Embed Size (px)
Citation preview
Chapitre III.
ÉLABORATION DE REVÊTEMENTS DE PHOSPHATE PAR TRAITEMENT ÉLECTROCHIMIQUE CATHODIQUE

84
III.1. Introduction
La réalisation des revêtements de phosphate peut se faire soit par conversion chimique
(Chapitre II), soit par la voie électrochimique en phase aqueuse et en particulier en utilisant le
traitement électrochimique cathodique (TEC).
Dans ce chapitre nous nous sommes intéressés à la mise au point et à la réalisation de
revêtements de phosphate uniquement par TEC afin d’améliorer le comportement face à la
corrosion des armatures de l’acier lorsque ces dernières sont exposées à l’air avant leur
utilisation dans le béton, mais aussi lorsque le béton se dégrade par l’attaque des espèces
agressives comme par exemple les chlorures et le dioxyde de carbone.
Dans le but de mettre au point des revêtements plus protecteurs, élaborés à courte durée
de traitement, les échantillons ont été traités à la température ambiante et un potentiel ou une
densité de courant ont été imposés pour accélérer les processus.
Ainsi, l’étude est structurée en trois parties :
1) la première partie est consacrée au choix des bains de phosphatation par TEC;
2) la deuxième partie est relative à la formation de la couche de phosphate par TEC à
différents potentiels ou densités de courant imposés et pour des temps d’immersion différents;
3) la troisième partie concerne l’analyse et la caractérisation de ces revêtements par MEB,
EDS et DRX.
III.2. Choix du bain de phosphatation utilisé
Les quatre bains de phosphatation (Chapitre II) présentant les meilleures caractéristiques
ont été testés par TEC (Tableau III. 1). Entre les bains notés a et b, le pH de la solution varie
passant respectivement de 1,8 à 2,2 et la concentration en nitrate (NO3-) diminue de moitié. Il
est à noter que le bain a est similaire à celui utilisé par Burokas [BUR-98] et [BIK-03]. A
partir du bain b, la concentration en nickel a été portée à 0,005 M dans le bain c puis à 0 M
dans le bain d sans influer sur la valeur du pH. Les échantillons sont phosphatés par
traitement cathodique pendant trois minutes à un potentiel imposé de -1500 mV/ECS
[SYL-04].
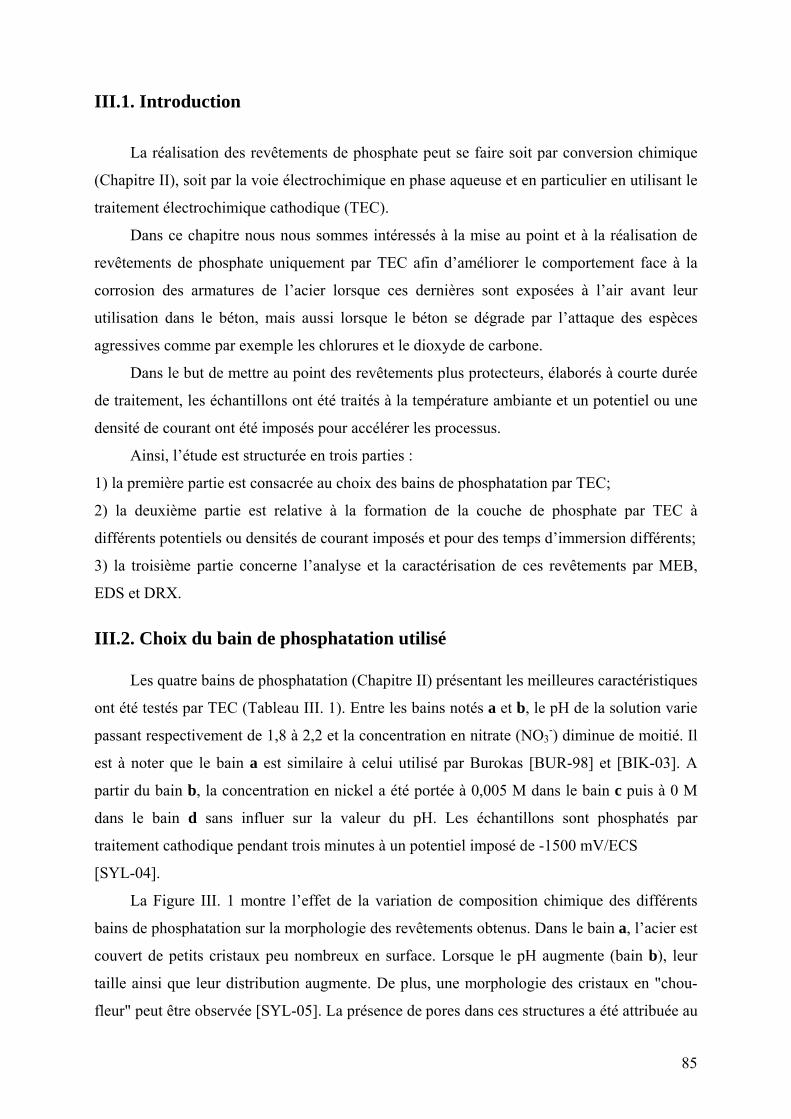
La Figure III. 1 montre l’effet de la variation de composition chimique des différents
bains de phosphatation sur la morphologie des revêtements obtenus. Dans le bain a, l’acier est
couvert de petits cristaux peu nombreux en surface. Lorsque le pH augmente (bain b), leur
taille ainsi que leur distribution augmente. De plus, une morphologie des cristaux en "chou-
fleur" peut être observée [SYL-05]. La présence de pores dans ces structures a été attribuée au
85
dégagement de dihydrogène. Comme dans le cas de la phosphatation par conversion
chimique, le pH du bain joue un rôle sur la formation des cristaux. Lorsque la concentration
en nickel diminue dans le bain (comparaison entre les bains b, c et d), une deuxième structure
en forme de nodule apparaît. Des analyses EDS de grains nodulaires ont montré la présence
de zinc dans ces édifices. En absence de nickel (bain d), quelques cristaux en couche non
uniforme ont pu être observées (Figure III. 1d).
(a) (b)
(c) (d)
Figure III. 1 : Observations MEB de la surface de l’acier après 3 minutes TEC dans le (a) bain a, (b) bain b, (c) bain c et (d) bain d.
Ces analyses semblent indiquer que l’ion de nickel influe sur les mécanismes de
nucléation et de croissance des phosphates [ZIM-03], [ZIM-05]. Quant à la morphologie du
revêtement formé, elle va tenir compte également du pH du bain.
86
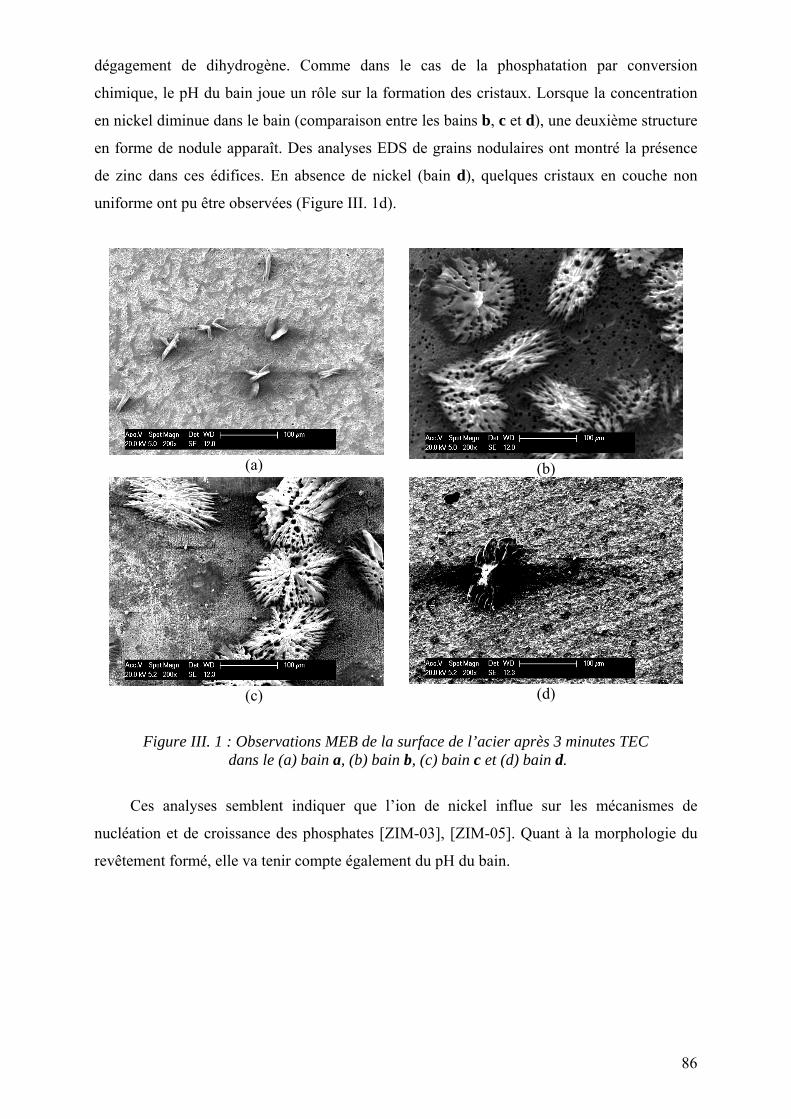
Tableau III. 1 : Composition et pH des bains de phosphatation testés.
Bain pH Composition Bain a 1,8 Zn2+ (0,17 M) + PO4
3- (0,34 M) + Ni2+ (0,017 M) +NO3- (0,14 M)
Bain b 2,2 Zn2+ (0,17 M) + PO43- (0,34 M) + Ni2+ (0,017 M) +NO3
- (0,08 M) Bain c 2,1 Zn2+ (0,17 M) + PO4
3- (0,34 M) + Ni2+ (0,005M) +NO3- (0,08 M)
Bain d 2,1 Zn2+ (0,17 M) + PO43- (0,34 M) + Ni2+ (0 M) +NO3
- (0,08 M) Conclusions
Les quatre bains de phosphatation testés ont montré que le traitement de phosphatation
est sensible à la fois à l’acidité du bain et à la concentration des ions nickel. Par conséquent, la
modification de ces deux paramètres a un effet sur la morphologie du revêtement formé.
Ainsi, notre choix a porté sur l’utilisation du bain c pour la phosphatation par TEC, puisque
nous le considérons intéressant pour mener à bien cette étude.
III.3. Etude du TEC à potentiel imposé
Au cours du TEC, l’acier est plongé dans le bain c, légèrement agité. À l’aide d’un
montage à trois électrodes, on impose : d’abord, un potentiel de –1800 mV/ECS et ensuite
une densité de courant de l’ordre –15 mA/cm2.
III.3.1. Influence du potentiel imposé
La littérature [SAV-06], [SYL-03], [SYL-04], [SYL-05] indique que le zinc peut être
déposé sur l’acier à partir de –1450 mV/ECS. Par conséquente, quatre potentiels sont retenus :
-1200 mV/ECS, valeur proche du potentiel de réduction de l’ion Zn2+,
-1600, -1800 et –2000 mV/ECS, potentiels au-delà desquels le dégagement de
dihydrogène devient important. La durée d’immersion est, dans ces essais, de 3 minutes.
III.3.1.1. TEC à –1200 mV/ECS
Les observations MEB montre que le revêtement est quasiment inexistant pour
l’échantillon préparé à -1200 mV/ECS (Figure III. 2). L’image de la surface est similaire avec
celle observée après un décapage acide (Figure II. 12d). Cela est confirmé par l’analyse EDS
(Tableau III. 2). En effet, la surface analysée est composée à 96% de fer, les pourcentages
massiques de zinc (1,7%) et de phosphore (0,6%) étant à la limite de détection.
87
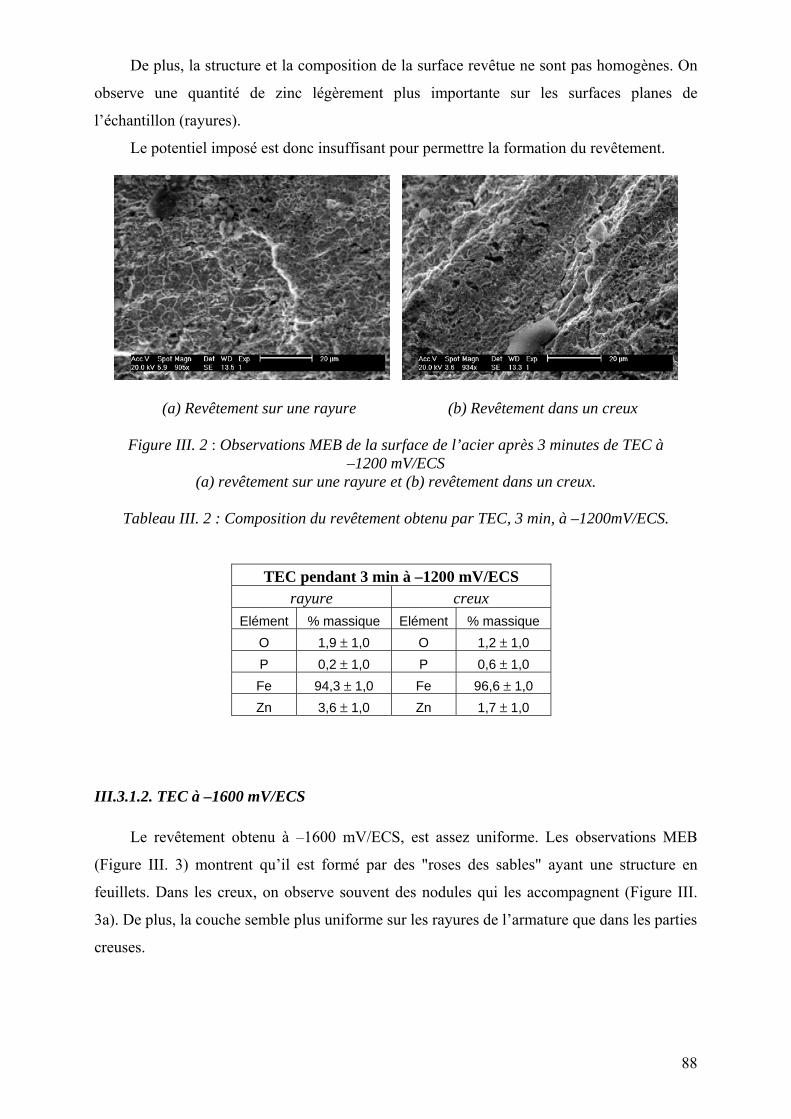
De plus, la structure et la composition de la surface revêtue ne sont pas homogènes. On
observe une quantité de zinc légèrement plus importante sur les surfaces planes de
l’échantillon (rayures).
Le potentiel imposé est donc insuffisant pour permettre la formation du revêtement.
(a) Revêtement sur une rayure (b) Revêtement dans un creux
Figure III. 2 : Observations MEB de la surface de l’acier après 3 minutes de TEC à
–1200 mV/ECS (a) revêtement sur une rayure et (b) revêtement dans un creux.
Tableau III. 2 : Composition du revêtement obtenu par TEC, 3 min, à –1200mV/ECS.
TEC pendant 3 min à –1200 mV/ECS rayure creux
Elément % massique Elément % massique O 1,9 ± 1,0 O 1,2 ± 1,0 P 0,2 ± 1,0 P 0,6 ± 1,0 Fe 94,3 ± 1,0 Fe 96,6 ± 1,0 Zn 3,6 ± 1,0 Zn 1,7 ± 1,0
III.3.1.2. TEC à –1600 mV/ECS
Le revêtement obtenu à –1600 mV/ECS, est assez uniforme. Les observations MEB
(Figure III. 3) montrent qu’il est formé par des "roses des sables" ayant une structure en
feuillets. Dans les creux, on observe souvent des nodules qui les accompagnent (Figure III.
3a). De plus, la couche semble plus uniforme sur les rayures de l’armature que dans les parties
creuses.
88
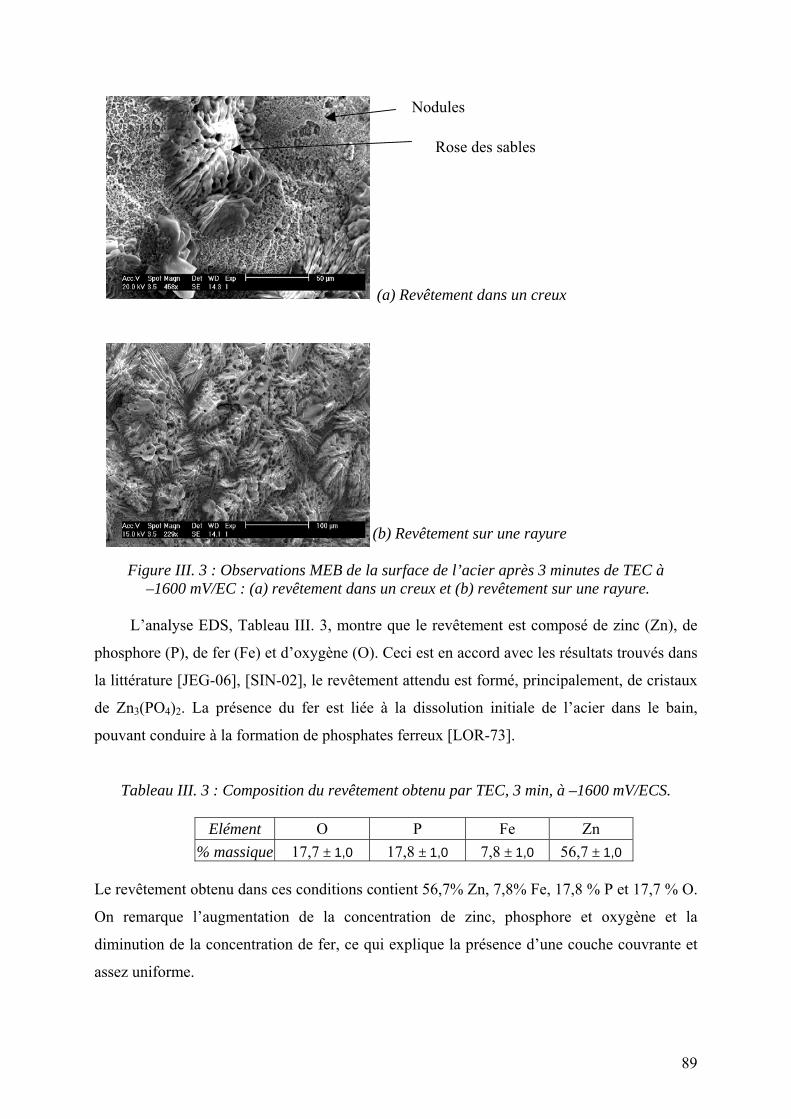
(a) Revêtement dans un creux
(b) Revêtement sur une rayure
Rose des sables
Nodules
Figure III. 3 : Observations MEB de la surface de l’acier après 3 minutes de TEC à
–1600 mV/EC : (a) revêtement dans un creux et (b) revêtement sur une rayure.
L’analyse EDS, Tableau III. 3, montre que le revêtement est composé de zinc (Zn), de
phosphore (P), de fer (Fe) et d’oxygène (O). Ceci est en accord avec les résultats trouvés dans
la littérature [JEG-06], [SIN-02], le revêtement attendu est formé, principalement, de cristaux
de Zn3(PO4)2. La présence du fer est liée à la dissolution initiale de l’acier dans le bain,
pouvant conduire à la formation de phosphates ferreux [LOR-73].
Tableau III. 3 : Composition du revêtement obtenu par TEC, 3 min, à –1600 mV/ECS.
Elément O P Fe Zn % massique 17,7 ± 1,0 17,8 ± 1,0 7,8 ± 1,0 56,7 ± 1,0
Le revêtement obtenu dans ces conditions contient 56,7% Zn, 7,8% Fe, 17,8 % P et 17,7 % O.
On remarque l’augmentation de la concentration de zinc, phosphore et oxygène et la
diminution de la concentration de fer, ce qui explique la présence d’une couche couvrante et
assez uniforme.
89
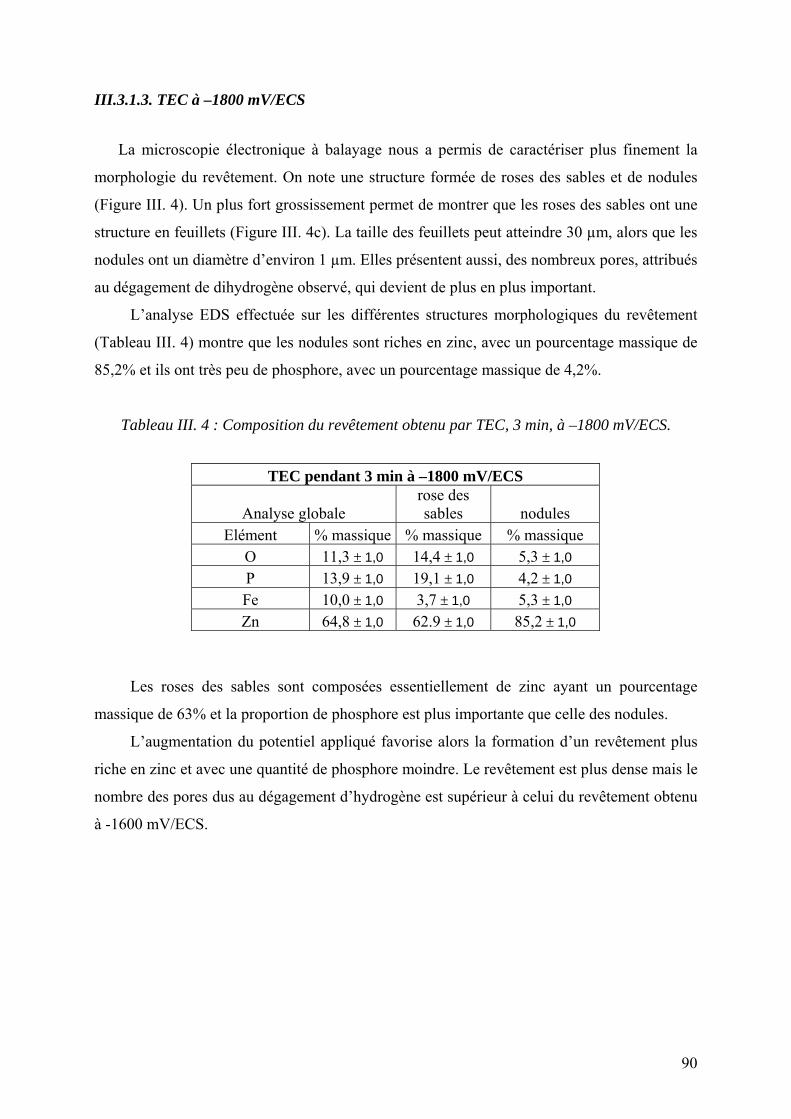
III.3.1.3. TEC à –1800 mV/ECS
La microscopie électronique à balayage nous a permis de caractériser plus finement la
morphologie du revêtement. On note une structure formée de roses des sables et de nodules
(Figure III. 4). Un plus fort grossissement permet de montrer que les roses des sables ont une
structure en feuillets (Figure III. 4c). La taille des feuillets peut atteindre 30 µm, alors que les
nodules ont un diamètre d’environ 1 µm. Elles présentent aussi, des nombreux pores, attribués
au dégagement de dihydrogène observé, qui devient de plus en plus important.
L’analyse EDS effectuée sur les différentes structures morphologiques du revêtement
(Tableau III. 4) montre que les nodules sont riches en zinc, avec un pourcentage massique de
85,2% et ils ont très peu de phosphore, avec un pourcentage massique de 4,2%.
Tableau III. 4 : Composition du revêtement obtenu par TEC, 3 min, à –1800 mV/ECS.
TEC pendant 3 min à –1800 mV/ECS
Analyse globale rose des sables nodules
Elément % massique % massique % massique O 11,3 ± 1,0 14,4 ± 1,0 5,3 ± 1,0 P 13,9 ± 1,0 19,1 ± 1,0 4,2 ± 1,0 Fe 10,0 ± 1,0 3,7 ± 1,0 5,3 ± 1,0 Zn 64,8 ± 1,0 62.9 ± 1,0 85,2 ± 1,0
Les roses des sables sont composées essentiellement de zinc ayant un pourcentage
massique de 63% et la proportion de phosphore est plus importante que celle des nodules.
L’augmentation du potentiel appliqué favorise alors la formation d’un revêtement plus
riche en zinc et avec une quantité de phosphore moindre. Le revêtement est plus dense mais le
nombre des pores dus au dégagement d’hydrogène est supérieur à celui du revêtement obtenu
à -1600 mV/ECS.
90
(a) Vue d’ensemble (b) Rose des sables
(c) Structure en feuillets (d) Nodules
Figure III. 4 : Observations MEB de la surface de l’acier après 3 minutes de TEC à –1800 mV/ECS : (a) Vue d’ensemble; (b) Rose des sables; (c) Structure en feuillets
et (d) Nodules.
III.3.1.4. TEC à –2000 mV/ECS
Un revêtement très poreux, avec une morphologie de rose de sable a été obtenu à un
potentiel imposé de -2000 mV/ECS (Figure III. 5a). Aussi, en comparant les morphologies
d’ensemble des revêtements à -1800 et -2000 mV/ECS, on remarque que la structure est plus
fine dans le cas de l’électrodéposition à -2000 mV/ECS (Figure III. 5b).
91
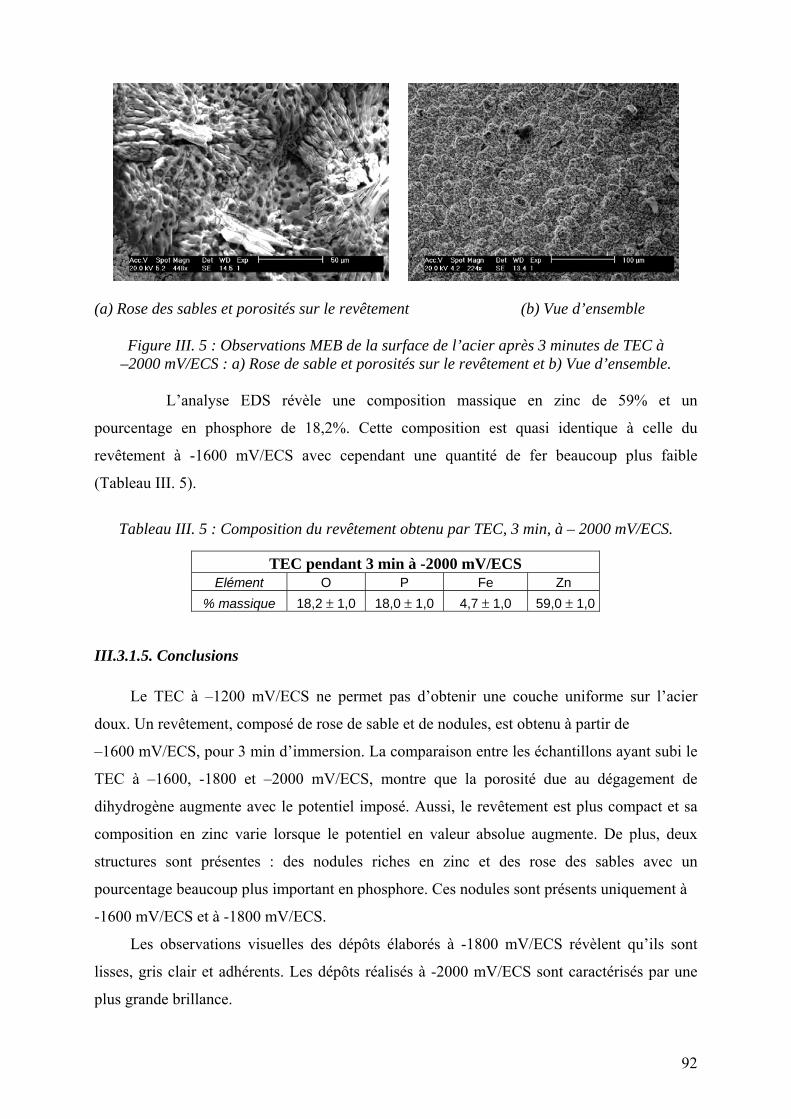
(a) Rose des sables et porosités sur le revêtement (b) Vue d’ensemble
Figure III. 5 : Observations MEB de la surface de l’acier après 3 minutes de TEC à
–2000 mV/ECS : a) Rose de sable et porosités sur le revêtement et b) Vue d’ensemble.
L’analyse EDS révèle une composition massique en zinc de 59% et un
pourcentage en phosphore de 18,2%. Cette composition est quasi identique à celle du
revêtement à -1600 mV/ECS avec cependant une quantité de fer beaucoup plus faible
(Tableau III. 5).
Tableau III. 5 : Composition du revêtement obtenu par TEC, 3 min, à – 2000 mV/ECS.
TEC pendant 3 min à -2000 mV/ECS Elément O P Fe Zn
% massique 18,2 ± 1,0 18,0 ± 1,0 4,7 ± 1,0 59,0 ± 1,0
III.3.1.5. Conclusions
Le TEC à –1200 mV/ECS ne permet pas d’obtenir une couche uniforme sur l’acier
doux. Un revêtement, composé de rose de sable et de nodules, est obtenu à partir de
–1600 mV/ECS, pour 3 min d’immersion. La comparaison entre les échantillons ayant subi le
TEC à –1600, -1800 et –2000 mV/ECS, montre que la porosité due au dégagement de
dihydrogène augmente avec le potentiel imposé. Aussi, le revêtement est plus compact et sa
composition en zinc varie lorsque le potentiel en valeur absolue augmente. De plus, deux
structures sont présentes : des nodules riches en zinc et des rose des sables avec un
pourcentage beaucoup plus important en phosphore. Ces nodules sont présents uniquement à
-1600 mV/ECS et à -1800 mV/ECS.
Les observations visuelles des dépôts élaborés à -1800 mV/ECS révèlent qu’ils sont
lisses, gris clair et adhérents. Les dépôts réalisés à -2000 mV/ECS sont caractérisés par une
plus grande brillance.
92
Cette différence de morphologie qui dépend de la valeur du potentiel imposé pourrait
être liée à une modification locale du mécanisme de croissance du dépôt. En effet, elle
pourrait provenir d’un changement de composition de l’électrolyte à l’interface dépôt/solution
et d’une élévation locale du pH.
III.3.2. Influence du temps du traitement
Dans le but d’étudier l’influence du temps de traitement sur la structure et la
composition du revêtement, nous avons effectué des observations au MEB (Figure III. 6) sur
des échantillons traités à –1800 mV/ECS, après une durée de traitement de 3, 5, 10 et 15 min
respectivement. Ce potentiel semble favoriser la formation d’un revêtement uniforme et
caractérisé par une porosité moyenne.
Comme indiqué précédemment, le revêtement obtenu après trois minutes de traitement
est formé de rose des sables et de nodules. Ces nodules sont présents plutôt sur les zones non
planes (creux) et elles sont riches en zinc (Tableau III. 4). L’analyse de la surface totale de
l’acier montre qu’il est couvert par 64,8% de zinc, 13,9% de phosphore, 10% de fer et 11,3%
d’oxygène (Tableau III. 6).
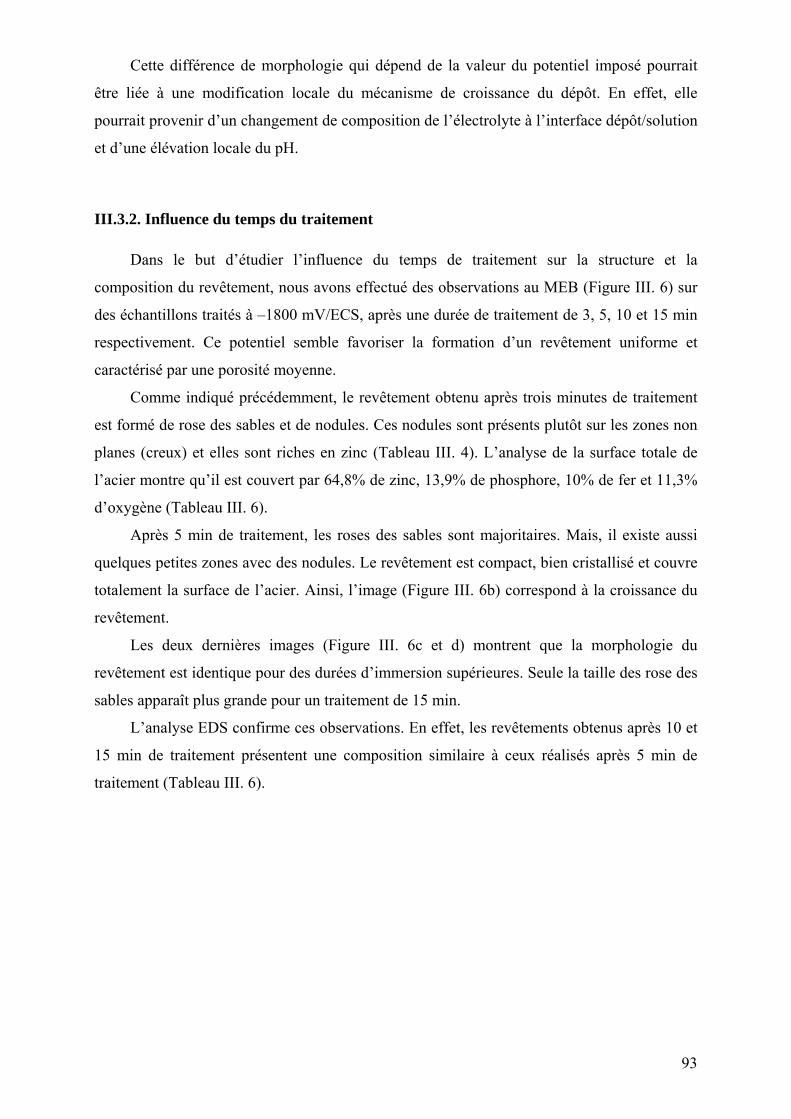
Après 5 min de traitement, les roses des sables sont majoritaires. Mais, il existe aussi
quelques petites zones avec des nodules. Le revêtement est compact, bien cristallisé et couvre
totalement la surface de l’acier. Ainsi, l’image (Figure III. 6b) correspond à la croissance du
revêtement.
Les deux dernières images (Figure III. 6c et d) montrent que la morphologie du
revêtement est identique pour des durées d’immersion supérieures. Seule la taille des rose des
sables apparaît plus grande pour un traitement de 15 min.
L’analyse EDS confirme ces observations. En effet, les revêtements obtenus après 10 et
15 min de traitement présentent une composition similaire à ceux réalisés après 5 min de
traitement (Tableau III. 6).
93
(a) 3 min
(b) 5 min
(c) 10 min
(d) 15 min
Figure III. 6 : Observations MEB de la surface de l’acier après (a) 3, (b) 5, (c) 10 et
(d) 15 min de TEC à –1800 mV/ECS.
Tableau III. 6 : Composition du revêtement obtenu par TEC à –1800 mV/ECS, après 3, 5, 10 et 15 min de traitement.
Durée de traitement\
Elément
O
%massique
P
%massique
Fe
%massique
Zn
%massique
3 min 11,3± 1,0 13,9± 1,0 10,0 ± 1,0 64,8± 1,0
5 min 35,1± 1,0 17,8± 1,0 2,4± 1,0 44,7± 1,0
10 min 34,3± 1,0 20,4± 1,0 2,3 ± 1,0 43± 1,0
15 min 32,4± 1,0 19,6± 1,0 1,6± 1,0 46,4± 1,0
Le pourcentage massique de zinc diminue: on obtient entre 43% Zn (à 10 min) et 46,4%
Zn (à 15 min) contre 64,8% Zn à 3 min. Par contre, la teneur en phosphore augmente après 5-
15 min de traitement cathodique par rapport à celui du revêtement réalisé après 3 min: on
obtient environ 19% de phosphore après 5 à 15 min de traitement contre 13,9% après 3 min.
94
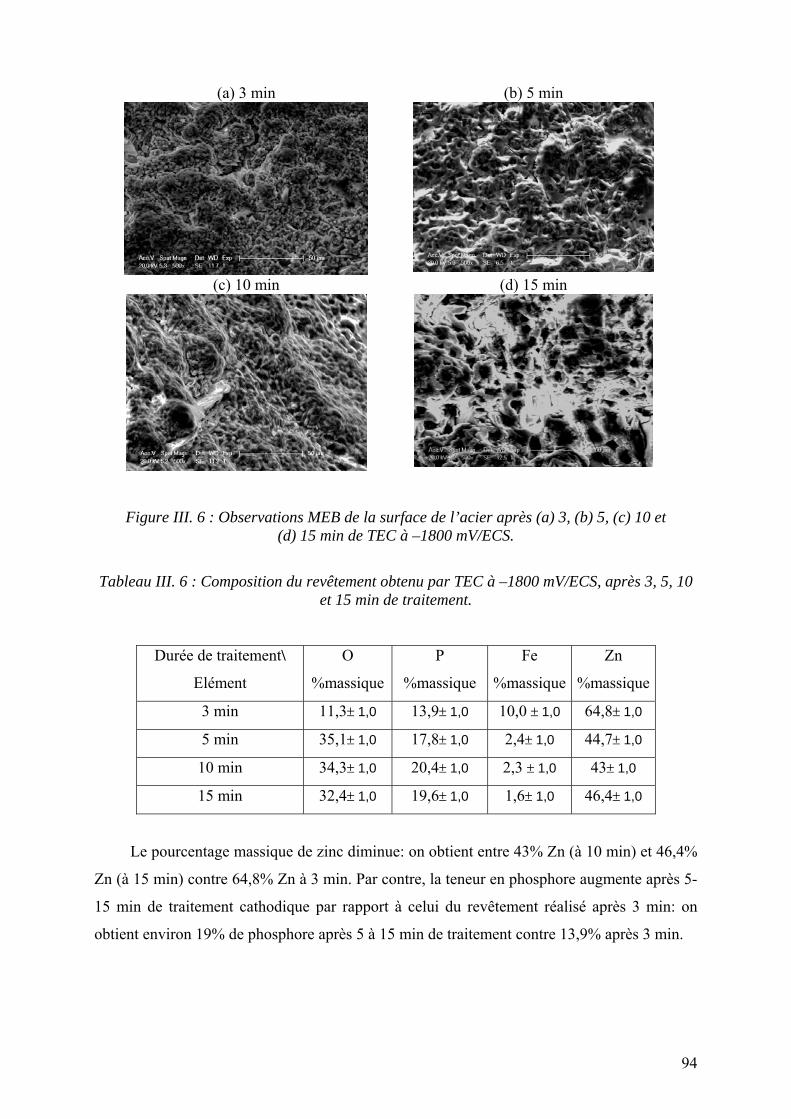
Rôle du nickel
La Figure III. 7 montre la cartographie des éléments obtenue après 1 min de TEC à –
1800 mV/ECS. On peut clairement observer un fort signal du Zn, avec la même distribution
comme celui du P et un signal faible qui arrive du nickel. Le fer donne également un signal
fort.
95
Fe50µ
Zn
1 6 1
Fe ZnP Ni0
keV
FeK
PK
ZnK
NiK
BSE 20kV WD12x500
Figure III. 7 : Observations MEB et analyse EDS de l’acier après 1 min de TEC à –1800 mV/ECS.
Plusieurs auteurs ont montré qu’une faible cémentation du nickel est possible juste aux
premiers instants du traitement [DON-00], [ZIM-03], [VEL-99]. D’autres affirment que le
nickel peut agir comme centre de nucléation [ZIM-05]. Il favorise la formation du revêtement,
mais dans notre cas, il est détecté avec difficulté par EDS.
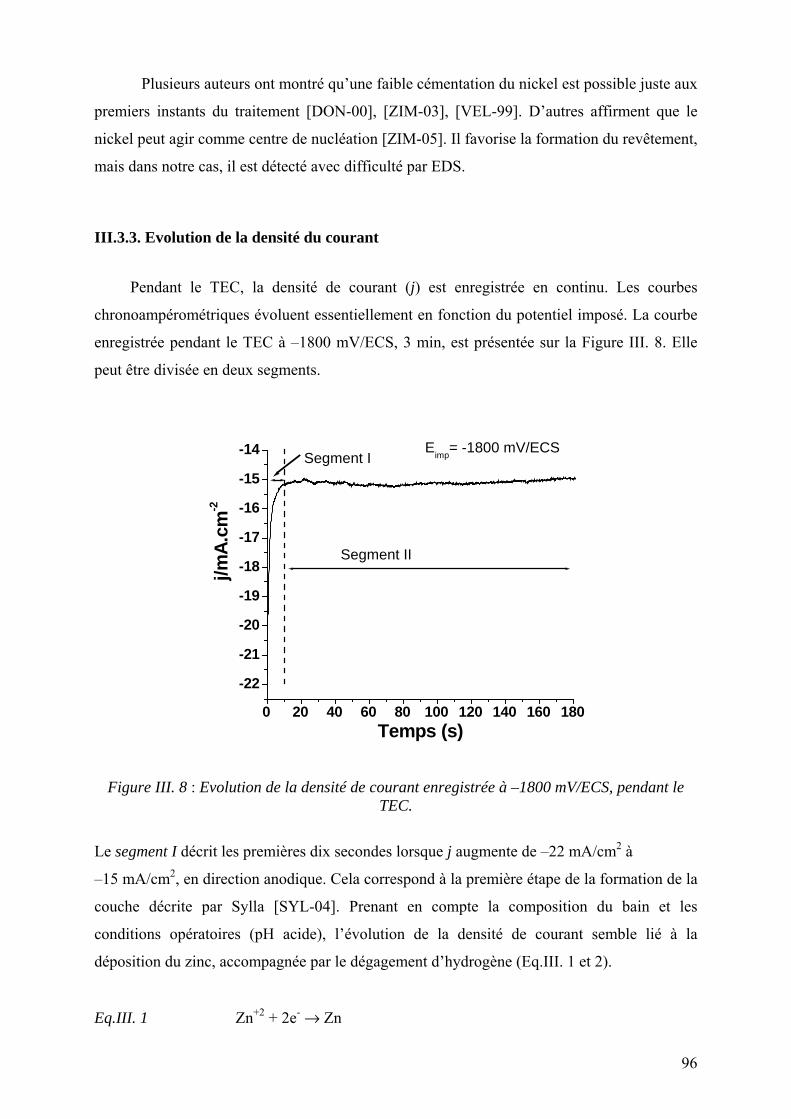
III.3.3. Evolution de la densité du courant
Pendant le TEC, la densité de courant (j) est enregistrée en continu. Les courbes
chronoampérométriques évoluent essentiellement en fonction du potentiel imposé. La courbe
enregistrée pendant le TEC à –1800 mV/ECS, 3 min, est présentée sur la Figure III. 8. Elle
peut être divisée en deux segments.
0 20 40 60 80 100 120 140 160 180
-22
-21
-20
-19
-18
-17
-16
-15
-14 Eimp= -1800 mV/ECS
Segment II
Segment I
j/mA.
cm-2
Temps (s)
Figure III. 8 : Evolution de la densité de courant enregistrée à –1800 mV/ECS, pendant le TEC.
Le segment I décrit les premières dix secondes lorsque j augmente de –22 mA/cm2 à
–15 mA/cm2, en direction anodique. Cela correspond à la première étape de la formation de la
couche décrite par Sylla [SYL-04]. Prenant en compte la composition du bain et les
conditions opératoires (pH acide), l’évolution de la densité de courant semble lié à la
déposition du zinc, accompagnée par le dégagement d’hydrogène (Eq.III. 1 et 2).
Eq.III. 1 Zn+2 + 2e- → Zn
96
Eq.III. 2 2H+ + 2e- → H2↑
Le segment II est caractérisé par une stabilisation de la densité de courant. Elle correspond à
la codéposition du zinc et de phosphate zinc [JEG-06]. Cela a été confirmé par l’analyse
chimique. Ces analyses montrent la présence de phosphore et de zinc.
III.4. Etude du TEC à densité de courant imposée
Cette partie de ce chapitre a mis en relief que la valeur du potentiel imposé n’est pas
sans conséquence sur la structure et la composition du revêtement. Ainsi, nous nous sommes
intéressés, également, à l’élaboration des revêtements à une densité de courant imposée.
Des revêtements de phosphate ont donc été élaborés sur acier doux par voie
galvanostatique, avec agitation et à la température ambiante, à partir du même bain de
phosphatation, noté c, en utilisant la cellule d’essai présentée en Annexe (Figure 3).
III.4.1. Influence de la densité de courant imposée
Afin de déterminer la densité de courant conduisant à une microstructure de la couche de
phosphate uniforme et d’épaisseur convenable, trois revêtements ont été réalisés en utilisant
une densité de courant de: –14, –15 et –16 mA/cm2. Ces valeurs sont proches du courant de
stabilisation sur la courbe chronoampérométrique (Figure III. 8).
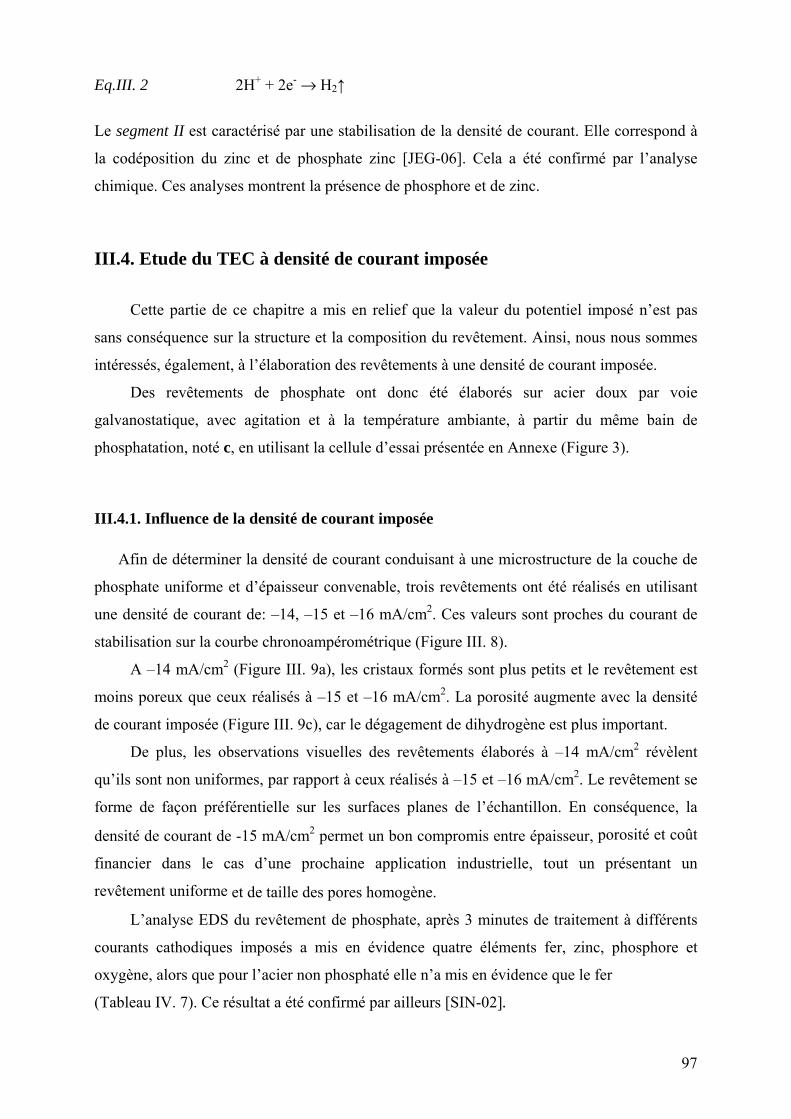
A –14 mA/cm2 (Figure III. 9a), les cristaux formés sont plus petits et le revêtement est
moins poreux que ceux réalisés à –15 et –16 mA/cm2. La porosité augmente avec la densité
de courant imposée (Figure III. 9c), car le dégagement de dihydrogène est plus important.
De plus, les observations visuelles des revêtements élaborés à –14 mA/cm2 révèlent
qu’ils sont non uniformes, par rapport à ceux réalisés à –15 et –16 mA/cm2. Le revêtement se
forme de façon préférentielle sur les surfaces planes de l’échantillon. En conséquence, la
densité de courant de -15 mA/cm2 permet un bon compromis entre épaisseur, porosité et coût
financier dans le cas d’une prochaine application industrielle, tout un présentant un
revêtement uniforme et de taille des pores homogène.
L’analyse EDS du revêtement de phosphate, après 3 minutes de traitement à différents
courants cathodiques imposés a mis en évidence quatre éléments fer, zinc, phosphore et
oxygène, alors que pour l’acier non phosphaté elle n’a mis en évidence que le fer
(Tableau IV. 7). Ce résultat a été confirmé par ailleurs [SIN-02].
97
En conformité avec cette analyse semi-quantitative, le pourcentage massique de zinc
augmente: on obtient 35,2% Zn, à –14 mA/cm2 et 63,9% Zn, à –16 mA/cm2. Par contre, la
teneur en phosphore diminue.
(a)
(b)
(c)
(d)
Figure III. 9 : Observations MEB de la surface de l’acier après 3 min de polarisation à (a) –14 mA/cm2, (b) –15 mA/cm,2 (c) -16 mA/cm2 et (d) acier après le décapage.
Tableau III. 7 : Composition des revêtements obtenus par TEC, 3 min, à –14, -15 et –16 mA/cm2
.
Elément % massique TEC pendant 3
min à O P Fe Zn -14 mA/cm2 16,5 ± 1,0 14,6 ± 1,0 33,7 ± 1,0 35,2 ± 1,0 -15 mA/cm2 11,7 ± 1,0 11,9 ± 1,0 31,6 ± 1,0 44,8 ± 1,0 -16 mA/cm2 6,3 ± 1,0 7,3 ± 1,0 22,5 ± 1,0 63,9 ± 1,0
98
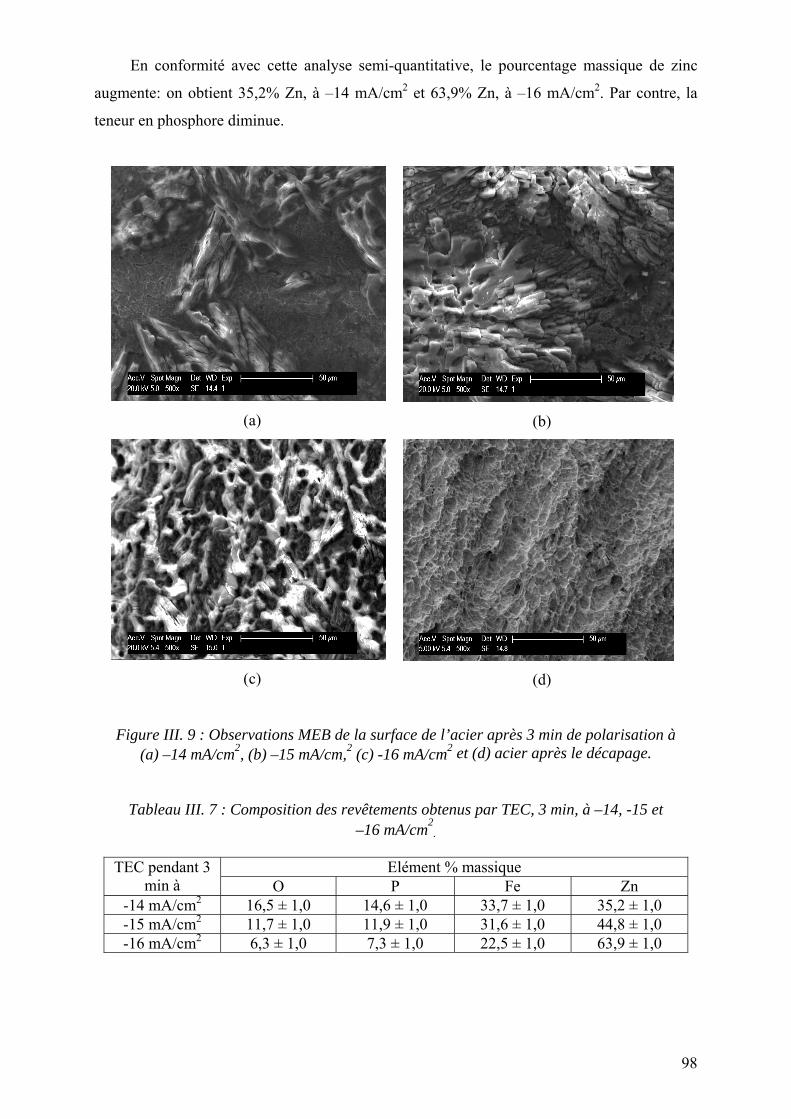
III.4.2. Influence du temps de traitement
La Figure III. 10 montre la morphologie du revêtement de phosphate obtenu après
différentes durées de traitement. Après 1 minute d’électrodéposition à -15 mA/cm2, les
premiers germes se forment à la surface de l’acier (Figure III. 10a). On note plusieurs petits
cristaux formés en surface, mais qui restent cependant très minoritaires. Leur taille est
comprise entre 0,2 – 3 µm.
Après 3 minutes (Figure III. 10b), les cristaux sont mieux développés et recouvrent
partiellement la surface. Puis à 5 minutes (Figure III. 10c) ils recouvrent totalement la surface.
Les observations MEB des échantillons après différents temps de traitement à
-15 mA/cm2 montrent que les cristaux sont organisés dans une structure de type chou-fleur
[LIA-06].
Les analyses EDS de la couche formée après 5 minutes (Figure III. 11) montrent la
présence de phosphore, de zinc, de fer et d’oxygène.
(a) (b)
(c) (d)
Figure III. 10: Observations MEB de la surface de l’acier après (a) 1, (b) 3, (c) 5 et (d) 10 min de polarisation à -15 mA/cm2.
99
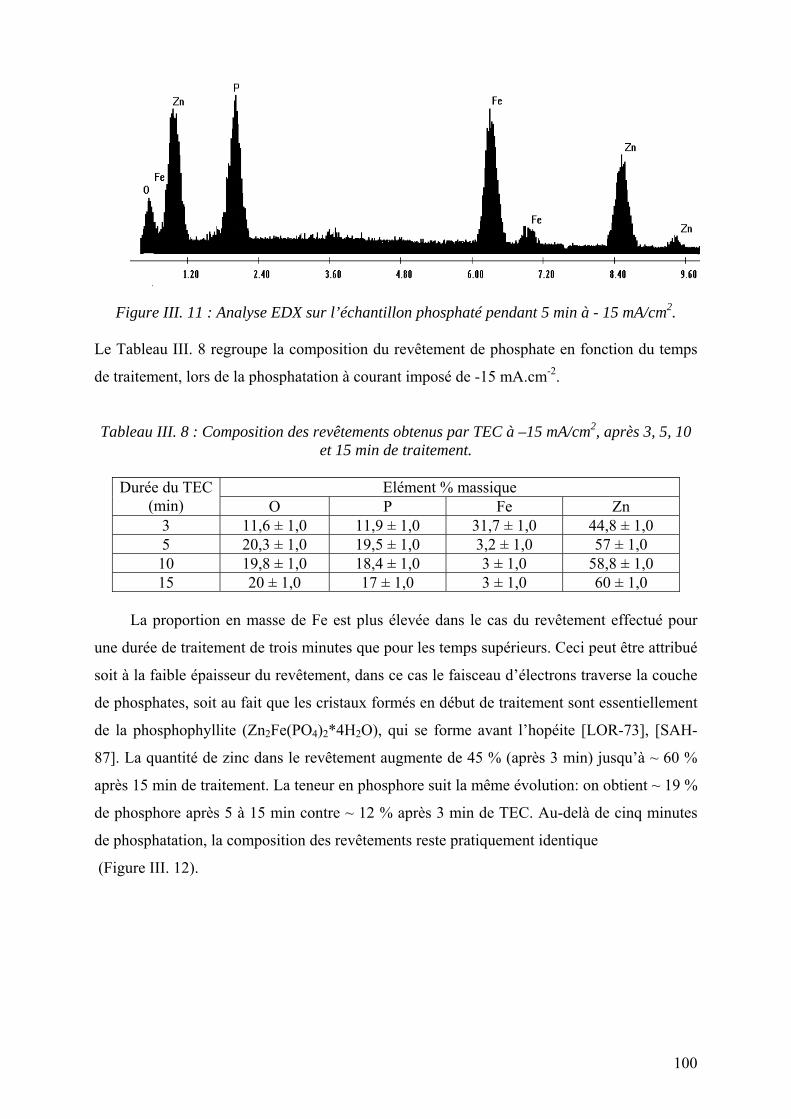
Figure III. 11 : Analyse EDX sur l’échantillon phosphaté pendant 5 min à - 15 mA/cm2.
Le Tableau III. 8 regroupe la composition du revêtement de phosphate en fonction du temps
de traitement, lors de la phosphatation à courant imposé de -15 mA.cm-2.
Tableau III. 8 : Composition des revêtements obtenus par TEC à –15 mA/cm2, après 3, 5, 10 et 15 min de traitement.
Elément % massique Durée du TEC
(min) O P Fe Zn 3 11,6 ± 1,0 11,9 ± 1,0 31,7 ± 1,0 44,8 ± 1,0 5 20,3 ± 1,0 19,5 ± 1,0 3,2 ± 1,0 57 ± 1,0 10 19,8 ± 1,0 18,4 ± 1,0 3 ± 1,0 58,8 ± 1,0 15 20 ± 1,0 17 ± 1,0 3 ± 1,0 60 ± 1,0
La proportion en masse de Fe est plus élevée dans le cas du revêtement effectué pour
une durée de traitement de trois minutes que pour les temps supérieurs. Ceci peut être attribué
soit à la faible épaisseur du revêtement, dans ce cas le faisceau d’électrons traverse la couche
de phosphates, soit au fait que les cristaux formés en début de traitement sont essentiellement
de la phosphophyllite (Zn2Fe(PO4)2*4H2O), qui se forme avant l’hopéite [LOR-73], [SAH-
87]. La quantité de zinc dans le revêtement augmente de 45 % (après 3 min) jusqu’à ~ 60 %
après 15 min de traitement. La teneur en phosphore suit la même évolution: on obtient ~ 19 %
de phosphore après 5 à 15 min contre ~ 12 % après 3 min de TEC. Au-delà de cinq minutes
de phosphatation, la composition des revêtements reste pratiquement identique
(Figure III. 12).
100
0%
20%
40%
60%
80%
100%
3 5 10 15
Temps (min)
Pour
cent
age
mas
siqu
eZnFePO
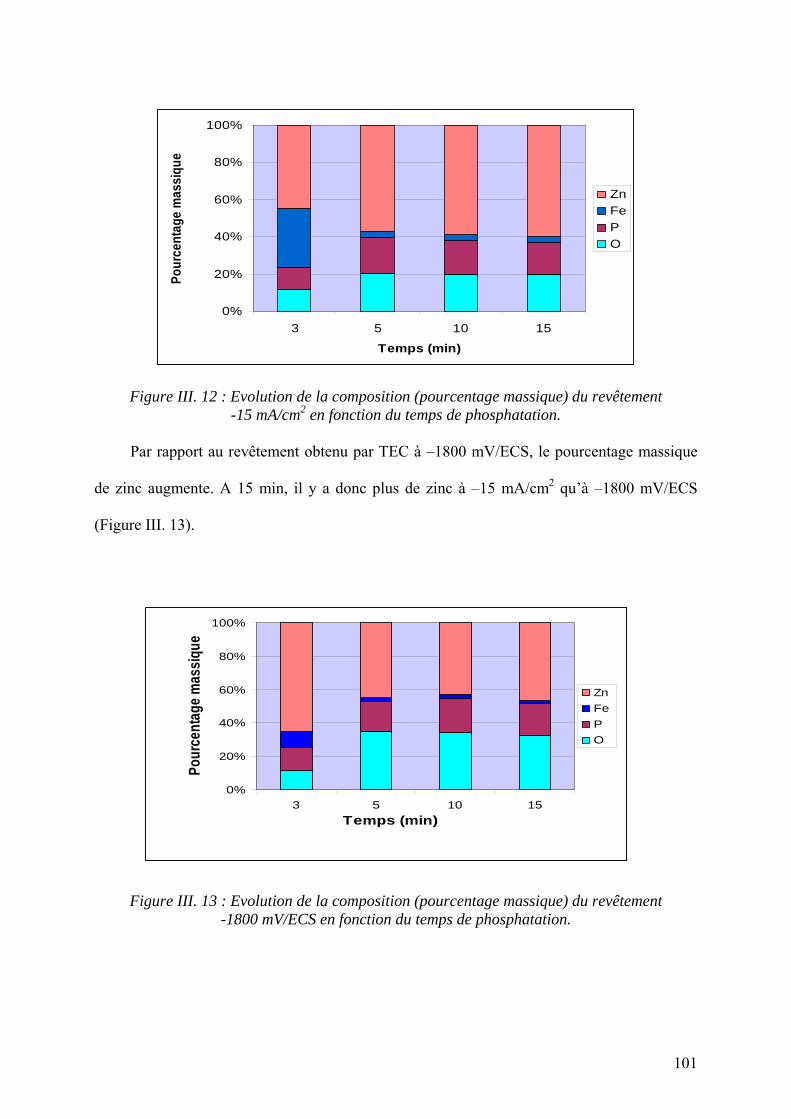
Figure III. 12 : Evolution de la composition (pourcentage massique) du revêtement -15 mA/cm2 en fonction du temps de phosphatation.
Par rapport au revêtement obtenu par TEC à –1800 mV/ECS, le pourcentage massique
de zinc augmente. A 15 min, il y a donc plus de zinc à –15 mA/cm2 qu’à –1800 mV/ECS
(Figure III. 13).
0%
20%
40%
60%
80%
100%
3 5 10 15Temps (min)
Pour
cent
age m
assiq
ue
ZnFe P O
Figure III. 13 : Evolution de la composition (pourcentage massique) du revêtement -1800 mV/ECS en fonction du temps de phosphatation.
101
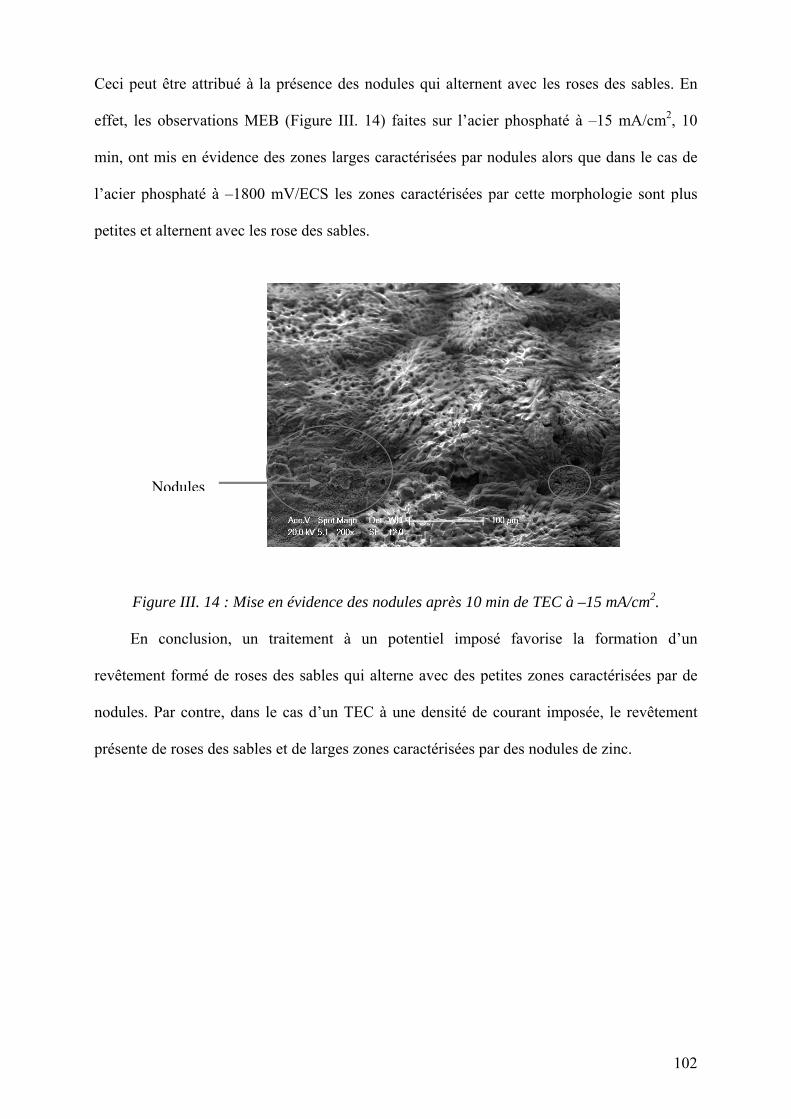
Ceci peut être attribué à la présence des nodules qui alternent avec les roses des sables. En
effet, les observations MEB (Figure III. 14) faites sur l’acier phosphaté à –15 mA/cm2, 10
min, ont mis en évidence des zones larges caractérisées par nodules alors que dans le cas de
l’acier phosphaté à –1800 mV/ECS les zones caractérisées par cette morphologie sont plus
petites et alternent avec les rose des sables.
Nodules
Figure III. 14 : Mise en évidence des nodules après 10 min de TEC à –15 mA/cm2.
En conclusion, un traitement à un potentiel imposé favorise la formation d’un
revêtement formé de roses des sables qui alterne avec des petites zones caractérisées par de
nodules. Par contre, dans le cas d’un TEC à une densité de courant imposée, le revêtement
présente de roses des sables et de larges zones caractérisées par des nodules de zinc.
102
III.5. Caractérisation du revêtement
III.5.1. Evolution du poids et de l’épaisseur du revêtement
La méthode de mesure est basée sur la détermination du poids du revêtement par unité
de surface. Il s’agit d’une méthode destructive qui impose la dissolution du revêtement
phosphaté dans un milieu approprié. On procède à la pesée d’éprouvettes avant et après la
dissolution de façon à enregistrer une différence de poids que l’on rapporte à la surface totale
de l’éprouvette considérée [ZIM-05]. Après la dissolution du revêtement de phosphate, les
échantillons ont été observés sous le microscope optique.
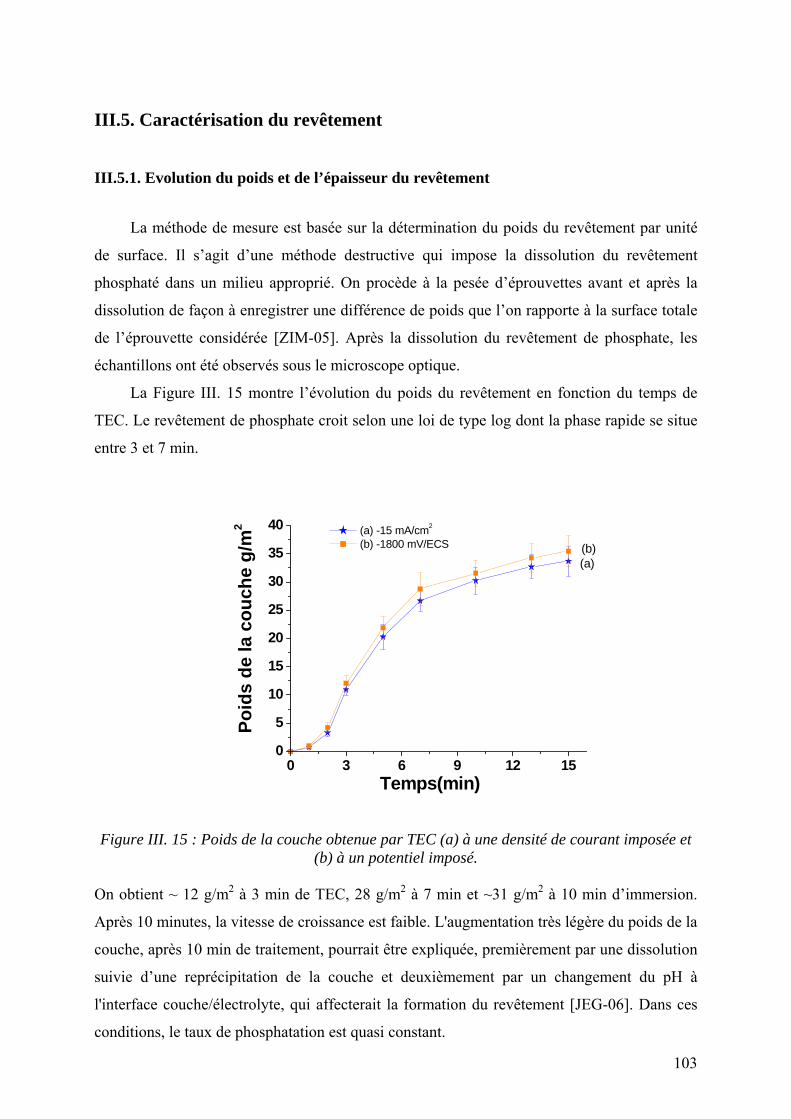
La Figure III. 15 montre l’évolution du poids du revêtement en fonction du temps de
TEC. Le revêtement de phosphate croit selon une loi de type log dont la phase rapide se situe
entre 3 et 7 min.
0 3 6 9 12 150
5
10
15
20
25
30
35
40(b)(a)
(a) -15 mA/cm2
(b) -1800 mV/ECS
Temps(min)
Poid
s de
la c
ouch
e g/
m2
Figure III. 15 : Poids de la couche obtenue par TEC (a) à une densité de courant imposée et
(b) à un potentiel imposé. On obtient ~ 12 g/m2 à 3 min de TEC, 28 g/m2 à 7 min et ~31 g/m2 à 10 min d’immersion.
Après 10 minutes, la vitesse de croissance est faible. L'augmentation très légère du poids de la
couche, après 10 min de traitement, pourrait être expliquée, premièrement par une dissolution
suivie d’une reprécipitation de la couche et deuxièmement par un changement du pH à
l'interface couche/électrolyte, qui affecterait la formation du revêtement [JEG-06]. Dans ces
conditions, le taux de phosphatation est quasi constant.
103
Les valeurs calculées montrent que la cinétique de formation du revêtement dans ce cas,
est peu influencée par la technique utilisée. On rappelle ici que la valeur de –15 mA/cm2
représente la densité de courant mesurée pour la même surface traitée à –1800 mV/ECS.
En conclusion, le poids de la couche ne permet pas de différencier facilement les deux
revêtements. Juste, les études faites sur la microstructure et la composition des couches
formées par les deux techniques montrent une différence.
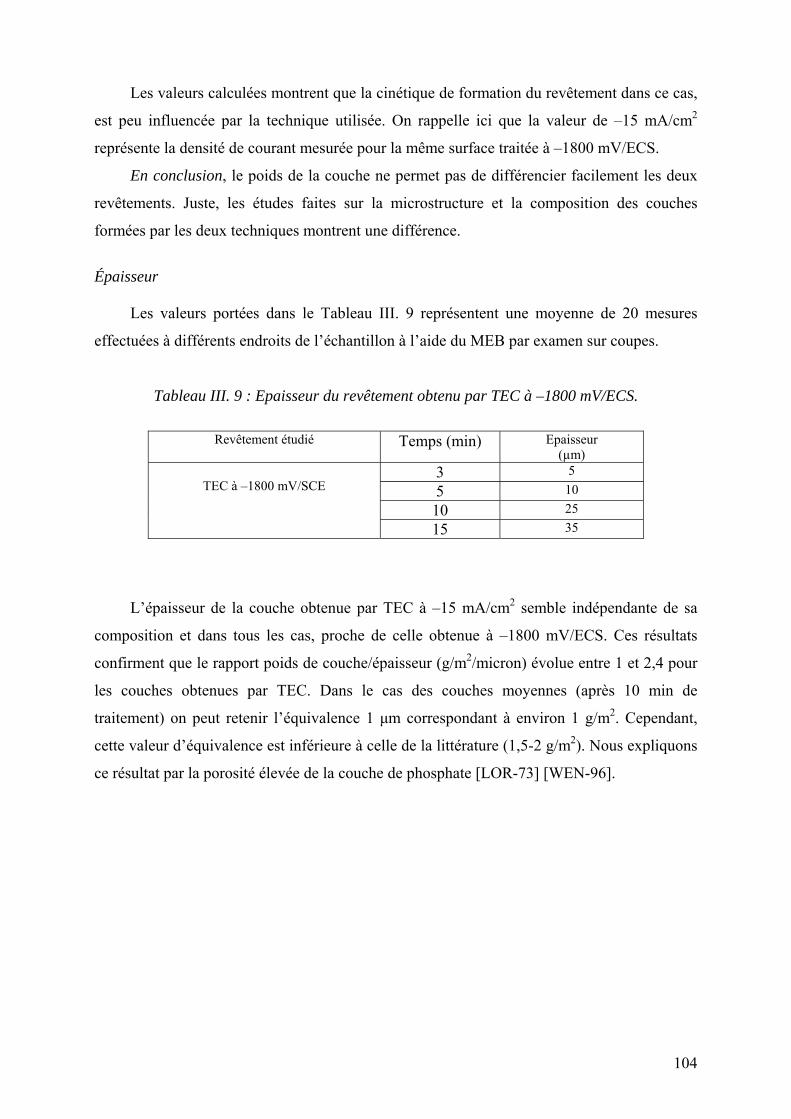
Épaisseur
Les valeurs portées dans le Tableau III. 9 représentent une moyenne de 20 mesures
effectuées à différents endroits de l’échantillon à l’aide du MEB par examen sur coupes.
Tableau III. 9 : Epaisseur du revêtement obtenu par TEC à –1800 mV/ECS.
Revêtement étudié Temps (min) Epaisseur (µm)
3 5 5 10 10 25
TEC à –1800 mV/SCE
15 35
L’épaisseur de la couche obtenue par TEC à –15 mA/cm2 semble indépendante de sa
composition et dans tous les cas, proche de celle obtenue à –1800 mV/ECS. Ces résultats
confirment que le rapport poids de couche/épaisseur (g/m2/micron) évolue entre 1 et 2,4 pour
les couches obtenues par TEC. Dans le cas des couches moyennes (après 10 min de
traitement) on peut retenir l’équivalence 1 µm correspondant à environ 1 g/m2. Cependant,
cette valeur d’équivalence est inférieure à celle de la littérature (1,5-2 g/m2). Nous expliquons
ce résultat par la porosité élevée de la couche de phosphate [LOR-73] [WEN-96].
104
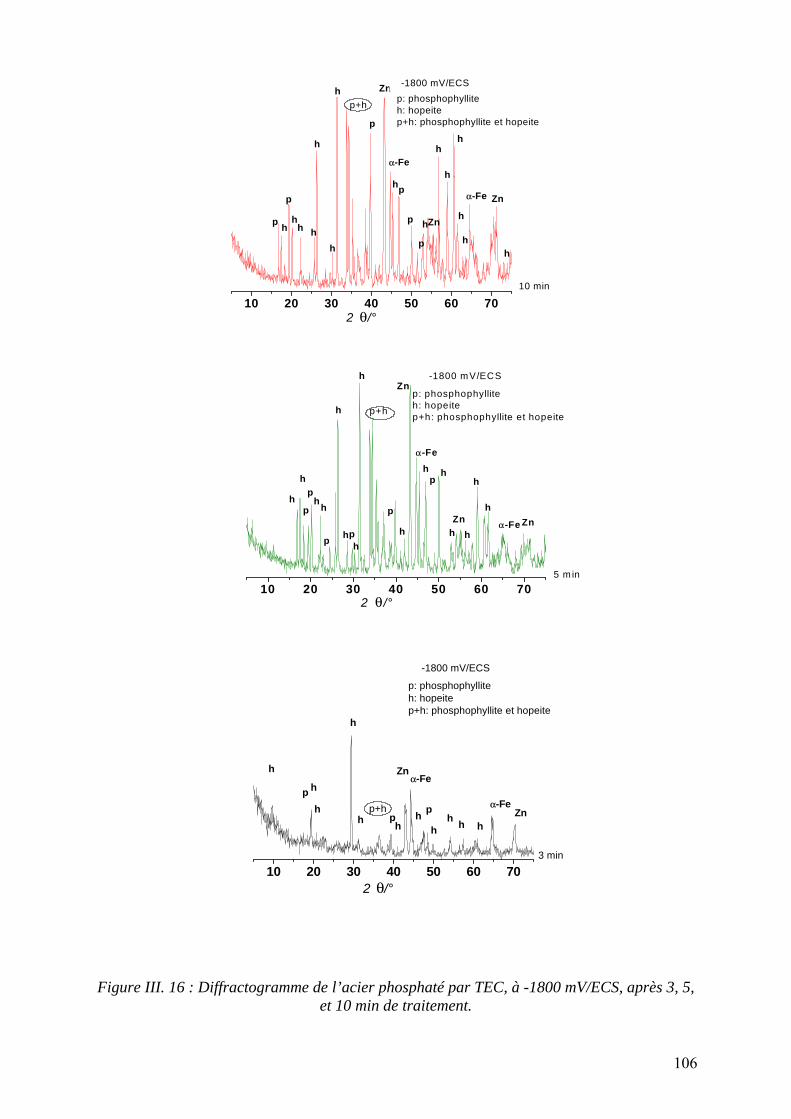
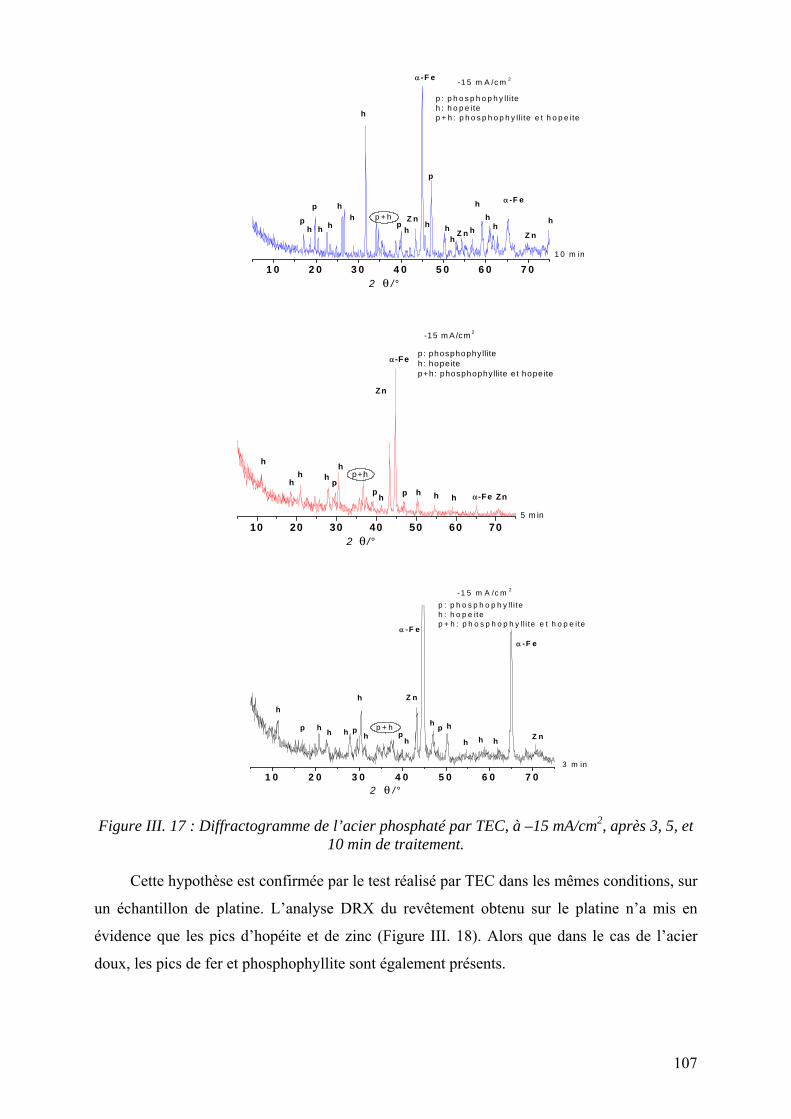
III.5.2. Analyse DRX
Les diffractogrammes, Figure III. 16 et Figure III. 17, présentent les pics du α-Fe, du
zinc et ainsi que ceux de la phosphophyllite (Zn2Fe(PO4)2*4H2O) et de l’hopéite
(Zn2(PO4)2*4H2O). Ceci confirme la formation d’un composé de phosphate de zinc et indique
que la phosphatation effectuée est cristalline.
Les intensités des pics de α-Fe diminuent avec le temps de phosphatation, ce qui est en
accord avec l’augmentation de l’épaisseur et du poids de couche avec le temps. L’intensité de
chaque pic est différente par rapport à celle indiquée par la fiche ASTM. Les explications
s’appuient sur une orientation préférentielle des cristaux formée.
Dans la littérature [KOU-04a], les couches de phosphate obtenues contiennent
uniquement la phase "hopéite". En effet, quand une densité de courant est imposée, la
formation de phosphophyllite ne peut pas avoir lieu [JEG-06]. Cependant, compte tenu du pH
du bain de phosphatation (pH = 2,2), l’immersion de l’échantillon dans ce bain durant des
trentaines de secondes, avant la mise en route du traitement, peut entraîner la formation d’ions
fer, qui entrent dans la réaction de formation de la phosphophyllite [SIN-02].
105
10 20 30 40 50 60 70
h
hh
p
h
h
h
h
h
p
p
p p
ph
hh
h
h
h
h
p+h
Zn
Zn
Zn
α-Fe
α-Fe
10 min
p: phosphophylliteh: hopeitep+h: phosphophyllite et hopeite
-1800 mV/ECS
2 θ/°
10 20 30 40 50 60 70
Znhh
h
h
p+h
hh
h
p
p
p
p
p
h
h
h
h
hhh
Zn
Zn
α-Fe
α-Fe
p
h
5 m in
p: phosphophylliteh: hopeitep+h: phosphophyllite et hopeite
-1800 mV/ECS
2 θ /°
10 20 30 40 50 60 70
h
hh h h
α-FeZnp
h
p: phosphophylliteh: hopeitep+h: phosphophyllite et hopeite
3 min
2 θ/°
p+h
h
h
α-FeZn
hph
hp
-1800 mV/ECS
Figure III. 16 : Diffractogramme de l’acier phosphaté par TEC, à -1800 mV/ECS, après 3, 5,
et 10 min de traitement.
106
1 0 2 0 3 0 4 0 5 0 6 0 7 0
hZ n
hhhh
hh
p
h h h
α -F e
Z n
p
p : p h o s p h o p h y ll iteh : h o p e itep + h : p h o s p h o p h y llite e t h o p e ite
1 0 m in
2 θ /°
p + h
h
h
α -F e
Z nh
ph
hp
-1 5 m A /c m 2
10 20 30 40 50 60 70
pp
-15 m A/cm 2
hh h h α -Fe Zn
h
p: phosphophylliteh: hopeitep+h: phosphophyllite e t hopeite
5 m in
2 θ /°
p+hh
α -Fe
Zn
hp
hh
1 0 2 0 3 0 4 0 5 0 6 0 7 0
h p
- 1 5 m A /c m 2
hh
h h h
α -F e
Z np
h
p : p h o s p h o p h y ll i teh : h o p e itep + h : p h o s p h o p h y ll i te e t h o p e ite
3 m in
2 θ / °
p + h
h
h
α -F e
Z n
hph
hp
Figure III. 17 : Diffractogramme de l’acier phosphaté par TEC, à –15 mA/cm2, après 3, 5, et
10 min de traitement.
Cette hypothèse est confirmée par le test réalisé par TEC dans les mêmes conditions, sur
un échantillon de platine. L’analyse DRX du revêtement obtenu sur le platine n’a mis en
évidence que les pics d’hopéite et de zinc (Figure III. 18). Alors que dans le cas de l’acier
doux, les pics de fer et phosphophyllite sont également présents.
107
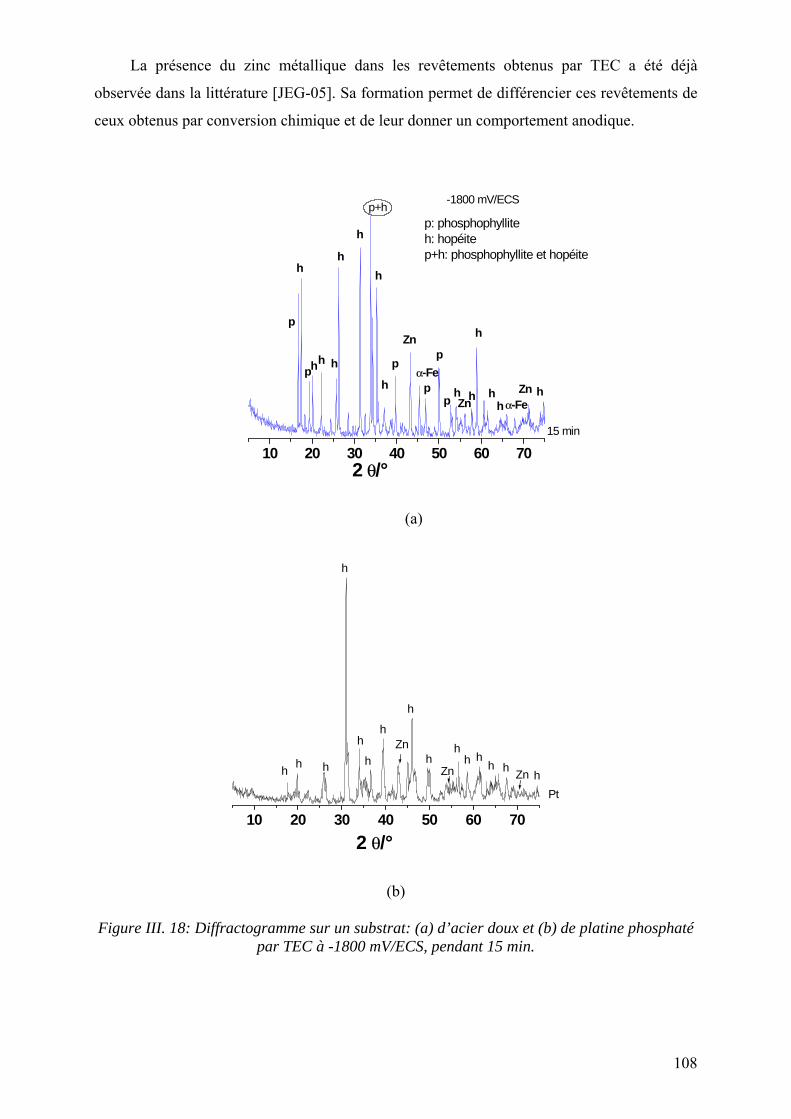
La présence du zinc métallique dans les revêtements obtenus par TEC a été déjà
observée dans la littérature [JEG-05]. Sa formation permet de différencier ces revêtements de
ceux obtenus par conversion chimique et de leur donner un comportement anodique.
10 20 30 40 50 60 70
h
h
hh
h
h p
p
h
hα-Fe
p
pp
p
h
h
h
h hh
p+h
Zn
ZnZn
α-Fe
15 min
p: phosphophylliteh: hopéitep+h: phosphophyllite et hopéite
-1800 mV/ECS
2 θ/°
(a)
10 20 30 40 50 60 70
hPt
hhhh
hh
h
h
h
h
h
hh
2 θ/°
h ZnZn
Zn
(b)
Figure III. 18: Diffractogramme sur un substrat: (a) d’acier doux et (b) de platine phosphaté
par TEC à -1800 mV/ECS, pendant 15 min.
108
III.6. Conclusions
Cette étude montre que le TEC est possible dans un bain de composition suivante:
- 13,77 g/L d’oxyde de zinc (ZnO);
- 1,275 g/L sulfate de níkel (NiSO4 *6H2O);
- 5,5 mL/L d’acide nitrique (HNO3);
- 23,3 mL/L d’acide phosphorique (H3PO4).
Dans le travail actuel, le revêtement de phosphate sur l’acier doux a été effectué en vue
d’obtenir un poids plus élevé dans des périodes de temps plus courtes (< 5 min) et à une
densité de courant basse (< 20 mA/cm2).
Les photographies MEB ont montré la présence d’une structure formée de feuillets
organisés en rose des sabless, et de nodules. Dans le cas du TEC à une densité de courant
imposée ces nodules sont regroupés essentiellement dans les creux des rainures des armatures,
en forme des agglomérats. Par contre, dans le cas du TEC à un potentiel imposé, ils sont
uniformément mélangés avec les roses des sables.
L’analyse globale EDS a mis en évidence la présence dans les cristaux de quatre
éléments: le zinc, le fer, le phosphore et l’oxygène. Elle a aussi montré que les nodules sont
riches en zinc mais pauvre en phosphore et que les roses des sables contiennent un
pourcentage massique de zinc plus petit par rapport à celui des nodules, mais ont une
proportion de phosphore plus importante.
Les diffractogrammes DRX montrent que le revêtement est un mélange d’hopéite, de
phosphophyllite et de zinc. Les couches obtenues présentent un poids qui varie en fonction de
la durée du traitement de 1g/m2 à 35g/m2 et une épaisseur variant de 5 à 35 µm.
109






![Synthèse et étude structurale des phosphates mixtes des ... · , matériau de choix dans les batteries au lithium [9-10]. 5O 14 De nombreux phosphates constituent des structures](https://img.pdfslide.fr/doc/110x75/5f0228977e708231d402dc8d/synthse-et-tude-structurale-des-phosphates-mixtes-des-matriau-de-choix.jpg)






















