Embed Size (px)
Citation preview
Version G1/03 11/2000
/
TUBES EN POLYETHYLENE POUR
RESEAUX SOUTERRAINS
DE DISTRIBUTION DE GAZ NATUREL

/
SOMMAIRE
1. OBJET ET DOMAINE D’APPLICATION ........................................................... 6 2. NORMES DE REFERENCE ET SPECIFICATIONS ............................................ 6 3. DEFINITIONS ................................................................................................ 7 3.1. Lot de matière première ................................................................................ 7 3.2. Lot de tubes ................................................................................................. 7 3.3. Résistance minimale requise - MRS10 ........................................................... 7 3.4. PE 100 .......................................................................................................... 7 4. SPECIFICATION DES MATERIAUX ................................................................ 7 5. CARACTERISTIQUES.................................................................................... 8 5.1. Matière première ........................................................................................... 8 5.2. Tubes ........................................................................................................... 8 5.2.1. Caractéristiques physiques .............................................................................. 8 5.2.2. Caractéristiques mécaniques ........................................................................... 9 5.2.3. Caractéristiques dimensionnelles ................................................................... 10 6. METHODES D’ESSAI .................................................................................. 11 6.1. Aspect ........................................................................................................ 11 6.2. Masse volumique ....................................................................................... 12 6.3. Indice de fluidité (MFR) ............................................................................... 12 6.4. Détermination de la teneur en matières volatiles .......................................... 12 6.5. Détermination de la teneur en eau par la méthode Karl Fischer .................... 12 6.6. Stabilité thermique (OIT) ............................................................................. 12 6.7. Résistance aux intempéries ........................................................................ 12 6.8. Tensions internes ....................................................................................... 12 6.9. Résistance à la pression hydraulique interne .............................................. 13 6.10. Résistance à la fissuration lente (Notch test) ............................................... 13 6.11. Résistance à la propagation de ruptures fragiles ......................................... 13 6.12. Tension au seuil d’écoulement et allongement à la rupture .......................... 13 6.13. Soudabilité ................................................................................................. 14 6.13.1. Aspect et dimensions du bourrelet .................................................................. 14 6.13.2. Résistance à la pression hydraulique interne d’un échantillon soudé ................... 14 6.13.3. Résistance à la traction de la soudure ............................................................. 14 6.14. Dimensions ................................................................................................ 14 7. MARQUAGE ............................................................................................... 14 7.1. Marquage obligatoire .................................................................................. 14 7.2. Repérage à la demande de la Société .......................................................... 15 8. CONDITIONNEMENT ET STOCKAGE ........................................................... 15 8.1. Généralités ................................................................................................. 15
/
8.2. Longueurs .................................................................................................. 15 8.3. Conditionnement ........................................................................................ 16 8.3.1. Conditionnement des tubes droits ................................................................... 16 8.3.2. Conditionnement des rouleaux de tubes .......................................................... 16 8.3.2. Conditionnement des tubes sur touret ............................................................. 16 8.4. Obturateurs ................................................................................................ 17 8.5. Garantie de stockage .................................................................................. 17 8.6. Date limite de la fourniture .......................................................................... 17
/
ANNEXE 1 Matières agréées
ANNEXE 2 Code des différentes matières premières
ANNEXE 3 Caractéristiques des matières agréées
ANNEXE 4 Résistance à la pression hydraulique interne - Spécification des paramètres d'essai
ANNEXE 5a Paramètres de soudure pour conduites en PE - Séries SDR 11 et SDR 17,6 pour la distribution du gaz
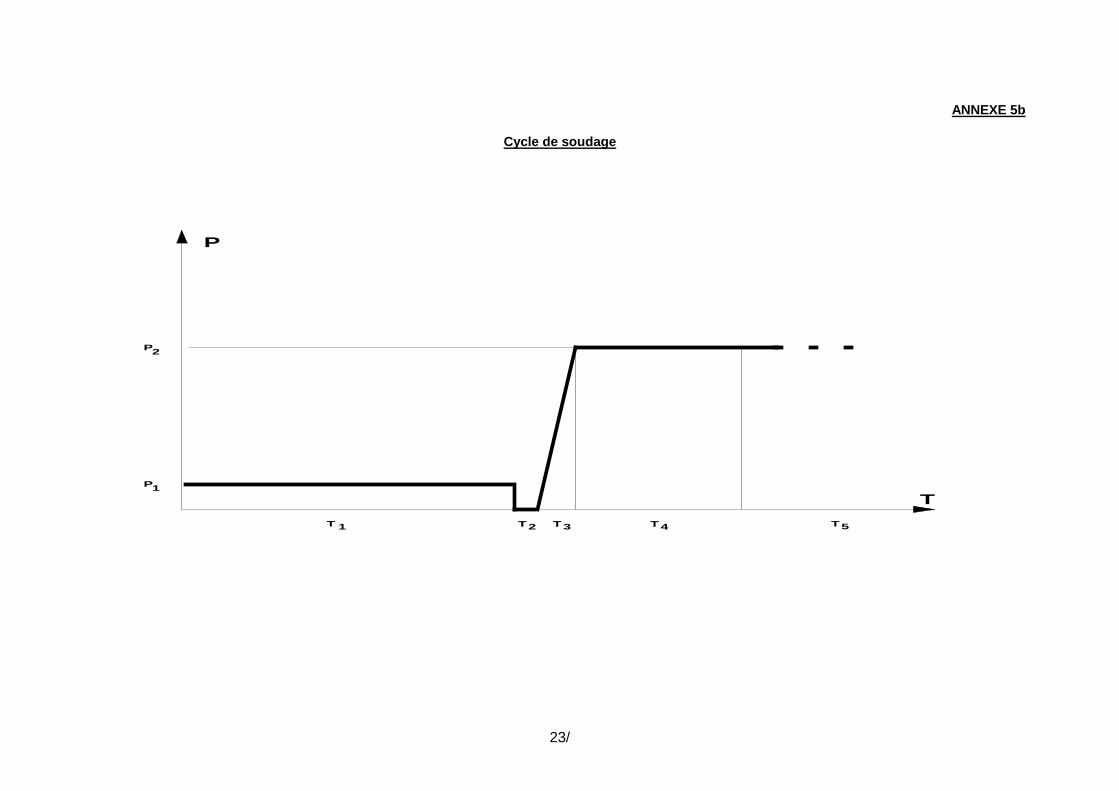
ANNEXE 5b Cycle de soudage
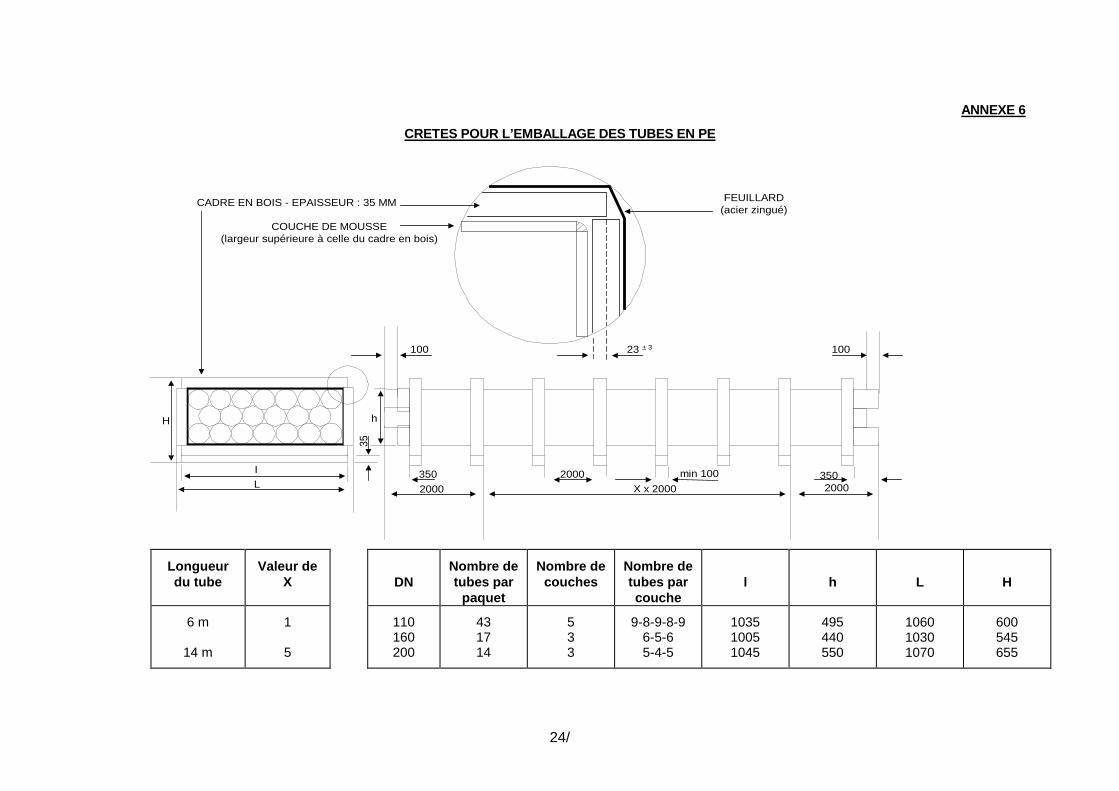
ANNEXE 6 Crêtes pour l'emballage des tubes en PE
6/
1. OBJET ET DOMAINE D’APPLICATION
La présente spécification définit les exigences auxquelles doivent satisfaire les tubes en polyéthylène (PE) utilisés pour la construction des réseaux souterrains de distribution de gaz naturel. La présente spécification est basée sur le projet de norme prEN 1555-2, elle précise les options et fixe les exigences complémentaires résultant des dispositions particulières en matière de sécurité et de contraintes historiques liées à nos réseaux.
2. NORMES DE REFERENCE ET SPECIFICATIONS
NBN T 02-201 Dosage de l’eau - Méthode de Karl Fischer (Méthode générale).
NBN T 42-106 Tubes en polyéthylène pour la distribution de gaz naturel.
NBN T 42-401 Tubes en polyéthylène - Détermination de l’allongement à la rupture à 23 C.
NBN T 42-402 Tubes et raccords en matières plastiques - Mesurage des dimensions.
NBN T 42-406 Tubes et raccords en matières plastiques - Détermination de la masse volumique.
NBN T 42-407 Tubes thermoplastiques - Détermination de la variation de longueur après chauffage.
NBN T 42-409 Tubes thermoplastiques - Détermination de la résistance à la pression interne.
EN 728 :1997 Plastics piping and ducting systems - Polyolefin pipes and fittings - Determination of oxydation induction time.
EN 1056 : 1996 Plastics piping and ducting systems - Plastics pipes and fittings - Method for exposure to direct (natural) weathering.
prEN 1555-1 : 1998 Plastics piping systems for the supply of gaseous fuels - Polyethylene (PE) - Part 1: General.
prEN 1555-2 : 1998 Plastics piping systems for the supply of gaseous fuels - Polyethylene (PE) - Part 2: Pipes.
EN ISO 12162 : 1995 Thermoplastics materials for pipes and fittings for pressure applications - Classification and designation - Overall service (design) coefficient.
EN ISO 13479 Polyolefin pipes for the conveyance of fluids - Determination of resistance to crack propagation - Test method for slow crack growth on notched pipes (notch test).
ISO 4440-1 : 1994 Thermoplastics pipes and fittings - Determination of melt mass-flow rate - Part 1: Test method.
ISO DIS 9080 Plastics piping and ducting systems - Determination of the long-term hydrostatic strength of thermoplastics materials in pipe from by extrapolation.
ISO 13477 : 1997 Thermoplastics pipes for the conveyance of fluids - Determination of resistance to rapid crack propagation (RCP) - Small-scale-steady-state test (S4 test).
7/
G1/01 Matière première en polyéthylènes pour la fabrication de tubes et accessoires pour réseaux souterrains de distribution de gaz naturel - Procédure d'acceptation.
G1/12
Appareils de soudage pour canalisations de réseaux de distribution de gaz naturel en polyéthylène - Appareils de soudage bout à bout.
3. DEFINITIONS
3.1. Lot de matière première Par lot de matière première, il faut entendre une quantité homogène de matière première de polyéthylène, d’une seule provenance et d’une marque commerciale déterminée. Le lot est répertorié sous un numéro d’identification unique ne suscitant aucune équivoque sur l’origine et l’identité de la matière.
3.2. Lot de tubes Par lot de tubes, il faut entendre un ensemble homogène de tubes de dimensions identiques, fabriqués en continu avec une même machine et en principe à partir d’un même lot de matière première pendant une durée n’excédant pas 6 jours successifs (18 périodes de 8 heures). Lorsque la matière est entreposée dans un silo, les lots de résines identiques à prendre en considération sont ceux qui, durant l’extrusion, sont présents dans le silo étant entendu qu’un mélange partiel est inévitable.
3.3. Résistance minimale requise - MRS10 Classe normalisée de matières premières correspondant à la valeur minimale requise de la résistance hydrostatique du matériau à long terme (LTHS) calculée pour l'eau à partir des méthodes normalisées (ISO 9080 et ISO 12162) pour une température de 20 C à 50 ans avec un intervalle de confiance de 97,5° et minimum égale à 10 MPa.
3.4. PE 100 Désignation normalisée pour matières premières PE de la classe MRS 10.
4. SPECIFICATION DES MATERIAUX Les tubes sont fabriqués à partir d’une matière agréée, de la classe PE 100 suivant prEN 1555-1. Une matière est agréée selon les modalités décrites dans la spécification G1/01 “Matières polyéthylènes pour la fabrication des tubes et accessoires destinés aux réseaux souterrains de distribution de gaz naturel - Procédure d’acceptation”. Les matières agréées pour la fabrication de tubes sont répertoriées en annexe 1. Les caractéristiques de cette matière garanties par le fabricant sont mentionnées dans l'annexe 3.
8/
Sont interdits : • l’utilisation de matières recyclées; • le mélange de différentes matières; • l’addition d’additifs complémentaires par le fabricant des tubes.
5. CARACTERISTIQUES
5.1. Matière première
Toutes les caractéristiques de la matière première sont conformes aux prescriptions de la prEN 1555-1 pour matériaux PE 100 et pour les valeurs limites reprises dans le tableau de l'annexe 3.
5.2. Tubes
5.2.1. Caractéristiques physiques
5.2.1.1. Aspect des tubes L’aspect des tubes est vérifié conformément à 6.1. Les tubes doivent être coupés d’équerre avec des extrémités lisses et ébavurées. Les surfaces intérieures et extérieures des tubes, examinées visuellement sans grossissement, sont uniformes et lisses. Les tubes sont exempts de rayures, piqûres, bulles, soufflures, inclusions ou fissures.
5.2.1.2. Couleur La couleur des tubes est noire. Pour les tubes munis d’un repérage par traits, la couleur des tubes est noire, celle des traits est jaune. 5.2.1.3. Masse volumique La masse volumique est mesurée conformément aux prescriptions du § 6.2., la valeur mesurée doit correspondre aux données reprises dans le tableau de l'annexe 3, en tenant compte des différences possibles dues au mesurage sur tube au lieu de granulat. 5.2.1.4. Indice de fluidité (MFR) L’indice de fluidité MFR (190 C - 5 kg), mesuré sur un échantillon prélevé dans le tube et conformément à 6.3., se situe dans les limites fixées au tableau de l’annexe 3 : caractéristiques des matières agréées. De plus, l’écart en valeur absolue entre le MFR mesuré sur un échantillon de tube et celui mesuré sur un échantillon de matière première ne peut dépasser 20 % de ce dernier.
9/
5.2.1.5. Teneur en matières volatiles La teneur en matières volatiles, mesurée sur un échantillon de tube suivant 6.4., ne peut dépasser 350 mg/kg.
5.2.1.6. Teneur en eau La teneur en eau de la matière peut être estimée en mesurant la teneur en matières volatiles. Si la teneur en matières volatiles, mesurée conformément à 6.4., est supérieure à 250 mg/kg, il est nécessaire de déterminer la teneur en eau. La teneur en eau, mesurée suivant 6.5., doit être inférieure ou égale à 250 mg/kg.
5.2.1.7. Stabilité thermique (OIT) La stabilité thermique est mesurée suivant § 6.6 sur des échantillons prélevés au hasard dans la paroi. Le temps minimal d’induction de l’oxydation à 210 C est de 20 minutes. La diminution maximale admissible du temps d’induction à l’oxydation, mesuré sur un échantillon de tube par rapport à celui mesuré sur la matière première, ne peut excéder 20 % de ce dernier. 5.2.1.8. Résistance aux intempéries La résistance aux intempéries est contrôlée suivant § 6.7. La dose d’exposition correspond à une énergie totale d’au moins 3,5 GJ/m². Après l’essai, l’échantillon de tube doit satisfaire aux contrôles prescrits aux § 5.2.1.7 (stabilité thermique), 5.2.2.2 (résistance à la pression hydraulique interne) et 5.2.2.5 (tension au seuil d’écoulement et allongement à la rupture); pour ce dernier essai, seul l’allongement à la rupture est pris en considération. 5.2.2. Caractéristiques mécaniques 5.2.2.1. Tensions internes Les tensions internes sont mesurées suivant § 6.8. La variation de longueur entre les repères doit être inférieure ou égale à 3 %. 5.2.2.2. Résistance à la pression hydraulique interne Les essais sont réalisés conformément § 6.9. Les éprouvettes prélevées dans un lot de tubes ne présentent pas de fuite dans les conditions de température, de tension de paroi et de durée d’essai données dans les tableaux en annexe 4 : résistance à la pression hydraulique interne. Pour une matière donnée, si lors de l’essai à 80 °C - 165 h avec la tension de paroi σ la plus élevée, la rupture se produit avant le temps requis et présente un caractère ductile, les essais sont recommencés avec le temps minimum de 1.000 h et le niveau de tension de paroi correspondant comme prescrit dans l’annexe 4. 5.2.2.3. Résistance à la fissuration lente (Notch test) L'essai est effectué sur des tubes ayant un diamètre nominal ≥ 90 suivant la méthode d'essai reprise au § 6.10. Aucune rupture n'apparaîtra sur les échantillons pour des périodes de test inférieures à 500 h.
10/
5.2.2.4. Résistance à la propagation de ruptures fragiles Les tubes, ayant un diamètre ≥ 90 sont testés selon l’essai décrit au § 6.11. La pression critique à 0° C est au moins égale à 3 bar.
5.2.2.5. Tension au seuil d’écoulement et allongement à la rupture L’essai est réalisé comme décrit en 6.12. La tension minimale au seuil d’écoulement est définie dans le tableau “Caractéristiques des matières agréées” (annexe 3). L’allongement à la rupture doit être supérieur à 350 % pour chaque éprouvette.
5.2.2.6. Soudabilité Pour les tubes ayant un diamètre égal à ou plus grand que 90, la soudabilité est contrôlée sur des échantillons soudés comme décrit en 6.13. Elle est satisfaisante si les critères cités ci-dessous sont respectés : • le bourrelet extérieur de la soudure est uniforme et fermé sur toute la circonférence du
tube; • la hauteur du bourrelet de la soudure à l’intérieur du tube ne peut dépasser la valeur
de H fois l’épaisseur nominale du tube; les valeurs de H sont données dans les tableaux de l’annexe 5a;
• l’échantillon soudé satisfait à l’essai de pression hydraulique à 80 °C comme décrit en
§ 5.2.2.2;
• la rupture lors de l’essai hydraulique ne peut se produire, ni dans l’interface de la soudure, ni à l’arrière du bourrelet dans une zone égale à la demi-largeur du bourrelet;
• l’essai de traction, réalisé sur un tube soudé, ne peut provoquer de rupture dans
l’interface de soudure. La rupture ne peut, de plus, jamais se produire avant que ne soit atteinte la tension au seuil d’écoulement ni avant striction du tube.
5.2.3. Caractéristiques dimensionnelles Les dimensions sont mesurées suivant 6.14.
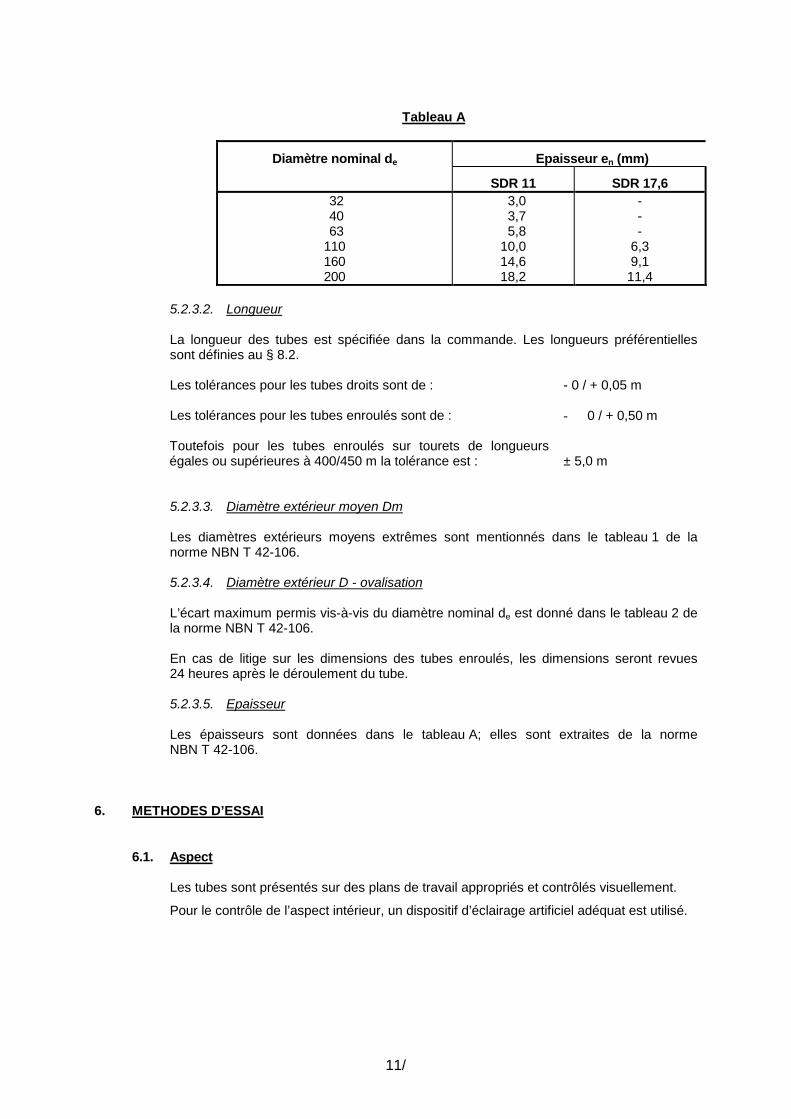
5.2.3.1. Séries Les tubes appartiennent à l’une des séries SDR 11 ou 17,6 du tableau A ci-après :
11/
Tableau A
Diamètre nominal de Epaisseur en (mm)
SDR 11 SDR 17,6 32 40 63 110 160 200
3,0 3,7 5,8 10,0 14,6 18,2
- - -
6,3 9,1 11,4
5.2.3.2. Longueur La longueur des tubes est spécifiée dans la commande. Les longueurs préférentielles sont définies au § 8.2. Les tolérances pour les tubes droits sont de : - 0 / + 0,05 m
Les tolérances pour les tubes enroulés sont de : - 0 / + 0,50 m
Toutefois pour les tubes enroulés sur tourets de longueurs égales ou supérieures à 400/450 m la tolérance est :
± 5,0 m
5.2.3.3. Diamètre extérieur moyen Dm Les diamètres extérieurs moyens extrêmes sont mentionnés dans le tableau 1 de la norme NBN T 42-106. 5.2.3.4. Diamètre extérieur D - ovalisation L’écart maximum permis vis-à-vis du diamètre nominal de est donné dans le tableau 2 de la norme NBN T 42-106. En cas de litige sur les dimensions des tubes enroulés, les dimensions seront revues 24 heures après le déroulement du tube.
5.2.3.5. Epaisseur Les épaisseurs sont données dans le tableau A; elles sont extraites de la norme NBN T 42-106.
6. METHODES D’ESSAI
6.1. Aspect Les tubes sont présentés sur des plans de travail appropriés et contrôlés visuellement.
Pour le contrôle de l’aspect intérieur, un dispositif d’éclairage artificiel adéquat est utilisé.
12/
6.2. Masse volumique
La masse volumique est contrôlée par la méthode décrite dans la norme NBN T 42-406. Le résultat est exprimé en kg/m³.
6.3. Indice de fluidité (MFR) L’indice de fluidité est déterminé suivant la norme ISO 4440-1. Le résultat est exprimé en grammes par 10 minutes pour 190° C et 5 kg.
6.4. Détermination de la teneur en matières volatiles La teneur en matières volatiles est contrôlée par la méthode décrite dans la norme NBN T 42-106, Annexe A.
6.5. Détermination de la teneur en eau par la méthode Karl Fischer La teneur en eau est mesurée par la méthode Karl Fischer décrite dans la norme NBN T 02-201.
6.6. Stabilité thermique (OIT) L’essai est réalisé suivant la norme prEN 728, le chauffage isotherme est réalisé à 210 °C.
6.7. Résistance aux intempéries La résistance aux intempéries est contrôlée suivant les spécifications de la norme EN 1056. Une exposition artificielle est également acceptable, pour autant qu’il est démontré que l’essai est équivalent à l’essai d’exposition naturelle.
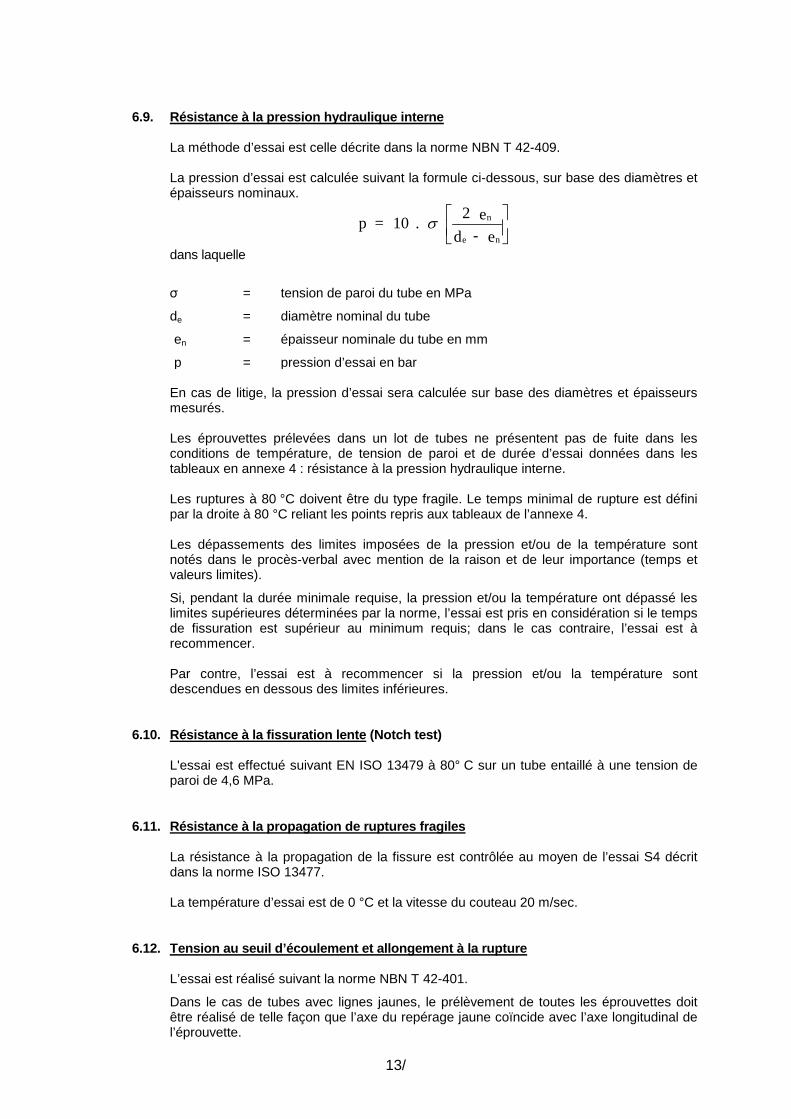
6.8. Tensions internes Les tensions internes sont mesurées suivant les méthodes décrites dans la norme NBN T 42-407. La température d’essai est de 110 ± 2 °C. Le tableau B précise la durée en fonction de l’épaisseur du tube et de la méthode appliquée.
Tableau B
Epaisseur de la paroi Temps en minutes mm Bain Etuve e < 8
8 ≤ e < 16 16 ≤ e
15 30 60
60 120 240
13/
6.9. Résistance à la pression hydraulique interne
La méthode d’essai est celle décrite dans la norme NBN T 42-409. La pression d’essai est calculée suivant la formule ci-dessous, sur base des diamètres et épaisseurs nominaux.
p = 10 . 2 ed - e
n
e nσ
dans laquelle
σ = tension de paroi du tube en MPa
de = diamètre nominal du tube
en = épaisseur nominale du tube en mm
p = pression d’essai en bar En cas de litige, la pression d’essai sera calculée sur base des diamètres et épaisseurs mesurés. Les éprouvettes prélevées dans un lot de tubes ne présentent pas de fuite dans les conditions de température, de tension de paroi et de durée d’essai données dans les tableaux en annexe 4 : résistance à la pression hydraulique interne. Les ruptures à 80 °C doivent être du type fragile. Le temps minimal de rupture est défini par la droite à 80 °C reliant les points repris aux tableaux de l’annexe 4. Les dépassements des limites imposées de la pression et/ou de la température sont notés dans le procès-verbal avec mention de la raison et de leur importance (temps et valeurs limites).
Si, pendant la durée minimale requise, la pression et/ou la température ont dépassé les limites supérieures déterminées par la norme, l’essai est pris en considération si le temps de fissuration est supérieur au minimum requis; dans le cas contraire, l’essai est à recommencer. Par contre, l’essai est à recommencer si la pression et/ou la température sont descendues en dessous des limites inférieures.
6.10. Résistance à la fissuration lente (Notch test) L'essai est effectué suivant EN ISO 13479 à 80° C sur un tube entaillé à une tension de paroi de 4,6 MPa.
6.11. Résistance à la propagation de ruptures fragiles La résistance à la propagation de la fissure est contrôlée au moyen de l’essai S4 décrit dans la norme ISO 13477. La température d’essai est de 0 °C et la vitesse du couteau 20 m/sec.
6.12. Tension au seuil d’écoulement et allongement à la rupture L’essai est réalisé suivant la norme NBN T 42-401.
Dans le cas de tubes avec lignes jaunes, le prélèvement de toutes les éprouvettes doit être réalisé de telle façon que l’axe du repérage jaune coïncide avec l’axe longitudinal de l’éprouvette.
14/
Pour les épaisseurs inférieures à 12 mm, les éprouvettes seront découpées à l’emporte-pièce.
La vitesse de traction est de 100 mm/min.
6.13. Soudabilité Deux tubes sont soudés bout à bout suivant les paramètres décrits à l’annexe 6 à la température de 210 ± 10 °C et sur une machine conforme à la spécification G1/04. 6.13.1. Aspect et dimensions du bourrelet L’aspect du bourrelet de l’échantillon soudé est apprécié visuellement et ses dimensions sont mesurées au moyen d’un pied à coulisse permettant la lecture du 0,1 mm. 6.13.2. Résistance à la pression hydraulique interne d’un échantillon soudé L’échantillon soudé est ensuite testé à la résistance à la pression hydraulique interne suivant la méthode décrite en 6.9. 6.13.3. Résistance à la traction de la soudure Un autre échantillon soudé est soumis à l’essai de résistance à la traction à vitesse constante de 100 mm/min. La longueur libre du tube entre la soudure et le bord de la mâchoire de fixation est de 3 fois le diamètre nominal du tube. 6.14. Dimensions Toutes les dimensions, à l’exception des longueurs, sont mesurées à une température de 23 ± 2 °C suivant les méthodes décrites dans la norme NBN T 42-402.
7. MARQUAGE
7.1. Marquage obligatoire Le marquage est répété au moins une fois par mètre courant. De plus, pour les diamètres nominaux 63 et supérieurs, ce marquage est fait sur deux génératrices, diamétralement opposées. L’espace libre entre deux données techniques est complété par la répétition alternative des mots “gaz” et “gas”. Le marquage doit être indélébile et de couleur jaune. L’impression ne peut influencer la qualité du tube. La hauteur minimale des caractères est : • 3 mm pour les diamètres nominaux ≤ 63; • 5 mm pour les diamètres nominaux ≥ 110. La profondeur du marquage doit être ≤ 0,1 mm pour les tubes d’un diamètre nominal ≤ 110 et ≤ 0,2 mm pour les diamètres supérieurs. Le marquage des tubes comprend, dans l’ordre suivant, sur chaque génératrice : • Les mots “gaz” et “gas”; • Le diamètre nominal et l’épaisseur de la paroi;
15/
• La série SDR;
• La date de fabrication (année, mois, jour); • L’équipe de travail en chiffres romains;
• Le nom commercial ou le code de la résine utilisée (voir annexe 2);
• Le code de la machine d’extrusion;
• Le nom ou le sigle du constructeur.
Tout autre marquage, soit par la technique d’application, soit par les données reprises, doit être soumis préalablement pour accord à la Société. Les tubes délivrés sur bobines doivent comporter un marquage de la longueur restante, en mètres courants.
7.2. Repérage à la demande de la Société Le repérage est réalisé en traits jaunes continus et répond aux exigences suivantes : • la résine de base utilisée dans le polyéthylène jaune mis en oeuvre pour réaliser les
traits coextrudés de repérage est identique à celle intervenant dans la préparation du polyéthylène noir extrudé pour fabriquer le tube;
• Le compound jaune est un mélange préparé par le fournisseur de matière première; il
doit contenir les pigments et tous les compléments d’additifs nécessaires à son bon comportement;
• Le fabricant du tube ne peut en aucun cas procéder à des ajouts d’additifs;
• Les traits ne peuvent en aucun cas influencer les qualités prescrites pour les tubes;
• Le nombre minimum de traits est 3, répartis uniformément sur la circonférence;
• La coextrusion des traits continus ne peut provoquer de relief.
8. CONDITIONNEMENT ET STOCKAGE
8.1. Généralités
Le fabricant prend toutes les mesures nécessaires afin d’éviter la détérioration des tubes lors du stockage, du chargement et du transport. Les tubes peuvent être fournis en longueurs droites ou en rouleaux ou sur tourets. Les longueurs droites sont normalement disposées en crêtes. Les tubes sont munis de dispositifs obturateurs aux deux extrémités, d’un modèle agréé par la Société.
8.2. Longueurs Les longueurs préférentielles des tubes sont données dans le tableau C ci-dessous.
16/
Tableau C
Diamètre nominal
Longueurs préférentielles en mètres
de Bobines Tourets Tubes droits 32 40 63 110 160 200
50 ou 100 50 ou 100 50 ou 100
100 - -
- -
1.450 400 ou 450
- -
6 6 6 14 14 14
Les longueurs à fournir sont spécifiées dans la commande.
8.3. Conditionnement
8.3.1. Conditionnement des tubes droits Si les tubes sont fournis en crêtes, celles-ci correspondent au schéma en annexe 6. Le cerclage des cadres en bois est réalisé au moyen de feuillards en acier zingué. La tension des feuillards est telle que les bois formant les cadres sont en contact et que le recouvrement des traverses sur les montants est égal aux 2/3 de l’épaisseur de ces derniers. 8.3.2. Conditionnement des rouleaux de tubes Chaque rouleau comporte un nombre suffisant de cerclages réalisés par des cordes ou des bandes en matière synthétique, également répartis sur tout le pourtour de la couronne. Dans tous les cas, il est prévu un cerclage à moins de 0,3 m à chaque extrémité des tubes. Le conditionnement ne peut en aucun cas altérer le tube. Pour le transport et le stockage, selon les prescriptions de la commande, les rouleaux peuvent être disposés dans des conteneurs pouvant être mis, le cas échéant, à disposition par la Société. Le fabricant est tenu d’inspecter les conteneurs à leur arrivée en usine afin d’éviter toute blessure de tube due à des anomalies éventuelles sur le matériel mis à disposition. Les tubes fournis en rouleaux peuvent être emballés en sac. 8.3.2. Conditionnement des tubes sur touret Les tourets sont soit mis à la disposition du fabricant par la Société, soit loués par le fabricant comme convenu et décrit dans la commande. Le fabricant est tenu d’inspecter les tourets à leur arrivée en usine afin d’éviter toute blessure du tube due à des tourets abîmés. Le conditionnement ne peut en aucun cas altérer le tube. Afin d’éviter toute blessure du tube lors du déroulement, les tubes sont liés avec des bandes synthétiques couche par couche, tous les 120° du pourtour. La dernière couche du tube enroulé ne peut dépasser les flasques du touret, afin d’éviter l’endommagement de la couche extérieure lors de l’entreposage sur l’aire de stockage. Lors de l’enroulement d’un tube en polyéthylène, sa température ne peut dépasser 30 °C.
17/
8.4. Obturateurs Préalablement à l’exécution de la commande, le fabricant soumet à la Société les obturateurs qu’il compte utiliser pour tous les types de tubes commandés. Les obturateurs sont de préférence en PE ou dans une matière n’altérant pas le polyéthylène; les obturateurs métalliques et en PVC sont interdits. Les obturateurs doivent pouvoir supporter les durées de stockage telles que garanties dans le § 8.6. de la présente spécification, ainsi que les manutentions lors de la pose. Ils ne peuvent être cassants ni coupants, les matières, les formes et les dimensions sont telles qu’ils ne peuvent pénétrer entièrement à l’intérieur des tubes. Ils sont du type bouchon intérieur pour tous les tubes fournis en longueur droite, pour les tubes enroulés en couronne ou sur bobine, les obturateurs peuvent être des capuchons. Tous les obturateurs sont munis d’un évent qui empêche la mise sous pression ou dépression des tubes en fonction des cycles climatologiques de température. En principe, ils sont placés sur les tubes immédiatement après la fin des contrôles de fabrication mais avant la mise en stock des tubes. En cas de réception, les bouchons des tubes sont enlevés par le fournisseur et replacés par ce dernier. Les obturateurs ne sont pas récupérables après la pose des tubes. Leur enlèvement sur chantier ne doit pas nécessiter l’emploi d’outils spéciaux.
8.5. Garantie de stockage Les tubes doivent pouvoir être stockés à l’air libre sans précaution particulière pendant au moins deux ans à partir de la date de fabrication figurant sur le tube. La garantie de stockage englobe le maintien de la conformité des dimensions, des caractéristiques et des performances prévues dans la présente spécification.
8.6. Date limite de la fourniture Les tubes doivent être fournis à l’utilisateur endéans l’année suivant la date de fabrication.
18/
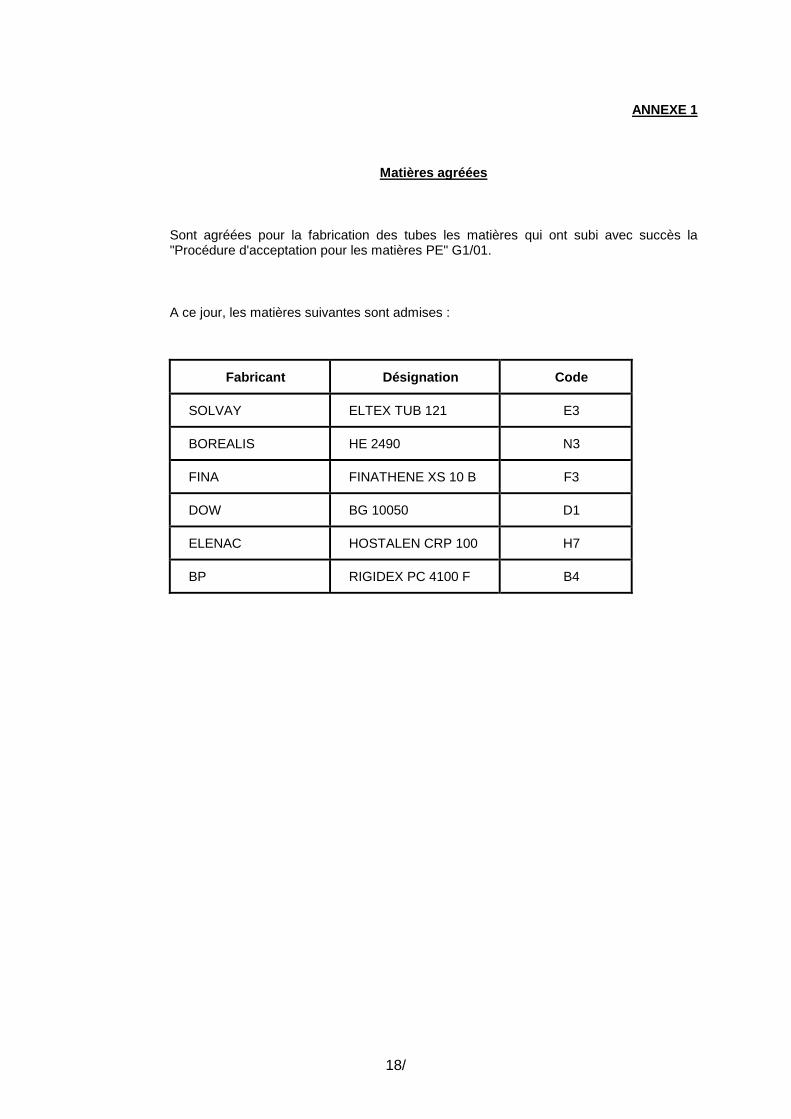
ANNEXE 1
Matières agréées
Sont agréées pour la fabrication des tubes les matières qui ont subi avec succès la "Procédure d'acceptation pour les matières PE" G1/01.
A ce jour, les matières suivantes sont admises :
Fabricant Désignation Code
SOLVAY ELTEX TUB 121 E3
BOREALIS HE 2490 N3
FINA FINATHENE XS 10 B F3
DOW BG 10050 D1
ELENAC HOSTALEN CRP 100 H7
BP RIGIDEX PC 4100 F B4

19/
ANNEXE 2
Code des différenties matières premières
Voir tableau en annexe 1
20/
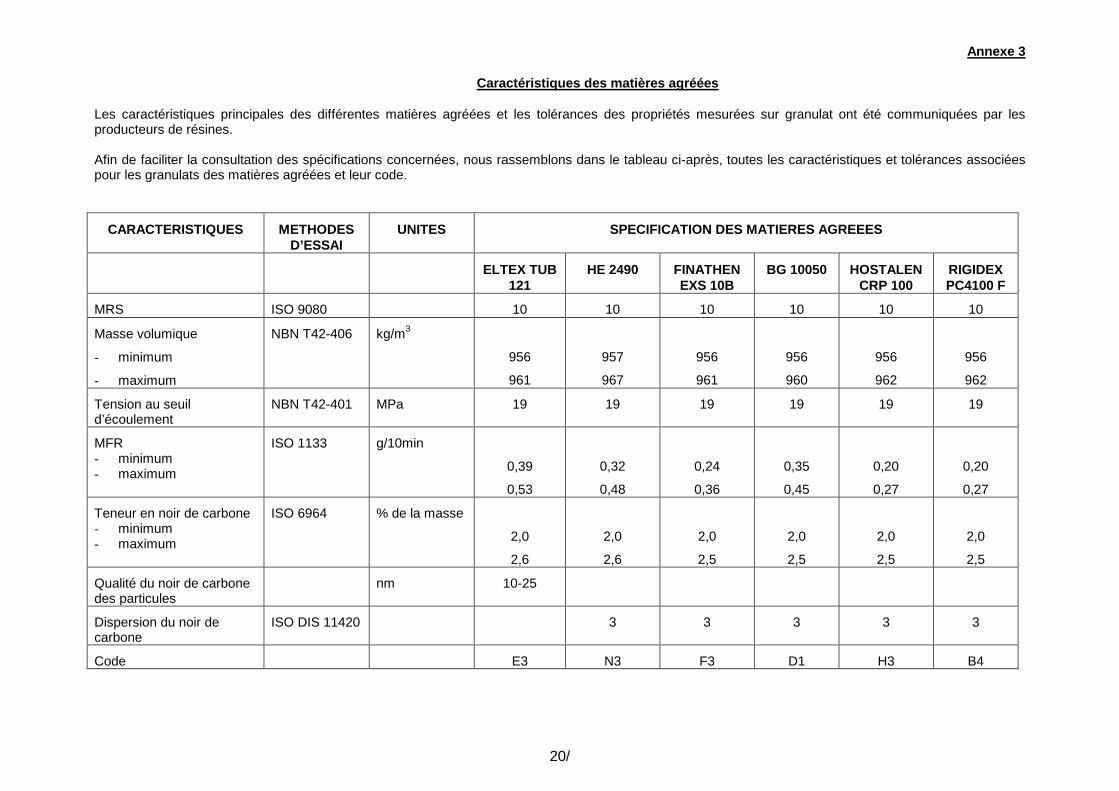
Annexe 3
Caractéristiques des matières agréées
Les caractéristiques principales des différentes matières agréées et les tolérances des propriétés mesurées sur granulat ont été communiquées par les producteurs de résines. Afin de faciliter la consultation des spécifications concernées, nous rassemblons dans le tableau ci-après, toutes les caractéristiques et tolérances associées pour les granulats des matières agréées et leur code.
CARACTERISTIQUES METHODES D’ESSAI
UNITES SPECIFICATION DES MATIERES AGREEES
ELTEX TUB 121
HE 2490 FINATHEN EXS 10B
BG 10050 HOSTALEN CRP 100
RIGIDEX PC4100 F
MRS ISO 9080 10 10 10 10 10 10
Masse volumique
- minimum
- maximum
NBN T42-406 kg/m3
956
961
957
967
956
961
956
960
956
962
956
962
Tension au seuil d’écoulement
NBN T42-401 MPa 19 19 19 19 19 19
MFR - minimum - maximum
ISO 1133 g/10min
0,39
0,53
0,32
0,48
0,24
0,36
0,35
0,45
0,20
0,27
0,20
0,27
Teneur en noir de carbone - minimum - maximum
ISO 6964 % de la masse
2,0
2,6
2,0
2,6
2,0
2,5
2,0
2,5
2,0
2,5
2,0
2,5
Qualité du noir de carbone des particules
nm 10-25
Dispersion du noir de carbone
ISO DIS 11420 3 3 3 3 3
Code E3 N3 F3 D1 H3 B4
21/
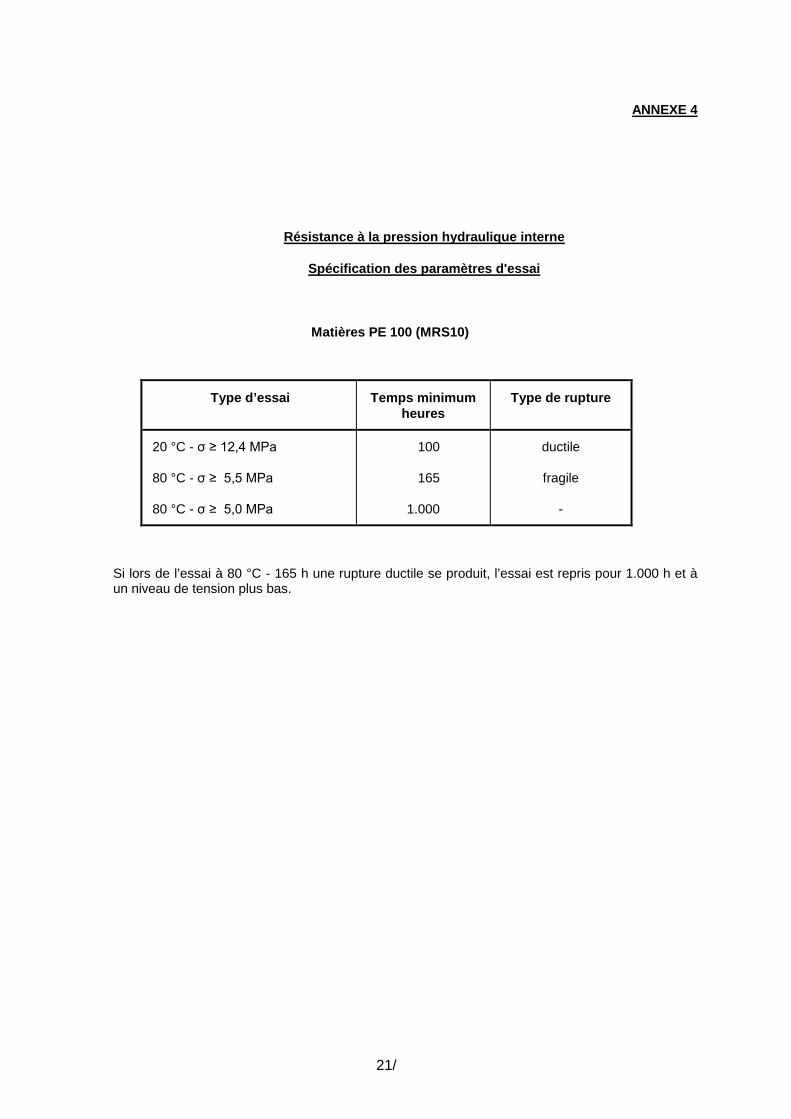
ANNEXE 4
Résistance à la pression hydraulique interne
Spécification des paramètres d'essai
Matières PE 100 (MRS10)
Type d’essai Temps minimum heures
Type de rupture
20 °C - σ ≥ 12,4 MPa
80 °C - σ ≥ 5,5 MPa
80 °C - σ ≥ 5,0 MPa
100
165
1.000
ductile
fragile
-
Si lors de l’essai à 80 °C - 165 h une rupture ductile se produit, l’essai est repris pour 1.000 h et à un niveau de tension plus bas.
22/
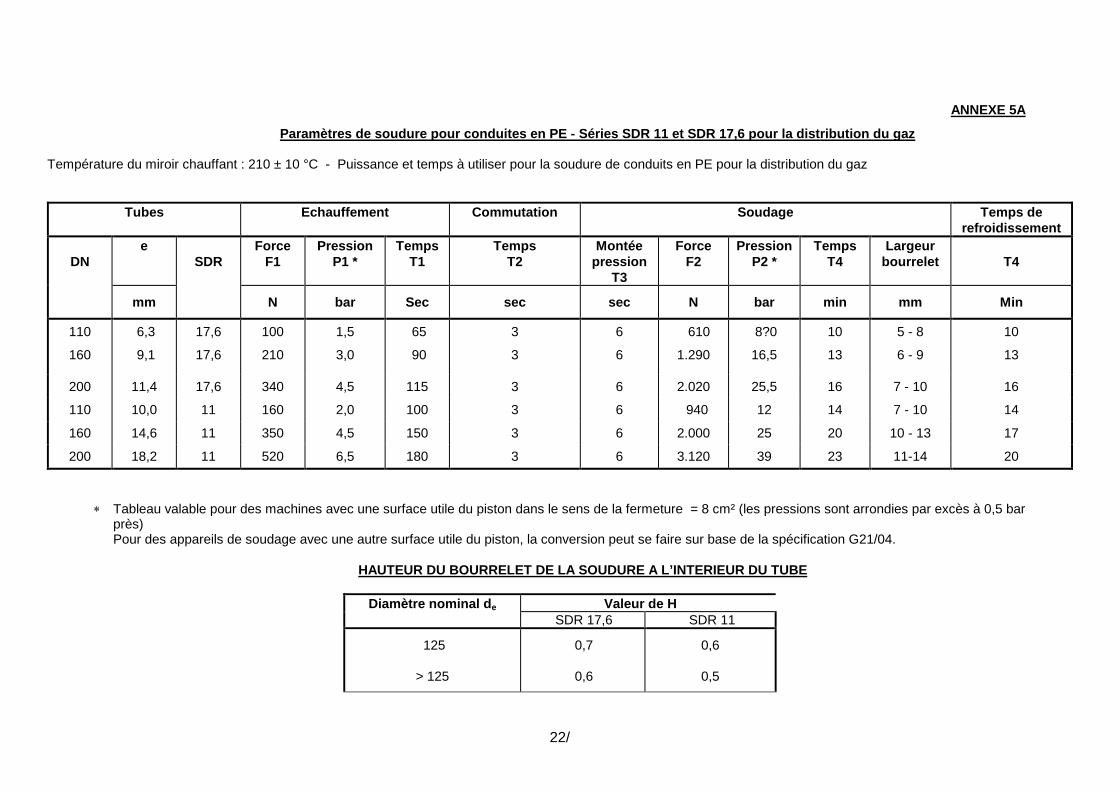
ANNEXE 5A
Paramètres de soudure pour conduites en PE - Séries SDR 11 et SDR 17,6 pour la distribution du gaz Température du miroir chauffant : 210 ± 10 °C - Puissance et temps à utiliser pour la soudure de conduits en PE pour la distribution du gaz
Tubes Echauffement Commutation Soudage Temps de refroidissement
DN
e SDR
Force F1
Pression P1 *
Temps T1
Temps T2
Montée pression
T3
Force F2
Pression P2 *
Temps T4
Largeur bourrelet
T4
mm N bar Sec sec sec N bar min mm Min
110 6,3 17,6 100 1,5 65 3 6 610 8?0 10 5 - 8 10
160 9,1 17,6 210 3,0 90 3 6 1.290 16,5 13 6 - 9 13
200 11,4 17,6 340 4,5 115 3 6 2.020 25,5 16 7 - 10 16
110 10,0 11 160 2,0 100 3 6 940 12 14 7 - 10 14
160 14,6 11 350 4,5 150 3 6 2.000 25 20 10 - 13 17
200 18,2 11 520 6,5 180 3 6 3.120 39 23 11-14 20 ∗ Tableau valable pour des machines avec une surface utile du piston dans le sens de la fermeture = 8 cm² (les pressions sont arrondies par excès à 0,5 bar
près) Pour des appareils de soudage avec une autre surface utile du piston, la conversion peut se faire sur base de la spécification G21/04.
HAUTEUR DU BOURRELET DE LA SOUDURE A L’INTERIEUR DU TUBE
Diamètre nominal de Valeur de H SDR 17,6 SDR 11
125
> 125
0,7
0,6
0,6
0,5
23/
ANNEXE 5b
Cycle de soudage
P
P
P
2
1T
T T T T T1 2 3 4 5
24/
ANNEXE 6
CRETES POUR L’EMBALLAGE DES TUBES EN PE
H
IL
h
100 23 ± 3
3502000
2000 min 100 350X x 2000 2000
10035
CADRE EN BOIS - EPAISSEUR : 35 MM
COUCHE DE MOUSSE(largeur supérieure à celle du cadre en bois)
FEUILLARD(acier zingué)
Longueur du tube
Valeur de X
DN
Nombre de tubes par
paquet
Nombre de couches
Nombre de tubes par couche
l h L H
6 m
14 m
1 5
110 160 200
43 17 14
5 3 3
9-8-9-8-9 6-5-6 5-4-5
1035 1005 1045
495 440 550
1060 1030 1070
600 545 655





























