Embed Size (px)
Citation preview
GENIE CLIMATIQUE ET ENERGETIQUE
SYNTHESE DU PROJET DE FIN D’ETUDES
OPTIMISATION DES MODES OPERATOIRES DES MACHINES FRIGORIFIQUES
Projet de Fin d’Études réalisé chez CEDRE
par William FOTI
Tuteur entreprise : Hervé BROUCHERY Tuteur institutionnel : Alain TRIBOIX
SEPTEMBRE 2012
FICHE D’OBJECTIFS
Optimisation des modes opératoires des machines frigorifiques
Entreprise : CEDRE à Sophia-Antipolis (06)
Tuteur : Hervé BROUCHERY, Ingénieur
Dates : du 30 janvier au 27 juillet 2012
Sujet : Optimisation des modes opératoires des machines frigorifiques
Ce PFE a pour objectif de développer un module « machine frigorifique » sous le logiciel
EnergyPlus qui permettra à l’entreprise CEDRE de pouvoir modéliser et ensuite simuler les
performances de n’importe quel groupe froid du marché.
L’autre axe de ce PFE est d’élaborer diverses stratégies visant à réduire les consommations
énergétiques des machines frigorifiques et de les valider quand cela est possible par les logiciels de
simulation thermique dynamique EnergyPlus et DesignBuilder.
Partie 1 : Contexte du projet de fin d’étude : applications du froid, impacts environnementaux,
économies d’énergie, etc.
Partie 2 : Théorie sur les machines frigorifiques à compression mécanique.
Partie 3 : Modélisation et étude des besoins du bâtiment témoin sous les logiciels de simulation
dynamique / Création d’un outil EnergyPlus permettant de simuler les performances d’un groupe de
production d’eau glacée.
Partie 4 : Liste non exhaustive d’optimisations énergétiques sur les groupes froids et validation de
certaines stratégies via des simulations thermiques dynamiques.
Partie 5 : Conclusion.
Remerciements
Je remercie l’entreprise CEDRE et Thierry LAMOUCHE, pour l’environnement de travail qui m’a été
offert et sans qui, ce projet de fin d’études n’aurait pas été possible. Je remercie également Hervé
BROUCHERY et Alain TRIBOIX pour tous leurs conseils et leurs suivis. Un grand merci également
à toute l’équipe pédagogique de l’INSA pour la qualité de l’enseignement.
ABREVIATIONS ET SYMBOLES
ABREVIATION SIGNIFICATION
ASHRAE American society of heating, refrigerating and air conditioning engineers BP Basse pression CAPFT Courbe de la puissance frigorifique en fonction de la température CFC Chlorofluorocarbure COP Coefficient de performance CTA Centrale de traitement d’air CVC Chauffage, ventilation, climatisation EC Electronic commutation : Commutation électronique EER Energy efficiency ratio : Coefficient d’efficacité frigorifique EIR Electric input ratio : inverse du COP EIRFPLR Courbe de l’EIR en fonction du ratio de charge partielle EIRFT Courbe de l’EIR en fonction de la température EMS Energy management system (Langage de programmation d’EnergyPlus) FLJ Facteur de lumière du jour HCFC Hydrochlorofluorocarbure HFC Hydrofluorocarbure HP Haute pression PFE Projet de fin d’étude RT Réglementation thermique VEV Variation électronique de vitesse
GRANDEUR SYMBOLE UNITE
Éclairement lumineux lx Lux Énergie kWh ; MWh Kilowatt heure ; Mégawatt heure Humidité spécifique kg eau / kg air sec Kilogramme d’eau par kilogramme d’air sec Puissance kW Kilowatt Puissance surfacique W/m² Watt par mètre carré Surface m² Mètre carré Température °C ; K Degré Celsius ; Degré Kelvin
1
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
RESUME
Les efforts de réduction de consommations
énergétiques dans le secteur du bâtiment ont
d’abord porté sur la réduction des besoins en
chauffage. La stratégie employée (isolation
renforcée) a favorisé le phénomène de
surchauffe estivale. En conséquence dans
certains bâtiments, la mise en œuvre de
machines frigorifiques devient indispensable
pour assurer le confort thermique des
occupants. C'est en particulier le cas de
machines frigorifiques produisant de l'eau
glacée (entre 5 et 10°C) et alimentant, via une
batterie terminale, une centrale de traitement
d'air.
Afin de limiter la demande en énergie pour la
climatisation, il apparait nécessaire
d'optimiser les modes opératoires des
machines frigorifiques en fonction des besoins
des bâtiments ainsi que de la météo du site.
Plusieurs facteurs intervenant dans l'efficacité
des machines frigorifiques sont de nature
dynamique, comme par exemple la
température de la source chaude, la
température de condensation ou la charge
partielle. La prise en compte de ces facteurs
doit aboutir à l'optimisation de la sélection, du
dimensionnement et de la mise en œuvre de
machines frigorifiques pour un site donné.
Ce PFE s'inscrit dans la volonté de la société
CEDRE de développer son expertise dans la
simulation de systèmes énergétiques réels
couplés à un bâtiment, notamment en ce qui
concerne les machines frigorifiques. Mon
travail sera dans un premier temps de prendre
en main le logiciel EnergyPlus puis de
développer un module "machine frigorifique" à
partir d'objets prédéfinis par le logiciel. Le
travail consistera ensuite à élaborer plusieurs
stratégies de mise en œuvre de machines
frigorifiques qui seront ensuite, lorsque cela
est possible, testées et validées par
simulations dynamiques sous EnergyPlus.
Mots-clés : groupe froid, économie d’énergie
simulation dynamique, performance
Energy savings in the building sector had first
dealt with heating consumptions. Therefore,
strengthened insulation was often used as a
strategy to reduce energy demand. As a result
it increased the phenomenon of summer
overheating sometimes to the point that some
buildings may require refrigeration systems to
guarantee the thermal comfort of the
occupants. In that case, refrigeration systems
producing iced water (between 5 and 10°C)
are often implemented to power a terminal coil
in an air handling unit.
In order to limit the energy demand for the air
conditioning, it is necessary to optimize the
operating process of the refrigeration systems
according to the building needs as well as the
local climate. Several factors influencing the
efficiency of refrigeration systems are
dynamic factors, for example the temperature
of the hot source, the temperature of
condensation or the partial load. Taking into
account all of these parameters will allow the
selection, the sizing and the implementation of
an optimized refrigeration systems for a given
site.
This professional training comes within the will
of CEDRE to develop its expertise in the
modeling of real energy systems coupled with
a building, such as refrigeration systems. My
work will first require me to familiarize myself
with the EnergyPlus software and then to
develop a module "refrigeration system" from
objects predefined by the software. Secondly,
the work will consist in elaborating several
strategies of refrigeration systems
implementations. These strategies will then be
tested and validated by dynamic simulations
under EnergyPlus software.
Keywords : chiller, energy savings, dynamic
simulation, efficiency
2
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
SOMMAIRE
RESUME ...............................................................................................................................1
SOMMAIRE ...........................................................................................................................2
1. INTRODUCTION : CONTEXTE ........................................................................................3
2. MACHINE FRIGORIFIQUE A COMPRESSION MECANIQUE .........................................5
2.1. INTRODUCTION .......................................................................................................................................5 2.2. VUE EXTERNE DE LA MACHINE FRIGORIFIQUE ..................................................................................6 2.3. VUE INTERNE DE LA MACHINE FRIGORIFIQUE ...................................................................................7 2.4. COMPOSANTS FRIGORIFIQUES ............................................................................................................9 2.5. REGULATIONS INTERNES A LA MACHINE FRIGORIFIQUE .............................................................. 11
3. MODELISATION SOUS ENERGYPLUS ET DESIGNBUILDER .................................... 13
3.1. INTRODUCTION .................................................................................................................................... 13 3.2. OUTILS DE SIMULATION DYNAMIQUE................................................................................................ 13 3.3. METHODOLOGIE ................................................................................................................................... 15 3.4. BATIMENT ETUDIE ................................................................................................................................ 16 3.5. DONNEES ET SCENARIOS DE SIMULATION ...................................................................................... 17 3.6. CHARGES DU BÂTIMENT ..................................................................................................................... 18 3.7. SELECTION DU GROUPE FROID ......................................................................................................... 18 3.8. MODELISATION DU GROUPE DE PRODUCTION D'EAU GLACEE .................................................... 19 3.9. DESCRIPTION DE L'INSTALLATION CVC ............................................................................................ 23 3.10. SIMULATION DE REFERENCE ........................................................................................................... 24
4. OPTIMISATIONS ENERGETIQUES ............................................................................... 27
4.1. INTRODUCTION .................................................................................................................................... 27 4.2. RECOMMANDATIONS POUR AMELIORER L’EFFICACITE ENERGETIQUE ..................................... 28 4.3. OPTIMISATIONS VERIFIEES PAR SIMULATIONS .............................................................................. 39
CONCLUSION .................................................................................................................... 48
BIBLIOGRAPHIE ................................................................................................................ 49
RAPPORT ..................................................................................................................................................... 49 SITES INTERNET .......................................................................................................................................... 49
SOMMAIRE DES ANNEXES .............................................................................................. 50
3
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
1. INTRODUCTION : CONTEXTE
Le froid possède un nombre d’applications considérable et contribue ainsi de manière essentielle au
développement social et économique. Il joue un rôle fondamental dans l’alimentation des
populations en permettant la conservation des denrées alimentaires aux différentes étapes de la
chaîne du froid : transport, entreposage, distribution, présentation à la vente, et entreposage à
domicile.
Son rôle est essentiel dans des domaines tels que la santé (conservation des vaccins, mais aussi
cryothérapie et cryochirurgie) et la biodiversité (cryobiologie).
Grâce au conditionnement d’air, le froid permet la création d’environnements propices au travail
dans des zones géographiques aux climats chauds et humides. Il permet également de maintenir
des conditions nécessaires au bon fonctionnement d’installations essentielles, telles que les blocs
opératoires et les salles d’hôpitaux. La qualité des produits issus des industries liées à la
technologie de l’information ou la biotechnologie est de plus en plus conditionnée par la qualité de
l’environnement intérieur.
Les technologies du froid sont utilisées dans de multiples procédés industriels (chimie,
agroalimentaire…) et dans les domaines de l’énergie (production et distribution de gaz industriels
grâce aux techniques de la cryogénie, supraconductivité…) et du chauffage (pompes à chaleur).
Sur le plan de l'environnement, grâce à la coopération des pays développés et des pays en
développement, dans le cadre du Protocole de Montréal, le secteur du froid a réussi au cours des
vingt dernières années à pratiquement éliminer les CFC et à commencer à réduire l'utilisation des
HCFC. Le secteur du froid a donc pleinement contribué à la stabilisation, puis à la réduction de la
concentration en chlore dans la stratosphère observée depuis l'année 2000, permettant de prévoir
une reconstitution de la couche d'ozone à l'horizon 2050.
Il convient d’analyser avec soin l’origine de l’impact sur le réchauffement planétaire (« impact
climatique ») lié aux installations frigorifiques :
environ 20 % de cet impact, en moyenne, est dû aux émissions directes de frigorigènes
fluorocarbonés de type CFC, HCFC et HFC ;
environ 80 % de cet impact résulte des émissions indirectes de CO2 imputables à la production
de l’énergie consommée par ces installations : électricité le plus souvent, mais aussi carburant
dans le cas du conditionnement d’air automobile et du transport frigorifique. [1]
Dans les pays industrialisés, le froid et le conditionnement d’air représentent environ 15 % de la
consommation totale d’électricité.
En conséquence, les actions à mener contre le réchauffement planétaire ont, pour la profession du
froid, deux composantes :
la réduction des émissions directes de fluorocarbures dans l’atmosphère et l’emploi de
frigorigènes alternatifs à impact climatique nul ou faible ;
la réduction de la consommation d’énergie, dont l’enjeu est essentiel puisque l’impact
correspondant sur le réchauffement planétaire est 4 fois plus élevé que celui des émissions
directes. [2]
La réduction de la consommation énergétique des installations frigorifiques est, depuis longtemps,
une préoccupation majeure des concepteurs et constructeurs de matériels. Cette recherche de
4
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
l'efficacité optimale de chacun des composants d'un système frigorifique doit être adaptée en
permanence aux nombreuses évolutions, réglementaires en particulier, relatives aux frigorigènes.
L’objectif, ambitieux, d’une réduction de 30 à 50 %, selon les applications, de la consommation
énergétique unitaire des installations frigorifiques à l’horizon 2020 par rapport à l'année 2000
demeure essentiel.
L’atteinte de celui-ci suppose la poursuite de l’optimisation des systèmes traditionnels à
compression de vapeur, le recours accru aux technologies performantes ainsi que l’optimisation de
l’efficacité de composants tels que les compresseurs et les échangeurs de chaleur.
Ainsi les pompes à chaleur permettent, grâce au cycle frigorifique, de convertir en chaleur utile de la
chaleur difficilement exploitable en raison de son faible niveau de température. Une attention
particulière doit également être portée à d’autres technologies utilisant des énergies renouvelables
tel que le froid solaire, ou conduisant à des réductions globales de consommation d'énergie telle
que la trigénération ou le stockage d’énergie.
Un meilleur confinement du frigorigène contribue également à la diminution de la consommation
d’énergie ; un équipement fonctionnant à charge insuffisante a une efficacité moindre et utilise
d’avantage d’énergie. Il est essentiel de mettre en œuvre des programmes de contrôles et de
maintenance adaptés.
L’application du concept de « refroidissement haute température et chauffage basse température »
dans les bâtiments est également d’un grand intérêt dans l’optique de la réduction des
consommations d’énergie.
La normalisation, la certification des matériels et l’étiquetage des classes énergétiques sont autant
d’outils qui, s’ils sont encouragés puis généralisés, contribueront à cet objectif.
Ce rapport, se focalisera sur les moyens que l'on peut mettre en œuvre pour diminuer les
consommations énergétiques des installations frigorifiques. Afin de familiariser le lecteur avec le
sujet, une première partie théorique est consacrée à la machine frigorifique à compression
mécanique, son utilité, son fonctionnement et les éléments qui la composent.
La deuxième partie se concentre sur la modélisation du module ‘‘ groupe froid ’’ implémenté au sein
d’un bâtiment témoin. La dernière partie traite des diverses stratégies que nous pouvons adopter
afin de réduire au maximum les consommations énergétiques des machines frigorifiques.
Dans la mesure du possible, ces stratégies seront validées par simulation thermique dynamique, à
l'aide des logiciel DesignBuilder et EnergyPlus.
5
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
2. MACHINE FRIGORIFIQUE A COMPRESSION MECANIQUE
2.1. INTRODUCTION
Fournir du froid à un corps, à un milieu, c’est lui extraire de la chaleur ce qui se traduit par un
abaissement de sa température et aussi, bien souvent, par des changements d’états :
condensation, solidification, évaporation etc. Ce sont ces effets du froid qui sont, dans leur grande
diversité, au service de l’homme moderne. Les machines frigorifiques permettent, moyennant un
apport énergétique, d’extraire de la chaleur aux milieux à refroidir. Elles rejettent cette chaleur,
accompagnée de l’équivalent thermique de l’énergie reçue, à température plus élevée, dans le
milieu ambiant.
Si les modes de production de froid sont fort variés, certains d’entre eux se détachent nettement
des autres dans tel ou tel domaine de températures à atteindre. Ainsi, par exemple, pour les
domaines de température descendant, pour les machines frigorifiques, jusqu’à – 80oC, environ, et
s’élevant, pour les pompes à chaleur, jusqu’à environ + 100oC, les cycles à compression de
vapeurs liquéfiables (frigorigènes) exercent une domination quasi absolue, ne laissant que très peu
de place aux autres modes de production de froid comme l’absorption, l’adsorption ou les cycles
thermodynamiques à gaz. En revanche, ces derniers prennent une importance majeure dans le
domaine des très basses températures (cryogénie).
Comme la plupart des applications économiquement très importantes du froid, le conditionnement
d’air de confort (climatisation) ou industriel, la production, la conservation et la distribution des
denrées périssables appartiennent au domaine des cycles à compression, l’importance de ces
cycles est considérable. La primauté écrasante des machines frigorifiques à compression s’explique
d’abord par leur simplicité et leur efficacité. Mais elle s’explique aussi par la très importante diversité
de leurs composants (compresseurs, échangeurs thermiques, organes de régulation, etc.)
utilisables dans les plus petites machines comme dans les plus grandes, composants disponibles à
peu près partout dans le monde, généralement fabriqués en série avec des prix très étudiés car la
concurrence internationale est sévère. Il est ainsi possible de réaliser, à la demande, n’importe quel
type de cycles à compression en assemblant ces composants.
La bonne connaissance des cycles frigorifiques à compression est donc d’une importance majeure,
ce qui justifie le développement qui leur est réservé. [3]
6
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
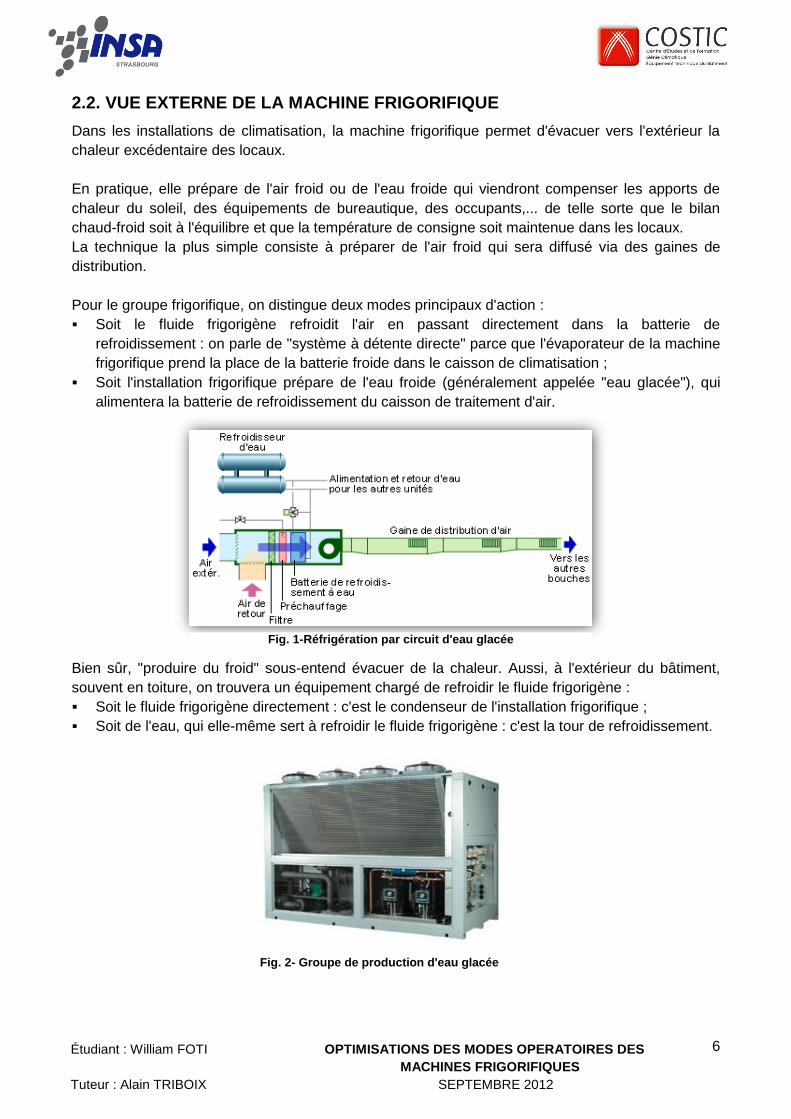
2.2. VUE EXTERNE DE LA MACHINE FRIGORIFIQUE
Dans les installations de climatisation, la machine frigorifique permet d'évacuer vers l'extérieur la
chaleur excédentaire des locaux.
En pratique, elle prépare de l'air froid ou de l'eau froide qui viendront compenser les apports de
chaleur du soleil, des équipements de bureautique, des occupants,... de telle sorte que le bilan
chaud-froid soit à l'équilibre et que la température de consigne soit maintenue dans les locaux.
La technique la plus simple consiste à préparer de l'air froid qui sera diffusé via des gaines de
distribution.
Pour le groupe frigorifique, on distingue deux modes principaux d'action :
Soit le fluide frigorigène refroidit l'air en passant directement dans la batterie de
refroidissement : on parle de "système à détente directe" parce que l'évaporateur de la machine
frigorifique prend la place de la batterie froide dans le caisson de climatisation ;
Soit l'installation frigorifique prépare de l'eau froide (généralement appelée "eau glacée"), qui
alimentera la batterie de refroidissement du caisson de traitement d'air.
Bien sûr, "produire du froid" sous-entend évacuer de la chaleur. Aussi, à l'extérieur du bâtiment,
souvent en toiture, on trouvera un équipement chargé de refroidir le fluide frigorigène :
Soit le fluide frigorigène directement : c'est le condenseur de l'installation frigorifique ;
Soit de l'eau, qui elle-même sert à refroidir le fluide frigorigène : c'est la tour de refroidissement.
Fig. 1-Réfrigération par circuit d'eau glacée
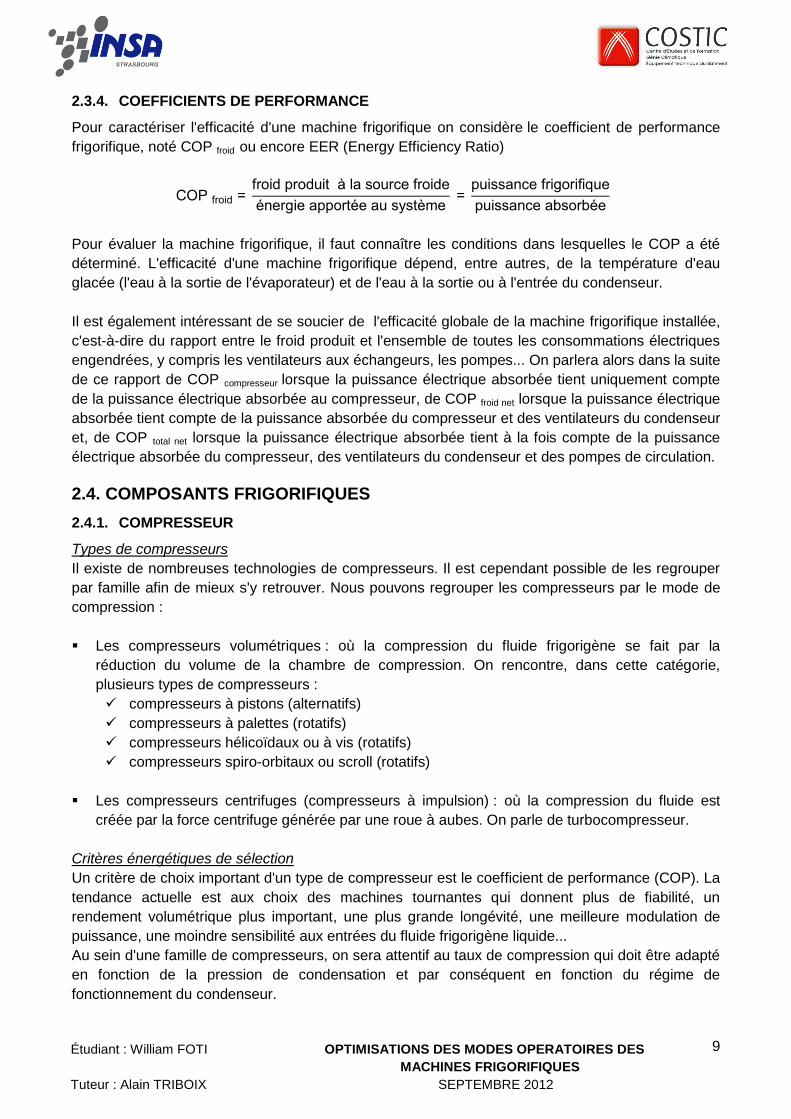
Fig. 2- Groupe de production d'eau glacée
7
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
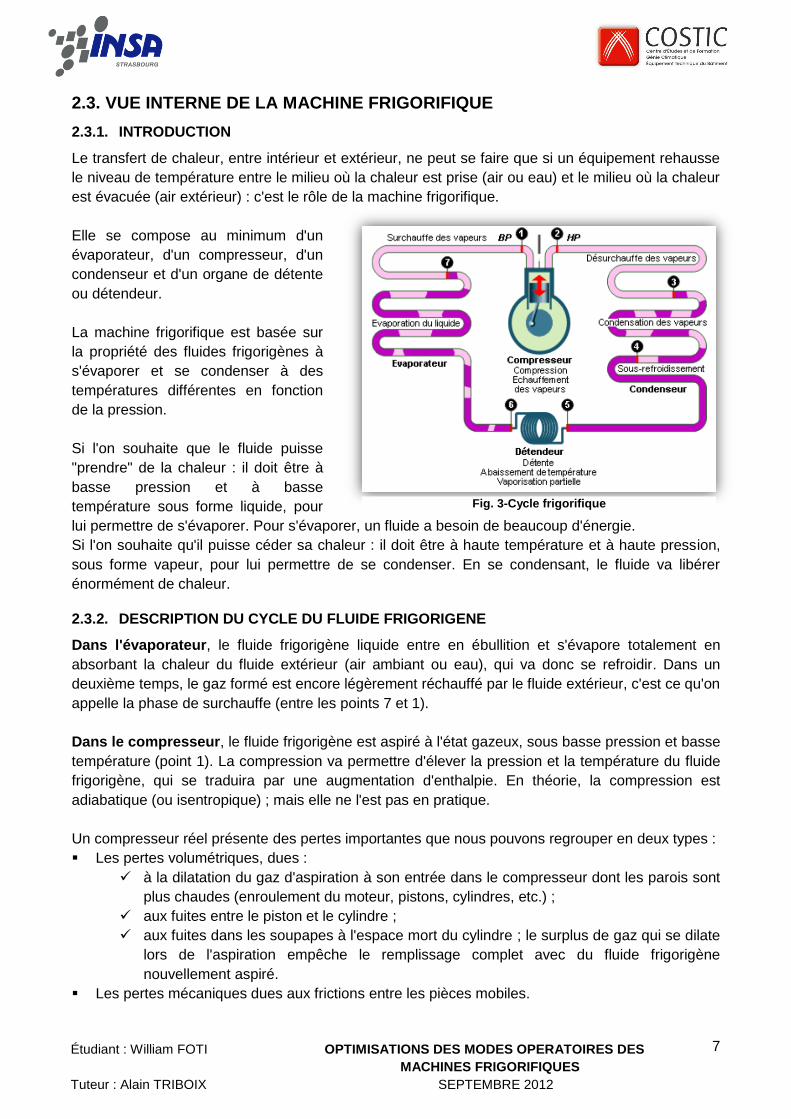
2.3. VUE INTERNE DE LA MACHINE FRIGORIFIQUE
2.3.1. INTRODUCTION
Le transfert de chaleur, entre intérieur et extérieur, ne peut se faire que si un équipement rehausse
le niveau de température entre le milieu où la chaleur est prise (air ou eau) et le milieu où la chaleur
est évacuée (air extérieur) : c'est le rôle de la machine frigorifique.
Elle se compose au minimum d'un
évaporateur, d'un compresseur, d'un
condenseur et d'un organe de détente
ou détendeur.
La machine frigorifique est basée sur
la propriété des fluides frigorigènes à
s'évaporer et se condenser à des
températures différentes en fonction
de la pression.
Si l'on souhaite que le fluide puisse
"prendre" de la chaleur : il doit être à
basse pression et à basse
température sous forme liquide, pour
lui permettre de s'évaporer. Pour s'évaporer, un fluide a besoin de beaucoup d'énergie.
Si l'on souhaite qu'il puisse céder sa chaleur : il doit être à haute température et à haute pression,
sous forme vapeur, pour lui permettre de se condenser. En se condensant, le fluide va libérer
énormément de chaleur.
2.3.2. DESCRIPTION DU CYCLE DU FLUIDE FRIGORIGENE
Dans l'évaporateur, le fluide frigorigène liquide entre en ébullition et s'évapore totalement en
absorbant la chaleur du fluide extérieur (air ambiant ou eau), qui va donc se refroidir. Dans un
deuxième temps, le gaz formé est encore légèrement réchauffé par le fluide extérieur, c'est ce qu'on
appelle la phase de surchauffe (entre les points 7 et 1).
Dans le compresseur, le fluide frigorigène est aspiré à l'état gazeux, sous basse pression et basse
température (point 1). La compression va permettre d'élever la pression et la température du fluide
frigorigène, qui se traduira par une augmentation d'enthalpie. En théorie, la compression est
adiabatique (ou isentropique) ; mais elle ne l'est pas en pratique.
Un compresseur réel présente des pertes importantes que nous pouvons regrouper en deux types :
Les pertes volumétriques, dues :
à la dilatation du gaz d'aspiration à son entrée dans le compresseur dont les parois sont
plus chaudes (enroulement du moteur, pistons, cylindres, etc.) ;
aux fuites entre le piston et le cylindre ;
aux fuites dans les soupapes à l'espace mort du cylindre ; le surplus de gaz qui se dilate
lors de l'aspiration empêche le remplissage complet avec du fluide frigorigène
nouvellement aspiré.
Les pertes mécaniques dues aux frictions entre les pièces mobiles.
Fig. 3-Cycle frigorifique
8
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
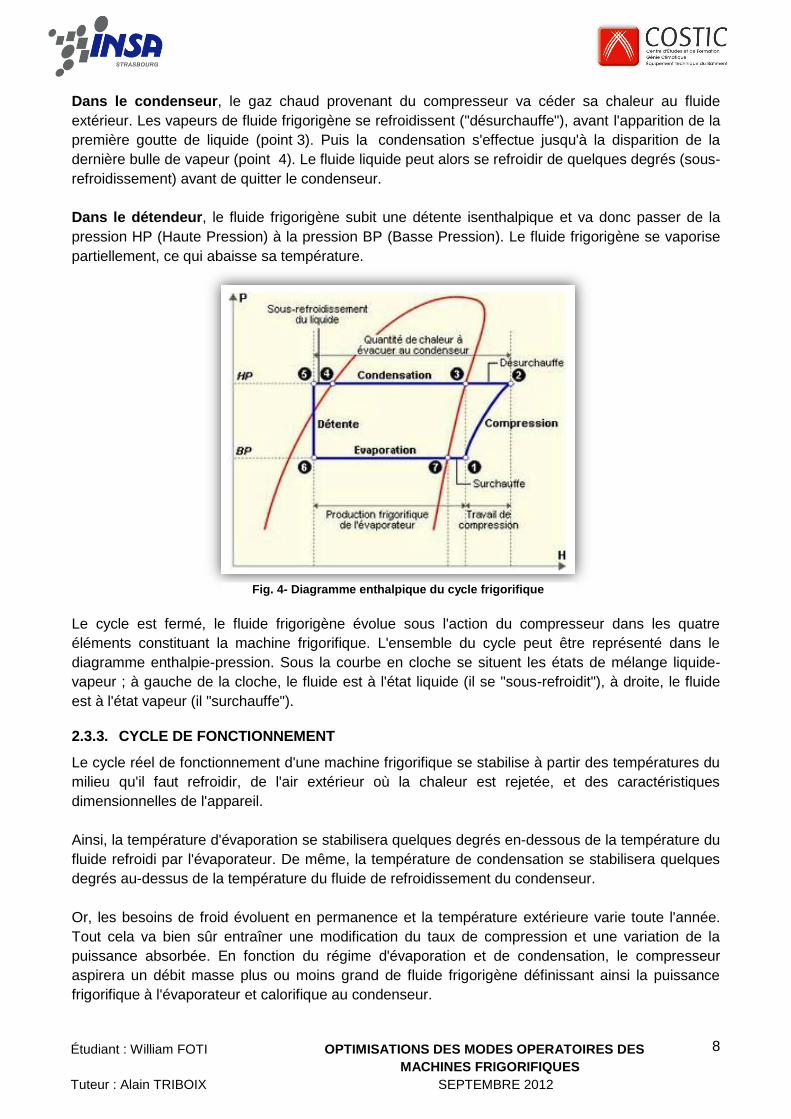
Dans le condenseur, le gaz chaud provenant du compresseur va céder sa chaleur au fluide
extérieur. Les vapeurs de fluide frigorigène se refroidissent ("désurchauffe"), avant l'apparition de la
première goutte de liquide (point 3). Puis la condensation s'effectue jusqu'à la disparition de la
dernière bulle de vapeur (point 4). Le fluide liquide peut alors se refroidir de quelques degrés (sous-
refroidissement) avant de quitter le condenseur.
Dans le détendeur, le fluide frigorigène subit une détente isenthalpique et va donc passer de la
pression HP (Haute Pression) à la pression BP (Basse Pression). Le fluide frigorigène se vaporise
partiellement, ce qui abaisse sa température.
Le cycle est fermé, le fluide frigorigène évolue sous l'action du compresseur dans les quatre
éléments constituant la machine frigorifique. L'ensemble du cycle peut être représenté dans le
diagramme enthalpie-pression. Sous la courbe en cloche se situent les états de mélange liquide-
vapeur ; à gauche de la cloche, le fluide est à l'état liquide (il se "sous-refroidit"), à droite, le fluide
est à l'état vapeur (il "surchauffe").
2.3.3. CYCLE DE FONCTIONNEMENT
Le cycle réel de fonctionnement d'une machine frigorifique se stabilise à partir des températures du
milieu qu'il faut refroidir, de l'air extérieur où la chaleur est rejetée, et des caractéristiques
dimensionnelles de l'appareil.
Ainsi, la température d'évaporation se stabilisera quelques degrés en-dessous de la température du
fluide refroidi par l'évaporateur. De même, la température de condensation se stabilisera quelques
degrés au-dessus de la température du fluide de refroidissement du condenseur.
Or, les besoins de froid évoluent en permanence et la température extérieure varie toute l'année.
Tout cela va bien sûr entraîner une modification du taux de compression et une variation de la
puissance absorbée. En fonction du régime d'évaporation et de condensation, le compresseur
aspirera un débit masse plus ou moins grand de fluide frigorigène définissant ainsi la puissance
frigorifique à l'évaporateur et calorifique au condenseur.
Fig. 4- Diagramme enthalpique du cycle frigorifique
9
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
2.3.4. COEFFICIENTS DE PERFORMANCE
Pour caractériser l'efficacité d'une machine frigorifique on considère le coefficient de performance
frigorifique, noté COP froid ou encore EER (Energy Efficiency Ratio)
COP froid froid produit à la source froide
énergie apportée au système
puissance frigorifique
puissance absorbée
Pour évaluer la machine frigorifique, il faut connaître les conditions dans lesquelles le COP a été
déterminé. L'efficacité d'une machine frigorifique dépend, entre autres, de la température d'eau
glacée (l'eau à la sortie de l'évaporateur) et de l'eau à la sortie ou à l'entrée du condenseur.
Il est également intéressant de se soucier de l'efficacité globale de la machine frigorifique installée,
c'est-à-dire du rapport entre le froid produit et l'ensemble de toutes les consommations électriques
engendrées, y compris les ventilateurs aux échangeurs, les pompes... On parlera alors dans la suite
de ce rapport de COP compresseur lorsque la puissance électrique absorbée tient uniquement compte
de la puissance électrique absorbée au compresseur, de COP froid net lorsque la puissance électrique
absorbée tient compte de la puissance absorbée du compresseur et des ventilateurs du condenseur
et, de COP total net lorsque la puissance électrique absorbée tient à la fois compte de la puissance
électrique absorbée du compresseur, des ventilateurs du condenseur et des pompes de circulation.
2.4. COMPOSANTS FRIGORIFIQUES
2.4.1. COMPRESSEUR
Types de compresseurs
Il existe de nombreuses technologies de compresseurs. Il est cependant possible de les regrouper
par famille afin de mieux s'y retrouver. Nous pouvons regrouper les compresseurs par le mode de
compression :
Les compresseurs volumétriques : où la compression du fluide frigorigène se fait par la
réduction du volume de la chambre de compression. On rencontre, dans cette catégorie,
plusieurs types de compresseurs :
compresseurs à pistons (alternatifs)
compresseurs à palettes (rotatifs)
compresseurs hélicoïdaux ou à vis (rotatifs)
compresseurs spiro-orbitaux ou scroll (rotatifs)
Les compresseurs centrifuges (compresseurs à impulsion) : où la compression du fluide est
créée par la force centrifuge générée par une roue à aubes. On parle de turbocompresseur.
Critères énergétiques de sélection
Un critère de choix important d'un type de compresseur est le coefficient de performance (COP). La
tendance actuelle est aux choix des machines tournantes qui donnent plus de fiabilité, un
rendement volumétrique plus important, une plus grande longévité, une meilleure modulation de
puissance, une moindre sensibilité aux entrées du fluide frigorigène liquide...
Au sein d'une famille de compresseurs, on sera attentif au taux de compression qui doit être adapté
en fonction de la pression de condensation et par conséquent en fonction du régime de
fonctionnement du condenseur.
10
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
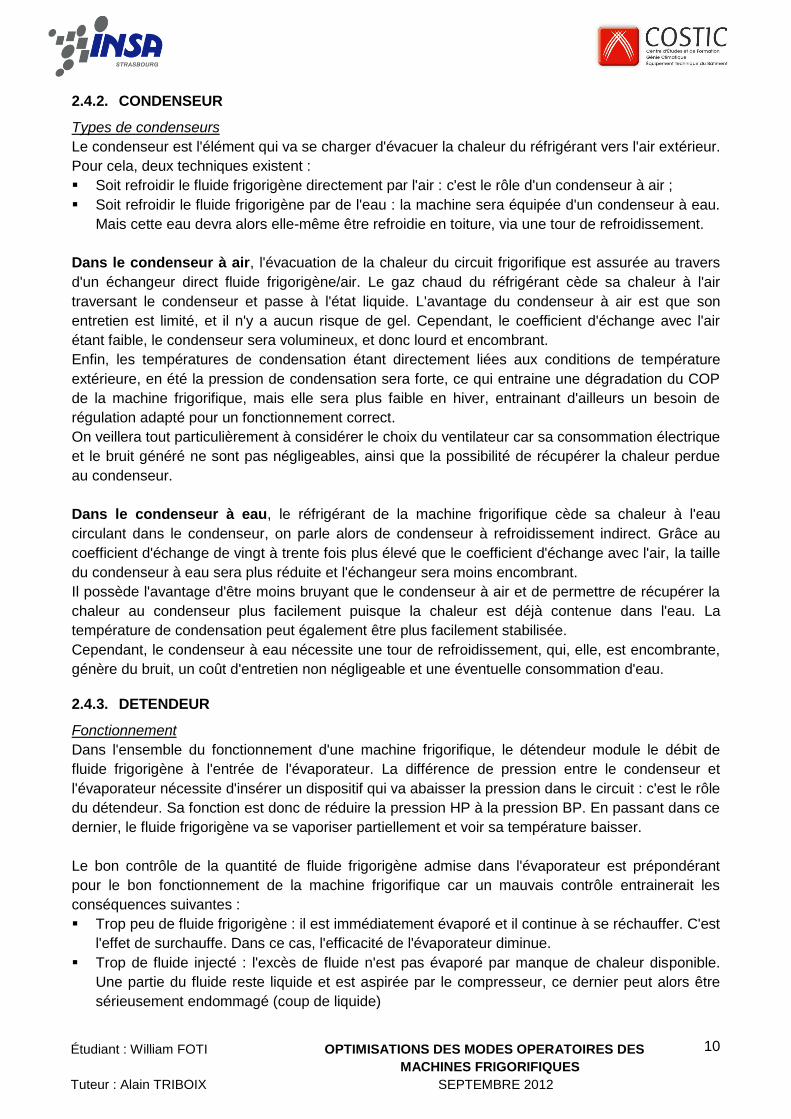
2.4.2. CONDENSEUR
Types de condenseurs
Le condenseur est l'élément qui va se charger d'évacuer la chaleur du réfrigérant vers l'air extérieur.
Pour cela, deux techniques existent :
Soit refroidir le fluide frigorigène directement par l'air : c'est le rôle d'un condenseur à air ;
Soit refroidir le fluide frigorigène par de l'eau : la machine sera équipée d'un condenseur à eau.
Mais cette eau devra alors elle-même être refroidie en toiture, via une tour de refroidissement.
Dans le condenseur à air, l'évacuation de la chaleur du circuit frigorifique est assurée au travers
d'un échangeur direct fluide frigorigène/air. Le gaz chaud du réfrigérant cède sa chaleur à l'air
traversant le condenseur et passe à l'état liquide. L'avantage du condenseur à air est que son
entretien est limité, et il n'y a aucun risque de gel. Cependant, le coefficient d'échange avec l'air
étant faible, le condenseur sera volumineux, et donc lourd et encombrant.
Enfin, les températures de condensation étant directement liées aux conditions de température
extérieure, en été la pression de condensation sera forte, ce qui entraine une dégradation du COP
de la machine frigorifique, mais elle sera plus faible en hiver, entrainant d'ailleurs un besoin de
régulation adapté pour un fonctionnement correct.
On veillera tout particulièrement à considérer le choix du ventilateur car sa consommation électrique
et le bruit généré ne sont pas négligeables, ainsi que la possibilité de récupérer la chaleur perdue
au condenseur.
Dans le condenseur à eau, le réfrigérant de la machine frigorifique cède sa chaleur à l'eau
circulant dans le condenseur, on parle alors de condenseur à refroidissement indirect. Grâce au
coefficient d'échange de vingt à trente fois plus élevé que le coefficient d'échange avec l'air, la taille
du condenseur à eau sera plus réduite et l'échangeur sera moins encombrant.
Il possède l'avantage d'être moins bruyant que le condenseur à air et de permettre de récupérer la
chaleur au condenseur plus facilement puisque la chaleur est déjà contenue dans l'eau. La
température de condensation peut également être plus facilement stabilisée.
Cependant, le condenseur à eau nécessite une tour de refroidissement, qui, elle, est encombrante,
génère du bruit, un coût d'entretien non négligeable et une éventuelle consommation d'eau.
2.4.3. DETENDEUR
Fonctionnement
Dans l'ensemble du fonctionnement d'une machine frigorifique, le détendeur module le débit de
fluide frigorigène à l'entrée de l'évaporateur. La différence de pression entre le condenseur et
l'évaporateur nécessite d'insérer un dispositif qui va abaisser la pression dans le circuit : c'est le rôle
du détendeur. Sa fonction est donc de réduire la pression HP à la pression BP. En passant dans ce
dernier, le fluide frigorigène va se vaporiser partiellement et voir sa température baisser.
Le bon contrôle de la quantité de fluide frigorigène admise dans l'évaporateur est prépondérant
pour le bon fonctionnement de la machine frigorifique car un mauvais contrôle entrainerait les
conséquences suivantes :
Trop peu de fluide frigorigène : il est immédiatement évaporé et il continue à se réchauffer. C'est
l'effet de surchauffe. Dans ce cas, l'efficacité de l'évaporateur diminue.
Trop de fluide injecté : l'excès de fluide n'est pas évaporé par manque de chaleur disponible.
Une partie du fluide reste liquide et est aspirée par le compresseur, ce dernier peut alors être
sérieusement endommagé (coup de liquide)
11
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
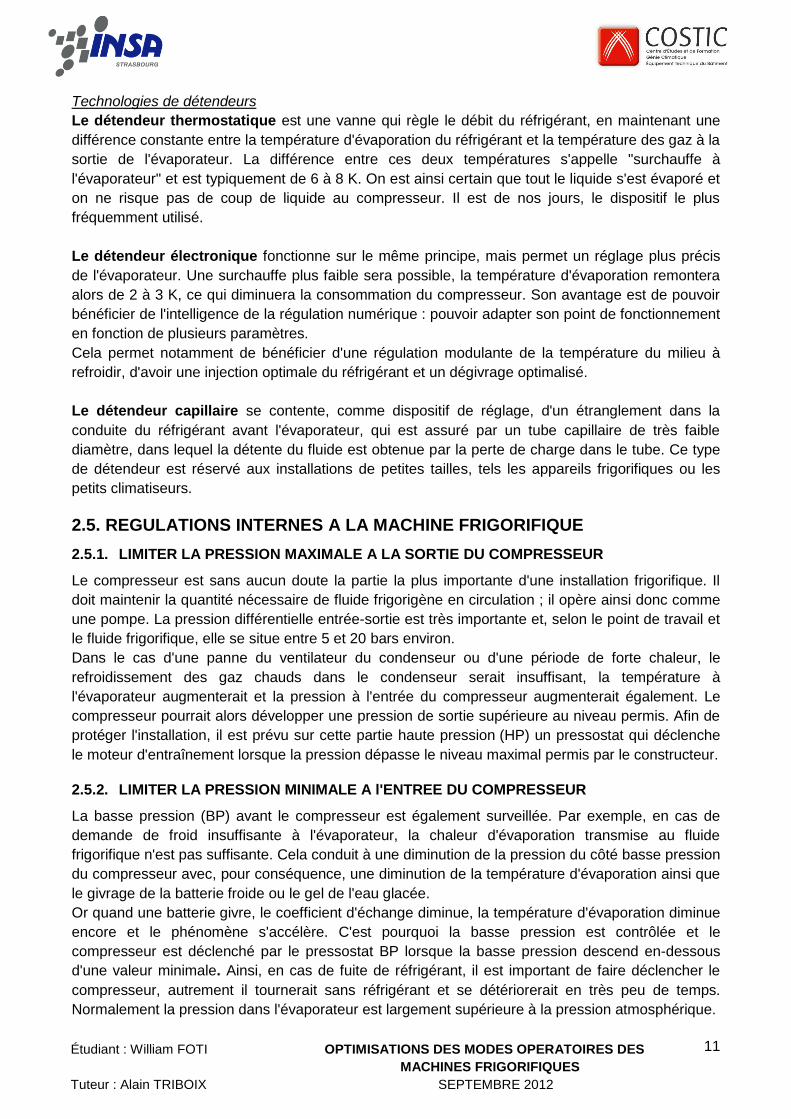
Technologies de détendeurs
Le détendeur thermostatique est une vanne qui règle le débit du réfrigérant, en maintenant une
différence constante entre la température d'évaporation du réfrigérant et la température des gaz à la
sortie de l'évaporateur. La différence entre ces deux températures s'appelle "surchauffe à
l'évaporateur" et est typiquement de 6 à 8 K. On est ainsi certain que tout le liquide s'est évaporé et
on ne risque pas de coup de liquide au compresseur. Il est de nos jours, le dispositif le plus
fréquemment utilisé.
Le détendeur électronique fonctionne sur le même principe, mais permet un réglage plus précis
de l'évaporateur. Une surchauffe plus faible sera possible, la température d'évaporation remontera
alors de 2 à 3 K, ce qui diminuera la consommation du compresseur. Son avantage est de pouvoir
bénéficier de l'intelligence de la régulation numérique : pouvoir adapter son point de fonctionnement
en fonction de plusieurs paramètres.
Cela permet notamment de bénéficier d'une régulation modulante de la température du milieu à
refroidir, d'avoir une injection optimale du réfrigérant et un dégivrage optimalisé.
Le détendeur capillaire se contente, comme dispositif de réglage, d'un étranglement dans la
conduite du réfrigérant avant l'évaporateur, qui est assuré par un tube capillaire de très faible
diamètre, dans lequel la détente du fluide est obtenue par la perte de charge dans le tube. Ce type
de détendeur est réservé aux installations de petites tailles, tels les appareils frigorifiques ou les
petits climatiseurs.
2.5. REGULATIONS INTERNES A LA MACHINE FRIGORIFIQUE
2.5.1. LIMITER LA PRESSION MAXIMALE A LA SORTIE DU COMPRESSEUR
Le compresseur est sans aucun doute la partie la plus importante d'une installation frigorifique. Il
doit maintenir la quantité nécessaire de fluide frigorigène en circulation ; il opère ainsi donc comme
une pompe. La pression différentielle entrée-sortie est très importante et, selon le point de travail et
le fluide frigorifique, elle se situe entre 5 et 20 bars environ.
Dans le cas d'une panne du ventilateur du condenseur ou d'une période de forte chaleur, le
refroidissement des gaz chauds dans le condenseur serait insuffisant, la température à
l'évaporateur augmenterait et la pression à l'entrée du compresseur augmenterait également. Le
compresseur pourrait alors développer une pression de sortie supérieure au niveau permis. Afin de
protéger l'installation, il est prévu sur cette partie haute pression (HP) un pressostat qui déclenche
le moteur d'entraînement lorsque la pression dépasse le niveau maximal permis par le constructeur.
2.5.2. LIMITER LA PRESSION MINIMALE A l'ENTREE DU COMPRESSEUR
La basse pression (BP) avant le compresseur est également surveillée. Par exemple, en cas de
demande de froid insuffisante à l'évaporateur, la chaleur d'évaporation transmise au fluide
frigorifique n'est pas suffisante. Cela conduit à une diminution de la pression du côté basse pression
du compresseur avec, pour conséquence, une diminution de la température d'évaporation ainsi que
le givrage de la batterie froide ou le gel de l'eau glacée.
Or quand une batterie givre, le coefficient d'échange diminue, la température d'évaporation diminue
encore et le phénomène s'accélère. C'est pourquoi la basse pression est contrôlée et le
compresseur est déclenché par le pressostat BP lorsque la basse pression descend en-dessous
d'une valeur minimale. Ainsi, en cas de fuite de réfrigérant, il est important de faire déclencher le
compresseur, autrement il tournerait sans réfrigérant et se détériorerait en très peu de temps.
Normalement la pression dans l'évaporateur est largement supérieure à la pression atmosphérique.
12
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
2.5.3. EVITER LA SURCHAUFFE DU MOTEUR
Il faut éviter que la machine ne démarre et ne s'arrête trop souvent. En effet, des enclenchements
répétitifs entraîneraient la surchauffe du moteur (le courant de démarrage est plus élevé que le
courant nominal). Un temps de fonctionnement minimal est nécessaire pour évacuer cet excédent
de chaleur.
Un dispositif, appelé "anti-court-cycle", limite la fréquence de démarrage des compresseurs et
assure un temps minimal de fonctionnement.
2.5.4. LUBRIFIER LE COMPRESSEUR
Les pistons des compresseurs frigorifiques nécessitent une lubrification constante pour éviter aux
anneaux de piston d'être rongés. L'huile qui lubrifie le compresseur suit également la vapeur du
fluide frigorigène et se trouve ainsi dans le système de circulation. Il faut s'assurer que l'huile
retourne bien au compresseur, par la pose adéquate des tuyauteries frigorifiques, le cas échéant en
incorporant un séparateur d'huile.
Lorsque le compresseur n'est pas en service, un réchauffage du carter est réalisé. En effet, en cas
de faibles températures ambiantes, l'huile peut absorber un peu de vapeur du fluide frigorigène.
Comme cette huile se trouve principalement dans la cuvette du carter, il peut y avoir à cet endroit
une concentration importante de fluide frigorigène dans l'huile. Lorsque l'installation est mise en
service, une très rapide chute de pression apparaît, le fluide frigorigène tente de se vaporiser et de
se séparer de l'huile. Celle-ci commence à mousser, ce qui peut provoquer des coups de liquide et
un manque d'huile dans le compresseur. Afin d'empêcher l'huile d'absorber du fluide frigorigène, la
cuvette du carter est, lors du déclenchement de l'installation, réchauffée à l'aide d'une résistance
électrique.
2.5.5. EVITER LES COUPS DE LIQUIDE REFRIGERANTS
Le compresseur a pour fonction de comprimer un gaz. Les liquides étant pratiquement
incompressibles, le compresseur serait endommagé si le réfrigérant le traversait en phase liquide
plutôt que vapeur. Si le piston pousse contre un fluide non compressible, il s'ensuit un "coup de
liquide", et donc la casse du piston et des clapets.
Lorsque l'installation est hors service, le liquide peut s'accumuler avant le compresseur et lors du
ré-enclenchement provoquer un coup de liquide. Pour éviter cela, une vanne magnétique est
souvent placée avant le détendeur. La vanne magnétique se ferme lorsque l'installation est
déclenchée et évite au fluide frigorigène de retourner à l'évaporateur. Le raccordement électrique
est effectué de telle sorte que le compresseur puisse fonctionner après la fermeture de cette vanne.
Le compresseur s'arrête lorsque le pressostat basse pression déclenche. Aussitôt que la pression
augmente à nouveau, le processus est répété. Ce processus est appelé "le pump down".
2.5.6. ADAPTER LA PUISSANCE FOURNIE A LA PUISSANCE REQUISE
Une machine frigorifique est dimensionnée pour vaincre les apports thermiques maximum (ciel bleu,
soleil éclatant et 32°C de température, par exemple). Elle est donc la plupart du temps
surpuissante. Il faut donc pouvoir adapter la puissance frigorifique du compresseur à la charge
partielle réelle. Le compresseur doit donc adapter son débit aux demandes du détendeur.
La régulation du compresseur est très importante sachant qu'une grande partie de l'énergie
consommée par le groupe frigorifique est due à l'énergie électrique consommée par le moteur du
compresseur. Cette régulation se base sur la pression d'aspiration qui traduit les demandes de
l'évaporateur en froid.
13
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
3. MODELISATION SOUS ENERGYPLUS ET DESIGNBUILDER
3.1. INTRODUCTION
L’objet de ce paragraphe est de présenter le projet qui va servir de base pour les simulations
dynamiques, les outils de simulations dynamiques utilisés ainsi que les différentes étapes pour la
modélisation complète du bâtiment et du réseau CVC.
Les outils de simulation dynamique qui ont été utilisés (logiciels EnergyPlus et DesignBuilder) sont
présentés ci-après. Une des volontés de l’entreprise était d’utiliser EnergyPlus et DesignBuilder
pour effectuer cette étude, ce pourquoi une grande partie de ce projet de fin d’étude a été
consacrée à la maitrise de ces deux logiciels.
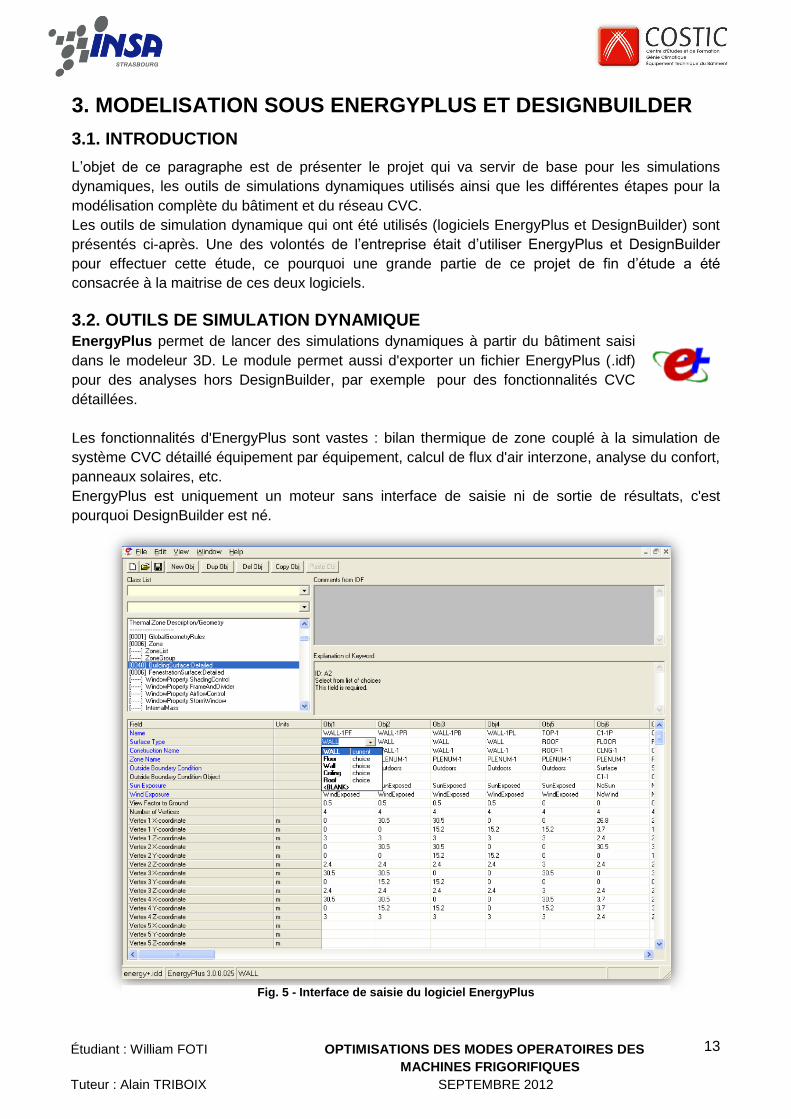
3.2. OUTILS DE SIMULATION DYNAMIQUE
EnergyPlus permet de lancer des simulations dynamiques à partir du bâtiment saisi
dans le modeleur 3D. Le module permet aussi d'exporter un fichier EnergyPlus (.idf)
pour des analyses hors DesignBuilder, par exemple pour des fonctionnalités CVC
détaillées.
Les fonctionnalités d'EnergyPlus sont vastes : bilan thermique de zone couplé à la simulation de
système CVC détaillé équipement par équipement, calcul de flux d'air interzone, analyse du confort,
panneaux solaires, etc.
EnergyPlus est uniquement un moteur sans interface de saisie ni de sortie de résultats, c'est
pourquoi DesignBuilder est né.
Fig. 5 - Interface de saisie du logiciel EnergyPlus
14
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
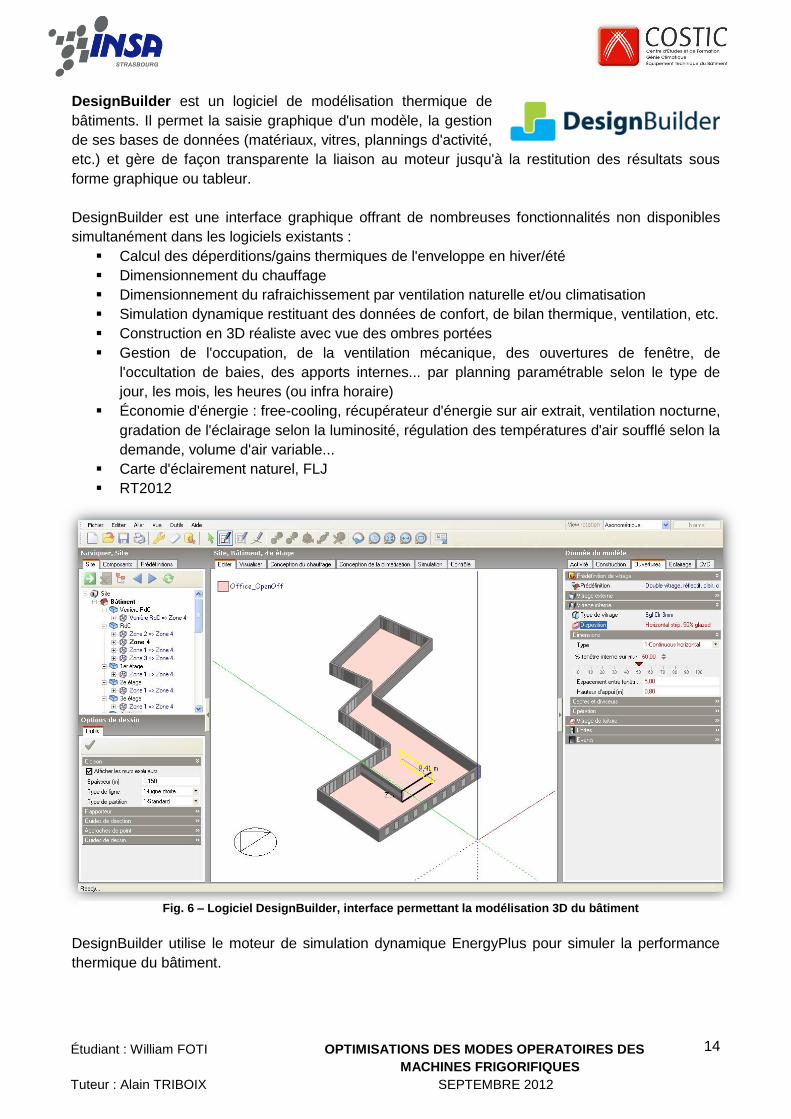
DesignBuilder est un logiciel de modélisation thermique de
bâtiments. Il permet la saisie graphique d'un modèle, la gestion
de ses bases de données (matériaux, vitres, plannings d'activité,
etc.) et gère de façon transparente la liaison au moteur jusqu'à la restitution des résultats sous
forme graphique ou tableur.
DesignBuilder est une interface graphique offrant de nombreuses fonctionnalités non disponibles
simultanément dans les logiciels existants :
Calcul des déperditions/gains thermiques de l'enveloppe en hiver/été
Dimensionnement du chauffage
Dimensionnement du rafraichissement par ventilation naturelle et/ou climatisation
Simulation dynamique restituant des données de confort, de bilan thermique, ventilation, etc.
Construction en 3D réaliste avec vue des ombres portées
Gestion de l'occupation, de la ventilation mécanique, des ouvertures de fenêtre, de
l'occultation de baies, des apports internes... par planning paramétrable selon le type de
jour, les mois, les heures (ou infra horaire)
Économie d'énergie : free-cooling, récupérateur d'énergie sur air extrait, ventilation nocturne,
gradation de l'éclairage selon la luminosité, régulation des températures d'air soufflé selon la
demande, volume d'air variable...
Carte d'éclairement naturel, FLJ
RT2012
DesignBuilder utilise le moteur de simulation dynamique EnergyPlus pour simuler la performance
thermique du bâtiment.
Fig. 6 – Logiciel DesignBuilder, interface permettant la modélisation 3D du bâtiment
15
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
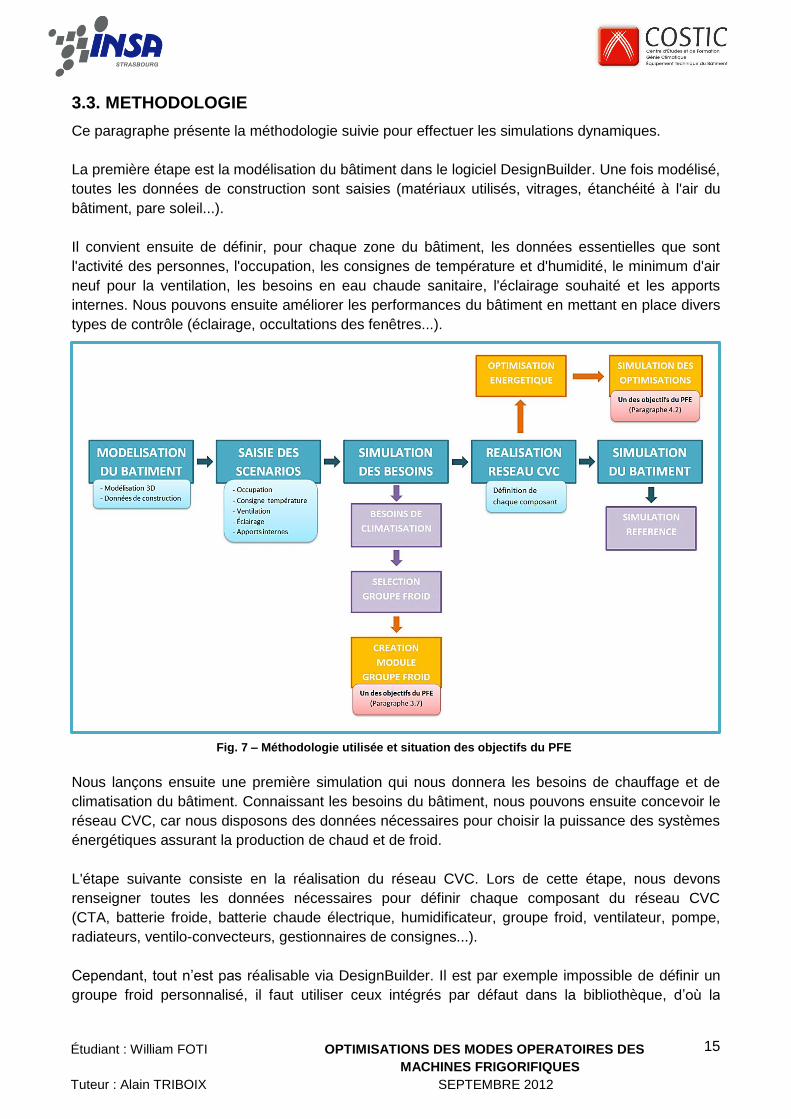
3.3. METHODOLOGIE
Ce paragraphe présente la méthodologie suivie pour effectuer les simulations dynamiques.
La première étape est la modélisation du bâtiment dans le logiciel DesignBuilder. Une fois modélisé,
toutes les données de construction sont saisies (matériaux utilisés, vitrages, étanchéité à l'air du
bâtiment, pare soleil...).
Il convient ensuite de définir, pour chaque zone du bâtiment, les données essentielles que sont
l'activité des personnes, l'occupation, les consignes de température et d'humidité, le minimum d'air
neuf pour la ventilation, les besoins en eau chaude sanitaire, l'éclairage souhaité et les apports
internes. Nous pouvons ensuite améliorer les performances du bâtiment en mettant en place divers
types de contrôle (éclairage, occultations des fenêtres...).
Nous lançons ensuite une première simulation qui nous donnera les besoins de chauffage et de
climatisation du bâtiment. Connaissant les besoins du bâtiment, nous pouvons ensuite concevoir le
réseau CVC, car nous disposons des données nécessaires pour choisir la puissance des systèmes
énergétiques assurant la production de chaud et de froid.
L'étape suivante consiste en la réalisation du réseau CVC. Lors de cette étape, nous devons
renseigner toutes les données nécessaires pour définir chaque composant du réseau CVC
(CTA, batterie froide, batterie chaude électrique, humidificateur, groupe froid, ventilateur, pompe,
radiateurs, ventilo-convecteurs, gestionnaires de consignes...).
Cependant, tout n’est pas réalisable via DesignBuilder. Il est par exemple impossible de définir un
groupe froid personnalisé, il faut utiliser ceux intégrés par défaut dans la bibliothèque, d’où la
Fig. 7 – Méthodologie utilisée et situation des objectifs du PFE
16
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
volonté de l’entreprise de développer un module permettant de modéliser n’importe quel groupe
froid.
La création de ce module sera traitée dans le paragraphe « 3.8. Modélisation du groupe de
production d’eau glacée ».
Une fois tout cela terminé, nous pouvons lancer une simulation dynamique et observer le
comportement du bâtiment sur la période de simulation. Il est également question dans ce PFE
d’élaborer plusieurs stratégies visant à la réduction des consommations énergétiques des machines
frigorifiques. Pour cela, certaines seront approfondies et vérifiées à l’aide de simulations
dynamiques.
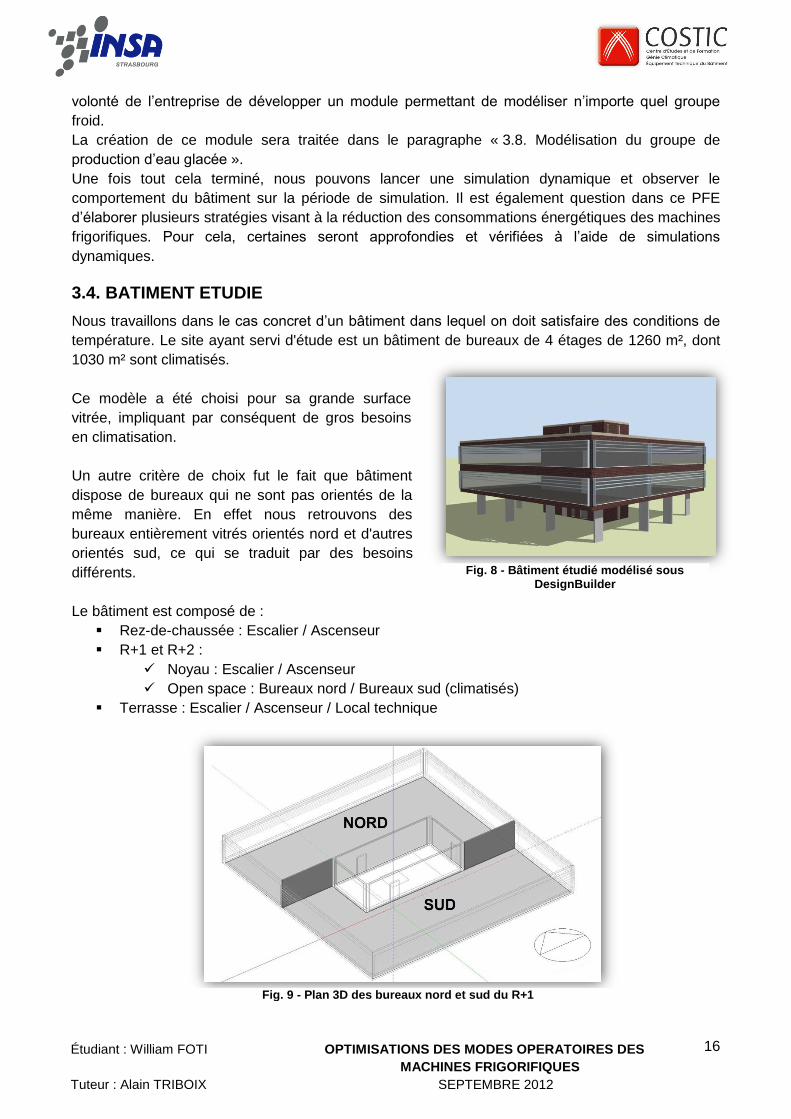
3.4. BATIMENT ETUDIE
Nous travaillons dans le cas concret d’un bâtiment dans lequel on doit satisfaire des conditions de
température. Le site ayant servi d'étude est un bâtiment de bureaux de 4 étages de 1260 m², dont
1030 m² sont climatisés.
Ce modèle a été choisi pour sa grande surface
vitrée, impliquant par conséquent de gros besoins
en climatisation.
Un autre critère de choix fut le fait que bâtiment
dispose de bureaux qui ne sont pas orientés de la
même manière. En effet nous retrouvons des
bureaux entièrement vitrés orientés nord et d'autres
orientés sud, ce qui se traduit par des besoins
différents.
Le bâtiment est composé de :
Rez-de-chaussée : Escalier / Ascenseur
R+1 et R+2 :
Noyau : Escalier / Ascenseur
Open space : Bureaux nord / Bureaux sud (climatisés)
Terrasse : Escalier / Ascenseur / Local technique
Fig. 8 - Bâtiment étudié modélisé sous DesignBuilder
Fig. 9 - Plan 3D des bureaux nord et sud du R+1
17
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
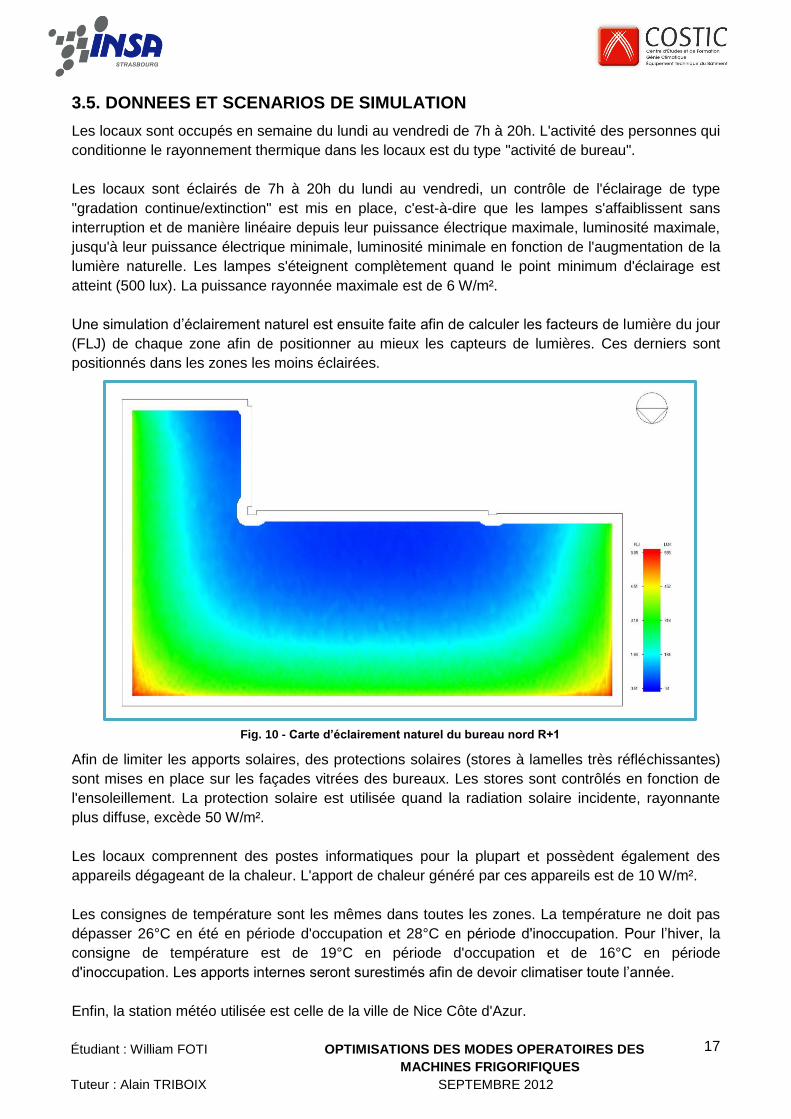
3.5. DONNEES ET SCENARIOS DE SIMULATION
Les locaux sont occupés en semaine du lundi au vendredi de 7h à 20h. L'activité des personnes qui
conditionne le rayonnement thermique dans les locaux est du type "activité de bureau".
Les locaux sont éclairés de 7h à 20h du lundi au vendredi, un contrôle de l'éclairage de type
"gradation continue/extinction" est mis en place, c'est-à-dire que les lampes s'affaiblissent sans
interruption et de manière linéaire depuis leur puissance électrique maximale, luminosité maximale,
jusqu'à leur puissance électrique minimale, luminosité minimale en fonction de l'augmentation de la
lumière naturelle. Les lampes s'éteignent complètement quand le point minimum d'éclairage est
atteint (500 lux). La puissance rayonnée maximale est de 6 W/m².
Une simulation d’éclairement naturel est ensuite faite afin de calculer les facteurs de lumière du jour
(FLJ) de chaque zone afin de positionner au mieux les capteurs de lumières. Ces derniers sont
positionnés dans les zones les moins éclairées.
Afin de limiter les apports solaires, des protections solaires (stores à lamelles très réfléchissantes)
sont mises en place sur les façades vitrées des bureaux. Les stores sont contrôlés en fonction de
l'ensoleillement. La protection solaire est utilisée quand la radiation solaire incidente, rayonnante
plus diffuse, excède 50 W/m².
Les locaux comprennent des postes informatiques pour la plupart et possèdent également des
appareils dégageant de la chaleur. L'apport de chaleur généré par ces appareils est de 10 W/m².
Les consignes de température sont les mêmes dans toutes les zones. La température ne doit pas
dépasser 26°C en été en période d'occupation et 28°C en période d'inoccupation. Pour l’hiver, la
consigne de température est de 19°C en période d'occupation et de 16°C en période
d'inoccupation. Les apports internes seront surestimés afin de devoir climatiser toute l’année.
Enfin, la station météo utilisée est celle de la ville de Nice Côte d'Azur.
Fig. 10 - Carte d’éclairement naturel du bureau nord R+1
18
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
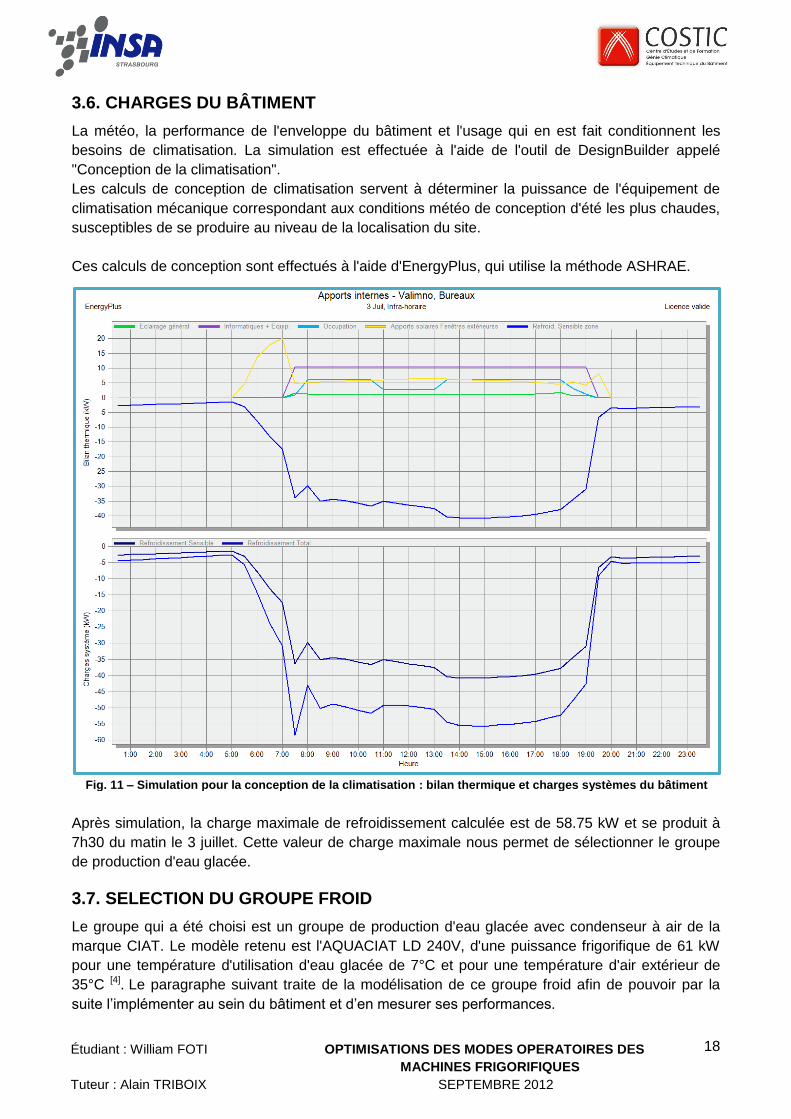
3.6. CHARGES DU BÂTIMENT
La météo, la performance de l'enveloppe du bâtiment et l'usage qui en est fait conditionnent les
besoins de climatisation. La simulation est effectuée à l'aide de l'outil de DesignBuilder appelé
"Conception de la climatisation".
Les calculs de conception de climatisation servent à déterminer la puissance de l'équipement de
climatisation mécanique correspondant aux conditions météo de conception d'été les plus chaudes,
susceptibles de se produire au niveau de la localisation du site.
Ces calculs de conception sont effectués à l'aide d'EnergyPlus, qui utilise la méthode ASHRAE.
Après simulation, la charge maximale de refroidissement calculée est de 58.75 kW et se produit à
7h30 du matin le 3 juillet. Cette valeur de charge maximale nous permet de sélectionner le groupe
de production d'eau glacée.
3.7. SELECTION DU GROUPE FROID
Le groupe qui a été choisi est un groupe de production d'eau glacée avec condenseur à air de la
marque CIAT. Le modèle retenu est l'AQUACIAT LD 240V, d'une puissance frigorifique de 61 kW
pour une température d'utilisation d'eau glacée de 7°C et pour une température d'air extérieur de
35°C [4]. Le paragraphe suivant traite de la modélisation de ce groupe froid afin de pouvoir par la
suite l’implémenter au sein du bâtiment et d’en mesurer ses performances.
Fig. 11 – Simulation pour la conception de la climatisation : bilan thermique et charges systèmes du bâtiment
19
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
3.8. MODELISATION DU GROUPE DE PRODUCTION D'EAU GLACEE
3.8.1. INTRODUCTION
L’entreprise CEDRE possède une expertise dans la simulation thermique dynamique de bâtiments
(via le logiciel EnergyPlus) lui permettant de définir de façon précise les besoins thermiques d'un
bâtiment. Cependant, ne disposant d’aucun module lui permettant de simuler un groupe froid, un
des objectifs de ce projet de fin d’étude a donc été de créer un module sous EnergyPlus qui
permette de modéliser et simuler n’importe quel groupe froid.
3.8.2. MODELE ENERGYPLUS
EnergyPlus modélise un groupe froid en utilisant trois équations polynomiales relatives aux
performances du groupe :
La courbe de performances de refroidissement fonction de la température (CAPFT) qui
paramètre la variation de puissance de refroidissement comme une fonction de la température
d'eau glacée sortant de l'évaporateur et la température du fluide entrant au condenseur.
L'équation de la courbe est de la forme biquadratique :
( ) ( ) ( ) (
) ( )
avec :
: puissance frigorifique
: température de l'eau glacée sortant de l'évaporateur
: température du fluide entrant au condenseur
: coefficients à déterminer
La courbe d'électricité absorbée sur génération froid fonction de la température (EIRFT) qui
paramètre la variation du ratio d'énergie absorbée pour la génération de froid (EIR ou Electric
Input Ratio) comme une fonction de la température d'eau glacée sortant de l'évaporateur et la
température du fluide entrant au condenseur. L'EIR correspond à l'inverse du COP.
L'équation est de la forme biquadratique :
( ) ( ) ( ) (
) ( )
avec :
: inverse du COP
: température de l'eau glacée sortant de l'évaporateur
: température du fluide entrant au condenseur
: coefficients à déterminer
La courbe d'électricité absorbée sur génération froid fonction des ratios de charges partielles
(EIRFPLR) qui paramètre la variation du ratio d'énergie absorbée pour la génération de froid
comme une fonction des ratios de charge partielle. Le ratio de charge partielle est égal à la
charge frigorifique divisée par la puissance frigorifique nominale.
L'équation est de la forme quadratique :
( ) ( )
avec :
: inverse du COP froid
: ratio de charge partielle (part load ratio)
: coefficients à déterminer
20
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
Il faut donc dans un premier temps, afin de modéliser le groupe froid choisi sous EnergyPlus ou
DesignBuilder (qui ont le même moteur de calcul) récupérer les données nécessaires à la
construction de ces courbes auprès du constructeur.
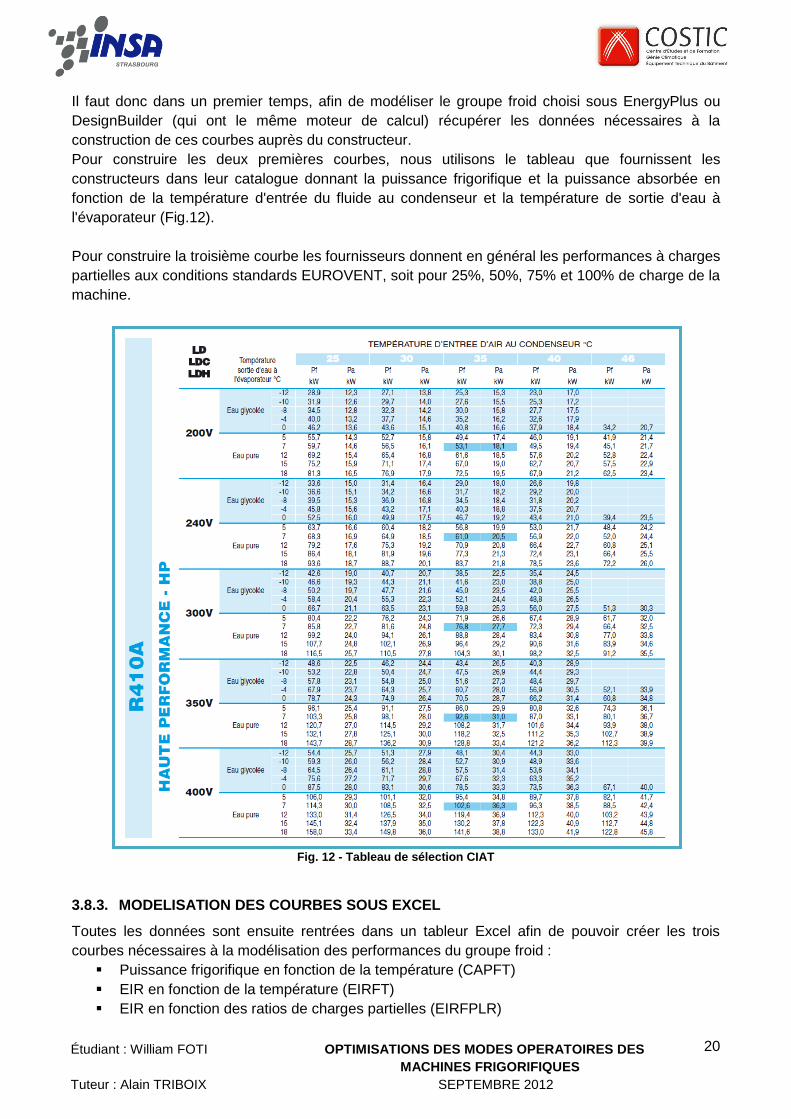
Pour construire les deux premières courbes, nous utilisons le tableau que fournissent les
constructeurs dans leur catalogue donnant la puissance frigorifique et la puissance absorbée en
fonction de la température d'entrée du fluide au condenseur et la température de sortie d'eau à
l'évaporateur (Fig.12).
Pour construire la troisième courbe les fournisseurs donnent en général les performances à charges
partielles aux conditions standards EUROVENT, soit pour 25%, 50%, 75% et 100% de charge de la
machine.
Fig. 12 - Tableau de sélection CIAT
3.8.3. MODELISATION DES COURBES SOUS EXCEL
Toutes les données sont ensuite rentrées dans un tableur Excel afin de pouvoir créer les trois
courbes nécessaires à la modélisation des performances du groupe froid :
Puissance frigorifique en fonction de la température (CAPFT)
EIR en fonction de la température (EIRFT)
EIR en fonction des ratios de charges partielles (EIRFPLR)
21
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
La méthode utilisée est la même pour les trois courbes, mais dans la suite, l'explication se fera
uniquement sur la méthode utilisée pour la construction de la première courbe CAPFT. À titre de
rappel, l'équation était de la forme :
( ) ( ) ( ) ( ) (
) ( )
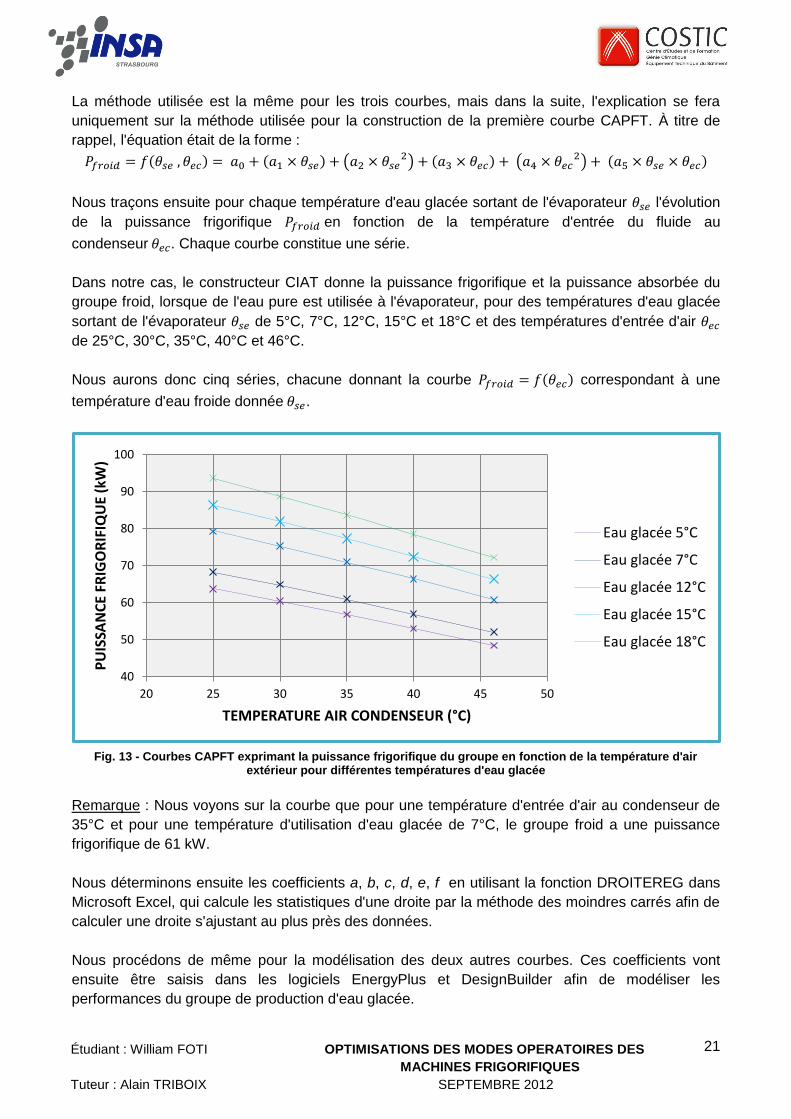
Nous traçons ensuite pour chaque température d'eau glacée sortant de l'évaporateur l'évolution
de la puissance frigorifique en fonction de la température d'entrée du fluide au
condenseur . Chaque courbe constitue une série.
Dans notre cas, le constructeur CIAT donne la puissance frigorifique et la puissance absorbée du
groupe froid, lorsque de l'eau pure est utilisée à l'évaporateur, pour des températures d'eau glacée
sortant de l'évaporateur de 5°C, 7°C, 12°C, 15°C et 18°C et des températures d'entrée d'air
de 25°C, 30°C, 35°C, 40°C et 46°C.
Nous aurons donc cinq séries, chacune donnant la courbe ( ) correspondant à une
température d'eau froide donnée .
Fig. 13 - Courbes CAPFT exprimant la puissance frigorifique du groupe en fonction de la température d'air extérieur pour différentes températures d'eau glacée
Remarque : Nous voyons sur la courbe que pour une température d'entrée d'air au condenseur de
35°C et pour une température d'utilisation d'eau glacée de 7°C, le groupe froid a une puissance
frigorifique de 61 kW.
Nous déterminons ensuite les coefficients a, b, c, d, e, f en utilisant la fonction DROITEREG dans
Microsoft Excel, qui calcule les statistiques d'une droite par la méthode des moindres carrés afin de
calculer une droite s'ajustant au plus près des données.
Nous procédons de même pour la modélisation des deux autres courbes. Ces coefficients vont
ensuite être saisis dans les logiciels EnergyPlus et DesignBuilder afin de modéliser les
performances du groupe de production d'eau glacée.
40
50
60
70
80
90
100
20 25 30 35 40 45 50
PU
ISSA
NC
E FR
IGO
RIF
IQU
E (k
W)
TEMPERATURE AIR CONDENSEUR (°C)
Eau glacée 5°C
Eau glacée 7°C
Eau glacée 12°C
Eau glacée 15°C
Eau glacée 18°C
22
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
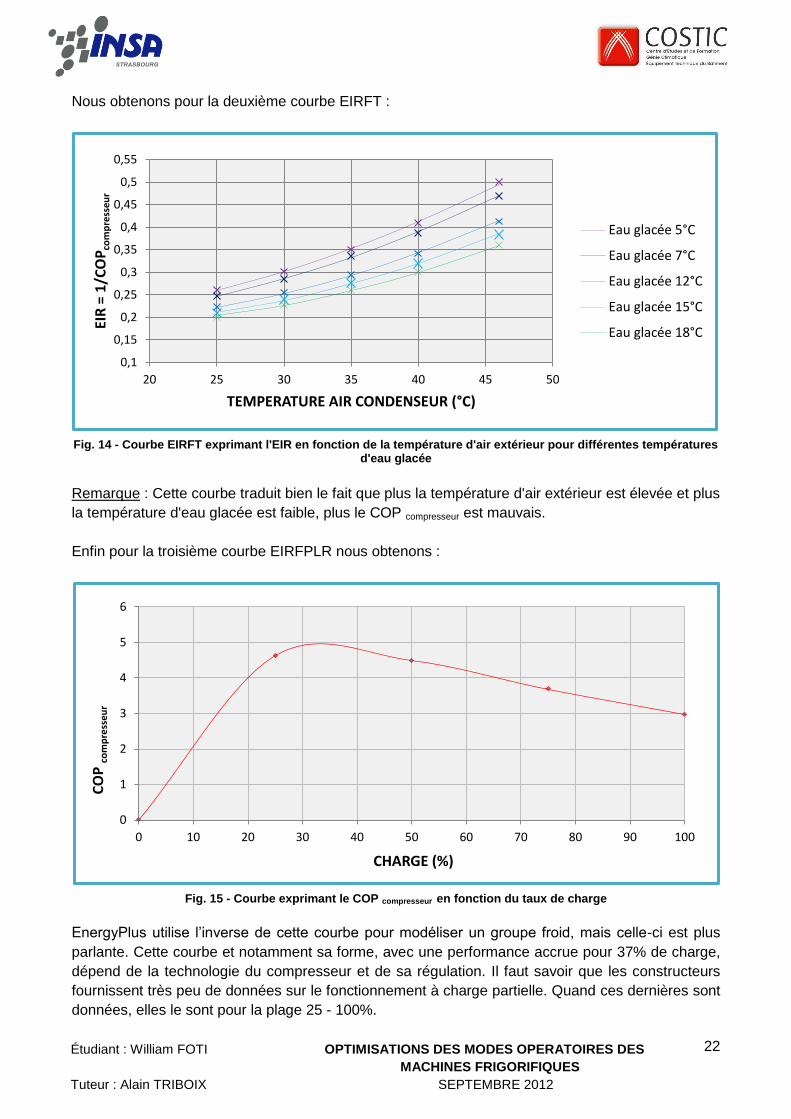
Nous obtenons pour la deuxième courbe EIRFT :
Fig. 14 - Courbe EIRFT exprimant l'EIR en fonction de la température d'air extérieur pour différentes températures d'eau glacée
Remarque : Cette courbe traduit bien le fait que plus la température d'air extérieur est élevée et plus
la température d'eau glacée est faible, plus le COP compresseur est mauvais.
Enfin pour la troisième courbe EIRFPLR nous obtenons :
Fig. 15 - Courbe exprimant le COP compresseur en fonction du taux de charge
EnergyPlus utilise l’inverse de cette courbe pour modéliser un groupe froid, mais celle-ci est plus
parlante. Cette courbe et notamment sa forme, avec une performance accrue pour 37% de charge,
dépend de la technologie du compresseur et de sa régulation. Il faut savoir que les constructeurs
fournissent très peu de données sur le fonctionnement à charge partielle. Quand ces dernières sont
données, elles le sont pour la plage 25 - 100%.
0,1
0,15
0,2
0,25
0,3
0,35
0,4
0,45
0,5
0,55
20 25 30 35 40 45 50
EIR
= 1
/CO
Pco
mp
ress
eur
TEMPERATURE AIR CONDENSEUR (°C)
Eau glacée 5°C
Eau glacée 7°C
Eau glacée 12°C
Eau glacée 15°C
Eau glacée 18°C
0
1
2
3
4
5
6
0 10 20 30 40 50 60 70 80 90 100
CO
P c
om
pre
sseu
r
CHARGE (%)
23
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
L'interpolation des données est autorisée mais pas l'extrapolation. En conséquence, la courbe pour
la plage 0 - 25% résulte d'un travail de recherche dans la littérature.
Il est important de noter, que le COP exprime ici le rapport de la puissance frigorifique sur la
puissance électrique absorbée au compresseur et ne tient pas compte de la puissance électrique
des ventilateurs du condenseur.
Les courbes de performances étant créées, il est alors possible de modéliser les performances d’un
groupe froid. Le groupe froid CIAT sélectionné est alors modélisé et implémenté au sein du
bâtiment afin d’obtenir notre simulation de référence.
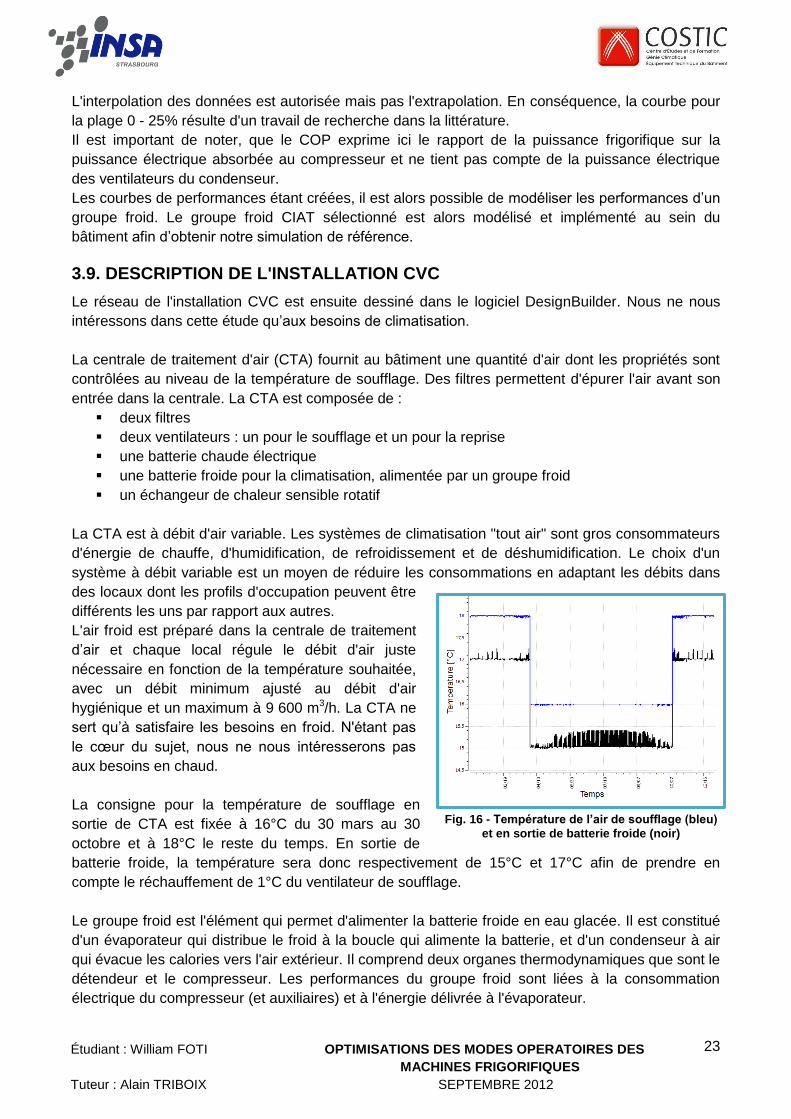
3.9. DESCRIPTION DE L'INSTALLATION CVC
Le réseau de l'installation CVC est ensuite dessiné dans le logiciel DesignBuilder. Nous ne nous
intéressons dans cette étude qu’aux besoins de climatisation.
La centrale de traitement d'air (CTA) fournit au bâtiment une quantité d'air dont les propriétés sont
contrôlées au niveau de la température de soufflage. Des filtres permettent d'épurer l'air avant son
entrée dans la centrale. La CTA est composée de :
deux filtres
deux ventilateurs : un pour le soufflage et un pour la reprise
une batterie chaude électrique
une batterie froide pour la climatisation, alimentée par un groupe froid
un échangeur de chaleur sensible rotatif
La CTA est à débit d'air variable. Les systèmes de climatisation "tout air" sont gros consommateurs
d'énergie de chauffe, d'humidification, de refroidissement et de déshumidification. Le choix d'un
système à débit variable est un moyen de réduire les consommations en adaptant les débits dans
des locaux dont les profils d'occupation peuvent être
différents les uns par rapport aux autres.
L'air froid est préparé dans la centrale de traitement
d’air et chaque local régule le débit d'air juste
nécessaire en fonction de la température souhaitée,
avec un débit minimum ajusté au débit d'air
hygiénique et un maximum à 9 600 m3/h. La CTA ne
sert qu’à satisfaire les besoins en froid. N'étant pas
le cœur du sujet, nous ne nous intéresserons pas
aux besoins en chaud.
La consigne pour la température de soufflage en
sortie de CTA est fixée à 16°C du 30 mars au 30
octobre et à 18°C le reste du temps. En sortie de
batterie froide, la température sera donc respectivement de 15°C et 17°C afin de prendre en
compte le réchauffement de 1°C du ventilateur de soufflage.
Le groupe froid est l'élément qui permet d'alimenter la batterie froide en eau glacée. Il est constitué
d'un évaporateur qui distribue le froid à la boucle qui alimente la batterie, et d'un condenseur à air
qui évacue les calories vers l'air extérieur. Il comprend deux organes thermodynamiques que sont le
détendeur et le compresseur. Les performances du groupe froid sont liées à la consommation
électrique du compresseur (et auxiliaires) et à l'énergie délivrée à l'évaporateur.
Fig. 16 - Température de l’air de soufflage (bleu)
et en sortie de batterie froide (noir)
24
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
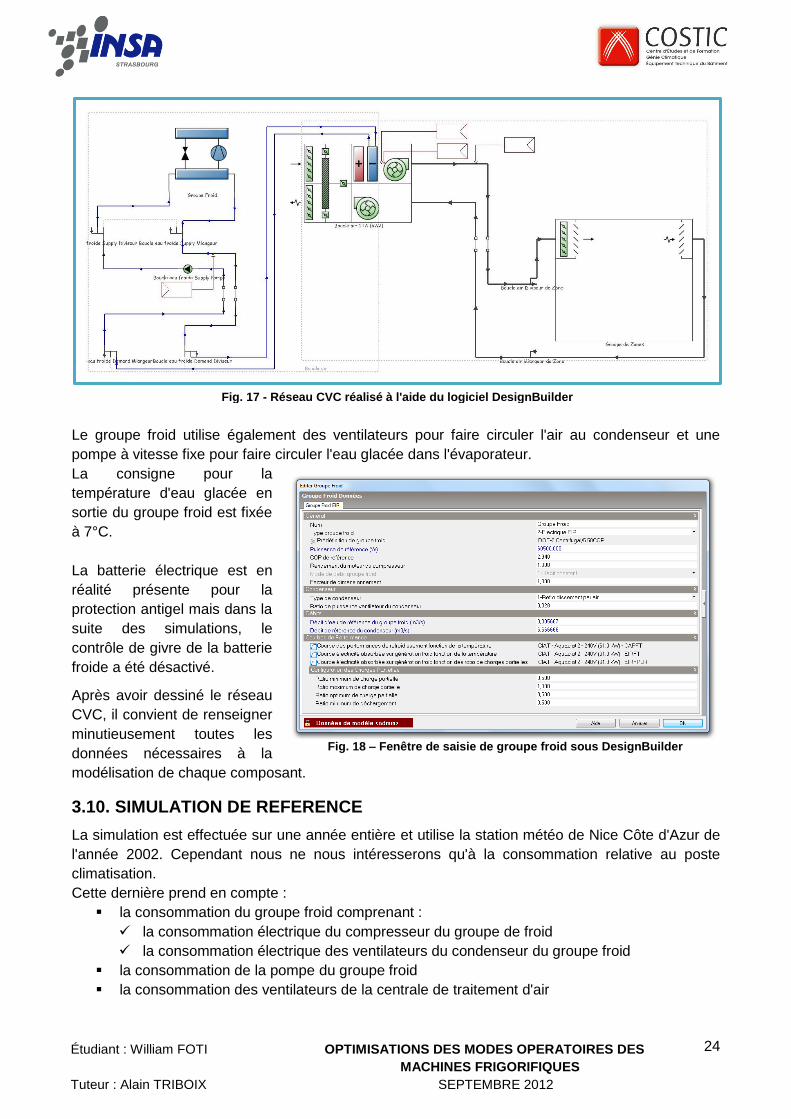
Le groupe froid utilise également des ventilateurs pour faire circuler l'air au condenseur et une
pompe à vitesse fixe pour faire circuler l'eau glacée dans l'évaporateur.
La consigne pour la
température d'eau glacée en
sortie du groupe froid est fixée
à 7°C.
La batterie électrique est en
réalité présente pour la
protection antigel mais dans la
suite des simulations, le
contrôle de givre de la batterie
froide a été désactivé.
Après avoir dessiné le réseau
CVC, il convient de renseigner
minutieusement toutes les
données nécessaires à la
modélisation de chaque composant.
3.10. SIMULATION DE REFERENCE
La simulation est effectuée sur une année entière et utilise la station météo de Nice Côte d'Azur de
l'année 2002. Cependant nous ne nous intéresserons qu'à la consommation relative au poste
climatisation.
Cette dernière prend en compte :
la consommation du groupe froid comprenant :
la consommation électrique du compresseur du groupe de froid
la consommation électrique des ventilateurs du condenseur du groupe froid
la consommation de la pompe du groupe froid
la consommation des ventilateurs de la centrale de traitement d'air
Fig. 17 - Réseau CVC réalisé à l'aide du logiciel DesignBuilder
Fig. 18 – Fenêtre de saisie de groupe froid sous DesignBuilder
25
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
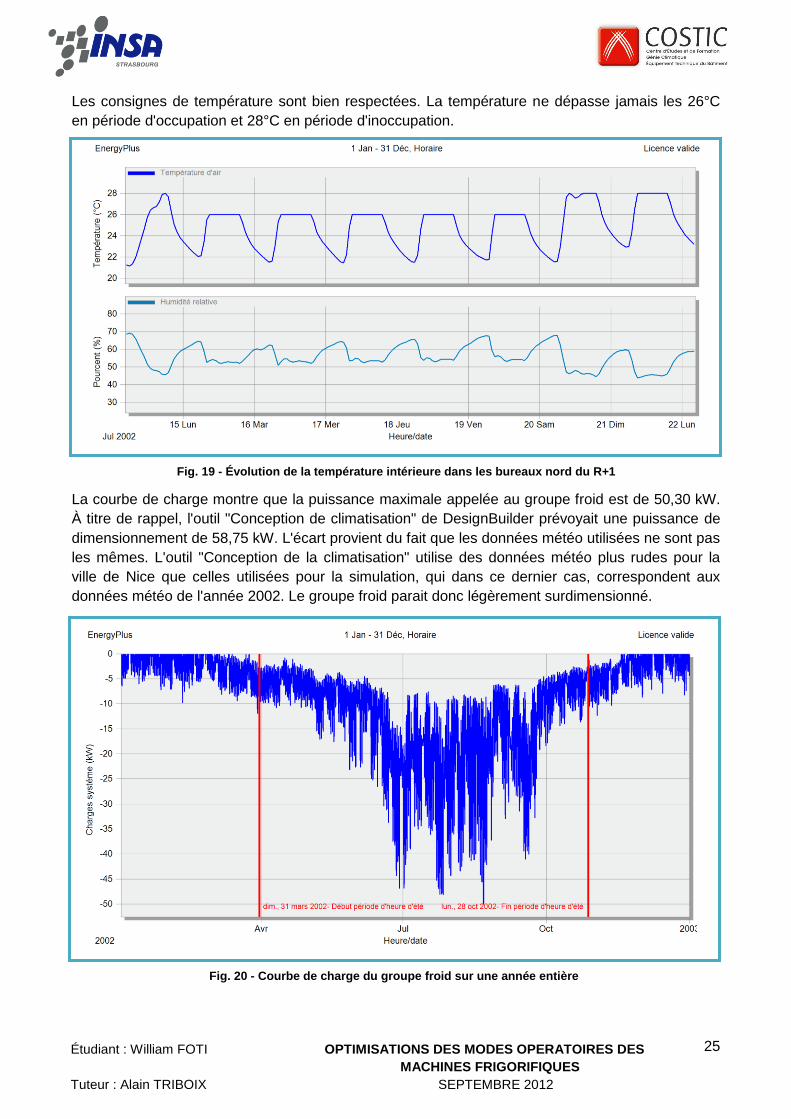
Les consignes de température sont bien respectées. La température ne dépasse jamais les 26°C
en période d'occupation et 28°C en période d'inoccupation.
La courbe de charge montre que la puissance maximale appelée au groupe froid est de 50,30 kW.
À titre de rappel, l'outil "Conception de climatisation" de DesignBuilder prévoyait une puissance de
dimensionnement de 58,75 kW. L'écart provient du fait que les données météo utilisées ne sont pas
les mêmes. L'outil "Conception de la climatisation" utilise des données météo plus rudes pour la
ville de Nice que celles utilisées pour la simulation, qui dans ce dernier cas, correspondent aux
données météo de l'année 2002. Le groupe froid parait donc légèrement surdimensionné.
Fig. 19 - Évolution de la température intérieure dans les bureaux nord du R+1
Fig. 20 - Courbe de charge du groupe froid sur une année entière
26
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
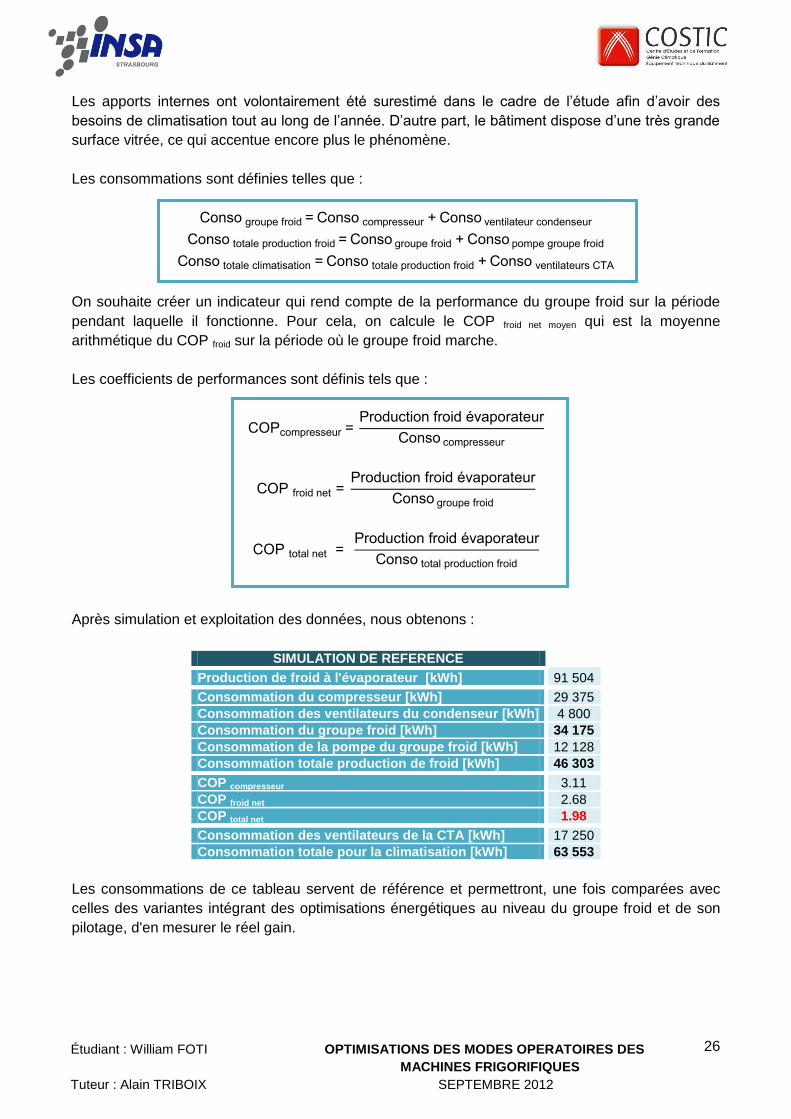
Les apports internes ont volontairement été surestimé dans le cadre de l’étude afin d’avoir des
besoins de climatisation tout au long de l’année. D’autre part, le bâtiment dispose d’une très grande
surface vitrée, ce qui accentue encore plus le phénomène.
Les consommations sont définies telles que :
Conso groupe froid Conso compresseur + Conso ventilateur condenseur
Conso totale production froid Conso groupe froid + Conso pompe groupe froid
Conso totale climatisation Conso totale production froid + Conso ventilateurs CTA
On souhaite créer un indicateur qui rend compte de la performance du groupe froid sur la période
pendant laquelle il fonctionne. Pour cela, on calcule le COP froid net moyen qui est la moyenne
arithmétique du COP froid sur la période où le groupe froid marche.
Les coefficients de performances sont définis tels que :
COPcompresseur Production froid évaporateur
Conso compresseur
COP froid net Production froid évaporateur
Conso groupe froid
COP total net Production froid évaporateur
Conso total production froid
Après simulation et exploitation des données, nous obtenons :
SIMULATION DE REFERENCE
Production de froid à l'évaporateur [kWh] 91 504
Consommation du compresseur [kWh] 29 375
Consommation des ventilateurs du condenseur [kWh] 4 800
Consommation du groupe froid [kWh] 34 175
Consommation de la pompe du groupe froid [kWh] 12 128
Consommation totale production de froid [kWh] 46 303
COP compresseur 3.11
COP froid net 2.68
COP total net 1.98
Consommation des ventilateurs de la CTA [kWh] 17 250
Consommation totale pour la climatisation [kWh] 63 553
Les consommations de ce tableau servent de référence et permettront, une fois comparées avec
celles des variantes intégrant des optimisations énergétiques au niveau du groupe froid et de son
pilotage, d'en mesurer le réel gain.
27
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
4. OPTIMISATIONS ENERGETIQUES
4.1. INTRODUCTION
Une des volontés de l’entreprise était de développer des compétences sur les machines
frigorifiques, c’est pourquoi en parallèle de l’apprentissage des logiciels de simulation dynamique,
mon travail a également consisté en un travail de recherche sur la technologie des machines
frigorifiques et des moyens mis en œuvre permettant de réduire leur consommation énergétique. Ce
paragraphe présente dans un premier temps une liste non exhaustive de recommandations que
nous pouvons mettre en place afin d’améliorer l’efficacité énergétique des machines frigorifiques.
Les logiciels de simulation thermique dynamique ne pouvant pas modéliser ou simuler toutes les
optimisations, un second paragraphe est consacré aux optimisations qu’il a été possible de simuler
en fonction des capacités des logiciels. L’apprentissage de DesignBuilder et d’EnergyPlus a
également permis à l’entreprise d’en déterminer les limites.
Les projets d'amélioration peuvent poursuivre plusieurs objectifs : réduire la consommation
d'énergie, limiter la pointe de puissance quart-horaire ou encore améliorer la maintenance de
l'installation.
Afin de réduire la consommation d'énergie de l'installation frigorifique, plusieurs niveaux
d'intervention sont possibles :
La mesure la plus évidente consiste à réduire le besoin de rafraichissement des locaux,
entrainant ainsi la mise au repos du compresseur. Nous pouvons pour cela par exemple limiter
les apports solaires en installant des stores extérieurs, limiter les puissances d'éclairage, limiter
les débits de ventilation ou encore rehausser la consigne de température intérieure.
La diminution des pertes en ligne du fluide réfrigérant ou de l'eau glacée constitue un deuxième
axe de réflexion : isolation des conduites, augmentation de la température du réseau d'eau, etc.
Pour diminuer le travail du compresseur, il faut diminuer le taux de compression, entre la
pression d'évaporation et la pression de condensation. Or la thermodynamique nous montre que
ces pressions de fluide frigorigène correspondent toujours à des niveaux de température du
fluide. Diminuer le travail du compresseur, c'est donc diminuer l'écart de température entre
évaporateur et condenseur. En pratique, on cherchera donc à augmenter la température à
l'évaporateur (utiliser de l'eau glacée moins froide) et à diminuer la température au condenseur
(profiter d'un air refroidisseur à plus basse température).
Limiter le fonctionnement du compresseur à charge réduite car, en-dessous de 20% de sa
puissance nominale, le rendement de production de froid d'une machine frigorifique s'écroule. Il
faut donc adapter la puissance à la demande par un fractionnement de la puissance installée,
par un entrainement à vitesse variable, etc.
Afin de réduire la pointe de courant électrique appelée par l'installation, nous pouvons étudier la
possibilité d'une gestion de la charge par délestage ou par déplacement des périodes de
fonctionnement. Pour cela, des bâches d'eau glacée ou des bacs à glace peuvent être installés afin
de produire du froid pendant la nuit.
Enfin, l'amélioration de la régulation peut également avoir pour objectif de privilégier le bon
fonctionnement du matériel, en diminuant ainsi le risque de panne et en améliorant le bon
fonctionnement du matériel.

28
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
4.2. RECOMMANDATIONS POUR AMELIORER L’EFFICACITE ENERGETIQUE
4.2.1. HP FLOTTANTE
Principe de fonctionnement
La HP se crée par l'équilibre entre la puissance à évacuer et la puissance évacuable. Le système
doit évacuer une quantité d'énergie qui dépend de la puissance frigorifique instantanée et du
rendement des compresseurs.
Le condenseur peut évacuer une certaine
puissance dépendant de ses conditions
de fonctionnement : plus l'écart de
température entre l'air extérieur et le
fluide frigorigène est important, plus la
puissance évacuable est importante. La
pression peut également être donnée
sous forme de température dite saturante
(température à partir de laquelle le gaz
se condense). La température augmente
quand la pression augmente. En fonction
des fluides, une HP à 40°C n'aura pas la
même pression. Plus la HP est haute (ou
chaude), plus la puissance évacuable
par le condenseur augmente (l'écart de
température augmente) et inversement. Il en est de même pour la puissance à évacuer sauf qu'elle
réagit beaucoup moins vite. Lorsque la température de la HP atteint la température extérieure, la
puissance évacuable est nulle.
Afin de réguler ce point d'équilibre, la capacité du condenseur est ajustée en pilotant les
ventilateurs. En augmentant le débit de ventilation, la capacité du condenseur augmente et
inversement. La variation de puissance à évacuer n'est pas ou peu modulable. Le seul moyen
d'intervenir sur la HP est donc le pilotage de la ventilation des condenseurs.
La méthode la plus usuelle pour réguler la
HP est la HP fixe ou à hystérésis. Elle
consiste à réguler une HP à une valeur
fixe qui peut être tenue toute l'année.
L'usage le plus courant est l'utilisation du
pressostat ou de régulateur à hystérésis
créant des régulations en escaliers de la
HP. La HP n'est pas vraiment régulée
fixe, elle va varier sans maitrise en
fonction de la température extérieure, de
la puissance à évacuer et aussi du
nombre de ventilateurs en marche.
La régulation dite à HP flottante consiste à adapter la pression de condensation (HP) en fonction de
l'évolution des températures du médium de refroidissement. Réduire la HP est intéressant sur le
plan énergétique : quand la HP diminue le COP des compresseurs augmente et inversement. À
Fig. 21 - Puissance évacuable et puissance à évacuer en
fonction de la valeur de la haute pression
Fig. 22 - Variation de la HP en fonction du nombre de ventilateurs
29
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
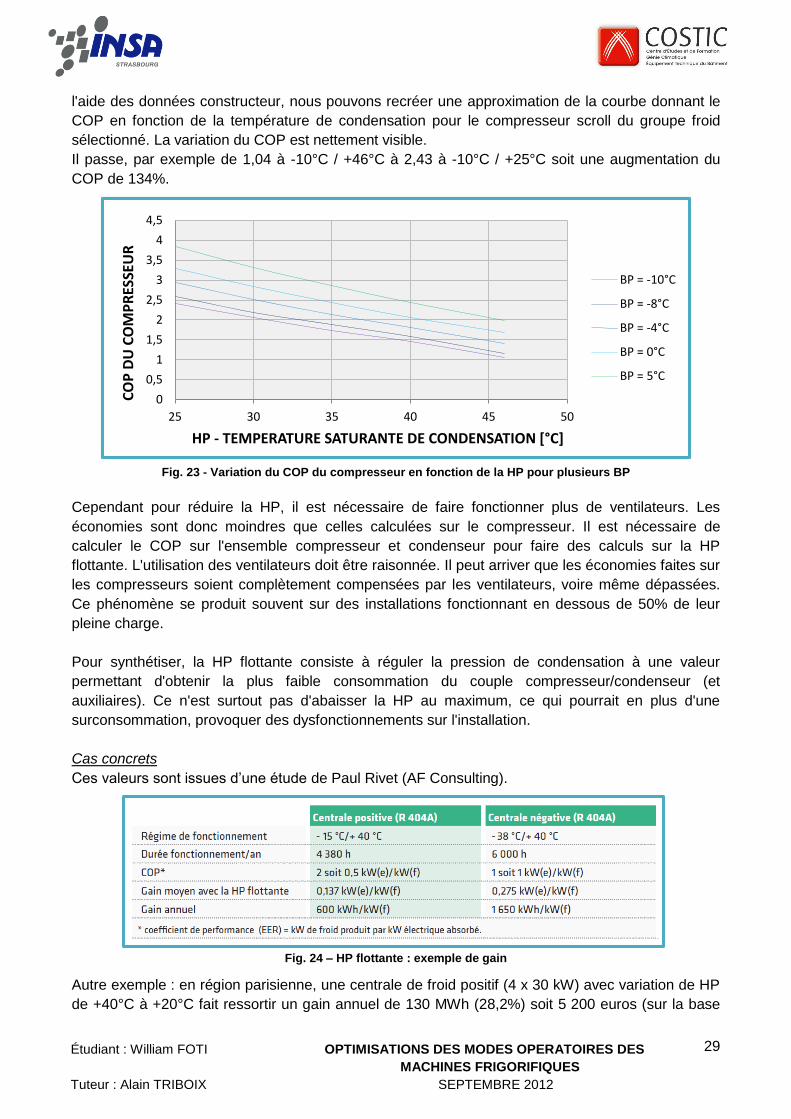
l'aide des données constructeur, nous pouvons recréer une approximation de la courbe donnant le
COP en fonction de la température de condensation pour le compresseur scroll du groupe froid
sélectionné. La variation du COP est nettement visible.
Il passe, par exemple de 1,04 à -10°C / +46°C à 2,43 à -10°C / +25°C soit une augmentation du
COP de 134%.
Fig. 23 - Variation du COP du compresseur en fonction de la HP pour plusieurs BP
Cependant pour réduire la HP, il est nécessaire de faire fonctionner plus de ventilateurs. Les
économies sont donc moindres que celles calculées sur le compresseur. Il est nécessaire de
calculer le COP sur l'ensemble compresseur et condenseur pour faire des calculs sur la HP
flottante. L'utilisation des ventilateurs doit être raisonnée. Il peut arriver que les économies faites sur
les compresseurs soient complètement compensées par les ventilateurs, voire même dépassées.
Ce phénomène se produit souvent sur des installations fonctionnant en dessous de 50% de leur
pleine charge.
Pour synthétiser, la HP flottante consiste à réguler la pression de condensation à une valeur
permettant d'obtenir la plus faible consommation du couple compresseur/condenseur (et
auxiliaires). Ce n'est surtout pas d'abaisser la HP au maximum, ce qui pourrait en plus d'une
surconsommation, provoquer des dysfonctionnements sur l'installation.
Cas concrets
Ces valeurs sont issues d’une étude de Paul Rivet (AF Consulting).
Autre exemple : en région parisienne, une centrale de froid positif (4 x 30 kW) avec variation de HP
de +40°C à +20°C fait ressortir un gain annuel de 130 MWh (28,2%) soit 5 200 euros (sur la base
0
0,5
1
1,5
2
2,5
3
3,5
4
4,5
25 30 35 40 45 50
CO
P D
U C
OM
PR
ESSE
UR
HP - TEMPERATURE SATURANTE DE CONDENSATION [°C]
BP = -10°C
BP = -8°C
BP = -4°C
BP = 0°C
BP = 5°C
Fig. 24 – HP flottante : exemple de gain
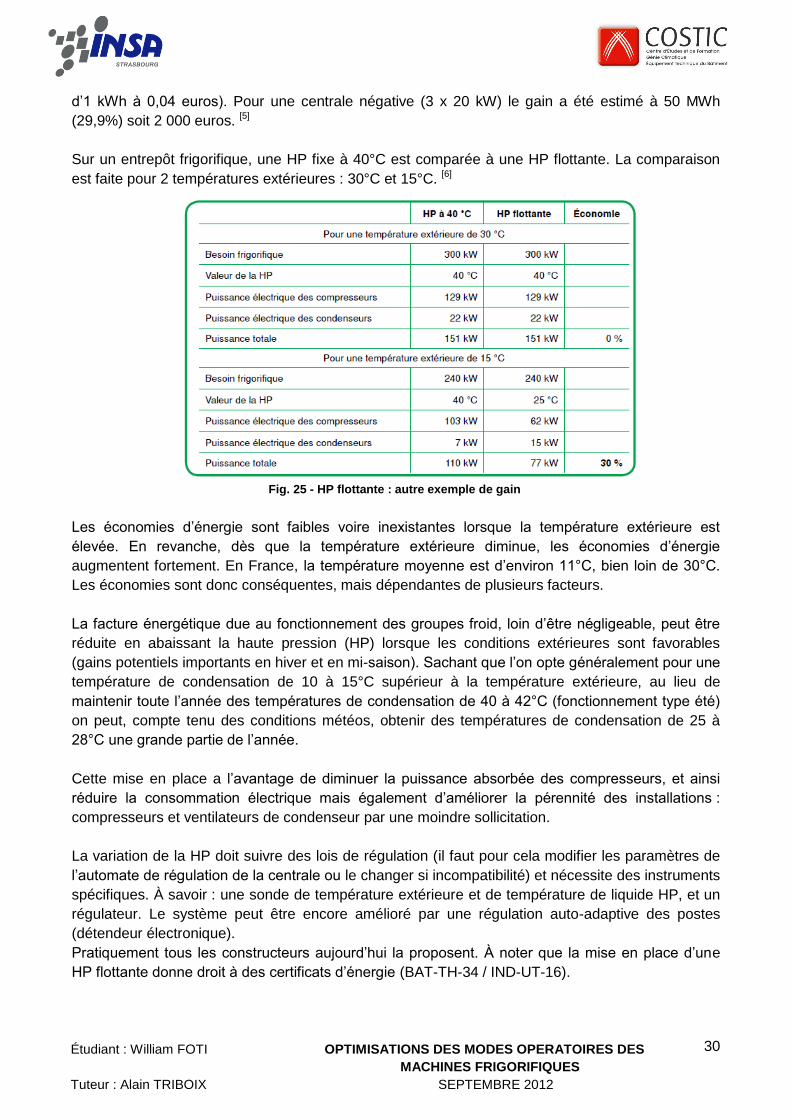
30
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
d’1 kWh à 0,04 euros). Pour une centrale négative (3 x 20 kW) le gain a été estimé à 50 MWh
(29,9%) soit 2 000 euros. [5]
Sur un entrepôt frigorifique, une HP fixe à 40°C est comparée à une HP flottante. La comparaison
est faite pour 2 températures extérieures : 30°C et 15°C. [6]
Les économies d’énergie sont faibles voire inexistantes lorsque la température extérieure est
élevée. En revanche, dès que la température extérieure diminue, les économies d’énergie
augmentent fortement. En France, la température moyenne est d’environ 11°C, bien loin de 30°C.
Les économies sont donc conséquentes, mais dépendantes de plusieurs facteurs.
La facture énergétique due au fonctionnement des groupes froid, loin d’être négligeable, peut être
réduite en abaissant la haute pression (HP) lorsque les conditions extérieures sont favorables
(gains potentiels importants en hiver et en mi-saison). Sachant que l’on opte généralement pour une
température de condensation de 10 à 15°C supérieur à la température extérieure, au lieu de
maintenir toute l’année des températures de condensation de 40 à 42°C (fonctionnement type été)
on peut, compte tenu des conditions météos, obtenir des températures de condensation de 25 à
28°C une grande partie de l’année.
Cette mise en place a l’avantage de diminuer la puissance absorbée des compresseurs, et ainsi
réduire la consommation électrique mais également d’améliorer la pérennité des installations :
compresseurs et ventilateurs de condenseur par une moindre sollicitation.
La variation de la HP doit suivre des lois de régulation (il faut pour cela modifier les paramètres de
l’automate de régulation de la centrale ou le changer si incompatibilité) et nécessite des instruments
spécifiques. À savoir : une sonde de température extérieure et de température de liquide HP, et un
régulateur. Le système peut être encore amélioré par une régulation auto-adaptive des postes
(détendeur électronique).
Pratiquement tous les constructeurs aujourd’hui la proposent. À noter que la mise en place d’une
HP flottante donne droit à des certificats d’énergie (BAT-TH-34 / IND-UT-16).
Fig. 25 - HP flottante : autre exemple de gain
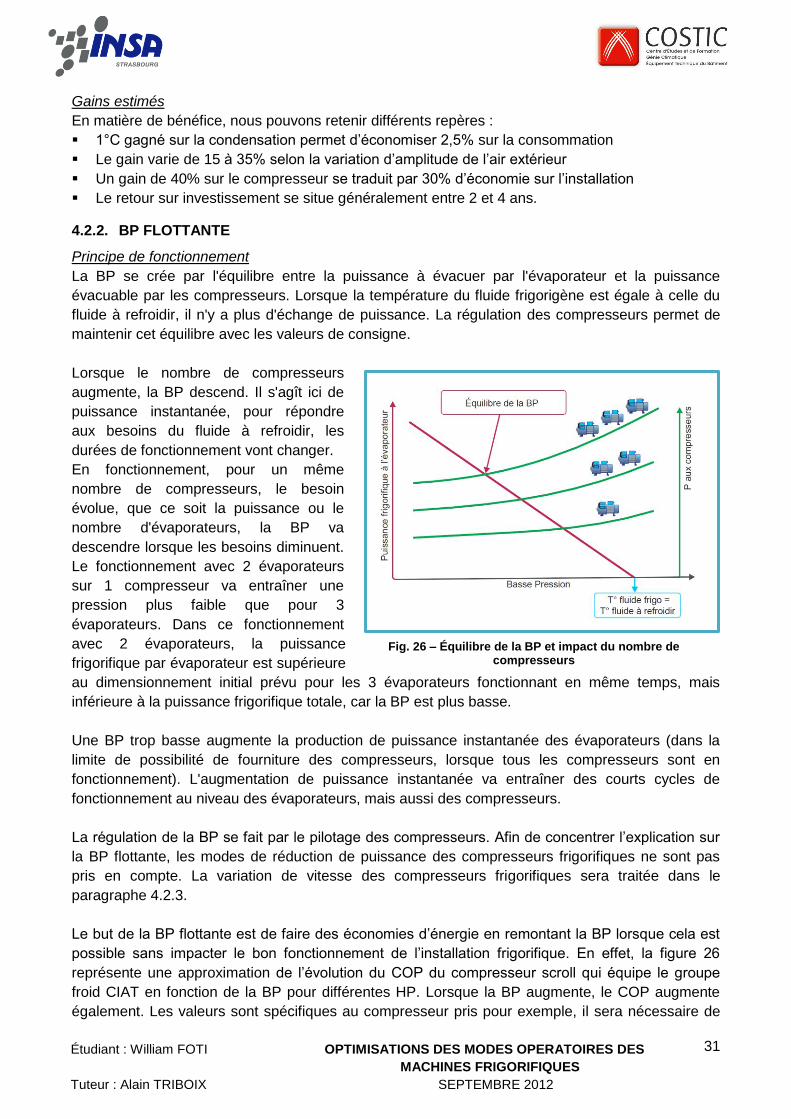
31
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
Gains estimés
En matière de bénéfice, nous pouvons retenir différents repères :
1°C gagné sur la condensation permet d’économiser 2,5% sur la consommation
Le gain varie de 15 à 35% selon la variation d’amplitude de l’air extérieur
Un gain de 40% sur le compresseur se traduit par 30% d’économie sur l’installation
Le retour sur investissement se situe généralement entre 2 et 4 ans.
4.2.2. BP FLOTTANTE
Principe de fonctionnement
La BP se crée par l'équilibre entre la puissance à évacuer par l'évaporateur et la puissance
évacuable par les compresseurs. Lorsque la température du fluide frigorigène est égale à celle du
fluide à refroidir, il n'y a plus d'échange de puissance. La régulation des compresseurs permet de
maintenir cet équilibre avec les valeurs de consigne.
Lorsque le nombre de compresseurs
augmente, la BP descend. Il s'agît ici de
puissance instantanée, pour répondre
aux besoins du fluide à refroidir, les
durées de fonctionnement vont changer.
En fonctionnement, pour un même
nombre de compresseurs, le besoin
évolue, que ce soit la puissance ou le
nombre d'évaporateurs, la BP va
descendre lorsque les besoins diminuent.
Le fonctionnement avec 2 évaporateurs
sur 1 compresseur va entraîner une
pression plus faible que pour 3
évaporateurs. Dans ce fonctionnement
avec 2 évaporateurs, la puissance
frigorifique par évaporateur est supérieure
au dimensionnement initial prévu pour les 3 évaporateurs fonctionnant en même temps, mais
inférieure à la puissance frigorifique totale, car la BP est plus basse.
Une BP trop basse augmente la production de puissance instantanée des évaporateurs (dans la
limite de possibilité de fourniture des compresseurs, lorsque tous les compresseurs sont en
fonctionnement). L'augmentation de puissance instantanée va entraîner des courts cycles de
fonctionnement au niveau des évaporateurs, mais aussi des compresseurs.
La régulation de la BP se fait par le pilotage des compresseurs. Afin de concentrer l’explication sur
la BP flottante, les modes de réduction de puissance des compresseurs frigorifiques ne sont pas
pris en compte. La variation de vitesse des compresseurs frigorifiques sera traitée dans le
paragraphe 4.2.3.
Le but de la BP flottante est de faire des économies d’énergie en remontant la BP lorsque cela est
possible sans impacter le bon fonctionnement de l’installation frigorifique. En effet, la figure 26
représente une approximation de l’évolution du COP du compresseur scroll qui équipe le groupe
froid CIAT en fonction de la BP pour différentes HP. Lorsque la BP augmente, le COP augmente
également. Les valeurs sont spécifiques au compresseur pris pour exemple, il sera nécessaire de
Fig. 26 – Équilibre de la BP et impact du nombre de compresseurs
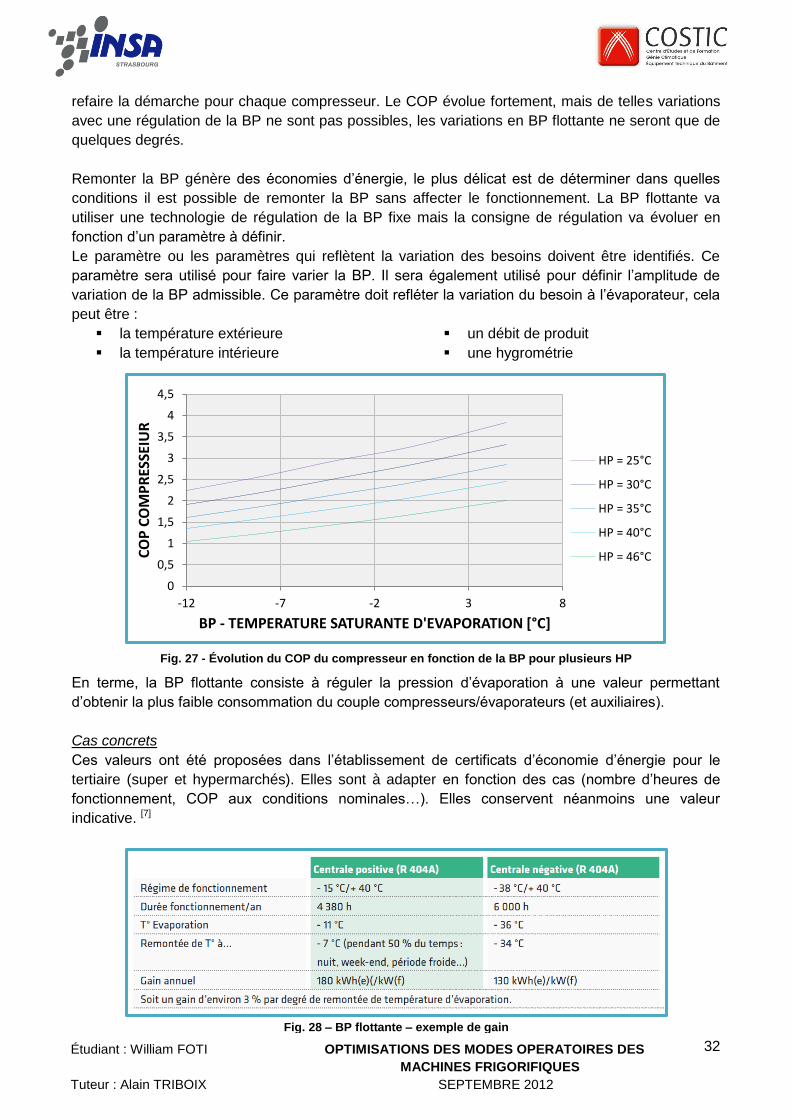
32
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
0
0,5
1
1,5
2
2,5
3
3,5
4
4,5
-12 -7 -2 3 8
CO
P C
OM
PR
ESSE
IUR
BP - TEMPERATURE SATURANTE D'EVAPORATION [°C]
HP = 25°C
HP = 30°C
HP = 35°C
HP = 40°C
HP = 46°C
refaire la démarche pour chaque compresseur. Le COP évolue fortement, mais de telles variations
avec une régulation de la BP ne sont pas possibles, les variations en BP flottante ne seront que de
quelques degrés.
Remonter la BP génère des économies d’énergie, le plus délicat est de déterminer dans quelles
conditions il est possible de remonter la BP sans affecter le fonctionnement. La BP flottante va
utiliser une technologie de régulation de la BP fixe mais la consigne de régulation va évoluer en
fonction d’un paramètre à définir.
Le paramètre ou les paramètres qui reflètent la variation des besoins doivent être identifiés. Ce
paramètre sera utilisé pour faire varier la BP. Il sera également utilisé pour définir l’amplitude de
variation de la BP admissible. Ce paramètre doit refléter la variation du besoin à l’évaporateur, cela
peut être :
la température extérieure
la température intérieure
un débit de produit
une hygrométrie
En terme, la BP flottante consiste à réguler la pression d’évaporation à une valeur permettant
d’obtenir la plus faible consommation du couple compresseurs/évaporateurs (et auxiliaires).
Cas concrets
Ces valeurs ont été proposées dans l’établissement de certificats d’économie d’énergie pour le
tertiaire (super et hypermarchés). Elles sont à adapter en fonction des cas (nombre d’heures de
fonctionnement, COP aux conditions nominales…). Elles conservent néanmoins une valeur
indicative. [7]
Fig. 28 – BP flottante – exemple de gain
Fig. 27 - Évolution du COP du compresseur en fonction de la BP pour plusieurs HP
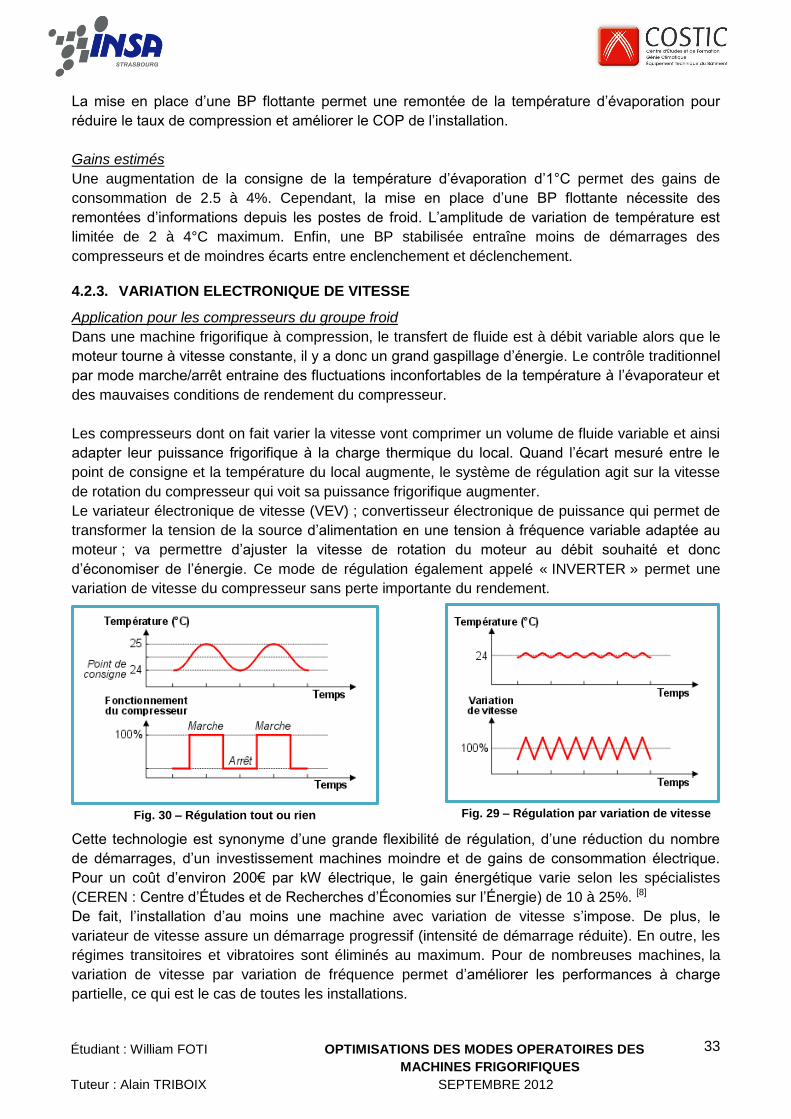
33
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
La mise en place d’une BP flottante permet une remontée de la température d’évaporation pour
réduire le taux de compression et améliorer le COP de l’installation.
Gains estimés
Une augmentation de la consigne de la température d’évaporation d’1°C permet des gains de
consommation de 2.5 à 4%. Cependant, la mise en place d’une BP flottante nécessite des
remontées d’informations depuis les postes de froid. L’amplitude de variation de température est
limitée de 2 à 4°C maximum. Enfin, une BP stabilisée entraîne moins de démarrages des
compresseurs et de moindres écarts entre enclenchement et déclenchement.
4.2.3. VARIATION ELECTRONIQUE DE VITESSE
Application pour les compresseurs du groupe froid
Dans une machine frigorifique à compression, le transfert de fluide est à débit variable alors que le
moteur tourne à vitesse constante, il y a donc un grand gaspillage d’énergie. Le contrôle traditionnel
par mode marche/arrêt entraine des fluctuations inconfortables de la température à l’évaporateur et
des mauvaises conditions de rendement du compresseur.
Les compresseurs dont on fait varier la vitesse vont comprimer un volume de fluide variable et ainsi
adapter leur puissance frigorifique à la charge thermique du local. Quand l’écart mesuré entre le
point de consigne et la température du local augmente, le système de régulation agit sur la vitesse
de rotation du compresseur qui voit sa puissance frigorifique augmenter.
Le variateur électronique de vitesse (VEV) ; convertisseur électronique de puissance qui permet de
transformer la tension de la source d’alimentation en une tension à fréquence variable adaptée au
moteur ; va permettre d’ajuster la vitesse de rotation du moteur au débit souhaité et donc
d’économiser de l’énergie. Ce mode de régulation également appelé « INVERTER » permet une
variation de vitesse du compresseur sans perte importante du rendement.
Cette technologie est synonyme d’une grande flexibilité de régulation, d’une réduction du nombre
de démarrages, d’un investissement machines moindre et de gains de consommation électrique.
Pour un coût d’environ 200€ par kW électrique, le gain énergétique varie selon les spécialistes
(CEREN : Centre d’Études et de Recherches d’Économies sur l’Énergie) de 10 à 25%. [8]
De fait, l’installation d’au moins une machine avec variation de vitesse s’impose. De plus, le
variateur de vitesse assure un démarrage progressif (intensité de démarrage réduite). En outre, les
régimes transitoires et vibratoires sont éliminés au maximum. Pour de nombreuses machines, la
variation de vitesse par variation de fréquence permet d’améliorer les performances à charge
partielle, ce qui est le cas de toutes les installations.
Fig. 30 – Régulation tout ou rien Fig. 29 – Régulation par variation de vitesse
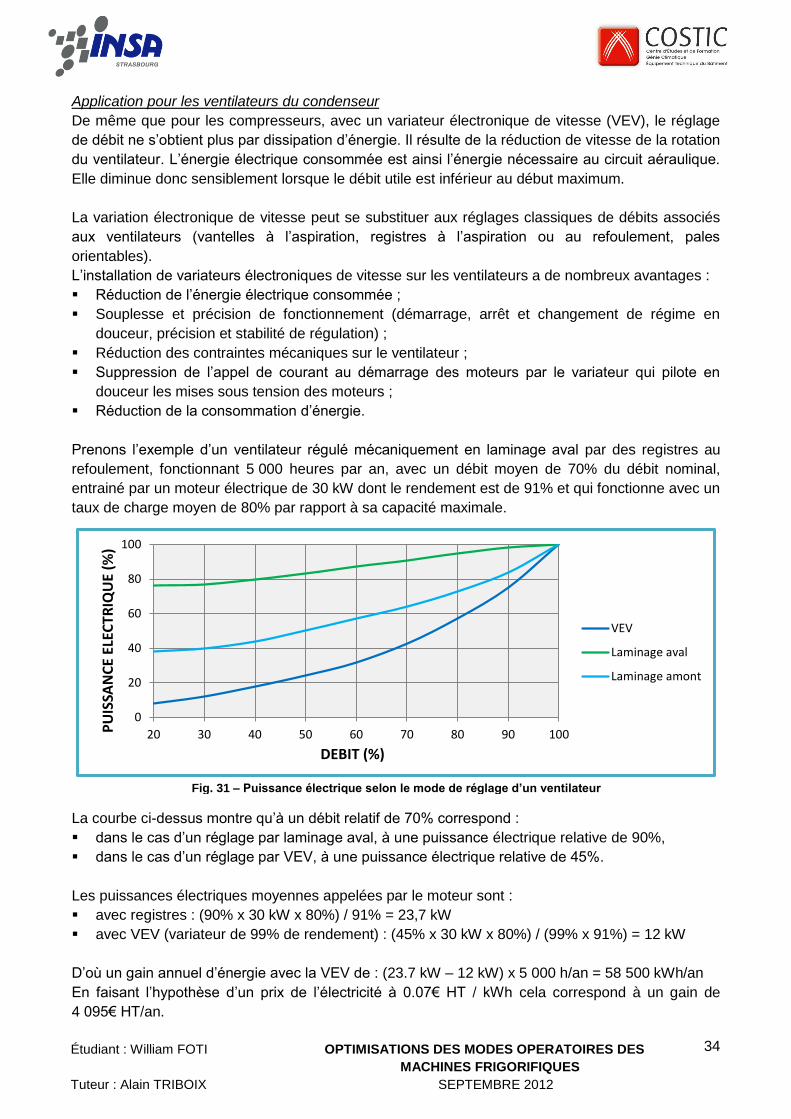
34
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
0
20
40
60
80
100
20 30 40 50 60 70 80 90 100PU
ISSA
NC
E EL
ECTR
IQU
E (%
)
DEBIT (%)
VEV
Laminage aval
Laminage amont
Application pour les ventilateurs du condenseur
De même que pour les compresseurs, avec un variateur électronique de vitesse (VEV), le réglage
de débit ne s’obtient plus par dissipation d’énergie. Il résulte de la réduction de vitesse de la rotation
du ventilateur. L’énergie électrique consommée est ainsi l’énergie nécessaire au circuit aéraulique.
Elle diminue donc sensiblement lorsque le débit utile est inférieur au début maximum.
La variation électronique de vitesse peut se substituer aux réglages classiques de débits associés
aux ventilateurs (vantelles à l’aspiration, registres à l’aspiration ou au refoulement, pales
orientables).
L’installation de variateurs électroniques de vitesse sur les ventilateurs a de nombreux avantages :
Réduction de l’énergie électrique consommée ;
Souplesse et précision de fonctionnement (démarrage, arrêt et changement de régime en
douceur, précision et stabilité de régulation) ;
Réduction des contraintes mécaniques sur le ventilateur ;
Suppression de l’appel de courant au démarrage des moteurs par le variateur qui pilote en
douceur les mises sous tension des moteurs ;
Réduction de la consommation d’énergie.
Prenons l’exemple d’un ventilateur régulé mécaniquement en laminage aval par des registres au
refoulement, fonctionnant 5 000 heures par an, avec un débit moyen de 70% du débit nominal,
entrainé par un moteur électrique de 30 kW dont le rendement est de 91% et qui fonctionne avec un
taux de charge moyen de 80% par rapport à sa capacité maximale.
La courbe ci-dessus montre qu’à un débit relatif de 70% correspond :
dans le cas d’un réglage par laminage aval, à une puissance électrique relative de 90%,
dans le cas d’un réglage par VEV, à une puissance électrique relative de 45%.
Les puissances électriques moyennes appelées par le moteur sont :
avec registres : (90% x 30 kW x 80%) / 91% = 23,7 kW
avec VEV (variateur de 99% de rendement) : (45% x 30 kW x 80%) / (99% x 91%) = 12 kW
D’où un gain annuel d’énergie avec la VEV de : (23.7 kW – 12 kW) x 5 000 h/an = 58 500 kWh/an
En faisant l’hypothèse d’un prix de l’électricité à 0.07€ HT / kWh cela correspond à un gain de
4 095€ HT/an.
Fig. 31 – Puissance électrique selon le mode de réglage d’un ventilateur
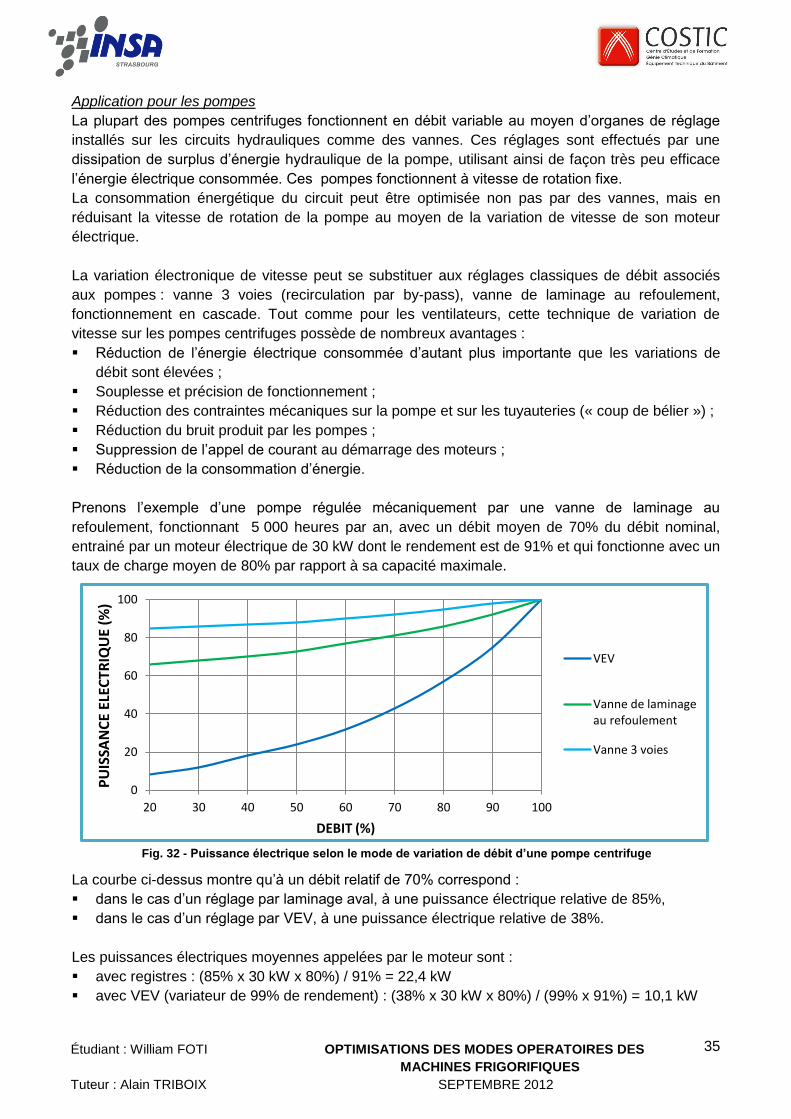
35
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
0
20
40
60
80
100
20 30 40 50 60 70 80 90 100
PU
ISSA
NC
E EL
ECTR
IQU
E (%
)
DEBIT (%)
VEV
Vanne de laminageau refoulement
Vanne 3 voies
Application pour les pompes
La plupart des pompes centrifuges fonctionnent en débit variable au moyen d’organes de réglage
installés sur les circuits hydrauliques comme des vannes. Ces réglages sont effectués par une
dissipation de surplus d’énergie hydraulique de la pompe, utilisant ainsi de façon très peu efficace
l’énergie électrique consommée. Ces pompes fonctionnent à vitesse de rotation fixe.
La consommation énergétique du circuit peut être optimisée non pas par des vannes, mais en
réduisant la vitesse de rotation de la pompe au moyen de la variation de vitesse de son moteur
électrique.
La variation électronique de vitesse peut se substituer aux réglages classiques de débit associés
aux pompes : vanne 3 voies (recirculation par by-pass), vanne de laminage au refoulement,
fonctionnement en cascade. Tout comme pour les ventilateurs, cette technique de variation de
vitesse sur les pompes centrifuges possède de nombreux avantages :
Réduction de l’énergie électrique consommée d’autant plus importante que les variations de
débit sont élevées ;
Souplesse et précision de fonctionnement ;
Réduction des contraintes mécaniques sur la pompe et sur les tuyauteries (« coup de bélier ») ;
Réduction du bruit produit par les pompes ;
Suppression de l’appel de courant au démarrage des moteurs ;
Réduction de la consommation d’énergie.
Prenons l’exemple d’une pompe régulée mécaniquement par une vanne de laminage au
refoulement, fonctionnant 5 000 heures par an, avec un débit moyen de 70% du débit nominal,
entrainé par un moteur électrique de 30 kW dont le rendement est de 91% et qui fonctionne avec un
taux de charge moyen de 80% par rapport à sa capacité maximale.
La courbe ci-dessus montre qu’à un débit relatif de 70% correspond :
dans le cas d’un réglage par laminage aval, à une puissance électrique relative de 85%,
dans le cas d’un réglage par VEV, à une puissance électrique relative de 38%.
Les puissances électriques moyennes appelées par le moteur sont :
avec registres : (85% x 30 kW x 80%) / 91% = 22,4 kW
avec VEV (variateur de 99% de rendement) : (38% x 30 kW x 80%) / (99% x 91%) = 10,1 kW
Fig. 32 - Puissance électrique selon le mode de variation de débit d’une pompe centrifuge
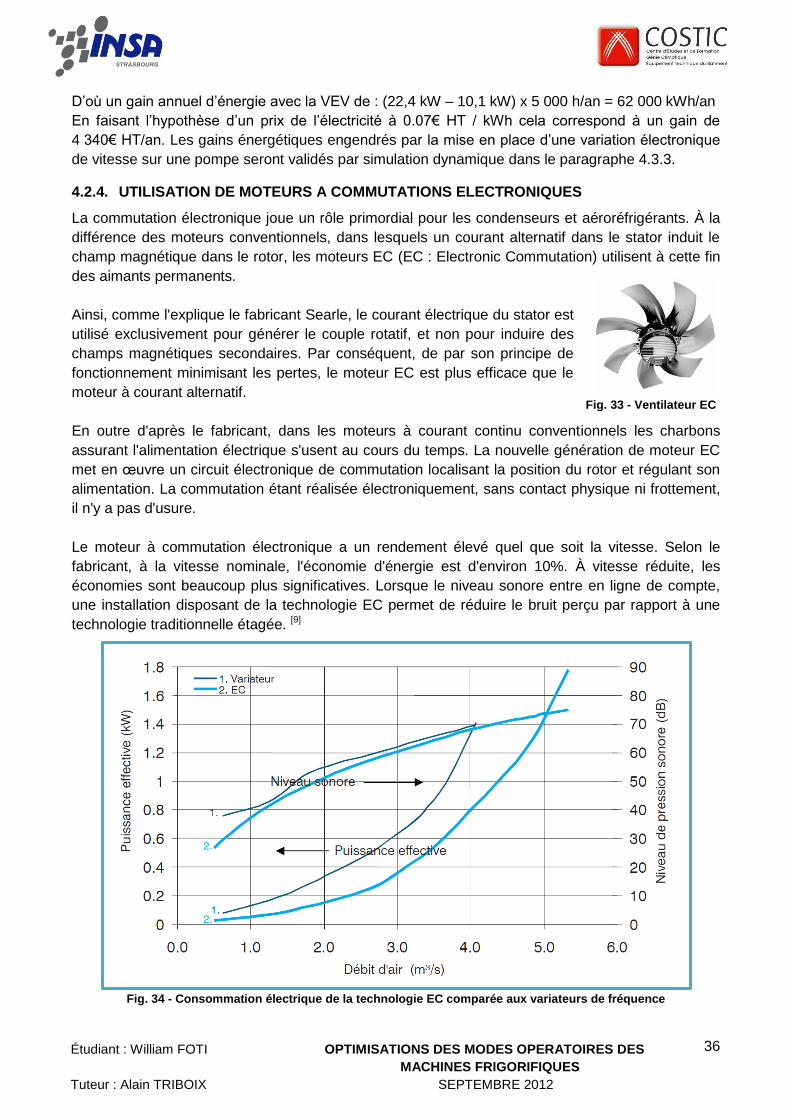
36
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
D’où un gain annuel d’énergie avec la VEV de : (22,4 kW – 10,1 kW) x 5 000 h/an = 62 000 kWh/an
En faisant l’hypothèse d’un prix de l’électricité à 0.07€ HT / kWh cela correspond à un gain de
4 340€ HT/an. Les gains énergétiques engendrés par la mise en place d’une variation électronique
de vitesse sur une pompe seront validés par simulation dynamique dans le paragraphe 4.3.3.
4.2.4. UTILISATION DE MOTEURS A COMMUTATIONS ELECTRONIQUES
La commutation électronique joue un rôle primordial pour les condenseurs et aéroréfrigérants. À la
différence des moteurs conventionnels, dans lesquels un courant alternatif dans le stator induit le
champ magnétique dans le rotor, les moteurs EC (EC : Electronic Commutation) utilisent à cette fin
des aimants permanents.
Ainsi, comme l'explique le fabricant Searle, le courant électrique du stator est
utilisé exclusivement pour générer le couple rotatif, et non pour induire des
champs magnétiques secondaires. Par conséquent, de par son principe de
fonctionnement minimisant les pertes, le moteur EC est plus efficace que le
moteur à courant alternatif.
En outre d'après le fabricant, dans les moteurs à courant continu conventionnels les charbons
assurant l'alimentation électrique s'usent au cours du temps. La nouvelle génération de moteur EC
met en œuvre un circuit électronique de commutation localisant la position du rotor et régulant son
alimentation. La commutation étant réalisée électroniquement, sans contact physique ni frottement,
il n'y a pas d'usure.
Le moteur à commutation électronique a un rendement élevé quel que soit la vitesse. Selon le
fabricant, à la vitesse nominale, l'économie d'énergie est d'environ 10%. À vitesse réduite, les
économies sont beaucoup plus significatives. Lorsque le niveau sonore entre en ligne de compte,
une installation disposant de la technologie EC permet de réduire le bruit perçu par rapport à une
technologie traditionnelle étagée. [9]
Fig. 34 - Consommation électrique de la technologie EC comparée aux variateurs de fréquence
Fig. 33 - Ventilateur EC
37
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
4.2.5. GESTION DE LA MARCHE À CHARGE PARTIELLE
La marche à charge partielle des compresseurs diminue leurs performances. Il convient donc de ne
pas analyser uniquement les besoins maximaux et de privilégier l’installation de plusieurs machines
et d’installer au moins un variateur de vitesse sur une machine. De plus le variateur de vitesse peut
être utilisé comme démarreur progressif, ce qui permet de réduire l’intensité de démarrage. Quant à
lui, le gain peut atteindre 5 à 15%.
4.2.6. RECUPERATION D'ENERGIE
Un groupe froid transfère de la chaleur extraite du bâtiment vers l’extérieur. Il semble dès lors
logique de tenter de récupérer la chaleur sur le condenseur du groupe froid. Par la même occasion,
on améliore le rendement du groupe froid en abaissant la température de condensation.
Les gaz expulsés par le compresseur en fin de compression sont à une température très élevée (de
70 à 80°C), on dit qu’ils sont surchauffés. Comme la condensation se fait à une température
largement inférieure (aux alentours de 40°C par exemple), une quantité de chaleur va devoir être
évacuée des gaz surchauffés pour les amener à leur température de condensation qui correspond à
la pression de condensation. C’est ce que l’on appelle la désurchauffe.
La chaleur qui ne va pas au condenseur contribue donc à un abaissement de la température de
condensation, donc à une réduction de puissance absorbée. Une désurchauffe des gaz de
refoulement peut servir à produire de l’eau chaude sanitaire ou à satisfaire les besoins de chauffage
de locaux contigus. Si cette chaleur est limitée en quantité (de 10 à 15%), elle possède cependant
un niveau élevé (50 à 70°C). Tout en diminuant le rejet sur le circuit primaire, on peut idéalement
valoriser la chaleur récupérée.
Il est aussi judicieux de récupérer la chaleur des circuits hydrauliques (rejets, eau de condensation,
eau de lavage…) pour servir de source chaude à une pompe à chaleur. Idéalement, dans certains
cas, on peut même combiner les besoins de froid et de chaud.
4.2.7. SOUS REFROIDISSEMENT DU LIQUIDE HP
Le sous refroidissement d’un fluide consiste à abaisser sa température en-dessous de la
température de condensation, à pression de vapeur associée. La chaleur disponible, comprise entre
+45 et +20°C, s’avère intéressante à plusieurs titres (chauffage de sols et planchers, réchauffage
d’air après déshumidification…).
L’usage ciblé du sous-refroidissement améliore la qualité de la détente et est destiné à accroître la
sécurité de fonctionnement de l’installation frigorifique tout en étant bénéfique en termes de coûts.
L’impact du sous-refroidissement sur la puissance frigorifique est important. Il convient donc
d’utiliser au maximum un médium disponible (air, eau…) pour sous-refroidir le liquide condensé,
même pour une période limitée lorsque la condensation est élevée. Il est enfin astucieux de penser
à sous-refroidir le liquide de centrales frigorifiques par d’autres centrales fonctionnant à plus haute
température d’évaporation.
La diminution de l’enthalpie du réfrigérant a pour effet d’étirer le cycle de réfrigération vers la
gauche, dans la zone liquide et donc d’augmenter la puissance frigorifique. Même si le travail du
compresseur reste inchangé, le sous-refroidissement du réfrigérant liquide augmente le COP et la
puissance frigorifique de 15 à 25% selon le type de réfrigérant. [10] À cet égard, l’amélioration du
coefficient de performance de l’installation revêt une grande importance.
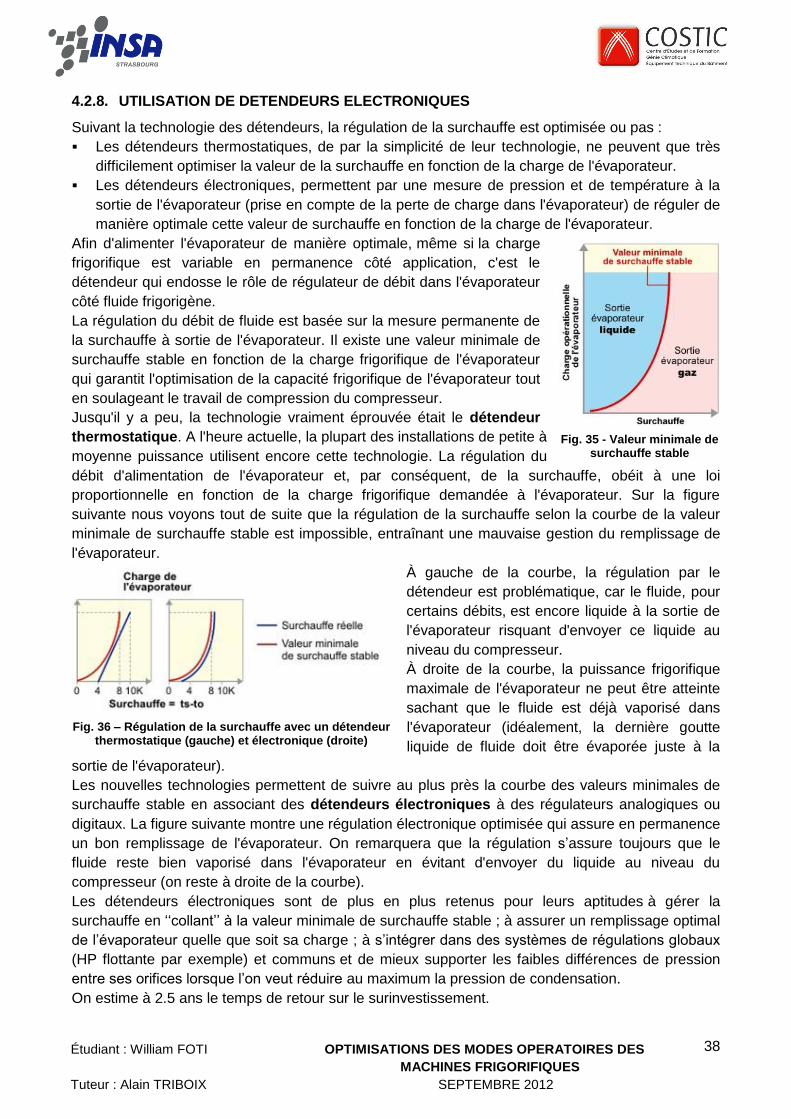
38
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
4.2.8. UTILISATION DE DETENDEURS ELECTRONIQUES
Suivant la technologie des détendeurs, la régulation de la surchauffe est optimisée ou pas :
Les détendeurs thermostatiques, de par la simplicité de leur technologie, ne peuvent que très
difficilement optimiser la valeur de la surchauffe en fonction de la charge de l'évaporateur.
Les détendeurs électroniques, permettent par une mesure de pression et de température à la
sortie de l'évaporateur (prise en compte de la perte de charge dans l'évaporateur) de réguler de
manière optimale cette valeur de surchauffe en fonction de la charge de l'évaporateur.
Afin d'alimenter l'évaporateur de manière optimale, même si la charge
frigorifique est variable en permanence côté application, c'est le
détendeur qui endosse le rôle de régulateur de débit dans l'évaporateur
côté fluide frigorigène.
La régulation du débit de fluide est basée sur la mesure permanente de
la surchauffe à sortie de l'évaporateur. Il existe une valeur minimale de
surchauffe stable en fonction de la charge frigorifique de l'évaporateur
qui garantit l'optimisation de la capacité frigorifique de l'évaporateur tout
en soulageant le travail de compression du compresseur.
Jusqu'il y a peu, la technologie vraiment éprouvée était le détendeur
thermostatique. A l'heure actuelle, la plupart des installations de petite à
moyenne puissance utilisent encore cette technologie. La régulation du
débit d'alimentation de l'évaporateur et, par conséquent, de la surchauffe, obéit à une loi
proportionnelle en fonction de la charge frigorifique demandée à l'évaporateur. Sur la figure
suivante nous voyons tout de suite que la régulation de la surchauffe selon la courbe de la valeur
minimale de surchauffe stable est impossible, entraînant une mauvaise gestion du remplissage de
l'évaporateur.
À gauche de la courbe, la régulation par le
détendeur est problématique, car le fluide, pour
certains débits, est encore liquide à la sortie de
l'évaporateur risquant d'envoyer ce liquide au
niveau du compresseur.
À droite de la courbe, la puissance frigorifique
maximale de l'évaporateur ne peut être atteinte
sachant que le fluide est déjà vaporisé dans
l'évaporateur (idéalement, la dernière goutte
liquide de fluide doit être évaporée juste à la
sortie de l'évaporateur).
Les nouvelles technologies permettent de suivre au plus près la courbe des valeurs minimales de
surchauffe stable en associant des détendeurs électroniques à des régulateurs analogiques ou
digitaux. La figure suivante montre une régulation électronique optimisée qui assure en permanence
un bon remplissage de l'évaporateur. On remarquera que la régulation s’assure toujours que le
fluide reste bien vaporisé dans l'évaporateur en évitant d'envoyer du liquide au niveau du
compresseur (on reste à droite de la courbe).
Les détendeurs électroniques sont de plus en plus retenus pour leurs aptitudes à gérer la
surchauffe en ‘‘collant’’ à la valeur minimale de surchauffe stable ; à assurer un remplissage optimal
de l’évaporateur quelle que soit sa charge ; à s’intégrer dans des systèmes de régulations globaux
(HP flottante par exemple) et communs et de mieux supporter les faibles différences de pression
entre ses orifices lorsque l’on veut réduire au maximum la pression de condensation.
On estime à 2.5 ans le temps de retour sur le surinvestissement.
Fig. 35 - Valeur minimale de surchauffe stable
Fig. 36 – Régulation de la surchauffe avec un détendeur thermostatique (gauche) et électronique (droite)
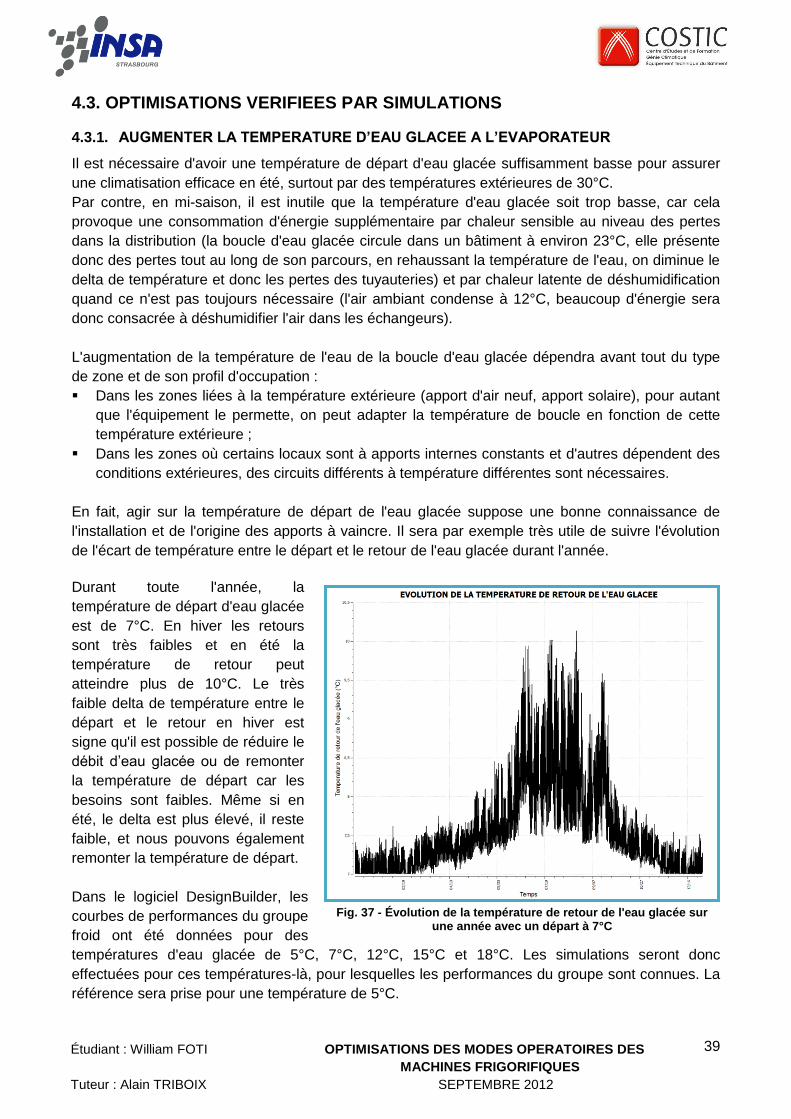
39
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
4.3. OPTIMISATIONS VERIFIEES PAR SIMULATIONS
4.3.1. AUGMENTER LA TEMPERATURE D’EAU GLACEE A L’EVAPORATEUR
Il est nécessaire d'avoir une température de départ d'eau glacée suffisamment basse pour assurer
une climatisation efficace en été, surtout par des températures extérieures de 30°C.
Par contre, en mi-saison, il est inutile que la température d'eau glacée soit trop basse, car cela
provoque une consommation d'énergie supplémentaire par chaleur sensible au niveau des pertes
dans la distribution (la boucle d'eau glacée circule dans un bâtiment à environ 23°C, elle présente
donc des pertes tout au long de son parcours, en rehaussant la température de l'eau, on diminue le
delta de température et donc les pertes des tuyauteries) et par chaleur latente de déshumidification
quand ce n'est pas toujours nécessaire (l'air ambiant condense à 12°C, beaucoup d'énergie sera
donc consacrée à déshumidifier l'air dans les échangeurs).
L'augmentation de la température de l'eau de la boucle d'eau glacée dépendra avant tout du type
de zone et de son profil d'occupation :
Dans les zones liées à la température extérieure (apport d'air neuf, apport solaire), pour autant
que l'équipement le permette, on peut adapter la température de boucle en fonction de cette
température extérieure ;
Dans les zones où certains locaux sont à apports internes constants et d'autres dépendent des
conditions extérieures, des circuits différents à température différentes sont nécessaires.
En fait, agir sur la température de départ de l'eau glacée suppose une bonne connaissance de
l'installation et de l'origine des apports à vaincre. Il sera par exemple très utile de suivre l'évolution
de l'écart de température entre le départ et le retour de l'eau glacée durant l'année.
Durant toute l'année, la
température de départ d'eau glacée
est de 7°C. En hiver les retours
sont très faibles et en été la
température de retour peut
atteindre plus de 10°C. Le très
faible delta de température entre le
départ et le retour en hiver est
signe qu'il est possible de réduire le
débit d’eau glacée ou de remonter
la température de départ car les
besoins sont faibles. Même si en
été, le delta est plus élevé, il reste
faible, et nous pouvons également
remonter la température de départ.
Dans le logiciel DesignBuilder, les
courbes de performances du groupe
froid ont été données pour des
températures d'eau glacée de 5°C, 7°C, 12°C, 15°C et 18°C. Les simulations seront donc
effectuées pour ces températures-là, pour lesquelles les performances du groupe sont connues. La
référence sera prise pour une température de 5°C.
Fig. 37 - Évolution de la température de retour de l'eau glacée sur une année avec un départ à 7°C
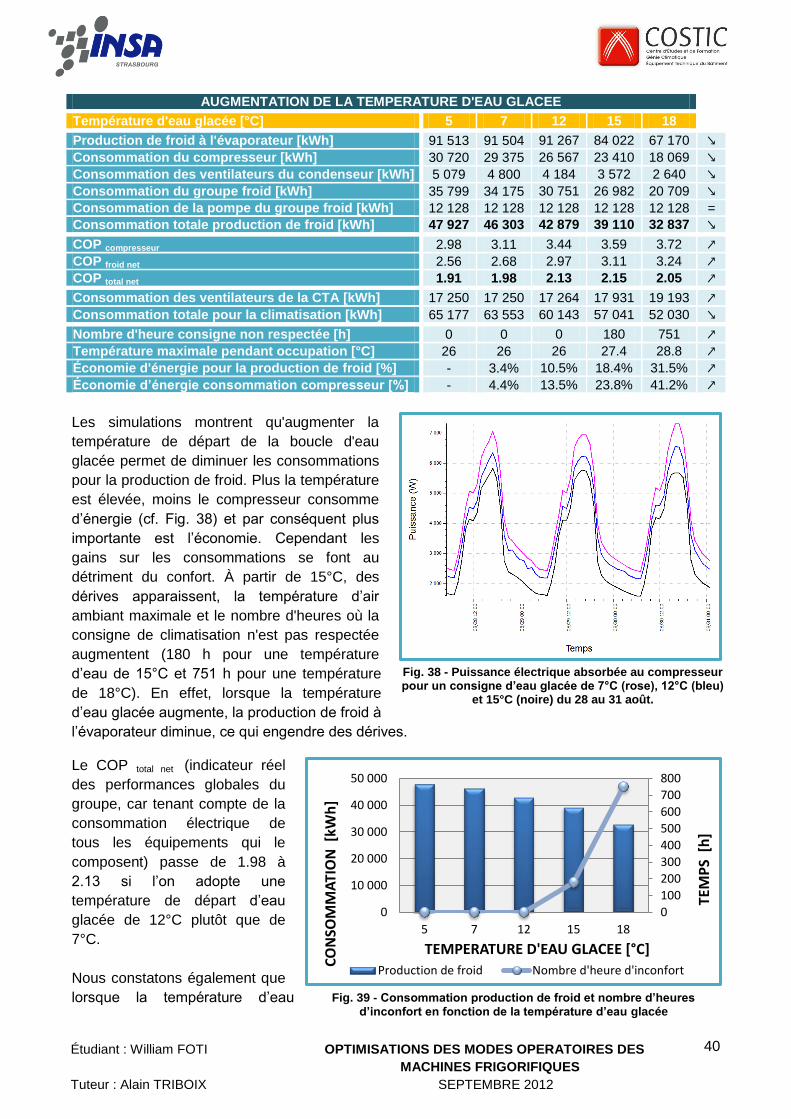
40
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
0
100
200
300
400
500
600
700
800
0
10 000
20 000
30 000
40 000
50 000
5 7 12 15 18
TEM
PS
[h
]
CO
NSO
MM
ATI
ON
[kW
h]
TEMPERATURE D'EAU GLACEE [°C]
Production de froid Nombre d'heure d'inconfort
Fig. 38 - Puissance électrique absorbée au compresseur pour un consigne d’eau glacée de 7°C (rose), 12°C (bleu)
et 15°C (noire) du 28 au 31 août.
AUGMENTATION DE LA TEMPERATURE D'EAU GLACEE
Température d'eau glacée [°C] 5 7 12 15 18
Production de froid à l'évaporateur [kWh] 91 513 91 504 91 267 84 022 67 170
Consommation du compresseur [kWh] 30 720 29 375 26 567 23 410 18 069
Consommation des ventilateurs du condenseur [kWh] 5 079 4 800 4 184 3 572 2 640
Consommation du groupe froid [kWh] 35 799 34 175 30 751 26 982 20 709
Consommation de la pompe du groupe froid [kWh] 12 128 12 128 12 128 12 128 12 128 =
Consommation totale production de froid [kWh] 47 927 46 303 42 879 39 110 32 837
COP compresseur 2.98 3.11 3.44 3.59 3.72
COP froid net 2.56 2.68 2.97 3.11 3.24
COP total net 1.91 1.98 2.13 2.15 2.05
Consommation des ventilateurs de la CTA [kWh] 17 250 17 250 17 264 17 931 19 193
Consommation totale pour la climatisation [kWh] 65 177 63 553 60 143 57 041 52 030
Nombre d'heure consigne non respectée [h] 0 0 0 180 751
Température maximale pendant occupation [°C] 26 26 26 27.4 28.8
Économie d'énergie pour la production de froid [%] - 3.4% 10.5% 18.4% 31.5%
Économie d’énergie consommation compresseur [%] - 4.4% 13.5% 23.8% 41.2%
Les simulations montrent qu'augmenter la
température de départ de la boucle d'eau
glacée permet de diminuer les consommations
pour la production de froid. Plus la température
est élevée, moins le compresseur consomme
d’énergie (cf. Fig. 38) et par conséquent plus
importante est l’économie. Cependant les
gains sur les consommations se font au
détriment du confort. À partir de 15°C, des
dérives apparaissent, la température d’air
ambiant maximale et le nombre d'heures où la
consigne de climatisation n'est pas respectée
augmentent (180 h pour une température
d’eau de 15°C et 751 h pour une température
de 18°C). En effet, lorsque la température
d’eau glacée augmente, la production de froid à
l’évaporateur diminue, ce qui engendre des dérives.
Le COP total net (indicateur réel
des performances globales du
groupe, car tenant compte de la
consommation électrique de
tous les équipements qui le
composent) passe de 1.98 à
2.13 si l’on adopte une
température de départ d’eau
glacée de 12°C plutôt que de
7°C.
Nous constatons également que
lorsque la température d’eau Fig. 39 - Consommation production de froid et nombre d’heures d’inconfort en fonction de la température d’eau glacée
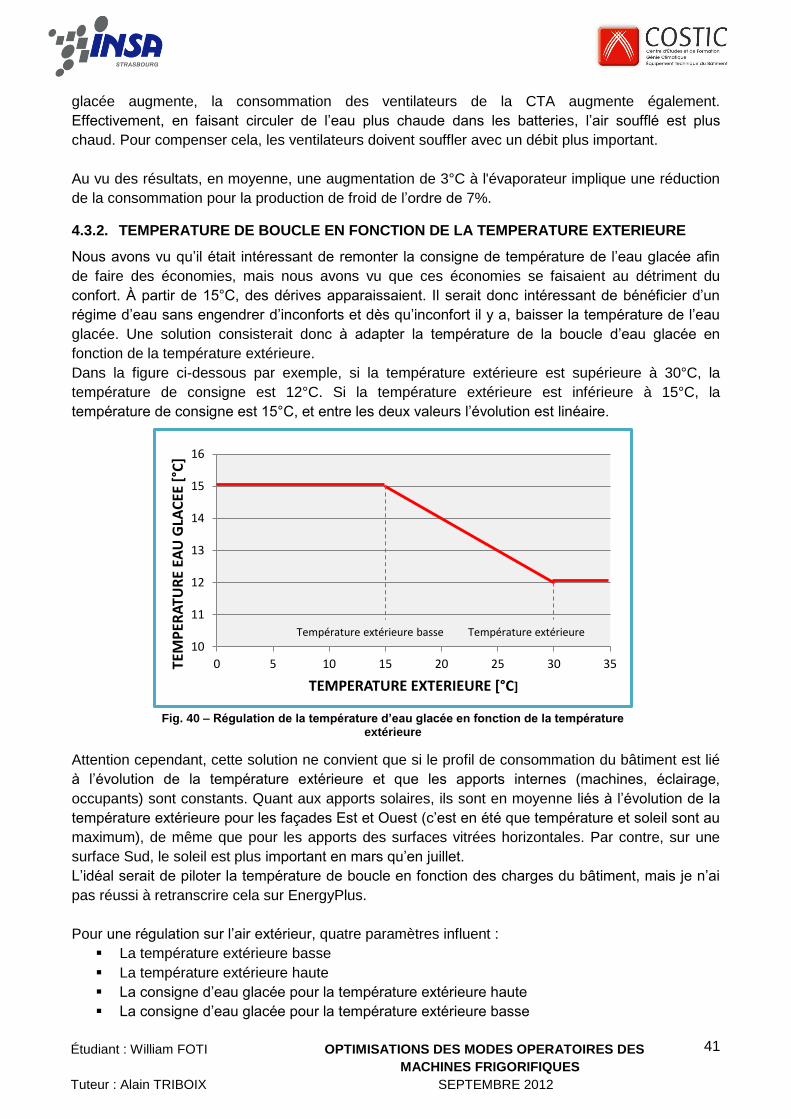
41
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
10
11
12
13
14
15
16
0 5 10 15 20 25 30 35TEM
PER
ATU
RE
EAU
GLA
CEE
[°C
]
TEMPERATURE EXTERIEURE [°C]
Température extérieure basse Température extérieure
glacée augmente, la consommation des ventilateurs de la CTA augmente également.
Effectivement, en faisant circuler de l’eau plus chaude dans les batteries, l’air soufflé est plus
chaud. Pour compenser cela, les ventilateurs doivent souffler avec un débit plus important.
Au vu des résultats, en moyenne, une augmentation de 3°C à l'évaporateur implique une réduction
de la consommation pour la production de froid de l’ordre de 7%.
4.3.2. TEMPERATURE DE BOUCLE EN FONCTION DE LA TEMPERATURE EXTERIEURE
Nous avons vu qu’il était intéressant de remonter la consigne de température de l’eau glacée afin
de faire des économies, mais nous avons vu que ces économies se faisaient au détriment du
confort. À partir de 15°C, des dérives apparaissaient. Il serait donc intéressant de bénéficier d’un
régime d’eau sans engendrer d’inconforts et dès qu’inconfort il y a, baisser la température de l’eau
glacée. Une solution consisterait donc à adapter la température de la boucle d’eau glacée en
fonction de la température extérieure.
Dans la figure ci-dessous par exemple, si la température extérieure est supérieure à 30°C, la
température de consigne est 12°C. Si la température extérieure est inférieure à 15°C, la
température de consigne est 15°C, et entre les deux valeurs l’évolution est linéaire.
Attention cependant, cette solution ne convient que si le profil de consommation du bâtiment est lié
à l’évolution de la température extérieure et que les apports internes (machines, éclairage,
occupants) sont constants. Quant aux apports solaires, ils sont en moyenne liés à l’évolution de la
température extérieure pour les façades Est et Ouest (c’est en été que température et soleil sont au
maximum), de même que pour les apports des surfaces vitrées horizontales. Par contre, sur une
surface Sud, le soleil est plus important en mars qu’en juillet.
L’idéal serait de piloter la température de boucle en fonction des charges du bâtiment, mais je n’ai
pas réussi à retranscrire cela sur EnergyPlus.
Pour une régulation sur l’air extérieur, quatre paramètres influent :
La température extérieure basse
La température extérieure haute
La consigne d’eau glacée pour la température extérieure haute
La consigne d’eau glacée pour la température extérieure basse
Fig. 40 – Régulation de la température d’eau glacée en fonction de la température extérieure
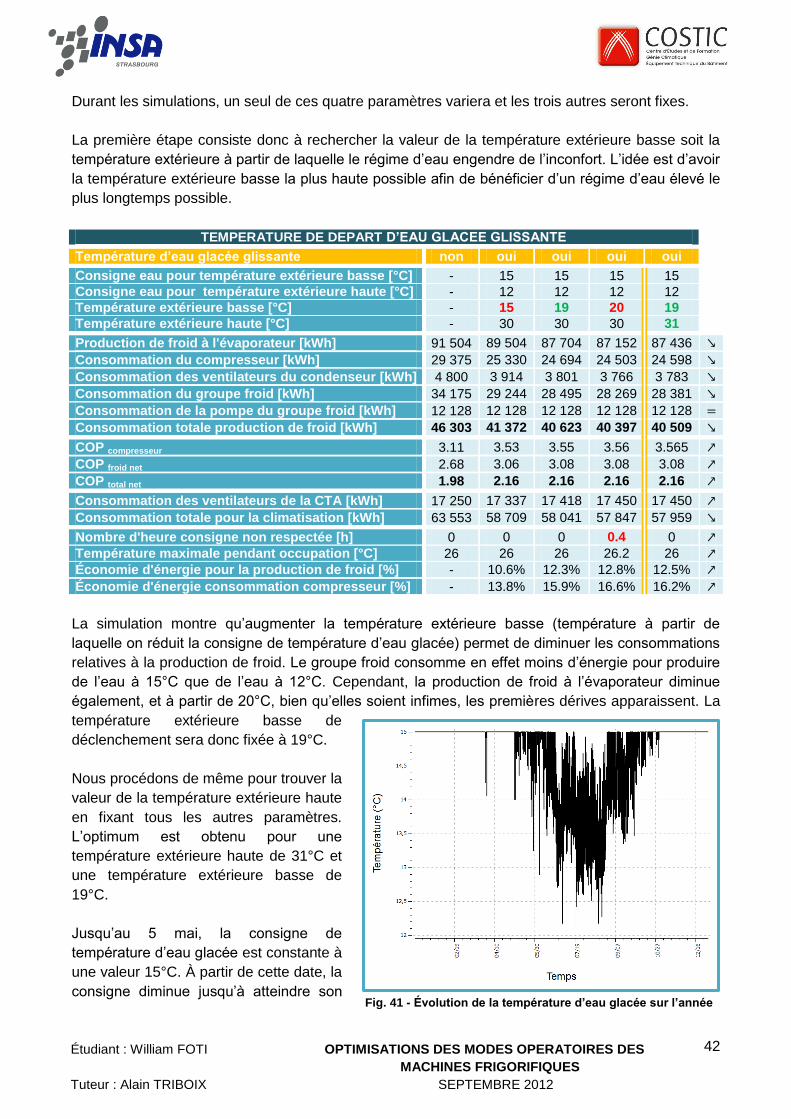
42
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
Durant les simulations, un seul de ces quatre paramètres variera et les trois autres seront fixes.
La première étape consiste donc à rechercher la valeur de la température extérieure basse soit la
température extérieure à partir de laquelle le régime d’eau engendre de l’inconfort. L’idée est d’avoir
la température extérieure basse la plus haute possible afin de bénéficier d’un régime d’eau élevé le
plus longtemps possible.
TEMPERATURE DE DEPART D’EAU GLACEE GLISSANTE
Température d’eau glacée glissante non oui oui oui oui
Consigne eau pour température extérieure basse [°C] - 15 15 15 15
Consigne eau pour température extérieure haute [°C] - 12 12 12 12
Température extérieure basse [°C] - 15 19 20 19
Température extérieure haute [°C] - 30 30 30 31
Production de froid à l'évaporateur [kWh] 91 504 89 504 87 704 87 152 87 436
Consommation du compresseur [kWh] 29 375 25 330 24 694 24 503 24 598
Consommation des ventilateurs du condenseur [kWh] 4 800 3 914 3 801 3 766 3 783
Consommation du groupe froid [kWh] 34 175 29 244 28 495 28 269 28 381
Consommation de la pompe du groupe froid [kWh] 12 128 12 128 12 128 12 128 12 128
Consommation totale production de froid [kWh] 46 303 41 372 40 623 40 397 40 509
COP compresseur 3.11 3.53 3.55 3.56 3.565
COP froid net 2.68 3.06 3.08 3.08 3.08
COP total net 1.98 2.16 2.16 2.16 2.16
Consommation des ventilateurs de la CTA [kWh] 17 250 17 337 17 418 17 450 17 450
Consommation totale pour la climatisation [kWh] 63 553 58 709 58 041 57 847 57 959
Nombre d'heure consigne non respectée [h] 0 0 0 0.4 0
Température maximale pendant occupation [°C] 26 26 26 26.2 26
Économie d'énergie pour la production de froid [%] - 10.6% 12.3% 12.8% 12.5%
Économie d'énergie consommation compresseur [%] - 13.8% 15.9% 16.6% 16.2%
La simulation montre qu’augmenter la température extérieure basse (température à partir de
laquelle on réduit la consigne de température d’eau glacée) permet de diminuer les consommations
relatives à la production de froid. Le groupe froid consomme en effet moins d’énergie pour produire
de l’eau à 15°C que de l’eau à 12°C. Cependant, la production de froid à l’évaporateur diminue
également, et à partir de 20°C, bien qu’elles soient infimes, les premières dérives apparaissent. La
température extérieure basse de
déclenchement sera donc fixée à 19°C.
Nous procédons de même pour trouver la
valeur de la température extérieure haute
en fixant tous les autres paramètres.
L’optimum est obtenu pour une
température extérieure haute de 31°C et
une température extérieure basse de
19°C.
Jusqu’au 5 mai, la consigne de
température d’eau glacée est constante à
une valeur 15°C. À partir de cette date, la
consigne diminue jusqu’à atteindre son Fig. 41 - Évolution de la température d’eau glacée sur l’année
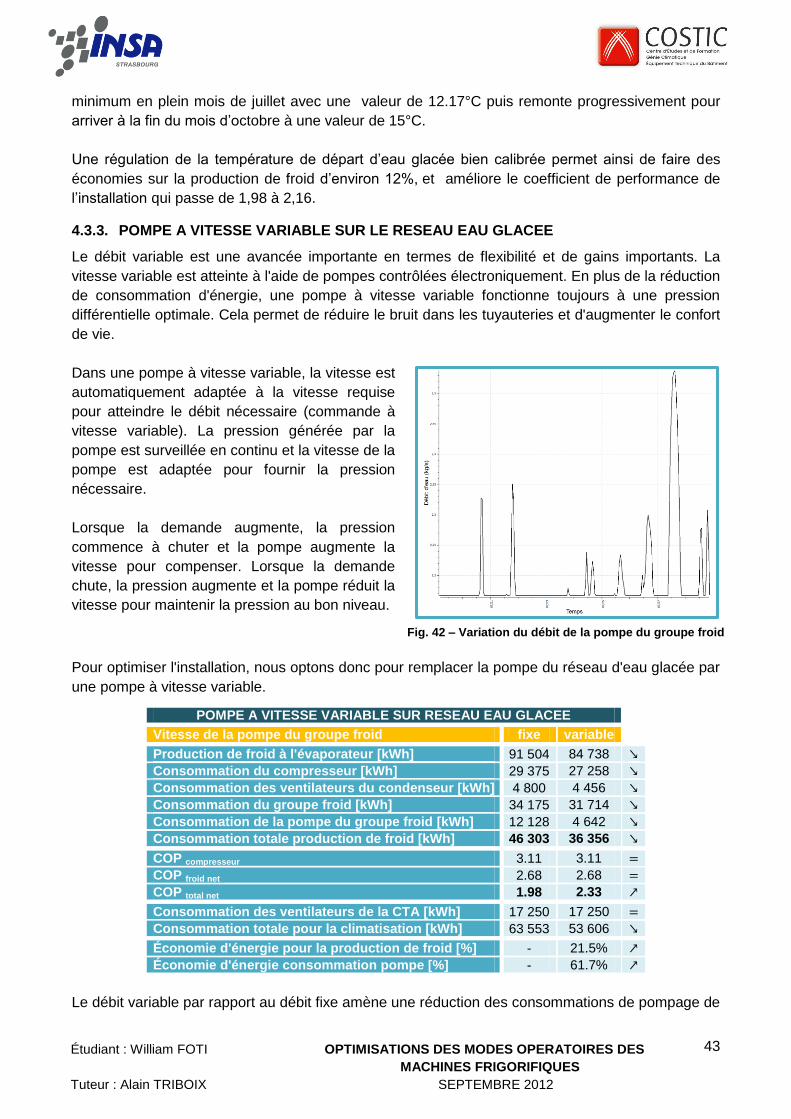
43
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
minimum en plein mois de juillet avec une valeur de 12.17°C puis remonte progressivement pour
arriver à la fin du mois d’octobre à une valeur de 15°C.
Une régulation de la température de départ d’eau glacée bien calibrée permet ainsi de faire des
économies sur la production de froid d’environ 12%, et améliore le coefficient de performance de
l’installation qui passe de 1,98 à 2,16.
4.3.3. POMPE A VITESSE VARIABLE SUR LE RESEAU EAU GLACEE
Le débit variable est une avancée importante en termes de flexibilité et de gains importants. La
vitesse variable est atteinte à l'aide de pompes contrôlées électroniquement. En plus de la réduction
de consommation d'énergie, une pompe à vitesse variable fonctionne toujours à une pression
différentielle optimale. Cela permet de réduire le bruit dans les tuyauteries et d'augmenter le confort
de vie.
Dans une pompe à vitesse variable, la vitesse est
automatiquement adaptée à la vitesse requise
pour atteindre le débit nécessaire (commande à
vitesse variable). La pression générée par la
pompe est surveillée en continu et la vitesse de la
pompe est adaptée pour fournir la pression
nécessaire.
Lorsque la demande augmente, la pression
commence à chuter et la pompe augmente la
vitesse pour compenser. Lorsque la demande
chute, la pression augmente et la pompe réduit la
vitesse pour maintenir la pression au bon niveau.
Pour optimiser l'installation, nous optons donc pour remplacer la pompe du réseau d'eau glacée par
une pompe à vitesse variable.
POMPE A VITESSE VARIABLE SUR RESEAU EAU GLACEE
Vitesse de la pompe du groupe froid fixe variable
Production de froid à l'évaporateur [kWh] 91 504 84 738
Consommation du compresseur [kWh] 29 375 27 258
Consommation des ventilateurs du condenseur [kWh] 4 800 4 456
Consommation du groupe froid [kWh] 34 175 31 714
Consommation de la pompe du groupe froid [kWh] 12 128 4 642
Consommation totale production de froid [kWh] 46 303 36 356
COP compresseur 3.11 3.11
COP froid net 2.68 2.68
COP total net 1.98 2.33
Consommation des ventilateurs de la CTA [kWh] 17 250 17 250
Consommation totale pour la climatisation [kWh] 63 553 53 606
Économie d'énergie pour la production de froid [%] - 21.5%
Économie d'énergie consommation pompe [%] - 61.7%
Le débit variable par rapport au débit fixe amène une réduction des consommations de pompage de
Fig. 42 – Variation du débit de la pompe du groupe froid
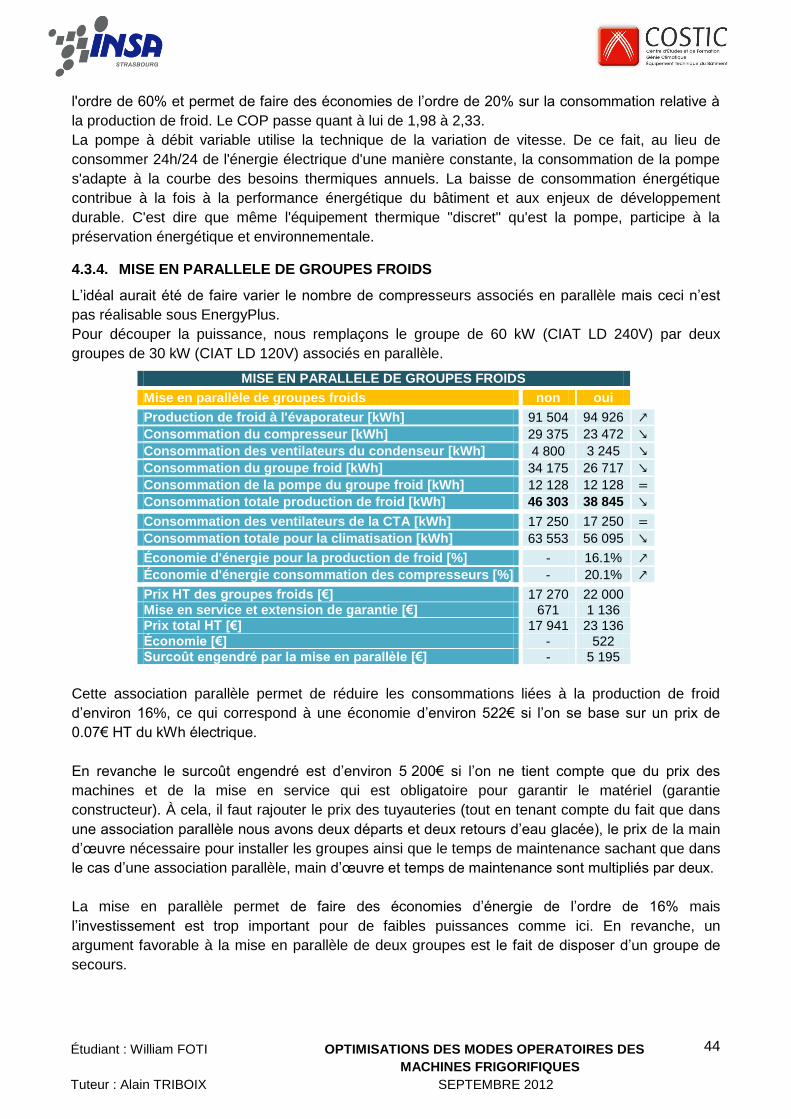
44
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
l'ordre de 60% et permet de faire des économies de l’ordre de 20% sur la consommation relative à
la production de froid. Le COP passe quant à lui de 1,98 à 2,33.
La pompe à débit variable utilise la technique de la variation de vitesse. De ce fait, au lieu de
consommer 24h/24 de l'énergie électrique d'une manière constante, la consommation de la pompe
s'adapte à la courbe des besoins thermiques annuels. La baisse de consommation énergétique
contribue à la fois à la performance énergétique du bâtiment et aux enjeux de développement
durable. C'est dire que même l'équipement thermique "discret" qu'est la pompe, participe à la
préservation énergétique et environnementale.
4.3.4. MISE EN PARALLELE DE GROUPES FROIDS
L’idéal aurait été de faire varier le nombre de compresseurs associés en parallèle mais ceci n’est
pas réalisable sous EnergyPlus.
Pour découper la puissance, nous remplaçons le groupe de 60 kW (CIAT LD 240V) par deux
groupes de 30 kW (CIAT LD 120V) associés en parallèle.
MISE EN PARALLELE DE GROUPES FROIDS
Mise en parallèle de groupes froids non oui
Production de froid à l'évaporateur [kWh] 91 504 94 926
Consommation du compresseur [kWh] 29 375 23 472
Consommation des ventilateurs du condenseur [kWh] 4 800 3 245
Consommation du groupe froid [kWh] 34 175 26 717
Consommation de la pompe du groupe froid [kWh] 12 128 12 128
Consommation totale production de froid [kWh] 46 303 38 845
Consommation des ventilateurs de la CTA [kWh] 17 250 17 250
Consommation totale pour la climatisation [kWh] 63 553 56 095
Économie d'énergie pour la production de froid [%] - 16.1%
Économie d'énergie consommation des compresseurs [%] - 20.1%
Prix HT des groupes froids [€] 17 270 22 000 Mise en service et extension de garantie [€] 671 1 136 Prix total HT [€] 17 941 23 136 Économie [€] - 522 Surcoût engendré par la mise en parallèle [€] - 5 195
Cette association parallèle permet de réduire les consommations liées à la production de froid
d’environ 16%, ce qui correspond à une économie d’environ 522€ si l’on se base sur un prix de
0.07€ HT du kWh électrique.
En revanche le surcoût engendré est d’environ 5 200€ si l’on ne tient compte que du prix des
machines et de la mise en service qui est obligatoire pour garantir le matériel (garantie
constructeur). À cela, il faut rajouter le prix des tuyauteries (tout en tenant compte du fait que dans
une association parallèle nous avons deux départs et deux retours d’eau glacée), le prix de la main
d’œuvre nécessaire pour installer les groupes ainsi que le temps de maintenance sachant que dans
le cas d’une association parallèle, main d’œuvre et temps de maintenance sont multipliés par deux.
La mise en parallèle permet de faire des économies d’énergie de l’ordre de 16% mais
l’investissement est trop important pour de faibles puissances comme ici. En revanche, un
argument favorable à la mise en parallèle de deux groupes est le fait de disposer d’un groupe de
secours.
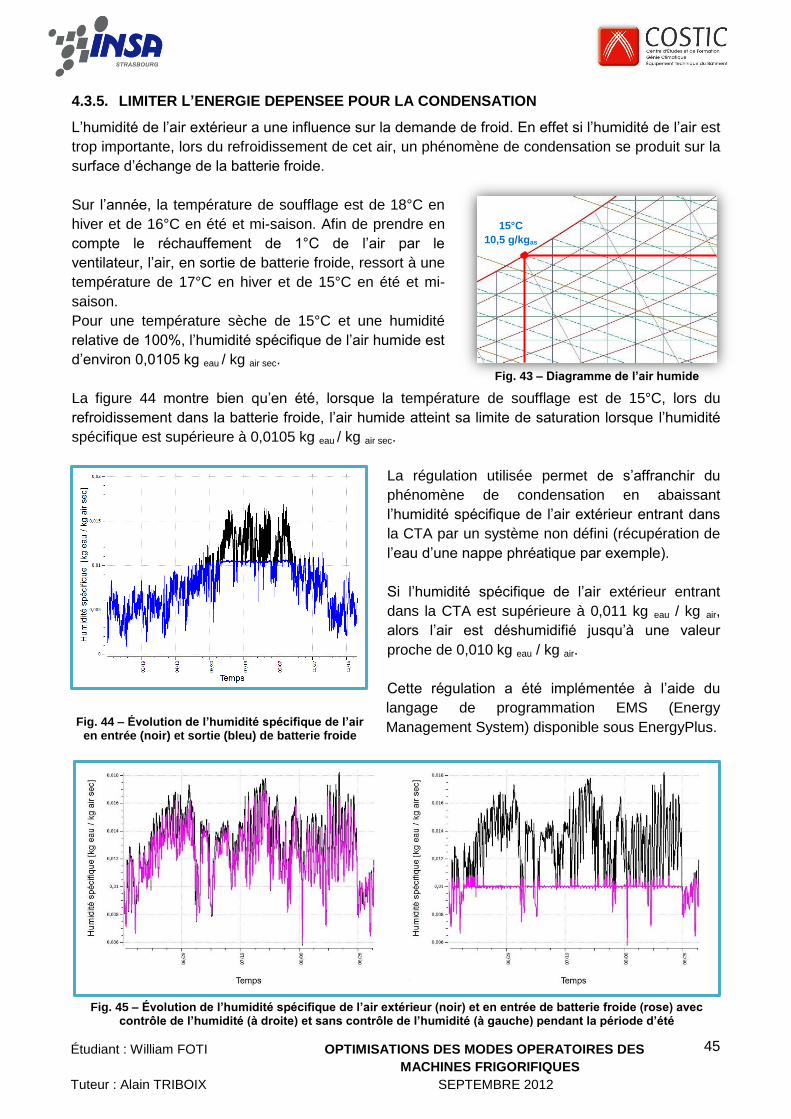
45
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
4.3.5. LIMITER L’ENERGIE DEPENSEE POUR LA CONDENSATION
L’humidité de l’air extérieur a une influence sur la demande de froid. En effet si l’humidité de l’air est
trop importante, lors du refroidissement de cet air, un phénomène de condensation se produit sur la
surface d’échange de la batterie froide.
Sur l’année, la température de soufflage est de 18°C en
hiver et de 16°C en été et mi-saison. Afin de prendre en
compte le réchauffement de 1°C de l’air par le
ventilateur, l’air, en sortie de batterie froide, ressort à une
température de 17°C en hiver et de 15°C en été et mi-
saison.
Pour une température sèche de 15°C et une humidité
relative de 100%, l’humidité spécifique de l’air humide est
d’environ 0,0105 kg eau / kg air sec.
La figure 44 montre bien qu’en été, lorsque la température de soufflage est de 15°C, lors du
refroidissement dans la batterie froide, l’air humide atteint sa limite de saturation lorsque l’humidité
spécifique est supérieure à 0,0105 kg eau / kg air sec.
La régulation utilisée permet de s’affranchir du
phénomène de condensation en abaissant
l’humidité spécifique de l’air extérieur entrant dans
la CTA par un système non défini (récupération de
l’eau d’une nappe phréatique par exemple).
Si l’humidité spécifique de l’air extérieur entrant
dans la CTA est supérieure à 0,011 kg eau / kg air,
alors l’air est déshumidifié jusqu’à une valeur
proche de 0,010 kg eau / kg air.
Cette régulation a été implémentée à l’aide du
langage de programmation EMS (Energy
Management System) disponible sous EnergyPlus.
15°C
10,5 g/kgas
Fig. 43 – Diagramme de l’air humide
Fig. 44 – Évolution de l’humidité spécifique de l’air en entrée (noir) et sortie (bleu) de batterie froide
Fig. 45 – Évolution de l’humidité spécifique de l’air extérieur (noir) et en entrée de batterie froide (rose) avec contrôle de l’humidité (à droite) et sans contrôle de l’humidité (à gauche) pendant la période d’été
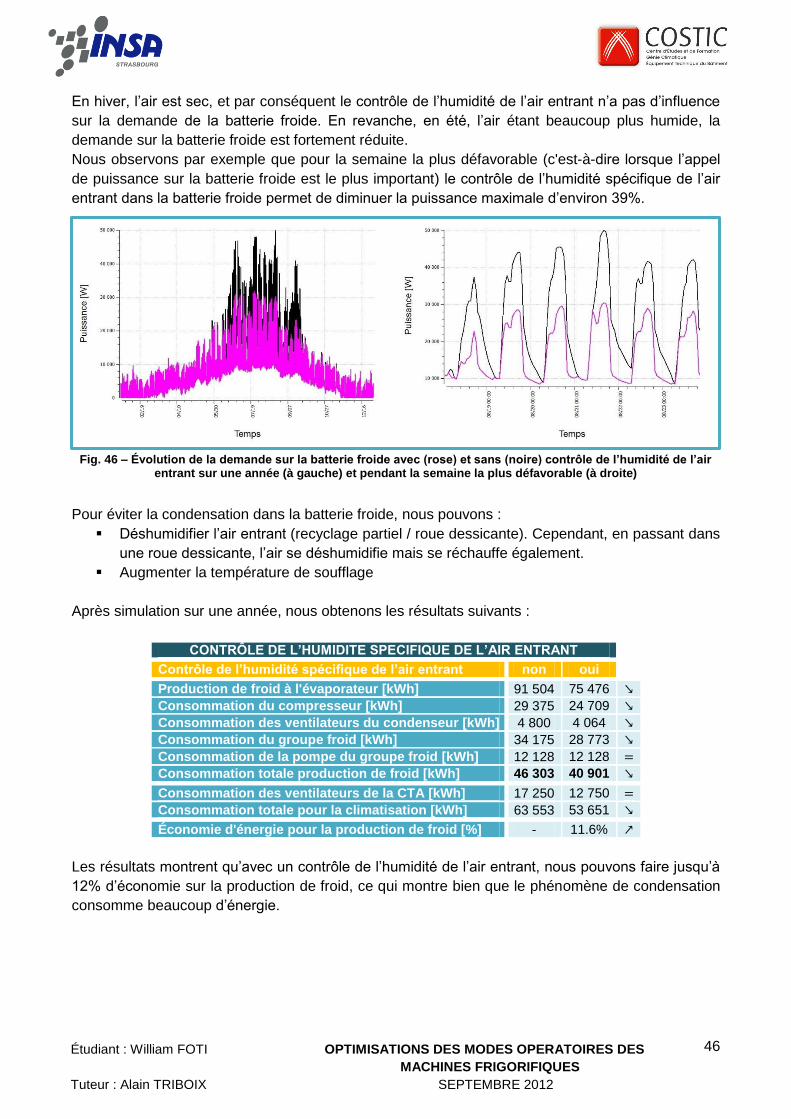
46
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
En hiver, l’air est sec, et par conséquent le contrôle de l’humidité de l’air entrant n’a pas d’influence
sur la demande de la batterie froide. En revanche, en été, l’air étant beaucoup plus humide, la
demande sur la batterie froide est fortement réduite.
Nous observons par exemple que pour la semaine la plus défavorable (c'est-à-dire lorsque l’appel
de puissance sur la batterie froide est le plus important) le contrôle de l’humidité spécifique de l’air
entrant dans la batterie froide permet de diminuer la puissance maximale d’environ 39%.
Pour éviter la condensation dans la batterie froide, nous pouvons :
Déshumidifier l’air entrant (recyclage partiel / roue dessicante). Cependant, en passant dans
une roue dessicante, l’air se déshumidifie mais se réchauffe également.
Augmenter la température de soufflage
Après simulation sur une année, nous obtenons les résultats suivants :
CONTRÔLE DE L’HUMIDITE SPECIFIQUE DE L’AIR ENTRANT
Contrôle de l’humidité spécifique de l’air entrant non oui
Production de froid à l'évaporateur [kWh] 91 504 75 476
Consommation du compresseur [kWh] 29 375 24 709
Consommation des ventilateurs du condenseur [kWh] 4 800 4 064
Consommation du groupe froid [kWh] 34 175 28 773
Consommation de la pompe du groupe froid [kWh] 12 128 12 128
Consommation totale production de froid [kWh] 46 303 40 901
Consommation des ventilateurs de la CTA [kWh] 17 250 12 750
Consommation totale pour la climatisation [kWh] 63 553 53 651
Économie d'énergie pour la production de froid [%] - 11.6%
Les résultats montrent qu’avec un contrôle de l’humidité de l’air entrant, nous pouvons faire jusqu’à
12% d’économie sur la production de froid, ce qui montre bien que le phénomène de condensation
consomme beaucoup d’énergie.
Fig. 46 – Évolution de la demande sur la batterie froide avec (rose) et sans (noire) contrôle de l’humidité de l’air entrant sur une année (à gauche) et pendant la semaine la plus défavorable (à droite)
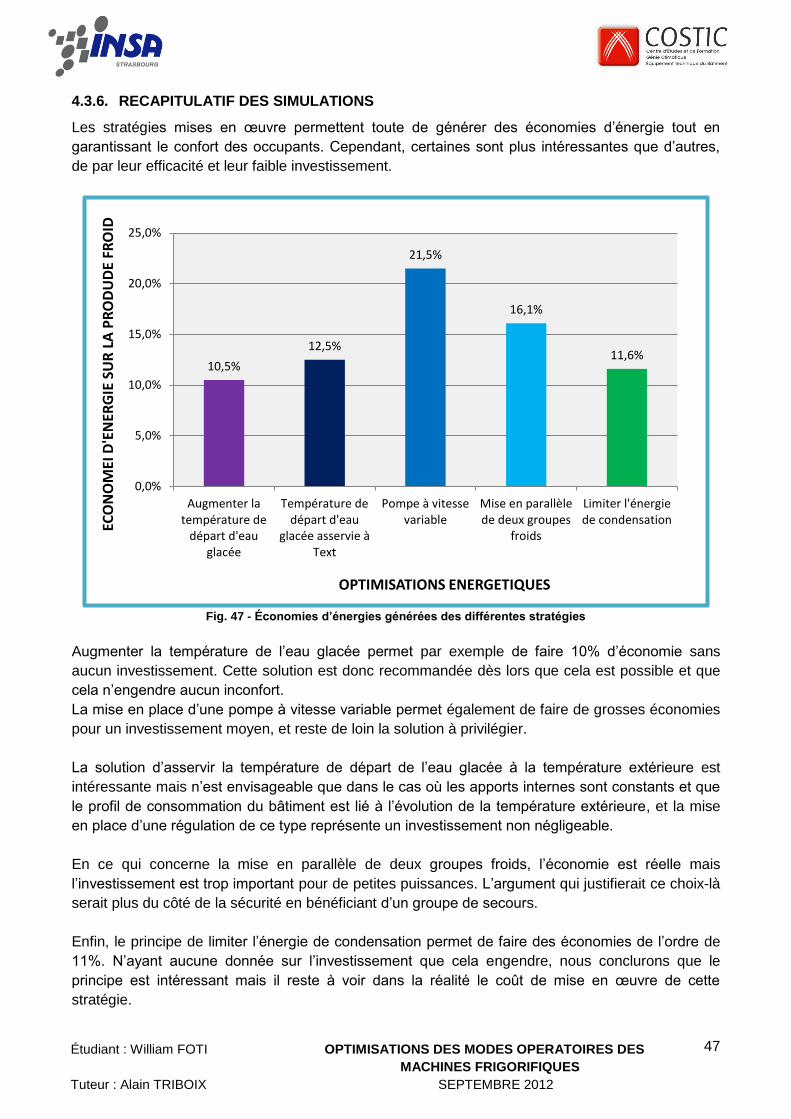
47
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
4.3.6. RECAPITULATIF DES SIMULATIONS
Les stratégies mises en œuvre permettent toute de générer des économies d’énergie tout en
garantissant le confort des occupants. Cependant, certaines sont plus intéressantes que d’autres,
de par leur efficacité et leur faible investissement.
Fig. 47 - Économies d’énergies générées des différentes stratégies
Augmenter la température de l’eau glacée permet par exemple de faire 10% d’économie sans
aucun investissement. Cette solution est donc recommandée dès lors que cela est possible et que
cela n’engendre aucun inconfort.
La mise en place d’une pompe à vitesse variable permet également de faire de grosses économies
pour un investissement moyen, et reste de loin la solution à privilégier.
La solution d’asservir la température de départ de l’eau glacée à la température extérieure est
intéressante mais n’est envisageable que dans le cas où les apports internes sont constants et que
le profil de consommation du bâtiment est lié à l’évolution de la température extérieure, et la mise
en place d’une régulation de ce type représente un investissement non négligeable.
En ce qui concerne la mise en parallèle de deux groupes froids, l’économie est réelle mais
l’investissement est trop important pour de petites puissances. L’argument qui justifierait ce choix-là
serait plus du côté de la sécurité en bénéficiant d’un groupe de secours.
Enfin, le principe de limiter l’énergie de condensation permet de faire des économies de l’ordre de
11%. N’ayant aucune donnée sur l’investissement que cela engendre, nous conclurons que le
principe est intéressant mais il reste à voir dans la réalité le coût de mise en œuvre de cette
stratégie.
10,5%
12,5%
21,5%
16,1%
11,6%
0,0%
5,0%
10,0%
15,0%
20,0%
25,0%
Augmenter latempérature de
départ d'eauglacée
Température dedépart d'eau
glacée asservie àText
Pompe à vitessevariable
Mise en parallèlede deux groupes
froids
Limiter l'énergiede condensationEC
ON
OM
EI D
'EN
ERG
IE S
UR
LA
PR
OD
UD
E FR
OID
OPTIMISATIONS ENERGETIQUES
48
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
CONCLUSION
Le froid industriel représente 4% de la consommation d’électricité dans l’industrie française et près
de 7% de la consommation nationale d’électricité. Le gisement d'économies d'énergie dans
ce domaine est supérieur à 0,9 TWh et le froid est donc une utilité industrielle digne d’intérêt. [11]
Une démarche d’utilisation rationnelle de l’énergie peut s’avérer très profitable tout en respectant
les impératifs concernant la qualité du froid.
J’ai dans ce rapport, regroupé une liste (non exhaustive) d’actions pertinentes et rentables que
nous pouvons mettre en place afin de réaliser des économies d’énergie sur les installations
frigorifiques.
La variation électronique de vitesse permet par exemple d’économiser jusqu’à 30% l’électricité
consommée par les systèmes de pompage, les systèmes de compression et les ventilateurs. Les
systèmes à moteurs électriques représentant près des 2/3 de la consommation d’électricité de
l’industrie en France, cela laisse un fort potentiel d’économie d’énergie. [12]
La régulation par HP flottante, elle, est une solution d’économie d’énergie efficace et d’actualité, et
possède l'avantage de réduire l'impact environnemental sans oublier l'aspect financier. Cette
solution, en fonction des installations, n'est pas très coûteuse, et peut faire des économies d'énergie
très significatives, pouvant dépasser 30%. Toutes les installations neuves, à l'heure actuelle,
devraient avoir un système de régulation par HP flottante efficace.
Créer un réseau qui favorise une température d'eau glacée élevée à l'évaporateur est une autre
solution qui permet de faire des économies d’énergie pour un investissement nul. Suivant les
contraintes de climatisation des locaux, faire travailler le réseau d'eau froide au régime 12/17°C
permet de mieux être en adéquation avec les exigences énergétiques d'un bâtiment. Cela permet
de plus d’éviter des déperditions trop importantes dans le réseau de distribution. En comparaison
avec le régime 7/12°C, beaucoup moins d’énergie du compresseur est consacrée à déshumidifier
l’air dans les échangeurs (surface d’échange plus chaude), déshumidification qui n’est souvent pas
nécessaire.
Enfin, pour arriver à une réduction importante de la consommation des installations frigorifiques, il
est nécessaire d’associer plusieurs techniques permettant d'économiser, plus ou moins, sur tous les
postes de consommation des installations.
Plusieurs de ces stratégies ont été vérifiées et validées par simulations thermiques dynamiques, j’ai
pour cela créé un outil qui permet de modéliser les performances d’un groupe de production d’eau
glacée, outil qui est maintenant utilisé par la société dans ses projets. L’apprentissage et l’expertise
que j’ai développés sur ces logiciels lui permet aujourd’hui de mieux en connaitre les limites et de
les utiliser au mieux.
49
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
BIBLIOGRAPHIE
RAPPORT
[1] Note éditoriale de l’IFF - Réchauffement planétaire : les défis du secteur du froid (Décembre
2005)
[2] Note éditoriale de l’IFF - Le rôle du secteur du froid dans l’atténuation du réchauffement
planétaire (Décembre 2003)
[3] Techniques de l’ingénieur - Théorie des machines frigorifiques (Janvier 2012)
[4] CIAT – Catalogue général (2012)
[5] La revue pratique du froid et du conditionnement d’air - Hors-série « Chaine du froid » (Octobre
2011)
[6] Schneider Electric - La haute pression flottante (Octobre 2010)
[7] Schneider Electric - La basse pression flottante (Août 2011)
[8] La revue pratique du froid et du conditionnement d’air - Mensuel (Octobre 2007)
[9] GEA Refrigeration, SEARLE - Technologie EC
[10] Güntner - Sous-refroidissement des frigorigènes et l’efficacité des installations (2009)
[11] Ademe - Article « Economies d’énergie - A chaque utilisation et activité des économies à
réaliser »
[12] Ademe - Guide technique Motor Challenge
SITES INTERNET
http://www-cep.ensmp.fr : Centre Énergétique et Procédés (CEP) - Mines Paris Tech
http://www.xpair.com/ : Le portail expert de la performance énergétique
http://www.afce.asso.fr : Alliance Froid Climatisation Environnement
http://www.energie-plus.com : La revue professionnelle de la maitrise de l’énergie
http://www.entreprises.ccip.fr/web/environnement : Les économies d’énergie : le froid industriel
http://iifiir.org : Institut International du Froid (IFF)
http://envirofluides.com/ : Froid et fluides industriels, génie climatique et environnement
http://www.motorchallenge.fr : Programme Motor Challenge, l’énergie optimisée
http://www2.ademe.fr/ : Agence de l’Environnement et de la Maîtrise de l’Énergie
http://www.techniques-ingenieur.fr/ : Techniques de l’ingénieur
50
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
SOMMAIRE DES ANNEXES
1. MODELISATION SOUS DESIGNBUILDER .....................................................................2
1.1. MODELISATION DU BATIMENT SOUS DESIGN BUILDER ....................................................................2 1.2. SAISIE DES SCENARIOS D’ACTIVITE.....................................................................................................3 1.3. SAISIE DES DONNEES DE CONSTRUCTION .........................................................................................4 1.4. SASIE DES DONNEES RELATIVES AUX OUVERTURES.......................................................................5 1.5. SAISIE DES DONNES RELATIVES À L’ECLAIRAGE ...............................................................................6 1.6. CALCUL D’ECLAIREMENT NATUREL - BUREAU NORD R+1 ...............................................................7 1.7. CONSTRUCTION DU RESEAU CVC EN MODE CVC DETAILLE ............................................................8 1.8. GROUPE DE PRODUCTION D’EAU GLACEE CIAT ................................................................................9 1.9. MODELISATION DE LA COURBE CAPFT ............................................................................................. 14 1.10. MODELISATION DE LA COURBE EIRFT ............................................................................................ 15 1.11. MODELISATION DE LA COURBE EIRFPLR ....................................................................................... 16 1.12. SAISIE DES COURBES CAPFT ET EIRFT SOUS ENERGYPLUS ..................................................... 17 1.13. SAISIE DE LA COURBE EIRFPLR SOUS ENERGYPLUS .................................................................. 18
2. RESULTATS : SIMULATION DE REFERENCE ............................................................. 19
2.1. CONFORT - DONNEES HORAIRES ...................................................................................................... 19 2.2. CONFORT - MOYENNES QUOTIDIENNES .......................................................................................... 20 2.3. APPORTS INTERNES - DONNES HORAIRES ...................................................................................... 21 2.4. APPORTS INTERNES - MOYENNES QUOTIDIENNES ........................................................................ 22 2.5. COURBE DE CHARGE DE LA BATTERIE FROIDE .............................................................................. 23
3. AUGMENTATION DE LA TEMPERATURE DE DEPART D’EAU GLACEE .................. 24
4. TEMPERATURE DE DEPART D’EAU GLACEE GLISSANTE ...................................... 25
5. CONTRÔLE DE L’HUMIDITE DE L’AIR ENTRANT ....................................................... 26
5.1. PROGRAMME EMS ............................................................................................................................... 26 5.2. CONDENSATION SUR LA BATTERIE FROIDE .................................................................................... 27 5.3. PAS DE CONTROLE DE L’HUMIDITE ................................................................................................... 28 5.4. AVEC CONTOLE DE L’HUMIDITE ......................................................................................................... 29 5.5. APPEL DE PUISSANCE SUR LA BATTERIE FROIDE .......................................................................... 30

51
Étudiant : William FOTI OPTIMISATIONS DES MODES OPERATOIRES DES
MACHINES FRIGORIFIQUES
Tuteur : Alain TRIBOIX SEPTEMBRE 2012
PRESENTATION DE L’ENTREPRISE
L’entreprise CEDRE se trouve au milieu de la technopole de Sophia Antipolis située à 30 kms de
Nice. Thierry LAMOUCHE a fondé la société en 1998 après 8 ans de travail dans de nombreux
programmes énergétiques pour la Commission Européenne. Il a développé en 2002 une étroite
collaboration avec un cabinet d’ingénierie environnementale Suisse, travaillant déjà sous la norme
SIA 180 (équivalent de la RT2012). Cette collaboration lui a permis d’acquérir une véritable culture
de l’efficacité énergétique et de la conception bioclimatique qu’il transmet aujourd’hui à ses salariés.
CEDRE dispose d’un capital de 34 000€ (SARL).
CEDRE est un cabinet d’ingénierie environnementale, spécialiste de l’efficacité énergétique des
bâtiments. L’entreprise développe des concepts énergétiques performants adaptés au climat local,
aux contraintes morphologiques du site et aux exigences programmatiques et réalisent des
bâtiments de grande qualité avec un impact sur l’environnement et des consommations
énergétiques limitées.
L’activité de l’entreprise se décline dans 3 domaines : la maitrise d’œuvre, l’assistance à maîtrise
d’ouvrage et la R&D.
L’entreprise compte aujourd’hui 6 employés et 1 stagiaire, et a la volonté de croître rapidement afin
de diversifier ses domaines de compétence.





























