Embed Size (px)
Citation preview

2010-2011
QUEBAUD Jérémy & CHARI Sara
Licence professionnelle Vision Industrielle
Rapport projet technique
Inspection textiles en défilement

2
SOMMAIRE :
Introduction…………………………………………………………………………………..4
Cahier des charges ………………………………………………………………………....5
1-Principe de l‟inspection de défauts par Vision Industrielle………………………...6-7
1.1-Acquisition des images………………………………………………………6-7
1.1.1-Choix de l‟éclairage ……………………………………………….6-7
1.1.2-Paramétrage de la caméra………………………………………...…7
1.2-Traitement des images………………………………………………………….7
2-Inspection textile par Vision Industrielle……………………………………………8-15
2.1-Les machines de visite………………………………………………………8-10
2.1.1 - Les machines traditionnelles……………………………………….8
2.1.2 - Les systèmes de VTAO ………………………………………….....9
2.1.3 - Les machines automatiques……………………………………9-10
2.2-La classification des défauts………………………………………………11-15
2.2.1-Défauts ou caractéristiques des pièces………….………………..11
2.2.2 - Défauts ou caractéristiques de teinture, impression …………..11
2.2.3 - Défauts de lisière.......................................................................12
2.2.4 - Défauts des fils……………………………………………………..12
2.2.5 - Défauts de trame…………………………………………………...13
2.2.6 - Défauts de chaîne………………………………………………….13
2.2.7 - Autres défauts ou caractéristiques……………………………14-15
3-Présentation du matériel…………………………………………………………….16-20
3.1- Caméra…………………………………………………………………………16
3.2-Codeur…………………………………………………………………………..17
3.3-Carte d‟acquisition……………………………………………………………..17
3.4-Tambour…………………………………………………………………………18
3.5-Logiciels: Multicam, CommCam, Open eVision, Visual C++6.0………19-20
3.5.1-CommCam……………………………………………………………19
3.5.2-Multicam Studio………………………………………………………19
3.5.3-Open eVision………………………………………………………....19
3.5.4-Visual C++…………………………………………………………….20

3
4-Programmation du système…………………………………………………………21-33
4.1-Calculs théoriques et expérimentaux du système………………………….21
4.1.1-Étude théorique du système…………………………………….21-22 4.1.1.1-Détermination de la taille du capteur…………………….21
4.1.1.2-Détermination des calculs optiques……………………...21 4.1.1.3-Détermination des paramètres d'acquisition………..21-22
4.1.2-Étude expérimentale du système………………………………23-24 4.1.2.1-Détermination des calculs optiques……………………..23 4.1.2.2-Détermination des paramètres d'acquisition………..23-24
4.1.3-Acquisition d'images lignes…………………………………………25
4.1.3.1-Acquisition sans codeur…………………………………..25 4.1.3.2-Acquisition avec codeur…………………………………..25
4.2-Programmation du système……………………………………………….26-33 4.2.1-Déclaration des librairies et des variables ………………………..26 4.2.2-Paramétrage de l‟acquisition ……………………………………….27 4.2.3-Traitements …………………………………………………………..28
4.2.3.1-Détection des contours …………………………………...28 4.2.3.2-Détection des motifs jaunes………………………………29 4.2.3.3-Détection d‟un motif particulier. ………………………....30 4.2.3.4-D‟autres pistes de traitement ayant pas abouti……..31-32
4.2.3.4.1-Détection des motifs bleus par l‟étude des coins 4.2.3.4.2-Détection d‟un type de motifs grâce à l‟aire…..32
Conclusion…………………………………………………………………………………..34 Bibliographie………………………………………………………………………………...35 Mode opératoire ………………………………………………………………………..36-38

4
Introduction :
Dans le cadre de notre formation : « Licence professionnelle Gestion de la
Production Industrielle option Vision Industrielle », nous avons réalisé un projet
technique. Ce projet technique est consacré à la conception, amélioration d‟un
dispositif de contrôle d‟aspect par vision industrielle de textile en défilement. Il s‟agit
d‟un système de contrôle de la qualité en temps réel. De nos jours, les lignes de
production textile sont de plus en plus industrialisées. En effet, les Hommes
disparaissent au profit d‟automates performants et le contrôle n‟est pas dispensé de
cette logique.
Notre projet consiste à réaliser un système d‟inspection de textile en défilement. Pour
réaliser votre projet, nous le divisons en quatre grandes parties. Dans la première
partie, nous parlerons de l‟inspection de défauts, caractéristiques par Vision
Industrielle. Dans la deuxième partie, nous aborderons l‟inspection textile et les
systèmes existants. Dans la troisième partie, nous énoncerons puis décrirons le
matériel utilisé pour notre système. Dans la quatrième partie, nous parlerons de la
programmation du système.

5
Cahier des charges :
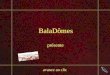
Schéma de notre système d’inspection
- Prise en main du système d'acquisition d'images-lignes. - Détermination automatique de la fréquence acquisition en fonction de la vitesse de rotation du tambour. - Traitement en temps réel des images lignes pour détecter les défauts d'aspect. - Cartographie des défauts détectés.

6
1-Principe de l’inspection de défauts par Vision
Industrielle
L‟inspection de défauts par Vision Industrielle rentre dans le domaine de la
Qualité et puis particulièrement pour le contrôle qualité. Les défauts prévisibles sont
souvent réduit au néant dans les entreprises, cependant il existe des défauts pouvant
arriver sur le produit de manière aléatoire, autrement dit sans avoir de liens avec la
production. Ces défauts ne sont pas évidents à détecter sauf par vision industrielle.
La vision industrielle permet aussi d‟automatiser les contrôles et qu‟ils soient fiables.
L‟installation d‟un système de vision nécessite néanmoins de connaitre les
paramètres d‟acquisitions des images, de traiter ces images, d‟extraire de ces
images les caractéristiques significatives et enfin de faire un bilan.
1.1-Acquisition des images
L‟acquisition des images permet à partir d‟une scène d‟obtenir une
représentation. Les conditions d‟acquisition peuvent faire évoluer la représentation,
ce qui est gênant dans notre cas. Ceci est encore plus gênant si le défaut est très
petit. Il est donc important de fixer les paramètres et les critères choisis. Les
paramètres importants sont sur l‟éclairage (forme, intensité, position, type
d‟éclairage, …) mais aussi sur la caméra (objectif, sa position, capteur, …).
L‟évidence du défaut permet la qualification ainsi que la quantification la révélation du
défaut. Il faut que le défaut soit visible à l‟image, que le contraste soit important entre
le défaut et l‟image, il faut aussi connaitre la taille du défaut.
Les acteurs principaux :
1.1.1-Choix de l’éclairage
Tout d‟abord, une image résulte d‟une scène ainsi que d‟un éclairage.
L‟éclairage à donc un rôle prépondérant. Un bon éclairage est un éclairage qui met
en évidence ce dont nous désirons voir. Dans notre cas, nous voulons un éclairage
qui révèle les imperfections de notre produit. Un bon éclairage évite ainsi les
traitements sur l‟image (ex : seuillage, …). Il faut aussi un éclairage unique pour tous
les types de défauts idéalement. Pour que l‟éclairage soit vue par la caméra par
réflexion sur la surface de notre objet, l‟éclairage doit couvrir un domaine important
autour de notre objet. L‟intensité de l‟éclairage est un élément qui doit être pris en
compte.

7
1.1.2-Paramétrage de la caméra
La caméra à comme nous l‟avons dit un rôle très important. Sa position mais
aussi la focale sont des éléments majeurs permettant la mise en valeur des défauts.
Le temps d‟intégration de la caméra, l‟ouverture et la cadence d‟acquisition sont des
paramètres que nous ne devons pas laissés au hasard.
1.2-Traitement des images
Le traitement des images consiste tout simplement à extraire de l‟image que
nous obtenons par l‟acquisition (cf partie précédente) les informations relatives au
défaut. Pour réaliser cela, il faut mettre en place une technique de traitement. Le
choix de la technique n‟est pas évident. En effet, il existe bon nombre de technique
de traitement des images mais la difficulté est de choisir la bonne en fonction de
notre défaut. Nous avons durant le cours de « Traitement des images » aborder
plusieurs de ces techniques.
Bilan : L‟inspection des défauts par vision industrielle nécessite des bases dans le
domaine. En effet, le choix du matériel, puis ensuite sont paramétrage sont des
éléments majeurs.

8
2-Inspection textile par Vision Industrielle
L'industrie textile est l'une des plus anciennes. Les innovations dans le
domaine sont grandes (fibres polymères, …). La pression économique demande de
garantir une certaine Qualité (Norme ISO 9000, ISO 9001, ISO 14001,...). En
production il faut désormais coupler les contrôles « hors ligne » et les contrôles « en
ligne »; le but majeur est d'éviter l'augmentation des coûts de non-qualité. Les
défauts peuvent être nombreux, mais sont soit au niveau du tissage ou du tricotage,
soit des matières, soit de métrologie (taille, ...). Les caractéristiques peuvent elles
aussi être nombreuses (motifs : cercle, triangle, rectangle, formes diverses, couleurs,
…, matériaux : laine, coton, cachemire, fibres synthétiques, …). Les techniques
d'inspection dans le domaine sont nombreuses. En effet, pour détecter les erreurs ou
les caractéristiques; l'inspection humaine n'est pas suffisante dans une démarche
Qualité. Il existe de nos jours des systèmes optiques permettant de détecter les
défauts, caractéristiques, … ; dans notre cas, nous nous intéressons aux systèmes
de Vision artificielle. Pour informations, il y a des techniques utilisant les lasers, la
diffraction des rayons X (pour le contrôle du matériaux), la stéréo-microscopie, …
2.1-Les machines de visite
Il existe deux grands types de machines: les traditionnelles et les
automatiques.
2.1.1 - Les machines traditionnelles
Une machine de visite doit permettre les éléments suivants :
-Dérouler l‟étoffe (rouleaux)
-Mettre à plat celle-ci pour assurer la visualisation des défauts
-Remettre l‟étoffe sous forme de rouleaux
Les machines basiques disparaissent de nos jours pour faire place à des machines
plus évoluées offrant une plus grande faciliter d'inspection pour le visiteur. Il y a
généralement un mesureur, un compteur métrique, des sonnettes, et parfois un
capteur calorimétrique.
L‟alimentation en étoffes diffère suivant les matériaux. Une attention particulière est
mise sur l'éclairage.
Généralement on met des sonnettes qui indiquent les défauts sur l‟étoffe. On a
généralement un marquage à la craie ou avec un feutre, ... Le principal est d'associé
un marquage à un défaut.

9
2.1.2 - Les systèmes de VTAO ( Visite de Tissu Assistée par
Ordinateur
A la base, un système de Visite de Tissu Assistée par Ordinateur (VTAO)
permet de décharger l'opérateur :
-L‟acquisition, le contrôle et l‟enregistrement des données saisies
-L‟activation des effecteurs suivant les données saisies (sonnettes)
-L‟édition des étiquettes et des comptes rendus
-L‟archivage
-Les analyses
Les données sont ainsi directement transmises via le réseau.
Les systèmes de VTAO définissent à la fin de la visite la classification de la pièce
suivant les volontés du client : passage du premier au second choix. Pour se faire,
dès l‟introduction des références de la pièce au début de la visite, le système va
chercher les défauts à répertorier, le paramétrage du clavier de saisie des défauts de
visite...
J‟ai trouvé deux constructeurs pour ces systèmes : ICBT avec son système Quartz et
le système de visite d‟Alef.
2.1.3 - Les machines automatiques
Tout d'abord, les machines automatiques sont des machines de visite où
l‟opérateur a été remplacé par un système visuel de contrôle, c'est ceci que nous
utilisons durant notre projet. Ce système est composé essentiellement de deux
unités. La première captant l‟image et la seconde la décryptant.
La partie enregistrante de l'image doit permettre d'obtenir des conditions permettant
d'obtenir les défauts/caractéristiques nettement. Elle est constituée d'un bon
éclairage et d'une caméra avec un capteur approprié.
Théoriquement, il existe différents types d‟appareils enregistreurs :
-Capteur avec une cellule photoélectrique
-une caméra CCD pour enregistrer des surfaces
-une scrutation ligne par ligne

10
La majorité des capteurs permettent d'avoir 256 niveaux de gris. Les pixels d'un
capteur ont des tailles pouvant être différentes, généralement cela va de 60 mm à
0,1 mm. Dans notre étude théorique du système, nous calculerons la taille de notre
capteur (cf partie suivante) Le processeur qui doit traiter les images doit pouvoir
prendre en compte les dessins des tissus ou des impressions, décider du niveau
d‟admissibilité des défauts et classer les défauts observés, le tout en ligne et ce sur
la ligne de production pour réduire les couts. Le traitement, la capacité de l‟ordinateur
et le traitement des algorithmes sont les éléments importants définissant la
performance des systèmes et de leur cout. Sur le marché, il existe plusieurs
machines. La ITMA 95 de Shelton est un exemple permettant la détection de défauts
sur un certain type de tissus. La Sicura de Automazioni Tessili Friferio est un autre
principe tout aussi efficace, très utiliser dans les fabriques en Italie (contrôle du cuir).
Bilan : Les machines automatiques apportent de nombreux avantages. Voici les
principaux que nous pouvons cités :
-Auto-adaptation par rapport à la matière
-Grande vitesse (environ 100m/minute)
-Opérateurs en moins (Minimum un en moins)
-Simple à mettre en place sur une ligne de production
-Qualité
Les inconvénients sont moindres mais nous pouvons cités ceux-ci :
-Prix
-Ne peuvent pas détecter certains défauts complexes

11
2.2-La classification des défauts
La norme NF G 00-001 détaille les défauts que nous pouvons retrouver lors
d'une inspection par Vision Industrielle par exemple. Dans cette partie, nous
aborderons les défauts que nous pourrions rencontrer durant nos inspections sur des
textiles en défilement.
2.2.1-Défauts ou caractéristiques des pièces
Tout d'abord, une pièce de tissu peut vulgairement être nommée « morceau
de tissu ». En effet, il s'agit d'un échantillon venant d'un ensemble. Les principaux
défauts que nous trouvons sont les suivants :
Variation de nuance : La nuance est « non uniforme »
Nuance non conforme : La nuance n'est pas celle qui était attendue
Irrégularité de motif : Le motifn'a pas une répétituion régulière
Défaut d'embuvage : Excès d'embuvage ou insuffisance d'embuvage
Répartition asymétrique du motif : Motif non identique sur les deux moitiés
Marquage défectueux : Non conforme aux usages demandés
Sinuosité dans le sens de la longueur : Pièce non rectiligne
2.2.2 - Défauts ou caractéristiques de teinture, impression ou
apprêt
Lors de la teinture ou de l'impression, il y a des défauts qui peuvent
apparaitres, les principaux sont les suivants :
Barre de finition
Rayure de finition
Cassure : Faux pli
Tache de teinture : Nuance localement altérée
Défaut d'impression : Impression irrégulière : trait de racle, manque de couleur, ...
Marque de couture: Couture apparente alors que ce n'est pas prévu
Trou de picots : Déchirure provoquée par une prise du tissu mauvaise

12
2.2.3 - Défauts de lisière
La lisière est ce qui termine les côtés d'un tissu. Autrement dit, il s'agit de la
partie ou la trame s'est bouclée par le retour de la navette sur elle-même. La navette
est l'outil permettant de réaliser la trame. Il arrive souvent que la lisière est dans un
autre tissu ou bien d'une autre couleur que la base. Cela peut être un avantage lors
des contrôles, car nous pouvons ainsi différencier facilement les éléments, mais cela
peut être un inconvénient car il ne faut pas détecter ceci comme un défaut. Les
principaux défauts que nous pouvons trouver sur la lisière sont les suivants :
Lisière rompue : Lisière ayant une coupure ou déchirure
Lisière ondulée (lisière ballante) : Tension de la lisière insuffisante pouvant faire
onduler le tissu
Lisière roulée : La lisère est repliée sur elle-même
Lisière surtendue (lisière tirante) : Tension lisière supérieure à celle du tissu
Lisière crénelée : Le bord de la lisière est irrégulier, présence de petits créneaux.
2.2.4 - Défauts des fils
Les fils sont une source de défauts relativement importante. Un soin tout
particulier doit y être consacrer. Nous pouvons retrouvé ceux-ci :
Irrégularités localisées des fils : Les fils ne sont pas réguliers
Défaut de torsion : Torsion non adaptée par rapport au fils
Fil fin : Portion de fil de masse linéique inférieure à la masse linéique normalement
utilisée.
Gros fil : Portion de fil de masse linéique supérieure à la masse linéique
normalement utilisée.
Flamme ou grosseur : Sur-épaisseur plus ou moins importante.
Vrille : Boucle torsadée de petite taille, faite par un fil.
Travelage : Fil qui s'enroule entre des éléments plus petits
Fils étrangers : Fils différents de ceux présents
Fils souillés : Coloration pas normale de fils

13
2.2.5 - Défauts de trame
La trame est constituée des fils qui traversent/croisent ceux de la chaine
suivant l'armure que nous souhaitons avoir, en un mouvement de va et vient.
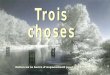
Sur cette photo venant de « L'encyclopédie Larousse 2002 », les fils de trame sont
ceux en vert alors que ceux de la chaine sont ceux en bleu et en rouge. Une duite
est l'ensemble du tissage entre le fil/les fils de trame et le fil/les fils de chaine. Les
principaux défauts sont les suivants :
Double duite : Deux duites sont présentes
Eboulure : Petite partie de duite repliée sur elle-même
Duite rompue : Duite présentant une coupure ou une cassure
Duite détendue : Duite dont la longueur est supérieure à celle des duites voisines.
Duite manquante : Absence d'une duite.
Duite manquée (duite sautée, pas failli) : Duite incorrectement insérée
Duite tendue : Duite dont la longueur est inférieure aux autres duites
Duite tirante : Partie de duite sans embuvage pouvant provoquer un froncement de
tissu.
Barre : Existence d'une bande plus ou moins étroite se distinguant du reste du tissu.
Irrégularité du duitage : Barre claire due à un duitage insuffisant ou barre serrée
due à un duitage trop important par rapport au duitage du tissu.
2.2.6 - Défauts de chaîne
La chaine représente l'ossature de la pièce. Ce sont les fils qui sont dans la
longueurs de la pièce. Dans la partie précédente 2.2.5 c'est les fils rouges et les fils
bleus. Les défauts de chaîne sont les suivants :
Fil de chaîne double : Deux fils de chaîne sont involontairement tissés ensemble.
Fil de chaîne rompu : Fil de chaîne ayant une coupure ou une cassure.
Fil de chaîne flottant : Fil de chaîne pas assez tendu.
Fil de chaîne manquant (fil couru) : Absence d'un fil de chaîne.
Défaut de peigne (roselage) : Espace anormal entre des fils de chaîne

14
2.2.7 - Autres défauts ou caractéristiques
La liste des défauts ou caractéristiques pouvant être observée avec un
système de Vision Industrielle est loin d'être fixe. Voici quelques autres
défauts/caractéristiques pouvant être présentes :
Amas de fibres : Forte concentration sur le tissu de fibres prises dans les filé ou
dans le tissu.
Duvet : Amas de fibres courtes . On parle de "petit duvet " lorsqu'il s'agit de duvet de
longueur inférieure à 4 mm et de gros duvet quand c'est supérieure à 10mm.
Volard : Retombée de déchets
Bouton (neps) : Accumulation accidentelle de fibres comportant un noyau prononce.
Corps étranger : Matière étrangère, autre que la fibre textile, ou matière de même
nature mais ayant un comportement différent, se trouvant accidentellement
incorporée dans le tissu.
Tache de variation de compte en chaîne ou en trame : Déformation locale
sensiblement ronde due à un glissement, des fils de chaîne, par frottement.
Goutte de pluie : Augmentation ou diminution, sur une très courte longueur, de
l'amplitude des ondulations de plusieurs fils.
Coupure : Incision dans le tissu.
Déchirure : Ouverture dans le tissu provoquée par la rupture de plusieurs fils de
chaîne.
Trou : Ouverture dans le tissu, provoquée par la rupture ou la destruction d'un ou
plusieurs fils de chaîne.
Clairière (crapaud, nid, pas de chat, patte de poule) : Déformation locale d'un
tissu due au déplacement d'un ou plusieurs fils de même sens, avec éventuellement
rupture d'un ou plusieurs fils de l'autre sens.
Accroc : Double déchirure du tissu provoquée généralement par une pointe.
Sauté (piqûre, bride) : Présence d'un fil de chaîne ou d'une duite qui n'est pas lié au
fil auquel il devrait l'être.
Noeud pris : Noeud du fil de chaîne/duite retenant une duite ou un fil de chaîne sur
une courte distance et provoquant un trou de forme triangulaire sur le tissu.
Point : Sur-épaisseur ponctuelle provoquée par un noeud.
Ebouriffage local : Présence de fils endommagés ou rompus donnant à la surface
du tissu, une apparence poilue.
Frappe de navette (portée de navette) : Marque due à la détérioration des fils de
chaîne par la navette.
Ondulation (cloquage, gondolage) : Déformation accidentelle empêchant le tissu
de reposer à plat sur une surface horizontale.

15
Sources : -http://k.1asphost.com/plejarre/tissage/documents/visite/visite.htm
Site définissant les différents défauts que nous pouvons avoir.
-Entreprise « Tissages d'Ardoix » (07290 ARDOIX) pour sont aide
concernant les défauts les plus courant dans l'industrie textile.
Entretien téléphonique
Bilan : Les défauts ou caractéristiques dans le domaine textile sont très vastes.
Durant notre projet, il semble évident que nous ne pourrons pas tout détecter,
cependant pour nous cela est très intéressant de savoir concrètement à quoi notre
travail servirait dans un cadre plus industriel. L'entreprise « Tissage d'Ardoix » à été
pour nous d'une aide précieuse. Cette entreprise n'utilise pas, du moins pas pour le
moment de systèmes de Vision Industrielle pour contrôler les défauts sur ces
produits, cependant même si le moyen de contrôle entre nous et cette entreprise est
différent, les origines et les enjeux sont les mêmes. Durant notre projet, nous nous
axerons sur quelques défauts ou caractéristiques majeurs (ex : formes, couleurs, …)
sur une feuille de papier, mais cela devrait représenter des défauts concrêts que
nous venons de citer dans cette partie.

16
3-Présentation du matériel
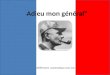
Schéma représentatif de notre système de vision

17
3.1- Caméra
La caméra que nous avons pour le projet est une caméra linéaire
monochrome. C'est à dire qu'il s'agit d'une caméra ayant un capteur à une
dimension. Le choix de cette technologie n'est pas anodin, car nous travaillons en
défilement.
Notre caméra est de la marque ATMEL, il s‟agit du modèle Aviiva 1014 (1014 en
référence au nombre de pixels). C‟est une caméra link, standard datant des années
2000. Cela permet une transmission des données ainsi qu‟un pilotage de la caméra
et des communications avec un seul câble. C‟est bien adapté pour les applications
ayant des taux de transfert élevé (haute vitesse et/ou haute résolution).
3.2-Codeur
Tout d‟abord, un codeur rotatif permet de délivrer une information sur l‟angle
en mesurant la rotation effectuée autour d‟un axe. On peut ainsi déduire la vitesse à
partir de la variation de la position en fonction du temps.
Dans notre cas, nous disposons d‟un codeur optique GO355 de la marque BAUMER,
dont la résolution est de 10 000 impulsions/tour.
Dans notre projet, le codeur envoie à la carte d‟acquisition les tops d‟acquisition. Il
nous permet de coordonnée la fréquence d‟acquisition de la caméra en fonction de la
vitesse du tambour en rotation.

18
3.3-Carte d’acquisition
Tout d‟abord, une carte d‟acquisition est une carte d‟extension quoi permet à
l‟ordinateur de numériser un flux d‟images. Elle permet la communication entre la
caméra, l‟ordinateur (sous environnement Windows XP) et le codeur (tops de
l‟acquisition).
Nous utilisons une carte d‟acquisition Euresys Grablink express pour notre projet.
Cette carte d‟acquisition et de traitement des images est concue pour interfacer une
caméra linéaire monochrome. Elle dispose de 4 entrées / sorties logiques, 2 entrées
/ sorties différentielles et d‟une sortie opto-isolée permettant de recevoir et
synchroniser des signauxde codeurs et/ou de triggers.
3.4-Tambour
Nous disposons d‟un tambour en rotation. Le diamètre du tambour est de
226,5 mm. Le tambour est relié à un système rotatif ainsi qu‟à un codeur (décrit plus
haut).

19
3.5-Logiciels: Multicam, CommCam, Open eVision, Visual
C++6.0
3.5.1-CommCam
La caméra linéaire numérique noir et blanc que nous avons à disposition est contrôlée avec son logiciel de contrôle CommCam.
3.5.2-Multicam Studio
La carte d‟acquisition est gérée à l‟aide du logiciel Multicam Studio de
EURESYS. Il s‟agit d‟un logiciel interactif d‟acquisition, d‟affichage et de paramétrage
des images. Il permet l‟afficher les images acquises et de configurer la carte
d‟acquisition.
3.5.3-Open eVision
Le logiciel Open eVision de EURESYS est un logiciel de traitement des
images contenant des librairies pour le traitement des images. Ces librairies sont très
vastes, et permettent ainsi de réaliser des traitements sur nos images précédemment
acquises. L‟avantage de ce logiciel, c‟est qui inscrit automatiquement le code (C,
C++, Visual Basic, …) en fonction de nos choix de traitement.

20
3.5.4-Visual C++
Nous utilisons pour la programmation et la compilation le logiciel Visual C++
version 6.0. Il permet de faire nos programmes avec un langage C++. Dans notre
cas, nous n‟écrivons pas nous même nos programmes en C++ mais nous les
retranscrivons simplement des librairies EURESYS sur Visual C++ 6.0.
Pour mieux comprendre le langage C++, nous nous aidons les ouvrages sur le sujet
à la bibliothèque universitaire.

21
4-Programmation du système
4.1-Calculs théoriques et expérimentaux du système
4.1.1-Étude théorique du système
Tout d'abord, nous utilisons le matériel que nous avons décrit plus haut (co-deur, caméra, tambour, …). De plus, on sait que la feuille sur notre tambour de diamètre 226,5mm, a une largeur L=29,7cm et une largeur de 50cm. La vitesse de défilement V est réglée grâce à un potentiomètre. La caméra est à une distance D entre la surface à inspecter et l'objectif de la caméra.
4.1.1.1-Détermination de la taille du capteur
Notre caméra est une caméra linéaire monochrome de 1024pixels (décrite plus haut). A partir de l'étude de la documentation technique (cf annexe), la taille du pixel est de 14µm*14µm.
On peut dire que la taille du capteur est de 1024*14, c'est à dire 14,34mm*14µm.
4.1.1.2-Détermination des calculs optiques
Dans un premier temps, nous avons recherché la focale de notre objectif. Ce-lui-ci est de 16mm (information sur l‟objectif).
Par définition, nous avons :
D étant la distance à laquelle il faut placer la caméra.
f étant la distance focale.
L étant la largeur de la feuille.
Px étant la taille du capteur.
On alors D=32,03cm en théorie
4.1.1.3-Détermination des paramètres d'acquisition
- Expression de la précision transversale PT théorique(mm/pixel) :
Tout d‟abord, la résolution de la caméra RT est de 1024pixels/297mm, alors la préci-sion transversale PT=1/RT, c'est-à-dire 297mm/1024pixels.
Donc PT =0,29 mm/pixels
- Expression de la précision longitudinale PL en fonction de la fréquence d'acquisition F de la caméra et la vitesse de défilement V du produit à inspecter :
PL=V/F
V exprimée en mm/s
F en nombre d'image ligne/s.

22
- Expression de la vitesse avec PL = PT :
On a PL = PT, alors V/F = 1/RT
On a ainsi V=F/Rt
Calcul de la vitesse dans les 3 cas:
Fréquence en Hz Vitesse en (m/s) Vitesse en (m/min)
53000 14,32 859,2
2000 0,54 32,4
1000 0,27 16,2
-Expression de la résolution longitudinale RL
L'expression de RL en fonction de la fréquence d'acquisition F de la caméra et la vi-tesse de défilement V peut être déterminée de la manière suivante :
Sachant que : PL =1/ RL
et que : PL =V/F
Alors RL =F/V
-Expression de la précision longitudinal du codeur PLc en fonction du diamètre du rouleau et de la résolution N du codeur incrémental peut être déterminée de la ma-nière suivante :
On a
PL : Précision du codeur
Ω : Diamètre du rouleau
N : nombre d‟impulsion du codeur
Alors PLc= , c'est-à-dire que PLc =0.071mm
-Expression de N (nombre de tops), de manière à ce que PLc = PT :
Soit Plc*N=PT
Or PT =0,3mm/pixel
et PLc =0.071mm (sous entendu par pixel, acquisition)
Alors N= PT/ Plc
N=0,3/0,0711 donc N= 4,22 (tops par acquisition)
-Détermination de la vitesse maximale Vmax en fonction de la fréquence d'acquisi-tion, du diamètre de la caméra et de la résolution du codeur N :
Fixons N=1
Soit Vmax=(Fmax * Ω * π)/10000
Or d'après l'énoncé Fmax= 53000Hz
Alors Vmax = 3,77m/s (Rq: pour N=1)

23
4.1.2-Étude expérimentale du système
Nous utilisons le même matériel que nous avons décrit plus haut dans la par-tie sur les calculs théoriques (codeur, caméra, tambour, …). De plus, on sait que la feuille sur notre tambour de diamètre 226,5mm, a une largeur L=29,7cm et une largeur de 50cm. La vitesse de défilement V est réglée grâce à un potentiomètre. La caméra est à une distance D entre la surface à inspecter et l'objectif de la caméra. Expérimentalement, nous ne pouvons pas mettre la caméra à 32cm comme nous l'avons calculé dans la partie précédente. Le minimum est à 40cm.
4.1.2.1-Détermination des calculs optiques
Dans un premier temps, nous avons recherché la focale de notre objectif. Ce-lui-ci est de 16mm (information sur l‟objectif).
Par définition, nous avons :
D étant la distance à laquelle il faut placer la caméra.
f étant la distance focale.
L étant la largeur de la feuille.
Px étant la taille du capteur.
On a D=40cm en expérimentale
Alors Px=(0,016*0,297)/0,40
Px=11684μm donc la surface utile du capteur est 835 pixels
4.1.2.2-Détermination des paramètres d'acquisition
- Expression de la précision transversale PT théorique(mm/pixel) :
Tout d‟abord, la résolution de la caméra RT est de 835 pixels/297mm, alors la préci-sion transversale PT=1/RT, c'est-à-dire 297mm/835pixels.
Donc PT =0,36 mm/pixels
- Expression de la précision longitudinale PL en fonction de la fréquence d'acquisition F de la caméra et la vitesse de défilement V du produit à inspecter :
PL=V/F
V exprimée en mm/s
F en nombre d'image ligne/s.
- Expression de la vitesse avec PL = PT :
On a PL = PT, alors V/F = 1/RT
On a ainsi V=F/Rt

24
Calcul de la vitesse dans les 3 cas:
Fréquence en Hz Vitesse en (m/s) Vitesse en (m/min)
53000 17,61 1056,6
2000 0,66 39,6
1000 0,33 19,8
-Expression de la résolution longitudinale RL
L'expression de RL en fonction de la fréquence d'acquisition F de la caméra et la vi-tesse de défilement V peut être déterminée de la manière suivante :
Sachant que : PL =1/ RL
et que : PL =V/F
Alors RL =F/V
-Expression de la précision longitudinal du codeur PLc en fonction du diamètre du rouleau et de la résolution N du codeur incrémental peut être déterminée de la ma-nière suivante :
On a
PL : Précision du codeur
Ω : Diamètre du rouleau
N : nombre d‟impulsion du codeur
Alors PLc= , c'est-à-dire que PLc =0.071mm
-Expression de N (nombre de tops), de manière à ce que PLc = PT :
Soit Plc*N=PT
Or PT =0,36mm/pixel
et PLc =0.071mm (sous entendu par pixel, acquisition)
Alors N= PT/ Plc
N=0,36/0,0711 donc N= 5 (tops par acquisition)
Dans les conditions expérimentales, la valeur de N est de 5.
-Détermination de la vitesse maximale Vmax en fonction de la fréquence d'acquisi-tion, du diamètre de la caméra et de la résolution du codeur N :
Fixons N=1
Soit Vmax=(Fmax * Ω * π)/10000
Or d'après l'énoncé Fmax= 53000Hz
Alors Vmax = 3,77m/s (Rq: pour N=1)

25
4.1.3-Acquisition d'images lignes
4.1.3.1-Acquisition sans codeur
Dans cette partie, nous sommes en mode « Free run » et en « Permanent ex-plosure ».
A partir de la documentation que nous disposons, nous pouvons dire que l'utilisation du mode « permanent explosure » signifie que les photosites de notre caméra sont sensibles et permettent de faire l'acquisition pendant la période d'exposition. Ce mode permet à la caméra d'atteindre la plus haute sensibilité exécutable, cependant la sensibilité dépend du nombre de lignes.
Nous remarquons que lorsque nous augmentons la vitesse, plus il est simple de vi-sualiser la feuille. En effet, nous observons une grande partie de la feuille sur la même image. Les motifs sont de plus en plus petits en longitudinal alors qu'ils sont identiques en transversal. Nous pouvons donc dire que la fréquence d'acquisition de la caméra et la vitesse de défilement sont deux grandeurs proportionnellement liées. Le calcul de N (nombre de tops) dans la partie précédente, est le moyen de coor-donnée l'ensemble grâce au codeur, suivant la configuration du système.
Notre souhait est d'avoir une image donnant la réalité. Pour ceci, il est important que la résolution longitudinale soit équivalente à la résolution transversale. La vitesse est liée à la fréquence d'acquisition, comme nous venons de le dire. Sans codeur nous jouons sur la vitesse de rotation pour obtenir des résolutions identiques. Si nous utili-sons le codeur, nous devons donc configurer le système suivant l'étude théorique et l'étude expérimentale que nous venons de faire.
4.1.3.2-Acquisition avec codeur
Nous devons donc configurer le système suivant l'étude théorique et l'étude expérimentale que nous venons de faire. En effet, nous connaissons le nombre de tops (N) entre les acquisitions; ainsi nous ne dépendons plus de la vitesse de rota-tion. Il faut configurer la carte d'acquisition de manière à prendre l'encodeur comme signal de trigger (mode « Page »).

26
4.2-Programmation du système
L‟une des phases importante de notre projet consistait à appliquer des traite-ments pour mieux observer les caractéristiques ou défauts de nos matériaux à ins-pecter. Pour ceci, nous utilisons un exemple Euresys qui à été modifié par l‟ancien groupe d‟étudiants qui travaillait sur le projet. Il était important d‟ajuster les paramètres de gestion du signal de trigger, en fonction des calculs que nous avons effectués précédemment. L‟étude des librairies Open eVision, était une source importante d‟informations pour nous. A partir des informations, nous choisissons quelques fonctions de traitements. Ensuite, nous devions les adaptées pour les appliquées sur notre projet.
4.2.1-Déclaration des librairies et des variables
Nous avons lié les librairies Open eVison 1.1 pour utiliser les fonctions de trai-tement. […] // Appel des librairies d'acquisition et de traitement Euresys pour avoir les fonctions de traitement. #include "Open_eVision_1_1.h" using namespace Euresys::Open_eVision_1_1;
Déclaration des variables : […] // Variable pour le choix du traitement effectué. int traite=0; //Initialisation de la variable entière « traite » à 0 //Variable euresys
//Création du fichier image Euresys EImageBW8 EBW8Image1; // EImageBW8 instance EROIBW8 EBW8Image1Roi1; // EROIBW8 instance //Déclarations du détecteur de coins (finalement ceci était une fausse piste, cf cas if traite==5) EharrisCornerDetector harrisCornerDetector1; EharrisInterestPoints harrisCornerDetector1InterestPoints; //Déclarations pour détection de motifs en fonction de l‟aire(finalement ceci était une fausse piste, cf cas if traite==6) ECodedImage2 codedImage1; // ECodedImage2 instance EImageEncoder codedImage1Encoder; // EImageEncoder instance EObjectSelection codedImage1ObjectSelection; // EObjectSelection instance
[…] Il était important de déclarer les variables concernant la fonction de détection des coins pour que notre programme tourne.

27
4.2.2-Paramétrage de l’acquisition Cette partie est nécessaire car elle permet de programmer le paramétrage d‟acquisition. […] // Create a channel and associate it with the first connector on the first board McCreate(MC_CHANNEL, &m_Channel); McSetParamInt(m_Channel, MC_DriverIndex, 0); McSetParamStr(m_Channel, MC_Connector, "M"); // Connecteur de notre carte d'acquisition // Choose the video standard McSetParamStr(m_Channel, MC_CamFile, "AVIIVA1014_L1024SP"); // Nom du fichier de paramètrage de la caméra " camfile". Notre caméra « AVIIVA1014 » est liée. // Choose the camera expose duration McSetParamInt(m_Channel, MC_Expose_us, 10000); // Temps d'exposition de la camera par ligne de pixels. C'est à dire le temps qu'il faut entre deux acquisitions. // Choose the pixel color format McSetParamInt(m_Channel, MC_ColorFormat, MC_ColorFormat_Y8); // Choix du type de pixel, dans notre cas nous sommes en monochrome 8 bits. // Set the acquisition mode McSetParamInt(m_Channel, MC_AcquisitionMode, MC_AcquisitionMode_PAGE); // Choix du mode d'acquisiton, dans notre cas nous sommes en mode « Page ». Ainsi le signal de Trigger de l'encodeur est supporté. // Choose the number of lines per page McSetParamInt(m_Channel, MC_PageLength_Ln, 1640); // Longueur de la page en pixel ( nombre de lignes acquise par la caméra pour former l'image ).
// Configuration du mode trigger McSetParamInt(m_Channel, MC_TrigMode, MC_TrigMode_COMBINED); McSetParamInt(m_Channel, MC_NextTrigMode, MC_NextTrigMode_HARD); McSetParamInt(m_Channel, MC_TrigLine, MC_TrigLine_NOM); McSetParamInt(m_Channel, MC_TrigEdge, MC_TrigEdge_GOHIGH); // Permet de gérer le déclanchement de l'acquisition en fonction des tops de l'encodeur. McSetParamInt(m_Channel, MC_TrigFilter, MC_TrigFilter_ON); McSetParamInt(m_Channel, MC_TrigCtl, MC_TrigCtl_ITTL); // Impose le type de signal éléctrique pour le signal du trigger. McSetParamInt(m_Channel, MC_EncoderPitch, 297); // Largeur de l'objet (feuille) observé en mm McSetParamInt(m_Channel,MC_LineCaptureMode,MC_LineCaptureMode_PICK); // Utilisation d'une impulsion pour lancer l'acquisition McSetParamInt(m_Channel,MC_LinePitch, 1024); // Nombre de pixels du capteur de la caméra McSetParamInt(m_Channel,MC_LineRateMode, MC_LineRateMode_CONVERT); McSetParamInt(m_Channel,MC_LineTrigFilter, MC_LineTrigFilter_MEDIUM); McSetParamInt(m_Channel,MC_ScanDirection, MC_ScanDirection_FORWARD); McSetParamInt(m_Channel,MC_PageDelay_Ln, 1560); // Position du top pour l'acquisition de l'image // Choix du nombre de pages McSetParamInt(m_Channel, MC_SeqLength_Pg, -1);
// Dimensions de l'image McGetParamInt(m_Channel, MC_ImageSizeX, &m_SizeX); McGetParamInt(m_Channel, MC_ImageSizeY, &m_SizeY); McGetParamInt(m_Channel, MC_BufferPitch, &m_BufferPitch);
[…]

28
4.2.3-Traitements Dans cette partie, nous utilisons Open eVision 1.1 pour avoir le script et en-suite l‟inscrire dans le programme dans Visual C++ 6.0. Nous avons dans un premier temps réalisé un premier traitement permettant la dé-tection des contours des motifs. Nous avons ensuite réalisé un seconde traitement permettant la détection des motifs jaunes et pour finir un troisième pour la détection des motifs bleus. 4.2.3.1-Détection des contours
Nous avons utilisé la fonction Open eVision «MorphoGradientBox» pour appli-quer un filtre gradient, permettant de faire ressortir les contours. […] // Détection de contours if (traite == 1)
// Appel de la fonction « MorphoGradientBox » permettant d'obtenir les contours EasyImage::MorphoGradientBox(&EBW8Image1, &EBW8Image1, 1); //Permet d'obtenir les contours
[…]

29
4.2.3.2-Détection des motifs jaunes
Nous avons utilisé la fonction Open eVision «Threshold » pour appliquer un seuillage et ainsi avoir seulement les motifs jaunes en blancs sur fond noir. Puis nous avons appliqué la fonction Open eVision «MorphoGradientBox» pour appliquer un filtre gradient, permettant de faire ressortir les contours de nos motifs jaunes. […] // Détection des formes jaunes if (traite == 4)
// Appel de la fonction »Threshold » EasyImage::Threshold(&EBW8Image1, &EBW8Image1, 164); //Binarise l'image en mettant les valeurs des pixels
dans l'image destination en deux possibilitées (0 ou 255) selon leurs valeurs dans l'image source.
//Détection des contours EasyImage::MorphoGradientBox(&EBW8Image1, &EBW8Image1, 1); // Permet d'obtenir les contours
[…]

30
4.2.3.3-Détection d‟un motif particulier. Nous avons utilisé la fonction Open eVision «Threshold » pour appliquer un seuillage et ainsi mieux distinguer les motifs. Puis nous avons appliqué une fonction Open eVision pour faire notre étude dans une seule et unique zone. Enfin, nous réa-lisions une fonction qui à terme permet de différencier nos motifs. Dans notre cas, nous choisissons de garder seulement les « gros carrés ». La fonction est « Close-Box », elle exécute une dilatation suivie d‟une érosion sur l‟image. […] // Détection d‟un type de motifs if ( traite == 2 )
// Appel de la fonction « Threshold » EasyImage::Threshold(&EBW8Image1, &EBW8Image1, 76); //Binarise l'image en mettant les valeurs des pixels
dans l'image destination en deux possibilitées (0 ou 255) selon leurs valeurs dans l'image source. // ROI EBW8Image1Roi1.Attach(&EBW8Image1); // Mise en place du ROI EBW8Image1Roi1.SetPlacement(143, 46, 743, 809);
//Appel de la function “CloseBox” EasyImage::CloseBox(&EBW8Image1, &EBW8Image1, 29); //Permet dans notre cas de différencier les motifs pré-
sents sur notre feuille.
[…]

31
4.2.3.4-D‟autres pistes de traitement ayant pas abouti 4.2.3.4.1- Détection des motifs bleus par l‟étude des coins
Nous avons utilisé la fonction Open eVision «Threshold » pour appliquer un seuillage et ainsi avoir seulement les motifs bleus et verts en noirs sur fond blanc. Le niveau de gris entre le bleu et le vert est très proche, c‟est la raison pour laquelle le seuillage ne permet pas de différencier. Puis nous avons appliqué une fonction Open eVision pour déterminer les coins. En effet, les motifs bleus avaient toujours des coins alors que les motifs verts étaient des cercles ou des ovales. Sous Open eVi-sion cela semblait bien fonctionner, mais après retranscription du programme, cela ne fonctionnait pas. En effet, nous pensions que cette fonction nous permettait de visualiser les coins pas des petites croix rouges et ainsi nous aurions identifié les motifs mais cela n‟est pas le cas. Voici le script que nous avions : […] // Détection des formes bleues if ( traite == 5 )
// Appel de la fonction « Threshold » EasyImage::Threshold(&EBW8Image1, &EBW8Image1, 7); //Binarise l'image en mettant les valeurs des pixels dans
l'image destination en deux possibilitées (0 ou 255) selon leurs valeurs dans l'image source.
//Detection des coins des motifs bleus harrisCornerDetector1.SetThreshold(0.30f); harrisCornerDetector1.Apply(EBW8Image1, harrisCornerDetector1InterestPoints);
[…]
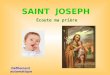
Résultat obtenu avec Open eVision (ce que nous voulions avoir)

32
4.2.3.4.2- Détection d‟un type de motifs grâce à l‟aire
Nous avons utilisé la fonction Open eVision «Threshold » pour appliquer un seuillage et ainsi mieux différencier les motifs. Ensuite nous avons appliqué une ROI pour limiter la zone d‟étude. Enfin nous avons utilisé la fonction dans EasyObject pour faire une détection en fonction de l‟aire. Cette fonction fonctionne très bien, le problème que nous rencontrons c‟est que sur l‟ecran les motifs sont toujours pré-sents. Dans notre cas, nous détectons les motifs ayant une aire comprise entre 3000 et 4000). […] // Détection d‟un type de motifs grâce à l‟aire if ( traite == 6 )
// Appel de la fonction « Threshold » EasyImage::Threshold(&EBW8Image1, &EBW8Image1, 74); //Binarise l'image en mettant les valeurs des pixels dans
l'image destination en deux possibilitées (0 ou 255) selon leurs valeurs dans l'image source. // ROI EBW8Image1Roi1.Attach(&EBW8Image1); //Création d’une zone d’étude
//Détection en function de l’aire du motif codedImage1ObjectSelection.SetFeretAngle(0.00f); codedImage1Encoder.GetGrayscaleSingleThresholdSegmenter().SetBlackLayerEncoded(true); codedImage1Encoder.Encode( EBW8Image1Roi1, codedImage1); //Encode codedImage1ObjectSelection.Clear(); //Fait le vide pour la détection codedImage1ObjectSelection.AddObjects(codedImage1); codedImage1ObjectSelection.SetAttachedImage(& EBW8Image1Roi1); codedImage1ObjectSelection.AddObjectsUsingUnsignedIntegerFeature(codedImage1, EFea-
ture_Area, 3000, 4000, EDoubleThresholdMode_Inside); //Permet d’avoir les motifs dont l’aire
est comprise entre deux valeurs (ici nous avons prenons 3000 et 4000 comme extremums).
[…]
Après le seuillage et la mise en place du ROI :

33
Programmation avec une fonction EasyObject :
Paramétrage des conditions (aire) :
Détection :

34
Conclusion : Dans le cadre de notre formation : « Licence professionnelle Gestion de la Production Industrielle option Vision Industrielle », nous avons réalisé le projet tech-nique suivant : « Inspection de textiles en défilement ». Ce projet technique, consa-cré à la conception, amélioration d‟un dispositif de contrôle d‟aspect par vision indus-trielle de textiles en défilement, nous a permis de mettre en pratique nos connais-sances acquises tout au long de la formation et de développer notre autonomie. Au cours du projet, nous avons eu la chance d‟utiliser un système complet de vision et de réaliser des traitements grâce à des outils de traitement d‟images tel que Open eVision 1.1 et de programmation avec Visual C++ 6.0. Ainsi, nous avons réalisé dif-férents types d‟inspection : détection des contours, couleurs et formes. Par ailleurs, nous avons essayé d‟effectuer d‟autre types d‟inspection : détection des motifs en fonction de l‟aire, détection des motifs bleus à laide de la fonction «Cor-nerDetector ». Pour ces méthodes, il faudrait les développées en incorporant d‟autres fonctions dans le programme.

35
Bibliographie :
Sources papiers :
-Dossier projet technique « Inspection de textiles en défilement » de François
Leblanc & Pierre Bertrand 2009-2010
-Documents techniques sur la caméra :
-Caméra AVIIVA_SM2
-Caméra DSC_AVIIVA_SM2_CL
-Documents techniques des logiciels :
-CommCam (Présente le paramétrage de la caméra)
-Guide Open eVision (Présente les fonctions de Open eVision)
-Multicam (Présente le logiciel de contrôle de la carte d‟acquisition)
-TP « Contrôle de production par vision linéaire »
-Thèse de Gaëtan DELCROIX sur « L‟étude et la réalisation d‟un dispositif de
contrôle d‟aspect en temps réel par vision artificielle de pièces métallisées en
défilement » Université de Bourgogne, octobre 2000
-Rapport 2008-2009 de l‟Union des Industries Textiles (UIT)
-Entreprise « Tissages d'Ardoix » (07290 ARDOIX) pour sont aide concernant les
défauts les plus courant dans l'industrie textile (Entretien téléphonique)
Sources web :
- Défauts textiles : http://k.1asphost.com/plejarre/tissage/documents/visite/visite.htm
- Constructeur de la caméra : http://www2.atmel.com/technologies/hubpage.aspx
- Programmation C++ : -http://www.cplusplus.com/doc/tutorial/
-http://cpp.developpez.com/
-Quelques définitions sur la Vision : -http://www.visionindustrielle.org/visionwhat.php
-Modélisation du contrôle par vision artificielle sur des produits en défilement continu par F.TRUCHETET http://documents.irevues.inist.fr/bitstream/handle/2042/2460/006.PDF+TEXTE.pdf?sequence=3 -Les types de caméra : http://visionindustrielle.free.fr/index.php/Les-principes-de-la-Vision-Industrielle/vision-industrielle-cameras.html -http://www-lagis.univ-lille1.fr/formations/SII/06-07/projets/interpol_soutenance.pdf - http://www-lagis.univ-lille1.fr/formations/SII/06-07/projets/interpol_rapport.pdf -La qualité avec la Vision Industrielle : http://lagis-vi.univ-lille1.fr/~lm/CTD/masteria/%282%29introduction_traitement_images_application_au_controle_qualite.pdf

36
MODE OPERATOIRE
Rédigé par QUEBAUD Jérémy & CHARI Sara
Le 01/04/2011
Désignation Inspection de textiles en défilement
ORDRE MODE OPERATOIRE REPRESENTATION
1
MISE SOUS TENSION : BRANCHER la caméra et l‟éclairage
Si pas de tension, vérifier que les disjoncteurs sont allumés.
2 ALLUMER l‟ordinateur et le potentiomètre (bouton à l‟arrière)
3 REGLER la hauteur de la caméra avec la molette en la tournant.

37
4 PARAMETRAGE DE LA CAMERA : TOURNER les bagues si l‟image est flou PARAMETRER avec « CommCam » la caméra. Résolution du problème de « pair-impair », …
5 PARAMETRAGE CARTE D’ACQUISITION : OUVRIR le logiciel « Multicam Studio ». CHARGER Source » New »Camera Link » Next »Atmel corporation »AVIIVA1014 »Next » „choisir le mode‟ » Next » Finish PARAMETRAGE de la carte d‟acquisition suivant ce que nous voulons faire (Cf TP caméra linéaire). Par exemple : Mode de l‟acquisition, …
6 OBTENIR l‟image en défilement « Set source active » pour lancer le défilement et « Set source idle » pour l‟arrêter.

38
7 PROGRAMMATION : PROGRAMMATION à l‟aide de « Open eVision ». Permet d‟obtenir le script en fonction des traitements que nous désirons réaliser.
8
RETRANSCRIPTION : RETRANSCRIPTION sous Visual C++ 6.0. Il est important d‟utiliser cette version pour que le programme déjà en place fonctionne. AJOUT des fonctions dans le programme. COMPILER le programme pour détecter les erreurs, … VISUALISER le défilement (fenêtre interactive).
9 ARRET : ETEINDRE les logiciels, puis la caméra et l‟éclairage et enfin l‟ordinateur.

39

40