Embed Size (px)
Citation preview
ENSAM-Meknès SEFITA-Meknès
1
Remerciement Avant d’entamer ce modeste rapport, je tiens à remercier Mr, NAIMI qui m’a
donné le coût de main à passer mon stage au sein de la société SEFITA de
meknès.
Je présente également mes remerciements à mon encadrant Mr, MOHATI
moha pour son aide par les explications, les documentations et son service
personnel, ainsi qu’à Mr le directeur Omar qui ma permet de passer mon stage
dans les conditions les plus favorables.
Finalement, j’exprime mes salutations les plus respectueuses à tout le
personnel à SEFITA : le corps administratif, l’équipe des techniciens et les
ouvriers . ainsi à mes professeurs et mes amis à l’ENSAM.
ENSAM-Meknès SEFITA-Meknès
2
Historique
SEFITA est une société anonyme de capitale 40.000.000 DH , fondée en 1943 par un groupe français qui alimentait en tissus et couvertures les armés françaises se trouvant en France et en algérie. SEFITA n’est devenue marocaine qu’en 1963, à cette époque sa tache principale était la fabrication de tissu en laine cardée. En 1980 et après plusieurs extensions de son outil de fabrication elle se diversifie de la filature de laine peignée par rapport à son principal concurrent « SAFT », ainsi elle est devenue le premier filateur de laine marocain exportant 70% de son chiffre d’affaires, et remportant la médaille d’or de quatrième SATEC ‘Salon International du Textile et de Cuir’. En 1981, SEFITA s’est lancée dans nouvel investissement dans les métiers à tisser sans navettes. Ainsi, en 1982,elle a remporté pour la deuxième fois la médaille d’or du cinquième SATECc. En 1985, le groupe a remporté le trophée international de la qualité à Madrid et le trophée international de l’exportation à vienne. La même année, le nouveau directeur général de la société, M.KARIM TAZI, a procédé à l’information des services. Ainsi, SEFITA est devenue l’une des firmes marocaines les plus importantes dans le secteur textile et cela grâce à son équipement moderne, ses énormes filiales, sa grande capacité de production. Si SEFITA a réussi à envahir et à satisfaire les besoins du marché national, elle connaît aussi un succès en ayant des liens étroits avec de grands groupes européens, sachant que le tiers du chiffre d’affaires est réalisé avec l’extérieur.
ENSAM-Meknès SEFITA-Meknès
3
Introduction
L’automatisation est devenue une nécessité pour le monde industriel où la compétitivité est l’objectif essentiel. Pour cela, cette automatisation doit être :
? Insérée dans un contexte humain. Du concepteur à l’exploitant, chacun doit voir sa tache facilitée pour concourir à l’œuvre collective que constitue toujours un système automatisé efficace.
? Insérée dans un contexte économique. Les étapes non productives de la
vie d’un système automatisé comme sa conception, sa mise au point, sa maintenance, doivent être raccourcies, rendues plus rationnelles et moins coûteuses. Son exploitation doit être souple, flexible.
Dans cette étude on a donné quelques notions concernant les automates programmables, puis on a décris la démarche à suivre dans une telle automatisation à savoir le choix des constituants, le schéma de fonctionnement, le choix du langage de programmation. Enfin on a traité l’exemple de la machine SACM, sauf qu’on n’a pas pu aborder la dernière partie qui concerne la programmation à cause du souci de matériels.
ENSAM-Meknès SEFITA-Meknès
4
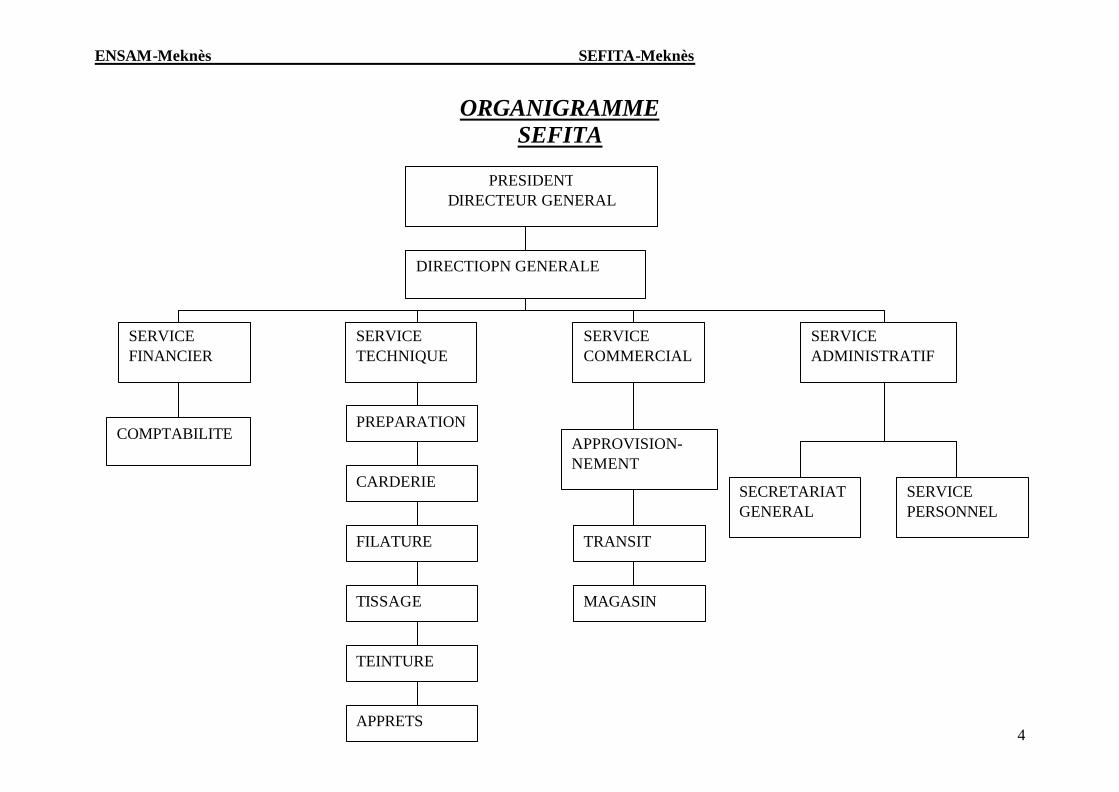
ORGANIGRAMME SEFITA
PRESIDENT DIRECTEUR GENERAL
DIRECTIOPN GENERALE
SERVICE FINANCIER
SERVICE TECHNIQUE
SERVICE COMMERCIAL
SERVICE ADMINISTRATIF
PREPARATION
CARDERIE
FILATURE
TISSAGE
TEINTURE
APPRETS
APPROVISION- NEMENT
TRANSIT
MAGASIN
SECRETARIAT GENERAL
SERVICE PERSONNEL
COMPTABILITE
ENSAM-Meknès SEFITA-Meknès
5
A – Etude générale des systèmes automatisés : I - : définition : Un système automatisé est constitué par une partie opérative et une partie de commande, avec des chaînes fonctionnelles et un dialogue utilisateur. L’étude d’un système automatisé nécessite les éléments suivants :
? Les matières d’œuvre : matériau, énergie, information. ? La valeur ajoutée (modification apportée à la matière d’œuvre) ? La description ordonnée des différentes types de taches : taches opératives
et taches d’acquisition et de traitement des données. II : Les objectifs de l’automatisation :
Les productions industrielles sont de plus en plus automatisées .Ces progrès concernent :
? L’automatisation d’opérations autrefois entièrement manuelles, par exemple, les assemblages, les contrôles …
? L’automatisation plus poussée d’opérations déjà partiellement automatisées, par exemple, le remplacement des machines rigides par des machines flexibles susceptibles d’opérer sur plusieurs variantes de produits.
? La recherche de coût plus bas pour le produit, par réduction des frais de main-d’œuvre, d’économie de matière, d’économie d’énergie …
? La suppression des travaux dangereux ou pénibles et l’amélioration des conditions de travail par l’ennoblissement des taches …
? La recherche d’une meilleure qualité du produit, en limitant le facteur humain, et en multipliant les contrôles automatisés…
? La réalisation d’opérations impossibles à contrôler manuellement ou intellectuellement.
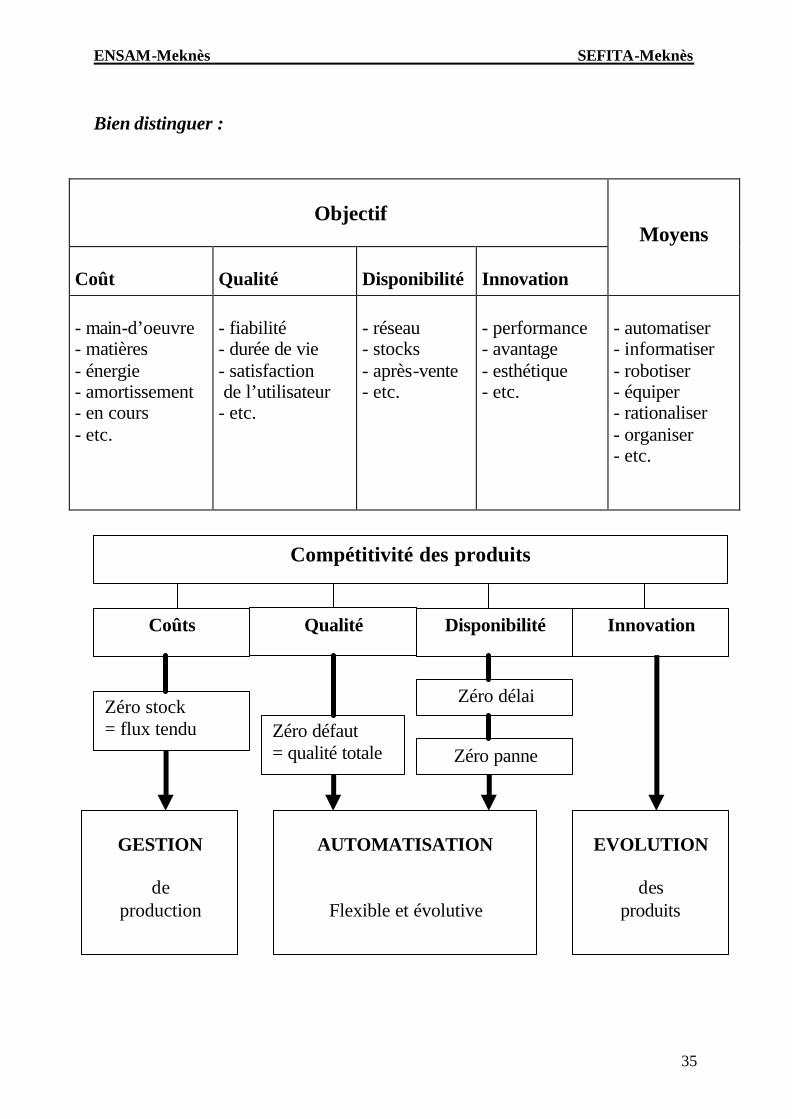
Dans une économie de marché, toute automatisation à pour objectif d’aider à la compétitive globale du produit, soit directement (coût, qualité..)Soit indirectement (amélioration des condition de travail..) Comme le montre la figure d’après, la compétitivité résulte essentiellement des résultats obtenus sur les facteurs suivants : coût, qualité, innovation, disponibilité.

ENSAM-Meknès SEFITA-Meknès
6
Remarque : Il est important de vérifier que le produit sur lequel s’applique cette automatisation soit optimisé au mieux à fin de répondre aux besoins du marché.
III : La rentabilité d’une automatisation :
Comme pour tout investissement, un projet d’automatisation est jugé sur sa rentabilité. Celle-ci peut s’exprimer clairement sous forme du temps de retour des investissements.
Investissement = nombre d’années pour le retour d’investissement. Gains annuels
Coût ? Main-d’œuvre ? Matières ? énergies
Innovation ? Performances ? Esthétique ? optimisation
Qualité ? Fiabilité ? Endurance
Disponibilité ? Réseaux de vente ? stocks ? service après vente
Compétitivité du produit

ENSAM-Meknès SEFITA-Meknès
7
Si ce temps de retour est de moins de trois ans ,le projet est en géneral jugé intéressent,si toutefois la durée de vie du produit fabriqué est estimée d’une durée supérieure. IV : Stucture des systèmes automatisés:
1 – décomposition en partie opérative et en partie commande : chaque système automatisé comporte deux parties : ? Une partie opérative PO dont les actionneurs agissent sur le processus
automatisé. ? Une partie commande PC qui coordonne les actions de la partie opérative. Ordre de commande Information en retour a – partie opérative : C’est elle qui opère sur la matière d’œuvre et le produit .elle comporte en générale :
Investissement pour automatisation ? Etudes ? Réalisation ? Mise au point ? Frais financiers
Gains directs sur le produit ? Economie de main-d’œuvre,
matières, énergies,.. ? Suppression rebuts et
retours.
Partie commande PC
Partie opérative PO
ENSAM-Meknès SEFITA-Meknès
8
? Des outillages et moyens divers mettant en œuvre le processus d’élaboration, par exemple, moules, poinçons, outils de coupe, pompes, têtes de soudure, de marquage…
? Des actionneurs destinés à mouvoir ou mettre en œuvre ces moyens, par exemple :
- moteur électrique pour actionner une pompe. - Vérin hydraulique pour fermer un moule. - Vérin pneumatique pour mouvoir une tête de marquage. b – partie commande : C’est celle qui émet des ordres vers la parie opérative et en reçoit les signaux en retour, afin de coordonner ses actions. Au centre de la partie commande, le ‘ traitement ‘ est la convergence de trois dialogues qu’il coordonne : b.1 : le dialogue avec la machine : ? Commande des actionneurs (moteurs, vérins) via les pré-actionneurs
(contacteurs, distributeurs, variateurs…) ? Acquisition des signaux en retour pour les capteurs qui rendent compte de
l’évolution de la machine. b.2 : le dialogue homme-machine : Pour exploiter ,régler, dépanner la machine, le personnel émet des consignes et reçoit des informations en retour.
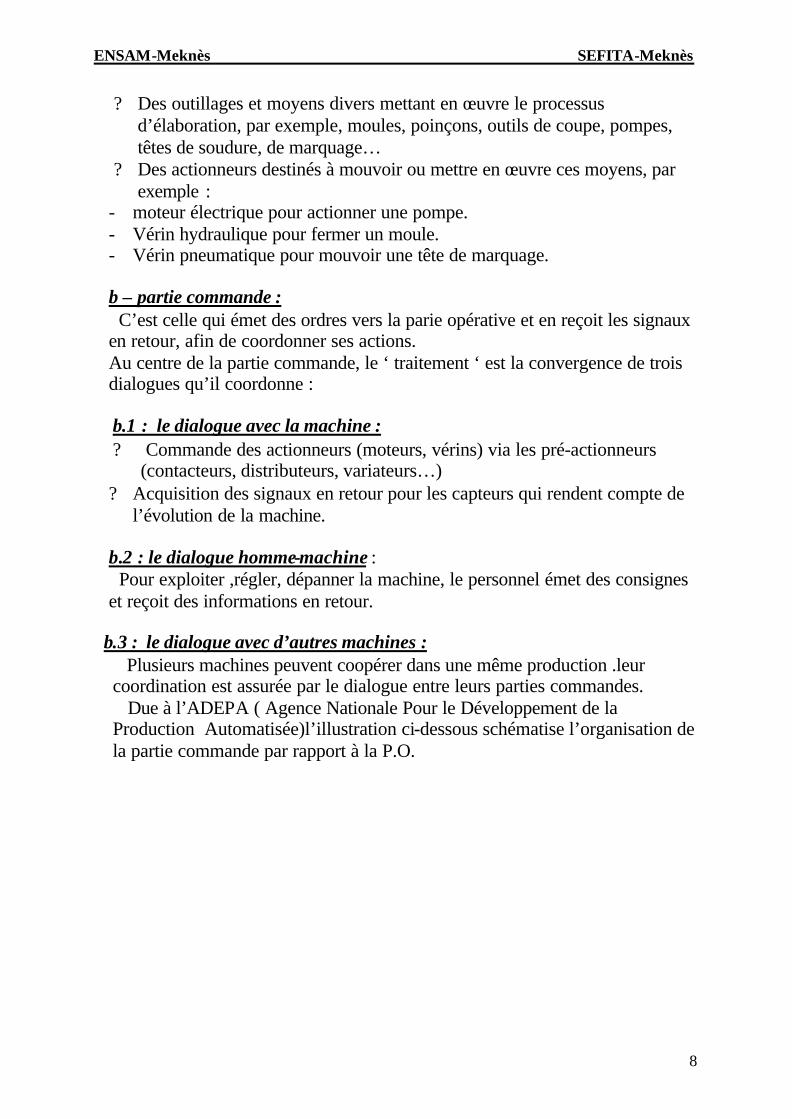
b.3 : le dialogue avec d’autres machines : Plusieurs machines peuvent coopérer dans une même production .leur
coordination est assurée par le dialogue entre leurs parties commandes. Due à l’ADEPA ( Agence Nationale Pour le Développement de la Production Automatisée)l’illustration ci-dessous schématise l’organisation de la partie commande par rapport à la P.O.
ENSAM-Meknès SEFITA-Meknès
9
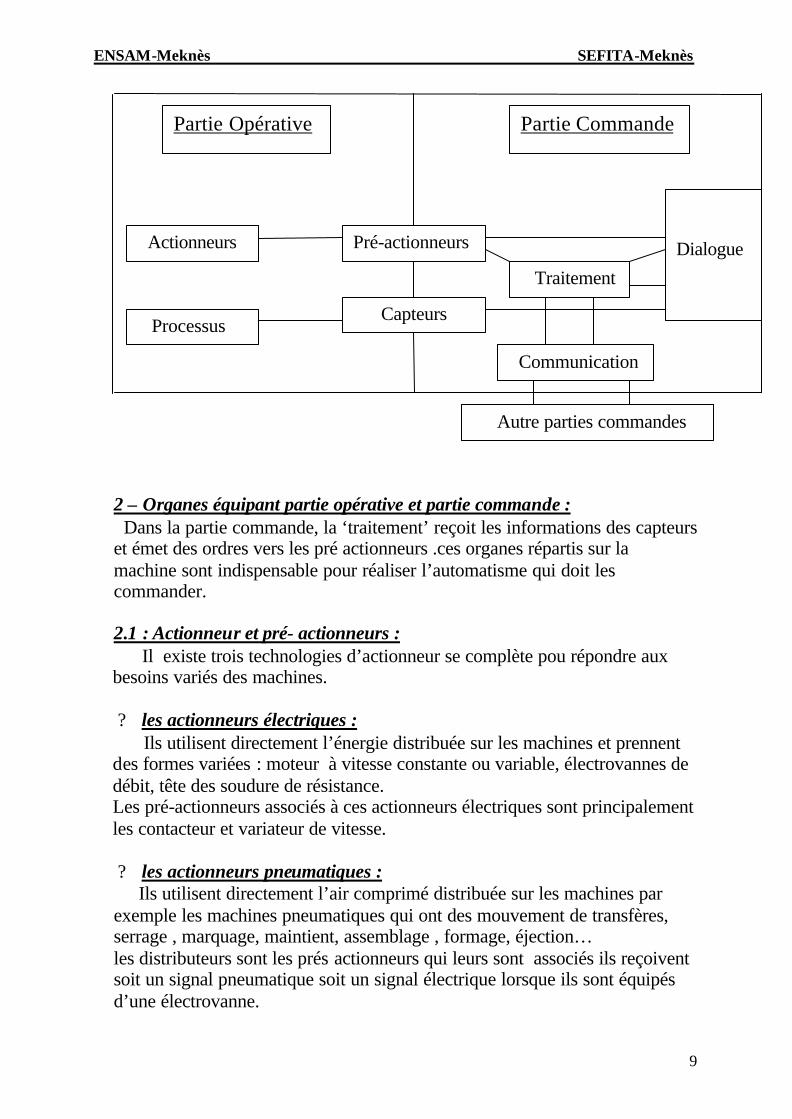
2 – Organes équipant partie opérative et partie commande : Dans la partie commande, la ‘traitement’ reçoit les informations des capteurs et émet des ordres vers les pré actionneurs .ces organes répartis sur la machine sont indispensable pour réaliser l’automatisme qui doit les commander. 2.1 : Actionneur et pré- actionneurs : Il existe trois technologies d’actionneur se complète pou répondre aux besoins variés des machines. ? les actionneurs électriques :
Ils utilisent directement l’énergie distribuée sur les machines et prennent des formes variées : moteur à vitesse constante ou variable, électrovannes de débit, tête des soudure de résistance. Les pré-actionneurs associés à ces actionneurs électriques sont principalement les contacteur et variateur de vitesse. ? les actionneurs pneumatiques : Ils utilisent directement l’air comprimé distribuée sur les machines par exemple les machines pneumatiques qui ont des mouvement de transfères, serrage , marquage, maintient, assemblage , formage, éjection… les distributeurs sont les prés actionneurs qui leurs sont associés ils reçoivent soit un signal pneumatique soit un signal électrique lorsque ils sont équipés d’une électrovanne.
Partie Opérative Partie Commande
Pré-actionneurs
Capteurs
Actionneurs
Processus
Traitement
Dialogue
Communication
Autre parties commandes
ENSAM-Meknès SEFITA-Meknès
10
? les actionneurs hydrauliques : Vérins ou moteurs, ils ne sont utilisés que lorsque les actionneurs électrique et pneumatiques ne peuvent donner satisfaction, ils sont utiles lorsque les efforts à développer sont très importants (presse…) ou lorsque des vitesse lente doivent être contrôlée avec précision. (avance d’outil de coup…) 2.2 : capteurs : Captant les déplacement des actionneurs ou le résultats de leur actions sur le processus, les capteur fournissent les informations en retour nécessaire pour la conduite du processus. Ils peuvent détecter des positions,des pressions, des températures, des forces des vitesses, des accélérations… Remarque : en automatisation courante les capteurs de position sont les plus utilisés il prennent des formes très variées :
- interrupteur de position avec contact - détecteur de proximité sans contact - capteur de déplacement : signal analogique ou numérique.
2.3 : constituants de dialogue homme – machine :
Ils permettent les interventions du personnel d’exploitation de réglage et de maintenance.
- Certains sont implantées sur le pupitre d’exploitation de conduite de la machine : boutons, voyants, pupitre programmable et configurable, boite à messages,…
- D’autres sont connectables en cas de besoins par un diagnostic ou un réglage et de dépannage.
2.4 : constituants de traitement :
Les technologie de traitement de l’information en automatisation industrielle sont plus progressées de rigide elle sont devenues programmables et peuvent ainsi répondre aux nouveaux besoin de flexibilité et d’évolutivité sans par autant exiger une mise en oeuvre complexe.
V : Outils de description du comportement d’un automatisme :
Pour concevoir réaliser et exploiter un automatisme il est indispensable d’en décrire le comportement les outils ou langage qui permettent cette description, au choix, être littéraux symbolique ou graphique.
? Signal tout ou rien

ENSAM-Meknès SEFITA-Meknès
11
V – 1 : description littérale du comportement d’un automatisme : En utilisant le langage courant en énumère ce que l’automatisme doit faire en décrivant chaque étape et en précisant les conditions à satisfaire à chaque instant. L’exemple ci-dessous montre clairement les possibilités et les limites de ce type de description :
V – 2 : description symbolique du comportement d’un automatisme :
? variables « tout ou rien » Les automatismes tout ou rien sont satisfaisante par de nombreuse applications, leur comportement est facilement décrit à l’aide de variables booliennes qui ne prennent que deux valeurs : 0 ou 1. Un capteur par exemple peut prendre deux états : état repos et état actionné, à chacun de ces états correspond un signal de sortie (électrique, pneumatique…) de niveau déterminer soit 1 soit 0 par convention.
Remarque : si la grandeur mesuré et analogique c'est-à-dire qu’elle peur prendre une succession continue de valeur ( par exemple la pression de serrage du vérin) le capteur traduit cette valeur en signal « tout ou rien » en fonction des seuils atteints.
c d
a0
A-
B- B+
A
R
b1 a1 capteur de pression
L’opérateur appuie sur les commandes manuelles c et d et le cycle démarre :
- serrage de la pièce par le vérin A - vérification de ce serrage par la pression
constatée par le manostat a1 - descente de a tête de perçage B et rotation R
du foret - fin de perçage constaté par la buté b1 - remontée de B et arrêt de R - lorsque b0 et actionnée desserrage de la pièce
Exemple de description littérale du comportement
d’un automatisme
ENSAM-Meknès SEFITA-Meknès
12
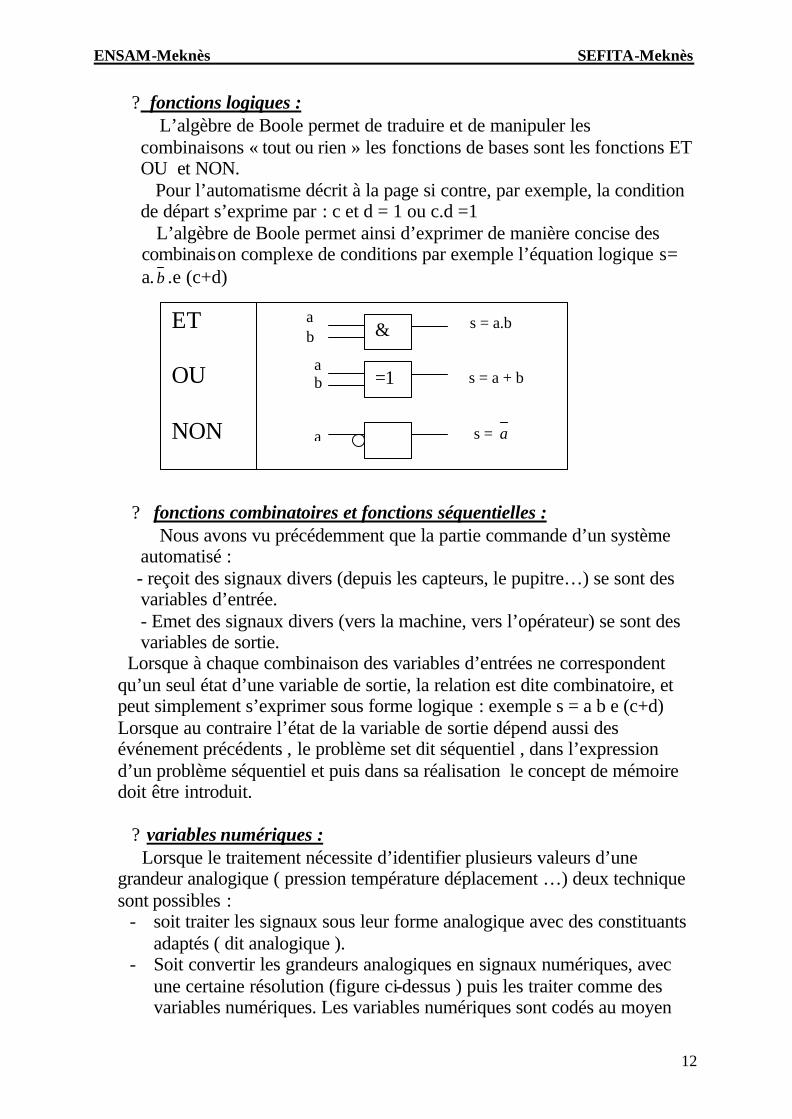
? fonctions logiques : L’algèbre de Boole permet de traduire et de manipuler les
combinaisons « tout ou rien » les fonctions de bases sont les fonctions ET OU et NON. Pour l’automatisme décrit à la page si contre, par exemple, la condition de départ s’exprime par : c et d = 1 ou c.d =1 L’algèbre de Boole permet ainsi d’exprimer de manière concise des combinaison complexe de conditions par exemple l’équation logique s= a. b .e (c+d)
? fonctions combinatoires et fonctions séquentielles : Nous avons vu précédemment que la partie commande d’un système
automatisé : - reçoit des signaux divers (depuis les capteurs, le pupitre…) se sont des
variables d’entrée. - Emet des signaux divers (vers la machine, vers l’opérateur) se sont des variables de sortie.
Lorsque à chaque combinaison des variables d’entrées ne correspondent qu’un seul état d’une variable de sortie, la relation est dite combinatoire, et peut simplement s’exprimer sous forme logique : exemple s = a b e (c+d) Lorsque au contraire l’état de la variable de sortie dépend aussi des événement précédents , le problème set dit séquentiel , dans l’expression d’un problème séquentiel et puis dans sa réalisation le concept de mémoire doit être introduit.
? variables numériques :
Lorsque le traitement nécessite d’identifier plusieurs valeurs d’une grandeur analogique ( pression température déplacement …) deux technique sont possibles :
- soit traiter les signaux sous leur forme analogique avec des constituants adaptés ( dit analogique ).
- Soit convertir les grandeurs analogiques en signaux numériques, avec une certaine résolution (figure ci-dessus ) puis les traiter comme des variables numériques. Les variables numériques sont codés au moyen
ET s = a.b
OU s = a + b
NON s = a
&
=1
a b
a b
a

ENSAM-Meknès SEFITA-Meknès
13
d’un ensemble de variables binaires ou bits par exemple une variable sur 8 bits peut coder 28=256 valeurs différentes.
Remarque : Plus la résolution doit être fine plus le nombre de bit doit être élevé.
temps V – 3 : description graphique du comportement d’un automatisme :
En complément des expressions symboliques les outils de description graphique sont appréciés :
- soit par ce qu’ils se rapprochent de certaines technologies de réalisation : contacts électromécaniques, module logique…
- soit, au contraire, ne présumant pas de la technologie qui sera mise en œuvre, ils permettent une description fonctionnelle des problèmes séquentiels.
? schéma à contact- diagramme en échelle : Ce langage graphique de description : des automatismes est né à l’époque ou seul la technologie à contact était disponible pour résoudre les problème de commande. Les illustrations ci-dessous montrent comment en plaçant en série ou en dérivant des contacts qui sont soit à la fermeture soit à l’ouverture on peut reproduire chacune des fonctions logique de bases : ET OU NON et MEMOIRE par auto alimentation.
Résolution
Signal analogique Signal
Grandeur analogique

ENSAM-Meknès SEFITA-Meknès
14
? Logigramme : C’est la présentation graphique des relations logiques : ? Le GRAFCET au cours de la vie de l’automatisme : Le chronogramme, le diagramme des phases , les réseaux de PETRI, l’organiphase… ont été des langages graphiques utilisés en automatisme, chacun d’eux à aider à bâtir l’expérience dont le GRFCET est la synthèse, maintenant le GRFCET est reconnu comme le langage graphique le mieux
M b
a
m
bobin
Contacts en série Fonction ET
Auto-alimentation Fonction mémoire
&
a
b Voyant
Contacts en parallèle Fonction OU
=1
a b c d e
S
a

ENSAM-Meknès SEFITA-Meknès
15
adapté à l’expression de la partie séquentielle des automatismes de production. Le GRFCET représente la succession des étapes dans le cycle. L’évolution du cycle étape par étape est contrôlé par une transition disposée entre chaque étape. Chacune des étape peut correspondre une ou plusieurs actions , à chaque transition correspond une réceptivité : condition qui doit être satisfaite pour que la transition puisse être franchie permettant l’évolution d’une étape à la suivante. Le cycle se déroule étape par étape : l’étape initiale ( étape 0 sur la figure ci-dessous ) qui est active au début du fonctionnement , valide la transition qui la suit elle est franchie si la réceptivité x est satisfaite l’étape 1 est alors activée et l’étape 0 désactivée. Les actions associées à l’étapes 1 se déroulent alors jusqu’à ce que la réceptivité y de la transition soit satisfaite .
? Le GRAFCET ,synthèse de l’expérience acquise :
L’exemple précèdent est décrit par GRAFCET, à différents stades de sa conception :
1 – Au niveau cahier des charges , le GRAFCET ne présume pas des choix à faire pour P.O. (partie opérative) et P.C. (partie commande). 2 – Après le choix des actionneurs et des capteurs ,le GRAFCET précise des actions et transitions . 3 – Enfin, avec le choix des pré-actionneurs, le GRAFCET de commande exprime les signaux échangés par PO et PC.
0
1
2
X
Y
Z
ENSAM-Meknès SEFITA-Meknès
16
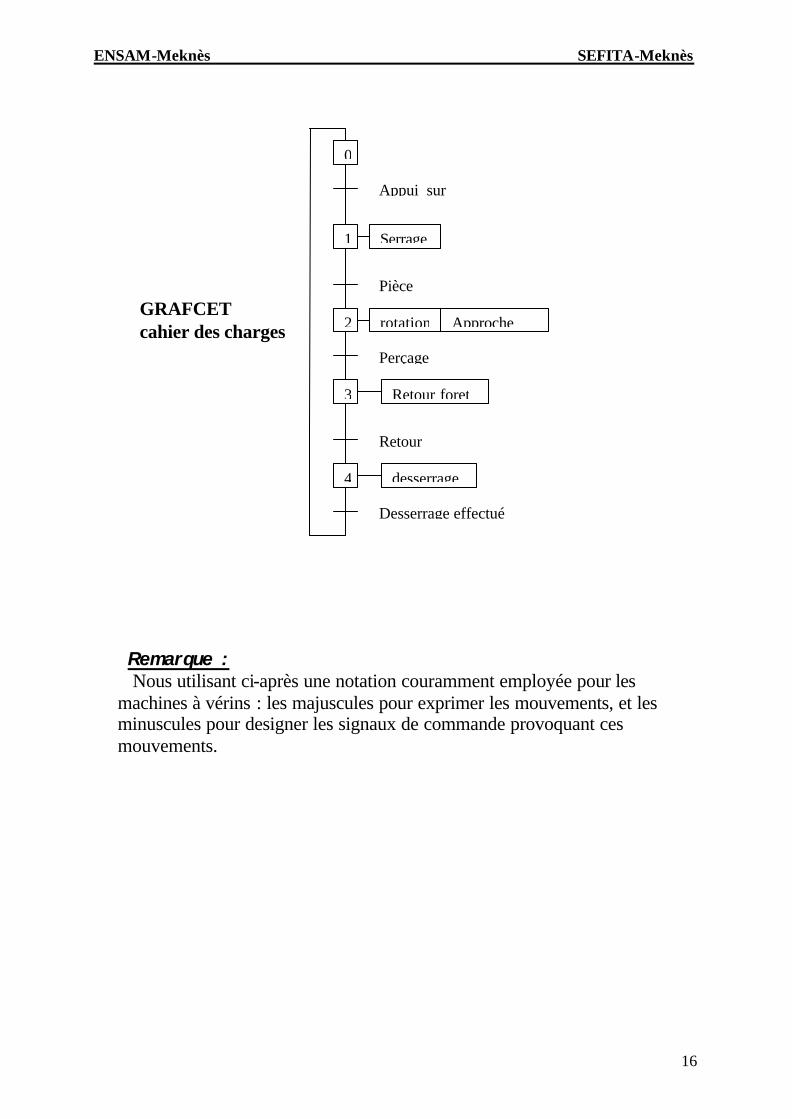
Remarque : Nous utilisant ci-après une notation couramment employée pour les machines à vérins : les majuscules pour exprimer les mouvements, et les minuscules pour designer les signaux de commande provoquant ces mouvements.
0
1
2
3
Appui sur
Serrage
Pièce
rotation
Perçage
Approche
4
Retour foret
Retour
desserrage
GRAFCET cahier des charges
Desserrage effectué

ENSAM-Meknès SEFITA-Meknès
17
Analogie avec l’être humain : Toutes les taches effectuées dans un système automatisé sont également effectuées par l’être humain. De par son expérience acquise (savoir faire), il dirige le processus (partie commande). Avec ses muscles et à l’aide d’outils plus ou moins rudimentaires,il opère directement sur la matière d’œuvre ( partie opérative ). Si l’homme est seul à effectuer les taches, ses sens captent l’état d’avancement de son travail, son cerveau traite les informations suivant son expérience et son savoir faire puis sec muscles fournissent l’énergie mécanique nécessaire au maniement des outils. S’il s’agit d’une équipe, des intermédiaires entre la partie commande et la partie opérative sont chargés de rendre compte de l’état d’avancement des travaux à réaliser et d’ordonner les modifications ou les suites à prévoir.
0
1
2
3
4
c.d
A+
a1
R
b1
B -
b0
A -
0
1
2
3
4
c.d
a+
a1
r
b1
b -
b0
a -
a0 a0
GRAFCET Des mouvements
GRAFCET De commande
ENSAM-Meknès SEFITA-Meknès
18
VI : Technologie de commande câblée et programmée : Après les outils de description du fonctionnement des automatismes,il est important de connaître les différents outils de réalisation et d’en distinguer les deux grandes familles : ? Technologies câblées. ? Technologies programmées. VI - 1 – Principes comparés : Avec une technologie câblée, l’automatisme est réalisé par des modules raccordés entre eux. Le fonctionnement obtenu résulte du choix de ces modules et du câblage qui les relie. Dans tous les cas, l’automatisme est entièrement personnalisé par sa réalisation matérielle. Au contraire avec une technologie programmée, l’automatisme est réalisé par la programmation de constituants prévus à cet effet. Le fonctionnement obtenu résulte de la programmation effectuée.
L’automatisme est personnalisé par les choix matériels, mais aussi par la programmation. L’illustration ci-après compare dans leurs principes la réalisation en ‘câblé’ et en ‘programmé’ des trois moyens de description exposés aux pages précédentes : ? Les schémas à contacts, issus de la technologie câblée à contact et
transposés en diagramme en échelle pour leur représentation sur terminal de programmation.
? Les expression logiques (logigrammes , expressions booléennes …). ? Le GRAFCET, concrétisé en câblé par des lignes de modules et
pouvant être visualisé, sur terminal en programmé.

ENSAM-Meknès SEFITA-Meknès
19
VII : Langages de programmation : Pour pouvoir fonctionner l’ensemble réalisé, il doit être programmé .cette programmation pose le problème du choix du logiciel convenable. Le synoptique ci-dessous classe les différents langages de programmation par niveau.
CABLE PROGRAMME
( ) Schéma de câblage avec relais diagramme en échelle .à contacts programmé et visualisé sur . terminal a a : A ( AND ) b b : AN ( AND NOT ) c s c : L ( Load ) d d : O ( OR ) e e : A ( AND ) logigramme avec modules symboles de programmation pneumatiques ou électroniques.
4
étape transition GRAFCET par séquenceur GRAFCET programmé
& >1
6
b
m
M M b
m
5
a + a1
b+ a -
b1.a0 c +
c1
4
5
6
Expression ‘Schémas’
Expression ‘logique’
Expression ‘GRAFCET’
ENSAM-Meknès SEFITA-Meknès
20
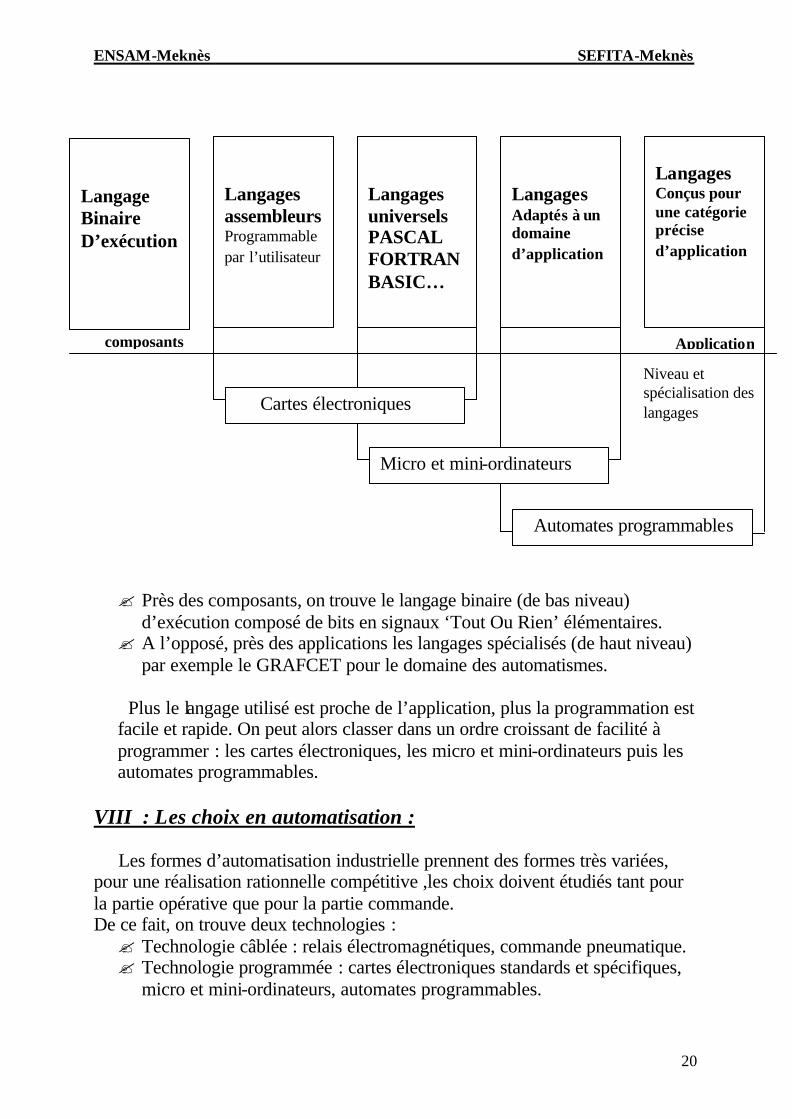
? Près des composants, on trouve le langage binaire (de bas niveau)
d’exécution composé de bits en signaux ‘Tout Ou Rien’ élémentaires. ? A l’opposé, près des applications les langages spécialisés (de haut niveau)
par exemple le GRAFCET pour le domaine des automatismes. Plus le langage utilisé est proche de l’application, plus la programmation est facile et rapide. On peut alors classer dans un ordre croissant de facilité à programmer : les cartes électroniques, les micro et mini-ordinateurs puis les automates programmables.
VIII : Les choix en automatisation : Les formes d’automatisation industrielle prennent des formes très variées, pour une réalisation rationnelle compétitive ,les choix doivent étudiés tant pour la partie opérative que pour la partie commande. De ce fait, on trouve deux technologies : ? Technologie câblée : relais électromagnétiques, commande pneumatique. ? Technologie programmée : cartes électroniques standards et spécifiques,
micro et mini-ordinateurs, automates programmables.
Niveau et spécialisation des langages
Application composants
Langage Binaire D’exécution
Langages assembleurs Programmable par l’utilisateur
Langages universels PASCAL FORTRAN BASIC…
Langages Adaptés à un domaine d’application
Langages Conçus pour une catégorie précise d’application
Cartes électroniques
Micro et mini-ordinateurs
Automates programmables
ENSAM-Meknès SEFITA-Meknès
21
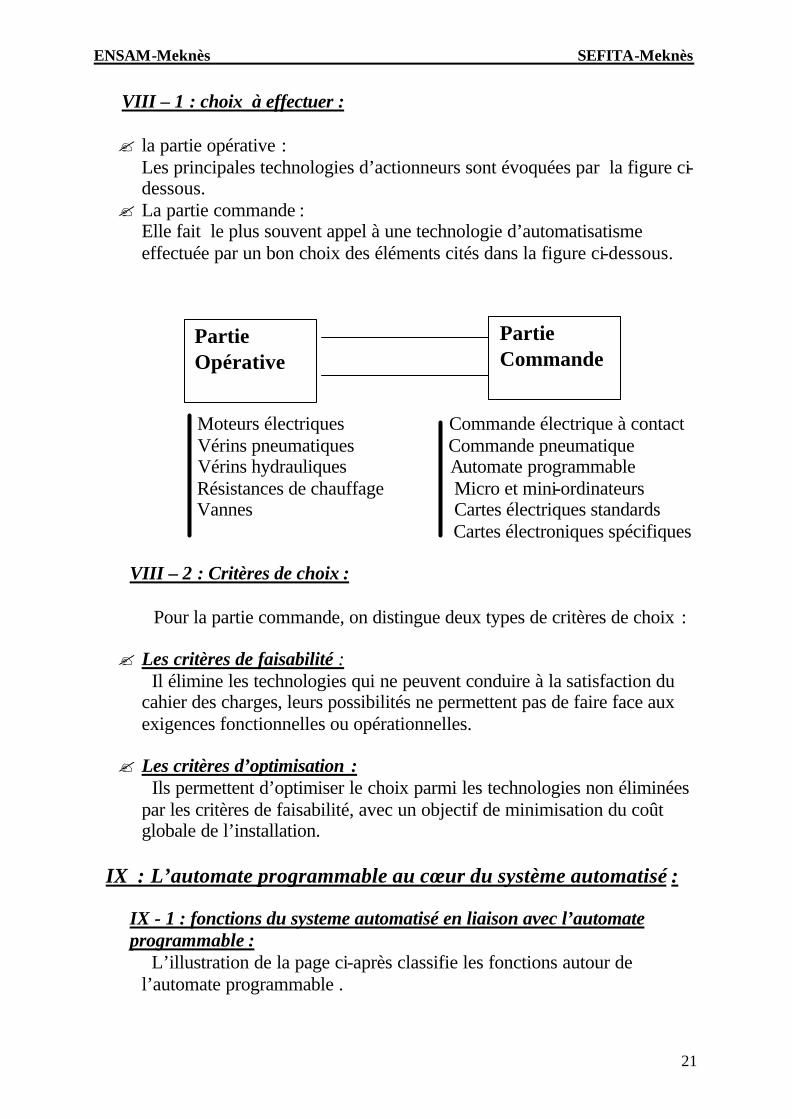
VIII – 1 : choix à effectuer :
? la partie opérative : Les principales technologies d’actionneurs sont évoquées par la figure ci-dessous.
? La partie commande : Elle fait le plus souvent appel à une technologie d’automatisatisme effectuée par un bon choix des éléments cités dans la figure ci-dessous.
Moteurs électriques Commande électrique à contact Vérins pneumatiques Commande pneumatique Vérins hydrauliques Automate programmable Résistances de chauffage Micro et mini-ordinateurs Vannes Cartes électriques standards Cartes électroniques spécifiques
VIII – 2 : Critères de choix :
Pour la partie commande, on distingue deux types de critères de choix :
? Les critères de faisabilité : Il élimine les technologies qui ne peuvent conduire à la satisfaction du cahier des charges, leurs possibilités ne permettent pas de faire face aux exigences fonctionnelles ou opérationnelles.
? Les critères d’optimisation : Ils permettent d’optimiser le choix parmi les technologies non éliminées par les critères de faisabilité, avec un objectif de minimisation du coût globale de l’installation.
IX : L’automate programmable au cœur du système automatisé :
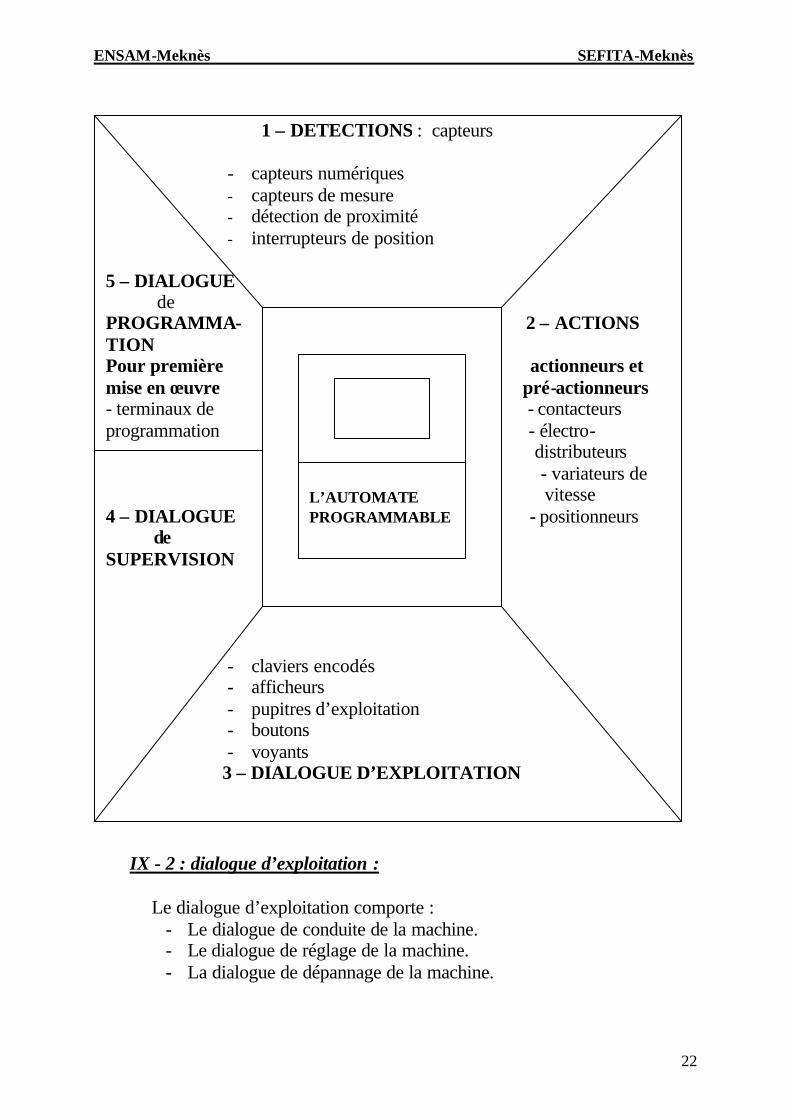
IX - 1 : fonctions du systeme automatisé en liaison avec l’automate programmable :
L’illustration de la page ci-après classifie les fonctions autour de l’automate programmable .
Partie Opérative
Partie Commande
ENSAM-Meknès SEFITA-Meknès
22
IX - 2 : dialogue d’exploitation :
Le dialogue d’exploitation comporte : - Le dialogue de conduite de la machine. - Le dialogue de réglage de la machine. - La dialogue de dépannage de la machine.
1 – DETECTIONS : capteurs
- capteurs numériques - capteurs de mesure - détection de proximité - interrupteurs de position
5 – DIALOGUE de PROGRAMMA- 2 – ACTIONS TION Pour première actionneurs et mise en œuvre pré-actionneurs - terminaux de - contacteurs programmation - électro- distributeurs d - variateurs de vitesse 4 – DIALOGUE - positionneurs de SUPERVISION
- claviers encodés - afficheurs - pupitres d’exploitation - boutons - voyants
3 – DIALOGUE D’EXPLOITATION
L’AUTOMATE PROGRAMMABLE
ENSAM-Meknès SEFITA-Meknès
23
? dialogue de conduite :
C’est le dialogue nécessaire pour conduire la machine normale de production. les outils de dialogue comportent :
o Des boutons, voyants, commutateurs, claviers… o Des constituants programmables tels que boites à messages,
terminaux d’exploitation fixes…
? dialogue de réglage : Les réglages de la machine sont réalisés :
o Soit par des interventions sur la machine : butées réglables, réglages de vitesse…
o Soit par des interventions au niveau du pupitre : sélection des différentes options, temporisations …par des commutateurs, des terminaux d’exploitation fixes…
o Soit par des interventions à l’aide de terminaux amovibles.
? dialogue de dépannage : Pour aider aussi au diagnostic de dépannage, les micro-terminaux
amovibles peuvent afficher les étapes d’arrêts de la machine, faciliter différents accès…
IX – 3 : moyens de dialogue en liaison avec l’automate programmable :
Le dialogue avec l’automate programmable se fait par les boutons, les voyons, des claviers encodés et un dialogue programmable .Ce dialogue s’obtient soit par une programmation de l’automate programmable seule soit par une programmation conjuguée de l’automate programmable et du périphérique du dialogue. Les différents types de périphériques de dialogue sont : boite à messages, terminal d’exploitation fixe et terminal d’exploitation amovible.
ENSAM-Meknès SEFITA-Meknès
24
B – Etude du sujet :
La tache à réaliser et de proposer un automate programmable pour la machine SACM . Cette machine et déjà automatisée à base des cartes électroniques. alors la première étude qui concerne le choix des composants utilisés et le nombre d’entrées et sorties est déjà faite. L’étape qui suit est d’établir le GRAFCET de la machine.
I : GRAFCET (Graphe Fonctionnel de commande Etape-Transition) :
D’après le schéma de fonctionnement de la machine on établit le grafcet du premier et du second niveau.

ENSAM-Meknès SEFITA-Meknès
25
I – 1 : GRAFCET niveau 1 :
1
2
3
4
5
6
7
8
0
Fermeture des contacs S0,S1,S2,S3,S4 + alimentation
Mise sous tension lampe blanche
Présence de tension
Marche moteur d’aspiration
Moteur d’aspiration démarré
Marche moteur principal
Marche machine
Marche machine
Machine en marche
Marche sous renvidage
Fin de cycle
Débrayage
Arrêt machine
Sous renvidage activé
Cycle terminé
Débrayage effectué
Machine arrêtée

ENSAM-Meknès SEFITA-Meknès
26
I - 1 : GRAFCET niveau 2 :
0
1 H1 KA0
2 KM8
3 KA11
4 KA01
5 KA9
6 KA10
7 KM15
8 KA6
S0.S1.S2.S3.S4.KAAT.
S5.F88
KA5.KA18.KA1.KA4.RAB.S6.S7.S8.S9.S10.S11.S12.S13
KA1.S14.S15.KA107.KA105
KA13.(KA01+KA8).KA10
S16
KA05.KA15
KA21.KA6.KA32
KA6
S : contact KA : bobine de relais KM : bobine de
contacteur KAAT : arrêt d’urgence RAB : résistance
ENSAM-Meknès SEFITA-Meknès
27
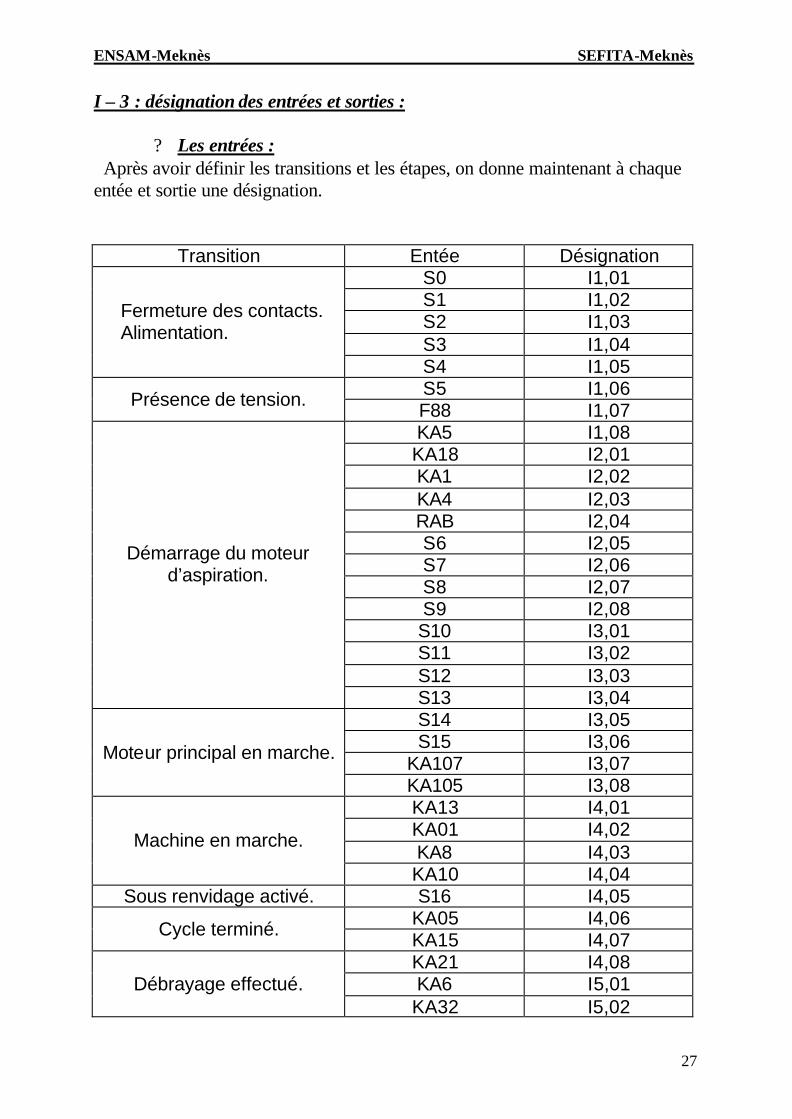
I – 3 : désignation des entrées et sorties :
? Les entrées : Après avoir définir les transitions et les étapes, on donne maintenant à chaque entée et sortie une désignation.
Transition Entée Désignation S0 I1,01 S1 I1,02 S2 I1,03 S3 I1,04
Fermeture des contacts. Alimentation.
S4 I1,05 S5 I1,06 Présence de tension. F88 I1,07
KA5 I1,08 KA18 I2,01 KA1 I2,02 KA4 I2,03 RAB I2,04 S6 I2,05 S7 I2,06 S8 I2,07 S9 I2,08 S10 I3,01 S11 I3,02 S12 I3,03
Démarrage du moteur d’aspiration.
S13 I3,04 S14 I3,05 S15 I3,06
KA107 I3,07 Moteur principal en marche.
KA105 I3,08 KA13 I4,01 KA01 I4,02 KA8 I4,03
Machine en marche.
KA10 I4,04 Sous renvidage activé. S16 I4,05
KA05 I4,06 Cycle terminé. KA15 I4,07 KA21 I4,08 KA6 I5,01 Débrayage effectué. KA32 I5,02

ENSAM-Meknès SEFITA-Meknès
28
? Les sorties :
Etape Sortie Désignation
KA0 O1,01 Mise sous tension Lampe blanche
H1 O1,02
Marche moteur d’aspiration KM8 O1,03
Marche moteur principal KA11 O1,04
Marche machine KA01 O1,05
Marche sous renvidage KA9 O1,06
Fin de cycle KA10 O1,07
débrayage KM15 O1,08
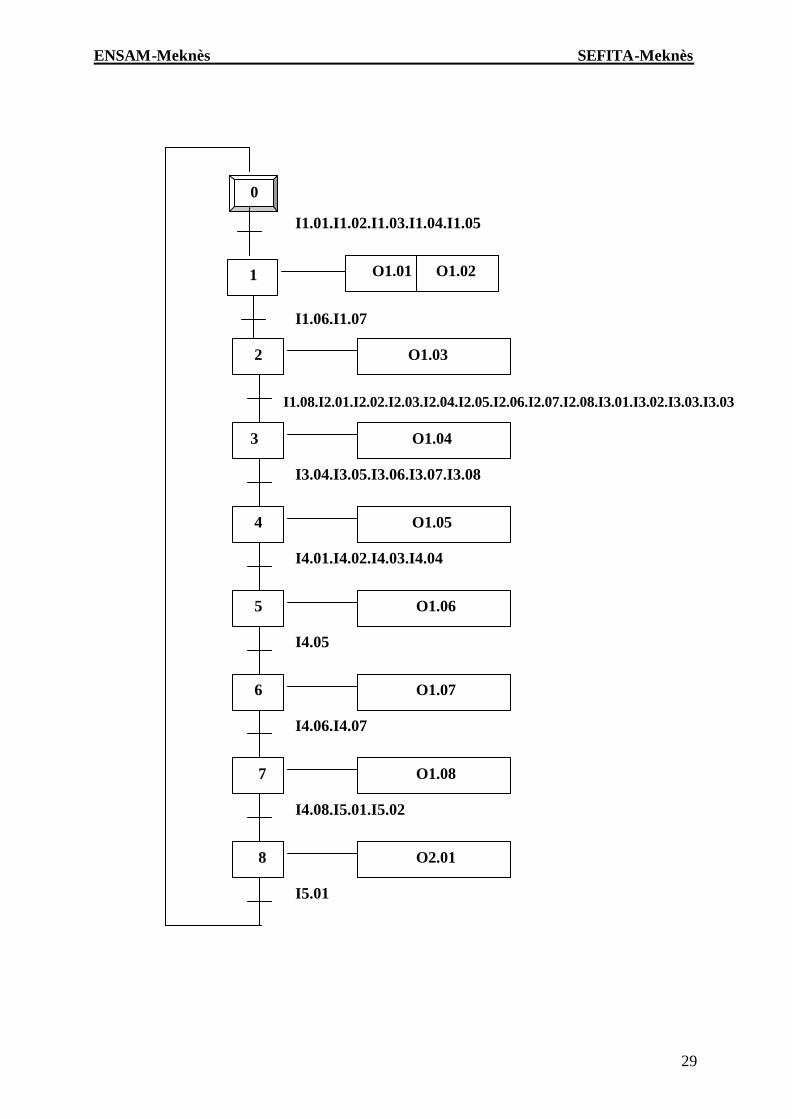
Arrêt machine KA6 O2,01 Dans la suite on vas schématiser le GRAFCET, en affectant à chaque entrée et sortie leur désignations.
ENSAM-Meknès SEFITA-Meknès
29
0
1 O1.01 O1.02
2 O1.03
3 O1.04
4 O1.05
5 O1.06
6 O1.07
7 O1.08
8 O2.01
I1.01.I1.02.I1.03.I1.04.I1.05
I1.06.I1.07
I1.08.I2.01.I2.02.I2.03.I2.04.I2.05.I2.06.I2.07.I2.08.I3.01.I3.02.I3.03.I3.03
I3.04.I3.05.I3.06.I3.07.I3.08
I4.01.I4.02.I4.03.I4.04
I4.05
I4.06.I4.07
I4.08.I5.01.I5.02
I5.01

ENSAM-Meknès SEFITA-Meknès
30
C - Réalisation :
La partie théorique concernant cette étude d’automatisation à savoir : le choix des constituants, le GRAFCET, désignation des entrées/sorties est atteinte. Maintenant pour la mise en marche de l’automate, il nous faut un logiciel de programmation pour en prendre le programme et de le faire injecter par la suite dans la partie de commande.
ENSAM-Meknès SEFITA-Meknès
31
Conclusion L’automatisation est devenue maintenant la tendance de plusieurs projets industriels. Pour ce faire, la grande difficulté réside dans le choix des constituants des deux parties : PO et PC et des méthodes à suivre dans la programmation qui doivent répondre aux exigences du cahier de charge. Ce travail ma permet d’avoir l’idée sur les démarches à suivre dans une étude d’automatisation et de prendre en compte les problèmes qu’on peut rencontrer. Ainsi que le déroulement des différentes taches au sein de la société à savoir : la gestion du personnel, la gestion du stock, quelques techniques de réparation … Je tiens à remercier encore une fois tout le personnel à SEFITA et tout mes amis à l’ENSAM.

ENSAM-Meknès SEFITA-Meknès
32
Bibliographie
o LES AUTOMATISMES PROGRAMMABLE .Daniel BOUTEILLE o TECHNIQUE DES SYSTEMES AUTOMATISES. F.Benielli
o GUIDE ELECTRONIQUE .C.CIMILLI o SCHEMAS D’ELECTRICITE et d’AUTOMATIQUE
INDUSTRIELLE.Jean BARRY

ENSAM-Meknès SEFITA-Meknès
33
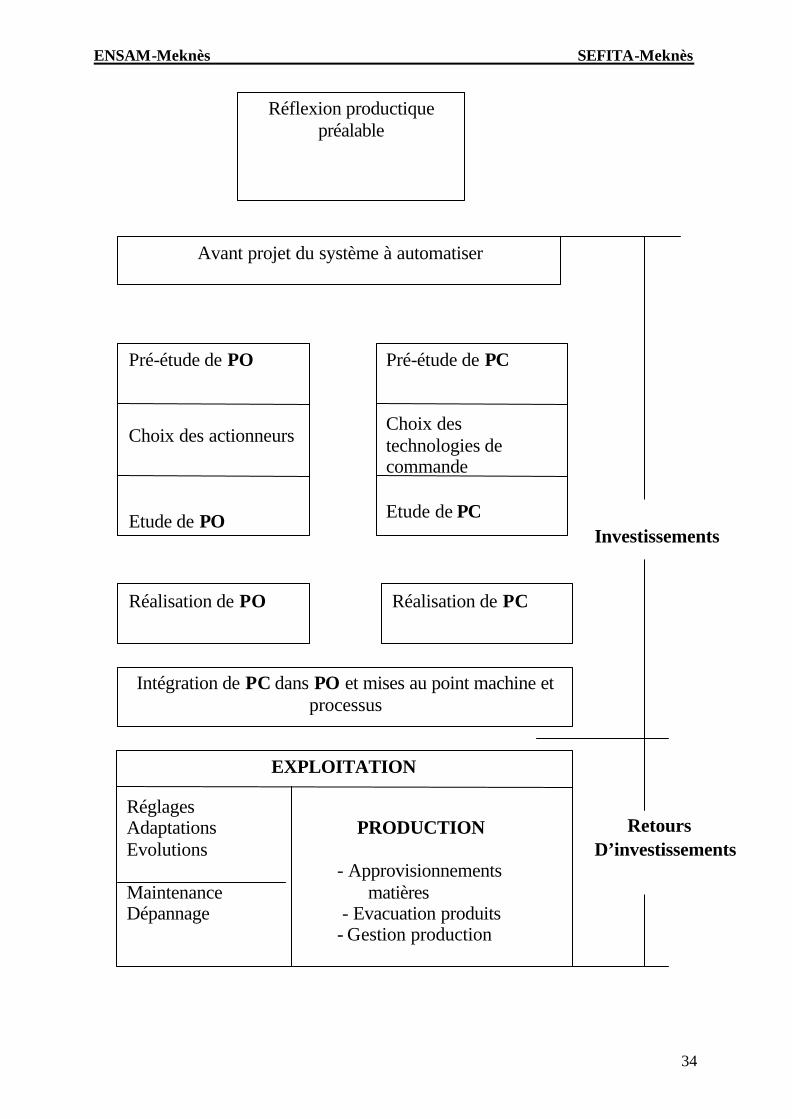
ANNEXES Choix des constituants d’automatisme pour minimiser le coût globale :
o Composantes du COUT GLOBAL d’un système automatisé : La figure ci-après rappelle les différentes étapes d’une automatisation et met en évidence :
? La période d’investissement qui permet d’obtenir la machine en ordre de marche.
? La période de retours d’investissements qui correspond à l’exploitation de la machine.
Le coût globale est difficile à calculer à priori, mais il est essentiel que tous les choix visent à le minimiser. Lors de bilans sur les automatisations déjà en exploitation, on constate :
? Que les coûts de mise au point et d’exploitation représentent une part importante du coût global.
? Que dans les coûts d’étude et de réalisation, la part de PC reste toujours faible par rapport à celle de PO.
o Incidence des choix relatifs à PC sur le coût globale :
Une partie commande bien optimisée devra :
? Faciliter les interventions pour la mise au point de PO (opération généralement longue et délicate) et donc minimiser les coûts de mise au point.
? Faciliter les interventions pour diminuer les temps de réglage et de dépannage et donc minimiser les coûts d’immobilisation de la machine.
? Inclure les préoccupations d’économie de matière, d’énergie,…dont l’incidence est importante sur le bilan d’exploitation.
Une PC ainsi complètement au service de la machine sera un peu plus coûteuse mais conduira à des économies bien plus importantes sur le coût global du système automatisé.
ENSAM-Meknès SEFITA-Meknès
34
Réflexion productique préalable
Avant projet du système à automatiser
Pré-étude de PO Choix des actionneurs Etude de PO
Pré-étude de PC Choix des technologies de commande Etude de PC
Réalisation de PO Réalisation de PC
Intégration de PC dans PO et mises au point machine et processus
EXPLOITATION Réglages Adaptations PRODUCTION Evolutions - Approvisionnements Maintenance matières Dépannage - Evacuation produits - Gestion production
Investissements
Retours D’investissements
ENSAM-Meknès SEFITA-Meknès
35
Bien distinguer :
Objectif
Coût
Qualité
Disponibilité
Innovation
Moyens
- main-d’oeuvre - matières - énergie - amortissement - en cours - etc.
- fiabilité - durée de vie - satisfaction de l’utilisateur - etc.
- réseau - stocks - après-vente - etc.
- performance - avantage - esthétique - etc.
- automatiser - informatiser - robotiser - équiper - rationaliser - organiser - etc.
Compétitivité des produits
Coûts Qualité Disponibilité Innovation
Zéro stock = flux tendu Zéro défaut
= qualité totale
Zéro délai
Zéro panne
AUTOMATISATION
Flexible et évolutive
GESTION
de
production
EVOLUTION
des
produits

ENSAM-Meknès SEFITA-Meknès
36
AUTOMATE PROGRAMMABLE INDUSTRIEL
Module d’entrées
Module d’alimentation
Module de sorties
Carte mémoire
Unité centrale
Bus interne
Alimentation externe (220 Vca)