Embed Size (px)
Citation preview

ww
w.a
rbur
g.co
m
Efficacité de la production
Penser globalement – Réduire les coûts unitaires
2
Considérer la création de valeur dans son ensemblePour répondre correctement à l’exigence d’une production efficace, il ne suffit pas de tenir compte de l’efficacité énergétique, ni de se limiter à la technologie des presses. Il s’agit plutôt de prendre en compte toute la chaîne de création de valeur et tous les facteurs d’influence – de la conception du produit à la planification de la production. Chaque secteur offre des potentiels de réduction durable des coûts unitaires : les besoins en énergie, la consommation de matière, la main d‘oeuvre, les temps de transformation, les étapes de fabrication, les temps d‘immobilisation et la quantité de rebuts. Toutefois, il n’y a pas de recette miracle – chaque entreprise doit trouver son propre chemin.
L’efficacité de la production devient visible : des potentiels d’économies importants lors
du moulage par injection entraînent une réduction durable des coûts à l’unité.
« ARBURG pour un moulage par injection efficace »
Employer les ressources de manière rationnelle et exploiter les potentiels, c’est l’objectif visé pour rendre la production efficace. Cela amène une productivité maximale avec des coûts d’exploitation minimaux, et donc une rentabilité élevée des entreprises. C’est sur cet objectif que nous orientons toutes nos activités depuis des décennies. ARBURG souhaite proposer à ses clients un produit de très haute qualité à des coûts unitaires les plus bas possible. Notre exigence est d’associer le savoir-faire et la technologie pour obtenir une productivité très élevée avec des temps de cycle très courts, ainsi qu’une disponibilité maximale des installations consommant peu d‘énergie. Nous mettons en œuvre ces principes au quotidien dans notre propre production.
Conception de la pièce
Planification de la production
Pilotage des process
Intégration des process
Association des technologies
Conception des périphériques
Conception des presses
Conception du moule
Efficacité de la production
Complément d’informations : Documentation Gamme des prestations

3
Introduction
Ancrer l’efficacité de la productionde manière stratégiqueL’emploi rationnel de toutes les ressources est une tâche continue à poursuivre sur le long terme. Le choix et la configuration des installations de production ont un fort impact sur le rendement de la production. Ainsi, la phase de planification gagne en importance pour les entreprises. Dans ce domaine, ce qui n’a pas été pensé en amont ne peut être compensé en phase de production que sous certaines conditions et, la plupart du temps, avec des coûts im-portants. Si l’efficacité de la production est ancrée dès le début dans la stratégie d’une entreprise de moulage par injection, ces investissements sont amortis rapidement.
Exploiter le savoir-faire ARBURGPour pouvoir produire à des prix raison-nables et concurrentiels, les process de fa-brication doivent être repensés et dévelop-pés en continu. Les nouveaux procédés et les nouveaux plastiques y contribuent largement, mais aussi l’utilisation de tech-nologies innovantes sur les presses et les installations. Des connaissances techniques globales sont, en effet, nécessaires pour obtenir des solutions individuelles opti-males. C’est pourquoi nous nous sommes particulièrement diversifiés dans ce do-maine : notre expertise va de la technologie des presses, des robots et de la commande, à la planification de la production assistée par ordinateur, en passant par la technique des procédés. Il faut y ajouter un réseau so-lide de partenaires, tels que de grands fabri-cants de matériaux ou de moules. Profitez de ce pool de savoir-faire unique – pour la mise en œuvre efficace de solutions complètes auprès du même fournisseur.
4
Conception de la pièce : optimiser la fabrication dès le départ
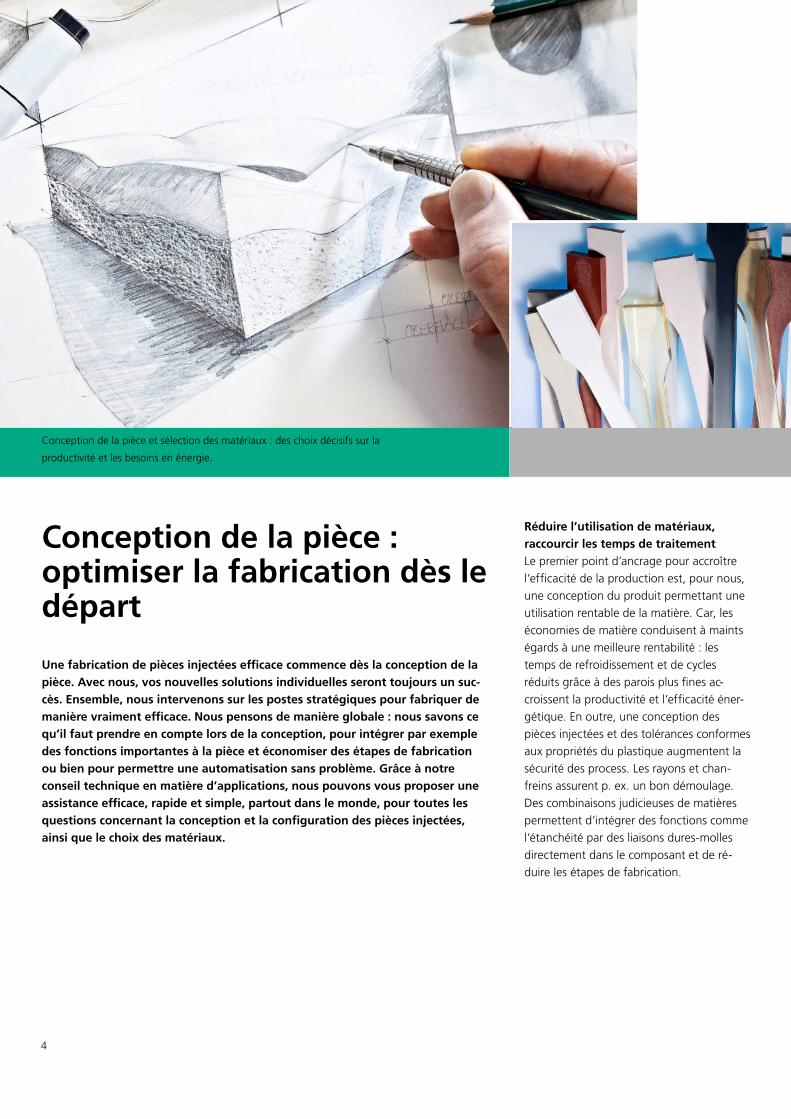
Une fabrication de pièces injectées efficace commence dès la conception de la pièce. Avec nous, vos nouvelles solutions individuelles seront toujours un suc-cès. Ensemble, nous intervenons sur les postes stratégiques pour fabriquer de manière vraiment efficace. Nous pensons de manière globale : nous savons ce qu’il faut prendre en compte lors de la conception, pour intégrer par exemple des fonctions importantes à la pièce et économiser des étapes de fabrication ou bien pour permettre une automatisation sans problème. Grâce à notre conseil technique en matière d’applications, nous pouvons vous proposer une assistance efficace, rapide et simple, partout dans le monde, pour toutes les questions concernant la conception et la configuration des pièces injectées, ainsi que le choix des matériaux.
Conception de la pièce et sélection des matériaux : des choix décisifs sur la
productivité et les besoins en énergie.
Réduire l’utilisation de matériaux, raccourcir les temps de traitementLe premier point d’ancrage pour accroître l’efficacité de la production est, pour nous, une conception du produit permettant une utilisation rentable de la matière. Car, les économies de matière conduisent à maints égards à une meilleure rentabilité : les temps de refroidissement et de cycles réduits grâce à des parois plus fines ac-croissent la productivité et l’efficacité éner-gétique. En outre, une conception des pièces injectées et des tolérances conformes aux propriétés du plastique augmentent la sécurité des process. Les rayons et chan-freins assurent p. ex. un bon démoulage. Des combinaisons judicieuses de matières permettent d’intégrer des fonctions comme l’étanchéité par des liaisons dures-molles directement dans le composant et de ré-duire les étapes de fabrication.
5
Conception de la pièce
Sélectionner la matière de manière cibléeDès le choix de la matière, vous posez les jalons, avec nous, d’une production effi-cace. En effet, la fusion des divers plas-tiques réclame des besoins en énergie différents. De plus, il faut souvent mettre les moules à température et éventuellement les chauffer pour la transformation de nom-breux plastiques techniques. Cela entraîne une dépense énergétique supplémentaire. Les conditions de production qui peuvent nécessiter par exemple une climatisation doivent également être prises en considéra-tion. Tous ces facteurs se répercutent de manière durable sur votre process intégral de fabrication. L’harmonisation ciblée entre les exigences du produit et les propriétés des matériaux est donc décisive.
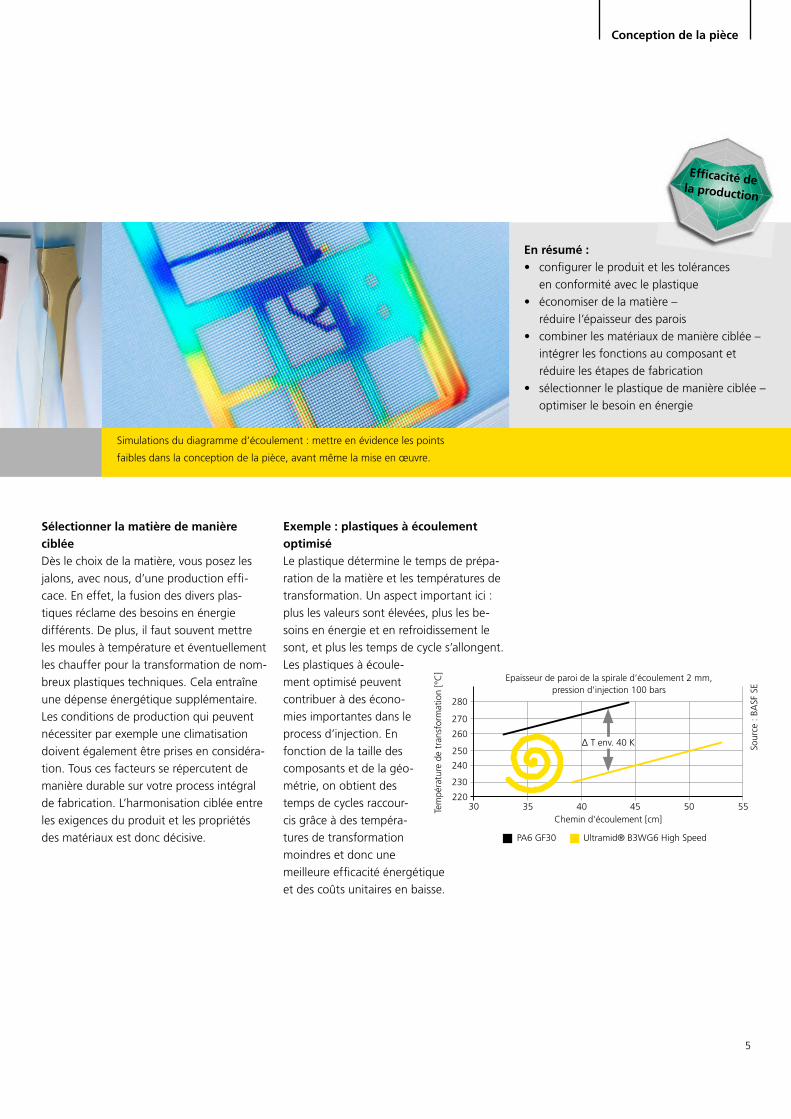
Exemple : plastiques à écoulement optimiséLe plastique détermine le temps de prépa-ration de la matière et les températures de transformation. Un aspect important ici : plus les valeurs sont élevées, plus les be-soins en énergie et en refroidissement le sont, et plus les temps de cycle s’allongent. Les plastiques à écoule-ment optimisé peuvent contribuer à des écono-mies importantes dans le process d’injection. En fonction de la taille des composants et de la géo-métrie, on obtient des temps de cycles raccour-cis grâce à des tempéra-tures de transformation moindres et donc une meilleure efficacité énergétique et des coûts unitaires en baisse.
Simulations du diagramme d’écoulement : mettre en évidence les points
faibles dans la conception de la pièce, avant même la mise en œuvre.
En résumé :• configurer le produit et les tolérances
en conformité avec le plastique• économiser de la matière –
réduire l’épaisseur des parois• combiner les matériaux de manière ciblée –
intégrer les fonctions au composant et réduire les étapes de fabrication
• sélectionner le plastique de manière ciblée – optimiser le besoin en énergie
Efficacité de la production
PA6 GF30 Ultramid® B3WG6 High Speed
Chemin d’écoulement [cm]
Epaisseur de paroi de la spirale d’écoulement 2 mm, pression d’injection 100 bars
Sour
ce :
BASF
SE
Tem
péra
ture
de
tran
sfor
mat
ion
[°C
]
30 35 40 45 50 55
280
Δ T env. 40 K
270
260
250
240
230
220

6
Mise à température segmentée, à proximité des contours : réduire sensiblement les
temps de cycles, assurer une capacité élevée de régulation des processus.
Optimisation ciblée grâce à des simulationsUne fabrication efficace se caractérise par une qualité constante du produit pour la-quelle la technologie des moules joue un rôle important. Une déformation des pièces, des retassures, des décalages à froid, une orientation des fibres ou un rem-plissage insuffisant du moule peuvent cau-ser une instabilité des process et des temps de cycles inutilement longs. Nous pouvons vous conseiller de manière détaillée avec des optimisations ciblées, sur la base de si-mulations calculées par ordinateur. Parmi les mesures efficaces de réduction des temps de refroidissement et de cycles, on peut citer p. ex. une mise à température segmentée des moules, la disposition des canaux de mise en température à proximité des empreintes, ainsi que le choix du bon mode de mise en température. Des canaux aux dimensions généreuses et des flexibles d’alimentation courts réduisent la disper-sion d’énergie dans l’environnement du moule et au niveau des périphériques utilisés à proximité.
Conception du moule : mettre en œuvre la qualité de manière sûre
Outre la conception de la pièce et le choix des matériaux, la fabrication des pièces injectées est aussi sensiblement influencée par la conception du moule. Vous ne pourrez obtenir une qualité et un rendement parfaits qu’en travaillant dans le détail lors de la conception et de la réalisation des moules. Cela signifie également que les technologies des moules et du moulage par injection doivent être parfaitement harmonisées. Grâce à son conseil en techniques d’applications et à l’International Technical Service (ITS), ARBURG est structuré au mieux pour remplir parfaitement de telles missions partout dans le monde. L’étroite collaboration de l’entreprise avec des leaders technologiques dans le domaine de la fabrication des moules amène des solutions tout à fait innovan-tes, et ce quelle que soit la spécificité de vos exigences.

7
1
2
0
Mise à température segmentée, à proximité des contours : réduire sensiblement les
temps de cycles, assurer une capacité élevée de régulation des processus.
Conception du moule
En résumé :• configurer un process stable – p. ex.
réduire les éléments de moules mobiles• utiliser des canaux chauds et froids –
moulage par injection sans carottes• isoler les moules chauffés – • réduire le besoin en énergie• refroidir les cavités à proximité des contours – • permettre des cycles rapides• sélectionner la mise à température de
manière ciblée
Configuration thermique des moulesEn outre, nous vous conseillons de bien considérer la régulation de la température dans le moule. Car souvent, ni les tempéra-tures, ni les quantités d’eau de refroidisse-ment ne correspondent à l’application et des optimisations sont donc possibles. Si, p. ex., les températures d’arrivée de l’instal-lation de refroidissement peuvent être aug-mentées sans effet sur le process de mou-lage par injection, on obtient pour chaque degré Celsius supplémentaire des écono-mies non négligeables sur les coûts d’ex-ploitation. Une meilleure qualité de l’eau contribue également à des sections de conduites libres et donc à une réduction des dépenses d’énergie et à une meilleure capacité de régulation de process. De plus, on obtient des process stables grâce à un faible nombre d’éléments de moules mo-biles, un démoulage sûr et la séparation des pièces injectées et des carottes.
Exemple : isolations pour des économies d’énergiePour limiter les déperditions d’énergie, l’isolation des composants chauds des moules mais aussi des éléments voisins de la presse ou des systèmes de refroidissement est impor-tante. Les systèmes à canaux chauds p. ex. doivent être particulièrement bien isolés des zones froides du moule. La même chose vaut pour l’isolation du moule par rap-port aux plateaux de bridage de la presse, en particulier sur les moules mis à température.
Énergie absorbée Économie d’énergie
Beso
in e
n én
ergi
e [k
Wh]
sans plaque d’isolation avec plaque d’isolation
Efficacité de la production
Sour
ce :
LBC

8
Technique d’entraînement : définir précisément les fonctions et la performance
d’une presse à injecter.
Conception des presses : réduire la durée des cyclesde manière ciblée
Pour choisir entre plusieurs concepts de presses, les coûts d’exploitation et la performance des presses doivent toujours être pris en considération. Car, contrairement à ce que l’on pourrait penser : sur le cycle de vie total d’une presse, les potentiels d’économie dépassent nettement les coûts d’in-vestissement purs. Vous pouvez nous croire sur parole, car la conception des presses est notre compétence principale depuis plus de 50 ans. Au long de ces années, nous avons développé un éventail de produits complet et modulaire, dans lequel vous pouvez trouver la technique de presse et d’entraînement qui vous convient. Nous avons la solution adaptée à toutes vos tâches d’injection. Et pour que votre satisfaction à propos des produits ARBURG et de votre pro-duction ne cesse de croître, nous maintenons nos exigences à un très haut niveau. C’est la promesse de notre critère de qualité « made by ARBURG - made in Germany ».
Veiller à la performanceLa technique d’entraînement a un impact majeur sur l’efficacité énergétique et le temps de cycle. Dans ce domaine, les en-traînements électriques marquent des points grâce à leurs mouvements rapides et simultanés économes en énergie, et grâce à la réutilisation de l’énergie de freinage. Sur les systèmes hydrauliques, il est possible de réaliser des temps de cycles courts p. ex. grâce à la technique à plusieurs pompes ou à accumulateur hydraulique. Le besoin en énergie est réduit, entre autres, par l’utilisa-tion de moteurs IE3 ou d’entraînements hy-drauliques à efficacité optimisée, sur les-quels le régime de l’entraînement de pompe est adapté aux besoins du cycle d’injection. Toutefois, une presse électrique ne consti-tue pas toujours la solution la plus rentable en termes de technique d’entraînement. Il faut considérer ici de manière détaillée l’application concernée et ses paramètres de production.

9
Conception des presses
Comparer la rentabilitéOn obtient des solutions efficaces en combi-nant les divers concepts d’entraînement. La gamme modulaire ARBURG offre ici un haut degré de flexibilité. Afin de trouver, dans cette diversité, la meilleure solution pour une application, nous utilisons un programme de comparaison des presses et de retour sur in-vestissement qui prend en compte tous les paramètres importants dans le calcul des coûts unitaires. Cet outil montre très claire-ment l’influence des facteurs tels que la pro-ductivité et les besoins en énergie et il per-met également de voir en combien de temps les presses plus chères à l’achat peuvent être amorties. Ces analyses montrent qu’une ré-duction du temps de cycle a le plus gros im-pact sur la réduction des coûts unitaires et donc sur la rentabilité de la production de pièces injectées.
Exemple : éjection synchroneUn éjecteur rapide et sûr contribue bien sûr à la rapidité des cycles. Même pour ce détail important, nous pouvons vous pro-poser des solutions pratiques. L’association de l’unité de fermeture à genouillère ser-voélectrique et de l’éjecteur servoélec-trique est très perfor-mante et permet une grande précision et une grande reproductibilité du process de fabrication des pièces injectées avec des temps d’ouverture et de fermeture courts.
En résumé :• réaliser des process simultanés et rapides –
p. ex. technique à plusieurs pom pes/à accumulateur hydraulique ou servomoteurs
• exploiter les économies d’énergie potentielles – p. ex. utiliser des moteurs IE3 ou des entraîne-ments de pompes à régulation de fréquence
• refroidir les entraînements à l’eau et isoler les modules cylindriques – réduire les déperditions de chaleur
ALLROUNDER
Unité de fermeture
Éjection
Extracteur de noyau
Avance de buse
Injection
Dosage
Élec
triq
ue
Hyb
rid
e
Hyd
rau
liqu
e
Efficacité de la production
Électrique Hydraulique

10
Conception des périphériques : sélectionner l’équipement de manière globale
Veiller à la facilité d’utilisationConcernant les composants des périphé-riques, tels que les systèmes de robots ou les installations de préparation et de convoyage de la matière, les entraînements électriques à régime régulé sont préférables aux entraînements pneumatiques. Ces sys-tèmes présentent des avantages pour vous, non seulement en termes de réduction des temps de cycles, mais également en termes de précision, d’efficacité énergétique et de confort d’utilisation.La commande et la surveillance centralisées de tous les périphériques par la commande de presse apportent également un confort. L’intégration complète des installations dans une gestion centralisée des procédures éco-nomise du temps lors de la programmation, de la commande et de la surveillance de toute la technique, ce qui se répercute posi-tivement sur la rentabilité de toute la fabri-cation et donc, une fois encore, sur les coûts unitaires.
On obtient une production efficace uniquement si tous les composants se complètent bien dans leur fonctionnement et constituent un tout réussi. C’est pourquoi, la conception des moules et des presses échoue si elle n’est pas choisie en fonction de l’environnement de travail. Ainsi, nous vous propo-sons non seulement nos presses modulaires ALLROUNDER, mais aussi une technique de périphériques précisément ajustée et totalement actionnable via la commande SELOGICA. Robots à six axes « powered by ARBURG », systèmes de robots MULTILIFT, dessiccateurs et convoyeurs combinés THERMOLIFT constituent les mots clés. En outre, nous couvrons toutes les autres exigences grâce à une coopération étroite avec des fabricants leaders d’automatismes et de périphériques. C’est pour cette raison qu’ARBURG est fournisseur de sys-tèmes, c’est la seule façon d’intégrer la meilleure technique d’injection dans votre entreprise !
Alimentation en matière centralisée : produire
sans accroc avec une grande autonomie.

11
Conception des périphériques
Des as du mouvement flexible : grâce à l’interface SELOGICA, des robots à six axes peuvent être
programmés par les opérateurs.
Considérer l’environnement dans son ensembleL’utilisation de groupes refroidis par eau, comme les unités et les moteurs, réduit aussi bien les déperditions de chaleur que la pollution de l’air ambiant qui en découle. La chaleur évacuée est en outre réutilisée pour la valorisation énergétique. En fonc-tion des conditions de production, cela peut p. ex. devenir extrêmement important lors de la fabrication des pièces injectées dans des conditions de salle blanche. Nos accessoires adaptés, tels que les systèmes de bridage rapide de moule, les dispositifs d’alimentation automatiques ou les unités de dévissage, vous aident à obtenir une production de grande qualité. Car chez nous, tout s’harmonise.
Exemple : retrait rapide de la carotteComparativement à une solution de préhen-sion pneumatique, les axes de déplacement servoélectriques de l‘INTEGRALPICKER V n’exigent aucun équipement lors d’un chan-gement de commande. Les ser-vomoteurs permettent en outre de réduire le temps de cycle de plus d‘une seconde. Ainsi, l’axe plongeant notamment accélère de manière extrêmement dyna-mique pour atteindre une vi-tesse allant jusqu’à 2 m/s. Et tout cela avec une grande re-productibilité. S’ajoute à cela le fait qu‘un nombre illimité de positions d’axes est program-mable, comme par exemple un arrêt intermédiaire (position d’attente) au-dessus du moule.
En résumé :• utiliser des entraînements électriques à
régime régulé, au lieu de systèmes pneumatiques
• privilégier une faible longueur de flexibles et isoler si besoin
• prévoir une climatisation partielle• commander et surveiller les périphé-
riques de manière centralisée
Efficacité de la production
B
X
Y

12
Base de données du savoir-faire ARBURG : la bonne technique de
moulage par injection pour chaque application.
Association des technologies : combiner les composants de manière flexible
Personnalisation de la techniquePour travailler efficacement avec la tech-nique de moulage par injection, il faut veil-ler au bon choix et au bon dimensionne-ment des divers composants en termes de temps de cycle et d’efficacité énergétique. ARBURG propose un grand nombre d’équi-pements modulaires et de niveaux d’exten-sion afin de garantir une adaptation aussi flexible que possible des tailles de presses et des process d‘injection. Les multiples possi-bilités de combinaisons des unités de ferme-ture (forces de fermeture et passages entre colonnes) avec les unités d’injection (poids injectable et débit de matière) et les techno-logies d’entraînement correspondantes sont particulièrement intéressantes. Cela signifie qu’il est possible de trouver une combinai-son énergétique et technique parfaite pour chaque application.
La bonne technique d‘installation dépend toujours de l‘application. En colla-boration avec vous, nous pouvons élaborer et adapter dans le détail un tel concept d’installation en fonction de chaque processus. Toutefois, il convient de considérer cette procédure dès la planification de l’achat d’une installa-tion, afin de prendre en compte dès le départ, de manière ciblée, tous les points de vue de la thématique de l’efficacité de production. C’est la seule façon d’obtenir de la technique de moulage par injection ce que vous souhaitez. Si vous travaillez avec nous, vous bénéficierez d’une prestation de conseil qui facilitera vos choix pour déterminer le produit adapté.
13
1 3 5 7 9 11 13 15
2
3
4
5
6
1
7
0
Association des technologies
La solution la plus rentable en ligne de mire : pour une fabrication en série sans accroc, ARBURG,
en tant que partenaire technologique, conseille sur le choix du bon équipement technique.
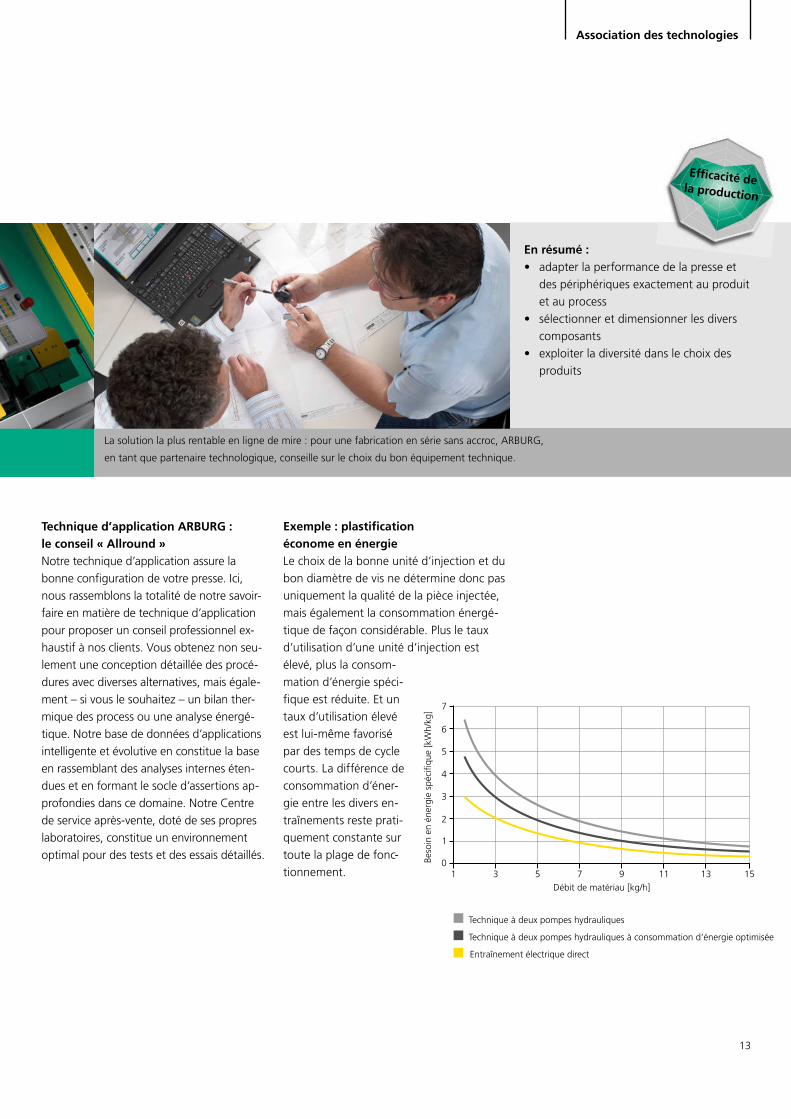
Technique d’application ARBURG : le conseil « Allround »Notre technique d’application assure la bonne configuration de votre presse. Ici, nous rassemblons la totalité de notre savoir-faire en matière de technique d’application pour proposer un conseil professionnel ex-haustif à nos clients. Vous obtenez non seu-lement une conception détaillée des procé-dures avec diverses alternatives, mais égale-ment – si vous le souhaitez – un bilan ther-mique des process ou une analyse énergé-tique. Notre base de données d’applications intelligente et évolutive en constitue la base en rassemblant des analyses internes éten-dues et en formant le socle d’assertions ap-profondies dans ce domaine. Notre Centre de service après-vente, doté de ses propres laboratoires, constitue un environnement optimal pour des tests et des essais détaillés.
Exemple : plastificationéconome en énergieLe choix de la bonne unité d’injection et du bon diamètre de vis ne détermine donc pas uniquement la qualité de la pièce injectée, mais également la consommation énergé-tique de façon considérable. Plus le taux d’utilisation d’une unité d’injection est élevé, plus la consom-mation d’énergie spéci-fique est réduite. Et un taux d’utilisation élevé est lui-même favorisé par des temps de cycle courts. La différence de consommation d’éner-gie entre les divers en-traînements reste prati-quement constante sur toute la plage de fonc-tionnement.
En résumé :• adapter la performance de la presse et
des périphériques exactement au produit et au process
• sélectionner et dimensionner les divers composants
• exploiter la diversité dans le choix des produits
Efficacité de la production
Beso
in e
n én
ergi
e sp
écifi
que
[kW
h/kg
]
Débit de matériau [kg/h]
Technique à deux pompes hydrauliques
Technique à deux pompes hydrauliques à consommation d‘énergie optimisée
Entraînement électrique direct

14
Optimiser le flux de matériau et la logistique : les automatismes enchaînent le moulage par
injection à d’autres procédures et permettent de fabriquer des pièces prêtes au montage.
Intégration des process : réduire les étapes de travailde manière globale
Intégrer de manière pertinente les auto-matismes – et les process en ligneL’efficacité de la fabrication des pièces injec-tées peut être accrue durablement en inté-grant au process de production les étapes de travail en amont et en aval, tels que l’as-semblage dans le moule ou le surmoulage d’un ou plusieurs inserts. Ceci permet de réduire le travail manuel, d’optimiser la lo-gistique et d’accroître la productivité par des avantages en termes de temps et de coûts. L’intégration va de la préparation au-tomatique des inserts à l’assurance qualité en ligne, l’impression en ligne ou l’embal-lage des pièces à transformer et des pièces prêtes à vendre, en passant par le retrait rapide et sûr des pièces.
Lors de l’analyse des critères influant sur les coûts unitaires, le facteur travail devient un aspect toujours plus important dans les pays à coût de main-d’œuvre traditionnellement élevé. Ici, vous pouvez économiser des coûts par une intégration pertinente des process du point de vue de l’efficacité de production. Nous mettons à votre disposition tout notre savoir-faire dans la recherche de la solution de fabrication la plus rentable. Un bureau d’études s’occupe chez ARBURG, depuis 1996 déjà, de l’intégration des étapes de trans-formation en amont et en aval dans une solution d’automatisation globale. Les spécialistes y élaborent, en association avec les collaborateurs, des tech-niques d’applications, des presses, des robots et des commandes, des concepts de solution qui intègrent toutes les procédures connues du moulage par injection. Dans ce secteur également, vous pouvez bénéficier d’un réseau solide de partenaires, avec p. ex. des spécialistes des robots à six axes, du flux de matièrede matière ou de la logistique. Votre avantage : vous obtenez une technique d’installation complète, le savoir-faire, le conseil et le service auprès d’un seul fournisseur.

15
Intégration des process
Personnalisation : des solutions de fabrication
sur mesure avec suivi complet.
En résumé :• intégrer des étapes de travail en
aval et en amont • préparer des inserts automatiquement• garantir un retrait rapide et sécurisé
des pièces• effectuer l’assurance qualité et
l’emballage en ligne• optimiser la logistique et le flux
de matériau
Projets clés en mainLes projets ou cellules de fabrication sont des solutions personnalisées répondant aux diverses exigences en ce qui concerne la combinaison d’une presse à injecter ALLROUNDER, d’un système de robot et de périphériques. En tant qu’entreprise géné-raliste assumant l’entière responsabilité des prestations, nous vous conseillons indivi-duellement et intégralement, de l’étude de projets de l’installation à son implémenta-tion et sa mise en service sur site en passant par toutes les prestations de service néces-saires. Des cellules de fabrication automati-sées et parfaitement adaptées sont ainsi créées par un seul prestataire, pour une ef-ficacité de production maximale.
Exemple : moussage au rythme de l’injectionLors du procédé Mold’n Seal, une presse à injecter est reliée à une installation de mé-lange et de dosage, via un robot à six axes pour le process de moussage. Le matériau d’étanchéité est appliqué directement après le moulage par injection sur les pièces en plastique encore chaudes. L’utilisation de la chaleur résiduelle de la pièce injectée per-met d’accélérer le pro-cess de réaction de moussage et de réticula-tion. Résultat de ce moussage en ligne en-tièrement automatisé : un net gain de temps et de coûts.
Film
Efficacité de la production

16
Commande des process : travailler constamment avec un niveau de qualité élevé
Stabiliser le process de productionNotre SELOGICA est universelle et s’utilise pour la programmation et la commande de tous les process d’injection connus. C’est la commande conçue par des plasturgistes pour les plasturgistes – développée en in-terne, axée sur la pratique, adaptable aux besoins des clients et intégrant de façon ex-haustive tous vos périphériques. Stabilisez vos process de production et respectez toutes les exigences de qualité – vous rédui-rez ainsi les pannes et la quantité de rebut, et votre productivité restera à son plus haut niveau. Synchronisez les mouvements des ALLROUNDER et des périphériques, optimi-sez les procédures, surveillez la qualité de A à Z – le tout, avec une commande cen-trale. Implémentez des démarrages automa-tiques de la production – avec des pro-grammes de démarrage personnalisés.
Nous vous aidons toujours très concrètement lors de la commande des pro-cess. Et ce, pour optimiser vos process de production. Dans ce domaine, nous sommes le partenaire qu’il vous faut : outre notre technologie élaborée de presses, nous disposons également d‘un savoir-faire étendu au niveau de la commande des process. Pourquoi la commande de process est-elle aussi im-portante pour l’efficacité de la production ? Car c’est là que se trouvent les potentiels d’économies réalisables au quotidien en interne dans votre pro-duction et sans coûts additionnels. Les importantes possibilités de réduction de la consommation d’énergie et des temps de cycle, ainsi que le maintien d’un niveau constant de la qualité, vous assurent une avance économique sur la concurrence. Avec nous, vous pouvez le faire !
Format carte de crédit : autorisation sélective
d’accès aux données de commande.

17
Commande des process
Des solutions pensées : des employés qualifiés pensent et agissent de façon plus efficace.
Personnaliser les réglagesGrâce à notre commande SELOGICA, vous implémentez des process complexes de manière simple et sécurisée. La meilleure presse n’est performante que si elle est bien réglée. Cela vaut aussi bien pour la qualité des pièces injectées que pour le temps de cycle et la consommation d’éner-gie. Vous pouvez ainsi économiser de l’énergie si vous ne faites pas fonctionner votre ALLROUNDER à la température de fusion maximale, mais à celle adap-tée au mieux à la pièce ou si vous utilisez la durée de refroidisse-ment complète déjà pour la plastification.
Exemple : synchronisation des processVoici un exemple d’optimisation d’un pro-cess grâce à la synchronisation : normale-ment, une procédure robot a lieu en série via Euromap. La SELOGICA permet égale-ment de synchro-niser l’éjecteur et l’axe X et de dé-marrer l‘axe Y dès l’ouverture du moule. Ces potentiels d’opti-misation sont complétés par la possibilité de déplacer l’éjecteur sur l’arrêt intermédiaire. Votre process de production devient plus rentable car beaucoup plus ra-pide, ce qui finalement rapporte de l’argent dans la fabrication en série.
En résumé :• produire sans pannes, réduire les rebuts
et optimiser les procédures – être pro-ductifs
• surveiller la qualité en continu - via une commande centrale
• démarrer la production automatisée rapidement et de manière contrôlée
• synchroniser les mouvements – réduire les temps de cycle
Site internet
Efficacité de la production
18
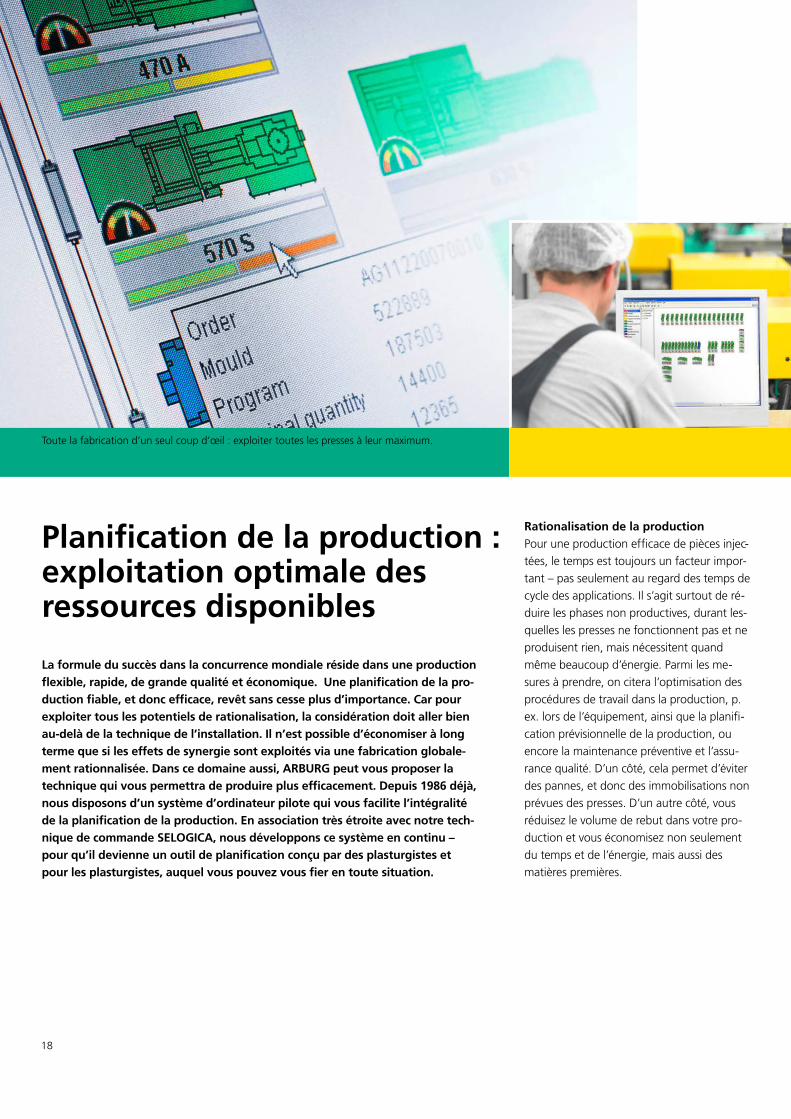
Toute la fabrication d’un seul coup d’œil : exploiter toutes les presses à leur maximum.
Planification de la production : exploitation optimale desressources disponibles
La formule du succès dans la concurrence mondiale réside dans une production flexible, rapide, de grande qualité et économique. Une planification de la pro-duction fiable, et donc efficace, revêt sans cesse plus d’importance. Car pour exploiter tous les potentiels de rationalisation, la considération doit aller bien au-delà de la technique de l’installation. Il n’est possible d’économiser à long terme que si les effets de synergie sont exploités via une fabrication globale-ment rationnalisée. Dans ce domaine aussi, ARBURG peut vous proposer la technique qui vous permettra de produire plus efficacement. Depuis 1986 déjà, nous disposons d’un système d’ordinateur pilote qui vous facilite l’intégralité de la planification de la production. En association très étroite avec notre tech-nique de commande SELOGICA, nous développons ce système en continu – pour qu’il devienne un outil de planification conçu par des plasturgistes et pour les plasturgistes, auquel vous pouvez vous fier en toute situation.
Rationalisation de la productionPour une production efficace de pièces injec-tées, le temps est toujours un facteur impor-tant – pas seulement au regard des temps de cycle des applications. Il s’agit surtout de ré-duire les phases non productives, durant les-quelles les presses ne fonctionnent pas et ne produisent rien, mais nécessitent quand même beaucoup d’énergie. Parmi les me-sures à prendre, on citera l’optimisation des procédures de travail dans la production, p. ex. lors de l’équipement, ainsi que la planifi-cation prévisionnelle de la production, ou encore la maintenance préventive et l’assu-rance qualité. D’un côté, cela permet d’éviter des pannes, et donc des immobilisations non prévues des presses. D’un autre côté, vous réduisez le volume de rebut dans votre pro-duction et vous économisez non seulement du temps et de l’énergie, mais aussi des matières premières.

19
Planification de la production
Informer directement et de manière fiable : les données de la
production sont désormais disponibles en ligne à tout moment.
Gérer la fabrication de manière centraliséeLe système d’ordinateur pilote ARBURG (ALS) permet de réduire les temps d’immo-bilisation et d’équipement ou la production de rebut, et ainsi d’améliorer l’emploi des ressources disponibles. Avec une planifica-tion détaillée sur la base de données fiables, vous pouvez p. ex. réduire le nombre de phases de préchauffage et de démarrage en optimisant les tailles des lots, ou encore, regrouper les temps de mainte-nance et de remise en état. Toutefois, l’ALS ne vous délivre pas seulement toutes les données clés pour une gestion complète de la production et des ressources, mais vous permet également de préparer de manière centralisée les données de réglage, d’avoir une preuve de la qualité des process et de documenter et d’archiver les procédures de production avec fiabilité.
Exemple : équipement plus rapidePour un rééquipement rapide, une prépara-tion parfaite est décisive. Les check-lists permettent de ne rien oublier. Avant l‘équi-pement lui-même, il est important de pré-parer un chariot d‘outils bien organisé, avec tout l’outillage, toutes les vis et tous les flexibles requis. Ainsi, tout est à sa place dès que la presse s’arrête. Il n’est pas néces-saire de chercher ou d‘al-ler chercher quoi que ce soit. Car, comme le gra-phique de droite le montre, chaque trajet inutile est une perte de temps potentielle.
En résumé :• éviter les immobilisations – procéder à
une maintenance préventive• planifier à l’avance la production • optimiser la durée des tailles de lot• regrouper les temps d’interruption• réduire les immobilisations et les temps
d’équipement • automatiser la préparation• agencer les postes de travail de manière
ergonomique
Remiseen état
Moule
Boîte àmatière
Chariotde moule
Récupération flexible
Armoire de presse
Total : 701 m
Sour
ce :
Fisc
her
Con
sulti
ng
Assurance qualité
4 x 10 m 4 x 40 m 4 x 3 m
5 x 14 m
6 x 2 m
4 x 5 m9 x 4 m
5 x 7 m
14 x 2 m4 x 40 m4 x 4 m
18 x 6 m 6 x 3m
Efficacité de la production

20
La réussite à long terme : produire efficacement grâce à une vision globale.
La réussite : des avantages concurrentiels par une efficacité de la production
Concernant l’efficacité dans la production, nous travaillons sur deux plans. Notre objectif déclaré est aussi bien d’accroître en continu notre propre efficacité et notre rentabilité que celles de nos clients pour que leur compétiti-vité s’améliore durablement. L’assistance que nous apportons va bien au-delà de la technologie des presses. Notre approche globale ouvre des voies pour la conception et la réalisation optimales de secteurs de production entiers, afin de réduire les coûts unitaires. Cette vision correspond à notre action globale en tant que fournisseur de systèmes ARBURG : nous vous proposons un excellent savoir-faire sur toute la chaîne de création de valeur. Cela se reflète également dans la devise de notre entreprise « ARBURG pour un moulage par injection efficace ». Nous aspirons à votre succès – avec nous et à travers nous !
Des solutions personnalisées qui fonc-tionnent à la perfectionTravailler de manière réellement rentable est un réel défi au regard des nombreux fac-teurs d’influence. Il est primordial de pro-duire avec un haut niveau de qualité à des coûts unitaires les plus bas possible. Notre gamme de produits harmonisée permet, en association avec nos prestations exhaustives de conseil, de toujours proposer à nos clients des solutions individuelles optimales pour une production de pièces injectées ef-ficace. Votre avantage : chacune de vos ALLROUNDER est une pièce unique que nous pouvons vous proposer à un prix de série grâce à notre modularité. L’autre ca-ractéristique qui nous distingue est notre palette de savoir-faire unique en termes de technologies des presses, des robots, des commandes et des applications, la mise en œuvre de projets clés en main et de logi-ciels pour la planification de la production.

21
Conclusion
Des connaissances approfondies : connaissances pratiques d’un seul et même prestataire
sur toutes les questions de la technique du moulage par injection.
Collaborateurs et infrastructures au topOutre la technologie, l’Homme est aussi un facteur d’influence décisif. En raison des exigences toujours croissantes posées aux plasturgistes, il est très important d’accroître les qualifications des collaborateurs grâce à la formation continue et de les sensibiliser au thème de l’efficacité de la production. En outre, il faut intégrer l’environnement de fa-brication dans vos efforts pour une meilleure efficacité – comme les infrastructures ou la technique du bâtiment. De cette façon, des potentiels d’économie supplémentaires pourront éventuellement être établis pour rendre votre production encore plus efficace et rentable. Dans ce domaine également, ARBURG revêt un rôle de leader et fait béné-ficier ses clients de ses expériences.
Compétence : conseils en injectionpar ARBURGARBURG conseille ses clients de manière complète sur toutes les questions concer-nant la technique du moulage par injection. L’aide à l’organisation des ateliers d’injec-tion en fait aussi partie. Nous intégrons ici une aide précise à la planification :• à l’agencement des machines dans le hall • à l’alimentation en énergie et en eau de
refroidissement• à la gestion du flux total de matière• à l‘efficacité de la production et
à l’efficacité énergétiqueSeule cette prise en charge individuelle et intégrale permet d’accroître en permanence la rentabilité de votre fabrication. Pour as-surer des prestations optimales d’assistance et de conseil auprès de nos clients, nous disposons donc d’un réseau très étendu de spécialistes internes et de partenaires stra-tégiques. Ensemble, nous travaillons tou-jours à la meilleure solution – spécialement pour vous.


L‘efficacité de la production est un sujet qui compte !
Sur ce point, il est important d’avoir une vision globale : chaque jour, environ 3,5 milliards de pièces en plastique de grande qualité sont produites sur des presses ALLROUNDER à travers le monde, ce qui requiert une efficacité de production maximale. Si vous souhaitez produire avec une telle efficacité, vous aurez une longueur d’avance en nous choisissant comme partenaire. Nous contribuons à votre succès économique. ARBURG pour un moulage par injection efficace !

ARBURG GmbH + Co KG
certifiée DIN EN ISO 9001 + 14001 + 50001
ARBURG pour un moulage par injection efficace ! Nous mettons en œuvre cette exigence au quotidien dans notre propre production.
6802
45_F
R_09
2016
· So
us r
éser
ve d
e m
odifi
catio
nsIm
prim
é en
Alle
mag
ne
© 2016 ARBURG GmbH + Co KGLa présente brochure est protégée par des droits d‘auteur. Toute utilisation qui n‘est pas expressément autorisée par la loi sur les droits d‘auteur nécessite le consentement préalable d‘ARBURG.
ARBURG GmbH + Co KG
Arthur-Hehl-Strasse · 72290 Lossburg · Tél. : +49 7446 33-0 · www.arburg.com · E-Mail : [email protected]
Les sites en Europe : Allemagne, Belgique, Danemark, France, Grande-Bretagne, Italie, Pays-Bas, Autriche, Pologne, Suisse, Slovaquie, Espagne, République tchèque, Turquie,
Hongrie | Asie : République populaire de Chine, Indonésie, Malaisie, Singapour, Taïwan, Thaïlande, Émirats Arabes Unis | Amérique : Brésil, Mexique, États-Unis.
Pour de plus amples informations, consultez notre site Internet : www.arburg.com