Embed Size (px)
Citation preview
Guide Pour Reduire au Minimum et Traiter les Taches de Stockage Humide sur L acier
Galvanise par Immersion a Chaud
‘
‘
‘
‘

American Galvanizers Association2
Galvanisation par Immersion a Chaud Pour la Prevention de la CorrosionLa galvanisation par immersion à chaud est utilisée dans des myriades d’applications à travers le monde pour lutter contre la corrosion. L’acier galvanisé par immersion à chaud est le système de prévention de la corrosion sans entretien le plus économique qui soit. La longévité dans des environnements divers est la caractéristique majeure des produits galvanisés par immersion à chaud. Le délai avant le premier entretien de l’acier galvanisé par immersion à chaud est directement proportionnel à l’épaisseur du revêtement de zinc; c’est pourquoi il est important d’être à l’affut de tout problème pouvant entraîner la réduction de l’épaisseur du revêtement.
Comme tous les processus de fabrication, la galvanisation par immersion à chaud nécessite une inspection du produit fini pour assurer la conformité aux spécifications applicables. Le fini et l’aspect de la surface galvanisé sont des facteurs faisant l’objet d’un examen minutieux lors de l’inspection d’un acier galvanisé par immersion à chaud. Certains éléments de l’aspect final peuvent être contrôlés par le galvaniseur, tandis que d’autres ne le peuvent pas. Un des états de la surface pouvant se constater après la galvanisation est connu sous le nom de taches de stockage humide (ou plus communément, rouille blanche).
© 2015 American Galvanizers Association. Le présent document a été rédigé pour fournir des informations exactes et faisant autorité sur l’après-fabrication de l’acier galvanisé par immersion à chaud. Ce document fournit uniquement des informations d’ordre général et, en ce qui concerne sa pertinence et son applicabilité, il n’est pas destiné à remplacer les examens et les vérifications professionnels effectués par un personnel compétent Les informations fournies ici ne devront être considérées ni comme une interprétation ni une garantie de la part de l’AGA. Quiconque faisant usage de ces informations doit en assumer la pleine responsabilité.
La bibliothèque centrale de San Diego a fait appel à l’acier galvanisé
‘
‘
American Galvanizers Association 3
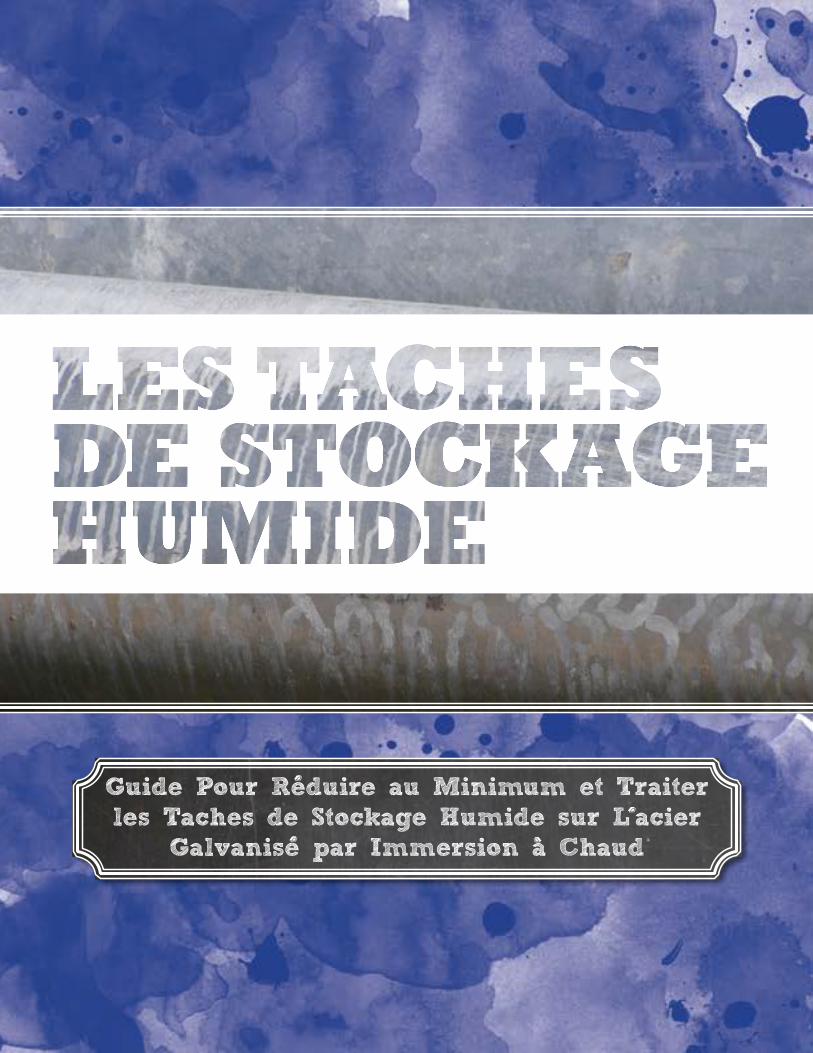
Quest-ce Que la Rouille Blanche? La rouille blanche (Figure 1) est un dépôt poudreux blanc ou gris qui peut se former sur des pièces venant d’être galvanisées. On peut la trouver sur des produits emboîtés ou empilés quand de l’humidité est emprisonnée entre les produits et limite le flux d’air adéquat que les surfaces en zinc exigent, ou quand l’acier galvanisé est exposé à la pluie, la rosée ou une forte humidité. La rouille blanche est la formation visible d’oxyde de zinc et d’hydroxyde de zinc sur la surface de l’acier galvanisé.
Il est important de noter que le processus de galvanisation par immersion à chaud ne contribue pas à la formation de rouille blanche. Les taches apparaissent une fois que le revêtement réagit à l’environnement et non pendant le processus de revêtement lui-même. Il incombe au galvaniseur de produire un revêtement galvanisé de haute qualité conformément aux spécifications de l’ASTM International; il lui incombe également de suivre les pratiques exemplaires pour éviter que de la rouille blanche se dépose sur les pièces entreposées dans l’usine de galvanisation. Quand ces pratiques exemplaires sont suivies, le galvaniseur n’est pas responsable de la rouille blanche qui se forme dans son usine, pendant le transport, ou pendant l’entreposage sur le chantier avant utilisation.
Alteration Atmospherique Naturelle du Revetement de ZincLe zinc, comme tous les métaux, commence à s’altérer dès qu’il est exposé à l’air libre. Quand le zinc vient d’être revêtu, la surface interagit avec les cycles humides et secs de l’environnement, une couche de protection contre les produits de corrosion du zinc, plus connue sous le nom de patine du zinc, se forme sur la surface.
Une fois que le revêtement de zinc galvanisé est exposé à l’air libre, une fine couche d’oxydes de zinc se forme sur la surface, démarrant ainsi le processus d’altération atmosphérique naturelle. Ensuite, quand la pièce vient en contact avec de l’humidité (pluie, rosée ou forte humidité), les particules d’oxyde de zinc capturent l’eau pour former de l’hydroxyde de zinc poreux et gélatineux. Quand les surfaces de l’hydroxyde de zinc et de l’oxyde de zinc interagissent avec le dioxyde de carbone qui est présent dans l’air, une couche mince, compacte et très adhérente composée en majeure partie de carbonate de zinc se forme.
Le taux de formation de patine varie en fonction des conditions environnementales, mais généralement il faut entre 6 et 12 mois pour que cette patine se développe complètement. La patine, quand elle est complètement développée, consiste en un film présent sur la surface de zinc qui est passif, stable, insoluble dans l’eau et que la pluie ou la neige ne réussit pas à éliminer. Au fur et à mesure que la patine de zinc se développe, la surface du revêtement galvanisé prendra une couleur gris mat et le film protecteur de la patine ralentira la corrosion à un taux d’environ 1/30e de celui de l’acier dans un environnement comparable.
La formation de la patine de zinc est essentielle pour une résistance à la corrosion durable de l’acier galvanisé par immersion à chaud exposé à l’air. Puisque la patine compte sur les cycles naturels humides et secs présentés par l’environnement, les résultats des essais accélérés au brouillard salin ou d’autres tests de corrosion sous exposition constante à l’humidité ne sont pas précis pour prévoir la durée de vie des revêtements galvanisés en conditions réelles.
Figure 1: Taches de stockage humide
‘
‘ ‘
American Galvanizers Association4
Developpement de la Rouille BlancheQuand des pièces qui viennent d’être galvanisées sont privées d’un flux d’air adéquat, de l’humidité peut être emprisonnée sur la surface du revêtement et altérer le développement naturel de la patine de zinc. L’humidité emprisonnée présente un ensemble de conditions différentes, déclenchant ainsi une réaction qui créera rapidement un produit de corrosion du zinc blanc et poudreux sur la surface.
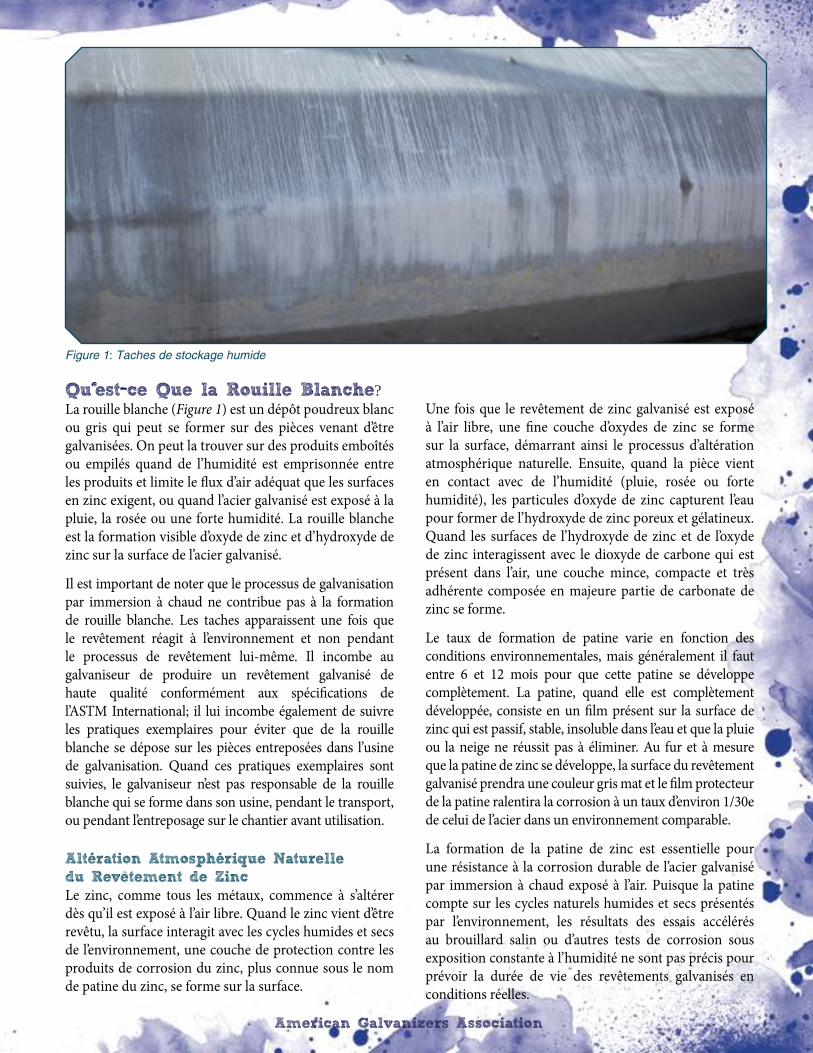
Quand une goutte d’eau est coincée entre deux surfaces, la surface de zinc près de la partie centrale de la goutte d’eau se nourrit d’une quantité d’oxygène différente que la surface de zinc au bord de la goutte d’eau. Cette différence d’exposition entraîne une différence de potentiel électrolytique du zinc. La zone en contact avec le centre peut devenir anodique et la zone en contact avec le bord peut devenir cathodique, créant ainsi une cellule de corrosion potentielle (Figure 2).
Si cette cellule de corrosion se forme, la zone anodique commence à se corroder tandis que la zone cathodique reste inchangée. Des produits de corrosion similaires à l’hydroxyde de zinc soluble de la patine de zinc se forment sur la surface (Figure 3). Puisque l’hydroxyde de zinc reste assez stable sous ces conditions, les ions de zinc continuent à quitter le revêtement pour se lier à l’eau, formant ainsi une substance poudreuse blanche
épaisse et visible. Aussi longtemps que la zone est privée d’oxygène, elle limite le débit de dioxyde de carbone, empêchant ainsi sa transformation en carbonate de zinc.
La quantité de revêtement de zinc mangée par la rouille blanche dépend de la durée d’exposition à l’humidité emprisonnée sans circulation d’air libre. Si l’humidité emprisonnée contient des chlorures (provenant d’eau de mer, de composés sulfurés, de résidus de flux), l’attaque s’accélère puisque ces contaminants augmentent la conductivité électrique de l’eau, renforçant ainsi l’attaque sur le zinc même du revêtement galvanisé. Pendant le transport, l’humidité à forte teneur en chlorures du sel de voirie peut être emprisonnée sur l’acier, même sous une bâche, et entraîner la formation de rouille blanche.
Toutefois, même l’eau à elle seule peut entraîner la formation de rouille blanche dans un délai relativement court. L’exposition à de grosses pluies, à la rosée ou à une très forte humidité une fois que le revêtement galvanisé s’est formé peut démarrer la formation visible d’oxydes de zinc et d’hydroxydes de zinc. Les produits de corrosion de la rouille blanche occupent beaucoup de volume (trois à cinq fois plus que le zinc lui-même) et, par conséquent, toute attaque peut paraître plus grave qu’elle ne l’est en fait. La rouille blanche est très inesthétique, mais donne souvent lieu à des pertes de zinc; c’est pourquoi elle n’aura pas d’effet significatif sur la durée de vie du revêtement.
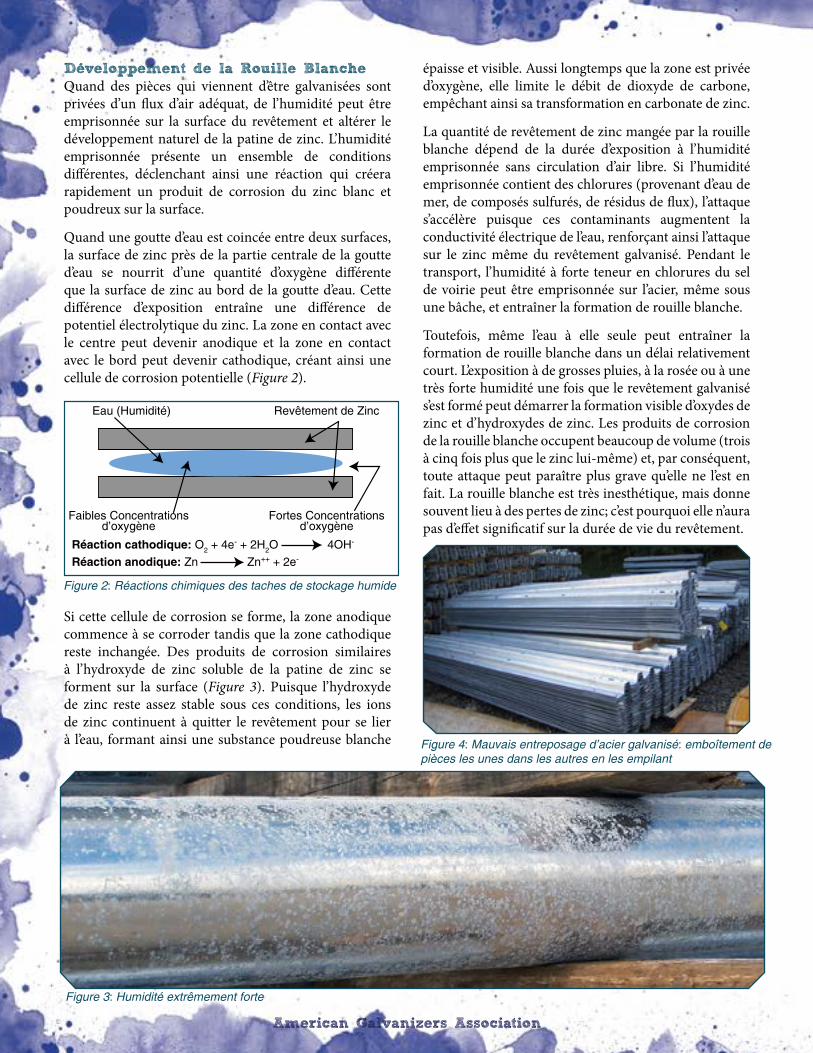
Figure 4: Mauvais entreposage d’acier galvanisé: emboîtement de pièces les unes dans les autres en les empilant
Figure 3: Humidité extrêmement forte
Eau (Humidité) Revêtement de Zinc
Faibles Concentrations d’oxygène
Fortes Concentrations d’oxygène
Réaction cathodique: O2 + 4e- + 2H2O 4OH-
Réaction anodique: Zn Zn++ + 2e-
Figure 2: Réactions chimiques des taches de stockage humide
‘
American Galvanizers Association 5
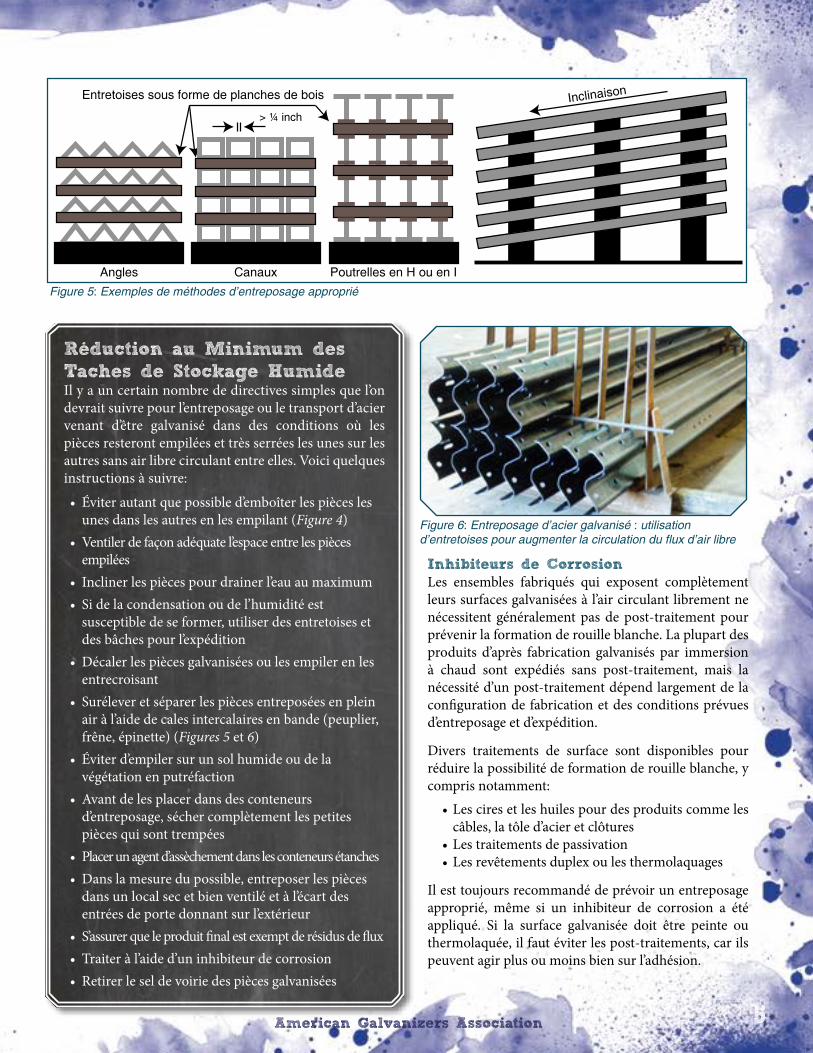
Poutrelles en H ou en ICanauxAngles
Entretoises sous forme de planches de bois
> ¼ inch
Inclinaison
Reduction au Minimum des Taches de Stockage HumideIl y a un certain nombre de directives simples que l’on devrait suivre pour l’entreposage ou le transport d’acier venant d’être galvanisé dans des conditions où les pièces resteront empilées et très serrées les unes sur les autres sans air libre circulant entre elles. Voici quelques instructions à suivre:
• Éviter autant que possible d’emboîter les pièces les unes dans les autres en les empilant (Figure 4)
• Ventiler de façon adéquate l’espace entre les pièces empilées
• Incliner les pièces pour drainer l’eau au maximum• Si de la condensation ou de l’humidité est
susceptible de se former, utiliser des entretoises et des bâches pour l’expédition
• Décaler les pièces galvanisées ou les empiler en les entrecroisant
• Surélever et séparer les pièces entreposées en plein air à l’aide de cales intercalaires en bande (peuplier, frêne, épinette) (Figures 5 et 6)
• Éviter d’empiler sur un sol humide ou de la végétation en putréfaction
• Avant de les placer dans des conteneurs d’entreposage, sécher complètement les petites pièces qui sont trempées
• Placer un agent d’assèchement dans les conteneurs étanches• Dans la mesure du possible, entreposer les pièces
dans un local sec et bien ventilé et à l’écart des entrées de porte donnant sur l’extérieur
• S’assurer que le produit final est exempt de résidus de flux • Traiter à l’aide d’un inhibiteur de corrosion• Retirer le sel de voirie des pièces galvanisées
Inhibiteurs de CorrosionLes ensembles fabriqués qui exposent complètement leurs surfaces galvanisées à l’air circulant librement ne nécessitent généralement pas de post-traitement pour prévenir la formation de rouille blanche. La plupart des produits d’après fabrication galvanisés par immersion à chaud sont expédiés sans post-traitement, mais la nécessité d’un post-traitement dépend largement de la configuration de fabrication et des conditions prévues d’entreposage et d’expédition.
Divers traitements de surface sont disponibles pour réduire la possibilité de formation de rouille blanche, y compris notamment:
• Les cires et les huiles pour des produits comme les câbles, la tôle d’acier et clôtures
• Les traitements de passivation• Les revêtements duplex ou les thermolaquages
Il est toujours recommandé de prévoir un entreposage approprié, même si un inhibiteur de corrosion a été appliqué. Si la surface galvanisée doit être peinte ou thermolaquée, il faut éviter les post-traitements, car ils peuvent agir plus ou moins bien sur l’adhésion.
Figure 6: Entreposage d’acier galvanisé : utilisation d’entretoises pour augmenter la circulation du flux d’air libre
Figure 5: Exemples de méthodes d’entreposage approprié
‘

American Galvanizers Association6
Nettoyage des Taches de Stockage HumideLes taches de stockage humide sont souvent superficielles, et ce malgré la présence possible d’un produit blanc et crayeux. Les taches de stockage humide légères et moyennement prononcées ne nécessitent aucun nettoyage et n’affectent pas la durée de vie du revêtement de zinc.
La première étape de traitement de la rouille blanche consiste à disposer les pièces de telle sorte qu’elles puissent sécher complètement et le plus vite possible. Une fois sèches, les surfaces galvanisées doivent être examinées pour déterminer la gravité (légère, moyenne, forte, extrême) des taches de stockage humide, le traitement en dépendant.
Les taches de stockage humide légères (Figure 7) et moyennement prononcées (Figure 8) peuvent être laissées telles quelles pour qu’elles subissent une altération atmosphérique naturelle, et ce du moment qu’elles sont exposées à un flux d’air adéquat (étude de cas, page suivante). Avec le temps, les taches de stockage, en réagissant avec le dioxyde de carbone, se transformeront en carbonate de zinc, permettant ainsi le développement de patine de zinc. S’il est prévu que le flux d’air soit limité ou s’il est probable que de l’eau stagne sur la surface, les taches de stockage humide doivent être immédiatement éliminées en les brossant à l’aide d’une brosse à poils raides en nylon (et non métallique). Les pièces peuvent ensuite être posées dans l’environnement d’exploitation prévu et exposées à celui-ci.
Les taches de stockage humide très prononcées (Figure 9) et extrêmement prononcées (Figure 10) doivent être éliminées pour que le revêtement galvanisé permette le développement
complet de la patine de zinc. Si ce type de taches de stockage humide n’est pas traité, la durée de vie du revêtement de zinc et de l’acier qui est dessous pourrait être affectée.
Elimination des Taches de Stockage HumidePour éliminer les taches de stockage humide, les brosser à l’aide d’une brosse à poils raides en nylon et d’un bain de dégraissage. L’AGA a conduit une étude pour déterminer les produits de nettoyage qui affectent le moins le revêtement. Il y a cinq produits dont on a déterminé qu’ils n’endommagent pas l’aspect du revêtement : CLR®, jus de lime douce, dissolveur de rouille Naval Jelly®, Picklex® 10G et vinaigre blanc. Pour de plus amples informations sur l’étude et les résultats, communiquez avec l’AGA à propos de leurs remarques sur Le Nettoyage des Taches de Stockage Humide sur les Surfaces Galvanisées.
Après avoir éliminé les taches de stockage à l’aide d’une brosse à poils raides en nylon et d’un bain de dégraissage, la surface doit être rincée à l’eau du robinet et séchée. Enfin, il est préférable de mesurer l’épaisseur du revêtement de zinc après nettoyage pour s’assurer que le revêtement qui reste sur l’acier a une épaisseur adéquate.
Si des dépôts blancs lourds ou des taches rouges se sont formés suite à une exposition prolongée à des conditions médiocres, les zones endommagées doivent être réparées conformément à la pratique standard A780 de l’ASTM International pour la Réparation des Surfaces Endommagées, non Revêtues et Non Galvanisées par Immersion à Chaud. Dans les cas extrêmes, les taches de stockage humide deviennent noires (Figure 10), ce qui indique qu’une quantité importante du revêtement de zinc a été mangée, que le revêtement de l’acier doit être éliminé et que l’acier doit être à nouveau galvanisé pour répondre aux exigences des spécifications de l’ASTM International.
Figure 7: Taches de stockage légères
Figure 8: Taches de stockage moyennement prononcées
Figure 10: Taches de stockage humide extrêmement prononcées
Figure 9: Taches de stockage très prononcées
‘
American Galvanizers Association 7
SyntheseLa galvanisation par immersion à chaud est un pilier de l’industrie nord-américaine et les nouvelles technologies ainsi que la chimie créative permettent à ce procédé d’évoluer constamment. Autrefois utilisée comme moyen de protection contre la corrosion, la galvanisation par immersion à chaud est désormais recommandée pour de nombreuses raisons, parmi lesquelles la réduction des coûts initiaux et du cycle de vie, la robustesse, la longévité, la disponibilité, la polyvalence, la durabilité et l’esthétique.
Comme pour tout produit manufacturé, il y a des pratiques exemplaires et des contrôles de procédé mis en place pour s’assurer de la haute qualité des pièces. Une planification appropriée pendant tout le déroulement du processus et pendant l’entreposage et la manutention avant la pose est un élément clé pour la réussite des projets faisant appel à la galvanisation. En suivant les instructions simples décrites ici, les taches de stockage humide peuvent être réduites au minimum en s’assurant que l’acier galvanisé par immersion à chaud résistera à l’usure du temps en ayant un faible impact au niveau environnemental et économique tout en offrant une protection supérieure contre la corrosion pendant des générations.
Etude de Cas Sur Lalteration Atmospherique Naturelle
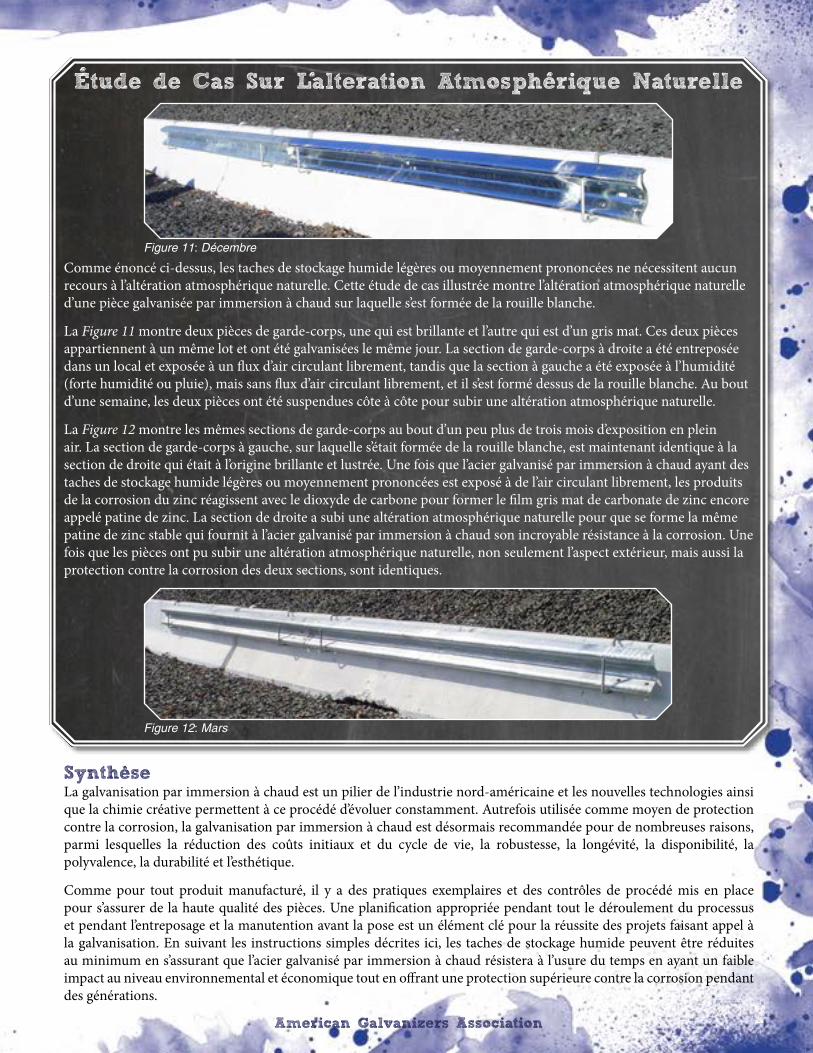
Comme énoncé ci-dessus, les taches de stockage humide légères ou moyennement prononcées ne nécessitent aucun recours à l’altération atmosphérique naturelle. Cette étude de cas illustrée montre l’altération atmosphérique naturelle d’une pièce galvanisée par immersion à chaud sur laquelle s’est formée de la rouille blanche.
La Figure 11 montre deux pièces de garde-corps, une qui est brillante et l’autre qui est d’un gris mat. Ces deux pièces appartiennent à un même lot et ont été galvanisées le même jour. La section de garde-corps à droite a été entreposée dans un local et exposée à un flux d’air circulant librement, tandis que la section à gauche a été exposée à l’humidité (forte humidité ou pluie), mais sans flux d’air circulant librement, et il s’est formé dessus de la rouille blanche. Au bout d’une semaine, les deux pièces ont été suspendues côte à côte pour subir une altération atmosphérique naturelle.
La Figure 12 montre les mêmes sections de garde-corps au bout d’un peu plus de trois mois d’exposition en plein air. La section de garde-corps à gauche, sur laquelle s’était formée de la rouille blanche, est maintenant identique à la section de droite qui était à l’origine brillante et lustrée. Une fois que l’acier galvanisé par immersion à chaud ayant des taches de stockage humide légères ou moyennement prononcées est exposé à de l’air circulant librement, les produits de la corrosion du zinc réagissent avec le dioxyde de carbone pour former le film gris mat de carbonate de zinc encore appelé patine de zinc. La section de droite a subi une altération atmosphérique naturelle pour que se forme la même patine de zinc stable qui fournit à l’acier galvanisé par immersion à chaud son incroyable résistance à la corrosion. Une fois que les pièces ont pu subir une altération atmosphérique naturelle, non seulement l’aspect extérieur, mais aussi la protection contre la corrosion des deux sections, sont identiques.
Figure 10: Taches de stockage humide extrêmement prononcées
Figure 11: Décembre
Figure 12: Mars
‘
‘ ‘‘

American Galvanizers Association6881 South Holly Circle, Suite 108
Centennial, CO 80112720.554.0900
www.galvanizeit.org