Embed Size (px)
Citation preview

LY1003.10082 / 143 531 - 20.05.20160516/Ki (Sicherheitshinweise)
Consignes de sécuritéTours CN
MANUEL D'OPÉRATIONConsignes de sécurité
Französisch
ValiditéLes reproductions présentes dans ce document peuvent être différentes du produit livré. Sous réserve d'erreurs et de modificatiobs dues aux évolutions techniques.
Droits de la propriété intellectuelleCe document est protégé par des droits d'auteur et sa langue de rédaction initiale est l'allemand. Toute du-plication ou divulgation du présent document dans sa totalité ou sous forme d'extraits, sans accord de son titulaire, est interdite et fera l'objet de poursuites pénales ou civiles. Tous droits réservés, ceux de traduction compris.
© Copyright by INDEX-Werke GmbH & Co. KG
3Consignes de sécurité
LY1003.10082 / 143 531 - 20.05.2016
SOMMAIRE
Symbolique ........................................................................................................................................................ 5
Définitions ......................................................................................................................................................... 6
Conditions ambiantes ..................................................................................................................................... 6Utilisation conforme aux directives ................................................................................................................ 6
Utilisation non conforme/Abus intempestif ........................................................................................................ 6Devoirs de l'exploitant .................................................................................................................................... 7
Panoplie de protection de la personne ............................................................................................................... 8Qualification du personnel .............................................................................................................................. 8
Consignes générales ......................................................................................................................................... 9
Serrage des pièces ......................................................................................................................................... 9Pression et effort de serrage .......................................................................................................................... 10Mandrin et mors de serrage ........................................................................................................................... 11
Usinage en barres ............................................................................................................................................... 12Les règles suivantes sont fondamentales pour l'usinage en barres: ........................................................................ 12Changement d'outils .......................................................................................................................................... 13Règles fondamentales: ......................................................................................................................................... 13Convoyeur à copeaux ......................................................................................................................................... 14Fonctions et dispositifs de sécurité .................................................................................................................... 15
Dispositifs de protection rapprochée et porte de la zone de travail ............................................................... 15Surveillance de la course de serrage .............................................................................................................. 16
Accumulateurs de pression ................................................................................................................................ 17Énergie électrique ............................................................................................................................................... 18Consommables ................................................................................................................................................... 19
Émission sonore ............................................................................................................................................. 20Rayon laser ......................................................................................................................................................... 20
Sécurité IT et sécurité des données ............................................................................................................... 20
Consignes de sécurité situationnelles ............................................................................................................. 21
Transport/manutention et conditionnement ....................................................................................................... 21Mise en place et installation ........................................................................................................................... 21
Mise en service (mode réglage) .................................................................................................................... 22Exploitation (mode production) ........................................................................................................................... 23Maintenance et entretien ................................................................................................................................... 24Entreposage et immobilisation volontaires ......................................................................................................... 25Dépollution ......................................................................................................................................................... 25La dépollution ne peut être prise en charge que par du personnel formé ou au besoin par une entreprise spéciali-sée. ..................................................................................................................................................................... 25
4 Consignes de sécurité
LY1003.10082 / 143 531 - 20.05.2016
SOMMAIRE
Protection incendie ........................................................................................................................................... 26
Conditions ambiantes ..................................................................................................................................... 26Utilisation conforme ....................................................................................................................................... 26
Utilisation non-conforme/abusive ....................................................................................................................... 26Devoirs de l'exploitant ........................................................................................................................................ 27Protection de la personne ................................................................................................................................... 27
Traçabilité produit ............................................................................................................................................. 28
Certificats de conformité .................................................................................................................................. 29
5Consignes de sécurité
LY1003.10082 / 143 531 - 20.05.2016
SyMbOLIqUE
Symbolique
Les symboles utilisés dans toute notre documentation client ont pour but d'attirer l'attention sur des dangers et/ou des consignes et sont présentés ci-dessous:
Ce symbole signale une menace de danger imminent pour la vie et la santé des personnes. Le non-respect de ce risque peut avoir de lourdes conséquences sanitaires pouvant provoquer des bles-sures très graves, voire mortelles.
Ce symbole signale les consignes importantes de conduite/manipulation de la machine conformes au respect des règles de l'art. Le non-respect de ces consignes peut être source de détériorations ou de défaillances de la machine ou de ses composants.
Ce symbole signale une menace de danger imminent due à l'énergie électrique. Le non-respect de ce risque peut avoir de lourdes con-séquences sanitaires pouvant provoquer des blessures très graves, voire mortelles.
Ce symbole renseigne sur tout ce qui doit être respecté pour une bonne manipulation de la machine. Le non-respect de ces consi-gnes peut être source de détériorations ou de défaillances de la machine ou de ses composants.
6 Consignes de sécurité
LY1003.10082 / 143 531 - 20.05.2016
DÉfINITIONS
Définitions Conditions ambiantes
Les conditions ambiantes suivantes basées sur la norme DIN EN 60204 sont en vigueur:
• Conditions électromagnétiques selon IEC 61000-6-2 et DIN EN 55011 (seuil limite classe A)
• humidité de l'air relative (à 40 °C) 50% maximum • altitude maximum 1000 m au dessus du niveau de la mer • pollution de l'environnement ne dépassant pas celle émise par la machine • Aucun rayonnement ionisant ou non ionisant • Environnement sans risque d'explosion • Génie civil/emplacement au sol sans vibration • Température ambiante sur le site d'exploitation 5 °C à 40 °C • Température ambiante pendant le transport et l'entreposage -15 °C à 55 °C
(70°C sont autorisés 24 heures) • Luminosité machine selon DIN EN 12464
Utilisation conforme aux directives
La machine a été conçue et fabriquée conformément au niveau technique momen-tanément appliqué et son exploitation est strictement réservée au milieu industriel. Cependant, même si l'exploitation de la machine a lieu dans le respect des directives, cela ne suffit pas à éliminer toutes les sources de danger.La machine a été essentiellement conçue pour l'usinage à froid de métaux courants sans accès à la zone de travail pendant l'usinage. Les valeurs maximales figurant dans les fiches techniques (vitesse de rotation maxi p.ex. ou longueur de décolletage maxi) sont à respecter.Une seule personne est autorisée à travailler sur la machine. Quand, exceptionnelle-ment, plusieurs personnes sont nécessaires, l'exploitant nomme un responsable. Il est interdit de s'introduire ou de monter dans la machine ou dans/sur ses périphériques.
Utilisation non conforme/Abus intempestif
Toute modification de la machine comporte un risque pour la sécurité. Ceci est d'autant plus vrai en ce qui concerne les dispositifs de sécurité, les contacts électriques, les logiciels ou les paramètres de la commande de la machine. Les modifications auto-risées par le constructeur sont à documenter de manière à pouvoir être facilement apréhendées. Toute modification fondamentale de la machine peut induire une perte de sa conformité aux directives en vigueur en matière de sécurité du produit.L'exploitation de la machine en atmosphère explosive n'est pas autorisée.
L'usinage des matériaux suivants n'est pas autorisé:
• les matières inflammables ou explosives • les matériaux à émission de poussières ou de matières toxiques à l'usinage
(matières toxiques p.ex. ou radioactives) • les matières inflammables • les matériaux dont la stabilité intrinsèque est insuffisante.
7Consignes de sécurité
LY1003.10082 / 143 531 - 20.05.2016
DÉfINITIONS
Devoirs de l'exploitant
L'exploitant s'assurera du respect, sur le site d'implantation, de toutes les valeurs maxi. prescrites, des conditions ambiantes et des espaces périphériques de la machine.
Les principes suivants sont à respecter avant toute intervention sur la machine:
• La documentation client doit être lue et comprise par le personnel responsable, tout comme les plaques de signalisation. Ceci concerne tout particulièrement les consignes de sécurité et mise en garde.
• L'opérateur doit comprendre le langage conversationnel de l'ihm de de la com-mande.
• Le personnel impliqué doit avoir une qualification en adéquation avec sa tâche. Ceci concerne tout particulièrement le personnel responsable de la mise en route, de la maintenance et de l'entretien ainsi que de toutes les interventions liées aux installations et aux composants électriques.
• Tous les dispositifs de sécurité devront être installés dans les règles de l'art et être opérationnels, ils ne seront ni déviés de leur fonction, ni mis hors service.
• Tout dispositif comme toute mesure préventive visant à repousser les limites d'accès à la commande (comme les clés des interrupteurs p.ex. ou les mots de passe) ne seront accessibles qu'au personel habilité.
• La machine doit être dans un état technique irréprochable. Chaque pièce détériorée ou défaillante sera remplacée sans attendre. Ceci concerne surtout l'ensemble des dispositifs de sécurité.
L'exploitant se trouve en règle générale dans l'obligation de remédier à toute source d' incendies ou d'explosions. Il aura en charge de définir, en coopération avec les organis-mes correspondants (comme les organismes de protection du travail, les responsables de la protection des incendies, les pompiers), toutes les mesures nécessaires et de veiller à leur application. Surtout sur les machines exploitées normalement sans surveil-lance.
8 Consignes de sécurité
LY1003.10082 / 143 531 - 20.05.2016
DÉfINITIONS
Panoplie de protection de la personneDie Bereitstellung der persönlichen Schutzausrüstung hat der Betreiber der Ma-schine sicherzustellen. Verwendung von persönlicher Schutzausrüstung ist mit dem Sicherheitsbeauftragten zu klären.
Protections nécessaires au besoin:
• Vêtements de travail ajustés • Chaussures de sécurité • Lunettes de sécurité • Filet à cheveux • Casque de sécurité • Gants • Bouchons d'oreille • Crème dermatologique
Qualification du personnel
Le personnel responsable sera suffisamment qualifié pour accomplir sa tâche. Le travail sur la machine du personnel en formation n'est autorisé que sous surveillance permanente d'une personne disposant d'une qualification adéquate.
Prérequis du personnel technique:
Personnel de conduite machine
• Ouvrier spécialisé ou formé • Ayant reçu une instruction compléte sur la machine • Ayant suivi la formation opérateur du constructeur
Personnel de mise au point/réglage
• Ouvrier spécialisé • Ayant suivi la formation de metteur au point du constructeur • Ayant suivi le cours de programmation du constructeur
Personnel de programmation, technicien spécialisé
• Ayant suivi la formation du constructeur de programmation machine ou du logiciel de programmation
Personnel de maintenance et d'entretien
• Technicien spécialisé • Ayant suivi la formation de maintenance et d'entretien du constructeur
Expert
• Personne connaissant suffisamment la machine, de par sa formation et son expérience techniques, et étant apte de par sa maîtrise de l'ensemble des prescriptions à juger de l'état de la sécurité du travail sur la machine à contrôler.
9Consignes de sécurité
LY1003.10082 / 143 531 - 20.05.2016
CONSIgNES gÉNÉRALES
Consignes généralesLe respect de tout ce qui figure dans la documentation client ainsi que dans les directives et prescriptions en vigueur est fondamental et obligatoire. Quant aux composants de fabrication extérieure on se conformera à leur documentation respective.
Serrage des pièces
Le système de serrage est l'interface entre la machine et la pièce et a pour fonction d'absorber les efforts d'usinage. C'est pourquoi il a une importance particulière.
La forme et la masse de la pièce à usiner sont également très importantes avant, pendant et après l'usinage. C'est pourquoi les pièces doivent avoir une masse équi-librée. Pour l'usinage de pièces ayant du balourd on adaptera le moyen de serrage.
Règles fondamentales:
• Seuls les moyens de serrage autorisés par le constructeur de la machine sont autorisés. En cas de doute, contacter le constructeur de la machine ou le fabri-cant du moyen de serrage.
• Le moyen de serrage sera conçu et utilisé en corrélation avec les indications figurant dans la documentation client (du fabricant extérieur) et les directives en vigueur.
• Tous les composants du système de serrage doivent être maintenus, en per-manence, dans un état de marche irréprochable.
• Le maximum de la vitesse de rotation autorisée devra être limité. C'est la vites-se la plus faible autorisée sur l'ensemble des composants associés (moyen de serrage ou pièce) qui détermine en fait la vitesse maxi.
• La limitation de la vitesse de rotation est à enregistrer dans la commande et à introduire dans le programme d'usinage.
• Les vitesses de rotation prescrites sont à respecter. • Toute modification du système de serrage ne peut être exécutée qu'avec
l'accord du constructeur de machine. • Tenir compte de la classe de résistance de la machine sur laquelle le mandrin
de serrage (mandrin à mors) doit être monté. Tenir compte également des for-mules de calcul des normes en vigueur (entre autres DIN EN ISO 23125).
• N'utiliser que des moyens adaptés à l'enlèvement des copeaux.
10 Consignes de sécurité
LY1003.10082 / 143 531 - 20.05.2016
CONSIgNES gÉNÉRALES
Pression et effort de serrage
L'effort de serrage nécessaire se calcule sur la base des directives et des prescriptions correspondantes. Pour le déterminer il faut prendre en compte les forces d'actionnement du système de serrage et l'influence de la force centrifuge.
L'effort de serrage calculé ainsi est réglé via la pression du pot de serrage. La pression de serrage même une fois réglée ne permet pas de connaître précisemment l'effort de serrage réel. C'est pourquoi il doit être mesuré lors du réglage de la pièce. Ce contrôle est fait dans le respect des prescriptions du fabricant du moyen de serrage.
Usure et salissures diminuent le potentiel de serrage du moyen. Aussi est-il néces-saire de contrôler régulièrement l'effort de serrage. Si l'on constate une diminution de l'effort de serrage intervenir alors sur le moyen de serrage conformément aux prescriptions du fabricant.
Il existe cependant certaines conditions de fonctionnement qui dérogent à la règle quand elles sont liées à la pièce (pièces avec un fort balourd p.ex. ou mors de serra-ge spéciaux). La vitesse autorisée, les efforts de fonctionnement du moyen ainsi que d'autres critères caractéristiques d'un serrage pièce sécurisé s'en trouvent alors modifiés.
11Consignes de sécurité
LY1003.10082 / 143 531 - 20.05.2016
CONSIgNES gÉNÉRALES
Mandrin et mors de serrage
Lors de la mise en place de la pièce dans un mandrin de serrage on risque de se coincer les doigts entre la pièce et les mors.
Règles fondamentales:
• Pour fixer les mors de serrage il est conseillé d'utiliser les outils d'origine livrés par le fabricant du moyen de serrage.
• Utiliser des vis de fixation les plus longues possibles. • Serrer ces vis de fixation avec une clé dynamométrique. Déterminer le couple
suivant la classe de résistance des vis ou selon les indications du fabricant du moyen de serrage.
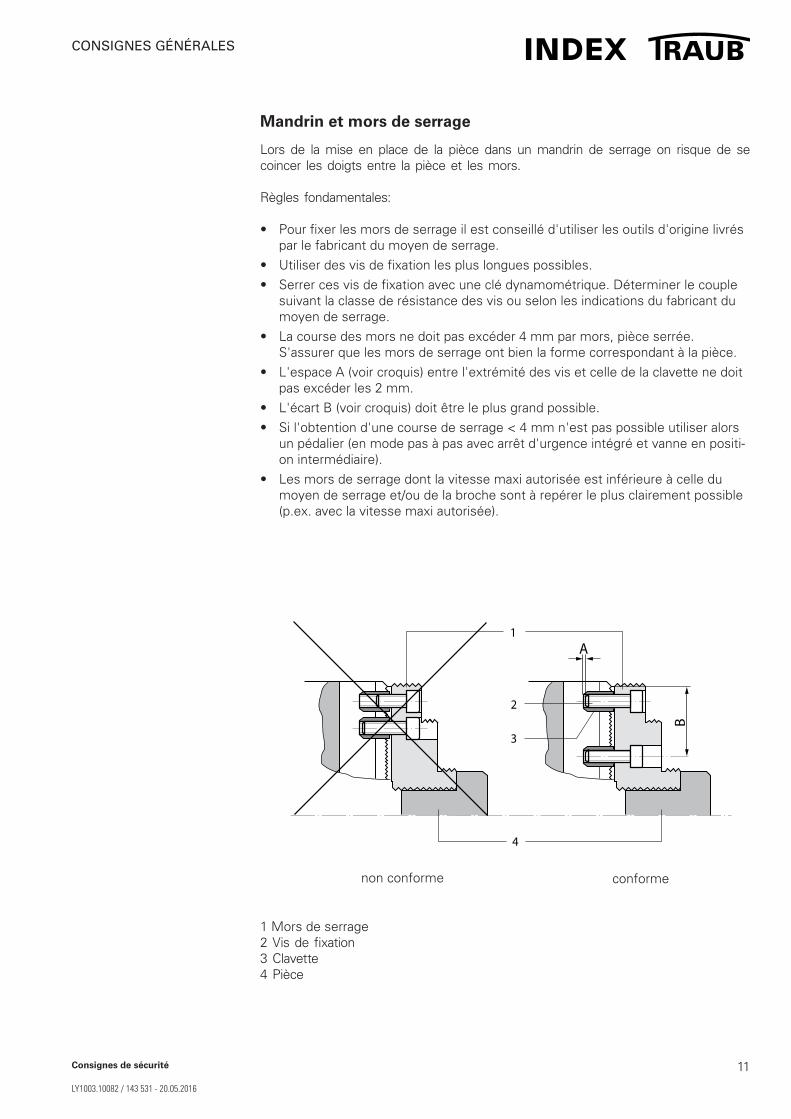
• La course des mors ne doit pas excéder 4 mm par mors, pièce serrée. S'assurer que les mors de serrage ont bien la forme correspondant à la pièce.
• L'espace A (voir croquis) entre l'extrémité des vis et celle de la clavette ne doit pas excéder les 2 mm.
• L'écart B (voir croquis) doit être le plus grand possible. • Si l'obtention d'une course de serrage < 4 mm n'est pas possible utiliser alors
un pédalier (en mode pas à pas avec arrêt d'urgence intégré et vanne en positi-on intermédiaire).
• Les mors de serrage dont la vitesse maxi autorisée est inférieure à celle du moyen de serrage et/ou de la broche sont à repérer le plus clairement possible (p.ex. avec la vitesse maxi autorisée).
4
1
2
3
A
B
non conforme conforme
1 Mors de serrage2 Vis de fixation3 Clavette4 Pièce

12 Consignes de sécurité
LY1003.10082 / 143 531 - 20.05.2016
CONSIgNES gÉNÉRALES
Usinage en barresLes règles suivantes sont fondamentales pour l'usinage en barres:
• Le diamètre de passage de la broche doit être adapté au diamètre et au profil de la barre (utiliser p.ex. des douilles de réduction).
• Les barres ne doivent en aucun cas dépasser de l'extrémité de la broche. Si ce n'est pas possible autrement en raison de la longueur de barre installer alors un guide-barres ou une unité de ravitaillement homologués par le constructeur de la machine.
13Consignes de sécurité
LY1003.10082 / 143 531 - 20.05.2016
CONSIgNES gÉNÉRALES
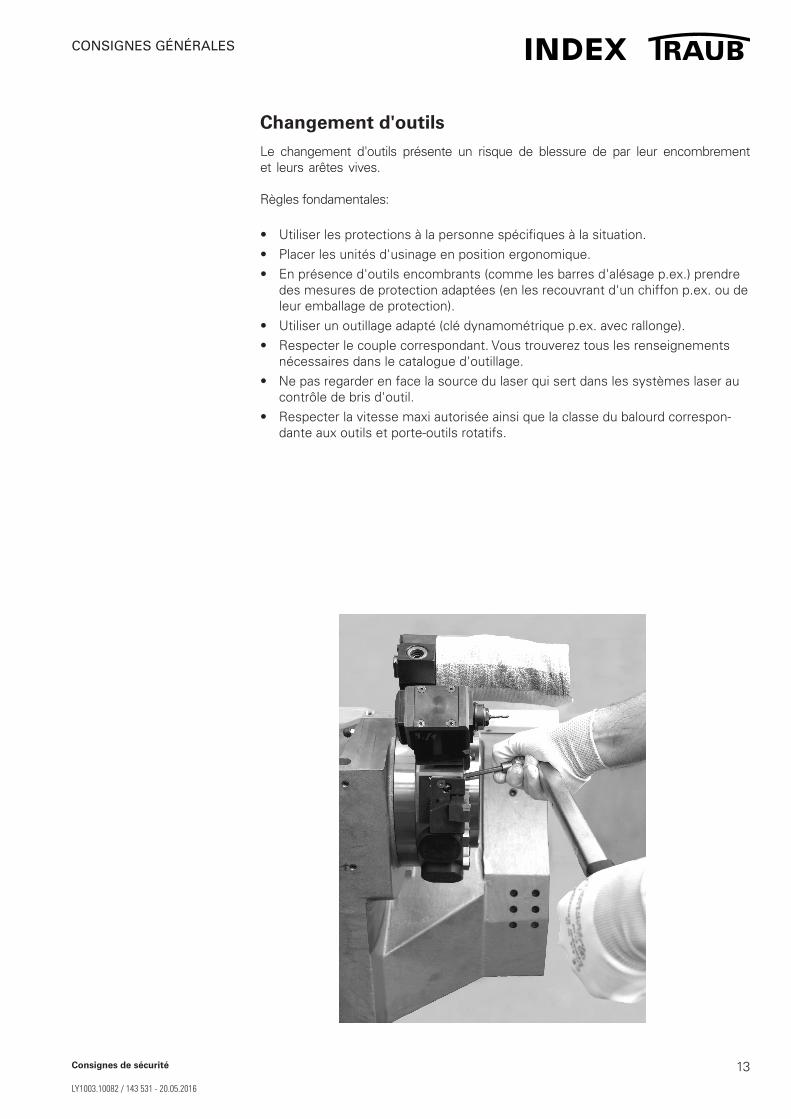
Changement d'outilsLe changement d'outils présente un risque de blessure de par leur encombrement et leurs arêtes vives.
Règles fondamentales:
• Utiliser les protections à la personne spécifiques à la situation. • Placer les unités d'usinage en position ergonomique. • En présence d'outils encombrants (comme les barres d'alésage p.ex.) prendre
des mesures de protection adaptées (en les recouvrant d'un chiffon p.ex. ou de leur emballage de protection).
• Utiliser un outillage adapté (clé dynamométrique p.ex. avec rallonge). • Respecter le couple correspondant. Vous trouverez tous les renseignements
nécessaires dans le catalogue d'outillage. • Ne pas regarder en face la source du laser qui sert dans les systèmes laser au
contrôle de bris d'outil. • Respecter la vitesse maxi autorisée ainsi que la classe du balourd correspon-
dante aux outils et porte-outils rotatifs.
14 Consignes de sécurité
LY1003.10082 / 143 531 - 20.05.2016
CONSIgNES gÉNÉRALES
Convoyeur à copeauxLes copeaux engendrés par l'usinage sont acheminés hors de la zone de travail par un convoyeur à copeaux dans un bac de récupération. Le convoyeur est équipé pour cela d'une bande transporteuse qui évacue les copeaux sur le côté puis les achemine vers le haut pour les déverser ensuite dans le bac. Le convoyeur n'évacue pas les copeaux de la zone de travail en continu mais par intervalles (réglables). Le personnel qui travaille sur la machine ne peut pas voir à quel moment le con-voyeur se met en marche pour évacuer les copeaux. Ce qui accentue les risques d'accidents en venant s'ajouter à ceux, déjà nombreux, d'écrasement et de cisaillement existants dans la zone de travail de la machine et au niveau de la bou-che d'éjection des copeaux. Afin d'éviter les accidents du personnel de la machine les mesures suivantes ont été prises:
• La mise en marche séquentielle du convoyeur est désactivée quand la porte de la zone de travail est ouverte.
• À chaque intervalle de mise en marche le convoyeur n'effectue d'abord qu'un déplacement très court. Cet "à-coup de démarrage" sert à avertir le personnel de la machine de l'éminence du démarrage du convoyeur et l'invite ainsi à quit-ter le périmètre à risques.
• L'évacuation des copeaux en sortie du convoyeur est équipée d'une trappe d'évacuation qui empêche l'accès direct à la bande transporteuse. Le démontage de cette trappe d'évacuation n'est autorisé que si elle est rem-placée par un équivalent de manière à bloquer l'accès direct à la bande trans-porteuse (p.ex. un cache dont la découpe correspond exactement à l'ouverture de la bouche d'éjection).
• Le convoyeur à copeaux est équipé d'une touche au niveau de la trappe d'évacuation qui permet d'inverser le sens de fonctionnement de la bande. Les copeaux accumulés qui saturent le canal d'acheminement peuvent être ainsi retirés sans avoir à démonter la trappe d'évacuation ou d'autres protecteurs.
• L'arrêt d'urgence qui se trouve au niveau de la trappe d'évacuation du convo-yeur permet d'immobiliser en même temps machine et convoyeur.
15Consignes de sécurité
LY1003.10082 / 143 531 - 20.05.2016
CONSIgNES gÉNÉRALES
Fonctions et dispositifs de sécuritéCertains composants de la machine remplissent, en plus de leur fonction technique, une fonction de sécurité prévue pour protéger les intervenants des dangers de la ma-chine. C'est la raison pour laquelle il est interdit de manipuler, de mettre hors service ou de démonter les fonctions de sécurité.
En cas de dégradation ou de panne des fonctions ou des dispositifs de sécurité, couper immédiatement la machine.
Le démontage des fonctions de sécurité n'est autorisé que dans le cadre de travaux d'entretien de la machine. Remonter aussitôt après les dispositifs de sécurité et en contrôler le bon fonctionnement.
Dispositifs de protection rapprochée et porte de la zone de tra-vail
La cartérisation de la zone de travail ainsi que la porte de cette même zone sont assimilées selon la directive 2006/42/EG à des dispositifs de protection rappro-chée.
Pendant la mise au point de la machine et la production il peut arriver que des pièces de la machine ou des pièces d'usinage se détachent sans préavis et soient projetées dans tous les sens. Le protecteur rapproché protége dans ce cas-là le personnel de la machi-ne des dangers qui peuvent en résulter. Aussi est-il interdit de le modifier de quelque manière que ce soit.
Le potentiel de retenue de ce protecteur est à prendre en compte. De plus amples détails concernant les classes de résistance figurent dans les normes d'application. Le potentiel de retenue est calculé par extrapolation des forces maximales pouvant s'exercer. Il arrive cependant qu'il soit dépassé en présence de paramètres spécifiques au process. Ceci est surtout vrai dans le cas de moyens de serrage spéciaux. On adap-tera alors les paramètres du process au potentiel de retenue.
Les mesures préventives de protection ont été appliquées selon la norme C, sans pour autant pouvoir éliminer tout risque résiduel.
En production, on se tiendra systématiquement à 20 cm de distance au moins de la porte de la zone de travail toujours fermée. En mode réglage, les mouvements autorisés sont très limités porte ouverte (de par la réduction de la vitesse des axes entre autres).
En présence de porte automatique de la zone de travail une barre de contact empêche que l'intervenant ne soit coincé. Les portes automatiques n'ont pas de poignée pour éviter que les intervenants y restent accrochés dans son va et vient.
Le contact de sécurité installé sur la porte de la zone de travail ne doit pas être ma-nipulé ou mis hors service.
16 Consignes de sécurité
LY1003.10082 / 143 531 - 20.05.2016
CONSIgNES gÉNÉRALES
Surveillance de la course de serrage
L'utilisation d'un mandrin de serrage implique d'activer la surveillance de la course de serrage, voire le contrôle de la position de serrage.
A chaque changement du moyen de serrage on changera en même temps la came de contact associée (sur les pots de serrage creux la bague, sur les pots pleins l'élément ou la bague) servant au contrôle de course (surveillance de la course du moyen de serrage).
Sur certaines machines ce contrôle est électronique, cames ou bagues de contact ne sont donc pas à changer.
Le contrôle de la course de serrage est expliqué plus en détails dans la documenta-tion client.
Les machines à pot de serrage court n'ont pas de contrôle de course. Elles ne travaille-ront donc qu'en pinces exclusivement.

17Consignes de sécurité
LY1003.10082 / 143 531 - 20.05.2016
CONSIgNES gÉNÉRALES
Accumulateurs de pressionLes accumulateurs montés dans les machines sont conformes à la directive 97/23/EG concernant les appareils sous pression de classe I / module A. Le fabricant y appose le sigle CE et remplit une déclaration de conformité. Cette classification impose de faire faire par une personne habilitée, un contrôle extérieur, intérieur et de résistance dans un délai recommandé par le fabricant d'accumulateurs. Il est recommandé pour les appareils sous pression de gaz d'effectuer un contrôle de l'intérieur des ap-pareils au bout de 10 ans au plus tard. Nous recommandons le remplacement de l'accumulateur tous les 5 ans, ce qui évite un contrôle intérieur lourd et onéreux pour cette classe d'appareils.
L'exploitant est dans l'obligation de contrôler l'accumulateur de pression selon les prescriptions et les directives en vigueur. Les accumulateurs défectueux doivent être conformément aux règles en vigueur vidés de toute pression et dépolués par un technicien habilité. Les directives et prescriptions en vigueur dans le pays d'exploitation de la machine sont à respecter. Le remplacement de l'accumulateur doit avoir lieu conformément aux indications de la documentation client du const-ructeur.
18 Consignes de sécurité
LY1003.10082 / 143 531 - 20.05.2016
CONSIgNES gÉNÉRALES
Énergie électriqueTout agissement non conforme lors d'interventions sur l'installation électrique de la machine peut provoquer de graves blessures et/ou entraîner la mort. Seul un personnel technique formé en conséquence est habilité à intervenir sur l'installation électrique. Les informations figurant sur les schémas électriques sont à respecter, surtout pour le raccordement de la machine.
Le sectionneur général devra être mis hors service et verrouillé contre toute remise en marche intempestive avant chaque intervention sur l'installation électrique. Pour éviter de dégrader la machine, respecter la chronologie de ses procédures de coupure et de remise en marche.
Certains composants électriques peuvent, même après avoir coupé la machine être encore chargés d'énergie résiduelle. Ces composants sont repérés et ne peuvent être manipulés qu'après écoulement du temps de dissipation indiqué. Certains composants électriques de la machine génèrent de la haute tension (comme les modules de puissance des entraînements dans l'armoire électrique p.ex.). Une vigilance particulière est requise à chaque intervention sur ces composants, car, dans ce contexte, une seule fausse manipulation suffit à entraîner directement la mort. Chaque composant électrique sera remplacé par un composant aux propriétés identiques.
Après chaque intervention sur des composants électriques l'installation devra être revalidée par le personnel technique spécialisé. Un soin tout particulier sera alors apporté au contrôle de la bonne remise en place des caches/protections nécessaires.Fermer toutes les portes des enveloppes électriques et les sécuriser contre tout accès intempestif avant de remettre la machine en service.
En cas de perte de l'alimentation du réseau mettre le sectionneur général hors service et le verrouiller contre toute remise en marche intempestive. La machine ne sera remise en service qu'une fois l'alimentation revenue.
19Consignes de sécurité
LY1003.10082 / 143 531 - 20.05.2016
CONSIgNES gÉNÉRALES
ConsommablesÀ chaque intervention liée à des consommables il est impératif de respecter les indications des fiches techniques des fournisseurs de consommables ainsi que celles contenues dans le document Consignes consommables.Pour les volumes de remplissage veuillez consulter les plans des fluides corres-pondants.
Principes de manipulation des consommables en vigueur:
• Tout liquide répandu ou renversé au sol doit être aussitôt enlevé/nettoyé pour éviter tout risque de glissades, de trébuchements ou de chutes de personnes.
• Utiliser pour le remplissage de liquides/médium des interfaces (comme les entonnoirs p.ex.).
• Éviter tout contact de la peau avec les lubrifiants et liquides de coupe. • Tenir compte des fiches techniques de sécurité et des consignes d'utilisation
des fournisseurs. • Ne pas oublier les accessoires de protection à la personne. • Veiller à pratiquer une dépollution des consommables sûre et conforme aux lois
environnementales. • Respecter les indications figurant à ce sujet au chapitre des consommables
dans la documentation client.Certaines opérations d'usinage extrêmes peuvent dégager des émissions margina-les (poussières, gaz et brouillards de lubrifiant) rendant nécessaire l'installation d'un système d'aspiration/évacuation. Un groupe d'aspiration est disponible en option et peut être livré par INDEX-TRAUB - avec la machine, sachant que le module de raccordement correspondant à l'interface dédiée au groupe d'aspiration devra être utilisé.Respecter la documentation du fournisseur ainsi que le plan l'accompagnant.
20 Consignes de sécurité
LY1003.10082 / 143 531 - 20.05.2016
CONSIgNES gÉNÉRALES
Émission sonore
Le niveau sonore de la machine est relevé selon les directives et prescriptions en vigueur. La véritable émission sonore de la machine dépend du process et des conditions de l'environnement du site d'implantation.
La norme DIN EN ISO 23125 oblige le constructeur à spécifier:
"Les chiffres mentionnés ici se rapportent à un niveau d'émission et non néces-sairement à un niveau sonore sûr de travail. Bien qu'il existe un rapport entre le degré d'émission sonore et celui dit de nuisance sonore il manque de fiabilité pour pouvoir déterminer l'éminence de mesures de prévention supplémentaires. Parmi les facteurs influants sur le seuil réel de nuisance sonore auquel les intervenants sont exposés on compte les propriétés de la zone de travail, les autres sources de bruit etc..., c.à.d. la quantité de machines ainsi que les autres usinages en cours à proximité et leur durée. Le seuil d'exposition aux émissions sonores autorisé peut en outre varier d'un pays à l'autre. Ces informations sont censées permettre à l'utilisateur de la machine une étude plus précise des dangers et des risques".
Rayon laserDes systèmes laser peuvent être mis en œuvre sur la machine. Les lasers installés sont de classe 2 (selon la DIN EN 60825) maximum.
Les plaques apposées à proximité du laser signalent sa présence et l'interdiction de regarder en face le rayon du laser pour éviter toute brûlure (surtout de la rétine).
Sécurité IT et sécurité des données
L'accès direct au réseau de production est sécurisé par un pare-feu qui correspond aux standards de sécurité IT actuellement en vigueur. Ce qui n'exclut pas que l'exploitant vérifie que les mesures mises en place dans le réseau existant soient bien suffisantes.
En matière de sécurité les supports de données périphériques, les appareils et les PG de la maintenance représentent un risque véritable. Il est donc conseillé avant de les raccorder, de les passer au scanner pour s'assurer de l'absence de virus.
Sur la commande, seul le logiciel nécessaire à la production a été installé. L'installation de logiciels supplémentaires n'est pas autorisée.
Seules les liaisons réseau sûres sont autorisées sur la commande en cas de besoin et lorsqu'elles sont ciblées pour la production (téléassistance p.ex.). L'accès libre à Internet depuis la commande doit être absolument proscrit.
Un complément de protection peut être apporté en segmentant le réseau (en sépa-rant p.ex. le réseau production de celui des bureaux) et protégera efficacement du risque d'interférence.
21Consignes de sécurité
LY1003.10082 / 143 531 - 20.05.2016
CONSIgNES DE SÉCURITÉ SITUATIONNELLES
Consignes de sécurité situationnelles
Transport/manutention et conditionnementFermer et sécuriser toutes les ouvertures de type volets et portes.
Faire chuter la pression du groupe hydraulique avant le transport. La purge située sur le bac d'huile sera obturée pour le transport (vis d'obturation p.ex.).
Si le transport de la machine s'effectue porte de la zone de travail ouverte et outils en place le risque d'accident est éminent de par l'encombrement des outils acérés. Les envelopper au besoin d'un chiffon ou les recouvrir de leur coiffe de protection.
Les sécurités de transport prescrites doivent être utilisées. Seuls les moyens de manutention adaptés, disposant d'une capacité de charge suffisante et d'un état de fonctionnement irréprochable seront mis en œuvre. L'utilisation d'un moyen de manu-tention endommagé est proscrite. Les moyens de manutention devront être accrochés/installés sur les points de fixation prédisposés. Maintenir la charge transportée avec des sangles de sécurité.
Ne pas soulever la machine par l'armoire électrique.
Contrôler qu'aucun intervenant ne se trouve sous les charges suspendues ou en mouvement. Contourner toute zone à risque lors de la mise en place et pendant les mouvements de machine et respecter les distances de sécurité. Dégager les allées de manutention de tout obstacle et s'assurer entre autres de leur planéité, de la qualité de leur revêtement, des pentes ou des descentes jalonnant le parcours.
En ce qui concerne le transport aérien ou maritime se conformer aux prescriptions en vigueur.
Mise en place et installation
Tenir compte du potentiel de résistance à la charge du sol sur lequel la machine va être mise en place. Veiller à ne pas déposer les pieds de la machine sur des ouver-tures au sol qui ne sont pas forcément identifiables (comme les plaques/cheminées/bouches, etc... ) et à ce que l'environnement de la machine ne présente aucun risque de coincement ou de cisaillement. Ce risque étant d'autant plus important au niveau de toutes les parties mobiles de la machine (comme volets et portes). Les renseigne-ments nécessaires figurent dans la documentation client.
Pour se prémunir contre tout mouvement intempestif, mettre la machine hors service avant de défaire les sécurités de transport.
Tout tuyau, flexible ou conduite hydraulique, pneumatique ou électrique endommagé pendant le transport devra être aussitôt changé. Les groupes hydrauliques et d'arrosage devront être contrôlés (étanchéité) avant la mise en service.
La bouche d'éjection en sortie du convoyeur à copeaux devra être équipée par le client d'une protection contre toute intrusion en installant p.ex. un cache pro-tecteur (suivant la version du convoyeur).
22 Consignes de sécurité
LY1003.10082 / 143 531 - 20.05.2016
CONSIgNES DE SÉCURITÉ SITUATIONNELLES
Mise en service (mode réglage)Le mode réglage permet les mouvements porte ouverte à vitesse réduite, une source de risques éventuels. Afin de minimiser ce risque certaines mesures seront adoptées:
• Verrouiller les unités d'usinage ou les positionner le plus bas possible. • S'efforcer systématiquement de fermer au maximum la porte de la zone de
travail surtout lorsque pièces et outils sont en mouvement. • Ne pas intervenir dans la zone de travail quand la broche est en rotation (vitesse
maxi en mode réglage 50 1/min). • S'équiper de ses accessoires de protection, en particulier de lunettes de sécu-
rité. • Une fois la machine réglée, ne la quitter qu'après l'avoir (re)configurée de mani-
ère à ce que le mode production puisse être (re)lancé.
Les interventions dans la zone de travail (comme le changement d'outils p.ex.) pré-sentent un risque de blessures de par les pointes acérées des outils. C'est pourquoi on veillera à:
• Placer les unités d'usinage dans une position ergonomique favorable. • Prendre des mesures de protection (chiffon ou coiffes de protection p.ex.) com-
patibles avec l'encombrement des outils (barres d'alésage p.ex). • Utiliser de l'outillage adapté (clé dynamométrique avec rallonge p.ex.). • Faire attention à la correspondance du couple. Tous les renseignements à ce
sujet figurent dans le catalogue des portes-outils. • Ne pas regarder en face la source laser en présence de systèmes laser servant
au contrôle de bris d'outils. • Respecter pour les outils et les porte-outils rotatifs le balourd autorisé corres-
pondant ainsi que la vitesse maxi.
L'actionnement de la contrepointe comporte des risques d'accident de par le mouve-ment de déplacement de la pointe. Il est donc recommandé dans ce cas d'utiliser des gants et une servante pour mettre les pièces à la main.
Dans le cas d'une coupure des énergies ne pas intervenir dans la zone de travail tant que la totalité des broches et des entraînements n'est pas immobilisée.
En cas d'enfermement ou de retenue involontaires de personnes dans la machine, tenir compte des éléments suivants:
• Le mode de conception et de fabrication de la machine rend impossible tout enfermement involontaire de personnes.
• La libération des personnes retenues n'est autorisée que par un personnel habi-lité et en fonction de la situation par déplacement des axes CN correspondants.
• Libérer les personnes retenues ne peut se faire que par déplacement manuel (utiliser les montages et autres moyens existants).
23Consignes de sécurité
LY1003.10082 / 143 531 - 20.05.2016
CONSIgNES DE SÉCURITÉ SITUATIONNELLES
Exploitation (mode production)La machine n'a pas besoin d'être surveillée en mode production. L'exploitation de la machine en l'absence de personnel requiert cependant une étude détaillée ainsi qu'une évaluation du processus de fabrication prévu (réalisée généralement en amont) axées sur les risques et dangers supplémentaires entraînés dans ce cas (comme les répercussions d'incendies causés par l'inflammation du lubrifiant ou de la matière). On tiendra tout particulièrement compte dans cette étude des risques des pro-priétés physiques et chimiques de la matière usinée et des consommables tout comme des fonctions, contrôles et interfaces directement liés à la sécurité des dispositifs d'alimentation et d'évacuation (comme p.ex. l'inflammation possible du lubrifiant et sa propagation).
La porte de la zone de travail est à maintenir fermée en permanence pendant la production.
L'éclairage de la zone de travail est à maintenir propre en permanence pour garantir un travail sécurisé.
Toute intervention dans la zone de travail devra être exécutée éclairage de la zone de travail en fonction.
Le cycle d'usinage est à contrôler avant de démarrer la production (cycle test).
Les vitesses prescrites devront être respectées.
L'actionnement de la contrepointe représente un risque accru d'accident de par le mou-vement de déplacement de la pointe. Il est donc recommandé dans ce cas d'utiliser des gants et une servante pour mettre les pièces à la main.
L'usinage en barres n'est autorisé que s'il s'accompagne d'un guide-barres voire d'une unité de ravitaillement. En l'absence d'unité de ravitaillement le passage prédisposé dans le capotage de la machine doit être obturé.En présence de dispositifs d'alimentation et d'évacuation des pièces aucune intervention entre palettes ou pièces n'est autorisée en production.
L'enlèvement des copeaux ne peut se faire qu'avec des moyens adaptés.
L'utilisation du pistolet de lavage est strictement réservée au nettoyage des pièces et des moyens de serrage. Se munir alors systématiquement d'une protection de la personne adaptée et en particulier de lunettes de sécurité. Son utilisation ne peut se faire que porte ouverte.
S'assurer d'un refroidissement suffisant pour couvrir la durée du process d'usinage.
La machine est à contrôler après chaque collision conformément à la documentation client. En cas de doute prendre contact avec le constructeur.
Sur les machines équipées de magasin d'outils et de pièces praticables, mettre la machine hors service et la verrouiller contre toute remise en service intempestive avant d'éliminer les défauts de logistique interne des outils et des pièces.
24 Consignes de sécurité
LY1003.10082 / 143 531 - 20.05.2016
CONSIgNES DE SÉCURITÉ SITUATIONNELLES
Maintenance et entretienLes interventions de maintenance comme l'entretien ne sont réalisées que par du personnel habilité et formé.
Nous recommandons d'utiliser les pièces de rechange et des accessoires d'origineconstructeur. Aucune garantie, ni responsabilité n'étant imputable dans le cas de dommages causés par l'utilisation de pièces issues d'un fournisseur tiers. L'utilisation de tels produits peut se répercuter de manière négative sur les carac-téristiques machine existantes et en détériorer la sécurité active ou passive.
Tous les travaux de maintenance et d'entretien s'effectuent généralement machine hors service. Le sectionneur principal est verrouillé contre toute remise en service in-tempestive. Mais dans certains cas, peu nombreux, la machine doit être en service pour pouvoir effectuer les travaux de maintenance et d'entretien (remplacement des batteries tampons p.ex.). Une vigilance accrue est alors requise pendant ces interventions.
Même une fois le sectionneur général mis hors service certaines pièces de la machine (comme l'éclairage de l'armoire électrique p.ex.) peuvent être encore sous tension. Ces pièces-là sont repérées.
Laisser la machine refroidir avant de commencer toute intervention, il peut y avoir, sous les potecteurs, des pièces brûlantes/très chaudes.
Procéder avec prudence quand vous intervenez sur la machine. Faire attention en défaisant les fixations, étayer au besoin les pièces qui risquent de tomber. Utiliser les dispositifs adaptés au démontage/montage d'élements élastiques (ressorts). Placer tous les axes (à part les axes horizontaux) qui présentent un risque d'affaissement en butée inférieure, voire même les étayer.
Eloigner les pédaliers pour éviter de les actionner par mégarde.
Tous les travaux sur électrobroches seront réalisés exclusivement par les technici-ens habilités du constructeur.
Utiliser pour le démontage de pièces machine des moyens de levage adaptés. Les pièces de la machine une fois démontées seront mises de côté en contrôlant qu'elles n'encourent aucun risque et câlées pour empêcher leur chute.
Il peut être nécessaire lors de l'entretien de démonter ou de mettre hors fonction des dispositifs de protection. Ces dispositifs déposés devront être remontés dès la fin des travaux d'entretien
Lorsque l'armoire électrique est ouverte ou que les capots de la machine sont démon-tés ou ouverts l'utilisation des téléphones sans fil et des portables est proscrite dans un rayon < 2 m.
Contrôler régulièrement et changer au besoin les tuyaux hydrauliques en respec-tant alors les consignes du constructeur.
25Consignes de sécurité
LY1003.10082 / 143 531 - 20.05.2016
CONSIgNES DE SÉCURITÉ SITUATIONNELLES
Changer les piles de la commande ne peut se faire que machine en service et donc uniquement par un personnel qualifié. Tenir compte des consignes du fabricant de la commande.
En cas de coupure de la liaison de la machine au réseau électrique mettre le section-neur général hors service avant de la rétablir et le verrouiller contre toute remise en service intempestive (avec un cadenas p.ex.).
Procéder à un test ou à un essai fonctionnel à la fin de chaque intervention de main-tenance et d'entreteien ainsi qu'après chaque intervention sur des composants élec-triques.
Entreposage et immobilisation volontairesQuand il est prévu que la machine soit immobilisée pendant une période assez longue, prendre alors les mesures suivantes:
• Mettre la machine hors service et la verrouiller contre toute remise en marche intempestive,
• Fermer et sécuriser l'ensemble des volets et des portes, • Placer les unités d'usinage en fin de position basse.
DépollutionEn ce qui concerne la dépollution de la machine et de ses pièces ou celle d'agents de refroidissement ou de consommables se conformer aux prescriptions et directives en vigueur.La dépollution ne peut être prise en charge que par du personnel formé ou au besoin par une entreprise spécialisée.
26 Consignes de sécurité
LY1003.10082 / 143 531 - 20.05.2016
PROTECTION INCENDIE
Protection incendieL'emploi de certains lubrifiants associés à certains paramètres de production et à la matière à usiner augmente les risques d'incendie et de déflagration. Le risque en augmente d'autant pour les intervenants sur la machine et impose de prendre des mesures adaptées pour remédier aux déflagrations et aux incendies. Fortes émissions de chaleur, feu direct ou toute autre source d'inflammation sont inter-dits dans le périmètre machine. Malgrè toutes les mesures techniques de protection préventive on ne peut pas comp-lètement exclure le risque d'apparition de flammes qui subsiste pour le personnel de la machine, même si ce risque est faible.
Conditions ambiantes
Température ambiante de transport et d'entreposage -10 °C à 50 °C
Utilisation conforme
Le système de protection incendie sert uniquement à détecter et à éteindre le feu/le lubrifiant qui brûle dans la zone de travail de la machine ainsi qu'à dévier et à canaliser l'onde de choc d'une déflagration éventuelle (explosion de faible intensité).
Ce système n'est actif que porte de la zone de travail fermée.
Si l'on utilise du CO2 comme médium on devra en avoir un volume de 10 m3/kg.
Ce système permet d'utiliser des lubrifiants aqueux avec une teneur en huile > 15 % et des huiles de coupe minérales. Il est fondamental que la quantité de lubrifiant qui arrose la plaquette soit la plus grande possible afin d'éviter la formation de brouillards inflammables.
Le lubrifiant utilisé aura les propriétés suivantes:
• Viscosité ≥ 10 • Point d'éclair > 145 °C • Perte en vapeur < 60 %
Utilisation non-conforme/abusiveLa fonction du système de protection incendie n'étant pas de combatte des feux causés par des matériaux inflammables ou leurs poussières (magnésium p.ex.), leur usinage implique donc de prendre d'autres mesures adaptées en matière de protection contre les incendies et les explosions. L'usinage à sec et la microlubrification présentent un risque potentiel. C'est pourquoi la mise en œuvre d'un tel système ne doit se faire qu'avec l'accord du constructeur. Il s'agit en effet de savoir comment configurer au mieux le système en le complétant au besoin pour assurer une exploitation sécurisée de la machine (système d'aspiration p.ex.).
27Consignes de sécurité
LY1003.10082 / 143 531 - 20.05.2016
PROTECTION INCENDIE
Devoirs de l'exploitantL'exploitant a pour devoir de respecter les prescriptions et directives en matière de protection incendie en vigueur et à former les intervenants en conséquence.
Le système de protection incendie ne dégage pas pour autant l'exploitant de ses de-voirs en matière de mesures préventives et défensives courantes en cas d'incendie. Ceci étant d'autant plus important pour l'environnement machine.
À partir d'une concentration dans l'atmosphère de CO2 > 5 % il existe un risque sani-taire. Une vigilance accrue est donc d'autant plus importante quand le gaz extincteur peut pénétrer dans les renfoncements.
En cas de raccordement de la machine à une centrale d'aspiration s'assurer im-pérativement que les substances utilisées ou usinées dans les machines environ-nantes ne sont pas susceptibles de provoquer d'interactions.
Un refroidissement suffisant est à garantir pendant tout le process d'usinage. Le lubrifiant doit être contrôlé régulièrement ainsi que la validité de son niveau. Éviter la formation d'étincelles.
Une maintenance régulière du système de protection sera réalisée par un personnel technique qualifié conformément aux préconisations du constructeur du système.
La trappe d'extinction d'incendie ne doit être enfoncée qu'en cas d'incendie et res-ter condamnée en exploitation. Une fois le feu éteint replacer le cache protecteur.
Protection de la personneSe protéger est nécessaire, avec:
• des vêtements de travail ajustés et difficilement inflammables.
Tout vêtement de travail imbibé d'huile est à enlever aussitôt.
28 Consignes de sécurité
LY1003.10082 / 143 531 - 20.05.2016
TRAçAbILITÉ PRODUIT
Traçabilité produitNous sommes dans l'obligation de suivre nos produits pendant la totalité de leur utilisation.
Nous vous prions donc de bien vouloir nous signaler ce qui vous frappe en matière de sécurité liée à la machine. Ceci vaut également pour toute information nécessaire qui ne figurerait pas dans la documentation.
INDEX-Werke GmbH & Co. KGHahn & Tessky
Plochinger Straße 92 D-73730 Esslingen
Téléphone +49 711 3191-0Fax +49 711 3191-587
29Consignes de sécurité
LY1003.10082 / 143 531 - 20.05.2016
CERTIfICATS DE CONfORMITÉ
Certificats de conformitéCi-dessous un exemple-type de certificat de conformité:
Certificat CE de conformitéen vertu de la directive 2006/42/CE, alinéa II 1A
Nous confirmons par la présente que la machine sus-mentionnée correspond en tout point auxprescriptions de la directive 2006/42/CE. Les directives ####/###/CE et ####/###/CE ont étéégalement prises en compte.
Les normes d’harmonisation suivantes ont été, entre autres, mises en œuvre:
Une modification ultérieure de la machine par l’exploitant annule la validité de ce certificat, toutparticulièment les modifications ayant trait à la sécurité.
Type de machine Tour CNC
Modèle de machine XYZ
Année de construction 2013
Numéro de machine 111111
Numéro de projet 222222
Numéro de commande 333333
La mise à disposition de la documentation technique dans le sens de la directive 2006/42/CE estréalisée par la direction du fabricant (adresse, voir ci-dessus).
Ort, 01.01.2013
Responsable production Responsable bureau d’études Responsable automatismes
EG-Konformitätserklärung - fr
30 Consignes de sécurité
LY1003.10082 / 143 531 - 20.05.2016
CERTIfICATS DE CONfORMITÉ
Déclaration de montageen vertu de la directive 2006/42/CE, alinéa II 1B
Nous confirmons par la présente que la machine sus-mentionnée, incomplète, correspond auxexigences fondamentales de la directive 2006/42/CE, annexe I 1. Les directives ####/###/CE et####/###/CE ayant également été prises en compte.
Les documents techniques ont été élaborés selon l’alinéa VII B et peuvent être mis à disposition desservices publics nationaux compétents sous forme de supports électroniques sur demande fondée.
L’exploitation de la machine incomplète citée ci-dessus n’est pas autorisée tant qu’il n’est pas faitétat de la conformité de la machine aux prescriptions de la directive 2006/42/CE, dans laquelle lamachine sus-mentionnée est montée.
Type de machine Tour CNC
Modèle de machine XYZ
Année de construction 2013
Numéro de machine 111111
Numéro de projet 222222
Numéro de commande 333333
La mise à disposition de la documentation technique dans le sens de la directive 2006/42/CE estréalisée par la direction du fabricant (adresse, voir ci-dessus).
Ort, 01.01.2013
Responsable production Responsable bureau d’études Responsable automatismes
Einbauerklärung - fr


INDEX-Werke GmbH & Co. KG Hahn & Tessky
Plochinger Straße 92 D-73730 Esslingen
Fon +49 711 3191-0 Fax +49 711 3191-587
[email protected] www.index-werke.de