Embed Size (px)
Citation preview

La sérialisation des emballages pharmaceutiques : évaluation des technologies de codage pour l'impression de codes alphanumériques et DataMatrix de grande qualité
Série de documents de présentation technique
©2013 Videojet Technologies Inc. Page 2
LA SÉRIALISATION DES EMBALLAGES PHARMACEUTIQUES : évaluation des technologies de codage pour l'impression
de codes alphanumériques et DataMatrix de grande qualité
Dans l'industrie pharmaceutique et le secteur des sciences de la vie et des soins de santé, les opérations d'emballage sont régies par des normes internes et industrielles exigeantes. Ces normes sont appelées à se renforcer en raison (1) de l'augmentation de la base internationale des clients auxquels les produits emballés sont destinés et (2) du déploiement des exigences de sérialisation dans de nombreux pays. Les besoins du secteur des sciences de la vie en matière
d'emballage ont stimulé l'innovation dans l'industrie du codage et du marquage ; cette tendance devrait se renforcer. Au cours de la dernière décennie, les besoins réels en impression haute résolution, en sérialisation et en propreté des imprimantes ont permis l'amélioration des appareils d'impression existants et le lancement de nouvelles technologies d'impression. Les ingénieurs et les responsables du secteur de l'emballage ont désormais à leur disposition plusieurs technologies d'impression. Une mauvaise décision en la matière peut être une source de frustration, ralentissant la cadence de vos opérations et diminuant votre productivité. Correctement spécifié et sélectionné, le codeur peut et doit être un élément important et non un frein pour votre productivité. Les responsables de conditionnement sont amenés à faire un choix entre les deux technologies d'impression les plus fréquemment utilisées pour le marquage sérialisé : le laser et le jet d'encre thermique (TIJ). Ce document porte principalement sur l'impression des codes DataMatrix. Comme la plupart d'entre vous le sait probablement déjà, le code DataMatrix est devenu le standard pour différentes initiatives de sérialisation au niveau régional et national. Les commentaires et les recommandations figurant dans ce document peuvent s'appliquer à un éventail d'applications nécessitant une codification et un marquage de grande qualité.
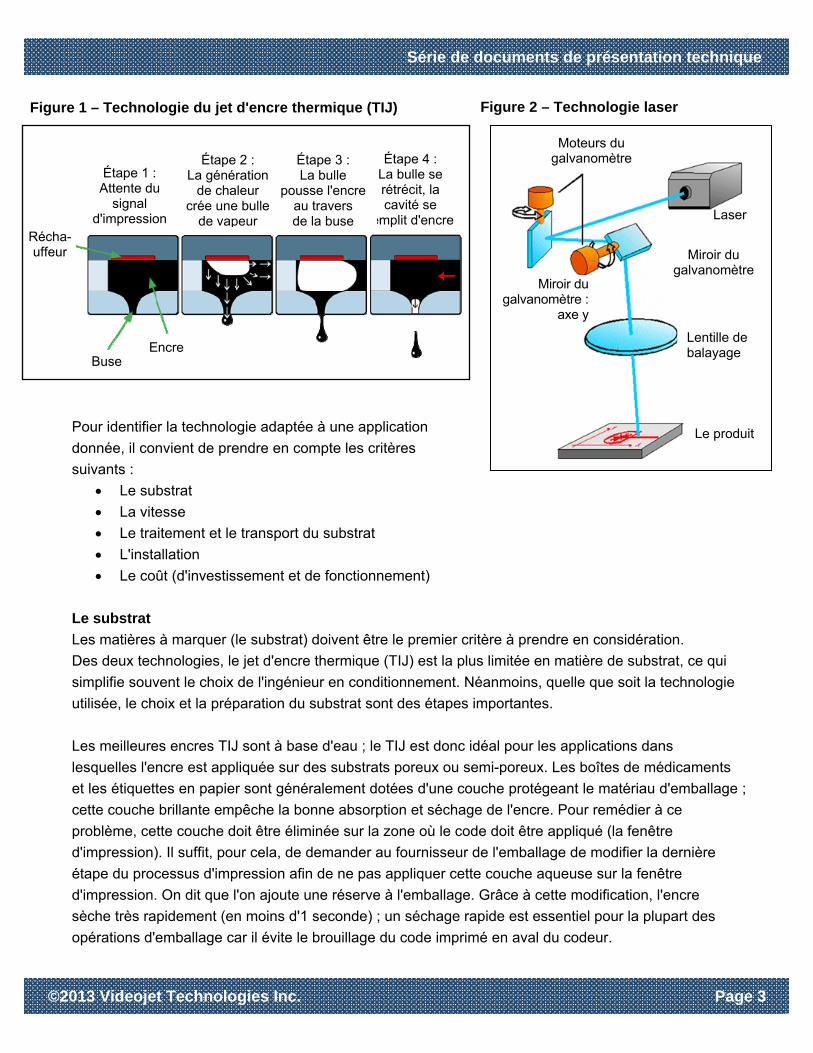
Présentation de la technologie Le laser et l'impression jet d'encre thermique (TIJ) permettent d'obtenir des codes haute résolution ayant le niveau de détail requis pour les symboles DataMatrix et l'impression multiligne. Les imprimantes TIJ projettent de minuscules gouttes d'encre sur l'emballage lorsqu'il passe devant la cartouche ou la tête d'impression. Ces gouttes d'encre sont projetées depuis une ou plusieurs rangées de fines buses par l'avance rapide d'une petite résistance située sous chaque buse. Ces résistances font bouillir une petite quantité d'encre, ce qui génère une fine bulle de vapeur qui projette la goutte d'encre (voir Figure 1). A l'inverse, les codeurs laser utilisent un faisceau de lumière focalisé pour graver ou altérer physiquement la couche supérieure d'un substrat. Le faisceau de lumière est défléchi par deux galvanomètres à miroir qui dirigent le faisceau laser dans deux plans (voir Figure 2).
Série de documents de présentation technique
©2013 Videojet Technologies Inc. Page 3
Figure 2 – Technologie laser
Figure 1 – Technologie du jet d'encre thermique (TIJ)
Pour identifier la technologie adaptée à une application donnée, il convient de prendre en compte les critères suivants :
• Le substrat • La vitesse • Le traitement et le transport du substrat • L'installation • Le coût (d'investissement et de fonctionnement)
Le substrat Les matières à marquer (le substrat) doivent être le premier critère à prendre en considération. Des deux technologies, le jet d'encre thermique (TIJ) est la plus limitée en matière de substrat, ce qui simplifie souvent le choix de l'ingénieur en conditionnement. Néanmoins, quelle que soit la technologie utilisée, le choix et la préparation du substrat sont des étapes importantes. Les meilleures encres TIJ sont à base d'eau ; le TIJ est donc idéal pour les applications dans lesquelles l'encre est appliquée sur des substrats poreux ou semi-poreux. Les boîtes de médicaments et les étiquettes en papier sont généralement dotées d'une couche protégeant le matériau d'emballage ; cette couche brillante empêche la bonne absorption et séchage de l'encre. Pour remédier à ce problème, cette couche doit être éliminée sur la zone où le code doit être appliqué (la fenêtre d'impression). Il suffit, pour cela, de demander au fournisseur de l'emballage de modifier la dernière étape du processus d'impression afin de ne pas appliquer cette couche aqueuse sur la fenêtre d'impression. On dit que l'on ajoute une réserve à l'emballage. Grâce à cette modification, l'encre sèche très rapidement (en moins d'1 seconde) ; un séchage rapide est essentiel pour la plupart des opérations d'emballage car il évite le brouillage du code imprimé en aval du codeur.
Miroir du galvanomètre :
axe y
Miroir du galvanomètre
Lentille de balayage
Le produit
Laser
Étape 1 : Attente du
signal d'impression
Étape 4 :La bulle se rétrécit, la cavité se
remplit d'encre
Étape 2 : La génération
de chaleur crée une bulle
de vapeur
Étape 3 :La bulle
pousse l'encre au travers de la buse
Récha-uffeur
Buse Encre
Moteurs du galvanomètre
Série de documents de présentation technique
©2013 Videojet Technologies Inc. Page 4
Les lasers conviennent à un plus large éventail de substrats (papier, plastique, métal, verre, etc.). Les applications pharmaceutiques les plus courantes nécessitent un marquage sur papier (boîtes et étiquettes) et parfois sur plastique et feuilles métalliques (matériaux d'étiquette et d'étanchéité/barrière). Dans ces applications, le marquage laser est formé le plus souvent par
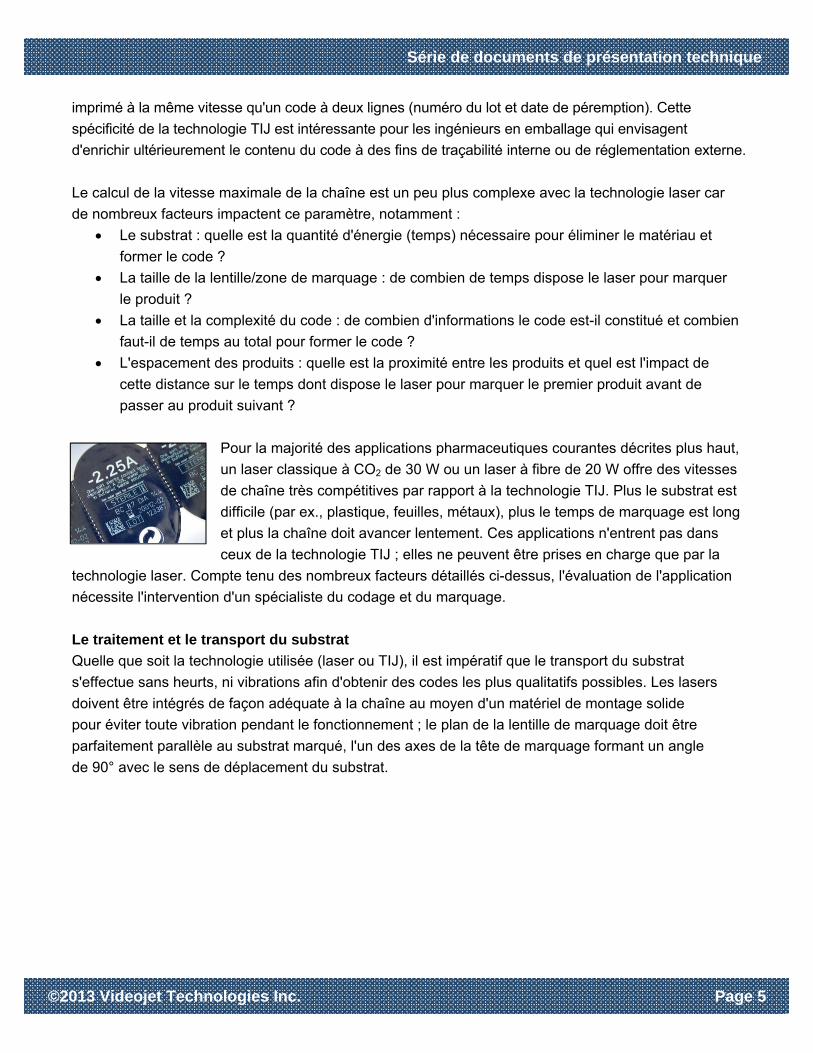
ablation (les lasers à CO2 et à fibre brûlent physiquement la couche supérieure du matériau). Pour savoir si un substrat est adapté à la technologie laser, il convient de prendre en considération deux éléments : (1) l'absorption de la lumière laser et (2) la création d'une fenêtre d'impression suffisamment contrastée pour obtenir un code à barres de grande qualité. L'absorption dépend du substrat et de la longueur d'onde sélectionnée sur le laser. Ce critère doit être vérifié par le fournisseur du codage et du marquage. Pour un contraste de code de qualité, il est couramment demandé de modifier l'emballage avec une fenêtre d'impression d'encre noire, souvent appelée « réserve ». Le laser brûle la couche supérieure de l'encre noire pour exposer le substrat sous-jacent plus clair. On obtient ainsi une image négative. Les lasers peuvent légèrement jaunir le substrat sous-jacent, ce qui réduit le contraste du code à barres (voir Figure 3). Figure 3
Pour obtenir des résultats optimaux, il est conseillé d'ajouter sur l'emballage une couche d'encre blanche contenant du dioxyde de titane ou du carbonate de calcium avant l'application de la réserve. Cette opération renforce la réflectivité de la partie blanche du code et améliore ainsi le contraste et la lisibilité du code à barres. Vitesse de la chaîne de conditionnement Les ingénieurs conditionnement doivent veiller à l'utilisation d'équipements d'emballage performants par des opérateurs compétents ; la vitesse et le rendement de la chaîne sont donc des critères de décision importants. Pour le TIJ, la vitesse maximale de la ligne se calcule facilement ; elle dépend de la résolution d'impression sélectionnée pour le code (dans le sens de déplacement du substrat) et de la vitesse maximale à laquelle les résistances peuvent être activées et désactivées (fréquence de tir). La complexité du code (par ex., 2 lignes de texte par rapport à 4 lignes de texte) n'a pas d'impact sur la vitesse maximale de la ligne car la technologie TIJ permet d'activer simultanément toutes les buses, c'est même l'un de ses principaux avantages. Un code à quatre lignes avec un code DataMatrix peut être
Bar Code Grade Parameter
Symbol Contrast
Code ExamplesGrade du Code Datamatrix
Exemples de codes
Contraste du symbole
Série de documents de présentation technique
©2013 Videojet Technologies Inc. Page 5
imprimé à la même vitesse qu'un code à deux lignes (numéro du lot et date de péremption). Cette spécificité de la technologie TIJ est intéressante pour les ingénieurs en emballage qui envisagent d'enrichir ultérieurement le contenu du code à des fins de traçabilité interne ou de réglementation externe. Le calcul de la vitesse maximale de la chaîne est un peu plus complexe avec la technologie laser car de nombreux facteurs impactent ce paramètre, notamment :
• Le substrat : quelle est la quantité d'énergie (temps) nécessaire pour éliminer le matériau et former le code ?
• La taille de la lentille/zone de marquage : de combien de temps dispose le laser pour marquer le produit ?
• La taille et la complexité du code : de combien d'informations le code est-il constitué et combien faut-il de temps au total pour former le code ?
• L'espacement des produits : quelle est la proximité entre les produits et quel est l'impact de cette distance sur le temps dont dispose le laser pour marquer le premier produit avant de passer au produit suivant ?
Pour la majorité des applications pharmaceutiques courantes décrites plus haut, un laser classique à CO2 de 30 W ou un laser à fibre de 20 W offre des vitesses de chaîne très compétitives par rapport à la technologie TIJ. Plus le substrat est difficile (par ex., plastique, feuilles, métaux), plus le temps de marquage est long et plus la chaîne doit avancer lentement. Ces applications n'entrent pas dans ceux de la technologie TIJ ; elles ne peuvent être prises en charge que par la
technologie laser. Compte tenu des nombreux facteurs détaillés ci-dessus, l'évaluation de l'application nécessite l'intervention d'un spécialiste du codage et du marquage. Le traitement et le transport du substrat Quelle que soit la technologie utilisée (laser ou TIJ), il est impératif que le transport du substrat s'effectue sans heurts, ni vibrations afin d'obtenir des codes les plus qualitatifs possibles. Les lasers doivent être intégrés de façon adéquate à la chaîne au moyen d'un matériel de montage solide pour éviter toute vibration pendant le fonctionnement ; le plan de la lentille de marquage doit être parfaitement parallèle au substrat marqué, l'un des axes de la tête de marquage formant un angle de 90° avec le sens de déplacement du substrat.
Série de documents de présentation technique
©2013 Videojet Technologies Inc. Page 6
Les deux technologies peuvent fonctionner dans des productions continues ou intermittentes. L'avantage du laser est qu'il offre la possibilité d'imprimer sur un emballage mobile ou fixe. A l'inverse, avec la technologie TIJ, il faut que le substrat passe devant la tête d'impression pour que le code soit imprimé. On peut également faire en sorte que la tête d'impression de l'imprimante TIJ passe physiquement devant un substrat fixe, mais ceci nécessite l'intégration mécanique de l'imprimante à la chaîne de conditionnement. Voici quelques exemples d'applications :
• Continues : codage des boîtes • Continues : impression Web • Intermittentes : étiqueteuse de bouteilles • Intermittentes : poches médicales et plaquettes de comprimés
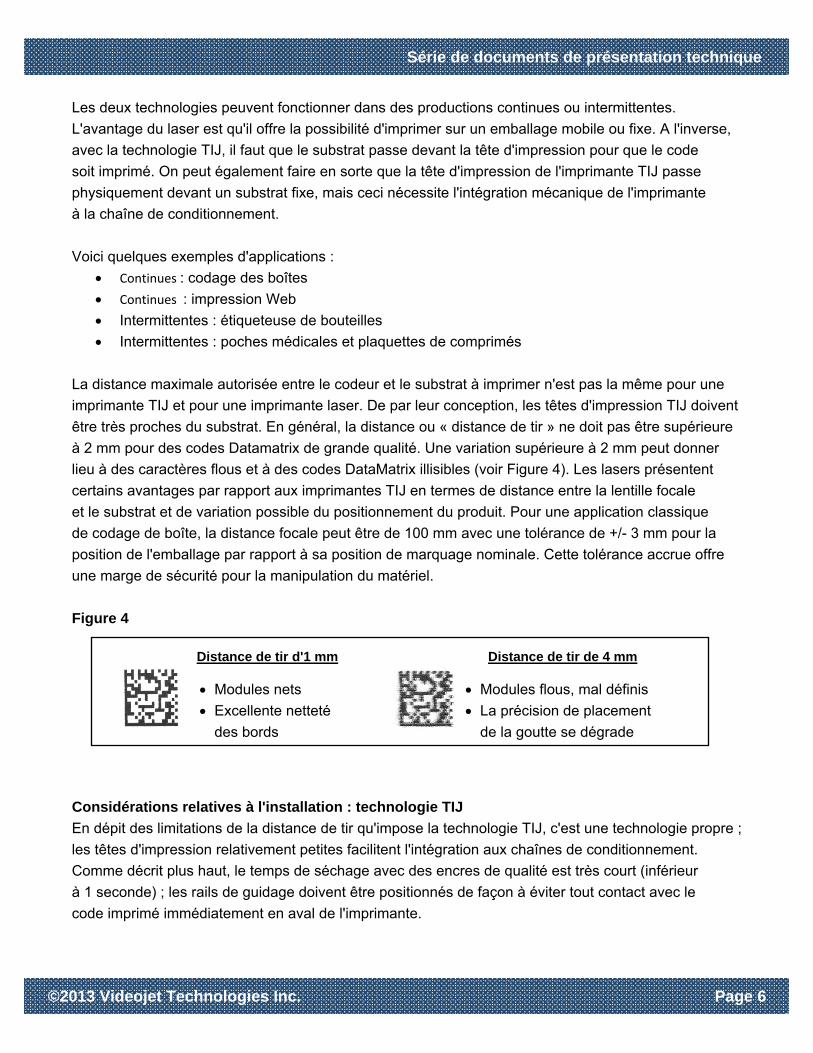
La distance maximale autorisée entre le codeur et le substrat à imprimer n'est pas la même pour une imprimante TIJ et pour une imprimante laser. De par leur conception, les têtes d'impression TIJ doivent être très proches du substrat. En général, la distance ou « distance de tir » ne doit pas être supérieure à 2 mm pour des codes Datamatrix de grande qualité. Une variation supérieure à 2 mm peut donner lieu à des caractères flous et à des codes DataMatrix illisibles (voir Figure 4). Les lasers présentent certains avantages par rapport aux imprimantes TIJ en termes de distance entre la lentille focale et le substrat et de variation possible du positionnement du produit. Pour une application classique de codage de boîte, la distance focale peut être de 100 mm avec une tolérance de +/- 3 mm pour la position de l'emballage par rapport à sa position de marquage nominale. Cette tolérance accrue offre une marge de sécurité pour la manipulation du matériel. Figure 4
Distance de tir d'1 mm Distance de tir de 4 mm
• Modules nets • Excellente netteté
des bords
• Modules flous, mal définis • La précision de placement
de la goutte se dégrade
Considérations relatives à l'installation : technologie TIJ En dépit des limitations de la distance de tir qu'impose la technologie TIJ, c'est une technologie propre ; les têtes d'impression relativement petites facilitent l'intégration aux chaînes de conditionnement. Comme décrit plus haut, le temps de séchage avec des encres de qualité est très court (inférieur à 1 seconde) ; les rails de guidage doivent être positionnés de façon à éviter tout contact avec le code imprimé immédiatement en aval de l'imprimante.
Série de documents de présentation technique
©2013 Videojet Technologies Inc. Page 7
Considérations relatives à l'installation : technologie laser L'installation correcte et sûre de la technologie de marquage au laser nécessite la prise en compte de deux éléments : le carénage du faisceau et l'extraction des fumées. Pour la sécurité de l'opérateur, il convient d'installer des enceintes pour empêcher l'accès à l'énergie laser dans des conditions de fonctionnement normales. Ces enceintes doivent être dotées de verrous de sécurité sur les portes d'accès et d'étiquettes d'avertissement sur tous les panneaux amovibles. Si la manipulation des matériaux empêche le carénage intégral du système laser, des écrans de protection de faisceau doivent encadrer la tête de marquage. Pour les lasers à CO2, les écrans de protection de faisceau peuvent être en polycarbonate ou en acrylique. Pour les lasers à fibre et Nd-YAG, les enceintes doivent être en tôle. Pour plus de détails, consultez la norme ANSI Z136.1.
Le processus d'ablation du marquage laser génère des fumées contenant de petites particules et des gaz dangereux pour la santé. Le marquage au laser de boîtes en particules de carton et d'étiquettes en papier génère également des particules qui peuvent être inhalées par les opérateurs de la chaîne. Selon les meilleures pratiques, toute installation laser doit être dotée d'un système d'extraction des fumées avec filtration. Trois niveaux de filtration sont généralement utilisés : un pré-filtre pour les grosses particules,
un filtre HEPA pour les particules fines et un filtre chimique pour capter les gaz et éliminer les odeurs. Un spécialiste du codage et du marquage pourra vous conseiller sur ces différents éléments d'une installation laser. Le coût (d'investissement et de fonctionnement) Dans le contexte économique actuel, le coût est un élément déterminant ; les technologies laser et TIJ correspondent à deux modèles d'acquisition différents. En matière de coût total de possession, les technologies TIJ et laser sont compétitives, mais la technologie TIJ est associée à un coût d'investissement plus faible que la technologie laser. Cet avantage est d'autant plus important que le nombre de zones d'impression sur le substrat est élevé. Avec les codeurs TIJ, il est possible d'ajouter plusieurs têtes d'impression à un contrôleur donné, ce qui permet d'imprimer facilement sur deux côtés (ou plus) d'une boîte ou d'imprimer sur plusieurs lignes. Les lasers n'utilisent pas d'encre mais les budgets de fonctionnement doivent prendre en compte le remplacement périodique des filtres. La fréquence de remplacement est calculée en fonction de la charge du filtre qui dépend de la quantité de débris et de fumées générés par le substrat, ainsi que du rendement et de l'utilisation de la chaîne de conditionnement. Un spécialiste du codage et du marquage peut procéder à une comparaison personnalisée du coût de ces deux technologies en tenant compte des exigences propres à une application donnée.
©20
CCpclaEnlaUméafolelettdc IPstccan
013 Videoje
Conclusion Comme indiqplusieurs facconsidérationa technologiEn dehors dune permet à a balance d'Un spécialistmaîtrisant ceévaluer les bapplication dfuturs et recooptimale. Sues entrepriseurs propresoute connaisechnologie d
des coûts dechaîne de co
nformationPour obtenir supplémentahermique dacontactez Vidcomposant leappel local) onotre site We
et Technolo
qué dans cecteurs doivenn pour faire ie laser et lau substrat, alui seul de f'un côté ou dte du codagees deux techbesoins spécdonnée, évalommander la
ur la base dees pourront s exigences ssance de cde marquag
e fonctionnemonditionneme
s supplémedes informat
aires sur l'impans l'industriedeojet Techne 0 810 442 8ou bien rendeb : www.vid
ogies Inc.
e document, nt être pris eun choix ent
a technologieaucun critèrefaire penchede l'autre. e et du marq
hnologies pocifiques d'unluer les besoa technologi
e cette évaluensuite appafin de choi
cause la meie compte tement de leurent.
entaires tions pressionà trae pharmaceunologies en 800 (prix d'udez-vous surdeojet.com.
en tre e TIJ. e r
quage ourra ne oins ie ation,
pliquer isir en lleure
enu r
nsfert utique,
n r
Série d
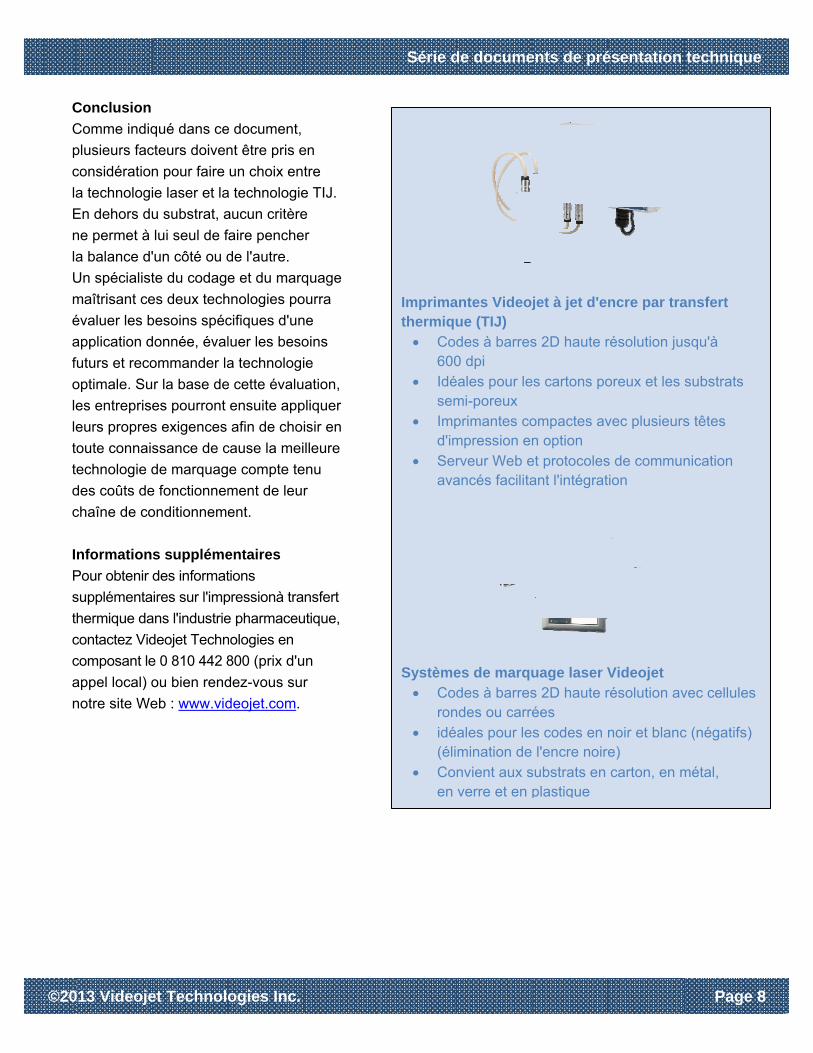
Imprimathermiqu• Cod
600• Idé
sem• Imp
d'im• Ser
ava
Système• Cod
ron• idé
(éli• Co
en
de docume
antes Videojue (TIJ) des à barres0 dpi
éales pour lemi-poreux primantes compression enrveur Web eancés facilita
es de marqudes à barres
ndes ou carréales pour lemination de nvient aux sverre et en
ents de pré
jet à jet d'en
s 2D haute r
es cartons po
ompactes avn option
et protocolesant l'intégrat
uage laser Vs 2D haute rées s codes en nl'encre noire
substrats en plastique
ésentation
ncre par tra
résolution jus
oreux et les
vec plusieurs
s de communion
Videojet résolution av
noir et blance) carton, en m
technique
Page 8
ansfert
squ'à
substrats
s têtes
nication
vec cellules
c (négatifs)
métal,
e
8
Série de documents de présentation technique
©2013 Videojet Technologies Inc. Page 9
Le coût (d'investissement et de fonctionnement) Dans le contexte économique actuel, le coût est un élément essentiel ; les technologies laser et TIJ correspondent à deux modèles d'acquisition différents. En matière de coût total de possession, les technologies TIJ et laser sont compétitives, mais la technologie TIJ est associée à un coût d'investissement plus faible que la technologie laser. Cet avantage est d'autant plus important que le nombre de zones d'impression sur le substrat est élevé. Avec les codeurs TIJ, il est possible d'ajouter plusieurs têtes d'impression à un contrôleur donné, ce qui permet d'imprimer facilement sur deux côtés (ou plus) d'une boîte ou d'imprimer sur plusieurs lignes. Les lasers n'utilisent pas d'encre mais les budgets de fonctionnement doivent prendre en compte le remplacement périodique des filtres. La fréquence de remplacement dépend de la charge du filtre, qui est régit par la quantité de débris et de fumées générés par le substrat; le rendement et l'utilisation de la chaîne de conditionnement. Un spécialiste du codage et du marquage peut procéder à une comparaison personnalisée du coût de ces deux technologies en tenant compte des exigences propres à une application donnée.
Videojet Technologies SAS
Silic 703 - 16 avenue du Québec - ZA Courtabœuf Bat Lys 1.2 91140 VILLEBON SUR YVETTE
Téléphone : +33 (0)1.69.19.70.00
www.videojet.fr ● [email protected]





























