Embed Size (px)
Citation preview
IAV Hassan II
Nous tenons à présenter nos vifsremerciements à tous ceux qui nous ont accordéleurs orientations, leurs conseils et qui ont veilléau bon déroulement de notre stage et plusparticulièrement à :
La direction de la société "la centrale laitière – Meknès " dans la personnede son Directeur Mr FRITESS pour nous avoirdonné l’opportunité d’effectuer notre stage ausein de sa prestigieuse unité industrielle.
Mr.ACHKARI professeur chercheur à l’institutagronomique et vétérinaire Hassan II, pour sonencadrement, ses précieux conseils et ses effortslouables.
Nous tenons à exprimer, également, notreprofonde gratitude à :
Mr Mustapha Ghayati pour son accueilchaleureux, sa bienveillance, sa perpétuellecollaboration ainsi que ses conseils fructueux.
Mr Fayçal Bensedik responsable de fabrication,pour son hospitalité, son soutien permanent.
IAA 4 1
IAV Hassan II
Mr Madih responsable laboratoire, pour sesexplications et ses renseignements.
De crainte d'omettre quelques noms, j’adresse mes sincères remerciements à tout le personnel de la CENTRALE LAITIERE pour leur contribution au succès et au bon déroulement de mon stage.
Introduction Aperçu sur le secteur laitier national
Présentation de la société I- Généralités …………………………………………… ……6 II- Présentation de la CENTRALE LAITIÈRE MÉKNES 1. La production laitière …………………………………………….…..8 2. L’agence commerciale ……………………………………………......9 3. L’usine 3.1 Historique ……………………………………………………...9 3.2 Situation géographique ………………………………………..9 3.3 Organisation du personnel …………………………………....10
Partie théoriqueI- Sécrétion du laitII- Quelques propriétés physicochimiques du lait
2-1 masse volumique à 20°C 2-2 viscosité à 20°C 2-3 point de congélation
IAA 4 2
IAV Hassan II
2-4 pH et acidité III-Constituants
3-1 Caséines 3-2 Globules gras 3-3 Lactose 3-4 Minéraux du lait 3-4 Vitamines 3-5 Enzymes
Processus de fabrication I- Diagramme de fabrication ……………………………………………….13 II- Approvisionnement ……………………………………………………..15 III- Réception et Stockage ………………………………………………....15 IV- Thermisation et Ecrémage …………………………………………….16 V- Lait pasteurisé …………………………………………………………..17 VI- Fromages.………………………………………………………………20 VII- Desserts lactés …………………………………………………………23 VIII- Conditionnement …………………………………………………....24 IX- Stockage et expédition ………………………………………………...24
Contrôle et gestion de qualité I- Analyses physico-chimiques …………………………………………..27 II- Analyses microbiologiques ……………………………………………29
Utilités de l’usine I- Production de froid …………………………………………………….32 II- Production d’énergie ………………………………………………….33
IAA 4 3
IAV Hassan II
III- Compression d’air ……………………………………………………34 IV- Nettoyage ……………………………………………………………..34
Annexes
La formation professionnelle vise à faire acquérir aux stagiaires des connaissances,des expériences, des usages en vue de les préparer à l’exercice d’un emploi aveccompétence, responsabilité et qualité.
Pour mettre en valeur et compléter cette formation reçue, il est fondamental depasser un stage au sein d’une entreprise afin d’amener l’étudiant à se confronter à dessituations réelles, d’élargir leur formation dans le domaine pratique et d’avoir une idée surla vie professionnelle.
Le choix de la Centrale Laitière comme lieu de stage trouve sa justification dans laplace importante qu’elle occupe dans le secteur laitier au Maroc exprimée aussi bien enchiffre d’affaire qu’en diversité des produits et dans la volonté exprimée de ses dirigeantsde suivre de prés les progrès technologiques et les rénovations des méthodes de fabrication
Mon stage était une occasion exceptionnelle qui m'a permis d’étudier de l’intérieur
les activités de la société "la centrale laitière – Meknès", avec ses particularitéshumaines, techniques et organisationnelles. C’était aussi une occasion pour me sensibiliseraux questions relatives à la vie du travail en équipe.
C'est pour enserrer les différentes activités faites à cette unité laitière, que j'avaisentrepris la préparation du présent rapport qui regroupe un certain nombre de chapitres
IAA 4 4
IAV Hassan II
permettant de mieux appréhender le processus de pasteurisation du lait ainsi que satransformation en fromages et en desserts lactés.
Pour ce faire, je juge utile de faire articuler le contenu des pages qui suivent autourde sept chapitres principaux, à savoir :
Présentation de la société "la centrale laitière - Meknès" Partie théorique sur le lait : ses propriétés physico-chimiques, sesconstituants, sa matière azotée …
Description de processus et l’itinéraire technique du lait et sesdérivés.
service contrôle et gestion de qualité (analyses physico-chimique, bactériologiques et organoleptiques…)
utilités de l’usine.
Travail personnel.
Le lait et les produits laitiers sont des éléments nutritifs riches en substancesindispensables au corps humain (acides aminés essentiels , vitamines….) et représententdonc un grand intérêt diététique notamment pour les pays en voie de développement(comme le Maroc) qui connaît de réels problèmes d’équilibres alimentaires ,une véritabledynamique mondiale s’est instaurée autour du lait et ses dérivés ;elle s’exprime par unessor de la diversité de la qualité de ses types de produits ,par exemple la production defromages a augmenté de 2,5 millions de tonnes en 20ans (75-95) et frôle aujourd’hui les 12millions de tonnes Le Maroc prend pleinement part de ce dynamisme, en 1975 un plan laitier national aété mis en place afin de faire correspondre la production de lait à la croissancedymographique. L’objectif principal était d’atteindre l’autosuffisance alimentaire en lait.
Actuellement, la production laitière est de l’ordre de 1, 37 milliards de litres avec unaccroissement annuel de 7%, ceci grâce à l’amélioration qu’a connu le secteur d’élevage enterme de la sélection génétique des races, l’intensification par le biais de l’alimentation, la
IAA 4 5
IAV Hassan II
coordination entre les éleveurs et la croissance des unités laitières qui consomment desquantités importantes de la production laitière (transformation et commercialisation)
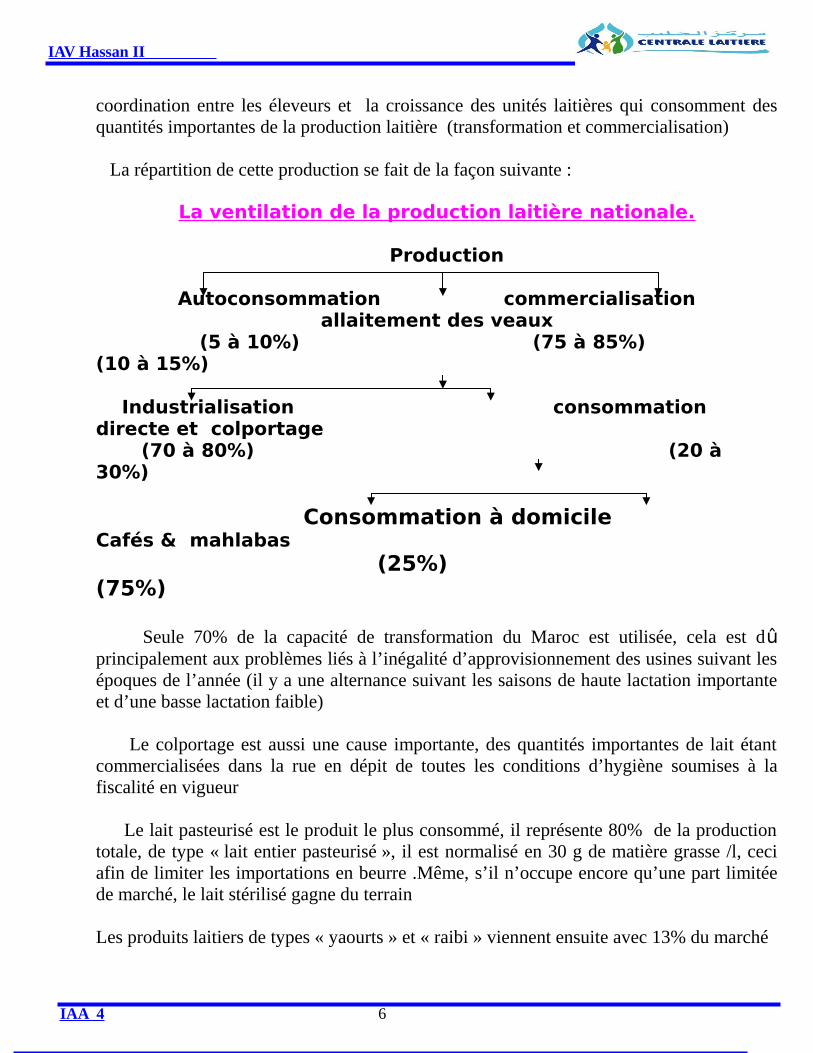
La répartition de cette production se fait de la façon suivante :
La ventilation de la production laitière nationale.
Production
Autoconsommation commercialisationallaitement des veaux
(5 à 10%) (75 à 85%) (10 à 15%) Industrialisation consommation directe et colportage (70 à 80%) (20 à 30%) Consommation à domicile Cafés & mahlabas (25%) (75%) Seule 70% de la capacité de transformation du Maroc est utilisée, cela est dûprincipalement aux problèmes liés à l’inégalité d’approvisionnement des usines suivant lesépoques de l’année (il y a une alternance suivant les saisons de haute lactation importanteet d’une basse lactation faible) Le colportage est aussi une cause importante, des quantités importantes de lait étantcommercialisées dans la rue en dépit de toutes les conditions d’hygiène soumises à lafiscalité en vigueur Le lait pasteurisé est le produit le plus consommé, il représente 80% de la productiontotale, de type « lait entier pasteurisé », il est normalisé en 30 g de matière grasse /l, ceciafin de limiter les importations en beurre .Même, s’il n’occupe encore qu’une part limitéede marché, le lait stérilisé gagne du terrain
Les produits laitiers de types « yaourts » et « raibi » viennent ensuite avec 13% du marché
IAA 4 6
IAV Hassan II
Enfin les produits de type « lben » les fromages et les poudres de lait se partagent les partsrestantes du marché Le lait et ses dérivés constituent un secteur important de l’industrie agro-alimentaire auMaroc, il est en pleine croissance, la marge d’évolution est encore importante, en effet, laconsommation moyenne nationale du lait est de 53 éq. L/ha/an dont 21 eq l sous forme debeurre. Cette consommation est très faible par rapport à la norme recommandée par lesnutritionnistes (> 90 éq. l/ha/an).
Le diagnostic de la filière lait relève une certaine incohérence entre les trois segmentsde cette filière, à savoir, l'élevage, l'industrie de transformation et la consommation finale,d'où la vitalité d'élaboration d'une stratégie de développement globale et cohérente de lafilière laitière (plan d’action pour la période 2000-2020) dont parmi ses objectifs :
Spécialisation des régions (systèmes de production). Amélioration génétique des troupeaux (cheptel amélioré passera de 50% à 70% en
2015). Encouragement de partenariat entre les professionnels du secteur. Amélioration de la qualité de la production à la consommation.
IAA 4 7
IAV Hassan II
I- Généralités :
La centrale laitière est une société anonyme crée en 1959.elle fait partie du groupeOmnium Nord Africain (ONA) qui est le principal actionnaire avec 55,10 % des actions.
La société est spécialisée dans l’agro-alimentaire, plus précisément dans le secteurlaitier. Son capital s’élève à 94.200.000 MDH et son introduction en bourse était le07/10/1974. L’entreprise est pionnière dans ce secteur et monopoliste environ 60% dumarché. Elle travaille sous licence obtenue du groupe mondial «GERVAIS-DANONE» cequi lui permet d’utiliser les processus protégés de ce groupe et d’apposer leur marque surles produits de l’usine, celle-ci étant un gage de qualité certain.
Identification de la société :Forme Juridique : SA
IAA 4 8
IAV Hassan II
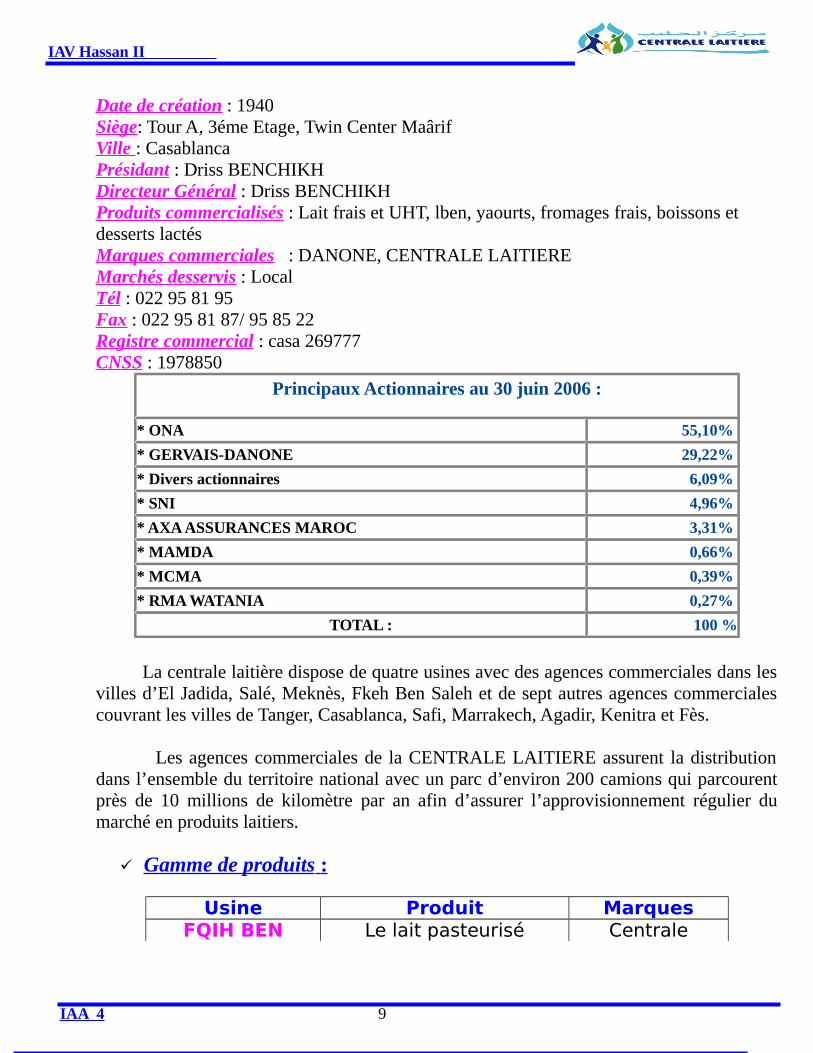
Date de création : 1940Siège: Tour A, 3éme Etage, Twin Center MaârifVille : CasablancaPrésidant : Driss BENCHIKHDirecteur Général : Driss BENCHIKHProduits commercialisés : Lait frais et UHT, lben, yaourts, fromages frais, boissons et desserts lactésMarques commerciales : DANONE, CENTRALE LAITIEREMarchés desservis : LocalTél : 022 95 81 95Fax : 022 95 81 87/ 95 85 22Registre commercial : casa 269777CNSS : 1978850
Principaux Actionnaires au 30 juin 2006 :
* ONA 55,10%
* GERVAIS-DANONE 29,22%
* Divers actionnaires 6,09%
* SNI 4,96%
* AXA ASSURANCES MAROC 3,31%
* MAMDA 0,66%
* MCMA 0,39%
* RMA WATANIA 0,27%
TOTAL : 100 %
La centrale laitière dispose de quatre usines avec des agences commerciales dans lesvilles d’El Jadida, Salé, Meknès, Fkeh Ben Saleh et de sept autres agences commercialescouvrant les villes de Tanger, Casablanca, Safi, Marrakech, Agadir, Kenitra et Fès.
Les agences commerciales de la CENTRALE LAITIERE assurent la distributiondans l’ensemble du territoire national avec un parc d’environ 200 camions qui parcourentprès de 10 millions de kilomètre par an afin d’assurer l’approvisionnement régulier dumarché en produits laitiers.
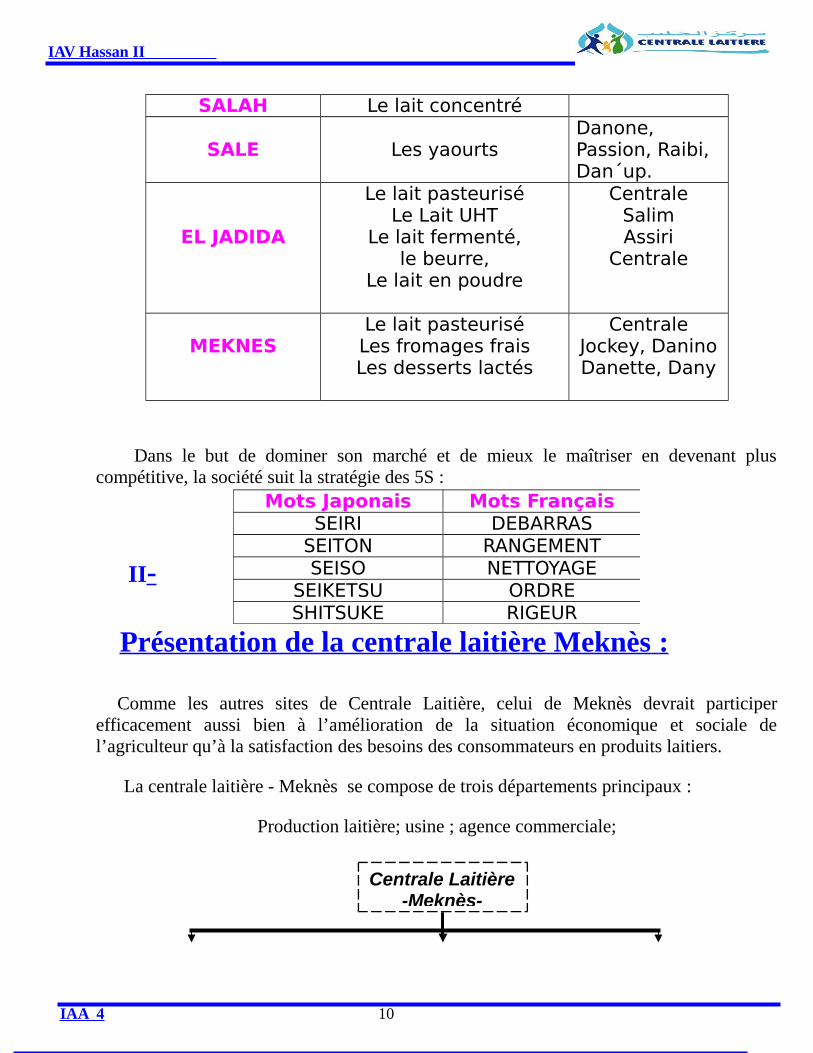
Gamme de produits :
Usine Produit MarquesFQIH BEN Le lait pasteurisé Centrale
IAA 4 9
IAV Hassan II
SALAH Le lait concentré
SALE Les yaourtsDanone, Passion, Raibi, Dan´up.
EL JADIDA
Le lait pasteuriséLe Lait UHT
Le lait fermenté,le beurre,
Le lait en poudre
CentraleSalimAssiri
Centrale
MEKNESLe lait pasteuriséLes fromages fraisLes desserts lactés
CentraleJockey, DaninoDanette, Dany
Dans le but de dominer son marché et de mieux le maîtriser en devenant pluscompétitive, la société suit la stratégie des 5S :
II-
Présentation de la centrale laitière Meknès :
Comme les autres sites de Centrale Laitière, celui de Meknès devrait participerefficacement aussi bien à l’amélioration de la situation économique et sociale del’agriculteur qu’à la satisfaction des besoins des consommateurs en produits laitiers.
La centrale laitière - Meknès se compose de trois départements principaux :
Production laitière; usine ; agence commerciale;
IAA 4 10
Mots Japonais Mots FrançaisSEIRI DEBARRAS
SEITON RANGEMENTSEISO NETTOYAGE
SEIKETSU ORDRESHITSUKE RIGEUR
Centrale Laitière-Meknès-
IAV Hassan II
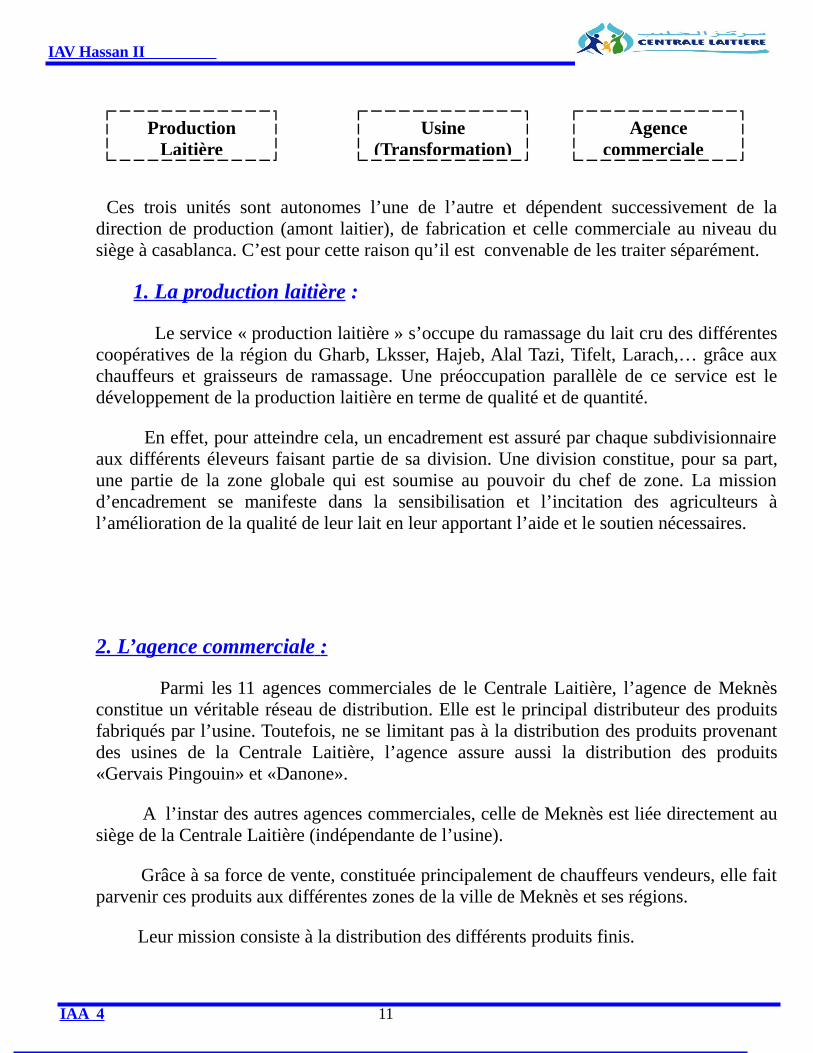
Ces trois unités sont autonomes l’une de l’autre et dépendent successivement de ladirection de production (amont laitier), de fabrication et celle commerciale au niveau dusiège à casablanca. C’est pour cette raison qu’il est convenable de les traiter séparément.
1. La production laitière :
Le service « production laitière » s’occupe du ramassage du lait cru des différentescoopératives de la région du Gharb, Lksser, Hajeb, Alal Tazi, Tifelt, Larach,… grâce auxchauffeurs et graisseurs de ramassage. Une préoccupation parallèle de ce service est ledéveloppement de la production laitière en terme de qualité et de quantité.
En effet, pour atteindre cela, un encadrement est assuré par chaque subdivisionnaireaux différents éleveurs faisant partie de sa division. Une division constitue, pour sa part,une partie de la zone globale qui est soumise au pouvoir du chef de zone. La missiond’encadrement se manifeste dans la sensibilisation et l’incitation des agriculteurs àl’amélioration de la qualité de leur lait en leur apportant l’aide et le soutien nécessaires.
2. L’agence commerciale :
Parmi les 11 agences commerciales de le Centrale Laitière, l’agence de Meknèsconstitue un véritable réseau de distribution. Elle est le principal distributeur des produitsfabriqués par l’usine. Toutefois, ne se limitant pas à la distribution des produits provenantdes usines de la Centrale Laitière, l’agence assure aussi la distribution des produits«Gervais Pingouin» et «Danone».
A l’instar des autres agences commerciales, celle de Meknès est liée directement ausiège de la Centrale Laitière (indépendante de l’usine).
Grâce à sa force de vente, constituée principalement de chauffeurs vendeurs, elle faitparvenir ces produits aux différentes zones de la ville de Meknès et ses régions.
Leur mission consiste à la distribution des différents produits finis.
IAA 4 11
ProductionLaitière
Usine(Transformation)
Agence commerciale
IAV Hassan II
3. L’usine :
L’usine s’occupe de la fabrication des commandes selon un programme de fabricationpréalablement défini et dans les meilleures conditions de qualité.
2.1 Historique :
L’usine de Meknès est crée en 1985, l’évolution de la Centrale Laitière de Meknès aété assez régulière, elle se résume en une augmentation croissante des volumes de laittraités (la Centrale traitait 80 000L/jour de lait en 1985, elle en traite environ 300 000 à 420000 L/Jour aujourd’hui) et en une diversification des produits réalisés (en 1985, l’usine deMeknès ne réalisait que du lait pasteurisé, en 1992 l’atelier fromager est crée, la fabricationdes petits suisses Gervais (DANINO) a commencé (nature et aromatisé aux fruits) ainsique celles des fromages blancs jockey (nature sucré et à la fraise), enfin en 1998, unediversification est mise en place avec la production de “DANY” et dernièrement, vers lafin de 2002, il y’a l’apparition de “DANETTE” avec trois arômes (vanille, caramel etchocolat).
2.2 Situation géographique : Situé à 140 Km de Rabat et à 60 Km de Fès, en bordure du Moyen atlas, Meknès estune ville d’environ 740 000 habitants. C’est une ville prospère qui bénéfice d’un certain dynamisme économique. Entourée par les plaines fertiles qui précèdent le massif du Moyen atlas, la région de Meknès tire essentiellement ses ressources de l’agriculture. C’estdonc très logiquement que la Centrale s’est implantée dans l’agglomération rurale de sidi Slimane Moule El kifane à une dizaine de kilomètres de Meknès. La localisation de l’usine s’explique donc par le fort potentiel de production de lait dela région, par les facilités de transport mais aussi par la position stratégique de Meknès, trèsproche de Fès, kénitra, et il constitue aussi une porte vers le Sud et l’Est du pays (certainestournées vont jusqu’à Midelt ou Arfoud).
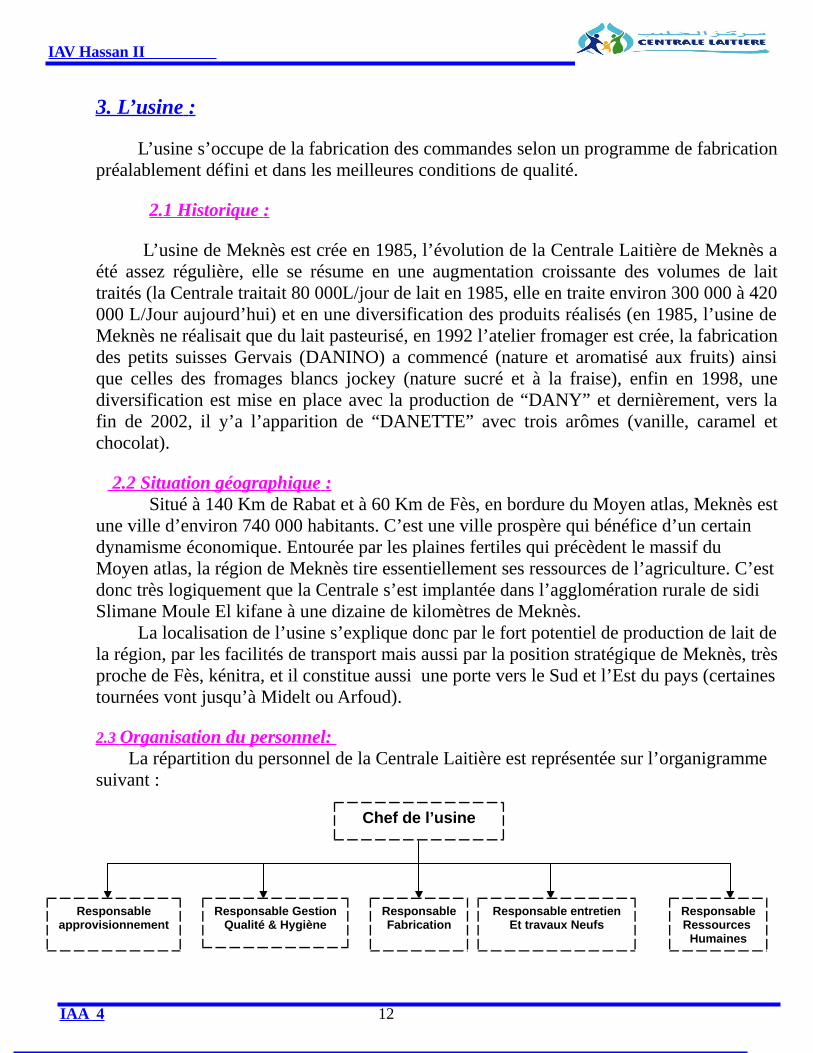
2.3 Organisation du personnel: La répartition du personnel de la Centrale Laitière est représentée sur l’organigramme suivant :
IAA 4 12
Responsableapprovisionnement
Responsable GestionQualité & Hygiène
ResponsableFabrication
Responsable entretienEt travaux Neufs
ResponsableRessources
Humaines
Chef de l’usine
IAV Hassan II
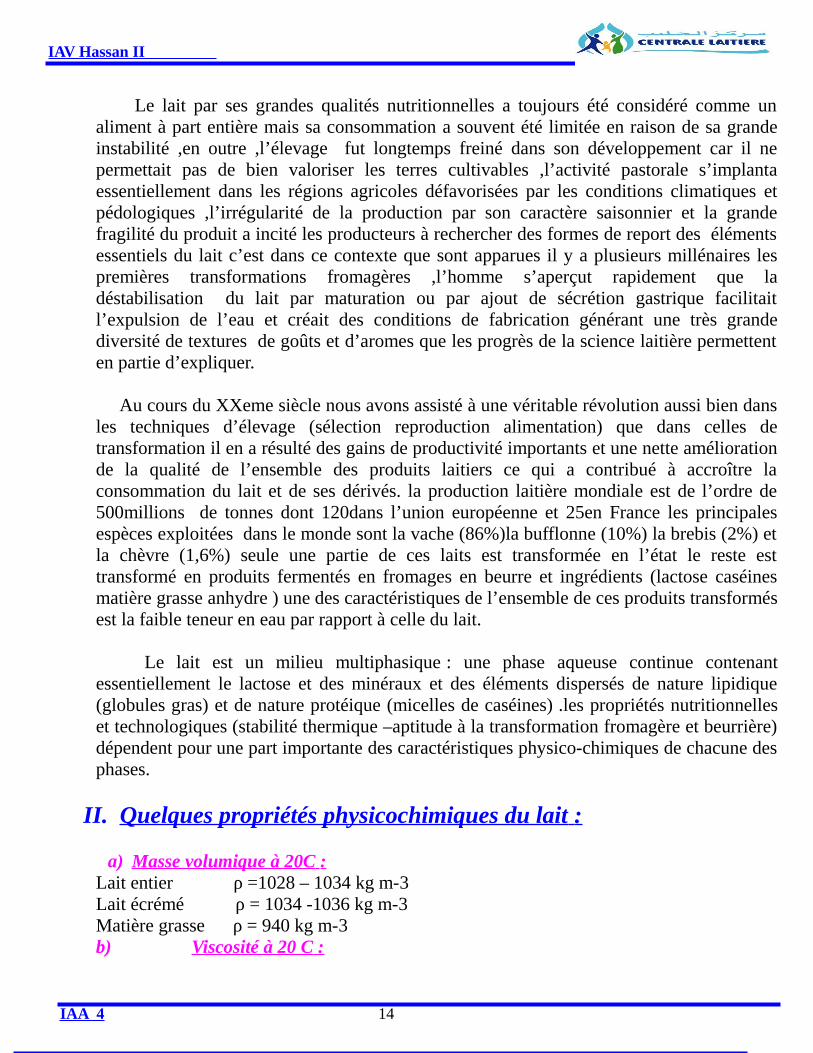
*Effectif : Le tableau suivant nous donne l’ensemble des effectifs titulaires de la Centrale Laitière de Meknès l’année de 2003.
Effectifs au 30/04/2003
Cadres 05
Maîtrise 12
Employés 70
Ouvriers 35
Occasionnels inscrits 28
total 150
I- Sécrétion du lait :
Le lait, sécrétion des glandes mammaires qui se déclenche à la parturition des femellesmammifères, est le premier aliment du jeune qui vient de naître et l’aliment le mieuxadapté à ses besoins physiologiques, les caractéristiques de cette sécrétion varient au coursdes premiers jours suivant la naissance et différent selon les espèces. Le lait est l’alimentde choix du nourrisson non seulement parce qu’il apporte l’énergie et les élémentsindispensables à sa croissance mais aussi par ce qu’il contient des prébiotiques et deséléments aux propriétés immunostimulantes qui aident le jeune à s’adapter à son nouvelenvironnement dans toutes les cultures et civilisations, le lait a acquis un caractère sacréparce qu’il est un don de la nature indispensable à la survie de l’espèce.
IAA 4 13
Responsable Ligne LaitPasteurisé
Responsable LigneFromages & Desserts
IAV Hassan II
Le lait par ses grandes qualités nutritionnelles a toujours été considéré comme unaliment à part entière mais sa consommation a souvent été limitée en raison de sa grandeinstabilité ,en outre ,l’élevage fut longtemps freiné dans son développement car il nepermettait pas de bien valoriser les terres cultivables ,l’activité pastorale s’implantaessentiellement dans les régions agricoles défavorisées par les conditions climatiques etpédologiques ,l’irrégularité de la production par son caractère saisonnier et la grandefragilité du produit a incité les producteurs à rechercher des formes de report des élémentsessentiels du lait c’est dans ce contexte que sont apparues il y a plusieurs millénaires lespremières transformations fromagères ,l’homme s’aperçut rapidement que ladéstabilisation du lait par maturation ou par ajout de sécrétion gastrique facilitaitl’expulsion de l’eau et créait des conditions de fabrication générant une très grandediversité de textures de goûts et d’aromes que les progrès de la science laitière permettenten partie d’expliquer.
Au cours du XXeme siècle nous avons assisté à une véritable révolution aussi bien dansles techniques d’élevage (sélection reproduction alimentation) que dans celles detransformation il en a résulté des gains de productivité importants et une nette améliorationde la qualité de l’ensemble des produits laitiers ce qui a contribué à accroître laconsommation du lait et de ses dérivés. la production laitière mondiale est de l’ordre de500millions de tonnes dont 120dans l’union européenne et 25en France les principalesespèces exploitées dans le monde sont la vache (86%)la bufflonne (10%) la brebis (2%) etla chèvre (1,6%) seule une partie de ces laits est transformée en l’état le reste esttransformé en produits fermentés en fromages en beurre et ingrédients (lactose caséinesmatière grasse anhydre ) une des caractéristiques de l’ensemble de ces produits transformésest la faible teneur en eau par rapport à celle du lait.
Le lait est un milieu multiphasique : une phase aqueuse continue contenantessentiellement le lactose et des minéraux et des éléments dispersés de nature lipidique(globules gras) et de nature protéique (micelles de caséines) .les propriétés nutritionnelleset technologiques (stabilité thermique –aptitude à la transformation fromagère et beurrière)dépendent pour une part importante des caractéristiques physico-chimiques de chacune desphases.
II. Quelques propriétés physicochimiques du lait :
a) Masse volumique à 20C :Lait entier ρ =1028 – 1034 kg m-3Lait écrémé ρ = 1034 -1036 kg m-3Matière grasse ρ = 940 kg m-3 b) Viscosité à 20 C :
IAA 4 14
IAV Hassan II
Le lait peut être considéré comme un liquide newtonien Lait entier η = 2,2 10 -3 Lait écrémé η = 1.9 10 -3 Eau η = 1 .0 10 -3
c) Point de congélation : Le lait congèle à -0.555C c’est la caractéristique la plus constante de lait et sa mesure estutilisée pour déceler le mouillage si le point de congélation est supérieur à -0.53 C onsuspectera une addition d’eau d) pH et acidité : Un lait normal a un pH compris entre 6.6 et 6.8 un lait à pH plus bas résulte soit d’unecontamination par une flore acidifiante soit de la présence du colostrum un lait alcalin estun lait pathologique (lait de mammite)
L’acidité titrable exprimée en degré Dornic (°D) (nombre de dl de soude N/9 par litre delait) est de l’ordre de 15 à 18 °D. Cette acidité est attribuée
- aux caséines par leurs groupements esters phosphoriques- aux éléments solubles
pH et acidité ne sont pas étroitement liés dans la lait .l’acidité titrable à un pH donnédépend des teneurs en protéines et en sels du lait.
III- Constituants :a) Caséines : (protéines du lait) La micelle de caséine est une particule sphérique d’un diamètre de 30 à 300nm, formépar l’association des différentes caséines et de composants salins dont les 2 principauxsont le calcium et le phosphore. Ces protéines se différencient les unes des autres par le taux de phosphorylation, laprésence ou non de cystéine, leur caractère plus ou moins hydrophobe. Le nombre decharges négatives confère à ces caséines l’une de leurs propriétés principales : leurpouvoir de fixation du calcium.
b) Globules gras : La composition lipidique du lait est présentée comme suit : les triglycérides quireprésente plus de 97% des lipides et pour une faible part de diglycérides, dephospholipides et de substances insaponifiables. La matière grasse du lait est principalement sous forme globulaire à l’état d’émulsion ; lediamètre des gouttelettes varie de 0,2 à 15 µm .les caractéristiques physicochimiques de lamembrane du globule gras ont un rôle déterminant sur la stabilité de l’émulsion .
c) Lactose :
IAA 4 15
IAV Hassan II
Présent à une dose de 47 à 52 g /kg, c’est le constituant le plus abondant du lait de vache. iljoue un rôle important lié notamment à sa valeur nutritionnelle et à sa fermentescibilitéqui commande l’élaboration de divers produits laitiers. Le lactose peut être fermenté par de nombreuses bactéries et être à l’origine de diversestransformations (ac lactique, propionique, butyrique, alcool…) son pouvoir sucrant est trèsinférieur à celui du saccharose d) Minéraux du lait : C’est l’ensemble des constituants présents à l’état d’ions ou de sels non dissociés. La fraction minérale, bien que mineure, dans la composition du lait est considérée commetrès importante tant au point de vue nutritionnel que technologique .la concentration enéléments minéraux est peu influencée par l’alimentation .et les composants majeurs sont lecalcium, le potassium, le sodium, le magnésium, le phosphate, le citrate, et les chlorures. Ils sont pour une partie à l’état dissous et pour une autre ,à l’état colloïdal associés auxcaséines au sein des micelles .la fraction saline colloïdale représente 65% du calcium,50%du phosphore inorganique,60% du magnésium et 8% du citrate .
e) Vitamines :
Ce sont des substances indispensables certaines jouent le rôle de coenzymes un litre delait couvre pratiquement la totalité des besoins journaliers d’un être humain en 5 vitamines(A, B1, B2, B12, et acide folique) les vitamines hydrosolubles du groupe B sont à des tauxfaiblement dépendants des influences extérieures. Et ont pour principale origine labiosynthèse par les microorganismes du rumen
Les vitamines liposolubles sont présentes en proportions variables du fait des influences del’alimentation et de l’ensoleillement
f) Enzymes :Le lait contient un très grand nombre d’enzymes dont 60 ont été répertoriées parmi cellesprésentant un intérêt particulier on peut citer :
- La lactoperoxydase qui exerce une activité inhibitrice sur la croissance de la florebactérienne des laits crus et dont la thermorésistance permet de reconnaître le degréde chauffage des laits pasteurisés.
- La catalase dont le taux, lié au nombre de leucocytes, permet de reconnaître les laitsde mammite ou la présence de colostrum
- La phosphatase alcaline, dont l’inactivation thermique est l’indice d’un traitementde pasteurisation efficace
- La lipase ou lipoprotéine lipase (LPL) qui, par son action sur les triglycérides, est àl’origine du développement de saveur rance.
IAA 4 16

IAV Hassan II
1)Approvisionnement en lait cru :
Cette tache est assurée par le service *Production laitière* ; il s’occupe du ramassagedu lait cru des différentes coopératives de la région de Gharb et Sais. Une préoccupationparallèle de ce service est le développement de la production laitière au terme de qualité etde quantité.
En effet, pour atteindre cela, un encadrement est assuré par chaque subdivisionnaireaux différents éleveurs faisant partie de sa division. Une division constitue, pour sa part,une partie de la zone globale qui est soumise au pouvoir du chef de zone. La missiond’encadrement se manifeste dans la sensibilisation et l’incitation des agriculteurs àl’amélioration de la qualité de leur lait en leur apportant le soutien et l’aide nécessaires.
2)Réception, refroidissement et stockage du lait
cru :
Réception :
IAA 4 17
IAV Hassan II
Chaque jour, le lait cru est ramené au site dans des camions-citernes contenant 4 à 5compartiments de capacité différente : - 8 citernes à quatre compartiments, chaque citerne peut contenir 25000 (l) de lait. - Une citerne à quatre compartiments, avec une capacité de 16000 (l) de lait. - 2 citernes à deux compartiments, chacune peut contenir 15000 (l) de lait. Avant de les dépoter, le chauffeur présente au responsable de la réception un bon delivraison dans lequel il a mentionné : le N° de bon, N° de citerne, N° de chauffeur, heured’arrivée et le litrage annoncé, à ce moment là, le responsable prend des échantillons dechaque compartiment pour effectuer les analyses physico-chimiques (acidité, test d’alcool,extrait sec, matière grasse…). Si le lait est conforme, l’opérateur passe au dépotage. Le laitensuite serra débarrassé des substances volatiles (malodorantes) en passant dans undégazeur, puis il est aspiré par une pompe centrifuge et passe par un compteurvolumétrique tout en traversant un filtre qui retient les impuretés macroscopiques :cheveux, poils, poussière…
refroidissement et stockage :
Pour freiner la prolifération microbienne, on amène le lait à une température de 4°C en
utilisant un échangeur à plaques à contre courant où l’eau glacée entre à 0°C et le lait à
20°C puis on le stocke dans des tanks isothermes équipés d’un agitateur qui empêche la
formation de la crème. La capacité de stockage de lait cru est de l’ordre de 420 000 litres.
3)Thermisation et écrémage du lait :
le lait qui est initialement à une température de 4 à 8 °C passe à 88 °C pour assurerla destruction d’une bonne proportion de micro-organismes en vue de garder le produit àun niveau bactériologique acceptable en attendant son utilisation. Pour cette fin, on faitpasser le lait cru dans un thermiseur à plaques.
Le thermiseur est composé de trois sections :
1) section de préchauffage permettant la récupération de la chaleur du lait chaud parun circuit lait froid / lait chaud, le lait ressort ainsi à 45°C.
2) section où la température du lait est augmentée jusqu’à 88 °C par de l’eauchaude.
3) section de refroidissement du lait, qui a déjà perdu une quantité de son énergiedans la première section, par l’usage de l’eau glacée. Cette étape se fait aprèsl’écrémage, la température devient 6°C.
IAA 4 18
IAV Hassan II
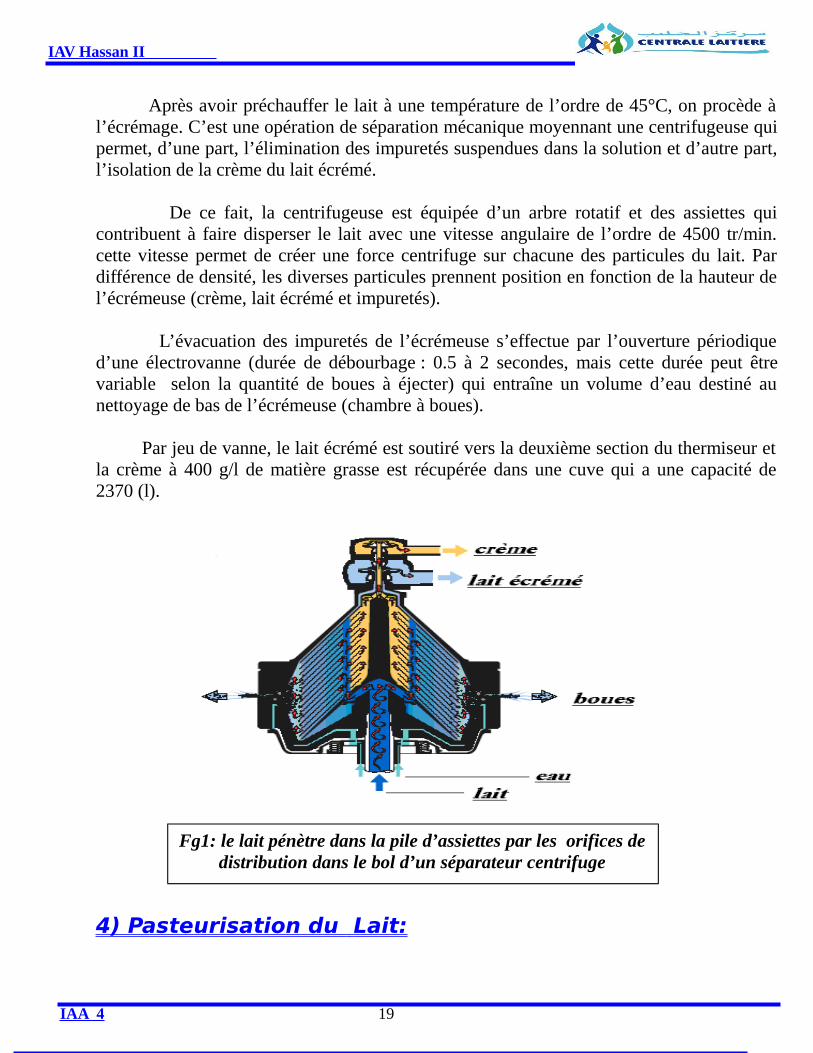
Après avoir préchauffer le lait à une température de l’ordre de 45°C, on procède àl’écrémage. C’est une opération de séparation mécanique moyennant une centrifugeuse quipermet, d’une part, l’élimination des impuretés suspendues dans la solution et d’autre part,l’isolation de la crème du lait écrémé.
De ce fait, la centrifugeuse est équipée d’un arbre rotatif et des assiettes quicontribuent à faire disperser le lait avec une vitesse angulaire de l’ordre de 4500 tr/min.cette vitesse permet de créer une force centrifuge sur chacune des particules du lait. Pardifférence de densité, les diverses particules prennent position en fonction de la hauteur del’écrémeuse (crème, lait écrémé et impuretés).
L’évacuation des impuretés de l’écrémeuse s’effectue par l’ouverture périodiqued’une électrovanne (durée de débourbage : 0.5 à 2 secondes, mais cette durée peut êtrevariable selon la quantité de boues à éjecter) qui entraîne un volume d’eau destiné aunettoyage de bas de l’écrémeuse (chambre à boues).
Par jeu de vanne, le lait écrémé est soutiré vers la deuxième section du thermiseur etla crème à 400 g/l de matière grasse est récupérée dans une cuve qui a une capacité de2370 (l).
4) Pasteurisation du Lait:
IAA 4 19
Fg1: le lait pénètre dans la pile d’assiettes par les orifices dedistribution dans le bol d’un séparateur centrifuge
IAV Hassan II
La centrale laitière assure une production permanente du lait pasteurisé standardisé à30 g/l de matière grasse.
Le service de production du lait pasteurisé utilise une homogénéisation partielle;autrement dit, seule la crème est traitée. Le choix de ce système est dû au fait qu’il peutfonctionner avec un homogénéisateur plus petit et consomme donc moins de puissanceélectrique, tout en assurant un effet d’homogénéisation satisfaisant.
Son principe de fonctionnement est le suivant : après avoir traversé le système destandardisation (écrémage), le débit de crème est divisé en deux flux. L’un, dont le débitpermet de conférer au lait la teneur en matière grasse finale désirée, va versl’homogénéisateur, et l’autre, la crème excédentaire, va vers la cuve de stockage de lacrème. La teneur en matière grasse de la crème à homogénéiser devant être de 10%maximum, la crème ordinaire à, disons, 40% doit être “diluée” au lait écrémé avanthomogénéisation.
Dans un système d’homogénéisation partielle, l’homogénéisateur est égalementraccordé à la tuyauterie de lait écrémé, afin de disposer en permanence de suffisamment deproduit pour assurer un fonctionnement approprié. Le petit débit de crème est doncmélangé au lait écrémé. Après homogénéisation, cette crème à 10% est finalementmélangée en ligne au lait écrémé, pour atteindre 3%. Le lait, dont la teneur en matièregrasse est désormais standardisée, est pompé dans la section de chauffage de l’échangeurde chaleur, où il est thermisé (augmentation de la température de 45°C jusqu’à 88°C).
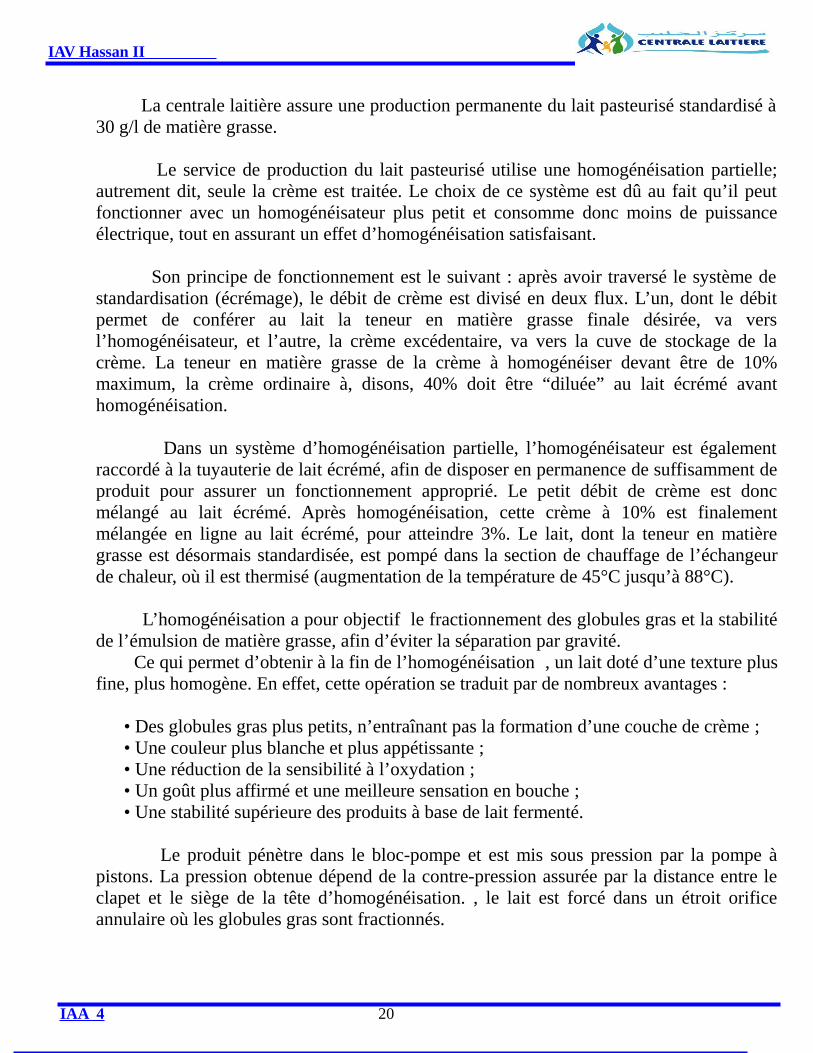
L’homogénéisation a pour objectif le fractionnement des globules gras et la stabilitéde l’émulsion de matière grasse, afin d’éviter la séparation par gravité. Ce qui permet d’obtenir à la fin de l’homogénéisation , un lait doté d’une texture plusfine, plus homogène. En effet, cette opération se traduit par de nombreux avantages :
• Des globules gras plus petits, n’entraînant pas la formation d’une couche de crème ; • Une couleur plus blanche et plus appétissante ; • Une réduction de la sensibilité à l’oxydation ; • Un goût plus affirmé et une meilleure sensation en bouche ; • Une stabilité supérieure des produits à base de lait fermenté.
Le produit pénètre dans le bloc-pompe et est mis sous pression par la pompe àpistons. La pression obtenue dépend de la contre-pression assurée par la distance entre leclapet et le siège de la tête d’homogénéisation. , le lait est forcé dans un étroit orificeannulaire où les globules gras sont fractionnés.
IAA 4 20
IAV Hassan II
Le lait homogénéisé et thermisé à 88°C est ensuite refroidi à 4°C, dans la section derefroidissent du thermiseur, pour être renvoyer aux tanks de stockage.
Le lait est aspiré par une pompe vers un bac de lancement équipé d’un flotteur quimaintien le niveau constant du lait (régulateur). Ce lait passe à un traitement thermique trèsadéquat nommé : la pasteurisation.
La pasteurisation est un traitement thermique qui vise à détruire les germespathogènes et à réduire la flore totale. Il s’agit d’un échangeur à plaques rectangulaires disposées verticalement et serréesles unes contre les autres par des joints qui assurent une bonne circulation en contrecourant du lait cru et l’élément chauffant (eau chaude) et un chambreur.
Le chambreur est un tube calorifuge dont le volume permet, selon le débit, demaintenir la température de pasteurisation durant le temps nécessaire, selon l’équationsuivante : Q = V /T avec : Q : débit, V : volume et T : temps L’échangeur est constitué de trois sections :
IAA 4 21
Fg2 : L’homogénéisation entraîne le fractionnement desglobules gras en des globules plus petits.
IAV Hassan II
La section de récupération de chaleur : Le produit froid est préchauffé par le produit chaud sortant du chambreur. Cettesection permet un préchauffage du produit entrant et un pré-refroidissement du produit ensortie sans demander de l’énergie thermique extérieure. Elle permet une économied’énergie très importante.
La section de chauffage : Doit amener le produit préchauffé dans la section de récupération à la température depasteurisation (la température et le temps de pasteurisation sont des facteurs très importantsque l’on devra choisir avec précision, en fonction de la qualité du lait et de la durée deconservation requise).mais le barème le plus fréquemment adopté est de l’ordre de : 88°Cpendant 3 à 4 minutes. Ensuite, le lait passe dans le chambreur.
A la sortie du chambreur, le produit est pré-refroidi dans la section de récupérationde chaleur.
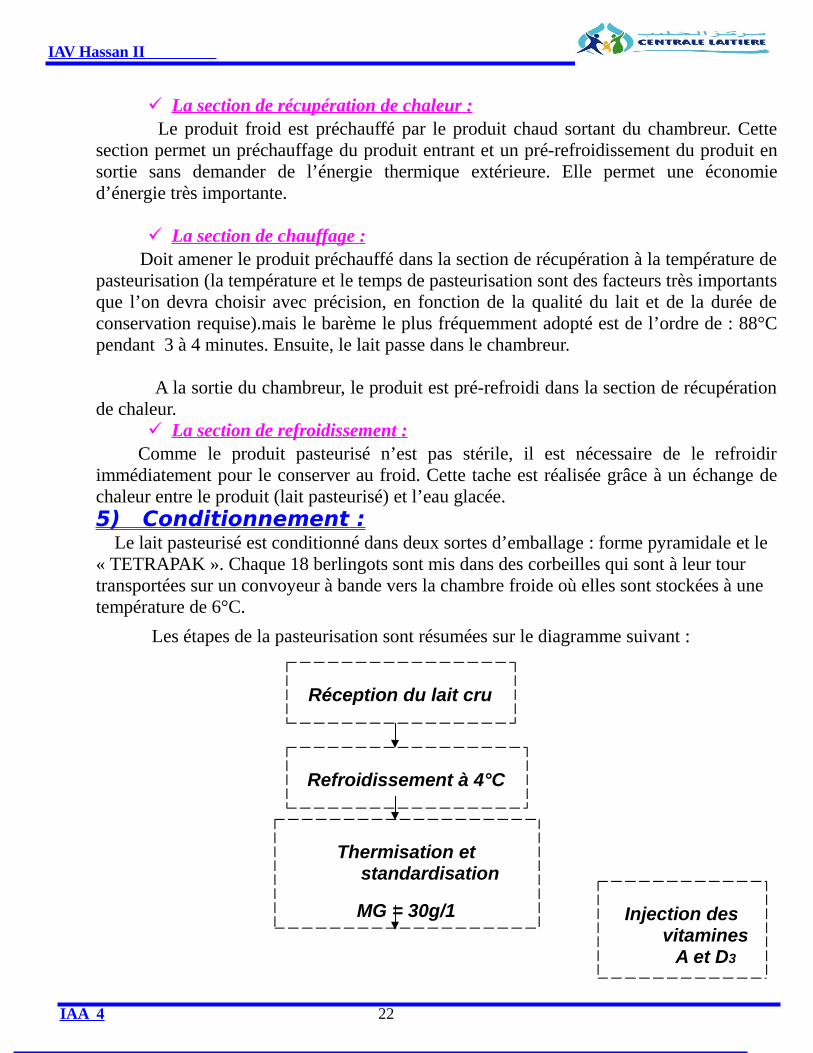
La section de refroidissement : Comme le produit pasteurisé n’est pas stérile, il est nécessaire de le refroidirimmédiatement pour le conserver au froid. Cette tache est réalisée grâce à un échange dechaleur entre le produit (lait pasteurisé) et l’eau glacée.5) Conditionnement : Le lait pasteurisé est conditionné dans deux sortes d’emballage : forme pyramidale et le « TETRAPAK ». Chaque 18 berlingots sont mis dans des corbeilles qui sont à leur tour transportées sur un convoyeur à bande vers la chambre froide où elles sont stockées à une température de 6°C.
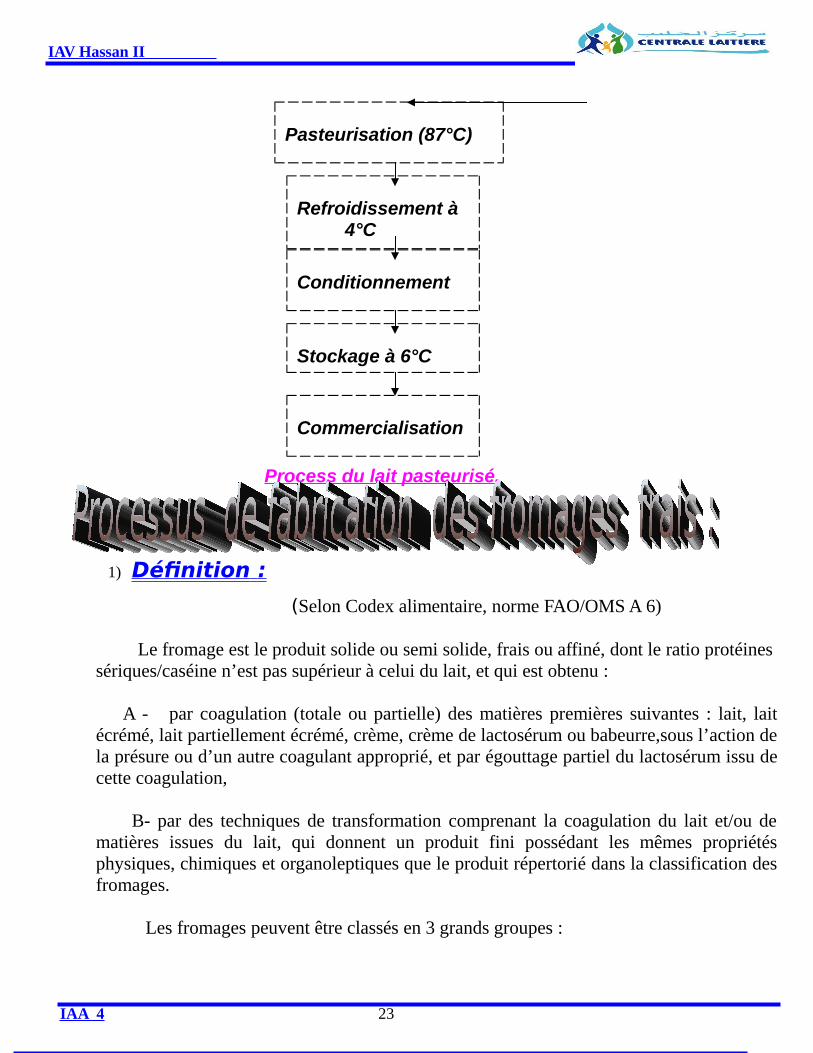
Les étapes de la pasteurisation sont résumées sur le diagramme suivant :
IAA 4 22
Réception du lait cru
Refroidissement à 4°C
Thermisation etstandardisation
MG = 30g/1 Injection desvitamines
A et D3
IAV Hassan II
Process du lait pasteurisé.
1) Définition :
(Selon Codex alimentaire, norme FAO/OMS A 6)
Le fromage est le produit solide ou semi solide, frais ou affiné, dont le ratio protéines sériques/caséine n’est pas supérieur à celui du lait, et qui est obtenu :
A - par coagulation (totale ou partielle) des matières premières suivantes : lait, laitécrémé, lait partiellement écrémé, crème, crème de lactosérum ou babeurre,sous l’action dela présure ou d’un autre coagulant approprié, et par égouttage partiel du lactosérum issu decette coagulation,
B- par des techniques de transformation comprenant la coagulation du lait et/ou dematières issues du lait, qui donnent un produit fini possédant les mêmes propriétésphysiques, chimiques et organoleptiques que le produit répertorié dans la classification desfromages.
Les fromages peuvent être classés en 3 grands groupes :
IAA 4 23
Pasteurisation (87°C)
Refroidissement à 4°C
Conditionnement
Stockage à 6°C
Commercialisation
IAV Hassan II
1.1 Le fromage mûri ou affiné est un fromage qui ne peut être consommé peu après safabrication, mais doit être conservé pendant un temps défini, à la température et dans lesconditions particulières qui induiront les transformations biochimiques et physiquesspécifiques du type de fromage.
1.2 Le fromage mûri ou affiné aux moisissures est un fromage affiné dont la maturationest due essentiellement au développement de moisissures caractéristiques internes et/ouexternes.
1.3 Le fromage non mûri, non affiné ou frais est un fromage prêt à être consommé peu après sa fabrication.
La centrale laitière - Mèknes produit des fromages blancs sous les marques Danino,Jockey et Yawmi (nouveau produit). Le fromage blanc est une caillebotte (fromagedécaillé) acide à base de lait écrémé, qui est généralement consommé sans subir unaffinage. Il est souvent additionné de crème, et parfois aussi de fruits ou de condiments. Le produit type est différent d’un pays à l’autre et le pourcentage d’extrait sec du fromageblanc maigre varie entre 14 et 24%.
La différence qui existe entre les deux fromages produits par la société est lepourcentage de l’extrait sec dégraissé (ESD) et la teneur en matière grasse (MG), alors queleur fabrication se fait de la même façon. La matière de base de la fabrication de cesfromages est le lait écrémé, qui doit être de bonne qualité et ne doit jamais provenir devaches malades ou traitées par des antibiotiques.
Pour obtenir ces deux fromages, le lait écrémé passe par plusieurs opérations qui sontcomme suit :
Avant que la fabrication du fromage proprement dite commence, le lait écrémé doitimpérativement être pasteurisé dans un échangeur à plaques, afin de créer les conditionsde production optimales et aussi afin de détruire les bactéries capables d’altérer la qualitédu fromage.(ex : Bacillus Cereus)
Le lait écrémé pasteurisé sort du pasteurisateur avec une température de 28°C quicorrespond à la température optimale de la fermentation. Cette opération se fait dans destanks de maturation (TM), dont la société possède 3 avec une capacité globale de 90 103 l.la culture est ajoutée au lait pendant le remplissage des TM afin de :
a- obtenir une répartition parfaite et uniforme des bactéries.
IAA 4 24
IAV Hassan II
b- donner aux bactéries le temps de “s’acclimater” à ce “nouveau” milieu. Le tempsnécessaire entre l’inoculation et le démarrage du développement - que l’on appelleégalement temps de pré-maturation. Après on ajoute le Calcium sous forme dechlorure de calcium. A la fin on procède à l’ajout de la présure, qui doit être diluée(pour faciliter sa répartition).
Quand l’emprésurage est terminé, le lait est soigneusement brassé pendant quelquesminutes pour assurer la bonne répartition des ingrédients ajoutés. A la fin, le lait est laissése coaguler pendant plusieurs heures (16h à 18h), jusqu’à un pH de 4,6.
Par la suite, le gel formé est décaillé dans les TM et soutiré pour qu’il soit thermisé.
La thermisation est un traitement thermique modéré, qui se fait généralement à unetempérature autour de 65°C pendant quelques secondes. Elle se fait dans un échangeur àplaques et elle a comme rôle de bonifier l’opération de séparation.
Le gel du caillé, ou coagulum formé à la fin de la fermentation entre à unetempérature de 40 °C dans une centrifugeuse afin de le séparer en deux parties la pâtemaigre et le sérum .ce dernier - avant de le rejeter dans les égouts- on détermine sonacidité et son pH, et à partir ces deux paramètres, on peut déduire la concentration de lasoude qu’il faut ajouter pour neutraliser les eaux usées au niveau de la station d’épuration.
Le bol de la centrifugeuse tourne à une vitesse de 5430 tr/mn. La séparation est uneopération très importante et complexe dans le processus de fabrication de fromages blancs,car la variation du débit à une influence directe sur la teneur en matière sèche du produitfini.
Avant d’être injectée dans la pâte maigre, la crème passe au service de poudrage pour lamélanger avec d’autres ingrédients (sucre, fer, vitamines …) dont la nature et les quantitésvarient selon le produit final.Après la crème est acheminée vers l’atelier de fromages où elle subit une homogénéisationqui entraîne principalement le fractionnement des globules gras en des globules beaucoupplus petits pour stabiliser l’émulsion de matière grasse, et aussi pour éviter la séparationpar gravité. L’homogénéisation permet aussi de diminuer la couleur de la crème rendant ainsi lefromage blanc. La crème homogénéisée subit une stérilisation dans un échangeur àplaques à une température de 120°C pendant quelques secondes.
IAA 4 25
IAV Hassan II
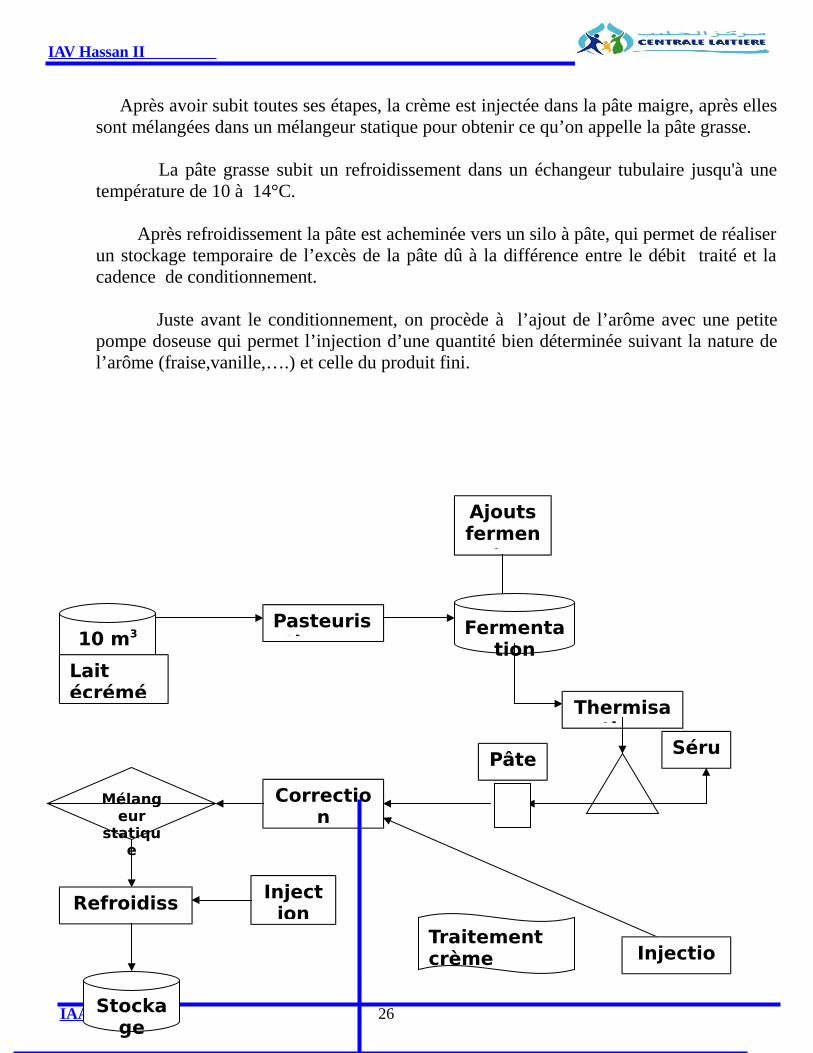
Après avoir subit toutes ses étapes, la crème est injectée dans la pâte maigre, après ellessont mélangées dans un mélangeur statique pour obtenir ce qu’on appelle la pâte grasse.
La pâte grasse subit un refroidissement dans un échangeur tubulaire jusqu'à unetempérature de 10 à 14°C.
Après refroidissement la pâte est acheminée vers un silo à pâte, qui permet de réaliserun stockage temporaire de l’excès de la pâte dû à la différence entre le débit traité et lacadence de conditionnement.
Juste avant le conditionnement, on procède à l’ajout de l’arôme avec une petitepompe doseuse qui permet l’injection d’une quantité bien déterminée suivant la nature del’arôme (fraise,vanille,….) et celle du produit fini.
IAA 4 26
10 m3Pasteurisation
Ajoutsfermen
ts
Fermentation
Thermisation
SérumPâte
Correction
Mélangeur
statique
Refroidissement
Stockage
Injection
Traitement crème Injectio
n
Lait écrémé
IAV Hassan II
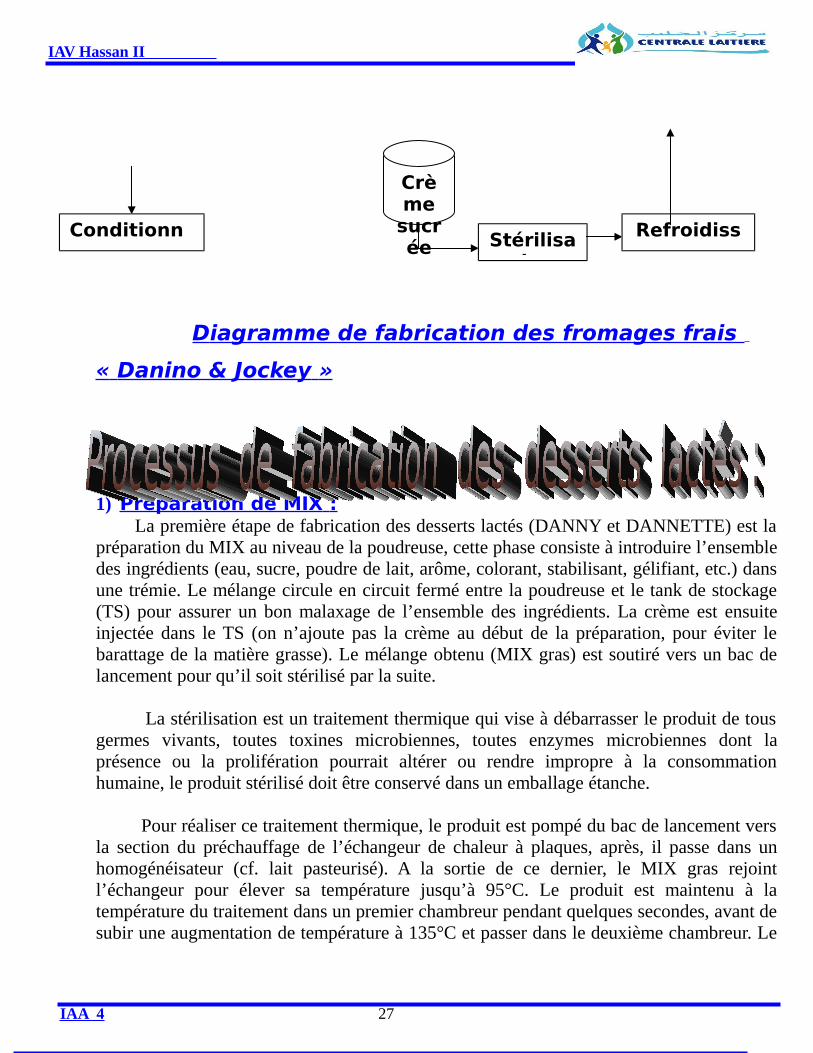
D iagramme de fabrication des fromages frais
« Danino & Jockey »
1) Préparation de MIX : La première étape de fabrication des desserts lactés (DANNY et DANNETTE) est lapréparation du MIX au niveau de la poudreuse, cette phase consiste à introduire l’ensembledes ingrédients (eau, sucre, poudre de lait, arôme, colorant, stabilisant, gélifiant, etc.) dansune trémie. Le mélange circule en circuit fermé entre la poudreuse et le tank de stockage(TS) pour assurer un bon malaxage de l’ensemble des ingrédients. La crème est ensuiteinjectée dans le TS (on n’ajoute pas la crème au début de la préparation, pour éviter lebarattage de la matière grasse). Le mélange obtenu (MIX gras) est soutiré vers un bac delancement pour qu’il soit stérilisé par la suite.
La stérilisation est un traitement thermique qui vise à débarrasser le produit de tousgermes vivants, toutes toxines microbiennes, toutes enzymes microbiennes dont laprésence ou la prolifération pourrait altérer ou rendre impropre à la consommationhumaine, le produit stérilisé doit être conservé dans un emballage étanche.
Pour réaliser ce traitement thermique, le produit est pompé du bac de lancement versla section du préchauffage de l’échangeur de chaleur à plaques, après, il passe dans unhomogénéisateur (cf. lait pasteurisé). A la sortie de ce dernier, le MIX gras rejointl’échangeur pour élever sa température jusqu’à 95°C. Le produit est maintenu à latempérature du traitement dans un premier chambreur pendant quelques secondes, avant desubir une augmentation de température à 135°C et passer dans le deuxième chambreur. Le
IAA 4 27
Conditionnement
Crèmesucrée Stérilisa
tion
Refroidissement
IAV Hassan II
produit est refroidi à environ 78°C dans l’échangeur de chaleur à plaques, puis gagnedirectement une machine de remplissage aseptique ou une cuve aseptique avant sonconditionnement.
En cas de chute de température en cours de production, le produit est acheminé versune cuve de rejet, après un refroidissement supplémentaire, l’installation subitsimultanément un rinçage à l’eau, l’installation est nettoyée (NEP) et désinfectée, avantd’être remise en marche.
2) Conditionnement des fromages et desserts lactés : La Centrale Laitière Meknès dispose d’une ligne de conditionnement des fromageset une autre pour les desserts lactés; leur principe de fonctionnement est le même.
Une fois les rouleaux de plastique sont installés sur la conditionneuse, ils subissentune aspiration ionisante, car les bandes plastiques sont naturellement chargées en électricitéstatique, ce qui attire les poussières et autres corps étrangers. Cette opération permetl’élimination de la majorité des corps. Ceux qui ont échappé sont décrochés par la raclette,neutralisés par l’ionisateur, captés par les buses d’aspiration et piégés dans le sacd’aspirateur.
La bande de plastique passe ensuite à travers des plaques chauffantes pour qu’ellesoit formée en pots par moulage. Ces derniers seront remplis par le produit fini moyennantdes buses doseurs et couverts par un plastique complexe, stérilisé par rayonnement etcomportant la date de péremption du produit. Après, les pots seront découpés en cagettes,chacune d’elle comporte 4 ou 6 pots.
Les cagettes seront transportées par un convoyeur pour être mises dans des caisses enplastique et transportées vers les chambres froides.
3) Stockage et Expédition: Toutes les entrées de matière première (à part bien sûr le lait frais écrémé et la crème)convergent vers le magasin de matières premières. Dans ce magasin sont stockées, en attendant leur utilisation, les ingrédients (poudre delait écrémé, sucre, gélatine, amidon, arômes…) et les emballages (opercules, décors,PEHT, polystyrène, etc).
La gestion de la matière première se fait de la manière suivante :
IAA 4 28
IAV Hassan II
- Selon les besoins proches, on envoie à la Direction des Achats au siège à Casablanca, desdemandes d’achats DA.La Direction des achats s’occupe de passer les commandes et traite directement avec lesfournisseurs.La commande effectuée, elle envoie une copie des bons d’achats vers le magasin de lamatière première pour l’en informer d’abord et pour qu’il puisse inclure ce bon decommande dans son planning.
- Lorsque la livraison se fait, le magasin de matière première remplit le bon de livraisonpour le compte du fournisseur et en garde un deuxième en guise de bon de réception.
A sa réception certaines matières premières comme les emballages, subissent uncontrôle préliminaire (poids et état de livraison) et sont stockés à part en attendantl’intervention du laboratoire. Une fiche de conformité (ou de non conformité) est envoyée par le laboratoire, faisant étatde la qualité de la matière première. Si cette dernière est conforme, elle est mise avec lamatière première conforme sinon, dans le cas d’une matière première défectueuse, onprocède au marquage du lot par du scotch rouge et on envoie une Fiche de RenvoiFournisseur FRF à ce dernier.A la prochaine livraison, le lot défectueux lui sera renvoyé (une copie de cette fiche estgardée). Le flux interne de la matière première entre les différents secteurs de la productionest régi par la loi du FIFO (First In First Out). A chaque sortie de la matière première, unbon de mouvement de stock BMS est rempli. Le flux de la matière première, aussi bien interne qu’externe est enregistréjournellement dans un logiciel de gestion spécialement conçu pour la firme CentraleLaitière Maroc Lait. Ce logiciel est relié via un réseau à toutes les autres filiales de la Centrale Laitière etpermet donc d’avoir une toutes les données relatives à l’état de stock de n’importe quelproduit dans n’importe laquelle de ces filiales.
IAA 4 29
IAV Hassan II
1) Le service qualité : La qualité en industrie agroalimentaire revêt plusieurs concepts, mais celle liée àl’aliment peut se scinder en trois aspects : la qualité organoleptique qui se rapporte au goût,texture, odeur ,couleur du produit … ,la qualité nutritionnelle qui est l’aptitude de l’alimentà nourrir le consommateur, c’est-à-dire lui apporter les nutriments et l’énergie nécessairesau bon fonctionnement physiologique de son organisme ; enfin la qualité hygiénique quitraduit la non toxicité et la salubrité du produit. Ce service a pour mission de mener à bien la démarche qualité au sein du système demanagement intégré, prenant en compte la sécurité du consommateur à travers le systèmeHACCP
2) Le laboratoire :
La CENTRALE LAITIERE œuvre pour une politique de qualité qui est pratiquée engénéral dans les sociétés Japonaises et les sociétés les plus performantes des Etats-Unisafin de bâtir une image d’excellence. Depuis juillet 2003, elle est certifiée ISO 9001version 2000 ce qui lui permet d’être le N° 1 sur le marché national des produits laitiers.
Dans le cadre de sa politique d’assurance qualité et dans l’objectif d’êtrecontinuellement conforme aux normes nationales et internationales en matière d’hygiène et
IAA 4 30
IAV Hassan II
de qualité, la Centrale Laitière Usine de Meknès dispose d’un laboratoire d’analysesphysico-chimiques et microbiologiques performant.
Ce laboratoire est équipé d’outils d’analyses physico – chimiques et microbiologiquesde pointe. Il intervient à la réception de la matière première et tout au long du processus defabrication, pour contrôler tous les points critiques susceptibles de causer unecontamination microbienne ou porter atteinte à la qualité nutritionnelle ou organoleptiquedes produits de l’usine.
La plupart des analyses physico – chimiques ; à savoir l’ESD, la teneur en MG,l’acidité et le pH, la teneur en protéines et en glucides, sont faites par un seul appareilappelé MILKOSCAN.
Pour les analyses microbiologiques, le laboratoire est équipé en tout le matérielnécessaire (milieux de culture, réactifs chimiques, verrerie, microscope, étuve …).
3) Analyses physico-chimiques :
Les mesures les plus importantes effectuées quotidiennement par les techniciens dulaboratoire sont :
Mesure du pH : Utilisation d’un pH-mètre à deux électrodes utilisant le KCl comme solution électrolytique. Cet appareil est taré avec deux solutions tampons de pH = 7 et pH = 4, les valeurs données sont déjà corrigées par la température qui est affichée.
De temps en temps, on vérifie la linéarité de la relation pH = f (potentielélectrique). Si les résultats ne sont pas conformes, il faut régénérer la solutionélectrolytique ou changer l’électrode. Après chaque usage, l’électrode est rincée avec l’eau distillée et séchée au papier josephsans frotter.
L’acidité Dornic : mesure l’acidité titrable du lait, c’est un dosage volumétrique par la soude avec addition de la phénophtaléine comme indicateur coloré. Quand la colorationdevient rose persistant pendant 30 s, on prélève le volume versé de base qui est égale à l’acidité Dornic.Par définition, 1 degré Dornic = 0.1 g d’acide lactique par litre de lait.
Test d’alcool : la stabilité alcoolique donne une idée sur l’état de dégradation des protéines (caséine). le lait et l’alcool éthylique à des degrés progressifs (68, 74, 76, 79)
IAA 4 31
IAV Hassan II
mélangés dans les mêmes proportions réagissent pour donner une floculation signe de résultat positif.
Test de stabilité thermique : par ébullition, si le test d’alcool à 68 ° est négatif, ce test est automatiquement considéré négatif et n’est donc pas fait.
Mesure de la viscosité : par un viscosimètre de type BROOKFIELD, il est équipé d’unpetit moteur faisant tourner un arbre qui porte à son extrémité un disque immergé dansla solution considérée.
La résistance du liquide au mouvement rotatoire du disque détermine sa viscosité quisera lue directement sur l’écran de l’appareil en centipoise.
Détermination de la matière grasse MG, de l’extrait sec ES et de l’extrait secdégraissé ESD : le MILKOSCAN mesure les valeurs suivantes : MG, ES et le taux deprotéines. Cet appareil est spécifique aux lait ne contenant pas d’additifs tel le sucre(lait cru, lait pasteurisé, lait écrémé. et crème).dans le cas du lait aromatisé, on secontente des méthodes classiques comme. dans ce cas, le ESD est déduit de MGdéterminée par la méthode officielle de GERBER et de ES prise par étuvage :
ES – MG/d ESD =
1000 – MG/d
Ici on est obligé de diviser par la densité car les mesures sont prises pour des massesd’échantillons et non pour des volumes, dans le but de réaliser ces tests avec une grandeprécision par l’utilisation d’une balance analytique.
Indice de crémage : détermination et versification de l’efficacité de l’homogénéisation que le lait pasteurisé subi.
4) Analyses microbiologiques : De par sa composition, le lait non seulement contient normalement des microbes dès sasortie de la mamelle mais il est habituellement le siège de nombreuses contaminationsintervenant au cours des manipulations qu’il doit subir par la suite. A la suite d’unecontamination, la flore initiale subit une évolution qui est sous la dépendance étroite dedeux facteurs : la température et la durée de stockage du lait.
IAA 4 32
IAV Hassan II
Il en résulte que même si le lait constitue un produit précieux pour l’alimentation et lasanté humaine, il est aussi une source de plusieurs infections causées par la présence demicroorganismes pathogènes. Ces bactéries sont parfois capables de pousser dans le lait etles produits laitiers et de survivre pendant une longue durée de stockage au réfrigérateur etde supporter le traitement thermique du lait cru soumis à une température de sub-pasteurisation.
C’est pour inhiber la prolifération de ces microorganismes notamment les bactérieslactiques qui sont responsables de l’acidification du lait en quelques heures si lesconditions sont favorables que le lait doit absolument être réfrigéré et conservé à unetempérature entre 2 et 4 °C en attendant qu’il passe par le traitement adéquat.
La détermination de la charge microbienne du lait depuis son admission dans lescentres de collecte jusqu’au conditionnement est donc essentielle pour apprécier la qualitéde la matière première, des produits finis et des produits intermédiaires. Ces considérationsentières donnent aux analyses microbiologiques leur grande importance dans le suivi desopérations technologiques dans l’usine.
Les prises d’échantillons au niveau de l’usine sont possibles à tous les stades defabrication par des vannes, membranes perméables ou échantillonneurs moyens à débitréglable. Ce dernier moyen est utilisé dans la réception par exemple pour donner unéchantillon représentatif.
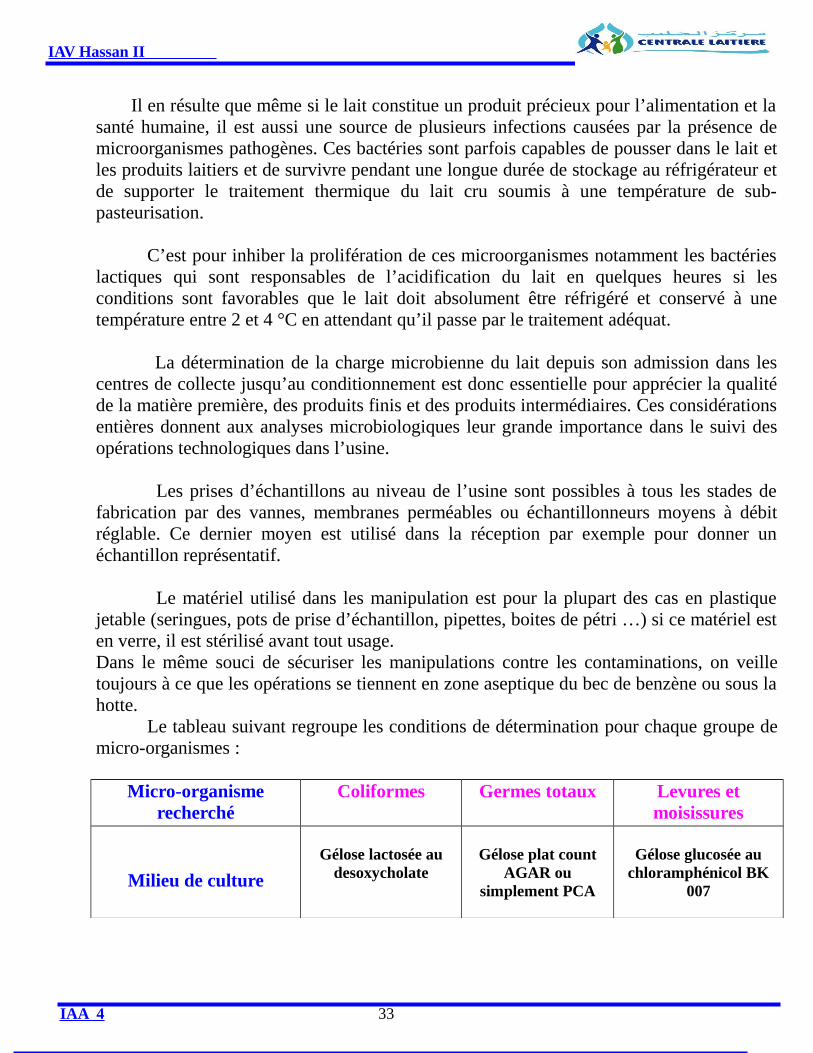
Le matériel utilisé dans les manipulation est pour la plupart des cas en plastiquejetable (seringues, pots de prise d’échantillon, pipettes, boites de pétri …) si ce matériel esten verre, il est stérilisé avant tout usage.Dans le même souci de sécuriser les manipulations contre les contaminations, on veilletoujours à ce que les opérations se tiennent en zone aseptique du bec de benzène ou sous lahotte. Le tableau suivant regroupe les conditions de détermination pour chaque groupe demicro-organismes :
Micro-organismerecherché
Coliformes Germes totaux Levures etmoisissures
Milieu de culture
Gélose lactosée audesoxycholate
Gélose plat countAGAR ou
simplement PCA
Gélose glucosée auchloramphénicol BK
007
IAA 4 33
IAV Hassan II
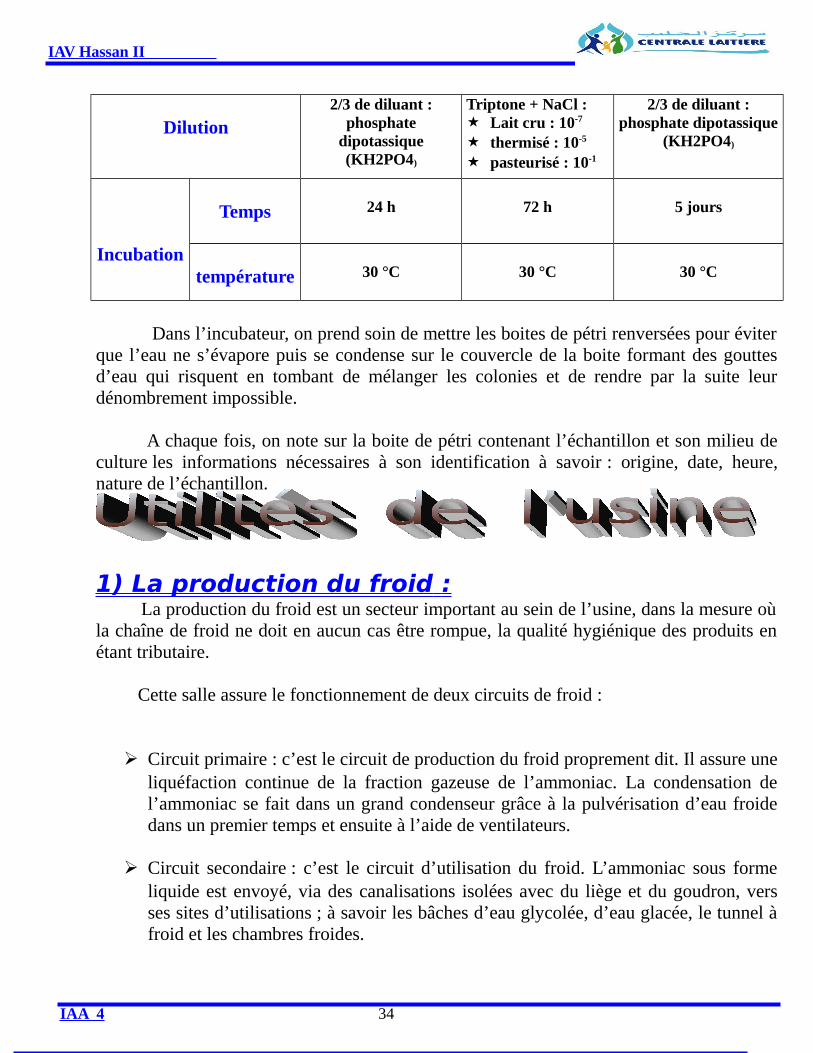
Dilution2/3 de diluant :
phosphatedipotassique(KH2PO4)
Triptone + NaCl : Lait cru : 10-7
thermisé : 10-5
pasteurisé : 10-1
2/3 de diluant :phosphate dipotassique
(KH2PO4)
Incubation
Temps 24 h 72 h 5 jours
température 30 °C 30 °C 30 °C
Dans l’incubateur, on prend soin de mettre les boites de pétri renversées pour éviterque l’eau ne s’évapore puis se condense sur le couvercle de la boite formant des gouttesd’eau qui risquent en tombant de mélanger les colonies et de rendre par la suite leurdénombrement impossible.
A chaque fois, on note sur la boite de pétri contenant l’échantillon et son milieu deculture les informations nécessaires à son identification à savoir : origine, date, heure,nature de l’échantillon.
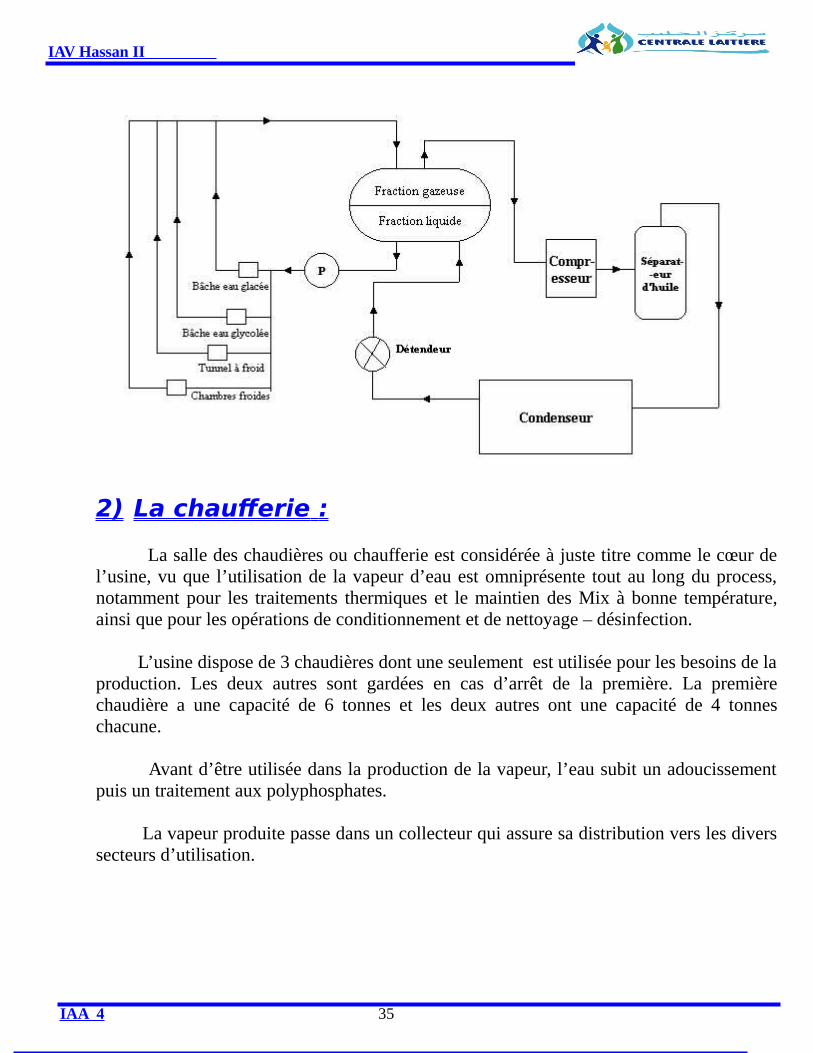
1) La production du froid : La production du froid est un secteur important au sein de l’usine, dans la mesure oùla chaîne de froid ne doit en aucun cas être rompue, la qualité hygiénique des produits enétant tributaire.
Cette salle assure le fonctionnement de deux circuits de froid :
Circuit primaire : c’est le circuit de production du froid proprement dit. Il assure uneliquéfaction continue de la fraction gazeuse de l’ammoniac. La condensation del’ammoniac se fait dans un grand condenseur grâce à la pulvérisation d’eau froidedans un premier temps et ensuite à l’aide de ventilateurs.
Circuit secondaire : c’est le circuit d’utilisation du froid. L’ammoniac sous formeliquide est envoyé, via des canalisations isolées avec du liège et du goudron, versses sites d’utilisations ; à savoir les bâches d’eau glycolée, d’eau glacée, le tunnel àfroid et les chambres froides.
IAA 4 34
IAV Hassan II
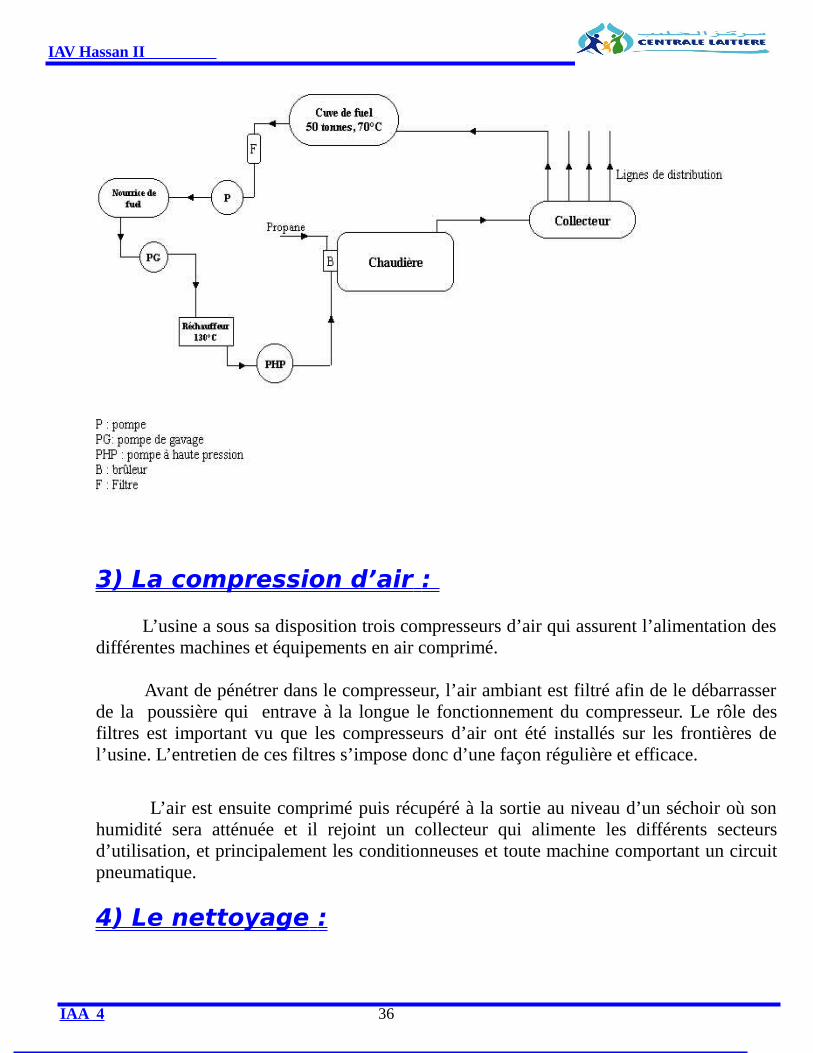
2) La chaufferie :
La salle des chaudières ou chaufferie est considérée à juste titre comme le cœur del’usine, vu que l’utilisation de la vapeur d’eau est omniprésente tout au long du process,notamment pour les traitements thermiques et le maintien des Mix à bonne température,ainsi que pour les opérations de conditionnement et de nettoyage – désinfection.
L’usine dispose de 3 chaudières dont une seulement est utilisée pour les besoins de laproduction. Les deux autres sont gardées en cas d’arrêt de la première. La premièrechaudière a une capacité de 6 tonnes et les deux autres ont une capacité de 4 tonneschacune.
Avant d’être utilisée dans la production de la vapeur, l’eau subit un adoucissementpuis un traitement aux polyphosphates.
La vapeur produite passe dans un collecteur qui assure sa distribution vers les diverssecteurs d’utilisation.
IAA 4 35
IAV Hassan II
3) La compression d’air :
L’usine a sous sa disposition trois compresseurs d’air qui assurent l’alimentation desdifférentes machines et équipements en air comprimé.
Avant de pénétrer dans le compresseur, l’air ambiant est filtré afin de le débarrasserde la poussière qui entrave à la longue le fonctionnement du compresseur. Le rôle desfiltres est important vu que les compresseurs d’air ont été installés sur les frontières del’usine. L’entretien de ces filtres s’impose donc d’une façon régulière et efficace.
L’air est ensuite comprimé puis récupéré à la sortie au niveau d’un séchoir où sonhumidité sera atténuée et il rejoint un collecteur qui alimente les différents secteursd’utilisation, et principalement les conditionneuses et toute machine comportant un circuitpneumatique.
4) Le nettoyage :
IAA 4 36
IAV Hassan II
Nettoyage en place : NEP
Le cycle de NEP des installations comporte des séquences de prérinçage, denettoyage à la soude, de rinçage à l’eau chaude, de nettoyage à l’acide et de rinçage final,toutes commandées automatiquement selon un programme de température et de duréeprédéfini. Le programme de NEP doit être optimisé en fonction des diverses conditions defonctionnement des différentes lignes de fabrication.
Nettoyage intermédiaire aseptique : NIA
L’ensemble du cycle NEP prend 70 à 90 minutes et s’effectue habituellement justeaprès la production. Le nettoyage intermédiaire aseptique (NIA) s’avère un précieuxauxiliaire, lorsque l’installation est utilisée pour des séries de fabrication très longues.On peut effectuer un NIA de 30 minutes à chaque fois qu’il faut éliminer l’encrassement dela ligne de traitement sans perte des conditions aseptiques. Il n’est pas nécessaire derestériliser l’installation après un NIA. Cette méthode réduit les temps d’arrêts et permetdes séries de fabrication plus longues.
IAA 4 37
IAV Hassan II
IAA 4 38

IAV Hassan II
IAA 4 39

IAV Hassan II
IAA 4 40





























