-
7/31/2019 GrindingJournal Spring 2008
1/32Spring 200publication
A few of myfavorite things
Man looks for mirror finish andsees a Studer
A long way to grind
Huge hit for little inserts
-
7/31/2019 GrindingJournal Spring 2008
2/32
For dressing of Vit CBN
grinding wheels due to
high grit protrusion and anopen structure matrix resultingin a
free cutting dressing tool
no resharpening required
excellent workpiece geometryfrom the first dress
the Hybrid bond produces longer dresser life stable dressing
process
Meister hDD dressing toolsfor dressing of bore and seat
grinding wheels
hDD Dressing Tools in aninnovative Hybrid bond system
Meister hDD dressing toolare designed to optimizeyour dressing
process
Meister hDD tool for face dressing
201 Circuit DriveNorth Kingstown, RI 02852Tel 401-294-2530Fax
401-294-7326Email [email protected]
www.meister-abrasives-usa.com
-
7/31/2019 GrindingJournal Spring 2008
3/32Grinding Journal
Spring 2008
CONTENTSEd Sinkora
Edito
United Grinding
540.710.2408
[email protected]
Christy Huggard
Contributing Edito
United Grinding 2008
publicat
www.grinding.com
5 My thoughts exactly by Rodger Pinney
7 My new favorit... Economical new Studer proves itself in a
demanding job shop
13 Man looks for mirror fi nish andsees a StuderGrinding perfect
punches
19 A long way to grind
25 Meister Abrasives unveils newhybrid diamond
dressingtechnology
27 Huge hit for little inserts
EWAGs new grinder tackles nearly anymaterial or geometry
31 Problem Solver Brian JacksonOn the cover: Studer's motto is
"The Art of Grinding" and their gallery
welcomes the new favoritCNC...and we cover a few other
"favorite
things" in the world of grinding.
-
7/31/2019 GrindingJournal Spring 2008
4/32
-
7/31/2019 GrindingJournal Spring 2008
5/32Grinding Journal
The sky is falling, the sky is falling! The nationalnews outlets
incessantly emphasize that were
headed for a disastrous recession. They supporttheir doomsday
scenarios by sighting opinions and research
gladly supplied by a multitude of expert analysts. Andthen they
pile it higher by highlighting the total number
of manufacturing jobs lost in the United Statesalwayspresumably
to offshore outsourcingwithout mentioning
jobs losses attributed to productivity gains realized duringthe
past decade.
No doubt this can be really scary stuff for consumers,small
business owners, and large corporation management.
However, is the medias portrayal of Americas economicand
manufacturing conditions totally accurate? Is that
light at the end of the tunnel really an oncoming economictrain
as the media would have us believe, or is it the beacon
of opportunity for those companies who think and actdifferently
from the rest of the pack? At United Grinding,
we see it as a beacon of opportunity.
About now you may be thinking: Rodger, did you
have a bowl of crazy for breakfast before writing thisarticle?
No, and heres why. First, lets examine the weakUS dollar. Products
manufactured in the US are now
less expensive for the rest of the world to buy than
ever.American companies that have embraced exporting their
now more competitively priced products are
experiencingunprecedented growth. Consequently they are
investing
in new equipment and services to meet increased globaldemand,
despite the reported slowing of the US economy.
Imagine thatinvestments in American manufacturing ata time when
many news reports have characterized it as
needing life support.
And secondly, what about the high price of fuel? In my
opinion, the return of cheap energy is a pipe dream andNorth
America will face tough times coping. On the other
hand, I rmly believe automotive, aerospace, airline,
powergeneration, and heavy equipment companies operating in
Canada, Mexico, and the United States are not going to simpclose
up shop and go home because of high fuel prices. The
best ones are already developing more fuel efcient
engines.Alternative energy development is accelerating. And the
need for precision manufacturing solutions that optimizelabor
content and minimize material consumption is growin
signicantly. Current business challenges are breeding
bothinnovative solutions and opportunities.
United Grinding is already being positioned to help youconvert
your business challenges into opportunities.
And what does positioned mean? It means deployingour resources
geographically to provide localized value
added support. It means offering you economicallypriced grinding
machines, such as the recently introducedStuder favoritCNC and
Blohm Redline, to optimize
your investments without any sacrices with respect toquality and
precision. It means enhanced, value added
communications with you to maximize our ability toanticipate
your future needs. It means the entire United
Grinding Team thinking and acting outside of the typicalbusiness
model box to do our part in helping you maximi
your future competitiveness and protability.
Sure the North American economy may face difculties.
However, at United Grinding we believe the shiftsoccurring in
global markets create opportunities for Nort
American manufacturing companies willing to adapt to taadvantage
of them. The light at the end of the tunnel is
truly a beacon of opportunity. The United Grinding Teamwill do
our best to help it shine brightly for your company
when you invest in our products and services.
exactly..by Rodger PinneyPresident and CEO, United Grinding
OhioMy thoughts
INFORodger Pinney
[email protected]
-
7/31/2019 GrindingJournal Spring 2008
6/32
A Company within the SWAROVSKI Group
STRATO ULTRA
THE NEW FORCE IN
CREEP FEED GRINDING
n Reduction of the grinding timen Significantly increased
profile retentionn Decrease in the risk of burningn Increase in the
number of parts per wheel
[email protected] | www.tyrolit.comPhone: 888 TYR-OLIT
-
7/31/2019 GrindingJournal Spring 2008
7/32Grinding Journal
Were a job shop, and well grind
anything, essentially, said Mark
Roman, owner of G&R Precision
Grinding in Brampton, Ontario. G&R opened in
1979, providing grinding services to moldmakers.
It is now more diversied, grinding parts for tool and
die makers and other machine shops, but it maintains
a signicant focus on mold component work. Mark
bought the shop in 1999; including himself and his
wife Sheralyn, it employs six.
The shop grinds a variety of tool steels and other
materials, including carbide and beryllium. Part
tolerances routinely are 0.000,2" 0.000,5"; if we
get 0.001", were pretty happy, thats pretty easy
for us, Mark said. Many of the mold parts G&RPrecision
handles are polished after grinding, and th
typical 16 in. Ra nish the shop produces minimiz
the amount of polishing required. Part volumes
range from single digits to over a thousand; right
now we have a job in here with 1,200 rotors, thatsfairly big for
us, Mark said.
Mark said his business is based on quick turnarounand trust.
Trust is crucial, especially on one-off o
short production runs, because grinding is usually
one of the nal steps in the manufacturing process
When they get to us with their product, there is so
much work in it that it would be very expensive if w
were to make a mistake, he said.
Man & machine: Two trustworthy riends. Trust is crucial in
Mark
Romans business, especially on one-o or short production
runs,
because grinding is usually one o the nal steps in the
manuacturing
process.
Economical new
Studer proves itself in
a demanding job shop
-
7/31/2019 GrindingJournal Spring 2008
8/32
CYCLOTRON PRODUCTS
Division of Frank L. Wells Company Founded 1893
Contact Bob Weeks to discuss all of your filtration needs.
Cyclotron Products has a complete line of filtration systems
designed to remove solid particles from water soluble and
synthetic industrial fluids using economical and efficient
methods. Cyclotron Products is accepted by the
metalworkingindustry, automotive manufacturers, machine tool
builders,
appliance manufacturers, aerospace parts manufacturers
and many other related industries.
Cyclonic Filtration provides benefits to the
environment with no disposable media
used in the cyclonic filtration process.
This is an efficient, cost-effective and
environmentally responsible solution to
many filtration needs.
Leaders in Filtration Systems
CYCL
ONICFILTRATIO
N
ENV
IRONMENTALLYRESPON
SIBLE
(262) 657-8954Fax: (262) 657-1220
[email protected]
5821 Fifth AvenueKenosha, WI 53140
www.cyclotroninc.com
Next Generation! New Neidlein Face Drivers.
Superior in
grinding applications.
Now even tighter tolerances for improved
runout and durability. No other face driveris manufactured to
this precision!
Eliminate drive dogs, "Flipping of parts",and runout from
handling multiple times,complete part in one clamping!
Special applications, grinding, hard turning, HEAVY cuts let us
prove it!
Industry leading live centers, TIR down to .00008"(or +/-
.00004" the way our competitors do the math)
Get it all at grinders.logan-mmk.com
-
7/31/2019 GrindingJournal Spring 2008
9/32Grinding Journal
Staying price competitive
Beyond providing error-free parts, Mark said his
greatest challenge is keeping his pricing competitive.
He controls costs by maximizing utilization of
equipment and labor. G&R Precisions equipment
includes 13 grinders, seven of which are manual
universal (ID/OD) machines. Two of the grinders
are CNC machines from Fritz Studer AG, purchasedfrom United
Grinding (represented locally by
Machine Tool Systems Inc.)
Mark bought the shops rst CNC, a Studer Eco
650 OD grinder, ve years ago. If we hadnt gone
into CNC, he said, we couldnt be competitive.
It wouldnt work. You cant do stuff fast enough
manually.
Although the Eco grinder gave the shop a competitive
boost, it was congured for OD grinding only. Mark
saw a growing need for CNC ID grinding capability.
In late 2007, he thought the strength of the Canadian
dollar might provide an economic opportunity.
We just nished paying off our rst machine, and
although I wasnt looking to buy a machine, I called
John Manley at Machine Tool Systems to see what
was going on.
New Studer adds ID capability
After consulting with John Manley, Mark purchased
a Studer favoritCNC grinder, a newly-introduced
machine engineered to provide accurate and reliable
CNC grinding performance at an economical
price. The fully-enclosed machine features a center
distance of 25.6", center height of 6.9and maximum
workpiece weight capacity of 176 lbs. Its 1,500 RPM
MT5 workhead and rigid MT4 tailstock provide
16 millionths (0.000,016") run out, chucked or
between centers. The wheelhead indexes from -15
to +195 in 2 increments. A 12 HP OD spindle
is standard, and Marks machine has an optional 4.2HP ID spindle.
Studers intuitive Pictogramming
programming system operates on the grinders Fanuc
0 Series CNC.
Comparing the favoritCNC to top-end Studers with
features Mark would use rarely if at all, John said, I
told him you can buy a machine that costs 50 or 100
percent more, or you can buy a machine that can still
do what you want it to do 90 percent of the time and
your capital cost per part will be half the amount.
Because 90 percent of the parts that go out his doo
are done on a very economical CNC machine, it
keeps him competitive.Mark said he wouldnt have bought another
OD-
only machine: I wanted to get the ID grinding. It
an easy process to switch it back and forth. The ID
wheel is behind the OD wheel, and you can lift up
the wheelhead and manually swing it around to the
ID position.
For bang for the buck I really got a great deal,
Mark said, The price was good, and the dollar was
good, so why not go for it?
A job shop like G&R Precision handles a continual
changing selection of parts. Mark said Studers
Pictogramming package enables him to program
on the machine and its a quick setup. He added,
We do repeats, sure. We keep our programs on
the machine and utilize them again. He said the
machine provides accurate and reliable dressing of
the vitried aluminum oxide, borazon and diamond
wheels the shop employs.
Mark Roman says it is an easy process to switch back and
orth
between OD and ID grinding. The ID wheel is behind the OD
wheel,
and you can lit up the wheelhead and manually swing it around to
the
ID position.
-
7/31/2019 GrindingJournal Spring 2008
10/32
Spring 2008
Speed & repeatability capture new customers
Mark described how the speed and repeatability of
CNC grinding helped G&R Precision win a new
customer. The job involves grinding the taper and
overall height on nozzles used in an injection molding
system. The 0.500"- diameter, 2"-long parts are madeof beryllium
with a small conical carbide tip, and job
lots are 200 - 600 pieces at a time. Before approaching
G&R Precision, the customers grinding provider
wasnt working out; time-wise he wasnt getting his
parts fast enough, so he came over here and so far he
seems pretty happy, Mark said.
In another case, the favoritCNCs ID capabilities helped
G&R quickly complete a job that would have been much
more time-consuming on a manual machine. A 5.0"-
diameter, 4"- tall tool steel mold cavity insert requiredground
ID and OD tapers. Grinding the parts 30-degree
ID taper on a manual machine was not impossible,
but just a real challenge, Mark said, On the manual
machine it would take 30 or 45 minutes to rough and
nish each ID. Once the CNC machine was set up, it
probably took ten minutes. It doesnt matter how tricky
it is, it does the same motion time and time again. The
trickier the job gets, the better the CNC is, Mark said.
Mark said that setup on a CNC machine requires
more caution than a manual grinder because the
CNCs unerring repeatability means, If you make a
mistake on the rst part, all the rest of the parts in
the series have a mistake on them. When grinding
complex parts that represent a signicant investmen
in prior machining, rst we will run the machinewith the part
off, to make sure it all makes sense,
Mark said. Machining the rst piece also is done
conservatively. You dont just write the program
and push the button, he said, You control the
machine for each individual step to make sure
nothing is going to make contact or not make sense
Thats why it takes a while to set them up.
The speed and accuracy o G & R
Precisions avoritCNC grinder
enabled it to win a new customer,
grinding 200 - 600 piece lots othese carbide-tipped
beryllium
mold nozzles
Grinding the 30-degree ID
taper o this mold cavity
insert on a manual
machine was not
impossible, but just a
real challenge, Mark
Roman said, and
would consume 30 or
45 minutes to rough
and nish manually, as
opposed to just ten
minutes (ater setup)
on the avoritCNC
-
7/31/2019 GrindingJournal Spring 2008
11/32Grinding Journal
The avoritCNCs ID capabilities helped
G&R quickly complete a job that would
have been much more time-consuming
on a manual machine
20 dierent shapes and contours on one
part? CNC is the answer
Some parts simply cant be done on a manual grinder.
Mark gave the example of a 6"-long, 1"-dia. inner
mold core featuring perhaps 20 different shapes andcontours
including tapers, radii, and angles. The
order was for twenty cores, but on a manual machine,
You couldnt even do one piece because of the
way the part was designed, Mark said, You have
a 0.020" radius into a 0.040" radius into a 0.100"
radius, and that continuous shape is free owing.
Because the core is a repeat job, he said, we saved
the program and when it came back it was much
easier to set up. The rst time to write it and get the
wheels ready took six hours. When it came back itwas just over
an hour or so to get the wheels back
on and dress them. The part required two wheels;
Most of it was a one-wheel plunge to do the very
top with the large radii. Then we used a second
wheel to blend that top portion into the main body,
Mark said. The shop dressed the wheels specically
for that part and keeps them aside for when the
job returns.
For some jobs, Mark said, manual grinders are still
the answer. There is denitely a use for them.
However, for very complex jobs and when G&R
Precision must produce multiple parts quickly,
accurately, and economically, CNC really helps, I
got to tell you, he said, the higher-number jobs ar
unbeatable on the CNCs.
According to Mark Roman, this inner mold core, eaturing perhaps
20
dierent shapes and contours including tapers, radii, and angles,
simp
couldnt be done on a manual grinder.
INFOEd Sinkora
[email protected]
-
7/31/2019 GrindingJournal Spring 2008
12/32
High Performance...
FISCHER PRECISE U.S.A., RACINE, WI 53405 U.S.A
262.632.6173 800.333.6173 FAX: 262.632.6730
Email:[email protected] www.fischerprecise.com
High Performance Spindle Solutions
REV UP your grinding results with FischerPrecise USA as your
United Grinding partner forhigh performance spindle service! Our
experienceis only exceeded by our level of support.
We service other spindle makes and models inaddition to our own.
That means ONE CALL toUnited Grinding when you request Fischer
PreciseUSA for all of your spindle needs. You can rely
on us for repairs, tooling analysis, training,preventative
maintenance, diagnostic
services, and application engineeringhelp. Call United Grinding
today at937-859-1975 to learn more!
Service...Requires Highly Skilled
-
7/31/2019 GrindingJournal Spring 2008
13/32Grinding Journal
Discussing the black art of precision grinding,
Tim Middlehurst, President of Hi-Quality
Carbide Tooling Inc., said, I guess youre
just born with it. He truly was; he began working in
his fathers grinding shop at age 16 with his father and
grandfather. It was all three of us in the shop for a
while, he said, I was fortunate enough that I had a
couple of years of working with my grandfather and 15
years with my father, before they retired. Tim and hiswife,
Wendy, bought the shop in 1997, then Hi-Quality
Carbide moved to its present location in Orangeville,
Ontario, two years ago. Tim and his tool makers Derrick
Armstrong and Riguel Boodram work in the clean,
3,600 sq ft shop that houses 23 pieces of equipment,
including some dating from the shop's early days. The
shop performs OD and ID cylindrical grinding, surface
grinding, CNC turning, wire EDM and polishing.
Over the years, Hi-Quality Carbide built a solid
reputation for grinding carbide dies used to cold-head
bolts and other products in the fastener and near-net
forming industries, as well as carbide tooling for
spring making. Then, in 2007, an opportunity and
a challenge arose. A large, longtime customer, for
whom the shop had machined carbide dies, urged the
shop to begin grinding carbide extrusion punches. W
decided we would take them up on it, Tim said, addinthe punches
were a whole new product line for us.
And a whole new manufacturing challenge. The
punches generally feature high length-to-diameter
ratios and range in size from 0.300"-dia. by 4"- long
to 1.25"-dia. by 13"-long. They require a signicant
amount of precision contour grinding. There are a
lot of steps and contours along those shafts, Tim
said, they are not just nice, straight pins. Productio
Man looksfor mirror
finish andsees a Studer-Grinding perfect
punches
-
7/31/2019 GrindingJournal Spring 2008
14/32
Spring 2008
volumes are small, ranging from low single-digits to a
maximum of a dozen. The carbide alloys used for the
punches is both hard and tough, Tim said, and grinding
it requires the use of vitried diamond wheels.
Surace fnish is critical
Size tolerances for the punches are 0.000,3" 0.000,5",
but thats not the problem, Tim said, Its the surface
nish that is the critical part. To minimize galling inoperation
as well as maximize tool life, the punches require
a polished mirror nish. In preparation for polishing,
which Hi-Quality Carbide does in house, chatter-free
nishes in the range of 2-3 in. Ra are necessary.
Tim realized the shop would need a CNC OD grinder
to produce the complex-contoured, low-volume parts
efciently and to consistently generate the required
surface nishes. After much research and comparison
shopping, he purchased a Studer S33 CNC grinder
from United Grinding (represented locally by MachineTool Systems
Inc.).
The machine t his needs. It features a center
distance of 25.6", center height of 6.9" and maximum
workpiece weight capacity of 176 lbs. Drive capacity
of its external wheelhead is 7.5 kW (10 HP). The
robust ISO50 universal workhead with Studers
unique infeed ring sensing is capable of both live
spindle grinding and grinding between centers, and
has a maximum speed of 1,500 RPM. The workhead
spindle is mounted on roller bearings and possesses
roundness accuracy of below 0.000,4 mm (0.000,016
Fine adjustment allows for cylindricity corrections in
the 1 m range during live spindle operations. Rotary
disk dressing with Studers touch dressing technology
enables the use of cost-effective vitried abrasives. T
maximize precision, Tim specied glass scales on bot
the infeed and longitudinal axes.
One thing that drew us to the Studer wa
the sotware
Because the shop had no experience in CNC or
G-code, one thing that drew us to the Studer was
the software, Tim said. That included intuitive
on-machine Pictogramming that leads an operator
through steps in grinding a part then generates G-cod
StuderGRIND software also permits programs for
special applications, such as proling, to be created oa PC then
transferred to the machine control.
Ease of programming is important, because even
though all the punches feature multiple diameters,
complex proles, and critically-dimensioned nose
points, every punch prole is unique.
Although the Studer software calculates productive
cutting parameters, Tim sets grinding feed rates and
speeds based on experience. He said diamond wheel
tool representatives say the shops speeds and feeds
are way off but they work just fantastic for us.
Weve found that we still have a bit of the black art in
our grinding.
Hi-Quality Carbide does make full use of the
StuderPROFILE feature of the StuderGRIND
package. It enables us to draw the part, select the
areas of contour, and then put those into the machin
as subroutines that are input into the Pictogramming
software, he said.
We use the StuderPROFILE software to redraw thepart ofine, he
continued, We have a PC out on the
shop oor, hooked to the machine with an Ethernet
cable, and thats where we make our drawings. While
the machine is running the operator can be doing a
drawing and setting up all the contours for the next job
Hi-Quality Carbide currently works with prints
or faxed drawings from customers. The software
provides the ability to download a DXF le directly
Hi-Quality Carbide grinds precision carbide punches that eature
high
length-to-diameter ratios. Punches range in size rom 0.300"-dia.
by 4" - long
to 1.25"-dia. by 13"-long. They require a signicant amount o
precision
contour grinding, must meet size tolerances o 0.000,3" 0.000,5",
and
surace nish requirements o 2 -3 in. Ra prior to hand
polishing.
-
7/31/2019 GrindingJournal Spring 2008
15/32Grinding Journal
into the machine control, but Tim said his customersdo not
presently supply les of sufcient accuracy to
make use of the feature. Its nice that the possibility
is there, he said, and feels it will be useful in the
future.
Contouring magic with a single wheel
Surprisingly, Hi-Quality Carbide doesnt dress wheels
to match the individual punch proles. The shop uses
a straight-front, at, " or 7/8"-wide wheel in
plunging and oscillation passes to establish
the punch diameters. The same wheels grind
the proles; The trick is that we have arotary disk dresser that
forms a radius on
each wheel corner, and we use that same
corner radius to prole all of our contours,
Tim said.
The Studer S33 provides the ability to dress
in process, but Hi-Quality Carbide hasnt
used it so far. We have found that the
vitried diamond wheels hold up really well
with the low quantities we are doing. We can
do up to six or eight pieces without a dress,then dress at the
end of the batch, Tim said.
The machines 1,500 RPM workhead also
provides an advantage when grinding the
punches. Although the punch ends appear
to be at, they in fact feature a very slight includedangle. We
are grinding down to a point, basically,
Tim said, and at the point grinding surface speed
approaches zero. Sufcient speed is crucial in
maintaining surface nish. As a result, the shop utiliz
the workheads speed capability Pretty much at its maxhe said, We
are running high rpm to keep the sfm
up. He said his comparison shopping showed him th
competitive machines max out at a much lower RPM.
An operator uses StuderGRIND sotware running on a PC to dene the
many dimensions o a prole to be ground. The PC is linked to the S33
grinder with
Ethernet cable, enabling easy program transer. The operator can
even make a drawing and set up contours or the next job while the
machine is running
Hi-Quality Carbide employs the S33 grinders rotary
disk dresser to maintain a radius on the corners o
fat grinding wheels, and uses those corners to prole
complex contours on carbide punches
-
7/31/2019 GrindingJournal Spring 2008
16/32
Spring 2008
The universal workhead o the S33 grinder is capable o both
grinding between centers (top) and live spindle grinding
(bottom)
-
7/31/2019 GrindingJournal Spring 2008
17/32Grinding Journal
From between-centers to chucked
in minutes
The workheads ability to support both live spindle
grinding and grinding between centers also is essential.
Tim processes the punches in two steps, rst grinding the
main body between centers, then chucking the back end
of the punch and nish grinding
the proled end. Between thedead centers, a brass drive dog
holds the end of the shaft and
picks up a pin on the workhead
to spin the part. We grind
the major diameter, chuck it,
indicate off it, and then do our
contours on the end, he said.
Tim employs a coarse wheel
for the punch major diameters,
and a ne wheel for the
proles and the end of the
punch, removing 0.040" 0.050" grind stock in
both cases. When we grind the main body between
centers, we use the coarse wheel, and we grind a little
bit faster. When we chuck it and do the working end
of the punch we are still removing the same amount of
grind stock -- mind you over a shorter area -- but we
are not slowing down that much, he said.
Acoustic sensors eliminate scrap
Throughout both grinding and dressing, Tim said,
the Studer Sensitron acoustic gap control is our eyes,
and our ears, actually. The S33 has one microphone
built into the end the spindle to monitor live spindle
grinding and dressing, and another on the tailstock for
between-center grinding operations.
The system prevents collisions that would damage the
wheel or punch. Tim said the diamond wheels cost about
$4,000 each, and the carbide punch blanks are expensive as
well, typically $500 600 for a large example. Regardingthe
blanks, he said, The most critical thing there is you
dont have time to have the blanks replaced. It takes two
weeks to get them. If you are only doing a lot of three
and you scrap one, you just lost a third of your order.
The Sensitron system has helped to keep the shops scrap
rate very low. I think we might have scrapped two pieces,
Tim said, adding that those incidents probably were a result
of the shops learning curve with the new machine.
When I saw the Studer S33 grind carbide
said yep, thats exactly what I want.
All of a grinders sophisticated systems can be neutraliz
by the generation of a low-tech problem: chatter.
Tim said the results are obvious. During his machine
shopping, as soon as he saw a carbide part ground
on competitive machines, he
reported that he said, No, thatnot the nish I want. When I
saw the Studer S33 grind carbid
I said yep, thats exactly what I
want. Just like that, it was that
easy. Tim credits the machine
build quality and the rigidity an
vibration-absorbing nature of i
Granitan synthetic granite base
Eliminating chatter is a key to
achieving the required surfacenish. We grind to nish size,
then polish after. As soon as you have chatter, then you
are talking about a lot of handwork.
Tim said he bought the Studer S33 solely to gain the
capability to OD grind carbide punches, although he has
plans to grind carbide feed rolls and roll forming dies on
the machine in the future.
Owner, Tim Middlehurst, looked at a number o machines in his
search
or a mirror surace nish. When I saw the Studer S33 grind
carbide
said yep, thats exactly what I want. Just like that, it was that
easy.
INFOEd Sinkora
[email protected]
When we grind the main bodybetween centers, we use the
coarse
wheel, and we grind a little bitfaster. When we chuck it and
dothe working end of the punch
we are still removing the sameamount of grind stock -- mind
you over a shorter area -- but weare not slowing down that
much
-
7/31/2019 GrindingJournal Spring 2008
18/32
-
7/31/2019 GrindingJournal Spring 2008
19/32Grinding Journal
way to grind
A
isit Bishop-Wisecarver Corporations web site
Carriage
Wheels (hidden below
V-channel
Small segments o aluminum and steel
UtiliTrak shown. The Mgerle grinds the V
channels inside the rail. Load carrying capacity
is determined by the carriage assembly
(e.g. size, number o wheels), the wheels
themselves, and the rail material, het, and
width, but not its length. The loading is essentially
the same anywhere on the rail.
pick up one of their catalogs and you cant help b
notice their motto: Motion Without Limits. Itphilosophy that
touches many aspects of what they d
but lets concentrate on their UtiliTrak linear guidew
system. Bishop-Wisecarver (BWC) produces UtiliTrak
11.8 foot (3.6 m) segments and if thats not long enoug
segments can be combined you guessed it without lim
Of course, UtiliTrak can also be cut to produce shorter segments
fo
particular application. Either way, the goal is to produ
channel guide rails that are straight and parallel
design specications so the end user enjo
fast, smooth operation. And for users wneed to move heavy loads
(up to 14,040 N
BWC offers UtiliTrak in hardened ste
ground to Ra 32 in. (0.8 m). But ho
does one efciently grind BOTH inside
running surfaces of a nearly twelve foot ste
channel, while also maintaining the requir
straightness and smoothness?
Mgerle had the answer.
-
7/31/2019 GrindingJournal Spring 2008
20/32
Spring 2008
Mgerle exceeded the length requirement
BWCs initial goal was to source a machine that could
grind parts up to about seven feet in length within a
straightness tolerance of 0.002 inches over the entire
length. They also wanted the capacity to support
continuous growth for their UtiliTrak products. BWC
opted for a Mgerle MGC machine from United Grinding
that achieved these goals and more.
The Mgerle MGC features a moving column design
with over 18 feet (5.5 m) of travel in the X-axis. Even
allowing for the need to over-travel the part, the machine
could grind parts nearly the length of the chuck, which is
14.8 feet (4.5 m). BWCs current approach uses standard
lengths that are nearly 70% longer than their original plan,
which has signicant benets. Length requirements vary
considerably from application to application and a longer
standard segment can be cut up many more ways and
with less waste than a smaller segment.
and the accuracy needs
BWC Manufacturing Engineer Brian Burke says,
weve been able to grind both internal V surfaces
at and parallel to each other within .0015 over the
entire length. Plant Superintendent Kelly Walden
added that the distance between the two ground
surfaces is a critical dimension. With this machine we
aim to keep within the median of the tolerance on each
part and then we look for consistency between batches.I dont
want variation of two thousandths from batch
to batch. Im looking for variation within a couple of
ten-thousandths of an inch between batches, and the
Mgerle is going to get that for me.
Indeed, the machine hasdelivered. Brian reports
variation in the range of three ten-thousandths to
at most ve ten-thousandths from every part off a
production run. Or as Kelly put it: a very small
fraction of our allowable tolerance, which is very good
from a process standpoint. This level of accuracyshould make the
UtiliTrak system suitable for even
more demanding applications than earlier versions.
Accuracy depends in part on taking care
during set-up
BWC recognizes that if they are going to get the full
advantage of the machines inherent accuracy, they have
to make sure the part is setup properly from theThe Mgerles
articulating grinding head allows it to grind Vs inside
both sides o the channel guide in one setup
-
7/31/2019 GrindingJournal Spring 2008
21/32Grinding Journal
beginning. Its not terribly difcult, but it does take
care. Clamping is easy and the part itself doesnt have
to be adjusted once its clamped. Kelly explains that
there is a precision ground reference edge at the
center of the magnetic chuck, a fence so to speak, that
the parts shoulder up to on either side. The action of
engaging the chuck pulls the parts down to the table and
references the datum edge of the part against that center
shoulder piece, from which our work off-sets originate.
Brian adds that since the machine and chuck are always
in the same place, the only time they need to probe
the part is in setting up a new job, to make sure the
program is running in the proper location in reference
to the material. We take some measurements and adjust
the offsets in order to get it in the right spot. After
that,
its all green lights - you just keep loading parts. We do
inspections to verify consistency throughout the run.
Our current method involves mounting a magneticbase with a very
precise dial indicator to the grinding
head of the machine. For the V-proles we measure
over a precision plug gauge which weve put into the
V to determine feature location. For the roller
prole we can measure the surface directly and get a
very accurate measurement of location and positionwith the
digital read-out on the machine control.
Were shooting for perfect in the setup. Its goingto vary a
little bit after that but the machine is prettymuch capable of
hitting that target of perfect.
Machinist Gregory Brewer measures the height o the ground prole
and the width o the grind rom one side to the other, compares it to
the engineering
drawing, and establishes the needed osets
(Above) A close-up shows the precision plug
gauge in the V slot
One o many applications or BWCs UtiliTrak: a part drawer or a
lathe.
In this example, the cantilever eect will reduce the unctional
load the
system can carry. (The urther the drawer is pulled out, the
heavier it
becomes on the wheel.) BWC applications engineers review a
given
applications load weight, cantilever eect, environment, etc. to
determ
i a BWC product can meet the application and i so, which
size.
-
7/31/2019 GrindingJournal Spring 2008
22/32
Spring 2008
Fast changeoverBWC produces two parts per cycle before
un-chucking
one pair, cleaning the magnetic chuck, and chucking
the next set.
They typically produce batches of 100-300 full
lengths in a given size before switching jobs. Again,
they always grind the same length, so size refers
to the heft of the channel and the carriage assembly,
including the wheels of course. Interestingly, the
size has no signicant affect on the cycle time orthe number of
parts per wheel. Although the area
ground varies with part size, the depth of material
removal is fairly close on all three sizes because the
raw forms have been engineered that way. Changing
from size to size requires just switching the wheel
and dressing tool and measuring the rst few parts to
make sure they meet spec, as discussed in the set-up
section above.
Hidden dresser one o the secrets o succeA major reason for the
Mgerles high productivity is
the dresser hiding inside the grinding head. Instead
of having to bring the grinding wheel to a xed
table-mounted dresser which could be a very long
interruption given the axis travels on these large parts
this machine can dress continuously or intermittently
without interruption.
BWC is using intermittent dressing based on certain
lengths of grinding. Kelly reports that there is only aslight,
nearly undetectable, dwell, or moment of pause,
when the wheel is dressed. The machine automatically
compensates for this and for the change in wheel
diameter so that there is no detectable variation in the
ground rail itself. Its very impressive.
Brian explains that The dressing roll maintains the sha
of the wheel, so really all were concerned with is where
that shape is making contact with the part, the position
Youd never see this with the door closed and the coolant fying,
but this image reveals both the wheel grinding one o the V-channels
and the all-importan
dressing disk tucked close-by, ready to reshape the wheel
without interruption. The ability to dress the wheel intermittently
without delay is a big actor
the machines outstanding productivity.
-
7/31/2019 GrindingJournal Spring 2008
23/32
We conrm the part prole after grinding by cutting
a section off and measuring it precisely on an optical
comparator. We qualify the prole at the beginning of
run, to make sure nothing has changed.
The Magerle automatically adjusts RPM to maintain
constant wheel speed (surface feet-per-minute) as the
grinding wheel shrinks. They never reach a limiting
wheel speed, but to prevent interference problems, thewheel is
replaced when its original diameter has been
reduced by approximately 35 to 40%. Kelly says, The
biggest variable in parts produced per wheel is how mu
we have to dress off the wheel to achieve the necessary
starting prole. As stated, the number of parts is not
affected by the size of the channel.
Keeping the monster cool
Coolant is always critical in grinding and this case is no
exception. The Mgerle draws from a 1,600 gallon coolasystem that
includes a massive chiller to maintain a stable
temperature. The machine is also in its own temperature
controlled room. Its also installed on a very stable
foundation, minimizing any vibrations though as Kell
explains, the design of the machine and its hydrostatic
ways is another form of vibration isolation.
Another UtiliTrak installation: A gypsum drywall conveyor.
Applicationsrun the gamut, in part because they do well in
environments in which
competing products dont do well, like areas with lots o debris,
wood
chips, metal chips, and the like. Kelly says the system is
well-suited
or short-stroke linear guides or sorting systems in the
conveyance
and packaging industries, and long conveyance systems used
in
assembly-line processes. UtiliTrak is used in machine tools as
an axis
guideway (depending on the precision requirements) or as the
guide or
something like door travel on a high precision machine.
-
7/31/2019 GrindingJournal Spring 2008
24/32
Spring 2008
These images give a sense o both the size o the part and the
volume o
coolant needed just to fush the swar. As Brian explains: The way
to th
about the swar is cotton candy. Its not a lot o material but it
does tak
up a lot o space. Its really fuy. Its kind o amazing stu. The
amount
swar generated rom just a single piece would ll at least a bread
plate
or a small dinner plate. The coolant nozzles in the tray are
just to fush t
swar to keep it moving to the recovery system.
INFOLori Colivas [email protected]
The only challenge they had to overcome was channeling
the coolant ow as the wheel rst enters the workpiece.
They found if they didnt do this there was often some
burning for the rst few inches. But I wouldnt say this
is a problem specic to our application, Kelly says. It
could happen in any grinding operation, depending on
what youre grinding. Its always absolutely critical that
you have proper coolant ow to the wheel and that you
maintain it consistently.
and the coolant clean
Filtration in the coolant recovery system is also critical
because you want to minimize the presence of nes in the
coolant being supplied back to the grinding zone. With
coolant being supplied to the wheel under pressure, such
nes can work to plug the pores of the wheel. But in order
to have a consistent and good grinding process, you need
those pores to be consistently exposed so youre effectively
removing material. So ushing it out of the grinding area
iscritical, so that you dont actually regrind it, and having
good
ltration in the coolant recovery unit is also critical.
Next steps?
Im very comfortable with the quality of the parts
produced with this process. Further improvement might
entail longer intervals between dressing or reducing the
amount of dressing to achieve some cost savings in
theconsumables in other words, getting more parts per wheel,
says Kelly. We might also try different wheels available on
the market to see if theyre suitable for this application.
Plus theres always extra shifts, different parts, new
applications, and growth without limits.
The open
channel side
o a UtiliTrak
installation
-
7/31/2019 GrindingJournal Spring 2008
25/32Grinding Journal
NORTH KINGSTOWN, RI -- MeisterAbrasives has introduced a new
hybrid
bonding technology for rotary diamond
products used to dress CBN grinding wheels.
According to Meister, the new hDD (hybrid diamond
dressing) tools combine the toughness of metal
bonding with the natural porosity of a vitried bond
structure, comparable to porosity found in vitried
CBN grinding wheels.
The goals or this new combination include: More efcient dressing
cycles that lead to more
consistent CBN grinding wheel performance
Increased intervals between dresses resulting in
longer grinding wheel life
Improved longevity of the dressing tool itself
Total elimination of the need to change out the
dressing tool for re-conditioning
One of the secrets of this new technology is
a proprietary manufacturing process that both
mechanically and chemically bonds the diamond
particles within the tool to ensure that they will be
held securely. As a result, metal posts or bridges
that attach to the diamond crystals in the bonding
matrix can be slender, allowing for large pores to be
naturally distributed between the crystals.
Meister says the improved porosity makes hDD rota
dressing tools freer cutting, carrying more material an
heat away from the CBN wheel with every revolution
If so, this would improve the surface condition on
the CBN wheel faster than other methods, which
should extend wheel life because less superabrasive
needs to be removed, less often, to return the wheel
to optimal condition.
Meister also says the hDD technology contributes to
more consistent grinding. Thats because the dressintool remains
consistently sharp, owing to the ease wi
which the thin metal bond-posts readily break away
from the bond, revealing new layers of thoroughly
exposed diamond. Since the dressing tool never
needs reconditioning, the surface of the CBN wheel
is restored to the same condition after every dressing
cycle. This gives the manufacturer a more consisten
grinding process from beginning to end.
Say grinding wheels
perorm consistently
better; Dressing tools
never require conditioning
-
7/31/2019 GrindingJournal Spring 2008
26/32
Spring 2008
These dressing tool performance characteristics are in
contrast to conventional metal-bond dressing tools,
which have no pores, leaving most of the diamond
grain fully encapsulated within a solid metal matrix.
In addition, these tools must typically be removed
for aggressive conditioning so that worn diamond
crystals can be removed from the bond matrix and
new diamonds can be exposed. Not only is this time
continuous but dressing tools that have reached this
point also result in substantially degraded CBN grinding
wheel performance.
Bruce Northrup, General Manager of Meister Abrasives
USA said, The new hDD Technology will come as
welcome news especially to high volume shops that
keep tight statistical control over their processes. The
hybrid dressing technology maintains the CBN wheels
shape and cutting condition without ever allowing it to
become dull. This greatly reduces, and in many cases
eliminates, sudden changes in part size, surface nish,
roundness, etc, that often occur before and after a
dressing cycle.
Specialty shops will appreciate the improved precisionof their
grinding processes. The new hDD DressingTools will also appeal to
others who are using orconsidering metal bond dressing tools but
would like amore efcient tool that does not require
conditioning.Whats more, like our HPB (High Performance Bond)CBN
grinding wheels, every hDD Dressing Tool iscustom engineered to
meet the requirements of theapplication, he concluded.
The hDD Dressing Tools can be manufactured in abroad range of
sizes and shapes to suit all machine anddressing spindle designs.
They are offered at competitiv
prices and deliveries.
Meister Abrasives Corporation is an internationalmanufacturer of
high precision industrial abrasiveproducts, offering superabrasive
grinding wheels,dressing tools, ancillary equipment, and free
technicalsupport to provide customers with complete,
customizeturnkey solutions to their grinding requirements.
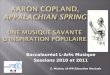
Meister hDD Hybrid Bonding
Adjustable PoresDiamond Grain
Standard Metal Bonding
Bonding
Diamond Grain
Hybrid Bonding
Dressing cup
Standard metal bond structure vs. the NEW Meister hDD Hybrid
Bond Structure
INFOBruce Northrup 401.294.2530
[email protected]
-
7/31/2019 GrindingJournal Spring 2008
27/32Grinding Journal
Hugehit forlittle
inserts
EWAGs new grinder tackles nearly any material or geometr
EWAGs new COMPACT LINE (introducedat EMO last September) is
already a huge hit,
thanks to the ability to grind carbide, PCD, CBN,
cermet, & ceramic on onemachine. Besides its material
versatility, the machine also has the ability to grind
complex
geometries like dogbone grooving inserts and inserts
requiring both a complete periphery grind and a chamfer.
Whats more, the COMPACT LINE can grind hundreds
of inserts unmanned over several shifts.
Product Manager Markus Brunner explains, As far asits ve axis
layout and general purpose, the machine is a
successor to our popular RS 12 CNC. But the technolog
has been completely updated with things like linear moto
pictographic programming, and an integrated robot. An
even with all its capabilities, the machines footprint is so
small we felt compelled to base its name on its size.
-
7/31/2019 GrindingJournal Spring 2008
28/32
Spring 2008
A COMPACT LINE operator can reach the entire machine interior
and
all controls rom one position, plus change the grinding wheels
with the
touch o a button. The HSK-E 50 clamping system makes wheel
change
both ast and precise.
Perect ergonomics and precise HSK
wheel clamping
Five axes or complete geometric fexibility. The critical X and Z
axes use
linear motors and the B-axis a torque motor or the ultimate in
precision.
-
7/31/2019 GrindingJournal Spring 2008
29/32Grinding Journal
Plug & play clamping stations cut
changeover time in hal
One reason the machine can grind such a variety of
geometries is EWAGs skill at developing different
clamping systems. But no clamping system can
handle every job, so changeover is an issue. The
COMPACT LINE boasts new plug and play
clamping systems that cut change-over time in half.As Markus
explains: Part runs are getting shorter in
general. So you may have to switch from a dogbone,
which is gripped across the center, to an insert with
a hole in the center and a cutting edge around the
entire periphery, so you want to clamp throughthe
center. Staying protable means making these kinds
of changes as quickly as possible.
COMPACT LINEs plug and play clamping stations allow a change
rom one clamping station to a completely dierent type in
minutes. All
COMPACT LINE clamping stations use the same mechanical
connection
to the B-axis or maximum part fexibility in the shortest
possible time.
-
7/31/2019 GrindingJournal Spring 2008
30/32
Spring 2008
Complete automation
Besides a fully-integrated 6-axis FANUC robot
for auto-loading the parts, the COMPACT LINE
features a three in one unit for dressing, in-process
regeneration, and crushing of the grinding wheel. So
whether the wheel needs reforming due to wear or
reconditioning due to loading, the machine does the
necessary maintenance automatically. And 3D auto-probing
maintains part accuracy.
The machine also features linear motors in the X- andZ-axes and
a torque motor in the B-axis for the ultimatein accuracy. Plus the
incredible speed and acceleration
of these motors, along with the machines compactdesign, minimize
non-grinding times and ensure theshortest possible cycle times.
New sotware also contributes to efcienc
Theres a tremendous variety of insert tooling,explains Markus.
And the industry has pretty much
accepted the fact that grinding all these geometries
requires G-code programming. But that requires a fa
amount of hard-to-nd skill. It has taken us years, b
we nally have software that makes it pretty easy, by
combining good graphical guides and canned routine
you can put together like building blocks.
A three-in-one unit perorms dressing, regeneration, or
crushing.
Whether the wheel needs to be opened or reshaped, this single
unit does
it all in a small space.
The integrated 6-axis FANUC robot makes it possible to run
multiple
shits unmanned, as the pallets hold hundreds o inserts. Every
move is
optimized, minimizing load time.
A pin clamping system uses a tension pin to secure inserts
through
their center hole, allowing the grinding wheel the greatest
possible
access or complete machining around the periphery. When
autoloadin
such inserts, only three pins are needed or any given hole
diameter.
Say goodbye to G-codes. COMPACT LINE eatures new PRO-GRIND
sotware with 3D graphics that guide data input. Easily build
custom
grinding programs rom a variety o pre-dened unction blocks.
INFOMarkus Brunner
[email protected]
-
7/31/2019 GrindingJournal Spring 2008
31/32Grinding Journal
Cylindrical Applications Engineer, United Grinding Ohio
W
hether its deciding the best club to hit offthe tee on the
second hole at the PipeStoneGolf Club near his home in
Miamisburg,
Ohio, or meeting a grinding tolerance of one-tenthof a micron,
Brian Jackson is a problem solver. Whilehe doesnt get to golf as
much as hed like, he doesenjoy the occasional scramble with his
father (and son).These days, hes more often busy solving problems
forUnited Grinding customers.
Brian, describe your role as a CylindricalApplications
Engineer.
In a nutshell, I install customer machines and providecustomer
support. Customer support can be over
the phone, on-site, or training. I provide support onbasic or
high-speed grinding, thread grinding, ofineprogramming with
StuderGrind, as well as the softwareon the machine, of course.
How did you get into the grinding business?
I actually began my career in electronics, testing andrepairing
printed circuit boards. Soon after, I waspromoted to customer
service and technical support.In 1998, I joined United Grinding and
the world ofgrinding technology. Although I was schooled in
electronics and started my career in that eld, I trulyfeel that
grinding is where I was meant to be.
How has your knowledge oelectronics helped you in grinding?
In electronics, troubleshooting is key. My experiencewith
troubleshooting and my background in service,combined with a
tremendous amount of patience andthe desire to help people, aids in
my efciency andsuccess in the role of Cylindrical Applications
Engine
What was your biggest challenge in learningthe grinding
business?
Being able to think on my feet and never give up. Motimes,
customers are under extreme pressure to get thmachines back up and
running because time means
money. I had to get comfortable working under thegun with all
eyes on me during the process. Learninga machines diagnostic
sequence and only making onechange at a time was also a challenge.
For example,you could make several changes to a machine at onetime
and effectively resolve the problem but then youwouldnt know which
of the changes actually did thetrick. I live by Studers saying of
Learn as you do.
What trends are you seeing?
Grinding wheels are getting better all the time. Cycle
times are becoming more efcient. The grindingtechnology is even
more advanced than some customerealize. Sometimes its difcult to
see how much moreefcient CNC machines are when compared withmanual
machines. Although CNC machines may takelonger to program, they are
signicantly more efcienonce up and running. Simply stated, the CNC
willoutperform a manual machine in cycle time andprocess
capability.
What is your most memorable grindingexperience?
Not long after I began performing eld service,I visited a
customer whose machine was givingthem an error. Of course, the
productionsupervisor was a bit stressed and shared hisconcerns with
me quite loudly. By the end ofthe day, he was so happy with the
work Iddone, he invited me to his home to help himassemble a
basketball hoop and spend timewith his family!
Problem Solver: Brian Jackson
-
7/31/2019 GrindingJournal Spring 2008
32/32
BLOHM
Grindingof
HugeHitforLitt
leInserts