Embed Size (px)
Citation preview
COMMISSION DES COMMUNAUTÉS EUROPÉENNESDirection Générale de la Science, de la Recherche et du Développement
Rue de la Loi 200 , B.P. 1049 BRUXELLES(Belgique)
OBTENTION DE SOUFRE ELEMENTAIRE ET DE METAUXA PARTIR DE MINERAIS PYRITIQUES
APPLICATION AU MINERAI DE ROUEZ (Sarthe)
par
D. LEGRET, R. BLOISE
RAPPORT DE SYNTHÈSE
JANVIER 1985
BUREAU DE RECHERCHES GÉOLOGIQUES ET MINIÈRES
DIRECTION DES ACTIVITÉS MINIÈRES
Département minéralurgie
B.P. 6009 - 45060 Orléans Cedex - Tél.: (38) 64.34.34
CONTRAT C.C.E.
CONVENTION PARTICULIÈRE
N° MSM 020 F (RS)
Rapport du B . R . G . M .
85 DAM 016 MIN Mars 1985
Réalisation : Département Applications Graphiques

S O M M A I R E
1, RESUME - INTRODUCTION
2. LE PROCEDE DE CHLORURATION
3. LE PROCEDE DE LIXIVIATION REDUCTRICE
4. CONCLUSIONS 15
5. ANNEXE 17
o o
o

- 3 -
1. RESUME - INTRODUCTION
BRGM et SNEA(P) sont associés sur le gisement de Rouez (Sarthe). Ce gise-
ment est un important amas sulfuré complexe. Les réserves exploitables sont
évaluées à 65 millions de tonnes dont 20 de soufre, 1,8 de cuivre plomb zinc,
1 400 T d'argent et 100 T d'or.
Compte tenu de leurs teneurs faibles, la récupération des seuls métaux
non ferreux n'est pas envisageable et dans les conditions actuelles, le soufre
constitue le premier élément de valeur. Les procédés valorisant de tels mine-
rais sous forme d'acide sulfurique et métaux de base (procédé AIPSA par
exemple) n'ont pas une rentabilité suffisante. C'est pourquoi BRGM et SNEA(P)
se sont associés pour mettre au point un procédé de valorisation intégrale du
minerai avec production de soufre élémentaire. Cette recherche a été aidée
financièrement par la CEE dans le cadre de deux contrats l'un MSM 020 F avec
le BRGM, l'autre MSM 039 F avec SNEA(P).
Suite à une analyse bibliographique, trois procédés ont été retenus :
- un procédé de chloruration gazeuse (BRGM)
- un procédé de lixiviation chlorhydrique (BRGM)
- un procédé de lixiviation sous pression d'air (SNEA(P))
Pour ces trois procédés un programme expérimental a été proposé en vue de
vérifier les hypothèses qu'ils comportaient et revoir les schémas de base en
fonction des connaissances acquises.
Ce rapport fait la synthèse des travaux effectués par le BRGM sur les
deux premiers procédés, donne les principaux résultats et les recommandations
quant au développement éventuel de ces procédés.
2. LE PROCEDE DE CHLORURATION
2.1. DESCRIPTION DU PROCEDE
Un schéma de principe du procédé est donné en annexe 1. Il est constitué
de deux grandes unités :
- une unité pyrométallurgique permettant la récupération du soufre et de
l'or, et la production d'oxyde de fer.
- une unité hydrométallurgique de récupération des métaux non ferreux
autres que l'or.
Unité pyrométallurgique
Après séchage le minerai est chloruré par du chlorure de soufre dans des
conditions telles que dans les gaz de sortie il n'y ait que du soufre :
FeS + S Cl — - FeCl + 4 S2 2 2 2
Le soufre est récupéré dans les gaz de sortie par condensation.
Dans un second stade, la charge partiellement chlorurée subit une chlora-
tion :
Le fer se trouve volatilisé sous forme de chlorure ferrique et le soufre
résiduel sous forme de monochlorure de soufre.
L'or volatilisé est récupéré dans les gaz par adsorption sur charbon
actif. Les chlorures de non ferreux (Pb, Zn, Cu et Ag) et le chlorure ferreux

- 5 -
sont séparés du chlorure ferrique par condensation sélective.
Le chlorure ferrique est alors vaporisé et oxydé pour régénérer le chlo-
re :
Fe Cl + 3 / 2 0 — - Fe 0 + 3 Cl2 6 2 2 3 2
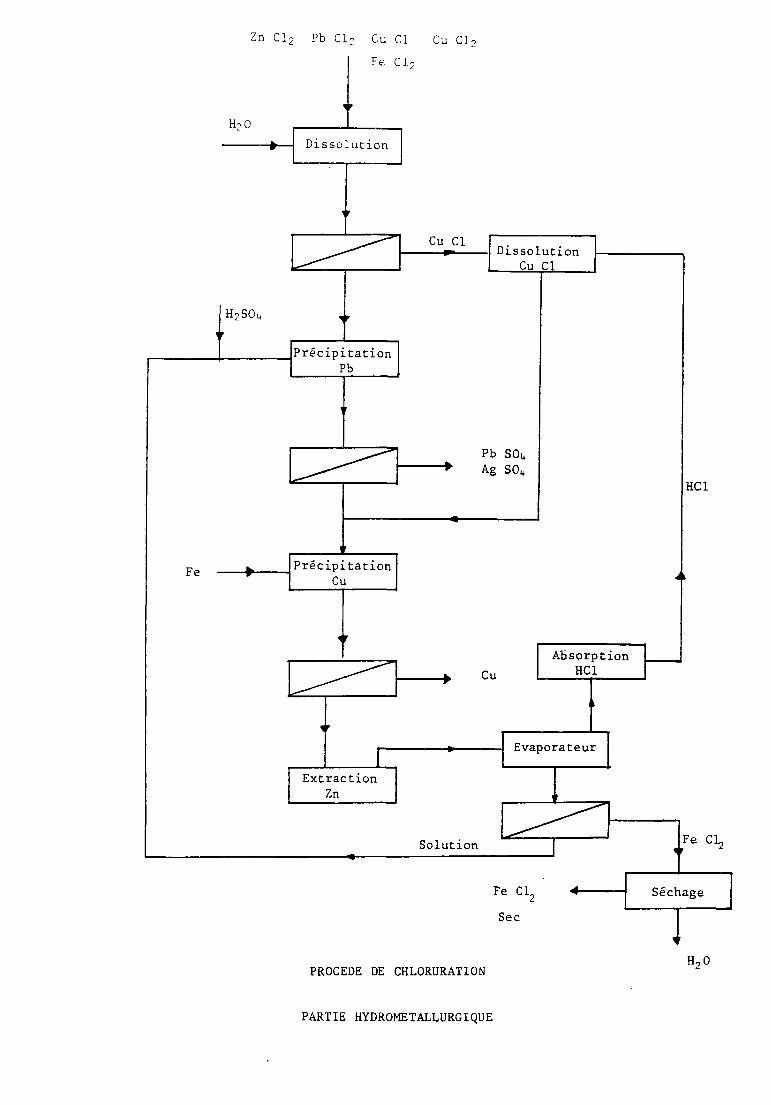
Unité hydrométallurgique
Les chlorures de plomb, de zinc et les chlorures ferreux et cuivrique
sont d'abord dissous dans de l'eau» Le chlorure cuivreux peu soluble est lixi-
vié à l'acide chiorhydrique. Le plomb et l'argent sont précipités sous forme
de sulfates par ajout d'acide sulfurique à la solution :
PbCl + H SO — PbSO + 2 HC1
2 AgCl + H SO, — Ag SO + 2 HC12 4 2 4
Le cuivre est cementé par du fer :
2 CuCl + Fe — FeCl + 2 Cu
CuCl + Fe — FeCl + Cu2 2
Le zinc est extrait selon le procédé zincex. Ce procédé est constitué de
deux cycles d'extraction par solvant suivis d'une unité d1electrolyse du zinc.
Le premier cycle sert à produire une solution pure de ZnCl à partir d'une
solution impure du même sel, le second cycle transforme celle ci en solution
de ZnSO exempte de chlorures.4
La solution est ensuite concentrée, avec production d'acide chiorhydrique
et cristallisation de chlorure ferreux. Ce dernier est séparé, séché et recy-
clé à la chloration.
2.2. RESUME DES TRAVAUX DE LABORATOIRE REALISES
Ils ont portés uniquement sur la partie pyrométallurgique du procédé à

- 6 -
savoir sur la chloration et sur la chloruration.
Pour la chloration on a étudié l'influence des variables opératoires
pérature, teneur en chlore, stoechiomé
propriétés physiques des produits obtenus.
(température, teneur en chlore, stoechiométrie Cl /FeS ) sur la nature et les
Les résultats ont montré qu'il n'était pas possible d'effectuer la chlo-
ration en lit fluidisé et qu'il y avait systématiquement formation de chloru-
res de soufre même avec des pressions partielles en chlore faibles. La trans-
formation des chlorures de soufre en soufre nécessite un second réacteur, le
réacteur de chloruration.
Pour la réaction de chloruration on a recherché les variables opératoires
(température, stoechiométrie S Cl /FeS ) conduisant à une conversion complète
du chlorure de soufre en soufre. Les essais réalisés ont montré qu'il se pro-
duisait un enrobage de la pyrite par le chlorure ferreux limitant le rendement
de la réaction.
2.3. MISE EN OEUVRE DU PROCEDE
L'étude expérimentale réalisée a montré que la chloruration de minerai
pyritique était une opération difficile du fait de la formation de chlorure
ferreux conduisant à une prise en masse de la charge. L'acquisition de travaux
réalisés sur un procédé voisin par le Batelle Memorial Institute a mis en évi-
dence la complexité non seulement de la chloruration mais également des autres
étapes du procédé comme la régénération du chlore. Dans ces conditions le
développement du procédé n'est actuellement pas envisageable.
- 7 -
3. LE PROCEDE DE LIXIVIA.TION REDUCTRICE
3.1. DESCRIPTION DU PROCEDE
Le procédé désigné par "lixiviation réductrice" incorpore les étapes de
traitement suivantes :
. concassage puis broyage à sec du minerai tout-venant pour obtenir un
produit de granulométrie 0-3 mm ;
. décomposition thermique de la pyrite en pyrrhotite selon la réaction
globale :
FeS + 0 — FeS + SO2 2 2
. lixiviation de la pyrrhotite obtenue, en réacteurs agités, par une
solution d'acide chlorhydrique pour libérer le soufre de FeS à l'état
d'hydrogène sulfuré H S, le fer étant solubilisé à l'état de chlorure
ferreux :
FeS + 2HC1 — FeCl + H S2 2
Deux mises en oeuvre du procédé ont été étudiées à ce niveau. Dans un
premier temps, on a examiné la possibilité de réaliser une attaque sélective
de la pyrrhotite sans solubiliser les sulfures des autres métaux non ferreux
(Pb - Zn - Cu).
Les contraintes à satisfaire, en terme de cinétique de réaction et de
concentrations, pour permettre une mise en oeuvre industrielle du procédé ont
conduit à écarter cette voie.
On a donc retenu une attaque en milieu acide concentré au cours de
laquelle les sulfures de plomb et de zinc sont aussi lixivies. Seuls les sul-
fures de cuivre et d'argent, (par suite de leur forte insolubilité), et l'or
se retrouvent dans le résidu solide de lixiviation.
Ils constituent, après enrichissement, un concentré de cuivre et de
métaux précieux commercialisable.
- 8 -
. production de soufre élémentaire selon la réaction de Claus à partir de
l'hydrogène sulfuré produit au cours de la lixiviation et du gaz sulfu-
reux provenant de la décomposition thermique de la pyrite :
2H S + SO — 3S + 2H 02 2 2
. récupération dans la solution de lixiviation du Pb et du Zn par préci-
pitation à l'état de sulfures dans un concentré marchand ;
. régénération de l'acide chlorhydrique nécessaire à la lixiviation et
"élimination" du fer à l'état d'oxyde Fe O par pyrohydrolyse de la
solution de chlorure ferreux résiduelle :
2FeCl + 2H 0 + ^0 — • Fe 0 + 4HCL2 2 2 2 3
Un schéma de principe du procédé est donné en annexe 1.
3.2. RESUME DES TRAVAUX DE LABORATOIRE REALISES
Ils ont porté sur les étapes non conventionnelles du procédé, à savoir la
décomposition thermique de la pyrite, la lixiviation réductrice et la précipi-
tation des sulfures de plomb et de zinc.
Ils ont porté à la fois sur des échantillons minéraux simples, pyrite,
galène, blende, chalcopyrite et sur un échantillon de rainerai de ROUEZ fourni
par SNEA(P).
Pour le traitement thermique on a étudié l'influence des variables opéra-
toires (température de décomposition, nature de l'atmosphère de fluidisation,
durée du traitement) sur l'avancement réactionnel, la nature aiinéralogique de
la pyrrhotite obtenue et sa réactivité dans la lixiviation chlorhydrique sub-
séquente, la répartition des métaux non ferreux (plomb) et celles d'impuretés
comme l'arsenic entre la phase gazeuse et les "cendres" de grillage.
Les conditions opératoires les plus favorables ont alors été dégagées.
Pour la lixiviation par HC1, on a étudié l'influence des variables opéra-
toires (température, concentration des solutions en acide et en produits de
- 9 -
réaction, nature de la phase gazeuse, taux de solide du milieu réactionnel,
agitation, granulome trie des solides, nature de la pyrrhotite à lixivier) sur
l'avancement et les cinétiques réactionnelles, la sélectivité de l'attaque en
particulier pour le fer, le plomb et le zinc.
Les résultats ont montré qu'il n'était pas possible de lixivier sélecti-
vement la seule pyrrhotite dans des conditions réalistes de cinétique et de
concentration. Ils ont permis de sélectionner les conditions à mettre en oeu-
vre pour solubiliser le fer, le plomb et le zinc et de définir les récupéra-
tions attendues pour ces métaux. La non solubilisation du cuivre et des métaux
précieux a été confirmée.
Pour la précipitation des sulfures, les essais qui ont porté sur des jus
de lixiviation ont permis de préciser l'influence de diverses variables opéra-
toires (température et pH du milieu essentiellement) sur la cinétique et la
sélectivité de la précipitation.
Les conditions permettant une bonne récupération du plomb et du zinc tout
en limitant la précipitation du fer ont pu être sélectionnées.
3.3. MISE EN OEUVRE DU PROCEDE
Pratiquement toutes les étapes du procédé peuvent être réalisées selon
des technologies industriellement bien connues.
C'est le cas pour :
- la décomposition thermique de la pyrite, qu'il est prévu de conduire en
four à lit fluidisé en atmosphère partiellement réductrice suivi d'une
étape de post combustion des fumées ;
- la production de soufre élémentaire dans une unité Claus ;
- la pyrohydrolyse des solutions de FeCl .
A ce niveau cependant, la pratique industrielle existante concerne le
traitement de solutions de décapage pour lesquelles les contraintes imposées

- 10 -
par le contexte industriel dans lequel elle se situe sont très différentes de
celles introduites par les procédés de valorisation de pyrites étudiés ici.
Les autres étapes, lixiviation de la pyrrhotite par l'acide chlorhydrique
et précipitation du plomb et du zinc à l'état de sulfures par du sulfure de
sodium n'ont pas fait l'objet d'applications industrielles mais des procédés
semblables sont déjà utilisés industriellement ou ont été étudiés à l'échelle
pilote.
Il serait naturellement nécessaire de les piloter avant toute définition
d'une installation industrielle.
3.4. CAPACITE DE TRAITEMENT - PRODUITS ET REJETS
Les bilans matières ont été établis en tenant compte des informations
préalablement disponibles et des résultats trouvés au laboratoire grâce à un
programme de calcul généralisé de bilans développé par le BRGM.
La capacité de traitement retenue est de 160 t/h de minerai de ROUEZ avec
un fonctionnement annuel de 8 000 h.
La composition prise en compte au niveau de ce bilan pour le minerai
tout-venant est rappelée ci-dessous :
COMPOSITION CHIMIQUE COMPOSITION MINERALOGIQUE
Pyrite 48,00 %
Pyrrhotite 18,00 %
Sidérite 20,00 %
Chalcopyrite 1,71 %
Galène 0,24 %
Blende 1,66 %
Silicates 10,21 %
Les produits récupérés sont alors :
Soufre : 50,79 t/h Soit 406 400 t/an
Fe
S
Cu
Zn
Pb
As
Ag
Au
39,90
32,40
0,57
1,17
0,21
0,11
16,00
1,30
%
%
%
%
%
%
g/t
g/t
- 11 -
Concentré Cu-Ag-Au : 4,25 t/h Soit 34 000 t/an
.Cu 20 %
. Ag 380,0 g/t
.Au 44,5 g/t
Concentré Pb-Zn : 3,1 t/h Soit 24 800 t/an
. Pb 10,3 I
. Zn 53,6 ¿
. Ag 50 g/t
L'oxyde de fer, issu de la pyrohydrolyse, est boulette pour être stocké.
Sa commercialisation éventuelle nécessiterait une élimination préalable du
chlorure de sodium contenu (4,7 % en poids dans les conditions opératoires
retenues).
Cela représente un débit d'effluent de 106 t/h soit 848 000 t/an.
L'arsenic récupéré sous forme de trioxyde dans les fumées de l'unité de
décomposition thermique de la pyrite n'est pas assez pur (10,5 % As 0 ) pour
être commercialisé. Il constitue donc un rejet de l'unité dont le débit est de
2,2 t/h soit 17 600 t/an.
Les autres effluents sont :
- les stériles de flottation du concentré Cu-Ag-Au soit 31,3 t/h de pulpe
à 65 % de taux de solide (250 000 t/an) ;
- les effluents gazeux de la pyrohydrolyse et de l'unité Claus-Sulfreen
soit 436 000 Nm3/h de gaz contenant de 2,6 à 2,9 g/m3 de SO (1,2 t/h
de S0 2).
3.5. EVALUATION DES INVESTISSEMENTS ET DES COUTS OPERATOIRES
La partie correspondante de l'étude a été réalisée en collaboration avec
- 12 -
la société d'ingénierie KREBS, sur la base de traitement de 160 T/h de minerai
de ROUEZ 8 000 h/an.
On peut les résumer avec les éléments ci-dessous :
. Investissements :
Unités de Procédé 1 374,00 MF
Services généraux 64,00 MF
Utilités 138,00 MF
TOTAL 1 576,00 MF
Coûts opératoires annuels :
Personnel 71,30 MF
Réactifs 142,00 MF
Energie et Utilités 502,50 MF
TOTAL 715,70 MF
Les chiffres ci-devant, dont il est inutile de souligner le niveau élevé,
appellent par contre les remarques suivantes :
- au niveau des investissements, la seule pyrohydrolyse représente 860 MF
soit 50 % du montant global.
- au niveau des coûts opératoires, le fuel représente 430 MF/an dont 330
MF pour la seule pyrohydrolyse.
3.6. RECETTES
Elles s'élèvent globalement à 638,20 MF/an, se répartissant comme suit
- 13 -
Soufre 362,10 MF
Concentré Cu-Au-Ag 215,70 MF
Concentré Pb-Zn 60,40 MF
Elles sont donc essentiellement constituées par le soufre et l'or.
Dans l'état actuel du marché, il a été considéré que la vente de l'oxyde
de fer ne permettrait que de couvrir les frais de transport jusqu'au client et
aucune recette n'a été prise en compte. Etant donné le tonnage important (850
000 t) et sa qualité (la seule impureté étant du chlorure de sodium, 4,7 % ) ,
la vente de l'oxyde de fer est susceptible de fournir une recette importante
dès que l'écart entre prix de vente et frais de transport devient légèrement
positif.
3.7. CONCLUSIONS
. Techniquement, et tel qu'il est actuellement défini, le procédé est
facile à mettre en oeuvre. Il emploie des techniques éprouvées :
grillage réducteur, procédé Claus, pyrohydrolyse. Seules les étapes de
lixiviation et de précipitation des sulfures devraient faire l'objet
d'une mise au point en pilote de grande taille avant la conception
définitive de leur mise en oeuvre industrielle.
. Tout le soufre extrait est issu d'une unité Claus conventionnelle sous
forme de soufre pur.
Les métaux non ferreux sont concentrés dans des produits de bonne
valeur ajoutée et marchands ce qui permet d'éviter tout investissement
métallurgique spécifique.
. Les effluents du procédé sont : effluents gazeux de l'unité Claus-
Sulfreen non polluants, oxyde de fer boulette et poussières arsenifères
facilement stockables, résidu d'enrichissement du concentré Cuivre - Au
- Ag qui est le seul rejet en pulpe.
. Economiquement cependant le procédé n'apparaît pas comme viable, les
recettes ne permettant même pas de couvrir les coûts opératoires.
- 14 -
Cette constatation évidente au travers des résultats donnés ci-devant
mérite cependant d'être nuancée par les considérations suivantes :
1) Etant donné la part que représentent l'investissement et les coûts
opératoires de la pyrohydrolyse, il faudrait examiner si des améliorations
importantes pourraient y être apportées.
. La réaction de décomposition du chlorure ferreux est en elle-même
légèrement exothermique et la consommation de fuel est pour une bon-
ne part consacrée à évaporer l'eau de la solution.
. Un approfondissement de ces conditions de décomposition, en particu-
lier en mettant en oeuvre une cristallisation préalable du chlorure
ferreux devrait être entreprise pour s'assurer s'il existe ou non
une possibilité d'améliorer suffisamment le bilan économique de ce
procédé.
. Une cristallisation préalable de chlorure ferreux provoquée par une
saturation de la solution par du gaz chlorhydrique permettrait de
réduire le volume d'eau à évaporer dans les fours de pyrohydrolyse
de 212 à 88 t/h.
. Il faudrait alors conduire la pyrohydrolyse à partir des cristaux
obtenus et non des solutions, opération qui a été pilotée par
FALCONBRIDGE, mais qui n'a pas eu de mise en oeuvre industrielle.
. Outre l'économie de fuel, la pyrohydrolyse de cristaux de chlorure
ferreux devrait permettre de diminuer le volume des fours (mais ce
gain pourrait être compensé en partie par l'introduction des unités
de cristallisation et de séparation solide-liquide) et probablement
d'obtenir un oxyde de fer de granulomêtrie plus élevée ne nécessi-
tant pas de bouletage.
2) Les coûts opératoires de la précipitation des sulfures de plomb et de
zinc sont supérieurs aux recettes correspondantes. Dans ces conditions, tant
que l'oxyde de fer n'est pas valorisé, il n'y a pas intérêt à précipiter ces
métaux. Il conviendra de calculer la réduction d'investissements et de coûts
opératoires susceptibles d'en résulter.

- 15 -
4. CONCLUSIONS
Le procédé de chloruration est énergétiquement le plus attractif. Du
point de vue des réactions et de leurs cinétiques, il n'y a pas de problèmes
insurmontables.
Malheureusement le passage systématique de la pyrite par un stade chloru-
re ferreux entraînant une prise en masse du minerai rend la mise en oeuvre de
ce procédé très difficile. L'étude de cette mise en oeuvre serait nécessaire à
une échelle pilote importance avec des chances de succès aléatoires. Ce déve-
loppement nécessitant des investissements importants, le BRGM a décidé d'arrê-
ter les travaux sur ce procédé.
De l'examen de l'ensemble des études et des tableaux de synthèse nous
constatons que le procédé de Lixiviation Réductrice ne dégage qu'une marge
brute négative hors amortissement. Malgré sa simplicité, ce procédé vient
buter sur la régénération de l'acide chlorhydrique par pyrohydrolyse de la
solution de chlorures de fer.
Après discussions techniques avec les spécialistes de la Société RUTHNER
il ne semble pas possible d'améliorer ce procédé de façon significative.
Ce procédé de pyrohydrolyse ne peut s'appliquer à notre cas de destruc-
tion massive de chlorure d'un métal à très faible valorisation et doit être
envisagé seulement pour la destruction :
. soit de quantités marginales et faibles de chlorures
. soit de chlorures de métaux de grande valeur.
Par contre, la pyrohydrolyse de chlorure ferreux cristallisé, si elle est
industriellement possible, devrait être plus adaptée au procédé et réduire le
handicap énergétique de la pyrohydrolyse sur solution non saturée telle que
prévue actuellement.
- 16 -
Avant de poursuivre le développement de ce procédé il est nécessaire
d'examiner les possibilités de régénération de l'acide chlorhydrique par une
technique de pyrohydrolyse de chlorure ferreux cristallisé.
Toute amélioration des cours des métaux (Au et Cu en particulier) ou
toute application à un minerai plus riche en métaux ou ayant un rapport pyrite
sur pyrrhotite supérieur serait pratiquement sans influence sur les coûts mais
améliorerait radicalement la valorisation des produits issus du procédé.
A R N E SE

Cl2
Fe Cl,
Sec
Gangue
Au
S2 Cl2
N2,C12
Air
Minerai (Fe S2)
Séchage
ChlorurationN2
Fe S2
Fe Cl2
ChlorationCl-
,r Fe2Cl6
AdsorptionAu
Condensationnon ferreux
CondensationFe Cl^
Purge
VaporisationFe CU
Oxydation •Fe2C>3
CondensationFe CL,
N2
Cl-
Condensation N2
S02
Récupération des
non ferreux
PROCEDE DE CHLORURATION
PARTIE PYROMETALLURGIQUE
Zn Cl2 Pb Cl2 Cu Cl
Fe
Cu Cl2
H20
Dissolution
Fe •-
PrecipitationPb
PrécipitationCu
ExtractionZn
Cu ClDissolution
Cu Cl
PbAg S04
Cu
AbsorptionHC1
Evaporateur
Solution
HC1
Fe Cl2
Sec
Fe Cl,
Séchage
PROCEDE DE CHLORURATIONH20
PARTIE HYDROMETALLURGIQUE

Vers récupération
Fe Cío ' 1
fr
4
f
Extractionamonique
Lavage
Efi
é HnO
Rëextraction
fluent ,
' . 1
i
— < H20
f
Extractioncationique
Lavage
i
Réextraction
H20
ii
Purge
Electrolyse Zn
PROCEDE DE CHLORURATION
RECUPERATION DU ZINC

Minerai
Chalcopyrite + Au
+ Ag
Lait de chaux
Gaz Neutralisation
Blende
Galène
Absorbeur
Broyage
CLAUS y — -—- Décomposition
Lavage Lavage
r ,.Eau
L.
Lixiviation
Lixiviation
Na2S
Précipitation
Hydrocyclone
Lavage Lavage
Eau
Condenseur Pyrohydrolyse • A i r
¡Fe2O3 • NaCl
PROCEDE DE LIXIVIATION CHLORHYDRIQUE





















![Презентация PowerPointhttps://почтовый-жк.рф/docs/dek17_160401-min.pdf- 2-1 Ro.Mnarub1e (B cryanH) - 3-1 Kosruarub]e (B KnapTHp )KHnoro ( g yqera 6anKOHOB H](https://img.pdfslide.fr/doc/110x75/5f221ef5a3537e6145052838/-powerpointhttps-docsdek17160401-minpdf.jpg)







