Embed Size (px)
Citation preview

Ilakkia SIREETHARAN
Auriane SAINTOT
David DEVESA-VELASCO
Clémence RIGAUDEAU
Spécialité Ingénierie Chimique
NC 882
1
Sommaire
Introduction
1. Bilan matière sous Excel
2. Modélisation sous Hysys
2.1 Lois cinétiques
2.2 Modélisation du procédé
3. Rentabilité du procédé
Conclusion
2
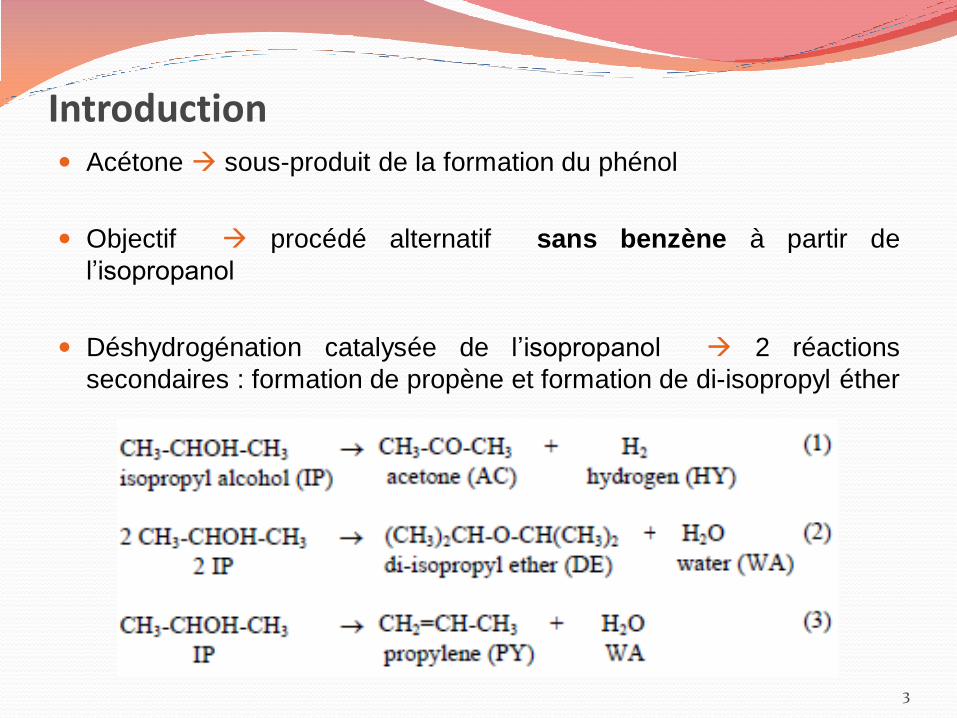
Introduction Acétone sous-produit de la formation du phénol
Objectif procédé alternatif sans benzène à partir de
l’isopropanol
Déshydrogénation catalysée de l’isopropanol 2 réactions
secondaires : formation de propène et formation de di-isopropyl éther
3
4
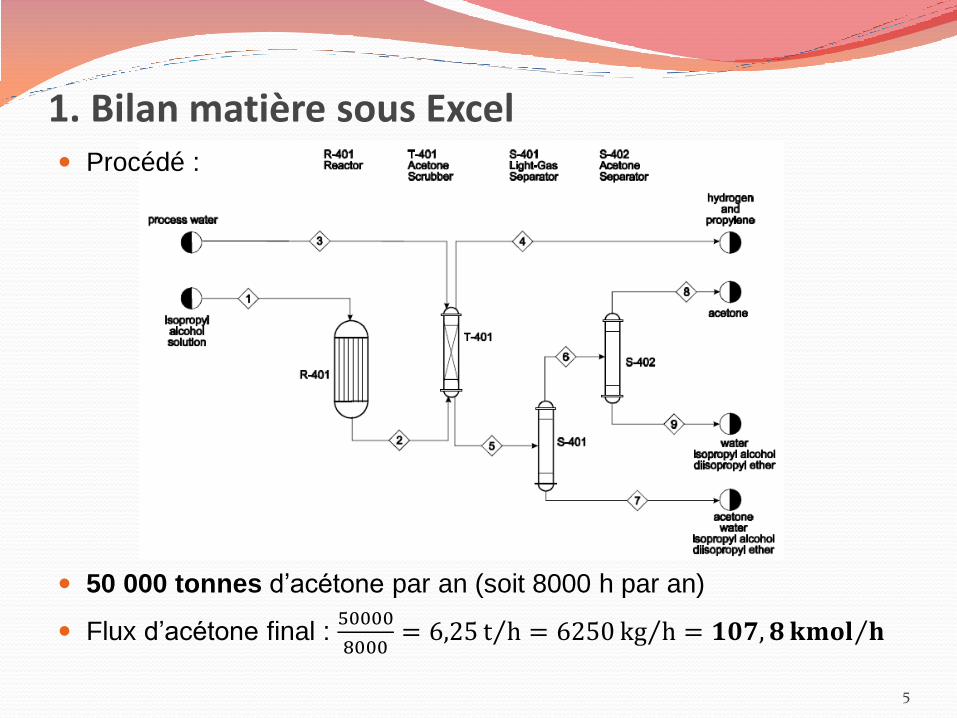
1. Bilan matière sous Excel Procédé :
50 000 tonnes d’acétone par an (soit 8000 h par an)
Flux d’acétone final : 50000
8000= 6,25 t h = 6250 kg h = 𝟏𝟎𝟕, 𝟖 𝐤𝐦𝐨𝐥 𝐡
5
1. Bilan matière sous Excel Flux 1
flux initial en IP : F1=1000 kmol/h (fixé)
flux constitué de 88 % en masse d’IP et le reste en eau
nIP = 880
60= 14,66 mol ; nH2O =
120
18= 6,67 mol
%molaireIP = 14,66
14,66+6,67= 0,69 % ; %molaireH2O =
6,67
14,66+6,67= 0,31 %
donc F1IP = 0,69 × F1 𝑒𝑡 F1H2O = 0,31 × F1
6
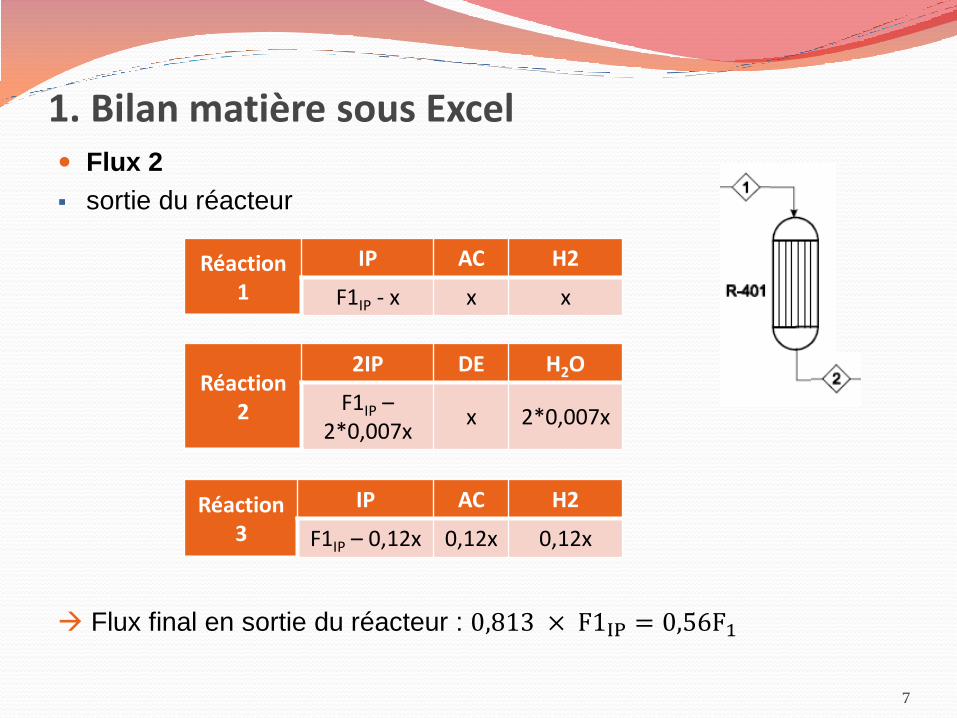
1. Bilan matière sous Excel Flux 2
sortie du réacteur
Flux final en sortie du réacteur : 0,813 × F1IP = 0,56F1
7
Réaction 1
IP AC H2
F1IP - x x x
Réaction 2
2IP DE H2O
F1IP – 2*0,007x
x 2*0,007x
Réaction 3
IP AC H2
F1IP – 0,12x 0,12x 0,12x
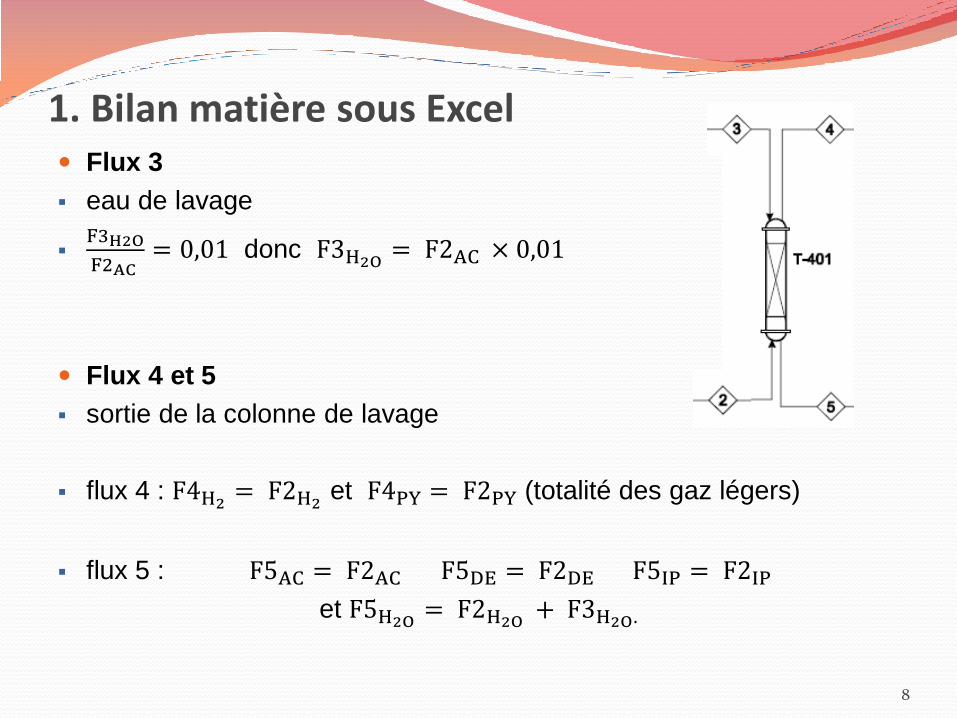
1. Bilan matière sous Excel Flux 3
eau de lavage
F3H2O
F2AC = 0,01 donc F3H2O = F2AC × 0,01
Flux 4 et 5
sortie de la colonne de lavage
flux 4 : F4H2 = F2H2 et F4PY = F2PY (totalité des gaz légers)
flux 5 : F5AC = F2AC F5DE = F2DE F5IP = F2IP
et F5H2O = F2H2O + F3H2O.
8
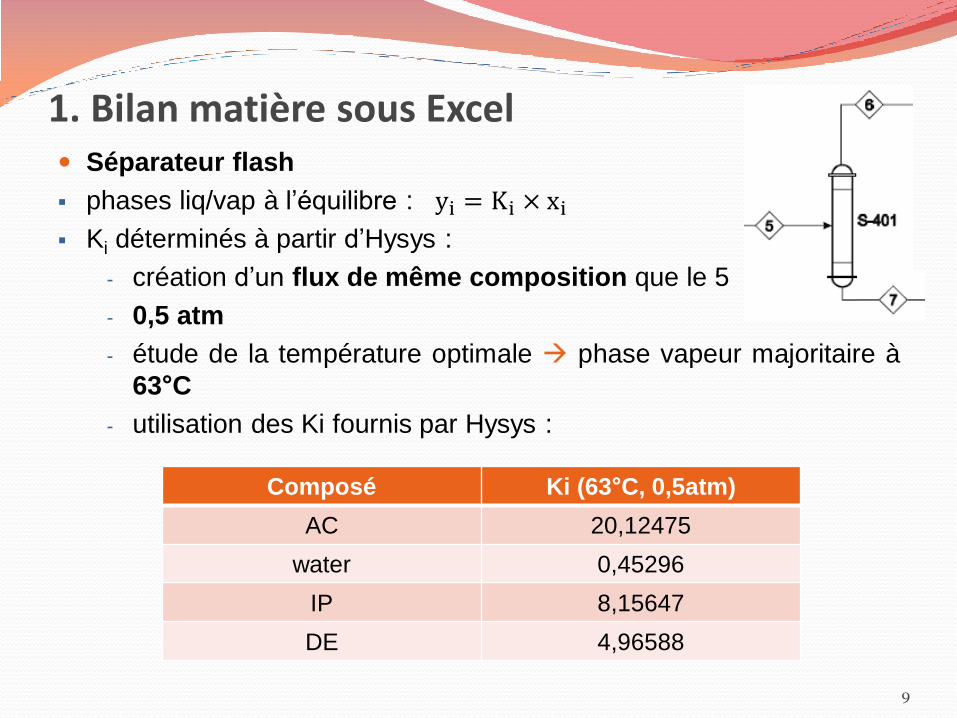
Séparateur flash
phases liq/vap à l’équilibre : yi = Ki × xi
Ki déterminés à partir d’Hysys :
- création d’un flux de même composition que le 5
- 0,5 atm
- étude de la température optimale phase vapeur majoritaire à
63°C
- utilisation des Ki fournis par Hysys :
Composé Ki (63°C, 0,5atm)
AC 20,12475
water 0,45296
IP 8,15647
DE 4,96588
9
1. Bilan matière sous Excel
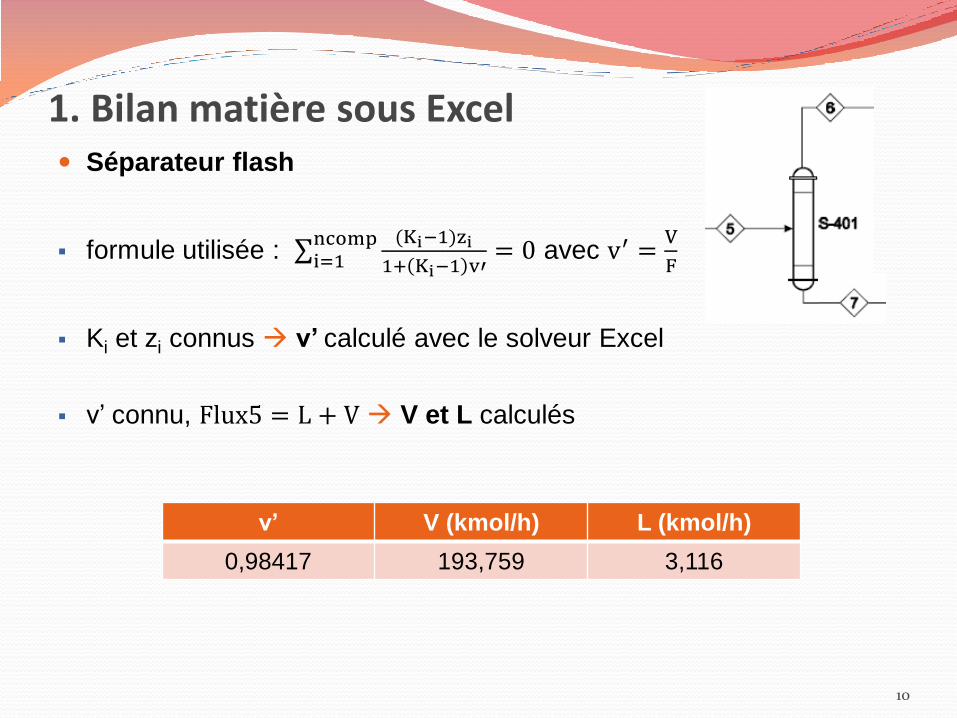
Séparateur flash
formule utilisée : (Ki−1)zi
1+ Ki−1 v′
ncompi=1 = 0 avec v′ =
V
F
Ki et zi connus v’ calculé avec le solveur Excel
v’ connu, Flux5 = L + V V et L calculés
v’ V (kmol/h) L (kmol/h)
0,98417 193,759 3,116
10
1. Bilan matière sous Excel
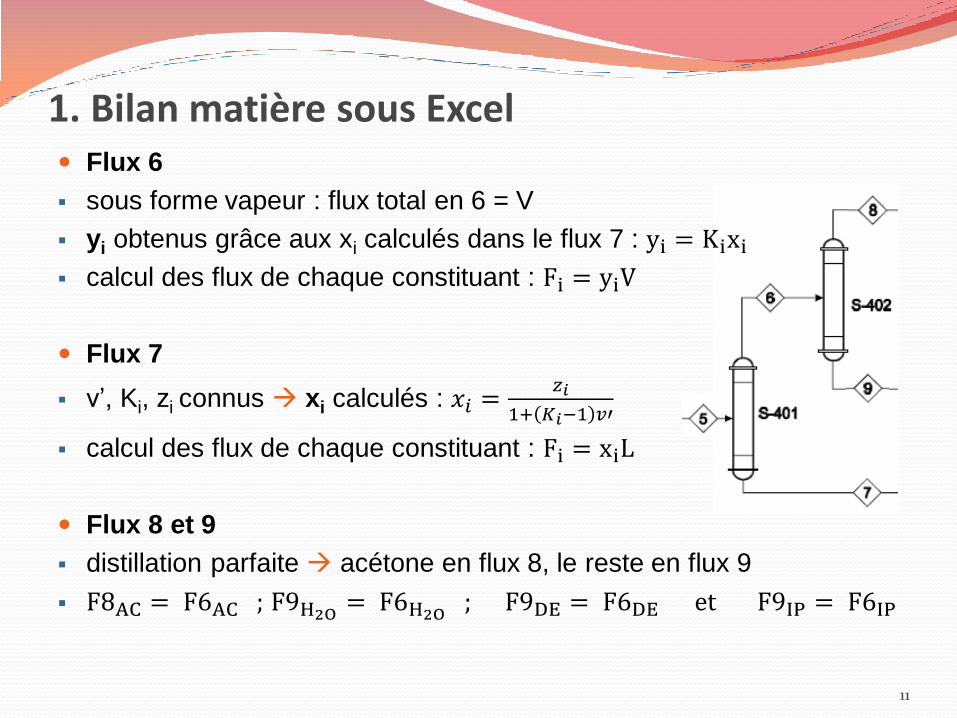
Flux 6
sous forme vapeur : flux total en 6 = V
yi obtenus grâce aux xi calculés dans le flux 7 : yi = Kixi
calcul des flux de chaque constituant : Fi = yiV
Flux 7
v’, Ki, zi connus xi calculés : 𝑥𝑖 =𝑧𝑖
1+ 𝐾𝑖−1 𝑣′
calcul des flux de chaque constituant : Fi = xiL
Flux 8 et 9
distillation parfaite acétone en flux 8, le reste en flux 9
F8AC = F6AC ; F9H2O = F6H2O ; F9DE = F6DE et F9IP = F6IP
11
1. Bilan matière sous Excel
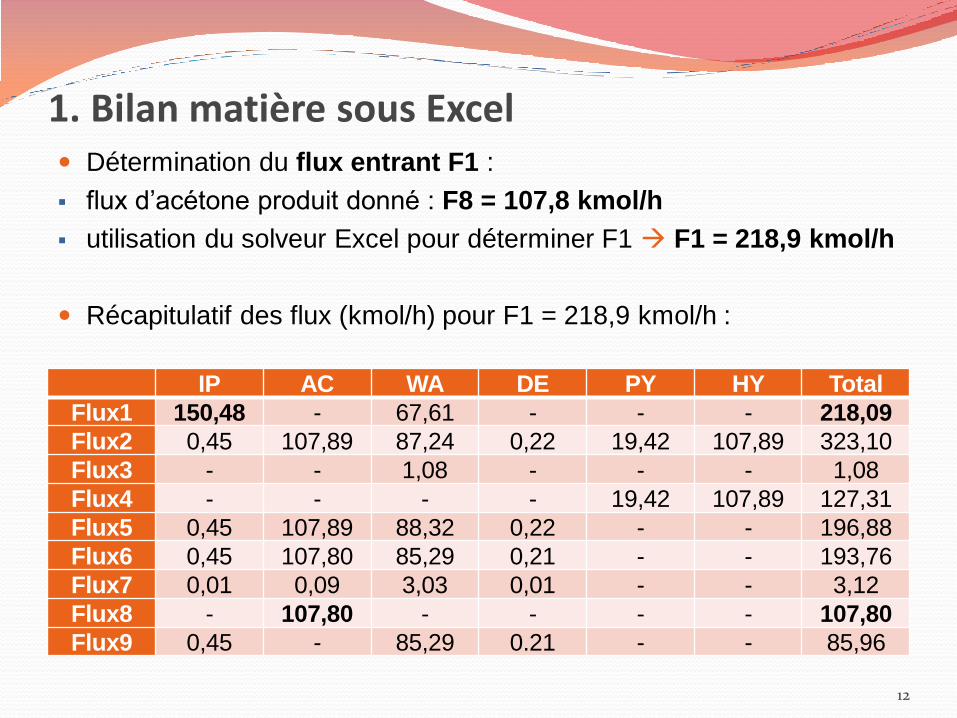
Détermination du flux entrant F1 :
flux d’acétone produit donné : F8 = 107,8 kmol/h
utilisation du solveur Excel pour déterminer F1 F1 = 218,9 kmol/h
Récapitulatif des flux (kmol/h) pour F1 = 218,9 kmol/h :
IP AC WA DE PY HY Total
Flux1 150,48 - 67,61 - - - 218,09
Flux2 0,45 107,89 87,24 0,22 19,42 107,89 323,10
Flux3 - - 1,08 - - - 1,08
Flux4 - - - - 19,42 107,89 127,31
Flux5 0,45 107,89 88,32 0,22 - - 196,88
Flux6 0,45 107,80 85,29 0,21 - - 193,76
Flux7 0,01 0,09 3,03 0,01 - - 3,12
Flux8 - 107,80 - - - - 107,80
Flux9 0,45 - 85,29 0.21 - - 85,96
12
1. Bilan matière sous Excel
13
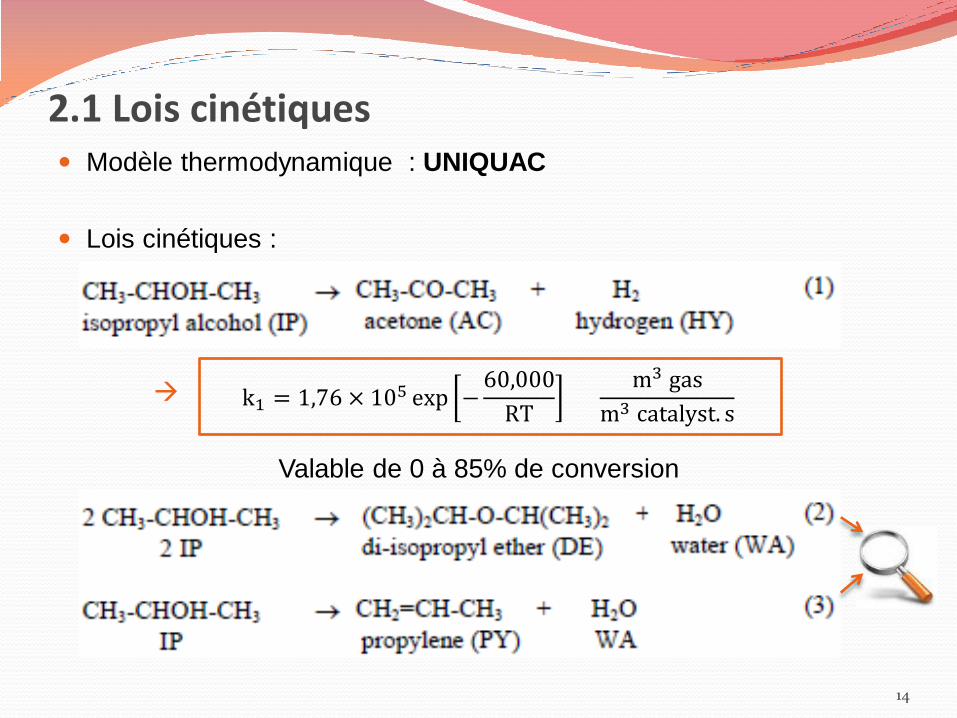
Modèle thermodynamique : UNIQUAC
Lois cinétiques :
Valable de 0 à 85% de conversion
14
2.1 Lois cinétiques
k1 = 1,76 × 105 exp −
60,000
RT
m3 gas
m3 catalyst. s
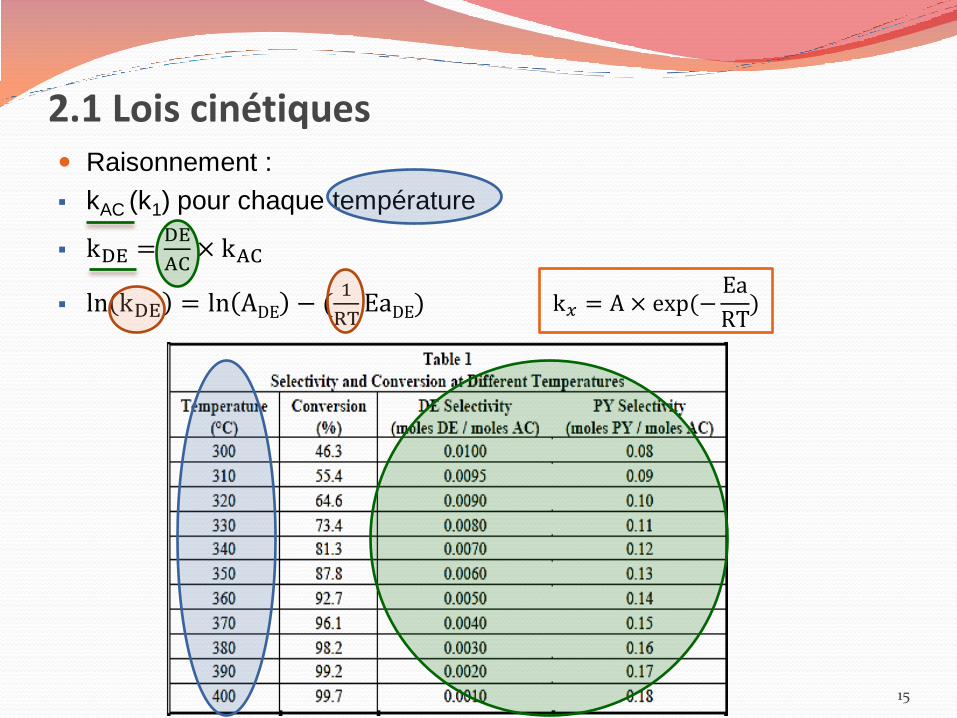
Raisonnement :
kAC (k1) pour chaque température
kDE =DE
AC× kAC
ln kDE = ln ADE − (1
RTEaDE)
15
2.1 Lois cinétiques
k𝑥 = A × exp(−Ea
RT)
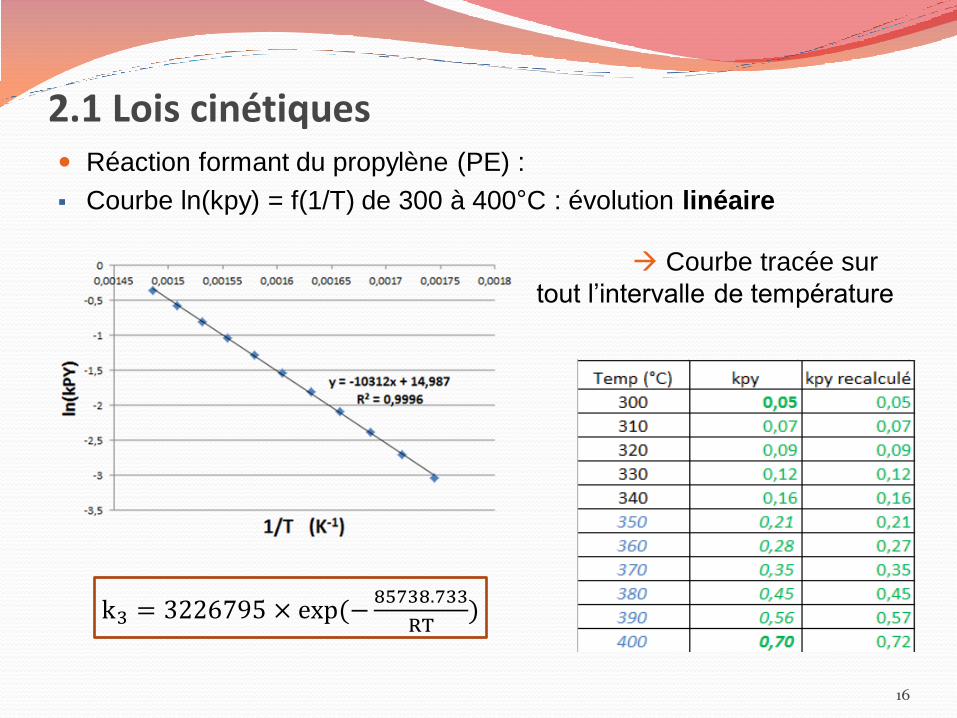
Réaction formant du propylène (PE) :
Courbe ln(kpy) = f(1/T) de 300 à 400°C : évolution linéaire
Courbe tracée sur
tout l’intervalle de température
k3 = 3226795 × exp(−85738.733
RT)
2.1 Lois cinétiques
16
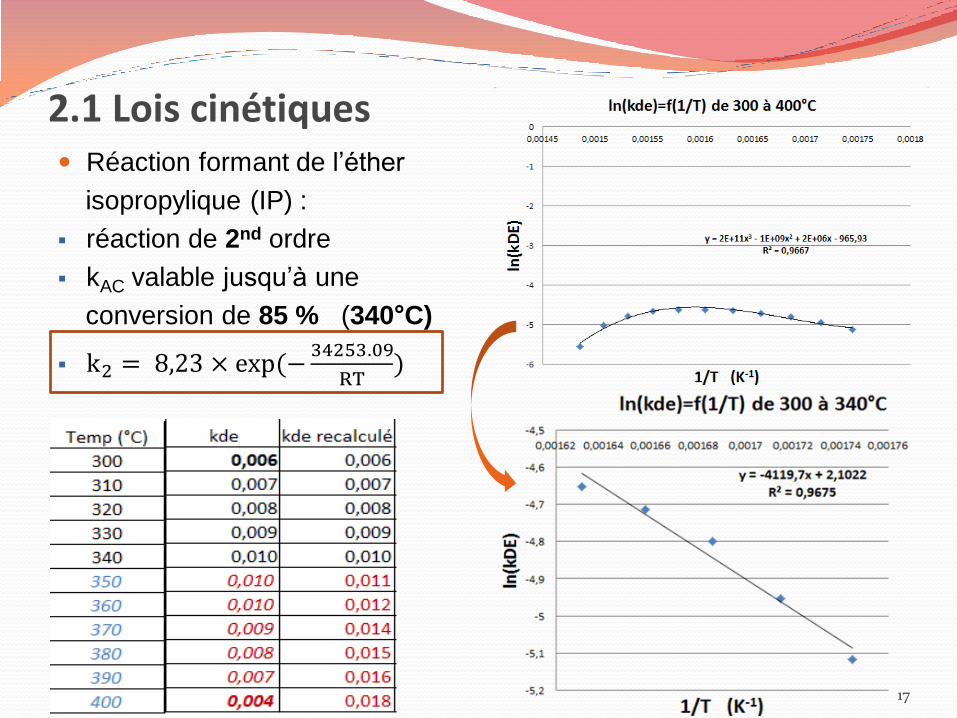
Réaction formant de l’éther
isopropylique (IP) :
réaction de 2nd ordre
kAC valable jusqu’à une
conversion de 85 % (340°C)
k2 = 8,23 × exp(−34253.09
RT)
2.1 Lois cinétiques
17
Conversion de 0 à 85%
De 300 à 340°C
k1 = 176000 × exp −60000
RT
k2 = 3226495 × exp(−85738.733
RT)
k3 = 8.24 × exp(−34253.09
RT)
Réaction de la synthèse de l’éther: ordre fixé à 1 par rapport à l’IP
Modélisation du procédé
2.1 Lois cinétiques
18
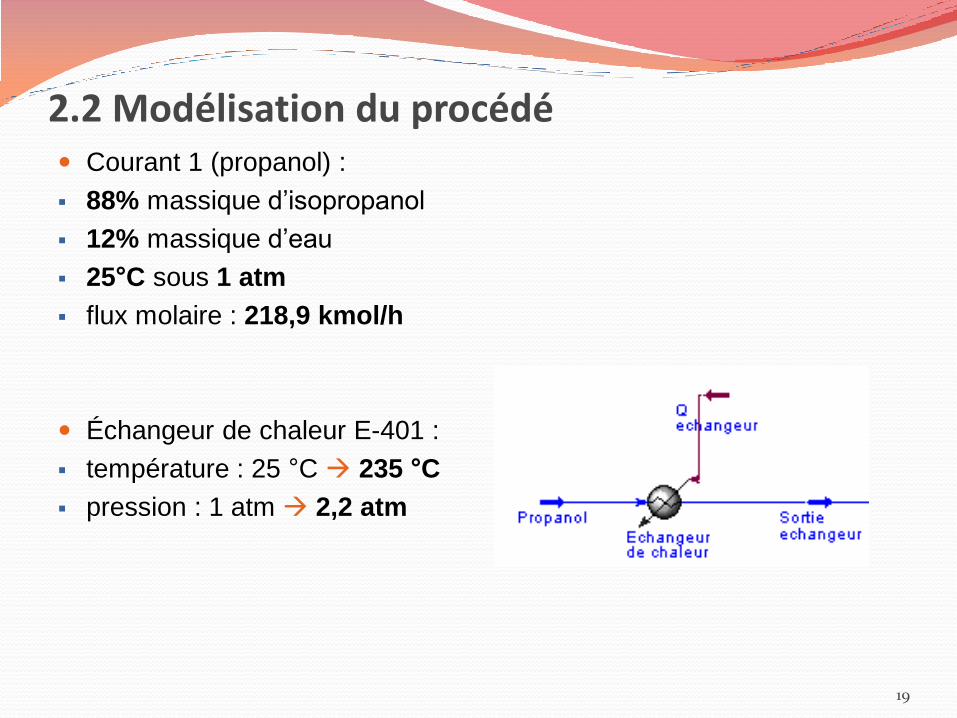
Courant 1 (propanol) :
88% massique d’isopropanol
12% massique d’eau
25°C sous 1 atm
flux molaire : 218,9 kmol/h
Échangeur de chaleur E-401 :
température : 25 °C 235 °C
pression : 1 atm 2,2 atm
2.2 Modélisation du procédé
19
Réacteur Transfert de chaleur :
liquide caloporteur : sel fondu
capacité calorifique : 1,56 J/g-1K-1
coefficient de transfert thermique : 1440 kJ.h-1m-2K-1
température d’entrée du sel fondu : 800°C
Réacteur Dimensionnement :
conditions imposées :
- 0,3m < Diamètre < 4m
- Longueur/Diamètre < 20
- 300°C < Température < 340°C
- Conversion < 85%
2.2 Modélisation du procédé
20
Lois cinétiques
Réacteur Dimensionnement :
objectif : définir diamètre, longueur, nombre de tubes et débit du
fluide caloporteur
conversion peu élevée volume fixé faible : D=0,3m donc L=6m
étude de :
- Tsortie du réacteur ; conversion= f(nombre de tubes)
- Tsortie du réacteur ; conversion= f(débit du fluide caloporteur)
2.2 Modélisation du procédé
21
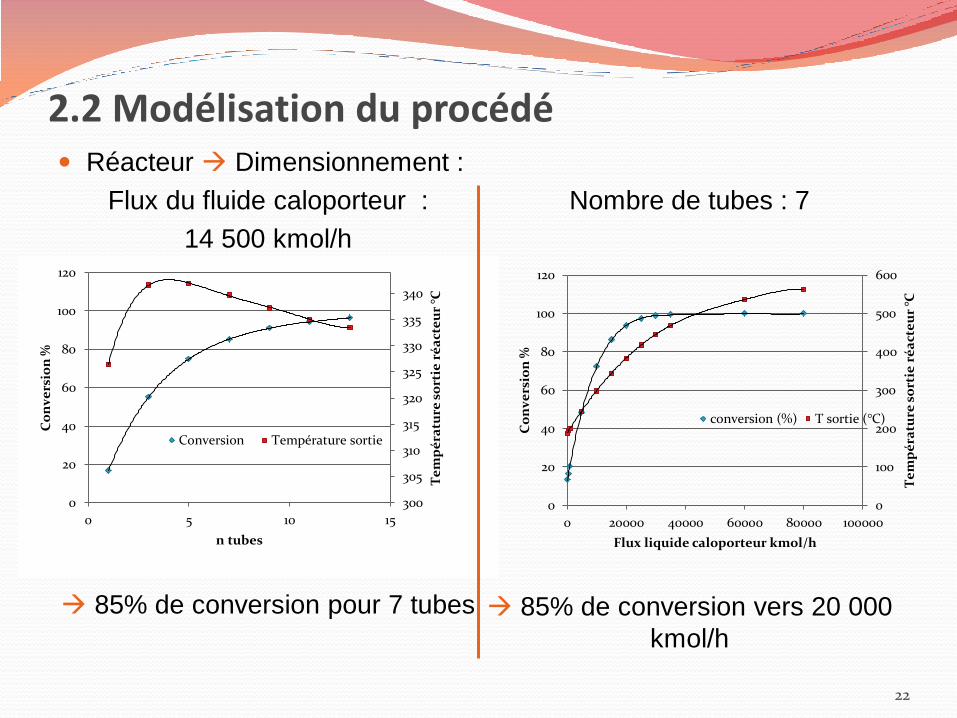
Réacteur Dimensionnement :
Flux du fluide caloporteur :
14 500 kmol/h
85% de conversion pour 7 tubes
Nombre de tubes : 7
85% de conversion vers 20 000
kmol/h
2.2 Modélisation du procédé
22
300
305
310
315
320
325
330
335
340
0
20
40
60
80
100
120
0 5 10 15
Te
mp
éra
ture
so
rtie
ré
act
eu
r °C
Co
nv
ers
ion
%
n tubes
Conversion Température sortie
0
100
200
300
400
500
600
0
20
40
60
80
100
120
0 20000 40000 60000 80000 100000
Te
mp
éra
ture
so
rtie
ré
act
eu
r °C
Co
nv
ers
ion
%
Flux liquide caloporteur kmol/h
conversion (%) T sortie (°C)
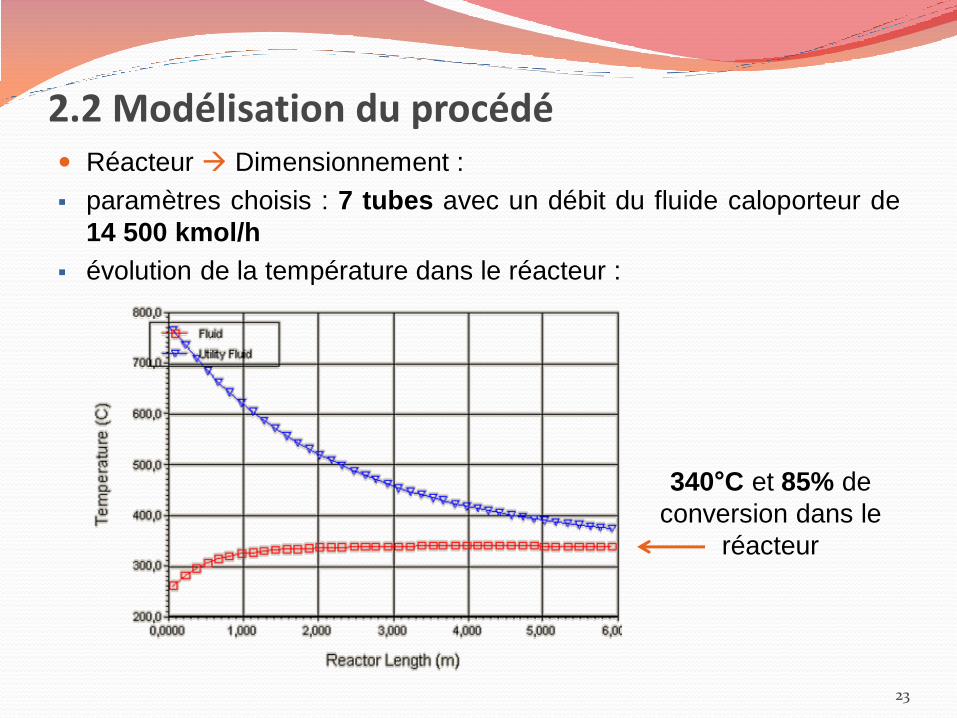
Réacteur Dimensionnement :
paramètres choisis : 7 tubes avec un débit du fluide caloporteur de
14 500 kmol/h
évolution de la température dans le réacteur :
2.2 Modélisation du procédé
23
340°C et 85% de
conversion dans le
réacteur
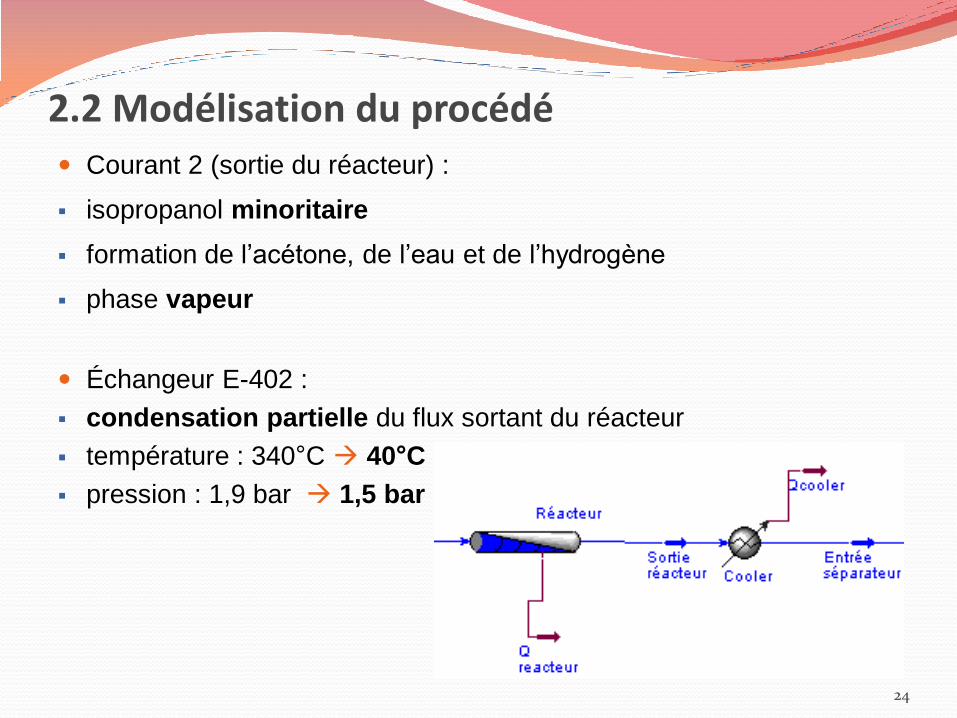
Courant 2 (sortie du réacteur) :
isopropanol minoritaire
formation de l’acétone, de l’eau et de l’hydrogène
phase vapeur
Échangeur E-402 :
condensation partielle du flux sortant du réacteur
température : 340°C 40°C
pression : 1,9 bar 1,5 bar
2.2 Modélisation du procédé
24
Séparateur V-401 :
séparation des gaz légers
même pression et température que le flux sortant de l’échangeur
flux de vapeur : majorité d’hydrogène + un peu d’acétone
Colonne de lavage T-401 :
flux de vapeur sortant du séparateur lavé à l’eau pour récupérer
l’acétone
débit d’eau de lavage : 1 kmol/h à 25°C et 300 kPa
gaz légers éliminés
moitié de l’acétone du flux de vapeur récupéré
2.2 Modélisation du procédé
25
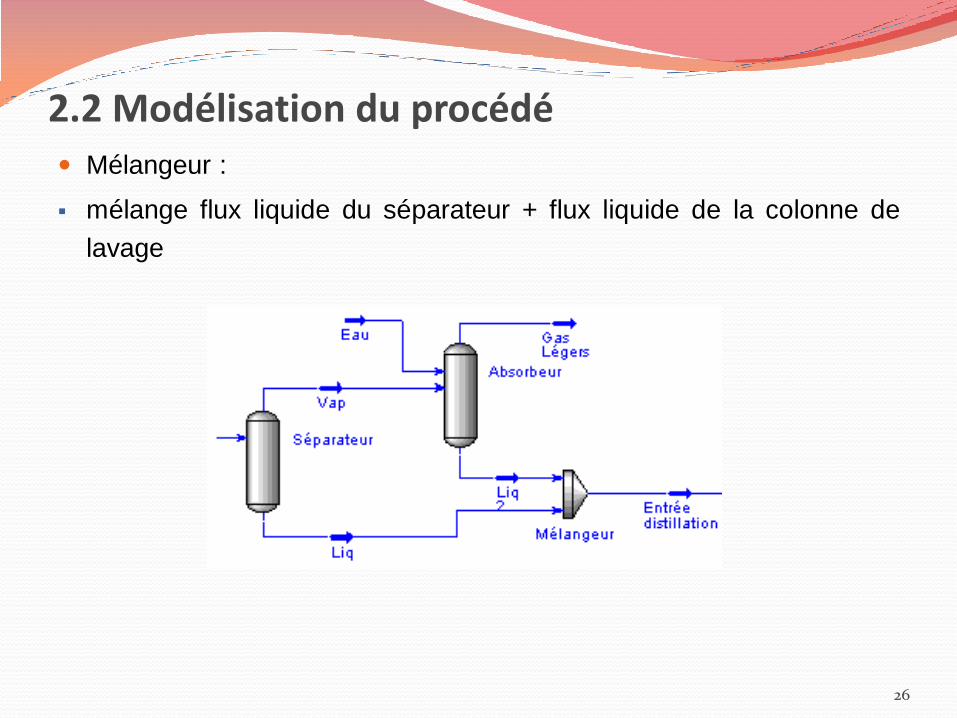
Mélangeur :
mélange flux liquide du séparateur + flux liquide de la colonne de
lavage
2.2 Modélisation du procédé
26
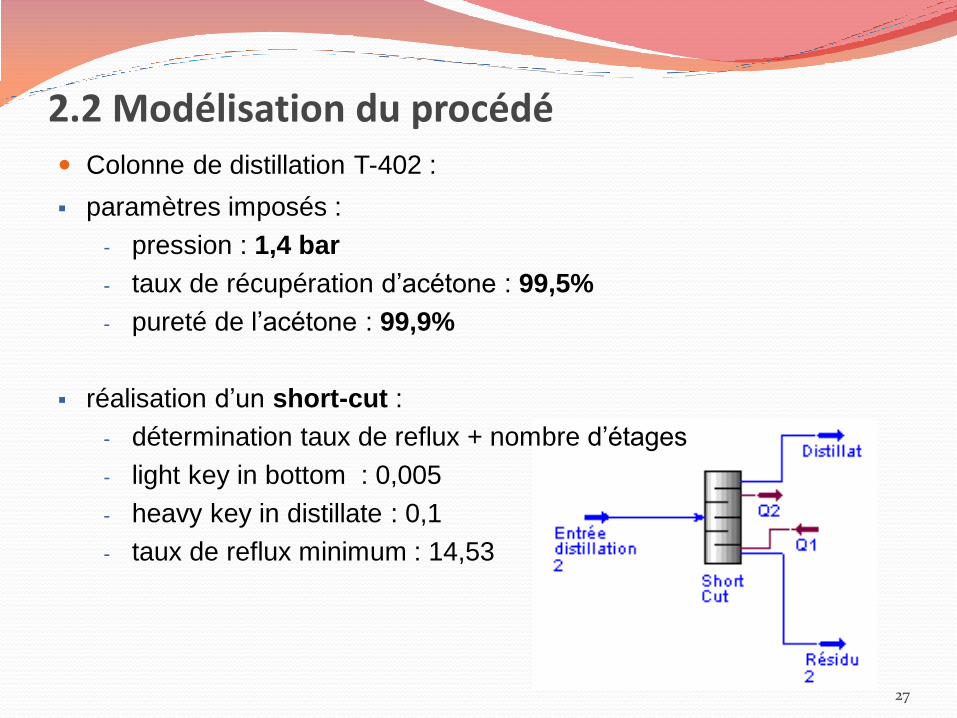
Colonne de distillation T-402 :
paramètres imposés :
- pression : 1,4 bar
- taux de récupération d’acétone : 99,5%
- pureté de l’acétone : 99,9%
réalisation d’un short-cut :
- détermination taux de reflux + nombre d’étages
- light key in bottom : 0,005
- heavy key in distillate : 0,1
- taux de reflux minimum : 14,53
2.2 Modélisation du procédé
27
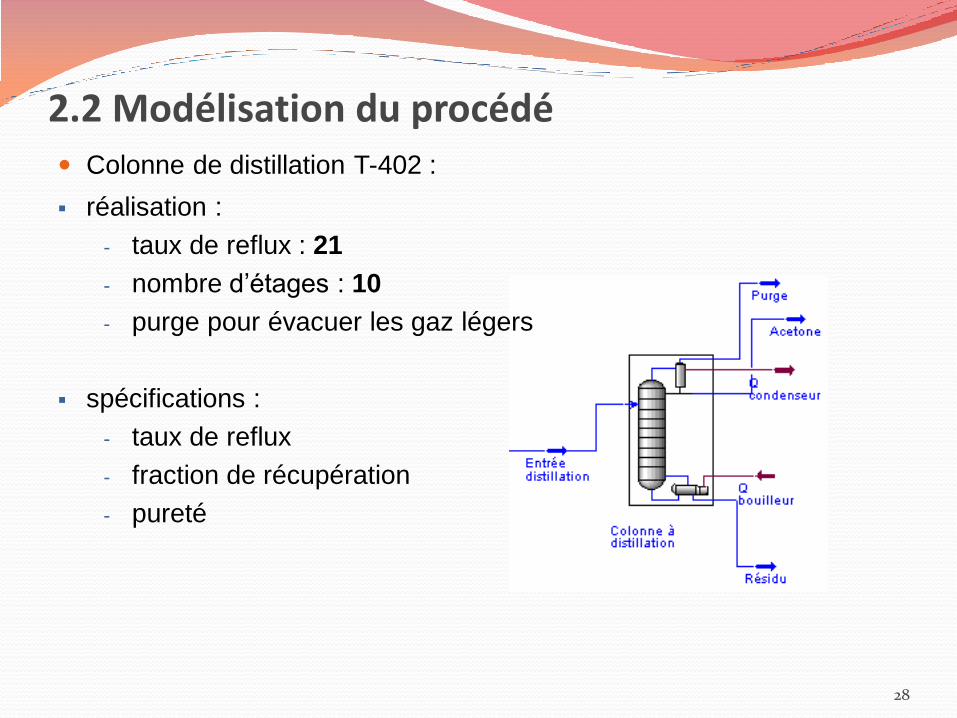
Colonne de distillation T-402 :
réalisation :
- taux de reflux : 21
- nombre d’étages : 10
- purge pour évacuer les gaz légers
spécifications :
- taux de reflux
- fraction de récupération
- pureté
2.2 Modélisation du procédé
28
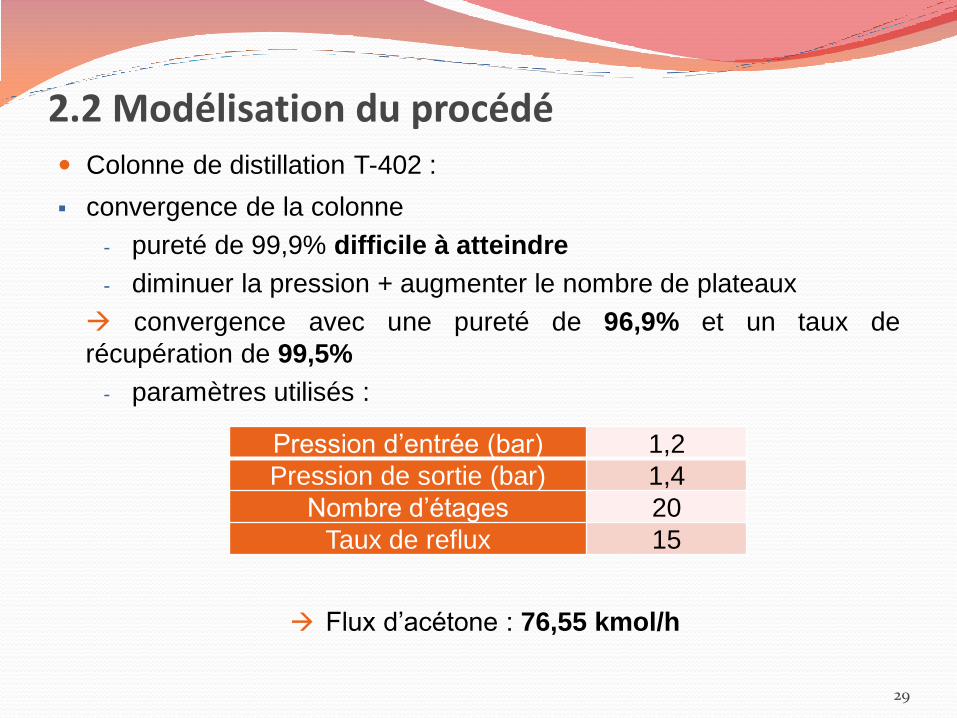
Colonne de distillation T-402 :
convergence de la colonne
- pureté de 99,9% difficile à atteindre
- diminuer la pression + augmenter le nombre de plateaux
convergence avec une pureté de 96,9% et un taux de
récupération de 99,5%
- paramètres utilisés :
Flux d’acétone : 76,55 kmol/h
2.2 Modélisation du procédé
29
Pression d’entrée (bar) 1,2
Pression de sortie (bar) 1,4
Nombre d’étages 20
Taux de reflux 15
30
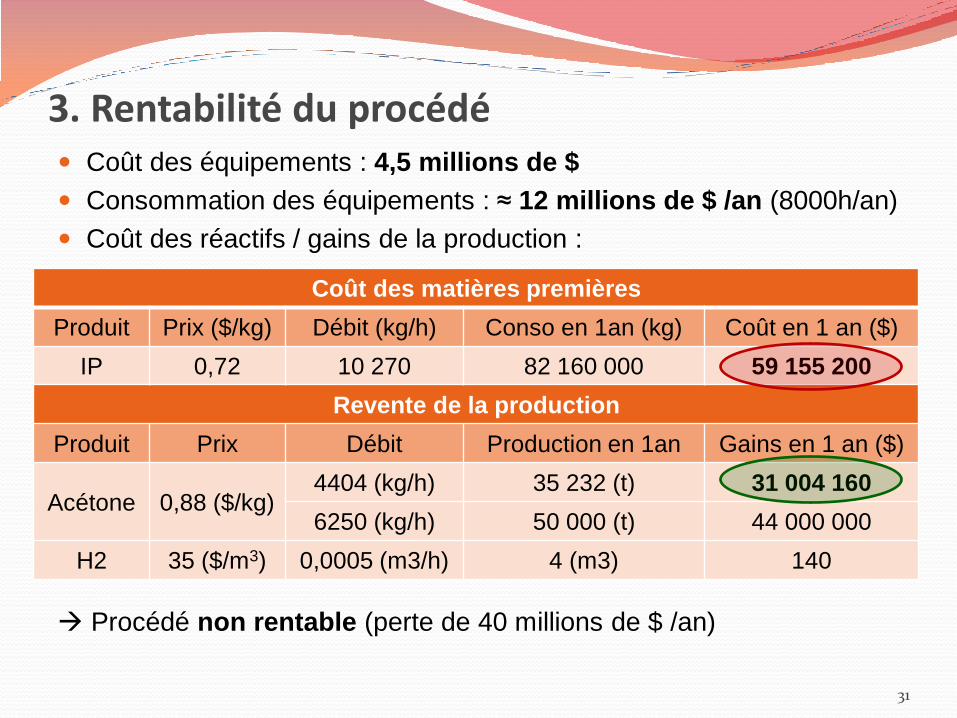
Coût des équipements : 4,5 millions de $
Consommation des équipements : ≈ 12 millions de $ /an (8000h/an)
Coût des réactifs / gains de la production :
Procédé non rentable (perte de 40 millions de $ /an)
Coût des matières premières
Produit Prix ($/kg) Débit (kg/h) Conso en 1an (kg) Coût en 1 an ($)
IP 0,72 10 270 82 160 000 59 155 200
Revente de la production
Produit Prix Débit Production en 1an Gains en 1 an ($)
Acétone 0,88 ($/kg) 4404 (kg/h) 35 232 (t) 31 004 160
6250 (kg/h) 50 000 (t) 44 000 000
H2 35 ($/m3) 0,0005 (m3/h) 4 (m3) 140
31
3. Rentabilité du procédé
Simulation préliminaire avec Excel estimations correctes
Simulation sous Hysys :
convergence avec une pureté de 96,9% et un taux de récupération de 99,5%
flux d’acétone : 76,55 kmol/h (insuffisant)
résultats corrects par rapport au modèle cinétique (températures et conversion respectées)
Optimisations possibles
meilleures connaissances des cinétiques réactionnelles
recyclage de l’isopropanol non consommé
Apport du projet
gestion de projet autonome
utilisation d’un logiciel de modélisation professionnel
32
Conclusion

33