Embed Size (px)
DESCRIPTION
Rapport de stage Oulmes
Citation preview

1
Rapport de stage Gestion des approvisionnements Planification de la production Gestion de Chaine Logistique 2ème année Cycle Licence Professionnelle
Du 28 Décembre 2009 au 22 Janvier 2010 Les Eaux Minérales d’Oulmès Meriem EL RHAZI & Wiaam BAROUDI
Ecole Supérieure des Industries du Textile et de l’Habillement LES EAUX MINERALES D’OULMES
E.S.I.T.H – Ecole Supérieure des Industries du Textile et de l’Habillement B.P.7731 OULFA-CASABLANCA – Tel.: (212) (522) 23 41 24/52/65 Fax: (212) (522) 23 15 85

2
Sommaire :
REMERCIEMENTS .................................................................................................... 3
AVANT PROPOS ...................................................................................................... 4
I. PRESENTATION DE L’ENTREPRISE ............................................................. 5
1. SECTEUR D’ACTIVITE ............................................................................... 6 2. ENTREPRISE : LES EAUX MINERALES D’OULMES ........................................... 7
1. FICHE D’IDENTITE ............................................................................................................... 7
2. PRESENTATION DE L’ENTREPRISE ET DES SOCIETE APPARENTEES .................................................. 8
3. ACTIONNARIAT .................................................................................................................. 8 4. ACTIVITES & PRODUITS ....................................................................................................... 8 5. ORGANISATION ................................................................................................................ 10
6. L’HISTORIQUE DE L’ENTREPRISE ........................................................................................... 11
7. MARCHE ET CHIFFRE D’AFFAIRE ........................................................................................... 12
8. AVANTAGE CONCURENTIELS ............................................................................................... 12
9. IDENTIFICATION DES CLIENTS .............................................................................................. 13
10. LA CONCURENCE ............................................................................................................. 13
11. L’ANALYSE CONCURRENTIELLE DE L’ENTREPRISE ; SWOT ....................................................... 15
II. GESTION DES APPROVISIONNEMENTS .................................................. 16
1. LA LOGISTIQUE ..................................................................................... 17
2. L’APPROVISIONEMENT........................................................................... 17 1. PRESENTATION DU DEPARTEMENT ACHAT/APPROVISIONNEMENT .............................................. 17
2. REPARTITION DES TACHES ................................................................................................... 18
3. GESTION DES APPROVISIONNEMENTS .................................................................................. 20 4. LE PROCESSUS DES APPROVISIONNEMENT ............................................................................. 20 5. METHODES D’APPROVISIONNEMENT .................................................................................... 21
6. INVENTAIRE & PRECISION DES STOCKS .................................................................................. 25
7. STOCK DE SECURITE ........................................................................................................... 27
8. CLASSIFICATION DES MPC (MATIERES PRMIERE CONSOMABLE) ................................................ 27
III. LA PLANNIFICATION DE LA PRODUCTION ............................................... 29
1. INFRASTRUCTURES ................................................................................ 30 1. MOYENS DE PRODUCTION UNITE TARMILATE ..................................................................... 30
2. UNITE DE PRODUCTION BOUSKOURA ................................................................................ 31
2. SUGGESTION ....................................................................................... 41
CONCLUSION ........................................................................................................ 46
ANNEXES .............................................................................................................. 47
3
Remerciements :
En témoignage de notre profonde reconnaissance, nous ne pouvons omettre une des principales
règles de courtoisie, amabilité et délicatesse : les Remerciements.
Pour gratifier toutes les personnes qui nous ont permis de mener à terme ce travail.
On remercie M. EL RHAZI qui nous a mis en contact avec l’entreprise.
Notre obligation de remercier les membres du directoire s’impose, nous entamons par le Président
Directeur Général M. Mohamed Hassan BENSALAH ainsi que l’Administrateur Directeur
Général Mme Miriem BENSALAH CHAQROUN.
Ma Gratitude à M. JNAINI Responsable des Ressources Humaines et son collaborateur M.
MOAD qui a eu l’amabilité d’accepter notre demande et qui a mis à notre disposition tous le
nécessaire pour accomplir notre période de stage dans les meilleures conditions.
Nos sincères remerciements à M. RAHHAOUI responsable du département achat en compagnie
de ses collaborateurs ainsi que M.EL GOUCHI l coordinateur d’usine et M. HYAN.
Merci également à tous les operateurs avec qui nous avons passé cette période qui était très
enrichissantes pour leur sympathie, conseils et astuces dans le travail.
Et c’est avec une reconnaissance absolue que nous exprimons tout notre respect à tout le corps
professoral de l’Ecole Supérieure des Industries du Textile et de l’Habillement, grâce à qui nous
avons beaucoup appris durant cette année de formation. Ainsi que nos encadrant, Mme
BOUSSFIHA, M. CHADLI ainsi que M. LMARIOUH.
Finalement, nous remercions sincèrement toutes les autres personnes qui ont contribué de près ou de
loin à l'avancement de ce projet et qui ont toujours été très ouverts et accueillants.
Merci…

4
Avant propos :
Le sujet de ce rapport qui est un rapport de stage de pratique des modules : gestion de
l’approvisionnement & planification de la production.
L’objectif du stage d’après le thème est d’abord de concrétiser les connaissances acquises lors de la
formation à l’école, en sachant que cette dernière avait un aspect plus théorique que pratique.
Les buts principaux sont comme suit :
Appréhender, par le concret, les contraintes économiques, humaines et techniques du milieu
professionnel.
Observer et analyser, à travers des situations réelles, les différents éléments d’une stratégie globale
d’entreprise
Observer et comprendre le fonctionnement d’une équipe de production et de service.
Observer la réalité des contraintes en matière de sécurité, d’hygiène et d’ergonomie dans le milieu
professionnel.
Utiliser et valider ses acquis dans le domaine de la communication, en mettant en œuvre de
véritables relations, avec les différents interlocuteurs de l’entreprise.
Acquérir des compétences spécifiques définies par le référentiel relatif aux tâches professionnelles.
Utiliser, évaluer et valider ses acquis en enseignement général ainsi que dans les domaines
professionnels.
Démontrer ses capacités à s’insérer dans une équipe et travailler en situation réelle.
En outre, ce stage joue un rôle indispensable du stagiaire, en fait, il développe ses connaissances
personnelles et le prépare à faire face aux difficultés du travail.

5
II.. PPRREESSEENNTTAATTIIOONN DDEE LL’’EENNTTRREEPPRRIISSEE ::
LLEESS EEAAUUXX MMIINNEERRAALLEESS
DD’’OOUULLMMEESS
6
1. Le secteur d’activité:
Selon la nomenclature marocaine des activités, publiée en janvier 1999 par la Direction de la Statistique, l’« industrie des eaux de table » et la « Production des boissons Rafraîchissantes » sont des Activités de la sous-branche « Industrie des Boissons » dans le cadre de la branche « Industries Alimentaires ».
Aujourd’hui, le marché de l’eau minérale au Maroc est en phase de croissance et présente un potentiel de développement important. Le secteur agroalimentaire est l’un des secteurs moteurs de l’économie marocaine. Il contribue a hauteur d’un tiers du PIB industriel et 8 % du PIB national pour une production de plus de 5,4 milliards d’euros et dégage 1,6 milliards d’euros de valeur ajoutée.
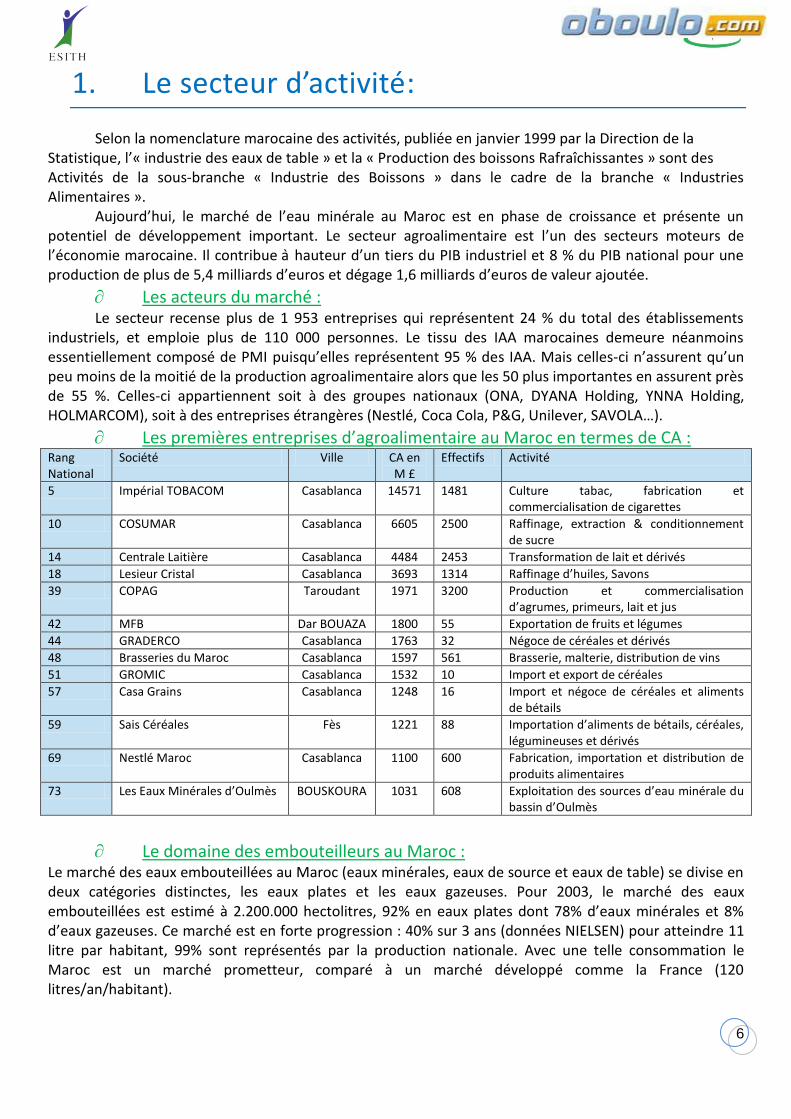
Les acteurs du marché : Le secteur recense plus de 1 953 entreprises qui représentent 24 % du total des établissements industriels, et emploie plus de 110 000 personnes. Le tissu des IAA marocaines demeure néanmoins essentiellement composé de PMI puisqu’elles représentent 95 % des IAA. Mais celles-ci n’assurent qu’un peu moins de la moitié de la production agroalimentaire alors que les 50 plus importantes en assurent près de 55 %. Celles-ci appartiennent soit à des groupes nationaux (ONA, DYANA Holding, YNNA Holding, HOLMARCOM), soit à des entreprises étrangères (Nestlé, Coca Cola, P&G, Unilever, SAVOLA…).
Les premières entreprises d’agroalimentaire au Maroc en termes de CA : Rang National
Société Ville CA en M £
Effectifs Activité
5 Impérial TOBACOM Casablanca 14571 1481 Culture tabac, fabrication et commercialisation de cigarettes
10 COSUMAR Casablanca 6605 2500 Raffinage, extraction & conditionnement de sucre
14 Centrale Laitière Casablanca 4484 2453 Transformation de lait et dérivés
18 Lesieur Cristal Casablanca 3693 1314 Raffinage d’huiles, Savons
39 COPAG Taroudant 1971 3200 Production et commercialisation d’agrumes, primeurs, lait et jus
42 MFB Dar BOUAZA 1800 55 Exportation de fruits et légumes
44 GRADERCO Casablanca 1763 32 Négoce de céréales et dérivés
48 Brasseries du Maroc Casablanca 1597 561 Brasserie, malterie, distribution de vins
51 GROMIC Casablanca 1532 10 Import et export de céréales
57 Casa Grains Casablanca 1248 16 Import et négoce de céréales et aliments de bétails
59 Sais Céréales Fès 1221 88 Importation d’aliments de bétails, céréales, légumineuses et dérivés
69 Nestlé Maroc Casablanca 1100 600 Fabrication, importation et distribution de produits alimentaires
73 Les Eaux Minérales d’Oulmès BOUSKOURA 1031 608 Exploitation des sources d’eau minérale du bassin d’Oulmès
Le domaine des embouteilleurs au Maroc : Le marché des eaux embouteillées au Maroc (eaux minérales, eaux de source et eaux de table) se divise en deux catégories distinctes, les eaux plates et les eaux gazeuses. Pour 2003, le marché des eaux embouteillées est estimé à 2.200.000 hectolitres, 92% en eaux plates dont 78% d’eaux minérales et 8% d’eaux gazeuses. Ce marché est en forte progression : 40% sur 3 ans (données NIELSEN) pour atteindre 11 litre par habitant, 99% sont représentés par la production nationale. Avec une telle consommation le Maroc est un marché prometteur, comparé à un marché développé comme la France (120 litres/an/habitant).

7
2. ENTREPRISE : Les Eaux Minérales d’Oulmès
La société « les eaux minérales d’Oulmès S.A », « EMO » est une entreprise marocaine qui intervient dans le secteur agro-alimentaire, notamment dans la production et la commercialisation des eaux minérales et des boissons gazeuses.
L’EMO est classé dans l’environnement répétitif par rapport au flux de produit car les volumes de production annuels sont énormes, les lignes de fabrication sont dédié par familles (exemple : Soda), les opérations de processus sont synchronisées.
L’entreprise anticipe la demande élevée durant la haute saison par la production sur stock, tout en risquant l’inflation du coût stockage et la péremption.
1. Fiche D’identité :
Raison sociale les Eaux Minérales d’Oulmès Statut juridique Société Anonyme
Secteur d'Activité Boissons
Date de constitution 01 janvier 1934
Capital Social 198 000 000,00 MAD
Président Directeur Général Mohamed Hassan BENSALAH
Administrateur Directeur Général Meriem BENSALAH CHEKROUN
Directeur Administrateur Financier Ali CHAMI
Siège Social Z.I BOUSKOURA 20 180. Casablanca
Téléphone (212) 0522 33 47 42 / 45
Fax (212) 0522 33 47 52
Site Internet www.oulmes.ma
Commissaires aux Comptes FIDARCO / ERNST & YOUNG
Date d'introduction à la Bourse 13 août 1943
Surface total Siège & dépôt Casablanca 10000 m² dont 4 700 m² couverts
Usine TARMILATE 12 000 m² dont 8 700 m² couverts
Usine BOUSKOURA Unité pour les préformes et unité pour l’embouteillage de l’eau de table 10 000 m² dont 6000 couvert Unité pour soft drink
Objet social : Exploitation et commerce de toutes eaux minérales. boissons gazeuses. eaux de table. bières. limonades. sodas et dérivés. Et plus généralement. toutes opérations commerciales. industrielles. financières. mobilières et immobilières se rapportant directement ou indirectement à l'objet social et à tous objets similaires ou connexes.

8
2. Présentation de l’entreprise et des sociétés apparentées :
Les Eaux Minérales d’Oulmès, filiale du groupe HOLMARCOM (Holding Marocaine Commerciale et Financière) et leader national des eaux embouteillées, réalise près de 1,032 Milliard de dirhams de C.A. et compte 1 400 collaborateurs l’entreprise appartient au Groupe HOLMARCOM sous la Présidence de Feu Abdelkader BENSALAH. Qui a animé ses collaborateurs de son esprit de rigueur, de respect et d’ouverture, avec sa forte sensibilité à l’épanouissement de l’Homme. Puis sous l’impulsion de son Président Directeur Général Mohamed Hassan BENSALAH, qui affronte de nouveaux défis avec dynamisme et une forte volonté de développement.
3. Actionnariat :
Les principaux actionnaires se présentent ainsi :
4. Activités & Produits :
Les Eaux Minérales d’Oulmès se charge de la mise en bouteille et de la commercialisation au Maroc des marques suivantes :
Eaux minérales naturelle SIDI ALI (Source Sidi Ali Chérif) non gazeuse conditionnée en :
Pack de 12 bouteilles de 50 cl en PET (Polyéthylène téréphtalate).
Pack de 6 bouteilles de 150 cl en PET.
Carton de 24 bouteilles de 50 cl en PET.
Carton de 12 bouteilles de 150 cl en PET.
Pack de 6 bouteilles de 50 cl bouchon sport cap en PET.
Carton de 12 bouteilles aromatisées.
24%
22%
19%
11%
10%
10%4%
Principaux Actionnaires
Holmarcom
OMI
Assurance Atlanta
Société chérifienne de participations
Assurance SANAD

9
Eaux minérales naturellement gazeuse OULMES (source LALLA Haya) conditionnée en :
Pack de 12 bouteilles de 50 cl en PET.
Pack de 6 bouteilles de 100 cl en PET.
Caisses plastique de 30 bouteilles de 20 cl en verre consigné.
Caisse plastique de 30 bouteilles de 25 cl en verre consigné.
Caisse plastique de 12 bouteilles de 90 cl en verre consigné.
Caisse plastique de 12 bouteilles de 100 cl en verre consigné.
Eaux minérales naturelle légèrement gazeuse OULMES (Source LALLA Haya) conditionnée en :
Pack de 12 bouteilles de 50 cl en PET
Pack de 6 bouteilles de 100 cl en PET
Eaux minérales naturelle « AIN ATLASS » non gazeuse en :
Bouteilles de 5 cl en PET
Bouteilles de 150 cl en PET
Bouteilles de 5 litres en PET
Eaux de table « BAHIA » non gazeuse conditionné à BOUSKOURA en :
Pack de 12 bouteilles de 150 cl en PET
Bonbonne de 5l litres en PET
Les produits Pepsi Co :
Pepsi, Pepsi Max, Pepsi Diet
Mirinda Orange, Mirinda Citron, Mirinda Tropical
7up, 7up Diet
Classification par rapport au chiffre d’affaire montre que Sidi Ali est le plus important des produits, suivi des Sodas.
A SIDI ALI SODA
B OULMES
C BAHIA
AIN ATLAS
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0
100 000 000
200 000 000
300 000 000
400 000 000
500 000 000
600 000 000
Sidi Ali SODA OULMES BAHIA AIN ATLAS
C.A
%
B
C
A

10
5. Organisation :
Directeur Marketing
Asmaa EL JAY
Responsable département Achats
Kamal RAHHAOUI
Directeur Système d’information
OUKACHA MAHI
Président Directeur Général Mohamed Hassan BENSALAH
Administrateur Directeur Général Miriem BENSALAH CHAQROUN
Directeur Général ABDELKHALEK EL YOUBI
Directeur Commercial
Otman NADIFI
Responsable département Ressources humaines
Majid JNAINI
Responsable département Logistique
Abdallah MKAOURI
Directeur Qualité Mohammed CHILLALI
Directeur juridique
BOUBKER GUERCH
Directeur Usine BOUSKOURA
Mohamed SOUAL
Directeur Financier
Ali CHAMI Directeur Usine TARMILATE
Abdelfattah HANI
Responsable Recherche & Développement
MKOUM

11
6. L’historique de l’entreprise et les dates clés :
•Découverte de la Source « Lalla Haya »1932
•Autorisation de l’exploitation de la source.1933
•La Première bouteille d’Oulmès est sur le marché.1934
•Introduction à la bourse de Casablanca, premier événement majeur1949
•Découverte de la source "Sidi Ali Chérif". Contrôlée pendant 5 ans.1972
•Exploitation de la source "Sidi Ali Chérif " donnant naissance à la marque"Sidi Ali"1978
•Premier spot télé.1995
•Certifiée AFAQ ISO 9002 Version 1994.1999
•Lancement d’Oulmès Légère, nouvelle usine de fabrication, lancement d’uneeau de table "Bahia".2001
•Certifié ISO 9001 version 2000, partenariat avec ‘’Pepsi International‘’2002
•Production et commercialisation des Soft-drinks.2003
•Lancement de ‘’Sidi Ali‘’ Bouchon Sport 75 cl.2004
•Lancement de Bahia 5 L et fontaine 18 Litres, la gamme aromatisée de SidiAli, Lancement de Sidi Ali 75 cl.2005
•Mise en place d'un réseau de distribution procurant, outre les 750 emploisdirects et plus de 2000 autres liées à la distribution à travers un parc globalede 350 véhicules..
2007
•lancement de « Ain Atlas », nouvel eau minérale2009
12
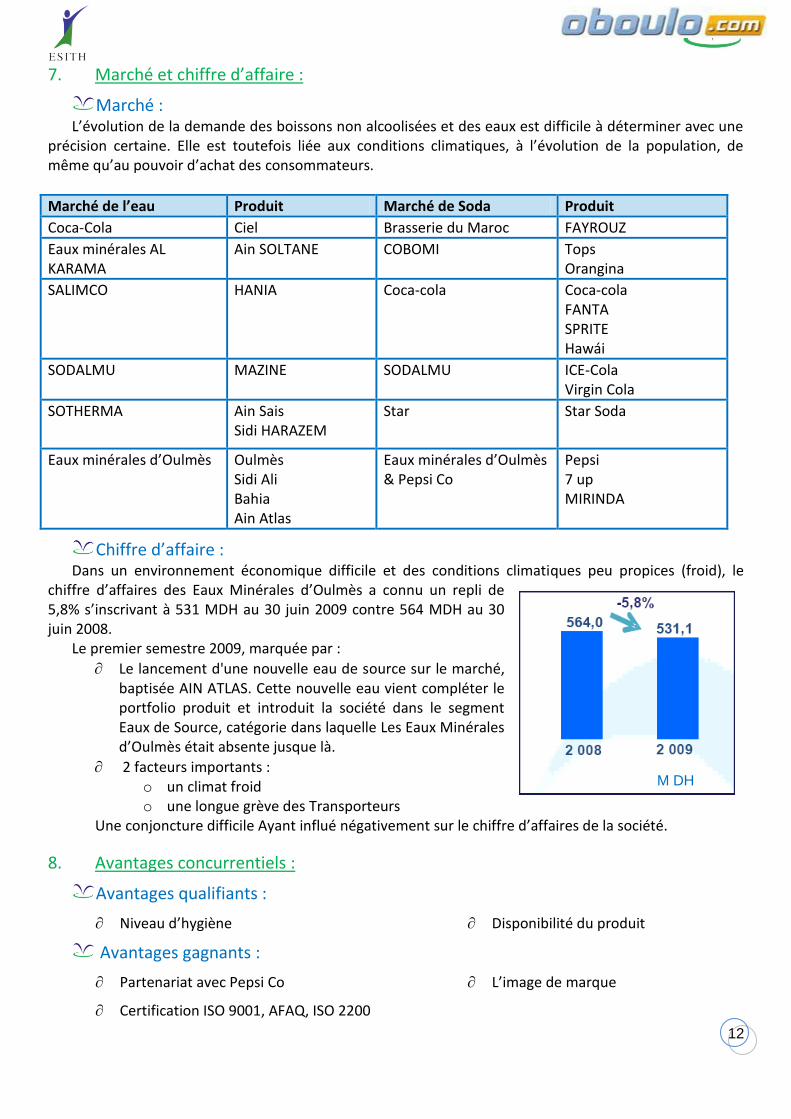
7. Marché et chiffre d’affaire :
Marché : L’évolution de la demande des boissons non alcoolisées et des eaux est difficile à déterminer avec une
précision certaine. Elle est toutefois liée aux conditions climatiques, à l’évolution de la population, de même qu’au pouvoir d’achat des consommateurs.
Marché de l’eau Produit Marché de Soda Produit
Coca-Cola Ciel Brasserie du Maroc FAYROUZ
Eaux minérales AL KARAMA
Ain SOLTANE COBOMI Tops Orangina
SALIMCO HANIA Coca-cola Coca-cola FANTA SPRITE Hawái
SODALMU MAZINE SODALMU ICE-Cola Virgin Cola
SOTHERMA Ain Sais Sidi HARAZEM
Star Star Soda
Eaux minérales d’Oulmès Oulmès Sidi Ali Bahia Ain Atlas
Eaux minérales d’Oulmès & Pepsi Co
Pepsi 7 up MIRINDA
Chiffre d’affaire : Dans un environnement économique difficile et des conditions climatiques peu propices (froid), le
chiffre d’affaires des Eaux Minérales d’Oulmès a connu un repli de 5,8% s’inscrivant à 531 MDH au 30 juin 2009 contre 564 MDH au 30 juin 2008.
Le premier semestre 2009, marquée par :
Le lancement d'une nouvelle eau de source sur le marché, baptisée AIN ATLAS. Cette nouvelle eau vient compléter le portfolio produit et introduit la société dans le segment Eaux de Source, catégorie dans laquelle Les Eaux Minérales d’Oulmès était absente jusque là.
2 facteurs importants : o un climat froid o une longue grève des Transporteurs
Une conjoncture difficile Ayant influé négativement sur le chiffre d’affaires de la société.
8. Avantages concurrentiels :
Avantages qualifiants :
Niveau d’hygiène Disponibilité du produit
Avantages gagnants :
Partenariat avec Pepsi Co
Certification ISO 9001, AFAQ, ISO 2200
L’image de marque
M DH

13
9. Identifications des clients :
Client « direct » : lieu de vente (Casablanca, Fès, Tétouan, et Marrakech) accessible au
consommateur final dont la livraison est assurée par nos soins.
Client dépositaire : distributeur agrée par Oulmès sur un secteur donné.
Client « spécial » : client dont le traitement de la commande répond à des exigences
spécifiques.
10. La concurrence :
Les concurrents :
Tous les concurrents dans le marché marocain sont classés suivant leur part de marché dans le graphique suivant :
63%
31% 2%
1%
3%
4%
Répartition du marché entre les clients
Indirect
Direct
GNS
Export
Divers
48%
29%15%
5%
3%
8%
Part de marché EAUX
SIDI ALI
AIN SAISS
SIDI HARAZEM
AIN SOLTANE
COCA COLA CIEL

14
Les principaux concurrents
Eaux plates :
Eaux gazeuses :
Ce sont les eaux gazeuses importées, mais elles ne représentent aucun danger pour l’EMO tant qu’il n’y a toujours pas de libre échange.
Soda :
90%10%
10%
Part de Marché Eaux Gazeuses
Eaux Minérales d'Oulmès : OULMES & OULMES LEGERE
Importé
13%
85%
2%2%
Part de Marché SODA
Eaux Minérales d'Oulmès
Coca Cola
Ice
Tops
SOTHERMA Ain Saïs
Coca Cola Co Coca-Cola

15
11. L’analyse concurrentielle de la Compagnie : le SWOT :
Forces Faiblesses
Appartenance au 4ème groupe privé Marocain HOLMARCOM
Savoir faire et expertise dans le domaine
Large gamme de produits
Certification ISO 9001, 22 000
Un système ERP non élargie sur tous les départements
Une faible communication entre le service Marketing et Commercial.
L’absence d’une SUPPLY Chain
Opportunités Menaces
Libre échange
Elargissement du contrat avec Pepsi Co
Déclinaison du principal concurrent
Intégration de nouveaux Progiciel, et de nouvelle option dans le système déjà existant
L’investissement dans des nouvelles infrastructures
Concurrence exaspérée
Libre échange

16
II. Gestion des Approvisionnements
17
1. La logistique :
La plupart des entreprises ont pris conscience du rôle très important de la logistique. Ce rôle peut être
résumé à la gestion des flux physiques, informatiques et financiers. Cette gestion se définit par la
planification, l’exécution et le contrôle, tout en optimisant les ressources, en réduisant les coûts et en
améliorant le niveau de service à la clientèle.
La logistique au sein de l’«EMO » peut être considérée en tant que logistique coopérée en voie
d’intégration, depuis l’installation d’un système ERP « JD EDWARD » ORACLE il y a
deux ans. Seuls les départements : achat, marketing, commerciale, … y sont
intégrés. La propagation de ce système ne prend pas grand temps, car le staff suit des formations
continues, et le plan de formation est acharné.
2. L’approvisionnement :
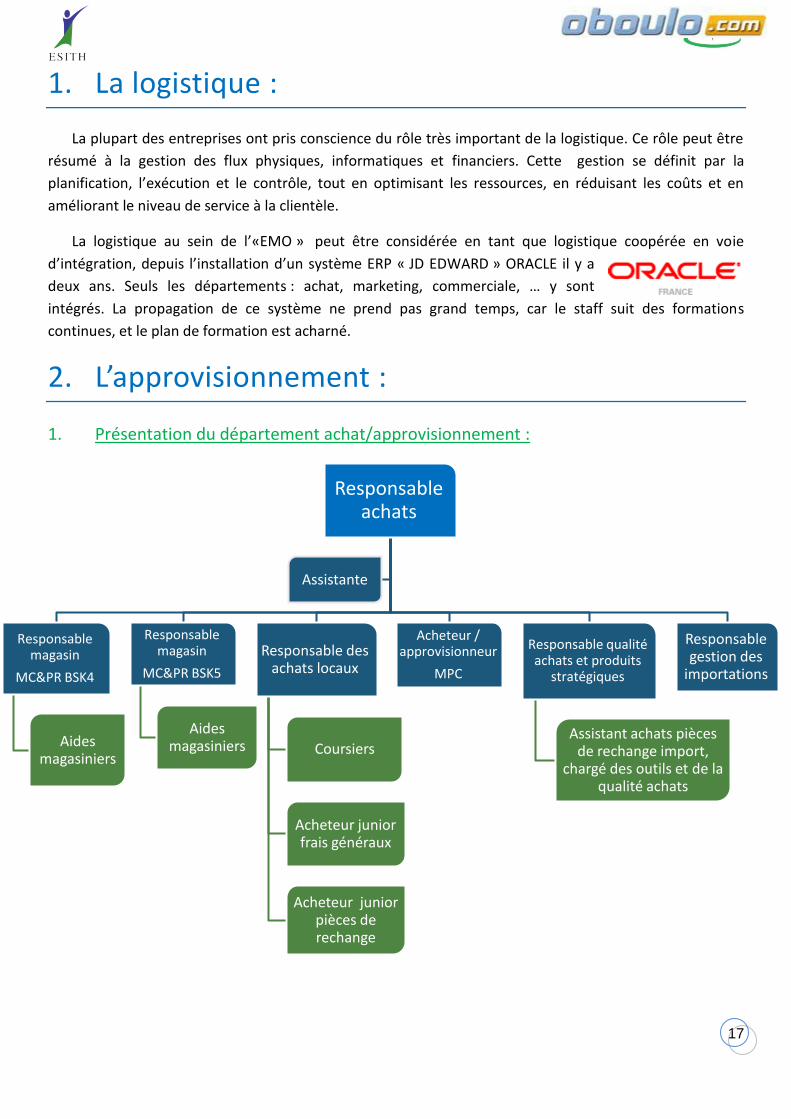
1. Présentation du département achat/approvisionnement :
Responsable achats
Responsable magasin
MC&PR BSK4
Aides magasiniers
Responsable magasin
MC&PR BSK5
Aides magasiniers
Responsable des achats locaux
Coursiers
Acheteur junior frais généraux
Acheteur junior pièces de rechange
Acheteur / approvisionneur
MPC
Responsable qualité achats et produits
stratégiques
Assistant achats pièces de rechange import,
chargé des outils et de la qualité achats
Responsable gestion des
importations
Assistante
18
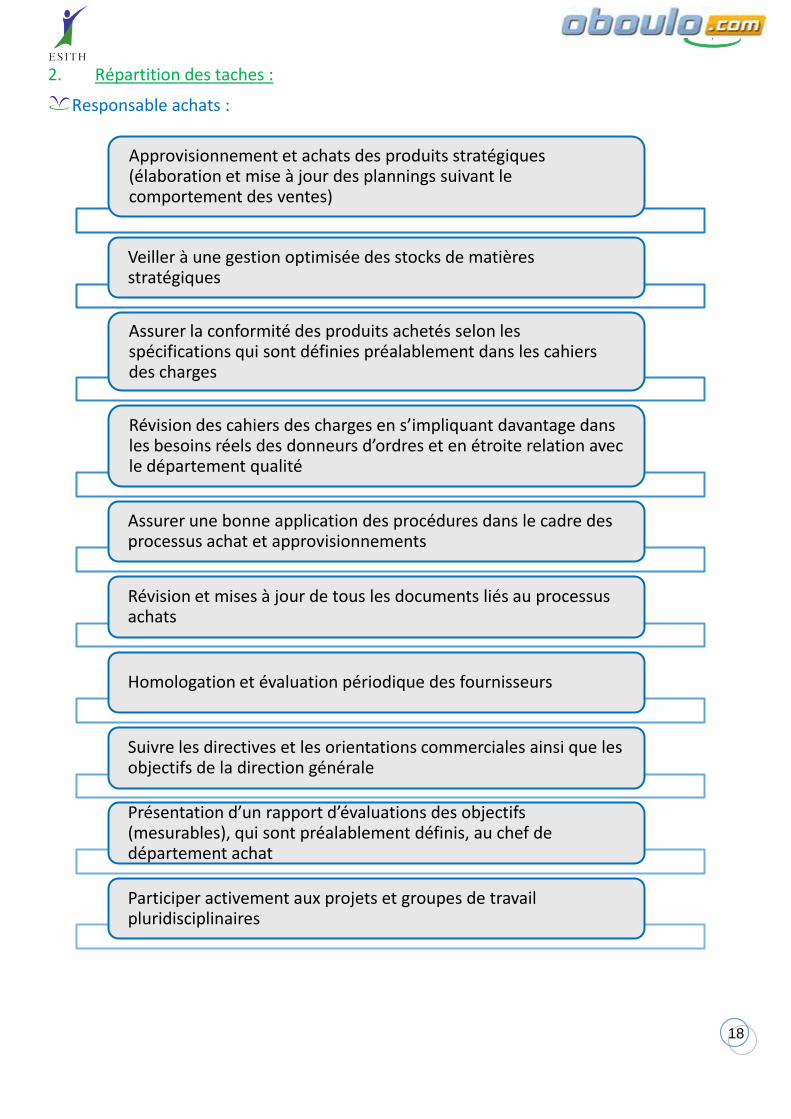
2. Répartition des taches :
Responsable achats :
Approvisionnement et achats des produits stratégiques (élaboration et mise à jour des plannings suivant le comportement des ventes)
Veiller à une gestion optimisée des stocks de matières stratégiques
Assurer la conformité des produits achetés selon les spécifications qui sont définies préalablement dans les cahiers des charges
Révision des cahiers des charges en s’impliquant davantage dans les besoins réels des donneurs d’ordres et en étroite relation avec le département qualité
Assurer une bonne application des procédures dans le cadre des processus achat et approvisionnements
Révision et mises à jour de tous les documents liés au processus achats
Homologation et évaluation périodique des fournisseurs
Suivre les directives et les orientations commerciales ainsi que les objectifs de la direction générale
Présentation d’un rapport d’évaluations des objectifs (mesurables), qui sont préalablement définis, au chef de département achat
Participer activement aux projets et groupes de travail pluridisciplinaires

19
Responsable du magasin des matières consommables :
Gérer le stock matières consommable selon la méthode F.I.F.O, les stocks min et max, les objectifs fixés pour les indicateurs de stock.
Réceptionner les livraisons matières consommables
Superviser la réception des livraisons matières et articles
Assurer le contrôle quantitatif à la réception
Superviser le rangement et les manutentions
Superviser l’expédition des pièces et articles relevant de son magasin.
Emettre les ordres de livraisons pour les matières dont la capacité de stockage est limitée (PET, intercalaires)
Superviser l’élaboration de l’état journalier des réceptions, pièces de rechanges et articles.
Identifier les lots des matières premières
20
3. Gestion des approvisionnements : L’approvisionnement de toutes les matières est centralisé dans le département achat et qui est
géré par le système JD Edwards Enterprise One qui est une suite d’applications intégrée de logiciels ERP complets associant valeur commerciale, technologie standardisée et expérience approfondie de l’industrie en une solution assurant un faible coût total d'exploitation.
Oracle JD Edwards Enterprise One est aussi une application de gestion de l'offre qui aide à optimiser les relations avec les fournisseurs, pour des produits à la fois stratégiques et non-stratégiques, résultant en une chaîne plus souple et adaptable d'approvisionnement. Grâce à l'échange d'informations en temps réel avec les fournisseurs internes et externes les approvisionneurs peuvent:
Répondre efficacement à la demande des clients internes,
Réagir rapidement aux ruptures
Améliorer la rotation des stocks tout en maintenant ou en augmentant la satisfaction client
Réduire les achats hors contrat
4. Le processus des approvisionnements :
L’identification du processus :
Objectif : ce processus est établi et exécuté de manière à assurer une disponibilité continue et stable des matières premières et consommables pour la production sans toute fois flamber le niveau de stock et tombé dans la détérioration ;
Clients : la production en premier lieu, le magasin, la maintenance, le garage d’entretien des moyens de transport (camions & voitures)
Fournisseurs : Direction des ventes (prévisions national & regional) ; Magasins de toutes les infrastructures (niveau des stocks) ; JD EDWARD ; Achat (panel fournisseur).
Inputs : Etat des stocks ; Prévisions ; Données fournisseurs.
Outputs : Besoins de la production ; Planning d’apporvisionnement, réajustement des stocks grace au tableau de bord cidessous.
Activités : Réception des besoins brûtes ; Plannification des approvisionnements ; Réalisation des ces plans ; Suivi de ces plans et de leur performance par les suivants indicateurs :
o Couverture de stock o Rotation du stock o Nombre de rupture de stock o Note fournisseur
Elaborationdu budget annuel
Réception des prévisions de ventes
par produits
Elaboration du plan d'approvisionnement
par produits
Administration des ventes
Service achat
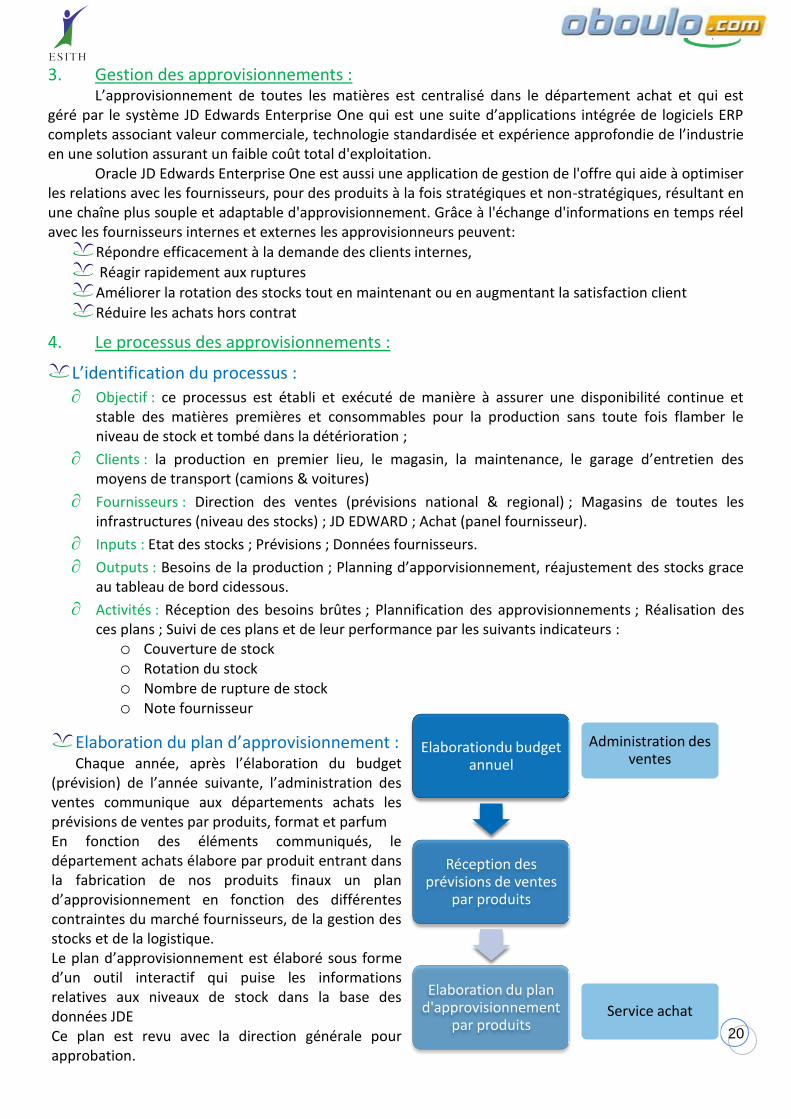
Elaboration du plan d’approvisionnement : Chaque année, après l’élaboration du budget
(prévision) de l’année suivante, l’administration des ventes communique aux départements achats les prévisions de ventes par produits, format et parfum En fonction des éléments communiqués, le département achats élabore par produit entrant dans la fabrication de nos produits finaux un plan d’approvisionnement en fonction des différentes contraintes du marché fournisseurs, de la gestion des stocks et de la logistique. Le plan d’approvisionnement est élaboré sous forme d’un outil interactif qui puise les informations relatives aux niveaux de stock dans la base des données JDE Ce plan est revu avec la direction générale pour approbation.

21
Execution du plan d’approvisionnement : La mise en place récemment d’un système de pilotage des approvisionnements a facilité
énormément le suivi des approvisionnements de nos besoins en matières premières et consommables, ce système de pilotage est consulté quotidiennement par les acheteur afin de suivre l’évolution du stock, en notant que ce dernier est mis à jour systématiquement en liaison avec les sorties saisies sur JDE , ce qui permet de le rapprocher avec les besoins estimatifs de service production et en tenant compte des tendances des ventes afin d’éviter aussi bien des rupture de stock que des sur stockage. Après l’élaboration et validation du budget en fin d’année, le département achats établi le planning d’approvisionnement pour les matières premières et consommables de l’année N+1.
5. Méthodes d’approvisionnement : Définir une politique d’approvisionnement consiste à répondre à quatre questions :
QUOI (quel produit) faut-il réapprovisionner ? QUAND faut-il réapprovisionner ? COMBIEN faut-il réapprovisionner ? A QUEL PRIX ? La méthode adoptée par la société « EMO » est : le point de commande et MRP. Un tableau de bord de stock présenté sous fichier EXCEL avec macros activés, un fichier qui a pour source de donnée le système ERP « JD EDWARD ». Le service achat réalise l’approvisionnement de toutes les usines filiales des « EMO ».
22
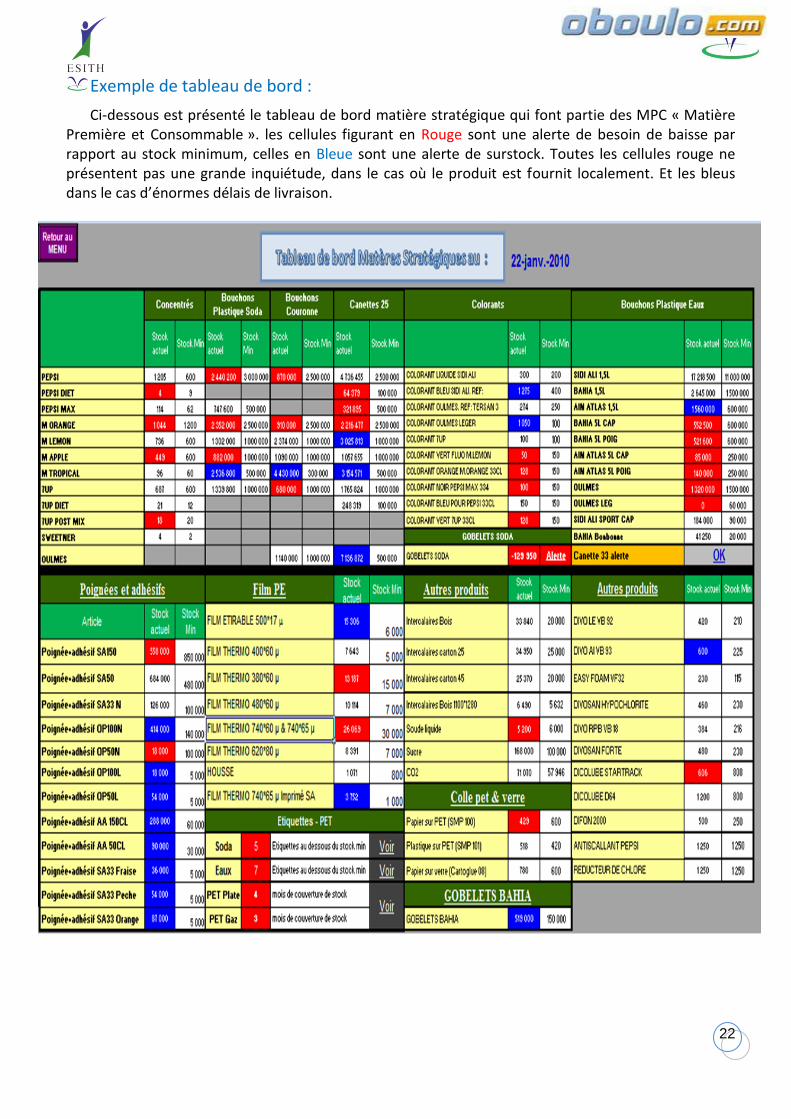
Exemple de tableau de bord :
Ci-dessous est présenté le tableau de bord matière stratégique qui font partie des MPC « Matière Première et Consommable ». les cellules figurant en Rouge sont une alerte de besoin de baisse par rapport au stock minimum, celles en Bleue sont une alerte de surstock. Toutes les cellules rouge ne présentent pas une grande inquiétude, dans le cas où le produit est fournit localement. Et les bleus dans le cas d’énormes délais de livraison.
23
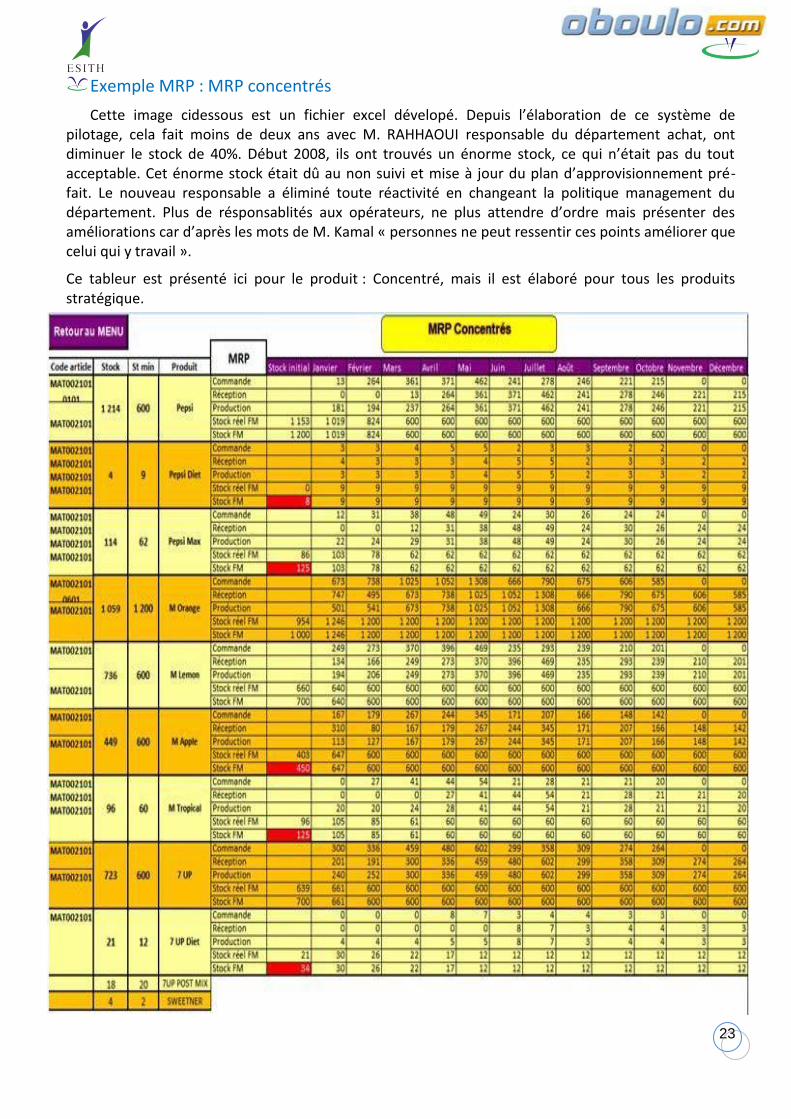
Exemple MRP : MRP concentrés
Cette image cidessous est un fichier excel dévelopé. Depuis l’élaboration de ce système de pilotage, cela fait moins de deux ans avec M. RAHHAOUI responsable du département achat, ont diminuer le stock de 40%. Début 2008, ils ont trouvés un énorme stock, ce qui n’était pas du tout acceptable. Cet énorme stock était dû au non suivi et mise à jour du plan d’approvisionnement pré-fait. Le nouveau responsable a éliminé toute réactivité en changeant la politique management du département. Plus de résponsablités aux opérateurs, ne plus attendre d’ordre mais présenter des améliorations car d’après les mots de M. Kamal « personnes ne peut ressentir ces points améliorer que celui qui y travail ».
Ce tableur est présenté ici pour le produit : Concentré, mais il est élaboré pour tous les produits stratégique.

24
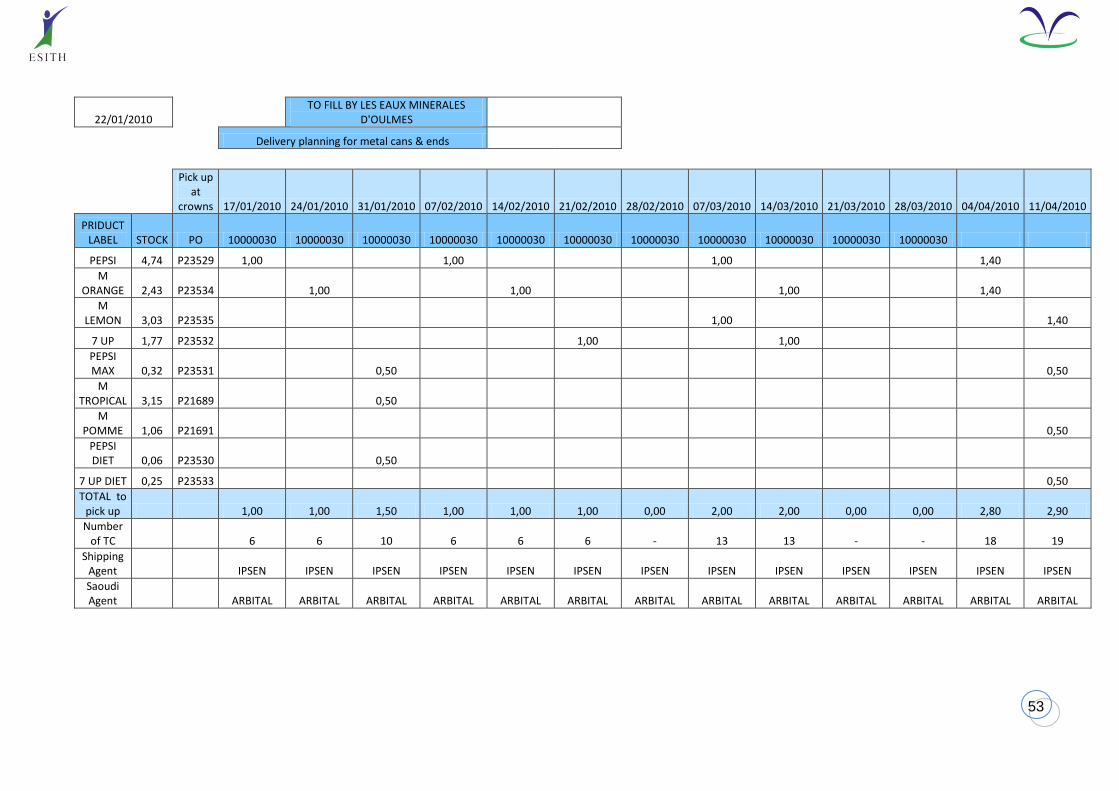
Planning de livraison :
Pour objectif de diminuer les frais surtout du transport, le regroupement des commandes est favorisé, le plan d’approvisionnement est partagé avec les fournisseurs, tous les produits approvisionnés en grande quantité durant toute l’année sont commandé par des commandes ouvertes sur toute l’année ; ces livraisons sont suivi de près ce qui diminue jusqu’à élimine toute non-conformité. Notre suggestion de mettre en place un indicateur de taux de service aurait été sans aucune utilité. Dans le tableau ci-dessous figure un exemple de planning de livraison :
22/01/2010
TO FILL BY LES EAUX MINERALES D'OULMES
Delivery planning for metal cans & ends
PICK up AT crowns 17/01/2010 24/01/2010 31/01/2010 07/02/2010
PRIDUCT LABEL STOCK PO 10000030,00 10000030,00 10000030,00 10000030,00
PEPSI 4,74 P23529 1,00 1,00
M ORANGE 2,43 P23534 1,00
M LEMON 3,03 P23535
7 UP 1,77 P23532
PEPSI MAX 0,32 P23531 0,50
M TROPICAL 3,15 P21689 0,50
M POMME 1,06 P21691
PEPSI DIET 0,06 P23530 0,50
7 UP DIET 0,25 P23533
TOTAL to PICK up 1,00 1,00 1,50 1,00
N° of TC 6 6 10 6
Shipping Agent IPSEN IPSEN IPSEN IPSEN
Saoudite Agent ARBITAL ARBITAL ARBITAL ARBITAL
Contact
Ahmed TAKI 9662659024
96626573113
Ahmed TAKI 9662659024
96626573113
Ahmed TAKI 9662659024
96626573113
Ahmed TAKI 9662659024
96626573113
TO FILL BY CROWN JEDDAH
SCHEDULED
PRODUCED
PICKED BY FORWORDER
TO FILL BY TRANSPORTER
DATE D'ENLEVEMENT
Date d'embarquement
N° de BL
Date Prévu d'arrivée
TO FILL BY LES EAUX MINERALES D'OULMES
ETA TRANSSHIPMENT
ARRIVED to CASA-PORT
ARRIVED to FACTORY

25
6. Inventaire et précision des stocks :
Ces stocks figurants dans les deux fichiers si dessus sont théoriques, l’écart entre le théorique et le physique peut créer d’importants problème pour l’approvisionneur. Pour ne pas tomber dans ce dilemme, des inventaires sont programmées ; il en existe 4 types
Day to Day : pour le producteur, et pour récupérer tout écart entre le stock et le système
Périodique : chaque quinzaine pour vérifier le respect du FIFO
Mensuel : pour le finance, « la trésorerie »
Semestriel : pour le commissariat au compte
Ci-dessous un exemple de fiche d’inventaire :
Inventaire magasin produit fini
MAX
Pepsi
50cl 100CL 125CL
Palette Pack Palette Pack Palette Pack
MIRINDA Orange
50cl 100CL 125 150cl 200cl
palette pack palette pack palette pack palette pack palette pack
Calcule de taux de précision :
Le magasin de stockage de produit finis est tracé en 6 zones :
Zone A : PET 1
Zone B : PET 2
Zone C & D : Verre
Zone E & F : Cannette
Les fiches inventaires sont considéré comme documents confidentiels, nous avons pu nous procuré un document de 2006. Le taux de précision calculé selon la méthode vu en cours (les indices) : est de 92%. D’après le responsable du magasin produit fini BOUSKOURA, depuis 2006, une grande évolution a été faite avec l’integration du système ERP, le taux d’écart à beaucoup diminuer, pour arrivé à 98%.

26
ETAT CONCILIATION MENSUEL Février 2006
Magasin produit fini
4 unités de ventes => 122,49 DH
Produit Stock initial Total Entrée
Total Sortie
Stock Calculé
Stock Physique
Ecart
Pep
si
PET
50 cl 5019 15294 14846 5467 5467 0
100cl 0 0 0 0 0 0
125cl 19285 14129 19763 13651 13651 0
150cl 7871 3396 8845 2422 2422 0
200cl 4556 5959 6390 4125 4125 0
VERRE 25cl 14302 46975 53296 7981 7981 0
100cl 4276 7986 7751 4511 4510 1
7 U
P
PET
50 cl 5550 15490 11650 9390 9390 0
100cl 96 0 0 96 96 0
125cl 4261 6787 5243 5805 5805 0
150cl 4956 0 2246 2710 2710 0
200cl 8626 0 3006 5620 5620 0
VERRE 25cl 1427 17077 14364 4140 4140 0
100cl 5255 0 1718 3537 3537 0
MIR
IND
A O
RA
NG
E
PET
50 cl 8053 6805 8511 6347 6347 0
100cl 0 0 0 0 0 0
125cl 4465 11787 6719 9533 9533 0
150cl 6009 0 1603 4406 4406 0
200cl 5984 2572 3692 4864 4864 0
VERRE 25cl 4925 29109 28392 5642 5642 0
100cl 5098 8577 3452 10223 10222 1
MIR
IND
A P
OM
ME
PET
50 cl 2615 2543 3454 1704 1704 0
100cl 0 0 0 0 0 0
125cl 1605 4076 2825 2356 2355 1
150cl 0 0 0 0 0 0
200cl 32 0 0 32 32 0
VERRE 25cl 4775 16985 7489 14271 14271 0
100cl 0 0 0 0 0 0
MIR
IND
A A
NA
NA
S PET
50 cl 3424 3548 3363 3609 3609 0
100cl 0 0 0 0 0 0
125cl 4870 2693 3131 4432 4432 0
150cl 1343 0 593 750 750 0
200cl 26 1742 1680 88 88 0
VERRE 25cl 11611 0 4656 6955 6955 0
100cl 1276 0 540 736 736 0
PEPSI DIET
50 cl 1183 1583 575 2191 2191 0
100cl 3870 0 3139 731 731 0
125cl 0 0 0 0 0 0
7 UP DIET
50 cl 2967 0 597 2370 2370 0
100cl 717 3328 1662 2383 2383 0
125cl 0 0 0 0 0 0
CA
NN
ETTE
PEPSI 6692 5092 7024 4760 4760 0
7 UP 7290 5125 5107 7308 7308 0
M ORANGE 2782 8870 6192 5460 5460 0
PEPSI DIET 1454 2418 817 3055 3055 0
7 UP DIET 1581 1463 169 3875 3875 0
M POMME 5330 2000 4598 2732 2732 0
ANANAS 2111 5214 5313 2112 2111 1
BIB
PEPSI 20L 60 150 136 74 74 0
7 UP 10L 213 0 97 116 116 0
M ORANGE 10L 99 46 94 51 51 0
PEPSI DIET 10L 134 0 50 84 84 0
TOTAL 188074 258819 264788 182705 182701 4
Taux de Précision 92%
Taux d'écart 8%
27
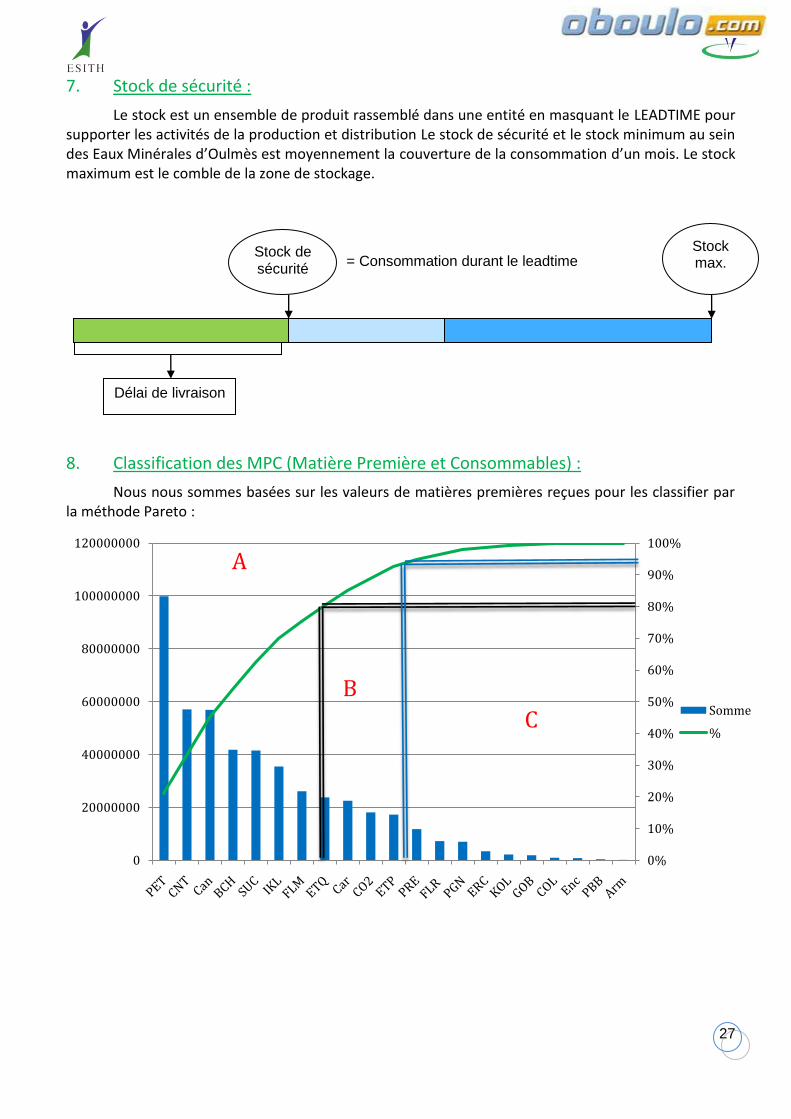
7. Stock de sécurité :
Le stock est un ensemble de produit rassemblé dans une entité en masquant le LEADTIME pour supporter les activités de la production et distribution Le stock de sécurité et le stock minimum au sein des Eaux Minérales d’Oulmès est moyennement la couverture de la consommation d’un mois. Le stock maximum est le comble de la zone de stockage.
8. Classification des MPC (Matière Première et Consommables) :
Nous nous sommes basées sur les valeurs de matières premières reçues pour les classifier par la méthode Pareto :
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0
20000000
40000000
60000000
80000000
100000000
120000000
Somme
%
A
B
C
Délai de livraison
Stock max.
Stock de sécurité
= Consommation durant le leadtime
28
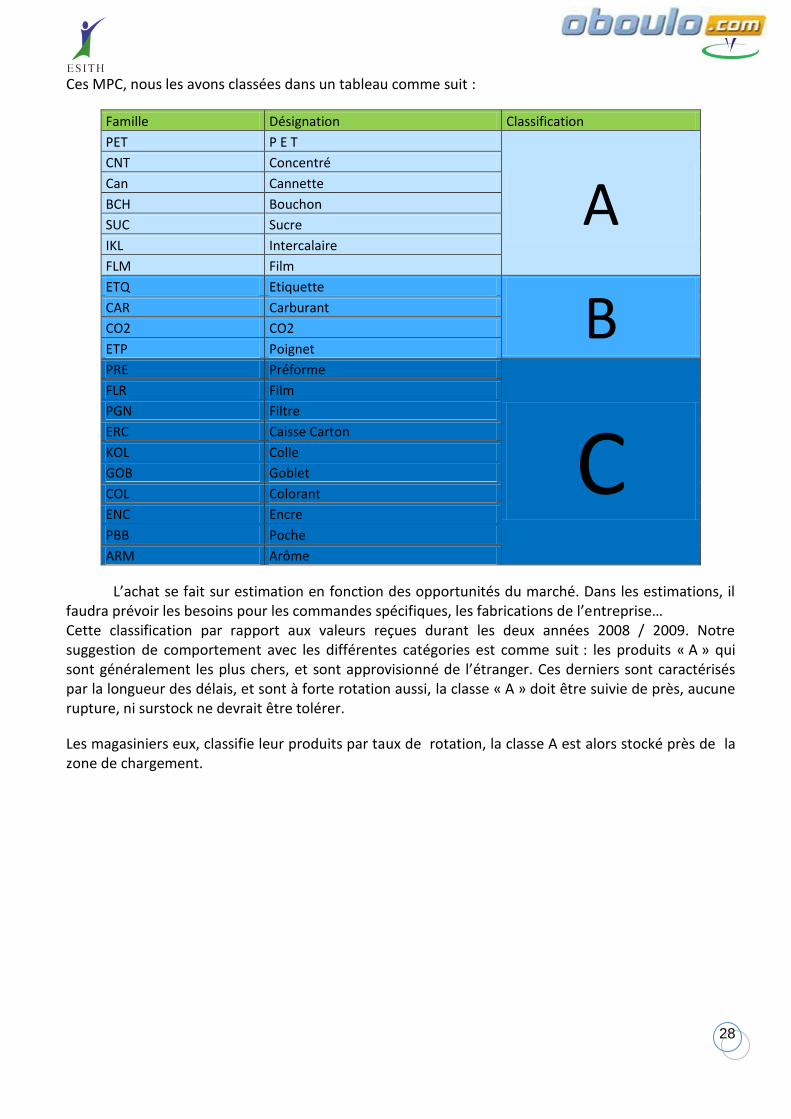
Ces MPC, nous les avons classées dans un tableau comme suit :
Famille Désignation Classification
PET P E T
A CNT Concentré
Can Cannette
BCH Bouchon
SUC Sucre
IKL Intercalaire
FLM Film
ETQ Etiquette
B CAR Carburant
CO2 CO2
ETP Poignet
PRE Préforme
C FLR Film
PGN Filtre
ERC Caisse Carton
KOL Colle
GOB Goblet
COL Colorant
ENC Encre
PBB Poche
ARM Arôme
L’achat se fait sur estimation en fonction des opportunités du marché. Dans les estimations, il faudra prévoir les besoins pour les commandes spécifiques, les fabrications de l’entreprise… Cette classification par rapport aux valeurs reçues durant les deux années 2008 / 2009. Notre suggestion de comportement avec les différentes catégories est comme suit : les produits « A » qui sont généralement les plus chers, et sont approvisionné de l’étranger. Ces derniers sont caractérisés par la longueur des délais, et sont à forte rotation aussi, la classe « A » doit être suivie de près, aucune rupture, ni surstock ne devrait être tolérer.
Les magasiniers eux, classifie leur produits par taux de rotation, la classe A est alors stocké près de la zone de chargement.

29
II. Planification de
la production
30
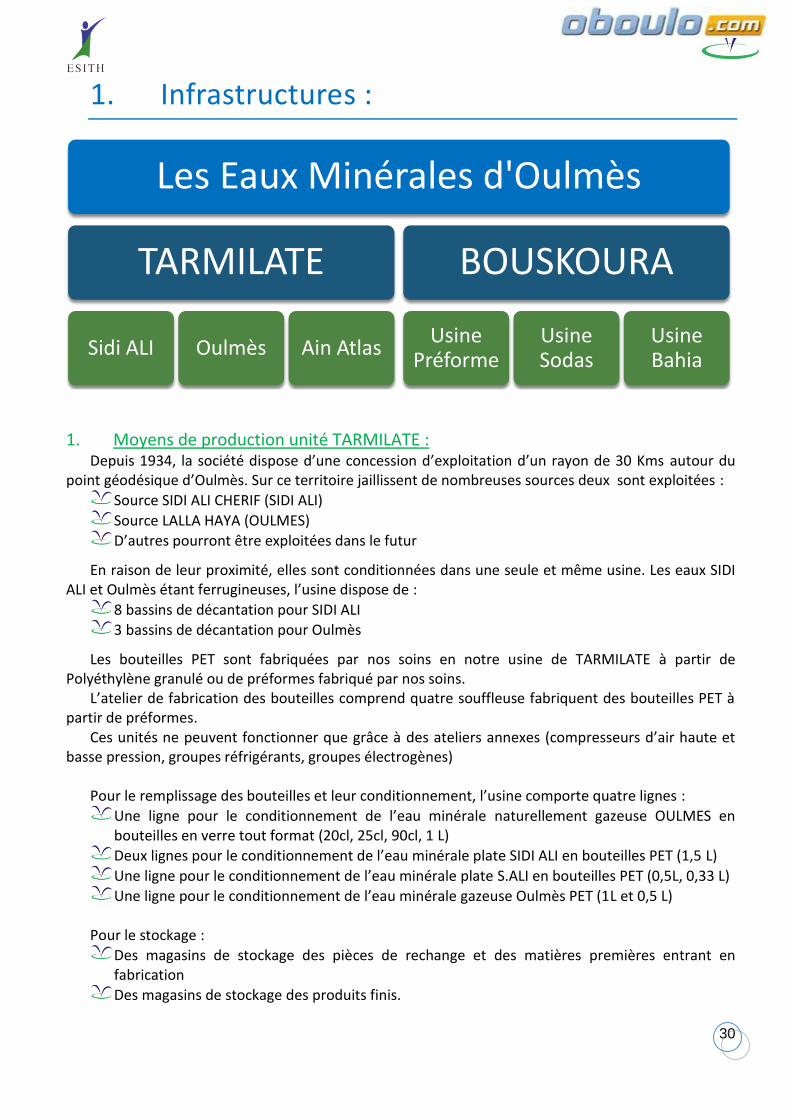
1. Infrastructures :
1. Moyens de production unité TARMILATE : Depuis 1934, la société dispose d’une concession d’exploitation d’un rayon de 30 Kms autour du
point géodésique d’Oulmès. Sur ce territoire jaillissent de nombreuses sources deux sont exploitées :
Source SIDI ALI CHERIF (SIDI ALI)
Source LALLA HAYA (OULMES)
D’autres pourront être exploitées dans le futur
En raison de leur proximité, elles sont conditionnées dans une seule et même usine. Les eaux SIDI ALI et Oulmès étant ferrugineuses, l’usine dispose de :
8 bassins de décantation pour SIDI ALI
3 bassins de décantation pour Oulmès
Les bouteilles PET sont fabriquées par nos soins en notre usine de TARMILATE à partir de Polyéthylène granulé ou de préformes fabriqué par nos soins.
L’atelier de fabrication des bouteilles comprend quatre souffleuse fabriquent des bouteilles PET à partir de préformes.
Ces unités ne peuvent fonctionner que grâce à des ateliers annexes (compresseurs d’air haute et basse pression, groupes réfrigérants, groupes électrogènes)
Pour le remplissage des bouteilles et leur conditionnement, l’usine comporte quatre lignes :
Une ligne pour le conditionnement de l’eau minérale naturellement gazeuse OULMES en bouteilles en verre tout format (20cl, 25cl, 90cl, 1 L)
Deux lignes pour le conditionnement de l’eau minérale plate SIDI ALI en bouteilles PET (1,5 L)
Une ligne pour le conditionnement de l’eau minérale plate S.ALI en bouteilles PET (0,5L, 0,33 L)
Une ligne pour le conditionnement de l’eau minérale gazeuse Oulmès PET (1L et 0,5 L)
Pour le stockage :
Des magasins de stockage des pièces de rechange et des matières premières entrant en fabrication
Des magasins de stockage des produits finis.
Les Eaux Minérales d'Oulmès
TARMILATE
Sidi ALI Oulmès Ain Atlas
BOUSKOURA
Usine Préforme
Usine Sodas
Usine Bahia
31
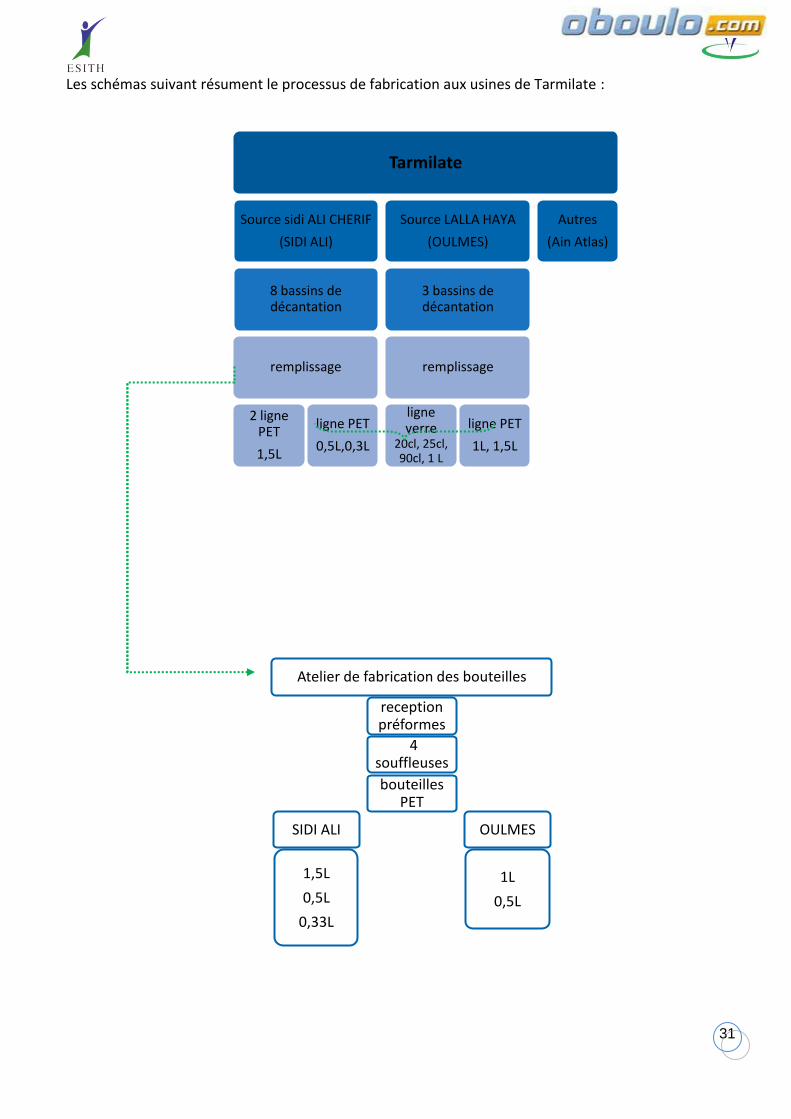
Les schémas suivant résument le processus de fabrication aux usines de Tarmilate :
Tarmilate
Source sidi ALI CHERIF
(SIDI ALI)
8 bassins de décantation
remplissage
2 ligne PET
1,5L
ligne PET
0,5L,0,3L
Source LALLA HAYA
(OULMES)
3 bassins de décantation
remplissage
ligne verre
20cl, 25cl, 90cl, 1 L
ligne PET
1L, 1,5L
Autres
(Ain Atlas)
Atelier de fabrication des bouteilles
SIDI ALI
1,5L
0,5L
0,33L
reception préformes
4 souffleuses
bouteilles PET
OULMES
1L
0,5L
32
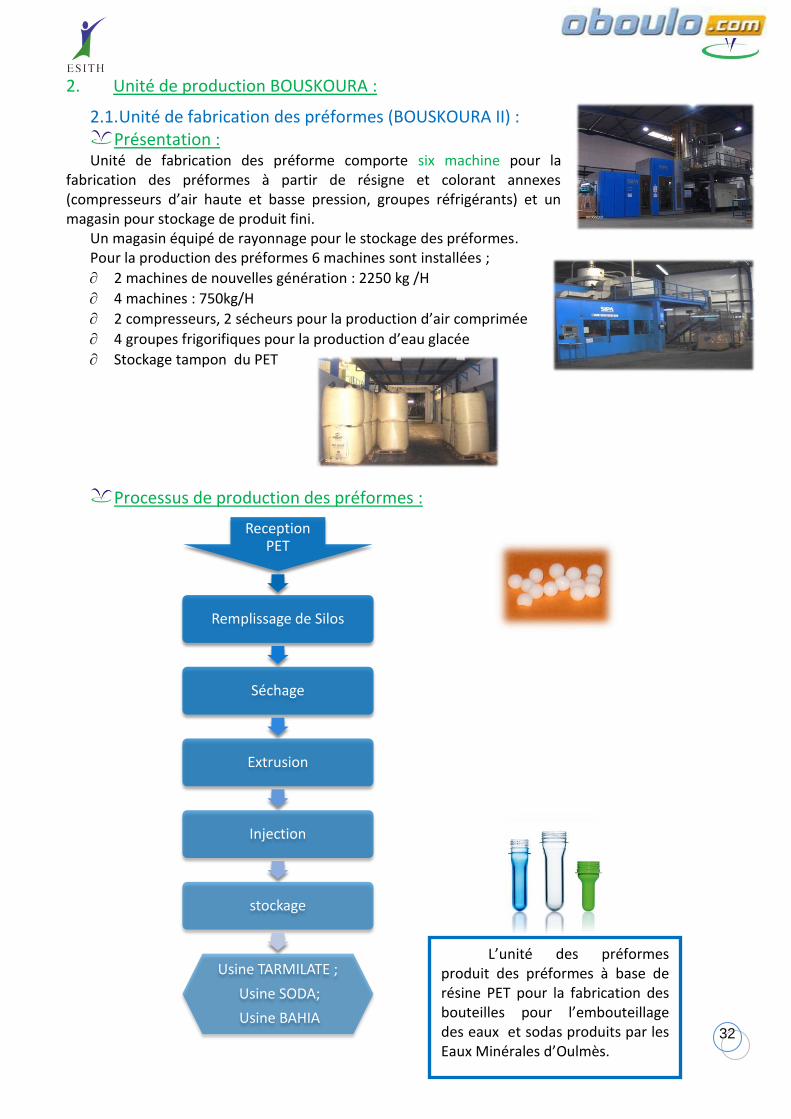
2. Unité de production BOUSKOURA :
2.1. Unité de fabrication des préformes (BOUSKOURA II) : Présentation :
Unité de fabrication des préforme comporte six machine pour la fabrication des préformes à partir de résigne et colorant annexes (compresseurs d’air haute et basse pression, groupes réfrigérants) et un magasin pour stockage de produit fini.
Un magasin équipé de rayonnage pour le stockage des préformes. Pour la production des préformes 6 machines sont installées ;
2 machines de nouvelles génération : 2250 kg /H
4 machines : 750kg/H
2 compresseurs, 2 sécheurs pour la production d’air comprimée
4 groupes frigorifiques pour la production d’eau glacée
Stockage tampon du PET
Processus de production des préformes :
Reception PET
Remplissage de Silos
Séchage
Extrusion
Injection
stockage
Usine TARMILATE ;
Usine SODA;
Usine BAHIA
L’unité des préformes produit des préformes à base de résine PET pour la fabrication des bouteilles pour l’embouteillage des eaux et sodas produits par les Eaux Minérales d’Oulmès.

33
Indetification du processus :
Finalité : Disponibilité des préformes (fournisseurs des autres unités) Acteurs : Responsable unité préforme ; Chef de fabrication ; Agent de saisi et d’approvisionnement ; Chef d’équipe ; Operateur de machine PPS ; Agent de manutention ; Agent outillage production ; Agents de maintenance. Client : Magasin unité TARMILATE ; Magasin SODA ; Magasin BAHIA. Fournisseurs : Prévision de vente ; stockage de matières premières. Input : Etat des Stocks ; Matières premières ; Besoin en préforme ; Cahier des charges PET et Colorant. Output : Préformes conforme aux spécifications ; Planning annuel de production ; Planning de production annuel ; Besoins en matières mensuel. Activité : Flux production préforme ; Instructions ; Plannings Mensuels.
La planification de l’unité préformes: La planification de cette unité est comme suit :
Exemples :
Planning annuel de production :
MOULE PREFORMES MOIS 1 2 3 4 5 …
31 8 391 600 8 391 600 11 508 480 12 467 520 13 666 320 …
31GRB 8 391 600 8 391 600 11 508 480 12 467 520 13 666 320 …
17 4 075 920 4 528 800 5 887 440 6 340 320 6 498 195 …
17GRB 3 849 480 4 528 800 5 887 440 6 340 320 6 498 195 …
17GRBL 226 440 0 0 0 0 …
39 2 007 613 2 196 569 2 924 148 3 008 134 2 806 231 …
39GRB 1 067 240 1 566 720 1 762 560 1 682 187 1 762 560 …
39GRBL 783 360 503 880 979 200 738 427 783 360 …
39GRT 0 0 0 195 840 0 …
39GRV 157 013 125 970 182 388 391 680 260 311 …
28 1 370 880 1 167 207 1 747 477 1 762 560 2 154 240 …
28GRB 587 520 640 018 984 174 979 200 1 175 040 …
28GRBL 587 520 421 752 610 642 587 520 783 360 …
28GRT 0 0 0 0 0 …
28GRV 195 840 105 438 152 661 195 840 195 840 …
Budgets ( prévision des ventes )
Déclinaisons du budgets en objectif des ventes mensuelles
Etude de faisabilité
Planning annuel et lissage des charges et simulation des stocks
Planning mensuel de production en fonction des stocks

34
Planning Mensuel de Production :
PLANNING PRODUCTION FEVRIER - 2009
DA
TE
dim
anch
e
lun
di
mard
i
me
rcred
i
jeu
di
ven
dre
di
same
di
dim
anch
e
lun
di
mard
i
me
rcred
i
jeu
di
ven
dre
di
same
di
dim
anch
e
lun
di
mard
i
me
rcred
i
jeu
di
ven
dre
di
same
di
dim
anch
e
lun
di
mard
i
me
rcred
i
jeu
di
ven
dre
di
same
di
1-févr.
2-févr.
3-févr.
4-févr.
5-févr.
6-févr.
7-févr.
8-févr.
9-févr.
10
-févr.
11
-févr.
12
-févr.
13
-févr.
14
-févr.
15
-févr.
16
-févr.
17
-févr.
18
-févr.
19
-févr.
20
-févr.
21
-févr.
22
-févr.
23
-févr.
24
-févr.
25
-févr.
26
-févr.
27
-févr.
28
-févr.
M01
28B 28BL EP
EN ARRET
M02
C H
17 EP
17 EP
M03
31B CH
52BL 52V EP
EN ARRET
M04
39BL 39V 39B EP
39BL EP
M05
31 EP
31 EP
31
EP : ENTRETIEN PREVENTIF CHM : CHANGEMENT DE MOULE
Indicateur de performance : o Rendement de matière : objectif 99.2% o Productivité des lignes : objectifs 90% o Rupture des stocks o Utilisations des matières
Réalisation de production :
0
50 000 000
100 000 000
150 000 000
200 000 000
250 000 000
2006 2007 jusqu'à fin sept 2008
228 261 354 241 340 334 223383026

35
2.2. Unité d’embouteillage pour Soft Drink (BOUSKOURA V) : Présentation :
Pour le traitement de l’eau, l’unité comporte :
Salle de traitement d’eau (ultrafiltration et osmose inverse)
2 bâches de stockage
Pour la préparation du sirop, l’unité comporte 2 siroperies Dans l’unité de production des sodas :
Ligne PET1 : La gamme PEPSI
Ligne PET2 : 7UP, MIRINDA
Ligne 3 : Verre
Ligne 4 : Cannette Pour le contrôle
Un laboratoire qui permet un contrôle de qualité continu tout au long de la production
Pour le stockage
Des magasins de stockage des pièces de rechange et des matières premières entrant en fabrication
Un magasin de stockage des produits finis
Processus de production ligne PET 1 & 2 :
Réception Préformes
& Sirop
Souffleuse Soutireuse
Capsuleur Etiqueteuse Fardeleuse
PalettiseurStock
Produit Finis

36
Processus de production ligne Verre :
Processus de production ligne Boite
Planification de l’unité SODA :
Réception bouteilles
neuves /retour client
Dépalitisation
Décaissage
Décapsulage
Lavage
Rinçage
Mélangeur Soutireuse Capsuleurs Etiqueteuse
Fardeleuse PalettiseuseStock
Produit Finis
Réception boites
Covoyage
Rinçage Soutireuse
Sertisage Datage Séchage Fardelage
PalestisationStock
Produit Finis
Budget annuel par produit
Prévision Hebdomadaire par produit
Planification hebdomadaire
37
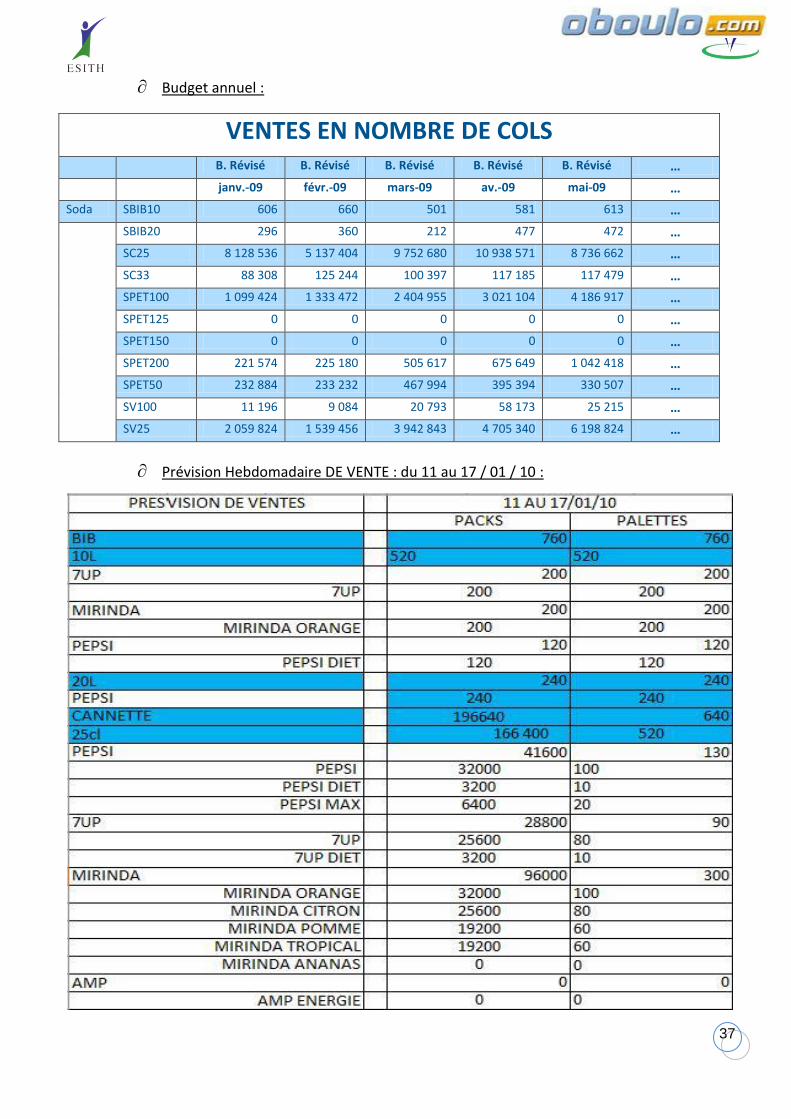
Budget annuel :
VENTES EN NOMBRE DE COLS
B. Révisé B. Révisé B. Révisé B. Révisé B. Révisé …
janv.-09 févr.-09 mars-09 av.-09 mai-09 …
Soda SBIB10 606 660 501 581 613 …
SBIB20 296 360 212 477 472 …
SC25 8 128 536 5 137 404 9 752 680 10 938 571 8 736 662 …
SC33 88 308 125 244 100 397 117 185 117 479 …
SPET100 1 099 424 1 333 472 2 404 955 3 021 104 4 186 917 …
SPET125 0 0 0 0 0 …
SPET150 0 0 0 0 0 …
SPET200 221 574 225 180 505 617 675 649 1 042 418 …
SPET50 232 884 233 232 467 994 395 394 330 507 …
SV100 11 196 9 084 20 793 58 173 25 215 …
SV25 2 059 824 1 539 456 3 942 843 4 705 340 6 198 824 …
Prévision Hebdomadaire DE VENTE : du 11 au 17 / 01 / 10 :

38
Planning Hebdomadaire de Production :
Ligne PET 1
Début Course Fin Course Format Parfum Qte UBV Unité Conc Cadence
Nom UBV/H
Mardi 06:00 Mardi 14:00 1000ML 7 UP 7665 7665 1000
Mardi 14:00 Mardi 22:00 1000ML M. Pomme Rouge 7665 18 1000
Mardi 22:00 Mercredi 06:00 1000ML Mirinda Citron 6813 16 1000
Mercredi 06:00 Mercredi 14:00 1000ML Mirinda Orange 6387 15 1000
Mercredi 22:00 Mercredi 22:00 1000ML Pepsi 7665 6 1000
Ligne PET 2
Début Course Fin Course Format Parfum Qte UBV Unité Conc Cadence
Nom UBV/H
Ligne Boite
Début Course Fin Course Format Parfum Qte UBV Unité Conc Cadence
Nom UBV/H
Mardi 06:00 Mardi 14:00 250ML Mirinda Orange 17033 15 3750
Mercredi 06:00 Mercredi 14:00 250ML Pepsi 20440 6 3750
Ligne Verre
Début Course Fin Course Format Parfum Qte UBV Unité Conc Cadence
Nom UBV/H
Mardi 06:00 Mardi 14:00 250ML 7 UP 10220 18 1250
Mercredi 06:00 Mercredi 14:00 250ML Mirinda Orange 8516 15 1250
Jeudi 06:00 jeudi 14:00 250ML Pepsi 10220 6 1250
Rédigé par Vérifié par Approuvé par
Responsable planification
Responsable Production Directeur d'Usine
39
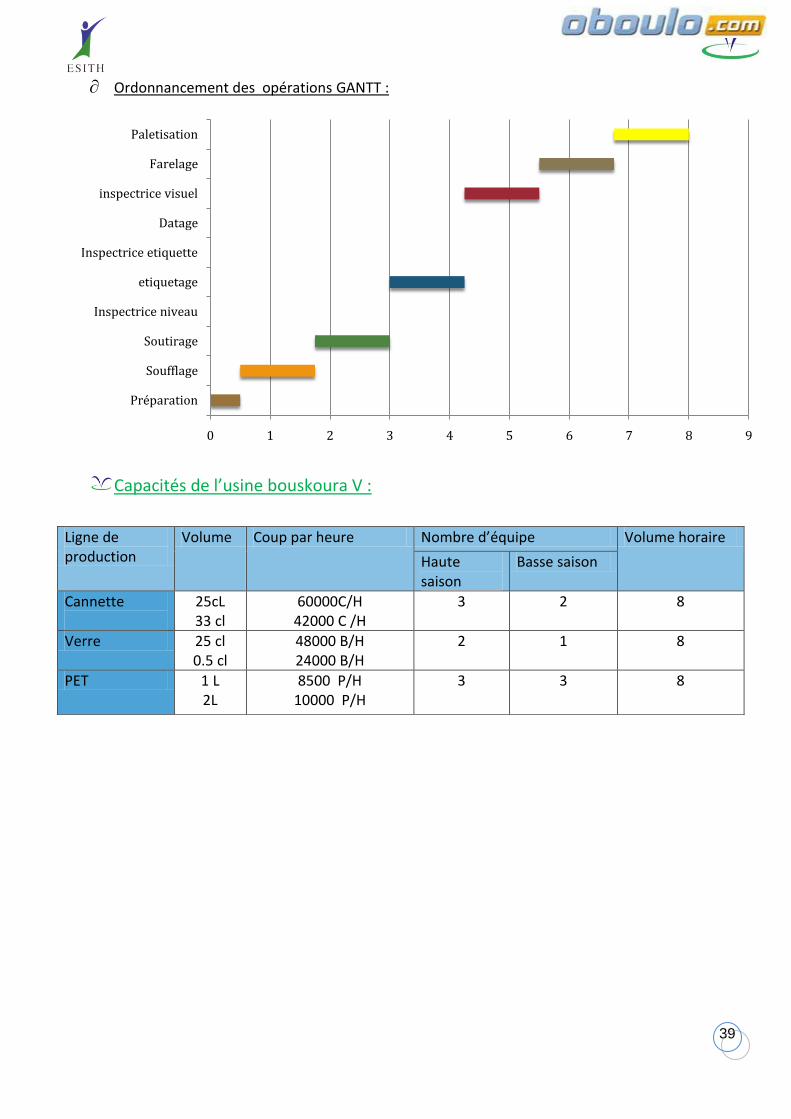
Ordonnancement des opérations GANTT :
Capacités de l’usine bouskoura V :
0 1 2 3 4 5 6 7 8 9
Préparation
Soufflage
Soutirage
Inspectrice niveau
etiquetage
Inspectrice etiquette
Datage
inspectrice visuel
Farelage
Paletisation
Ligne de production
Volume Coup par heure Nombre d’équipe Volume horaire
Haute saison
Basse saison
Cannette
25cL 33 cl
60000C/H 42000 C /H
3
2
8
Verre 25 cl 0.5 cl
48000 B/H 24000 B/H
2 1 8
PET 1 L 2L
8500 P/H 10000 P/H
3
3
8

40
2.3. Unité embouteillage eau de table (BOUSKOURA III) : Présentation :
Pour le traitement et le stockage de l’eau, l’unité comporte : Salle de traitement d’eau (ultrafiltration et osmose inverse)
2 cuves de stockage Pour le conditionnement, l’usine comporte trois lignes :
Une ligne pour le conditionnement de l’eau de table BAHIA en bouteilles PET format 1,5l
Une ligne pour le conditionnement de l’eau de table BAHIA en bonbonnes de 18,9l
Une ligne pour le conditionnement de l’eau de table BAHIA en bouteilles PET format 5l Pour le contrôle :
Un laboratoire qui permet un contrôle de qualité continu tout au long de la production. Pour le stockage :
Des magasins de stockage des pièces de rechange et des matières premières entrant en fabrication
Un magasin de stockage des produits finis
Processus de production : Processus Bahia 5l Processus Bahia 1,5l
3 équipes, 9 personnes/équipe, 8h/ équipe
2 équipes, 9 personnes/équipe, 8h/ équipe
Souffleuse•4000 b/h GOULOT
Soutireuse•5000 => 5500 b/h
Etiqueteuse•5000 => 5500 b/h
Dateuse
Poigneteuse•5400 b/h
Fardeleuse•16200 b/h
Paletiseuse•5400 b/h
Souffleuse
• 9600b/h GOULOT
Soutireuse
• 12 000b/h
Etiqueteuse
• 22 000b/h
Dateuse
Fardeleuse
• 11880 b/h
Paletiseuse
• 17000 b/h
41
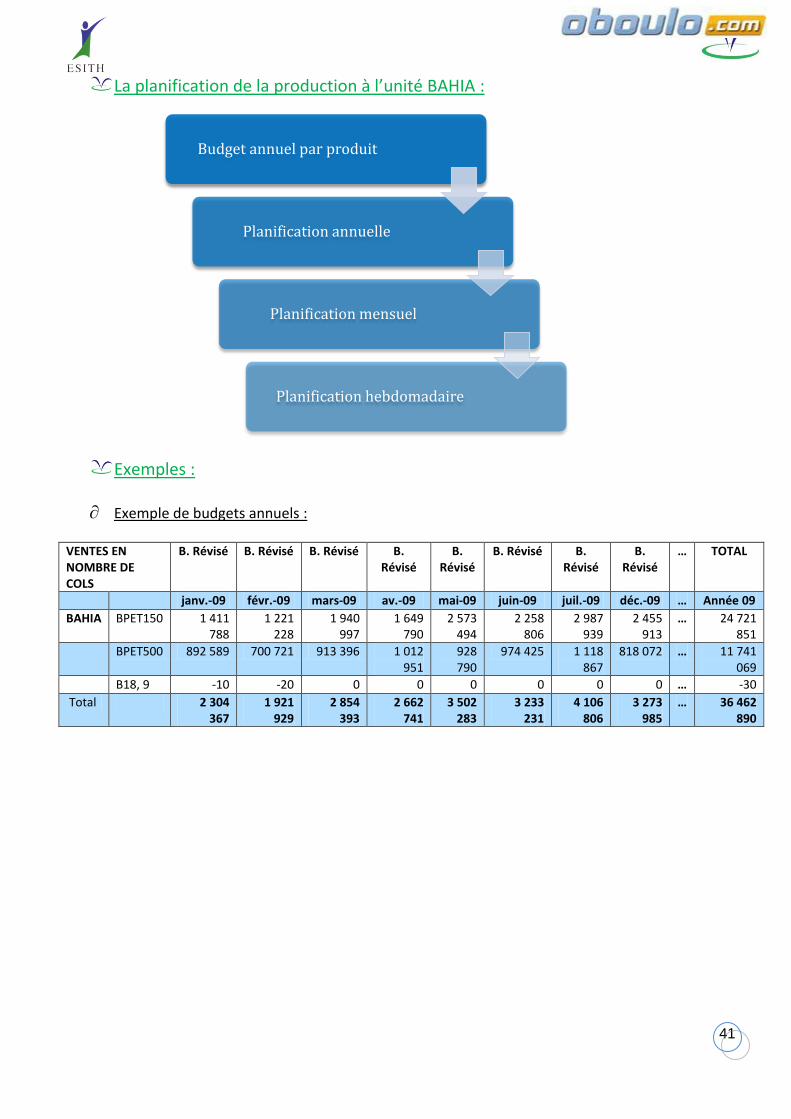
La planification de la production à l’unité BAHIA :
Exemples :
Exemple de budgets annuels : VENTES EN NOMBRE DE COLS
B. Révisé B. Révisé B. Révisé B. Révisé
B. Révisé
B. Révisé B. Révisé
B. Révisé
… TOTAL
janv.-09 févr.-09 mars-09 av.-09 mai-09 juin-09 juil.-09 déc.-09 … Année 09
BAHIA BPET150 1 411 788
1 221 228
1 940 997
1 649 790
2 573 494
2 258 806
2 987 939
2 455 913
… 24 721 851
BPET500 892 589 700 721 913 396 1 012 951
928 790
974 425 1 118 867
818 072 … 11 741 069
B18, 9 -10 -20 0 0 0 0 0 0 … -30
Total 2 304 367
1 921 929
2 854 393
2 662 741
3 502 283
3 233 231
4 106 806
3 273 985
… 36 462 890
Budget annuel par produit
Planification annuelle
Planification mensuel
Planification hebdomadaire
42
2. Suggestion
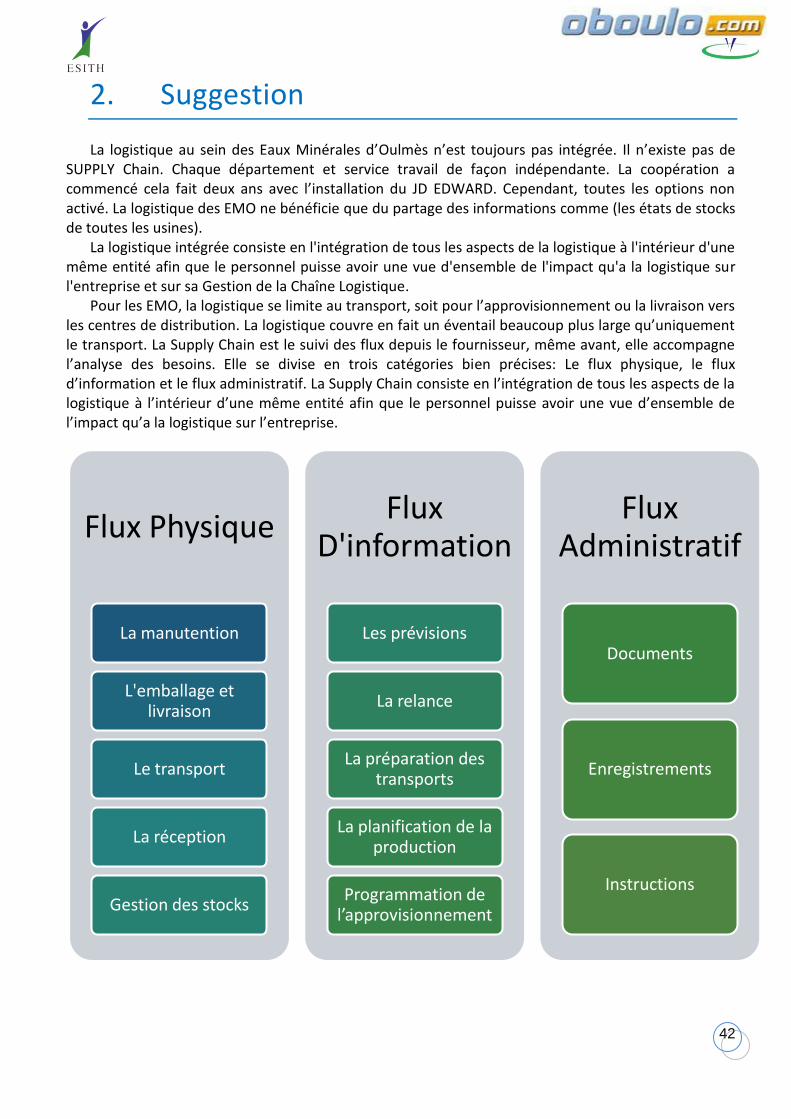
La logistique au sein des Eaux Minérales d’Oulmès n’est toujours pas intégrée. Il n’existe pas de SUPPLY Chain. Chaque département et service travail de façon indépendante. La coopération a commencé cela fait deux ans avec l’installation du JD EDWARD. Cependant, toutes les options non activé. La logistique des EMO ne bénéficie que du partage des informations comme (les états de stocks de toutes les usines).
La logistique intégrée consiste en l'intégration de tous les aspects de la logistique à l'intérieur d'une même entité afin que le personnel puisse avoir une vue d'ensemble de l'impact qu'a la logistique sur l'entreprise et sur sa Gestion de la Chaîne Logistique.
Pour les EMO, la logistique se limite au transport, soit pour l’approvisionnement ou la livraison vers les centres de distribution. La logistique couvre en fait un éventail beaucoup plus large qu’uniquement le transport. La Supply Chain est le suivi des flux depuis le fournisseur, même avant, elle accompagne l’analyse des besoins. Elle se divise en trois catégories bien précises: Le flux physique, le flux d’information et le flux administratif. La Supply Chain consiste en l’intégration de tous les aspects de la logistique à l’intérieur d’une même entité afin que le personnel puisse avoir une vue d’ensemble de l’impact qu’a la logistique sur l’entreprise.
Flux Physique
La manutention
L'emballage et livraison
Le transport
La réception
Gestion des stocks
Flux D'information
Les prévisions
La relance
La préparation des transports
La planification de la production
Programmation de l’approvisionnement
Flux Administratif
Documents
Enregistrements
Instructions
43
Flux Physique : La manutention
Lorsque l’on parle de flux physique, il n’est pas uniquement question de transport. Il sera aussi question de la manutention à l’intérieur des entrepôts afin d’analyser si la manutention est réalisée et planifiée correctement, s’il y a des temps morts et s’il manque d’effectifs.
L'emballage et livraison S’il manque d’effectifs au niveau de la manutention, tentez de déterminer si d’autres départements sont affectés par le même problème comme: la livraison, l’emballage, etc. Assurez-vous que l’emballage soit intéressant visuellement pour le consommateur, mais encore plus important, il doit être pratique pour les employés des départements de manutention et de livraison.
Le transport Il est important de s'assurer que le transport se fait de manière efficiente.
La réception Analyser le processus de réception de l’entreprise permet de déceler les lacunes et détermine si les bons éléments et les bons outils sont en place afin de procéder à une réception efficace.
Gestion des stocks Il est important de participer à la gestion des stocks afin de faire de la prévision.
Le flux d'information : Afin de réaliser les différentes étapes du flux physique, il est essentiel de détenir certains
renseignements. Par exemple, pour effectuer le processus de gestion et de réception des stocks, vous aurez obligatoirement besoin de prévisions pour les semaines à venir dans le but de bien planifier au niveau des ressources.
Les prévisions Les prévisions servent à avoir un aperçu de la marchandise qui va entrer à la réception pour bien orienter la manutention afin d’entreposer cette marchandise aux bons endroits.
La relance La relance consiste en fait à faire des démarches pour renouveler les stocks de l’entreprise lorsque ceux-ci commencent à baisser drastiquement.
La préparation des transports Il s’agit de déterminer quel type de véhicule sera utilisé pour la livraison, le personnel nécessaire et comment sera chargé le véhicule afin d’effectuer cette livraison.
La planification de la production Il est important de connaître le type de produit ainsi que la quantité qui sera fabriquée par le département de production dans les prochaines semaines afin que les autres départements, comme l’emballage et la livraison, puissent prévoir la charge de travail à venir.
Programmation de l’approvisionnement Afin de prévoir quand certains produits pourront entrer en production, il est primordial de connaître le moment où la réception des matières premières de vos fournisseurs se fera. Il faut donc recueillir de l’information sur la situation des différents départements au sein de l’organisation afin d’intégrer les services à l’intérieur du flux d’information de l’entreprise.
Durant notre courte réunion avec M. YOUBI, Directeur Général, il s’est avéré que les responsables sont conscients de l’absence de la Supply chain.et pour faire face au problème, un investissement pour l’intégration du MRP dans le système JDE sera établi en 1er lieu et puis après l’incorporation de la planification de la production. En attendant nous avons suggéré le modèle de planification suivant :
44
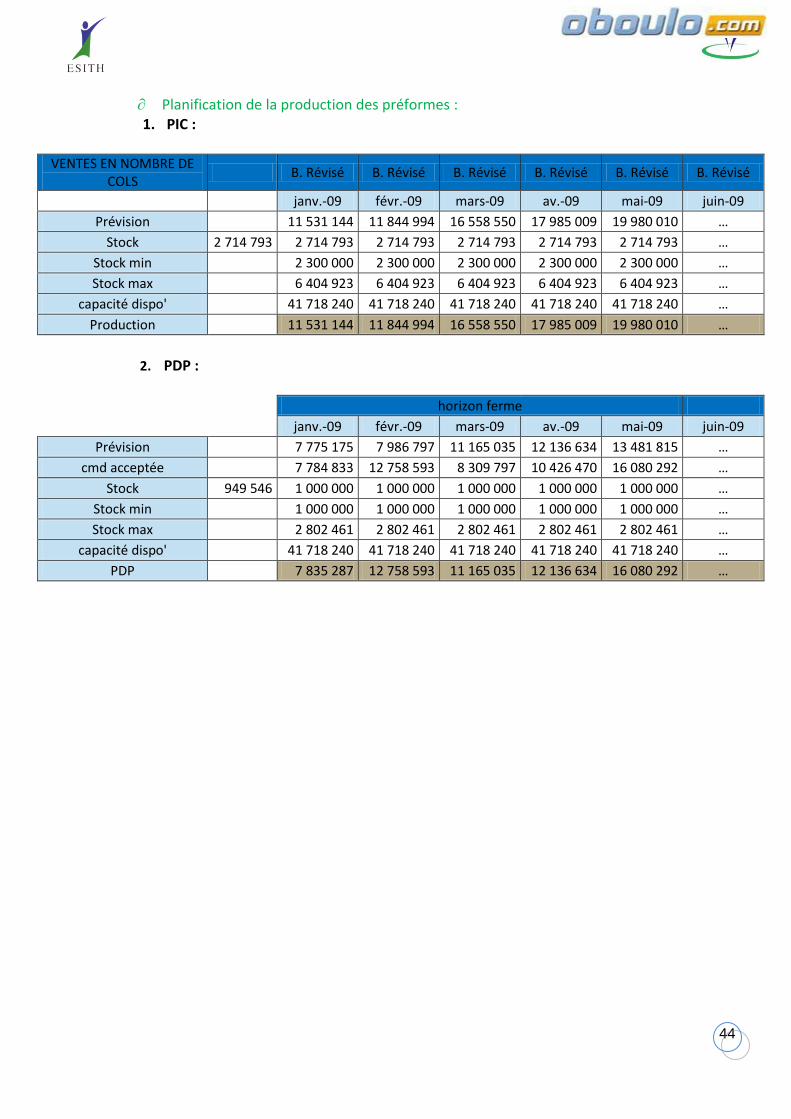
Planification de la production des préformes : 1. PIC :
VENTES EN NOMBRE DE
COLS B. Révisé B. Révisé B. Révisé B. Révisé B. Révisé B. Révisé
janv.-09 févr.-09 mars-09 av.-09 mai-09 juin-09
Prévision 11 531 144 11 844 994 16 558 550 17 985 009 19 980 010 …
Stock 2 714 793 2 714 793 2 714 793 2 714 793 2 714 793 2 714 793 …
Stock min 2 300 000 2 300 000 2 300 000 2 300 000 2 300 000 …
Stock max 6 404 923 6 404 923 6 404 923 6 404 923 6 404 923 …
capacité dispo' 41 718 240 41 718 240 41 718 240 41 718 240 41 718 240 …
Production 11 531 144 11 844 994 16 558 550 17 985 009 19 980 010 …
2. PDP :
horizon ferme
janv.-09 févr.-09 mars-09 av.-09 mai-09 juin-09
Prévision 7 775 175 7 986 797 11 165 035 12 136 634 13 481 815 …
cmd acceptée 7 784 833 12 758 593 8 309 797 10 426 470 16 080 292 …
Stock 949 546 1 000 000 1 000 000 1 000 000 1 000 000 1 000 000 …
Stock min 1 000 000 1 000 000 1 000 000 1 000 000 1 000 000 …
Stock max 2 802 461 2 802 461 2 802 461 2 802 461 2 802 461 …
capacité dispo' 41 718 240 41 718 240 41 718 240 41 718 240 41 718 240 …
PDP 7 835 287 12 758 593 11 165 035 12 136 634 16 080 292 …

45
Planification de la production de BAHIA :
1. PIC : janv.-10 févr.-10 mars-10 av.-10 mai-10 juin-10
prév 2 390 257 1 746 259 2 561 793 3 164 672 2 495 740 3 498 747
Stock 762 928 762 928 762 928 762 928 762 928 3 051 713 3 051 713
stock min
762 928 762 928 762 928 762 928 3 051 713 3 051 713
capacité dispo' 4 430 272 4 430 272 4 430 272 4 430 272 6 645 408 6 645 408
Production 2 390 257 1 746 259 2 561 793 3 164 672 4 784 525 3 498 747
2. PDP 18,9L :
horizon ferme
janv.-10 févr.-10 mars-10 av.-10 mai-10 juin-10
prév 6 455 6 099 7 915 9 624 9 284 16 405
cmd acceptée 6 599 6 223 8 095 9 732
Stock 2 254 2 254 2 254 2 254 2 254 9 014 9 014
Stock min 2 254 2 254 2 254 2 254 9 014 9 014
capacité dispo' 12 992 12 992 12 992 12 992 19 488 19 488
PDP 6 599 6 223 8 095 9 732 16 045 16 405
3. PDP 5L :
horizon ferme
janv.-10 févr.-10 mars-10 av.-10 mai-10 juin-10
prév 830 567 600 390 759 000 998 120 1 089 502 1 156 034
cmd acceptée 852 992 732 592 832 484 1 084 940
Stock 244 147 244 147 244 147 244 147 244 147 976 587 976 587
Stock min 244 147 244 147 244 147 244 147 976 587 976 587
capacité dispo' 1 299 200 1 299 200 1 299 200 1 299 200 1 948 800 1 948 800
PDP 852 992 732 592 832 484 1 084 940 1 821 942 1 156 034
4. PDP 1,5L
horizon ferme
janv.-10 févr.-10 mars-10 av.-10 mai-10 juin-10
prév 1 080 560 900 500 1 500 340 1 890 450 1 396 954 2 326 308
cmd acceptée 1 530 810 1 007 568 1 721 394 2 070 108
Stock 490 020 490 020 490 020 490 020 490 020 1 960 079 1 960 079
Stock min 490 020 490 020 490 020 490 020 1 960 079 1 960 079
capacité dispo' 1 299 200 1 299 200 1 299 200 1 299 200 1 948 800 1 948 800
PDP 1 530 810 1 007 568 1 721 394 2 070 108 2 867 013 2 326 308
46
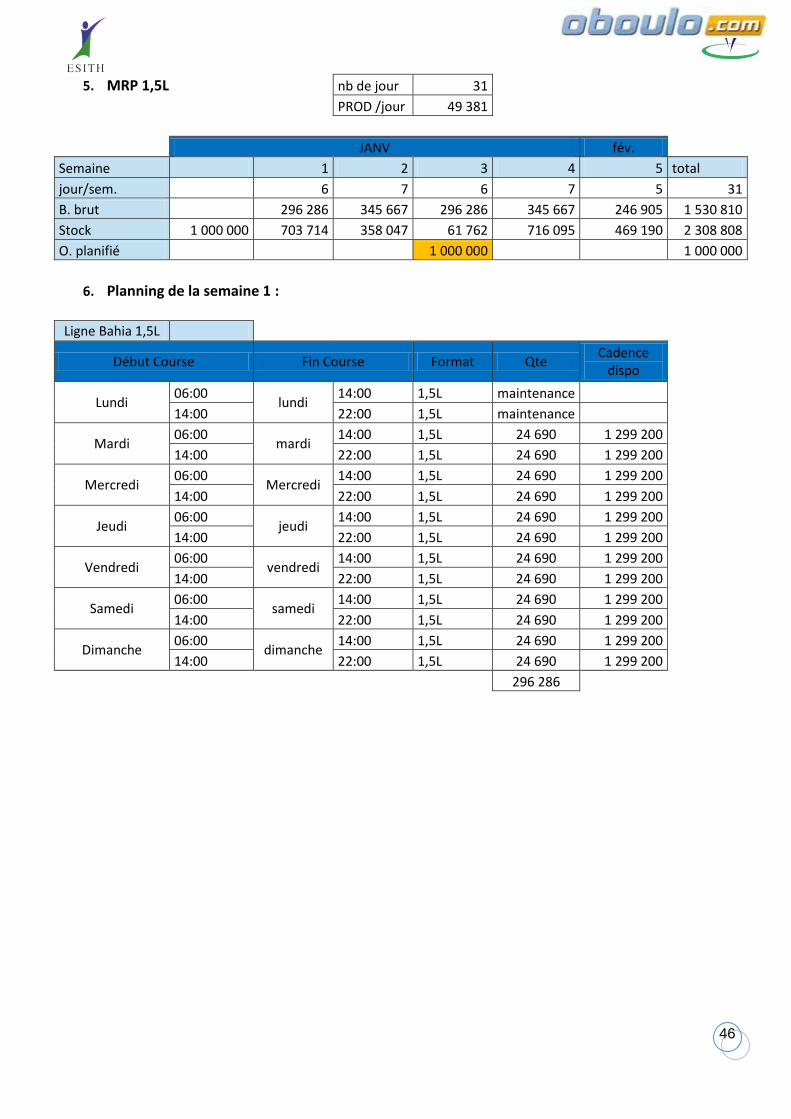
5. MRP 1,5L
nb de jour 31
PROD /jour 49 381
JANV fév.
Semaine 1 2 3 4 5 total
jour/sem. 6 7 6 7 5 31
B. brut 296 286 345 667 296 286 345 667 246 905 1 530 810
Stock 1 000 000 703 714 358 047 61 762 716 095 469 190 2 308 808
O. planifié 1 000 000 1 000 000
6. Planning de la semaine 1 :
Ligne Bahia 1,5L
Début Course Fin Course Format Qte
Cadence dispo
Lundi
06:00 lundi
14:00 1,5L maintenance 14:00 22:00 1,5L maintenance
Mardi 06:00
mardi 14:00 1,5L 24 690 1 299 200
14:00 22:00 1,5L 24 690 1 299 200
Mercredi 06:00
Mercredi 14:00 1,5L 24 690 1 299 200
14:00 22:00 1,5L 24 690 1 299 200
Jeudi 06:00
jeudi 14:00 1,5L 24 690 1 299 200
14:00 22:00 1,5L 24 690 1 299 200
Vendredi 06:00
vendredi 14:00 1,5L 24 690 1 299 200
14:00 22:00 1,5L 24 690 1 299 200
Samedi 06:00
samedi 14:00 1,5L 24 690 1 299 200
14:00 22:00 1,5L 24 690 1 299 200
Dimanche 06:00
dimanche 14:00 1,5L 24 690 1 299 200
14:00 22:00 1,5L 24 690 1 299 200
296 286

47
Conclusion :
Au terme de ce stage d’application nous tenons à signaler qu'il nous a été très instructif du
coté professionnel, éducatif ainsi que personnel.
Grâce au savoir faire de nos encadrant, l’expérience des opérateurs, leurs conseils et leurs
solutions. Sans oublier notre formation en analyse de contexte d’entreprise. Avec la formation et la
pratique du stage, nous sommes capables d’analyser tous contexte.
D’autre part, le stage représente une valeur ajouté or le thème du stage et les résultats obtenus
vont appuyer notre vie pratique. Du point de vu social ce stage nous a donné l’occasion de découvrir
le monde du travail en tenant compte de ses exigences, ses horaires et ses méthodes.
Enfin, pour ne rien enlever aux bénéfices de ce stage, l'aspect humain a été mis en avant, et ce
grâce au dialogue, et l’amabilité du personnel qui nous ont offert la chance d’être parmi eux tout au
long du stage.
Pour conclure nous ne pouvons être sûr de la réussite de notre stage en sachant que les buts à
tirer de se dernier ont été tous atteint, en effet ce stage nous a beaucoup apporté à titre personnel
qu’au plan relationnel et intellectuel.
48
Annexes
1. Temps opératoires 2. Fiche inventaire 3. Objectif national 4. Planning mensuel production préformes 5. Delivery planning 6. OBJECTIF M&W
7. Planification préformes 8. Planification de la production de Bahia 9. Indicateurs MW 10. Suivi de la casse verre 11. Rapport consommables produit fini 12. Détail arrêts production journalière 13. Production Journalière 14. Planning hebdomadaire de production 15. Prévisions hebdomadaire 16. Processus & flux

49

50
Pepsi 7-up Mirinda Orange Mirinda Pomme Mirinda Tropical Mirinda CITRON
25cl 100cl 25cl 100cl 25cl 100cl 25cl 100cl 25cl 100cl 25cl 100cl
palette
caisse
palette
caisse
palette
caisse
palette
caisse
palette
caisse
palette
caisse
palette
caisse
palette
caisse
palette
caisse
palette
caisse
palette
caisse
palette
caisse

51
Objectif national B.
Révisé B.
Révisé B.
Révisé B.
Révisé B.
Révisé B.
Révisé B.
Révisé B.
Révisé B. Révisé
B. Révisé
B. Révisé
B. Révisé
TOTAL
janv.-09 févr.-09 mars-09 av.-09 mai-09 juin-09 juil.-09 août-09 sept-09 oct.-09 nov.-09 déc.-09 Année 2009
OULMES OC25 130 392 49 776 613 254 198 313 224 321 210 259 268 187 328 926 316 562 220 597 254 684 185 495 3 000 767
OPET100N 737 544 634 488
1 125 963
1 553 991
1 446 297
1 867 052
1 654 723
1 481 172 1 102 547
1 896 649
2 829 142
1 605 712
17 935 278
OPET100L 21 408 11 292 28 623 24 101 22 715 23 320 27 074 18 814 20 805 25 601 38 941 31 411 294 104
OPET50N 781 176 582 768
1 005 328
1 070 173
1 180 980
1 214 906
1 783 680
1 158 852 1 600 412
1 275 707 972 976
1 090 733
13 717 690
OPET50L 14 088 9 864 20 914 23 741 22 999 22 341 32 444 20 310 17 895 22 258 23 621 19 466 249 941
OV100 0 0 0 0 0 0 0 0 0 0 0 0 0
OV20 126 270 105 270 246 567 265 680 212 836 359 553 278 305 379 868 414 862 291 942 257 732 199 962 3 138 846
OV25 102 876 115 056 195 440 183 961 212 191 126 341 275 221 304 823 391 550 279 296 233 516 207 711 2 627 982
OV90 5 664 5 892 9 276 6 691 8 439 5 284 6 453 4 546 6 072 7 121 8 999 8 999 83 436
Sidi Ali SAPET150 5 986
488 9 266
844 8 831
997 10 308
141 10 466
779 13 340
582 13 481
257 12 608
411 8 501 154 7 223
027 7 763
705 8 190
009 115 968
393
SAPET33N
1 189 080 955 104
1 428 058
1 497 040
1 452 617
1 780 667
1 676 337
1 006 942 1 371 237
1 332 273
1 033 931 905 029
15 628 315
SAPET33A 10 680 8 880 4 221 28 043 20 055 13 221 23 110 30 209 17 795 26 760 28 466 21 576 233 015
SAPET50
3 100 176
2 898 936
5 399 369
6 933 108
6 039 075
6 495 877
9 068 184
8 019 184 4 349 556
4 323 367
4 281 199
4 259 962
65 167 993
SAPET75 28 488 28 068 53 059 57 660 56 153 76 327 88 384 36 035 57 905 39 660 35 258 34 758 591 755
SAV100 8 604 13 836 11 868 37 309 79 566 80 990 37 309 36 175 22 855 44 684 65 955 60 850 500 000
Soda SBIB10 606 660 501 581 613 650 921 593 315 593 782 471 7 285
SBIB20 296 360 212 477 472 619 747 564 322 594 663 539 5 865
SC25
8 128 536
5 137 404
9 752 680
10 938 571
8 736 662
12 174 827
13 947 242
8 896 723 7 100 462
6 678 756
6 135 375
5 626 057
103 253 295
SC33 88 308 125 244 100 397 117 185 117 479 136 733 142 685 164 229 107 817 142 584 147 971 145 259 1 535 892
SPET100
1 099 424
1 333 472
2 404 955
3 021 104
4 186 917
3 713 434
3 925 410
3 638 498 2 257 006
2 525 904
3 171 871
2 300 983
33 578 978
SPET200 221 574 225 180 505 617 675 649
1 042 418
1 125 991
1 681 529
1 325 726 969 807 797 289 850 366 613 915
10 035 062
SPET50 232 884 233 232 467 994 395 394 330 507 496 860 645 244 410 353 197 499 298 770 326 555 168 787 4 204 079
SV100 11 196 9 084 20 793 58 173 25 215 50 624 38 759 3 914 29 881 32 513 29 068 30 510 339 732
SV25
2 059 824
1 539 456
3 942 843
4 705 340
6 198 824
6 496 820
8 110 187
6 262 212 3 508 276
4 110 663
4 177 737
4 320 732
55 432 914
52
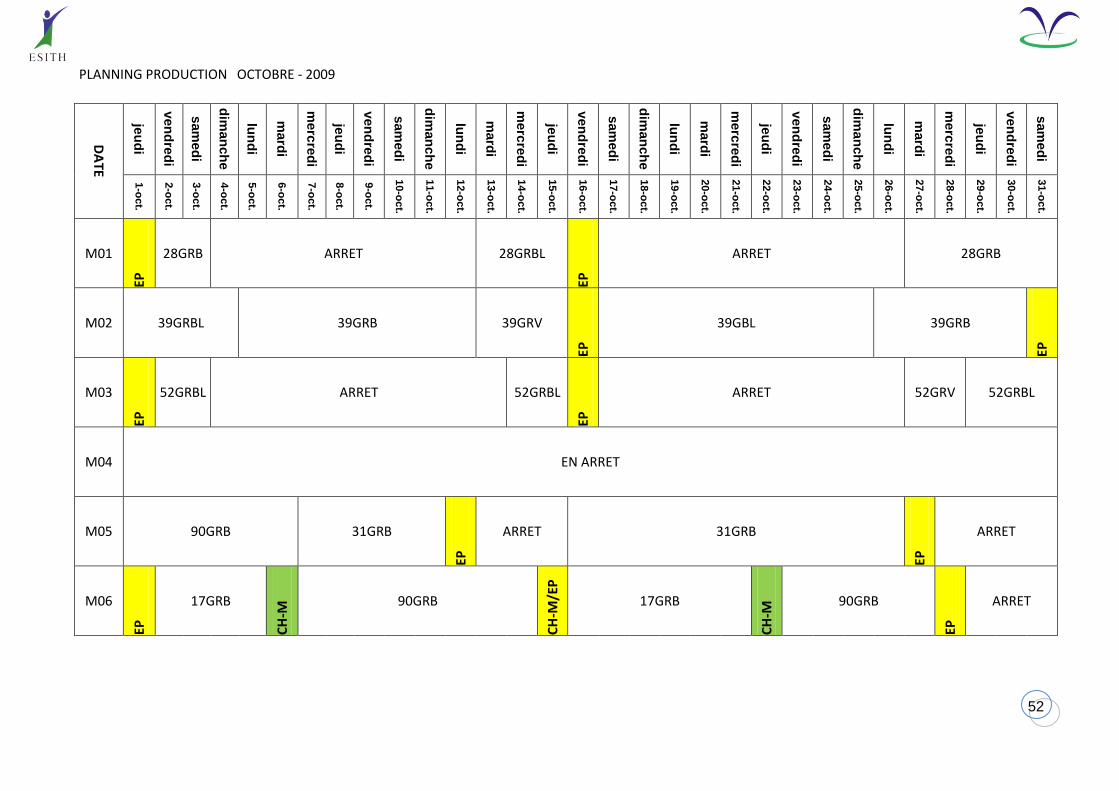
PLANNING PRODUCTION OCTOBRE - 2009
DA
TE
jeu
di
ven
dre
di
sam
ed
i
dim
an
ch
e
lun
di
mard
i
merc
red
i
jeu
di
ven
dre
di
sam
ed
i
dim
an
ch
e
lun
di
mard
i
merc
red
i
jeu
di
ven
dre
di
sam
ed
i
dim
an
ch
e
lun
di
mard
i
merc
red
i
jeu
di
ven
dre
di
sam
ed
i
dim
an
ch
e
lun
di
mard
i
merc
red
i
jeu
di
ven
dre
di
sam
ed
i
1-o
ct.
2-o
ct.
3-o
ct.
4-o
ct.
5-o
ct.
6-o
ct.
7-o
ct.
8-o
ct.
9-o
ct.
10-o
ct.
11-o
ct.
12-o
ct.
13-o
ct.
14-o
ct.
15-o
ct.
16-o
ct.
17-o
ct.
18-o
ct.
19-o
ct.
20-o
ct.
21-o
ct.
22-o
ct.
23-o
ct.
24-o
ct.
25-o
ct.
26-o
ct.
27-o
ct.
28-o
ct.
29-o
ct.
30-o
ct.
31-o
ct.
M01
EP
28GRB ARRET 28GRBL
EP
ARRET 28GRB
M02 39GRBL 39GRB 39GRV
EP
39GBL 39GRB
EP
M03
EP
52GRBL ARRET 52GRBL
EP
ARRET 52GRV 52GRBL
M04 EN ARRET
M05 90GRB 31GRB
EP
ARRET 31GRB
EP
ARRET
M06
EP
17GRB
CH
-M 90GRB
CH
-M/E
P
17GRB
CH
-M 90GRB
EP
ARRET
53
22/01/2010
TO FILL BY LES EAUX MINERALES D'OULMES
Delivery planning for metal cans & ends
Pick up at
crowns 17/01/2010 24/01/2010 31/01/2010 07/02/2010 14/02/2010 21/02/2010 28/02/2010 07/03/2010 14/03/2010 21/03/2010 28/03/2010 04/04/2010 11/04/2010
PRIDUCT LABEL STOCK PO 10000030 10000030 10000030 10000030 10000030 10000030 10000030 10000030 10000030 10000030 10000030
PEPSI 4,74 P23529 1,00 1,00 1,00 1,40
M ORANGE 2,43 P23534 1,00 1,00 1,00 1,40
M LEMON 3,03 P23535 1,00 1,40
7 UP 1,77 P23532 1,00 1,00
PEPSI MAX 0,32 P23531 0,50 0,50
M TROPICAL 3,15 P21689 0,50
M POMME 1,06 P21691 0,50
PEPSI DIET 0,06 P23530 0,50
7 UP DIET 0,25 P23533 0,50
TOTAL to pick up 1,00 1,00 1,50 1,00 1,00 1,00 0,00 2,00 2,00 0,00 0,00 2,80 2,90
Number of TC 6 6 10 6 6 6 - 13 13 - - 18 19
Shipping Agent IPSEN IPSEN IPSEN IPSEN IPSEN IPSEN IPSEN IPSEN IPSEN IPSEN IPSEN IPSEN IPSEN
Saoudi Agent ARBITAL ARBITAL ARBITAL ARBITAL ARBITAL ARBITAL ARBITAL ARBITAL ARBITAL ARBITAL ARBITAL ARBITAL ARBITAL
54
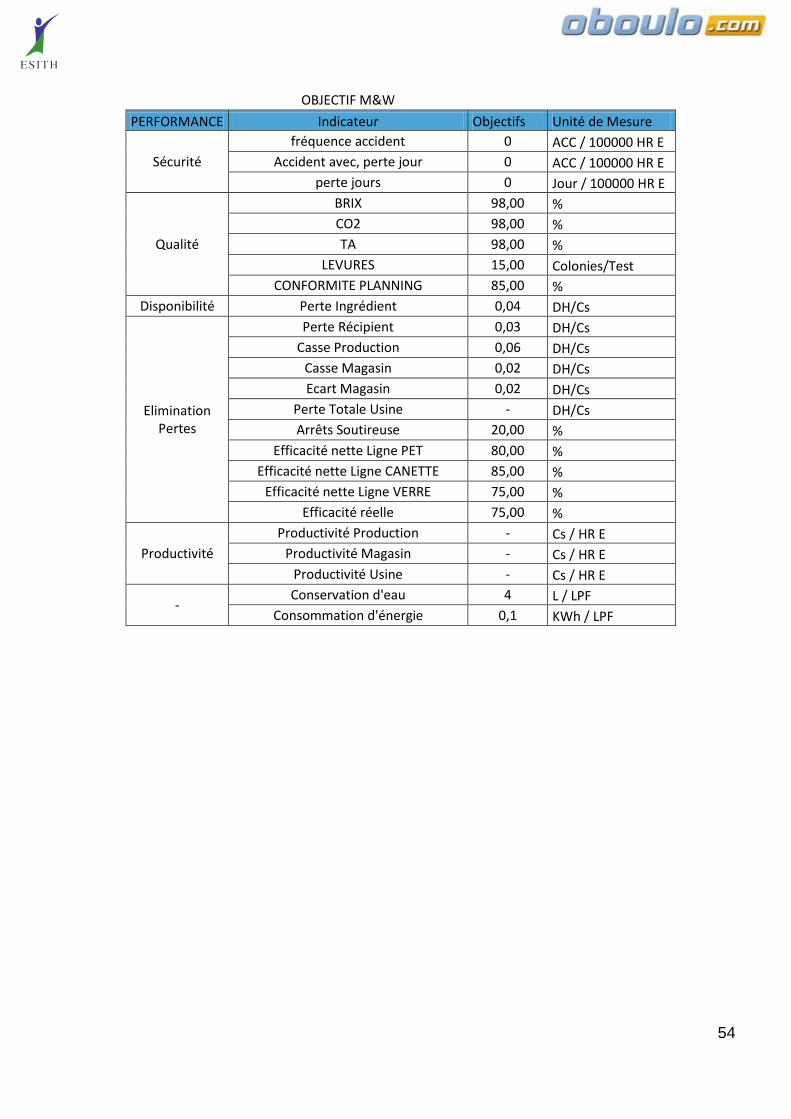
OBJECTIF M&W
PERFORMANCE Indicateur Objectifs Unité de Mesure
Sécurité
fréquence accident 0 ACC / 100000 HR E
Accident avec, perte jour 0 ACC / 100000 HR E
perte jours 0 Jour / 100000 HR E
Qualité
BRIX 98,00 %
CO2 98,00 %
TA 98,00 %
LEVURES 15,00 Colonies/Test
CONFORMITE PLANNING 85,00 %
Disponibilité Perte Ingrédient 0,04 DH/Cs
Elimination Pertes
Perte Récipient 0,03 DH/Cs
Casse Production 0,06 DH/Cs
Casse Magasin 0,02 DH/Cs
Ecart Magasin 0,02 DH/Cs
Perte Totale Usine - DH/Cs
Arrêts Soutireuse 20,00 %
Efficacité nette Ligne PET 80,00 %
Efficacité nette Ligne CANETTE 85,00 %
Efficacité nette Ligne VERRE 75,00 %
Efficacité réelle 75,00 %
Productivité
Productivité Production - Cs / HR E
Productivité Magasin - Cs / HR E
Productivité Usine - Cs / HR E
- Conservation d'eau 4 L / LPF
Consommation d'énergie 0,1 KWh / LPF

55
Planification préformes : PIC
VENTES EN
NOMBRE DE COLS B. Révisé B. Révisé B. Révisé B. Révisé B. Révisé B. Révisé B. Révisé B. Révisé B. Révisé B. Révisé B. Révisé B. Révisé TOTAL
janv.-09 févr.-09 mars-09 av.-09 mai-09 juin-09 juil.-09 août-09 sept-09 oct.-09 nov.-09 déc.-09 Année 2009
prévu 11 531 144 11 844 994 16 558 550 17 985 009 19 980 010 23 093 764 23 241 552 21 230 705 13 572 006 15 530 032 16 678 077 16 542 898 207 788 742
stock 2 714 793 2 714 793 2 714 793 2 714 793 2 714 793 2 714 793 2 714 793 2 714 793 2 714 793 2 714 793 2 714 793 2 714 793 2 714 793 32 577 521
Stock min 2 300 000 2 300 000 2 300 000 2 300 000 2 300 000 2 300 000 2 300 000 2 300 000 2 300 000 2 300 000 2 300 000 2 300 000 27 600 000
Stock max 6 404 923 6 404 923 6 404 923 6 404 923 6 404 923 6 404 923 6 404 923 6 404 923 6 404 923 6 404 923 6 404 923 6 404 923 76 859 075
capacité dispo' 41 718 240 41 718 240 41 718 240 41 718 240 41 718 240 41 718 240 41 718 240 41 718 240 41 718 240 41 718 240 41 718 240 41 718 240 500 618 880
production 11 531 144 11 844 994 16 558 550 17 985 009 19 980 010 23 093 764 23 241 552 21 230 705 13 572 006 15 530 032 16 678 077 16 542 898 207 788 742
PDP
horizon ferme Total
janv.-09 févr.-09 mars-09 av.-09 mai-09 juin-09 juil.-09 août-09 sept-09 oct.-09 nov.-09 déc.-09 Année 2009
prév 7 775 175 7 986 797 11 165 035 12 136 634 13 481 815 14 928 997 14 374 472 12 804 601 8 173 089 9 824 271 10 984 634 10 882 634 134 518 151
cmd acceptée 7 784 833 12 758 593 8 309 797 10 426 470 16 080 292 55 359 985
stock 949 546 1 000 000 1 000 000 1 000 000 1 000 000 1 000 000 1 000 000 1 000 000 1 000 000 1 000 000 1 000 000 1 000 000 1 000 000 12 000 000
Stock min 1 000 000 1 000 000 1 000 000 1 000 000 1 000 000 1 000 000 1 000 000 1 000 000 1 000 000 1 000 000 1 000 000 1 000 000 12 000 000
Stock max 2 802 461 2 802 461 2 802 461 2 802 461 2 802 461 2 802 461 2 802 461 2 802 461 2 802 461 2 802 461 2 802 461 2 802 461 33 629 538
capacité dispo' 41 718 240 41 718 240 41 718 240 41 718 240 41 718 240 41 718 240 41 718 240 41 718 240 41 718 240 41 718 240 41 718 240 41 718 240 500 618 880
PDP 7 835 287 12 758 593 11 165 035 12 136 634 16 080 292 14 928 997 14 374 472 12 804 601 8 173 089 9 824 271 10 984 634 10 882 634 141 948 537

56
Planification de la production de Bahia :
PIC :
B. Révisé B. Révisé B. Révisé B. Révisé B. Révisé B. Révisé B. Révisé B. Révisé B. Révisé B. Révisé B. Révisé B. Révisé TOTAL
janv.-10 févr.-10 mars-10 av.-10 mai-10 juin-10 juil.-10 août-10 sept-10 oct.-10 nov.-10 déc.-10 Année 2010
prév 2 390 257 1 746 259 2 561 793 3 164 672 2 495 740 3 498 747 4 254 898 4 607 628 3 557 972 3 054 607 2 949 160 2 338 826 36 620 559
stock 762 928 762 928 762 928 762 928 762 928 3 051 713 3 051 713 3 051 713 3 051 713 3 051 713 3 051 713 3 051 713 3 051 713 27 465 419
stock min
762 928 762 928 762 928 762 928 3 051 713 3 051 713 3 051 713 3 051 713 3 051 713 3 051 713 3 051 713 3 051 713 27 465 419
capacité dispo' 4 430 272 4 430 272 4 430 272 4 430 272 6 645 408 6 645 408 6 645 408 6 645 408 6 645 408 6 645 408 6 645 408 6 645 408 70 884 352
production 2 390 257 1 746 259 2 561 793 3 164 672 4 784 525 3 498 747 4 254 898 4 607 628 3 557 972 3 054 607 2 949 160 2 338 826 38 909 344

57
PDP 18,9L:
horizon ferme TOTAL
janv.-10 févr.-10 mars-10 av.-10 mai-10 juin-10 juil.-10 août-10 sept-10 oct.-10 nov.-10 déc.-10 Année 2010
prév 6 455 6 099 7 915 9 624 9 284 16 405 12 658 7 032 5 184 9 629 8 248 9 082 107 615
cmd acceptée 6 599 6 223 8 095 9 732 30 649
stock 2 254 2 254 2 254 2 254 2 254 9 014 9 014 9 014 9 014 9 014 9 014 9 014 9 014 81 128
Stock min 2 254 2 254 2 254 2 254 9 014 9 014 9 014 9 014 9 014 9 014 9 014 9 014 81 128
capacité dispo' 12 992 12 992 12 992 12 992 19 488 19 488 19 488 19 488 19 488 19 488 19 488 19 488 207 872
PDP 6 599 6 223 8 095 9 732 16 045 16 405 12 658 7 032 5 184 9 629 8 248 9 082 114 932
PDP 5L :
horizon ferme TOTAL
janv.-10 févr.-10 mars-10 av.-10 mai-10 juin-10 juil.-10 août-10 sept-10 oct.-10 nov.-10 déc.-10 Année 2010
prév 830 567 600 390 759 000 998 120 1 089 502 1 156 034 1 241 958 1 213 614 1 163 882 1 010 354 825 552 830 068 11 719 041
cmd acceptée 852 992 732 592 832 484 1 084 940 3 503 008
stock 244 147 244 147 244 147 244 147 244 147 976 587 976 587 976 587 976 587 976 587 976 587 976 587 976 587 8 789 281
Stock min 244 147 244 147 244 147 244 147 976 587 976 587 976 587 976 587 976 587 976 587 976 587 976 587 8 789 281
capacité dispo' 1 299 200 1 299 200 1 299 200 1 299 200 1 948 800 1 948 800 1 948 800 1 948 800 1 948 800 1 948 800 1 948 800 1 948 800 20 787 200
PDP 852 992 732 592 832 484 1 084 940 1 821 942 1 156 034 1 241 958 1 213 614 1 163 882 1 010 354 825 552 830 068 12 766 412
PDP 1,5L :
horizon ferme TOTAL
janv.-10 févr.-10 mars-10 av.-10 mai-10 juin-10 juil.-10 août-10 sept-10 oct.-10 nov.-10 déc.-10 Année 2010
prév 1 080 560 900 500 1 500 340 1 890 450 1 396 954 2 326 308 3 000 282 3 386 982 2 388 906 2 034 624 2 115 360 1 499 676 23 520 942
cmd acceptée 1 530 810 1 007 568 1 721 394 2 070 108 6 329 880
stock 490 020 490 020 490 020 490 020 490 020 1 960 079 1 960 079 1 960 079 1 960 079 1 960 079 1 960 079 1 960 079 1 960 079 17 640 707
Stock min 490 020 490 020 490 020 490 020 1 960 079 1 960 079 1 960 079 1 960 079 1 960 079 1 960 079 1 960 079 1 960 079 17 640 707
capacité dispo' 1 299 200 1 299 200 1 299 200 1 299 200 1 948 800 1 948 800 1 948 800 1 948 800 1 948 800 1 948 800 1 948 800 1 948 800 20 787 200
PDP 1 530 810 1 007 568 1 721 394 2 070 108 2 867 013 2 326 308 3 000 282 3 386 982 2 388 906 2 034 624 2 115 360 1 499 676 25 949 031

58
MRP 1,5L : JANV fév.
semaine 1 2 3 4 5 total
jour/sem 6 7 6 7 5 31
B. brut 296 286 345 667 296 286 345 667 246 905 1 530 810
Stock 1 000 000 703 714 358 047 61 762 716 095 469 190 2 308 808
O. planifié 1 000 000 1 000 000
planning de la semaine 1 :
Ligne Bahia 1,5L
Début Course Fin Course Format Qte Cadence dispo
lundi 06:00
lundi 14:00 1,5L maintenance
14:00 22:00 1,5L maintenance
mardi 06:00
mardi 14:00 1,5L 24 690 1 299 200
14:00 22:00 1,5L 24 690 1 299 200
Mercredi
06:00 Mercredi
14:00 1,5L 24 690 1 299 200
14:00 22:00 1,5L 24 690 1 299 200
jeudi 06:00
jeudi 14:00 1,5L 24 690 1 299 200
14:00 22:00 1,5L 24 690 1 299 200
vendredi 06:00
vendredi 14:00 1,5L 24 690 1 299 200
14:00 22:00 1,5L 24 690 1 299 200
samedi
06:00 samedi
14:00 1,5L 24 690 1 299 200
14:00 22:00 1,5L 24 690 1 299 200
dimanche 06:00
dimanche 14:00 1,5L 24 690 1 299 200
14:00 22:00 1,5L 24 690 1 299 200
296 286

59
HSE
Fréquence Accident 0 Inj/100K EE-Hr
Fréquence Accident Ave 0 LD Inj/100K EE-Hr
Perte jour 0 Days /100K EE-Hr
Consom d’Energy 0,08 KWH/Lit
Conserv d’eau 4,53 lit/lit
Qualité
Brix 100%
TA 100%
CQ2 100%
YEAST 13,5 avg YC
Service
forecast Accuracy 0,00%
Good Forecaste 0,00%
Days Supply 0,0 Days
Conformité Planning 80,00%
Demande à risque 0,00%
Waste
Perte ingerdient 0,024 DH / Cs
perte récipient 0,85 DH / Cs
Casse production 0,0688 DH / Cs
Casse magasin 0,000 DH / Cs
Warehouse Shrinkage 0,000 DH / Cs
Perte total unsine 0,000 DH / Cs
Productivity
Arret Soutireuse 33,54%
Efficacité nette 57,07%
Efficacité réelle 56,74%
Productivité production 101,0 Cs / EE - Hr
Productivité magasin 0,0 Cs / EE - Hr
Productivité usine 0,0 Cs / EE - Hr
04/01/2010 - 10/01/2010 Worse than target and plan
Between target and plan Better than target and plan
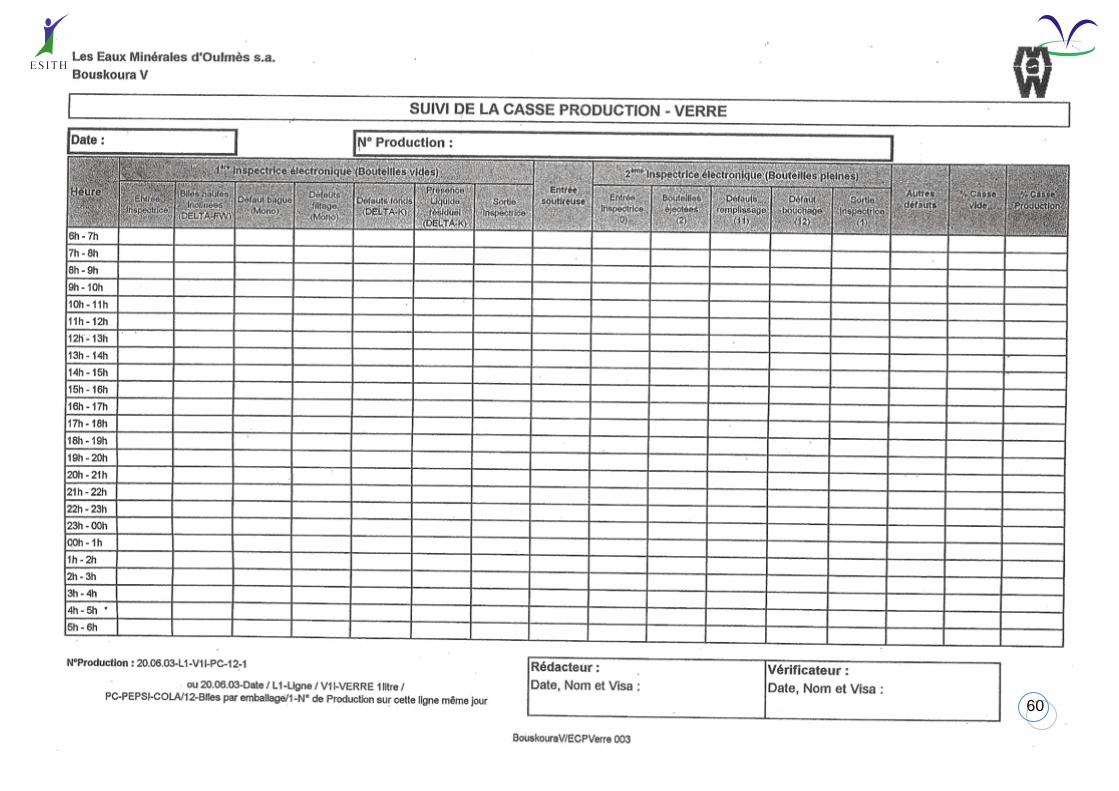
60

61
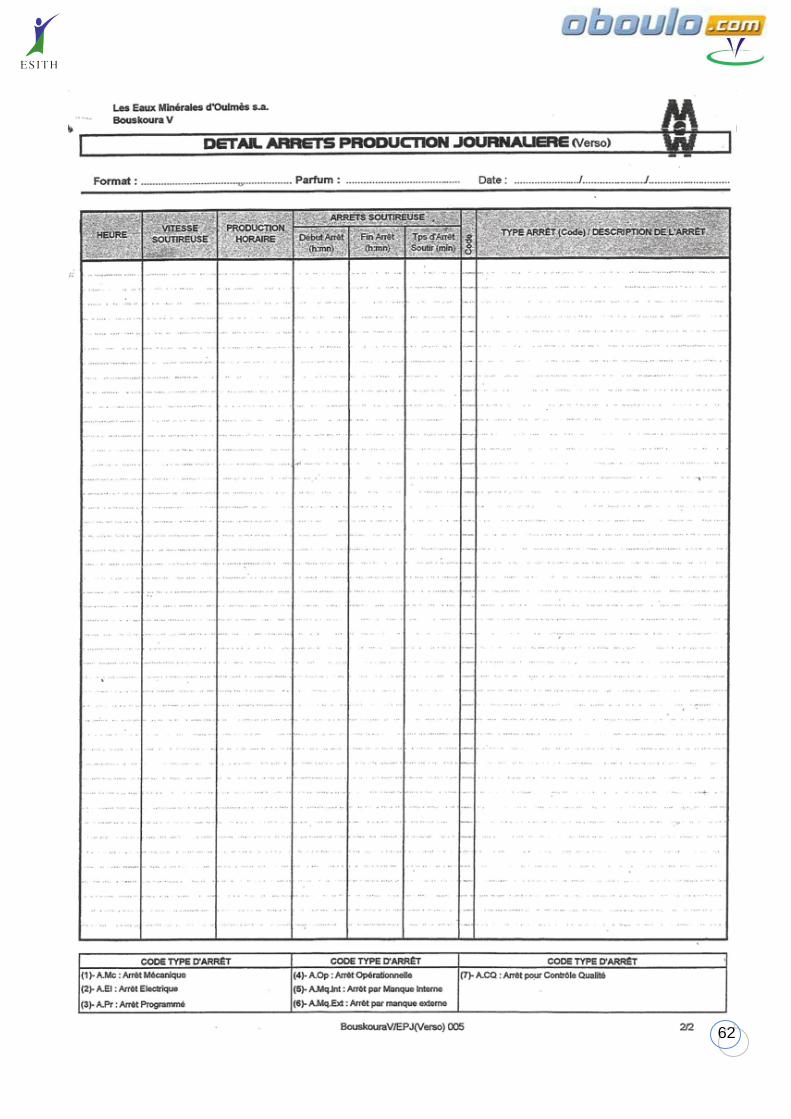
62
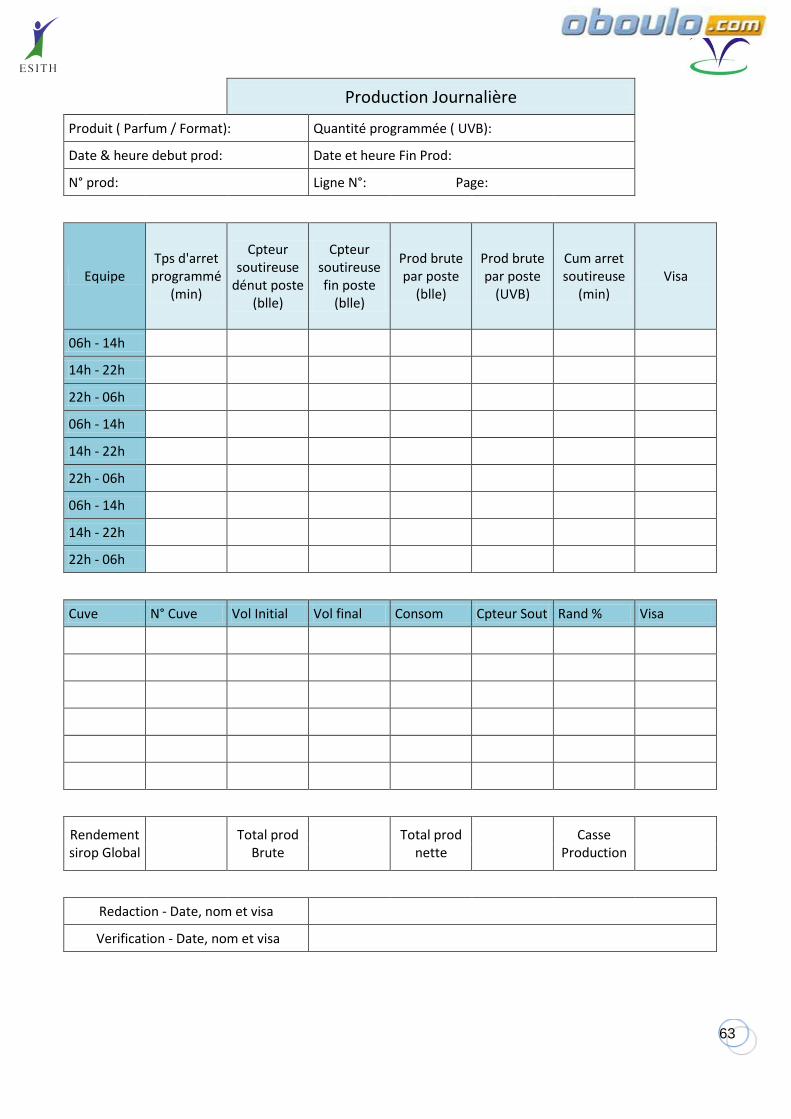
63
Production Journalière
Produit ( Parfum / Format): Quantité programmée ( UVB):
Date & heure debut prod: Date et heure Fin Prod:
N° prod: Ligne N°: Page:
Equipe Tps d'arret programmé
(min)
Cpteur soutireuse
dénut poste (blle)
Cpteur soutireuse fin poste
(blle)
Prod brute par poste
(blle)
Prod brute par poste
(UVB)
Cum arret soutireuse
(min) Visa
06h - 14h
14h - 22h
22h - 06h
06h - 14h
14h - 22h
22h - 06h
06h - 14h
14h - 22h
22h - 06h
Cuve N° Cuve Vol Initial Vol final Consom Cpteur Sout Rand % Visa
Rendement sirop Global
Total prod
Brute
Total prod nette
Casse
Production
Redaction - Date, nom et visa
Verification - Date, nom et visa

64
Planning Hebdomadaire de Production
Ligne PET 1
18/01/2010
Debut Course Fin Course Format Parfum Qte UBV Unité Conc
Cadence Nom
UBV/H
Mardi 06:00 Mardi 14:00 1000ML 7 UP 7665 7665 1000
Mardi 14:00 Mardi 22:00 1000ML M. Pomme Rouge 7665 18 1000
Mardi 22:00 Mercredi 06:00 1000ML Mirinda Citron 6813 16 1000
Mercredi 06:00 Mercredi 14:00 1000ML Mirinda Orange 6387 15 1000
Mercredi 22:00 Mercredi 22:00 1000ML Pepsi 7665 6 1000
Ligne PET 2
Debut Course Fin Course Format Parfum Qte UBV Unité Conc
Cadence Nom
UBV/H
Ligne Boite
Debut Course Fin Course Format Parfum Qte UBV Unité Conc
Cadence Nom
UBV/H
Mardi 06:00 Mardi 14:00 250ML Mirinda Orange 17033 15 3750
Mercedi 06:00 Mercedi 14:00 250ML Pepsi 20440 6 3750
Ligne Verre
Debut Course Fin Course Format Parfum Qte UBV Unité Conc
Cadence Nom
UBV/H
Mardi 06:00 Mardi 14:00 250ML 7 UP 10220 18 1250
Mercedi 06:00 Mercedi 14:00 250ML Mirinda Orange 8516 15 1250
Jeudi 06:00 jeudi 14:00 250ML Pepsi 10220 6 1250
Rédigé par Vérifié par Approuvé par
Rspbl plannification Rspbl Production Directeur d'Usine

65

66
Flux & Processus
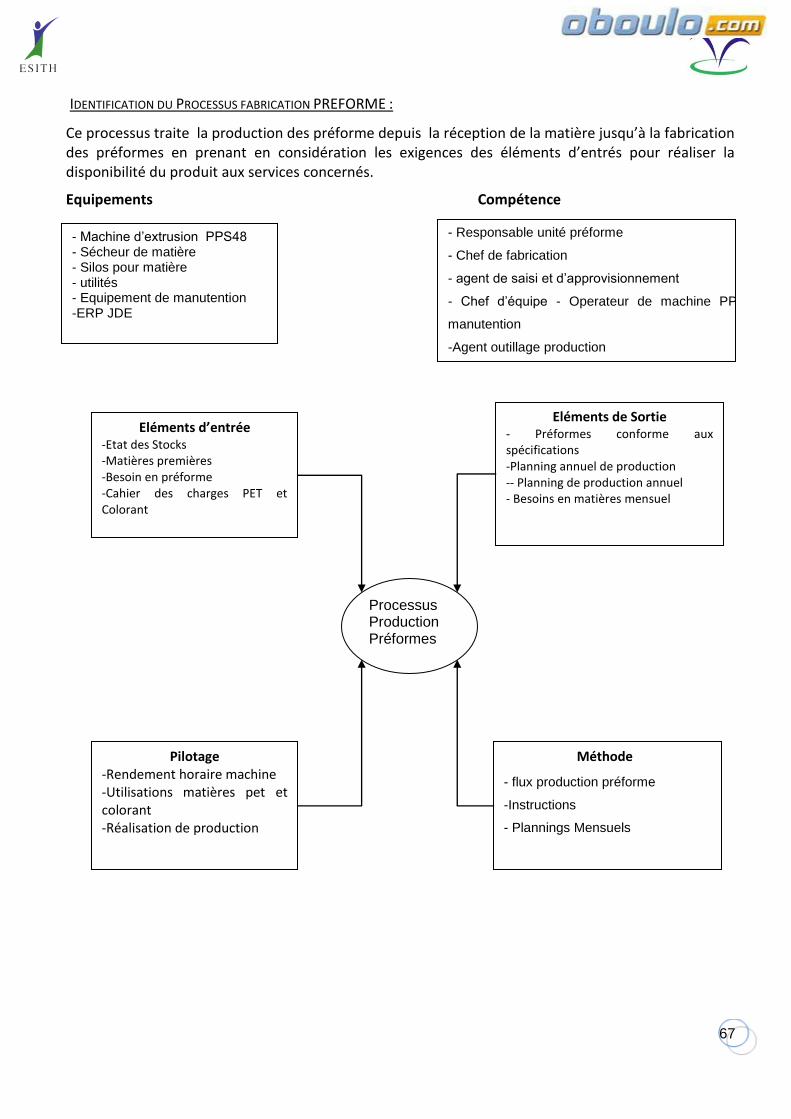
67
IDENTIFICATION DU PROCESSUS FABRICATION PREFORME :
Ce processus traite la production des préforme depuis la réception de la matière jusqu’à la fabrication des préformes en prenant en considération les exigences des éléments d’entrés pour réaliser la disponibilité du produit aux services concernés.
Equipements Compétence
Processus Production Préformes
Eléments d’entrée -Etat des Stocks -Matières premières -Besoin en préforme -Cahier des charges PET et Colorant
Pilotage -Rendement horaire machine -Utilisations matières pet et colorant -Réalisation de production
Eléments de Sortie - Préformes conforme aux spécifications -Planning annuel de production -- Planning de production annuel - Besoins en matières mensuel
Méthode
- flux production préforme
-Instructions
- Plannings Mensuels
- Machine d’extrusion PPS48 - Sécheur de matière - Silos pour matière - utilités - Equipement de manutention -ERP JDE
- Responsable unité préforme
- Chef de fabrication
- agent de saisi et d’approvisionnement
- Chef d’équipe - Operateur de machine PPS, Agent de
manutention
-Agent outillage production
- Agents de maintenance
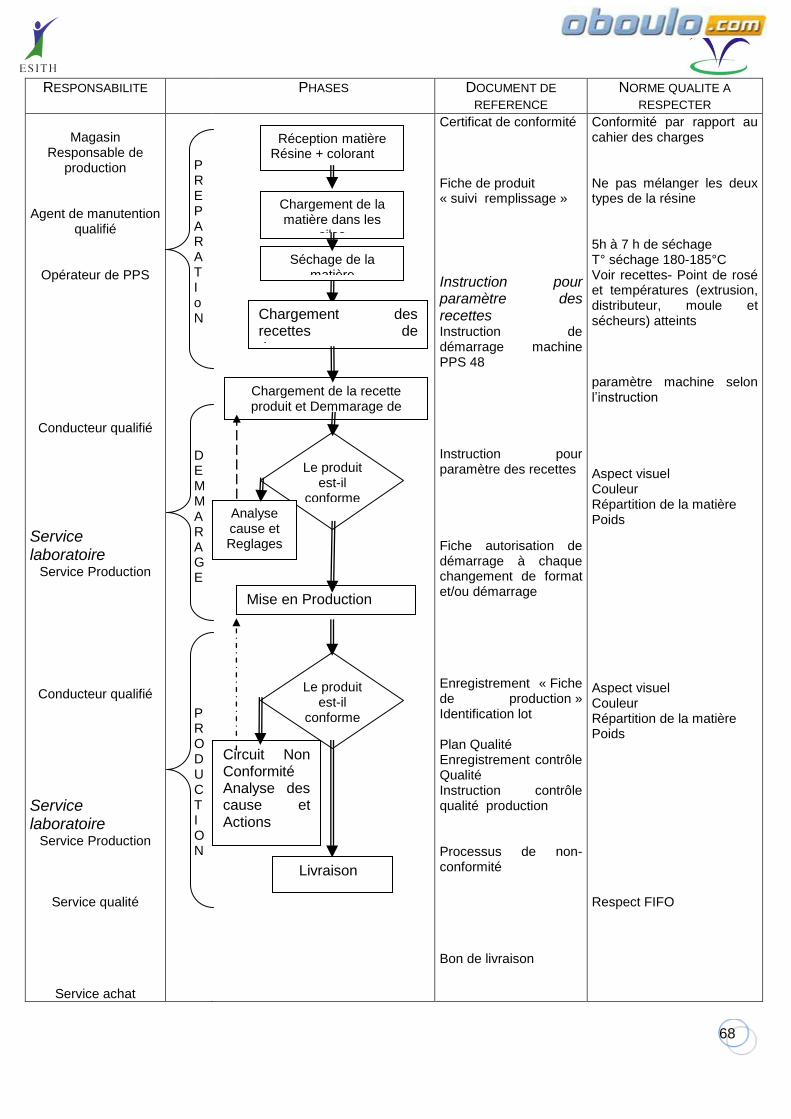
68
RESPONSABILITE PHASES DOCUMENT DE
REFERENCE NORME QUALITE A
RESPECTER
Magasin
Responsable de production
Agent de manutention qualifié
Opérateur de PPS
Conducteur qualifié
Service laboratoire
Service Production
Conducteur qualifié
Service laboratoire
Service Production
Service qualité
Service achat
Certificat de conformité Fiche de produit « suivi remplissage »
Instruction pour paramètre des recettes Instruction de démarrage machine PPS 48 Instruction pour paramètre des recettes Fiche autorisation de démarrage à chaque changement de format et/ou démarrage Enregistrement « Fiche de production » Identification lot Plan Qualité Enregistrement contrôle Qualité Instruction contrôle qualité production Processus de non-conformité Bon de livraison
Conformité par rapport au cahier des charges Ne pas mélanger les deux types de la résine 5h à 7 h de séchage T° séchage 180-185°C Voir recettes- Point de rosé et températures (extrusion, distributeur, moule et sécheurs) atteints paramètre machine selon l’instruction Aspect visuel Couleur Répartition de la matière Poids Aspect visuel Couleur Répartition de la matière Poids Respect FIFO
Réception matière Résine + colorant
Chargement de la matière dans les
silos
Séchage de la matière
Chargement de la recette produit et Demmarage de
production
Le produit est-il
conforme
Analyse cause et Reglages
Le produit est-il
conforme
Mise en Production
Circuit Non Conformité Analyse des cause et Actions
Livraison
Chargement des recettes de demmarrage
PREPARATIoN
DEMMARAGE
PRODUCTION
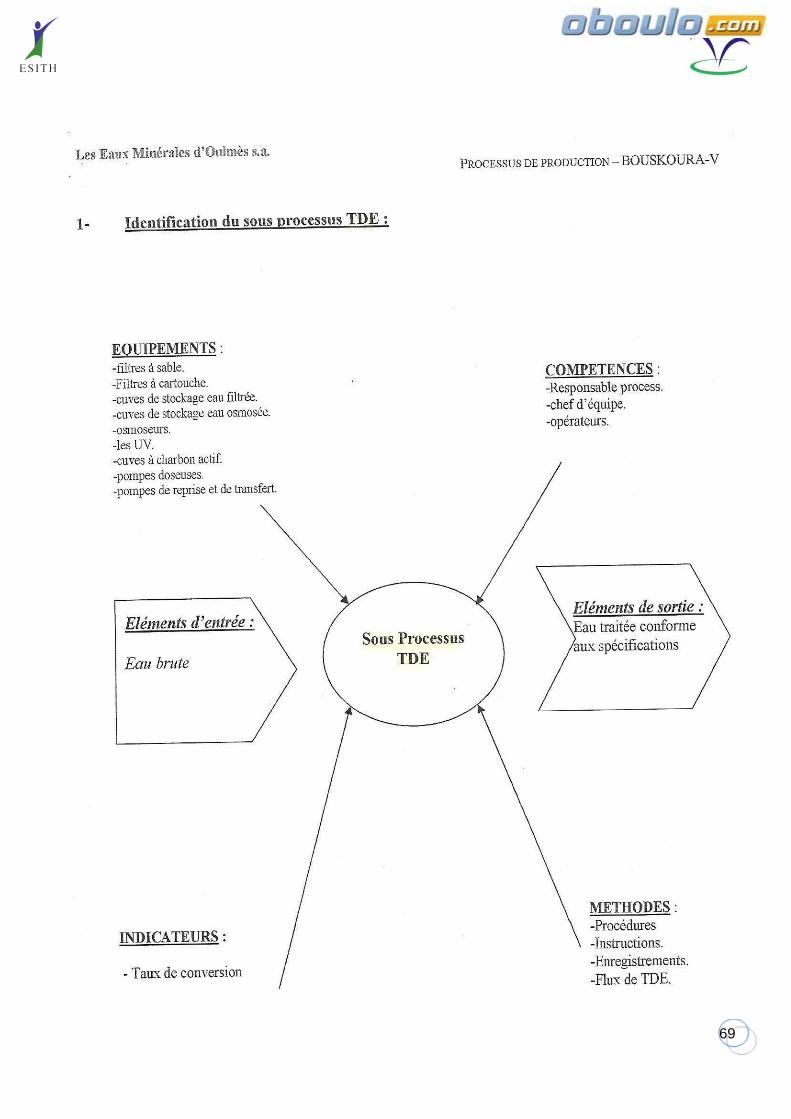
69

70

71

72
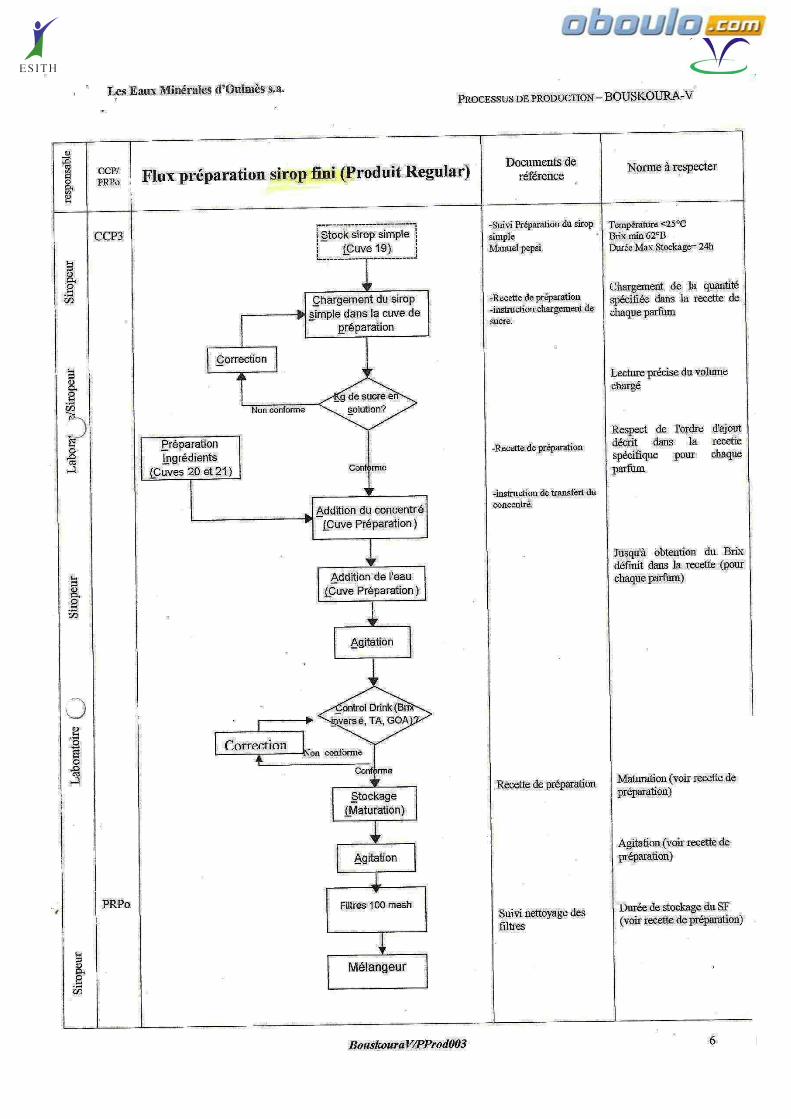
73
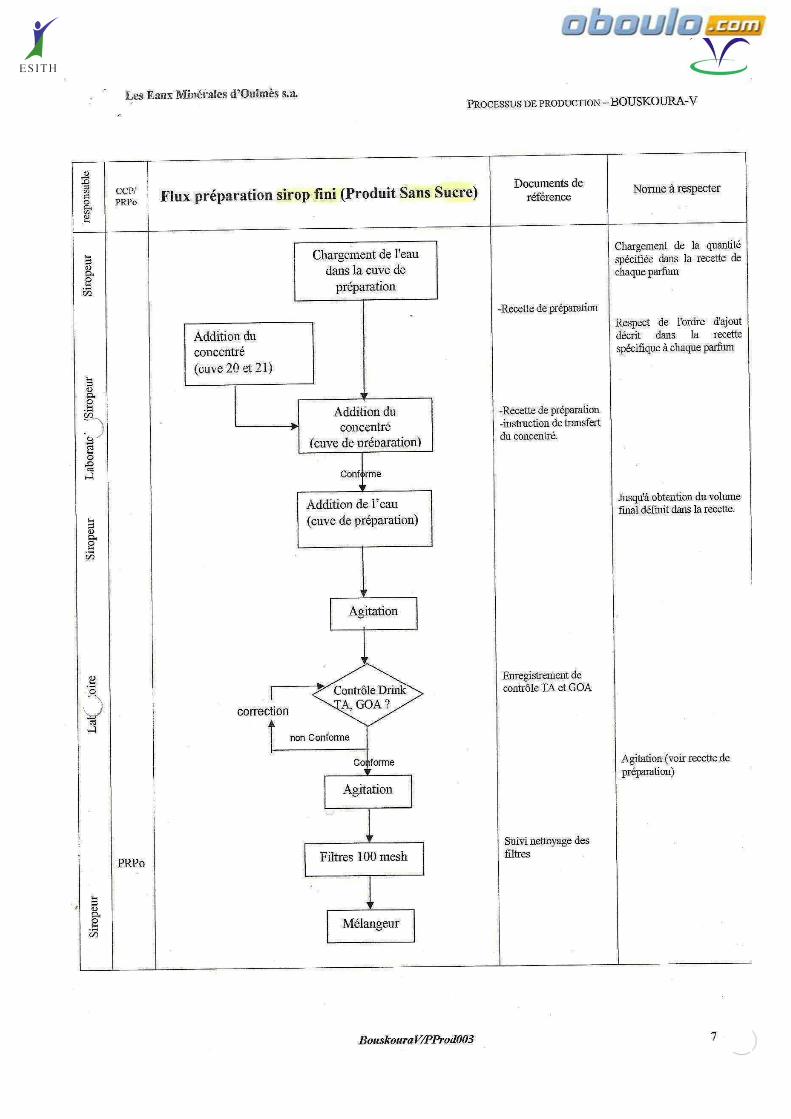
74

75
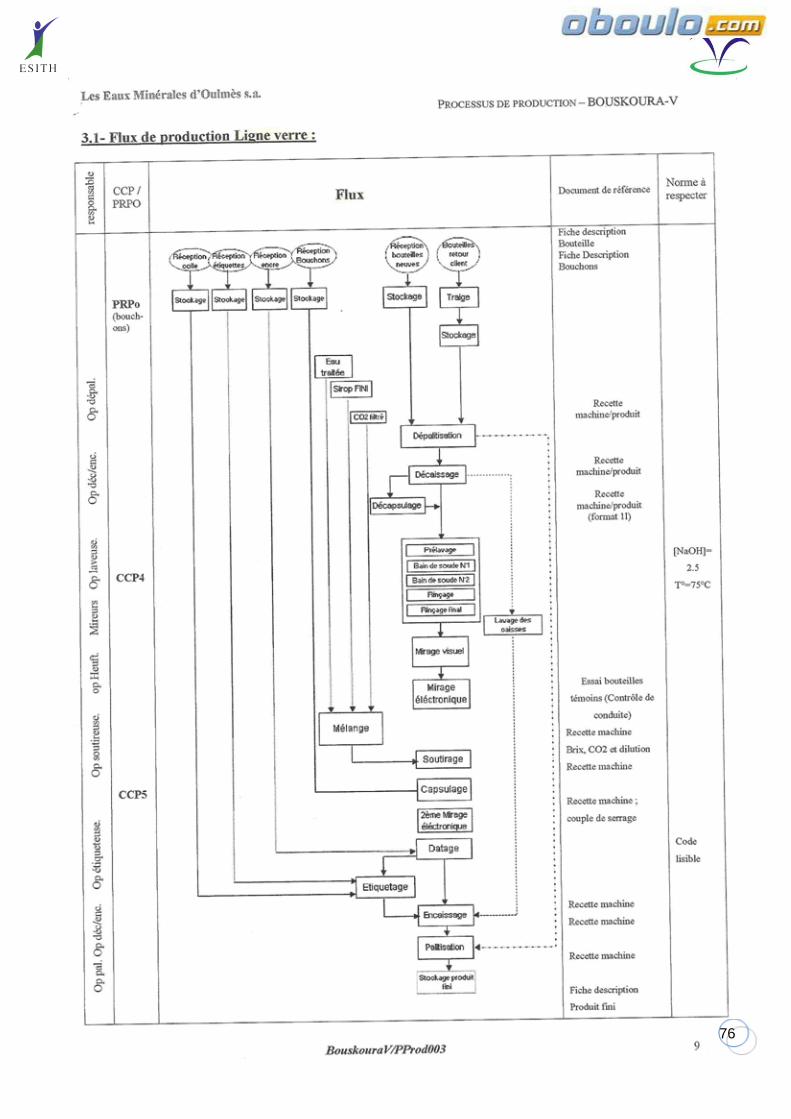
76
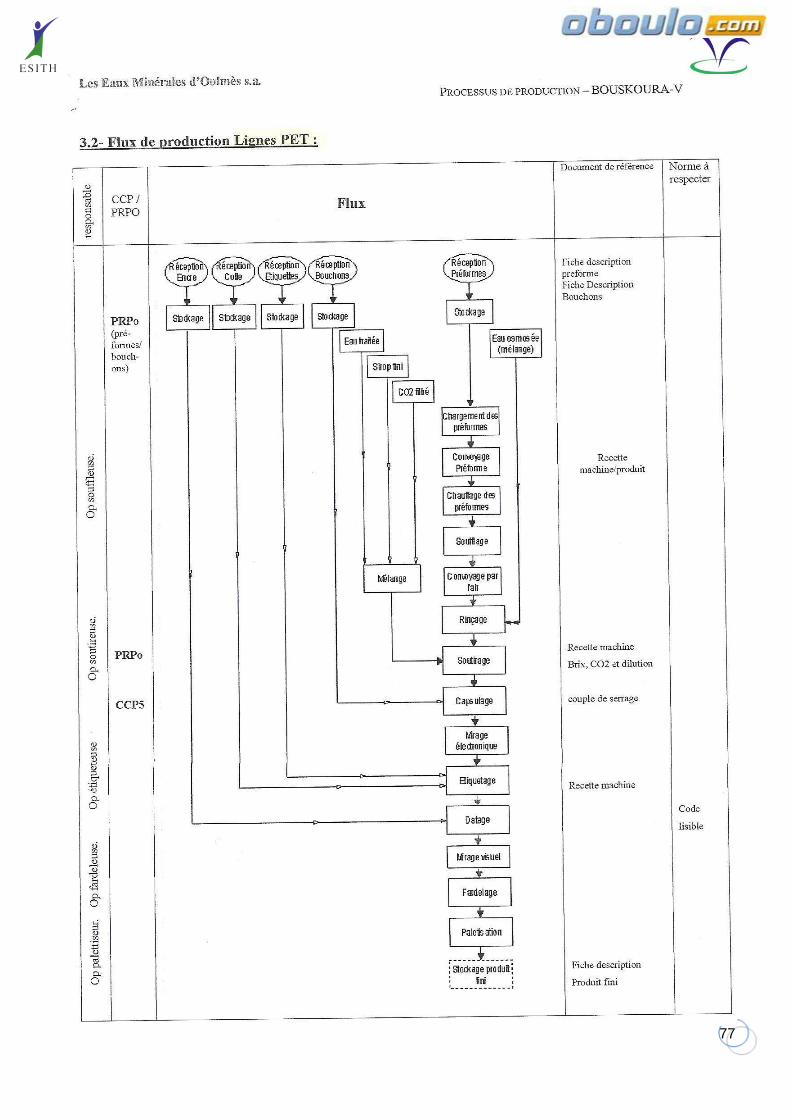
77
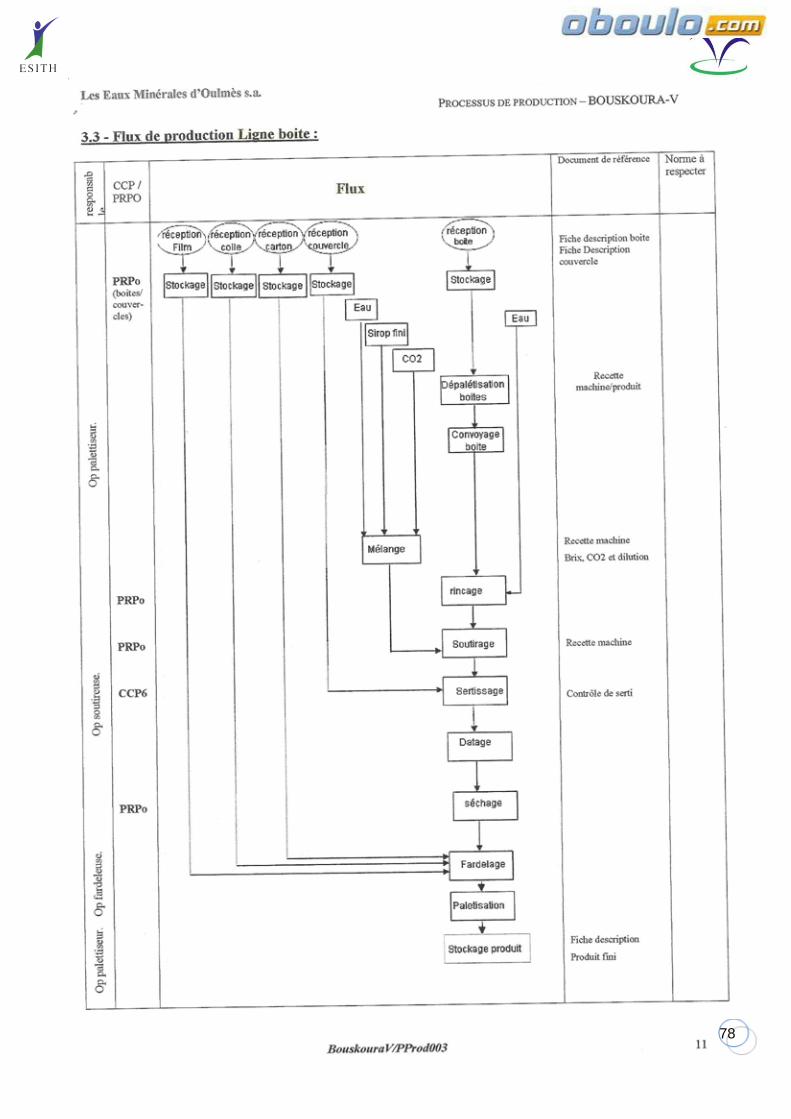
78
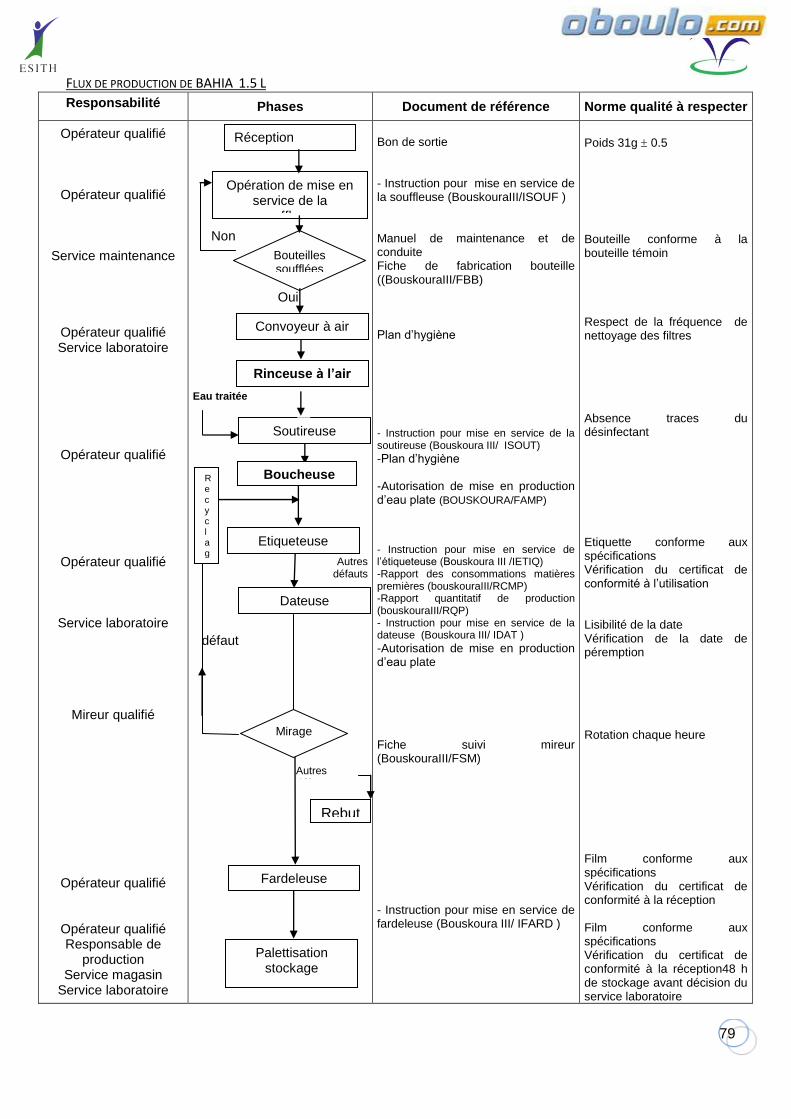
79
défaut étiquetage
FLUX DE PRODUCTION DE BAHIA 1.5 L Responsabilité
Phases Document de référence Norme qualité à respecter
Opérateur qualifié
Opérateur qualifié
Service maintenance
Opérateur qualifié Service laboratoire
Opérateur qualifié
Opérateur qualifié
Service laboratoire
Mireur qualifié
Opérateur qualifié
Opérateur qualifié Responsable de
production Service magasin
Service laboratoire
Non Oui
Eau traitée
Autres défauts
Bon de sortie
- Instruction pour mise en service de la souffleuse (BouskouraIII/ISOUF ) Manuel de maintenance et de conduite Fiche de fabrication bouteille ((BouskouraIII/FBB) Plan d’hygiène - Instruction pour mise en service de la soutireuse (Bouskoura III/ ISOUT)
-Plan d’hygiène -Autorisation de mise en production d’eau plate (BOUSKOURA/FAMP) - Instruction pour mise en service de l’étiqueteuse (Bouskoura III /IETIQ) -Rapport des consommations matières premières (bouskouraIII/RCMP) -Rapport quantitatif de production (bouskouraIII/RQP) - Instruction pour mise en service de la dateuse (Bouskoura III/ IDAT )
-Autorisation de mise en production d’eau plate Fiche suivi mireur (BouskouraIII/FSM) - Instruction pour mise en service de fardeleuse (Bouskoura III/ IFARD )
Poids 31g 0.5 Bouteille conforme à la bouteille témoin Respect de la fréquence de nettoyage des filtres Absence traces du désinfectant Etiquette conforme aux spécifications Vérification du certificat de conformité à l’utilisation Lisibilité de la date Vérification de la date de péremption Rotation chaque heure Film conforme aux spécifications Vérification du certificat de conformité à la réception Film conforme aux spécifications Vérification du certificat de conformité à la réception48 h de stockage avant décision du service laboratoire
Autres défauts
Réception préforme
Opération de mise en service de la souffleuse
Convoyeur à air
Bouteilles soufflées
Soutireuse
Etiqueteuse
Dateuse
Fardeleuse
Palettisation stockage
Mirage
Recyclage
Rebut
Rinceuse à l’air
Boucheuse

80
FLUX DE PRODUCTION DE BAHIA 5L Responsabilité
Phases Document de référence Norme qualité à respecter
Opérateur qualifié
Opérateur qualifié
Service maintenance
Opérateur qualifié Service laboratoire
Opérateur qualifié
Opérateur qualifié
Service laboratoire
Opérateur qualifié
Mireur qualifié
Opérateur qualifié
Opérateur qualifié
Opérateur qualifié
Responsable de production
Service magasin Service laboratoire
Non Oui
Eau traitée
Autres défauts
Bon de sortie
- Instruction pour mise en service de la souffleuse Manuel de maintenance et de conduite Fiche de fabrication bouteille Plan d’hygiène - Instruction pour mise en service de la soutireuse
-Plan d’hygiène -Autorisation de mise en production d’eau plate - Instruction pour mise en service de l’étiqueteuse -Rapport des consommations matières premières -Rapport quantitatif de production
-Autorisation de mise en production d’eau plate
Poids 90g, 0.5 Bouteille conforme à la bouteille témoin Respect de la fréquence de nettoyage des filtres Etiquette conforme aux spécifications Vérification du certificat de conformité à l’utilisation Lisibilité de la date Vérification de la date de péremption 48 h de stockage avant décision du service laboratoire
Défaut étiquetage
Réception préforme
Opération de mise en service de la souffleuse
Convoyeur à air
Bouteilles soufflées
Soutireuse
Etiqueteuse
Dateuse
Poignetage
Palettisation
Mirage
Recyclage
Rebut
Rinceuse
Fardelage
Stockage
Boucheuse
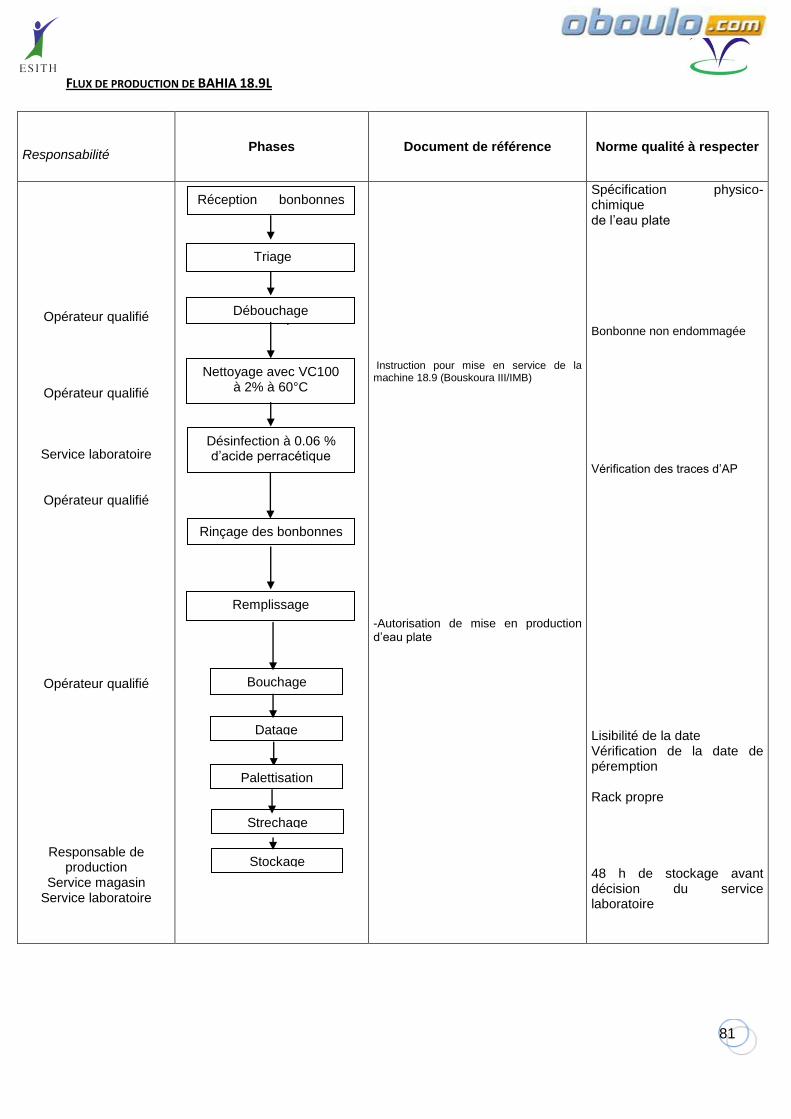
81
FLUX DE PRODUCTION DE BAHIA 18.9L
Responsabilité
Phases Document de référence Norme qualité à respecter
Opérateur qualifié
Opérateur qualifié
Service laboratoire
Opérateur qualifié
Opérateur qualifié
Responsable de production
Service magasin Service laboratoire
Instruction pour mise en service de la machine 18.9 (Bouskoura III/IMB)
-Autorisation de mise en production d’eau plate
Spécification physico-chimique de l’eau plate
Bonbonne non endommagée Vérification des traces d’AP
Lisibilité de la date Vérification de la date de péremption Rack propre 48 h de stockage avant décision du service laboratoire
Réception bonbonnes vides
Triage
Débouchage
Rinçage des bonbonnes
Remplissage
Bouchage
Datage
Nettoyage avec VC100 à 2% à 60°C
Strechage
Stockage
Palettisation
Désinfection à 0.06 % d’acide perracétique
















![Le rapport, rapport, rapport [Fr]](https://img.pdfslide.fr/doc/110x75/579079761a28ab6874c752e0/le-rapport-rapport-rapport-fr.jpg)