Embed Size (px)
Citation preview
Meilleures techniques disponibles (MTD) pour l’industrie textile au Maroc
Étude réalisée par l’Istituto di Management - Scuola Superiore di Studi di Universitari e Perfezionamento Sant’Anna (SSSUP, Italie)
et le Centre marocain de production propre (CMPP, Maroc)
Décembre 2012
2
PRÉSENTATION
Chapitre 1 Introduction Ce chapitre explique le concept des « meilleures techniques disponibles » et son utilisation/interprétation dans le cadre législatif de l’Union européenne. Il décrit ensuite le cadre général de cette étude des MTD et aborde, entre autres choses, les principaux objectifs et la méthode de travail de l’étude. Chapitre 2 Cadre socioéconomique, environnemental et législatif du secteur Ce chapitre propose une évaluation socioéconomique du secteur textile. Son importance socioéconomique est évaluée en analysant le nombre et la taille des entreprises concernées, le taux d’emploi et certains indicateurs financiers (chiffre d’affaires, valeur ajoutée, bénéfices, investissements). Ces données permettent de déterminer la force et la viabilité économiques du secteur, ce qui est important pour évaluer la viabilité des mesures proposées. En outre, les principales dispositions légales qui s’appliquent à l’industrie textile sont répertoriées. Chapitre 3 Description du processus Ce chapitre donne une vue d’ensemble et une description des processus et des méthodes appliqués dans le secteur textile. Pour chacune des étapes du processus, il décrit les problèmes environnementaux qui y sont associés. Les sous-processus importants sont les processus de teinture et de finissage, etc. Chapitre 4 Techniques disponibles respectueuses de l’environnement Ce chapitre expose les différentes mesures qui sont ou peuvent être mises en œuvre dans l’industrie textile pour prévenir ou réduire les impacts sur l’environnement. Les techniques disponibles respectueuses de l’environnement sont examinées en prenant en considération les processus de teinture et de finissage. Cette sélection se justifie par deux raisons principales : l’importance environnementale de ces phases, les caractéristiques du secteur textile marocain composé de nombreuses entreprises mettant en œuvre ces types de processus.
En cas de besoin, des descriptions techniques sont développées dans les fiches techniques (annexe 2). Des techniques verticales, horizontales et générales sont proposées, et chacune d’entre elles est détaillée dans des fiches techniques. Chapitre 5 Sélection des meilleures techniques disponibles Ce chapitre évalue les mesures respectueuses de l’environnement décrites au chapitre 4 en ce qui concerne leur impact sur l’environnement ainsi que leur viabilité technique et économique. Les techniques sélectionnées sont considérées comme les MTD pour le secteur dans son ensemble. Chapitre 6 Recommandations Ce chapitre décrit la valeur du rapport MTD propose des recommandations pour l’avenir.
3

SOMMAIRE
CHAPITRE 1 INTRODUCTION ....................................................................... 11 1.1 Contexte de l’étude : le projet BAT4MED .................................................... 11
1.1.1 Contexte ......................................................................................... 11 1.1.2 Les émissions industrielles et les meilleures techniques disponibles .. 12 1.1.3 Principaux objectifs du projet BAT4MED ....................................... 13 1.1.4 Études sectorielles sur les MTD ...................................................... 13
1.2 L’étude des MTD pour l’industrie textile marocaine .................................... 14 1.2.1 Principaux objectifs de l’étude ....................................................... 14 1.2.2 Contenu de l’étude ......................................................................... 14 1.2.3 Procédure et orientation ................................................................ 15
CHAPITRE 2 CADRE SOCIOÉCONOMIQUE, ENVIRONNEMENTAL ET LÉGISLATIF DU SECTEUR ............................................................................ 17
2.1 Description et délimitation du secteur ......................................................... 17 2.1.1 Délimitation et sous-classification du secteur ............................... 17 2.1.2 La chaîne d’entreprises................................................................... 18
2.2 Caractéristiques socioéconomique du secteur ............................................ 19 2.2.1 Nombre et taille des entreprises .................................................... 20 2.2.2 Emploi ............................................................................................. 20 2.2.3 Évolution du chiffre d’affaires, de la valeur ajoutée et des
bénéfices......................................................................................... 20 2.2.4 Évolution des investissements ....................................................... 22 2.2.5 Production et fixation des prix ....................................................... 22 2.2.6 Conclusion ...................................................................................... 22
2.3 Viabilité du secteur ....................................................................................... 22 2.3.1 Procédure ....................................................................................... 22 2.3.2 Position concurrentielle ................................................................. 23 2.3.3 Ratios financiers ............................................................................. 25 2.3.4 Estimation concluante de la viabilité du secteur ........................... 25
2.4 Aspects réglementaires relatifs à l’environnement ..................................... 26 2.4.1 Législation marocaine ..................................................................... 26 2.4.2 Législation européenne .................................................................. 28
CHAPITRE 3 DESCRIPTION DU PROCESSUS ................................................... 35 3.1 Processus de l’industrie ................................................................................ 35
3.1.1 Production de fil ............................................................................. 35 3.1.2 Élaboration du tissu ........................................................................ 37 3.1.3 Traitement de finissage .................................................................. 38 3.1.4 Lavage des jeans ............................................................................. 40
3.2 Impact des processus textiles sur l’environnement ..................................... 42 3.2.1 Utilisation d’eau ............................................................................. 42 3.2.2 Eaux usées ...................................................................................... 42 3.2.3 Déchets solides ............................................................................... 44 3.2.4 Émissions atmosphériques ............................................................. 45 3.2.5 Consommation d’énergie ............................................................... 45
5
CHAPITRE 4 TECHNIQUES DISPONIBLES RESPECTUEUSES DE L’ENVIRONNEMENT ................................................................. 49
4.1 Techniques pour le secteur textile ............................................................... 50 4.2 Processus de prétraitement ......................................................................... 54
4.2.1 Encollage ......................................................................................... 54 4.2.2 Désencollage ................................................................................... 58 4.2.3 Décreusage (lavage) ....................................................................... 60 4.2.4 Mercerisage (et caustification) ....................................................... 61 4.2.5 Blanchiment .................................................................................... 62 4.2.6 Mesures intégrées dans le pré-traitement .................................... 65 4.2.7 Autres mesures ............................................................................... 67
4.3 Teinture ........................................................................................................ 71 4.3.1 Mesures efficaces dans le processus de teinture .......................... 71 4.3.2 Teintures moins polluantes ............................................................ 77 4.3.3 Autres mesures ............................................................................... 83
4.4 Techniques en bout de chaîne ...................................................................... 87 4.4.1 Réf. Fiche technique 4.A.1 : Traitement des eaux usées mélangées
avec recyclage d’environ 60 % d’eau ............................................. 88 4.4.2 Réf. Fiche technique 4.A.2 : Recyclage des eaux usées de
l’industrie textile par traitement membranaire de flux séparés.... 89 4.4.3 Réf. Fiche technique 4.A.3 : Application de procédés physico-
chimiques et d’un traitement par filtration à contre-courant ....... 90 4.4.4 Réf. Fiche technique 4.A.4 : Utilisation de la photo-oxydation pour
le troisième traitement de purification de l’eau ............................ 91 4.4.5 Réf. Fiche technique 4.A.5 : Épuration des eaux usées industrielles
et mélangées par filtration membranaire combinée et technologies sonochimiques .......................................................... 92
4.4.6 Réf. Fiche technique 4.A.6 : Traitement approprié des eaux usées industrielles par la mise en œuvre d’une combinaison de techniques de purification adaptées .............................................. 93
4.4.7 Réf. Fiche technique 4.A.7 : Élimination des colorants dispersés dans les effluents textiles au moyen de boues biologiques........... 94
4.4.8 Réf. Fiche technique 4.A.8 : Dégradation anaérobie des effluents de bains de teinture de textiles à l’aide d’Halomonas sp. ............. 95
4.4.9 Réf. Fiche technique 4.A.9 : Élimination des colorants de teinture dans les effluents textiles synthétiques et naturels par des systèmes anaérobie en une et deux phases. ................................. 96
4.4.10 Réf. Fiche technique 4.A.10 : Intégration de la production d’hydrogène photobiologique dans l’élimination biologique du colorant-métal à partir des eaux usées textiles simulées .............. 96
4.4.11 Réf. Fiche technique 4.A.11 : Traitement des effluents textiles sur lit filtrant en conditions d’anoxie et filtre bactérien – filtre biologique aéré avec ozone ............................................................ 97
4.4.12 Réf. Fiche technique 4.A.12 : Évaluation de l’efficacité d’un consortium bactérien pour l’élimination des colorants, la réduction des métaux lourds et de la toxicité des effluents de teinture textiles .............................................................................. 98
6
4.4.13 Réf. Fiche technique 4.A.13 : Biosorption du colorant réactif à partir des eaux usées textiles par biomasse non-viable d’Aspergillus niger et de Spirogyra sp. ........................................... 99
4.4.14 Réf. Fiche technique 4.A.14 : Utilisation de Chlorella vulgaris pour la biorestauration des effluents textiles....................................... 100
4.4.15 Réf. Fiche technique 4.A.15 : Coagulation chimique/floculation pour l’élimination des colorants dans les effluents textiles ........ 100
4.4.16 Réf. Fiche technique 4.A.16 : Réacteur anaérobie à lit de boues à alimentation ascendante pour l’élimination de la couleur et la réduction de la DCO dans les eaux usées réelles du textile ......... 101
4.4.17 Réf. Fiche technique 4.A.17 : Potentiel du traitement fongique et bactérien combiné pour l’élimination des colorants dans les effluents textiles ........................................................................... 102
4.4.18 Réf. Fiche technique 4.A.18 : L’oxydation électrochimique pour le traitement des effluents textiles industriels ................................ 103
4.4.19 Réf. Fiche technique 4.A.19 : Élimination des colorants réactifs dans l’eau usée par adsorption sur charbon actif de fibres de coco .......... 104
4.4.20 Réf. Fiche technique 4.A.20 : Utilisation de déchets modifiés de coques de kapokier comme adsorbant pour l’élimination de colorants textiles (Reactive Blue MR) à partir d’une solution aqueuse ........................................................................................ 105
4.4.21 Réf. Fiche technique 4.A.21 : Traitement biologique et oxydant des effluents des bains de teinture textile du coton au moyen de réacteurs à lit fixe et à lit fluidisé ................................................. 105
4.4.22 Réf. Fiche technique 4.A.22 : Biosorption des colorants textiles anioniques par la biomasse non-viable de champignons et de levures .......................................................................................... 106
4.4.23 Réf. Fiche technique 4.B.1 : Techniques d’oxydation (incinération thermique, incinération catalytique), techniques de condensation (par exemple échangeurs de chaleur), techniques d’absorption (par exemple épurateurs humides), techniques de séparation de particules (par exemple dépoussiéreurs électrostatiques, cyclones, filtres en tissu), techniques d’adsorption (par exemple adsorption sur charbon actif). ........................................................................ 107
4.5 Bonnes pratiques générales de gestion pour le secteur textile ................. 109 4.5.1 Réf. Fiche technique G.1 : Gestion et bon entretien .................... 109 4.5.2 Réf. Fiche technique G.2 : Évaluation/inventaire des flux
d’intrants/extrants ....................................................................... 110 4.5.3 Réf. Fiche technique G.3 : Préparation et distribution
automatiques des produits chimiques ......................................... 111 4.5.4 Réf. Fiche technique G.4 : Optimisation de la consommation d’eau
dans les opérations textiles .......................................................... 112 4.5.5 Réf. Fiche technique G.5 : Isolation de machines à haute
température (HT) .......................................................................... 112 4.6 Techniques horizontales ............................................................................. 114
4.6.1 Meilleures techniques disponibles pour les systèmes de refroidissement industriels .......................................................... 114
7
4.6.2 Meilleures techniques disponibles en matière d’efficacité énergétique .................................................................................. 117
4.6.3 Meilleures techniques disponibles pour les émissions dues au stockage ........................................................................................ 125
CHAPITRE 5 SÉLECTION DES MEILLEURES TECHNIQUES DISPONIBLES (MTD) .... 139 5.1 Évaluation des techniques respectueuses de l’environnement disponibles .... 140 5.2 Conclusions sur les MTD ............................................................................. 168
5.2.1 MTD générales pour toutes les entreprises textiles .................... 168 5.2.2 MTD pour les processus de pré-traitement ................................. 168 5.2.3 MTD pour les processus de teinture ............................................ 170
CHAPITRE 6 RECOMMANDATIONS ............................................................ 173 6.1 Priorités basées sur les conclusions des MTD ............................................ 174 6.2 Manque de forces motrices pour les techniques et mesures respectueuses
de l’environnement .................................................................................... 175 6.3 Limitations de l’évaluation et du RAPPORT sur les MTD ............................ 176 6.4 Valeur du rapport pour les membres du GTT ............................................. 177
BIBLIOGRAPHIE .............................................................................................. 179
LISTE DES ABRÉVIATIONS ...................................................................................... 183
8
RÉSUMÉ
Dans cette étude, la sélection des MTD repose sur des visites d’usines, une étude bibliographique, une étude technique et socioéconomique, le calcul des coûts et des discussions avec des experts de l’industrie et des autorités. La consultation officielle a été organisée par l’intermédiaire d’un comité consultatif (Groupe de travail technique, GTT). Les membres du groupe de travail technique ont été choisis parmi les experts du domaine du textile appartenant à des universités, des entreprises, des administrations publiques, des consultants et des experts indépendants. Afin de mener à bien ce rapport d’étude, la Scuola Superiore di Studi di Universitari e Perfezionamento Sant’Anna (SSSUP), le Centre marocain de production propre (CMPP) et les membres du GTT se sont réunis à plusieurs reprises tout au long de la durée du projet afin de discuter, de partager et d’approuver le contenu du présent rapport. Les membres du GTT ont contribué activement à la rédaction et à la réalisation de ce rapport grâce à leurs connaissances, leurs expériences et leur expertise. Cette étude a été réalisée grâce à un échange continu de données, d’informations, d’opinions et de retours d’informations entre tous les auteurs de ce document.
9

Chapitre 1
INTRODUCTION CHAPITRE 1
Contexte de l’étude : le projet BAT4MED 1.1
Contexte 1.1.1
La région méditerranéenne est l’un des environnements les plus vulnérables au monde et rassemble 60 % de la population mondiale « pauvre en eau » et 8,3 % des émissions mondiales de dioxyde de carbone.1 La Banque mondiale a estimé que le coût annuel des dommages subis par l’environnement dans certains pays, sur les côtes sud et est de la Méditerranée, est supérieur à 3 % du produit intérieur brut chaque année. En dépit de plus de 30 années d’efforts internationaux pour protéger la mer, la région méditerranéenne reste aujourd’hui fragile et continue à se détériorer. Les procédés de production industriels sont à l’origine d’une part considérable de la pollution globale dans la région. Pour lutter contre ce déclin continu et améliorer la coordination entre les initiatives déjà mises en place, les dirigeants euro-méditerranéens ont décidé en 2005 d’unir leurs forces et de lancer le projet Horizon 2020, une initiative visant à s’attaquer aux principales sources de pollution en Méditerranée d’ici à 2020. Dans le contexte de cette initiative, la Commission européenne a inclus dans le « Programme de travail 2010 sur le thème de l’environnement (y compris le changement climatique) » du septième programme cadre de recherche un sujet spécifique au service des objectifs de l’initiative Horizon 2020 : « ENV.2010.3.1.4-1 Prévention et réduction intégrées de la pollution des émissions industrielles dans la région méditerranéenne ». La question adressée aux pays méditerranéens partenaires. Il vise à préparer le terrain pour la mise en œuvre des meilleures techniques disponibles (MTD) pour répondre aux impacts spécifiques des émissions industrielles sur la santé et l’environnement, avec l’objectif global de réduire la « fuite de pollution » due au déplacement des industries polluantes. Le projet BAT4MED, « Booster les meilleures techniques disponibles dans les pays méditerranéens partenaires » se présente dans ce contexte. Par ailleurs, le modèle de croissance économique des pays partenaires méditerranéens repose de plus en plus sur la capacité de leurs activités industrielles de faire face aux défis de la concurrence des marchés de l’UE. Afin d’être pleinement intégrés et de pouvoir accéder au marché de l’UE dans des conditions socialement acceptables, la production industrielle des PMP et les produits offerts doivent de plus en plus se conformer non seulement aux normes de rendement et de qualité, mais aussi aux exigences de qualité de l’environnement. Dans un avenir proche, l’efficacité et l’efficience des relations économiques et des flux commerciaux dans les pays méditerranéens dépendront également de la performance environnementale que les secteurs industriels les plus importants et stratégiques des PMP seront en mesure de garantir. BAT4MED a été conçu pour répondre au besoin des pays méditerranéens
1 PNUE / Plan Bleu « A Sustainable Future for the Mediterranean » (2006)
11
Chapitre 1
partenaires de concevoir de nouveaux systèmes de contrôle environnemental basés sur la prévention sans nuire à leur développement économique nécessaire.
Les émissions industrielles et les meilleures techniques disponibles 1.1.2
Les pays méditerranéens de l’UE luttent contre la pollution industrielle principalement à travers la mise en œuvre de la directive européenne relative aux émissions industrielles (IED), publiée le 17 décembre 2010 (directive 2010/75/UE) et en vigueur depuis le 6 janvier 2011. Cette directive s’appuie entre autres sur l’ancienne directive sur la prévention et la réduction intégrées de la pollution (directive IPPC). La dernière directive introduit un système de réglementation comportant une approche intégrée de la prévention et de la réduction de la pollution de l’environnement imputable aux activités industrielles visées par cette directive. Pour l’essentiel, la politique exige aux exploitants industriels polluants d’obtenir des autorisations environnementales intégrées pour faire fonctionner leurs installations industrielles. Ces autorisations sont fondées sur l’application des « meilleures techniques disponibles » (MTD), celles-ci étant les techniques les plus efficaces pour atteindre un niveau élevé de protection de l’environnement, en tenant compte des coûts et des avantages. La directive sur les émissions industrielles définit les meilleures techniques disponibles de la manière suivante : Les « meilleures techniques disponibles » sont le stade de développement le plus efficace et avancé des activités et de leurs modes d’exploitation, démontrant l’aptitude pratique de techniques particulières à constituer, en principe, la base des valeurs limites d’émission visant à éviter et, lorsque cela s’avère impossible, à réduire de manière générale les émissions et l’impact sur l’environnement dans son ensemble :
(a) Par « techniques », on entend aussi bien les techniques employées que la manière dont l’installation est conçue, construite, entretenue, exploitée et mise à l’arrêt ; (b) Par « techniques disponibles », on entend les techniques mises au point sur une échelle permettant de les appliquer dans le contexte du secteur industriel concerné, dans des conditions économiquement et techniquement viables, en prenant en considération les coûts et les avantages, que ces techniques soient utilisées ou produites ou non sur le territoire de l’État membre intéressé, pour autant que l’exploitant concerné puisse y avoir accès dans des conditions raisonnables ; (c) Par « meilleures », on entend les techniques les plus efficaces pour atteindre un niveau général élevé de protection de l’environnement dans son ensemble.
En résumé, « l’application des MTD » signifie que chaque exploitant sujet à l’obligation d’obtenir une autorisation environnementale intégrée doit prendre toutes les mesures préventives économiquement et techniquement viables pour son entreprise afin éviter de nuire à l’environnement.
12
Chapitre 1
Le concept de MTD représente également une opportunité d’affaires importante : l’adoption de mesures environnementales préventives permet de réduire la consommation de ressources naturelles (matières premières, énergie, eau, etc.), de réduire les flux de déchets et d’augmenter l’efficacité du procédé de production. Ceci peut à son tour contribuer à l’accroissement de la compétitivité de l’outil industriel. Conformément à la directive sur les émissions industrielles (IED), le Bureau européen de l’IPPC établit, révise et met régulièrement à jour les documents dits de référence sur les MTD (BREF) pour tous les secteurs industriels soumis à la Directive, ainsi que certaines questions « horizontales » importantes comme « l’efficacité énergétique » ou la « surveillance »2. L’objectif de cette série de documents consiste à refléter avec précision les échanges d’informations qui ont eu lieu à propos de meilleures techniques disponibles, les développements associés dans l’industrie et la politique ainsi que les efforts de surveillance. Elle fournit des informations de référence pour l’autorité accordant l’autorisation, à prendre en compte lors de la détermination des conditions d’autorisation. En fournissant des informations pertinentes relatives aux meilleures techniques disponibles, ces documents constituent des outils précieux pour stimuler la performance environnementale.
Principaux objectifs du projet BAT4MED 1.1.3
Le projet BAT4MED vise à évaluer les possibilités et l’impact de la diffusion de l’approche de la prévention et de la réduction intégrées de l’UE dans les pays méditerranéens partenaires (PMP). Elle entend promouvoir et soutenir la mise en œuvre des meilleures techniques disponibles dans les programmes nationaux de l’environnement. De cette manière, le projet vise à promouvoir un objectif global consistant à assurer un niveau plus élevé de protection de l’environnement dans la région méditerranéenne.
Études sectorielles sur les MTD 1.1.4
Cette étude des MTD s’inscrit dans le cadre du lot de travaux 3 du projet, qui se concentre sur l’identification, l’évaluation et la sélection des MTD pour la prévention et la réduction de la pollution dans deux secteurs industriels clés de trois PMP (Égypte, Maroc et Tunisie). Ces secteurs industriels clés ont été sélectionnés en fonction de leurs « bénéfices environnementaux potentiels » (BEP) dans les PMP. Un ensemble de travaux préalables concentrés sur la détermination des BEP par secteur industriel et classant les secteurs des trois PMP selon la méthodologie BEP développée. Ils ont donné lieu à la sélection des deux secteurs industriels pour une étude plus approfondie : l’industrie laitière et l’industrie textile. Lorsque cela est possible, le rapport se concentre sur les conditions régionales et locales et les prend en compte afin de déterminer la viabilité technique et économique
2 Les BREF sont disponibles en ligne http://eippcb.jrc.es/reference/ (en anglais). Une version française de la plupart des documents de référence sur les MTD peut être consultée sur http://www.ineris.fr/ippc/node/10.
13
Chapitre 1
des techniques respectueuses de l’environnement disponibles. Malheureusement, les informations relatives aux conditions locales ne sont pas toujours disponibles. L’objectif principal de la réalisation de ces études MTD est d’une nature plus démonstrative : les études sont menées en étroite collaboration entre les instituts européens possédant des connaissances spécifiques sur les processus de mise en œuvre de l’IPPC de l’UE et les partenaires égyptiens, tunisiens et marocains des gouvernements, de l’industrie et des administrations de l’environnement ou des instituts. Cette méthode de travail permet un échange de connaissances sur l’utilisation potentielle et les procédures les plus appropriées pour la réalisation d’une étude des MTD adaptée à la situation et aux besoins locaux spécifiques. Comme dans l’UE, ces études MTD peuvent être mises à profit par les autorités compétentes comme base pour adapter leur législation sur l’environnement et les procédures administratives à l’état actuel des techniques, par exemple pour fixer les valeurs limites d’émission à un niveau sectoriel ou déterminer les conditions d’autorisation. Elles sont également particulièrement intéressantes pour les opérateurs, car elles leur permettent d’être informés des techniques respectueuses de l’environnement et éco-efficaces disponibles dans leur secteur et de soutenir le processus de prise de décisions lorsque des changements sont nécessaires ou envisagés dans les processus de production ou les installations.
L’étude des MTD pour l’industrie textile marocaine 1.2
Principaux objectifs de l’étude 1.2.1
Les principaux objectifs de l’étude actuelle sont les suivants : • cartographier l’état de la situation de l’industrie textile au Maroc, entre
autres en donnant un aperçu du nombre et du type d’entreprises, de leurs principaux intrants et extrants, de leur compétitivité, des principaux impacts sur l’environnement ;
• décrire les processus appliqués dans les installations textiles marocaines, les techniques respectueuses de l’environnement disponibles et les aspects environnementaux connexes ;
• choisir dans cette liste de techniques respectueuses de l’environnement les meilleures techniques disponibles, sur la base d’une évaluation des aspects économiques, techniques et environnementaux ;
• proposer des suggestions pour la collecte de données et la recherche ultérieures, afin d’améliorer les évaluations futures des MTD.
Contenu de l’étude 1.2.2
Le point de départ de cette étude sur les meilleures techniques disponibles pour l’industrie textile est un examen socioéconomique du secteur (chapitre 2). Celui-ci
14
Chapitre 1
constitue la base pour la détermination de la force et de la viabilité économiques du secteur, et permet d’évaluer la viabilité des mesures proposées dans le chapitre 4. Ensuite, les processus sont décrits en détail et les impacts environnementaux sont déterminés pour chaque étape des processus (chapitre 3). Le chapitre 4 dresse un inventaire des techniques respectueuses de l’environnement applicables au secteur textile, fondé sur une étude bibliographique approfondie et les données provenant des fournisseurs et des visites d’usines. Enfin, le chapitre 5 évalue chacune de ces techniques en ce qui concerne son bénéfice pour l’environnement ainsi que sa viabilité technique et économique. Une analyse coût-bénéfice permet de sélectionner les meilleures techniques disponibles. Les conclusions générales, des recommandations et une évaluation du rapport sont exposées dans le chapitre 6.
Procédure et orientation 1.2.3
Dans un premier temps, quatre installations ont été visitées dans le but de mieux comprendre les circonstances locales de l’industrie textile et les techniques et processus appliqués. Ces installations ont été sélectionnées en tenant compte de leur niveau actuel d’utilisation des techniques respectueuses de l’environnement et de leur volonté de participation. Des données spécifiques ont été rassemblées concernant, entre autres, les niveaux de consommation et d’émissions. Par le biais de listes de contrôle fondées sur les meilleures techniques disponibles candidates identifiées dans le BREF concernant le secteur textile, certaines premières différences fondamentales ont été identifiées entre l’UE et le contexte marocain, les installations et les procédés appliqués. En outre, d’importants documents disponibles (BREF et directives MTD nationales, informations d’experts, projets pilotes, publications du secteur, données disponibles des entreprises, etc.) et des experts ont été consultés afin de recueillir des informations plus détaillées sur le secteur dans son ensemble, les processus et les techniques appliqués et l’impact sur l’environnement, de même que pour garantir que toutes les informations pertinentes concernant le contexte ont été prises en compte. Pour appuyer la collecte de données et obtenir des conseils scientifiques au cours de l’étude, un groupe de travail technique (GTT) a été mis en place, composé de représentants gouvernementaux et du secteur ainsi que d’experts techniques indépendants. Ce groupe de travail s’est réuni pour discuter du contenu des questions connexes (3 novembre 2011, 3 avril 2012 et 13 novembre 2012). L’annexe 1 contient une liste des membres du groupe de travail du secteur et des experts externes qui ont participé à cette étude. L’auteur a fidèlement tenu compte des remarques du groupe de travail sectoriel. Toutefois, ce rapport n’est pas un texte de compromis, il est conforme à ce que l’auteur considère en ce moment comme étant l’état des techniques et constituant les recommandations correspondantes les plus appropriées.
15

Chapitre 2
CADRE SOCIOÉCONOMIQUE, ENVIRONNEMENTAL ET CHAPITRE 2LÉGISLATIF DU SECTEUR
Ce chapitre décrit et analyse le contexte socioéconomique, environnemental et législatif du secteur textile. Tout d’abord, l’objectif est de décrire la branche de l’industrie et de délimiter avec précision l’objet de l’étude. Puis, une sorte de niveau d’indicateur barométrique est déterminé sur la base d’un certain nombre de caractéristiques socioéconomiques, d’une part, et d’une estimation de la viabilité du secteur, de l’autre. Une troisième section présente les questions environnementales-législatives les plus importantes du secteur textile. Ce cadre socioéconomique et législatif peut être important lors de l’évaluation du candidat aux MTD. Par exemple, les effets sur les différents milieux environnementaux doivent être convertis en un résultat unique pour obtenir l’impact environnemental global (sur l’environnement dans son ensemble). On peut se baser sur différents aspects mais, au vu de l’approche qualitative du présent rapport, l’un des critères possibles est par exemple la pondération des différents milieux en fonction des priorités fixées dans la législation, qui reposent sur des normes de qualité environnementale relatives à l’eau, à l’air, etc.
Description et délimitation du secteur 2.1
Délimitation et sous-classification du secteur 2.1.1
Le secteur du textile et du cuir occupe la troisième position dans l’industrie marocaine après les industries chimique/para-chimique et l’industrie alimentaire. Il est divisé en 3 sous-secteurs :
• Cuir et chaussures • Vêtements et doublures • Textile
L’analyse socioéconomique de ce chapitre portera sur les activités menées dans le cadre du sous-secteur « textile », notamment :
• Production de fil : mélange, cardage, filage, retordage • Formation de tissu : tissage et tricotage • Les processus de finissage comprennent : prétraitement, impression, teinture, y
compris lavage et séchage • Fabrication de vêtements
17
Chapitre 2
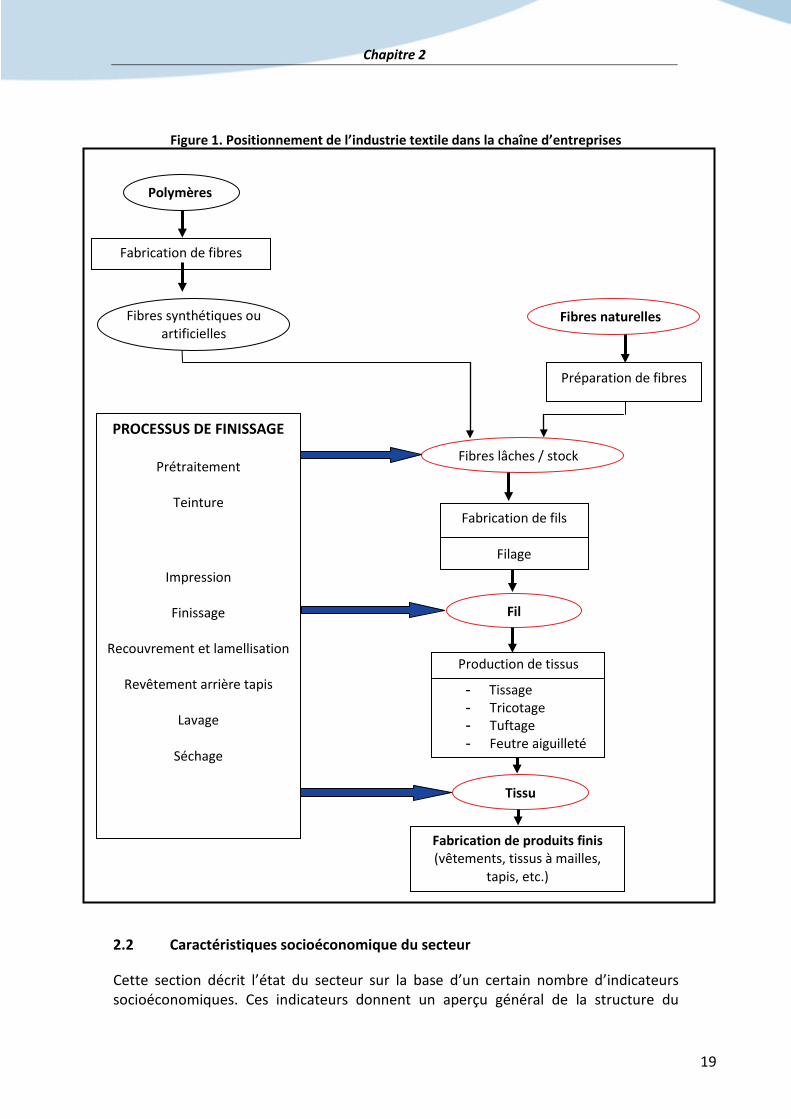
Ainsi, l’étude des MTD pour l’industrie textile mettra l’accent sur le processus de finissage, y compris le prétraitement, l’impression, la teinture et le lavage comme étant les activités les plus polluantes du secteur textile.
La chaîne d’entreprises 2.1.2
Le positionnement des entreprises textiles dans la chaîne d’entreprises est représenté sur la figure 1.
18
Chapitre 2
Polymères
Fabrication de fibres
Fibres naturelles
Préparation de fibres
Fibres lâches / stock
Fabrication de fils
Filage
Fil
Production de tissus
- Tissage - Tricotage - Tuftage - Feutre aiguilleté
Tissu
Fabrication de produits finis (vêtements, tissus à mailles,
tapis, etc.)
PROCESSUS DE FINISSAGE
Prétraitement
Teinture
Impression
Finissage
Recouvrement et lamellisation
Revêtement arrière tapis
Lavage
Séchage
Fibres synthétiques ou artificielles
Figure 1. Positionnement de l’industrie textile dans la chaîne d’entreprises
Caractéristiques socioéconomique du secteur 2.2
Cette section décrit l’état du secteur sur la base d’un certain nombre d’indicateurs socioéconomiques. Ces indicateurs donnent un aperçu général de la structure du
19
Chapitre 2
secteur et constituent une base pour l’estimation de la viabilité du secteur dans le paragraphe suivant. Les aspects économiques du secteur ont été établis sur la base des données économiques mises à jour publiées par le ministère du Commerce, de l’Industrie et des Nouvelles technologies, entre les années 2007 et 2009.
Nombre et taille des entreprises 2.2.1
Le sous-secteur textile occupe une position privilégiée au sein du secteur du textile et du cuir, et comprend 520 unités réparties entre les grandes, moyennes et petites entreprises.
Emploi 2.2.2
Le secteur textile emploie près de 200 000 personnes au Maroc. Cela en fait le plus gros employeur industriel du pays avec 40 % de l’emploi industriel national.
Évolution du chiffre d’affaires, de la valeur ajoutée et des bénéfices 2.2.3
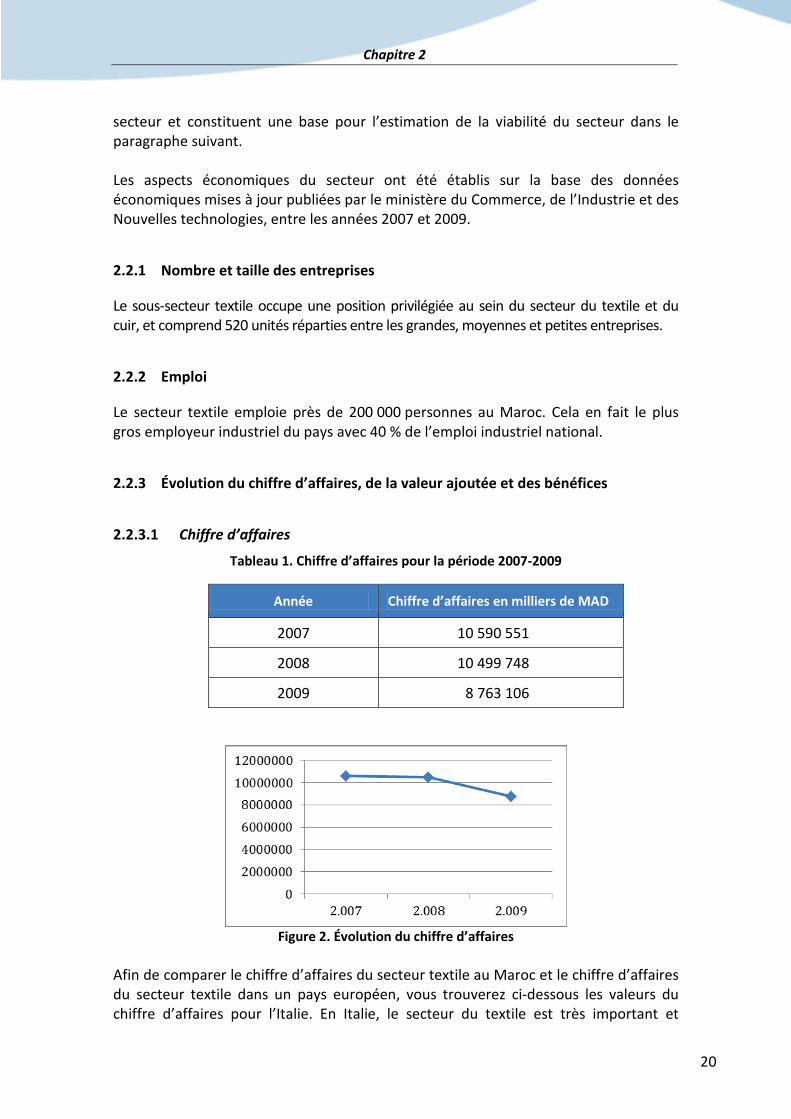
Chiffre d’affaires 2.2.3.1
Tableau 1. Chiffre d’affaires pour la période 2007-2009
Figure 2. Évolution du chiffre d’affaires
Afin de comparer le chiffre d’affaires du secteur textile au Maroc et le chiffre d’affaires du secteur textile dans un pays européen, vous trouverez ci-dessous les valeurs du chiffre d’affaires pour l’Italie. En Italie, le secteur du textile est très important et
Année Chiffre d’affaires en milliers de MAD
2007 10 590 551
2008 10 499 748
2009 8 763 106
20
Chapitre 2
développé : le chiffre d’affaires était de 55 021 millions d’euros pour l’exercice 2007 ; 54 117 pour l’année 2008 et 45 187 pour l’année 20093. Dans le tableau suivant, ces valeurs ont été converties en dirhams marocains (MAD) afin de mieux apprécier la comparaison.
Tableau 2. Chiffre d’affaires du secteur textile au Maroc et en Italie
Année Chiffre d’affaires en
milliers de MAD (Maroc)
Chiffre d’affaires en milliers de MAD
(Italie) 2007 10 590 551 611 564 311,80 2008 10 499 748 601 516 254,92 2009 8 763 106 502 258 347,85
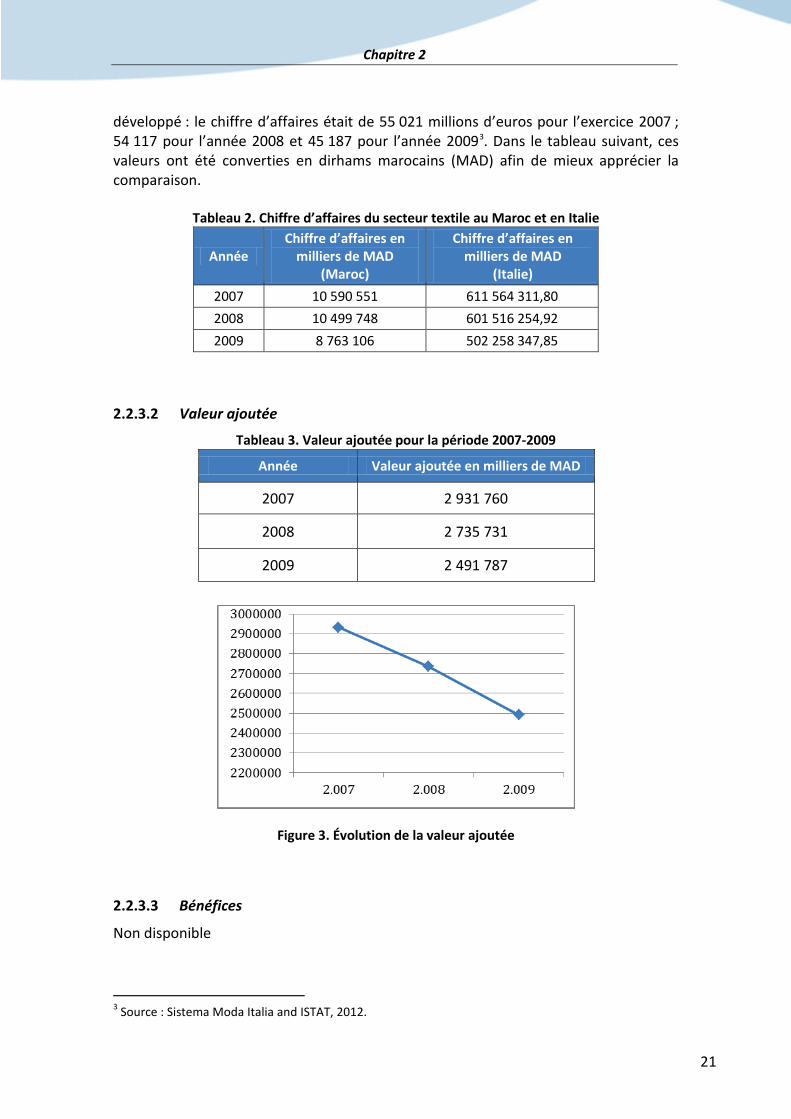
Valeur ajoutée 2.2.3.2
Tableau 3. Valeur ajoutée pour la période 2007-2009
Figure 3. Évolution de la valeur ajoutée
Bénéfices 2.2.3.3
Non disponible
3 Source : Sistema Moda Italia and ISTAT, 2012.
Année Valeur ajoutée en milliers de MAD
2007 2 931 760
2008 2 735 731
2009 2 491 787
21
Chapitre 2
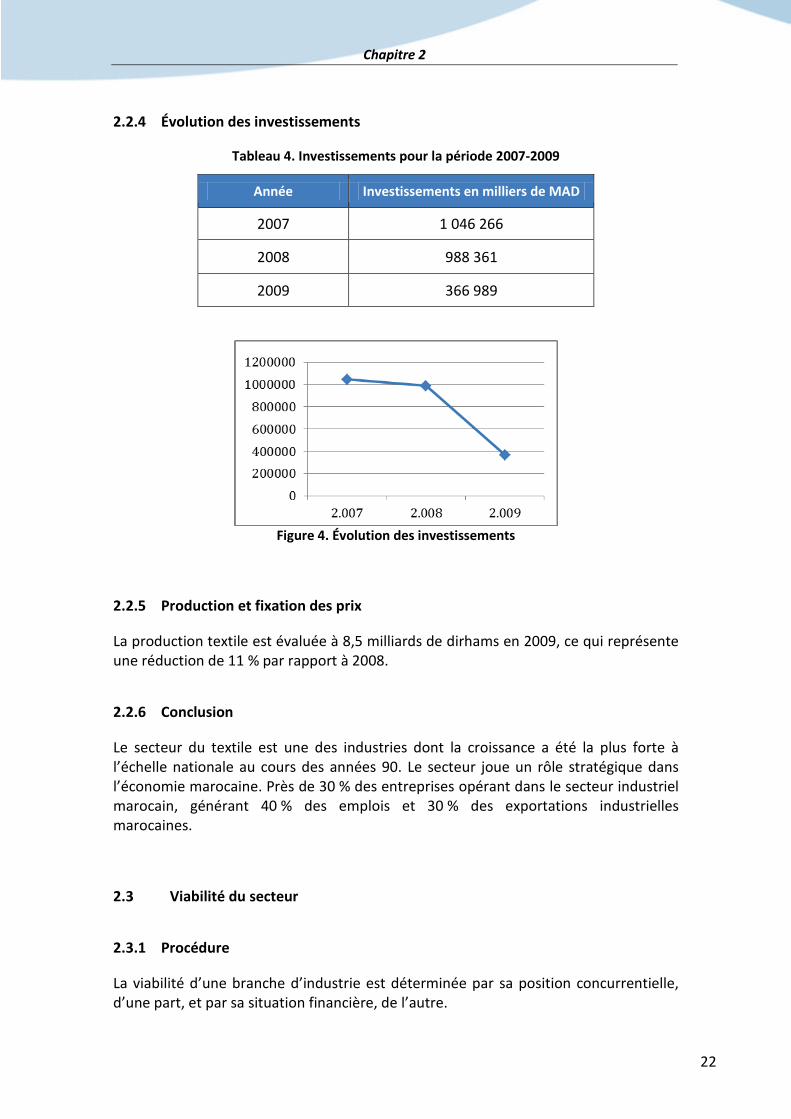
Évolution des investissements 2.2.4
Tableau 4. Investissements pour la période 2007-2009
Figure 4. Évolution des investissements
Production et fixation des prix 2.2.5
La production textile est évaluée à 8,5 milliards de dirhams en 2009, ce qui représente une réduction de 11 % par rapport à 2008.
Conclusion 2.2.6
Le secteur du textile est une des industries dont la croissance a été la plus forte à l’échelle nationale au cours des années 90. Le secteur joue un rôle stratégique dans l’économie marocaine. Près de 30 % des entreprises opérant dans le secteur industriel marocain, générant 40 % des emplois et 30 % des exportations industrielles marocaines.
Viabilité du secteur 2.3
Procédure 2.3.1
La viabilité d’une branche d’industrie est déterminée par sa position concurrentielle, d’une part, et par sa situation financière, de l’autre.
Année Investissements en milliers de MAD
2007 1 046 266
2008 988 361
2009 366 989
22
Chapitre 2
Position concurrentielle 2.3.2
Objectif et approche 2.3.2.1
Le modèle des cinq forces de Michael Porter est un excellent instrument pour la détermination de la position concurrentielle d’un secteur. M. Porter (1980, 1985) identifie cinq sources de concurrence : (I) la menace de nouveaux entrants, (ii) la menace de produits de substitution, (iii) le pouvoir de marchandage des acheteurs, (iv) le pouvoir de marchandage des fournisseurs, et (v) la rivalité entre les entreprises existantes. L’essence de la théorie et la manière dont ces sources de concurrence peuvent affecter la détermination des MTD ont été décrites dans le BREF « Aspects économiques et effets multimilieux ».
La menace de nouveaux entrants 2.3.2.2
En 2012, l’industrie textile marocaine se remet des effets de la récession mondiale et stimule ses exportations globales et sa croissance. En dépit d’un contexte économique mondial difficile, notamment la concurrence importante des exportateurs asiatiques, dont les coûts sont bas, la croissance de l’industrie marocaine du textile et de l’habillement a été de 4,4 % en 2011, avec des exportations d’une valeur de 2,6 milliards de dollars. Malgré un marché européen en baisse, les huit premiers mois de l’année 2011 ont été marqués par la croissance des exportations de textiles vers l’UE (24,2 %). Afin de faire face à la crise actuelle et de soutenir la croissance dans le secteur, de plus en plus d’entreprises se sont regroupées dans des « consortiums d’exportation », lancés par le ministère du Commerce extérieur en collaboration avec l’Organisation des Nations unies pour le développement industriel (ONUDI) et le gouvernement italien.
Menace de produits de substitution 2.3.2.3
Pas de données / informations disponibles
Pouvoir de marchandage des fournisseurs 2.3.2.4
Le pouvoir de marchandage des fournisseurs peut varier en fonction de la position du fournisseur dans la chaîne de production. Il est plus facile pour les entreprises de changer de fournisseurs de produits chimiques que de changer de fournisseurs de matières premières sujettes à des changements de prix, aux disponibilités et aux sous-traitants à l’étranger (clients internationaux). Il est souvent difficile pour les entreprises d’expliquer aux fournisseurs des coûts additionnels découlant de mesures environnementales ; toutefois, certaines sociétés qui appliquent les processus de
23
Chapitre 2
teinture pour les produits d’exportation sont plus orientées vers l’écologisation de leur chaîne d’approvisionnement.
Pouvoir de marchandage des acheteurs 2.3.2.5
Les entreprises textiles ont en moyenne une douzaine de clients. La clientèle des entreprises de vêtements oscille entre 3 et 4 clients tandis que les entreprises produisant des articles individuels peuvent avoir plus de 20 clients. Changer de clients est une tâche difficile, en particulier sur les marchés à l’exportation ; cette difficulté est moins observée sur le marché local. Dans la plupart des cas, il n’est pas possible d’expliquer aux clients des coûts additionnels dérivés par exemple de mesures environnementales.
Rivalité entre les entreprises existantes 2.3.2.6
La collaboration entre les entreprises locales est particulièrement sensible pour les unités de blanchiment et de teinture de type denim. La rivalité entre les concurrents existants varie en fonction de la destination des produits finis ; La rivalité est déterminée par la qualité du produit pour le marché d’exportation et les prix sur le marché local.
Conclusion générale de l’analyse de la concurrence 2.3.2.7
Les produits textiles sont principalement destinés à l’exportation car les entreprises marocaines ont des alliances avec des entreprises étrangères. La Chine a longtemps offert des avantages intéressants en matière de coûts de production, mais semble désormais moins rentable qu’il y a quelques années. Par exemple, la production en Chine était de 40 à 45 % moins chère pour les fabricants espagnols de textiles. Dernièrement, la marge dépasse à peine 15 %, dans un contexte de hausse des coûts de production. Géographiquement plus proches, les ateliers marocains proposent aux entreprises européennes une main-d’œuvre abordable, des délais de livraison limités à 5 ou 6 semaines, dans certains cas entre 3 à 4 jours, et des coûts logistiques de transport réduits.
24
Chapitre 2
Ratios financiers 2.3.3
Introduction 2.3.3.1
L’évaluation de la situation financière du secteur peut être réalisée sur la base d’un certain nombre de ratios financiers qui représentent chacun des quatre domaines de la santé financière : rentabilité, valeur ajoutée, solvabilité et liquidité. En comparant les ratios du secteur textile à ceux de l’industrie dans son ensemble, on peut se faire une idée de la santé financière relative d’un secteur. Si le secteur est confronté à des problèmes financiers structurels ou graves, ceci peut constituer un argument pour conclure que les techniques dont les coûts sont élevés s’avèrent inabordables.
Ratios financiers de l’industrie textile 2.3.3.2
Aucune donnée n’est disponible
Estimation concluante de la viabilité du secteur 2.3.4
Le secteur textile a de nombreux atouts pour son développement, notamment :
• Cadre incitatif : Un plan de développement concret de l’offre, un système incitatif qui comprend des mesures d’encouragement fiscal, financier, juridique et social, un vaste réseau d’accords de libre-échange avec l’Union européenne, les États-Unis d’Amérique et le monde arabe, donnant accès à un marché de plus d’un milliard de consommateurs.
• Plateforme d’investissement : le gouvernement marocain offre aux investisseurs des plateformes d’investissements industriels très favorables.
• Réactivité de la production : grâce aux producteurs locaux de matières premières, et à la future mise en place de plateformes d’approvisionnement, le Maroc peut réduire de deux semaines ses délais de livraison en Europe (-50 % de la durée du cycle normal).
• Réactivité des livraisons : La proximité géographique des marchés européens, un port « Tanger Med » qui permet à l’industrie textile marocaine d’être plus réactive.
• Grande capacité de production : une capacité de production importante dans le secteur, estimée à plus d’un milliard de pièces par an, une industrie qui travaille depuis 50 ans avec les marchés européens et américains, des établissements de formation assurant les compétences d’amélioration continue et permettant aux entreprises de bénéficier d’une main-d’œuvre qualifiée et de profils de designers, de stylistes et d’ingénieurs de premier ordre, développent une compétence qui est au cœur de la stratégie du secteur : formation prévue de 2 000 ingénieurs et de 30 000 opérateurs en 2015.
• Bonne organisation sectorielle : une organisation autour d’une association professionnelle (AMITH), qui compte parmi ses membres plus de 90 % des entreprises exportatrices du secteur, la facilité de communication et
25
Chapitre 2
d’interaction avec les partenaires commerciaux et les investisseurs internationaux.
• Éthique sociale et environnementale : Adoption du programme de conformité sociale « Fibre citoyenne ». Ce label distingue les entreprises textiles et de l’habillement qui satisfont aux règlementations relatives à la gestion des ressources humaines et aux conditions de travail.
Aspects réglementaires relatifs à l’environnement 2.4
Le paragraphe suivant décrit le cadre environnemental-réglementaire de la présente étude MTD en se concentrant principalement sur la législation marocaine.
Législation marocaine 2.4.1
Le paragraphe suivant (non limitatif) dresse la liste des lois sur l’environnement pertinentes pour l’industrie textile : La loi n° 10-95 sur l’eau publiée en 1995, vise à établir une politique nationale de l’eau basée sur une vision prospective tenant compte à la fois de l’évolution des ressources et d’autres besoins nationaux en eau. Elle met en place des dispositions juridiques en vue de la rationalisation de la consommation d’eau, de la généralisation de l’accès à l’eau et de la solidarité interrégionale ; programme de réduction des disparités entre les villes et la campagne afin de garantir la sécurité de l’eau dans tout le pays. Les trois décrets ci-dessous sont appliqués afin de renforcer la loi 10-95 et de réduire la pollution des eaux :
• Décret de février 1998 sur l’évaluation et la perception des redevances pour l’utilisation de l’eau du domaine public
• Décret de février 1998 sur les normes de qualité de l’eau et l’inventaire des niveaux de pollution de l’eau
• Décret de janvier 2005 sur les déversements, les décharges, les rejets, les dépôts directs ou indirects dans les eaux de surface ou les eaux souterraines. Ce décret définit la limite de pollution de l’eau en termes physico-chimiques, biologiques ou bactériologiques.
26
Chapitre 2
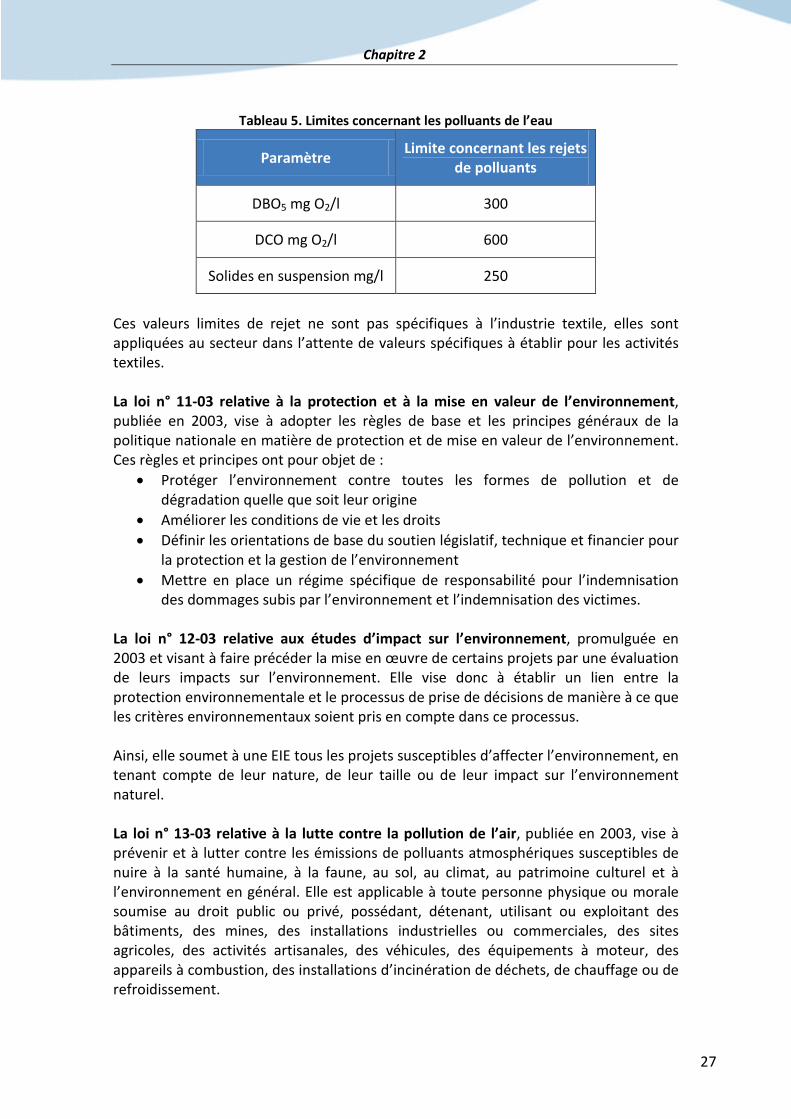
Tableau 5. Limites concernant les polluants de l’eau
Paramètre Limite concernant les rejets de polluants
DBO5 mg O2/l 300
DCO mg O2/l 600
Solides en suspension mg/l 250
Ces valeurs limites de rejet ne sont pas spécifiques à l’industrie textile, elles sont appliquées au secteur dans l’attente de valeurs spécifiques à établir pour les activités textiles. La loi n° 11-03 relative à la protection et à la mise en valeur de l’environnement, publiée en 2003, vise à adopter les règles de base et les principes généraux de la politique nationale en matière de protection et de mise en valeur de l’environnement. Ces règles et principes ont pour objet de :
• Protéger l’environnement contre toutes les formes de pollution et de dégradation quelle que soit leur origine
• Améliorer les conditions de vie et les droits • Définir les orientations de base du soutien législatif, technique et financier pour
la protection et la gestion de l’environnement • Mettre en place un régime spécifique de responsabilité pour l’indemnisation
des dommages subis par l’environnement et l’indemnisation des victimes. La loi n° 12-03 relative aux études d’impact sur l’environnement, promulguée en 2003 et visant à faire précéder la mise en œuvre de certains projets par une évaluation de leurs impacts sur l’environnement. Elle vise donc à établir un lien entre la protection environnementale et le processus de prise de décisions de manière à ce que les critères environnementaux soient pris en compte dans ce processus. Ainsi, elle soumet à une EIE tous les projets susceptibles d’affecter l’environnement, en tenant compte de leur nature, de leur taille ou de leur impact sur l’environnement naturel. La loi n° 13-03 relative à la lutte contre la pollution de l’air, publiée en 2003, vise à prévenir et à lutter contre les émissions de polluants atmosphériques susceptibles de nuire à la santé humaine, à la faune, au sol, au climat, au patrimoine culturel et à l’environnement en général. Elle est applicable à toute personne physique ou morale soumise au droit public ou privé, possédant, détenant, utilisant ou exploitant des bâtiments, des mines, des installations industrielles ou commerciales, des sites agricoles, des activités artisanales, des véhicules, des équipements à moteur, des appareils à combustion, des installations d’incinération de déchets, de chauffage ou de refroidissement.
27
Chapitre 2
La loi n° 28-00 relative à la gestion des déchets et à leur élimination, adoptée en 2006, définit les règles et les principes qui constituent le cadre de base pour l’ensemble de la chaîne : collecte, transport, élimination et traitement. Elle établit une gestion rationnelle, moderne et efficace des déchets industriels respectueuse des exigences du développement durable et de la protection de l’environnement. Les principaux apports de cette loi relative à la gestion des déchets industriels sont les suivants :
• Introduction du « principe pollueur-payeur » et partage des responsabilités entre les différentes parties prenantes, en fonction du type de déchets (déchets dangereux ou non)
• Création de décharges en fonction de la nature des déchets • Programmes de gestion des déchets mis en place dans chaque région et au
niveau national • Création d’un programme national de gestion des déchets dangereux • Établissement d’un système de contrôle et de détection des infractions
relatives aux déchets dangereux, ménagers et assimilés, de même qu’au transport des déchets dangereux
• Mise en œuvre d’un système de sanctions financières à plusieurs niveaux en fonction de la gravité des infractions
La loi n° 13-09 relative aux énergies renouvelables, adoptée en 2010, instaure un cadre juridique prévoyant des perspectives de mise en place et d’exploitation d’installations de production d’énergie électrique à partir de ressources renouvelables. Pour encourager le développement de ces installations, un système financier et des incitations sont en cours de préparation. Des décrets sont rédigés par les instances environnementales en vue de la mise en œuvre des lois mentionnées.
Législation européenne 2.4.2
Directive sur les émissions industrielles4 2.4.2.1
Les processus de production industrielle représentent une part importante de la pollution totale en Europe (pour les émissions de gaz à effet de serre et de substances acidifiantes, les rejets d’eaux usées et les déchets).
4 Source : Commission européenne – DG Environnement : http://ec.europa.eu/environment/air/pollutants/stationary/ied/legislation.htm
28
Chapitre 2
Afin de prendre de nouvelles mesures pour réduire les émissions de ces installations, la Commission a adopté sa proposition de directive sur les émissions industrielles, le 21 décembre 2007. Cette proposition est une refonte de sept parties existantes de la législation et son but est d’obtenir des avantages importants pour l’environnement et la santé humaine en réduisant les émissions industrielles nocives au sein de l’UE, notamment grâce à une meilleure application des MTD. L’IED est entrée en vigueur le 6 Janvier 2011 et doit être transposée dans la législation nationale des États membres avant le 7 Janvier 2013. L’IED succède à la directive IPPC, et pour l’essentiel il s’agit de minimiser la pollution provenant de diverses sources industrielles dans toute l’Union européenne. Les exploitants d’installations industrielles réalisant des activités concernées par l’annexe I de l’IED sont tenus d’obtenir une autorisation intégrée des autorités des pays de l’UE. Près de 50 000 installations étaient déjà couvertes par la directive IPPC et l’IED couvrira certaines nouvelles activités, ce qui pourraient signifier une légère hausse du nombre d’installations.
La directive IED est fondée sur plusieurs principes, à savoir (1) une approche intégrée, (2) les meilleures techniques disponibles, (3) la flexibilité, (4) les inspections et (5) la participation du public.
1. L’approche intégrée signifie que les autorisations doivent tenir compte des performances environnementales globales de l’usine, par exemple en matière d’émissions dans l’air, dans l’eau et dans les sols, de production de déchets, d’utilisation des matières premières, d’efficacité énergétique, de bruit, de prévention des accidents et de restauration des sites après la fermeture. Le but de cette directive est d’assurer un niveau élevé de protection de l’environnement considéré dans son ensemble. Si l’activité implique l’utilisation, la production ou le rejet de substances dangereuses pertinentes, l’IED exige que les exploitants établissent un rapport de base avant de commencer une opération d’installation ou avant qu’un permis ne soit actualisé et qu’ils tiennent compte de la possibilité de contamination du sol et de la nappe phréatique, garantissant ainsi une approche intégrée.
2. Les conditions d’autorisation, y compris les valeurs limites d’émission (VLE) doivent être fondées sur les meilleures techniques disponibles (MTD), telles que définis dans la directive IPPC. Les conclusions des études sur les MTD (documents contenant des informations sur les niveaux d’émission associés aux meilleures techniques disponibles) serviront de référence pour établir les conditions d’autorisation. Afin d’aider les autorités concédantes et les entreprises à déterminer les MTD, la Commission organise un échange d’informations entre les experts des États membres de l’UE, de l’industrie et des organisations environnementales. Ce travail est coordonné par le Bureau européen de l’IPPC de l’Institut de prospective technologique du Centre commun de recherche de l’UE à Séville (Espagne). Cela donne lieu à l’adoption et à la publication par la Commission
29
Chapitre 2
des conclusions sur les MTD et des documents de référence sur les MTD (BREF). Au mois de février 2012, un document d’orientation a été publié pour établir les lignes directrices sur la collecte de données, sur l’élaboration de documents de référence sur les MTD et sur leur assurance qualité (2012/119/UE). Cette orientation a également été utilisée comme base lors de l’élaboration de ces rapports.
3. L’IED est dans une certaine mesure flexible en permettant aux autorités chargées de l’octroi de licences d’imposer des valeurs limites d’émission moins strictes dans des cas spécifiques. Ces mesures ne sont applicables que si une évaluation montre que la réalisation des niveaux d’émission associés aux MTD, tels que décrits dans les conclusions sur les MTD, entraînerait des coûts disproportionnellement élevés par rapport aux avantages environnementaux, en raison
(a) situation géographique ou conditions environnementales locales ou (b) caractéristiques techniques de l’installation.
L’autorité compétente doit dans tous les cas documenter les raisons de l’application de mesures de flexibilité dans l’octroi du permis, en y incluant le résultat de l’analyse coûts-avantages. En outre, le chapitre 3 sur les grandes installations de combustion comprend certains instruments de flexibilité (Plan national de transition, dérogations à durée limitée, etc.)
4. L’IED définit des exigences obligatoires concernant les inspections environnementales. Les États membres mettront en place un système d’inspections environnementales et définiront des plans d’inspection en conséquence. L’IED impose une visite sur place au moins tous les 1 à 3 ans, en appliquant des critères fondés sur le risque.
5. La directive garantit au public le droit de participer au processus de prise de décision et d’être informé de ses conséquences, en lui permettant d’accéder :
(a) aux demandes d’autorisation, pour qu’il puisse donner son avis, (b) aux autorisations, (c) aux résultats de la surveillance des rejets et (d) au registre européen des rejets et des transferts de polluants (E-PRTR). L’E-
PRTR est un registre public qui donne accès aux données d’émission communiquées par les États membres ; son objectif est de fournir des informations environnementales sur les principales activités industrielles. L’E-PRTR a remplacé le précédent registre européen des émissions de polluants (EPER).
Un bref résumé de l’IED est également disponible sur le site Internet EUROPA5.
Directive relative au traitement des eaux urbaines résiduaires6 2.4.2.2
La directive 91/271/CEE concerne la collecte, le traitement et l’évacuation des eaux urbaines résiduaires ainsi que le traitement et le rejet des eaux usées provenant de
5 http://europa.eu/legislation_summaries/environment/air_pollution/ev0027_en.htm 6 http://europa.eu/legislation_summaries/environment/water_protection_management/l28008_en.htm
30
Chapitre 2
certains secteurs industriels. Son but est de protéger l’environnement contre les effets néfastes causés par le rejet de ces eaux. Les eaux usées industrielles entrant dans les systèmes de collecte tout comme l’évacuation des eaux usées et des boues de stations d’épuration des eaux sont soumis à la réglementation et/ou aux autorisations spécifiques fournies par les autorités compétentes. La directive établit un calendrier, que les États membres doivent respecter, pour la fourniture de systèmes de collecte et de traitement des eaux urbaines résiduaires dans les agglomérations correspondant aux catégories prévues par la directive. Les principales échéances sont les suivantes :
• 31 décembre 1998 : toutes les agglomérations de plus de 10 000 équivalents habitants (EH) qui rejettent leurs effluents dans des zones sensibles doivent posséder un système de collecte et de traitement approprié ;
• 31 décembre 2000 : toutes les agglomérations de plus de 15 000 EH qui ne rejettent pas leurs effluents dans une zone sensible doivent posséder un système de collecte et de traitement qui leur permet de satisfaire aux exigences du tableau 1 de l’annexe I ;
• 31 décembre 2005 : toutes les agglomérations comprises entre 2 000 et 10 000 EH qui rejettent leurs effluents dans des zones sensibles, et toutes les agglomérations comprises entre 2 000 et 15 000 EH qui ne les rejettent pas dans ces zones doivent posséder un système de collecte et de traitement.
L’annexe II exige des États membres qu’ils établissent des listes de zones sensibles et moins sensibles qui reçoivent les eaux traitées. Cette liste doit régulièrement être mise à jour. Le traitement de l’eau en milieu urbain doit varier en fonction de la sensibilité des eaux réceptrices. La directive fixe des exigences spécifiques pour les rejets provenant de certains secteurs industriels tels que les eaux usées industrielles biodégradables qui ne pénètrent pas dans stations d’épuration d’eaux usées urbaines avant d’être rejetées dans les eaux réceptrices. Les États membres sont chargés de surveiller les rejets des stations d’épuration ainsi que les eaux réceptrices. Ils doivent veiller à ce que les autorités nationales compétentes publient un rapport sur l’état de la situation tous les deux ans. Ce rapport doit également être envoyé à la Commission. Les États membres doivent mettre en place des programmes nationaux pour la mise en œuvre de la présente directive et doivent les soumettre à la Commission. La directive prévoit également des dérogations temporaires.
31
Chapitre 2
Directive établissant un système d’échange de quotas d’émission (ETS)7 2.4.2.3
Lancé en 2005 avec la directive 2003/87/CE, le SCEQE entre actuellement dans sa troisième phase, période allant de 2013 à 2020. Le système communautaire d’échange de quotas d’émission (SCEQE) est l’élément fondamental de la politique de l’Union européenne pour lutter contre le changement climatique, et son outil clé pour réduire les émissions industrielles de gaz à effet de serre de manière rentable. Le SCEQE fonctionne sur le principe du « cap and trade » (plafonnement et échange). Un plafond, ou limite, est fixé en fonction de la quantité totale de certains gaz à effet de serre qui peuvent être émis par les usines, les centrales électriques et d’autres installations dans le système. Le plafond est réduit au fil du temps de sorte que les émissions totales diminuent elles aussi. En 2020, les émissions des secteurs couverts par le SCEQE auront diminué de 21 % par rapport à 2005. À l’intérieur de ce plafond, les entreprises reçoivent ou achètent des quotas d’émission qu’ils peuvent échanger les uns avec les autres selon les besoins. Ils peuvent également acheter des quantités limitées de crédits internationaux provenant de projets de réduction des émissions dans le monde entier. La limite du nombre total de quotas disponibles garantie qu’ils ont une valeur. Après chaque année, une entreprise doit restituer suffisamment de quotas pour couvrir l’ensemble de ses émissions, dans le cas contraire, de lourdes amendes sont imposées. Si une entreprise réduit ses émissions, elle peut conserver son surplus de quotas pour couvrir ses futurs besoins, ou bien les vendre à une autre entreprise qui est à court de quotas. La flexibilité que le commerce offre veille à ce que les émissions soient réduites lorsque cela coûte moins cher de le faire.
Directive-cadre sur les déchets8 2.4.2.4
La directive 2008/98/CE établit un cadre juridique pour le traitement des déchets* dans la Communauté. Elle vise à protéger l’environnement et la santé humaine par la prévention des effets nocifs de la production et de la gestion des déchets. Elle s’applique aux déchets ne comprenant pas :
• d’effluents gazeux ; • d’éléments radioactifs ; • d’explosifs déclassés ; • de matières fécales ; • d’eaux usées ; • de sous-produits animaux ; • de carcasses d’animaux morts autrement que par abattage ; • d’éléments provenant des ressources minérales.
7 http://ec.europa.eu/clima/policies/ets/index_en.htm 8 http://europa.eu/legislation_summaries/environment/waste_management/ev0010_en.htm
32
Chapitre 2
Afin de protéger au mieux l’environnement, les États membres doivent prendre des mesures pour le traitement de leurs déchets conformément à la hiérarchie suivante qui s’applique par ordre de priorités :
• prévention ; • préparation pour la réutilisation ; • recyclage ; • autre récupération, récupération d’énergie importante ; • élimination.
Les États membres peuvent mettre en place des mesures législatives en vue de renforcer cette hiérarchie dans le traitement des déchets. Ils doivent cependant assurer que la gestion des déchets ne met pas en danger la santé humaine et ne nuit pas à l’environnement.
Production et gestion de l’eau : la directive-cadre sur l’eau9 2.4.2.5
Avec la directive établir 2000/60/CE, l’Union européenne a établi un cadre pour la protection :
• des eaux intérieures de surface ; • des eaux souterraines ; • des eaux de transition ; • des eaux côtières.
Cette directive-cadre comporte un certain nombre d’objectifs, tels que la prévention et la réduction de la pollution, la promotion de l’utilisation durable de l’eau, la protection de l’environnement, l’amélioration des écosystèmes aquatiques et l’atténuation des effets des inondations et des sécheresses. Son objectif ultime est d’atteindre un « bon état écologique et chimique » pour l’ensemble des eaux communautaires d’ici 2015. Conformément à cette directive, les États membres doivent identifier tous les bassins fluviaux situés sur leur territoire national et les rattacher à des districts hydrographiques. Les bassins hydrographiques qui couvrent le territoire de plus d’un État membre sera intégré à un district hydrographique international. Les États membres sont tenus de désigner une autorité compétente pour l’application des règles prévues par la présente directive-cadre au sein de chaque district hydrographique.
9 http://europa.eu/legislation_summaries/environment/water_protection_management/l28002b_en.htm
33
Chapitre 2
Règlement REACH : règlement sur l’enregistrement, l’évaluation et 2.4.2.6l’autorisation des substances chimiques10
REACH correspond à la réglementation de l’Union européenne no 1907/2006 sur les produits chimiques et leur utilisation sûre. Elle traite de l’enregistrement, de l’évaluation, de l’autorisation et des restrictions des substances chimiques. La réglementation est entrée en vigueur le 1er juin 2007. Le règlement REACH a pour objectif d’améliorer la protection de la santé humaine et de l’environnement grâce à une identification meilleure et plus précoce des propriétés intrinsèques des substances chimiques. Dans le même temps, le règlement REACH vise à améliorer l’innovation et la compétitivité de l’industrie chimique européenne. Les avantages du système REACH se manifesteront progressivement, alors que de plus en plus de substances seront introduites, étape par étape, dans le processus REACH. Le règlement REACH fait porter une plus grande responsabilité à l’industrie pour gérer les risques dus aux produits chimiques et pour fournir des informations de sécurité sur les substances. Les fabricants et les importateurs sont tenus de recueillir des informations sur les propriétés de leurs substances chimiques, ce qui permettra de les manipuler en toute sécurité, et doivent enregistrer les informations dans une base de données centrale dont le fonctionnement est assuré par l’Agence européenne des produits chimiques (ECHA) basée à Helsinki. L’Agence agit comme le point central dans le système REACH : elle gère les bases de données nécessaires à l’exploitation du système, coordonne l’évaluation approfondie des produits chimiques suspects et crée une base de données publique dans laquelle les consommateurs et les professionnels peuvent trouver des renseignements sur les dangers. Le règlement prévoit également le remplacement progressif des produits chimiques les plus dangereux lorsque des alternatives appropriées ont été identifiées.
10 http://ec.europa.eu/environment/chemicals/reach/reach_intro.htm
34
Chapitre 3
DESCRIPTION DU PROCESSUS CHAPITRE 3
Ce chapitre décrit les processus caractéristiques de l’industrie textile et évalue leur impact sur l’environnement. La description vise à donner une vue d’ensemble des étapes des processus appliqués et de leurs impacts sur l’environnement. Ceci sert de toile de fond pour énumérer les techniques respectueuses de l’environnement qui pourraient être adoptées pour réduire l’impact du secteur sur l’environnement (chapitre 4). Dans la pratique, les détails des processus et la séquence des différentes étapes de ceux-ci peuvent varier d’une entreprise à une autre. Il n’est pas possible de décrire dans ce chapitre toutes les variantes possibles des processus. Par ailleurs, les véritables processus pourraient s’avérer un peu plus complexes que ceux décrits ici. Ce chapitre ne vise en aucun cas à juger si certaines étapes du processus sont des MTD ou non. Par conséquent, le fait qu’un processus soit ou ne soit pas mentionné dans ce chapitre ne signifie pas que le processus est ou n’est pas considéré comme une MTD.
Processus de l’industrie 3.1
Production de fil 3.1.1
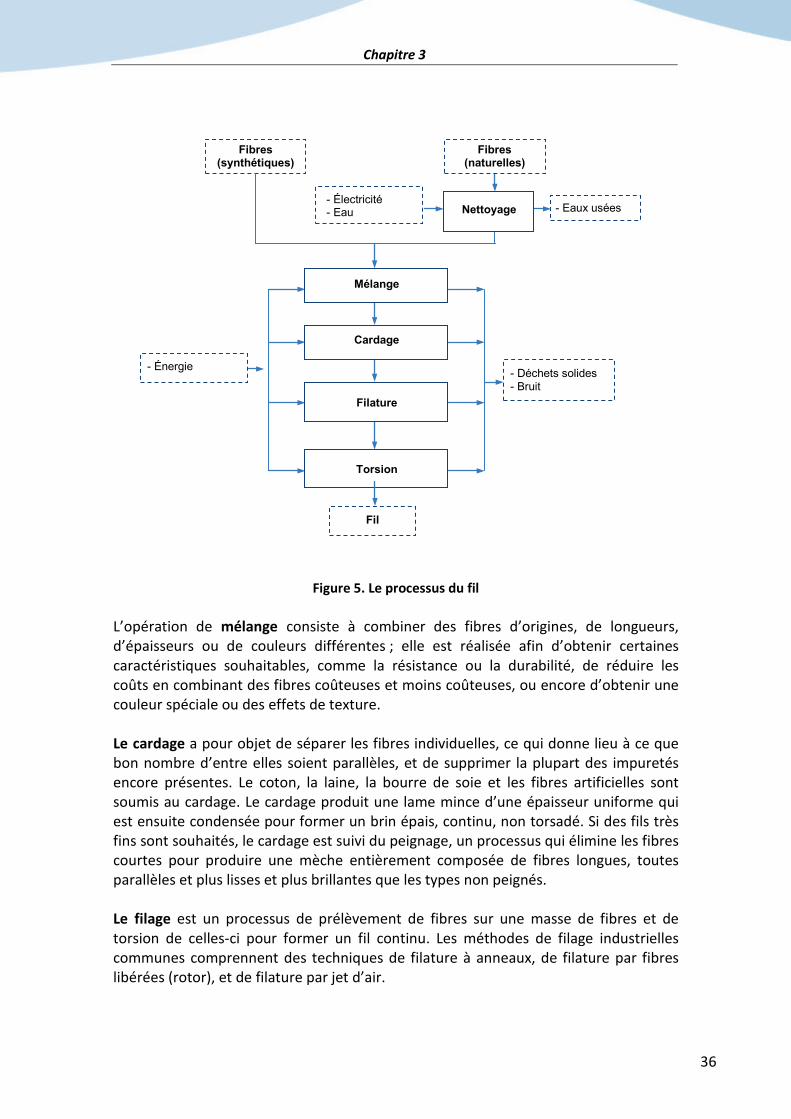
Les fibres textiles sont transformées en fil par des opérations de regroupement et de torsion réalisées pour les joindre ensemble. Les processus menant au filage varient selon que les fibres sont naturelles ou synthétiques. Ces fibres passent par une série d’étapes de préparation avant de pouvoir en faire du fil, dont l’ouverture, le mélange, le cardage, le peignage et l’étirage. Notons que certaines de ces étapes sont facultatives en fonction du type de fil et des équipements de filature utilisés (fibres naturelles comme le coton et la laine, fibres synthétiques) Les principales étapes de la création d’un fil sont résumées et illustrées dans la figure suivante.
35
Chapitre 3
Figure 5. Le processus du fil L’opération de mélange consiste à combiner des fibres d’origines, de longueurs, d’épaisseurs ou de couleurs différentes ; elle est réalisée afin d’obtenir certaines caractéristiques souhaitables, comme la résistance ou la durabilité, de réduire les coûts en combinant des fibres coûteuses et moins coûteuses, ou encore d’obtenir une couleur spéciale ou des effets de texture. Le cardage a pour objet de séparer les fibres individuelles, ce qui donne lieu à ce que bon nombre d’entre elles soient parallèles, et de supprimer la plupart des impuretés encore présentes. Le coton, la laine, la bourre de soie et les fibres artificielles sont soumis au cardage. Le cardage produit une lame mince d’une épaisseur uniforme qui est ensuite condensée pour former un brin épais, continu, non torsadé. Si des fils très fins sont souhaités, le cardage est suivi du peignage, un processus qui élimine les fibres courtes pour produire une mèche entièrement composée de fibres longues, toutes parallèles et plus lisses et plus brillantes que les types non peignés. Le filage est un processus de prélèvement de fibres sur une masse de fibres et de torsion de celles-ci pour former un fil continu. Les méthodes de filage industrielles communes comprennent des techniques de filature à anneaux, de filature par fibres libérées (rotor), et de filature par jet d’air.
Fibres (synthétiques)
Fibres (naturelles)
Nettoyage - Électricité - Eau
Mélange
Cardage
Filature
Torsion
Fil
- Eaux usées
- Déchets solides - Bruit
- Énergie
36
Chapitre 3
La torsion, dans la production de fil, a pour but d’unir des fibres ou des fils pour former un brin continu, ce qui s’obtient par des opérations de filage. Le sens de la torsion peut être vers la droite, ce qui est appelé torsion Z, ou vers la gauche, ce qui est connu comme torsion S. Le fil unique est formé par torsion des fibres ou des filaments dans un sens.
Élaboration du tissu 3.1.2
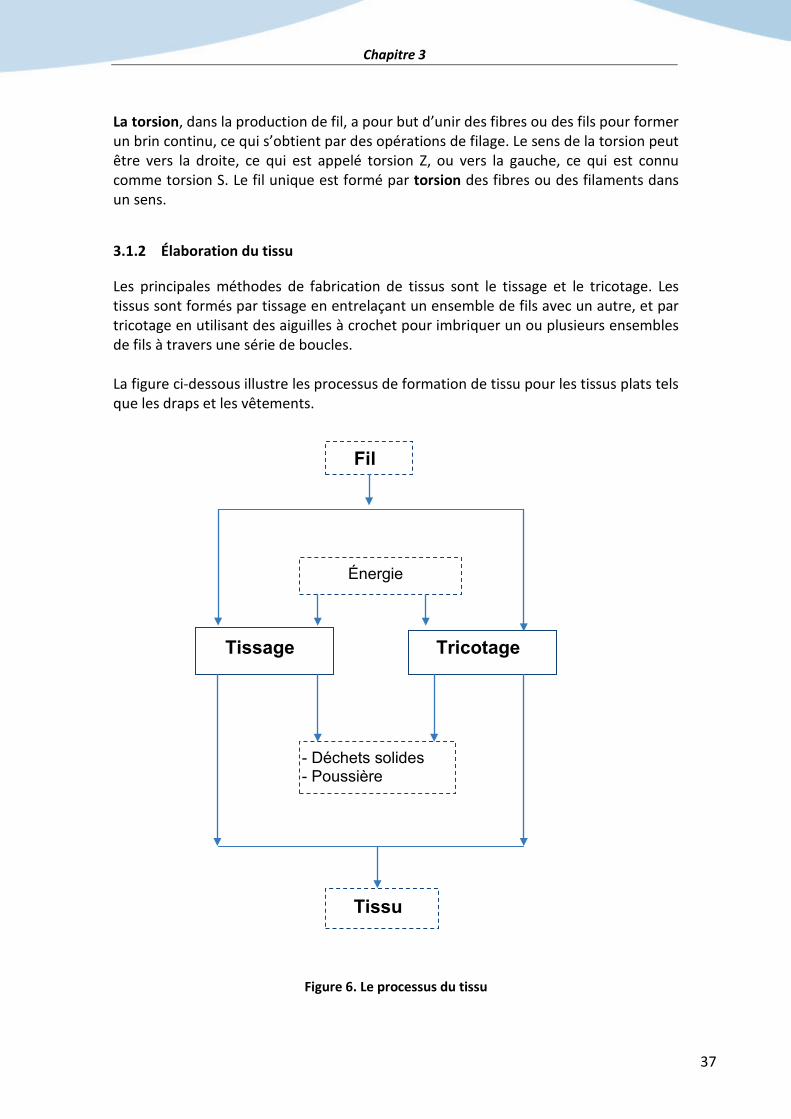
Les principales méthodes de fabrication de tissus sont le tissage et le tricotage. Les tissus sont formés par tissage en entrelaçant un ensemble de fils avec un autre, et par tricotage en utilisant des aiguilles à crochet pour imbriquer un ou plusieurs ensembles de fils à travers une série de boucles. La figure ci-dessous illustre les processus de formation de tissu pour les tissus plats tels que les draps et les vêtements.
Figure 6. Le processus du tissu
Fil
Énergie
Tissage Tricotage
- Déchets solides - Poussière
Tissu
37
Chapitre 3
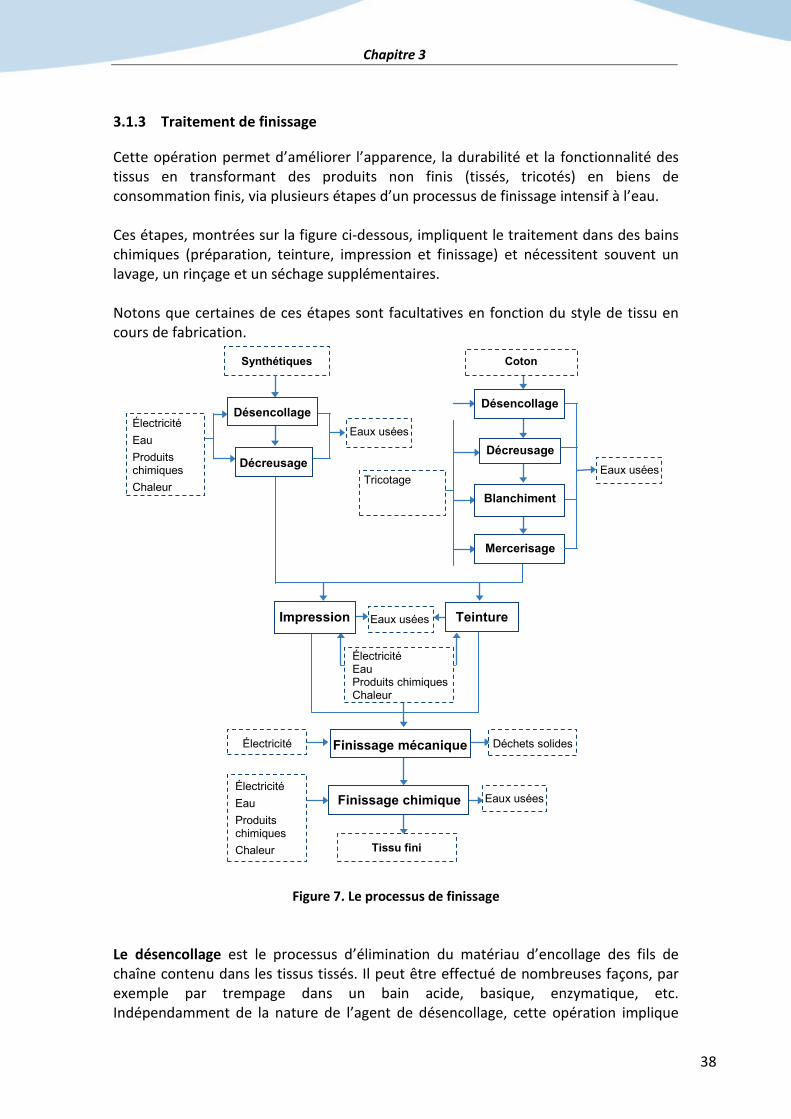
Traitement de finissage 3.1.3
Cette opération permet d’améliorer l’apparence, la durabilité et la fonctionnalité des tissus en transformant des produits non finis (tissés, tricotés) en biens de consommation finis, via plusieurs étapes d’un processus de finissage intensif à l’eau. Ces étapes, montrées sur la figure ci-dessous, impliquent le traitement dans des bains chimiques (préparation, teinture, impression et finissage) et nécessitent souvent un lavage, un rinçage et un séchage supplémentaires. Notons que certaines de ces étapes sont facultatives en fonction du style de tissu en cours de fabrication.
Figure 7. Le processus de finissage Le désencollage est le processus d’élimination du matériau d’encollage des fils de chaîne contenu dans les tissus tissés. Il peut être effectué de nombreuses façons, par exemple par trempage dans un bain acide, basique, enzymatique, etc. Indépendamment de la nature de l’agent de désencollage, cette opération implique
Désencollage
Décreusage
Blanchiment
Mercerisage
Désencollage
Décreusage
Impression Teinture
Finissage mécanique
Finissage chimique
Tissu fini
Synthétiques Coton
Eaux usées Électricité Eau Produits chimiques Chaleur Tricotage
Eaux usées
Eaux usées
Électricité Eau Produits chimiques Chaleur
Électricité
Électricité Eau Produits chimiques Chaleur
Déchets solides
Eaux usées
38
Chapitre 3
une imprégnation du tissu avec l’agent de désencollage, ce qui permet à ce dernier de dégrader ou de solubiliser la matière d’encollage, et finalement d’éliminer les produits de dégradation par lavage. Les agents d’encollage sont sélectionnés en fonction du type de tissu, de leur caractère respectueux de l’environnement, de la facilité d’élimination, de considérations de coût, du traitement des effluents, etc. Le désencollage enzymatique est le plus répandu en raison de sa nature écologique et du fait que, grâce à ses caractéristiques, il agit à des endroits spécifiques en fonction d’un pH, d’une température et d’une concentration définis. C’est principalement de l’amidon qui est utilisé pour le désencollage. Le décreusage élimine les substances qui ont adhéré à la fibre pendant la production du fil ou du tissu, comme les impuretés, les huiles et tous types de produits d’encollage ou de peluches appliqués aux fils de chaîne pour faciliter le tissage. Le blanchiment est un processus de blanchiment des tissus par élimination de leur couleur naturelle, comme dans le cas de la préparation du lin, que l’on réalise généralement au moyen de produits chimiques sélectionnés en fonction de la composition chimique de la fibre. Le blanchiment chimique s’effectue habituellement par oxydation en détruisant la couleur par l’application d’oxygène, ou en éliminant la couleur par hydrogénation. Le coton et les autres fibres cellulosiques sont généralement traités avec du peroxyde d’hydrogène alcalin chauffé ; les fibres de laine et autres animales sont exposées à des agents réducteurs acides tels que le dioxyde de soufre gazeux ou des agents oxydants légèrement alcalins, comme le peroxyde d’hydrogène. Si elles doivent être blanchies, les fibres synthétiques peuvent être traitées à l’aide d’un oxydant ou d’un réducteur, en fonction de leur composition chimique. Les cotons sont fréquemment décreusés et blanchis dans le cadre d’un système continu. Le mercerisage est le traitement chimique appliqué aux fibres ou aux tissus en coton pour les doter en permanence d’une plus grande affinité avec les colorants et divers finissages chimiques. En fonction de la méthode appliquée, le mercerisage apporte également au vêtement en coton une plus grande résistance à la traction, de meilleures propriétés d’absorption et, en général, un haut degré de brillance. Le traitement consiste à immerger le fil ou la fibre dans une solution d’hydroxyde de sodium (soude caustique) pendant de courtes périodes de temps, généralement moins de quatre minutes. Le matériau est ensuite traité avec de l’eau ou un acide afin de neutraliser l’hydroxyde de sodium. La teinture d’une fibre textile est réalisée dans une solution, généralement aqueuse, appelée liqueur de teinture ou bain de teinture. La teinture ne doit pas s’estomper rapidement à l’exposition à la lumière. Le processus de fixation de la molécule de colorant sur la fibre est l’absorption ; autrement dit, les molécules de colorant se concentrent sur la surface de la fibre. L’impression est le processus de décoration des tissus textiles par application de pigments, de colorants ou d’autres matières liées, sous la forme de modèles. Les
39
Chapitre 3
quatre principales méthodes d’impression de textiles sont le bloc, le rouleau, l’écran et l’impression par transfert thermique. Dans chacune de ces méthodes, l’application de la couleur, généralement sous forme d’une pâte épaisse, est suivie par le fixage, généralement par vaporisation ou par chauffage, puis par l’enlèvement de la couleur excédante par lavage. Les styles d’impression sont classés comme directs, par décharge, ou résistants. Le finissage comprend tous les procédés mécaniques et chimiques appliqués afin d’améliorer l’acceptabilité du produit. L’objectif des différents processus de finissage est de rendre le tissu provenant du métier à tisser ou à tricoter plus acceptable pour le consommateur. Les processus de finissage comprennent des traitements préparatoires appliqués avant le traitement additionnel, comme par exemple le blanchiment préalable à la teinture ; des traitements, tels que le lissage, pour améliorer l’apparence ; l’encollage, qui affecte le toucher ; et des traitements apportant des propriétés permettant d’améliorer les performances, comme le pré-rétrécissage.
Lavage des jeans 3.1.4
Le lavage des jeans est une opération qui vise l’élimination d’une partie de la teinture indigo utilisée pour teindre les jeans en coton. Cette opération est réalisée à une température de près de 60 °C avec de la pierre ponce ou des enzymes, avec addition de produits auxiliaires. L’eau utilisée pour le lavage de jeans nécessite un léger adoucissement et un chauffage. Deux types de lavages de jeans sont exploités : Lavage chimique :
o Blanchiment : dans le cadre du processus d’oxydation de blanchiment fortement oxydatif, un agent tel que l’hypochlorite de sodium ou KMnO4 est ajouté au cours du lavage, avec ou sans addition de pierre. La décoloration² produite est habituellement plus apparente en fonction de la résistance, de la qualité de la liqueur de blanchiment, de la température et de la durée du traitement. Il est préférable d’obtenir un blanchiment fort avec un temps de traitement court.
o Lavage enzymatique : il s’agit d’un lavage respectueux de l’environnement. Il implique l’application d’enzymes organiques qui rongent le tissu, c’est-à-dire la cellulose. Lorsque la couleur désirée est obtenue, l’enzyme peut être arrêté en modifiant l’alcalinité du bain ou sa température. Le traitement postérieur comprend le bouclage final et un cycle d’adoucissement.
o Lavage à l’acide : Il s’effectue en projetant les vêtements avec des pierres ponces, préalablement trempés dans une solution d’hypochlorite de sodium ou de permanganate de potassium, pour obtenir un blanchiment localisé donnant lieu à un contraste bleu vif / blanc non uniforme. Dans le cadre de ce lavage, le
40
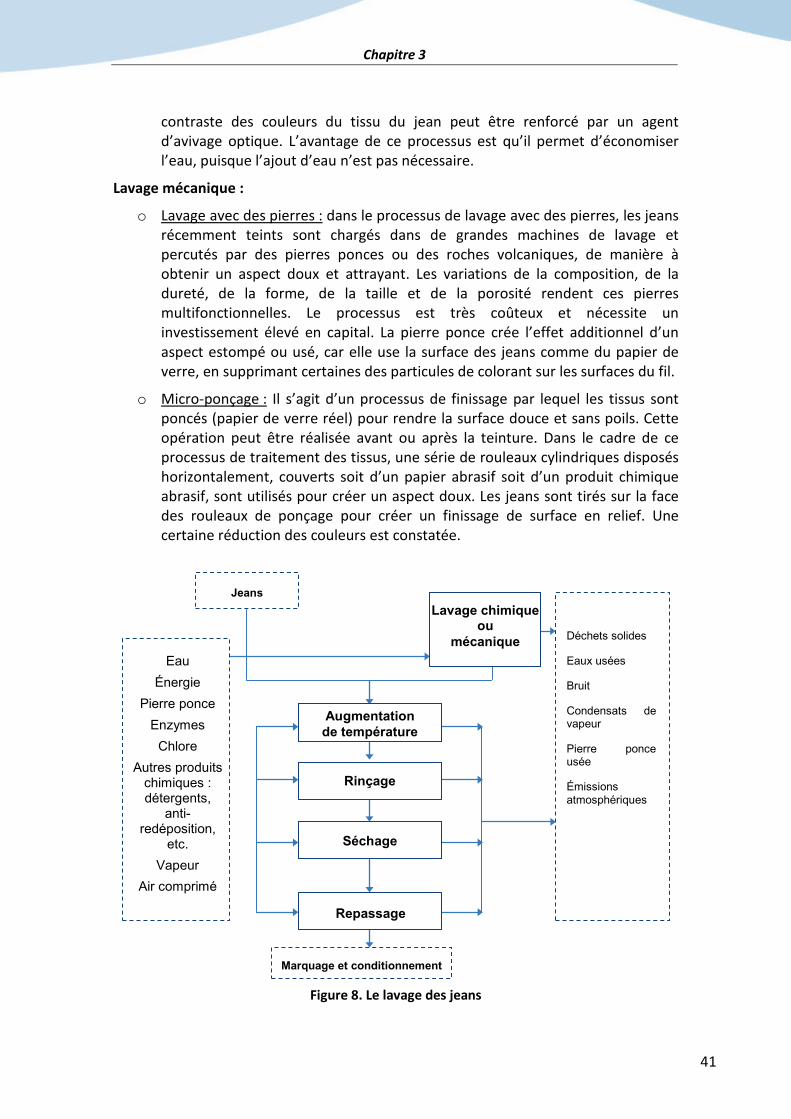
Chapitre 3
contraste des couleurs du tissu du jean peut être renforcé par un agent d’avivage optique. L’avantage de ce processus est qu’il permet d’économiser l’eau, puisque l’ajout d’eau n’est pas nécessaire.
Lavage mécanique :
o Lavage avec des pierres : dans le processus de lavage avec des pierres, les jeans récemment teints sont chargés dans de grandes machines de lavage et percutés par des pierres ponces ou des roches volcaniques, de manière à obtenir un aspect doux et attrayant. Les variations de la composition, de la dureté, de la forme, de la taille et de la porosité rendent ces pierres multifonctionnelles. Le processus est très coûteux et nécessite un investissement élevé en capital. La pierre ponce crée l’effet additionnel d’un aspect estompé ou usé, car elle use la surface des jeans comme du papier de verre, en supprimant certaines des particules de colorant sur les surfaces du fil.
o Micro-ponçage : Il s’agit d’un processus de finissage par lequel les tissus sont poncés (papier de verre réel) pour rendre la surface douce et sans poils. Cette opération peut être réalisée avant ou après la teinture. Dans le cadre de ce processus de traitement des tissus, une série de rouleaux cylindriques disposés horizontalement, couverts soit d’un papier abrasif soit d’un produit chimique abrasif, sont utilisés pour créer un aspect doux. Les jeans sont tirés sur la face des rouleaux de ponçage pour créer un finissage de surface en relief. Une certaine réduction des couleurs est constatée.
Figure 8. Le lavage des jeans
Augmentation de température
Marquage et conditionnement
Eau Énergie
Pierre ponce Enzymes
Chlore Autres produits
chimiques : détergents,
anti-redéposition,
etc. Vapeur
Air comprimé
Rinçage
Séchage
Repassage
Lavage chimique ou
mécanique
Jeans
Déchets solides
Eaux usées
Bruit
Condensats de vapeur
Pierre ponce usée
Émissions atmosphériques
41
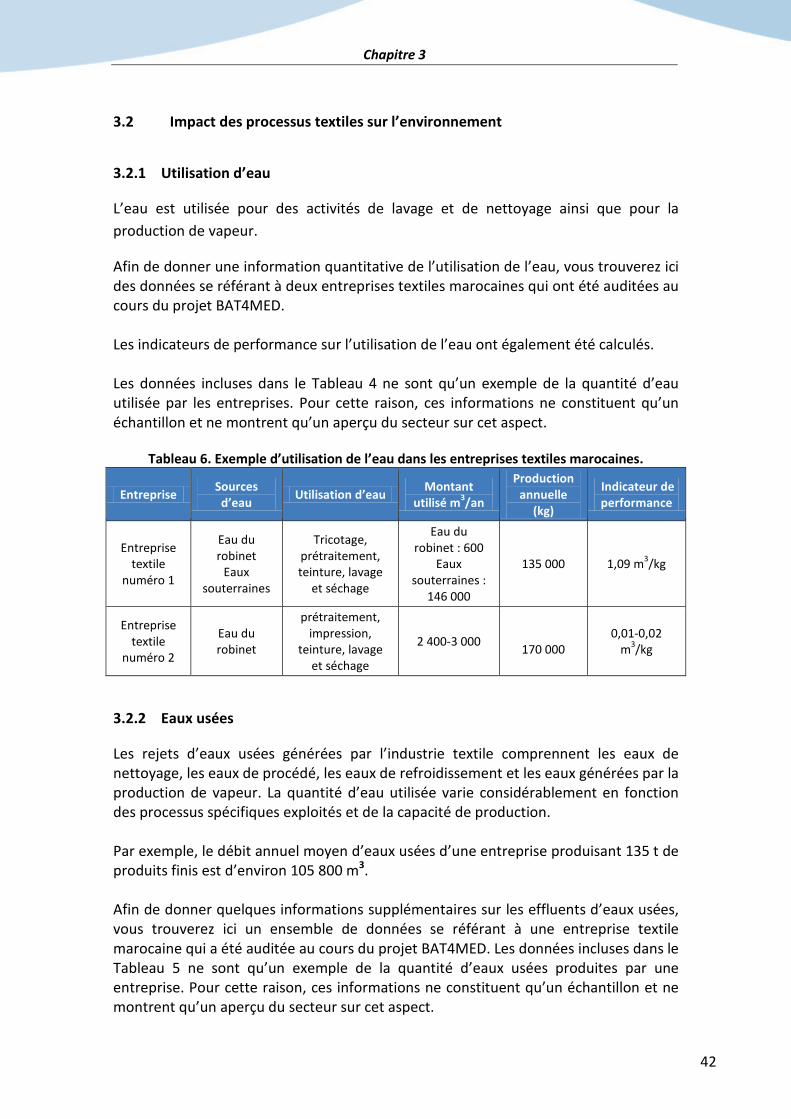
Chapitre 3
Impact des processus textiles sur l’environnement 3.2
Utilisation d’eau 3.2.1
L’eau est utilisée pour des activités de lavage et de nettoyage ainsi que pour la production de vapeur.
Afin de donner une information quantitative de l’utilisation de l’eau, vous trouverez ici des données se référant à deux entreprises textiles marocaines qui ont été auditées au cours du projet BAT4MED. Les indicateurs de performance sur l’utilisation de l’eau ont également été calculés. Les données incluses dans le Tableau 4 ne sont qu’un exemple de la quantité d’eau utilisée par les entreprises. Pour cette raison, ces informations ne constituent qu’un échantillon et ne montrent qu’un aperçu du secteur sur cet aspect.
Tableau 6. Exemple d’utilisation de l’eau dans les entreprises textiles marocaines.
Entreprise Sources d’eau Utilisation d’eau Montant
utilisé m3/an
Production annuelle
(kg)
Indicateur de performance
Entreprise textile
numéro 1
Eau du robinet
Eaux souterraines
Tricotage, prétraitement, teinture, lavage
et séchage
Eau du robinet : 600
Eaux souterraines :
146 000
135 000 1,09 m3/kg
Entreprise textile
numéro 2
Eau du robinet
prétraitement, impression,
teinture, lavage et séchage
2 400-3 000 170 000
0,01-0,02 m3/kg
Eaux usées 3.2.2
Les rejets d’eaux usées générées par l’industrie textile comprennent les eaux de nettoyage, les eaux de procédé, les eaux de refroidissement et les eaux générées par la production de vapeur. La quantité d’eau utilisée varie considérablement en fonction des processus spécifiques exploités et de la capacité de production. Par exemple, le débit annuel moyen d’eaux usées d’une entreprise produisant 135 t de produits finis est d’environ 105 800 m3. Afin de donner quelques informations supplémentaires sur les effluents d’eaux usées, vous trouverez ici un ensemble de données se référant à une entreprise textile marocaine qui a été auditée au cours du projet BAT4MED. Les données incluses dans le Tableau 5 ne sont qu’un exemple de la quantité d’eaux usées produites par une entreprise. Pour cette raison, ces informations ne constituent qu’un échantillon et ne montrent qu’un aperçu du secteur sur cet aspect.
42
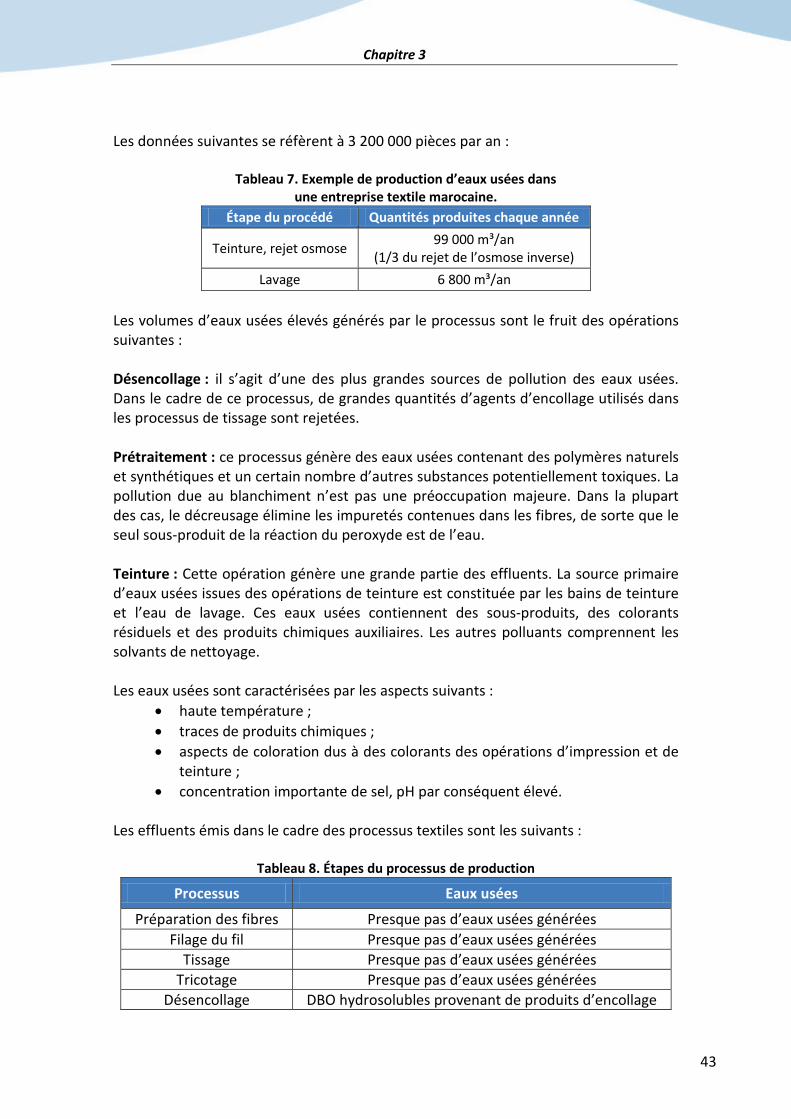
Chapitre 3
Les données suivantes se réfèrent à 3 200 000 pièces par an :
Tableau 7. Exemple de production d’eaux usées dans une entreprise textile marocaine.
Étape du procédé Quantités produites chaque année
Teinture, rejet osmose 99 000 m³/an (1/3 du rejet de l’osmose inverse)
Lavage 6 800 m³/an Les volumes d’eaux usées élevés générés par le processus sont le fruit des opérations suivantes : Désencollage : il s’agit d’une des plus grandes sources de pollution des eaux usées. Dans le cadre de ce processus, de grandes quantités d’agents d’encollage utilisés dans les processus de tissage sont rejetées. Prétraitement : ce processus génère des eaux usées contenant des polymères naturels et synthétiques et un certain nombre d’autres substances potentiellement toxiques. La pollution due au blanchiment n’est pas une préoccupation majeure. Dans la plupart des cas, le décreusage élimine les impuretés contenues dans les fibres, de sorte que le seul sous-produit de la réaction du peroxyde est de l’eau. Teinture : Cette opération génère une grande partie des effluents. La source primaire d’eaux usées issues des opérations de teinture est constituée par les bains de teinture et l’eau de lavage. Ces eaux usées contiennent des sous-produits, des colorants résiduels et des produits chimiques auxiliaires. Les autres polluants comprennent les solvants de nettoyage. Les eaux usées sont caractérisées par les aspects suivants :
• haute température ; • traces de produits chimiques ; • aspects de coloration dus à des colorants des opérations d’impression et de
teinture ; • concentration importante de sel, pH par conséquent élevé.
Les effluents émis dans le cadre des processus textiles sont les suivants :
Tableau 8. Étapes du processus de production
Processus Eaux usées
Préparation des fibres Presque pas d’eaux usées générées Filage du fil Presque pas d’eaux usées générées
Tissage Presque pas d’eaux usées générées Tricotage Presque pas d’eaux usées générées
Désencollage DBO hydrosolubles provenant de produits d’encollage
43
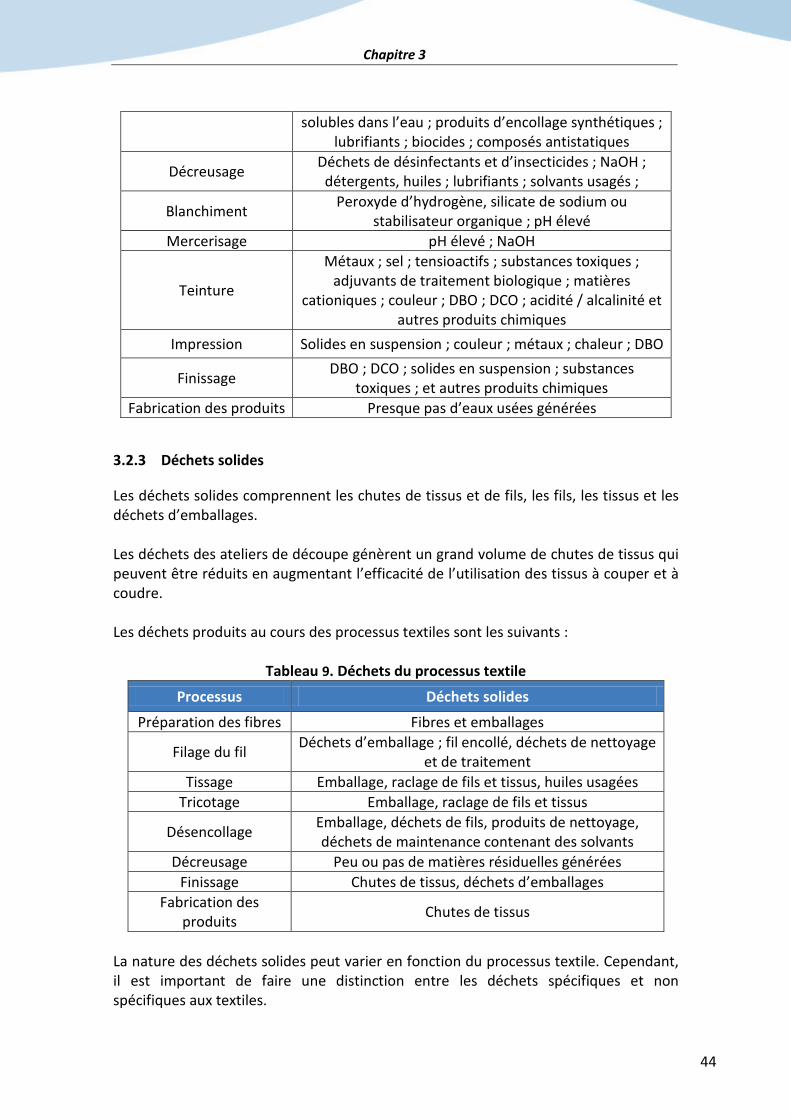
Chapitre 3
solubles dans l’eau ; produits d’encollage synthétiques ; lubrifiants ; biocides ; composés antistatiques
Décreusage Déchets de désinfectants et d’insecticides ; NaOH ; détergents, huiles ; lubrifiants ; solvants usagés ;
Blanchiment Peroxyde d’hydrogène, silicate de sodium ou stabilisateur organique ; pH élevé
Mercerisage pH élevé ; NaOH
Teinture
Métaux ; sel ; tensioactifs ; substances toxiques ; adjuvants de traitement biologique ; matières
cationiques ; couleur ; DBO ; DCO ; acidité / alcalinité et autres produits chimiques
Impression Solides en suspension ; couleur ; métaux ; chaleur ; DBO
Finissage DBO ; DCO ; solides en suspension ; substances toxiques ; et autres produits chimiques
Fabrication des produits Presque pas d’eaux usées générées
Déchets solides 3.2.3
Les déchets solides comprennent les chutes de tissus et de fils, les fils, les tissus et les déchets d’emballages. Les déchets des ateliers de découpe génèrent un grand volume de chutes de tissus qui peuvent être réduits en augmentant l’efficacité de l’utilisation des tissus à couper et à coudre. Les déchets produits au cours des processus textiles sont les suivants :
Tableau 9. Déchets du processus textile
Processus Déchets solides
Préparation des fibres Fibres et emballages
Filage du fil Déchets d’emballage ; fil encollé, déchets de nettoyage et de traitement
Tissage Emballage, raclage de fils et tissus, huiles usagées Tricotage Emballage, raclage de fils et tissus
Désencollage Emballage, déchets de fils, produits de nettoyage, déchets de maintenance contenant des solvants
Décreusage Peu ou pas de matières résiduelles générées Finissage Chutes de tissus, déchets d’emballages
Fabrication des produits Chutes de tissus
La nature des déchets solides peut varier en fonction du processus textile. Cependant, il est important de faire une distinction entre les déchets spécifiques et non spécifiques aux textiles.
44
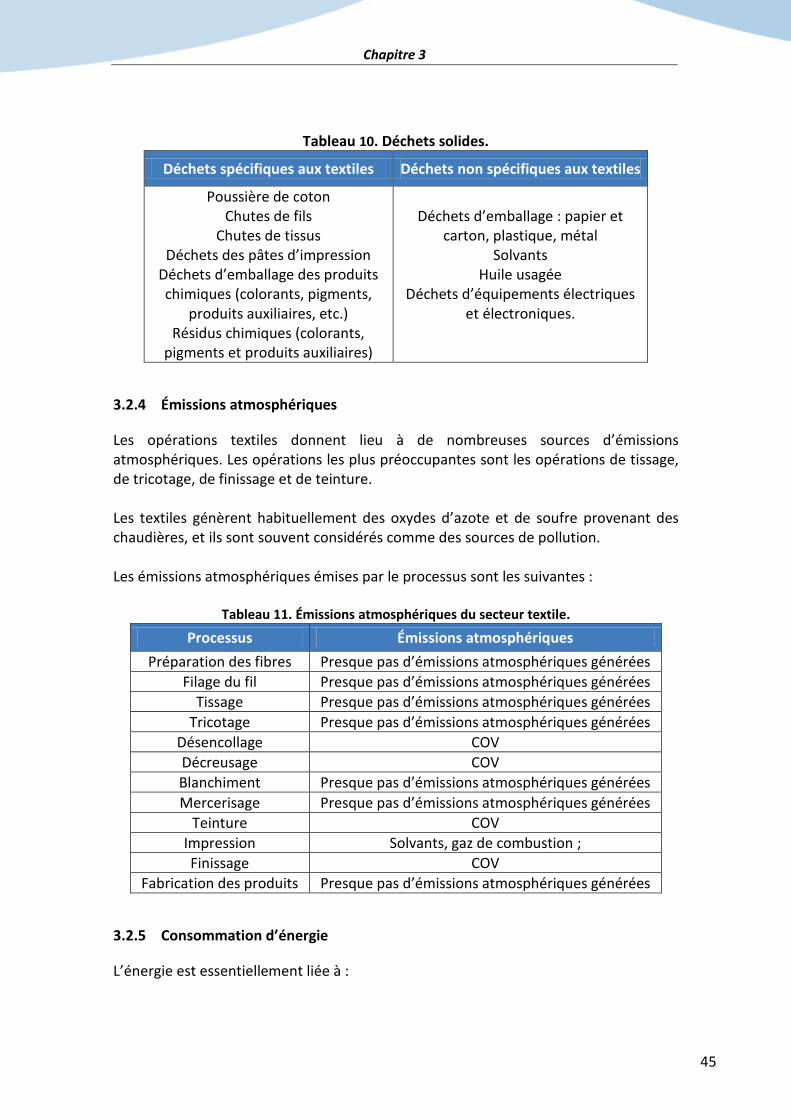
Chapitre 3
Tableau 10. Déchets solides.
Déchets spécifiques aux textiles Déchets non spécifiques aux textiles
Poussière de coton Chutes de fils
Chutes de tissus Déchets des pâtes d’impression
Déchets d’emballage des produits chimiques (colorants, pigments,
produits auxiliaires, etc.) Résidus chimiques (colorants,
pigments et produits auxiliaires)
Déchets d’emballage : papier et carton, plastique, métal
Solvants Huile usagée
Déchets d’équipements électriques et électroniques.
Émissions atmosphériques 3.2.4
Les opérations textiles donnent lieu à de nombreuses sources d’émissions atmosphériques. Les opérations les plus préoccupantes sont les opérations de tissage, de tricotage, de finissage et de teinture. Les textiles génèrent habituellement des oxydes d’azote et de soufre provenant des chaudières, et ils sont souvent considérés comme des sources de pollution. Les émissions atmosphériques émises par le processus sont les suivantes :
Tableau 11. Émissions atmosphériques du secteur textile.
Processus Émissions atmosphériques Préparation des fibres Presque pas d’émissions atmosphériques générées
Filage du fil Presque pas d’émissions atmosphériques générées Tissage Presque pas d’émissions atmosphériques générées
Tricotage Presque pas d’émissions atmosphériques générées Désencollage COV Décreusage COV Blanchiment Presque pas d’émissions atmosphériques générées Mercerisage Presque pas d’émissions atmosphériques générées
Teinture COV Impression Solvants, gaz de combustion ; Finissage COV
Fabrication des produits Presque pas d’émissions atmosphériques générées
Consommation d’énergie 3.2.5
L’énergie est essentiellement liée à :
45
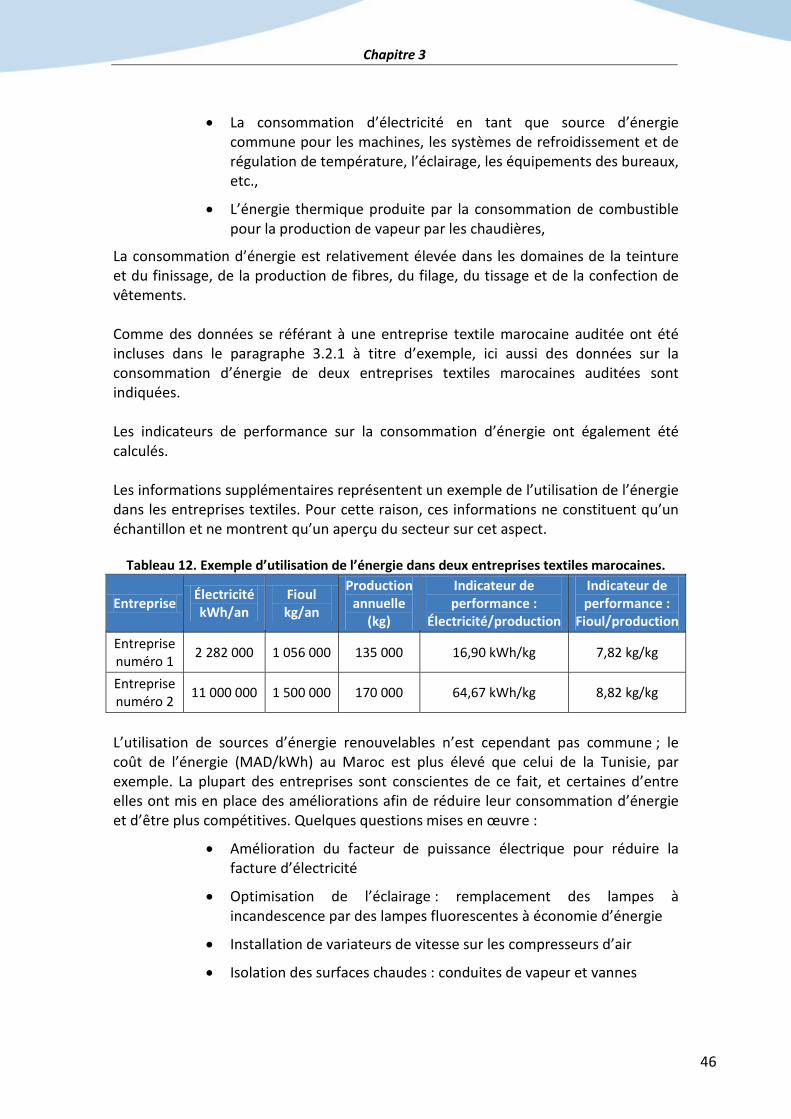
Chapitre 3
• La consommation d’électricité en tant que source d’énergie commune pour les machines, les systèmes de refroidissement et de régulation de température, l’éclairage, les équipements des bureaux, etc.,
• L’énergie thermique produite par la consommation de combustible pour la production de vapeur par les chaudières,
La consommation d’énergie est relativement élevée dans les domaines de la teinture et du finissage, de la production de fibres, du filage, du tissage et de la confection de vêtements. Comme des données se référant à une entreprise textile marocaine auditée ont été incluses dans le paragraphe 3.2.1 à titre d’exemple, ici aussi des données sur la consommation d’énergie de deux entreprises textiles marocaines auditées sont indiquées. Les indicateurs de performance sur la consommation d’énergie ont également été calculés. Les informations supplémentaires représentent un exemple de l’utilisation de l’énergie dans les entreprises textiles. Pour cette raison, ces informations ne constituent qu’un échantillon et ne montrent qu’un aperçu du secteur sur cet aspect.
Tableau 12. Exemple d’utilisation de l’énergie dans deux entreprises textiles marocaines.
Entreprise Électricité kWh/an
Fioul kg/an
Production annuelle
(kg)
Indicateur de performance :
Électricité/production
Indicateur de performance :
Fioul/production Entreprise numéro 1 2 282 000 1 056 000 135 000 16,90 kWh/kg 7,82 kg/kg
Entreprise numéro 2 11 000 000 1 500 000 170 000 64,67 kWh/kg 8,82 kg/kg
L’utilisation de sources d’énergie renouvelables n’est cependant pas commune ; le coût de l’énergie (MAD/kWh) au Maroc est plus élevé que celui de la Tunisie, par exemple. La plupart des entreprises sont conscientes de ce fait, et certaines d’entre elles ont mis en place des améliorations afin de réduire leur consommation d’énergie et d’être plus compétitives. Quelques questions mises en œuvre :
• Amélioration du facteur de puissance électrique pour réduire la facture d’électricité
• Optimisation de l’éclairage : remplacement des lampes à incandescence par des lampes fluorescentes à économie d’énergie
• Installation de variateurs de vitesse sur les compresseurs d’air
• Isolation des surfaces chaudes : conduites de vapeur et vannes
46

Chapitre 3
• Récupération des condensats de vapeur et réglage des brûleurs pour une combustion optimale, etc.
Dans la région nord du Maroc (région de Tanger et Tétouan), certaines entreprises textiles se tournent vers la chaudière à biomasse utilisant le marc comme source d’énergie alternative au lieu de carburant ou de propane. Cette action réduit de manière significative la facture énergétique thermique annuelle.
47

Chapitre 4
TECHNIQUES DISPONIBLES RESPECTUEUSES DE CHAPITRE 4L’ENVIRONNEMENT
Ce chapitre décrit les différentes mesures et techniques qui peuvent être mises en œuvre dans l’industrie textile afin de réduire ou, mieux encore, de prévenir les nuisances pour l’environnement. Ces techniques respectueuses de l’environnement sont appelées « MTD candidates ». Le présent rapport sur les MTD, et donc sur les MTD candidates, porte sur des processus spécifiques : processus de prétraitement et de teinture Cette sélection se justifie par deux raisons principales : l’importance environnementale de ces phases, les caractéristiques du secteur textile marocain composé de nombreuses entreprises mettant en œuvre ces types de procédés. Les MTD candidates sont examinées par aspect thématique. Il aborde les aspects suivants pour chacune des MTD candidates (en se fondant sur la décision 2012/119/UE et en s’adaptant aux besoins du présent rapport) : - description de la technique ; - applicabilité ; - avantages pour l’environnement (effets multimilieux inclus) ; - économie, pour déterminer la viabilité économique ; - enjeu(x) de la mise en œuvre ; - référence bibliographique. Les MTD candidates ont été identifiées via une analyse documentaire intensive, des audits techniques, des discussions avec les exploitants, des (con)fédérations, des experts de l’industrie et des représentants des autorités participant au groupe de travail technique. Ce chapitre se concentre sur les questions locales. Une description plus détaillée de chacune des MTD candidates est disponible sur le site http://www.bat4med.org sous la forme de fiches techniques. Les techniques de la base de données comportent une description plus détaillée pour celles qui sont reprises dans le rapport sur les MTD. La base de données est en outre disponible en anglais et en français. Les informations contenues dans ce chapitre constituent la base de l’évaluation des MTD du chapitre 5. Par conséquent, ce chapitre n’a pas pour objet de décider si une technique déterminée peut être considérée comme une MTD ou non. En d’autres termes, le fait qu’une technique soit décrite dans ce chapitre ne signifie pas qu’elle soit nécessairement une MTD. Ce chapitre aborde chaque technique sans préjuger si elle répond à tous les critères d’une MTD.
49
Chapitre 4
Techniques pour le secteur textile 4.1
Ce chapitre décrit les techniques respectueuses de l’environnement qui peuvent être mises en œuvre dans le secteur textile. Avant de commencer à décrire les techniques, il est nécessaire de clarifier certains points.
Tout d’abord, il est important de tenir compte du fait que ce chapitre ne constitue pas une liste exhaustive des techniques qui peuvent améliorer la performance environnementale du secteur du textile. Ce chapitre ne contient qu’un résumé de certaines techniques rassemblées et sélectionnées à partir de diverses sources (comme les BREF sur les textiles, des articles scientifiques, des projets internationaux et des rapports techniques de l’UE) par les partenaires du projet BAT4MED. Pour consulter un ensemble plus complet de techniques environnementales, le lecteur est invité à consulter la base de données développée au cours du projet BAT4MED (www.bat4med.org).
Ensuite ce chapitre contient les techniques liées aux processus spécifiques de l’industrie textile. Au cours du projet, le Groupe de travail technique (GTT) du projet (experts marocains du secteur textile) a décidé de se concentrer sur les processus de pré-traitement et de teinture ou liés à ceux-ci. Ceci se justifie par deux raisons principales : la grande importance environnementale de ces processus et le grand nombre d’entreprises qui les appliquent au Maroc.
Enfin les informations de ce chapitre constituent la base de l’évaluation des MTD du chapitre 5. Par conséquent, ce chapitre n’a pas pour objet de décider si une technique déterminée peut être considérée comme une MTD ou non. En d’autres termes, le fait qu’une technique soit décrite dans ce chapitre ne signifie pas qu’elle soit nécessairement une MTD. Il convient de souligner qu’en utilisant une approche BREF, les techniques dont l’applicabilité technique est limitée peuvent être considéré comme des « techniques émergentes ». Ce chapitre expose les techniques selon une classification spécifique dans les classes et sous-classes décidées par le Groupe de travail technique mentionné.
50
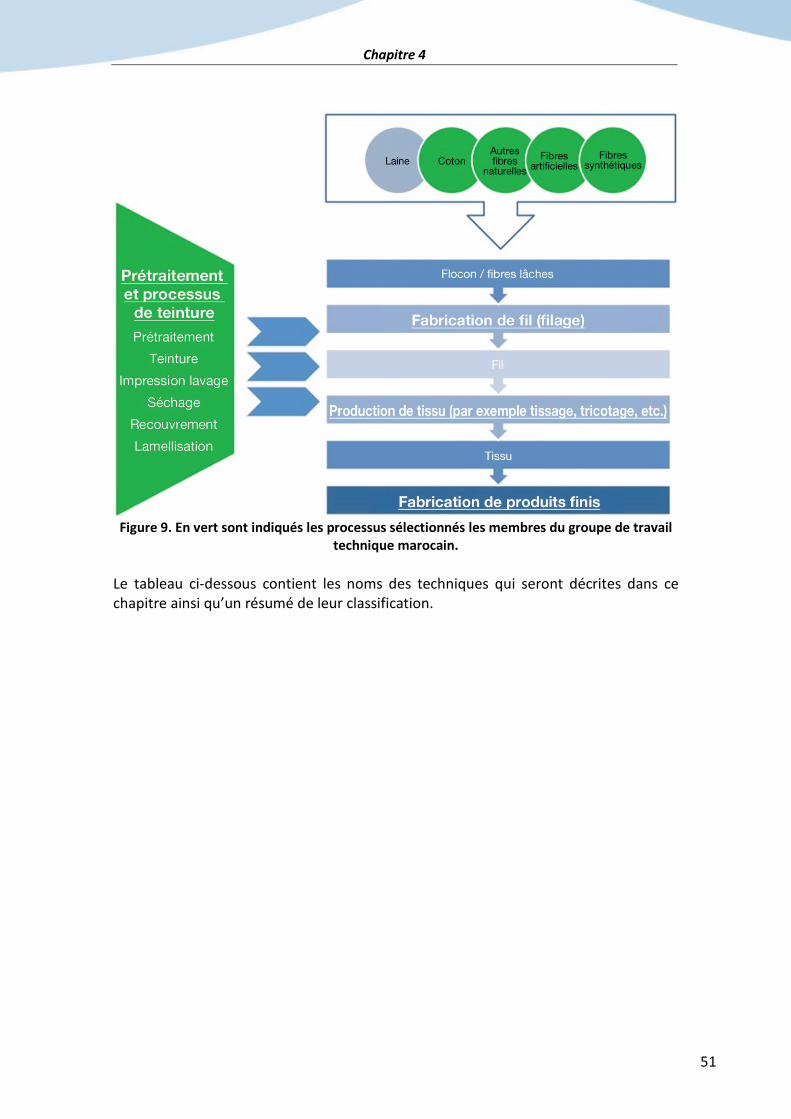
Chapitre 4
Figure 9. En vert sont indiqués les processus sélectionnés les membres du groupe de travail
technique marocain. Le tableau ci-dessous contient les noms des techniques qui seront décrites dans ce chapitre ainsi qu’un résumé de leur classification.
51
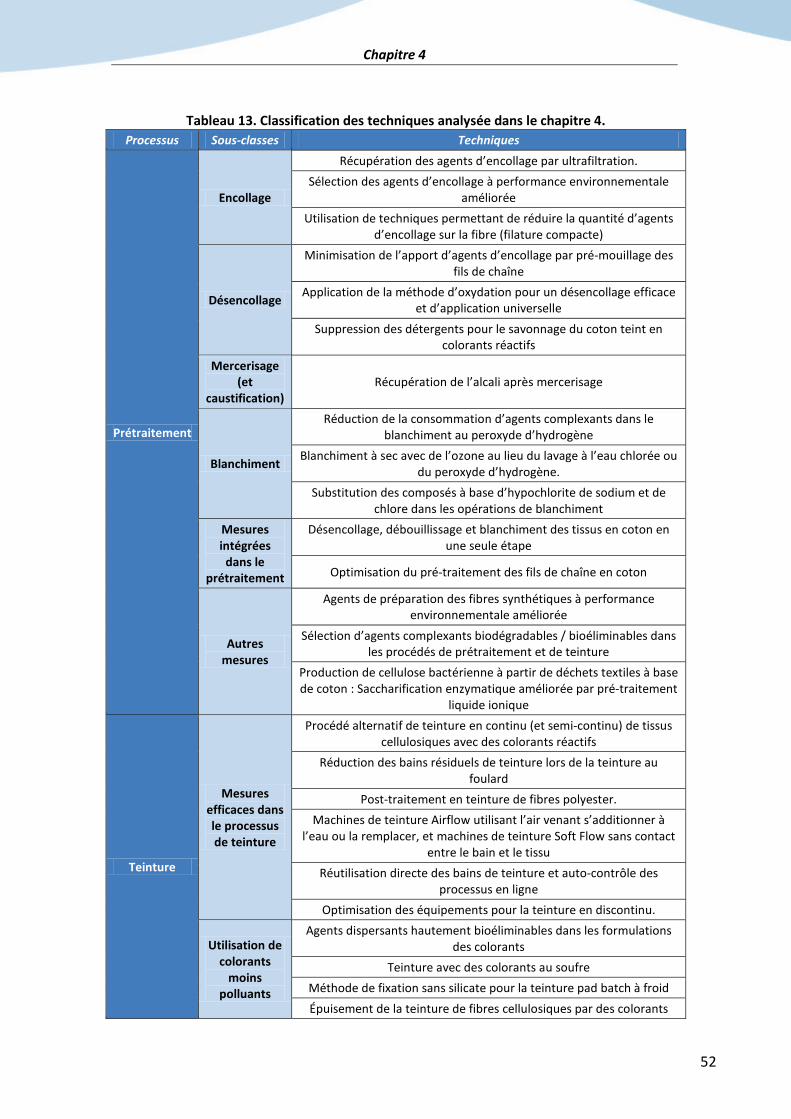
Chapitre 4
Tableau 13. Classification des techniques analysée dans le chapitre 4. Processus Sous-classes Techniques
Prétraitement
Encollage
Récupération des agents d’encollage par ultrafiltration. Sélection des agents d’encollage à performance environnementale
améliorée Utilisation de techniques permettant de réduire la quantité d’agents
d’encollage sur la fibre (filature compacte)
Désencollage
Minimisation de l’apport d’agents d’encollage par pré-mouillage des fils de chaîne
Application de la méthode d’oxydation pour un désencollage efficace et d’application universelle
Suppression des détergents pour le savonnage du coton teint en colorants réactifs
Mercerisage (et
caustification) Récupération de l’alcali après mercerisage
Blanchiment
Réduction de la consommation d’agents complexants dans le blanchiment au peroxyde d’hydrogène
Blanchiment à sec avec de l’ozone au lieu du lavage à l’eau chlorée ou du peroxyde d’hydrogène.
Substitution des composés à base d’hypochlorite de sodium et de chlore dans les opérations de blanchiment
Mesures intégrées
dans le prétraitement
Désencollage, débouillissage et blanchiment des tissus en coton en une seule étape
Optimisation du pré-traitement des fils de chaîne en coton
Autres mesures
Agents de préparation des fibres synthétiques à performance environnementale améliorée
Sélection d’agents complexants biodégradables / bioéliminables dans les procédés de prétraitement et de teinture
Production de cellulose bactérienne à partir de déchets textiles à base de coton : Saccharification enzymatique améliorée par pré-traitement
liquide ionique
Teinture
Mesures efficaces dans le processus de teinture
Procédé alternatif de teinture en continu (et semi-continu) de tissus cellulosiques avec des colorants réactifs
Réduction des bains résiduels de teinture lors de la teinture au foulard
Post-traitement en teinture de fibres polyester. Machines de teinture Airflow utilisant l’air venant s’additionner à
l’eau ou la remplacer, et machines de teinture Soft Flow sans contact entre le bain et le tissu
Réutilisation directe des bains de teinture et auto-contrôle des processus en ligne
Optimisation des équipements pour la teinture en discontinu.
Utilisation de colorants
moins polluants
Agents dispersants hautement bioéliminables dans les formulations des colorants
Teinture avec des colorants au soufre Méthode de fixation sans silicate pour la teinture pad batch à froid Épuisement de la teinture de fibres cellulosiques par des colorants
52
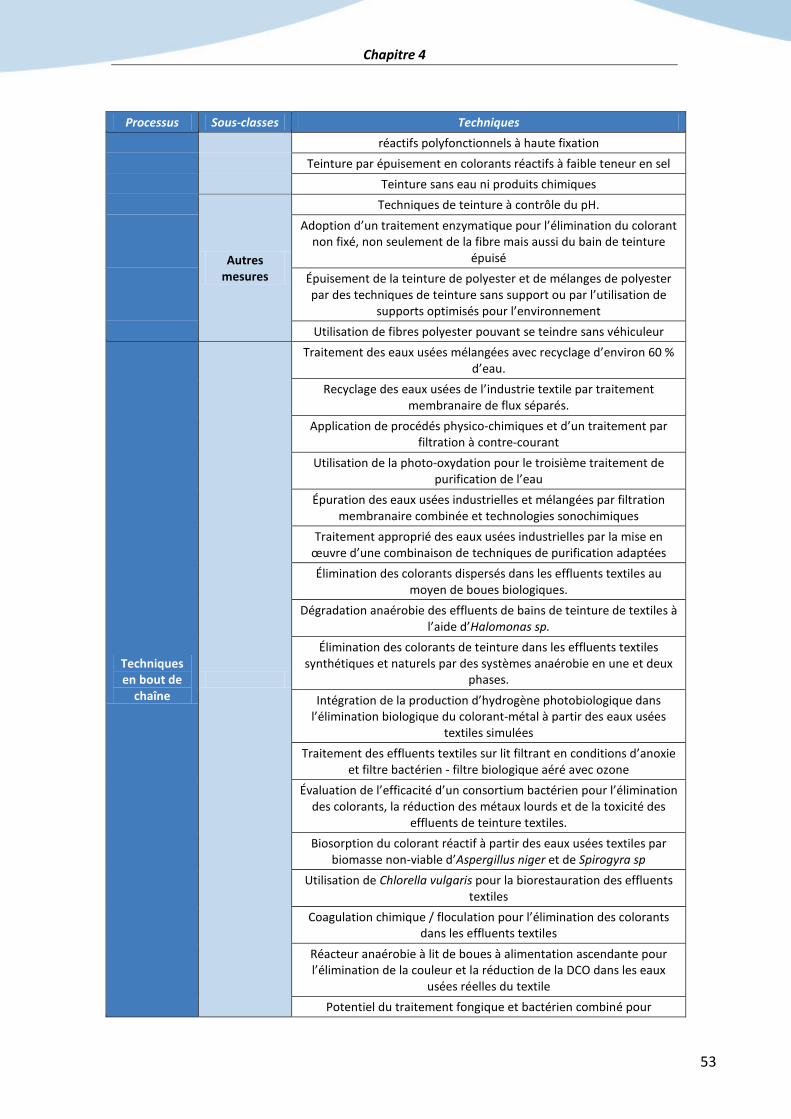
Chapitre 4
Processus Sous-classes Techniques réactifs polyfonctionnels à haute fixation
Teinture par épuisement en colorants réactifs à faible teneur en sel Teinture sans eau ni produits chimiques
Autres mesures
Techniques de teinture à contrôle du pH. Adoption d’un traitement enzymatique pour l’élimination du colorant
non fixé, non seulement de la fibre mais aussi du bain de teinture épuisé
Épuisement de la teinture de polyester et de mélanges de polyester par des techniques de teinture sans support ou par l’utilisation de
supports optimisés pour l’environnement Utilisation de fibres polyester pouvant se teindre sans véhiculeur
Techniques en bout de
chaîne
Traitement des eaux usées mélangées avec recyclage d’environ 60 % d’eau.
Recyclage des eaux usées de l’industrie textile par traitement membranaire de flux séparés.
Application de procédés physico-chimiques et d’un traitement par filtration à contre-courant
Utilisation de la photo-oxydation pour le troisième traitement de purification de l’eau
Épuration des eaux usées industrielles et mélangées par filtration membranaire combinée et technologies sonochimiques
Traitement approprié des eaux usées industrielles par la mise en œuvre d’une combinaison de techniques de purification adaptées Élimination des colorants dispersés dans les effluents textiles au
moyen de boues biologiques. Dégradation anaérobie des effluents de bains de teinture de textiles à
l’aide d’Halomonas sp. Élimination des colorants de teinture dans les effluents textiles
synthétiques et naturels par des systèmes anaérobie en une et deux phases.
Intégration de la production d’hydrogène photobiologique dans l’élimination biologique du colorant-métal à partir des eaux usées
textiles simulées Traitement des effluents textiles sur lit filtrant en conditions d’anoxie
et filtre bactérien - filtre biologique aéré avec ozone Évaluation de l’efficacité d’un consortium bactérien pour l’élimination
des colorants, la réduction des métaux lourds et de la toxicité des effluents de teinture textiles.
Biosorption du colorant réactif à partir des eaux usées textiles par biomasse non-viable d’Aspergillus niger et de Spirogyra sp
Utilisation de Chlorella vulgaris pour la biorestauration des effluents textiles
Coagulation chimique / floculation pour l’élimination des colorants dans les effluents textiles
Réacteur anaérobie à lit de boues à alimentation ascendante pour l’élimination de la couleur et la réduction de la DCO dans les eaux
usées réelles du textile Potentiel du traitement fongique et bactérien combiné pour
53
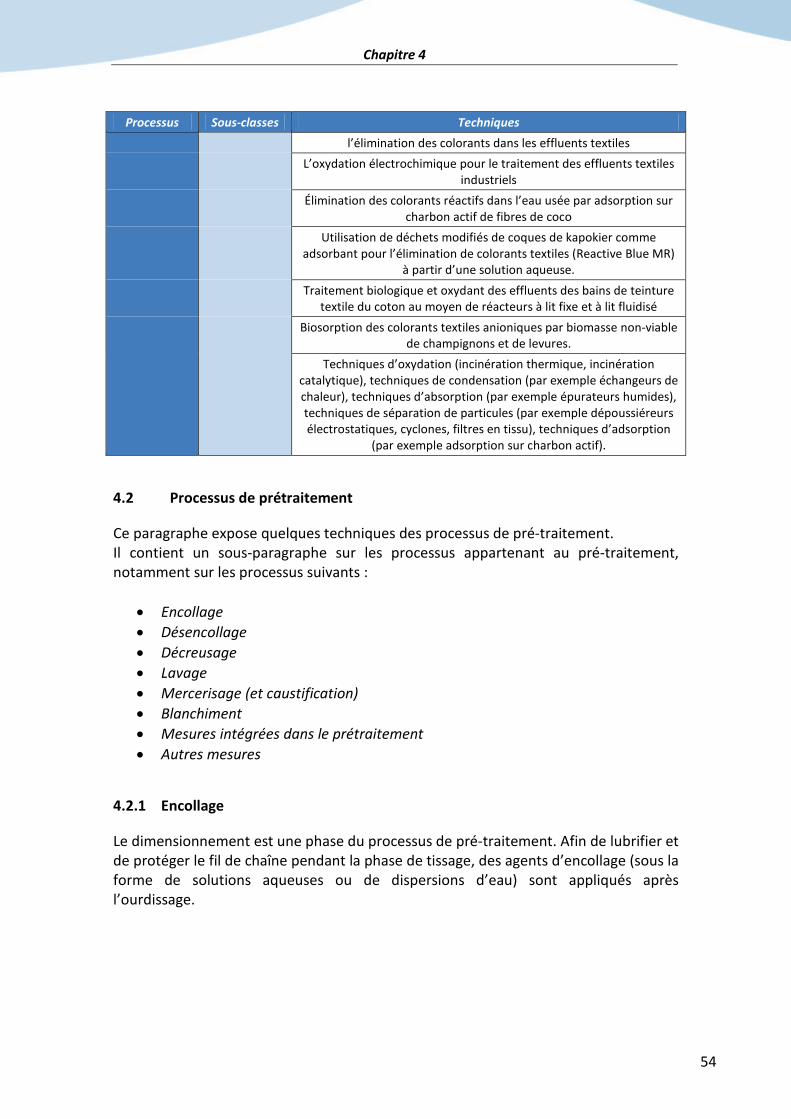
Chapitre 4
Processus Sous-classes Techniques l’élimination des colorants dans les effluents textiles
L’oxydation électrochimique pour le traitement des effluents textiles industriels
Élimination des colorants réactifs dans l’eau usée par adsorption sur charbon actif de fibres de coco
Utilisation de déchets modifiés de coques de kapokier comme adsorbant pour l’élimination de colorants textiles (Reactive Blue MR)
à partir d’une solution aqueuse. Traitement biologique et oxydant des effluents des bains de teinture
textile du coton au moyen de réacteurs à lit fixe et à lit fluidisé Biosorption des colorants textiles anioniques par biomasse non-viable
de champignons et de levures. Techniques d’oxydation (incinération thermique, incinération
catalytique), techniques de condensation (par exemple échangeurs de chaleur), techniques d’absorption (par exemple épurateurs humides), techniques de séparation de particules (par exemple dépoussiéreurs électrostatiques, cyclones, filtres en tissu), techniques d’adsorption
(par exemple adsorption sur charbon actif).
Processus de prétraitement 4.2
Ce paragraphe expose quelques techniques des processus de pré-traitement. Il contient un sous-paragraphe sur les processus appartenant au pré-traitement, notamment sur les processus suivants :
• Encollage • Désencollage • Décreusage • Lavage • Mercerisage (et caustification) • Blanchiment • Mesures intégrées dans le prétraitement • Autres mesures
Encollage 4.2.1
Le dimensionnement est une phase du processus de pré-traitement. Afin de lubrifier et de protéger le fil de chaîne pendant la phase de tissage, des agents d’encollage (sous la forme de solutions aqueuses ou de dispersions d’eau) sont appliqués après l’ourdissage.
54
Chapitre 4
Réf. Fiche technique 2.C.1 : Récupération des agents d’encollage par 4.2.1.1ultrafiltration
a. Description de la technique Les agents d’encollage sont appliqués aux fils de chaîne pour les protéger pendant l’opération de tissage. Ils doivent être éliminés au cours du prétraitement textile. Les agents synthétiques hydrosolubles peuvent être récupérés du bain de lavage par ultrafiltration. Dans la méthode d’ultrafiltration, le bain de lavage est pompé sous pression par des diaphragmes. Les molécules les plus fines contenues dans l’eau de lavage passent à travers les diaphragmes, alors que les macromolécules sont retenues par les filtres. La séparation des substances et de l’eau est ainsi réalisée. Après l’ultrafiltration, les agents d’encollage récupérés peuvent être réutilisés pour l’encollage. L’eau de lavage retourne dans le procédé de lavage, formant ainsi un circuit de recyclage fermé permettant aux usines textiles d’éliminer la majeure partie des agents d’encollage en dehors des eaux usées. Concernant l’opération de recyclage, les agents d’encollage ne doivent présenter aucune modification de leur structure lors du désencollage. La récupération et la réutilisation des agents d’encollage est possible uniquement avec les agents pouvant être désencollés sans perte de viscosité du tissus. Les agents d’encollage doivent être résistants aux contraintes mécaniques et thermiques du procédé de récupération. Les molécules des agents d’encollage étant exposées à des températures de 80°C ou plus pendant une durée relativement longue dans la cuve et dans le séchoir des réservoirs de stockage avant et après l’ultrafiltration, il convient d’être particulièrement attentif à la stabilité thermique pour le recyclage des agents d’encollage. En cas de récupération d’un mélange d’agents d’encollage, il convient de s’assurer que les composants sont facilement compatibles et présentent une solubilité à peu près équivalente. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Cette technique ne convient que pour des types spécifiques d’agents d’encollage : les agents d’encollage synthétiques solubles dans l’eau tels que l’alcool polyvinylique, les polyacrylates et la carboxyméthylcellulose. La récupération des agents d’encollage requiert certaines conditions particulières : l’agent d’encollage vierge en stock et celui récupéré doivent être conservés dans des conditions stériles après mélange. Il existe certaines restrictions d’utilisation de cette technique. Par exemple lorsque, en plus des agents d’encollage, d’autres produits auxiliaires tels que des cires, des produits antistatiques, etc. sont appliqués sur fil. D’autres restrictions peuvent exister en cas de réutilisation du même concentrat pour des fils de différents types. En outre, certains effets, tels que le gaufrage, ne peuvent être réalisés que sur du tissu non désencollé. C’est pour ces raisons que la réutilisation du concentrat se pratique surtout dans des sociétés intégrées réalisant une production uniforme. Un autre problème à prendre en considération réside dans les distances de transport. Les expéditions à longue distance provoquent des effets négatifs sur l’environnement. Les fibres doit être éliminées avant l’ultrafiltration. L’objectif de cette étape est de minimiser l’entartrage et l’encrassement. Le fonctionnement et la gestion des unités d’ultrafiltration pour la récupération des agents d’encollage nécessitent un personnel qualifié et une maintenance appropriée. Les effets positifs sur les eaux usées et la réduction des coûts sont les principales forces motrices stimulant la mise en œuvre de cette technique.
55
Chapitre 4
La première installation de récupération de l’alcool de polyvinyle a été mise en service en 1975 aux États-Unis. Depuis lors, deux installations sont en fonctionnement en Allemagne depuis de nombreuses années et plusieurs installations sont maintenant en service au Brésil, à Taiwan et aux USA. c. Avantage environnemental La diminution de la pollution des eaux usées constitue le principal avantage environnemental de cette technique. La charge en DCO dans les eaux usées provenant des ennoblisseurs de tissus est réduite. Environ 80 à 85 % des agents d’encollage peuvent être récupérés. En outre, la consommation d’énergie est réduite, de même que la quantité de boue qui doit être évacuée. La technique permet de réduire la charge organique générée par les usines textiles. d. Aspects économiques De nombreux éléments doivent être pris en compte : les coûts de l’ultrafiltration, de la formulation, de l’ensemble du procédé et du traitement. Les agents d’encollage synthétiques sont plus onéreux que les agents d’encollage à base d’amidon. Des économies supplémentaires sont réalisables grâce à l’augmentation de la productivité du tissage et à la réduction des frais du prétraitement et de traitement des eaux usées. Au Maroc cette technique nécessite de grands investissements et impose des coûts de maintenance élevés. C’est pourquoi l’aide financière de l’État ou d’organismes internationaux peut être nécessaire. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.5.1.
Réf. Fiche technique 3.D.1 : Sélection des agents d’encollage à performance 4.2.1.2environnementale améliorée
a. Description de la technique Des techniques telles que le pré-mouillage et la sélection ciblée des agents d’encollage peuvent fortement contribuer à la réduction de l’impact environnemental de cette opération. Les produits d’encollage respectueux de l’environnement doivent être :
• très efficaces avec un faible apport • entièrement et facilement éliminable du tissu • facilement biodégradable ou bioéliminable
Les amidons modifiés, certains galactomannanes, l’alcool polyvinyle, certains polyacrylates et la dernière génération des polyacrylates répondent à ces exigences. Ces agents d’encollage synthétiques hautement efficaces permettent de réduire la quantité de produit sans perte d’efficacité au niveau du tissage. Les polyacrylates de dernière génération sont faciles à laver et peuvent être éliminés avec un peu d’eau et sans produits auxiliaires additionnels. Sauf en ce qui concerne le filament de polyester et quelques traitements spécifiques (coton), ils peuvent être utilisés comme produits d’encollage presque universels pour tous types de fibres. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre L’application de recettes d’encollage optimisées est techniquement faisable pour tous les ateliers d’encollage, mais il est difficile pour les ennoblisseurs à façon et d’une
56
Chapitre 4
manière générale, pour les usines non intégrées, d’exercer une influence sur les usines de tissage en amont. Les amidons modifiés peuvent s’éliminer à l’eau (moins facilement que les polyacrylates modifiés), sans nécessité d’un désencollage enzymatique ou oxydant. Ils peuvent être éliminés biologiquement mais ils forment des boues dont il est difficile de se débarrasser. Dans des conditions alcalines, l’alcool polyvinylique est difficile à éliminer. À un pH moyen, il est facilement éliminable par lavage et peut être récupéré. Dans des conditions spécifiques, telles que l’adaptation de la boue activées, des températures supérieures à 15 °C et de faibles rapports pollution/microorganismes, l’alcool polyvinylique est biodégradable. Dans des conditions alcalines, l’alcool polyvinylique pose des problèmes de sédimentation. La protection de l’environnement et une charge réduite de DCO dans l’eau sont les principales forces motrices de la mise en œuvre de cette technique. En outre, l’Ecolabel européen, l’OSPAR et d’autres initiatives européennes encouragent l’utilisation de cette technique. De plus, cette technique permet de réduire la consommation d’agents d’encollage d’un tiers ou même davantage. Au Maroc, la sélection se fonde également sur les performances du taux de rupture lors du tissage, le prix des agents d’encollage et la performance environnementale. c. Avantage environnemental Réduction significative de la charge en DCO dans les eaux naturelles. Il est également possible de réaliser des économies sur la consommation de produits chimiques, d’eau et d’énergie. d. Économie Dans la plupart des cas, les combinaisons biodégradables/bioéliminables d’agents d’encollage ne sont pas plus coûteuses que les combinaisons classiques. Au Maroc, l’applicabilité dépend également du prix de remplacement des agents d’encollage. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.2.4.
Réf. Fiche technique 2.A.2 : Utilisation de techniques permettant de réduire 4.2.1.3la quantité d’agents d’encollage sur la fibre (filature compacte)11
a. Description de la technique Dans la filature compacte, les faisceaux de fibres sont comprimés en sortie du système d’étirage grâce à des dispositifs pneumatiques. Par rapport au fil classique, le fil fabriqué par le système de filage compact se caractérise par les aspects suivants : • une plus grande douceur, • un plus grand lustre,
11 Trois agents d’encollage sont utilisés au Maroc : amidon, cire, PVA.
57
Chapitre 4
• une solidité à l’abrasion améliorée de 40 à 50 %, • pilosité inférieure de 20 à 30 %, mesurée en utilisant de l’appareil Uster, • pilosité inférieure de 60 %, mesurée à l’aide de l’appareil Zweigle, • ténacité et l’allongement à la rupture, • supérieure de 8 à 15 %, et masse plus réduite, • irrégularité. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Cette technique s’applique aux fils de coton pur. Parmi les aspects positifs obtenus de la technique de filature compact se distinguent le fait qu’il s’agit d’un fil d’une qualité supérieure et permettant de créer de nouveaux effets/designs. c. Avantage environnemental La technique de filage compact donne lieu à un fil compact possédant meilleures propriétés de course et un meilleur comportement à la rupture du fil pendant le tissage. Ceci permet une réduction de la charge des eaux usées dans le désencollage. d. Aspects économiques Les coûts supplémentaires pour la fabrication du fil peuvent être compensés par les économies réalisées grâce à une meilleure performance de tissage et une réduction de l’ajout d’agent d’encollage. Une réduction des coûts de finissage peut en outre être obtenue. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.2.6.
Désencollage 4.2.2
Le désencollage est appliqué pour éliminer les composants d’encollage des tissus appliqués auparavant et constitue habituellement la première opération de finissage humide réalisée sur le tissu. Les techniques de désencollage varient en fonction du type d’agent d’encollage à éliminer.
Réf. Fiche technique 2.A.1 : Minimisation de l’apport d’agents d’encollage 4.2.2.1par pré-mouillage des fils de chaîne
a. Description de la technique La technologie de pré-mouillage consiste à courir le fil de chaîne dans de l’eau chaude avant le processus d’encollage. Le fil de chaîne est plongé dans l’eau chaude, puis un rouleau de compression élimine l’excédent d’eau avant la phase d’encollage. Le pré-mouillage permet d’appliquer une quantité plus réduite d’agent d’encollage à la fibre.
58
Chapitre 4
b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Cette technique peut être appliquée à tous les types de fils de coton et aux mélanges de coton/polyester et de viscose, de même qu’à des fils moyens et grossiers. L’application est possible pour des lots de plus de 5 000 m. Compte tenu des résultats de l’opération, une réduction de l’ajout d’agent d’encollage de l’ordre de 20 à 50 % est possible. Le pourcentage dépend de la nature du fil traité. Compte tenu de certains aspects de cette technique, les économies d’agents d’encollage, l’augmentation de l’efficacité de tissage et la réduction de la charge d’eaux usées sont les forces motrices qui invitent à sa mise en œuvre. Il s’agit d’une opération additionnelle qui nécessite des investissements. c. Avantage environnemental La réduction des agents d’encollage sur le fil permet de réduire la charge de ces agents rejetée dans de l’eau évacuée lors du pré-traitement. d. Aspects économiques L’équipement d’encollage comportant des sections de pré-mouillage est plus coûteux que l’équipement d’encollage sans section de pré-mouillage. Une comparaison entre l’encollage avec et sans pré-mouillage révèle des économies de coûts, une augmentation de la vitesse de la machine d’encollage et une augmentation de l’efficacité du tissage. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.2.5.
Réf. Fiche technique 2.D.3 : Application de la méthode d’oxydation pour un 4.2.2.2désencollage efficace et d’application universelle
a. Description de la technique L’H2O2 génère des radicaux libres qui dégradent tout encollage et l’élimine du tissu lorsque le pH est supérieur à 13. Ce procédé fournit un support propre, absorbant et homogène pour la teinture et l’impression ultérieures. L’anion radicalaire O*- est prédominant pour les pH supérieurs à 13. Il est très réactif, mais il attaque les matériaux non fibreux (agents d’encollage, etc.) plutôt que la cellulose. Il est recommandé d’éliminer en premier lieu le catalyseur qui n’est pas réparti de façon uniforme sur le tissu (par exemple des particules de fer, de cuivre, etc.) Une séquence de processus possible pourrait être la suivante : élimination des métaux (lignes de pré-traitement équipées de détecteurs de métaux), désencollage oxydant (peroxyde et alcalin), décreusage (alcalin), déminéralisation (alcaline réductrice/extractrice), blanchiment (peroxyde et alcalin), rinçage et séchage. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre La technique est particulièrement intéressante pour les ennoblisseurs façonniers (indépendamment de leur taille) qui ne maîtrisent pas la provenance et la composition de leurs marchandises. L’agent d’encollage et la cellulose ont une structure moléculaire similaire et, par conséquent, une attaque du polymère de cellulose par un OH* non-sélectif est possible. Pour éviter d’endommager la fibre au moment de l’élimination d’un agent
59
Chapitre 4
d’encollage de type amidon, il est essentiel d’ajouter le peroxyde d’hydrogène à un pH supérieur à 13. Ces conditions de mise en œuvre minimisent l’action des radicaux OH*, responsables de la détérioration de la cellulose. Applicable au Maroc pour les tissus clairement teints. c. Avantage environnemental La technique proposée offre d’importants avantages environnementaux : consommation d’eau et d’énergie ainsi que traitement amélioré des effluents. Le peroxyde d’hydrogène est également utilisé en tant que substance active pour le blanchiment, il est avantageux de combiner le blanchiment alcalin avec un décreusage pour économiser de l’eau, de l’énergie et des produits chimiques. En raison de l’action des radicaux libres générés par l’activation du peroxyde d’hydrogène, les polymères d’encollage sont fortement dégradés. Le procédé permet d’obtenir des molécules plus courtes et moins ramifiées, plus faciles à laver avec une petite quantité d’eau. La pré-oxydation du polymère d’encollage est également avantageuse au niveau de traitement des eaux usées (traitement amélioré). d. Aspects économiques Les étapes et les liqueurs sont combinées de manière à optimiser l’utilisation des ressources à moindre coût global. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.5.2.
Décreusage (lavage) 4.2.3
Le décreusage a pour but d’extraire les impuretés présentes sur la fibre brute ou emportées à un stade ultérieur, telles que : les pectines, les graisses et les cires, les protéines, les substances inorganiques telles que les sels de métaux alcalins, les phosphates de calcium et de magnésium, l’aluminium et les oxydes de fer, agents d’encollage, les agents d’encollage résiduels et des produits de dégradation des agents d’encollage. Le décreusage peut être effectué dans le cadre d’une étape séparée du processus ou en combinaison avec d’autres traitements.
Réf. Fiche technique 2.A.4 : Suppression des détergents pour le savonnage 4.2.3.1du coton teint en colorants réactifs
a. Description de la technique Les expériences de plusieurs entreprises du textile et la littérature démontrent que les détergents n’améliorent pas l’élimination des colorants réactifs hydrolysés du tissu. Certains ateliers de teinture ont déjà supprimé l’utilisation de détergents dans le rinçage après la teinture réactive. Dans de nombreux cas, la solidité des produits est meilleure après rinçage à chaud qu’après un rinçage avec des détergents. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Il est possible d’obtenir un haut degré de fixation et d’excellentes propriétés de lavabilité de certains nouveaux colorants réactifs polyfonctionnels nécessitant de faibles quantités de sel sans détergents.
60
Chapitre 4
Les essais réalisés avec rinçage à 90 à 95 °C ont démontré que le rinçage est plus efficace et plus rapide à des températures élevées. Le volume de colorant réactif hydrolysé rincé au bout de 10 minutes est d’environ 30 % après 10 minutes à 95 °C par rapport à un rinçage à 75 °C. Certains problèmes peuvent surgir lors d’arrêts accidentels de la machine. De nombreuses usines en Europe ont appliqué cette technique. En particulier, il existe quelques exemples d’installation appliquant cette technique au Danemark : Kemotextil A/S, Sunesens Textilforædling ApS, Martensen A/S. La force motrice pour la mise en œuvre de cette technique réside dans la réduction des coûts des produits chimiques et du traitement des eaux usées. c. Avantage environnemental Le principal bénéfice pour l’environnement réside la réduction de la consommation de détergents et de la charge dans les eaux usées, ainsi que dans une consommation réduite de produits chimiques employés pour détruire les colorants réactifs par des processus de traitement à radicaux libres. d. Aspects économiques Les économies réalisées sont liés aux consommations de produits chimiques (principalement des détergents) et aux activités de traitement des eaux usées. Cependant, au Maroc, cette technique nécessite des compétences et un transfert de technologie. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.6.12.
Mercerisage (et caustification) 4.2.4
Le mercerisage est appliqué afin d’améliorer la résistance à la traction, la stabilité dimensionnelle et l’éclat du coton. Le mercerisage peut être réalisé sur le fil en écheveaux, tissé et tricoté, par le biais de l’un des différents traitements suivants :
• mercerisage avec tension • caustification (sans tension) • mercerisage à l’ammoniac.
Parfois, la laine décreusée contient des impuretés végétales. L’acide sulfurique est la substance chimique utilisée pour détruire ces particules végétales, et le processus est appelé carbonisation.
Réf. Fiche technique 2.C.2 : Récupération de l’alcali après mercerisage 4.2.4.1
a. Description de la technique Dans le cadre du mercerisage, le fil de phase en coton est traité dans une solution de soude caustique. Puis la soude caustique est éliminée par rinçage. L’eau de rinçage peut être concentrée par évaporation pour le recyclage. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Plus le nombre d’étapes d’évaporation est élevé, plus la chaleur est réutilisée souvent, et plus la consommation de vapeur se réduit, et de là les coûts de fonctionnement. La technique décrite est applicable à des installations nouvelles ou existantes. Les alcalis
61
Chapitre 4
colorés peuvent être récupérés et décontaminés pour être réutilisés. Les principales forces motrices sont une plus faible teneur en alcalis des eaux usées et les coûts liés à la soude caustique. Au Maroc, le mercerisage n’est pas un processus commun dans les installations textiles. c. Avantage environnemental La charge alcaline des eaux usées est réduite. d. Aspects économiques Le coût d’investissement dépend de certains facteurs : la taille de l’installation et de la technique d’épuration. Le coût peut varier de 200 000 à 800 000 euros. Le retour sur investissement peut varier et dépend de certains aspects (par exemple la taille de l’installation ou la durée de fonctionnement par jour). Du point de vue économique, la récupération de la soude caustique peut être très intéressante. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.5.7.
Blanchiment 4.2.5
Après le décreusage, le coton devient plus hydrophile. Cependant, la couleur d’origine reste inchangée en raison de la matière colorée qui ne peut pas être éliminée complètement par un lavage et l’extraction alcaline. Si le matériau doit être teint dans des couleurs foncées, il peut être teint directement sans blanchiment. Au contraire, le blanchiment est une étape obligatoire si la fibre doit être teinte dans des couleurs pastel ou si elle doit être imprimée ultérieurement. Dans certains cas, même pour des couleurs foncées, une étape de pré-blanchiment peut être nécessaire, mais il ne s’agit pas d’un traitement complet de blanchiment. La Laine est blanchie avec du peroxyde d’hydrogène. Un blanchiment réducteur additionnel est indispensable pour obtenir des niveaux élevés de blancheur. Dans le cadre de l’étape de blanchiment oxydant, le peroxyde d’hydrogène est appliqué en présence d’un alcali et de stabilisants.
Réf. Fiche technique 2.A.3 : Réduction de la consommation d’agents 4.2.5.1complexants dans le blanchiment au peroxyde d’hydrogène
a. Description de la technique L’utilisation de peroxyde d’hydrogène pour le blanchiment peut donner lieu à la présence d’espèces d’oxygène (par exemple O2**, OH*/O*-, etc.) de réactivité différente dans l’eau. La formation des radicaux OH* endommage la fibre. Ce problème peut être évité en utilisant des agents complexants qui inactivent le catalyseur (stabilisateurs). Les agents complexants contiennent de l’azote et du phosphore, et leur biodégradabilité est faible. L’utilisation de grandes quantités de séquestrants peut être évitée en retirant le radical OH*. Ceci permet de réduire l’endommagement des fibres sans employer des agents complexants. Le radical hydroxyle OH* est éliminé par le peroxyde d’hydrogène, formant ainsi le véritable
62
Chapitre 4
agent de blanchiment. Dans ces conditions, le peroxyde d’hydrogène joue un rôle d’éboueur et le produit de la réaction est l’agent de blanchiment lui-même. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Cette technique peut être appliquée aux installations existantes et nouvelles. L’application de peroxyde d’hydrogène exige un équipement totalement automatisé. L’alternative à la déminéralisation acide que constitue le prénettoyage d’une étoffe fortement salie est possible dans des conditions plus alcalines, grâce à l’utilisation d’agents réducteurs non dangereux. La technique décrite dans cette section est assurée directement par certains fournisseurs de produits auxiliaires. En s’aidant de modèles de simulation dynamique, ils sont en mesure de préparer une recette adaptée au substrat spécifique, à l’équipement utilisé, etc., dans des conditions de processus définies. c. Avantage environnemental Cette technique permet le blanchiment de la cellulose dans sa totalité sans provoquer de dommages à la fibre. Ceci est possible en n’utilisant pas d’agents séquestrants dangereux et grâce à la consommation minimale de peroxyde, ainsi qu’à la pré-oxydation des substances éliminées. d. Aspects économiques Une baisse de la consommation de peroxyde est possible. Une réduction de la charge organique est également possible. Des économies sont réalisées. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.5.6.
Réf. Fiche technique 2.B.8 : Blanchiment à sec avec de l’ozone au lieu du 4.2.5.2lavage à l’eau chlorée ou du peroxyde d’hydrogène
a. Description de la technique Cette opération consiste à placer les vêtements (jeans) dans une machine de lavage rotative à sec. La machine est connectée à un générateur d’ozone. Cette technique est appliquée à plusieurs dans de nombreux buts :
• blanchiment léger du tissu à l’aide d’ozone au lieu d’un lavage humide en utilisant du chlore ou du peroxyde d’hydrogène.
• nettoyer les dépôts d’indigo sur les tissus. • décolorer les jeans en gris.
b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre L’utilisation de cette technique implique l’installation d’un générateur d’ozone et quelques légères modifications de la machine de lavage. Par ailleurs, cette technique ne peut pas remplacer entièrement l’utilisation du chlore ou du peroxyde car dans certains cas, l’utilisation du chlore ou du peroxyde est indispensable pour obtenir les effets voulus.
63
Chapitre 4
La durée de l’opération varie de 15 à 60 minutes selon le type de vêtement et le type d’effet recherché. Cette technique permet un gain de temps d’environ 60 % par rapport au blanchiment conventionnel réalisé par compression et étapes de séchage. Les avantages économiques et environnementaux constituent les principaux enjeux en faveur de cette technique. c. Avantage environnemental Les avantages environnementaux résident dans la non utilisation d’eau ni de produits chimiques, et la non production d’eaux usées. d. Aspects économiques Dans les deux processus, l’épargne provient du prix de l’eau de procédé, du prix d’achat des produits chimiques, du gain de temps et des coûts d’élimination des effluents. e. Référence bibliographique Audit technique effectué dans la société GTS (Tunisie).
Réf. Fiche technique 3.D.3 : Substitution des composés à base 4.2.5.3d’hypochlorite de sodium et de chlore dans les opérations de blanchiment
a. Description de la technique L’hypochlorite de sodium a été pendant longtemps l’un des agents de blanchiment les plus largement utilisés dans l’industrie d’ennoblissement du textile. Et il est encore utilisé également pour le nettoyage des machines de teinture ou comme agent d’extraction pour la récupération des biens teints défectueux. Le peroxyde d’hydrogène est cependant actuellement l’agent de blanchiment préféré pour le coton et les mélanges de coton, comme substitut de l’hypochlorite de sodium. Lorsqu’un processus en une seule étape utilisant du peroxyde d’hydrogène ne peut pas atteindre le niveau de blancheur requis, un processus en deux étapes utilisant du peroxyde d’hydrogène (première étape) et de l’hypochlorite de sodium (deuxième étape) peut être appliqué afin de réduire les émissions d’AOX (halogènes organiques adsorbables). Il y a également un intérêt croissant pour le blanchiment au peroxyde dans des conditions fortement alcalines qui permet d’obtenir un haut degré de blanc après avoir soigneusement éliminé les catalyseurs par une technique de réduction / extraction. L’autre avantage revendiqué est la combinaison possible du débouillissage avec le blanchiment. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Cette technique s’applique à toutes les installations. Le peroxyde d’hydrogène est utilisé pour le blanchiment des tricots en coton ou en coton mélangé. Il est également utilisé pour le tissu tissé fait pour l’essentiel de fibres cellulosiques et de laine ainsi que la plupart de leurs mélanges. Les exceptions sont le lin et autres fibres libériennes. Il convient de porter une attention particulière à la combinaison ou à l’enchaînement des opérations ainsi qu’au mélange des flux contenant de l’hypochlorite ou du chlore. Il est important d’éviter le mélange des eaux usées de blanchiment à l’hypochlorite avec certains autres flux et effluents mixtes, en particulier de désencollage et le lavage,
64
Chapitre 4
même si la séquence correcte de pré-traitement et de blanchiment est appliquée. La formation de composés organohalogénés est possible dans les flux de processus combinés. Pour le blanchiment au chlorite, la manutention et le stockage du chlorite de sodium doivent faire l’objet d’une attention particulière en raison des risques de toxicité et de corrosion. Les machines et les équipements doivent être inspectés régulièrement en raison des fortes sollicitations auxquelles ils sont soumis. En général, en fonction de la source, les principales forces motrices sont les textiles blanchis sans chlore demandés par le marché et les exigences légales concernant les rejets d’eaux usées. c. Avantage environnemental Absence d’AOX dangereux, tels que le trichlorométhane et l’acide chloroacétique, dans les effluents. d. Aspects économiques Cette technique n’est pas plus onéreuse que l’ancienne. Le procédé de blanchiment en deux étapes est deux à six fois plus cher que le procédé conventionnel. Si le dioxyde de chlore est utilisé comme agent de blanchiment, il peut être nécessaire d’investir dans un équipement résistant aux conditions hautement corrosives des installations existantes e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.5.5.
Mesures intégrées dans le pré-traitement 4.2.6
Les techniques décrites dans ce paragraphe consistent en des mesures intégrées de pré-traitement.
Réf. Fiche technique 2.D.1 : Désencollage, débouillissage et blanchiment 4.2.6.1des tissus en coton en une seule étape
a. Description de la technique En présence de tissus tissés en coton et de ses mélanges avec des fibres synthétiques, le processus de pré-traitement comprend les phases suivantes : désencollage, décreusage et blanchiment. Des formulations nouvelles de produits auxiliaires, le dosage automatique ainsi que l’utilisation des vaporiseurs permettent, par le procédé « Flash Steam », de réduire en une seule étape le désencollage, le craquage alcalin (débouillissage) et le blanchiment Pad Steam au peroxyde. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Les entreprises disposant de nouvelles machines de ce processus sont en mesure d’appliquer la technique décrite En l’espace de 2 à 4 minutes, les tissus sortis du métier à tisser sont blanchis de façon appropriée pour la teinture, ce qui représente un avantage considérable. Le blanchiment au peroxyde, dit « Flash Steam » se déroule comme suit :
65
Chapitre 4
1. application de la solution de blanchiment 2. 2-4 min à la vapeur. 3. lavage à chaud.
L’augmentation de la productivité constitue la principale force motrice pour la mise en œuvre de la technique. c. Avantage environnemental L’utilisation d’une seule procédure intégrée permet des réductions de consommation d’eau et d’énergie. d. Aspects économiques Il peut être nécessaire de réaliser une étude économique afin d’évaluer la faisabilité de la technique au Maroc. D’importantes économies sont réalisées au Maroc. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.5.3.
Réf. Fiche technique 2.D.2 : Optimisation du pré-traitement des fils de 4.2.6.2chaîne en coton
a. Description de la technique Dans la fabrication du coton blanc, le fil de chaîne en coton est blanchi préalablement au tissage. Le procédé conventionnel est constitué de cinq étapes (le mouillage/débouillissage, le blanchiment alcalin au peroxyde et trois phases de rinçage). La dernière eau de rinçage est réutilisée pour la préparation du premier bain. Le procédé conventionnel peut encore être amélioré en combinant en une étape le mouillage, le débouillissage et le blanchiment, puis en effectuant le rinçage en deux étapes, le deuxième bain de rinçage étant réutilisé pour la préparation du bain de débouillissage/blanchiment. La consommation d’énergie du procédé est réduite par la récupération de la chaleur. En effet, la chaleur du bain de débouillissage/blanchiment est récupérée et utilisée pour chauffer l’eau fraîche destinée au premier rinçage. Le bain est refroidi à 80 °C. Une fois refroidi, ce bain de débouillissage/blanchiment est collecté dans un réservoir en même temps que l’eau chaude de rinçage provenant de la première étape de rinçage. Avant d’être évacuées, la chaleur des eaux usées est récupérée pour chauffer l’eau de la deuxième étape de rinçage. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Même si la qualité du fil doit être prise en compte pour s’assurer que le processus peut être appliqué, cette technique peut être appliquée aux installations aussi bien nouvelles qu’existantes. Dans le cas de la récupération de la chaleur, un espace est nécessaire pour les réservoirs additionnels. Les conditions d’exploitation du procédé optimisé sont illustrées dans le tableau. Celui-ci contient également le calcul des intrants et des extrants de la DCO.
66
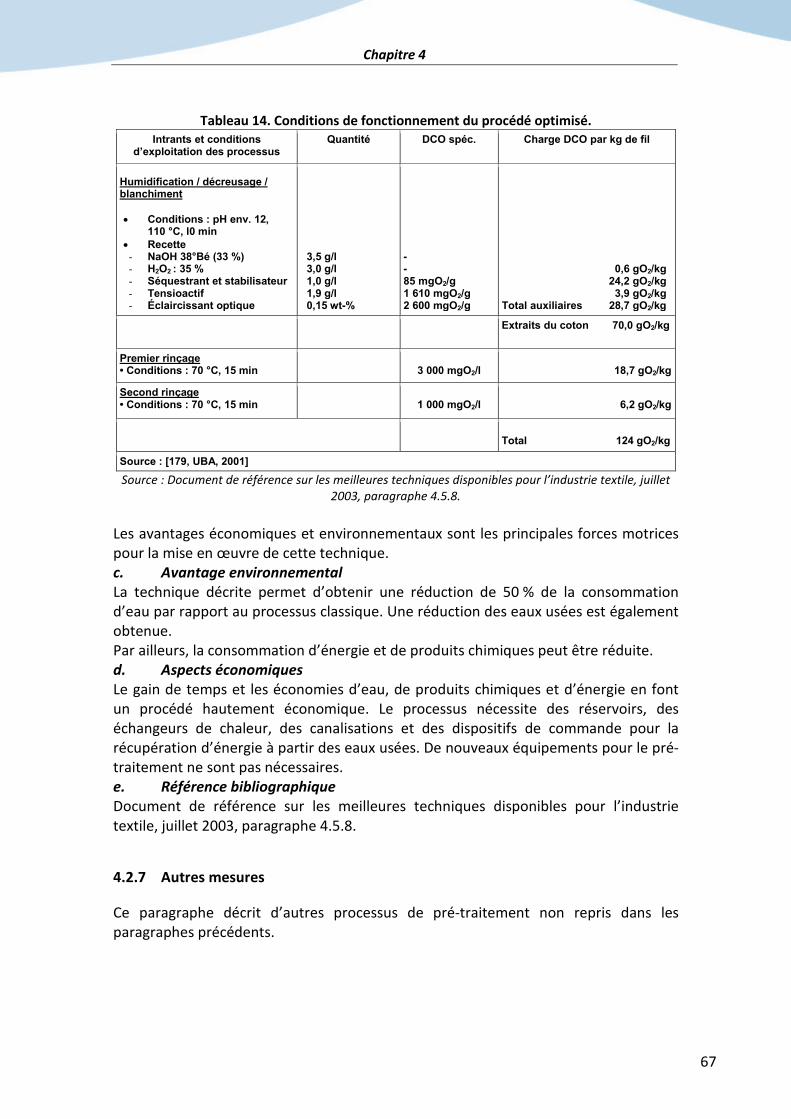
Chapitre 4
Tableau 14. Conditions de fonctionnement du procédé optimisé. Intrants et conditions
d’exploitation des processus Quantité DCO spéc. Charge DCO par kg de fil
Humidification / décreusage / blanchiment • Conditions : pH env. 12,
110 °C, l0 min • Recette - NaOH 38°Bé (33 %) - H2O2 : 35 % - Séquestrant et stabilisateur - Tensioactif - Éclaircissant optique
3,5 g/l 3,0 g/l 1,0 g/l 1,9 g/l 0,15 wt-%
- - 85 mgO2/g 1 610 mgO2/g 2 600 mgO2/g
0,6 gO2/kg 24,2 gO2/kg 3,9 gO2/kg
Total auxiliaires 28,7 gO2/kg
Extraits du coton 70,0 gO2/kg
Premier rinçage • Conditions : 70 °C, 15 min
3 000 mgO2/l
18,7 gO2/kg
Second rinçage • Conditions : 70 °C, 15 min
1 000 mgO2/l
6,2 gO2/kg
Total 124 gO2/kg
Source : [179, UBA, 2001]
Source : Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.5.8.
Les avantages économiques et environnementaux sont les principales forces motrices pour la mise en œuvre de cette technique. c. Avantage environnemental La technique décrite permet d’obtenir une réduction de 50 % de la consommation d’eau par rapport au processus classique. Une réduction des eaux usées est également obtenue. Par ailleurs, la consommation d’énergie et de produits chimiques peut être réduite. d. Aspects économiques Le gain de temps et les économies d’eau, de produits chimiques et d’énergie en font un procédé hautement économique. Le processus nécessite des réservoirs, des échangeurs de chaleur, des canalisations et des dispositifs de commande pour la récupération d’énergie à partir des eaux usées. De nouveaux équipements pour le pré-traitement ne sont pas nécessaires. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.5.8.
Autres mesures 4.2.7
Ce paragraphe décrit d’autres processus de pré-traitement non repris dans les paragraphes précédents.
67
Chapitre 4
Réf. Fiche technique 3.A.2 : Agents de préparation des fibres synthétiques à 4.2.7.1performance environnementale améliorée
a. Description de la technique Les produits auxiliaires tels que les huiles de bobinage sont très importants dans la fabrication des fibres synthétiques mais ils sont aussi la principale cause de pollution dans les procédés postérieurs. Après les opérations de prétraitement, ces composés se retrouvent dans les eaux usées et l’air d’échappement des installations de finissage. Ces agents de préparation sont essentiellement des huiles minérales mais ont de nombreux inconvénients. Les alternatives aux huiles minérales sont des agents à base de : A. polyéther/polyester ou polyéther/polycarbonates B. polyolesters spéciaux C. esters spéciaux d’acide gras à empêchement stérique. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Ces agents sont applicables aux matériaux en PES, PA 6.6, PA 6, CV et leurs mélanges avec des PES ou CV. L’applicabilité des agents de préparation à faible émission dépend du type de fibre et de l’usage spécifique du produit fini. Filateur Certains composants de la machine doivent être en acier de haute qualité pour éviter d’éventuels problèmes de corrosion. L’équipement doit être nettoyé après chaque utilisation pour éviter les problèmes de compatibilité entre les produits à base de polyéther/polyéthercarbonate et les systèmes conventionnels de préparation hydrophobes. Producteur de tissu L’équipement doit être nettoyé soigneusement (particulièrement dans le cas de produits auxiliaires à base de polyester/polyéther carbonate) en raison des problèmes de compatibilité. Installation de finissage Les processus de pré-traitement doivent être adaptés aux nouveaux systèmes de préparation. Parfois (par exemple avec des produits auxiliaires à base de polyester/polyéthercarbonate), les étapes de lavage du pré-traitement peuvent être plus faciles ou ne pas être réalisées. La principale force motrice pour la mise en œuvre de cette technique réside dans les économies d’eau et la minimisation des charges d’effluents gazeux (conformément aux réglementations nationales). Au Maroc, l’applicabilité de cette technique dépend de la disponibilité des agents de préparation. c. Avantage environnemental Cette technique réduit les odeurs au lieu de travail et les composés organiques volatiles dans l’air d’échappement. Elle réduit la consommation d’eau, d’énergie et de produits chimiques. Par ailleurs, les produits optimisés présentent une biodégradabilité élevée par rapport aux minéraux agents de préparation à base d’huile minérale. d. Aspects économiques Filateur
68
Chapitre 4
Les produits auxiliaires à faible émission sont plus chers que les produits traditionnels. Installation de finissage Pas besoin d’un équipement d’épuration des rejets gazeux. La simplification du traitement des eaux usées et la prévention de la production de déchets pollués par l’huile permettent de réduire les coûts d’investissement, d’entretien et d’élimination. Des économies supplémentaires en eau peuvent être réalisées en réduisant ou en supprimant la phase de lavage. Au Maroc, l’applicabilité de cette technique dépend du prix des agents de préparation. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.2.1.
Réf. Fiche technique 3.D.4 : Sélection d’agents complexants 4.2.7.2biodégradables / bioéliminables dans les procédés de prétraitement et de teinture
a. Description de la technique Afin d’éliminer l’effet néfaste du durcissement des cations alcalino-terreux et des ions de métaux de transition dans les solutions aqueuses, des agents complexants sont utilisés dans les processus de pré-traitement (par exemple pour la destruction catalytique du peroxyde d’hydrogène), mais aussi dans les opérations de teinture. Les agents complexants les plus importants sont les polyphosphates (par exemple le tripolyphosphate), les phosphonates (par exemple 1-hydroxyéthane 1,1-acide diphosphonique) et les amino acides carboxyliques (par exemple l’EDTA, le DTPA et le NTA). Mais leur biodégradabilité / bioélimination souvent limitée et leur tendance à former des complexes stables avec les métaux pouvant entraîner une remobilisation des métaux lourds, sont un problème. Les polycarboxylates ou les acides polycarboxyliques substitués, les acides hydroxy-carboxyliques et certains copolymères d’acide acrylique-gluconique constituent des alternatives à l’utilisation d’agents complexants. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Les agents complexant décrits dans cette section peuvent être utilisés dans des procédés en continu et en discontinu. L’efficacité des différents produits doit toutefois être étudiée lors du remplacement d’agents complexants classiques par des produits plus respectueux de l’environnement. L’utilisation des produits optimisés mentionnés ci-dessus n’implique pas de différences majeures par rapport aux agents complexants classiques. Au Maroc, la sélection d’agents complexants se fonde sur les spécifications des clients et les prix. c. Avantage environnemental Les avantages pour l’environnement résident dans la réduction de l’eutrophisation dans les eaux réceptrices, l’amélioration de la biodégradabilité de l’effluent final et la réduction des risques de remobilisation des métaux lourds dans les sédiments. d. Aspects économiques Il n’y a pas des différences de prix évidentes entre les agents complexants conventionnels et les agents complexants plus respectueux de l’environnement, mais
69
Chapitre 4
dans certains cas, de plus grandes quantités d’agents complexants peuvent être nécessaires. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.3.4.
Réf. Fiche technique 2.C.7 : Production de cellulose bactérienne à partir de 4.2.7.3déchets textiles à base de coton : Saccharification enzymatique améliorée par pré-traitement liquide ionique
a. Description de la technique Cette technique consiste à utiliser [AMIM]Cl (1-allyl-3-méthyl-chlorure d’imidazolium) pour dissoudre des déchets textiles à base de coton en tant que pré-traitement avant l’hydrolyse enzymatique. La dissolution du coton dans [AMIM]Cl augmente avec la température et le temps ; Toutefois, le rendement des tissus en coton régénéré obtenu après un pré-traitement à 130 °C était relativement faible. Après 4 h, les rendements des sucres réducteurs des tissus en coton pré-traités et non traités étaient respectivement de 22,4 % et 4,0 %. Après hydrolyse pendant 24 h, le rendement du sucre réducteur du coton non traité n’était que de 12,1 %, tandis que celui du coton pré-traité était de 81,6 %. Ceci démontre que le pré-traitement dans [AMIM]Cl est une approche très efficace pour augmenter le taux d’hydrolyse de tissus en coton de ¡manière à améliorer la saccharification enzymatique des matières en coton par un pré-traitement dans [AMIM]Cl ou [BMIM]Cl (1-butyl-3-chlorure de méthylimidazolium). b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre La technique peut être appliquée aux installations nouvelles et existantes. Les matériaux à base de coton utilisés dans l’étude ont été des T-shirts usés/vieux non teintés 100 % coton. Le N-méthylimidazole a été acheté auprès de la société Luer Chemical Trading Co. Ltd. (Shanghai, Chine) et le chlorure d’allyle a été obtenu de la société Sinopharm Chemical Reagent Co. Ltd. (Shanghai, Chine). La préparation de cellulose était de Bo Li Biological Products Co. Ltd. (Wuxi, Chine). Les économies de coûts constituent la principale force motrice de la mise en œuvre de cette technique. c. Avantage environnemental Le principal avantage environnemental consiste à préserver les ressources naturelles en utilisant certaines sortes de déchets industriels/agricoles. d. Aspects économiques La technique permet de réaliser des économies de coûts par rapport aux méthodes traditionnelles. e. Référence bibliographique Feng Hong, Xiang Guo, Shuo Zhang, Shi-fen Han, Guang Yang, Leif J. Jönsson ; Production de cellulose bactérienne à partir de déchets textiles à base de coton : Saccharification enzymatique améliorée par pré-traitement liquide ionique ; Bioresource Technology 104 (2012) 503-508.
70
Chapitre 4
Teinture 4.3
La teinture des textiles implique l’utilisation de différents produits chimiques et auxiliaires pour le processus de teinture. Certains d’entre eux sont spécifiques au processus, tandis que d’autres sont également utilisés dans d’autres opérations. Certains produits auxiliaires sont déjà contenus dans les colorants, mais les agents auxiliaires sont plus communément ajoutés à un stade ultérieur au bain de teinture. En raison des substances utilisées dans ce processus, la teinture est un processus très polluants du secteur textile.
4.3.1 Mesures efficaces dans le processus de teinture
Ce paragraphe expose quelques techniques visant à obtenir une plus grande efficacité des processus de teinture.
Réf. Fiche technique 2.A.5 : Procédé alternatif de teinture en continu (et 4.3.1.1semi-continu) de tissus cellulosiques avec des colorants réactifs
a. Description de la technique Cette technique consiste en un procédé de teinture en continu de fibres de cellulose qui utilise des colorants réactifs sélectionnés. Cette technique ne nécessite pas d’autres ressources (par exemple urée, silicate de sodium, sel). Les auxiliaires traditionnels sont remplacés en appliquant une teneur en vapeur contrôlée au cours du séchage. Après application du bain de teinture sur le textile, et après un passage à l’air, l’étoffe est introduite dans le séchoir. La fixation nécessite une température basse du tissu, un alcali faible et 2 minutes seulement. Ceci est possible car des colorants réactifs sont utilisés. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Cette technique peut être utilisée à la fois pour les petits lots comme pour les grands. Le processus est applicable à d’innombrables types de tissus. Cette technique améliore la qualité du tissu. On peut observer un tissu doux au toucher et une couverture améliorée du coton mort. En outre, la présence d’humidité permet d’améliorer la pénétration du tissu. La performance maximale peut être obtenue en sélectionnant correctement le pré-traitement du tissu et en choisissant des formules de colorants bien conçues. La technique de référence est disponible commercialement sous le nom Econtrol®, une marque déposée de DyStar. Le processus Econtrol® est appliqué dans des usines en Espagne, en Belgique (UCO Sportswear), en Italie, au Portugal, en Chine, en Turquie, en Inde, au Pakistan et en Corée. Cette technique s’applique aux nouvelles installations. c. Avantage environnemental Des économies d’urée, de sel et de silicate de sodium sont obtenues et l’alcalinité des eaux usées diminue également. L’élimination de l’urée donne lieu à une faible quantité d’azote et de ses composés dans les eaux usées. L’absence de sel réduit la charge de sel dans l’effluent. La réduction de la consommation d’énergie et de produits chimiques constitue un autre des avantages environnementaux liés à cette technique.
71
Chapitre 4
d. Aspects économiques Le coût de l’investissement dans une nouvelle hot-flue est élevé. Ce coût est compensé par d’importantes économies riches d’énergie, de produits chimiques et d’autres auxiliaires. La technique permet d’augmenter la productivité, ce qui contribue à la compensation des coûts plus élevés. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.6.13.
Réf. Fiche technique 2.B.1 : Réduction des bains résiduels de teinture lors 4.3.1.2de la teinture au foulard
a. Description de la technique Il est possible de réduire les bains résiduels de teinture dans le procédé de teinture au foulard en réalisant l’imprégnation par un système à lèvres ou en minimisant le volume de la bacholle de teinture. En outre, il est possible de réduire les pertes par des systèmes de dosage contrôlé des produits utilisés. La solution de colorants et les produits auxiliaires sont alors dosés. Le dosage du bain de foulardage, effectué par le biais de la mesure du taux d’emport, permet également de réduire les bains résiduels. Dans ce cas, la solution de colorant est préparée juste à temps sur la base de la mesure en ligne de la prise en charge. Compte tenu des caractéristiques de l’industrie textile marocaine, cette technique est généralement appliquée dans les grandes entreprises. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Toutes les techniques indiquées sont appliquées dans les systèmes de teinture en continu et semi-continus nouveaux ou existants. Cette technique n’est pas valable pour les tissus légers (moins de 220 g/m) ni pour les tissus possédant une bonne mouillabilité. En Europe et dans les pays hors d’’Europe, il existe environ 40 usines qui exploitent avec succès la technique décrite. Une bonne maintenance est nécessaire pour une bonne performance de l’équipement. En outre, la précision du système de dosage et la mesure du taux d’emport doivent faire l’objet d’un contrôle à intervalles réguliers. c. Avantage environnemental Cette technique permet de réduire la quantité de bain non utilisé. La préparation de la solution de colorant sur la base de la mesure en ligne de la prise en charge donne lieu à une réduction de la liqueur de teinture résiduaire en cuve. Cette technique permet en outre de réduire la consommation d’eau. d. Aspects économiques Les coûts d’investissement dans un système de dosage automatisé sont élevés, mais peuvent être partiellement compensés par les économies annuelles. Par ailleurs, les avantages réduisent les quantités d’eaux usées nécessitant un traitement. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.6.7.
72
Chapitre 4
Réf. Fiche technique 2.B.2 : Post-traitement en teinture de fibres polyester 4.3.1.3
a. Description de la technique Cette technique permet d’augmenter la résistance au lavage, un problème typique de la teinture de fibres de polyester et de mélanges de polyester en utilisant des colorants dispersés. Cette étape permet d’éliminer de la fibre les colorants non fixés. Il existe deux approches. La première consiste à utiliser un agent réducteur à base d’un dérivé d’acide sulfinique à chaîne courte, qui peut être ajouté dans le bain de teinture acide épuisé. Cet agent réducteur peut être dosé automatiquement. En outre sa toxicité est faible et il est biodégradable. La seconde technique consiste à utiliser des colorants dispersés pouvant être éliminés par hydrolyse en milieu alcalin plutôt que par réduction. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Dans le cas de la première approche, seule la quantité d’agent réducteur nécessaire est consommée pour réduire le colorant. Il convient d’éviter le plus possible la décomposition de l’agent réducteur par l’oxygène. Pour cela, une technique efficace consiste à utiliser de l’azote pour éliminer l’oxygène du bain et de l’air dans la machine. En présence de colorants dispersés éliminables en milieu alcalin, il n’y a aucun flux d’arrasement, d’agents dispersants et de détergents. La quantité de colorant utilisée est réduite. La première approche est utilisée avec toutes sortes de machines de teinture. La seule restriction concerne les mélanges contenant de l’élasthanne. Dans le cas de la seconde approche, des colorants éliminables en milieu alcalin colorants sont appliqués pour polyesters et les mélanges de polyester/coton. Compte tenu de ce qui est indiqué ci-dessus les forces motrices pour la mettre en œuvre de cette technique sont les suivantes : une productivité accrue et des économies de coûts, ainsi qu’une meilleure performance environnementale. c. Avantage environnemental Dans le cas de la première approche, l’agent réducteur peut être appliqué dans le domaine de pH acide, et d’importantes économies d’eau d’énergie peuvent être réalisées. Par rapport au processus conventionnel, jusqu’à 40 % de l’eau peuvent être épargnés. La sécurité au travail s’améliore et les odeurs sont réduites. Grâce aux colorants éliminables en milieu alcalin, il est possible d’éviter l’utilisation d’agents réducteurs à base d’hydrosulfite, ce qui se traduit par une demande d’oxygène plus faible dans l’effluent final. Des économies d’eau et d’énergie peuvent également être obtenues. d. Aspects économiques Des économies importantes peuvent être réalisées en raison d’une productivité accrue, d’une réduction de la consommation d’énergie, d’eau et de produits chimiques et d’une charge moins élevée dans les eaux usées. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.6.5.
73
Chapitre 4
Réf. Fiche technique 2.B.3 : Machines de teinture Airflow utilisant l’air 4.3.1.4venant s’additionner à l’eau ou la remplacer, et machines de teinture Soft Flow sans contact entre le bain et le tissu
a. Description de la technique La technique de teinture par jet d’air (Airflow) consiste en l’utilisation d’air en plus ou au lieu d’eau. Le tissu est entraîné par l’air ou par un mélange de vapeur et d’air, sans aucun liquide. Les colorants, les produits chimiques et les produits auxiliaires sont injectés dans le flux gazeux. Les principales caractéristiques de cette technique sont l’opération de teinture « sans immersion dans le bain » et la possibilité de faire circuler le bain dans un circuit séparé sans contact avec la matière. Les machines de teinture Soft Flow utilisent l’eau pour entraîner le mouvement du tissu. Le principe de cette technique est que l’eau fraîche pénètre dans le récipient via un échangeur de chaleur et parvient à une zone d’échange spéciale, tandis qu’en même temps, la liqueur contaminée est acheminée au drain sans entrer en contact avec le tissu ou le nouveau bain dans la machine. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre En ce qui concerne les machines à jet conventionnelles, les deux techniques nécessitent moins d’intrants : moins de quantité d’eau, moins de vapeur et moins de temps. En outre, le fonctionnement du jet Airflow nécessite moins de produits auxiliaires et de sel. Par ailleurs, le fonctionnement d’un jet d’air nécessite davantage d’électricité que les techniques conventionnelles. La première technique peut être utilisée pour les tissus tricotés et tissés et pour tous les types de fibres. Les limitations de l’utilisation de cette technique sont la laine et mélanges de laine. La technique ne peut pas être utilisée pour la teinture de tissus de lin. Ces types de machines assurent des taux élevés de productivité et de répétabilité. Une autre force motrice réside dans les économies d’eau et de produits chimiques, ainsi que dans la réduction de la consommation d’énergie. c. Avantage environnemental Les principaux avantages environnementaux de la technique de teinture par jet d’air sont une consommation d’énergie réduite, une consommation de produits chimiques réduites et des économies d’eau. Les machines de teinture Soft-Flow assurent des économies de temps de traitement et une réduction de la consommation de vapeur et d’eau. d. Aspects économiques Cette technique peut exiger de nouveaux investissements dans de nouvelles machines. Au Maroc, elle peut être appliquée par les grandes entreprises. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphes 4.6.21.1 et 4.6.21.2.
Réf. Fiche technique 2.C.6 : Réutilisation directe des bains de teinture et 4.3.1.5auto-contrôle des processus en ligne
a. Description de la technique
74
Chapitre 4
La technique prévoit l’application d’une technologie permettant la réutilisation directe des bains de teinture, basée sur une technique de mesure par laser spectroscopique au moyen de laquelle le contenu de chacun des colorants et des produits chimiques présents dans le bain de teinture est déterminé avec une précision adéquate. De cette façon, en utilisant un logiciel adapté, les « ajouts » nécessaires peuvent être définis avec exactitude, c’est-à-dire par formule de résidus à appliquer pour la réutilisation du bain. Pour réutiliser directement les bains de teinture tout en conservant la couleur exacte, il convient de déterminer précisément le volume de bain résiduel disponible, ainsi que les concentrations de produits qu’il contient. Ces données permettent de connaître les quantités qu’il faut ajouter au bain résiduel afin de préparer un nouveau bain de teinture, que ce soit pour obtenir une nouvelle couleur précédemment utilisée ou non, dans les limites imposées par la nature de la couleur elle-même. Parmi les substances présentes dans la teinture, une mesure est faite des colorants résiduels, qui sont ceux qui subissent des variations de concentration pendant le procédé de teinture. La mesure peut être peut être réalisée en appliquant deux méthodes :
• Spectroscope UV-VIS • Spectroscope laser RAMAN
La spectroscopie UV-VIS s’emploie pour les procédés de teinture utilisant un seul colorant, mais son imprécision s’accroît avec l’augmentation du nombre de colorants. En utilisant la spectroscopie laser RAMAN, la mesure peut être réalisée sur des mélanges de colorants, bien que l’analyse systématique des gammes commerciales mette en évidence les limites d’application et les incompatibilités existantes. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre L’applicabilité de la technique est liée à différents systèmes chargés du contrôle complet du processus de teinture, y compris la réutilisation directe totale des bains résiduels. c. Avantage environnemental Économies d’eau, de produits chimiques et d’énergie. Réduction des rejets d’eaux usées. d. Aspects économiques Au niveau technique actuel de développement, il est difficile de réaliser une évaluation du rapport coût/bénéfice de vue, car les aspects suivants doivent être pris en considération : a. L’unité de spectroscopie RAMAN utilisée, ou tout autre appareil similaire sur le marché, est encore très coûteuse (entre 80 000 et 100 000 €), en raison du fait qu’il s’agit d’une technique de mesure très récente et que la production de l’appareil est limitée. b. Son applicabilité à tout type de teinture n’a pas été suffisamment établie ni testée, en raison d’absence de données d’ « étalonnage » pour les colorants, de sorte que ni les quantités de produits et d’eau qui pourraient être enregistrées en fonction de la production d’un secteur déterminé et, par conséquent, ni le temps de retour sur investissement ne sont calculables. Néanmoins, les progrès rapides de l’optique et de l’électronique suggèrent la possibilité d’une baisse rapide du coût des unités RAMAN, qui peuvent en outre être reconçues pour l’application spécifique proposée, de sorte que, selon les coûts actuels, si le prix de l’unité de mesure ne dépasse pas 15 000 à 18 000 €, et avec des aspects
75
Chapitre 4
technologiques bien établis (étalonnage des colorants et auxiliaires), la période de récupération est estimée entre 2 et 3 ans d’un point de vue strictement économique. e. Référence bibliographique Résultats du projet LIFE Réutilisation des bains de teinture http://ec.europa.eu/environment/life/project/Projects/index.cfm?fuseaction=home.createPage&s_ref=LIFE03%20ENV/E/000166
Réf. Fiche technique 2.D.4 : Optimisation des équipements pour la teinture 4.3.1.6en discontinu
a. Description de la technique La conservation de l’eau, des produits chimiques et de l’énergie, ainsi que les économies qui en résultent, peuvent être assurées par de nouvelles machines de dernière génération. Les nouvelles machines à niveau de liqueur « bas » et « ultra bas » (un des paramètres qui affectent la performance environnementale) sont disponibles pour les procédés de teinture par lots. Ces machines peuvent fonctionner avec un niveau de liqueur à peu près constant tout en étant chargées à un niveau ne dépassant pas 60 % de leur capacité nominale, elles permettent de teindre des lots de petite taille avec un niveau de bain nominal/optimal, elles conservent les produits chimiques ainsi que l’eau et l’énergie, et elles assurent également une plus grande efficacité de la fixation. Cependant, la consommation totale d’eau est également déterminée par les procédés de rinçage et de lavage. Dans certaines de ces machines, le bain de teinture chaud épuisé et les eaux de rinçage sont maintenus en flux séparés, ce qui permet de les réutiliser ou au moins de les traiter séparément et de récupérer l’énergie thermique. Afin d’augmenter l’efficacité du rinçage, l’extraction mécanique du bain constitue une méthode possible pour éliminer l’eau non liée retenue par le tissu. L’exprimage, l’aspiration et le soufflage d’air à travers le tissu sont également des techniques possibles. Un cycle de courte durée permet aussi une réduction des consommations d’eau et d’énergie dans les procédés de teinture. Pour ce faire, on peut avoir recours à des solutions de vidange et de remplissage par pompage, des cuves chargées (qui sont utilisées pour la préparation du bain pendant d’autres opérations du procédé), des systèmes de refroidissement et de rinçage combinés, etc. Dans le dernier cas, l’eau de refroidissement passe à travers l’échangeur de chaleur de la machine pendant l’étape de refroidissement pour être ensuite directement introduite dans le jet comme eau chaude de rinçage propre. La quantité d’eau de rinçage peut être contrôlée en fonction de la température finale, du gradient de refroidissement souhaité et, pour quelques équipements, en fonction de la qualité de rinçage désirée également. L’amélioration du contact textile/bain pour obtenir plus rapidement l’homogénéisation du bain permet une réduction supplémentaire de la durée des cycles. Autres caractéristiques communes aux machines modernes de teinture par lots :
• systèmes automatisés pour la distribution des produits chimiques/colorants et contrôle du cycle de teinture,
76
Chapitre 4
• contrôleurs automatiques pour assurer le niveau de liqueur et mesure et contrôle de la température,
• systèmes indirects de chauffage et de refroidissement, • capots et portes afin de réduire les pertes de vapeur.
b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Cette technique est applicable à tous les types d’équipements de teinture par lots en maintenant le même niveau de qualité du produit final. En plus des économies d’eau, de produits chimiques et d’énergie, la productivité et la reproductibilité en constituent les principales forces motrices. c. Avantage environnemental Cette technologie améliore la performance environnementale en termes de consommation d’eau, d’énergie et de produits chimiques, et réduit la pollution de l’eau. d. Aspects économiques Les aspects économiques dépendent du type de nouvelle machine installée. Dans tous les cas, les économies de produits chimiques et d’énergie permettent de récupérer les ressources investies. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.6.19.
Teintures moins polluantes 4.3.2
Dans de nombreux cas, la teinture peut être considérée comme une des causes/sources principales de pollution du secteur textile. L’emploi de colorants implique l’utilisation d’eau et d’énergie pour fixer les colorants au cours du processus de teinture. Les entreprises doivent éliminer du bain les colorants non fixés si ceux-ci donnent lieu à une augmentation de la charge polluante des eaux usées. Par ailleurs, puisqu’ils sont produits par le secteur chimique, ils provoquent une pollution indirecte dans les premières phases de leur cycle de vie et, dans la dernière phase de celui-ci (utilisation), ils produisent des déchets d’emballage dangereux. C’est pourquoi il est important que les entreprises cherchent la manière de teindre avec des produits chimiques moins polluants afin de réduire la pollution dans l’industrie textile.
Réf. Fiche technique 3.C.1 : Agents dispersants hautement bioéliminables 4.3.2.1dans les formulations des colorants
a. Description de la technique Les agents dispersants sont surtout présents dans les formulations de colorants dispersés, en cuve et soufrés pour assurer une dispersion uniforme tout au long du processus de teinture et d’impression. Les lignosulfonates et les produits de condensation de l’acide naphtalène sulfonique du le formaldéhyde, qui sont fréquemment appliqués comme agents dispersants, possèdent des niveaux de DCO allant jusqu’à 1 200 mg/g (lignosulfonates) et 650 mg/g (produits de condensation de l’acides naphtalène sulfonique). Il existe des agents dispersants améliorés capables de remplacer les agents dispersants
77
Chapitre 4
conventionnels dans les formulations des colorants : Option A : remplacement partiel des agents dispersants conventionnels par des produits optimisés à base d’esters d’acides gras, option applicable à ce jour uniquement aux formulations liquides de colorants dispersés. Le pouvoir colorant de la teinture est également amélioré. Option B : consiste à appliquer des agents dispersants à base de mélanges de sels de sodium d’acides sulfoniques aromatiques. Cette technique s’applique aux dispersants courants en poudre ou en granulés. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre L’option A) est uniquement utilisée pour les formulations liquides de colorants dispersés. L’option B) est utilisée pour les colorants dispersés et de cuve également. Cette technique n’implique aucun changement de procédé par rapport à l’application de produits classiques. L’amélioration de la performance environnementale est la principale force motrice. c. Avantage environnemental Dans le cas de l’option A), les taux de bio-élimination sont compris entre 90 et 93 %. Pour l’option B), le niveau de bio-élimination de l’agent de dispersion modifiée est de l’ordre de 70 %, contre 20 à 30 % pour les agents conventionnels. d. Aspects économiques Les coûts de ce type d’agents dispersants sont plus élevés que ceux des agents conventionnels. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.6.3.
Réf. Fiche technique 3.C.2 : Teinture avec des colorants au soufre 4.3.2.2
a. Description de la technique Les colorants soufrés classiques en poudre liquides peuvent être remplacés par :
• des colorants pré-réduits (formulations liquides colorants avec une teneur en sulfure < 1 %),
• des colorants sans sulfure non pré-réduits (solubles dans l’eau sous forme oxydée),
• des colorants dispersés sans sulfure non pré-réduits stabilisés colorants (en poudre ou liquide),
• des colorants sans sulfure non pré-réduits (suspension stable). Tous ces types de colorants peuvent être utilisés sans ajout de sulfure de sodium. Les combinaisons de composés suivantes sont appliquées :
• combinaison de dithionite et de glucose, • combinaison d’hydroxyacétone et de glucose (rarement), • combinaison d’acide sulfinique de formamidine et de glucose (rarement).
Le peroxyde d’hydrogène est l’agent oxydant le plus utilisé. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Cette technique peut être utilisée avec des machines de teinture existantes ou nouvelles.
78
Chapitre 4
Une formule typique de teinture du coton pour une machine à jet (rapport de bain entre 1:6 et 1:8 ; teinture pendant 45 min à 95 °C) est donnée ci-dessous :
• colorant au soufre non pré-réduit : 10 % • humidificateur : 1 g/l • solution de soude caustique (38 Bé) : 15-20 ml/l • carbonate de soude : 8-10 g • sel : 20 g/l • glucose : 10-12 g • dithionite de sodium : 8 à 10 g/l d’hydroxyacétone : 4 à 5 g/l ou acide sulfinique
de formamidine : 4-5 g Les forces motrices pour la mise en œuvre de cette technique sont la santé et sécurité des travailleurs. Les mauvaises odeurs et la présence de sulfures dans les eaux usées sont réduites. Les entreprises marocaines du textile en général de tester les colorants au soufre avant de les utiliser dans les procédés de teinture afin de vérifier la qualité des produits finaux. c. Avantage environnemental La teneur en sulfure dans les eaux usées est réduite au minimum. d. Aspects économiques Les colorants non pré-réduits sans sulfure stabilisés sont plus chers que les colorants au soufre. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.6.6.
Réf. Fiche technique 3.C.4 : Méthode de fixation sans silicate pour la 4.3.2.3teinture réactive par foulardage-enroulage à froid
a. Description de la technique Des solutions d’alcali hautement concentrées, sans silicate, ont été développées et sont utilisées à la place du silicate de sodium pour la teinture Pad-Batch à froid, principalement pour augmenter la stabilité du bain de foulardage et pour éviter le carbonisage des lisières. Elles sont faciles à appliquer avec des systèmes de dosage. Particulièrement indiqué pour le procédé de foulardage-enroulage à froid. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Cette technique s’applique aux nouvelles installations. Il peut être nécessaire de prendre des mesures complémentaires pour l’optimisation et la maîtrise du procédé afin de garantir la constance des conditions pour les installations existantes. Les pompes à membrane telles que les pompes SERA avec un rapport de 4:1 (solution d’alcali avec solution de colorants) sont adaptées à l’application du produit. Les principaux enjeux sont la reproductibilité, la réduction des coûts totaux de processus, une manipulation facile du produit, aucun dépôt et un meilleur comportement au lavage, ainsi que la possibilité d’utiliser des techniques membranaires pour le traitement des eaux usées.
79
Chapitre 4
c. Avantage environnemental Certains bénéfices pour l’environnement sont réalisables : pas de résidus alcalins dans la cuve de préparation, pas de formation de dépôts difficiles à laver sur le substrat et sur l’équipement, pas besoin de produits auxiliaires additionnels dans le bain de foulardage pour éviter la formation de dépôts, teneur en électrolyte plus faible dans l’effluent, possibilité d’appliquer des techniques de membrane lors du traitement des eaux usées (pas de cristallisation dans les filtres, canalisations et vannes, et pas de blocage membranaire, ce qui est le cas avec le silicate de sodium). d. Aspects économiques Les solutions d’alcali prêtes à l’emploi sont plus chères que les méthodes de fixation traditionnelles. Il convient de considérer les investissements pour un contrôle efficace du procédé, mais beaucoup d’avantages économiques doivent également être pris en compte. Les avantages économiques suivants doivent être pris en compte :
• l’investissement dans les systèmes de dosage de pointe est moins coûteux car deux unités de dosage sont nécessaires au lieu de trois sur un système conventionnel,
• il n’est pas nécessaire de remplacer fréquemment les caoutchoucs du foulard,
• grâce la faible teneur en électrolyte de la liqueur, il est plus facile de laver le système. Il en résulte une réduction de la consommation d’énergie et d’eau dans les opérations de lavage du processus,
• augmentation de la productivité des foulards et des fréquences de lavage,
• meilleurs reproductibilité grâce à des conditions de processus surveillées. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.6.9.
Réf. Fiche technique 3.C.5 : Épuisement de la teinture de fibres cellulosiques 4.3.2.4par des colorants réactifs polyfonctionnels à haute fixation
a. Description de la technique Les colorants réactifs bifonctionnels (polyfonctionnels) contiennent deux systèmes réactifs homo similaires ou hétéro dissemblables qui offrent de très hauts niveaux de fixation de la teinture par épuisement. Toutefois, les colorants polyfonctionnels ne sont pas forcément meilleurs. Seule l’association correcte de groupes réactifs fait que ces colorants sont supérieurs aux colorants mono-réactifs ordinaires. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Cette technique offre des avantages particuliers sur les machines les plus modernes à faible rapport de bain de teinture et équipées de contrôleurs multi-tâches, mais les colorants réactifs de fixation peuvent être utilisés dans tous les types de machines de teinture. Les fabricants de colorants proposent des gammes restreintes qui contiennent chacune des colorants compatibles avec des comportements virtuellement identiques
80
Chapitre 4
dans le bain de teinture. Chacune de ces gammes restreintes s’adresse à des segments d’application spécifiques. Des matrices de compatibilité de teintes sont également fournies. La réduction du coût total du traitement et l’entrée en vigueur de la législation sur la restriction de la coloration des effluents rejetés constituent les principales motivations en faveur de cette technique. c. Avantage environnemental Réduction significative du colorant inutilisé retrouvé dans les rejets aqueux. Les nouveaux colorants (et procédés) permettent également des économies potentielles en matière de consommation d’eau, d’énergie et de produits chimiques. d. Aspects économiques Les colorants réactifs polyfonctionnels sont plus coûteux par kilogramme que les produits conventionnels, mais ils assurent une plus grande efficacité de fixation, ce qui réduit l’emploi de sel et la consommation d’eau et d’énergie. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.6.10.
Réf. Fiche technique 3.C.6 : Teinture par épuisement en colorants réactifs à 4.3.2.5faible teneur en sel
a. Description de la technique Les nouvelles gammes de colorants ainsi que les procédés d’application innovants ne nécessitent que deux tiers environ des quantités de sel requises par les colorants traditionnels pour améliorer l’épuisement des fibres cellulosiques en colorants réactifs. Exemples :
• Cibacron LS (Ciba) • Levafix OS (Dystar) • Procion XL + (Dystar) • Sumifix HF (Sumitomo)
La plupart de ces colorants sont polyfonctionnels et offrent un taux de fixation élevé. Grâce à la quantité réduite de sel nécessaire à leur épuisement, les colorants à faible teneur en sel sont plus solubles et peuvent être utilisés à des concentrations plus élevées que celles requises par les machines de teinture à faible rapport de bain. Ceci offre davantage de possibilités de réduire le besoin général en sel. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Cette technique offre un plus grand avantage lorsqu’elle est associée aux machines à teindre les plus modernes à faible rapport de bain, mais peut également s’adapter aux équipements existants. Plus la concentration en sel est faible, plus le système devient sensible à tout changement des paramètres qui influencent l’épuisement. Pour offrir aux teinturiers la flexibilité dont ils ont besoin, les fabricants de colorants ont développé des trichromies à haute compatibilité. Il existe maintenant des produits dont les propriétés sont très similaires, ce qui les rend peu influençables aux changements de condition de teinture.
81
Chapitre 4
L’une des caractéristiques des colorants réactifs modernes est la compatibilité des colorants d’une même gamme entre eux. Ils sont valables pour les zones exposées à des conditions climatiques arides et contre-indiqués si les tuyauteries déchargent directement dans de l’eau fraîche et s’il est nécessaire de minimiser les effets de salinisation. Ceci contribue au recyclage de l’eau tout en réduisant la corrosion causée par le sel. c. Avantage environnemental On obtient des effets positifs sur la salinité de l’effluent et un fonctionnement plus régulier des unités de traitement des eaux usées. d. Aspects économiques Dépend de la spécificité des circonstances, mais les colorants réactifs nécessitant de faibles quantités de sel sont sensiblement plus chers que les colorants réactifs classiques. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.6.11.
- Réf. Fiche technique 3.C.7 : Teinture sans eau ni produits chimiques 4.3.2.6
a. Description de la technique Cette technique consiste à utiliser du dioxyde de carbone (CO2) pour la teinture des textiles, au lieu d’eau, et par conséquent à réaliser le processus de teinture sans eau. Le processus de teinture s’effectue entièrement sans eau en remplaçant celle-ci par du dioxyde de carbone recyclé. Lorsque le CO2 est chauffé à plus de 31 °C et pressurisé à plus de 74 bar au-dessus, il devient « supercritique », c’est-à-dire que la matière adopte un état qui peut être considéré comme un liquide expansé, ou un gaz fortement comprimé. Un fluide supercritique a pour caractéristique une haute densité (proche de celle des liquides) qui permet la dissolution des composés. En teinture, CO2 est chauffé à 120 °C et porté à une pression de 250 bar. Le CO2 pénètre dans les fibres synthétiques en agissant de cette manière comme un agent de gonflement pendant la teinture et en améliorant la diffusion des colorants dans les fibres. En particulier, la température de transition vitreuse des fibres est abaissée par la pénétration des molécules de CO2 dans le polymère. Pour le polyester, la durée du procédé est diminuée de moitié. Enfin, le CO2 est capable de véhiculer la chaleur nécessaire obtenue d’un échangeur de chaleur sur les fibres. Pour teindre les fibres polymères, le CO2 chargé de colorant pénètre profondément à l’intérieur de la structure poreuse et capillaire des fibres. Cette profonde pénétration permet une coloration efficace de ces tissus qui sont intrinsèquement hydrophobes. Le procédé de teinture et l’élimination de l’excédent de colorant peuvent être réalisés dans la même installation (le colorant est facile à séparer du CO2). Pendant la teinture, le CO2 circule à travers un échangeur de chaleur, un récipient dans lequel le colorant est dissous et un récipient dans lequel ce dernier est appliqué à la matière textile. Au terme du cycle de teinture, le CO2 est gazéifié, le colorant se précipite et le CO2 peut être recyclé en le pompant de nouveau dans le récipient de teinture. Cette technique est disponible depuis 2011.
82
Chapitre 4
b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre La première machine a été installée dans la société Thailand’s Tong Siang Co Ltd qui fait partie du groupe Yeh : le Groupe Yeh a été la première filature à mettre en œuvre un nouveau procédé de teinture sans eau. Le Groupe Yeh est un pionnier de ce processus révolutionnaire. Le Groupe Yeh est un fabricant mondial de tissus innovants et de vêtements qui met à profit les dernières technologies en matière de tissus personnalisés. Cette technique permet de teindre des lots de tissu d’un poids compris entre 100 et 125 kg et d’une une largeur de 60 ou 80 pouces. Le CO2 supercritique peut agir à la fois comme solvant et soluté. Les fluides supercritiques ont de meilleurs coefficients de diffusion et des viscosités plus faibles ainsi qu’une absence de tension de surface qui permettent une meilleure pénétration des tissus. Une réduction des coûts et l’amélioration de la performance environnementale constituent les principales motivations. c. Avantage environnemental On obtient de nombreux avantages environnementaux par l’application de cette technique. En particulier : élimination de la consommation d’eau et des rejets d’eaux usées, élimination du processus de traitement des eaux usées, réduction de la consommation d’énergie, réduction des émissions atmosphériques. Les tensio-actifs et les produits chimiques auxiliaires sont éliminés des colorants qui sont utilisés de façon optimale avec très peu de résidus. Les colorants non utilisés peuvent être récupérés. d. Aspects économiques Réduction des coûts en matière de consommation d’eau et d’énergie. e. Référence bibliographique http://www.dyecoo.com/
Autres mesures 4.3.3
Cette catégorie résume des techniques non décrites dans les classes précédentes, mais qui sont importantes si l’on tient compte de l’objet général de ce paragraphe concernant le processus de teinture.
Réf. Fiche technique 1.B.2 : Techniques de teinture à contrôle du pH 4.3.3.1
a. Description de la technique À un pH peu élevé, le colorant commence à être attiré vers la fibre par des interactions coulombiennes, générant des forces d’attraction supplémentaires qui ne peuvent être rompues par agitation thermique. À un pH contrôlé, le colorant se déplace très rapidement entre les fibres avec peu d’énergie. Pour la teinture à température contrôlée, le procédé est maîtrisé par l’épuisement du bain de teinture et par la migration du colorant sous l’action de la température. En revanche, dans la teinture à pH contrôlé, le procédé de teinture est contrôlé par l’adsorption du colorant sur la fibre ionisée.
83
Chapitre 4
b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Le procédé à pH contrôlé s’applique aux fibres à comportement zwitterionique, telles que la laine, le polyamide, la soie, etc. Cette technique est utilisée pour l’obtention de coloris uniformes, ainsi que pour la teinture de fibres acryliques en colorants basiques. Elle peut aussi être utilisée pour tout type de fibres avec des colorants réactifs « applicables à pH neutre ». Le contrôle du pH pendant la teinture par lots peut être assuré en équipant la machine de systèmes de dosage d’acides et de bases. Toutefois, le contrôle précis du profil de pH avec cette méthode est difficile. Cette technique est donc limitée à des machines qui assurent un parfait mélange des articles et du bain. Une autre technique consiste à générer une solution tampon pendant le procédé de teinture. Bien qu’elle soit d’un coût très élevé, les industriels ont tendance à préférer cette technique, avec laquelle il n’est plus nécessaire de mesurer le pH dans un circuit totalement fermé. Le gain de temps et les économies d’énergie constituent les principaux enjeux dans la mise en œuvre de cette technique. c. Avantage environnemental L’un des avantages de la teinture isotherme est la possibilité d’éviter l’emploi d’agents d’unisson organiques ou de retardateurs. La teinture à pH contrôlé permet un gain de temps et d’énergie par rapport au procédé à température contrôlée. La réduction de la consommation d’énergie est due au fait que le bain de teinture n’a pas besoin d’être porté de la température ambiante à la température de migration. Le gain de temps résulte de phases de montée en température et de refroidissement plus courtes. Le bain chaud épuisé peut par ailleurs être recyclé. d. Aspects économiques Il n’est pas nécessaire de chauffer et de refroidir le bain en fonction d’un profil de température prédéterminé. L’économie résultante du temps de traitement constitue donc un avantage économique majeur de cette technique. D’autres avantages en termes de gain de temps et d’économies d’énergie peuvent être obtenus par le recyclage du bain de teinture chaud épuisé. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.6.14.
Réf. Fiche technique 3.B.1 : Adoption d’un traitement enzymatique pour 4.3.3.2l’élimination du colorant non fixé, non seulement de la fibre mais aussi du bain de teinture épuisé
a. Description de la technique La technique préconisée consiste à utiliser un traitement enzymatique pour enlever le colorant non fixé, non seulement de la fibre mais aussi du bain de teinture épuisé. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre La technique ne s’applique pour l’instant qu’à la teinture par épuisement avec des colorants réactifs.
84
Chapitre 4
Le traitement enzymatique doit être réalisé comme suit (procédé discontinu) : • remplissage d’eau douce (50 °C) • adjonction d’une solution tampon pour ajuster le pH • contrôle du pH (adjonction d’acide acétique, si nécessaire) • adjonction de l’enzyme (0,25 g/l) • traitement : 10 min • vidange
Des perspectives de réduction des coûts et de qualité améliorée du produit fini (solidité supérieure) constituent les principaux enjeux pour la mise en œuvre de la technique. c. Avantage environnemental Cette technique permet de réaliser des économies sur la consommation d’eau, d’énergie et de détergent. d. Aspects économiques Les économies au niveau de la consommation d’eau et d’énergie ainsi que la réduction de la durée du procédé constituent les avantages économiques. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.6.8.
Réf. Fiche technique 3.D.7 : Épuisement de la teinture de polyester et de 4.3.3.3mélanges de polyester par des techniques de teinture sans support ou par l’utilisation de supports optimisés pour l’environnement
a. Description de la technique La teinture par épuisement du polyester seul et des mélanges à base de polyester peut être réalisée soit en autoclaves à haute température (Teinture HT à 130 °C, ce qui est généralement appliqué pour le polyester pure et les mélanges à base de polyester sans laine), soit à températures normales (95 °C-100 °C, généralement appliqué pour les mélanges polyester/laine) à l’aide de véhiculeurs. Les véhiculeurs sont absorbés en grande partie par la fibre polyester. Ils améliorent le gonflement de la fibre et favorisent la migration du colorant. Au cours de la teinture et du rinçage, une quantité importante de véhiculeurs est rejetée dans les eaux usées. La part infime qui demeure sur la fibre est susceptible d’être émise dans l’air pendant le séchage, la thermofixation et le repassage ultérieurs. Les substances actives entrant dans les formulations des véhiculeurs sont les suivantes :
• composés aromatiques chlorés (monochlorobenzène, trichlorobenzènes, etc.) • o-phénylphénol • diphényle et autres hydrocarbures aromatiques (triméthyle benzène, 1-méthyl
naphtalène, etc.) • phtalates (diéthylhexylphtalate, dibutylphtalate, diméthylphtalate)
L’emploi de procédés de teinture HT évite l’utilisation de véhiculeurs. Il est toujours nécessaire d’employer des véhiculeurs pour la teinture des mélanges polyester et en particulier, pour les mélanges polyester/laine en raison de la sensibilité du support de laine à des températures élevées. Dans ce cas, les véhiculeurs
85
Chapitre 4
dangereux peuvent être remplacés par des substances exemptes de chlore, dont les caractéristiques toxicologiques et environnementales sont améliorées. De nouveaux véhiculeurs sont à base de :
• benzoate de benzyle • N-alkylphtalimide
b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre La teinture à haute température sans véhiculeur peut s’appliquer à toutes les qualités de polyester à condition d’utiliser un équipement pour la teinture HT. L’application aux mélanges à base de polyester dépend de la sensibilité à la température élevée des fibres du mélange, celle-ci étant particulièrement critique pour les mélanges polyester / laine. La teinture avec des véhiculeurs optimisés est applicable à tous les mélanges à base de polyester. Dans le cas de véhiculeurs à base de benzoate de benzyle, les concentrations utilisées se situent entre 2,0 et 5,0 g/l (teinture effectuée à la température d’ébullition, rapport de bain moyen). Les valeurs limites imposées par la législation environnementale concernant la sécurité sur le lieu de travail sont la principale motivation pour l’élimination/la substitution des véhiculeurs halogénés et autres véhiculeurs dangereux. En outre, les programmes d’éco-labellisation pour les produits textiles incluent parmi leurs exigences, des prescriptions concernant les véhiculeurs de teinture. c. Avantage environnemental Dans le cas des procédés de teinture HT, les eaux usées et les effluents gazeux sont exempts de véhiculeurs. Les nuisances olfactives sont négligeables. Il est également possible de réduire la consommation d’eau. d. Aspects économiques Le coût des véhiculeurs décrits dans cette section est à peu près le même que celui des véhiculeurs traditionnels. Au Maroc, les coûts peuvent être dus à une utilisation intensive de l’énergie. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.6.1.
Réf. Fiche technique 3.D.8 : Utilisations de fibres polyester (PTT) pouvant se 4.3.3.4teindre sans véhiculeur
a. Description de la technique Il est possible de teindre ou d’imprimer les fibres réalisées à partir du polytriméthylène téréphtalate (PTT) avec des colorants dispersés, sans étape de traitement spécial, ni véhiculeurs pour accélérer le procédé de teinture. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Les fibres PTT sont faciles à traiter et à fabriquer. Elles peuvent être utilisées sur tous types de machine en y apportant des modifications mineures. Grâce à leur performance, elles peuvent être utilisées dans des domaines aussi vastes que la moquette, le textile et l’habillement, les thermoplastiques, les non-tissés, les films et les filaments.
86
Chapitre 4
La catégorie des colorants dispersés est recommandée pour la teinture des fibres PTT, en particulier pour les coloris foncés. Il est également possible d’utiliser des colorants basiques, mais uniquement pour les teintes claires. Selon les colorants sélectionnés, l’équilibre de teinture pour un coloris moyen est atteint après 30 à 60 minutes. Pour bien épuiser le colorant sans pour autant compromettre la productivité, un temps de palier de 30 à 45 minutes à 100 °C est recommandé. Les valeurs limites et restrictions exigées par la législation environnementale ainsi que les programmes écolabels constituent les principales incitations. c. Avantage environnemental Cette technique permet des avantages environnementaux dans le processus de teinture par rapport au processus conventionnel, comme par exemple :
• Pas d’émissions de véhiculeurs sur le lieu de travail et dans l’environnement • Économie d’énergie par rapport à la teinture PET dans des conditions de haute
pression à haute température (HT) d. Aspects économiques La faible température de teinture et la large tolérance du pH contribuent à l’abaissement du coût. En outre, les coûts environnementaux associés à la présence de véhiculeurs sont évités. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.6.2.
Techniques en bout de chaîne 4.4
Même si les mesures préventives doivent accorder une plus grande attention à l’identification des techniques permettant de réduire l’impact de tous les secteurs industriels, les techniques en bout de chaîne ont encore une grande importance dans le secteur textile pour diverses raisons. En premier lieu, il existe encore des produits chimiques qui peuvent ne pas être remplacés dans le processus par d’autres produits plus respectueux de l’environnement sans altération de la qualité des produits finaux. Cet aspect signifie la présence dans le processus de certains polluants qui ne peuvent éliminés qu’à la fin de celui-ci. La seconde raison est liée à l’importance de l’eau en tant qu’intrant dans le processus textile. Plusieurs activités de finissage du secteur ont besoin d’eau et produisent dès lors des eaux usées. Certaines recherches mènent des expérimentations liées par exemple à l’application du processus de teinture sans eau, mais elles ne sont pas encore suffisamment diffusées et il reste des questions à résoudre du point de vue de la viabilité technique et économique. Enfin, l’eau n’est pas importante pour le secteur, ni même en tant que ressource. C’est pourquoi il existe des techniques de pointe pour le traitement des eaux usées qui permettent aux entreprises textiles d’obtenir une eau de haute qualité après le traitement pouvant être réutilisée dans le processus (par exemple, les premières activités de rinçage) en réduisant l’empreinte de l’eau de la matière textile.
87
Chapitre 4
Réf. Fiche technique 4.A.1 : Traitement des eaux usées mélangées avec 4.4.1recyclage d’environ 60 % d’eau
a. Description de la technique C’est exemple montre comment recycler l’effluent traité partiellement par un traitement sur place des eaux textile mixte. Avant traitement, les flux chauds (> 40 °C) font l’objet d’une récupération de la chaleur. Les opérations suivantes sont ensuite effectuées sur l’effluent mixte :
• égalisation (environ 20 h d’égalisation) et neutralisation • traitement des boues activées dans un système spécial composé de réacteurs
en boucle (teneur en matière sèche dans les réacteurs : environ 35 g/l) et clarificateurs. Avec ce système, les composants biodégradables sont complètement éliminés (< 5 mg/l). La poudre de coke de lignite améliore et stabilise l’efficacité de la biodégradation. Composés organiques et l’oxygène (fonction de tampon) sont temporairement adsorbés par du lignite ; par ailleurs, les microorganismes se développant sur la poudre de lignite peuvent être améliorés dans le système
• étape d’adsorption : 0,8 à 1 kg/m3 de poudre de coke de lignite (surface spécifique de 300 m2/g) sont ajoutés pour éliminer les colorants et autres composés qui sont difficilement ou non biodégradables (la teneur en matière sèche dans les réacteurs est d’environ 40 g/l). La poudre de coke de lignite est recyclée grâce aux adsorbeurs et aux réacteurs à boucles à boues activées.
• la floculation/précipitation et la flottation résultante pour éliminer la boue constituent une opération fondamentale. Cette technique sert à éliminer la poudre de lignite (sinon elle serait incomplète) et consiste à ajouter du sulfate d’alun et un polyélectrolyte anionique comme floculants (environ 180 g/m3) et des floculants organiques cationiques pour éviter le dépassement des limites locales de couleur.
• Afin d’éliminer les composants organiques et les solides en suspension, il est nécessaire de procéder à une filtration par filtre à gravier sur lit fixe. Ensuite, deux tiers du flux sont filtrés dans un filtre à charbon actif pour éliminer toute trace résiduelle de composants organiques, puis dessalés dans une station de traitement par osmose inverse. Le flux restant est rejeté dans la rivière.
Le perméat est mélangé à de l’eau douce dans l’unité d’osmose inverse et utilisé pour tous les procédés d’ennoblissement, tandis que le concentré salin est réutilisé pour la préparation de la saumure nécessaire à la teinture en colorants réactifs. Les eaux usées traitées sont stockées dans un réservoir et conditionnées avec de l’ozone (environ 2 g/m3) afin d’éviter toute activité biologique. Les effluents sont incolores et les charges inorganique et organique sont très faibles. La boue provenant de la flottation et l’excès de boue du système par boues activées sont déshydratées dans un épaississeur et un décanteur. Elles sont ensuite régénérées dans un séchoir thermique rotatif. La température des effluents gazeux du séchoir est d’environ 450 °C. Le gaz de combustion est soumis à une post-combustion à 850 °C et, enfin, la chaleur du gaz de dégagement final est récupérée par échange de chaleur (la température AIT finale émise est d’environ 120 °C).
88
Chapitre 4
b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Cette technique s’applique aux eaux usées d’usines textiles de toute nature. Il n’existe aucune restriction pour recycler selon cette technique. Toutefois, un traitement additionnel (échange d’ions et osmose inverse) est nécessaire pour éliminer le sel et les ions de dureté (principalement le calcium extrait du coton). Par ailleurs, le recyclage de coke de lignite peut se faire sans restriction. Les cendres retirées du gaz de dégagement après la récupération de chaleur doivent être considérées comme un déchet dangereux. La quantité spécifique est de 5 g/m3 d’effluent traité. La fourniture limitée d’eau provenant de la nappe phréatique est la principale motivation. c. Avantage environnemental Le traitement permet une réduction du volume des eaux usées et l’eau non recyclée possède une très faible teneur en composants organiques résiduels. En outre, cette technique permet d’économiser environ 50 % de sels neutres. d. Aspects économiques Les coûts sont très élevés, mais ils peuvent être amortis au fil du temps. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.10.2.
Réf. Fiche technique 4.A.2 : Recyclage des eaux usées de l’industrie textile par 4.4.2traitement membranaire de flux séparés
a. Description de la technique Les techniques de filtration sur membrane s’appliquent de plusieurs manières. Elles sont notamment utilisées pour le traitement des flux séparés afin de permettre la récupération et la réutilisation de l’eau au cours du procédé. La filtration sur membrane peut également s’appliquer à d’autres types d’effluents tels que ceux provenant du désencollage par exemple, y compris ceux résultant du désencollage enzymatique des tissus traités avec des amidons et des amidons modifiés. Les exemples ci-dessous indiquent les façons dont les techniques membranaires peuvent être utilisées : Usine A) Si l’entreprise traite des tissus, principalement en coton, les eaux usées proviennent majoritairement des opérations de rinçage. Les eaux usées provenant du pré-traitement (décreusage et blanchiment) et du finissage (bains de foulardage résiduels) sont évacuées vers la station municipale de traitement des eaux usées et elles ne sont pas traitées par la membrane. La première étape de filtration sur membrane se passe dans un module d’ultrafiltration à membranes céramiques tubulaires afin d’éliminer toutes les particules et polymères résiduaires. Environ 90 % de l’eau entrante peut être recyclée par la plupart des procédés. Toutefois, il faut évaluer avec précision la réutilisation de l’eau traitée. Usine B) Cet exemple concerne également une entreprise d’ennoblissement de tissus en coton. Ces mesures comprennent :
• une récupération et la réutilisation de bains de teinture et de première eau de rinçage après teinture réactive en traitant l’eau salée et fortement colorée à l’aide de charbon actif. Le charbon retient les colorants et autres produits chimiques organiques et produit une eau claire et chaude, contenant du
89
Chapitre 4
chlorure de sodium et de l’hydroxyde de sodium, qui peut être réutilisée. La filtration sur membrane (par exemple, la nanofiltration) est utilisée pour la récupération et la réutilisation de l’eau de rinçage après teinture. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Toutes les industries de finissage textile peuvent utiliser cette technique. L’usine A a rencontré de nombreux problèmes depuis 1995, en particulier l’élimination des fibres et des particules et l’ultrafiltration des produits chimiques. L’usine traite environ 900 m3 d’eaux usées par semaine, dont 800 peuvent être utilisés pour toutes les opérations de lavage/rinçage. L’usine travaille en discontinu. Le concentrat subit un traitement physico-chimique dans une installation externe. Afin d’optimiser encore davantage ce processus, l’usine projette de traiter le concentrat par évaporation (pour obtenir un taux d’humidité de 15 %) et de l’envoyer ensuite à l’incinération. c. Avantage environnemental L’économie d’eau et la réduction des rejets d’eaux usées constituent les principaux avantages. d. Aspects économiques Le coût d’un équipement de 10 m3/h est d’environ 1 million d’euros tout compris (usine A). L’usine B signale un retour sur investissement de 5 ans pour la récupération et la réutilisation de bains de teinture par traitement avec du charbon actif. Il est de 8 mois pour le traitement sur membrane et le recyclage de l’eau de rinçage après teinture. Au Maroc, cette technique est coûteuse en termes d’investissement et de maintenance et c’est pourquoi elle n’est applicable qu’aux moyennes et grandes entreprises. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.10.4.
Réf. Fiche technique 4.A.3 : Application de procédés physico-chimiques et 4.4.3d’un traitement par filtration à contre-courant
a. Description de la technique Le système d’épuration mis au point se compose d’une séquence de traitements : - Réservoir d’équilibrage, pour permettre l’homogénéisation des eaux usées à traiter ; - Clarification (coagulation + sédimentation ou coagulation + flottation) et filtration à sable, pour une réduction massive de la charge polluante ; - Filtration à flux transversal avec des membranes planes pour éliminer complètement les solides en suspension et la turbidité ; - Oxydation chimique avancée avec de l’ozone, pour l’oxydation des colorants résiduels et la désinfection de l’eau. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre La technique a été testée dans quatre usines pilotes différents – caractérisées par un niveau d’automatisation élevé et des débits d’entrée allant de 5 à 10 m3/h. Les prototypes ont été installés dans quatre usines de textile (utilisateurs finaux) : une
90
Chapitre 4
usine de teinture, une usine de finissage, une usine de lavage, une usine de teinture / de finissage. Les données évaluées indiquent qu’un procédé textile au mouillé nécessite 200 à 500 litres d’eau douce pour produire 1 kg de produit fini. Au Maroc, cette technique peut être appliquée dans les grandes entreprises. c. Avantage environnemental L’élimination obtenue (%) pour les quatre études de cas est en accord avec les valeurs attendues : Élimination de la DCO : 60 % ; Élimination totales des tensioactifs : 50 % ; Élimination des colorants : 85 % ; Élimination des matières totales en suspension : 95 % ; Élimination de la turbidité : 90 %. L’économie d’eau douce qui peut être obtenu grâce à la réutilisation des eaux usées traitées est le résultat le plus important de la technique Niveau élevé de réduction des polluants présents dans les effluents. Possibilité de réutiliser l’eau dans le processus. d. Aspects économiques Les coûts d’exploitation des prototypes sont très intéressants, particulièrement si dans un avenir proche, le coût de l’eau douce et du traitement en usines centralisées doit augmenter. Dans les quatre études de cas des sites impliqués dans le projet, les coûts d’exploitation du système sont compris entre 0,78 et 2,37 euro/m3 ; la variation dépend des différentes optimisations nécessaires sur chaque site. e. Référence bibliographique Résultats du projet LIFE Prowater http://www.tecnotex.it/prowater/
Réf. Fiche technique 4.A.4 : Utilisation de la photo-oxydation pour le 4.4.4troisième traitement de purification de l’eau
a. Description de la technique L’application des techniques de photo-oxydation pour l’élimination des composés organiques biodégradables et non biodégradables présents dans les effluents textiles a été développée à une échelle semi-industrielle. Cette technique peut être utilisée en complément des techniques de dégradation biologique encore utilisées dans les stations d’épuration conventionnelles. Le traitement a lieu dans le cadre d’une phase homogène avec un pH acide, et consiste en l’ajout de Fe2+/H2O2, soit en présence de lumière ou dans l’obscurité. Au terme de la réaction, le fer est éliminé sous la forme de particules colloïdales, lesquelles sont séparées par un traitement physico-chimique qui retient également les particules suspendues et renforce ainsi l’efficacité du traitement. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre La technique de traitement par photo-oxydation a été démontrée à l’échelle semi-industrielle, avec un 1 m3/h de volume d’épuration, et est capable d’améliorer la qualité de l’eau par rapport aux traitements conventionnels, pour pouvoir réutiliser et recycler l’eau. Pour le démontrer, il a été procédé à la construction d’un photoréacteur fonctionnant à 1 m3/h de volume, dans lequel l’eau est exposée à une réaction de photo-oxydation par l’irradiation de la lumière dans le spectre ultraviolet-visible. Le processus chimique qui se déroule s’appelle photo-Fenton, une réaction d’oxydation avancée aboutissant à la dégradation des matières organiques. Cette technique utilise de l’H2O2 comme oxydant et du Fe2 comme catalyseur des sels, qui sont transformés
91
Chapitre 4
en Fe3 dans le processus. Le rayonnement ultraviolet est utilisé dans la dissolution pour améliorer la performance de la réaction. Une réaction très énergique se produit et permet la rupture des liaisons covalentes des molécules organiques pour parvenir à la biodégradabilité de la matière. L’avantage de ce genre de techniques est qu’elles sont peu spécifiques. La dégradation des substrats organiques se doit à son caractère général, avec un grand nombre de composés organiques et une grande variété de groupes fonctionnels. Cette technique peut donc être efficace pour le traitement de plusieurs types d’effluents. c. Avantage environnemental Les premières analyses ont démontré que le traitement par photo-oxydation peut apporter des réductions allant jusqu’à 50 % de la charge polluante organique. Notez qu’un pH basique (pH ≈ 8) est nécessaire pour séparer le fer sous forme de précipité car, sinon, les échantillons de sortie présentent une couleur, du fer et une turbidité élevée qui entraînent la suspension des solides. d. Aspects économiques Économies en matière de consommation d’eau et de produits chimiques. Au Maroc, cette technique n’est généralement appliquée que par les grandes entreprises (entreprises de plus de 250 salariés), car elle exige des investissements énormes. e. Référence bibliographique Résultats du projet LIFE Fototex www.aitex.es/en/home.html
Réf. Fiche technique 4.A.5 : Épuration des eaux usées industrielles et 4.4.5mélangées par filtration membranaire combinée et technologies sonochimiques
a. Description de la technique L’ultrafiltration (UF) associée à l’ultrasonication (US) pour affiner le traitement des effluents devant être réutilisés dans les procédés textiles au mouillé. Les procédés par membrane peuvent éliminer les colorants et permettent la réutilisation des produits chimiques auxiliaires pour la teinture ou la concentration des colorants et des produits auxiliaires pour la production d’une eau purifiée. L’ultrafiltration (UF) est efficace dans l’élimination des particules et des macromolécules. L’effet des ultrasons est produit via des bulles de cavitation. Au cours de la cavitation, les bulles tombent et ce faisant, produisent localement une chaleur intense haute pression. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre La technique n’a pas encore été appliquée à une échelle totalement industrielle, elle a seulement été testée à une échelle pilote sur l’effluent secondaire de la station d’épuration de Baciacavallo, qui traite une partie des effluents de l’un des plus grand clusters de l’industrie textile en Italie. Le processus de filtration membranaire a été optimisé en termes de temps d’exécution, de lavage, d’adjonction de produits chimiques et de procédures de nettoyage. Le traitement par sonication a été optimisé en termes de taux de formation de radicaux hydroxyles, de fréquence, de puissance acoustique, d’adjonction de peroxyde d’hydrogène, de temps de contact et de pH. D’après les résultats expérimentaux, la meilleure configuration pour la station
92
Chapitre 4
d’épuration de Baciacavallo était la sonication des eaux usées non ozonées, suivie d’une ultrafiltration. Le traitement combiné était conforme aux valeurs cibles pour la réutilisation des eaux usées dans le secteur des industries textiles par voie humide. Pour des raisons économiques et environnementales, il est fortement recommandé d’exploiter le procédé de filtration sous des conditions optimisées. L’optimisation des points de réglage assure une stabilisation du procédé ainsi qu’une réduction des coûts en matière de perméat, énergie et produits chimiques. En raison de la complexité d’un procédé de filtration à plusieurs variables, il est très difficile d’optimiser les paramètres de fonctionnement en temps réel. L’application d’un système de contrôle automatique assure la stabilité de la performance de filtration et son optimisation en termes de réglage des paramètres. Les forces motrices pour la mise en œuvre de la technique sont l’efficacité de la technique et les économies de coûts. c. Avantage environnemental La combinaison des technologies d’ultrafiltration et de traitement par ultrasons semble être une approche prometteuse pour l’épuration des eaux usées, car les particularités de chacune de ces technologies (la séparation physique et l’oxydation sonochimique) permettent de réduire la charge polluante des eaux usées mixtes étudiées d. Aspects économiques Réduction de la consommation de produits chimiques Réduction des coûts de laboratoire. e. Référence bibliographique Résultats du projet LIFE Puri Fast : http://purifast.tecnotex.it/project.asp
Réf. Fiche technique 4.A.6 : Traitement approprié des eaux usées industrielles 4.4.6par la mise en œuvre d’une combinaison de techniques de purification adaptées
a. Description de la technique Dans certains cas, il est important de traiter partiellement des flux spécifiques avant qu’ils ne soient envoyés dans le système central de purification des eaux usées. La première purification vise à éliminer les particules solides et les matières sédimentaires de l’eau usée. La deuxième purification concerne l’élimination des substances organiques et des nutriments. La troisième purification vise à purifier l’eau usée ou éliminer les composés difficiles à séparer de l’eau usée. Les techniques relatives à la troisième purification sont également utilisées pour prétraiter les flux partiels. Voici quelques techniques d’épuration des eaux usées : - Épuration anaérobie - Épuration biologique - Dosage du charbon actif dans l’épuration biologique - Bioréacteur à membrane - Précipitation chimique (coagulation-floculation) - Microfiltration, ultrafiltration - Nanofiltration, osmose inverse
93
Chapitre 4
- Filtration sur sable - Oxydation par adsorption chimique - Ozonisation - Évaporation - Incinération Ces techniques peuvent être associées pour le traitement de l’eau usée. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Comme indiqué ci-dessus, ces techniques peuvent être associées. La possibilité de combiner plusieurs techniques est une des forces motrices de la mise en œuvre de cette technique. Difficile à appliquer au Maroc : surface insuffisante sur les sites de production ; les réservoirs d’homogénéisation sont fréquemment utilisés pour mélanger les eaux usées avant le traitement. c. Avantage environnemental La mise en œuvre d’une combinaison de techniques de traitement des eaux usées permet de réduire la quantité d’impuretés qui affectent l’environnement (sol, eau). Dans certains cas, ces techniques déterminent les effluents, l’énergie et les produits chimiques nécessaires. Lorsque les installations de purification des eaux usées ne fonctionnent pas de manière optimale, des problèmes d’odeur peuvent apparaître. d. Aspects économiques Les coûts de l’épuration des eaux usées dépendent de chaque situation spécifique. Le type, la configuration et la taille de la station d’épuration des eaux usées, ainsi que les coûts, sont déterminés par la situation de déversement, de quantité d’eaux usées et du volume à traiter. e. Référence bibliographique Meilleures techniques disponibles pour l’industrie textile, Centre flamand pour les meilleures techniques disponibles (VITO), 2010, paragraphe 4.2.3.
Réf. Fiche technique 4.A.7 : Élimination des colorants dispersés dans les 4.4.7effluents textiles au moyen de boues biologiques.
a. Description de la technique La boue biologique issue d’une station de traitement des eaux usées domestiques possède des capacités d’adsorption des colorants dispersés et des matières organiques. Cette technique peut être appliquée en raison de la grande capacité d’adsorption de la boue biologique et de la possibilité de la réutiliser après lavage dans une solution d’alcali diluée. D’autres améliorations de l’élimination du colorant peuvent être obtenues par l’ajout de glucose dans les systèmes (par exemple systèmes RBS, CAG-RBS). b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Cette technique a été testée sur deux types de colorants dispersés : dispersé rouge 60 et dispersé bleu 60. À des valeurs de pH de 7,8 ±0,2 pour les systèmes RBS et CAG-RBS, la capacité d’adsorption de la boue biologique acclimatée est environ 30 % plus élevée que celle de la boue biologique non acclimatée. Pour la boue biologique acclimatée décantée, la capacité d’adsorption des colorants diminue d’environ 5 à 7 % avec l’autoclavage.
94
Chapitre 4
c. Avantage environnemental Il est possible de réduire les niveaux de DCO, DBO, ATK (azote total kjeldahl) et de colorants dans les eaux usées. d. Aspects économiques Aucune donnée n’est disponible. e. Référence bibliographique Suntud Sirianuntapiboon, Parawee Srisornsak. Élimination des colorants dispersés dans les effluents textiles au moyen de boues biologiques. Journal Bioresource Technology, 98, 2007, p. 1057-1066.
Réf. Fiche technique 4.A.8 : Dégradation anaérobie des effluents de bains de 4.4.8teinture de textiles à l’aide d’Halomonas sp.
a. Description de la technique Cette technique permet une réduction de la DCO et de la couleur de l’effluent contenant des colorants de teinture textile réactifs en appliquant la méthode microbienne. La digestion anaérobie a le potentiel de décomposer les composés organiques réfractaires. Les composés peuvent alors être dégradés davantage par un traitement aérobie ou se minéraliser complètement. Cette technique de digestion anaérobie utilise des bactéries halophiles et halotolérantes du genre Halomonas. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre La technique peut être appliquée aux eaux usées produites par les colorants réactifs azoïques utilisés par une industrie textile proche. La culture de bactéries halophiles et halotolérantes, Halomonas variabilis et Halomonas glaciei, a été utilisée pour la dégradation en mode statique discontinu. À une température constante de 30 °C et en utilisant un incubateur de CO2, la dégradation maximale a été atteinte en 144 h de fonctionnement expérimental. Le taux de réduction de DBO et de DCO était optimal à une concentration de 1 297 mg l-1 pendant une durée de près de 100 h. Les avantages environnementaux découlant de la mise en œuvre de cette technique sont les principaux enjeux. c. Avantage environnemental La réduction de la DBO, de la DCO et des colorants dans l’eau usée est le principal avantage environnemental. Aspects économiques Aucune donnée n’est disponible. d. Référence bibliographique B. Balamurugan, M. Thirumarimurugan, T. Kannadasan. Dégradation anaérobie des effluents de bains de teinture de textiles à l’aide d’Halomonas sp. Journal Bioresource Technology, 102, 2011, p. 6365-6369.
95
Chapitre 4
Réf. Fiche technique 4.A.9 : Élimination des colorants de teinture dans les 4.4.9effluents textiles synthétiques et naturels par des systèmes anaérobie en une et deux phases.
a. Description de la technique La technique consiste à décolorer le composant Rouge Congo (CR) du colorant azoïque dans l’effluent de synthèse et dans l’effluent textile naturel par un traitement anaérobie en une ou deux phases. Des niveaux élevés d’élimination de couleur sont possible avec les deux systèmes de traitement, même si une très forte concentration de CR est appliquée. Le traitement anaérobie en deux phases montre une stabilité légèrement meilleure et le réacteur acidogène joue un rôle majeur dans la réduction de colorant par rapport au réacteur méthanogène, prouvant son rôle de microorganisme fermentatif. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Cette technique peut être appliquée aux eaux usées des textiles synthétiques et des textiles réels. Aucune différence entre les deux systèmes de traitement. Les deux systèmes montrent une grande efficacité pour l’élimination des colorants. Le pourcentage élevé d’élimination des colorants constitue le principal argument en faveur de cette technique. c. Avantage environnemental Élimination de la DCO et des colorants dans les eaux usées. Aspects économiques. Aucune donnée n’est disponible. d. Référence bibliographique Paulo Igor M. Firmino a, Marcos Erick R. da Silva a, Francisco J. Cervantes b, André B. dos Santos. Élimination des colorants de teinture dans les effluents textiles synthétiques et naturels par des systèmes anaérobie en une et deux phases Bioresource Technology, 101, 2010, p. 7773-7779.
Réf. Fiche technique 4.A.10 : Intégration de la production d’hydrogène 4.4.10photobiologique dans l’élimination biologique du colorant-métal à partir des eaux usées textiles simulées
a. Description de la technique Cette technique poursuit un double objectif de production d’hydrogène et de biosorption de certains colorants toxiques et métaux lourds présents dans les eaux usées du textile. À cet effet, cette technique consiste en l’intégration de la production d’hydrogène en photo bioréacteur et d’une colonne de biosorption de lit à une échelle de laboratoire pour l’élimination de certains polluants. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Cette technique a été appliquée à des eaux usées textiles simulées. L’adjonction de glucose et l’aspersion de gaz anoxique au moyen d’une biomasse de cyanobactéries libres ont permis une production durable et améliorée de l’hydrogène au taux moyen de 101 µmol/h/mg Chl a pour 15 d.
96
Chapitre 4
Les avantages environnementaux obtenus constituent le principal argument en faveur de la mise en œuvre de cette technique. c. Avantage environnemental Élimination des polluants dans l’eau usée. d. Aspects économiques Aucune donnée n’est disponible. e. Référence bibliographique Anubha Kaushik, Sharma Mona, C.P. Kaushik. Intégration de la production photobiologique d’hydrogène et de la bioélimination du colorant-métal des eaux usées simulées du textile. Journal Bioresource Technology, 102, 2011, p. 9957-9964.
Réf. Fiche technique 4.A.11 : Traitement des effluents textiles sur lit filtrant 4.4.11en conditions d’anoxie et filtre bactérien – filtre biologique aéré avec ozone
a. Description de la technique Les polluants réfractaires des industries textiles ne se dégradent pas facilement dans les processus à boues activées conventionnels (ASP). C’est pourquoi on a considéré le traitement biologique acidification / aérobie – hydrolyse / anoxie comme un procédé alternatif possible. Dans cette technique, le filtre anaérobie (AFB) a été utilisé comme réacteur d’hydrolyse – d’acidification et le filtre biologique aéré (BAF) a été utilisé comme réacteur aérobie. Étant donné les caractéristiques de dégradation difficiles des polluants dans les effluents textiles, un second traitement aérobie a été appliqué. Le premier réacteur défini comme lit bactérien ou filtre percolateur pour l’aération (BWB) a été renforcé en augmentant le taux d’aération et de l’influent. Le deuxième réacteur est défini comme O3-BAF, car de l’O3 a été utilisé pour éliminer la couleur et augmenter la biodégradabilité des influents d’eaux usées Les expériences ont été menées dans un réacteur AFB-BWB-O3-BAF pilote situé dans une station d’épuration des effluents textiles en Chine. L’effluent textile était pompé derrière le filtre AFB à l’aide d’une pompe à diaphragme (phase I). L’effluent axonique était envoyé par gravité au réservoir servant à la pré-oxydation, lequel était un seau en plastique. L’aération était fournie par un ventilateur. L’effluent de la cuve de pré-oxydant a été pompé vers le bas de la BWB (phase II). L’effluent s’est écoulé vers un clarificateur intermédiaire qui a été divisé en trois parties. Les effets des trois parties ont été respectivement un influent, une sédimentation et une ozonation. L’effluent du clarificateur intermédiaire a été pompé vers l’AFB dont la construction était similaire au réacteur BWB (phase III). b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre La technique décrite est applicable à des installations nouvelles ou existantes Toutes les expériences ont été réalisées à 25-33 °C. Les conditions de fonctionnement étaient divisées en trois phases (phases I, II et III) selon les variations de débit de l’effluent. Les deux réacteurs étaient périodiquement lavés à contre-courant afin d’éliminer l’accumulation des solides en suspension (SS) et l’excédent de biomasse. Les efficacités moyennes d’élimination de la DCO ont été respectivement de 74,1 %, 82,5 % et 84,1 % dans les phases I, II et III.
97
Chapitre 4
La protection de l’environnement et une plus faible charge de DCO dans l’eau constituent les principaux enjeux. c. Avantage environnemental Diminution de la DCO et de la charge de SO4
2 et réduction de la valeur pH dans l’eau des effluents d. Aspects économiques Coûts élevés, également pour la maintenance. e. Référence bibliographique Z. Fu, Y. Zhang, X. Wang ; Traitement des effluents textiles sur lit filtrant en conditions d’anoxie et filtre bactérien – filtre biologique aéré avec ozone ; Bioresource Technology 102 (2011) 3748-3753.
Réf. Fiche technique 4.A.12 : Évaluation de l’efficacité d’un consortium 4.4.12bactérien pour l’élimination des colorants, la réduction des métaux lourds et de la toxicité des effluents de teinture textiles
a. Description de la technique Cette technique est axée sur la caractérisation et la décoloration des effluents locaux de teinture textile et du colorant RO16 par trois consortiums bactériens à l’échelle de laboratoire. Les enzymes impliquées dans la dégradation du colorant RO16 ont été testées et les métabolites formés à l’issue de la dégradation ont été analysés. L’effluent contenait essentiellement un mélange de colorants azoïques réactifs. Un nouveau consortium bactérien DAS capable de décolorer les effluents a été isolé des échantillons de sol du site des effluents de l’industrie textile par une technique de culture d’enrichissement. Le DAS se compose de 3 souches bactériennes : Les SUK1, LBC2 et LBC3 sont capables de croître et de dégrader divers colorants textiles. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre La technique décrite est applicable à des installations nouvelles ou existantes. Chacune des cultures microbiennes a été inoculée pendant 24 h dans des tubes de culture de 10 ml contenant 5 ml de bouillon nutritif pour développer le consortium. Une culture de 24 h de chaque isolat bactérien (5 ml) a été ajoutée à un flacon de culture Erlenmeyer de 250 ml contenant 100 ml d’effluent textile (non dilué). Les flacons sont ensuite incubés pour observer le temps nécessaire à la décoloration. Des aliquotes (3 ml) du milieu de culture ont été prélevées à des intervalles de temps différents et centrifugées à 7 669 g pendant 15 minutes pour séparer la masse cellulaire bactérienne. La décoloration de l’effluent textile a été analysée au moyen d’un spectrophotomètre UV-Vis à 490 nm. Les économies de coûts et une réduction de la toxicité des effluents du textile sont les principales forces motrices pour la mise en œuvre technique. c. Avantage environnemental Après inoculation, l’analyse de la DCO du liquide surnageant dans l’effluent textile, effectuée à différents intervalles, a démontré une réduction de la DCO de 6 760 mg à environ 1 440 mg, après une incubation de 48 h. La réduction de 78 % observée pour la DCO indique la minéralisation partielle de l’effluent textile imputable au consortium bactérien DAS. Une réduction de la DBO a également été observée avec ce consortium bactérien. Par ailleurs, les microorganismes peuvent être des accumulateurs de
98
Chapitre 4
métaux très efficaces. C’est pourquoi, les technologies à base de microorganismes constituent souvent des traitements alternatifs viables ou venant compléter des techniques conventionnelles pour l’élimination ou la récupération des métaux. De plus, cette technique aboutit à des toxicités et génotoxicités inférieures. d. Aspects économiques Économies de coûts par rapport aux méthodes traditionnelles. Au Maroc, un financement officiel est nécessaire. e. Référence bibliographique J.P. Jadhav, D.C. Kalyani, A.A. Telke, S.S. Phugare, S.P. Govindwar ; Évaluation de l’efficacité d’un consortium bactérien pour l’élimination des colorants, la réduction des métaux lourds et de la toxicité des effluents de teinture textiles ; Bioresource Technology 101 (2010) 165-173.
Réf. Fiche technique 4.A.13 : Biosorption du colorant réactif à partir des eaux 4.4.13usées textiles par biomasse non-viable d’Aspergillus niger et de Spirogyra sp.
a. Description de la technique Cette technique montre le potentiel du champignon Aspergillus niger et de l’algue Spirogyra sp. comme biosorbants pour l’élimination du colorant réactif Synazol des effluents textiles multi-composés. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre La technique décrite est applicable à des installations nouvelles ou existantes. Après lavage des biomasses fongiques et algales qui ont déionisé l’eau, celles-ci ont été séchées à 80 °C pendant 20 h. Les biomasses séchées ont été écrasées au pilon dans un mortier avant d’être utilisées, afin d’obtenir une plus grande surface et ont été désignées comme biomasses brutes. Les biomasses lavées ont également été prétraitées par autoclavage (121 °C pendant 20 min) ou au rayon gamma (5 kGy, dose suffisante pour inactiver la biomasse fongique) avant d’être séchées. Le pré-traitement de la biomasse, soit par autoclavage ou irradiation gamma, a augmenté la capacité d’adsorption de cet effluent de colorant. Dans tous les essais, les biomasses fongiques et s’algues ont été retirées des solutions traitées par centrifugation (4 000 t/m) pendant 5 min et les surnageants ont été recueillis et analysés pour des concentrations résiduelles de colorant. L’efficacité d’élimination du colorant a été exprimée en rapport procentuel entre la concentration de colorant décoloré et la concentration initiale. Le pourcentage d’élimination de colorant varie en fonction des gammes de pH. Le pourcentage maximum d’élimination du colorant, de 42 % et 36 % pour les biomasses fongiques et algales respectivement, a été obtenu avec un pH 3. La température est également importante, l’élimination maximale du colorant (44 % et 36 %) pour les biomasses fongiques et d’algues, respectivement, a été obtenue à 30 °C. Par ailleurs, le pourcentage d’élimination de colorant a augmenté et l’élimination maximale de colorant de 84 % et 80 % a été obtenue à une concentration de biomasse de 8 g/l-1 pour Aspergillus niger et Spirogyra sp., respectivement. Les économies de coûts et la réduction de la toxicité des colorants textiles sont les principales forces motrices pour la mise en œuvre de la technique. c. Avantage environnemental Amélioration de la qualité de l’eau des colorants qui peuvent être toxiques,
99
Chapitre 4
cancérigènes et même mutagènes. d. Aspects économiques Économies de coûts par rapport aux méthodes traditionnelles. e. Référence bibliographique Mahmoud A. Biosorption Khalaf du colorant réactif à partir des eaux usées textiles par des biomasses non-viables d’Aspergillus niger et Spirogyra sp. Bioresource Technology 99 (2008) 6631-6634.
Réf. Fiche technique 4.A.14 : Utilisation de Chlorella vulgaris pour la 4.4.14biorestauration des effluents textiles
a. Description de la technique Cette technique montre la possible application de Chlorella vulgaris UMACC 001 pour la biorestauration des eaux usées textiles (TW) par l’utilisation de quatre batches de cultures en bassins fortement chargés en algues (HRAP). b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre La technique décrite est applicable à des installations nouvelles ou existantes. Dix micro-algues ont été testées pour leur capacité à pousser dans la TW (eau usée textile) et à éliminer les colorants de l’eau usée par des cultures en flacon. Trois colorants azoïques ont été utilisés, à savoir les produits Supranol rouge 3BW, Lanaset Rouge 2GA, EBNA Levafix bleu, et les eaux usées textiles ont été recueillies à partir d’une usine de confection située à au Senawang Industrial Estate, NegeriSembilan (Malaisie). Dix millilitres de cultures exponentielles, standardisées à une densité optique à 620 nm (OD620) de 0,2, ont été inoculés dans 90 ml de TW dans des flacons coniques de 250 ml en triple exemplaires. Les cultures se sont développées pendant 10 jours dans un incubateur agitateur (150 t/m) réglé à 25 °C, avec un éclairement énergétique de 40-60 lmol/m2/ s sur cycle lumière-obscurité de 12:12 h. Le pH initial de la TW a été ajusté à 7,0 avant l’inoculation. Réduction des polluants dans les eaux usées textiles est la principale force motrice pour la mise en œuvre de la technique. c. Avantage environnemental Réduction des polluants tels que la DCO, le NH4-N et le PO4-P dans les eaux usées du textile. d. Aspects économiques Aucune donnée n’est disponible. e. Référence bibliographique Sing-Lai Lim, Wan-Loy Chu, Siew-Moi Phang ; Utilisation de Chlorella vulgaris pour la biorestauration des effluents textiles ; Bioresource Technology 101 (2010) 7314-7322.
Réf. Fiche technique 4.A.15 : Coagulation chimique/floculation pour 4.4.15l’élimination des colorants dans les effluents textiles
a. Description de la technique La coagulation chimique et la floculation dans le traitement des eaux usées implique
100
Chapitre 4
l’adjonction de produits chimiques pour modifier l’état physique des solides dissous et en suspension, et faciliter leur élimination par la sédimentation. Dans certains cas, la modification est légère et l’élimination est affectée par le piégeage dans un volumineux coagulat qui constitue principalement le coagulant lui-même. Avec l’adjonction chimique on peut également constater une nette augmentation des constituants dissous dans l’effluent. La coagulation est utilisée pour l’élimination des déchets en suspension ou sous forme colloïdale qui ne sédimentent pas ou qui sédimentent après une très longue période. Dans le traitement de l’eau, l’application de la coagulation comme pré-traitement est considérée comme le pré-traitement le plus efficace. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Afin d’améliorer l’efficacité du procédé de coagulation, on peut recommander un certain nombre de composés de haut poids moléculaire, tels que les polymères d’origine synthétique ou naturelle. Ces polymères peuvent jouer le rôle de coagulants ou d’adjuvants de coagulation/biofloculants selon les caractéristiques de l’eau usée et des polymères. Contrairement à certains coagulants traditionnels tels que l’alun, les polymères organiques sont avantageux en raison de la faible quantité de coagulant nécessaire, de l’efficacité à basse température et du faible volume de boues produit, alors que les polymères minéraux impliquent généralement des coûts plus élevés ainsi qu’une plus faible biodégradabilité et toxicité. La diminution de la toxicité des eaux usées du secteur textile constitue le principal enjeu. c. Avantage environnemental Amélioration de la qualité des eaux usées. d. Aspects économiques Aucune donnée n’est disponible. e. Référence bibliographique Akshaya Kumar Verma, Rajesh Roshan Dash, Puspendu Bhunia ; Un examen de la coagulation chimique / floculation pour l’élimination des colorants dans les effluents textiles ; Journal sur la gestion de l’environnement 93 (2012) 154-168.
Réf. Fiche technique 4.A.16 : Réacteur anaérobie à lit de boues à alimentation 4.4.16ascendante pour l’élimination de la couleur et la réduction de la DCO dans les eaux usées réelles du textile
a. Description de la technique Cette technique concerne le réacteur UASB (réaction anaérobie à lit de boues à alimentation ascendante) en termes d’efficacité pour éliminer la couleur et la DCO dans le traitement des eaux usées textiles (RTW). Des eaux usées réelles du textile prélevées dans une usine textile (Pacific Group, Wuxi, Chine) ont été utilisées. Les recherches ont été menées sur sept phases expérimentales, dont le démarrage du réacteur. L’élimination de la demande chimique en oxygène était supérieure à 97 % dans toutes les phases expérimentales, à l’exception de la phase VII où elle était d’environ 90 %. Le faible taux d’élimination de la DCO en phase VII était
101
Chapitre 4
essentiellement dû à une faible DCO dans les effluents. L’élimination de la couleur à tous les stades expérimentaux a été de plus de 92 %. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Un réacteur UASB à l’échelle de laboratoire a été utilisé. Le répartiteur de flux était placé au bas du réacteur afin de permettre une distribution uniforme des effluents entrant à partir du bas. Le séparateur de solides-gaz-liquides était positionné dans la partie supérieure du réacteur afin d’éviter la perte de granules et pour faciliter la libération des gaz produits par la digestion anaérobie. Une pompe péristaltique assurant un écoulement constant du liquide a été utilisée pour injecter le substrat dans le réacteur. Le réacteur était paramétré à 35 ± 3 °C dans une salle à température contrôlée. Les analyses ont déterminé l’alcalinité totale, le pH, les matières totales en suspension (MTS), les matières volatiles en suspension totales (MVST) et le phosphore total. c. Avantage environnemental Amélioration de la qualité des eaux usées. Élimination de la DCO d’environ 90 %. d. Aspects économiques Aucune donnée n’est disponible e. Référence bibliographique Wijetunga Somasiri, Xiu-Fen Li, Wen-Quan Ruan, Chen Jian ; Évaluation d’un réacteur anaérobie hybride pour l’élimination des colorants et la réduction de la DCO dans les effluents textiles ; Bioresource Technology 99 (2008) 3692-3699.
Réf. Fiche technique 4.A.17 : Potentiel du traitement fongique et bactérien 4.4.17combiné pour l’élimination des colorants dans les effluents textiles
a. Description de la technique Des recherches sont en cours sur la décoloration de colorant à l’aide d’enzymes fongiques oxydants non spécifiques permettant en même temps la décoloration et la détoxification lors de la première étape, avec une dégradation subséquente des produits de dégradation par les communautés bactériennes dans le cadre de la seconde étape. Le but de cette technique était d’étudier le potentiel de dégradation de la pourriture blanche fungus I. lacteus immobilisée sur de la mousse immobilisée sur un véhiculeur de polyuréthane/paille dans un réacteur à lit bactérien, pour décolorer chimiquement différents colorants textiles du modèle et des eaux usées textiles de teinture ménagères, et de prouver l’applicabilité de son utilisation séquentielle avec un consortium bactérien mixte pour la décoloration des colorants récalcitrants et d’es eaux usées du textile et pour l’élimination du carbone organique total (COT). Les parts d’élimination du colorant et du COT dans les cultures du champignon et des bactéries mélangées ont été déterminées au cours de l’utilisation séquentielle des deux cultures. Les résultats ont confirmé une décoloration pauvre obtenue avec les communautés bactériennes mixtes, où l’on pense que l’élimination observée de colorant par les boues s’effectue principalement par adsorption. L’application ultérieure du champignon a donné lieu à une décoloration efficace. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Trois liquides colorants textiles de bain ont été utilisés dans les expériences. Les eaux
102
Chapitre 4
usées I contenaient des colorants d’anthraquinone Indanthrène bleu FF et Ostanthrène bleu GA ; des eaux usées II contenaient des colorants substantifs Solophenyl vert BLE 155 % et Solophenyl jaune ARLE 154 % (Cibafix jaune E-R) et un additif de couleur Avolan IW (polyglycoléther alkyle) ; les eaux usées III contenaient des colorants réactifs Bezactive rouge V-RB, Remazolgelb GR gran. 133 % et Remazol bordeau B (C.I. réactif rouge 49). Le traitement initial avec la culture fongique a duré 3 à 8 jours. Par la suite, le liquide de la première étape a été transféré dans le deuxième réacteur contenant des bactéries immobilisées pour un traitement 9 à 12 jours. La réduction de la toxicité dans les eaux usées est la principale force motrice pour la mise en œuvre de cette technique. c. Avantage environnemental L’amélioration de la qualité des eaux usées est le principal avantage. d. Aspects économiques Aucune donnée n’est disponible. e. Référence bibliographique Cenek Novotny, Katerina Svobodováa, Oldrich Benadaa, Olga Kofronováa, Andreas Heissenbergerb, Werner Fuchs ; Potentiel du traitement fongique et bactérien combiné pour l’élimination des colorants dans les effluents textiles ; Bioresource Technology 102 (2011) 879-888.
Réf. Fiche technique 4.A.18 : L’oxydation électrochimique pour le traitement 4.4.18des effluents textiles industriels
a. Description de la technique Utilisation des processus d’oxydation électrochimique semble être une alternative prometteuse pour résoudre le problème environnemental causé par le rejet d’effluents textiles. Les résultats laissent entendre que l’augmentation de la densité de courant entraîne une réduction de la DCO, des TS (solides totaux), des TDS (solides dissous totaux) et du COT (carbone organique total), et qu’avec une densité de courant de 28 mA/cm2, la DCO a été réduite d’un maximum de 68 %. Pendant le processus de traitement, l’efficacité de l’élimination de couleur atteint un maximum d’efficacité (96 %) dans les 60 minutes dans les mêmes conditions. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Des expériences ont été menées dans cinq gammes de pH différentes (7,5, 5,2, 3,5, 2,9, 1,7 et 1,3) à une densité de courant constante de 28 mA/cm2. Le taux de réduction de la DCO a augmenté de façon significative (de 22 % à 68 %) lorsque le pH est passé de 7,5 à 1,3. Les expériences ont été réalisées dans un réacteur électrochimique à lit fixe carré. Il consiste en une configuration à champ axial d’environ 0,15 m de côté et de 0,25 m de hauteur à l’échelle de laboratoire dans les conditions ambiantes, ses dimensions étant de 25 cm x 13,5 cm x 13,5 cm. Une tige en graphite a été utilisée comme anode et de l’acier inox a agi comme cathode, et l’écart entre les électrodes a été maintenue constante à 6 cm. Les expériences ont été réalisées avec une différence de potentiel fixe de 8 V. Les eaux usées ont été collectées dans la station d’épuration commune. La technique a été expérimentée à Chennai (Inde)
103
Chapitre 4
c. Avantage environnemental Amélioration de la qualité des eaux usées, réduction de la DCO et des MST. d. Aspects économiques Coûts élevés dus à l’électricité. e. Référence bibliographique K.V. Radha, V. Sridevi, K. Kalaivani ; L’oxydation électrochimique pour le traitement des effluents textiles industriels ; Bioresource Technology 100 (2009) 987-990.
Réf. Fiche technique 4.A.19 : Élimination des colorants réactifs dans l’eau 4.4.19usée par adsorption sur charbon actif de fibres de coco
a. Description de la technique Le mésocarpe fibreux de la noix de coco, un déchet de l’industrie du coir, pose un problème d’élimination. Comme il n’est pas biodégradable, il est amassé sur le bas-côté des routes. Ce matériau étant riche en lignocellulose, une solution effective au problème pourrait être de l’utiliser pour la préparation de charbon actif utilisé pour l’élimination des colorants dans les effluents textiles. Il a été constaté que l’élimination des colorants par CPC (charbon activé de noix de coco) a atteint son maximum dans la gamme de pH acide de 1 à 3 et, dans tous les cas, que l’absorption de colorant augmenté avec la dose de carbone. La capacité d’adsorption n’a pas été significativement affectée par la présence d’ions de chlorure, mais l’augmentation de la concentration en ions de sulfate au-delà de 2 000 mg/l améliorait la capacité d’adsorption du charbon. L’analyse BDST de l’absorption des colorants a montré un rapport linéaire entre la profondeur du lit filtrant et la durée de contact qui peut être utile pour une mise en œuvre à plus grande échelle. La régénération du charbon s’est révélée efficace avec 1,0 M NaOH et le charbon ainsi régénéré était efficace jusqu’à 3 cycles d’opération. Les études relatives à l’application du charbon pour la décoloration des effluents textiles a montré un abattement significatif des colorants et de la DCO. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Les charbons actifs en poudre (CAP) sont préférés aux charbons actifs granulés (CAG) pour l’application par lot en phase liquide en raison de leur grande capacité d’adsorption. c. Avantage environnemental Réduction des substances chimiques dangereuses dans les installations de traitement des eaux usées textiles, réutilisation des déchets produits par d’autres industries. d. Aspects économiques Épargnes de coûts car le carbone épuisé peut être régénéré et réutilisé. e. Référence bibliographique K. Santhy, P. Selvapathy ; Élimination des colorants réactifs dans l’eau usée par adsorption sur charbon actif de fibres de coco ; Bioresource Technology 97 (2006) 1329-1336.
104
Chapitre 4
Réf. Fiche technique 4.A.20 : Utilisation de déchets modifiés de coques de 4.4.20kapokier comme adsorbant pour l’élimination de colorants textiles (Reactive Blue MR) à partir d’une solution aqueuse
a. Description de la technique Étant donné le coût élevé de la régénération et les problèmes qui y sont associés, des adsorbants alternatifs bon marché sont constamment recherchés pour le traitement des eaux usées textiles. Cette technique concerne l’élimination du colorant textile commercialisé sur les marchés, bleu réactif MR (RBMR), dans une solution aqueuse au moyen de charbon préparé à partir de coques de kapokier (SCHC) et utilisé comme adsorbant. L’augmentation augmente avec le temps et atteint l’équilibre en 75 min pour toutes les concentrations étudiées (10 à 40 mg/l), et elle augmente selon que le dosage de carbone augmente, tandis que l’adsorption de colorant diminue avec l’augmentation du pH et le pourcentage de désorption augmente avec une concentration croissante du NaOH en milieu aqueux, la désorption maximum ayant été atteinte avec une solution à 0,6 N NaOH. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Les coques de kapokier provenaient de Coimbatore en Inde. Le colorant textile utilisé (RBMR), disponible dans le commerce, a été obtenu auprès de Diamond Dyes, Bombay en Inde. Les épargnes de coûts et la réduction de l’utilisation de produits chimiques dangereux sont les principales forces motrices pour la mise en œuvre de la technique. Au Maroc, des compétences sont nécessaires pour appliquer cette technique. c. Avantage environnemental Réduit l’utilisation de produits chimiques dangereux dans les industries textiles. d. Aspects économiques Réduction des coûts grâce à l’utilisation de ce genre d’adsorbant. Au Maroc, des compétences sont nécessaires pour appliquer cette technique. e. Référence bibliographique K.S. Thangamani, M. Sathishkumar, Y. Sameena, N. Vennilamani, K. Kadirvelu, S. Pattabhi, S.E. Yun ; Utilisation de déchets modifiés de coques de kapokier comme adsorbant pour l’élimination de colorants textiles (Reactive Blue MR) à partir d’une solution aqueuse ; Bioresource Technology 98 (2007) 1265-1269.
Réf. Fiche technique 4.A.21 : Traitement biologique et oxydant des effluents 4.4.21des bains de teinture textile du coton au moyen de réacteurs à lit fixe et à lit fluidisé
a. Description de la technique La traitabilité des bains de teinture par des méthodes oxydantes et biologiques a été examinée en reproduisant les conditions de traitement de flux de bain de teinture séparé de manière à mettre en avant les avantages de la ségrégation de l’eau et de sa réutilisation. Par conséquent, les objectifs de cette technique étaient l’évaluation de la biodégradabilité des bains de teinture azoïques, la détermination de la traitabilité au moyen d’un matériau bon marché pour l’adsorption et d’un biofilm comme support
105
Chapitre 4
d’attachement ainsi que l’amélioration de la biodégradabilité par une oxydation à l’ozone. Le traitement des colorants de teinture réactif remazol par l’utilisation de réacteurs garnis de lignite est avantageux pour obtenir des rendements d’abattement élevés qui ne seraient pas facilement atteignables avec des systèmes conventionnels. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Aux fins de l’étude, des échantillons d’effluents provenant de bains de teinture remazol définis ont été recueillis auprès de deux usines textiles différentes (entreprise I et II) à Istanbul en Turquie. Les entreprises étaient classées dans la sous-catégorie de teinture et ennoblissement des étoffes tricotées, impliquant la manipulation de produits en coton, en polyester et en polyamide. Deux réacteurs (un réacteur à lit fixe et un réacteur à lit fluidisé à flux ascendant) ayant des configurations différentes ont été installés et utilisés pour traiter des effluents de bains de teinture à des concentrations diverses. De la houille brune (lignite), en tant que matériau bon marché, a été utilisée dans les réacteurs comme matériau de garnissage. Les effluents du réacteur à lit fixe et fluidisé de l’entreprise II présentaient des concentrations de DCO de 124 et 168 mg/l, correspondantes respectivement à 90 % et 83 %de la DCO. L’efficacité d’abattement du colorant était d’environ 99 % pour le réacteur à lit fixe. L’efficacité était légèrement inférieure pour le réacteur à lit fluidisé. c. Avantage environnemental Amélioration de la qualité des eaux usées. Réduction de la DCO d. Aspects économiques Économies de coûts à l’emploi de lignite carbonisée comme matériau d’emballage. e. Référence bibliographique A. Baban, A. Yediler, G. Avaz, S.S. Hostede ; Traitement biologique et oxydant des effluents des bains de teinture textile du coton au moyen de réacteurs à lit fixe et à lit fluidisé ; Bioresource Technology 101 (2010) 1147-1152.
Réf. Fiche technique 4.A.22 : Biosorption des colorants textiles anioniques par 4.4.22la biomasse non-viable de champignons et de levures
a. Description de la technique Une biomasse non viable d’Aspergillus niger, Aspergillus japonica, Rhizopusnigricans, Rhizopusarrhizus, et Saccharomyces cerevisiae a été utilisée pour la biosorption des colorants textiles. Les colorants réactifs anioniques sélectionnés étaient les suivants : C.I. Reactive Black 8, IC Réactif Brown 9, CI Reactive Green 19, CI Reactive Blue 38, CI et Reactive Blue 3. Les expériences ont été conduites à une concentration de colorant initiale de 50, 100, 150 et 200 mg/l. S. cerevisiae et R. nigricans étaient de bons absorbants bio à une concentration initiale en colorant de 50 mg/l, le chargement de la biomasse 1 g% (p/v) et 29 ± 1 °C. R. nigricans à adsorbé 90 à 96 % de colorant en 15 min à 20 °C et avec un pH de 6,0. Les données ont démontré une adaptation optimale aux isothermes de Langmuir et de Freundlich. La capacité d’adsorption maximale (Qo) pour les teintures sélectionnées se situait dans la fourchette 112-204 mg/g de biomasse. Des études cinétiques d’absorption ont révélé que nigricans R. est le meilleur adsorbant, avec 90-96 % d’adsorption des colorants sélectionnés dans les conditions spécifiées : pH 6, 20 °C, agitation à 120 t/m, concentration initiale du colorant 50 mg/l et 1 chargement g% de biomasse.
106
Chapitre 4
b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre La technique décrite est applicable à des installations nouvelles ou existantes. Une poudre de biomasse non viable de R. nigricans, Rhizopusarrhizus, Aspergillus niger, Aspergillus japonica, et Saccharomyces a été sélectionnée comme absorbant bio. Ces microorganismes sont produits en grandes quantités comme sous-produits indésirables des industries de fermentation, ce qui en fait une cible intéressante pour l’examen de leur potentiel de biosorption de colorant. Les épargnes de coûts et la réduction de la toxicité des effluents du textile sont les principales forces motrices pour la mise en œuvre de la technique. c. Avantage environnemental Ces microorganismes ont été qualifiés d’excellents sorbants biologiques de métaux lourds toxiques et de composés radioactifs, permettant une réduction de ces composés dans les eaux usées. d. Aspects économiques Économies de coûts par rapport aux méthodes traditionnelles. e. Référence bibliographique Kumud Kumari, T. Emilia Abraham ; Biosorption des colorants textiles anioniques par une biomasse non viable de champignons et de levures ; Bioresource Technology 98 (2007) 1704-1710.
Réf. Fiche technique 4.B.1 : Techniques d’oxydation (incinération thermique, 4.4.23incinération catalytique), techniques de condensation (par exemple échangeurs de chaleur), techniques d’absorption (par exemple épurateurs humides), techniques de séparation de particules (par exemple dépoussiéreurs électrostatiques, cyclones, filtres en tissu), techniques d’adsorption (par exemple adsorption sur charbon actif).
a. Description de la technique Ces techniques de réduction des effluents gazeux peuvent être utilisées dans le finissage des textiles :
• techniques d’oxydation (incinération thermique, incinération catalytique) ; • techniques de condensation (par exemple échangeurs de chaleur) ; • techniques d’absorption (par exemple épurateurs humides) ; • techniques de séparation de particules (par exemple dépoussiéreurs
électrostatiques, cyclones, filtres en tissu) ; • techniques d’adsorption (par exemple adsorption sur charbon actif). Ces techniques peuvent être utilisées seules ou en combinaison. Cela dépend du type de flux d’air et de polluants à traiter. Les systèmes typiques appliqués sont décrits ci-dessous : • épurateurs humides ; • combinaison épurateur humide et la précipitation électrostatique ; • combinaison échangeur de chaleur, épurateur aqueux et précipitation
électrostatique ; • échangeurs de chaleur (utilisés en particulier pour économiser l’énergie, mais
également employés pour la condensation partielle de certains polluants) ;
107
Chapitre 4
• adsorption sur charbon actif. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Techniques d’oxydation L’inconvénient de l’incinération thermique est la consommation d’énergie élevée pour le chauffage de l’effluent gazeux à au moins 750 °C. Un autre problème réside dans la qualité mélange air/gaz typique de l’air d’échappement du finissage textile. L’oxydation catalytique est appliquée dans certaines usines de traitement des effluents gazeux issus des opérations de flambage avec récupération totale de chaleur. Techniques de condensation Cette technique permet d’éliminer les polluants à volatilité élevée et, dans de nombreux cas, les substances à odeur forte. Techniques d’absorption L’efficacité des épurateurs humides est généralement comprise entre 40 et 60 % et dépend des paramètres spécifiques au procédé. L’application de cette technique pour les polluants insolubles dans l’eau est limitée. Précipitation électrostatique Les filtres électrostatiques peuvent précipiter les poussières et les aérosols d’une taille comprise entre 0,01 et 20 μm, même si le rendement maximal sera atteint à environ 0,1 pm-1,5 μm. Pour cette raison, les fabricants recommandent d’installer un filtre mécanique en amont du filtre électrostatique, celui-ci précipitant la plupart des particules de taille > 20 μm. Les filtres électrostatiques pour les particules de taille moyenne solides et liquides polluantes ont une efficacité comprise entre 90 % et 95 %. Les polluants gazeux et de substances odorantes ne peuvent pas être précipités. Afin d’améliorer l’efficacité, toutes les substances condensables, émises sous forme d’aérosols, sont éliminés avant d’atteindre le filtre électrostatique. Ceci peut être réalisé par des échangeurs de chaleur ou des épurateurs. La combinaison précipitation électrostatique et échangeurs de chaleur ou épureurs est appliquée avec succès dans le traitement des fumées émises par les rames dans lesquelles le tissu est soumis à une fixation thermique, et est particulièrement avantageuse lorsque cette opération est réalisée comme une première étape de traitement avant le lavage. Les effluents gazeux dérivés des huiles et les agents de préparation présents dans les tissus gris peuvent être traités en quatre étapes : 1) filtration mécanique 2) refroidissement et condensation 3) ionisation/électrofiltration 4) collecte des condensats et séparation de la phase huileuse de la phase aqueuse dans un décanteur statique. Les condensats huileux (huiles minérales, huiles de silicone, etc.) sont collectés séparément et ainsi récupérés en recourant au système d’électrofiltration à sec. La récupération d’énergie est un autre avantage de cette technique. L’énergie récupérée (35-40 % de la quantité fournie) peut être utilisée pour préchauffer l’air frais fourni à la rame ou pour chauffer l’eau de procédé. Un ajustement des conditions d’exploitation ainsi qu’une maintenance adaptée de l’équipement doivent être effectués pour obtenir un haut niveau de fiabilité opérationnelle. La législation environnementale en matière de pollution de l’air et une meilleure
108
Chapitre 4
performance en termes de nuisances olfactives sont les principales forces motrices pour la mise en œuvre des techniques. Applicable au Maroc pour les grandes entreprises (en raison des coûts élevés). c. Avantage environnemental Une réduction des émissions de COV (carbone organique volatile), particules et de substances toxiques spéciales est obtenue dans les effluents gazeux. Par ailleurs, une réduction des nuisances olfactives est obtenue. d. Aspects économiques Les techniques d’oxydation correspondent aux investissements et coûts d’exploitation les plus élevés. Un investissement de capitaux pour un système d’électrofiltration à sec (combinaison échangeurs de chaleur et précipitation électrostatique) se monte à environ 70 000 euros pour une unité de 10 000 m3/h, le retour sur investissement étant de moins de 3 ans. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.10.9.
Bonnes pratiques générales de gestion pour le secteur textile 4.5
Réf. Fiche technique G.1 : Gestion et bon entretien 4.5.1
a. Description Quelques principes appartenant à cette pratique. Par exemple, l’éducation/formation des employés est très importante pour la gestion de l’environnement. La formation doit être spécifiques aux ressources (produits chimiques, fibres, énergie, eau), aux processus et aux équipements. La maintenance des équipements et les audits des opérations sont également importants. Les machines, pompes et tuyauteries (y compris les systèmes de réduction) doivent être bien entretenues et ne pas présenter de fuites. Des calendriers de maintenance régulière doivent être définis. De plus, le stockage des produits chimiques, la manutention, le dosage et la distribution doivent être garantis. Une meilleure connaissance des produits chimiques et des matières premières utilisées est également importante. Une minimisation et optimisation des produits chimiques utilisés doit être prévue. Une utilisation optimale de l’eau et de l’énergie est également importante pour développer des options de réduction des déchets dans un processus. À cet effet, il est nécessaire de contrôler la consommation d’eau, de chaleur et de puissance de sous-unités du procédé. Certaines mesures concernent la gestion des flux de déchets. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Ces mesures sont peu coûteuses et ne nécessitent pas d’investissements dans de nouveaux équipements, même si l’applicabilité immédiate de certaines des techniques dans les usines existantes peut être limitée par des considérations d’espace, de
109
Chapitre 4
logistique et de nécessité d’importantes modifications structurelles. Certaines mesures telles que l’installation de systèmes de dosage automatique et de dispositifs de contrôle de processus, peuvent être coûteuses en fonction de leur sophistication. La principale force motrice pour la mise en œuvre de ces mesures réside dans les économies de coûts, l’amélioration de la fiabilité opérationnelle, l’amélioration de la performance environnementale et la conformité à la législation. c. Avantage environnemental Les principaux avantages sont des économies dans la consommation de produits chimiques, de produits auxiliaires, d’eau douce et d’énergie, et la réduction des déchets solides et des charges de pollution des eaux usées et des effluents gazeux. Les conditions de travail également peuvent être améliorées. d. Aspects économiques Ces mesures sont économiquement viables. Les principaux avantages économiques sont des économies d’énergie, d’eau douce, de produits chimiques et de coûts de traitement des eaux usées, ainsi que le coût de l’épuration, de nettoyage des effluents gazeux et de rejet des déchets solides. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.1.1.
Réf. Fiche technique G.2 : Évaluation/inventaire des flux d’intrants/extrants 4.5.2
a. Description Pour étudier les options et priorités de l’amélioration de la performance environnementale et économique, il est important de connaître la qualité et la quantité des flux d’intrants/extrants. Des inventaires de flux d’intrants/extrants peuvent être établis à différentes fréquences. La fréquence la plus générale est annuelle. Les valeurs annuelles permettent de calculer les facteurs d’intrants/extrants du substrat textile (par exemple consommation d’eau en litres/kg de textiles traités). Il est également possible de réaliser des évaluations d’intrants/extrants au niveau des processus. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre La technique est applicable aux installations nouvelles et existantes. À condition que la direction d’une entreprise soit convaincue des avantages d’un tel outil, il n’y a pas de limites à l’applicabilité, quelle que soit la taille de l’usine. L’application de ces outils nécessite un personnel qualifié. Les enjeux sont les suivants : économie de matières premières et de coûts de production. Ces mesures peuvent permettre une mise en œuvre plus facile de l’un ou l’autre type de système de gestion environnementale. c. Avantage environnemental L’évaluation et l’inventaire des flux massiques d’intrants/extrants est un outil de gestion essentiel pour l’identification du potentiel d’optimisation tant écologique qu’économique. d. Aspects économiques Le retour sur investissement de ces mesures est court.
110
Chapitre 4
e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.1.2.
Réf. Fiche technique G.3 : Préparation et distribution automatiques des 4.5.3produits chimiques
a. Description Des systèmes automatisés de dosage et de distribution de produits chimiques sont appliqués dans de nombreuses entreprises de l’industrie textile. Il existe des systèmes de dosage contrôlés par microprocesseur qui mesurent les produits chimiques de façon automatique. Certains systèmes automatisés sont disponibles pour la préparation juste-à-temps des liqueurs. La mesure en ligne du prélèvement de la liqueur et de la quantité de tissu traité permet de préparer et d’ajouter la quantité exacte de liqueur nécessaire. La pollution des eaux usées est minimisée. D’autres systèmes de dosage automatiques permettent d’économiser encore davantage de produits chimiques, d’eau et de temps. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Les techniques automatisées typiques de dosage et de distribution peuvent être appliquées dans les installations nouvelles et existantes. Une exception est faite pour les techniques sophistiquées qui sont coûteuses, qui de ce fait ne sont applicables que dans les grandes installations. Un personnel qualifié est nécessaire pour manier les systèmes hautement automatisés. Les principales forces motrices pour la mise en œuvre résident dans une reproductibilité et productivité plus élevées de même que dans les exigences définies par la législation en matière de santé et de sécurité. c. Avantage environnemental On obtient de nombreux avantages environnementaux : réduction de la pollution des eaux usées et des déchets de produits chimiques. Aspects positifs également pour l’environnement de travail. d. Aspects économiques Coûts d’investissement pour le dosage automatique de produits chimiques liquides, en fonction du nombre de machines devant être servies, des liqueurs à préparer et des produits chimiques à utiliser. Les coûts peuvent varier de 230 000 à 310 000 euros. Pour les colorants en poudre, l’investissement se situe entre 250 000 et 700 000 euros. Des économies de coûts (environ 30 %) peuvent être obtenues d’une réduction de la consommation de produits chimiques et d’eau, de l’augmentation de la reproductibilité et la réduction des charges de personnel. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.1.3.
111
Chapitre 4
Réf. Fiche technique G.4 : Optimisation de la consommation d’eau dans les 4.5.4opérations textiles
a. Description De nombreuses techniques permettent une réduction de la consommation d’eau. Il est important de contrôler la consommation d’eau de l’installation. La consommation d’eau doit être surveillée et enregistrée au niveau de la machine/processus et les compteurs d’eau doivent être entretenus et étalonnés. La réduction de la consommation d’eau constitue également une démarche importante. Ceci est possible par l’amélioration des méthodes de travail, en réduisant les taux de bain, en améliorant l’efficacité de lavage, et en combinant des processus. La réutilisation de l’eau est également une option qui permet d’optimiser la consommation d’eau. b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre Principes indiqués ci-dessus sont applicables au niveau général. Les niveaux suivants spécifiques de consommation d’eau sont jugés réalisables :
• Finissage du fil : 70-120 l/kg • Finissage des tricots : 70-120 l/kg • Impression pigmentaire de tricots : 0,5-3 l/kg • Finissage de tissu tissé constitué essentiellement de fibres
cellulosiques : 50-100 l/kg • Finissage de tissu tissé constitué essentiellement de fibres cellulosiques
(y compris impression en cuve et/ou réactive) : < 200 l/kg • Finissage de pièces de tissu composé principalement de laine :
< 200 l/kg • Finissage de tissu tissé constitué essentiellement de laine (pour les
processus exigeant un rapport de bain élevé) : < 250 l/kg c. Avantage environnemental Économies dans la consommation d’énergie et d’eau. d. Aspects économiques Un investissement dans de nouveaux équipements et/ou des modifications structurelles sont nécessaires. e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.1.4.
Réf. Fiche technique G.5 : Isolation de machines à haute température (HT) 4.5.5
a. Description L’isolation des canalisations, des vannes, des réservoirs et des machines est un principe général de bonne pratique de gestion qui doit être appliqué au niveau général dans tous les processus.
b. Applicabilité, données opérationnelles et enjeux de la mise en œuvre L’applicabilité est générale. Le matériau isolant peut être exposé à l’eau, aux produits chimiques et à des chocs
112
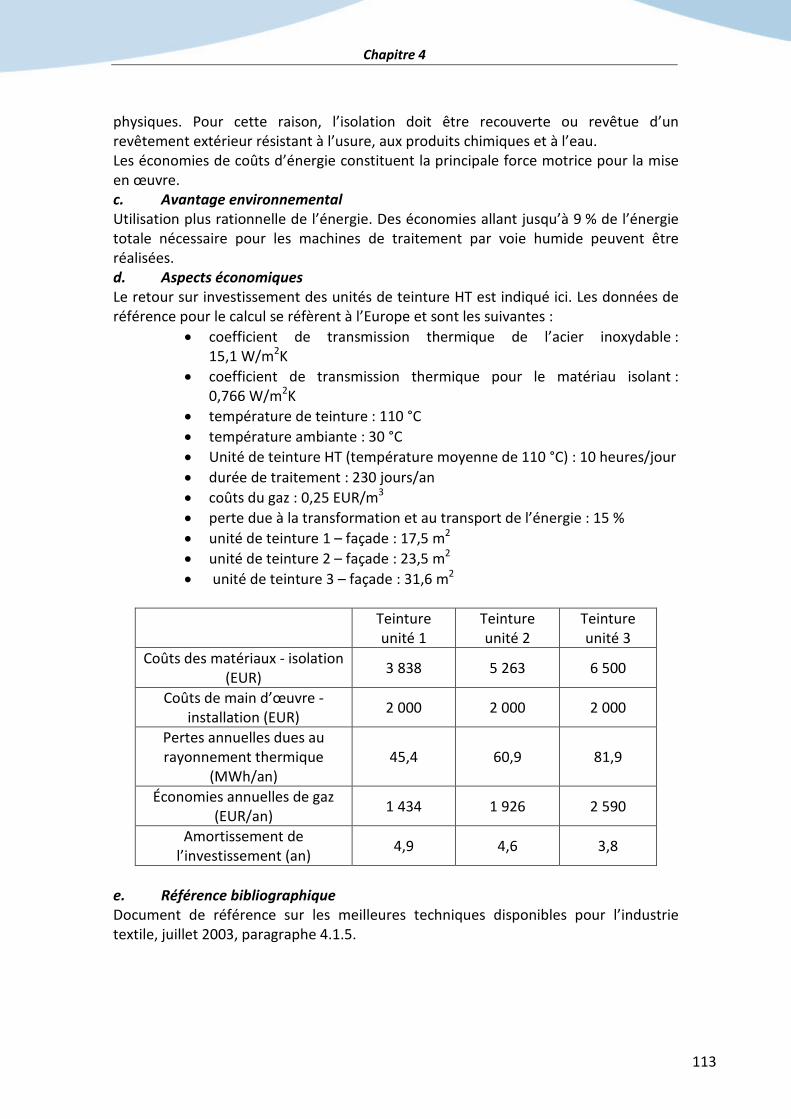
Chapitre 4
physiques. Pour cette raison, l’isolation doit être recouverte ou revêtue d’un revêtement extérieur résistant à l’usure, aux produits chimiques et à l’eau. Les économies de coûts d’énergie constituent la principale force motrice pour la mise en œuvre. c. Avantage environnemental Utilisation plus rationnelle de l’énergie. Des économies allant jusqu’à 9 % de l’énergie totale nécessaire pour les machines de traitement par voie humide peuvent être réalisées. d. Aspects économiques Le retour sur investissement des unités de teinture HT est indiqué ici. Les données de référence pour le calcul se réfèrent à l’Europe et sont les suivantes :
• coefficient de transmission thermique de l’acier inoxydable : 15,1 W/m2K
• coefficient de transmission thermique pour le matériau isolant : 0,766 W/m2K
• température de teinture : 110 °C • température ambiante : 30 °C • Unité de teinture HT (température moyenne de 110 °C) : 10 heures/jour • durée de traitement : 230 jours/an • coûts du gaz : 0,25 EUR/m3 • perte due à la transformation et au transport de l’énergie : 15 % • unité de teinture 1 – façade : 17,5 m2 • unité de teinture 2 – façade : 23,5 m2 • unité de teinture 3 – façade : 31,6 m2
Teinture unité 1
Teinture unité 2
Teinture unité 3
Coûts des matériaux - isolation (EUR) 3 838 5 263 6 500
Coûts de main d’œuvre - installation (EUR) 2 000 2 000 2 000
Pertes annuelles dues au rayonnement thermique
(MWh/an) 45,4 60,9 81,9
Économies annuelles de gaz (EUR/an) 1 434 1 926 2 590
Amortissement de l’investissement (an) 4,9 4,6 3,8
e. Référence bibliographique Document de référence sur les meilleures techniques disponibles pour l’industrie textile, juillet 2003, paragraphe 4.1.5.
113
Chapitre 4
Techniques horizontales 4.6
Certains problèmes environnementaux sont communs à de nombreuses industries. Pour ces questions, des MTD candidates « horizontales » sont sélectionnées. Les techniques horizontales présentées ici, sont rassemblées sur base de l’examen des documents BREF horizontaux européens (à l’exception de la dernière technique sur l’efficacité énergétique, qui a été reprise d’une autre source). Il est important de noter que certaines des techniques horizontales sont clairement liées aux techniques verticales mentionnées dans les paragraphes précédents. Par conséquent, ce paragraphe met uniquement l’accent sur les MTD horizontales additionnelles, c’est-à-dire non directement liées aux techniques verticales. Pour plus de détails sur les mesures, reportez-vous à la base de données de MTD candidates et aux documents BREF originaux. La structure que nous avons utilisée auparavant pour les autres techniques (techniques verticales) n’est pas conservée. Seules sont ajoutées des questions locales spécifiques, comme par exemple sur des problèmes d’applicabilité ou la législation liée à la mesure. Pour plus d’informations sur la viabilité technique, le bénéfice pour l’environnement et la viabilité économique, se reporter de nouveau à la base de données des MTD candidates.
Meilleures techniques disponibles pour les systèmes de refroidissement 4.6.1industriels
Techniques de gestion intégrée de la chaleur 4.6.1.1
Références de la base de données : technique CV1
Le refroidissement des processus industriels peut être considéré comme gestion de la chaleur et fait partie de la gestion de l’énergie totale à l’intérieur d’une usine. Il est important de suivre une approche intégrée visant à réduire l’impact des systèmes de refroidissement industriels sur l’environnement en maintenant l’équilibre entre les impacts directs et indirects. Un autre aspect important consiste à réduire le niveau de rejet de chaleur par l’optimisation de la réutilisation de la chaleur interne/externe. Une fois établis le niveau et la quantité de chaleur résiduelle produite par le processus et si aucune réduction additionnelle de la chaleur résiduelle ne peut être obtenue, une première sélection d’un système de refroidissement peut être faite à la lumière des exigences du procédé.
Techniques de réduction de la consommation d’énergie 4.6.1.2
Références de la base de données : technique CV2 Dans la phase de conception d’un système de refroidissement, la consommation d’énergie peut être réduite lorsque :
114
Chapitre 4
• La résistance à l’eau et au débit d’air est réduite ; • Des équipements à haute efficacité/faible consommation d’énergie sont
utilisés ; • La quantité d’énergie demandée par l’équipement réduite ; • ....
Dans une approche intégrée du refroidissement d’un processus industriel, il est nécessaire de tenir compte de l’utilisation tant directe qu’indirecte de l’énergie. Il est préférable d’utiliser un système à passage unique lorsque cela est possible.
Techniques de réduction des besoins en eau 4.6.1.3
Références de la base de données : technique CV3
Plusieurs mesures peuvent être adoptées afin de réduire les besoins en eau du système de refroidissement. En général, pour les nouveaux systèmes, par exemple, il est conseillé de réduire la demande de refroidissement en optimisant la réutilisation de la chaleur, ou il est utile de sélectionner un site mettant disposant de quantités d’eau (de surface) suffisantes lorsque la demande en eau de refroidissement est élevée. Dans le cas des systèmes actuels de refroidissement à l’eau, l’augmentation de la réutilisation de la chaleur et l’amélioration du fonctionnement du système permettent de réduire la quantité d’eau de refroidissement nécessaire. D’autres techniques sont disponibles pour encore réduire les besoins en eau, comme l’application de systèmes de recirculation, l’application du refroidissement à sec ou l’optimisation des cycles de concentration.
Techniques de réduction de l’entraînement d’organismes 4.6.1.4
Références de la base de données : technique CV4 L’adaptation des dispositifs de prise d’eau pour réduire l’entraînement des poissons et autres organismes est très complexe et spécifique à chaque site. Les modifications apportées à une prise d’eau existante sont possibles mais coûteuses.
Techniques de réduction des émissions dans l’eau 4.6.1.5
Références de la base de données : technique CV5
Le fait que les émissions de chaleur dans l’eau de surface aient un impact sur l’environnement dépend fortement des conditions locales. La prévention et le contrôle des émissions chimiques provenant des systèmes de refroidissement ont reçu beaucoup d’attention également. Des mesures doivent être prises lors de la phase de conception des systèmes de refroidissement par voie humide :
115
Chapitre 4
• Identification des conditions de traitement ; • Identification des caractéristiques chimiques de la source d’eau ; • Sélection du matériel approprié pour les échangeurs de chaleur ; • Sélection du matériel approprié pour les autres parties du système de
refroidissement ; • Identification des besoins opérationnels du système de refroidissement ; • Sélection d’un système de traitement de l’eau de refroidissement faisable.
Réduction des émissions atmosphériques 4.6.1.6
Références de la base de données : technique CV6
Les émissions atmosphériques provenant des tours de refroidissement n’ont pas encore reçu beaucoup d’attention. L’abaissement des niveaux de concentration de l’eau de refroidissement en circulation affectera bien entendu l’émission potentielle de substances dans le panache. Certaines techniques de réduction consistent en des émissions de panache à une hauteur suffisante et avec une vitesse d’air de rejet minimale à la sortie de la tour, l’application d’une technique hybride ou d’autres techniques de suppression de panache, la conception et le positionnement de la sortie de tour pour éviter le risque d’entrée d’air par les systèmes de climatisation, etc.
Réduction des émissions sonores 4.6.1.7
Références de la base de données : technique CV7
Les émissions sonores ont un impact local. Les émissions sonores des installations de refroidissement font partie des émissions sonores totales du site. Un certain nombre de mesures primaires et secondaires ont été identifiées comme pouvant être appliquées afin de réduire les émissions sonores si nécessaire. Les mesures primaires modifient le niveau de puissance acoustique de la source, tandis que les mesures secondaires réduisent le niveau de bruit émis. Les mesures secondaires, en particulier, mènent à la perte de pression, qui doit être compensée par un apport d’énergie supplémentaire, ce qui réduit l’efficacité énergétique globale du système de refroidissement. Le choix ultime d’une technique est une question individuelle, de même que le niveau de performance résultant associé. Les mesures possibles peuvent inclure par exemple le recours à des barrières de terre ou des murs réducteurs de bruit, l’emploi de ventilateurs silencieux, etc.
Réduction du risque de fuites 4.6.1.8
Références de la base de données : technique CV8
Afin de réduire le risque de fuite, une attention particulière doit être accordée à la conception de l’échangeur de chaleur, à la dangerosité des substances du processus et à la configuration du système de refroidissement. Les mesures générales de réduction de l’apparition de fuites peuvent être mises en œuvre : i) sélection du matériau de
116
Chapitre 4
l’équipement de refroidissement par voie humide selon la qualité des eaux, ii) fonctionnement du système conforme à sa conception, iii) sélection du programme correct de traitement des eaux de refroidissement et iv) contrôle des fuites dans le rejet des eaux de refroidissement par l’analyse de la purge. D’autres techniques incluent entre autres une surveillance constante, l’application des technologies de soudage et l’évolution vers les technologies de refroidissement indirect par exemple.
Meilleures techniques disponibles en matière d’efficacité énergétique 4.6.2
Cogénération 4.6.2.1
Références de la base de données : technique ENE5
La cogénération peut être définie comme la production simultanée, dans un seul processus, d’énergie thermique et électrique et/ou mécanique (directive 2004/8/CE). Il existe différents types de cogénération possibles, comme par exemple les turbines à gaz à cycle combiné, les turbines à vapeur, les turbines à gaz avec chaudières de récupération de chaleur, les piles à combustible, les moteurs Stirling, etc. Grâce à son haut niveau d’efficacité, la cogénération présente d’importants avantages économiques et environnementaux. On entend généralement par trigénération la conversion simultanée d’un combustible en trois produits énergétiques utiles : électricité, eau chaude ou vapeur et eau glacée. Il s’agit en fait d’un système de cogénération qui emploie une machine à absorption qui met à profit une partie de la chaleur pour produire de l’eau glacée. Le refroidissement urbain constitue un autre aspect de la cogénération, dans lequel cette dernière assure une production centralisée de chaleur qui entraîne des refroidisseurs à absorption, et l’électricité est vendue au réseau. La cogénération peut également fournir le refroidissement urbain via la production centralisée et la distribution d’énergie de refroidissement.
Techniques d’optimisation de l’efficacité énergétique de la combustion par 4.6.2.2des techniques pertinentes
Références de la base de données : technique ENE2 Les installations de combustion abordées ici sont des appareils ou des installations de chauffage utilisant la combustion d’un combustible (y compris les déchets) pour générer et transférer de la chaleur à un processus donné. L’énergie peut être gérée par le contrôle des paramètres du processus et le contrôle sur le côté combustion. Certaines techniques possibles d’amélioration de l’efficacité énergétique dans la combustion sont brièvement décrites ci-dessous.
• La réduction de la température des gaz de combustion est une option pour réduire les éventuelles pertes de chaleur dans un processus de combustion. Plus la température des gaz de combustion est faible, plus l’efficacité énergétique est élevée ;
117
Chapitre 4
• Installation d’un préchauffeur d’air ou d’eau : le préchauffeur d’air chauffe l’air qui circule vers le brûleur. Ceci signifie que les gaz de combustion peuvent être refroidis encore davantage, puisque l’air est souvent à la température ambiante. Une température plus élevée de l’air améliore la combustion et l’efficacité générale de la chaudière augmente ;
• Brûleurs à récupération et à régénération : ces brûleurs ont été développés pour la récupération directe de chaleur par le préchauffage de l’air de combustion. Un récupérateur est un échangeur de chaleur qui extrait de la chaleur à partir des gaz résiduaires du four pour le préchauffage de l’air de combustion entrant. Il permet d’accroître l’efficacité de combustion ;
• Réduction du débit massique des gaz de combustion par réduction de l’air excédentaire : l’excédent d’air peut être réduit minimisé en réglant le débit d’air proportionnellement à la vitesse d’écoulement du combustible. Selon la rapidité de la demande de chaleur des fluctuations de processus, l’air excédentaire peut être réglé manuellement ou automatiquement ;
• Régulation et contrôle du brûleur : la régulation et le contrôle automatiques du brûleur peuvent être mis profit pour contrôler la combustion en surveillant et en contrôlant le débit de combustible, le débit d’air, les niveaux d’oxygène dans les gaz de combustion et la demande de chaleur ;
• Choix du carburant : le type de carburant sélectionné pour le processus de combustion affecte la quantité d’énergie thermique fournie par unité de combustible utilisée. Le rapport requis d’air excédentaire dépend du combustible utilisé et cette dépendance augmente pour les matières solides. Le choix du combustible constitue donc une option permettant de réduire l’air excédentaire et d’augmenter l’efficacité énergétique.
• Oxy-combustion : l’oxygène est utilisé au lieu de l’air ambiant est soit extrait de l’air du site ou, plus généralement, acheté en vrac. Le besoin d’énergie pour concentrer l’air est considérable, et doit être pris en compte dans les calculs de l’énergie ;
• Réduction des pertes de chaleur par une isolation : les pertes de chaleur à travers les parois du système de combustion sont déterminées par le diamètre du tuyau et l’épaisseur de l’isolant. Une épaisseur d’isolation optimale associant la consommation d’énergie à des économies doit être trouvée dans chaque cas particulier ;
Réduction des pertes à travers les ouvertures du four : les pertes de chaleur par rayonnement peuvent se produire lors des ouvertures du four pour le chargement/déchargement. Les ouvertures comprennent les conduits et tuyaux des cheminées, les regards utilisés pour vérifier visuellement le processus,
Techniques d’optimisation de l’efficacité énergétique des systèmes d’air 4.6.2.3comprimé (SAC)
Références de la base de données : technique ENE3
118
Chapitre 4
L’air comprimé est de l’air qui est stocké et utilisé à une pression supérieure à la pression atmosphérique. Il peut être utilisé en tant que partie intégrante de procédés industriels ou comme un milieu d’énergie. Les systèmes à air comprimé (SAC) sont des installations importantes d’un point de vue énergétique. Il est important d’optimiser ceux-ci pour atteindre l’efficacité énergétique. Encore une fois, en fonction des caractéristiques spécifiques du système (nouveau, rénovation, ancien, taille, etc.), il existe différentes techniques permettant d’améliorer l’efficacité énergétique :
• Conception du système : de nos jours, la conception globale de nombreux SAC existants n’est plus actuelle. La mise en œuvre de compresseurs supplémentaires et de diverses applications en plusieurs étapes tout au long de la durée de vie de l’installation sans une refonte parallèle à partir du système initial ont souvent donné lieu à une performance sous-optimale d’un SAC.
• Entraînements à variateurs de vitesse : Les VSD pour compresseurs trouvent leurs applications principalement lorsque les besoins en air des processus des utilisateurs fluctuent. Dans le cas des compresseurs à vitesse variable, la vitesse du moteur électrique varie en fonction de la demande d’air comprimé, ce qui donne lieu à un niveau élevé d’économies d’énergie.
• Moteurs à haut rendement : ces moteurs minimisent les pertes électriques et mécaniques pour réaliser des économies d’énergie.
• Système de contrôle maître de SAC : les SAC sont souvent des installations multi-compresseur. L’efficacité énergétique de ces installations multi-compresseur peut être considérablement améliorée par des contrôles maîtres du SAC, qui échangent des données opérationnelles avec les compresseurs et contrôlent partiellement ou totalement les modes de fonctionnement des compresseurs individuels.
• Récupération de chaleur : la plus grande partie de l’énergie électrique consommée par un compresseur d’air industriel est convertie en chaleur et doit être évacuée vers l’extérieur. Dans de nombreux cas, une unité de récupération de chaleur bien conçue peut récupérer un pourcentage élevé de cette énergie thermique et la transformer utilement pour le chauffage d’air ou d’eau s’il existe une demande.
• Réduction des fuites des systèmes d’air comprimé • Maintenance du filtre • Alimentation du ou des compresseur(s) avec de l’air frais extérieur • Optimisation du niveau de pression • Stockage de l’air comprimé à proximité des dispositifs consommateurs à
hautes fluctuations
Techniques d’optimisation de l’efficacité énergétique des sous-systèmes 4.6.2.4entraînés par des moteurs électriques
Références de la base de données : technique ENE4 L’efficacité énergétique des systèmes entraînés par un moteur peut être évaluée par l’étude des exigences du processus (production) et la façon dont la machine entraînée doit être utilisé. Il s’agit d’une approche systémique qui assure les gains d’efficacité
119
Chapitre 4
énergétique les plus élevés. Les économies réalisées par une approche systémique sont au minimum celles obtenues en tenant compte des différents composants et peuvent être de 30 % ou plus. Il existe au moins deux façons différentes d’aborder le concept de l’efficacité énergétique dans les systèmes motorisés. La première consiste à tenir compte des composants individuels et de leur efficacité et garantit que seul l’équipement à haute efficacité est employé. L’autre consiste à adopter une approche systémique. Les mesures suivantes peuvent être adoptées :
• Rendement énergétique des moteurs : les moteurs à haut rendement énergétique et les moteurs à haute efficacité offrent une meilleure efficacité énergétique. Le coût d’acquisition additionnel peut être de 20 à 30 % plus élevé, mais des économies d’énergie de l’ordre de 2 à 8 % peuvent être obtenues.
• Dimensionnement correct du moteur : les moteurs sont souvent surdimensionnés pour la charge réelle qu’ils doivent supporter. L’efficacité maximale s’obtient cependant pour les moteurs compris entre 60 et 100 % de la pleine charge. Par conséquent, un conditionnement adéquat améliore l’efficacité énergétique, peut réduire les pertes en ligne dues à des facteurs de faible puissance et peut réduire légèrement la vitesse de fonctionnement et de ce fait la consommation d’énergie des ventilateurs et des pompes.
• Entraînements à variateurs de vitesse : le réglage de la vitesse du moteur en utilisant des variateurs de vitesse peut donner lieu à des économies d’énergie significatives associées à un meilleur contrôle de processus, à moins d’usure de l’équipement mécanique et à moins de bruit acoustique.
• Réduction des pertes de transmission • Réparation des moteurs • Rebobinage
Techniques d’optimisation de l’efficacité énergétique de l’alimentation 4.6.2.5électrique
Références de la base de données : technique ENE6 L’énergie électrique publique est fournie par l’intermédiaire de réseaux à haute tension. La tension est élevée afin de minimiser les pertes de courant lors de la transmission. Divers facteurs affectent la fourniture et l’utilisation de l’énergie, dont la résistance des systèmes de distribution et les effets de certains équipements et usages sur l’approvisionnement. Différentes mesures peuvent être adoptées pour augmenter l’efficacité, comme par exemple la correction du facteur de puissance (puissance réelle par rapport à puissance apparente), la réduction des harmoniques, l’optimisation de l’approvisionnement, etc.
Gestion de l’efficacité énergétique 4.6.2.6
Références de la base de données : technique ENE1
120
Chapitre 4
Pour parvenir à l’efficacité énergétique dans une entreprise, il est souvent souhaitable d’adopter une approche intégrée combinant des systèmes de gestion, des techniques intégrées aux processus et des mesures techniques spécifiques. Ce paragraphe mettra l’accent sur les techniques à prendre en compte au niveau d’une installation complète pour optimiser l’efficacité énergétique. Toutes les techniques décrites dans ce paragraphe peuvent être utilisées seules ou en combinaison avec celles du paragraphe suivant.
• Toutes les entreprises industrielles peuvent économiser de l’énergie en appliquant les mêmes principes de gestion et techniques qu’elles utilisent dans d’autres domaines de l’entreprise pour les ressources clés, comme par exemple les finances. Ces pratiques de gestion incluent une pleine responsabilité de la gestion de la consommation d’énergie. La gestion de la consommation d’énergie et des coûts permet d’éliminer le gaspillage et de réaliser des économies cumulées au fil du temps. Parmi les caractéristiques importantes d’un système de gestion de l’énergie (SGE) :
o Engagement de la haute direction ; o Définition d’une politique d’efficacité énergétique ; o Planification et établissement des objectifs et des cibles ; o Mise en œuvre et en pratique des procédures ; o ...
• Planification et établissement des objectifs et des cibles. Un élément important d’un système de management environnemental est le maintien d’une amélioration globale de l’environnement, y compris l’efficacité énergétique. Par ailleurs, il a été démontré que, même si il y a des économies à réaliser en optimisant les composants individuels (par exemple les pompes), les plus grands gains d’efficacité énergétique s’obtiennent en adoptant une approche des systèmes, en commençant par l’installation, tenant compte des unités qui les composent, en optimisant la manière dont celles-ci interagissent, et en optimisant le système. Ce n’est qu’alors que tous les périphériques restants devront être optimisés.
• L’expérience démontre que, si l’efficacité énergétique est prise en compte lors de la phase de planification et de conception d’une nouvelle usine, les potentiels d’économies sont plus élevés et les investissements nécessaires pour réaliser les économies sont beaucoup plus réduits par rapport à l’optimisation d’une usine en exploitation commerciale. Une conception efficace de l’énergie doit donc être assurée.
• L’intensification de l’utilisation de l’énergie et des matières premières en optimisant leur utilisation dans plus d’un processus ou d’un système est appelée intégration des processus. Il s’agit d’une pratique spécifique au site et au processus.
• Maintenir l’élan des initiatives d’efficacité énergétique crée souvent des problèmes. Il est important que les économies issues de l’efficacité énergétique grâce à l’adoption d’une nouvelle technologie ou technique soient maintenues dans le temps.
121
Chapitre 4
• Autres : communication, contrôle efficace des processus, maintenance, suivi et évaluation, audits énergétiques et diagnostics de l’énergie, méthode du pincement (« pinch analysis » en anglais), enthalpie et analyse exergétique, thermo économie, modèles énergétiques, benchmarking, etc.
Conception énergétiquement efficace 4.6.2.7
Références de la base de données : technique ENE7 Il est nécessaire d’évaluer les équipements et installations, la vie utile et les coûts de l’énergie des processus dès la phase de planification d’une nouvelle usine. L’efficacité énergétique dans la phase de planification d’une nouvelle usine ou installation peut être améliorée en tenant compte des éléments suivants :
• a. la conception énergétiquement efficace doit être abordée dès les premiers stades de la phase de conception conceptuelle/conception de base. La conception énergétiquement efficace doit de ce fait être prise en compte dans le processus d’appel d’offres.
• b. élaboration et/ou sélection de technologies énergétiques efficaces. • c. la collecte de données supplémentaires peut être nécessaire. • d. tout le travail de la conception énergétiquement efficace doit être effectué
par un expert en énergie. • e. la cartographie initiale de la consommation d’énergie doit également porter
sur les parties de l’organisation du projet qui ont un effet sur la consommation d’énergie future, et doit optimiser la conception de l’efficacité énergétique de la future usine en conséquence.
Échangeurs de chaleur ; suivi et maintenance 4.6.2.8
Références de la base de données : technique ENE8 La récupération directe de la chaleur est assurée par des échangeurs de chaleur. Un échangeur de chaleur est un dispositif dans lequel l’énergie est transférée d’un fluide ou un gaz à un autre à travers une surface solide. Les échangeurs de chaleur sont utilisés pour chauffer ou refroidir le processus ou systèmes. Le transfert de chaleur se produit à la fois par convection et par conduction. Les échangeurs de chaleur sont conçus pour des applications énergétiques spécifiques optimisées. Assurer le bon fonctionnement de l’échangeur de chaleur est nécessaire pour mener à bien les activités de surveillance et de maintenance. La surveillance de l’état des tuyaux des échangeurs de chaleur peut être réalisée en réalisant une inspection par courant de Foucault. Cela est souvent simulé par dynamique des fluides computationnelle (CFD).
Techniques pour améliorer l’efficacité énergétique du chauffage et di 4.6.2.9refroidissement de l’espace
Références de la base de données : technique ENE9
122
Chapitre 4
Un système CVC typique comprend l’équipement de chauffage ou de refroidissement, des pompes et/ou des ventilateurs, des réseaux de tuyauteries, des refroidisseurs et des échangeurs de chaleur. Des études ont démontré qu’environ 60 % de l’énergie d’un système CVC est consommée par la pompe du refroidisseur/pompe à chaleur et les 40 % restants par les machines périphérique. Pour accroître l’efficacité des systèmes CVC, il est nécessaire d’optimiser différents éléments :
• Chauffage et refroidissement de l’espace : des économies d’énergie peuvent être réalisées par exemple en réduisant les besoins de chauffage/refroidissement ou en améliorant l’efficacité du système (par récupération de la chaleur perdue, des pompes à chaleur, etc.) ;
• Ventilation : l’optimisation de la conception d’un nouveau système de ventilation ou d’une mise à niveau est important, mais aussi l’amélioration d’un système existant dans une installation ;
• Refroidissement par une source naturelle : peut être utilisé pour le refroidissement, afin d’augmenter l’efficacité énergétique. Il a lieu lorsque l’enthalpie de l’air ambiant extérieur est inférieure à l’enthalpie de l’air intérieur.
Intégration accrue des processus 4.6.2.10
Références de la base de données : technique ENE10
L’objet d’une MTD candidate est de chercher à optimiser l’utilisation de l’énergie de plus d’un processus ou système, à l’intérieur de l’installation ou avec un tiers.
Éclairage 4.6.2.11
Références de la base de données : technique ENE11 L’éclairage artificiel compte pour une part importante de toute l’énergie électrique consommée dans le monde entier. Dans certains bâtiments, plus de 90% de l’énergie consommée pour l’éclairage peuvent constituer une dépense inutile en raison d’une lumière excessive. Ainsi, l’éclairage constitue un élément essentiel de la consommation d’énergie aujourd’hui. Il existe diverses techniques permettant de minimiser les besoins en énergie :
• Identification des besoins d’éclairage dans chaque zone ; • Analyse de la qualité et de la conception de l’éclairage ; • Gestion de l’éclairage.
Techniques d’optimisation de l’efficacité énergétique des systèmes de 4.6.2.12pompage
Références de la base de données : technique ENE12
123
Chapitre 4
Les systèmes de pompage représentent près de 20 % de la demande mondiale en énergie électrique. L’énergie et les matériaux utilisés par un système de pompage dépendent de la conception de la pompe, de la conception de l’installation et de la manière dont le fonctionnement du système est actionné. Différentes étapes sont à prendre en considération pour identifier les mesures d’économie d’énergie :
• Inventaire et évaluation des systèmes de pompage : la première étape consiste à établir un inventaire des systèmes de pompage dans les installations présentant les caractéristiques opérationnelles clés.
• Sélection de la pompe : la pompe est le cœur du système. Leur choix est dicté par la nécessité du processus qui pourrait être, tout d’abord, une tête statique et un débit. Le choix dépend également du système, du liquide, des caractéristiques de l’atmosphère, etc.
• Système de canalisations : le système de canalisations détermine le choix de la performance de la pompe. Ses caractéristiques doivent être combinées avec celles des pompes pour obtenir la performance requise de l’installation de pompage. La consommation d’énergie directement liée au système de canalisation est le fruit de la perte de friction sur le liquide circulant dans les tuyaux, les vannes et les autres équipements du système.
• Maintenance : un entretien excessif des pompes peut révéler i) une cavitation des pompes, ii) des pompes très usés ou iii) des pompes qui ne sont pas valables pour le fonctionnement.
• Contrôle et réglage du système de pompage : un système de contrôle et de réglage est important dans un système de pompage pour optimiser les conditions de fonctionnement de la tête de pression et le débit. Il assure le contrôle du processus, une plus grande fiabilité du système et des économies d’énergie.
Technique des énergies renouvelables : Combustion de la biomasse 4.6.2.13provenant de la chaîne de sous-produits de l’huile/olive
Références de la base de données : technique ENE13 Cette technique met à profit la combustion directe des sous-produits d’huile et d’olive. Les déchets d’olives peuvent être transformés en biogaz grâce à un processus biochimique assuré par des microorganismes sans oxygène (procédé anaérobie). Le biogaz se compose de CO2, de CH4 et d’autres composants. Le biogaz peut être utilisé pour produire de l’énergie électrique ou thermique (ou les deux types d’énergie) à base de plantes prélevées sur la base des substrats organiques utilisés (huile et déchets d’olive). Les avantages environnementaux peuvent découler de la réutilisation des matériaux (utilisation de l’huile et des déchets d’olive).
124
Chapitre 4
La réduction de la pollution et la production d’énergies renouvelables constituent d’autres aspects positifs. Aspects environnementaux négatifs : odeurs susceptibles d’être dégagées par les plantes, émissions atmosphériques. Référence : www.resolive.com (projet européen du 7e programme-cadre).
Meilleures techniques disponibles pour les émissions dues au stockage 4.6.3
Techniques de prévention et de réduction des émissions de gaz et de 4.6.3.1liquides (gaz liquides et liquéfiés) provenant de réservoirs. Principes généraux
Référence de la base de données : technique ESB1
Les émissions de liquides et de gaz liquéfiés provenant des réservoirs peuvent être évitées et contrôlées sur la base de différents critères tenant compte des caractéristiques des contenants, des alentours et de la manutention. Quelques mesures générales à cet effet :
• Conception du réservoir : la conception ou la rénovation d’une installation destinée à une substance donnée est une approche multi-étape dans laquelle l’élimination est effectuée à partir de tous les modes de stockage possibles. Une bonne conception doit tenir compte de nombreux facteurs, par exemple les propriétés physico-chimiques de la substance, la manière dont le stockage est réalisé, l’équipement à installer, etc.
• Inspection, maintenance et de suivi : Conformément aux règlementations nationales, il existe différentes approches pour réaliser les travaux d’inspection, par exemple la surveillance officielle, la surveillance par des experts et le contrôle interne de l’entreprise (exploitant). Pour une inspection et une maintenance de haut niveau, l’application d’outils fondés sur le risque est de plus en plus fréquente. Un autre aspect commun des inspections réside dans la surveillance des émissions diffuses dans l’air et le contrôle des fuites. En plus des techniques d’inspection générale, certaines techniques spécifiques de détection de fuites de gaz sont appliquées comme systèmes de détection des gaz. Elles assurent principalement une fonction de sécurité, plutôt qu’elles ne constituent un outil de prévention des fuites.
• Emplacement et agencement : L’emplacement et l’agencement d’une installation de stockage doivent être choisis avec soin. Chaque emplacement – sous-sol, hors sol ou dans des monticules – présente différents avantages et inconvénients.
125
Chapitre 4
Prévention et contrôle des émissions de gaz provenant du stockage des 4.6.3.2liquides et des gaz liquéfiés dans des citernes
Référence de la base de données : techniques ESB2-ESB9 Il existe plusieurs techniques disponibles pour prévenir et contrôler les émissions de gaz se produisant dans le cadre de l’utilisation des réservoirs de stockage des liquides et des gaz liquéfiés. Chacune d’entre elle sera brièvement décrite. Pour plus d’informations, veuillez consulter la base de données des MTD candidates. Le principe de minimisation des émissions dans les réservoirs de stockage est un principe qui, dans un certain laps de temps, vise à diminuer toutes les émissions émises (air, sol, eau, consommation d’énergie et déchets) par le réservoir de stockage, le transfert et la manipulation. Pour l’environnement, l’avantage réside principalement dans le fait que les émissions opérationnelles provenant des réservoirs deviendront négligeables. Bien que le principe ait été initialement développé pour les terminaux de réservoir, il est également applicable au stockage en réservoirs en général. L’économie dépend fortement des mesures de prévention et de réduction qui sont actuellement appliquées. Différents types de toits peut être mis à profit pour éviter que des vapeurs ne s’échappent des réservoirs de stockage ouverts. Ces toits sont des toits flottants, des toits souples ou des toits fixes/à grille. Une autre possibilité consiste à installer un toit en dôme sur un réservoir à toit flottant externe. Il s’agit cependant d’une option très coûteuse, en particulier dans les rénovations. Des coûts significatifs sont associés d’une manière spécifique au site. La couleur du réservoir affecte la quantité de rayonnement thermique ou de lumière absorbée par les réservoirs hors sol et, par conséquent, la température du liquide et la teneur en vapeur de l’intérieur. Un réservoir peint en blanc présente le niveau d’émissions le plus bas par rapport à d’autres couleurs de peinture. L’application d’écrans solaires ou de pare-soleil autour des réservoirs est plus récente. L’idée est de réduire/prévenir une augmentation de la température de la vapeur/produit à l’intérieur du réservoir, ce qui permettra de réduire les émissions. Afin de maintenir la température de stockage en-deçà d’une certaine limite, même en conditions estivales, il est avantageux de mettre à profit toutes les possibilités naturelles de refroidissement du réservoir. Ceci est par exemple possible en utilisant des réservoirs à toit flottant. Autres exemples de techniques :
• Joints de toit pour toits flottants externes et internes ; • Toit flottant interne (IFR) ; • Soupapes de pression et de vide ; • Systèmes de drainage fermés ; • Équilibrage de la vapeur ; • Détendeurs de vapeur ; • Traitement de la vapeur.
126
Chapitre 4
La prévention et le contrôle des émissions de liquides du stockage des 4.6.3.3liquides et des gaz liquéfiés
Référence de la base de données : technique ESB12
Les mesures de contrôle des émissions de liquides se classent en deux groupes principaux : ECM pour les rejets potentiels dans le sol à partir des activités prévues et celles pour les rejets non planifiés. Dans ce cas, seules les mesures de rejets potentiels de fonctionnement normal sont prises en considération. La vidange manuelle des réservoirs peut être réalisée de façon efficace en y accordant l’attention nécessaire. Une vidange manuelle minutieuse est encore une option viable sur de nombreux sites, mais le processus peut extrêmement long. On recourt par conséquent souvent à l’automatisation. Les vannes de vidange de réservoirs semi-automatiques sont appelées de la sorte parce qu’elles doivent être réinitialisées au début de chaque opération de vidange. Les vannes de vidange de réservoirs entièrement automatiques sont conçues pour ne nécessiter qu’une intervention minimale de l’opérateur et, à ce titre, sont beaucoup plus coûteuses que les systèmes semi-automatiques. Une source d’alimentation est également nécessaire au réservoir. Les systèmes dédiés comprennent des réservoirs et des équipements qui sont dédiés à un groupe de produits. En d’autres termes, il n’y a pas de changements de produits. Cela permet d’installer et d’utiliser des technologies spécifiquement adaptés aux produits stockés.
Prévention et contrôle des déchets de stockage des liquides et des gaz 4.6.3.4liquéfiés
Référence de la base de données : technique ESB10
Le dépôt de boues dans les réservoirs se produit en raison de mécanismes de diffusion moléculaire, de gravité et de réactivité chimique, et dépend des conditions de fonctionnement. Le dépôt de boues n’est généralement pas uniforme et ne se forme pas nécessairement avec la même rapidité. La réduction des boues peut s’obtenir de deux manières :
• Mélange en réservoir : c’est la meilleure technologie de réduction des boues. Les mélangeurs empêchent le dépôt de boues ; il s’agit soit de mélangeurs à turbine soit de mélangeurs à jet.
• Évacuation des boues : lorsque les boues contenues dans les réservoirs atteignent un niveau trop élevé et ne peuvent pas être réduites par les technologies de mélange, le nettoyage des réservoirs est nécessaire.
Techniques opérationnelles spécifiques de prévention et de réduction des 4.6.3.5émissions (de gaz liquides et liquéfiés) provenant de réservoirs. Modes de stockage
Référence de la base de données : technique ESB11
127
Chapitre 4
Réservoirs à toit fixe (verticaux) (FRT) : les réservoirs à toit fixe sont conçus comme des réservoirs atmosphériques, des réservoirs à basse pression ou des « réservoirs à haute pression ». Les réservoirs à toit fixe sans pression sont indiqués pour le stockage à la pression atmosphérique et sont dès lors dotés d’évents ouverts. Les réservoirs à toit fixe tant à basse pression qu’à haute pression sont équipés de soupapes de surpression/dépression, qui sont entièrement ouvertes à la pression/dépression de conception. Réservoirs de stockage hors sol horizontaux (atmosphériques) : les réservoirs à toit fixe horizontaux sont construits pour être utilisés tant hors sol que sous terre et ont généralement une capacité de moins de 150 m3. Les réservoirs horizontaux sont généralement équipés d’évents de surpression/dépression (PVRV), de trappes de jaugeage, de puits à échantillons et de regards d’accès. Stockage ensilé (sous pression) : on appelle stockage ensilé l’entreposage sous pression et à des températures ambiantes, de gaz de pétrole liquéfiés en réservoirs cylindriques placés au niveau ou juste au-dessous du niveau du sol et entièrement recouverts de remblais appropriés. Plusieurs réservoirs peuvent être placés côte-à-côte sous un « monticule ». Réservoirs de vapeur à espace variable : les réservoirs de vapeur à espace variable sont équipés de réservoirs gazomètres extensibles chargés de tenir compte des fluctuations du volume de vapeur attribuables aux changements de température et pression barométrique. Les deux types les plus courants de réservoirs de vapeur à espace variable sont les réservoirs à toit respirant et les réservoirs à membrane souple. Réservoirs de stockage réfrigérés : il existe trois types de systèmes de stockage réfrigéré :
• confinement unique • double confinement • confinement total
Le choix du type de système de stockage dépendra considérablement de l’emplacement, des conditions d’exploitation, des installations adjacentes, des charges et de considérations environnementales. Réservoirs de stockage souterrains horizontaux : les réservoirs horizontaux peuvent être – en outre hors-sol – enterrés ou ensilés. Les réservoirs de stockage souterrains (enterrés) sont souvent utilisés pour le stockage d’essence, de gazole et d’autres carburants.
Mesures de contrôle des incidents et des accidents (majeurs) pour les 4.6.3.6réservoirs
Références de la base de données : techniques ESB13-ESB14
Les entreprises doivent adopter toutes les mesures nécessaires pour prévenir et limiter les conséquences des accidents majeurs. Un système de gestion de la sécurité et des risques donne forme à la politique dite de prévention des accidents majeurs. Le
128
Chapitre 4
système comprend : i) une définition des tâches et des responsabilités, ii) une évaluation des risques d’accidents majeurs, iii) une définition des procédures et instructions de travail, iv) des plans d’intervention en cas d’urgence, v) le suivi du système de gestion de la sécurité et vi) l’évaluation périodique de la politique adoptée. Un outil important est l’évaluation des risques, qui est une vue organisée dans les activités sur place. Les incidents et les accidents (majeurs) peuvent être évités et contrôlés en envisageant différentes mesures. Plusieurs techniques sont à considérer, comme par exemple :
• Procédures opérationnelles et de formation ; • Fuites et débordements ; • Corrosion et érosion ; • Instrumentation et automatisation pour éviter les débordements ; • Barrières étanches sous les réservoirs hors terre ; • ...
Dans certaines régions, des atmosphères inflammables peuvent apparaître soit en fonctionnement normal ou en raison de déversements accidentels ou de fuites. Ces zones inflammables sont dangereuses et des mesures de prévention ou de contrôle des sources d’inflammation de ces zones sont nécessaires. Une protection contre les incendies peut être nécessaire. Des mesures peuvent être prévues par exemple par des habillages ou revêtements résistants au feu, des pare-feux, des systèmes de refroidissement à eau, etc. Un autre élément est l’équipement de lutte contre l’incendie, qui dépend de la quantité et du type de liquide ainsi que des conditions de stockage. Il peut s’agir d’extincteurs à une poudre sèche, à mousse ou au CO2. Un approvisionnement en eau adéquat est nécessaire dans les cas où de grands incendies pourraient se produire. Dans le cas de l’extinction d’incendie à l’eau, un intercepteur adéquat ou un système spécial de drainage peuvent être mis en place afin de minimiser le risque de contamination des cours d’eau locaux, et donc pour confiner les produits d’extinction contaminés.
Mesures de contrôle des émissions à la suite d’incidents et d’accidents 4.6.3.7(majeurs) pour le stockage de substances dangereuses conditionnées dans des réservoirs. Gestion de la sécurité et des risques
Références de la base de données : technique ESB15 La directive Seveso II (directive 96/82/CE du Conseil du 9 décembre 1996 concernant la maîtrise des dangers liés aux accidents majeurs impliquant des substances dangereuses) oblige les entreprises à prendre toutes les mesures nécessaires pour prévenir et limiter les conséquences des accidents majeurs. Dans tous les cas, elles doivent mettre en œuvre une politique de prévention des accidents majeurs (PPAM) et un système de gestion de la sécurité pour l’application de la PPAM. Les sociétés détenant de grandes quantités de substances dangereuses, appelées établissements de niveau supérieur, doivent également établir un rapport de sécurité et un plan d’urgence sur place, ainsi que tenir à jour une liste des substances.
129
Chapitre 4
Cependant, les usines ne relevant pas du champ d’application de la directive Seveso II appliquent également souvent différentes politiques de gestion des risques. Un outil important est l’évaluation des risques. En ce qui concerne le stockage de liquides inflammables dans des réservoirs, l’évaluation comprend les risques découlant du réservoir lui-même et les risques de sources externes pour le réservoir. Les incidents et accidents (majeurs) liés aux réservoirs peuvent être évités et contrôlés en adoptant différentes mesures de sécurité et de risque. Pour ce faire, plusieurs techniques sont à prendre en considération : Procédures opérationnelles et de formation Indicateur de niveau bas dans les réservoirs à toit flottant externe (RTFE) : une instrumentation permettant de mesurer et d’avertir d’un faible niveau de contenu d’un réservoir est nécessaire pour empêcher un toit flottant externe de passer en mode de vidange. Fuites et débordements : le confinement se réfère à une protection additionnelle contre les rejets des réservoirs de stockage au-delà de la protection inhérente assurée par le conteneur-citerne lui-même. Les diguettes agricoles de réservoir et les réservoirs doubles sont conçus pour contenir les déversements importants de réservoirs hors sol, comme ceux causés par une rupture de l’enveloppe ou un gros débordement. Les réservoirs souterrains peuvent eux aussi être équipés d’un système de confinement.
Mesures de contrôle des émissions des incidents et des accidents (majeurs) 4.6.3.8pour les conteneurs de stockage
Références de la base de données : technique ESB16
Les pertes d’exploitation ne se produisent pas dans le stockage de matières dangereuses conditionnées. Les seules émissions possibles proviennent des incidents et accidents (majeurs). Trois événements principaux ont présentent un potentiel de nuisances ou de dommages importants : incendie, explosion et/ou libération de substances dangereuses. Encore une fois, une gestion de la sécurité et des risques est conseillée. Par ailleurs, une construction et une ventilation adéquates sont importantes.
Outils de gestion visant à réduire les émissions de transfert et de 4.6.3.9manipulation des liquides et des gaz liquéfiés
Références de la base de données : techniques ESB17, ESB18, ESB20
Les émissions peuvent se produire pendant le transfert de liquides et/ou de gaz liquéfiés (par exemple dans les systèmes de canalisations de transfert fermés hors sol, les systèmes de canalisations de transfert ouverts hors sol, les systèmes de canalisations de transfert fermés souterrains, les tuyaux de déchargement) ou lors de
130
Chapitre 4
la manipulation. Les sources potentielles d’émissions les plus importantes sont le remplissage des systèmes de canalisations, le nettoyage des systèmes ouverts et les émissions fugitives en tout genre. L’application de mesures de contrôle des émissions (ECM) est donc à conseiller. Parmi les outils de gestion pour le transfert et la manutention (mesures générales) :
• Procédures opérationnelles et de formation ; • Inspection, maintenance et surveillance (réf. base de données ESB17) ; • Détection des fuites et réparation (réf. base de données ESB18) ; • Gestion de la sécurité et des risques (réf. Base de données ESB20).
Techniques de prévention et de réduction des émissions de gaz et de 4.6.3.10liquides (gaz liquides et liquéfiés) provenant des réservoirs : Principe de minimisation des émissions dans les réservoirs de stockage
Références de la base de données : technique ESB19
Description : Le principe de « minimisation des émissions dans les réservoirs de stockage » est que toutes les émissions du réservoir de stockage, de transfert et de manutention doivent être réduites avant d’être libérées. Ceci comprend les émissions suivantes découlant des activités opérationnelles normales et des incidents :
• émissions dans l’air • émissions dans le sol • émissions dans l’eau • consommation d’énergie • déchets.
Techniques de prévention et de réduction des émissions de gaz et de 4.6.3.11liquides (gaz liquide et liquéfié) des réservoirs. Considérations sur les techniques de transport et de manutention : Canalisation
Références de la base de données : technique ESB21
MESURES DE CONTRÔLE DES ÉMISSIONS POUR CANALISATIONS OUVERTES HORS SOL – FONCTIONNEMENT – ÉMISSIONS DE GAZ Remplacement des systèmes de canalisation fermés Les systèmes de canalisation hors sol fermés sont normalement conçus pour le transport de liquides, de gaz réfrigérés (liquéfié), de gaz sous pression (sous forme liquide) ou de vapeurs. Les systèmes de canalisation hors sol constituent la modalité la plus courante de système de manutention dans les installations de stockage. MESURES DE CONTRÔLE DES ÉMISSIONS POUR CANALISATION HORS SOL FERMÉE – INCIDENTS ET ACCIDENTS (MAJEURS) Corrosion et érosion internes En premier lieu, le choix du matériau de construction correct doit permettre de minimiser la corrosion.
131
Chapitre 4
L’érosion peut être contrôlée par une combinaison de gestion des flux, d’inhibiteurs de corrosion, de revêtements intérieurs et de raclage fréquent. INSPECTION, MAINTENANCE ET SURVEILLANCE Maintenance basée sur le risque et la fiabilité L’application d’outils basés sur le risque pour optimiser les activités de maintenance et d’inspection suivent la tendance dans l’industrie mondiale de s’éloigner d’une approche basée sur le temps de la maintenance à une approche basée sur les conditions de la maintenance. Inspections en service et hors service Les inspections peuvent être classées comme inspections régulières en service ou hors service.
Techniques de prévention et de réduction des émissions de gaz et de 4.6.3.12liquides (gaz liquide et liquéfié) des réservoirs. Considérations sur les techniques de transport et de manutention : Traitement de la vapeur
Références de la base de données : technique ESB22
MESURES DE CONTRÔLE DES ÉMISSIONS POUR LE CHARGEMENT ET LE DÉCHARGEMENT DES TRANSPORTEURS Les vapeurs déplacées pendant le chargement de camions-citernes, wagons-citernes et navires peuvent être libérées librement dans l’atmosphère ou comme alternative pour les produits dont les vapeurs ont un effet négatif significatif sur l’environnement, peuvent être « rééquilibrées » et renvoyées vers le réservoir dans lequel le produit est livré, ou encore être traitées dans un système de traitement de vapeur. L’équilibrage et le traitement de la vapeur sont également des mesures de contrôle des émissions pour le remplissage du réservoir. Équilibrage de la vapeur pour le chargement et le déchargement des transporteurs L’équilibrage de la vapeur peut être utilisé à la fois pour le chargement et le déchargement des transporteurs. Le principe d’équilibrage nécessite une tuyauterie hermétique à la vapeur entre le réservoir de stockage et le transporteur. Un système de connexion de la vapeur est nécessaire au point de chargement pour relier les installations et le transporteur. Cela se traduirait une pénétration d’air dans le réservoir et qu’un équilibrage efficace de la vapeur n’a pas été atteint. Traitement de vapeur pour le chargement des transporteurs Le traitement de la vapeur exige que les vapeurs soient collectées lors du chargement d’un transporteur et transmises à un système de traitement à la vapeur par l’intermédiaire d’une tuyauterie.
132
Chapitre 4
Techniques de prévention et de réduction des émissions de gaz et de 4.6.3.13liquides (gaz liquide et liquéfié) des réservoirs. Considérations sur les techniques de transport et de manutention : Robinetterie
Références de la base de données : technique ESB23
Robinetterie Les vannes font partie en même temps du réservoir et du système de transfert. Les pertes de fuites d’un équipement dynamique (par rapport à un équipement statique) et d’un équipement ancien sont plus élevées. Certaines vannes sont plus susceptibles de fuir que d’autres. Les vannes qui fonctionnent fréquemment, comme les vannes de régulation, peuvent s’user rapidement et permettre le développement de voies d’émissions. À l’exception de la soupape de décharge et du clapet anti-retour, toutes les vannes sont activées par une tige de valve. Cette tige nécessite un joint d’étanchéité pour isoler de l’atmosphère le produit se trouvant à l’intérieur de la vanne. Puisqu’elles s’ouvrent et se ferment fréquemment, les vannes de régulation sont plus sujettes aux fuites que les robinets d’arrêt. L’emploi de soupapes rotatives de contrôle peut aider à réduire les émissions fugitives. Il existe des vannes de haute qualité qui présentent de très faibles émissions fugitives. Pour réduire les émissions, ces vannes utilisent des systèmes améliorés de revêtement, sont construites conformément à des tolérances strictes, et sont montées avec soin. Il est de pratique courante que les vannes (raccords) soient facilement accessibles et utilisables et qu’elles soient adéquates à des fins techniques. MESURES DE CONTRÔLE DES ÉMISSIONS POUR SYSTÈMES DE MANUTENTION DE PRODUITS – FONCTIONNEMENT – ÉMISSIONS DE GAZ Les principales sources d’émissions fugitives d’un système de transfert de stockage et de manutention sont les tiges de soupapes, les brides, les raccords et les extrémités ouvertes, les points de prélèvement d’échantillonnage et les joints de pompe. Une mesure de contrôle des émissions technique pour chacune de ces sources potentielles est décrite comme suit : Équipement de haute qualité Dans de nombreux cas, l’utilisation d’un équipement de meilleure qualité peut se traduire par des réductions d’émissions. Élimination de lignes ouvertes et de vannes Les lignes ouvertes se trouvent en sortie des drains ou des points d’échantillonnage. Elles sont généralement équipées d’une vanne qui est normalement fermée. Tous les drains qui ne sont pas utilisés de façon régulière sont habituellement dotés d’un couvercle, d’une bride pleine ou d’un bouchon. S’ils doivent être utilisés régulièrement, ils sont équipés d’une seconde vanne.
133
Chapitre 4
Vannes à soufflets Les vannes à soufflets ne libèrent pas d’émissions de souches car ce type de joint d’étanchéité comprend un soufflet métallique qui forme une barrière entre la tête de soupape et le corps. Vannes à diaphragme Dans ce type de vanne, un diaphragme est utilisé pour isoler les parties actives de la soupape du liquide contenu dans le corps principal. Soupapes rotatives de contrôle L’emploi de soupapes rotatives de contrôle au lieu de vannes de contrôle à tige permet de réduire les émissions dans l’air. Pompes à vitesse variable L’utilisation de pompes à vitesse variable au lieu de vannes de contrôle à tige permet de réduire les émissions dans l’air. Vannes à double paroi Il existe des vannes à double paroi, qui consistent en des vannes standard homologuées avec un confinement secondaire externe qui encapsule hermétiquement toutes les pièces critiques représentant un potentiel de fuite ou d’émission. Soupapes de décharge de pression et thermiques Les soupapes de décharge sont dotées de systèmes de transfert afin d’éviter une accumulation de pression due à l’absorption de la chaleur solaire ou dans des situations d’urgence. Les soupapes de décharge thermiques sont conçues pour des cas d’incendies crédibles ainsi que pour l’expansion thermique due à des effets ambiants. Des systèmes de décharge similaires sont utilisés pour les liquides qui peuvent faire l’objet d’une décomposition et ne peuvent pas être bloqués entre deux vannes fermées. Pompes sans joint Pour isoler l’intérieur de la pompe de l’atmosphère, toutes les pompes, sauf celles à rotor noyé et les pompes à membrane, exigent une étanchéité à l’endroit où l’arbre pénètre dans le logement. Dans les pompes à rotor noyé sans joint, le boîtier creux, le rotor du moteur et le carter de pompe sont interconnectés. En conséquence, ces pompes ne sont pas indiquées pour le transfert de substances contenant des particules.
Techniques de prévention et de réduction des émissions de gaz et de 4.6.3.14liquides (gaz liquide et liquéfié) des réservoirs. Considérations sur les techniques de transport et de manutention : Pompes et compresseurs
Références de la base de données : technique ESB24
Pompes Les pompes sont utilisées pour déplacer tous types de produits sous des conditions atmosphériques, sous pression ou de réfrigération. Compresseurs Les compresseurs possèdent de nombreuses caractéristiques similaires à celles des pompes et sont utilisés pour déplacer les gaz ou les produits réfrigérés. Joints pour pompes
134
Chapitre 4
Les produits transférés peuvent fuir au niveau du point de contact entre l’arbre de la pompe en mouvement et le carter fixe. Pour isoler l’intérieur de la pompe de l’atmosphère, toutes les pompes, à l’exception des types sans joint, nécessitent un joint d’étanchéité à l’endroit où l’arbre pénètre dans le logement. Joint pour compresseurs Les technologies d’étanchéité peuvent être appliquées dans les compresseurs à faible vitesse. MESURES DE CONTRÔLE DES ÉMISSIONS POUR SYSTÈMES DE MANUTENTION DE PRODUITS - FONCTIONNEMENT - ÉMISSIONS DE GAZ Les principales sources d’émissions fugitives d’un système de transfert de stockage et de manutention sont les tiges de soupapes, les brides, les raccords et les extrémités ouvertes, les points de prélèvement d’échantillonnage et les joints de pompe. Une mesure de contrôle des émissions technique pour chacune de ces sources potentielles est décrite comme suit : Équipement de haute qualité Dans de nombreux cas, l’utilisation d’un équipement de meilleure qualité peut se traduire par des réductions d’émissions. Élimination de lignes ouvertes et de vannes Les lignes ouvertes se trouvent en sortie des drains ou des points d’échantillonnage. Elles sont généralement équipées d’une vanne qui est normalement fermée. Vannes à soufflets Les vannes à soufflets ne libèrent pas d’émissions de souches car ce type de joint d’étanchéité comprend un soufflet métallique qui forme une barrière entre la tête de soupape et le corps. Vannes à diaphragme Dans ce type de vanne, un diaphragme est utilisé pour isoler les parties actives de la soupape du liquide contenu dans le corps principal. La membrane peut également être utilisée pour contrôler le débit. Cependant, il se produira des émissions si la membrane est défectueuse. Soupapes rotatives de contrôle Les vannes de régulation s’ouvrent et se ferment fréquemment et sont donc plus sujettes aux fuites que les robinets d’arrêt. L’emploi de soupapes rotatives de contrôle au lieu de vannes de contrôle à tige permet de réduire les émissions dans l’air. Pompes à vitesse variable Les vannes de régulation s’ouvrent et se ferment fréquemment et sont donc plus sujettes aux fuites que les robinets d’arrêt. L’utilisation de pompes à vitesse variable au lieu de vannes de contrôle à tige permet de réduire les émissions dans l’air. Vannes à double paroi Il existe des vannes à double paroi, qui sont des vannes standard homologuées avec un confinement secondaire externe. Ces vannes sont un élément nécessaire dans tous les systèmes contrôlés à double paroi et peuvent être fixées à des canalisations ou réservoirs à l’aide de raccords soudés ou à brides.
135
Chapitre 4
Soupapes de décharge de pression et thermiques Les soupapes de décharge sont dotées de systèmes de transfert afin d’éviter une accumulation de pression due à l’absorption de la chaleur solaire ou dans des situations d’urgence. Les soupapes de décharge thermiques sont conçues pour des cas d’incendies crédibles ainsi que pour l’expansion thermique due à des effets ambiants. Pompes sans joint Pour isoler l’intérieur de la pompe de l’atmosphère, toutes les pompes, à l’exception de celles à rotor noyé et des pompes à membrane (à entraînement magnétique), nécessitent un joint d’étanchéité à l’endroit où l’arbre pénètre dans le logement. Dans les pompes à rotor noyé sans joint, le boîtier creux, le rotor du moteur et le carter de pompe sont interconnectés Amélioration des joints d’étanchéité simples pour les pompes Les technologies appliquées comprennent des éléments finis hautement sophistiqués et d’autres techniques de modélisation et d’optimisation des formes des éléments, la dynamique des fluides computationnelle, les développements de matériels spécialisés, l’amélioration des propriétés tribologiques, les réglages des profils de surface de frottement et les assemblages confinés prédéfinis pour éliminer les erreurs de montage. Joints doubles sans pression pour les pompes La simple sophistication d’un joint d’étanchéité simple (contenant le fluide du processus) consiste à ajouter un second joint mécanique sur ce joint primaire. Joints pour compresseurs Les questions relatives aux joints d’étanchéité des compresseurs sont similaires à celles des pompes. Amélioration des connexions d’échantillonnage Pour minimiser les émissions, les points de prélèvement peuvent être munis d’une soupape d’échantillonnage de type RAM ou d’une soupape à pointeau et une vanne de sectionnement.
Mesures de contrôles des incidents et accidents (majeurs) pour les 4.6.3.15réservoirs. Gestion de la sécurité et des risques
Références de la base de données : technique ESB25
Description La directive Seveso II (directive 96/82/CE du Conseil du 9 décembre 1996 concernant la maîtrise des dangers liés aux accidents majeurs impliquant des substances dangereuses) oblige les entreprises à prendre toutes les mesures nécessaires pour prévenir et limiter les conséquences des accidents majeurs. Dans tous les cas, elles doivent mettre en œuvre une politique de prévention des accidents majeurs (PPAM) et un système de gestion de la sécurité pour l’application de la PPAM. Les sociétés détenant de grandes quantités de substances dangereuses, appelées établissements de niveau supérieur, doivent également établir un rapport de sécurité et un plan d’urgence sur place, ainsi que tenir à jour une liste des substances. Le système de gestion de la sécurité donne forme à la PPAM.
136
Chapitre 4
Cependant, les usines ne relèvant pas du champ d’application de la directive Seveso II appliquent également souvent différentes politiques de gestion des risques. Les incidents et accidents (majeurs) liés aux réservoirs peuvent être évités et contrôlés en adoptant différentes mesures de sécurité et de risque. Pour ce faire, plusieurs techniques sont à prendre en considération : Procédures opérationnelles et de formation Indicateur de niveau bas dans les réservoirs à toit flottant externe (RTFE) : instrumentation de mesure et d’avertissement d’un faible niveau du contenu d’un réservoir est nécessaire pour empêcher un toit flottant externe de passer en mode de vidange, ce qui pourrait provoquer des dommages et des pertes. Fuites et débordements : le confinement se réfère à une protection additionnelle contre les rejets des réservoirs de stockage au-delà de la protection inhérente assurée par le conteneur-citerne lui-même. Corrosion et l’érosion : La corrosion est l’une des principales causes de défaillance de l’équipement. La corrosion est généralement évitée en sélectionnant des matériaux de construction résistants et des méthodes de construction appropriées. Procédures opérationnelles et de formation pour prévenir les débordements : des procédures opérationnelles claires appliquées par les opérateurs constituent le premier niveau de protection contre les débordements. Instrumentation et automatisation pour éviter les débordements : une instrumentation de haut niveau est nécessaire pour prévenir le remplissage excessif d’un réservoir. Ce peut être un indicateur de niveau avec réglages d’alarme et/ou fermeture automatique des vannes. Instrumentation et automatisation pour détecter les fuites : quatre techniques de base différentes peuvent être appliquées pour détecter les fuites. Il s’agit des suivantes :
• Système de barrière de prévention des fuites (RPBS) : un double fond de réservoir ou des barrières étanches sont installés, toute fuite du fond du réservoir peut être amenée à la périphérie de la cuve.
• Contrôles d’inventaire : Ces contrôles sont soit basés sur le niveau du produit dans le réservoir (contrôle de niveau), ou sur la masse du produit dans le réservoir dans des conditions statiques (contrôle de masse), tous deux étant connus comme méthodes volumétriques statiques, ou la différence entre les volumes de produit pompé dans et hors du réservoir sur de longues périodes par rapport à la variation de volume stocké, connue sous le nom contrôle d’inventaire renforcé.
• Méthode d’émissions acoustiques : cette méthode permet de détecter une fuite en écoutant les bruits caractéristiques créés par une fuite à partir du fond d’un réservoir statique.
• Surveillance des vapeurs du sol : cette méthode dépend du test de vapeurs qui proviennent soit de la diffusion soit d’une pompe à vide à partir du sol en dessous d’un réservoir.
Approche axée sur les risques pour les émissions dans le sol sous les réservoirs : l’approche fondée sur les risques pour les émissions dans le sol à partir d’un réservoir de stockage hors-sol à fond plat et vertical, contenant des liquides susceptibles de
137
Chapitre 4
polluer le sol, consiste en ce que les mesures de protection des sols soient appliquées à un niveau tel qu’il existe un « risque négligeable » de pollution du sol en raison de fuites du fond du réservoir ou du joint d’étanchéité lorsque le fond et la paroi sont reliés. Diguettes de réservoir et systèmes de revêtement : tandis que les doubles fonds ou les doublures imperméables sous un réservoir protègent contre les fuites faibles mais persistantes, une diguette agricole de réservoir (ou digue) est conçue pour contenir les déversements importants, comme ceux provoqués par une rupture de l’enveloppe ou un débordement important. La diguette est constituée par un mur autour de l’extérieur du réservoir (ou des réservoirs) chargé de contenir tout produit dans le cas improbable d’un déversement. Confinement en béton stratifié sous les réservoirs hors sol : pour les solvants hydrocarbonés chlorés (CHC), le confinement en béton nécessite l’application d’une protection de surface permettant de couvrir les fissures capillaires afin de le rendre imperméable. Réservoirs hors sol à double paroi : la double paroi est normalement appliquée en combinaison avec un fond de réservoir double et un système de détection de fuites, pour le stockage de substances inflammables et non inflammables ainsi que de substances non dangereuses à très dangereuses pour les eaux de surface. Réservoirs doubles : pour un réservoir double, un second réservoir est construit autour d’un réservoir à paroi unique à une distance d’environ 1,5 m. Le cuve possède la même robustesse que le réservoir lui-même et est conçue pour contenir tout le liquide stocké. Réservoir hors sol à double paroi avec vidange contrôlée par le fond : dans la prévention des émissions dans le sol et/ou les eaux de surface, les deux systèmes alternatifs mis à profit sont le « réservoir à paroi simple en fosse ou diguette » et le « réservoir à paroi double équipé d’un dispositif de détection des fuites » Réservoirs souterrains à paroi double : les réservoirs contenant de l’essence (MBTE) ou d’autres combustibles comportent généralement une paroi double (ou paroi simple avec confinement) et sont équipés d’un détecteur de fuite. Réservoirs souterrains à paroi simple avec confinement secondaire : une alternative au réservoir à paroi double consiste à équiper un réservoir à paroi simple d’un confinement secondaire avec détection additionnelle de fuite pour surveiller la pénétration de liquide à l’intérieur de l’enceinte de confinement. Le confinement secondaire est revêtu d’un matériau imperméable pour éviter les fuites.
138

Chapitre 5
SÉLECTION DES MEILLEURES TECHNIQUES CHAPITRE 5DISPONIBLES (MTD)
Ce chapitre évalue les techniques respectueuses de l’environnement du chapitre 4 en ce qui concerne leurs avantages pour l’environnement et leur viabilité technique et économique. Il est également suggéré si une technique étudiée peut être considérée ou non comme une MTD pour l’industrie textile. Les MTD sélectionnées dans ce chapitre sont considérées comme MTD pour le secteur textile. Cela ne signifie pas que chaque entreprise appartenant au secteur est capable d’appliquer chacune des techniques choisies sans rencontrer de problèmes majeurs. Pour tirer des conclusions au niveau des entreprises, les circonstances spécifiques à celles-ci doivent toujours être prises en considération. La sélection des MTD de ce chapitre ne doit pas être considérée comme une question distincte, mais doit être abordée dans le contexte global de cette étude. Autrement dit, le débat sur les techniques respectueuses de l’environnement dans le chapitre 4 doit toujours être pris en compte.
139
Chapitre 5
Évaluation des techniques respectueuses de l’environnement disponibles 5.1
Dans le tableau 15, les techniques respectueuses de l’environnement disponibles du chapitre 4 sont testées en fonction d’un certain nombre de critères. Cette analyse multi-critères permet de juger si une technique peut être considérée ou non comme une meilleure technique disponible. Les critères ne sont pas uniquement liés aux milieux environnementaux (eau, air, sol, énergie, bruit/vibrations), mais portent également sur la viabilité technique et les aspects économiques. De cette façon, ils permettent une évaluation intégrée compatible avec la définition des MTD (cf. Chapitre 1). Les aspects suivants sont évalués qualitativement et reflétés dans le tableau : Viabilité technique
• éprouvé : indique si la technique a une utilisation démontrée dans la pratique industrielle (« - » : non démontrée, « + » : éprouvé) ;
• applicabilité technique : indique si la technique est généralement applicable ou non (« + » : applicable, « -/+ » : applicable dans certaines circonstances, « - » : non applicable La limitation des circonstances doit être clairement décrite ;
• conditions de sécurité et de travail : indique si la technique, les mesures de sécurité appropriées étant correctement appliquées, devrait aboutir à une augmentation du risque d’incendie, d’explosion ou d’accidents en général et donc affecter les conditions de sécurité et de travail (« - » : risque accru, « 0 » : pas de risque accru, « + » : risque réduit) ;
• qualité : indique s’il est prévu que la technique affecte la qualité du produit final (« - » : réduction de la qualité ; « 0 » : aucun effet sur la qualité ; « + » : amélioration de la qualité) ;
• globale : estime la viabilité technique globale de la technique pour le secteur dans son ensemble (« + » : si tous les aspects ci-dessus sont « + » ou « 0 » ; « - » : si au moins l’un des aspects ci-dessus est « - »).
Avantage environnemental
• utilisation d’eau : réutilisation des eaux usées et réduction de la consommation totale d’eau ;
• eaux usées : ajout de substances polluantes dans l’eau du fait de l’exploitation de l’installation (DBO, DCO, nutriments, autres émissions dans l’eau) ;
• énergie : économies d’énergie, utilisation de sources d’énergie renouvelables et réutilisation de l’énergie ;
• air/odeur : ajout de substances polluantes dans l’atmosphère du fait de l’exploitation de l’installation (poussières, NOx, SOx, NH3, COV, autres émissions dans l’air) ;
• déchets : prévention et contrôle des flux de déchets
140
Chapitre 5
• utilisation de matières premières et auxiliaires : effet sur la quantité et le type de matières premières/auxiliaires (par exemple les produits chimiques) utilisées ;
• sol : ajout de substances polluantes dans le sol et les eaux souterraines du fait de l’exploitation de l’installation
• globale : effet estimé sur l’environnement dans son ensemble. • bruit/vibration
Une évaluation qualitative est réalisée par technique pour chacun des critères ci-dessus, dans laquelle :
• « - » : effet négatif ; • « 0 » : pas d’impact/impact négligeable ; • « + » : effet positif ; • « +/- » : effet tantôt positif, tantôt négatif.
Le résultat unique au profit de l’environnement global est déterminé en fonction des résultats individuels, sur base de critères différents. En raison de l’approche qualitative utilisée dans cette étude, un critère possible réside dans la pondération des différents résultats environnementaux en fonction des priorités fixées par la législation, sur base des normes de qualité environnementale pour l’eau, l’air, etc. (voir le chapitre 2 pour le cadre législatif et socioéconomique). Dans cette étude, cette pondération fait partie du jugement des experts du GTT en cause, mais elle est rarement explicitement décrite. Viabilité économique
• « + » : la technique réduit les coûts ; • « 0 » : la technique a un impact négligeable sur les coûts ; • « - » : cette technique augmente les coûts, mais les coûts additionnels sont
considérés comme supportables pour le secteur et raisonnables par rapport au bénéfice pour l’environnement ;
• « - - » : cette technique augmente les coûts, les coûts additionnels ne sont pas considérés comme supportables pour le secteur ou raisonnables par rapport au bénéfice pour l’environnement.
Enfin, la dernière colonne décide si la technologie concernée peut être sélectionnée comme meilleure technique disponible (MTD : « oui » ou MTD : « non »). Si cette décision dépend fortement de l’entreprise et/ou des circonstances locales, la technique obtient un score « oui », mais avec une description claire des conditions spécifiées.
141
Chapitre 5
Remarques importantes concernant l’utilisation du Tableau 15 :
En utilisant le tableau ci-dessous, gardez les remarques suivantes à l’esprit : Le tableau ne doit pas être considéré comme une question distincte, mais doit être abordé dans le contexte global de l’étude. Autrement dit, le débat sur les techniques respectueuses de l’environnement dans le chapitre 4 doit toujours être pris en compte. L’évaluation des différents critères est fondée, entre autres, sur : - L’expérience des exploitants concernant la technique ; - Les sélections de MTD réalisées dans d’autres études (étrangères) comparables ; - Les conseils du groupe de travail sectoriel (avis d’experts) ; - Les considérations de l’auteur. Le cas échéant, les notes sont insérées en bas de page pour des précisions additionnelles. La signification des critères et des résultats est expliquée dans la section 5.1. Les conclusions du tableau relatives aux MTD sont basées sur les discussions au sein du Groupe de travail technique. Les conclusions finales sur les MTD et les conditions peuvent différer de celles d’autres PMP. Ces différences sont expliquées (préciser) par les scores individuels pour la viabilité technique, avantages pour l’environnement et la viabilité économique et les notes afférentes inclus dans la matrice d’évaluation des MTD. Pour déterminer/établir les résultats, la situation locale du PMP a été prise en considération. Les différences des résultats, comme les différences des résultats environnementaux, peuvent également être dues à des différences de fond et de discussion des membres du GTT des différents PMP. Cependant, ces petites différences (souvent pas du tout opposées) n’ont aucun effet direct sur la conclusion finale concernant la MTD. L’évaluation des critères est fournie à titre indicatif et n’est pas nécessairement applicable dans chaque cas concret. Ainsi, l’appréciation ne dispense en rien l’exploitant de la responsabilité d’étudier si, par exemple, la technique est techniquement viable dans sa situation spécifique, si elle n’entrave pas la sécurité, si elle ne provoque de nuisances environnementales inacceptables ou si elle n’entraîne pas de coûts excessifs. Par ailleurs, pour l’évaluation de chaque technique, il est supposé que des mesures appropriées de protection de la sécurité/environnement ont été adoptées. Le tableau ne doit pas être considéré comme une question distincte, mais doit être abordé dans le contexte global de l’étude. Autrement dit, le débat sur les techniques respectueuses de l’environnement dans le chapitre 4 doit toujours être pris en compte. Le tableau évalue d’une manière générale, si les techniques environnementales décrites doivent être considérées comme des MTD pour le secteur textile. Le résultat est donc purement une notation qualitative, et non un résultat par rapport à une certaine situation de référence pour une entreprise concrète. L’évaluation qui en résulte ne signifie par conséquent pas nécessairement que toutes les entreprises appartenant au secteur sont capables d’appliquer chacune des techniques sélectionnées. Les circonstances spécifiques des entreprises doivent toujours être prises en compte.
142
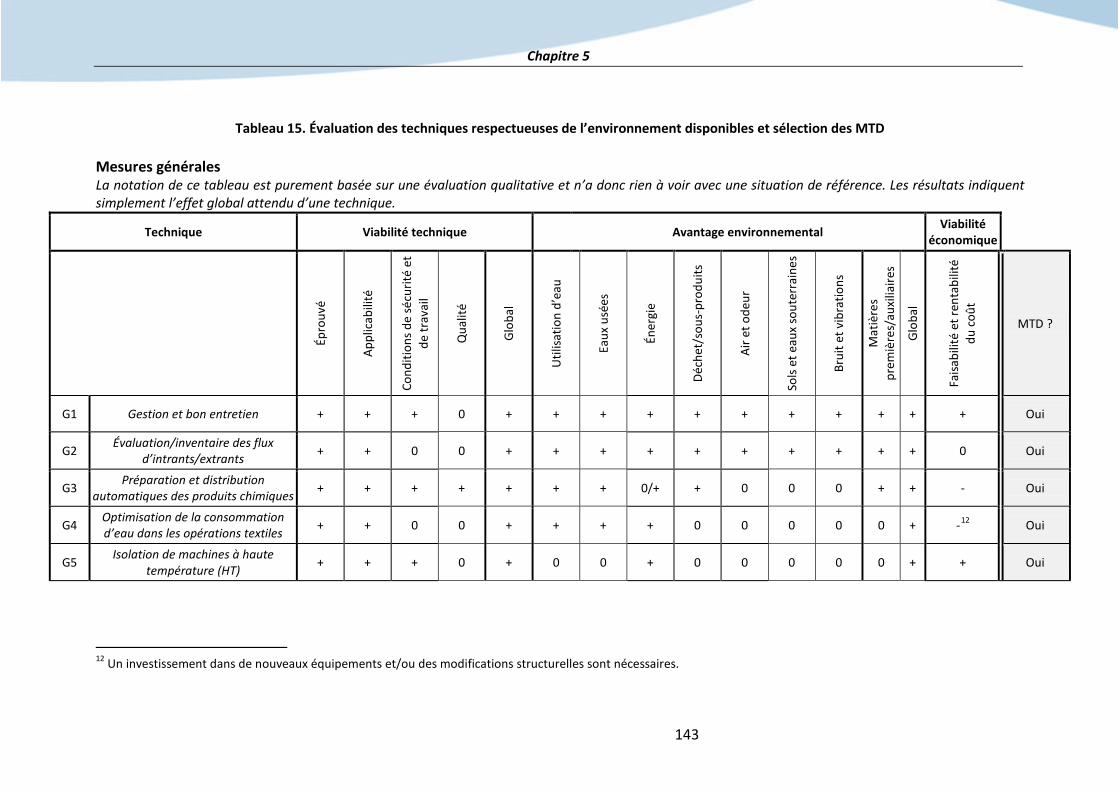
Chapitre 5
Tableau 15. Évaluation des techniques respectueuses de l’environnement disponibles et sélection des MTD Mesures générales La notation de ce tableau est purement basée sur une évaluation qualitative et n’a donc rien à voir avec une situation de référence. Les résultats indiquent simplement l’effet global attendu d’une technique.
Technique Viabilité technique Avantage environnemental Viabilité économique
Ép
rouv
é
Appl
icab
ilité
Cond
ition
s de
sécu
rité
et
de tr
avai
l
Qua
lité
Glob
al
Util
isatio
n d’
eau
Eaux
usé
es
Éner
gie
Déch
et/s
ous-
prod
uits
Air e
t ode
ur
Sols
et e
aux
sout
erra
ines
Brui
t et v
ibra
tions
Mat
ière
s pr
emiè
res/
auxi
liaire
s
Glob
al
Faisa
bilit
é et
rent
abili
té
du c
oût
MTD ?
G1 Gestion et bon entretien + + + 0 + + + + + + + + + + + Oui
G2 Évaluation/inventaire des flux d’intrants/extrants + + 0 0 + + + + + + + + + + 0 Oui
G3 Préparation et distribution automatiques des produits chimiques + + + + + + + 0/+ + 0 0 0 + + - Oui
G4 Optimisation de la consommation d’eau dans les opérations textiles + + 0 0 + + + + 0 0 0 0 0 + -12 Oui
G5 Isolation de machines à haute température (HT) + + + 0 + 0 0 + 0 0 0 0 0 + + Oui
12 Un investissement dans de nouveaux équipements et/ou des modifications structurelles sont nécessaires.
143
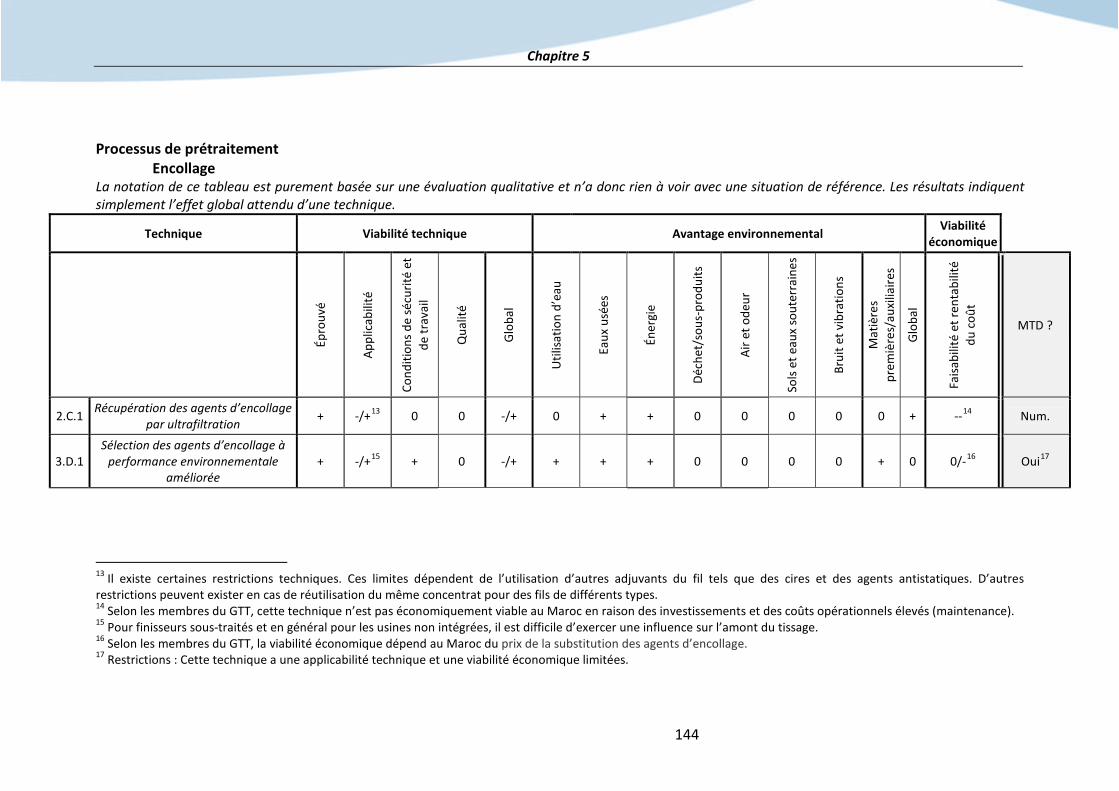
Chapitre 5
Processus de prétraitement Encollage La notation de ce tableau est purement basée sur une évaluation qualitative et n’a donc rien à voir avec une situation de référence. Les résultats indiquent simplement l’effet global attendu d’une technique.
Technique Viabilité technique Avantage environnemental Viabilité économique
Ép
rouv
é
Appl
icab
ilité
Cond
ition
s de
sécu
rité
et
de tr
avai
l
Qua
lité
Glob
al
Util
isatio
n d’
eau
Eaux
usé
es
Éner
gie
Déch
et/s
ous-
prod
uits
Air e
t ode
ur
Sols
et e
aux
sout
erra
ines
Brui
t et v
ibra
tions
Mat
ière
s pr
emiè
res/
auxi
liaire
s
Glob
al
Faisa
bilit
é et
rent
abili
té
du c
oût
MTD ?
2.C.1 Récupération des agents d’encollage par ultrafiltration + -/+13 0 0 -/+ 0 + + 0 0 0 0 0 + --14 Num.
3.D.1 Sélection des agents d’encollage à
performance environnementale améliorée
+ -/+15 + 0 -/+ + + + 0 0 0 0 + 0 0/-16 Oui17
13 Il existe certaines restrictions techniques. Ces limites dépendent de l’utilisation d’autres adjuvants du fil tels que des cires et des agents antistatiques. D’autres restrictions peuvent exister en cas de réutilisation du même concentrat pour des fils de différents types. 14 Selon les membres du GTT, cette technique n’est pas économiquement viable au Maroc en raison des investissements et des coûts opérationnels élevés (maintenance). 15 Pour finisseurs sous-traités et en général pour les usines non intégrées, il est difficile d’exercer une influence sur l’amont du tissage. 16 Selon les membres du GTT, la viabilité économique dépend au Maroc du prix de la substitution des agents d’encollage. 17 Restrictions : Cette technique a une applicabilité technique et une viabilité économique limitées.
144
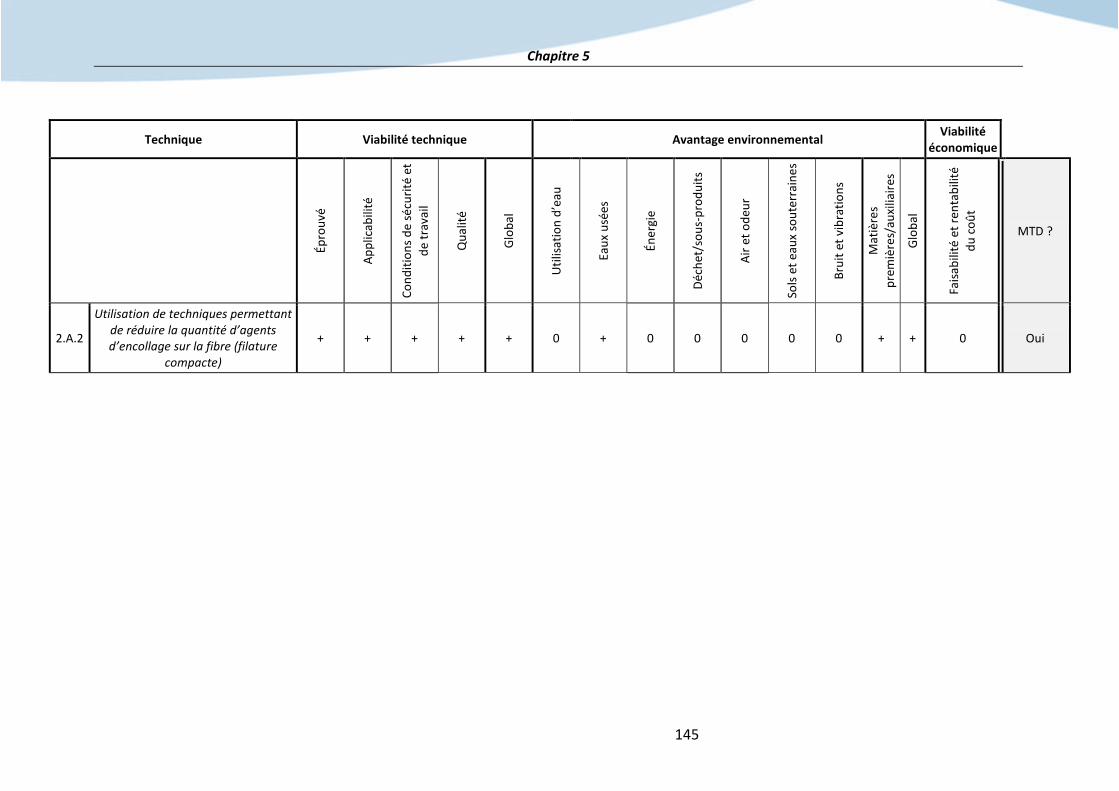
Chapitre 5
Technique Viabilité technique Avantage environnemental Viabilité économique
Épro
uvé
Appl
icab
ilité
Cond
ition
s de
sécu
rité
et
de tr
avai
l
Qua
lité
Glob
al
Util
isatio
n d’
eau
Eaux
usé
es
Éner
gie
Déch
et/s
ous-
prod
uits
Air e
t ode
ur
Sols
et e
aux
sout
erra
ines
Brui
t et v
ibra
tions
Mat
ière
s pr
emiè
res/
auxi
liaire
s
Glob
al
Faisa
bilit
é et
rent
abili
té
du c
oût
MTD ?
2.A.2
Utilisation de techniques permettant de réduire la quantité d’agents d’encollage sur la fibre (filature
compacte)
+ + + + + 0 + 0 0 0 0 0 + + 0 Oui
145
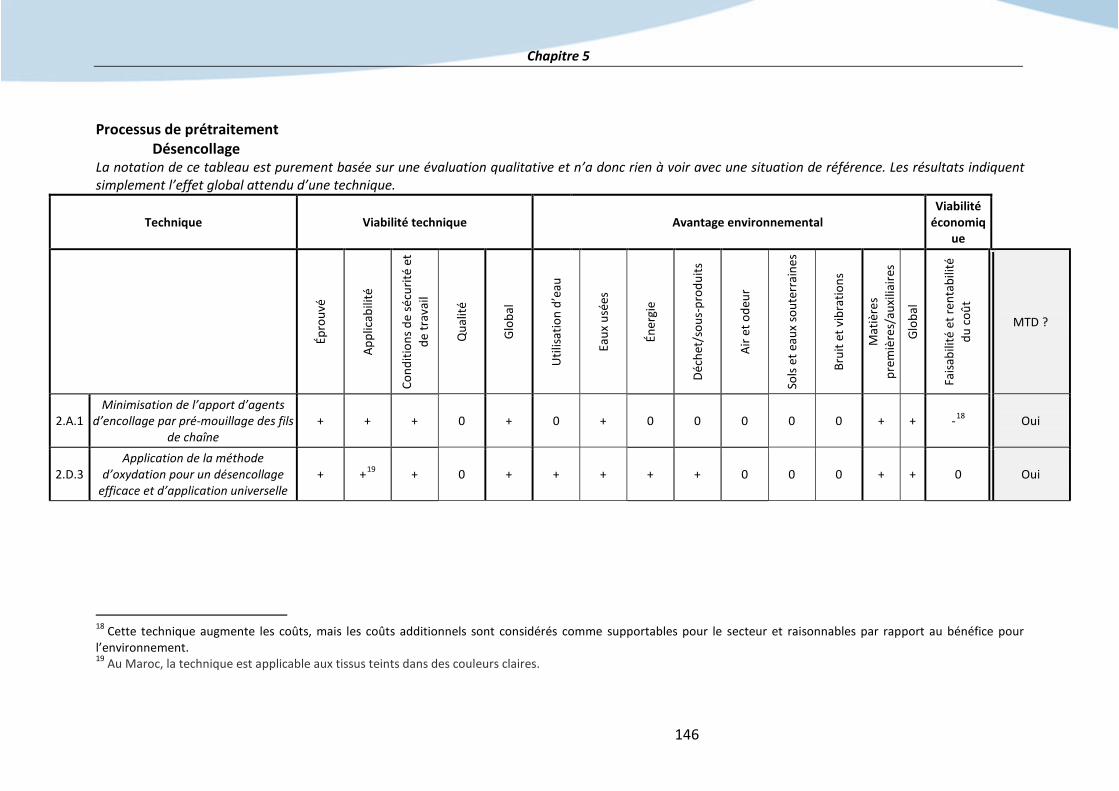
Chapitre 5
Processus de prétraitement Désencollage La notation de ce tableau est purement basée sur une évaluation qualitative et n’a donc rien à voir avec une situation de référence. Les résultats indiquent simplement l’effet global attendu d’une technique.
Technique Viabilité technique Avantage environnemental Viabilité
économique
Ép
rouv
é
Appl
icab
ilité
Cond
ition
s de
sécu
rité
et
de tr
avai
l
Qua
lité
Glob
al
Util
isatio
n d’
eau
Eaux
usé
es
Éner
gie
Déch
et/s
ous-
prod
uits
Air e
t ode
ur
Sols
et e
aux
sout
erra
ines
Brui
t et v
ibra
tions
Mat
ière
s pr
emiè
res/
auxi
liaire
s
Glob
al
Faisa
bilit
é et
rent
abili
té
du c
oût
MTD ?
2.A.1 Minimisation de l’apport d’agents
d’encollage par pré-mouillage des fils de chaîne
+ + + 0 + 0 + 0 0 0 0 0 + + -18 Oui
2.D.3 Application de la méthode
d’oxydation pour un désencollage efficace et d’application universelle
+ +19 + 0 + + + + + 0 0 0 + + 0 Oui
18 Cette technique augmente les coûts, mais les coûts additionnels sont considérés comme supportables pour le secteur et raisonnables par rapport au bénéfice pour l’environnement. 19 Au Maroc, la technique est applicable aux tissus teints dans des couleurs claires.
146
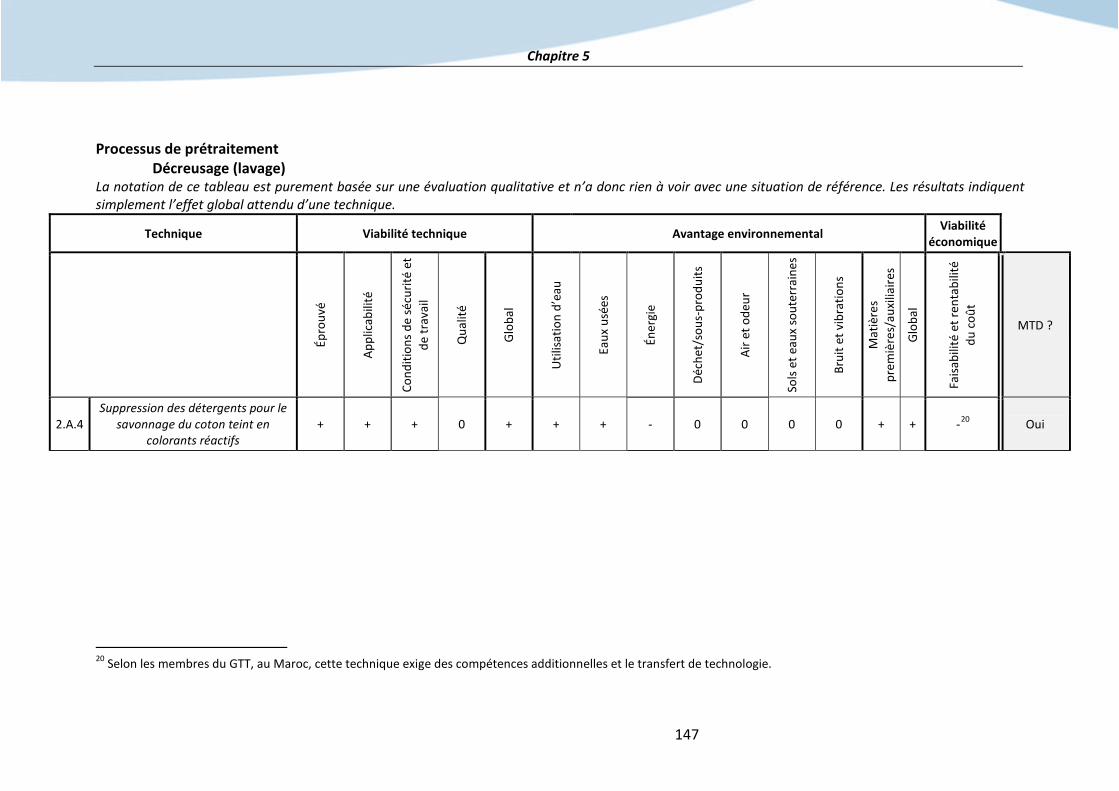
Chapitre 5
Processus de prétraitement Décreusage (lavage) La notation de ce tableau est purement basée sur une évaluation qualitative et n’a donc rien à voir avec une situation de référence. Les résultats indiquent simplement l’effet global attendu d’une technique.
Technique Viabilité technique Avantage environnemental Viabilité économique
Ép
rouv
é
Appl
icab
ilité
Cond
ition
s de
sécu
rité
et
de tr
avai
l
Qua
lité
Glob
al
Util
isatio
n d’
eau
Eaux
usé
es
Éner
gie
Déch
et/s
ous-
prod
uits
Air e
t ode
ur
Sols
et e
aux
sout
erra
ines
Brui
t et v
ibra
tions
Mat
ière
s pr
emiè
res/
auxi
liaire
s
Glob
al
Faisa
bilit
é et
rent
abili
té
du c
oût
MTD ?
2.A.4 Suppression des détergents pour le
savonnage du coton teint en colorants réactifs
+ + + 0 + + + - 0 0 0 0 + + -20 Oui
20 Selon les membres du GTT, au Maroc, cette technique exige des compétences additionnelles et le transfert de technologie.
147
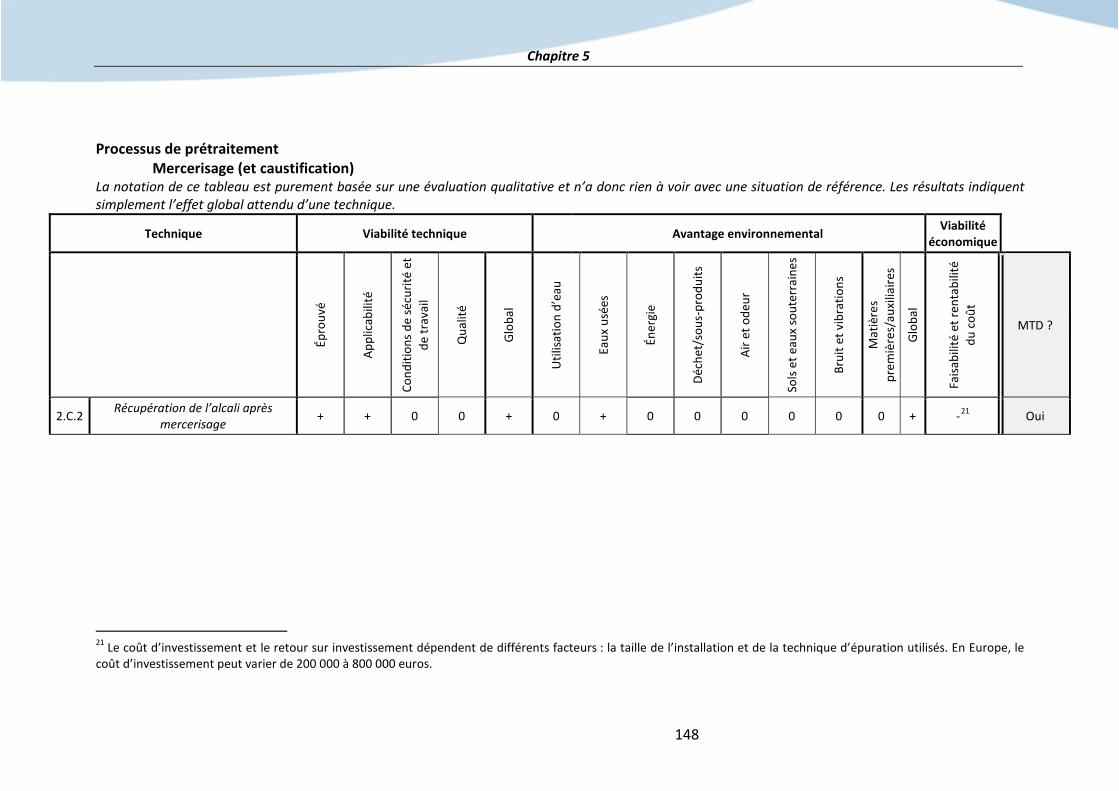
Chapitre 5
Processus de prétraitement Mercerisage (et caustification) La notation de ce tableau est purement basée sur une évaluation qualitative et n’a donc rien à voir avec une situation de référence. Les résultats indiquent simplement l’effet global attendu d’une technique.
Technique Viabilité technique Avantage environnemental Viabilité économique
Ép
rouv
é
Appl
icab
ilité
Cond
ition
s de
sécu
rité
et
de tr
avai
l
Qua
lité
Glob
al
Util
isatio
n d’
eau
Eaux
usé
es
Éner
gie
Déch
et/s
ous-
prod
uits
Air e
t ode
ur
Sols
et e
aux
sout
erra
ines
Brui
t et v
ibra
tions
Mat
ière
s pr
emiè
res/
auxi
liaire
s
Glob
al
Faisa
bilit
é et
rent
abili
té
du c
oût
MTD ?
2.C.2 Récupération de l’alcali après mercerisage + + 0 0 + 0 + 0 0 0 0 0 0 + -21 Oui
21 Le coût d’investissement et le retour sur investissement dépendent de différents facteurs : la taille de l’installation et de la technique d’épuration utilisés. En Europe, le coût d’investissement peut varier de 200 000 à 800 000 euros.
148
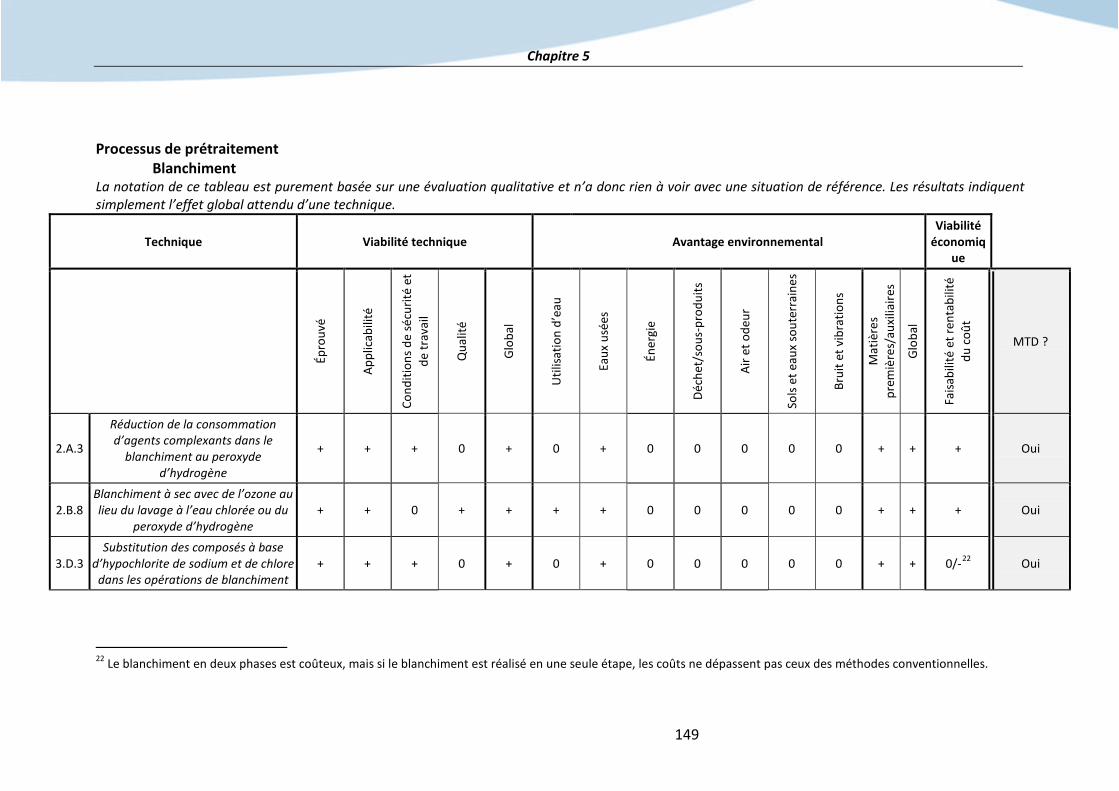
Chapitre 5
Processus de prétraitement Blanchiment La notation de ce tableau est purement basée sur une évaluation qualitative et n’a donc rien à voir avec une situation de référence. Les résultats indiquent simplement l’effet global attendu d’une technique.
Technique Viabilité technique Avantage environnemental Viabilité
économique
Épro
uvé
Appl
icab
ilité
Cond
ition
s de
sécu
rité
et
de tr
avai
l
Qua
lité
Glob
al
Util
isatio
n d’
eau
Eaux
usé
es
Éner
gie
Déch
et/s
ous-
prod
uits
Air e
t ode
ur
Sols
et e
aux
sout
erra
ines
Brui
t et v
ibra
tions
Mat
ière
s pr
emiè
res/
auxi
liaire
s
Glob
al
Faisa
bilit
é et
rent
abili
té
du c
oût
MTD ?
2.A.3
Réduction de la consommation d’agents complexants dans le
blanchiment au peroxyde d’hydrogène
+ + + 0 + 0 + 0 0 0 0 0 + + + Oui
2.B.8 Blanchiment à sec avec de l’ozone au lieu du lavage à l’eau chlorée ou du
peroxyde d’hydrogène + + 0 + + + + 0 0 0 0 0 + + + Oui
3.D.3 Substitution des composés à base
d’hypochlorite de sodium et de chlore dans les opérations de blanchiment
+ + + 0 + 0 + 0 0 0 0 0 + + 0/-22 Oui
22 Le blanchiment en deux phases est coûteux, mais si le blanchiment est réalisé en une seule étape, les coûts ne dépassent pas ceux des méthodes conventionnelles.
149
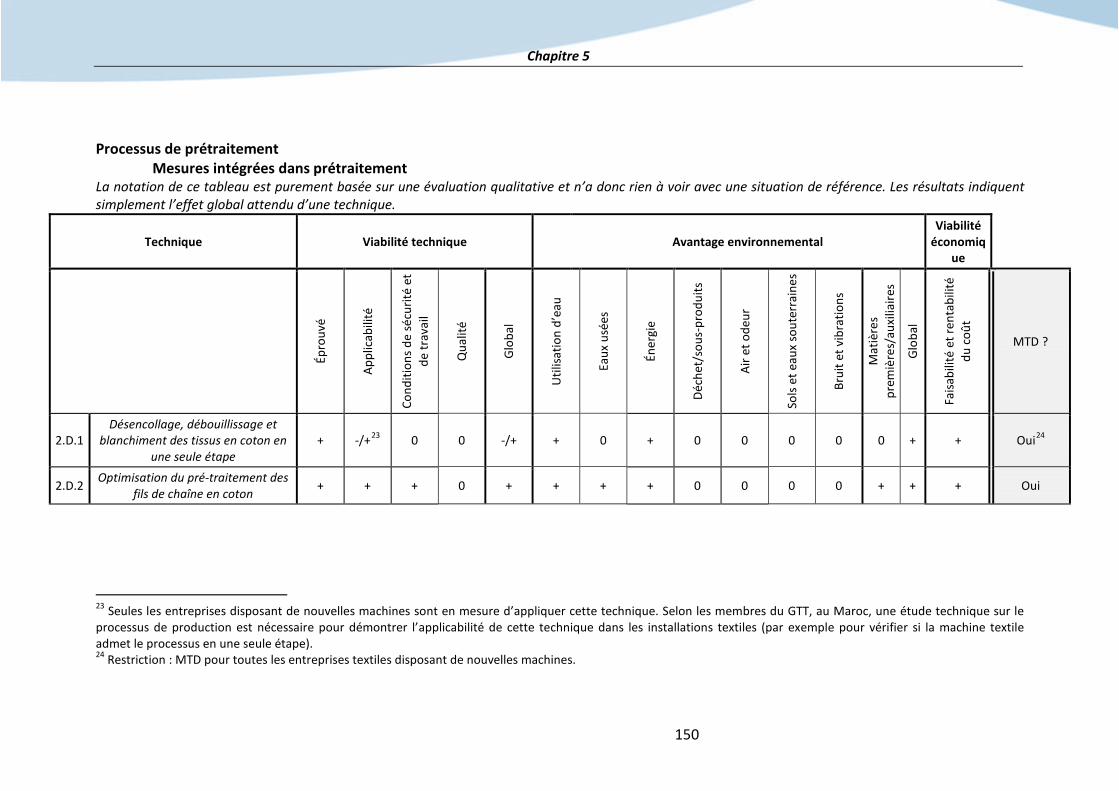
Chapitre 5
Processus de prétraitement Mesures intégrées dans prétraitement La notation de ce tableau est purement basée sur une évaluation qualitative et n’a donc rien à voir avec une situation de référence. Les résultats indiquent simplement l’effet global attendu d’une technique.
Technique Viabilité technique Avantage environnemental Viabilité
économique
Épro
uvé
Appl
icab
ilité
Cond
ition
s de
sécu
rité
et
de tr
avai
l
Qua
lité
Glob
al
Util
isatio
n d’
eau
Eaux
usé
es
Éner
gie
Déch
et/s
ous-
prod
uits
Air e
t ode
ur
Sols
et e
aux
sout
erra
ines
Brui
t et v
ibra
tions
Mat
ière
s pr
emiè
res/
auxi
liaire
s
Glob
al
Faisa
bilit
é et
rent
abili
té
du c
oût
MTD ?
2.D.1 Désencollage, débouillissage et
blanchiment des tissus en coton en une seule étape
+ -/+23 0 0 -/+ + 0 + 0 0 0 0 0 + + Oui24
2.D.2 Optimisation du pré-traitement des fils de chaîne en coton + + + 0 + + + + 0 0 0 0 + + + Oui
23 Seules les entreprises disposant de nouvelles machines sont en mesure d’appliquer cette technique. Selon les membres du GTT, au Maroc, une étude technique sur le processus de production est nécessaire pour démontrer l’applicabilité de cette technique dans les installations textiles (par exemple pour vérifier si la machine textile admet le processus en une seule étape). 24 Restriction : MTD pour toutes les entreprises textiles disposant de nouvelles machines.
150
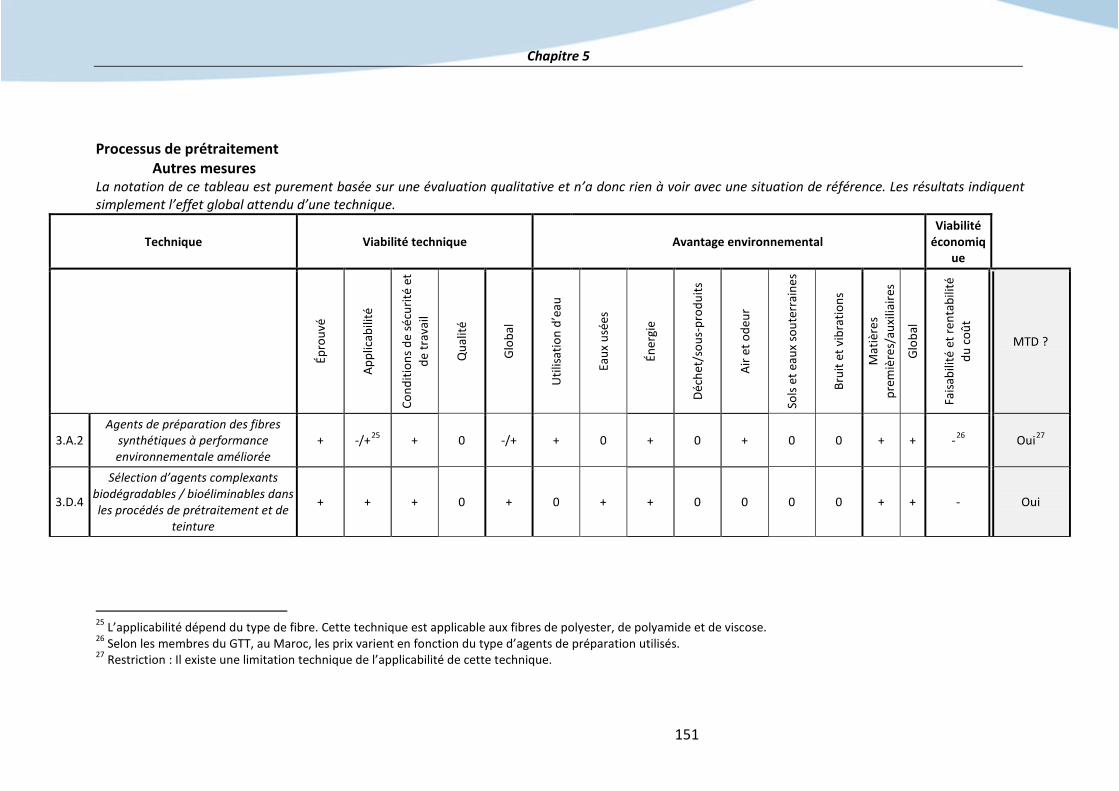
Chapitre 5
Processus de prétraitement Autres mesures La notation de ce tableau est purement basée sur une évaluation qualitative et n’a donc rien à voir avec une situation de référence. Les résultats indiquent simplement l’effet global attendu d’une technique.
Technique Viabilité technique Avantage environnemental Viabilité
économique
Épro
uvé
Appl
icab
ilité
Cond
ition
s de
sécu
rité
et
de tr
avai
l
Qua
lité
Glob
al
Util
isatio
n d’
eau
Eaux
usé
es
Éner
gie
Déch
et/s
ous-
prod
uits
Air e
t ode
ur
Sols
et e
aux
sout
erra
ines
Brui
t et v
ibra
tions
Mat
ière
s pr
emiè
res/
auxi
liaire
s
Glob
al
Faisa
bilit
é et
rent
abili
té
du c
oût
MTD ?
3.A.2 Agents de préparation des fibres
synthétiques à performance environnementale améliorée
+ -/+25 + 0 -/+ + 0 + 0 + 0 0 + + -26 Oui27
3.D.4
Sélection d’agents complexants biodégradables / bioéliminables dans les procédés de prétraitement et de
teinture
+ + + 0 + 0 + + 0 0 0 0 + + - Oui
25 L’applicabilité dépend du type de fibre. Cette technique est applicable aux fibres de polyester, de polyamide et de viscose. 26 Selon les membres du GTT, au Maroc, les prix varient en fonction du type d’agents de préparation utilisés. 27 Restriction : Il existe une limitation technique de l’applicabilité de cette technique.
151
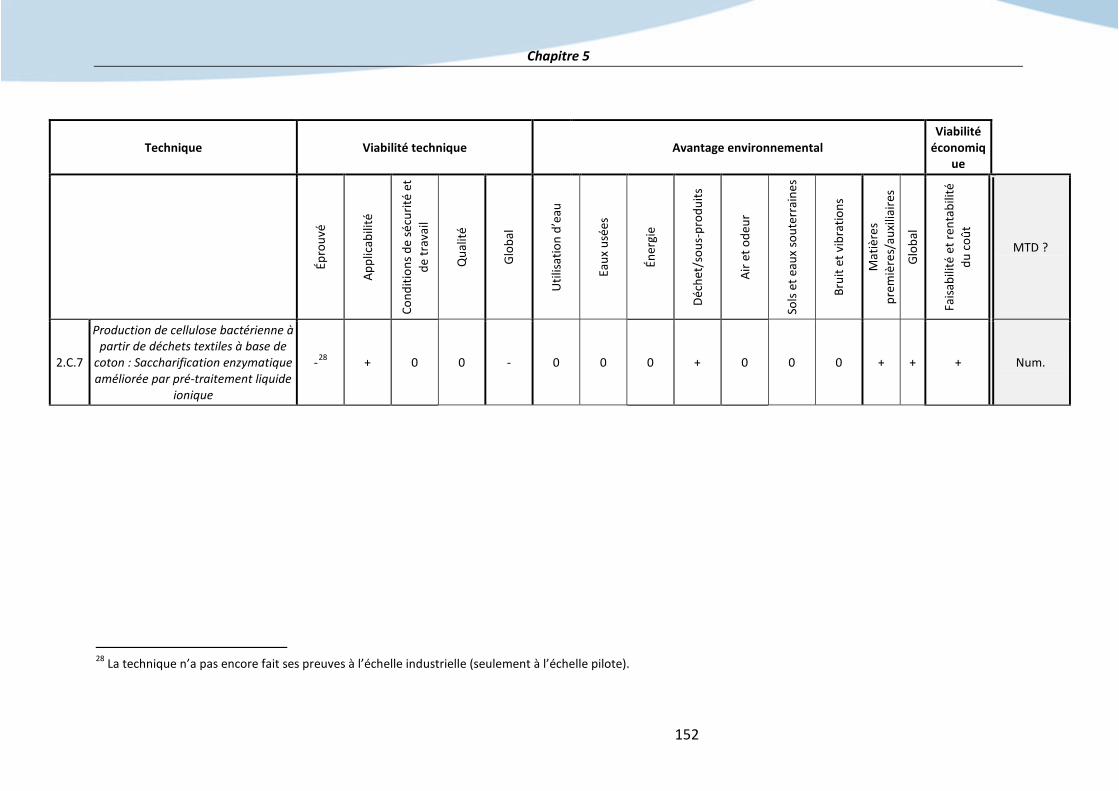
Chapitre 5
Technique Viabilité technique Avantage environnemental Viabilité
économique
Épro
uvé
Appl
icab
ilité
Cond
ition
s de
sécu
rité
et
de tr
avai
l
Qua
lité
Glob
al
Util
isatio
n d’
eau
Eaux
usé
es
Éner
gie
Déch
et/s
ous-
prod
uits
Air e
t ode
ur
Sols
et e
aux
sout
erra
ines
Brui
t et v
ibra
tions
Mat
ière
s pr
emiè
res/
auxi
liaire
s
Glob
al
Faisa
bilit
é et
rent
abili
té
du c
oût
MTD ?
2.C.7
Production de cellulose bactérienne à partir de déchets textiles à base de
coton : Saccharification enzymatique améliorée par pré-traitement liquide
ionique
-28 + 0 0 - 0 0 0 + 0 0 0 + + + Num.
28 La technique n’a pas encore fait ses preuves à l’échelle industrielle (seulement à l’échelle pilote).
152
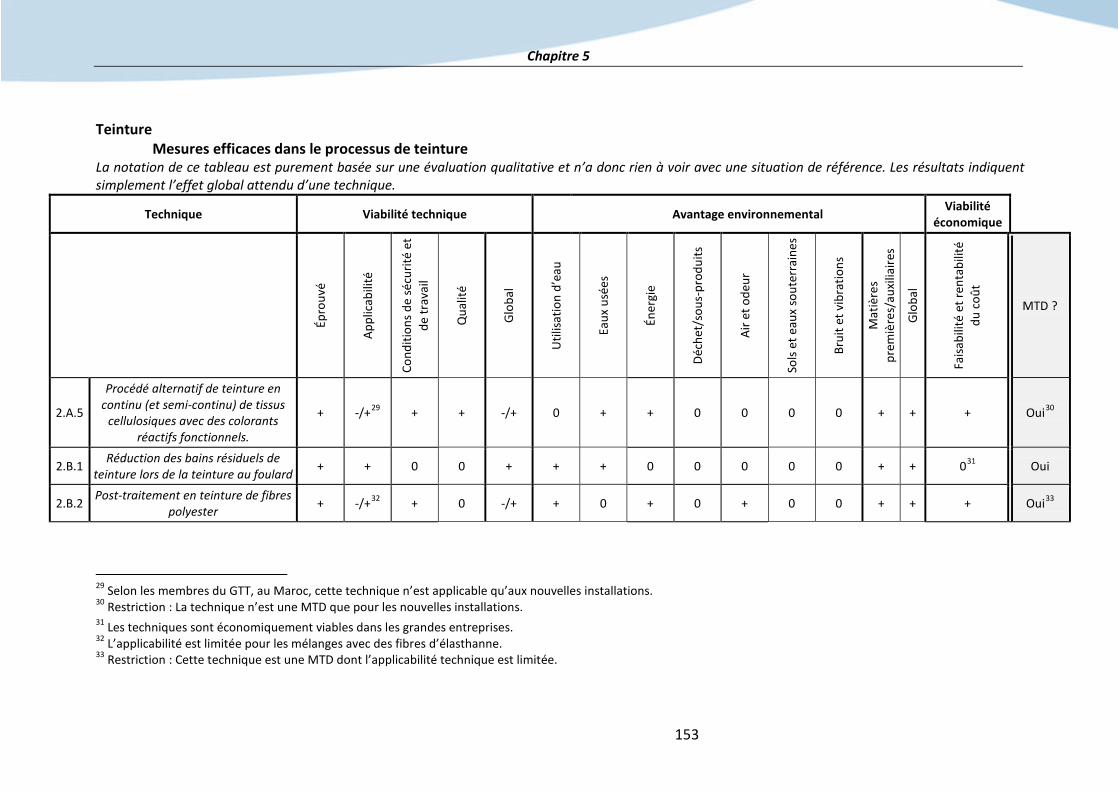
Chapitre 5
Teinture Mesures efficaces dans le processus de teinture La notation de ce tableau est purement basée sur une évaluation qualitative et n’a donc rien à voir avec une situation de référence. Les résultats indiquent simplement l’effet global attendu d’une technique.
Technique Viabilité technique Avantage environnemental Viabilité économique
Ép
rouv
é
Appl
icab
ilité
Cond
ition
s de
sécu
rité
et
de tr
avai
l
Qua
lité
Glob
al
Util
isatio
n d’
eau
Eaux
usé
es
Éner
gie
Déch
et/s
ous-
prod
uits
Air e
t ode
ur
Sols
et e
aux
sout
erra
ines
Brui
t et v
ibra
tions
Mat
ière
s pr
emiè
res/
auxi
liaire
s
Glob
al
Faisa
bilit
é et
rent
abili
té
du c
oût
MTD ?
2.A.5
Procédé alternatif de teinture en continu (et semi-continu) de tissus
cellulosiques avec des colorants réactifs fonctionnels.
+ -/+29 + + -/+ 0 + + 0 0 0 0 + + + Oui30
2.B.1 Réduction des bains résiduels de teinture lors de la teinture au foulard + + 0 0 + + + 0 0 0 0 0 + + 031 Oui
2.B.2 Post-traitement en teinture de fibres polyester + -/+32 + 0 -/+ + 0 + 0 + 0 0 + + + Oui33
29 Selon les membres du GTT, au Maroc, cette technique n’est applicable qu’aux nouvelles installations. 30 Restriction : La technique n’est une MTD que pour les nouvelles installations. 31 Les techniques sont économiquement viables dans les grandes entreprises. 32 L’applicabilité est limitée pour les mélanges avec des fibres d’élasthanne. 33 Restriction : Cette technique est une MTD dont l’applicabilité technique est limitée.
153
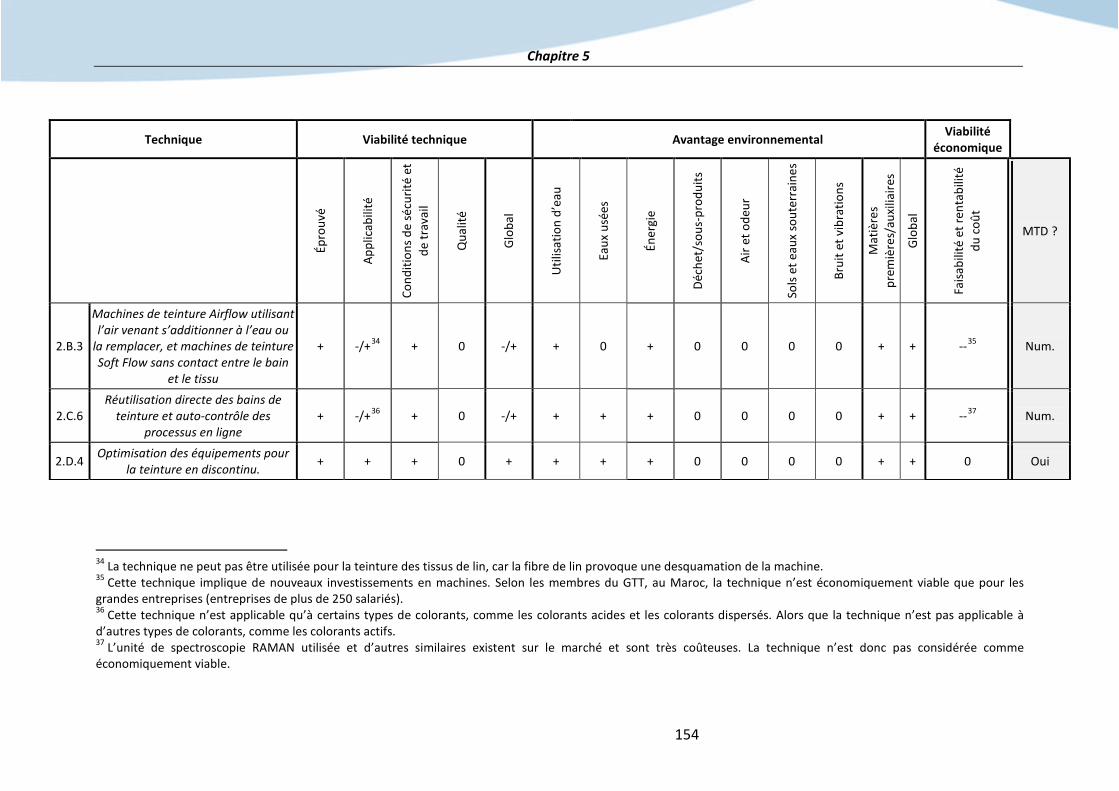
Chapitre 5
Technique Viabilité technique Avantage environnemental Viabilité économique
Épro
uvé
Appl
icab
ilité
Cond
ition
s de
sécu
rité
et
de tr
avai
l
Qua
lité
Glob
al
Util
isatio
n d’
eau
Eaux
usé
es
Éner
gie
Déch
et/s
ous-
prod
uits
Air e
t ode
ur
Sols
et e
aux
sout
erra
ines
Brui
t et v
ibra
tions
Mat
ière
s pr
emiè
res/
auxi
liaire
s
Glob
al
Faisa
bilit
é et
rent
abili
té
du c
oût
MTD ?
2.B.3
Machines de teinture Airflow utilisant l’air venant s’additionner à l’eau ou
la remplacer, et machines de teinture Soft Flow sans contact entre le bain
et le tissu
+ -/+34 + 0 -/+ + 0 + 0 0 0 0 + + --35 Num.
2.C.6 Réutilisation directe des bains de
teinture et auto-contrôle des processus en ligne
+ -/+36 + 0 -/+ + + + 0 0 0 0 + + --37 Num.
2.D.4 Optimisation des équipements pour la teinture en discontinu. + + + 0 + + + + 0 0 0 0 + + 0 Oui
34 La technique ne peut pas être utilisée pour la teinture des tissus de lin, car la fibre de lin provoque une desquamation de la machine. 35 Cette technique implique de nouveaux investissements en machines. Selon les membres du GTT, au Maroc, la technique n’est économiquement viable que pour les grandes entreprises (entreprises de plus de 250 salariés). 36 Cette technique n’est applicable qu’à certains types de colorants, comme les colorants acides et les colorants dispersés. Alors que la technique n’est pas applicable à d’autres types de colorants, comme les colorants actifs. 37 L’unité de spectroscopie RAMAN utilisée et d’autres similaires existent sur le marché et sont très coûteuses. La technique n’est donc pas considérée comme économiquement viable.
154
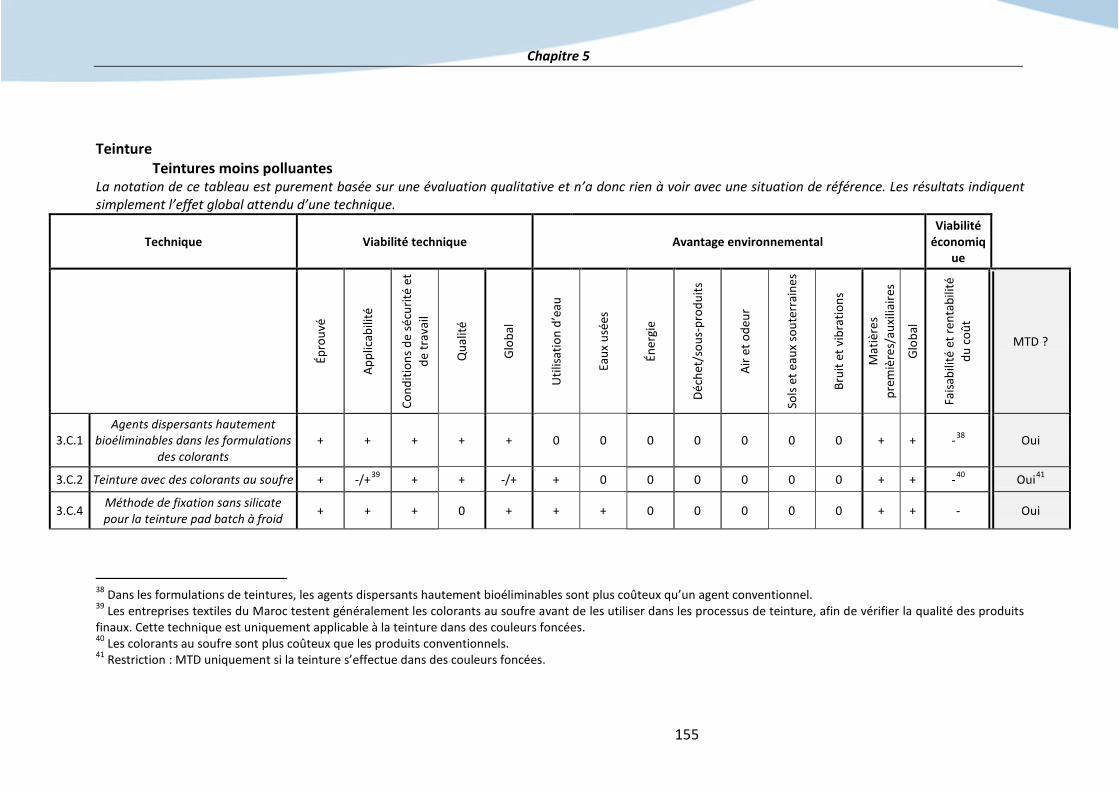
Chapitre 5
Teinture Teintures moins polluantes La notation de ce tableau est purement basée sur une évaluation qualitative et n’a donc rien à voir avec une situation de référence. Les résultats indiquent simplement l’effet global attendu d’une technique.
Technique Viabilité technique Avantage environnemental Viabilité
économique
Épro
uvé
Appl
icab
ilité
Cond
ition
s de
sécu
rité
et
de tr
avai
l
Qua
lité
Glob
al
Util
isatio
n d’
eau
Eaux
usé
es
Éner
gie
Déch
et/s
ous-
prod
uits
Air e
t ode
ur
Sols
et e
aux
sout
erra
ines
Brui
t et v
ibra
tions
Mat
ière
s pr
emiè
res/
auxi
liaire
s
Glob
al
Faisa
bilit
é et
rent
abili
té
du c
oût
MTD ?
3.C.1 Agents dispersants hautement
bioéliminables dans les formulations des colorants
+ + + + + 0 0 0 0 0 0 0 + + -38 Oui
3.C.2 Teinture avec des colorants au soufre + -/+39 + + -/+ + 0 0 0 0 0 0 + + -40 Oui41
3.C.4 Méthode de fixation sans silicate pour la teinture pad batch à froid + + + 0 + + + 0 0 0 0 0 + + - Oui
38 Dans les formulations de teintures, les agents dispersants hautement bioéliminables sont plus coûteux qu’un agent conventionnel. 39 Les entreprises textiles du Maroc testent généralement les colorants au soufre avant de les utiliser dans les processus de teinture, afin de vérifier la qualité des produits finaux. Cette technique est uniquement applicable à la teinture dans des couleurs foncées. 40 Les colorants au soufre sont plus coûteux que les produits conventionnels. 41 Restriction : MTD uniquement si la teinture s’effectue dans des couleurs foncées.
155
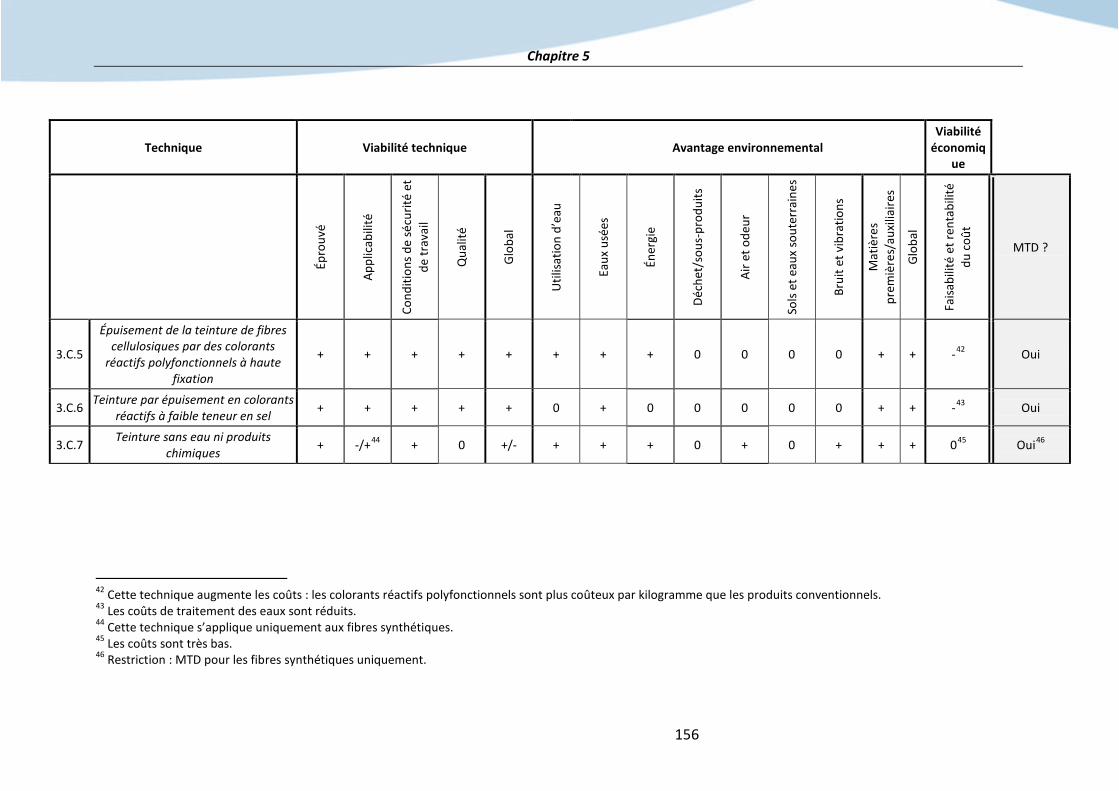
Chapitre 5
Technique Viabilité technique Avantage environnemental Viabilité
économique
Épro
uvé
Appl
icab
ilité
Cond
ition
s de
sécu
rité
et
de tr
avai
l
Qua
lité
Glob
al
Util
isatio
n d’
eau
Eaux
usé
es
Éner
gie
Déch
et/s
ous-
prod
uits
Air e
t ode
ur
Sols
et e
aux
sout
erra
ines
Brui
t et v
ibra
tions
Mat
ière
s pr
emiè
res/
auxi
liaire
s
Glob
al
Faisa
bilit
é et
rent
abili
té
du c
oût
MTD ?
3.C.5
Épuisement de la teinture de fibres cellulosiques par des colorants
réactifs polyfonctionnels à haute fixation
+ + + + + + + + 0 0 0 0 + + -42 Oui
3.C.6 Teinture par épuisement en colorants réactifs à faible teneur en sel + + + + + 0 + 0 0 0 0 0 + + -43 Oui
3.C.7 Teinture sans eau ni produits chimiques + -/+44 + 0 +/- + + + 0 + 0 + + + 045 Oui46
42 Cette technique augmente les coûts : les colorants réactifs polyfonctionnels sont plus coûteux par kilogramme que les produits conventionnels. 43 Les coûts de traitement des eaux sont réduits. 44 Cette technique s’applique uniquement aux fibres synthétiques. 45 Les coûts sont très bas. 46 Restriction : MTD pour les fibres synthétiques uniquement.
156
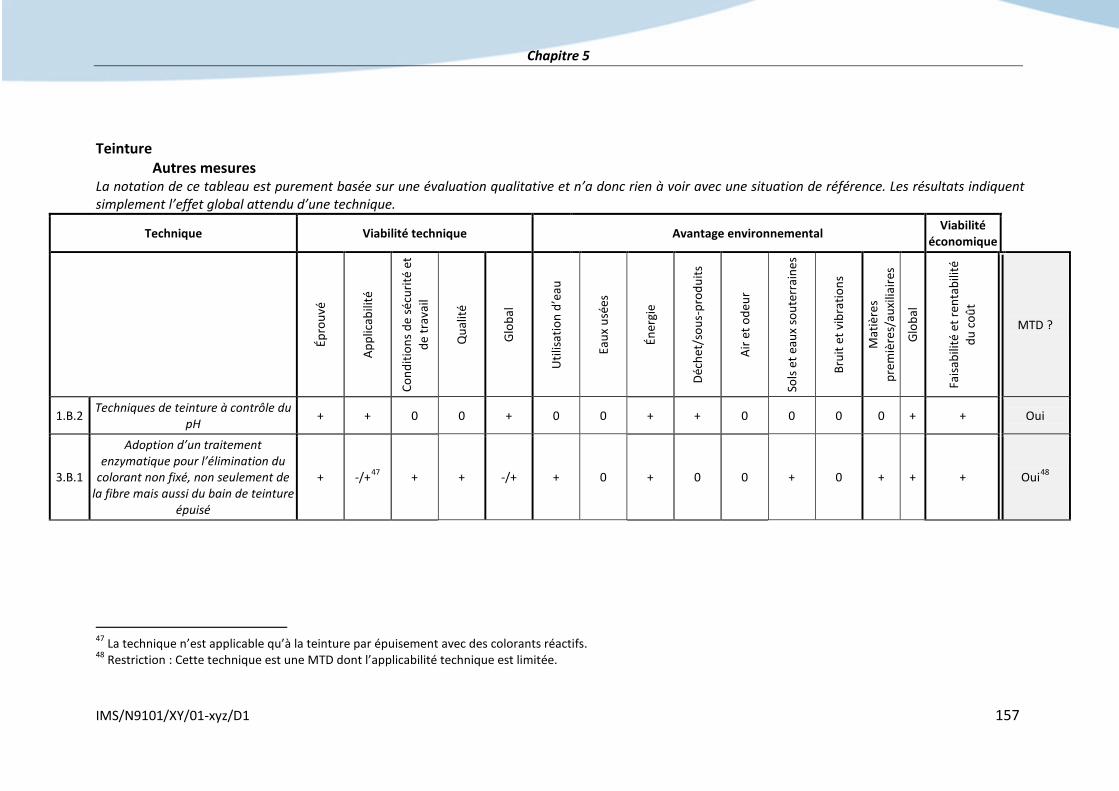
Chapitre 5
Teinture Autres mesures La notation de ce tableau est purement basée sur une évaluation qualitative et n’a donc rien à voir avec une situation de référence. Les résultats indiquent simplement l’effet global attendu d’une technique.
Technique Viabilité technique Avantage environnemental Viabilité économique
Ép
rouv
é
Appl
icab
ilité
Cond
ition
s de
sécu
rité
et
de tr
avai
l
Qua
lité
Glob
al
Util
isatio
n d’
eau
Eaux
usé
es
Éner
gie
Déch
et/s
ous-
prod
uits
Air e
t ode
ur
Sols
et e
aux
sout
erra
ines
Brui
t et v
ibra
tions
Mat
ière
s pr
emiè
res/
auxi
liaire
s
Glob
al
Faisa
bilit
é et
rent
abili
té
du c
oût
MTD ?
1.B.2 Techniques de teinture à contrôle du pH + + 0 0 + 0 0 + + 0 0 0 0 + + Oui
3.B.1
Adoption d’un traitement enzymatique pour l’élimination du
colorant non fixé, non seulement de la fibre mais aussi du bain de teinture
épuisé
+ -/+47 + + -/+ + 0 + 0 0 + 0 + + + Oui48
47 La technique n’est applicable qu’à la teinture par épuisement avec des colorants réactifs. 48 Restriction : Cette technique est une MTD dont l’applicabilité technique est limitée.
IMS/N9101/XY/01-xyz/D1 157
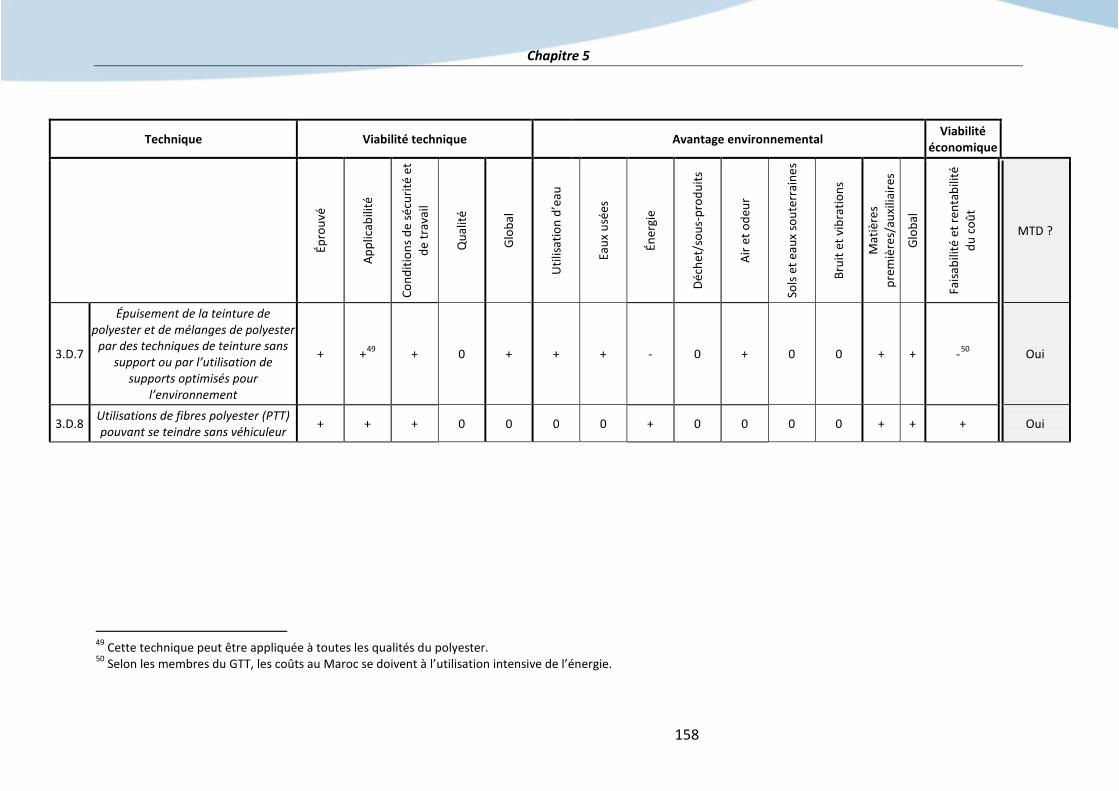
Chapitre 5
Technique Viabilité technique Avantage environnemental Viabilité économique
Épro
uvé
Appl
icab
ilité
Cond
ition
s de
sécu
rité
et
de tr
avai
l
Qua
lité
Glob
al
Util
isatio
n d’
eau
Eaux
usé
es
Éner
gie
Déch
et/s
ous-
prod
uits
Air e
t ode
ur
Sols
et e
aux
sout
erra
ines
Brui
t et v
ibra
tions
Mat
ière
s pr
emiè
res/
auxi
liaire
s
Glob
al
Faisa
bilit
é et
rent
abili
té
du c
oût
MTD ?
3.D.7
Épuisement de la teinture de polyester et de mélanges de polyester
par des techniques de teinture sans support ou par l’utilisation de
supports optimisés pour l’environnement
+ +49 + 0 + + + - 0 + 0 0 + + -50 Oui
3.D.8 Utilisations de fibres polyester (PTT) pouvant se teindre sans véhiculeur + + + 0 0 0 0 + 0 0 0 0 + + + Oui
49 Cette technique peut être appliquée à toutes les qualités du polyester. 50 Selon les membres du GTT, les coûts au Maroc se doivent à l’utilisation intensive de l’énergie.
158
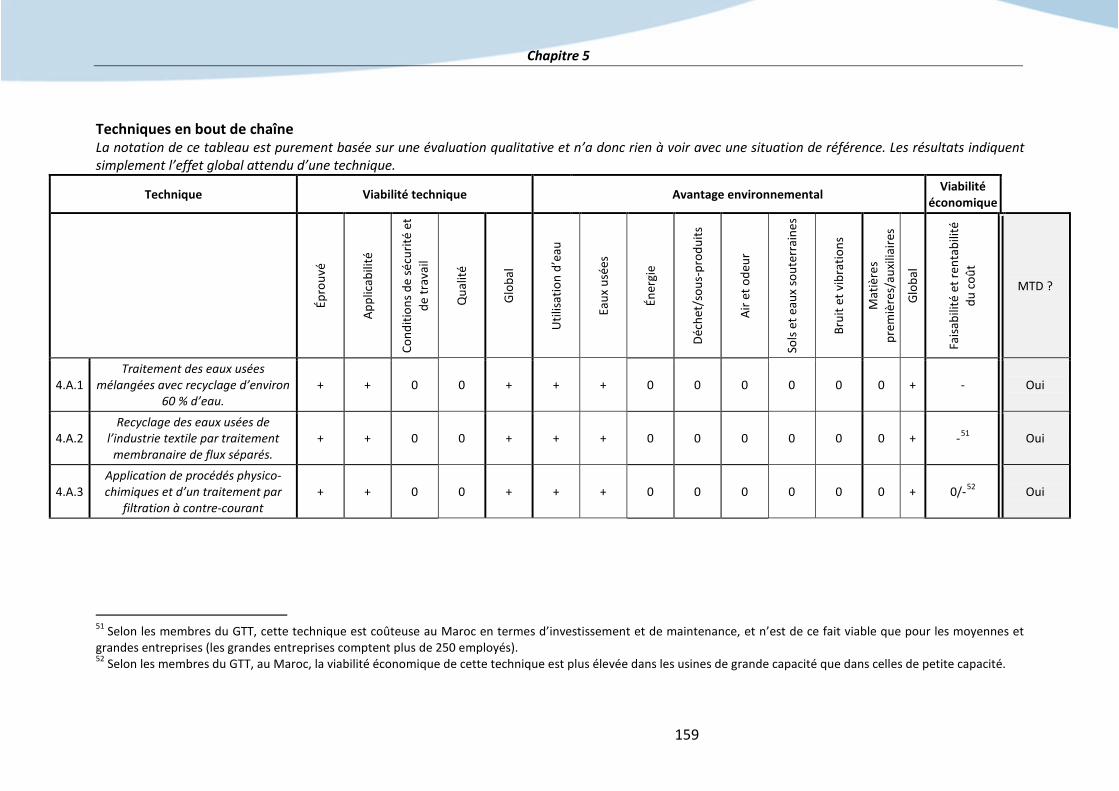
Chapitre 5
Techniques en bout de chaîne La notation de ce tableau est purement basée sur une évaluation qualitative et n’a donc rien à voir avec une situation de référence. Les résultats indiquent simplement l’effet global attendu d’une technique.
Technique Viabilité technique Avantage environnemental Viabilité économique
Épro
uvé
Appl
icab
ilité
Cond
ition
s de
sécu
rité
et
de tr
avai
l
Qua
lité
Glob
al
Util
isatio
n d’
eau
Eaux
usé
es
Éner
gie
Déch
et/s
ous-
prod
uits
Air e
t ode
ur
Sols
et e
aux
sout
erra
ines
Brui
t et v
ibra
tions
Mat
ière
s pr
emiè
res/
auxi
liaire
s
Glob
al
Faisa
bilit
é et
rent
abili
té
du c
oût
MTD ?
4.A.1 Traitement des eaux usées
mélangées avec recyclage d’environ 60 % d’eau.
+ + 0 0 + + + 0 0 0 0 0 0 + - Oui
4.A.2 Recyclage des eaux usées de
l’industrie textile par traitement membranaire de flux séparés.
+ + 0 0 + + + 0 0 0 0 0 0 + -51 Oui
4.A.3 Application de procédés physico-chimiques et d’un traitement par
filtration à contre-courant + + 0 0 + + + 0 0 0 0 0 0 + 0/-52 Oui
51 Selon les membres du GTT, cette technique est coûteuse au Maroc en termes d’investissement et de maintenance, et n’est de ce fait viable que pour les moyennes et grandes entreprises (les grandes entreprises comptent plus de 250 employés). 52 Selon les membres du GTT, au Maroc, la viabilité économique de cette technique est plus élevée dans les usines de grande capacité que dans celles de petite capacité.
159
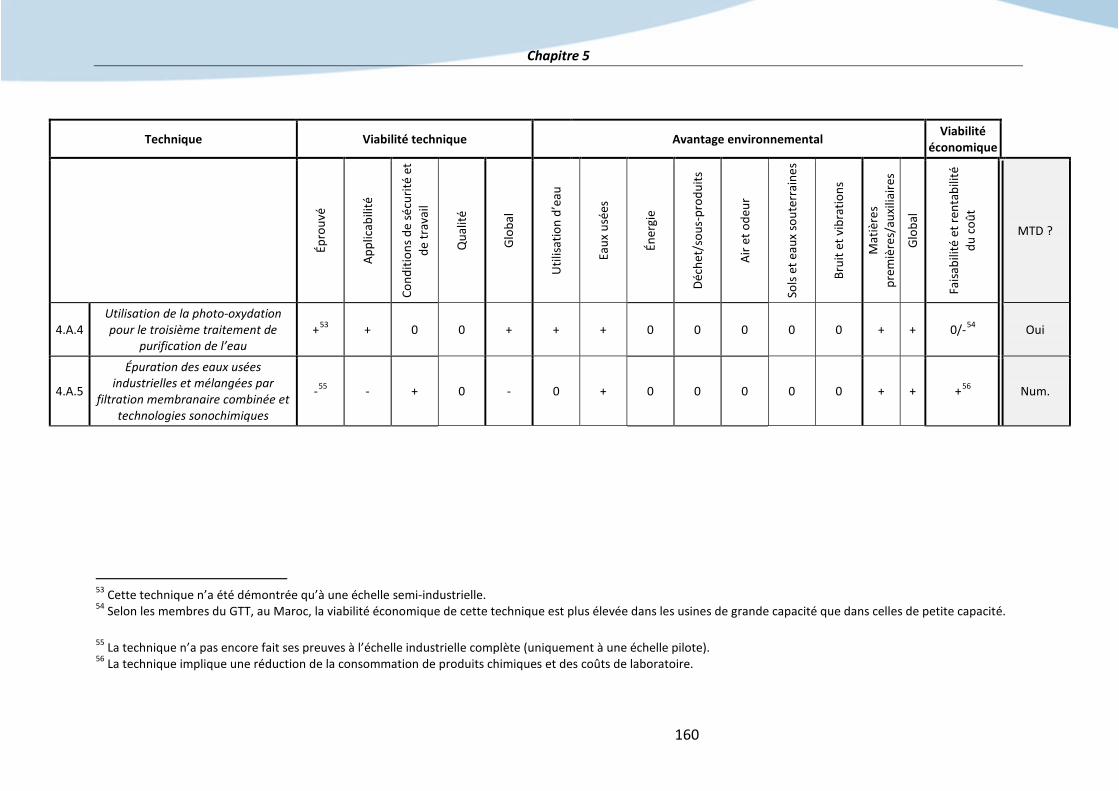
Chapitre 5
Technique Viabilité technique Avantage environnemental Viabilité économique
Épro
uvé
Appl
icab
ilité
Cond
ition
s de
sécu
rité
et
de tr
avai
l
Qua
lité
Glob
al
Util
isatio
n d’
eau
Eaux
usé
es
Éner
gie
Déch
et/s
ous-
prod
uits
Air e
t ode
ur
Sols
et e
aux
sout
erra
ines
Brui
t et v
ibra
tions
Mat
ière
s pr
emiè
res/
auxi
liaire
s
Glob
al
Faisa
bilit
é et
rent
abili
té
du c
oût
MTD ?
4.A.4 Utilisation de la photo-oxydation pour le troisième traitement de
purification de l’eau +53 + 0 0 + + + 0 0 0 0 0 + + 0/-54 Oui
4.A.5
Épuration des eaux usées industrielles et mélangées par
filtration membranaire combinée et technologies sonochimiques
-55 - + 0 - 0 + 0 0 0 0 0 + + +56 Num.
53 Cette technique n’a été démontrée qu’à une échelle semi-industrielle. 54 Selon les membres du GTT, au Maroc, la viabilité économique de cette technique est plus élevée dans les usines de grande capacité que dans celles de petite capacité. 55 La technique n’a pas encore fait ses preuves à l’échelle industrielle complète (uniquement à une échelle pilote). 56 La technique implique une réduction de la consommation de produits chimiques et des coûts de laboratoire.
160
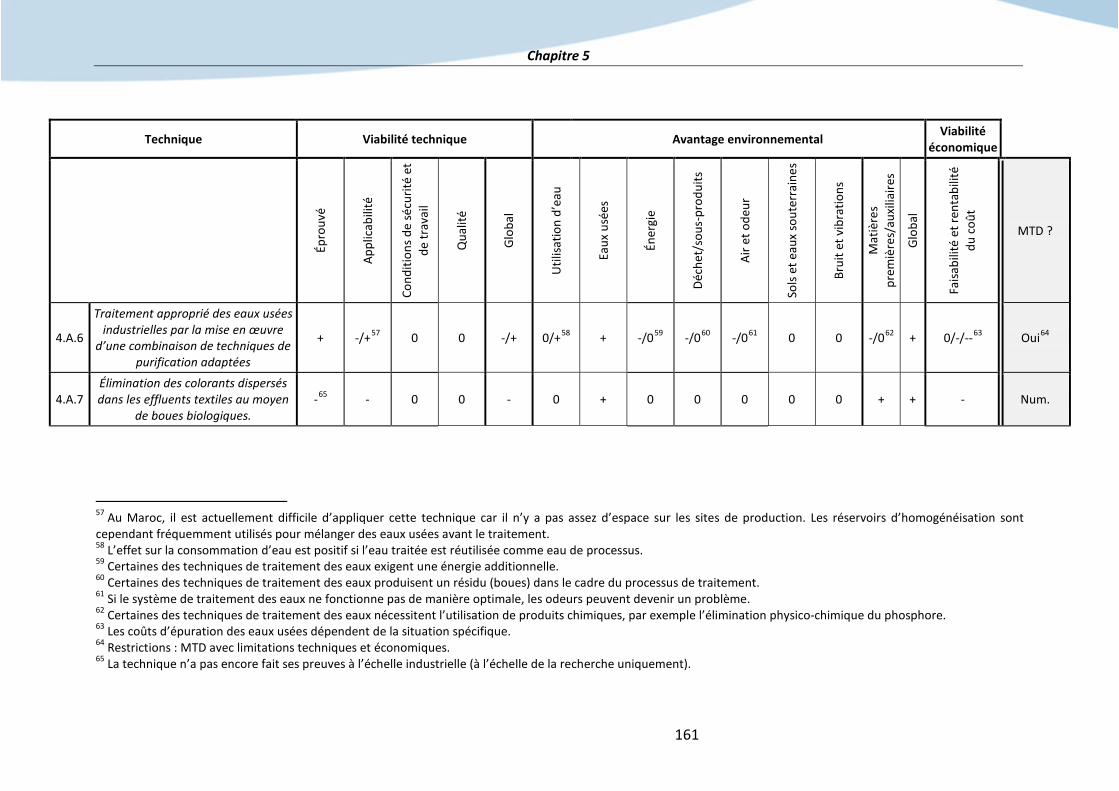
Chapitre 5
Technique Viabilité technique Avantage environnemental Viabilité économique
Épro
uvé
Appl
icab
ilité
Cond
ition
s de
sécu
rité
et
de tr
avai
l
Qua
lité
Glob
al
Util
isatio
n d’
eau
Eaux
usé
es
Éner
gie
Déch
et/s
ous-
prod
uits
Air e
t ode
ur
Sols
et e
aux
sout
erra
ines
Brui
t et v
ibra
tions
Mat
ière
s pr
emiè
res/
auxi
liaire
s
Glob
al
Faisa
bilit
é et
rent
abili
té
du c
oût
MTD ?
4.A.6
Traitement approprié des eaux usées industrielles par la mise en œuvre
d’une combinaison de techniques de purification adaptées
+ -/+57 0 0 -/+ 0/+58 + -/059 -/060 -/061 0 0 -/062 + 0/-/--63 Oui64
4.A.7 Élimination des colorants dispersés dans les effluents textiles au moyen
de boues biologiques. -65 - 0 0 - 0 + 0 0 0 0 0 + + - Num.
57 Au Maroc, il est actuellement difficile d’appliquer cette technique car il n’y a pas assez d’espace sur les sites de production. Les réservoirs d’homogénéisation sont cependant fréquemment utilisés pour mélanger des eaux usées avant le traitement. 58 L’effet sur la consommation d’eau est positif si l’eau traitée est réutilisée comme eau de processus. 59 Certaines des techniques de traitement des eaux exigent une énergie additionnelle. 60 Certaines des techniques de traitement des eaux produisent un résidu (boues) dans le cadre du processus de traitement. 61 Si le système de traitement des eaux ne fonctionne pas de manière optimale, les odeurs peuvent devenir un problème. 62 Certaines des techniques de traitement des eaux nécessitent l’utilisation de produits chimiques, par exemple l’élimination physico-chimique du phosphore. 63 Les coûts d’épuration des eaux usées dépendent de la situation spécifique. 64 Restrictions : MTD avec limitations techniques et économiques. 65 La technique n’a pas encore fait ses preuves à l’échelle industrielle (à l’échelle de la recherche uniquement).
161
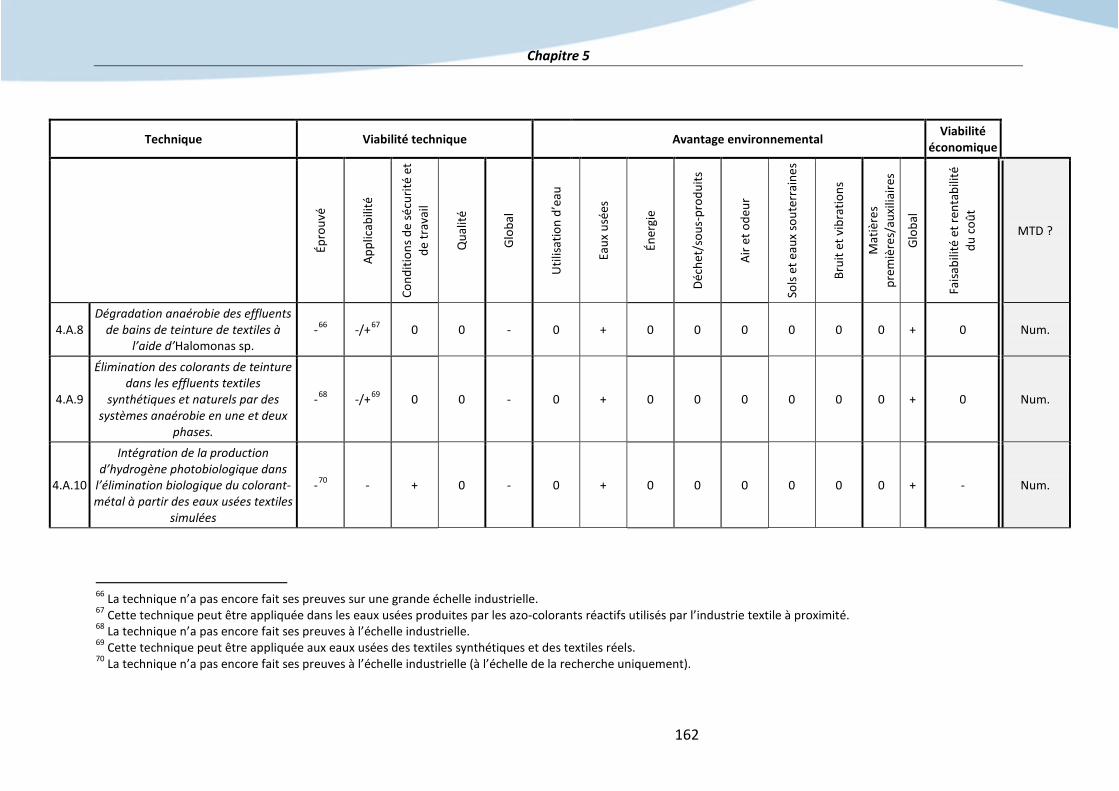
Chapitre 5
Technique Viabilité technique Avantage environnemental Viabilité économique
Épro
uvé
Appl
icab
ilité
Cond
ition
s de
sécu
rité
et
de tr
avai
l
Qua
lité
Glob
al
Util
isatio
n d’
eau
Eaux
usé
es
Éner
gie
Déch
et/s
ous-
prod
uits
Air e
t ode
ur
Sols
et e
aux
sout
erra
ines
Brui
t et v
ibra
tions
Mat
ière
s pr
emiè
res/
auxi
liaire
s
Glob
al
Faisa
bilit
é et
rent
abili
té
du c
oût
MTD ?
4.A.8 Dégradation anaérobie des effluents
de bains de teinture de textiles à l’aide d’Halomonas sp.
-66 -/+67 0 0 - 0 + 0 0 0 0 0 0 + 0 Num.
4.A.9
Élimination des colorants de teinture dans les effluents textiles
synthétiques et naturels par des systèmes anaérobie en une et deux
phases.
-68 -/+69 0 0 - 0 + 0 0 0 0 0 0 + 0 Num.
4.A.10
Intégration de la production d’hydrogène photobiologique dans
l’élimination biologique du colorant-métal à partir des eaux usées textiles
simulées
-70 - + 0 - 0 + 0 0 0 0 0 0 + - Num.
66 La technique n’a pas encore fait ses preuves sur une grande échelle industrielle. 67 Cette technique peut être appliquée dans les eaux usées produites par les azo-colorants réactifs utilisés par l’industrie textile à proximité. 68 La technique n’a pas encore fait ses preuves à l’échelle industrielle. 69 Cette technique peut être appliquée aux eaux usées des textiles synthétiques et des textiles réels. 70 La technique n’a pas encore fait ses preuves à l’échelle industrielle (à l’échelle de la recherche uniquement).
162
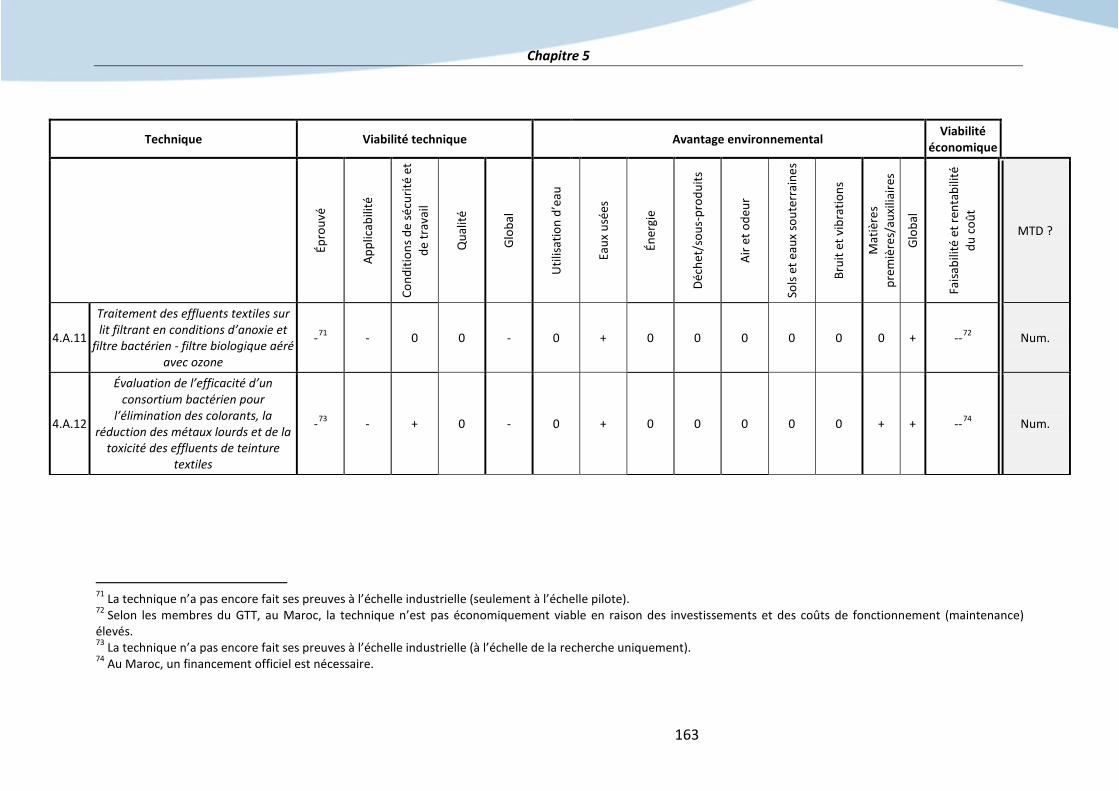
Chapitre 5
Technique Viabilité technique Avantage environnemental Viabilité économique
Épro
uvé
Appl
icab
ilité
Cond
ition
s de
sécu
rité
et
de tr
avai
l
Qua
lité
Glob
al
Util
isatio
n d’
eau
Eaux
usé
es
Éner
gie
Déch
et/s
ous-
prod
uits
Air e
t ode
ur
Sols
et e
aux
sout
erra
ines
Brui
t et v
ibra
tions
Mat
ière
s pr
emiè
res/
auxi
liaire
s
Glob
al
Faisa
bilit
é et
rent
abili
té
du c
oût
MTD ?
4.A.11
Traitement des effluents textiles sur lit filtrant en conditions d’anoxie et
filtre bactérien - filtre biologique aéré avec ozone
-71 - 0 0 - 0 + 0 0 0 0 0 0 + --72 Num.
4.A.12
Évaluation de l’efficacité d’un consortium bactérien pour
l’élimination des colorants, la réduction des métaux lourds et de la
toxicité des effluents de teinture textiles
-73 - + 0 - 0 + 0 0 0 0 0 + + --74 Num.
71 La technique n’a pas encore fait ses preuves à l’échelle industrielle (seulement à l’échelle pilote). 72 Selon les membres du GTT, au Maroc, la technique n’est pas économiquement viable en raison des investissements et des coûts de fonctionnement (maintenance) élevés. 73 La technique n’a pas encore fait ses preuves à l’échelle industrielle (à l’échelle de la recherche uniquement). 74 Au Maroc, un financement officiel est nécessaire.
163
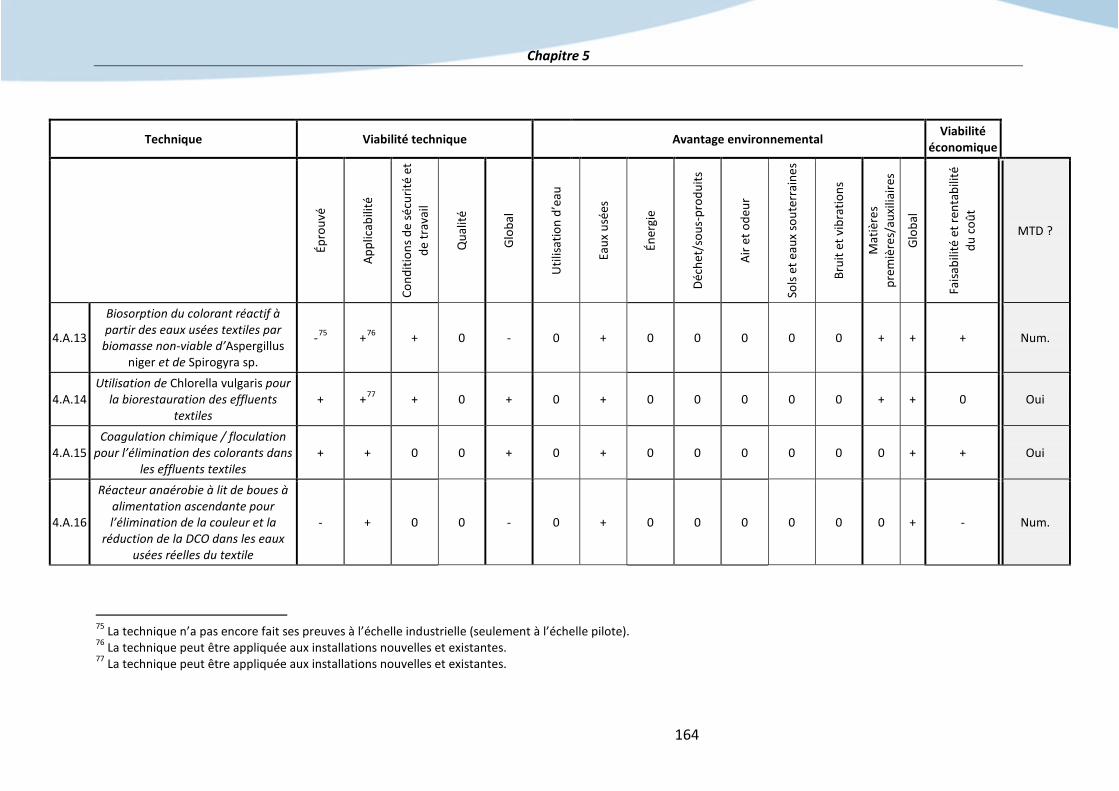
Chapitre 5
Technique Viabilité technique Avantage environnemental Viabilité économique
Épro
uvé
Appl
icab
ilité
Cond
ition
s de
sécu
rité
et
de tr
avai
l
Qua
lité
Glob
al
Util
isatio
n d’
eau
Eaux
usé
es
Éner
gie
Déch
et/s
ous-
prod
uits
Air e
t ode
ur
Sols
et e
aux
sout
erra
ines
Brui
t et v
ibra
tions
Mat
ière
s pr
emiè
res/
auxi
liaire
s
Glob
al
Faisa
bilit
é et
rent
abili
té
du c
oût
MTD ?
4.A.13
Biosorption du colorant réactif à partir des eaux usées textiles par
biomasse non-viable d’Aspergillus niger et de Spirogyra sp.
-75 +76 + 0 - 0 + 0 0 0 0 0 + + + Num.
4.A.14 Utilisation de Chlorella vulgaris pour
la biorestauration des effluents textiles
+ +77 + 0 + 0 + 0 0 0 0 0 + + 0 Oui
4.A.15 Coagulation chimique / floculation
pour l’élimination des colorants dans les effluents textiles
+ + 0 0 + 0 + 0 0 0 0 0 0 + + Oui
4.A.16
Réacteur anaérobie à lit de boues à alimentation ascendante pour l’élimination de la couleur et la
réduction de la DCO dans les eaux usées réelles du textile
- + 0 0 - 0 + 0 0 0 0 0 0 + - Num.
75 La technique n’a pas encore fait ses preuves à l’échelle industrielle (seulement à l’échelle pilote). 76 La technique peut être appliquée aux installations nouvelles et existantes. 77 La technique peut être appliquée aux installations nouvelles et existantes.
164
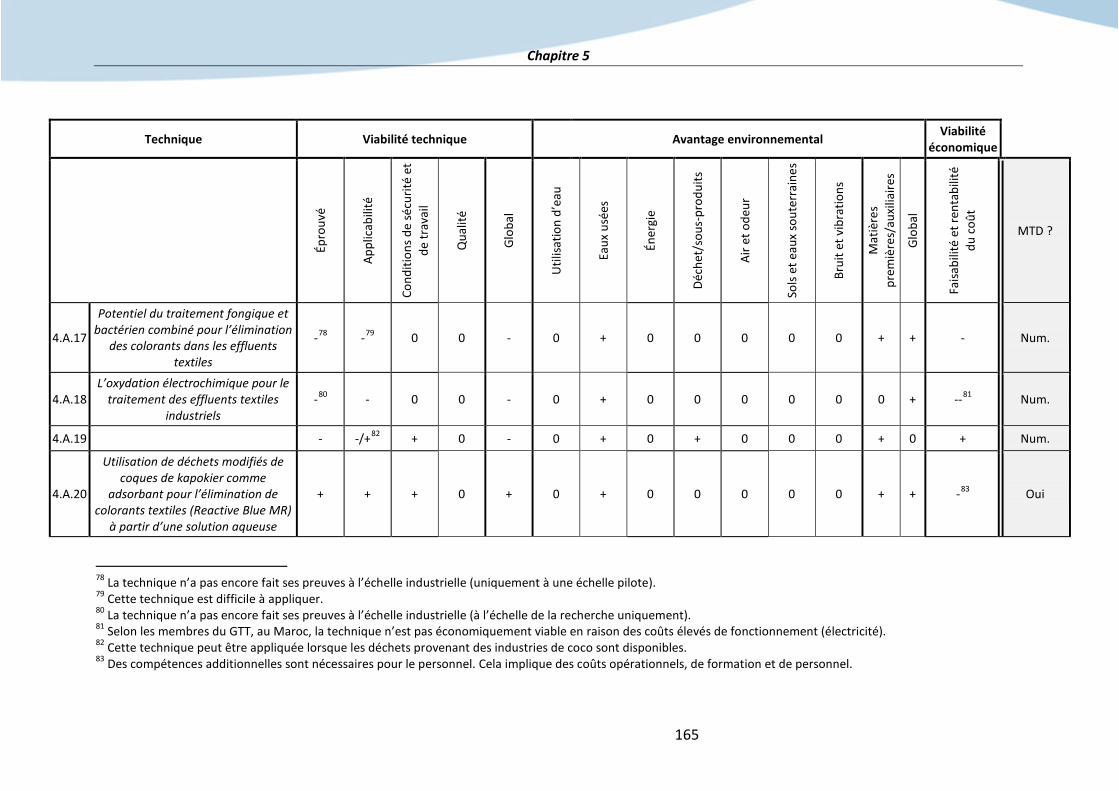
Chapitre 5
Technique Viabilité technique Avantage environnemental Viabilité économique
Épro
uvé
Appl
icab
ilité
Cond
ition
s de
sécu
rité
et
de tr
avai
l
Qua
lité
Glob
al
Util
isatio
n d’
eau
Eaux
usé
es
Éner
gie
Déch
et/s
ous-
prod
uits
Air e
t ode
ur
Sols
et e
aux
sout
erra
ines
Brui
t et v
ibra
tions
Mat
ière
s pr
emiè
res/
auxi
liaire
s
Glob
al
Faisa
bilit
é et
rent
abili
té
du c
oût
MTD ?
4.A.17
Potentiel du traitement fongique et bactérien combiné pour l’élimination
des colorants dans les effluents textiles
-78 -79 0 0 - 0 + 0 0 0 0 0 + + - Num.
4.A.18 L’oxydation électrochimique pour le
traitement des effluents textiles industriels
-80 - 0 0 - 0 + 0 0 0 0 0 0 + --81 Num.
4.A.19 - -/+82 + 0 - 0 + 0 + 0 0 0 + 0 + Num.
4.A.20
Utilisation de déchets modifiés de coques de kapokier comme
adsorbant pour l’élimination de colorants textiles (Reactive Blue MR)
à partir d’une solution aqueuse
+ + + 0 + 0 + 0 0 0 0 0 + + -83 Oui
78 La technique n’a pas encore fait ses preuves à l’échelle industrielle (uniquement à une échelle pilote). 79 Cette technique est difficile à appliquer. 80 La technique n’a pas encore fait ses preuves à l’échelle industrielle (à l’échelle de la recherche uniquement). 81 Selon les membres du GTT, au Maroc, la technique n’est pas économiquement viable en raison des coûts élevés de fonctionnement (électricité). 82 Cette technique peut être appliquée lorsque les déchets provenant des industries de coco sont disponibles. 83 Des compétences additionnelles sont nécessaires pour le personnel. Cela implique des coûts opérationnels, de formation et de personnel.
165
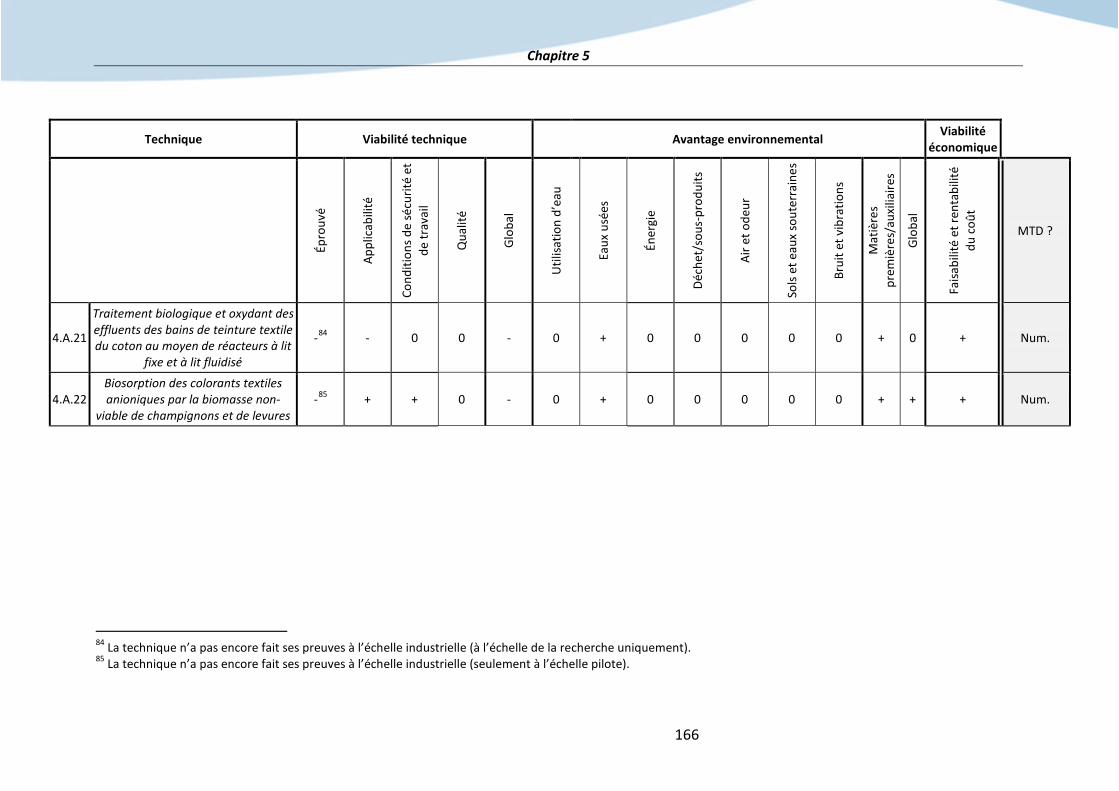
Chapitre 5
Technique Viabilité technique Avantage environnemental Viabilité économique
Épro
uvé
Appl
icab
ilité
Cond
ition
s de
sécu
rité
et
de tr
avai
l
Qua
lité
Glob
al
Util
isatio
n d’
eau
Eaux
usé
es
Éner
gie
Déch
et/s
ous-
prod
uits
Air e
t ode
ur
Sols
et e
aux
sout
erra
ines
Brui
t et v
ibra
tions
Mat
ière
s pr
emiè
res/
auxi
liaire
s
Glob
al
Faisa
bilit
é et
rent
abili
té
du c
oût
MTD ?
4.A.21
Traitement biologique et oxydant des effluents des bains de teinture textile du coton au moyen de réacteurs à lit
fixe et à lit fluidisé
-84 - 0 0 - 0 + 0 0 0 0 0 + 0 + Num.
4.A.22 Biosorption des colorants textiles anioniques par la biomasse non-
viable de champignons et de levures -85 + + 0 - 0 + 0 0 0 0 0 + + + Num.
84 La technique n’a pas encore fait ses preuves à l’échelle industrielle (à l’échelle de la recherche uniquement). 85 La technique n’a pas encore fait ses preuves à l’échelle industrielle (seulement à l’échelle pilote).
166
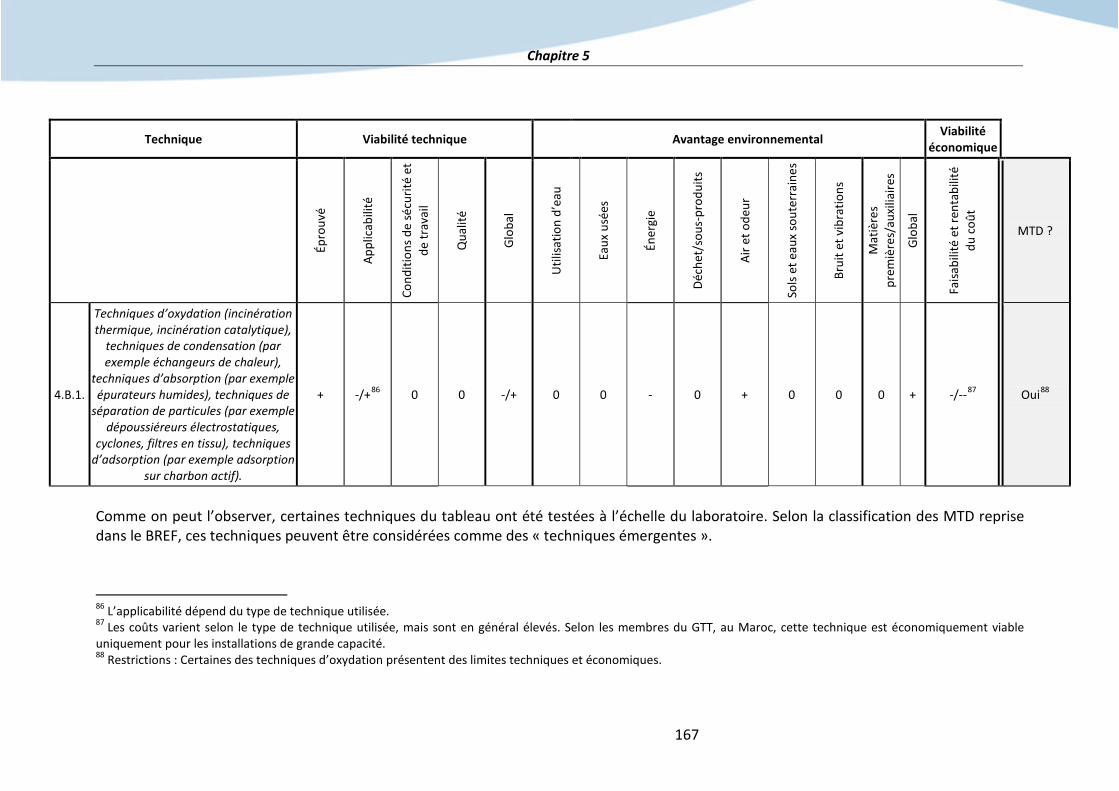
Chapitre 5
Technique Viabilité technique Avantage environnemental Viabilité économique
Épro
uvé
Appl
icab
ilité
Cond
ition
s de
sécu
rité
et
de tr
avai
l
Qua
lité
Glob
al
Util
isatio
n d’
eau
Eaux
usé
es
Éner
gie
Déch
et/s
ous-
prod
uits
Air e
t ode
ur
Sols
et e
aux
sout
erra
ines
Brui
t et v
ibra
tions
Mat
ière
s pr
emiè
res/
auxi
liaire
s
Glob
al
Faisa
bilit
é et
rent
abili
té
du c
oût
MTD ?
4.B.1.
Techniques d’oxydation (incinération thermique, incinération catalytique),
techniques de condensation (par exemple échangeurs de chaleur),
techniques d’absorption (par exemple épurateurs humides), techniques de
séparation de particules (par exemple dépoussiéreurs électrostatiques,
cyclones, filtres en tissu), techniques d’adsorption (par exemple adsorption
sur charbon actif).
+ -/+86 0 0 -/+ 0 0 - 0 + 0 0 0 + -/--87 Oui88
Comme on peut l’observer, certaines techniques du tableau ont été testées à l’échelle du laboratoire. Selon la classification des MTD reprise dans le BREF, ces techniques peuvent être considérées comme des « techniques émergentes ».
86 L’applicabilité dépend du type de technique utilisée. 87 Les coûts varient selon le type de technique utilisée, mais sont en général élevés. Selon les membres du GTT, au Maroc, cette technique est économiquement viable uniquement pour les installations de grande capacité. 88 Restrictions : Certaines des techniques d’oxydation présentent des limites techniques et économiques.
167
Chapitre 5
Conclusions sur les MTD 5.2
Au vu du tableau 15, les conclusions suivantes peuvent être formulées pour le secteur textile. Remarques : Sauf indication contraire, les conclusions sur les MTD présentées dans cette section sont généralement applicables au secteur textile. Les techniques énumérées et décrites dans les conclusions sur les MTD ne sont ni prescriptives, ni exhaustives. D’autres techniques permettant (au moins) un niveau équivalent de protection de l’environnement peuvent être appliquées. Habituellement, une étude des MTD détermine les niveaux d’émission associés aux meilleures techniques disponibles (NEA-MTD). Il s’agit de la plage de niveaux d’émission obtenus dans des conditions normales de fonctionnement avec une MTD ou une combinaison de MTD, exprimée comme une moyenne sur une période de temps donnée, dans des conditions de référence spécifiées. Ces NEA-MTD sont considérés comme le but ultime, que ce soit en appliquant une technique ou une combinaison de techniques : aussi longtemps que la performance environnementale d’une installation est conforme aux NEA-MTD. Toutefois, dans le cadre de la présente étude, la détermination des NEA-MTD s’est avérée impossible en raison du manque de données sur le rendement. Les MTD sont simplement répertoriées selon le processus textile auquel celles-ci s’appliquent. Selon le niveau de performances environnementales envisagées, une technique ou une combinaison de techniques peut être appliquée. Les combinaisons de techniques n’ont pas été évaluées dans cette étude.
MTD générales pour toutes les entreprises textiles 5.2.1
L’objet des MTD pour les mesures générales consiste à mettre en œuvre une ou plusieurs des techniques suivantes :
• Gestion et une bonne maintenance (G1) • Évaluation/inventaire des flux d’intrants/extrants (G2) • Préparation et distribution automatiques des produits chimiques (G3) • Optimisation de la consommation d’eau dans les opérations textiles (G4) • Isolation des machines à haute température (HT) (G5)
MTD pour les processus de pré-traitement 5.2.2
MTD pour les processus d’encollage 5.2.2.1
Il existe une MTD pour le processus d’encollage :
168
Chapitre 5
• Utilisation de techniques permettant de réduire la quantité d’agents d’encollage sur la fibre (filature compacte) (2.A.2)
Une technique est identifiée comme étant une MTD, mais seulement sous certaines conditions :
• Sélection des agents d’encollage à performance environnementale améliorée (3.D.1) Cette technique n’est une MTD que si elle est économiquement viable pour l’entreprise/l’installation concernée. Par ailleurs, cette technique est une MTD pour les usines non intégrées uniquement.
MTD pour le processus de désencollage 5.2.2.2
L’objet des MTD pour le processus de désencollage consiste à mettre en œuvre une ou plusieurs des techniques suivantes :
• Minimisation de l’apport d’agents d’encollage par pré-mouillage des fils de chaîne (2.A.1)
• Application de la voie oxydative pour une élimination efficace et universelle des produits d’encollage (2.D.3)
MTD pour le processus de décreusage (lavage) 5.2.2.3
Il existe une MTD pour le processus de décreusage : • Suppression des détergents pour le savonnage du coton teint en colorants
réactifs (2.A.4)
MTD pour le processus de mercerisage (et caustification) 5.2.2.4
Une technique a été identifiée comme étant une MTD pour le processus de mercerisage :
• Récupération de l’alcali après mercerisage (2.C.2)
MTD pour le processus de blanchiment 5.2.2.5
L’objet des MTD pour le processus de blanchiment consiste à mettre en œuvre une ou plusieurs des techniques suivantes :
• Réduction de la consommation d’agents complexants dans le blanchiment au peroxyde d’hydrogène (2.A.3)
• Blanchiment à sec avec de l’ozone au lieu du lavage à l’eau chlorée ou du peroxyde d’hydrogène (2.B.8)
• Substitution des composés à base d’hypochlorite de sodium et de chlore dans les opérations de blanchiment (3.D.3)
169
Chapitre 5
MTD pour les mesures intégrées dans le pré-traitement 5.2.2.6
Une technique a été identifiée comme étant une MTD pour les mesures intégrées dans le pré-traitement :
• Optimisation du pré-traitement du fil de chaîne en coton (2.D.2) La technique suivante n’est une MTD que pour les entreprises employant de nouvelles machines utilisées dans ce processus :
• Désencollage, débouillissage et blanchiment des tissus en coton en une seule étape (2.D.1)
Autres mesures MTD dans le pré-traitement 5.2.2.7
Cette technique se référant à d’autres mesures MTD dans le pré-traitement est considérée comme étant une MTD :
• Sélection d’agents complexants biodégradables/bioéliminables dans les procédés de prétraitement et de teinture (3.D.4)
La technique suivante n’est une MTD que si elle est appliquée à un certain type de fibres :
• Agents de préparation des fibres synthétiques à performance environnementale améliorée (3.A.2)
MTD pour les processus de teinture 5.2.3
Mesures efficaces dans la teinture 5.2.3.1
L’objet des MTD pour les mesures efficaces dans la teinture consiste à mettre en œuvre une ou plusieurs des techniques suivantes :
• Optimisation des équipements pour la teinture en discontinu (2.D.4) • Réduction des bains résiduels de teinture lors de la teinture au foulard (2.B.1)
Les techniques suivantes ne sont des MTD que sous certaines conditions.
• Procédé alternatif de teinture en continu (et semi-continu) de tissus cellulosiques avec des colorants réactifs fonctionnels (2.A.5) Cette technique n’est une MTD que pour les nouvelles installations.
• Post-traitement en teinture de fibres polyester (2.B.2) L’applicabilité est limitée dans le cas des mélanges avec des fibres d’élasthanne.
MDT pour les teintures moins polluantes 5.2.3.2
L’objet des MTD pour des colorants moins polluants consiste à mettre en œuvre une ou une combinaison de plusieurs des techniques suivantes :
• Agents dispersants à hautement bioéliminables dans les formulations de colorants (3.C.1)
170
Chapitre 5
• Méthode de fixation sans silicate pour la teinture par foulardage-enroulage à froid (3.C.4)
• Teinture par épuisement des fibres cellulosiques avec des colorants réactifs polyfonctionnels à haute fixation (3.C.5)
• Teinture par épuisement avec des colorants réactifs à faible teneur en sel (3.C.6) La technique suivante n’est une MTD que sous certaines conditions :
• Teinture avec des colorants au soufre (3.C.2) Cette technique n’est une MTD que pour la teinture dans des couleurs foncées.
• Teinture sans eau ni produits chimiques (3.C.7) Cette technique s’applique uniquement aux fibres synthétiques.
Autres MTD 5.2.3.3
L’objet de cette MTD consiste à mettre en œuvre une ou une combinaison des techniques suivantes :
• Techniques de teinture à contrôle du pH (1.B.2) • Teinture par épuisement du polyester et des mélanges de polyester par des
techniques de teinture sans véhiculeurs ou employant des véhiculeurs optimisés du point de vue de l’environnement (3.D.7)
• Utilisez des non-porteur teindre PSE (PTT) fibré (3.D.8) La technique suivante n’est une MTD que sous certaines conditions :
• Adoption d’un traitement enzymatique pour éliminer le colorant non fixé non seulement de la fibre, mais aussi du bain de teinture épuisé (3.B.1) Cette technique est une MTD pour la teinture par épuisement avec des colorants réactifs.
Techniques MTD en bout de chaîne 5.2.3.4
L’objet de cette MTD consiste à mettre en œuvre une ou une combinaison des techniques suivantes :
• Traitement des eaux usées mélangées avec recyclage d’environ 60 % d’eau (4.A.1)
• Recyclage des eaux usées de l’industrie textile par traitement membranaire de flux séparés. (4.A.2)
• Application de procédés physico-chimiques et d’un traitement par filtration à contre-courant (4.A.3)
• Utilisation de la photo-oxydation pour le troisième traitement de purification de l’eau (4.A.4)
• Utilisation de Chlorella vulgaris pour la biorestauration des effluents textiles (4.A.14)
• Coagulation chimique / floculation pour l’élimination des colorants dans les effluents textiles (4.A.15)
171
Chapitre 5
• Utilisation de déchets modifiés de coques de kapokier comme adsorbant pour l’élimination de colorant textile (Reactive Blue MR) d’une solution aqueuse (4.A.20)
Les techniques suivantes sont considérées comme étant des MTD sous certaines conditions :
• Traitement approprié des eaux usées industrielles par la mise en œuvre d’une combinaison de techniques de purification adaptées (4.A.6) Cette technique n’est une MTD que si les entreprises présentent certaines caractéristiques : surface suffisante sur les sites de production et si les réservoirs d’homogénéisation sont fréquemment utilisés pour mélanger les eaux usées avant le traitement.
• Techniques d’oxydation (incinération thermique, incinération catalytique), techniques de condensation (par exemple échangeurs de chaleur), techniques d’absorption (par exemple épurateurs humides), techniques de séparation des particules (par exemple dépoussiéreurs électrostatiques, cyclones, filtres en tissu), les techniques d’adsorption (par exemple adsorption sur charbon actif (4.B.1) Cette technique n’est une MTD que si elle est économiquement viable pour l’entreprise/l’installation concernée.
172

Chapitre 6
RECOMMANDATIONS CHAPITRE 6
Ce chapitre propose un certain nombre de conclusions générales concernant les conclusions sur les MTD. De même, il souligne les expériences et les limitations rencontrées au cours de la rédaction de cette étude. Sur la base de ces éléments, ce chapitre constitue une évaluation du rapport et de ses résultats. Ce chapitre contient une réflexion sur la qualité des données, l’évaluation et le contenu général du rapport, par l’auteur ainsi que les membres du GTT. De même, puisque le cadre réglementaire des PMP ne prévoit actuellement pas l’utilisation des MTD, les membres du GTT ont réfléchi sur les priorités révélées par l’étude, les MTD.
173
Chapitre 6
Priorités basées sur les conclusions des MTD 6.1
Ce chapitre décrit les principales priorités liées au présent rapport BAT de l’industrie textile. Les conclusions visent à souligner de quelle manière ce rapport peut être utilisé par les entreprises industrielles et les décideurs. Lorsque l’on parle de MTD, une priorité générale est la nécessité de la mise en œuvre de systèmes de surveillance. Afin de déterminer les MTD et les niveaux d’émission associés aux MTD, et pour les traduire en valeurs limites d’émission, des données de surveillance sont nécessaires. Lors de la mise en œuvre de ces valeurs limites d’émission, il est uniquement possible d’avoir un contrôle sur la mise en œuvre et le respect de la législation lorsque les systèmes de surveillance adéquats sont mis en place. Puisque la surveillance sert de base à la mise en œuvre des principes des MTD, il est important de mentionner que les bons systèmes de surveillance nécessitent souvent également des investissements importants. Ce rapport n’a pas uniquement pour objet de fournir une liste de techniques respectueuses de l’environnement, mais aussi de proposer un outil efficace pour améliorer l’impact de l’industrie textile sur environnement au Maroc. Grâce à ce rapport, nous voulons aider les entreprises textiles à identifier les (meilleures) techniques disponibles pour améliorer leur performance environnementale. Comme expliqué dans les chapitres précédents, les auteurs de ce rapport ont classé les MTD dans les catégories suivantes :
• Mesures d’efficacité énergétique • Mesures d’efficacité des ressources • Sélection/substitution de produits chimiques par d’autres plus respectueux de
l’environnement • Techniques en bout de chaîne
Ce choix a été fait pour permettre aux entreprises d’identifier facilement la technique qu’elles pourraient mettre en œuvre pour améliorer leur performance environnementale. Par ailleurs, il existe au Maroc un besoin urgent de mise à niveau, de développement et de modernisation du secteur textile, visant à :
• aider les PME à maintenir le rythme élevé d’innovation et d’évolution technologique dans un domaine qui change rapidement ;
• promouvoir la collaboration commerciale, technologique et en matière de recherche ;
• créer de nouveaux emplois ; • développer les exportations textiles ; • investir dans de nouveaux produits et processus pour assurer la survie et
la prospérité futures ; • assurer la croissance industrielle tout en maintenant les impacts
environnementaux et sociaux à un niveau durable ; • se concentrer sur des segments de marché plus élevés ;
174
Chapitre 6
• récupérer des parts de marché sur le marché local. Une autre priorité du rapport est de proposer un outil utile pour les institutions politiques marocaines pour développer leur législation en matière d’environnement. Dans de nombreux pays de la côte sud du bassin méditerranéen, on peut observer que l’évolution de la législation en matière d’environnement suit les directives européennes les plus importantes. Malgré cela, nous ne sommes en mesure d’identifier dans aucun des pays arabes une législation inspirée des principes de la directive IPPC. Dans l’évolution future de la législation en matière d’environnement, on peut s’attendre à ce que certains de ces pays mettent en œuvre les principes de la directive mentionnée afin de renforcer la capacité du cadre législatif de prévenir et de réduire la pollution en adoptant une approche intégrée. Si c’est le cas, ce rapport sectoriel sur les MTD pourrait couvrir le rôle des BREF dans la législation européenne.
Manque de forces motrices pour les techniques et mesures respectueuses 6.2de l’environnement
En analysant les forces motrices traditionnelles de l’éco-innovation, on peut souligner la situation marocaine et décrire la manière dont ces forces motrices pourraient favoriser ou non, dans le futur, l’adoption de techniques respectueuses de l’environnement. Ce paragraphe aborde les forces motrices suivantes : législation en matière d’environnement, demandes du marché, coût des ressources de l’environnement, incitations économiques. La législation est une force motrice importante pour les techniques et mesures respectueuses de l’environnement. La législation actuelle est suffisante, mais sa mise en œuvre complète est toujours entravée en attendant la création d’outils de contrôle et de suivi tels qu’une agence d’inspection de la qualité de l’eau, etc. La pollution industrielle a suscité un intérêt particulier dans la politique nationale en matière d’environnement, qui s’est traduit par 1) la mise en place d’un cadre réglementaire adéquat à travers la promulgation de la loi 10-95 sur l’eau et de la loi 11-03 relative à la protection et à la mise en valeur de l’environnement et 2) la mise en place d’une incitation appelée Fonds de dépollution industrielle (FODEP), qui favorise l’amélioration de l’environnement grâce à l’appui technique et financier des entreprises industrielles. Ce fonds, qui prend fin en 2013, est remplacé par un autre : Mécanisme volontaire de dépollution industrielle hydrique, financé par l’État et délégué aux Agences des bassins hydrauliques pour la mise en œuvre pendant la période 2011-2013. La pression du marché sur les entreprises textiles peut constituer une force motrice favorisant l’amélioration de la performance environnementale des processus textiles. En effet, la plupart des entreprises textiles travaillent pour le marché européen, où il existe des exigences environnementales pour l’exportation dans celui-ci, et c’est pourquoi les entreprises textiles marocaines sont tenues d’appliquer les normes européennes relatives aux produits et aux processus. Par ailleurs, la pression du
175
Chapitre 6
marché sur les entreprises textiles ne constitue pas encore une force motrice favorisant l’amélioration de la performance environnementale des processus textiles pour les entreprises qui travaillent pour le marché local. Ces entreprises fabriquent des produits de faible qualité et vendus à bas prix. Le comportement du consommateur local n’est pas encore orienté à la sélection des produits à plus haute performance environnementale. Dans tous les cas, on peut s’attendre à des développements futurs possibles de cette question. Par exemple, la concurrence de pays émergents tels que l’Inde, le Pakistan et la Chine, pourrait convaincre les producteurs marocains de différencier leurs produits en améliorant la qualité, y compris la qualité environnementale. Le coût des ressources de l’environnement constitue une autre force motrice favorisant l’éco-innovation. Au Maroc, les coûts de certaines ressources sont encore trop bas pour constituer une force motrice favorisant la mise en œuvre de techniques plus respectueuses. Un exemple en est le coût de l’eau. L’industrie textile utilise une quantité énorme d’eau. Comme décrit dans le chapitre 4, il existe de nombreuses techniques visant à la réduction de la consommation d’eau. Malgré cela, le faible coût de l’eau au Maroc pourrait constituer un obstacle à l’adoption de ces techniques. Enfin, au Maroc, il n’existe pas encore d’incitations publiques concrètes et il n’y a pas d’accès au financement pour la promotion de l’adoption de techniques environnementales. Les décideurs pourraient améliorer cet aspect en accordant par exemple des réductions d’impôts ou des subventions destinées aux entreprises qui adoptent des mesures de production plus propres.
Limitations de l’évaluation et du RAPPORT sur les MTD 6.3
Il existe deux principales limitations à ce rapport. Ces limitations peuvent être prises en compte pour une future mise à jour possible du rapport ou de futurs rapports similaires. Les deux limitations sont liées à la disponibilité des données quantitatives, données nécessaires pour évaluer les techniques respectueuses de l’environnement dans le chapitre 5 (par exemple, dans certains cas, il n’existe pas de données sur l’énergie additionnelle requises par certaines des techniques de traitement des eaux) et pour déterminer les niveaux d’émission associés aux MTD (NEA-MTD). Le manque de données quantitatives nous a empêchés de réaliser une analyse quantitative de la performance environnementale et de la viabilité économique (abordabilité et rentabilité). Nous avons toutefois tenté d’identifier les MTD d’une manière objective, en utilisant l’approche qualitative telle que décrite dans le rapport de méthodologie pour la sélection des MTD. Une approche qui repose essentiellement sur le jugement expert des membres du GTT.
176
Chapitre 6
Le manque de données de performance environnementale nous a aussi empêchés de déterminer les NEA-MTD, base des valeurs limites d’émission (VLE) pour l’industrie textile marocaine.
Valeur du rapport pour les membres du GTT 6.4
Selon les membres marocains du GTT, l’information contenue dans ce rapport est claire et suffisante pour être utilisée par les administrateurs et industriels impliqués. Par ailleurs, les membres marocains du GTT constatent que le rapport donne un aperçu général de l’industrie marocaine des textiles et des MTD. Le rapport est considéré comme un document de référence à prendre en compte lors du développement de futurs projets environnementaux au sein de l’industrie marocaine du textile. Les représentants des entreprises, mais aussi d’autres parties (comme les rédacteurs de permis et les législateurs) peuvent utiliser ce rapport en tant que document de référence sur l’industrie du textile et ses MTD.
177

Bibliographie
BIBLIOGRAPHIE
Baban A., Yediler A., Avaz G., Hostede SS., 2010. Traitement biologique et oxydant des effluents des bains de teinture textile du coton au moyen de réacteurs à lit fixe et à lit fluidisé ; Bioresource Technology 101 (2010) 1147-1152. Balamurugan B., Thirumarimurugan M., Kannadasan T., 2011. Dégradation anaérobie des effluents de bains de teinture de textiles à l’aide d’Halomonas sp. Journal Bioresource Technology, 102, 6365-6369. Commission européenne, 1996. Directive 96/61/CE relative à la prévention et à la réduction intégrées de la pollution (IPPC). Commission européenne, 2003. Document de référence sur les meilleures techniques disponibles pour l’industrie textile (BREF). Commission européenne, 2006. Document de référence sur les meilleures techniques disponibles concernant les émissions dues au stockage (BREF). Commission européenne, 2006. Règlement (CE) n° 1907/2006 concernant l’enregistrement, l’évaluation et l’autorisation des substances chimiques, ainsi que les restrictions applicables à ces substances (règlement REACH) Commission européenne, 2008. Directive 2008/98/CE relative aux déchets (directive-cadre sur les déchets). Commission européenne, 2008. Directive 2008/105/CE relative à l’eau (directive-cadre sur l’eau). Commission européenne, 2008. Directive 2008/1/CE relative à la prévention et à la réduction intégrées de la pollution (IPPC). Commission européenne, 2009. Document de référence sur les meilleures techniques disponibles pour l’efficacité énergétique (BREF). Commission européenne, 2009. Directive 2009/29/CE système d’échange de quotas d’émission (ETS). Commission européenne, 2010. Directive 2010/75/CE relative aux émissions industrielles (IED). Firmino P.I.M., Da Silva M.E., Cervantes F.J., Dos Santos A.B., 2010. Élimination des colorants de teinture dans les effluents textiles synthétiques et naturels par des systèmes anaérobie en une et deux phases ; Bioresource Technology, 101, 7773-7779.
179
Bibliographie
Fu Z., Zhang Y., Wang X., 2011. Traitement des effluents textiles sur lit filtrant en conditions d’anoxie et filtre bactérien – filtre biologique aéré avec ozone ; Bioresource Technology 102 (2011) 3748-3753. Hong F., Guo X., Zhang S., Han S., Yang G., Jönsson L.J. ; 2012. Production de cellulose bactérienne à partir de déchets textiles à base de coton : Saccharification enzymatique améliorée par pré-traitement liquide ionique ; Bioresource Technology 104 (2012) 503-508. Jadhav J.P., Kalyani D.C., Telke A.A., Phugare S.S., Govindwar S.P., 2010. Évaluation de l’efficacité d’un consortium bactérien pour l’élimination des colorants, la réduction des métaux lourds et de la toxicité des effluents de teinture textiles ; Bioresource Technology 101 (2010) 165-173. Kaushik A., Mona S., Kaushik C.P., 2011. Intégration de la production photobiologique d’hydrogène et de la bioélimination du colorant-métal des eaux usées simulées du textile. Journal Bioresource Technology, 102, 9957-9964. Kumar Verma A., Roshan Dash R., Bhunia P. ; 2012. Un examen de la coagulation chimique / floculation pour l’élimination des colorants dans les effluents textiles ; Journal sur la gestion de l’environnement 93 (2012) 154-168. Kumari K., Abraham T.E. ; 2007. Biosorption des colorants textiles anioniques par une biomasse non viable de champignons et de levures ; Bioresource Technology 98 (2007) 1704-1710. Lim S., Chu W., Phang S. ; 2010. Utilisation de Chlorella vulgaris pour la biorestauration des effluents textiles ; Bioresource Technology 101 (2010) 7314-7322. Mahmoud A., 2008. Biosorption Khalaf du colorant réactif des eaux usées textiles par une biomasse non viable d’Aspergillus niger et Spirogyra sp ; Bioresource Technology 99 (2008) 6631-6634. Novotny C, Svobodováa K., Benadaa O., Kofronováa O., Heissenbergerb A., Fuchs W. ; 2011. Potentiel du traitement fongique et bactérien combiné pour l’élimination des colorants dans les effluents textiles ; Bioresource Technology 102 (2011) 879-888. Plan Bleu – Centre d’activité régional PNUE, 2006. Un avenir durable pour la Méditerranée. Radha K.V., Sridevi V., Kalaivani K., 2009. L’oxydation électrochimique pour le traitement des effluents textiles industriels ; Bioresource Technology 100 (2009) 987-990.
180
Bibliographie
Santhy K., Selvapathy P., 2006. Élimination des colorants réactifs dans l’eau usée par adsorption sur charbon actif de fibres de coco ; Bioresource Technology 97 (2006) 1329-1336. Sirianuntapiboon S., Srisornsak P., 2007. Élimination des colorants dispersés dans les effluents textiles au moyen de boues biologiques ; Bioresource Technology 98, 1057-1066. Somasiri W., Li X., Ruan W., Jian C., 2008. Évaluation d’un réacteur anaérobie hybride pour l’élimination des colorants et la réduction de la DCO dans les effluents textiles ; Bioresource Technology 99 (2008) 3692-3699. Thangamani K.S., Sathishkumar M., Sameena Y., Vennilamani N., Kadirvelu K., Pattabhi S., Yun S.E. ; 2007. Utilisation de déchets de soie de coton coque modiWed comme adsorbant pour l’élimination de colorant textile (Reactive Blue MR) à partir d’une solution aqueuse ; Bioresource Technology 98, 1265-1269. VITO, 2010. Meilleures techniques disponibles pour l’industrie textile, Centre flamand pour les meilleures techniques disponibles. Principaux sites Internet consultés http://ec.europa.eu/environment/life/project/Projects/index.cfm?fuseaction=home.createPage&s_ref=LIFE03%20ENV/E/000166 http://purifast.tecnotex.it/project.asp http://www.dyecoo.com/ http://www.tecnotex.it/prowater/ www.aitex.es/en/home.html. www.resolive.com
181

Liste des abréviations
LISTE DES ABRÉVIATIONS
AFB Lit filtrant anaérobie AOX Organo-halogènes absorbables ATK Azote total Kjeldahl AV Valeur ajoutée BAT4MED Booster les meilleures techniques disponibles dans les pays
méditerranéens partenaires BREF Documents de référence sur les meilleures techniques disponibles BWB Lit bactérien CAP Charbons actifs en poudre CEE Conception énergétiquement efficace CH4 Méthane CHS Solvants hydrocarbonés chlorés CMPP Centre marocain de production propre CO2 Dioxyde de carbone COT Carbone organique total COV Composés organiques volatils DBO Demande biochimique en oxygène DCO Demande chimique en oxygène DFC Dynamique des fluides computationnelle EBP Avantage environnemental potentiel EDTA, DTPA, et NTA Acides amino-carboxyliques EIE Évaluation de l’impact sur l’environnement ERFT Réservoirs à toit flottant externe ET Effluents textiles ETS Système d’échange de quotas d’émission Fe Fer FRT Réservoirs à toit fixe CAG Charbon actif en granulés GTT Groupe de travail technique H2O2 Peroxyde d’hydrogène
HRAP Bassins fortement chargés en algues HT Haute température IED Directive sur les émissions industrielles IPPCD Directive relative à la prévention et à la réduction intégrées de la
pollution industrielle KMnO4 Permanganate de potassium MAD Dirham marocain MCE Mesures de contrôle des émissions MTD Meilleures techniques disponibles MTS Matières totales en suspension MVST Matières volatiles en suspension totales NaOH Hydroxyde de sodium NH3 Ammoniac
183
Liste des abréviations
NH4–N Azote ammoniacal NOx Oxyde d’azote O2
*-, OH* et O* Dérivés de l’oxygène PCC Charbon activé de noix de coco PES Polyester PMP Pays méditerranéens partenaires PPAM Politique de prévention des accidents majeurs PTT Polytriméthylène téréphtalate PVA Alcool polyvinylique RBMR Reactive Blue MR RRM Maintenance basée sur le risque et la fiabilité RTW Eaux usées textiles réelles SAC Systèmes à air comprimé SCH Coques de kapokier SGEE Système de gestion de l’efficacité énergétique SO4 Sulfate SOX Oxyde de soufre SS Solides en suspension SSSUP Scuola Superiore di Studi Universitari e di Perfezionamento Sant’Anna UASB Réacteur anaérobie à lit de boues à alimentation ascendante UE Europe / Union européenne UF Ultrafiltration US Ultrafiltration (UF) combinée avec sonification (US)
184
Annexes
ANNEXES
185

Annexes
LISTE DES ANNEXES Annexe 1 : Participants à l’étude sur les MTD Annexe 2 : Fiches techniques
186
Annexe 1
ANNEXE 1 : PARTICIPANTS À L’ÉTUDE SUR LES MTD
Auteurs Istituto di Management - Scuola Superiore di Studi di Universitari e Perfezionamento Sant’Anna (SSSUP, Italie) - www.sum.sssup.it Tiberio Daddi Maria Rosa De Giacomo Fabio Iraldo Centre marocain de production propre (CMPP, Maroc) Hanan Hanzaz, Directrice, CMPP Imane Chafiq, chef de projet, CMPP Groupe de travail technique (GTT) Abderrahim Chakour - Chef de la Division des industries chimiques et pharmaceutiques et des matériaux de construction (ministère du Commerce, de l’Industrie et des Nouvelles technologies - MCINET). Saïd Mouline - Directeur général (Agence nationale pour le développement des énergies renouvelables et de l’efficacité énergétique - ADEREE). Houda Bouchtia - Analyste de recherche/Comité de développement durable (Confédération générale des entreprises du Maroc - CGEM). Hanine Tazi - Directeur de pôles (Association marocaine des industries du textile et de l’habillement - AMITH). Azedine Fethi - Directeur (Centre technique du textile et de l’habillement - CTTH). Omar Cherkaoui - Professeur (École supérieure des industries du textile et de l’habillement - ESITH). Mohammed Joumani- Expert indépendant Abdelatif Touzani - Expert indépendant Autres experts impliqués Fatima Bechchi - Ministère du Commerce, de l’Industrie et de Nouvelles technologies (MCINET). Adenacer Alaoui Elhachimi - Ministère du Commerce, de l’Industrie et de Nouvelles technologies (MCINET).
187
Annexe 1
Mourad Hajjaji - Agence nationale pour le développement des énergies renouvelables et de l’efficacité énergétique (ADEREE). Abdelhaq Amahrouch - Agence nationale pour le développement des énergies renouvelables et de l’efficacité énergétique (ADEREE). Personnes à contacter administrations/ministères Lotfi Igrahatan - Centre technique du textile et de l’habillement (CTTH). Représentants d’entreprises Hachmi Chenik - ITEX Établissements visités au cours de cette étude
Entreprise Ville Personne de contact Courriel
CIB Casablanca Filali Fahd [email protected]
Mohamed Berrada [email protected]
TEINTORET Casablanca Ali Belamine [email protected]
ITEX Casablanca Hachmi Chenik [email protected]/[email protected]
2K TEINT Casablanca Khalid Kermoudi [email protected]
BLANCATEX Casablanca Mohamed Rachid Laraki [email protected]
188

Annexe 2
ANNEXE 2 : FICHES TECHNIQUES
Pour plus d’informations sur les différentes techniques décrites dans le chapitre 4, différentes fiches techniques ont été réalisées. Celles-ci sont disponibles sur le site Internet BAT4MED : http://databases.bat4med.org/
189