Embed Size (px)
Citation preview

INSTRUCTIONS ORIGINAL
2018
MANUEL DE SOUDURE

page 2 de 23page 2 de 23page 2 de 23page 2 de 23
MANUEL - KRAMER Technik MIG / MMA 185
Avant d'utiliser ce produit, lire toutes les instructions
avec la compréhension et la conserver pour une utilisation ultérieure
TABLE DES MATIÈRES
1. MESURES DE SÉCURITÉ SYMBOLES ............................................. ................................... 3
2. BUT ................................................. .................................................. ....................... 6
3. DESCRIPTION DU DISPOSITIF ................................................ .................................................. ..................... 6
4. CARACTÉRISTIQUES ................................................ .................................................. ................... 6
5. FONCTIONNEMENT ................................................ .................................................. ........... 7
A. AVANT .............................................. .............................................. 7
B. Installation bobine avec le fil de soudage ........................................... .................................. 9
C. Bouteille de gaz protecteur INSTALLATION ............................................. ................................. 10
6. PROCESSUS DE SOUDAGE MIG / MAG ............................................. .................................................. .. 12
7. UNITÉ D'EXPLOITATION COURANT ............................................... ............................................... 13
A. CONDITIONS DE TRAVAIL .............................................. .................................................. ....................... 13
B. SÉCURITÉ .............................................. .................................................. .......... 13
C. PRÉCAUTIONS ................................................ .................................................. ............. 13
D. ENTRETIEN ............................................... .................................................. ......................... 14
8. RÉSOLUTION DES PROBLÈMES ................................................ .............................................. 15
9. Schéma électrique ................................................ .................................................. ......... 16
10. ECOLOGIE ................................................. .................................................. .............................. 16
11. DÉCLARATION DE CONFORMITÉ ............................................... .................................................. . 18
12. NOTES ................................................. .................................................. ................................. 23
LISTE DES ILLUSTRATIONS
Figure 1. Panneau avant ............................................. .................................................. ............................... 8
Figure 2. Le sens de rotation de la bobine de fil de soudage (photo illustrative) ..................................... 10
Figure 3. Retour de l'unité ........................................... .................................................. ... 11
Figure 4. MIG / MAG - système ......................................... .................................................. ..... 12
Figure 5. Schéma de câblage ............................................. .................................................. .................. 16

page 3 de 23page 3 de 23page 3 de 23page 3 de 23
MANUEL - KRAMER Technik MIG / MMA 185
LISTE DES TABLEAUX
Tableau 1. Caractéristiques ............................................. .................................................. ................... 6
Tableau 2. Dépannage ................................................ ............................................... 15
1. MESURES DE SÉCURITÉ SYMBOLES 1. MESURES DE SÉCURITÉ SYMBOLES
Il est essentiel de lire ces signes et les mesures de sécurité pour protéger la santé et la vie de leurs propres et
d'autres personnes.
lire les instructions avant de démarrer la machine. Utilisez uniquement des
accessoires fournis par le fabricant.
Certains composants peuvent exploser. Utilisez toujours un écran facial et des vêtements de protection à
manches longues.
L'électricité statique peut endommager les composants électroniques.
Utilisez les écrans faciaux approuvés et les boucliers de soudage. Utilisez toujours des vêtements de
protection conçu pour les soudeurs. Eclats métalliques peuvent blesser vos yeux. Utilisez toujours des
lunettes de sécurité.
Un choc électrique peut entraîner la mort. Ne touchez pas les composants électriques lorsque
l'appareil est connecté à l'alimentation. Utiliser des gants de protection secs et complets et des
vêtements de protection.
Les gaz et les vapeurs peuvent être dangereuses pour la santé. Au cours du processus d'extraction des gaz de
soudage et les fumées de soudage. L'inhalation de ces substances peut être dangereux pour votre santé.
les filtres de soudage Protection des yeux. En fonction de l'intensité du courant, utiliser des
boucliers avec des filtres appropriés.
Les pièces mobiles peuvent causer des blessures unité.

page 4 de 23page 4 de 23page 4 de 23page 4 de 23
MANUEL - KRAMER Technik MIG / MMA 185
fonctionnement continu trop longtemps peut provoquer une surchauffe. Attendez que l'appareil
refroidisse. Suivez les instructions de la « efficacité et protection thermique. »
cylindres endommagés avec des gaz techniques peuvent exploser. Le gaz en bouteille est accumulé sous haute
pression. Assurez-vous que les bouteilles sont manipulés et entreposés conformément aux exigences de
sécurité et d'incendie.
composants soudés pourraient brûler.
Fil en saillie du brûleur est forte et peut causer la perforation de la peau.
Risque d'incendie et d'explosion. Lors des travaux de soudage peut provoquer un incendie.
poste de soudage doit être séparé et protégé des matériaux inflammables et explosifs.
Le champ magnétique peut perturber le fonctionnement des stimulateurs cardiaques. Avant de commencer le
travail, consultez votre médecin.
Ne pas souder à la hauteur sans protection adéquate.
Renversement ou chute de l'appareil peut causer des blessures graves.
* Il est interdit de l'utilisation abusive
Le soudage peut être effectué par du personnel qualifié ayant reçu la formation et l'autorisation pour la méthode
choisie de soudage.

page 5 de 23page 5 de 23page 5 de 23page 5 de 23
MANUEL - KRAMER Technik MIG / MMA 185
REMARQUE!
Essai à la chaleur a été effectuée à température ambiante et le rapport cyclique (rapport
Charge) à 40 0 C a été nommé par les simulations. Charge) à 40 0 C a été nommé par les simulations. Charge) à 40 0 C a été nommé par les simulations.
Le dispositif est conçu pour effectuer des travaux de soudage dans des conditions professionnelles
personnel industriel titulaire d'un certificat de qualification valide compatible
avec les normes applicables.
AVERTISSEMENT: Cette classe A équipement - n'est pas destiné à être utilisé
dans des endroits résidentiels où l'électricité est fournie par
système de réseau public basse tension. Il peut y avoir des difficultés potentielles
pour assurer la compatibilité électromagnétique dans ces endroits, en raison de
perturbations conduites et rayonnées.
L'appareil doit être utilisé conformément au règlement du ministre de l'Economie
27.04.2000r. sur la santé et la sécurité au soudage de travail (Dz. U. No. 40 article.
470).
Le comportement de ce manuel et en suivant les lignes directrices énoncées dans la
permettra un bon entretien de l'équipement à l'avenir. Ces avertissements sont destinés à
assurer la sécurité des utilisateurs et de l'exploitation d'une manière respectueuse de l'environnement.
Avant l'installation et l'utilisation de l'appareil, lisez attentivement le contenu de l'ensemble
instructions.
• Après l'ouverture du paquet, assurez-vous que l'appareil n'a pas été endommagé pendant le transport.
En cas de doute, s'il vous plaît contacter notre service.
• L'équipement ne doit utiliser ou employé qualifié consommateur.
• Lors de l'installation de toutes les activités liées à l'électricité devrait
un électricien qualifié.
! !

page 6 de 23page 6 de 23page 6 de 23page 6 de 23
MANUEL - KRAMER Technik MIG / MMA 185
2. DESTINATION 2. DESTINATION
technicien équipement KRAMER MIG / MMA 185 pour le soudage manuel à l'arc
dans le GMAW (Metal Arc Welding Gas) - MIG / MAG et MMA (manuel de soudage à l'arc).
3. DESCRIPTION DU DISPOSITIF 3. DESCRIPTION DU DISPOSITIF
technicien KRAMER MIG / MMA 185
Convient pour réseau monophasé 230 V, 50 / 60Hz. Le dispositif comporte, un réglage continu du courant de
soudage et est équipé d'un système de protection contre les surcharges thermiques pour éviter la surchauffe.
KRAMER MIG 185 est équipé de fonctions électrode d'option de soudage MMA et a en outre la capacité de fil de
soudage sous protection auto-FCAW (Flux).
4. CARACTÉRISTIQUES TECHNIQUES 4. CARACTÉRISTIQUES TECHNIQUES
Tableau 1. caractéristiques
paramètre KRAMER MIG / MMA 185
Tension [V] 1 ~ 230
Fréquence actuelle [Hz] 50/60
les variations de tolérance de la puissance de [%] ± 10
Protection [A] 16 / 230V
Consommation électrique [KVA] 5.5
la tension de sortie nominale [V] 16,5 à 23
Tension de charge [V] 58
Soudage MIG plage de courant [A] 30-160
MMA [d'un] soudage de plage de courant 30-160
régulation de la tension de sortie ego régulation de la tension de sortie ego lisse
cycle de service MIG / MAG
60% 160A
100% 128A
Cycle de service MMA
60% 160A
100% 128A
Le diamètre du fil de soudure [mm] 0,6 à 0,8
le type de dispositif d'alimentation 2R
classe d'isolation fa
degré de protection IP21S
Masse [kg] 6.5
Dimensions [mm] 310x230x135

page 7 de 23page 7 de 23page 7 de 23page 7 de 23
MANUEL - KRAMER Technik MIG / MMA 185
plaque signalétique de l'unité:
Les accessoires fournis avec l'appareil:
1. source d'énergie 1. source d'énergie
2. Torche dispositif intégré MIG / MAG 2. Torche dispositif intégré MIG / MAG
3. Câble à la borne commune 3. Câble à la borne commune
4. Câble avec porte-électrode 4. Câble avec porte-électrode
5. tuyau de gaz 5. tuyau de gaz
6. Masque de soudage 6. Masque de soudage
7. brosse 7. brosse
8. Mode d'emploi en j. Polonais
5. FONCTIONNEMENT 5. FONCTIONNEMENT
A. AVANT DE TRAVAIL: A. AVANT DE TRAVAIL:
• Avant de commencer le travail, vous devez indiquer l'endroit où l'appareil doit être utilisé.
• Vérifier la valeur de tension, la phase et la fréquence du courant d'alimentation avant de mettre la machine au réseau
électrique.
• Paramètres tension d'alimentation sont données dans la section des données techniques et sur la plaque
signalétique.
• Vérifiez le dispositif de connexion de fil de mise à la terre du secteur.
• Retirez tous les matériaux inflammables de la zone de soudage.
• Ne pas utiliser l'appareil sur une surface, ce qui peut l'amener à basculer
• utilisation de soudage des vêtements de protection appropriés: Gants, blouse de laboratoire, chaussures, casque ou un masque
ayant un certificat correspondant.

page 8 de 23page 8 de 23page 8 de 23page 8 de 23
MANUEL - KRAMER Technik MIG / MMA 185
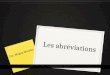
Description avant
KRAMER MIG / MAG 185
Figure 1. panneau avant
Avertissement protection
thermique LED
Socket polarité positive (+)
Réglage de la vitesse d'alimentation
du fil cadran
le bouton de commande de l'intensité du
courant de soudage et de la tension
Sélecteur de mode MIG - MMA
La torche de soudage intégré pour
le soudage MIG / MAG
Prise de polarité négative
(-)
écran LCD

page 9 de 23page 9 de 23page 9 de 23page 9 de 23
MANUEL - KRAMER Technik MIG / MMA 185
B. COIL ENSEMBLE fil de soudage B. COIL ENSEMBLE fil de soudage
Avant de monter une bobine de fil de soudage, s'il vous plaît se référer aux données contenues dans le tableau
ci-dessous:
Le diamètre du fil
de soudage
La taille maximale d'une bobine de fil
soudage
0,6 - 0,8 mm ≤D100 - 1 kg
• Soulever le couvercle du boîtier machine de soudage latéral.
• Assurez-vous que les rouleaux montés dans l'unité d'entraînement correspondent au type et au diamètre du fil
utilisé.
• Placer la bobine de soudage mécanisme de montage bobine de fil, en faisant attention à la direction de déroulement du fil
est en ligne avec la direction de l'entrée de l'unité d'entraînement de fil des bobines de verrouillage de glisser en serrant
l'écrou sur le corps de montage d'une bobine.
• Fin du fil doit être plat ou couper la partie coudée.
• Afin d'introduire le fil dans le dispositif d'alimentation libérer les rouleaux d'alimentation en pression.
• Extrémité du fil inséré dans le guide à l'arrière du plateau et de la porter sur le rouleau d'entraînement buse
d'introduction du pistolet de soudage.
• Pousser le fil dans le rouleau d'entraînement à rainure et serrer.
• Retirer les injecteurs des brûleurs à gaz, et dévisser la pointe de contact.
• Allumez l'appareil.
• Ouvrez torche de soudage fil de sorte qu'il est simple. REMARQUE! Ne pas diriger la pointe de la torche de soudage
dans la direction du visage ou d'autres personnes.
• Si le gaz est raccordé à - fermer la vanne de gaz. Appuyez sur le bouton dans la poignée MIG / MAG, qui se traduira par le
développement de fil à souder dans le support.
• Lorsque l'extrémité du fil de soudage passe à travers un connecteur dans le brûleur, à une distance d'env. 5 cm et
relâcher la torche.
• Visser l'embout et remplacer les injecteurs des brûleurs à gaz actuels.
• Ajuster le rouleau de pression de contact en faisant tourner le bouton vers la droite - augmenter la force de sollicitation vers la gauche - de
diminuer la force de pression. Trop peu d'appuis, provoque un glissement du rouleau d'entraînement. Une trop forte pression d'une
augmentation de la résistance de l'administration et la déformation du fil.

page 10 de 23page 10 de 23page 10 de 23page 10 de 23
MANUEL - KRAMER Technik MIG / MMA 185
Figure 2. Le sens de rotation de la bobine de fil de soudage
C. INSTALLATION bouteille de gaz de protection
• Se connecter avec bouteille semi-automatique avec un câble approprié.
• Dévisser la vanne de régulation avant le soudage.
• Après l'achèvement de la soudure, la vanne de la bouteille doit toujours éteindre.
Connexions changements
polarité (+) dans le soudage de gaz
de protection (-) de soudage FCAW
auto-blindé fil

page 11 de 23page 11 de 23page 11 de 23page 11 de 23
MANUEL - KRAMER Technik MIG / MMA 185
Figure 3. Arrière de l'appareil Figure 3. Arrière de l'appareil
panneau d'avertissement
plaque
ventilateur
Interrupteur ON / OFF
cordon d'alimentation
Raccordement au gaz MIG / MAG

page 12 de 23page 12 de 23page 12 de 23page 12 de 23
MANUEL - KRAMER Technik MIG / MMA 185
6. PROCESSUS DE SOUDAGE MIG / MAG 6. PROCESSUS DE SOUDAGE MIG / MAG
Soudage à l'arc gaz de protection (indiqués par MIG / MAG) est l'un des processus le plus largement utilisé pour la
production de pièces soudées. Abréviation MAG (metal de gaz actif) comporte dans sa description des gaz de protection
actifs. Abréviation MIG (Metal Inert Gas), se réfère à enveloppe de gaz inerte. Procédé de soudage semi-automatique
consiste à faire fondre le bord de la pièce à usiner et le matériau de l'arc à électrode consommable incandescent de
chaleur entre l'électrode sous la forme d'un fil solide et la pièce soudée, au gaz ou actif inerte.
gaz de protection primaires pour le soudage MIG des gaz inertes tels que l'argon, l'hélium et des gaz actifs dans le
MAG CO 2 H 2 au sujet de 2 N 2 et NO, pour l'addition de l'argon ou de l'hélium. MAG CO 2 H 2 au sujet de 2 N 2 et NO, pour l'addition de l'argon ou de l'hélium. MAG CO 2 H 2 au sujet de 2 N 2 et NO, pour l'addition de l'argon ou de l'hélium. MAG CO 2 H 2 au sujet de 2 N 2 et NO, pour l'addition de l'argon ou de l'hélium. MAG CO 2 H 2 au sujet de 2 N 2 et NO, pour l'addition de l'argon ou de l'hélium. MAG CO 2 H 2 au sujet de 2 N 2 et NO, pour l'addition de l'argon ou de l'hélium. MAG CO 2 H 2 au sujet de 2 N 2 et NO, pour l'addition de l'argon ou de l'hélium. MAG CO 2 H 2 au sujet de 2 N 2 et NO, pour l'addition de l'argon ou de l'hélium. MAG CO 2 H 2 au sujet de 2 N 2 et NO, pour l'addition de l'argon ou de l'hélium.
L'électrode consommable est sous forme de fil solide, ayant typiquement un diamètre de 0,6 à 1,2 mm et est alimenté
en continu par un système d'alimentation spécial, une vitesse de 2,5 m / min et plus. Le soudage peut être blindage
refroidi à l'eau ou de gaz. Le soudage est réalisé principalement de courant constant de polarité positive en tant que
soudage semi-automatique, mécanisé, automatique ou robotisée en utilisant un équipement spécialisé. Incandescent
arc de blindage entre l'électrode consommable et le matériau de soudure pour former la soudure dans une des
conditions thermiques et chimiques très favorables. Le soudage de ce type peut être utilisé pour faire de haute qualité
des connexions de tous les métaux qui peuvent être joints par soudage à l'arc. Ceux-ci comprennent: le carbone et
les aciers faiblement alliés et résistants à la corrosion.
Figure 4. MIG / MAG - système

page 13 de 23page 13 de 23page 13 de 23page 13 de 23
MANUEL - KRAMER Technik MIG / MMA 185
Autoblindé fourré Fil de soudure
Ceci est un procédé utilisant un fil d'âme samoosłonowego pour le soudage (toutes positions) d'acier
ordinaire et de haute résistance supérieure à 510 MPa. Samoosłonowy fil peut être utilisé dans les procédés
de soudage mono et multi-couches en utilisant des sources de courant des deux caractéristiques planes et
tombent. Le fil est conçu pour les travaux de production générale, également dans le domaine, et pour le
soudage de la construction, où il n'y a pas d'exigences en ce qui concerne l'impact. Courant de soudage:
DC (-).
7. UNITÉ D'EXPLOITATION COURANT 7. UNITÉ D'EXPLOITATION COURANT
A. CONDITIONS DE TRAVAIL A. CONDITIONS DE TRAVAIL
plage de température ambiante optimale de -10 ° C à 40 ° C.
Évitez le soudage dans des conditions de lumière du soleil et la pluie, ne laissez pas l'eau de pénétrer à l'intérieur de
l'appareil. Éviter de travailler dans l'environnement de gaz inflammable, de la poussière et agressif. Évitez les vents
forts qui peuvent causer la perte de gaz de protection.
B. SÉCURITÉ DE TRAVAIL B. SÉCURITÉ DE TRAVAIL
En fait, le dispositif est installé avec protection contre les surtensions, la protection contre les surintensités et la
surchauffe éteint automatiquement dans les conditions au-delà de la définie comme étant la norme. Cependant,
l'utilisation à long terme (par exemple. Surge) peut endommager le soudeur. Par conséquent, vous devez suivre les
instructions ci-dessous:
C. PRÉCAUTIONS: C. PRÉCAUTIONS:
• Assurer une bonne ventilation
Le soudage est un dispositif à travers lequel un courant circule, et la ventilation naturelle ne fournit pas le
refroidissement nécessaire. Par conséquent, pour maintenir la stabilité, soudeur équipé d'un système de
refroidissement interne. L'opérateur doit vérifier si la ventilation ne soit pas bloqué. La distance entre la soudeuse et
l'objet soudé ne doit pas être inférieure à
0,3m. L'opérateur doit toujours faire attention aux appareils de ventilation, car ils dépendent non seulement atteint une qualité et des
performances de soudage, mais aussi la durée de vie de l'appareil.
• surcharge Éviter
Les opérateurs doivent suivre (charge désignée comme la charge maximale admissible pour un courant donné) ou le courant
de soudage dépasse le courant électrique maximal admissible pour la charge. surcharge électrique peut réduire
considérablement la durée de vie des soudeurs, et même conduire à la combustion de ses éléments.

page 14 de 23page 14 de 23page 14 de 23page 14 de 23
MANUEL - KRAMER Technik MIG / MMA 185
• prévention des surtensions
Conserver les valeurs de la tension d'alimentation en ligne dans le tableau « Spécifications techniques ». En fonctionnement normal,
la tension du circuit d'alignement automatique assure le maintien de la tension dans la plage acceptable. La tension d'alimentation
supérieure à la valeur admissible peut endommager la machine de soudage. Les opérateurs devraient être pleinement conscients de
ce risque et être en mesure de prendre des mesures appropriées.
Si une charge standard est dépassée, le soudeur peut entrer dans un mode de protection et d'arrêter soudainement de fonctionner.
Cela signifie que la charge standard est dépassée, la chaleur a lancé un interrupteur thermique, ce qui a provoqué la machine pour
arrêter. Lampe s'allume sur la machine de soudage panneau de commande. Dans une telle situation, ne retirez pas la fiche
d'alimentation pour permettre au ventilateur de refroidir la machine à souder. Exclusion de la lampe indique la chute de température
à un niveau normal. Vous pouvez prendre d'autres travaux.
REMARQUE!
Lors du soudage des composants qui font partie intégrante du véhicule, il est essentiel de déconnecter la batterie ou utiliser une
protection spéciale. Dans le cas contraire, les composants électroniques du véhicule peuvent être endommagés de façon permanente.
Lors du soudage pour relier la masse de la poignée plus près possible du site de soudure.
D. ENTRETIEN D. ENTRETIEN
Enlevez régulièrement la poussière avec de l'air comprimé propre. Si l'unité est dans des conditions de travail dans la
fumée, dans l'air fortement pollué tous les jours enlever la poussière accumulée.
La pression d'air doit être maintenue à un niveau à ne pas endommager les petits composants à l'intérieur de la
machine max. 2-4 bar.
Inspecter les circuits de soudage intérieur, vérifier l'exactitude et la fiabilité des connexions (en particulier des équipements et
pièces détachées). Dans le cas de l'avis de la rouille et de relâchement de la connexion enlever la rouille et la couche d'oxyde
avec du papier abrasif, et re-connecter en toute sécurité. Évitez les situations où l'eau ou à la vapeur pourrait entrer dans le
dispositif. Dans le cas de l'humidité de soudage doit sécher, et ensuite vérifier l'isolation du dispositif (également entre les appels
et les contacts). Après avoir vérifié que tout est en ordre, vous pouvez continuer à travailler.

page 15 de 23page 15 de 23page 15 de 23page 15 de 23
MANUEL - KRAMER Technik MIG / MMA 185
8. RÉSOUDRE DES PROBLÈMES 8. RÉSOUDRE DES PROBLÈMES
Tableau 2. dépannage
problème cause probable solution
Le dispositif ne
tourne pas
Le dispositif est pas connecté au réseau,
appareil ne reçoit pas
tension d'entrée, le commutateur défectueux
• Vérifiez si l'appareil est connecté au réseau
électrique
• Vérifier la tension dans la prise à l'aide de
compteurs spécialisés
• Vérifiez l'état des fusibles
l'alimentation du fil ou du fil
Accidenté ne bougera pas
Le problème avec le travail rouleau d'alimentation,
endommagement du fil de guidage de la cartouche ou de la pointe
de contact
• Vérifier le cylindre d'alimentation en force de pression
• Vérifier si la rainure du rouleau d'alimentation ne soit pas
endommagé - le cas échéant, remplacer le rouleau par un
nouveau
• Vérifiez que la contribution du fil n'est pas cassé /
bloqué
• Vérifier que la fin de la contribution de courant et le
fil de guidage est choisi en fonction du diamètre et
du type de fil à souder
Le dispositif de soudage est
arrêté, lit la protection
thermique de la lampe
attaché lui-même système protecteur
dispositif
• Vérifier les chutes de tension excessive dans la
prise, vérifier si la machine ne surchauffe pas, le
cas échéant - attendre jusqu'à ce que le soudeur
a refroidi
qualité de la soudure il y a
peu satisfaisant
Le problème avec le bon déroulement du processus de
soudage
• Vérifier que la vitesse d'avance du fil est ajustée
en conséquence (alimentation de fil non
uniforme)
• Vérifiez le gaz de protection, vérifier le débit de
gaz est suffisante
• Vérifiez les paramètres du type de
fil soudage
(Matériau, diamètre)
• s'assurer que le matériau il y a
correctement nettoyé
• Assurez-vous que la borne de terre est
correctement attaché
à la pièce à usiner
* Si le défaut n'est pas éliminé après l'application du dans / en conseils, contactez un centre de service agréé.
Informations de contact et instructions d'utilisation sont sur la carte de garantie [p. 21]

page 16 de 23page 16 de 23page 16 de 23page 16 de 23
MANUEL - KRAMER Technik MIG / MMA 185
9. SCHÉMA ÉLECTRIQUE 9. SCHÉMA ÉLECTRIQUE
Figure 5. schéma électrique
10. ECOLOGIE 10. ECOLOGIE
Ne jetez pas les équipements électriques avec les déchets normaux!
Selon DIRECTIVE DU PARLEMENT EUROPÉEN ET DU CONSEIL 2012/19 / UE du 4 Juillet 2012. Sur les déchets électriques
et les équipements électroniques (DEEE) et sa mise en œuvre conformément à la réglementation nationale, sous réserve de la collecte des déchets électriques et séparés devraient
frapper les installations de recyclage, fournir un traitement d'une manière respectueuse de l'environnement. En tant que propriétaire de l'équipement devrait
obtenir des informations sur les systèmes de collecte agréés de notre représentant local. En suivant ces directives protègent
l'environnement et la santé humaine!
En conséquence, la société professionnelle FHW Zenon Świętek adaptée aux exigences / règlements et enregistré
dans le registre de l'inspecteur en chef de la protection de l'environnement sous le numéro: E0007441WZ et a signé un contrat avec CCR REWEEE
Organisation de récupération d'équipements électriques et électroniques SA avec son siège à Varsovie, ul. Transfert 4/49 (maintenant RELECTRA CCR). société
chargé de l'opérateur historique des droits sur FACHOWIEC FHW Zenon Świętek à la collecte des déchets d'équipements
les équipements électriques et électroniques.
Les déchets peuvent également être livré directement à la société professionnelle.

page 17 de 23page 17 de 23page 17 de 23page 17 de 23
MANUEL - KRAMER Technik MIG / MMA 185
clause:
Malgré tous les efforts pour faire en sorte que les informations contenues dans ce manuel est complet et conforme à la
situation réelle, la société professionnelle FHW Zenon Świętek ne peut être tenu responsable des erreurs ou des
omissions. Nous nous réservons le droit de modifier les spécifications des produits décrits à tout moment et sans
préavis.
REMARQUE!
Le contenu de ce manuel a été préparé par une équipe d'ingénieurs homme du métier. Copie et la distribution du manuel, en tout ou en
partie, sans le consentement écrit de la personne qualifiée est interdite.
FABRIQUÉ POUR:
FHW FACHOWIEC Zenon Świętek Street.
Stefanski 29, 61-415 Poznan
www.fachowiec.com
Fabriqué en Chine

page 18 de 23page 18 de 23page 18 de 23page 18 de 23
MANUEL - KRAMER Technik MIG / MMA 185
11. DÉCLARATION DE CONFORMITÉ 11. DÉCLARATION DE CONFORMITÉ
DÉCLARATION DE CONFORMITÉ
KRAM-16 / FC / 01
Les 2 derniers chiffres de l'année où la marque C'est appliquée: 16
Nom et adresse
PROFESSIONNEL FHW Zenon Świętek Street.
Stefanski 29, 61-415 Poznan
déclare que le produit:
nom Dispositif de soudage MIG / MAG + MMA
Type / modèle: KRAMER 185 TECHNIQUES
est conforme aux normes et aux normes suivantes harmonisées
1. EN 60974-1: 2012; EN 50445: 20081. EN 60974-1: 2012; EN 50445: 2008
2. EN 60974-10: 2014; EN 55011: 2009 + A1: 20102. EN 60974-10: 2014; EN 55011: 2009 + A1: 2010
3. EN 61000-3-11: 2000, EN 2000 EN 61000-3-12: 2011 3. EN 61000-3-11: 2000, EN 2000 EN 61000-3-12: 2011
et répond aux exigences essentielles des directives suivantes:
1. 2014/35 / CE 1. 2014/35 / CE Directive basse tension (LVD)
2. 2014/30 / CE 2. 2014/30 / CE compatibilité électromagnétique (CEM)
Cette déclaration de conformité est la base pour le marquage de la marque de produit
Cette déclaration porte exclusivement sur la machine à l'état dans lequel il a été introduit sur le marché, et exclut les composants ajoutés par
l'utilisateur final ou mise en œuvre par ses actions ultérieures.
Une personne autorisée à préparer et à stocker la documentation technique Zenon Świętek.
Zenon Świętek
Poznan, 04.11.2016
www.fachowiec.com Lieu et date de délivrance:

page 19 de 23page 19 de 23page 19 de 23page 19 de 23
MANUEL - KRAMER Technik MIG / MMA 185
GARANTIE
(Publié en vente après le 25 Décembre, 2014)
IMPORTANT!
Nous vous offrons un produit professionnel conçu pour être utilisé uniquement par du personnel
qualifié et des qualifications appropriées.
Chaque dispositif, une machine de distribution des produits avant de passer le contrôle de la qualité
initiale dans notre société. Avant d'utiliser l'appareil, s'il vous plaît lire attentivement les instructions
ci-jointes pour un bon démarrage et lire les exigences pour l'équipement!
AVERTISSEMENT - NON!
Avant d'envoyer l'équipement utiliser notre CENTRE DE SERVICE Avant d'envoyer l'équipement utiliser notre CENTRE DE SERVICE
http://pomoc.fachowiec.com Cela permet une assistance technique, veuillez contacter notre service pour vous et une http://pomoc.fachowiec.com Cela permet une assistance technique, veuillez contacter notre service pour vous et une
assistance automatisée à la réception de l'envoi !!!
NOM DE L'ÉQUIPEMENT ÉQUIPEMENT DE SOUDURE
TYPE / MODÈLE MIG 185 KRAMER
Numéro de série /
HOLOGRAM
CHIFFRE D'AFFAIRES DATE
NOTES /
SIGNATURE ET
CACHET
1. La garantie de la qualité de la machine fabricant, importateur et distributeur est: 1. La garantie de la qualité de la machine fabricant, importateur et distributeur est:
PROFESSIONNEL Trading Company Wielobranżowa Świętek basée Zenon Pologne Poznan ul.
Stefanski 29 Tél: + 66-18-151 48/61
Garant déclare que couvert par cette carte de garantie objet de la garantie a été délivré exempt de
tout défaut et est effectué conformément aux normes en vigueur.
2. La garantie couvre le territoire de la République polonaise. notre2. La garantie couvre le territoire de la République polonaise. notre
les produits achetés à l'étranger doivent être livrés au site en Pologne.
3. La société a personne qualifiée est responsable des défauts physiques de matériaux et de fabrication inhérents à
l'appareil pendant une période de 12 mois:
4. Dans le cas d'achat par des particuliers pour un usage appliquent pas liés aux activités opérationnelles les
dispositions actuelles de la Loi: officiel

page 20 de 23page 20 de 23page 20 de 23page 20 de 23
MANUEL - KRAMER Technik MIG / MMA 185
ensemble Dz. Les lois poz.827 2014 (au 25 Juin 2014). efficace de 25.12.2014r. ensemble Dz. Les lois poz.827 2014 (au 25 Juin 2014). efficace de 25.12.2014r. ensemble Dz. Les lois poz.827 2014 (au 25 Juin 2014). efficace de 25.12.2014r.
5. La garantie sur les marchandises vendues n'exclut pas, limiter ou suspendre la 5. La garantie sur les marchandises vendues n'exclut pas, limiter ou suspendre la
Les droits de l'acheteur résultant des dispositions de la garantie des vices dans les produits vendus.
6. défauts divulgués au cours de la période de garantie seront supprimés en moins de 14 jours à compter de la date
de livraison de l'appareil défectueux à l'importateur de service.
7. La publicité dans la garantie de la machine doit être livré au vendeur avec un équipement complet standard,
propre et - si l'appareil a - avec une plaque claire.
8. dispositif annoncé doit être retourné dans la boîte correctement emballés protégés contre les dommages dus
au transport doit être déterminé si nécessaire « haut - bas » ou « verre d'avertissement »
9. L'entreprise du métier n'accepte pas les plaintes et les déclarations envoyées à l'adresse de la Société pour le
téléchargement!
10. Le document de garantie est valide si vous avez des entrées correctement rempli en ce qui concerne: la date
de vente, le nom du matériel vendu, cachet et signature du vendeur et le client reconnaît sa signature.
11. La garantie ne couvre pas les activités prévues dans le manuel, l'exécution de laquelle l'utilisateur est obligé de
posséder et à leurs propres frais, par exemple. Le démarrage, l'entretien, les batteries de remplacement et
d'autres fournitures.
12. Ledit équipement défectueux et les pièces deviennent la propriété du Garant.
REFUS DE PLAINTES:
Le garant peut refuser d'accepter la plainte si:
• instruction à l'aide de l'unité utilisée à mauvais escient et instructions
fonctionnement,
• Dispositif d'administration sale, aucun équipement standard, sans la plaque et le joint ou hologramme
• déterminer la cause du défaut de fabrication ou autre défaut de matériau inhérent au dispositif,
• vices de forme associés aux documents de vente, comme carte non remplie
Garantie, l'absence de preuve d'achat.
NE SONT PAS couverts par la garantie:
1. Les parties qui, lorsqu'elles sont alignées avec les recommandations de fonctionnement sont soumis à l'usure et à la déchirure à l'intérieur de la
période de garantie, comme des torches de soudage, les poignées de masse, des buses, des brûleurs, des batteries, des courroies, des filtres,
des huiles, des électrodes, des joints d'étanchéité, joints toriques et d'autres éléments liés à directement à l'opération.
2. Les inconvénients causés par les dommages mécaniques, centrale thermique ou chimique et de l'équipement.
3. Les dommages dus à un transport non conforme et le stockage,
4. Les dommages liés au travail à un niveau trop bas ou trop haute température,
5. Les dommages causés par l'installation électrique défectueuse, liquide ou de l'eau d'humidité des composants
électriques,
6. Mauvais raccordement à une source d'énergie (p. De polarité Pauvre connexion 230 ou 400 V, il n'y a pas de phases ou des
câbles de connexion trop serrés de façon lâche)

page 21 de 23page 21 de 23page 21 de 23page 21 de 23
MANUEL - KRAMER Technik MIG / MMA 185
7. Les dommages causés par une surcharge de surchauffe de l'équipement,
8. Un réglage incorrect des paramètres de soudage, l'interférence dans les compresseurs à vis du panneau de commande.
9. Le problème de la sélection des paramètres de pression d'alimentation pour actionner le dispositif,
10. Les dommages dus à l'absence de procédures d'entretien recommandées dans ce manuel,
11. Nettoyage à haute pression ou des produits chimiques trop agressifs
12. Les dommages causés par une trop forte serrage ou causer des dommages aux connexions des composants ou
sur la capacité (pistolets).
13. Une mauvaise utilisation.
LA PERTE DE LA GARANTIE DE CE QUI SUIT
La perte de garantie en cas;
1. non-respect des instructions d'utilisation
2. une mauvaise utilisation,
3. surcharge des machines
4. fonctionnement sans lubrifiant
5. démontage non autorisé
6. hologrammes rupture
ADRESSE DU SITE
L'homme FHW Zenon Świętek 60-169 Poznań ul Grunwaldzka 390 téléphone; + 66-18-152 48/61
E-mail: [email protected] E-mail: [email protected]
Important:
En cas de réclamation injustifiée, le demandeur doit supporter les frais de transport et d'un examen
conformément à la liste des prix des services.
GARANTIE DE RÉPARATION:
Date
d'adoption
Date de
publication
La portée des réparations
Timbre et signature
service

page 22 de 23page 22 de 23page 22 de 23page 22 de 23
MANUEL - KRAMER Technik MIG / MMA 185
Date
d'adoption
Date de
publication
La portée des réparations
Timbre et signature
service

page 23 de 23page 23 de 23page 23 de 23page 23 de 23
MANUEL - KRAMER Technik MIG / MMA 185
12. NOTES 12. NOTES
...................................................................................................................................................... ...........................
...................................................................................................................................................... ...........................
...................................................................................................................................................... ...........................
...................................................................................................................................................... ...........................
...................................................................................................................................................... ...........................
...................................................................................................................................................... ...........................
...................................................................................................................................................... ...........................
...................................................................................................................................................... ...........................
...................................................................................................................................................... ...........................
...................................................................................................................................................... ...........................
...................................................................................................................................................... ...........................
...................................................................................................................................................... ...........................
...................................................................................................................................................... ...........................
...................................................................................................................................................... ...........................
...................................................................................................................................................... ...........................
...................................................................................................................................................... ...........................
...................................................................................................................................................... ...........................
...................................................................................................................................................... ...........................
...................................................................................................................................................... ...........................
...................................................................................................................................................... ...........................
...................................................................................................................................................... ...........................
...................................................................................................................................................... ...........................
...................................................................................................................................................... ...........................
...................................................................................................................................................... ...........................
...................................................................................................................................................... ...........................
...................................................................................................................................................... ...........................
...................................................................................................................................................... ...........................
...................................................................................................................................................... ...........................
...................................................................................................................................................... ...........................
...................................................................................................................................................... ...........................
...................................................................................................................................................... ...........................
...................................................................................................................................................... ...........................