Embed Size (px)
Citation preview
[2013]
Meacutemoire drsquoIntelligence
Meacutethodologique
Tuteur Faurecia
Cyrille BAROUKH
Pilote Qualiteacute Programme
Suiveur UTC
Jean-Pierre CALISTE
Enseignant-Chercheur
Ameacutelioration continue
Processus pour assurer la qualiteacute du produit
LU Chenhong
UNIVERSITE DE TECHNOLOGIE DE COMPIEGNE
Master Sciences Technologies Santeacute
Mention Ingeacutenierie des services et systegravemes
Speacutecialiteacute Qualiteacute et Performance dans les Organisations
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 1 46
Reacutesumeacute
Ce rapport a pour mission de deacutecrire la meacutethodologie adopteacutee pendant la
peacuteriode du stage effectueacute au service quali teacute du Projet JFC chez FAURECIA
Ce stage a permis drsquoeffectuer les tacircches suivantes
Preacuteparation documentaire
o Reacutedaction du synoptique de fabrication
o Reacutedaction du plan de surveillance et validation avec le Pilot Plant
o Reacutedaction des fiches de controcircles reacuteception processus et finales
Recherche drsquoun systegraveme de mesure
Participation agrave la conception du moyen de controcircle
Abstract
This report aims to describe the methodology adopted during the period of
internship in the quality department of project JFC at FAURECIA This
internship allowed to perform the following tasks
Preparation of documents
o Develop process flow chat
o Create control plan
o Establish incomingprocessfinal inspection sheet
Study of Measurement methods
Support in checking fixture design
摘要
本报告旨在描述在佛吉亚新产品中心质量部门实习期间所采用的方法实习中完成的
任务包括
编辑质量文件
o 制定零件生产流程图
o 创建质量检测计划书
o 创建接收生产交付质量检测表
测量方法和测量工具的研究
质检模具设计
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 2 46
Remerciements
Je tiens avant toute chose agrave remercier tous les membres de lrsquoeacutequipe JFC
lrsquoentreprise Faurecia Interior Systems et lrsquoUTC pour tout ce qursquoils mrsquoont fourni soit comme
formation professionnelle ou personnelle Je suis de plus tregraves reconnaissante pour
lrsquoexcellent accueil que toute lrsquoeacutequipe mrsquoa reacuteserveacute Cette eacutequipe mrsquoa toujours soutenue
quand jrsquoai eu des doutes et mrsquoa consideacutereacutee comme si jrsquoavais travailleacute chez eux depuis
longtemps Tout cela a participeacute au bon deacuteroulement de ma mission et pour cela jrsquoai appris
plus de ce que je ne pensais
Je voudrais remercier speacutecialement
M Philipe LECLERC Renault-Nissan Division Responsable Qualiteacute Mme
Brigitte POULAIN recrutement senior manager de leur accueil parmi les
membres de lrsquoeacutequipe et drsquoavoir cru en mon potentiel pour ce travail
M Cyrille BAROUKH pilote qualiteacute du programme JFC DP et tuteur industriel
de mon stage M Cyrille PEILHO pilote qualiteacute du programme JFC IPCC pour
leur disponibiliteacute leurs instructions dans le domaine de la qualiteacute leurs
encouragements la liberteacute qursquoils mrsquoont donneacutee pour le deacuteveloppement de mes
missions et pour leur confiance sur lrsquoaccomplissement des tacircches reacutealiseacutees
M Gilbert FARGES responsable du master qualiteacute M Jean-Pierre CALISTE
mon suiveur agrave lrsquoUTC et lrsquoensemble de lrsquoeacutequipe peacutedagogique du Master
Management de la Qualiteacute pour la qualiteacute de ses enseignements pour la
disponibiliteacute et le soutient qursquoils mrsquoaccordent
M Tony ERCOLANO chef de projet JFC pour son accueil au sein de lrsquoeacutequipe
M Franccedilois VAUPRE pilote manufacturing du programme JFC M Olivier
DUBUS M Benjamin QUESNEL pilote deacuteveloppement du programme JFC
pour leurs patiences leurs conseils et leurs soutiens importants tout au long de
mon stage
M Freacutedeacuteric MORTIER M David LANGLAIS de lrsquoeacutequipe deacuteveloppement JFC
pour lrsquoaide qursquoil mrsquoa apporteacutee pendant le deacuteroulement du projet
M David DELHOMME M Christian Banet Projeteur CAO pour leur bonne
humeur et leur collaboration agrave ma mission
Mme Saadia AJANA M Steacutephane SICARD M Ludovic CODELUPPI pour leurs
apports culturels et personnels
Enfin toutes les personnes avec lesquelles jrsquoai pu travailler au sein de Faurec ia
qui mrsquoont aideacutee pendant ma mission et pour toutes les reacuteponses agrave mes
questions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 3 46
Sommaire
Liste des sigles 4
Glossaire 5
Liste des tableaux et figures 7
Introduction 8
Chapitre 1 - Contexte et enjeux 9
I Contexte 9
1 Preacutesentation de Faurecia 9
2 Preacutesentation de Faurecia systegraveme drsquointeacuterieur (FIS) 10
3 Preacutesentation du projet 12
II Missions de stage 17
1 Missions preacutevisionnelles 17
2 Missions reacutealiseacutees 17
III Probleacutematique 17
1 Cadrage de la probleacutematique 17
2 Elaboration de la Strateacutegie 18
3 Analyse des risques Diagramme en arbre 20
Chapitre 2 ndash Meacutethodologies et Applications 21
I Meacutethode laquo PDCA raquo 21
1 Deacutefinition de la meacutethode laquo PDCA raquo 21
2 Pourquoi laquo PDCA raquo 21
II Cartographie de processus et meacutethode laquo A-PDCA raquo 22
III ISOTS 16949 regroupeacutee par laquo A-PDCA raquo 24
IV Plan drsquoaction pour reacutealiser le processus 25
V Application de la Meacutethode laquo A-PDCA raquo 26
1 Identifier les caracteacuteristiques cleacutes 26
2 Idendifier les process de fabrication 27
3 Deacutefinir les systegravemes de controcircle 27
4 Controcircler des piegraveces et les process 33
5 Check les piegraveces non-conformes analyser les causes 34
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction 35
Chapitre 3 - Reacutesultats 36
Conclusion 37
Bibliographie 38
Annexe 40
Annexe 1 Note de clarification 41
Annexe 2 Check list 43
Annexe 3 Tableau de mesure 44
Annexe 4 Technologies 45
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 4 46
Liste des sigles
A AMDEC Analyse des Modes de Deacutefaillance de leurs Effets et leur Criticiteacute (FMEA)
APQP Advanced Product Quality Planning (Planning Avanceacute de Qualiteacute de Produit)
B BOM Bill of Material (Nomenclature)
BOP Bought-Out Part (Piegraveces sous traiteacutees)
C CAD Computer-Assisted Design (Conception assisteacutee par ordinateur)
CC Console centrale
E ECR Engineering Change Request (Demande de modification drsquoingeacutenierie)
F FI Final inspection (controcircle final)
FIS Faurecia Interior system (Systegraveme drsquointeacuterieur de Faurecia)
G GDampT Geometry Dimension amp Tolerances (Cotation en 3D synthegravese des iso statismes)
I II Incoming inspection (controcircle reception)
IP Instruction Panel (Planche de Bord)
J JIT Just In Time (site de montage en juste-agrave-temps)
K KC key Characteristics (Caractegravere Cleacute)
L LHD Left Hand Drive (Poste de conduite agrave gauche)
M MDC Moyen de controcircle
P PDS Pacification dynamique strateacutegie
PLS Piegraveces Livreacutees Seacutepareacutement
PI Process Inspection (controcircle process)
POKA YOKE Mistake proof system
PP Pilot Plant
PPA Product Parts Approval
PPM Parts Per Million
PPV Product Process Validation (usine pilote laboratoire centre de mesure geacuteomeacutetrique deacutepartement calcul)
PQL Program Quality Leader
Pre-Series All of-Series production tool parts until PPA
R RFQ Request For Quotation
RHD Right Hand Drive (Poste de conduite agrave droite)
RampR Reacutepeacutetabiliteacute amp Reproductibiliteacute
S SC Special Characteristics (Caracteacuteristiques speacutecifiques)
SOP Start of Production Lancement du produit en vie seacuterie
T Top deacutemarrage premiegravere situation reacuteussie
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 5 46
Glossaire
ISOTS 16949 [1]
LrsquoISOTS 16949 est une norme conjointe avec ISO 9001 2008 qui deacutefinit les
exigences en matiegravere de systegraveme de management de la qualiteacute pour la conception le
deacuteveloppement la fabrication le cas eacutecheacuteant lrsquoutilisation et les prestations de service
associeacutees aux produits du secteur automobile
LISOTS 169492009 peut ecirctre appliqueacutee tout au long de la chaicircne
dapprovisionnement du secteur automobile
Famille ISO 9000 [1] [2]
La famille ISO 9000 couvre les divers aspects du management de la qualiteacute et
comprend certaines des normes les plus connues de lrsquo ISO Elles offrent des lignes
directrices et des outils aux entreprises et aux organismes qui veulent que leurs produits et
services soient constamment en phase avec ce que leurs clients demandent et que la
qualiteacute ne cesse de srsquoameacuteliorer
La famille ISO 9000 compte de nombreuses normes notamment
ISO 90012008 ndash eacutetablit les exigences relatives agrave systegraveme de management de la
qualiteacute
ISO 90002005 ndash couvre les notions fondamentales et la terminologie
Synoptique de fabrication [3]
Le synoptique de fabrication est un outil de repreacutesentation graphique de lensemble
des eacutetapes des transformations de controcircle de stockage et de retouche
Plan de surveillance [4] [5]
Le plan de surveillance montre lrsquoensemble des opeacuterations de veacuterifications effectueacutes
sur les points importants du produit en incluant les KC pour deacutetecter la conformiteacute du
controcircle reacuteception controcircle apregraves process jusqursquoagrave controcircle final Il est eacutetabli en utilisant les
informations du ADMEC KC liste synoptique de fabrication les exigences du client de la
norme et les retours expeacuteriences
Gamme de controcircle [6]
La gamme de controcircle est un document deacutecrivant la succession des controcircles agrave
effectuer aux diffeacuterentes phases de leacutelaboration dun produit et les moyens neacutecessaires
pour les reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 6 46
Caracteacuteristique speacutecifique [7]
Caracteacuteristique dun produit ou paramegravetre dun processus de fabrication qui peut
affecter la seacutecuriteacute la conformiteacute aux reacuteglementations laptitude agrave lemploi la fonction les
performances du produit ou les opeacuterations de finition ulteacuterieures sur ce produit
Fabrication [7]
Un processus fabriquant laquoou produisantraquo des mateacuteriaux de production des piegraveces
de seacuterie ou de rechange des sous-ensembles assembleacutes ou des opeacuterations de soudure
de traitement thermique de peinture de revecirctement ou dautre travail de finition
Controcircle [8]
Activiteacutes telles que mesurer examiner essayer ou passer au calibre une ou
plusieurs caracteacuteristiques drsquoune entiteacute et comparer les reacutesultats aux exigences speacutecifieacutees
en vue de deacuteterminer si la conformiteacute est obtenue pour chacune des caracteacuteristiques
Equipement de mesure [2]
Instrument de mesure logiciel eacutetalon de mesure mateacuteriau de reacutefeacuterence ou appareil
auxiliaire ou combinaison de ceux-ci neacutecessaire pour reacutealiser un processus de mesure
Traccedilabiliteacute [2]
Aptitude agrave retrouver lhistorique la mise en œuvre ou lemplacement de ce qui est
examineacute
Deacutefaut [2]
Non-satisfaction dune exigence relative agrave une utilisation preacutevue ou speacutecifieacutee
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 7 46
Liste des tableaux et figures
Tableau 1 Extrait du plan de surveillance injection
Tableau 2 Gamme de controcircle injection
Tableau 3 Extrait drsquoune laquo check list raquo
Tableau 4 Technologies appliqueacutees sur les produits
Figure 1 Vente par activiteacute et classement en 2011
Figure 2 Lignes de produit
Figure 3 Chiffres cleacutes des produits de FIS en 2012
Figure 4 Site Meacuteru
Figure 5 Environnement du travail (eacutechange avec les eacutequipes)
Figure 6 Planning du projet
Figure 7 Photo drsquoune Planche de bord
Figure 8 Photo drsquoune console centrale
Figure 9 Photo drsquoun panneau de porte
Figure 10 QQOQCP
Figure 11 Planification dynamique strateacutegique
Figure 12 Analyse des risques
Figure 13 PDCA
Figure 14 Processus pour assurer la qualiteacute du produit
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo
Figure 16 Regroupement des exigences par ISHIKAWA
Figure 17 Flux de production
Figure 18 DCAP
Figure 19 Reacutesultat de RampR 1
Figure 20 Logigramme de la fabrication du MDC
Figure 21 Flux de logistique
Figure 22 Forme de boicircte rouge
Figure 23 Piegraveces non conformes
Figure 24 Analyser du deacutefautcauseaction
Figure 25 Tableau de mesure par produit
Figure 26 Tableau de mesure par type de fiche
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 8 46
Introduction
Dans le cadre de la formation de master en qualiteacute et performance dans les
organisations agrave lrsquoUniversiteacute Technologique de Compiegravegne jrsquoai effectueacute mon projet de fin
drsquoeacutetude drsquoune dureacutee de vingt-quatre semaines (11022013 ndash 26072013) au sein de
lrsquoentreprise Faurecia Interior Systems (FIS)[4] au centre de recherche et deacuteveloppement agrave
Meacuteru
Accueillie sur le plateau Renault dans le projet JFC sous la responsabiliteacute de M
Philipe LECLERC M Cyrille BAROUKH et M Cyrille PEILHO jrsquoai travailleacute en eacutetroite
collaboration avec le pilote qualiteacute afin de reacutealiser les activiteacutes Qualiteacute en fabrication
mesures et essais
Mes missions pendant les 24 semaines peuvent se diviser en 3 parties
Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
o Reacutedaction du synoptique de fabrication
o Reacutedaction du plan de surveillance et validation avec le Pilot Plant
o Reacutedaction des fiches de controcircles reacuteception processus et finales
Recherche drsquoun systegraveme de mesure
Participation agrave la conception du moyen de controcircle
Les missions listeacutees ci-dessus participent au processus drsquoassurance qualiteacute du
produit dans le domaine drsquoautomobile
Ce meacutemoire drsquointelligence meacutethodologie preacutesente le contexte les enjeux et la
probleacutematique du stage (chapitre 1) syntheacutetise et exprime graphiquement les concepts
abstraits explicite les plans drsquoactions qui permettent de reacutealiser le processus (chapitre 2) Il
preacutesente enfin les reacutesultats et bilan (chapitre 3)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 9 46
Chapitre 1 - Contexte et enjeux
I Contexte
1 Preacutesentation de Faurecia
11 Faureica Creacuteation et activiteacutes
Faurecia est une entreprise franccedilaise qui conccediloit fabrique et commercialise des
eacutequipements automobiles Elle a eacuteteacute creacuteeacute en 1997 agrave la suite de la fusion entre le
producteur de siegraveges automobiles Bertrand Faure et ECIA fi liale de PSA Peugeot Citroeumln
creacutee dix ans plus tocirct En 2001 le groupe Faurecia achegravete lrsquoeacutequipementier automobile
Sommer ndash Alibert Ce rachat financeacute par PSA agrave hauteur de 75 permet agrave cette derniegravere
de conforter sa participation dans le groupe [9][10]
12 Faurecia dans le monde
Faurecia est preacutesente dans 34 pays sur 320 sites de production et 30 centres de
RampD et pour un total denviron 94 000 employeacutes (61000 en 2007 58000 en 2008 62 000
en 2009 75 en 2011) [9]
En 2012 le chiffre daffaires de Faurecia sest eacuteleveacute agrave 174 milliards deuros [10] Il
est reacuteparti entre les quatre speacutecialiseacutes comme lrsquoimage ci-dessous (cf Figure 1)
Figure 1 Vente par activiteacute et classement en 2011 [9]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 10 46
2 Preacutesentation de Faurecia systegraveme drsquointeacuterieur (FIS)
21 Les activiteacutes et les chiffres cleacutes du FIS en 2011
Les activiteacutes au sein du systegraveme drsquointeacuterieur de Faurecia se divisent en 3 lignes de
produit (cf Figure 2)
Figure 2 Lignes de produit [9]
Le savoir-faire de Faurecia lui permet de concilier des reacuteponses adapteacutees aux
enjeux des constructeurs en terme de seacutecuriteacute (conception de structures agrave absorption
drsquoeacutenergie) de confort (visuel thermique et acoustique) de qualiteacute perccedilue (aspect sens de
toucher) et drsquoalleacutegement (utilisation de mateacuteriaux syntheacutetiques et naturels) Les chiffres cleacutes
des produits montrent (cf Figure 3) la performance du FIS
Figure 3 Chiffres cleacutes des produits de FIS en 2012 [9]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 11 46
22 Preacutesentation du site Meacuteru
Le site de Meacuteru (cf Figure 4) est deviseacute en deux parties le CREA (centre de
recherche et drsquoeacutetude automobile) et lrsquousine de production
Figure 4 Site Meacuteru [9]
Le CREA est organiseacute en grande partie en plateau de diffeacuterents clients regroupeacutes
comme deacutecrit ci-apregraves
Un pocircle de compeacutetence qui regroupe les experts techniques dans diffeacuterents
domaines (injection meacutecanisme fixation etc) qui travaillent pour plusieurs projets
Un pocircle de design amp innovation ougrave est reacutealiseacute les benchmarking des innovations en
reacutepondant aux besoins et aux tendances du marcheacute (reacuteduction du poids deacutecoration avec
lrsquoaspect eacutecologique matiegravere reacuteactive et eacutemotionnel etc)
Un centre de calcul ougrave sont effectueacutees toutes les simulations neacutecessaires au
deacuteveloppement des produits (proceacutedure drsquoinjection crash-test etc)
Des laboratoires de tests amp essais (mesure de geacuteomeacutetrie test tir-airbag test
aeacuteraulique vieillissement vibration endurance crash-test climatisation etc)
Une usine pilote ougrave se trouve tous les proceacutedeacutes et les eacutequipements utiliseacutes par les
lignes de production et drsquoassemblage pour appliquer des technologies comme injection la
peinture le thermoformage le thermoformage neacutegatif avec moule graineacute le slush-moulding
(technique de fabrication de peau pour planche de bord mousseacutee) le surmoulage le
moussage le fraisage la soudure par vibration et par ultrason etc Cela permet la mise au
point et une premiegravere validation des produits et proceacutedeacutes
Ces 3 derniers services composent le PPV (Product Process Validation) Lrsquousine de
production est creacuteeacutee en 1960 (anciennement Sommer-Allibert)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 12 46
3 Preacutesentation du projet
31 Lrsquoeacutequipe du projet
Le projet JFC a pour objectif le remplacement de lrsquoESPACE 4 [11] Le peacuterimegravetre de
Faurecia est la planche de bord la console centrale et les panneaux de portes Ce
veacutehicule sera vendu en Europe et sa commercialisation est preacutevue en 2015
Lrsquoeacutequipe projet est diviseacutee en deux eacutequipes une baseacutee agrave Meacuteru (France) et qui gegravere
les peacuterimegravetres planche console centrale et la deuxiegraveme en Espagne agrave Valence pour les
panneaux de portes Ces deux eacutequipes sont en contact avec Renault technocentre baseacute agrave
Guyancourt (France)
Les eacutequipes projet Faurecia ont en charge la conception des produits ainsi que leur
industrialisation elles interviennent depuis le choix du fournisseur par le client jusqursquoau
deacutemarrage seacuterie du veacutehicule
Le scheacutema page suivante (cf Figure 5) explicite les contacts avec les diffeacuterentes
eacutequipes travaillant pour le projet JFC pour reacutealiser la deacutemarche drsquoassurance qualiteacute du
produit
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 13 46
Figure 5 Environnement du travail (eacutechange avec les eacutequipes)[12]
Preacuteparation documentaire
Equipe projet
Pilote deacuteveloppement
panneaux
Espagne
Valence
Equipe usine prototype
Pilote Qualiteacute usine
prototype planche-
console
France
Meacuteru
Equipe usine prototype
Pilote Qualiteacute usine
prototype panneaux de
portes
Espagne
Valence
Contact occasionnel Genre drsquoactiviteacute Contact reacuteguliegravere
Co
ncep
tion
du
mo
yen
de c
on
trocircle
Fournisseur du
moyen de controcircle
Chine
Shanghai
Experts moyen de
controcircle
France
Meacuteru
Equipe projet France Meacuteru
Qualiteacute usine
Pilote qualiteacute usine
Activ
iteacute m
esu
re fla
p a
irbag
France
Heacutenin-Baumont
Experts process
France
Guyancourt
Laboratoire
Pilote essais
France
Meacuteru
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 14 46
32 Planning du projet
Faurecia intervient sur les projets depuis la nomination fournisseur (cf Figure 6) jusqursquoau deacutemarrage seacuterie [9] La dureacutee drsquoun projet
type Renault est drsquoenviron 25 ans
Le stage se deacuteroule pendant la phase lancement outillage (phase 2) et jusqursquoagrave lrsquoarriveacutee des premiegraveres piegraveces issues des outi llages
deacutefinitifs (phase 3) - outillages utiliseacutes pendant la vie seacuterie Faurecia au travers de son systegraveme de management de la qualiteacute reacutepond agrave ce
planning via les phases deacutetailleacutees ci-dessous
FIS
Figure 6 Planning du projet [9][13]
Stage
Sy
stegrave
me
de
ma
na
ge
me
nt
de
Fa
ure
cia
Pla
nn
ing
de
RE
NA
UL
T
Environ 25 ans
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 15 46
La phase ndeg2 correspond agrave une phase de conception du produit (numeacuterisation des
piegraveces reacutealisation des plans de leveacutees de risques ndash AMDEC choix des process de
fabrication choix des fournisseurs eacutetablissement des plans de surveillances des gammes
de controcircles des gammes de mesureshellip)
Dans la phase ndeg3 les essais (conformeacutement aux cahiers des charges clients) les
mesures des produits et de leurs moyens de fabrication seront effectueacutees A lrsquoissue de ces
veacuterifications les piegraveces sont soumises au client pour acceptation finale (paiement des
outillages deacutefinitifs) Crsquoest le jalon Faurecia PPC (Part Product Confirmation)
Dans la phase ndeg4 la monteacutee en cadence et le reacuteglage des proceacutedeacutes de fabrication
et drsquoassemblage sont effectueacutes Lrsquoobjectif est drsquoatteindre la capaciteacute de production
souhaiteacutee par le client Cette phase est sanctionneacutee par un audit de production piloteacute par le
client (jalon SOP)
Dans la phase ndeg5 on suit les premier mois de production en vie seacuterie Lrsquoeacutequipe
projet est dissoute
33 Produit attendu du projet
La planche de bord
La planche de bord (cf Figure 7) du veacutehicule est le bloc placeacute agrave lrsquoavant de lrsquohabitacle
elle constitue le principal moyen drsquointerface entre la voiture et le conducteur Les
techniques (Annexe 4 cf Tableau 4) pouvant ecirctre utiliseacutees sur la planche de bord sont le
moussage le thermogainage lrsquoinjection etc
Figure 7 Photo drsquoune Planche de bord [11]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 16 46
La Console Centrale
La console centrale (cf Figure 8) est la partie se situant entre les deux siegraveges et se
prolongeant jusqursquoagrave la planche de bord Les techniques (Annexe 4 cf Tableau 4) utiliseacutees
sur la console centrale sont Peinture inmold etc
Figure 8 Photo drsquoune console centrale [11]
Les panneaux des portes
Les panneaux des portes (cf Figure 9) sont composeacutes drsquoun bandeau un meacutedaillon
un accoudoir un porteur un vide-poche les deacutecors etc Les techniques (Annexe 4 cf
Tableau 4) utiliseacutees sur les panneaux sont affichage thermogainage etc
Figure 9 Photo drsquoun panneau de porte [9]
Levier de vitesses
et tringlerie
Autoradio
Commandes de
climatisation
Ordinateur de
bord GPS
Porte-gobelet
Accoudoir
Levier de frein de
stationnement cacircble
et circuit hydraulique
Accoudoir
Meacutedaillon
Porteur
Vide - poche
Bandeau
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 17 46
II Missions de stage
1 Missions preacutevisionnelles
Le projet JFC arrive en juin-juillet 2013 dans la phase de mise au point produit Les
activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
o reacutedaction du plan de surveillance et validation avec le Pilot Plant
o reacutedaction des fiches de controcircles reacuteception et finales
o construction du plan de validations piegraveces
o mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
o preacuteparation de documents ANPQP [13] clients
Suivi validations
o Suivi du plan de validation matiegravere (essais plaquettes)
Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
o le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour
gammes)
o le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et
suivi du plan de surveillance de la fabrication)
o la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
2 Missions reacutealiseacutees
Du fait drsquoun deacutecalage planning les sujets ont eacuteteacute reacuteajusteacutes Par conseacutequent lrsquoaspect
suivi fabrication nrsquoest plus drsquoactualiteacute Pour deacutevelopper les compeacutetences et enrichir les
expeacuteriences deux autres activiteacutes ont eacuteteacute proposeacutees
o Recherche drsquoun systegraveme de mesure pour une piegravece speacutecifique
o Participation agrave la conception du moyen de controcircle
III Probleacutematique
1 Cadrage de la probleacutematique
Pour bien cadrer le problegraveme obtenir les informations essentielles et chercher les
ideacutees de causes possibles de solutions possibles la reacutealisation drsquoun QQOQCP [12] (cf
Figure 10 page suivante) est neacutecessaire
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 18 46
Donneacutee dentreacutee
Les cibles qualiteacutes deacutefinis par client
Les normes exigences de conformiteacute des piegraveces
La conception des piegraveces
Qui
Directs Indirects (eacuteventuels)
Emetteurs pilote qualiteacute projet Reacutecepteurs stagiaire
Emetteurs Renault Reacutecepteurs projet JFC
Quoi Le procesus pour assurer la qualiteacute du produit nrsquoest pas encore tous
reacutealiseacute
Ougrave Au sein de service qualiteacute du projet JFC
Quand Du feacutevrier 2013 au juillet 2013
Comment
Reacutealisation de la deacutemarche drsquoassurance qualiteacute du produit
- Acceptation des documents par les clients et lrsquousine
- Existence drsquoun systegraveme de mesure reproductible et reacutealisable dans lrsquousine
- Acceptation de la conception des moyens de controcircle par client
- hellip
Pourquoi
Pour garantir la conformiteacute produit et satisfaire le client
Pour clarifier le process de fabrication et organiser les postes dans lrsquousine Pour expliquer aux opeacuterateurs comment et quoi controcircler sur les
piegraveces
Pour avoir des moyens et meacutethode de controcircle fiables
Donneacutee de sortie
Reacutealiser le processus pour assurer la qualiteacute du produit dans le domaine drsquoautomobile
Figure 10 QQOQCP [12]
2 Elaboration de la Strateacutegie
Pour avoir une vision globale expliciter lrsquoensemble des objectifs du stage et
pour mieux agir sur les pratiques un planning dynamique strateacutegique (PDS) [12] (cf
Figure 11 page suivante) est reacutealiseacute afin de cibler la deacutemarche drsquoameacutelioration continue
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 19 46
Figure 11 Planification dynamique strateacutegique [12]
Entiteacute de service
Stagiaire qualiteacute
Publics concerneacutes
bull Directs Service qualiteacute du projet
bull Indirects Client et collaborateurs
Objectifs mesurables a) 100 reacutealisation des documents
demandeacutes Validation du document qualiteacute demandeacute par le client (K0) et lrsquousine
b) Prouver la mesurabiliteacute et la reproductibiliteacute
c) Lancer en fabrication des moyens de controcircle valideacute
Contexte - Exigence speacutecifique du client - Certification Faurecia ISO 14001 et TS 16949 - Systegraveme qualiteacute public Renault ANPQP Faurecia PMS
Besoin particulier du laquo public raquo - Prendre en compte le retour drsquoexpeacuterience des projets preacuteceacutedant (capitalisation) - Validation du travail par le public
Attentes geacuteneacuterales du laquo public raquo - Produit reacutepondant aux normes de seacutecuriteacute et de qualiteacute (Reacuteglementation PPM retour garantie)
Prioriteacutes choisies
a) Preacuteparation documentaire b) Eacutetude drsquoun systegraveme de mesure c) Participation agrave la conception du MDC
Reacutesultats mesureacutes Satisfaction du client (cotation) PPM et retour garantie
Analyse Situation Forces - premier stage reacutealiseacute dans la mecircme
entreprise mecircme domaine
- existence du document standard
- expeacuteriences des tuteurs (projet similaire) Ameacuteliorations - audit interne FES pour ameacuteliorer la
performance des projets
Missions Raisons decirctre
Reacutealiser le processus pour assurer la qualiteacute du produit
Actions souhaiteacutees
par les
responsables qualiteacutes
Actions quotidiennes
Livrables pour satisfaire le besoin du laquopublicraquo Documentaires qualiteacute reacutesultat drsquoeacutetude du moyen de mesure eacutetude du moyen de controcircle
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 20 46
3 Analyse des risques Diagramme en arbre
Pour mieux reacuteagir face aux risques relatifs aux missions de stage une analyse des
risques (cf Figure 12) est reacutealiseacutee en utilisant le diagramme en arbre qui permet de
deacutecliner rapidement des alternatives aux risques plausibles
Figure 12 Analyse des risques [12]
Alternative
Missions preacutevisionnelles
Missions reacuteelles
Risques
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 21 46
Chapitre 2 ndash Meacutethodologies et Applications
I Meacutethode laquo PDCA raquo
1 Deacutefinition de la meacutethode laquo PDCA raquo
La meacutethode laquo PDCA raquo [14] (cf Figure 13) ou laquo roue de Deming raquo est une
illustration de la meacutethode qualiteacute Plan-Do-Chec-Act son nom vient du statisticien William
Edwards Deming
La meacutethode comporte quatre eacutetapes agrave suivre pour ameacuteliorer la qualiteacute
P = Plan planifier la reacutealisation par exemple
leacutecriture du cahier des charges et
leacutetablissement dun planning
D = Do mettre en place toutes les actions
indiqueacutees dans le plan drsquoaction
C = Check mesuree et veacuterifier cette eacutetape
utilise des moyens de controcircle divers
A= Act rechercher des points dameacuteliorations
et proposer les actions correctives
Leacutetape Act amegravenera un nouveau projet
agrave reacutealiser donc une nouvelle planification agrave
eacutetablir Il sagit donc dun cycle que lon
repreacutesente agrave laide dune roue Figure 13 PDCA [12]
2 Pourquoi laquo PDCA raquo
Pour faire face aux marcheacutes compeacutetitifs drsquoaujourdrsquohui les entreprises doivent eacutetablir
une strateacutegie leur permettant drsquoameacuteliorer leur performance en continue La meacutethode
laquo PDCA raquo permet de piloter et simplifier ces actions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 22 46
II Cartographie de processus et meacutethode laquo A-PDCA raquo
Afin drsquoatteindre les cibles qualiteacute du client et drsquoassurer une ameacutelioration continue un
processus de suivi de la qualiteacute du produit est neacutecessaire Le processus pour assurer la
qualiteacute des produits drsquoun nouveau projet contient une grande partie de creacuteation Un Cycle
laquo A ndashPDCA raquo permet drsquoinnover les meacutethodes de controcircle avec ambition et creacuteativiteacute
Une cartographie (cf Figure 14) est reacutealiseacutee pour expliciter le deacuteroulement du
processus
Figure 14 Processus pour assurer la qualiteacute du produit [12]
Le cycle dans ce processus contient 5 eacutetapes
A = Analyser analyser les besoins et le contexte communiquer avec le client eacutechange
P = Planifier planifier et deacutefinir les meacutethodes de controcircle identifier les process de
fabrication
D = Do reacutealiser les produits controcircler mesurer et tester
C = Check veacuterifier et comprendre les reacutesultats chercher les causes racines
A = Ameacuteliorer suggeacuterer les plans drsquoactions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 23 46
Dans la phase Analyser il faut prendre en compte tous les eacuteleacutements drsquoentreacutees
mateacuterielles la norme ISOTS 16949 les cibles qualiteacutes deacutefinit par client (PPM retour
garanti) les exigences par processproduit le systegraveme qualiteacute standard les retours
expeacuteriences et les contraintes dans lrsquousine etc
Lrsquoobjectif externe du processus est de satisfaire le client en livrant des produits
conformes aux exigences et en montrant un process performant
Lrsquoobjectif interne du processus est de reacutealiser lrsquoameacutelioration continue en augmentant
le pourcentage de conformiteacute produit cest-agrave-dire reacuteduire le nombre de piegravece mauvaises
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 24 46
III ISOTS 16949 regroupeacutee par laquo A-PDCA raquo
La norme ISOTS16949 [8][18] deacutecrit toutes les exigences du systegraveme de
management de la qualiteacute dans le domaine de lrsquoautomobile Mais les exigences ne sont pas
faciles agrave retenir Un regroupement des exigences par laquo A-PDCA raquo (cf Figure 15) donne une
vision plus claire
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo [12]
52 Ecoute client
732 a Deacuteterminer les exigences fonctionnelles et de performance Les
exigences fonctionnelles sont deacutefinit dans le cahier des charges
732 b Deacuteterminer les exigences reacuteglementaires et leacutegales Les exigences
lieacutees au transport agrave lrsquoemballage aux eacutetiquettes aux notices drsquoutilisation agrave
la date limite drsquoutilisation agrave la traccedilabiliteacute aux composants
8231 Conserver les enregistrements reacutealiser un
plan drsquoactions correctives
85 Ameacutelioration deacuteterminer les causes de non-
conformiteacutes deacuteterminer les actions neacutecessaires
Reacutesolution de problegravemes dispositif anti-erreurs
impact des actions correctives preacuteventives
83 Maitrise du produit non conforme
84 Analyser les donneacutees (indicateurs reacutesultats
daudits niveau de satisfaction des clients) collecter
les informations
743 Assurer que le produit acheteacute satisfait aux exigences
drsquoachat (inspections en entreacutee et en reacutealisation du produit)
824 Surveiller et mesurer les KC controcircle les dimensions et
essais fonctionnels
8231 Mettre en place le plan de surveillance et le
diagramme de flux des processus
71 Planifier et deacuteterminer les processus de reacutealisation du produit
les activiteacutes de veacuterification validation surveillance mesure
inspection et essai speacutecifiques au produit Deacuteterminer les critegraveres
drsquoacceptation du produit les enregistrements speacutecifiques
7323 Identifier les documents de maitrise des processus
7511 Elaborer les plans de surveillance en prenant en compte les
reacutesultats des AMDEC produitsprocessus eacutenumeacuterer les types de
drsquoinspection preacuteciser la surveillance des KC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 25 46
IV Plan drsquoaction pour reacutealiser le processus
Pour reacutealiser correctement le processus et expliciter la meacutethode laquoA-PDCA raquo un
plan drsquoaction est deacutetailleacute ci-dessous il reacuteponde eacutegalement aux exigences de la norme
ISOTS 16949 [7]
Dans la phase analyser i l faut comprendre les exigences du client communiquer les
eacutetudes sur le produit afin de trouver un consensus et deacutefinir un objectif claire
ACTION
Identifier les caracteacuteristiques cleacutes
Dans la phase planifier la norme ISOTS 16949 demande de deacuteterminer les
processus de reacutealisation du produit les activiteacutes de veacuterification validation surveillance et
mesure inspection et essais speacutecifique au produit Un logigramme de production permet de
visualiser les diffeacuterentes activiteacutes Un plan drsquoaction et une instruction de travaille explique
aux qualiticiens comment controcircler et mesurer le produit
ACTION
Identifier les process de fabrication
Deacutefinir les systegravemes de controcircle
Dans la phase do toutes les actions planifieacutees seront mises en place et toutes les
piegraveces non conformes sortent du flux
ACTION
Controcircler mesurer et tester les piegraveces
Lrsquoessentielle de la phase check est de comprendre les problegravemes en veacuterifiant les
deacutefauts des piegraveces et les reacutesultats de mesureessais et trouver les causes
ACTION
Check les piegraveces non-conformes analyser les causses
Lrsquoessentielle de la phase drsquoameacutelioration est de proposer les plans drsquoaction pour
reacutesoudre le problegraveme et drsquoaugmenter la performance
ACTION
Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 26 46
V Application de la Meacutethode laquo A-PDCA raquo
Le client fournit des Cahier Des Charges qui deacutecrivent tous les regraveglementations agrave
respecter ainsi que les autres exigences agrave atteindre pour assurer la conformiteacute du produit
Par exemple pour veacuterifier la conformiteacute du moussage plusieurs exigences sont listeacutees et
chaque type correspond agrave une meacutethode drsquoessai identifieacutee dans les documents de controcircles
1 Identifier les caracteacuteristiques cleacutes
Chaque piegravece a des caracteacuteristiques speacutecifiques lieacutees agrave la seacutecuriteacute agrave lrsquoassemblage
avec les autres piegraveces ou encore lieacutees au fonctionnement Les exigences particuliegraveres pour
chaque produit sont deacutetailleacutees dans la KC list
Un regroupement des exigences par ISHIKAWA [15] (cf Figure 16) peut servir agrave
veacuterifier tous les caracteacuteristiques cleacutes relative au process ou produit
Figure 16 Regroupement des exigences par ISHIKAWA [12] [15]
Lavantage de cette meacutethode est que les caracteacuteristiques cleacutes sont eacutenumeacutereacutees assez
rapidement
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 27 46
2 Idendifier les process de fabrication
Les process de fabrication contiennent plusieurs opeacuterations diffeacuterentes pour
fabriquer correctement les produits les controcircles des paramegravetres et les opeacuterations sont
obligatoires Le flux de fabrication (cf Figure 17) permet drsquoillustrer et ordonner les
opeacuterations graphiquement Ce document est tregraves explicite et logique
Figure 17 Flux de production [12]
3 Deacutefinir les systegravemes de controcircle
Pour controcircler les diffeacuterentes caracteacuteristiques (les aspects les fonctionnements les
dimensions les poids les couleurs les bri llances etc) de chaque type de piegravece des
systegravemes de controcircle approprieacutes sont neacutecessaires Un systegraveme de controcircle contient les
meacutethodes de controcircle les outils de mesure les critegraveres drsquoacceptation les actions etc
Reacuteception matiegravere
Process 2 3 4hellip
Reacuteception
Piegravecematiegravere
Piegravececomposant
Controcircle qualiteacute
Produit semi-fini
Process 1
II
II
Controcircle qualiteacute
Controcircle qualiteacute
Produit semi-fini
Controcircle qualiteacute
Controcircle qualiteacute
Produit fini
Controcircle qualiteacute
Assemblage
II
FI
PI
PI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 28 46
Ainsi dans le cadre de lassurance qualiteacute les normes ISO900123 [16] demandent
de consigner par eacutecrit les dispositions prises pour satisfaire les besoins du client Le
systegraveme qualiteacute deacutefinit les documents agrave livrer pour chaque phase Il demande drsquoexpliciter la
faccedilon de proceacuteder dans les instructions [17] Ces documents sont creacuteeacutes par type de
process et par piegravece Ils expliquent clairement aux opeacuterateurs comment fabriquer controcircler
et geacuterer les non conformiteacutes
31 Plan drsquoaction Plan de surveillance
Selon les exigences de la norme ISOTS16949 [7] le plan de surveillance [5][18] (cf
Tableau 1) doit couvrir trois phases distinctes prototype preacuteseacuterie production Les
eacuteleacutements agrave preacuteciser dans le plan de surveillance sont
Donneacutees geacuteneacuterales nom de la piegravece reacutefeacuterence indice de modification information
client etc
Maicirctrise du produit caracteacuteristiques speacuteciales speacutecification et toleacuterance
Maicirctrise des processus paramegravetres des processus caracteacuteristiques des processus
outils de fabrication etc
Meacutethode technique de mesure moyen de deacutetection freacutequence drsquoeacutechantillonnage
meacutethode de maicirctrise etc
Actions correctives plan de reacuteaction plan drsquoaction correctives
Tableau 1 Extrait du plan de surveillance injection [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 29 46
32 Instruction Gamme de controcircle [6]
Il existe plusieurs types de gammes de controcircle controcircle reacuteception (Incoming
inspection sheet) controcircle process (Process inspection sheet) et controcircle final (Final
inspection sheet) Lrsquoensemble de ces documents permet drsquoassurer la qualiteacute du produit
Une gamme de controcircle (cf Tableau 2) peut ecirctre utiliseacutee pour controcircler un ou
plusieurs composants Elle deacutecrit les opeacuterations qui doivent ecirctre exeacutecuteacutees au poste de
travail Ces opeacuterations peuvent contenir plusieurs caracteacuteristiques de controcircle Une
caracteacuteristique de controcircle deacutecrit lrsquoobjet du controcircle Chaque opeacuteration peut eacutegalement
indiquer lrsquooutillage neacutecessaire agrave la reacutealisation de lactiviteacute
Tableau 2 Gamme de controcircle injection [9][12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 30 46
33 Outil Moyen de mesure
Le systegraveme de controcircle deacutefinit eacutegalement les outi ls agrave uti liser Ces outils peuvent
diffeacuterer en fonction du type de piegravece et du proceacutedeacute de fabrication
Probleacutematique du projet JFC
Manque un outil pour mesurer lrsquoeacutepaisseur drsquoune piegravece speacutecifique sur lrsquoIP
Hypothegraveses proposeacutees
- Controcircle suivant la meacutethode utiliseacutee pour une autre piegravece mais qui est destructive
- Recherche de solution non destructive
Deacutemarche pour rechercher la meacutethode
Une deacutemarche DCAP (cf Figure 18) est proposeacutee pour structurer la recherche et
tester les meacutethodes innovantes
Figure 18 DCAP [12]
Do Controcircler les piegraveces en utilisant les diffeacuterentes meacutethodes
Lrsquoobjectifs de cette phase est de prouver la faisabiliteacute des meacutethodes de controcircle
drsquoeacutevaluer le temps de preacuteparation et controcircle pour chaque meacutethode
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 1 46
Reacutesumeacute
Ce rapport a pour mission de deacutecrire la meacutethodologie adopteacutee pendant la
peacuteriode du stage effectueacute au service quali teacute du Projet JFC chez FAURECIA
Ce stage a permis drsquoeffectuer les tacircches suivantes
Preacuteparation documentaire
o Reacutedaction du synoptique de fabrication
o Reacutedaction du plan de surveillance et validation avec le Pilot Plant
o Reacutedaction des fiches de controcircles reacuteception processus et finales
Recherche drsquoun systegraveme de mesure
Participation agrave la conception du moyen de controcircle
Abstract
This report aims to describe the methodology adopted during the period of
internship in the quality department of project JFC at FAURECIA This
internship allowed to perform the following tasks
Preparation of documents
o Develop process flow chat
o Create control plan
o Establish incomingprocessfinal inspection sheet
Study of Measurement methods
Support in checking fixture design
摘要
本报告旨在描述在佛吉亚新产品中心质量部门实习期间所采用的方法实习中完成的
任务包括
编辑质量文件
o 制定零件生产流程图
o 创建质量检测计划书
o 创建接收生产交付质量检测表
测量方法和测量工具的研究
质检模具设计
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 2 46
Remerciements
Je tiens avant toute chose agrave remercier tous les membres de lrsquoeacutequipe JFC
lrsquoentreprise Faurecia Interior Systems et lrsquoUTC pour tout ce qursquoils mrsquoont fourni soit comme
formation professionnelle ou personnelle Je suis de plus tregraves reconnaissante pour
lrsquoexcellent accueil que toute lrsquoeacutequipe mrsquoa reacuteserveacute Cette eacutequipe mrsquoa toujours soutenue
quand jrsquoai eu des doutes et mrsquoa consideacutereacutee comme si jrsquoavais travailleacute chez eux depuis
longtemps Tout cela a participeacute au bon deacuteroulement de ma mission et pour cela jrsquoai appris
plus de ce que je ne pensais
Je voudrais remercier speacutecialement
M Philipe LECLERC Renault-Nissan Division Responsable Qualiteacute Mme
Brigitte POULAIN recrutement senior manager de leur accueil parmi les
membres de lrsquoeacutequipe et drsquoavoir cru en mon potentiel pour ce travail
M Cyrille BAROUKH pilote qualiteacute du programme JFC DP et tuteur industriel
de mon stage M Cyrille PEILHO pilote qualiteacute du programme JFC IPCC pour
leur disponibiliteacute leurs instructions dans le domaine de la qualiteacute leurs
encouragements la liberteacute qursquoils mrsquoont donneacutee pour le deacuteveloppement de mes
missions et pour leur confiance sur lrsquoaccomplissement des tacircches reacutealiseacutees
M Gilbert FARGES responsable du master qualiteacute M Jean-Pierre CALISTE
mon suiveur agrave lrsquoUTC et lrsquoensemble de lrsquoeacutequipe peacutedagogique du Master
Management de la Qualiteacute pour la qualiteacute de ses enseignements pour la
disponibiliteacute et le soutient qursquoils mrsquoaccordent
M Tony ERCOLANO chef de projet JFC pour son accueil au sein de lrsquoeacutequipe
M Franccedilois VAUPRE pilote manufacturing du programme JFC M Olivier
DUBUS M Benjamin QUESNEL pilote deacuteveloppement du programme JFC
pour leurs patiences leurs conseils et leurs soutiens importants tout au long de
mon stage
M Freacutedeacuteric MORTIER M David LANGLAIS de lrsquoeacutequipe deacuteveloppement JFC
pour lrsquoaide qursquoil mrsquoa apporteacutee pendant le deacuteroulement du projet
M David DELHOMME M Christian Banet Projeteur CAO pour leur bonne
humeur et leur collaboration agrave ma mission
Mme Saadia AJANA M Steacutephane SICARD M Ludovic CODELUPPI pour leurs
apports culturels et personnels
Enfin toutes les personnes avec lesquelles jrsquoai pu travailler au sein de Faurec ia
qui mrsquoont aideacutee pendant ma mission et pour toutes les reacuteponses agrave mes
questions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 3 46
Sommaire
Liste des sigles 4
Glossaire 5
Liste des tableaux et figures 7
Introduction 8
Chapitre 1 - Contexte et enjeux 9
I Contexte 9
1 Preacutesentation de Faurecia 9
2 Preacutesentation de Faurecia systegraveme drsquointeacuterieur (FIS) 10
3 Preacutesentation du projet 12
II Missions de stage 17
1 Missions preacutevisionnelles 17
2 Missions reacutealiseacutees 17
III Probleacutematique 17
1 Cadrage de la probleacutematique 17
2 Elaboration de la Strateacutegie 18
3 Analyse des risques Diagramme en arbre 20
Chapitre 2 ndash Meacutethodologies et Applications 21
I Meacutethode laquo PDCA raquo 21
1 Deacutefinition de la meacutethode laquo PDCA raquo 21
2 Pourquoi laquo PDCA raquo 21
II Cartographie de processus et meacutethode laquo A-PDCA raquo 22
III ISOTS 16949 regroupeacutee par laquo A-PDCA raquo 24
IV Plan drsquoaction pour reacutealiser le processus 25
V Application de la Meacutethode laquo A-PDCA raquo 26
1 Identifier les caracteacuteristiques cleacutes 26
2 Idendifier les process de fabrication 27
3 Deacutefinir les systegravemes de controcircle 27
4 Controcircler des piegraveces et les process 33
5 Check les piegraveces non-conformes analyser les causes 34
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction 35
Chapitre 3 - Reacutesultats 36
Conclusion 37
Bibliographie 38
Annexe 40
Annexe 1 Note de clarification 41
Annexe 2 Check list 43
Annexe 3 Tableau de mesure 44
Annexe 4 Technologies 45
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 4 46
Liste des sigles
A AMDEC Analyse des Modes de Deacutefaillance de leurs Effets et leur Criticiteacute (FMEA)
APQP Advanced Product Quality Planning (Planning Avanceacute de Qualiteacute de Produit)
B BOM Bill of Material (Nomenclature)
BOP Bought-Out Part (Piegraveces sous traiteacutees)
C CAD Computer-Assisted Design (Conception assisteacutee par ordinateur)
CC Console centrale
E ECR Engineering Change Request (Demande de modification drsquoingeacutenierie)
F FI Final inspection (controcircle final)
FIS Faurecia Interior system (Systegraveme drsquointeacuterieur de Faurecia)
G GDampT Geometry Dimension amp Tolerances (Cotation en 3D synthegravese des iso statismes)
I II Incoming inspection (controcircle reception)
IP Instruction Panel (Planche de Bord)
J JIT Just In Time (site de montage en juste-agrave-temps)
K KC key Characteristics (Caractegravere Cleacute)
L LHD Left Hand Drive (Poste de conduite agrave gauche)
M MDC Moyen de controcircle
P PDS Pacification dynamique strateacutegie
PLS Piegraveces Livreacutees Seacutepareacutement
PI Process Inspection (controcircle process)
POKA YOKE Mistake proof system
PP Pilot Plant
PPA Product Parts Approval
PPM Parts Per Million
PPV Product Process Validation (usine pilote laboratoire centre de mesure geacuteomeacutetrique deacutepartement calcul)
PQL Program Quality Leader
Pre-Series All of-Series production tool parts until PPA
R RFQ Request For Quotation
RHD Right Hand Drive (Poste de conduite agrave droite)
RampR Reacutepeacutetabiliteacute amp Reproductibiliteacute
S SC Special Characteristics (Caracteacuteristiques speacutecifiques)
SOP Start of Production Lancement du produit en vie seacuterie
T Top deacutemarrage premiegravere situation reacuteussie
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 5 46
Glossaire
ISOTS 16949 [1]
LrsquoISOTS 16949 est une norme conjointe avec ISO 9001 2008 qui deacutefinit les
exigences en matiegravere de systegraveme de management de la qualiteacute pour la conception le
deacuteveloppement la fabrication le cas eacutecheacuteant lrsquoutilisation et les prestations de service
associeacutees aux produits du secteur automobile
LISOTS 169492009 peut ecirctre appliqueacutee tout au long de la chaicircne
dapprovisionnement du secteur automobile
Famille ISO 9000 [1] [2]
La famille ISO 9000 couvre les divers aspects du management de la qualiteacute et
comprend certaines des normes les plus connues de lrsquo ISO Elles offrent des lignes
directrices et des outils aux entreprises et aux organismes qui veulent que leurs produits et
services soient constamment en phase avec ce que leurs clients demandent et que la
qualiteacute ne cesse de srsquoameacuteliorer
La famille ISO 9000 compte de nombreuses normes notamment
ISO 90012008 ndash eacutetablit les exigences relatives agrave systegraveme de management de la
qualiteacute
ISO 90002005 ndash couvre les notions fondamentales et la terminologie
Synoptique de fabrication [3]
Le synoptique de fabrication est un outil de repreacutesentation graphique de lensemble
des eacutetapes des transformations de controcircle de stockage et de retouche
Plan de surveillance [4] [5]
Le plan de surveillance montre lrsquoensemble des opeacuterations de veacuterifications effectueacutes
sur les points importants du produit en incluant les KC pour deacutetecter la conformiteacute du
controcircle reacuteception controcircle apregraves process jusqursquoagrave controcircle final Il est eacutetabli en utilisant les
informations du ADMEC KC liste synoptique de fabrication les exigences du client de la
norme et les retours expeacuteriences
Gamme de controcircle [6]
La gamme de controcircle est un document deacutecrivant la succession des controcircles agrave
effectuer aux diffeacuterentes phases de leacutelaboration dun produit et les moyens neacutecessaires
pour les reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 6 46
Caracteacuteristique speacutecifique [7]
Caracteacuteristique dun produit ou paramegravetre dun processus de fabrication qui peut
affecter la seacutecuriteacute la conformiteacute aux reacuteglementations laptitude agrave lemploi la fonction les
performances du produit ou les opeacuterations de finition ulteacuterieures sur ce produit
Fabrication [7]
Un processus fabriquant laquoou produisantraquo des mateacuteriaux de production des piegraveces
de seacuterie ou de rechange des sous-ensembles assembleacutes ou des opeacuterations de soudure
de traitement thermique de peinture de revecirctement ou dautre travail de finition
Controcircle [8]
Activiteacutes telles que mesurer examiner essayer ou passer au calibre une ou
plusieurs caracteacuteristiques drsquoune entiteacute et comparer les reacutesultats aux exigences speacutecifieacutees
en vue de deacuteterminer si la conformiteacute est obtenue pour chacune des caracteacuteristiques
Equipement de mesure [2]
Instrument de mesure logiciel eacutetalon de mesure mateacuteriau de reacutefeacuterence ou appareil
auxiliaire ou combinaison de ceux-ci neacutecessaire pour reacutealiser un processus de mesure
Traccedilabiliteacute [2]
Aptitude agrave retrouver lhistorique la mise en œuvre ou lemplacement de ce qui est
examineacute
Deacutefaut [2]
Non-satisfaction dune exigence relative agrave une utilisation preacutevue ou speacutecifieacutee
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 7 46
Liste des tableaux et figures
Tableau 1 Extrait du plan de surveillance injection
Tableau 2 Gamme de controcircle injection
Tableau 3 Extrait drsquoune laquo check list raquo
Tableau 4 Technologies appliqueacutees sur les produits
Figure 1 Vente par activiteacute et classement en 2011
Figure 2 Lignes de produit
Figure 3 Chiffres cleacutes des produits de FIS en 2012
Figure 4 Site Meacuteru
Figure 5 Environnement du travail (eacutechange avec les eacutequipes)
Figure 6 Planning du projet
Figure 7 Photo drsquoune Planche de bord
Figure 8 Photo drsquoune console centrale
Figure 9 Photo drsquoun panneau de porte
Figure 10 QQOQCP
Figure 11 Planification dynamique strateacutegique
Figure 12 Analyse des risques
Figure 13 PDCA
Figure 14 Processus pour assurer la qualiteacute du produit
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo
Figure 16 Regroupement des exigences par ISHIKAWA
Figure 17 Flux de production
Figure 18 DCAP
Figure 19 Reacutesultat de RampR 1
Figure 20 Logigramme de la fabrication du MDC
Figure 21 Flux de logistique
Figure 22 Forme de boicircte rouge
Figure 23 Piegraveces non conformes
Figure 24 Analyser du deacutefautcauseaction
Figure 25 Tableau de mesure par produit
Figure 26 Tableau de mesure par type de fiche
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 8 46
Introduction
Dans le cadre de la formation de master en qualiteacute et performance dans les
organisations agrave lrsquoUniversiteacute Technologique de Compiegravegne jrsquoai effectueacute mon projet de fin
drsquoeacutetude drsquoune dureacutee de vingt-quatre semaines (11022013 ndash 26072013) au sein de
lrsquoentreprise Faurecia Interior Systems (FIS)[4] au centre de recherche et deacuteveloppement agrave
Meacuteru
Accueillie sur le plateau Renault dans le projet JFC sous la responsabiliteacute de M
Philipe LECLERC M Cyrille BAROUKH et M Cyrille PEILHO jrsquoai travailleacute en eacutetroite
collaboration avec le pilote qualiteacute afin de reacutealiser les activiteacutes Qualiteacute en fabrication
mesures et essais
Mes missions pendant les 24 semaines peuvent se diviser en 3 parties
Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
o Reacutedaction du synoptique de fabrication
o Reacutedaction du plan de surveillance et validation avec le Pilot Plant
o Reacutedaction des fiches de controcircles reacuteception processus et finales
Recherche drsquoun systegraveme de mesure
Participation agrave la conception du moyen de controcircle
Les missions listeacutees ci-dessus participent au processus drsquoassurance qualiteacute du
produit dans le domaine drsquoautomobile
Ce meacutemoire drsquointelligence meacutethodologie preacutesente le contexte les enjeux et la
probleacutematique du stage (chapitre 1) syntheacutetise et exprime graphiquement les concepts
abstraits explicite les plans drsquoactions qui permettent de reacutealiser le processus (chapitre 2) Il
preacutesente enfin les reacutesultats et bilan (chapitre 3)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 9 46
Chapitre 1 - Contexte et enjeux
I Contexte
1 Preacutesentation de Faurecia
11 Faureica Creacuteation et activiteacutes
Faurecia est une entreprise franccedilaise qui conccediloit fabrique et commercialise des
eacutequipements automobiles Elle a eacuteteacute creacuteeacute en 1997 agrave la suite de la fusion entre le
producteur de siegraveges automobiles Bertrand Faure et ECIA fi liale de PSA Peugeot Citroeumln
creacutee dix ans plus tocirct En 2001 le groupe Faurecia achegravete lrsquoeacutequipementier automobile
Sommer ndash Alibert Ce rachat financeacute par PSA agrave hauteur de 75 permet agrave cette derniegravere
de conforter sa participation dans le groupe [9][10]
12 Faurecia dans le monde
Faurecia est preacutesente dans 34 pays sur 320 sites de production et 30 centres de
RampD et pour un total denviron 94 000 employeacutes (61000 en 2007 58000 en 2008 62 000
en 2009 75 en 2011) [9]
En 2012 le chiffre daffaires de Faurecia sest eacuteleveacute agrave 174 milliards deuros [10] Il
est reacuteparti entre les quatre speacutecialiseacutes comme lrsquoimage ci-dessous (cf Figure 1)
Figure 1 Vente par activiteacute et classement en 2011 [9]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 10 46
2 Preacutesentation de Faurecia systegraveme drsquointeacuterieur (FIS)
21 Les activiteacutes et les chiffres cleacutes du FIS en 2011
Les activiteacutes au sein du systegraveme drsquointeacuterieur de Faurecia se divisent en 3 lignes de
produit (cf Figure 2)
Figure 2 Lignes de produit [9]
Le savoir-faire de Faurecia lui permet de concilier des reacuteponses adapteacutees aux
enjeux des constructeurs en terme de seacutecuriteacute (conception de structures agrave absorption
drsquoeacutenergie) de confort (visuel thermique et acoustique) de qualiteacute perccedilue (aspect sens de
toucher) et drsquoalleacutegement (utilisation de mateacuteriaux syntheacutetiques et naturels) Les chiffres cleacutes
des produits montrent (cf Figure 3) la performance du FIS
Figure 3 Chiffres cleacutes des produits de FIS en 2012 [9]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 11 46
22 Preacutesentation du site Meacuteru
Le site de Meacuteru (cf Figure 4) est deviseacute en deux parties le CREA (centre de
recherche et drsquoeacutetude automobile) et lrsquousine de production
Figure 4 Site Meacuteru [9]
Le CREA est organiseacute en grande partie en plateau de diffeacuterents clients regroupeacutes
comme deacutecrit ci-apregraves
Un pocircle de compeacutetence qui regroupe les experts techniques dans diffeacuterents
domaines (injection meacutecanisme fixation etc) qui travaillent pour plusieurs projets
Un pocircle de design amp innovation ougrave est reacutealiseacute les benchmarking des innovations en
reacutepondant aux besoins et aux tendances du marcheacute (reacuteduction du poids deacutecoration avec
lrsquoaspect eacutecologique matiegravere reacuteactive et eacutemotionnel etc)
Un centre de calcul ougrave sont effectueacutees toutes les simulations neacutecessaires au
deacuteveloppement des produits (proceacutedure drsquoinjection crash-test etc)
Des laboratoires de tests amp essais (mesure de geacuteomeacutetrie test tir-airbag test
aeacuteraulique vieillissement vibration endurance crash-test climatisation etc)
Une usine pilote ougrave se trouve tous les proceacutedeacutes et les eacutequipements utiliseacutes par les
lignes de production et drsquoassemblage pour appliquer des technologies comme injection la
peinture le thermoformage le thermoformage neacutegatif avec moule graineacute le slush-moulding
(technique de fabrication de peau pour planche de bord mousseacutee) le surmoulage le
moussage le fraisage la soudure par vibration et par ultrason etc Cela permet la mise au
point et une premiegravere validation des produits et proceacutedeacutes
Ces 3 derniers services composent le PPV (Product Process Validation) Lrsquousine de
production est creacuteeacutee en 1960 (anciennement Sommer-Allibert)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 12 46
3 Preacutesentation du projet
31 Lrsquoeacutequipe du projet
Le projet JFC a pour objectif le remplacement de lrsquoESPACE 4 [11] Le peacuterimegravetre de
Faurecia est la planche de bord la console centrale et les panneaux de portes Ce
veacutehicule sera vendu en Europe et sa commercialisation est preacutevue en 2015
Lrsquoeacutequipe projet est diviseacutee en deux eacutequipes une baseacutee agrave Meacuteru (France) et qui gegravere
les peacuterimegravetres planche console centrale et la deuxiegraveme en Espagne agrave Valence pour les
panneaux de portes Ces deux eacutequipes sont en contact avec Renault technocentre baseacute agrave
Guyancourt (France)
Les eacutequipes projet Faurecia ont en charge la conception des produits ainsi que leur
industrialisation elles interviennent depuis le choix du fournisseur par le client jusqursquoau
deacutemarrage seacuterie du veacutehicule
Le scheacutema page suivante (cf Figure 5) explicite les contacts avec les diffeacuterentes
eacutequipes travaillant pour le projet JFC pour reacutealiser la deacutemarche drsquoassurance qualiteacute du
produit
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 13 46
Figure 5 Environnement du travail (eacutechange avec les eacutequipes)[12]
Preacuteparation documentaire
Equipe projet
Pilote deacuteveloppement
panneaux
Espagne
Valence
Equipe usine prototype
Pilote Qualiteacute usine
prototype planche-
console
France
Meacuteru
Equipe usine prototype
Pilote Qualiteacute usine
prototype panneaux de
portes
Espagne
Valence
Contact occasionnel Genre drsquoactiviteacute Contact reacuteguliegravere
Co
ncep
tion
du
mo
yen
de c
on
trocircle
Fournisseur du
moyen de controcircle
Chine
Shanghai
Experts moyen de
controcircle
France
Meacuteru
Equipe projet France Meacuteru
Qualiteacute usine
Pilote qualiteacute usine
Activ
iteacute m
esu
re fla
p a
irbag
France
Heacutenin-Baumont
Experts process
France
Guyancourt
Laboratoire
Pilote essais
France
Meacuteru
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 14 46
32 Planning du projet
Faurecia intervient sur les projets depuis la nomination fournisseur (cf Figure 6) jusqursquoau deacutemarrage seacuterie [9] La dureacutee drsquoun projet
type Renault est drsquoenviron 25 ans
Le stage se deacuteroule pendant la phase lancement outillage (phase 2) et jusqursquoagrave lrsquoarriveacutee des premiegraveres piegraveces issues des outi llages
deacutefinitifs (phase 3) - outillages utiliseacutes pendant la vie seacuterie Faurecia au travers de son systegraveme de management de la qualiteacute reacutepond agrave ce
planning via les phases deacutetailleacutees ci-dessous
FIS
Figure 6 Planning du projet [9][13]
Stage
Sy
stegrave
me
de
ma
na
ge
me
nt
de
Fa
ure
cia
Pla
nn
ing
de
RE
NA
UL
T
Environ 25 ans
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 15 46
La phase ndeg2 correspond agrave une phase de conception du produit (numeacuterisation des
piegraveces reacutealisation des plans de leveacutees de risques ndash AMDEC choix des process de
fabrication choix des fournisseurs eacutetablissement des plans de surveillances des gammes
de controcircles des gammes de mesureshellip)
Dans la phase ndeg3 les essais (conformeacutement aux cahiers des charges clients) les
mesures des produits et de leurs moyens de fabrication seront effectueacutees A lrsquoissue de ces
veacuterifications les piegraveces sont soumises au client pour acceptation finale (paiement des
outillages deacutefinitifs) Crsquoest le jalon Faurecia PPC (Part Product Confirmation)
Dans la phase ndeg4 la monteacutee en cadence et le reacuteglage des proceacutedeacutes de fabrication
et drsquoassemblage sont effectueacutes Lrsquoobjectif est drsquoatteindre la capaciteacute de production
souhaiteacutee par le client Cette phase est sanctionneacutee par un audit de production piloteacute par le
client (jalon SOP)
Dans la phase ndeg5 on suit les premier mois de production en vie seacuterie Lrsquoeacutequipe
projet est dissoute
33 Produit attendu du projet
La planche de bord
La planche de bord (cf Figure 7) du veacutehicule est le bloc placeacute agrave lrsquoavant de lrsquohabitacle
elle constitue le principal moyen drsquointerface entre la voiture et le conducteur Les
techniques (Annexe 4 cf Tableau 4) pouvant ecirctre utiliseacutees sur la planche de bord sont le
moussage le thermogainage lrsquoinjection etc
Figure 7 Photo drsquoune Planche de bord [11]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 16 46
La Console Centrale
La console centrale (cf Figure 8) est la partie se situant entre les deux siegraveges et se
prolongeant jusqursquoagrave la planche de bord Les techniques (Annexe 4 cf Tableau 4) utiliseacutees
sur la console centrale sont Peinture inmold etc
Figure 8 Photo drsquoune console centrale [11]
Les panneaux des portes
Les panneaux des portes (cf Figure 9) sont composeacutes drsquoun bandeau un meacutedaillon
un accoudoir un porteur un vide-poche les deacutecors etc Les techniques (Annexe 4 cf
Tableau 4) utiliseacutees sur les panneaux sont affichage thermogainage etc
Figure 9 Photo drsquoun panneau de porte [9]
Levier de vitesses
et tringlerie
Autoradio
Commandes de
climatisation
Ordinateur de
bord GPS
Porte-gobelet
Accoudoir
Levier de frein de
stationnement cacircble
et circuit hydraulique
Accoudoir
Meacutedaillon
Porteur
Vide - poche
Bandeau
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 17 46
II Missions de stage
1 Missions preacutevisionnelles
Le projet JFC arrive en juin-juillet 2013 dans la phase de mise au point produit Les
activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
o reacutedaction du plan de surveillance et validation avec le Pilot Plant
o reacutedaction des fiches de controcircles reacuteception et finales
o construction du plan de validations piegraveces
o mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
o preacuteparation de documents ANPQP [13] clients
Suivi validations
o Suivi du plan de validation matiegravere (essais plaquettes)
Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
o le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour
gammes)
o le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et
suivi du plan de surveillance de la fabrication)
o la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
2 Missions reacutealiseacutees
Du fait drsquoun deacutecalage planning les sujets ont eacuteteacute reacuteajusteacutes Par conseacutequent lrsquoaspect
suivi fabrication nrsquoest plus drsquoactualiteacute Pour deacutevelopper les compeacutetences et enrichir les
expeacuteriences deux autres activiteacutes ont eacuteteacute proposeacutees
o Recherche drsquoun systegraveme de mesure pour une piegravece speacutecifique
o Participation agrave la conception du moyen de controcircle
III Probleacutematique
1 Cadrage de la probleacutematique
Pour bien cadrer le problegraveme obtenir les informations essentielles et chercher les
ideacutees de causes possibles de solutions possibles la reacutealisation drsquoun QQOQCP [12] (cf
Figure 10 page suivante) est neacutecessaire
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 18 46
Donneacutee dentreacutee
Les cibles qualiteacutes deacutefinis par client
Les normes exigences de conformiteacute des piegraveces
La conception des piegraveces
Qui
Directs Indirects (eacuteventuels)
Emetteurs pilote qualiteacute projet Reacutecepteurs stagiaire
Emetteurs Renault Reacutecepteurs projet JFC
Quoi Le procesus pour assurer la qualiteacute du produit nrsquoest pas encore tous
reacutealiseacute
Ougrave Au sein de service qualiteacute du projet JFC
Quand Du feacutevrier 2013 au juillet 2013
Comment
Reacutealisation de la deacutemarche drsquoassurance qualiteacute du produit
- Acceptation des documents par les clients et lrsquousine
- Existence drsquoun systegraveme de mesure reproductible et reacutealisable dans lrsquousine
- Acceptation de la conception des moyens de controcircle par client
- hellip
Pourquoi
Pour garantir la conformiteacute produit et satisfaire le client
Pour clarifier le process de fabrication et organiser les postes dans lrsquousine Pour expliquer aux opeacuterateurs comment et quoi controcircler sur les
piegraveces
Pour avoir des moyens et meacutethode de controcircle fiables
Donneacutee de sortie
Reacutealiser le processus pour assurer la qualiteacute du produit dans le domaine drsquoautomobile
Figure 10 QQOQCP [12]
2 Elaboration de la Strateacutegie
Pour avoir une vision globale expliciter lrsquoensemble des objectifs du stage et
pour mieux agir sur les pratiques un planning dynamique strateacutegique (PDS) [12] (cf
Figure 11 page suivante) est reacutealiseacute afin de cibler la deacutemarche drsquoameacutelioration continue
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 19 46
Figure 11 Planification dynamique strateacutegique [12]
Entiteacute de service
Stagiaire qualiteacute
Publics concerneacutes
bull Directs Service qualiteacute du projet
bull Indirects Client et collaborateurs
Objectifs mesurables a) 100 reacutealisation des documents
demandeacutes Validation du document qualiteacute demandeacute par le client (K0) et lrsquousine
b) Prouver la mesurabiliteacute et la reproductibiliteacute
c) Lancer en fabrication des moyens de controcircle valideacute
Contexte - Exigence speacutecifique du client - Certification Faurecia ISO 14001 et TS 16949 - Systegraveme qualiteacute public Renault ANPQP Faurecia PMS
Besoin particulier du laquo public raquo - Prendre en compte le retour drsquoexpeacuterience des projets preacuteceacutedant (capitalisation) - Validation du travail par le public
Attentes geacuteneacuterales du laquo public raquo - Produit reacutepondant aux normes de seacutecuriteacute et de qualiteacute (Reacuteglementation PPM retour garantie)
Prioriteacutes choisies
a) Preacuteparation documentaire b) Eacutetude drsquoun systegraveme de mesure c) Participation agrave la conception du MDC
Reacutesultats mesureacutes Satisfaction du client (cotation) PPM et retour garantie
Analyse Situation Forces - premier stage reacutealiseacute dans la mecircme
entreprise mecircme domaine
- existence du document standard
- expeacuteriences des tuteurs (projet similaire) Ameacuteliorations - audit interne FES pour ameacuteliorer la
performance des projets
Missions Raisons decirctre
Reacutealiser le processus pour assurer la qualiteacute du produit
Actions souhaiteacutees
par les
responsables qualiteacutes
Actions quotidiennes
Livrables pour satisfaire le besoin du laquopublicraquo Documentaires qualiteacute reacutesultat drsquoeacutetude du moyen de mesure eacutetude du moyen de controcircle
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 20 46
3 Analyse des risques Diagramme en arbre
Pour mieux reacuteagir face aux risques relatifs aux missions de stage une analyse des
risques (cf Figure 12) est reacutealiseacutee en utilisant le diagramme en arbre qui permet de
deacutecliner rapidement des alternatives aux risques plausibles
Figure 12 Analyse des risques [12]
Alternative
Missions preacutevisionnelles
Missions reacuteelles
Risques
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 21 46
Chapitre 2 ndash Meacutethodologies et Applications
I Meacutethode laquo PDCA raquo
1 Deacutefinition de la meacutethode laquo PDCA raquo
La meacutethode laquo PDCA raquo [14] (cf Figure 13) ou laquo roue de Deming raquo est une
illustration de la meacutethode qualiteacute Plan-Do-Chec-Act son nom vient du statisticien William
Edwards Deming
La meacutethode comporte quatre eacutetapes agrave suivre pour ameacuteliorer la qualiteacute
P = Plan planifier la reacutealisation par exemple
leacutecriture du cahier des charges et
leacutetablissement dun planning
D = Do mettre en place toutes les actions
indiqueacutees dans le plan drsquoaction
C = Check mesuree et veacuterifier cette eacutetape
utilise des moyens de controcircle divers
A= Act rechercher des points dameacuteliorations
et proposer les actions correctives
Leacutetape Act amegravenera un nouveau projet
agrave reacutealiser donc une nouvelle planification agrave
eacutetablir Il sagit donc dun cycle que lon
repreacutesente agrave laide dune roue Figure 13 PDCA [12]
2 Pourquoi laquo PDCA raquo
Pour faire face aux marcheacutes compeacutetitifs drsquoaujourdrsquohui les entreprises doivent eacutetablir
une strateacutegie leur permettant drsquoameacuteliorer leur performance en continue La meacutethode
laquo PDCA raquo permet de piloter et simplifier ces actions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 22 46
II Cartographie de processus et meacutethode laquo A-PDCA raquo
Afin drsquoatteindre les cibles qualiteacute du client et drsquoassurer une ameacutelioration continue un
processus de suivi de la qualiteacute du produit est neacutecessaire Le processus pour assurer la
qualiteacute des produits drsquoun nouveau projet contient une grande partie de creacuteation Un Cycle
laquo A ndashPDCA raquo permet drsquoinnover les meacutethodes de controcircle avec ambition et creacuteativiteacute
Une cartographie (cf Figure 14) est reacutealiseacutee pour expliciter le deacuteroulement du
processus
Figure 14 Processus pour assurer la qualiteacute du produit [12]
Le cycle dans ce processus contient 5 eacutetapes
A = Analyser analyser les besoins et le contexte communiquer avec le client eacutechange
P = Planifier planifier et deacutefinir les meacutethodes de controcircle identifier les process de
fabrication
D = Do reacutealiser les produits controcircler mesurer et tester
C = Check veacuterifier et comprendre les reacutesultats chercher les causes racines
A = Ameacuteliorer suggeacuterer les plans drsquoactions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 23 46
Dans la phase Analyser il faut prendre en compte tous les eacuteleacutements drsquoentreacutees
mateacuterielles la norme ISOTS 16949 les cibles qualiteacutes deacutefinit par client (PPM retour
garanti) les exigences par processproduit le systegraveme qualiteacute standard les retours
expeacuteriences et les contraintes dans lrsquousine etc
Lrsquoobjectif externe du processus est de satisfaire le client en livrant des produits
conformes aux exigences et en montrant un process performant
Lrsquoobjectif interne du processus est de reacutealiser lrsquoameacutelioration continue en augmentant
le pourcentage de conformiteacute produit cest-agrave-dire reacuteduire le nombre de piegravece mauvaises
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 24 46
III ISOTS 16949 regroupeacutee par laquo A-PDCA raquo
La norme ISOTS16949 [8][18] deacutecrit toutes les exigences du systegraveme de
management de la qualiteacute dans le domaine de lrsquoautomobile Mais les exigences ne sont pas
faciles agrave retenir Un regroupement des exigences par laquo A-PDCA raquo (cf Figure 15) donne une
vision plus claire
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo [12]
52 Ecoute client
732 a Deacuteterminer les exigences fonctionnelles et de performance Les
exigences fonctionnelles sont deacutefinit dans le cahier des charges
732 b Deacuteterminer les exigences reacuteglementaires et leacutegales Les exigences
lieacutees au transport agrave lrsquoemballage aux eacutetiquettes aux notices drsquoutilisation agrave
la date limite drsquoutilisation agrave la traccedilabiliteacute aux composants
8231 Conserver les enregistrements reacutealiser un
plan drsquoactions correctives
85 Ameacutelioration deacuteterminer les causes de non-
conformiteacutes deacuteterminer les actions neacutecessaires
Reacutesolution de problegravemes dispositif anti-erreurs
impact des actions correctives preacuteventives
83 Maitrise du produit non conforme
84 Analyser les donneacutees (indicateurs reacutesultats
daudits niveau de satisfaction des clients) collecter
les informations
743 Assurer que le produit acheteacute satisfait aux exigences
drsquoachat (inspections en entreacutee et en reacutealisation du produit)
824 Surveiller et mesurer les KC controcircle les dimensions et
essais fonctionnels
8231 Mettre en place le plan de surveillance et le
diagramme de flux des processus
71 Planifier et deacuteterminer les processus de reacutealisation du produit
les activiteacutes de veacuterification validation surveillance mesure
inspection et essai speacutecifiques au produit Deacuteterminer les critegraveres
drsquoacceptation du produit les enregistrements speacutecifiques
7323 Identifier les documents de maitrise des processus
7511 Elaborer les plans de surveillance en prenant en compte les
reacutesultats des AMDEC produitsprocessus eacutenumeacuterer les types de
drsquoinspection preacuteciser la surveillance des KC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 25 46
IV Plan drsquoaction pour reacutealiser le processus
Pour reacutealiser correctement le processus et expliciter la meacutethode laquoA-PDCA raquo un
plan drsquoaction est deacutetailleacute ci-dessous il reacuteponde eacutegalement aux exigences de la norme
ISOTS 16949 [7]
Dans la phase analyser i l faut comprendre les exigences du client communiquer les
eacutetudes sur le produit afin de trouver un consensus et deacutefinir un objectif claire
ACTION
Identifier les caracteacuteristiques cleacutes
Dans la phase planifier la norme ISOTS 16949 demande de deacuteterminer les
processus de reacutealisation du produit les activiteacutes de veacuterification validation surveillance et
mesure inspection et essais speacutecifique au produit Un logigramme de production permet de
visualiser les diffeacuterentes activiteacutes Un plan drsquoaction et une instruction de travaille explique
aux qualiticiens comment controcircler et mesurer le produit
ACTION
Identifier les process de fabrication
Deacutefinir les systegravemes de controcircle
Dans la phase do toutes les actions planifieacutees seront mises en place et toutes les
piegraveces non conformes sortent du flux
ACTION
Controcircler mesurer et tester les piegraveces
Lrsquoessentielle de la phase check est de comprendre les problegravemes en veacuterifiant les
deacutefauts des piegraveces et les reacutesultats de mesureessais et trouver les causes
ACTION
Check les piegraveces non-conformes analyser les causses
Lrsquoessentielle de la phase drsquoameacutelioration est de proposer les plans drsquoaction pour
reacutesoudre le problegraveme et drsquoaugmenter la performance
ACTION
Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 26 46
V Application de la Meacutethode laquo A-PDCA raquo
Le client fournit des Cahier Des Charges qui deacutecrivent tous les regraveglementations agrave
respecter ainsi que les autres exigences agrave atteindre pour assurer la conformiteacute du produit
Par exemple pour veacuterifier la conformiteacute du moussage plusieurs exigences sont listeacutees et
chaque type correspond agrave une meacutethode drsquoessai identifieacutee dans les documents de controcircles
1 Identifier les caracteacuteristiques cleacutes
Chaque piegravece a des caracteacuteristiques speacutecifiques lieacutees agrave la seacutecuriteacute agrave lrsquoassemblage
avec les autres piegraveces ou encore lieacutees au fonctionnement Les exigences particuliegraveres pour
chaque produit sont deacutetailleacutees dans la KC list
Un regroupement des exigences par ISHIKAWA [15] (cf Figure 16) peut servir agrave
veacuterifier tous les caracteacuteristiques cleacutes relative au process ou produit
Figure 16 Regroupement des exigences par ISHIKAWA [12] [15]
Lavantage de cette meacutethode est que les caracteacuteristiques cleacutes sont eacutenumeacutereacutees assez
rapidement
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 27 46
2 Idendifier les process de fabrication
Les process de fabrication contiennent plusieurs opeacuterations diffeacuterentes pour
fabriquer correctement les produits les controcircles des paramegravetres et les opeacuterations sont
obligatoires Le flux de fabrication (cf Figure 17) permet drsquoillustrer et ordonner les
opeacuterations graphiquement Ce document est tregraves explicite et logique
Figure 17 Flux de production [12]
3 Deacutefinir les systegravemes de controcircle
Pour controcircler les diffeacuterentes caracteacuteristiques (les aspects les fonctionnements les
dimensions les poids les couleurs les bri llances etc) de chaque type de piegravece des
systegravemes de controcircle approprieacutes sont neacutecessaires Un systegraveme de controcircle contient les
meacutethodes de controcircle les outils de mesure les critegraveres drsquoacceptation les actions etc
Reacuteception matiegravere
Process 2 3 4hellip
Reacuteception
Piegravecematiegravere
Piegravececomposant
Controcircle qualiteacute
Produit semi-fini
Process 1
II
II
Controcircle qualiteacute
Controcircle qualiteacute
Produit semi-fini
Controcircle qualiteacute
Controcircle qualiteacute
Produit fini
Controcircle qualiteacute
Assemblage
II
FI
PI
PI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 28 46
Ainsi dans le cadre de lassurance qualiteacute les normes ISO900123 [16] demandent
de consigner par eacutecrit les dispositions prises pour satisfaire les besoins du client Le
systegraveme qualiteacute deacutefinit les documents agrave livrer pour chaque phase Il demande drsquoexpliciter la
faccedilon de proceacuteder dans les instructions [17] Ces documents sont creacuteeacutes par type de
process et par piegravece Ils expliquent clairement aux opeacuterateurs comment fabriquer controcircler
et geacuterer les non conformiteacutes
31 Plan drsquoaction Plan de surveillance
Selon les exigences de la norme ISOTS16949 [7] le plan de surveillance [5][18] (cf
Tableau 1) doit couvrir trois phases distinctes prototype preacuteseacuterie production Les
eacuteleacutements agrave preacuteciser dans le plan de surveillance sont
Donneacutees geacuteneacuterales nom de la piegravece reacutefeacuterence indice de modification information
client etc
Maicirctrise du produit caracteacuteristiques speacuteciales speacutecification et toleacuterance
Maicirctrise des processus paramegravetres des processus caracteacuteristiques des processus
outils de fabrication etc
Meacutethode technique de mesure moyen de deacutetection freacutequence drsquoeacutechantillonnage
meacutethode de maicirctrise etc
Actions correctives plan de reacuteaction plan drsquoaction correctives
Tableau 1 Extrait du plan de surveillance injection [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 29 46
32 Instruction Gamme de controcircle [6]
Il existe plusieurs types de gammes de controcircle controcircle reacuteception (Incoming
inspection sheet) controcircle process (Process inspection sheet) et controcircle final (Final
inspection sheet) Lrsquoensemble de ces documents permet drsquoassurer la qualiteacute du produit
Une gamme de controcircle (cf Tableau 2) peut ecirctre utiliseacutee pour controcircler un ou
plusieurs composants Elle deacutecrit les opeacuterations qui doivent ecirctre exeacutecuteacutees au poste de
travail Ces opeacuterations peuvent contenir plusieurs caracteacuteristiques de controcircle Une
caracteacuteristique de controcircle deacutecrit lrsquoobjet du controcircle Chaque opeacuteration peut eacutegalement
indiquer lrsquooutillage neacutecessaire agrave la reacutealisation de lactiviteacute
Tableau 2 Gamme de controcircle injection [9][12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 30 46
33 Outil Moyen de mesure
Le systegraveme de controcircle deacutefinit eacutegalement les outi ls agrave uti liser Ces outils peuvent
diffeacuterer en fonction du type de piegravece et du proceacutedeacute de fabrication
Probleacutematique du projet JFC
Manque un outil pour mesurer lrsquoeacutepaisseur drsquoune piegravece speacutecifique sur lrsquoIP
Hypothegraveses proposeacutees
- Controcircle suivant la meacutethode utiliseacutee pour une autre piegravece mais qui est destructive
- Recherche de solution non destructive
Deacutemarche pour rechercher la meacutethode
Une deacutemarche DCAP (cf Figure 18) est proposeacutee pour structurer la recherche et
tester les meacutethodes innovantes
Figure 18 DCAP [12]
Do Controcircler les piegraveces en utilisant les diffeacuterentes meacutethodes
Lrsquoobjectifs de cette phase est de prouver la faisabiliteacute des meacutethodes de controcircle
drsquoeacutevaluer le temps de preacuteparation et controcircle pour chaque meacutethode
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 2 46
Remerciements
Je tiens avant toute chose agrave remercier tous les membres de lrsquoeacutequipe JFC
lrsquoentreprise Faurecia Interior Systems et lrsquoUTC pour tout ce qursquoils mrsquoont fourni soit comme
formation professionnelle ou personnelle Je suis de plus tregraves reconnaissante pour
lrsquoexcellent accueil que toute lrsquoeacutequipe mrsquoa reacuteserveacute Cette eacutequipe mrsquoa toujours soutenue
quand jrsquoai eu des doutes et mrsquoa consideacutereacutee comme si jrsquoavais travailleacute chez eux depuis
longtemps Tout cela a participeacute au bon deacuteroulement de ma mission et pour cela jrsquoai appris
plus de ce que je ne pensais
Je voudrais remercier speacutecialement
M Philipe LECLERC Renault-Nissan Division Responsable Qualiteacute Mme
Brigitte POULAIN recrutement senior manager de leur accueil parmi les
membres de lrsquoeacutequipe et drsquoavoir cru en mon potentiel pour ce travail
M Cyrille BAROUKH pilote qualiteacute du programme JFC DP et tuteur industriel
de mon stage M Cyrille PEILHO pilote qualiteacute du programme JFC IPCC pour
leur disponibiliteacute leurs instructions dans le domaine de la qualiteacute leurs
encouragements la liberteacute qursquoils mrsquoont donneacutee pour le deacuteveloppement de mes
missions et pour leur confiance sur lrsquoaccomplissement des tacircches reacutealiseacutees
M Gilbert FARGES responsable du master qualiteacute M Jean-Pierre CALISTE
mon suiveur agrave lrsquoUTC et lrsquoensemble de lrsquoeacutequipe peacutedagogique du Master
Management de la Qualiteacute pour la qualiteacute de ses enseignements pour la
disponibiliteacute et le soutient qursquoils mrsquoaccordent
M Tony ERCOLANO chef de projet JFC pour son accueil au sein de lrsquoeacutequipe
M Franccedilois VAUPRE pilote manufacturing du programme JFC M Olivier
DUBUS M Benjamin QUESNEL pilote deacuteveloppement du programme JFC
pour leurs patiences leurs conseils et leurs soutiens importants tout au long de
mon stage
M Freacutedeacuteric MORTIER M David LANGLAIS de lrsquoeacutequipe deacuteveloppement JFC
pour lrsquoaide qursquoil mrsquoa apporteacutee pendant le deacuteroulement du projet
M David DELHOMME M Christian Banet Projeteur CAO pour leur bonne
humeur et leur collaboration agrave ma mission
Mme Saadia AJANA M Steacutephane SICARD M Ludovic CODELUPPI pour leurs
apports culturels et personnels
Enfin toutes les personnes avec lesquelles jrsquoai pu travailler au sein de Faurec ia
qui mrsquoont aideacutee pendant ma mission et pour toutes les reacuteponses agrave mes
questions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 3 46
Sommaire
Liste des sigles 4
Glossaire 5
Liste des tableaux et figures 7
Introduction 8
Chapitre 1 - Contexte et enjeux 9
I Contexte 9
1 Preacutesentation de Faurecia 9
2 Preacutesentation de Faurecia systegraveme drsquointeacuterieur (FIS) 10
3 Preacutesentation du projet 12
II Missions de stage 17
1 Missions preacutevisionnelles 17
2 Missions reacutealiseacutees 17
III Probleacutematique 17
1 Cadrage de la probleacutematique 17
2 Elaboration de la Strateacutegie 18
3 Analyse des risques Diagramme en arbre 20
Chapitre 2 ndash Meacutethodologies et Applications 21
I Meacutethode laquo PDCA raquo 21
1 Deacutefinition de la meacutethode laquo PDCA raquo 21
2 Pourquoi laquo PDCA raquo 21
II Cartographie de processus et meacutethode laquo A-PDCA raquo 22
III ISOTS 16949 regroupeacutee par laquo A-PDCA raquo 24
IV Plan drsquoaction pour reacutealiser le processus 25
V Application de la Meacutethode laquo A-PDCA raquo 26
1 Identifier les caracteacuteristiques cleacutes 26
2 Idendifier les process de fabrication 27
3 Deacutefinir les systegravemes de controcircle 27
4 Controcircler des piegraveces et les process 33
5 Check les piegraveces non-conformes analyser les causes 34
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction 35
Chapitre 3 - Reacutesultats 36
Conclusion 37
Bibliographie 38
Annexe 40
Annexe 1 Note de clarification 41
Annexe 2 Check list 43
Annexe 3 Tableau de mesure 44
Annexe 4 Technologies 45
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 4 46
Liste des sigles
A AMDEC Analyse des Modes de Deacutefaillance de leurs Effets et leur Criticiteacute (FMEA)
APQP Advanced Product Quality Planning (Planning Avanceacute de Qualiteacute de Produit)
B BOM Bill of Material (Nomenclature)
BOP Bought-Out Part (Piegraveces sous traiteacutees)
C CAD Computer-Assisted Design (Conception assisteacutee par ordinateur)
CC Console centrale
E ECR Engineering Change Request (Demande de modification drsquoingeacutenierie)
F FI Final inspection (controcircle final)
FIS Faurecia Interior system (Systegraveme drsquointeacuterieur de Faurecia)
G GDampT Geometry Dimension amp Tolerances (Cotation en 3D synthegravese des iso statismes)
I II Incoming inspection (controcircle reception)
IP Instruction Panel (Planche de Bord)
J JIT Just In Time (site de montage en juste-agrave-temps)
K KC key Characteristics (Caractegravere Cleacute)
L LHD Left Hand Drive (Poste de conduite agrave gauche)
M MDC Moyen de controcircle
P PDS Pacification dynamique strateacutegie
PLS Piegraveces Livreacutees Seacutepareacutement
PI Process Inspection (controcircle process)
POKA YOKE Mistake proof system
PP Pilot Plant
PPA Product Parts Approval
PPM Parts Per Million
PPV Product Process Validation (usine pilote laboratoire centre de mesure geacuteomeacutetrique deacutepartement calcul)
PQL Program Quality Leader
Pre-Series All of-Series production tool parts until PPA
R RFQ Request For Quotation
RHD Right Hand Drive (Poste de conduite agrave droite)
RampR Reacutepeacutetabiliteacute amp Reproductibiliteacute
S SC Special Characteristics (Caracteacuteristiques speacutecifiques)
SOP Start of Production Lancement du produit en vie seacuterie
T Top deacutemarrage premiegravere situation reacuteussie
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 5 46
Glossaire
ISOTS 16949 [1]
LrsquoISOTS 16949 est une norme conjointe avec ISO 9001 2008 qui deacutefinit les
exigences en matiegravere de systegraveme de management de la qualiteacute pour la conception le
deacuteveloppement la fabrication le cas eacutecheacuteant lrsquoutilisation et les prestations de service
associeacutees aux produits du secteur automobile
LISOTS 169492009 peut ecirctre appliqueacutee tout au long de la chaicircne
dapprovisionnement du secteur automobile
Famille ISO 9000 [1] [2]
La famille ISO 9000 couvre les divers aspects du management de la qualiteacute et
comprend certaines des normes les plus connues de lrsquo ISO Elles offrent des lignes
directrices et des outils aux entreprises et aux organismes qui veulent que leurs produits et
services soient constamment en phase avec ce que leurs clients demandent et que la
qualiteacute ne cesse de srsquoameacuteliorer
La famille ISO 9000 compte de nombreuses normes notamment
ISO 90012008 ndash eacutetablit les exigences relatives agrave systegraveme de management de la
qualiteacute
ISO 90002005 ndash couvre les notions fondamentales et la terminologie
Synoptique de fabrication [3]
Le synoptique de fabrication est un outil de repreacutesentation graphique de lensemble
des eacutetapes des transformations de controcircle de stockage et de retouche
Plan de surveillance [4] [5]
Le plan de surveillance montre lrsquoensemble des opeacuterations de veacuterifications effectueacutes
sur les points importants du produit en incluant les KC pour deacutetecter la conformiteacute du
controcircle reacuteception controcircle apregraves process jusqursquoagrave controcircle final Il est eacutetabli en utilisant les
informations du ADMEC KC liste synoptique de fabrication les exigences du client de la
norme et les retours expeacuteriences
Gamme de controcircle [6]
La gamme de controcircle est un document deacutecrivant la succession des controcircles agrave
effectuer aux diffeacuterentes phases de leacutelaboration dun produit et les moyens neacutecessaires
pour les reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 6 46
Caracteacuteristique speacutecifique [7]
Caracteacuteristique dun produit ou paramegravetre dun processus de fabrication qui peut
affecter la seacutecuriteacute la conformiteacute aux reacuteglementations laptitude agrave lemploi la fonction les
performances du produit ou les opeacuterations de finition ulteacuterieures sur ce produit
Fabrication [7]
Un processus fabriquant laquoou produisantraquo des mateacuteriaux de production des piegraveces
de seacuterie ou de rechange des sous-ensembles assembleacutes ou des opeacuterations de soudure
de traitement thermique de peinture de revecirctement ou dautre travail de finition
Controcircle [8]
Activiteacutes telles que mesurer examiner essayer ou passer au calibre une ou
plusieurs caracteacuteristiques drsquoune entiteacute et comparer les reacutesultats aux exigences speacutecifieacutees
en vue de deacuteterminer si la conformiteacute est obtenue pour chacune des caracteacuteristiques
Equipement de mesure [2]
Instrument de mesure logiciel eacutetalon de mesure mateacuteriau de reacutefeacuterence ou appareil
auxiliaire ou combinaison de ceux-ci neacutecessaire pour reacutealiser un processus de mesure
Traccedilabiliteacute [2]
Aptitude agrave retrouver lhistorique la mise en œuvre ou lemplacement de ce qui est
examineacute
Deacutefaut [2]
Non-satisfaction dune exigence relative agrave une utilisation preacutevue ou speacutecifieacutee
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 7 46
Liste des tableaux et figures
Tableau 1 Extrait du plan de surveillance injection
Tableau 2 Gamme de controcircle injection
Tableau 3 Extrait drsquoune laquo check list raquo
Tableau 4 Technologies appliqueacutees sur les produits
Figure 1 Vente par activiteacute et classement en 2011
Figure 2 Lignes de produit
Figure 3 Chiffres cleacutes des produits de FIS en 2012
Figure 4 Site Meacuteru
Figure 5 Environnement du travail (eacutechange avec les eacutequipes)
Figure 6 Planning du projet
Figure 7 Photo drsquoune Planche de bord
Figure 8 Photo drsquoune console centrale
Figure 9 Photo drsquoun panneau de porte
Figure 10 QQOQCP
Figure 11 Planification dynamique strateacutegique
Figure 12 Analyse des risques
Figure 13 PDCA
Figure 14 Processus pour assurer la qualiteacute du produit
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo
Figure 16 Regroupement des exigences par ISHIKAWA
Figure 17 Flux de production
Figure 18 DCAP
Figure 19 Reacutesultat de RampR 1
Figure 20 Logigramme de la fabrication du MDC
Figure 21 Flux de logistique
Figure 22 Forme de boicircte rouge
Figure 23 Piegraveces non conformes
Figure 24 Analyser du deacutefautcauseaction
Figure 25 Tableau de mesure par produit
Figure 26 Tableau de mesure par type de fiche
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 8 46
Introduction
Dans le cadre de la formation de master en qualiteacute et performance dans les
organisations agrave lrsquoUniversiteacute Technologique de Compiegravegne jrsquoai effectueacute mon projet de fin
drsquoeacutetude drsquoune dureacutee de vingt-quatre semaines (11022013 ndash 26072013) au sein de
lrsquoentreprise Faurecia Interior Systems (FIS)[4] au centre de recherche et deacuteveloppement agrave
Meacuteru
Accueillie sur le plateau Renault dans le projet JFC sous la responsabiliteacute de M
Philipe LECLERC M Cyrille BAROUKH et M Cyrille PEILHO jrsquoai travailleacute en eacutetroite
collaboration avec le pilote qualiteacute afin de reacutealiser les activiteacutes Qualiteacute en fabrication
mesures et essais
Mes missions pendant les 24 semaines peuvent se diviser en 3 parties
Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
o Reacutedaction du synoptique de fabrication
o Reacutedaction du plan de surveillance et validation avec le Pilot Plant
o Reacutedaction des fiches de controcircles reacuteception processus et finales
Recherche drsquoun systegraveme de mesure
Participation agrave la conception du moyen de controcircle
Les missions listeacutees ci-dessus participent au processus drsquoassurance qualiteacute du
produit dans le domaine drsquoautomobile
Ce meacutemoire drsquointelligence meacutethodologie preacutesente le contexte les enjeux et la
probleacutematique du stage (chapitre 1) syntheacutetise et exprime graphiquement les concepts
abstraits explicite les plans drsquoactions qui permettent de reacutealiser le processus (chapitre 2) Il
preacutesente enfin les reacutesultats et bilan (chapitre 3)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 9 46
Chapitre 1 - Contexte et enjeux
I Contexte
1 Preacutesentation de Faurecia
11 Faureica Creacuteation et activiteacutes
Faurecia est une entreprise franccedilaise qui conccediloit fabrique et commercialise des
eacutequipements automobiles Elle a eacuteteacute creacuteeacute en 1997 agrave la suite de la fusion entre le
producteur de siegraveges automobiles Bertrand Faure et ECIA fi liale de PSA Peugeot Citroeumln
creacutee dix ans plus tocirct En 2001 le groupe Faurecia achegravete lrsquoeacutequipementier automobile
Sommer ndash Alibert Ce rachat financeacute par PSA agrave hauteur de 75 permet agrave cette derniegravere
de conforter sa participation dans le groupe [9][10]
12 Faurecia dans le monde
Faurecia est preacutesente dans 34 pays sur 320 sites de production et 30 centres de
RampD et pour un total denviron 94 000 employeacutes (61000 en 2007 58000 en 2008 62 000
en 2009 75 en 2011) [9]
En 2012 le chiffre daffaires de Faurecia sest eacuteleveacute agrave 174 milliards deuros [10] Il
est reacuteparti entre les quatre speacutecialiseacutes comme lrsquoimage ci-dessous (cf Figure 1)
Figure 1 Vente par activiteacute et classement en 2011 [9]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 10 46
2 Preacutesentation de Faurecia systegraveme drsquointeacuterieur (FIS)
21 Les activiteacutes et les chiffres cleacutes du FIS en 2011
Les activiteacutes au sein du systegraveme drsquointeacuterieur de Faurecia se divisent en 3 lignes de
produit (cf Figure 2)
Figure 2 Lignes de produit [9]
Le savoir-faire de Faurecia lui permet de concilier des reacuteponses adapteacutees aux
enjeux des constructeurs en terme de seacutecuriteacute (conception de structures agrave absorption
drsquoeacutenergie) de confort (visuel thermique et acoustique) de qualiteacute perccedilue (aspect sens de
toucher) et drsquoalleacutegement (utilisation de mateacuteriaux syntheacutetiques et naturels) Les chiffres cleacutes
des produits montrent (cf Figure 3) la performance du FIS
Figure 3 Chiffres cleacutes des produits de FIS en 2012 [9]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 11 46
22 Preacutesentation du site Meacuteru
Le site de Meacuteru (cf Figure 4) est deviseacute en deux parties le CREA (centre de
recherche et drsquoeacutetude automobile) et lrsquousine de production
Figure 4 Site Meacuteru [9]
Le CREA est organiseacute en grande partie en plateau de diffeacuterents clients regroupeacutes
comme deacutecrit ci-apregraves
Un pocircle de compeacutetence qui regroupe les experts techniques dans diffeacuterents
domaines (injection meacutecanisme fixation etc) qui travaillent pour plusieurs projets
Un pocircle de design amp innovation ougrave est reacutealiseacute les benchmarking des innovations en
reacutepondant aux besoins et aux tendances du marcheacute (reacuteduction du poids deacutecoration avec
lrsquoaspect eacutecologique matiegravere reacuteactive et eacutemotionnel etc)
Un centre de calcul ougrave sont effectueacutees toutes les simulations neacutecessaires au
deacuteveloppement des produits (proceacutedure drsquoinjection crash-test etc)
Des laboratoires de tests amp essais (mesure de geacuteomeacutetrie test tir-airbag test
aeacuteraulique vieillissement vibration endurance crash-test climatisation etc)
Une usine pilote ougrave se trouve tous les proceacutedeacutes et les eacutequipements utiliseacutes par les
lignes de production et drsquoassemblage pour appliquer des technologies comme injection la
peinture le thermoformage le thermoformage neacutegatif avec moule graineacute le slush-moulding
(technique de fabrication de peau pour planche de bord mousseacutee) le surmoulage le
moussage le fraisage la soudure par vibration et par ultrason etc Cela permet la mise au
point et une premiegravere validation des produits et proceacutedeacutes
Ces 3 derniers services composent le PPV (Product Process Validation) Lrsquousine de
production est creacuteeacutee en 1960 (anciennement Sommer-Allibert)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 12 46
3 Preacutesentation du projet
31 Lrsquoeacutequipe du projet
Le projet JFC a pour objectif le remplacement de lrsquoESPACE 4 [11] Le peacuterimegravetre de
Faurecia est la planche de bord la console centrale et les panneaux de portes Ce
veacutehicule sera vendu en Europe et sa commercialisation est preacutevue en 2015
Lrsquoeacutequipe projet est diviseacutee en deux eacutequipes une baseacutee agrave Meacuteru (France) et qui gegravere
les peacuterimegravetres planche console centrale et la deuxiegraveme en Espagne agrave Valence pour les
panneaux de portes Ces deux eacutequipes sont en contact avec Renault technocentre baseacute agrave
Guyancourt (France)
Les eacutequipes projet Faurecia ont en charge la conception des produits ainsi que leur
industrialisation elles interviennent depuis le choix du fournisseur par le client jusqursquoau
deacutemarrage seacuterie du veacutehicule
Le scheacutema page suivante (cf Figure 5) explicite les contacts avec les diffeacuterentes
eacutequipes travaillant pour le projet JFC pour reacutealiser la deacutemarche drsquoassurance qualiteacute du
produit
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 13 46
Figure 5 Environnement du travail (eacutechange avec les eacutequipes)[12]
Preacuteparation documentaire
Equipe projet
Pilote deacuteveloppement
panneaux
Espagne
Valence
Equipe usine prototype
Pilote Qualiteacute usine
prototype planche-
console
France
Meacuteru
Equipe usine prototype
Pilote Qualiteacute usine
prototype panneaux de
portes
Espagne
Valence
Contact occasionnel Genre drsquoactiviteacute Contact reacuteguliegravere
Co
ncep
tion
du
mo
yen
de c
on
trocircle
Fournisseur du
moyen de controcircle
Chine
Shanghai
Experts moyen de
controcircle
France
Meacuteru
Equipe projet France Meacuteru
Qualiteacute usine
Pilote qualiteacute usine
Activ
iteacute m
esu
re fla
p a
irbag
France
Heacutenin-Baumont
Experts process
France
Guyancourt
Laboratoire
Pilote essais
France
Meacuteru
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 14 46
32 Planning du projet
Faurecia intervient sur les projets depuis la nomination fournisseur (cf Figure 6) jusqursquoau deacutemarrage seacuterie [9] La dureacutee drsquoun projet
type Renault est drsquoenviron 25 ans
Le stage se deacuteroule pendant la phase lancement outillage (phase 2) et jusqursquoagrave lrsquoarriveacutee des premiegraveres piegraveces issues des outi llages
deacutefinitifs (phase 3) - outillages utiliseacutes pendant la vie seacuterie Faurecia au travers de son systegraveme de management de la qualiteacute reacutepond agrave ce
planning via les phases deacutetailleacutees ci-dessous
FIS
Figure 6 Planning du projet [9][13]
Stage
Sy
stegrave
me
de
ma
na
ge
me
nt
de
Fa
ure
cia
Pla
nn
ing
de
RE
NA
UL
T
Environ 25 ans
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 15 46
La phase ndeg2 correspond agrave une phase de conception du produit (numeacuterisation des
piegraveces reacutealisation des plans de leveacutees de risques ndash AMDEC choix des process de
fabrication choix des fournisseurs eacutetablissement des plans de surveillances des gammes
de controcircles des gammes de mesureshellip)
Dans la phase ndeg3 les essais (conformeacutement aux cahiers des charges clients) les
mesures des produits et de leurs moyens de fabrication seront effectueacutees A lrsquoissue de ces
veacuterifications les piegraveces sont soumises au client pour acceptation finale (paiement des
outillages deacutefinitifs) Crsquoest le jalon Faurecia PPC (Part Product Confirmation)
Dans la phase ndeg4 la monteacutee en cadence et le reacuteglage des proceacutedeacutes de fabrication
et drsquoassemblage sont effectueacutes Lrsquoobjectif est drsquoatteindre la capaciteacute de production
souhaiteacutee par le client Cette phase est sanctionneacutee par un audit de production piloteacute par le
client (jalon SOP)
Dans la phase ndeg5 on suit les premier mois de production en vie seacuterie Lrsquoeacutequipe
projet est dissoute
33 Produit attendu du projet
La planche de bord
La planche de bord (cf Figure 7) du veacutehicule est le bloc placeacute agrave lrsquoavant de lrsquohabitacle
elle constitue le principal moyen drsquointerface entre la voiture et le conducteur Les
techniques (Annexe 4 cf Tableau 4) pouvant ecirctre utiliseacutees sur la planche de bord sont le
moussage le thermogainage lrsquoinjection etc
Figure 7 Photo drsquoune Planche de bord [11]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 16 46
La Console Centrale
La console centrale (cf Figure 8) est la partie se situant entre les deux siegraveges et se
prolongeant jusqursquoagrave la planche de bord Les techniques (Annexe 4 cf Tableau 4) utiliseacutees
sur la console centrale sont Peinture inmold etc
Figure 8 Photo drsquoune console centrale [11]
Les panneaux des portes
Les panneaux des portes (cf Figure 9) sont composeacutes drsquoun bandeau un meacutedaillon
un accoudoir un porteur un vide-poche les deacutecors etc Les techniques (Annexe 4 cf
Tableau 4) utiliseacutees sur les panneaux sont affichage thermogainage etc
Figure 9 Photo drsquoun panneau de porte [9]
Levier de vitesses
et tringlerie
Autoradio
Commandes de
climatisation
Ordinateur de
bord GPS
Porte-gobelet
Accoudoir
Levier de frein de
stationnement cacircble
et circuit hydraulique
Accoudoir
Meacutedaillon
Porteur
Vide - poche
Bandeau
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 17 46
II Missions de stage
1 Missions preacutevisionnelles
Le projet JFC arrive en juin-juillet 2013 dans la phase de mise au point produit Les
activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
o reacutedaction du plan de surveillance et validation avec le Pilot Plant
o reacutedaction des fiches de controcircles reacuteception et finales
o construction du plan de validations piegraveces
o mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
o preacuteparation de documents ANPQP [13] clients
Suivi validations
o Suivi du plan de validation matiegravere (essais plaquettes)
Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
o le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour
gammes)
o le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et
suivi du plan de surveillance de la fabrication)
o la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
2 Missions reacutealiseacutees
Du fait drsquoun deacutecalage planning les sujets ont eacuteteacute reacuteajusteacutes Par conseacutequent lrsquoaspect
suivi fabrication nrsquoest plus drsquoactualiteacute Pour deacutevelopper les compeacutetences et enrichir les
expeacuteriences deux autres activiteacutes ont eacuteteacute proposeacutees
o Recherche drsquoun systegraveme de mesure pour une piegravece speacutecifique
o Participation agrave la conception du moyen de controcircle
III Probleacutematique
1 Cadrage de la probleacutematique
Pour bien cadrer le problegraveme obtenir les informations essentielles et chercher les
ideacutees de causes possibles de solutions possibles la reacutealisation drsquoun QQOQCP [12] (cf
Figure 10 page suivante) est neacutecessaire
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 18 46
Donneacutee dentreacutee
Les cibles qualiteacutes deacutefinis par client
Les normes exigences de conformiteacute des piegraveces
La conception des piegraveces
Qui
Directs Indirects (eacuteventuels)
Emetteurs pilote qualiteacute projet Reacutecepteurs stagiaire
Emetteurs Renault Reacutecepteurs projet JFC
Quoi Le procesus pour assurer la qualiteacute du produit nrsquoest pas encore tous
reacutealiseacute
Ougrave Au sein de service qualiteacute du projet JFC
Quand Du feacutevrier 2013 au juillet 2013
Comment
Reacutealisation de la deacutemarche drsquoassurance qualiteacute du produit
- Acceptation des documents par les clients et lrsquousine
- Existence drsquoun systegraveme de mesure reproductible et reacutealisable dans lrsquousine
- Acceptation de la conception des moyens de controcircle par client
- hellip
Pourquoi
Pour garantir la conformiteacute produit et satisfaire le client
Pour clarifier le process de fabrication et organiser les postes dans lrsquousine Pour expliquer aux opeacuterateurs comment et quoi controcircler sur les
piegraveces
Pour avoir des moyens et meacutethode de controcircle fiables
Donneacutee de sortie
Reacutealiser le processus pour assurer la qualiteacute du produit dans le domaine drsquoautomobile
Figure 10 QQOQCP [12]
2 Elaboration de la Strateacutegie
Pour avoir une vision globale expliciter lrsquoensemble des objectifs du stage et
pour mieux agir sur les pratiques un planning dynamique strateacutegique (PDS) [12] (cf
Figure 11 page suivante) est reacutealiseacute afin de cibler la deacutemarche drsquoameacutelioration continue
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 19 46
Figure 11 Planification dynamique strateacutegique [12]
Entiteacute de service
Stagiaire qualiteacute
Publics concerneacutes
bull Directs Service qualiteacute du projet
bull Indirects Client et collaborateurs
Objectifs mesurables a) 100 reacutealisation des documents
demandeacutes Validation du document qualiteacute demandeacute par le client (K0) et lrsquousine
b) Prouver la mesurabiliteacute et la reproductibiliteacute
c) Lancer en fabrication des moyens de controcircle valideacute
Contexte - Exigence speacutecifique du client - Certification Faurecia ISO 14001 et TS 16949 - Systegraveme qualiteacute public Renault ANPQP Faurecia PMS
Besoin particulier du laquo public raquo - Prendre en compte le retour drsquoexpeacuterience des projets preacuteceacutedant (capitalisation) - Validation du travail par le public
Attentes geacuteneacuterales du laquo public raquo - Produit reacutepondant aux normes de seacutecuriteacute et de qualiteacute (Reacuteglementation PPM retour garantie)
Prioriteacutes choisies
a) Preacuteparation documentaire b) Eacutetude drsquoun systegraveme de mesure c) Participation agrave la conception du MDC
Reacutesultats mesureacutes Satisfaction du client (cotation) PPM et retour garantie
Analyse Situation Forces - premier stage reacutealiseacute dans la mecircme
entreprise mecircme domaine
- existence du document standard
- expeacuteriences des tuteurs (projet similaire) Ameacuteliorations - audit interne FES pour ameacuteliorer la
performance des projets
Missions Raisons decirctre
Reacutealiser le processus pour assurer la qualiteacute du produit
Actions souhaiteacutees
par les
responsables qualiteacutes
Actions quotidiennes
Livrables pour satisfaire le besoin du laquopublicraquo Documentaires qualiteacute reacutesultat drsquoeacutetude du moyen de mesure eacutetude du moyen de controcircle
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 20 46
3 Analyse des risques Diagramme en arbre
Pour mieux reacuteagir face aux risques relatifs aux missions de stage une analyse des
risques (cf Figure 12) est reacutealiseacutee en utilisant le diagramme en arbre qui permet de
deacutecliner rapidement des alternatives aux risques plausibles
Figure 12 Analyse des risques [12]
Alternative
Missions preacutevisionnelles
Missions reacuteelles
Risques
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 21 46
Chapitre 2 ndash Meacutethodologies et Applications
I Meacutethode laquo PDCA raquo
1 Deacutefinition de la meacutethode laquo PDCA raquo
La meacutethode laquo PDCA raquo [14] (cf Figure 13) ou laquo roue de Deming raquo est une
illustration de la meacutethode qualiteacute Plan-Do-Chec-Act son nom vient du statisticien William
Edwards Deming
La meacutethode comporte quatre eacutetapes agrave suivre pour ameacuteliorer la qualiteacute
P = Plan planifier la reacutealisation par exemple
leacutecriture du cahier des charges et
leacutetablissement dun planning
D = Do mettre en place toutes les actions
indiqueacutees dans le plan drsquoaction
C = Check mesuree et veacuterifier cette eacutetape
utilise des moyens de controcircle divers
A= Act rechercher des points dameacuteliorations
et proposer les actions correctives
Leacutetape Act amegravenera un nouveau projet
agrave reacutealiser donc une nouvelle planification agrave
eacutetablir Il sagit donc dun cycle que lon
repreacutesente agrave laide dune roue Figure 13 PDCA [12]
2 Pourquoi laquo PDCA raquo
Pour faire face aux marcheacutes compeacutetitifs drsquoaujourdrsquohui les entreprises doivent eacutetablir
une strateacutegie leur permettant drsquoameacuteliorer leur performance en continue La meacutethode
laquo PDCA raquo permet de piloter et simplifier ces actions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 22 46
II Cartographie de processus et meacutethode laquo A-PDCA raquo
Afin drsquoatteindre les cibles qualiteacute du client et drsquoassurer une ameacutelioration continue un
processus de suivi de la qualiteacute du produit est neacutecessaire Le processus pour assurer la
qualiteacute des produits drsquoun nouveau projet contient une grande partie de creacuteation Un Cycle
laquo A ndashPDCA raquo permet drsquoinnover les meacutethodes de controcircle avec ambition et creacuteativiteacute
Une cartographie (cf Figure 14) est reacutealiseacutee pour expliciter le deacuteroulement du
processus
Figure 14 Processus pour assurer la qualiteacute du produit [12]
Le cycle dans ce processus contient 5 eacutetapes
A = Analyser analyser les besoins et le contexte communiquer avec le client eacutechange
P = Planifier planifier et deacutefinir les meacutethodes de controcircle identifier les process de
fabrication
D = Do reacutealiser les produits controcircler mesurer et tester
C = Check veacuterifier et comprendre les reacutesultats chercher les causes racines
A = Ameacuteliorer suggeacuterer les plans drsquoactions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 23 46
Dans la phase Analyser il faut prendre en compte tous les eacuteleacutements drsquoentreacutees
mateacuterielles la norme ISOTS 16949 les cibles qualiteacutes deacutefinit par client (PPM retour
garanti) les exigences par processproduit le systegraveme qualiteacute standard les retours
expeacuteriences et les contraintes dans lrsquousine etc
Lrsquoobjectif externe du processus est de satisfaire le client en livrant des produits
conformes aux exigences et en montrant un process performant
Lrsquoobjectif interne du processus est de reacutealiser lrsquoameacutelioration continue en augmentant
le pourcentage de conformiteacute produit cest-agrave-dire reacuteduire le nombre de piegravece mauvaises
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 24 46
III ISOTS 16949 regroupeacutee par laquo A-PDCA raquo
La norme ISOTS16949 [8][18] deacutecrit toutes les exigences du systegraveme de
management de la qualiteacute dans le domaine de lrsquoautomobile Mais les exigences ne sont pas
faciles agrave retenir Un regroupement des exigences par laquo A-PDCA raquo (cf Figure 15) donne une
vision plus claire
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo [12]
52 Ecoute client
732 a Deacuteterminer les exigences fonctionnelles et de performance Les
exigences fonctionnelles sont deacutefinit dans le cahier des charges
732 b Deacuteterminer les exigences reacuteglementaires et leacutegales Les exigences
lieacutees au transport agrave lrsquoemballage aux eacutetiquettes aux notices drsquoutilisation agrave
la date limite drsquoutilisation agrave la traccedilabiliteacute aux composants
8231 Conserver les enregistrements reacutealiser un
plan drsquoactions correctives
85 Ameacutelioration deacuteterminer les causes de non-
conformiteacutes deacuteterminer les actions neacutecessaires
Reacutesolution de problegravemes dispositif anti-erreurs
impact des actions correctives preacuteventives
83 Maitrise du produit non conforme
84 Analyser les donneacutees (indicateurs reacutesultats
daudits niveau de satisfaction des clients) collecter
les informations
743 Assurer que le produit acheteacute satisfait aux exigences
drsquoachat (inspections en entreacutee et en reacutealisation du produit)
824 Surveiller et mesurer les KC controcircle les dimensions et
essais fonctionnels
8231 Mettre en place le plan de surveillance et le
diagramme de flux des processus
71 Planifier et deacuteterminer les processus de reacutealisation du produit
les activiteacutes de veacuterification validation surveillance mesure
inspection et essai speacutecifiques au produit Deacuteterminer les critegraveres
drsquoacceptation du produit les enregistrements speacutecifiques
7323 Identifier les documents de maitrise des processus
7511 Elaborer les plans de surveillance en prenant en compte les
reacutesultats des AMDEC produitsprocessus eacutenumeacuterer les types de
drsquoinspection preacuteciser la surveillance des KC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 25 46
IV Plan drsquoaction pour reacutealiser le processus
Pour reacutealiser correctement le processus et expliciter la meacutethode laquoA-PDCA raquo un
plan drsquoaction est deacutetailleacute ci-dessous il reacuteponde eacutegalement aux exigences de la norme
ISOTS 16949 [7]
Dans la phase analyser i l faut comprendre les exigences du client communiquer les
eacutetudes sur le produit afin de trouver un consensus et deacutefinir un objectif claire
ACTION
Identifier les caracteacuteristiques cleacutes
Dans la phase planifier la norme ISOTS 16949 demande de deacuteterminer les
processus de reacutealisation du produit les activiteacutes de veacuterification validation surveillance et
mesure inspection et essais speacutecifique au produit Un logigramme de production permet de
visualiser les diffeacuterentes activiteacutes Un plan drsquoaction et une instruction de travaille explique
aux qualiticiens comment controcircler et mesurer le produit
ACTION
Identifier les process de fabrication
Deacutefinir les systegravemes de controcircle
Dans la phase do toutes les actions planifieacutees seront mises en place et toutes les
piegraveces non conformes sortent du flux
ACTION
Controcircler mesurer et tester les piegraveces
Lrsquoessentielle de la phase check est de comprendre les problegravemes en veacuterifiant les
deacutefauts des piegraveces et les reacutesultats de mesureessais et trouver les causes
ACTION
Check les piegraveces non-conformes analyser les causses
Lrsquoessentielle de la phase drsquoameacutelioration est de proposer les plans drsquoaction pour
reacutesoudre le problegraveme et drsquoaugmenter la performance
ACTION
Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 26 46
V Application de la Meacutethode laquo A-PDCA raquo
Le client fournit des Cahier Des Charges qui deacutecrivent tous les regraveglementations agrave
respecter ainsi que les autres exigences agrave atteindre pour assurer la conformiteacute du produit
Par exemple pour veacuterifier la conformiteacute du moussage plusieurs exigences sont listeacutees et
chaque type correspond agrave une meacutethode drsquoessai identifieacutee dans les documents de controcircles
1 Identifier les caracteacuteristiques cleacutes
Chaque piegravece a des caracteacuteristiques speacutecifiques lieacutees agrave la seacutecuriteacute agrave lrsquoassemblage
avec les autres piegraveces ou encore lieacutees au fonctionnement Les exigences particuliegraveres pour
chaque produit sont deacutetailleacutees dans la KC list
Un regroupement des exigences par ISHIKAWA [15] (cf Figure 16) peut servir agrave
veacuterifier tous les caracteacuteristiques cleacutes relative au process ou produit
Figure 16 Regroupement des exigences par ISHIKAWA [12] [15]
Lavantage de cette meacutethode est que les caracteacuteristiques cleacutes sont eacutenumeacutereacutees assez
rapidement
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 27 46
2 Idendifier les process de fabrication
Les process de fabrication contiennent plusieurs opeacuterations diffeacuterentes pour
fabriquer correctement les produits les controcircles des paramegravetres et les opeacuterations sont
obligatoires Le flux de fabrication (cf Figure 17) permet drsquoillustrer et ordonner les
opeacuterations graphiquement Ce document est tregraves explicite et logique
Figure 17 Flux de production [12]
3 Deacutefinir les systegravemes de controcircle
Pour controcircler les diffeacuterentes caracteacuteristiques (les aspects les fonctionnements les
dimensions les poids les couleurs les bri llances etc) de chaque type de piegravece des
systegravemes de controcircle approprieacutes sont neacutecessaires Un systegraveme de controcircle contient les
meacutethodes de controcircle les outils de mesure les critegraveres drsquoacceptation les actions etc
Reacuteception matiegravere
Process 2 3 4hellip
Reacuteception
Piegravecematiegravere
Piegravececomposant
Controcircle qualiteacute
Produit semi-fini
Process 1
II
II
Controcircle qualiteacute
Controcircle qualiteacute
Produit semi-fini
Controcircle qualiteacute
Controcircle qualiteacute
Produit fini
Controcircle qualiteacute
Assemblage
II
FI
PI
PI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 28 46
Ainsi dans le cadre de lassurance qualiteacute les normes ISO900123 [16] demandent
de consigner par eacutecrit les dispositions prises pour satisfaire les besoins du client Le
systegraveme qualiteacute deacutefinit les documents agrave livrer pour chaque phase Il demande drsquoexpliciter la
faccedilon de proceacuteder dans les instructions [17] Ces documents sont creacuteeacutes par type de
process et par piegravece Ils expliquent clairement aux opeacuterateurs comment fabriquer controcircler
et geacuterer les non conformiteacutes
31 Plan drsquoaction Plan de surveillance
Selon les exigences de la norme ISOTS16949 [7] le plan de surveillance [5][18] (cf
Tableau 1) doit couvrir trois phases distinctes prototype preacuteseacuterie production Les
eacuteleacutements agrave preacuteciser dans le plan de surveillance sont
Donneacutees geacuteneacuterales nom de la piegravece reacutefeacuterence indice de modification information
client etc
Maicirctrise du produit caracteacuteristiques speacuteciales speacutecification et toleacuterance
Maicirctrise des processus paramegravetres des processus caracteacuteristiques des processus
outils de fabrication etc
Meacutethode technique de mesure moyen de deacutetection freacutequence drsquoeacutechantillonnage
meacutethode de maicirctrise etc
Actions correctives plan de reacuteaction plan drsquoaction correctives
Tableau 1 Extrait du plan de surveillance injection [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 29 46
32 Instruction Gamme de controcircle [6]
Il existe plusieurs types de gammes de controcircle controcircle reacuteception (Incoming
inspection sheet) controcircle process (Process inspection sheet) et controcircle final (Final
inspection sheet) Lrsquoensemble de ces documents permet drsquoassurer la qualiteacute du produit
Une gamme de controcircle (cf Tableau 2) peut ecirctre utiliseacutee pour controcircler un ou
plusieurs composants Elle deacutecrit les opeacuterations qui doivent ecirctre exeacutecuteacutees au poste de
travail Ces opeacuterations peuvent contenir plusieurs caracteacuteristiques de controcircle Une
caracteacuteristique de controcircle deacutecrit lrsquoobjet du controcircle Chaque opeacuteration peut eacutegalement
indiquer lrsquooutillage neacutecessaire agrave la reacutealisation de lactiviteacute
Tableau 2 Gamme de controcircle injection [9][12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 30 46
33 Outil Moyen de mesure
Le systegraveme de controcircle deacutefinit eacutegalement les outi ls agrave uti liser Ces outils peuvent
diffeacuterer en fonction du type de piegravece et du proceacutedeacute de fabrication
Probleacutematique du projet JFC
Manque un outil pour mesurer lrsquoeacutepaisseur drsquoune piegravece speacutecifique sur lrsquoIP
Hypothegraveses proposeacutees
- Controcircle suivant la meacutethode utiliseacutee pour une autre piegravece mais qui est destructive
- Recherche de solution non destructive
Deacutemarche pour rechercher la meacutethode
Une deacutemarche DCAP (cf Figure 18) est proposeacutee pour structurer la recherche et
tester les meacutethodes innovantes
Figure 18 DCAP [12]
Do Controcircler les piegraveces en utilisant les diffeacuterentes meacutethodes
Lrsquoobjectifs de cette phase est de prouver la faisabiliteacute des meacutethodes de controcircle
drsquoeacutevaluer le temps de preacuteparation et controcircle pour chaque meacutethode
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 3 46
Sommaire
Liste des sigles 4
Glossaire 5
Liste des tableaux et figures 7
Introduction 8
Chapitre 1 - Contexte et enjeux 9
I Contexte 9
1 Preacutesentation de Faurecia 9
2 Preacutesentation de Faurecia systegraveme drsquointeacuterieur (FIS) 10
3 Preacutesentation du projet 12
II Missions de stage 17
1 Missions preacutevisionnelles 17
2 Missions reacutealiseacutees 17
III Probleacutematique 17
1 Cadrage de la probleacutematique 17
2 Elaboration de la Strateacutegie 18
3 Analyse des risques Diagramme en arbre 20
Chapitre 2 ndash Meacutethodologies et Applications 21
I Meacutethode laquo PDCA raquo 21
1 Deacutefinition de la meacutethode laquo PDCA raquo 21
2 Pourquoi laquo PDCA raquo 21
II Cartographie de processus et meacutethode laquo A-PDCA raquo 22
III ISOTS 16949 regroupeacutee par laquo A-PDCA raquo 24
IV Plan drsquoaction pour reacutealiser le processus 25
V Application de la Meacutethode laquo A-PDCA raquo 26
1 Identifier les caracteacuteristiques cleacutes 26
2 Idendifier les process de fabrication 27
3 Deacutefinir les systegravemes de controcircle 27
4 Controcircler des piegraveces et les process 33
5 Check les piegraveces non-conformes analyser les causes 34
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction 35
Chapitre 3 - Reacutesultats 36
Conclusion 37
Bibliographie 38
Annexe 40
Annexe 1 Note de clarification 41
Annexe 2 Check list 43
Annexe 3 Tableau de mesure 44
Annexe 4 Technologies 45
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 4 46
Liste des sigles
A AMDEC Analyse des Modes de Deacutefaillance de leurs Effets et leur Criticiteacute (FMEA)
APQP Advanced Product Quality Planning (Planning Avanceacute de Qualiteacute de Produit)
B BOM Bill of Material (Nomenclature)
BOP Bought-Out Part (Piegraveces sous traiteacutees)
C CAD Computer-Assisted Design (Conception assisteacutee par ordinateur)
CC Console centrale
E ECR Engineering Change Request (Demande de modification drsquoingeacutenierie)
F FI Final inspection (controcircle final)
FIS Faurecia Interior system (Systegraveme drsquointeacuterieur de Faurecia)
G GDampT Geometry Dimension amp Tolerances (Cotation en 3D synthegravese des iso statismes)
I II Incoming inspection (controcircle reception)
IP Instruction Panel (Planche de Bord)
J JIT Just In Time (site de montage en juste-agrave-temps)
K KC key Characteristics (Caractegravere Cleacute)
L LHD Left Hand Drive (Poste de conduite agrave gauche)
M MDC Moyen de controcircle
P PDS Pacification dynamique strateacutegie
PLS Piegraveces Livreacutees Seacutepareacutement
PI Process Inspection (controcircle process)
POKA YOKE Mistake proof system
PP Pilot Plant
PPA Product Parts Approval
PPM Parts Per Million
PPV Product Process Validation (usine pilote laboratoire centre de mesure geacuteomeacutetrique deacutepartement calcul)
PQL Program Quality Leader
Pre-Series All of-Series production tool parts until PPA
R RFQ Request For Quotation
RHD Right Hand Drive (Poste de conduite agrave droite)
RampR Reacutepeacutetabiliteacute amp Reproductibiliteacute
S SC Special Characteristics (Caracteacuteristiques speacutecifiques)
SOP Start of Production Lancement du produit en vie seacuterie
T Top deacutemarrage premiegravere situation reacuteussie
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 5 46
Glossaire
ISOTS 16949 [1]
LrsquoISOTS 16949 est une norme conjointe avec ISO 9001 2008 qui deacutefinit les
exigences en matiegravere de systegraveme de management de la qualiteacute pour la conception le
deacuteveloppement la fabrication le cas eacutecheacuteant lrsquoutilisation et les prestations de service
associeacutees aux produits du secteur automobile
LISOTS 169492009 peut ecirctre appliqueacutee tout au long de la chaicircne
dapprovisionnement du secteur automobile
Famille ISO 9000 [1] [2]
La famille ISO 9000 couvre les divers aspects du management de la qualiteacute et
comprend certaines des normes les plus connues de lrsquo ISO Elles offrent des lignes
directrices et des outils aux entreprises et aux organismes qui veulent que leurs produits et
services soient constamment en phase avec ce que leurs clients demandent et que la
qualiteacute ne cesse de srsquoameacuteliorer
La famille ISO 9000 compte de nombreuses normes notamment
ISO 90012008 ndash eacutetablit les exigences relatives agrave systegraveme de management de la
qualiteacute
ISO 90002005 ndash couvre les notions fondamentales et la terminologie
Synoptique de fabrication [3]
Le synoptique de fabrication est un outil de repreacutesentation graphique de lensemble
des eacutetapes des transformations de controcircle de stockage et de retouche
Plan de surveillance [4] [5]
Le plan de surveillance montre lrsquoensemble des opeacuterations de veacuterifications effectueacutes
sur les points importants du produit en incluant les KC pour deacutetecter la conformiteacute du
controcircle reacuteception controcircle apregraves process jusqursquoagrave controcircle final Il est eacutetabli en utilisant les
informations du ADMEC KC liste synoptique de fabrication les exigences du client de la
norme et les retours expeacuteriences
Gamme de controcircle [6]
La gamme de controcircle est un document deacutecrivant la succession des controcircles agrave
effectuer aux diffeacuterentes phases de leacutelaboration dun produit et les moyens neacutecessaires
pour les reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 6 46
Caracteacuteristique speacutecifique [7]
Caracteacuteristique dun produit ou paramegravetre dun processus de fabrication qui peut
affecter la seacutecuriteacute la conformiteacute aux reacuteglementations laptitude agrave lemploi la fonction les
performances du produit ou les opeacuterations de finition ulteacuterieures sur ce produit
Fabrication [7]
Un processus fabriquant laquoou produisantraquo des mateacuteriaux de production des piegraveces
de seacuterie ou de rechange des sous-ensembles assembleacutes ou des opeacuterations de soudure
de traitement thermique de peinture de revecirctement ou dautre travail de finition
Controcircle [8]
Activiteacutes telles que mesurer examiner essayer ou passer au calibre une ou
plusieurs caracteacuteristiques drsquoune entiteacute et comparer les reacutesultats aux exigences speacutecifieacutees
en vue de deacuteterminer si la conformiteacute est obtenue pour chacune des caracteacuteristiques
Equipement de mesure [2]
Instrument de mesure logiciel eacutetalon de mesure mateacuteriau de reacutefeacuterence ou appareil
auxiliaire ou combinaison de ceux-ci neacutecessaire pour reacutealiser un processus de mesure
Traccedilabiliteacute [2]
Aptitude agrave retrouver lhistorique la mise en œuvre ou lemplacement de ce qui est
examineacute
Deacutefaut [2]
Non-satisfaction dune exigence relative agrave une utilisation preacutevue ou speacutecifieacutee
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 7 46
Liste des tableaux et figures
Tableau 1 Extrait du plan de surveillance injection
Tableau 2 Gamme de controcircle injection
Tableau 3 Extrait drsquoune laquo check list raquo
Tableau 4 Technologies appliqueacutees sur les produits
Figure 1 Vente par activiteacute et classement en 2011
Figure 2 Lignes de produit
Figure 3 Chiffres cleacutes des produits de FIS en 2012
Figure 4 Site Meacuteru
Figure 5 Environnement du travail (eacutechange avec les eacutequipes)
Figure 6 Planning du projet
Figure 7 Photo drsquoune Planche de bord
Figure 8 Photo drsquoune console centrale
Figure 9 Photo drsquoun panneau de porte
Figure 10 QQOQCP
Figure 11 Planification dynamique strateacutegique
Figure 12 Analyse des risques
Figure 13 PDCA
Figure 14 Processus pour assurer la qualiteacute du produit
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo
Figure 16 Regroupement des exigences par ISHIKAWA
Figure 17 Flux de production
Figure 18 DCAP
Figure 19 Reacutesultat de RampR 1
Figure 20 Logigramme de la fabrication du MDC
Figure 21 Flux de logistique
Figure 22 Forme de boicircte rouge
Figure 23 Piegraveces non conformes
Figure 24 Analyser du deacutefautcauseaction
Figure 25 Tableau de mesure par produit
Figure 26 Tableau de mesure par type de fiche
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 8 46
Introduction
Dans le cadre de la formation de master en qualiteacute et performance dans les
organisations agrave lrsquoUniversiteacute Technologique de Compiegravegne jrsquoai effectueacute mon projet de fin
drsquoeacutetude drsquoune dureacutee de vingt-quatre semaines (11022013 ndash 26072013) au sein de
lrsquoentreprise Faurecia Interior Systems (FIS)[4] au centre de recherche et deacuteveloppement agrave
Meacuteru
Accueillie sur le plateau Renault dans le projet JFC sous la responsabiliteacute de M
Philipe LECLERC M Cyrille BAROUKH et M Cyrille PEILHO jrsquoai travailleacute en eacutetroite
collaboration avec le pilote qualiteacute afin de reacutealiser les activiteacutes Qualiteacute en fabrication
mesures et essais
Mes missions pendant les 24 semaines peuvent se diviser en 3 parties
Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
o Reacutedaction du synoptique de fabrication
o Reacutedaction du plan de surveillance et validation avec le Pilot Plant
o Reacutedaction des fiches de controcircles reacuteception processus et finales
Recherche drsquoun systegraveme de mesure
Participation agrave la conception du moyen de controcircle
Les missions listeacutees ci-dessus participent au processus drsquoassurance qualiteacute du
produit dans le domaine drsquoautomobile
Ce meacutemoire drsquointelligence meacutethodologie preacutesente le contexte les enjeux et la
probleacutematique du stage (chapitre 1) syntheacutetise et exprime graphiquement les concepts
abstraits explicite les plans drsquoactions qui permettent de reacutealiser le processus (chapitre 2) Il
preacutesente enfin les reacutesultats et bilan (chapitre 3)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 9 46
Chapitre 1 - Contexte et enjeux
I Contexte
1 Preacutesentation de Faurecia
11 Faureica Creacuteation et activiteacutes
Faurecia est une entreprise franccedilaise qui conccediloit fabrique et commercialise des
eacutequipements automobiles Elle a eacuteteacute creacuteeacute en 1997 agrave la suite de la fusion entre le
producteur de siegraveges automobiles Bertrand Faure et ECIA fi liale de PSA Peugeot Citroeumln
creacutee dix ans plus tocirct En 2001 le groupe Faurecia achegravete lrsquoeacutequipementier automobile
Sommer ndash Alibert Ce rachat financeacute par PSA agrave hauteur de 75 permet agrave cette derniegravere
de conforter sa participation dans le groupe [9][10]
12 Faurecia dans le monde
Faurecia est preacutesente dans 34 pays sur 320 sites de production et 30 centres de
RampD et pour un total denviron 94 000 employeacutes (61000 en 2007 58000 en 2008 62 000
en 2009 75 en 2011) [9]
En 2012 le chiffre daffaires de Faurecia sest eacuteleveacute agrave 174 milliards deuros [10] Il
est reacuteparti entre les quatre speacutecialiseacutes comme lrsquoimage ci-dessous (cf Figure 1)
Figure 1 Vente par activiteacute et classement en 2011 [9]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 10 46
2 Preacutesentation de Faurecia systegraveme drsquointeacuterieur (FIS)
21 Les activiteacutes et les chiffres cleacutes du FIS en 2011
Les activiteacutes au sein du systegraveme drsquointeacuterieur de Faurecia se divisent en 3 lignes de
produit (cf Figure 2)
Figure 2 Lignes de produit [9]
Le savoir-faire de Faurecia lui permet de concilier des reacuteponses adapteacutees aux
enjeux des constructeurs en terme de seacutecuriteacute (conception de structures agrave absorption
drsquoeacutenergie) de confort (visuel thermique et acoustique) de qualiteacute perccedilue (aspect sens de
toucher) et drsquoalleacutegement (utilisation de mateacuteriaux syntheacutetiques et naturels) Les chiffres cleacutes
des produits montrent (cf Figure 3) la performance du FIS
Figure 3 Chiffres cleacutes des produits de FIS en 2012 [9]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 11 46
22 Preacutesentation du site Meacuteru
Le site de Meacuteru (cf Figure 4) est deviseacute en deux parties le CREA (centre de
recherche et drsquoeacutetude automobile) et lrsquousine de production
Figure 4 Site Meacuteru [9]
Le CREA est organiseacute en grande partie en plateau de diffeacuterents clients regroupeacutes
comme deacutecrit ci-apregraves
Un pocircle de compeacutetence qui regroupe les experts techniques dans diffeacuterents
domaines (injection meacutecanisme fixation etc) qui travaillent pour plusieurs projets
Un pocircle de design amp innovation ougrave est reacutealiseacute les benchmarking des innovations en
reacutepondant aux besoins et aux tendances du marcheacute (reacuteduction du poids deacutecoration avec
lrsquoaspect eacutecologique matiegravere reacuteactive et eacutemotionnel etc)
Un centre de calcul ougrave sont effectueacutees toutes les simulations neacutecessaires au
deacuteveloppement des produits (proceacutedure drsquoinjection crash-test etc)
Des laboratoires de tests amp essais (mesure de geacuteomeacutetrie test tir-airbag test
aeacuteraulique vieillissement vibration endurance crash-test climatisation etc)
Une usine pilote ougrave se trouve tous les proceacutedeacutes et les eacutequipements utiliseacutes par les
lignes de production et drsquoassemblage pour appliquer des technologies comme injection la
peinture le thermoformage le thermoformage neacutegatif avec moule graineacute le slush-moulding
(technique de fabrication de peau pour planche de bord mousseacutee) le surmoulage le
moussage le fraisage la soudure par vibration et par ultrason etc Cela permet la mise au
point et une premiegravere validation des produits et proceacutedeacutes
Ces 3 derniers services composent le PPV (Product Process Validation) Lrsquousine de
production est creacuteeacutee en 1960 (anciennement Sommer-Allibert)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 12 46
3 Preacutesentation du projet
31 Lrsquoeacutequipe du projet
Le projet JFC a pour objectif le remplacement de lrsquoESPACE 4 [11] Le peacuterimegravetre de
Faurecia est la planche de bord la console centrale et les panneaux de portes Ce
veacutehicule sera vendu en Europe et sa commercialisation est preacutevue en 2015
Lrsquoeacutequipe projet est diviseacutee en deux eacutequipes une baseacutee agrave Meacuteru (France) et qui gegravere
les peacuterimegravetres planche console centrale et la deuxiegraveme en Espagne agrave Valence pour les
panneaux de portes Ces deux eacutequipes sont en contact avec Renault technocentre baseacute agrave
Guyancourt (France)
Les eacutequipes projet Faurecia ont en charge la conception des produits ainsi que leur
industrialisation elles interviennent depuis le choix du fournisseur par le client jusqursquoau
deacutemarrage seacuterie du veacutehicule
Le scheacutema page suivante (cf Figure 5) explicite les contacts avec les diffeacuterentes
eacutequipes travaillant pour le projet JFC pour reacutealiser la deacutemarche drsquoassurance qualiteacute du
produit
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 13 46
Figure 5 Environnement du travail (eacutechange avec les eacutequipes)[12]
Preacuteparation documentaire
Equipe projet
Pilote deacuteveloppement
panneaux
Espagne
Valence
Equipe usine prototype
Pilote Qualiteacute usine
prototype planche-
console
France
Meacuteru
Equipe usine prototype
Pilote Qualiteacute usine
prototype panneaux de
portes
Espagne
Valence
Contact occasionnel Genre drsquoactiviteacute Contact reacuteguliegravere
Co
ncep
tion
du
mo
yen
de c
on
trocircle
Fournisseur du
moyen de controcircle
Chine
Shanghai
Experts moyen de
controcircle
France
Meacuteru
Equipe projet France Meacuteru
Qualiteacute usine
Pilote qualiteacute usine
Activ
iteacute m
esu
re fla
p a
irbag
France
Heacutenin-Baumont
Experts process
France
Guyancourt
Laboratoire
Pilote essais
France
Meacuteru
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 14 46
32 Planning du projet
Faurecia intervient sur les projets depuis la nomination fournisseur (cf Figure 6) jusqursquoau deacutemarrage seacuterie [9] La dureacutee drsquoun projet
type Renault est drsquoenviron 25 ans
Le stage se deacuteroule pendant la phase lancement outillage (phase 2) et jusqursquoagrave lrsquoarriveacutee des premiegraveres piegraveces issues des outi llages
deacutefinitifs (phase 3) - outillages utiliseacutes pendant la vie seacuterie Faurecia au travers de son systegraveme de management de la qualiteacute reacutepond agrave ce
planning via les phases deacutetailleacutees ci-dessous
FIS
Figure 6 Planning du projet [9][13]
Stage
Sy
stegrave
me
de
ma
na
ge
me
nt
de
Fa
ure
cia
Pla
nn
ing
de
RE
NA
UL
T
Environ 25 ans
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 15 46
La phase ndeg2 correspond agrave une phase de conception du produit (numeacuterisation des
piegraveces reacutealisation des plans de leveacutees de risques ndash AMDEC choix des process de
fabrication choix des fournisseurs eacutetablissement des plans de surveillances des gammes
de controcircles des gammes de mesureshellip)
Dans la phase ndeg3 les essais (conformeacutement aux cahiers des charges clients) les
mesures des produits et de leurs moyens de fabrication seront effectueacutees A lrsquoissue de ces
veacuterifications les piegraveces sont soumises au client pour acceptation finale (paiement des
outillages deacutefinitifs) Crsquoest le jalon Faurecia PPC (Part Product Confirmation)
Dans la phase ndeg4 la monteacutee en cadence et le reacuteglage des proceacutedeacutes de fabrication
et drsquoassemblage sont effectueacutes Lrsquoobjectif est drsquoatteindre la capaciteacute de production
souhaiteacutee par le client Cette phase est sanctionneacutee par un audit de production piloteacute par le
client (jalon SOP)
Dans la phase ndeg5 on suit les premier mois de production en vie seacuterie Lrsquoeacutequipe
projet est dissoute
33 Produit attendu du projet
La planche de bord
La planche de bord (cf Figure 7) du veacutehicule est le bloc placeacute agrave lrsquoavant de lrsquohabitacle
elle constitue le principal moyen drsquointerface entre la voiture et le conducteur Les
techniques (Annexe 4 cf Tableau 4) pouvant ecirctre utiliseacutees sur la planche de bord sont le
moussage le thermogainage lrsquoinjection etc
Figure 7 Photo drsquoune Planche de bord [11]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 16 46
La Console Centrale
La console centrale (cf Figure 8) est la partie se situant entre les deux siegraveges et se
prolongeant jusqursquoagrave la planche de bord Les techniques (Annexe 4 cf Tableau 4) utiliseacutees
sur la console centrale sont Peinture inmold etc
Figure 8 Photo drsquoune console centrale [11]
Les panneaux des portes
Les panneaux des portes (cf Figure 9) sont composeacutes drsquoun bandeau un meacutedaillon
un accoudoir un porteur un vide-poche les deacutecors etc Les techniques (Annexe 4 cf
Tableau 4) utiliseacutees sur les panneaux sont affichage thermogainage etc
Figure 9 Photo drsquoun panneau de porte [9]
Levier de vitesses
et tringlerie
Autoradio
Commandes de
climatisation
Ordinateur de
bord GPS
Porte-gobelet
Accoudoir
Levier de frein de
stationnement cacircble
et circuit hydraulique
Accoudoir
Meacutedaillon
Porteur
Vide - poche
Bandeau
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 17 46
II Missions de stage
1 Missions preacutevisionnelles
Le projet JFC arrive en juin-juillet 2013 dans la phase de mise au point produit Les
activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
o reacutedaction du plan de surveillance et validation avec le Pilot Plant
o reacutedaction des fiches de controcircles reacuteception et finales
o construction du plan de validations piegraveces
o mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
o preacuteparation de documents ANPQP [13] clients
Suivi validations
o Suivi du plan de validation matiegravere (essais plaquettes)
Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
o le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour
gammes)
o le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et
suivi du plan de surveillance de la fabrication)
o la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
2 Missions reacutealiseacutees
Du fait drsquoun deacutecalage planning les sujets ont eacuteteacute reacuteajusteacutes Par conseacutequent lrsquoaspect
suivi fabrication nrsquoest plus drsquoactualiteacute Pour deacutevelopper les compeacutetences et enrichir les
expeacuteriences deux autres activiteacutes ont eacuteteacute proposeacutees
o Recherche drsquoun systegraveme de mesure pour une piegravece speacutecifique
o Participation agrave la conception du moyen de controcircle
III Probleacutematique
1 Cadrage de la probleacutematique
Pour bien cadrer le problegraveme obtenir les informations essentielles et chercher les
ideacutees de causes possibles de solutions possibles la reacutealisation drsquoun QQOQCP [12] (cf
Figure 10 page suivante) est neacutecessaire
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 18 46
Donneacutee dentreacutee
Les cibles qualiteacutes deacutefinis par client
Les normes exigences de conformiteacute des piegraveces
La conception des piegraveces
Qui
Directs Indirects (eacuteventuels)
Emetteurs pilote qualiteacute projet Reacutecepteurs stagiaire
Emetteurs Renault Reacutecepteurs projet JFC
Quoi Le procesus pour assurer la qualiteacute du produit nrsquoest pas encore tous
reacutealiseacute
Ougrave Au sein de service qualiteacute du projet JFC
Quand Du feacutevrier 2013 au juillet 2013
Comment
Reacutealisation de la deacutemarche drsquoassurance qualiteacute du produit
- Acceptation des documents par les clients et lrsquousine
- Existence drsquoun systegraveme de mesure reproductible et reacutealisable dans lrsquousine
- Acceptation de la conception des moyens de controcircle par client
- hellip
Pourquoi
Pour garantir la conformiteacute produit et satisfaire le client
Pour clarifier le process de fabrication et organiser les postes dans lrsquousine Pour expliquer aux opeacuterateurs comment et quoi controcircler sur les
piegraveces
Pour avoir des moyens et meacutethode de controcircle fiables
Donneacutee de sortie
Reacutealiser le processus pour assurer la qualiteacute du produit dans le domaine drsquoautomobile
Figure 10 QQOQCP [12]
2 Elaboration de la Strateacutegie
Pour avoir une vision globale expliciter lrsquoensemble des objectifs du stage et
pour mieux agir sur les pratiques un planning dynamique strateacutegique (PDS) [12] (cf
Figure 11 page suivante) est reacutealiseacute afin de cibler la deacutemarche drsquoameacutelioration continue
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 19 46
Figure 11 Planification dynamique strateacutegique [12]
Entiteacute de service
Stagiaire qualiteacute
Publics concerneacutes
bull Directs Service qualiteacute du projet
bull Indirects Client et collaborateurs
Objectifs mesurables a) 100 reacutealisation des documents
demandeacutes Validation du document qualiteacute demandeacute par le client (K0) et lrsquousine
b) Prouver la mesurabiliteacute et la reproductibiliteacute
c) Lancer en fabrication des moyens de controcircle valideacute
Contexte - Exigence speacutecifique du client - Certification Faurecia ISO 14001 et TS 16949 - Systegraveme qualiteacute public Renault ANPQP Faurecia PMS
Besoin particulier du laquo public raquo - Prendre en compte le retour drsquoexpeacuterience des projets preacuteceacutedant (capitalisation) - Validation du travail par le public
Attentes geacuteneacuterales du laquo public raquo - Produit reacutepondant aux normes de seacutecuriteacute et de qualiteacute (Reacuteglementation PPM retour garantie)
Prioriteacutes choisies
a) Preacuteparation documentaire b) Eacutetude drsquoun systegraveme de mesure c) Participation agrave la conception du MDC
Reacutesultats mesureacutes Satisfaction du client (cotation) PPM et retour garantie
Analyse Situation Forces - premier stage reacutealiseacute dans la mecircme
entreprise mecircme domaine
- existence du document standard
- expeacuteriences des tuteurs (projet similaire) Ameacuteliorations - audit interne FES pour ameacuteliorer la
performance des projets
Missions Raisons decirctre
Reacutealiser le processus pour assurer la qualiteacute du produit
Actions souhaiteacutees
par les
responsables qualiteacutes
Actions quotidiennes
Livrables pour satisfaire le besoin du laquopublicraquo Documentaires qualiteacute reacutesultat drsquoeacutetude du moyen de mesure eacutetude du moyen de controcircle
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 20 46
3 Analyse des risques Diagramme en arbre
Pour mieux reacuteagir face aux risques relatifs aux missions de stage une analyse des
risques (cf Figure 12) est reacutealiseacutee en utilisant le diagramme en arbre qui permet de
deacutecliner rapidement des alternatives aux risques plausibles
Figure 12 Analyse des risques [12]
Alternative
Missions preacutevisionnelles
Missions reacuteelles
Risques
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 21 46
Chapitre 2 ndash Meacutethodologies et Applications
I Meacutethode laquo PDCA raquo
1 Deacutefinition de la meacutethode laquo PDCA raquo
La meacutethode laquo PDCA raquo [14] (cf Figure 13) ou laquo roue de Deming raquo est une
illustration de la meacutethode qualiteacute Plan-Do-Chec-Act son nom vient du statisticien William
Edwards Deming
La meacutethode comporte quatre eacutetapes agrave suivre pour ameacuteliorer la qualiteacute
P = Plan planifier la reacutealisation par exemple
leacutecriture du cahier des charges et
leacutetablissement dun planning
D = Do mettre en place toutes les actions
indiqueacutees dans le plan drsquoaction
C = Check mesuree et veacuterifier cette eacutetape
utilise des moyens de controcircle divers
A= Act rechercher des points dameacuteliorations
et proposer les actions correctives
Leacutetape Act amegravenera un nouveau projet
agrave reacutealiser donc une nouvelle planification agrave
eacutetablir Il sagit donc dun cycle que lon
repreacutesente agrave laide dune roue Figure 13 PDCA [12]
2 Pourquoi laquo PDCA raquo
Pour faire face aux marcheacutes compeacutetitifs drsquoaujourdrsquohui les entreprises doivent eacutetablir
une strateacutegie leur permettant drsquoameacuteliorer leur performance en continue La meacutethode
laquo PDCA raquo permet de piloter et simplifier ces actions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 22 46
II Cartographie de processus et meacutethode laquo A-PDCA raquo
Afin drsquoatteindre les cibles qualiteacute du client et drsquoassurer une ameacutelioration continue un
processus de suivi de la qualiteacute du produit est neacutecessaire Le processus pour assurer la
qualiteacute des produits drsquoun nouveau projet contient une grande partie de creacuteation Un Cycle
laquo A ndashPDCA raquo permet drsquoinnover les meacutethodes de controcircle avec ambition et creacuteativiteacute
Une cartographie (cf Figure 14) est reacutealiseacutee pour expliciter le deacuteroulement du
processus
Figure 14 Processus pour assurer la qualiteacute du produit [12]
Le cycle dans ce processus contient 5 eacutetapes
A = Analyser analyser les besoins et le contexte communiquer avec le client eacutechange
P = Planifier planifier et deacutefinir les meacutethodes de controcircle identifier les process de
fabrication
D = Do reacutealiser les produits controcircler mesurer et tester
C = Check veacuterifier et comprendre les reacutesultats chercher les causes racines
A = Ameacuteliorer suggeacuterer les plans drsquoactions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 23 46
Dans la phase Analyser il faut prendre en compte tous les eacuteleacutements drsquoentreacutees
mateacuterielles la norme ISOTS 16949 les cibles qualiteacutes deacutefinit par client (PPM retour
garanti) les exigences par processproduit le systegraveme qualiteacute standard les retours
expeacuteriences et les contraintes dans lrsquousine etc
Lrsquoobjectif externe du processus est de satisfaire le client en livrant des produits
conformes aux exigences et en montrant un process performant
Lrsquoobjectif interne du processus est de reacutealiser lrsquoameacutelioration continue en augmentant
le pourcentage de conformiteacute produit cest-agrave-dire reacuteduire le nombre de piegravece mauvaises
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 24 46
III ISOTS 16949 regroupeacutee par laquo A-PDCA raquo
La norme ISOTS16949 [8][18] deacutecrit toutes les exigences du systegraveme de
management de la qualiteacute dans le domaine de lrsquoautomobile Mais les exigences ne sont pas
faciles agrave retenir Un regroupement des exigences par laquo A-PDCA raquo (cf Figure 15) donne une
vision plus claire
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo [12]
52 Ecoute client
732 a Deacuteterminer les exigences fonctionnelles et de performance Les
exigences fonctionnelles sont deacutefinit dans le cahier des charges
732 b Deacuteterminer les exigences reacuteglementaires et leacutegales Les exigences
lieacutees au transport agrave lrsquoemballage aux eacutetiquettes aux notices drsquoutilisation agrave
la date limite drsquoutilisation agrave la traccedilabiliteacute aux composants
8231 Conserver les enregistrements reacutealiser un
plan drsquoactions correctives
85 Ameacutelioration deacuteterminer les causes de non-
conformiteacutes deacuteterminer les actions neacutecessaires
Reacutesolution de problegravemes dispositif anti-erreurs
impact des actions correctives preacuteventives
83 Maitrise du produit non conforme
84 Analyser les donneacutees (indicateurs reacutesultats
daudits niveau de satisfaction des clients) collecter
les informations
743 Assurer que le produit acheteacute satisfait aux exigences
drsquoachat (inspections en entreacutee et en reacutealisation du produit)
824 Surveiller et mesurer les KC controcircle les dimensions et
essais fonctionnels
8231 Mettre en place le plan de surveillance et le
diagramme de flux des processus
71 Planifier et deacuteterminer les processus de reacutealisation du produit
les activiteacutes de veacuterification validation surveillance mesure
inspection et essai speacutecifiques au produit Deacuteterminer les critegraveres
drsquoacceptation du produit les enregistrements speacutecifiques
7323 Identifier les documents de maitrise des processus
7511 Elaborer les plans de surveillance en prenant en compte les
reacutesultats des AMDEC produitsprocessus eacutenumeacuterer les types de
drsquoinspection preacuteciser la surveillance des KC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 25 46
IV Plan drsquoaction pour reacutealiser le processus
Pour reacutealiser correctement le processus et expliciter la meacutethode laquoA-PDCA raquo un
plan drsquoaction est deacutetailleacute ci-dessous il reacuteponde eacutegalement aux exigences de la norme
ISOTS 16949 [7]
Dans la phase analyser i l faut comprendre les exigences du client communiquer les
eacutetudes sur le produit afin de trouver un consensus et deacutefinir un objectif claire
ACTION
Identifier les caracteacuteristiques cleacutes
Dans la phase planifier la norme ISOTS 16949 demande de deacuteterminer les
processus de reacutealisation du produit les activiteacutes de veacuterification validation surveillance et
mesure inspection et essais speacutecifique au produit Un logigramme de production permet de
visualiser les diffeacuterentes activiteacutes Un plan drsquoaction et une instruction de travaille explique
aux qualiticiens comment controcircler et mesurer le produit
ACTION
Identifier les process de fabrication
Deacutefinir les systegravemes de controcircle
Dans la phase do toutes les actions planifieacutees seront mises en place et toutes les
piegraveces non conformes sortent du flux
ACTION
Controcircler mesurer et tester les piegraveces
Lrsquoessentielle de la phase check est de comprendre les problegravemes en veacuterifiant les
deacutefauts des piegraveces et les reacutesultats de mesureessais et trouver les causes
ACTION
Check les piegraveces non-conformes analyser les causses
Lrsquoessentielle de la phase drsquoameacutelioration est de proposer les plans drsquoaction pour
reacutesoudre le problegraveme et drsquoaugmenter la performance
ACTION
Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 26 46
V Application de la Meacutethode laquo A-PDCA raquo
Le client fournit des Cahier Des Charges qui deacutecrivent tous les regraveglementations agrave
respecter ainsi que les autres exigences agrave atteindre pour assurer la conformiteacute du produit
Par exemple pour veacuterifier la conformiteacute du moussage plusieurs exigences sont listeacutees et
chaque type correspond agrave une meacutethode drsquoessai identifieacutee dans les documents de controcircles
1 Identifier les caracteacuteristiques cleacutes
Chaque piegravece a des caracteacuteristiques speacutecifiques lieacutees agrave la seacutecuriteacute agrave lrsquoassemblage
avec les autres piegraveces ou encore lieacutees au fonctionnement Les exigences particuliegraveres pour
chaque produit sont deacutetailleacutees dans la KC list
Un regroupement des exigences par ISHIKAWA [15] (cf Figure 16) peut servir agrave
veacuterifier tous les caracteacuteristiques cleacutes relative au process ou produit
Figure 16 Regroupement des exigences par ISHIKAWA [12] [15]
Lavantage de cette meacutethode est que les caracteacuteristiques cleacutes sont eacutenumeacutereacutees assez
rapidement
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 27 46
2 Idendifier les process de fabrication
Les process de fabrication contiennent plusieurs opeacuterations diffeacuterentes pour
fabriquer correctement les produits les controcircles des paramegravetres et les opeacuterations sont
obligatoires Le flux de fabrication (cf Figure 17) permet drsquoillustrer et ordonner les
opeacuterations graphiquement Ce document est tregraves explicite et logique
Figure 17 Flux de production [12]
3 Deacutefinir les systegravemes de controcircle
Pour controcircler les diffeacuterentes caracteacuteristiques (les aspects les fonctionnements les
dimensions les poids les couleurs les bri llances etc) de chaque type de piegravece des
systegravemes de controcircle approprieacutes sont neacutecessaires Un systegraveme de controcircle contient les
meacutethodes de controcircle les outils de mesure les critegraveres drsquoacceptation les actions etc
Reacuteception matiegravere
Process 2 3 4hellip
Reacuteception
Piegravecematiegravere
Piegravececomposant
Controcircle qualiteacute
Produit semi-fini
Process 1
II
II
Controcircle qualiteacute
Controcircle qualiteacute
Produit semi-fini
Controcircle qualiteacute
Controcircle qualiteacute
Produit fini
Controcircle qualiteacute
Assemblage
II
FI
PI
PI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 28 46
Ainsi dans le cadre de lassurance qualiteacute les normes ISO900123 [16] demandent
de consigner par eacutecrit les dispositions prises pour satisfaire les besoins du client Le
systegraveme qualiteacute deacutefinit les documents agrave livrer pour chaque phase Il demande drsquoexpliciter la
faccedilon de proceacuteder dans les instructions [17] Ces documents sont creacuteeacutes par type de
process et par piegravece Ils expliquent clairement aux opeacuterateurs comment fabriquer controcircler
et geacuterer les non conformiteacutes
31 Plan drsquoaction Plan de surveillance
Selon les exigences de la norme ISOTS16949 [7] le plan de surveillance [5][18] (cf
Tableau 1) doit couvrir trois phases distinctes prototype preacuteseacuterie production Les
eacuteleacutements agrave preacuteciser dans le plan de surveillance sont
Donneacutees geacuteneacuterales nom de la piegravece reacutefeacuterence indice de modification information
client etc
Maicirctrise du produit caracteacuteristiques speacuteciales speacutecification et toleacuterance
Maicirctrise des processus paramegravetres des processus caracteacuteristiques des processus
outils de fabrication etc
Meacutethode technique de mesure moyen de deacutetection freacutequence drsquoeacutechantillonnage
meacutethode de maicirctrise etc
Actions correctives plan de reacuteaction plan drsquoaction correctives
Tableau 1 Extrait du plan de surveillance injection [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 29 46
32 Instruction Gamme de controcircle [6]
Il existe plusieurs types de gammes de controcircle controcircle reacuteception (Incoming
inspection sheet) controcircle process (Process inspection sheet) et controcircle final (Final
inspection sheet) Lrsquoensemble de ces documents permet drsquoassurer la qualiteacute du produit
Une gamme de controcircle (cf Tableau 2) peut ecirctre utiliseacutee pour controcircler un ou
plusieurs composants Elle deacutecrit les opeacuterations qui doivent ecirctre exeacutecuteacutees au poste de
travail Ces opeacuterations peuvent contenir plusieurs caracteacuteristiques de controcircle Une
caracteacuteristique de controcircle deacutecrit lrsquoobjet du controcircle Chaque opeacuteration peut eacutegalement
indiquer lrsquooutillage neacutecessaire agrave la reacutealisation de lactiviteacute
Tableau 2 Gamme de controcircle injection [9][12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 30 46
33 Outil Moyen de mesure
Le systegraveme de controcircle deacutefinit eacutegalement les outi ls agrave uti liser Ces outils peuvent
diffeacuterer en fonction du type de piegravece et du proceacutedeacute de fabrication
Probleacutematique du projet JFC
Manque un outil pour mesurer lrsquoeacutepaisseur drsquoune piegravece speacutecifique sur lrsquoIP
Hypothegraveses proposeacutees
- Controcircle suivant la meacutethode utiliseacutee pour une autre piegravece mais qui est destructive
- Recherche de solution non destructive
Deacutemarche pour rechercher la meacutethode
Une deacutemarche DCAP (cf Figure 18) est proposeacutee pour structurer la recherche et
tester les meacutethodes innovantes
Figure 18 DCAP [12]
Do Controcircler les piegraveces en utilisant les diffeacuterentes meacutethodes
Lrsquoobjectifs de cette phase est de prouver la faisabiliteacute des meacutethodes de controcircle
drsquoeacutevaluer le temps de preacuteparation et controcircle pour chaque meacutethode
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 4 46
Liste des sigles
A AMDEC Analyse des Modes de Deacutefaillance de leurs Effets et leur Criticiteacute (FMEA)
APQP Advanced Product Quality Planning (Planning Avanceacute de Qualiteacute de Produit)
B BOM Bill of Material (Nomenclature)
BOP Bought-Out Part (Piegraveces sous traiteacutees)
C CAD Computer-Assisted Design (Conception assisteacutee par ordinateur)
CC Console centrale
E ECR Engineering Change Request (Demande de modification drsquoingeacutenierie)
F FI Final inspection (controcircle final)
FIS Faurecia Interior system (Systegraveme drsquointeacuterieur de Faurecia)
G GDampT Geometry Dimension amp Tolerances (Cotation en 3D synthegravese des iso statismes)
I II Incoming inspection (controcircle reception)
IP Instruction Panel (Planche de Bord)
J JIT Just In Time (site de montage en juste-agrave-temps)
K KC key Characteristics (Caractegravere Cleacute)
L LHD Left Hand Drive (Poste de conduite agrave gauche)
M MDC Moyen de controcircle
P PDS Pacification dynamique strateacutegie
PLS Piegraveces Livreacutees Seacutepareacutement
PI Process Inspection (controcircle process)
POKA YOKE Mistake proof system
PP Pilot Plant
PPA Product Parts Approval
PPM Parts Per Million
PPV Product Process Validation (usine pilote laboratoire centre de mesure geacuteomeacutetrique deacutepartement calcul)
PQL Program Quality Leader
Pre-Series All of-Series production tool parts until PPA
R RFQ Request For Quotation
RHD Right Hand Drive (Poste de conduite agrave droite)
RampR Reacutepeacutetabiliteacute amp Reproductibiliteacute
S SC Special Characteristics (Caracteacuteristiques speacutecifiques)
SOP Start of Production Lancement du produit en vie seacuterie
T Top deacutemarrage premiegravere situation reacuteussie
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 5 46
Glossaire
ISOTS 16949 [1]
LrsquoISOTS 16949 est une norme conjointe avec ISO 9001 2008 qui deacutefinit les
exigences en matiegravere de systegraveme de management de la qualiteacute pour la conception le
deacuteveloppement la fabrication le cas eacutecheacuteant lrsquoutilisation et les prestations de service
associeacutees aux produits du secteur automobile
LISOTS 169492009 peut ecirctre appliqueacutee tout au long de la chaicircne
dapprovisionnement du secteur automobile
Famille ISO 9000 [1] [2]
La famille ISO 9000 couvre les divers aspects du management de la qualiteacute et
comprend certaines des normes les plus connues de lrsquo ISO Elles offrent des lignes
directrices et des outils aux entreprises et aux organismes qui veulent que leurs produits et
services soient constamment en phase avec ce que leurs clients demandent et que la
qualiteacute ne cesse de srsquoameacuteliorer
La famille ISO 9000 compte de nombreuses normes notamment
ISO 90012008 ndash eacutetablit les exigences relatives agrave systegraveme de management de la
qualiteacute
ISO 90002005 ndash couvre les notions fondamentales et la terminologie
Synoptique de fabrication [3]
Le synoptique de fabrication est un outil de repreacutesentation graphique de lensemble
des eacutetapes des transformations de controcircle de stockage et de retouche
Plan de surveillance [4] [5]
Le plan de surveillance montre lrsquoensemble des opeacuterations de veacuterifications effectueacutes
sur les points importants du produit en incluant les KC pour deacutetecter la conformiteacute du
controcircle reacuteception controcircle apregraves process jusqursquoagrave controcircle final Il est eacutetabli en utilisant les
informations du ADMEC KC liste synoptique de fabrication les exigences du client de la
norme et les retours expeacuteriences
Gamme de controcircle [6]
La gamme de controcircle est un document deacutecrivant la succession des controcircles agrave
effectuer aux diffeacuterentes phases de leacutelaboration dun produit et les moyens neacutecessaires
pour les reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 6 46
Caracteacuteristique speacutecifique [7]
Caracteacuteristique dun produit ou paramegravetre dun processus de fabrication qui peut
affecter la seacutecuriteacute la conformiteacute aux reacuteglementations laptitude agrave lemploi la fonction les
performances du produit ou les opeacuterations de finition ulteacuterieures sur ce produit
Fabrication [7]
Un processus fabriquant laquoou produisantraquo des mateacuteriaux de production des piegraveces
de seacuterie ou de rechange des sous-ensembles assembleacutes ou des opeacuterations de soudure
de traitement thermique de peinture de revecirctement ou dautre travail de finition
Controcircle [8]
Activiteacutes telles que mesurer examiner essayer ou passer au calibre une ou
plusieurs caracteacuteristiques drsquoune entiteacute et comparer les reacutesultats aux exigences speacutecifieacutees
en vue de deacuteterminer si la conformiteacute est obtenue pour chacune des caracteacuteristiques
Equipement de mesure [2]
Instrument de mesure logiciel eacutetalon de mesure mateacuteriau de reacutefeacuterence ou appareil
auxiliaire ou combinaison de ceux-ci neacutecessaire pour reacutealiser un processus de mesure
Traccedilabiliteacute [2]
Aptitude agrave retrouver lhistorique la mise en œuvre ou lemplacement de ce qui est
examineacute
Deacutefaut [2]
Non-satisfaction dune exigence relative agrave une utilisation preacutevue ou speacutecifieacutee
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 7 46
Liste des tableaux et figures
Tableau 1 Extrait du plan de surveillance injection
Tableau 2 Gamme de controcircle injection
Tableau 3 Extrait drsquoune laquo check list raquo
Tableau 4 Technologies appliqueacutees sur les produits
Figure 1 Vente par activiteacute et classement en 2011
Figure 2 Lignes de produit
Figure 3 Chiffres cleacutes des produits de FIS en 2012
Figure 4 Site Meacuteru
Figure 5 Environnement du travail (eacutechange avec les eacutequipes)
Figure 6 Planning du projet
Figure 7 Photo drsquoune Planche de bord
Figure 8 Photo drsquoune console centrale
Figure 9 Photo drsquoun panneau de porte
Figure 10 QQOQCP
Figure 11 Planification dynamique strateacutegique
Figure 12 Analyse des risques
Figure 13 PDCA
Figure 14 Processus pour assurer la qualiteacute du produit
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo
Figure 16 Regroupement des exigences par ISHIKAWA
Figure 17 Flux de production
Figure 18 DCAP
Figure 19 Reacutesultat de RampR 1
Figure 20 Logigramme de la fabrication du MDC
Figure 21 Flux de logistique
Figure 22 Forme de boicircte rouge
Figure 23 Piegraveces non conformes
Figure 24 Analyser du deacutefautcauseaction
Figure 25 Tableau de mesure par produit
Figure 26 Tableau de mesure par type de fiche
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 8 46
Introduction
Dans le cadre de la formation de master en qualiteacute et performance dans les
organisations agrave lrsquoUniversiteacute Technologique de Compiegravegne jrsquoai effectueacute mon projet de fin
drsquoeacutetude drsquoune dureacutee de vingt-quatre semaines (11022013 ndash 26072013) au sein de
lrsquoentreprise Faurecia Interior Systems (FIS)[4] au centre de recherche et deacuteveloppement agrave
Meacuteru
Accueillie sur le plateau Renault dans le projet JFC sous la responsabiliteacute de M
Philipe LECLERC M Cyrille BAROUKH et M Cyrille PEILHO jrsquoai travailleacute en eacutetroite
collaboration avec le pilote qualiteacute afin de reacutealiser les activiteacutes Qualiteacute en fabrication
mesures et essais
Mes missions pendant les 24 semaines peuvent se diviser en 3 parties
Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
o Reacutedaction du synoptique de fabrication
o Reacutedaction du plan de surveillance et validation avec le Pilot Plant
o Reacutedaction des fiches de controcircles reacuteception processus et finales
Recherche drsquoun systegraveme de mesure
Participation agrave la conception du moyen de controcircle
Les missions listeacutees ci-dessus participent au processus drsquoassurance qualiteacute du
produit dans le domaine drsquoautomobile
Ce meacutemoire drsquointelligence meacutethodologie preacutesente le contexte les enjeux et la
probleacutematique du stage (chapitre 1) syntheacutetise et exprime graphiquement les concepts
abstraits explicite les plans drsquoactions qui permettent de reacutealiser le processus (chapitre 2) Il
preacutesente enfin les reacutesultats et bilan (chapitre 3)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 9 46
Chapitre 1 - Contexte et enjeux
I Contexte
1 Preacutesentation de Faurecia
11 Faureica Creacuteation et activiteacutes
Faurecia est une entreprise franccedilaise qui conccediloit fabrique et commercialise des
eacutequipements automobiles Elle a eacuteteacute creacuteeacute en 1997 agrave la suite de la fusion entre le
producteur de siegraveges automobiles Bertrand Faure et ECIA fi liale de PSA Peugeot Citroeumln
creacutee dix ans plus tocirct En 2001 le groupe Faurecia achegravete lrsquoeacutequipementier automobile
Sommer ndash Alibert Ce rachat financeacute par PSA agrave hauteur de 75 permet agrave cette derniegravere
de conforter sa participation dans le groupe [9][10]
12 Faurecia dans le monde
Faurecia est preacutesente dans 34 pays sur 320 sites de production et 30 centres de
RampD et pour un total denviron 94 000 employeacutes (61000 en 2007 58000 en 2008 62 000
en 2009 75 en 2011) [9]
En 2012 le chiffre daffaires de Faurecia sest eacuteleveacute agrave 174 milliards deuros [10] Il
est reacuteparti entre les quatre speacutecialiseacutes comme lrsquoimage ci-dessous (cf Figure 1)
Figure 1 Vente par activiteacute et classement en 2011 [9]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 10 46
2 Preacutesentation de Faurecia systegraveme drsquointeacuterieur (FIS)
21 Les activiteacutes et les chiffres cleacutes du FIS en 2011
Les activiteacutes au sein du systegraveme drsquointeacuterieur de Faurecia se divisent en 3 lignes de
produit (cf Figure 2)
Figure 2 Lignes de produit [9]
Le savoir-faire de Faurecia lui permet de concilier des reacuteponses adapteacutees aux
enjeux des constructeurs en terme de seacutecuriteacute (conception de structures agrave absorption
drsquoeacutenergie) de confort (visuel thermique et acoustique) de qualiteacute perccedilue (aspect sens de
toucher) et drsquoalleacutegement (utilisation de mateacuteriaux syntheacutetiques et naturels) Les chiffres cleacutes
des produits montrent (cf Figure 3) la performance du FIS
Figure 3 Chiffres cleacutes des produits de FIS en 2012 [9]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 11 46
22 Preacutesentation du site Meacuteru
Le site de Meacuteru (cf Figure 4) est deviseacute en deux parties le CREA (centre de
recherche et drsquoeacutetude automobile) et lrsquousine de production
Figure 4 Site Meacuteru [9]
Le CREA est organiseacute en grande partie en plateau de diffeacuterents clients regroupeacutes
comme deacutecrit ci-apregraves
Un pocircle de compeacutetence qui regroupe les experts techniques dans diffeacuterents
domaines (injection meacutecanisme fixation etc) qui travaillent pour plusieurs projets
Un pocircle de design amp innovation ougrave est reacutealiseacute les benchmarking des innovations en
reacutepondant aux besoins et aux tendances du marcheacute (reacuteduction du poids deacutecoration avec
lrsquoaspect eacutecologique matiegravere reacuteactive et eacutemotionnel etc)
Un centre de calcul ougrave sont effectueacutees toutes les simulations neacutecessaires au
deacuteveloppement des produits (proceacutedure drsquoinjection crash-test etc)
Des laboratoires de tests amp essais (mesure de geacuteomeacutetrie test tir-airbag test
aeacuteraulique vieillissement vibration endurance crash-test climatisation etc)
Une usine pilote ougrave se trouve tous les proceacutedeacutes et les eacutequipements utiliseacutes par les
lignes de production et drsquoassemblage pour appliquer des technologies comme injection la
peinture le thermoformage le thermoformage neacutegatif avec moule graineacute le slush-moulding
(technique de fabrication de peau pour planche de bord mousseacutee) le surmoulage le
moussage le fraisage la soudure par vibration et par ultrason etc Cela permet la mise au
point et une premiegravere validation des produits et proceacutedeacutes
Ces 3 derniers services composent le PPV (Product Process Validation) Lrsquousine de
production est creacuteeacutee en 1960 (anciennement Sommer-Allibert)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 12 46
3 Preacutesentation du projet
31 Lrsquoeacutequipe du projet
Le projet JFC a pour objectif le remplacement de lrsquoESPACE 4 [11] Le peacuterimegravetre de
Faurecia est la planche de bord la console centrale et les panneaux de portes Ce
veacutehicule sera vendu en Europe et sa commercialisation est preacutevue en 2015
Lrsquoeacutequipe projet est diviseacutee en deux eacutequipes une baseacutee agrave Meacuteru (France) et qui gegravere
les peacuterimegravetres planche console centrale et la deuxiegraveme en Espagne agrave Valence pour les
panneaux de portes Ces deux eacutequipes sont en contact avec Renault technocentre baseacute agrave
Guyancourt (France)
Les eacutequipes projet Faurecia ont en charge la conception des produits ainsi que leur
industrialisation elles interviennent depuis le choix du fournisseur par le client jusqursquoau
deacutemarrage seacuterie du veacutehicule
Le scheacutema page suivante (cf Figure 5) explicite les contacts avec les diffeacuterentes
eacutequipes travaillant pour le projet JFC pour reacutealiser la deacutemarche drsquoassurance qualiteacute du
produit
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 13 46
Figure 5 Environnement du travail (eacutechange avec les eacutequipes)[12]
Preacuteparation documentaire
Equipe projet
Pilote deacuteveloppement
panneaux
Espagne
Valence
Equipe usine prototype
Pilote Qualiteacute usine
prototype planche-
console
France
Meacuteru
Equipe usine prototype
Pilote Qualiteacute usine
prototype panneaux de
portes
Espagne
Valence
Contact occasionnel Genre drsquoactiviteacute Contact reacuteguliegravere
Co
ncep
tion
du
mo
yen
de c
on
trocircle
Fournisseur du
moyen de controcircle
Chine
Shanghai
Experts moyen de
controcircle
France
Meacuteru
Equipe projet France Meacuteru
Qualiteacute usine
Pilote qualiteacute usine
Activ
iteacute m
esu
re fla
p a
irbag
France
Heacutenin-Baumont
Experts process
France
Guyancourt
Laboratoire
Pilote essais
France
Meacuteru
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 14 46
32 Planning du projet
Faurecia intervient sur les projets depuis la nomination fournisseur (cf Figure 6) jusqursquoau deacutemarrage seacuterie [9] La dureacutee drsquoun projet
type Renault est drsquoenviron 25 ans
Le stage se deacuteroule pendant la phase lancement outillage (phase 2) et jusqursquoagrave lrsquoarriveacutee des premiegraveres piegraveces issues des outi llages
deacutefinitifs (phase 3) - outillages utiliseacutes pendant la vie seacuterie Faurecia au travers de son systegraveme de management de la qualiteacute reacutepond agrave ce
planning via les phases deacutetailleacutees ci-dessous
FIS
Figure 6 Planning du projet [9][13]
Stage
Sy
stegrave
me
de
ma
na
ge
me
nt
de
Fa
ure
cia
Pla
nn
ing
de
RE
NA
UL
T
Environ 25 ans
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 15 46
La phase ndeg2 correspond agrave une phase de conception du produit (numeacuterisation des
piegraveces reacutealisation des plans de leveacutees de risques ndash AMDEC choix des process de
fabrication choix des fournisseurs eacutetablissement des plans de surveillances des gammes
de controcircles des gammes de mesureshellip)
Dans la phase ndeg3 les essais (conformeacutement aux cahiers des charges clients) les
mesures des produits et de leurs moyens de fabrication seront effectueacutees A lrsquoissue de ces
veacuterifications les piegraveces sont soumises au client pour acceptation finale (paiement des
outillages deacutefinitifs) Crsquoest le jalon Faurecia PPC (Part Product Confirmation)
Dans la phase ndeg4 la monteacutee en cadence et le reacuteglage des proceacutedeacutes de fabrication
et drsquoassemblage sont effectueacutes Lrsquoobjectif est drsquoatteindre la capaciteacute de production
souhaiteacutee par le client Cette phase est sanctionneacutee par un audit de production piloteacute par le
client (jalon SOP)
Dans la phase ndeg5 on suit les premier mois de production en vie seacuterie Lrsquoeacutequipe
projet est dissoute
33 Produit attendu du projet
La planche de bord
La planche de bord (cf Figure 7) du veacutehicule est le bloc placeacute agrave lrsquoavant de lrsquohabitacle
elle constitue le principal moyen drsquointerface entre la voiture et le conducteur Les
techniques (Annexe 4 cf Tableau 4) pouvant ecirctre utiliseacutees sur la planche de bord sont le
moussage le thermogainage lrsquoinjection etc
Figure 7 Photo drsquoune Planche de bord [11]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 16 46
La Console Centrale
La console centrale (cf Figure 8) est la partie se situant entre les deux siegraveges et se
prolongeant jusqursquoagrave la planche de bord Les techniques (Annexe 4 cf Tableau 4) utiliseacutees
sur la console centrale sont Peinture inmold etc
Figure 8 Photo drsquoune console centrale [11]
Les panneaux des portes
Les panneaux des portes (cf Figure 9) sont composeacutes drsquoun bandeau un meacutedaillon
un accoudoir un porteur un vide-poche les deacutecors etc Les techniques (Annexe 4 cf
Tableau 4) utiliseacutees sur les panneaux sont affichage thermogainage etc
Figure 9 Photo drsquoun panneau de porte [9]
Levier de vitesses
et tringlerie
Autoradio
Commandes de
climatisation
Ordinateur de
bord GPS
Porte-gobelet
Accoudoir
Levier de frein de
stationnement cacircble
et circuit hydraulique
Accoudoir
Meacutedaillon
Porteur
Vide - poche
Bandeau
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 17 46
II Missions de stage
1 Missions preacutevisionnelles
Le projet JFC arrive en juin-juillet 2013 dans la phase de mise au point produit Les
activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
o reacutedaction du plan de surveillance et validation avec le Pilot Plant
o reacutedaction des fiches de controcircles reacuteception et finales
o construction du plan de validations piegraveces
o mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
o preacuteparation de documents ANPQP [13] clients
Suivi validations
o Suivi du plan de validation matiegravere (essais plaquettes)
Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
o le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour
gammes)
o le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et
suivi du plan de surveillance de la fabrication)
o la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
2 Missions reacutealiseacutees
Du fait drsquoun deacutecalage planning les sujets ont eacuteteacute reacuteajusteacutes Par conseacutequent lrsquoaspect
suivi fabrication nrsquoest plus drsquoactualiteacute Pour deacutevelopper les compeacutetences et enrichir les
expeacuteriences deux autres activiteacutes ont eacuteteacute proposeacutees
o Recherche drsquoun systegraveme de mesure pour une piegravece speacutecifique
o Participation agrave la conception du moyen de controcircle
III Probleacutematique
1 Cadrage de la probleacutematique
Pour bien cadrer le problegraveme obtenir les informations essentielles et chercher les
ideacutees de causes possibles de solutions possibles la reacutealisation drsquoun QQOQCP [12] (cf
Figure 10 page suivante) est neacutecessaire
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 18 46
Donneacutee dentreacutee
Les cibles qualiteacutes deacutefinis par client
Les normes exigences de conformiteacute des piegraveces
La conception des piegraveces
Qui
Directs Indirects (eacuteventuels)
Emetteurs pilote qualiteacute projet Reacutecepteurs stagiaire
Emetteurs Renault Reacutecepteurs projet JFC
Quoi Le procesus pour assurer la qualiteacute du produit nrsquoest pas encore tous
reacutealiseacute
Ougrave Au sein de service qualiteacute du projet JFC
Quand Du feacutevrier 2013 au juillet 2013
Comment
Reacutealisation de la deacutemarche drsquoassurance qualiteacute du produit
- Acceptation des documents par les clients et lrsquousine
- Existence drsquoun systegraveme de mesure reproductible et reacutealisable dans lrsquousine
- Acceptation de la conception des moyens de controcircle par client
- hellip
Pourquoi
Pour garantir la conformiteacute produit et satisfaire le client
Pour clarifier le process de fabrication et organiser les postes dans lrsquousine Pour expliquer aux opeacuterateurs comment et quoi controcircler sur les
piegraveces
Pour avoir des moyens et meacutethode de controcircle fiables
Donneacutee de sortie
Reacutealiser le processus pour assurer la qualiteacute du produit dans le domaine drsquoautomobile
Figure 10 QQOQCP [12]
2 Elaboration de la Strateacutegie
Pour avoir une vision globale expliciter lrsquoensemble des objectifs du stage et
pour mieux agir sur les pratiques un planning dynamique strateacutegique (PDS) [12] (cf
Figure 11 page suivante) est reacutealiseacute afin de cibler la deacutemarche drsquoameacutelioration continue
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 19 46
Figure 11 Planification dynamique strateacutegique [12]
Entiteacute de service
Stagiaire qualiteacute
Publics concerneacutes
bull Directs Service qualiteacute du projet
bull Indirects Client et collaborateurs
Objectifs mesurables a) 100 reacutealisation des documents
demandeacutes Validation du document qualiteacute demandeacute par le client (K0) et lrsquousine
b) Prouver la mesurabiliteacute et la reproductibiliteacute
c) Lancer en fabrication des moyens de controcircle valideacute
Contexte - Exigence speacutecifique du client - Certification Faurecia ISO 14001 et TS 16949 - Systegraveme qualiteacute public Renault ANPQP Faurecia PMS
Besoin particulier du laquo public raquo - Prendre en compte le retour drsquoexpeacuterience des projets preacuteceacutedant (capitalisation) - Validation du travail par le public
Attentes geacuteneacuterales du laquo public raquo - Produit reacutepondant aux normes de seacutecuriteacute et de qualiteacute (Reacuteglementation PPM retour garantie)
Prioriteacutes choisies
a) Preacuteparation documentaire b) Eacutetude drsquoun systegraveme de mesure c) Participation agrave la conception du MDC
Reacutesultats mesureacutes Satisfaction du client (cotation) PPM et retour garantie
Analyse Situation Forces - premier stage reacutealiseacute dans la mecircme
entreprise mecircme domaine
- existence du document standard
- expeacuteriences des tuteurs (projet similaire) Ameacuteliorations - audit interne FES pour ameacuteliorer la
performance des projets
Missions Raisons decirctre
Reacutealiser le processus pour assurer la qualiteacute du produit
Actions souhaiteacutees
par les
responsables qualiteacutes
Actions quotidiennes
Livrables pour satisfaire le besoin du laquopublicraquo Documentaires qualiteacute reacutesultat drsquoeacutetude du moyen de mesure eacutetude du moyen de controcircle
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 20 46
3 Analyse des risques Diagramme en arbre
Pour mieux reacuteagir face aux risques relatifs aux missions de stage une analyse des
risques (cf Figure 12) est reacutealiseacutee en utilisant le diagramme en arbre qui permet de
deacutecliner rapidement des alternatives aux risques plausibles
Figure 12 Analyse des risques [12]
Alternative
Missions preacutevisionnelles
Missions reacuteelles
Risques
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 21 46
Chapitre 2 ndash Meacutethodologies et Applications
I Meacutethode laquo PDCA raquo
1 Deacutefinition de la meacutethode laquo PDCA raquo
La meacutethode laquo PDCA raquo [14] (cf Figure 13) ou laquo roue de Deming raquo est une
illustration de la meacutethode qualiteacute Plan-Do-Chec-Act son nom vient du statisticien William
Edwards Deming
La meacutethode comporte quatre eacutetapes agrave suivre pour ameacuteliorer la qualiteacute
P = Plan planifier la reacutealisation par exemple
leacutecriture du cahier des charges et
leacutetablissement dun planning
D = Do mettre en place toutes les actions
indiqueacutees dans le plan drsquoaction
C = Check mesuree et veacuterifier cette eacutetape
utilise des moyens de controcircle divers
A= Act rechercher des points dameacuteliorations
et proposer les actions correctives
Leacutetape Act amegravenera un nouveau projet
agrave reacutealiser donc une nouvelle planification agrave
eacutetablir Il sagit donc dun cycle que lon
repreacutesente agrave laide dune roue Figure 13 PDCA [12]
2 Pourquoi laquo PDCA raquo
Pour faire face aux marcheacutes compeacutetitifs drsquoaujourdrsquohui les entreprises doivent eacutetablir
une strateacutegie leur permettant drsquoameacuteliorer leur performance en continue La meacutethode
laquo PDCA raquo permet de piloter et simplifier ces actions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 22 46
II Cartographie de processus et meacutethode laquo A-PDCA raquo
Afin drsquoatteindre les cibles qualiteacute du client et drsquoassurer une ameacutelioration continue un
processus de suivi de la qualiteacute du produit est neacutecessaire Le processus pour assurer la
qualiteacute des produits drsquoun nouveau projet contient une grande partie de creacuteation Un Cycle
laquo A ndashPDCA raquo permet drsquoinnover les meacutethodes de controcircle avec ambition et creacuteativiteacute
Une cartographie (cf Figure 14) est reacutealiseacutee pour expliciter le deacuteroulement du
processus
Figure 14 Processus pour assurer la qualiteacute du produit [12]
Le cycle dans ce processus contient 5 eacutetapes
A = Analyser analyser les besoins et le contexte communiquer avec le client eacutechange
P = Planifier planifier et deacutefinir les meacutethodes de controcircle identifier les process de
fabrication
D = Do reacutealiser les produits controcircler mesurer et tester
C = Check veacuterifier et comprendre les reacutesultats chercher les causes racines
A = Ameacuteliorer suggeacuterer les plans drsquoactions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 23 46
Dans la phase Analyser il faut prendre en compte tous les eacuteleacutements drsquoentreacutees
mateacuterielles la norme ISOTS 16949 les cibles qualiteacutes deacutefinit par client (PPM retour
garanti) les exigences par processproduit le systegraveme qualiteacute standard les retours
expeacuteriences et les contraintes dans lrsquousine etc
Lrsquoobjectif externe du processus est de satisfaire le client en livrant des produits
conformes aux exigences et en montrant un process performant
Lrsquoobjectif interne du processus est de reacutealiser lrsquoameacutelioration continue en augmentant
le pourcentage de conformiteacute produit cest-agrave-dire reacuteduire le nombre de piegravece mauvaises
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 24 46
III ISOTS 16949 regroupeacutee par laquo A-PDCA raquo
La norme ISOTS16949 [8][18] deacutecrit toutes les exigences du systegraveme de
management de la qualiteacute dans le domaine de lrsquoautomobile Mais les exigences ne sont pas
faciles agrave retenir Un regroupement des exigences par laquo A-PDCA raquo (cf Figure 15) donne une
vision plus claire
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo [12]
52 Ecoute client
732 a Deacuteterminer les exigences fonctionnelles et de performance Les
exigences fonctionnelles sont deacutefinit dans le cahier des charges
732 b Deacuteterminer les exigences reacuteglementaires et leacutegales Les exigences
lieacutees au transport agrave lrsquoemballage aux eacutetiquettes aux notices drsquoutilisation agrave
la date limite drsquoutilisation agrave la traccedilabiliteacute aux composants
8231 Conserver les enregistrements reacutealiser un
plan drsquoactions correctives
85 Ameacutelioration deacuteterminer les causes de non-
conformiteacutes deacuteterminer les actions neacutecessaires
Reacutesolution de problegravemes dispositif anti-erreurs
impact des actions correctives preacuteventives
83 Maitrise du produit non conforme
84 Analyser les donneacutees (indicateurs reacutesultats
daudits niveau de satisfaction des clients) collecter
les informations
743 Assurer que le produit acheteacute satisfait aux exigences
drsquoachat (inspections en entreacutee et en reacutealisation du produit)
824 Surveiller et mesurer les KC controcircle les dimensions et
essais fonctionnels
8231 Mettre en place le plan de surveillance et le
diagramme de flux des processus
71 Planifier et deacuteterminer les processus de reacutealisation du produit
les activiteacutes de veacuterification validation surveillance mesure
inspection et essai speacutecifiques au produit Deacuteterminer les critegraveres
drsquoacceptation du produit les enregistrements speacutecifiques
7323 Identifier les documents de maitrise des processus
7511 Elaborer les plans de surveillance en prenant en compte les
reacutesultats des AMDEC produitsprocessus eacutenumeacuterer les types de
drsquoinspection preacuteciser la surveillance des KC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 25 46
IV Plan drsquoaction pour reacutealiser le processus
Pour reacutealiser correctement le processus et expliciter la meacutethode laquoA-PDCA raquo un
plan drsquoaction est deacutetailleacute ci-dessous il reacuteponde eacutegalement aux exigences de la norme
ISOTS 16949 [7]
Dans la phase analyser i l faut comprendre les exigences du client communiquer les
eacutetudes sur le produit afin de trouver un consensus et deacutefinir un objectif claire
ACTION
Identifier les caracteacuteristiques cleacutes
Dans la phase planifier la norme ISOTS 16949 demande de deacuteterminer les
processus de reacutealisation du produit les activiteacutes de veacuterification validation surveillance et
mesure inspection et essais speacutecifique au produit Un logigramme de production permet de
visualiser les diffeacuterentes activiteacutes Un plan drsquoaction et une instruction de travaille explique
aux qualiticiens comment controcircler et mesurer le produit
ACTION
Identifier les process de fabrication
Deacutefinir les systegravemes de controcircle
Dans la phase do toutes les actions planifieacutees seront mises en place et toutes les
piegraveces non conformes sortent du flux
ACTION
Controcircler mesurer et tester les piegraveces
Lrsquoessentielle de la phase check est de comprendre les problegravemes en veacuterifiant les
deacutefauts des piegraveces et les reacutesultats de mesureessais et trouver les causes
ACTION
Check les piegraveces non-conformes analyser les causses
Lrsquoessentielle de la phase drsquoameacutelioration est de proposer les plans drsquoaction pour
reacutesoudre le problegraveme et drsquoaugmenter la performance
ACTION
Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 26 46
V Application de la Meacutethode laquo A-PDCA raquo
Le client fournit des Cahier Des Charges qui deacutecrivent tous les regraveglementations agrave
respecter ainsi que les autres exigences agrave atteindre pour assurer la conformiteacute du produit
Par exemple pour veacuterifier la conformiteacute du moussage plusieurs exigences sont listeacutees et
chaque type correspond agrave une meacutethode drsquoessai identifieacutee dans les documents de controcircles
1 Identifier les caracteacuteristiques cleacutes
Chaque piegravece a des caracteacuteristiques speacutecifiques lieacutees agrave la seacutecuriteacute agrave lrsquoassemblage
avec les autres piegraveces ou encore lieacutees au fonctionnement Les exigences particuliegraveres pour
chaque produit sont deacutetailleacutees dans la KC list
Un regroupement des exigences par ISHIKAWA [15] (cf Figure 16) peut servir agrave
veacuterifier tous les caracteacuteristiques cleacutes relative au process ou produit
Figure 16 Regroupement des exigences par ISHIKAWA [12] [15]
Lavantage de cette meacutethode est que les caracteacuteristiques cleacutes sont eacutenumeacutereacutees assez
rapidement
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 27 46
2 Idendifier les process de fabrication
Les process de fabrication contiennent plusieurs opeacuterations diffeacuterentes pour
fabriquer correctement les produits les controcircles des paramegravetres et les opeacuterations sont
obligatoires Le flux de fabrication (cf Figure 17) permet drsquoillustrer et ordonner les
opeacuterations graphiquement Ce document est tregraves explicite et logique
Figure 17 Flux de production [12]
3 Deacutefinir les systegravemes de controcircle
Pour controcircler les diffeacuterentes caracteacuteristiques (les aspects les fonctionnements les
dimensions les poids les couleurs les bri llances etc) de chaque type de piegravece des
systegravemes de controcircle approprieacutes sont neacutecessaires Un systegraveme de controcircle contient les
meacutethodes de controcircle les outils de mesure les critegraveres drsquoacceptation les actions etc
Reacuteception matiegravere
Process 2 3 4hellip
Reacuteception
Piegravecematiegravere
Piegravececomposant
Controcircle qualiteacute
Produit semi-fini
Process 1
II
II
Controcircle qualiteacute
Controcircle qualiteacute
Produit semi-fini
Controcircle qualiteacute
Controcircle qualiteacute
Produit fini
Controcircle qualiteacute
Assemblage
II
FI
PI
PI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 28 46
Ainsi dans le cadre de lassurance qualiteacute les normes ISO900123 [16] demandent
de consigner par eacutecrit les dispositions prises pour satisfaire les besoins du client Le
systegraveme qualiteacute deacutefinit les documents agrave livrer pour chaque phase Il demande drsquoexpliciter la
faccedilon de proceacuteder dans les instructions [17] Ces documents sont creacuteeacutes par type de
process et par piegravece Ils expliquent clairement aux opeacuterateurs comment fabriquer controcircler
et geacuterer les non conformiteacutes
31 Plan drsquoaction Plan de surveillance
Selon les exigences de la norme ISOTS16949 [7] le plan de surveillance [5][18] (cf
Tableau 1) doit couvrir trois phases distinctes prototype preacuteseacuterie production Les
eacuteleacutements agrave preacuteciser dans le plan de surveillance sont
Donneacutees geacuteneacuterales nom de la piegravece reacutefeacuterence indice de modification information
client etc
Maicirctrise du produit caracteacuteristiques speacuteciales speacutecification et toleacuterance
Maicirctrise des processus paramegravetres des processus caracteacuteristiques des processus
outils de fabrication etc
Meacutethode technique de mesure moyen de deacutetection freacutequence drsquoeacutechantillonnage
meacutethode de maicirctrise etc
Actions correctives plan de reacuteaction plan drsquoaction correctives
Tableau 1 Extrait du plan de surveillance injection [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 29 46
32 Instruction Gamme de controcircle [6]
Il existe plusieurs types de gammes de controcircle controcircle reacuteception (Incoming
inspection sheet) controcircle process (Process inspection sheet) et controcircle final (Final
inspection sheet) Lrsquoensemble de ces documents permet drsquoassurer la qualiteacute du produit
Une gamme de controcircle (cf Tableau 2) peut ecirctre utiliseacutee pour controcircler un ou
plusieurs composants Elle deacutecrit les opeacuterations qui doivent ecirctre exeacutecuteacutees au poste de
travail Ces opeacuterations peuvent contenir plusieurs caracteacuteristiques de controcircle Une
caracteacuteristique de controcircle deacutecrit lrsquoobjet du controcircle Chaque opeacuteration peut eacutegalement
indiquer lrsquooutillage neacutecessaire agrave la reacutealisation de lactiviteacute
Tableau 2 Gamme de controcircle injection [9][12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 30 46
33 Outil Moyen de mesure
Le systegraveme de controcircle deacutefinit eacutegalement les outi ls agrave uti liser Ces outils peuvent
diffeacuterer en fonction du type de piegravece et du proceacutedeacute de fabrication
Probleacutematique du projet JFC
Manque un outil pour mesurer lrsquoeacutepaisseur drsquoune piegravece speacutecifique sur lrsquoIP
Hypothegraveses proposeacutees
- Controcircle suivant la meacutethode utiliseacutee pour une autre piegravece mais qui est destructive
- Recherche de solution non destructive
Deacutemarche pour rechercher la meacutethode
Une deacutemarche DCAP (cf Figure 18) est proposeacutee pour structurer la recherche et
tester les meacutethodes innovantes
Figure 18 DCAP [12]
Do Controcircler les piegraveces en utilisant les diffeacuterentes meacutethodes
Lrsquoobjectifs de cette phase est de prouver la faisabiliteacute des meacutethodes de controcircle
drsquoeacutevaluer le temps de preacuteparation et controcircle pour chaque meacutethode
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 5 46
Glossaire
ISOTS 16949 [1]
LrsquoISOTS 16949 est une norme conjointe avec ISO 9001 2008 qui deacutefinit les
exigences en matiegravere de systegraveme de management de la qualiteacute pour la conception le
deacuteveloppement la fabrication le cas eacutecheacuteant lrsquoutilisation et les prestations de service
associeacutees aux produits du secteur automobile
LISOTS 169492009 peut ecirctre appliqueacutee tout au long de la chaicircne
dapprovisionnement du secteur automobile
Famille ISO 9000 [1] [2]
La famille ISO 9000 couvre les divers aspects du management de la qualiteacute et
comprend certaines des normes les plus connues de lrsquo ISO Elles offrent des lignes
directrices et des outils aux entreprises et aux organismes qui veulent que leurs produits et
services soient constamment en phase avec ce que leurs clients demandent et que la
qualiteacute ne cesse de srsquoameacuteliorer
La famille ISO 9000 compte de nombreuses normes notamment
ISO 90012008 ndash eacutetablit les exigences relatives agrave systegraveme de management de la
qualiteacute
ISO 90002005 ndash couvre les notions fondamentales et la terminologie
Synoptique de fabrication [3]
Le synoptique de fabrication est un outil de repreacutesentation graphique de lensemble
des eacutetapes des transformations de controcircle de stockage et de retouche
Plan de surveillance [4] [5]
Le plan de surveillance montre lrsquoensemble des opeacuterations de veacuterifications effectueacutes
sur les points importants du produit en incluant les KC pour deacutetecter la conformiteacute du
controcircle reacuteception controcircle apregraves process jusqursquoagrave controcircle final Il est eacutetabli en utilisant les
informations du ADMEC KC liste synoptique de fabrication les exigences du client de la
norme et les retours expeacuteriences
Gamme de controcircle [6]
La gamme de controcircle est un document deacutecrivant la succession des controcircles agrave
effectuer aux diffeacuterentes phases de leacutelaboration dun produit et les moyens neacutecessaires
pour les reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 6 46
Caracteacuteristique speacutecifique [7]
Caracteacuteristique dun produit ou paramegravetre dun processus de fabrication qui peut
affecter la seacutecuriteacute la conformiteacute aux reacuteglementations laptitude agrave lemploi la fonction les
performances du produit ou les opeacuterations de finition ulteacuterieures sur ce produit
Fabrication [7]
Un processus fabriquant laquoou produisantraquo des mateacuteriaux de production des piegraveces
de seacuterie ou de rechange des sous-ensembles assembleacutes ou des opeacuterations de soudure
de traitement thermique de peinture de revecirctement ou dautre travail de finition
Controcircle [8]
Activiteacutes telles que mesurer examiner essayer ou passer au calibre une ou
plusieurs caracteacuteristiques drsquoune entiteacute et comparer les reacutesultats aux exigences speacutecifieacutees
en vue de deacuteterminer si la conformiteacute est obtenue pour chacune des caracteacuteristiques
Equipement de mesure [2]
Instrument de mesure logiciel eacutetalon de mesure mateacuteriau de reacutefeacuterence ou appareil
auxiliaire ou combinaison de ceux-ci neacutecessaire pour reacutealiser un processus de mesure
Traccedilabiliteacute [2]
Aptitude agrave retrouver lhistorique la mise en œuvre ou lemplacement de ce qui est
examineacute
Deacutefaut [2]
Non-satisfaction dune exigence relative agrave une utilisation preacutevue ou speacutecifieacutee
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 7 46
Liste des tableaux et figures
Tableau 1 Extrait du plan de surveillance injection
Tableau 2 Gamme de controcircle injection
Tableau 3 Extrait drsquoune laquo check list raquo
Tableau 4 Technologies appliqueacutees sur les produits
Figure 1 Vente par activiteacute et classement en 2011
Figure 2 Lignes de produit
Figure 3 Chiffres cleacutes des produits de FIS en 2012
Figure 4 Site Meacuteru
Figure 5 Environnement du travail (eacutechange avec les eacutequipes)
Figure 6 Planning du projet
Figure 7 Photo drsquoune Planche de bord
Figure 8 Photo drsquoune console centrale
Figure 9 Photo drsquoun panneau de porte
Figure 10 QQOQCP
Figure 11 Planification dynamique strateacutegique
Figure 12 Analyse des risques
Figure 13 PDCA
Figure 14 Processus pour assurer la qualiteacute du produit
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo
Figure 16 Regroupement des exigences par ISHIKAWA
Figure 17 Flux de production
Figure 18 DCAP
Figure 19 Reacutesultat de RampR 1
Figure 20 Logigramme de la fabrication du MDC
Figure 21 Flux de logistique
Figure 22 Forme de boicircte rouge
Figure 23 Piegraveces non conformes
Figure 24 Analyser du deacutefautcauseaction
Figure 25 Tableau de mesure par produit
Figure 26 Tableau de mesure par type de fiche
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 8 46
Introduction
Dans le cadre de la formation de master en qualiteacute et performance dans les
organisations agrave lrsquoUniversiteacute Technologique de Compiegravegne jrsquoai effectueacute mon projet de fin
drsquoeacutetude drsquoune dureacutee de vingt-quatre semaines (11022013 ndash 26072013) au sein de
lrsquoentreprise Faurecia Interior Systems (FIS)[4] au centre de recherche et deacuteveloppement agrave
Meacuteru
Accueillie sur le plateau Renault dans le projet JFC sous la responsabiliteacute de M
Philipe LECLERC M Cyrille BAROUKH et M Cyrille PEILHO jrsquoai travailleacute en eacutetroite
collaboration avec le pilote qualiteacute afin de reacutealiser les activiteacutes Qualiteacute en fabrication
mesures et essais
Mes missions pendant les 24 semaines peuvent se diviser en 3 parties
Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
o Reacutedaction du synoptique de fabrication
o Reacutedaction du plan de surveillance et validation avec le Pilot Plant
o Reacutedaction des fiches de controcircles reacuteception processus et finales
Recherche drsquoun systegraveme de mesure
Participation agrave la conception du moyen de controcircle
Les missions listeacutees ci-dessus participent au processus drsquoassurance qualiteacute du
produit dans le domaine drsquoautomobile
Ce meacutemoire drsquointelligence meacutethodologie preacutesente le contexte les enjeux et la
probleacutematique du stage (chapitre 1) syntheacutetise et exprime graphiquement les concepts
abstraits explicite les plans drsquoactions qui permettent de reacutealiser le processus (chapitre 2) Il
preacutesente enfin les reacutesultats et bilan (chapitre 3)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 9 46
Chapitre 1 - Contexte et enjeux
I Contexte
1 Preacutesentation de Faurecia
11 Faureica Creacuteation et activiteacutes
Faurecia est une entreprise franccedilaise qui conccediloit fabrique et commercialise des
eacutequipements automobiles Elle a eacuteteacute creacuteeacute en 1997 agrave la suite de la fusion entre le
producteur de siegraveges automobiles Bertrand Faure et ECIA fi liale de PSA Peugeot Citroeumln
creacutee dix ans plus tocirct En 2001 le groupe Faurecia achegravete lrsquoeacutequipementier automobile
Sommer ndash Alibert Ce rachat financeacute par PSA agrave hauteur de 75 permet agrave cette derniegravere
de conforter sa participation dans le groupe [9][10]
12 Faurecia dans le monde
Faurecia est preacutesente dans 34 pays sur 320 sites de production et 30 centres de
RampD et pour un total denviron 94 000 employeacutes (61000 en 2007 58000 en 2008 62 000
en 2009 75 en 2011) [9]
En 2012 le chiffre daffaires de Faurecia sest eacuteleveacute agrave 174 milliards deuros [10] Il
est reacuteparti entre les quatre speacutecialiseacutes comme lrsquoimage ci-dessous (cf Figure 1)
Figure 1 Vente par activiteacute et classement en 2011 [9]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 10 46
2 Preacutesentation de Faurecia systegraveme drsquointeacuterieur (FIS)
21 Les activiteacutes et les chiffres cleacutes du FIS en 2011
Les activiteacutes au sein du systegraveme drsquointeacuterieur de Faurecia se divisent en 3 lignes de
produit (cf Figure 2)
Figure 2 Lignes de produit [9]
Le savoir-faire de Faurecia lui permet de concilier des reacuteponses adapteacutees aux
enjeux des constructeurs en terme de seacutecuriteacute (conception de structures agrave absorption
drsquoeacutenergie) de confort (visuel thermique et acoustique) de qualiteacute perccedilue (aspect sens de
toucher) et drsquoalleacutegement (utilisation de mateacuteriaux syntheacutetiques et naturels) Les chiffres cleacutes
des produits montrent (cf Figure 3) la performance du FIS
Figure 3 Chiffres cleacutes des produits de FIS en 2012 [9]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 11 46
22 Preacutesentation du site Meacuteru
Le site de Meacuteru (cf Figure 4) est deviseacute en deux parties le CREA (centre de
recherche et drsquoeacutetude automobile) et lrsquousine de production
Figure 4 Site Meacuteru [9]
Le CREA est organiseacute en grande partie en plateau de diffeacuterents clients regroupeacutes
comme deacutecrit ci-apregraves
Un pocircle de compeacutetence qui regroupe les experts techniques dans diffeacuterents
domaines (injection meacutecanisme fixation etc) qui travaillent pour plusieurs projets
Un pocircle de design amp innovation ougrave est reacutealiseacute les benchmarking des innovations en
reacutepondant aux besoins et aux tendances du marcheacute (reacuteduction du poids deacutecoration avec
lrsquoaspect eacutecologique matiegravere reacuteactive et eacutemotionnel etc)
Un centre de calcul ougrave sont effectueacutees toutes les simulations neacutecessaires au
deacuteveloppement des produits (proceacutedure drsquoinjection crash-test etc)
Des laboratoires de tests amp essais (mesure de geacuteomeacutetrie test tir-airbag test
aeacuteraulique vieillissement vibration endurance crash-test climatisation etc)
Une usine pilote ougrave se trouve tous les proceacutedeacutes et les eacutequipements utiliseacutes par les
lignes de production et drsquoassemblage pour appliquer des technologies comme injection la
peinture le thermoformage le thermoformage neacutegatif avec moule graineacute le slush-moulding
(technique de fabrication de peau pour planche de bord mousseacutee) le surmoulage le
moussage le fraisage la soudure par vibration et par ultrason etc Cela permet la mise au
point et une premiegravere validation des produits et proceacutedeacutes
Ces 3 derniers services composent le PPV (Product Process Validation) Lrsquousine de
production est creacuteeacutee en 1960 (anciennement Sommer-Allibert)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 12 46
3 Preacutesentation du projet
31 Lrsquoeacutequipe du projet
Le projet JFC a pour objectif le remplacement de lrsquoESPACE 4 [11] Le peacuterimegravetre de
Faurecia est la planche de bord la console centrale et les panneaux de portes Ce
veacutehicule sera vendu en Europe et sa commercialisation est preacutevue en 2015
Lrsquoeacutequipe projet est diviseacutee en deux eacutequipes une baseacutee agrave Meacuteru (France) et qui gegravere
les peacuterimegravetres planche console centrale et la deuxiegraveme en Espagne agrave Valence pour les
panneaux de portes Ces deux eacutequipes sont en contact avec Renault technocentre baseacute agrave
Guyancourt (France)
Les eacutequipes projet Faurecia ont en charge la conception des produits ainsi que leur
industrialisation elles interviennent depuis le choix du fournisseur par le client jusqursquoau
deacutemarrage seacuterie du veacutehicule
Le scheacutema page suivante (cf Figure 5) explicite les contacts avec les diffeacuterentes
eacutequipes travaillant pour le projet JFC pour reacutealiser la deacutemarche drsquoassurance qualiteacute du
produit
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 13 46
Figure 5 Environnement du travail (eacutechange avec les eacutequipes)[12]
Preacuteparation documentaire
Equipe projet
Pilote deacuteveloppement
panneaux
Espagne
Valence
Equipe usine prototype
Pilote Qualiteacute usine
prototype planche-
console
France
Meacuteru
Equipe usine prototype
Pilote Qualiteacute usine
prototype panneaux de
portes
Espagne
Valence
Contact occasionnel Genre drsquoactiviteacute Contact reacuteguliegravere
Co
ncep
tion
du
mo
yen
de c
on
trocircle
Fournisseur du
moyen de controcircle
Chine
Shanghai
Experts moyen de
controcircle
France
Meacuteru
Equipe projet France Meacuteru
Qualiteacute usine
Pilote qualiteacute usine
Activ
iteacute m
esu
re fla
p a
irbag
France
Heacutenin-Baumont
Experts process
France
Guyancourt
Laboratoire
Pilote essais
France
Meacuteru
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 14 46
32 Planning du projet
Faurecia intervient sur les projets depuis la nomination fournisseur (cf Figure 6) jusqursquoau deacutemarrage seacuterie [9] La dureacutee drsquoun projet
type Renault est drsquoenviron 25 ans
Le stage se deacuteroule pendant la phase lancement outillage (phase 2) et jusqursquoagrave lrsquoarriveacutee des premiegraveres piegraveces issues des outi llages
deacutefinitifs (phase 3) - outillages utiliseacutes pendant la vie seacuterie Faurecia au travers de son systegraveme de management de la qualiteacute reacutepond agrave ce
planning via les phases deacutetailleacutees ci-dessous
FIS
Figure 6 Planning du projet [9][13]
Stage
Sy
stegrave
me
de
ma
na
ge
me
nt
de
Fa
ure
cia
Pla
nn
ing
de
RE
NA
UL
T
Environ 25 ans
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 15 46
La phase ndeg2 correspond agrave une phase de conception du produit (numeacuterisation des
piegraveces reacutealisation des plans de leveacutees de risques ndash AMDEC choix des process de
fabrication choix des fournisseurs eacutetablissement des plans de surveillances des gammes
de controcircles des gammes de mesureshellip)
Dans la phase ndeg3 les essais (conformeacutement aux cahiers des charges clients) les
mesures des produits et de leurs moyens de fabrication seront effectueacutees A lrsquoissue de ces
veacuterifications les piegraveces sont soumises au client pour acceptation finale (paiement des
outillages deacutefinitifs) Crsquoest le jalon Faurecia PPC (Part Product Confirmation)
Dans la phase ndeg4 la monteacutee en cadence et le reacuteglage des proceacutedeacutes de fabrication
et drsquoassemblage sont effectueacutes Lrsquoobjectif est drsquoatteindre la capaciteacute de production
souhaiteacutee par le client Cette phase est sanctionneacutee par un audit de production piloteacute par le
client (jalon SOP)
Dans la phase ndeg5 on suit les premier mois de production en vie seacuterie Lrsquoeacutequipe
projet est dissoute
33 Produit attendu du projet
La planche de bord
La planche de bord (cf Figure 7) du veacutehicule est le bloc placeacute agrave lrsquoavant de lrsquohabitacle
elle constitue le principal moyen drsquointerface entre la voiture et le conducteur Les
techniques (Annexe 4 cf Tableau 4) pouvant ecirctre utiliseacutees sur la planche de bord sont le
moussage le thermogainage lrsquoinjection etc
Figure 7 Photo drsquoune Planche de bord [11]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 16 46
La Console Centrale
La console centrale (cf Figure 8) est la partie se situant entre les deux siegraveges et se
prolongeant jusqursquoagrave la planche de bord Les techniques (Annexe 4 cf Tableau 4) utiliseacutees
sur la console centrale sont Peinture inmold etc
Figure 8 Photo drsquoune console centrale [11]
Les panneaux des portes
Les panneaux des portes (cf Figure 9) sont composeacutes drsquoun bandeau un meacutedaillon
un accoudoir un porteur un vide-poche les deacutecors etc Les techniques (Annexe 4 cf
Tableau 4) utiliseacutees sur les panneaux sont affichage thermogainage etc
Figure 9 Photo drsquoun panneau de porte [9]
Levier de vitesses
et tringlerie
Autoradio
Commandes de
climatisation
Ordinateur de
bord GPS
Porte-gobelet
Accoudoir
Levier de frein de
stationnement cacircble
et circuit hydraulique
Accoudoir
Meacutedaillon
Porteur
Vide - poche
Bandeau
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 17 46
II Missions de stage
1 Missions preacutevisionnelles
Le projet JFC arrive en juin-juillet 2013 dans la phase de mise au point produit Les
activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
o reacutedaction du plan de surveillance et validation avec le Pilot Plant
o reacutedaction des fiches de controcircles reacuteception et finales
o construction du plan de validations piegraveces
o mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
o preacuteparation de documents ANPQP [13] clients
Suivi validations
o Suivi du plan de validation matiegravere (essais plaquettes)
Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
o le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour
gammes)
o le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et
suivi du plan de surveillance de la fabrication)
o la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
2 Missions reacutealiseacutees
Du fait drsquoun deacutecalage planning les sujets ont eacuteteacute reacuteajusteacutes Par conseacutequent lrsquoaspect
suivi fabrication nrsquoest plus drsquoactualiteacute Pour deacutevelopper les compeacutetences et enrichir les
expeacuteriences deux autres activiteacutes ont eacuteteacute proposeacutees
o Recherche drsquoun systegraveme de mesure pour une piegravece speacutecifique
o Participation agrave la conception du moyen de controcircle
III Probleacutematique
1 Cadrage de la probleacutematique
Pour bien cadrer le problegraveme obtenir les informations essentielles et chercher les
ideacutees de causes possibles de solutions possibles la reacutealisation drsquoun QQOQCP [12] (cf
Figure 10 page suivante) est neacutecessaire
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 18 46
Donneacutee dentreacutee
Les cibles qualiteacutes deacutefinis par client
Les normes exigences de conformiteacute des piegraveces
La conception des piegraveces
Qui
Directs Indirects (eacuteventuels)
Emetteurs pilote qualiteacute projet Reacutecepteurs stagiaire
Emetteurs Renault Reacutecepteurs projet JFC
Quoi Le procesus pour assurer la qualiteacute du produit nrsquoest pas encore tous
reacutealiseacute
Ougrave Au sein de service qualiteacute du projet JFC
Quand Du feacutevrier 2013 au juillet 2013
Comment
Reacutealisation de la deacutemarche drsquoassurance qualiteacute du produit
- Acceptation des documents par les clients et lrsquousine
- Existence drsquoun systegraveme de mesure reproductible et reacutealisable dans lrsquousine
- Acceptation de la conception des moyens de controcircle par client
- hellip
Pourquoi
Pour garantir la conformiteacute produit et satisfaire le client
Pour clarifier le process de fabrication et organiser les postes dans lrsquousine Pour expliquer aux opeacuterateurs comment et quoi controcircler sur les
piegraveces
Pour avoir des moyens et meacutethode de controcircle fiables
Donneacutee de sortie
Reacutealiser le processus pour assurer la qualiteacute du produit dans le domaine drsquoautomobile
Figure 10 QQOQCP [12]
2 Elaboration de la Strateacutegie
Pour avoir une vision globale expliciter lrsquoensemble des objectifs du stage et
pour mieux agir sur les pratiques un planning dynamique strateacutegique (PDS) [12] (cf
Figure 11 page suivante) est reacutealiseacute afin de cibler la deacutemarche drsquoameacutelioration continue
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 19 46
Figure 11 Planification dynamique strateacutegique [12]
Entiteacute de service
Stagiaire qualiteacute
Publics concerneacutes
bull Directs Service qualiteacute du projet
bull Indirects Client et collaborateurs
Objectifs mesurables a) 100 reacutealisation des documents
demandeacutes Validation du document qualiteacute demandeacute par le client (K0) et lrsquousine
b) Prouver la mesurabiliteacute et la reproductibiliteacute
c) Lancer en fabrication des moyens de controcircle valideacute
Contexte - Exigence speacutecifique du client - Certification Faurecia ISO 14001 et TS 16949 - Systegraveme qualiteacute public Renault ANPQP Faurecia PMS
Besoin particulier du laquo public raquo - Prendre en compte le retour drsquoexpeacuterience des projets preacuteceacutedant (capitalisation) - Validation du travail par le public
Attentes geacuteneacuterales du laquo public raquo - Produit reacutepondant aux normes de seacutecuriteacute et de qualiteacute (Reacuteglementation PPM retour garantie)
Prioriteacutes choisies
a) Preacuteparation documentaire b) Eacutetude drsquoun systegraveme de mesure c) Participation agrave la conception du MDC
Reacutesultats mesureacutes Satisfaction du client (cotation) PPM et retour garantie
Analyse Situation Forces - premier stage reacutealiseacute dans la mecircme
entreprise mecircme domaine
- existence du document standard
- expeacuteriences des tuteurs (projet similaire) Ameacuteliorations - audit interne FES pour ameacuteliorer la
performance des projets
Missions Raisons decirctre
Reacutealiser le processus pour assurer la qualiteacute du produit
Actions souhaiteacutees
par les
responsables qualiteacutes
Actions quotidiennes
Livrables pour satisfaire le besoin du laquopublicraquo Documentaires qualiteacute reacutesultat drsquoeacutetude du moyen de mesure eacutetude du moyen de controcircle
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 20 46
3 Analyse des risques Diagramme en arbre
Pour mieux reacuteagir face aux risques relatifs aux missions de stage une analyse des
risques (cf Figure 12) est reacutealiseacutee en utilisant le diagramme en arbre qui permet de
deacutecliner rapidement des alternatives aux risques plausibles
Figure 12 Analyse des risques [12]
Alternative
Missions preacutevisionnelles
Missions reacuteelles
Risques
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 21 46
Chapitre 2 ndash Meacutethodologies et Applications
I Meacutethode laquo PDCA raquo
1 Deacutefinition de la meacutethode laquo PDCA raquo
La meacutethode laquo PDCA raquo [14] (cf Figure 13) ou laquo roue de Deming raquo est une
illustration de la meacutethode qualiteacute Plan-Do-Chec-Act son nom vient du statisticien William
Edwards Deming
La meacutethode comporte quatre eacutetapes agrave suivre pour ameacuteliorer la qualiteacute
P = Plan planifier la reacutealisation par exemple
leacutecriture du cahier des charges et
leacutetablissement dun planning
D = Do mettre en place toutes les actions
indiqueacutees dans le plan drsquoaction
C = Check mesuree et veacuterifier cette eacutetape
utilise des moyens de controcircle divers
A= Act rechercher des points dameacuteliorations
et proposer les actions correctives
Leacutetape Act amegravenera un nouveau projet
agrave reacutealiser donc une nouvelle planification agrave
eacutetablir Il sagit donc dun cycle que lon
repreacutesente agrave laide dune roue Figure 13 PDCA [12]
2 Pourquoi laquo PDCA raquo
Pour faire face aux marcheacutes compeacutetitifs drsquoaujourdrsquohui les entreprises doivent eacutetablir
une strateacutegie leur permettant drsquoameacuteliorer leur performance en continue La meacutethode
laquo PDCA raquo permet de piloter et simplifier ces actions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 22 46
II Cartographie de processus et meacutethode laquo A-PDCA raquo
Afin drsquoatteindre les cibles qualiteacute du client et drsquoassurer une ameacutelioration continue un
processus de suivi de la qualiteacute du produit est neacutecessaire Le processus pour assurer la
qualiteacute des produits drsquoun nouveau projet contient une grande partie de creacuteation Un Cycle
laquo A ndashPDCA raquo permet drsquoinnover les meacutethodes de controcircle avec ambition et creacuteativiteacute
Une cartographie (cf Figure 14) est reacutealiseacutee pour expliciter le deacuteroulement du
processus
Figure 14 Processus pour assurer la qualiteacute du produit [12]
Le cycle dans ce processus contient 5 eacutetapes
A = Analyser analyser les besoins et le contexte communiquer avec le client eacutechange
P = Planifier planifier et deacutefinir les meacutethodes de controcircle identifier les process de
fabrication
D = Do reacutealiser les produits controcircler mesurer et tester
C = Check veacuterifier et comprendre les reacutesultats chercher les causes racines
A = Ameacuteliorer suggeacuterer les plans drsquoactions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 23 46
Dans la phase Analyser il faut prendre en compte tous les eacuteleacutements drsquoentreacutees
mateacuterielles la norme ISOTS 16949 les cibles qualiteacutes deacutefinit par client (PPM retour
garanti) les exigences par processproduit le systegraveme qualiteacute standard les retours
expeacuteriences et les contraintes dans lrsquousine etc
Lrsquoobjectif externe du processus est de satisfaire le client en livrant des produits
conformes aux exigences et en montrant un process performant
Lrsquoobjectif interne du processus est de reacutealiser lrsquoameacutelioration continue en augmentant
le pourcentage de conformiteacute produit cest-agrave-dire reacuteduire le nombre de piegravece mauvaises
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 24 46
III ISOTS 16949 regroupeacutee par laquo A-PDCA raquo
La norme ISOTS16949 [8][18] deacutecrit toutes les exigences du systegraveme de
management de la qualiteacute dans le domaine de lrsquoautomobile Mais les exigences ne sont pas
faciles agrave retenir Un regroupement des exigences par laquo A-PDCA raquo (cf Figure 15) donne une
vision plus claire
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo [12]
52 Ecoute client
732 a Deacuteterminer les exigences fonctionnelles et de performance Les
exigences fonctionnelles sont deacutefinit dans le cahier des charges
732 b Deacuteterminer les exigences reacuteglementaires et leacutegales Les exigences
lieacutees au transport agrave lrsquoemballage aux eacutetiquettes aux notices drsquoutilisation agrave
la date limite drsquoutilisation agrave la traccedilabiliteacute aux composants
8231 Conserver les enregistrements reacutealiser un
plan drsquoactions correctives
85 Ameacutelioration deacuteterminer les causes de non-
conformiteacutes deacuteterminer les actions neacutecessaires
Reacutesolution de problegravemes dispositif anti-erreurs
impact des actions correctives preacuteventives
83 Maitrise du produit non conforme
84 Analyser les donneacutees (indicateurs reacutesultats
daudits niveau de satisfaction des clients) collecter
les informations
743 Assurer que le produit acheteacute satisfait aux exigences
drsquoachat (inspections en entreacutee et en reacutealisation du produit)
824 Surveiller et mesurer les KC controcircle les dimensions et
essais fonctionnels
8231 Mettre en place le plan de surveillance et le
diagramme de flux des processus
71 Planifier et deacuteterminer les processus de reacutealisation du produit
les activiteacutes de veacuterification validation surveillance mesure
inspection et essai speacutecifiques au produit Deacuteterminer les critegraveres
drsquoacceptation du produit les enregistrements speacutecifiques
7323 Identifier les documents de maitrise des processus
7511 Elaborer les plans de surveillance en prenant en compte les
reacutesultats des AMDEC produitsprocessus eacutenumeacuterer les types de
drsquoinspection preacuteciser la surveillance des KC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 25 46
IV Plan drsquoaction pour reacutealiser le processus
Pour reacutealiser correctement le processus et expliciter la meacutethode laquoA-PDCA raquo un
plan drsquoaction est deacutetailleacute ci-dessous il reacuteponde eacutegalement aux exigences de la norme
ISOTS 16949 [7]
Dans la phase analyser i l faut comprendre les exigences du client communiquer les
eacutetudes sur le produit afin de trouver un consensus et deacutefinir un objectif claire
ACTION
Identifier les caracteacuteristiques cleacutes
Dans la phase planifier la norme ISOTS 16949 demande de deacuteterminer les
processus de reacutealisation du produit les activiteacutes de veacuterification validation surveillance et
mesure inspection et essais speacutecifique au produit Un logigramme de production permet de
visualiser les diffeacuterentes activiteacutes Un plan drsquoaction et une instruction de travaille explique
aux qualiticiens comment controcircler et mesurer le produit
ACTION
Identifier les process de fabrication
Deacutefinir les systegravemes de controcircle
Dans la phase do toutes les actions planifieacutees seront mises en place et toutes les
piegraveces non conformes sortent du flux
ACTION
Controcircler mesurer et tester les piegraveces
Lrsquoessentielle de la phase check est de comprendre les problegravemes en veacuterifiant les
deacutefauts des piegraveces et les reacutesultats de mesureessais et trouver les causes
ACTION
Check les piegraveces non-conformes analyser les causses
Lrsquoessentielle de la phase drsquoameacutelioration est de proposer les plans drsquoaction pour
reacutesoudre le problegraveme et drsquoaugmenter la performance
ACTION
Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 26 46
V Application de la Meacutethode laquo A-PDCA raquo
Le client fournit des Cahier Des Charges qui deacutecrivent tous les regraveglementations agrave
respecter ainsi que les autres exigences agrave atteindre pour assurer la conformiteacute du produit
Par exemple pour veacuterifier la conformiteacute du moussage plusieurs exigences sont listeacutees et
chaque type correspond agrave une meacutethode drsquoessai identifieacutee dans les documents de controcircles
1 Identifier les caracteacuteristiques cleacutes
Chaque piegravece a des caracteacuteristiques speacutecifiques lieacutees agrave la seacutecuriteacute agrave lrsquoassemblage
avec les autres piegraveces ou encore lieacutees au fonctionnement Les exigences particuliegraveres pour
chaque produit sont deacutetailleacutees dans la KC list
Un regroupement des exigences par ISHIKAWA [15] (cf Figure 16) peut servir agrave
veacuterifier tous les caracteacuteristiques cleacutes relative au process ou produit
Figure 16 Regroupement des exigences par ISHIKAWA [12] [15]
Lavantage de cette meacutethode est que les caracteacuteristiques cleacutes sont eacutenumeacutereacutees assez
rapidement
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 27 46
2 Idendifier les process de fabrication
Les process de fabrication contiennent plusieurs opeacuterations diffeacuterentes pour
fabriquer correctement les produits les controcircles des paramegravetres et les opeacuterations sont
obligatoires Le flux de fabrication (cf Figure 17) permet drsquoillustrer et ordonner les
opeacuterations graphiquement Ce document est tregraves explicite et logique
Figure 17 Flux de production [12]
3 Deacutefinir les systegravemes de controcircle
Pour controcircler les diffeacuterentes caracteacuteristiques (les aspects les fonctionnements les
dimensions les poids les couleurs les bri llances etc) de chaque type de piegravece des
systegravemes de controcircle approprieacutes sont neacutecessaires Un systegraveme de controcircle contient les
meacutethodes de controcircle les outils de mesure les critegraveres drsquoacceptation les actions etc
Reacuteception matiegravere
Process 2 3 4hellip
Reacuteception
Piegravecematiegravere
Piegravececomposant
Controcircle qualiteacute
Produit semi-fini
Process 1
II
II
Controcircle qualiteacute
Controcircle qualiteacute
Produit semi-fini
Controcircle qualiteacute
Controcircle qualiteacute
Produit fini
Controcircle qualiteacute
Assemblage
II
FI
PI
PI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 28 46
Ainsi dans le cadre de lassurance qualiteacute les normes ISO900123 [16] demandent
de consigner par eacutecrit les dispositions prises pour satisfaire les besoins du client Le
systegraveme qualiteacute deacutefinit les documents agrave livrer pour chaque phase Il demande drsquoexpliciter la
faccedilon de proceacuteder dans les instructions [17] Ces documents sont creacuteeacutes par type de
process et par piegravece Ils expliquent clairement aux opeacuterateurs comment fabriquer controcircler
et geacuterer les non conformiteacutes
31 Plan drsquoaction Plan de surveillance
Selon les exigences de la norme ISOTS16949 [7] le plan de surveillance [5][18] (cf
Tableau 1) doit couvrir trois phases distinctes prototype preacuteseacuterie production Les
eacuteleacutements agrave preacuteciser dans le plan de surveillance sont
Donneacutees geacuteneacuterales nom de la piegravece reacutefeacuterence indice de modification information
client etc
Maicirctrise du produit caracteacuteristiques speacuteciales speacutecification et toleacuterance
Maicirctrise des processus paramegravetres des processus caracteacuteristiques des processus
outils de fabrication etc
Meacutethode technique de mesure moyen de deacutetection freacutequence drsquoeacutechantillonnage
meacutethode de maicirctrise etc
Actions correctives plan de reacuteaction plan drsquoaction correctives
Tableau 1 Extrait du plan de surveillance injection [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 29 46
32 Instruction Gamme de controcircle [6]
Il existe plusieurs types de gammes de controcircle controcircle reacuteception (Incoming
inspection sheet) controcircle process (Process inspection sheet) et controcircle final (Final
inspection sheet) Lrsquoensemble de ces documents permet drsquoassurer la qualiteacute du produit
Une gamme de controcircle (cf Tableau 2) peut ecirctre utiliseacutee pour controcircler un ou
plusieurs composants Elle deacutecrit les opeacuterations qui doivent ecirctre exeacutecuteacutees au poste de
travail Ces opeacuterations peuvent contenir plusieurs caracteacuteristiques de controcircle Une
caracteacuteristique de controcircle deacutecrit lrsquoobjet du controcircle Chaque opeacuteration peut eacutegalement
indiquer lrsquooutillage neacutecessaire agrave la reacutealisation de lactiviteacute
Tableau 2 Gamme de controcircle injection [9][12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 30 46
33 Outil Moyen de mesure
Le systegraveme de controcircle deacutefinit eacutegalement les outi ls agrave uti liser Ces outils peuvent
diffeacuterer en fonction du type de piegravece et du proceacutedeacute de fabrication
Probleacutematique du projet JFC
Manque un outil pour mesurer lrsquoeacutepaisseur drsquoune piegravece speacutecifique sur lrsquoIP
Hypothegraveses proposeacutees
- Controcircle suivant la meacutethode utiliseacutee pour une autre piegravece mais qui est destructive
- Recherche de solution non destructive
Deacutemarche pour rechercher la meacutethode
Une deacutemarche DCAP (cf Figure 18) est proposeacutee pour structurer la recherche et
tester les meacutethodes innovantes
Figure 18 DCAP [12]
Do Controcircler les piegraveces en utilisant les diffeacuterentes meacutethodes
Lrsquoobjectifs de cette phase est de prouver la faisabiliteacute des meacutethodes de controcircle
drsquoeacutevaluer le temps de preacuteparation et controcircle pour chaque meacutethode
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 6 46
Caracteacuteristique speacutecifique [7]
Caracteacuteristique dun produit ou paramegravetre dun processus de fabrication qui peut
affecter la seacutecuriteacute la conformiteacute aux reacuteglementations laptitude agrave lemploi la fonction les
performances du produit ou les opeacuterations de finition ulteacuterieures sur ce produit
Fabrication [7]
Un processus fabriquant laquoou produisantraquo des mateacuteriaux de production des piegraveces
de seacuterie ou de rechange des sous-ensembles assembleacutes ou des opeacuterations de soudure
de traitement thermique de peinture de revecirctement ou dautre travail de finition
Controcircle [8]
Activiteacutes telles que mesurer examiner essayer ou passer au calibre une ou
plusieurs caracteacuteristiques drsquoune entiteacute et comparer les reacutesultats aux exigences speacutecifieacutees
en vue de deacuteterminer si la conformiteacute est obtenue pour chacune des caracteacuteristiques
Equipement de mesure [2]
Instrument de mesure logiciel eacutetalon de mesure mateacuteriau de reacutefeacuterence ou appareil
auxiliaire ou combinaison de ceux-ci neacutecessaire pour reacutealiser un processus de mesure
Traccedilabiliteacute [2]
Aptitude agrave retrouver lhistorique la mise en œuvre ou lemplacement de ce qui est
examineacute
Deacutefaut [2]
Non-satisfaction dune exigence relative agrave une utilisation preacutevue ou speacutecifieacutee
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 7 46
Liste des tableaux et figures
Tableau 1 Extrait du plan de surveillance injection
Tableau 2 Gamme de controcircle injection
Tableau 3 Extrait drsquoune laquo check list raquo
Tableau 4 Technologies appliqueacutees sur les produits
Figure 1 Vente par activiteacute et classement en 2011
Figure 2 Lignes de produit
Figure 3 Chiffres cleacutes des produits de FIS en 2012
Figure 4 Site Meacuteru
Figure 5 Environnement du travail (eacutechange avec les eacutequipes)
Figure 6 Planning du projet
Figure 7 Photo drsquoune Planche de bord
Figure 8 Photo drsquoune console centrale
Figure 9 Photo drsquoun panneau de porte
Figure 10 QQOQCP
Figure 11 Planification dynamique strateacutegique
Figure 12 Analyse des risques
Figure 13 PDCA
Figure 14 Processus pour assurer la qualiteacute du produit
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo
Figure 16 Regroupement des exigences par ISHIKAWA
Figure 17 Flux de production
Figure 18 DCAP
Figure 19 Reacutesultat de RampR 1
Figure 20 Logigramme de la fabrication du MDC
Figure 21 Flux de logistique
Figure 22 Forme de boicircte rouge
Figure 23 Piegraveces non conformes
Figure 24 Analyser du deacutefautcauseaction
Figure 25 Tableau de mesure par produit
Figure 26 Tableau de mesure par type de fiche
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 8 46
Introduction
Dans le cadre de la formation de master en qualiteacute et performance dans les
organisations agrave lrsquoUniversiteacute Technologique de Compiegravegne jrsquoai effectueacute mon projet de fin
drsquoeacutetude drsquoune dureacutee de vingt-quatre semaines (11022013 ndash 26072013) au sein de
lrsquoentreprise Faurecia Interior Systems (FIS)[4] au centre de recherche et deacuteveloppement agrave
Meacuteru
Accueillie sur le plateau Renault dans le projet JFC sous la responsabiliteacute de M
Philipe LECLERC M Cyrille BAROUKH et M Cyrille PEILHO jrsquoai travailleacute en eacutetroite
collaboration avec le pilote qualiteacute afin de reacutealiser les activiteacutes Qualiteacute en fabrication
mesures et essais
Mes missions pendant les 24 semaines peuvent se diviser en 3 parties
Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
o Reacutedaction du synoptique de fabrication
o Reacutedaction du plan de surveillance et validation avec le Pilot Plant
o Reacutedaction des fiches de controcircles reacuteception processus et finales
Recherche drsquoun systegraveme de mesure
Participation agrave la conception du moyen de controcircle
Les missions listeacutees ci-dessus participent au processus drsquoassurance qualiteacute du
produit dans le domaine drsquoautomobile
Ce meacutemoire drsquointelligence meacutethodologie preacutesente le contexte les enjeux et la
probleacutematique du stage (chapitre 1) syntheacutetise et exprime graphiquement les concepts
abstraits explicite les plans drsquoactions qui permettent de reacutealiser le processus (chapitre 2) Il
preacutesente enfin les reacutesultats et bilan (chapitre 3)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 9 46
Chapitre 1 - Contexte et enjeux
I Contexte
1 Preacutesentation de Faurecia
11 Faureica Creacuteation et activiteacutes
Faurecia est une entreprise franccedilaise qui conccediloit fabrique et commercialise des
eacutequipements automobiles Elle a eacuteteacute creacuteeacute en 1997 agrave la suite de la fusion entre le
producteur de siegraveges automobiles Bertrand Faure et ECIA fi liale de PSA Peugeot Citroeumln
creacutee dix ans plus tocirct En 2001 le groupe Faurecia achegravete lrsquoeacutequipementier automobile
Sommer ndash Alibert Ce rachat financeacute par PSA agrave hauteur de 75 permet agrave cette derniegravere
de conforter sa participation dans le groupe [9][10]
12 Faurecia dans le monde
Faurecia est preacutesente dans 34 pays sur 320 sites de production et 30 centres de
RampD et pour un total denviron 94 000 employeacutes (61000 en 2007 58000 en 2008 62 000
en 2009 75 en 2011) [9]
En 2012 le chiffre daffaires de Faurecia sest eacuteleveacute agrave 174 milliards deuros [10] Il
est reacuteparti entre les quatre speacutecialiseacutes comme lrsquoimage ci-dessous (cf Figure 1)
Figure 1 Vente par activiteacute et classement en 2011 [9]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 10 46
2 Preacutesentation de Faurecia systegraveme drsquointeacuterieur (FIS)
21 Les activiteacutes et les chiffres cleacutes du FIS en 2011
Les activiteacutes au sein du systegraveme drsquointeacuterieur de Faurecia se divisent en 3 lignes de
produit (cf Figure 2)
Figure 2 Lignes de produit [9]
Le savoir-faire de Faurecia lui permet de concilier des reacuteponses adapteacutees aux
enjeux des constructeurs en terme de seacutecuriteacute (conception de structures agrave absorption
drsquoeacutenergie) de confort (visuel thermique et acoustique) de qualiteacute perccedilue (aspect sens de
toucher) et drsquoalleacutegement (utilisation de mateacuteriaux syntheacutetiques et naturels) Les chiffres cleacutes
des produits montrent (cf Figure 3) la performance du FIS
Figure 3 Chiffres cleacutes des produits de FIS en 2012 [9]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 11 46
22 Preacutesentation du site Meacuteru
Le site de Meacuteru (cf Figure 4) est deviseacute en deux parties le CREA (centre de
recherche et drsquoeacutetude automobile) et lrsquousine de production
Figure 4 Site Meacuteru [9]
Le CREA est organiseacute en grande partie en plateau de diffeacuterents clients regroupeacutes
comme deacutecrit ci-apregraves
Un pocircle de compeacutetence qui regroupe les experts techniques dans diffeacuterents
domaines (injection meacutecanisme fixation etc) qui travaillent pour plusieurs projets
Un pocircle de design amp innovation ougrave est reacutealiseacute les benchmarking des innovations en
reacutepondant aux besoins et aux tendances du marcheacute (reacuteduction du poids deacutecoration avec
lrsquoaspect eacutecologique matiegravere reacuteactive et eacutemotionnel etc)
Un centre de calcul ougrave sont effectueacutees toutes les simulations neacutecessaires au
deacuteveloppement des produits (proceacutedure drsquoinjection crash-test etc)
Des laboratoires de tests amp essais (mesure de geacuteomeacutetrie test tir-airbag test
aeacuteraulique vieillissement vibration endurance crash-test climatisation etc)
Une usine pilote ougrave se trouve tous les proceacutedeacutes et les eacutequipements utiliseacutes par les
lignes de production et drsquoassemblage pour appliquer des technologies comme injection la
peinture le thermoformage le thermoformage neacutegatif avec moule graineacute le slush-moulding
(technique de fabrication de peau pour planche de bord mousseacutee) le surmoulage le
moussage le fraisage la soudure par vibration et par ultrason etc Cela permet la mise au
point et une premiegravere validation des produits et proceacutedeacutes
Ces 3 derniers services composent le PPV (Product Process Validation) Lrsquousine de
production est creacuteeacutee en 1960 (anciennement Sommer-Allibert)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 12 46
3 Preacutesentation du projet
31 Lrsquoeacutequipe du projet
Le projet JFC a pour objectif le remplacement de lrsquoESPACE 4 [11] Le peacuterimegravetre de
Faurecia est la planche de bord la console centrale et les panneaux de portes Ce
veacutehicule sera vendu en Europe et sa commercialisation est preacutevue en 2015
Lrsquoeacutequipe projet est diviseacutee en deux eacutequipes une baseacutee agrave Meacuteru (France) et qui gegravere
les peacuterimegravetres planche console centrale et la deuxiegraveme en Espagne agrave Valence pour les
panneaux de portes Ces deux eacutequipes sont en contact avec Renault technocentre baseacute agrave
Guyancourt (France)
Les eacutequipes projet Faurecia ont en charge la conception des produits ainsi que leur
industrialisation elles interviennent depuis le choix du fournisseur par le client jusqursquoau
deacutemarrage seacuterie du veacutehicule
Le scheacutema page suivante (cf Figure 5) explicite les contacts avec les diffeacuterentes
eacutequipes travaillant pour le projet JFC pour reacutealiser la deacutemarche drsquoassurance qualiteacute du
produit
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 13 46
Figure 5 Environnement du travail (eacutechange avec les eacutequipes)[12]
Preacuteparation documentaire
Equipe projet
Pilote deacuteveloppement
panneaux
Espagne
Valence
Equipe usine prototype
Pilote Qualiteacute usine
prototype planche-
console
France
Meacuteru
Equipe usine prototype
Pilote Qualiteacute usine
prototype panneaux de
portes
Espagne
Valence
Contact occasionnel Genre drsquoactiviteacute Contact reacuteguliegravere
Co
ncep
tion
du
mo
yen
de c
on
trocircle
Fournisseur du
moyen de controcircle
Chine
Shanghai
Experts moyen de
controcircle
France
Meacuteru
Equipe projet France Meacuteru
Qualiteacute usine
Pilote qualiteacute usine
Activ
iteacute m
esu
re fla
p a
irbag
France
Heacutenin-Baumont
Experts process
France
Guyancourt
Laboratoire
Pilote essais
France
Meacuteru
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 14 46
32 Planning du projet
Faurecia intervient sur les projets depuis la nomination fournisseur (cf Figure 6) jusqursquoau deacutemarrage seacuterie [9] La dureacutee drsquoun projet
type Renault est drsquoenviron 25 ans
Le stage se deacuteroule pendant la phase lancement outillage (phase 2) et jusqursquoagrave lrsquoarriveacutee des premiegraveres piegraveces issues des outi llages
deacutefinitifs (phase 3) - outillages utiliseacutes pendant la vie seacuterie Faurecia au travers de son systegraveme de management de la qualiteacute reacutepond agrave ce
planning via les phases deacutetailleacutees ci-dessous
FIS
Figure 6 Planning du projet [9][13]
Stage
Sy
stegrave
me
de
ma
na
ge
me
nt
de
Fa
ure
cia
Pla
nn
ing
de
RE
NA
UL
T
Environ 25 ans
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 15 46
La phase ndeg2 correspond agrave une phase de conception du produit (numeacuterisation des
piegraveces reacutealisation des plans de leveacutees de risques ndash AMDEC choix des process de
fabrication choix des fournisseurs eacutetablissement des plans de surveillances des gammes
de controcircles des gammes de mesureshellip)
Dans la phase ndeg3 les essais (conformeacutement aux cahiers des charges clients) les
mesures des produits et de leurs moyens de fabrication seront effectueacutees A lrsquoissue de ces
veacuterifications les piegraveces sont soumises au client pour acceptation finale (paiement des
outillages deacutefinitifs) Crsquoest le jalon Faurecia PPC (Part Product Confirmation)
Dans la phase ndeg4 la monteacutee en cadence et le reacuteglage des proceacutedeacutes de fabrication
et drsquoassemblage sont effectueacutes Lrsquoobjectif est drsquoatteindre la capaciteacute de production
souhaiteacutee par le client Cette phase est sanctionneacutee par un audit de production piloteacute par le
client (jalon SOP)
Dans la phase ndeg5 on suit les premier mois de production en vie seacuterie Lrsquoeacutequipe
projet est dissoute
33 Produit attendu du projet
La planche de bord
La planche de bord (cf Figure 7) du veacutehicule est le bloc placeacute agrave lrsquoavant de lrsquohabitacle
elle constitue le principal moyen drsquointerface entre la voiture et le conducteur Les
techniques (Annexe 4 cf Tableau 4) pouvant ecirctre utiliseacutees sur la planche de bord sont le
moussage le thermogainage lrsquoinjection etc
Figure 7 Photo drsquoune Planche de bord [11]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 16 46
La Console Centrale
La console centrale (cf Figure 8) est la partie se situant entre les deux siegraveges et se
prolongeant jusqursquoagrave la planche de bord Les techniques (Annexe 4 cf Tableau 4) utiliseacutees
sur la console centrale sont Peinture inmold etc
Figure 8 Photo drsquoune console centrale [11]
Les panneaux des portes
Les panneaux des portes (cf Figure 9) sont composeacutes drsquoun bandeau un meacutedaillon
un accoudoir un porteur un vide-poche les deacutecors etc Les techniques (Annexe 4 cf
Tableau 4) utiliseacutees sur les panneaux sont affichage thermogainage etc
Figure 9 Photo drsquoun panneau de porte [9]
Levier de vitesses
et tringlerie
Autoradio
Commandes de
climatisation
Ordinateur de
bord GPS
Porte-gobelet
Accoudoir
Levier de frein de
stationnement cacircble
et circuit hydraulique
Accoudoir
Meacutedaillon
Porteur
Vide - poche
Bandeau
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 17 46
II Missions de stage
1 Missions preacutevisionnelles
Le projet JFC arrive en juin-juillet 2013 dans la phase de mise au point produit Les
activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
o reacutedaction du plan de surveillance et validation avec le Pilot Plant
o reacutedaction des fiches de controcircles reacuteception et finales
o construction du plan de validations piegraveces
o mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
o preacuteparation de documents ANPQP [13] clients
Suivi validations
o Suivi du plan de validation matiegravere (essais plaquettes)
Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
o le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour
gammes)
o le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et
suivi du plan de surveillance de la fabrication)
o la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
2 Missions reacutealiseacutees
Du fait drsquoun deacutecalage planning les sujets ont eacuteteacute reacuteajusteacutes Par conseacutequent lrsquoaspect
suivi fabrication nrsquoest plus drsquoactualiteacute Pour deacutevelopper les compeacutetences et enrichir les
expeacuteriences deux autres activiteacutes ont eacuteteacute proposeacutees
o Recherche drsquoun systegraveme de mesure pour une piegravece speacutecifique
o Participation agrave la conception du moyen de controcircle
III Probleacutematique
1 Cadrage de la probleacutematique
Pour bien cadrer le problegraveme obtenir les informations essentielles et chercher les
ideacutees de causes possibles de solutions possibles la reacutealisation drsquoun QQOQCP [12] (cf
Figure 10 page suivante) est neacutecessaire
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 18 46
Donneacutee dentreacutee
Les cibles qualiteacutes deacutefinis par client
Les normes exigences de conformiteacute des piegraveces
La conception des piegraveces
Qui
Directs Indirects (eacuteventuels)
Emetteurs pilote qualiteacute projet Reacutecepteurs stagiaire
Emetteurs Renault Reacutecepteurs projet JFC
Quoi Le procesus pour assurer la qualiteacute du produit nrsquoest pas encore tous
reacutealiseacute
Ougrave Au sein de service qualiteacute du projet JFC
Quand Du feacutevrier 2013 au juillet 2013
Comment
Reacutealisation de la deacutemarche drsquoassurance qualiteacute du produit
- Acceptation des documents par les clients et lrsquousine
- Existence drsquoun systegraveme de mesure reproductible et reacutealisable dans lrsquousine
- Acceptation de la conception des moyens de controcircle par client
- hellip
Pourquoi
Pour garantir la conformiteacute produit et satisfaire le client
Pour clarifier le process de fabrication et organiser les postes dans lrsquousine Pour expliquer aux opeacuterateurs comment et quoi controcircler sur les
piegraveces
Pour avoir des moyens et meacutethode de controcircle fiables
Donneacutee de sortie
Reacutealiser le processus pour assurer la qualiteacute du produit dans le domaine drsquoautomobile
Figure 10 QQOQCP [12]
2 Elaboration de la Strateacutegie
Pour avoir une vision globale expliciter lrsquoensemble des objectifs du stage et
pour mieux agir sur les pratiques un planning dynamique strateacutegique (PDS) [12] (cf
Figure 11 page suivante) est reacutealiseacute afin de cibler la deacutemarche drsquoameacutelioration continue
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 19 46
Figure 11 Planification dynamique strateacutegique [12]
Entiteacute de service
Stagiaire qualiteacute
Publics concerneacutes
bull Directs Service qualiteacute du projet
bull Indirects Client et collaborateurs
Objectifs mesurables a) 100 reacutealisation des documents
demandeacutes Validation du document qualiteacute demandeacute par le client (K0) et lrsquousine
b) Prouver la mesurabiliteacute et la reproductibiliteacute
c) Lancer en fabrication des moyens de controcircle valideacute
Contexte - Exigence speacutecifique du client - Certification Faurecia ISO 14001 et TS 16949 - Systegraveme qualiteacute public Renault ANPQP Faurecia PMS
Besoin particulier du laquo public raquo - Prendre en compte le retour drsquoexpeacuterience des projets preacuteceacutedant (capitalisation) - Validation du travail par le public
Attentes geacuteneacuterales du laquo public raquo - Produit reacutepondant aux normes de seacutecuriteacute et de qualiteacute (Reacuteglementation PPM retour garantie)
Prioriteacutes choisies
a) Preacuteparation documentaire b) Eacutetude drsquoun systegraveme de mesure c) Participation agrave la conception du MDC
Reacutesultats mesureacutes Satisfaction du client (cotation) PPM et retour garantie
Analyse Situation Forces - premier stage reacutealiseacute dans la mecircme
entreprise mecircme domaine
- existence du document standard
- expeacuteriences des tuteurs (projet similaire) Ameacuteliorations - audit interne FES pour ameacuteliorer la
performance des projets
Missions Raisons decirctre
Reacutealiser le processus pour assurer la qualiteacute du produit
Actions souhaiteacutees
par les
responsables qualiteacutes
Actions quotidiennes
Livrables pour satisfaire le besoin du laquopublicraquo Documentaires qualiteacute reacutesultat drsquoeacutetude du moyen de mesure eacutetude du moyen de controcircle
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 20 46
3 Analyse des risques Diagramme en arbre
Pour mieux reacuteagir face aux risques relatifs aux missions de stage une analyse des
risques (cf Figure 12) est reacutealiseacutee en utilisant le diagramme en arbre qui permet de
deacutecliner rapidement des alternatives aux risques plausibles
Figure 12 Analyse des risques [12]
Alternative
Missions preacutevisionnelles
Missions reacuteelles
Risques
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 21 46
Chapitre 2 ndash Meacutethodologies et Applications
I Meacutethode laquo PDCA raquo
1 Deacutefinition de la meacutethode laquo PDCA raquo
La meacutethode laquo PDCA raquo [14] (cf Figure 13) ou laquo roue de Deming raquo est une
illustration de la meacutethode qualiteacute Plan-Do-Chec-Act son nom vient du statisticien William
Edwards Deming
La meacutethode comporte quatre eacutetapes agrave suivre pour ameacuteliorer la qualiteacute
P = Plan planifier la reacutealisation par exemple
leacutecriture du cahier des charges et
leacutetablissement dun planning
D = Do mettre en place toutes les actions
indiqueacutees dans le plan drsquoaction
C = Check mesuree et veacuterifier cette eacutetape
utilise des moyens de controcircle divers
A= Act rechercher des points dameacuteliorations
et proposer les actions correctives
Leacutetape Act amegravenera un nouveau projet
agrave reacutealiser donc une nouvelle planification agrave
eacutetablir Il sagit donc dun cycle que lon
repreacutesente agrave laide dune roue Figure 13 PDCA [12]
2 Pourquoi laquo PDCA raquo
Pour faire face aux marcheacutes compeacutetitifs drsquoaujourdrsquohui les entreprises doivent eacutetablir
une strateacutegie leur permettant drsquoameacuteliorer leur performance en continue La meacutethode
laquo PDCA raquo permet de piloter et simplifier ces actions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 22 46
II Cartographie de processus et meacutethode laquo A-PDCA raquo
Afin drsquoatteindre les cibles qualiteacute du client et drsquoassurer une ameacutelioration continue un
processus de suivi de la qualiteacute du produit est neacutecessaire Le processus pour assurer la
qualiteacute des produits drsquoun nouveau projet contient une grande partie de creacuteation Un Cycle
laquo A ndashPDCA raquo permet drsquoinnover les meacutethodes de controcircle avec ambition et creacuteativiteacute
Une cartographie (cf Figure 14) est reacutealiseacutee pour expliciter le deacuteroulement du
processus
Figure 14 Processus pour assurer la qualiteacute du produit [12]
Le cycle dans ce processus contient 5 eacutetapes
A = Analyser analyser les besoins et le contexte communiquer avec le client eacutechange
P = Planifier planifier et deacutefinir les meacutethodes de controcircle identifier les process de
fabrication
D = Do reacutealiser les produits controcircler mesurer et tester
C = Check veacuterifier et comprendre les reacutesultats chercher les causes racines
A = Ameacuteliorer suggeacuterer les plans drsquoactions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 23 46
Dans la phase Analyser il faut prendre en compte tous les eacuteleacutements drsquoentreacutees
mateacuterielles la norme ISOTS 16949 les cibles qualiteacutes deacutefinit par client (PPM retour
garanti) les exigences par processproduit le systegraveme qualiteacute standard les retours
expeacuteriences et les contraintes dans lrsquousine etc
Lrsquoobjectif externe du processus est de satisfaire le client en livrant des produits
conformes aux exigences et en montrant un process performant
Lrsquoobjectif interne du processus est de reacutealiser lrsquoameacutelioration continue en augmentant
le pourcentage de conformiteacute produit cest-agrave-dire reacuteduire le nombre de piegravece mauvaises
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 24 46
III ISOTS 16949 regroupeacutee par laquo A-PDCA raquo
La norme ISOTS16949 [8][18] deacutecrit toutes les exigences du systegraveme de
management de la qualiteacute dans le domaine de lrsquoautomobile Mais les exigences ne sont pas
faciles agrave retenir Un regroupement des exigences par laquo A-PDCA raquo (cf Figure 15) donne une
vision plus claire
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo [12]
52 Ecoute client
732 a Deacuteterminer les exigences fonctionnelles et de performance Les
exigences fonctionnelles sont deacutefinit dans le cahier des charges
732 b Deacuteterminer les exigences reacuteglementaires et leacutegales Les exigences
lieacutees au transport agrave lrsquoemballage aux eacutetiquettes aux notices drsquoutilisation agrave
la date limite drsquoutilisation agrave la traccedilabiliteacute aux composants
8231 Conserver les enregistrements reacutealiser un
plan drsquoactions correctives
85 Ameacutelioration deacuteterminer les causes de non-
conformiteacutes deacuteterminer les actions neacutecessaires
Reacutesolution de problegravemes dispositif anti-erreurs
impact des actions correctives preacuteventives
83 Maitrise du produit non conforme
84 Analyser les donneacutees (indicateurs reacutesultats
daudits niveau de satisfaction des clients) collecter
les informations
743 Assurer que le produit acheteacute satisfait aux exigences
drsquoachat (inspections en entreacutee et en reacutealisation du produit)
824 Surveiller et mesurer les KC controcircle les dimensions et
essais fonctionnels
8231 Mettre en place le plan de surveillance et le
diagramme de flux des processus
71 Planifier et deacuteterminer les processus de reacutealisation du produit
les activiteacutes de veacuterification validation surveillance mesure
inspection et essai speacutecifiques au produit Deacuteterminer les critegraveres
drsquoacceptation du produit les enregistrements speacutecifiques
7323 Identifier les documents de maitrise des processus
7511 Elaborer les plans de surveillance en prenant en compte les
reacutesultats des AMDEC produitsprocessus eacutenumeacuterer les types de
drsquoinspection preacuteciser la surveillance des KC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 25 46
IV Plan drsquoaction pour reacutealiser le processus
Pour reacutealiser correctement le processus et expliciter la meacutethode laquoA-PDCA raquo un
plan drsquoaction est deacutetailleacute ci-dessous il reacuteponde eacutegalement aux exigences de la norme
ISOTS 16949 [7]
Dans la phase analyser i l faut comprendre les exigences du client communiquer les
eacutetudes sur le produit afin de trouver un consensus et deacutefinir un objectif claire
ACTION
Identifier les caracteacuteristiques cleacutes
Dans la phase planifier la norme ISOTS 16949 demande de deacuteterminer les
processus de reacutealisation du produit les activiteacutes de veacuterification validation surveillance et
mesure inspection et essais speacutecifique au produit Un logigramme de production permet de
visualiser les diffeacuterentes activiteacutes Un plan drsquoaction et une instruction de travaille explique
aux qualiticiens comment controcircler et mesurer le produit
ACTION
Identifier les process de fabrication
Deacutefinir les systegravemes de controcircle
Dans la phase do toutes les actions planifieacutees seront mises en place et toutes les
piegraveces non conformes sortent du flux
ACTION
Controcircler mesurer et tester les piegraveces
Lrsquoessentielle de la phase check est de comprendre les problegravemes en veacuterifiant les
deacutefauts des piegraveces et les reacutesultats de mesureessais et trouver les causes
ACTION
Check les piegraveces non-conformes analyser les causses
Lrsquoessentielle de la phase drsquoameacutelioration est de proposer les plans drsquoaction pour
reacutesoudre le problegraveme et drsquoaugmenter la performance
ACTION
Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 26 46
V Application de la Meacutethode laquo A-PDCA raquo
Le client fournit des Cahier Des Charges qui deacutecrivent tous les regraveglementations agrave
respecter ainsi que les autres exigences agrave atteindre pour assurer la conformiteacute du produit
Par exemple pour veacuterifier la conformiteacute du moussage plusieurs exigences sont listeacutees et
chaque type correspond agrave une meacutethode drsquoessai identifieacutee dans les documents de controcircles
1 Identifier les caracteacuteristiques cleacutes
Chaque piegravece a des caracteacuteristiques speacutecifiques lieacutees agrave la seacutecuriteacute agrave lrsquoassemblage
avec les autres piegraveces ou encore lieacutees au fonctionnement Les exigences particuliegraveres pour
chaque produit sont deacutetailleacutees dans la KC list
Un regroupement des exigences par ISHIKAWA [15] (cf Figure 16) peut servir agrave
veacuterifier tous les caracteacuteristiques cleacutes relative au process ou produit
Figure 16 Regroupement des exigences par ISHIKAWA [12] [15]
Lavantage de cette meacutethode est que les caracteacuteristiques cleacutes sont eacutenumeacutereacutees assez
rapidement
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 27 46
2 Idendifier les process de fabrication
Les process de fabrication contiennent plusieurs opeacuterations diffeacuterentes pour
fabriquer correctement les produits les controcircles des paramegravetres et les opeacuterations sont
obligatoires Le flux de fabrication (cf Figure 17) permet drsquoillustrer et ordonner les
opeacuterations graphiquement Ce document est tregraves explicite et logique
Figure 17 Flux de production [12]
3 Deacutefinir les systegravemes de controcircle
Pour controcircler les diffeacuterentes caracteacuteristiques (les aspects les fonctionnements les
dimensions les poids les couleurs les bri llances etc) de chaque type de piegravece des
systegravemes de controcircle approprieacutes sont neacutecessaires Un systegraveme de controcircle contient les
meacutethodes de controcircle les outils de mesure les critegraveres drsquoacceptation les actions etc
Reacuteception matiegravere
Process 2 3 4hellip
Reacuteception
Piegravecematiegravere
Piegravececomposant
Controcircle qualiteacute
Produit semi-fini
Process 1
II
II
Controcircle qualiteacute
Controcircle qualiteacute
Produit semi-fini
Controcircle qualiteacute
Controcircle qualiteacute
Produit fini
Controcircle qualiteacute
Assemblage
II
FI
PI
PI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 28 46
Ainsi dans le cadre de lassurance qualiteacute les normes ISO900123 [16] demandent
de consigner par eacutecrit les dispositions prises pour satisfaire les besoins du client Le
systegraveme qualiteacute deacutefinit les documents agrave livrer pour chaque phase Il demande drsquoexpliciter la
faccedilon de proceacuteder dans les instructions [17] Ces documents sont creacuteeacutes par type de
process et par piegravece Ils expliquent clairement aux opeacuterateurs comment fabriquer controcircler
et geacuterer les non conformiteacutes
31 Plan drsquoaction Plan de surveillance
Selon les exigences de la norme ISOTS16949 [7] le plan de surveillance [5][18] (cf
Tableau 1) doit couvrir trois phases distinctes prototype preacuteseacuterie production Les
eacuteleacutements agrave preacuteciser dans le plan de surveillance sont
Donneacutees geacuteneacuterales nom de la piegravece reacutefeacuterence indice de modification information
client etc
Maicirctrise du produit caracteacuteristiques speacuteciales speacutecification et toleacuterance
Maicirctrise des processus paramegravetres des processus caracteacuteristiques des processus
outils de fabrication etc
Meacutethode technique de mesure moyen de deacutetection freacutequence drsquoeacutechantillonnage
meacutethode de maicirctrise etc
Actions correctives plan de reacuteaction plan drsquoaction correctives
Tableau 1 Extrait du plan de surveillance injection [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 29 46
32 Instruction Gamme de controcircle [6]
Il existe plusieurs types de gammes de controcircle controcircle reacuteception (Incoming
inspection sheet) controcircle process (Process inspection sheet) et controcircle final (Final
inspection sheet) Lrsquoensemble de ces documents permet drsquoassurer la qualiteacute du produit
Une gamme de controcircle (cf Tableau 2) peut ecirctre utiliseacutee pour controcircler un ou
plusieurs composants Elle deacutecrit les opeacuterations qui doivent ecirctre exeacutecuteacutees au poste de
travail Ces opeacuterations peuvent contenir plusieurs caracteacuteristiques de controcircle Une
caracteacuteristique de controcircle deacutecrit lrsquoobjet du controcircle Chaque opeacuteration peut eacutegalement
indiquer lrsquooutillage neacutecessaire agrave la reacutealisation de lactiviteacute
Tableau 2 Gamme de controcircle injection [9][12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 30 46
33 Outil Moyen de mesure
Le systegraveme de controcircle deacutefinit eacutegalement les outi ls agrave uti liser Ces outils peuvent
diffeacuterer en fonction du type de piegravece et du proceacutedeacute de fabrication
Probleacutematique du projet JFC
Manque un outil pour mesurer lrsquoeacutepaisseur drsquoune piegravece speacutecifique sur lrsquoIP
Hypothegraveses proposeacutees
- Controcircle suivant la meacutethode utiliseacutee pour une autre piegravece mais qui est destructive
- Recherche de solution non destructive
Deacutemarche pour rechercher la meacutethode
Une deacutemarche DCAP (cf Figure 18) est proposeacutee pour structurer la recherche et
tester les meacutethodes innovantes
Figure 18 DCAP [12]
Do Controcircler les piegraveces en utilisant les diffeacuterentes meacutethodes
Lrsquoobjectifs de cette phase est de prouver la faisabiliteacute des meacutethodes de controcircle
drsquoeacutevaluer le temps de preacuteparation et controcircle pour chaque meacutethode
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 7 46
Liste des tableaux et figures
Tableau 1 Extrait du plan de surveillance injection
Tableau 2 Gamme de controcircle injection
Tableau 3 Extrait drsquoune laquo check list raquo
Tableau 4 Technologies appliqueacutees sur les produits
Figure 1 Vente par activiteacute et classement en 2011
Figure 2 Lignes de produit
Figure 3 Chiffres cleacutes des produits de FIS en 2012
Figure 4 Site Meacuteru
Figure 5 Environnement du travail (eacutechange avec les eacutequipes)
Figure 6 Planning du projet
Figure 7 Photo drsquoune Planche de bord
Figure 8 Photo drsquoune console centrale
Figure 9 Photo drsquoun panneau de porte
Figure 10 QQOQCP
Figure 11 Planification dynamique strateacutegique
Figure 12 Analyse des risques
Figure 13 PDCA
Figure 14 Processus pour assurer la qualiteacute du produit
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo
Figure 16 Regroupement des exigences par ISHIKAWA
Figure 17 Flux de production
Figure 18 DCAP
Figure 19 Reacutesultat de RampR 1
Figure 20 Logigramme de la fabrication du MDC
Figure 21 Flux de logistique
Figure 22 Forme de boicircte rouge
Figure 23 Piegraveces non conformes
Figure 24 Analyser du deacutefautcauseaction
Figure 25 Tableau de mesure par produit
Figure 26 Tableau de mesure par type de fiche
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 8 46
Introduction
Dans le cadre de la formation de master en qualiteacute et performance dans les
organisations agrave lrsquoUniversiteacute Technologique de Compiegravegne jrsquoai effectueacute mon projet de fin
drsquoeacutetude drsquoune dureacutee de vingt-quatre semaines (11022013 ndash 26072013) au sein de
lrsquoentreprise Faurecia Interior Systems (FIS)[4] au centre de recherche et deacuteveloppement agrave
Meacuteru
Accueillie sur le plateau Renault dans le projet JFC sous la responsabiliteacute de M
Philipe LECLERC M Cyrille BAROUKH et M Cyrille PEILHO jrsquoai travailleacute en eacutetroite
collaboration avec le pilote qualiteacute afin de reacutealiser les activiteacutes Qualiteacute en fabrication
mesures et essais
Mes missions pendant les 24 semaines peuvent se diviser en 3 parties
Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
o Reacutedaction du synoptique de fabrication
o Reacutedaction du plan de surveillance et validation avec le Pilot Plant
o Reacutedaction des fiches de controcircles reacuteception processus et finales
Recherche drsquoun systegraveme de mesure
Participation agrave la conception du moyen de controcircle
Les missions listeacutees ci-dessus participent au processus drsquoassurance qualiteacute du
produit dans le domaine drsquoautomobile
Ce meacutemoire drsquointelligence meacutethodologie preacutesente le contexte les enjeux et la
probleacutematique du stage (chapitre 1) syntheacutetise et exprime graphiquement les concepts
abstraits explicite les plans drsquoactions qui permettent de reacutealiser le processus (chapitre 2) Il
preacutesente enfin les reacutesultats et bilan (chapitre 3)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 9 46
Chapitre 1 - Contexte et enjeux
I Contexte
1 Preacutesentation de Faurecia
11 Faureica Creacuteation et activiteacutes
Faurecia est une entreprise franccedilaise qui conccediloit fabrique et commercialise des
eacutequipements automobiles Elle a eacuteteacute creacuteeacute en 1997 agrave la suite de la fusion entre le
producteur de siegraveges automobiles Bertrand Faure et ECIA fi liale de PSA Peugeot Citroeumln
creacutee dix ans plus tocirct En 2001 le groupe Faurecia achegravete lrsquoeacutequipementier automobile
Sommer ndash Alibert Ce rachat financeacute par PSA agrave hauteur de 75 permet agrave cette derniegravere
de conforter sa participation dans le groupe [9][10]
12 Faurecia dans le monde
Faurecia est preacutesente dans 34 pays sur 320 sites de production et 30 centres de
RampD et pour un total denviron 94 000 employeacutes (61000 en 2007 58000 en 2008 62 000
en 2009 75 en 2011) [9]
En 2012 le chiffre daffaires de Faurecia sest eacuteleveacute agrave 174 milliards deuros [10] Il
est reacuteparti entre les quatre speacutecialiseacutes comme lrsquoimage ci-dessous (cf Figure 1)
Figure 1 Vente par activiteacute et classement en 2011 [9]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 10 46
2 Preacutesentation de Faurecia systegraveme drsquointeacuterieur (FIS)
21 Les activiteacutes et les chiffres cleacutes du FIS en 2011
Les activiteacutes au sein du systegraveme drsquointeacuterieur de Faurecia se divisent en 3 lignes de
produit (cf Figure 2)
Figure 2 Lignes de produit [9]
Le savoir-faire de Faurecia lui permet de concilier des reacuteponses adapteacutees aux
enjeux des constructeurs en terme de seacutecuriteacute (conception de structures agrave absorption
drsquoeacutenergie) de confort (visuel thermique et acoustique) de qualiteacute perccedilue (aspect sens de
toucher) et drsquoalleacutegement (utilisation de mateacuteriaux syntheacutetiques et naturels) Les chiffres cleacutes
des produits montrent (cf Figure 3) la performance du FIS
Figure 3 Chiffres cleacutes des produits de FIS en 2012 [9]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 11 46
22 Preacutesentation du site Meacuteru
Le site de Meacuteru (cf Figure 4) est deviseacute en deux parties le CREA (centre de
recherche et drsquoeacutetude automobile) et lrsquousine de production
Figure 4 Site Meacuteru [9]
Le CREA est organiseacute en grande partie en plateau de diffeacuterents clients regroupeacutes
comme deacutecrit ci-apregraves
Un pocircle de compeacutetence qui regroupe les experts techniques dans diffeacuterents
domaines (injection meacutecanisme fixation etc) qui travaillent pour plusieurs projets
Un pocircle de design amp innovation ougrave est reacutealiseacute les benchmarking des innovations en
reacutepondant aux besoins et aux tendances du marcheacute (reacuteduction du poids deacutecoration avec
lrsquoaspect eacutecologique matiegravere reacuteactive et eacutemotionnel etc)
Un centre de calcul ougrave sont effectueacutees toutes les simulations neacutecessaires au
deacuteveloppement des produits (proceacutedure drsquoinjection crash-test etc)
Des laboratoires de tests amp essais (mesure de geacuteomeacutetrie test tir-airbag test
aeacuteraulique vieillissement vibration endurance crash-test climatisation etc)
Une usine pilote ougrave se trouve tous les proceacutedeacutes et les eacutequipements utiliseacutes par les
lignes de production et drsquoassemblage pour appliquer des technologies comme injection la
peinture le thermoformage le thermoformage neacutegatif avec moule graineacute le slush-moulding
(technique de fabrication de peau pour planche de bord mousseacutee) le surmoulage le
moussage le fraisage la soudure par vibration et par ultrason etc Cela permet la mise au
point et une premiegravere validation des produits et proceacutedeacutes
Ces 3 derniers services composent le PPV (Product Process Validation) Lrsquousine de
production est creacuteeacutee en 1960 (anciennement Sommer-Allibert)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 12 46
3 Preacutesentation du projet
31 Lrsquoeacutequipe du projet
Le projet JFC a pour objectif le remplacement de lrsquoESPACE 4 [11] Le peacuterimegravetre de
Faurecia est la planche de bord la console centrale et les panneaux de portes Ce
veacutehicule sera vendu en Europe et sa commercialisation est preacutevue en 2015
Lrsquoeacutequipe projet est diviseacutee en deux eacutequipes une baseacutee agrave Meacuteru (France) et qui gegravere
les peacuterimegravetres planche console centrale et la deuxiegraveme en Espagne agrave Valence pour les
panneaux de portes Ces deux eacutequipes sont en contact avec Renault technocentre baseacute agrave
Guyancourt (France)
Les eacutequipes projet Faurecia ont en charge la conception des produits ainsi que leur
industrialisation elles interviennent depuis le choix du fournisseur par le client jusqursquoau
deacutemarrage seacuterie du veacutehicule
Le scheacutema page suivante (cf Figure 5) explicite les contacts avec les diffeacuterentes
eacutequipes travaillant pour le projet JFC pour reacutealiser la deacutemarche drsquoassurance qualiteacute du
produit
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 13 46
Figure 5 Environnement du travail (eacutechange avec les eacutequipes)[12]
Preacuteparation documentaire
Equipe projet
Pilote deacuteveloppement
panneaux
Espagne
Valence
Equipe usine prototype
Pilote Qualiteacute usine
prototype planche-
console
France
Meacuteru
Equipe usine prototype
Pilote Qualiteacute usine
prototype panneaux de
portes
Espagne
Valence
Contact occasionnel Genre drsquoactiviteacute Contact reacuteguliegravere
Co
ncep
tion
du
mo
yen
de c
on
trocircle
Fournisseur du
moyen de controcircle
Chine
Shanghai
Experts moyen de
controcircle
France
Meacuteru
Equipe projet France Meacuteru
Qualiteacute usine
Pilote qualiteacute usine
Activ
iteacute m
esu
re fla
p a
irbag
France
Heacutenin-Baumont
Experts process
France
Guyancourt
Laboratoire
Pilote essais
France
Meacuteru
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 14 46
32 Planning du projet
Faurecia intervient sur les projets depuis la nomination fournisseur (cf Figure 6) jusqursquoau deacutemarrage seacuterie [9] La dureacutee drsquoun projet
type Renault est drsquoenviron 25 ans
Le stage se deacuteroule pendant la phase lancement outillage (phase 2) et jusqursquoagrave lrsquoarriveacutee des premiegraveres piegraveces issues des outi llages
deacutefinitifs (phase 3) - outillages utiliseacutes pendant la vie seacuterie Faurecia au travers de son systegraveme de management de la qualiteacute reacutepond agrave ce
planning via les phases deacutetailleacutees ci-dessous
FIS
Figure 6 Planning du projet [9][13]
Stage
Sy
stegrave
me
de
ma
na
ge
me
nt
de
Fa
ure
cia
Pla
nn
ing
de
RE
NA
UL
T
Environ 25 ans
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 15 46
La phase ndeg2 correspond agrave une phase de conception du produit (numeacuterisation des
piegraveces reacutealisation des plans de leveacutees de risques ndash AMDEC choix des process de
fabrication choix des fournisseurs eacutetablissement des plans de surveillances des gammes
de controcircles des gammes de mesureshellip)
Dans la phase ndeg3 les essais (conformeacutement aux cahiers des charges clients) les
mesures des produits et de leurs moyens de fabrication seront effectueacutees A lrsquoissue de ces
veacuterifications les piegraveces sont soumises au client pour acceptation finale (paiement des
outillages deacutefinitifs) Crsquoest le jalon Faurecia PPC (Part Product Confirmation)
Dans la phase ndeg4 la monteacutee en cadence et le reacuteglage des proceacutedeacutes de fabrication
et drsquoassemblage sont effectueacutes Lrsquoobjectif est drsquoatteindre la capaciteacute de production
souhaiteacutee par le client Cette phase est sanctionneacutee par un audit de production piloteacute par le
client (jalon SOP)
Dans la phase ndeg5 on suit les premier mois de production en vie seacuterie Lrsquoeacutequipe
projet est dissoute
33 Produit attendu du projet
La planche de bord
La planche de bord (cf Figure 7) du veacutehicule est le bloc placeacute agrave lrsquoavant de lrsquohabitacle
elle constitue le principal moyen drsquointerface entre la voiture et le conducteur Les
techniques (Annexe 4 cf Tableau 4) pouvant ecirctre utiliseacutees sur la planche de bord sont le
moussage le thermogainage lrsquoinjection etc
Figure 7 Photo drsquoune Planche de bord [11]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 16 46
La Console Centrale
La console centrale (cf Figure 8) est la partie se situant entre les deux siegraveges et se
prolongeant jusqursquoagrave la planche de bord Les techniques (Annexe 4 cf Tableau 4) utiliseacutees
sur la console centrale sont Peinture inmold etc
Figure 8 Photo drsquoune console centrale [11]
Les panneaux des portes
Les panneaux des portes (cf Figure 9) sont composeacutes drsquoun bandeau un meacutedaillon
un accoudoir un porteur un vide-poche les deacutecors etc Les techniques (Annexe 4 cf
Tableau 4) utiliseacutees sur les panneaux sont affichage thermogainage etc
Figure 9 Photo drsquoun panneau de porte [9]
Levier de vitesses
et tringlerie
Autoradio
Commandes de
climatisation
Ordinateur de
bord GPS
Porte-gobelet
Accoudoir
Levier de frein de
stationnement cacircble
et circuit hydraulique
Accoudoir
Meacutedaillon
Porteur
Vide - poche
Bandeau
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 17 46
II Missions de stage
1 Missions preacutevisionnelles
Le projet JFC arrive en juin-juillet 2013 dans la phase de mise au point produit Les
activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
o reacutedaction du plan de surveillance et validation avec le Pilot Plant
o reacutedaction des fiches de controcircles reacuteception et finales
o construction du plan de validations piegraveces
o mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
o preacuteparation de documents ANPQP [13] clients
Suivi validations
o Suivi du plan de validation matiegravere (essais plaquettes)
Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
o le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour
gammes)
o le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et
suivi du plan de surveillance de la fabrication)
o la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
2 Missions reacutealiseacutees
Du fait drsquoun deacutecalage planning les sujets ont eacuteteacute reacuteajusteacutes Par conseacutequent lrsquoaspect
suivi fabrication nrsquoest plus drsquoactualiteacute Pour deacutevelopper les compeacutetences et enrichir les
expeacuteriences deux autres activiteacutes ont eacuteteacute proposeacutees
o Recherche drsquoun systegraveme de mesure pour une piegravece speacutecifique
o Participation agrave la conception du moyen de controcircle
III Probleacutematique
1 Cadrage de la probleacutematique
Pour bien cadrer le problegraveme obtenir les informations essentielles et chercher les
ideacutees de causes possibles de solutions possibles la reacutealisation drsquoun QQOQCP [12] (cf
Figure 10 page suivante) est neacutecessaire
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 18 46
Donneacutee dentreacutee
Les cibles qualiteacutes deacutefinis par client
Les normes exigences de conformiteacute des piegraveces
La conception des piegraveces
Qui
Directs Indirects (eacuteventuels)
Emetteurs pilote qualiteacute projet Reacutecepteurs stagiaire
Emetteurs Renault Reacutecepteurs projet JFC
Quoi Le procesus pour assurer la qualiteacute du produit nrsquoest pas encore tous
reacutealiseacute
Ougrave Au sein de service qualiteacute du projet JFC
Quand Du feacutevrier 2013 au juillet 2013
Comment
Reacutealisation de la deacutemarche drsquoassurance qualiteacute du produit
- Acceptation des documents par les clients et lrsquousine
- Existence drsquoun systegraveme de mesure reproductible et reacutealisable dans lrsquousine
- Acceptation de la conception des moyens de controcircle par client
- hellip
Pourquoi
Pour garantir la conformiteacute produit et satisfaire le client
Pour clarifier le process de fabrication et organiser les postes dans lrsquousine Pour expliquer aux opeacuterateurs comment et quoi controcircler sur les
piegraveces
Pour avoir des moyens et meacutethode de controcircle fiables
Donneacutee de sortie
Reacutealiser le processus pour assurer la qualiteacute du produit dans le domaine drsquoautomobile
Figure 10 QQOQCP [12]
2 Elaboration de la Strateacutegie
Pour avoir une vision globale expliciter lrsquoensemble des objectifs du stage et
pour mieux agir sur les pratiques un planning dynamique strateacutegique (PDS) [12] (cf
Figure 11 page suivante) est reacutealiseacute afin de cibler la deacutemarche drsquoameacutelioration continue
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 19 46
Figure 11 Planification dynamique strateacutegique [12]
Entiteacute de service
Stagiaire qualiteacute
Publics concerneacutes
bull Directs Service qualiteacute du projet
bull Indirects Client et collaborateurs
Objectifs mesurables a) 100 reacutealisation des documents
demandeacutes Validation du document qualiteacute demandeacute par le client (K0) et lrsquousine
b) Prouver la mesurabiliteacute et la reproductibiliteacute
c) Lancer en fabrication des moyens de controcircle valideacute
Contexte - Exigence speacutecifique du client - Certification Faurecia ISO 14001 et TS 16949 - Systegraveme qualiteacute public Renault ANPQP Faurecia PMS
Besoin particulier du laquo public raquo - Prendre en compte le retour drsquoexpeacuterience des projets preacuteceacutedant (capitalisation) - Validation du travail par le public
Attentes geacuteneacuterales du laquo public raquo - Produit reacutepondant aux normes de seacutecuriteacute et de qualiteacute (Reacuteglementation PPM retour garantie)
Prioriteacutes choisies
a) Preacuteparation documentaire b) Eacutetude drsquoun systegraveme de mesure c) Participation agrave la conception du MDC
Reacutesultats mesureacutes Satisfaction du client (cotation) PPM et retour garantie
Analyse Situation Forces - premier stage reacutealiseacute dans la mecircme
entreprise mecircme domaine
- existence du document standard
- expeacuteriences des tuteurs (projet similaire) Ameacuteliorations - audit interne FES pour ameacuteliorer la
performance des projets
Missions Raisons decirctre
Reacutealiser le processus pour assurer la qualiteacute du produit
Actions souhaiteacutees
par les
responsables qualiteacutes
Actions quotidiennes
Livrables pour satisfaire le besoin du laquopublicraquo Documentaires qualiteacute reacutesultat drsquoeacutetude du moyen de mesure eacutetude du moyen de controcircle
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 20 46
3 Analyse des risques Diagramme en arbre
Pour mieux reacuteagir face aux risques relatifs aux missions de stage une analyse des
risques (cf Figure 12) est reacutealiseacutee en utilisant le diagramme en arbre qui permet de
deacutecliner rapidement des alternatives aux risques plausibles
Figure 12 Analyse des risques [12]
Alternative
Missions preacutevisionnelles
Missions reacuteelles
Risques
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 21 46
Chapitre 2 ndash Meacutethodologies et Applications
I Meacutethode laquo PDCA raquo
1 Deacutefinition de la meacutethode laquo PDCA raquo
La meacutethode laquo PDCA raquo [14] (cf Figure 13) ou laquo roue de Deming raquo est une
illustration de la meacutethode qualiteacute Plan-Do-Chec-Act son nom vient du statisticien William
Edwards Deming
La meacutethode comporte quatre eacutetapes agrave suivre pour ameacuteliorer la qualiteacute
P = Plan planifier la reacutealisation par exemple
leacutecriture du cahier des charges et
leacutetablissement dun planning
D = Do mettre en place toutes les actions
indiqueacutees dans le plan drsquoaction
C = Check mesuree et veacuterifier cette eacutetape
utilise des moyens de controcircle divers
A= Act rechercher des points dameacuteliorations
et proposer les actions correctives
Leacutetape Act amegravenera un nouveau projet
agrave reacutealiser donc une nouvelle planification agrave
eacutetablir Il sagit donc dun cycle que lon
repreacutesente agrave laide dune roue Figure 13 PDCA [12]
2 Pourquoi laquo PDCA raquo
Pour faire face aux marcheacutes compeacutetitifs drsquoaujourdrsquohui les entreprises doivent eacutetablir
une strateacutegie leur permettant drsquoameacuteliorer leur performance en continue La meacutethode
laquo PDCA raquo permet de piloter et simplifier ces actions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 22 46
II Cartographie de processus et meacutethode laquo A-PDCA raquo
Afin drsquoatteindre les cibles qualiteacute du client et drsquoassurer une ameacutelioration continue un
processus de suivi de la qualiteacute du produit est neacutecessaire Le processus pour assurer la
qualiteacute des produits drsquoun nouveau projet contient une grande partie de creacuteation Un Cycle
laquo A ndashPDCA raquo permet drsquoinnover les meacutethodes de controcircle avec ambition et creacuteativiteacute
Une cartographie (cf Figure 14) est reacutealiseacutee pour expliciter le deacuteroulement du
processus
Figure 14 Processus pour assurer la qualiteacute du produit [12]
Le cycle dans ce processus contient 5 eacutetapes
A = Analyser analyser les besoins et le contexte communiquer avec le client eacutechange
P = Planifier planifier et deacutefinir les meacutethodes de controcircle identifier les process de
fabrication
D = Do reacutealiser les produits controcircler mesurer et tester
C = Check veacuterifier et comprendre les reacutesultats chercher les causes racines
A = Ameacuteliorer suggeacuterer les plans drsquoactions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 23 46
Dans la phase Analyser il faut prendre en compte tous les eacuteleacutements drsquoentreacutees
mateacuterielles la norme ISOTS 16949 les cibles qualiteacutes deacutefinit par client (PPM retour
garanti) les exigences par processproduit le systegraveme qualiteacute standard les retours
expeacuteriences et les contraintes dans lrsquousine etc
Lrsquoobjectif externe du processus est de satisfaire le client en livrant des produits
conformes aux exigences et en montrant un process performant
Lrsquoobjectif interne du processus est de reacutealiser lrsquoameacutelioration continue en augmentant
le pourcentage de conformiteacute produit cest-agrave-dire reacuteduire le nombre de piegravece mauvaises
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 24 46
III ISOTS 16949 regroupeacutee par laquo A-PDCA raquo
La norme ISOTS16949 [8][18] deacutecrit toutes les exigences du systegraveme de
management de la qualiteacute dans le domaine de lrsquoautomobile Mais les exigences ne sont pas
faciles agrave retenir Un regroupement des exigences par laquo A-PDCA raquo (cf Figure 15) donne une
vision plus claire
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo [12]
52 Ecoute client
732 a Deacuteterminer les exigences fonctionnelles et de performance Les
exigences fonctionnelles sont deacutefinit dans le cahier des charges
732 b Deacuteterminer les exigences reacuteglementaires et leacutegales Les exigences
lieacutees au transport agrave lrsquoemballage aux eacutetiquettes aux notices drsquoutilisation agrave
la date limite drsquoutilisation agrave la traccedilabiliteacute aux composants
8231 Conserver les enregistrements reacutealiser un
plan drsquoactions correctives
85 Ameacutelioration deacuteterminer les causes de non-
conformiteacutes deacuteterminer les actions neacutecessaires
Reacutesolution de problegravemes dispositif anti-erreurs
impact des actions correctives preacuteventives
83 Maitrise du produit non conforme
84 Analyser les donneacutees (indicateurs reacutesultats
daudits niveau de satisfaction des clients) collecter
les informations
743 Assurer que le produit acheteacute satisfait aux exigences
drsquoachat (inspections en entreacutee et en reacutealisation du produit)
824 Surveiller et mesurer les KC controcircle les dimensions et
essais fonctionnels
8231 Mettre en place le plan de surveillance et le
diagramme de flux des processus
71 Planifier et deacuteterminer les processus de reacutealisation du produit
les activiteacutes de veacuterification validation surveillance mesure
inspection et essai speacutecifiques au produit Deacuteterminer les critegraveres
drsquoacceptation du produit les enregistrements speacutecifiques
7323 Identifier les documents de maitrise des processus
7511 Elaborer les plans de surveillance en prenant en compte les
reacutesultats des AMDEC produitsprocessus eacutenumeacuterer les types de
drsquoinspection preacuteciser la surveillance des KC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 25 46
IV Plan drsquoaction pour reacutealiser le processus
Pour reacutealiser correctement le processus et expliciter la meacutethode laquoA-PDCA raquo un
plan drsquoaction est deacutetailleacute ci-dessous il reacuteponde eacutegalement aux exigences de la norme
ISOTS 16949 [7]
Dans la phase analyser i l faut comprendre les exigences du client communiquer les
eacutetudes sur le produit afin de trouver un consensus et deacutefinir un objectif claire
ACTION
Identifier les caracteacuteristiques cleacutes
Dans la phase planifier la norme ISOTS 16949 demande de deacuteterminer les
processus de reacutealisation du produit les activiteacutes de veacuterification validation surveillance et
mesure inspection et essais speacutecifique au produit Un logigramme de production permet de
visualiser les diffeacuterentes activiteacutes Un plan drsquoaction et une instruction de travaille explique
aux qualiticiens comment controcircler et mesurer le produit
ACTION
Identifier les process de fabrication
Deacutefinir les systegravemes de controcircle
Dans la phase do toutes les actions planifieacutees seront mises en place et toutes les
piegraveces non conformes sortent du flux
ACTION
Controcircler mesurer et tester les piegraveces
Lrsquoessentielle de la phase check est de comprendre les problegravemes en veacuterifiant les
deacutefauts des piegraveces et les reacutesultats de mesureessais et trouver les causes
ACTION
Check les piegraveces non-conformes analyser les causses
Lrsquoessentielle de la phase drsquoameacutelioration est de proposer les plans drsquoaction pour
reacutesoudre le problegraveme et drsquoaugmenter la performance
ACTION
Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 26 46
V Application de la Meacutethode laquo A-PDCA raquo
Le client fournit des Cahier Des Charges qui deacutecrivent tous les regraveglementations agrave
respecter ainsi que les autres exigences agrave atteindre pour assurer la conformiteacute du produit
Par exemple pour veacuterifier la conformiteacute du moussage plusieurs exigences sont listeacutees et
chaque type correspond agrave une meacutethode drsquoessai identifieacutee dans les documents de controcircles
1 Identifier les caracteacuteristiques cleacutes
Chaque piegravece a des caracteacuteristiques speacutecifiques lieacutees agrave la seacutecuriteacute agrave lrsquoassemblage
avec les autres piegraveces ou encore lieacutees au fonctionnement Les exigences particuliegraveres pour
chaque produit sont deacutetailleacutees dans la KC list
Un regroupement des exigences par ISHIKAWA [15] (cf Figure 16) peut servir agrave
veacuterifier tous les caracteacuteristiques cleacutes relative au process ou produit
Figure 16 Regroupement des exigences par ISHIKAWA [12] [15]
Lavantage de cette meacutethode est que les caracteacuteristiques cleacutes sont eacutenumeacutereacutees assez
rapidement
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 27 46
2 Idendifier les process de fabrication
Les process de fabrication contiennent plusieurs opeacuterations diffeacuterentes pour
fabriquer correctement les produits les controcircles des paramegravetres et les opeacuterations sont
obligatoires Le flux de fabrication (cf Figure 17) permet drsquoillustrer et ordonner les
opeacuterations graphiquement Ce document est tregraves explicite et logique
Figure 17 Flux de production [12]
3 Deacutefinir les systegravemes de controcircle
Pour controcircler les diffeacuterentes caracteacuteristiques (les aspects les fonctionnements les
dimensions les poids les couleurs les bri llances etc) de chaque type de piegravece des
systegravemes de controcircle approprieacutes sont neacutecessaires Un systegraveme de controcircle contient les
meacutethodes de controcircle les outils de mesure les critegraveres drsquoacceptation les actions etc
Reacuteception matiegravere
Process 2 3 4hellip
Reacuteception
Piegravecematiegravere
Piegravececomposant
Controcircle qualiteacute
Produit semi-fini
Process 1
II
II
Controcircle qualiteacute
Controcircle qualiteacute
Produit semi-fini
Controcircle qualiteacute
Controcircle qualiteacute
Produit fini
Controcircle qualiteacute
Assemblage
II
FI
PI
PI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 28 46
Ainsi dans le cadre de lassurance qualiteacute les normes ISO900123 [16] demandent
de consigner par eacutecrit les dispositions prises pour satisfaire les besoins du client Le
systegraveme qualiteacute deacutefinit les documents agrave livrer pour chaque phase Il demande drsquoexpliciter la
faccedilon de proceacuteder dans les instructions [17] Ces documents sont creacuteeacutes par type de
process et par piegravece Ils expliquent clairement aux opeacuterateurs comment fabriquer controcircler
et geacuterer les non conformiteacutes
31 Plan drsquoaction Plan de surveillance
Selon les exigences de la norme ISOTS16949 [7] le plan de surveillance [5][18] (cf
Tableau 1) doit couvrir trois phases distinctes prototype preacuteseacuterie production Les
eacuteleacutements agrave preacuteciser dans le plan de surveillance sont
Donneacutees geacuteneacuterales nom de la piegravece reacutefeacuterence indice de modification information
client etc
Maicirctrise du produit caracteacuteristiques speacuteciales speacutecification et toleacuterance
Maicirctrise des processus paramegravetres des processus caracteacuteristiques des processus
outils de fabrication etc
Meacutethode technique de mesure moyen de deacutetection freacutequence drsquoeacutechantillonnage
meacutethode de maicirctrise etc
Actions correctives plan de reacuteaction plan drsquoaction correctives
Tableau 1 Extrait du plan de surveillance injection [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 29 46
32 Instruction Gamme de controcircle [6]
Il existe plusieurs types de gammes de controcircle controcircle reacuteception (Incoming
inspection sheet) controcircle process (Process inspection sheet) et controcircle final (Final
inspection sheet) Lrsquoensemble de ces documents permet drsquoassurer la qualiteacute du produit
Une gamme de controcircle (cf Tableau 2) peut ecirctre utiliseacutee pour controcircler un ou
plusieurs composants Elle deacutecrit les opeacuterations qui doivent ecirctre exeacutecuteacutees au poste de
travail Ces opeacuterations peuvent contenir plusieurs caracteacuteristiques de controcircle Une
caracteacuteristique de controcircle deacutecrit lrsquoobjet du controcircle Chaque opeacuteration peut eacutegalement
indiquer lrsquooutillage neacutecessaire agrave la reacutealisation de lactiviteacute
Tableau 2 Gamme de controcircle injection [9][12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 30 46
33 Outil Moyen de mesure
Le systegraveme de controcircle deacutefinit eacutegalement les outi ls agrave uti liser Ces outils peuvent
diffeacuterer en fonction du type de piegravece et du proceacutedeacute de fabrication
Probleacutematique du projet JFC
Manque un outil pour mesurer lrsquoeacutepaisseur drsquoune piegravece speacutecifique sur lrsquoIP
Hypothegraveses proposeacutees
- Controcircle suivant la meacutethode utiliseacutee pour une autre piegravece mais qui est destructive
- Recherche de solution non destructive
Deacutemarche pour rechercher la meacutethode
Une deacutemarche DCAP (cf Figure 18) est proposeacutee pour structurer la recherche et
tester les meacutethodes innovantes
Figure 18 DCAP [12]
Do Controcircler les piegraveces en utilisant les diffeacuterentes meacutethodes
Lrsquoobjectifs de cette phase est de prouver la faisabiliteacute des meacutethodes de controcircle
drsquoeacutevaluer le temps de preacuteparation et controcircle pour chaque meacutethode
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 8 46
Introduction
Dans le cadre de la formation de master en qualiteacute et performance dans les
organisations agrave lrsquoUniversiteacute Technologique de Compiegravegne jrsquoai effectueacute mon projet de fin
drsquoeacutetude drsquoune dureacutee de vingt-quatre semaines (11022013 ndash 26072013) au sein de
lrsquoentreprise Faurecia Interior Systems (FIS)[4] au centre de recherche et deacuteveloppement agrave
Meacuteru
Accueillie sur le plateau Renault dans le projet JFC sous la responsabiliteacute de M
Philipe LECLERC M Cyrille BAROUKH et M Cyrille PEILHO jrsquoai travailleacute en eacutetroite
collaboration avec le pilote qualiteacute afin de reacutealiser les activiteacutes Qualiteacute en fabrication
mesures et essais
Mes missions pendant les 24 semaines peuvent se diviser en 3 parties
Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
o Reacutedaction du synoptique de fabrication
o Reacutedaction du plan de surveillance et validation avec le Pilot Plant
o Reacutedaction des fiches de controcircles reacuteception processus et finales
Recherche drsquoun systegraveme de mesure
Participation agrave la conception du moyen de controcircle
Les missions listeacutees ci-dessus participent au processus drsquoassurance qualiteacute du
produit dans le domaine drsquoautomobile
Ce meacutemoire drsquointelligence meacutethodologie preacutesente le contexte les enjeux et la
probleacutematique du stage (chapitre 1) syntheacutetise et exprime graphiquement les concepts
abstraits explicite les plans drsquoactions qui permettent de reacutealiser le processus (chapitre 2) Il
preacutesente enfin les reacutesultats et bilan (chapitre 3)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 9 46
Chapitre 1 - Contexte et enjeux
I Contexte
1 Preacutesentation de Faurecia
11 Faureica Creacuteation et activiteacutes
Faurecia est une entreprise franccedilaise qui conccediloit fabrique et commercialise des
eacutequipements automobiles Elle a eacuteteacute creacuteeacute en 1997 agrave la suite de la fusion entre le
producteur de siegraveges automobiles Bertrand Faure et ECIA fi liale de PSA Peugeot Citroeumln
creacutee dix ans plus tocirct En 2001 le groupe Faurecia achegravete lrsquoeacutequipementier automobile
Sommer ndash Alibert Ce rachat financeacute par PSA agrave hauteur de 75 permet agrave cette derniegravere
de conforter sa participation dans le groupe [9][10]
12 Faurecia dans le monde
Faurecia est preacutesente dans 34 pays sur 320 sites de production et 30 centres de
RampD et pour un total denviron 94 000 employeacutes (61000 en 2007 58000 en 2008 62 000
en 2009 75 en 2011) [9]
En 2012 le chiffre daffaires de Faurecia sest eacuteleveacute agrave 174 milliards deuros [10] Il
est reacuteparti entre les quatre speacutecialiseacutes comme lrsquoimage ci-dessous (cf Figure 1)
Figure 1 Vente par activiteacute et classement en 2011 [9]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 10 46
2 Preacutesentation de Faurecia systegraveme drsquointeacuterieur (FIS)
21 Les activiteacutes et les chiffres cleacutes du FIS en 2011
Les activiteacutes au sein du systegraveme drsquointeacuterieur de Faurecia se divisent en 3 lignes de
produit (cf Figure 2)
Figure 2 Lignes de produit [9]
Le savoir-faire de Faurecia lui permet de concilier des reacuteponses adapteacutees aux
enjeux des constructeurs en terme de seacutecuriteacute (conception de structures agrave absorption
drsquoeacutenergie) de confort (visuel thermique et acoustique) de qualiteacute perccedilue (aspect sens de
toucher) et drsquoalleacutegement (utilisation de mateacuteriaux syntheacutetiques et naturels) Les chiffres cleacutes
des produits montrent (cf Figure 3) la performance du FIS
Figure 3 Chiffres cleacutes des produits de FIS en 2012 [9]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 11 46
22 Preacutesentation du site Meacuteru
Le site de Meacuteru (cf Figure 4) est deviseacute en deux parties le CREA (centre de
recherche et drsquoeacutetude automobile) et lrsquousine de production
Figure 4 Site Meacuteru [9]
Le CREA est organiseacute en grande partie en plateau de diffeacuterents clients regroupeacutes
comme deacutecrit ci-apregraves
Un pocircle de compeacutetence qui regroupe les experts techniques dans diffeacuterents
domaines (injection meacutecanisme fixation etc) qui travaillent pour plusieurs projets
Un pocircle de design amp innovation ougrave est reacutealiseacute les benchmarking des innovations en
reacutepondant aux besoins et aux tendances du marcheacute (reacuteduction du poids deacutecoration avec
lrsquoaspect eacutecologique matiegravere reacuteactive et eacutemotionnel etc)
Un centre de calcul ougrave sont effectueacutees toutes les simulations neacutecessaires au
deacuteveloppement des produits (proceacutedure drsquoinjection crash-test etc)
Des laboratoires de tests amp essais (mesure de geacuteomeacutetrie test tir-airbag test
aeacuteraulique vieillissement vibration endurance crash-test climatisation etc)
Une usine pilote ougrave se trouve tous les proceacutedeacutes et les eacutequipements utiliseacutes par les
lignes de production et drsquoassemblage pour appliquer des technologies comme injection la
peinture le thermoformage le thermoformage neacutegatif avec moule graineacute le slush-moulding
(technique de fabrication de peau pour planche de bord mousseacutee) le surmoulage le
moussage le fraisage la soudure par vibration et par ultrason etc Cela permet la mise au
point et une premiegravere validation des produits et proceacutedeacutes
Ces 3 derniers services composent le PPV (Product Process Validation) Lrsquousine de
production est creacuteeacutee en 1960 (anciennement Sommer-Allibert)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 12 46
3 Preacutesentation du projet
31 Lrsquoeacutequipe du projet
Le projet JFC a pour objectif le remplacement de lrsquoESPACE 4 [11] Le peacuterimegravetre de
Faurecia est la planche de bord la console centrale et les panneaux de portes Ce
veacutehicule sera vendu en Europe et sa commercialisation est preacutevue en 2015
Lrsquoeacutequipe projet est diviseacutee en deux eacutequipes une baseacutee agrave Meacuteru (France) et qui gegravere
les peacuterimegravetres planche console centrale et la deuxiegraveme en Espagne agrave Valence pour les
panneaux de portes Ces deux eacutequipes sont en contact avec Renault technocentre baseacute agrave
Guyancourt (France)
Les eacutequipes projet Faurecia ont en charge la conception des produits ainsi que leur
industrialisation elles interviennent depuis le choix du fournisseur par le client jusqursquoau
deacutemarrage seacuterie du veacutehicule
Le scheacutema page suivante (cf Figure 5) explicite les contacts avec les diffeacuterentes
eacutequipes travaillant pour le projet JFC pour reacutealiser la deacutemarche drsquoassurance qualiteacute du
produit
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 13 46
Figure 5 Environnement du travail (eacutechange avec les eacutequipes)[12]
Preacuteparation documentaire
Equipe projet
Pilote deacuteveloppement
panneaux
Espagne
Valence
Equipe usine prototype
Pilote Qualiteacute usine
prototype planche-
console
France
Meacuteru
Equipe usine prototype
Pilote Qualiteacute usine
prototype panneaux de
portes
Espagne
Valence
Contact occasionnel Genre drsquoactiviteacute Contact reacuteguliegravere
Co
ncep
tion
du
mo
yen
de c
on
trocircle
Fournisseur du
moyen de controcircle
Chine
Shanghai
Experts moyen de
controcircle
France
Meacuteru
Equipe projet France Meacuteru
Qualiteacute usine
Pilote qualiteacute usine
Activ
iteacute m
esu
re fla
p a
irbag
France
Heacutenin-Baumont
Experts process
France
Guyancourt
Laboratoire
Pilote essais
France
Meacuteru
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 14 46
32 Planning du projet
Faurecia intervient sur les projets depuis la nomination fournisseur (cf Figure 6) jusqursquoau deacutemarrage seacuterie [9] La dureacutee drsquoun projet
type Renault est drsquoenviron 25 ans
Le stage se deacuteroule pendant la phase lancement outillage (phase 2) et jusqursquoagrave lrsquoarriveacutee des premiegraveres piegraveces issues des outi llages
deacutefinitifs (phase 3) - outillages utiliseacutes pendant la vie seacuterie Faurecia au travers de son systegraveme de management de la qualiteacute reacutepond agrave ce
planning via les phases deacutetailleacutees ci-dessous
FIS
Figure 6 Planning du projet [9][13]
Stage
Sy
stegrave
me
de
ma
na
ge
me
nt
de
Fa
ure
cia
Pla
nn
ing
de
RE
NA
UL
T
Environ 25 ans
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 15 46
La phase ndeg2 correspond agrave une phase de conception du produit (numeacuterisation des
piegraveces reacutealisation des plans de leveacutees de risques ndash AMDEC choix des process de
fabrication choix des fournisseurs eacutetablissement des plans de surveillances des gammes
de controcircles des gammes de mesureshellip)
Dans la phase ndeg3 les essais (conformeacutement aux cahiers des charges clients) les
mesures des produits et de leurs moyens de fabrication seront effectueacutees A lrsquoissue de ces
veacuterifications les piegraveces sont soumises au client pour acceptation finale (paiement des
outillages deacutefinitifs) Crsquoest le jalon Faurecia PPC (Part Product Confirmation)
Dans la phase ndeg4 la monteacutee en cadence et le reacuteglage des proceacutedeacutes de fabrication
et drsquoassemblage sont effectueacutes Lrsquoobjectif est drsquoatteindre la capaciteacute de production
souhaiteacutee par le client Cette phase est sanctionneacutee par un audit de production piloteacute par le
client (jalon SOP)
Dans la phase ndeg5 on suit les premier mois de production en vie seacuterie Lrsquoeacutequipe
projet est dissoute
33 Produit attendu du projet
La planche de bord
La planche de bord (cf Figure 7) du veacutehicule est le bloc placeacute agrave lrsquoavant de lrsquohabitacle
elle constitue le principal moyen drsquointerface entre la voiture et le conducteur Les
techniques (Annexe 4 cf Tableau 4) pouvant ecirctre utiliseacutees sur la planche de bord sont le
moussage le thermogainage lrsquoinjection etc
Figure 7 Photo drsquoune Planche de bord [11]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 16 46
La Console Centrale
La console centrale (cf Figure 8) est la partie se situant entre les deux siegraveges et se
prolongeant jusqursquoagrave la planche de bord Les techniques (Annexe 4 cf Tableau 4) utiliseacutees
sur la console centrale sont Peinture inmold etc
Figure 8 Photo drsquoune console centrale [11]
Les panneaux des portes
Les panneaux des portes (cf Figure 9) sont composeacutes drsquoun bandeau un meacutedaillon
un accoudoir un porteur un vide-poche les deacutecors etc Les techniques (Annexe 4 cf
Tableau 4) utiliseacutees sur les panneaux sont affichage thermogainage etc
Figure 9 Photo drsquoun panneau de porte [9]
Levier de vitesses
et tringlerie
Autoradio
Commandes de
climatisation
Ordinateur de
bord GPS
Porte-gobelet
Accoudoir
Levier de frein de
stationnement cacircble
et circuit hydraulique
Accoudoir
Meacutedaillon
Porteur
Vide - poche
Bandeau
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 17 46
II Missions de stage
1 Missions preacutevisionnelles
Le projet JFC arrive en juin-juillet 2013 dans la phase de mise au point produit Les
activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
o reacutedaction du plan de surveillance et validation avec le Pilot Plant
o reacutedaction des fiches de controcircles reacuteception et finales
o construction du plan de validations piegraveces
o mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
o preacuteparation de documents ANPQP [13] clients
Suivi validations
o Suivi du plan de validation matiegravere (essais plaquettes)
Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
o le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour
gammes)
o le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et
suivi du plan de surveillance de la fabrication)
o la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
2 Missions reacutealiseacutees
Du fait drsquoun deacutecalage planning les sujets ont eacuteteacute reacuteajusteacutes Par conseacutequent lrsquoaspect
suivi fabrication nrsquoest plus drsquoactualiteacute Pour deacutevelopper les compeacutetences et enrichir les
expeacuteriences deux autres activiteacutes ont eacuteteacute proposeacutees
o Recherche drsquoun systegraveme de mesure pour une piegravece speacutecifique
o Participation agrave la conception du moyen de controcircle
III Probleacutematique
1 Cadrage de la probleacutematique
Pour bien cadrer le problegraveme obtenir les informations essentielles et chercher les
ideacutees de causes possibles de solutions possibles la reacutealisation drsquoun QQOQCP [12] (cf
Figure 10 page suivante) est neacutecessaire
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 18 46
Donneacutee dentreacutee
Les cibles qualiteacutes deacutefinis par client
Les normes exigences de conformiteacute des piegraveces
La conception des piegraveces
Qui
Directs Indirects (eacuteventuels)
Emetteurs pilote qualiteacute projet Reacutecepteurs stagiaire
Emetteurs Renault Reacutecepteurs projet JFC
Quoi Le procesus pour assurer la qualiteacute du produit nrsquoest pas encore tous
reacutealiseacute
Ougrave Au sein de service qualiteacute du projet JFC
Quand Du feacutevrier 2013 au juillet 2013
Comment
Reacutealisation de la deacutemarche drsquoassurance qualiteacute du produit
- Acceptation des documents par les clients et lrsquousine
- Existence drsquoun systegraveme de mesure reproductible et reacutealisable dans lrsquousine
- Acceptation de la conception des moyens de controcircle par client
- hellip
Pourquoi
Pour garantir la conformiteacute produit et satisfaire le client
Pour clarifier le process de fabrication et organiser les postes dans lrsquousine Pour expliquer aux opeacuterateurs comment et quoi controcircler sur les
piegraveces
Pour avoir des moyens et meacutethode de controcircle fiables
Donneacutee de sortie
Reacutealiser le processus pour assurer la qualiteacute du produit dans le domaine drsquoautomobile
Figure 10 QQOQCP [12]
2 Elaboration de la Strateacutegie
Pour avoir une vision globale expliciter lrsquoensemble des objectifs du stage et
pour mieux agir sur les pratiques un planning dynamique strateacutegique (PDS) [12] (cf
Figure 11 page suivante) est reacutealiseacute afin de cibler la deacutemarche drsquoameacutelioration continue
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 19 46
Figure 11 Planification dynamique strateacutegique [12]
Entiteacute de service
Stagiaire qualiteacute
Publics concerneacutes
bull Directs Service qualiteacute du projet
bull Indirects Client et collaborateurs
Objectifs mesurables a) 100 reacutealisation des documents
demandeacutes Validation du document qualiteacute demandeacute par le client (K0) et lrsquousine
b) Prouver la mesurabiliteacute et la reproductibiliteacute
c) Lancer en fabrication des moyens de controcircle valideacute
Contexte - Exigence speacutecifique du client - Certification Faurecia ISO 14001 et TS 16949 - Systegraveme qualiteacute public Renault ANPQP Faurecia PMS
Besoin particulier du laquo public raquo - Prendre en compte le retour drsquoexpeacuterience des projets preacuteceacutedant (capitalisation) - Validation du travail par le public
Attentes geacuteneacuterales du laquo public raquo - Produit reacutepondant aux normes de seacutecuriteacute et de qualiteacute (Reacuteglementation PPM retour garantie)
Prioriteacutes choisies
a) Preacuteparation documentaire b) Eacutetude drsquoun systegraveme de mesure c) Participation agrave la conception du MDC
Reacutesultats mesureacutes Satisfaction du client (cotation) PPM et retour garantie
Analyse Situation Forces - premier stage reacutealiseacute dans la mecircme
entreprise mecircme domaine
- existence du document standard
- expeacuteriences des tuteurs (projet similaire) Ameacuteliorations - audit interne FES pour ameacuteliorer la
performance des projets
Missions Raisons decirctre
Reacutealiser le processus pour assurer la qualiteacute du produit
Actions souhaiteacutees
par les
responsables qualiteacutes
Actions quotidiennes
Livrables pour satisfaire le besoin du laquopublicraquo Documentaires qualiteacute reacutesultat drsquoeacutetude du moyen de mesure eacutetude du moyen de controcircle
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 20 46
3 Analyse des risques Diagramme en arbre
Pour mieux reacuteagir face aux risques relatifs aux missions de stage une analyse des
risques (cf Figure 12) est reacutealiseacutee en utilisant le diagramme en arbre qui permet de
deacutecliner rapidement des alternatives aux risques plausibles
Figure 12 Analyse des risques [12]
Alternative
Missions preacutevisionnelles
Missions reacuteelles
Risques
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 21 46
Chapitre 2 ndash Meacutethodologies et Applications
I Meacutethode laquo PDCA raquo
1 Deacutefinition de la meacutethode laquo PDCA raquo
La meacutethode laquo PDCA raquo [14] (cf Figure 13) ou laquo roue de Deming raquo est une
illustration de la meacutethode qualiteacute Plan-Do-Chec-Act son nom vient du statisticien William
Edwards Deming
La meacutethode comporte quatre eacutetapes agrave suivre pour ameacuteliorer la qualiteacute
P = Plan planifier la reacutealisation par exemple
leacutecriture du cahier des charges et
leacutetablissement dun planning
D = Do mettre en place toutes les actions
indiqueacutees dans le plan drsquoaction
C = Check mesuree et veacuterifier cette eacutetape
utilise des moyens de controcircle divers
A= Act rechercher des points dameacuteliorations
et proposer les actions correctives
Leacutetape Act amegravenera un nouveau projet
agrave reacutealiser donc une nouvelle planification agrave
eacutetablir Il sagit donc dun cycle que lon
repreacutesente agrave laide dune roue Figure 13 PDCA [12]
2 Pourquoi laquo PDCA raquo
Pour faire face aux marcheacutes compeacutetitifs drsquoaujourdrsquohui les entreprises doivent eacutetablir
une strateacutegie leur permettant drsquoameacuteliorer leur performance en continue La meacutethode
laquo PDCA raquo permet de piloter et simplifier ces actions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 22 46
II Cartographie de processus et meacutethode laquo A-PDCA raquo
Afin drsquoatteindre les cibles qualiteacute du client et drsquoassurer une ameacutelioration continue un
processus de suivi de la qualiteacute du produit est neacutecessaire Le processus pour assurer la
qualiteacute des produits drsquoun nouveau projet contient une grande partie de creacuteation Un Cycle
laquo A ndashPDCA raquo permet drsquoinnover les meacutethodes de controcircle avec ambition et creacuteativiteacute
Une cartographie (cf Figure 14) est reacutealiseacutee pour expliciter le deacuteroulement du
processus
Figure 14 Processus pour assurer la qualiteacute du produit [12]
Le cycle dans ce processus contient 5 eacutetapes
A = Analyser analyser les besoins et le contexte communiquer avec le client eacutechange
P = Planifier planifier et deacutefinir les meacutethodes de controcircle identifier les process de
fabrication
D = Do reacutealiser les produits controcircler mesurer et tester
C = Check veacuterifier et comprendre les reacutesultats chercher les causes racines
A = Ameacuteliorer suggeacuterer les plans drsquoactions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 23 46
Dans la phase Analyser il faut prendre en compte tous les eacuteleacutements drsquoentreacutees
mateacuterielles la norme ISOTS 16949 les cibles qualiteacutes deacutefinit par client (PPM retour
garanti) les exigences par processproduit le systegraveme qualiteacute standard les retours
expeacuteriences et les contraintes dans lrsquousine etc
Lrsquoobjectif externe du processus est de satisfaire le client en livrant des produits
conformes aux exigences et en montrant un process performant
Lrsquoobjectif interne du processus est de reacutealiser lrsquoameacutelioration continue en augmentant
le pourcentage de conformiteacute produit cest-agrave-dire reacuteduire le nombre de piegravece mauvaises
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 24 46
III ISOTS 16949 regroupeacutee par laquo A-PDCA raquo
La norme ISOTS16949 [8][18] deacutecrit toutes les exigences du systegraveme de
management de la qualiteacute dans le domaine de lrsquoautomobile Mais les exigences ne sont pas
faciles agrave retenir Un regroupement des exigences par laquo A-PDCA raquo (cf Figure 15) donne une
vision plus claire
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo [12]
52 Ecoute client
732 a Deacuteterminer les exigences fonctionnelles et de performance Les
exigences fonctionnelles sont deacutefinit dans le cahier des charges
732 b Deacuteterminer les exigences reacuteglementaires et leacutegales Les exigences
lieacutees au transport agrave lrsquoemballage aux eacutetiquettes aux notices drsquoutilisation agrave
la date limite drsquoutilisation agrave la traccedilabiliteacute aux composants
8231 Conserver les enregistrements reacutealiser un
plan drsquoactions correctives
85 Ameacutelioration deacuteterminer les causes de non-
conformiteacutes deacuteterminer les actions neacutecessaires
Reacutesolution de problegravemes dispositif anti-erreurs
impact des actions correctives preacuteventives
83 Maitrise du produit non conforme
84 Analyser les donneacutees (indicateurs reacutesultats
daudits niveau de satisfaction des clients) collecter
les informations
743 Assurer que le produit acheteacute satisfait aux exigences
drsquoachat (inspections en entreacutee et en reacutealisation du produit)
824 Surveiller et mesurer les KC controcircle les dimensions et
essais fonctionnels
8231 Mettre en place le plan de surveillance et le
diagramme de flux des processus
71 Planifier et deacuteterminer les processus de reacutealisation du produit
les activiteacutes de veacuterification validation surveillance mesure
inspection et essai speacutecifiques au produit Deacuteterminer les critegraveres
drsquoacceptation du produit les enregistrements speacutecifiques
7323 Identifier les documents de maitrise des processus
7511 Elaborer les plans de surveillance en prenant en compte les
reacutesultats des AMDEC produitsprocessus eacutenumeacuterer les types de
drsquoinspection preacuteciser la surveillance des KC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 25 46
IV Plan drsquoaction pour reacutealiser le processus
Pour reacutealiser correctement le processus et expliciter la meacutethode laquoA-PDCA raquo un
plan drsquoaction est deacutetailleacute ci-dessous il reacuteponde eacutegalement aux exigences de la norme
ISOTS 16949 [7]
Dans la phase analyser i l faut comprendre les exigences du client communiquer les
eacutetudes sur le produit afin de trouver un consensus et deacutefinir un objectif claire
ACTION
Identifier les caracteacuteristiques cleacutes
Dans la phase planifier la norme ISOTS 16949 demande de deacuteterminer les
processus de reacutealisation du produit les activiteacutes de veacuterification validation surveillance et
mesure inspection et essais speacutecifique au produit Un logigramme de production permet de
visualiser les diffeacuterentes activiteacutes Un plan drsquoaction et une instruction de travaille explique
aux qualiticiens comment controcircler et mesurer le produit
ACTION
Identifier les process de fabrication
Deacutefinir les systegravemes de controcircle
Dans la phase do toutes les actions planifieacutees seront mises en place et toutes les
piegraveces non conformes sortent du flux
ACTION
Controcircler mesurer et tester les piegraveces
Lrsquoessentielle de la phase check est de comprendre les problegravemes en veacuterifiant les
deacutefauts des piegraveces et les reacutesultats de mesureessais et trouver les causes
ACTION
Check les piegraveces non-conformes analyser les causses
Lrsquoessentielle de la phase drsquoameacutelioration est de proposer les plans drsquoaction pour
reacutesoudre le problegraveme et drsquoaugmenter la performance
ACTION
Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 26 46
V Application de la Meacutethode laquo A-PDCA raquo
Le client fournit des Cahier Des Charges qui deacutecrivent tous les regraveglementations agrave
respecter ainsi que les autres exigences agrave atteindre pour assurer la conformiteacute du produit
Par exemple pour veacuterifier la conformiteacute du moussage plusieurs exigences sont listeacutees et
chaque type correspond agrave une meacutethode drsquoessai identifieacutee dans les documents de controcircles
1 Identifier les caracteacuteristiques cleacutes
Chaque piegravece a des caracteacuteristiques speacutecifiques lieacutees agrave la seacutecuriteacute agrave lrsquoassemblage
avec les autres piegraveces ou encore lieacutees au fonctionnement Les exigences particuliegraveres pour
chaque produit sont deacutetailleacutees dans la KC list
Un regroupement des exigences par ISHIKAWA [15] (cf Figure 16) peut servir agrave
veacuterifier tous les caracteacuteristiques cleacutes relative au process ou produit
Figure 16 Regroupement des exigences par ISHIKAWA [12] [15]
Lavantage de cette meacutethode est que les caracteacuteristiques cleacutes sont eacutenumeacutereacutees assez
rapidement
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 27 46
2 Idendifier les process de fabrication
Les process de fabrication contiennent plusieurs opeacuterations diffeacuterentes pour
fabriquer correctement les produits les controcircles des paramegravetres et les opeacuterations sont
obligatoires Le flux de fabrication (cf Figure 17) permet drsquoillustrer et ordonner les
opeacuterations graphiquement Ce document est tregraves explicite et logique
Figure 17 Flux de production [12]
3 Deacutefinir les systegravemes de controcircle
Pour controcircler les diffeacuterentes caracteacuteristiques (les aspects les fonctionnements les
dimensions les poids les couleurs les bri llances etc) de chaque type de piegravece des
systegravemes de controcircle approprieacutes sont neacutecessaires Un systegraveme de controcircle contient les
meacutethodes de controcircle les outils de mesure les critegraveres drsquoacceptation les actions etc
Reacuteception matiegravere
Process 2 3 4hellip
Reacuteception
Piegravecematiegravere
Piegravececomposant
Controcircle qualiteacute
Produit semi-fini
Process 1
II
II
Controcircle qualiteacute
Controcircle qualiteacute
Produit semi-fini
Controcircle qualiteacute
Controcircle qualiteacute
Produit fini
Controcircle qualiteacute
Assemblage
II
FI
PI
PI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 28 46
Ainsi dans le cadre de lassurance qualiteacute les normes ISO900123 [16] demandent
de consigner par eacutecrit les dispositions prises pour satisfaire les besoins du client Le
systegraveme qualiteacute deacutefinit les documents agrave livrer pour chaque phase Il demande drsquoexpliciter la
faccedilon de proceacuteder dans les instructions [17] Ces documents sont creacuteeacutes par type de
process et par piegravece Ils expliquent clairement aux opeacuterateurs comment fabriquer controcircler
et geacuterer les non conformiteacutes
31 Plan drsquoaction Plan de surveillance
Selon les exigences de la norme ISOTS16949 [7] le plan de surveillance [5][18] (cf
Tableau 1) doit couvrir trois phases distinctes prototype preacuteseacuterie production Les
eacuteleacutements agrave preacuteciser dans le plan de surveillance sont
Donneacutees geacuteneacuterales nom de la piegravece reacutefeacuterence indice de modification information
client etc
Maicirctrise du produit caracteacuteristiques speacuteciales speacutecification et toleacuterance
Maicirctrise des processus paramegravetres des processus caracteacuteristiques des processus
outils de fabrication etc
Meacutethode technique de mesure moyen de deacutetection freacutequence drsquoeacutechantillonnage
meacutethode de maicirctrise etc
Actions correctives plan de reacuteaction plan drsquoaction correctives
Tableau 1 Extrait du plan de surveillance injection [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 29 46
32 Instruction Gamme de controcircle [6]
Il existe plusieurs types de gammes de controcircle controcircle reacuteception (Incoming
inspection sheet) controcircle process (Process inspection sheet) et controcircle final (Final
inspection sheet) Lrsquoensemble de ces documents permet drsquoassurer la qualiteacute du produit
Une gamme de controcircle (cf Tableau 2) peut ecirctre utiliseacutee pour controcircler un ou
plusieurs composants Elle deacutecrit les opeacuterations qui doivent ecirctre exeacutecuteacutees au poste de
travail Ces opeacuterations peuvent contenir plusieurs caracteacuteristiques de controcircle Une
caracteacuteristique de controcircle deacutecrit lrsquoobjet du controcircle Chaque opeacuteration peut eacutegalement
indiquer lrsquooutillage neacutecessaire agrave la reacutealisation de lactiviteacute
Tableau 2 Gamme de controcircle injection [9][12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 30 46
33 Outil Moyen de mesure
Le systegraveme de controcircle deacutefinit eacutegalement les outi ls agrave uti liser Ces outils peuvent
diffeacuterer en fonction du type de piegravece et du proceacutedeacute de fabrication
Probleacutematique du projet JFC
Manque un outil pour mesurer lrsquoeacutepaisseur drsquoune piegravece speacutecifique sur lrsquoIP
Hypothegraveses proposeacutees
- Controcircle suivant la meacutethode utiliseacutee pour une autre piegravece mais qui est destructive
- Recherche de solution non destructive
Deacutemarche pour rechercher la meacutethode
Une deacutemarche DCAP (cf Figure 18) est proposeacutee pour structurer la recherche et
tester les meacutethodes innovantes
Figure 18 DCAP [12]
Do Controcircler les piegraveces en utilisant les diffeacuterentes meacutethodes
Lrsquoobjectifs de cette phase est de prouver la faisabiliteacute des meacutethodes de controcircle
drsquoeacutevaluer le temps de preacuteparation et controcircle pour chaque meacutethode
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
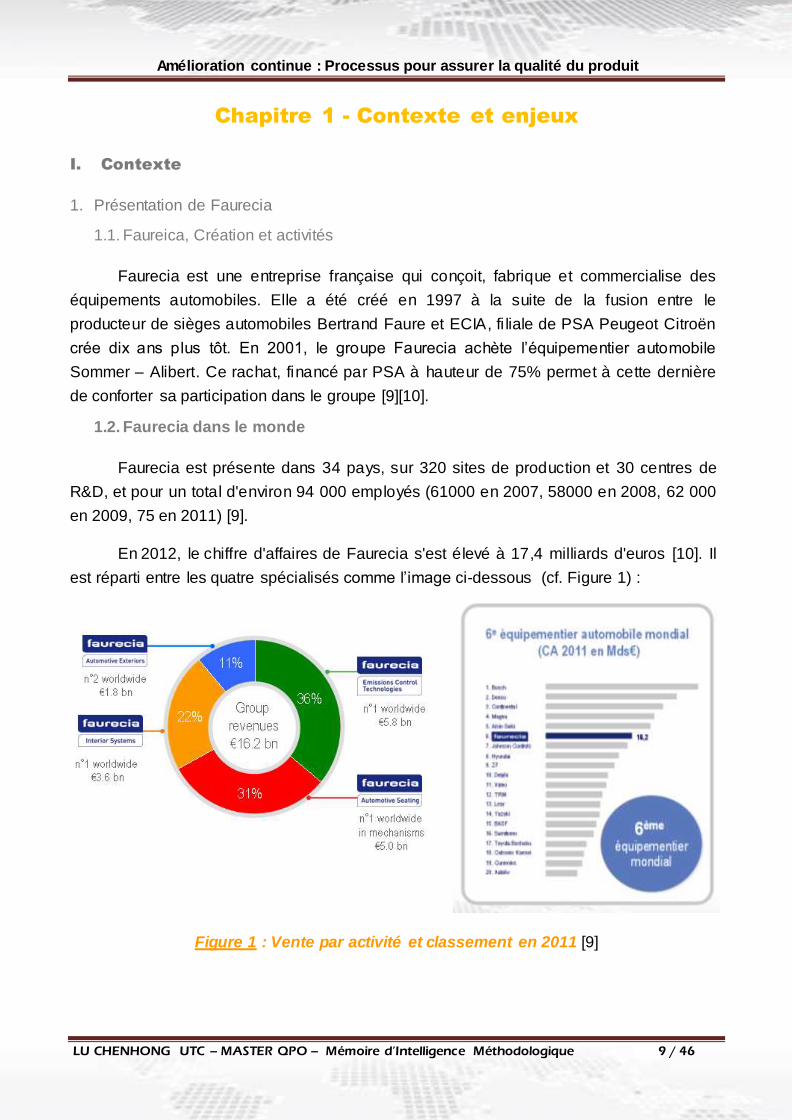
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 9 46
Chapitre 1 - Contexte et enjeux
I Contexte
1 Preacutesentation de Faurecia
11 Faureica Creacuteation et activiteacutes
Faurecia est une entreprise franccedilaise qui conccediloit fabrique et commercialise des
eacutequipements automobiles Elle a eacuteteacute creacuteeacute en 1997 agrave la suite de la fusion entre le
producteur de siegraveges automobiles Bertrand Faure et ECIA fi liale de PSA Peugeot Citroeumln
creacutee dix ans plus tocirct En 2001 le groupe Faurecia achegravete lrsquoeacutequipementier automobile
Sommer ndash Alibert Ce rachat financeacute par PSA agrave hauteur de 75 permet agrave cette derniegravere
de conforter sa participation dans le groupe [9][10]
12 Faurecia dans le monde
Faurecia est preacutesente dans 34 pays sur 320 sites de production et 30 centres de
RampD et pour un total denviron 94 000 employeacutes (61000 en 2007 58000 en 2008 62 000
en 2009 75 en 2011) [9]
En 2012 le chiffre daffaires de Faurecia sest eacuteleveacute agrave 174 milliards deuros [10] Il
est reacuteparti entre les quatre speacutecialiseacutes comme lrsquoimage ci-dessous (cf Figure 1)
Figure 1 Vente par activiteacute et classement en 2011 [9]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 10 46
2 Preacutesentation de Faurecia systegraveme drsquointeacuterieur (FIS)
21 Les activiteacutes et les chiffres cleacutes du FIS en 2011
Les activiteacutes au sein du systegraveme drsquointeacuterieur de Faurecia se divisent en 3 lignes de
produit (cf Figure 2)
Figure 2 Lignes de produit [9]
Le savoir-faire de Faurecia lui permet de concilier des reacuteponses adapteacutees aux
enjeux des constructeurs en terme de seacutecuriteacute (conception de structures agrave absorption
drsquoeacutenergie) de confort (visuel thermique et acoustique) de qualiteacute perccedilue (aspect sens de
toucher) et drsquoalleacutegement (utilisation de mateacuteriaux syntheacutetiques et naturels) Les chiffres cleacutes
des produits montrent (cf Figure 3) la performance du FIS
Figure 3 Chiffres cleacutes des produits de FIS en 2012 [9]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 11 46
22 Preacutesentation du site Meacuteru
Le site de Meacuteru (cf Figure 4) est deviseacute en deux parties le CREA (centre de
recherche et drsquoeacutetude automobile) et lrsquousine de production
Figure 4 Site Meacuteru [9]
Le CREA est organiseacute en grande partie en plateau de diffeacuterents clients regroupeacutes
comme deacutecrit ci-apregraves
Un pocircle de compeacutetence qui regroupe les experts techniques dans diffeacuterents
domaines (injection meacutecanisme fixation etc) qui travaillent pour plusieurs projets
Un pocircle de design amp innovation ougrave est reacutealiseacute les benchmarking des innovations en
reacutepondant aux besoins et aux tendances du marcheacute (reacuteduction du poids deacutecoration avec
lrsquoaspect eacutecologique matiegravere reacuteactive et eacutemotionnel etc)
Un centre de calcul ougrave sont effectueacutees toutes les simulations neacutecessaires au
deacuteveloppement des produits (proceacutedure drsquoinjection crash-test etc)
Des laboratoires de tests amp essais (mesure de geacuteomeacutetrie test tir-airbag test
aeacuteraulique vieillissement vibration endurance crash-test climatisation etc)
Une usine pilote ougrave se trouve tous les proceacutedeacutes et les eacutequipements utiliseacutes par les
lignes de production et drsquoassemblage pour appliquer des technologies comme injection la
peinture le thermoformage le thermoformage neacutegatif avec moule graineacute le slush-moulding
(technique de fabrication de peau pour planche de bord mousseacutee) le surmoulage le
moussage le fraisage la soudure par vibration et par ultrason etc Cela permet la mise au
point et une premiegravere validation des produits et proceacutedeacutes
Ces 3 derniers services composent le PPV (Product Process Validation) Lrsquousine de
production est creacuteeacutee en 1960 (anciennement Sommer-Allibert)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 12 46
3 Preacutesentation du projet
31 Lrsquoeacutequipe du projet
Le projet JFC a pour objectif le remplacement de lrsquoESPACE 4 [11] Le peacuterimegravetre de
Faurecia est la planche de bord la console centrale et les panneaux de portes Ce
veacutehicule sera vendu en Europe et sa commercialisation est preacutevue en 2015
Lrsquoeacutequipe projet est diviseacutee en deux eacutequipes une baseacutee agrave Meacuteru (France) et qui gegravere
les peacuterimegravetres planche console centrale et la deuxiegraveme en Espagne agrave Valence pour les
panneaux de portes Ces deux eacutequipes sont en contact avec Renault technocentre baseacute agrave
Guyancourt (France)
Les eacutequipes projet Faurecia ont en charge la conception des produits ainsi que leur
industrialisation elles interviennent depuis le choix du fournisseur par le client jusqursquoau
deacutemarrage seacuterie du veacutehicule
Le scheacutema page suivante (cf Figure 5) explicite les contacts avec les diffeacuterentes
eacutequipes travaillant pour le projet JFC pour reacutealiser la deacutemarche drsquoassurance qualiteacute du
produit
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 13 46
Figure 5 Environnement du travail (eacutechange avec les eacutequipes)[12]
Preacuteparation documentaire
Equipe projet
Pilote deacuteveloppement
panneaux
Espagne
Valence
Equipe usine prototype
Pilote Qualiteacute usine
prototype planche-
console
France
Meacuteru
Equipe usine prototype
Pilote Qualiteacute usine
prototype panneaux de
portes
Espagne
Valence
Contact occasionnel Genre drsquoactiviteacute Contact reacuteguliegravere
Co
ncep
tion
du
mo
yen
de c
on
trocircle
Fournisseur du
moyen de controcircle
Chine
Shanghai
Experts moyen de
controcircle
France
Meacuteru
Equipe projet France Meacuteru
Qualiteacute usine
Pilote qualiteacute usine
Activ
iteacute m
esu
re fla
p a
irbag
France
Heacutenin-Baumont
Experts process
France
Guyancourt
Laboratoire
Pilote essais
France
Meacuteru
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 14 46
32 Planning du projet
Faurecia intervient sur les projets depuis la nomination fournisseur (cf Figure 6) jusqursquoau deacutemarrage seacuterie [9] La dureacutee drsquoun projet
type Renault est drsquoenviron 25 ans
Le stage se deacuteroule pendant la phase lancement outillage (phase 2) et jusqursquoagrave lrsquoarriveacutee des premiegraveres piegraveces issues des outi llages
deacutefinitifs (phase 3) - outillages utiliseacutes pendant la vie seacuterie Faurecia au travers de son systegraveme de management de la qualiteacute reacutepond agrave ce
planning via les phases deacutetailleacutees ci-dessous
FIS
Figure 6 Planning du projet [9][13]
Stage
Sy
stegrave
me
de
ma
na
ge
me
nt
de
Fa
ure
cia
Pla
nn
ing
de
RE
NA
UL
T
Environ 25 ans
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 15 46
La phase ndeg2 correspond agrave une phase de conception du produit (numeacuterisation des
piegraveces reacutealisation des plans de leveacutees de risques ndash AMDEC choix des process de
fabrication choix des fournisseurs eacutetablissement des plans de surveillances des gammes
de controcircles des gammes de mesureshellip)
Dans la phase ndeg3 les essais (conformeacutement aux cahiers des charges clients) les
mesures des produits et de leurs moyens de fabrication seront effectueacutees A lrsquoissue de ces
veacuterifications les piegraveces sont soumises au client pour acceptation finale (paiement des
outillages deacutefinitifs) Crsquoest le jalon Faurecia PPC (Part Product Confirmation)
Dans la phase ndeg4 la monteacutee en cadence et le reacuteglage des proceacutedeacutes de fabrication
et drsquoassemblage sont effectueacutes Lrsquoobjectif est drsquoatteindre la capaciteacute de production
souhaiteacutee par le client Cette phase est sanctionneacutee par un audit de production piloteacute par le
client (jalon SOP)
Dans la phase ndeg5 on suit les premier mois de production en vie seacuterie Lrsquoeacutequipe
projet est dissoute
33 Produit attendu du projet
La planche de bord
La planche de bord (cf Figure 7) du veacutehicule est le bloc placeacute agrave lrsquoavant de lrsquohabitacle
elle constitue le principal moyen drsquointerface entre la voiture et le conducteur Les
techniques (Annexe 4 cf Tableau 4) pouvant ecirctre utiliseacutees sur la planche de bord sont le
moussage le thermogainage lrsquoinjection etc
Figure 7 Photo drsquoune Planche de bord [11]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 16 46
La Console Centrale
La console centrale (cf Figure 8) est la partie se situant entre les deux siegraveges et se
prolongeant jusqursquoagrave la planche de bord Les techniques (Annexe 4 cf Tableau 4) utiliseacutees
sur la console centrale sont Peinture inmold etc
Figure 8 Photo drsquoune console centrale [11]
Les panneaux des portes
Les panneaux des portes (cf Figure 9) sont composeacutes drsquoun bandeau un meacutedaillon
un accoudoir un porteur un vide-poche les deacutecors etc Les techniques (Annexe 4 cf
Tableau 4) utiliseacutees sur les panneaux sont affichage thermogainage etc
Figure 9 Photo drsquoun panneau de porte [9]
Levier de vitesses
et tringlerie
Autoradio
Commandes de
climatisation
Ordinateur de
bord GPS
Porte-gobelet
Accoudoir
Levier de frein de
stationnement cacircble
et circuit hydraulique
Accoudoir
Meacutedaillon
Porteur
Vide - poche
Bandeau
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 17 46
II Missions de stage
1 Missions preacutevisionnelles
Le projet JFC arrive en juin-juillet 2013 dans la phase de mise au point produit Les
activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
o reacutedaction du plan de surveillance et validation avec le Pilot Plant
o reacutedaction des fiches de controcircles reacuteception et finales
o construction du plan de validations piegraveces
o mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
o preacuteparation de documents ANPQP [13] clients
Suivi validations
o Suivi du plan de validation matiegravere (essais plaquettes)
Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
o le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour
gammes)
o le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et
suivi du plan de surveillance de la fabrication)
o la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
2 Missions reacutealiseacutees
Du fait drsquoun deacutecalage planning les sujets ont eacuteteacute reacuteajusteacutes Par conseacutequent lrsquoaspect
suivi fabrication nrsquoest plus drsquoactualiteacute Pour deacutevelopper les compeacutetences et enrichir les
expeacuteriences deux autres activiteacutes ont eacuteteacute proposeacutees
o Recherche drsquoun systegraveme de mesure pour une piegravece speacutecifique
o Participation agrave la conception du moyen de controcircle
III Probleacutematique
1 Cadrage de la probleacutematique
Pour bien cadrer le problegraveme obtenir les informations essentielles et chercher les
ideacutees de causes possibles de solutions possibles la reacutealisation drsquoun QQOQCP [12] (cf
Figure 10 page suivante) est neacutecessaire
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 18 46
Donneacutee dentreacutee
Les cibles qualiteacutes deacutefinis par client
Les normes exigences de conformiteacute des piegraveces
La conception des piegraveces
Qui
Directs Indirects (eacuteventuels)
Emetteurs pilote qualiteacute projet Reacutecepteurs stagiaire
Emetteurs Renault Reacutecepteurs projet JFC
Quoi Le procesus pour assurer la qualiteacute du produit nrsquoest pas encore tous
reacutealiseacute
Ougrave Au sein de service qualiteacute du projet JFC
Quand Du feacutevrier 2013 au juillet 2013
Comment
Reacutealisation de la deacutemarche drsquoassurance qualiteacute du produit
- Acceptation des documents par les clients et lrsquousine
- Existence drsquoun systegraveme de mesure reproductible et reacutealisable dans lrsquousine
- Acceptation de la conception des moyens de controcircle par client
- hellip
Pourquoi
Pour garantir la conformiteacute produit et satisfaire le client
Pour clarifier le process de fabrication et organiser les postes dans lrsquousine Pour expliquer aux opeacuterateurs comment et quoi controcircler sur les
piegraveces
Pour avoir des moyens et meacutethode de controcircle fiables
Donneacutee de sortie
Reacutealiser le processus pour assurer la qualiteacute du produit dans le domaine drsquoautomobile
Figure 10 QQOQCP [12]
2 Elaboration de la Strateacutegie
Pour avoir une vision globale expliciter lrsquoensemble des objectifs du stage et
pour mieux agir sur les pratiques un planning dynamique strateacutegique (PDS) [12] (cf
Figure 11 page suivante) est reacutealiseacute afin de cibler la deacutemarche drsquoameacutelioration continue
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 19 46
Figure 11 Planification dynamique strateacutegique [12]
Entiteacute de service
Stagiaire qualiteacute
Publics concerneacutes
bull Directs Service qualiteacute du projet
bull Indirects Client et collaborateurs
Objectifs mesurables a) 100 reacutealisation des documents
demandeacutes Validation du document qualiteacute demandeacute par le client (K0) et lrsquousine
b) Prouver la mesurabiliteacute et la reproductibiliteacute
c) Lancer en fabrication des moyens de controcircle valideacute
Contexte - Exigence speacutecifique du client - Certification Faurecia ISO 14001 et TS 16949 - Systegraveme qualiteacute public Renault ANPQP Faurecia PMS
Besoin particulier du laquo public raquo - Prendre en compte le retour drsquoexpeacuterience des projets preacuteceacutedant (capitalisation) - Validation du travail par le public
Attentes geacuteneacuterales du laquo public raquo - Produit reacutepondant aux normes de seacutecuriteacute et de qualiteacute (Reacuteglementation PPM retour garantie)
Prioriteacutes choisies
a) Preacuteparation documentaire b) Eacutetude drsquoun systegraveme de mesure c) Participation agrave la conception du MDC
Reacutesultats mesureacutes Satisfaction du client (cotation) PPM et retour garantie
Analyse Situation Forces - premier stage reacutealiseacute dans la mecircme
entreprise mecircme domaine
- existence du document standard
- expeacuteriences des tuteurs (projet similaire) Ameacuteliorations - audit interne FES pour ameacuteliorer la
performance des projets
Missions Raisons decirctre
Reacutealiser le processus pour assurer la qualiteacute du produit
Actions souhaiteacutees
par les
responsables qualiteacutes
Actions quotidiennes
Livrables pour satisfaire le besoin du laquopublicraquo Documentaires qualiteacute reacutesultat drsquoeacutetude du moyen de mesure eacutetude du moyen de controcircle
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 20 46
3 Analyse des risques Diagramme en arbre
Pour mieux reacuteagir face aux risques relatifs aux missions de stage une analyse des
risques (cf Figure 12) est reacutealiseacutee en utilisant le diagramme en arbre qui permet de
deacutecliner rapidement des alternatives aux risques plausibles
Figure 12 Analyse des risques [12]
Alternative
Missions preacutevisionnelles
Missions reacuteelles
Risques
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 21 46
Chapitre 2 ndash Meacutethodologies et Applications
I Meacutethode laquo PDCA raquo
1 Deacutefinition de la meacutethode laquo PDCA raquo
La meacutethode laquo PDCA raquo [14] (cf Figure 13) ou laquo roue de Deming raquo est une
illustration de la meacutethode qualiteacute Plan-Do-Chec-Act son nom vient du statisticien William
Edwards Deming
La meacutethode comporte quatre eacutetapes agrave suivre pour ameacuteliorer la qualiteacute
P = Plan planifier la reacutealisation par exemple
leacutecriture du cahier des charges et
leacutetablissement dun planning
D = Do mettre en place toutes les actions
indiqueacutees dans le plan drsquoaction
C = Check mesuree et veacuterifier cette eacutetape
utilise des moyens de controcircle divers
A= Act rechercher des points dameacuteliorations
et proposer les actions correctives
Leacutetape Act amegravenera un nouveau projet
agrave reacutealiser donc une nouvelle planification agrave
eacutetablir Il sagit donc dun cycle que lon
repreacutesente agrave laide dune roue Figure 13 PDCA [12]
2 Pourquoi laquo PDCA raquo
Pour faire face aux marcheacutes compeacutetitifs drsquoaujourdrsquohui les entreprises doivent eacutetablir
une strateacutegie leur permettant drsquoameacuteliorer leur performance en continue La meacutethode
laquo PDCA raquo permet de piloter et simplifier ces actions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 22 46
II Cartographie de processus et meacutethode laquo A-PDCA raquo
Afin drsquoatteindre les cibles qualiteacute du client et drsquoassurer une ameacutelioration continue un
processus de suivi de la qualiteacute du produit est neacutecessaire Le processus pour assurer la
qualiteacute des produits drsquoun nouveau projet contient une grande partie de creacuteation Un Cycle
laquo A ndashPDCA raquo permet drsquoinnover les meacutethodes de controcircle avec ambition et creacuteativiteacute
Une cartographie (cf Figure 14) est reacutealiseacutee pour expliciter le deacuteroulement du
processus
Figure 14 Processus pour assurer la qualiteacute du produit [12]
Le cycle dans ce processus contient 5 eacutetapes
A = Analyser analyser les besoins et le contexte communiquer avec le client eacutechange
P = Planifier planifier et deacutefinir les meacutethodes de controcircle identifier les process de
fabrication
D = Do reacutealiser les produits controcircler mesurer et tester
C = Check veacuterifier et comprendre les reacutesultats chercher les causes racines
A = Ameacuteliorer suggeacuterer les plans drsquoactions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 23 46
Dans la phase Analyser il faut prendre en compte tous les eacuteleacutements drsquoentreacutees
mateacuterielles la norme ISOTS 16949 les cibles qualiteacutes deacutefinit par client (PPM retour
garanti) les exigences par processproduit le systegraveme qualiteacute standard les retours
expeacuteriences et les contraintes dans lrsquousine etc
Lrsquoobjectif externe du processus est de satisfaire le client en livrant des produits
conformes aux exigences et en montrant un process performant
Lrsquoobjectif interne du processus est de reacutealiser lrsquoameacutelioration continue en augmentant
le pourcentage de conformiteacute produit cest-agrave-dire reacuteduire le nombre de piegravece mauvaises
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 24 46
III ISOTS 16949 regroupeacutee par laquo A-PDCA raquo
La norme ISOTS16949 [8][18] deacutecrit toutes les exigences du systegraveme de
management de la qualiteacute dans le domaine de lrsquoautomobile Mais les exigences ne sont pas
faciles agrave retenir Un regroupement des exigences par laquo A-PDCA raquo (cf Figure 15) donne une
vision plus claire
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo [12]
52 Ecoute client
732 a Deacuteterminer les exigences fonctionnelles et de performance Les
exigences fonctionnelles sont deacutefinit dans le cahier des charges
732 b Deacuteterminer les exigences reacuteglementaires et leacutegales Les exigences
lieacutees au transport agrave lrsquoemballage aux eacutetiquettes aux notices drsquoutilisation agrave
la date limite drsquoutilisation agrave la traccedilabiliteacute aux composants
8231 Conserver les enregistrements reacutealiser un
plan drsquoactions correctives
85 Ameacutelioration deacuteterminer les causes de non-
conformiteacutes deacuteterminer les actions neacutecessaires
Reacutesolution de problegravemes dispositif anti-erreurs
impact des actions correctives preacuteventives
83 Maitrise du produit non conforme
84 Analyser les donneacutees (indicateurs reacutesultats
daudits niveau de satisfaction des clients) collecter
les informations
743 Assurer que le produit acheteacute satisfait aux exigences
drsquoachat (inspections en entreacutee et en reacutealisation du produit)
824 Surveiller et mesurer les KC controcircle les dimensions et
essais fonctionnels
8231 Mettre en place le plan de surveillance et le
diagramme de flux des processus
71 Planifier et deacuteterminer les processus de reacutealisation du produit
les activiteacutes de veacuterification validation surveillance mesure
inspection et essai speacutecifiques au produit Deacuteterminer les critegraveres
drsquoacceptation du produit les enregistrements speacutecifiques
7323 Identifier les documents de maitrise des processus
7511 Elaborer les plans de surveillance en prenant en compte les
reacutesultats des AMDEC produitsprocessus eacutenumeacuterer les types de
drsquoinspection preacuteciser la surveillance des KC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 25 46
IV Plan drsquoaction pour reacutealiser le processus
Pour reacutealiser correctement le processus et expliciter la meacutethode laquoA-PDCA raquo un
plan drsquoaction est deacutetailleacute ci-dessous il reacuteponde eacutegalement aux exigences de la norme
ISOTS 16949 [7]
Dans la phase analyser i l faut comprendre les exigences du client communiquer les
eacutetudes sur le produit afin de trouver un consensus et deacutefinir un objectif claire
ACTION
Identifier les caracteacuteristiques cleacutes
Dans la phase planifier la norme ISOTS 16949 demande de deacuteterminer les
processus de reacutealisation du produit les activiteacutes de veacuterification validation surveillance et
mesure inspection et essais speacutecifique au produit Un logigramme de production permet de
visualiser les diffeacuterentes activiteacutes Un plan drsquoaction et une instruction de travaille explique
aux qualiticiens comment controcircler et mesurer le produit
ACTION
Identifier les process de fabrication
Deacutefinir les systegravemes de controcircle
Dans la phase do toutes les actions planifieacutees seront mises en place et toutes les
piegraveces non conformes sortent du flux
ACTION
Controcircler mesurer et tester les piegraveces
Lrsquoessentielle de la phase check est de comprendre les problegravemes en veacuterifiant les
deacutefauts des piegraveces et les reacutesultats de mesureessais et trouver les causes
ACTION
Check les piegraveces non-conformes analyser les causses
Lrsquoessentielle de la phase drsquoameacutelioration est de proposer les plans drsquoaction pour
reacutesoudre le problegraveme et drsquoaugmenter la performance
ACTION
Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 26 46
V Application de la Meacutethode laquo A-PDCA raquo
Le client fournit des Cahier Des Charges qui deacutecrivent tous les regraveglementations agrave
respecter ainsi que les autres exigences agrave atteindre pour assurer la conformiteacute du produit
Par exemple pour veacuterifier la conformiteacute du moussage plusieurs exigences sont listeacutees et
chaque type correspond agrave une meacutethode drsquoessai identifieacutee dans les documents de controcircles
1 Identifier les caracteacuteristiques cleacutes
Chaque piegravece a des caracteacuteristiques speacutecifiques lieacutees agrave la seacutecuriteacute agrave lrsquoassemblage
avec les autres piegraveces ou encore lieacutees au fonctionnement Les exigences particuliegraveres pour
chaque produit sont deacutetailleacutees dans la KC list
Un regroupement des exigences par ISHIKAWA [15] (cf Figure 16) peut servir agrave
veacuterifier tous les caracteacuteristiques cleacutes relative au process ou produit
Figure 16 Regroupement des exigences par ISHIKAWA [12] [15]
Lavantage de cette meacutethode est que les caracteacuteristiques cleacutes sont eacutenumeacutereacutees assez
rapidement
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 27 46
2 Idendifier les process de fabrication
Les process de fabrication contiennent plusieurs opeacuterations diffeacuterentes pour
fabriquer correctement les produits les controcircles des paramegravetres et les opeacuterations sont
obligatoires Le flux de fabrication (cf Figure 17) permet drsquoillustrer et ordonner les
opeacuterations graphiquement Ce document est tregraves explicite et logique
Figure 17 Flux de production [12]
3 Deacutefinir les systegravemes de controcircle
Pour controcircler les diffeacuterentes caracteacuteristiques (les aspects les fonctionnements les
dimensions les poids les couleurs les bri llances etc) de chaque type de piegravece des
systegravemes de controcircle approprieacutes sont neacutecessaires Un systegraveme de controcircle contient les
meacutethodes de controcircle les outils de mesure les critegraveres drsquoacceptation les actions etc
Reacuteception matiegravere
Process 2 3 4hellip
Reacuteception
Piegravecematiegravere
Piegravececomposant
Controcircle qualiteacute
Produit semi-fini
Process 1
II
II
Controcircle qualiteacute
Controcircle qualiteacute
Produit semi-fini
Controcircle qualiteacute
Controcircle qualiteacute
Produit fini
Controcircle qualiteacute
Assemblage
II
FI
PI
PI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 28 46
Ainsi dans le cadre de lassurance qualiteacute les normes ISO900123 [16] demandent
de consigner par eacutecrit les dispositions prises pour satisfaire les besoins du client Le
systegraveme qualiteacute deacutefinit les documents agrave livrer pour chaque phase Il demande drsquoexpliciter la
faccedilon de proceacuteder dans les instructions [17] Ces documents sont creacuteeacutes par type de
process et par piegravece Ils expliquent clairement aux opeacuterateurs comment fabriquer controcircler
et geacuterer les non conformiteacutes
31 Plan drsquoaction Plan de surveillance
Selon les exigences de la norme ISOTS16949 [7] le plan de surveillance [5][18] (cf
Tableau 1) doit couvrir trois phases distinctes prototype preacuteseacuterie production Les
eacuteleacutements agrave preacuteciser dans le plan de surveillance sont
Donneacutees geacuteneacuterales nom de la piegravece reacutefeacuterence indice de modification information
client etc
Maicirctrise du produit caracteacuteristiques speacuteciales speacutecification et toleacuterance
Maicirctrise des processus paramegravetres des processus caracteacuteristiques des processus
outils de fabrication etc
Meacutethode technique de mesure moyen de deacutetection freacutequence drsquoeacutechantillonnage
meacutethode de maicirctrise etc
Actions correctives plan de reacuteaction plan drsquoaction correctives
Tableau 1 Extrait du plan de surveillance injection [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 29 46
32 Instruction Gamme de controcircle [6]
Il existe plusieurs types de gammes de controcircle controcircle reacuteception (Incoming
inspection sheet) controcircle process (Process inspection sheet) et controcircle final (Final
inspection sheet) Lrsquoensemble de ces documents permet drsquoassurer la qualiteacute du produit
Une gamme de controcircle (cf Tableau 2) peut ecirctre utiliseacutee pour controcircler un ou
plusieurs composants Elle deacutecrit les opeacuterations qui doivent ecirctre exeacutecuteacutees au poste de
travail Ces opeacuterations peuvent contenir plusieurs caracteacuteristiques de controcircle Une
caracteacuteristique de controcircle deacutecrit lrsquoobjet du controcircle Chaque opeacuteration peut eacutegalement
indiquer lrsquooutillage neacutecessaire agrave la reacutealisation de lactiviteacute
Tableau 2 Gamme de controcircle injection [9][12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 30 46
33 Outil Moyen de mesure
Le systegraveme de controcircle deacutefinit eacutegalement les outi ls agrave uti liser Ces outils peuvent
diffeacuterer en fonction du type de piegravece et du proceacutedeacute de fabrication
Probleacutematique du projet JFC
Manque un outil pour mesurer lrsquoeacutepaisseur drsquoune piegravece speacutecifique sur lrsquoIP
Hypothegraveses proposeacutees
- Controcircle suivant la meacutethode utiliseacutee pour une autre piegravece mais qui est destructive
- Recherche de solution non destructive
Deacutemarche pour rechercher la meacutethode
Une deacutemarche DCAP (cf Figure 18) est proposeacutee pour structurer la recherche et
tester les meacutethodes innovantes
Figure 18 DCAP [12]
Do Controcircler les piegraveces en utilisant les diffeacuterentes meacutethodes
Lrsquoobjectifs de cette phase est de prouver la faisabiliteacute des meacutethodes de controcircle
drsquoeacutevaluer le temps de preacuteparation et controcircle pour chaque meacutethode
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
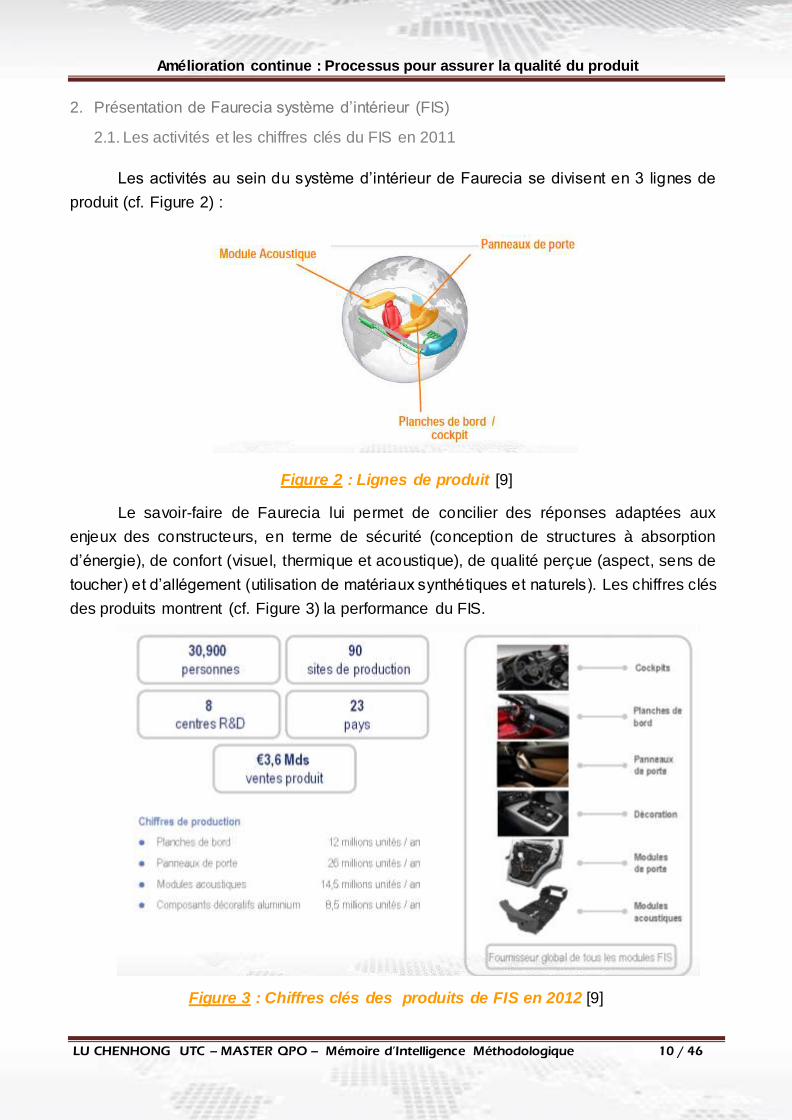
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 10 46
2 Preacutesentation de Faurecia systegraveme drsquointeacuterieur (FIS)
21 Les activiteacutes et les chiffres cleacutes du FIS en 2011
Les activiteacutes au sein du systegraveme drsquointeacuterieur de Faurecia se divisent en 3 lignes de
produit (cf Figure 2)
Figure 2 Lignes de produit [9]
Le savoir-faire de Faurecia lui permet de concilier des reacuteponses adapteacutees aux
enjeux des constructeurs en terme de seacutecuriteacute (conception de structures agrave absorption
drsquoeacutenergie) de confort (visuel thermique et acoustique) de qualiteacute perccedilue (aspect sens de
toucher) et drsquoalleacutegement (utilisation de mateacuteriaux syntheacutetiques et naturels) Les chiffres cleacutes
des produits montrent (cf Figure 3) la performance du FIS
Figure 3 Chiffres cleacutes des produits de FIS en 2012 [9]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 11 46
22 Preacutesentation du site Meacuteru
Le site de Meacuteru (cf Figure 4) est deviseacute en deux parties le CREA (centre de
recherche et drsquoeacutetude automobile) et lrsquousine de production
Figure 4 Site Meacuteru [9]
Le CREA est organiseacute en grande partie en plateau de diffeacuterents clients regroupeacutes
comme deacutecrit ci-apregraves
Un pocircle de compeacutetence qui regroupe les experts techniques dans diffeacuterents
domaines (injection meacutecanisme fixation etc) qui travaillent pour plusieurs projets
Un pocircle de design amp innovation ougrave est reacutealiseacute les benchmarking des innovations en
reacutepondant aux besoins et aux tendances du marcheacute (reacuteduction du poids deacutecoration avec
lrsquoaspect eacutecologique matiegravere reacuteactive et eacutemotionnel etc)
Un centre de calcul ougrave sont effectueacutees toutes les simulations neacutecessaires au
deacuteveloppement des produits (proceacutedure drsquoinjection crash-test etc)
Des laboratoires de tests amp essais (mesure de geacuteomeacutetrie test tir-airbag test
aeacuteraulique vieillissement vibration endurance crash-test climatisation etc)
Une usine pilote ougrave se trouve tous les proceacutedeacutes et les eacutequipements utiliseacutes par les
lignes de production et drsquoassemblage pour appliquer des technologies comme injection la
peinture le thermoformage le thermoformage neacutegatif avec moule graineacute le slush-moulding
(technique de fabrication de peau pour planche de bord mousseacutee) le surmoulage le
moussage le fraisage la soudure par vibration et par ultrason etc Cela permet la mise au
point et une premiegravere validation des produits et proceacutedeacutes
Ces 3 derniers services composent le PPV (Product Process Validation) Lrsquousine de
production est creacuteeacutee en 1960 (anciennement Sommer-Allibert)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 12 46
3 Preacutesentation du projet
31 Lrsquoeacutequipe du projet
Le projet JFC a pour objectif le remplacement de lrsquoESPACE 4 [11] Le peacuterimegravetre de
Faurecia est la planche de bord la console centrale et les panneaux de portes Ce
veacutehicule sera vendu en Europe et sa commercialisation est preacutevue en 2015
Lrsquoeacutequipe projet est diviseacutee en deux eacutequipes une baseacutee agrave Meacuteru (France) et qui gegravere
les peacuterimegravetres planche console centrale et la deuxiegraveme en Espagne agrave Valence pour les
panneaux de portes Ces deux eacutequipes sont en contact avec Renault technocentre baseacute agrave
Guyancourt (France)
Les eacutequipes projet Faurecia ont en charge la conception des produits ainsi que leur
industrialisation elles interviennent depuis le choix du fournisseur par le client jusqursquoau
deacutemarrage seacuterie du veacutehicule
Le scheacutema page suivante (cf Figure 5) explicite les contacts avec les diffeacuterentes
eacutequipes travaillant pour le projet JFC pour reacutealiser la deacutemarche drsquoassurance qualiteacute du
produit
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 13 46
Figure 5 Environnement du travail (eacutechange avec les eacutequipes)[12]
Preacuteparation documentaire
Equipe projet
Pilote deacuteveloppement
panneaux
Espagne
Valence
Equipe usine prototype
Pilote Qualiteacute usine
prototype planche-
console
France
Meacuteru
Equipe usine prototype
Pilote Qualiteacute usine
prototype panneaux de
portes
Espagne
Valence
Contact occasionnel Genre drsquoactiviteacute Contact reacuteguliegravere
Co
ncep
tion
du
mo
yen
de c
on
trocircle
Fournisseur du
moyen de controcircle
Chine
Shanghai
Experts moyen de
controcircle
France
Meacuteru
Equipe projet France Meacuteru
Qualiteacute usine
Pilote qualiteacute usine
Activ
iteacute m
esu
re fla
p a
irbag
France
Heacutenin-Baumont
Experts process
France
Guyancourt
Laboratoire
Pilote essais
France
Meacuteru
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 14 46
32 Planning du projet
Faurecia intervient sur les projets depuis la nomination fournisseur (cf Figure 6) jusqursquoau deacutemarrage seacuterie [9] La dureacutee drsquoun projet
type Renault est drsquoenviron 25 ans
Le stage se deacuteroule pendant la phase lancement outillage (phase 2) et jusqursquoagrave lrsquoarriveacutee des premiegraveres piegraveces issues des outi llages
deacutefinitifs (phase 3) - outillages utiliseacutes pendant la vie seacuterie Faurecia au travers de son systegraveme de management de la qualiteacute reacutepond agrave ce
planning via les phases deacutetailleacutees ci-dessous
FIS
Figure 6 Planning du projet [9][13]
Stage
Sy
stegrave
me
de
ma
na
ge
me
nt
de
Fa
ure
cia
Pla
nn
ing
de
RE
NA
UL
T
Environ 25 ans
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 15 46
La phase ndeg2 correspond agrave une phase de conception du produit (numeacuterisation des
piegraveces reacutealisation des plans de leveacutees de risques ndash AMDEC choix des process de
fabrication choix des fournisseurs eacutetablissement des plans de surveillances des gammes
de controcircles des gammes de mesureshellip)
Dans la phase ndeg3 les essais (conformeacutement aux cahiers des charges clients) les
mesures des produits et de leurs moyens de fabrication seront effectueacutees A lrsquoissue de ces
veacuterifications les piegraveces sont soumises au client pour acceptation finale (paiement des
outillages deacutefinitifs) Crsquoest le jalon Faurecia PPC (Part Product Confirmation)
Dans la phase ndeg4 la monteacutee en cadence et le reacuteglage des proceacutedeacutes de fabrication
et drsquoassemblage sont effectueacutes Lrsquoobjectif est drsquoatteindre la capaciteacute de production
souhaiteacutee par le client Cette phase est sanctionneacutee par un audit de production piloteacute par le
client (jalon SOP)
Dans la phase ndeg5 on suit les premier mois de production en vie seacuterie Lrsquoeacutequipe
projet est dissoute
33 Produit attendu du projet
La planche de bord
La planche de bord (cf Figure 7) du veacutehicule est le bloc placeacute agrave lrsquoavant de lrsquohabitacle
elle constitue le principal moyen drsquointerface entre la voiture et le conducteur Les
techniques (Annexe 4 cf Tableau 4) pouvant ecirctre utiliseacutees sur la planche de bord sont le
moussage le thermogainage lrsquoinjection etc
Figure 7 Photo drsquoune Planche de bord [11]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 16 46
La Console Centrale
La console centrale (cf Figure 8) est la partie se situant entre les deux siegraveges et se
prolongeant jusqursquoagrave la planche de bord Les techniques (Annexe 4 cf Tableau 4) utiliseacutees
sur la console centrale sont Peinture inmold etc
Figure 8 Photo drsquoune console centrale [11]
Les panneaux des portes
Les panneaux des portes (cf Figure 9) sont composeacutes drsquoun bandeau un meacutedaillon
un accoudoir un porteur un vide-poche les deacutecors etc Les techniques (Annexe 4 cf
Tableau 4) utiliseacutees sur les panneaux sont affichage thermogainage etc
Figure 9 Photo drsquoun panneau de porte [9]
Levier de vitesses
et tringlerie
Autoradio
Commandes de
climatisation
Ordinateur de
bord GPS
Porte-gobelet
Accoudoir
Levier de frein de
stationnement cacircble
et circuit hydraulique
Accoudoir
Meacutedaillon
Porteur
Vide - poche
Bandeau
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 17 46
II Missions de stage
1 Missions preacutevisionnelles
Le projet JFC arrive en juin-juillet 2013 dans la phase de mise au point produit Les
activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
o reacutedaction du plan de surveillance et validation avec le Pilot Plant
o reacutedaction des fiches de controcircles reacuteception et finales
o construction du plan de validations piegraveces
o mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
o preacuteparation de documents ANPQP [13] clients
Suivi validations
o Suivi du plan de validation matiegravere (essais plaquettes)
Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
o le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour
gammes)
o le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et
suivi du plan de surveillance de la fabrication)
o la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
2 Missions reacutealiseacutees
Du fait drsquoun deacutecalage planning les sujets ont eacuteteacute reacuteajusteacutes Par conseacutequent lrsquoaspect
suivi fabrication nrsquoest plus drsquoactualiteacute Pour deacutevelopper les compeacutetences et enrichir les
expeacuteriences deux autres activiteacutes ont eacuteteacute proposeacutees
o Recherche drsquoun systegraveme de mesure pour une piegravece speacutecifique
o Participation agrave la conception du moyen de controcircle
III Probleacutematique
1 Cadrage de la probleacutematique
Pour bien cadrer le problegraveme obtenir les informations essentielles et chercher les
ideacutees de causes possibles de solutions possibles la reacutealisation drsquoun QQOQCP [12] (cf
Figure 10 page suivante) est neacutecessaire
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 18 46
Donneacutee dentreacutee
Les cibles qualiteacutes deacutefinis par client
Les normes exigences de conformiteacute des piegraveces
La conception des piegraveces
Qui
Directs Indirects (eacuteventuels)
Emetteurs pilote qualiteacute projet Reacutecepteurs stagiaire
Emetteurs Renault Reacutecepteurs projet JFC
Quoi Le procesus pour assurer la qualiteacute du produit nrsquoest pas encore tous
reacutealiseacute
Ougrave Au sein de service qualiteacute du projet JFC
Quand Du feacutevrier 2013 au juillet 2013
Comment
Reacutealisation de la deacutemarche drsquoassurance qualiteacute du produit
- Acceptation des documents par les clients et lrsquousine
- Existence drsquoun systegraveme de mesure reproductible et reacutealisable dans lrsquousine
- Acceptation de la conception des moyens de controcircle par client
- hellip
Pourquoi
Pour garantir la conformiteacute produit et satisfaire le client
Pour clarifier le process de fabrication et organiser les postes dans lrsquousine Pour expliquer aux opeacuterateurs comment et quoi controcircler sur les
piegraveces
Pour avoir des moyens et meacutethode de controcircle fiables
Donneacutee de sortie
Reacutealiser le processus pour assurer la qualiteacute du produit dans le domaine drsquoautomobile
Figure 10 QQOQCP [12]
2 Elaboration de la Strateacutegie
Pour avoir une vision globale expliciter lrsquoensemble des objectifs du stage et
pour mieux agir sur les pratiques un planning dynamique strateacutegique (PDS) [12] (cf
Figure 11 page suivante) est reacutealiseacute afin de cibler la deacutemarche drsquoameacutelioration continue
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 19 46
Figure 11 Planification dynamique strateacutegique [12]
Entiteacute de service
Stagiaire qualiteacute
Publics concerneacutes
bull Directs Service qualiteacute du projet
bull Indirects Client et collaborateurs
Objectifs mesurables a) 100 reacutealisation des documents
demandeacutes Validation du document qualiteacute demandeacute par le client (K0) et lrsquousine
b) Prouver la mesurabiliteacute et la reproductibiliteacute
c) Lancer en fabrication des moyens de controcircle valideacute
Contexte - Exigence speacutecifique du client - Certification Faurecia ISO 14001 et TS 16949 - Systegraveme qualiteacute public Renault ANPQP Faurecia PMS
Besoin particulier du laquo public raquo - Prendre en compte le retour drsquoexpeacuterience des projets preacuteceacutedant (capitalisation) - Validation du travail par le public
Attentes geacuteneacuterales du laquo public raquo - Produit reacutepondant aux normes de seacutecuriteacute et de qualiteacute (Reacuteglementation PPM retour garantie)
Prioriteacutes choisies
a) Preacuteparation documentaire b) Eacutetude drsquoun systegraveme de mesure c) Participation agrave la conception du MDC
Reacutesultats mesureacutes Satisfaction du client (cotation) PPM et retour garantie
Analyse Situation Forces - premier stage reacutealiseacute dans la mecircme
entreprise mecircme domaine
- existence du document standard
- expeacuteriences des tuteurs (projet similaire) Ameacuteliorations - audit interne FES pour ameacuteliorer la
performance des projets
Missions Raisons decirctre
Reacutealiser le processus pour assurer la qualiteacute du produit
Actions souhaiteacutees
par les
responsables qualiteacutes
Actions quotidiennes
Livrables pour satisfaire le besoin du laquopublicraquo Documentaires qualiteacute reacutesultat drsquoeacutetude du moyen de mesure eacutetude du moyen de controcircle
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 20 46
3 Analyse des risques Diagramme en arbre
Pour mieux reacuteagir face aux risques relatifs aux missions de stage une analyse des
risques (cf Figure 12) est reacutealiseacutee en utilisant le diagramme en arbre qui permet de
deacutecliner rapidement des alternatives aux risques plausibles
Figure 12 Analyse des risques [12]
Alternative
Missions preacutevisionnelles
Missions reacuteelles
Risques
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 21 46
Chapitre 2 ndash Meacutethodologies et Applications
I Meacutethode laquo PDCA raquo
1 Deacutefinition de la meacutethode laquo PDCA raquo
La meacutethode laquo PDCA raquo [14] (cf Figure 13) ou laquo roue de Deming raquo est une
illustration de la meacutethode qualiteacute Plan-Do-Chec-Act son nom vient du statisticien William
Edwards Deming
La meacutethode comporte quatre eacutetapes agrave suivre pour ameacuteliorer la qualiteacute
P = Plan planifier la reacutealisation par exemple
leacutecriture du cahier des charges et
leacutetablissement dun planning
D = Do mettre en place toutes les actions
indiqueacutees dans le plan drsquoaction
C = Check mesuree et veacuterifier cette eacutetape
utilise des moyens de controcircle divers
A= Act rechercher des points dameacuteliorations
et proposer les actions correctives
Leacutetape Act amegravenera un nouveau projet
agrave reacutealiser donc une nouvelle planification agrave
eacutetablir Il sagit donc dun cycle que lon
repreacutesente agrave laide dune roue Figure 13 PDCA [12]
2 Pourquoi laquo PDCA raquo
Pour faire face aux marcheacutes compeacutetitifs drsquoaujourdrsquohui les entreprises doivent eacutetablir
une strateacutegie leur permettant drsquoameacuteliorer leur performance en continue La meacutethode
laquo PDCA raquo permet de piloter et simplifier ces actions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 22 46
II Cartographie de processus et meacutethode laquo A-PDCA raquo
Afin drsquoatteindre les cibles qualiteacute du client et drsquoassurer une ameacutelioration continue un
processus de suivi de la qualiteacute du produit est neacutecessaire Le processus pour assurer la
qualiteacute des produits drsquoun nouveau projet contient une grande partie de creacuteation Un Cycle
laquo A ndashPDCA raquo permet drsquoinnover les meacutethodes de controcircle avec ambition et creacuteativiteacute
Une cartographie (cf Figure 14) est reacutealiseacutee pour expliciter le deacuteroulement du
processus
Figure 14 Processus pour assurer la qualiteacute du produit [12]
Le cycle dans ce processus contient 5 eacutetapes
A = Analyser analyser les besoins et le contexte communiquer avec le client eacutechange
P = Planifier planifier et deacutefinir les meacutethodes de controcircle identifier les process de
fabrication
D = Do reacutealiser les produits controcircler mesurer et tester
C = Check veacuterifier et comprendre les reacutesultats chercher les causes racines
A = Ameacuteliorer suggeacuterer les plans drsquoactions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 23 46
Dans la phase Analyser il faut prendre en compte tous les eacuteleacutements drsquoentreacutees
mateacuterielles la norme ISOTS 16949 les cibles qualiteacutes deacutefinit par client (PPM retour
garanti) les exigences par processproduit le systegraveme qualiteacute standard les retours
expeacuteriences et les contraintes dans lrsquousine etc
Lrsquoobjectif externe du processus est de satisfaire le client en livrant des produits
conformes aux exigences et en montrant un process performant
Lrsquoobjectif interne du processus est de reacutealiser lrsquoameacutelioration continue en augmentant
le pourcentage de conformiteacute produit cest-agrave-dire reacuteduire le nombre de piegravece mauvaises
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 24 46
III ISOTS 16949 regroupeacutee par laquo A-PDCA raquo
La norme ISOTS16949 [8][18] deacutecrit toutes les exigences du systegraveme de
management de la qualiteacute dans le domaine de lrsquoautomobile Mais les exigences ne sont pas
faciles agrave retenir Un regroupement des exigences par laquo A-PDCA raquo (cf Figure 15) donne une
vision plus claire
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo [12]
52 Ecoute client
732 a Deacuteterminer les exigences fonctionnelles et de performance Les
exigences fonctionnelles sont deacutefinit dans le cahier des charges
732 b Deacuteterminer les exigences reacuteglementaires et leacutegales Les exigences
lieacutees au transport agrave lrsquoemballage aux eacutetiquettes aux notices drsquoutilisation agrave
la date limite drsquoutilisation agrave la traccedilabiliteacute aux composants
8231 Conserver les enregistrements reacutealiser un
plan drsquoactions correctives
85 Ameacutelioration deacuteterminer les causes de non-
conformiteacutes deacuteterminer les actions neacutecessaires
Reacutesolution de problegravemes dispositif anti-erreurs
impact des actions correctives preacuteventives
83 Maitrise du produit non conforme
84 Analyser les donneacutees (indicateurs reacutesultats
daudits niveau de satisfaction des clients) collecter
les informations
743 Assurer que le produit acheteacute satisfait aux exigences
drsquoachat (inspections en entreacutee et en reacutealisation du produit)
824 Surveiller et mesurer les KC controcircle les dimensions et
essais fonctionnels
8231 Mettre en place le plan de surveillance et le
diagramme de flux des processus
71 Planifier et deacuteterminer les processus de reacutealisation du produit
les activiteacutes de veacuterification validation surveillance mesure
inspection et essai speacutecifiques au produit Deacuteterminer les critegraveres
drsquoacceptation du produit les enregistrements speacutecifiques
7323 Identifier les documents de maitrise des processus
7511 Elaborer les plans de surveillance en prenant en compte les
reacutesultats des AMDEC produitsprocessus eacutenumeacuterer les types de
drsquoinspection preacuteciser la surveillance des KC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 25 46
IV Plan drsquoaction pour reacutealiser le processus
Pour reacutealiser correctement le processus et expliciter la meacutethode laquoA-PDCA raquo un
plan drsquoaction est deacutetailleacute ci-dessous il reacuteponde eacutegalement aux exigences de la norme
ISOTS 16949 [7]
Dans la phase analyser i l faut comprendre les exigences du client communiquer les
eacutetudes sur le produit afin de trouver un consensus et deacutefinir un objectif claire
ACTION
Identifier les caracteacuteristiques cleacutes
Dans la phase planifier la norme ISOTS 16949 demande de deacuteterminer les
processus de reacutealisation du produit les activiteacutes de veacuterification validation surveillance et
mesure inspection et essais speacutecifique au produit Un logigramme de production permet de
visualiser les diffeacuterentes activiteacutes Un plan drsquoaction et une instruction de travaille explique
aux qualiticiens comment controcircler et mesurer le produit
ACTION
Identifier les process de fabrication
Deacutefinir les systegravemes de controcircle
Dans la phase do toutes les actions planifieacutees seront mises en place et toutes les
piegraveces non conformes sortent du flux
ACTION
Controcircler mesurer et tester les piegraveces
Lrsquoessentielle de la phase check est de comprendre les problegravemes en veacuterifiant les
deacutefauts des piegraveces et les reacutesultats de mesureessais et trouver les causes
ACTION
Check les piegraveces non-conformes analyser les causses
Lrsquoessentielle de la phase drsquoameacutelioration est de proposer les plans drsquoaction pour
reacutesoudre le problegraveme et drsquoaugmenter la performance
ACTION
Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 26 46
V Application de la Meacutethode laquo A-PDCA raquo
Le client fournit des Cahier Des Charges qui deacutecrivent tous les regraveglementations agrave
respecter ainsi que les autres exigences agrave atteindre pour assurer la conformiteacute du produit
Par exemple pour veacuterifier la conformiteacute du moussage plusieurs exigences sont listeacutees et
chaque type correspond agrave une meacutethode drsquoessai identifieacutee dans les documents de controcircles
1 Identifier les caracteacuteristiques cleacutes
Chaque piegravece a des caracteacuteristiques speacutecifiques lieacutees agrave la seacutecuriteacute agrave lrsquoassemblage
avec les autres piegraveces ou encore lieacutees au fonctionnement Les exigences particuliegraveres pour
chaque produit sont deacutetailleacutees dans la KC list
Un regroupement des exigences par ISHIKAWA [15] (cf Figure 16) peut servir agrave
veacuterifier tous les caracteacuteristiques cleacutes relative au process ou produit
Figure 16 Regroupement des exigences par ISHIKAWA [12] [15]
Lavantage de cette meacutethode est que les caracteacuteristiques cleacutes sont eacutenumeacutereacutees assez
rapidement
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 27 46
2 Idendifier les process de fabrication
Les process de fabrication contiennent plusieurs opeacuterations diffeacuterentes pour
fabriquer correctement les produits les controcircles des paramegravetres et les opeacuterations sont
obligatoires Le flux de fabrication (cf Figure 17) permet drsquoillustrer et ordonner les
opeacuterations graphiquement Ce document est tregraves explicite et logique
Figure 17 Flux de production [12]
3 Deacutefinir les systegravemes de controcircle
Pour controcircler les diffeacuterentes caracteacuteristiques (les aspects les fonctionnements les
dimensions les poids les couleurs les bri llances etc) de chaque type de piegravece des
systegravemes de controcircle approprieacutes sont neacutecessaires Un systegraveme de controcircle contient les
meacutethodes de controcircle les outils de mesure les critegraveres drsquoacceptation les actions etc
Reacuteception matiegravere
Process 2 3 4hellip
Reacuteception
Piegravecematiegravere
Piegravececomposant
Controcircle qualiteacute
Produit semi-fini
Process 1
II
II
Controcircle qualiteacute
Controcircle qualiteacute
Produit semi-fini
Controcircle qualiteacute
Controcircle qualiteacute
Produit fini
Controcircle qualiteacute
Assemblage
II
FI
PI
PI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 28 46
Ainsi dans le cadre de lassurance qualiteacute les normes ISO900123 [16] demandent
de consigner par eacutecrit les dispositions prises pour satisfaire les besoins du client Le
systegraveme qualiteacute deacutefinit les documents agrave livrer pour chaque phase Il demande drsquoexpliciter la
faccedilon de proceacuteder dans les instructions [17] Ces documents sont creacuteeacutes par type de
process et par piegravece Ils expliquent clairement aux opeacuterateurs comment fabriquer controcircler
et geacuterer les non conformiteacutes
31 Plan drsquoaction Plan de surveillance
Selon les exigences de la norme ISOTS16949 [7] le plan de surveillance [5][18] (cf
Tableau 1) doit couvrir trois phases distinctes prototype preacuteseacuterie production Les
eacuteleacutements agrave preacuteciser dans le plan de surveillance sont
Donneacutees geacuteneacuterales nom de la piegravece reacutefeacuterence indice de modification information
client etc
Maicirctrise du produit caracteacuteristiques speacuteciales speacutecification et toleacuterance
Maicirctrise des processus paramegravetres des processus caracteacuteristiques des processus
outils de fabrication etc
Meacutethode technique de mesure moyen de deacutetection freacutequence drsquoeacutechantillonnage
meacutethode de maicirctrise etc
Actions correctives plan de reacuteaction plan drsquoaction correctives
Tableau 1 Extrait du plan de surveillance injection [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 29 46
32 Instruction Gamme de controcircle [6]
Il existe plusieurs types de gammes de controcircle controcircle reacuteception (Incoming
inspection sheet) controcircle process (Process inspection sheet) et controcircle final (Final
inspection sheet) Lrsquoensemble de ces documents permet drsquoassurer la qualiteacute du produit
Une gamme de controcircle (cf Tableau 2) peut ecirctre utiliseacutee pour controcircler un ou
plusieurs composants Elle deacutecrit les opeacuterations qui doivent ecirctre exeacutecuteacutees au poste de
travail Ces opeacuterations peuvent contenir plusieurs caracteacuteristiques de controcircle Une
caracteacuteristique de controcircle deacutecrit lrsquoobjet du controcircle Chaque opeacuteration peut eacutegalement
indiquer lrsquooutillage neacutecessaire agrave la reacutealisation de lactiviteacute
Tableau 2 Gamme de controcircle injection [9][12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 30 46
33 Outil Moyen de mesure
Le systegraveme de controcircle deacutefinit eacutegalement les outi ls agrave uti liser Ces outils peuvent
diffeacuterer en fonction du type de piegravece et du proceacutedeacute de fabrication
Probleacutematique du projet JFC
Manque un outil pour mesurer lrsquoeacutepaisseur drsquoune piegravece speacutecifique sur lrsquoIP
Hypothegraveses proposeacutees
- Controcircle suivant la meacutethode utiliseacutee pour une autre piegravece mais qui est destructive
- Recherche de solution non destructive
Deacutemarche pour rechercher la meacutethode
Une deacutemarche DCAP (cf Figure 18) est proposeacutee pour structurer la recherche et
tester les meacutethodes innovantes
Figure 18 DCAP [12]
Do Controcircler les piegraveces en utilisant les diffeacuterentes meacutethodes
Lrsquoobjectifs de cette phase est de prouver la faisabiliteacute des meacutethodes de controcircle
drsquoeacutevaluer le temps de preacuteparation et controcircle pour chaque meacutethode
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 11 46
22 Preacutesentation du site Meacuteru
Le site de Meacuteru (cf Figure 4) est deviseacute en deux parties le CREA (centre de
recherche et drsquoeacutetude automobile) et lrsquousine de production
Figure 4 Site Meacuteru [9]
Le CREA est organiseacute en grande partie en plateau de diffeacuterents clients regroupeacutes
comme deacutecrit ci-apregraves
Un pocircle de compeacutetence qui regroupe les experts techniques dans diffeacuterents
domaines (injection meacutecanisme fixation etc) qui travaillent pour plusieurs projets
Un pocircle de design amp innovation ougrave est reacutealiseacute les benchmarking des innovations en
reacutepondant aux besoins et aux tendances du marcheacute (reacuteduction du poids deacutecoration avec
lrsquoaspect eacutecologique matiegravere reacuteactive et eacutemotionnel etc)
Un centre de calcul ougrave sont effectueacutees toutes les simulations neacutecessaires au
deacuteveloppement des produits (proceacutedure drsquoinjection crash-test etc)
Des laboratoires de tests amp essais (mesure de geacuteomeacutetrie test tir-airbag test
aeacuteraulique vieillissement vibration endurance crash-test climatisation etc)
Une usine pilote ougrave se trouve tous les proceacutedeacutes et les eacutequipements utiliseacutes par les
lignes de production et drsquoassemblage pour appliquer des technologies comme injection la
peinture le thermoformage le thermoformage neacutegatif avec moule graineacute le slush-moulding
(technique de fabrication de peau pour planche de bord mousseacutee) le surmoulage le
moussage le fraisage la soudure par vibration et par ultrason etc Cela permet la mise au
point et une premiegravere validation des produits et proceacutedeacutes
Ces 3 derniers services composent le PPV (Product Process Validation) Lrsquousine de
production est creacuteeacutee en 1960 (anciennement Sommer-Allibert)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 12 46
3 Preacutesentation du projet
31 Lrsquoeacutequipe du projet
Le projet JFC a pour objectif le remplacement de lrsquoESPACE 4 [11] Le peacuterimegravetre de
Faurecia est la planche de bord la console centrale et les panneaux de portes Ce
veacutehicule sera vendu en Europe et sa commercialisation est preacutevue en 2015
Lrsquoeacutequipe projet est diviseacutee en deux eacutequipes une baseacutee agrave Meacuteru (France) et qui gegravere
les peacuterimegravetres planche console centrale et la deuxiegraveme en Espagne agrave Valence pour les
panneaux de portes Ces deux eacutequipes sont en contact avec Renault technocentre baseacute agrave
Guyancourt (France)
Les eacutequipes projet Faurecia ont en charge la conception des produits ainsi que leur
industrialisation elles interviennent depuis le choix du fournisseur par le client jusqursquoau
deacutemarrage seacuterie du veacutehicule
Le scheacutema page suivante (cf Figure 5) explicite les contacts avec les diffeacuterentes
eacutequipes travaillant pour le projet JFC pour reacutealiser la deacutemarche drsquoassurance qualiteacute du
produit
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 13 46
Figure 5 Environnement du travail (eacutechange avec les eacutequipes)[12]
Preacuteparation documentaire
Equipe projet
Pilote deacuteveloppement
panneaux
Espagne
Valence
Equipe usine prototype
Pilote Qualiteacute usine
prototype planche-
console
France
Meacuteru
Equipe usine prototype
Pilote Qualiteacute usine
prototype panneaux de
portes
Espagne
Valence
Contact occasionnel Genre drsquoactiviteacute Contact reacuteguliegravere
Co
ncep
tion
du
mo
yen
de c
on
trocircle
Fournisseur du
moyen de controcircle
Chine
Shanghai
Experts moyen de
controcircle
France
Meacuteru
Equipe projet France Meacuteru
Qualiteacute usine
Pilote qualiteacute usine
Activ
iteacute m
esu
re fla
p a
irbag
France
Heacutenin-Baumont
Experts process
France
Guyancourt
Laboratoire
Pilote essais
France
Meacuteru
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 14 46
32 Planning du projet
Faurecia intervient sur les projets depuis la nomination fournisseur (cf Figure 6) jusqursquoau deacutemarrage seacuterie [9] La dureacutee drsquoun projet
type Renault est drsquoenviron 25 ans
Le stage se deacuteroule pendant la phase lancement outillage (phase 2) et jusqursquoagrave lrsquoarriveacutee des premiegraveres piegraveces issues des outi llages
deacutefinitifs (phase 3) - outillages utiliseacutes pendant la vie seacuterie Faurecia au travers de son systegraveme de management de la qualiteacute reacutepond agrave ce
planning via les phases deacutetailleacutees ci-dessous
FIS
Figure 6 Planning du projet [9][13]
Stage
Sy
stegrave
me
de
ma
na
ge
me
nt
de
Fa
ure
cia
Pla
nn
ing
de
RE
NA
UL
T
Environ 25 ans
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 15 46
La phase ndeg2 correspond agrave une phase de conception du produit (numeacuterisation des
piegraveces reacutealisation des plans de leveacutees de risques ndash AMDEC choix des process de
fabrication choix des fournisseurs eacutetablissement des plans de surveillances des gammes
de controcircles des gammes de mesureshellip)
Dans la phase ndeg3 les essais (conformeacutement aux cahiers des charges clients) les
mesures des produits et de leurs moyens de fabrication seront effectueacutees A lrsquoissue de ces
veacuterifications les piegraveces sont soumises au client pour acceptation finale (paiement des
outillages deacutefinitifs) Crsquoest le jalon Faurecia PPC (Part Product Confirmation)
Dans la phase ndeg4 la monteacutee en cadence et le reacuteglage des proceacutedeacutes de fabrication
et drsquoassemblage sont effectueacutes Lrsquoobjectif est drsquoatteindre la capaciteacute de production
souhaiteacutee par le client Cette phase est sanctionneacutee par un audit de production piloteacute par le
client (jalon SOP)
Dans la phase ndeg5 on suit les premier mois de production en vie seacuterie Lrsquoeacutequipe
projet est dissoute
33 Produit attendu du projet
La planche de bord
La planche de bord (cf Figure 7) du veacutehicule est le bloc placeacute agrave lrsquoavant de lrsquohabitacle
elle constitue le principal moyen drsquointerface entre la voiture et le conducteur Les
techniques (Annexe 4 cf Tableau 4) pouvant ecirctre utiliseacutees sur la planche de bord sont le
moussage le thermogainage lrsquoinjection etc
Figure 7 Photo drsquoune Planche de bord [11]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 16 46
La Console Centrale
La console centrale (cf Figure 8) est la partie se situant entre les deux siegraveges et se
prolongeant jusqursquoagrave la planche de bord Les techniques (Annexe 4 cf Tableau 4) utiliseacutees
sur la console centrale sont Peinture inmold etc
Figure 8 Photo drsquoune console centrale [11]
Les panneaux des portes
Les panneaux des portes (cf Figure 9) sont composeacutes drsquoun bandeau un meacutedaillon
un accoudoir un porteur un vide-poche les deacutecors etc Les techniques (Annexe 4 cf
Tableau 4) utiliseacutees sur les panneaux sont affichage thermogainage etc
Figure 9 Photo drsquoun panneau de porte [9]
Levier de vitesses
et tringlerie
Autoradio
Commandes de
climatisation
Ordinateur de
bord GPS
Porte-gobelet
Accoudoir
Levier de frein de
stationnement cacircble
et circuit hydraulique
Accoudoir
Meacutedaillon
Porteur
Vide - poche
Bandeau
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 17 46
II Missions de stage
1 Missions preacutevisionnelles
Le projet JFC arrive en juin-juillet 2013 dans la phase de mise au point produit Les
activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
o reacutedaction du plan de surveillance et validation avec le Pilot Plant
o reacutedaction des fiches de controcircles reacuteception et finales
o construction du plan de validations piegraveces
o mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
o preacuteparation de documents ANPQP [13] clients
Suivi validations
o Suivi du plan de validation matiegravere (essais plaquettes)
Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
o le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour
gammes)
o le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et
suivi du plan de surveillance de la fabrication)
o la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
2 Missions reacutealiseacutees
Du fait drsquoun deacutecalage planning les sujets ont eacuteteacute reacuteajusteacutes Par conseacutequent lrsquoaspect
suivi fabrication nrsquoest plus drsquoactualiteacute Pour deacutevelopper les compeacutetences et enrichir les
expeacuteriences deux autres activiteacutes ont eacuteteacute proposeacutees
o Recherche drsquoun systegraveme de mesure pour une piegravece speacutecifique
o Participation agrave la conception du moyen de controcircle
III Probleacutematique
1 Cadrage de la probleacutematique
Pour bien cadrer le problegraveme obtenir les informations essentielles et chercher les
ideacutees de causes possibles de solutions possibles la reacutealisation drsquoun QQOQCP [12] (cf
Figure 10 page suivante) est neacutecessaire
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 18 46
Donneacutee dentreacutee
Les cibles qualiteacutes deacutefinis par client
Les normes exigences de conformiteacute des piegraveces
La conception des piegraveces
Qui
Directs Indirects (eacuteventuels)
Emetteurs pilote qualiteacute projet Reacutecepteurs stagiaire
Emetteurs Renault Reacutecepteurs projet JFC
Quoi Le procesus pour assurer la qualiteacute du produit nrsquoest pas encore tous
reacutealiseacute
Ougrave Au sein de service qualiteacute du projet JFC
Quand Du feacutevrier 2013 au juillet 2013
Comment
Reacutealisation de la deacutemarche drsquoassurance qualiteacute du produit
- Acceptation des documents par les clients et lrsquousine
- Existence drsquoun systegraveme de mesure reproductible et reacutealisable dans lrsquousine
- Acceptation de la conception des moyens de controcircle par client
- hellip
Pourquoi
Pour garantir la conformiteacute produit et satisfaire le client
Pour clarifier le process de fabrication et organiser les postes dans lrsquousine Pour expliquer aux opeacuterateurs comment et quoi controcircler sur les
piegraveces
Pour avoir des moyens et meacutethode de controcircle fiables
Donneacutee de sortie
Reacutealiser le processus pour assurer la qualiteacute du produit dans le domaine drsquoautomobile
Figure 10 QQOQCP [12]
2 Elaboration de la Strateacutegie
Pour avoir une vision globale expliciter lrsquoensemble des objectifs du stage et
pour mieux agir sur les pratiques un planning dynamique strateacutegique (PDS) [12] (cf
Figure 11 page suivante) est reacutealiseacute afin de cibler la deacutemarche drsquoameacutelioration continue
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 19 46
Figure 11 Planification dynamique strateacutegique [12]
Entiteacute de service
Stagiaire qualiteacute
Publics concerneacutes
bull Directs Service qualiteacute du projet
bull Indirects Client et collaborateurs
Objectifs mesurables a) 100 reacutealisation des documents
demandeacutes Validation du document qualiteacute demandeacute par le client (K0) et lrsquousine
b) Prouver la mesurabiliteacute et la reproductibiliteacute
c) Lancer en fabrication des moyens de controcircle valideacute
Contexte - Exigence speacutecifique du client - Certification Faurecia ISO 14001 et TS 16949 - Systegraveme qualiteacute public Renault ANPQP Faurecia PMS
Besoin particulier du laquo public raquo - Prendre en compte le retour drsquoexpeacuterience des projets preacuteceacutedant (capitalisation) - Validation du travail par le public
Attentes geacuteneacuterales du laquo public raquo - Produit reacutepondant aux normes de seacutecuriteacute et de qualiteacute (Reacuteglementation PPM retour garantie)
Prioriteacutes choisies
a) Preacuteparation documentaire b) Eacutetude drsquoun systegraveme de mesure c) Participation agrave la conception du MDC
Reacutesultats mesureacutes Satisfaction du client (cotation) PPM et retour garantie
Analyse Situation Forces - premier stage reacutealiseacute dans la mecircme
entreprise mecircme domaine
- existence du document standard
- expeacuteriences des tuteurs (projet similaire) Ameacuteliorations - audit interne FES pour ameacuteliorer la
performance des projets
Missions Raisons decirctre
Reacutealiser le processus pour assurer la qualiteacute du produit
Actions souhaiteacutees
par les
responsables qualiteacutes
Actions quotidiennes
Livrables pour satisfaire le besoin du laquopublicraquo Documentaires qualiteacute reacutesultat drsquoeacutetude du moyen de mesure eacutetude du moyen de controcircle
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 20 46
3 Analyse des risques Diagramme en arbre
Pour mieux reacuteagir face aux risques relatifs aux missions de stage une analyse des
risques (cf Figure 12) est reacutealiseacutee en utilisant le diagramme en arbre qui permet de
deacutecliner rapidement des alternatives aux risques plausibles
Figure 12 Analyse des risques [12]
Alternative
Missions preacutevisionnelles
Missions reacuteelles
Risques
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 21 46
Chapitre 2 ndash Meacutethodologies et Applications
I Meacutethode laquo PDCA raquo
1 Deacutefinition de la meacutethode laquo PDCA raquo
La meacutethode laquo PDCA raquo [14] (cf Figure 13) ou laquo roue de Deming raquo est une
illustration de la meacutethode qualiteacute Plan-Do-Chec-Act son nom vient du statisticien William
Edwards Deming
La meacutethode comporte quatre eacutetapes agrave suivre pour ameacuteliorer la qualiteacute
P = Plan planifier la reacutealisation par exemple
leacutecriture du cahier des charges et
leacutetablissement dun planning
D = Do mettre en place toutes les actions
indiqueacutees dans le plan drsquoaction
C = Check mesuree et veacuterifier cette eacutetape
utilise des moyens de controcircle divers
A= Act rechercher des points dameacuteliorations
et proposer les actions correctives
Leacutetape Act amegravenera un nouveau projet
agrave reacutealiser donc une nouvelle planification agrave
eacutetablir Il sagit donc dun cycle que lon
repreacutesente agrave laide dune roue Figure 13 PDCA [12]
2 Pourquoi laquo PDCA raquo
Pour faire face aux marcheacutes compeacutetitifs drsquoaujourdrsquohui les entreprises doivent eacutetablir
une strateacutegie leur permettant drsquoameacuteliorer leur performance en continue La meacutethode
laquo PDCA raquo permet de piloter et simplifier ces actions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 22 46
II Cartographie de processus et meacutethode laquo A-PDCA raquo
Afin drsquoatteindre les cibles qualiteacute du client et drsquoassurer une ameacutelioration continue un
processus de suivi de la qualiteacute du produit est neacutecessaire Le processus pour assurer la
qualiteacute des produits drsquoun nouveau projet contient une grande partie de creacuteation Un Cycle
laquo A ndashPDCA raquo permet drsquoinnover les meacutethodes de controcircle avec ambition et creacuteativiteacute
Une cartographie (cf Figure 14) est reacutealiseacutee pour expliciter le deacuteroulement du
processus
Figure 14 Processus pour assurer la qualiteacute du produit [12]
Le cycle dans ce processus contient 5 eacutetapes
A = Analyser analyser les besoins et le contexte communiquer avec le client eacutechange
P = Planifier planifier et deacutefinir les meacutethodes de controcircle identifier les process de
fabrication
D = Do reacutealiser les produits controcircler mesurer et tester
C = Check veacuterifier et comprendre les reacutesultats chercher les causes racines
A = Ameacuteliorer suggeacuterer les plans drsquoactions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 23 46
Dans la phase Analyser il faut prendre en compte tous les eacuteleacutements drsquoentreacutees
mateacuterielles la norme ISOTS 16949 les cibles qualiteacutes deacutefinit par client (PPM retour
garanti) les exigences par processproduit le systegraveme qualiteacute standard les retours
expeacuteriences et les contraintes dans lrsquousine etc
Lrsquoobjectif externe du processus est de satisfaire le client en livrant des produits
conformes aux exigences et en montrant un process performant
Lrsquoobjectif interne du processus est de reacutealiser lrsquoameacutelioration continue en augmentant
le pourcentage de conformiteacute produit cest-agrave-dire reacuteduire le nombre de piegravece mauvaises
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 24 46
III ISOTS 16949 regroupeacutee par laquo A-PDCA raquo
La norme ISOTS16949 [8][18] deacutecrit toutes les exigences du systegraveme de
management de la qualiteacute dans le domaine de lrsquoautomobile Mais les exigences ne sont pas
faciles agrave retenir Un regroupement des exigences par laquo A-PDCA raquo (cf Figure 15) donne une
vision plus claire
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo [12]
52 Ecoute client
732 a Deacuteterminer les exigences fonctionnelles et de performance Les
exigences fonctionnelles sont deacutefinit dans le cahier des charges
732 b Deacuteterminer les exigences reacuteglementaires et leacutegales Les exigences
lieacutees au transport agrave lrsquoemballage aux eacutetiquettes aux notices drsquoutilisation agrave
la date limite drsquoutilisation agrave la traccedilabiliteacute aux composants
8231 Conserver les enregistrements reacutealiser un
plan drsquoactions correctives
85 Ameacutelioration deacuteterminer les causes de non-
conformiteacutes deacuteterminer les actions neacutecessaires
Reacutesolution de problegravemes dispositif anti-erreurs
impact des actions correctives preacuteventives
83 Maitrise du produit non conforme
84 Analyser les donneacutees (indicateurs reacutesultats
daudits niveau de satisfaction des clients) collecter
les informations
743 Assurer que le produit acheteacute satisfait aux exigences
drsquoachat (inspections en entreacutee et en reacutealisation du produit)
824 Surveiller et mesurer les KC controcircle les dimensions et
essais fonctionnels
8231 Mettre en place le plan de surveillance et le
diagramme de flux des processus
71 Planifier et deacuteterminer les processus de reacutealisation du produit
les activiteacutes de veacuterification validation surveillance mesure
inspection et essai speacutecifiques au produit Deacuteterminer les critegraveres
drsquoacceptation du produit les enregistrements speacutecifiques
7323 Identifier les documents de maitrise des processus
7511 Elaborer les plans de surveillance en prenant en compte les
reacutesultats des AMDEC produitsprocessus eacutenumeacuterer les types de
drsquoinspection preacuteciser la surveillance des KC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 25 46
IV Plan drsquoaction pour reacutealiser le processus
Pour reacutealiser correctement le processus et expliciter la meacutethode laquoA-PDCA raquo un
plan drsquoaction est deacutetailleacute ci-dessous il reacuteponde eacutegalement aux exigences de la norme
ISOTS 16949 [7]
Dans la phase analyser i l faut comprendre les exigences du client communiquer les
eacutetudes sur le produit afin de trouver un consensus et deacutefinir un objectif claire
ACTION
Identifier les caracteacuteristiques cleacutes
Dans la phase planifier la norme ISOTS 16949 demande de deacuteterminer les
processus de reacutealisation du produit les activiteacutes de veacuterification validation surveillance et
mesure inspection et essais speacutecifique au produit Un logigramme de production permet de
visualiser les diffeacuterentes activiteacutes Un plan drsquoaction et une instruction de travaille explique
aux qualiticiens comment controcircler et mesurer le produit
ACTION
Identifier les process de fabrication
Deacutefinir les systegravemes de controcircle
Dans la phase do toutes les actions planifieacutees seront mises en place et toutes les
piegraveces non conformes sortent du flux
ACTION
Controcircler mesurer et tester les piegraveces
Lrsquoessentielle de la phase check est de comprendre les problegravemes en veacuterifiant les
deacutefauts des piegraveces et les reacutesultats de mesureessais et trouver les causes
ACTION
Check les piegraveces non-conformes analyser les causses
Lrsquoessentielle de la phase drsquoameacutelioration est de proposer les plans drsquoaction pour
reacutesoudre le problegraveme et drsquoaugmenter la performance
ACTION
Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 26 46
V Application de la Meacutethode laquo A-PDCA raquo
Le client fournit des Cahier Des Charges qui deacutecrivent tous les regraveglementations agrave
respecter ainsi que les autres exigences agrave atteindre pour assurer la conformiteacute du produit
Par exemple pour veacuterifier la conformiteacute du moussage plusieurs exigences sont listeacutees et
chaque type correspond agrave une meacutethode drsquoessai identifieacutee dans les documents de controcircles
1 Identifier les caracteacuteristiques cleacutes
Chaque piegravece a des caracteacuteristiques speacutecifiques lieacutees agrave la seacutecuriteacute agrave lrsquoassemblage
avec les autres piegraveces ou encore lieacutees au fonctionnement Les exigences particuliegraveres pour
chaque produit sont deacutetailleacutees dans la KC list
Un regroupement des exigences par ISHIKAWA [15] (cf Figure 16) peut servir agrave
veacuterifier tous les caracteacuteristiques cleacutes relative au process ou produit
Figure 16 Regroupement des exigences par ISHIKAWA [12] [15]
Lavantage de cette meacutethode est que les caracteacuteristiques cleacutes sont eacutenumeacutereacutees assez
rapidement
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 27 46
2 Idendifier les process de fabrication
Les process de fabrication contiennent plusieurs opeacuterations diffeacuterentes pour
fabriquer correctement les produits les controcircles des paramegravetres et les opeacuterations sont
obligatoires Le flux de fabrication (cf Figure 17) permet drsquoillustrer et ordonner les
opeacuterations graphiquement Ce document est tregraves explicite et logique
Figure 17 Flux de production [12]
3 Deacutefinir les systegravemes de controcircle
Pour controcircler les diffeacuterentes caracteacuteristiques (les aspects les fonctionnements les
dimensions les poids les couleurs les bri llances etc) de chaque type de piegravece des
systegravemes de controcircle approprieacutes sont neacutecessaires Un systegraveme de controcircle contient les
meacutethodes de controcircle les outils de mesure les critegraveres drsquoacceptation les actions etc
Reacuteception matiegravere
Process 2 3 4hellip
Reacuteception
Piegravecematiegravere
Piegravececomposant
Controcircle qualiteacute
Produit semi-fini
Process 1
II
II
Controcircle qualiteacute
Controcircle qualiteacute
Produit semi-fini
Controcircle qualiteacute
Controcircle qualiteacute
Produit fini
Controcircle qualiteacute
Assemblage
II
FI
PI
PI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 28 46
Ainsi dans le cadre de lassurance qualiteacute les normes ISO900123 [16] demandent
de consigner par eacutecrit les dispositions prises pour satisfaire les besoins du client Le
systegraveme qualiteacute deacutefinit les documents agrave livrer pour chaque phase Il demande drsquoexpliciter la
faccedilon de proceacuteder dans les instructions [17] Ces documents sont creacuteeacutes par type de
process et par piegravece Ils expliquent clairement aux opeacuterateurs comment fabriquer controcircler
et geacuterer les non conformiteacutes
31 Plan drsquoaction Plan de surveillance
Selon les exigences de la norme ISOTS16949 [7] le plan de surveillance [5][18] (cf
Tableau 1) doit couvrir trois phases distinctes prototype preacuteseacuterie production Les
eacuteleacutements agrave preacuteciser dans le plan de surveillance sont
Donneacutees geacuteneacuterales nom de la piegravece reacutefeacuterence indice de modification information
client etc
Maicirctrise du produit caracteacuteristiques speacuteciales speacutecification et toleacuterance
Maicirctrise des processus paramegravetres des processus caracteacuteristiques des processus
outils de fabrication etc
Meacutethode technique de mesure moyen de deacutetection freacutequence drsquoeacutechantillonnage
meacutethode de maicirctrise etc
Actions correctives plan de reacuteaction plan drsquoaction correctives
Tableau 1 Extrait du plan de surveillance injection [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 29 46
32 Instruction Gamme de controcircle [6]
Il existe plusieurs types de gammes de controcircle controcircle reacuteception (Incoming
inspection sheet) controcircle process (Process inspection sheet) et controcircle final (Final
inspection sheet) Lrsquoensemble de ces documents permet drsquoassurer la qualiteacute du produit
Une gamme de controcircle (cf Tableau 2) peut ecirctre utiliseacutee pour controcircler un ou
plusieurs composants Elle deacutecrit les opeacuterations qui doivent ecirctre exeacutecuteacutees au poste de
travail Ces opeacuterations peuvent contenir plusieurs caracteacuteristiques de controcircle Une
caracteacuteristique de controcircle deacutecrit lrsquoobjet du controcircle Chaque opeacuteration peut eacutegalement
indiquer lrsquooutillage neacutecessaire agrave la reacutealisation de lactiviteacute
Tableau 2 Gamme de controcircle injection [9][12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 30 46
33 Outil Moyen de mesure
Le systegraveme de controcircle deacutefinit eacutegalement les outi ls agrave uti liser Ces outils peuvent
diffeacuterer en fonction du type de piegravece et du proceacutedeacute de fabrication
Probleacutematique du projet JFC
Manque un outil pour mesurer lrsquoeacutepaisseur drsquoune piegravece speacutecifique sur lrsquoIP
Hypothegraveses proposeacutees
- Controcircle suivant la meacutethode utiliseacutee pour une autre piegravece mais qui est destructive
- Recherche de solution non destructive
Deacutemarche pour rechercher la meacutethode
Une deacutemarche DCAP (cf Figure 18) est proposeacutee pour structurer la recherche et
tester les meacutethodes innovantes
Figure 18 DCAP [12]
Do Controcircler les piegraveces en utilisant les diffeacuterentes meacutethodes
Lrsquoobjectifs de cette phase est de prouver la faisabiliteacute des meacutethodes de controcircle
drsquoeacutevaluer le temps de preacuteparation et controcircle pour chaque meacutethode
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 12 46
3 Preacutesentation du projet
31 Lrsquoeacutequipe du projet
Le projet JFC a pour objectif le remplacement de lrsquoESPACE 4 [11] Le peacuterimegravetre de
Faurecia est la planche de bord la console centrale et les panneaux de portes Ce
veacutehicule sera vendu en Europe et sa commercialisation est preacutevue en 2015
Lrsquoeacutequipe projet est diviseacutee en deux eacutequipes une baseacutee agrave Meacuteru (France) et qui gegravere
les peacuterimegravetres planche console centrale et la deuxiegraveme en Espagne agrave Valence pour les
panneaux de portes Ces deux eacutequipes sont en contact avec Renault technocentre baseacute agrave
Guyancourt (France)
Les eacutequipes projet Faurecia ont en charge la conception des produits ainsi que leur
industrialisation elles interviennent depuis le choix du fournisseur par le client jusqursquoau
deacutemarrage seacuterie du veacutehicule
Le scheacutema page suivante (cf Figure 5) explicite les contacts avec les diffeacuterentes
eacutequipes travaillant pour le projet JFC pour reacutealiser la deacutemarche drsquoassurance qualiteacute du
produit
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 13 46
Figure 5 Environnement du travail (eacutechange avec les eacutequipes)[12]
Preacuteparation documentaire
Equipe projet
Pilote deacuteveloppement
panneaux
Espagne
Valence
Equipe usine prototype
Pilote Qualiteacute usine
prototype planche-
console
France
Meacuteru
Equipe usine prototype
Pilote Qualiteacute usine
prototype panneaux de
portes
Espagne
Valence
Contact occasionnel Genre drsquoactiviteacute Contact reacuteguliegravere
Co
ncep
tion
du
mo
yen
de c
on
trocircle
Fournisseur du
moyen de controcircle
Chine
Shanghai
Experts moyen de
controcircle
France
Meacuteru
Equipe projet France Meacuteru
Qualiteacute usine
Pilote qualiteacute usine
Activ
iteacute m
esu
re fla
p a
irbag
France
Heacutenin-Baumont
Experts process
France
Guyancourt
Laboratoire
Pilote essais
France
Meacuteru
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 14 46
32 Planning du projet
Faurecia intervient sur les projets depuis la nomination fournisseur (cf Figure 6) jusqursquoau deacutemarrage seacuterie [9] La dureacutee drsquoun projet
type Renault est drsquoenviron 25 ans
Le stage se deacuteroule pendant la phase lancement outillage (phase 2) et jusqursquoagrave lrsquoarriveacutee des premiegraveres piegraveces issues des outi llages
deacutefinitifs (phase 3) - outillages utiliseacutes pendant la vie seacuterie Faurecia au travers de son systegraveme de management de la qualiteacute reacutepond agrave ce
planning via les phases deacutetailleacutees ci-dessous
FIS
Figure 6 Planning du projet [9][13]
Stage
Sy
stegrave
me
de
ma
na
ge
me
nt
de
Fa
ure
cia
Pla
nn
ing
de
RE
NA
UL
T
Environ 25 ans
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 15 46
La phase ndeg2 correspond agrave une phase de conception du produit (numeacuterisation des
piegraveces reacutealisation des plans de leveacutees de risques ndash AMDEC choix des process de
fabrication choix des fournisseurs eacutetablissement des plans de surveillances des gammes
de controcircles des gammes de mesureshellip)
Dans la phase ndeg3 les essais (conformeacutement aux cahiers des charges clients) les
mesures des produits et de leurs moyens de fabrication seront effectueacutees A lrsquoissue de ces
veacuterifications les piegraveces sont soumises au client pour acceptation finale (paiement des
outillages deacutefinitifs) Crsquoest le jalon Faurecia PPC (Part Product Confirmation)
Dans la phase ndeg4 la monteacutee en cadence et le reacuteglage des proceacutedeacutes de fabrication
et drsquoassemblage sont effectueacutes Lrsquoobjectif est drsquoatteindre la capaciteacute de production
souhaiteacutee par le client Cette phase est sanctionneacutee par un audit de production piloteacute par le
client (jalon SOP)
Dans la phase ndeg5 on suit les premier mois de production en vie seacuterie Lrsquoeacutequipe
projet est dissoute
33 Produit attendu du projet
La planche de bord
La planche de bord (cf Figure 7) du veacutehicule est le bloc placeacute agrave lrsquoavant de lrsquohabitacle
elle constitue le principal moyen drsquointerface entre la voiture et le conducteur Les
techniques (Annexe 4 cf Tableau 4) pouvant ecirctre utiliseacutees sur la planche de bord sont le
moussage le thermogainage lrsquoinjection etc
Figure 7 Photo drsquoune Planche de bord [11]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 16 46
La Console Centrale
La console centrale (cf Figure 8) est la partie se situant entre les deux siegraveges et se
prolongeant jusqursquoagrave la planche de bord Les techniques (Annexe 4 cf Tableau 4) utiliseacutees
sur la console centrale sont Peinture inmold etc
Figure 8 Photo drsquoune console centrale [11]
Les panneaux des portes
Les panneaux des portes (cf Figure 9) sont composeacutes drsquoun bandeau un meacutedaillon
un accoudoir un porteur un vide-poche les deacutecors etc Les techniques (Annexe 4 cf
Tableau 4) utiliseacutees sur les panneaux sont affichage thermogainage etc
Figure 9 Photo drsquoun panneau de porte [9]
Levier de vitesses
et tringlerie
Autoradio
Commandes de
climatisation
Ordinateur de
bord GPS
Porte-gobelet
Accoudoir
Levier de frein de
stationnement cacircble
et circuit hydraulique
Accoudoir
Meacutedaillon
Porteur
Vide - poche
Bandeau
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 17 46
II Missions de stage
1 Missions preacutevisionnelles
Le projet JFC arrive en juin-juillet 2013 dans la phase de mise au point produit Les
activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
o reacutedaction du plan de surveillance et validation avec le Pilot Plant
o reacutedaction des fiches de controcircles reacuteception et finales
o construction du plan de validations piegraveces
o mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
o preacuteparation de documents ANPQP [13] clients
Suivi validations
o Suivi du plan de validation matiegravere (essais plaquettes)
Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
o le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour
gammes)
o le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et
suivi du plan de surveillance de la fabrication)
o la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
2 Missions reacutealiseacutees
Du fait drsquoun deacutecalage planning les sujets ont eacuteteacute reacuteajusteacutes Par conseacutequent lrsquoaspect
suivi fabrication nrsquoest plus drsquoactualiteacute Pour deacutevelopper les compeacutetences et enrichir les
expeacuteriences deux autres activiteacutes ont eacuteteacute proposeacutees
o Recherche drsquoun systegraveme de mesure pour une piegravece speacutecifique
o Participation agrave la conception du moyen de controcircle
III Probleacutematique
1 Cadrage de la probleacutematique
Pour bien cadrer le problegraveme obtenir les informations essentielles et chercher les
ideacutees de causes possibles de solutions possibles la reacutealisation drsquoun QQOQCP [12] (cf
Figure 10 page suivante) est neacutecessaire
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 18 46
Donneacutee dentreacutee
Les cibles qualiteacutes deacutefinis par client
Les normes exigences de conformiteacute des piegraveces
La conception des piegraveces
Qui
Directs Indirects (eacuteventuels)
Emetteurs pilote qualiteacute projet Reacutecepteurs stagiaire
Emetteurs Renault Reacutecepteurs projet JFC
Quoi Le procesus pour assurer la qualiteacute du produit nrsquoest pas encore tous
reacutealiseacute
Ougrave Au sein de service qualiteacute du projet JFC
Quand Du feacutevrier 2013 au juillet 2013
Comment
Reacutealisation de la deacutemarche drsquoassurance qualiteacute du produit
- Acceptation des documents par les clients et lrsquousine
- Existence drsquoun systegraveme de mesure reproductible et reacutealisable dans lrsquousine
- Acceptation de la conception des moyens de controcircle par client
- hellip
Pourquoi
Pour garantir la conformiteacute produit et satisfaire le client
Pour clarifier le process de fabrication et organiser les postes dans lrsquousine Pour expliquer aux opeacuterateurs comment et quoi controcircler sur les
piegraveces
Pour avoir des moyens et meacutethode de controcircle fiables
Donneacutee de sortie
Reacutealiser le processus pour assurer la qualiteacute du produit dans le domaine drsquoautomobile
Figure 10 QQOQCP [12]
2 Elaboration de la Strateacutegie
Pour avoir une vision globale expliciter lrsquoensemble des objectifs du stage et
pour mieux agir sur les pratiques un planning dynamique strateacutegique (PDS) [12] (cf
Figure 11 page suivante) est reacutealiseacute afin de cibler la deacutemarche drsquoameacutelioration continue
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 19 46
Figure 11 Planification dynamique strateacutegique [12]
Entiteacute de service
Stagiaire qualiteacute
Publics concerneacutes
bull Directs Service qualiteacute du projet
bull Indirects Client et collaborateurs
Objectifs mesurables a) 100 reacutealisation des documents
demandeacutes Validation du document qualiteacute demandeacute par le client (K0) et lrsquousine
b) Prouver la mesurabiliteacute et la reproductibiliteacute
c) Lancer en fabrication des moyens de controcircle valideacute
Contexte - Exigence speacutecifique du client - Certification Faurecia ISO 14001 et TS 16949 - Systegraveme qualiteacute public Renault ANPQP Faurecia PMS
Besoin particulier du laquo public raquo - Prendre en compte le retour drsquoexpeacuterience des projets preacuteceacutedant (capitalisation) - Validation du travail par le public
Attentes geacuteneacuterales du laquo public raquo - Produit reacutepondant aux normes de seacutecuriteacute et de qualiteacute (Reacuteglementation PPM retour garantie)
Prioriteacutes choisies
a) Preacuteparation documentaire b) Eacutetude drsquoun systegraveme de mesure c) Participation agrave la conception du MDC
Reacutesultats mesureacutes Satisfaction du client (cotation) PPM et retour garantie
Analyse Situation Forces - premier stage reacutealiseacute dans la mecircme
entreprise mecircme domaine
- existence du document standard
- expeacuteriences des tuteurs (projet similaire) Ameacuteliorations - audit interne FES pour ameacuteliorer la
performance des projets
Missions Raisons decirctre
Reacutealiser le processus pour assurer la qualiteacute du produit
Actions souhaiteacutees
par les
responsables qualiteacutes
Actions quotidiennes
Livrables pour satisfaire le besoin du laquopublicraquo Documentaires qualiteacute reacutesultat drsquoeacutetude du moyen de mesure eacutetude du moyen de controcircle
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 20 46
3 Analyse des risques Diagramme en arbre
Pour mieux reacuteagir face aux risques relatifs aux missions de stage une analyse des
risques (cf Figure 12) est reacutealiseacutee en utilisant le diagramme en arbre qui permet de
deacutecliner rapidement des alternatives aux risques plausibles
Figure 12 Analyse des risques [12]
Alternative
Missions preacutevisionnelles
Missions reacuteelles
Risques
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 21 46
Chapitre 2 ndash Meacutethodologies et Applications
I Meacutethode laquo PDCA raquo
1 Deacutefinition de la meacutethode laquo PDCA raquo
La meacutethode laquo PDCA raquo [14] (cf Figure 13) ou laquo roue de Deming raquo est une
illustration de la meacutethode qualiteacute Plan-Do-Chec-Act son nom vient du statisticien William
Edwards Deming
La meacutethode comporte quatre eacutetapes agrave suivre pour ameacuteliorer la qualiteacute
P = Plan planifier la reacutealisation par exemple
leacutecriture du cahier des charges et
leacutetablissement dun planning
D = Do mettre en place toutes les actions
indiqueacutees dans le plan drsquoaction
C = Check mesuree et veacuterifier cette eacutetape
utilise des moyens de controcircle divers
A= Act rechercher des points dameacuteliorations
et proposer les actions correctives
Leacutetape Act amegravenera un nouveau projet
agrave reacutealiser donc une nouvelle planification agrave
eacutetablir Il sagit donc dun cycle que lon
repreacutesente agrave laide dune roue Figure 13 PDCA [12]
2 Pourquoi laquo PDCA raquo
Pour faire face aux marcheacutes compeacutetitifs drsquoaujourdrsquohui les entreprises doivent eacutetablir
une strateacutegie leur permettant drsquoameacuteliorer leur performance en continue La meacutethode
laquo PDCA raquo permet de piloter et simplifier ces actions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 22 46
II Cartographie de processus et meacutethode laquo A-PDCA raquo
Afin drsquoatteindre les cibles qualiteacute du client et drsquoassurer une ameacutelioration continue un
processus de suivi de la qualiteacute du produit est neacutecessaire Le processus pour assurer la
qualiteacute des produits drsquoun nouveau projet contient une grande partie de creacuteation Un Cycle
laquo A ndashPDCA raquo permet drsquoinnover les meacutethodes de controcircle avec ambition et creacuteativiteacute
Une cartographie (cf Figure 14) est reacutealiseacutee pour expliciter le deacuteroulement du
processus
Figure 14 Processus pour assurer la qualiteacute du produit [12]
Le cycle dans ce processus contient 5 eacutetapes
A = Analyser analyser les besoins et le contexte communiquer avec le client eacutechange
P = Planifier planifier et deacutefinir les meacutethodes de controcircle identifier les process de
fabrication
D = Do reacutealiser les produits controcircler mesurer et tester
C = Check veacuterifier et comprendre les reacutesultats chercher les causes racines
A = Ameacuteliorer suggeacuterer les plans drsquoactions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 23 46
Dans la phase Analyser il faut prendre en compte tous les eacuteleacutements drsquoentreacutees
mateacuterielles la norme ISOTS 16949 les cibles qualiteacutes deacutefinit par client (PPM retour
garanti) les exigences par processproduit le systegraveme qualiteacute standard les retours
expeacuteriences et les contraintes dans lrsquousine etc
Lrsquoobjectif externe du processus est de satisfaire le client en livrant des produits
conformes aux exigences et en montrant un process performant
Lrsquoobjectif interne du processus est de reacutealiser lrsquoameacutelioration continue en augmentant
le pourcentage de conformiteacute produit cest-agrave-dire reacuteduire le nombre de piegravece mauvaises
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 24 46
III ISOTS 16949 regroupeacutee par laquo A-PDCA raquo
La norme ISOTS16949 [8][18] deacutecrit toutes les exigences du systegraveme de
management de la qualiteacute dans le domaine de lrsquoautomobile Mais les exigences ne sont pas
faciles agrave retenir Un regroupement des exigences par laquo A-PDCA raquo (cf Figure 15) donne une
vision plus claire
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo [12]
52 Ecoute client
732 a Deacuteterminer les exigences fonctionnelles et de performance Les
exigences fonctionnelles sont deacutefinit dans le cahier des charges
732 b Deacuteterminer les exigences reacuteglementaires et leacutegales Les exigences
lieacutees au transport agrave lrsquoemballage aux eacutetiquettes aux notices drsquoutilisation agrave
la date limite drsquoutilisation agrave la traccedilabiliteacute aux composants
8231 Conserver les enregistrements reacutealiser un
plan drsquoactions correctives
85 Ameacutelioration deacuteterminer les causes de non-
conformiteacutes deacuteterminer les actions neacutecessaires
Reacutesolution de problegravemes dispositif anti-erreurs
impact des actions correctives preacuteventives
83 Maitrise du produit non conforme
84 Analyser les donneacutees (indicateurs reacutesultats
daudits niveau de satisfaction des clients) collecter
les informations
743 Assurer que le produit acheteacute satisfait aux exigences
drsquoachat (inspections en entreacutee et en reacutealisation du produit)
824 Surveiller et mesurer les KC controcircle les dimensions et
essais fonctionnels
8231 Mettre en place le plan de surveillance et le
diagramme de flux des processus
71 Planifier et deacuteterminer les processus de reacutealisation du produit
les activiteacutes de veacuterification validation surveillance mesure
inspection et essai speacutecifiques au produit Deacuteterminer les critegraveres
drsquoacceptation du produit les enregistrements speacutecifiques
7323 Identifier les documents de maitrise des processus
7511 Elaborer les plans de surveillance en prenant en compte les
reacutesultats des AMDEC produitsprocessus eacutenumeacuterer les types de
drsquoinspection preacuteciser la surveillance des KC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 25 46
IV Plan drsquoaction pour reacutealiser le processus
Pour reacutealiser correctement le processus et expliciter la meacutethode laquoA-PDCA raquo un
plan drsquoaction est deacutetailleacute ci-dessous il reacuteponde eacutegalement aux exigences de la norme
ISOTS 16949 [7]
Dans la phase analyser i l faut comprendre les exigences du client communiquer les
eacutetudes sur le produit afin de trouver un consensus et deacutefinir un objectif claire
ACTION
Identifier les caracteacuteristiques cleacutes
Dans la phase planifier la norme ISOTS 16949 demande de deacuteterminer les
processus de reacutealisation du produit les activiteacutes de veacuterification validation surveillance et
mesure inspection et essais speacutecifique au produit Un logigramme de production permet de
visualiser les diffeacuterentes activiteacutes Un plan drsquoaction et une instruction de travaille explique
aux qualiticiens comment controcircler et mesurer le produit
ACTION
Identifier les process de fabrication
Deacutefinir les systegravemes de controcircle
Dans la phase do toutes les actions planifieacutees seront mises en place et toutes les
piegraveces non conformes sortent du flux
ACTION
Controcircler mesurer et tester les piegraveces
Lrsquoessentielle de la phase check est de comprendre les problegravemes en veacuterifiant les
deacutefauts des piegraveces et les reacutesultats de mesureessais et trouver les causes
ACTION
Check les piegraveces non-conformes analyser les causses
Lrsquoessentielle de la phase drsquoameacutelioration est de proposer les plans drsquoaction pour
reacutesoudre le problegraveme et drsquoaugmenter la performance
ACTION
Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 26 46
V Application de la Meacutethode laquo A-PDCA raquo
Le client fournit des Cahier Des Charges qui deacutecrivent tous les regraveglementations agrave
respecter ainsi que les autres exigences agrave atteindre pour assurer la conformiteacute du produit
Par exemple pour veacuterifier la conformiteacute du moussage plusieurs exigences sont listeacutees et
chaque type correspond agrave une meacutethode drsquoessai identifieacutee dans les documents de controcircles
1 Identifier les caracteacuteristiques cleacutes
Chaque piegravece a des caracteacuteristiques speacutecifiques lieacutees agrave la seacutecuriteacute agrave lrsquoassemblage
avec les autres piegraveces ou encore lieacutees au fonctionnement Les exigences particuliegraveres pour
chaque produit sont deacutetailleacutees dans la KC list
Un regroupement des exigences par ISHIKAWA [15] (cf Figure 16) peut servir agrave
veacuterifier tous les caracteacuteristiques cleacutes relative au process ou produit
Figure 16 Regroupement des exigences par ISHIKAWA [12] [15]
Lavantage de cette meacutethode est que les caracteacuteristiques cleacutes sont eacutenumeacutereacutees assez
rapidement
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 27 46
2 Idendifier les process de fabrication
Les process de fabrication contiennent plusieurs opeacuterations diffeacuterentes pour
fabriquer correctement les produits les controcircles des paramegravetres et les opeacuterations sont
obligatoires Le flux de fabrication (cf Figure 17) permet drsquoillustrer et ordonner les
opeacuterations graphiquement Ce document est tregraves explicite et logique
Figure 17 Flux de production [12]
3 Deacutefinir les systegravemes de controcircle
Pour controcircler les diffeacuterentes caracteacuteristiques (les aspects les fonctionnements les
dimensions les poids les couleurs les bri llances etc) de chaque type de piegravece des
systegravemes de controcircle approprieacutes sont neacutecessaires Un systegraveme de controcircle contient les
meacutethodes de controcircle les outils de mesure les critegraveres drsquoacceptation les actions etc
Reacuteception matiegravere
Process 2 3 4hellip
Reacuteception
Piegravecematiegravere
Piegravececomposant
Controcircle qualiteacute
Produit semi-fini
Process 1
II
II
Controcircle qualiteacute
Controcircle qualiteacute
Produit semi-fini
Controcircle qualiteacute
Controcircle qualiteacute
Produit fini
Controcircle qualiteacute
Assemblage
II
FI
PI
PI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 28 46
Ainsi dans le cadre de lassurance qualiteacute les normes ISO900123 [16] demandent
de consigner par eacutecrit les dispositions prises pour satisfaire les besoins du client Le
systegraveme qualiteacute deacutefinit les documents agrave livrer pour chaque phase Il demande drsquoexpliciter la
faccedilon de proceacuteder dans les instructions [17] Ces documents sont creacuteeacutes par type de
process et par piegravece Ils expliquent clairement aux opeacuterateurs comment fabriquer controcircler
et geacuterer les non conformiteacutes
31 Plan drsquoaction Plan de surveillance
Selon les exigences de la norme ISOTS16949 [7] le plan de surveillance [5][18] (cf
Tableau 1) doit couvrir trois phases distinctes prototype preacuteseacuterie production Les
eacuteleacutements agrave preacuteciser dans le plan de surveillance sont
Donneacutees geacuteneacuterales nom de la piegravece reacutefeacuterence indice de modification information
client etc
Maicirctrise du produit caracteacuteristiques speacuteciales speacutecification et toleacuterance
Maicirctrise des processus paramegravetres des processus caracteacuteristiques des processus
outils de fabrication etc
Meacutethode technique de mesure moyen de deacutetection freacutequence drsquoeacutechantillonnage
meacutethode de maicirctrise etc
Actions correctives plan de reacuteaction plan drsquoaction correctives
Tableau 1 Extrait du plan de surveillance injection [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 29 46
32 Instruction Gamme de controcircle [6]
Il existe plusieurs types de gammes de controcircle controcircle reacuteception (Incoming
inspection sheet) controcircle process (Process inspection sheet) et controcircle final (Final
inspection sheet) Lrsquoensemble de ces documents permet drsquoassurer la qualiteacute du produit
Une gamme de controcircle (cf Tableau 2) peut ecirctre utiliseacutee pour controcircler un ou
plusieurs composants Elle deacutecrit les opeacuterations qui doivent ecirctre exeacutecuteacutees au poste de
travail Ces opeacuterations peuvent contenir plusieurs caracteacuteristiques de controcircle Une
caracteacuteristique de controcircle deacutecrit lrsquoobjet du controcircle Chaque opeacuteration peut eacutegalement
indiquer lrsquooutillage neacutecessaire agrave la reacutealisation de lactiviteacute
Tableau 2 Gamme de controcircle injection [9][12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 30 46
33 Outil Moyen de mesure
Le systegraveme de controcircle deacutefinit eacutegalement les outi ls agrave uti liser Ces outils peuvent
diffeacuterer en fonction du type de piegravece et du proceacutedeacute de fabrication
Probleacutematique du projet JFC
Manque un outil pour mesurer lrsquoeacutepaisseur drsquoune piegravece speacutecifique sur lrsquoIP
Hypothegraveses proposeacutees
- Controcircle suivant la meacutethode utiliseacutee pour une autre piegravece mais qui est destructive
- Recherche de solution non destructive
Deacutemarche pour rechercher la meacutethode
Une deacutemarche DCAP (cf Figure 18) est proposeacutee pour structurer la recherche et
tester les meacutethodes innovantes
Figure 18 DCAP [12]
Do Controcircler les piegraveces en utilisant les diffeacuterentes meacutethodes
Lrsquoobjectifs de cette phase est de prouver la faisabiliteacute des meacutethodes de controcircle
drsquoeacutevaluer le temps de preacuteparation et controcircle pour chaque meacutethode
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
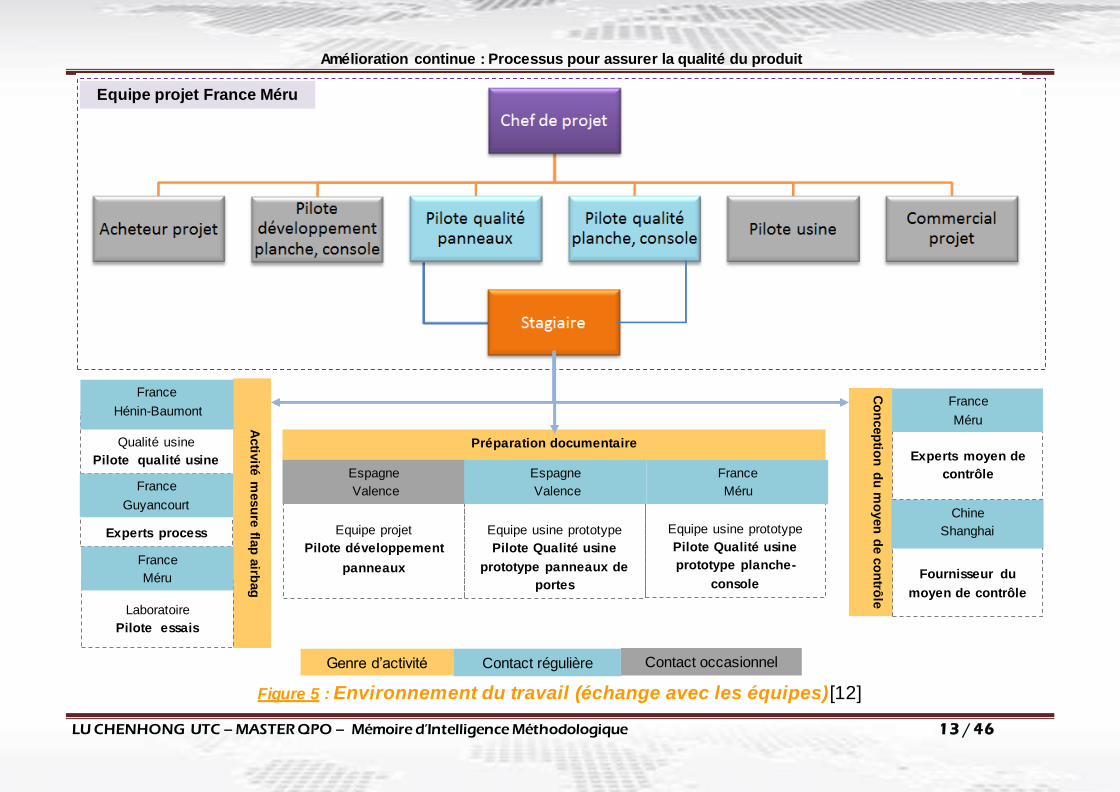
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 13 46
Figure 5 Environnement du travail (eacutechange avec les eacutequipes)[12]
Preacuteparation documentaire
Equipe projet
Pilote deacuteveloppement
panneaux
Espagne
Valence
Equipe usine prototype
Pilote Qualiteacute usine
prototype planche-
console
France
Meacuteru
Equipe usine prototype
Pilote Qualiteacute usine
prototype panneaux de
portes
Espagne
Valence
Contact occasionnel Genre drsquoactiviteacute Contact reacuteguliegravere
Co
ncep
tion
du
mo
yen
de c
on
trocircle
Fournisseur du
moyen de controcircle
Chine
Shanghai
Experts moyen de
controcircle
France
Meacuteru
Equipe projet France Meacuteru
Qualiteacute usine
Pilote qualiteacute usine
Activ
iteacute m
esu
re fla
p a
irbag
France
Heacutenin-Baumont
Experts process
France
Guyancourt
Laboratoire
Pilote essais
France
Meacuteru
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 14 46
32 Planning du projet
Faurecia intervient sur les projets depuis la nomination fournisseur (cf Figure 6) jusqursquoau deacutemarrage seacuterie [9] La dureacutee drsquoun projet
type Renault est drsquoenviron 25 ans
Le stage se deacuteroule pendant la phase lancement outillage (phase 2) et jusqursquoagrave lrsquoarriveacutee des premiegraveres piegraveces issues des outi llages
deacutefinitifs (phase 3) - outillages utiliseacutes pendant la vie seacuterie Faurecia au travers de son systegraveme de management de la qualiteacute reacutepond agrave ce
planning via les phases deacutetailleacutees ci-dessous
FIS
Figure 6 Planning du projet [9][13]
Stage
Sy
stegrave
me
de
ma
na
ge
me
nt
de
Fa
ure
cia
Pla
nn
ing
de
RE
NA
UL
T
Environ 25 ans
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 15 46
La phase ndeg2 correspond agrave une phase de conception du produit (numeacuterisation des
piegraveces reacutealisation des plans de leveacutees de risques ndash AMDEC choix des process de
fabrication choix des fournisseurs eacutetablissement des plans de surveillances des gammes
de controcircles des gammes de mesureshellip)
Dans la phase ndeg3 les essais (conformeacutement aux cahiers des charges clients) les
mesures des produits et de leurs moyens de fabrication seront effectueacutees A lrsquoissue de ces
veacuterifications les piegraveces sont soumises au client pour acceptation finale (paiement des
outillages deacutefinitifs) Crsquoest le jalon Faurecia PPC (Part Product Confirmation)
Dans la phase ndeg4 la monteacutee en cadence et le reacuteglage des proceacutedeacutes de fabrication
et drsquoassemblage sont effectueacutes Lrsquoobjectif est drsquoatteindre la capaciteacute de production
souhaiteacutee par le client Cette phase est sanctionneacutee par un audit de production piloteacute par le
client (jalon SOP)
Dans la phase ndeg5 on suit les premier mois de production en vie seacuterie Lrsquoeacutequipe
projet est dissoute
33 Produit attendu du projet
La planche de bord
La planche de bord (cf Figure 7) du veacutehicule est le bloc placeacute agrave lrsquoavant de lrsquohabitacle
elle constitue le principal moyen drsquointerface entre la voiture et le conducteur Les
techniques (Annexe 4 cf Tableau 4) pouvant ecirctre utiliseacutees sur la planche de bord sont le
moussage le thermogainage lrsquoinjection etc
Figure 7 Photo drsquoune Planche de bord [11]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 16 46
La Console Centrale
La console centrale (cf Figure 8) est la partie se situant entre les deux siegraveges et se
prolongeant jusqursquoagrave la planche de bord Les techniques (Annexe 4 cf Tableau 4) utiliseacutees
sur la console centrale sont Peinture inmold etc
Figure 8 Photo drsquoune console centrale [11]
Les panneaux des portes
Les panneaux des portes (cf Figure 9) sont composeacutes drsquoun bandeau un meacutedaillon
un accoudoir un porteur un vide-poche les deacutecors etc Les techniques (Annexe 4 cf
Tableau 4) utiliseacutees sur les panneaux sont affichage thermogainage etc
Figure 9 Photo drsquoun panneau de porte [9]
Levier de vitesses
et tringlerie
Autoradio
Commandes de
climatisation
Ordinateur de
bord GPS
Porte-gobelet
Accoudoir
Levier de frein de
stationnement cacircble
et circuit hydraulique
Accoudoir
Meacutedaillon
Porteur
Vide - poche
Bandeau
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 17 46
II Missions de stage
1 Missions preacutevisionnelles
Le projet JFC arrive en juin-juillet 2013 dans la phase de mise au point produit Les
activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
o reacutedaction du plan de surveillance et validation avec le Pilot Plant
o reacutedaction des fiches de controcircles reacuteception et finales
o construction du plan de validations piegraveces
o mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
o preacuteparation de documents ANPQP [13] clients
Suivi validations
o Suivi du plan de validation matiegravere (essais plaquettes)
Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
o le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour
gammes)
o le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et
suivi du plan de surveillance de la fabrication)
o la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
2 Missions reacutealiseacutees
Du fait drsquoun deacutecalage planning les sujets ont eacuteteacute reacuteajusteacutes Par conseacutequent lrsquoaspect
suivi fabrication nrsquoest plus drsquoactualiteacute Pour deacutevelopper les compeacutetences et enrichir les
expeacuteriences deux autres activiteacutes ont eacuteteacute proposeacutees
o Recherche drsquoun systegraveme de mesure pour une piegravece speacutecifique
o Participation agrave la conception du moyen de controcircle
III Probleacutematique
1 Cadrage de la probleacutematique
Pour bien cadrer le problegraveme obtenir les informations essentielles et chercher les
ideacutees de causes possibles de solutions possibles la reacutealisation drsquoun QQOQCP [12] (cf
Figure 10 page suivante) est neacutecessaire
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 18 46
Donneacutee dentreacutee
Les cibles qualiteacutes deacutefinis par client
Les normes exigences de conformiteacute des piegraveces
La conception des piegraveces
Qui
Directs Indirects (eacuteventuels)
Emetteurs pilote qualiteacute projet Reacutecepteurs stagiaire
Emetteurs Renault Reacutecepteurs projet JFC
Quoi Le procesus pour assurer la qualiteacute du produit nrsquoest pas encore tous
reacutealiseacute
Ougrave Au sein de service qualiteacute du projet JFC
Quand Du feacutevrier 2013 au juillet 2013
Comment
Reacutealisation de la deacutemarche drsquoassurance qualiteacute du produit
- Acceptation des documents par les clients et lrsquousine
- Existence drsquoun systegraveme de mesure reproductible et reacutealisable dans lrsquousine
- Acceptation de la conception des moyens de controcircle par client
- hellip
Pourquoi
Pour garantir la conformiteacute produit et satisfaire le client
Pour clarifier le process de fabrication et organiser les postes dans lrsquousine Pour expliquer aux opeacuterateurs comment et quoi controcircler sur les
piegraveces
Pour avoir des moyens et meacutethode de controcircle fiables
Donneacutee de sortie
Reacutealiser le processus pour assurer la qualiteacute du produit dans le domaine drsquoautomobile
Figure 10 QQOQCP [12]
2 Elaboration de la Strateacutegie
Pour avoir une vision globale expliciter lrsquoensemble des objectifs du stage et
pour mieux agir sur les pratiques un planning dynamique strateacutegique (PDS) [12] (cf
Figure 11 page suivante) est reacutealiseacute afin de cibler la deacutemarche drsquoameacutelioration continue
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 19 46
Figure 11 Planification dynamique strateacutegique [12]
Entiteacute de service
Stagiaire qualiteacute
Publics concerneacutes
bull Directs Service qualiteacute du projet
bull Indirects Client et collaborateurs
Objectifs mesurables a) 100 reacutealisation des documents
demandeacutes Validation du document qualiteacute demandeacute par le client (K0) et lrsquousine
b) Prouver la mesurabiliteacute et la reproductibiliteacute
c) Lancer en fabrication des moyens de controcircle valideacute
Contexte - Exigence speacutecifique du client - Certification Faurecia ISO 14001 et TS 16949 - Systegraveme qualiteacute public Renault ANPQP Faurecia PMS
Besoin particulier du laquo public raquo - Prendre en compte le retour drsquoexpeacuterience des projets preacuteceacutedant (capitalisation) - Validation du travail par le public
Attentes geacuteneacuterales du laquo public raquo - Produit reacutepondant aux normes de seacutecuriteacute et de qualiteacute (Reacuteglementation PPM retour garantie)
Prioriteacutes choisies
a) Preacuteparation documentaire b) Eacutetude drsquoun systegraveme de mesure c) Participation agrave la conception du MDC
Reacutesultats mesureacutes Satisfaction du client (cotation) PPM et retour garantie
Analyse Situation Forces - premier stage reacutealiseacute dans la mecircme
entreprise mecircme domaine
- existence du document standard
- expeacuteriences des tuteurs (projet similaire) Ameacuteliorations - audit interne FES pour ameacuteliorer la
performance des projets
Missions Raisons decirctre
Reacutealiser le processus pour assurer la qualiteacute du produit
Actions souhaiteacutees
par les
responsables qualiteacutes
Actions quotidiennes
Livrables pour satisfaire le besoin du laquopublicraquo Documentaires qualiteacute reacutesultat drsquoeacutetude du moyen de mesure eacutetude du moyen de controcircle
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 20 46
3 Analyse des risques Diagramme en arbre
Pour mieux reacuteagir face aux risques relatifs aux missions de stage une analyse des
risques (cf Figure 12) est reacutealiseacutee en utilisant le diagramme en arbre qui permet de
deacutecliner rapidement des alternatives aux risques plausibles
Figure 12 Analyse des risques [12]
Alternative
Missions preacutevisionnelles
Missions reacuteelles
Risques
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 21 46
Chapitre 2 ndash Meacutethodologies et Applications
I Meacutethode laquo PDCA raquo
1 Deacutefinition de la meacutethode laquo PDCA raquo
La meacutethode laquo PDCA raquo [14] (cf Figure 13) ou laquo roue de Deming raquo est une
illustration de la meacutethode qualiteacute Plan-Do-Chec-Act son nom vient du statisticien William
Edwards Deming
La meacutethode comporte quatre eacutetapes agrave suivre pour ameacuteliorer la qualiteacute
P = Plan planifier la reacutealisation par exemple
leacutecriture du cahier des charges et
leacutetablissement dun planning
D = Do mettre en place toutes les actions
indiqueacutees dans le plan drsquoaction
C = Check mesuree et veacuterifier cette eacutetape
utilise des moyens de controcircle divers
A= Act rechercher des points dameacuteliorations
et proposer les actions correctives
Leacutetape Act amegravenera un nouveau projet
agrave reacutealiser donc une nouvelle planification agrave
eacutetablir Il sagit donc dun cycle que lon
repreacutesente agrave laide dune roue Figure 13 PDCA [12]
2 Pourquoi laquo PDCA raquo
Pour faire face aux marcheacutes compeacutetitifs drsquoaujourdrsquohui les entreprises doivent eacutetablir
une strateacutegie leur permettant drsquoameacuteliorer leur performance en continue La meacutethode
laquo PDCA raquo permet de piloter et simplifier ces actions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 22 46
II Cartographie de processus et meacutethode laquo A-PDCA raquo
Afin drsquoatteindre les cibles qualiteacute du client et drsquoassurer une ameacutelioration continue un
processus de suivi de la qualiteacute du produit est neacutecessaire Le processus pour assurer la
qualiteacute des produits drsquoun nouveau projet contient une grande partie de creacuteation Un Cycle
laquo A ndashPDCA raquo permet drsquoinnover les meacutethodes de controcircle avec ambition et creacuteativiteacute
Une cartographie (cf Figure 14) est reacutealiseacutee pour expliciter le deacuteroulement du
processus
Figure 14 Processus pour assurer la qualiteacute du produit [12]
Le cycle dans ce processus contient 5 eacutetapes
A = Analyser analyser les besoins et le contexte communiquer avec le client eacutechange
P = Planifier planifier et deacutefinir les meacutethodes de controcircle identifier les process de
fabrication
D = Do reacutealiser les produits controcircler mesurer et tester
C = Check veacuterifier et comprendre les reacutesultats chercher les causes racines
A = Ameacuteliorer suggeacuterer les plans drsquoactions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 23 46
Dans la phase Analyser il faut prendre en compte tous les eacuteleacutements drsquoentreacutees
mateacuterielles la norme ISOTS 16949 les cibles qualiteacutes deacutefinit par client (PPM retour
garanti) les exigences par processproduit le systegraveme qualiteacute standard les retours
expeacuteriences et les contraintes dans lrsquousine etc
Lrsquoobjectif externe du processus est de satisfaire le client en livrant des produits
conformes aux exigences et en montrant un process performant
Lrsquoobjectif interne du processus est de reacutealiser lrsquoameacutelioration continue en augmentant
le pourcentage de conformiteacute produit cest-agrave-dire reacuteduire le nombre de piegravece mauvaises
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 24 46
III ISOTS 16949 regroupeacutee par laquo A-PDCA raquo
La norme ISOTS16949 [8][18] deacutecrit toutes les exigences du systegraveme de
management de la qualiteacute dans le domaine de lrsquoautomobile Mais les exigences ne sont pas
faciles agrave retenir Un regroupement des exigences par laquo A-PDCA raquo (cf Figure 15) donne une
vision plus claire
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo [12]
52 Ecoute client
732 a Deacuteterminer les exigences fonctionnelles et de performance Les
exigences fonctionnelles sont deacutefinit dans le cahier des charges
732 b Deacuteterminer les exigences reacuteglementaires et leacutegales Les exigences
lieacutees au transport agrave lrsquoemballage aux eacutetiquettes aux notices drsquoutilisation agrave
la date limite drsquoutilisation agrave la traccedilabiliteacute aux composants
8231 Conserver les enregistrements reacutealiser un
plan drsquoactions correctives
85 Ameacutelioration deacuteterminer les causes de non-
conformiteacutes deacuteterminer les actions neacutecessaires
Reacutesolution de problegravemes dispositif anti-erreurs
impact des actions correctives preacuteventives
83 Maitrise du produit non conforme
84 Analyser les donneacutees (indicateurs reacutesultats
daudits niveau de satisfaction des clients) collecter
les informations
743 Assurer que le produit acheteacute satisfait aux exigences
drsquoachat (inspections en entreacutee et en reacutealisation du produit)
824 Surveiller et mesurer les KC controcircle les dimensions et
essais fonctionnels
8231 Mettre en place le plan de surveillance et le
diagramme de flux des processus
71 Planifier et deacuteterminer les processus de reacutealisation du produit
les activiteacutes de veacuterification validation surveillance mesure
inspection et essai speacutecifiques au produit Deacuteterminer les critegraveres
drsquoacceptation du produit les enregistrements speacutecifiques
7323 Identifier les documents de maitrise des processus
7511 Elaborer les plans de surveillance en prenant en compte les
reacutesultats des AMDEC produitsprocessus eacutenumeacuterer les types de
drsquoinspection preacuteciser la surveillance des KC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 25 46
IV Plan drsquoaction pour reacutealiser le processus
Pour reacutealiser correctement le processus et expliciter la meacutethode laquoA-PDCA raquo un
plan drsquoaction est deacutetailleacute ci-dessous il reacuteponde eacutegalement aux exigences de la norme
ISOTS 16949 [7]
Dans la phase analyser i l faut comprendre les exigences du client communiquer les
eacutetudes sur le produit afin de trouver un consensus et deacutefinir un objectif claire
ACTION
Identifier les caracteacuteristiques cleacutes
Dans la phase planifier la norme ISOTS 16949 demande de deacuteterminer les
processus de reacutealisation du produit les activiteacutes de veacuterification validation surveillance et
mesure inspection et essais speacutecifique au produit Un logigramme de production permet de
visualiser les diffeacuterentes activiteacutes Un plan drsquoaction et une instruction de travaille explique
aux qualiticiens comment controcircler et mesurer le produit
ACTION
Identifier les process de fabrication
Deacutefinir les systegravemes de controcircle
Dans la phase do toutes les actions planifieacutees seront mises en place et toutes les
piegraveces non conformes sortent du flux
ACTION
Controcircler mesurer et tester les piegraveces
Lrsquoessentielle de la phase check est de comprendre les problegravemes en veacuterifiant les
deacutefauts des piegraveces et les reacutesultats de mesureessais et trouver les causes
ACTION
Check les piegraveces non-conformes analyser les causses
Lrsquoessentielle de la phase drsquoameacutelioration est de proposer les plans drsquoaction pour
reacutesoudre le problegraveme et drsquoaugmenter la performance
ACTION
Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 26 46
V Application de la Meacutethode laquo A-PDCA raquo
Le client fournit des Cahier Des Charges qui deacutecrivent tous les regraveglementations agrave
respecter ainsi que les autres exigences agrave atteindre pour assurer la conformiteacute du produit
Par exemple pour veacuterifier la conformiteacute du moussage plusieurs exigences sont listeacutees et
chaque type correspond agrave une meacutethode drsquoessai identifieacutee dans les documents de controcircles
1 Identifier les caracteacuteristiques cleacutes
Chaque piegravece a des caracteacuteristiques speacutecifiques lieacutees agrave la seacutecuriteacute agrave lrsquoassemblage
avec les autres piegraveces ou encore lieacutees au fonctionnement Les exigences particuliegraveres pour
chaque produit sont deacutetailleacutees dans la KC list
Un regroupement des exigences par ISHIKAWA [15] (cf Figure 16) peut servir agrave
veacuterifier tous les caracteacuteristiques cleacutes relative au process ou produit
Figure 16 Regroupement des exigences par ISHIKAWA [12] [15]
Lavantage de cette meacutethode est que les caracteacuteristiques cleacutes sont eacutenumeacutereacutees assez
rapidement
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 27 46
2 Idendifier les process de fabrication
Les process de fabrication contiennent plusieurs opeacuterations diffeacuterentes pour
fabriquer correctement les produits les controcircles des paramegravetres et les opeacuterations sont
obligatoires Le flux de fabrication (cf Figure 17) permet drsquoillustrer et ordonner les
opeacuterations graphiquement Ce document est tregraves explicite et logique
Figure 17 Flux de production [12]
3 Deacutefinir les systegravemes de controcircle
Pour controcircler les diffeacuterentes caracteacuteristiques (les aspects les fonctionnements les
dimensions les poids les couleurs les bri llances etc) de chaque type de piegravece des
systegravemes de controcircle approprieacutes sont neacutecessaires Un systegraveme de controcircle contient les
meacutethodes de controcircle les outils de mesure les critegraveres drsquoacceptation les actions etc
Reacuteception matiegravere
Process 2 3 4hellip
Reacuteception
Piegravecematiegravere
Piegravececomposant
Controcircle qualiteacute
Produit semi-fini
Process 1
II
II
Controcircle qualiteacute
Controcircle qualiteacute
Produit semi-fini
Controcircle qualiteacute
Controcircle qualiteacute
Produit fini
Controcircle qualiteacute
Assemblage
II
FI
PI
PI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 28 46
Ainsi dans le cadre de lassurance qualiteacute les normes ISO900123 [16] demandent
de consigner par eacutecrit les dispositions prises pour satisfaire les besoins du client Le
systegraveme qualiteacute deacutefinit les documents agrave livrer pour chaque phase Il demande drsquoexpliciter la
faccedilon de proceacuteder dans les instructions [17] Ces documents sont creacuteeacutes par type de
process et par piegravece Ils expliquent clairement aux opeacuterateurs comment fabriquer controcircler
et geacuterer les non conformiteacutes
31 Plan drsquoaction Plan de surveillance
Selon les exigences de la norme ISOTS16949 [7] le plan de surveillance [5][18] (cf
Tableau 1) doit couvrir trois phases distinctes prototype preacuteseacuterie production Les
eacuteleacutements agrave preacuteciser dans le plan de surveillance sont
Donneacutees geacuteneacuterales nom de la piegravece reacutefeacuterence indice de modification information
client etc
Maicirctrise du produit caracteacuteristiques speacuteciales speacutecification et toleacuterance
Maicirctrise des processus paramegravetres des processus caracteacuteristiques des processus
outils de fabrication etc
Meacutethode technique de mesure moyen de deacutetection freacutequence drsquoeacutechantillonnage
meacutethode de maicirctrise etc
Actions correctives plan de reacuteaction plan drsquoaction correctives
Tableau 1 Extrait du plan de surveillance injection [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 29 46
32 Instruction Gamme de controcircle [6]
Il existe plusieurs types de gammes de controcircle controcircle reacuteception (Incoming
inspection sheet) controcircle process (Process inspection sheet) et controcircle final (Final
inspection sheet) Lrsquoensemble de ces documents permet drsquoassurer la qualiteacute du produit
Une gamme de controcircle (cf Tableau 2) peut ecirctre utiliseacutee pour controcircler un ou
plusieurs composants Elle deacutecrit les opeacuterations qui doivent ecirctre exeacutecuteacutees au poste de
travail Ces opeacuterations peuvent contenir plusieurs caracteacuteristiques de controcircle Une
caracteacuteristique de controcircle deacutecrit lrsquoobjet du controcircle Chaque opeacuteration peut eacutegalement
indiquer lrsquooutillage neacutecessaire agrave la reacutealisation de lactiviteacute
Tableau 2 Gamme de controcircle injection [9][12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 30 46
33 Outil Moyen de mesure
Le systegraveme de controcircle deacutefinit eacutegalement les outi ls agrave uti liser Ces outils peuvent
diffeacuterer en fonction du type de piegravece et du proceacutedeacute de fabrication
Probleacutematique du projet JFC
Manque un outil pour mesurer lrsquoeacutepaisseur drsquoune piegravece speacutecifique sur lrsquoIP
Hypothegraveses proposeacutees
- Controcircle suivant la meacutethode utiliseacutee pour une autre piegravece mais qui est destructive
- Recherche de solution non destructive
Deacutemarche pour rechercher la meacutethode
Une deacutemarche DCAP (cf Figure 18) est proposeacutee pour structurer la recherche et
tester les meacutethodes innovantes
Figure 18 DCAP [12]
Do Controcircler les piegraveces en utilisant les diffeacuterentes meacutethodes
Lrsquoobjectifs de cette phase est de prouver la faisabiliteacute des meacutethodes de controcircle
drsquoeacutevaluer le temps de preacuteparation et controcircle pour chaque meacutethode
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
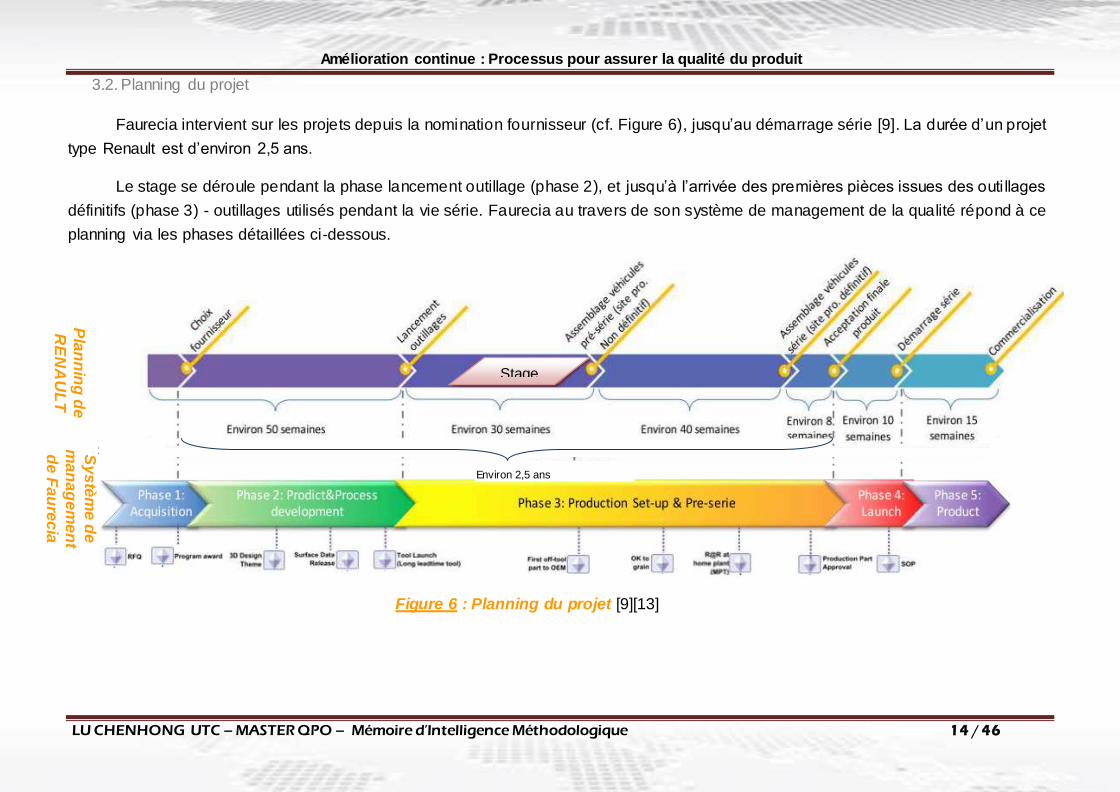
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 14 46
32 Planning du projet
Faurecia intervient sur les projets depuis la nomination fournisseur (cf Figure 6) jusqursquoau deacutemarrage seacuterie [9] La dureacutee drsquoun projet
type Renault est drsquoenviron 25 ans
Le stage se deacuteroule pendant la phase lancement outillage (phase 2) et jusqursquoagrave lrsquoarriveacutee des premiegraveres piegraveces issues des outi llages
deacutefinitifs (phase 3) - outillages utiliseacutes pendant la vie seacuterie Faurecia au travers de son systegraveme de management de la qualiteacute reacutepond agrave ce
planning via les phases deacutetailleacutees ci-dessous
FIS
Figure 6 Planning du projet [9][13]
Stage
Sy
stegrave
me
de
ma
na
ge
me
nt
de
Fa
ure
cia
Pla
nn
ing
de
RE
NA
UL
T
Environ 25 ans
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 15 46
La phase ndeg2 correspond agrave une phase de conception du produit (numeacuterisation des
piegraveces reacutealisation des plans de leveacutees de risques ndash AMDEC choix des process de
fabrication choix des fournisseurs eacutetablissement des plans de surveillances des gammes
de controcircles des gammes de mesureshellip)
Dans la phase ndeg3 les essais (conformeacutement aux cahiers des charges clients) les
mesures des produits et de leurs moyens de fabrication seront effectueacutees A lrsquoissue de ces
veacuterifications les piegraveces sont soumises au client pour acceptation finale (paiement des
outillages deacutefinitifs) Crsquoest le jalon Faurecia PPC (Part Product Confirmation)
Dans la phase ndeg4 la monteacutee en cadence et le reacuteglage des proceacutedeacutes de fabrication
et drsquoassemblage sont effectueacutes Lrsquoobjectif est drsquoatteindre la capaciteacute de production
souhaiteacutee par le client Cette phase est sanctionneacutee par un audit de production piloteacute par le
client (jalon SOP)
Dans la phase ndeg5 on suit les premier mois de production en vie seacuterie Lrsquoeacutequipe
projet est dissoute
33 Produit attendu du projet
La planche de bord
La planche de bord (cf Figure 7) du veacutehicule est le bloc placeacute agrave lrsquoavant de lrsquohabitacle
elle constitue le principal moyen drsquointerface entre la voiture et le conducteur Les
techniques (Annexe 4 cf Tableau 4) pouvant ecirctre utiliseacutees sur la planche de bord sont le
moussage le thermogainage lrsquoinjection etc
Figure 7 Photo drsquoune Planche de bord [11]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 16 46
La Console Centrale
La console centrale (cf Figure 8) est la partie se situant entre les deux siegraveges et se
prolongeant jusqursquoagrave la planche de bord Les techniques (Annexe 4 cf Tableau 4) utiliseacutees
sur la console centrale sont Peinture inmold etc
Figure 8 Photo drsquoune console centrale [11]
Les panneaux des portes
Les panneaux des portes (cf Figure 9) sont composeacutes drsquoun bandeau un meacutedaillon
un accoudoir un porteur un vide-poche les deacutecors etc Les techniques (Annexe 4 cf
Tableau 4) utiliseacutees sur les panneaux sont affichage thermogainage etc
Figure 9 Photo drsquoun panneau de porte [9]
Levier de vitesses
et tringlerie
Autoradio
Commandes de
climatisation
Ordinateur de
bord GPS
Porte-gobelet
Accoudoir
Levier de frein de
stationnement cacircble
et circuit hydraulique
Accoudoir
Meacutedaillon
Porteur
Vide - poche
Bandeau
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 17 46
II Missions de stage
1 Missions preacutevisionnelles
Le projet JFC arrive en juin-juillet 2013 dans la phase de mise au point produit Les
activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
o reacutedaction du plan de surveillance et validation avec le Pilot Plant
o reacutedaction des fiches de controcircles reacuteception et finales
o construction du plan de validations piegraveces
o mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
o preacuteparation de documents ANPQP [13] clients
Suivi validations
o Suivi du plan de validation matiegravere (essais plaquettes)
Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
o le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour
gammes)
o le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et
suivi du plan de surveillance de la fabrication)
o la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
2 Missions reacutealiseacutees
Du fait drsquoun deacutecalage planning les sujets ont eacuteteacute reacuteajusteacutes Par conseacutequent lrsquoaspect
suivi fabrication nrsquoest plus drsquoactualiteacute Pour deacutevelopper les compeacutetences et enrichir les
expeacuteriences deux autres activiteacutes ont eacuteteacute proposeacutees
o Recherche drsquoun systegraveme de mesure pour une piegravece speacutecifique
o Participation agrave la conception du moyen de controcircle
III Probleacutematique
1 Cadrage de la probleacutematique
Pour bien cadrer le problegraveme obtenir les informations essentielles et chercher les
ideacutees de causes possibles de solutions possibles la reacutealisation drsquoun QQOQCP [12] (cf
Figure 10 page suivante) est neacutecessaire
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 18 46
Donneacutee dentreacutee
Les cibles qualiteacutes deacutefinis par client
Les normes exigences de conformiteacute des piegraveces
La conception des piegraveces
Qui
Directs Indirects (eacuteventuels)
Emetteurs pilote qualiteacute projet Reacutecepteurs stagiaire
Emetteurs Renault Reacutecepteurs projet JFC
Quoi Le procesus pour assurer la qualiteacute du produit nrsquoest pas encore tous
reacutealiseacute
Ougrave Au sein de service qualiteacute du projet JFC
Quand Du feacutevrier 2013 au juillet 2013
Comment
Reacutealisation de la deacutemarche drsquoassurance qualiteacute du produit
- Acceptation des documents par les clients et lrsquousine
- Existence drsquoun systegraveme de mesure reproductible et reacutealisable dans lrsquousine
- Acceptation de la conception des moyens de controcircle par client
- hellip
Pourquoi
Pour garantir la conformiteacute produit et satisfaire le client
Pour clarifier le process de fabrication et organiser les postes dans lrsquousine Pour expliquer aux opeacuterateurs comment et quoi controcircler sur les
piegraveces
Pour avoir des moyens et meacutethode de controcircle fiables
Donneacutee de sortie
Reacutealiser le processus pour assurer la qualiteacute du produit dans le domaine drsquoautomobile
Figure 10 QQOQCP [12]
2 Elaboration de la Strateacutegie
Pour avoir une vision globale expliciter lrsquoensemble des objectifs du stage et
pour mieux agir sur les pratiques un planning dynamique strateacutegique (PDS) [12] (cf
Figure 11 page suivante) est reacutealiseacute afin de cibler la deacutemarche drsquoameacutelioration continue
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 19 46
Figure 11 Planification dynamique strateacutegique [12]
Entiteacute de service
Stagiaire qualiteacute
Publics concerneacutes
bull Directs Service qualiteacute du projet
bull Indirects Client et collaborateurs
Objectifs mesurables a) 100 reacutealisation des documents
demandeacutes Validation du document qualiteacute demandeacute par le client (K0) et lrsquousine
b) Prouver la mesurabiliteacute et la reproductibiliteacute
c) Lancer en fabrication des moyens de controcircle valideacute
Contexte - Exigence speacutecifique du client - Certification Faurecia ISO 14001 et TS 16949 - Systegraveme qualiteacute public Renault ANPQP Faurecia PMS
Besoin particulier du laquo public raquo - Prendre en compte le retour drsquoexpeacuterience des projets preacuteceacutedant (capitalisation) - Validation du travail par le public
Attentes geacuteneacuterales du laquo public raquo - Produit reacutepondant aux normes de seacutecuriteacute et de qualiteacute (Reacuteglementation PPM retour garantie)
Prioriteacutes choisies
a) Preacuteparation documentaire b) Eacutetude drsquoun systegraveme de mesure c) Participation agrave la conception du MDC
Reacutesultats mesureacutes Satisfaction du client (cotation) PPM et retour garantie
Analyse Situation Forces - premier stage reacutealiseacute dans la mecircme
entreprise mecircme domaine
- existence du document standard
- expeacuteriences des tuteurs (projet similaire) Ameacuteliorations - audit interne FES pour ameacuteliorer la
performance des projets
Missions Raisons decirctre
Reacutealiser le processus pour assurer la qualiteacute du produit
Actions souhaiteacutees
par les
responsables qualiteacutes
Actions quotidiennes
Livrables pour satisfaire le besoin du laquopublicraquo Documentaires qualiteacute reacutesultat drsquoeacutetude du moyen de mesure eacutetude du moyen de controcircle
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 20 46
3 Analyse des risques Diagramme en arbre
Pour mieux reacuteagir face aux risques relatifs aux missions de stage une analyse des
risques (cf Figure 12) est reacutealiseacutee en utilisant le diagramme en arbre qui permet de
deacutecliner rapidement des alternatives aux risques plausibles
Figure 12 Analyse des risques [12]
Alternative
Missions preacutevisionnelles
Missions reacuteelles
Risques
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 21 46
Chapitre 2 ndash Meacutethodologies et Applications
I Meacutethode laquo PDCA raquo
1 Deacutefinition de la meacutethode laquo PDCA raquo
La meacutethode laquo PDCA raquo [14] (cf Figure 13) ou laquo roue de Deming raquo est une
illustration de la meacutethode qualiteacute Plan-Do-Chec-Act son nom vient du statisticien William
Edwards Deming
La meacutethode comporte quatre eacutetapes agrave suivre pour ameacuteliorer la qualiteacute
P = Plan planifier la reacutealisation par exemple
leacutecriture du cahier des charges et
leacutetablissement dun planning
D = Do mettre en place toutes les actions
indiqueacutees dans le plan drsquoaction
C = Check mesuree et veacuterifier cette eacutetape
utilise des moyens de controcircle divers
A= Act rechercher des points dameacuteliorations
et proposer les actions correctives
Leacutetape Act amegravenera un nouveau projet
agrave reacutealiser donc une nouvelle planification agrave
eacutetablir Il sagit donc dun cycle que lon
repreacutesente agrave laide dune roue Figure 13 PDCA [12]
2 Pourquoi laquo PDCA raquo
Pour faire face aux marcheacutes compeacutetitifs drsquoaujourdrsquohui les entreprises doivent eacutetablir
une strateacutegie leur permettant drsquoameacuteliorer leur performance en continue La meacutethode
laquo PDCA raquo permet de piloter et simplifier ces actions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 22 46
II Cartographie de processus et meacutethode laquo A-PDCA raquo
Afin drsquoatteindre les cibles qualiteacute du client et drsquoassurer une ameacutelioration continue un
processus de suivi de la qualiteacute du produit est neacutecessaire Le processus pour assurer la
qualiteacute des produits drsquoun nouveau projet contient une grande partie de creacuteation Un Cycle
laquo A ndashPDCA raquo permet drsquoinnover les meacutethodes de controcircle avec ambition et creacuteativiteacute
Une cartographie (cf Figure 14) est reacutealiseacutee pour expliciter le deacuteroulement du
processus
Figure 14 Processus pour assurer la qualiteacute du produit [12]
Le cycle dans ce processus contient 5 eacutetapes
A = Analyser analyser les besoins et le contexte communiquer avec le client eacutechange
P = Planifier planifier et deacutefinir les meacutethodes de controcircle identifier les process de
fabrication
D = Do reacutealiser les produits controcircler mesurer et tester
C = Check veacuterifier et comprendre les reacutesultats chercher les causes racines
A = Ameacuteliorer suggeacuterer les plans drsquoactions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 23 46
Dans la phase Analyser il faut prendre en compte tous les eacuteleacutements drsquoentreacutees
mateacuterielles la norme ISOTS 16949 les cibles qualiteacutes deacutefinit par client (PPM retour
garanti) les exigences par processproduit le systegraveme qualiteacute standard les retours
expeacuteriences et les contraintes dans lrsquousine etc
Lrsquoobjectif externe du processus est de satisfaire le client en livrant des produits
conformes aux exigences et en montrant un process performant
Lrsquoobjectif interne du processus est de reacutealiser lrsquoameacutelioration continue en augmentant
le pourcentage de conformiteacute produit cest-agrave-dire reacuteduire le nombre de piegravece mauvaises
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 24 46
III ISOTS 16949 regroupeacutee par laquo A-PDCA raquo
La norme ISOTS16949 [8][18] deacutecrit toutes les exigences du systegraveme de
management de la qualiteacute dans le domaine de lrsquoautomobile Mais les exigences ne sont pas
faciles agrave retenir Un regroupement des exigences par laquo A-PDCA raquo (cf Figure 15) donne une
vision plus claire
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo [12]
52 Ecoute client
732 a Deacuteterminer les exigences fonctionnelles et de performance Les
exigences fonctionnelles sont deacutefinit dans le cahier des charges
732 b Deacuteterminer les exigences reacuteglementaires et leacutegales Les exigences
lieacutees au transport agrave lrsquoemballage aux eacutetiquettes aux notices drsquoutilisation agrave
la date limite drsquoutilisation agrave la traccedilabiliteacute aux composants
8231 Conserver les enregistrements reacutealiser un
plan drsquoactions correctives
85 Ameacutelioration deacuteterminer les causes de non-
conformiteacutes deacuteterminer les actions neacutecessaires
Reacutesolution de problegravemes dispositif anti-erreurs
impact des actions correctives preacuteventives
83 Maitrise du produit non conforme
84 Analyser les donneacutees (indicateurs reacutesultats
daudits niveau de satisfaction des clients) collecter
les informations
743 Assurer que le produit acheteacute satisfait aux exigences
drsquoachat (inspections en entreacutee et en reacutealisation du produit)
824 Surveiller et mesurer les KC controcircle les dimensions et
essais fonctionnels
8231 Mettre en place le plan de surveillance et le
diagramme de flux des processus
71 Planifier et deacuteterminer les processus de reacutealisation du produit
les activiteacutes de veacuterification validation surveillance mesure
inspection et essai speacutecifiques au produit Deacuteterminer les critegraveres
drsquoacceptation du produit les enregistrements speacutecifiques
7323 Identifier les documents de maitrise des processus
7511 Elaborer les plans de surveillance en prenant en compte les
reacutesultats des AMDEC produitsprocessus eacutenumeacuterer les types de
drsquoinspection preacuteciser la surveillance des KC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 25 46
IV Plan drsquoaction pour reacutealiser le processus
Pour reacutealiser correctement le processus et expliciter la meacutethode laquoA-PDCA raquo un
plan drsquoaction est deacutetailleacute ci-dessous il reacuteponde eacutegalement aux exigences de la norme
ISOTS 16949 [7]
Dans la phase analyser i l faut comprendre les exigences du client communiquer les
eacutetudes sur le produit afin de trouver un consensus et deacutefinir un objectif claire
ACTION
Identifier les caracteacuteristiques cleacutes
Dans la phase planifier la norme ISOTS 16949 demande de deacuteterminer les
processus de reacutealisation du produit les activiteacutes de veacuterification validation surveillance et
mesure inspection et essais speacutecifique au produit Un logigramme de production permet de
visualiser les diffeacuterentes activiteacutes Un plan drsquoaction et une instruction de travaille explique
aux qualiticiens comment controcircler et mesurer le produit
ACTION
Identifier les process de fabrication
Deacutefinir les systegravemes de controcircle
Dans la phase do toutes les actions planifieacutees seront mises en place et toutes les
piegraveces non conformes sortent du flux
ACTION
Controcircler mesurer et tester les piegraveces
Lrsquoessentielle de la phase check est de comprendre les problegravemes en veacuterifiant les
deacutefauts des piegraveces et les reacutesultats de mesureessais et trouver les causes
ACTION
Check les piegraveces non-conformes analyser les causses
Lrsquoessentielle de la phase drsquoameacutelioration est de proposer les plans drsquoaction pour
reacutesoudre le problegraveme et drsquoaugmenter la performance
ACTION
Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 26 46
V Application de la Meacutethode laquo A-PDCA raquo
Le client fournit des Cahier Des Charges qui deacutecrivent tous les regraveglementations agrave
respecter ainsi que les autres exigences agrave atteindre pour assurer la conformiteacute du produit
Par exemple pour veacuterifier la conformiteacute du moussage plusieurs exigences sont listeacutees et
chaque type correspond agrave une meacutethode drsquoessai identifieacutee dans les documents de controcircles
1 Identifier les caracteacuteristiques cleacutes
Chaque piegravece a des caracteacuteristiques speacutecifiques lieacutees agrave la seacutecuriteacute agrave lrsquoassemblage
avec les autres piegraveces ou encore lieacutees au fonctionnement Les exigences particuliegraveres pour
chaque produit sont deacutetailleacutees dans la KC list
Un regroupement des exigences par ISHIKAWA [15] (cf Figure 16) peut servir agrave
veacuterifier tous les caracteacuteristiques cleacutes relative au process ou produit
Figure 16 Regroupement des exigences par ISHIKAWA [12] [15]
Lavantage de cette meacutethode est que les caracteacuteristiques cleacutes sont eacutenumeacutereacutees assez
rapidement
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 27 46
2 Idendifier les process de fabrication
Les process de fabrication contiennent plusieurs opeacuterations diffeacuterentes pour
fabriquer correctement les produits les controcircles des paramegravetres et les opeacuterations sont
obligatoires Le flux de fabrication (cf Figure 17) permet drsquoillustrer et ordonner les
opeacuterations graphiquement Ce document est tregraves explicite et logique
Figure 17 Flux de production [12]
3 Deacutefinir les systegravemes de controcircle
Pour controcircler les diffeacuterentes caracteacuteristiques (les aspects les fonctionnements les
dimensions les poids les couleurs les bri llances etc) de chaque type de piegravece des
systegravemes de controcircle approprieacutes sont neacutecessaires Un systegraveme de controcircle contient les
meacutethodes de controcircle les outils de mesure les critegraveres drsquoacceptation les actions etc
Reacuteception matiegravere
Process 2 3 4hellip
Reacuteception
Piegravecematiegravere
Piegravececomposant
Controcircle qualiteacute
Produit semi-fini
Process 1
II
II
Controcircle qualiteacute
Controcircle qualiteacute
Produit semi-fini
Controcircle qualiteacute
Controcircle qualiteacute
Produit fini
Controcircle qualiteacute
Assemblage
II
FI
PI
PI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 28 46
Ainsi dans le cadre de lassurance qualiteacute les normes ISO900123 [16] demandent
de consigner par eacutecrit les dispositions prises pour satisfaire les besoins du client Le
systegraveme qualiteacute deacutefinit les documents agrave livrer pour chaque phase Il demande drsquoexpliciter la
faccedilon de proceacuteder dans les instructions [17] Ces documents sont creacuteeacutes par type de
process et par piegravece Ils expliquent clairement aux opeacuterateurs comment fabriquer controcircler
et geacuterer les non conformiteacutes
31 Plan drsquoaction Plan de surveillance
Selon les exigences de la norme ISOTS16949 [7] le plan de surveillance [5][18] (cf
Tableau 1) doit couvrir trois phases distinctes prototype preacuteseacuterie production Les
eacuteleacutements agrave preacuteciser dans le plan de surveillance sont
Donneacutees geacuteneacuterales nom de la piegravece reacutefeacuterence indice de modification information
client etc
Maicirctrise du produit caracteacuteristiques speacuteciales speacutecification et toleacuterance
Maicirctrise des processus paramegravetres des processus caracteacuteristiques des processus
outils de fabrication etc
Meacutethode technique de mesure moyen de deacutetection freacutequence drsquoeacutechantillonnage
meacutethode de maicirctrise etc
Actions correctives plan de reacuteaction plan drsquoaction correctives
Tableau 1 Extrait du plan de surveillance injection [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 29 46
32 Instruction Gamme de controcircle [6]
Il existe plusieurs types de gammes de controcircle controcircle reacuteception (Incoming
inspection sheet) controcircle process (Process inspection sheet) et controcircle final (Final
inspection sheet) Lrsquoensemble de ces documents permet drsquoassurer la qualiteacute du produit
Une gamme de controcircle (cf Tableau 2) peut ecirctre utiliseacutee pour controcircler un ou
plusieurs composants Elle deacutecrit les opeacuterations qui doivent ecirctre exeacutecuteacutees au poste de
travail Ces opeacuterations peuvent contenir plusieurs caracteacuteristiques de controcircle Une
caracteacuteristique de controcircle deacutecrit lrsquoobjet du controcircle Chaque opeacuteration peut eacutegalement
indiquer lrsquooutillage neacutecessaire agrave la reacutealisation de lactiviteacute
Tableau 2 Gamme de controcircle injection [9][12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 30 46
33 Outil Moyen de mesure
Le systegraveme de controcircle deacutefinit eacutegalement les outi ls agrave uti liser Ces outils peuvent
diffeacuterer en fonction du type de piegravece et du proceacutedeacute de fabrication
Probleacutematique du projet JFC
Manque un outil pour mesurer lrsquoeacutepaisseur drsquoune piegravece speacutecifique sur lrsquoIP
Hypothegraveses proposeacutees
- Controcircle suivant la meacutethode utiliseacutee pour une autre piegravece mais qui est destructive
- Recherche de solution non destructive
Deacutemarche pour rechercher la meacutethode
Une deacutemarche DCAP (cf Figure 18) est proposeacutee pour structurer la recherche et
tester les meacutethodes innovantes
Figure 18 DCAP [12]
Do Controcircler les piegraveces en utilisant les diffeacuterentes meacutethodes
Lrsquoobjectifs de cette phase est de prouver la faisabiliteacute des meacutethodes de controcircle
drsquoeacutevaluer le temps de preacuteparation et controcircle pour chaque meacutethode
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
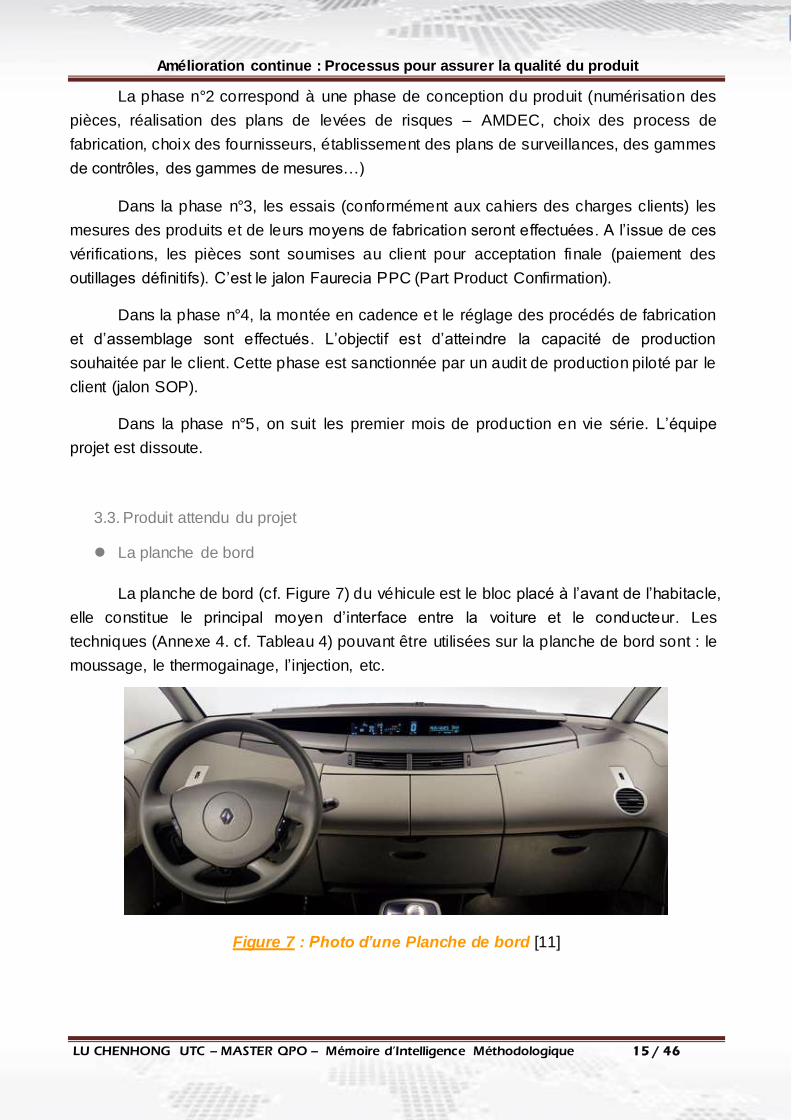
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 15 46
La phase ndeg2 correspond agrave une phase de conception du produit (numeacuterisation des
piegraveces reacutealisation des plans de leveacutees de risques ndash AMDEC choix des process de
fabrication choix des fournisseurs eacutetablissement des plans de surveillances des gammes
de controcircles des gammes de mesureshellip)
Dans la phase ndeg3 les essais (conformeacutement aux cahiers des charges clients) les
mesures des produits et de leurs moyens de fabrication seront effectueacutees A lrsquoissue de ces
veacuterifications les piegraveces sont soumises au client pour acceptation finale (paiement des
outillages deacutefinitifs) Crsquoest le jalon Faurecia PPC (Part Product Confirmation)
Dans la phase ndeg4 la monteacutee en cadence et le reacuteglage des proceacutedeacutes de fabrication
et drsquoassemblage sont effectueacutes Lrsquoobjectif est drsquoatteindre la capaciteacute de production
souhaiteacutee par le client Cette phase est sanctionneacutee par un audit de production piloteacute par le
client (jalon SOP)
Dans la phase ndeg5 on suit les premier mois de production en vie seacuterie Lrsquoeacutequipe
projet est dissoute
33 Produit attendu du projet
La planche de bord
La planche de bord (cf Figure 7) du veacutehicule est le bloc placeacute agrave lrsquoavant de lrsquohabitacle
elle constitue le principal moyen drsquointerface entre la voiture et le conducteur Les
techniques (Annexe 4 cf Tableau 4) pouvant ecirctre utiliseacutees sur la planche de bord sont le
moussage le thermogainage lrsquoinjection etc
Figure 7 Photo drsquoune Planche de bord [11]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 16 46
La Console Centrale
La console centrale (cf Figure 8) est la partie se situant entre les deux siegraveges et se
prolongeant jusqursquoagrave la planche de bord Les techniques (Annexe 4 cf Tableau 4) utiliseacutees
sur la console centrale sont Peinture inmold etc
Figure 8 Photo drsquoune console centrale [11]
Les panneaux des portes
Les panneaux des portes (cf Figure 9) sont composeacutes drsquoun bandeau un meacutedaillon
un accoudoir un porteur un vide-poche les deacutecors etc Les techniques (Annexe 4 cf
Tableau 4) utiliseacutees sur les panneaux sont affichage thermogainage etc
Figure 9 Photo drsquoun panneau de porte [9]
Levier de vitesses
et tringlerie
Autoradio
Commandes de
climatisation
Ordinateur de
bord GPS
Porte-gobelet
Accoudoir
Levier de frein de
stationnement cacircble
et circuit hydraulique
Accoudoir
Meacutedaillon
Porteur
Vide - poche
Bandeau
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 17 46
II Missions de stage
1 Missions preacutevisionnelles
Le projet JFC arrive en juin-juillet 2013 dans la phase de mise au point produit Les
activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
o reacutedaction du plan de surveillance et validation avec le Pilot Plant
o reacutedaction des fiches de controcircles reacuteception et finales
o construction du plan de validations piegraveces
o mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
o preacuteparation de documents ANPQP [13] clients
Suivi validations
o Suivi du plan de validation matiegravere (essais plaquettes)
Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
o le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour
gammes)
o le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et
suivi du plan de surveillance de la fabrication)
o la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
2 Missions reacutealiseacutees
Du fait drsquoun deacutecalage planning les sujets ont eacuteteacute reacuteajusteacutes Par conseacutequent lrsquoaspect
suivi fabrication nrsquoest plus drsquoactualiteacute Pour deacutevelopper les compeacutetences et enrichir les
expeacuteriences deux autres activiteacutes ont eacuteteacute proposeacutees
o Recherche drsquoun systegraveme de mesure pour une piegravece speacutecifique
o Participation agrave la conception du moyen de controcircle
III Probleacutematique
1 Cadrage de la probleacutematique
Pour bien cadrer le problegraveme obtenir les informations essentielles et chercher les
ideacutees de causes possibles de solutions possibles la reacutealisation drsquoun QQOQCP [12] (cf
Figure 10 page suivante) est neacutecessaire
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 18 46
Donneacutee dentreacutee
Les cibles qualiteacutes deacutefinis par client
Les normes exigences de conformiteacute des piegraveces
La conception des piegraveces
Qui
Directs Indirects (eacuteventuels)
Emetteurs pilote qualiteacute projet Reacutecepteurs stagiaire
Emetteurs Renault Reacutecepteurs projet JFC
Quoi Le procesus pour assurer la qualiteacute du produit nrsquoest pas encore tous
reacutealiseacute
Ougrave Au sein de service qualiteacute du projet JFC
Quand Du feacutevrier 2013 au juillet 2013
Comment
Reacutealisation de la deacutemarche drsquoassurance qualiteacute du produit
- Acceptation des documents par les clients et lrsquousine
- Existence drsquoun systegraveme de mesure reproductible et reacutealisable dans lrsquousine
- Acceptation de la conception des moyens de controcircle par client
- hellip
Pourquoi
Pour garantir la conformiteacute produit et satisfaire le client
Pour clarifier le process de fabrication et organiser les postes dans lrsquousine Pour expliquer aux opeacuterateurs comment et quoi controcircler sur les
piegraveces
Pour avoir des moyens et meacutethode de controcircle fiables
Donneacutee de sortie
Reacutealiser le processus pour assurer la qualiteacute du produit dans le domaine drsquoautomobile
Figure 10 QQOQCP [12]
2 Elaboration de la Strateacutegie
Pour avoir une vision globale expliciter lrsquoensemble des objectifs du stage et
pour mieux agir sur les pratiques un planning dynamique strateacutegique (PDS) [12] (cf
Figure 11 page suivante) est reacutealiseacute afin de cibler la deacutemarche drsquoameacutelioration continue
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 19 46
Figure 11 Planification dynamique strateacutegique [12]
Entiteacute de service
Stagiaire qualiteacute
Publics concerneacutes
bull Directs Service qualiteacute du projet
bull Indirects Client et collaborateurs
Objectifs mesurables a) 100 reacutealisation des documents
demandeacutes Validation du document qualiteacute demandeacute par le client (K0) et lrsquousine
b) Prouver la mesurabiliteacute et la reproductibiliteacute
c) Lancer en fabrication des moyens de controcircle valideacute
Contexte - Exigence speacutecifique du client - Certification Faurecia ISO 14001 et TS 16949 - Systegraveme qualiteacute public Renault ANPQP Faurecia PMS
Besoin particulier du laquo public raquo - Prendre en compte le retour drsquoexpeacuterience des projets preacuteceacutedant (capitalisation) - Validation du travail par le public
Attentes geacuteneacuterales du laquo public raquo - Produit reacutepondant aux normes de seacutecuriteacute et de qualiteacute (Reacuteglementation PPM retour garantie)
Prioriteacutes choisies
a) Preacuteparation documentaire b) Eacutetude drsquoun systegraveme de mesure c) Participation agrave la conception du MDC
Reacutesultats mesureacutes Satisfaction du client (cotation) PPM et retour garantie
Analyse Situation Forces - premier stage reacutealiseacute dans la mecircme
entreprise mecircme domaine
- existence du document standard
- expeacuteriences des tuteurs (projet similaire) Ameacuteliorations - audit interne FES pour ameacuteliorer la
performance des projets
Missions Raisons decirctre
Reacutealiser le processus pour assurer la qualiteacute du produit
Actions souhaiteacutees
par les
responsables qualiteacutes
Actions quotidiennes
Livrables pour satisfaire le besoin du laquopublicraquo Documentaires qualiteacute reacutesultat drsquoeacutetude du moyen de mesure eacutetude du moyen de controcircle
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 20 46
3 Analyse des risques Diagramme en arbre
Pour mieux reacuteagir face aux risques relatifs aux missions de stage une analyse des
risques (cf Figure 12) est reacutealiseacutee en utilisant le diagramme en arbre qui permet de
deacutecliner rapidement des alternatives aux risques plausibles
Figure 12 Analyse des risques [12]
Alternative
Missions preacutevisionnelles
Missions reacuteelles
Risques
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 21 46
Chapitre 2 ndash Meacutethodologies et Applications
I Meacutethode laquo PDCA raquo
1 Deacutefinition de la meacutethode laquo PDCA raquo
La meacutethode laquo PDCA raquo [14] (cf Figure 13) ou laquo roue de Deming raquo est une
illustration de la meacutethode qualiteacute Plan-Do-Chec-Act son nom vient du statisticien William
Edwards Deming
La meacutethode comporte quatre eacutetapes agrave suivre pour ameacuteliorer la qualiteacute
P = Plan planifier la reacutealisation par exemple
leacutecriture du cahier des charges et
leacutetablissement dun planning
D = Do mettre en place toutes les actions
indiqueacutees dans le plan drsquoaction
C = Check mesuree et veacuterifier cette eacutetape
utilise des moyens de controcircle divers
A= Act rechercher des points dameacuteliorations
et proposer les actions correctives
Leacutetape Act amegravenera un nouveau projet
agrave reacutealiser donc une nouvelle planification agrave
eacutetablir Il sagit donc dun cycle que lon
repreacutesente agrave laide dune roue Figure 13 PDCA [12]
2 Pourquoi laquo PDCA raquo
Pour faire face aux marcheacutes compeacutetitifs drsquoaujourdrsquohui les entreprises doivent eacutetablir
une strateacutegie leur permettant drsquoameacuteliorer leur performance en continue La meacutethode
laquo PDCA raquo permet de piloter et simplifier ces actions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 22 46
II Cartographie de processus et meacutethode laquo A-PDCA raquo
Afin drsquoatteindre les cibles qualiteacute du client et drsquoassurer une ameacutelioration continue un
processus de suivi de la qualiteacute du produit est neacutecessaire Le processus pour assurer la
qualiteacute des produits drsquoun nouveau projet contient une grande partie de creacuteation Un Cycle
laquo A ndashPDCA raquo permet drsquoinnover les meacutethodes de controcircle avec ambition et creacuteativiteacute
Une cartographie (cf Figure 14) est reacutealiseacutee pour expliciter le deacuteroulement du
processus
Figure 14 Processus pour assurer la qualiteacute du produit [12]
Le cycle dans ce processus contient 5 eacutetapes
A = Analyser analyser les besoins et le contexte communiquer avec le client eacutechange
P = Planifier planifier et deacutefinir les meacutethodes de controcircle identifier les process de
fabrication
D = Do reacutealiser les produits controcircler mesurer et tester
C = Check veacuterifier et comprendre les reacutesultats chercher les causes racines
A = Ameacuteliorer suggeacuterer les plans drsquoactions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 23 46
Dans la phase Analyser il faut prendre en compte tous les eacuteleacutements drsquoentreacutees
mateacuterielles la norme ISOTS 16949 les cibles qualiteacutes deacutefinit par client (PPM retour
garanti) les exigences par processproduit le systegraveme qualiteacute standard les retours
expeacuteriences et les contraintes dans lrsquousine etc
Lrsquoobjectif externe du processus est de satisfaire le client en livrant des produits
conformes aux exigences et en montrant un process performant
Lrsquoobjectif interne du processus est de reacutealiser lrsquoameacutelioration continue en augmentant
le pourcentage de conformiteacute produit cest-agrave-dire reacuteduire le nombre de piegravece mauvaises
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 24 46
III ISOTS 16949 regroupeacutee par laquo A-PDCA raquo
La norme ISOTS16949 [8][18] deacutecrit toutes les exigences du systegraveme de
management de la qualiteacute dans le domaine de lrsquoautomobile Mais les exigences ne sont pas
faciles agrave retenir Un regroupement des exigences par laquo A-PDCA raquo (cf Figure 15) donne une
vision plus claire
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo [12]
52 Ecoute client
732 a Deacuteterminer les exigences fonctionnelles et de performance Les
exigences fonctionnelles sont deacutefinit dans le cahier des charges
732 b Deacuteterminer les exigences reacuteglementaires et leacutegales Les exigences
lieacutees au transport agrave lrsquoemballage aux eacutetiquettes aux notices drsquoutilisation agrave
la date limite drsquoutilisation agrave la traccedilabiliteacute aux composants
8231 Conserver les enregistrements reacutealiser un
plan drsquoactions correctives
85 Ameacutelioration deacuteterminer les causes de non-
conformiteacutes deacuteterminer les actions neacutecessaires
Reacutesolution de problegravemes dispositif anti-erreurs
impact des actions correctives preacuteventives
83 Maitrise du produit non conforme
84 Analyser les donneacutees (indicateurs reacutesultats
daudits niveau de satisfaction des clients) collecter
les informations
743 Assurer que le produit acheteacute satisfait aux exigences
drsquoachat (inspections en entreacutee et en reacutealisation du produit)
824 Surveiller et mesurer les KC controcircle les dimensions et
essais fonctionnels
8231 Mettre en place le plan de surveillance et le
diagramme de flux des processus
71 Planifier et deacuteterminer les processus de reacutealisation du produit
les activiteacutes de veacuterification validation surveillance mesure
inspection et essai speacutecifiques au produit Deacuteterminer les critegraveres
drsquoacceptation du produit les enregistrements speacutecifiques
7323 Identifier les documents de maitrise des processus
7511 Elaborer les plans de surveillance en prenant en compte les
reacutesultats des AMDEC produitsprocessus eacutenumeacuterer les types de
drsquoinspection preacuteciser la surveillance des KC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 25 46
IV Plan drsquoaction pour reacutealiser le processus
Pour reacutealiser correctement le processus et expliciter la meacutethode laquoA-PDCA raquo un
plan drsquoaction est deacutetailleacute ci-dessous il reacuteponde eacutegalement aux exigences de la norme
ISOTS 16949 [7]
Dans la phase analyser i l faut comprendre les exigences du client communiquer les
eacutetudes sur le produit afin de trouver un consensus et deacutefinir un objectif claire
ACTION
Identifier les caracteacuteristiques cleacutes
Dans la phase planifier la norme ISOTS 16949 demande de deacuteterminer les
processus de reacutealisation du produit les activiteacutes de veacuterification validation surveillance et
mesure inspection et essais speacutecifique au produit Un logigramme de production permet de
visualiser les diffeacuterentes activiteacutes Un plan drsquoaction et une instruction de travaille explique
aux qualiticiens comment controcircler et mesurer le produit
ACTION
Identifier les process de fabrication
Deacutefinir les systegravemes de controcircle
Dans la phase do toutes les actions planifieacutees seront mises en place et toutes les
piegraveces non conformes sortent du flux
ACTION
Controcircler mesurer et tester les piegraveces
Lrsquoessentielle de la phase check est de comprendre les problegravemes en veacuterifiant les
deacutefauts des piegraveces et les reacutesultats de mesureessais et trouver les causes
ACTION
Check les piegraveces non-conformes analyser les causses
Lrsquoessentielle de la phase drsquoameacutelioration est de proposer les plans drsquoaction pour
reacutesoudre le problegraveme et drsquoaugmenter la performance
ACTION
Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 26 46
V Application de la Meacutethode laquo A-PDCA raquo
Le client fournit des Cahier Des Charges qui deacutecrivent tous les regraveglementations agrave
respecter ainsi que les autres exigences agrave atteindre pour assurer la conformiteacute du produit
Par exemple pour veacuterifier la conformiteacute du moussage plusieurs exigences sont listeacutees et
chaque type correspond agrave une meacutethode drsquoessai identifieacutee dans les documents de controcircles
1 Identifier les caracteacuteristiques cleacutes
Chaque piegravece a des caracteacuteristiques speacutecifiques lieacutees agrave la seacutecuriteacute agrave lrsquoassemblage
avec les autres piegraveces ou encore lieacutees au fonctionnement Les exigences particuliegraveres pour
chaque produit sont deacutetailleacutees dans la KC list
Un regroupement des exigences par ISHIKAWA [15] (cf Figure 16) peut servir agrave
veacuterifier tous les caracteacuteristiques cleacutes relative au process ou produit
Figure 16 Regroupement des exigences par ISHIKAWA [12] [15]
Lavantage de cette meacutethode est que les caracteacuteristiques cleacutes sont eacutenumeacutereacutees assez
rapidement
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 27 46
2 Idendifier les process de fabrication
Les process de fabrication contiennent plusieurs opeacuterations diffeacuterentes pour
fabriquer correctement les produits les controcircles des paramegravetres et les opeacuterations sont
obligatoires Le flux de fabrication (cf Figure 17) permet drsquoillustrer et ordonner les
opeacuterations graphiquement Ce document est tregraves explicite et logique
Figure 17 Flux de production [12]
3 Deacutefinir les systegravemes de controcircle
Pour controcircler les diffeacuterentes caracteacuteristiques (les aspects les fonctionnements les
dimensions les poids les couleurs les bri llances etc) de chaque type de piegravece des
systegravemes de controcircle approprieacutes sont neacutecessaires Un systegraveme de controcircle contient les
meacutethodes de controcircle les outils de mesure les critegraveres drsquoacceptation les actions etc
Reacuteception matiegravere
Process 2 3 4hellip
Reacuteception
Piegravecematiegravere
Piegravececomposant
Controcircle qualiteacute
Produit semi-fini
Process 1
II
II
Controcircle qualiteacute
Controcircle qualiteacute
Produit semi-fini
Controcircle qualiteacute
Controcircle qualiteacute
Produit fini
Controcircle qualiteacute
Assemblage
II
FI
PI
PI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 28 46
Ainsi dans le cadre de lassurance qualiteacute les normes ISO900123 [16] demandent
de consigner par eacutecrit les dispositions prises pour satisfaire les besoins du client Le
systegraveme qualiteacute deacutefinit les documents agrave livrer pour chaque phase Il demande drsquoexpliciter la
faccedilon de proceacuteder dans les instructions [17] Ces documents sont creacuteeacutes par type de
process et par piegravece Ils expliquent clairement aux opeacuterateurs comment fabriquer controcircler
et geacuterer les non conformiteacutes
31 Plan drsquoaction Plan de surveillance
Selon les exigences de la norme ISOTS16949 [7] le plan de surveillance [5][18] (cf
Tableau 1) doit couvrir trois phases distinctes prototype preacuteseacuterie production Les
eacuteleacutements agrave preacuteciser dans le plan de surveillance sont
Donneacutees geacuteneacuterales nom de la piegravece reacutefeacuterence indice de modification information
client etc
Maicirctrise du produit caracteacuteristiques speacuteciales speacutecification et toleacuterance
Maicirctrise des processus paramegravetres des processus caracteacuteristiques des processus
outils de fabrication etc
Meacutethode technique de mesure moyen de deacutetection freacutequence drsquoeacutechantillonnage
meacutethode de maicirctrise etc
Actions correctives plan de reacuteaction plan drsquoaction correctives
Tableau 1 Extrait du plan de surveillance injection [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 29 46
32 Instruction Gamme de controcircle [6]
Il existe plusieurs types de gammes de controcircle controcircle reacuteception (Incoming
inspection sheet) controcircle process (Process inspection sheet) et controcircle final (Final
inspection sheet) Lrsquoensemble de ces documents permet drsquoassurer la qualiteacute du produit
Une gamme de controcircle (cf Tableau 2) peut ecirctre utiliseacutee pour controcircler un ou
plusieurs composants Elle deacutecrit les opeacuterations qui doivent ecirctre exeacutecuteacutees au poste de
travail Ces opeacuterations peuvent contenir plusieurs caracteacuteristiques de controcircle Une
caracteacuteristique de controcircle deacutecrit lrsquoobjet du controcircle Chaque opeacuteration peut eacutegalement
indiquer lrsquooutillage neacutecessaire agrave la reacutealisation de lactiviteacute
Tableau 2 Gamme de controcircle injection [9][12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 30 46
33 Outil Moyen de mesure
Le systegraveme de controcircle deacutefinit eacutegalement les outi ls agrave uti liser Ces outils peuvent
diffeacuterer en fonction du type de piegravece et du proceacutedeacute de fabrication
Probleacutematique du projet JFC
Manque un outil pour mesurer lrsquoeacutepaisseur drsquoune piegravece speacutecifique sur lrsquoIP
Hypothegraveses proposeacutees
- Controcircle suivant la meacutethode utiliseacutee pour une autre piegravece mais qui est destructive
- Recherche de solution non destructive
Deacutemarche pour rechercher la meacutethode
Une deacutemarche DCAP (cf Figure 18) est proposeacutee pour structurer la recherche et
tester les meacutethodes innovantes
Figure 18 DCAP [12]
Do Controcircler les piegraveces en utilisant les diffeacuterentes meacutethodes
Lrsquoobjectifs de cette phase est de prouver la faisabiliteacute des meacutethodes de controcircle
drsquoeacutevaluer le temps de preacuteparation et controcircle pour chaque meacutethode
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film

Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 16 46
La Console Centrale
La console centrale (cf Figure 8) est la partie se situant entre les deux siegraveges et se
prolongeant jusqursquoagrave la planche de bord Les techniques (Annexe 4 cf Tableau 4) utiliseacutees
sur la console centrale sont Peinture inmold etc
Figure 8 Photo drsquoune console centrale [11]
Les panneaux des portes
Les panneaux des portes (cf Figure 9) sont composeacutes drsquoun bandeau un meacutedaillon
un accoudoir un porteur un vide-poche les deacutecors etc Les techniques (Annexe 4 cf
Tableau 4) utiliseacutees sur les panneaux sont affichage thermogainage etc
Figure 9 Photo drsquoun panneau de porte [9]
Levier de vitesses
et tringlerie
Autoradio
Commandes de
climatisation
Ordinateur de
bord GPS
Porte-gobelet
Accoudoir
Levier de frein de
stationnement cacircble
et circuit hydraulique
Accoudoir
Meacutedaillon
Porteur
Vide - poche
Bandeau
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 17 46
II Missions de stage
1 Missions preacutevisionnelles
Le projet JFC arrive en juin-juillet 2013 dans la phase de mise au point produit Les
activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
o reacutedaction du plan de surveillance et validation avec le Pilot Plant
o reacutedaction des fiches de controcircles reacuteception et finales
o construction du plan de validations piegraveces
o mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
o preacuteparation de documents ANPQP [13] clients
Suivi validations
o Suivi du plan de validation matiegravere (essais plaquettes)
Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
o le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour
gammes)
o le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et
suivi du plan de surveillance de la fabrication)
o la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
2 Missions reacutealiseacutees
Du fait drsquoun deacutecalage planning les sujets ont eacuteteacute reacuteajusteacutes Par conseacutequent lrsquoaspect
suivi fabrication nrsquoest plus drsquoactualiteacute Pour deacutevelopper les compeacutetences et enrichir les
expeacuteriences deux autres activiteacutes ont eacuteteacute proposeacutees
o Recherche drsquoun systegraveme de mesure pour une piegravece speacutecifique
o Participation agrave la conception du moyen de controcircle
III Probleacutematique
1 Cadrage de la probleacutematique
Pour bien cadrer le problegraveme obtenir les informations essentielles et chercher les
ideacutees de causes possibles de solutions possibles la reacutealisation drsquoun QQOQCP [12] (cf
Figure 10 page suivante) est neacutecessaire
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 18 46
Donneacutee dentreacutee
Les cibles qualiteacutes deacutefinis par client
Les normes exigences de conformiteacute des piegraveces
La conception des piegraveces
Qui
Directs Indirects (eacuteventuels)
Emetteurs pilote qualiteacute projet Reacutecepteurs stagiaire
Emetteurs Renault Reacutecepteurs projet JFC
Quoi Le procesus pour assurer la qualiteacute du produit nrsquoest pas encore tous
reacutealiseacute
Ougrave Au sein de service qualiteacute du projet JFC
Quand Du feacutevrier 2013 au juillet 2013
Comment
Reacutealisation de la deacutemarche drsquoassurance qualiteacute du produit
- Acceptation des documents par les clients et lrsquousine
- Existence drsquoun systegraveme de mesure reproductible et reacutealisable dans lrsquousine
- Acceptation de la conception des moyens de controcircle par client
- hellip
Pourquoi
Pour garantir la conformiteacute produit et satisfaire le client
Pour clarifier le process de fabrication et organiser les postes dans lrsquousine Pour expliquer aux opeacuterateurs comment et quoi controcircler sur les
piegraveces
Pour avoir des moyens et meacutethode de controcircle fiables
Donneacutee de sortie
Reacutealiser le processus pour assurer la qualiteacute du produit dans le domaine drsquoautomobile
Figure 10 QQOQCP [12]
2 Elaboration de la Strateacutegie
Pour avoir une vision globale expliciter lrsquoensemble des objectifs du stage et
pour mieux agir sur les pratiques un planning dynamique strateacutegique (PDS) [12] (cf
Figure 11 page suivante) est reacutealiseacute afin de cibler la deacutemarche drsquoameacutelioration continue
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 19 46
Figure 11 Planification dynamique strateacutegique [12]
Entiteacute de service
Stagiaire qualiteacute
Publics concerneacutes
bull Directs Service qualiteacute du projet
bull Indirects Client et collaborateurs
Objectifs mesurables a) 100 reacutealisation des documents
demandeacutes Validation du document qualiteacute demandeacute par le client (K0) et lrsquousine
b) Prouver la mesurabiliteacute et la reproductibiliteacute
c) Lancer en fabrication des moyens de controcircle valideacute
Contexte - Exigence speacutecifique du client - Certification Faurecia ISO 14001 et TS 16949 - Systegraveme qualiteacute public Renault ANPQP Faurecia PMS
Besoin particulier du laquo public raquo - Prendre en compte le retour drsquoexpeacuterience des projets preacuteceacutedant (capitalisation) - Validation du travail par le public
Attentes geacuteneacuterales du laquo public raquo - Produit reacutepondant aux normes de seacutecuriteacute et de qualiteacute (Reacuteglementation PPM retour garantie)
Prioriteacutes choisies
a) Preacuteparation documentaire b) Eacutetude drsquoun systegraveme de mesure c) Participation agrave la conception du MDC
Reacutesultats mesureacutes Satisfaction du client (cotation) PPM et retour garantie
Analyse Situation Forces - premier stage reacutealiseacute dans la mecircme
entreprise mecircme domaine
- existence du document standard
- expeacuteriences des tuteurs (projet similaire) Ameacuteliorations - audit interne FES pour ameacuteliorer la
performance des projets
Missions Raisons decirctre
Reacutealiser le processus pour assurer la qualiteacute du produit
Actions souhaiteacutees
par les
responsables qualiteacutes
Actions quotidiennes
Livrables pour satisfaire le besoin du laquopublicraquo Documentaires qualiteacute reacutesultat drsquoeacutetude du moyen de mesure eacutetude du moyen de controcircle
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 20 46
3 Analyse des risques Diagramme en arbre
Pour mieux reacuteagir face aux risques relatifs aux missions de stage une analyse des
risques (cf Figure 12) est reacutealiseacutee en utilisant le diagramme en arbre qui permet de
deacutecliner rapidement des alternatives aux risques plausibles
Figure 12 Analyse des risques [12]
Alternative
Missions preacutevisionnelles
Missions reacuteelles
Risques
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 21 46
Chapitre 2 ndash Meacutethodologies et Applications
I Meacutethode laquo PDCA raquo
1 Deacutefinition de la meacutethode laquo PDCA raquo
La meacutethode laquo PDCA raquo [14] (cf Figure 13) ou laquo roue de Deming raquo est une
illustration de la meacutethode qualiteacute Plan-Do-Chec-Act son nom vient du statisticien William
Edwards Deming
La meacutethode comporte quatre eacutetapes agrave suivre pour ameacuteliorer la qualiteacute
P = Plan planifier la reacutealisation par exemple
leacutecriture du cahier des charges et
leacutetablissement dun planning
D = Do mettre en place toutes les actions
indiqueacutees dans le plan drsquoaction
C = Check mesuree et veacuterifier cette eacutetape
utilise des moyens de controcircle divers
A= Act rechercher des points dameacuteliorations
et proposer les actions correctives
Leacutetape Act amegravenera un nouveau projet
agrave reacutealiser donc une nouvelle planification agrave
eacutetablir Il sagit donc dun cycle que lon
repreacutesente agrave laide dune roue Figure 13 PDCA [12]
2 Pourquoi laquo PDCA raquo
Pour faire face aux marcheacutes compeacutetitifs drsquoaujourdrsquohui les entreprises doivent eacutetablir
une strateacutegie leur permettant drsquoameacuteliorer leur performance en continue La meacutethode
laquo PDCA raquo permet de piloter et simplifier ces actions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 22 46
II Cartographie de processus et meacutethode laquo A-PDCA raquo
Afin drsquoatteindre les cibles qualiteacute du client et drsquoassurer une ameacutelioration continue un
processus de suivi de la qualiteacute du produit est neacutecessaire Le processus pour assurer la
qualiteacute des produits drsquoun nouveau projet contient une grande partie de creacuteation Un Cycle
laquo A ndashPDCA raquo permet drsquoinnover les meacutethodes de controcircle avec ambition et creacuteativiteacute
Une cartographie (cf Figure 14) est reacutealiseacutee pour expliciter le deacuteroulement du
processus
Figure 14 Processus pour assurer la qualiteacute du produit [12]
Le cycle dans ce processus contient 5 eacutetapes
A = Analyser analyser les besoins et le contexte communiquer avec le client eacutechange
P = Planifier planifier et deacutefinir les meacutethodes de controcircle identifier les process de
fabrication
D = Do reacutealiser les produits controcircler mesurer et tester
C = Check veacuterifier et comprendre les reacutesultats chercher les causes racines
A = Ameacuteliorer suggeacuterer les plans drsquoactions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 23 46
Dans la phase Analyser il faut prendre en compte tous les eacuteleacutements drsquoentreacutees
mateacuterielles la norme ISOTS 16949 les cibles qualiteacutes deacutefinit par client (PPM retour
garanti) les exigences par processproduit le systegraveme qualiteacute standard les retours
expeacuteriences et les contraintes dans lrsquousine etc
Lrsquoobjectif externe du processus est de satisfaire le client en livrant des produits
conformes aux exigences et en montrant un process performant
Lrsquoobjectif interne du processus est de reacutealiser lrsquoameacutelioration continue en augmentant
le pourcentage de conformiteacute produit cest-agrave-dire reacuteduire le nombre de piegravece mauvaises
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 24 46
III ISOTS 16949 regroupeacutee par laquo A-PDCA raquo
La norme ISOTS16949 [8][18] deacutecrit toutes les exigences du systegraveme de
management de la qualiteacute dans le domaine de lrsquoautomobile Mais les exigences ne sont pas
faciles agrave retenir Un regroupement des exigences par laquo A-PDCA raquo (cf Figure 15) donne une
vision plus claire
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo [12]
52 Ecoute client
732 a Deacuteterminer les exigences fonctionnelles et de performance Les
exigences fonctionnelles sont deacutefinit dans le cahier des charges
732 b Deacuteterminer les exigences reacuteglementaires et leacutegales Les exigences
lieacutees au transport agrave lrsquoemballage aux eacutetiquettes aux notices drsquoutilisation agrave
la date limite drsquoutilisation agrave la traccedilabiliteacute aux composants
8231 Conserver les enregistrements reacutealiser un
plan drsquoactions correctives
85 Ameacutelioration deacuteterminer les causes de non-
conformiteacutes deacuteterminer les actions neacutecessaires
Reacutesolution de problegravemes dispositif anti-erreurs
impact des actions correctives preacuteventives
83 Maitrise du produit non conforme
84 Analyser les donneacutees (indicateurs reacutesultats
daudits niveau de satisfaction des clients) collecter
les informations
743 Assurer que le produit acheteacute satisfait aux exigences
drsquoachat (inspections en entreacutee et en reacutealisation du produit)
824 Surveiller et mesurer les KC controcircle les dimensions et
essais fonctionnels
8231 Mettre en place le plan de surveillance et le
diagramme de flux des processus
71 Planifier et deacuteterminer les processus de reacutealisation du produit
les activiteacutes de veacuterification validation surveillance mesure
inspection et essai speacutecifiques au produit Deacuteterminer les critegraveres
drsquoacceptation du produit les enregistrements speacutecifiques
7323 Identifier les documents de maitrise des processus
7511 Elaborer les plans de surveillance en prenant en compte les
reacutesultats des AMDEC produitsprocessus eacutenumeacuterer les types de
drsquoinspection preacuteciser la surveillance des KC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 25 46
IV Plan drsquoaction pour reacutealiser le processus
Pour reacutealiser correctement le processus et expliciter la meacutethode laquoA-PDCA raquo un
plan drsquoaction est deacutetailleacute ci-dessous il reacuteponde eacutegalement aux exigences de la norme
ISOTS 16949 [7]
Dans la phase analyser i l faut comprendre les exigences du client communiquer les
eacutetudes sur le produit afin de trouver un consensus et deacutefinir un objectif claire
ACTION
Identifier les caracteacuteristiques cleacutes
Dans la phase planifier la norme ISOTS 16949 demande de deacuteterminer les
processus de reacutealisation du produit les activiteacutes de veacuterification validation surveillance et
mesure inspection et essais speacutecifique au produit Un logigramme de production permet de
visualiser les diffeacuterentes activiteacutes Un plan drsquoaction et une instruction de travaille explique
aux qualiticiens comment controcircler et mesurer le produit
ACTION
Identifier les process de fabrication
Deacutefinir les systegravemes de controcircle
Dans la phase do toutes les actions planifieacutees seront mises en place et toutes les
piegraveces non conformes sortent du flux
ACTION
Controcircler mesurer et tester les piegraveces
Lrsquoessentielle de la phase check est de comprendre les problegravemes en veacuterifiant les
deacutefauts des piegraveces et les reacutesultats de mesureessais et trouver les causes
ACTION
Check les piegraveces non-conformes analyser les causses
Lrsquoessentielle de la phase drsquoameacutelioration est de proposer les plans drsquoaction pour
reacutesoudre le problegraveme et drsquoaugmenter la performance
ACTION
Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 26 46
V Application de la Meacutethode laquo A-PDCA raquo
Le client fournit des Cahier Des Charges qui deacutecrivent tous les regraveglementations agrave
respecter ainsi que les autres exigences agrave atteindre pour assurer la conformiteacute du produit
Par exemple pour veacuterifier la conformiteacute du moussage plusieurs exigences sont listeacutees et
chaque type correspond agrave une meacutethode drsquoessai identifieacutee dans les documents de controcircles
1 Identifier les caracteacuteristiques cleacutes
Chaque piegravece a des caracteacuteristiques speacutecifiques lieacutees agrave la seacutecuriteacute agrave lrsquoassemblage
avec les autres piegraveces ou encore lieacutees au fonctionnement Les exigences particuliegraveres pour
chaque produit sont deacutetailleacutees dans la KC list
Un regroupement des exigences par ISHIKAWA [15] (cf Figure 16) peut servir agrave
veacuterifier tous les caracteacuteristiques cleacutes relative au process ou produit
Figure 16 Regroupement des exigences par ISHIKAWA [12] [15]
Lavantage de cette meacutethode est que les caracteacuteristiques cleacutes sont eacutenumeacutereacutees assez
rapidement
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 27 46
2 Idendifier les process de fabrication
Les process de fabrication contiennent plusieurs opeacuterations diffeacuterentes pour
fabriquer correctement les produits les controcircles des paramegravetres et les opeacuterations sont
obligatoires Le flux de fabrication (cf Figure 17) permet drsquoillustrer et ordonner les
opeacuterations graphiquement Ce document est tregraves explicite et logique
Figure 17 Flux de production [12]
3 Deacutefinir les systegravemes de controcircle
Pour controcircler les diffeacuterentes caracteacuteristiques (les aspects les fonctionnements les
dimensions les poids les couleurs les bri llances etc) de chaque type de piegravece des
systegravemes de controcircle approprieacutes sont neacutecessaires Un systegraveme de controcircle contient les
meacutethodes de controcircle les outils de mesure les critegraveres drsquoacceptation les actions etc
Reacuteception matiegravere
Process 2 3 4hellip
Reacuteception
Piegravecematiegravere
Piegravececomposant
Controcircle qualiteacute
Produit semi-fini
Process 1
II
II
Controcircle qualiteacute
Controcircle qualiteacute
Produit semi-fini
Controcircle qualiteacute
Controcircle qualiteacute
Produit fini
Controcircle qualiteacute
Assemblage
II
FI
PI
PI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 28 46
Ainsi dans le cadre de lassurance qualiteacute les normes ISO900123 [16] demandent
de consigner par eacutecrit les dispositions prises pour satisfaire les besoins du client Le
systegraveme qualiteacute deacutefinit les documents agrave livrer pour chaque phase Il demande drsquoexpliciter la
faccedilon de proceacuteder dans les instructions [17] Ces documents sont creacuteeacutes par type de
process et par piegravece Ils expliquent clairement aux opeacuterateurs comment fabriquer controcircler
et geacuterer les non conformiteacutes
31 Plan drsquoaction Plan de surveillance
Selon les exigences de la norme ISOTS16949 [7] le plan de surveillance [5][18] (cf
Tableau 1) doit couvrir trois phases distinctes prototype preacuteseacuterie production Les
eacuteleacutements agrave preacuteciser dans le plan de surveillance sont
Donneacutees geacuteneacuterales nom de la piegravece reacutefeacuterence indice de modification information
client etc
Maicirctrise du produit caracteacuteristiques speacuteciales speacutecification et toleacuterance
Maicirctrise des processus paramegravetres des processus caracteacuteristiques des processus
outils de fabrication etc
Meacutethode technique de mesure moyen de deacutetection freacutequence drsquoeacutechantillonnage
meacutethode de maicirctrise etc
Actions correctives plan de reacuteaction plan drsquoaction correctives
Tableau 1 Extrait du plan de surveillance injection [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 29 46
32 Instruction Gamme de controcircle [6]
Il existe plusieurs types de gammes de controcircle controcircle reacuteception (Incoming
inspection sheet) controcircle process (Process inspection sheet) et controcircle final (Final
inspection sheet) Lrsquoensemble de ces documents permet drsquoassurer la qualiteacute du produit
Une gamme de controcircle (cf Tableau 2) peut ecirctre utiliseacutee pour controcircler un ou
plusieurs composants Elle deacutecrit les opeacuterations qui doivent ecirctre exeacutecuteacutees au poste de
travail Ces opeacuterations peuvent contenir plusieurs caracteacuteristiques de controcircle Une
caracteacuteristique de controcircle deacutecrit lrsquoobjet du controcircle Chaque opeacuteration peut eacutegalement
indiquer lrsquooutillage neacutecessaire agrave la reacutealisation de lactiviteacute
Tableau 2 Gamme de controcircle injection [9][12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 30 46
33 Outil Moyen de mesure
Le systegraveme de controcircle deacutefinit eacutegalement les outi ls agrave uti liser Ces outils peuvent
diffeacuterer en fonction du type de piegravece et du proceacutedeacute de fabrication
Probleacutematique du projet JFC
Manque un outil pour mesurer lrsquoeacutepaisseur drsquoune piegravece speacutecifique sur lrsquoIP
Hypothegraveses proposeacutees
- Controcircle suivant la meacutethode utiliseacutee pour une autre piegravece mais qui est destructive
- Recherche de solution non destructive
Deacutemarche pour rechercher la meacutethode
Une deacutemarche DCAP (cf Figure 18) est proposeacutee pour structurer la recherche et
tester les meacutethodes innovantes
Figure 18 DCAP [12]
Do Controcircler les piegraveces en utilisant les diffeacuterentes meacutethodes
Lrsquoobjectifs de cette phase est de prouver la faisabiliteacute des meacutethodes de controcircle
drsquoeacutevaluer le temps de preacuteparation et controcircle pour chaque meacutethode
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 17 46
II Missions de stage
1 Missions preacutevisionnelles
Le projet JFC arrive en juin-juillet 2013 dans la phase de mise au point produit Les
activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
o reacutedaction du plan de surveillance et validation avec le Pilot Plant
o reacutedaction des fiches de controcircles reacuteception et finales
o construction du plan de validations piegraveces
o mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
o preacuteparation de documents ANPQP [13] clients
Suivi validations
o Suivi du plan de validation matiegravere (essais plaquettes)
Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
o le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour
gammes)
o le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et
suivi du plan de surveillance de la fabrication)
o la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
2 Missions reacutealiseacutees
Du fait drsquoun deacutecalage planning les sujets ont eacuteteacute reacuteajusteacutes Par conseacutequent lrsquoaspect
suivi fabrication nrsquoest plus drsquoactualiteacute Pour deacutevelopper les compeacutetences et enrichir les
expeacuteriences deux autres activiteacutes ont eacuteteacute proposeacutees
o Recherche drsquoun systegraveme de mesure pour une piegravece speacutecifique
o Participation agrave la conception du moyen de controcircle
III Probleacutematique
1 Cadrage de la probleacutematique
Pour bien cadrer le problegraveme obtenir les informations essentielles et chercher les
ideacutees de causes possibles de solutions possibles la reacutealisation drsquoun QQOQCP [12] (cf
Figure 10 page suivante) est neacutecessaire
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 18 46
Donneacutee dentreacutee
Les cibles qualiteacutes deacutefinis par client
Les normes exigences de conformiteacute des piegraveces
La conception des piegraveces
Qui
Directs Indirects (eacuteventuels)
Emetteurs pilote qualiteacute projet Reacutecepteurs stagiaire
Emetteurs Renault Reacutecepteurs projet JFC
Quoi Le procesus pour assurer la qualiteacute du produit nrsquoest pas encore tous
reacutealiseacute
Ougrave Au sein de service qualiteacute du projet JFC
Quand Du feacutevrier 2013 au juillet 2013
Comment
Reacutealisation de la deacutemarche drsquoassurance qualiteacute du produit
- Acceptation des documents par les clients et lrsquousine
- Existence drsquoun systegraveme de mesure reproductible et reacutealisable dans lrsquousine
- Acceptation de la conception des moyens de controcircle par client
- hellip
Pourquoi
Pour garantir la conformiteacute produit et satisfaire le client
Pour clarifier le process de fabrication et organiser les postes dans lrsquousine Pour expliquer aux opeacuterateurs comment et quoi controcircler sur les
piegraveces
Pour avoir des moyens et meacutethode de controcircle fiables
Donneacutee de sortie
Reacutealiser le processus pour assurer la qualiteacute du produit dans le domaine drsquoautomobile
Figure 10 QQOQCP [12]
2 Elaboration de la Strateacutegie
Pour avoir une vision globale expliciter lrsquoensemble des objectifs du stage et
pour mieux agir sur les pratiques un planning dynamique strateacutegique (PDS) [12] (cf
Figure 11 page suivante) est reacutealiseacute afin de cibler la deacutemarche drsquoameacutelioration continue
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 19 46
Figure 11 Planification dynamique strateacutegique [12]
Entiteacute de service
Stagiaire qualiteacute
Publics concerneacutes
bull Directs Service qualiteacute du projet
bull Indirects Client et collaborateurs
Objectifs mesurables a) 100 reacutealisation des documents
demandeacutes Validation du document qualiteacute demandeacute par le client (K0) et lrsquousine
b) Prouver la mesurabiliteacute et la reproductibiliteacute
c) Lancer en fabrication des moyens de controcircle valideacute
Contexte - Exigence speacutecifique du client - Certification Faurecia ISO 14001 et TS 16949 - Systegraveme qualiteacute public Renault ANPQP Faurecia PMS
Besoin particulier du laquo public raquo - Prendre en compte le retour drsquoexpeacuterience des projets preacuteceacutedant (capitalisation) - Validation du travail par le public
Attentes geacuteneacuterales du laquo public raquo - Produit reacutepondant aux normes de seacutecuriteacute et de qualiteacute (Reacuteglementation PPM retour garantie)
Prioriteacutes choisies
a) Preacuteparation documentaire b) Eacutetude drsquoun systegraveme de mesure c) Participation agrave la conception du MDC
Reacutesultats mesureacutes Satisfaction du client (cotation) PPM et retour garantie
Analyse Situation Forces - premier stage reacutealiseacute dans la mecircme
entreprise mecircme domaine
- existence du document standard
- expeacuteriences des tuteurs (projet similaire) Ameacuteliorations - audit interne FES pour ameacuteliorer la
performance des projets
Missions Raisons decirctre
Reacutealiser le processus pour assurer la qualiteacute du produit
Actions souhaiteacutees
par les
responsables qualiteacutes
Actions quotidiennes
Livrables pour satisfaire le besoin du laquopublicraquo Documentaires qualiteacute reacutesultat drsquoeacutetude du moyen de mesure eacutetude du moyen de controcircle
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 20 46
3 Analyse des risques Diagramme en arbre
Pour mieux reacuteagir face aux risques relatifs aux missions de stage une analyse des
risques (cf Figure 12) est reacutealiseacutee en utilisant le diagramme en arbre qui permet de
deacutecliner rapidement des alternatives aux risques plausibles
Figure 12 Analyse des risques [12]
Alternative
Missions preacutevisionnelles
Missions reacuteelles
Risques
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 21 46
Chapitre 2 ndash Meacutethodologies et Applications
I Meacutethode laquo PDCA raquo
1 Deacutefinition de la meacutethode laquo PDCA raquo
La meacutethode laquo PDCA raquo [14] (cf Figure 13) ou laquo roue de Deming raquo est une
illustration de la meacutethode qualiteacute Plan-Do-Chec-Act son nom vient du statisticien William
Edwards Deming
La meacutethode comporte quatre eacutetapes agrave suivre pour ameacuteliorer la qualiteacute
P = Plan planifier la reacutealisation par exemple
leacutecriture du cahier des charges et
leacutetablissement dun planning
D = Do mettre en place toutes les actions
indiqueacutees dans le plan drsquoaction
C = Check mesuree et veacuterifier cette eacutetape
utilise des moyens de controcircle divers
A= Act rechercher des points dameacuteliorations
et proposer les actions correctives
Leacutetape Act amegravenera un nouveau projet
agrave reacutealiser donc une nouvelle planification agrave
eacutetablir Il sagit donc dun cycle que lon
repreacutesente agrave laide dune roue Figure 13 PDCA [12]
2 Pourquoi laquo PDCA raquo
Pour faire face aux marcheacutes compeacutetitifs drsquoaujourdrsquohui les entreprises doivent eacutetablir
une strateacutegie leur permettant drsquoameacuteliorer leur performance en continue La meacutethode
laquo PDCA raquo permet de piloter et simplifier ces actions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 22 46
II Cartographie de processus et meacutethode laquo A-PDCA raquo
Afin drsquoatteindre les cibles qualiteacute du client et drsquoassurer une ameacutelioration continue un
processus de suivi de la qualiteacute du produit est neacutecessaire Le processus pour assurer la
qualiteacute des produits drsquoun nouveau projet contient une grande partie de creacuteation Un Cycle
laquo A ndashPDCA raquo permet drsquoinnover les meacutethodes de controcircle avec ambition et creacuteativiteacute
Une cartographie (cf Figure 14) est reacutealiseacutee pour expliciter le deacuteroulement du
processus
Figure 14 Processus pour assurer la qualiteacute du produit [12]
Le cycle dans ce processus contient 5 eacutetapes
A = Analyser analyser les besoins et le contexte communiquer avec le client eacutechange
P = Planifier planifier et deacutefinir les meacutethodes de controcircle identifier les process de
fabrication
D = Do reacutealiser les produits controcircler mesurer et tester
C = Check veacuterifier et comprendre les reacutesultats chercher les causes racines
A = Ameacuteliorer suggeacuterer les plans drsquoactions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 23 46
Dans la phase Analyser il faut prendre en compte tous les eacuteleacutements drsquoentreacutees
mateacuterielles la norme ISOTS 16949 les cibles qualiteacutes deacutefinit par client (PPM retour
garanti) les exigences par processproduit le systegraveme qualiteacute standard les retours
expeacuteriences et les contraintes dans lrsquousine etc
Lrsquoobjectif externe du processus est de satisfaire le client en livrant des produits
conformes aux exigences et en montrant un process performant
Lrsquoobjectif interne du processus est de reacutealiser lrsquoameacutelioration continue en augmentant
le pourcentage de conformiteacute produit cest-agrave-dire reacuteduire le nombre de piegravece mauvaises
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 24 46
III ISOTS 16949 regroupeacutee par laquo A-PDCA raquo
La norme ISOTS16949 [8][18] deacutecrit toutes les exigences du systegraveme de
management de la qualiteacute dans le domaine de lrsquoautomobile Mais les exigences ne sont pas
faciles agrave retenir Un regroupement des exigences par laquo A-PDCA raquo (cf Figure 15) donne une
vision plus claire
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo [12]
52 Ecoute client
732 a Deacuteterminer les exigences fonctionnelles et de performance Les
exigences fonctionnelles sont deacutefinit dans le cahier des charges
732 b Deacuteterminer les exigences reacuteglementaires et leacutegales Les exigences
lieacutees au transport agrave lrsquoemballage aux eacutetiquettes aux notices drsquoutilisation agrave
la date limite drsquoutilisation agrave la traccedilabiliteacute aux composants
8231 Conserver les enregistrements reacutealiser un
plan drsquoactions correctives
85 Ameacutelioration deacuteterminer les causes de non-
conformiteacutes deacuteterminer les actions neacutecessaires
Reacutesolution de problegravemes dispositif anti-erreurs
impact des actions correctives preacuteventives
83 Maitrise du produit non conforme
84 Analyser les donneacutees (indicateurs reacutesultats
daudits niveau de satisfaction des clients) collecter
les informations
743 Assurer que le produit acheteacute satisfait aux exigences
drsquoachat (inspections en entreacutee et en reacutealisation du produit)
824 Surveiller et mesurer les KC controcircle les dimensions et
essais fonctionnels
8231 Mettre en place le plan de surveillance et le
diagramme de flux des processus
71 Planifier et deacuteterminer les processus de reacutealisation du produit
les activiteacutes de veacuterification validation surveillance mesure
inspection et essai speacutecifiques au produit Deacuteterminer les critegraveres
drsquoacceptation du produit les enregistrements speacutecifiques
7323 Identifier les documents de maitrise des processus
7511 Elaborer les plans de surveillance en prenant en compte les
reacutesultats des AMDEC produitsprocessus eacutenumeacuterer les types de
drsquoinspection preacuteciser la surveillance des KC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 25 46
IV Plan drsquoaction pour reacutealiser le processus
Pour reacutealiser correctement le processus et expliciter la meacutethode laquoA-PDCA raquo un
plan drsquoaction est deacutetailleacute ci-dessous il reacuteponde eacutegalement aux exigences de la norme
ISOTS 16949 [7]
Dans la phase analyser i l faut comprendre les exigences du client communiquer les
eacutetudes sur le produit afin de trouver un consensus et deacutefinir un objectif claire
ACTION
Identifier les caracteacuteristiques cleacutes
Dans la phase planifier la norme ISOTS 16949 demande de deacuteterminer les
processus de reacutealisation du produit les activiteacutes de veacuterification validation surveillance et
mesure inspection et essais speacutecifique au produit Un logigramme de production permet de
visualiser les diffeacuterentes activiteacutes Un plan drsquoaction et une instruction de travaille explique
aux qualiticiens comment controcircler et mesurer le produit
ACTION
Identifier les process de fabrication
Deacutefinir les systegravemes de controcircle
Dans la phase do toutes les actions planifieacutees seront mises en place et toutes les
piegraveces non conformes sortent du flux
ACTION
Controcircler mesurer et tester les piegraveces
Lrsquoessentielle de la phase check est de comprendre les problegravemes en veacuterifiant les
deacutefauts des piegraveces et les reacutesultats de mesureessais et trouver les causes
ACTION
Check les piegraveces non-conformes analyser les causses
Lrsquoessentielle de la phase drsquoameacutelioration est de proposer les plans drsquoaction pour
reacutesoudre le problegraveme et drsquoaugmenter la performance
ACTION
Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 26 46
V Application de la Meacutethode laquo A-PDCA raquo
Le client fournit des Cahier Des Charges qui deacutecrivent tous les regraveglementations agrave
respecter ainsi que les autres exigences agrave atteindre pour assurer la conformiteacute du produit
Par exemple pour veacuterifier la conformiteacute du moussage plusieurs exigences sont listeacutees et
chaque type correspond agrave une meacutethode drsquoessai identifieacutee dans les documents de controcircles
1 Identifier les caracteacuteristiques cleacutes
Chaque piegravece a des caracteacuteristiques speacutecifiques lieacutees agrave la seacutecuriteacute agrave lrsquoassemblage
avec les autres piegraveces ou encore lieacutees au fonctionnement Les exigences particuliegraveres pour
chaque produit sont deacutetailleacutees dans la KC list
Un regroupement des exigences par ISHIKAWA [15] (cf Figure 16) peut servir agrave
veacuterifier tous les caracteacuteristiques cleacutes relative au process ou produit
Figure 16 Regroupement des exigences par ISHIKAWA [12] [15]
Lavantage de cette meacutethode est que les caracteacuteristiques cleacutes sont eacutenumeacutereacutees assez
rapidement
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 27 46
2 Idendifier les process de fabrication
Les process de fabrication contiennent plusieurs opeacuterations diffeacuterentes pour
fabriquer correctement les produits les controcircles des paramegravetres et les opeacuterations sont
obligatoires Le flux de fabrication (cf Figure 17) permet drsquoillustrer et ordonner les
opeacuterations graphiquement Ce document est tregraves explicite et logique
Figure 17 Flux de production [12]
3 Deacutefinir les systegravemes de controcircle
Pour controcircler les diffeacuterentes caracteacuteristiques (les aspects les fonctionnements les
dimensions les poids les couleurs les bri llances etc) de chaque type de piegravece des
systegravemes de controcircle approprieacutes sont neacutecessaires Un systegraveme de controcircle contient les
meacutethodes de controcircle les outils de mesure les critegraveres drsquoacceptation les actions etc
Reacuteception matiegravere
Process 2 3 4hellip
Reacuteception
Piegravecematiegravere
Piegravececomposant
Controcircle qualiteacute
Produit semi-fini
Process 1
II
II
Controcircle qualiteacute
Controcircle qualiteacute
Produit semi-fini
Controcircle qualiteacute
Controcircle qualiteacute
Produit fini
Controcircle qualiteacute
Assemblage
II
FI
PI
PI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 28 46
Ainsi dans le cadre de lassurance qualiteacute les normes ISO900123 [16] demandent
de consigner par eacutecrit les dispositions prises pour satisfaire les besoins du client Le
systegraveme qualiteacute deacutefinit les documents agrave livrer pour chaque phase Il demande drsquoexpliciter la
faccedilon de proceacuteder dans les instructions [17] Ces documents sont creacuteeacutes par type de
process et par piegravece Ils expliquent clairement aux opeacuterateurs comment fabriquer controcircler
et geacuterer les non conformiteacutes
31 Plan drsquoaction Plan de surveillance
Selon les exigences de la norme ISOTS16949 [7] le plan de surveillance [5][18] (cf
Tableau 1) doit couvrir trois phases distinctes prototype preacuteseacuterie production Les
eacuteleacutements agrave preacuteciser dans le plan de surveillance sont
Donneacutees geacuteneacuterales nom de la piegravece reacutefeacuterence indice de modification information
client etc
Maicirctrise du produit caracteacuteristiques speacuteciales speacutecification et toleacuterance
Maicirctrise des processus paramegravetres des processus caracteacuteristiques des processus
outils de fabrication etc
Meacutethode technique de mesure moyen de deacutetection freacutequence drsquoeacutechantillonnage
meacutethode de maicirctrise etc
Actions correctives plan de reacuteaction plan drsquoaction correctives
Tableau 1 Extrait du plan de surveillance injection [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 29 46
32 Instruction Gamme de controcircle [6]
Il existe plusieurs types de gammes de controcircle controcircle reacuteception (Incoming
inspection sheet) controcircle process (Process inspection sheet) et controcircle final (Final
inspection sheet) Lrsquoensemble de ces documents permet drsquoassurer la qualiteacute du produit
Une gamme de controcircle (cf Tableau 2) peut ecirctre utiliseacutee pour controcircler un ou
plusieurs composants Elle deacutecrit les opeacuterations qui doivent ecirctre exeacutecuteacutees au poste de
travail Ces opeacuterations peuvent contenir plusieurs caracteacuteristiques de controcircle Une
caracteacuteristique de controcircle deacutecrit lrsquoobjet du controcircle Chaque opeacuteration peut eacutegalement
indiquer lrsquooutillage neacutecessaire agrave la reacutealisation de lactiviteacute
Tableau 2 Gamme de controcircle injection [9][12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 30 46
33 Outil Moyen de mesure
Le systegraveme de controcircle deacutefinit eacutegalement les outi ls agrave uti liser Ces outils peuvent
diffeacuterer en fonction du type de piegravece et du proceacutedeacute de fabrication
Probleacutematique du projet JFC
Manque un outil pour mesurer lrsquoeacutepaisseur drsquoune piegravece speacutecifique sur lrsquoIP
Hypothegraveses proposeacutees
- Controcircle suivant la meacutethode utiliseacutee pour une autre piegravece mais qui est destructive
- Recherche de solution non destructive
Deacutemarche pour rechercher la meacutethode
Une deacutemarche DCAP (cf Figure 18) est proposeacutee pour structurer la recherche et
tester les meacutethodes innovantes
Figure 18 DCAP [12]
Do Controcircler les piegraveces en utilisant les diffeacuterentes meacutethodes
Lrsquoobjectifs de cette phase est de prouver la faisabiliteacute des meacutethodes de controcircle
drsquoeacutevaluer le temps de preacuteparation et controcircle pour chaque meacutethode
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
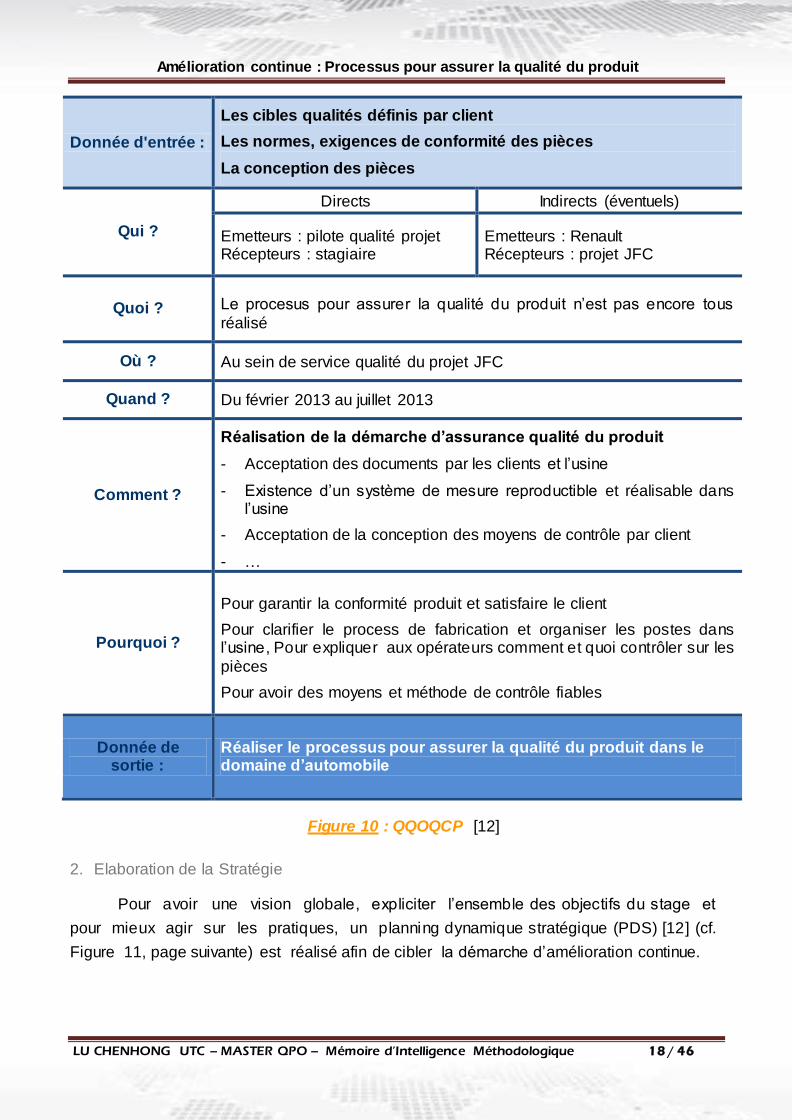
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 18 46
Donneacutee dentreacutee
Les cibles qualiteacutes deacutefinis par client
Les normes exigences de conformiteacute des piegraveces
La conception des piegraveces
Qui
Directs Indirects (eacuteventuels)
Emetteurs pilote qualiteacute projet Reacutecepteurs stagiaire
Emetteurs Renault Reacutecepteurs projet JFC
Quoi Le procesus pour assurer la qualiteacute du produit nrsquoest pas encore tous
reacutealiseacute
Ougrave Au sein de service qualiteacute du projet JFC
Quand Du feacutevrier 2013 au juillet 2013
Comment
Reacutealisation de la deacutemarche drsquoassurance qualiteacute du produit
- Acceptation des documents par les clients et lrsquousine
- Existence drsquoun systegraveme de mesure reproductible et reacutealisable dans lrsquousine
- Acceptation de la conception des moyens de controcircle par client
- hellip
Pourquoi
Pour garantir la conformiteacute produit et satisfaire le client
Pour clarifier le process de fabrication et organiser les postes dans lrsquousine Pour expliquer aux opeacuterateurs comment et quoi controcircler sur les
piegraveces
Pour avoir des moyens et meacutethode de controcircle fiables
Donneacutee de sortie
Reacutealiser le processus pour assurer la qualiteacute du produit dans le domaine drsquoautomobile
Figure 10 QQOQCP [12]
2 Elaboration de la Strateacutegie
Pour avoir une vision globale expliciter lrsquoensemble des objectifs du stage et
pour mieux agir sur les pratiques un planning dynamique strateacutegique (PDS) [12] (cf
Figure 11 page suivante) est reacutealiseacute afin de cibler la deacutemarche drsquoameacutelioration continue
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 19 46
Figure 11 Planification dynamique strateacutegique [12]
Entiteacute de service
Stagiaire qualiteacute
Publics concerneacutes
bull Directs Service qualiteacute du projet
bull Indirects Client et collaborateurs
Objectifs mesurables a) 100 reacutealisation des documents
demandeacutes Validation du document qualiteacute demandeacute par le client (K0) et lrsquousine
b) Prouver la mesurabiliteacute et la reproductibiliteacute
c) Lancer en fabrication des moyens de controcircle valideacute
Contexte - Exigence speacutecifique du client - Certification Faurecia ISO 14001 et TS 16949 - Systegraveme qualiteacute public Renault ANPQP Faurecia PMS
Besoin particulier du laquo public raquo - Prendre en compte le retour drsquoexpeacuterience des projets preacuteceacutedant (capitalisation) - Validation du travail par le public
Attentes geacuteneacuterales du laquo public raquo - Produit reacutepondant aux normes de seacutecuriteacute et de qualiteacute (Reacuteglementation PPM retour garantie)
Prioriteacutes choisies
a) Preacuteparation documentaire b) Eacutetude drsquoun systegraveme de mesure c) Participation agrave la conception du MDC
Reacutesultats mesureacutes Satisfaction du client (cotation) PPM et retour garantie
Analyse Situation Forces - premier stage reacutealiseacute dans la mecircme
entreprise mecircme domaine
- existence du document standard
- expeacuteriences des tuteurs (projet similaire) Ameacuteliorations - audit interne FES pour ameacuteliorer la
performance des projets
Missions Raisons decirctre
Reacutealiser le processus pour assurer la qualiteacute du produit
Actions souhaiteacutees
par les
responsables qualiteacutes
Actions quotidiennes
Livrables pour satisfaire le besoin du laquopublicraquo Documentaires qualiteacute reacutesultat drsquoeacutetude du moyen de mesure eacutetude du moyen de controcircle
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 20 46
3 Analyse des risques Diagramme en arbre
Pour mieux reacuteagir face aux risques relatifs aux missions de stage une analyse des
risques (cf Figure 12) est reacutealiseacutee en utilisant le diagramme en arbre qui permet de
deacutecliner rapidement des alternatives aux risques plausibles
Figure 12 Analyse des risques [12]
Alternative
Missions preacutevisionnelles
Missions reacuteelles
Risques
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 21 46
Chapitre 2 ndash Meacutethodologies et Applications
I Meacutethode laquo PDCA raquo
1 Deacutefinition de la meacutethode laquo PDCA raquo
La meacutethode laquo PDCA raquo [14] (cf Figure 13) ou laquo roue de Deming raquo est une
illustration de la meacutethode qualiteacute Plan-Do-Chec-Act son nom vient du statisticien William
Edwards Deming
La meacutethode comporte quatre eacutetapes agrave suivre pour ameacuteliorer la qualiteacute
P = Plan planifier la reacutealisation par exemple
leacutecriture du cahier des charges et
leacutetablissement dun planning
D = Do mettre en place toutes les actions
indiqueacutees dans le plan drsquoaction
C = Check mesuree et veacuterifier cette eacutetape
utilise des moyens de controcircle divers
A= Act rechercher des points dameacuteliorations
et proposer les actions correctives
Leacutetape Act amegravenera un nouveau projet
agrave reacutealiser donc une nouvelle planification agrave
eacutetablir Il sagit donc dun cycle que lon
repreacutesente agrave laide dune roue Figure 13 PDCA [12]
2 Pourquoi laquo PDCA raquo
Pour faire face aux marcheacutes compeacutetitifs drsquoaujourdrsquohui les entreprises doivent eacutetablir
une strateacutegie leur permettant drsquoameacuteliorer leur performance en continue La meacutethode
laquo PDCA raquo permet de piloter et simplifier ces actions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 22 46
II Cartographie de processus et meacutethode laquo A-PDCA raquo
Afin drsquoatteindre les cibles qualiteacute du client et drsquoassurer une ameacutelioration continue un
processus de suivi de la qualiteacute du produit est neacutecessaire Le processus pour assurer la
qualiteacute des produits drsquoun nouveau projet contient une grande partie de creacuteation Un Cycle
laquo A ndashPDCA raquo permet drsquoinnover les meacutethodes de controcircle avec ambition et creacuteativiteacute
Une cartographie (cf Figure 14) est reacutealiseacutee pour expliciter le deacuteroulement du
processus
Figure 14 Processus pour assurer la qualiteacute du produit [12]
Le cycle dans ce processus contient 5 eacutetapes
A = Analyser analyser les besoins et le contexte communiquer avec le client eacutechange
P = Planifier planifier et deacutefinir les meacutethodes de controcircle identifier les process de
fabrication
D = Do reacutealiser les produits controcircler mesurer et tester
C = Check veacuterifier et comprendre les reacutesultats chercher les causes racines
A = Ameacuteliorer suggeacuterer les plans drsquoactions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 23 46
Dans la phase Analyser il faut prendre en compte tous les eacuteleacutements drsquoentreacutees
mateacuterielles la norme ISOTS 16949 les cibles qualiteacutes deacutefinit par client (PPM retour
garanti) les exigences par processproduit le systegraveme qualiteacute standard les retours
expeacuteriences et les contraintes dans lrsquousine etc
Lrsquoobjectif externe du processus est de satisfaire le client en livrant des produits
conformes aux exigences et en montrant un process performant
Lrsquoobjectif interne du processus est de reacutealiser lrsquoameacutelioration continue en augmentant
le pourcentage de conformiteacute produit cest-agrave-dire reacuteduire le nombre de piegravece mauvaises
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 24 46
III ISOTS 16949 regroupeacutee par laquo A-PDCA raquo
La norme ISOTS16949 [8][18] deacutecrit toutes les exigences du systegraveme de
management de la qualiteacute dans le domaine de lrsquoautomobile Mais les exigences ne sont pas
faciles agrave retenir Un regroupement des exigences par laquo A-PDCA raquo (cf Figure 15) donne une
vision plus claire
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo [12]
52 Ecoute client
732 a Deacuteterminer les exigences fonctionnelles et de performance Les
exigences fonctionnelles sont deacutefinit dans le cahier des charges
732 b Deacuteterminer les exigences reacuteglementaires et leacutegales Les exigences
lieacutees au transport agrave lrsquoemballage aux eacutetiquettes aux notices drsquoutilisation agrave
la date limite drsquoutilisation agrave la traccedilabiliteacute aux composants
8231 Conserver les enregistrements reacutealiser un
plan drsquoactions correctives
85 Ameacutelioration deacuteterminer les causes de non-
conformiteacutes deacuteterminer les actions neacutecessaires
Reacutesolution de problegravemes dispositif anti-erreurs
impact des actions correctives preacuteventives
83 Maitrise du produit non conforme
84 Analyser les donneacutees (indicateurs reacutesultats
daudits niveau de satisfaction des clients) collecter
les informations
743 Assurer que le produit acheteacute satisfait aux exigences
drsquoachat (inspections en entreacutee et en reacutealisation du produit)
824 Surveiller et mesurer les KC controcircle les dimensions et
essais fonctionnels
8231 Mettre en place le plan de surveillance et le
diagramme de flux des processus
71 Planifier et deacuteterminer les processus de reacutealisation du produit
les activiteacutes de veacuterification validation surveillance mesure
inspection et essai speacutecifiques au produit Deacuteterminer les critegraveres
drsquoacceptation du produit les enregistrements speacutecifiques
7323 Identifier les documents de maitrise des processus
7511 Elaborer les plans de surveillance en prenant en compte les
reacutesultats des AMDEC produitsprocessus eacutenumeacuterer les types de
drsquoinspection preacuteciser la surveillance des KC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 25 46
IV Plan drsquoaction pour reacutealiser le processus
Pour reacutealiser correctement le processus et expliciter la meacutethode laquoA-PDCA raquo un
plan drsquoaction est deacutetailleacute ci-dessous il reacuteponde eacutegalement aux exigences de la norme
ISOTS 16949 [7]
Dans la phase analyser i l faut comprendre les exigences du client communiquer les
eacutetudes sur le produit afin de trouver un consensus et deacutefinir un objectif claire
ACTION
Identifier les caracteacuteristiques cleacutes
Dans la phase planifier la norme ISOTS 16949 demande de deacuteterminer les
processus de reacutealisation du produit les activiteacutes de veacuterification validation surveillance et
mesure inspection et essais speacutecifique au produit Un logigramme de production permet de
visualiser les diffeacuterentes activiteacutes Un plan drsquoaction et une instruction de travaille explique
aux qualiticiens comment controcircler et mesurer le produit
ACTION
Identifier les process de fabrication
Deacutefinir les systegravemes de controcircle
Dans la phase do toutes les actions planifieacutees seront mises en place et toutes les
piegraveces non conformes sortent du flux
ACTION
Controcircler mesurer et tester les piegraveces
Lrsquoessentielle de la phase check est de comprendre les problegravemes en veacuterifiant les
deacutefauts des piegraveces et les reacutesultats de mesureessais et trouver les causes
ACTION
Check les piegraveces non-conformes analyser les causses
Lrsquoessentielle de la phase drsquoameacutelioration est de proposer les plans drsquoaction pour
reacutesoudre le problegraveme et drsquoaugmenter la performance
ACTION
Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 26 46
V Application de la Meacutethode laquo A-PDCA raquo
Le client fournit des Cahier Des Charges qui deacutecrivent tous les regraveglementations agrave
respecter ainsi que les autres exigences agrave atteindre pour assurer la conformiteacute du produit
Par exemple pour veacuterifier la conformiteacute du moussage plusieurs exigences sont listeacutees et
chaque type correspond agrave une meacutethode drsquoessai identifieacutee dans les documents de controcircles
1 Identifier les caracteacuteristiques cleacutes
Chaque piegravece a des caracteacuteristiques speacutecifiques lieacutees agrave la seacutecuriteacute agrave lrsquoassemblage
avec les autres piegraveces ou encore lieacutees au fonctionnement Les exigences particuliegraveres pour
chaque produit sont deacutetailleacutees dans la KC list
Un regroupement des exigences par ISHIKAWA [15] (cf Figure 16) peut servir agrave
veacuterifier tous les caracteacuteristiques cleacutes relative au process ou produit
Figure 16 Regroupement des exigences par ISHIKAWA [12] [15]
Lavantage de cette meacutethode est que les caracteacuteristiques cleacutes sont eacutenumeacutereacutees assez
rapidement
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 27 46
2 Idendifier les process de fabrication
Les process de fabrication contiennent plusieurs opeacuterations diffeacuterentes pour
fabriquer correctement les produits les controcircles des paramegravetres et les opeacuterations sont
obligatoires Le flux de fabrication (cf Figure 17) permet drsquoillustrer et ordonner les
opeacuterations graphiquement Ce document est tregraves explicite et logique
Figure 17 Flux de production [12]
3 Deacutefinir les systegravemes de controcircle
Pour controcircler les diffeacuterentes caracteacuteristiques (les aspects les fonctionnements les
dimensions les poids les couleurs les bri llances etc) de chaque type de piegravece des
systegravemes de controcircle approprieacutes sont neacutecessaires Un systegraveme de controcircle contient les
meacutethodes de controcircle les outils de mesure les critegraveres drsquoacceptation les actions etc
Reacuteception matiegravere
Process 2 3 4hellip
Reacuteception
Piegravecematiegravere
Piegravececomposant
Controcircle qualiteacute
Produit semi-fini
Process 1
II
II
Controcircle qualiteacute
Controcircle qualiteacute
Produit semi-fini
Controcircle qualiteacute
Controcircle qualiteacute
Produit fini
Controcircle qualiteacute
Assemblage
II
FI
PI
PI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 28 46
Ainsi dans le cadre de lassurance qualiteacute les normes ISO900123 [16] demandent
de consigner par eacutecrit les dispositions prises pour satisfaire les besoins du client Le
systegraveme qualiteacute deacutefinit les documents agrave livrer pour chaque phase Il demande drsquoexpliciter la
faccedilon de proceacuteder dans les instructions [17] Ces documents sont creacuteeacutes par type de
process et par piegravece Ils expliquent clairement aux opeacuterateurs comment fabriquer controcircler
et geacuterer les non conformiteacutes
31 Plan drsquoaction Plan de surveillance
Selon les exigences de la norme ISOTS16949 [7] le plan de surveillance [5][18] (cf
Tableau 1) doit couvrir trois phases distinctes prototype preacuteseacuterie production Les
eacuteleacutements agrave preacuteciser dans le plan de surveillance sont
Donneacutees geacuteneacuterales nom de la piegravece reacutefeacuterence indice de modification information
client etc
Maicirctrise du produit caracteacuteristiques speacuteciales speacutecification et toleacuterance
Maicirctrise des processus paramegravetres des processus caracteacuteristiques des processus
outils de fabrication etc
Meacutethode technique de mesure moyen de deacutetection freacutequence drsquoeacutechantillonnage
meacutethode de maicirctrise etc
Actions correctives plan de reacuteaction plan drsquoaction correctives
Tableau 1 Extrait du plan de surveillance injection [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 29 46
32 Instruction Gamme de controcircle [6]
Il existe plusieurs types de gammes de controcircle controcircle reacuteception (Incoming
inspection sheet) controcircle process (Process inspection sheet) et controcircle final (Final
inspection sheet) Lrsquoensemble de ces documents permet drsquoassurer la qualiteacute du produit
Une gamme de controcircle (cf Tableau 2) peut ecirctre utiliseacutee pour controcircler un ou
plusieurs composants Elle deacutecrit les opeacuterations qui doivent ecirctre exeacutecuteacutees au poste de
travail Ces opeacuterations peuvent contenir plusieurs caracteacuteristiques de controcircle Une
caracteacuteristique de controcircle deacutecrit lrsquoobjet du controcircle Chaque opeacuteration peut eacutegalement
indiquer lrsquooutillage neacutecessaire agrave la reacutealisation de lactiviteacute
Tableau 2 Gamme de controcircle injection [9][12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 30 46
33 Outil Moyen de mesure
Le systegraveme de controcircle deacutefinit eacutegalement les outi ls agrave uti liser Ces outils peuvent
diffeacuterer en fonction du type de piegravece et du proceacutedeacute de fabrication
Probleacutematique du projet JFC
Manque un outil pour mesurer lrsquoeacutepaisseur drsquoune piegravece speacutecifique sur lrsquoIP
Hypothegraveses proposeacutees
- Controcircle suivant la meacutethode utiliseacutee pour une autre piegravece mais qui est destructive
- Recherche de solution non destructive
Deacutemarche pour rechercher la meacutethode
Une deacutemarche DCAP (cf Figure 18) est proposeacutee pour structurer la recherche et
tester les meacutethodes innovantes
Figure 18 DCAP [12]
Do Controcircler les piegraveces en utilisant les diffeacuterentes meacutethodes
Lrsquoobjectifs de cette phase est de prouver la faisabiliteacute des meacutethodes de controcircle
drsquoeacutevaluer le temps de preacuteparation et controcircle pour chaque meacutethode
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
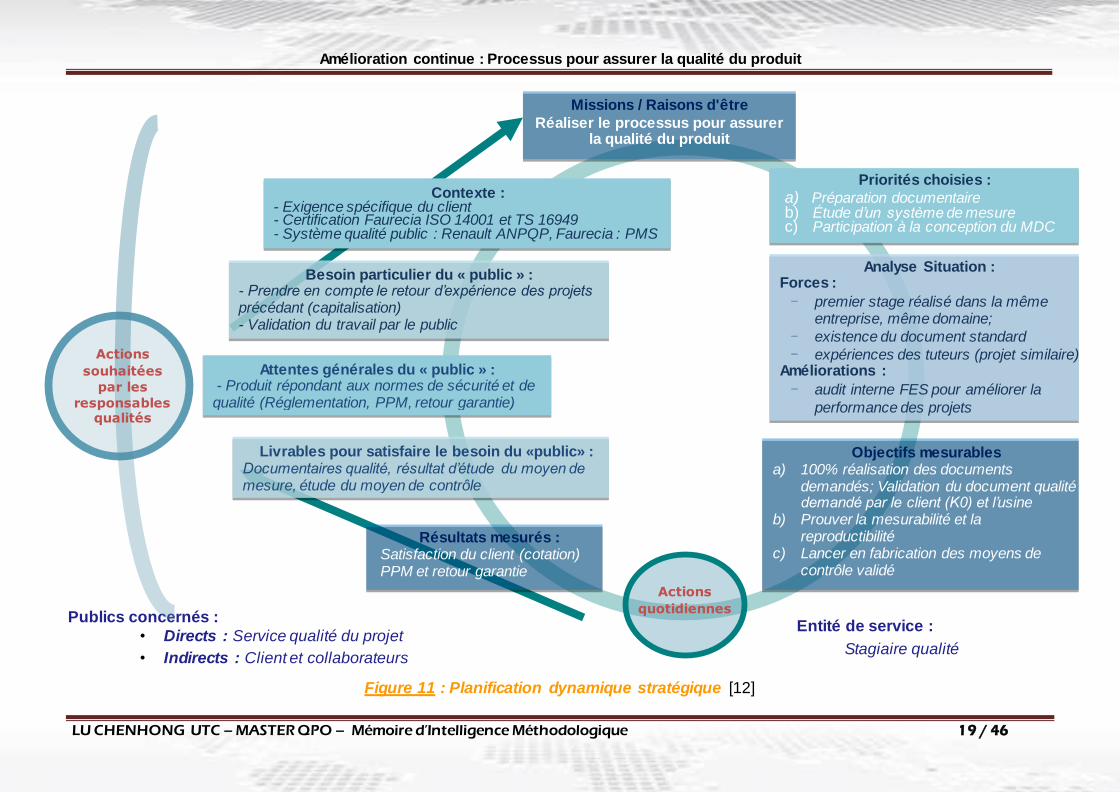
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 19 46
Figure 11 Planification dynamique strateacutegique [12]
Entiteacute de service
Stagiaire qualiteacute
Publics concerneacutes
bull Directs Service qualiteacute du projet
bull Indirects Client et collaborateurs
Objectifs mesurables a) 100 reacutealisation des documents
demandeacutes Validation du document qualiteacute demandeacute par le client (K0) et lrsquousine
b) Prouver la mesurabiliteacute et la reproductibiliteacute
c) Lancer en fabrication des moyens de controcircle valideacute
Contexte - Exigence speacutecifique du client - Certification Faurecia ISO 14001 et TS 16949 - Systegraveme qualiteacute public Renault ANPQP Faurecia PMS
Besoin particulier du laquo public raquo - Prendre en compte le retour drsquoexpeacuterience des projets preacuteceacutedant (capitalisation) - Validation du travail par le public
Attentes geacuteneacuterales du laquo public raquo - Produit reacutepondant aux normes de seacutecuriteacute et de qualiteacute (Reacuteglementation PPM retour garantie)
Prioriteacutes choisies
a) Preacuteparation documentaire b) Eacutetude drsquoun systegraveme de mesure c) Participation agrave la conception du MDC
Reacutesultats mesureacutes Satisfaction du client (cotation) PPM et retour garantie
Analyse Situation Forces - premier stage reacutealiseacute dans la mecircme
entreprise mecircme domaine
- existence du document standard
- expeacuteriences des tuteurs (projet similaire) Ameacuteliorations - audit interne FES pour ameacuteliorer la
performance des projets
Missions Raisons decirctre
Reacutealiser le processus pour assurer la qualiteacute du produit
Actions souhaiteacutees
par les
responsables qualiteacutes
Actions quotidiennes
Livrables pour satisfaire le besoin du laquopublicraquo Documentaires qualiteacute reacutesultat drsquoeacutetude du moyen de mesure eacutetude du moyen de controcircle
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 20 46
3 Analyse des risques Diagramme en arbre
Pour mieux reacuteagir face aux risques relatifs aux missions de stage une analyse des
risques (cf Figure 12) est reacutealiseacutee en utilisant le diagramme en arbre qui permet de
deacutecliner rapidement des alternatives aux risques plausibles
Figure 12 Analyse des risques [12]
Alternative
Missions preacutevisionnelles
Missions reacuteelles
Risques
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 21 46
Chapitre 2 ndash Meacutethodologies et Applications
I Meacutethode laquo PDCA raquo
1 Deacutefinition de la meacutethode laquo PDCA raquo
La meacutethode laquo PDCA raquo [14] (cf Figure 13) ou laquo roue de Deming raquo est une
illustration de la meacutethode qualiteacute Plan-Do-Chec-Act son nom vient du statisticien William
Edwards Deming
La meacutethode comporte quatre eacutetapes agrave suivre pour ameacuteliorer la qualiteacute
P = Plan planifier la reacutealisation par exemple
leacutecriture du cahier des charges et
leacutetablissement dun planning
D = Do mettre en place toutes les actions
indiqueacutees dans le plan drsquoaction
C = Check mesuree et veacuterifier cette eacutetape
utilise des moyens de controcircle divers
A= Act rechercher des points dameacuteliorations
et proposer les actions correctives
Leacutetape Act amegravenera un nouveau projet
agrave reacutealiser donc une nouvelle planification agrave
eacutetablir Il sagit donc dun cycle que lon
repreacutesente agrave laide dune roue Figure 13 PDCA [12]
2 Pourquoi laquo PDCA raquo
Pour faire face aux marcheacutes compeacutetitifs drsquoaujourdrsquohui les entreprises doivent eacutetablir
une strateacutegie leur permettant drsquoameacuteliorer leur performance en continue La meacutethode
laquo PDCA raquo permet de piloter et simplifier ces actions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 22 46
II Cartographie de processus et meacutethode laquo A-PDCA raquo
Afin drsquoatteindre les cibles qualiteacute du client et drsquoassurer une ameacutelioration continue un
processus de suivi de la qualiteacute du produit est neacutecessaire Le processus pour assurer la
qualiteacute des produits drsquoun nouveau projet contient une grande partie de creacuteation Un Cycle
laquo A ndashPDCA raquo permet drsquoinnover les meacutethodes de controcircle avec ambition et creacuteativiteacute
Une cartographie (cf Figure 14) est reacutealiseacutee pour expliciter le deacuteroulement du
processus
Figure 14 Processus pour assurer la qualiteacute du produit [12]
Le cycle dans ce processus contient 5 eacutetapes
A = Analyser analyser les besoins et le contexte communiquer avec le client eacutechange
P = Planifier planifier et deacutefinir les meacutethodes de controcircle identifier les process de
fabrication
D = Do reacutealiser les produits controcircler mesurer et tester
C = Check veacuterifier et comprendre les reacutesultats chercher les causes racines
A = Ameacuteliorer suggeacuterer les plans drsquoactions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 23 46
Dans la phase Analyser il faut prendre en compte tous les eacuteleacutements drsquoentreacutees
mateacuterielles la norme ISOTS 16949 les cibles qualiteacutes deacutefinit par client (PPM retour
garanti) les exigences par processproduit le systegraveme qualiteacute standard les retours
expeacuteriences et les contraintes dans lrsquousine etc
Lrsquoobjectif externe du processus est de satisfaire le client en livrant des produits
conformes aux exigences et en montrant un process performant
Lrsquoobjectif interne du processus est de reacutealiser lrsquoameacutelioration continue en augmentant
le pourcentage de conformiteacute produit cest-agrave-dire reacuteduire le nombre de piegravece mauvaises
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 24 46
III ISOTS 16949 regroupeacutee par laquo A-PDCA raquo
La norme ISOTS16949 [8][18] deacutecrit toutes les exigences du systegraveme de
management de la qualiteacute dans le domaine de lrsquoautomobile Mais les exigences ne sont pas
faciles agrave retenir Un regroupement des exigences par laquo A-PDCA raquo (cf Figure 15) donne une
vision plus claire
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo [12]
52 Ecoute client
732 a Deacuteterminer les exigences fonctionnelles et de performance Les
exigences fonctionnelles sont deacutefinit dans le cahier des charges
732 b Deacuteterminer les exigences reacuteglementaires et leacutegales Les exigences
lieacutees au transport agrave lrsquoemballage aux eacutetiquettes aux notices drsquoutilisation agrave
la date limite drsquoutilisation agrave la traccedilabiliteacute aux composants
8231 Conserver les enregistrements reacutealiser un
plan drsquoactions correctives
85 Ameacutelioration deacuteterminer les causes de non-
conformiteacutes deacuteterminer les actions neacutecessaires
Reacutesolution de problegravemes dispositif anti-erreurs
impact des actions correctives preacuteventives
83 Maitrise du produit non conforme
84 Analyser les donneacutees (indicateurs reacutesultats
daudits niveau de satisfaction des clients) collecter
les informations
743 Assurer que le produit acheteacute satisfait aux exigences
drsquoachat (inspections en entreacutee et en reacutealisation du produit)
824 Surveiller et mesurer les KC controcircle les dimensions et
essais fonctionnels
8231 Mettre en place le plan de surveillance et le
diagramme de flux des processus
71 Planifier et deacuteterminer les processus de reacutealisation du produit
les activiteacutes de veacuterification validation surveillance mesure
inspection et essai speacutecifiques au produit Deacuteterminer les critegraveres
drsquoacceptation du produit les enregistrements speacutecifiques
7323 Identifier les documents de maitrise des processus
7511 Elaborer les plans de surveillance en prenant en compte les
reacutesultats des AMDEC produitsprocessus eacutenumeacuterer les types de
drsquoinspection preacuteciser la surveillance des KC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 25 46
IV Plan drsquoaction pour reacutealiser le processus
Pour reacutealiser correctement le processus et expliciter la meacutethode laquoA-PDCA raquo un
plan drsquoaction est deacutetailleacute ci-dessous il reacuteponde eacutegalement aux exigences de la norme
ISOTS 16949 [7]
Dans la phase analyser i l faut comprendre les exigences du client communiquer les
eacutetudes sur le produit afin de trouver un consensus et deacutefinir un objectif claire
ACTION
Identifier les caracteacuteristiques cleacutes
Dans la phase planifier la norme ISOTS 16949 demande de deacuteterminer les
processus de reacutealisation du produit les activiteacutes de veacuterification validation surveillance et
mesure inspection et essais speacutecifique au produit Un logigramme de production permet de
visualiser les diffeacuterentes activiteacutes Un plan drsquoaction et une instruction de travaille explique
aux qualiticiens comment controcircler et mesurer le produit
ACTION
Identifier les process de fabrication
Deacutefinir les systegravemes de controcircle
Dans la phase do toutes les actions planifieacutees seront mises en place et toutes les
piegraveces non conformes sortent du flux
ACTION
Controcircler mesurer et tester les piegraveces
Lrsquoessentielle de la phase check est de comprendre les problegravemes en veacuterifiant les
deacutefauts des piegraveces et les reacutesultats de mesureessais et trouver les causes
ACTION
Check les piegraveces non-conformes analyser les causses
Lrsquoessentielle de la phase drsquoameacutelioration est de proposer les plans drsquoaction pour
reacutesoudre le problegraveme et drsquoaugmenter la performance
ACTION
Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 26 46
V Application de la Meacutethode laquo A-PDCA raquo
Le client fournit des Cahier Des Charges qui deacutecrivent tous les regraveglementations agrave
respecter ainsi que les autres exigences agrave atteindre pour assurer la conformiteacute du produit
Par exemple pour veacuterifier la conformiteacute du moussage plusieurs exigences sont listeacutees et
chaque type correspond agrave une meacutethode drsquoessai identifieacutee dans les documents de controcircles
1 Identifier les caracteacuteristiques cleacutes
Chaque piegravece a des caracteacuteristiques speacutecifiques lieacutees agrave la seacutecuriteacute agrave lrsquoassemblage
avec les autres piegraveces ou encore lieacutees au fonctionnement Les exigences particuliegraveres pour
chaque produit sont deacutetailleacutees dans la KC list
Un regroupement des exigences par ISHIKAWA [15] (cf Figure 16) peut servir agrave
veacuterifier tous les caracteacuteristiques cleacutes relative au process ou produit
Figure 16 Regroupement des exigences par ISHIKAWA [12] [15]
Lavantage de cette meacutethode est que les caracteacuteristiques cleacutes sont eacutenumeacutereacutees assez
rapidement
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 27 46
2 Idendifier les process de fabrication
Les process de fabrication contiennent plusieurs opeacuterations diffeacuterentes pour
fabriquer correctement les produits les controcircles des paramegravetres et les opeacuterations sont
obligatoires Le flux de fabrication (cf Figure 17) permet drsquoillustrer et ordonner les
opeacuterations graphiquement Ce document est tregraves explicite et logique
Figure 17 Flux de production [12]
3 Deacutefinir les systegravemes de controcircle
Pour controcircler les diffeacuterentes caracteacuteristiques (les aspects les fonctionnements les
dimensions les poids les couleurs les bri llances etc) de chaque type de piegravece des
systegravemes de controcircle approprieacutes sont neacutecessaires Un systegraveme de controcircle contient les
meacutethodes de controcircle les outils de mesure les critegraveres drsquoacceptation les actions etc
Reacuteception matiegravere
Process 2 3 4hellip
Reacuteception
Piegravecematiegravere
Piegravececomposant
Controcircle qualiteacute
Produit semi-fini
Process 1
II
II
Controcircle qualiteacute
Controcircle qualiteacute
Produit semi-fini
Controcircle qualiteacute
Controcircle qualiteacute
Produit fini
Controcircle qualiteacute
Assemblage
II
FI
PI
PI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 28 46
Ainsi dans le cadre de lassurance qualiteacute les normes ISO900123 [16] demandent
de consigner par eacutecrit les dispositions prises pour satisfaire les besoins du client Le
systegraveme qualiteacute deacutefinit les documents agrave livrer pour chaque phase Il demande drsquoexpliciter la
faccedilon de proceacuteder dans les instructions [17] Ces documents sont creacuteeacutes par type de
process et par piegravece Ils expliquent clairement aux opeacuterateurs comment fabriquer controcircler
et geacuterer les non conformiteacutes
31 Plan drsquoaction Plan de surveillance
Selon les exigences de la norme ISOTS16949 [7] le plan de surveillance [5][18] (cf
Tableau 1) doit couvrir trois phases distinctes prototype preacuteseacuterie production Les
eacuteleacutements agrave preacuteciser dans le plan de surveillance sont
Donneacutees geacuteneacuterales nom de la piegravece reacutefeacuterence indice de modification information
client etc
Maicirctrise du produit caracteacuteristiques speacuteciales speacutecification et toleacuterance
Maicirctrise des processus paramegravetres des processus caracteacuteristiques des processus
outils de fabrication etc
Meacutethode technique de mesure moyen de deacutetection freacutequence drsquoeacutechantillonnage
meacutethode de maicirctrise etc
Actions correctives plan de reacuteaction plan drsquoaction correctives
Tableau 1 Extrait du plan de surveillance injection [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 29 46
32 Instruction Gamme de controcircle [6]
Il existe plusieurs types de gammes de controcircle controcircle reacuteception (Incoming
inspection sheet) controcircle process (Process inspection sheet) et controcircle final (Final
inspection sheet) Lrsquoensemble de ces documents permet drsquoassurer la qualiteacute du produit
Une gamme de controcircle (cf Tableau 2) peut ecirctre utiliseacutee pour controcircler un ou
plusieurs composants Elle deacutecrit les opeacuterations qui doivent ecirctre exeacutecuteacutees au poste de
travail Ces opeacuterations peuvent contenir plusieurs caracteacuteristiques de controcircle Une
caracteacuteristique de controcircle deacutecrit lrsquoobjet du controcircle Chaque opeacuteration peut eacutegalement
indiquer lrsquooutillage neacutecessaire agrave la reacutealisation de lactiviteacute
Tableau 2 Gamme de controcircle injection [9][12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 30 46
33 Outil Moyen de mesure
Le systegraveme de controcircle deacutefinit eacutegalement les outi ls agrave uti liser Ces outils peuvent
diffeacuterer en fonction du type de piegravece et du proceacutedeacute de fabrication
Probleacutematique du projet JFC
Manque un outil pour mesurer lrsquoeacutepaisseur drsquoune piegravece speacutecifique sur lrsquoIP
Hypothegraveses proposeacutees
- Controcircle suivant la meacutethode utiliseacutee pour une autre piegravece mais qui est destructive
- Recherche de solution non destructive
Deacutemarche pour rechercher la meacutethode
Une deacutemarche DCAP (cf Figure 18) est proposeacutee pour structurer la recherche et
tester les meacutethodes innovantes
Figure 18 DCAP [12]
Do Controcircler les piegraveces en utilisant les diffeacuterentes meacutethodes
Lrsquoobjectifs de cette phase est de prouver la faisabiliteacute des meacutethodes de controcircle
drsquoeacutevaluer le temps de preacuteparation et controcircle pour chaque meacutethode
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
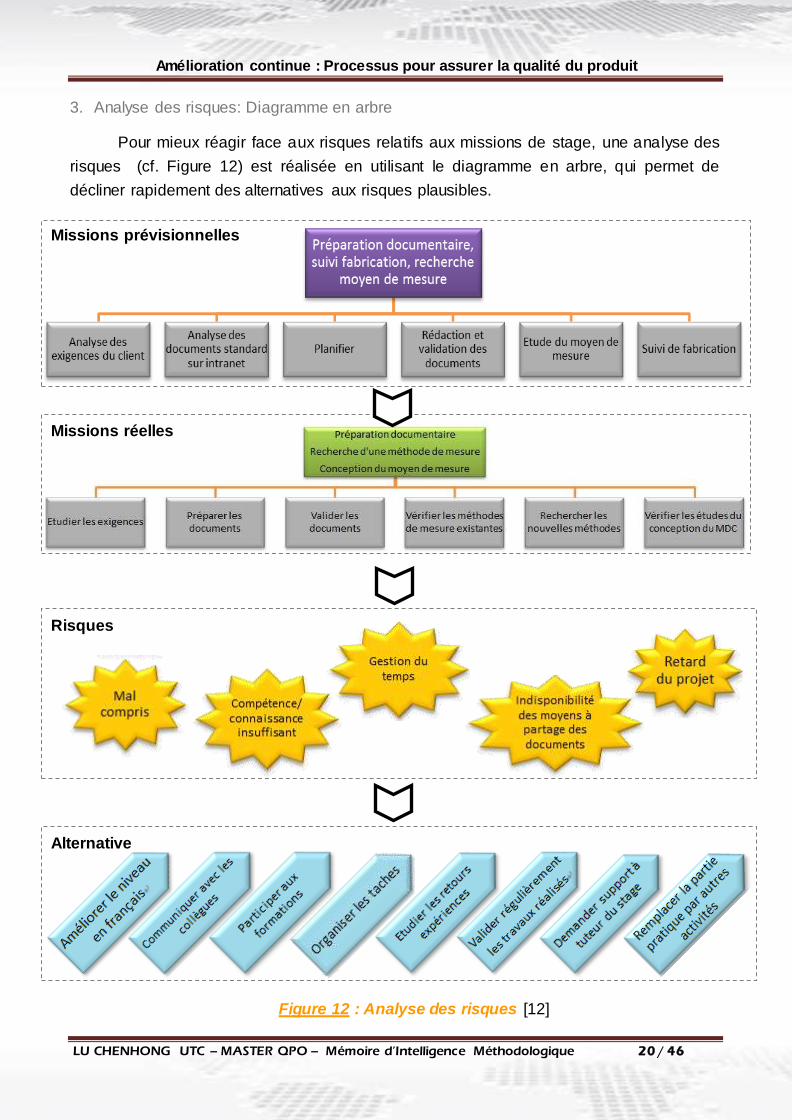
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 20 46
3 Analyse des risques Diagramme en arbre
Pour mieux reacuteagir face aux risques relatifs aux missions de stage une analyse des
risques (cf Figure 12) est reacutealiseacutee en utilisant le diagramme en arbre qui permet de
deacutecliner rapidement des alternatives aux risques plausibles
Figure 12 Analyse des risques [12]
Alternative
Missions preacutevisionnelles
Missions reacuteelles
Risques
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 21 46
Chapitre 2 ndash Meacutethodologies et Applications
I Meacutethode laquo PDCA raquo
1 Deacutefinition de la meacutethode laquo PDCA raquo
La meacutethode laquo PDCA raquo [14] (cf Figure 13) ou laquo roue de Deming raquo est une
illustration de la meacutethode qualiteacute Plan-Do-Chec-Act son nom vient du statisticien William
Edwards Deming
La meacutethode comporte quatre eacutetapes agrave suivre pour ameacuteliorer la qualiteacute
P = Plan planifier la reacutealisation par exemple
leacutecriture du cahier des charges et
leacutetablissement dun planning
D = Do mettre en place toutes les actions
indiqueacutees dans le plan drsquoaction
C = Check mesuree et veacuterifier cette eacutetape
utilise des moyens de controcircle divers
A= Act rechercher des points dameacuteliorations
et proposer les actions correctives
Leacutetape Act amegravenera un nouveau projet
agrave reacutealiser donc une nouvelle planification agrave
eacutetablir Il sagit donc dun cycle que lon
repreacutesente agrave laide dune roue Figure 13 PDCA [12]
2 Pourquoi laquo PDCA raquo
Pour faire face aux marcheacutes compeacutetitifs drsquoaujourdrsquohui les entreprises doivent eacutetablir
une strateacutegie leur permettant drsquoameacuteliorer leur performance en continue La meacutethode
laquo PDCA raquo permet de piloter et simplifier ces actions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 22 46
II Cartographie de processus et meacutethode laquo A-PDCA raquo
Afin drsquoatteindre les cibles qualiteacute du client et drsquoassurer une ameacutelioration continue un
processus de suivi de la qualiteacute du produit est neacutecessaire Le processus pour assurer la
qualiteacute des produits drsquoun nouveau projet contient une grande partie de creacuteation Un Cycle
laquo A ndashPDCA raquo permet drsquoinnover les meacutethodes de controcircle avec ambition et creacuteativiteacute
Une cartographie (cf Figure 14) est reacutealiseacutee pour expliciter le deacuteroulement du
processus
Figure 14 Processus pour assurer la qualiteacute du produit [12]
Le cycle dans ce processus contient 5 eacutetapes
A = Analyser analyser les besoins et le contexte communiquer avec le client eacutechange
P = Planifier planifier et deacutefinir les meacutethodes de controcircle identifier les process de
fabrication
D = Do reacutealiser les produits controcircler mesurer et tester
C = Check veacuterifier et comprendre les reacutesultats chercher les causes racines
A = Ameacuteliorer suggeacuterer les plans drsquoactions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 23 46
Dans la phase Analyser il faut prendre en compte tous les eacuteleacutements drsquoentreacutees
mateacuterielles la norme ISOTS 16949 les cibles qualiteacutes deacutefinit par client (PPM retour
garanti) les exigences par processproduit le systegraveme qualiteacute standard les retours
expeacuteriences et les contraintes dans lrsquousine etc
Lrsquoobjectif externe du processus est de satisfaire le client en livrant des produits
conformes aux exigences et en montrant un process performant
Lrsquoobjectif interne du processus est de reacutealiser lrsquoameacutelioration continue en augmentant
le pourcentage de conformiteacute produit cest-agrave-dire reacuteduire le nombre de piegravece mauvaises
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 24 46
III ISOTS 16949 regroupeacutee par laquo A-PDCA raquo
La norme ISOTS16949 [8][18] deacutecrit toutes les exigences du systegraveme de
management de la qualiteacute dans le domaine de lrsquoautomobile Mais les exigences ne sont pas
faciles agrave retenir Un regroupement des exigences par laquo A-PDCA raquo (cf Figure 15) donne une
vision plus claire
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo [12]
52 Ecoute client
732 a Deacuteterminer les exigences fonctionnelles et de performance Les
exigences fonctionnelles sont deacutefinit dans le cahier des charges
732 b Deacuteterminer les exigences reacuteglementaires et leacutegales Les exigences
lieacutees au transport agrave lrsquoemballage aux eacutetiquettes aux notices drsquoutilisation agrave
la date limite drsquoutilisation agrave la traccedilabiliteacute aux composants
8231 Conserver les enregistrements reacutealiser un
plan drsquoactions correctives
85 Ameacutelioration deacuteterminer les causes de non-
conformiteacutes deacuteterminer les actions neacutecessaires
Reacutesolution de problegravemes dispositif anti-erreurs
impact des actions correctives preacuteventives
83 Maitrise du produit non conforme
84 Analyser les donneacutees (indicateurs reacutesultats
daudits niveau de satisfaction des clients) collecter
les informations
743 Assurer que le produit acheteacute satisfait aux exigences
drsquoachat (inspections en entreacutee et en reacutealisation du produit)
824 Surveiller et mesurer les KC controcircle les dimensions et
essais fonctionnels
8231 Mettre en place le plan de surveillance et le
diagramme de flux des processus
71 Planifier et deacuteterminer les processus de reacutealisation du produit
les activiteacutes de veacuterification validation surveillance mesure
inspection et essai speacutecifiques au produit Deacuteterminer les critegraveres
drsquoacceptation du produit les enregistrements speacutecifiques
7323 Identifier les documents de maitrise des processus
7511 Elaborer les plans de surveillance en prenant en compte les
reacutesultats des AMDEC produitsprocessus eacutenumeacuterer les types de
drsquoinspection preacuteciser la surveillance des KC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 25 46
IV Plan drsquoaction pour reacutealiser le processus
Pour reacutealiser correctement le processus et expliciter la meacutethode laquoA-PDCA raquo un
plan drsquoaction est deacutetailleacute ci-dessous il reacuteponde eacutegalement aux exigences de la norme
ISOTS 16949 [7]
Dans la phase analyser i l faut comprendre les exigences du client communiquer les
eacutetudes sur le produit afin de trouver un consensus et deacutefinir un objectif claire
ACTION
Identifier les caracteacuteristiques cleacutes
Dans la phase planifier la norme ISOTS 16949 demande de deacuteterminer les
processus de reacutealisation du produit les activiteacutes de veacuterification validation surveillance et
mesure inspection et essais speacutecifique au produit Un logigramme de production permet de
visualiser les diffeacuterentes activiteacutes Un plan drsquoaction et une instruction de travaille explique
aux qualiticiens comment controcircler et mesurer le produit
ACTION
Identifier les process de fabrication
Deacutefinir les systegravemes de controcircle
Dans la phase do toutes les actions planifieacutees seront mises en place et toutes les
piegraveces non conformes sortent du flux
ACTION
Controcircler mesurer et tester les piegraveces
Lrsquoessentielle de la phase check est de comprendre les problegravemes en veacuterifiant les
deacutefauts des piegraveces et les reacutesultats de mesureessais et trouver les causes
ACTION
Check les piegraveces non-conformes analyser les causses
Lrsquoessentielle de la phase drsquoameacutelioration est de proposer les plans drsquoaction pour
reacutesoudre le problegraveme et drsquoaugmenter la performance
ACTION
Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 26 46
V Application de la Meacutethode laquo A-PDCA raquo
Le client fournit des Cahier Des Charges qui deacutecrivent tous les regraveglementations agrave
respecter ainsi que les autres exigences agrave atteindre pour assurer la conformiteacute du produit
Par exemple pour veacuterifier la conformiteacute du moussage plusieurs exigences sont listeacutees et
chaque type correspond agrave une meacutethode drsquoessai identifieacutee dans les documents de controcircles
1 Identifier les caracteacuteristiques cleacutes
Chaque piegravece a des caracteacuteristiques speacutecifiques lieacutees agrave la seacutecuriteacute agrave lrsquoassemblage
avec les autres piegraveces ou encore lieacutees au fonctionnement Les exigences particuliegraveres pour
chaque produit sont deacutetailleacutees dans la KC list
Un regroupement des exigences par ISHIKAWA [15] (cf Figure 16) peut servir agrave
veacuterifier tous les caracteacuteristiques cleacutes relative au process ou produit
Figure 16 Regroupement des exigences par ISHIKAWA [12] [15]
Lavantage de cette meacutethode est que les caracteacuteristiques cleacutes sont eacutenumeacutereacutees assez
rapidement
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 27 46
2 Idendifier les process de fabrication
Les process de fabrication contiennent plusieurs opeacuterations diffeacuterentes pour
fabriquer correctement les produits les controcircles des paramegravetres et les opeacuterations sont
obligatoires Le flux de fabrication (cf Figure 17) permet drsquoillustrer et ordonner les
opeacuterations graphiquement Ce document est tregraves explicite et logique
Figure 17 Flux de production [12]
3 Deacutefinir les systegravemes de controcircle
Pour controcircler les diffeacuterentes caracteacuteristiques (les aspects les fonctionnements les
dimensions les poids les couleurs les bri llances etc) de chaque type de piegravece des
systegravemes de controcircle approprieacutes sont neacutecessaires Un systegraveme de controcircle contient les
meacutethodes de controcircle les outils de mesure les critegraveres drsquoacceptation les actions etc
Reacuteception matiegravere
Process 2 3 4hellip
Reacuteception
Piegravecematiegravere
Piegravececomposant
Controcircle qualiteacute
Produit semi-fini
Process 1
II
II
Controcircle qualiteacute
Controcircle qualiteacute
Produit semi-fini
Controcircle qualiteacute
Controcircle qualiteacute
Produit fini
Controcircle qualiteacute
Assemblage
II
FI
PI
PI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 28 46
Ainsi dans le cadre de lassurance qualiteacute les normes ISO900123 [16] demandent
de consigner par eacutecrit les dispositions prises pour satisfaire les besoins du client Le
systegraveme qualiteacute deacutefinit les documents agrave livrer pour chaque phase Il demande drsquoexpliciter la
faccedilon de proceacuteder dans les instructions [17] Ces documents sont creacuteeacutes par type de
process et par piegravece Ils expliquent clairement aux opeacuterateurs comment fabriquer controcircler
et geacuterer les non conformiteacutes
31 Plan drsquoaction Plan de surveillance
Selon les exigences de la norme ISOTS16949 [7] le plan de surveillance [5][18] (cf
Tableau 1) doit couvrir trois phases distinctes prototype preacuteseacuterie production Les
eacuteleacutements agrave preacuteciser dans le plan de surveillance sont
Donneacutees geacuteneacuterales nom de la piegravece reacutefeacuterence indice de modification information
client etc
Maicirctrise du produit caracteacuteristiques speacuteciales speacutecification et toleacuterance
Maicirctrise des processus paramegravetres des processus caracteacuteristiques des processus
outils de fabrication etc
Meacutethode technique de mesure moyen de deacutetection freacutequence drsquoeacutechantillonnage
meacutethode de maicirctrise etc
Actions correctives plan de reacuteaction plan drsquoaction correctives
Tableau 1 Extrait du plan de surveillance injection [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 29 46
32 Instruction Gamme de controcircle [6]
Il existe plusieurs types de gammes de controcircle controcircle reacuteception (Incoming
inspection sheet) controcircle process (Process inspection sheet) et controcircle final (Final
inspection sheet) Lrsquoensemble de ces documents permet drsquoassurer la qualiteacute du produit
Une gamme de controcircle (cf Tableau 2) peut ecirctre utiliseacutee pour controcircler un ou
plusieurs composants Elle deacutecrit les opeacuterations qui doivent ecirctre exeacutecuteacutees au poste de
travail Ces opeacuterations peuvent contenir plusieurs caracteacuteristiques de controcircle Une
caracteacuteristique de controcircle deacutecrit lrsquoobjet du controcircle Chaque opeacuteration peut eacutegalement
indiquer lrsquooutillage neacutecessaire agrave la reacutealisation de lactiviteacute
Tableau 2 Gamme de controcircle injection [9][12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 30 46
33 Outil Moyen de mesure
Le systegraveme de controcircle deacutefinit eacutegalement les outi ls agrave uti liser Ces outils peuvent
diffeacuterer en fonction du type de piegravece et du proceacutedeacute de fabrication
Probleacutematique du projet JFC
Manque un outil pour mesurer lrsquoeacutepaisseur drsquoune piegravece speacutecifique sur lrsquoIP
Hypothegraveses proposeacutees
- Controcircle suivant la meacutethode utiliseacutee pour une autre piegravece mais qui est destructive
- Recherche de solution non destructive
Deacutemarche pour rechercher la meacutethode
Une deacutemarche DCAP (cf Figure 18) est proposeacutee pour structurer la recherche et
tester les meacutethodes innovantes
Figure 18 DCAP [12]
Do Controcircler les piegraveces en utilisant les diffeacuterentes meacutethodes
Lrsquoobjectifs de cette phase est de prouver la faisabiliteacute des meacutethodes de controcircle
drsquoeacutevaluer le temps de preacuteparation et controcircle pour chaque meacutethode
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 21 46
Chapitre 2 ndash Meacutethodologies et Applications
I Meacutethode laquo PDCA raquo
1 Deacutefinition de la meacutethode laquo PDCA raquo
La meacutethode laquo PDCA raquo [14] (cf Figure 13) ou laquo roue de Deming raquo est une
illustration de la meacutethode qualiteacute Plan-Do-Chec-Act son nom vient du statisticien William
Edwards Deming
La meacutethode comporte quatre eacutetapes agrave suivre pour ameacuteliorer la qualiteacute
P = Plan planifier la reacutealisation par exemple
leacutecriture du cahier des charges et
leacutetablissement dun planning
D = Do mettre en place toutes les actions
indiqueacutees dans le plan drsquoaction
C = Check mesuree et veacuterifier cette eacutetape
utilise des moyens de controcircle divers
A= Act rechercher des points dameacuteliorations
et proposer les actions correctives
Leacutetape Act amegravenera un nouveau projet
agrave reacutealiser donc une nouvelle planification agrave
eacutetablir Il sagit donc dun cycle que lon
repreacutesente agrave laide dune roue Figure 13 PDCA [12]
2 Pourquoi laquo PDCA raquo
Pour faire face aux marcheacutes compeacutetitifs drsquoaujourdrsquohui les entreprises doivent eacutetablir
une strateacutegie leur permettant drsquoameacuteliorer leur performance en continue La meacutethode
laquo PDCA raquo permet de piloter et simplifier ces actions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 22 46
II Cartographie de processus et meacutethode laquo A-PDCA raquo
Afin drsquoatteindre les cibles qualiteacute du client et drsquoassurer une ameacutelioration continue un
processus de suivi de la qualiteacute du produit est neacutecessaire Le processus pour assurer la
qualiteacute des produits drsquoun nouveau projet contient une grande partie de creacuteation Un Cycle
laquo A ndashPDCA raquo permet drsquoinnover les meacutethodes de controcircle avec ambition et creacuteativiteacute
Une cartographie (cf Figure 14) est reacutealiseacutee pour expliciter le deacuteroulement du
processus
Figure 14 Processus pour assurer la qualiteacute du produit [12]
Le cycle dans ce processus contient 5 eacutetapes
A = Analyser analyser les besoins et le contexte communiquer avec le client eacutechange
P = Planifier planifier et deacutefinir les meacutethodes de controcircle identifier les process de
fabrication
D = Do reacutealiser les produits controcircler mesurer et tester
C = Check veacuterifier et comprendre les reacutesultats chercher les causes racines
A = Ameacuteliorer suggeacuterer les plans drsquoactions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 23 46
Dans la phase Analyser il faut prendre en compte tous les eacuteleacutements drsquoentreacutees
mateacuterielles la norme ISOTS 16949 les cibles qualiteacutes deacutefinit par client (PPM retour
garanti) les exigences par processproduit le systegraveme qualiteacute standard les retours
expeacuteriences et les contraintes dans lrsquousine etc
Lrsquoobjectif externe du processus est de satisfaire le client en livrant des produits
conformes aux exigences et en montrant un process performant
Lrsquoobjectif interne du processus est de reacutealiser lrsquoameacutelioration continue en augmentant
le pourcentage de conformiteacute produit cest-agrave-dire reacuteduire le nombre de piegravece mauvaises
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 24 46
III ISOTS 16949 regroupeacutee par laquo A-PDCA raquo
La norme ISOTS16949 [8][18] deacutecrit toutes les exigences du systegraveme de
management de la qualiteacute dans le domaine de lrsquoautomobile Mais les exigences ne sont pas
faciles agrave retenir Un regroupement des exigences par laquo A-PDCA raquo (cf Figure 15) donne une
vision plus claire
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo [12]
52 Ecoute client
732 a Deacuteterminer les exigences fonctionnelles et de performance Les
exigences fonctionnelles sont deacutefinit dans le cahier des charges
732 b Deacuteterminer les exigences reacuteglementaires et leacutegales Les exigences
lieacutees au transport agrave lrsquoemballage aux eacutetiquettes aux notices drsquoutilisation agrave
la date limite drsquoutilisation agrave la traccedilabiliteacute aux composants
8231 Conserver les enregistrements reacutealiser un
plan drsquoactions correctives
85 Ameacutelioration deacuteterminer les causes de non-
conformiteacutes deacuteterminer les actions neacutecessaires
Reacutesolution de problegravemes dispositif anti-erreurs
impact des actions correctives preacuteventives
83 Maitrise du produit non conforme
84 Analyser les donneacutees (indicateurs reacutesultats
daudits niveau de satisfaction des clients) collecter
les informations
743 Assurer que le produit acheteacute satisfait aux exigences
drsquoachat (inspections en entreacutee et en reacutealisation du produit)
824 Surveiller et mesurer les KC controcircle les dimensions et
essais fonctionnels
8231 Mettre en place le plan de surveillance et le
diagramme de flux des processus
71 Planifier et deacuteterminer les processus de reacutealisation du produit
les activiteacutes de veacuterification validation surveillance mesure
inspection et essai speacutecifiques au produit Deacuteterminer les critegraveres
drsquoacceptation du produit les enregistrements speacutecifiques
7323 Identifier les documents de maitrise des processus
7511 Elaborer les plans de surveillance en prenant en compte les
reacutesultats des AMDEC produitsprocessus eacutenumeacuterer les types de
drsquoinspection preacuteciser la surveillance des KC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 25 46
IV Plan drsquoaction pour reacutealiser le processus
Pour reacutealiser correctement le processus et expliciter la meacutethode laquoA-PDCA raquo un
plan drsquoaction est deacutetailleacute ci-dessous il reacuteponde eacutegalement aux exigences de la norme
ISOTS 16949 [7]
Dans la phase analyser i l faut comprendre les exigences du client communiquer les
eacutetudes sur le produit afin de trouver un consensus et deacutefinir un objectif claire
ACTION
Identifier les caracteacuteristiques cleacutes
Dans la phase planifier la norme ISOTS 16949 demande de deacuteterminer les
processus de reacutealisation du produit les activiteacutes de veacuterification validation surveillance et
mesure inspection et essais speacutecifique au produit Un logigramme de production permet de
visualiser les diffeacuterentes activiteacutes Un plan drsquoaction et une instruction de travaille explique
aux qualiticiens comment controcircler et mesurer le produit
ACTION
Identifier les process de fabrication
Deacutefinir les systegravemes de controcircle
Dans la phase do toutes les actions planifieacutees seront mises en place et toutes les
piegraveces non conformes sortent du flux
ACTION
Controcircler mesurer et tester les piegraveces
Lrsquoessentielle de la phase check est de comprendre les problegravemes en veacuterifiant les
deacutefauts des piegraveces et les reacutesultats de mesureessais et trouver les causes
ACTION
Check les piegraveces non-conformes analyser les causses
Lrsquoessentielle de la phase drsquoameacutelioration est de proposer les plans drsquoaction pour
reacutesoudre le problegraveme et drsquoaugmenter la performance
ACTION
Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 26 46
V Application de la Meacutethode laquo A-PDCA raquo
Le client fournit des Cahier Des Charges qui deacutecrivent tous les regraveglementations agrave
respecter ainsi que les autres exigences agrave atteindre pour assurer la conformiteacute du produit
Par exemple pour veacuterifier la conformiteacute du moussage plusieurs exigences sont listeacutees et
chaque type correspond agrave une meacutethode drsquoessai identifieacutee dans les documents de controcircles
1 Identifier les caracteacuteristiques cleacutes
Chaque piegravece a des caracteacuteristiques speacutecifiques lieacutees agrave la seacutecuriteacute agrave lrsquoassemblage
avec les autres piegraveces ou encore lieacutees au fonctionnement Les exigences particuliegraveres pour
chaque produit sont deacutetailleacutees dans la KC list
Un regroupement des exigences par ISHIKAWA [15] (cf Figure 16) peut servir agrave
veacuterifier tous les caracteacuteristiques cleacutes relative au process ou produit
Figure 16 Regroupement des exigences par ISHIKAWA [12] [15]
Lavantage de cette meacutethode est que les caracteacuteristiques cleacutes sont eacutenumeacutereacutees assez
rapidement
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 27 46
2 Idendifier les process de fabrication
Les process de fabrication contiennent plusieurs opeacuterations diffeacuterentes pour
fabriquer correctement les produits les controcircles des paramegravetres et les opeacuterations sont
obligatoires Le flux de fabrication (cf Figure 17) permet drsquoillustrer et ordonner les
opeacuterations graphiquement Ce document est tregraves explicite et logique
Figure 17 Flux de production [12]
3 Deacutefinir les systegravemes de controcircle
Pour controcircler les diffeacuterentes caracteacuteristiques (les aspects les fonctionnements les
dimensions les poids les couleurs les bri llances etc) de chaque type de piegravece des
systegravemes de controcircle approprieacutes sont neacutecessaires Un systegraveme de controcircle contient les
meacutethodes de controcircle les outils de mesure les critegraveres drsquoacceptation les actions etc
Reacuteception matiegravere
Process 2 3 4hellip
Reacuteception
Piegravecematiegravere
Piegravececomposant
Controcircle qualiteacute
Produit semi-fini
Process 1
II
II
Controcircle qualiteacute
Controcircle qualiteacute
Produit semi-fini
Controcircle qualiteacute
Controcircle qualiteacute
Produit fini
Controcircle qualiteacute
Assemblage
II
FI
PI
PI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 28 46
Ainsi dans le cadre de lassurance qualiteacute les normes ISO900123 [16] demandent
de consigner par eacutecrit les dispositions prises pour satisfaire les besoins du client Le
systegraveme qualiteacute deacutefinit les documents agrave livrer pour chaque phase Il demande drsquoexpliciter la
faccedilon de proceacuteder dans les instructions [17] Ces documents sont creacuteeacutes par type de
process et par piegravece Ils expliquent clairement aux opeacuterateurs comment fabriquer controcircler
et geacuterer les non conformiteacutes
31 Plan drsquoaction Plan de surveillance
Selon les exigences de la norme ISOTS16949 [7] le plan de surveillance [5][18] (cf
Tableau 1) doit couvrir trois phases distinctes prototype preacuteseacuterie production Les
eacuteleacutements agrave preacuteciser dans le plan de surveillance sont
Donneacutees geacuteneacuterales nom de la piegravece reacutefeacuterence indice de modification information
client etc
Maicirctrise du produit caracteacuteristiques speacuteciales speacutecification et toleacuterance
Maicirctrise des processus paramegravetres des processus caracteacuteristiques des processus
outils de fabrication etc
Meacutethode technique de mesure moyen de deacutetection freacutequence drsquoeacutechantillonnage
meacutethode de maicirctrise etc
Actions correctives plan de reacuteaction plan drsquoaction correctives
Tableau 1 Extrait du plan de surveillance injection [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 29 46
32 Instruction Gamme de controcircle [6]
Il existe plusieurs types de gammes de controcircle controcircle reacuteception (Incoming
inspection sheet) controcircle process (Process inspection sheet) et controcircle final (Final
inspection sheet) Lrsquoensemble de ces documents permet drsquoassurer la qualiteacute du produit
Une gamme de controcircle (cf Tableau 2) peut ecirctre utiliseacutee pour controcircler un ou
plusieurs composants Elle deacutecrit les opeacuterations qui doivent ecirctre exeacutecuteacutees au poste de
travail Ces opeacuterations peuvent contenir plusieurs caracteacuteristiques de controcircle Une
caracteacuteristique de controcircle deacutecrit lrsquoobjet du controcircle Chaque opeacuteration peut eacutegalement
indiquer lrsquooutillage neacutecessaire agrave la reacutealisation de lactiviteacute
Tableau 2 Gamme de controcircle injection [9][12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 30 46
33 Outil Moyen de mesure
Le systegraveme de controcircle deacutefinit eacutegalement les outi ls agrave uti liser Ces outils peuvent
diffeacuterer en fonction du type de piegravece et du proceacutedeacute de fabrication
Probleacutematique du projet JFC
Manque un outil pour mesurer lrsquoeacutepaisseur drsquoune piegravece speacutecifique sur lrsquoIP
Hypothegraveses proposeacutees
- Controcircle suivant la meacutethode utiliseacutee pour une autre piegravece mais qui est destructive
- Recherche de solution non destructive
Deacutemarche pour rechercher la meacutethode
Une deacutemarche DCAP (cf Figure 18) est proposeacutee pour structurer la recherche et
tester les meacutethodes innovantes
Figure 18 DCAP [12]
Do Controcircler les piegraveces en utilisant les diffeacuterentes meacutethodes
Lrsquoobjectifs de cette phase est de prouver la faisabiliteacute des meacutethodes de controcircle
drsquoeacutevaluer le temps de preacuteparation et controcircle pour chaque meacutethode
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
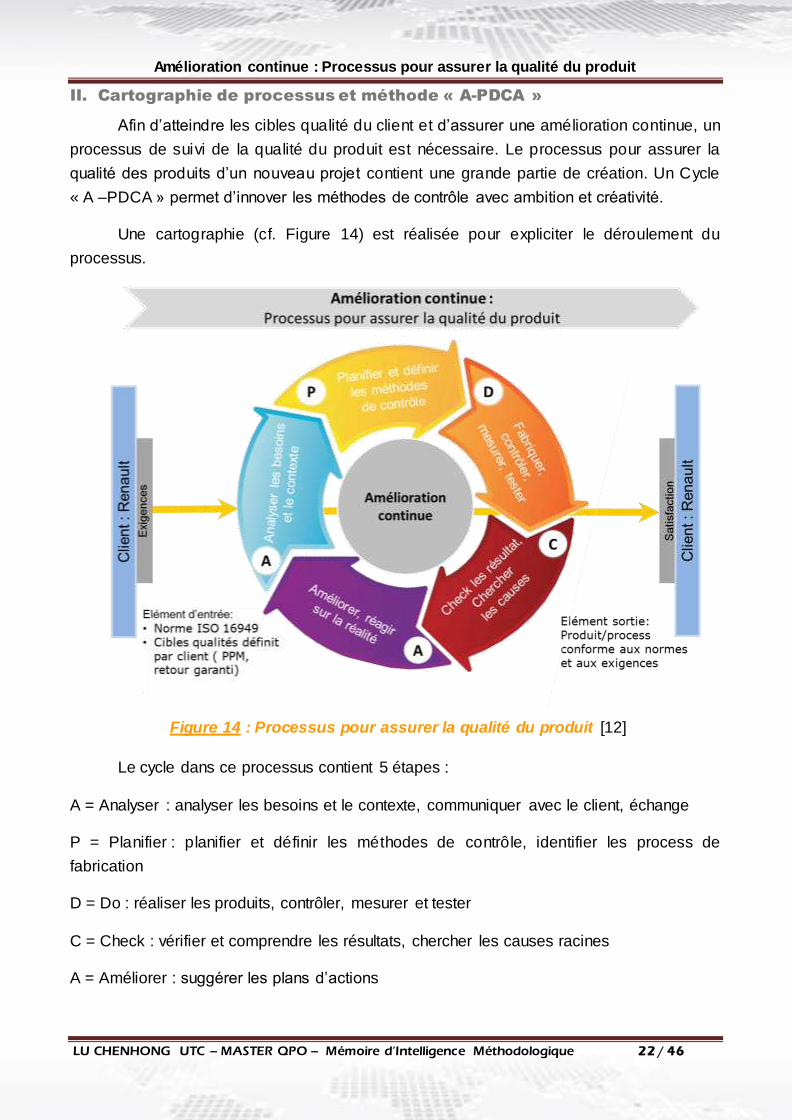
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 22 46
II Cartographie de processus et meacutethode laquo A-PDCA raquo
Afin drsquoatteindre les cibles qualiteacute du client et drsquoassurer une ameacutelioration continue un
processus de suivi de la qualiteacute du produit est neacutecessaire Le processus pour assurer la
qualiteacute des produits drsquoun nouveau projet contient une grande partie de creacuteation Un Cycle
laquo A ndashPDCA raquo permet drsquoinnover les meacutethodes de controcircle avec ambition et creacuteativiteacute
Une cartographie (cf Figure 14) est reacutealiseacutee pour expliciter le deacuteroulement du
processus
Figure 14 Processus pour assurer la qualiteacute du produit [12]
Le cycle dans ce processus contient 5 eacutetapes
A = Analyser analyser les besoins et le contexte communiquer avec le client eacutechange
P = Planifier planifier et deacutefinir les meacutethodes de controcircle identifier les process de
fabrication
D = Do reacutealiser les produits controcircler mesurer et tester
C = Check veacuterifier et comprendre les reacutesultats chercher les causes racines
A = Ameacuteliorer suggeacuterer les plans drsquoactions
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 23 46
Dans la phase Analyser il faut prendre en compte tous les eacuteleacutements drsquoentreacutees
mateacuterielles la norme ISOTS 16949 les cibles qualiteacutes deacutefinit par client (PPM retour
garanti) les exigences par processproduit le systegraveme qualiteacute standard les retours
expeacuteriences et les contraintes dans lrsquousine etc
Lrsquoobjectif externe du processus est de satisfaire le client en livrant des produits
conformes aux exigences et en montrant un process performant
Lrsquoobjectif interne du processus est de reacutealiser lrsquoameacutelioration continue en augmentant
le pourcentage de conformiteacute produit cest-agrave-dire reacuteduire le nombre de piegravece mauvaises
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 24 46
III ISOTS 16949 regroupeacutee par laquo A-PDCA raquo
La norme ISOTS16949 [8][18] deacutecrit toutes les exigences du systegraveme de
management de la qualiteacute dans le domaine de lrsquoautomobile Mais les exigences ne sont pas
faciles agrave retenir Un regroupement des exigences par laquo A-PDCA raquo (cf Figure 15) donne une
vision plus claire
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo [12]
52 Ecoute client
732 a Deacuteterminer les exigences fonctionnelles et de performance Les
exigences fonctionnelles sont deacutefinit dans le cahier des charges
732 b Deacuteterminer les exigences reacuteglementaires et leacutegales Les exigences
lieacutees au transport agrave lrsquoemballage aux eacutetiquettes aux notices drsquoutilisation agrave
la date limite drsquoutilisation agrave la traccedilabiliteacute aux composants
8231 Conserver les enregistrements reacutealiser un
plan drsquoactions correctives
85 Ameacutelioration deacuteterminer les causes de non-
conformiteacutes deacuteterminer les actions neacutecessaires
Reacutesolution de problegravemes dispositif anti-erreurs
impact des actions correctives preacuteventives
83 Maitrise du produit non conforme
84 Analyser les donneacutees (indicateurs reacutesultats
daudits niveau de satisfaction des clients) collecter
les informations
743 Assurer que le produit acheteacute satisfait aux exigences
drsquoachat (inspections en entreacutee et en reacutealisation du produit)
824 Surveiller et mesurer les KC controcircle les dimensions et
essais fonctionnels
8231 Mettre en place le plan de surveillance et le
diagramme de flux des processus
71 Planifier et deacuteterminer les processus de reacutealisation du produit
les activiteacutes de veacuterification validation surveillance mesure
inspection et essai speacutecifiques au produit Deacuteterminer les critegraveres
drsquoacceptation du produit les enregistrements speacutecifiques
7323 Identifier les documents de maitrise des processus
7511 Elaborer les plans de surveillance en prenant en compte les
reacutesultats des AMDEC produitsprocessus eacutenumeacuterer les types de
drsquoinspection preacuteciser la surveillance des KC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 25 46
IV Plan drsquoaction pour reacutealiser le processus
Pour reacutealiser correctement le processus et expliciter la meacutethode laquoA-PDCA raquo un
plan drsquoaction est deacutetailleacute ci-dessous il reacuteponde eacutegalement aux exigences de la norme
ISOTS 16949 [7]
Dans la phase analyser i l faut comprendre les exigences du client communiquer les
eacutetudes sur le produit afin de trouver un consensus et deacutefinir un objectif claire
ACTION
Identifier les caracteacuteristiques cleacutes
Dans la phase planifier la norme ISOTS 16949 demande de deacuteterminer les
processus de reacutealisation du produit les activiteacutes de veacuterification validation surveillance et
mesure inspection et essais speacutecifique au produit Un logigramme de production permet de
visualiser les diffeacuterentes activiteacutes Un plan drsquoaction et une instruction de travaille explique
aux qualiticiens comment controcircler et mesurer le produit
ACTION
Identifier les process de fabrication
Deacutefinir les systegravemes de controcircle
Dans la phase do toutes les actions planifieacutees seront mises en place et toutes les
piegraveces non conformes sortent du flux
ACTION
Controcircler mesurer et tester les piegraveces
Lrsquoessentielle de la phase check est de comprendre les problegravemes en veacuterifiant les
deacutefauts des piegraveces et les reacutesultats de mesureessais et trouver les causes
ACTION
Check les piegraveces non-conformes analyser les causses
Lrsquoessentielle de la phase drsquoameacutelioration est de proposer les plans drsquoaction pour
reacutesoudre le problegraveme et drsquoaugmenter la performance
ACTION
Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 26 46
V Application de la Meacutethode laquo A-PDCA raquo
Le client fournit des Cahier Des Charges qui deacutecrivent tous les regraveglementations agrave
respecter ainsi que les autres exigences agrave atteindre pour assurer la conformiteacute du produit
Par exemple pour veacuterifier la conformiteacute du moussage plusieurs exigences sont listeacutees et
chaque type correspond agrave une meacutethode drsquoessai identifieacutee dans les documents de controcircles
1 Identifier les caracteacuteristiques cleacutes
Chaque piegravece a des caracteacuteristiques speacutecifiques lieacutees agrave la seacutecuriteacute agrave lrsquoassemblage
avec les autres piegraveces ou encore lieacutees au fonctionnement Les exigences particuliegraveres pour
chaque produit sont deacutetailleacutees dans la KC list
Un regroupement des exigences par ISHIKAWA [15] (cf Figure 16) peut servir agrave
veacuterifier tous les caracteacuteristiques cleacutes relative au process ou produit
Figure 16 Regroupement des exigences par ISHIKAWA [12] [15]
Lavantage de cette meacutethode est que les caracteacuteristiques cleacutes sont eacutenumeacutereacutees assez
rapidement
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 27 46
2 Idendifier les process de fabrication
Les process de fabrication contiennent plusieurs opeacuterations diffeacuterentes pour
fabriquer correctement les produits les controcircles des paramegravetres et les opeacuterations sont
obligatoires Le flux de fabrication (cf Figure 17) permet drsquoillustrer et ordonner les
opeacuterations graphiquement Ce document est tregraves explicite et logique
Figure 17 Flux de production [12]
3 Deacutefinir les systegravemes de controcircle
Pour controcircler les diffeacuterentes caracteacuteristiques (les aspects les fonctionnements les
dimensions les poids les couleurs les bri llances etc) de chaque type de piegravece des
systegravemes de controcircle approprieacutes sont neacutecessaires Un systegraveme de controcircle contient les
meacutethodes de controcircle les outils de mesure les critegraveres drsquoacceptation les actions etc
Reacuteception matiegravere
Process 2 3 4hellip
Reacuteception
Piegravecematiegravere
Piegravececomposant
Controcircle qualiteacute
Produit semi-fini
Process 1
II
II
Controcircle qualiteacute
Controcircle qualiteacute
Produit semi-fini
Controcircle qualiteacute
Controcircle qualiteacute
Produit fini
Controcircle qualiteacute
Assemblage
II
FI
PI
PI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 28 46
Ainsi dans le cadre de lassurance qualiteacute les normes ISO900123 [16] demandent
de consigner par eacutecrit les dispositions prises pour satisfaire les besoins du client Le
systegraveme qualiteacute deacutefinit les documents agrave livrer pour chaque phase Il demande drsquoexpliciter la
faccedilon de proceacuteder dans les instructions [17] Ces documents sont creacuteeacutes par type de
process et par piegravece Ils expliquent clairement aux opeacuterateurs comment fabriquer controcircler
et geacuterer les non conformiteacutes
31 Plan drsquoaction Plan de surveillance
Selon les exigences de la norme ISOTS16949 [7] le plan de surveillance [5][18] (cf
Tableau 1) doit couvrir trois phases distinctes prototype preacuteseacuterie production Les
eacuteleacutements agrave preacuteciser dans le plan de surveillance sont
Donneacutees geacuteneacuterales nom de la piegravece reacutefeacuterence indice de modification information
client etc
Maicirctrise du produit caracteacuteristiques speacuteciales speacutecification et toleacuterance
Maicirctrise des processus paramegravetres des processus caracteacuteristiques des processus
outils de fabrication etc
Meacutethode technique de mesure moyen de deacutetection freacutequence drsquoeacutechantillonnage
meacutethode de maicirctrise etc
Actions correctives plan de reacuteaction plan drsquoaction correctives
Tableau 1 Extrait du plan de surveillance injection [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 29 46
32 Instruction Gamme de controcircle [6]
Il existe plusieurs types de gammes de controcircle controcircle reacuteception (Incoming
inspection sheet) controcircle process (Process inspection sheet) et controcircle final (Final
inspection sheet) Lrsquoensemble de ces documents permet drsquoassurer la qualiteacute du produit
Une gamme de controcircle (cf Tableau 2) peut ecirctre utiliseacutee pour controcircler un ou
plusieurs composants Elle deacutecrit les opeacuterations qui doivent ecirctre exeacutecuteacutees au poste de
travail Ces opeacuterations peuvent contenir plusieurs caracteacuteristiques de controcircle Une
caracteacuteristique de controcircle deacutecrit lrsquoobjet du controcircle Chaque opeacuteration peut eacutegalement
indiquer lrsquooutillage neacutecessaire agrave la reacutealisation de lactiviteacute
Tableau 2 Gamme de controcircle injection [9][12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 30 46
33 Outil Moyen de mesure
Le systegraveme de controcircle deacutefinit eacutegalement les outi ls agrave uti liser Ces outils peuvent
diffeacuterer en fonction du type de piegravece et du proceacutedeacute de fabrication
Probleacutematique du projet JFC
Manque un outil pour mesurer lrsquoeacutepaisseur drsquoune piegravece speacutecifique sur lrsquoIP
Hypothegraveses proposeacutees
- Controcircle suivant la meacutethode utiliseacutee pour une autre piegravece mais qui est destructive
- Recherche de solution non destructive
Deacutemarche pour rechercher la meacutethode
Une deacutemarche DCAP (cf Figure 18) est proposeacutee pour structurer la recherche et
tester les meacutethodes innovantes
Figure 18 DCAP [12]
Do Controcircler les piegraveces en utilisant les diffeacuterentes meacutethodes
Lrsquoobjectifs de cette phase est de prouver la faisabiliteacute des meacutethodes de controcircle
drsquoeacutevaluer le temps de preacuteparation et controcircle pour chaque meacutethode
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 23 46
Dans la phase Analyser il faut prendre en compte tous les eacuteleacutements drsquoentreacutees
mateacuterielles la norme ISOTS 16949 les cibles qualiteacutes deacutefinit par client (PPM retour
garanti) les exigences par processproduit le systegraveme qualiteacute standard les retours
expeacuteriences et les contraintes dans lrsquousine etc
Lrsquoobjectif externe du processus est de satisfaire le client en livrant des produits
conformes aux exigences et en montrant un process performant
Lrsquoobjectif interne du processus est de reacutealiser lrsquoameacutelioration continue en augmentant
le pourcentage de conformiteacute produit cest-agrave-dire reacuteduire le nombre de piegravece mauvaises
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 24 46
III ISOTS 16949 regroupeacutee par laquo A-PDCA raquo
La norme ISOTS16949 [8][18] deacutecrit toutes les exigences du systegraveme de
management de la qualiteacute dans le domaine de lrsquoautomobile Mais les exigences ne sont pas
faciles agrave retenir Un regroupement des exigences par laquo A-PDCA raquo (cf Figure 15) donne une
vision plus claire
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo [12]
52 Ecoute client
732 a Deacuteterminer les exigences fonctionnelles et de performance Les
exigences fonctionnelles sont deacutefinit dans le cahier des charges
732 b Deacuteterminer les exigences reacuteglementaires et leacutegales Les exigences
lieacutees au transport agrave lrsquoemballage aux eacutetiquettes aux notices drsquoutilisation agrave
la date limite drsquoutilisation agrave la traccedilabiliteacute aux composants
8231 Conserver les enregistrements reacutealiser un
plan drsquoactions correctives
85 Ameacutelioration deacuteterminer les causes de non-
conformiteacutes deacuteterminer les actions neacutecessaires
Reacutesolution de problegravemes dispositif anti-erreurs
impact des actions correctives preacuteventives
83 Maitrise du produit non conforme
84 Analyser les donneacutees (indicateurs reacutesultats
daudits niveau de satisfaction des clients) collecter
les informations
743 Assurer que le produit acheteacute satisfait aux exigences
drsquoachat (inspections en entreacutee et en reacutealisation du produit)
824 Surveiller et mesurer les KC controcircle les dimensions et
essais fonctionnels
8231 Mettre en place le plan de surveillance et le
diagramme de flux des processus
71 Planifier et deacuteterminer les processus de reacutealisation du produit
les activiteacutes de veacuterification validation surveillance mesure
inspection et essai speacutecifiques au produit Deacuteterminer les critegraveres
drsquoacceptation du produit les enregistrements speacutecifiques
7323 Identifier les documents de maitrise des processus
7511 Elaborer les plans de surveillance en prenant en compte les
reacutesultats des AMDEC produitsprocessus eacutenumeacuterer les types de
drsquoinspection preacuteciser la surveillance des KC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 25 46
IV Plan drsquoaction pour reacutealiser le processus
Pour reacutealiser correctement le processus et expliciter la meacutethode laquoA-PDCA raquo un
plan drsquoaction est deacutetailleacute ci-dessous il reacuteponde eacutegalement aux exigences de la norme
ISOTS 16949 [7]
Dans la phase analyser i l faut comprendre les exigences du client communiquer les
eacutetudes sur le produit afin de trouver un consensus et deacutefinir un objectif claire
ACTION
Identifier les caracteacuteristiques cleacutes
Dans la phase planifier la norme ISOTS 16949 demande de deacuteterminer les
processus de reacutealisation du produit les activiteacutes de veacuterification validation surveillance et
mesure inspection et essais speacutecifique au produit Un logigramme de production permet de
visualiser les diffeacuterentes activiteacutes Un plan drsquoaction et une instruction de travaille explique
aux qualiticiens comment controcircler et mesurer le produit
ACTION
Identifier les process de fabrication
Deacutefinir les systegravemes de controcircle
Dans la phase do toutes les actions planifieacutees seront mises en place et toutes les
piegraveces non conformes sortent du flux
ACTION
Controcircler mesurer et tester les piegraveces
Lrsquoessentielle de la phase check est de comprendre les problegravemes en veacuterifiant les
deacutefauts des piegraveces et les reacutesultats de mesureessais et trouver les causes
ACTION
Check les piegraveces non-conformes analyser les causses
Lrsquoessentielle de la phase drsquoameacutelioration est de proposer les plans drsquoaction pour
reacutesoudre le problegraveme et drsquoaugmenter la performance
ACTION
Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 26 46
V Application de la Meacutethode laquo A-PDCA raquo
Le client fournit des Cahier Des Charges qui deacutecrivent tous les regraveglementations agrave
respecter ainsi que les autres exigences agrave atteindre pour assurer la conformiteacute du produit
Par exemple pour veacuterifier la conformiteacute du moussage plusieurs exigences sont listeacutees et
chaque type correspond agrave une meacutethode drsquoessai identifieacutee dans les documents de controcircles
1 Identifier les caracteacuteristiques cleacutes
Chaque piegravece a des caracteacuteristiques speacutecifiques lieacutees agrave la seacutecuriteacute agrave lrsquoassemblage
avec les autres piegraveces ou encore lieacutees au fonctionnement Les exigences particuliegraveres pour
chaque produit sont deacutetailleacutees dans la KC list
Un regroupement des exigences par ISHIKAWA [15] (cf Figure 16) peut servir agrave
veacuterifier tous les caracteacuteristiques cleacutes relative au process ou produit
Figure 16 Regroupement des exigences par ISHIKAWA [12] [15]
Lavantage de cette meacutethode est que les caracteacuteristiques cleacutes sont eacutenumeacutereacutees assez
rapidement
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 27 46
2 Idendifier les process de fabrication
Les process de fabrication contiennent plusieurs opeacuterations diffeacuterentes pour
fabriquer correctement les produits les controcircles des paramegravetres et les opeacuterations sont
obligatoires Le flux de fabrication (cf Figure 17) permet drsquoillustrer et ordonner les
opeacuterations graphiquement Ce document est tregraves explicite et logique
Figure 17 Flux de production [12]
3 Deacutefinir les systegravemes de controcircle
Pour controcircler les diffeacuterentes caracteacuteristiques (les aspects les fonctionnements les
dimensions les poids les couleurs les bri llances etc) de chaque type de piegravece des
systegravemes de controcircle approprieacutes sont neacutecessaires Un systegraveme de controcircle contient les
meacutethodes de controcircle les outils de mesure les critegraveres drsquoacceptation les actions etc
Reacuteception matiegravere
Process 2 3 4hellip
Reacuteception
Piegravecematiegravere
Piegravececomposant
Controcircle qualiteacute
Produit semi-fini
Process 1
II
II
Controcircle qualiteacute
Controcircle qualiteacute
Produit semi-fini
Controcircle qualiteacute
Controcircle qualiteacute
Produit fini
Controcircle qualiteacute
Assemblage
II
FI
PI
PI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 28 46
Ainsi dans le cadre de lassurance qualiteacute les normes ISO900123 [16] demandent
de consigner par eacutecrit les dispositions prises pour satisfaire les besoins du client Le
systegraveme qualiteacute deacutefinit les documents agrave livrer pour chaque phase Il demande drsquoexpliciter la
faccedilon de proceacuteder dans les instructions [17] Ces documents sont creacuteeacutes par type de
process et par piegravece Ils expliquent clairement aux opeacuterateurs comment fabriquer controcircler
et geacuterer les non conformiteacutes
31 Plan drsquoaction Plan de surveillance
Selon les exigences de la norme ISOTS16949 [7] le plan de surveillance [5][18] (cf
Tableau 1) doit couvrir trois phases distinctes prototype preacuteseacuterie production Les
eacuteleacutements agrave preacuteciser dans le plan de surveillance sont
Donneacutees geacuteneacuterales nom de la piegravece reacutefeacuterence indice de modification information
client etc
Maicirctrise du produit caracteacuteristiques speacuteciales speacutecification et toleacuterance
Maicirctrise des processus paramegravetres des processus caracteacuteristiques des processus
outils de fabrication etc
Meacutethode technique de mesure moyen de deacutetection freacutequence drsquoeacutechantillonnage
meacutethode de maicirctrise etc
Actions correctives plan de reacuteaction plan drsquoaction correctives
Tableau 1 Extrait du plan de surveillance injection [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 29 46
32 Instruction Gamme de controcircle [6]
Il existe plusieurs types de gammes de controcircle controcircle reacuteception (Incoming
inspection sheet) controcircle process (Process inspection sheet) et controcircle final (Final
inspection sheet) Lrsquoensemble de ces documents permet drsquoassurer la qualiteacute du produit
Une gamme de controcircle (cf Tableau 2) peut ecirctre utiliseacutee pour controcircler un ou
plusieurs composants Elle deacutecrit les opeacuterations qui doivent ecirctre exeacutecuteacutees au poste de
travail Ces opeacuterations peuvent contenir plusieurs caracteacuteristiques de controcircle Une
caracteacuteristique de controcircle deacutecrit lrsquoobjet du controcircle Chaque opeacuteration peut eacutegalement
indiquer lrsquooutillage neacutecessaire agrave la reacutealisation de lactiviteacute
Tableau 2 Gamme de controcircle injection [9][12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 30 46
33 Outil Moyen de mesure
Le systegraveme de controcircle deacutefinit eacutegalement les outi ls agrave uti liser Ces outils peuvent
diffeacuterer en fonction du type de piegravece et du proceacutedeacute de fabrication
Probleacutematique du projet JFC
Manque un outil pour mesurer lrsquoeacutepaisseur drsquoune piegravece speacutecifique sur lrsquoIP
Hypothegraveses proposeacutees
- Controcircle suivant la meacutethode utiliseacutee pour une autre piegravece mais qui est destructive
- Recherche de solution non destructive
Deacutemarche pour rechercher la meacutethode
Une deacutemarche DCAP (cf Figure 18) est proposeacutee pour structurer la recherche et
tester les meacutethodes innovantes
Figure 18 DCAP [12]
Do Controcircler les piegraveces en utilisant les diffeacuterentes meacutethodes
Lrsquoobjectifs de cette phase est de prouver la faisabiliteacute des meacutethodes de controcircle
drsquoeacutevaluer le temps de preacuteparation et controcircle pour chaque meacutethode
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
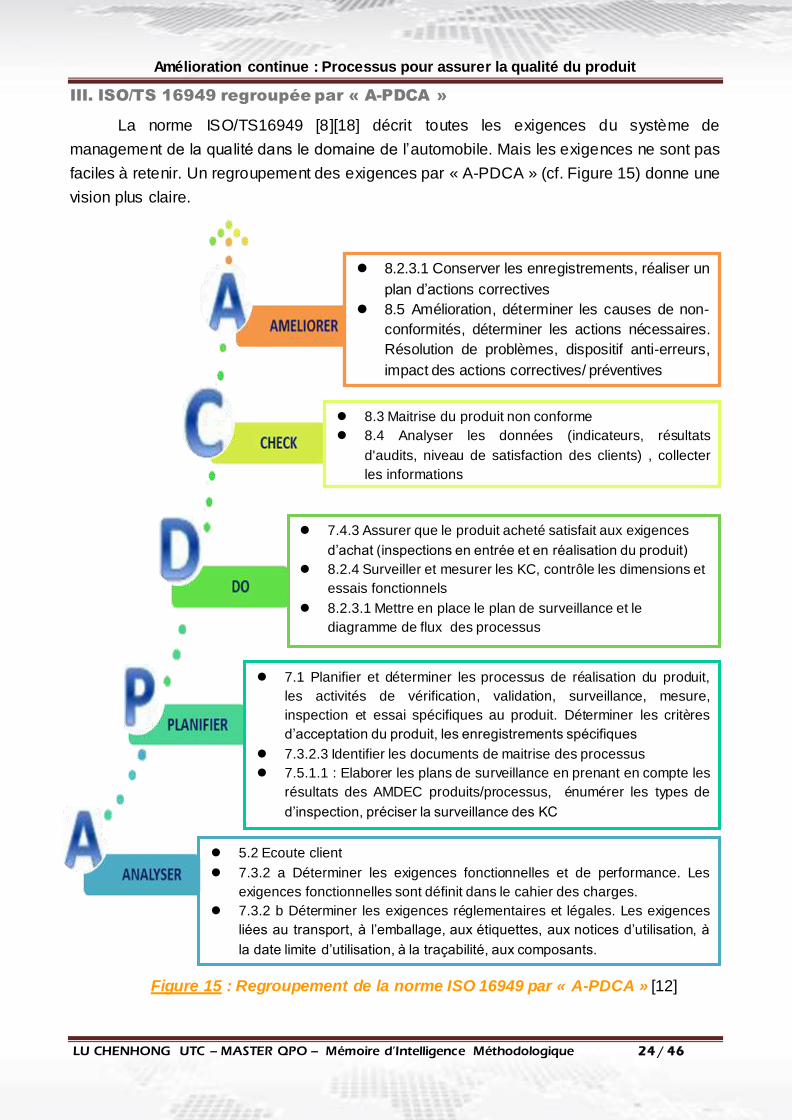
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 24 46
III ISOTS 16949 regroupeacutee par laquo A-PDCA raquo
La norme ISOTS16949 [8][18] deacutecrit toutes les exigences du systegraveme de
management de la qualiteacute dans le domaine de lrsquoautomobile Mais les exigences ne sont pas
faciles agrave retenir Un regroupement des exigences par laquo A-PDCA raquo (cf Figure 15) donne une
vision plus claire
Figure 15 Regroupement de la norme ISO 16949 par laquo A-PDCA raquo [12]
52 Ecoute client
732 a Deacuteterminer les exigences fonctionnelles et de performance Les
exigences fonctionnelles sont deacutefinit dans le cahier des charges
732 b Deacuteterminer les exigences reacuteglementaires et leacutegales Les exigences
lieacutees au transport agrave lrsquoemballage aux eacutetiquettes aux notices drsquoutilisation agrave
la date limite drsquoutilisation agrave la traccedilabiliteacute aux composants
8231 Conserver les enregistrements reacutealiser un
plan drsquoactions correctives
85 Ameacutelioration deacuteterminer les causes de non-
conformiteacutes deacuteterminer les actions neacutecessaires
Reacutesolution de problegravemes dispositif anti-erreurs
impact des actions correctives preacuteventives
83 Maitrise du produit non conforme
84 Analyser les donneacutees (indicateurs reacutesultats
daudits niveau de satisfaction des clients) collecter
les informations
743 Assurer que le produit acheteacute satisfait aux exigences
drsquoachat (inspections en entreacutee et en reacutealisation du produit)
824 Surveiller et mesurer les KC controcircle les dimensions et
essais fonctionnels
8231 Mettre en place le plan de surveillance et le
diagramme de flux des processus
71 Planifier et deacuteterminer les processus de reacutealisation du produit
les activiteacutes de veacuterification validation surveillance mesure
inspection et essai speacutecifiques au produit Deacuteterminer les critegraveres
drsquoacceptation du produit les enregistrements speacutecifiques
7323 Identifier les documents de maitrise des processus
7511 Elaborer les plans de surveillance en prenant en compte les
reacutesultats des AMDEC produitsprocessus eacutenumeacuterer les types de
drsquoinspection preacuteciser la surveillance des KC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 25 46
IV Plan drsquoaction pour reacutealiser le processus
Pour reacutealiser correctement le processus et expliciter la meacutethode laquoA-PDCA raquo un
plan drsquoaction est deacutetailleacute ci-dessous il reacuteponde eacutegalement aux exigences de la norme
ISOTS 16949 [7]
Dans la phase analyser i l faut comprendre les exigences du client communiquer les
eacutetudes sur le produit afin de trouver un consensus et deacutefinir un objectif claire
ACTION
Identifier les caracteacuteristiques cleacutes
Dans la phase planifier la norme ISOTS 16949 demande de deacuteterminer les
processus de reacutealisation du produit les activiteacutes de veacuterification validation surveillance et
mesure inspection et essais speacutecifique au produit Un logigramme de production permet de
visualiser les diffeacuterentes activiteacutes Un plan drsquoaction et une instruction de travaille explique
aux qualiticiens comment controcircler et mesurer le produit
ACTION
Identifier les process de fabrication
Deacutefinir les systegravemes de controcircle
Dans la phase do toutes les actions planifieacutees seront mises en place et toutes les
piegraveces non conformes sortent du flux
ACTION
Controcircler mesurer et tester les piegraveces
Lrsquoessentielle de la phase check est de comprendre les problegravemes en veacuterifiant les
deacutefauts des piegraveces et les reacutesultats de mesureessais et trouver les causes
ACTION
Check les piegraveces non-conformes analyser les causses
Lrsquoessentielle de la phase drsquoameacutelioration est de proposer les plans drsquoaction pour
reacutesoudre le problegraveme et drsquoaugmenter la performance
ACTION
Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 26 46
V Application de la Meacutethode laquo A-PDCA raquo
Le client fournit des Cahier Des Charges qui deacutecrivent tous les regraveglementations agrave
respecter ainsi que les autres exigences agrave atteindre pour assurer la conformiteacute du produit
Par exemple pour veacuterifier la conformiteacute du moussage plusieurs exigences sont listeacutees et
chaque type correspond agrave une meacutethode drsquoessai identifieacutee dans les documents de controcircles
1 Identifier les caracteacuteristiques cleacutes
Chaque piegravece a des caracteacuteristiques speacutecifiques lieacutees agrave la seacutecuriteacute agrave lrsquoassemblage
avec les autres piegraveces ou encore lieacutees au fonctionnement Les exigences particuliegraveres pour
chaque produit sont deacutetailleacutees dans la KC list
Un regroupement des exigences par ISHIKAWA [15] (cf Figure 16) peut servir agrave
veacuterifier tous les caracteacuteristiques cleacutes relative au process ou produit
Figure 16 Regroupement des exigences par ISHIKAWA [12] [15]
Lavantage de cette meacutethode est que les caracteacuteristiques cleacutes sont eacutenumeacutereacutees assez
rapidement
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 27 46
2 Idendifier les process de fabrication
Les process de fabrication contiennent plusieurs opeacuterations diffeacuterentes pour
fabriquer correctement les produits les controcircles des paramegravetres et les opeacuterations sont
obligatoires Le flux de fabrication (cf Figure 17) permet drsquoillustrer et ordonner les
opeacuterations graphiquement Ce document est tregraves explicite et logique
Figure 17 Flux de production [12]
3 Deacutefinir les systegravemes de controcircle
Pour controcircler les diffeacuterentes caracteacuteristiques (les aspects les fonctionnements les
dimensions les poids les couleurs les bri llances etc) de chaque type de piegravece des
systegravemes de controcircle approprieacutes sont neacutecessaires Un systegraveme de controcircle contient les
meacutethodes de controcircle les outils de mesure les critegraveres drsquoacceptation les actions etc
Reacuteception matiegravere
Process 2 3 4hellip
Reacuteception
Piegravecematiegravere
Piegravececomposant
Controcircle qualiteacute
Produit semi-fini
Process 1
II
II
Controcircle qualiteacute
Controcircle qualiteacute
Produit semi-fini
Controcircle qualiteacute
Controcircle qualiteacute
Produit fini
Controcircle qualiteacute
Assemblage
II
FI
PI
PI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 28 46
Ainsi dans le cadre de lassurance qualiteacute les normes ISO900123 [16] demandent
de consigner par eacutecrit les dispositions prises pour satisfaire les besoins du client Le
systegraveme qualiteacute deacutefinit les documents agrave livrer pour chaque phase Il demande drsquoexpliciter la
faccedilon de proceacuteder dans les instructions [17] Ces documents sont creacuteeacutes par type de
process et par piegravece Ils expliquent clairement aux opeacuterateurs comment fabriquer controcircler
et geacuterer les non conformiteacutes
31 Plan drsquoaction Plan de surveillance
Selon les exigences de la norme ISOTS16949 [7] le plan de surveillance [5][18] (cf
Tableau 1) doit couvrir trois phases distinctes prototype preacuteseacuterie production Les
eacuteleacutements agrave preacuteciser dans le plan de surveillance sont
Donneacutees geacuteneacuterales nom de la piegravece reacutefeacuterence indice de modification information
client etc
Maicirctrise du produit caracteacuteristiques speacuteciales speacutecification et toleacuterance
Maicirctrise des processus paramegravetres des processus caracteacuteristiques des processus
outils de fabrication etc
Meacutethode technique de mesure moyen de deacutetection freacutequence drsquoeacutechantillonnage
meacutethode de maicirctrise etc
Actions correctives plan de reacuteaction plan drsquoaction correctives
Tableau 1 Extrait du plan de surveillance injection [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 29 46
32 Instruction Gamme de controcircle [6]
Il existe plusieurs types de gammes de controcircle controcircle reacuteception (Incoming
inspection sheet) controcircle process (Process inspection sheet) et controcircle final (Final
inspection sheet) Lrsquoensemble de ces documents permet drsquoassurer la qualiteacute du produit
Une gamme de controcircle (cf Tableau 2) peut ecirctre utiliseacutee pour controcircler un ou
plusieurs composants Elle deacutecrit les opeacuterations qui doivent ecirctre exeacutecuteacutees au poste de
travail Ces opeacuterations peuvent contenir plusieurs caracteacuteristiques de controcircle Une
caracteacuteristique de controcircle deacutecrit lrsquoobjet du controcircle Chaque opeacuteration peut eacutegalement
indiquer lrsquooutillage neacutecessaire agrave la reacutealisation de lactiviteacute
Tableau 2 Gamme de controcircle injection [9][12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 30 46
33 Outil Moyen de mesure
Le systegraveme de controcircle deacutefinit eacutegalement les outi ls agrave uti liser Ces outils peuvent
diffeacuterer en fonction du type de piegravece et du proceacutedeacute de fabrication
Probleacutematique du projet JFC
Manque un outil pour mesurer lrsquoeacutepaisseur drsquoune piegravece speacutecifique sur lrsquoIP
Hypothegraveses proposeacutees
- Controcircle suivant la meacutethode utiliseacutee pour une autre piegravece mais qui est destructive
- Recherche de solution non destructive
Deacutemarche pour rechercher la meacutethode
Une deacutemarche DCAP (cf Figure 18) est proposeacutee pour structurer la recherche et
tester les meacutethodes innovantes
Figure 18 DCAP [12]
Do Controcircler les piegraveces en utilisant les diffeacuterentes meacutethodes
Lrsquoobjectifs de cette phase est de prouver la faisabiliteacute des meacutethodes de controcircle
drsquoeacutevaluer le temps de preacuteparation et controcircle pour chaque meacutethode
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 25 46
IV Plan drsquoaction pour reacutealiser le processus
Pour reacutealiser correctement le processus et expliciter la meacutethode laquoA-PDCA raquo un
plan drsquoaction est deacutetailleacute ci-dessous il reacuteponde eacutegalement aux exigences de la norme
ISOTS 16949 [7]
Dans la phase analyser i l faut comprendre les exigences du client communiquer les
eacutetudes sur le produit afin de trouver un consensus et deacutefinir un objectif claire
ACTION
Identifier les caracteacuteristiques cleacutes
Dans la phase planifier la norme ISOTS 16949 demande de deacuteterminer les
processus de reacutealisation du produit les activiteacutes de veacuterification validation surveillance et
mesure inspection et essais speacutecifique au produit Un logigramme de production permet de
visualiser les diffeacuterentes activiteacutes Un plan drsquoaction et une instruction de travaille explique
aux qualiticiens comment controcircler et mesurer le produit
ACTION
Identifier les process de fabrication
Deacutefinir les systegravemes de controcircle
Dans la phase do toutes les actions planifieacutees seront mises en place et toutes les
piegraveces non conformes sortent du flux
ACTION
Controcircler mesurer et tester les piegraveces
Lrsquoessentielle de la phase check est de comprendre les problegravemes en veacuterifiant les
deacutefauts des piegraveces et les reacutesultats de mesureessais et trouver les causes
ACTION
Check les piegraveces non-conformes analyser les causses
Lrsquoessentielle de la phase drsquoameacutelioration est de proposer les plans drsquoaction pour
reacutesoudre le problegraveme et drsquoaugmenter la performance
ACTION
Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 26 46
V Application de la Meacutethode laquo A-PDCA raquo
Le client fournit des Cahier Des Charges qui deacutecrivent tous les regraveglementations agrave
respecter ainsi que les autres exigences agrave atteindre pour assurer la conformiteacute du produit
Par exemple pour veacuterifier la conformiteacute du moussage plusieurs exigences sont listeacutees et
chaque type correspond agrave une meacutethode drsquoessai identifieacutee dans les documents de controcircles
1 Identifier les caracteacuteristiques cleacutes
Chaque piegravece a des caracteacuteristiques speacutecifiques lieacutees agrave la seacutecuriteacute agrave lrsquoassemblage
avec les autres piegraveces ou encore lieacutees au fonctionnement Les exigences particuliegraveres pour
chaque produit sont deacutetailleacutees dans la KC list
Un regroupement des exigences par ISHIKAWA [15] (cf Figure 16) peut servir agrave
veacuterifier tous les caracteacuteristiques cleacutes relative au process ou produit
Figure 16 Regroupement des exigences par ISHIKAWA [12] [15]
Lavantage de cette meacutethode est que les caracteacuteristiques cleacutes sont eacutenumeacutereacutees assez
rapidement
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 27 46
2 Idendifier les process de fabrication
Les process de fabrication contiennent plusieurs opeacuterations diffeacuterentes pour
fabriquer correctement les produits les controcircles des paramegravetres et les opeacuterations sont
obligatoires Le flux de fabrication (cf Figure 17) permet drsquoillustrer et ordonner les
opeacuterations graphiquement Ce document est tregraves explicite et logique
Figure 17 Flux de production [12]
3 Deacutefinir les systegravemes de controcircle
Pour controcircler les diffeacuterentes caracteacuteristiques (les aspects les fonctionnements les
dimensions les poids les couleurs les bri llances etc) de chaque type de piegravece des
systegravemes de controcircle approprieacutes sont neacutecessaires Un systegraveme de controcircle contient les
meacutethodes de controcircle les outils de mesure les critegraveres drsquoacceptation les actions etc
Reacuteception matiegravere
Process 2 3 4hellip
Reacuteception
Piegravecematiegravere
Piegravececomposant
Controcircle qualiteacute
Produit semi-fini
Process 1
II
II
Controcircle qualiteacute
Controcircle qualiteacute
Produit semi-fini
Controcircle qualiteacute
Controcircle qualiteacute
Produit fini
Controcircle qualiteacute
Assemblage
II
FI
PI
PI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 28 46
Ainsi dans le cadre de lassurance qualiteacute les normes ISO900123 [16] demandent
de consigner par eacutecrit les dispositions prises pour satisfaire les besoins du client Le
systegraveme qualiteacute deacutefinit les documents agrave livrer pour chaque phase Il demande drsquoexpliciter la
faccedilon de proceacuteder dans les instructions [17] Ces documents sont creacuteeacutes par type de
process et par piegravece Ils expliquent clairement aux opeacuterateurs comment fabriquer controcircler
et geacuterer les non conformiteacutes
31 Plan drsquoaction Plan de surveillance
Selon les exigences de la norme ISOTS16949 [7] le plan de surveillance [5][18] (cf
Tableau 1) doit couvrir trois phases distinctes prototype preacuteseacuterie production Les
eacuteleacutements agrave preacuteciser dans le plan de surveillance sont
Donneacutees geacuteneacuterales nom de la piegravece reacutefeacuterence indice de modification information
client etc
Maicirctrise du produit caracteacuteristiques speacuteciales speacutecification et toleacuterance
Maicirctrise des processus paramegravetres des processus caracteacuteristiques des processus
outils de fabrication etc
Meacutethode technique de mesure moyen de deacutetection freacutequence drsquoeacutechantillonnage
meacutethode de maicirctrise etc
Actions correctives plan de reacuteaction plan drsquoaction correctives
Tableau 1 Extrait du plan de surveillance injection [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 29 46
32 Instruction Gamme de controcircle [6]
Il existe plusieurs types de gammes de controcircle controcircle reacuteception (Incoming
inspection sheet) controcircle process (Process inspection sheet) et controcircle final (Final
inspection sheet) Lrsquoensemble de ces documents permet drsquoassurer la qualiteacute du produit
Une gamme de controcircle (cf Tableau 2) peut ecirctre utiliseacutee pour controcircler un ou
plusieurs composants Elle deacutecrit les opeacuterations qui doivent ecirctre exeacutecuteacutees au poste de
travail Ces opeacuterations peuvent contenir plusieurs caracteacuteristiques de controcircle Une
caracteacuteristique de controcircle deacutecrit lrsquoobjet du controcircle Chaque opeacuteration peut eacutegalement
indiquer lrsquooutillage neacutecessaire agrave la reacutealisation de lactiviteacute
Tableau 2 Gamme de controcircle injection [9][12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 30 46
33 Outil Moyen de mesure
Le systegraveme de controcircle deacutefinit eacutegalement les outi ls agrave uti liser Ces outils peuvent
diffeacuterer en fonction du type de piegravece et du proceacutedeacute de fabrication
Probleacutematique du projet JFC
Manque un outil pour mesurer lrsquoeacutepaisseur drsquoune piegravece speacutecifique sur lrsquoIP
Hypothegraveses proposeacutees
- Controcircle suivant la meacutethode utiliseacutee pour une autre piegravece mais qui est destructive
- Recherche de solution non destructive
Deacutemarche pour rechercher la meacutethode
Une deacutemarche DCAP (cf Figure 18) est proposeacutee pour structurer la recherche et
tester les meacutethodes innovantes
Figure 18 DCAP [12]
Do Controcircler les piegraveces en utilisant les diffeacuterentes meacutethodes
Lrsquoobjectifs de cette phase est de prouver la faisabiliteacute des meacutethodes de controcircle
drsquoeacutevaluer le temps de preacuteparation et controcircle pour chaque meacutethode
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
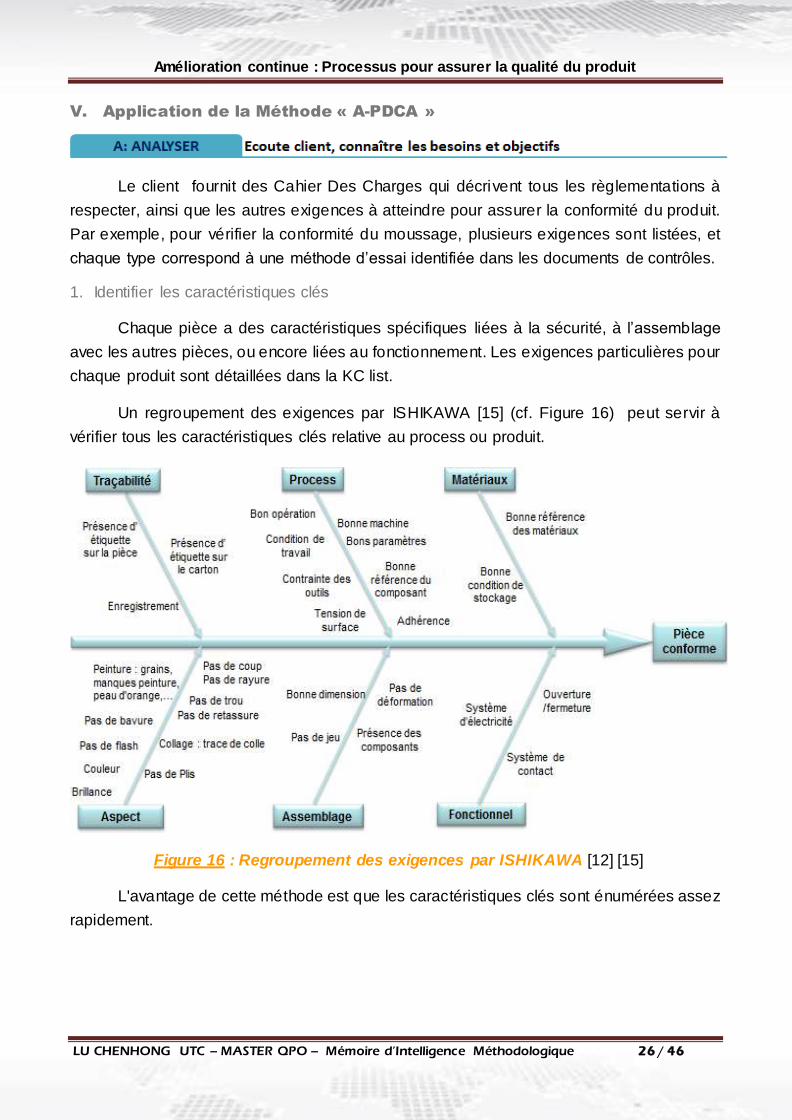
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 26 46
V Application de la Meacutethode laquo A-PDCA raquo
Le client fournit des Cahier Des Charges qui deacutecrivent tous les regraveglementations agrave
respecter ainsi que les autres exigences agrave atteindre pour assurer la conformiteacute du produit
Par exemple pour veacuterifier la conformiteacute du moussage plusieurs exigences sont listeacutees et
chaque type correspond agrave une meacutethode drsquoessai identifieacutee dans les documents de controcircles
1 Identifier les caracteacuteristiques cleacutes
Chaque piegravece a des caracteacuteristiques speacutecifiques lieacutees agrave la seacutecuriteacute agrave lrsquoassemblage
avec les autres piegraveces ou encore lieacutees au fonctionnement Les exigences particuliegraveres pour
chaque produit sont deacutetailleacutees dans la KC list
Un regroupement des exigences par ISHIKAWA [15] (cf Figure 16) peut servir agrave
veacuterifier tous les caracteacuteristiques cleacutes relative au process ou produit
Figure 16 Regroupement des exigences par ISHIKAWA [12] [15]
Lavantage de cette meacutethode est que les caracteacuteristiques cleacutes sont eacutenumeacutereacutees assez
rapidement
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 27 46
2 Idendifier les process de fabrication
Les process de fabrication contiennent plusieurs opeacuterations diffeacuterentes pour
fabriquer correctement les produits les controcircles des paramegravetres et les opeacuterations sont
obligatoires Le flux de fabrication (cf Figure 17) permet drsquoillustrer et ordonner les
opeacuterations graphiquement Ce document est tregraves explicite et logique
Figure 17 Flux de production [12]
3 Deacutefinir les systegravemes de controcircle
Pour controcircler les diffeacuterentes caracteacuteristiques (les aspects les fonctionnements les
dimensions les poids les couleurs les bri llances etc) de chaque type de piegravece des
systegravemes de controcircle approprieacutes sont neacutecessaires Un systegraveme de controcircle contient les
meacutethodes de controcircle les outils de mesure les critegraveres drsquoacceptation les actions etc
Reacuteception matiegravere
Process 2 3 4hellip
Reacuteception
Piegravecematiegravere
Piegravececomposant
Controcircle qualiteacute
Produit semi-fini
Process 1
II
II
Controcircle qualiteacute
Controcircle qualiteacute
Produit semi-fini
Controcircle qualiteacute
Controcircle qualiteacute
Produit fini
Controcircle qualiteacute
Assemblage
II
FI
PI
PI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 28 46
Ainsi dans le cadre de lassurance qualiteacute les normes ISO900123 [16] demandent
de consigner par eacutecrit les dispositions prises pour satisfaire les besoins du client Le
systegraveme qualiteacute deacutefinit les documents agrave livrer pour chaque phase Il demande drsquoexpliciter la
faccedilon de proceacuteder dans les instructions [17] Ces documents sont creacuteeacutes par type de
process et par piegravece Ils expliquent clairement aux opeacuterateurs comment fabriquer controcircler
et geacuterer les non conformiteacutes
31 Plan drsquoaction Plan de surveillance
Selon les exigences de la norme ISOTS16949 [7] le plan de surveillance [5][18] (cf
Tableau 1) doit couvrir trois phases distinctes prototype preacuteseacuterie production Les
eacuteleacutements agrave preacuteciser dans le plan de surveillance sont
Donneacutees geacuteneacuterales nom de la piegravece reacutefeacuterence indice de modification information
client etc
Maicirctrise du produit caracteacuteristiques speacuteciales speacutecification et toleacuterance
Maicirctrise des processus paramegravetres des processus caracteacuteristiques des processus
outils de fabrication etc
Meacutethode technique de mesure moyen de deacutetection freacutequence drsquoeacutechantillonnage
meacutethode de maicirctrise etc
Actions correctives plan de reacuteaction plan drsquoaction correctives
Tableau 1 Extrait du plan de surveillance injection [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 29 46
32 Instruction Gamme de controcircle [6]
Il existe plusieurs types de gammes de controcircle controcircle reacuteception (Incoming
inspection sheet) controcircle process (Process inspection sheet) et controcircle final (Final
inspection sheet) Lrsquoensemble de ces documents permet drsquoassurer la qualiteacute du produit
Une gamme de controcircle (cf Tableau 2) peut ecirctre utiliseacutee pour controcircler un ou
plusieurs composants Elle deacutecrit les opeacuterations qui doivent ecirctre exeacutecuteacutees au poste de
travail Ces opeacuterations peuvent contenir plusieurs caracteacuteristiques de controcircle Une
caracteacuteristique de controcircle deacutecrit lrsquoobjet du controcircle Chaque opeacuteration peut eacutegalement
indiquer lrsquooutillage neacutecessaire agrave la reacutealisation de lactiviteacute
Tableau 2 Gamme de controcircle injection [9][12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 30 46
33 Outil Moyen de mesure
Le systegraveme de controcircle deacutefinit eacutegalement les outi ls agrave uti liser Ces outils peuvent
diffeacuterer en fonction du type de piegravece et du proceacutedeacute de fabrication
Probleacutematique du projet JFC
Manque un outil pour mesurer lrsquoeacutepaisseur drsquoune piegravece speacutecifique sur lrsquoIP
Hypothegraveses proposeacutees
- Controcircle suivant la meacutethode utiliseacutee pour une autre piegravece mais qui est destructive
- Recherche de solution non destructive
Deacutemarche pour rechercher la meacutethode
Une deacutemarche DCAP (cf Figure 18) est proposeacutee pour structurer la recherche et
tester les meacutethodes innovantes
Figure 18 DCAP [12]
Do Controcircler les piegraveces en utilisant les diffeacuterentes meacutethodes
Lrsquoobjectifs de cette phase est de prouver la faisabiliteacute des meacutethodes de controcircle
drsquoeacutevaluer le temps de preacuteparation et controcircle pour chaque meacutethode
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
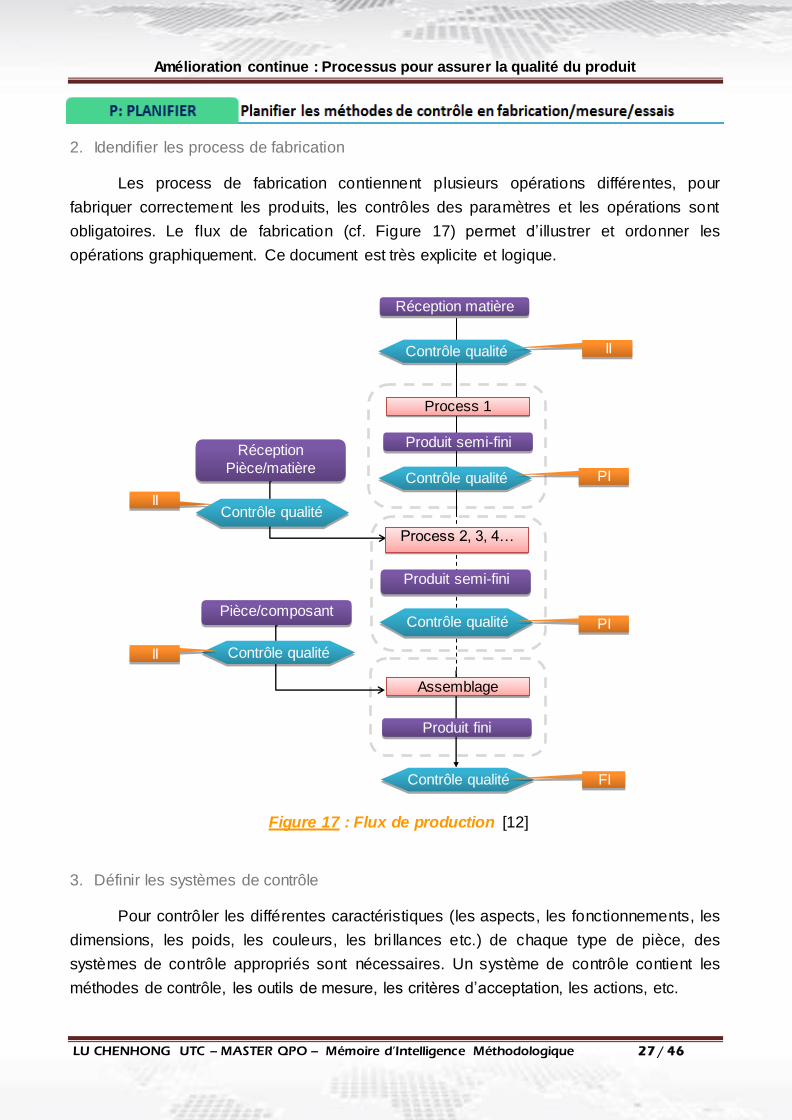
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 27 46
2 Idendifier les process de fabrication
Les process de fabrication contiennent plusieurs opeacuterations diffeacuterentes pour
fabriquer correctement les produits les controcircles des paramegravetres et les opeacuterations sont
obligatoires Le flux de fabrication (cf Figure 17) permet drsquoillustrer et ordonner les
opeacuterations graphiquement Ce document est tregraves explicite et logique
Figure 17 Flux de production [12]
3 Deacutefinir les systegravemes de controcircle
Pour controcircler les diffeacuterentes caracteacuteristiques (les aspects les fonctionnements les
dimensions les poids les couleurs les bri llances etc) de chaque type de piegravece des
systegravemes de controcircle approprieacutes sont neacutecessaires Un systegraveme de controcircle contient les
meacutethodes de controcircle les outils de mesure les critegraveres drsquoacceptation les actions etc
Reacuteception matiegravere
Process 2 3 4hellip
Reacuteception
Piegravecematiegravere
Piegravececomposant
Controcircle qualiteacute
Produit semi-fini
Process 1
II
II
Controcircle qualiteacute
Controcircle qualiteacute
Produit semi-fini
Controcircle qualiteacute
Controcircle qualiteacute
Produit fini
Controcircle qualiteacute
Assemblage
II
FI
PI
PI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 28 46
Ainsi dans le cadre de lassurance qualiteacute les normes ISO900123 [16] demandent
de consigner par eacutecrit les dispositions prises pour satisfaire les besoins du client Le
systegraveme qualiteacute deacutefinit les documents agrave livrer pour chaque phase Il demande drsquoexpliciter la
faccedilon de proceacuteder dans les instructions [17] Ces documents sont creacuteeacutes par type de
process et par piegravece Ils expliquent clairement aux opeacuterateurs comment fabriquer controcircler
et geacuterer les non conformiteacutes
31 Plan drsquoaction Plan de surveillance
Selon les exigences de la norme ISOTS16949 [7] le plan de surveillance [5][18] (cf
Tableau 1) doit couvrir trois phases distinctes prototype preacuteseacuterie production Les
eacuteleacutements agrave preacuteciser dans le plan de surveillance sont
Donneacutees geacuteneacuterales nom de la piegravece reacutefeacuterence indice de modification information
client etc
Maicirctrise du produit caracteacuteristiques speacuteciales speacutecification et toleacuterance
Maicirctrise des processus paramegravetres des processus caracteacuteristiques des processus
outils de fabrication etc
Meacutethode technique de mesure moyen de deacutetection freacutequence drsquoeacutechantillonnage
meacutethode de maicirctrise etc
Actions correctives plan de reacuteaction plan drsquoaction correctives
Tableau 1 Extrait du plan de surveillance injection [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 29 46
32 Instruction Gamme de controcircle [6]
Il existe plusieurs types de gammes de controcircle controcircle reacuteception (Incoming
inspection sheet) controcircle process (Process inspection sheet) et controcircle final (Final
inspection sheet) Lrsquoensemble de ces documents permet drsquoassurer la qualiteacute du produit
Une gamme de controcircle (cf Tableau 2) peut ecirctre utiliseacutee pour controcircler un ou
plusieurs composants Elle deacutecrit les opeacuterations qui doivent ecirctre exeacutecuteacutees au poste de
travail Ces opeacuterations peuvent contenir plusieurs caracteacuteristiques de controcircle Une
caracteacuteristique de controcircle deacutecrit lrsquoobjet du controcircle Chaque opeacuteration peut eacutegalement
indiquer lrsquooutillage neacutecessaire agrave la reacutealisation de lactiviteacute
Tableau 2 Gamme de controcircle injection [9][12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 30 46
33 Outil Moyen de mesure
Le systegraveme de controcircle deacutefinit eacutegalement les outi ls agrave uti liser Ces outils peuvent
diffeacuterer en fonction du type de piegravece et du proceacutedeacute de fabrication
Probleacutematique du projet JFC
Manque un outil pour mesurer lrsquoeacutepaisseur drsquoune piegravece speacutecifique sur lrsquoIP
Hypothegraveses proposeacutees
- Controcircle suivant la meacutethode utiliseacutee pour une autre piegravece mais qui est destructive
- Recherche de solution non destructive
Deacutemarche pour rechercher la meacutethode
Une deacutemarche DCAP (cf Figure 18) est proposeacutee pour structurer la recherche et
tester les meacutethodes innovantes
Figure 18 DCAP [12]
Do Controcircler les piegraveces en utilisant les diffeacuterentes meacutethodes
Lrsquoobjectifs de cette phase est de prouver la faisabiliteacute des meacutethodes de controcircle
drsquoeacutevaluer le temps de preacuteparation et controcircle pour chaque meacutethode
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
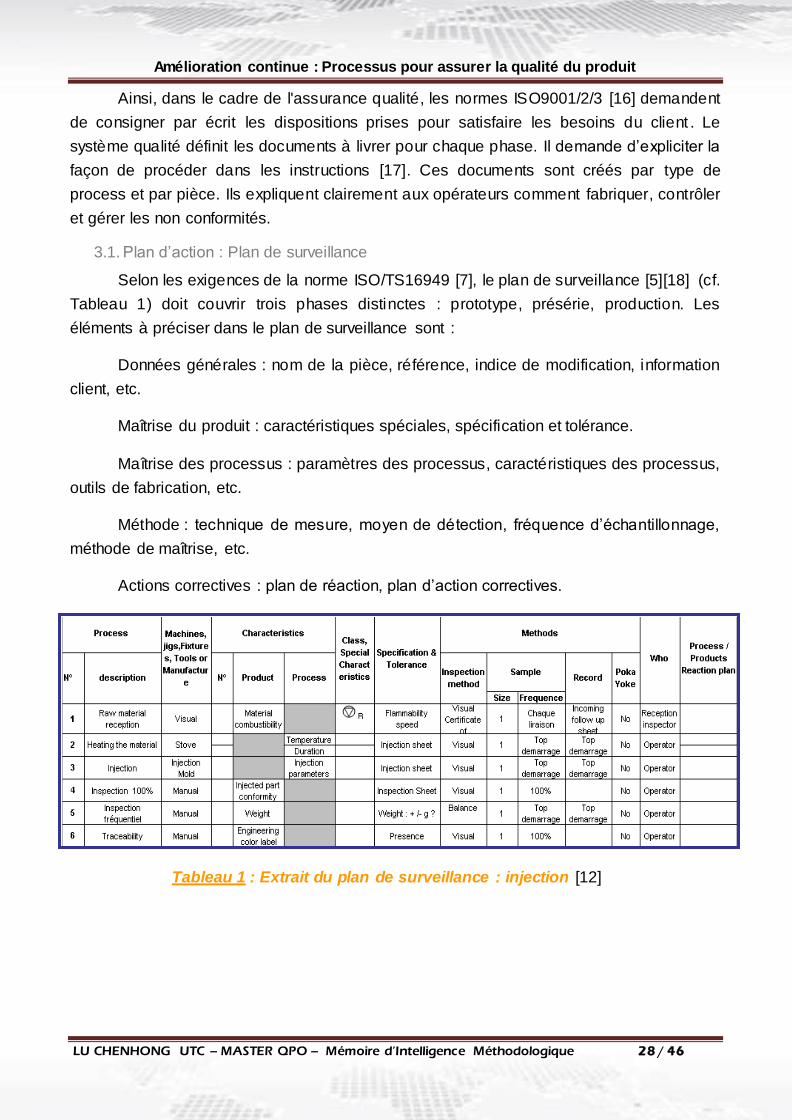
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 28 46
Ainsi dans le cadre de lassurance qualiteacute les normes ISO900123 [16] demandent
de consigner par eacutecrit les dispositions prises pour satisfaire les besoins du client Le
systegraveme qualiteacute deacutefinit les documents agrave livrer pour chaque phase Il demande drsquoexpliciter la
faccedilon de proceacuteder dans les instructions [17] Ces documents sont creacuteeacutes par type de
process et par piegravece Ils expliquent clairement aux opeacuterateurs comment fabriquer controcircler
et geacuterer les non conformiteacutes
31 Plan drsquoaction Plan de surveillance
Selon les exigences de la norme ISOTS16949 [7] le plan de surveillance [5][18] (cf
Tableau 1) doit couvrir trois phases distinctes prototype preacuteseacuterie production Les
eacuteleacutements agrave preacuteciser dans le plan de surveillance sont
Donneacutees geacuteneacuterales nom de la piegravece reacutefeacuterence indice de modification information
client etc
Maicirctrise du produit caracteacuteristiques speacuteciales speacutecification et toleacuterance
Maicirctrise des processus paramegravetres des processus caracteacuteristiques des processus
outils de fabrication etc
Meacutethode technique de mesure moyen de deacutetection freacutequence drsquoeacutechantillonnage
meacutethode de maicirctrise etc
Actions correctives plan de reacuteaction plan drsquoaction correctives
Tableau 1 Extrait du plan de surveillance injection [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 29 46
32 Instruction Gamme de controcircle [6]
Il existe plusieurs types de gammes de controcircle controcircle reacuteception (Incoming
inspection sheet) controcircle process (Process inspection sheet) et controcircle final (Final
inspection sheet) Lrsquoensemble de ces documents permet drsquoassurer la qualiteacute du produit
Une gamme de controcircle (cf Tableau 2) peut ecirctre utiliseacutee pour controcircler un ou
plusieurs composants Elle deacutecrit les opeacuterations qui doivent ecirctre exeacutecuteacutees au poste de
travail Ces opeacuterations peuvent contenir plusieurs caracteacuteristiques de controcircle Une
caracteacuteristique de controcircle deacutecrit lrsquoobjet du controcircle Chaque opeacuteration peut eacutegalement
indiquer lrsquooutillage neacutecessaire agrave la reacutealisation de lactiviteacute
Tableau 2 Gamme de controcircle injection [9][12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 30 46
33 Outil Moyen de mesure
Le systegraveme de controcircle deacutefinit eacutegalement les outi ls agrave uti liser Ces outils peuvent
diffeacuterer en fonction du type de piegravece et du proceacutedeacute de fabrication
Probleacutematique du projet JFC
Manque un outil pour mesurer lrsquoeacutepaisseur drsquoune piegravece speacutecifique sur lrsquoIP
Hypothegraveses proposeacutees
- Controcircle suivant la meacutethode utiliseacutee pour une autre piegravece mais qui est destructive
- Recherche de solution non destructive
Deacutemarche pour rechercher la meacutethode
Une deacutemarche DCAP (cf Figure 18) est proposeacutee pour structurer la recherche et
tester les meacutethodes innovantes
Figure 18 DCAP [12]
Do Controcircler les piegraveces en utilisant les diffeacuterentes meacutethodes
Lrsquoobjectifs de cette phase est de prouver la faisabiliteacute des meacutethodes de controcircle
drsquoeacutevaluer le temps de preacuteparation et controcircle pour chaque meacutethode
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
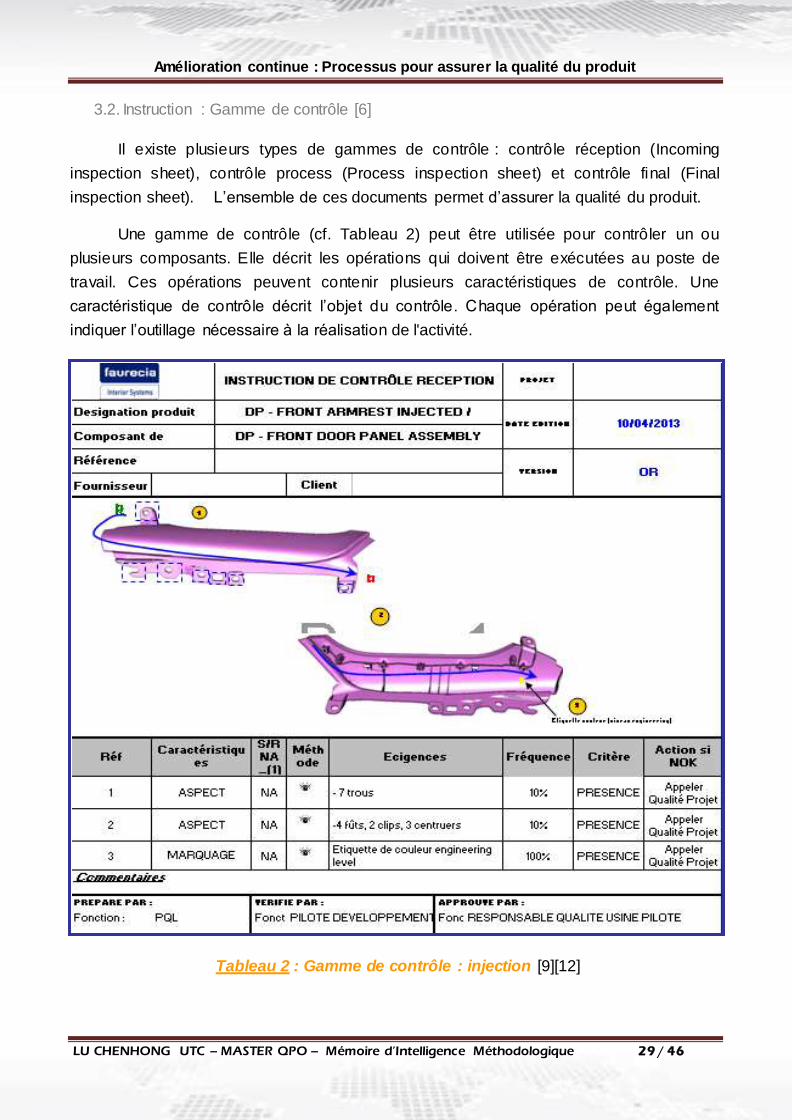
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 29 46
32 Instruction Gamme de controcircle [6]
Il existe plusieurs types de gammes de controcircle controcircle reacuteception (Incoming
inspection sheet) controcircle process (Process inspection sheet) et controcircle final (Final
inspection sheet) Lrsquoensemble de ces documents permet drsquoassurer la qualiteacute du produit
Une gamme de controcircle (cf Tableau 2) peut ecirctre utiliseacutee pour controcircler un ou
plusieurs composants Elle deacutecrit les opeacuterations qui doivent ecirctre exeacutecuteacutees au poste de
travail Ces opeacuterations peuvent contenir plusieurs caracteacuteristiques de controcircle Une
caracteacuteristique de controcircle deacutecrit lrsquoobjet du controcircle Chaque opeacuteration peut eacutegalement
indiquer lrsquooutillage neacutecessaire agrave la reacutealisation de lactiviteacute
Tableau 2 Gamme de controcircle injection [9][12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 30 46
33 Outil Moyen de mesure
Le systegraveme de controcircle deacutefinit eacutegalement les outi ls agrave uti liser Ces outils peuvent
diffeacuterer en fonction du type de piegravece et du proceacutedeacute de fabrication
Probleacutematique du projet JFC
Manque un outil pour mesurer lrsquoeacutepaisseur drsquoune piegravece speacutecifique sur lrsquoIP
Hypothegraveses proposeacutees
- Controcircle suivant la meacutethode utiliseacutee pour une autre piegravece mais qui est destructive
- Recherche de solution non destructive
Deacutemarche pour rechercher la meacutethode
Une deacutemarche DCAP (cf Figure 18) est proposeacutee pour structurer la recherche et
tester les meacutethodes innovantes
Figure 18 DCAP [12]
Do Controcircler les piegraveces en utilisant les diffeacuterentes meacutethodes
Lrsquoobjectifs de cette phase est de prouver la faisabiliteacute des meacutethodes de controcircle
drsquoeacutevaluer le temps de preacuteparation et controcircle pour chaque meacutethode
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
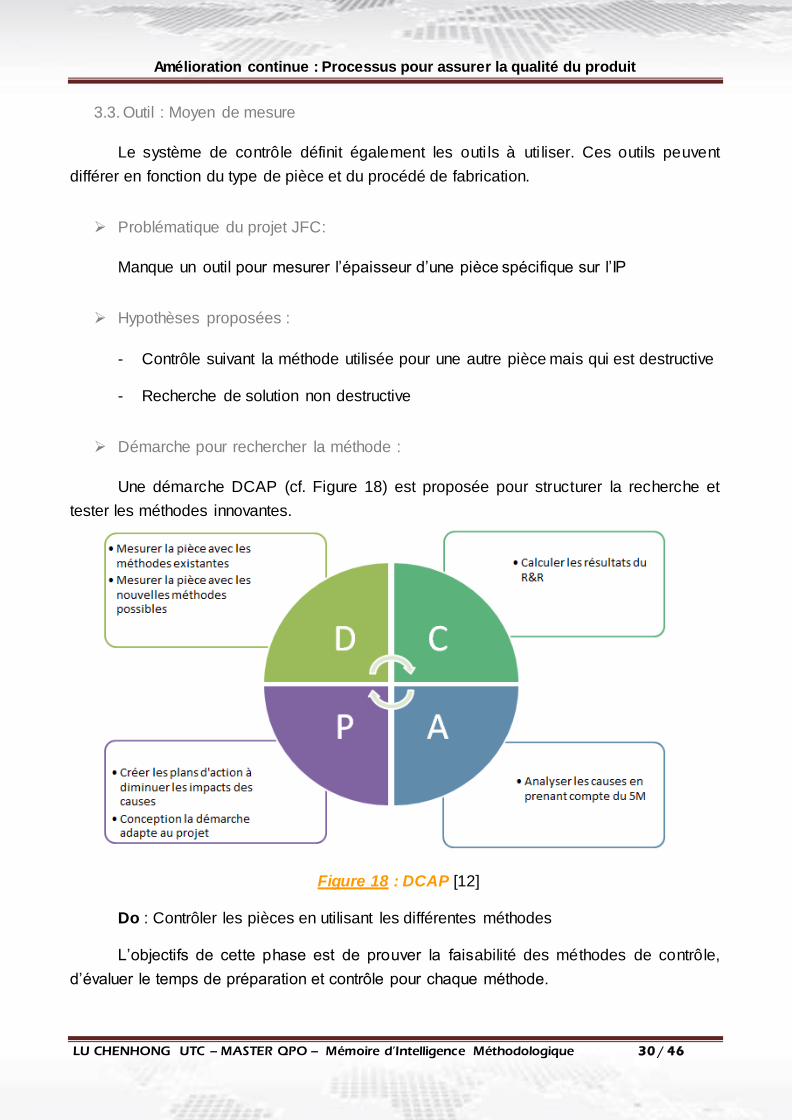
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 30 46
33 Outil Moyen de mesure
Le systegraveme de controcircle deacutefinit eacutegalement les outi ls agrave uti liser Ces outils peuvent
diffeacuterer en fonction du type de piegravece et du proceacutedeacute de fabrication
Probleacutematique du projet JFC
Manque un outil pour mesurer lrsquoeacutepaisseur drsquoune piegravece speacutecifique sur lrsquoIP
Hypothegraveses proposeacutees
- Controcircle suivant la meacutethode utiliseacutee pour une autre piegravece mais qui est destructive
- Recherche de solution non destructive
Deacutemarche pour rechercher la meacutethode
Une deacutemarche DCAP (cf Figure 18) est proposeacutee pour structurer la recherche et
tester les meacutethodes innovantes
Figure 18 DCAP [12]
Do Controcircler les piegraveces en utilisant les diffeacuterentes meacutethodes
Lrsquoobjectifs de cette phase est de prouver la faisabiliteacute des meacutethodes de controcircle
drsquoeacutevaluer le temps de preacuteparation et controcircle pour chaque meacutethode
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
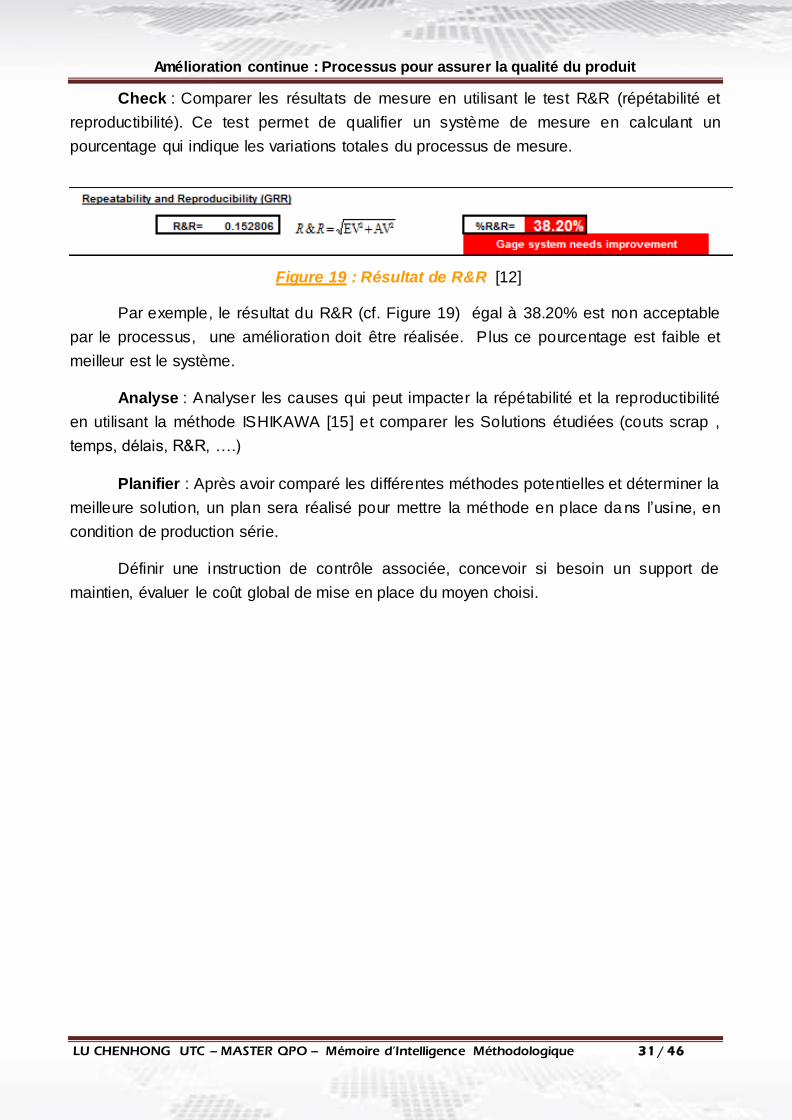
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 31 46
Check Comparer les reacutesultats de mesure en utilisant le test RampR (reacutepeacutetabiliteacute et
reproductibiliteacute) Ce test permet de qualifier un systegraveme de mesure en calculant un
pourcentage qui indique les variations totales du processus de mesure
Figure 19 Reacutesultat de RampR [12]
Par exemple le reacutesultat du RampR (cf Figure 19) eacutegal agrave 3820 est non acceptable
par le processus une ameacutelioration doit ecirctre reacutealiseacutee Plus ce pourcentage est faible et
meilleur est le systegraveme
Analyse Analyser les causes qui peut impacter la reacutepeacutetabiliteacute et la reproductibiliteacute
en utilisant la meacutethode ISHIKAWA [15] et comparer les Solutions eacutetudieacutees (couts scrap
temps deacutelais RampR hellip)
Planifier Apregraves avoir compareacute les diffeacuterentes meacutethodes potentielles et deacuteterminer la
meilleure solution un plan sera reacutealiseacute pour mettre la meacutethode en place da ns lrsquousine en
condition de production seacuterie
Deacutefinir une instruction de controcircle associeacutee concevoir si besoin un support de
maintien eacutevaluer le coucirct global de mise en place du moyen choisi
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
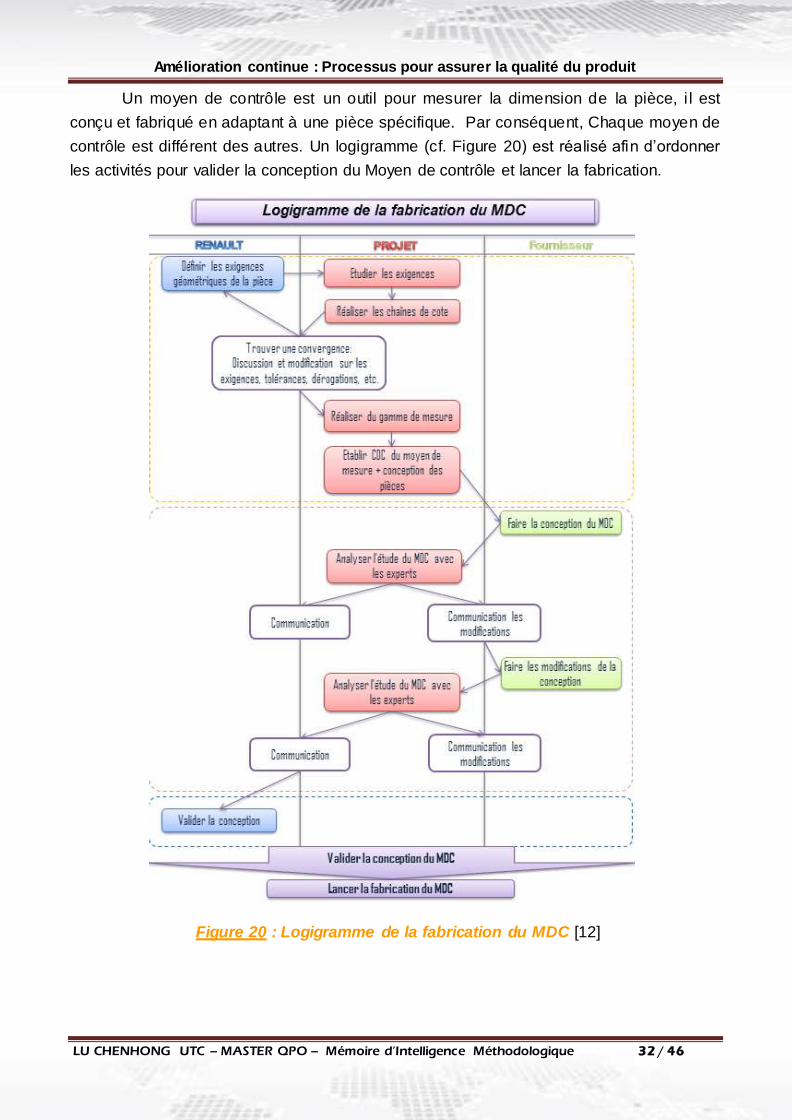
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 32 46
Un moyen de controcircle est un outil pour mesurer la dimension de la piegravece i l est
conccedilu et fabriqueacute en adaptant agrave une piegravece speacutecifique Par conseacutequent Chaque moyen de
controcircle est diffeacuterent des autres Un logigramme (cf Figure 20) est reacutealiseacute afin drsquoordonner
les activiteacutes pour valider la conception du Moyen de controcircle et lancer la fabrication
Figure 20 Logigramme de la fabrication du MDC [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
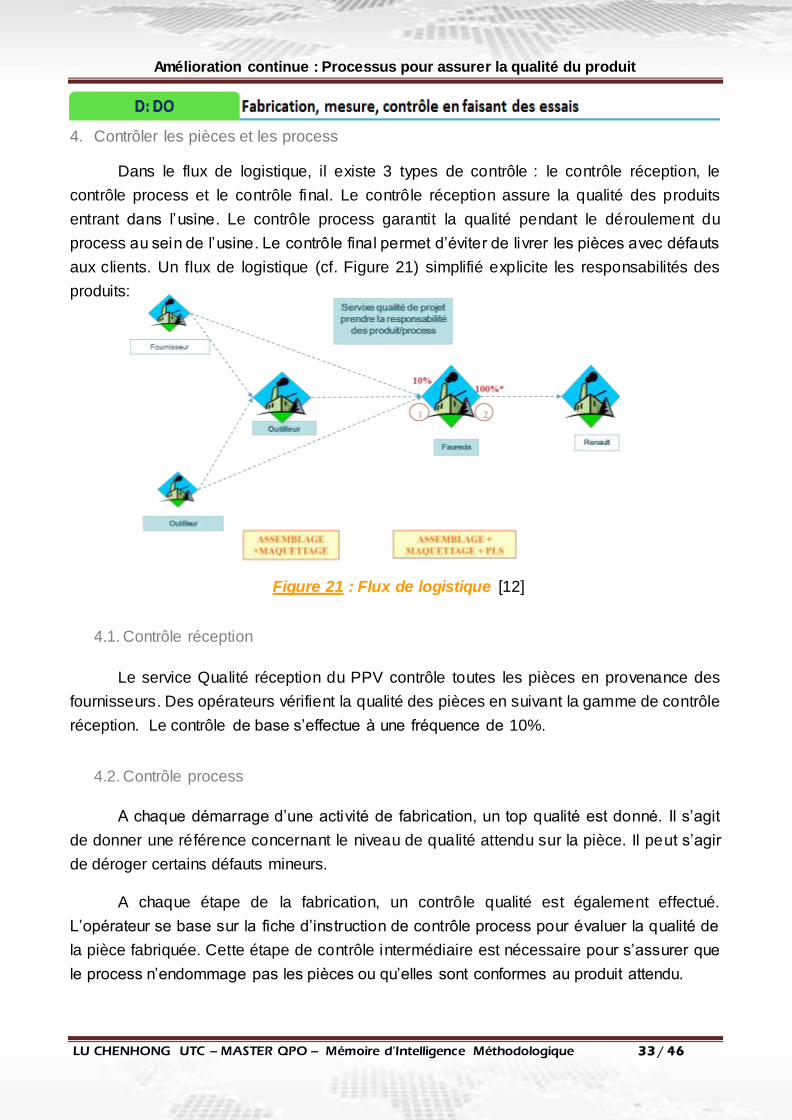
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 33 46
4 Controcircler les piegraveces et les process
Dans le flux de logistique il existe 3 types de controcircle le controcircle reacuteception le
controcircle process et le controcircle final Le controcircle reacuteception assure la qualiteacute des produits
entrant dans lrsquousine Le controcircle process garantit la qualiteacute pendant le deacuteroulement du
process au sein de lrsquousine Le controcircle final permet drsquoeacuteviter de livrer les piegraveces avec deacutefauts
aux clients Un flux de logistique (cf Figure 21) simplifieacute explicite les responsabiliteacutes des
produits
Figure 21 Flux de logistique [12]
41 Controcircle reacuteception
Le service Qualiteacute reacuteception du PPV controcircle toutes les piegraveces en provenance des
fournisseurs Des opeacuterateurs veacuterifient la qualiteacute des piegraveces en suivant la gamme de controcircle
reacuteception Le controcircle de base srsquoeffectue agrave une freacutequence de 10
42 Controcircle process
A chaque deacutemarrage drsquoune activiteacute de fabrication un top qualiteacute est donneacute Il srsquoagit
de donner une reacutefeacuterence concernant le niveau de qualiteacute attendu sur la piegravece Il peut srsquoagir
de deacuteroger certains deacutefauts mineurs
A chaque eacutetape de la fabrication un controcircle qualiteacute est eacutegalement effectueacute
Lrsquoopeacuterateur se base sur la fiche drsquoinstruction de controcircle process pour eacutevaluer la qualiteacute de
la piegravece fabriqueacutee Cette eacutetape de controcircle intermeacutediaire est neacutecessaire pour srsquoassurer que
le process nrsquoendommage pas les piegraveces ou qursquoelles sont conformes au produit attendu
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film

Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 34 46
43 Controcircle final
Lrsquoinspection finale est la derniegravere opeacuteration de controcircle effectueacutee sur la ligne de
production avant la livraison du produit au client Elle est reacutealiseacutee sur la base de la
veacuterification des caracteacuteristiques du produit fini (visuelle fonctionnelle et dimensionnelle) Le
controcircle est reacutealiseacute agrave 100 et peut mecircme ecirctre doubleacute en phase de deacutemarrage seacuterie de
maniegravere agrave seacutecuriser au maximum la monteacutee en cadence des veacutehicules chez le client [17]
Les piegraveces non conformes sont stockeacutees dans un bac rouge (cf Figure 22) en
attente de deacutecision de lrsquoeacutequipe qualiteacute
Figure 22 Forme de boicircte rouge [12]
5 Check les piegraveces non-conformes analyser les causses
51 Check les piegraveces non-conformes
Une fois les piegraveces entrent dans le bac rouge lrsquoeacutequipe qualiteacute veacuterifie le deacutefaut et
prendre une deacutecision Les deacutecisions principales sont mettre les piegraveces en prison mettre en
besoin interne livrer au client avec une consigne
Deux exemples ci-dessous montrent des deacutefauts possibles
Figure 23 Piegraveces non conformes [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
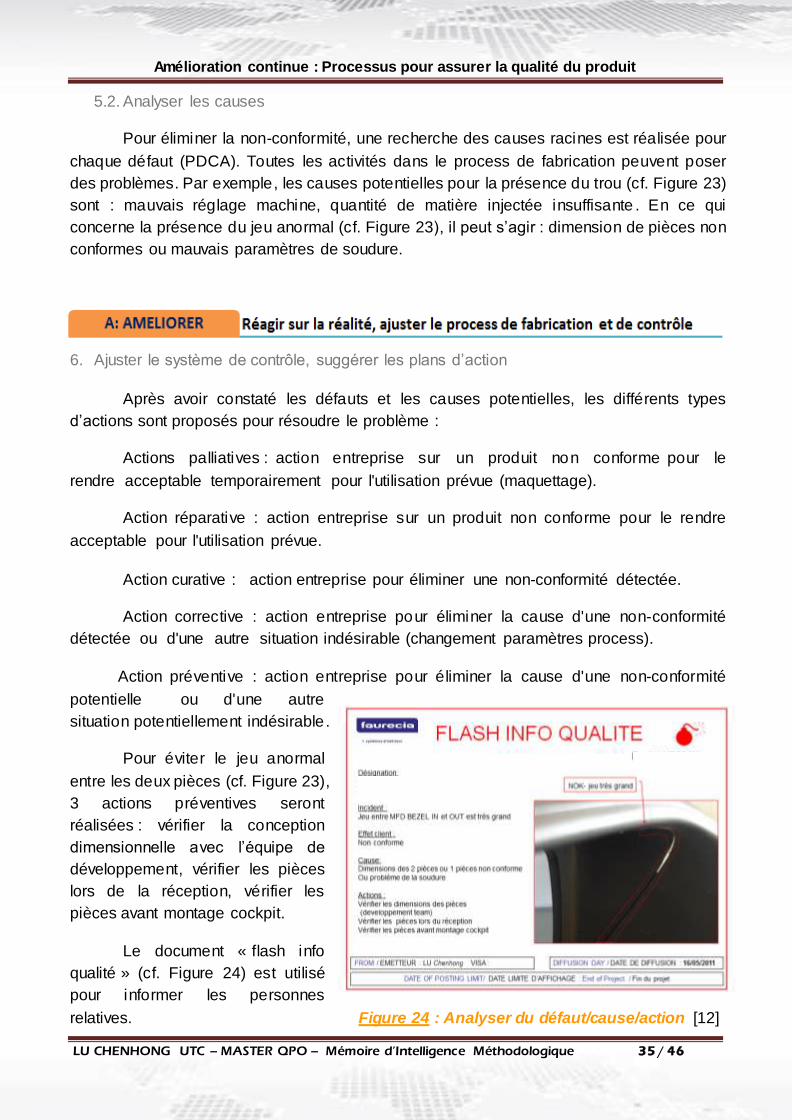
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 35 46
52 Analyser les causes
Pour eacuteliminer la non-conformiteacute une recherche des causes racines est reacutealiseacutee pour
chaque deacutefaut (PDCA) Toutes les activiteacutes dans le process de fabrication peuvent poser
des problegravemes Par exemple les causes potentielles pour la preacutesence du trou (cf Figure 23)
sont mauvais reacuteglage machine quantiteacute de matiegravere injecteacutee insuffisante En ce qui
concerne la preacutesence du jeu anormal (cf Figure 23) il peut srsquoagir dimension de piegraveces non
conformes ou mauvais paramegravetres de soudure
6 Ajuster le systegraveme de controcircle suggeacuterer les plans drsquoaction
Apregraves avoir constateacute les deacutefauts et les causes potentielles les diffeacuterents types
drsquoactions sont proposeacutes pour reacutesoudre le problegraveme
Actions palliatives action entreprise sur un produit non conforme pour le
rendre acceptable temporairement pour lutilisation preacutevue (maquettage)
Action reacuteparative action entreprise sur un produit non conforme pour le rendre
acceptable pour lutilisation preacutevue
Action curative action entreprise pour eacuteliminer une non-conformiteacute deacutetecteacutee
Action corrective action entreprise pour eacuteliminer la cause dune non-conformiteacute
deacutetecteacutee ou dune autre situation indeacutesirable (changement paramegravetres process)
Action preacuteventive action entreprise pour eacuteliminer la cause dune non-conformiteacute
potentielle ou dune autre
situation potentiellement indeacutesirable
Pour eacuteviter le jeu anormal
entre les deux piegraveces (cf Figure 23)
3 actions preacuteventives seront
reacutealiseacutees veacuterifier la conception
dimensionnelle avec lrsquoeacutequipe de
deacuteveloppement veacuterifier les piegraveces
lors de la reacuteception veacuterifier les
piegraveces avant montage cockpit
Le document laquo flash info
qualiteacute raquo (cf Figure 24) est utiliseacute
pour informer les personnes
relatives Figure 24 Analyser du deacutefautcauseaction [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 36 46
Chapitre 3 - Reacutesultats
Le stage est effectueacute pendant la troisiegraveme phase du planning projet (production ndash
set-up) Les missions concernant la reacutedaction des documents comme le synoptique de
fabrication le plan de surveillance et les gammes de controcircle sont reacutealiseacutees Ces
documents peuvent eacutegalement servir apregraves mise agrave jour pour les phases suivantes
La partie de la recherche drsquoun systegraveme de mesure reste en cours En effet les
meacutethodes non destructives testeacutees se sont aveacutereacutees peu fiable du fait notamment de la
preacutecision demandeacutee de la geacuteomeacutetrie de la zone agrave mesurer ou encore de la matiegravere de la
piegravece La meacutethode destructive est davantage prometteuse Il reste neacuteanmoins agrave confirmer
la reacutepeacutetabiliteacute de la mesure sur les piegraveces issues de lrsquooutillage deacutefinitif Ces piegraveces nrsquoeacutetaient
pas disponibles pendant la peacuteriode de stage (tests reacutealiseacutes sur des piegraveces comparables)
Pendant la phase finale du stage le projet JFC entre dans la phase des preacute-seacuteries
Les piegraveces injecteacutees chez les outilleurs en Europe ou en Asie arrive sur site et les
controcircles sont reacutealiseacutes quotidiennement en suivant les documents reacutedigeacutes Tous les
problegravemes (non-conformiteacute de la piegravece problegravemes de fabrication) qui apparaissent sont
discuteacutes et traiteacutes pendant le laquo top 5 raquo quotidien Ce top 5 est une reacuteunion de partage entre
les eacutequipes de production et lrsquoeacutequipe projet Les plans drsquoactions sont eacutegalement suggeacutereacutes
pour preacutevenir et reacutesoudre le problegraveme
Toutes les activiteacutes du projet pour controcircler la qualiteacute du produit correspondent bien
au processus drsquoameacutelioration continue
La mise en place du processus drsquoassurance qualiteacute du produit a plusieurs avantages
- Reacutepondre aux exigences de la norme ISO 16949 et aux exigences interne de
Faurecia
- Reacutealiser lrsquoameacutelioration en augmentant la performance du process de fabrication
- Partager lrsquoinformation avec un grand nombre drsquoacteurs
- Donner du sens et de la clarteacute immeacutediate sur les tacircches agrave reacutealiser
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 37 46
Conclusion
Ce stage mrsquoa permis drsquoenrichir mes connaissances concernant le milieu automobile
Jrsquoai pu en effet au travers des diffeacuterentes tacircches confieacutees et des eacutechanges avec les
eacutequipes mais aussi le client participer agrave la vie drsquoun projet automobile pendant 6 mois
Au travers du travail documentaire jrsquoai pu comprendre les diffeacuterents proceacutedeacutes de
fabrication utiliseacutes dans la conception des piegraveces de deacutecoration drsquointeacuterieur veacutehicule Jrsquoai
eacutegalement pu participer aux eacutechanges avec le client concernant la mise en place de la
production dans le site de production final (reacuteunion plans de surveillance)
De plus il mrsquoa eacuteteacute confieacute la mission drsquoassister agrave la premiegravere injection en Chine drsquoune
piegravece critique de la planche de bord Cela a eacuteteacute pour moi lrsquooccasion drsquoutiliser en condition
reacuteelle chez un fournisseur les documents et meacutethodes que jrsquoavais mis au point
Ce stage mrsquoa donc beaucoup enrichie et crsquoest une expeacuterience qui complegravete
parfaitement la formation dispenseacutee agrave lrsquoUTC
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 38 46
Bibliographie
[1] ISO - Organisation internationale de normalisation ISO
Available httpwwwisoorgisofr [Accessed 11-Jun-2013]
[2] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9000
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[3] N Philippe Directives pour lrsquoeacutetablissement drsquoun plan de surveillance
Qualiteacute - Validation du plan de surveillance feacutevrier-2004 [Online]
Available httpwwwbiviqualiteafnororg [Accessed 28-Mar-2013]
[4] Faurecia Official FIS Presentation 2012 [Accessed 28-Mar-2013]
[5] Wikipeacutedia Plan de Surveillance
Available httpfrwikipediaorgwikiPlan_de_Surveillance [Accessed 22-Mar-2013]
[6] Glossaire pour la qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[7] Association Franccedilaise de Normalisation (AFNOR) FD ISOTS 16949
Available https wwwafnororgfr [Accessed 20-Apr-2013]
[8] Deacutefinir un plan de controcircle pour maicirctriser et encadrer la surveillance drsquoun
environnement produit ou processus - Techniques de lrsquoIngeacutenieur
Available httpwwwtechniques-ingenieurfrfiche-pratique [Accessed 10-Jun-2013]
[9] FAURECIA CORPORATE
Available httpwwwfaureciacomfr [Accessed 10-Jun-2013]
[10] Faurecia Wikipeacutedia [Accessed 10-Jun-2013]
[11] Renault France - Constructeur automobile
Available httpwwwrenaultfr [Accessed 12-May-2013]
[12] C LU Universiteacute de Technologie de Compiegravegne Master Qualiteacute et Performance dans
les Organisations (QPO) Meacutemoire drsquoIntelligence Meacutethodologique du stage
professionnel de fin drsquoeacutetudes juin 2013 wwwutcfrmaster-qualite puisTravaux
Qualiteacute-Management reacutef ndeg258
[13] Renault ANPQP - Alliance New Product Quality Procedure Renault-Nissan
consulting
Available httpwwwrenault-consultingcom [Accessed 18-Apr-2013]
[14] Connie M Borror The Certified Quality Engineer Handbook 3rd ed Milwaukee
Wisconsin ASQ Quality Press 2009
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 39 46
[15] G Farges ishikawa
Available httpwwwutcfr~fargesgbm_et_qualiteoutilsishikawahtm
[Accessed 11-Jun-2013]
[16] Association Franccedilaise de Normalisation (AFNOR) NF EN ISO 9001 Systegravemes de
management de la qualiteacute-Exigences
Available httpwwwafnororg [Accessed 10-May-2013]
[17] Autocontrocircle - dossier qualiteacute - Qualiteacute Online
Available httpwwwqualiteonlinecom [Accessed 10-May-2013]
[18] J-F Pichon Injection des matiegraveres plastiques vol 1 1 vols Dunod 2001
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 40 46
Annexe
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
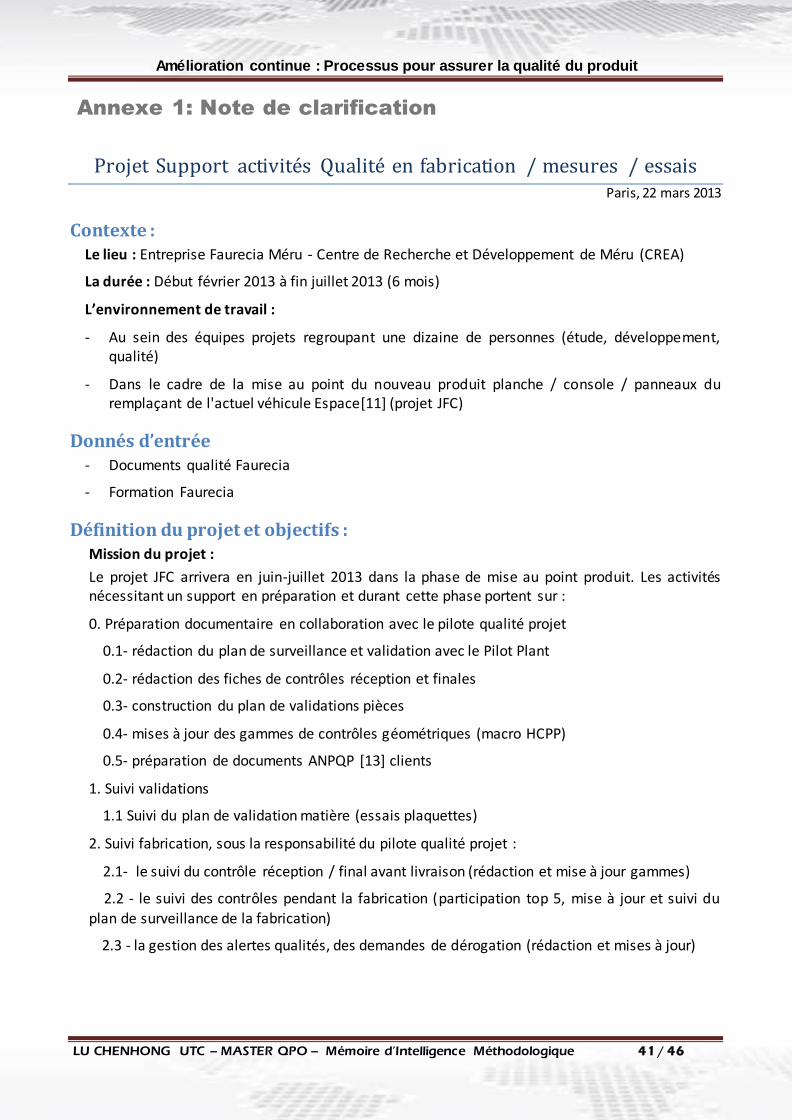
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 41 46
Annexe 1 Note de clarification
Projet Support activiteacutes Qualiteacute en fabrication mesures essais Paris 22 mars 2013
Contexte Le lieu Entreprise Faurecia Meacuteru - Centre de Recherche et Deacuteveloppement de Meacuteru (CREA)
La dureacutee Deacutebut feacutevrier 2013 agrave fin juillet 2013 (6 mois)
Lrsquoenvironnement de travail
- Au sein des eacutequipes projets regroupant une dizaine de personnes (eacutetude deacuteveloppement qualiteacute)
- Dans le cadre de la mise au point du nouveau produit planche console panneaux du remplaccedilant de lactuel veacutehicule Espace[11] (projet JFC)
Donneacutes drsquoentreacutee - Documents qualiteacute Faurecia
- Formation Faurecia
Deacutefinition du projet et objectifs Mission du projet
Le projet JFC arrivera en juin-juillet 2013 dans la phase de mise au point produit Les activiteacutes neacutecessitant un support en preacuteparation et durant cette phase portent sur
0 Preacuteparation documentaire en collaboration avec le pilote qualiteacute projet
01- reacutedaction du plan de surveillance et validation avec le Pilot Plant
02- reacutedaction des fiches de controcircles reacuteception et finales
03- construction du plan de validations piegraveces
04- mises agrave jour des gammes de controcircles geacuteomeacutetriques (macro HCPP)
05- preacuteparation de documents ANPQP [13] clients
1 Suivi validations
11 Suivi du plan de validation matiegravere (essais plaquettes)
2 Suivi fabrication sous la responsabiliteacute du pilote qualiteacute projet
21- le suivi du controcircle reacuteception final avant livraison (reacutedaction et mise agrave jour gammes)
22 - le suivi des controcircles pendant la fabrication (participation top 5 mise agrave jour et suivi du plan de surveillance de la fabrication)
23 - la gestion des alertes qualiteacutes des demandes de deacuterogation (reacutedaction et mises agrave jour)
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 42 46
Produit du projet Entreprise
- Dossiers qualiteacutes
Master QPO
- Meacutemoire dIntelligence Meacutethodologique
- Fichier html complet du MIM agrave publier sur internet public
- Poster A0
- Soutenance orale
Objectifs viseacutes Reacutealiser toutes les activiteacutes preacutevues et valider le stage
Acteurs du projet
Tuteur entreprise Cyrille BAROUKH
Suiveur UTC Jean-Pierre CALISTE
Stagiaire LU Chenhong
Conseacutequences attendues
Pour lrsquoentreprise Reacutealiser les dossiers qualiteacutes pour valider les produit
Pour stagiaire Inteacutegrer dans lrsquoeacutequipe du projet accumuler les expeacuteriences professionnelles
pratiquer les savoir-faire deacutevelopper les compeacutetences
Contraintes agrave respecter Deacutebut du projet Feacutevrier 2013
Visite entreprise 25 Avril 2013
Livrables agrave adresser 10 jours avant soutenance orale
Soutenance Orale 06 septembre 2013
A Paris le 22032013
LU Chenhong
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
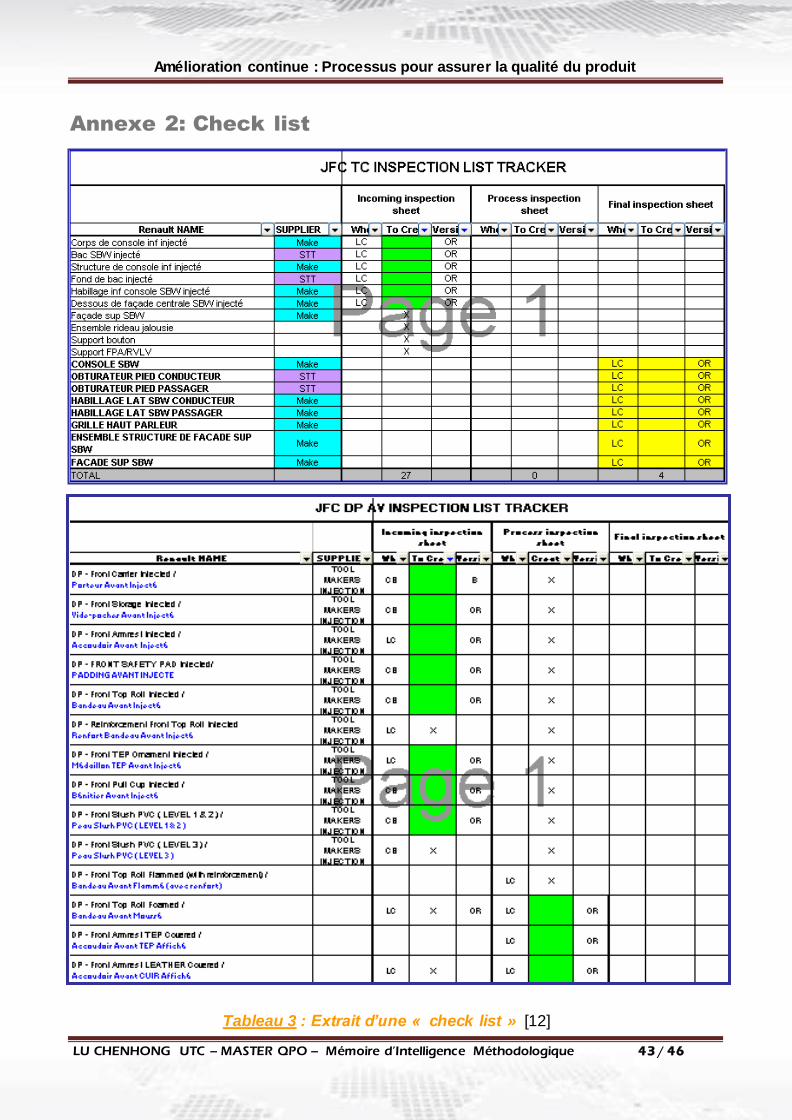
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 43 46
Annexe 2 Check list
Tableau 3 Extrait drsquoune laquo check list raquo [12]
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
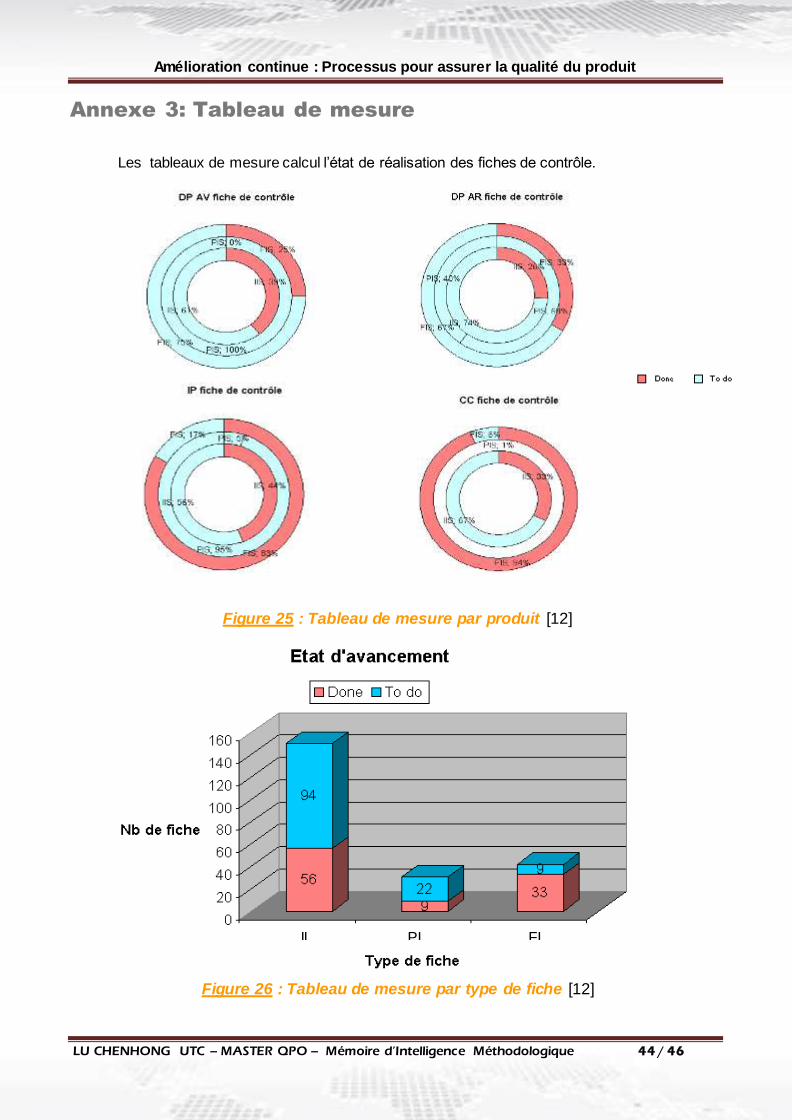
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 44 46
Annexe 3 Tableau de mesure
Les tableaux de mesure calcul lrsquoeacutetat de reacutealisation des fiches de controcircle
Figure 25 Tableau de mesure par produit [12]
Figure 26 Tableau de mesure par type de fiche [12]
II PI FI
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film
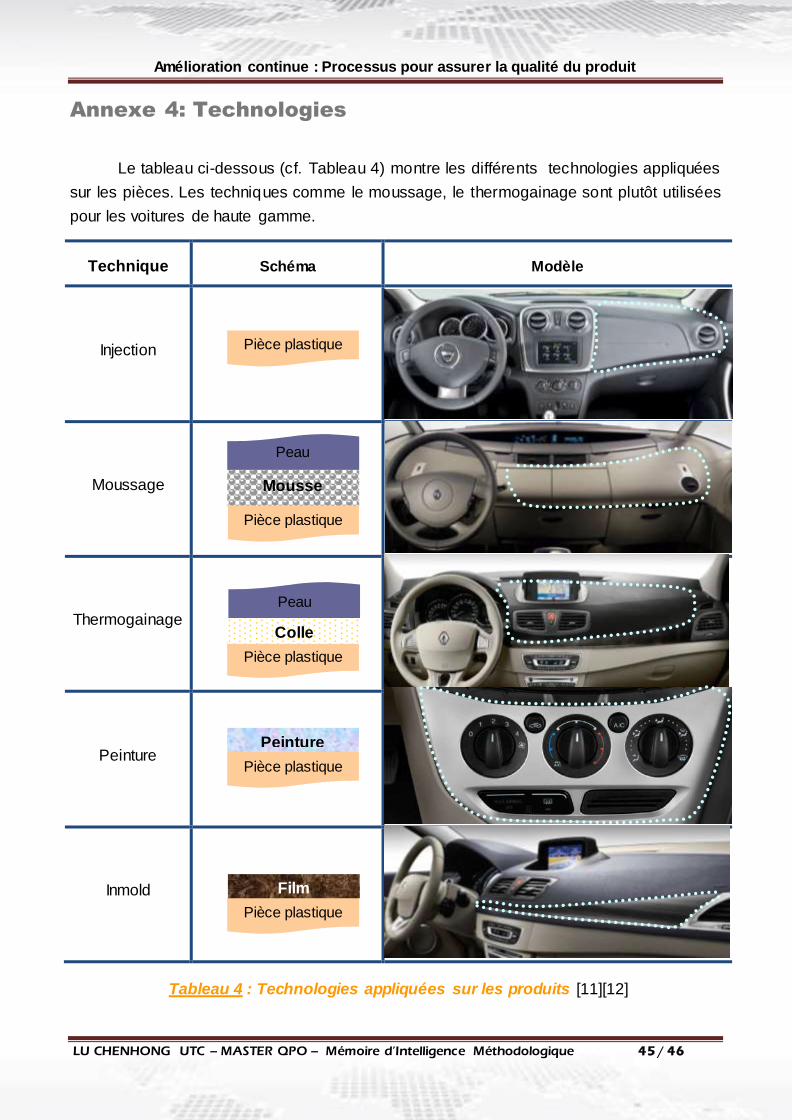
Ameacutelioration continue Processus pour assurer la qualiteacute du produit
LU CHENHONG UTC ndash MASTER QPO ndash Meacutemoire drsquoIntelligence Meacutethodologique 45 46
Annexe 4 Technologies
Le tableau ci-dessous (cf Tableau 4) montre les diffeacuterents technologies appliqueacutees
sur les piegraveces Les techniques comme le moussage le thermogainage sont plutocirct utiliseacutees
pour les voitures de haute gamme
Technique Scheacutema Modegravele
Injection
Moussage
Thermogainage
Peinture
Inmold
Tableau 4 Technologies appliqueacutees sur les produits [11][12]
Piegravece plastique
Mousse
Peau
Piegravece plastique
Piegravece plastique
Colle
Peau
Piegravece plastique
Piegravece plastique
Peinture
Film





























