dalignemen t
Le choix de lalgorithme dalignement rigide et non-rigide influence la performance de la
meacutethode IDl Le perfectionnement des algorithmes employeacutes contribuera agrave augmenter
la robustesse et la vitesse de la meacutethode Par exemple lalgorithme ICP de
Besl et McKay (1992) peut ecirctre remplaceacute par une de ses variantes Celle qui est proposeacutee par
Gelfand et al (2003) a lavantage de permettre aux deux modegraveles de glisser entre eux dans
des reacutegions planes ou circulaires tout en assurant la stabiliteacute de lalgorithme Toutefois elle
neacutecessite la connaissance des normales des points de la piegravece numeacuteriseacutee Ces vecteurs
peuvent ecirctre calculeacutes ou provenir du systegraveme de mesure
Temps de calcul
Linteacuterecirct principal de cette recherche est deacutelaborer une meacutethode pour permettre linspection
de piegraveces flexibles sans gabarit de conformiteacute Ainsi une attention limiteacutee est mise sur la
rapiditeacute de lalgorithme proposeacute Il est coimu que la deacutetermination des correspondances 5mdash
c constitue la phase requeacuterant le plus de puissance de calcul dans lalgorithme ICP Pour
diminuer le nombre de points utiliseacutes pour lalignement un eacutechantillonnage est employeacute dans
la meacutethode dalignement rigide de la section 33 Cependant la fonction dsearchn de
MATLABreg est utiliseacutee pour trouver les cortespondances Cette fonction agrave recours agrave
lalgorithme Quickhull (Barber David et Hannu 1996) Lemploi dune meacutethode adapteacutee
aux problegravemes avec de grandes densiteacutes de points reacuteduira le temps de calcul de cette eacutetape
Besl et McKay (1992) font appel agrave la meacutethode k-d tree Greenspan et Yurick (2003)
102
introduisent la meacutethode Approximate k-d tree Ak-d tree) Agrave partir de cette meacutethode
Lee et al (2006) suggegraverent lalgorithme de recherche Adaptive Dual AK-D tree
(ADAK-D tree) Dautre part Strand et al (2007) emploient une structure octree
Ajustement du critegravere darrecirct
Le comportement fluctuant de la fonction objective ne permet pas ladoption du critegravere
dartecirct classique Ainsi la valeur du critegravere dartecirct K^^^ est choisie visuellement de maniegravere
agrave assurer un comportement asymptotique de la fonction objective Il serait avantageux de
remplacer ce critegravere par un autre exprimant un ensemble de critegraveres influents (Tahan 2008)
Numeacuterisation incomplegravete
Les eacutetudes de cas envisagent que les piegraveces fabriqueacutees soient complegravetement numeacuteriseacutees
Lalgorithme neacutecessite peu de modifications pour traiter les cas pour lesquels des points du
maillage nominal nauraient pas de points correspondants dans le nuage de points numeacuteriseacutes
Comme proposeacute par Allen et al (2003) les poids H de ces points du maillage nominal sont
mis agrave zeacutero pour eacuteliminer leur influence sur la fonction derteur de distance Ej Ils peuvent
ecirctre reconnus par exemple agrave cause dun angle entre la normale n^ et le vecteur de distance
point-point d^ plus eacuteleveacute quun critegravere preacuteeacutetabli Amberg et al (2007) suggegraverent aussi une
distance d^ maximale acceptable
Caracteacuterisation des sources derreurs
Dans le but de focaliser les recherches sur les eacuteleacutements de la meacutethode introduisant le plus
derreurs une caracteacuterisation plus exhaustive des erteurs doit ecirctre entreprise Chaque phase
de lalgorithme global introduit ses erreurs inheacuterentes Agrave titre indicatif les articles de
Rusinkiewicz et Levoy (2001) Low et Lastra (2007) et Ezra et al (2008) traitent de la
performance de lalgorithme ICP
103
Validation
Des eacutetudes de cas suppleacutementaires variant la geacuteomeacutetrie du modegravele le mode de fixation la
position et la forme des deacutefauts lamplitude du bruit de mesure combineacutes avec des
deacuteformations imposeacutees plus proches de la reacutealiteacute permettront une meilleure eacutevaluation de
lalgorithme proposeacute Des essais expeacuterimentaux doivent eacutegalement ecirctre entrepris pour valider
la meacutethode Un test possible serait de fabriquer quelques composantes avec et sans erteur de
profil Les valeurs theacuteoriques des deacutefauts introduits peuvent ecirctre obtenues en numeacuterisant les
piegraveces fixeacutees sur un gabarit de conformiteacute Les nuages de points obtenus sont ensuite
compareacutes avec le modegravele nominal en utilisant les techniques classiques dalignement rigide
Plusieurs logiciels comme Geomagicreg et Polyworks^ permettent de faire ce type
dinspection Les valeurs expeacuterimentales reacutesultent de lapplication de la meacutethode IDI sur ces
mecircmes piegraveces numeacuteriseacutees sur un montage simple autorisant celles-ci agrave changer de forme La
comparaison des deux valeurs rendra possible la validation de lalgorithme Toutefois une
attention doit ecirctre porteacutee agrave lincertitude des valeurs theacuteoriques due aux techniques de
recalage employeacutees dans les logiciels dinspection Il est donc preacutefeacuterable si les piegraveces sont
suffisamment rigides lorsquelles se trouvent sur le gabarit de conformiteacute dobtenir ces
dimensions par mesurage avec contact agrave laide dune MMT
Analyse des variations geacuteomeacutetrique s
Les variations geacuteomeacutetriques dune composante ne se limitent pas au profil de la surface
Linteacutegration dune capaciteacute danalyse dune plus grande varieacuteteacute de deacutefauts augmentera la
qualiteacute et le nombre dapplications de la meacutethode Cette nouvelle capaciteacute se traduit par la
possibiliteacute de deacuteformer le modegravele nominal sans eacutepouser les diffeacuterents deacutefauts de forme et
dorientation des eacuteleacutements de la piegravece numeacuteriseacutee Laptitude de la meacutethode agrave creacuteer un modegravele
nominal deacuteformeacute est distincte de sa capaciteacute dinspection Mecircme si lalgorithme est ameacutelioreacute
pour prendre en compte plusieurs types dimperfections et de geacuteomeacutetries il ne permettra pas
neacutecessairement de veacuterifier par exemple un profil de surface avec reacutefeacuterentiel ou la position
dun trou Pour remeacutedier agrave cela une eacutetape de recalage suppleacutementaire agrave la fin de lalgorithme
104
est essentielle Avant lapplication de la meacutethode IDI le modegravele nominal et celui numeacuteriseacute
sont trop diffeacuterents pour faire une inspection Agrave la sortie de la meacutethode les deux geacuteomeacutetries
sont suffisamment proches pour utiliser les techniques dinspection de piegraveces rigides
Quelques meacutethodes envisageacutees pour ameacuteliorer les proprieacuteteacutes de linspection de la meacutethode
sont citeacutees ci-dessous
Huang et Gu (1998) et plus tard Li et Gu (2005a 2005b) introduisent un troisiegraveme systegraveme
de coordonneacutees correspondant au repegravere dinspection Ils proposent une technique pour
reacutealigner ce nouveau systegraveme de coordonneacutees avec le DCS tout en sassurant que les
eacuteleacutements du reacutefeacuterentiel restent agrave linteacuterieur de leur zone de toleacuterance
Chacirctelain et Fortin (2001) puis Ben-Salah (2005) suggegraverent une meacutethode pour aligner une
piegravece brute sur le repegravere de la machine-outil tout en optimisant la distribution des deacuteficits de
matiegravere de la composante Pour remeacutedier agrave cela deux fonctions objectives une reacuteelle et une
artificielle sont introduites La premiegravere cherche agrave minimiser la sureacutepaisseur maximale de
toutes les surfaces La seconde peacutenalise les points dans les reacutegions ayant peu de matiegravere agrave
usiner tout en prenant en compte le niveau de prioriteacute des reacutegions Cette technique peut ecirctre
employeacutee pour linspection avec reacutefeacuterentiel Les eacuteleacutements du reacutefeacuterentiel se verront attribuer
un niveau de prioriteacute plus eacuteleveacute que le reste des surfaces de la piegravece
Une autre possibiliteacute est le traitement des nuages de points reacutesultant de la meacutethode par un
logiciel dinspection classique permettant une analyse complegravete des variations
dimensionnelles des piegraveces (Gao et al 2006)
Identification de s deacutefaut s
Preacutesentement le critegravere r est employeacute pour distinguer les indicateurs tregraves eacuteleveacutes
Autrement dit il permet didentifier les points s avec une diffeacuterence entre leur distance D^
et les distances D^j de ses points voisins beaucoup plus importantes que celles de lensemble
des points S Toutefois les zones moins rigides de la piegravece peuvent subir de fortes
105
deacuteformations Dautre part la densiteacute du maillage nest pas neacutecessairement uniforme Ces
caracteacuteristiques influencent grandement la valeur de lindicateur De la sorte il serait
avantageux de classifier des ensembles de points selon ces caracteacuteristiques et dutiliser une
valeur r pour eacutevaluer chaque point par rapport agrave son sous-ensemble Ainsi la constante r
deviendra une matrice r = [r r r^J bull
Dautre part dautres techniques didentification comme les meacutethodes danalyse de
corteacutelation ou danalyse de freacutequence peuvent ecirctre exploreacutees Xie (2008) fait une revue de la
litteacuterature des techniques dinspection de surface par imagerie Eichhom et al (2005) puis
Doring et al (2006) introduisent une classification par imagerie 3D des deacutefauts de surface sur
les carrosseries dautomobile
Paramegravetre de lissage a
Le paramegravetre a est preacutesentement deacutetermineacute par essai-erreur Des essais ont permis de cerner
une valeur assurant le lissage du champ de deacuteplacement sans toutefois ecirctre trop seacutevegravere Les
discussions de la section 44 deacutemontrent limportance de ce paramegravetre De la sorte son
ameacutelioration augmentera significativement la performance de lalgorithme Substituer la
constante a par une matrice oc = [a^ a^ bullbull bull (^NS ] permettra de varier a par exemple en
fonction de la geacuteomeacutetrie (courbure locale etou rigiditeacute locale) de la piegravece etou de la densiteacute
des points Cette configuration offre aussi la possibiliteacute de caracteacuteriser la rigiditeacute de chaque
point Un cas envisageacute est dappliquer une valeur a similaire pour les points dans une mecircme
reacutegion Les points agrave lintersection deacuteleacutements surfaciques exemple plan - rayon pourront
avoir une valeur a eacuteleveacutee pour assurer des jonctions lisses sur le champ de deacuteplacement
Une autre option est daugmenter limportance des a des points proches des supports pour
repreacutesenter mieux la rigiditeacute dans ces zones
106
Application futur e
En geacuteneacuteral les points dune piegravece assujettie agrave un systegraveme de force se deacuteplaceront Ce
deacuteplacement se traduit par une deacuteformation de la composante ce qui introduit des contraintes
dans le mateacuteriau Agrave partir dun champ de deacuteplacement un unique champ de deacuteformations
peut ecirctre deacutetermineacute Toutefois le chemin inverse nest pas neacutecessairement unique De plus
en assumant le mateacuteriau isotrope et une deacuteformation dans le domaine eacutelastique la relation
deacuteformation versus contrainte est lineacuteaire Dans le cas contraire la relation devient non-
lineacuteaire (Daily et Riley 1991) En conseacutequence la connaissance du champ de deacuteplacement
entre deux eacutetats dune composante ouvre la porte agrave plusieurs domaines dapplication
Actuellement la corteacutelation dimages numeacuteriques (CIN) plus connue sous le nom de
Digital Image Correacutelation Method ( DICM ) est la plus utiliseacutee pour trouver le champ de
deacuteplacement reliant deux images dune piegravece (Na et al 2007) Cette technologie est
employeacutee pour une varieacuteteacute dapplications comme la caracteacuterisation de mateacuteriau la validation
deacutetude par eacuteleacutements finis ou comme un outil daide pour la conception Elle est inteacutegreacutee agrave
divers systegravemes disponibles sur le marcheacute par des socieacuteteacutes comme Dantec Dynamics et
Gesellschaft fiir Optische Messtechnik (GOM) Leurs sites internet respectifs fournissent
diverses eacutetudes de cas
Leacuteleacutement essentiel de la meacutethode IDI est son aptitude agrave deacuteplacer successivement les points
du maillage dun modegravele pour quils eacutepousent un modegravele cible Par conseacutequent le
deacuteplacement total entre leacutetat initial et leacutetat final du maillage est facilement deacuteductible Cette
caracteacuteristique de lalgorithme lui permet decirctre une alternative aux meacutethodes deacutevaluation
des deacuteformations disponibles pour de multiples applications Par exemple elle pourra ecirctre
employeacutee pour caracteacuteriser les deacuteformations introduites par un proceacutedeacute pour son
wwwdantecdynamicscom wwwgomcom
107
optimisation pour la validation dune eacutetude par eacuteleacutements finis ou pour eacutetudier le
comportement dune piegravece agrave plusieurs eacutetats de chargement De plus la meacutethode proposeacutee ne
neacutecessite aucun marquage ou revecirctement comme la meacutethode de quadrillage
Grid (Andrianopoulos 2006) ou DICM De la sorte une application fortement inteacuteressante
peut ecirctre envisageacutee En ce sens un composant numeacuteriseacute assembleacute ou non au deacutebut de son
cycle de vie est utiliseacute pour construire le maillage de la piegravece initiale Au cours de son
utilisation la composante pourta ecirctre numeacuteriseacutee de nouveau dans un eacutetat statique En
comparant les deux modegraveles avec la meacutethode IDI la deacuteformation subie entre les deux eacutetats
de la piegravece pourta ecirctre deacuteduite et ce mecircme si la composante a eacuteteacute repeinte Ce type
dinformation est tregraves appreacutecieacute pour leacutetude du comportement de la piegravece et sa maintenance
De plus mecircme si la composante nest pas numeacuteriseacutee agrave son eacutetat initial celle-ci pourra ecirctre
remplaceacutee par son modegravele CAO dans leacutetude
Facteur de reacutetreacutecissemen t
La conception (eacutepaisseur de mur renfort etc) le choix du mateacuteriau les variables du
proceacutedeacute de fabrication (tempeacuterature pression dinjection etc) ont une influence sur la forme
et lamplitude du reacutetreacutecissement shrinkage) dune piegravece mouleacutee Plusieurs logiciels existent
pour lanalyse et la preacutediction du comportement de composantes mouleacutees Deacutependant de la
complexiteacute et de la puissance du programme une gamme complegravete de modules danalyse
peut coucircter entre $35000 agrave $150000 (Fischer 2003) Il est difficile de justifier de telles
sommes pour des piegraveces simples ou agrave faible production Dautre part mecircme une fois le
moule et les paramegravetres du proceacutedeacute deacutefinis le changement de couleur dune piegravece par
exemple peut engendrer de fortes modifications du facteur de reacutetreacutecissement
Lintroduction dun facteur deacutechelle 5 = P 0 0
0
A 0
o 0
A- dans chacune des matrices de
transformation x de la meacutethode proposeacutee ajoutera la possibiliteacute de modifier leacutechelle du
modegravele nominal Lanalyse du champ de deacuteformation et des facteurs deacutechelle obtenue en
108
appliquant cette nouvelle meacutethode sur les premiegraveres composantes de production permettra de
caracteacuteriser le comportement des piegraveces et dameacuteliorer le proceacutedeacute de fabrication Du point de
vue de linspection lajout dun tel paramegravetre rendra possible de veacuterifier la conformiteacute dune
piegravece mouleacutee sans prendre en compte les deacuteformations dues au reacutetreacutecissement du mateacuteriau
Acceptabiliteacute de la composante agrave lassemblage
Comme mentionneacute les piegraveces flexibles peuvent avoir une geacuteomeacutetrie diffeacuterente agrave leacutetat libre
que lorsquelles sont contraintes par lassemblage Leurs dimensions peuvent ecirctre agrave
linteacuterieur de leur zone de toleacuterance seulement agrave leacutetat libre seulement agrave lassemblage dans
les deux cas ou dans aucun des cas La meacutethode proposeacutee nassure pas lacceptation de la
composante agrave lassemblage Actuellement pour sassurer de lacceptation de la piegravece agrave
lassemblage linspection doit ecirctre faite sur un gabarit de conformation pour simuler
lassemblage Cette meacutethode est coucircteuse et peut introduire des contraintes inacceptables sur
la piegravece Le cas dune composante de revecirctement exteacuterieur dune moto par exemple permet
de mieux eacuteclairer la probleacutematique Lalgorithme IDI donne la possibiliteacute de faire
linspection de la piegravece sans gabarit deacutedieacute Cette inspection controcircle la geacuteomeacutetrie de la
composante sans veacuterifier que les deacuteformations subies lors de la fabrication sont acceptables
La flexibiliteacute permet souvent de conformer la piegravece agrave lassemblage ce qui rend les
deacuteformations induites par le proceacutedeacute acceptables Toutefois il peut arriver que forcer la piegravece
agrave lassemblage introduise des contraintes inacceptables dans le mateacuteriau ou des deacuteformations
inadmissibles pour les requis estheacutetiques Par conseacutequent agrave partir des informations fournies
par la meacutethode IDl une recherche peut ecirctre entameacutee pour reacutepondre agrave la question suivante
Existe-t-il une deacutemarche pour assurer de respecter tous les requis de la piegravece agrave lassemblage
Le terme deacutemarche sous entend une combinaison de force de conformation et son ordre
dapplication ou une seacutequence de serrage
ANNEXE I FIGURES SUPPLEacuteMENTAIRES
109
002111 03957 4 07703 8 11450 1 15196 4 020843 05830 6 09576 9 13323 2 17069 6
Figure I Deacuteplacement s en rotation imposeacutes lors de la simulation avec le type de deacutefauts 1 (VI ) et suivant la configuration de force 1 (Fl)
00351 04509 8 086686 12827 4 16936 3 Radwi 024304 065892 10748 149068 190657
Figure II Deacuteplacement s en rotation imposeacutes lors de la simulation avec le type de deacutefauts 1 (VI ) et suivant la configuration de force 1 (F2)
110
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull i l raquo bull bull bull bull bull bull icirc icirc icirc icirc bull bull bull bull bull bull icirc icirc icirc icirc raquobull bull bull bull bull icirc icirc icirc icirc raquo bullbullbullbullicirc icirclaquo^ bull bullbullbullbullicirc icirc icircraquoraquo ricirc icirc bullicirc icirc icirc icirc icirc
bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bullraquo bull bull bull bull bull bull bullbullbullbullbullbullbullbull bull bull bull bull bullbullbullbull bull bull bull bull bull bull bull bull Icirc 2 Icirc Icirc Icirc
bull bullbullbulln^ bull bullbullbullicircicircicircraquoraquo raquo bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbull bull bull bull bull bull raquo bull bull bull Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc icircicircicirc^^^^^ bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
a) bullbullbullbullbullbullbullbull bull bull bull bull bull raquo bull bull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull raquo bull bull bull bull bull bull bull bullbullbullbullbullbullbull IcircIcircIcircIcirc Icirc bullbullbullbullbull bullbullraquobullbullbull bull
IcircIcircIcircIcircraquo bull bulllaquobullbullbull bull raquo0tmdashraquo bull bulllaquobullbullbull bull bull
bullbullbullbullicircicirc bull 5Icirc icircicircicirc
bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull
bullbullbullbullbull
bullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
iiicircicircicircj bullbullbullbullbullbullbullIcircIcircIcirc bullbullbullbullbullbullbullbulllaquo bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbulllaquo bullbullbullbullbullbullbullbullbullbulllt bullbullbullbullbullbullbullbullbullbulllaquo bullbullbullbullbullbullbullbullbullbulllaquo bull bull bull bull bull bull bull bull bull bull 4 bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull laquo
d)
bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullraquobull gtbullbullbullbullbullbullbullbull
bullbullbullbullbullicircicircicirc
bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull icircticirc^^icirc^ icircicircicirc^icirc^ IcircIcircIcircIcirc
bullbull bull bull bull bull i T ^ bull bullbullicircicircicircicirc^
bull bull bull bullicircicirciraquo^^raquo bull bullbullbullbullbullicircicircraquo^^ ^ bull bull bull bull bull bull bull bull bull
icirc icirc icirc icirc icirc raquoraquoraquo t icirc icirc icirc raquoraquoraquo icirc raquo bull bull bull bull bull bull gtbullbullbullbullbullbullraquo gt bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull
raquo raquo raquo raquo raquo raquo I I i i i laquo bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullraquoraquoraquo bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull
b) bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
bull bullbullbullbullbull
IcircIcircIcircraquoIcircIcircIcirc IcircIcircIcircIcircraquoraquo bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull
e)
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull licircicirc^^^^ H raquoraquoicircrraquoicircraquo^raquo bull raquo bull bull bull bull bull bull raquo bull bull bull bull bull raquoicircicirc2raquo^^raquoraquo raquoicircicircicirc^raquoraquoraquoraquo raquo bull bull bull bull bull bullbullicircicircl^ bull bull bull icircicircsricircraquoraquoraquo icircST bull bullbullbullbullbull bull bull bull bull laquo bull bull bullbull bull bull icircicircicircraquoraquoraquoraquo raquo bull icircicircicircicircicircraquo raquo raquo bull2icircicircicircraquoraquo bullbullicircicircicircraquoraquoraquo raquo bullbullicirc icirc icirc icircraquoraquo ^ticircicirc bull bullraquobullbull bull bull icircicircicirc icirc icirc raquo^icircicircicircicircraquoraquo Icirc Icirc IcircHHIcircIcirc icircicircicircicircicircraquoraquoraquoraquo icircicircicircicircicircraquoraquoraquoraquo bull bull bull bull A A A
bull bull bull bulllaquobullraquo bull bull bull bull bull bullbullbullbullbullbullbullbull bullraquoraquoraquoIcirc2Icirc Icirc Icirc bull bull bull bull bull
Icirc Icirc raquoraquoraquoraquo icircicircicircicirc^^^^^ IcircIcirc^^^^^ bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
c) raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull
bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
bullbullicircraquoraquoraquo bullicircicircicircraquoraquoraquo
--bullicircicircicirc bullbullicircicircicircicircicirc raquobullbullbullbull bull bull bull bullicircicircicirc^^raquo bullbullicircicircicirc^^ liliulH icircicircicirc^raquo^raquo^ icircicircicirc^^raquo^raquoraquo icircicircicircicirc^^raquoraquo bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullraquobullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull
bullbullbullbullIcirc2Icirc icircticircicirc^icircicirc Icirc2IcircIcirc bull bullbullbullbullbullbullbullbull bull bull bull bulllaquobullbull bull bull bull bull bull bull bullbullbullgt bull bull bull bull bullbullbullraquoraquoicirc
bull5icirc
IcircIcircIcirc icircicircicircicircicircicircicircicircicircicirc bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
Figure III Visualisation de la position des erreurs de la surface A avec la configuration de force 1 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) e) f) les types de deacutefauts 2-3-4-5 (V2-V3-V4-V5) respectivement
111
raquo bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbull raquo bull bull bull bull bull bull bull bull raquobullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullicircicircicircicirc bullbullbullbullbullicircicircicircicirc bullbullbullbullbullIcircIcirc bullbullbullbullicircicircicircicircicirc
bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbull bullbullbullbullbullicircicircicircicirc IcircIcircIcircIcircIcirc
bullbullbullbullicirclicircicirc
bullbullbullbullbullicircicirc^raquo bullbullbullbullicircicircicirc^^ bullbullbullicircicircicircicircicirc^ bullbullbullbullbullbullbull bull icircicircicircicircicircicircicirc-IcircIcircIcircIcircIcircIcirc icircicircicircicircicircicircHicirc icirc icirc icirc ^ ^ raquo ^ ^ ^ lt bull bull bull bull bull bull bull bull bull lt bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull lt bull bull bull bull bull bull bull bull bull I
raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
-bull bull bullraquo - bull bull bull bull bull bull bullbullbullbullbull raquoraquo^icircicircicircicirc raquo bullicircicirclaquo^raquo^raquo^icircicircicirc^ bull raquo bull laquoicircicircraquoraquoraquo raquo bullbullicircicircicircicircicirc raquo
Icirc Icirc 2 Icirc raquo -bull f icirc icircS icirc bull bull bullbullbullbullraquobullbullbull
S Icirc raquo icircicircicircicircraquoraquo bullbulllaquobullbullraquo bull bullbull^bullbull^ bull bullbullbullbullbullbullbull bull bull bullbullbullbull bull bull bull bullbullbullbullbullbullbull bull
bull bull bull bull bull bull bull bull bull bull bull bull
bullbullbulllaquobullbullbullbull bull bull bull bullbullbullbullraquobullbullbull
mdashraquo bull bull bull bullbullbullbullbullraquoicirc icirc israquoraquo^ sicircicircicirc icirc 2icircicirc icircicircicircicircicircicirc raquo 5IcircIcircraquoraquoraquo bullbulliiraquo ZIcircIcirc^^laquo^^^^IcircIcircIcirc^^^ lt bull bull - - w bull bull bull bull Icirc raquo ^ ^ ^ bullicircicircicircicircraquo^^raquoraquoicirciumlraquoraquoraquoicirc Icirc Icirc raquo bull bull bull bull bull bull bull bull
bull bull bull bull bull Icirc Icirc bull bull bull bull bull bull
icirc icirc icirc icirc - icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquobullbullbullbullbullbullbull
Icirc Icirc Icirc Icirc Icirc ^ laquo Icirc Icirc Icirc bullbullbullbullbullbullbullbullbullbullbull icircicircicirc^^^^ bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull d)
raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull gt bull bull bull bull bull gt bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull Icirc Icirc Icirc raquo bull bull bull bull bull bull bull - icirc icirc icirc - Icirc Icirc Icirc l icirc^--
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull icirc icirc icirc icirc icirc icirc icirc icirc icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc bull bullbullbullicircicircraquo icirc bull ^iicircicircicirc bull bull bull bull bull bull icircicircicircicircicircicirc icirc icirc icirc icirc icirc icirc icirc icirc icirc
S Icirc icircicircicircSicirc^ zraquo icircicircicircicirc icircicircicirc bullIcircSIcirc^ Icirc
bull bullbullbullbullbullbullbull
gtbullbull bulliicirc^^^^^zii^^raquoraquo Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc raquo Icirc Icirc Icirc Icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc
bull bull raquo bull bull bull bull bull raquo bull bull bull bull bull bull bull raquoltraquoraquobullbull bull bull icircicircicircicircicirc ^^ bull bull5icircicircicirc bullbullicircicircicirct^^ bull bullbull4icircicirc ^ icircicircicirc gt bullbull bull bull laquobullicircicircicirc^^ bullbullicircicircicircraquo^
- -wmm bull bull bull bull bull bull bull bullraquobullbull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bullraquobullbull bull Icirc Icirc Icirc Icirc Icirc
bull bull bull bull bull bull bull bull bull bull bull bull bull icirc icirc icirc icirc icirc icirc icirc icirc icirc
raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
b) c)
raquo bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull bull bull bullIcircraquoIcirc
raquo bull bull bull bull icircicircicircicircicirc bull5icircicircicirc Icirc Icirc Icirc Icirc Icirc bull raquo bull bull bull bull bull bull bull bull bull bull bull bull raquo ltbullbullbull bull bull bull raquo bull bull bull bull bull bull bull S JSIcirc bullbullicircicircicircicirc bull4icircicirc bull bull bull bull bull bull icircicircicircicircicirc bullbull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull icircicircicircicirc^
S|||li bullbullbullbullbullbull bullbullIcirc^^^^ raquoIcircIcirc^^ bull bull
bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bull bullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbull poundbullbullbullbullbull m
icircicircicircicircicircicircicirc icircicircicirc^^^raquo^ bullbullbullbullbullbullbullbull bullbullbullbullbullbullicircicirc bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
bull bullbullliaraquoraquoraquo bull bullbullbullbullbullbull bull bull bullbullbullbullbullbullbull bull bullIcircIcirc bull bullbullbullbullbullbullbull bull bullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull
icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icircHicirc icirc icirc icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull
gt bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull
icircicircHicircicircicircicircicirc icircicircicircicirc^^^ gt bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
e) f)
Figure IV Visualisatio n de la position des erreurs de la surface A avec la configuration de force 2 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) e) f) les types de deacutefauts 2-3-4-5 (V2-V3-V4-V5) respectivement
112
Figure V Visualisation de la position des erreurs de la surface U avec la configuration de force 1 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) les types de deacutefauts 2-3 (V2-V3) respectivement
113
Figure VI Visualisatio n de la position des erreurs de la surface U avec la configuration de force 2 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) les types de deacutefauts 2-3 (V2-V3) respectivement
114
0raquo
ta 01
laquo S s I )
ltM I
laquo I
si laquos ( S
s - d
sS
gt - ^
g J S
bullS 5 o - v aQ et 9i mdash ^ laquo - i a S t U
gt Iuml s
115
tic
et S DA
C S e et
^bulls et ^ agt raquoM 9t U k O laquo M 0raquo -o e o bullG
figur
a
a o u et
u agt gtbull
S V
0raquo
u -o a e G V
o a et
-d a o w et
es
isu
gt
III
gt u u s U)
gt T t gt m gt rlt
b irgt
7 ri 1
V)
^ S ^ -4raquo -O 04
bullO 04
a M 4gt ^ e ^^ agt
F H
^ w^
w S
laquo3 laquo M gt0gt bullo 0raquo a egrave M
ucirc S
e b M 0gt
laquoM
s 04
bulla -ktf S S 04 bulld M
a m M
laquolt fl 04
S 04 gt G u 04 a M 04 ha
116
BIBLIOGRAPHIE
Allen B B Curless et Z Popovic 2003 laquoThe space of human body shapes reconstruction and parameterization from range scansraquo ACM SIGGRAPH 2003 3 Vol 22 p 587-94 Coll laquo ACM Trans Graph (USA) raquo San Diego CA USA ACM
Alrashdan A S Motavalli et B Fallahi 2000 laquoAutomatic segmentation of digitized data for reverse engineering applicationsraquo IIE Transactions vol 32 ndeg 1 p 59-69
Amberg B S Romdhani et T Vetter 2007 laquoOptimal step nonrigid ICP algorithms for surface registrationraquo p 1-8 Coll laquoCVPR 07 IEEE Confeacuterence on Computer Vision and Pattem Reacutecognitionraquo Minneapolis MN USA IEEE
Andrianopoulos N P 2006 laquoFull-field displacement measurement of a speckle grid by using a mesh-free deacuteformation ftinctionraquo Strain vol 42 ndeg 4 p 265-271
Barber C Bradford P Dobkin David et Huhdanpaa Hannu 1996 laquoThe quickhull algorithm for convex hullsraquo ACM Transactions on Mathematical Software (TOMS) vol 22 n 4 p 469-483
Ben-Salah Mohsen 2005 laquoUtilisation des surfaces pour lalignement et le balancement des piegravecesraquo Mlng Canada Ecole de Technologie Supeacuterieure
Besl Paul J et Neil D McKay 1992 laquoA method for registration of 3-D shapesraquo IEEE Transactions on Pattern Analysis and Machine Intelligence vol 14 n 2 p 239-256
Bihlmaier Bryan F 1999 laquoToleacuterance Analysis of Flexible Assemblies Using Finite Eleacutement and Spectral Analysisraquo MS thesis Brigham Brigham Young University
Bland JMartin 2005 The Half-Normal distribution method for measurement errortwo case studies Department of Health Sciences University of York
Camelio J A S J Hu et D Ceglarek 2004 laquoImpact of fixture design on sheet meacutetal assembly variationraquo Journal of Manufacturing Systems vol 23 ndeg 3 p 182-193
Chacirctelain J F et C Fortin 2001 laquoBalancing technique for optimal blank part machiningraquo Preacutecision Engineering vol 25 ndeg l p 13-23
Cui An Fengchong Lan et Jing Wang 1999 laquoResearch and application on reverse engineering for automobile body out surfaceraquo Vol 1 p 418-20 Coll laquoProceedings of the IEEE International Vehicle Electronics Confeacuterence (IVEC99)raquo Changchun China IEEE
117
Daily James W et William F Riley 1991 Expeacuterimental Stress Analysis Third Edition McGraw-HillInc
Dawant B M 2002 laquoNon-rigid registration of meacutedical images purpose and methods a short surveyraquo p 4 Coll laquoInternational Symposium on Biomeacutedical Imagingraquo Washington DC USA IEEE
Documentations-Metris 2009 laquohttpwwwmetriscomcmm_scannersraquo Consulteacute le 032009
Doring C A Eichhom Wang Xiaomeng et R Kruse 2006 laquoImproved Classification of Surface Defects for Quality Control of Car Body Panelsraquo Coll laquo2006 IEEE International Confeacuterence on Fuzzy Systemsraquo p 1476-1481
Eichhom Andreacuteas Daniela Girimonte Aljoscha KIose et Rudolf Kruse 2005 laquoSoft Computing for automated surface quality analysis of exterior car body panelsraquo Applied Soft Computing vol 5 ndeg 3 p 301-313
Ezra E M Sharir et A Efrat 2008 laquoOn the performance of the ICP algorithmraquo Computational Geometry Theory and Applications vol 41 ndeg 1-2 p 77-93
Feldmar J et N Ayache 1994 laquoRigid and affine registration of smooth surfaces using differential propertiesraquo Coll laquoProceedings of the 3rd European Confeacuterence on Computer Vision raquo vol 2 p 397 Stockholm Swed Springer-Verlag
Feldmar J et N Ayache 1996 laquoRigid affine and locally affine registration of free-form surfacesraquo InternationalJournal of Computer Vision vol 18 ndeg 2 p 99-119
Ferrant M S K Warfield C R G Guttmann R V Vulkem F A Jolesz et R Kikinis 1999 laquo3D image matching using a finite eacuteleacutement based elastic deacuteformation modelraquo vol 1679 p 202-9 Coll laquoProceedings of the Second International Confeacuterence on Meacutedical Image Computing and Computer-Assisted Intervention - MICCAr99raquo Cambridge UK Springer-Verlag
Fischer JM 2003 Handbook of Molded Part Shrinkage and Warpage William Andrew PublishingPIastics Design Library
Gao J N Gindy et X Chen 2006 laquoAn automated GD and T inspection system based on non-contact 3D digitizationraquo International Journal of Production Research vol 44 n deg l p 117-134
Gelfand N L Ikemoto S Rusinkiewicz et M Levoy 2003 laquoGeometrically stable sampling for the ICP algorithmraquo p 260-7 Coll laquoProceedings Fourth International Confeacuterence on 3-D Digital Imaging and Modeling 3DIM 2003raquo Banff Alta Canada IEEE
118
Gonzalez Rafaeumll C et Richard E Woods 2008 Digital image processing 3rd eacuted Upper Saddle River NJ Prentice Hall
Greenspan M et M Yurick 2003 laquoApproximate k-d tree search for efficient ICPraquo p 442-8 Coll laquoProceedings Fourth International Confeacuterence on 3-D Digital Imaging and Modeling 3DIM 2003raquo Los Alamitos CA USA IEEE
Holden Mark 2008 laquoA review of geacuteomeacutetrie transformations for nonrigid body registrationraquo IEEE Transactions on Meacutedical Imaging vol 27 ndeg 1 p 111-128
Huang X et P Gu 1998 laquoCAD-model based inspection of sculptured surfaces with datums raquo International Journal of Production Research vol 36 ndeg 5 p 1351-1367
Karafillis A P et M C Boyce 1992 laquoTooling design accommodating springback errorsraquo Journal of Materials Processing Technology vol 32 ndeg 1-2 p 499-508
Karafillis Apostolos P et Mary C Boyce 1996 laquoTooling and binder design for sheet meacutetal forming processes compensating springback ertorraquo International Journal of Machine Tools amp Manufacture vol 36 n 4 p 503-526
Lee Jiann-Der Shih-Sen Hsieh Chung-Hsien Huang Li-Chang Liu Chien-Tsai Wu Shin-Tseng Lee et Jyi-Feng Chen 2006 laquoAdaptive dual AK-D tree search algorithm for ICP registration applicationsraquo p 177-180 Coll laquo2006 IEEE Intemational Confeacuterence on Multimedia and Expo ICME 2006 - Proceedingsraquo Piscataway United States Institute of Electrical and Electronics Engineers Computer Society
Leopold J H Gucircnther et R Leopold 2003 laquoNew developments in fast 3D-surface quality controlraquo Measurement Journal of the International Measurement Confeacutedeacuteration vol 33 ndeg 2 p 179-187
Li Y et P Gu 2004 laquoFree-form surface inspection techniques state of the art reviewraquo CAD Computer Aided Design vol 36 ndeg 13 p 1395-1417
Li Y et P Gu 2005a laquoInspection of free-form shaped partsraquo Robotics and Computer-Integrated Manufacturing vol 21 ndeg 4-5 p 421-30
Li Y et P Gu 2005b laquoSculptured surface toleacuterance veacuterification with design datumsraquo International Journal of Production Research vol 43 ndeg 7 p 1465-1482
Lingbeek R J Huetink S Ohnimus M Petzoldt et J Weiher 2005 laquoThe development of a finite eacuteleacutements based springback compensation tool for sheet meacutetal productsraquo Journal of Materials Processing Technology vol 169 ndeg 1 p 115-25
119
Liu S C et S J Hu 1997 laquoVariation simulation for deformable sheet meacutetal assemblies using finite eacuteleacutement methodsraquo Journal of Manufacturing Science and Engineering Transactions ofthe ASME vol 119 ndeg 3 p 368-373
Liu S C S J Hu et T C Woo 1996 laquoToleacuterance analysis for sheet meacutetal assembliesraquo Journal ofMechanical Design Transactions ofthe ASME vol 118 ndeg 1 p 62-67
Low Kok-Lim et Anselmo Lastra 2007 laquoPredetermination of ICP registration errors and its application to view planningraquo p 73-80 Coll laquo3DIM 2007 - Proceedings 6th Intemational Confeacuterence on 3-D Digital Imaging and Modelingraquo Piscataway United States Institute of Electrical and Electronics Engineers Computer Society
Markvoort Laurent 2007 laquoMeacutethodologie danalyse statistique de toleacuterances dans les assemblages impliquant des composantes deacuteformablesraquo Doctorat Valenciennes Universiteacute de Valenciennes et du Hainaut-Cambreacutesis
Markvoort Laurent Stefan Gliniorz et Dominique Deneux 2005a laquoEtat de lart des meacutethodes danalyse de toleacuteranceraquo 9iegraveme Colloque National AIP PRIMECA
Markvoort Laurent Stefan Gliniorz et Dominique Deneux 2005b laquoPrise en compte de la nature flexible des mateacuteriaux pour lanalyse de toleacuteranceraquo 9egraveme Colloque National AIP PRIMECA
Masuda T et N Yokoya 1994 laquoA robust method for registration and segmentation of multiple range imagesraquo p 106-13 Coll laquoProceedings of the 1994 Second CAD-Based Vision Workshopraquo Champion PA USA IEEE
Merkley Karl G 1998 laquoToleacuterance analysis of compilant assembliesraquo PhD United States Utah Brigham Young University
Na Chen Qin Fei et Wei Jianyou 2007 laquoA smoothing algorithm for strain measurement by digital image corteacutelation methodraquo p 1-4 Coll laquoProceedings of the Electronic Packaging Technology Confeacuterence EPTCraquo Piscataway United States Institute of Electrical and Electronics Engineers Inc
Organization Intemational Standard 1983 laquoISO 1101 Technical Drawings - Geometrical tolerancing of form orientation location and mnout - Generalities deacutefinitions symbols indications on drawingraquo
Park S Y et Subbarao Murali 2003 laquoA fast point-to-tangent plane technique for multi-view registrationraquo p 276-83 Coll laquoProceedings Fourth Intemational Confeacuterence on 3-D Digital Imaging and Modeling 3D1M 2003raquo Banff Alta Canada IEEE
120
Pewsey A 2004 laquoImproved likelihood based inference for the gecircnerai half-normal distributionraquo Communications in Statistics - Theory and Methods vol 33 ndeg 2 p 197-204
Pottman H et M Hofer 2002 Geometry of the squared distance function to curves and surfaces Technical Report No 90 Institute of Geometry Vienna University of Technology
Prieto Flavio 1999 laquoMeacutetrologie assisteacutee par ordinateur Apport des capteurs 3D sans contactraquo PhD Canada Eacutecole de Technologie Supeacuterieure
Rusinkiewicz S et M Levoy 2001 laquoEfficient variants ofthe ICP algorithmraquo p 145-52 Coll laquoProceedings Third Intemational Confeacuterence on 3-D Digital Imaging and Modelingraquo Queacutebec City Que Canada IEEE
Son Seokbae Hyunpung Park et Kwan H Lee 2002 laquoAutomated laser scanning system for reverse engineering and inspectionraquo International Journal of Machine Tools and Manufacture vol 42 ndeg 8 p 889-897
Strand M F Erb et R Dillmann 2007 laquoRange Image Registration Using an Octree based Matching Strategyraquo Coll laquoICMA 2007 Intemational Confeacuterence on Mechatronics and Automationraquo p 1622-1627
Tahan SAntoine 2008 Note de cours MEC664 Optimisation des proceacutedeacutes industriels Deacutepartement de geacutenie meacutecanique Eacutecole de Technologie Supeacuterieure
Tahan SAntoine et J F Chacirctelain 2005 laquoProposais for the Inspection of Flexible Machine Eleacutements According to ASME Y145M-1994raquo Coll laquo17th Int Confeacuterence WSEAS Evolutionary Computingraquo Lisbon Portugal
Tomacircs Jirka Vacircclav Skala 2002 Gradient Vector Estimation and Vertex Normal Computation DCSETR-2002-08 Pilsen Czech Republic Department of Computer Science and Engineering University of West Bohemia in Pilsen
Tucker Thomas Marshall 2000 laquoA New Meacutethode for Parametric Surface Registrationraquo Phd Georgia Institute of Technology
Wei Gan et R H Wagoner 2004 laquoDie design method for sheet springbackraquo International Journal ofMechanical Sciences vol 46 ndeg 7 p 1097-113
Wu Longwu 1997 laquoTooling mesh geacuteneacuteration technique for iteacuterative FEM die surface design algorithm to compensate for springback in sheetmetal stampingraquo Engineering Computations (Swansea Wales) vol 14 ndeg 6 p 630-648
121
Xie Xianghua 2008 laquoA Review of Reacutecent Advances in Surface Defect Deacutetection using Texture analysis Techniquesraquo Electronic Letters on Computer Vision and Image Analysis p 1-22
Y145M-1994 ASME 1994 Dimensioning and Tolerancing ASME Press
Y1441-2003 ASME 2003 Digital Product Deacutefinition Data Practices ASME Press
Yao A W L 2005 laquoApplications of 3D scanning and reverse engineering techniques for quality control of quick response productsraquo International Journal of Advanced Manufacturing Technology vol 26 ndeg 11-12 p 1284-1288
Zhang Yu 2003 laquoResearch into the engineering application of reverse engineering technologyraquo Journal of Materials Processing Technology vol 139 ndeg 1-3 p 472-475
Tableau 21
Tableau 41
Tableau 42
Tableau 43
Tableau 44
Tableau 45
Tableau 46
Tableau 47
Tableau 48
Tableau 49
Tableau 410
LISTE DES TABLEAUX
Page
Reacutesumeacute des meacutethodes dinspection de composante flexible 26
Valeur des paramegravetres employeacutes dans lexemple l 57
Reacutesumeacute des erreurs de mesure (mm) de lexemple 1 sur lensemble des points 71
Reacutesumeacute des erreurs de mesure (mm) de lexemple 1 dans
les zones de deacutefauts 71
Valeur des paramegravetres employeacutes dans lexemple 2 73
Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 sur lensemble des points 78 Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 dans
les zones de deacutefauts 79
Valeur des paramegravetres employeacutes dans lexemple 3 83
Reacutesumeacute des erreurs de mesure (mm) de lexemple 3 sur lensemble des points 87 Reacutesumeacute des erreurs de mesure (mm) de lexemple 3 dans les zones de deacutefauts 88
Reacutesumeacute des erreurs en fonction des caracteacuteristiques de simulation 94
LISTE DES FIGURE S
Page
Figure l 1 AHgnement entre le DCS et le MCS 6
Figure 12 Meacutethodes de deacutefinition de la matrice de formage 15
Figure 21 Principales meacutethodes de controcircle des piegraveces flexibles 18
Figure 22 Exemple de gabarit 19
Figure 23 Systegraveme isostatique de reacutefeacuterentiels 19
Figure 24 Exemple dun systegraveme reacutefeacuterentiel hyperstatique 20
Figure 25 Exemple de reacutefeacuterentiel ajustable 21
Figure 26 Exemples dune conformation dune dimension nominale 22
Figure 27 Exemple de planeacuteiteacute agrave leacutetat libre 22
Figure 28 Exemples de toleacuterance relative 23
Figure 29 Exemple dutilisation dune longueur darc 23
Figure 210 Exemple dutilisation de dimension moyenne 24
Figure 211 Exemple dutilisation dun gabarit optique agrave leacutetat libre 25
Figure 31 Illustration dun champ de deacuteformation 29
Figure 32 AHgnement initial 32
Figure 33 Algorithme employeacute pour lalignement initial 33
Figure 34 AHgnement Rigide 35
Figure 35 Scheacutematisation de la modification de lensemble des correspondances 39
Figure 36 Exemple dun champ de deacuteformation repreacutesentant les distances point-point 40
Figure 37 Exemple dun champ de deacuteformation corrigeacute repreacutesentant les distances corrigeacutees 41
X
Figure 38 Exemple dun champ de deacuteformation lisse obtenu
avec lapplication de lalgorithme dalignement non-rigide 41
Figure 39 Creacuteation du modegravele nominal deacuteformeacute 42
Figure 310 Illustration de la normale dun point 44
Figure 311 Identification des deacutefauts 45
Figure 312 Ensemble de points voisins du nœud 742 45
Figure 313 Meacutethode didentification 48
Figure 314 Algorithme IDI 51
Figure 41 Processus de simulation de la piegravece fabriqueacutee 53
Figure 42 Modegravele A 54
Figure 43 Construction de la piegravece A fabriqueacutee avec la configuration de force 1 55
Figure 44 Deacuteplacements reacutesultant de la configuration de force 1 sur la piegravece A 55
Figure 45 Deacutefauts de surface introduits sur la piegravece A 56
Figure 46 Maillage du modegravele A nominal 56
Figure 47 Deacuteviations absolues apregraves la premiegravere iteacuteration 57
Figure 48 Identification des nœuds potentiellement dans une zone de deacutefauts 58
Figure 49 Deacuteviations apregraves a)2 iteacuterations b) 10 iteacuterations et c) 150 iteacuterations 59
Figure 410 Distribution des deacuteviations apregraves a)2 b) 10 et c) 150 iteacuterations 59
Figure 411 Comparaison des deacuteviations pour lessai avec configuration de force 1 60
Figure 412 Comparaison des distributions des deacuteviations pour
lessai avec la configuration de force l 61
Figure 413 Convergence des distances corrigeacutees 62
Figure 414 Distribution des erreurs 63
Figure 415 Visualisation de la position des erreurs 63
Figure 416 Distribution des erreurs dans la zone de deacutefaut simuleacute 63
XI
Figure 417 Synthegravese des reacutesultats pour lessai avec configuration de force 1 63
Figure 418 Construction de la piegravece A fabriqueacutee avec la configuration de force 2 64
Figure 419 Deacuteplacements reacutesultant de la configuration de force 2 sur la piegravece A 64
Figure 420 Comparaison des deacuteviations pour lessai avec configuration de force 2 65
Figure 421 Comparaison des distributions des deacuteviations pour
lessai avec la configuration de force 2 66
Figure 422 Distribution des erreurs 66
Figure 423 Visualisation de la position des erreurs 66
Figure 424 Distribution des erreurs dans la zone de deacutefaut simuleacute 66
Figure 425 Synthegravese des reacutesultats pour lessai avec configuration de force l 67
Figure 426 Type de deacutefauts imposeacutes dans lexemple 1 68
Figure 427 Convergence des distances corrigeacutees pour les piegraveces A 69
Figure 428 Visualisation de la moyenne des erreurs agrave chaque
point pour lexemple 1 69
Figure 429 Distribution des erreurs pour les douze (12) essais de lexemple 1 70
Figure 430 Reacutesumeacute des erreurs de mesure de lexemple 1 70
Figure 431 Modegravele U 72
Figure 432 Maillage du modegravele nominal U 72
Figure 433 Construction du nuage de points U avec le type de deacutefauts 1 (VI) 74
Figure 434 Type de deacutefauts imposeacutes dans lexemple 2 75
Figure 435 Convergence des distances corrigeacutees pour les piegraveces U 76
Figure 436 Visualisation de la moyerme des erreurs agrave chaque
point pour lexemple 2 77
Figure 437 Distribution des erreurs pour les huit (8) essais de lexemple 2 77
Figure 438 Reacutesumeacute des erreurs de mesure de lexemple 2 78
XII
Figure 439 Surface complexe 80
Figure 440 Maillage de la surface complexe nominale 80
Figure 441 Construction de la piegravece fabriqueacutee avec la configuration de force 1 81
Figure 442 Deacuteplacements reacutesultant de la configuration de force l sur le modegravele 82
Figure 443 Construction de la piegravece fabriqueacutee avec la configuration de force 2 82
Figure 444 Deacuteplacements reacutesultant de la configuration 2 sur le modegravele 83
Figure 445 Types de deacutefauts imposeacutes dans lexemple 3 84
Figure 446 Convergence des distances corrigeacutees des essais de lexemple 3 85
Figure 447 Visualisation de la moyerme des erreurs agrave chaque
point pour lexemple 3 86
Figure 448 Distribution des erreurs pour les douze (12) essais de lexemple 3 86
Figure 449 Reacutesumeacute des erreurs de mesure de lexemple 3 87
Figure 450 Superposition des erreurs observeacutees dans lexemple 1 et de la distribution du bruit de mesure introduit 94
Figure 451 Superposition des erreurs observeacutees dans lexemple 2 et de la distribution du bruit de mesure introduit 95
Figure 452 Superposition des erreurs observeacutees dans lexemple 3 et de
la distribution du bruit de mesure introduit 95
Figure 453 Choix de la valeur du critegravere darecircte dans lexemple 1 97
Figure 454 Particulariteacute de lessai Surface A VI FI 97
LISTE DES ABREacuteVIATIONS SIGLES E T ACRONYMES
ADCATS Association for the Development of Computer-Aided Tolerancing Systems
AVG Symbole de la valeur moyenne (ASMEY145M-1994)
BYU Brigham Young University
CAO Conception Assisteacutee par Ordinateur
DA Displacement Ajustement method
DCS Systegraveme de coordormeacutees de conception Design Coordinate System)
copy Modificateur agrave leacutetat libre (ASMEY145M-1994)
FASTA Flexible Assembly Spectral Toleacuterance Analysis
FEMFEA Meacutethode des eacuteleacutements finis
GM CRL-AVM Collaborative Research Laboratory Advanced Veacutehicule Manufacturing
ICP Iteacuterative Closest Point
IDI Inspection par Deacuteplacement Iteacuteratif ( Iteacuterative Displacement Inspection )
IGES Initial Graphics Exchange Speacutecification
LMS Least Meacutedian of Squares
MARS
XIV
Laboratory for Manufacturing System Realization and Synthesis
MATH DATA Modegravele nominal disponible dans un format matheacutematique et informatique
MCS Systegraveme de coordonneacutees du systegraveme de mesures Measurement Coordinate System)
MMT Machines agrave Mesurer Tridimensionnelle
NURBS Non-Uniform Rational B-Spline
SDA Smooth Displacement Ajustment
STA-DEF Statistical Toleacuterance Analysis and Deacuteformation Analysis
STEP Standard for the Exchange ofProduct model data
LISTE DES SYMBOLES
A Matrice (4A^ + A^ ) x 4Ns a Paramegravetre de lalgorithme non-rigide influenccedilant la rigiditeacute et la qualiteacute
de lissage du champ de deacuteplacement or Valeur initiale du paramegravetre a dans lalgorithme IDI
Up Valeur finale du paramegravetres dans lalgorithme IDl
B Matrice (4yV-hAfJx3
c Point de lensemble P correspondant au point le plus proche du point s de la surface nominale c e C
C Ensemble de points de P correspondant aux points les plus proches de
la surface nominale S C = c^ C2 bullbullbull c^J
dg Distance euclidienne dun point s de S agrave P pound) Distance euclidienne corrigeacutee repreacutesentant la projection de la distance
point-point sur la normale du point s Ddeg5 Deacuteviation imposeacutee sur le modegravele simuleacute au point s
D5 Deacuteviation au nœud s provenant de la k^ iteacuteration de lalgorithme IDI
dsearchn Fonction de Matlabreg retournant les points c correspondants aux points
les plus proches aux points de la surface nominale S S Pourcentage du deacuteplacement agrave appliquer E(^X) Fonction objective totale de lalgorithme non-rigide
EX) = EX) + aEX) Ej Fonction objective de lerreur de distance
E Fonction objective de lerreur de lissage
E Eacuteleacutements du maillage S
Eji Erreur eacutevalueacutee au point 5
e Seuil ou critegravere de convergence
Fonction objectivefonction scalaire
Fgj Moyenne des D^j des points du voisinage niveau 1 du point s G Matrice didentiteacute4x 4 H
H =
s X
si
s^
matrice de A^ x 4Ng
I Lindicateur de confiance du point 5 e
K Nombre diteacuterations
XVI
Kg Nombre diteacuterations ougrave le paramegravetre ocirc est appliqueacute
K^p^^^ Nombre diteacuterations maximales de lalgorithme ICP
K^^ Nombre diteacuterations maximales de lalgorithme IDI
L Liste des arecirctes du modegravele nominal mailleacute M Matrice nœud-arecircte (laquo0(ie-arc) Nj^xN^ contenant linformation
topologique du maillage S Mpcj Les positions des supports dans le systegraveme de coordonneacutees de
conception (DCS)
MOCS=MOCSX MOCS2 - Mocsjl^ocs^^
Mj^^g Les positions des supports dans le systegraveme de coordonneacutees machine
(MCS) M bdquo = M ^ bdquo M^bdquo2 bullbullbull ^MC5^) Mes e K-
2 Norme de Frobenius F
n Vecteur normal du triangle compris dans leacuteleacutement Ej rig Vecteur normal dun nœud 5
N^ Nombre deacuteleacutements au voisinage immeacutediat du point s NQ Nombre de supports
A^ Nombre darecirctes du modegravele nominal mailleacute
Np Nombre de points du nuage repreacutesentant la piegravece physique numeacuteriseacutee
M Nombre de points du nuage repreacutesentant le modegravele nominal mailleacute
My Nombre de points voisins de niveau 1 de s ^ Aire de leacuteleacutement j P Nuage de points repreacutesentant la piegravece physique numeacuteriseacutee p Un point de P Pj e P P^^^ Points dans P les plus proches des points de fixation Mj^bdquo
MCS ~ (PMCSX PMCSI bull bull bull PMCS Nf j I ^MCS ^ bull
CcedilR Vecteur de luniteacute de quatemion 9^ = [TQ q^ 2 ^3]
qj Vecteur de translation qj e K
R Vecteur de rotation R e R^
R(0) Matrice orthogonale M speacutecifiant une rotation de 6j autour
de laxe j S Nuage de points repreacutesentant le modegravele nominal mailleacute 5 Transformation de 5 dans un nouveau systegraveme de coordonneacutees s Un point de S ssS2 s Transformation de s dans un nouveau systegraveme de coordormeacutees
XVII
S^fyg Nœuds de S agrave proximiteacute des points A^^^
^DCS mdash [^DCSX ^DCSl bull bull bull S DCS V j I ^ DCS ^ ^
Step^ Valeur agrave retrancher de or agrave chaque eacutetape de reacuteduction de celui-ci
R q T Matrice de transformation T =
0 1
T Critegravere employeacute pour lindentification des points dans les zones de deacutefauts
j Centroiumlde de lensemble S jucircf Centroiumlde de 1 ensemble C Oj Angle de rotation 9 autour de laxe j y Liste des points dans le voisinage de niveau 1 dun point de 5
y^ Liste des points dans le voisinage de niveau 2 dun point de S
w Poids permettant de controcircler linfluence de chaque point sur le champ de deacuteplacement
W Matrice diagonale N^ x A^ des poids w^ X Matrice de transformation affine 3x4
X Regroupement des matrices de transformation affine A = [x x ^ ]
AX Critegravere de deacutecision pour autoriser la diminution de la valeur du paramegravetre or
T
INTRODUCTION
Les dimensions et la geacuteomeacutetrie dune composante meacutecanique subissent des alteacuterations par
rapport agrave leurs valeurs nominales agrave cause des variations inheacuterentes et attribuables aux
proceacutedeacutes de fabrication Pour sassurer que ces variations respectent les speacutecifications du
concepteur (requis dassemblage et requis de performance) les piegraveces doivent ecirctre
inspecteacutees La norme ASME Y145M-1994 considegravere comme condition laquopar deacutefaut raquo que
linspection des composantes doit ecirctre effectueacutee agrave leacutetat libre free state) sans force
appliqueacutee durant linspection Toutefois les piegraveces flexibles telles que les coques minces
peuvent prendre agrave leacutetat libre une forme substantiellement diffeacuterente de leur geacuteomeacutetrie
nominale en raison de leffet de la graviteacute des deacuteformations engendreacutees par les contraintes
induites par le proceacutedeacute et des forces induites lors de lassemblage Par exemple un panneau
de revecirctement dun avion peut subir une leacutegegravere torsion neacuteanmoins il pourra ecirctre riveteacute en
place et reproduire la geacuteomeacutetrie exigeacutee Dans un cas pareil linspection agrave leacutetat libre naura
pas eacuteteacute approprieacutee Dans le cas geacuteneacuteral leacutetude de la conformiteacute geacuteomeacutetrique des piegraveces
flexibles peut ecirctre une opeacuteration deacutelicate si des conditions de restrictions ne sont pas deacutefinies
pour garantir un niveau acceptable de la reacutepeacutetitiviteacute des mesures Par exemple effectuer
linspection avec un gabarit pour contraindre la geacuteomeacutetrie de la piegravece ou encore ajouter des
reacutefeacuterentiels Datum) pour inspecter la piegravece dans un eacutetat de positionnement hyperstatique
sont des techniques proposeacutees par la norme ASME 145M-1994
La flexibiliteacute dune piegravece deacutefinie par le rapport entre la deacuteformation et leffort appliqueacute est
une notion relative Un tube daluminium dun diamegravetre de 025 mm est consideacutereacute comme
pratiquement rigide sur une courte longueur par exemple lt800 mm Par contre le mecircme
Piegraveces ayant une faible eacutepaisseur dans la direction normale agrave la surface nominale
tube sera consideacutereacute comme flexible si sa longueur est grande et uniquement leffet de la
graviteacute sera suffisant pour affecter sensiblement les mesures de rectitude ou de cylindriciteacute
Pour analyser qualitativement le problegraveme la flexibiliteacute est preacutesenteacutee sur une eacutechelle relative
de 0 pour repreacutesenter les piegraveces parfaitement rigides et de 100 pour les piegraveces
parfaitement flexibles Trois diffeacuterentes zones sont eacutetablies comme lillustre la figure ci-
dessous
Flexibiliteacute
ZoneC 100
Figure i Preacutesentation scheacutematique de la rigiditeacute
La zone A caracteacuterise les piegraveces relativement rigides Les deacuteformations induites durant
linspection par une force raisonnable (~ 40 N) ont un effet neacutegligeable par rapport aux
toleacuterances demandeacutees (lt 5 toleacuterance) comme par exemple une bague dun roulement ou
un arbre de renvoi
La zone B deacutecrit les piegraveces relativement flexibles Cette zone est deacutetermineacutee arbitrairement
Elle deacutepend de la taille de la piegravece de la direction et du stade de lassemblage sur lequel
linspection est effectueacutee Par exemple un panneau mince sera consideacutereacute comme rigide dans
la direction de leacutepaisseur (vecteur normal agrave la surface) et flexible dans les autres directions
Le mecircme panneau sera traiteacute comme rigide suite agrave une opeacuteration de collage avec dautres
composantes Les piegraveces de cette zone sont les plus probleacutematiques durant les opeacuterations
dinspection
La zone C qualifie les piegraveces tregraves flexibles comme un tissu un joint deacutetancheacuteiteacute mince un
boyau flexible ou une piegravece malleacuteable Ces composantes subissent des grandes deacuteformations
par rapport aux toleacuterances exigeacutees Dans ce cas il est pratiquement impossible deffectuer
une inspection dimensiormelle sans restreindre les deacuteformations etou supporter la piegravece avec
un gabarit ou un montage speacutecial
Il en reacutesulte que les piegraveces flexibles se voient inspecteacutees de maniegraveres diffeacuterentes Vu que la
geacuteomeacutetrie de la piegravece est deacutependante de son orientation et de la meacutethode de support
linspection de ces piegraveces neacutecessite aujourdhui des outils deacutedieacutes et coucircteux comme les
gabarits de conformiteacute illustreacutes agrave la figure ii Par conseacutequent le but de ce meacutemoire est
dintroduire une meacutethode de controcircle sans contact et sans utilisation de gabarit speacutecialiseacute
deacutedieacute agrave la piegravece Plus speacutecifiquement la meacutethode envisage dinspecter le profil de surface
dune piegravece manufactureacutee en numeacuterisant celle-ci dans un eacutetat laquo non-conformeacute raquo puis en
comparant son nuage de points avec son modegravele nominal CAO Il sensuit que puisque les
deux modegraveles ont une geacuteomeacutetrie diffeacuterente il nest plus possible de simplement les comparer
puis dy identifier les deacutefauts Une telle approche identifiera des deacuteviations eacuteleveacutees entre les
deux modegraveles et camouflera les deacutefauts actuels de la piegravece numeacuteriseacutee Pour remeacutedier agrave cela il
est neacutecessaire davoir une meacutethode permettant de rapprocher les deux geacuteomeacutetries sans
toutefois camoufler les deacutefauts de la piegravece numeacuteriseacutee
Limportance de la veacuterification du profil de surface sur les composantes de carrosserie est
mise en relief par Leopold et al (2003) Eichhom et al (2005) et plus reacutecemment
Doring et al (2006)
Ce meacutemoire propose donc une meacutethode innovatrice permettant de comparer la geacuteomeacutetrie de
la piegravece fabriqueacutee et numeacuteriseacutee malgreacute que celle-ci ait subi des deacuteformations avec la
geacuteomeacutetrie nominale de la composante en deacuteformant successivement le modegravele nominal afin
quil eacutepouse la piegravece numeacuteriseacutee Agrave chaque iteacuteration de lalgorithme les modegraveles sont
compareacutes puis une technique originale didentification seacutepare les deacuteviations dues agrave la nature
flexible de la piegravece de celles dues aux laquo deacutefauts de profil raquo Par la suite le modegravele nominal
est deacuteformeacute de maniegravere agrave ne pas eacutepouser les zones identifieacutees comme laquo deacutefauts de profil raquo
Figure ii Exemples dutilisation dun gabarit de conformiteacute
Le preacutesent document comporte quatre chapitres Le premier chapitre met en relief les deacutefis de
cette recherche en la situant par rapport aux autres recherches effectueacutees dans le domaine
sous le format dune revue de la litteacuterature Par la suite le chapitre deux expose une revue
deacutetailleacutee des possibiliteacutes et des techniques permises par la norme ameacutericaine
ASME Y145M-1994 pour ameacuteliorer la reacutepeacutetitiviteacute de linspection des composantes
flexibles Le chapitre trois deacuteveloppe la theacuteorie de lalignement spatial et deacutecrit chaque eacutetape
de lalgorithme proposeacute Le chapitre quatre deacutemontre la validiteacute et la robustesse de la
meacutethode suggeacutereacutee en lappliquant sur trois types de surface Les reacutesultats de ces analyses
ainsi quune discussion y sont exposeacutes Enfin ce document termine avec une conclusion
suivie dune reacuteflexion approfondie sur les champs de recherche future
Exemples tireacutes des sites web wwwfarocom wwwaiconde wwwnpltechcouk
CHAPITRE 1
REVUE D E LA LITTEacuteRATURE E T EacuteTAT D E LART DAN S LE DOMAIN E
La revue de la litteacuterature permettra de situer la preacutesente recherche par rapport aux autres
recherches effectueacutees sur le mecircme sujet En premier lieu une revue geacuteneacuterale sur lalignement
entre la repreacutesentation 3D dune piegravece et son modegravele CAO est preacutesenteacutee Ensuite une revue
des meacutethodes dalignement non-rigide des techniques danalyse des variations
dimensiormelles et geacuteomeacutetriques des piegraveces souples ainsi que lutilisation iteacuterative de la
meacutethode deacuteleacutements finis y sont exposeacutees
11 Alignemen t entre la repreacutesentation 3D dune piegravec e et son modegravele CA O
Les dimensions et la geacuteomeacutetrie dune composante meacutecanique varient naturellement de leurs
valeurs nominales compte tenu des variations inheacuterentes aux proceacutedeacutes de fabrication Pour
sassurer que ces variations respectent les speacutecifications du concepteur les piegraveces doivent
ecirctre inspecteacutees et controcircleacutees Deacutependant de la complexiteacute de la composante de la technologie
disponible du tj^e de toleacuterance et de la preacutecision de mesure exigeacutee plusieurs meacutethodes sont
applicables par exemple le vemier le micromegravetre la MMT Machines agrave Mesurer
Tridimensionnelle) ou encore le scanneur laser ou optique (mesures sans contact)
Linspection dune surface quelconque (Free-Form Surface) demeure un domaine en
constante eacutevolution en raison de la complexiteacute des surfaces et de la croissance de la demande
doutils dune preacutecision supeacuterieure pour leur controcircle Aujourdhui il est dusage demployer
une MMT ou un scanneur laseroptique pour linspection dune surface quelconque eacutetant
donneacute leur preacutecision ainsi que leur coucirct de plus en plus abordable Les donneacutees brutes de
mesure doivent ecirctre par la suite compareacutees avec le modegravele nominal afin de localiser et de
quantifier les erreurs de forme dorientation et de localisation relativement agrave leur zone de
toleacuterance speacutecifieacutee La surface nominale existe dans le systegraveme de coordormeacutees de
conception (Design Coordinate System DCS) tandis que celle mesureacutee demeure dans le
systegraveme de coordoimeacutees du systegraveme de mesure (Measurement Coordinate System MCS)
Il sensuit que la comparaison des surfaces neacutecessite lunification des deux systegravemes de
coordonneacutees Ce processus dunification est nommeacute recalage localisation ou alignement
(Localisation or Registration) dans la litteacuterature scientifique Lalignement se reacutesume agrave
trouver une matrice de transformation rigide entre le DCS et le MCS comme lillustre la
figure l l
MCS
C^ TRANSFORMATIO N
X ^ I
Figure 11 Alignement entre le DCS et le MCS
La repreacutesentation geacuteomeacutetrique des composantes influence significativement le choix de
lalgorithme de localisation Diverses approches adoptent une repreacutesentation parameacutetrique de
la geacuteomeacutetrie par des surfaces polynomiales des surfaces de Bezier ou NURBS
(Non-Uniform Rational B-Spline) De plus les logiciels de reconstruction de surface sont
freacutequemment employeacutes pour linspection (Alrashdan et al 2000 Cui et al 1999 Son et al
2002 Yao 2005 Zhang 2003) Une revue exhaustive des meacutethodes de repreacutesentation
des surfaces ainsi que des algorithmes dalignement est fournie par
Li et Gu (2004) Eacutetant doimeacute que cette recherche aspire agrave deacutevelopper une meacutethodologie
dinspection sans preacutetraitement des points numeacuteriseacutes simple dutilisation et indeacutependante des
logiciels de reconstruction la revue de la litteacuterature sera limiteacutee aux algorithmes ne
neacutecessitant pas de repreacutesentation parameacutetrique ou de reconstruction analytique des surfaces
En 1992 Besl et McKay ont preacutesenteacute lalgorithme dalignement ICP (Iteacuterative Closest
Point) Ce dernier est largement reconnu dans le domaine de la vision industrielle ainsi que
dans le secteur manufacturier Tirant profit des caracteacuteristiques des quatemions la meacutethode
estime par iteacuteration la matrice de transformation rigide neacutecessaire agrave lalignement de la piegravece
numeacuteriseacutee avec le modegravele nominal agrave partir dune matrice de transformation initiale
Agrave chaque iteacuteration la combinaison de points entre le modegravele numeacuteriseacute et le nominal est
eacutevalueacutee Par la suite les matrices de rotation et de translation constituant la matrice de
transformation rigide et minimisant la distance euclidierme entre chaque combinaison de
points est obtenue La solution de lalgorithme converge vers le minimum local dans le
voisinage de la condition initiale
Masuda et Yokoya (1994) introduisent agrave lalgorithme ICP un meacutecanisme permettant
ladoption dun eacutechantillonnage aleacuteatoire des points numeacuteriseacutes pour lalignement De plus ils
suggegraverent de faire agrave chaque iteacuteration lestimation par la meacutethode des moindres carreacutes des
meacutedianes (Least Meacutedian of Squares LMS) de la matrice de transformation rigide agrave partir des
reacutesultats de lICP original Les modifications proposeacutees permettent de reacuteduire sensiblement le
temps de calcul de lICP tout en conservant sa robustesse
Tucker (2000) met en avant la meacutethode de Newton et la compare agrave lalgorithme ICP
La valeur ajouteacutee de la technique proposeacutee reacuteside dans sa capaciteacute de trouver analytiquement
la deacuteriveacutee seconde neacutecessaire agrave la meacutethode de Newton classique Ceci a pour effet
dameacuteliorer substantiellement les coucircts de calcul de la meacutethode Tucker deacutemontre que la
meacutethode de Newton converge plus rapidement que lalgorithme ICP mais quelle demeure
plus sensible agrave lalignement initial des modegraveles Toutefois malgreacute que la meacutethode de Newton
se montre fortement prometteuse elle est limiteacutee au cas ougrave la repreacutesentation geacuteomeacutetrique du
modegravele serait parameacutetreacutee
Rusinkiewicz et Levoy (2001) classifient et comparent la vitesse de plusieurs variantes de
lalgorithme ICP La classification repose sur linfluence que chaque meacutethode possegravede sur les
six (6) eacutetapes de lalgorithme (1) la seacutelection des points (2) le couplage des points
(3) la pondeacuteration des couplages de points (4) le rejet de certaines combinaisons de points
(5) lapplication dune erreur deacutependante du couplage (6) la minimisation de la distance
entre les points Par la suite une nouvelle deacutemarche deacutechantilloimage nommeacutee
normal-space-concept baseacutee sur la distribution du vecteur normal de chacun des points
seacutelectionneacutes est introduite La technique deacutechantillormage consiste agrave seacutelectiormer des points
afin que la distribution de leur normale soit la plus large possible
Dans le but de minimiser lerreur de localisation de lalgorithme ICP des techniques
deacutevaluation de la distance entre chaque combinaison de points ont eacuteteacute deacuteveloppeacutees
Contrairement agrave lalgorithme ICP classique qui calcule la distance entre chaque combinaison
de points par la distance euclidienne entre ces points soit point-point dautres techniques
utilisent des meacutetriques diffeacuterentes point-projection point-plan tangent (Park et Murali
2003 Pottman et Hofer 2002 Rusinkiewicz et Levoy 2001) Gelfand et al (2003) montrent
que ces techniques ont lavantage de permettre aux deux modegraveles de glisser entre eux dans
des reacutegions planes ou circulaires en raison des degreacutes de liberteacute non contraints Toutefois si
trop de points eacutechantillonneacutes proviennent de telles reacutegions lalgorithme
devient instable agrave cause du manque de contrainte de blocage Pour pallier agrave ceci
Gelfand et al (2003) proposent une approche deacutechantillonnage analysant la matrice de
covariance utiliseacutee pour la minimisation de lerreur dalignement Une fois une paire de
points identifieacutee si la preacutesence dun manque de contrainte est deacutetecteacutee en veacuterifiant la matrice
de covariance la paire de points est remplaceacutee par une autre
12 Alignemen t non-rigid e
Dans toutes les approches preacuteceacutedentes lalignement est appliqueacute sur des modegraveles de piegraveces
rigides avec lhypothegravese que les geacuteomeacutetries de la piegravece numeacuteriseacutee et nominale sont proches
Dans le cas dinspection de piegraveces flexibles sans gabarit de conformiteacute la geacuteomeacutetrie de la
piegravece physique numeacuteriseacutee peut ecirctre significativement diffeacuterente de la geacuteomeacutetrie nominale Le
problegraveme dalignement ne se limite plus agrave trouver la matrice de transformation rigide
Lintroduction des techniques de recalage non-rigide est neacutecessaire Comparativement au
recalage rigide qui permet daligner par exemple deux lignes parallegraveles le recalage non-
rigide permet lalignement dune ligne avec une courbe
Limagerie meacutedicale est probablement le domaine qui a permis aux techniques dalignement
non-rigide de se deacutevelopper substantiellement Les applications meacutedicales se divisent en
deux cateacutegories intrasujet (intrasubject) et intersujet (intersubject) Intrasujet fait reacutefeacuterence
au recalage dun mecircme sujet numeacuteriseacute agrave des temps diffeacuterents par exemple pour faire la
comparaison avantapregraves opeacuteration des scans en neurochirurgie Intersujet signifie
lalignement de diffeacuterents sujets numeacuteriseacutes par exemple pour creacuteer un atlas statistique des
variations de lanatomie dun groupe de patient Dawant (2002) puis Holden (2008)
fournissent une revue de litteacuterature sur les algorithmes de recalage employeacutes dans limagerie
meacutedicale Holden (2008) regroupe les techniques suivant leur fondement theacuteorique celles
dont les transformations sont reacutegies par les proprieacuteteacutes physiques du modegravele et celles dont les
transformations proviennent de meacutethodes dinterpolation
Ferrant et al (1999) minimisent une fonction deacutenergie comprenant deux termes Le premier
contraint la deacuteformation agrave suivre un comportement dicteacute par les proprieacuteteacutes physiques du
mateacuteriau du modegravele tandis que le deuxiegraveme tend agrave minimiser la distance entre les deux
images Cette technique a lavantage de prendre les proprieacuteteacutes physiques en compte
Ferrant et al (1999) traitent seulement le cas de modegravele ayant subi de petites deacuteformations
dans le domaine eacutelastique dun mateacuteriau isotrope
Feldmar et Ayache (1994 1996) proposent la meacutethode locally affine deacuteformation pour
reacutesoudre lalignement non-rigide Au lieu demployer une seule matrice de transformation
rigide pour aligner les deux modegraveles ils introduisent lutilisation dune matrice de
transformation affine par sous-ensemble spheacuterique de points Une fonction de lissage assure
une similitude entre la transformation dun point et celle appliqueacutee agrave ses points voisins dans
un mecircme sous-ensemble De plus le meacutetrique ne se limite plus agrave la distance entre les points
mais prend en compte aussi la diffeacuterence entre la normale et la courbure curvature) aux
points
Dans le domaine de lanimation informatique Allen et al (2003) deacuteveloppent une meacutethode
permettant dajuster le maillage de haute reacutesolution dun corps humain modeacuteliseacute (template)
pour que celui-ci repreacutesente le modegravele dun corps humain reacuteel numeacuteriseacute Ceci permet de
creacuteer un modegravele parameacutetreacute du corps reacuteel numeacuteriseacute Inspireacutes entre autres de
Feldmar et Ayache (1994 1996) Allen et al (2003) proposent dappliquer pour chaque
nœud du maillage une matrice de transformation affine de telle sorte que le modegravele initial se
10
rapproche du modegravele reacuteel tout en gardant un maillage lisse Pour remeacutedier agrave cela la meacutethode
vise agrave minimiser la combinaison de trois erreurs pondeacutereacutees la distance entre chaque
combinaison de points la diffeacuterence entre les matrices de transformation de deux points
dune mecircme arecircte du maillage et la distance entre chaque combinaison dindicateurs de
positionnement markers) La deacutemarche a lavantage de creacuteer un modegravele parameacutetreacute du corps
reacuteel numeacuteriseacute mecircme si la numeacuterisation du corps est incomplegravete dans les zones difficiles agrave
numeacuteriser Cette derniegravere caracteacuteristique en fait un bon candidat pour son utilisation
dans la preacutesente recherche Amberg et al (2007) reformulent la fonction objective de
Allen et al (2003) en une fonction quadratique La fonction est ensuite minimiseacutee en posant
sa deacuteriveacutee eacutegale agrave zeacutero et en reacutesolvant le systegraveme lineacuteaire deacutecoulant
Une description plus deacutetailleacutee de lalgorithme ICP proposeacute par Besl et McKay (1992) ainsi
que pour celui preacutesenteacute par Allen et al (2003) puis reformuleacute par Amberg et al (2007) se
retrouvent au chapitre 3
13 Analys e des variations dimensionnelles e t geacuteomeacutetriques de s piegraveces souple s
Les meacutethodes danalyse de variations dimensionnelles et geacuteomeacutetriques classiques
considegraverent les piegraveces comme rigides Elles ne prennent pas non plus en compte les
deacuteformations permises lors de lassemblage Ces meacutethodes surestiment donc les toleacuterances
alloueacutees Cette sureacutevaluation amplifie les coucircts de production engendreacutes par laugmentation
du nombre de rejets du produit Les recherches preacutesenteacutees ci-dessous traitent de meacutethodes
ayant pour objectif dinteacutegrer la flexibiliteacute des piegraveces dans lanalyse de variations
dimensionnelles traditiormelles
Le groupe de recherche Laboratory for Manufacturing System Realization and
Synthesis (MARS) de lUniversiteacute du Michigan en collaboration avec Collaborative
Research Laboratory Advanced Veacutehicule Manufacturing (GM CRL-AVM) avec Hu
Ceglarek ainsi que leurs eacutetudiants (Lui et Camelio etc) ont mis les bases de lanalyse
dimensionnelle dassemblage par conformation Le domaine dapplication principal de leurs
Il
travaux est la gestion des variations dun assemblage en meacutetal en feuille utiliseacute pour la
carrosserie dautomobile Ci-dessous se trouve une seacutelection de leurs travaux
Liu et al (1996) mettent en relief limportance de la seacutequence dassemblage sur la variation
finale de celui-ci En utilisant la meacutecanique lineacuteaire ils deacutemontrent que la flexibiliteacute des
piegraveces agrave lassemblage peut compenser leurs variations dimensioimelles Autrement dit la
variation de lassemblage de composantes flexibles est plus faible que celle estimeacutee avec un
modegravele danalyse classique de cumul des toleacuterances (Stacked Up Analysis) Subseacutequemment
Camelio et al (2004) proposent un algorithme optimisant la position des fixations tout en
minimisant la variation de lassemblage en fonction des variations des piegraveces et des outils
Liu et Hu (1997) preacutesentent deux techniques de preacutediction des variations dun assemblage en
meacutetal en feuille employant la meacutethode deacuteleacutements finis (FEM) La premiegravere
laquo Direct Monte Carlo Simulation raquo consiste simplement agrave faire varier aleacuteatoirement les
nœuds des composantes mailleacutees simulant de ce fait les deacutefauts de fabrication avant de faire
lanalyse par eacuteleacutements finis (FEA) de lassemblage Lanalyse FEA est reacuteiteacutereacutee plusieurs fois
pour une distribution repreacutesentative de la variation finale de lassemblage La deuxiegraveme
laquo Method of Influence Coefficients raquo permet dobtenir plus rapidement sensiblement les
mecircmes reacutesultats que la meacutethode preacuteceacutedente La cleacute de cette meacutethode demeure dans
leacutetablissement dune relation lineacuteaire quils nomment laquo mechanistic variation model raquo
entre les variations induites des piegraveces et celles reacutesultantes de leur assemblage agrave laide dune
matrice de sensibiliteacute En calculant agrave partir de simulations la matrice de sensibiliteacute le passage
successif par un module deacuteleacutements finis nest plus neacutecessaire Ces passages sont substitueacutes
par lemploi de la relation linaire obtenue preacuteceacutedemment
De plus amples informations ainsi quune liste exhaustive de leurs recherches sont disponibles sur leur site web respectif httphomepagescaewiscedu~darekpublishhtml httpgmcrlenginumichedu
12
Kenneth W Chase de Brigham Young University (BYU) fonde le groupe de recherche
Association for the Development of Computer-Aided Tolerancing Systems (ADCATS)
en 1984 Travaillant initialement sur lanalyse dimensionnelle assisteacutee par ordinateur ce qui
a donneacute naissance au logiciel CETol Chase et son groupe incluant Merkley et Bihlmaier
ont par la suite eacutetudieacute lanalyse variatioimelle dassemblage par conformation
Merkley (1998) deacuteveloppe une meacutethode reposant sur la lineacutearisation du problegraveme de contact
eacutelastique entre des composantes flexibles Il reacuteameacutenage la loi de Hooke pour lutilisation
dun super-eacuteleacutement permettant de deacutecrire la matrice de rigiditeacute eacutequivalente dune composante
en fonction des degreacutes de liberteacute agrave sa frontiegravere De plus Merkley introduit le concept de la
covariance due au mateacuteriau (material covariance) ainsi que la covariance geacuteomeacutetrique
(geacuteomeacutetrie covariance) La covariance due au mateacuteriau deacutecrit linterdeacutependance entre les
points du maillage de la piegravece reacutesultant de la nature du mateacuteriau tandis que la covariance
geacuteomeacutetrique deacutecrit la correacutelation entre les deacutefauts de surface dun point et ceux de ses points
voisins sur une mecircme geacuteomeacutetrie Par la suite au lieu dintroduire des variations aleacuteatoires sur
les nœuds des composantes mailleacutees comme Liu et Hu (1997) Merkley utilise une courbe de
Bezier aleacuteatoire pour deacutecrire ces variations de surface
Poursuivant les travaux de Merkley Bihlmaier (1999) emploie lanalyse spectrale des
variations dune population de surface pour obtenir la matrice de covariance geacuteomeacutetrique de
celle-ci Ainsi agrave partir de lanalyse de lensemble des surfaces de lassemblage Bihlmaier
trouve la moyeime et la matrice de covariance geacuteomeacutetrique de lespace entre les joints de
lassemblage Il utilise ensuite ces informations dans une analyse FEA pour
preacutedire leacutetendue des forces dassemblage La comparaison de cette technique deacutenommeacutee
De plus amples informations ainsi quune liste exhaustive de leurs recherches sont disponibles sur leur site web httpadcatsetbyuedureportsandpublicationsphp ^ Bihlmaier eacutetudie lassemblage de deux feuilles jointes bout agrave bout
13
laquo Flexible Assembly Spectral Toleacuterance Analysis (FASTA) raquo avec la meacutethode Monte-Carlo
deacutemontre la rapiditeacute supeacuterieure de la meacutethode FASTA avec des reacutesultats sensiblement
eacutequivalents
Les meacutethodes proposeacutees preacuteceacutedemment sappliquent principalement agrave des assemblages en
coques minces avec de simples contraintes physiques Le cas dune composante subissant de
multiples contraintes lors de son assemblage et de son fonctionnement engendrant ainsi des
deacuteformations importantes ne se precircte pas aux meacutethodes preacutesenteacutees Linjecteur de haute
pression fabriqueacute pour lindustrie automobile repreacutesente un bon exemple Reacutecemment pour
pallier agrave ce problegraveme Markvoort (2007 Markvoort et al 2005a 2005b) suggegraverent une
meacutethode consistant agrave faire une analyse FEA pour chaque variable de lassemblage ie pour
chaque combinaison de toleacuterances simuleacutee Dans cette meacutethode les variations imposeacutees agrave
chaque dimension agrave analyser sont estimeacutees agrave laide dun logiciel danalyse statistique Cette
technique nommeacutee Statistical Toleacuterance Analysis and Deacuteformation Analysis (STA-DEF) a
lavantage decirctre preacutecise tout en consideacuterant les contraintes physiques Elle demeure preacutecise
dans le cas de petite ou de grande deacuteformation
Les meacutethodes danalyse preacutesenteacutees sont conccedilues pour preacutedire les variations dun assemblage
en tenant compte de la nature flexible de ses composantes Les deacutefauts des composantes de
mecircme que la position et la valeur des forces dassemblage y sont imposeacutes ce qui limite leur
utilisation dans la preacutesente eacutetude Il est utile de rappeler ici que ce meacutemoire deacutesire explorer
linspection de profil de surface dans le cas ougrave la piegravece agrave inspecter ait subi des deacuteformations
inconnues et que son nuage de points ait eacuteteacute bruiteacute agrave cause du systegraveme de numeacuterisation
14 Utilisatio n iteacuterative de la meacutethode deacuteleacutements finis
Lanalyse par eacuteleacutements finis est employeacutee principalement pour preacutedire le comportement
dune piegravece dun assemblage ou dun meacutecanisme complexe sous leurs conditions
dutilisation Vu la performance accrue des calculateurs la meacutethode deacuteleacutements finis est de
plus en plus utiliseacutee iteacuterativement pour loptimisation des paramegravetres de conception La
14
modeacutelisation dune matrice de formage est un exemple inteacuteressant La geacuteomeacutetrie de celle-ci
doit ecirctre optimiseacutee pour minimiser leffet du recul eacutelastique (Spring-Back) quengendre le
proceacutedeacute
Karafillis et Boyce (1992 1996) suggegraverent la meacutethode laquoForce Descriptor Methodraquo pour
deacutefinir la geacuteomeacutetrie de la matrice de formage dune piegravece de meacutetal en feuille tout en
consideacuterant le recul eacutelastique de la piegravece Cette deacutemarche combine lanalyse analytique et la
FEM pour eacutevaluer le niveau du recul eacutelastique ducirc au proceacutedeacute
Wu ( 1997) preacutesente un algorithme FEM iteacuteratif optimisant un coefficient alpha ( a ) de la
force reacutesultante responsable du recul eacutelastique En trouvant une valeur alpha plus petite que
zeacutero (a lt 0) ce qui a pour effet dappliquer une force opposeacutee au recul eacutelastique une
nouvelle geacuteomeacutetrie de la matrice est obtenue
Wei et Wagoner (2004) comparent successivement le modegravele nominal de la piegravece et celle
issue dune simulation du proceacutedeacute de formage par eacuteleacutements finis Agrave chaque iteacuteration le
vecteur de deacuteplacement de chaque nœud du maillage de la piegravece nominale agrave son
correspondant simuleacute est appliqueacute sur son nœud eacutequivalent du maillage de la matrice Cette
meacutethode laquo Displacement Ajustement method (DA ) raquo ainsi que celle proposeacutee par
Karafillis et Boyce (1992 1996) sont illustreacutees agrave la figure 12 De maniegravere agrave exploiter la
meacutethode DA lorsque le maillage de la matrice et celui de la piegravece sont diffeacuterents
Lingbeek et al (2005) suggegraverent la meacutethode laquo Smooth Displacement Ajustment (SDA) raquo
Celle-ci repreacutesente le champ des vecteurs de deacuteplacement par une surface polynomiale
permettant ainsi deacutevaluer le deacuteplacement des nœuds du maillage de la matrice
Les meacutethodes deacutecrites plus haut sont adapteacutees pour la conception de matrice dans un
environnement virtuel La transposition des vecteurs de deacuteplacement du modegravele de la piegravece
apregraves le recul eacutelastique au modegravele de la matrice est possible puisque la piegravece a eacuteteacute modeacuteliseacutee
au deacutepart sans deacutefaut de fabrication Si toutefois le modegravele initial de la piegravece provient de la
numeacuterisation dune piegravece manufactureacutee ces meacutethodes ne fonctionneront plus en raison de la
15
preacutesence du bruit de mesure et des deacutefauts de fabrication De toute eacutevidence si lon deacuteplace
les points du maillage de la matrice vers leurs points correspondants de la piegravece numeacuteriseacutee le
nouveau modegravele de la matrice sera bruiteacute en plus de repreacutesenter les deacutefauts de fabrication de
la piegravece utiliseacutee Neacuteanmoins la preacutesente recherche sinspire du concept de deacuteplacement
iteacuteratif introduit par ces meacutethodes
r raquo 1 ) Fiat Sheet
2) Fomi to trial die shape
-V aol
3) Die shape correct (Formingspriugback simulatiou) Taiaet
Die
4) A tool = X lool + A y
1 mol
(a)
Imdashbull 1) Fiat Sheet
-Ay-
x
y L 2) Form to target or trial die shape fioiu step 3 record Fextemai
3) Apply Fexteraai to tBTget obtaiii trial die shape (springtbrwaid)
(b)
4) Die shape coirect (Foniiiiigspriiigback simulation) Target
(i+l)thtnalafter spnugback
Figure 12 Meacutethode s de deacutefinition de la matrice de formage a) Meacutethode DA b) Meacutethode proposeacutee par Karafillis et Boyce (1992 1996)
Tireacutee de Wei et Wagoner (2004)
16
En reacutesumeacute la revue de la litteacuterature exposeacutee dans ce chapitre preacutesente leacutetat de lart dans les
domaines de lalignement entre la repreacutesentation 3D dune piegravece et son modegravele CAO
lalignement non-rigide ainsi que dans celui de lanalyse des variations geacuteomeacutetriques des
piegraveces souples De plus une revue des techniques dutilisation iteacuterative de la meacutethode
deacuteleacutements finis pour la modeacutelisation de matrice de formage est preacutesenteacutee Ce premier
chapitre a permis didentifier les apports des principales approches dans les domaines
mentionneacutes preacuteceacutedemment qui sont essentiels au deacutemarrage de la preacutesente recherche 11 a
aussi mis en relief les limites dans lapplication de ces meacutethodes pour reacutesoudre les
probleacutematiques relieacutees agrave linspection des piegraveces flexibles sans gabarit de conformiteacute
Finalement labsence de recherche dans le domaine de linspection de composantes souples
dans ce chapitre met en eacutevidence loriginaliteacute de ce meacutemoire
CHAPITRE 2
GESTION DE S PIEgraveCES FLEXIBLE S SELON LA NORME ASME Y145 M
Le controcircle dimensionnel et geacuteomeacutetrique des composantes meacutecaniques occupe une part
importante et croissante dans lindustrie moderne 11 existe des standards nationaux et
internationaux comme la norme ASME Y145M et la norme ISO 1101 pour deacutefinir un
systegraveme de symboles eacutetablir les regravegles dinterpreacutetation et geacuterer les meacutethodes agrave employer pour
communiquer les informations sur les documents et devis techniques Ce chapitre preacutesente
lessentiel des possibiliteacutes et des techniques permises par la norme ameacutericaine
ASME Y145M-1994 pour ameacuteliorer la reacutepeacutetitiviteacute de linspection des composantes
flexibles
Comme mentionneacute la norme ASME Y145M-1994 considegravere par deacutefaut que linspection des
composantes doit ecirctre effectueacutee agrave leacutetat libre free state) soit sans force appliqueacutee durant
linspection Les piegraveces standards stock) telles que les tubes le meacutetal en feuilles les profils
extrudeacutes les poutres structurales ainsi que les piegraveces sujettes agrave des variations geacuteomeacutetriques agrave
leacutetat libre sont exclus de la regravegle mentionneacutee Les piegraveces flexibles se voient ainsi traiteacutees de
maniegravere diffeacuterente Les meacutethodes dites de laquo conformation raquo leur sont appliqueacutees Les piegraveces
eacutetant diffeacuterentes par leurs geacuteomeacutetries leurs rigiditeacutes et par leurs requis fonctionnels plusieurs
meacutethodes sont disponibles La figure 2 l ci-dessous regroupe les principales techniques pour
linspection et le controcircle geacuteomeacutetrique des composantes flexibles
Conformation
_c A un eacuteleacutement geacuteomeacutetrique
A un gabarit (1)
1 Force(5)
Hyperstatique
H V
Dimension (4)
Points hyperstatiques (2| Reacutefeacuterentiels ajustables (3)
raquo
^^kl laquo
18
1 _ I
Remplacement du requis
Gabarit optique (10)
Toleacuterances relatives (6) Dimension
Imdash|aiMoo| |pound7 | oioieKw l
Autres requis (9)
fi
Longueur darc (7) Dimension AVG (8)
^-^-^
Figure 21 Principale s meacutethodes de controcircle des piegraveces flexibles Tireacutee de Tahan et Chacirctelain (2005)
21 Conformation par un gabarit
Linspection par conformation sur gabarit ou montage rigide permet dimposer une
seacutequence dinstallation et de fixation de la piegravece flexible sur le gabarit Cette meacutethode est
largement employeacutee pour des grandes piegraveces complexes et flexibles comme les panneaux en
polymegravere les cartosseries dautomobiles ou les grandes piegraveces usineacutees (domaine
aeacuteronautique) En vue de conformer la piegravece agrave sa geacuteomeacutetrie nominale deacutecrite par le gabarit
Sauf indication contraire les figures dans ce chapitre sont tireacutees de Tahan et Chacirctelain (2005)
19
une force induisant des deacuteformations eacutelastiques peut ecirctre exerceacutee sur celle-ci Dans ce cas la
conception et la fabrication des gabarits sont critiques et souvent coucircteuses Un exemple de
gabarit est illustreacute par la figure 22
Figure 22 Exempl e de gabarit
22 Utilisation de systegravemes reacutefeacuterentiel s hyperstatique s
Dans un montage isostatique chaque degreacute de liberteacute est bloqueacute par un seul point Par
exemple de maniegravere agrave bacirctir un plan reacutefeacuterentiel primaire trois points de contact sont
employeacutes Pour le plan reacutefeacuterentiel secondaire deux points de contact sont neacutecessaires pour
deacutefinir un plan perpendiculaire au primaire etc La repreacutesentation de ces points dappui se
fait par lentremise des reacutefeacuterentiels cibleacutes target datum) comme lillustre lexemple agrave la
figure 23
Figure 23 Systegravem e isostatique de reacutefeacuterentiels Tireacutee de ASME Y145M-1994
20
Une deuxiegraveme meacutethode de conformation est reacutealisable en indiquant plus de points de contact
que ce qui est matheacutematiquement neacutecessaire par exemple lindication de quatre points de
contact pour le plan reacutefeacuterentiel primaire Selon cette technique le reacutefeacuterentiel dinspection ne
se rapporte pas au plan moyen des quatre points mais agrave la surface geacuteomeacutetrique associeacutee
theacuteoriquement parfaite sur laquelle on doit conformer la piegravece
Cette meacutethode diffegravere de la preacuteceacutedente du fait que le nombre de points de contact reste quand
mecircme limiteacute et quil nest pas obligatoire davoir une geacuteomeacutetrie nominale mateacuterialiseacutee par
des surfaces complexes sur un gabarit Cette meacutethode est utiliseacutee pour linspection des
structures minces coques cylindriques surface complexe en meacutetal en feuille piegraveces en
polymegravere ayant subi des torsions Twist et Warp) Un exemple de gabarit est illustreacute agrave la
figure 24
u
W
W
0
0 0 0 0 0 0
Q X3 r3 Z3
yQ u Z4
Figure 24 Exemple dun systegraveme reacutefeacuterentiel hyperstatique
23 Reacutefeacuterentiel ajustable
Lusage de reacutefeacuterentiel ajustable nest pas exclusif aux piegraveces flexibles Cette meacutethode est
utiliseacutee dans le cas des composantes issues de proceacutedeacutes tels que le moulage ou le forgeage
Le principe relativement simple consiste agrave designer dune maniegravere speacutecifique les points de
contact qui seront mobiles comme le reacutefeacuterentiel Cl dans la figure 25a agrave travers une
indication speacuteciale du reacutefeacuterentiel cibleacute
21
La technique des reacutefeacuterentiels ajustables est privileacutegieacutee dans le cas des piegraveces relativement
rigides mais dont la stabiliteacute sur trois points dappui nest pas assureacutee ou seacutecuritaire Ainsi
sur une structure de grande taille en forme de H telle que repreacutesenteacutee dans la figure 25b le
plan primaire est deacutesigneacute par les quatre points Al-A4 les trois premiers eacutetant fixes et le
quatriegraveme A4 est ajustable Le reacutefeacuterentiel primaire est le plan passant par A1-A3 tandis que
A4 ne sert quagrave procurer une stabiliteacute suppleacutementaire agrave lensemble
Figure 25 Exempl e de reacutefeacuterentie l ajustable (a) Tireacutee de ASME Y 1441-2003
24 Conformation agrave une dimension nominal e
Dans cette meacutethode une dimension judicieusement seacutelectionneacutee est deacutefinie comme
paramegravetre agrave conformer lors de linspection et ce indeacutependamment de la force appliqueacutee La
dimension est indiqueacutee avec une cote nominale (Basic) et une note du type laquo Acirc conformer
durant linspection Conform to archive toleacuterance raquo Cette meacutethode est adopteacutee
freacutequemment sur des piegraveces minces ougrave figurent des plis Sil est important de controcircler une
dimension speacutecifique agrave leacutetat libre celle-ci est mentioimeacutee agrave laide du modificateur (F)
comme lindique la figure 26b
22
TTT-^y
-Iml-
- I I I
YYY 1 ZZ Z bull
a)
I I V
-Hocircucircl-
O l l I
^ x w copy mdash A
b)
25
Figure 26 Exemple s dune conformation dun e dimensio n nominale
Permission dutilisation dun e forc e lors des opeacuterations dinspectio n
Cette meacutethode permet agrave linspecteur dutiliser une certaine force lors de linspection Une
mention de la forme laquo est permis dutiliser 75 N250 mm lors de linspection It is
permissible to use 15 lbf100 to achieve toleacuterance raquo est inscrite sur le dessin Cette meacutethode
est couramment employeacutee sur de grandes piegraveces usineacutees avec de petites deacuteformations
geacuteomeacutetriques engendreacutees par les contraintes reacutesiduelles dues agrave lusinage Lajout dune
speacutecification agrave leacutetat libre illustreacute sur la figure 27 controcircle le niveau des deacuteformations
induites lors de linspection
1^1375 001 2 Z ^ y y y z^Acirc
Figure 27 Exempl e de planeacuteiteacute agrave leacutetat libre
23
26 Lusage des toleacuterances relative s
Dans cette technique les toleacuterances absolues appliqueacutees sur la totaliteacute de la piegravece sont
remplaceacutees par des toleacuterances relatives Les zones de toleacuterance sont deacutefinies en fonction de la
longueur ou de la surface Geacuteneacuteralement les toleacuterances relatives sont employeacutees pour
controcircler les deacutefauts de forme et de profil Typiquement la rectitude ou la planeacuteiteacute peut ecirctre
appliqueacutee sur une longueur preacutedeacutetermineacutee de la piegravece Toutefois la piegravece doit ecirctre
pratiquement rigide sur la longueur speacutecifieacutee
05400 CJ 0106000 r 0056000
Figure 28 Exemple s de toleacuterance relative
27 Utilisation de la longueur dar c
La longueur darc est deacutefinie comme la longueur circonfeacuterentielle de larc de cercle entre
deux points La figure 29 illustre une piegravece consideacutereacutee comme flexible et ayant une
courbure Le controcircle de la hauteur ou de la largeur entraicircne des difficulteacutes agrave cause de la
deacuteformation de la piegravece (figure 29a) Par contre le remplacement de ces mesures par une
mesure de longueur darc (figure 29b) assure une reacutepeacutetitiviteacute puisque celle-ci est
indeacutependante du niveau de deacuteformation
a)
XXX YV Y
b)
Figure 29 Exempl e dutilisation dun e longueu r darc
24
28 Utilisation des dimensions moyennes (AVG )
Les dimensions moyennes sont employeacutees pour controcircler la valeur de la moyerme
arithmeacutetique dune dimension au lieu de la geacuteomeacutetrie Autrement dit le controcircle seffectue
en utilisant la moyenne dun ensemble de mesures et non par les dimensions limites tel que
prescrites par le principe de lenveloppe (ASMEY145M-1994 p 4 Fundamental
Rulessection (l)) Le symbole AVG y est indiqueacute comme sur la figure 210
Agrave titre dexemple linspection du diamegravetre dun tube flexible est difficile Par contre en
divisant par ti la mesure de la circonfeacuterence avec un ruban ou un instrument speacutecial la valeur
moyenne (AVG) du diamegravetre est eacutevalueacutee avec une bonne reacutepeacutetitiviteacute
Figure 210 Exempl e dutilisation d e dimension moyenne Tireacutee de ASME Y145M-1994
29 Remplacement de s requis dimensionnels pa r dautres mesure s
Cette technique utilise la forte correacutelation qui peut exister entre la geacuteomeacutetrie dune
composante flexible et dautres mesures physiques Elle est utiliseacutee dans le cas de piegraveces
ayant une flexibiliteacute extrecircme (tissu tuyau flexible etc)
Dans le cas dune piegravece mouleacutee une dimension peut ecirctre substitueacutee par un requis de masse
Cette technique semploie dans le cas ougrave il existe une forte correacutelation entre linteacutegriteacute
geacuteomeacutetrique et la densiteacute du mateacuteriel mouleacute
25
210 Inspection pa r gabarit optiqu e
La meacutethode consiste agrave effectuer linspection avec un comparateur optique qui projette
limage de la piegravece sur un eacutecran avec un certain niveau dagrandissement preacutedeacutetermineacute La
superposition de limage obtenue avec un gabarit optique permet de valider la conformiteacute
dimensionnelle et geacuteomeacutetrique de la piegravece inspecteacutee Cette technique est employeacutee pour
valider la geacuteomeacutetrie des sections de mateacuteriaux flexibles comme celle du joint deacutetancheacuteiteacute
illustreacute agrave la figure 211 Dans ce cas le controcircle seffectue pour sassurer que le contour de la
section demeure agrave linteacuterieur dune zone deacutefinie par deux contours nominaux distanceacutes par la
valeur de la toleacuterance
Figure 211 Exempl e dutilisation du n gabari t optique agrave leacutetat libre
211 Reacutesum eacute
Comme mentionneacute plus haut les piegraveces flexibles sont traiteacutees diffeacuteremment selon leur
geacuteomeacutetrie leur rigiditeacute et leurs requis fonctiormels Plusieurs meacutethodes pour geacuterer leurs
variations dimensioimelles et geacuteomeacutetriques sont proposeacutees par les normes Le tableau 21
ci-dessous preacutesente une reacutecapitulation des meacutethodes permises par la norme ameacutericaine
ASME Y145M-1994 pour ameacuteliorer la reacutepeacutetitiviteacute de linspection des composantes
flexibles
Tableau 21 Reacutesumeacute des meacutethodes dinspection de composante flexible
26
Meacutethode
1 Conformation agrave un gabarit
2 Violation des principes disostatiques
3Reacutefeacuterentiel ajustable
4 Utilisation dune force
5Conformation agrave une dimension
6 Toleacuterance relative
7 Longueur darc
8 Utilisation des dimensions moyennes (AVG)
9 Remplacement des requis
10 Inspection sur gabarit optique
Exemples dapplication
Piegraveces agrave paroi mince avec formes complexes
Piegraveces agrave paroi mince
Stmcture meacutecano-soudeacutee
Piegraveces avec de faibles deacuteformations eacutelastiques piegraveces agrave paroi mince
Meacutetal en feuille piegraveces agrave paroi mince
Piegraveces primaires (poutre tube plaque panneau profileacute etc)
Stmctures minces meacutetal en feuille
Stmctures minces meacutetal en feuille
Piegraveces mouleacutees tuyaux flexibles tissus etc
Veacuterification de la geacuteomeacutetrie des sections de mateacuteriaux flexibles
Deacutesavantage
Neacutecessite un gabarit de conformation fidegravele agrave la geacuteomeacutetrie nominale
Neacutecessite un montage speacutecifique et un dispositif pour produire la force neacutecessaire agrave la conformation
Neacutecessite un montage speacutecial
Lajout dune toleacuterance agrave leacutetat libre est souvent neacutecessaire pour limiter le niveau de deacuteformation
Lajout dune toleacuterance agrave leacutetat libre est souvent neacutecessaire pour limiter le niveau de deacuteformation
Limiteacutee pour les deacutefauts de forme seulement Difficile agrave controcircler dans le cas des profils
Limiteacutee aux profils geacuteneacutereacutes par un rayon constant Mesures avec preacutecision limiteacutee
Ne valide par les valeurs extrecircmes (erreur de forme)
Une preuve de correacutelation est neacutecessaire
Reacutepeacutetitiviteacute de mesure Applicable uniquement pour les inspections en 2D
CHAPITRE 3
ALGORITHME INSPECTION PA R DEacutePLACEMENT ITEacuteRATI F
La revue de la litteacuterature du chapitre 1 illustre bien quen deacutepit de la recherche sur
linteacutegration de la flexibiliteacute des composantes dans lanalyse dimensionnelle afin de reacuteduire
la quantiteacute de piegraveces rejeteacutees peu de recherches ont eacuteteacute effectueacutees sur la reacuteduction des coucircts
dinspection des piegraveces flexibles Le preacutesent document propose un nouvel algorithme
deacutenommeacute Inspection par Deacuteplacement Iteacuteratif (IDI) Iteacuterative Displacement Inspection La
meacutethodologie permet de localiser et de quantifier les deacutefauts de profil des coques minces Les
donneacutees dentreacutee sont la piegravece manufactureacutee numeacuteriseacutee lorsque celle-ci est maintenue par de
simples supports et le modegravele nominal (MATH DATA) La deacutemarche se veut une alternative
agrave linspection avec un gabarit de conformiteacute Dans labsence de ce dernier les effets de la
graviteacute et des deacuteformations engendreacutees par les contraintes induites par le proceacutedeacute rendent la
geacuteomeacutetrie de la piegravece numeacuteriseacutee consideacuterablement diffeacuterente de la geacuteomeacutetrie nominale Par
conseacutequent la meacutethode proposeacutee envisage de traiter et disoler ces facteurs de telle sorte que
le reacutesultat de linspection reflegravete uniquement leffet des deacutefauts (variations dues aux proceacutedeacutes
de fabrication) En reacutesumeacute ce meacutemoire explore linspection des piegraveces de type coque mince
avec les hypothegraveses suivantes
bull La piegravece agrave inspecter est une coque mince Sa geacuteomeacutetrie est parfaitement deacutefinie et
disponible par un fichier MATH DATA (STEP IGES ou tout autre format compatible)
Le montage lors de la numeacuterisation autorise des deacuteformations eacutelastiques du mecircme ordre
ou supeacuterieures aux toleacuterances de profil exigeacutees
bull
La meacutethode de fixation pendant la numeacuterisation ne repreacutesente pas neacutecessairement les supports agrave lassemblage ^ Par exemple sur trois points de contact de la piegravece manufachireacutee
28
bull La piegravece fabriqueacutee est numeacuteriseacutee Une repreacutesentation de la piegravece sous forme dun nuage
de points xyz)y est disponible
bull Uniquement une partie de la piegravece possegravede des deacutefauts de surface^
bull Linspection se restreint aux deacutefauts de profil de surface tels que deacutefinis par la norme
ASMEY145M-I994
La meacutethodologie dinspection se reacutesume agrave comparer la geacuteomeacutetrie numeacuteriseacutee de la piegravece
fabriqueacutee malgreacute des deacuteformations dues agrave la souplesse de celle-ci avec la geacuteomeacutetrie
nominale Eacutetant donneacute que ces deux modegraveles ne sont pas similaires il est neacutecessaire
dappliquer une deacuteformation au modegravele nominal afin que celle-ci se rapproche de la
geacuteomeacutetrie de la piegravece numeacuteriseacutee Dans ce cas le problegraveme dalignement ne se limite plus agrave
trouver la matrice de transformation optimale minimisant la distance entre les deux modegraveles
comme lors de la comparaison des piegraveces rigides Lajout dun champ de deacuteplacement
(figure 31) estimant les deacuteformations agrave appliquer sur la geacuteomeacutetrie nominale devient
neacutecessaire Ce champ doit repreacutesenter uniquement les deacuteformations induites sur la piegravece
numeacuteriseacutee par les conditions de support lors de la digitalisation leffet de la graviteacute et les
deacuteformations dues aux contraintes induites par le proceacutedeacute Il doit exclure les deacuteformations
attribuables aux erreurs de profil Par conseacutequent en ajoutant le champ de deacuteformation au
modegravele nominal une nouvelle piegravece sans deacutefaut mais ayant subi les mecircmes deacuteformations que
la composante numeacuteriseacutee est ainsi simuleacutee Il en reacutesulte deux modegraveles sensiblement proches
ougrave il est possible agrave preacutesent deacutevaluer les deacutefauts de profil
Par exemple agrave laide dune tecircte laser monteacutee sur une MMT ^ Autrement dit les deacutefauts ne sont pas geacuteneacuteraliseacutes sur toute la superficie de la piegravece
29
Figure 31 Illustratio n dun champ de deacuteformation
31 Introductio n agrave lalignement spatia l
Pour permettre une meilleure compreacutehension du problegraveme dalignement sa formulation
matheacutematique est preacutesenteacutee ci-dessous
Soit un nuage de Np points P = p^p2p^pj^ pj eR^ repreacutesentant la piegravece physique
numeacuteriseacutee de mecircme quun maillage de N^ N^ laquo Np points S = s^S2s^s^ s^ eR^ et
de AA arecircte pound = p ^ | eR^ correspondant au modegravele nominal mailleacute La
distance euclidienne d^ dun point s de S agrave P est deacutefinie comme le vecteur du point s au
point pj le plus rapprocheacute Sa norme eacutetant
IKII = min(^-5) (31)
Comme indiqueacute au chapitre 1 les deux nuages de points demeurent dans des systegravemes de
coordoimeacutees distincts Le deacutesalignement entre ces deux systegravemes est quantifieacute par le scalaire
= SlKf (32) i=X
Par exemple si larecircte connecte les nœuds s et Sj alors la matrice seacutecrit comme suit = [ jf
30
Les points de S eacutetant des corps rigides dans lespace tridimensionnel ils peuvent se deacuteplacer
suivant six degreacutes de liberteacute Soit trois translations et trois rotations orthogonales identifieacutees
respectivement par le vecteur qj e E^ et la matrice R s R Le vecteur de translation q^
repreacutesente le vecteur de deacuteplacement appliqueacute agrave chaque point La matrice de rotation R est
en fonction des trois angles de rotation autour des axes principaux du systegraveme de
coordonneacutees En adoptant la repreacutesentation XYZ la matrice R prend la forme de
R=
R = R^9^yR^e^yRf9^)
cos(^ ) cos0 ) cos(6gt ) sin(6 ) ucircn(d^ ) - cos((9 )sMO ) cos9^ )cos((9J sin((9 ) +sin((9 )sin(ft )
cos0^)siii0f cos((9)cos(6J+sin((9)sin(^)sin(6J cos(6)sin((9)sin(ft)-cos(ft)sin(6J
-sinCeacuteraquo) cos((9)sin(6) cos((9)cos((9)
(33)
(34)
Par deacutefinition Rji9j) est une matrice orthogonale M speacutecifiant une rotation 9^ autour de
laxe j
La transformation de s dans un nouveau systegraveme de coordonneacutees seffectue en y appliquant
R et qj
s=Rraquos+qj (35)
Substituant leacutequation (35) dans (31) doime
C-[iIcirc5-h^]|| (36)
avec Cj eC C eacutetant lensemble des points de P correspondant aux points les plus proches
de S
Agrave preacutesent la substitution de leacutequation (36) dans (32) permet de reformuler la fonction
en une fonction de R et q^
fiRqr) = lJc-[Rs+qr] 1=1
(37)
31
Pour aligner les nuages de points S et f la fonction doit ecirctre minimiseacutee par rapport agrave R
et qj La matrice de rotation R et le vecteur de translation qj minimisant la fonction
reacutesolvent le problegraveme dalignement
32 Alignement initial
La fonction telle que deacutecrite par leacutequation (37) est non lineacuteaire La solution du problegraveme
de minimisation peut ecirctre trouveacutee en faisant appel aux meacutethodes non lineacuteaires
(meacutethodes iteacuteratives) Partant dune estimation initiale des paramegravetres doptimisation
ces meacutethodes modifient successivement les paramegravetres jusquagrave la minimisation
de la fonction objective selon un critegravere de convergence preacuteeacutetabli Ces approches
sont sensibles aux estimations initiales Pour que la solution ne converge
pas sur un minimum local les estimations initiales doivent ecirctre le plus
proches possible des solutions optimales Lalgorithme ICP de Besl et McKay (1992)
demande un premier alignement entre le DCS et le MCS comme point
de deacutepart Pour remeacutedier agrave cela une premiegravere approximation de la matrice
de transformation en alignant des points connus est proposeacutee
Les positions des A ^ supports dans le systegraveme de coordoimeacutees machine
MCS utiliseacutes lors de la numeacuterisation de la surface P sont repreacutesenteacutees par
^Mcs - 1 ^Mcsx bull bull bull ^MCS N I ^^ics ^ ^^^ bull Lcurs positious nominales dans le systegraveme de
coordoimeacutees DCS sont deacutesigneacutees par M^^^ = l^or^i bullbullbull ^nr^ laquo 1 ^DCS ^ ^^^^ bull De plus
soit ^cs ~ PMCSX bull bull bull PMCS Vy I ^Mcs ^ ^ l^s points dans P les plus proches des points de
fixation M^^g et S^^^ = p ^ ^ 5^^^ ^ 115^^^ euro 5 les nœuds de 5 agrave proximiteacute des
points A^cs bull ^oir figure 32
32
Figure 32 Alignemen t initial
Lalignement des nœuds S^^^ avec les points P^^ se reacutesume donc agrave trouver la matrice de
transformation minimisant
fRqr) = ZPMcsi -[R^Dcsi + ^r J =
(38)
La meacutethode Simplex semble ecirctre bien adapteacutee pour traiter les problegravemes doptimisation non
lineacuteaires et non contraints de cette taille Lestimation initiale de la matrice de rotation et de
translation neacutecessaires agrave lapplication de la meacutethode se calcule comme suit
^ =
o 0 o 0 0 0 0 0 0
^0 =
-rrT^PMcsii^)-^ C 1= 1
mdash 2ACS(2)-bull^G = 1
T7-2]^wr5(3)-^G = 1
bull^DCSiM
^DCSi i^)
~ ^DCSi i-^)
(39)
avec7^bdquo =[x y z f et5oc5=U y ^]
Les reacutesultats des matrices R et q^ obtenus par la meacutethode du simplex sont fusionneacutes dans
une matrice de transformation totale T
T = R q 0 1
(310) 4x4
33
Agrave preacutesent lapplication de la matrice de transformation sur tous les points de S permet
dobtenir un nuage S un peu plus proche de P
S =TS (311)
Avec S sous la forme S = bull ^ 1 ^ 2
1 1 1 AxNg
Lapplication de la meacutethode du Simplex permet de diminuer la diffeacuterence entre les nuages de
points S et P Comme mentionneacute plus haut cette eacutetape est importante puisque lalgorithme
ICP considegravere que les deux modegraveles agrave recaler sont proches lun de lautre La figure 33 en
reacutesume les eacutetapes
C CcedilNuage de pointsA 7
Modegravele S J ^ T oints de contact DCS ^DCS ^ ^ I
D 5 Point s de contact MCS A
Nuage de points Piegravece P icirc
Minimisation
fRq^) = 2]||pvlaquo -[RSDCS + ^r ]|| i=
S = TS
(Nuage de pointsA Modegravele s J
Figure 33 Algorithm e employeacute pour lalignement initial
34
33 Alignemen t Rigide
Tel que mentionneacute preacuteceacutedemment lalgorithme de localisation ICP proposeacute par Besl et
McKay (1992) permet deacutevaluer la matrice de transformation rigide qui optimise
lalignement entre la geacuteomeacutetrie numeacuteriseacutee et le modegravele nominal Plutocirct que dutiliser la
description habituelle de la matrice de rotation Besl et McKay (1992) emploient une
repreacutesentation par des quatemions Une uniteacute de quatemion est un vecteur
^laquo=[^0 9x ltl2 ^sl telque 9ogt0 et ^o+^+^2+73=lbull
La matrice de rotation et celle de translation peuvent se reformuler comme suit
Riq) = ltll+(ll-(ll-(ll 2(^^2-^0^) 2(qq+q^q2)
2qxltl2 + ^0^3 ) + il - 1x - q] Alili -lolx )
2 ( 1 3 - loli ) 2(^2^ 3 + q^q^ ) ql + q] - q^ - q]
(312)
9r=[94 95 ltIb (313)
La repreacutesentation avec des quatemions rend la minimisation de leacutequation (37) semblable agrave
une maximisation de la forme quadratique de luniteacute de quatemion La rotation optimale est
obtenue avec q^ eacutequivalent au vecteur propre correspondant agrave la valeur propre dune
matrice 4x4 provenant de la matrice de correacutelation croiseacutee cross-covariance) entre les
paires de points
Le vecteur de translation est ensuite deacuteduit
1r=Ps-RiqT)Pc (314)
ougrave Ps et ^ sont respectivement les centroiumldes de 5 et C
En deacutemarrant agrave partir dun alignement initial entre les modegraveles lalgorithme ICP procegravede
comme suit
35
1 Trouver lensemble de points C^ dans P correspondant aux points les plus proches
de 5
2 Trouver les vecteurs ^^ et ^^ minimisant^(^^ ^7-)
3 Geacuteneacuterer un nouveau nuage de points 5 en appliquant Rq^ ) et q^
4 Terminer la boucle diteacuteration quand ^ - Z^ lte on Kgt K^p^^^
ougrave K est le nombre diteacuterations entameacutees e le seuil de convergence voulu et K^-p^^
nombre maximal diteacuterations
le
Les points 5 se trouvant potentiellement dans une zone de deacutefauts identifieacutes par la meacutethode
deacutecrite agrave la section 36 sont retireacutes de S avant de relancer lalgorithme ICP dans le but de
diminuer leur influence sur lalignement De plus comme suggeacutereacute par Masuda et Yokoya
(1994) un eacutechantillonnage aleacuteatoire de S est employeacute pour reacuteduire le temps de calcul de
lalgorithme ICP De la sorte une fois la matrice de rotation et celle de translation trouveacutees
elles peuvent ecirctre appliqueacutees agrave tout lensemble de points S comme lillustre la figure 34
(Nuage de points ^ Modegravele S J C uage de points
Piegravece p
^Points Identifieacutes^
^
Eacutechantillonnage
Eacutechantillon Nuage de points Modegravele S
iriumltsN
Algorithme IC P Recalage des nuages de points
D
( R(4R) qj )
Si=RqRgts+qj
C Nuage de point s Modegravele 5 D
Figure 34 Alignemen t Rigide
36
34 Alignemen t non-rigide
Lalignement non-rigide proposeacute par Allen et al (2003) est employeacute dans le but de trouver
pour chaque point 5 une matrice x de transformation affine 3x4 deacuteplaccedilant les points de S
vers une surface deacuteformeacutee 5 tel que 5 soit proche de P tout en gardant un maillage lisse
La qualiteacute du maillage de la surface 5 est eacutevalueacutee par les fonctions derreur de distance Ej
et derreur de lissage E^ Ainsi la minimisation de la combinaison des deux fonctions
derreurs permet dobtenir les matrices x optimales
Les paramegravetres inconnus x sont organiseacutes dans une matrice 4 V^ x 3
X = [x xJ (315)
Le premier critegravere de localisation est la distance entre chaque combinaison de points Il est
caracteacuteriseacute par la fonction derreur de distance
pound(X) = fw||x5-c|f (316) 1=1
avec les nœuds de S exprimeacutes par s =[xyzY
Les poids w permettent de controcircler linfluence de chaque point sur le champ de
deacuteplacement Ils sont poseacutes eacutegaux agrave 0 pour les points identifieacutes comme potentiellement dans
une zone de deacutefauts de surface et agrave 1 pour le reste Ceci permet de ne pas conformer un
point s agrave son cortespondant c si celui-ci est dans une zone de deacutefauts Dans ce cas le
vecteur de deacuteplacement appliqueacute agrave s est seulement contraint par la fonction de lissage
Autrement dit le point s se deacuteplace en fonction du deacuteplacement de ses points voisins afin
de garder un champ de deacuteplacement lisse
37
Lerreur de lissage E^ reacutegularise le champ de deacuteplacement en minimisant la diffeacuterence de
deacuteplacement appliqueacutee aux deux points dune arecircte du maillage Elle contraint le
deacuteplacement des points agrave ecirctre deacutependants du deacuteplacement de leurs points voisins ce qui
permet dassurer un champ de deacuteplacement lisse
Esi^)= Hh-^Acirc bullbullyle
(317)
eacutetant la norme Frobenius
Il sensuit que la fonction objective agrave minimiser se trouve ecirctre
E(^X)^EX) + aEX) (318)
Le paramegravetre a est influenceacute par la rigiditeacute du modegravele S 11 agit sur la qualiteacute de lissage du
champ de deacuteplacement Si a est eacuteleveacute le deacuteplacement appliqueacute sur chacun des points est
fortement deacutependant du deacuteplacement de ses points voisins Tandis que si a est faible le
deacuteplacement appliqueacute agrave chacun des points est seulement contraint par le terme E^ et se
retrouve presque indeacutependant du deacuteplacement de ses voisins Ceci se traduit par un champ de
deacuteplacement non lisse
Amberg et al (2007) reformulent la fonction objective EX) en une fonction quadratique
en posant lerreur de distance comme suit
EAX) = WHX-C)
ougrave H =
Ns
est une matrice de A^ x 4Ng
(319)
W est une matrice diagonale A^ x A^ des poids w C = [c c
des points correspondants aux points 5
c^J est la matrice
38
Lerreur de lissage est ainsi exprimeacutee par
ESX) = MregG)Xl (320)
ougrave M est une matrice nœud-arecircte (node-arc) Nf^x-N^ contenant linformation topologique
du maillage S Elle contient une rangeacutee par arecircte et une colonne par nœud Elle permet
lidentification des nœuds relieacutes par une arecircte Par exemple si larecircte connecte les
nœuds s et Sj les eacuteleacutements non nuls de la rangeacutee 1 de M sont M(i) = -1 et Mj) = 1
G est une matrice identiteacute 4 x 4
De la sorte leacutequation (318) est exprimeacutee par la fonction quadratique
EX) = [aMlt^G
[ WH X- ^ 1
vc
r - - 1 2
-bull F (321)
=AX-B
y4 est une matrice 4Ni^+Ng)x4Ng et B une matrice 4N^+Ng)-x3
Il est agrave preacutesent possible de trouver lensemble des transformations X sachant que EX)
atteint son minimum lorsque X = A^A)~^A^B pour un a et une combinaison de
points S--C^ fixe
E(X) atteint son minimum lorsque X est eacutegale au pseudo inverse minimisant cette fonction quadratique
^ Pour un ensemble de points C amp P correspondant aux points les plus proches de 5
39
Lalignement non-rigide suggeacutereacute par Amberg et al (2007) comporte les eacutetapes suivantes
1 Trouver lensemble de points C^ dans P correspondant aux points les plus proches
de S
2 Fixer la valeur de a^
3 Bacirctir les matrices Af et B^
4 Calculer X^
5 Geacuteneacuterer un nouveau nuage de points 5 en appliquant X^
Afin de reacuteduire linfluence de lerreur de distance introduite par la meacutetrique point-point ce
meacutemoire propose de remplacer chaque point de lensemble C par
cy = s+ocircD ltiltN (322)
Dg est la projection de la distance point-point sur la normale du point s comme deacutecrite
dans la prochaine section Le paramegravetre S repreacutesente le pourcentage du deacuteplacement agrave
appliquer La figure 35 illustre ce concept
Modegravele nominal S s laquobullbull
bull bull bull bull bull bull bull bull bull A
Piegravece numeacuteriseacutee P
-gtd
y bull lt
-^D bull ocircDgi Exemple S = 50
Figure 35 Scheacutematisatio n de la modification d e lensemble de s correspondances
40
Amberg et al (2007) suggegraverent de deacutemarrer avec une valeur a eacuteleveacutee pour recouvrir les
deacuteformations globales neacutecessaires agrave lalignement non-rigide Par la suite la diminution
progressive de a autorise le modegravele agrave eacutepouser plus localement sa cible Toutefois il est
facile de converger sur un minimum local ducirc agrave la diffeacuterence de forme eacuteleveacutee entre les deux
surfaces Lajout du terme ocirc dans leacutequation (322) permet dappliquer une deacuteformation
progressive au modegravele 5 afin de diminuer les chances de converger sur un minimum local
de la fonction (321)
Agrave titre indicatif la figure 36 illustre un champ de deacuteplacement repreacutesentant les distances
point-point Dans cet exemple les vecteurs de distance repreacutesentent majoritairement leffet
des espaces entre les points des nuages numeacuteriseacutes La figure 37 preacutesente le mecircme champ
avec les distances ^gtg^ Sur celle-ci les vecteurs sont plus coheacuterents et les deacuteviations causeacutees
par les deacutefauts de surface sont visibles sur le centre du champ Finalement la figure 38
montre le lissage du champ obtenu apregraves lapplication de lalgorithme dalignement non-
rigide Elle permet dobserver que lamplitude et la direction des vecteurs se reacutepandent
uniformeacutement mecircme dans les zones de deacutefauts de profil
Figure 36 Exempl e dun cham p de deacuteformation repreacutesentan t les distances point-point
bullbullV^-bullbull^bullbullbullbull^^MJ^7^
laquo raquo t t bull
41
bull bull laquo bull J bull bull bull
bull I
Figure 37 Exemple dun champ de deacuteformation corrigeacute repreacutesentant les distances corrigeacutees
i
t bull bull bull bull bull bull bull -
I bull bull 1 bull bull bull - bull bull
l bull bull bull bull bull - bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
Figure 38 Exemple dun champ de deacuteformation lisse obtenu avec lapplication de lalgorithme dalignement non-rigide
42
Agrave ce stade lintroduction de la meacutethode de recalage non-rigide suggeacutereacutee par
Allen et al (2003) puis reformuleacutee par Amberg et al (2007) ainsi que les ajustements
proposeacutes dans ce meacutemoire permettent de preacutesenter le module dalignement non-rigide de
lalgorithme global de la preacutesente recherche Ce module donne la possibiliteacute de deacuteformer le
modegravele nominal pour quil se rapproche de la geacuteomeacutetrie de la piegravece numeacuteriseacutee sans prendre
en consideacuteration les deacutefauts de celle-ci Les exemples illustreacutes sur les figures 36 agrave 38
montrent bien la capaciteacute de la meacutethode Scheacutematiquement la figure 39 illustre la
deacuteformation imposeacutee au modegravele nominal S pour retrouver un modegravele S plus proche de P
Sur cette figure la meacutethode proposeacutee permet de deacuteplacer les points s et s^ vers les
points s- et 8 de maniegravere lisse autrement dit sans eacutepouser les deacutefauts ( c^ et Cg ) de la
piegravece numeacuteriseacutee Le problegraveme demeure entier quant agrave lidentification des deacutefauts En effet
seacuteparer les deacutefauts de surface des deacuteformations nest pas une tacircche triviale Agrave ce titre la
section 36 introduit une technique innovatrice pour lindentification des deacutefauts
Modegravele
S
S
s l 6 He nominal bullraquo bull bull s
^3- T bull bull 3 ^ bullbullbullbullbull 1 Champ de deacuteplacement bullbull ^ bullbullbullbullbull icirc 1 Champ de deacuteplace
1 i Ts-Z J
bullc
Piegravece numeacuteriseacutee P 6-
Deacutefauts c bull bull
1 9 10
8-
Figure 39 Creacuteatio n du modegravele nominal deacuteformeacute
35 Correction de la distance point-poin t
Lestimation des combinaisons de points smdashc ainsi que de leur distance respective d^
peut ecirctre reacutealiseacutee agrave laide de la fonction dsearchn de Matlabreg La fonction dsearchn est baseacutee
43
sur lalgorithme quickhull de Barber et al(1996) Eacutetant donneacute quil nexiste pas
neacutecessairement un point c correspondant parfaitement au point s une correction de la
distance est essentielle Dans ce but ce meacutemoire propose le concept dune distance
corrigeacutee D^ Celle-ci repreacutesente la projection de la distance point-point d^ sur la
normale n^ du point s comme lillustre la figure 35
D bdquo = E J ^ (323) I - l | 2 si
n
Comme mentionneacute dans la revue de litteacuterature plusieurs meacutetriques de distance existent
point-projection point-plan tangent (Park et Murali 2003 Pottman et Hofer 2002
Rusinkiewicz et Levoy 2001) Ces meacutetriques sont utiliseacutees principalement pour la recherche
des correspondances s mdash c De son cocircteacute la distance corrigeacutee D^ permet seulement de
reacuteduire linfluence de la densiteacute du nuage de points de la piegravece numeacuteriseacutee Elle neacutecessite
preacutealablement la connaissance des cortespondances 5 mdash c
Le calcul de la normale n^ dun nœud s se fait en trois eacutetapes En premier lieu pour chaque
eacuteleacutement du maillage 5 constitueacute de s les deux points les plus proches de s sont identifieacutes
Ensuite laire et la normale de chacun des triangles composeacutes des deux points
trouveacutes agrave leacutetape preacuteceacutedente et de s sont eacutevalueacutees Finalement comme proposeacute par
Tomacircs Jirka (2002) les aires des surfaces triangulaires autour de s sont utiliseacutees pour la
pondeacuteration de la normale n^ Celle-ci se calcule comme suit
NE
nbdquo=-^ (324 )
th- j=
ougrave N^ est le nombre deacuteleacutements autour du point s ^ repreacutesente laire et n est la normale
du triangle compris dans leacuteleacutement E Voir figure 310
44
Figure 310 Illustratio n de la normale dun point
Pour sassurer que les normales rij sont toutes dans la mecircme direction celles-ci sont
inverseacutees si leur cmgle avec le vecteur de deacuteplacement d^ est plus grand que 90 degreacutes
36 Identification des deacutefaut s
Merkley (1998) introduit le concept de la covariance due au mateacuteriau material covariance)
et celui de la covariance geacuteomeacutetrique geacuteomeacutetrie covariance) La covariance due au mateacuteriau
deacutecrit linterdeacutependance entre les points du maillage dune piegravece reacutesultant de la nature du
mateacuteriau lorsque celle-ci est soumise agrave des forces tandis que la covariance geacuteomeacutetrique
deacutecrit la correacutelation entre les deacutefauts de surface dun point et ceux de ses points voisins sur la
mecircme geacuteomeacutetrie Les deacutefauts de surface sont aleacuteatoires et non correacuteleacutes dun point de vue
microscopique par exemple lorsque lon mesure la rugositeacute de la surface Mais dun point de
vue macroscopique les deacutefauts sont contraints agrave ecirctre interdeacutependants simplement puisquils
proviennent dune surface nominalement continue En sinspirant de ces principes ce
meacutemoire suggegravere didentifier les deacutefauts de surface en comparant chaque point s avec ses
points voisins plus speacutecifiquement en comparant la distance D de s avec les
distances D^j de ses points voisins
Il est plus facile dexprimer ce concept avec un exemple La figure 31 la montre le cas ougrave la
surface de la piegravece P ne contient pas de deacutefauts Dans ce cas les deacuteplacements des points
45
sont fortement correacuteleacutes agrave cause de la nature du mateacuteriau Autrement dit la diffeacuterence entre la
distance D^ de s et celle de ses points voisins est minime Dun autre cocircteacute la figure 311^
illustre le cas ougrave il y a un deacutefaut de surface sur P Ici les points Cg et c dans la zone de
deacutefauts de surface ne suivent plus la correacutelation de deacuteplacement imposeacute par la nature du
mateacuteriau Ils se distinguent des autres points par une distance D^ plus ou moins eacuteleveacutee que
celle de ses voisins De la sorte cette caracteacuteristique permet didentifier les points
susceptibles decirctre dans une zone de deacutefauts Ainsi il est possible de seacuteparer les
laquo deacuteformations raquo dues agrave la nature flexible de la piegravece des laquo deacutefauts de profil raquo
Piegravece numirliegravet bullbullbullbull f--^l C laquo f - - ^ bullbullbullf-- l o
umirliegravet bullbull - 7 ^bull- degi bull t bullbullbullbull bull Plenumeacuterlieacute- - lt)T ~ f - f
^bull - bullbull l F t K -- bull - ^ f- i - h-s Modegravel Nominal S Modegravel e Nominal
a) b) Figure 311 Identification des deacutefauts
a) piegravece sans deacutefauts de surface et b) piegravece avec deacutefauts de surface (points Cg et c )
Le voisinage de niveau 1 dun point s comprend les points constituant les eacuteleacutements du
maillage de S utilisant le point s Le voisinage du niveau 2 est constitueacute des points
composant les eacuteleacutements du millage comprenant les points de niveau 1 La figure 312 permet
de visualiser plus facilement cette notion
Figure 312 Ensemble de points voisins du nœud 742 a) de niveau 1 et b) de niveau 2
46
la liste des points dans le voisinage de soi=[^)-^i]ergt[ricirc)F^j niveau 1 et 2 respectivement dun point de 5 et D^ =D^^D^^ la distance
euclidieime corrigeacutee entre chaque paire de points 5 mdash c Lintroduction dun indicateur de
confiance e I avec 1 lt lt iV^ repreacutesentant la diffeacuterence entre la distance D^ de 5 avec
les distances D^j de ses points voisins permet de mettre en relief les points s qui ne suivent
pas la correacutelation de deacuteplacement imposeacute par la nature du mateacuteriau II permet didentifier les
points neacutecessitant un deacuteplacement plus ou moins eacuteleveacute que celui de ses points voisins ce qui
constitue une caracteacuteristique des points dans une zone de deacutefauts de surface Lindicateur de
confiance se calcule en deux eacutetapes Tout dabord afin de diminuer les effets du
bruit de mesure un filtre par moyennage comme celui employeacute couramment en imagerie
(Gonzalez et Woods 2008) est appliqueacute aux points Chaque distance D est remplaceacutee
par Fg eacutequivalent agrave la moyenne des De des points du voisinage de niveau 1 du point s
t^ =i
bull^c )
N (325)
KSI
OUgrave A ^ est le nombre de points voisins de niveau 1 de s La liste des points voisins de s est
eacutecrite sous la forme r = [F V F J I F e t V i ) V 1 V 2 bdquo l - bull S
) lxK
Par la suite lindicateur de confiance euro du point s se calcule en eacutelevant au carreacute la
moyenne des diffeacuterences entre F^ et chacun des F^j de ses points voisins de niveau 1
= t^si-^so J=i
( iVbdquo raquo
N lsi
pour ltiltNg (326)
47
De la sorte les points avec un indicateur de confiance r fois plus eacuteleveacute que
le 95e percentile de lensemble et ne se trouvant par sur le contour de la piegravece sont
consideacutereacutes comme eacutetant potentiellement dans une zone de deacutefauts de surface Les poids vt
des nœuds du voisinage de niveau 2 de ces points sont mis agrave zeacutero dans leacutequation (321) Les
points du contour ne sont pas consideacutereacutes car ils nont pas suffisamment de points voisins
pour permettre une boime eacutevaluation de leur vecteur normal Cette caracteacuteristique laquo falsifie raquo
la valeur de leur indicateur de confiance Le scheacutema de la figure 313 deacutecrit les eacutetapes de la
meacutethode didentification
Cette section a permis de preacutesenter une technique innovatrice permettant de seacuteparer les
deacutefauts de surface des deacuteformations en attribuant un indice de confiance agrave chaque
point 5 Lidentification des points potentiellement dans une zone de deacutefauts est essentielle
pour diminuer leur influence sur le champ de deacuteplacement comme discuteacute preacuteceacutedemment
dans la section 34
Ou un autre critegravere fixeacute agrave priori Celui proposeacute est fixeacute pour sassurer que les points consideacutereacutes comme eacutetant
potentiellement dans une zone de deacutefauts de surface ont des indicateurs de confiance 7 nettement plus eacuteleveacutes
que lensemble
^ Ou un autre niveau fixeacute agrave priori Celui proposeacute permet de seacutelectionner les points au voisinage de ceux identifieacutes par un indicateur eacuteleveacute
48
Nuage de points Modegravele S
J r t s ^ dsearchn Combinaison de points
f Distanc e s^-c pound L__A__J V
lt
Nuage de points Piegravece P 5
5-C intsN N Combinaison de pointsN ANuag e de points C
Piegravece P D Calcul normal laquo Projection de ds su r la
normale n
c I Distance projeteacutee s - c
_ y= i 5(n)
iV ri
= iV
Figure 313 Meacutethod e didentification
49
37 Algorithm e IDI
Compte tenu des discussions preacuteceacutedentes sur les techniques de recalage et didentification de
deacutefauts cette section preacutesente lalgorithme dinspection par deacuteplacement iteacuteratif IDl proposeacute
par ce meacutemoire Un scheacutema de lalgorithme est preacutesenteacute agrave la figure 314
Par rigueur matheacutematique la fonction objective (32) de lalignement spatial doit ecirctre
modifieacutee pour refleacuteter les modifications proposeacutees dans ce meacutemoire Ainsi la fonction peut
ecirctre eacutecrite sous la forme ci-dessous en remplaccedilant la meacutetrique point-point d^) par la
distance corrigeacutee D^
f = L^sif (327) i=X
Les eacutetapes suivantes deacutecrivent lalgorithme IDI Deacutebutant avec le nuage de points S de la
piegravece nominale le nuage de points P de la piegravece fabriqueacutee les points de support S^^^
et Pj^ccedilg ainsi que la liste des points voisins de niveau 1 et 2 de chaque point de S
lalgorithme poursuit comme suit
1 Faire un premier alignement entre S et P agrave laide des points S^ ^ et P^bdquo
2 Initialiser le nombre diteacuterations K = e paramegravetres = a^ et ocirc
3 Recaler le nuage S sur P en utilisant lalgorithme dalignement rigide
4 Trouver lensemble de C dans P des points les plus proches de S
5 Calculer les distances d^ ainsi que les distances projeteacutees D^
6 Identifier les points avec un indicateur plus grand que r fois le 95e percentile de
lensemble
7 S Kgt K^^^ terminer la boucle de lalgorithme et eacutevaluer lerreur de profil
8 Si AT = 1 retourner agrave leacutetape 3 en retirant les points identifieacutes de lensemble S
9 Si AT gt 1 trouver la valeur de la matrice X puis deacuteformer le modegravele S afin quil se
rapproche de P agrave laide de lalgorithme dalignement non-rigide
10 Si Xf -X^_^Il lt AX poser a = a-Step^ jusquagrave atteindre a=cep
50
11 Si KgtKg poser ^ = 1
12 Si a = ap retourner agrave leacutetape 4 Autrement retourner agrave leacutetape 3 K = K +
ougrave laquo^ est la valeur de deacutepart de a tandis que or est sa valeur minimum pour assurer un
champ de deacuteplacement lisse AX repreacutesente le critegravere deacutecisioimel pour autoriser
une reacuteduction de Step^ de la valeur de or Kg correspond au nombre diteacuterations ougrave le
paramegravetre ocirc est appliqueacute Et K^^^ est le nombre diteacuterations maximales de lalgorithme IDI
Deacutebutant avec or eacuteleveacute permet de contraindre fortement le champ de deacuteplacement et
dappliquer uniquement une deacuteformation globale sur le modegravele Par la suite la valeur de a
est diminueacutee dune valeur Step^ jusquagrave atteindre la limite a^ Lajout du paramegravetre ocirc
durant Kg iteacuteration donne la possibiliteacute dimposer une deacuteformation progressive au
modegravele 5 afin de reacuteduire les chances de converger sur un minimum local de la
fonction (321) De plus comme les deux modegraveles sont initialement consideacuterablement
diffeacuterents tant que la valeur laquo^ nest pas atteinte la boucle de lalgorithme inclut
lalignement rigide Cette caracteacuteristique permet de rapprocher spatialement les deux
geacuteomeacutetries sans deacuteformer le modegravele nominal
En conclusion ce chapitre expose la theacuteorie et la meacutethode proposeacutees dans ce meacutemoire pour
effectuer linspection de profil sur des piegraveces flexibles sans gabarit de conformiteacute Les
performances meacutetrologiques de lalgorithme seront traiteacutees au chapitre 4 Des modifications
innovatrices aux techniques dalignement rigide et non-rigide sont introduites De plus une
technique avant-gardiste didentification des deacutefauts de surface est proposeacutee Celle-ci donne
la possibiliteacute de seacuteparer agrave chaque eacutetape les deacuteviations reacutesultantes de deacutefauts de surface de
ceux causeacutes par la deacuteformation due agrave la flexibiliteacute et au proceacutedeacute de la piegravece Finalement la
fusion de toutes ces meacutethodes dans un nouvel algorithme permet la deacuteformation et le
recalage successif du modegravele nominal jusquagrave que celui-ci savoisine agrave la piegravece
manufactureacutee
51
Modegravele nomina l 5
Numeacuteriser l a piegravec e frabriqueacutee
Maillage (Vfes7ng)
C Nuage de point s Modegravele S 0 (Nuage de points _
Piegravece P J
Coints de contact DCSN focirc iuml Points de contact MCS P^^^P D
Alignement Initia l Recalage des nuages de points
K=1 a = a^ ocirc
Alignement Rigid e Recalage des nuages de points
(Nuage de points N Modegravele S^ J
dsearchn Combinaison d e point s
Distance s -ds
Combinaison de p o 5 -c
Identification
in ts (^ Nuage de points C Piegravece P 5
(Poids A j - ^ D i s t a n c e prajeteacute e - A
-out-
Alignement non-rigid e NON
Nuage de point s Modegraveles
S =
J NON
Deacuteviations Inacceptables C Deacuteviations
Acceptables
Figure 314 Algorithm e IDI
52
CHAPITRE 4
EacuteTUDES DE CAS
Ce chapitre preacutesente une seacuterie dexemples qui valident la meacutethode IDI Les geacuteomeacutetries
utiliseacutees dans cette section sont choisies afin de repreacutesenter une varieacuteteacute raisonnable de cas
rencontreacutes dans lindustrie Plus speacutecifiquement trois types de surface sont eacutetudieacutes
univoque agrave courbure quasi constante en forme de U et complexe La surface
univoque servant comme point de deacutepart de leacutetude est repreacutesentative dune surface
aeacuterodynamique skin) La surface en U introduit une difficulteacute suppleacutementaire par son
changement brut de courbure Elle est repreacutesentative dune composante extrudeacutee La
troisiegraveme piegravece est une surface de forme complexe (free-form) repreacutesentant par exemple un
parmeau de carrosserie
Les eacutetudes de cas ont trois objectifs Elles servent agrave valider et agrave eacutevaluer la performance de
lalgorithme Elles sont aussi utiliseacutees en vue didentifier les paramegravetres influents de la
meacutethode pour ameacuteliorer sa robustesse Ce deuxiegraveme point megravene agrave travailler dans un
environnement virtuel ce qui implique que les piegraveces dites fabriqueacutees proviennent de
simulations informatiques De la sorte la composante manufactureacutee numeacuteriseacutee est simuleacutee agrave
partir des eacutetapes suivantes
1 Une deacuteformation locale repreacutesentant des deacutefauts de profil de surface est appliqueacutee sur le
modegravele nominal agrave laide de la fonction laquo Free Form Surface raquo de Proengineerreg
Wildfire 2
2 Une analyse par eacuteleacutements finis sur cette nouvelle piegravece est reacutealiseacutee sur ANSYSreg Cette
analyse prend en compte linfluence des supports employeacutes lors de la numeacuterisation et de
leffet de la graviteacute De plus des forces externes y sont imposeacutees pour introduire leffet
53
des contraintes internes induites par le proceacutedeacute de fabrication Il reacutesulte de ces opeacuterations
un nuage de points exprimant un modegravele deacuteformeacute comprenant des deacutefauts de surface
3 Sur ce dernier nuage de points un bruit de mesure suivant une distribution normale
N(001mm) est ajouteacute
Le reacutesultat de ces manipulations reacutesumeacute par la figure 41 repreacutesente maintenant la piegravece dite
fabriqueacutee
l1l 11
IH (
Modegravele Nominal CAO V
Deacuteviation dune reacutegion de la surface Simulation des deacutefauts de surface
i Faire FEA sur le modegravele nominal +
Graviteacute + Forces Externes
V
^Nuage Modegravele Deacuteformeacute^
Bruits N(001)
V Piegravece fabriqueacutee numeacuteriseacute e
Nuage Modegravele Deacuteformeacute avec bruits et deacutefauts de surface )
Figure 41 Processu s de simulation de la piegravece fabriqueacutee
Pour chacune des eacutetudes les deacutefauts de surface introduits ainsi que les forces appliqueacutees lors
de la simulation des piegraveces fabriqueacutees sont eacutenonceacutes Par la suite les reacutesultats apregraves
Le niveau de bruit suggeacutereacute est jugeacute seacutevegravere Il repreacutesente une home supeacuterieure agrave la majoriteacute des systegravemes de mesure industriels (Documentations-Metris 2009 Li et Gu 2004 Prieto 1999)
54
lapplication de lalgorithme sont preacutesenteacutes Une comparaison des deacuteviations obtenues avec
celles imposeacutees est aussi fournie pour eacutevaluer la mesure de la meacutethode
41 Exempl e 1 Surface univoque
La situation envisageacutee dans cet exemple est celle de linspection du profil de la surface A
repreacutesenteacute agrave la figure 42 lorsque celle-ci est supporteacutee par trois points de contact lors de la
numeacuterisation Les positions des supports sont seacutelectiotmeacutees afin que la piegravece se deacuteforme
significativement en raison de son propre poids La piegravece est une tocircle mince
de jauge 14 (07213 mm) en aluminium avec un module de Young de 7E10 Nm et une
densiteacute de 2700 kgm^ La dimension hors tout de la piegravece est de 350x800 mm
Figure 42 Modegravel e A
Comme mentionneacute auparavant lalgorithme IDI deacuteforme le maillage du modegravele nominal afin
que celui-ci se rapproche de la surface numeacuteriseacutee puis y eacutevalue les deacuteviations de profil La
composante fabriqueacutee est simuleacutee en utilisant le processus exposeacute agrave la figure 41 Des deacutefauts
de surface leffet de lacceacuteleacuteration gravitationnelle et les deacuteplacements causeacutes par une force
exteme de 2 N agrave un bout de la piegravece y sont appliqueacutes comme lillustie la figure 43 Les
positions des supports A-B-C dans le reacutefeacuterentiel MCS sont cormues puisquelles sont
imposeacutees Dans un contexte industriel la localisation des appuis dans le reacutefeacuterentiel du
scanneur peut ecirctre facilement eacutevalueacutee par exemple en les numeacuterisant Les translations du
point A sont bloqueacutees suivant les axes X Y et Z Les mouvements du point B sont fixeacutes dans
le sens des axes X et Y tandis que ceux du point C le sont dans laxe Z Les nœuds les plus
proches des points dancrage A-B-C sur le maillage de la piegravece simuleacutee sont identifieacutes
55
respectivement p^csx gt PMCSI ^^ PMCSI bull ^ ^^ ^^ ^^ processus de simulation de la composante
numeacuteriseacutee un nuage de 14841 points du modegravele deacuteformeacute avec des deacutefauts de surface et
comprenant du bruit de mesure est construit La figure 44 illustre les deacuteformations
appliqueacutees La figure 45 montre les deacutefauts de surface introduits Les deacuteviations qui sy
retrouvent sont qualifieacutees de valeurs cibles Ce sont les valeurs agrave obtenir agrave la suite de
lapplication de lalgorithme
Zone avec deacutefauts PMCSI PMCSI
MCSX
Figure 43 Constructio n de la piegravece A fabriqueacutee avec la configuration de force 1
Figure 44 Deacuteplacement s reacutesultant de la configuration de force 1 sur la piegravece A
56
a)
bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullS t22raquoraquoraquoicirc icirc222laquoraquolaquo
bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbull bull bull bullbullbullbullbullbullbullbull bull bull bull bullbullbullbullbullbullbullbullbull iisraquo bull bull bull bullbullbullIcirc222SIcirc
s
bull bull bull M i t
bullbullbullbullbullbullt^ bull bull bull bull bull bull i t t t bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull bull laquo
b)
Figure 45 Deacutefaut s de surface introduits sur la piegravece A a) Modegravele A nominal et b) Deacutefauts de surface sans bruit de mesur e
Le maillage de 1364 nœuds du modegravele nominal illustreacute agrave la figure 46 est obtenu avec
ANSYS Les nœuds Soc5 = - ocsi ^DCSI ^DCSI^DCS^^ ^^S P ^S proches des points
dancrage A-B-C dans le reacutefeacuterentiel DCS sont identifieacutes La position des supports dans
le DCS est geacuteneacuteralement deacutefinie par le concepteur lors de la deacutefinition du mode de fixation
Figure 46 Maillag e du modegravele A nominal
57
DCS Agrave partir de s deux nuages de points preacuteceacutedents des coordonneacutees des points ^ bdquo et S^
lalgorithme IDI fournit les reacutesultats preacutesenteacutes ci-dessous Ces reacutesultats sont obtenus en
employant les valeurs des paramegravetres du tableau 4 l
Tableau 41 Valeur des paramegravetres employeacutes dans lexemple l
Paramegravetres
Valeur
laquo D
6 500
ap
4 500
Step
50
r
25
AA-
075
S
05
Ks
10
^MAgraveX
150
La distance corrigeacutee D^ entre chaque nœud du maillage nominal et le point le plus proche
sur le nuage de points de la surface numeacuteriseacutee apregraves la premiegravere iteacuteration de lalgorithme est
preacutesenteacutee agrave la figure 47
bull bullbullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
Icirc Icirc Icirc Icirc Icirc Icirc
^ Icirc - - bull bull bull bull bull bull bull bull raquo 4 bull bull bull bull bull laquo bull i raquo raquo raquo laquo bull bull bull bull bull bull bull bull bull bull lt bull bull bull bull bull bull ^ bull bull bull bull bull bull bull bull bull l icirc icirc icirc l mdash ^
bull bull bull bull bull bull bull bull bull bull bull T bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull laquo M bull bull bull bull bull bull laquo bull bull bull bullbull bull bull bullbullbullbulllaquobullHt bull bullbullbullbullbulllaquobullbullbullbullbullbullbullbullbullgtbullbullbullbullbull bullbullbullbullbullbull^^bullbullbullbullbullbullbullbullbullliumlraquo^ bull bull bull bull bull ^ ^ bull bull bull bull bull bull bull 2 ^
Figure 47 Deacuteviation s absolues apregraves la premiegravere iteacuteration
58
La figure 48 preacutesente les valeurs utiliseacutees pour identifier les points potentiellement dans
une zone de deacutefauts de surface La ligne rouge repreacutesente la valeur limite correspondante agrave r
fois plus eacuteleveacutee que le 95e percentile de Tous les points au-dessus de cette ligne et ne se
trouvant pas sur le contour de la piegravece sont consideacutereacutes eacutetant potentiellement dans une zone de
deacutefauts de surface et leur poids w^ est mis agrave zeacutero
t OIS
016
0 1 4
012
bull lt 0 1
on
006
004
002
bull bull laquo - bull bull bull bull lt
3D0 40 0 GO O aO O tOQ D 13X 1 N a u d i
a)
i
14 oo
a I S
0 1 6
0 1 4
0 1 2
bulllt 0 1
OOB
OOE
004
002
deg 200 40 0
bull
1
P bull J GQO BO O 1CD 0 120 0
NOMidt
b)
141 D
02
OIS
C1B
0 1 4
0 1 2
^ - 0 1
OOB
OOE
004
002
raquo
^
k 20O 40 0 60 0 SO O lOO O
N s u d i
c)
i2œ 14 1 D
Figure 48 Identificatio n des nœuds potentiellement dans une zone de deacutefauts agrave liteacuteration a) 2 b) 10 et c) 150
Les figures 49 et 410 montrent les reacutesultats des distances corrigeacutees D ainsi que leurs
distributions apregraves les iteacuterations 2 10 et 150 Elles illustrent la capaciteacute de la meacutethode agrave
deacuteformer progressivement le modegravele nominal sans eacutepouser les deacutefauts de surface de la piegravece
numeacuteriseacutee Ces figures montrent que lalgorithme reacuteussit agrave identifier agrave chaque iteacuteration de la
meacutethode les deacuteviations dicircies uniquement aux deacutefauts de celles causeacutees par la flexibiliteacute de la
piegravece
59
a)
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull gt bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bull icirc icirc icirc 2 2 2 2 t raquo raquo ^ icirc
b)
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull2222222icirc^raquoraquoraquo2 bullbullbullbullbullbullbullbullbullbullbullj icirc tjraquoraquoraquoraquo^^ bull bullbullbullbullbullbullbullbull222222 J2^raquo^ bull bullbullbullbullbullbullbullbullbull22M bull bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull S 2 ^ ^ bull bull bull bull bull bull bull bull bull^bull^bullbullbullbull bull bull bull icirc bull bull bull bull bull bull ^ bull bull bull bull^ bull bull bull bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull raquo - - - raquo raquo w w w w - T
bull bull bull bull bull laquo bull bull bull bullbull bull bull bull bull bull bull laquo bull raquo bull bull bull bull bull bull bull bull bull bull laquo bull bull bullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbulllaquo bull bull bull bull bull laquo bull bull bull bull bull 4 bull bull bull bull bull laquo bull bull bull bull bull lt bull bull bull bull bull laquo bull bull bull bull bull laquo bull bull bull bull bull laquo bull bull bull bull bull 4 bull bull bull bull bull lt bull bull bull bull bull 4 bull bull bull bull bull 4 bull bull bull bull bull lt bull bull bull bull bull 4 bull bull bull bull bull 4 bull bull bull bull bull bull bull bull bull Agrave A Agrave ^ ^ ^ ^
bull bull bull bull bull bull bull bull bull laquo ^ 2 bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbulllaquo c)
Figure 49 Deacuteviation s apregraves a)2 iteacuterations b) 10 iteacuterations et c) 150 iteacuterations
0 0 5 1 1 5 2 5 3 3 5 4 4 5 5 0v1atlont (mm)
a)
Wkukku 15 2 2 5
b)
Figure 410 Distributio n des deacuteviations apregraves a)2 b) 10 et c) 150 iteacuterations
60
La figure 411 compare les deacuteviations imposeacutees lors de la simulation de la piegravece fabriqueacutee
avec celles obtenues apregraves 150 iteacuterations de lalgorithme Elle deacutemontre quagrave la suite de
lapplication de lalgorithme les deacutefauts de surface sont clairement identifiables
I bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull --------bullbullbullbullbull
bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull -bullbullbullbullbull raquobullbullbullbullbullbull bullbullbullbullbullbull bullbullbullbullbullbull bullbullbullbullbullbull
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
bullo7S
I0SO
I02S
bullo jraquo
a) b) Figure 411 Comparaison des deacuteviations pour lessai avec configuration de force 1
a)Deacuteviations imposeacutees sans bruit de mesure lors de la simulation de la piegravece fabriqueacutee et b) Deacuteviations obtenues avec la meacutethode IDI apregraves 150 iteacuterations
La figure 412 confionte les deux distributions des deacuteviations avec bruit de mesure imposeacutees
lors de la simulation et celles reacutesultant de lalgorithme proposeacute Elle permet de mettre en
relief la similitude entre les deux distributions et de noter que celle reacutesultant de la meacutethode
est leacutegegraverement plus eacutetendue
61
ISO
1 1 5 2 2 5 Deacuteviationt (mm)
a)
150 r
05 1 15 2 Deacuteviations (mm)
b)
35
Figure 412 Comparaiso n des distributions des deacuteviations pour lessai avec la configuration d e force 1
a)Distribution de s deacuteviations imposeacutees avec bruit de mesure lors de la simulation d e la piegravece fabriqueacutee et b) Distribution des deacuteviations obtenues avec la meacutethode IDI
La fonction objective (327) a le deacutesavantage daccorder plus dinfluence aux observations
aberrantes Cette caracteacuteristique est le reacutesultat de leacuteleacutevation au carreacute des termes dans
leacutequation ce qui donne effectivement plus de poids aux distances eacuteleveacutees Dans le cas dune
piegravece flexible les deux modegraveles agrave aligner sont diffeacuterents Lamplitude des vecteurs de
distance varie grandement en fonction de leur position Lanalyse dune telle fonction
camouflera le comportement du pheacutenomegravene de rapprochement des deux modegraveles car les
grandes deacuteviations prendront le dessus Ainsi pour la suite du meacutemoire la convergence de
lalgorithme est jugeacutee en observant la moyeime des distances corrigeacutees en fonction du
nombre diteacuterations comme lillustre la figure 413 Sur cette figure la tendance
asymptotique de cette nouvelle fonction est remarqueacutee
Moyennes des Dg^
62
1
ccedil O 9
Ecirc 0 8
^r
Ucirc 5 W
bull -o 0 4 bull i 0 3
s 0 2
01 ~ - mdash- -
bull
) 5 0 1 M ttirtfont
ISO
Figure 413 Convergenc e des distances corrigeacutees
Les deacuteviations de surface de la composante simuleacutee eacutetant coimues les erteurs de mesure de la
meacutethode sont eacutevalueacutees comme suit
Ej= raquoI50
^ s - ^ S (328)
ougrave Ej est lerreur au point 5 D^g la deacuteviation imposeacutee sur le modegravele simuleacute et D^ la
deacuteviation du nœud s provenant de la 150e iteacuteration de lalgorithme Les points sur le contour
de la piegravece ne sont pas consideacutereacutes dans leacutevaluation des erreurs de mesure car ils nont pas
suffisamment de laquo points voisins raquo pour une bonne eacutevaluation de leur vecteur normal Ils sont
donc exclus de toutes les figures et analyses sur la preacutecision de lalgorithme
La figure 415 permet de visualiser les erreurs de mesure de la meacutethode tandis que la
figure 414 montre la distribution des erreurs La figure 416 preacutesente uniquement la
distribution des erreurs dans la zone des deacutefauts imposeacutes Toutes ces trois figures deacutemontrent
quil nexiste pas de regroupement derreurs dans la zone des deacutefauts
63
raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull icirc bull bull bull bull bull bull bull icirc icirc bull bull bull bull bull bull bull
bull bull bull bull laquo bull bull bull
bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bullbullbullbull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull
bull bull bull bull bull
0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 O B 0 9 1 Errurt (mm)
Figure 414 Distribution des erreurs
bull bull bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull j j raquo laquo raquo raquo bullbullbullbullicircicirclaquoraquolaquoraquo bull bull bull bull bull bull bull bull bull bullbullbullbulli i^ bull bull bull bull bull bull Icirc Icirc bull bull bull bull bull2IcircIcircJIcirc2 bull bull bull bull bull bull bull bull f icirc i bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
Figure 415 Visualisation de la position des erreurs
70
60
bull 5 0 bull u c bull 4 0 W
pound 3 0
20 bull
10 bull
Q bull A a ^ ^b bull J l bull ^u-m I _ bull I I I 0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 0 8 0 9 1
Erreurs (mm)
Figure 416 Distributio n de s erreurs dan s la zone de deacutefaut simuleacute
La figure 417 reacutecapitule les reacutesultats de lessai
07
0E
05
i i 0 3 Ul
02
01
0
0104
Moyvnnt
0066
M 50
022E
0146 ^ ^ ^ 1 bull bull MM 75 90 Ptrctntil
0283
1 bull 95
0S34 bull bull bull 1 bull bull Maximal
-
-
Figure 417 Synthegraves e des reacutesultats pour lessai avec configuration d e force 1
64
411 Variatio n de la force externe appliqueacutee
La piegravece fabriqueacutee est de nouveau simuleacutee avec le processus exposeacute agrave la figure 41 Leffet
dun deacutefaut de surface et de lacceacuteleacuteration gravitationnelle ainsi que les deacuteformations
introduites par une force exteme de 3 N agrave chaque bout de la piegravece sont appliqueacutes au modegravele
nominal comme lillustrent les figures 418 et 419 Les positions des supports A-B-C sont
les mecircmes que dans lexemple preacuteceacutedent De mecircme les valeurs des paramegravetres sont celles du
tableau 41 agrave lexception du nombre diteacuterations K^^^ Celui-ci est fixeacute agrave 200 iteacuterations pour
permettre au maillage nominal de mieux eacutepouser la piegravece numeacuteriseacutee puisque celle-ci a subi
de plus fortes deacuteformations
Zone avec deacutefaut s MCS2
Acceacuteleacuteration PMCSI
icirc Forces externe s
3N
Figure 418 Construction de la piegravece A fabriqueacutee avec la configuration de force 2
Figure 419 Deacuteplacements reacutesultant de la configuration de force 2 sur la piegravece A
65
La figure 420 compare les deacuteviations imposeacutees lors de la simulation de la piegravece fabriqueacutee
avec celles obtenues apregraves 200 iteacuterations de lalgorithme Encore une fois la figure 420
montre quagrave la suite de lapplication de lalgorithme les deacutefauts de surface sont clairement
identifiables
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbull222 bullbullbull2222 bull bull bull bull bull bull bull bull bull bull bull bull bull bull
i bull bull bull ^ ^ bull bull bull laquo bull bull bull bull bull bull bullbullbullbullbullbull bull gt bull bull bull bull
a i l
bull S S t ^ bull icirc t s t raquo
gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull 5222icircraquo^^^^t bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
^ bullbullbullbullbullbull bullbullbullicircicircraquo2^
bull5r bull bullbullbulllaquobullbullbullbull22
bullbullbullbull^bullbullbullbullraquo
m bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
222raquo5icirc bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull gt bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullfbullbullbullbullbullbullbullbullbull bullbull22JIcircSJ5icircicirc2raquoraquoraquoraquo2 bullbullicirc22JicircraquoS2S2t^^raquo^icirc bull bull bull bull bull icirc i s i z bull bull bull bull bull bull bull bull
mraquoraquoraquoraquo bull bull bull bull bull laquo raquo bull bull bull bull bull ltbullbullbullbullbull bull bull bull bull bull bull bull laquo bull bull bull bull bull
a)
bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
b) Figure 420 Comparaiso n des deacuteviations pour lessai avec configuration de force 2
a)Deacuteviations imposeacutees sans bruit de mesure lors de la simulation de la piegravece fabriqueacutee b) Deacuteviations obtenues avec la meacutethode IDI apregraves 200 iteacuterations
La figure 421 confronte les deux distributions des deacuteviations avec bruit de mesure imposeacutees
lors de la simulation et celles reacutesultant de lalgorithme proposeacute Elle permet de mettre en
relief la similitude entre les deux distributions et de noter que celle reacutesultant de la meacutethode
IDI est leacutegegraverement plus eacutetendue Dun autre cocircteacute la figure 423 permet de visualiser les
erreurs de mesure de la meacutethode tandis que la figure 422 montre la distribution des erreurs
La figure 424 preacutesente uniquement la distribution des erreurs dans la zone des deacutefauts
imposeacutes Toutes ces trois figures deacutemontrent aussi quil nexiste pas de concentration
derreurs dans la zone des deacutefauts
66
1 1 5 2 2 5 Diviatloni (mm)
a)
05 1 1 6 2 Oeacuteviationi (mm)
b)
25
Figure 421 Comparaison des distributions des deacuteviations pour lessai avec la configuration de force 2
a)Distribution des deacuteviations imposeacutees avec bruit de mesure et b) Distribution des deacuteviations obtenues avec la meacutethode IDI
bull bull bull bull bull bull bull bull bull bull laquo bullbullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull J bull t ^ - 2 Icirc
bull bull bull laquo M bull bull bull bull bull bull laquo raquo bull bullbull bull bull bull bull bull raquo bull bull bull bull bull bullbullbullbullbullbullbull 1 bull bull bull bull bull bull bull l icirc
bullbull
bull bull bull bull bull bull ^ raquo bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull laquo bull raquo bull bull bull bull bull bull bullbullbullbullbullbullbullbull bull bull bullbullbullbullbull bull bull 11raquoraquoraquo bull bull bull bull bull bull bull bull bull
0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 0 8 0 9 1 Errurlaquo (mm)
Figure 422 Distribution des erreurs
bull bull bull bull bull bull bull bull
I bull bull bull bull bull bull bull bull X bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
bull bull bull bull bull bull bull bull bull bull bull
70
60
bull 5 0 bull u c
bull 4 0
pound 3 0
20
10
0
Figure 423 Visualisation de la position des erreurs
0 0 1 0 2 0 3 0 4 0 5 0 6 0 7 0 8 0 9 1 Errturt (mm)
Figure 424 Distribution des erreurs dans la zone de deacutefaut simuleacute
67
La figure 425 reacutecapitule les reacutesultats de lessai
Figure 425 Synthegraves e des reacutesultats pour lessai ave c configuration d e force 1
412 Variatio n de lemplacement d u deacutefau t
Cette section preacutesente les reacutesultats de linspection de douze (12) piegraveces simuleacutees agrave partir du
modegravele A avec lapplication de lalgorithme IDI Dix (10) piegraveces fabriqueacutees repreacutesentant
cinq (5) types de deacutefauts de surface sont illustreacutees agrave la figure 426 Pour chacun des cinq (5)
types de deacutefauts les deux (2) configurations de forces externes preacutesenteacutees preacuteceacutedemment
(2N et 3N) y sont appliqueacutees De plus une piegravece simuleacutee sans deacutefauts de surface y est
inspecteacutee Cette derniegravere permet de mieux eacutevaluer la capaciteacute de lalgorithme agrave deacutetecter
correctement les zones de deacutefauts de surface
68
a) bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bulllaquobulllaquobull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
bull bullbullbullbullbullbullbullbulliSXSSSicircticirc
bull bull bull bull bull bull^^bullbullbullbull bull bull bull bull icirc icirc icircraquo icirc icirc bull bull bull bull bull22 bull bull bull bull bull bulliicirclaquoraquolaquoraquog bull bull bull bull bull laquo bull T l^ bull bull bull bull bull i icirc raquoraquoVraquo icirc bull bull bull bull bull laquo bull bull T bull i bullraquobullbullbullbull raquoraquoraquoraquoraquo0mdash bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull 4 a M ^ ^ bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull 4 M ^ ^ ^ bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbulllaquoraquobullbullbull bullbullbullbull4laquo2 2
bullbullbullbullbullSicirct^2icircgt bull bull bull bull bull bull bull bull bull bull bull icirc bull bull bull bull bull ^ bull laquo bull bull bull bull bull bull icirc S bull bull bull bull bull bull ^ bull bull bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull bull bull bull bull Icirc Icirc Icirc raquo raquo raquo raquo Icirc Icirc J Icirc raquo raquo raquo Icirc Icirc Icirc bullbullbullbullbulllaquo2icirc^S2 bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull ^ bull bull bull bull bull bull bull
bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull raquobullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull laquobullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbullbull
d)
bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull bull bullbullbullbull
bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bull bull bull bull bull bull bull bull bull mm bull Icirc Icirc Ucirc Icirc Icirc Icirc
bull bulllaquoraquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
gtbullbullbullbullbullbullbullbull bull bullbullbullbullbullbull2laquo gtbullbullbullbullbullbull gtbullbullbullbullbullbullbull bull bull bull bull bull bull Z i bull bull bull bull bull bull bull bull z bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
bullbullbullbullbull bullbullbullbullbull bullbullbullbullbull bullbullbullbullbull bull bull bull bull laquo bull bullbullbullbull bull bull bull bull laquo bull bull bull bull laquo bull bull bull bull lt bull bull bull bull laquo bull bull bull bull laquo bull bullbullbulla
bull bullbullbulllaquo
b)
bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullicircicircicircicircicirc bullbullbullbullbull
bullbullicircicircicircraquoraquoraquoraquo bullbullicircicirciraquoraquoraquoraquo
raquoraquobullbullbullbullbullbullbullraquo bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull raquoraquoraquoraquobullbullbullbullbullbull raquoraquoraquobullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull poundbullraquoraquoraquoraquoraquobullbull icircicirc2icircicircraquoraquoraquoicirc icircicircicircraquoraquoraquoraquoraquoraquoraquo raquobullbullbullbullbullbull
raquobullbull bull bull bull gtbullbull gtbullbull raquobullbull
ltbullbullbullraquoraquo iuacircirr bull bull bull
gt bull bull raquo raquo ^ ^ ^ 4 M ^ ^ bull bull bull bullraquoraquoraquo raquo 2icircraquoraquo bullSSicircraquo bull Icirc H Icirc Icirc Icirc Icirc Icirc
bull bullbull raquobullbull raquobullbull bull bullbull
il ii icircicircraquoraquoraquoraquobull bull bullraquobull bull bull bull raquo raquo raquo bull bull bull bull raquoraquobullbullbullbullbullbull raquoraquoraquobullbullbullbulllaquo bullbullbullbullbullbullbullbull bull bullraquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullraquobullraquobullraquobull
bull bullbullicircicircraquoraquoraquoraquo raquo raquolaquoicirc5raquoraquoraquoraquoraquo bull bull bullicircS^^raquoraquoraquo bull bullbullicircicirciicircraquoraquoraquoraquo raquo bull bullbullbullIcircS^^raquoraquoraquo bull raquoraquoicirclaquoraquo^raquoraquoraquoraquo bull bull bull bull ^ bull bull bull raquo raquo raquoraquoraquoraquo2Zraquo^^raquoraquoraquo raquoraquoraquoicircicircicircraquoraquoraquoraquoraquoraquo raquoraquoraquo2IcircIraquoraquoraquoraquoraquoraquo raquoicirc2icircraquoraquoraquoraquoraquoraquo icircicircicircicircicircraquoraquoraquoraquoraquoraquoraquo icircicircicircicircicircraquoraquoraquoraquoraquoraquoraquo 2IcircIcircIcircraquoraquoraquoraquoraquoraquoraquoraquo ticircicircicircraquoraquoraquoraquoraquoraquoraquoraquo raquobullbullbullbullbullraquoraquoraquoraquoraquoraquo bullbullbullbullbullbullbullraquoraquoraquoraquoraquo bull bull bull bullraquobullbull bullraquobullbull bull bullbullbullraquoraquoraquoraquoraquoraquoraquoraquoraquo bullbullbullbullbullraquoraquoraquoraquobullbullbull bullbullbullbullraquoraquoraquobullbullbullraquoraquo raquoraquobullbullraquoraquobullbullraquoraquobullbull bullbullbullbullraquoraquoraquobullbullraquoraquoraquo
e)
bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull bullbullbullbull raquoraquoraquobull
laquobullbullraquobullbullbullbullbullraquobull bullbullbullbullbullbullbullbullbullbullraquo gtbullbullbullbullbullbullbullbullbullbullraquo bullbullbullbullbullraquoraquobullraquolaquobull gtbullbullbullbullbullbullbullbullbullbullbull gtbullbullbullbullbullraquobullbullbullbullbull gtbullbullbullbullbullbullbullbullbullbullbull gtbullbullbullbullbullbullbullbullbullbullbull gtbullbullbullbullbullbullbullbullbullbullraquo bullraquoraquoraquoraquoraquobullbullbullbullbull bull bull bull bull bull bull bull bull i ^ bullbullbullbullbullbullbullbullbullbullbullbullbullbullbull bull2IcircIcircIcircIcircIcirc IcircIcircIcircraquoIcircIcircIcircIcircraquoH
bulliraquoraquoraquoicirciicirc2icirc
bullraquoraquoraquoraquoraquoraquo bullbullbullbullraquoraquobull raquoraquobullbullbullbullbull bullbullbullbullbullbullbull bullbullbullbullbullbullbull bullbullbullbullbullraquoraquo raquoraquobullraquoraquoraquoraquo bullbullbullbullraquobullbull bullbullbullbullbullbullbull bullbullbullraquoraquoraquoraquo raquoraquoraquoraquoicircicircicirc
bullraquobull raquoraquoraquo raquoraquobull bullbullbull bullbullbull bullbullbull bullbullbull bullbullbull raquoraquoraquo raquoraquoraquo raquoraquoraquo raquoraquoraquo raquoraquoraquo
iiii icircicircraquoraquoraquoraquo raquobullraquoraquobullbull-raquoraquoraquobullbullbullgt bullbullbullbullbullbulllaquo raquoraquobullbullbullbullbull bullraquobullraquoraquobullbull bullbullbullbullraquobullbull
Icirc Icirc Icirc Icirc raquo raquo raquo raquo raquo raquo raquo icircicircicircraquoraquoraquoraquoraquoraquoraquoraquoraquo icircicircicircraquoraquoraquoraquoraquoraquoraquoraquo icircicircicircicircraquoraquoraquoraquoraquoraquoraquo
c)
bull bull bull 4 bull bull bull 1 bull bull bull lt Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc IcircraquoH
laquolaquoicircicircicircicircicircicircicircicircHicircH Hraquoraquo bullbullbull raquo
sicircicircraquoraquoraquoraquoicirc2cn bull laquobullraquoraquobull l raquoraquoraquolaquo4raquo ^ ^ raquo bull bull bull raquo bull raquo raquo raquo raquo bull bull bull laquo bull bull bull bull bull bull bull bull 4gt^^^ bull bull bull laquo bull laquo bull bull bull bull bull raquo
bull bull raquo bull bull bull bull 4 laquo ^ ^ raquo raquo bullbullbullraquoraquoicircicirc
raquoraquoraquoraquoi icirc icirc icirc icirc icirc icirc icirc icirc raquoicirclaquoraquoicirc bull bull bull bull icirc icircraquo raquo bull bull bull bull bull bull bull bull bull Icirc Icirc ^ raquo ^ ^ ^ raquo raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullraquoraquoraquoraquoraquobullbull bull bullraquoraquobullraquoraquobullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullbullbullbullbullraquoraquoraquoraquoraquoraquoraquobullbullbull bull bull bull bull bull bull bullraquobullraquoraquobull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquoraquo bull bull bull bull bull bullraquoraquobullraquoraquobullbullbull bull bull bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbullbullraquoraquoraquoraquobullraquobullbullbullbullbullbullbullbull
f)
3S)
1325
I3J10
1275
4250
- -225
2M
bull 175
1150
1125
I icirc i raquo
1075
1050
1025
bullO in
Figure 426 Typ e de deacutefauts imposeacutes dans lexemple 1 a) Configuration sans deacutefauts de surface (VO) b) Configuration de deacutefauts 1 (VI)
c) d) e) f) Configuration de deacutefauts 2-3-4-5 (V2-V3-V4-V5) respectivement
La figure 427 illustre la convergence de la moyenne des distances D^ en fonction du
nombre diteacuterations pour tous les essais de lexemple 1
69
-V0-F1 - V I - F I -V2-F1 -V3-F1 -V4-Ft - ^ F f
20 X 4 0 5 0 6 0 7t 3 0 9 0 tO O 11 0 12 0 1 raquo 14 0 tS O tteacuteraUoni
a l
q^09
V0F2 V1F2-V2F2 V3f2 V4F2 VSf2
--bull
-
bull
-
b)
Figure 427 Convergenc e des distances corrigeacutees pour les piegraveces A avec a) la configuration de force let b) la configuration de force 2
La figure 428 montre pour chaque point du maillage nominal la moyenne arithmeacutetique des
erreurs pour tous les types de deacutefauts suivant les deux configurations de force Les figures III
et IV de lannexe 1 preacutesentent les erteurs pour chacun des tests
bull icirc raquo icirc raquo icirc icirc icirc icirc icirc icirc icirc raquo i
raquoraquoraquoicircicircicircraquoraquoraquoraquoraquoraquoraquoraquoraquo raquoraquoraquoraquoicircicircraquoraquoraquoraquoraquoraquoraquoraquoraquo icirc icirc icirc icirc icircraquoraquoraquoicirc icirc icircraquoraquoraquo
bullraquobullbull bullbullbullraquo icircraquoraquo bullraquobullraquo
bull bull raquo raquo bull bull bull bull 5 Icirc gtbull raquo raquoraquoraquo raquo
bull bull bull bull raquo raquoraquoraquoraquo raquo
bull bullbullbullbullbull
raquo bull raquoraquo bull bulllaquo bull bull raquo bull bull bullbullbullltbulllaquo bull bull bull bull bull bull 4 gt laquo
raquo bull raquoraquoraquoicirc2icirc
bull raquo raquo raquo raquo i icirc icirc raquo raquo bullraquobullraquo raquoraquoraquoIcircraquoraquoraquoraquo raquoraquoraquoicircicircraquoraquoraquoraquo raquoraquoraquoicircicircrraquoraquoraquo
raquoraquoraquoraquobullbullraquo bull bullbullbull icirc icirc icirc icirc raquo bull bull bull bull bull raquo raquo bull
bull raquo bull bull raquo raquo raquo raquo raquo laquoraquoraquoraquoraquobullraquobullbull bull raquo bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull icirc raquo raquo raquo bull bull bull bull bull bull bull bull bull raquo bull bull laquo bullbullbullraquoraquoraquoraquoraquoraquolt raquo bull raquo raquo raquo raquo raquo raquo bull bull
a)
raquo bullraquoraquoIcirc2IcircIcircIcirc bull bull raquoraquoicirciraquoraquoraquo raquo raquoraquoraquoicircraquoraquoraquoraquo raquoraquoraquoraquoicircicircraquoraquoraquoraquo bull bullraquoraquoicircicirciicircraquoraquo raquo bull bullraquoraquoicircicirclaquoraquoraquoraquoraquo raquoraquoraquoraquoicircicircicircraquoraquoraquoraquo raquoraquoraquoraquoicircicircicircraquoraquoraquoraquo raquoraquoraquoicircicircicircraquoraquoraquoraquo raquoraquoraquoraquoicircicircraquoraquoraquoraquoraquo -bullbullbull icirc icirc icirc icircraquoraquo
b)
Figure 428 Visualisatio n de la moyenne des erreurs agrave chaque point pour lexemple 1 avec a) la configuration de force 1 et b) la configuration de force 2
70
La figure 429 preacutesente la distribution des erreurs pour les douze (12) piegraveces simuleacutees Elle
permet de voir la similariteacute des distributions et de constater quune bonne partie des erreurs
est proche de zeacutero (0)
Figure 429 Distributio n des erreurs pour les douze (12) essais de lexemple 1
La figure 430a et le tableau 42 reacutecapitulent les reacutesultats derreurs pour chaque essai tandis
que la figure 430b et le tableau 43 preacutesentent les erreurs dans les zones de deacutefauts
uniquement
Figure 430 Reacutesum eacute des erreurs de mesure de lexemple 1 a) sur lensemble des points b ) sur les points dans les zones de deacutefauts
71
Tableau 42 Reacutesumeacute des erreurs de mesure (mm) de lexemple 1 sur lensemble des points
Surface A Configurations
VOFl VI FI V2F1 V3F1 V4F1 V5F1 V0F2 VI F2 V2F2 V3F2 V4F2 V5F2
Tableau 43 Reacutesumeacute
Surface A Configurations
VOFl VI FI V2F1 V3F1 V4F1 V5F1 V0F2^ VI F2 V2F2 V3F2 V4F2 V5F2
Moyenne
0104 0104 0101 0115 0116 0095 0113 0124 0106 0102 0116 0108
Percentile 50e
0081 0086 0077 0094 0089 0074 0082 0087 0074 0071 0086 0073
75e 0153 0146 0145 0161 0167 0136 0150 0171 0140 0135 0161 0145
90e 0227 0226 0214 0248 0249 0202 0257 0295 0243 0225 0258 0262
95e 0282 0283 0278 0303 0307 0250 0373 0368 0341 0312 0362 0342
des erreurs de mesure (mm) de lexemple 1 dans les zones
Moyenne
-0180 0111 0097 0157 0097
-0275 0087 0084 0103 0118
Percentile
50e
0153 0097 0082 0148 0082
-0271 0080 0073 0084 0092
75e
0255 0152 0145 0236 0157
-0361 0119 0115 0133 0172
90e
0350 0229 0185 0300 0195
-0442 0193 0172 0208 0258
95e
0428 0255 0210 0374 0230
-0495 0207 0203 0286 0313
Maximale
0522 0634 0615 0485 0597 0524 0709 0946 0703 0619 0783 0673
de deacutefauts
Maximale
-0634 0281 0274 0597 0345
-0547 0231 0260 0407 0412
Exemple La nomenclature Surface A VIFI fait reacutefeacuterence agrave la Surface A simuleacutee obtenue avec le type de deacutefauts 1 et la configuration 1 de force exteme Les configurations VO nont pas de deacutefauts imposeacutes
72
42 Exemple 2 Surface en forme de U
Cet exemple porte sur linspection de profil de la surface en forme de U repreacutesenteacute agrave la
figure 431 lorsque celle-ci est supporteacutee par trois points de contact lors de sa numeacuterisation
Le mateacuteriau et leacutepaisseur de tocircle sont identiques aux exemples preacuteceacutedents Les dimensions
hors tout de la piegravece sont de 300 x 500 x 150 mm
Figure 431 Modegravel e U
421 Constructio n du maillage nominal
Le maillage de 3550 nœuds du modegravele nominal est illustreacute agrave la figure 432 Les nœuds
bull^Dcs ~ ^Dcsx ^Dcsi ^Dcsi I ^DCS ^ ^ ^^^ P ^ prochcs tics poluts dancrago A-B-C dans le
reacutefeacuterentiel DCS y sont identifieacutes
Figure 432 Maillag e du modegravele nominal U
73
422 Simulatio n de la piegravece numeacuteriseacute e
Les piegraveces fabriqueacutees sont simuleacutees avec la deacutemarche exposeacutee agrave la figure 41 Leffet dun
deacutefaut de surface local leffet de lacceacuteleacuteration gravitatiormelle ainsi que celui de deux
configurations de force y sont appliqueacutes La premiegravere configuration comporte une force
de 10 N au bout de la composante tandis que la deuxiegraveme impose une force de 5 N sur
chaque extreacutemiteacute La figure 433 preacutesente les deux configurations ainsi que les deacuteformations
reacutesultantes pour le type de deacutefauts 1 (VI) Agrave la fin du processus un nuage denviron
22000 points du modegravele deacuteformeacute avec des deacutefauts de surface et comprenant du bruit de
mesure est obtenu
423 Reacutesultats
Cette section preacutesente linspection de huit (8) composantes construites agrave partir du modegravele U
Six (6) piegraveces fabriqueacutees repreacutesentant trois (3) types de deacutefauts sont illustreacutees agrave la
figure 434 Pour chacune des variantes les deux configurations de forces externes sont
appliqueacutees De plus une piegravece simuleacutee sans deacutefauts de surface (VO) est veacuterifieacutee Les reacutesultats
preacutesenteacutes ci-dessous sont obtenus en employant les valeurs des paramegravetres du tableau 44
Toutefois un poids w nul est attribueacute aux points sur les rayons afin de sassurer de ne pas
confondre ces points avec des deacutefauts de surface Cet ajustement preacuteventif est fait car une
grande courbure locale combineacutee agrave une faible densiteacute de nœud dans ces zones augmente
artificiellement la valeur des indicateurs de ces points
Tableau 44 Valeur des paramegravetres employeacutes dans lexemple 2
Paramegravetres
Valeur
laquo D
10 000
laquo F
8 000
Step
50
r
15
^ M
2
S
05
Ks
20 500
74
Zoat iTtc dtfanti
Accacirceacuteratioa 9i m s
Zoae avec dcfaoli
Acceacuteleacuteralita 98 ms
PhCSi
Farc6 axEacuteeins I O N
a) c)
0 272 1 544 2 8U 3 1089 5 trade 136 1 4M 2 680 3 952 4 1224 5 4M
b)
]12)
d)
202M 21211 raquoV
Figure 433 Constructio n du nuage de points U avec le type de deacutefauts 1 (VI)
a) suivant la configuration de force 1 (FI ) et c) suivant la configuration de force 2 (F2) Deacuteplacement (mm) total de chaque nœud et b) suivant la configuration FI d) suivant la
configuration F2
75
325
1300
1275
1250
- -22 5
- -20 0
175
I1S0
1125
1100
1075
1050
1025
bullooo
Figure 434 Type de deacutefauts imposeacutes dans lexemple 2 a) sans deacutefauts (VO) b) type de deacutefauts 1 (VI) c) d) type de deacutefauts 2-3 (V2-V3)
respectivement
76
La figure 435 illustre la convergence de la moyenne des distances D^ en fonction du
nombre diteacuterations pour tous les essais de lexemple 2 La configuration de force 2 entraicircne
de fortes deacuteformations les modegraveles nominaux neacutecessitent donc plus diteacuterations pour eacutepouser
la geacuteomeacutetrie numeacuteriseacutee comme le montre la figure 435
E 3
E
^ S 2 5
M
8 2
I 5 1 5
-V0-F1 -V1-F1 -V2F1 -V3F1
50 10 0 15 0 20 0 25 0 30 0 35 0 40 0 45 0 50 0
Iteacuterationi
a)
-W-F2 -V1-F2 -V2-F2 -V3F2
50 10 0 15 0 20 0 25 0 30 0 35 0 40 0 45 0 50 0
IMraUoni
b) Figure 435 Convergenc e des distances corrigeacutees pour les piegraveces U avec (a) la configuration d e force 1 et (b) la configuration d e force 2
La figure 436 montre pour chaque point du maillage nominal la moyerme arithmeacutetique des
erreurs pour tous les types de deacutefauts suivant les deux configurations de force Les figures V
et VI de latmexe I preacutesentent les erteurs pour chacun des tests
Dun autre cocircteacute la figure 437 preacutesente la distribution des erreurs pour les huit piegraveces
simuleacutees Elle permet de voir la similariteacute des distributions et de constater quune bonne
partie des erreurs est proche de zeacutero (0) De plus cette figure fait remarquer que les
distributions des erreurs pour les essais avec la configuration de force 2 sont plus eacutetendues
77
bull bull bull bull bull bull - - f 11
^bullfffJiliV--
a)
AampB^^^VIgt bull bull A bull bull bull bull bull bull
ity^gtiUiMbullbullbullbullbull^bull^bullbullbullbullbull
^1^1^^^^
bL Figure 436 Visualisatio n de la moyenne des erreurs agrave chaque point pour lexemple 2
avec a) la configuration de force 1 et b) la configuration de force 2
Figure 437 Distributio n des erreurs pour les huit (8) essais de lexemple 2
78
La figure 438a et le tableau 45 reacutecapitulent les reacutesultats des erteurs pour chaque essai tandis
que la figure 438b et le tableau 46 preacutesentent les erreurs dans les zones de deacutefauts
uniquement
Figure 438 Reacutesum eacute des erreurs de mesure de lexemple 2 a) sur lensemble des points et b) sur les points dans les zones de deacutefauts
Tableau 45 Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 sur lensemble des points
Surface U Configurations
VOFl VI FI V2F1 V3F1 V0F2 VI F2 V2F2 V3F2
Moyenne
0055 0055 0058 0072
0101 0093 0095 0108
Percentile 50e
0035 0035 0039 0051
0074 0068 0072 0079
75e 0076 0075 0081 0103
0136 0122 0126 0149
90e 0129 0124 0133 0159
0211 0196 0196 0248
95e 0174 0163 0173 0212
0292 0262 0256 0300
Maximale
0470 0548 0427 0507
0701 0774 0756 0728
79
Tableau 46 Reacutesumeacute des erreurs de mesure (mm) de lexemple 2 dans les zones de deacutefauts
Surface U Configurations
VOFl VI FI V2F1 V3F1 V0F2 VI F2 V2F2 V3F2
Moyenne
-
0113 0064 0131
-
0129 0124 0172
Percentile 50e
-
0074 0050 0102
-
0092 0090 0147
75e
-
0135 0076 0212
-
0159 0191 0237
90e -
0264 0122 0297
-
0291 0239 0342
95e -
0395 0191 0357
-
0479 0348 0406
Maximale
-
0548 0282 0459
-
0560 0502 0663
80
43 Exemple 3 Surface complexe
Lexemple ci-dessous permet deacutevaluer la performance de lalgorithme IDI sur une piegravece de
forme complexe repreacutesenteacutee agrave la figure 439 Il porte sur linspection de profil lorsque la
composante est supporteacutee par trois points de contact lors de la numeacuteration Le mateacuteriau et
leacutepaisseur de tocircle sont identiques aux exemples preacuteceacutedents Les dimensions hors tout de la
piegravece sont 350 x 1000 x 250 mm
Figure 439 Surfac e complexe
431 Constructio n du maillage nominal
Le maillage de 2952 nœuds du modegravele nominal est illustreacute agrave la figure 440 Les nœuds
^Dcs -^Dcs ^Dcs2 ^Dcsi I ^DCS ^ ^ ^^^ P^ ^ prochos tics polnts dancrage A-B-C dans le
reacutefeacuterentiel DCS y sont identifieacutes
Figure 440 Maillag e de la surface complexe nominale
81
432 Simulatio n de la piegravece numeacuteriseacutee
Les piegraveces fabriqueacutees sont simuleacutees avec la deacutemarche exposeacutee agrave la figure 41 Leffet de
deacutefauts de surface de lacceacuteleacuteration gravitationnelle et de deux configurations de
deacuteformation y sont appliqueacutes La premiegravere configuration est le reacutesultat dune force
de 2 N au bout de la composante tandis que la deuxiegraveme impose un deacuteplacement de 10 mm
appliqueacute sur une extreacutemiteacute Les figures 441 agrave 444 exposent les deux configurations et les
deacuteformations reacutesultantes pour le type de deacutefauts 1 (VI) Agrave la fin du processus un nuage
denviron 16500 points du modegravele deacuteformeacute avec des deacutefauts de surface et comprenant du
bruit de mesure est obtenu
PMCSI bull
PfCSl bull^^EcircEcirc
^HPm
^ ^ ^ PMCSX ^
^^^^^^^^V Acceacuteleacuteratio n ^ ^ ^ ^ ^ 98mV s
Force externe Y
Figure 441 Construction de la piegravece fabriqueacutee avec la configuration de force 1
Ici un deacuteplacement est appliqueacute plutocirct quune force exteme afin de veacuterifier si les performances de lalgorithme sont accrues si la deacuteformation est imposeacutee de maniegravere plus progressive Une discussion plus profonde sur le sujet est preacutesenteacutee agrave la section 44
82
Figure 442 Deacuteplacements reacutesultant de la configuration de force 1 sur le modegravele
MCSl
Deacuteplacement impos eacute sur la ligne de 10mm dans la direction de laxe Z
Figure 443 Construction de la piegravece fabriqueacutee avec la configuration de force 2
83
Figure 444 Deacuteplacements reacutesultant de la configuration 2 sur le modegravele
433 Reacutesultats
Cette section preacutesente les reacutesultats de linspection de douze (12) composantes simuleacutees
Dix (10) piegraveces fabriqueacutees repreacutesentant cinq (5) types de deacutefauts de surface sont illustreacutees agrave la
figure 445 Pour chacun des cinq (5) types de deacutefauts les deux (2) configurations de
deacuteformation preacutesenteacutees preacuteceacutedemment y sont appliqueacutees De plus une piegravece simuleacutee sans
deacutefauts de surface (VO) est veacuterifieacutee Les reacutesultats preacutesenteacutes ci-dessous sont obtenus en
employant les valeurs des paramegravetres du tableau 47
Tableau 47 Valeur des paramegravetres employeacutes dans lexemple 3
Paramegravetres
Valeur
laquo D
17 000
Up
15 000
Step
50
r
6
^ M
125
S
05
Ks
10
^MAX
300
84
in I I I
S (laquoM
bullo -d a gtgt H
O
S s^ a o laquo ^ 2 -o j 2 H cfl s laquo
W e a ^ M 03 t e O U u sect agt a -laquo S j2 laquo ^
laquo u bulln a
a - 2 l | bulla M fl C3 en
a _o
a Dll (S a o U
85
La figure 446 illustre la convergence de la moyenne des distances D^ en fonction du
nombre diteacuterations pour tous les essais de lexemple 3
fN
(UIU
I)
Q 1 5 o
1 1 bull bullo bull
z
0 c
V0F2 V1-F2 V2-F2 V3-F2 V4-F2 VSF2
50 10 0 15 0 20 0 25 0 30 0 Iteacuterations
a)
JJUl)
cf
itan
ctt
Moy
ennt
dlaquot
dl
25
1 5
05
0 [
1
^^^aertni i bdquo ^ ^ ^
V0-F1 VI-FI V2F1 V3-F1 V4-F1 V5-F1
50 10 0 15 0 20 0 25 0 30 0 Itegraveratlont
b) Figure 446 Convergenc e des distances corrigeacutees des essais de lexemple 3
avec a) la configuration de force 1 e t b) la configuration de force 2
La figure 447 montre pour chaque point du maillage nominal la moyerme arithmeacutetique des
erteurs pour tous les types de deacutefauts suivant les deux configurations de force Les
figures VII et VIII de lannexe I preacutesentent les erteurs pour chacun des tests
De son cocircteacute la figure 448 preacutesente la distribution des erreurs pour les douze piegraveces simuleacutees
Elle permet de voir la similariteacute des distributions et de constater comme dans les exemples
preacuteceacutedents quune bonne partie des erreurs est proche de zeacutero (0) De plus la figure 448 fait
remarquer que les distributions des erteurs pour les essais avec la configuration de force 1
sont plus eacutetendues
86
Figure 447 Visualisation de la moyenne des erreurs agrave chaque point pour lexemple 3 avec a) la configuration de force 1 et b) la configuration de force 2
2S0^
i 2 100 -
laquo-
0 = a
- ^ I L - ^ I T ^
^ ^ ^ ^ ^ ^ ^ E T L ^ jv - Lolt 4 ^ B -Y v ^ H
^^KfjY] - ^ hr^ ^^^^^EcircBrsi^U(fiiiEcirc^K^
01^^^^^^^^^^^^^^^^^^^^^^^H 0 3 ^ gt - ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ H
09 ^gt^^ 1
bullbullSOFI ^ bull v l FI ^^V2F1 ^bullv3F1 bull bullv4F1 ^bulllt-F1 ^bullvO-F2 l^_)ui P2 ^bullv2F3 ^bullvgtF2 bullbullV4-F3 ^ bull laquo F 2
^^^^^^B
Figure 448 Distribution des erreurs pour les douze (12) essais de lexemple 3
87
La figure 449a et le tableau 48 reacutecapitulent les reacutesultats derreurs pour chaque essai tandis
que la figure 449b et le tableau 49 preacutesentent les erteurs dans les zones de deacutefauts
uniquement
I r
03
^bulltJhL 75 90 Parccntil
a) 75 90
Plaquorclaquontlllaquo
b) Figure 449 Reacutesum eacute des erreurs de mesure de lexemple 3
a) su r lensemble des points et b) sur les points dans les zones de deacutefauts
Tableau 48 Reacutesumeacute des erteurs de mesure (mm) de lexemple 3 sur lensemble des points
Surface Complexe Configurations
VOFl VI Fl V2F1 V3F1 V4F1 VSFl V0F2 VI F2 V2F2 V3F2 V4F2 V5F2
Moyenne
0108 0109 0105 0106 0112 0105 0077 0081 0084
0078 0089
0090
Percentile 50e
0084 0084 0080 0084 0086 0082
0062 0065 0066 0063 0069 0069
75e 0150 0151 0146 0151 0159 0150
0113 0117 0119 0115 0124
0125
90e
0233 0236 0225 0224 0241 0230
0166 0176 0184
0166 0189 0196
95e
0286 0302 0284 0279 0313 0290
0198 0214 0221 0194
0236 0244
Maximale
0691 0730 0662 0658 0811 0669
0377 0569
0638 0401
0562 0649
88
Tableau 49 Reacutesumeacute des erteurs de mesure (mm) de lexemple 3 dans les zones de deacutefauts
Surface Complexe Configurations
VOFl VI Fl V2F1 V3F1 V4F1 V5F1 V0F2 VI F2 V2F2 V3F2 V4F2 V5F2
Moyenne
-
0178 0159 0094 0162 0139
-
0174 0183 0115 0170 0195
Percentile 50e
-
0180 0118 0080 0137 0121
-
0131 0154 0108 0142 0177
75e -
0245 0193 0130 0229 0189
-
0239 0285 0166 0250 0268
90e -
0330 0356 0190 0337 0276
-
0365 0363 0198 0367 0366
95e -
0352 0407 0222 0424 0309
-
0473 0470 0222 0439 0415
Maximale
-0393 0488 0393 0559 0514
-0569 0638 0357 0511 0649
89
44 Discussio n
Dans le cas dinspection de piegraveces flexibles sans gabarit de conformation la geacuteomeacutetrie de la
piegravece physique numeacuteriseacutee peut ecirctre sensiblement diffeacuterente de celle du modegravele nominal
Comme le montrent les figures 44 419 433 442 et 444 les piegraveces numeacuteriseacutees ont une
forme diffeacuterente de celle du modegravele nominal compte tenu des deacuteformations imposeacutees lors de
leur simulation Des deacuteformations maximales entre 12 mm et 364 mm sont appliqueacutees au
modegravele nominal agrave cette fin Les reacutesultats dinspection provenant de technique dalignement
rigide classique comme lICP ne sont plus repreacutesentatifs comme le deacutemontre la figure 47
Sur celle-ci il est clair que les deacuteviations observeacutees ne cortespondent pas aux deacutefauts
introduits agrave la figure 45 mais repreacutesentent uniquement le reacutesultat de la minimisation de la
distance euclidienne entre les deux modegraveles Lalgorithme IDI proposeacute dans ce meacutemoire
permet de compenser les lacunes des meacutethodes dinspection preacutesenteacutees dans la revue de la
litteacuterature en y introduisant une technique didentification des deacutefauts de profil ainsi que
lalgorithme de recalage non-rigide La figure 48 montre agrave plusieurs iteacuterations de
lalgorithme les indicateurs de confiance de chaque nœud du maillage S Les points avec
des indicateurs eacuteleveacutes y sont facilement observables et se distinguent mieux lorsque le
nombre diteacuterations augmente Limplantation de lalgorithme non-rigide permet de deacuteformer
le maillage nominal sans eacutepouser les deacutefauts de profil afin quil soit le plus proche possible
du modegravele numeacuteriseacute Les figures 49 411 et 420 deacutemontrent bien les capaciteacutes de
lalgorithme IDI agrave creacuteer un modegravele nominal deacuteformeacute sans deacutefaut de fabrication ainsi quagrave
localiser et agrave eacutevaluer lamplitude des deacutefauts de profil de surface Sur ces figures les deacutefauts
de surface sont clairement identifiables
Toutefois certaines faiblesses de la meacutethode ont eacuteteacute noteacutees Par exemple les points sur
lextreacutemiteacute en bas agrave gauche de la figure 411 possegravedent des deacuteviations leacutegegraverement plus
eacuteleveacutees Cette observation est plus remarqueacutee sur la figure 420 et dans leacutevaluation des
erreurs qui sont illusti-eacutees dans les figures 415 423 et 428 Ceci soulegraveve une question
Pourquoi le modegravele nominal neacutepouse-t-il pas la forme numeacuteriseacutee dans cette zone Une
explication deacutejagrave mentionneacutee est que lerteur deacutevaluation de la normale sur les points du
90
contour de la piegravece en soit la cause La projection de la distance d^ sur une normale erroneacutee
peut amplifier la distance projeteacutee D^ ce qui augmente lerteur observeacutee sur ces points Un
autre facteur est la valeur du paramegravetre a Une valeur a forte contraint le champ de
deacuteplacement agrave ecirctre lisse Agrave lextrecircme un a infiniment eacuteleveacute engendra un champ de
deacuteformation nul Le paramegravetre a a une analogie avec la rigiditeacute du modegravele nominal Les
tableaux 41 44 et 47 donnent les valeurs de a deacutetermineacutees par des essais-erreurs pour
garantir un champ lisse et montrent bien que a est proportionnel agrave la complexiteacute de la piegravece
De la sorte si le terme a est trop eacuteleveacute il ne permettra pas au modegravele nominal de se
deacuteformer dans des zones ougrave le changement de forme demandeacute est trop brut car il devra
assurer un champ de deacuteformation lisse De plus les forces ponctuelles appliqueacutees lors de la
simulation de la piegravece fabriqueacutee introduisent des deacuteformations locales importantes Ceci est
plus seacutevegravere que dans un cas industriel ougrave les deacuteformations se propagent plus uniformeacutement
puisquelles reacutesultent des contraintes internes introduites par le proceacutedeacute de fabrication Un
maillage peu dense du modegravele nominal dans une reacutegion avec de fortes deacuteformations sur la
piegravece simuleacutee entraicircne un saut de la valeur des deacuteplacements des points du maillage nominal
neacutecessaire pour rapprocher les deux modegraveles II est propice ici de rappeler que lindicateur
permet didentifier les points neacutecessitant un deacuteplacement plus ou moins eacuteleveacute que celui de
ses points voisins Ainsi les points du modegravele nominal dans ces zones de deacuteformations
locales sont reconnus comme des deacutefauts de profil agrave cause de leur indicateur I eacuteleveacute Par
conseacutequent le modegravele nominal neacutepouse pas la forme numeacuteriseacutee dans ces zones Cette
derniegravere explication est appuyeacutee par les figures 428 436 et 447 Celles-ci deacutemontrent bien
que les erreurs de lalgorithme dans la zone proche de lextreacutemiteacute sont proportionnelles agrave
lamplitude de la force imposeacutee
Les reacuteflexions eacutemises plus haut soulegravevent une autre question Pourquoi ny a-t-il pas une
zone de concentration derteurs agrave chaque bout ougrave une force a eacuteteacute imposeacutee sur la piegravece
simuleacutee Effectivement il existe une seule zone de concentration derteurs dans les
figures 423 et 4286 malgreacute quune force agrave chaque embout y soit imposeacutee lors de la
simulation Un regard plus profond sur la figure 419 montre quun embout de la piegravece celui
91
de droite se deacuteforme moins que lautre et que leacutetendue de sa zone de deacuteformation
(en rouge) est plutocirct faible Comme indiqueacute au chapitre 3 les points du contour de la piegravece
ne sont en aucun cas consideacutereacutes comme des deacutefauts leurs poids vv sont mis agrave 1 peu importe
la valeur de leur indicateur Dans le cas de la figure 419 la zone de deacuteformation de
lembout agrave droite est tregraves petite et se trouve sur le contour de la piegravece Par conseacutequent la
zone nest pas prise en compte comme deacutefaut et la meacutethode permet de deacuteformer le modegravele
nominal pour quil tende vers le modegravele numeacuteriseacute dans cette zone Toutefois lautre zone agrave
gauche est suffisamment grande pour quune partie de ces points soit consideacutereacutee agrave tort
comme des deacutefauts comme mentionneacute plus haut
Les explications fournies aux deux paragraphes preacuteceacutedents permettent aussi de
comprendre lexistence dune zone de concentration derteurs preacutesente dans les autres eacutetudes
La figure 436 tireacutee de lexemple du profileacute en U affiche des eacutecarts eacuteleveacutes agrave proximiteacute des
points de fixation illustreacutes sur la figure 433 La courte distance entre les supports engendre
des deacuteformations locales La piegravece a tendance agrave gauchir excessivement agrave ces endroits car la
configuration dappui A-B-C autorise la rotation du modegravele au point dencrage Ce
pheacutenomegravene est visible sur la figure II de lannexe I illustrant les deacuteplacements en rotation
imposeacutes lors de la simulation de la composante numeacuteriseacutee En ce qui concerne la surface
complexe lanalyse des eacutecarts de la figure 447a montre une augmentation de lerreur sur le
rayon du cocircteacute droit Comme illustreacute sur la figure 442 un changement rapide de deacuteformation
dans ces reacutegions combineacute avec limpreacutecision de leacutevaluation du vecteur normal des points
introduit des difficulteacutes comme celles deacutejagrave mentionneacutees De plus la figure 447b montre une
timide hausse de lerteur dans un endroit du rayon agrave gauche causeacutee par les mecircmes facteurs
que preacuteceacutedemment Neacuteanmoins aucune zone derreur importante na eacuteteacute observeacutee sur la
figure 447b car le deacuteplacement imposeacute deacutecrit sur la figure 444 est faible et uniforme et ne
reacutesulte pas de lapplication dune force ponctuelle Cette remarque vient renforcer nos
deacuteductions preacuteceacutedentes
Une discussion suppleacutementaire sur les erreurs inheacuterentes aux meacutethodes de simulation et de
validation proposeacutees est de mise Comme mentionneacute auparavant limposition dune force
92
ponctuelle lors de la creacuteation de la composante numeacuteriseacutee est trop seacutevegravere ce qui introduit des
difficulteacutes dans lidentification de deacutefauts et dans la capaciteacute de lalgorithme agrave faire eacutepouser
les deux modegraveles Lamplitude des deacuteformations est elle aussi plus contraignante que dans
un cas industriel Maintenir la piegravece de maniegravere agrave ce quelle ressemble plus au moins au
modegravele nominal serait plus repreacutesentatif Toutefois le choix de lapplication dune force
ponctuelle et de la disposition des fixations a permis deacutevaluer les limites de la performance
de la meacutethodologie Dun autre cocircteacute les dimensions des deacutefauts introduits autrement dit les
valeurs cibles sont obtenues en comparant agrave la condition non deacuteformeacutee le modegravele nominal
avec la piegravece simuleacutee avec deacutefauts tandis que les deacuteviations reacutesultantes de la meacutethode
reflegravetent la distance entre le modegravele nominal et le modegravele simuleacute avec des deacutefauts et du bruit
de mesure agrave leacutetat deacuteformeacute Ainsi les deacuteviations ne sont pas eacutevalueacutees dans les mecircmes
conditions ce qui influence le calcul des normales donc de la distance corrigeacutee entre chaque
combinaison de points La qualiteacute du maillage nominal agit aussi sur la preacutecision du vecteur
normal Plus celui-ci est raffineacute meilleure sera leacutevaluation du vecteur Dautre part la
densiteacute du nuage de points de la composante numeacuteriseacutee est importante car le meacutetrique point-
point est utiHseacute dans les algorithmes de localisation Une densiteacute eacuteleveacutee permet un meilleur
alignement et une estimation plus preacutecise de la distance Ainsi les caracteacuteristiques de la
meacutethode de simulation et de validation releveacutees ici amplifient les valeurs de lerteur de
mesure de la meacutethode
Pour lanalyse quantitative des erteurs le tableau 410 donne un reacutesumeacute des erreurs obtenues
en fonction des caracteacuteristiques de simulation des piegraveces numeacuteriseacutees Il permet de constater
que les erreurs obtenues sont minimes compareacutees aux deacutefauts et aux deacuteformations imposeacutees
Les tableaux 42 43 45 46 48 et 49 deacutemontrent que lerteur de la meacutethode dans un
intervalle de confiance de 95 varie de 0163 agrave 0373 mm pour lensemble des points et
Excluant les points du contour de la piegravece
93
de 0191 agrave 0495 mm pour les reacutegions de deacutefauts Pourtant les figures 428 436 et 447 ne
montrent aucune tendance lourde daugmentation de lerteur dans les zones de deacutefauts
imposeacutes Par contre les histogrammes des figures 430 438 et 449 indiquent que les valeurs
des erteurs dans ces reacutegions sont plus eacuteleveacutees que dans lensemble des points Agrave titre
dexemple la figure 428a et le tableau 42 pour le cas VI FI montrent que sur lintervalle
de confiance agrave 95 lerreur est de 0283 mm tandis que la valeur sur la figure 428b et le
tableau 43 est de 0428 mm dans les zones de deacutefauts Cette diffeacuterence de 0145 mm nest
cependant pas significative puisque le nombre de points constituant ces reacutegions est faible
Ainsi chaque point influence grandement le reacutesultat Les figures 416 et 424 montrent bien
que les distributions des erteurs dans les reacutegions de deacutefauts sont eacutetaleacutees De plus les
figures 429 437 et 448 mettent en relief le comportement des distributions des erreurs
Elles ont toutes un nombre eacuteleveacute de valeurs proches de zeacutero et une superposition de deux
distributions nest pratiquement pas distinguable Ces caracteacuteristiques megravenent agrave comparer les
valeurs des erreurs calculeacutees avec celles du bruit de mesure injecteacute Comme eacutenonceacute le bruit
de mesure dans les exemples preacutesenteacutes suit une distribution normale avec une moyenne de 0
et un eacutecart type de 01 mm La valeur absolue de celui-ci suit une distribution mi-normale
(half-Normal) avec une moyenne de 2rraquo0l (Bland 2005 Pewsey 2004) Les figures 450
451 et 452 superposent la distribution mi-normale du bruit sur les erreurs de chaque
exemple Il est clair sur ces figures que les erreurs observeacutees se retrouvent agrave proximiteacute de la
courbe deacutecrivant le bruit de mesure dans un intervalle de confiance de 95 ( 02 mm ) Apregraves
quoi dans certains cas la distribution de lerreur seacuteloigne de la courbe pour les raisons
eacutemises auparavant concemant les meacutethodes de simulation En prenant en compte les
remarques du paragraphe preacuteceacutedent il convient dinfeacuterer que les erreurs observeacutees sont
majoritairement le reacutesultat de lidentification du bruit de mesure
Excluant les points du contour de la piegravece
^ Une distribution pour les points dans une zone de deacutefauts et une autre pour lensemble des points
94
Tableau 410 Reacutesumeacute des erteurs en fonction des caracteacuteristiques de simulation (Valeurs en mm)
Exemples
Surface A Surface en U Surface complexe
Amplitudes maximale s des deacuteformations imposeacutee s
2230 agrave 3340 1230 agrave 360 1380 agrave 3380
Amplitudes maximale s des deacutefauts imposeacute s 226 agrave 318 146 agrave 300 255 agrave 365
Erreurs^ sur lensemble des points 025 agrave 037 016 agrave 030 019 agrave 031
Erreurs dans les zones de deacutefauts 020 agrave 050 019 agrave 048 022 agrave 047
2CTBmii=02 mm
llfctilfc-Jlli gt
bull0-F1 iVI-FI bullV2-F1 bullV3-F1 |V4-F1 bull gtlaquo-F 1 bull V13-F 2
VIF2 IVIcirc-F2 bull V3-F2 bullV4-F2
Figure 450 Superpositio n des erreurs observeacutees dans lexemple 1 et de la distributio n du bruit de mesure introduit
Erreurs dans un intervalle de confiance de 95
95
laoo
1600
1400
1300
bull bull lOD O
e r a bull
GOO
CO
XD
0
1
i i 1 1 c
-
i 1
1 h 0
I I
2aBtmi=02 m m
1 1
|J 2 0 3 0 4 05 0 6
Erreun (mm)
I^^VI FI
^ bull V 3 - F I ^ bull M ) - F 2 ^ bull V 1 - F 2 ^ bull V 3 - F 3 ^ bull V 3 F 2 Dmnlujiion du brui dt mecircturraquo
07 0 8 0 9
Figure 451 Superpositio n des erreurs observeacutees dans lexemple 2 et de la distribution du bruit de mesure introduit
bullV0-F1 bullV1 F l bullV2-F1 bull V3F 1 bull V4-FT i^laquo-Ft bull0-F2
V1-F2 bull V2-F 2 bullva-F2 bull V4-F 2 bull S F 2 mdash Oisinbulwn du brui dt rr
Errvun (mm)
Figure 452 Superpositio n des erreurs observeacutees dans lexemple 3 et de la distribution du bruit de mesure introduit
96
Du point de vue de la convergence de la meacutethode IDI les figures 413 427 435 et 446
deacutemontrent le comportement quasi asymptotique de la moyenne des distances corrigeacutees en
fonction du nombre diteacuterations Contrairement agrave lalgorithme ICP qui converge de maniegravere
monotone sur un minimum local de la fonction objective de distance (Besl et McKay 1992)
les figures montrent que lalgorithme IDl converge de maniegravere irreacuteguliegravere Lintroduction de
lalignement non-rigide dans la meacutethode modifie la geacuteomeacutetrie du modegravele nominal ce qui se
traduit par une nouvelle fonction objective agrave chaque iteacuteration de lalgorithme global Dautre
part le comportement fluctuant de la fonction objective ne permet pas ladoption du critegravere
dartecirct classique Ainsi lalgorithme se termine seulement lorsque le nombre diteacuterations
atteint la Hmite K^^^ La valeur du critegravere darrecirct K^^^ est choisie visuellement de maniegravere
agrave assurer un comportement asymptotique de la moyenne des distances corrigeacutees comme
lillustre la figure 453 Ainsi agrave lexception dun cas il est avantageux du point de vue de la
preacutecision de la meacutethode de permettre des iteacuterations suppleacutementaires mecircme si la convergence
est obtenue Cela donne la possibiliteacute au modegravele nominal deacutepouser mieux la piegravece
numeacuteriseacutee car il peut arriver que des zones de fortes deacuteformations ne soient pas encore
complegravetement reproduites mais que la moyenne des deacuteviations soit quasi-stable Les
figures 427 435 et 446 montrent bien que le nombre diteacuterations neacutecessaires pour atteindre
la convergence est proportionnel agrave lamplitude de la deacuteformation de la piegravece simuleacutee Par
contre comme mentionneacute il existe un cas Surface A VI FI ougrave la fonction tend agrave augmenter
apregraves un certain nombre diteacuterations et agrave se stabiliser par la suite comme le montre la
figure 454 La combinaison de leffet de la geacuteomeacutetrie du modegravele de la position des deacutefauts
(au centre) et de la deacuteformation imposeacutee reacutesulte dune situation ougrave la fonction globale tourne
autour dun minimum local ce qui cause au modegravele nominal de se deacuteformeacute inutilement Ces
deacuteformations successives creacuteeacutes une conjoncture ou le modegravele nominal eacutepouse tregraves faiblement
les zones deacutefauts agrave chaque iteacuteration au deacutetriment de la preacutecision de lalgorithme
Diffeacuterence entre deux eacutevaluations de la fonction objective ^ - f^_^ plus petit quun seuil de convergence voulu
97
1 2
Ci m S 0 8
1 ^ 0 6 M bull bullO bull 0 4 C bull gt J 0 2
0 C
i
KMX
W F 1 VI F l V2F1 bull V3-F1
V4-F1 --
) 5 0 10 0 15 0 20 0 25 0 Iteacuterations
a)
300 35 0 40 0
1 2 E
n 1
dist
ance
s L
bi 0
0
des
bull 0 4 C
^ 0 2
0 [
i
1 bull
1 ^IMX
V1F2
V5-F2
1 ) 5 0 10 0 15 0 20 0 25 0
Iteacuterations
b)
300 35 0 40 0
Figure 453 Choi x de la valeur du critegravere darecircte dans lexemple 1 avec a) la configuration de force 1 et b) la configuration de force 2
150 20 0 IteacuteraUoni
a)
I bull I I I r r i
_i 1 i_ 100 20 0 30 0 4 X 50 0 60 0 7C D 60 0 90 0
Iteacuterations
b) Figure 454 Particularit eacute de lessai Surface A VI Fl
a) Identification du comportement rarissime de la fonction (cas VI Fl) e t b) Moyenne des distances corrigeacutees en fonction du nombre diteacuterations de lessai Surface A VI Fl
Cette figure montre que la fonction tend agrave augmenter apregraves un certain nombre diteacuterations et se stabilise par la suite
98
Le chapitre 4 a illustreacute plusieurs eacutetudes de cas dans le but dexplorer les performances
meacutetrologiques de lalgorithme Il deacutemontre que lalgorithme IDI proposeacute permet de deacuteformer
le modegravele nominal afin quil eacutepouse la piegravece numeacuteriseacutee sans toutefois prendre en compte les
deacutefauts de surface et le bruit de mesure de cette derniegravere De la sorte lalgorithme IDI donne
la possibiliteacute de controcircler le profil dune piegravece flexible sans gabarit de conformiteacute Il sagit
donc dune innovation dans le domaine de la meacutetrologie Loin decirctre parfait lalgorithme
neacutecessite encore des travaux dameacutelioration et de validation tels que recommandeacutes plus loin
dans ce meacutemoire
99
CONCLUSION
Ce meacutemoire a permis de combiner les recherches dans les domaines de lalignement entre la
repreacutesentation 3D dune piegravece et son modegravele CAO lalignement non-rigide ainsi que dans
celui de lanalyse des variations geacuteomeacutetrique des piegraveces souples afin de deacutevelopper une
meacutethode innovante dinspection de piegraveces flexibles sans gabarit de conformiteacute Dans
labsence de ce dernier les effets de la graviteacute et des deacuteformations engendreacutees par les
contraintes internes rendent la geacuteomeacutetrie de la piegravece numeacuteriseacutee consideacuterablement diffeacuterente
de la geacuteomeacutetrie nominale Lalgorithme IDI permet de comparer ces deux modegraveles malgreacute
leur geacuteomeacutetrie diffeacuterente ce que les meacutethodes dalignement standard ne permettent pas Pour
remeacutedier agrave cela lajout dun champ de deacuteplacement estimant les deacuteformations agrave appliquer sur
la geacuteomeacutetrie nominale est introduit Ce champ de deacuteplacement repreacutesente uniquement les
deacuteformations induites sur la piegravece numeacuteriseacutee par les conditions de fixation lors de la
numeacuterisation par leffet de la graviteacute et des deacuteformations dues au proceacutedeacute de fabrication Il
exclut les deacuteformations attribuables aux erreurs de profil et au bruit de mesure Cette
exclusion est possible gracircce agrave linteacutegration dans la meacutethode de lindicateur de confiance
Ce nouveau paramegravetre permet avec un bon niveau de fideacuteliteacute et de mesure lidentification
des points correspondant agrave un deacutefaut de surface sur la composante numeacuteriseacutee Il donne la
possibiliteacute de seacuteparer les deacuteformations dues agrave la nature flexible de la piegravece des laquo deacutefauts de
profil raquo De plus lutilisation de lalignement non-rigide et lintroduction du paramegravetre ocirc
permettent dappliquer une deacuteformation progressive au modegravele S tout en contraignant le
deacuteplacement des points agrave ecirctre deacutependant du deacuteplacement de leur voisinage Limplantation
dune distance corrigeacutee D^ dans lalgorithme de recalage non-rigide et son utilisation pour
leacutevaluation des deacutefauts diminue linfluence de la densiteacute du nuage de points de la piegravece
numeacuteriseacutee
Apregraves lapplication de lalgorithme il en reacutesulte un modegravele nominal sensiblement proche du
modegravele numeacuteriseacute avec un niveau derteur comparable agrave celui du bruit de mesure
expeacuterimental Le reacutesultat de linspection reflegravete donc uniquement leffet des variations
geacuteomeacutetriques dues aux proceacutedeacutes de fabrication De la sorte la meacutethode IDI preacutesente un
100
nouvel outil permettant linspection de coques minces sans gabarit de conformiteacute Labsence
doutils de fixation deacutedieacutes permettra de diminuer les coucircts dinspection et de rendre les
entreprises plus compeacutetitives
Limitations
La meacutethode IDI proposeacutee comporte les limites suivantes
1 Seules des coques minces ne se refermant pas sur elles-mecircmes et sans discontinuiteacute (sans
trous etc) sont employeacutees dans leacutetude
2 La densiteacute du nuage de points de la piegravece numeacuteriseacutee doit ecirctre nettement plus eacuteleveacutee que
celle du maillage nominal Ceci se traduit par A ^ raquo N^ Les techniques de mesure
actuelles respectent facilement cette contrainte
3 Les types de deacutefauts de profil consideacutereacutes sont locaux dans le sens ougrave le profil de la
surface est majoritairement respecteacute Cela se manifeste en pratique par une densiteacute de
points du maillage dans les reacutegions de deacutefauts largement infeacuterieurs agrave A^ Sans quoi
lalgorithme aura de la difficulteacute agrave distinguer les mauvais des bons points de la surface
4 Les points du contour de la piegravece ne sont pas consideacutereacutes dans leacutevaluation des deacutefauts de
profil de surface
5 Les eacutetudes de cas considegraverent que les dimensions hors tout des piegraveces numeacuteriseacutees sont
respecteacutees Autrement dit la circonfeacuterence du contour de la composante numeacuteriseacutee est
quasi identique agrave celle du modegravele nominal
6 Les eacutetudes de cas envisagent que la piegravece fabriqueacutee est complegravetement numeacuteriseacutee Ceci
implique que chacun des points du maillage nominal possegravede au moins un point
cortespondant dans le nuage de points numeacuteriseacutes
7 Le choix de la valeur du critegravere darrecirct AT^^ est seacutelectionneacute visuellement
8 Comme tout algorithme de calcul celui-ci deacutepend de la puissance du systegraveme
informatique sur lequel il est exeacutecuteacute Particuliegraverement lalgorithme requiert une
meacutemoire vive sur le poste informatique proportionnelle agrave la densiteacute du maillage du
modegravele nominal pour pouvoir supporter des ordres de matrice eacuteleveacutes agrave cause de
lutilisation de la meacutethode du pseudo inverse par lalgorithme dalignement non-rigide
101
RECOMMANDATIONS
La preacutesente recherche marque lintroduction dune nouvelle meacutethode dinspection pour les
piegraveces flexibles sans gabarit de conformiteacute Il est notoire que les contraintes logistiques et
temporelles obligent agrave mettre un terme agrave ces travaux Neacuteanmoins les paragraphes suivants
explorent des pistes de recherche prometteuses
Algorithme dalignemen t
Le choix de lalgorithme dalignement rigide et non-rigide influence la performance de la
meacutethode IDl Le perfectionnement des algorithmes employeacutes contribuera agrave augmenter
la robustesse et la vitesse de la meacutethode Par exemple lalgorithme ICP de
Besl et McKay (1992) peut ecirctre remplaceacute par une de ses variantes Celle qui est proposeacutee par
Gelfand et al (2003) a lavantage de permettre aux deux modegraveles de glisser entre eux dans
des reacutegions planes ou circulaires tout en assurant la stabiliteacute de lalgorithme Toutefois elle
neacutecessite la connaissance des normales des points de la piegravece numeacuteriseacutee Ces vecteurs
peuvent ecirctre calculeacutes ou provenir du systegraveme de mesure
Temps de calcul
Linteacuterecirct principal de cette recherche est deacutelaborer une meacutethode pour permettre linspection
de piegraveces flexibles sans gabarit de conformiteacute Ainsi une attention limiteacutee est mise sur la
rapiditeacute de lalgorithme proposeacute Il est coimu que la deacutetermination des correspondances 5mdash
c constitue la phase requeacuterant le plus de puissance de calcul dans lalgorithme ICP Pour
diminuer le nombre de points utiliseacutes pour lalignement un eacutechantillonnage est employeacute dans
la meacutethode dalignement rigide de la section 33 Cependant la fonction dsearchn de
MATLABreg est utiliseacutee pour trouver les cortespondances Cette fonction agrave recours agrave
lalgorithme Quickhull (Barber David et Hannu 1996) Lemploi dune meacutethode adapteacutee
aux problegravemes avec de grandes densiteacutes de points reacuteduira le temps de calcul de cette eacutetape
Besl et McKay (1992) font appel agrave la meacutethode k-d tree Greenspan et Yurick (2003)
102
introduisent la meacutethode Approximate k-d tree Ak-d tree) Agrave partir de cette meacutethode
Lee et al (2006) suggegraverent lalgorithme de recherche Adaptive Dual AK-D tree
(ADAK-D tree) Dautre part Strand et al (2007) emploient une structure octree
Ajustement du critegravere darrecirct
Le comportement fluctuant de la fonction objective ne permet pas ladoption du critegravere
dartecirct classique Ainsi la valeur du critegravere dartecirct K^^^ est choisie visuellement de maniegravere
agrave assurer un comportement asymptotique de la fonction objective Il serait avantageux de
remplacer ce critegravere par un autre exprimant un ensemble de critegraveres influents (Tahan 2008)
Numeacuterisation incomplegravete
Les eacutetudes de cas envisagent que les piegraveces fabriqueacutees soient complegravetement numeacuteriseacutees
Lalgorithme neacutecessite peu de modifications pour traiter les cas pour lesquels des points du
maillage nominal nauraient pas de points correspondants dans le nuage de points numeacuteriseacutes
Comme proposeacute par Allen et al (2003) les poids H de ces points du maillage nominal sont
mis agrave zeacutero pour eacuteliminer leur influence sur la fonction derteur de distance Ej Ils peuvent
ecirctre reconnus par exemple agrave cause dun angle entre la normale n^ et le vecteur de distance
point-point d^ plus eacuteleveacute quun critegravere preacuteeacutetabli Amberg et al (2007) suggegraverent aussi une
distance d^ maximale acceptable
Caracteacuterisation des sources derreurs
Dans le but de focaliser les recherches sur les eacuteleacutements de la meacutethode introduisant le plus
derreurs une caracteacuterisation plus exhaustive des erteurs doit ecirctre entreprise Chaque phase
de lalgorithme global introduit ses erreurs inheacuterentes Agrave titre indicatif les articles de
Rusinkiewicz et Levoy (2001) Low et Lastra (2007) et Ezra et al (2008) traitent de la
performance de lalgorithme ICP
103
Validation
Des eacutetudes de cas suppleacutementaires variant la geacuteomeacutetrie du modegravele le mode de fixation la
position et la forme des deacutefauts lamplitude du bruit de mesure combineacutes avec des
deacuteformations imposeacutees plus proches de la reacutealiteacute permettront une meilleure eacutevaluation de
lalgorithme proposeacute Des essais expeacuterimentaux doivent eacutegalement ecirctre entrepris pour valider
la meacutethode Un test possible serait de fabriquer quelques composantes avec et sans erteur de
profil Les valeurs theacuteoriques des deacutefauts introduits peuvent ecirctre obtenues en numeacuterisant les
piegraveces fixeacutees sur un gabarit de conformiteacute Les nuages de points obtenus sont ensuite
compareacutes avec le modegravele nominal en utilisant les techniques classiques dalignement rigide
Plusieurs logiciels comme Geomagicreg et Polyworks^ permettent de faire ce type
dinspection Les valeurs expeacuterimentales reacutesultent de lapplication de la meacutethode IDI sur ces
mecircmes piegraveces numeacuteriseacutees sur un montage simple autorisant celles-ci agrave changer de forme La
comparaison des deux valeurs rendra possible la validation de lalgorithme Toutefois une
attention doit ecirctre porteacutee agrave lincertitude des valeurs theacuteoriques due aux techniques de
recalage employeacutees dans les logiciels dinspection Il est donc preacutefeacuterable si les piegraveces sont
suffisamment rigides lorsquelles se trouvent sur le gabarit de conformiteacute dobtenir ces
dimensions par mesurage avec contact agrave laide dune MMT
Analyse des variations geacuteomeacutetrique s
Les variations geacuteomeacutetriques dune composante ne se limitent pas au profil de la surface
Linteacutegration dune capaciteacute danalyse dune plus grande varieacuteteacute de deacutefauts augmentera la
qualiteacute et le nombre dapplications de la meacutethode Cette nouvelle capaciteacute se traduit par la
possibiliteacute de deacuteformer le modegravele nominal sans eacutepouser les diffeacuterents deacutefauts de forme et
dorientation des eacuteleacutements de la piegravece numeacuteriseacutee Laptitude de la meacutethode agrave creacuteer un modegravele
nominal deacuteformeacute est distincte de sa capaciteacute dinspection Mecircme si lalgorithme est ameacutelioreacute
pour prendre en compte plusieurs types dimperfections et de geacuteomeacutetries il ne permettra pas
neacutecessairement de veacuterifier par exemple un profil de surface avec reacutefeacuterentiel ou la position
dun trou Pour remeacutedier agrave cela une eacutetape de recalage suppleacutementaire agrave la fin de lalgorithme
104
est essentielle Avant lapplication de la meacutethode IDI le modegravele nominal et celui numeacuteriseacute
sont trop diffeacuterents pour faire une inspection Agrave la sortie de la meacutethode les deux geacuteomeacutetries
sont suffisamment proches pour utiliser les techniques dinspection de piegraveces rigides
Quelques meacutethodes envisageacutees pour ameacuteliorer les proprieacuteteacutes de linspection de la meacutethode
sont citeacutees ci-dessous
Huang et Gu (1998) et plus tard Li et Gu (2005a 2005b) introduisent un troisiegraveme systegraveme
de coordonneacutees correspondant au repegravere dinspection Ils proposent une technique pour
reacutealigner ce nouveau systegraveme de coordonneacutees avec le DCS tout en sassurant que les
eacuteleacutements du reacutefeacuterentiel restent agrave linteacuterieur de leur zone de toleacuterance
Chacirctelain et Fortin (2001) puis Ben-Salah (2005) suggegraverent une meacutethode pour aligner une
piegravece brute sur le repegravere de la machine-outil tout en optimisant la distribution des deacuteficits de
matiegravere de la composante Pour remeacutedier agrave cela deux fonctions objectives une reacuteelle et une
artificielle sont introduites La premiegravere cherche agrave minimiser la sureacutepaisseur maximale de
toutes les surfaces La seconde peacutenalise les points dans les reacutegions ayant peu de matiegravere agrave
usiner tout en prenant en compte le niveau de prioriteacute des reacutegions Cette technique peut ecirctre
employeacutee pour linspection avec reacutefeacuterentiel Les eacuteleacutements du reacutefeacuterentiel se verront attribuer
un niveau de prioriteacute plus eacuteleveacute que le reste des surfaces de la piegravece
Une autre possibiliteacute est le traitement des nuages de points reacutesultant de la meacutethode par un
logiciel dinspection classique permettant une analyse complegravete des variations
dimensionnelles des piegraveces (Gao et al 2006)
Identification de s deacutefaut s
Preacutesentement le critegravere r est employeacute pour distinguer les indicateurs tregraves eacuteleveacutes
Autrement dit il permet didentifier les points s avec une diffeacuterence entre leur distance D^
et les distances D^j de ses points voisins beaucoup plus importantes que celles de lensemble
des points S Toutefois les zones moins rigides de la piegravece peuvent subir de fortes
105
deacuteformations Dautre part la densiteacute du maillage nest pas neacutecessairement uniforme Ces
caracteacuteristiques influencent grandement la valeur de lindicateur De la sorte il serait
avantageux de classifier des ensembles de points selon ces caracteacuteristiques et dutiliser une
valeur r pour eacutevaluer chaque point par rapport agrave son sous-ensemble Ainsi la constante r
deviendra une matrice r = [r r r^J bull
Dautre part dautres techniques didentification comme les meacutethodes danalyse de
corteacutelation ou danalyse de freacutequence peuvent ecirctre exploreacutees Xie (2008) fait une revue de la
litteacuterature des techniques dinspection de surface par imagerie Eichhom et al (2005) puis
Doring et al (2006) introduisent une classification par imagerie 3D des deacutefauts de surface sur
les carrosseries dautomobile
Paramegravetre de lissage a
Le paramegravetre a est preacutesentement deacutetermineacute par essai-erreur Des essais ont permis de cerner
une valeur assurant le lissage du champ de deacuteplacement sans toutefois ecirctre trop seacutevegravere Les
discussions de la section 44 deacutemontrent limportance de ce paramegravetre De la sorte son
ameacutelioration augmentera significativement la performance de lalgorithme Substituer la
constante a par une matrice oc = [a^ a^ bullbull bull (^NS ] permettra de varier a par exemple en
fonction de la geacuteomeacutetrie (courbure locale etou rigiditeacute locale) de la piegravece etou de la densiteacute
des points Cette configuration offre aussi la possibiliteacute de caracteacuteriser la rigiditeacute de chaque
point Un cas envisageacute est dappliquer une valeur a similaire pour les points dans une mecircme
reacutegion Les points agrave lintersection deacuteleacutements surfaciques exemple plan - rayon pourront
avoir une valeur a eacuteleveacutee pour assurer des jonctions lisses sur le champ de deacuteplacement
Une autre option est daugmenter limportance des a des points proches des supports pour
repreacutesenter mieux la rigiditeacute dans ces zones
106
Application futur e
En geacuteneacuteral les points dune piegravece assujettie agrave un systegraveme de force se deacuteplaceront Ce
deacuteplacement se traduit par une deacuteformation de la composante ce qui introduit des contraintes
dans le mateacuteriau Agrave partir dun champ de deacuteplacement un unique champ de deacuteformations
peut ecirctre deacutetermineacute Toutefois le chemin inverse nest pas neacutecessairement unique De plus
en assumant le mateacuteriau isotrope et une deacuteformation dans le domaine eacutelastique la relation
deacuteformation versus contrainte est lineacuteaire Dans le cas contraire la relation devient non-
lineacuteaire (Daily et Riley 1991) En conseacutequence la connaissance du champ de deacuteplacement
entre deux eacutetats dune composante ouvre la porte agrave plusieurs domaines dapplication
Actuellement la corteacutelation dimages numeacuteriques (CIN) plus connue sous le nom de
Digital Image Correacutelation Method ( DICM ) est la plus utiliseacutee pour trouver le champ de
deacuteplacement reliant deux images dune piegravece (Na et al 2007) Cette technologie est
employeacutee pour une varieacuteteacute dapplications comme la caracteacuterisation de mateacuteriau la validation
deacutetude par eacuteleacutements finis ou comme un outil daide pour la conception Elle est inteacutegreacutee agrave
divers systegravemes disponibles sur le marcheacute par des socieacuteteacutes comme Dantec Dynamics et
Gesellschaft fiir Optische Messtechnik (GOM) Leurs sites internet respectifs fournissent
diverses eacutetudes de cas
Leacuteleacutement essentiel de la meacutethode IDI est son aptitude agrave deacuteplacer successivement les points
du maillage dun modegravele pour quils eacutepousent un modegravele cible Par conseacutequent le
deacuteplacement total entre leacutetat initial et leacutetat final du maillage est facilement deacuteductible Cette
caracteacuteristique de lalgorithme lui permet decirctre une alternative aux meacutethodes deacutevaluation
des deacuteformations disponibles pour de multiples applications Par exemple elle pourra ecirctre
employeacutee pour caracteacuteriser les deacuteformations introduites par un proceacutedeacute pour son
wwwdantecdynamicscom wwwgomcom
107
optimisation pour la validation dune eacutetude par eacuteleacutements finis ou pour eacutetudier le
comportement dune piegravece agrave plusieurs eacutetats de chargement De plus la meacutethode proposeacutee ne
neacutecessite aucun marquage ou revecirctement comme la meacutethode de quadrillage
Grid (Andrianopoulos 2006) ou DICM De la sorte une application fortement inteacuteressante
peut ecirctre envisageacutee En ce sens un composant numeacuteriseacute assembleacute ou non au deacutebut de son
cycle de vie est utiliseacute pour construire le maillage de la piegravece initiale Au cours de son
utilisation la composante pourta ecirctre numeacuteriseacutee de nouveau dans un eacutetat statique En
comparant les deux modegraveles avec la meacutethode IDI la deacuteformation subie entre les deux eacutetats
de la piegravece pourta ecirctre deacuteduite et ce mecircme si la composante a eacuteteacute repeinte Ce type
dinformation est tregraves appreacutecieacute pour leacutetude du comportement de la piegravece et sa maintenance
De plus mecircme si la composante nest pas numeacuteriseacutee agrave son eacutetat initial celle-ci pourra ecirctre
remplaceacutee par son modegravele CAO dans leacutetude
Facteur de reacutetreacutecissemen t
La conception (eacutepaisseur de mur renfort etc) le choix du mateacuteriau les variables du
proceacutedeacute de fabrication (tempeacuterature pression dinjection etc) ont une influence sur la forme
et lamplitude du reacutetreacutecissement shrinkage) dune piegravece mouleacutee Plusieurs logiciels existent
pour lanalyse et la preacutediction du comportement de composantes mouleacutees Deacutependant de la
complexiteacute et de la puissance du programme une gamme complegravete de modules danalyse
peut coucircter entre $35000 agrave $150000 (Fischer 2003) Il est difficile de justifier de telles
sommes pour des piegraveces simples ou agrave faible production Dautre part mecircme une fois le
moule et les paramegravetres du proceacutedeacute deacutefinis le changement de couleur dune piegravece par
exemple peut engendrer de fortes modifications du facteur de reacutetreacutecissement
Lintroduction dun facteur deacutechelle 5 = P 0 0
0
A 0
o 0
A- dans chacune des matrices de
transformation x de la meacutethode proposeacutee ajoutera la possibiliteacute de modifier leacutechelle du
modegravele nominal Lanalyse du champ de deacuteformation et des facteurs deacutechelle obtenue en
108
appliquant cette nouvelle meacutethode sur les premiegraveres composantes de production permettra de
caracteacuteriser le comportement des piegraveces et dameacuteliorer le proceacutedeacute de fabrication Du point de
vue de linspection lajout dun tel paramegravetre rendra possible de veacuterifier la conformiteacute dune
piegravece mouleacutee sans prendre en compte les deacuteformations dues au reacutetreacutecissement du mateacuteriau
Acceptabiliteacute de la composante agrave lassemblage
Comme mentionneacute les piegraveces flexibles peuvent avoir une geacuteomeacutetrie diffeacuterente agrave leacutetat libre
que lorsquelles sont contraintes par lassemblage Leurs dimensions peuvent ecirctre agrave
linteacuterieur de leur zone de toleacuterance seulement agrave leacutetat libre seulement agrave lassemblage dans
les deux cas ou dans aucun des cas La meacutethode proposeacutee nassure pas lacceptation de la
composante agrave lassemblage Actuellement pour sassurer de lacceptation de la piegravece agrave
lassemblage linspection doit ecirctre faite sur un gabarit de conformation pour simuler
lassemblage Cette meacutethode est coucircteuse et peut introduire des contraintes inacceptables sur
la piegravece Le cas dune composante de revecirctement exteacuterieur dune moto par exemple permet
de mieux eacuteclairer la probleacutematique Lalgorithme IDI donne la possibiliteacute de faire
linspection de la piegravece sans gabarit deacutedieacute Cette inspection controcircle la geacuteomeacutetrie de la
composante sans veacuterifier que les deacuteformations subies lors de la fabrication sont acceptables
La flexibiliteacute permet souvent de conformer la piegravece agrave lassemblage ce qui rend les
deacuteformations induites par le proceacutedeacute acceptables Toutefois il peut arriver que forcer la piegravece
agrave lassemblage introduise des contraintes inacceptables dans le mateacuteriau ou des deacuteformations
inadmissibles pour les requis estheacutetiques Par conseacutequent agrave partir des informations fournies
par la meacutethode IDl une recherche peut ecirctre entameacutee pour reacutepondre agrave la question suivante
Existe-t-il une deacutemarche pour assurer de respecter tous les requis de la piegravece agrave lassemblage
Le terme deacutemarche sous entend une combinaison de force de conformation et son ordre
dapplication ou une seacutequence de serrage
ANNEXE I FIGURES SUPPLEacuteMENTAIRES
109
002111 03957 4 07703 8 11450 1 15196 4 020843 05830 6 09576 9 13323 2 17069 6
Figure I Deacuteplacement s en rotation imposeacutes lors de la simulation avec le type de deacutefauts 1 (VI ) et suivant la configuration de force 1 (Fl)
00351 04509 8 086686 12827 4 16936 3 Radwi 024304 065892 10748 149068 190657
Figure II Deacuteplacement s en rotation imposeacutes lors de la simulation avec le type de deacutefauts 1 (VI ) et suivant la configuration de force 1 (F2)
110
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull i l raquo bull bull bull bull bull bull icirc icirc icirc icirc bull bull bull bull bull bull icirc icirc icirc icirc raquobull bull bull bull bull icirc icirc icirc icirc raquo bullbullbullbullicirc icirclaquo^ bull bullbullbullbullicirc icirc icircraquoraquo ricirc icirc bullicirc icirc icirc icirc icirc
bull bull bull bull bull bull bull bull
bull bull bull bull bull bull bull bull bull bull bull bull bullraquo bull bull bull bull bull bull bullbullbullbullbullbullbullbull bull bull bull bull bullbullbullbull bull bull bull bull bull bull bull bull Icirc 2 Icirc Icirc Icirc
bull bullbullbulln^ bull bullbullbullicircicircicircraquoraquo raquo bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbull bull bull bull bull bull raquo bull bull bull Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc icircicircicirc^^^^^ bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
a) bullbullbullbullbullbullbullbull bull bull bull bull bull raquo bull bull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull raquo bull bull bull bull bull bull bull bullbullbullbullbullbullbull IcircIcircIcircIcirc Icirc bullbullbullbullbull bullbullraquobullbullbull bull
IcircIcircIcircIcircraquo bull bulllaquobullbullbull bull raquo0tmdashraquo bull bulllaquobullbullbull bull bull
bullbullbullbullicircicirc bull 5Icirc icircicircicirc
bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull
bullbullbullbullbull
bullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
iiicircicircicircj bullbullbullbullbullbullbullIcircIcircIcirc bullbullbullbullbullbullbullbulllaquo bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbulllaquo bullbullbullbullbullbullbullbullbullbulllt bullbullbullbullbullbullbullbullbullbulllaquo bullbullbullbullbullbullbullbullbullbulllaquo bull bull bull bull bull bull bull bull bull bull 4 bull bull bull bull bull bull bull bull bull bull laquo bull bull bull bull bull bull bull bull bull bull laquo
d)
bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullraquobull gtbullbullbullbullbullbullbullbull
bullbullbullbullbullicircicircicirc
bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull icircticirc^^icirc^ icircicircicirc^icirc^ IcircIcircIcircIcirc
bullbull bull bull bull bull i T ^ bull bullbullicircicircicircicirc^
bull bull bull bullicircicirciraquo^^raquo bull bullbullbullbullbullicircicircraquo^^ ^ bull bull bull bull bull bull bull bull bull
icirc icirc icirc icirc icirc raquoraquoraquo t icirc icirc icirc raquoraquoraquo icirc raquo bull bull bull bull bull bull gtbullbullbullbullbullbullraquo gt bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull
raquo raquo raquo raquo raquo raquo I I i i i laquo bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullraquoraquoraquo bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull
b) bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
bull bullbullbullbullbull
IcircIcircIcircraquoIcircIcircIcirc IcircIcircIcircIcircraquoraquo bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull
e)
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull licircicirc^^^^ H raquoraquoicircrraquoicircraquo^raquo bull raquo bull bull bull bull bull bull raquo bull bull bull bull bull raquoicircicirc2raquo^^raquoraquo raquoicircicircicirc^raquoraquoraquoraquo raquo bull bull bull bull bull bullbullicircicircl^ bull bull bull icircicircsricircraquoraquoraquo icircST bull bullbullbullbullbull bull bull bull bull laquo bull bull bullbull bull bull icircicircicircraquoraquoraquoraquo raquo bull icircicircicircicircicircraquo raquo raquo bull2icircicircicircraquoraquo bullbullicircicircicircraquoraquoraquo raquo bullbullicirc icirc icirc icircraquoraquo ^ticircicirc bull bullraquobullbull bull bull icircicircicirc icirc icirc raquo^icircicircicircicircraquoraquo Icirc Icirc IcircHHIcircIcirc icircicircicircicircicircraquoraquoraquoraquo icircicircicircicircicircraquoraquoraquoraquo bull bull bull bull A A A
bull bull bull bulllaquobullraquo bull bull bull bull bull bullbullbullbullbullbullbullbull bullraquoraquoraquoIcirc2Icirc Icirc Icirc bull bull bull bull bull
Icirc Icirc raquoraquoraquoraquo icircicircicircicirc^^^^^ IcircIcirc^^^^^ bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
c) raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull
bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
bullbullicircraquoraquoraquo bullicircicircicircraquoraquoraquo
--bullicircicircicirc bullbullicircicircicircicircicirc raquobullbullbullbull bull bull bull bullicircicircicirc^^raquo bullbullicircicircicirc^^ liliulH icircicircicirc^raquo^raquo^ icircicircicirc^^raquo^raquoraquo icircicircicircicirc^^raquoraquo bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullraquobullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull
bullbullbullbullIcirc2Icirc icircticircicirc^icircicirc Icirc2IcircIcirc bull bullbullbullbullbullbullbullbull bull bull bull bulllaquobullbull bull bull bull bull bull bull bullbullbullgt bull bull bull bull bullbullbullraquoraquoicirc
bull5icirc
IcircIcircIcirc icircicircicircicircicircicircicircicircicircicirc bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
Figure III Visualisation de la position des erreurs de la surface A avec la configuration de force 1 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) e) f) les types de deacutefauts 2-3-4-5 (V2-V3-V4-V5) respectivement
111
raquo bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbull raquo bull bull bull bull bull bull bull bull raquobullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullicircicircicircicirc bullbullbullbullbullicircicircicircicirc bullbullbullbullbullIcircIcirc bullbullbullbullicircicircicircicircicirc
bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbull bullbullbullbullbullicircicircicircicirc IcircIcircIcircIcircIcirc
bullbullbullbullicirclicircicirc
bullbullbullbullbullicircicirc^raquo bullbullbullbullicircicircicirc^^ bullbullbullicircicircicircicircicirc^ bullbullbullbullbullbullbull bull icircicircicircicircicircicircicirc-IcircIcircIcircIcircIcircIcirc icircicircicircicircicircicircHicirc icirc icirc icirc ^ ^ raquo ^ ^ ^ lt bull bull bull bull bull bull bull bull bull lt bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull lt bull bull bull bull bull bull bull bull bull I
raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
-bull bull bullraquo - bull bull bull bull bull bull bullbullbullbullbull raquoraquo^icircicircicircicirc raquo bullicircicirclaquo^raquo^raquo^icircicircicirc^ bull raquo bull laquoicircicircraquoraquoraquo raquo bullbullicircicircicircicircicirc raquo
Icirc Icirc 2 Icirc raquo -bull f icirc icircS icirc bull bull bullbullbullbullraquobullbullbull
S Icirc raquo icircicircicircicircraquoraquo bullbulllaquobullbullraquo bull bullbull^bullbull^ bull bullbullbullbullbullbullbull bull bull bullbullbullbull bull bull bull bullbullbullbullbullbullbull bull
bull bull bull bull bull bull bull bull bull bull bull bull
bullbullbulllaquobullbullbullbull bull bull bull bullbullbullbullraquobullbullbull
mdashraquo bull bull bull bullbullbullbullbullraquoicirc icirc israquoraquo^ sicircicircicirc icirc 2icircicirc icircicircicircicircicircicirc raquo 5IcircIcircraquoraquoraquo bullbulliiraquo ZIcircIcirc^^laquo^^^^IcircIcircIcirc^^^ lt bull bull - - w bull bull bull bull Icirc raquo ^ ^ ^ bullicircicircicircicircraquo^^raquoraquoicirciumlraquoraquoraquoicirc Icirc Icirc raquo bull bull bull bull bull bull bull bull
bull bull bull bull bull Icirc Icirc bull bull bull bull bull bull
icirc icirc icirc icirc - icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquobullbullbullbullbullbullbull
Icirc Icirc Icirc Icirc Icirc ^ laquo Icirc Icirc Icirc bullbullbullbullbullbullbullbullbullbullbull icircicircicirc^^^^ bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull d)
raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull gt bull bull bull bull bull gt bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull bull bull bull bull bull Icirc Icirc Icirc raquo bull bull bull bull bull bull bull - icirc icirc icirc - Icirc Icirc Icirc l icirc^--
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull icirc icirc icirc icirc icirc icirc icirc icirc icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc bull bullbullbullicircicircraquo icirc bull ^iicircicircicirc bull bull bull bull bull bull icircicircicircicircicircicirc icirc icirc icirc icirc icirc icirc icirc icirc icirc
S Icirc icircicircicircSicirc^ zraquo icircicircicircicirc icircicircicirc bullIcircSIcirc^ Icirc
bull bullbullbullbullbullbullbull
gtbullbull bulliicirc^^^^^zii^^raquoraquo Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc raquo Icirc Icirc Icirc Icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc
bull bull raquo bull bull bull bull bull raquo bull bull bull bull bull bull bull raquoltraquoraquobullbull bull bull icircicircicircicircicirc ^^ bull bull5icircicircicirc bullbullicircicircicirct^^ bull bullbull4icircicirc ^ icircicircicirc gt bullbull bull bull laquobullicircicircicirc^^ bullbullicircicircicircraquo^
- -wmm bull bull bull bull bull bull bull bullraquobullbull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bullraquobullbull bull Icirc Icirc Icirc Icirc Icirc
bull bull bull bull bull bull bull bull bull bull bull bull bull icirc icirc icirc icirc icirc icirc icirc icirc icirc
raquo bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull
b) c)
raquo bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull gt bull bull bull bull bull bull bull bull bull bull bull bull bullIcircraquoIcirc
raquo bull bull bull bull icircicircicircicircicirc bull5icircicircicirc Icirc Icirc Icirc Icirc Icirc bull raquo bull bull bull bull bull bull bull bull bull bull bull bull raquo ltbullbullbull bull bull bull raquo bull bull bull bull bull bull bull S JSIcirc bullbullicircicircicircicirc bull4icircicirc bull bull bull bull bull bull icircicircicircicircicirc bullbull
bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull bull raquo bull bull bull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull icircicircicircicirc^
S|||li bullbullbullbullbullbull bullbullIcirc^^^^ raquoIcircIcirc^^ bull bull
bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bull bullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbull poundbullbullbullbullbull m
icircicircicircicircicircicircicirc icircicircicirc^^^raquo^ bullbullbullbullbullbullbullbull bullbullbullbullbullbullicircicirc bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbull
bull bullbullliaraquoraquoraquo bull bullbullbullbullbullbull bull bull bullbullbullbullbullbullbull bull bullIcircIcirc bull bullbullbullbullbullbullbull bull bullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbull
icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icirc icircHicirc icirc icirc icirc Icirc Icirc Icirc Icirc Icirc Icirc Icirc bull bull bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbullbull
gt bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull raquo bull bull bull bull bull bull bull bull
icircicircHicircicircicircicircicirc icircicircicircicirc^^^ gt bull bull bull bull bull bull bull bull bull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull bullbullbullbullbullbullbullbullbullbull
e) f)
Figure IV Visualisatio n de la position des erreurs de la surface A avec la configuration de force 2 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) e) f) les types de deacutefauts 2-3-4-5 (V2-V3-V4-V5) respectivement
112
Figure V Visualisation de la position des erreurs de la surface U avec la configuration de force 1 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) les types de deacutefauts 2-3 (V2-V3) respectivement
113
Figure VI Visualisatio n de la position des erreurs de la surface U avec la configuration de force 2 et a) sans deacutefauts de surfaces (VO) b) le type de deacutefauts 1 (VI)
c) d) les types de deacutefauts 2-3 (V2-V3) respectivement
114
0raquo
ta 01
laquo S s I )
ltM I
laquo I
si laquos ( S
s - d
sS
gt - ^
g J S
bullS 5 o - v aQ et 9i mdash ^ laquo - i a S t U
gt Iuml s
115
tic
et S DA
C S e et
^bulls et ^ agt raquoM 9t U k O laquo M 0raquo -o e o bullG
figur
a
a o u et
u agt gtbull
S V
0raquo
u -o a e G V
o a et
-d a o w et
es
isu
gt
III
gt u u s U)
gt T t gt m gt rlt
b irgt
7 ri 1
V)
^ S ^ -4raquo -O 04
bullO 04
a M 4gt ^ e ^^ agt
F H
^ w^
w S
laquo3 laquo M gt0gt bullo 0raquo a egrave M
ucirc S
e b M 0gt
laquoM
s 04
bulla -ktf S S 04 bulld M
a m M
laquolt fl 04
S 04 gt G u 04 a M 04 ha
116
BIBLIOGRAPHIE
Allen B B Curless et Z Popovic 2003 laquoThe space of human body shapes reconstruction and parameterization from range scansraquo ACM SIGGRAPH 2003 3 Vol 22 p 587-94 Coll laquo ACM Trans Graph (USA) raquo San Diego CA USA ACM
Alrashdan A S Motavalli et B Fallahi 2000 laquoAutomatic segmentation of digitized data for reverse engineering applicationsraquo IIE Transactions vol 32 ndeg 1 p 59-69
Amberg B S Romdhani et T Vetter 2007 laquoOptimal step nonrigid ICP algorithms for surface registrationraquo p 1-8 Coll laquoCVPR 07 IEEE Confeacuterence on Computer Vision and Pattem Reacutecognitionraquo Minneapolis MN USA IEEE
Andrianopoulos N P 2006 laquoFull-field displacement measurement of a speckle grid by using a mesh-free deacuteformation ftinctionraquo Strain vol 42 ndeg 4 p 265-271
Barber C Bradford P Dobkin David et Huhdanpaa Hannu 1996 laquoThe quickhull algorithm for convex hullsraquo ACM Transactions on Mathematical Software (TOMS) vol 22 n 4 p 469-483
Ben-Salah Mohsen 2005 laquoUtilisation des surfaces pour lalignement et le balancement des piegravecesraquo Mlng Canada Ecole de Technologie Supeacuterieure
Besl Paul J et Neil D McKay 1992 laquoA method for registration of 3-D shapesraquo IEEE Transactions on Pattern Analysis and Machine Intelligence vol 14 n 2 p 239-256
Bihlmaier Bryan F 1999 laquoToleacuterance Analysis of Flexible Assemblies Using Finite Eleacutement and Spectral Analysisraquo MS thesis Brigham Brigham Young University
Bland JMartin 2005 The Half-Normal distribution method for measurement errortwo case studies Department of Health Sciences University of York
Camelio J A S J Hu et D Ceglarek 2004 laquoImpact of fixture design on sheet meacutetal assembly variationraquo Journal of Manufacturing Systems vol 23 ndeg 3 p 182-193
Chacirctelain J F et C Fortin 2001 laquoBalancing technique for optimal blank part machiningraquo Preacutecision Engineering vol 25 ndeg l p 13-23
Cui An Fengchong Lan et Jing Wang 1999 laquoResearch and application on reverse engineering for automobile body out surfaceraquo Vol 1 p 418-20 Coll laquoProceedings of the IEEE International Vehicle Electronics Confeacuterence (IVEC99)raquo Changchun China IEEE
117
Daily James W et William F Riley 1991 Expeacuterimental Stress Analysis Third Edition McGraw-HillInc
Dawant B M 2002 laquoNon-rigid registration of meacutedical images purpose and methods a short surveyraquo p 4 Coll laquoInternational Symposium on Biomeacutedical Imagingraquo Washington DC USA IEEE
Documentations-Metris 2009 laquohttpwwwmetriscomcmm_scannersraquo Consulteacute le 032009
Doring C A Eichhom Wang Xiaomeng et R Kruse 2006 laquoImproved Classification of Surface Defects for Quality Control of Car Body Panelsraquo Coll laquo2006 IEEE International Confeacuterence on Fuzzy Systemsraquo p 1476-1481
Eichhom Andreacuteas Daniela Girimonte Aljoscha KIose et Rudolf Kruse 2005 laquoSoft Computing for automated surface quality analysis of exterior car body panelsraquo Applied Soft Computing vol 5 ndeg 3 p 301-313
Ezra E M Sharir et A Efrat 2008 laquoOn the performance of the ICP algorithmraquo Computational Geometry Theory and Applications vol 41 ndeg 1-2 p 77-93
Feldmar J et N Ayache 1994 laquoRigid and affine registration of smooth surfaces using differential propertiesraquo Coll laquoProceedings of the 3rd European Confeacuterence on Computer Vision raquo vol 2 p 397 Stockholm Swed Springer-Verlag
Feldmar J et N Ayache 1996 laquoRigid affine and locally affine registration of free-form surfacesraquo InternationalJournal of Computer Vision vol 18 ndeg 2 p 99-119
Ferrant M S K Warfield C R G Guttmann R V Vulkem F A Jolesz et R Kikinis 1999 laquo3D image matching using a finite eacuteleacutement based elastic deacuteformation modelraquo vol 1679 p 202-9 Coll laquoProceedings of the Second International Confeacuterence on Meacutedical Image Computing and Computer-Assisted Intervention - MICCAr99raquo Cambridge UK Springer-Verlag
Fischer JM 2003 Handbook of Molded Part Shrinkage and Warpage William Andrew PublishingPIastics Design Library
Gao J N Gindy et X Chen 2006 laquoAn automated GD and T inspection system based on non-contact 3D digitizationraquo International Journal of Production Research vol 44 n deg l p 117-134
Gelfand N L Ikemoto S Rusinkiewicz et M Levoy 2003 laquoGeometrically stable sampling for the ICP algorithmraquo p 260-7 Coll laquoProceedings Fourth International Confeacuterence on 3-D Digital Imaging and Modeling 3DIM 2003raquo Banff Alta Canada IEEE
118
Gonzalez Rafaeumll C et Richard E Woods 2008 Digital image processing 3rd eacuted Upper Saddle River NJ Prentice Hall
Greenspan M et M Yurick 2003 laquoApproximate k-d tree search for efficient ICPraquo p 442-8 Coll laquoProceedings Fourth International Confeacuterence on 3-D Digital Imaging and Modeling 3DIM 2003raquo Los Alamitos CA USA IEEE
Holden Mark 2008 laquoA review of geacuteomeacutetrie transformations for nonrigid body registrationraquo IEEE Transactions on Meacutedical Imaging vol 27 ndeg 1 p 111-128
Huang X et P Gu 1998 laquoCAD-model based inspection of sculptured surfaces with datums raquo International Journal of Production Research vol 36 ndeg 5 p 1351-1367
Karafillis A P et M C Boyce 1992 laquoTooling design accommodating springback errorsraquo Journal of Materials Processing Technology vol 32 ndeg 1-2 p 499-508
Karafillis Apostolos P et Mary C Boyce 1996 laquoTooling and binder design for sheet meacutetal forming processes compensating springback ertorraquo International Journal of Machine Tools amp Manufacture vol 36 n 4 p 503-526
Lee Jiann-Der Shih-Sen Hsieh Chung-Hsien Huang Li-Chang Liu Chien-Tsai Wu Shin-Tseng Lee et Jyi-Feng Chen 2006 laquoAdaptive dual AK-D tree search algorithm for ICP registration applicationsraquo p 177-180 Coll laquo2006 IEEE Intemational Confeacuterence on Multimedia and Expo ICME 2006 - Proceedingsraquo Piscataway United States Institute of Electrical and Electronics Engineers Computer Society
Leopold J H Gucircnther et R Leopold 2003 laquoNew developments in fast 3D-surface quality controlraquo Measurement Journal of the International Measurement Confeacutedeacuteration vol 33 ndeg 2 p 179-187
Li Y et P Gu 2004 laquoFree-form surface inspection techniques state of the art reviewraquo CAD Computer Aided Design vol 36 ndeg 13 p 1395-1417
Li Y et P Gu 2005a laquoInspection of free-form shaped partsraquo Robotics and Computer-Integrated Manufacturing vol 21 ndeg 4-5 p 421-30
Li Y et P Gu 2005b laquoSculptured surface toleacuterance veacuterification with design datumsraquo International Journal of Production Research vol 43 ndeg 7 p 1465-1482
Lingbeek R J Huetink S Ohnimus M Petzoldt et J Weiher 2005 laquoThe development of a finite eacuteleacutements based springback compensation tool for sheet meacutetal productsraquo Journal of Materials Processing Technology vol 169 ndeg 1 p 115-25
119
Liu S C et S J Hu 1997 laquoVariation simulation for deformable sheet meacutetal assemblies using finite eacuteleacutement methodsraquo Journal of Manufacturing Science and Engineering Transactions ofthe ASME vol 119 ndeg 3 p 368-373
Liu S C S J Hu et T C Woo 1996 laquoToleacuterance analysis for sheet meacutetal assembliesraquo Journal ofMechanical Design Transactions ofthe ASME vol 118 ndeg 1 p 62-67
Low Kok-Lim et Anselmo Lastra 2007 laquoPredetermination of ICP registration errors and its application to view planningraquo p 73-80 Coll laquo3DIM 2007 - Proceedings 6th Intemational Confeacuterence on 3-D Digital Imaging and Modelingraquo Piscataway United States Institute of Electrical and Electronics Engineers Computer Society
Markvoort Laurent 2007 laquoMeacutethodologie danalyse statistique de toleacuterances dans les assemblages impliquant des composantes deacuteformablesraquo Doctorat Valenciennes Universiteacute de Valenciennes et du Hainaut-Cambreacutesis
Markvoort Laurent Stefan Gliniorz et Dominique Deneux 2005a laquoEtat de lart des meacutethodes danalyse de toleacuteranceraquo 9iegraveme Colloque National AIP PRIMECA
Markvoort Laurent Stefan Gliniorz et Dominique Deneux 2005b laquoPrise en compte de la nature flexible des mateacuteriaux pour lanalyse de toleacuteranceraquo 9egraveme Colloque National AIP PRIMECA
Masuda T et N Yokoya 1994 laquoA robust method for registration and segmentation of multiple range imagesraquo p 106-13 Coll laquoProceedings of the 1994 Second CAD-Based Vision Workshopraquo Champion PA USA IEEE
Merkley Karl G 1998 laquoToleacuterance analysis of compilant assembliesraquo PhD United States Utah Brigham Young University
Na Chen Qin Fei et Wei Jianyou 2007 laquoA smoothing algorithm for strain measurement by digital image corteacutelation methodraquo p 1-4 Coll laquoProceedings of the Electronic Packaging Technology Confeacuterence EPTCraquo Piscataway United States Institute of Electrical and Electronics Engineers Inc
Organization Intemational Standard 1983 laquoISO 1101 Technical Drawings - Geometrical tolerancing of form orientation location and mnout - Generalities deacutefinitions symbols indications on drawingraquo
Park S Y et Subbarao Murali 2003 laquoA fast point-to-tangent plane technique for multi-view registrationraquo p 276-83 Coll laquoProceedings Fourth Intemational Confeacuterence on 3-D Digital Imaging and Modeling 3D1M 2003raquo Banff Alta Canada IEEE
120
Pewsey A 2004 laquoImproved likelihood based inference for the gecircnerai half-normal distributionraquo Communications in Statistics - Theory and Methods vol 33 ndeg 2 p 197-204
Pottman H et M Hofer 2002 Geometry of the squared distance function to curves and surfaces Technical Report No 90 Institute of Geometry Vienna University of Technology
Prieto Flavio 1999 laquoMeacutetrologie assisteacutee par ordinateur Apport des capteurs 3D sans contactraquo PhD Canada Eacutecole de Technologie Supeacuterieure
Rusinkiewicz S et M Levoy 2001 laquoEfficient variants ofthe ICP algorithmraquo p 145-52 Coll laquoProceedings Third Intemational Confeacuterence on 3-D Digital Imaging and Modelingraquo Queacutebec City Que Canada IEEE
Son Seokbae Hyunpung Park et Kwan H Lee 2002 laquoAutomated laser scanning system for reverse engineering and inspectionraquo International Journal of Machine Tools and Manufacture vol 42 ndeg 8 p 889-897
Strand M F Erb et R Dillmann 2007 laquoRange Image Registration Using an Octree based Matching Strategyraquo Coll laquoICMA 2007 Intemational Confeacuterence on Mechatronics and Automationraquo p 1622-1627
Tahan SAntoine 2008 Note de cours MEC664 Optimisation des proceacutedeacutes industriels Deacutepartement de geacutenie meacutecanique Eacutecole de Technologie Supeacuterieure
Tahan SAntoine et J F Chacirctelain 2005 laquoProposais for the Inspection of Flexible Machine Eleacutements According to ASME Y145M-1994raquo Coll laquo17th Int Confeacuterence WSEAS Evolutionary Computingraquo Lisbon Portugal
Tomacircs Jirka Vacircclav Skala 2002 Gradient Vector Estimation and Vertex Normal Computation DCSETR-2002-08 Pilsen Czech Republic Department of Computer Science and Engineering University of West Bohemia in Pilsen
Tucker Thomas Marshall 2000 laquoA New Meacutethode for Parametric Surface Registrationraquo Phd Georgia Institute of Technology
Wei Gan et R H Wagoner 2004 laquoDie design method for sheet springbackraquo International Journal ofMechanical Sciences vol 46 ndeg 7 p 1097-113
Wu Longwu 1997 laquoTooling mesh geacuteneacuteration technique for iteacuterative FEM die surface design algorithm to compensate for springback in sheetmetal stampingraquo Engineering Computations (Swansea Wales) vol 14 ndeg 6 p 630-648
121
Xie Xianghua 2008 laquoA Review of Reacutecent Advances in Surface Defect Deacutetection using Texture analysis Techniquesraquo Electronic Letters on Computer Vision and Image Analysis p 1-22
Y145M-1994 ASME 1994 Dimensioning and Tolerancing ASME Press
Y1441-2003 ASME 2003 Digital Product Deacutefinition Data Practices ASME Press
Yao A W L 2005 laquoApplications of 3D scanning and reverse engineering techniques for quality control of quick response productsraquo International Journal of Advanced Manufacturing Technology vol 26 ndeg 11-12 p 1284-1288
Zhang Yu 2003 laquoResearch into the engineering application of reverse engineering technologyraquo Journal of Materials Processing Technology vol 139 ndeg 1-3 p 472-475