Embed Size (px)
Citation preview
© fo
tolia
.com
Nouveaux packagings plastiques Plus qualitatifs, plus actifs, plus sûrs, et plus écologiques
L’injection, le soufflage ou le thermoformage, sont les principaux procédés utilisés dans la fabrication des packagings plastiques destinés à servir un ensemble de secteurs : l’agro-alimentaire, la santé, l’hygiène et beauté, les produits d’entretien et les autres besoins de l’industrie et du transport. Un évènement Innov’Day, organisé par le CFP, s’est tenu à Lyon le 16 décembre 2014. A l’occasion de cet évènement, 4 thématiques ont été abordées, représentant des attentes actuelles fortes du secteur du packaging à l’égard des in-dustriels fabricants d’emballages :• Des packagings plus qualitatifs mais moins chers. La demande de produits est croissante pour un pouvoir d’achat en décroissance. Des économies dans la fabrication des packagings sont à réaliser tout en respectant les critères des cahiers des charges. • Des packagings avec davantage de fonctions pour apporter de la valeur ajoutée : emballages actifs.• Des packagings avec un impact négatif moindre sur l’environnement. Le choix des matières est au cœur des débats.• Des packagings plus sûrs au contact direct avec les aliments ou avec les produits de santé, d’hygiène ou de beauté.
Sans la prétention de pouvoir traiter de manière exhaustive tous ces sujets, les intervenants présents à la journée ont apporté leur point de vue et leur expérience pour illustrer des avancées dans le domaine du packaging plastique.
#12 Plastilien • Avril 2015

PLuS DE QuALITE, PLuS ECoNoMIQuE
La simulation numérique appliquée à l’al-lègementIl s’agit d’un véritable défi de devoir concevoir un packaging qui soit à la fois différenciant, léger, résistant, protecteur, pratique, économique, avec un faible im-pact sur l’environnement … Qui plus est, le packaging doit être en même temps per-formant à toutes les étapes de son cycle de vie : vis-à-vis du contenant (tenue à la pression, remplissage à chaud), lors du stockage, dans les transports en palettes, sur les linéaires des grandes surfaces, à l’usage (ouverture, prise en main, …), etc. Les exigences sont toujours plus contrai-gnantes et souvent multicritères.
Pack 3.0 est un bureau d’ingénierie qui conçoit, teste et optimise de manière vir-tuelle les nouveaux concepts d'emballage dans le but de valider les réponses aux exigences fonctionnelles, techniques, environnementales, économiques, avant même de réaliser la première maquette.
Pour cela, Pack 3.0 développe et utilise des modèles numériques capables d’ap-porter des réponses concrètes sur les fonctionnalités d’usage d’un packaging, sur sa qualité, sur les conditions de fabri-cation, sur les possibilités d’allègement ou de réduction des émissions de CO2. La si-mulation numérique réduit les temps et les coûts de mise au point et permet d’optimi-ser les solutions.
Des questions fréquentes adressées à Pack 3.0 concernent l’allègement. Par
exemple « est-il possible de réduire de 2, 3 ou 4 g le poids de cette bouteille d’1 litre en PET en conservant ses performances » ? La démarche peut consister tout d’abord à modéliser la bouteille initiale permettant de confronter les résultats de simulation avec des tests réalisés sur cette bouteille. L’in-térêt est de démontrer au client la validité des calculs et en même temps de réaliser un audit du produit existant. Ensuite par le calcul et selon les critères du cahier des charges, la réponse peut être « oui il est possible d’alléger » ou bien « non ».
Mais même dans ce dernier cas, les choses ne s’arrêtent pas là, Pack 3.0 va être capable d’expliquer pourquoi il n’est pas possible d’alléger et quelle est la fonctionnalité qui est en limite. Puis, connaissant la problématique et fort de son expérience, Pack 3.0 va pouvoir faire des propositions d’évolution du packaging pouvant amener à une solution de réduc-tion de poids. Une étude comme celle-ci peut prendre 15 jours.
Dans un autre exemple, la demande concernait un emballage rempli à chaud «
peut-on réduire le poids de l’emballage sans risquer sa déformation liée à la dé-pression au moment du refroidissement du produit » ?
La simulation numérique avait permis d’ap-porter une réponse favorable si un travail sur le process était réalisé pour obtenir une meilleure répartition de la matière.
Allègement grâce au procédé – bouteilles de laitDepuis des décennies, les bouteilles PEHD obtenues par extrusion-soufflage ou les emballages complexes PEHD/car-ton/aluminium/PEHD (brick) assurent une parfaite protection des produits sensibles à la lumière sous les conditions les plus extrêmes. Mais les emballages complexes ne favorisent pas le recyclage et l’extru-sion-soufflage présente deux inconvé-
///////////////////////////////////////////////////////////// dOSSIer du MOIS
Plastilien • Avril 2015 #13
Simulation numérique – PACK 3.0
/////////////////////////////////////////////////////////////dOSSIer du MOIS
Plastilien >> Juillet/Août 2014
nients majeurs, d’une part la formation d’un pas de vis peu précis qui rend indis-pensable l’operculage de la bouteille et d’autre part une hétérogénéité de la répar-tition de l’épaisseur de matière qui limite les possibilités de réduction du poids des emballages.
En 2007, la société Netstal a introduit sur le marché la technologie PRElactia® d‘in-jection de préformes PET bi-couches pour bouteilles de lait UHT. Ces préformes en PET monomatière sont constituées d’une couche externe blanche avec dioxyde de titane capable de réfléchir la lumière, et d’une couche interne grise chargée noir de carbone pour l’absorption de la lu-mière. Cette technologie a permis au PET de répondre à l’exigence d’opacité aux UV indispensable à la bonne conservation du lait UHT. Les préformes sont réalisées en 2 étapes sur une presse bi-matière : injec-tion du PET gris, ouverture et translation du moule, puis fermeture du moule et sur-moulage avec le PET blanc.
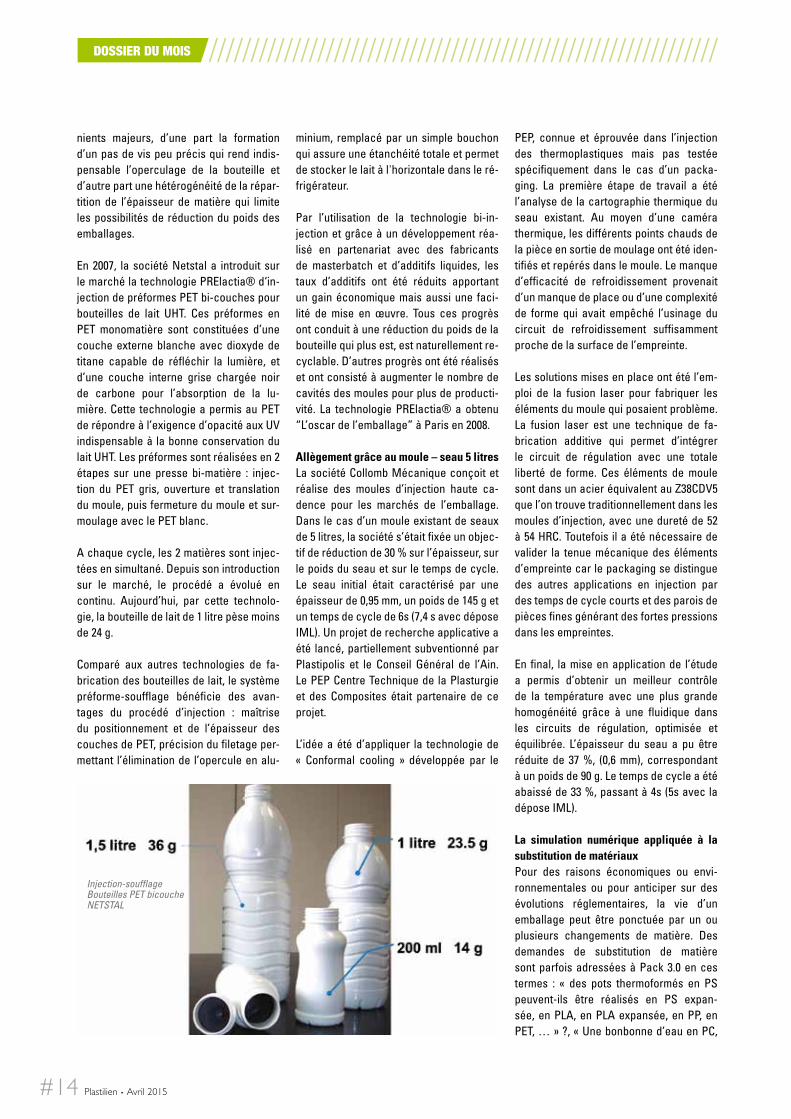
A chaque cycle, les 2 matières sont injec-tées en simultané. Depuis son introduction sur le marché, le procédé a évolué en continu. Aujourd’hui, par cette technolo-gie, la bouteille de lait de 1 litre pèse moins de 24 g.
Comparé aux autres technologies de fa-brication des bouteilles de lait, le système préforme-soufflage bénéficie des avan-tages du procédé d’injection : maîtrise du positionnement et de l’épaisseur des couches de PET, précision du filetage per-mettant l’élimination de l’opercule en alu-
minium, remplacé par un simple bouchon qui assure une étanchéité totale et permet de stocker le lait à l'horizontale dans le ré-frigérateur.
Par l’utilisation de la technologie bi-in-jection et grâce à un développement réa-lisé en partenariat avec des fabricants de masterbatch et d’additifs liquides, les taux d’additifs ont été réduits apportant un gain économique mais aussi une faci-lité de mise en œuvre. Tous ces progrès ont conduit à une réduction du poids de la bouteille qui plus est, est naturellement re-cyclable. D’autres progrès ont été réalisés et ont consisté à augmenter le nombre de cavités des moules pour plus de producti-vité. La technologie PRElactia® a obtenu “L’oscar de l’emballage” à Paris en 2008.
Allègement grâce au moule – seau 5 litresLa société Collomb Mécanique conçoit et réalise des moules d’injection haute ca-dence pour les marchés de l’emballage. Dans le cas d’un moule existant de seaux de 5 litres, la société s’était fixée un objec-tif de réduction de 30 % sur l’épaisseur, sur le poids du seau et sur le temps de cycle. Le seau initial était caractérisé par une épaisseur de 0,95 mm, un poids de 145 g et un temps de cycle de 6s (7,4 s avec dépose IML). Un projet de recherche applicative a été lancé, partiellement subventionné par Plastipolis et le Conseil Général de l’Ain. Le PEP Centre Technique de la Plasturgie et des Composites était partenaire de ce projet.
L’idée a été d’appliquer la technologie de « Conformal cooling » développée par le
PEP, connue et éprouvée dans l’injection des thermoplastiques mais pas testée spécifiquement dans le cas d’un packa-ging. La première étape de travail a été l’analyse de la cartographie thermique du seau existant. Au moyen d’une caméra thermique, les différents points chauds de la pièce en sortie de moulage ont été iden-tifiés et repérés dans le moule. Le manque d’efficacité de refroidissement provenait d’un manque de place ou d’une complexité de forme qui avait empêché l’usinage du circuit de refroidissement suffisamment proche de la surface de l’empreinte.
Les solutions mises en place ont été l’em-ploi de la fusion laser pour fabriquer les éléments du moule qui posaient problème. La fusion laser est une technique de fa-brication additive qui permet d’intégrer le circuit de régulation avec une totale liberté de forme. Ces éléments de moule sont dans un acier équivalent au Z38CDV5 que l’on trouve traditionnellement dans les moules d’injection, avec une dureté de 52 à 54 HRC. Toutefois il a été nécessaire de valider la tenue mécanique des éléments d’empreinte car le packaging se distingue des autres applications en injection par des temps de cycle courts et des parois de pièces fines générant des fortes pressions dans les empreintes.
En final, la mise en application de l’étude a permis d’obtenir un meilleur contrôle de la température avec une plus grande homogénéité grâce à une fluidique dans les circuits de régulation, optimisée et équilibrée. L’épaisseur du seau a pu être réduite de 37 %, (0,6 mm), correspondant à un poids de 90 g. Le temps de cycle a été abaissé de 33 %, passant à 4s (5s avec la dépose IML).
La simulation numérique appliquée à la substitution de matériauxPour des raisons économiques ou envi-ronnementales ou pour anticiper sur des évolutions réglementaires, la vie d’un emballage peut être ponctuée par un ou plusieurs changements de matière. Des demandes de substitution de matière sont parfois adressées à Pack 3.0 en ces termes : « des pots thermoformés en PS peuvent-ils être réalisés en PS expan-sée, en PLA, en PLA expansée, en PP, en PET, … » ?, « Une bonbonne d’eau en PC,
#14 Plastilien • Avril 2015
Injection-soufflageBouteilles PET bicouche NETSTAL

peut-elle être fabriquée en PET, en PP, en Tritan® » ? « Après substitution, quelles seront les propriétés mécaniques, bar-rières, et d’usage du nouvel emballage » ?
La simulation numérique apporte une va-leur ajoutée dans les démarches de subs-titution de matériaux. Dans le cas d’un emballage réalisé en injection-soufflage dans une nouvelle matière, la simulation va permettre :- à partir des données rhéologiques et courbes PVT (Pression, Vitesse, Tempéra-ture), de définir les nouveaux paramètres du process, avec parfois la nécessité de devoir modifier la géométrie de la pré-forme.- à partir du comportement à l’absorption IR du matériau, de définir les conditions de réchauffage de la préforme.- à partir du comportement au bi-étirage de la matière, d’optimiser les paramètres process (étirage, soufflage) pour obtenir le meilleur compromis répartition matière / propriétés mécaniques.- A partir du comportement mécanique de l’emballage réalisé dans la nouvelle matière, de quantifier l’impact des variabi-lités industrielles (niveau de remplissage, quantité d’azote, etc.), permettant d’opti-miser en amont le design, de façon à maxi-miser la performance mécanique.
Par la simulation, il est possible de définir la fenêtre de process à chaque étape du
procédé et d’évaluer la robustesse du pro-cédé.
Propriétés barrières – capsules à caféLe thermoformage est un autre procédé de mise en œuvre des matières plastiques parfaitement adapté à la production de barquettes alimentaires. La technologie In Mold Labelling peut être associée au pro-cédé de thermoformage pour apporter une valeur ajoutée au produit.
La société Illig spécialisée dans le ther-moformage a expliqué que le procédé se distinguait des autres techniques par une
meilleure résistance à la compression des emballages, une barquette thermo-formée est plus souple et se déforme sans déchirure, et par sa grande adaptabilité pour répondre aux exigences en termes de propriétés barrières. En effet, le ther-moformage permet facilement l’emploi de film multi-couches dont chaque couche va pouvoir assurer une fonction comme par exemple, dans le cas des capsules à café, l’aptitude au contact alimentaire, la préservation de l’arôme, la barrière à l’hu-midité, l’identification par la couleur. Avec des capsules à café mono –matière, un su-remballage est nécessaire.
Emballages actifsAlbis commercialise un mélange maître nommé Shelfplus® O2 faisant partie de la famille des matériaux actifs. On entend par matériaux actifs, des principes capables de libérer ou d’absorber des substances dans l’environnement des denrées alimen-taires emballées, dans le but de prolonger leur durée de conservation ou de maintenir ou améliorer leur l’état. Il existe différents principes actifs pour emballages alimen-
Plastilien • Avril 2015 #15
///////////////////////////////////////////////////////////// dOSSIer du MOIS
© fo
tolia
.com
Emballage actif – ALBIS Plastique
Film multicouche et emballage thermoformé – ILLIG
/////////////////////////////////////////////////////////////dOSSIer du MOIS
taires : les absorbeurs d’oxygène, les ab-sorbeurs de dioxyde de carbone, les stabi-lisateurs d’humidité, les antimicrobiens…
Le mélange-maître Shelfplus® O2 est un absorbeur d’oxygène qui nécessite de l’humidité pour être activé.
Le mélange-maître contient des petites particules de Fer (max 40µm) qui vont s’oxyder en présence d’oxygène. L’effet est limité, la réaction s’arrête lorsque le fer est oxydé en totalité.
Un absorbeur d’oxygène va servir à allon-ger la durée de vie du produits alimentaire, à réduire la quantité de conservateurs à introduire dans le plat cuisiné, à préser-ver le goût et/ou la couleur, à améliorer les propriétés barrières. Le produit d’Albis est disponible dans des grades PE, PP ou EVA et concerne des emballages flexibles ou rigides.
MoINS D’IMPACT SuR L’ENVIRoNNEMENT
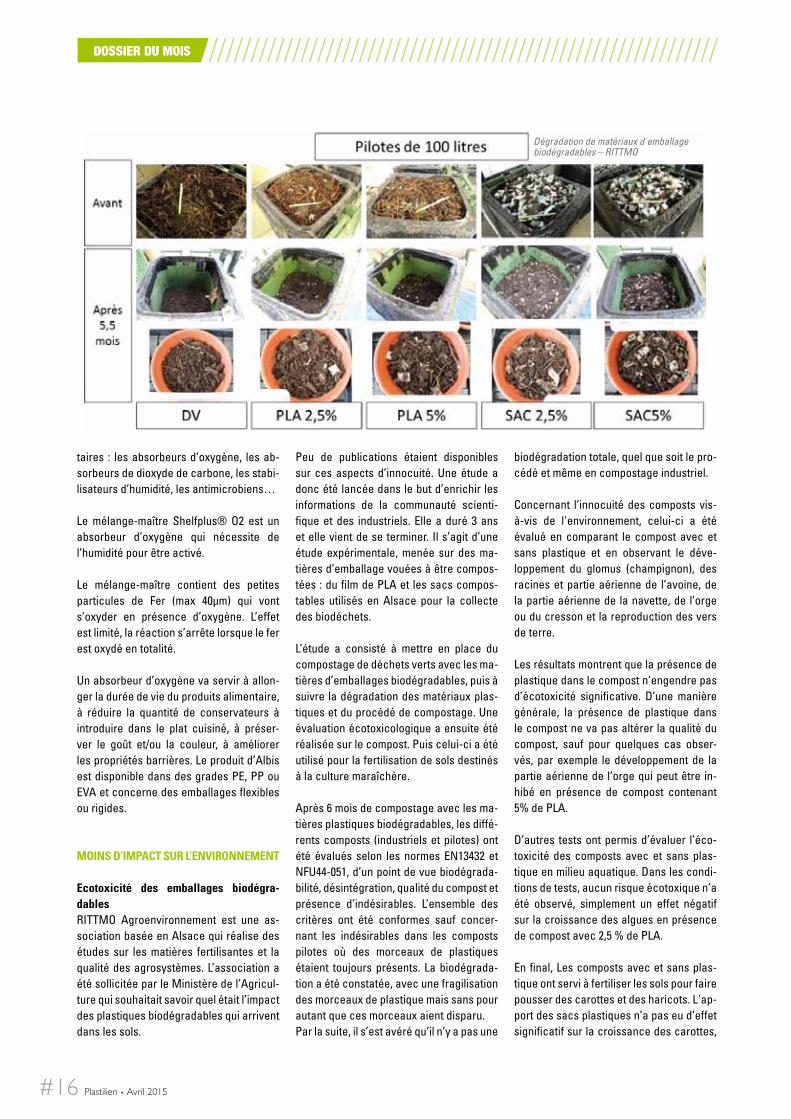
Ecotoxicité des emballages biodégra-dablesRITTMO Agroenvironnement est une as-sociation basée en Alsace qui réalise des études sur les matières fertilisantes et la qualité des agrosystèmes. L’association a été sollicitée par le Ministère de l’Agricul-ture qui souhaitait savoir quel était l’impact des plastiques biodégradables qui arrivent dans les sols.
Peu de publications étaient disponibles sur ces aspects d’innocuité. Une étude a donc été lancée dans le but d’enrichir les informations de la communauté scienti-fique et des industriels. Elle a duré 3 ans et elle vient de se terminer. Il s’agit d’une étude expérimentale, menée sur des ma-tières d’emballage vouées à être compos-tées : du film de PLA et les sacs compos-tables utilisés en Alsace pour la collecte des biodéchets.
L’étude a consisté à mettre en place du compostage de déchets verts avec les ma-tières d’emballages biodégradables, puis à suivre la dégradation des matériaux plas-tiques et du procédé de compostage. Une évaluation écotoxicologique a ensuite été réalisée sur le compost. Puis celui-ci a été utilisé pour la fertilisation de sols destinés à la culture maraîchère.
Après 6 mois de compostage avec les ma-tières plastiques biodégradables, les diffé-rents composts (industriels et pilotes) ont été évalués selon les normes EN13432 et NFU44-051, d’un point de vue biodégrada-bilité, désintégration, qualité du compost et présence d’indésirables. L’ensemble des critères ont été conformes sauf concer-nant les indésirables dans les composts pilotes où des morceaux de plastiques étaient toujours présents. La biodégrada-tion a été constatée, avec une fragilisation des morceaux de plastique mais sans pour autant que ces morceaux aient disparu. Par la suite, il s’est avéré qu’il n’y a pas une
biodégradation totale, quel que soit le pro-cédé et même en compostage industriel.
Concernant l’innocuité des composts vis-à-vis de l'environnement, celui-ci a été évalué en comparant le compost avec et sans plastique et en observant le déve-loppement du glomus (champignon), des racines et partie aérienne de l’avoine, de la partie aérienne de la navette, de l’orge ou du cresson et la reproduction des vers de terre.
Les résultats montrent que la présence de plastique dans le compost n’engendre pas d’écotoxicité significative. D’une manière générale, la présence de plastique dans le compost ne va pas altérer la qualité du compost, sauf pour quelques cas obser-vés, par exemple le développement de la partie aérienne de l’orge qui peut être in-hibé en présence de compost contenant 5% de PLA.
D’autres tests ont permis d’évaluer l’éco-toxicité des composts avec et sans plas-tique en milieu aquatique. Dans les condi-tions de tests, aucun risque écotoxique n’a été observé, simplement un effet négatif sur la croissance des algues en présence de compost avec 2,5 % de PLA.
En final, Les composts avec et sans plas-tique ont servi à fertiliser les sols pour faire pousser des carottes et des haricots. L'ap-port des sacs plastiques n’a pas eu d’effet significatif sur la croissance des carottes,
#16 Plastilien • Avril 2015
Dégradation de matériaux d'emballage biodégradables – RITTMO

mais concernant les haricots, cet apport de plastique a entrainé une réduction du nombre de gousses.
PLuS DE SECuRITE
Contrôle de l’alimentaritéLa PTI Alimentec est une plateforme d’innovation pour le secteur agroalimentaire. La plateforme permet de tester les matériaux d’emballages, le conditionnement, ou de faire des analyses de caractérisation des emballages…
De nombreux tests sont parfois réalisés pour vérifier la conformité réglementaire de matières plastiques au contact de produits alimentaires. Mais Patrice Dole nous présente ici des axes visant à simplifier ou à réduire le nombre de tests, et donc à réduire les temps et les coûts associés.
Différentes molécules sont présentes dans un emballage et certaines vont pouvoir migrer dans le contenu : frag-ments de polymère, additifs, résidus, produits de dégra-dation… Les migrants potentiels sont globalement les substances inférieures à 3000 g / mole. Mais ces migrants ne vont pas tous aller dans le contenu, la migration glo-bale est une fraction des migrants potentiels.
Concernant la réglementation des emballages au contact des produits alimentaires, il est dit que les composants de l’emballage doivent appartenir à une liste positive de substances (environ 2000 substances) et qu’il ne doit pas y avoir d’effet organoleptique de l’emballage sur le produit alimentaire. La migration globale doit être inférieure à 10 mg/ dm2 ou inférieure à 60 mg / kg d’aliment (on considère qu’une personne consomme chaque jour en moyenne 1 kg d’aliment emballé dans 6 dm² d’emballage). Dans la ré-glementation, certaines substances sont soumises à une limite de migration, on parle alors de migrations spéci-fiques. Enfin, il y a à maîtriser la traçabilité du processus, des matières premières aux emballages finis.
Concernant les tests, il y a à la fois le contrôle de la mi-gration globale et le contrôle des migrations spécifiques pour les substances qui sont soumises à une limite. Mais en réalisant le test de migration globale qui ne doit pas dé-passer 60 mg / kg d’aliment, les substances dont la limite de migration spécifique se situe au-dessus de 60 mg / kg d’aliments sont contrôlées d’emblée par le test de migra-tion globale qui est plus sévère. Cela réduit le nombre de tests.
Parmi les autres recommandations qui permettent de réduire ou de simplifier les tests, il faut chercher à ob-tenir les informations utiles provenant des fournisseurs de polymères et de colorants, concernant notamment la nature des composés qui sont soumis à restriction. L’ob-tention d’informations est parfois facilitée si elle se fait
///////////////////////////////////////////////////////////// dOSSIer du MOIS
Plastilien • Avril 2015 #17

#18 Plastilien • Avril 2015
/////////////////////////////////////////////////////////////dOSSIer du MOIS
par le biais d’un laboratoire tiers qui signe un contrat de confidentialité.
Pour les composés soumis à des restric-tions < 60mg / kg d’aliment, les conditions d’usage du produit doivent être prises en compte dans les tests. Mais il est impor-tant de savoir que les calculs prédictifs sont admis par la réglementation et peu-vent dispenser de faire un certain nombre d’essais. Une autre démarche est d’ame-ner peu à peu les fournisseurs de ma-tières premières à élaborer des matières plastiques et additifs qui collent le plus possible au champ des substances auto-risées.
Enfin, concernant les substances non in-tentionnellement ajoutées (NIAS) mais qui sont présentes dans l’emballage, celles-ci sont générées au cours du process ou lors de l’usage. Elles proviennent de réactions secondaires comme la dégradation. Il est difficile de mettre en place des tests pour garantir l’absence de NIAS. Le mieux se-rait peut-être de travailler de manière collective sur les pratiques de fabrication pour maîtriser les NIAS.
Projet packaging cosmétique La problématique de la migration existe aussi pour les packagings au contact des formules cosmétiques. Mais dans ce secteur, la réglementation des produits et de leur emballage n’est pas aussi précise que dans le domaine agroalimentaire, de même que les études toxicologiques et les tests ne sont pas aussi avancés. Ceci ex-plique que la réglementation cosmétique se réfère à la réglementation alimentaire pour ce qui est non connu.
Mais cela n’est pas totalement satisfai-sant. Le produit cosmétique n’est pas un produit alimentaire en termes d’exposition, d’usage et de risque. Sur le plan interaction contenu / contenant, il y a des différences de composition entre des produits cosmé-tiques et alimentaires, des différences de durée de contact avec l’emballage. Sur le plan du risque toxicologique, il y a des différences d’application (voie cutanée / ingestion), des différences de quantité journalière de produit consommé, …
De plus, les Marques qui mettent les pro-duits sur le marché et qui ont donc une
responsabilité juridique, tentent de se pro-téger en imposant à leurs fournisseurs de packagings de respecter des black-lists.
Ces listes de produits interdits dans le packaging peuvent être différentes d’une Marque à une autre, elles peuvent man-quer de cohérence, elles s’allongent au fil du temps pour suivre l’opinion publique et rassurer le consommateur.
Mais des listes variables d’une Marque à une autre rendent difficile le travail des fournisseurs. Des listes négatives longues posent le problème des tests (longs et coû-teux). Il n’existe pas un protocole unifié et reconnu.
© fo
tolia
.com
© fo
tolia
.com

Plastilien • Avril 2015 #19
///////////////////////////////////////////////////////////// dOSSIer du MOIS
Pour ces raisons-là entre-autres, la pro-fession doit progresser et doit acquérir de la connaissance.
Un projet collectif est lancé en 2015 pour faire progresser la filière du packaging cosmétique en France par l’apport de connaissances et la mise en place d’outils.
Le secteur agro-alimentaire a beaucoup travaillé sur les questions de migration de substances de l’emballage dans le contenu. Même si les résultats ne sont pas transposables au secteur cosmétique, la démarche est semblable.
Le secteur de la cosmétologie doit pouvoir s’inspirer des travaux de l’agro-alimen-taire permettant de progresser vite, tout en orientant pour une réglementation cos-métique adaptée.Les travaux du projet collectif basés sur la démarche approuvée dans l’agroali-mentaire, vont consister à éditer une liste positive de substances autorisées dans la
formulation d’une matière plastique pour le packaging cosmétique et à adapter les conditions de tests à l’application cosmé-tique.
En 2015, le groupe actuel qui avait initié ces réflexions, s’ouvre à de nouveaux membres industriels pour mutualiser des connaissances et des moyens, pour per-mettre d’orienter et de réaliser les travaux sur l’ensemble des applications, pour mettre en commun les résultats de l’étude et pour acquérir de nouvelles connais-sances et progresser.
Les bénéfices pour les membres du groupe de travail concernent non seulement les réponses concrètes souhaitées vis-à-vis de la réglementation actuelle, mais vont bien au-delà. Il s’agit pour chacun de lever les doutes et de renforcer sa crédibilité auprès des clients, des consommateurs, des instances réglementaires sur un sa-voir-faire reconnu, de qualité et de sécu-rité. Il s’agit aussi d’être acteur dans la
filière des produits cosmétiques pour son avenir et grâce à la coopération de toute la chaîne de valeur.
Si vous êtes concernés et intéressés pour prendre part au projet collectif, ou si vous souhaitez plus de renseignements, merci de prendre contact auprès du rédacteur de cet article.
Le Centre de Formation de la Plasturgie remercie les intervenants à la journée du 16 décembre 2014 pour leur disponibilité et pour la qualité des présentations ayant permis de réaliser ce dossier, par ordre d’inter-vention à la journée : - David MULLER, Responsable BU Procédés et Outillages, PEP Centre Technique de la Plasturgie et des Composites - Alain VIRON, Sales and Application Manager PET Systems, NETSTAL- Jean-Louis JOYARD, Responsable Commercial Sud-Est France, ILLIG France - Serge BATKAM, Directeur, PACK 3.0 - Pascale CHENON, Ingénieur Recherche, RITTMO- Benjamin BOURBON, Business Development Manager Packaging, ALBIS Plastique France- Patrice DOLE, Directeur Scientifique, PTI ALIMENTEC
Le Centre de Formation de la Plasturgie remercie également les partenaires de la manifestation : le Conseil Régional Rhône-Alpes, le Fonds Européen et l’ACDI Association des Constructeurs, Distributeurs et Importa-teurs d’équipements et de matières premières pour la plasturgie.
REmERCIEmENTS
Dominique APPERT Ingénieur R&DCFP – ALLIZE-PLASTURGIETel : 06 12 45 58 [email protected]
/////////////////////////////////////////////////////////////////////////////////////