Embed Size (px)
Citation preview
@ COPYRIGHT LEEM –- Page 1 sur 51
Etude des possibilités de passerelles entre les CQP des Entreprises de
l’industrie pharmaceutique et les CQP des industries chimiques
@ COPYRIGHT LEEM –- Page 2 sur 51
Sommaire
1 - Finalités des passerelles .............................................................................................................................................................................................................................. 3
2 - Principes généraux ...................................................................................................................................................................................................................................... 3
3 - Présentation des CQP des Industries Chimiques .......................................................................................................................................................................................... 4
4 - Présentation des CQP des Entreprises de l’industrie pharmaceutique (en production) ................................................................................................................................ 8
5 - Les correspondances étudiées entre les CQP des entreprises de l’industrie pharmaceutique et les CQP des industries chimiques ............................................................ 13
6 – Analyse des proximités et propositions de passerelles entre les CQP des Entreprises de l’industrie pharmaceutique et les CQP des Industries
Chimiques……………………………………..…………………………………………………………………………………………………………………………………………………………………………………………………………………16
7 – Schémas récapitulatifs des propositions de passerelles ............................................................................................................................................................................ 26
8 – Propositions sur les modalités de délivrance du CQP d’une branche au titulaire d’un CQP de l’autre branche .......................................................................................... 27
Annexe : Tableaux comparatifs des référentiels de compétences ................................................................................................................................................................. 28
@ COPYRIGHT LEEM –- Page 3 sur 51
1 - Finalités des passerelles
Une passerelle est un lien entre des certifications professionnelles établies par deux organismes certificateurs. Ce lien établit un principe de
reconnaissance réciproque.
Les passerelles entre les CQP des Entreprises de l’industrie pharmaceutique et les CQP des Industries Chimiques doivent permettre de faciliter
le parcours de personnes qui souhaitent se qualifier, évoluer professionnellement ou qui recherchent une mobilité professionnelle.
Elles permettent de formaliser et de rendre lisible la complémentarité ou l’équivalence entre ces certifications.
2 - Principes généraux
Chaque certificateur valide selon ses propres modalités :
Le jury émanant de la CPNE des Entreprises de l’industrie pharmaceutique décide de la délivrance de tout ou partie d’un CQP des
Entreprises de l’industrie pharmaceutique aux titulaires d’un CQP des Industries Chimiques.
Le jury émanant de la CPNE des Industries Chimiques décide de la délivrance de tout ou partie d’un CQP des Industries Chimiques aux
titulaires d’un CQP des Entreprises de l’industrie pharmaceutique.
@ COPYRIGHT LEEM –- Page 4 sur 51
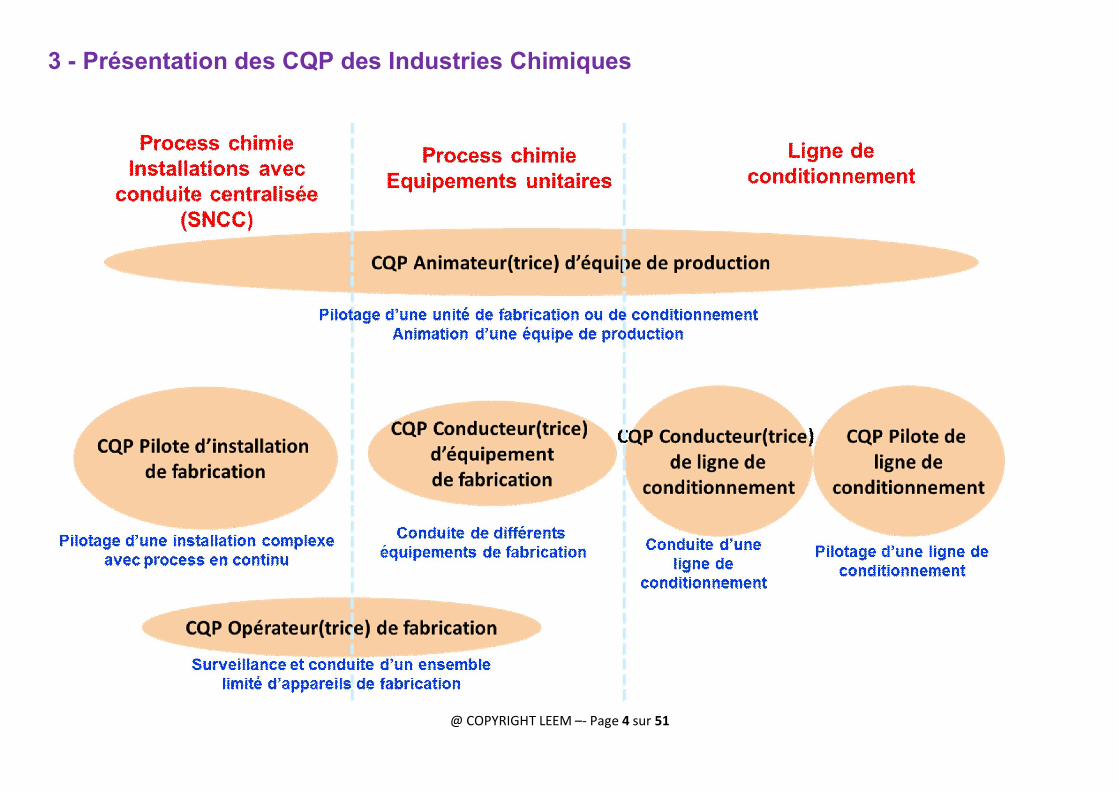
3 - Présentation des CQP des Industries Chimiques
@ COPYRIGHT LEEM –- Page 5 sur 51
Les CQP des industries chimiques
CQP Animateur(trice) d’équipe de production
Le titulaire du CQP Animateur(trice) d’équipe de production pilote au quotidien la production d’un atelier, d’une unité de fabrication ou de conditionnement en résolvant les problèmes courants, dans le cadre du planning défini et des règles QHSSE
1. Il anime directement une équipe d’opérateurs.
Compétences du CQP : Compétence 1 – Organiser et suivre l’activité de production sur son secteur Compétence 2 – Organiser l’activité des membres de l’équipe au quotidien Compétence 3 – Communiquer et animer une équipe Compétence 4 – Animer la politique QHSSE sur son secteur et contrôler l’application des règles associées
ou Option BPF : Animer la politique BPF (Bonnes Pratiques de Fabrication) et QHSSE sur son secteur et contrôler l’application des règles associées Compétence 5 – Suivre l’activité, formaliser et transmettre les informations Compétence 6 – Améliorer l’activité et animer des actions de progrès
CQP Opérateur(trice) de fabrication Le titulaire du CQP Opérateur(trice) de fabrication surveille et conduit un ensemble limité d’appareils de fabrication exigeant un mode opératoire précis, dans le respect des consignes de fabrication, de qualité, de sécurité et de protection de l’environnement. Compétences du CQP :
Compétence 1 – Préparer sa production Compétence 2 – Démarrer et arrêter la production Compétence 3 – Conduire le système de production Compétence 4 – Identifier les dysfonctionnements techniques et réaliser des interventions techniques de premier niveau Compétence 5 – Appliquer les règles liées à la qualité, la sécurité et la protection de l’environnement dans toute intervention Compétence 6 – Communiquer et traiter les informations relatives à la production Compétence 7 – Prendre en compte dans son activité le fonctionnement de l’entreprise, le travail en équipe et les actions d’amélioration
CQP Conducteur(trice) d'équipement de fabrication
Le titulaire du CQP Conducteur(trice) d’équipement de fabrication conduit et surveille différents équipements unitaires de fabrication de produits chimiques dans le respect des consignes de fabrication, de qualité, de sécurité et de protection de l’environnement. Compétences du CQP :
Compétence 1 – Organiser et préparer la production Compétence 2 – Conduire un process de fabrication sur un équipement unitaire Compétence 3 – Identifier les dysfonctionnements techniques et réaliser des interventions techniques de premier niveau Compétence 4 – Analyser l’application des règles de qualité, de sécurité et de protection de l’environnement dans toute intervention Ou option BPF : Analyser l’application des règles BPF (Bonnes Pratiques de Fabrication), de sécurité et de protection de l’environnement dans toute intervention Compétence 5 – Communiquer, traiter les informations relatives à la production et transmettre des savoir-faire Compétence 6 – Prendre en compte dans son activité le fonctionnement de l’entreprise, le travail en équipe et les actions d’amélioration
1 Règles Qualité, Hygiène, Sécurité, Sûreté, Environnement
@ COPYRIGHT LEEM –- Page 6 sur 51
CQP Pilote d’installation de fabrication
Le titulaire du CQP Pilote d’installation de fabrication pilote tout ou partie d’une installation complexe avec un process automatisé de production liés à des réactions physiques ou chimiques, à partir d’un système numérique de contrôle et de commande centralisé, dans le respect des consignes de fabrication, de qualité, de sécurité et de protection de l’environnement.. Compétences du CQP :
Compétence 1 – Organiser et préparer la production Compétence 2 – Piloter le process de fabrication à partir d’un système numérique de commande et de contrôle centralisé Compétence 3 – Analyser et traiter les anomalies de fonctionnement et les dérives des procédés Compétence 4 – Identifier les dysfonctionnements techniques et préparer la mise à disposition des installations Compétence 5 – Analyser l’application des règles de qualité, de sécurité et de protection de l’environnement dans toute intervention Compétence 6 – Communiquer, traiter les informations relatives à la production et transmettre des savoir-faire Compétence 7 – Prendre en compte dans son activité le fonctionnement de l’entreprise, le travail en équipe et les actions d’amélioration
CQP Conducteur(trice) de ligne de conditionnement Le titulaire du CQP Conducteur(trice) de ligne de conditionnement conduit un ensemble d’équipements intégrés permettant de réaliser les différentes étapes d’un procédé de remplissage, conditionnement et emballages de produits, dans le respect des consignes de conditionnement, de qualité, de sécurité et de protection de l’environnement. Compétences du CQP :
Compétence 1 – Organiser et préparer la production Compétence 2 – Réaliser l’ensemble des opérations au démarrage et en fin de production sur la ligne de conditionnement Compétence 3 – Conduire la ligne de conditionnement Compétence 5 – Analyser l’application des règles de qualité, de sécurité et de protection de l’environnement dans toute intervention
Ou option BPF : Analyser l’application des règles BPF (Bonnes Pratiques de Fabrication), de sécurité et de protection de l’environnement dans toute intervention Compétence 6 – Communiquer, traiter les informations relatives à la production et transmettre des savoir-faire Compétence 7 – Prendre en compte dans son activité le fonctionnement de l’entreprise, le travail en équipe et les actions d’amélioration
CQP Pilote de ligne de conditionnement Le titulaire du CQP Pilote de ligne de conditionnement pilote une ligne de conditionnement, ensemble d’équipements intégrés permettant de réaliser les différentes étapes d’un procédé de remplissage, conditionnement et emballages de produits, dans le respect des consignes de conditionnement, de qualité, de sécurité et de protection de l’environnement. Il coordonne les activités de conditionnement et les activités des opérateurs sur la ligne et intervient sur différentes lignes en tant que support aux conducteurs pour les interventions techniques. Compétences du CQP :
Compétence 1 – Organiser et préparer la production Compétence 2 – Piloter la ligne de conditionnement Compétence 3 – Analyser et traiter les anomalies de fonctionnement et les dérives des procédés Compétence 4 –Traiter des dysfonctionnements techniques et réaliser des opérations de maintenance Compétence 5– Analyser l’application des règles de qualité, de sécurité et de protection de l’environnement dans toute intervention
Ou option BPF : Analyser l’application des règles BPF (Bonnes Pratiques de Fabrication), de sécurité et de protection de l’environnement dans toute intervention Compétence 6 – Communiquer et traiter les informations relatives à la production et transmettre des savoir-faire Compétence 7 – Prendre en compte dans son activité le fonctionnement de l’entreprise et le travail en équipe Compétence 8– Mettre en œuvre une action d’amélioration dans son service
@ COPYRIGHT LEEM –- Page 7 sur 51
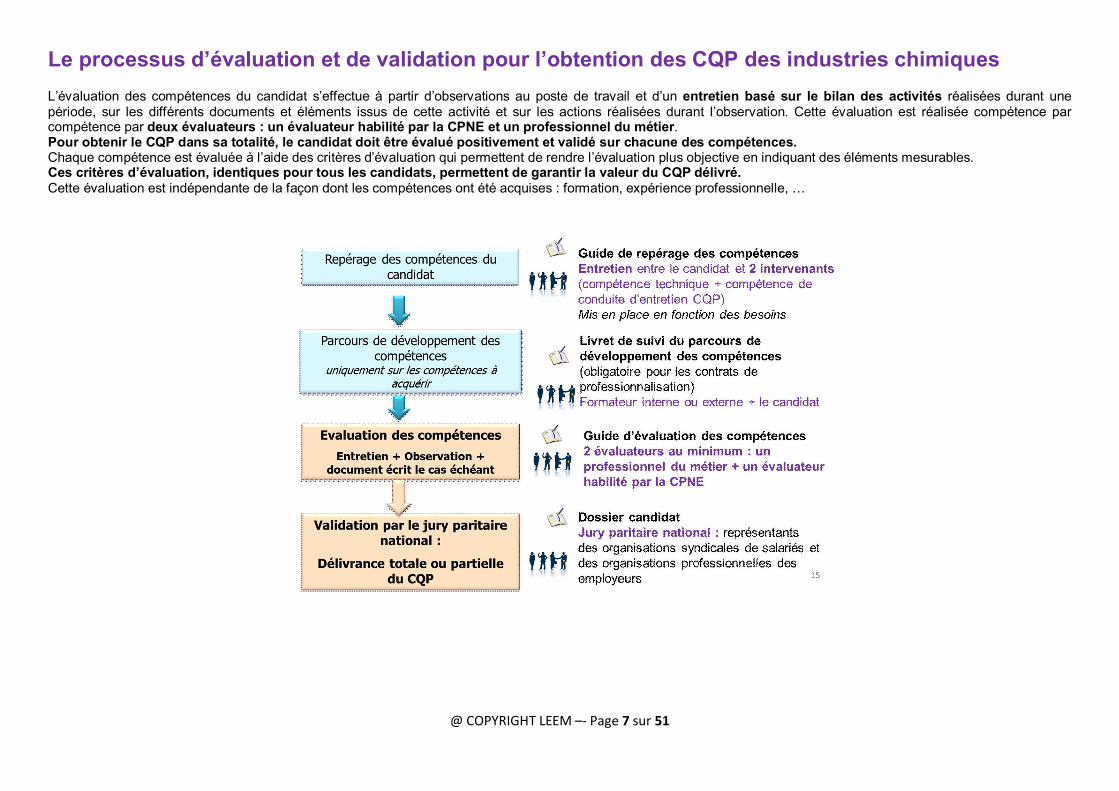
Le processus d’évaluation et de validation pour l’obtention des CQP des industries chimiques
L’évaluation des compétences du candidat s’effectue à partir d’observations au poste de travail et d’un entretien basé sur le bilan des activités réalisées durant une période, sur les différents documents et éléments issus de cette activité et sur les actions réalisées durant l’observation. Cette évaluation est réalisée compétence par compétence par deux évaluateurs : un évaluateur habilité par la CPNE et un professionnel du métier. Pour obtenir le CQP dans sa totalité, le candidat doit être évalué positivement et validé sur chacune des compétences. Chaque compétence est évaluée à l’aide des critères d’évaluation qui permettent de rendre l’évaluation plus objective en indiquant des éléments mesurables. Ces critères d’évaluation, identiques pour tous les candidats, permettent de garantir la valeur du CQP délivré. Cette évaluation est indépendante de la façon dont les compétences ont été acquises : formation, expérience professionnelle, …
@ COPYRIGHT LEEM –- Page 8 sur 51
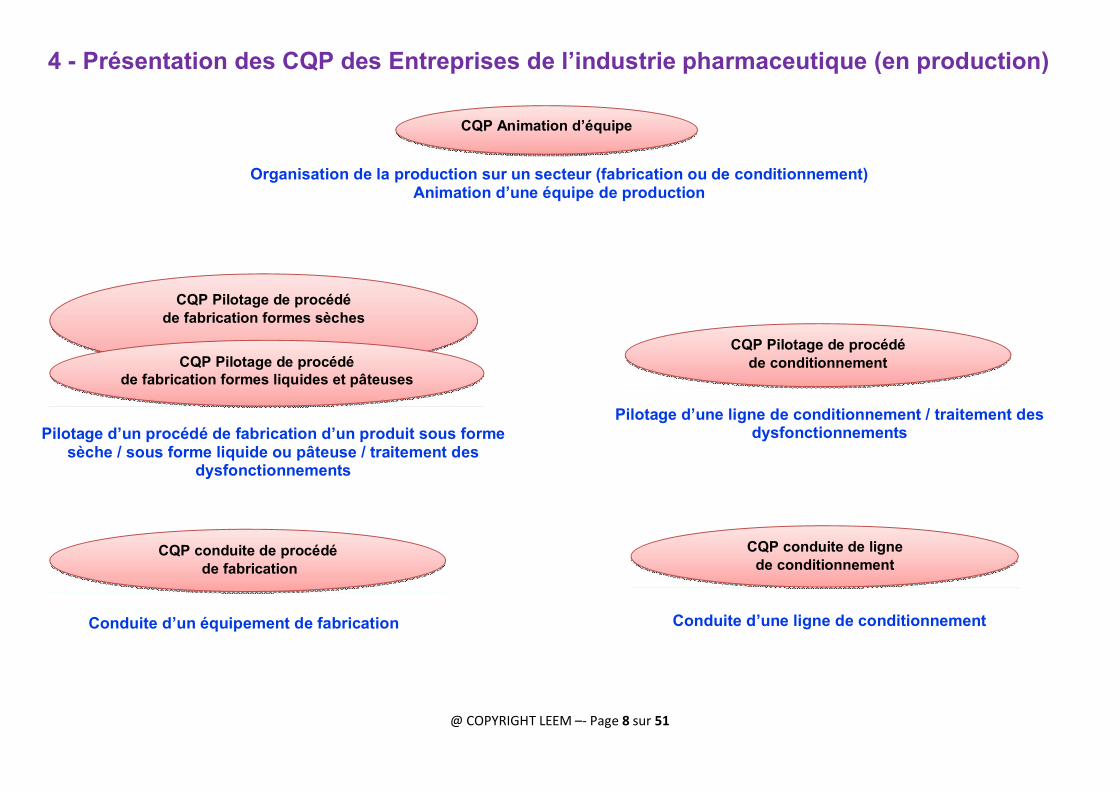
4 - Présentation des CQP des Entreprises de l’industrie pharmaceutique (en production)
CQP Animation d’équipe
CQP conduite de procédé de fabrication
CQP Pilotage de procédé de conditionnement
CQP conduite de ligne de conditionnement
CQP Pilotage de procédé de fabrication formes sèches
CQP Pilotage de procédé de fabrication formes liquides et pâteuses
Organisation de la production sur un secteur (fabrication ou de conditionnement) Animation d’une équipe de production
Pilotage d’une ligne de conditionnement / traitement des dysfonctionnements
Conduite d’une ligne de conditionnement Conduite d’un équipement de fabrication
Pilotage d’un procédé de fabrication d’un produit sous forme sèche / sous forme liquide ou pâteuse / traitement des
dysfonctionnements
@ COPYRIGHT LEEM –- Page 9 sur 51
Les CQP des Entreprises de l’industrie pharmaceutique :
CQP Animation d’équipe
Le titulaire du CQP Animation d’équipe est capable de :
- Organiser la production sur un secteur de production, fabrication ou conditionnement,
- Animer une ou plusieurs équipes,
- Optimiser la qualité, la sécurité et la productivité sur son secteur et assurer l’interface avec les services supports
Unités de compétences du CQP : Unité de compétences 1 : Organiser la production sur un secteur Unité de compétences 2 : Assurer la mise en œuvre des procédés sur son secteur Unité de compétences 3 : Mettre en place les conditions d’utilisation optimale des équipements sur son secteur Unité de compétences 4 : Faire appliquer les règles de qualité et de sécurité sur son secteur et contrôler leur application Unité de compétences 5 : Appliquer des règles simples de gestion et d’administration du personnel sur son secteur Unité de compétences 6 : Communiquer et animer une équipe Unité de compétences 7 : Animer des actions de progrès sur son secteur
CQP Conduite de procédé de fabrication
Le titulaire du CQP Conduite de procédé de fabrication est capable de :
- Réaliser une opération de fabrication en garantissant le respect des BPF et la conformité de l’opération réalisée.
- Réaliser des interventions techniques de premier niveau
Unités de compétences du CQP : Unité de compétences 1 : Identifier les produits et matières premières Unité de compétences 2 : Conduire un équipement de fabrication Unité de compétences 3 : Réaliser des interventions techniques de premier niveau Unité de compétences 4 : Appliquer les règles BPF / qualité et les règles de sécurité Unité de compétences 5 : Utiliser un système informatisé Unité de compétences 6 : Traiter des informations écrites et orales Unité de compétences 7 : Intégrer dans son activité courante les actions à mener pour réaliser des objectifs individuels dans le cadre d’une action de progrès
CQP Pilotage de procédé de fabrication formes liquides et pâteuses
Le titulaire du CQP Pilotage de procédé de fabrication formes liquides et pâteuses est capable de :
- Piloter un procédé de fabrication d’un produit sous forme liquide ou pâteuse2, comportant une ou plusieurs des étapes suivantes :
Transformation du produit (mélange et/ou lyophilisation et/ou stérilisation, ….) Répartition / remplissage
En garantissant le respect des BPF et la qualité du produit obtenu ; Sur différents équipements automatisés ;
2 Formes liquides (injectables, liquides administrés par voie orale, liquides administrés par voie ophtalmique,…), aérosols, formes pâteuses (pommades, émulsions, gels, suppositoires,…), patchs, ...
@ COPYRIGHT LEEM –- Page 10 sur 51
- Analyser et traiter les dysfonctionnements, anomalies et non-conformités en s’appuyant sur sa connaissance des produits et des procédés ;
- Conduire une action de progrès
Il peut intervenir en zone à atmosphère contrôlée pour la fabrication de produits stériles. (unité optionnelle) Unités de compétences du CQP :
Unité de compétences 1 : Identifier les matières, produits, et procédés de production Unité de compétences 2 : Piloter un procédé de fabrication de produits sous forme liquide ou pâteuse Unité de compétences 3 : Réaliser des interventions techniques avec outillage usuel et traiter des dysfonctionnements techniques Unité de compétences 4 : Analyser l’application des règles BPF et des règles d’hygiène et de sécurité Unité de compétences 5 : Utiliser un système informatisé Unité de compétences 6 : Traiter des informations écrites et orales Unité de compétences 7 : Conduire une action de progrès sur la ligne de production
CQP Pilotage de procédé de fabrication formes sèches
Le titulaire du CQP Pilotage de procédé de fabrication formes liquides et pâteuses est capable de :
- Piloter un procédé de fabrication d’un produit sous forme sèche3, comportant une ou plusieurs des étapes suivantes : mélange / granulation / séchage / calibrage compression ou mise en gélules enrobage
En garantissant le respect des BPF et la qualité du produit obtenu ; Sur différents équipements automatisés ;
- Analyser et traiter les dysfonctionnements, anomalies et non-conformités en s’appuyant sur sa connaissance des produits et des procédés ;
- Conduire une action de progrès
Il peut intervenir en zone à atmosphère contrôlée pour la fabrication de produits stériles. (unité optionnelle) Unités de compétences du CQP :
Unité de compétences 1 : Identifier les matières, produits, et procédés de production Unité de compétences 2 : Piloter un procédé de fabrication de produits sous forme sèche
Unité de compétences 3 : Réaliser des interventions techniques avec outillage usuel et traiter des dysfonctionnements techniques Unité de compétences 4 : Analyser l’application des règles BPF et des règles d’hygiène et de sécurité Unité de compétences 5 : Utiliser un système informatisé Unité de compétences 6 : Traiter des informations écrites et orales Unité de compétences 7 : Conduire une action de progrès sur la ligne de production
3 Poudres, granulés, comprimés, gélules, ..
@ COPYRIGHT LEEM –- Page 11 sur 51
CQP Conduite de ligne de conditionnement
Le titulaire du CQP Conduite de ligne de conditionnement est capable de :
- Conduire tous les équipements d’une ligne de conditionnement dans le respect des BPF et des règles de sécurité et en garantissant la qualité du produit obtenu
- Réaliser des interventions techniques de premier niveau
Unités de compétences du CQP : Unité de compétences 1 : Identifier les produits et articles de conditionnement Unité de compétences 2 : Conduire une ligne de conditionnement secondaire Unité de compétences 3 : Réaliser des interventions techniques de premier niveau Unité de compétences 4 : Appliquer les règles BPF / qualité et les règles de sécurité Unité de compétences 5 : Utiliser un système informatisé Unité de compétences 6 : Traiter des informations écrites et orales Unité de compétences 7 : Intégrer dans son activité courante les actions à mener pour réaliser des objectifs individuels dans le cadre d’une action de progrès
CQP Pilotage de procédé de conditionnement
Le titulaire du CQP Pilotage de procédé de conditionnement est capable de :
- Piloter un procédé de conditionnement :
- En garantissant le respect des BPF et la qualité du produit obtenu ;
- Sur différentes lignes
- Analyser et traiter les dysfonctionnements, anomalies et non-conformités en s’appuyant sur sa connaissance des produits et des procédés ;
- Conduire une action de progrès
Unités de compétences du CQP : Unité de compétences 1 : Identifier les produits, articles de conditionnement et procédés de production Unité de compétences 2 : Piloter une ligne de conditionnement Unité de compétences 3 : Réaliser des interventions techniques avec outillage usuel et traiter des dysfonctionnements techniques Unité de compétences 4 : Analyser l’application des règles BPF et des règles d’hygiène et de sécurité Unité de compétences 5 : Utiliser un système informatisé Unité de compétences 6 : Traiter des informations écrites et orales Unité de compétences 7 : Conduire une action de progrès sur la ligne de production
@ COPYRIGHT LEEM –- Page 12 sur 51
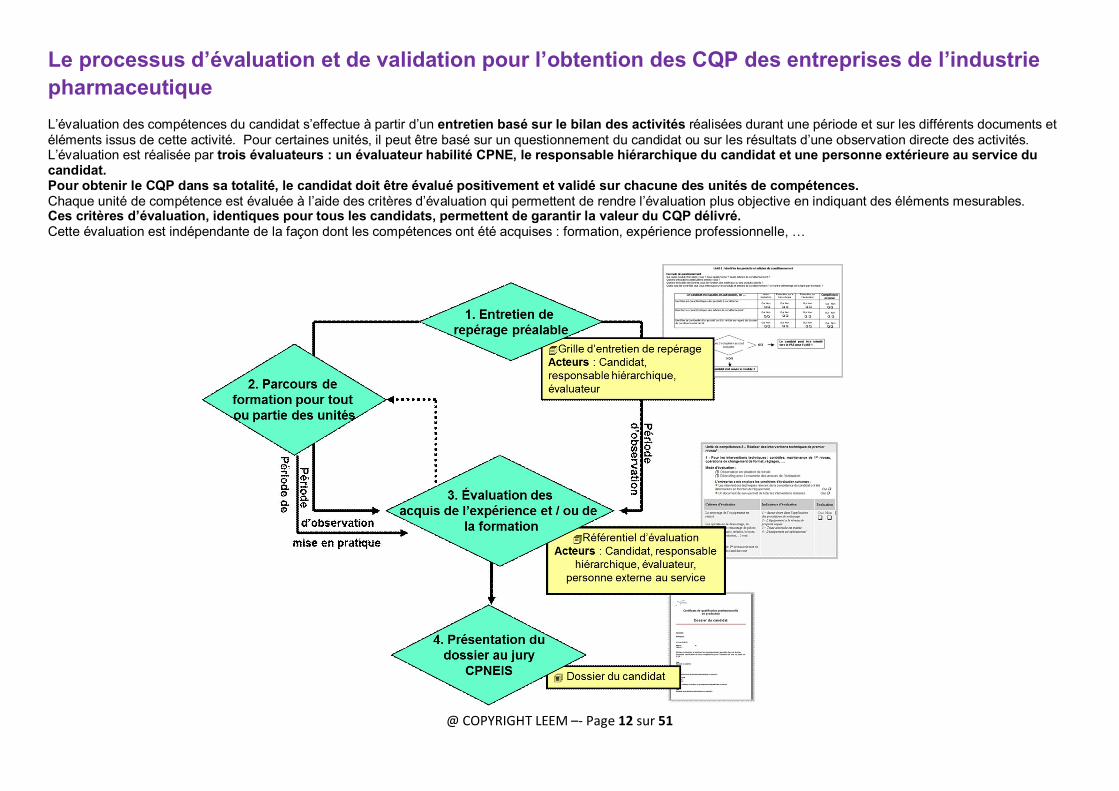
Le processus d’évaluation et de validation pour l’obtention des CQP des entreprises de l’industrie
pharmaceutique
L’évaluation des compétences du candidat s’effectue à partir d’un entretien basé sur le bilan des activités réalisées durant une période et sur les différents documents et éléments issus de cette activité. Pour certaines unités, il peut être basé sur un questionnement du candidat ou sur les résultats d’une observation directe des activités. L’évaluation est réalisée par trois évaluateurs : un évaluateur habilité CPNE, le responsable hiérarchique du candidat et une personne extérieure au service du candidat. Pour obtenir le CQP dans sa totalité, le candidat doit être évalué positivement et validé sur chacune des unités de compétences. Chaque unité de compétence est évaluée à l’aide des critères d’évaluation qui permettent de rendre l’évaluation plus objective en indiquant des éléments mesurables. Ces critères d’évaluation, identiques pour tous les candidats, permettent de garantir la valeur du CQP délivré. Cette évaluation est indépendante de la façon dont les compétences ont été acquises : formation, expérience professionnelle, …
@ COPYRIGHT LEEM –- Page 13 sur 51
5 - Les correspondances étudiées entre les CQP des entreprises de l’industrie
pharmaceutique et les CQP des industries chimiques Les correspondances suivantes ont été étudiées, entre :
Le CQP Animation d’équipe des entreprises de l’industrie pharmaceutique et le CQP Animateur(trice) d’équipe de production des industries chimiques
Le CQP Conduite de procédé de fabrication des entreprises de l’industrie pharmaceutique et le CQP Conducteur(trice) d'équipement de
fabrication des industries chimiques
Le CQP Conduite de procédé de fabrication des entreprises de l’industrie pharmaceutique et le CQP Opérateur(trice) de fabrication des industries chimiques.
Le CQP Conduite de ligne de conditionnement des entreprises de l’industrie pharmaceutique. et le CQP Conducteur(trice) de ligne de
conditionnement des industries chimiques
Le CQP Pilotage de procédé de conditionnement des entreprises de l’industrie pharmaceutique et le CQP Pilote de ligne de conditionnement des industries chimiques
Le tableau en annexe du document présente la comparaison entre les référentiels de compétences de ces CQP. Cette comparaison tient compte également des critères d’évaluation.
A partir de cette comparaison détaillée, des propositions de passerelles ont été établies.
Pour les CQP suivants : CQP Pilotage de procédé de fabrication formes sèches des entreprises de l’industrie pharmaceutique CQP Pilotage de procédé de fabrication formes liquides et pâteuses des entreprises de l’industrie pharmaceutique CQP Pilote d’installation de fabrication des industries chimiques
L’analyse des référentiels de compétences montre que le cœur de métier porte sur le pilotage d’un procédé et d’une installation spécifique, ce pilotage s’appuyant sur une connaissance approfondie du procédé, du produit et des installations. Pour les entreprises de l’industrie pharmaceutique, il s’agit de procédés de fabrication de médicaments sous forme sèche ou sous forme liquide et pâteuse. Pour les industries chimiques, il s’agit d’un process en continu avec conduite centralisée en salle de commande.
Il n’apparait donc pas pertinent d’étudier des correspondances entre ces CQP.
@ COPYRIGHT LEEM –- Page 14 sur 51
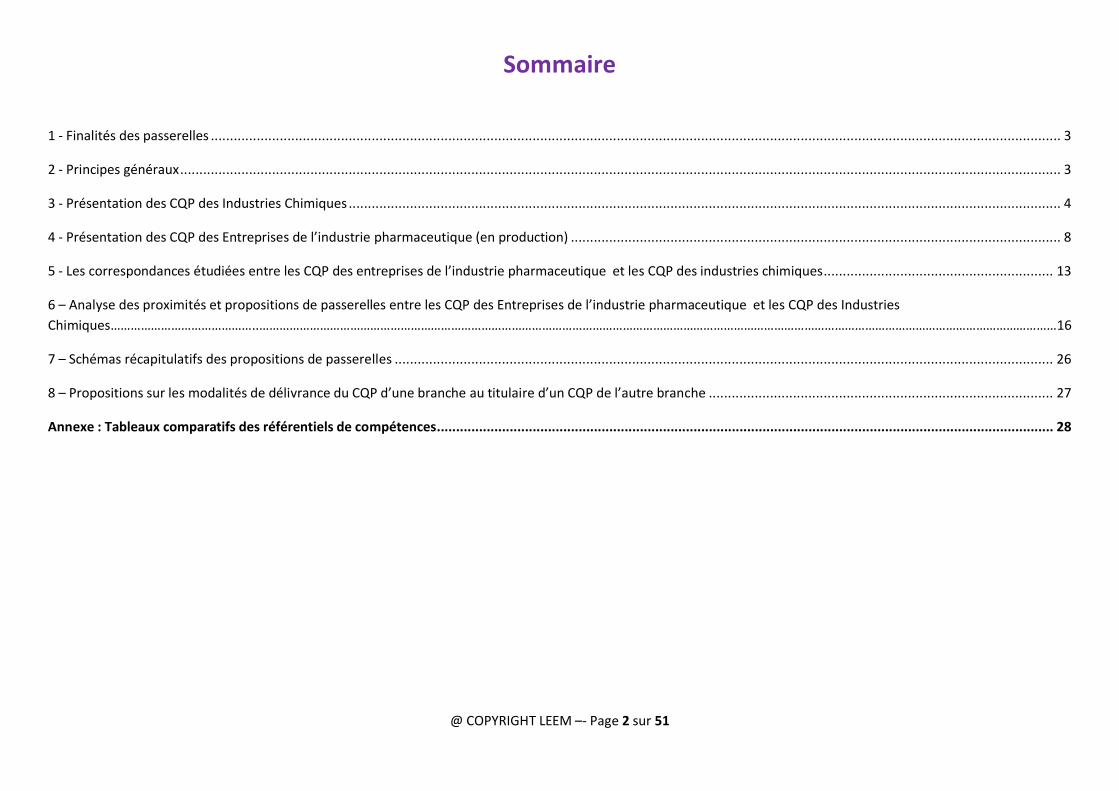
Les schémas suivants présentent les correspondances étudiées.
Les correspondances étudiées entre les CQP des Entreprises de l’industrie pharmaceutique et les CQP des
Industries Chimiques
Fabrication
CQP Opérateur(trice) de
CQP Conducteur(trice)
d’équipement
de fabrication
CQP Pilote d’installation de fabrication
CQP Conduite de procédé
de fabrication
CQP Pilotage de procédé de fabrication formes sèches
CQP Pilotage de procédé de fabrication formes liquides et pâteuses
Installations et procédés spécifiques pour chacun de ces 3 CQP : absence de passerelles
@ COPYRIGHT LEEM –- Page 15 sur 51
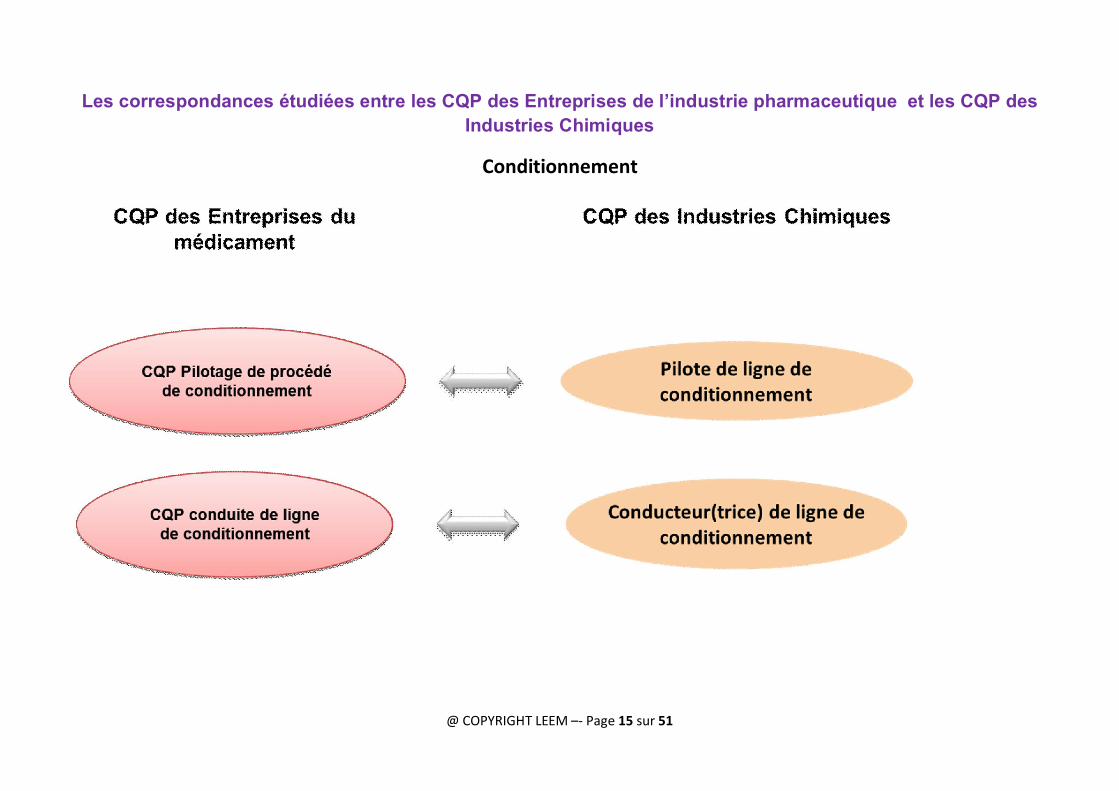
Les correspondances étudiées entre les CQP des Entreprises de l’industrie pharmaceutique et les CQP des
Industries Chimiques
Conditionnement
@ COPYRIGHT LEEM –- Page 16 sur 51
6 – Analyse des proximités et propositions de passerelles entre les CQP des Entreprises
de l’industrie pharmaceutique et les CQP des Industries Chimiques
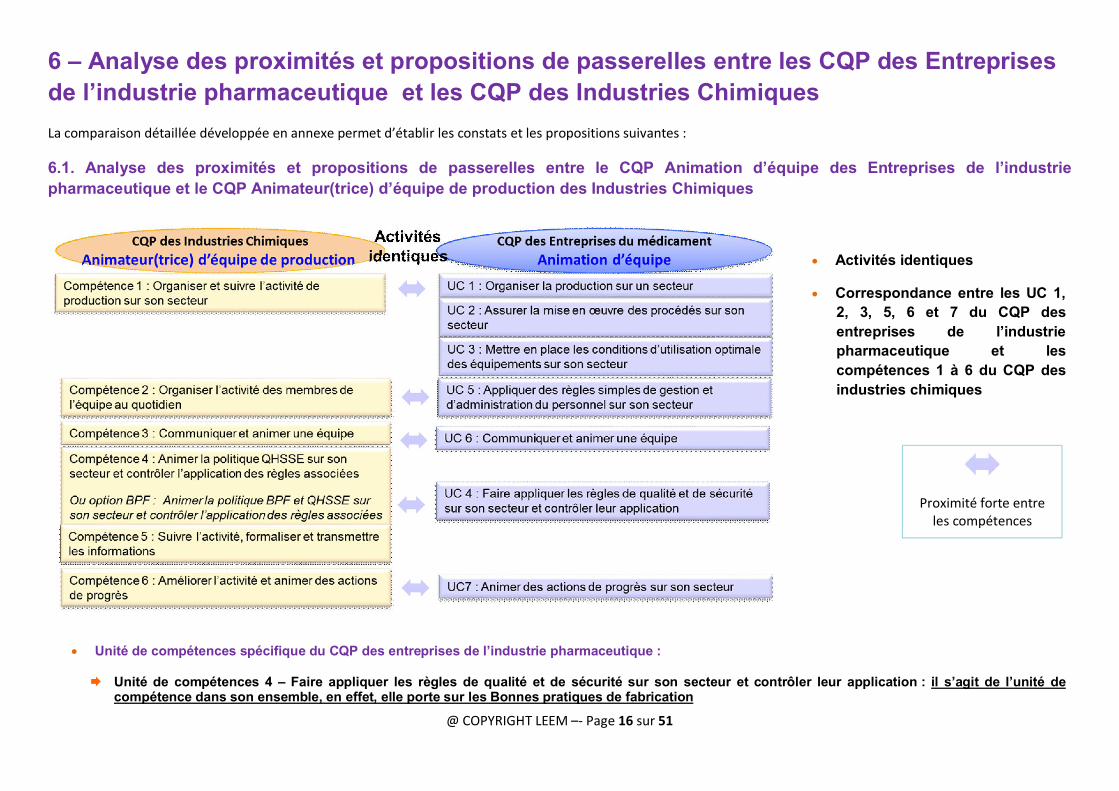
La comparaison détaillée développée en annexe permet d’établir les constats et les propositions suivantes : 6.1. Analyse des proximités et propositions de passerelles entre le CQP Animation d’équipe des Entreprises de l’industrie
pharmaceutique et le CQP Animateur(trice) d’équipe de production des Industries Chimiques
Activités identiques
Correspondance entre les UC 1,
2, 3, 5, 6 et 7 du CQP des
entreprises de l’industrie
pharmaceutique et les
compétences 1 à 6 du CQP des
industries chimiques
Unité de compétences spécifique du CQP des entreprises de l’industrie pharmaceutique :
Unité de compétences 4 – Faire appliquer les règles de qualité et de sécurité sur son secteur et contrôler leur application : il s’agit de l’unité de compétence dans son ensemble, en effet, elle porte sur les Bonnes pratiques de fabrication
Proximité forte entre les compétences
@ COPYRIGHT LEEM –- Page 17 sur 51
Compétence(s) ou élément(s) de compétence spécifique(s) du CQP des Industries Chimiques : Aucune
Proposition de décision de délivrance du CQP des entreprises de l’industrie pharmaceutique au titulaire du CQP des industries chimiques : Le titulaire du CQP des Industries chimiques avec option BPF obtient le CQP des entreprises de l’industrie pharmaceutique Le titulaire du CQP des Industries chimiques sans option BPF obtient une validation partielle du CQP des entreprises de l’industrie pharmaceutique : - il valide les UC 1, 2, 3, 5, 6 et 7 du CQP - il ne valide pas l’UC 4 En effet, les Bonnes Pratiques de Fabrication (BPF) à usage pharmaceutique sont spécifiques à la fabrication de médicament4. Cependant, la fabrication des produits cosmétiques et la fabrication des matières actives utilisées comme matières premières dans les médicaments sont également soumises à des Bonnes Pratiques de Fabrication dont les principes généraux et les principales règles à appliquer sont identiques. Ainsi, les compétences liées au Bonnes Pratiques de Fabrication mises en œuvre par un animateur d’équipe en industrie pharmaceutique et en industrie chimique pour la fabrication de produits cosmétiques et de substances actives à usage pharmaceutique sont identiques.
Proposition de décision de délivrance du CQP des industries chimiques au titulaire du CQP des entreprises de l’industrie pharmaceutique : Le titulaire du CQP des entreprises de l’industrie pharmaceutique obtient le CQP des industries chimiques option BPF.
4 Les Bonnes Pratiques de Fabrication sont des directives qui garantissent que les produits sont fabriqués et contrôlés de façon cohérente et selon les normes de qualité adaptées à leur emploi. Les Bonnes Pratiques de fabrication sont spécifiques :
- pour la fabrication des médicaments à usage humain (article L.5121-5 du code de la santé publique) - pour la fabrication des substances actives utilisées comme matières premières dans les médicaments (article L.5138-1 du code de la santé publique) - pour la fabrication des produits cosmétiques. Elles sont définis par la norme internationale ISO 22716 « Cosmétiques – Bonnes Pratiques de Fabrication (BPF) – Lignes directrices
relatives aux bonnes pratiques de fabrication » et devront être appliquées avant le 11/07/2013. Cependant, malgré quelques spécificités, comme l’obligation, pour la fabrication de médicaments de qualifier des équipements et valider des procédés, les principes généraux des Bonnes Pratiques de Fabrication et principales règles à appliquer sont identiques.
@ COPYRIGHT LEEM –- Page 18 sur 51
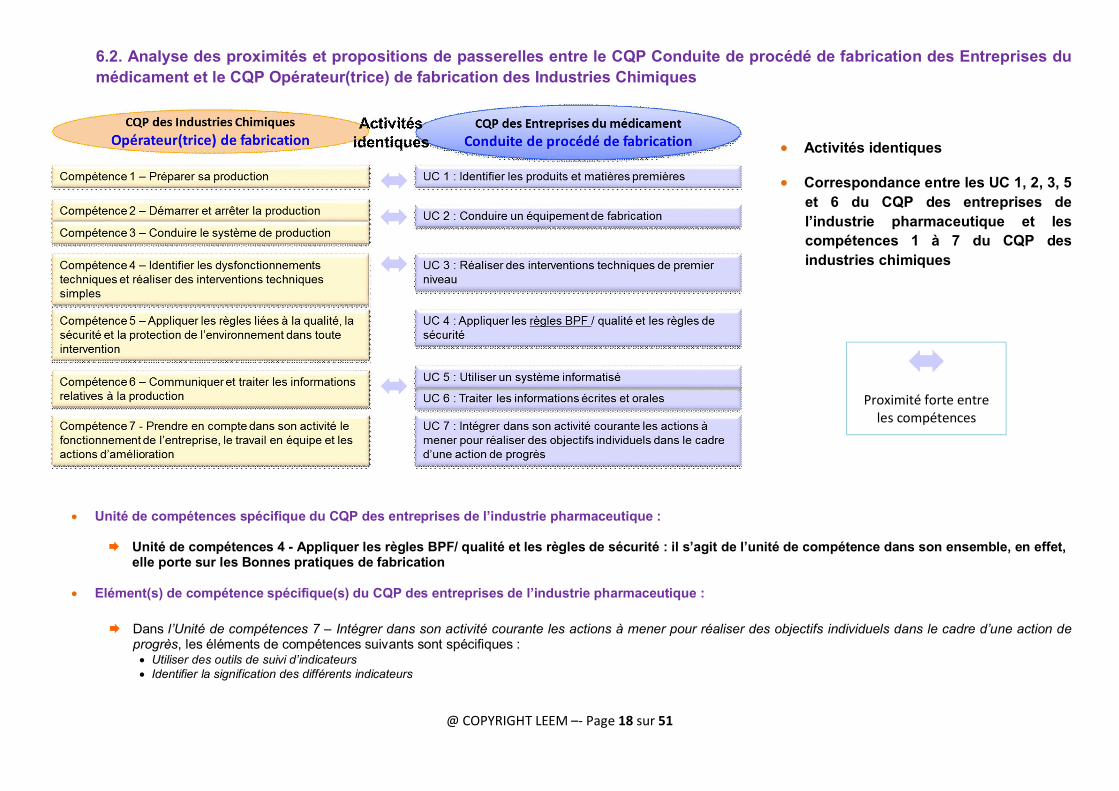
6.2. Analyse des proximités et propositions de passerelles entre le CQP Conduite de procédé de fabrication des Entreprises du
médicament et le CQP Opérateur(trice) de fabrication des Industries Chimiques
Activités identiques
Correspondance entre les UC 1, 2, 3, 5
et 6 du CQP des entreprises de
l’industrie pharmaceutique et les
compétences 1 à 7 du CQP des
industries chimiques
Unité de compétences spécifique du CQP des entreprises de l’industrie pharmaceutique :
Unité de compétences 4 - Appliquer les règles BPF/ qualité et les règles de sécurité : il s’agit de l’unité de compétence dans son ensemble, en effet, elle porte sur les Bonnes pratiques de fabrication
Elément(s) de compétence spécifique(s) du CQP des entreprises de l’industrie pharmaceutique :
Dans l’Unité de compétences 7 – Intégrer dans son activité courante les actions à mener pour réaliser des objectifs individuels dans le cadre d’une action de progrès, les éléments de compétences suivants sont spécifiques : Utiliser des outils de suivi d’indicateurs Identifier la signification des différents indicateurs
Proximité forte entre les compétences
@ COPYRIGHT LEEM –- Page 19 sur 51
Compétence(s) ou élément(s) de compétence spécifique(s) du CQP des Industries Chimiques : aucune
Proposition de décision de délivrance du CQP des entreprises de l’industrie pharmaceutique au titulaire du CQP des industries chimiques :
Le titulaire du CQP des Industries chimiques obtient une validation partielle du CQP des entreprises de l’industrie pharmaceutique : - il ne valide pas les UC 4 et UC7 - il valide les UC 1, 2, 3, 5 et 6 du CQP
En effet, les Bonnes Pratiques de Fabrication (BPF) à usage pharmaceutique sont spécifiques à la fabrication de médicament5. Cependant, la fabrication des produits cosmétiques et la fabrication des matières actives utilisées comme matières premières dans les médicaments sont également soumises à des Bonnes Pratiques de Fabrication dont les principes généraux et les principales règles à appliquer sont identiques. Ainsi, les compétences liées au Bonnes Pratiques de Fabrication mises en œuvre par un conducteur de procédé de fabrication en industrie pharmaceutique ou un Opérateur de fabrication en industrie chimique pour la fabrication de produits cosmétiques et de substances actives à usage pharmaceutique sont identiques.
Proposition de décision de délivrance du CQP des industries chimiques au titulaire du CQP des entreprises de l’industrie pharmaceutique : Pour les titulaires du CQP Conduite de procédé de fabrication des Entreprises de l’industrie pharmaceutique, la passerelle vers le CQP Conduite d’équipement de fabrication des Industries Chimiques parait plus pertinente. En conséquence, il n’est pas proposé de passerelle vers le CQP Opérateur(trice) de fabrication des Industries Chimiques
5 Les Bonnes Pratiques de Fabrication sont des directives qui garantissent que les produits sont fabriqués et contrôlés de façon cohérente et selon les normes de qualité adaptées à leur emploi. Les Bonnes Pratiques de fabrication sont spécifiques :
- pour la fabrication des médicaments à usage humain (article L.5121-5 du code de la santé publique) - pour la fabrication des substances actives utilisées comme matières premières dans les médicaments (article L.5138-1 du code de la santé publique) - pour la fabrication des produits cosmétiques. Elles sont définis par la norme internationale ISO 22716 « Cosmétiques – Bonnes Pratiques de Fabrication (BPF) – Lignes directrices
relatives aux bonnes pratiques de fabrication » et devront être appliquées avant le 11/07/2013. Cependant, malgré quelques spécificités, comme l’obligation, pour la fabrication de médicaments de qualifier des équipements et valider des procédés, les principes généraux des Bonnes Pratiques de Fabrication et règles à appliquer sont communs.
@ COPYRIGHT LEEM –- Page 20 sur 51
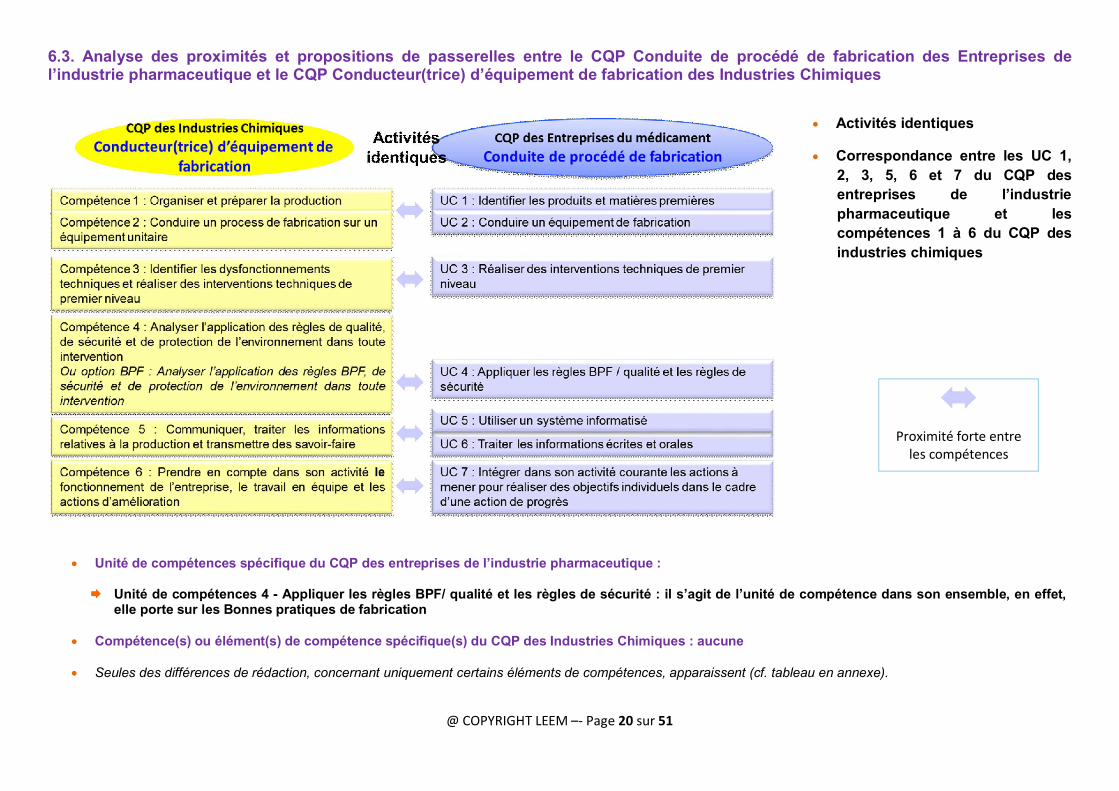
6.3. Analyse des proximités et propositions de passerelles entre le CQP Conduite de procédé de fabrication des Entreprises de l’industrie pharmaceutique et le CQP Conducteur(trice) d’équipement de fabrication des Industries Chimiques
Activités identiques
Correspondance entre les UC 1,
2, 3, 5, 6 et 7 du CQP des
entreprises de l’industrie
pharmaceutique et les
compétences 1 à 6 du CQP des
industries chimiques
Unité de compétences spécifique du CQP des entreprises de l’industrie pharmaceutique :
Unité de compétences 4 - Appliquer les règles BPF/ qualité et les règles de sécurité : il s’agit de l’unité de compétence dans son ensemble, en effet, elle porte sur les Bonnes pratiques de fabrication
Compétence(s) ou élément(s) de compétence spécifique(s) du CQP des Industries Chimiques : aucune
Seules des différences de rédaction, concernant uniquement certains éléments de compétences, apparaissent (cf. tableau en annexe).
Proximité forte entre les compétences
@ COPYRIGHT LEEM –- Page 21 sur 51
Proposition de décision de délivrance du CQP des entreprises de l’industrie pharmaceutique au titulaire du CQP des industries chimiques : Le titulaire du CQP des Industries chimiques avec option BPF obtient le CQP des entreprises de l’industrie pharmaceutique Le titulaire du CQP des Industries chimiques sans option BPF obtient une validation partielle du CQP des entreprises de l’industrie pharmaceutique : - il ne valide pas l’UC 4 - il valide les UC1, 2, 3, 5, 6 et 7 du CQP En effet, les Bonnes Pratiques de Fabrication (BPF) à usage pharmaceutique sont spécifiques à la fabrication de médicament6. Cependant, la fabrication des produits cosmétiques et la fabrication des matières actives utilisées comme matières premières dans les médicaments sont également soumises à des Bonnes Pratiques de Fabrication dont les principes généraux et les principales règles à appliquer sont identiques. Ainsi, les compétences liées au Bonnes Pratiques de Fabrication mises en œuvre par un conducteur de procédé de fabrication en industrie pharmaceutique ou un conducteur d’équipement de fabrication en industrie chimique pour la fabrication de produits cosmétiques et de substances actives à usage pharmaceutique sont identiques.
Proposition de décision de délivrance du CQP des industries chimiques au titulaire du CQP des entreprises de l’industrie pharmaceutique : Le titulaire du CQP des entreprises de l’industrie pharmaceutique obtient le CQP des industries chimiques option BPF.
6 Les Bonnes Pratiques de Fabrication sont des directives qui garantissent que les produits sont fabriqués et contrôlés de façon cohérente et selon les normes de qualité adaptées à leur emploi. Les Bonnes Pratiques de fabrication sont spécifiques :
- pour la fabrication des médicaments à usage humain (article L.5121-5 du code de la santé publique) - pour la fabrication des substances actives utilisées comme matières premières dans les médicaments (article L.5138-1 du code de la santé publique) - pour la fabrication des produits cosmétiques. Elles sont définis par la norme internationale ISO 22716 « Cosmétiques – Bonnes Pratiques de Fabrication (BPF) – Lignes directrices
relatives aux bonnes pratiques de fabrication » et devront être appliquées avant le 11/07/2013. Cependant, malgré quelques spécificités, comme l’obligation, pour la fabrication de médicaments de qualifier des équipements et valider des procédés, les principes généraux des Bonnes Pratiques de Fabrication et règles à appliquer sont communs.
@ COPYRIGHT LEEM –- Page 22 sur 51
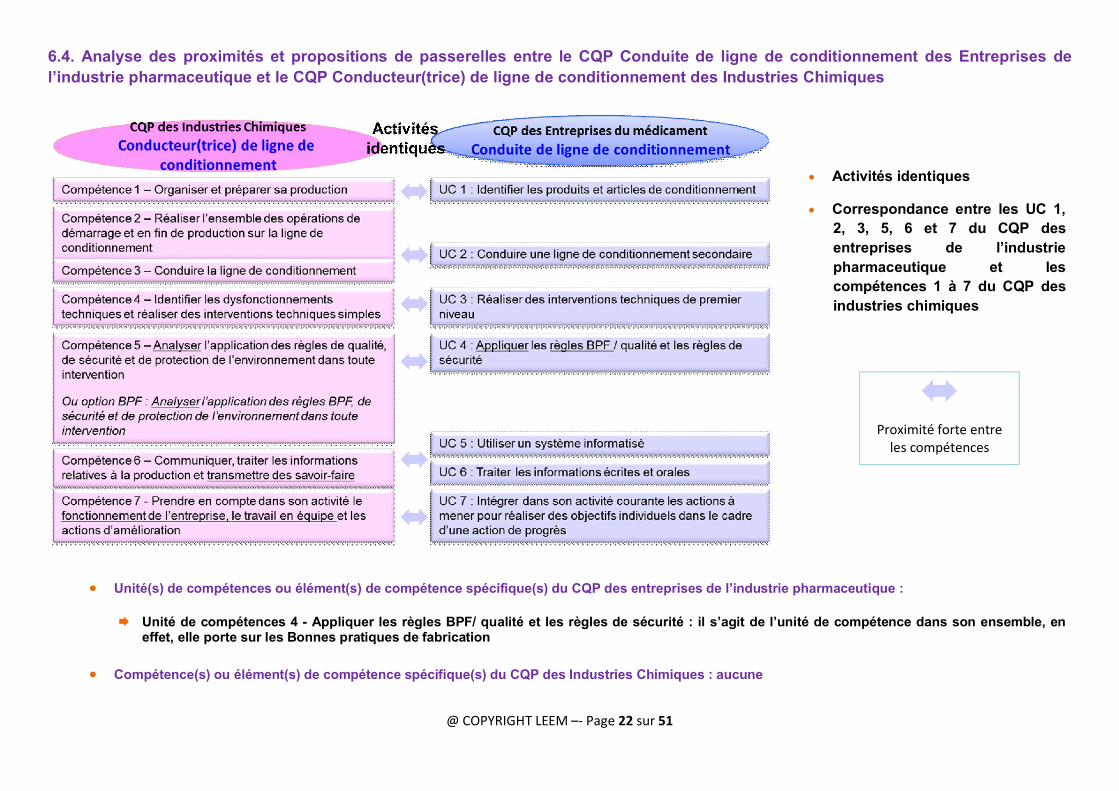
6.4. Analyse des proximités et propositions de passerelles entre le CQP Conduite de ligne de conditionnement des Entreprises de
l’industrie pharmaceutique et le CQP Conducteur(trice) de ligne de conditionnement des Industries Chimiques
Activités identiques
Correspondance entre les UC 1,
2, 3, 5, 6 et 7 du CQP des
entreprises de l’industrie
pharmaceutique et les
compétences 1 à 7 du CQP des
industries chimiques
Unité(s) de compétences ou élément(s) de compétence spécifique(s) du CQP des entreprises de l’industrie pharmaceutique :
Unité de compétences 4 - Appliquer les règles BPF/ qualité et les règles de sécurité : il s’agit de l’unité de compétence dans son ensemble, en
effet, elle porte sur les Bonnes pratiques de fabrication
Compétence(s) ou élément(s) de compétence spécifique(s) du CQP des Industries Chimiques : aucune
Proximité forte entre les compétences
@ COPYRIGHT LEEM –- Page 23 sur 51
Seules des différences de rédaction, concernant uniquement certains éléments de compétences, apparaissent (cf. tableau en annexe).
Proposition de décision de délivrance du CQP des entreprises de l’industrie pharmaceutique au titulaire du CQP des industries chimiques : Le titulaire du CQP des Industries chimiques avec option BPF obtient le CQP des entreprises de l’industrie pharmaceutique Le titulaire du CQP des Industries chimiques sans option BPF obtient une validation partielle du CQP des entreprises de l’industrie pharmaceutique : - il ne valide pas l’UC 4 - valide les UC1, 2, 3, 5, 6 et 7 du CQP En effet, les Bonnes Pratiques de Fabrication (BPF) à usage pharmaceutique sont spécifiques à la fabrication de médicament7. Cependant, la fabrication des produits cosmétiques et la fabrication des matières actives utilisées comme matières premières dans les médicaments sont également soumises à des Bonnes Pratiques de Fabrication dont les principes généraux et les principales règles à appliquer sont identiques. Ainsi, les compétences liées au Bonnes Pratiques de Fabrication mises en œuvre par un conducteur de ligne de conditionnement en industrie pharmaceutique ou en industrie chimique pour la fabrication de produits cosmétiques et de substances actives à usage pharmaceutique sont identiques.
Proposition de décision de délivrance du CQP des industries chimiques au titulaire du CQP des entreprises de l’industrie pharmaceutique : Le titulaire du CQP des entreprises de l’industrie pharmaceutique obtient le CQP des industries chimiques option BPF.
7 Les Bonnes Pratiques de Fabrication sont des directives qui garantissent que les produits sont fabriqués et contrôlés de façon cohérente et selon les normes de qualité adaptées à leur emploi. Les Bonnes Pratiques de fabrication sont spécifiques :
- pour la fabrication des médicaments à usage humain (article L.5121-5 du code de la santé publique) - pour la fabrication des substances actives utilisées comme matières premières dans les médicaments (article L.5138-1 du code de la santé publique) - pour la fabrication des produits cosmétiques. Elles sont définis par la norme internationale ISO 22716 « Cosmétiques – Bonnes Pratiques de Fabrication (BPF) – Lignes directrices
relatives aux bonnes pratiques de fabrication » et devront être appliquées avant le 11/07/2013. Cependant, malgré quelques spécificités, comme l’obligation, pour la fabrication de médicaments de qualifier des équipements et valider des procédés, les principes généraux des Bonnes Pratiques de Fabrication et règles à appliquer sont communs.
@ COPYRIGHT LEEM –- Page 24 sur 51
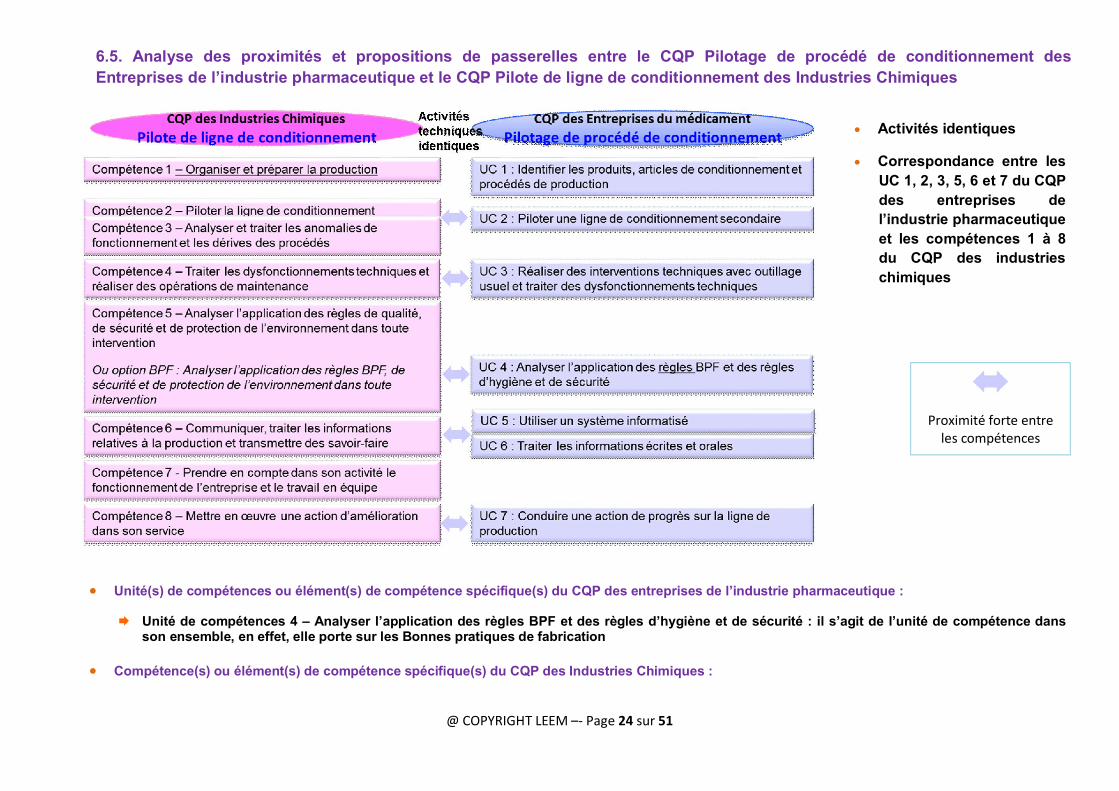
6.5. Analyse des proximités et propositions de passerelles entre le CQP Pilotage de procédé de conditionnement des
Entreprises de l’industrie pharmaceutique et le CQP Pilote de ligne de conditionnement des Industries Chimiques
Activités identiques
Correspondance entre les
UC 1, 2, 3, 5, 6 et 7 du CQP
des entreprises de
l’industrie pharmaceutique
et les compétences 1 à 8
du CQP des industries
chimiques
Unité(s) de compétences ou élément(s) de compétence spécifique(s) du CQP des entreprises de l’industrie pharmaceutique : Unité de compétences 4 – Analyser l’application des règles BPF et des règles d’hygiène et de sécurité : il s’agit de l’unité de compétence dans
son ensemble, en effet, elle porte sur les Bonnes pratiques de fabrication
Compétence(s) ou élément(s) de compétence spécifique(s) du CQP des Industries Chimiques :
Proximité forte entre les compétences
@ COPYRIGHT LEEM –- Page 25 sur 51
Compétence 1 - Organiser et préparer la production : pour les éléments de compétences suivants : Organiser les activités de conditionnement à partir du programme de production et des contraintes en amont et en aval. Coordonner les activités des opérateurs sur la ligne de conditionnement en fonction de la charge de travail en tenant compte des contraintes de production et des normes
de sécurité, d’hygiène et de protection de l’environnement.
Proposition de décision de délivrance du CQP des entreprises de l’industrie pharmaceutique au titulaire du CQP des industries chimiques : Le titulaire du CQP des Industries chimiques avec option BPF obtient le CQP des entreprises de l’industrie pharmaceutique Le titulaire du CQP des Industries chimiques sans option BPF obtient une validation partielle du CQP des entreprises de l’industrie pharmaceutique - il ne valide pas l’UC 4 - il valide les UC1, 2, 3, 5, 6 et 7 du CQP En effet, les Bonnes Pratiques de Fabrication (BPF) à usage pharmaceutique sont spécifiques à la fabrication de médicament8. Cependant, la fabrication des produits cosmétiques et la fabrication des matières actives utilisées comme matières premières dans les médicaments sont également soumises à des Bonnes Pratiques de Fabrication dont les principes généraux et les principales règles à appliquer sont identiques. Ainsi, les compétences liées au Bonnes Pratiques de Fabrication mises en œuvre par un pilote de procédé de conditionnement en industrie pharmaceutique ou un pilote de ligne de conditionnement en industrie chimique pour la fabrication de produits cosmétiques et de substances actives à usage pharmaceutique sont identiques.
Proposition de décision de délivrance du CQP des industries chimiques au titulaire du CQP des entreprises de l’industrie pharmaceutique : Le titulaire du CQP des entreprises de l’industrie pharmaceutique obtient une validation partielle du CQP des industries chimiques option BPF. - il ne valide pas la compétence 1 - il valide les compétences 2, 3, 4, 5, 6, 7 et 8
8 Les Bonnes Pratiques de Fabrication sont des directives qui garantissent que les produits sont fabriqués et contrôlés de façon cohérente et selon les normes de qualité adaptées à leur emploi. Les Bonnes Pratiques de fabrication sont spécifiques :
- pour la fabrication des médicaments à usage humain (article L.5121-5 du code de la santé publique) - pour la fabrication des substances actives utilisées comme matières premières dans les médicaments (article L.5138-1 du code de la santé publique) - pour la fabrication des produits cosmétiques. Elles sont définis par la norme internationale ISO 22716 « Cosmétiques – Bonnes Pratiques de Fabrication (BPF) – Lignes directrices
relatives aux bonnes pratiques de fabrication » et devront être appliquées avant le 11/07/2013. Cependant, malgré quelques spécificités, comme l’obligation, pour la fabrication de médicaments de qualifier des équipements et valider des procédés, les principes généraux des Bonnes Pratiques de Fabrication et règles à appliquer sont communs.
@ COPYRIGHT LEEM –- Page 26 sur 51
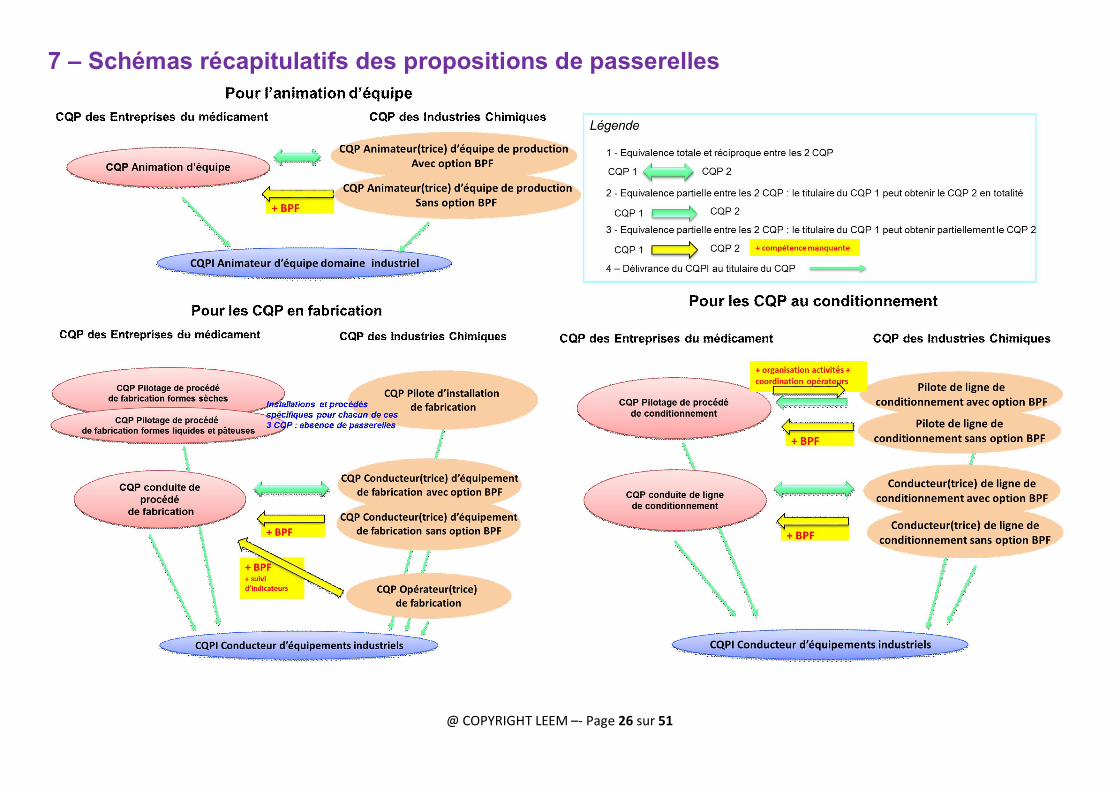
7 – Schémas récapitulatifs des propositions de passerelles
@ COPYRIGHT LEEM –- Page 27 sur 51
8 – Propositions sur les modalités de délivrance du CQP d’une branche au titulaire d’un
CQP de l’autre branche
Les titulaires d’un CQP pour lequel une passerelle existe sont informés lors de la remise du parchemin de la possibilité d’accéder au CQP de l’autre branche. Le titulaire d’un CQP souhaitant effectuer cette démarche remplit un dossier de demande pour l’autre CQP. Il adresse ce dossier de demande avec la copie du parchemin du CQP déjà obtenu au secrétariat des CQP de l’autre branche. En cas d’équivalence totale entre les deux CQP : La demande est présentée au jury de la branche concernée. Celui-ci délivre le CQP. Le parchemin du CQP est signé par le président du jury et envoyé au candidat par le secrétariat de la branche concernée. En cas d’équivalence partielle entre les deux CQP : Le candidat doit acquérir les compétences manquantes, l’évaluation de ces compétences est réalisée dans le respect du dispositif CQP de la branche concernée. Le dossier du candidat doit comporter le parchemin du CQP déjà obtenu et tous les documents nécessaires selon la procédure de la branche. Le jury décide de la délivrance du CQP à partir de ces éléments.
@ COPYRIGHT LEEM –- Page 28 sur 51
Annexe : Tableaux comparatifs des référentiels de compétences
@ COPYRIGHT LEEM –- Page 29 sur 51
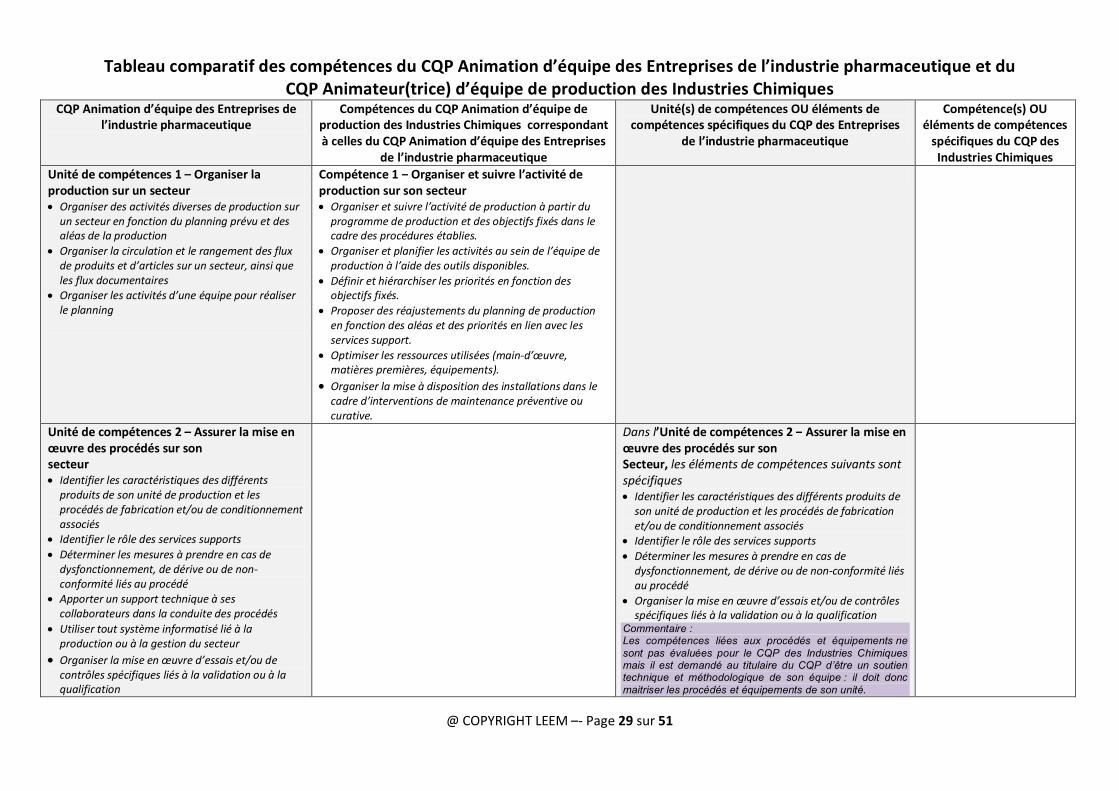
Tableau comparatif des compétences du CQP Animation d’équipe des Entreprises de l’industrie pharmaceutique et du CQP Animateur(trice) d’équipe de production des Industries Chimiques
CQP Animation d’équipe des Entreprises de l’industrie pharmaceutique
Compétences du CQP Animation d’équipe de production des Industries Chimiques correspondant à celles du CQP Animation d’équipe des Entreprises
de l’industrie pharmaceutique
Unité(s) de compétences OU éléments de compétences spécifiques du CQP des Entreprises
de l’industrie pharmaceutique
Compétence(s) OU éléments de compétences
spécifiques du CQP des Industries Chimiques
Unité de compétences 1 – Organiser la production sur un secteur Organiser des activités diverses de production sur
un secteur en fonction du planning prévu et des aléas de la production
Organiser la circulation et le rangement des flux de produits et d’articles sur un secteur, ainsi que les flux documentaires
Organiser les activités d’une équipe pour réaliser le planning
Compétence 1 – Organiser et suivre l’activité de production sur son secteur Organiser et suivre l’activité de production à partir du
programme de production et des objectifs fixés dans le cadre des procédures établies.
Organiser et planifier les activités au sein de l’équipe de production à l’aide des outils disponibles.
Définir et hiérarchiser les priorités en fonction des objectifs fixés.
Proposer des réajustements du planning de production en fonction des aléas et des priorités en lien avec les services support.
Optimiser les ressources utilisées (main-d’œuvre, matières premières, équipements).
Organiser la mise à disposition des installations dans le cadre d’interventions de maintenance préventive ou curative.
Unité de compétences 2 – Assurer la mise en œuvre des procédés sur son secteur Identifier les caractéristiques des différents
produits de son unité de production et les procédés de fabrication et/ou de conditionnement associés
Identifier le rôle des services supports
Déterminer les mesures à prendre en cas de dysfonctionnement, de dérive ou de non-conformité liés au procédé
Apporter un support technique à ses collaborateurs dans la conduite des procédés
Utiliser tout système informatisé lié à la production ou à la gestion du secteur
Organiser la mise en œuvre d’essais et/ou de contrôles spécifiques liés à la validation ou à la qualification
Dans l’Unité de compétences 2 – Assurer la mise en œuvre des procédés sur son Secteur, les éléments de compétences suivants sont spécifiques Identifier les caractéristiques des différents produits de
son unité de production et les procédés de fabrication et/ou de conditionnement associés
Identifier le rôle des services supports
Déterminer les mesures à prendre en cas de dysfonctionnement, de dérive ou de non-conformité liés au procédé
Organiser la mise en œuvre d’essais et/ou de contrôles spécifiques liés à la validation ou à la qualification
Commentaire : Les compétences liées aux procédés et équipements ne sont pas évaluées pour le CQP des Industries Chimiques mais il est demandé au titulaire du CQP d’être un soutien technique et méthodologique de son équipe : il doit donc maitriser les procédés et équipements de son unité.
@ COPYRIGHT LEEM –- Page 30 sur 51
CQP Animation d’équipe des Entreprises de l’industrie pharmaceutique
Compétences du CQP Animation d’équipe de production des Industries Chimiques correspondant à celles du CQP Animation d’équipe des Entreprises
de l’industrie pharmaceutique
Unité(s) de compétences OU éléments de compétences spécifiques du CQP des Entreprises
de l’industrie pharmaceutique
Compétence(s) OU éléments de compétences
spécifiques du CQP des Industries Chimiques
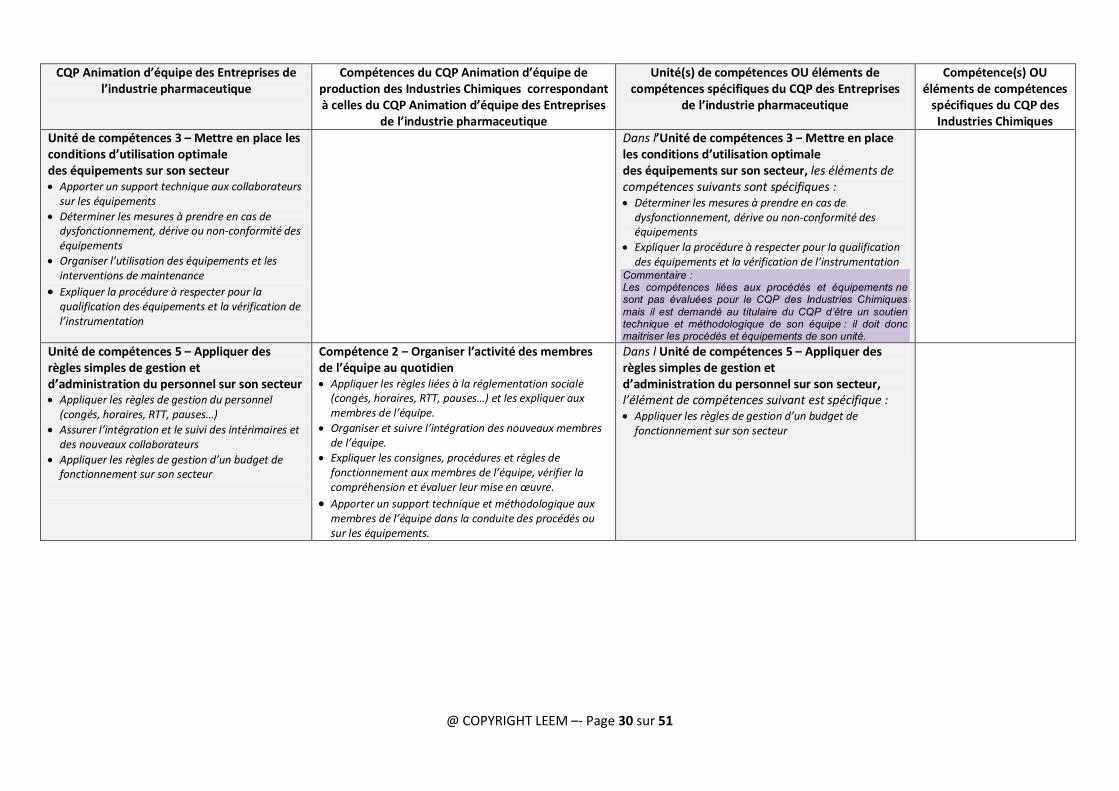
Unité de compétences 3 – Mettre en place les conditions d’utilisation optimale des équipements sur son secteur Apporter un support technique aux collaborateurs
sur les équipements
Déterminer les mesures à prendre en cas de dysfonctionnement, dérive ou non-conformité des équipements
Organiser l’utilisation des équipements et les interventions de maintenance
Expliquer la procédure à respecter pour la qualification des équipements et la vérification de l’instrumentation
Dans l’Unité de compétences 3 – Mettre en place les conditions d’utilisation optimale des équipements sur son secteur, les éléments de compétences suivants sont spécifiques : Déterminer les mesures à prendre en cas de
dysfonctionnement, dérive ou non-conformité des équipements
Expliquer la procédure à respecter pour la qualification des équipements et la vérification de l’instrumentation
Commentaire : Les compétences liées aux procédés et équipements ne sont pas évaluées pour le CQP des Industries Chimiques mais il est demandé au titulaire du CQP d’être un soutien technique et méthodologique de son équipe : il doit donc maitriser les procédés et équipements de son unité.
Unité de compétences 5 – Appliquer des règles simples de gestion et d’administration du personnel sur son secteur Appliquer les règles de gestion du personnel
(congés, horaires, RTT, pauses…)
Assurer l’intégration et le suivi des intérimaires et des nouveaux collaborateurs
Appliquer les règles de gestion d’un budget de fonctionnement sur son secteur
Compétence 2 – Organiser l’activité des membres de l’équipe au quotidien Appliquer les règles liées à la réglementation sociale
(congés, horaires, RTT, pauses…) et les expliquer aux membres de l’équipe.
Organiser et suivre l’intégration des nouveaux membres de l’équipe.
Expliquer les consignes, procédures et règles de fonctionnement aux membres de l’équipe, vérifier la compréhension et évaluer leur mise en œuvre.
Apporter un support technique et méthodologique aux membres de l’équipe dans la conduite des procédés ou sur les équipements.
Dans l Unité de compétences 5 – Appliquer des règles simples de gestion et d’administration du personnel sur son secteur, l’élément de compétences suivant est spécifique : Appliquer les règles de gestion d’un budget de
fonctionnement sur son secteur
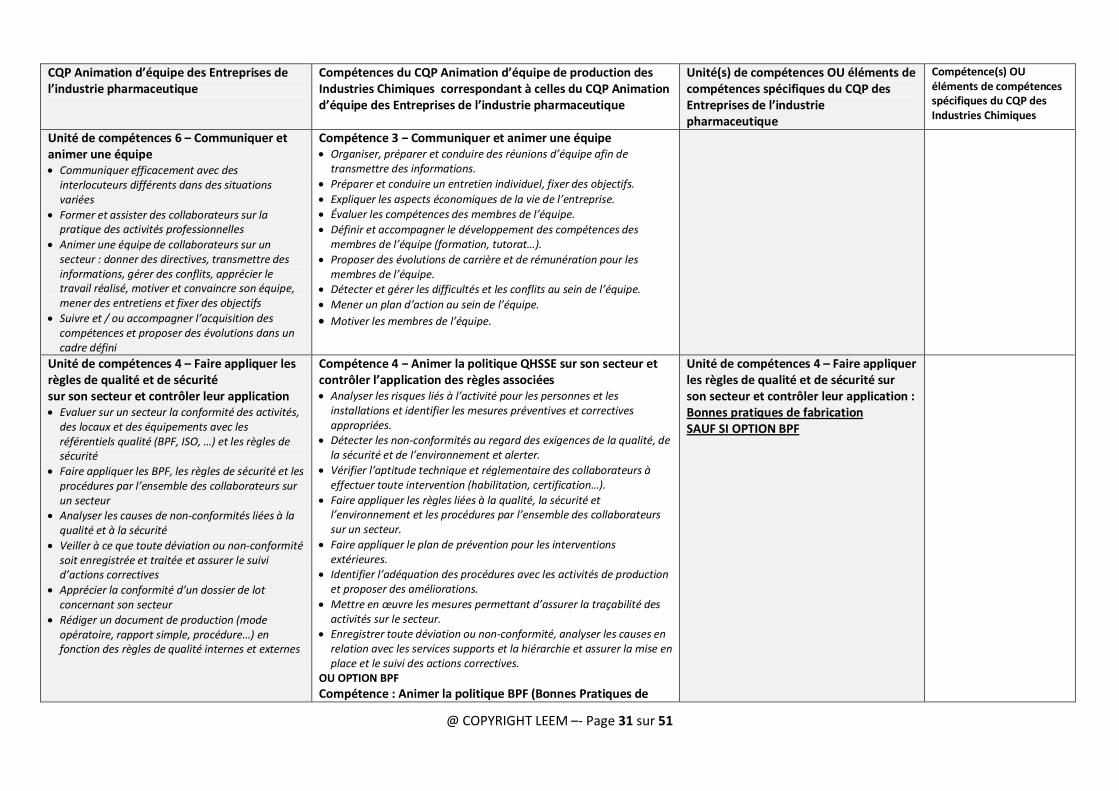
@ COPYRIGHT LEEM –- Page 31 sur 51
CQP Animation d’équipe des Entreprises de l’industrie pharmaceutique
Compétences du CQP Animation d’équipe de production des Industries Chimiques correspondant à celles du CQP Animation d’équipe des Entreprises de l’industrie pharmaceutique
Unité(s) de compétences OU éléments de compétences spécifiques du CQP des Entreprises de l’industrie pharmaceutique
Compétence(s) OU éléments de compétences spécifiques du CQP des Industries Chimiques
Unité de compétences 6 – Communiquer et animer une équipe Communiquer efficacement avec des
interlocuteurs différents dans des situations variées
Former et assister des collaborateurs sur la pratique des activités professionnelles
Animer une équipe de collaborateurs sur un secteur : donner des directives, transmettre des informations, gérer des conflits, apprécier le travail réalisé, motiver et convaincre son équipe, mener des entretiens et fixer des objectifs
Suivre et / ou accompagner l’acquisition des compétences et proposer des évolutions dans un cadre défini
Compétence 3 – Communiquer et animer une équipe Organiser, préparer et conduire des réunions d’équipe afin de
transmettre des informations.
Préparer et conduire un entretien individuel, fixer des objectifs.
Expliquer les aspects économiques de la vie de l’entreprise. Évaluer les compétences des membres de l’équipe.
Définir et accompagner le développement des compétences des membres de l’équipe (formation, tutorat…).
Proposer des évolutions de carrière et de rémunération pour les membres de l’équipe.
Détecter et gérer les difficultés et les conflits au sein de l’équipe.
Mener un plan d’action au sein de l’équipe.
Motiver les membres de l’équipe.
Unité de compétences 4 – Faire appliquer les règles de qualité et de sécurité sur son secteur et contrôler leur application Evaluer sur un secteur la conformité des activités,
des locaux et des équipements avec les référentiels qualité (BPF, ISO, …) et les règles de sécurité
Faire appliquer les BPF, les règles de sécurité et les procédures par l’ensemble des collaborateurs sur un secteur
Analyser les causes de non-conformités liées à la qualité et à la sécurité
Veiller à ce que toute déviation ou non-conformité soit enregistrée et traitée et assurer le suivi d’actions correctives
Apprécier la conformité d’un dossier de lot concernant son secteur
Rédiger un document de production (mode opératoire, rapport simple, procédure…) en fonction des règles de qualité internes et externes
Compétence 4 – Animer la politique QHSSE sur son secteur et contrôler l’application des règles associées Analyser les risques liés à l’activité pour les personnes et les
installations et identifier les mesures préventives et correctives appropriées.
Détecter les non-conformités au regard des exigences de la qualité, de la sécurité et de l’environnement et alerter.
Vérifier l’aptitude technique et réglementaire des collaborateurs à effectuer toute intervention (habilitation, certification…).
Faire appliquer les règles liées à la qualité, la sécurité et l’environnement et les procédures par l’ensemble des collaborateurs sur un secteur.
Faire appliquer le plan de prévention pour les interventions extérieures.
Identifier l’adéquation des procédures avec les activités de production et proposer des améliorations.
Mettre en œuvre les mesures permettant d’assurer la traçabilité des activités sur le secteur.
Enregistrer toute déviation ou non-conformité, analyser les causes en relation avec les services supports et la hiérarchie et assurer la mise en place et le suivi des actions correctives.
OU OPTION BPF
Compétence : Animer la politique BPF (Bonnes Pratiques de
Unité de compétences 4 – Faire appliquer les règles de qualité et de sécurité sur son secteur et contrôler leur application : Bonnes pratiques de fabrication SAUF SI OPTION BPF
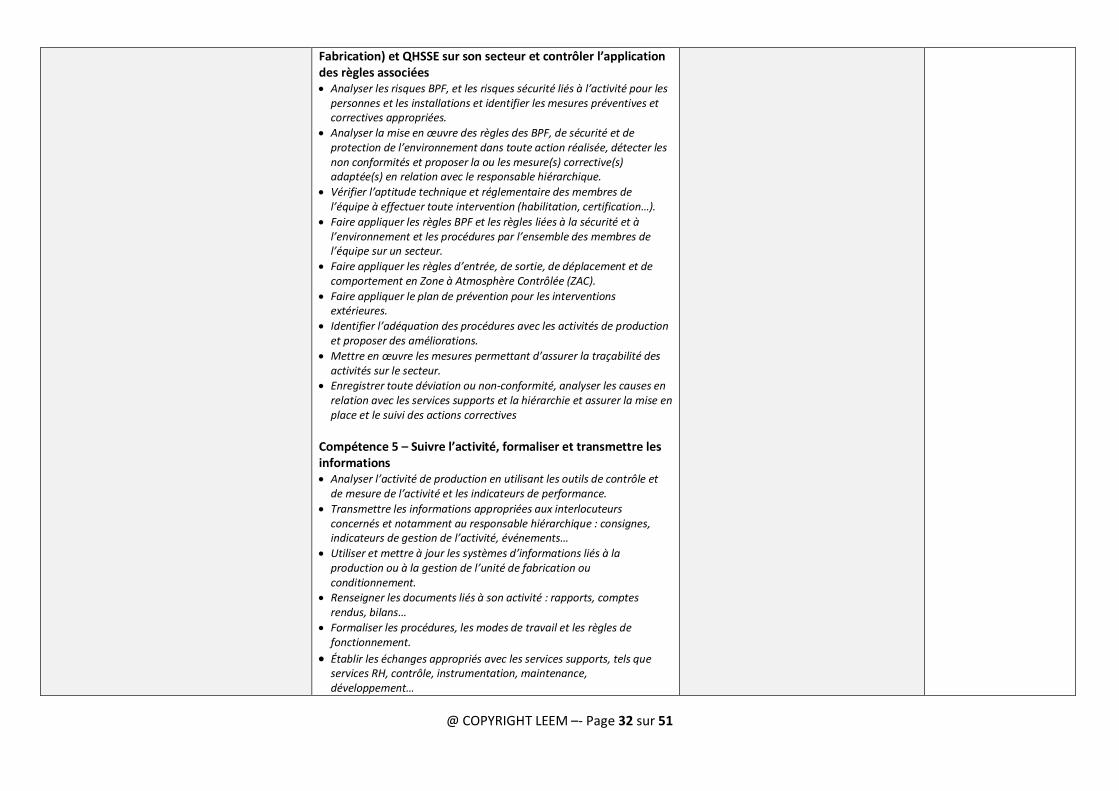
@ COPYRIGHT LEEM –- Page 32 sur 51
Fabrication) et QHSSE sur son secteur et contrôler l’application des règles associées Analyser les risques BPF, et les risques sécurité liés à l’activité pour les
personnes et les installations et identifier les mesures préventives et correctives appropriées.
Analyser la mise en œuvre des règles des BPF, de sécurité et de protection de l’environnement dans toute action réalisée, détecter les non conformités et proposer la ou les mesure(s) corrective(s) adaptée(s) en relation avec le responsable hiérarchique.
Vérifier l’aptitude technique et réglementaire des membres de l’équipe à effectuer toute intervention (habilitation, certification…).
Faire appliquer les règles BPF et les règles liées à la sécurité et à l’environnement et les procédures par l’ensemble des membres de l’équipe sur un secteur.
Faire appliquer les règles d’entrée, de sortie, de déplacement et de comportement en Zone à Atmosphère Contrôlée (ZAC).
Faire appliquer le plan de prévention pour les interventions extérieures.
Identifier l’adéquation des procédures avec les activités de production et proposer des améliorations.
Mettre en œuvre les mesures permettant d’assurer la traçabilité des activités sur le secteur.
Enregistrer toute déviation ou non-conformité, analyser les causes en relation avec les services supports et la hiérarchie et assurer la mise en place et le suivi des actions correctives
Compétence 5 – Suivre l’activité, formaliser et transmettre les informations Analyser l’activité de production en utilisant les outils de contrôle et
de mesure de l’activité et les indicateurs de performance.
Transmettre les informations appropriées aux interlocuteurs concernés et notamment au responsable hiérarchique : consignes, indicateurs de gestion de l’activité, événements…
Utiliser et mettre à jour les systèmes d’informations liés à la production ou à la gestion de l’unité de fabrication ou conditionnement.
Renseigner les documents liés à son activité : rapports, comptes rendus, bilans…
Formaliser les procédures, les modes de travail et les règles de fonctionnement.
Établir les échanges appropriés avec les services supports, tels que services RH, contrôle, instrumentation, maintenance, développement…
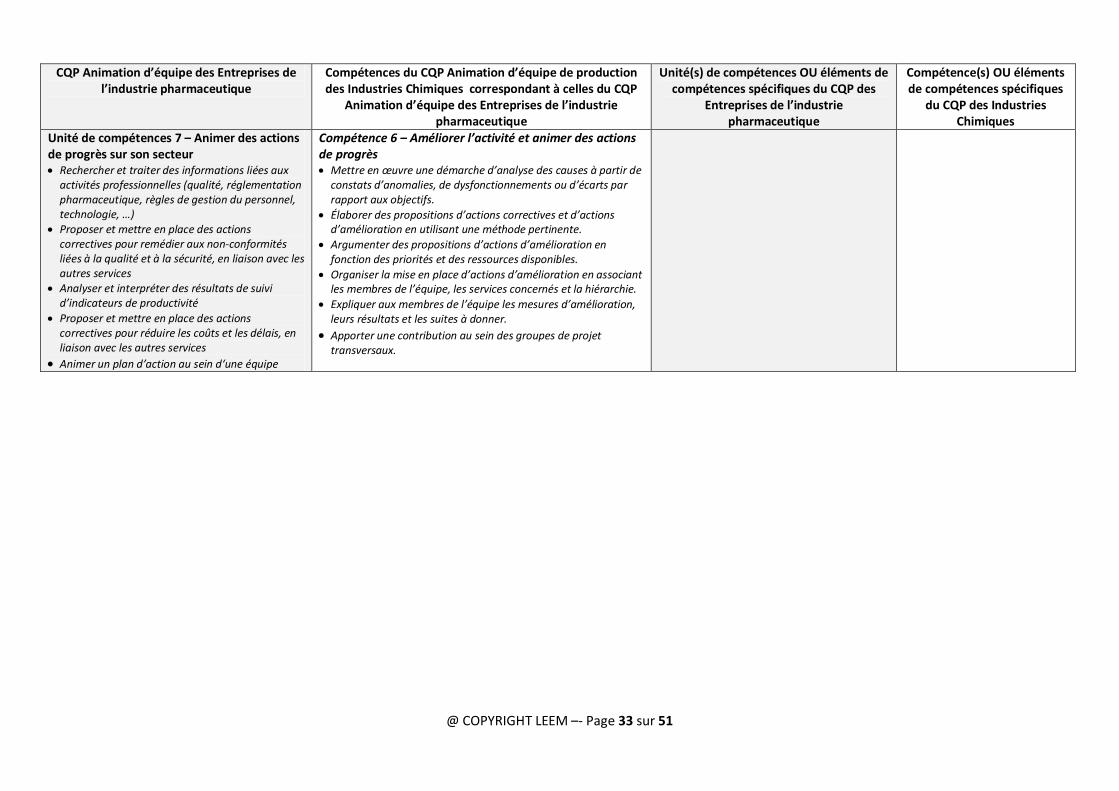
@ COPYRIGHT LEEM –- Page 33 sur 51
CQP Animation d’équipe des Entreprises de l’industrie pharmaceutique
Compétences du CQP Animation d’équipe de production des Industries Chimiques correspondant à celles du CQP
Animation d’équipe des Entreprises de l’industrie pharmaceutique
Unité(s) de compétences OU éléments de compétences spécifiques du CQP des
Entreprises de l’industrie pharmaceutique
Compétence(s) OU éléments de compétences spécifiques
du CQP des Industries Chimiques
Unité de compétences 7 – Animer des actions de progrès sur son secteur Rechercher et traiter des informations liées aux
activités professionnelles (qualité, réglementation pharmaceutique, règles de gestion du personnel, technologie, …)
Proposer et mettre en place des actions correctives pour remédier aux non-conformités liées à la qualité et à la sécurité, en liaison avec les autres services
Analyser et interpréter des résultats de suivi d’indicateurs de productivité
Proposer et mettre en place des actions correctives pour réduire les coûts et les délais, en liaison avec les autres services
Animer un plan d’action au sein d‘une équipe
Compétence 6 – Améliorer l’activité et animer des actions de progrès Mettre en œuvre une démarche d’analyse des causes à partir de
constats d’anomalies, de dysfonctionnements ou d’écarts par rapport aux objectifs.
Élaborer des propositions d’actions correctives et d’actions d’amélioration en utilisant une méthode pertinente.
Argumenter des propositions d’actions d’amélioration en fonction des priorités et des ressources disponibles.
Organiser la mise en place d’actions d’amélioration en associant les membres de l’équipe, les services concernés et la hiérarchie.
Expliquer aux membres de l’équipe les mesures d’amélioration, leurs résultats et les suites à donner.
Apporter une contribution au sein des groupes de projet transversaux.
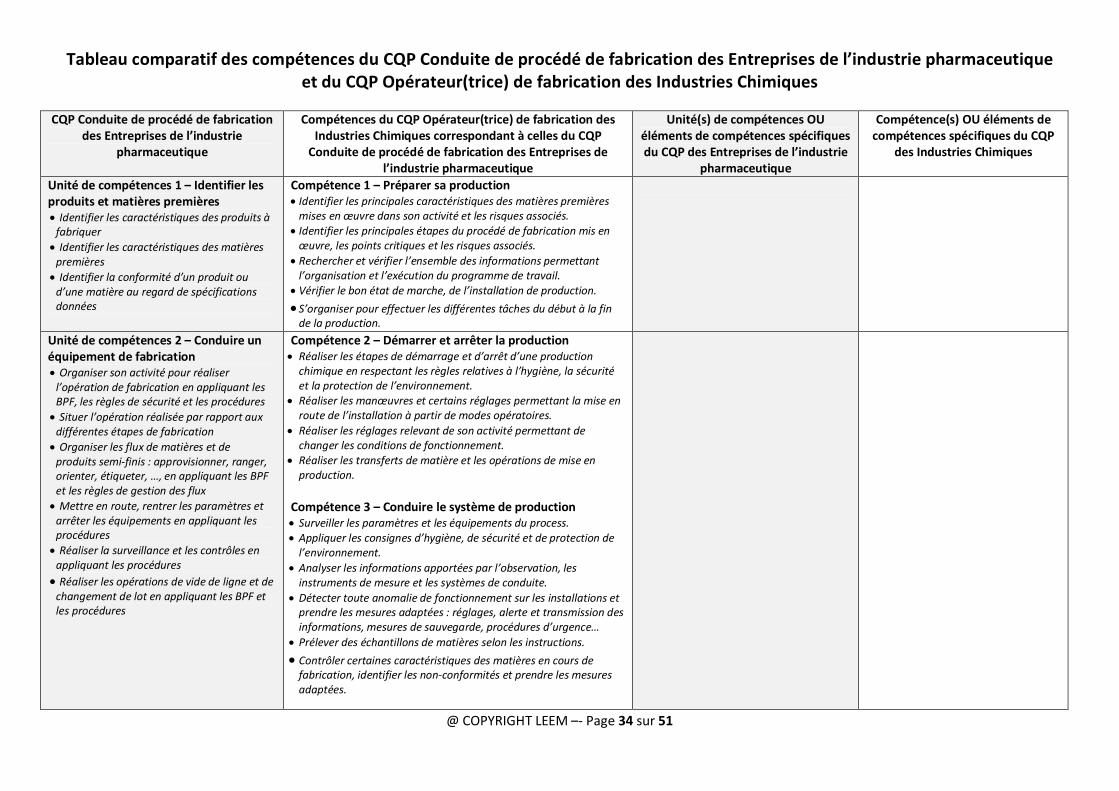
@ COPYRIGHT LEEM –- Page 34 sur 51
Tableau comparatif des compétences du CQP Conduite de procédé de fabrication des Entreprises de l’industrie pharmaceutique et du CQP Opérateur(trice) de fabrication des Industries Chimiques
CQP Conduite de procédé de fabrication
des Entreprises de l’industrie pharmaceutique
Compétences du CQP Opérateur(trice) de fabrication des Industries Chimiques correspondant à celles du CQP
Conduite de procédé de fabrication des Entreprises de l’industrie pharmaceutique
Unité(s) de compétences OU éléments de compétences spécifiques du CQP des Entreprises de l’industrie
pharmaceutique
Compétence(s) OU éléments de compétences spécifiques du CQP
des Industries Chimiques
Unité de compétences 1 – Identifier les produits et matières premières Identifier les caractéristiques des produits à
fabriquer
Identifier les caractéristiques des matières premières
Identifier la conformité d’un produit ou d’une matière au regard de spécifications données
Compétence 1 – Préparer sa production Identifier les principales caractéristiques des matières premières
mises en œuvre dans son activité et les risques associés. Identifier les principales étapes du procédé de fabrication mis en
œuvre, les points critiques et les risques associés.
Rechercher et vérifier l’ensemble des informations permettant l’organisation et l’exécution du programme de travail.
Vérifier le bon état de marche, de l’installation de production.
S’organiser pour effectuer les différentes tâches du début à la fin de la production.
Unité de compétences 2 – Conduire un équipement de fabrication Organiser son activité pour réaliser
l’opération de fabrication en appliquant les BPF, les règles de sécurité et les procédures
Situer l’opération réalisée par rapport aux différentes étapes de fabrication
Organiser les flux de matières et de produits semi-finis : approvisionner, ranger, orienter, étiqueter, …, en appliquant les BPF et les règles de gestion des flux
Mettre en route, rentrer les paramètres et arrêter les équipements en appliquant les procédures
Réaliser la surveillance et les contrôles en appliquant les procédures
Réaliser les opérations de vide de ligne et de changement de lot en appliquant les BPF et les procédures
Compétence 2 – Démarrer et arrêter la production Réaliser les étapes de démarrage et d’arrêt d’une production
chimique en respectant les règles relatives à l’hygiène, la sécurité et la protection de l’environnement.
Réaliser les manœuvres et certains réglages permettant la mise en route de l’installation à partir de modes opératoires.
Réaliser les réglages relevant de son activité permettant de changer les conditions de fonctionnement.
Réaliser les transferts de matière et les opérations de mise en production.
Compétence 3 – Conduire le système de production Surveiller les paramètres et les équipements du process. Appliquer les consignes d’hygiène, de sécurité et de protection de
l’environnement.
Analyser les informations apportées par l’observation, les instruments de mesure et les systèmes de conduite.
Détecter toute anomalie de fonctionnement sur les installations et prendre les mesures adaptées : réglages, alerte et transmission des informations, mesures de sauvegarde, procédures d’urgence…
Prélever des échantillons de matières selon les instructions.
Contrôler certaines caractéristiques des matières en cours de fabrication, identifier les non-conformités et prendre les mesures adaptées.
@ COPYRIGHT LEEM –- Page 35 sur 51
CQP Conduite de procédé de fabrication des Entreprises de l’industrie
pharmaceutique
Compétences du CQP Opérateur(trice) de fabrication des Industries Chimiques correspondant à celles du CQP
Conduite de procédé de fabrication des Entreprises de l’industrie pharmaceutique
Unité(s) de compétences OU éléments de compétences spécifiques du CQP des Entreprises de l’industrie
pharmaceutique
Compétence(s) OU éléments de compétences spécifiques du CQP
des Industries Chimiques
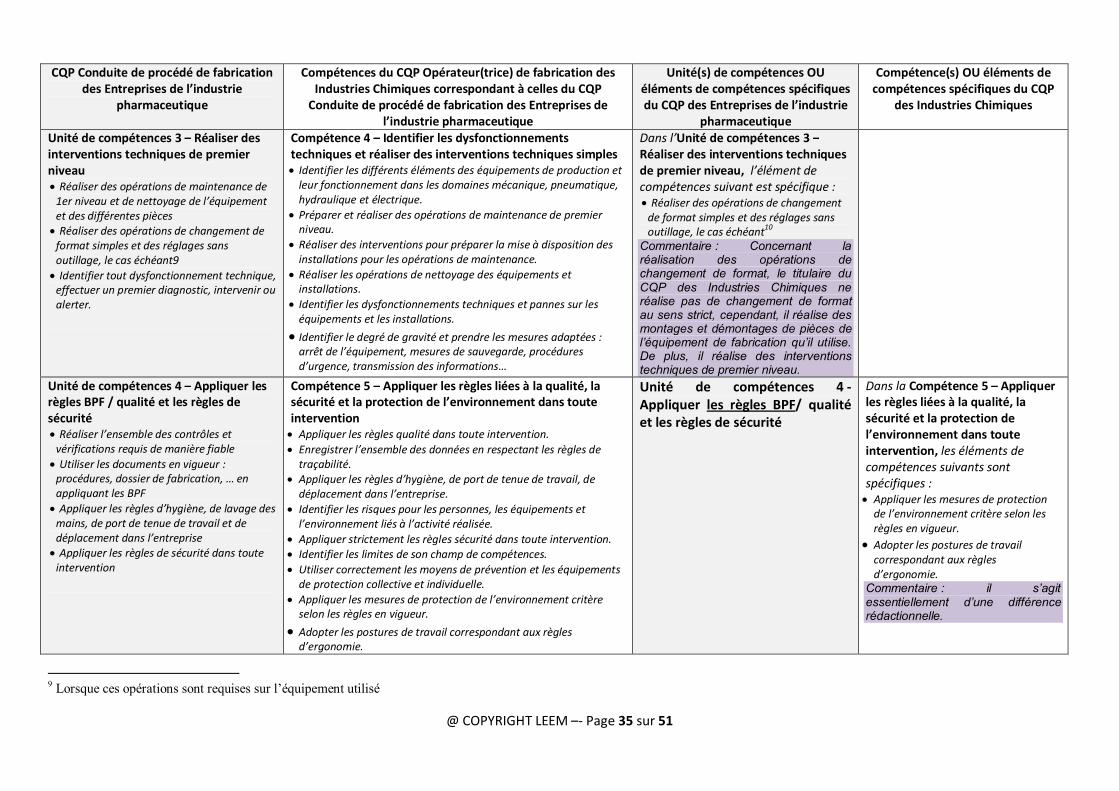
Unité de compétences 3 – Réaliser des interventions techniques de premier niveau Réaliser des opérations de maintenance de
1er niveau et de nettoyage de l’équipement et des différentes pièces Réaliser des opérations de changement de
format simples et des réglages sans outillage, le cas échéant9
Identifier tout dysfonctionnement technique, effectuer un premier diagnostic, intervenir ou alerter.
Compétence 4 – Identifier les dysfonctionnements techniques et réaliser des interventions techniques simples Identifier les différents éléments des équipements de production et
leur fonctionnement dans les domaines mécanique, pneumatique, hydraulique et électrique.
Préparer et réaliser des opérations de maintenance de premier niveau.
Réaliser des interventions pour préparer la mise à disposition des installations pour les opérations de maintenance.
Réaliser les opérations de nettoyage des équipements et installations.
Identifier les dysfonctionnements techniques et pannes sur les équipements et les installations.
Identifier le degré de gravité et prendre les mesures adaptées : arrêt de l’équipement, mesures de sauvegarde, procédures d’urgence, transmission des informations…
Dans l’Unité de compétences 3 – Réaliser des interventions techniques de premier niveau, l’élément de compétences suivant est spécifique : Réaliser des opérations de changement
de format simples et des réglages sans outillage, le cas échéant
10
Commentaire : Concernant la réalisation des opérations de changement de format, le titulaire du CQP des Industries Chimiques ne réalise pas de changement de format au sens strict, cependant, il réalise des montages et démontages de pièces de l’équipement de fabrication qu’il utilise. De plus, il réalise des interventions techniques de premier niveau.
Unité de compétences 4 – Appliquer les règles BPF / qualité et les règles de sécurité Réaliser l’ensemble des contrôles et
vérifications requis de manière fiable
Utiliser les documents en vigueur : procédures, dossier de fabrication, … en appliquant les BPF
Appliquer les règles d’hygiène, de lavage des mains, de port de tenue de travail et de déplacement dans l’entreprise Appliquer les règles de sécurité dans toute
intervention
Compétence 5 – Appliquer les règles liées à la qualité, la sécurité et la protection de l’environnement dans toute intervention Appliquer les règles qualité dans toute intervention.
Enregistrer l’ensemble des données en respectant les règles de traçabilité.
Appliquer les règles d’hygiène, de port de tenue de travail, de déplacement dans l’entreprise.
Identifier les risques pour les personnes, les équipements et l’environnement liés à l’activité réalisée.
Appliquer strictement les règles sécurité dans toute intervention. Identifier les limites de son champ de compétences.
Utiliser correctement les moyens de prévention et les équipements de protection collective et individuelle.
Appliquer les mesures de protection de l’environnement critère selon les règles en vigueur.
Adopter les postures de travail correspondant aux règles d’ergonomie.
Unité de compétences 4 - Appliquer les règles BPF/ qualité et les règles de sécurité
Dans la Compétence 5 – Appliquer les règles liées à la qualité, la sécurité et la protection de l’environnement dans toute intervention, les éléments de compétences suivants sont spécifiques : Appliquer les mesures de protection
de l’environnement critère selon les règles en vigueur.
Adopter les postures de travail correspondant aux règles d’ergonomie.
Commentaire : il s’agit essentiellement d’une différence rédactionnelle.
9 Lorsque ces opérations sont requises sur l’équipement utilisé
@ COPYRIGHT LEEM –- Page 36 sur 51
CQP Conduite de procédé de fabrication des Entreprises de l’industrie pharmaceutique
Compétences du CQP Opérateur(trice) de fabrication des Industries Chimiques correspondant à celles du CQP Conduite de procédé de fabrication des Entreprises de l’industrie pharmaceutique
Unité(s) de compétences OU éléments de compétences
spécifiques du CQP des Entreprises de l’industrie
pharmaceutique
Compétence(s) OU éléments de compétences spécifiques du CQP des
Industries Chimiques
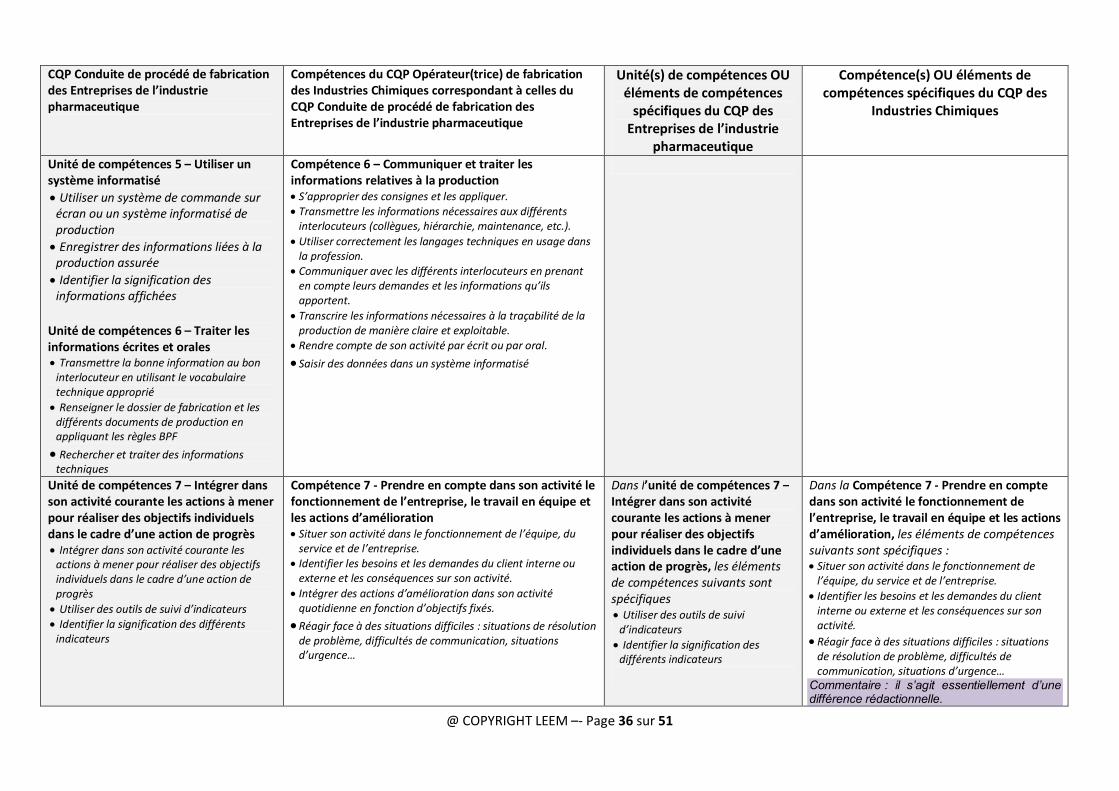
Unité de compétences 5 – Utiliser un système informatisé
Utiliser un système de commande sur écran ou un système informatisé de production
Enregistrer des informations liées à la production assurée
Identifier la signification des informations affichées
Unité de compétences 6 – Traiter les informations écrites et orales Transmettre la bonne information au bon
interlocuteur en utilisant le vocabulaire technique approprié
Renseigner le dossier de fabrication et les différents documents de production en appliquant les règles BPF
Rechercher et traiter des informations techniques
Compétence 6 – Communiquer et traiter les informations relatives à la production S’approprier des consignes et les appliquer. Transmettre les informations nécessaires aux différents
interlocuteurs (collègues, hiérarchie, maintenance, etc.).
Utiliser correctement les langages techniques en usage dans la profession.
Communiquer avec les différents interlocuteurs en prenant en compte leurs demandes et les informations qu’ils apportent.
Transcrire les informations nécessaires à la traçabilité de la production de manière claire et exploitable.
Rendre compte de son activité par écrit ou par oral.
Saisir des données dans un système informatisé
Unité de compétences 7 – Intégrer dans son activité courante les actions à mener pour réaliser des objectifs individuels dans le cadre d’une action de progrès Intégrer dans son activité courante les
actions à mener pour réaliser des objectifs individuels dans le cadre d’une action de progrès
Utiliser des outils de suivi d’indicateurs Identifier la signification des différents
indicateurs
Compétence 7 - Prendre en compte dans son activité le fonctionnement de l’entreprise, le travail en équipe et les actions d’amélioration Situer son activité dans le fonctionnement de l’équipe, du
service et de l’entreprise. Identifier les besoins et les demandes du client interne ou
externe et les conséquences sur son activité.
Intégrer des actions d’amélioration dans son activité quotidienne en fonction d’objectifs fixés.
Réagir face à des situations difficiles : situations de résolution de problème, difficultés de communication, situations d’urgence…
Dans l’unité de compétences 7 – Intégrer dans son activité courante les actions à mener pour réaliser des objectifs individuels dans le cadre d’une action de progrès, les éléments de compétences suivants sont spécifiques Utiliser des outils de suivi
d’indicateurs
Identifier la signification des différents indicateurs
Dans la Compétence 7 - Prendre en compte dans son activité le fonctionnement de l’entreprise, le travail en équipe et les actions d’amélioration, les éléments de compétences suivants sont spécifiques : Situer son activité dans le fonctionnement de
l’équipe, du service et de l’entreprise.
Identifier les besoins et les demandes du client interne ou externe et les conséquences sur son activité.
Réagir face à des situations difficiles : situations de résolution de problème, difficultés de communication, situations d’urgence…
Commentaire : il s’agit essentiellement d’une différence rédactionnelle.
@ COPYRIGHT LEEM –- Page 37 sur 51
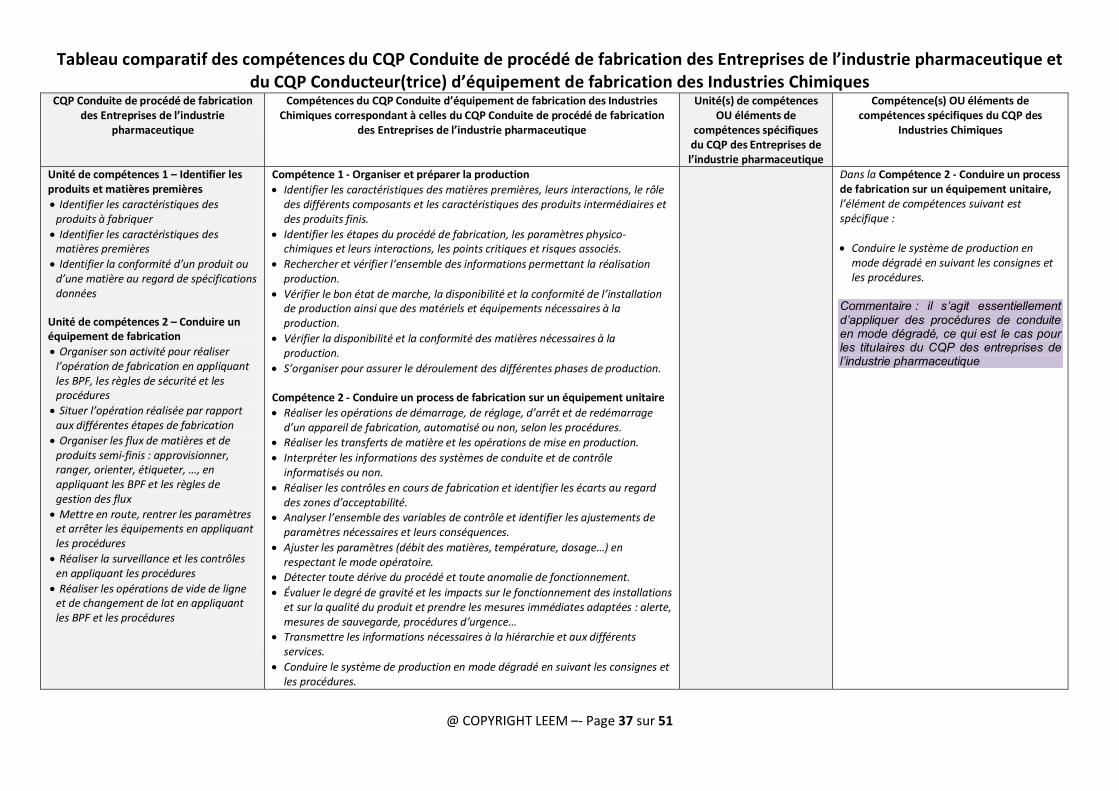
Tableau comparatif des compétences du CQP Conduite de procédé de fabrication des Entreprises de l’industrie pharmaceutique et du CQP Conducteur(trice) d’équipement de fabrication des Industries Chimiques
CQP Conduite de procédé de fabrication des Entreprises de l’industrie
pharmaceutique
Compétences du CQP Conduite d’équipement de fabrication des Industries Chimiques correspondant à celles du CQP Conduite de procédé de fabrication
des Entreprises de l’industrie pharmaceutique
Unité(s) de compétences OU éléments de
compétences spécifiques du CQP des Entreprises de l’industrie pharmaceutique
Compétence(s) OU éléments de compétences spécifiques du CQP des
Industries Chimiques
Unité de compétences 1 – Identifier les produits et matières premières
Identifier les caractéristiques des produits à fabriquer
Identifier les caractéristiques des matières premières
Identifier la conformité d’un produit ou d’une matière au regard de spécifications données
Unité de compétences 2 – Conduire un équipement de fabrication
Organiser son activité pour réaliser l’opération de fabrication en appliquant les BPF, les règles de sécurité et les procédures
Situer l’opération réalisée par rapport aux différentes étapes de fabrication
Organiser les flux de matières et de produits semi-finis : approvisionner, ranger, orienter, étiqueter, …, en appliquant les BPF et les règles de gestion des flux
Mettre en route, rentrer les paramètres et arrêter les équipements en appliquant les procédures
Réaliser la surveillance et les contrôles en appliquant les procédures
Réaliser les opérations de vide de ligne et de changement de lot en appliquant les BPF et les procédures
Compétence 1 - Organiser et préparer la production
Identifier les caractéristiques des matières premières, leurs interactions, le rôle des différents composants et les caractéristiques des produits intermédiaires et des produits finis.
Identifier les étapes du procédé de fabrication, les paramètres physico-chimiques et leurs interactions, les points critiques et risques associés.
Rechercher et vérifier l’ensemble des informations permettant la réalisation production.
Vérifier le bon état de marche, la disponibilité et la conformité de l’installation de production ainsi que des matériels et équipements nécessaires à la production.
Vérifier la disponibilité et la conformité des matières nécessaires à la production.
S’organiser pour assurer le déroulement des différentes phases de production.
Compétence 2 - Conduire un process de fabrication sur un équipement unitaire
Réaliser les opérations de démarrage, de réglage, d’arrêt et de redémarrage d’un appareil de fabrication, automatisé ou non, selon les procédures.
Réaliser les transferts de matière et les opérations de mise en production.
Interpréter les informations des systèmes de conduite et de contrôle informatisés ou non.
Réaliser les contrôles en cours de fabrication et identifier les écarts au regard des zones d’acceptabilité.
Analyser l’ensemble des variables de contrôle et identifier les ajustements de paramètres nécessaires et leurs conséquences.
Ajuster les paramètres (débit des matières, température, dosage…) en respectant le mode opératoire.
Détecter toute dérive du procédé et toute anomalie de fonctionnement.
Évaluer le degré de gravité et les impacts sur le fonctionnement des installations et sur la qualité du produit et prendre les mesures immédiates adaptées : alerte, mesures de sauvegarde, procédures d’urgence…
Transmettre les informations nécessaires à la hiérarchie et aux différents services.
Conduire le système de production en mode dégradé en suivant les consignes et les procédures.
Dans la Compétence 2 - Conduire un process de fabrication sur un équipement unitaire, l’élément de compétences suivant est spécifique : Conduire le système de production en
mode dégradé en suivant les consignes et les procédures.
Commentaire : il s’agit essentiellement d’appliquer des procédures de conduite en mode dégradé, ce qui est le cas pour les titulaires du CQP des entreprises de l’industrie pharmaceutique
@ COPYRIGHT LEEM –- Page 38 sur 51
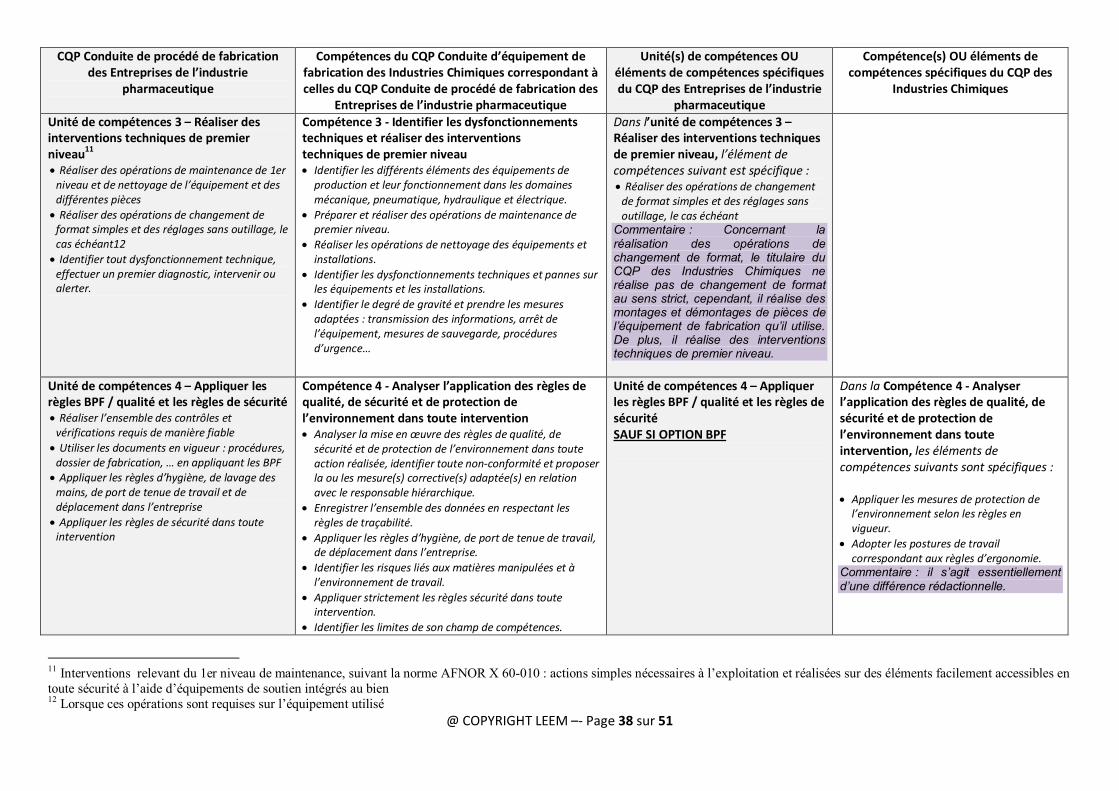
CQP Conduite de procédé de fabrication des Entreprises de l’industrie
pharmaceutique
Compétences du CQP Conduite d’équipement de fabrication des Industries Chimiques correspondant à celles du CQP Conduite de procédé de fabrication des
Entreprises de l’industrie pharmaceutique
Unité(s) de compétences OU éléments de compétences spécifiques du CQP des Entreprises de l’industrie
pharmaceutique
Compétence(s) OU éléments de compétences spécifiques du CQP des
Industries Chimiques
Unité de compétences 3 – Réaliser des interventions techniques de premier niveau
11
Réaliser des opérations de maintenance de 1er niveau et de nettoyage de l’équipement et des différentes pièces
Réaliser des opérations de changement de format simples et des réglages sans outillage, le cas échéant12
Identifier tout dysfonctionnement technique, effectuer un premier diagnostic, intervenir ou alerter.
Compétence 3 - Identifier les dysfonctionnements techniques et réaliser des interventions techniques de premier niveau Identifier les différents éléments des équipements de
production et leur fonctionnement dans les domaines mécanique, pneumatique, hydraulique et électrique.
Préparer et réaliser des opérations de maintenance de premier niveau.
Réaliser les opérations de nettoyage des équipements et installations.
Identifier les dysfonctionnements techniques et pannes sur les équipements et les installations.
Identifier le degré de gravité et prendre les mesures adaptées : transmission des informations, arrêt de l’équipement, mesures de sauvegarde, procédures d’urgence…
Dans l’unité de compétences 3 – Réaliser des interventions techniques de premier niveau, l’élément de compétences suivant est spécifique : Réaliser des opérations de changement
de format simples et des réglages sans outillage, le cas échéant
Commentaire : Concernant la réalisation des opérations de changement de format, le titulaire du CQP des Industries Chimiques ne réalise pas de changement de format au sens strict, cependant, il réalise des montages et démontages de pièces de l’équipement de fabrication qu’il utilise. De plus, il réalise des interventions techniques de premier niveau.
Unité de compétences 4 – Appliquer les règles BPF / qualité et les règles de sécurité Réaliser l’ensemble des contrôles et
vérifications requis de manière fiable
Utiliser les documents en vigueur : procédures, dossier de fabrication, … en appliquant les BPF Appliquer les règles d’hygiène, de lavage des
mains, de port de tenue de travail et de déplacement dans l’entreprise
Appliquer les règles de sécurité dans toute intervention
Compétence 4 - Analyser l’application des règles de qualité, de sécurité et de protection de l’environnement dans toute intervention Analyser la mise en œuvre des règles de qualité, de
sécurité et de protection de l’environnement dans toute action réalisée, identifier toute non-conformité et proposer la ou les mesure(s) corrective(s) adaptée(s) en relation avec le responsable hiérarchique.
Enregistrer l’ensemble des données en respectant les règles de traçabilité.
Appliquer les règles d’hygiène, de port de tenue de travail, de déplacement dans l’entreprise.
Identifier les risques liés aux matières manipulées et à l’environnement de travail.
Appliquer strictement les règles sécurité dans toute intervention.
Identifier les limites de son champ de compétences.
Unité de compétences 4 – Appliquer les règles BPF / qualité et les règles de sécurité SAUF SI OPTION BPF
Dans la Compétence 4 - Analyser l’application des règles de qualité, de sécurité et de protection de l’environnement dans toute intervention, les éléments de compétences suivants sont spécifiques : Appliquer les mesures de protection de
l’environnement selon les règles en vigueur.
Adopter les postures de travail correspondant aux règles d’ergonomie.
Commentaire : il s’agit essentiellement d’une différence rédactionnelle.
11 Interventions relevant du 1er niveau de maintenance, suivant la norme AFNOR X 60-010 : actions simples nécessaires à l’exploitation et réalisées sur des éléments facilement accessibles en toute sécurité à l’aide d’équipements de soutien intégrés au bien 12 Lorsque ces opérations sont requises sur l’équipement utilisé
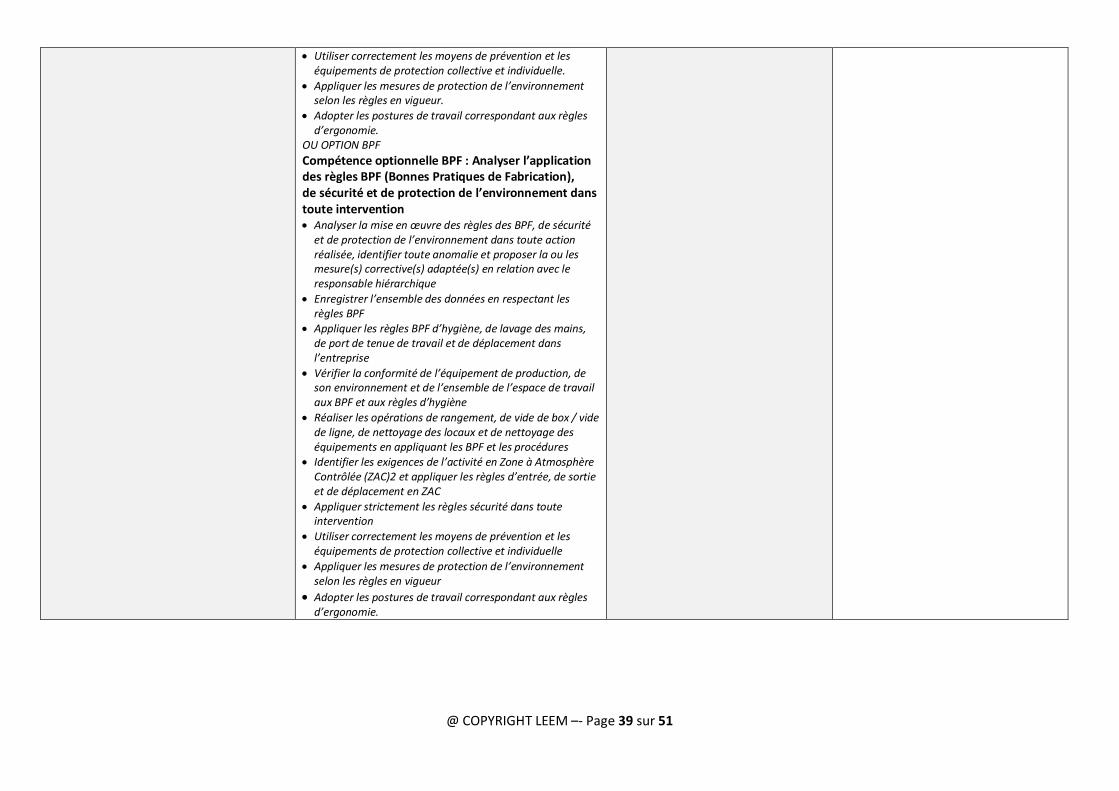
@ COPYRIGHT LEEM –- Page 39 sur 51
Utiliser correctement les moyens de prévention et les équipements de protection collective et individuelle.
Appliquer les mesures de protection de l’environnement selon les règles en vigueur.
Adopter les postures de travail correspondant aux règles d’ergonomie.
OU OPTION BPF
Compétence optionnelle BPF : Analyser l’application des règles BPF (Bonnes Pratiques de Fabrication), de sécurité et de protection de l’environnement dans toute intervention Analyser la mise en œuvre des règles des BPF, de sécurité
et de protection de l’environnement dans toute action réalisée, identifier toute anomalie et proposer la ou les mesure(s) corrective(s) adaptée(s) en relation avec le responsable hiérarchique
Enregistrer l’ensemble des données en respectant les règles BPF
Appliquer les règles BPF d’hygiène, de lavage des mains, de port de tenue de travail et de déplacement dans l’entreprise
Vérifier la conformité de l’équipement de production, de son environnement et de l’ensemble de l’espace de travail aux BPF et aux règles d’hygiène
Réaliser les opérations de rangement, de vide de box / vide de ligne, de nettoyage des locaux et de nettoyage des équipements en appliquant les BPF et les procédures
Identifier les exigences de l’activité en Zone à Atmosphère Contrôlée (ZAC)2 et appliquer les règles d’entrée, de sortie et de déplacement en ZAC
Appliquer strictement les règles sécurité dans toute intervention
Utiliser correctement les moyens de prévention et les équipements de protection collective et individuelle
Appliquer les mesures de protection de l’environnement selon les règles en vigueur
Adopter les postures de travail correspondant aux règles d’ergonomie.
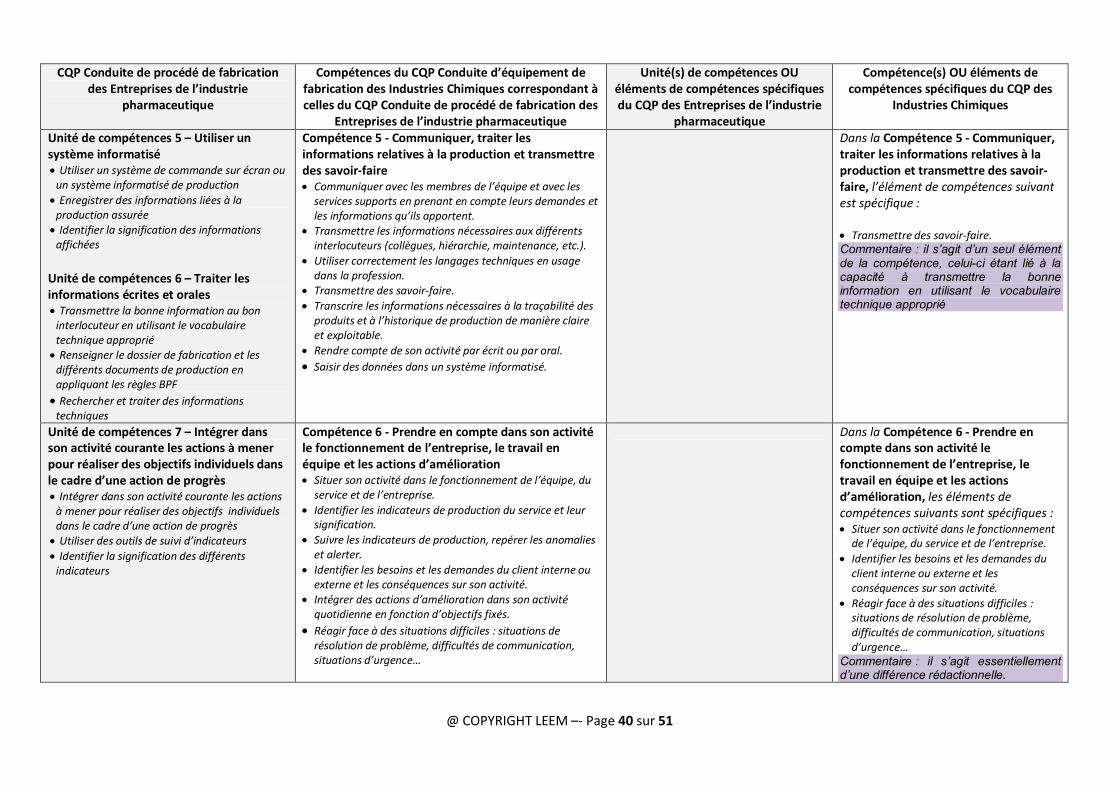
@ COPYRIGHT LEEM –- Page 40 sur 51
CQP Conduite de procédé de fabrication des Entreprises de l’industrie
pharmaceutique
Compétences du CQP Conduite d’équipement de fabrication des Industries Chimiques correspondant à celles du CQP Conduite de procédé de fabrication des
Entreprises de l’industrie pharmaceutique
Unité(s) de compétences OU éléments de compétences spécifiques du CQP des Entreprises de l’industrie
pharmaceutique
Compétence(s) OU éléments de compétences spécifiques du CQP des
Industries Chimiques
Unité de compétences 5 – Utiliser un système informatisé Utiliser un système de commande sur écran ou
un système informatisé de production
Enregistrer des informations liées à la production assurée Identifier la signification des informations
affichées
Unité de compétences 6 – Traiter les informations écrites et orales Transmettre la bonne information au bon
interlocuteur en utilisant le vocabulaire technique approprié Renseigner le dossier de fabrication et les
différents documents de production en appliquant les règles BPF
Rechercher et traiter des informations techniques
Compétence 5 - Communiquer, traiter les informations relatives à la production et transmettre des savoir-faire Communiquer avec les membres de l’équipe et avec les
services supports en prenant en compte leurs demandes et les informations qu’ils apportent.
Transmettre les informations nécessaires aux différents interlocuteurs (collègues, hiérarchie, maintenance, etc.).
Utiliser correctement les langages techniques en usage dans la profession.
Transmettre des savoir-faire.
Transcrire les informations nécessaires à la traçabilité des produits et à l’historique de production de manière claire et exploitable.
Rendre compte de son activité par écrit ou par oral.
Saisir des données dans un système informatisé.
Dans la Compétence 5 - Communiquer, traiter les informations relatives à la production et transmettre des savoir-faire, l’élément de compétences suivant est spécifique : Transmettre des savoir-faire. Commentaire : il s’agit d’un seul élément de la compétence, celui-ci étant lié à la capacité à transmettre la bonne information en utilisant le vocabulaire technique approprié
Unité de compétences 7 – Intégrer dans son activité courante les actions à mener pour réaliser des objectifs individuels dans le cadre d’une action de progrès Intégrer dans son activité courante les actions
à mener pour réaliser des objectifs individuels dans le cadre d’une action de progrès Utiliser des outils de suivi d’indicateurs
Identifier la signification des différents indicateurs
Compétence 6 - Prendre en compte dans son activité le fonctionnement de l’entreprise, le travail en équipe et les actions d’amélioration Situer son activité dans le fonctionnement de l’équipe, du
service et de l’entreprise.
Identifier les indicateurs de production du service et leur signification.
Suivre les indicateurs de production, repérer les anomalies et alerter.
Identifier les besoins et les demandes du client interne ou externe et les conséquences sur son activité.
Intégrer des actions d’amélioration dans son activité quotidienne en fonction d’objectifs fixés.
Réagir face à des situations difficiles : situations de résolution de problème, difficultés de communication, situations d’urgence…
Dans la Compétence 6 - Prendre en compte dans son activité le fonctionnement de l’entreprise, le travail en équipe et les actions d’amélioration, les éléments de compétences suivants sont spécifiques : Situer son activité dans le fonctionnement
de l’équipe, du service et de l’entreprise.
Identifier les besoins et les demandes du client interne ou externe et les conséquences sur son activité.
Réagir face à des situations difficiles : situations de résolution de problème, difficultés de communication, situations d’urgence…
Commentaire : il s’agit essentiellement d’une différence rédactionnelle.
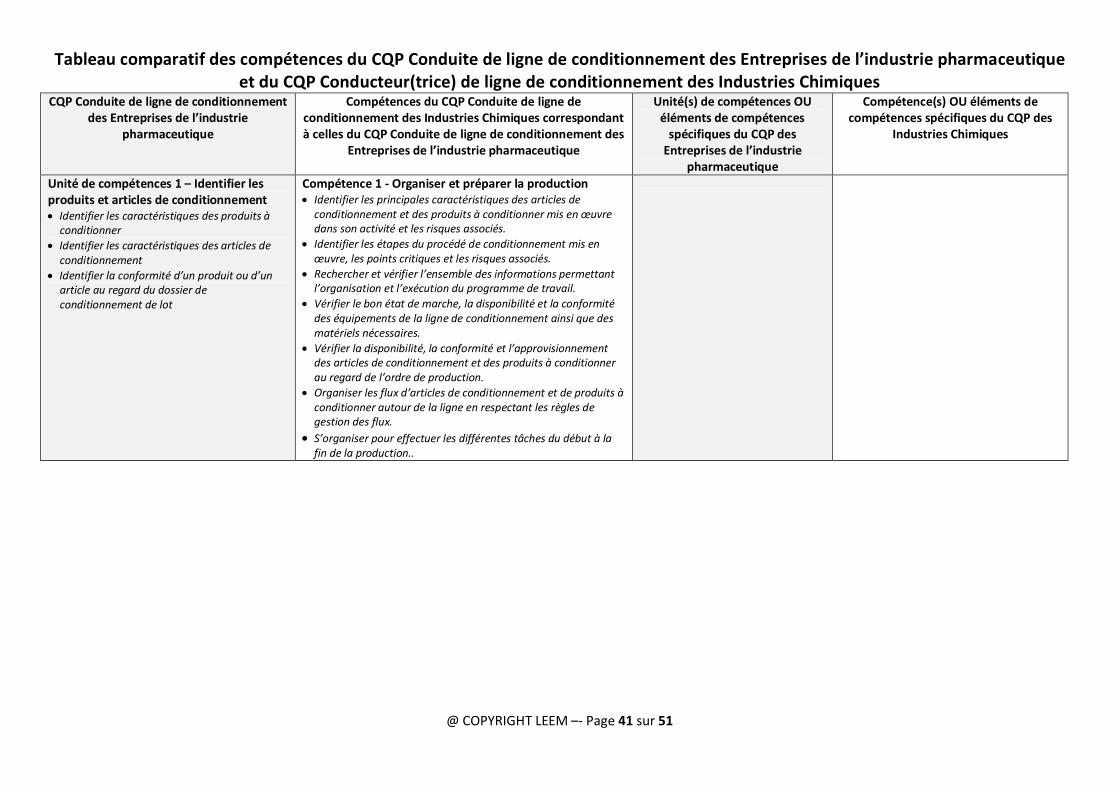
@ COPYRIGHT LEEM –- Page 41 sur 51
Tableau comparatif des compétences du CQP Conduite de ligne de conditionnement des Entreprises de l’industrie pharmaceutique et du CQP Conducteur(trice) de ligne de conditionnement des Industries Chimiques
CQP Conduite de ligne de conditionnement des Entreprises de l’industrie
pharmaceutique
Compétences du CQP Conduite de ligne de conditionnement des Industries Chimiques correspondant à celles du CQP Conduite de ligne de conditionnement des
Entreprises de l’industrie pharmaceutique
Unité(s) de compétences OU éléments de compétences
spécifiques du CQP des Entreprises de l’industrie
pharmaceutique
Compétence(s) OU éléments de compétences spécifiques du CQP des
Industries Chimiques
Unité de compétences 1 – Identifier les produits et articles de conditionnement Identifier les caractéristiques des produits à
conditionner
Identifier les caractéristiques des articles de conditionnement
Identifier la conformité d’un produit ou d’un article au regard du dossier de conditionnement de lot
Compétence 1 - Organiser et préparer la production Identifier les principales caractéristiques des articles de
conditionnement et des produits à conditionner mis en œuvre dans son activité et les risques associés.
Identifier les étapes du procédé de conditionnement mis en œuvre, les points critiques et les risques associés.
Rechercher et vérifier l’ensemble des informations permettant l’organisation et l’exécution du programme de travail.
Vérifier le bon état de marche, la disponibilité et la conformité des équipements de la ligne de conditionnement ainsi que des matériels nécessaires.
Vérifier la disponibilité, la conformité et l’approvisionnement des articles de conditionnement et des produits à conditionner au regard de l’ordre de production.
Organiser les flux d’articles de conditionnement et de produits à conditionner autour de la ligne en respectant les règles de gestion des flux.
S’organiser pour effectuer les différentes tâches du début à la fin de la production..
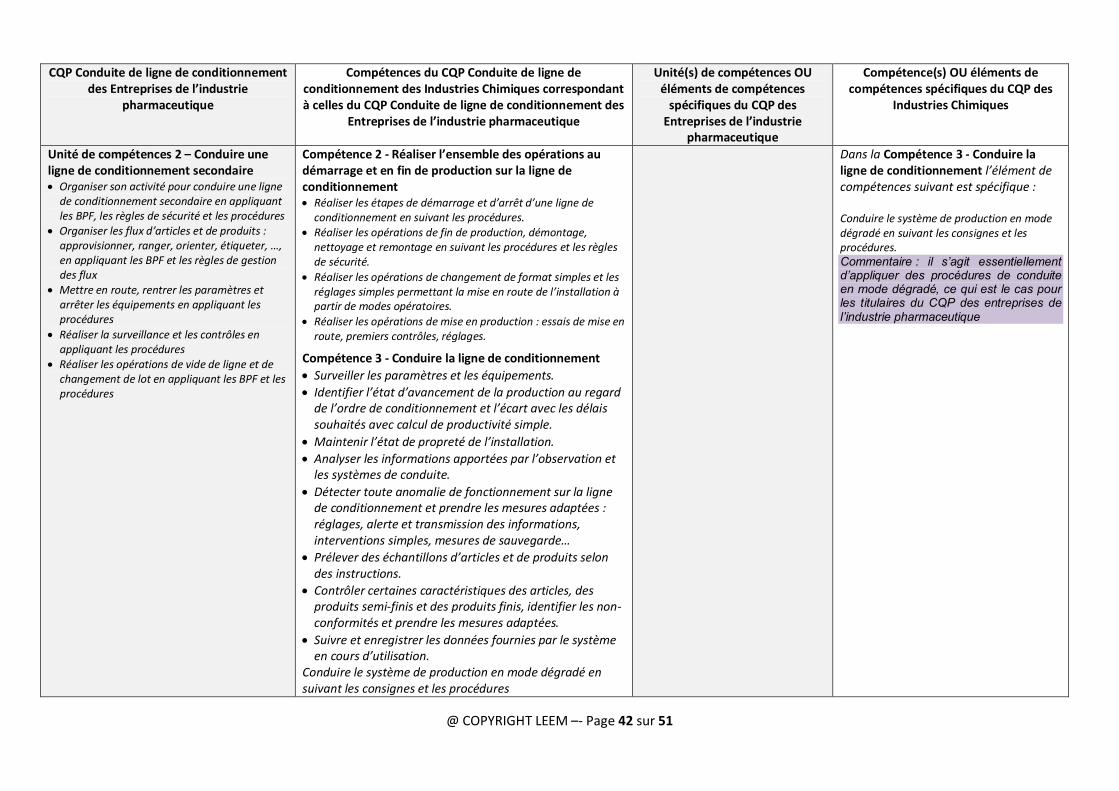
@ COPYRIGHT LEEM –- Page 42 sur 51
CQP Conduite de ligne de conditionnement des Entreprises de l’industrie
pharmaceutique
Compétences du CQP Conduite de ligne de conditionnement des Industries Chimiques correspondant à celles du CQP Conduite de ligne de conditionnement des
Entreprises de l’industrie pharmaceutique
Unité(s) de compétences OU éléments de compétences
spécifiques du CQP des Entreprises de l’industrie
pharmaceutique
Compétence(s) OU éléments de compétences spécifiques du CQP des
Industries Chimiques
Unité de compétences 2 – Conduire une ligne de conditionnement secondaire Organiser son activité pour conduire une ligne
de conditionnement secondaire en appliquant les BPF, les règles de sécurité et les procédures
Organiser les flux d’articles et de produits : approvisionner, ranger, orienter, étiqueter, …, en appliquant les BPF et les règles de gestion des flux
Mettre en route, rentrer les paramètres et arrêter les équipements en appliquant les procédures
Réaliser la surveillance et les contrôles en appliquant les procédures
Réaliser les opérations de vide de ligne et de changement de lot en appliquant les BPF et les procédures
Compétence 2 - Réaliser l’ensemble des opérations au démarrage et en fin de production sur la ligne de conditionnement Réaliser les étapes de démarrage et d’arrêt d’une ligne de
conditionnement en suivant les procédures. Réaliser les opérations de fin de production, démontage,
nettoyage et remontage en suivant les procédures et les règles de sécurité.
Réaliser les opérations de changement de format simples et les réglages simples permettant la mise en route de l’installation à partir de modes opératoires.
Réaliser les opérations de mise en production : essais de mise en route, premiers contrôles, réglages.
Compétence 3 - Conduire la ligne de conditionnement
Surveiller les paramètres et les équipements.
Identifier l’état d’avancement de la production au regard de l’ordre de conditionnement et l’écart avec les délais souhaités avec calcul de productivité simple.
Maintenir l’état de propreté de l’installation.
Analyser les informations apportées par l’observation et les systèmes de conduite.
Détecter toute anomalie de fonctionnement sur la ligne de conditionnement et prendre les mesures adaptées : réglages, alerte et transmission des informations, interventions simples, mesures de sauvegarde…
Prélever des échantillons d’articles et de produits selon des instructions.
Contrôler certaines caractéristiques des articles, des produits semi-finis et des produits finis, identifier les non-conformités et prendre les mesures adaptées.
Suivre et enregistrer les données fournies par le système en cours d’utilisation.
Conduire le système de production en mode dégradé en suivant les consignes et les procédures
Dans la Compétence 3 - Conduire la ligne de conditionnement l’élément de compétences suivant est spécifique : Conduire le système de production en mode dégradé en suivant les consignes et les procédures. Commentaire : il s’agit essentiellement d’appliquer des procédures de conduite en mode dégradé, ce qui est le cas pour les titulaires du CQP des entreprises de l’industrie pharmaceutique
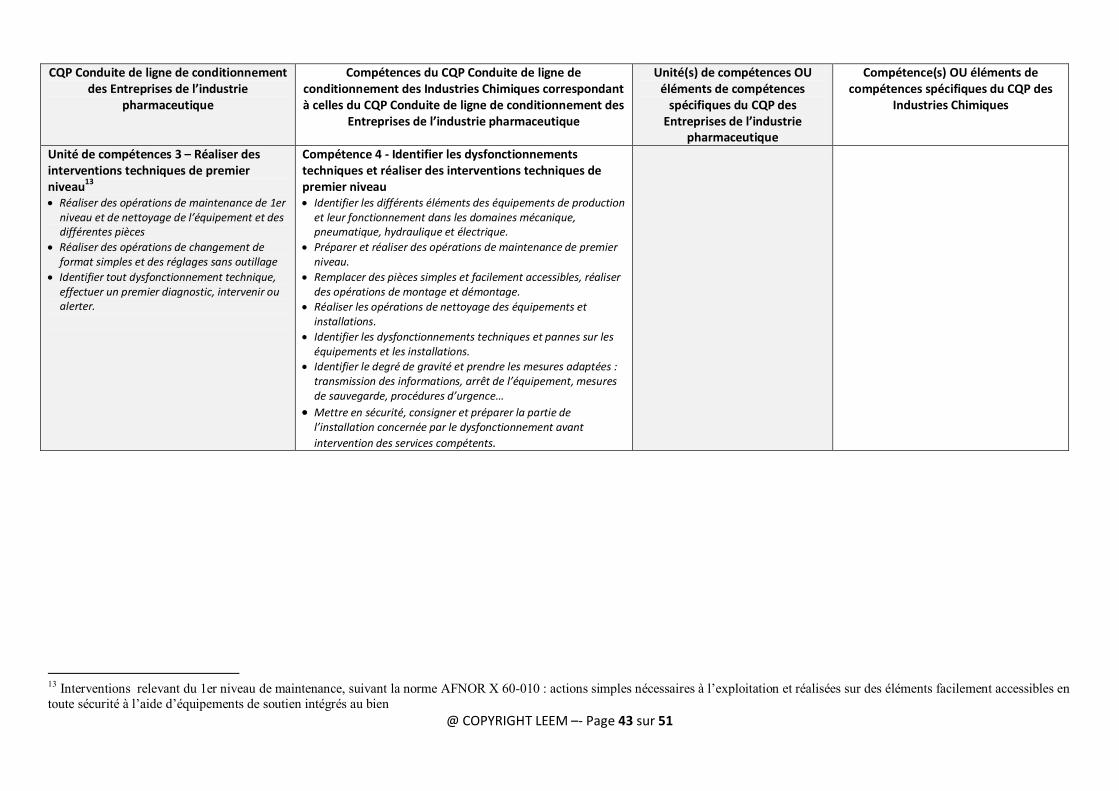
@ COPYRIGHT LEEM –- Page 43 sur 51
CQP Conduite de ligne de conditionnement des Entreprises de l’industrie
pharmaceutique
Compétences du CQP Conduite de ligne de conditionnement des Industries Chimiques correspondant à celles du CQP Conduite de ligne de conditionnement des
Entreprises de l’industrie pharmaceutique
Unité(s) de compétences OU éléments de compétences
spécifiques du CQP des Entreprises de l’industrie
pharmaceutique
Compétence(s) OU éléments de compétences spécifiques du CQP des
Industries Chimiques
Unité de compétences 3 – Réaliser des interventions techniques de premier niveau13 Réaliser des opérations de maintenance de 1er
niveau et de nettoyage de l’équipement et des différentes pièces
Réaliser des opérations de changement de format simples et des réglages sans outillage
Identifier tout dysfonctionnement technique, effectuer un premier diagnostic, intervenir ou alerter.
Compétence 4 - Identifier les dysfonctionnements techniques et réaliser des interventions techniques de premier niveau Identifier les différents éléments des équipements de production
et leur fonctionnement dans les domaines mécanique, pneumatique, hydraulique et électrique.
Préparer et réaliser des opérations de maintenance de premier niveau.
Remplacer des pièces simples et facilement accessibles, réaliser des opérations de montage et démontage.
Réaliser les opérations de nettoyage des équipements et installations.
Identifier les dysfonctionnements techniques et pannes sur les équipements et les installations.
Identifier le degré de gravité et prendre les mesures adaptées : transmission des informations, arrêt de l’équipement, mesures de sauvegarde, procédures d’urgence…
Mettre en sécurité, consigner et préparer la partie de l’installation concernée par le dysfonctionnement avant
intervention des services compétents.
13 Interventions relevant du 1er niveau de maintenance, suivant la norme AFNOR X 60-010 : actions simples nécessaires à l’exploitation et réalisées sur des éléments facilement accessibles en toute sécurité à l’aide d’équipements de soutien intégrés au bien
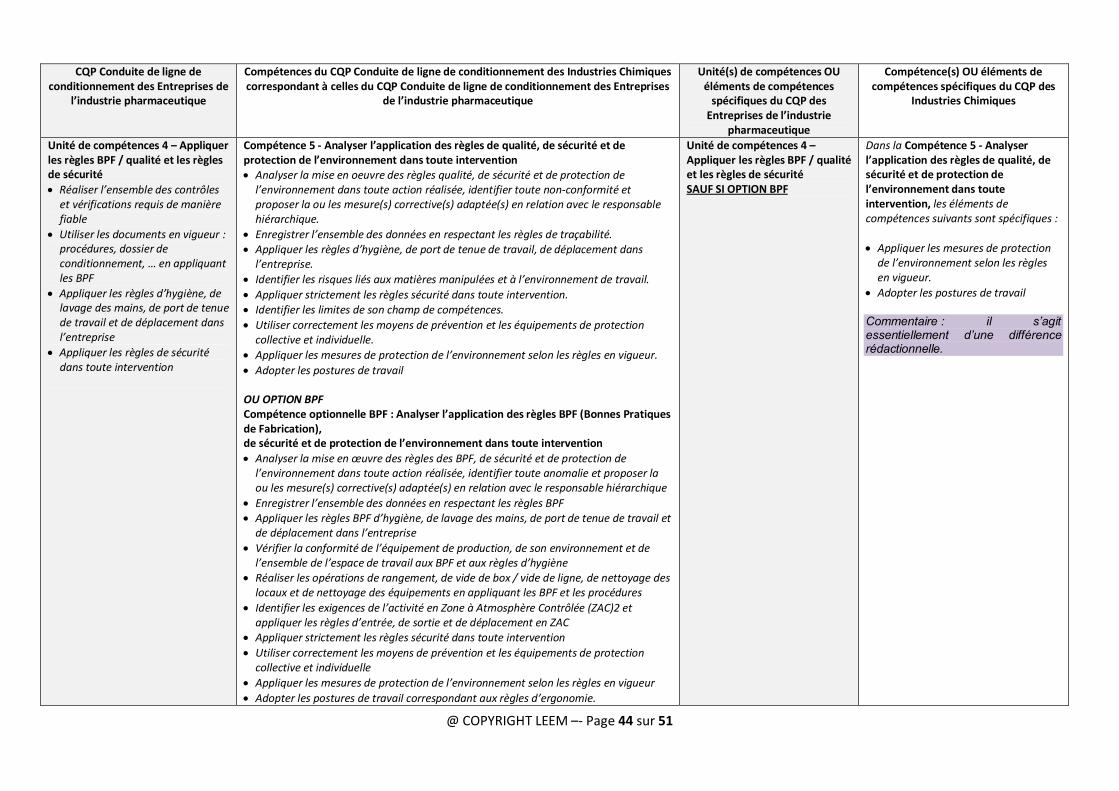
@ COPYRIGHT LEEM –- Page 44 sur 51
CQP Conduite de ligne de
conditionnement des Entreprises de l’industrie pharmaceutique
Compétences du CQP Conduite de ligne de conditionnement des Industries Chimiques correspondant à celles du CQP Conduite de ligne de conditionnement des Entreprises
de l’industrie pharmaceutique
Unité(s) de compétences OU éléments de compétences
spécifiques du CQP des Entreprises de l’industrie
pharmaceutique
Compétence(s) OU éléments de compétences spécifiques du CQP des
Industries Chimiques
Unité de compétences 4 – Appliquer les règles BPF / qualité et les règles de sécurité
Réaliser l’ensemble des contrôles et vérifications requis de manière fiable
Utiliser les documents en vigueur : procédures, dossier de conditionnement, … en appliquant les BPF
Appliquer les règles d’hygiène, de lavage des mains, de port de tenue de travail et de déplacement dans l’entreprise
Appliquer les règles de sécurité dans toute intervention
Compétence 5 - Analyser l’application des règles de qualité, de sécurité et de protection de l’environnement dans toute intervention Analyser la mise en oeuvre des règles qualité, de sécurité et de protection de
l’environnement dans toute action réalisée, identifier toute non-conformité et proposer la ou les mesure(s) corrective(s) adaptée(s) en relation avec le responsable hiérarchique.
Enregistrer l’ensemble des données en respectant les règles de traçabilité. Appliquer les règles d’hygiène, de port de tenue de travail, de déplacement dans
l’entreprise.
Identifier les risques liés aux matières manipulées et à l’environnement de travail.
Appliquer strictement les règles sécurité dans toute intervention. Identifier les limites de son champ de compétences.
Utiliser correctement les moyens de prévention et les équipements de protection collective et individuelle.
Appliquer les mesures de protection de l’environnement selon les règles en vigueur.
Adopter les postures de travail OU OPTION BPF Compétence optionnelle BPF : Analyser l’application des règles BPF (Bonnes Pratiques de Fabrication), de sécurité et de protection de l’environnement dans toute intervention
Analyser la mise en œuvre des règles des BPF, de sécurité et de protection de l’environnement dans toute action réalisée, identifier toute anomalie et proposer la ou les mesure(s) corrective(s) adaptée(s) en relation avec le responsable hiérarchique
Enregistrer l’ensemble des données en respectant les règles BPF Appliquer les règles BPF d’hygiène, de lavage des mains, de port de tenue de travail et
de déplacement dans l’entreprise
Vérifier la conformité de l’équipement de production, de son environnement et de l’ensemble de l’espace de travail aux BPF et aux règles d’hygiène
Réaliser les opérations de rangement, de vide de box / vide de ligne, de nettoyage des locaux et de nettoyage des équipements en appliquant les BPF et les procédures
Identifier les exigences de l’activité en Zone à Atmosphère Contrôlée (ZAC)2 et appliquer les règles d’entrée, de sortie et de déplacement en ZAC
Appliquer strictement les règles sécurité dans toute intervention
Utiliser correctement les moyens de prévention et les équipements de protection collective et individuelle
Appliquer les mesures de protection de l’environnement selon les règles en vigueur
Adopter les postures de travail correspondant aux règles d’ergonomie.
Unité de compétences 4 – Appliquer les règles BPF / qualité et les règles de sécurité SAUF SI OPTION BPF
Dans la Compétence 5 - Analyser l’application des règles de qualité, de sécurité et de protection de l’environnement dans toute intervention, les éléments de compétences suivants sont spécifiques : Appliquer les mesures de protection
de l’environnement selon les règles en vigueur.
Adopter les postures de travail Commentaire : il s’agit essentiellement d’une différence rédactionnelle.
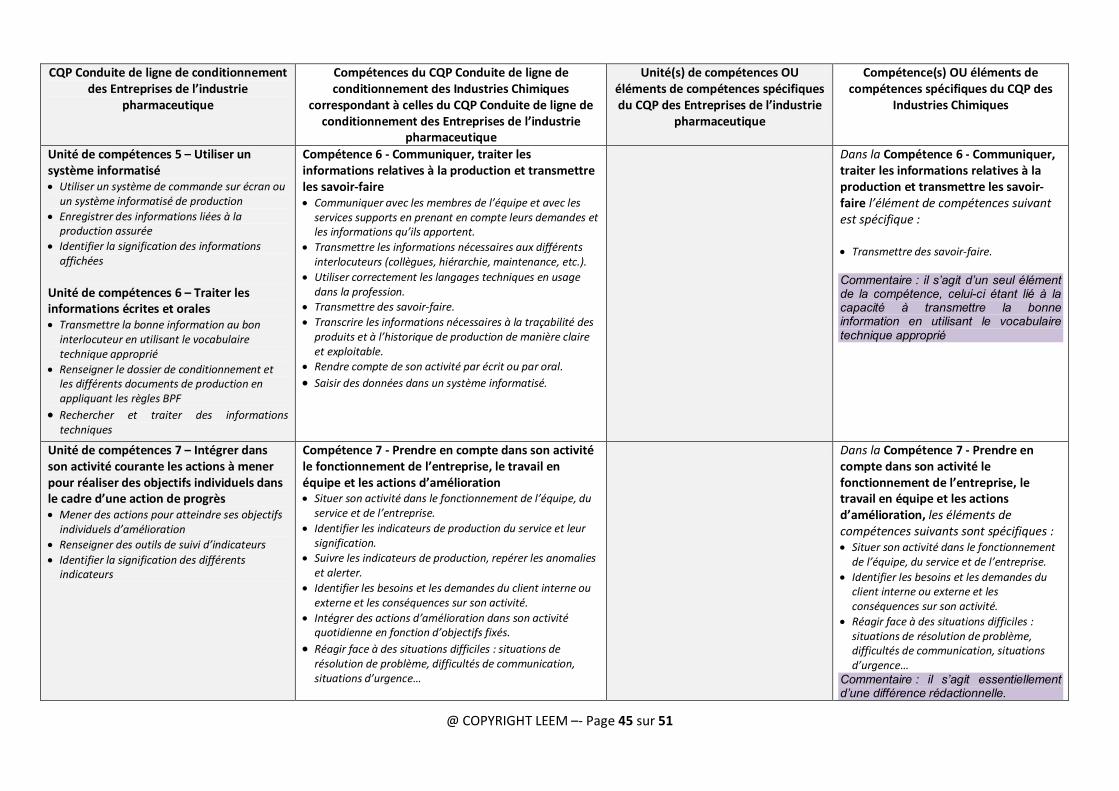
@ COPYRIGHT LEEM –- Page 45 sur 51
CQP Conduite de ligne de conditionnement des Entreprises de l’industrie
pharmaceutique
Compétences du CQP Conduite de ligne de conditionnement des Industries Chimiques
correspondant à celles du CQP Conduite de ligne de conditionnement des Entreprises de l’industrie
pharmaceutique
Unité(s) de compétences OU éléments de compétences spécifiques du CQP des Entreprises de l’industrie
pharmaceutique
Compétence(s) OU éléments de compétences spécifiques du CQP des
Industries Chimiques
Unité de compétences 5 – Utiliser un système informatisé Utiliser un système de commande sur écran ou
un système informatisé de production
Enregistrer des informations liées à la production assurée
Identifier la signification des informations affichées
Unité de compétences 6 – Traiter les informations écrites et orales Transmettre la bonne information au bon
interlocuteur en utilisant le vocabulaire technique approprié
Renseigner le dossier de conditionnement et les différents documents de production en appliquant les règles BPF
Rechercher et traiter des informations techniques
Compétence 6 - Communiquer, traiter les informations relatives à la production et transmettre les savoir-faire Communiquer avec les membres de l’équipe et avec les
services supports en prenant en compte leurs demandes et les informations qu’ils apportent.
Transmettre les informations nécessaires aux différents interlocuteurs (collègues, hiérarchie, maintenance, etc.).
Utiliser correctement les langages techniques en usage dans la profession.
Transmettre des savoir-faire.
Transcrire les informations nécessaires à la traçabilité des produits et à l’historique de production de manière claire et exploitable.
Rendre compte de son activité par écrit ou par oral.
Saisir des données dans un système informatisé.
Dans la Compétence 6 - Communiquer, traiter les informations relatives à la production et transmettre les savoir-faire l’élément de compétences suivant est spécifique : Transmettre des savoir-faire. Commentaire : il s’agit d’un seul élément de la compétence, celui-ci étant lié à la capacité à transmettre la bonne information en utilisant le vocabulaire technique approprié
Unité de compétences 7 – Intégrer dans son activité courante les actions à mener pour réaliser des objectifs individuels dans le cadre d’une action de progrès Mener des actions pour atteindre ses objectifs
individuels d’amélioration
Renseigner des outils de suivi d’indicateurs
Identifier la signification des différents indicateurs
Compétence 7 - Prendre en compte dans son activité le fonctionnement de l’entreprise, le travail en équipe et les actions d’amélioration Situer son activité dans le fonctionnement de l’équipe, du
service et de l’entreprise.
Identifier les indicateurs de production du service et leur signification.
Suivre les indicateurs de production, repérer les anomalies et alerter.
Identifier les besoins et les demandes du client interne ou externe et les conséquences sur son activité.
Intégrer des actions d’amélioration dans son activité quotidienne en fonction d’objectifs fixés.
Réagir face à des situations difficiles : situations de résolution de problème, difficultés de communication, situations d’urgence…
Dans la Compétence 7 - Prendre en compte dans son activité le fonctionnement de l’entreprise, le travail en équipe et les actions d’amélioration, les éléments de compétences suivants sont spécifiques : Situer son activité dans le fonctionnement
de l’équipe, du service et de l’entreprise.
Identifier les besoins et les demandes du client interne ou externe et les conséquences sur son activité.
Réagir face à des situations difficiles : situations de résolution de problème, difficultés de communication, situations d’urgence…
Commentaire : il s’agit essentiellement d’une différence rédactionnelle.
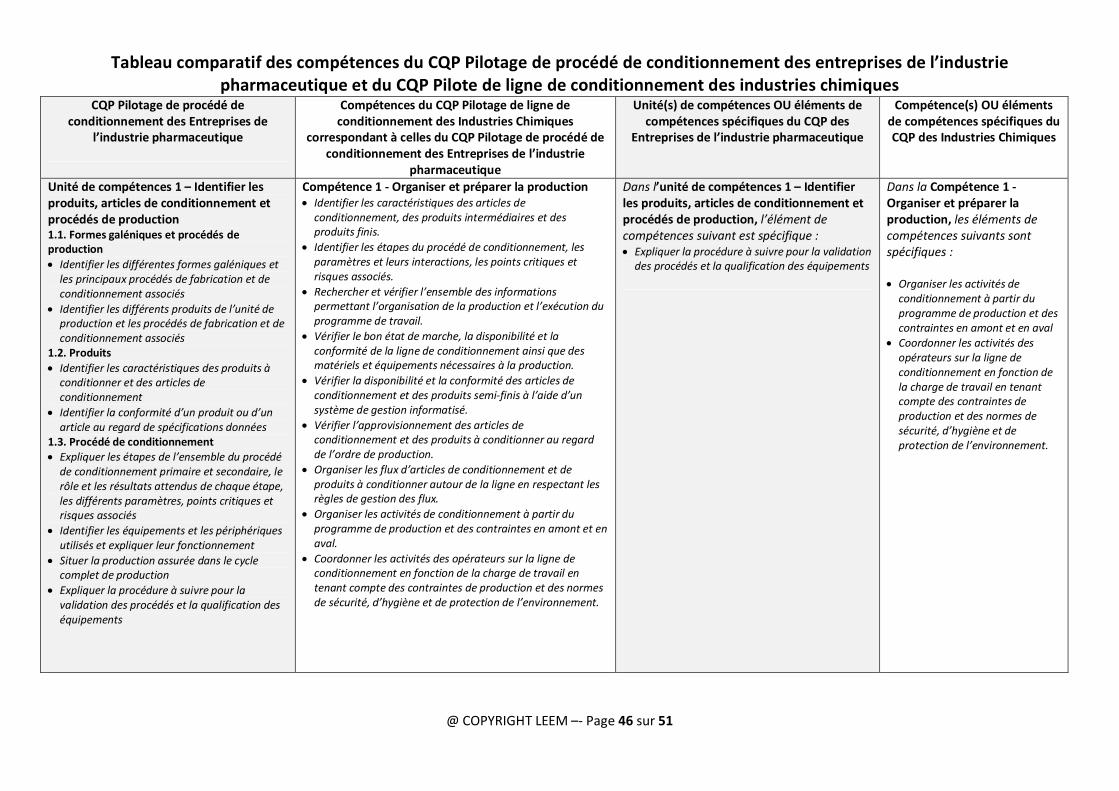
@ COPYRIGHT LEEM –- Page 46 sur 51
Tableau comparatif des compétences du CQP Pilotage de procédé de conditionnement des entreprises de l’industrie pharmaceutique et du CQP Pilote de ligne de conditionnement des industries chimiques
CQP Pilotage de procédé de conditionnement des Entreprises de
l’industrie pharmaceutique
Compétences du CQP Pilotage de ligne de conditionnement des Industries Chimiques
correspondant à celles du CQP Pilotage de procédé de conditionnement des Entreprises de l’industrie
pharmaceutique
Unité(s) de compétences OU éléments de compétences spécifiques du CQP des
Entreprises de l’industrie pharmaceutique
Compétence(s) OU éléments de compétences spécifiques du CQP des Industries Chimiques
Unité de compétences 1 – Identifier les produits, articles de conditionnement et procédés de production 1.1. Formes galéniques et procédés de production
Identifier les différentes formes galéniques et les principaux procédés de fabrication et de conditionnement associés
Identifier les différents produits de l’unité de production et les procédés de fabrication et de conditionnement associés
1.2. Produits
Identifier les caractéristiques des produits à conditionner et des articles de conditionnement
Identifier la conformité d’un produit ou d’un article au regard de spécifications données
1.3. Procédé de conditionnement Expliquer les étapes de l’ensemble du procédé
de conditionnement primaire et secondaire, le rôle et les résultats attendus de chaque étape, les différents paramètres, points critiques et risques associés
Identifier les équipements et les périphériques utilisés et expliquer leur fonctionnement
Situer la production assurée dans le cycle complet de production
Expliquer la procédure à suivre pour la validation des procédés et la qualification des équipements
Compétence 1 - Organiser et préparer la production Identifier les caractéristiques des articles de
conditionnement, des produits intermédiaires et des produits finis.
Identifier les étapes du procédé de conditionnement, les paramètres et leurs interactions, les points critiques et risques associés.
Rechercher et vérifier l’ensemble des informations permettant l’organisation de la production et l’exécution du programme de travail.
Vérifier le bon état de marche, la disponibilité et la conformité de la ligne de conditionnement ainsi que des matériels et équipements nécessaires à la production.
Vérifier la disponibilité et la conformité des articles de conditionnement et des produits semi-finis à l’aide d’un système de gestion informatisé.
Vérifier l’approvisionnement des articles de conditionnement et des produits à conditionner au regard de l’ordre de production.
Organiser les flux d’articles de conditionnement et de produits à conditionner autour de la ligne en respectant les règles de gestion des flux.
Organiser les activités de conditionnement à partir du programme de production et des contraintes en amont et en aval.
Coordonner les activités des opérateurs sur la ligne de conditionnement en fonction de la charge de travail en tenant compte des contraintes de production et des normes de sécurité, d’hygiène et de protection de l’environnement.
Dans l’unité de compétences 1 – Identifier les produits, articles de conditionnement et procédés de production, l’élément de compétences suivant est spécifique : Expliquer la procédure à suivre pour la validation
des procédés et la qualification des équipements
Dans la Compétence 1 - Organiser et préparer la production, les éléments de compétences suivants sont spécifiques : Organiser les activités de
conditionnement à partir du programme de production et des contraintes en amont et en aval
Coordonner les activités des opérateurs sur la ligne de conditionnement en fonction de la charge de travail en tenant compte des contraintes de production et des normes de sécurité, d’hygiène et de protection de l’environnement.
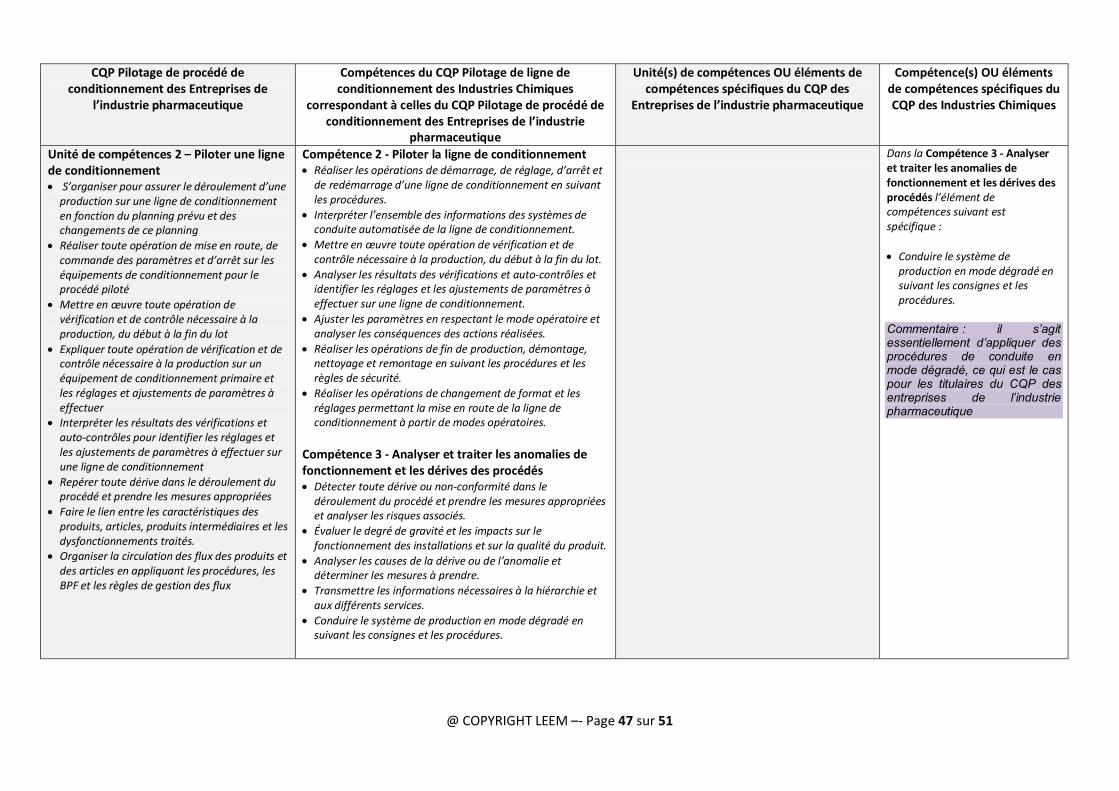
@ COPYRIGHT LEEM –- Page 47 sur 51
CQP Pilotage de procédé de conditionnement des Entreprises de
l’industrie pharmaceutique
Compétences du CQP Pilotage de ligne de conditionnement des Industries Chimiques
correspondant à celles du CQP Pilotage de procédé de conditionnement des Entreprises de l’industrie
pharmaceutique
Unité(s) de compétences OU éléments de compétences spécifiques du CQP des
Entreprises de l’industrie pharmaceutique
Compétence(s) OU éléments de compétences spécifiques du CQP des Industries Chimiques
Unité de compétences 2 – Piloter une ligne de conditionnement S’organiser pour assurer le déroulement d’une
production sur une ligne de conditionnement en fonction du planning prévu et des changements de ce planning
Réaliser toute opération de mise en route, de commande des paramètres et d’arrêt sur les équipements de conditionnement pour le procédé piloté
Mettre en œuvre toute opération de vérification et de contrôle nécessaire à la production, du début à la fin du lot
Expliquer toute opération de vérification et de contrôle nécessaire à la production sur un équipement de conditionnement primaire et les réglages et ajustements de paramètres à effectuer
Interpréter les résultats des vérifications et auto-contrôles pour identifier les réglages et les ajustements de paramètres à effectuer sur une ligne de conditionnement
Repérer toute dérive dans le déroulement du procédé et prendre les mesures appropriées
Faire le lien entre les caractéristiques des produits, articles, produits intermédiaires et les dysfonctionnements traités.
Organiser la circulation des flux des produits et des articles en appliquant les procédures, les BPF et les règles de gestion des flux
Compétence 2 - Piloter la ligne de conditionnement Réaliser les opérations de démarrage, de réglage, d’arrêt et
de redémarrage d’une ligne de conditionnement en suivant les procédures.
Interpréter l’ensemble des informations des systèmes de conduite automatisée de la ligne de conditionnement.
Mettre en œuvre toute opération de vérification et de contrôle nécessaire à la production, du début à la fin du lot.
Analyser les résultats des vérifications et auto-contrôles et identifier les réglages et les ajustements de paramètres à effectuer sur une ligne de conditionnement.
Ajuster les paramètres en respectant le mode opératoire et analyser les conséquences des actions réalisées.
Réaliser les opérations de fin de production, démontage, nettoyage et remontage en suivant les procédures et les règles de sécurité.
Réaliser les opérations de changement de format et les réglages permettant la mise en route de la ligne de conditionnement à partir de modes opératoires.
Compétence 3 - Analyser et traiter les anomalies de fonctionnement et les dérives des procédés Détecter toute dérive ou non-conformité dans le
déroulement du procédé et prendre les mesures appropriées et analyser les risques associés.
Évaluer le degré de gravité et les impacts sur le fonctionnement des installations et sur la qualité du produit.
Analyser les causes de la dérive ou de l’anomalie et déterminer les mesures à prendre.
Transmettre les informations nécessaires à la hiérarchie et aux différents services.
Conduire le système de production en mode dégradé en suivant les consignes et les procédures.
Dans la Compétence 3 - Analyser et traiter les anomalies de fonctionnement et les dérives des procédés l’élément de compétences suivant est spécifique :
Conduire le système de production en mode dégradé en suivant les consignes et les procédures.
Commentaire : il s’agit essentiellement d’appliquer des procédures de conduite en mode dégradé, ce qui est le cas pour les titulaires du CQP des entreprises de l’industrie pharmaceutique
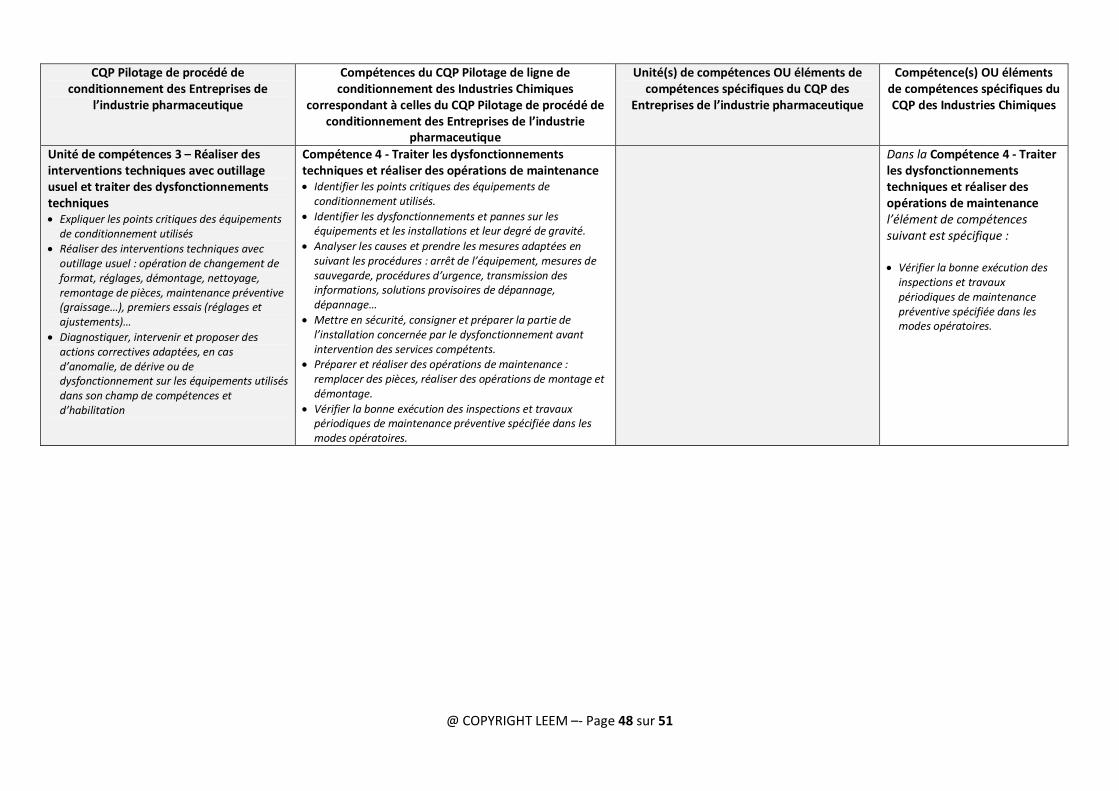
@ COPYRIGHT LEEM –- Page 48 sur 51
CQP Pilotage de procédé de conditionnement des Entreprises de
l’industrie pharmaceutique
Compétences du CQP Pilotage de ligne de conditionnement des Industries Chimiques
correspondant à celles du CQP Pilotage de procédé de conditionnement des Entreprises de l’industrie
pharmaceutique
Unité(s) de compétences OU éléments de compétences spécifiques du CQP des
Entreprises de l’industrie pharmaceutique
Compétence(s) OU éléments de compétences spécifiques du CQP des Industries Chimiques
Unité de compétences 3 – Réaliser des interventions techniques avec outillage usuel et traiter des dysfonctionnements techniques Expliquer les points critiques des équipements
de conditionnement utilisés Réaliser des interventions techniques avec
outillage usuel : opération de changement de format, réglages, démontage, nettoyage, remontage de pièces, maintenance préventive (graissage…), premiers essais (réglages et ajustements)…
Diagnostiquer, intervenir et proposer des actions correctives adaptées, en cas d’anomalie, de dérive ou de dysfonctionnement sur les équipements utilisés dans son champ de compétences et d’habilitation
Compétence 4 - Traiter les dysfonctionnements techniques et réaliser des opérations de maintenance Identifier les points critiques des équipements de
conditionnement utilisés.
Identifier les dysfonctionnements et pannes sur les équipements et les installations et leur degré de gravité.
Analyser les causes et prendre les mesures adaptées en suivant les procédures : arrêt de l’équipement, mesures de sauvegarde, procédures d’urgence, transmission des informations, solutions provisoires de dépannage, dépannage…
Mettre en sécurité, consigner et préparer la partie de l’installation concernée par le dysfonctionnement avant intervention des services compétents.
Préparer et réaliser des opérations de maintenance : remplacer des pièces, réaliser des opérations de montage et démontage.
Vérifier la bonne exécution des inspections et travaux périodiques de maintenance préventive spécifiée dans les modes opératoires.
Dans la Compétence 4 - Traiter les dysfonctionnements techniques et réaliser des opérations de maintenance l’élément de compétences suivant est spécifique : Vérifier la bonne exécution des
inspections et travaux périodiques de maintenance préventive spécifiée dans les modes opératoires.
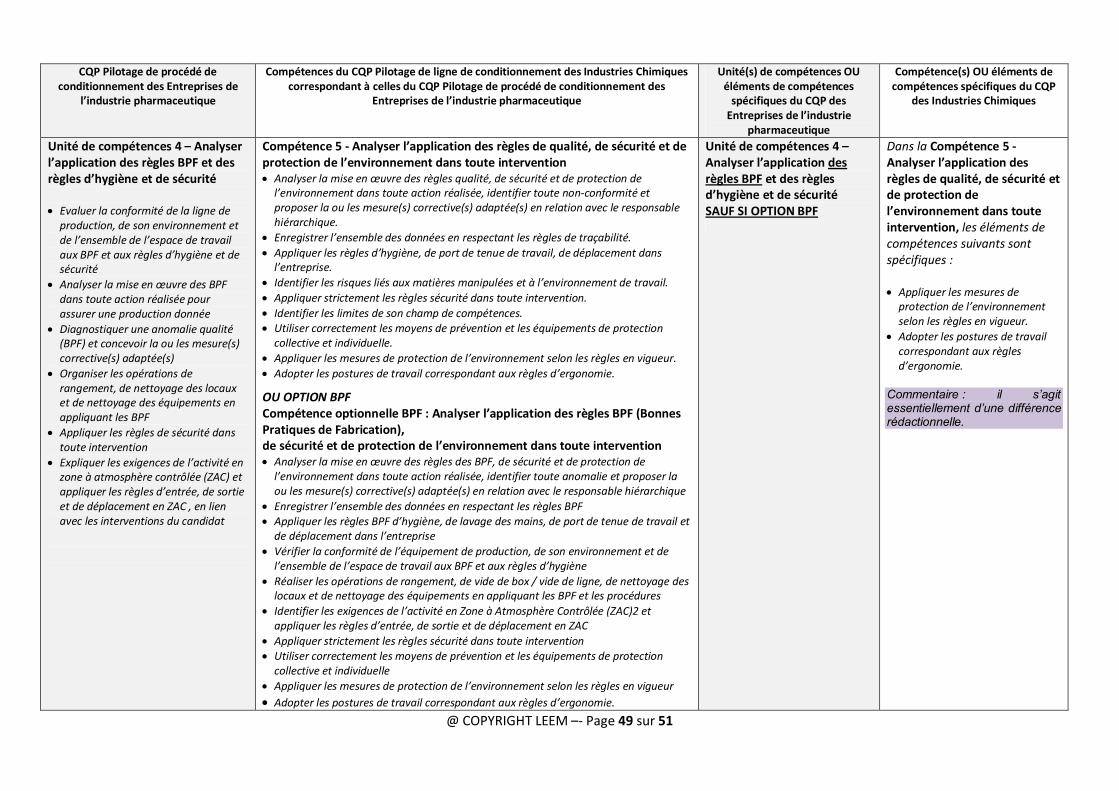
@ COPYRIGHT LEEM –- Page 49 sur 51
CQP Pilotage de procédé de
conditionnement des Entreprises de l’industrie pharmaceutique
Compétences du CQP Pilotage de ligne de conditionnement des Industries Chimiques correspondant à celles du CQP Pilotage de procédé de conditionnement des
Entreprises de l’industrie pharmaceutique
Unité(s) de compétences OU éléments de compétences
spécifiques du CQP des Entreprises de l’industrie
pharmaceutique
Compétence(s) OU éléments de compétences spécifiques du CQP
des Industries Chimiques
Unité de compétences 4 – Analyser l’application des règles BPF et des règles d’hygiène et de sécurité Evaluer la conformité de la ligne de
production, de son environnement et de l’ensemble de l’espace de travail aux BPF et aux règles d’hygiène et de sécurité
Analyser la mise en œuvre des BPF dans toute action réalisée pour assurer une production donnée
Diagnostiquer une anomalie qualité (BPF) et concevoir la ou les mesure(s) corrective(s) adaptée(s)
Organiser les opérations de rangement, de nettoyage des locaux et de nettoyage des équipements en appliquant les BPF
Appliquer les règles de sécurité dans toute intervention
Expliquer les exigences de l’activité en zone à atmosphère contrôlée (ZAC) et appliquer les règles d’entrée, de sortie et de déplacement en ZAC , en lien avec les interventions du candidat
Compétence 5 - Analyser l’application des règles de qualité, de sécurité et de protection de l’environnement dans toute intervention Analyser la mise en œuvre des règles qualité, de sécurité et de protection de
l’environnement dans toute action réalisée, identifier toute non-conformité et proposer la ou les mesure(s) corrective(s) adaptée(s) en relation avec le responsable hiérarchique.
Enregistrer l’ensemble des données en respectant les règles de traçabilité.
Appliquer les règles d’hygiène, de port de tenue de travail, de déplacement dans l’entreprise.
Identifier les risques liés aux matières manipulées et à l’environnement de travail.
Appliquer strictement les règles sécurité dans toute intervention.
Identifier les limites de son champ de compétences. Utiliser correctement les moyens de prévention et les équipements de protection
collective et individuelle.
Appliquer les mesures de protection de l’environnement selon les règles en vigueur.
Adopter les postures de travail correspondant aux règles d’ergonomie.
OU OPTION BPF Compétence optionnelle BPF : Analyser l’application des règles BPF (Bonnes Pratiques de Fabrication), de sécurité et de protection de l’environnement dans toute intervention Analyser la mise en œuvre des règles des BPF, de sécurité et de protection de
l’environnement dans toute action réalisée, identifier toute anomalie et proposer la ou les mesure(s) corrective(s) adaptée(s) en relation avec le responsable hiérarchique
Enregistrer l’ensemble des données en respectant les règles BPF Appliquer les règles BPF d’hygiène, de lavage des mains, de port de tenue de travail et
de déplacement dans l’entreprise
Vérifier la conformité de l’équipement de production, de son environnement et de l’ensemble de l’espace de travail aux BPF et aux règles d’hygiène
Réaliser les opérations de rangement, de vide de box / vide de ligne, de nettoyage des locaux et de nettoyage des équipements en appliquant les BPF et les procédures
Identifier les exigences de l’activité en Zone à Atmosphère Contrôlée (ZAC)2 et appliquer les règles d’entrée, de sortie et de déplacement en ZAC
Appliquer strictement les règles sécurité dans toute intervention Utiliser correctement les moyens de prévention et les équipements de protection
collective et individuelle
Appliquer les mesures de protection de l’environnement selon les règles en vigueur
Adopter les postures de travail correspondant aux règles d’ergonomie.
Unité de compétences 4 – Analyser l’application des règles BPF et des règles d’hygiène et de sécurité SAUF SI OPTION BPF
Dans la Compétence 5 - Analyser l’application des règles de qualité, de sécurité et de protection de l’environnement dans toute intervention, les éléments de compétences suivants sont spécifiques : Appliquer les mesures de
protection de l’environnement selon les règles en vigueur.
Adopter les postures de travail correspondant aux règles d’ergonomie.
Commentaire : il s’agit essentiellement d’une différence rédactionnelle.
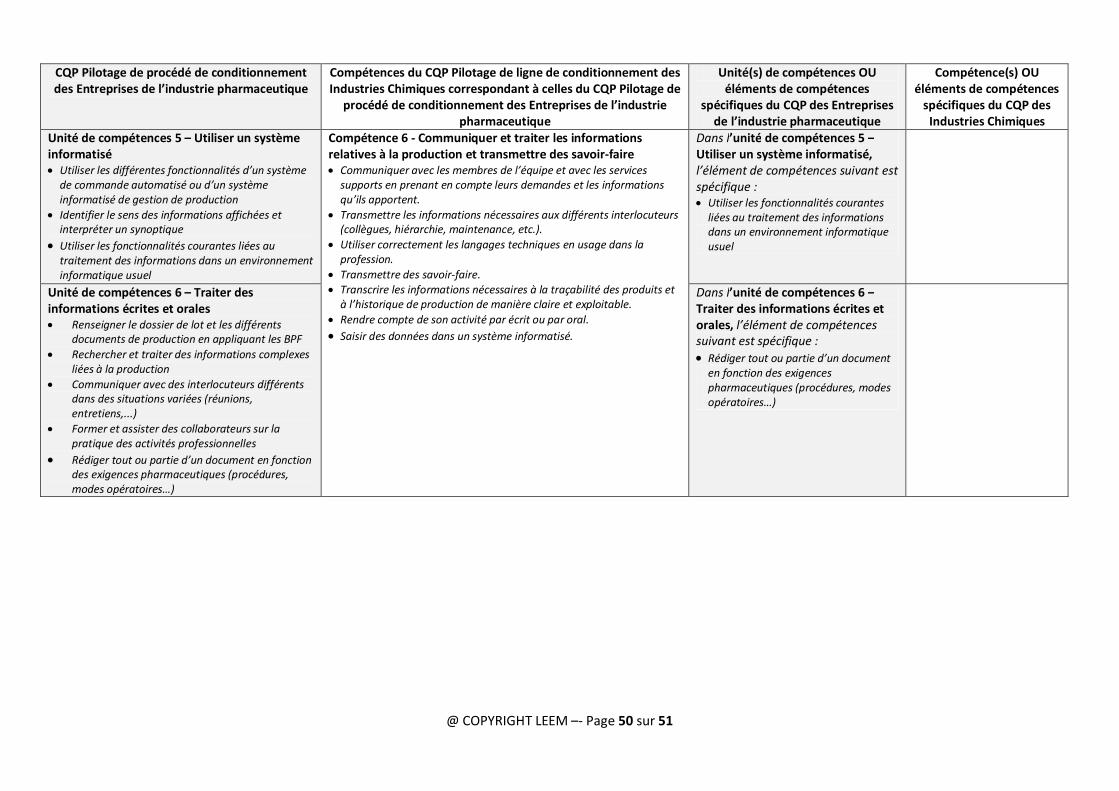
@ COPYRIGHT LEEM –- Page 50 sur 51
CQP Pilotage de procédé de conditionnement des Entreprises de l’industrie pharmaceutique
Compétences du CQP Pilotage de ligne de conditionnement des Industries Chimiques correspondant à celles du CQP Pilotage de
procédé de conditionnement des Entreprises de l’industrie pharmaceutique
Unité(s) de compétences OU éléments de compétences
spécifiques du CQP des Entreprises de l’industrie pharmaceutique
Compétence(s) OU éléments de compétences
spécifiques du CQP des Industries Chimiques
Unité de compétences 5 – Utiliser un système informatisé Utiliser les différentes fonctionnalités d’un système
de commande automatisé ou d’un système informatisé de gestion de production
Identifier le sens des informations affichées et interpréter un synoptique
Utiliser les fonctionnalités courantes liées au traitement des informations dans un environnement informatique usuel
Compétence 6 - Communiquer et traiter les informations relatives à la production et transmettre des savoir-faire Communiquer avec les membres de l’équipe et avec les services
supports en prenant en compte leurs demandes et les informations qu’ils apportent.
Transmettre les informations nécessaires aux différents interlocuteurs (collègues, hiérarchie, maintenance, etc.).
Utiliser correctement les langages techniques en usage dans la profession.
Transmettre des savoir-faire. Transcrire les informations nécessaires à la traçabilité des produits et
à l’historique de production de manière claire et exploitable.
Rendre compte de son activité par écrit ou par oral.
Saisir des données dans un système informatisé.
Dans l’unité de compétences 5 – Utiliser un système informatisé, l’élément de compétences suivant est spécifique : Utiliser les fonctionnalités courantes
liées au traitement des informations dans un environnement informatique usuel
Unité de compétences 6 – Traiter des informations écrites et orales Renseigner le dossier de lot et les différents
documents de production en appliquant les BPF
Rechercher et traiter des informations complexes liées à la production
Communiquer avec des interlocuteurs différents dans des situations variées (réunions, entretiens,...)
Former et assister des collaborateurs sur la pratique des activités professionnelles
Rédiger tout ou partie d’un document en fonction des exigences pharmaceutiques (procédures, modes opératoires…)
Dans l’unité de compétences 6 – Traiter des informations écrites et orales, l’élément de compétences suivant est spécifique :
Rédiger tout ou partie d’un document en fonction des exigences pharmaceutiques (procédures, modes opératoires…)
@ COPYRIGHT LEEM –- Page 51 sur 51
CQP Pilotage de procédé de conditionnement des Entreprises de
l’industrie pharmaceutique
Compétences du CQP Pilotage de ligne de conditionnement des Industries Chimiques
correspondant à celles du CQP Pilotage de procédé de conditionnement des Entreprises de l’industrie
pharmaceutique
Unité(s) de compétences OU éléments de compétences spécifiques du CQP des
Entreprises de l’industrie pharmaceutique
Compétence(s) OU éléments de compétences spécifiques du CQP
des Industries Chimiques
Unité de compétences 7 - Conduire une action de progrès sur la ligne de production Analyser et interpréter des résultats du suivi
d’indicateurs de productivité et/ou de qualité Intégrer la qualité, la réduction des coûts et
l’amélioration des délais dans l’organisation de l’activité courante
Animer une action de progrès au sein de l’équipe sur la ligne pour réaliser un objectif donné
Compétence 7 - Prendre en compte dans son activité le fonctionnement de l’entreprise et le travail en équipe Situer son activité dans le fonctionnement de l’équipe, du
service et de l’entreprise.
Identifier les besoins et les demandes du client interne ou externe et les conséquences sur son activité.
Réagir face à des situations difficiles : situations de résolution de problème, difficultés de communication, situations d’urgence…
Compétence 8 - Mettre en œuvre une action d’amélioration dans son service
Analyser les résultats de suivi d’indicateurs de production.
Identifier les écarts ou les problématiques à traiter. Proposer les objectifs d’amélioration.
Mettre en œuvre une démarche d’analyse des causes.
Proposer et argumenter les mesures à mettre en œuvre.
Conduire le plan d’action défini par la hiérarchie en associant les opérateurs.
Évaluer les résultats des actions d’amélioration mises en œuvre.
Dans la Compétence 7 - Prendre en compte dans son activité le fonctionnement de l’entreprise et le travail en équipe, les éléments de compétences suivants sont spécifiques : Situer son activité dans le
fonctionnement de l’équipe, du service et de l’entreprise.
Identifier les besoins et les demandes du client interne ou externe et les conséquences sur son activité.
Réagir face à des situations difficiles : situations de résolution de problème, difficultés de communication, situations d’urgence…
Commentaire : il s’agit essentiellement d’une différence rédactionnelle.