Embed Size (px)
Citation preview
1International Freiberg Conference on IGCC & XtL Technologies 16-18/06/2005
PROCESS DEVELOPMENT AND SIMULATION FOR PRODUCTION OF
FISCHER-TROPSCH LIQUIDS AND POWER VIA BIOMASS GASIFICATION
Guillaume Boissonnet - CEA Grenoble
Nicolas Boudet - IFP Lyon
Jean-Marie Seiler – CEA Grenoble
Sylvie Rougé – CEA Grenoble
Commissariat à L’Énergie Atomique – Institut Français de Pétrole
2International Freiberg Conference on IGCC & XtL Technologies 16-18/06/2005
CONTEXTSituation of France considering BtL
Context Preliminary analysis ConclusionProcesses
3International Freiberg Conference on IGCC & XtL Technologies 16-18/06/2005
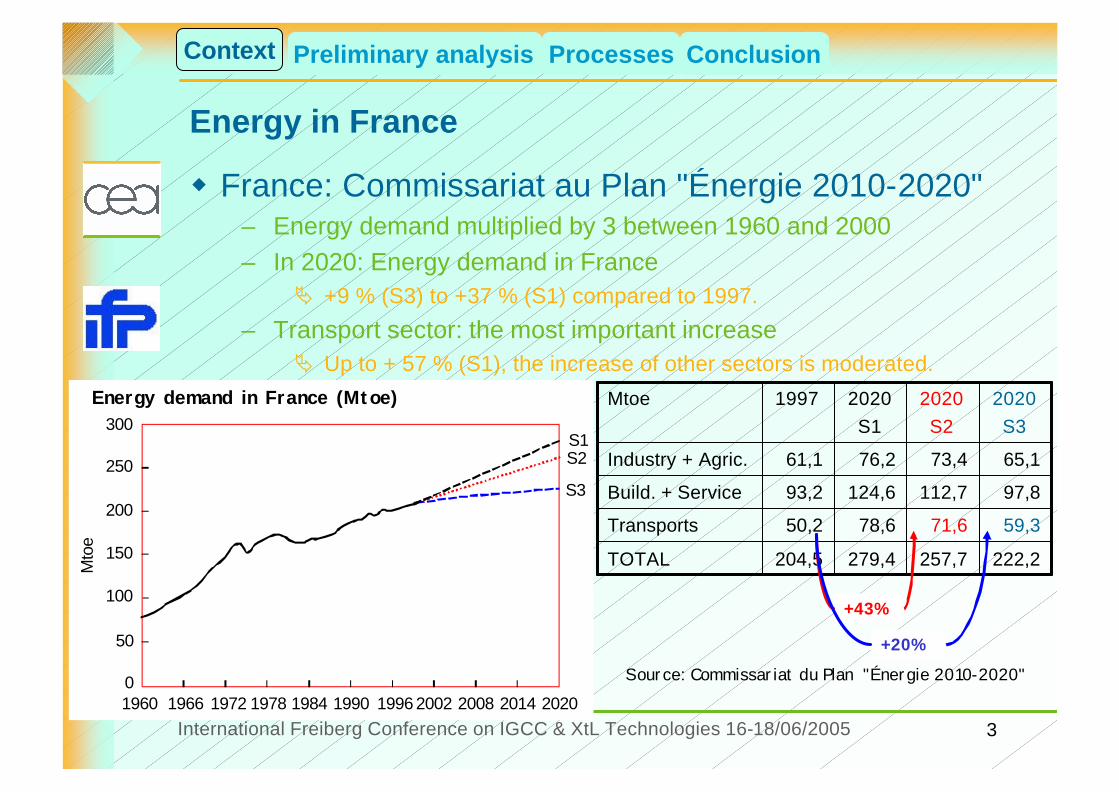
Energy in France
w France: Commissariat au Plan "Énergie 2010-2020"– Energy demand multiplied by 3 between 1960 and 2000 – In 2020: Energy demand in France
Ä +9 % (S3) to +37 % (S1) compared to 1997.
– Transport sector: the most important increaseÄ Up to + 57 % (S1), the increase of other sectors is moderated.
222,2257,7279,4204,5TOTAL
59,371,678,650,2Transports
97,8112,7124,693,2Build. + Service
65,173,476,261,1Industry + Agric.
2020S3
2020S2
2020S1
1997MtoeEnergy demand in France (Mtoe)
1960 1966 1972 1978 1984 1990 1996 2002 2008 2014 2020
S1S2
S3
0
50
100
150
200
250
300
Mto
e
+43%
+20%
Source: Commissariat du Plan "Énergie 2010-2020"
Context Preliminary analysis ConclusionProcesses
4International Freiberg Conference on IGCC & XtL Technologies 16-18/06/2005
BtL & gasification main groups in Europe
w Germany– Choren, Future Energy, VW, Daimler Chrysler, FZK, …
w The Netherlands– ECN, Shell, Universitait Utrecht, Novem…
w Northern countries– Volvo, ChrisGas, VTT, TDU, TKE…
w European Project– Renew
w Alternative fuels contact group
French politics and industrialists move slowly !(Priority on EtBE & EMHV)
Context Preliminary analysis ConclusionProcesses
5International Freiberg Conference on IGCC & XtL Technologies 16-18/06/2005
What is a good biofuelw It must be produced in large amounts
– Biomass resource abundant and easy to collect – No competition with food
w It must have lots of environmental advantages– Favourable CO2 balance– Reduced pollutants emissions (NOx, HC, CO, particles…)
w It is first a good fuel– Cetane number (gasoil) / octane number (gasoline)– Low aromatics fraction
w In Europe, it is preferably a diesel fuel directly useable in motor engines
BtL from lignocellulosic biomass
Context Preliminary analysis ConclusionProcesses
6International Freiberg Conference on IGCC & XtL Technologies 16-18/06/2005
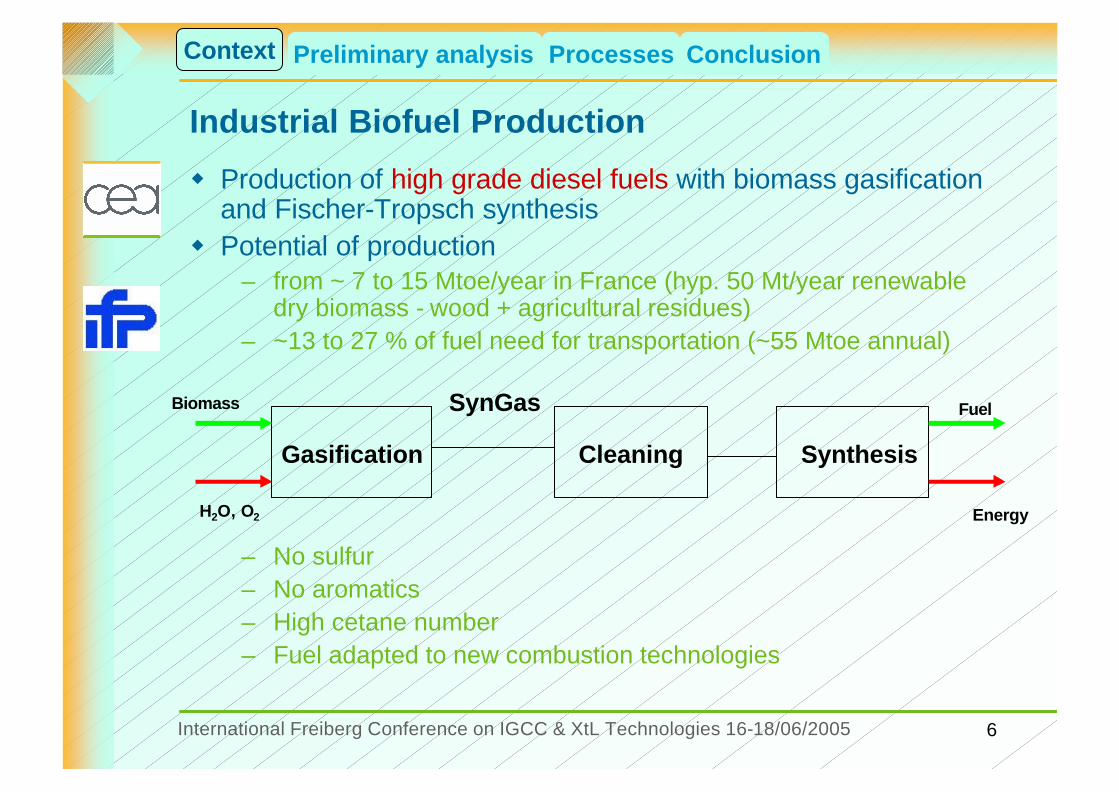
Industrial Biofuel Production
w Production of high grade diesel fuels with biomass gasification and Fischer-Tropsch synthesis
w Potential of production– from ~ 7 to 15 Mtoe/year in France (hyp. 50 Mt/year renewable
dry biomass - wood + agricultural residues)– ~13 to 27 % of fuel need for transportation (~55 Mtoe annual)
– No sulfur– No aromatics– High cetane number– Fuel adapted to new combustion technologies
Gasification
SynGas
Cleaning Synthesis
Fuel
Energy
Biomass
H2O, O2
Context Preliminary analysis ConclusionProcesses
7International Freiberg Conference on IGCC & XtL Technologies 16-18/06/2005
PRELIMINARY ANALYSISOur way to approach the problem
Context Preliminary analysis ConclusionProcesses
8International Freiberg Conference on IGCC & XtL Technologies 16-18/06/2005
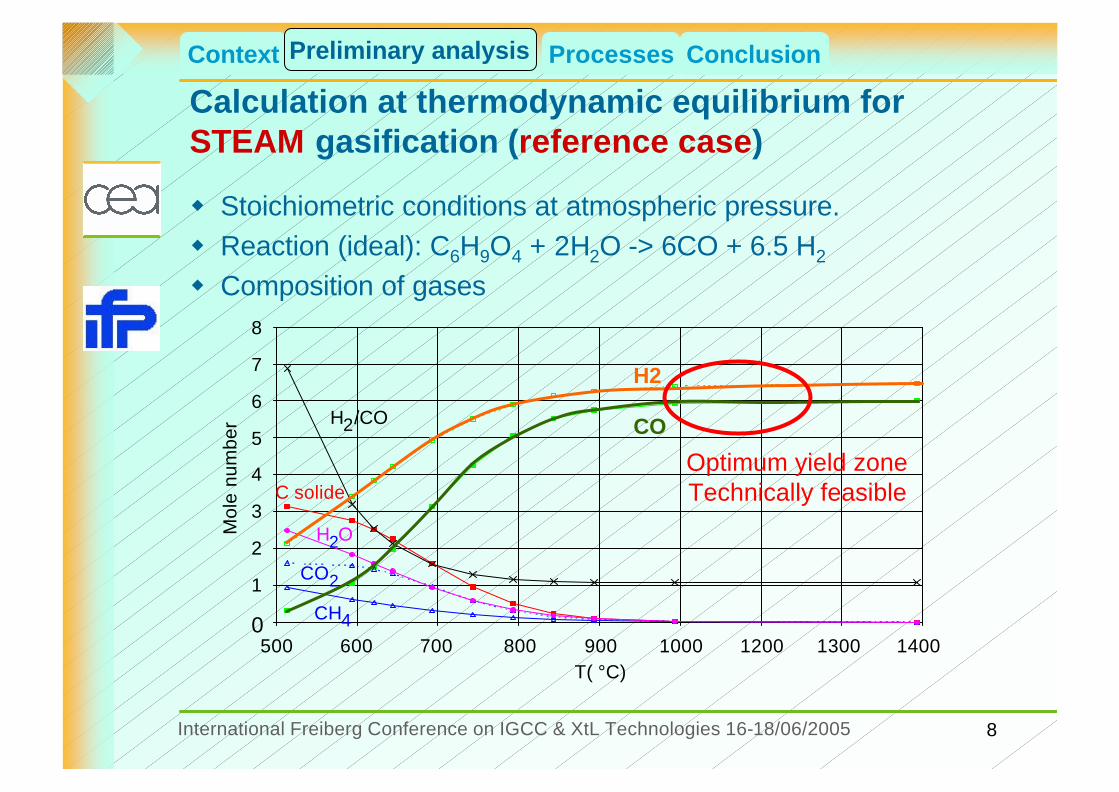
Calculation at thermodynamic equilibrium for STEAM gasification (reference case)
w Stoichiometric conditions at atmospheric pressure. w Reaction (ideal): C6H9O4 + 2H2O -> 6CO + 6.5 H2
w Composition of gases
0
1
2
3
4
5
6
7
8
500 600 700 800 900 1000 1200 1300 1400T( °C)
Mol
e nu
mbe
r
C solide
H2
CO
CO2
CH4
H2O
H2/CO
Optimum yield zoneTechnically feasible
Context Preliminary analysis ConclusionProcesses
9International Freiberg Conference on IGCC & XtL Technologies 16-18/06/2005
Conclusions of the thermodynamic approach
w Temperature for ideal transformation of biomass into CO + H2is at least 1000°C at 1 bar
– at 10 bars: 1300°C !
w Below 1000°C CH4 is produced
w Enthalpy of reaction: C6H9O4+2H2O => 6CO+6,5 H2
– ~ 6,2 MJ/kg Dry Biomass
w Gasification requires energy above 600°C– process will generate energy at low temperature (< 300 °C) that
will be difficult to reuse in the process (electricity generation is possible)
Context Preliminary analysis ConclusionProcesses
10International Freiberg Conference on IGCC & XtL Technologies 16-18/06/2005
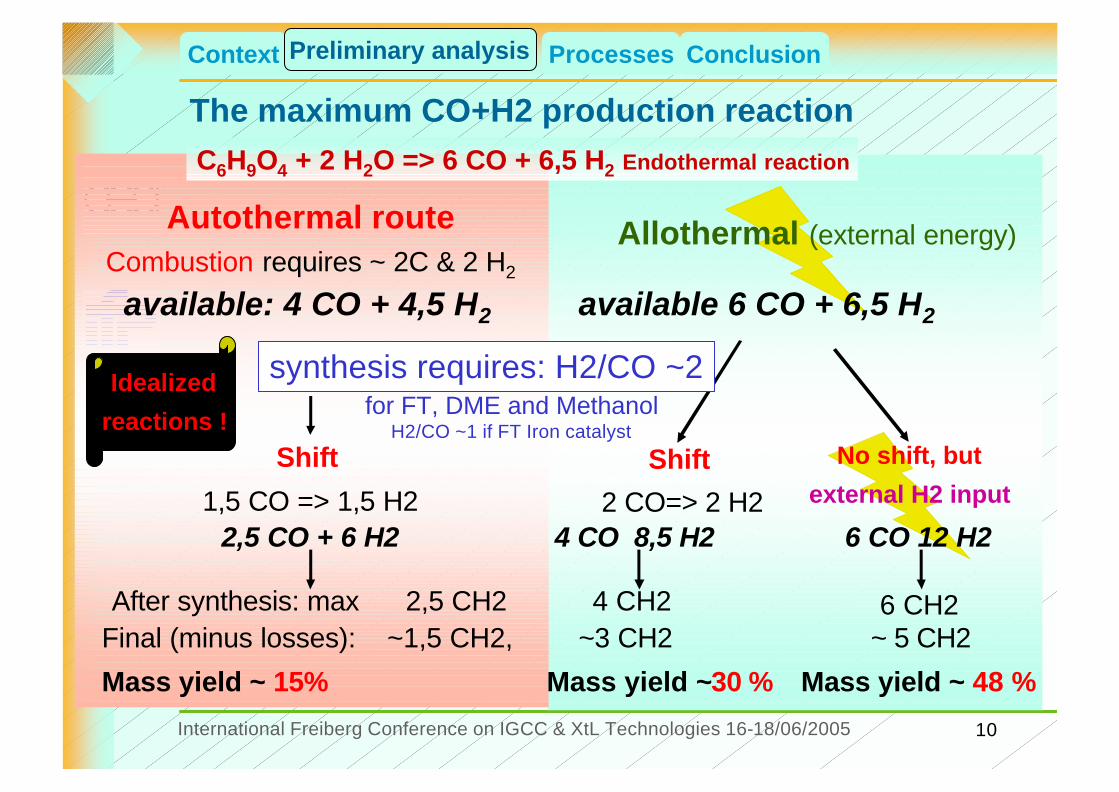
The maximum CO+H2 production reaction
Idealized
reactions !
Combustion requires ~ 2C & 2 H2
available: 4 CO + 4,5 H2
Shift
1,5 CO => 1,5 H22,5 CO + 6 H2
After synthesis: max 2,5 CH2Final (minus losses): ~1,5 CH2,
Mass yield ~ 15%
available 6 CO + 6,5 H2
Shift
2 CO=> 2 H24 CO 8,5 H2
4 CH2~3 CH2
Mass yield ~30 %
6 CH2~ 5 CH2
Mass yield ~ 48 %
Autothermal route Allothermal (external energy)
synthesis requires: H2/CO ~2for FT, DME and Methanol
H2/CO ~1 if FT Iron catalyst
Context Preliminary analysis ConclusionProcesses
No shift, but
external H2 input
6 CO 12 H2
C6H9O4 + 2 H2O => 6 CO + 6,5 H2 Endothermal reaction
11International Freiberg Conference on IGCC & XtL Technologies 16-18/06/2005
58%
30%
15%
TheoreticalMaximum
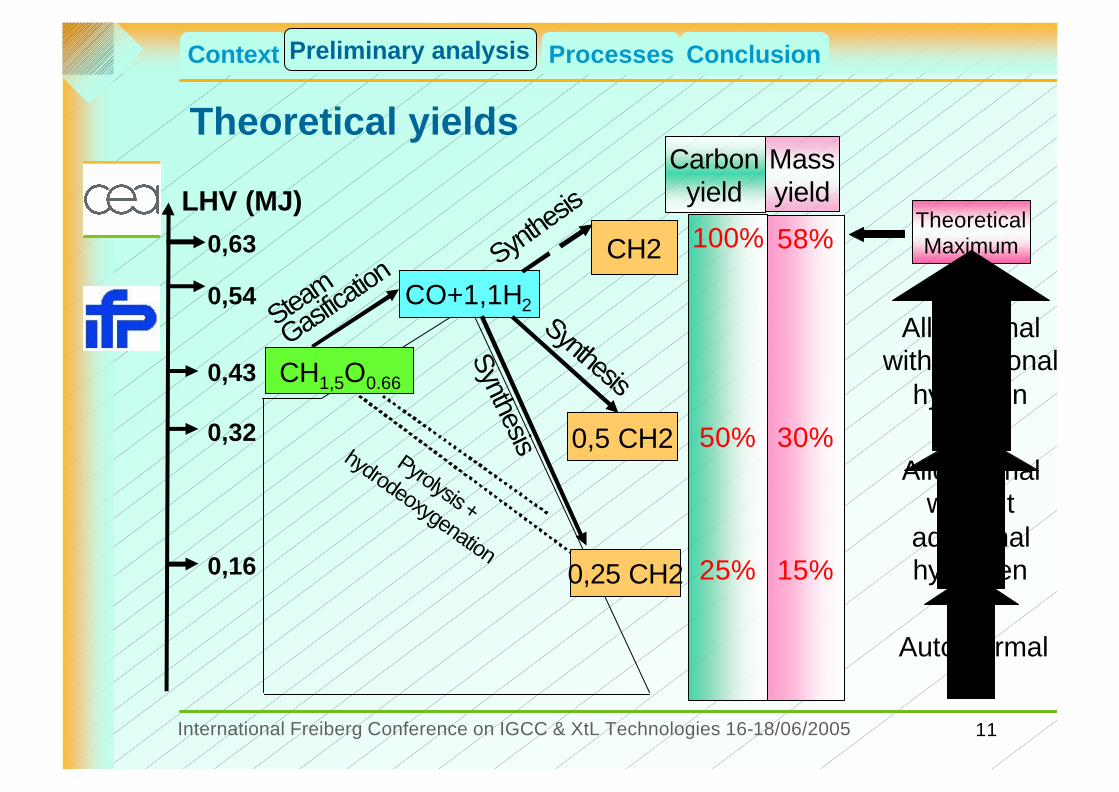
Theoretical yields
0,25 CH2
CH2
0,5 CH2
CO+1,1H2
100%
50%
25%
Carbonyield
Massyield
0,43
LHV (MJ)
0,54
0,63
0,16
0,32
Autothermal
Allothermal without
additional hydrogen
Allothermal with additional
hydrogen
Steam
Gasifica
tion
Synthesis
Pyrolysis +
hydrodeoxygenation
Synthes
is
Synthesis
Context Preliminary analysis ConclusionProcesses
CH1,5O0.66
12International Freiberg Conference on IGCC & XtL Technologies 16-18/06/2005
Beyond Thermodynamics
w Considering Kinetics– Yields considering kinetics equivalent to yields at the equilibrium
with a 200°C lower temperature– CH4: kinetic rate of reforming or cracking is about zero– Solid residue: steam gasification kinetic is very low– Tars come from kinetic competition between reactions
w Considering Energy losses– Energy recovery is not ideal– Low temperature energy is lost
w Considering primary energy for endothermal steam gasification
– Using oxygen lowers the overall mass yield (a part of biomass is burnt as primary energy)
– Using other primary energies must be CO2 free
Context Preliminary analysis ConclusionProcesses
13International Freiberg Conference on IGCC & XtL Technologies 16-18/06/2005
PROCESSESKey points and Analysis
Context Preliminary analysis ConclusionProcesses
14International Freiberg Conference on IGCC & XtL Technologies 16-18/06/2005
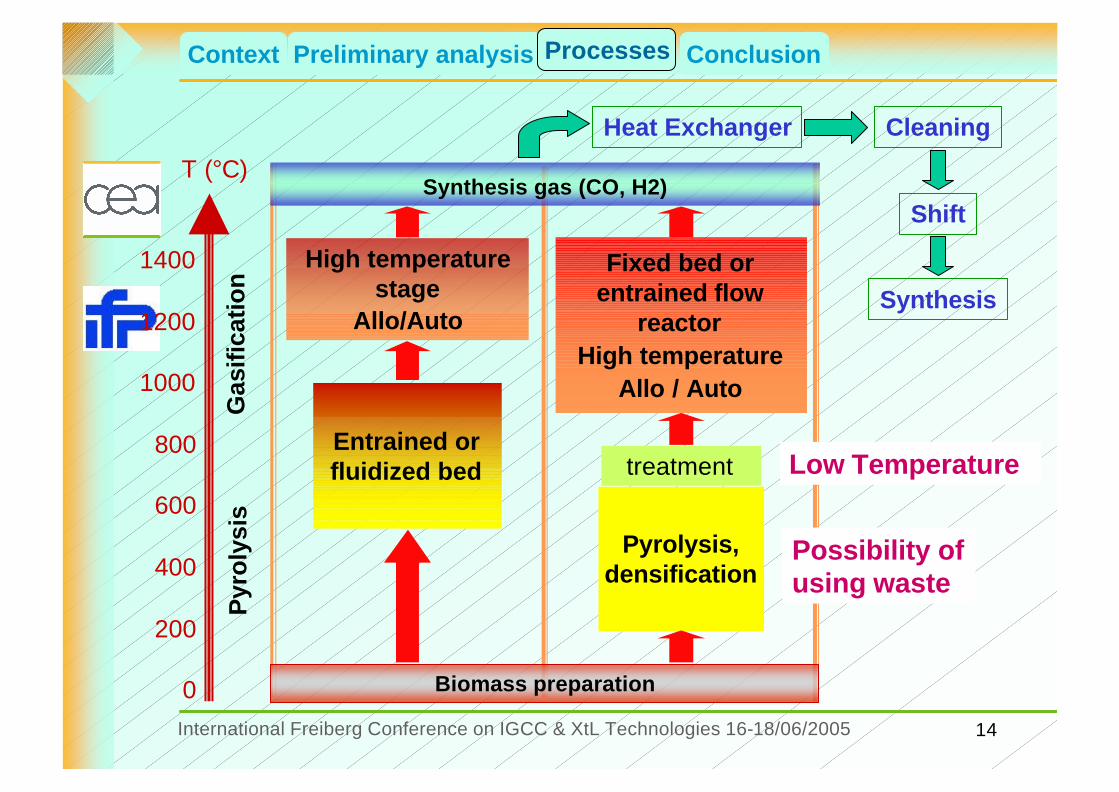
treatment
Pyr
olys
isG
asifi
catio
n
Entrained or fluidized bed
High temperature stage
Allo/Auto
Pyrolysis, densification
Fixed bed or entrained flow
reactorHigh temperature
Allo / Auto
T (°C)
0
200
400
600
800
1000
1200
Heat Exchanger Cleaning
Shift
Synthesis
Possibility of using waste
1400
Synthesis gas (CO, H2)
Biomass preparation
Context Preliminary analysis ConclusionProcesses
Low Temperature
15International Freiberg Conference on IGCC & XtL Technologies 16-18/06/2005
Key points
w Decentralisation– Optimum for Synthesis section economics: 1 train FT (slurry reactor Ø10m)
Ä 15 000 bbl/j gasoil = 60-70 t/h means 300 t/h dry biomass (mass yield = 20%)Ä Theoretically: 20 industrial sites in France (4-5 sites if 5 FT synthesis trains)
è a decentralised first step of energy densificationw Pressure
– Disadvantage on a thermodynamical point of view– May be an advantage in terms of kinetics (gas/solid reaction)– Advantage for the rest of the process (around 30 bars for FT synthesis ;
around 80 bar for methanol synthesis): avoiding compressionw Without N2 because Inert gas leads to
– a high price for energy balance (thermal, compression)– Oversizing
w Pollutants (organics, inorganics, aerosols)– Tars: avoided with very high temperature processes– Gaseous inorganics compound (wall corrosion, catalysts poisoning):
removed at low temperatureCleaning means low temperature
w Recycling– FT synthesis: by products (Tail Gas, Naphtha) may be recycled to increase
the overall mass yield (reforming)
Context Preliminary analysis ConclusionProcesses
16International Freiberg Conference on IGCC & XtL Technologies 16-18/06/2005
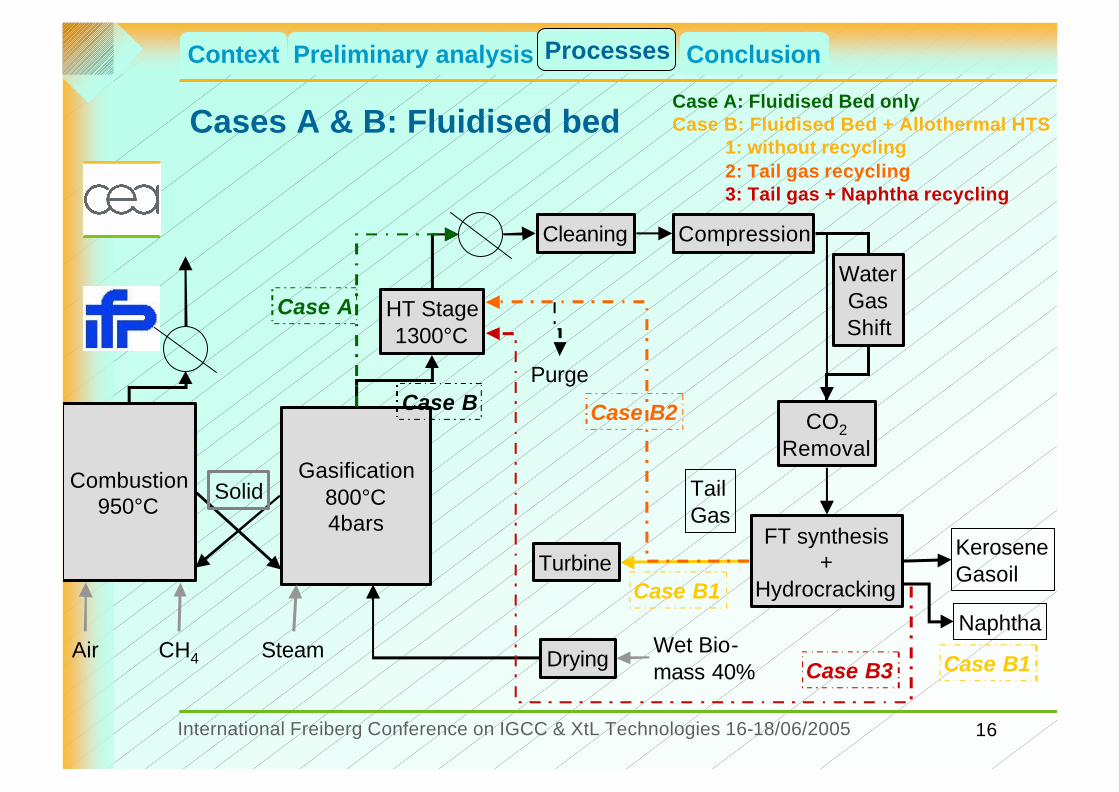
Cases A & B: Fluidised bed
Combustion950°C
Gasification800°C4bars
Air CH4
Solid
Steam
HT Stage1300°C
Cleaning Compression
WaterGasShift
CO2Removal
FT synthesis+
HydrocrackingTurbine
KeroseneGasoil
NaphthaWet Bio-mass 40%Drying
Purge
TailGas
Case A
Case B1
Case B1
Case B2
Case B3
Case B
Context Preliminary analysis ConclusionProcesses
Case A: Fluidised Bed onlyCase B: Fluidised Bed + Allothermal HTS
1: without recycling2: Tail gas recycling3: Tail gas + Naphtha recycling
17International Freiberg Conference on IGCC & XtL Technologies 16-18/06/2005
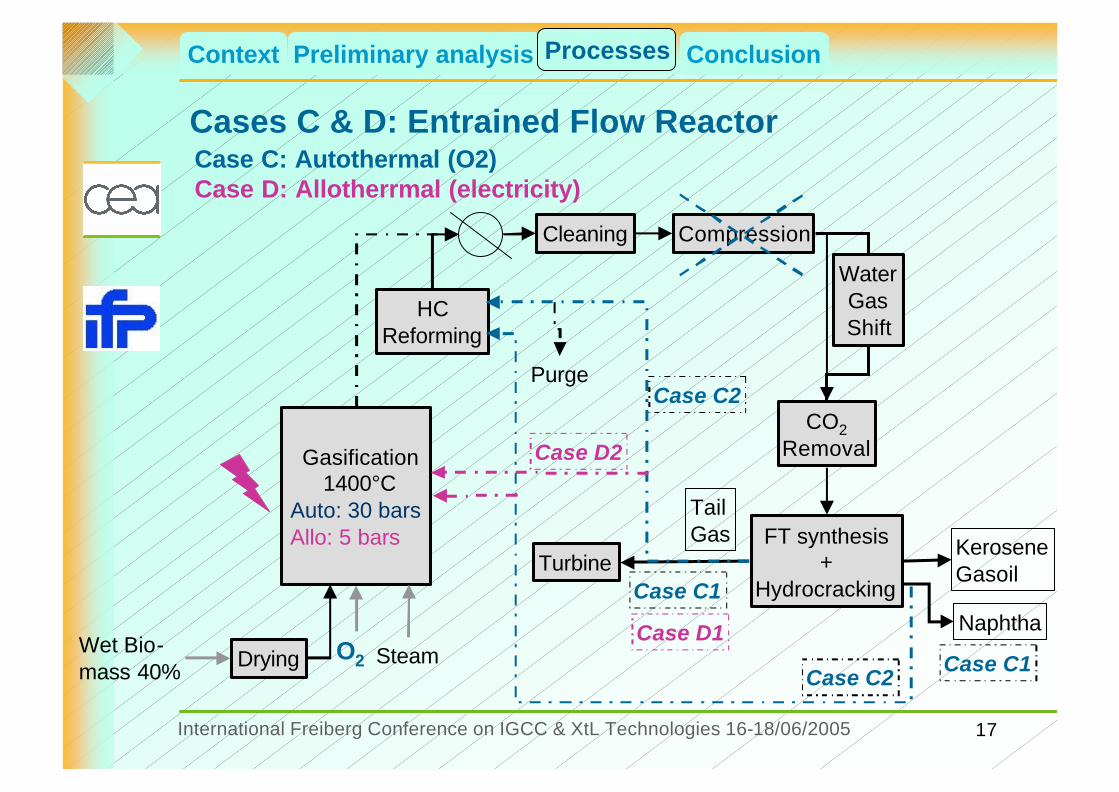
Cases C & D: Entrained Flow Reactor
Gasification1400°C
Auto: 30 barsAllo: 5 bars
O2 Steam
HCReforming
Cleaning Compression
WaterGasShift
CO2Removal
FT synthesis+
HydrocrackingTurbine
KeroseneGasoil
NaphthaWet Bio-mass 40% Drying
Purge
TailGas
Case C1
Case C1Case D1
Case C2
Case C: Autothermal (O2)Case D: Allotherrmal (electricity)
Case C2
Case D2
Context Preliminary analysis ConclusionProcesses
18International Freiberg Conference on IGCC & XtL Technologies 16-18/06/2005
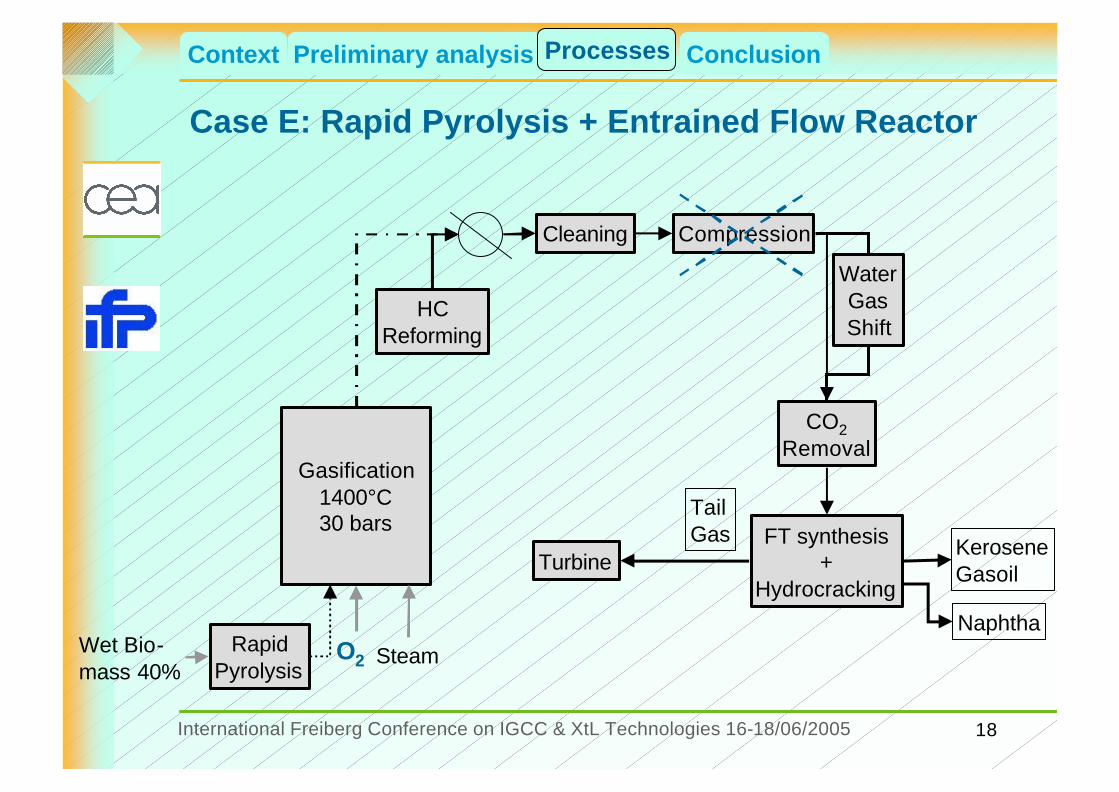
Case E: Rapid Pyrolysis + Entrained Flow Reactor
Gasification1400°C30 bars
O2 Steam
HCReforming
Cleaning Compression
WaterGasShift
CO2Removal
FT synthesis+
HydrocrackingTurbine
KeroseneGasoil
NaphthaWet Bio-mass 40%
RapidPyrolysis
TailGas
Context Preliminary analysis ConclusionProcesses
19International Freiberg Conference on IGCC & XtL Technologies 16-18/06/2005
Hypotheses
w Case A & B– Gasification reaction: out of equilibrium (H2/CO=1.8 if a right catalyst)– High temperature stage: equilibrium at 1300°C,
w Case C, D & E– Gasification reaction: equilibrium at 1400°C
Ä C: steam + oxygenÄ D: steam + electricity
– E: Pyrolysis products 10% gas ; 90% slurry
w Overall FT+HDK reaction– Based on Cobalt catalyst
w Heat recovery efficiency: 80%w Electricity production efficiency
– Steam: 33% ; Gas turbine: 50%
Context Preliminary analysis ConclusionProcesses
20International Freiberg Conference on IGCC & XtL Technologies 16-18/06/2005
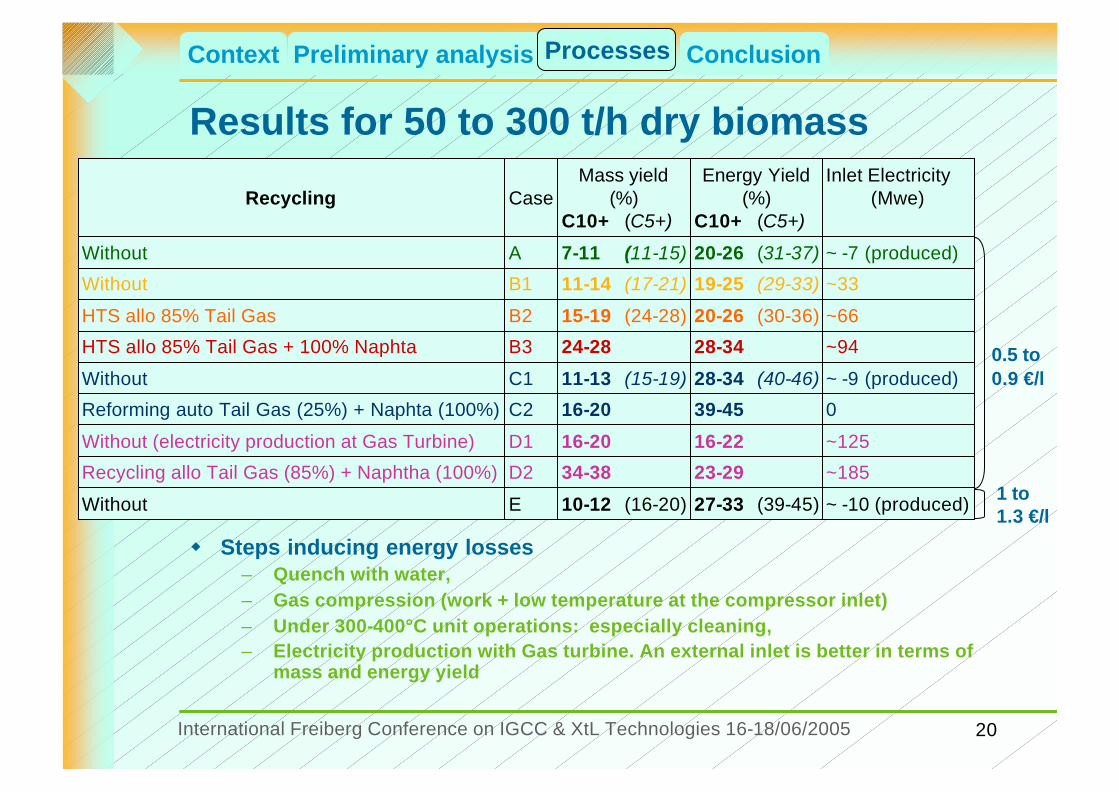
Results for 50 to 300 t/h dry biomass
w Steps inducing energy losses– Quench with water,– Gas compression (work + low temperature at the compressor inlet)– Under 300-400°C unit operations: especially cleaning,– Electricity production with Gas turbine. An external inlet is better in terms of
mass and energy yield
~18523-2934-38D2Recycling allo Tail Gas (85%) + Naphtha (100%)
~ -10 (produced)27-33 (39-45)10-12 (16-20)EWithout
~12516-2216-20D1Without (electricity production at Gas Turbine)
039-4516-20C2Reforming auto Tail Gas (25%) + Naphta (100%)
~ -9 (produced)28-34 (40-46)11-13 (15-19)C1Without
~9428-3424-28B3HTS allo 85% Tail Gas + 100% Naphta
~6620-26 (30-36)15-19 (24-28)B2HTS allo 85% Tail Gas
~3319-25 (29-33)11-14 (17-21)B1Without
~ -7 (produced)20-26 (31-37)7-11 (11-15)AWithout
Inlet Electricity(Mwe)
Energy Yield(%)
C10+ (C5+)
Mass yield(%)
C10+ (C5+)CaseRecycling
Context Preliminary analysis ConclusionProcesses
0.5 to0.9 €/l
1 to1.3 €/l
21International Freiberg Conference on IGCC & XtL Technologies 16-18/06/2005
Process Analysis
w Fluidised Bed without High Temperature Stage (HTS): not efficient enough.
w Fluidised Bed + Allothermal HTS or Entrained Flow Reactor– Same order of magnitude for yields– Tail gas recycling would be preferred
w Decentralised pyrolysis: to be studied with more details– +/- in term of mass and energy yield– Adding decentralised pyrolyse (no size effect on investment) may:
Ä Increase the part of pyrolyse in overall investmentÄ Increase the fuel price (to be confirmed)
w Allothermal Entrained Flow Reactor– Maximise the mass yield – With massive & low CO2, emissions electricity production.
w Auto / Allo: A choice between– Optimum for mass and energy yields– Maximise the fuel production
Context Preliminary analysis ConclusionProcesses
22International Freiberg Conference on IGCC & XtL Technologies 16-18/06/2005
Lots of remaining Questions
w Biomass pre-treatment and injection– Way of densification: an energy analysis to be performed– Way of crushing– Injection under pressure
w Technical answers for gasification– Entrained Flow Reactors industrial reliability– Inorganics behaviour (solid/liquid/gas phases)– Pressure: mechanical issues at high temperature
w What is the best way for gas cleaning without loosing too much energy ?
– Filtration– Inorganics in gas phase
w FT Synthesis– Co or Fe catalyst ?
w Decentralisation?
Some ideasfor possible answers Work still in progress
Context Preliminary analysis Processes Conclusion
23International Freiberg Conference on IGCC & XtL Technologies 16-18/06/2005
THANK YOU
[email protected]@ifp.fr
Commissariat à L’Énergie Atomique – Institut Français de Pétrole