Embed Size (px)
Citation preview
Etat-de-l’Art des technologies d’identification et de tri des déchets
1
ETAT DE L’ART DES TECHNOLOGIES D’IDENTIFICATION ET DE TRI DES DECHETS
STATE-OF-THE-A RT OF WASTE IDENTIFICATION AND SORTIN TECHNOLOGIES
Rapport révisé
Septembre 2012
Etude réalisée pour le compte de l’ADEME par AJI-Europe – Christian Delavelle
(Contrat n°09 02 C0076)
Coordination technique : Catherine Marioge – Direction Consommation Durable et Déchets – ADEME Angers
RAPPORT FINAL
Septembre 2012
Etat-de-l’Art des technologies d’identification et de tri des déchets
2
REMERCIEMENTS
Nous tenons à remercier les organisations professionnelles, fabricants, responsables de centres de recherche et autres acteurs impliqués dans le développement ou l’utilisation des systèmes de tri, qui nous ont permis de mener à bien cette étude. Le comité de pilotage est constitué des membres suivants :
Jérôme BETON (ADEME), Igor BILIMOFF (FEDEREC), Michel COLIN (MEEDDM),
V.LEBLANC (FNADE), Catherine MARIOGE (ADEME), Clotilde VERGNON (FNADE), Daniel
ZIMMERLIN (FEDEREC). Toute représentation ou reproduction intégrale ou partielle faite sans le consentement de l’auteur ou de ses ayants droit ou ayants cause est illicite selon le Code de la propriété intellectuelle (art. L 122-4) et constitue une contrefaçon réprimée par le Code pénal. Seules sont autorisées (art. 122-5) les copies ou reproductions strictement réservées à l’usage privé de copiste et non destinées à une utilisation collective, ainsi que les analyses et courtes citations justifiées par la caractère critique, pédagogique ou d’information de l’œuvre à laquelle elles sont incorporées, sous réserve, toutefois, du respect des dispositions des articles L 122-10 à L 122-12 du même Code, relatives à la reproduction par reprographie. Any representation or reproduction of the contents herein, in whole or in part, without the consent of the author(s) or their assignees or successors, is illicit under the French Intellectual Property Code (article L 122-4) and constitutes an infringement of copyright subject to penal sanctions. Authorised copying (article 122-5) is restricted to copies or reproductions for private use by the copier alone, excluding collective or group use, and to short citations and analyses integrated into works of a critical, pedagogical or informational nature, subject to compliance with the stipulations of articles L 122-10 – L 122-12 incl. of the Intellectual Property Code as regards reproduction by reprographic means.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 3
SOMMAIRE
RÉSUMÉ __________________________________________________ 7
SUMMARY _________________________________________________ 8
1 OBJECTIFS ______________________________________________ 9
2 CHAMP DE L’ÉTUDE _______________________________________ 10
2.1 CHAMP DES TECHNOLOGIES _________________________________________________ 10
2.2 CHAMP GÉOGRAPHIQUE ____________________________________________________ 10
3 MÉTHODOLOGIE__________________________________________ 11
4 STRUCTURE DU RAPPORT ___________________________________ 12
5 LES TECHNOLOGIES DE TRI ET DE CONTRÔLE QUALITÉ ______________ 13
5.1 LES 13 TECHNOLOGIES DE TRI RECENSÉES ______________________________________ 13
5.2 POSITIONNEMENT DANS LE SPECTRE ÉLECTROMAGNÉTIQUE DES TECHNOLOGIES
DE TRI PAR SPECTROMÉTRIE _________________________________________________ 14
5.3 LES TECHNOLOGIES MAITRISÉES ______________________________________________ 14
5.4 LES TECHNOLOGIES EN DÉVELOPPEMENT _______________________________________ 20
5.5 L’OFFRE DE TECHNOLOGIES DE TRI ____________________________________________ 23
6 LES APPLICATIONS DES TECHNOLOGIES DE TRI DES DÉCHETS _________ 25
6.1 CLASSEMENT DES APPLICATIONS PAR GISEMENT DE DÉCHETS ________________________ 25
6.2 CLASSEMENT DES APPLICATIONS PAR TECHNOLOGIE DE TRI __________________________ 28
6.3 SECTEURS LES PLUS PORTEURS D’INNOVATION ___________________________________ 28
6.4 CLASSEMENT DES APPLICATIONS PAR TECHNOLOGIE DE TRI ET DIFFÉRENTIEL DE
DÉVELOPPEMENT DES TECHNOLOGIES EN FRANCE PAR RAPPORT AUX PAYS LES
PLUS EN POINTE __________________________________________________________ 29
6.5 FACTEURS EXPLICATIFS DU DIFFÉRENTIEL DE DÉVELOPPEMENT DES
TECHNOLOGIES EN FRANCE PAR RAPPORT AUX PAYS LES PLUS EN POINTE _______________ 34
6.6 CLASSEMENT DES APPLICATIONS PAR FONCTIONNALITÉ DE TRI _______________________ 35
7 ATTENTES DES INDUSTRIELS EN MATIÈRE DE TRI DES DÉCHETS ________ 37
7.1 LES ATTENTES CLES _______________________________________________________ 37
7.2 - ATTENTES LIÉES AU CONTRÔLE QUALITÉ DES DÉCHETS TRIÉS ________________________ 39
7.3 AUTRES ATTENTES EXPRIMÉES PAR LES INDUSTRIELS ET PAR LES ORGANISMES
EN CHARGE DE LA GESTION DES FILIÈRES. _______________________________________ 40
8 ETAT DE LA R&D SUR LES TECHNOLOGIES DE TRI _________________ 48
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 4
8.1 VUE D’ENSEMBLE _________________________________________________________ 48
8.2 LES INVESTISSEMENTS D’AVENIR ______________________________________________ 48
8.3 LES PROJETS DE R&D IDENTIFIÉS _____________________________________________ 48
8.4 LA R&D RELATIVE AUX AMÉLIORATIONS POLYVALENTES ____________________________ 52
9 PISTES À PROMOUVOIR POUR LA R&D __________________________ 55
9.1 LES OBJECTIFS DU GRENELLE DE L’ENVIRONNEMENT ______________________________ 55
9.2 PISTES À PROMOUVOIR POUR LA R&D __________________________________________ 56
ANNEXE 1 ACRONYMES ET ABRÉVIATIONS _________________________ 60
ANNEXE 2 FICHES « TECHNOLOGIES DE TRI » ______________________ 61
1- RAYONS X PAR TRANSMISSION (XRT) _____________________________________________ 62
2- RAYONS X PAR FLUORESCENCE (XRF) ____________________________________________ 65
3- INDUCTION PILOTÉE (IND) ______________________________________________________ 68
3 BIS : INDUCTION MAGNÉTIQUE TOMOGRAPHIE PLANAIRE (PMIT) __________________________ 71
4- SPECTROMÉTRIE D’ÉMISSION OPTIQUE (SEO) _______________________________________ 72
5- SPECTROMÉTRIE PROCHE INFRAROUGE (NIR) _______________________________________ 74
6- THERMOGRAPHIE INFRAROUGE MOYEN (MIR) _______________________________________ 78
7- ANALYSE DE LA COULEUR (VISIBLE) ______________________________________________ 80
8- RECONNAISSANCE DE FORME ___________________________________________________ 83
9- COMBINAISON PROCHE INFRAROUGE + VISIBLE (NIR + VIS) ____________________________ 85
10- COMBINAISON PROCHE INFRAROUGE + VISIBLE + INDUCTION ___________________________ 88
11- SPECTROSCOPIE DE PLASMA INDUIT PAR LASER (LIBS) _______________________________ 89
12- INCORPORATION DE TRACEURS DANS LES POLYMÈRES ________________________________ 94
13- SPECTROSCOPIE TERAHERTZ (THZ) _____________________________________________ 97
14- ULTRA-SONS ______________________________________________________________ 99
15- SPECTROSCOPIE RAMAN ____________________________________________________ 100
ANNEXE 3 FICHES « APPLICATIONS » __________________________ 101
OMR-1 : TRI DES CORPS CREUX EN PLASTIQUE ET DES FIBREUX CONTENUS DANS LA
FRACTION SÈCHE DES UNITÉS DE TMB ________________________________________ 104
OMR-2 : RÉDUCTION DE LA TENEUR EN CHLORÉ DE LA FRACTION SÈCHE DES UNITÉS
DE TMB, POUR LA PRÉPARATION DU CSR ______________________________________ 105
OMR-3 : TRI DES INDÉSIRABLES (MÉTAUX, INERTES) CONTENUS DANS LA FRACTION
ORGANIQUE DES OMR ____________________________________________________ 106
E+P-1 : SÉPARATION DES PLASTIQUES (PRINCIPALEMENT LES CORPS CREUX) ET DES
FIBREUX (PRINCIPALEMENT DES PRODUITS PLATS) CONTENUS DANS LES
EMBALLAGES ISSUS DE LA COLLECTE SÉLECTIVE. ________________________________ 107
E+P-2A : SUR TRI DES PAPIERS / CARTONS ENTRE EUX _________________________________ 110
E+P-2B : SUR TRI EN VUE DE L’OBTENTION D’UNE FRACTION EMR À PARTIR DE LA
FRACTION FIBREUX. ______________________________________________________ 113
E+P-2C : SUR TRI EN VUE DE L’OBTENTION D’UNE FRACTION PAPIERS ADAPTÉE AU
RECYCLAGE EN PAPIER IMPRESSION __________________________________________ 114
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 5
E+P-2D : CONTRÔLE QUALITÉ DES VIEUX PAPIERS DESTINÉS À LA FABRICATION DU
PAPIER IMPRESSION ______________________________________________________ 115
E+P-3A : SUR-TRI DES CORPS CREUX EN PLASTIQUE ___________________________________ 116
E+P-3B : 1/: ELIMINATION DU PVC DANS UN FLUX DE BOUTEILLES PET, POUR LA
FABRICATION DE FIBRES DE REMBOURRAGE (KAPOK) ; 2): TRI COULEUR DES
BOUTEILLES PET (CLAIR/AZUR, COLORÉ) ET ÉLIMINATION DU PVC, POUR LE
RECYCLAGE « BOTTLE TO BOTTLE » __________________________________________ 119
E+P-3C : TRI DES CARTOUCHES DE MASTIC AU SILICONE _______________________________ 122
E+P-4 : RÉCUPÉRATION DES MÉTAUX NON SÉPARÉS PAR TRI MAGNÉTIQUE ET PAR
COURANT DE FOUCAULT ___________________________________________________ 123
VER-1 : TRI DES INFUSIBLES DANS LES BOUTEILLES USAGÉES ____________________________ 125
VER-2 : TRI COULEUR DES BOUTEILLES EN VERRE ____________________________________ 127
DEE-1 : PRÉ TRI D’APPAREILS ENTIERS OU DE PARTIES D'APPAREILS _______________________ 128
DEE-2 : TRI DES PILES SELON LEUR COUPLE ÉLECTROCHIMIQUE. __________________________ 129
DEE-3 : EXTRACTION DES CÂBLES SELON LEUR RAPPORT LARGEUR/LONGUEUR ______________ 131
DEE-4 : TRI DES PLASTIQUES CONTENANT DES ADDITIFS BROMÉS _________________________ 132
DEE-5 : TRI DU VERRE AU PLOMB ET DU VERRE AU BARYUM DANS LES TUBES
CATHODIQUES __________________________________________________________ 133
DEE-6 : TRI COULEUR DES MÉTAUX NON FERREUX CONTENUS DANS LES PAM ________________ 134
DEE-7 : TRI DE MÉLANGES DE POLYMÈRES (PET, PEHD, PP, PVC, ABS…) ET DE
MÉTAUX ISSUS DE DEEE BROYÉS ____________________________________________ 135
VHU-1 : TRI DE PIÈCES PLASTIQUES ENTIÈRES PRÉALABLEMENT DÉMONTÉES ________________ 138
VHU-2 : TRI DU VERRE SÉRIGRAPHIÉ DANS LES PARE-BRISES (ÉCHANGE STANDARD) ___________ 139
VHU-3 : TRI D'UN MÉLANGE DE POLYMÈRES BROYÉS (PET, PEHD, PP, PS, PE, PVC, ABS) ET DE MÉTAUX ISSUS DE RBA __________________________________________ 140
CD-1 : TRI DES MENUISERIES EN PVC ______________________________________________ 143
CD-2 : TRI DES BITUMES, DES TERRES CUITES ET DU PLÂTRE _____________________________ 145
MET-1 : TRI DES MÉTAUX ET DES ALLIAGES ENTRE EUX _________________________________ 146
TEX-1 : TRI DES TEXTILES PAR MATÉRIAU OU PAR COULEUR _____________________________ 149
BOIS-1 : TRI DES BOIS ENTRE EUX ________________________________________________ 150
ANNEXE 4 FICHES DE CARACTÉRISATION DES PROJETS DE
RECHERCHE ___________________________________________ 151
ANNEXE 5 ENTRETIENS RÉALISÉS DANS LE CADRE DE L’ÉTUDE _________ 164
ANNEXE 6 BIBLIOGRAPHIE __________________________________ 167
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 6
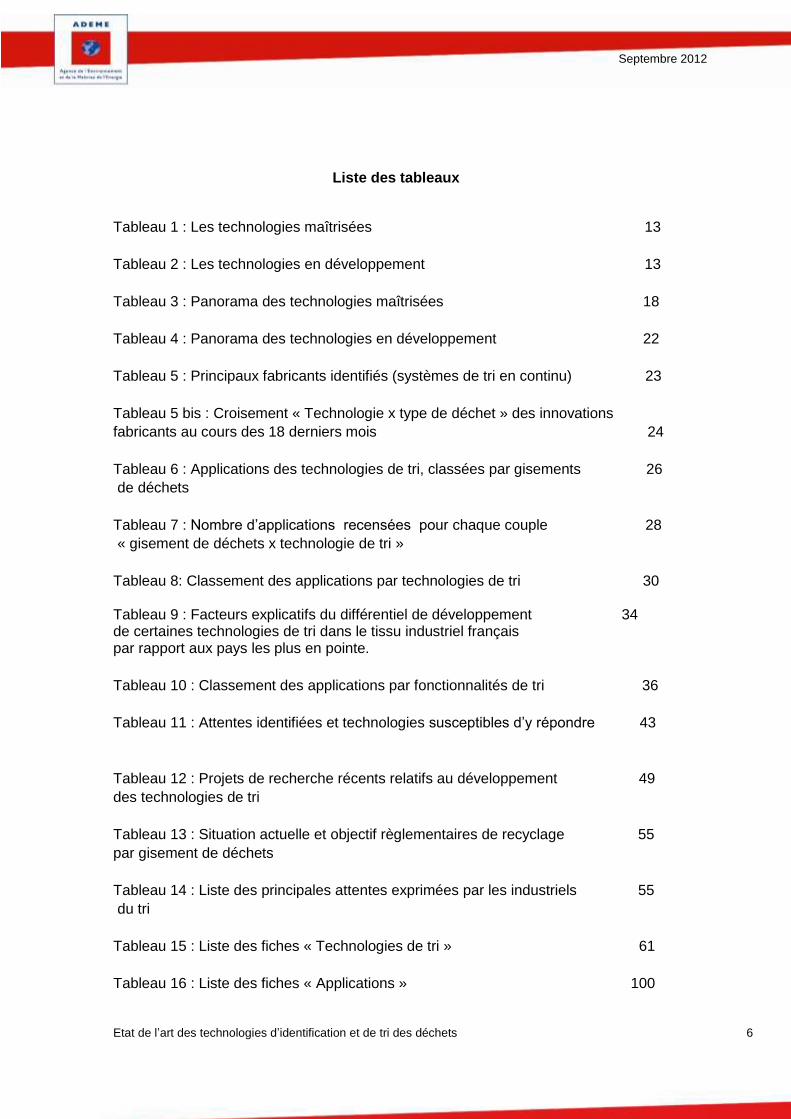
Liste des tableaux
Tableau 1 : Les technologies maîtrisées 13
Tableau 2 : Les technologies en développement 13
Tableau 3 : Panorama des technologies maîtrisées 18
Tableau 4 : Panorama des technologies en développement 22
Tableau 5 : Principaux fabricants identifiés (systèmes de tri en continu) 23
Tableau 5 bis : Croisement « Technologie x type de déchet » des innovations
fabricants au cours des 18 derniers mois 24
Tableau 6 : Applications des technologies de tri, classées par gisements 26
de déchets
Tableau 7 : Nombre d’applications recensées pour chaque couple 28
« gisement de déchets x technologie de tri »
Tableau 8: Classement des applications par technologies de tri 30 Tableau 9 : Facteurs explicatifs du différentiel de développement 34 de certaines technologies de tri dans le tissu industriel français par rapport aux pays les plus en pointe.
Tableau 10 : Classement des applications par fonctionnalités de tri 36
Tableau 11 : Attentes identifiées et technologies susceptibles d’y répondre 43
Tableau 12 : Projets de recherche récents relatifs au développement 49
des technologies de tri
Tableau 13 : Situation actuelle et objectif règlementaires de recyclage 55
par gisement de déchets
Tableau 14 : Liste des principales attentes exprimées par les industriels 55
du tri
Tableau 15 : Liste des fiches « Technologies de tri » 61
Tableau 16 : Liste des fiches « Applications » 100
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 7
RREESSUUMMEE
Contexte
Les objectifs de valorisation des déchets sont définis par un cadre communautaire et
national (directive cadre 2008/98/CE), loi Grenelle 1 (adoptée en octobre 2008) et la loi
Grenelle (promulguée le 12 juillet 2010). Les objectifs de recyclage, de récupération et de
valorisation des déchets fixés par ce cadre règlementaire pour la période 2012-2020
concernent de nombreux types de déchets, dont les emballages ménagers, les VHU, les DEEE,
les piles et accus et les déchets de construction et démolition.
Dans ce contexte, pour augmenter les quantités recyclées et répondre aux différents objectifs européen et français, il importe d’améliorer les techniques de tri actuelles, de les adapter pour mieux valoriser en qualité et en quantité les déchets produits et de développer de nouveaux couples déchet / technologie de tri adaptés aux évolutions des gisements. Ces derniers sont en effet de plus en plus diffus, complexes et comportent de nouveaux matériaux. Il importe aussi d’améliorer la qualité du contrôle des flux triés. Objectifs et périmètre du document L’objectif de cette étude est de réaliser un état de l’art des technologies de tri et de contrôle qualité. Les déchets concernés comportent un ou plusieurs matériaux pouvant faire l’objet principalement d’un recyclage, mais le cas échéant d’une autre forme de valorisation. Les technologies recensées peuvent être opérationnelles, en développement ou au stade de la recherche. L’étude vise toutes les technologies de tri basées sur des techniques d’analyse non destructive des matériaux, non purement mécaniques, applicables au tri des déchets entrants dans les installations de tri ainsi qu’au contrôle qualité en sortie. Certaines des technologies de tri ici présentées, dont l'utilisation permettra l'accès à des gisements jusqu’à présent peu ou pas valorisés, revêtent un caractère stratégique croissant pour la France, dans un contexte de tensions sur les matières premières. Ces technologies, associées à des procédés mécaniques (exemple : broyage), peuvent permettre de reconstituer des qualités de matière avec une purification / décontamination conforme aux évolutions des cahiers des charges industriels. Les applications prioritaires pour un développement pourront porter sur des déchets comportant des métaux et ou des terres rares (cartes électroniques, mâchefers d’incinération…), matières sur lesquelles les tensions sont aujourd'hui particulièrement sensibles, et des plastiques, matériau dont la valorisation, très dépendante de la qualité du tri effectué en amont, reste à ce jour bien en deçà de son potentiel.
Cet état de l’art permet en outre d’orienter de futurs travaux de recherche en matière
d’amélioration des performances de tri et de promouvoir les transferts de technologie appliqués
à de nouveaux types de déchets.
Le périmètre géographique de l’étude est constitué de l’Europe, des Etats-Unis, du Canada et du Japon.
Cette étude est suivie d’une veille et d’une actualisation pendant 3 ans, jusqu’en octobre 2013. Cibles Collectivités territoriales, exploitants de centres de tri des déchets, entreprises de traitement des déchets, éco-organismes, fabricants de systèmes de tri, centres de recherche. Mots clés Tri - Contrôle qualité - Déchet -Technologie - Optique - Application - Centre de tri.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 8
SSUUMMMMAARRYY
Context
The european directive 2008/98/EC, the « loi Grenelle 1 » (October 2008) and the « loi
Grenelle » (July 2010) provide the regulatory framework for the recycling, recovery and
valorisation targets in France for the period 2012-2020. Among others, household waste, ELV,
WEEE, batteries / accumulators and construction / demolition waste are subject to these
targets.
In this context, there is a need to improve the existing sorting technologies, to adapt them in order to increase waste recovery on a qualitative and quantitative viewpoint and to develop new couples “waste / sorting technology” being able to treat waste which is increasingly dispersed and containing new materials. There is also a need to improve the quality control of sorted waste streams. Objectives and perimeter of the study This study is a State-of-the-Art of identification and sorting technologies, for waste being potentially recyclable. Nevertheless, other kinds of recovery (as RDF…) are also considered. These technologies may be operational, at pilot stage or at the R&D level. The study focuses on sorting technologies based on non destructive material analysis techniques, being non strictly based on a mechanical process, being applicable either to waste entering sorting plants or to the quality control of waste at the exit of the sorting plants. Due to the increasing scarcity of raw materials, many technologies presented in this report have a strategic interest in the French context. Indeed, they provide an opportunity to produce secondary raw materials from categories of waste which are not valorised for the time being. In combination with mechanical technologies (for example: grinding) they allow to get raw materials which meet the purification / decontamination criteria requested by the industry. Among others, the applications dealing with the recovery of rare earths and rare metals (from electronic cards, incineration slag…) are crucial because of the increasing value of these products. Moreover, these sorting technologies provide great opportunities for increasing the plastic waste recovery rate, which is currently still very low compared to its potential. Moreover, this State-of-the-Art provides an input to orientate future research works, as well as to promote technology transfers applied to new kinds of waste.
The geographical perimeter of the study includes Europe, the United-States, Canada and Japan.
An update of the study is performed every 6 months, during three years, until October 2013. Targets Municipalities, waste sorting enterprises, waste treatment enterprises, eco-organisms, sorting systems manufacturers, research centres. Key words Sorting – Quality Control - Waste -Technology - Optical - Application – Sorting Centre.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 9
11
OOBBJJEECCTTIIFFSS
Ce rapport présente les résultats de l’étude réalisée pour le compte de l’ADEME entre mars et septembre 2010, puis mise à jour en juillet 2012, sur l’état de l’art des technologies de tri des déchets. L’étude a pour objectif de donner une vision pertinente et objective des différentes technologies de tri, à travers un état des lieux de la situation existante et une analyse des perspectives de développement à moyen terme. Au-delà de la dimension « état des lieux », l’étude débouche sur un diagnostic des principaux blocages au développement des technologies de tri et sur l’identification des voies / technologies qui semblent présenter le meilleur potentiel. Elle met également en évidence les domaines pour lesquels l’écart entre la qualité du tri actuel et les attentes est le plus problématique, afin de hiérarchiser l’intensité des besoins d’amélioration et d’ouvrir des pistes de réflexion pour l’établissement de priorités. L’étude s’attache à identifier des technologies « en rupture » susceptibles de modifier les possibilités de tri automatique sur le moyen/long terme (2020…..voire au-delà). Il s’agit en particulier de nourrir les réflexions sur la configuration du « Centre de tri du futur » en tenant compte du fait que l’on évoluera peut-être, à ces horizons, vers des collectes moins sélectives qu’actuellement. Un éclairage a été apporté aux perspectives de tri de certains gisements de déchets qui sont peu (ou pas) recyclés aujourd’hui alors qu’ils possèdent un potentiel de valorisation important. C’est le cas des déchets de bois issus de l’ameublement et des déchets du BTP. Enfin, il a semblé important que soient intégrées dans l’analyse certaines opérations de tri conduisant à la préparation de produits destinés à la réutilisation et à la valorisation énergétique, par exemple, l’optimisation du tri pour réduire la teneur en chlore dans le CSR issu des OMR et destiné à être utilisé dans les cimenteries.
Ce rapport est mis à jour semestriellement pendant trois ans, jusqu’en octobre 2013
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 10
22
CCHHAAMMPP DDEE LL’’EETTUUDDEE
22..11 CCHHAAMMPP DDEESS TTEECCHHNNOOLLOOGGIIEESS Est incluse dans le champ de l’étude toute technologie par laquelle un automate (système portatif ou en continu) mesure et traite un signal, puis l’appareil (ou la personne qui utilise le système portatif) prend la décision de rejeter ou de garder le produit mesuré, que ce soit au niveau d’une ligne de tri ou pour du contrôle qualité (en entrée comme en sortie). Sont exclues du champ de l’étude : Les technologies qui rejettent automatiquement le produit, sans mesure de signal, telles que
les tris balistique, électrostatique, magnétique, thermique, mécanique et hydraulique ; Le tri manuel ; Les technologies destructives (à l’exception de la spectrométrie d’émission optique), par
exemple le processus de contrôle du contenu en produits chlorés dans un échantillon.
22..22 CCHHAAMMPP GGEEOOGGRRAAPPHHIIQQUUEE
Les pays / zones géographiques suivants ont été analysés :
Europe
Etats-Unis
Canada
Japon
Dans l’ensemble de ce rapport, nous utilisons l’expression « Technologie de tri » pour caractériser les technologies appartenant au champ défini ci-dessus. Les technologies n’entrant pas dans ce champ sont explicitées avec leur nom complet (par exemple : tri balistique, tri par flottation…)
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 11
33
MMEETTHHOODDOOLLOOGGIIEE
Les résultats de cette étude s’appuient sur : la valorisation des principales sources publiées au niveau mondial relativement aux
technologies de tri et de contrôle qualité des déchets, en particulier :
– la presse professionnelle
– les sites Internet
– les études antérieures disponibles et les études en cours au sein de l’ADEME
– les bases de données généralistes et spécialisées des centres de documentation. Une cinquantaine d’entretiens complémentaires
1 réalisés auprès :
– de plusieurs experts de l’ADEME
– d’industriels utilisateurs de systèmes de tri
– de concepteurs et constructeurs d’équipements de tri
– de syndicats et organismes professionnels
– de grands groupes de traitement des déchets
– d’éco-organismes
– de centres et laboratoires de recherche en France et à l’étranger ainsi que plusieurs pôles de compétitivité
– d’experts présents aux salons et colloques. Ces entretiens ont conduit à des informations que l’on ne trouve pas dans les sources publiées. Ils ont permis en particulier : de porter un regard critique sur les performances des systèmes de tri annoncées par les
fabricants de disposer d’informations récentes sur les perspectives de développement des technologies
innovantes de recueillir les attentes non satisfaites des industriels utilisateurs de technologies de tri.
Chaque mise à jour semestrielle est réalisée en interrogeant plusieurs concepteurs de
systèmes de tri sur les évolutions récentes au plan technologique, et plusieurs utilisateurs de
systèmes de tri sur le plan de l’évolution de leurs attentes. Une revue exhaustive de
l’avancement des projets de recherche identifiés est également réalisée.
1 La liste des contacts réalisés dans le cadre de l’étude est présentée en Annexe 4.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 12
44
SSTTRRUUCCTTUURREE DDUU RRAAPPPPOORRTT
Le rapport est structuré en sept parties :
Technologies de tri des déchets et de contrôle qualité (chap. 5)
Applications des technologies de tri des déchets (chap. 6)
Attentes des industriels en matière de tri des déchets et pistes envisageables pour répondre
à ces attentes (chap. 7)
Etat de la R&D sur les technologies de tri (chap. 8)
Pistes à promouvoir pour la R&D (chap. 9)
15 fiches « Technologies de tri »
29 fiches « Applications ». Les fiches contiennent l’intégralité des informations collectées durant l’étude.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 13
55
LLEESS TTEECCHHNNOOLLOOGGIIEESS DDEE TTRRII EETT DDEE CCOONNTTRROOLLEE QQUUAALLIITTEE
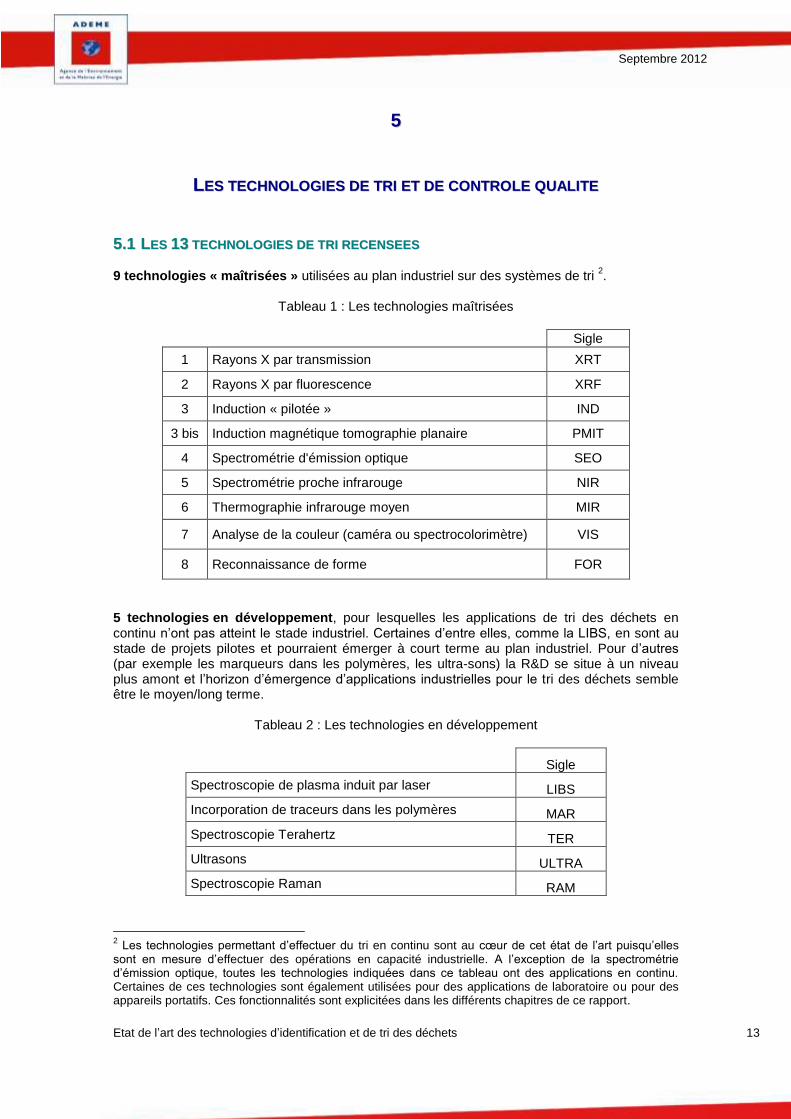
55..11 LLEESS 1133 TTEECCHHNNOOLLOOGGIIEESS DDEE TTRRII RREECCEENNSSEEEESS 9 technologies « maîtrisées » utilisées au plan industriel sur des systèmes de tri
2.
Tableau 1 : Les technologies maîtrisées
Sigle
1 Rayons X par transmission XRT
2 Rayons X par fluorescence XRF
3 Induction « pilotée » IND
3 bis Induction magnétique tomographie planaire PMIT
4 Spectrométrie d'émission optique SEO
5 Spectrométrie proche infrarouge NIR
6 Thermographie infrarouge moyen MIR
7 Analyse de la couleur (caméra ou spectrocolorimètre) VIS
8 Reconnaissance de forme FOR
5 technologies en développement, pour lesquelles les applications de tri des déchets en continu n’ont pas atteint le stade industriel. Certaines d’entre elles, comme la LIBS, en sont au stade de projets pilotes et pourraient émerger à court terme au plan industriel. Pour d’autres (par exemple les marqueurs dans les polymères, les ultra-sons) la R&D se situe à un niveau plus amont et l’horizon d’émergence d’applications industrielles pour le tri des déchets semble être le moyen/long terme.
Tableau 2 : Les technologies en développement
Sigle
Spectroscopie de plasma induit par laser LIBS
Incorporation de traceurs dans les polymères MAR
Spectroscopie Terahertz TER
Ultrasons ULTRA
Spectroscopie Raman RAM
2 Les technologies permettant d’effectuer du tri en continu sont au cœur de cet état de l’art puisqu’elles
sont en mesure d’effectuer des opérations en capacité industrielle. A l’exception de la spectrométrie d’émission optique, toutes les technologies indiquées dans ce tableau ont des applications en continu. Certaines de ces technologies sont également utilisées pour des applications de laboratoire ou pour des appareils portatifs. Ces fonctionnalités sont explicitées dans les différents chapitres de ce rapport.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 14
55..22 PPOOSSIITTIIOONNNNEEMMEENNTT DDAANNSS LLEE SSPPEECCTTRREE EELLEECCTTRROOMMAAGGNNEETTIIQQUUEE DDEESS TTEECCHHNNOOLLOOGGIIEESS
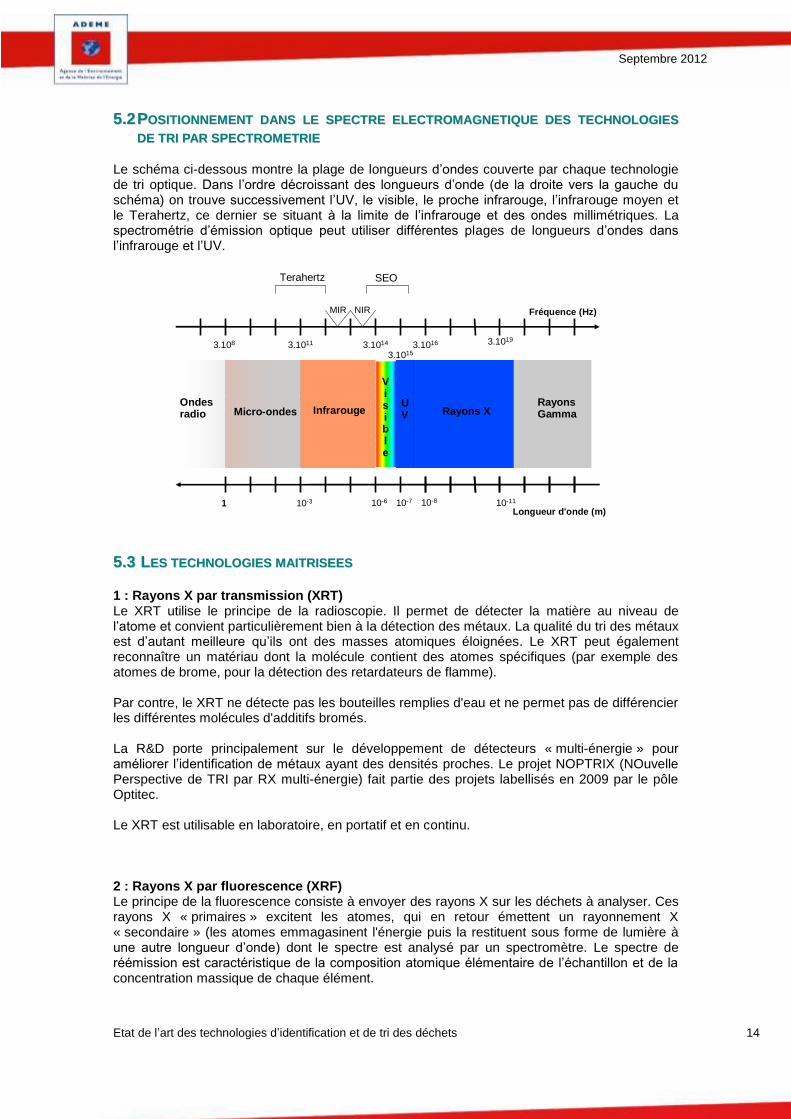
DDEE TTRRII PPAARR SSPPEECCTTRROOMMEETTRRIIEE Le schéma ci-dessous montre la plage de longueurs d’ondes couverte par chaque technologie de tri optique. Dans l’ordre décroissant des longueurs d’onde (de la droite vers la gauche du schéma) on trouve successivement l’UV, le visible, le proche infrarouge, l’infrarouge moyen et le Terahertz, ce dernier se situant à la limite de l’infrarouge et des ondes millimétriques. La spectrométrie d’émission optique peut utiliser différentes plages de longueurs d’ondes dans l’infrarouge et l’UV.
Longueur d'onde (m)
Fréquence (Hz)
3.108
1
Ondes radio
3.1011
Micro-ondes
10-31
3.1014
10-6
Infrarouge
3.1015
Visible
3.1016
UV
3.1019
Rayons XRayonsGamma
10-7 10-8 10-11
Terahertz SEO
NIRMIR
55..33 LLEESS TTEECCHHNNOOLLOOGGIIEESS MMAAIITTRRIISSEEEESS 1 : Rayons X par transmission (XRT) Le XRT utilise le principe de la radioscopie. Il permet de détecter la matière au niveau de l’atome et convient particulièrement bien à la détection des métaux. La qualité du tri des métaux est d’autant meilleure qu’ils ont des masses atomiques éloignées. Le XRT peut également reconnaître un matériau dont la molécule contient des atomes spécifiques (par exemple des atomes de brome, pour la détection des retardateurs de flamme). Par contre, le XRT ne détecte pas les bouteilles remplies d'eau et ne permet pas de différencier les différentes molécules d'additifs bromés. La R&D porte principalement sur le développement de détecteurs « multi-énergie » pour améliorer l’identification de métaux ayant des densités proches. Le projet NOPTRIX (NOuvelle Perspective de TRI par RX multi-énergie) fait partie des projets labellisés en 2009 par le pôle Optitec. Le XRT est utilisable en laboratoire, en portatif et en continu. 2 : Rayons X par fluorescence (XRF) Le principe de la fluorescence consiste à envoyer des rayons X sur les déchets à analyser. Ces rayons X « primaires » excitent les atomes, qui en retour émettent un rayonnement X « secondaire » (les atomes emmagasinent l'énergie puis la restituent sous forme de lumière à une autre longueur d’onde) dont le spectre est analysé par un spectromètre. Le spectre de réémission est caractéristique de la composition atomique élémentaire de l’échantillon et de la concentration massique de chaque élément.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 15
Cette technologie est utilisée principalement pour l’analyse fine de la composition d'alliages métalliques et pour le tri d’alliages contenant des métaux avec des teneurs différentes. Elle permet d’effectuer une quantification de la masse totale de chacun des métaux contenus (plomb, mercure, cadmium, chrome VI). Elle peut également reconnaître et mesurer d’autres atomes lourds comme le brome. Par contre, le XRF ne permet pas de déterminer la proportion des différentes molécules présentes contenant un élément considéré. Ainsi, on peut détecter la présence de retardateurs de flammes bromés dans les plastiques des DEEE mais on ne peut pas connaître le type précis de retardateur dont il s'agit. Les axes d’amélioration portent sur l’efficacité du tri et l’élargissement à de nouvelles applications. Le XRF est utilisable en laboratoire, en portatif et en continu. 3 : Induction « pilotée » (IND) Le principe du tri par induction consiste à créer un champ magnétique à l’aide de bobines, dans lequel on fait passe les déchets à trier. La distorsion du champ créée par le passage d’un objet constitue une signature dans le cas des métaux. L’induction permet de séparer les métaux des autres matériaux et de trier les ferreux et les non ferreux (souvent au moyen de machines de tri en cascade). Plus sélective et plus souple que la technologie de tri par courant de Foucault, l’induction pilotée peut identifier et trier des produits très fins tels que des cheveux d’ange (fils de cuivre de 2/10ê de mm de diamètre). Elle est également efficace pour éliminer les indésirables dans certaines fractions. On peut atteindre jusqu’à 99,9% de pureté sur les plastiques et sur le cuivre affiné. Des expérimentations sont en cours dans plusieurs centres de tri pour développer le tri par induction pilotée des pièces métalliques légères et des fines contenues dans les emballages issus de la collecte sélective (capsules de café en aluminium, feuilles à base d’étain entourant le goulot des bouteilles de vin). L’induction pilotée est utilisée sur des systèmes en continu. 3 bis : L’induction magnétique tomographie planaire (PMIT)
3 est une variante de l’induction
pilotée, qui permet de reconnaître et de trier les métaux ferreux (dont les inox) et les non ferreux de petit calibre en continu. L’application la plus répandue de cette technologie concerne le tri des petits morceaux métalliques, morceaux de câbles, feuilles et plaques métalliques contenus dans les mâchefers d’incinérateurs (granulométrie comprise entre 6 et 25 mm). La PMIT comble la lacune liée à la résolution de 25 à 50 mm des détecteurs à induction traditionnels. Elle peut également s’appliquer à l’extraction des métaux dans les résidus de broyage (en combinaison avec un système à courant de Foucault), dans le RDF, dans les déchets de bois et dans le verre usagé. 4 : Spectrométrie d’émission optique (SEO) La SEO s’appuie sur la mesure quantitative du spectre d’émission optique provenant d’atomes ou de molécules stimulés à de hauts niveaux d'énergie, pour déterminer la concentration de la substance à analyser. Elle répond bien aux besoins de l'industrie métallurgique (contrôle, production, inspection des matières premières, tri des déchets). Elle constitue la technique de référence pour l'analyse élémentaire (composition en masse) d'échantillons métalliques solides, qu’il s’agisse d’alliages,
3 PMIT: Planar Magnet Induction Tomography.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 16
d’aciers ou de produits contenant des inclusions non métalliques indésirables. On l’utilise fréquemment pour les bases fer/acier, aluminium, cuivre, nickel, zinc et plomb.
La R&D vise à améliorer les performances de la SEO dans deux domaines : l’analyse des basses teneurs et l’amélioration de la justesse et des limites de détection.
La SEO est une méthode destructive. Elle est utilisée en laboratoire et en portatif. 5 : Spectrométrie proche infrarouge (NIR) La spectrométrie proche infrarouge (« Near infra-red ») est basée sur l'analyse d'un spectre de réflexion dont la signature révèle la structure des molécules. Elle est donc capable de reconnaître les matériaux. Grâce aux progrès réalisés ces dernières années, le NIR est utilisé à grande échelle pour trier un nombre croissant de matériaux, en particulier : les polymères entre eux et les fibreux (papier, coton, textiles) entre eux les polymères, les fibreux et les inertes dans un flux mélangé. Elle permet en particulier de
reconnaître le PVC et les autres chlorés. On l’utilise couramment en combinaison avec un séparateur à courant de Foucault pour réaliser un tri complet sur des mélanges multi matériaux (par exemple des emballages). Par contre, le NIR ne « voit » pas les métaux, les retardateurs de flamme bromés, les objets sombres, noirs (en particulier les pièces contenant du noir de carbone) les liquides (bouteilles pleines) et les déchets ayant la forme de rubans. Des progrès réguliers sont réalisés pour étendre le champ d’application du NIR au tri de nouveaux matériaux (plâtre….). Le NIR est utilisable en laboratoire, en portatif et en continu. 6 : Thermographie infrarouge moyen (MIR) Le principe consiste à analyser la différence de température d’un objet avant et après éclairage par une source MIR. Le capteur détecte la dispersion de la chaleur en fonction de la matière et de l'épaisseur du matériau. Le développement de cette technologie au plan industriel est récent. La thermographie MIR apporte une réponse en matière de tri des papiers et cartons selon leur grammage. Le MIR reconnaît également les « non papiers » comme les plastiques même noirs et les ELA. La R&D est principalement orientée vers l’identification de nouvelles applications de tri (plastiques et caoutchoucs noirs, plastiques contenant des retardateurs de flamme bromés), la miniaturisation du spectromètre et la réduction du temps de mesure. 7 : Analyse de la couleur par caméra ou spectrométrie (VIS) On distingue deux technologies différentes de capteurs : le système de caméra couleur couplée à un prisme, qui effectue des mesures sur les couleurs primaires (rouge, vert et bleu) en fonction de leur intensité et le spectromètre qui analyse la totalité du spectre visible et permet d’obtenir des résultats plus sélectifs et plus précis que la caméra couleur. La spectrométrie dans le visible est bien adaptée au tri des matières plastiques par couleur (par exemple le PET), des papiers cartons et du verre. Les efforts des concepteurs se concentrent sur l’amélioration du traitement du signal, afin de mieux discriminer les matières en fonction de leur couleur. Elle est utilisable en laboratoire, en portatif et en continu. Combinaisons de technologies de tri
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 17
Les progrès réalisés au cours des dernières années s’appuient souvent sur le développement de combinaisons de technologies de tri, soit au moyen de systèmes multi capteurs intégrés dans une même machine, soit au moyen de machines installées en cascade. En particulier, la combinaison de la détection proche infrarouge (NIR), de la détection couleur (VIS) et de l’induction est largement utilisée dans l’industrie. C’est une solution éprouvée, dont le nombre d’applications augmente régulièrement. Elle est utilisée pour le tri des bouteilles PET cristal en vue du recyclage « bottle to bottle » et le tri des métaux et des polymères contenus dans les cartes électroniques broyées.
Plusieurs autres combinaisons sont utilisées selon les besoins (NIR+ induction, NIR+XRT….). 8 : Reconnaissance de forme (FOR) En perte de vitesse pendant plusieurs années, la technologie de reconnaissance de forme dans le domaine du tri a fait l’objet de développements récents, comme la reconnaissance des fils et câbles dans un mélange d’objets métalliques et le tri des têtes de cartouches de mastic au silicone (ce dernier étant un poison pour le recyclage du PEHD). La R&D porte prioritairement sur l’augmentation des débits de tri, sur le traitement de volumes de données très élevés et sur la stabilisation des critères de forme.
Septembre 2012
Etat-de-l’Art des technologies d’identification et de tri des déchets
18
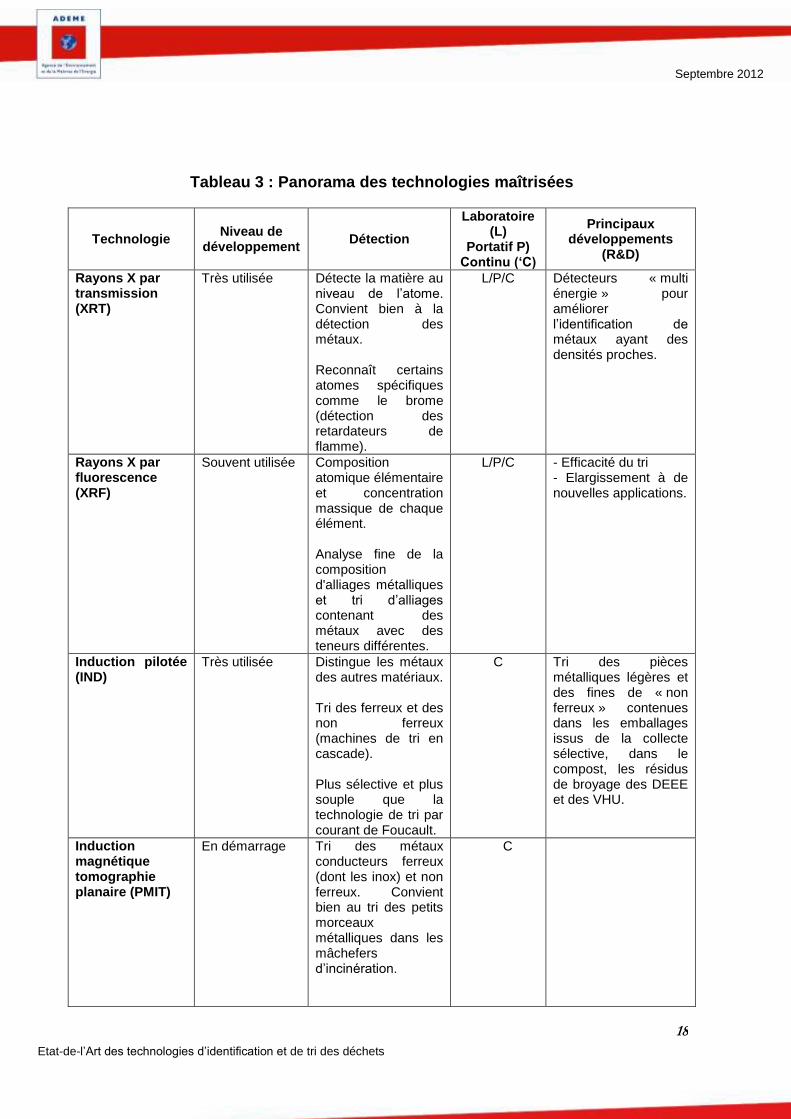
Tableau 3 : Panorama des technologies maîtrisées
Technologie Niveau de
développement Détection
Laboratoire (L)
Portatif P) Continu (‘C)
Principaux développements
(R&D)
Rayons X par transmission (XRT)
Très utilisée Détecte la matière au niveau de l’atome. Convient bien à la détection des métaux. Reconnaît certains atomes spécifiques comme le brome (détection des retardateurs de flamme).
L/P/C Détecteurs « multi énergie » pour améliorer l’identification de métaux ayant des densités proches.
Rayons X par fluorescence (XRF)
Souvent utilisée Composition atomique élémentaire et concentration massique de chaque élément. Analyse fine de la composition d'alliages métalliques et tri d’alliages contenant des métaux avec des teneurs différentes.
L/P/C - Efficacité du tri - Elargissement à de nouvelles applications.
Induction pilotée (IND)
Très utilisée Distingue les métaux des autres matériaux. Tri des ferreux et des non ferreux (machines de tri en cascade). Plus sélective et plus souple que la technologie de tri par courant de Foucault.
C Tri des pièces métalliques légères et des fines de « non ferreux » contenues dans les emballages issus de la collecte sélective, dans le compost, les résidus de broyage des DEEE et des VHU.
Induction magnétique tomographie planaire (PMIT)
En démarrage Tri des métaux conducteurs ferreux (dont les inox) et non ferreux. Convient bien au tri des petits morceaux métalliques dans les mâchefers d’incinération.
C
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 19
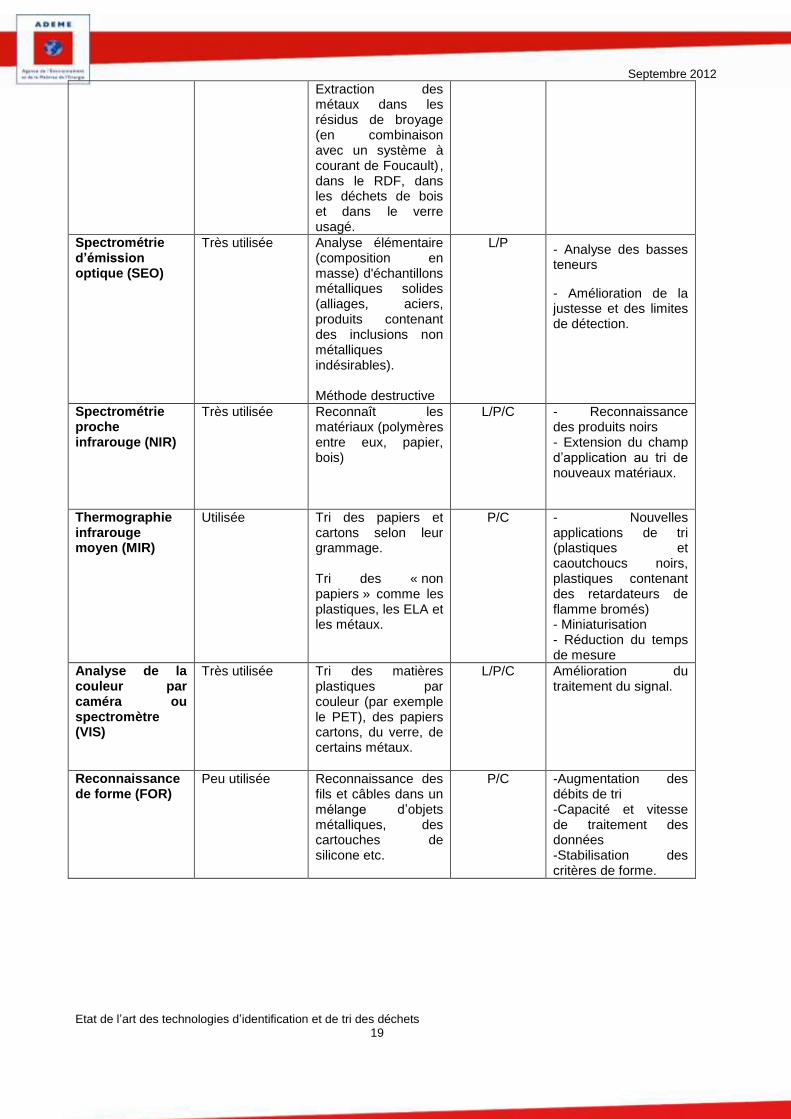
Extraction des métaux dans les résidus de broyage (en combinaison avec un système à courant de Foucault) , dans le RDF, dans les déchets de bois et dans le verre usagé.
Spectrométrie d’émission optique (SEO)
Très utilisée Analyse élémentaire (composition en masse) d'échantillons métalliques solides (alliages, aciers, produits contenant des inclusions non métalliques indésirables). Méthode destructive
L/P - Analyse des basses teneurs
- Amélioration de la justesse et des limites de détection.
Spectrométrie proche infrarouge (NIR)
Très utilisée Reconnaît les matériaux (polymères entre eux, papier, bois)
L/P/C - Reconnaissance des produits noirs - Extension du champ d’application au tri de nouveaux matériaux.
Thermographie infrarouge moyen (MIR)
Utilisée Tri des papiers et cartons selon leur grammage. Tri des « non papiers » comme les plastiques, les ELA et les métaux.
P/C - Nouvelles applications de tri (plastiques et caoutchoucs noirs, plastiques contenant des retardateurs de flamme bromés) - Miniaturisation - Réduction du temps de mesure
Analyse de la couleur par caméra ou spectromètre (VIS)
Très utilisée Tri des matières plastiques par couleur (par exemple le PET), des papiers cartons, du verre, de certains métaux.
L/P/C Amélioration du traitement du signal.
Reconnaissance de forme (FOR)
Peu utilisée Reconnaissance des fils et câbles dans un mélange d’objets métalliques, des cartouches de silicone etc.
P/C -Augmentation des débits de tri -Capacité et vitesse de traitement des données -Stabilisation des critères de forme.
Septembre 2012
Etat-de-l’Art des technologies d’identification et de tri des déchets
20
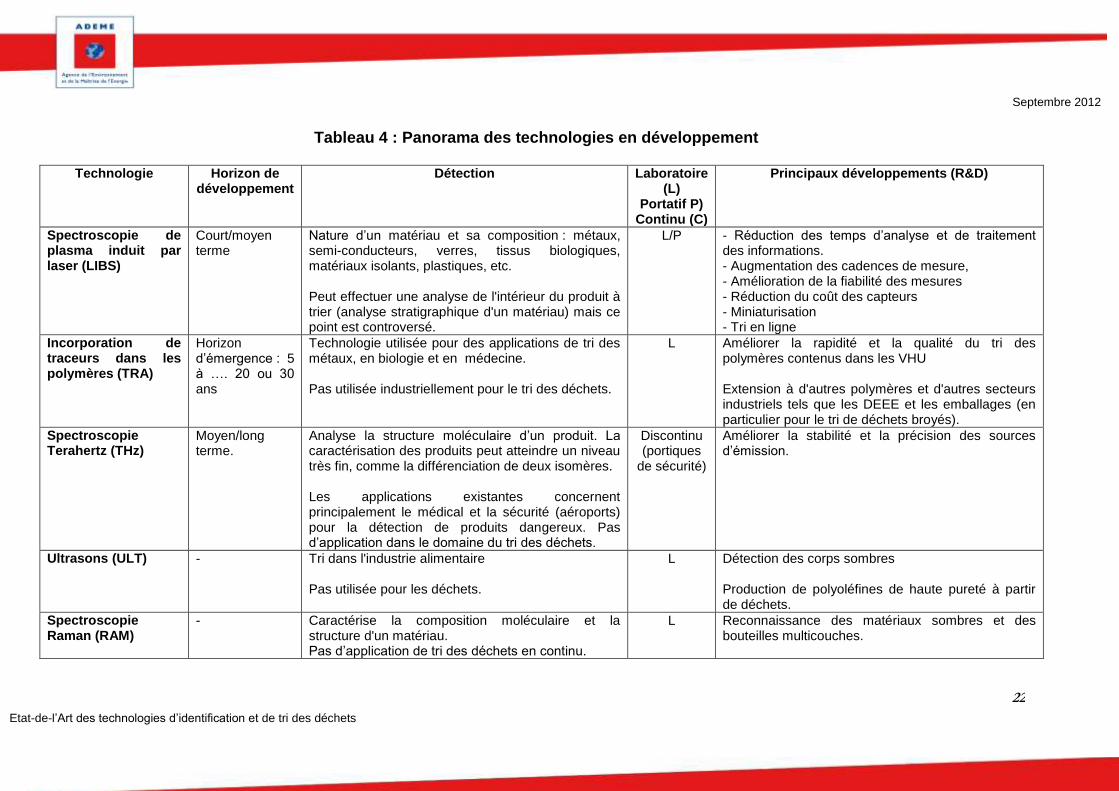
55..44 LLEESS TTEECCHHNNOOLLOOGGIIEESS EENN DDEEVVEELLOOPPPPEEMMEENNTT 11 : Spectroscopie de plasma induit par laser (LIBS) La LIBS est une technique d’analyse chimique rapide qui utilise un laser de courte impulsion pour créer un micro plasma à la surface du produit analysé. Le rayonnement émis par ce gaz ionisé est analysé par spectroscopie optique. La LIBS fournit des informations très précises non seulement sur la nature du matériau mais également sur sa composition. Connue depuis près de 30 ans, la technologie LIBS était jusqu'à récemment confinée à des usages de laboratoire du fait de sa complexité et de son coût. Elle était utilisée comme technologie complémentaire au XRF, au NIR et au Raman. La LIBS est utilisable pour des métaux, semi-conducteurs, verres, tissus biologiques, matériaux isolants, plastiques. Par exemple, pour des déchets de bronze, elle permet de déterminer le degré de pureté du morceau étudié. La limite de détection de la LIBS pour les métaux lourds est de l’ordre du ppm. La LIBS est capable de reconnaître les atomes légers (contrairement au XRT), de reconnaître les dérivés bromés (contrairement au NIR) et de différencier les différents types d'additifs bromés (contrairement au XRT). Elle possède également des atouts par rapport à la fluorescence X, qui affiche certaines limites sur les éléments légers et par rapport à la spectrométrie étincelle (SEO) qui peut poser des problèmes d’encrassement des électrodes sur certains matériaux. La capacité de la LIBS à effectuer une analyse de l'intérieur du produit à trier (analyse stratigraphique d'un matériau) est controversée. Pour certains experts, la LIBS reste avant tout un capteur de surface. De nombreux travaux de R&D ont été réalisés ces dernières années. Les axes d’amélioration portent principalement sur la réduction des temps d’analyse et de traitement des informations, l’augmentation des cadences de mesure, l’amélioration de la fiabilité des mesures, la réduction des coûts (des capteurs en particulier) et la miniaturisation. Le tri en ligne fait également partie des objectifs de nombreux travaux de R&D. 12 : Incorporation de traceurs dans les polymères (TRA) Le principe consiste à incorporer en faible quantité des « traceurs » dans les polymères fabriqués, qui seront facilement détectables par les systèmes de tri une fois que le produit est devenu déchet. Les options technologiques pour la détection et le tri de déchets contenant des traceurs sont relativement ouvertes, que ce soit au niveau du choix du type de procédé (magnétique, fluorescence X, fluorescence UV, IR, activation neutronique, détection magnétique) ou au niveau du choix du traceur (fer et ses oxydes, terres rares, dérivés de la coumarine….). La technologie d’identification et de tri de matériaux au moyen de traceurs est utilisée pour des applications de tri des métaux, en biologie et en médecine. Elle n’est pas utilisée industriellement pour le tri des déchets. Plusieurs projets de R&D visent à améliorer la rapidité et la qualité du tri des polymères contenus dans les VHU en utilisant une signature avec traceurs détectée par tri spectrométrique (fluorescence X ou UV) et à étendre cette technologie de tri à d'autres matériaux polymères et d'autres secteurs industriels tels que les DEEE et les emballages. Les traceurs pourraient s’avérer utiles pour le tri de déchets broyés, le marquage des pièces n’étant plus reconnaissable. Les traceurs tels que les terres rares ont un coût élevé mais nécessitent des concentrations de l’ordre du ppm. Les traceurs magnétiques, peu coûteux nécessitent aussi de faibles quantités. Les avis des industriels interrogés (fabricants de systèmes de tri, constructeurs automobiles, éco-organisme DEEE) sur l’horizon de développement des traceurs pour le tri des déchets de polymères sont partagés. D’importantes contraintes de nature organisationnelle et normative (en particulier la difficulté potentielle d’imposer une norme internationale sur le sujet) devront en effet être surmontées. Certains voient dans les marqueurs un « serpent de mer » qui n’émergera pas avant 20 ou 30 ans, tandis que d’autres estiment l’horizon d’émergence industrielle à une dizaine d’années. En outre, il faut tenir compte de la durée de vie
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 21
des pièces à trier : dans le cas des polymères utilisés dans les véhicules, il faudra en effet attendre 8 à 10 ans après la fabrication des pièces pour que les premières pièces « marquées » puissent être triées. C’est la raison pour laquelle le projet TRIPTIC étudie également les perspectives liées à des produits à plus courte durée de vie comme certains DEEE.
13 : Spectroscopie Terahertz (THz) La spectroscopie Terahertz est une technique de détection fine basée sur l’émission d'une onde dont la fréquence se situe entre 0,1 et 10 THz. Non destructive, elle permet d’analyser la structure moléculaire d’un produit, soit en réflexion soit en transmission. La caractérisation des produits peut atteindre un niveau très fin, comme la différenciation de deux isomères (structure moléculaire). Les applications existantes concernent principalement le médical et la sécurité. Le Térahertz est utilisé dans certains aéroports pour la détection de produits dangereux. Aucune piste n’a été identifiée dans le domaine du tri des déchets. La spectroscopie Terahertz a été peu explorée jusqu'à récemment à cause de l'absence de sources et de détecteurs. La R&D porte principalement sur la stabilité et la précision des sources d’émission (les lasers à cascades quantiques requièrent souvent des températures extrêmement basses et ne fournissent pas une bonne pureté spectrale). Le projet « Terapepo » développe une source optique de rayonnement Terahertz à base GaN, compacte, continue et à spectre fin. L’horizon de développement de la technologie Terahertz pour des applications de tri des déchets semble être le moyen/long terme. 14 : Ultrasons (ULT) Les ultrasons sont utilisés industriellement pour le tri dans l'industrie alimentaire mais pas pour le tri des déchets. Des travaux de R&D visent à appliquer cette technologie à la détection des corps sombres et pour la production de polyoléfines de haute pureté à partir de déchets. 15 : Spectroscopie Raman (RAM) Cette technique non destructive permet de caractériser la composition moléculaire et la structure d'un matériau. Limitée aux applications de laboratoire, la technologie Raman pourrait toutefois ouvrir des pistes en matière de reconnaissance des matériaux sombres et des bouteilles multicouches. Son coût d’utilisation reste très élevé. Aucune application de tri des déchets en continu n’a été identifiée.
Septembre 2012
Etat-de-l’Art des technologies d’identification et de tri des déchets
22
Tableau 4 : Panorama des technologies en développement
Technologie Horizon de
développement Détection Laboratoire
(L) Portatif P)
Continu (C)
Principaux développements (R&D)
Spectroscopie de plasma induit par laser (LIBS)
Court/moyen terme
Nature d’un matériau et sa composition : métaux, semi-conducteurs, verres, tissus biologiques, matériaux isolants, plastiques, etc. Peut effectuer une analyse de l'intérieur du produit à trier (analyse stratigraphique d'un matériau) mais ce point est controversé.
L/P - Réduction des temps d’analyse et de traitement des informations. - Augmentation des cadences de mesure, - Amélioration de la fiabilité des mesures - Réduction du coût des capteurs - Miniaturisation - Tri en ligne
Incorporation de traceurs dans les polymères (TRA)
Horizon d’émergence : 5 à …. 20 ou 30 ans
Technologie utilisée pour des applications de tri des métaux, en biologie et en médecine. Pas utilisée industriellement pour le tri des déchets.
L Améliorer la rapidité et la qualité du tri des polymères contenus dans les VHU Extension à d'autres polymères et d'autres secteurs industriels tels que les DEEE et les emballages (en particulier pour le tri de déchets broyés).
Spectroscopie Terahertz (THz)
Moyen/long terme.
Analyse la structure moléculaire d’un produit. La caractérisation des produits peut atteindre un niveau très fin, comme la différenciation de deux isomères. Les applications existantes concernent principalement le médical et la sécurité (aéroports) pour la détection de produits dangereux. Pas d’application dans le domaine du tri des déchets.
Discontinu (portiques
de sécurité)
Améliorer la stabilité et la précision des sources d’émission.
Ultrasons (ULT) - Tri dans l'industrie alimentaire Pas utilisée pour les déchets.
L Détection des corps sombres Production de polyoléfines de haute pureté à partir de déchets.
Spectroscopie Raman (RAM)
- Caractérise la composition moléculaire et la structure d'un matériau. Pas d’application de tri des déchets en continu.
L Reconnaissance des matériaux sombres et des bouteilles multicouches.
Septembre 2012
Etat-de-l’Art des technologies d’identification et de tri des déchets
23
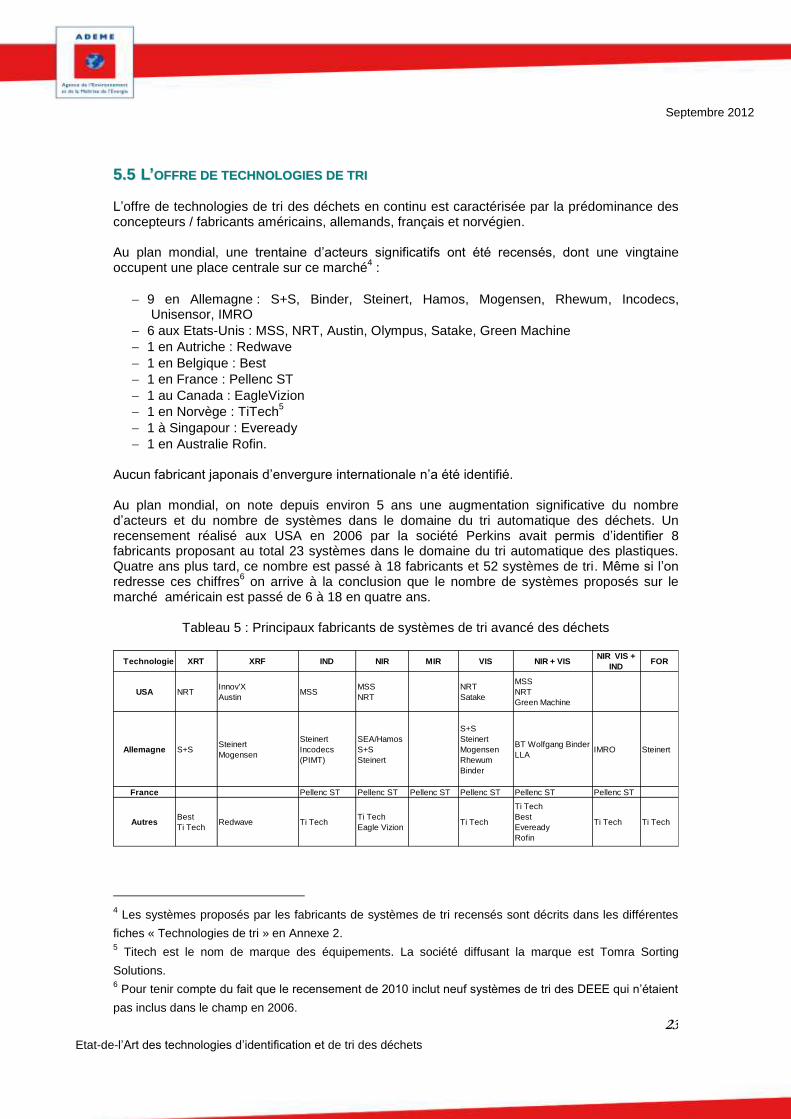
55..55 LL’’OOFFFFRREE DDEE TTEECCHHNNOOLLOOGGIIEESS DDEE TTRRII L’offre de technologies de tri des déchets en continu est caractérisée par la prédominance des concepteurs / fabricants américains, allemands, français et norvégien. Au plan mondial, une trentaine d’acteurs significatifs ont été recensés, dont une vingtaine occupent une place centrale sur ce marché
4 :
9 en Allemagne : S+S, Binder, Steinert, Hamos, Mogensen, Rhewum, Incodecs, Unisensor, IMRO
6 aux Etats-Unis : MSS, NRT, Austin, Olympus, Satake, Green Machine
1 en Autriche : Redwave
1 en Belgique : Best
1 en France : Pellenc ST
1 au Canada : EagleVizion
1 en Norvège : TiTech5
1 à Singapour : Eveready
1 en Australie Rofin. Aucun fabricant japonais d’envergure internationale n’a été identifié. Au plan mondial, on note depuis environ 5 ans une augmentation significative du nombre d’acteurs et du nombre de systèmes dans le domaine du tri automatique des déchets. Un recensement réalisé aux USA en 2006 par la société Perkins avait permis d’identifier 8 fabricants proposant au total 23 systèmes dans le domaine du tri automatique des plastiques. Quatre ans plus tard, ce nombre est passé à 18 fabricants et 52 systèmes de tri. Même si l’on redresse ces chiffres
6 on arrive à la conclusion que le nombre de systèmes proposés sur le
marché américain est passé de 6 à 18 en quatre ans.
Tableau 5 : Principaux fabricants de systèmes de tri avancé des déchets
Technologie XRT XRF IND NIR MIR VIS NIR + VISNIR VIS +
INDFOR
USA NRTInnov'X
AustinMSS
MSS
NRT
NRT
Satake
MSS
NRT
Green Machine
Allemagne S+SSteinert
Mogensen
Steinert
Incodecs
(PIMT)
SEA/Hamos
S+S
Steinert
S+S
Steinert
Mogensen
Rhewum
Binder
BT Wolfgang Binder
LLAIMRO Steinert
France Pellenc ST Pellenc ST Pellenc ST Pellenc ST Pellenc ST Pellenc ST
AutresBest
Ti TechRedwave Ti Tech
Ti Tech
Eagle VizionTi Tech
Ti Tech
Best
Eveready
Rofin
Ti Tech Ti Tech
4 Les systèmes proposés par les fabricants de systèmes de tri recensés sont décrits dans les différentes
fiches « Technologies de tri » en Annexe 2. 5 Titech est le nom de marque des équipements. La société diffusant la marque est Tomra Sorting
Solutions. 6 Pour tenir compte du fait que le recensement de 2010 inclut neuf systèmes de tri des DEEE qui n’étaient
pas inclus dans le champ en 2006.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 24
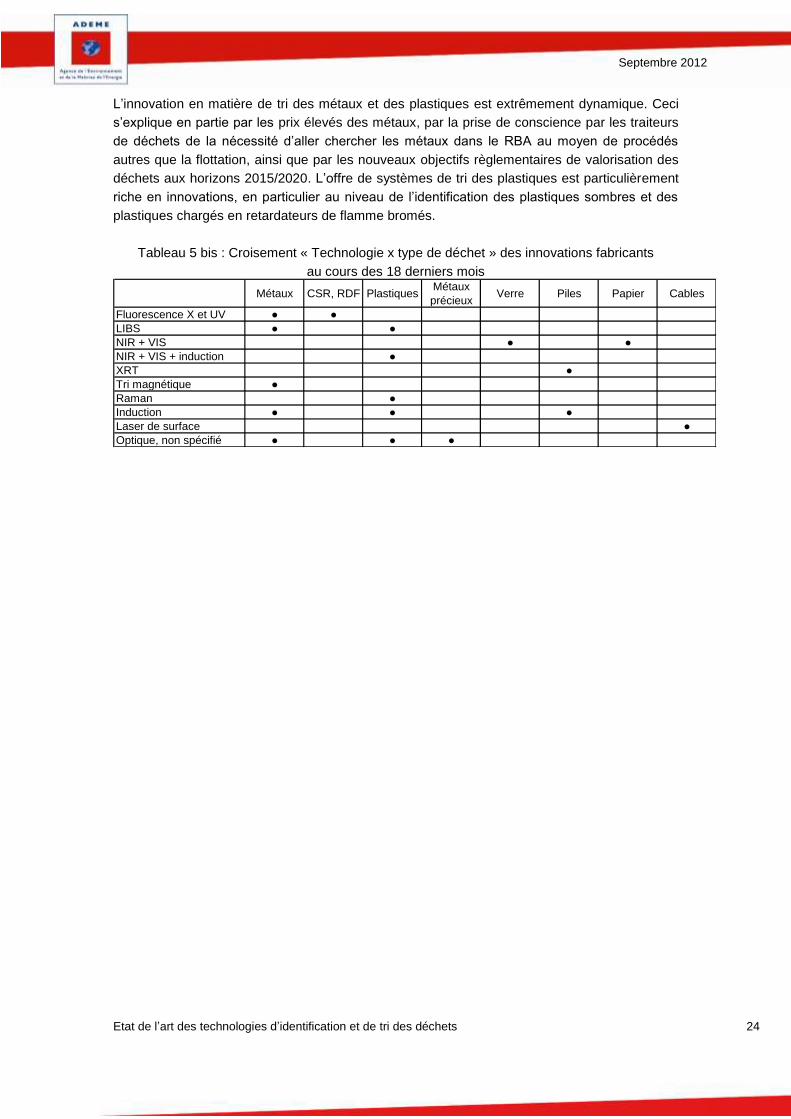
L’innovation en matière de tri des métaux et des plastiques est extrêmement dynamique. Ceci
s’explique en partie par les prix élevés des métaux, par la prise de conscience par les traiteurs
de déchets de la nécessité d’aller chercher les métaux dans le RBA au moyen de procédés
autres que la flottation, ainsi que par les nouveaux objectifs règlementaires de valorisation des
déchets aux horizons 2015/2020. L’offre de systèmes de tri des plastiques est particulièrement
riche en innovations, en particulier au niveau de l’identification des plastiques sombres et des
plastiques chargés en retardateurs de flamme bromés.
Tableau 5 bis : Croisement « Technologie x type de déchet » des innovations fabricants
au cours des 18 derniers mois
Métaux CSR, RDF PlastiquesMétaux
précieuxVerre Piles Papier Cables
Fluorescence X et UV ● ●
LIBS ● ●
NIR + VIS ● ●
NIR + VIS + induction ●
XRT ●
Tri magnétique ●
Raman ●
Induction ● ● ●
Laser de surface ●
Optique, non spécifié ● ● ●
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 25
66
LLEESS AAPPPPLLIICCAATTIIOONNSS DDEESS TTEECCHHNNOOLLOOGGIIEESS DDEE TTRRII DDEESS DDEECCHHEETTSS
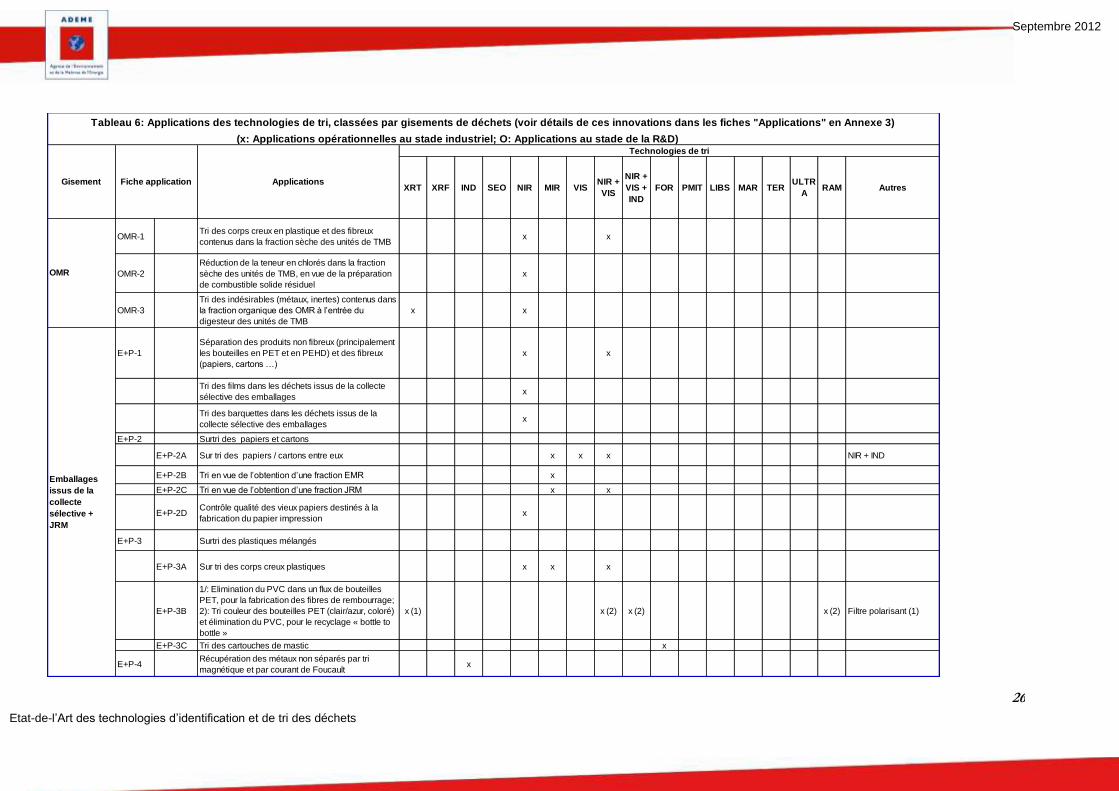
66..11 CCLLAASSSSEEMMEENNTT DDEESS AAPPPPLLIICCAATTIIOONNSS PPAARR GGIISSEEMMEENNTT DDEE DDEECCHHEETTSS 29 applications des technologies de tri ont été recensées, réparties sur les neuf gisements de déchets et de produits en fin de vie suivants
7 :
Ordures ménagères résiduelles
Emballages (ménagers et industriels)
Verre (emballage)
DEEE domestiques et professionnels
VHU
Déchets de construction et démolition
Métaux en mélange
Textiles
Bois
Le tableau de la page suivante liste les applications de tri en continu recensées dans le cadre de cette étude. Cette liste couvre des applications pertinentes par rapport à la problématique de l’étude et a pour but d’illustrer la diversité des possibilités offertes par les technologies de tri. Elle n’est toutefois pas exhaustive.
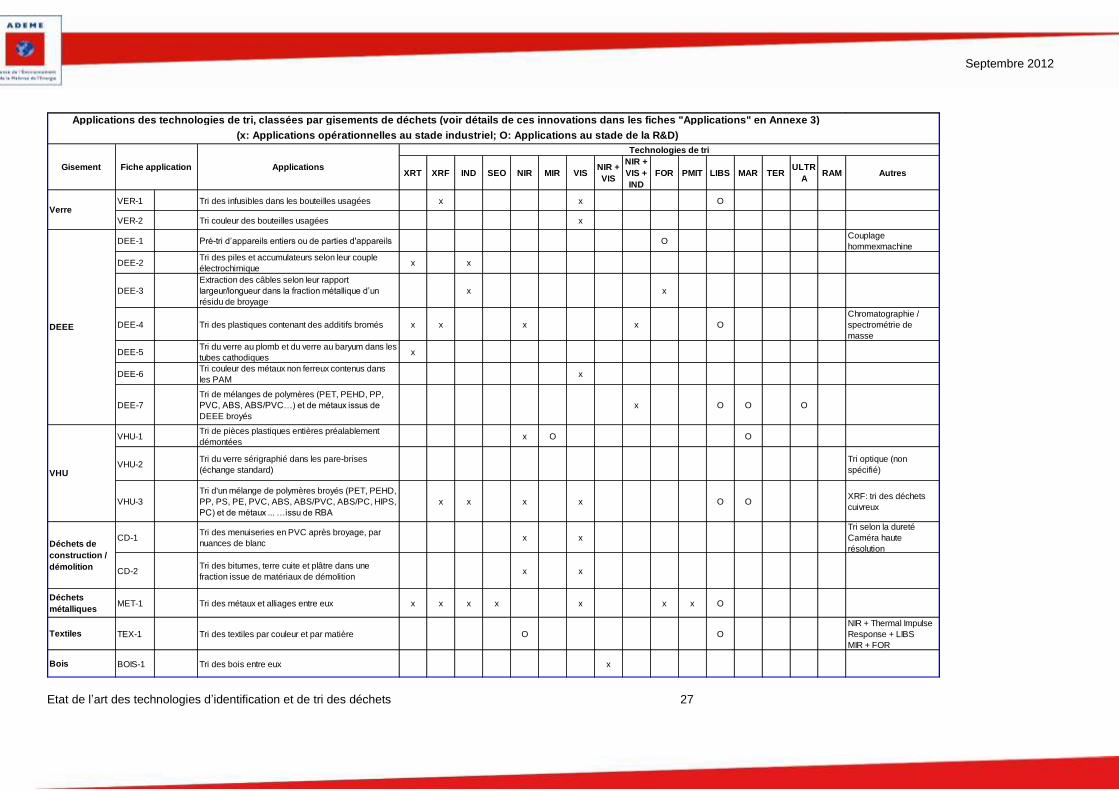
Les gisements pour lesquels les applications sont les plus nombreuses sont clairement les emballages et les DEEE, et dans une moindre mesure les ordures ménagères résiduelles. Le cas du verre est spécifique puisque les besoins de tri sont circonscrits à deux
problématiques, le tri couleur et la séparation des indésirables ; Dans le cas des déchets de métaux, l’application « Tri des métaux et alliages entre eux »
recouvre en pratique de nombreuses sous applications ; En revanche, les déchets de construction / démolition, les déchets textiles et les déchets de
bois comptent peu d’applications de tri. Aucune application de tri n’a été identifiée pour les gisements « BPHU » et « avions en fin de
vie ». Les BPHU qui arrivent chez les démanteleurs sont des coques vides préalablement dépolluées et vidées de tous les équipements pouvant être réutilisés en pièces détachées (mâts en aluminium, GPS...). La récupération des principales pièces, surtout en bois mais aussi en métal et plastiques (composites à 80%) est effectuée au moyen d'un grappin ou d'une grue avec bras articulé. Les bateaux démantelés aujourd'hui sont âgés de 30 à 50 ans. L’éco-conception est quasi-inexistante. La déconstruction des avions en fin de vie concerne avant tout les problématiques de démontage et de dépollution.
7 Les fiches « Applications » en annexe 3 sont classées dans cet ordre.
Septembre 2012
Etat-de-l’Art des technologies d’identification et de tri des déchets
26
XRT XRF IND SEO NIR MIR VISNIR +
VIS
NIR +
VIS +
IND
FOR PMIT LIBS MAR TERULTR
ARAM Autres
OMR-1Tri des corps creux en plastique et des fibreux
contenus dans la fraction sèche des unités de TMBx x
OMR-2
Réduction de la teneur en chlorés dans la fraction
sèche des unités de TMB, en vue de la préparation
de combustible solide résiduel
x
OMR-3
Tri des indésirables (métaux, inertes) contenus dans
la fraction organique des OMR à l’entrée du
digesteur des unités de TMB
x x
E+P-1
Séparation des produits non fibreux (principalement
les bouteilles en PET et en PEHD) et des fibreux
(papiers, cartons …)
x x
Tri des films dans les déchets issus de la collecte
sélective des emballagesx
Tri des barquettes dans les déchets issus de la
collecte sélective des emballagesx
E+P-2 Surtri des papiers et cartons
E+P-2A Sur tri des papiers / cartons entre eux x x x NIR + IND
E+P-2B Tri en vue de l’obtention d’une fraction EMR x
E+P-2C Tri en vue de l’obtention d’une fraction JRM x x
E+P-2DContrôle qualité des vieux papiers destinés à la
fabrication du papier impressionx
E+P-3 Surtri des plastiques mélangés
E+P-3A Sur tri des corps creux plastiques x x x
E+P-3B
1/: Elimination du PVC dans un flux de bouteilles
PET, pour la fabrication des fibres de rembourrage;
2): Tri couleur des bouteilles PET (clair/azur, coloré)
et élimination du PVC, pour le recyclage « bottle to
bottle »
x (1) x (2) x (2) x (2) Filtre polarisant (1)
E+P-3C Tri des cartouches de mastic x
E+P-4Récupération des métaux non séparés par tri
magnétique et par courant de Foucaultx
Applications
Tableau 6: Applications des technologies de tri, classées par gisements de déchets (voir détails de ces innovations dans les fiches "Applications" en Annexe 3)
(x: Applications opérationnelles au stade industriel; O: Applications au stade de la R&D) Technologies de tri
Fiche application Gisement
OMR
Emballages
issus de la
collecte
sélective +
JRM
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 27
XRT XRF IND SEO NIR MIR VISNIR +
VIS
NIR +
VIS +
IND
FOR PMIT LIBS MAR TERULTR
ARAM Autres
VER-1 Tri des infusibles dans les bouteilles usagées x x O
VER-2 Tri couleur des bouteilles usagées x
DEE-1 Pré-tri d’appareils entiers ou de parties d'appareils OCouplage
hommexmachine
DEE-2Tri des piles et accumulateurs selon leur couple
électrochimiquex x
DEE-3
Extraction des câbles selon leur rapport
largeur/longueur dans la fraction métallique d’un
résidu de broyage
x x
DEE-4 Tri des plastiques contenant des additifs bromés x x x x O
Chromatographie /
spectrométrie de
masse
DEE-5Tri du verre au plomb et du verre au baryum dans les
tubes cathodiquesx
DEE-6Tri couleur des métaux non ferreux contenus dans
les PAMx
DEE-7
Tri de mélanges de polymères (PET, PEHD, PP,
PVC, ABS, ABS/PVC…) et de métaux issus de
DEEE broyés
x O O O
VHU-1Tri de pièces plastiques entières préalablement
démontéesx O O
VHU-2Tri du verre sérigraphié dans les pare-brises
(échange standard)
Tri optique (non
spécifié)
VHU-3
Tri d'un mélange de polymères broyés (PET, PEHD,
PP, PS, PE, PVC, ABS, ABS/PVC, ABS/PC, HIPS,
PC) et de métaux ... …issu de RBA
x x x x O OXRF: tri des déchets
cuivreux
CD-1Tri des menuiseries en PVC après broyage, par
nuances de blancx x
Tri selon la dureté
Caméra haute
résolution
CD-2Tri des bitumes, terre cuite et plâtre dans une
fraction issue de matériaux de démolitionx x
Déchets
métalliquesMET-1 Tri des métaux et alliages entre eux x x x x x x x O
Textiles TEX-1 Tri des textiles par couleur et par matière O O
NIR + Thermal Impulse
Response + LIBS
MIR + FOR
Bois BOIS-1 Tri des bois entre eux x
Applications
Technologies de tri
Fiche application
(x: Applications opérationnelles au stade industriel; O: Applications au stade de la R&D)
Applications des technologies de tri, classées par gisements de déchets (voir détails de ces innovations dans les fiches "Applications" en Annexe 3)
Déchets de
construction /
démolition
Verre
DEEE
Gisement
VHU
Septembre 2012
Etat-de-l’Art des technologies d’identification et de tri des déchets
28
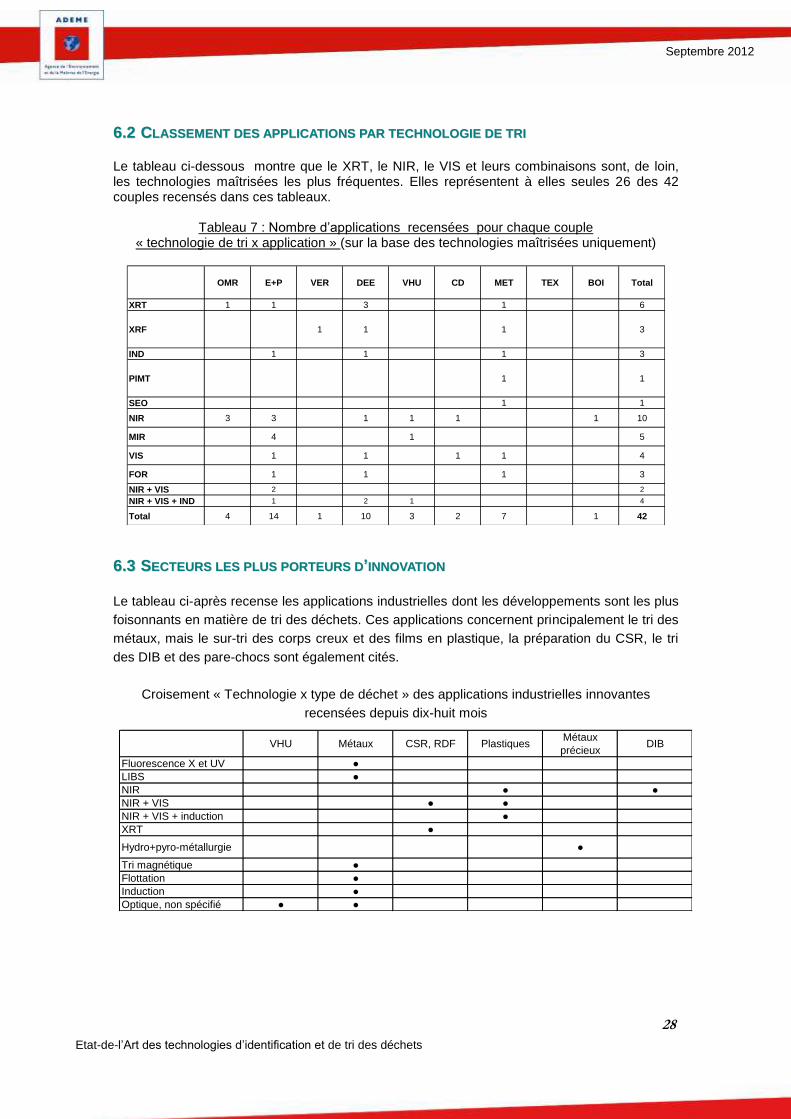
66..22 CCLLAASSSSEEMMEENNTT DDEESS AAPPPPLLIICCAATTIIOONNSS PPAARR TTEECCHHNNOOLLOOGGIIEE DDEE TTRRII Le tableau ci-dessous montre que le XRT, le NIR, le VIS et leurs combinaisons sont, de loin, les technologies maîtrisées les plus fréquentes. Elles représentent à elles seules 26 des 42 couples recensés dans ces tableaux.
Tableau 7 : Nombre d’applications recensées pour chaque couple « technologie de tri x application » (sur la base des technologies maîtrisées uniquement)
OMR E+P VER DEE VHU CD MET TEX BOI Total
XRT 1 1 3 1 6
XRF 1 1 1 3
IND 1 1 1 3
PIMT 1 1
SEO 1 1
NIR 3 3 1 1 1 1 10
MIR 4 1 5
VIS 1 1 1 1 4
FOR 1 1 1 3
NIR + VIS 2 2
NIR + VIS + IND 1 2 1 4
Total 4 14 1 10 3 2 7 1 42
66..33 SSEECCTTEEUURRSS LLEESS PPLLUUSS PPOORRTTEEUURRSS DD’’IINNNNOOVVAATTIIOONN
Le tableau ci-après recense les applications industrielles dont les développements sont les plus
foisonnants en matière de tri des déchets. Ces applications concernent principalement le tri des
métaux, mais le sur-tri des corps creux et des films en plastique, la préparation du CSR, le tri
des DIB et des pare-chocs sont également cités.
Croisement « Technologie x type de déchet » des applications industrielles innovantes
recensées depuis dix-huit mois
VHU Métaux CSR, RDF PlastiquesMétaux
précieuxDIB
Fluorescence X et UV ●
LIBS ●
NIR ● ●
NIR + VIS ● ●
NIR + VIS + induction ●
XRT ●
Hydro+pyro-métallurgie ●
Tri magnétique ●
Flottation ●
Induction ●
Optique, non spécifié ● ●
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 29
66..44 CCLLAASSSSEEMMEENNTT DDEESS AAPPPPLLIICCAATTIIOONNSS PPAARR TTEECCHHNNOOLLOOGGIIEE DDEE TTRRII EETT DDIIFFFFEERREENNTTIIEELL DDEE
DDEEVVEELLOOPPPPEEMMEENNTT DDEESS TTEECCHHNNOOLLOOGGIIEESS EENN FFRRAANNCCEE PPAARR RRAAPPPPOORRTT AAUUXX PPAAYYSS LLEESS
PPLLUUSS EENN PPOOIINNTTEE
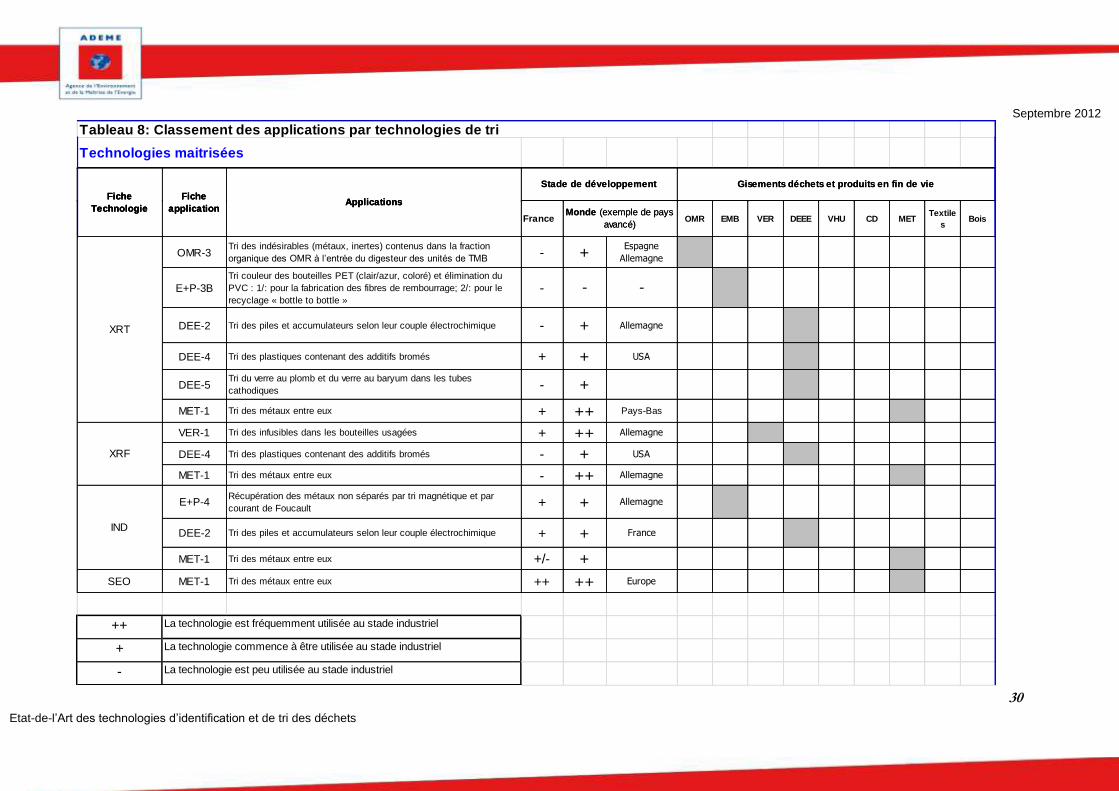
Les tableaux des pages suivantes présentent les mêmes couples « Technologie x Application » qu’au chapitre précédent, mais le critère d’entrée est cette fois la technologie de tri. La colonne intitulée « Stade de développement – France » indique le niveau moyen de diffusion de la technologie dans le tissu industriel français, pour l’application concernée. La colonne intitulée « Stade de développement – Monde (exemple de pays avancé) » indique le niveau de diffusion de la technologie au plan international, en précisant le (ou les) pays où cette technologie est la plus utilisée.
Compte tenu du nombre élevé de couples « Technologie x Application », le tableau est subdivisé en trois parties : technologies maîtrisées, combinaisons de technologies maîtrisées et technologies en développement. Il convient d’insister sur le caractère parfois subjectif des informations contenues dans ces trois colonnes. Elles ont été obtenues en recoupant des sources bibliographiques et des entretiens avec des constructeurs de systèmes de tri et force est constater que les informations sont parfois divergentes.
Septembre 2012
Etat-de-l’Art des technologies d’identification et de tri des déchets
30
Technologies maitrisées
Fiche
applicationApplications
Gisements déchets et produits en fin de vie
Fiche
Technologie
Tableau 8: Classement des applications par technologies de tri
Stade de développement
Fiche
applicationApplications
Gisements déchets et produits en fin de vie
Fiche
Technologie Monde (exemple de pays
avancé)
Stade de développement
France OMR EMB VER DEEE VHU CD METTextile
sBois
OMR-3Tri des indésirables (métaux, inertes) contenus dans la fraction
organique des OMR à l’entrée du digesteur des unités de TMB - +Espagne
Allemagne
E+P-3B
Tri couleur des bouteilles PET (clair/azur, coloré) et élimination du
PVC : 1/: pour la fabrication des fibres de rembourrage; 2/: pour le
recyclage « bottle to bottle » - - -
DEE-2 Tri des piles et accumulateurs selon leur couple électrochimique - + Allemagne
DEE-4 Tri des plastiques contenant des additifs bromés + + USA
DEE-5Tri du verre au plomb et du verre au baryum dans les tubes
cathodiques - +
MET-1 Tri des métaux entre eux + ++ Pays-Bas
VER-1 Tri des infusibles dans les bouteilles usagées + ++ Allemagne
DEE-4 Tri des plastiques contenant des additifs bromés - + USA
MET-1 Tri des métaux entre eux - ++ Allemagne
E+P-4Récupération des métaux non séparés par tri magnétique et par
courant de Foucault + + Allemagne
DEE-2 Tri des piles et accumulateurs selon leur couple électrochimique + + France
MET-1 Tri des métaux entre eux +/- +
SEO MET-1 Tri des métaux entre eux ++ ++ Europe
++
+
-
Fiche
applicationApplications
La technologie est fréquemment utilisée au stade industriel
XRF
IND
Fiche
Technologie
La technologie commence à être utilisée au stade industriel
La technologie est peu utilisée au stade industriel
Monde (exemple de pays
avancé)
XRT
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 31
Gisements déchets et produits en fin de vie
Fiche
Technologie
Fiche
applicationApplications
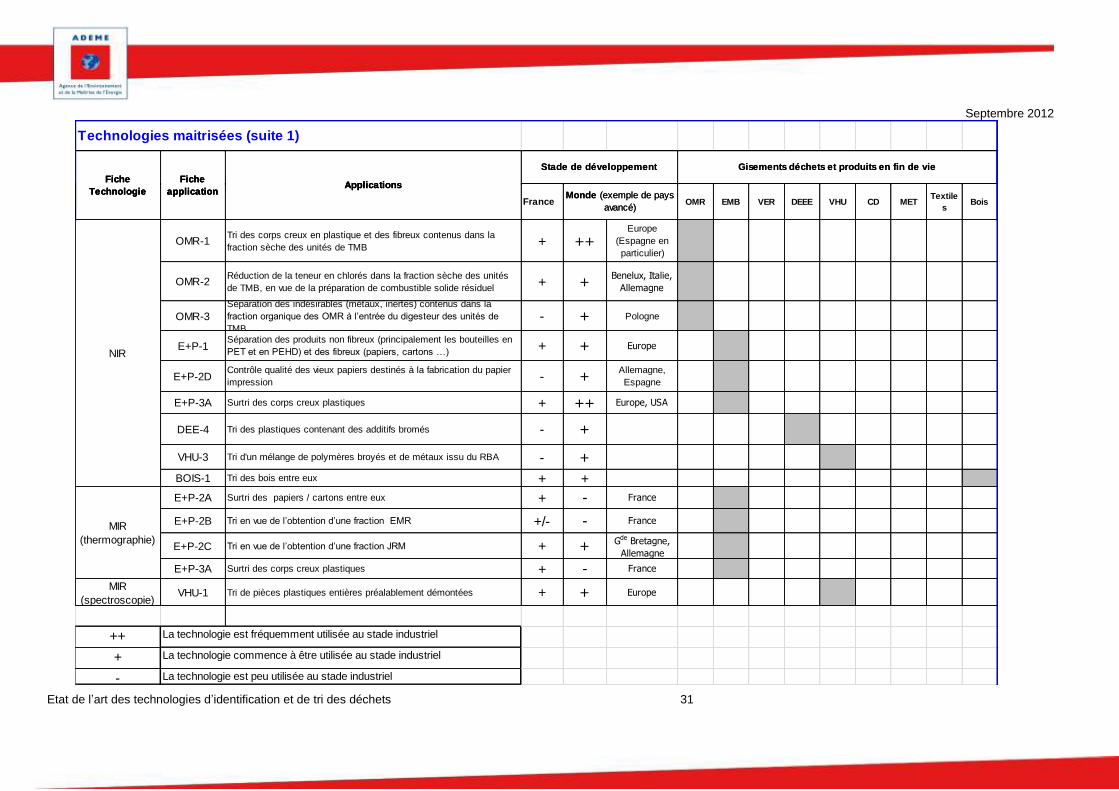
Technologies maitrisées (suite 1)
Stade de développement
Monde (exemple de pays
avancé)
Gisements déchets et produits en fin de vie
Fiche
Technologie
Fiche
applicationApplications
Stade de développement
France OMR EMB VER DEEE VHU CD METTextile
sBois
OMR-1Tri des corps creux en plastique et des fibreux contenus dans la
fraction sèche des unités de TMB + ++Europe
(Espagne en
particulier)
OMR-2Réduction de la teneur en chlorés dans la fraction sèche des unités
de TMB, en vue de la préparation de combustible solide résiduel + +Benelux, Italie,
Allemagne
OMR-3
Séparation des indésirables (métaux, inertes) contenus dans la
fraction organique des OMR à l’entrée du digesteur des unités de
TMB- + Pologne
E+P-1Séparation des produits non fibreux (principalement les bouteilles en
PET et en PEHD) et des fibreux (papiers, cartons …) + + Europe
E+P-2DContrôle qualité des vieux papiers destinés à la fabrication du papier
impression - +Allemagne,
Espagne
E+P-3A Surtri des corps creux plastiques + ++ Europe, USA
DEE-4 Tri des plastiques contenant des additifs bromés - +
VHU-3 Tri d'un mélange de polymères broyés et de métaux issu du RBA - +
BOIS-1 Tri des bois entre eux + +
E+P-2A Surtri des papiers / cartons entre eux + - France
E+P-2B Tri en vue de l’obtention d’une fraction EMR +/- - France
E+P-2C Tri en vue de l’obtention d’une fraction JRM + + Gde Bretagne,
Allemagne
E+P-3A Surtri des corps creux plastiques + - France
MIR
(spectroscopie)VHU-1 Tri de pièces plastiques entières préalablement démontées + + Europe
++
+
-
Monde (exemple de pays
avancé)
Fiche
Technologie
Fiche
applicationApplications
La technologie est fréquemment utilisée au stade industriel
La technologie commence à être utilisée au stade industriel
La technologie est peu utilisée au stade industriel
NIR
MIR
(thermographie)
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 32
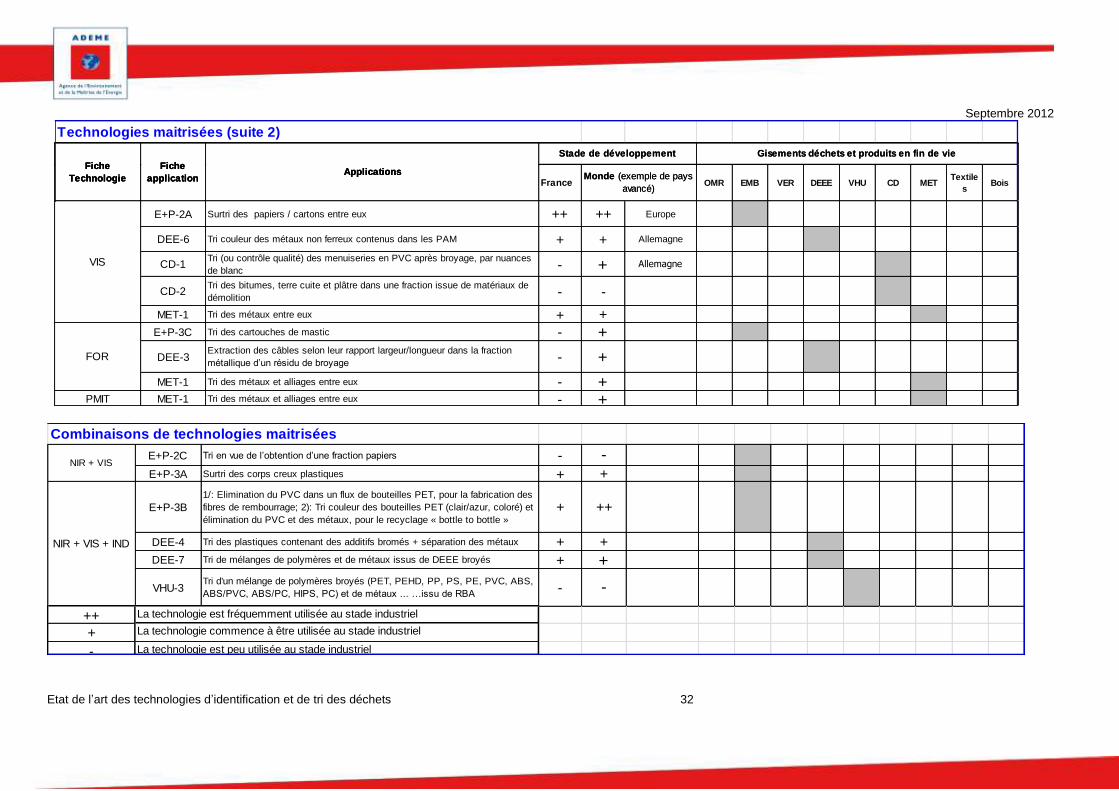
Technologies maitrisées (suite 2)
Fiche
Technologie
Fiche
applicationApplications
Stade de développement Gisements déchets et produits en fin de vie
Monde (exemple de pays
avancé)
Fiche
Technologie
Fiche
applicationApplications
Stade de développement Gisements déchets et produits en fin de vie
France OMR EMB VER DEEE VHU CD METTextile
sBois
E+P-2A Surtri des papiers / cartons entre eux ++ ++ Europe
DEE-6 Tri couleur des métaux non ferreux contenus dans les PAM + + Allemagne
CD-1Tri (ou contrôle qualité) des menuiseries en PVC après broyage, par nuances
de blanc - + Allemagne
CD-2Tri des bitumes, terre cuite et plâtre dans une fraction issue de matériaux de
démolition - -
MET-1 Tri des métaux entre eux + +
E+P-3C Tri des cartouches de mastic - +
DEE-3Extraction des câbles selon leur rapport largeur/longueur dans la fraction
métallique d’un résidu de broyage - +
MET-1 Tri des métaux et alliages entre eux - +PMIT MET-1 Tri des métaux et alliages entre eux - +
Monde (exemple de pays
avancé)
FOR
VIS
Fiche
Technologie
Fiche
applicationApplications
E+P-2C Tri en vue de l’obtention d’une fraction papiers - -
E+P-3A Surtri des corps creux plastiques + +
E+P-3B
1/: Elimination du PVC dans un flux de bouteilles PET, pour la fabrication des
fibres de rembourrage; 2): Tri couleur des bouteilles PET (clair/azur, coloré) et
élimination du PVC et des métaux, pour le recyclage « bottle to bottle »+ ++
DEE-4 Tri des plastiques contenant des additifs bromés + séparation des métaux + +
DEE-7 Tri de mélanges de polymères et de métaux issus de DEEE broyés + +
VHU-3Tri d'un mélange de polymères broyés (PET, PEHD, PP, PS, PE, PVC, ABS,
ABS/PVC, ABS/PC, HIPS, PC) et de métaux ... …issu de RBA - -
++
+
-
Combinaisons de technologies maitrisées
NIR + VIS
NIR + VIS + IND
La technologie est fréquemment utilisée au stade industriel
La technologie commence à être utilisée au stade industriel
La technologie est peu utilisée au stade industriel
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 33
Stade de développement Gisements déchets et produits en fin de vieFiche
Technologie
Fiche
applicationApplications
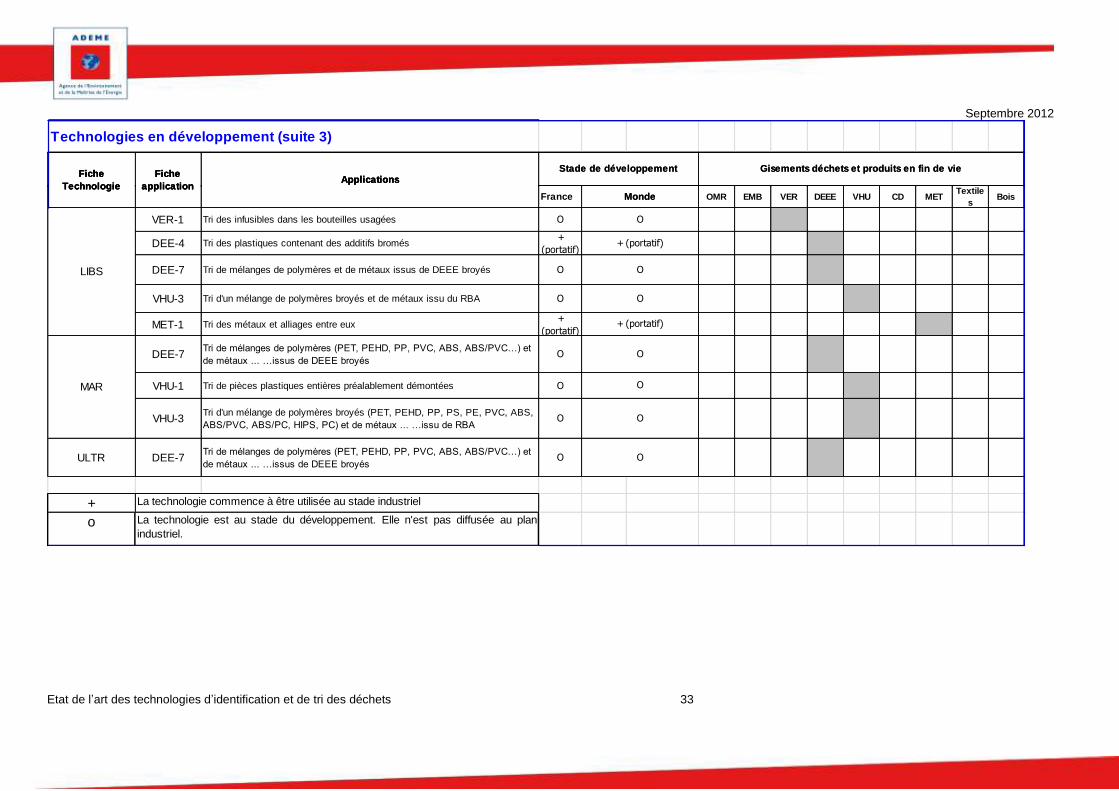
Technologies en développement (suite 3)
Stade de développement Gisements déchets et produits en fin de vieFiche
Technologie
Fiche
applicationApplications
MondeFrance OMR EMB VER DEEE VHU CD METTextile
sBois
VER-1 Tri des infusibles dans les bouteilles usagées O
DEE-4 Tri des plastiques contenant des additifs bromés+
(portatif)
DEE-7 Tri de mélanges de polymères et de métaux issus de DEEE broyés O
VHU-3 Tri d'un mélange de polymères broyés et de métaux issu du RBA O
MET-1 Tri des métaux et alliages entre eux+
(portatif)
DEE-7Tri de mélanges de polymères (PET, PEHD, PP, PVC, ABS, ABS/PVC…) et
de métaux ... …issus de DEEE broyésO
VHU-1 Tri de pièces plastiques entières préalablement démontées O
VHU-3Tri d'un mélange de polymères broyés (PET, PEHD, PP, PS, PE, PVC, ABS,
ABS/PVC, ABS/PC, HIPS, PC) et de métaux ... …issu de RBAO
ULTR DEE-7Tri de mélanges de polymères (PET, PEHD, PP, PVC, ABS, ABS/PVC…) et
de métaux ... …issus de DEEE broyésO
+
o La technologie est au stade du développement. Elle n'est pas diffusée au plan
industriel.
La technologie commence à être utilisée au stade industriel
MAR
Fiche
Technologie
Fiche
applicationApplications
O
LIBS
+ (portatif)
O
+ (portatif)
Monde
O
O
O
O
O
Septembre 2012
Etat-de-l’Art des technologies d’identification et de tri des déchets
34
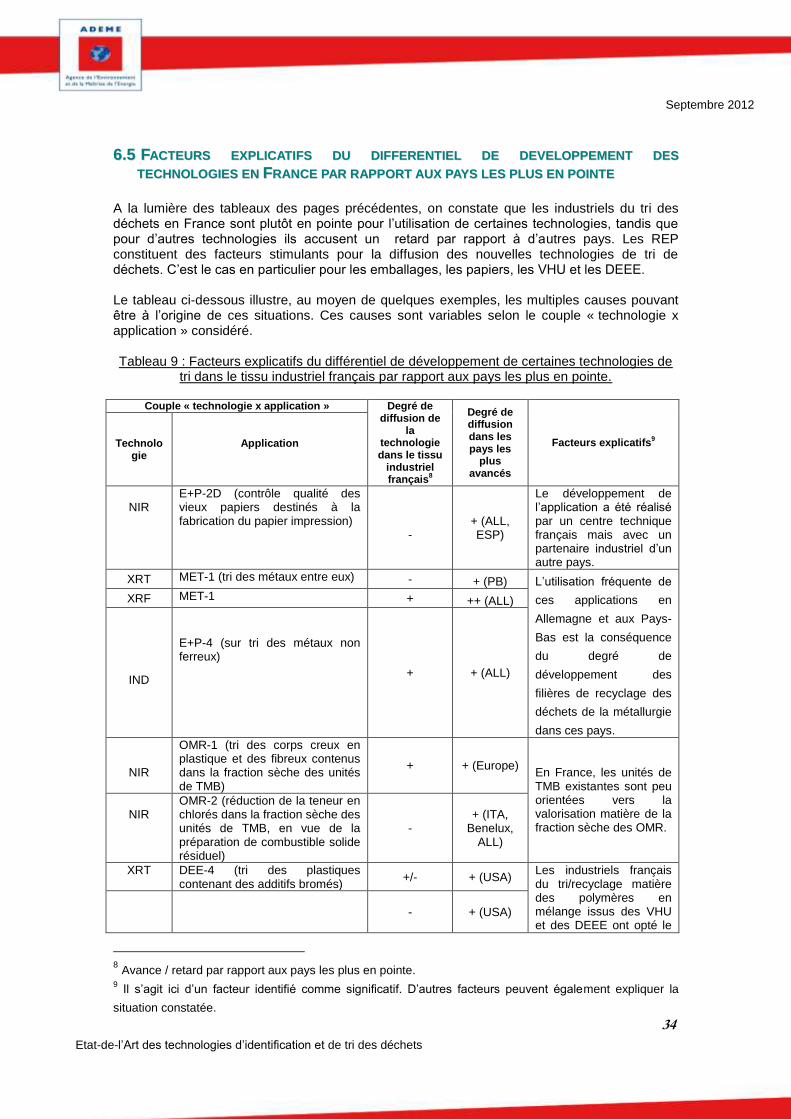
66..55 FFAACCTTEEUURRSS EEXXPPLLIICCAATTIIFFSS DDUU DDIIFFFFEERREENNTTIIEELL DDEE DDEEVVEELLOOPPPPEEMMEENNTT DDEESS
TTEECCHHNNOOLLOOGGIIEESS EENN FFRRAANNCCEE PPAARR RRAAPPPPOORRTT AAUUXX PPAAYYSS LLEESS PPLLUUSS EENN PPOOIINNTTEE
A la lumière des tableaux des pages précédentes, on constate que les industriels du tri des déchets en France sont plutôt en pointe pour l’utilisation de certaines technologies, tandis que pour d’autres technologies ils accusent un retard par rapport à d’autres pays. Les REP constituent des facteurs stimulants pour la diffusion des nouvelles technologies de tri de déchets. C’est le cas en particulier pour les emballages, les papiers, les VHU et les DEEE. Le tableau ci-dessous illustre, au moyen de quelques exemples, les multiples causes pouvant être à l’origine de ces situations. Ces causes sont variables selon le couple « technologie x application » considéré. Tableau 9 : Facteurs explicatifs du différentiel de développement de certaines technologies de
tri dans le tissu industriel français par rapport aux pays les plus en pointe.
Couple « technologie x application » Degré de diffusion de
la technologie dans le tissu
industriel français
8
Degré de diffusion dans les pays les
plus avancés
Facteurs explicatifs9
Technologie
Application
NIR
E+P-2D (contrôle qualité des vieux papiers destinés à la fabrication du papier impression)
- + (ALL, ESP)
Le développement de l’application a été réalisé par un centre technique français mais avec un partenaire industriel d’un autre pays.
XRT MET-1 (tri des métaux entre eux) - + (PB) L’utilisation fréquente de
ces applications en
Allemagne et aux Pays-
Bas est la conséquence
du degré de
développement des
filières de recyclage des
déchets de la métallurgie
dans ces pays.
XRF MET-1 + ++ (ALL)
IND
E+P-4 (sur tri des métaux non ferreux)
+ + (ALL)
NIR
OMR-1 (tri des corps creux en plastique et des fibreux contenus dans la fraction sèche des unités de TMB)
+ + (Europe)
En France, les unités de TMB existantes sont peu orientées vers la valorisation matière de la fraction sèche des OMR.
NIR
OMR-2 (réduction de la teneur en chlorés dans la fraction sèche des unités de TMB, en vue de la préparation de combustible solide résiduel)
- + (ITA,
Benelux, ALL)
XRT DEE-4 (tri des plastiques contenant des additifs bromés)
+/- + (USA) Les industriels français du tri/recyclage matière des polymères en mélange issus des VHU et des DEEE ont opté le
- + (USA)
8 Avance / retard par rapport aux pays les plus en pointe.
9 Il s’agit ici d’un facteur identifié comme significatif. D’autres facteurs peuvent également expliquer la
situation constatée.
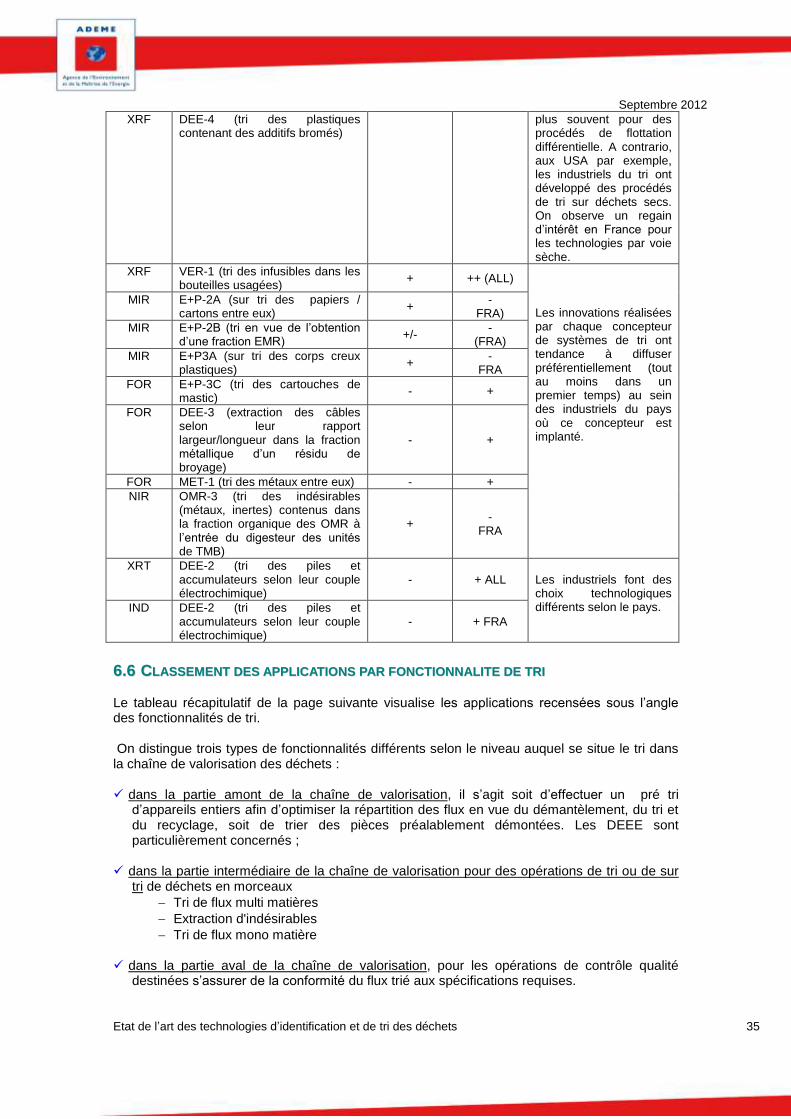
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 35
XRF DEE-4 (tri des plastiques contenant des additifs bromés)
plus souvent pour des procédés de flottation différentielle. A contrario, aux USA par exemple, les industriels du tri ont développé des procédés de tri sur déchets secs. On observe un regain d’intérêt en France pour les technologies par voie sèche.
XRF VER-1 (tri des infusibles dans les bouteilles usagées)
+ ++ (ALL) Les innovations réalisées par chaque concepteur de systèmes de tri ont tendance à diffuser préférentiellement (tout au moins dans un premier temps) au sein des industriels du pays où ce concepteur est implanté.
MIR E+P-2A (sur tri des papiers / cartons entre eux)
+ -
FRA)
MIR E+P-2B (tri en vue de l’obtention d’une fraction EMR)
+/- -
(FRA)
MIR E+P3A (sur tri des corps creux plastiques)
+ -
FRA
FOR E+P-3C (tri des cartouches de mastic)
- +
FOR DEE-3 (extraction des câbles selon leur rapport largeur/longueur dans la fraction métallique d’un résidu de broyage)
- +
FOR MET-1 (tri des métaux entre eux) - +
NIR OMR-3 (tri des indésirables (métaux, inertes) contenus dans la fraction organique des OMR à l’entrée du digesteur des unités de TMB)
+ -
FRA
XRT DEE-2 (tri des piles et accumulateurs selon leur couple électrochimique)
- + ALL Les industriels font des choix technologiques différents selon le pays. IND DEE-2 (tri des piles et
accumulateurs selon leur couple électrochimique)
- + FRA
66..66 CCLLAASSSSEEMMEENNTT DDEESS AAPPPPLLIICCAATTIIOONNSS PPAARR FFOONNCCTTIIOONNNNAALLIITTEE DDEE TTRRII Le tableau récapitulatif de la page suivante visualise les applications recensées sous l’angle des fonctionnalités de tri. On distingue trois types de fonctionnalités différents selon le niveau auquel se situe le tri dans la chaîne de valorisation des déchets : dans la partie amont de la chaîne de valorisation, il s’agit soit d’effectuer un pré tri
d’appareils entiers afin d’optimiser la répartition des flux en vue du démantèlement, du tri et du recyclage, soit de trier des pièces préalablement démontées. Les DEEE sont particulièrement concernés ;
dans la partie intermédiaire de la chaîne de valorisation pour des opérations de tri ou de sur
tri de déchets en morceaux
Tri de flux multi matières
Extraction d'indésirables
Tri de flux mono matière dans la partie aval de la chaîne de valorisation, pour les opérations de contrôle qualité
destinées s’assurer de la conformité du flux trié aux spécifications requises.
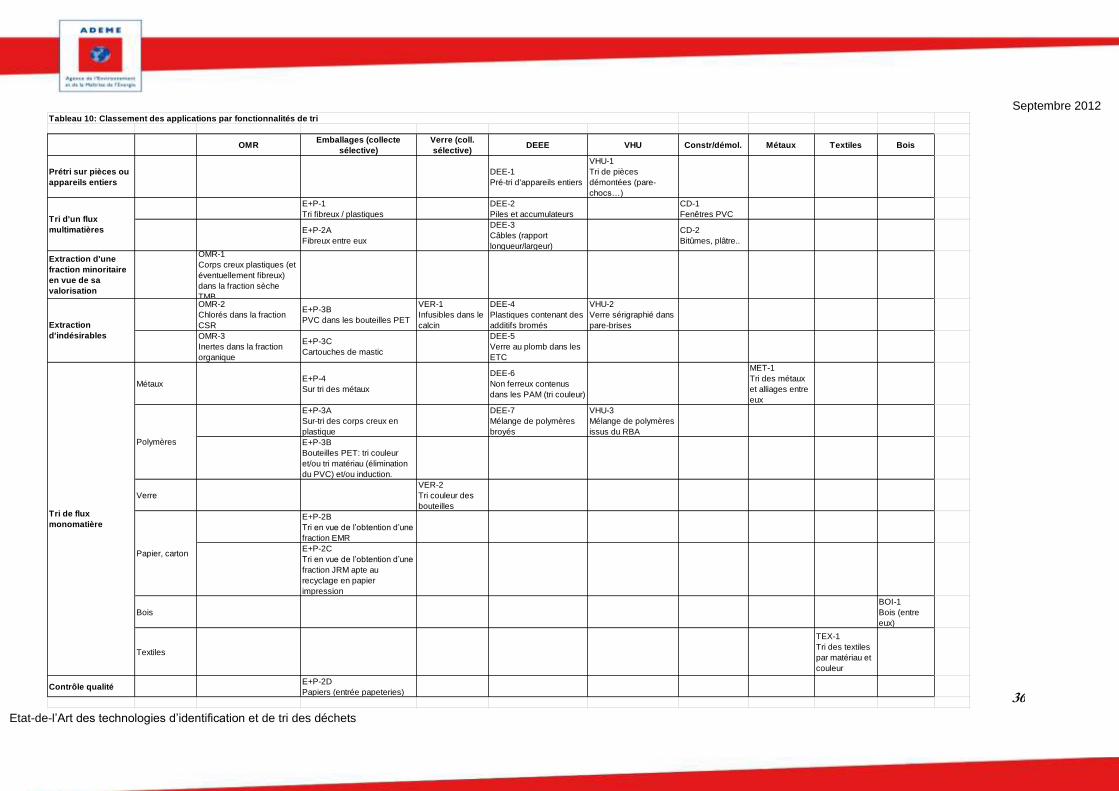
Septembre 2012
Etat-de-l’Art des technologies d’identification et de tri des déchets
36
OMREmballages (collecte
sélective)
Verre (coll.
sélective)DEEE VHU Constr/démol. Métaux Textiles Bois
Prétri sur pièces ou
appareils entiers
DEE-1
Pré-tri d'appareils entiers
VHU-1
Tri de pièces
démontées (pare-
chocs…)
E+P-1
Tri fibreux / plastiques
DEE-2
Piles et accumulateurs
CD-1
Fenêtres PVC
E+P-2A
Fibreux entre eux
DEE-3
Câbles (rapport
longueur/largeur)
CD-2
Bitûmes, plâtre..
Extraction d'une
fraction minoritaire
en vue de sa
valorisation
OMR-1
Corps creux plastiques (et
éventuellement fibreux)
dans la fraction sèche
TMBOMR-2
Chlorés dans la fraction
CSR
E+P-3B
PVC dans les bouteilles PET
VER-1
Infusibles dans le
calcin
DEE-4
Plastiques contenant des
additifs bromés
VHU-2
Verre sérigraphié dans
pare-brises
OMR-3
Inertes dans la fraction
organique
E+P-3C
Cartouches de mastic
DEE-5
Verre au plomb dans les
ETC
MétauxE+P-4
Sur tri des métaux
DEE-6
Non ferreux contenus
dans les PAM (tri couleur)
MET-1
Tri des métaux
et alliages entre
eux
E+P-3A
Sur-tri des corps creux en
plastique
DEE-7
Mélange de polymères
broyés
VHU-3
Mélange de polymères
issus du RBA
E+P-3B
Bouteilles PET: tri couleur
et/ou tri matériau (élimination
du PVC) et/ou induction.
Verre
VER-2
Tri couleur des
bouteilles
E+P-2B
Tri en vue de l’obtention d’une
fraction EMR
E+P-2C
Tri en vue de l’obtention d’une
fraction JRM apte au
recyclage en papier
impression
Bois
BOI-1
Bois (entre
eux)
Textiles
TEX-1
Tri des textiles
par matériau et
couleur
Contrôle qualitéE+P-2D
Papiers (entrée papeteries)
Polymères
Papier, carton
Tri de flux
monomatière
Tableau 10: Classement des applications par fonctionnalités de tri
Extraction
d'indésirables
Tri d'un flux
multimatières
Septembre 2012
Etat-de-l’Art des technologies d’identification et de tri des déchets
37
77
AATTTTEENNTTEESS DDEESS IINNDDUUSSTTRRIIEELLSS EENN MMAATTIIEERREE DDEE TTRRII DDEESS DDEECCHHEETTSS
77..11 LLEESS AATTTTEENNTTEESS CCLLEESS Les attentes exprimées en matière d’optimisation du tri par les industriels et par les organismes gestionnaires des filières de valorisation des déchets concernent principalement 6 types de déchets :
les ordures ménagères résiduelles
les emballages issus de la collecte sélective
le verre bouteille
les DEEE
les VHU
les métaux en mélange10
. Pour les OMR, deux attentes prédominent : La réduction de la teneur en PVC dans la fraction sèche des unités de TMB lors de la
préparation du CSR. La technologie NIR est efficace pour les CSR "légers" mais l’est moins dans le cas des CSR "lourds" du fait de la teneur élevée de ces derniers en plastiques sombres ;
L’optimisation du tri des corps creux en plastique (en particulier les bouteilles PET) contenus
dans la fraction sèche des unités de TMB. Une proportion non négligeable des déchets d’emballages plastiques et papiers cartons se retrouve en effet dans les OMR du fait du non-respect des consignes de tri à la source.
L’amélioration du tri des déchets d’emballages et de papiers issus de la collecte sélective suscite plusieurs attentes fortes: Le tri des plastiques (principalement les corps creux PET et HDPE) et des fibreux,
(principalement des produits plats en papier carton). Il s’agit en particulier d’améliorer l’efficacité et la vitesse du tri optique, d’améliorer la discrimination entre les différents polymères, les cartons et les papiers dans les corps plats et de mieux identifier les produits noirs et sombres en plastique (tasses à café, barquettes….) ;
Le tri des papiers cartons en vue de l’obtention d’une fraction EMR conforme à la PTM pose
un gros problème aux gestionnaires de centres de tri. Les EMR correspondent en effet à une qualité « règlementaire » que les capteurs ne sont pas aptes à détecter ;
Le tri en vue de l’obtention d’une fraction papiers adaptée au recyclage en papier impression,
et la séparation entre papiers « blancs » (papiers bureautiques) et autres papiers (journaux et magazines en particulier). Les solutions techniques semblent exister mais ne diffusent que lentement ;
10
Seules les attentes les plus fortes (***) sont décrites ici. Le tableau situé à la fin du paragraphe 7.2
récapitule l’ensemble des attentes identifiées ainsi que les technologies envisageables pour y répondre.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 38
Le sur tri des corps creux en plastiques mélangés issus des centres de tri. La présence croissante de bouteilles multicouches (PE/PA/EVOH…), d’étiquettes manchons sur les bouteilles, voire de bouteilles imprimées (sans étiquettes), nuit à l’efficacité du tri. Des solutions techniques semblent émerger ;
A l’horizon 2013/2015, si l’extension de la consigne de tri de la collecte sélective aux
films, pots et barquettes se concrétise, on pourrait être confronté au problème du tri des barquettes et des bouteilles PET dans la fraction mélangée PE/PP/PS/PVC (les grades PET étant différents). Cette opération serait réalisée dans des centres de sur-tri spécialisés, en aval des centres de tri actuels. Le tri des pots de produits laitiers frais (pots de yaourts et pots « familiaux ») suscite également une attente forte. La présence croissante de films plastiques dans les déchets issus de la collecte sélective se traduit par une baisse considérable de la densité des déchets triés, et donc des débits massiques (certains flux de bouteilles sont ainsi passés de 2-3 t/h à 0,2-0,3 t/h avec des bouteilles + films). Pour pallier cette contrainte, les opérateurs de lignes de tri ont tendance à saturer leurs machines de tri, avec pour conséquence l’obligation d’effectuer un sur-tri manuel plus poussé en bout de ligne de tri. Il en résulte un impact économique négatif que les industriels du tri peinent à surmonter.
Verre bouteille issu de la collecte sélective La principale attente concerne l’optimisation du processus d’éjection des indésirables, notamment les infusibles transparents (vitrocéramiques du type « Vitroceram »). L’obtention d’un bon compromis efficacité/rendement est un objectif majeur des gestionnaires de centres de tri. DEEE L’attente principale réside dans la possibilité de trier efficacement les plastiques contenant des additifs bromés, présents en proportion élevée dans de nombreux DEEE, en identifiant autant que possible séparément les additifs bromés autorisés et non autorisés. VHU L’obligation de réutilisation ou de recyclage des VHU à 85% à l’horizon 2015 suscite des attentes très fortes en matière d’amélioration du tri des polymères en mélange contenus dans le RBA, en particulier dans les trois domaines suivants : le tri du PP chargé talc : Le PP est l’un des plastiques les plus recherchés pour le recyclage
car il est très utilisé dans la fabrication des véhicules, mais la distinction entre le PP pur et le PP chargé (au talc notamment) est délicate ;
le tri des plastiques sombres. Le tri optique est relativement peu développé pour l'instant
dans la séparation des plastiques issus des VHU car beaucoup de pièces plastiques sont sombres (compartiment moteur, baguettes latérales de caisse, pièces d’habitacle…). C’est un obstacle important à l'efficacité des machines de tri actuelles et cela pourrait expliquer le faible taux de pénétration du tri optique chez les industriels de la valorisation des VHU ;
le tri des métaux dans le RBA génère également des attentes fortes en matière d’amélioration de l’efficacité du tri, dans les deux domaines suivants :
Séparation du cuivre dans la fraction « acier » issue des VHU, du fait de la multiplication du nombre des servomoteurs dans les véhicules (le cuivre est un poison lors du processus de recyclage de l'acier) ;
Tri des différentes nuances de métaux dans les fractions métalliques récupérées, en particulier les nuances d’aluminium (tôles vs. pièces de fonderie) et les nuances d’inox.
D’autre part, les coûts élevés de tri par flottation et les cours élevés des métaux incitent certains industriels du tri à se tourner vers les technologies de tri du RBA par voie sèche. Les attentes en matière de tri du RBA par voie sèche sont particulièrement fortes dans deux domaines :
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 39
la séparation des métaux imbriqués dans les plastiques (en particulier dans les câbles) au moyen d’une combinaison de technologies de reconnaissance de forme, de NIR et de détection de métaux
la séparation des autres « non-plastiques ».
Plus généralement, en matière d’optimisation du tri des métaux les attentes des industriels sont fortes. Elles visent :
- à valoriser les métaux résiduels (surtout l'inox, le cuivre rouge et l'aluminium) dans des mélanges d’autres matériaux (bois, plastiques…). La tendance au renchérissement de la valeur commerciale des métaux justifie l’intérêt économique de ce sur-tri ;
- à éliminer les métaux résiduels dans les fractions où leur présence est indésirable (par exemple les broyats de plastiques destinés au recyclage matière….).
77..22 -- AATTTTEENNTTEESS LLIIEEEESS AAUU CCOONNTTRROOLLEE QQUUAALLIITTEE DDEESS DDEECCHHEETTSS TTRRIIEESS
Le contrôle qualité en continu basé sur des technologies de pointe existe depuis longtemps dans plusieurs secteurs industriels, comme l’agro-alimentaire (contrôle de la couleur des fruits après cueillette, contrôle de la couleur des biscuits industriels.…). Dans le domaine des déchets, le contrôle qualité en continu des déchets triés est déjà une réalité pour certaines applications, comme les papiers destinés à la fabrication du papier impression (NIR) ou la couleur des menuiseries en PVC après broyage. Toutefois, la procédure la plus fréquemment utilisée reste le contrôle qualité par échantillonnage, par exemple pour la teneur en cadmium et en antimoine dans le RDF destiné à l’industrie cimentière (XRF), pour la teneur en chlorés dans le CSR destiné aux cimenteries, pour la teneur en humidité des balles de papiers usagés ou encore pour la composition des alliages de métaux (SEO). Selon les cas, le contrôle qualité peut s’effectuer à deux niveaux distincts de la chaîne de valorisation des déchets :
- le contrôle qualité « amont », au niveau du préparateur de la matière première de recyclage, durant le processus de traitement des déchets ;
- le contrôle qualité « aval », au niveau de l’utilisateur de la matière première de recyclage, en entrée d’unité de fabrication.
Dans le cas des déchets plastiques, le sur-tri automatique est couramment pratiqué à l’entrée des unités de recyclage, afin d’éliminer les indésirables subsistant dans le flux de déchets. C’est le cas des unités soumises à des spécifications de MPR très strictes, par exemple chez les fabricants de bouteilles PET recyclées « bottle to bottle » ou chez les recycleurs de corps creux en PEhd. Le contrôle qualité automatique en sortie des centres de tri est très peu utilisé. Les procédés de tri des déchets plastiques sont conçus pour atteindre une efficacité de tri prédéterminée. D’autre part, si le contrôle qualité est effectué avec la même technologie que celle utilisée pour le tri en amont, le risque est grand de reproduire les mêmes dérives. Par exemple, si un cahier des charges exige des balles contenant au minimum 97% de bouteilles PET triées, le système de contrôle qualité ne détectera pas plus le PET « non-bouteilles » que le capteur de tri en amont, si la technologie utilisée est la même. Les attentes sont fortes dans le cas du contrôle qualité du CSR destiné aux fours de cimenteries. Actuellement, les contrôles de teneur en chlore effectués séparément par les préparateurs de CSR et par les utilisateurs de CSR, dont les résultats sont souvent contradictoires, peuvent constituer une cause de polémiques.
Dans le cas des déchets de métaux ferreux et non ferreux, les utilisateurs (sidérurgistes et
métallurgistes) n’effectuent pas de sur-tri. Ils procèdent à deux types de contrôle qualité :
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 40
- un contrôle visuel destiné à vérifier l’aspect général des lots de déchets reçus (dimension des déchets…)
- un contrôle en continu sous portique, visant à détecter d’éventuelles traces de contamination radioactive.
En ce qui concerne la teneur en cuivre dans les déchets ferreux, des spécifications précises élaborées au niveau européen permettent de définir la qualité des lots de déchets.
Dans le cas des papiers usagés, les centres de tri procèdent à un contrôle visuel en bout de
ligne, par échantillonnage, A la réception des MPR par le papetier, aucun sur-tri n’est effectué
de manière systématique. Les balles de déchets reçues font généralement l’objet d’un contrôle
de la teneur en humidité (par carottage) et d’un contrôle visuel de la présence éventuelle
d’indésirables non fibreux (plastiques rigides ou films plastiques) ou fibreux (en particulier les
papiers teintés dans la masse).
Dans le cas du verre, l’organisme collecteur du verre usagé s’engage à livrer un calcin conforme à la spécification imposée par le verrier, en particulier au niveau des teneurs limites en composants non vitreux : métaux ferreux, métaux non ferreux, substances inorganiques non métalliques et non vitreuses (céramique, pierres, porcelaine, pyrocéramique….) et substances organiques (papier, caoutchouc, plastique, tissu, bois….). Toutefois, les centres de préparation du calcin sont tous équipés de systèmes de tri des infusibles et certains d’entre eux de systèmes de tri permettant d’identifier et de trier les vitro-céramiques. .
77..33 AAUUTTRREESS AATTTTEENNTTEESS EEXXPPRRIIMMEEEESS PPAARR LLEESS IINNDDUUSSTTRRIIEELLSS EETT PPAARR LLEESS OORRGGAANNIISSMMEESS EENN CCHHAARRGGEE DDEE LLAA
GGEESSTTIIOONN DDEESS FFIILLIIEERREESS.. Outre les attentes spécifiques au tri de tel ou tel flux de déchets, les acteurs rencontrés ont également exprimé quatre attentes de nature plus transversale : Pouvoir pré-trier les flux le plus en amont possible dans le processus de valorisation ; Valoriser certains gisements de déchets sans avoir besoin d’une collecte sélective aussi
poussée qu’actuellement : Optimiser la gestion quantitative du tri en temps réel ; Réduire le « stress du trieur ». Pré-trier les flux le plus en amont possible dans le processus de valorisation L’objectif du pré tri est de « reconnaître » les appareils entiers en fin de vie, afin de pouvoir constituer des flux homogènes, chaque flux pré-trié étant ensuite orienté vers une séquence de dépollution et de traitement spécifique. Cette attente concerne surtout les acteurs de la filière de valorisation des DEEE. Le pré-tri permettrait de répondre à des contraintes telles que : la présence de nouveaux polluants en quantités croissantes dans certains appareils (par
exemple les tubes à mercure dans les téléviseurs à écran plats) ; la séparation des appareils GEM froid contenant des mousses chargées en CFC et en
pentane (seuls les premiers nécessitent une dépollution) ; la détection de la présence d'amiante dans les vieux fours, les semelles de vieux fers à
repasser ou certains toasters. Il ne semble pas exister pour l’instant de solution technologique satisfaisante pour ce type d’opération de pré-tri. L’éventail des possibilités reste très ouvert, depuis des systèmes de tri en continu basés sur la reconnaissance automatique des appareils et de leur contenu (à partir d’une banque de données appropriée) jusqu’au couplage homme-machine.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 41
Valoriser certains gisements de déchets sur la base d’une collecte sélective moins poussée qu’actuellement La recherche de solutions alternatives à la collecte sélective actuelle des déchets d’emballages ménagers afin de moins trier en amont fait l’objet de réflexions de la part des pouvoirs publics, des organismes de gestion des filières déchets et des industriels. Deux scénarios sont envisageables : le premier consisterait par exemple à demander aux ménages de concentrer leurs efforts de
tri à la source sur les déchets faciles à reconnaître (déchets alimentaires, déchets dangereux) et de mettre en vrac tout le reste dans un seul bac ;
le deuxième, moins radical, consisterait à étendre les consignes de tri, en incluant les films plastiques et les barquettes.
L’amélioration des performances des systèmes de tri depuis une dizaine d’années (cf. fiches applications E+P-1 à E+P-3, annexe 3) permet d’envisager des centres de tri (ou de sur-tri) automatisés capables de trier des mélanges complexes, d’où sortiraient des fractions papiers, PET, PEHD, ELA, ferreux et non ferreux répondant aux attentes des industriels du recyclage, ainsi que tous les autres polymères et matières valorisables. Deux contraintes restent toutefois à surmonter pour que ces « centres de tri du futur » aient des performances réellement optimales : parvenir à un tri des fractions « papier graphique » et EMR d’une qualité suffisante par
rapport aux spécifications requises11
. Plusieurs projets sont en cours pour tester et développer cette application ;
le sur tri / contrôle qualité manuel reste parfois incontournable aujourd’hui si l’on veut obtenir des fractions PET, papiers, EMR….. aux les spécifications requises.
Optimiser la gestion quantitative du tri en temps réel Une attente forte exprimée par certains industriels vise à améliorer le traçage des flux de déchets au moyen de bilans quantitatifs sur les flux triés, à travers les informations fournies en temps réel par les calculateurs des systèmes de tri. L’élaboration de tels bilans pourrait s’avérer utile dans plusieurs contextes, par exemple : pour mesurer et contrôler l'efficacité de la dépollution de certains flux de déchets ou produits
en fin de vie (métaux lourds dans les broyats, CFC dans les GEM froids, additifs bromés dans les DEEE…) ;
pour faire remonter automatiquement les bilans depuis les prestataires vers les responsables de filières et les éco-organismes ;
pour améliorer la flexibilité du tri. Le procédé de tri séquencé auto adaptatif développé par Véolia apporte des éléments de réponse à cette attente. Il s’appuie en effet sur la remontée des informations issues du tri optique et permet de totaliser la quantité de chaque matériau trié dans chaque flux. Réduire le « stress du trieur » L’INRS a travaillé sur la conception et les conditions d’agencement des centres de tri pour prévenir les troubles physiques et psychiques encourus par les travailleurs au sein des installations. Il s'agit principalement de règles pour la prévention des risques chimique,
11
Des modifications règlementaires (prescriptions techniques minimales) sur les emballages papier carton et sur les papiers permettraient de s’affranchir de cette contrainte de tri et d’extraire tous les papiers en automatique sans pénaliser pour autant la recyclabilité des papiers. Toutefois ce point est hors du champ de l’étude.

Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 42
acoustique, gestuel....Le « stress du trieur » est mentionné dans le cadre d'une (éventuelle) opération de sur tri manuel : « l'opérateur est le dernier à pouvoir agir sur la qualité du produit valorisable, ce qui peut conduire à un certain stress lié à la difficulté de faire vite et bien. ». Les recommandations faites dans les documents de l’INRS découlent des différentes directives européennes relatives à la sécurité et à la santé au travail.
De nombreuses autres attentes ont été identifiées. Les tableaux des pages suivantes
récapitulent l’ensemble des attentes identifiées ainsi que les technologies envisageables
susceptibles d’y répondre.
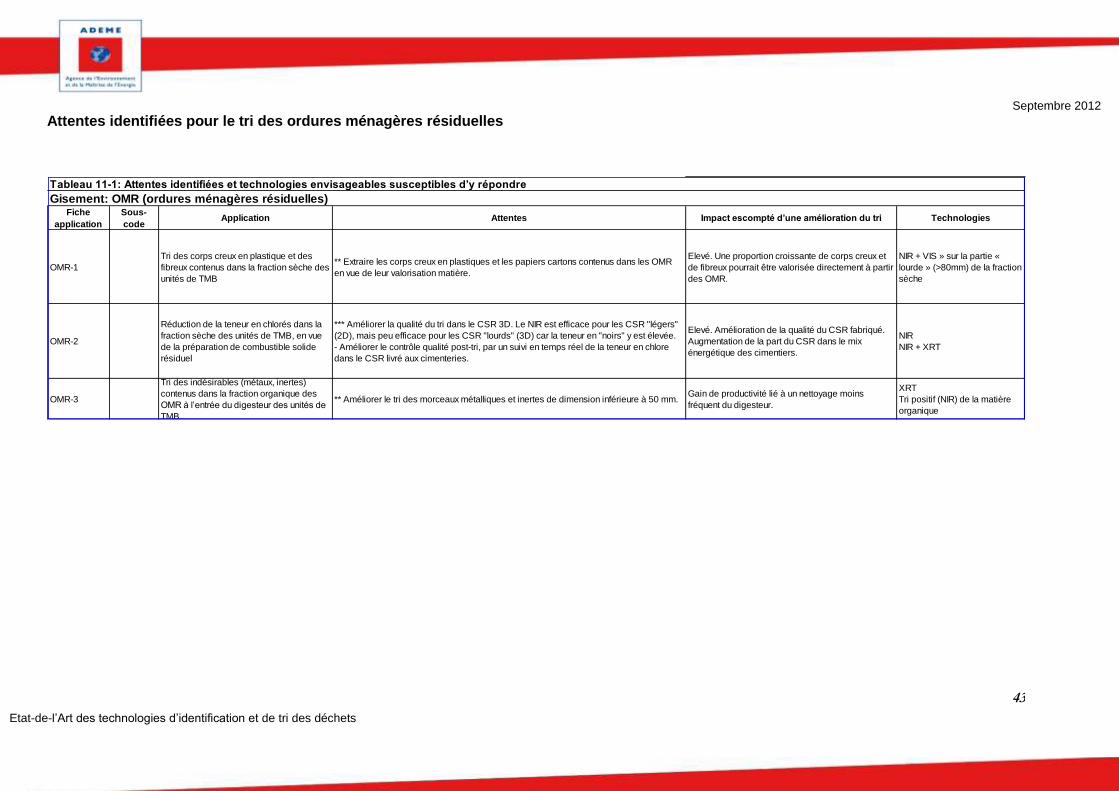
Septembre 2012
Etat-de-l’Art des technologies d’identification et de tri des déchets
43
Attentes identifiées pour le tri des ordures ménagères résiduelles
Fiche
application
Sous-
codeApplication Attentes Impact escompté d’une amélioration du tri Technologies
OMR-1
Tri des corps creux en plastique et des
fibreux contenus dans la fraction sèche des
unités de TMB
** Extraire les corps creux en plastiques et les papiers cartons contenus dans les OMR
en vue de leur valorisation matière.
Elevé. Une proportion croissante de corps creux et
de fibreux pourrait être valorisée directement à partir
des OMR.
NIR + VIS » sur la partie «
lourde » (>80mm) de la fraction
sèche
OMR-2
Réduction de la teneur en chlorés dans la
fraction sèche des unités de TMB, en vue
de la préparation de combustible solide
résiduel
*** Améliorer la qualité du tri dans le CSR 3D. Le NIR est efficace pour les CSR "légers"
(2D), mais peu efficace pour les CSR "lourds" (3D) car la teneur en "noirs" y est élevée.
- Améliorer le contrôle qualité post-tri, par un suivi en temps réel de la teneur en chlore
dans le CSR livré aux cimenteries.
Elevé. Amélioration de la qualité du CSR fabriqué.
Augmentation de la part du CSR dans le mix
énergétique des cimentiers.
NIR
NIR + XRT
OMR-3
Tri des indésirables (métaux, inertes)
contenus dans la fraction organique des
OMR à l’entrée du digesteur des unités de
TMB
** Améliorer le tri des morceaux métalliques et inertes de dimension inférieure à 50 mm.Gain de productivité lié à un nettoyage moins
fréquent du digesteur.
XRT
Tri positif (NIR) de la matière
organique
Tableau 11-1: Attentes identifiées et technologies envisageables susceptibles d’y répondre
Gisement: OMR (ordures ménagères résiduelles)
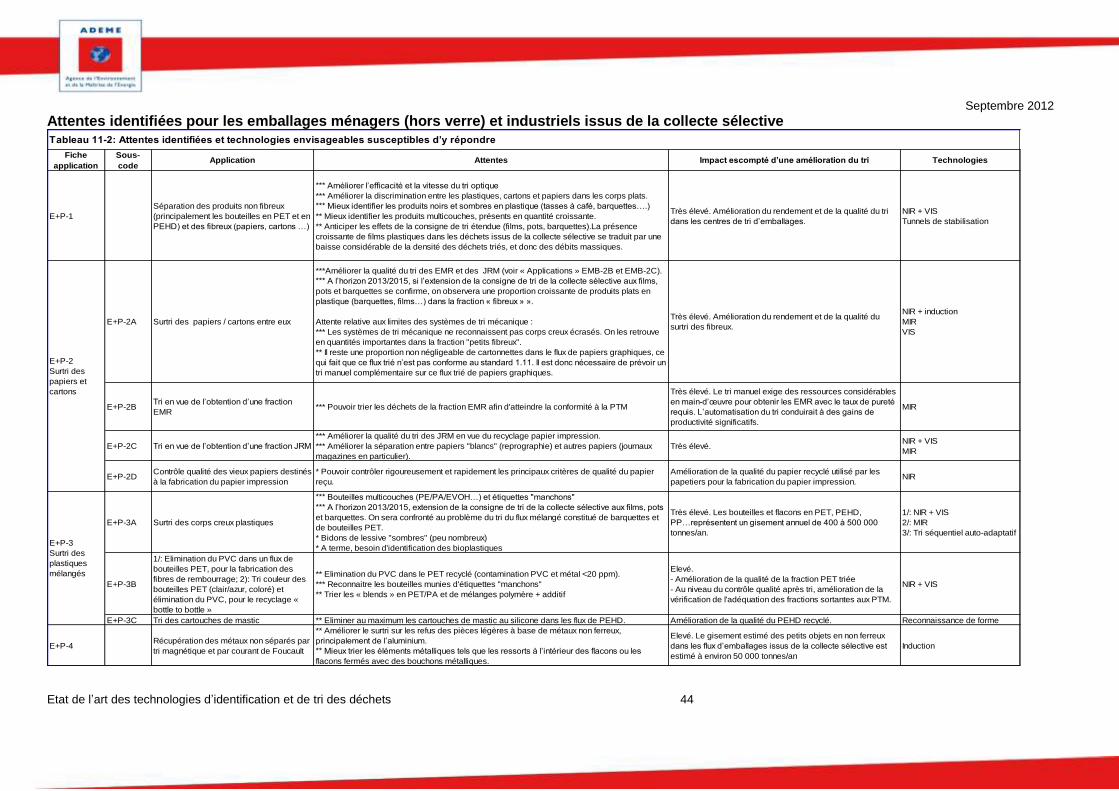
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 44
Attentes identifiées pour les emballages ménagers (hors verre) et industriels issus de la collecte sélective
Fiche
application
Sous-
codeApplication Attentes Impact escompté d’une amélioration du tri Technologies
E+P-1
Séparation des produits non fibreux
(principalement les bouteilles en PET et en
PEHD) et des fibreux (papiers, cartons …)
*** Améliorer l’efficacité et la vitesse du tri optique
*** Améliorer la discrimination entre les plastiques, cartons et papiers dans les corps plats.
*** Mieux identifier les produits noirs et sombres en plastique (tasses à café, barquettes….)
** Mieux identifier les produits multicouches, présents en quantité croissante.
** Anticiper les effets de la consigne de tri étendue (films, pots, barquettes).La présence
croissante de films plastiques dans les déchets issus de la collecte sélective se traduit par une
baisse considérable de la densité des déchets triés, et donc des débits massiques.
Très élevé. Amélioration du rendement et de la qualité du tri
dans les centres de tri d’emballages.
NIR + VIS
Tunnels de stabilisation
E+P-2A Surtri des papiers / cartons entre eux
***Améliorer la qualité du tri des EMR et des JRM (voir « Applications » EMB-2B et EMB-2C).
*** A l’horizon 2013/2015, si l’extension de la consigne de tri de la collecte sélective aux films,
pots et barquettes se confirme, on observera une proportion croissante de produits plats en
plastique (barquettes, films…) dans la fraction « fibreux » ».
Attente relative aux limites des systèmes de tri mécanique :
*** Les systèmes de tri mécanique ne reconnaissent pas corps creux écrasés. On les retrouve
en quantités importantes dans la fraction "petits fibreux".
** Il reste une proportion non négligeable de cartonnettes dans le flux de papiers graphiques, ce
qui fait que ce flux trié n’est pas conforme au standard 1.11. Il est donc nécessaire de prévoir un
tri manuel complémentaire sur ce flux trié de papiers graphiques.
Très élevé. Amélioration du rendement et de la qualité du
surtri des fibreux.
NIR + induction
MIR
VIS
E+P-2BTri en vue de l’obtention d’une fraction
EMR*** Pouvoir trier les déchets de la fraction EMR afin d'atteindre la conformité à la PTM
Très élevé. Le tri manuel exige des ressources considérables
en main-d’œuvre pour obtenir les EMR avec le taux de pureté
requis. L’automatisation du tri conduirait à des gains de
productivité significatifs.
MIR
E+P-2C Tri en vue de l’obtention d’une fraction JRM
*** Améliorer la qualité du tri des JRM en vue du recyclage papier impression.
*** Améliorer la séparation entre papiers "blancs" (reprographie) et autres papiers (journaux
magazines en particulier).
Très élevé.NIR + VIS
MIR
E+P-2DContrôle qualité des vieux papiers destinés
à la fabrication du papier impression
* Pouvoir contrôler rigoureusement et rapidement les principaux critères de qualité du papier
reçu.
Amélioration de la qualité du papier recyclé utilisé par les
papetiers pour la fabrication du papier impression.NIR
E+P-3A Surtri des corps creux plastiques
*** Bouteilles multicouches (PE/PA/EVOH…) et étiquettes "manchons"
*** A l’horizon 2013/2015, extension de la consigne de tri de la collecte sélective aux films, pots
et barquettes. On sera confronté au problème du tri du flux mélangé constitué de barquettes et
de bouteilles PET.
* Bidons de lessive "sombres" (peu nombreux)
* A terme, besoin d'identification des bioplastiques
Très élevé. Les bouteilles et flacons en PET, PEHD,
PP…représentent un gisement annuel de 400 à 500 000
tonnes/an.
1/: NIR + VIS
2/: MIR
3/: Tri séquentiel auto-adaptatif
E+P-3B
1/: Elimination du PVC dans un flux de
bouteilles PET, pour la fabrication des
fibres de rembourrage; 2): Tri couleur des
bouteilles PET (clair/azur, coloré) et
élimination du PVC, pour le recyclage «
bottle to bottle »
** Elimination du PVC dans le PET recyclé (contamination PVC et métal <20 ppm).
*** Reconnaitre les bouteilles munies d'étiquettes "manchons"
** Trier les « blends » en PET/PA et de mélanges polymère + additif
Elevé.
- Amélioration de la qualité de la fraction PET triée
- Au niveau du contrôle qualité après tri, amélioration de la
vérification de l'adéquation des fractions sortantes aux PTM.
NIR + VIS
E+P-3C Tri des cartouches de mastic ** Eliminer au maximum les cartouches de mastic au silicone dans les flux de PEHD. Amélioration de la qualité du PEHD recyclé. Reconnaissance de forme
E+P-4Récupération des métaux non séparés par
tri magnétique et par courant de Foucault
** Améliorer le surtri sur les refus des pièces légères à base de métaux non ferreux,
principalement de l’aluminium.
** Mieux trier les éléments métalliques tels que les ressorts à l’intérieur des flacons ou les
flacons fermés avec des bouchons métalliques.
Elevé. Le gisement estimé des petits objets en non ferreux
dans les flux d’emballages issus de la collecte sélective est
estimé à environ 50 000 tonnes/an
Induction
Tableau 11-2: Attentes identifiées et technologies envisageables susceptibles d’y répondre
E+P-2
Surtri des
papiers et
cartons
E+P-3
Surtri des
plastiques
mélangés
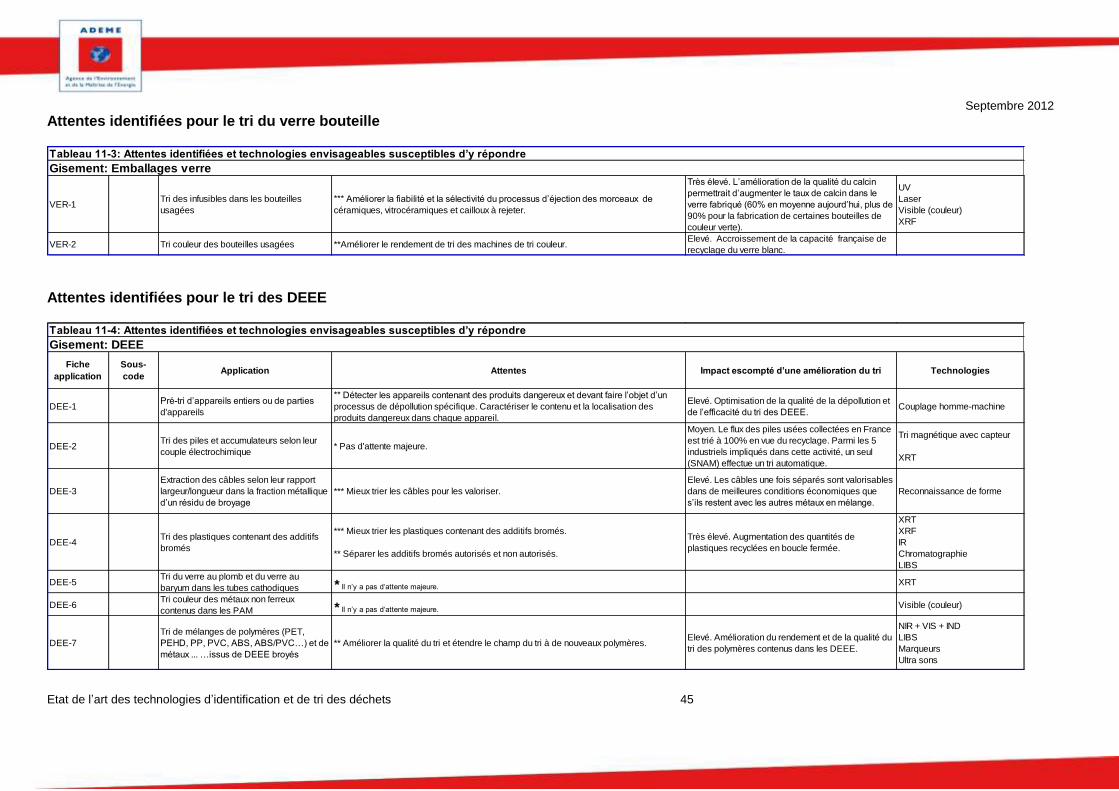
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 45
Attentes identifiées pour le tri du verre bouteille
VER-1Tri des infusibles dans les bouteilles
usagées
*** Améliorer la fiabilité et la sélectivité du processus d’éjection des morceaux de
céramiques, vitrocéramiques et cailloux à rejeter.
Très élevé. L’amélioration de la qualité du calcin
permettrait d’augmenter le taux de calcin dans le
verre fabriqué (60% en moyenne aujourd’hui, plus de
90% pour la fabrication de certaines bouteilles de
couleur verte).
UV
Laser
Visible (couleur)
XRF
VER-2 Tri couleur des bouteilles usagées **Améliorer le rendement de tri des machines de tri couleur.Elevé. Accroissement de la capacité française de
recyclage du verre blanc.
Tableau 11-3: Attentes identifiées et technologies envisageables susceptibles d’y répondre
Gisement: Emballages verre
Attentes identifiées pour le tri des DEEE
Fiche
application
Sous-
codeApplication Attentes Impact escompté d’une amélioration du tri Technologies
DEE-1Pré-tri d’appareils entiers ou de parties
d'appareils
** Détecter les appareils contenant des produits dangereux et devant faire l’objet d’un
processus de dépollution spécifique. Caractériser le contenu et la localisation des
produits dangereux dans chaque appareil.
Elevé. Optimisation de la qualité de la dépollution et
de l’efficacité du tri des DEEE.Couplage homme-machine
DEE-2Tri des piles et accumulateurs selon leur
couple électrochimique* Pas d'attente majeure.
Moyen. Le flux des piles usées collectées en France
est trié à 100% en vue du recyclage. Parmi les 5
industriels impliqués dans cette activité, un seul
(SNAM) effectue un tri automatique.
Tri magnétique avec capteur
XRT
DEE-3
Extraction des câbles selon leur rapport
largeur/longueur dans la fraction métallique
d’un résidu de broyage
*** Mieux trier les câbles pour les valoriser.
Elevé. Les câbles une fois séparés sont valorisables
dans de meilleures conditions économiques que
s’ils restent avec les autres métaux en mélange.
Reconnaissance de forme
DEE-4Tri des plastiques contenant des additifs
bromés
*** Mieux trier les plastiques contenant des additifs bromés.
** Séparer les additifs bromés autorisés et non autorisés.
Très élevé. Augmentation des quantités de
plastiques recyclées en boucle fermée.
XRT
XRF
IR
Chromatographie
LIBS
DEE-5Tri du verre au plomb et du verre au
baryum dans les tubes cathodiques * Il n’y a pas d‘attente majeure.XRT
DEE-6Tri couleur des métaux non ferreux
contenus dans les PAM * Il n’y a pas d‘attente majeure.Visible (couleur)
DEE-7
Tri de mélanges de polymères (PET,
PEHD, PP, PVC, ABS, ABS/PVC…) et de
métaux ... …issus de DEEE broyés
** Améliorer la qualité du tri et étendre le champ du tri à de nouveaux polymères.Elevé. Amélioration du rendement et de la qualité du
tri des polymères contenus dans les DEEE.
NIR + VIS + IND
LIBS
Marqueurs
Ultra sons
Tableau 11-4: Attentes identifiées et technologies envisageables susceptibles d’y répondre
Gisement: DEEE
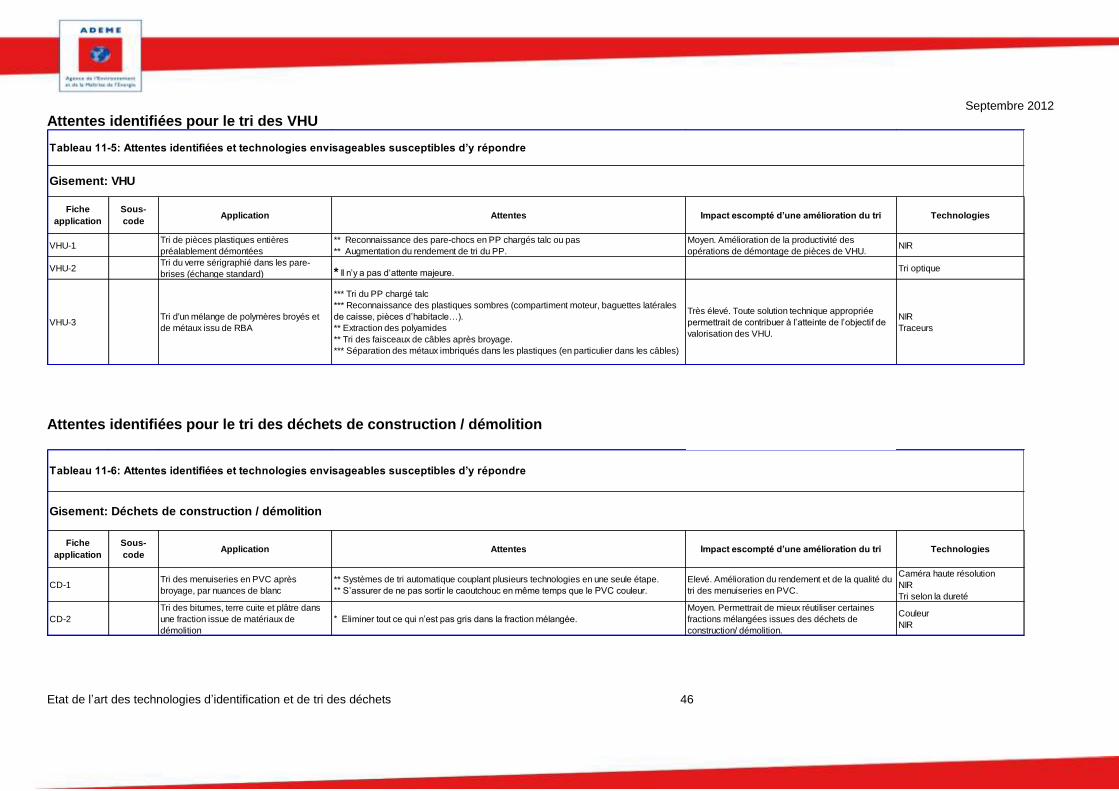
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 46
Attentes identifiées pour le tri des VHU
Fiche
application
Sous-
codeApplication Attentes Impact escompté d’une amélioration du tri Technologies
VHU-1Tri de pièces plastiques entières
préalablement démontées
** Reconnaissance des pare-chocs en PP chargés talc ou pas
** Augmentation du rendement de tri du PP.
Moyen. Amélioration de la productivité des
opérations de démontage de pièces de VHU.NIR
VHU-2Tri du verre sérigraphié dans les pare-
brises (échange standard) * Il n’y a pas d‘attente majeure.Tri optique
VHU-3Tri d'un mélange de polymères broyés et
de métaux issu de RBA
*** Tri du PP chargé talc
*** Reconnaissance des plastiques sombres (compartiment moteur, baguettes latérales
de caisse, pièces d’habitacle…).
** Extraction des polyamides
** Tri des faisceaux de câbles après broyage.
*** Séparation des métaux imbriqués dans les plastiques (en particulier dans les câbles)
Très élevé. Toute solution technique appropriée
permettrait de contribuer à l’atteinte de l’objectif de
valorisation des VHU.
NIR
Traceurs
Tableau 11-5: Attentes identifiées et technologies envisageables susceptibles d’y répondre
Gisement: VHU
Attentes identifiées pour le tri des déchets de construction / démolition
Fiche
application
Sous-
codeApplication Attentes Impact escompté d’une amélioration du tri Technologies
CD-1Tri des menuiseries en PVC après
broyage, par nuances de blanc
** Systèmes de tri automatique couplant plusieurs technologies en une seule étape.
** S’assurer de ne pas sortir le caoutchouc en même temps que le PVC couleur.
Elevé. Amélioration du rendement et de la qualité du
tri des menuiseries en PVC.
Caméra haute résolution
NIR
Tri selon la dureté
CD-2
Tri des bitumes, terre cuite et plâtre dans
une fraction issue de matériaux de
démolition
* Eliminer tout ce qui n’est pas gris dans la fraction mélangée.
Moyen. Permettrait de mieux réutiliser certaines
fractions mélangées issues des déchets de
construction/ démolition.
Couleur
NIR
Tableau 11-6: Attentes identifiées et technologies envisageables susceptibles d’y répondre
Gisement: Déchets de construction / démolition
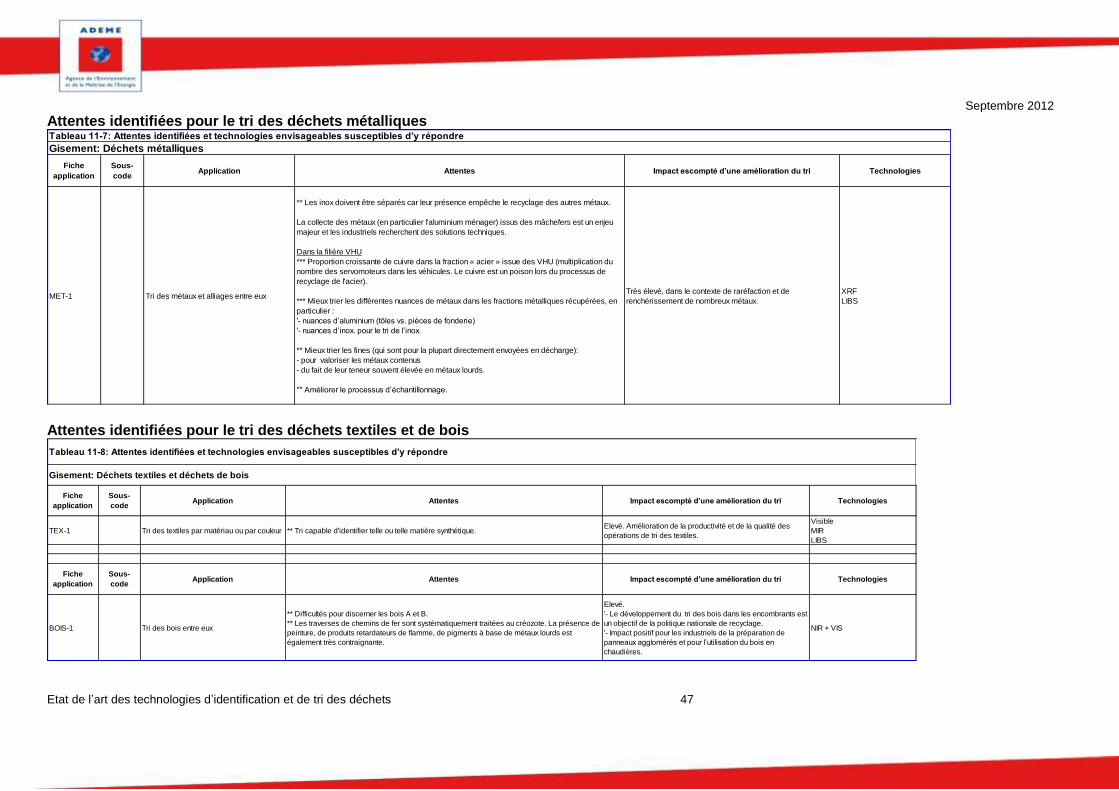
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 47
Attentes identifiées pour le tri des déchets métalliques
Fiche
application
Sous-
codeApplication Attentes Impact escompté d’une amélioration du tri Technologies
MET-1 Tri des métaux et alliages entre eux
** Les inox doivent être séparés car leur présence empêche le recyclage des autres métaux.
La collecte des métaux (en particulier l'aluminium ménager) issus des mâchefers est un enjeu
majeur et les industriels recherchent des solutions techniques.
Dans la filière VHU
*** Proportion croissante de cuivre dans la fraction « acier » issue des VHU (multiplication du
nombre des servomoteurs dans les véhicules. Le cuivre est un poison lors du processus de
recyclage de l'acier).
*** Mieux trier les différentes nuances de métaux dans les fractions métalliques récupérées, en
particulier :
'- nuances d’aluminium (tôles vs. pièces de fonderie)
'- nuances d’inox. pour le tri de l’inox.
** Mieux trier les fines (qui sont pour la plupart directement envoyées en décharge):
- pour valoriser les métaux contenus
- du fait de leur teneur souvent élevée en métaux lourds.
** Améliorer le processus d’échantillonnage.
Très élevé, dans le contexte de raréfaction et de
renchérissement de nombreux métaux.
XRF
LIBS
Tableau 11-7: Attentes identifiées et technologies envisageables susceptibles d’y répondre
Gisement: Déchets métalliques
Attentes identifiées pour le tri des déchets textiles et de bois
Fiche
application
Sous-
codeApplication Attentes Impact escompté d’une amélioration du tri Technologies
TEX-1 Tri des textiles par matériau ou par couleur ** Tri capable d'identifier telle ou telle matière synthétique.Elevé. Amélioration de la productivité et de la qualité des
opérations de tri des textiles.
Visible
MIR
LIBS
Fiche
application
Sous-
codeApplication Attentes Impact escompté d’une amélioration du tri Technologies
BOIS-1 Tri des bois entre eux
** Difficultés pour discerner les bois A et B.
** Les traverses de chemins de fer sont systématiquement traitées au créozote. La présence de
peinture, de produits retardateurs de flamme, de pigments à base de métaux lourds est
également très contraignante.
Elevé.
'- Le développement du tri des bois dans les encombrants est
un objectif de la politique nationale de recyclage.
'- Impact positif pour les industriels de la préparation de
panneaux agglomérés et pour l’utilisation du bois en
chaudières.
NIR + VIS
Tableau 11-8: Attentes identifiées et technologies envisageables susceptibles d’y répondre
Gisement: Déchets textiles et déchets de bois
Septembre 2012
Etat-de-l’Art des technologies d’identification et de tri des déchets
48
88
EETTAATT DDEE LLAA RR&&DD SSUURR LLEESS TTEECCHHNNOOLLOOGGIIEESS DDEE TTRRII
88..11 VVUUEE DD’’EENNSSEEMMBBLLEE
La R&D relative aux technologies de tri des déchets est extrêmement dynamique et foisonnante au plan mondial. Dans la majorité des pays, l’innovation est portée par la R&D réalisée en interne par les concepteurs / fabricants de systèmes de tri. Leurs efforts portent à la fois : sur le développement de combinaisons de technologies existantes ; sur l’identification de nouvelles applications à partir de technologies existantes ; sur le développement de nouvelles technologies. Parallèlement, les programmes de recherche partiellement financés par des budgets publics (nationaux ou communautaires) sont plutôt consacrés aux technologies dont l’horizon d’émergence d’applications industrielles est plus lointain. Ces projets associent des concepteurs / fabricants de systèmes de tri et des laboratoires et centres de recherche. En France, les projets s’inscrivent principalement dans deux programmes : Eco-Industries, financé par le Ministère de l'Industrie (dossiers instruits par OSEO et
l’ADEME selon leurs procédures propres de financement) avec un budget de 20 millions d’euros pour chacune des années 2010 et 2011. L’appel à projets le plus récent a été ouvert le mars 2012 ;
Le programme Ecotechnologies-Eco services (ECO-TS) de l’Agence nationale de la recherche (ANR).
88..22 LLEESS IINNVVEESSTTIISSSSEEMMEENNTTSS DD’’AAVVEENNIIRR
Depuis 2010, l’ADEME gère plusieurs programmes dans le cadre des Investissements d’avenir. Un appel à manifestation d’intérêt (AMI) a été lancé dans le cadre du programme « Collecte, tri, recyclage et valorisation des déchets », la date limite de dépôt des projets relatifs à ce programme étant novembre 2011. L’AMI précisait que les projets doivent privilégier la coopération entre acteurs de la chaîne de valeur, comporter des analyses des impacts environnementaux et sanitaires complétées si besoin par des analyses économiques et sociales, et conduire à des mises sur le marché à court et moyen terme afin d’avoir un retour sur investissement rapide.
88..33 LLEESS PPRROOJJEETTSS DDEE RR&&DD IIDDEENNTTIIFFIIEESS Les projets de R&D récents (France et Union européenne) identifiés dans le domaine du tri des déchets sont récapitulés dans le tableau des pages suivantes.
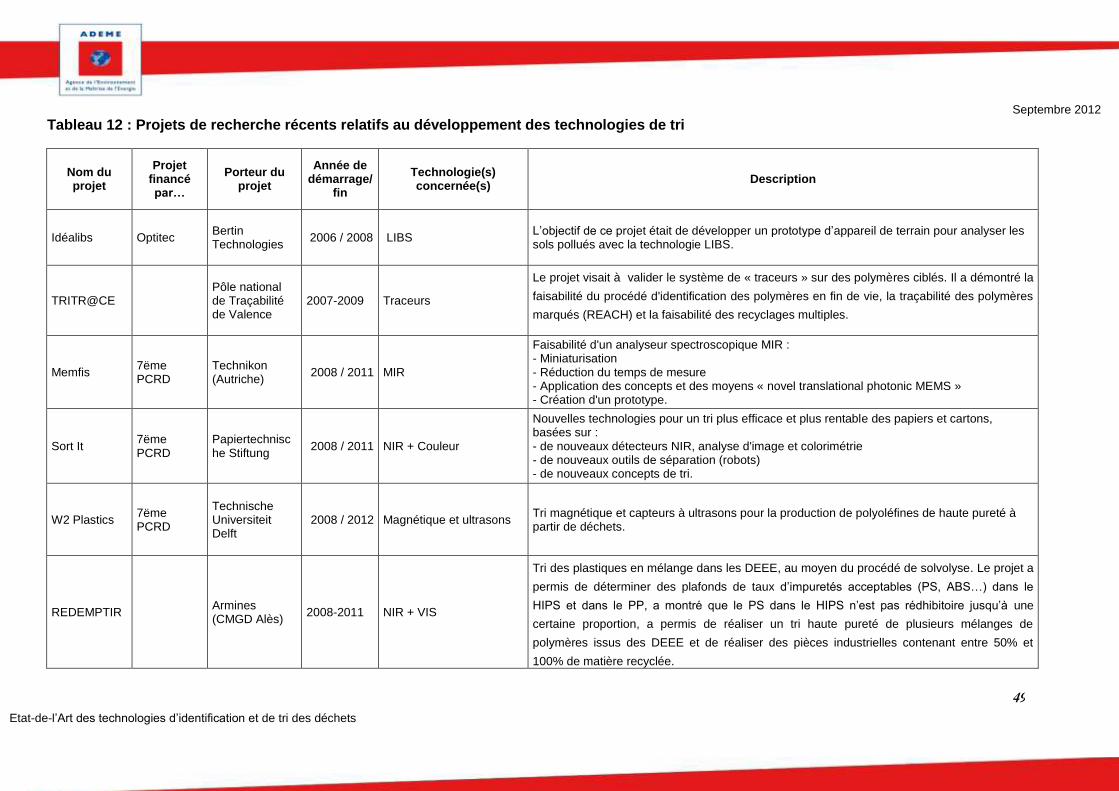
Septembre 2012
Etat-de-l’Art des technologies d’identification et de tri des déchets
49
Tableau 12 : Projets de recherche récents relatifs au développement des technologies de tri
Nom du projet
Projet financé par…
Porteur du projet
Année de démarrage/
fin
Technologie(s) concernée(s)
Description
Idéalibs Optitec Bertin Technologies
2006 / 2008 LIBS L’objectif de ce projet était de développer un prototype d’appareil de terrain pour analyser les sols pollués avec la technologie LIBS.
TRITR@CE Pôle national de Traçabilité de Valence
2007-2009 Traceurs
Le projet visait à valider le système de « traceurs » sur des polymères ciblés. Il a démontré la
faisabilité du procédé d'identification des polymères en fin de vie, la traçabilité des polymères
marqués (REACH) et la faisabilité des recyclages multiples.
Memfis 7ëme PCRD
Technikon (Autriche)
2008 / 2011 MIR
Faisabilité d'un analyseur spectroscopique MIR : - Miniaturisation - Réduction du temps de mesure - Application des concepts et des moyens « novel translational photonic MEMS » - Création d'un prototype.
Sort It 7ëme PCRD
Papiertechnische Stiftung
2008 / 2011 NIR + Couleur
Nouvelles technologies pour un tri plus efficace et plus rentable des papiers et cartons, basées sur : - de nouveaux détecteurs NIR, analyse d'image et colorimétrie - de nouveaux outils de séparation (robots) - de nouveaux concepts de tri.
W2 Plastics 7ëme PCRD
Technische Universiteit Delft
2008 / 2012 Magnétique et ultrasons Tri magnétique et capteurs à ultrasons pour la production de polyoléfines de haute pureté à partir de déchets.
REDEMPTIR Armines (CMGD Alès)
2008-2011 NIR + VIS
Tri des plastiques en mélange dans les DEEE, au moyen du procédé de solvolyse. Le projet a
permis de déterminer des plafonds de taux d’impuretés acceptables (PS, ABS…) dans le
HIPS et dans le PP, a montré que le PS dans le HIPS n’est pas rédhibitoire jusqu’à une
certaine proportion, a permis de réaliser un tri haute pureté de plusieurs mélanges de
polymères issus des DEEE et de réaliser des pièces industrielles contenant entre 50% et
100% de matière recyclée.
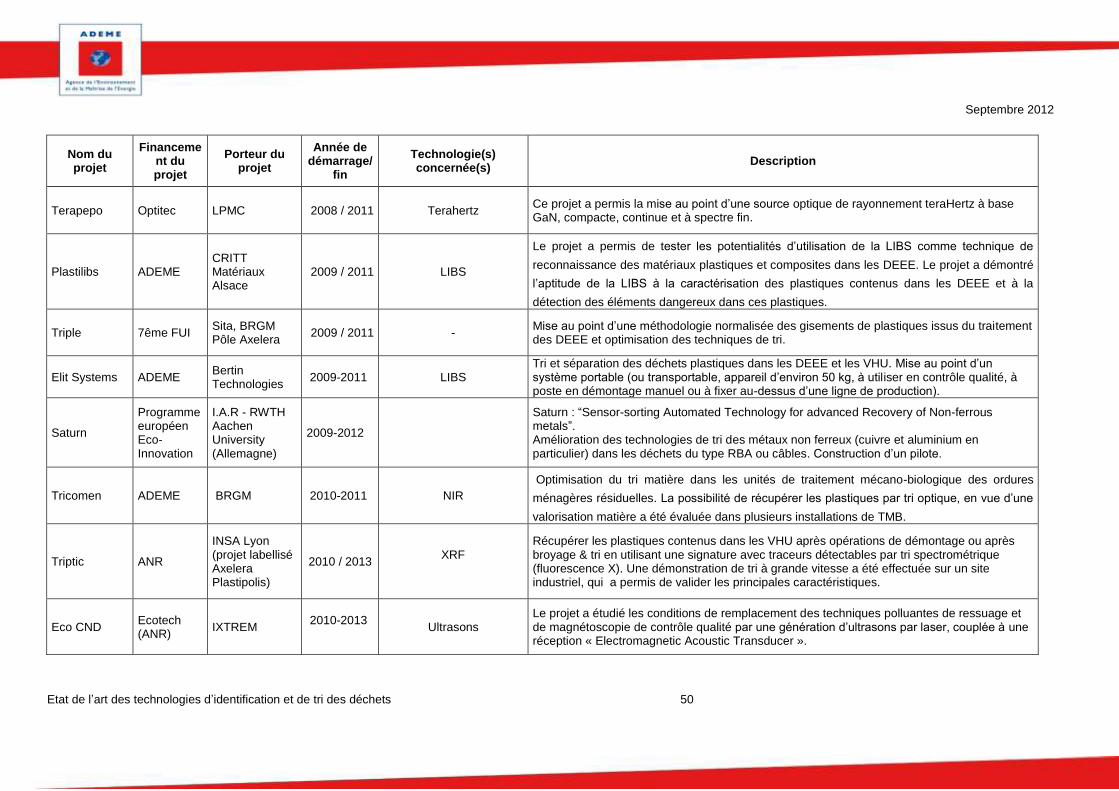
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 50
Nom du projet
Financement du projet
Porteur du projet
Année de démarrage/
fin
Technologie(s) concernée(s)
Description
Terapepo Optitec LPMC 2008 / 2011 Terahertz Ce projet a permis la mise au point d’une source optique de rayonnement teraHertz à base GaN, compacte, continue et à spectre fin.
Plastilibs ADEME CRITT Matériaux Alsace
2009 / 2011 LIBS
Le projet a permis de tester les potentialités d’utilisation de la LIBS comme technique de
reconnaissance des matériaux plastiques et composites dans les DEEE. Le projet a démontré
l’aptitude de la LIBS à la caractérisation des plastiques contenus dans les DEEE et à la
détection des éléments dangereux dans ces plastiques.
Triple 7ême FUI Sita, BRGM Pôle Axelera
2009 / 2011 - Mise au point d’une méthodologie normalisée des gisements de plastiques issus du traitement des DEEE et optimisation des techniques de tri.
Elit Systems ADEME Bertin Technologies
2009-2011 LIBS Tri et séparation des déchets plastiques dans les DEEE et les VHU. Mise au point d’un système portable (ou transportable, appareil d’environ 50 kg, à utiliser en contrôle qualité, à poste en démontage manuel ou à fixer au-dessus d’une ligne de production).
Saturn
Programme européen Eco-Innovation
I.A.R - RWTH Aachen University (Allemagne)
2009-2012
Saturn : “Sensor-sorting Automated Technology for advanced Recovery of Non-ferrous metals”. Amélioration des technologies de tri des métaux non ferreux (cuivre et aluminium en particulier) dans les déchets du type RBA ou câbles. Construction d’un pilote.
Tricomen ADEME BRGM 2010-2011 NIR
Optimisation du tri matière dans les unités de traitement mécano-biologique des ordures
ménagères résiduelles. La possibilité de récupérer les plastiques par tri optique, en vue d’une
valorisation matière a été évaluée dans plusieurs installations de TMB.
Triptic ANR
INSA Lyon (projet labellisé Axelera Plastipolis)
2010 / 2013 XRF
Récupérer les plastiques contenus dans les VHU après opérations de démontage ou après broyage & tri en utilisant une signature avec traceurs détectables par tri spectrométrique (fluorescence X). Une démonstration de tri à grande vitesse a été effectuée sur un site industriel, qui a permis de valider les principales caractéristiques.
Eco CND Ecotech (ANR)
IXTREM 2010-2013
Ultrasons Le projet a étudié les conditions de remplacement des techniques polluantes de ressuage et de magnétoscopie de contrôle qualité par une génération d’ultrasons par laser, couplée à une réception « Electromagnetic Acoustic Transducer ».
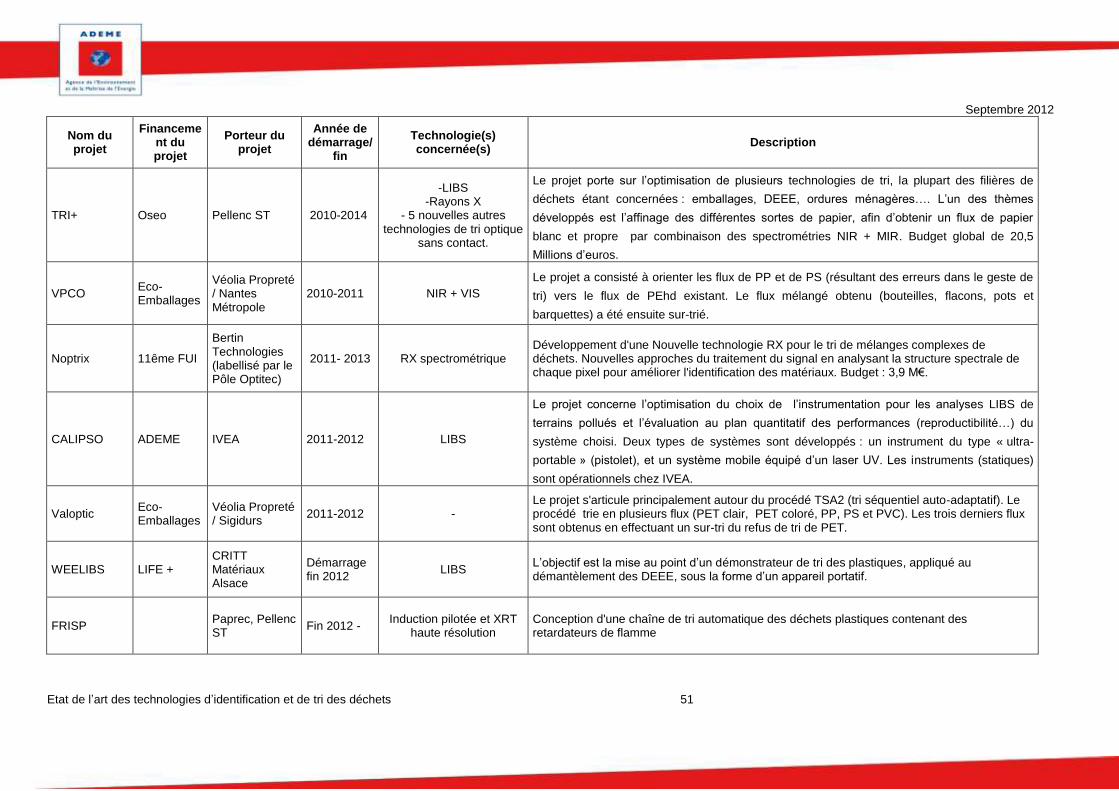
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 51
Nom du projet
Financement du projet
Porteur du projet
Année de démarrage/
fin
Technologie(s) concernée(s)
Description
TRI+ Oseo Pellenc ST 2010-2014
-LIBS -Rayons X
- 5 nouvelles autres technologies de tri optique
sans contact.
Le projet porte sur l’optimisation de plusieurs technologies de tri, la plupart des filières de
déchets étant concernées : emballages, DEEE, ordures ménagères…. L’un des thèmes
développés est l’affinage des différentes sortes de papier, afin d’obtenir un flux de papier
blanc et propre par combinaison des spectrométries NIR + MIR. Budget global de 20,5
Millions d’euros.
VPCO Eco-Emballages
Véolia Propreté / Nantes Métropole
2010-2011 NIR + VIS
Le projet a consisté à orienter les flux de PP et de PS (résultant des erreurs dans le geste de
tri) vers le flux de PEhd existant. Le flux mélangé obtenu (bouteilles, flacons, pots et
barquettes) a été ensuite sur-trié.
Noptrix 11ême FUI
Bertin Technologies (labellisé par le Pôle Optitec)
2011- 2013 RX spectrométrique Développement d'une Nouvelle technologie RX pour le tri de mélanges complexes de déchets. Nouvelles approches du traitement du signal en analysant la structure spectrale de chaque pixel pour améliorer l'identification des matériaux. Budget : 3,9 M€.
CALIPSO ADEME IVEA 2011-2012 LIBS
Le projet concerne l’optimisation du choix de l’instrumentation pour les analyses LIBS de
terrains pollués et l’évaluation au plan quantitatif des performances (reproductibilité…) du
système choisi. Deux types de systèmes sont développés : un instrument du type « ultra-
portable » (pistolet), et un système mobile équipé d’un laser UV. Les instruments (statiques)
sont opérationnels chez IVEA.
Valoptic Eco-Emballages
Véolia Propreté / Sigidurs
2011-2012 - Le projet s'articule principalement autour du procédé TSA2 (tri séquentiel auto-adaptatif). Le procédé trie en plusieurs flux (PET clair, PET coloré, PP, PS et PVC). Les trois derniers flux sont obtenus en effectuant un sur-tri du refus de tri de PET.
WEELIBS LIFE + CRITT Matériaux Alsace
Démarrage fin 2012
LIBS L’objectif est la mise au point d’un démonstrateur de tri des plastiques, appliqué au démantèlement des DEEE, sous la forme d’un appareil portatif.
FRISP Paprec, Pellenc ST
Fin 2012 - Induction pilotée et XRT
haute résolution Conception d'une chaîne de tri automatique des déchets plastiques contenant des retardateurs de flamme
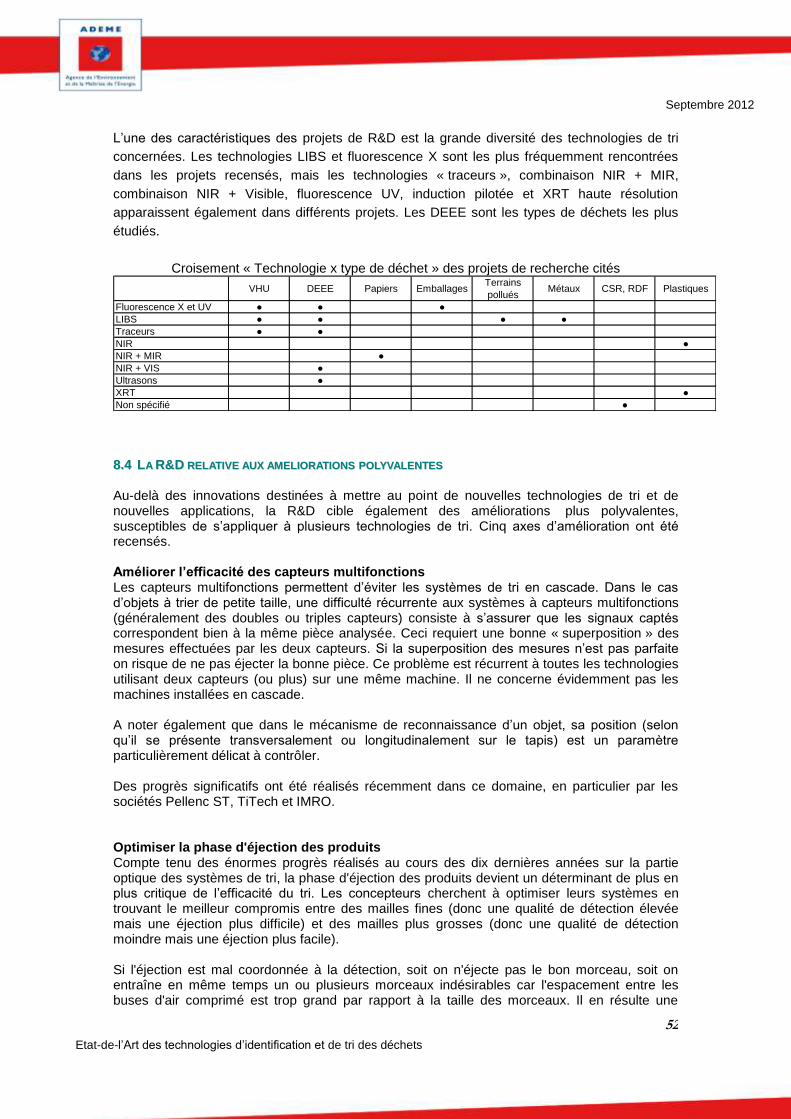
Septembre 2012
Etat-de-l’Art des technologies d’identification et de tri des déchets
52
L’une des caractéristiques des projets de R&D est la grande diversité des technologies de tri
concernées. Les technologies LIBS et fluorescence X sont les plus fréquemment rencontrées
dans les projets recensés, mais les technologies « traceurs », combinaison NIR + MIR,
combinaison NIR + Visible, fluorescence UV, induction pilotée et XRT haute résolution
apparaissent également dans différents projets. Les DEEE sont les types de déchets les plus
étudiés.
Croisement « Technologie x type de déchet » des projets de recherche cités
VHU DEEE Papiers EmballagesTerrains
polluésMétaux CSR, RDF Plastiques
Fluorescence X et UV ● ● ●
LIBS ● ● ● ●
Traceurs ● ●
NIR ●
NIR + MIR ●
NIR + VIS ●
Ultrasons ●
XRT ●
Non spécifié ●
88..44 LLAA RR&&DD RREELLAATTIIVVEE AAUUXX AAMMEELLIIOORRAATTIIOONNSS PPOOLLYYVVAALLEENNTTEESS Au-delà des innovations destinées à mettre au point de nouvelles technologies de tri et de nouvelles applications, la R&D cible également des améliorations plus polyvalentes, susceptibles de s’appliquer à plusieurs technologies de tri. Cinq axes d’amélioration ont été recensés. Améliorer l’efficacité des capteurs multifonctions Les capteurs multifonctions permettent d’éviter les systèmes de tri en cascade. Dans le cas d’objets à trier de petite taille, une difficulté récurrente aux systèmes à capteurs multifonctions (généralement des doubles ou triples capteurs) consiste à s’assurer que les signaux captés correspondent bien à la même pièce analysée. Ceci requiert une bonne « superposition » des mesures effectuées par les deux capteurs. Si la superposition des mesures n’est pas parfaite on risque de ne pas éjecter la bonne pièce. Ce problème est récurrent à toutes les technologies utilisant deux capteurs (ou plus) sur une même machine. Il ne concerne évidemment pas les machines installées en cascade. A noter également que dans le mécanisme de reconnaissance d’un objet, sa position (selon qu’il se présente transversalement ou longitudinalement sur le tapis) est un paramètre particulièrement délicat à contrôler. Des progrès significatifs ont été réalisés récemment dans ce domaine, en particulier par les sociétés Pellenc ST, TiTech et IMRO. Optimiser la phase d'éjection des produits Compte tenu des énormes progrès réalisés au cours des dix dernières années sur la partie optique des systèmes de tri, la phase d'éjection des produits devient un déterminant de plus en plus critique de l’efficacité du tri. Les concepteurs cherchent à optimiser leurs systèmes en trouvant le meilleur compromis entre des mailles fines (donc une qualité de détection élevée mais une éjection plus difficile) et des mailles plus grosses (donc une qualité de détection moindre mais une éjection plus facile). Si l'éjection est mal coordonnée à la détection, soit on n'éjecte pas le bon morceau, soit on entraîne en même temps un ou plusieurs morceaux indésirables car l'espacement entre les buses d'air comprimé est trop grand par rapport à la taille des morceaux. Il en résulte une
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 53
dégradation de l'efficacité du tri pour certains produits, qui oblige à effectuer un sur tri manuel. Ce problème se pose par exemple de façon aigue pour le tri des indésirables dans le verre issu de la collecte sélective. Il semble que les progrès futurs passeront par une maîtrise accrue de l'électronique en temps réel et par des innovations en matière de conception de la partie "mécanique" des machines de tri. Pour les gros objets, certains concepteurs développent par exemple des systèmes de reprise des morceaux éjectés par des tapis roulants auxiliaires. Pour les petits objets, ils essaient de rapprocher les buses d'air comprimé. Les concepteurs de machines de tri font d’importants efforts de R&D pour optimiser cette phase d’éjection et pour réduire les coûts d’exploitation correspondants. Réduire la consommation d’air comprimé La consommation d’air comprimé constitue un poste important du coût d’exploitation d’un système de tri. La société Steinert et TiTech (système « Suppix ») annoncent un gain de 20 à 40% sur la consommation d’air comprimé des systèmes de tri par induction, par XRT, par colorimétrie et par NIR. Ce gain est obtenu par l’optimisation du système de contrôle d’ouverture et de fermeture de chaque vanne d’air comprimé, permettant de réduire le temps de latence entre l’interruption du courant électrique et la chute de pression à la fermeture de la vanne. Ce système peut s’adapter sur des installations existantes. Améliorer la flexibilité des systèmes de tri Véolia Environnement développe depuis 2007 un système appelé « tri séquentiel auto-adaptatif » (la dernière version étant TSA2) qu’elle a développé en collaboration avec la société Pellenc ST et qui permet de programmer la machine pour extraire plusieurs matières (jusqu’à une dizaine) les unes après les autres, en plusieurs séquences, sur le même tapis de tri. L’innovation réside principalement dans un algorithme de calcul qui, conjugué avec un système optique de reconnaissance des matières, analyse en continu la composition du flux de déchets défilant sur un convoyeur circulaire. À partir de cette information, le système adapte automatiquement la consigne de tri à la catégorie de matière détectée comme majoritaire. Après une première séquence de tri opéré selon la consigne, et tandis que de nouveaux déchets arrivent sur le convoyeur, la composition du flux se trouve naturellement modifiée. Une nouvelle analyse déclenche alors une nouvelle séquence de tri. Ce procédé est destiné en priorité aux centres de tri de petite capacité. Le premier prototype industriel a été réalisé en 2008 au centre de tri de la société Véolia Propreté à Châteaubernard (Charente). Cette unité traite 14 000 t/an de déchets ménagers issus des collectes sélectives. Couplé à une machine de tri optique MISTRAL de Pellenc ST, le TSA est situé en aval de la chaîne de tri et sépare 5 types de matériaux : les bouteilles PET transparentes incolores, les bouteilles PET transparentes de couleur, les flacons opaques en PEHD, les briques alimentaires et les papiers résiduels. Plusieurs autres installations ont été réalisées, à Laluque (Landes), Sarcelles et Vaux-le-Penil. Le tri séquentiel contribue à l’amélioration du tri sur les plans suivants:
- l’augmentation des débits de tri ; - l’éjection des matériaux par ordre de priorité quantitative libère de la place sur la
chaîne de tri et permet de continuer à faire entrer les déchets en continu sans saturer le process ;
- on réalise sur une seule machine ce qui en nécessitait cinq auparavant, d’où un gain en termes d’investissement machine et d’emprise foncière ;
- le système permet de trier davantage dans le détail et de récupérer plus de matières usagées.
Développer le couplage « homme-machine »
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 54
Le tri télé-opéré permet le tri sans contact entre les déchets et les opérateurs depuis la salle des opérations d’un centre de tri. Le principe consiste à faire passer les déchets devant une caméra sur un système de tri en continu. C’est l'opérateur qui décide d'éjecter le produit en appuyant sur un bouton. Un logiciel détermine des ordres d’éjection.
Véolia Propreté fait tourner un pilote depuis 2010 sur son unité prototype de St Priest (Rhône). ,
en partenariat avec Pellenc ST, pour montrer la faisabilité du système et étudie les impacts en
termes de simplicité du geste de tri et d’optimisation de la valorisation des déchets.
Le procédé comporte 3 niveaux :
- la prise d'image, la désignation des objets et leur éjection. Une caméra haute définition et un
éclairage spécifique fournissent une qualité d'image optimale pour la reconnaissance visuelle
des objets. Le travail sur la prise d'image s'adapte au type de déchets et de matière que les
opérateurs devront sélectionner. Les images doivent fournir le maximum d'informations aux
opérateurs pour favoriser les discriminations entre type de matière.
- l'interface graphique, conçue pour offrir à l'opérateur une ergonomie de désignation efficace.
L’interface doit permettre aux équipements de tri une souplesse équivalente aux conditions
actuelles d'organisation des cabines de tri.
- le traitement informatique détecte les contours, localise et suit les déchets en temps réel. En
une fraction de seconde, les objets désignés sont éjectés pour être valorisés (tri binaire). Ce concept pourrait s’appliquer par exemple aux cas suivants : - pour remplacer des opérations de sur-tri manuel de déchets « faciles » ; - au tri de déchets « difficiles », tels que certains déchets de métaux très hétérogènes. Le couplage homme-machine permettrait à l’opérateur d’apporter son expérience en matière de reconnaissance des déchets ; - au tri industriel en vue de l'échantillonnage des DEEE (voir fiche application DEE-1) ; - au tri industriel des pièces entières de DEEE en flux homogènes (projet « Triple » du pôle Axelera) - enfin, le couplage « homme-machine » pourrait favoriser le transfert (à personnel constant) du tri manuel vers le contrôle qualité, et apporter ainsi une réponse à l’enjeu social important représenté par le tri manuel pour les collectivités locales.
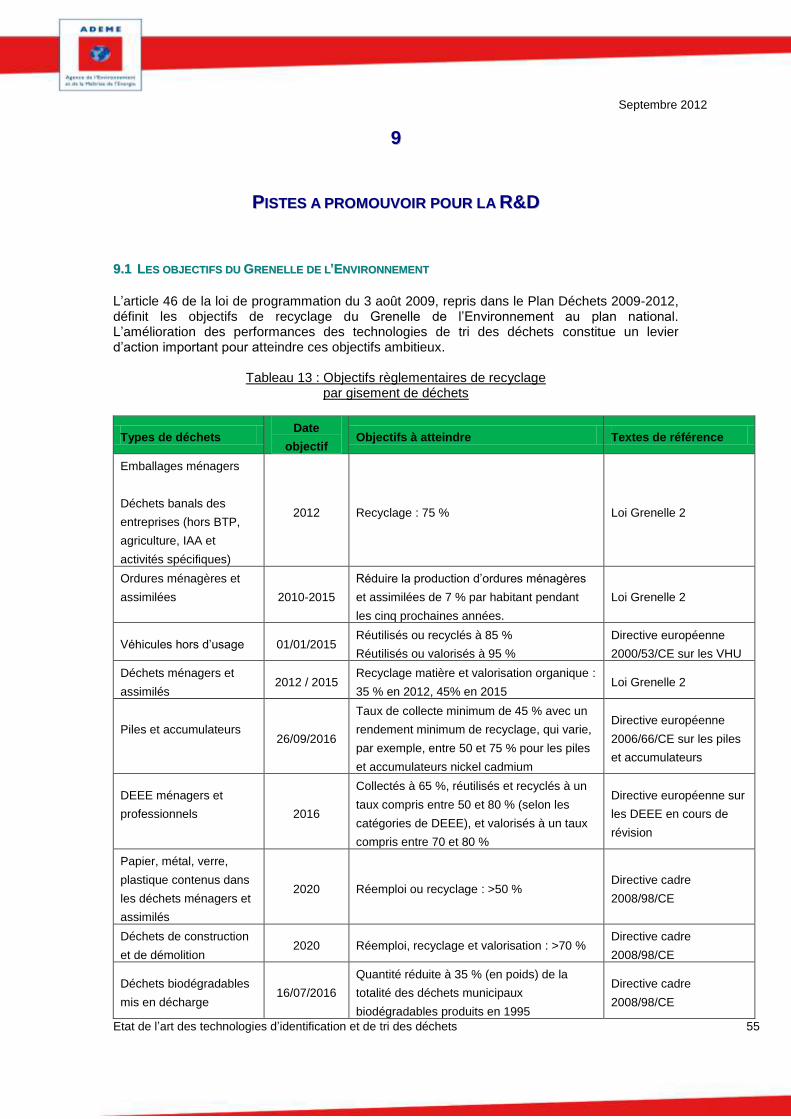
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 55
99
PPIISSTTEESS AA PPRROOMMOOUUVVOOIIRR PPOOUURR LLAA RR&&DD
99..11 LLEESS OOBBJJEECCTTIIFFSS DDUU GGRREENNEELLLLEE DDEE LL’’EENNVVIIRROONNNNEEMMEENNTT
L’article 46 de la loi de programmation du 3 août 2009, repris dans le Plan Déchets 2009-2012, définit les objectifs de recyclage du Grenelle de l’Environnement au plan national. L’amélioration des performances des technologies de tri des déchets constitue un levier d’action important pour atteindre ces objectifs ambitieux.
Tableau 13 : Objectifs règlementaires de recyclage par gisement de déchets
Types de déchets Date
objectif Objectifs à atteindre Textes de référence
Emballages ménagers
Déchets banals des
entreprises (hors BTP,
agriculture, IAA et
activités spécifiques)
2012 Recyclage : 75 % Loi Grenelle 2
Ordures ménagères et
assimilées
2010-2015
Réduire la production d’ordures ménagères
et assimilées de 7 % par habitant pendant
les cinq prochaines années.
Loi Grenelle 2
Véhicules hors d’usage 01/01/2015 Réutilisés ou recyclés à 85 %
Réutilisés ou valorisés à 95 %
Directive européenne
2000/53/CE sur les VHU
Déchets ménagers et
assimilés 2012 / 2015
Recyclage matière et valorisation organique :
35 % en 2012, 45% en 2015 Loi Grenelle 2
Piles et accumulateurs
26/09/2016
Taux de collecte minimum de 45 % avec un
rendement minimum de recyclage, qui varie,
par exemple, entre 50 et 75 % pour les piles
et accumulateurs nickel cadmium
Directive européenne
2006/66/CE sur les piles
et accumulateurs
DEEE ménagers et
professionnels
2016
Collectés à 65 %, réutilisés et recyclés à un
taux compris entre 50 et 80 % (selon les
catégories de DEEE), et valorisés à un taux
compris entre 70 et 80 %
Directive européenne sur
les DEEE en cours de
révision
Papier, métal, verre,
plastique contenus dans
les déchets ménagers et
assimilés
2020 Réemploi ou recyclage : >50 % Directive cadre
2008/98/CE
Déchets de construction
et de démolition 2020 Réemploi, recyclage et valorisation : >70 %
Directive cadre
2008/98/CE
Déchets biodégradables
mis en décharge 16/07/2016
Quantité réduite à 35 % (en poids) de la
totalité des déchets municipaux
biodégradables produits en 1995
Directive cadre
2008/98/CE
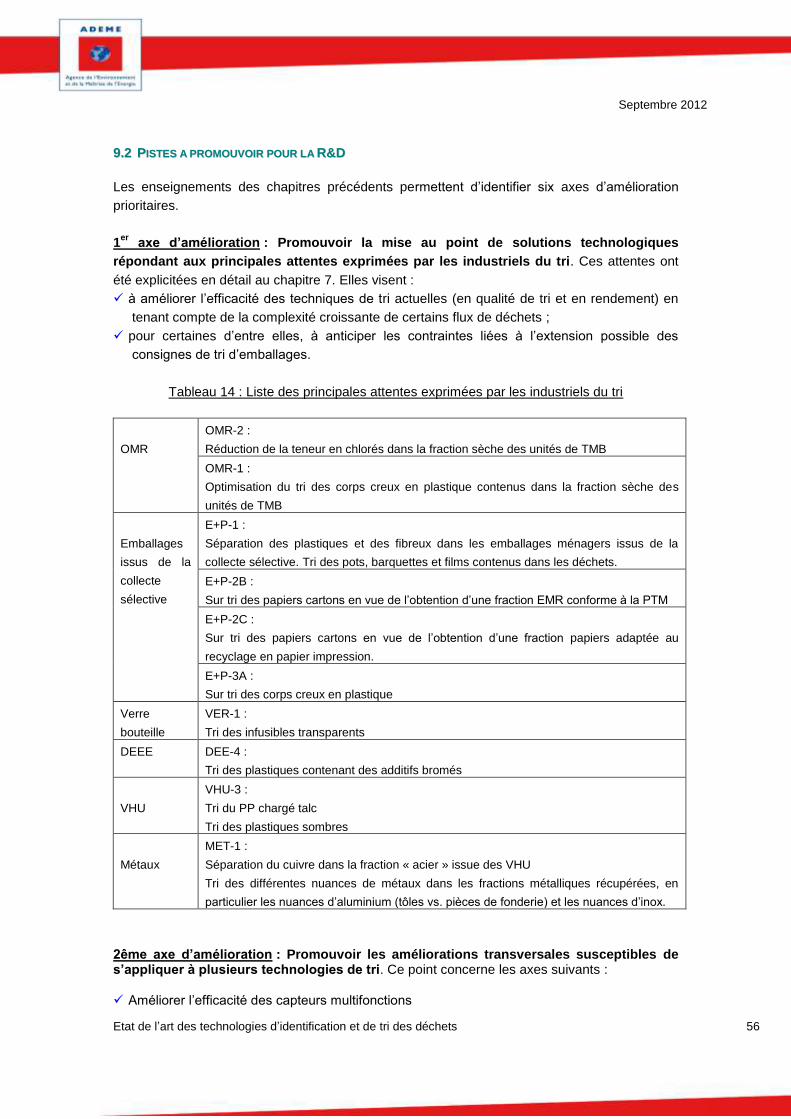
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 56
99..22 PPIISSTTEESS AA PPRROOMMOOUUVVOOIIRR PPOOUURR LLAA RR&&DD
Les enseignements des chapitres précédents permettent d’identifier six axes d’amélioration
prioritaires.
1er
axe d’amélioration : Promouvoir la mise au point de solutions technologiques
répondant aux principales attentes exprimées par les industriels du tri. Ces attentes ont
été explicitées en détail au chapitre 7. Elles visent :
à améliorer l’efficacité des techniques de tri actuelles (en qualité de tri et en rendement) en
tenant compte de la complexité croissante de certains flux de déchets ;
pour certaines d’entre elles, à anticiper les contraintes liées à l’extension possible des
consignes de tri d’emballages.
Tableau 14 : Liste des principales attentes exprimées par les industriels du tri
OMR
OMR-2 :
Réduction de la teneur en chlorés dans la fraction sèche des unités de TMB
OMR-1 :
Optimisation du tri des corps creux en plastique contenus dans la fraction sèche des
unités de TMB
Emballages
issus de la
collecte
sélective
E+P-1 :
Séparation des plastiques et des fibreux dans les emballages ménagers issus de la
collecte sélective. Tri des pots, barquettes et films contenus dans les déchets.
E+P-2B :
Sur tri des papiers cartons en vue de l’obtention d’une fraction EMR conforme à la PTM
E+P-2C :
Sur tri des papiers cartons en vue de l’obtention d’une fraction papiers adaptée au
recyclage en papier impression.
E+P-3A :
Sur tri des corps creux en plastique
Verre
bouteille
VER-1 :
Tri des infusibles transparents
DEEE DEE-4 :
Tri des plastiques contenant des additifs bromés
VHU
VHU-3 :
Tri du PP chargé talc
Tri des plastiques sombres
Métaux
MET-1 :
Séparation du cuivre dans la fraction « acier » issue des VHU
Tri des différentes nuances de métaux dans les fractions métalliques récupérées, en
particulier les nuances d’aluminium (tôles vs. pièces de fonderie) et les nuances d’inox.
2ême axe d’amélioration : Promouvoir les améliorations transversales susceptibles de s’appliquer à plusieurs technologies de tri. Ce point concerne les axes suivants : Améliorer l’efficacité des capteurs multifonctions
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 57
Optimiser la phase d'éjection des produits Réduire la consommation d’air comprimé Améliorer la flexibilité des systèmes de tri Développer le couplage homme-machine.
3ême axe d’amélioration : Promouvoir les technologies qui permettront de valoriser les
déchets d’emballages sur la base d’une collecte sélective moins poussée
qu’actuellement Il s’agit d’identifier les technologies de tri qui permettraient de trier des déchets plus mélangés que les déchets issus des collectes sélectives actuelles.
Les emballages sont à priori les déchets les plus concernés par cette problématique
12. Deux
obstacles devront toutefois être surmontés (cf. chapitre 7) la mise au point de technologies de tri permettant d’obtenir des fractions « papier
graphique » et EMR d’une qualité suffisante par rapport aux spécifications ; la mise au point de technologies pouvant se substituer aux opérations de sur-tri manuel.
4ême axe d’amélioration : Favoriser les transferts de technologie vers des types de
déchets mal triés et mal valorisés actuellement
Le tableau 7 ci-avant montre que les technologies utilisées aujourd’hui pour le tri en continu
sont principalement focalisées sur les déchets d’emballages et les DEEE.
A contrario, peu de technologies de tri industriel ont été identifiées pour les déchets de
construction/démolition, les textiles, les encombrants, les BPHU et les avions en fin de vie.
L’intérêt des transpositions suivantes mériterait d’être approfondi en priorité :
transposition des technologies de tri des métaux, des inertes et des polymères au tri des
déchets de construction / démolition ;
transposition des technologies de tri des bois au tri de certains encombrants (dont en
particulier les meubles) ;
transposition des technologies de tri couleur ou de tri MIR à certains déchets textiles.
Plusieurs acteurs interrogés ont également souligné l’importance des enjeux liés à la mise au
point de systèmes de tri qui permettraient une meilleure valorisation des déchets ultimes. La
plupart des filières (construction/démolition, VHU, emballages….) génèrent en effet des
quantités significatives de déchets ultimes généralement constitués de mélanges complexes de
métaux, plastiques, papiers cartons et verre. L’objectif serait de trier suffisamment ces déchets
12
La collecte sélective concerne aujourd’hui les déchets et les produits en fin de vie suivants : Emballages Imprimés DEEE Piles et accumulateurs Médicaments non utilisés Textiles, chaussures et linge de maison
Déchets d’activité de soins à risque infectieux.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 58
en mélange pour pouvoir en extraire les fractions recyclables. L’impact économique serait
significatif puisque cela éviterait (en partie) d’avoir à supporter des coûts croissants de mise en
décharge. Si les métaux sont généralement faciles à trier, il n’en est pas de même des
plastiques et des papiers cartons. Les progrès réalisés dans le domaine du tri des flux
d’emballages pourraient être transposés au tri de ces déchets ultimes.
Dans le même ordre d’idées, le développement du tri en vue de la récupération et du recyclage des métaux rares (Cobalt, Titane, Tungstène, Beryllium, Vanadium, Platine, Palladium, Osmium, Lanthanides, Scandium, Yttrium) permettrait de répondre, au moins partiellement, au double défi de réduire la consommation de ressources primaires et de sécuriser les approvisionnements stratégiques de l’industrie française.
La France souffre en effet d’un déficit majeur en ressources primaires de métaux rares sur son
territoire. Cette situation est préoccupante car la production de ces métaux est souvent
contrôlée par un nombre réduit de pays, induisant de ce fait des risques au niveau de la
sécurité d’approvisionnement. En outre, la plupart de ces métaux sont essentiels à la fabrication
de pièces critiques dans des secteurs stratégiques au plan économique (microprocesseurs,
aéronautique, énergies renouvelables (cellules photovoltaiques) ou au plan de la sécurité
(missiles, systèmes de guidage, satellites). Les progrès réalisés dans le domaine du tri des
métaux « classiques » (fer, aluminium, zinc…) pourraient être transposés au tri des déchets
contenant des métaux rares. De nombreux laboratoires travaillent à l’identification de pistes
concernant le tri et la séparation des fractions contenant des métaux stratégiques, notamment
la séparation post-broyage des cartes électroniques (contenues dans les DEEE voire les VHU),
mais aussi des aimants (contenant des terres rares) ou encore des fractions d'écrans plats
concentrant l'Indium….
5ême axe d’amélioration : Favoriser la diffusion des technologies dont le taux de
pénétration sur le marché français est plus faible que celui des pays les plus en pointe.
Les réseaux commerciaux des principaux concepteurs / fabricants de systèmes de tri
européens et américains sont suffisamment denses pour que les industriels français aient
accès sans difficulté à l’information sur la majorité des technologies de tri disponibles sur le
marché mondial.
Par contre, l’étude montre que certaines technologies tendent à diffuser plus lentement dans le
tissu industriel français que dans les pays étrangers les plus en pointe. C’est le cas en
particulier pour les couples « technologie x application » suivants (cf. tableaux du par. 6.2):
XRT :
Tri des indésirables (métaux, inertes) contenus dans la fraction organique des OMR à
l’entrée du digesteur des unités de TMB (OMR-3)
Tri des piles et accumulateurs selon leur couple électrochimique (DEE-2)
XRF :
Tri des plastiques contenant des additifs bromés (DEE-4)
Tri des métaux entre eux (MET-1)
NIR :
Réduction de la teneur en chlorés dans la fraction sèche des unités de TMB, en vue de la
préparation de combustible solide résiduel (OMR-2)
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 59
Contrôle qualité des vieux papiers destinés à la fabrication du papier impression (E+P-2D)
Tri des plastiques contenant des additifs bromés (DEE-4)
Tri d'un mélange de polymères broyés et de métaux issu du RBA (VHU-3)
Tri (ou contrôle qualité) des menuiseries en PVC après broyage, par nuances de blanc (CD-1).
6ême axe d’amélioration : optimiser les techniques de contrôle qualité en
continu des déchets triés
Il existe une attente forte liée à la mise au point d’un système de contrôle qualité en continu du
CSR destiné aux fours de cimenteries, en sortie des unités de préparation de CSR. Les attentes des industriels portent également sur deux autres thèmes :
la mise au point de systèmes de contrôle qualité véritablement complémentaires de la technologie de tri utilisée, afin d’éviter de dupliquer les erreurs ;
une réflexion générale visant à définir si, pour une application de tri donnée, il est préférable de prévoir un système de contrôle qualité en ligne ou de faire du contrôle qualité par échantillonnage sur le flux de sortie.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 60
AANNNNEEXXEE 11
AACCRROONNYYMMEESS EETT AABBRREEVVIIAATTIIOONNSS
ABS : Acrylonitrile – Butadiene-Styrene
BTP : Bâtiment et Travaux Publics
CFC : Chlorofluorocarbones
CSR : Combustible solide de récupération
DEEE : Déchets d’équipements électriques et électroniques
ELA : Emballage liquide alimentaire
EMR : Emballages ménagers récupérés
FOR: Reconnaissance de forme
GEM : Gros électro-ménager
HIPS : High-impact polystyrene
IAA : Industries agro-alimentaires
IND: Induction pilotée
LIBS: Spectroscopie de plasma induit par laser
MAR : Incorporation de traceurs dans les polymères (marqueurs)
NIR : Near infra-red (proche infra-rouge)
MIR : Medium infra-red (thermographie infra-rouge moyen)
OMR : Ordures ménagères résiduelles
PAM : Petits appareils en mélange
PC : Polycarbonate
PEBD : Polyéthylène basse densité
PEHD : Polyéthylène haute densité
PET : Polyethylène téréphtalate
PIMT : Induction magnétique tomographie planaire
ppm : Partie par million
PS : Polystyrène
PTM : Prescription technique minimale
PVC : Chlorure de polyvinyle
PVdC : Polychlorure de vinylidène
RAM : Spectroscopie Raman
RBA : Résidu de broyage automobile
RDF : Refuse Derived Fuel
SEO : Spectrométrie d'émission optique
THz : Terahertz
TMB : Tri mécano-biologique
ULTRA : Ultrasons
UV : Ultra-violets
VIS : Spectrocolorimétrie (visible)
VHU : Véhicule hors d’usage
XRF : Rayons X par fluorescence
XRT : Rayons X par transmission
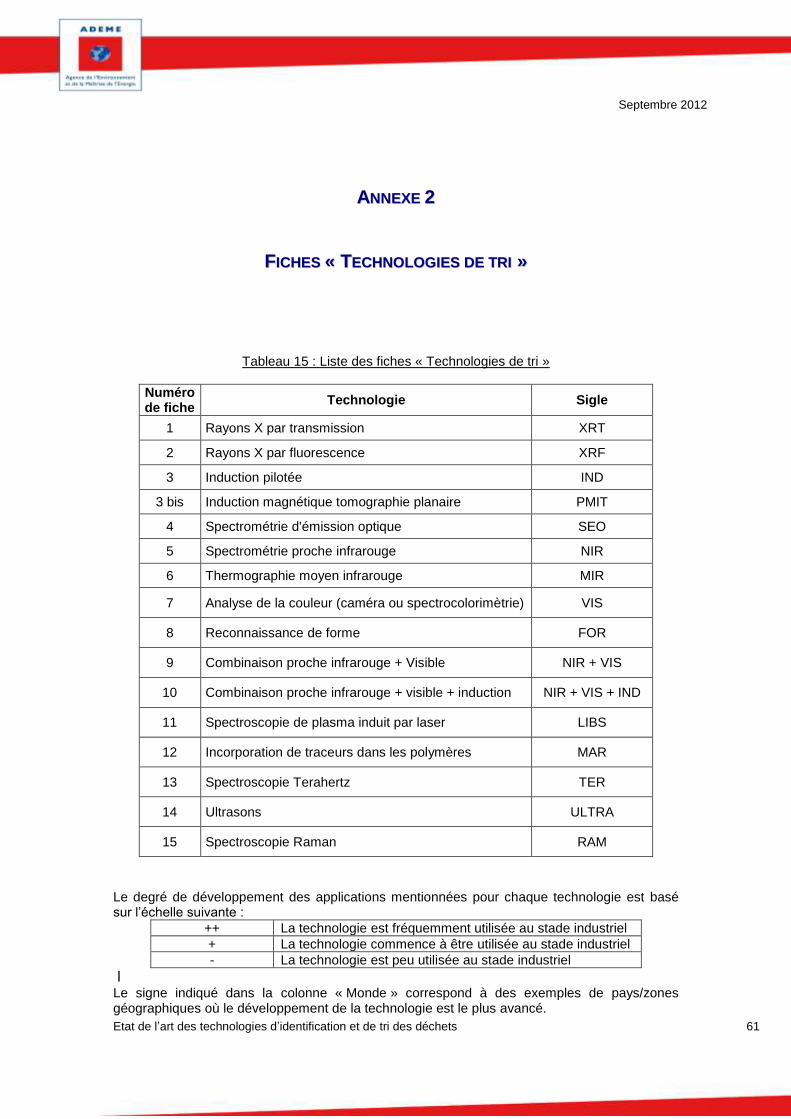
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 61
AANNNNEEXXEE 22
FFIICCHHEESS «« TTEECCHHNNOOLLOOGGIIEESS DDEE TTRRII »»
Tableau 15 : Liste des fiches « Technologies de tri »
Numéro de fiche
Technologie Sigle
1 Rayons X par transmission XRT
2 Rayons X par fluorescence XRF
3 Induction pilotée IND
3 bis Induction magnétique tomographie planaire PMIT
4 Spectrométrie d'émission optique SEO
5 Spectrométrie proche infrarouge NIR
6 Thermographie moyen infrarouge MIR
7 Analyse de la couleur (caméra ou spectrocolorimètrie) VIS
8 Reconnaissance de forme FOR
9 Combinaison proche infrarouge + Visible NIR + VIS
10 Combinaison proche infrarouge + visible + induction NIR + VIS + IND
11 Spectroscopie de plasma induit par laser LIBS
12 Incorporation de traceurs dans les polymères MAR
13 Spectroscopie Terahertz TER
14 Ultrasons ULTRA
15 Spectroscopie Raman RAM
Le degré de développement des applications mentionnées pour chaque technologie est basé sur l’échelle suivante :
++ La technologie est fréquemment utilisée au stade industriel
+ La technologie commence à être utilisée au stade industriel
- La technologie est peu utilisée au stade industriel
l Le signe indiqué dans la colonne « Monde » correspond à des exemples de pays/zones géographiques où le développement de la technologie est le plus avancé.
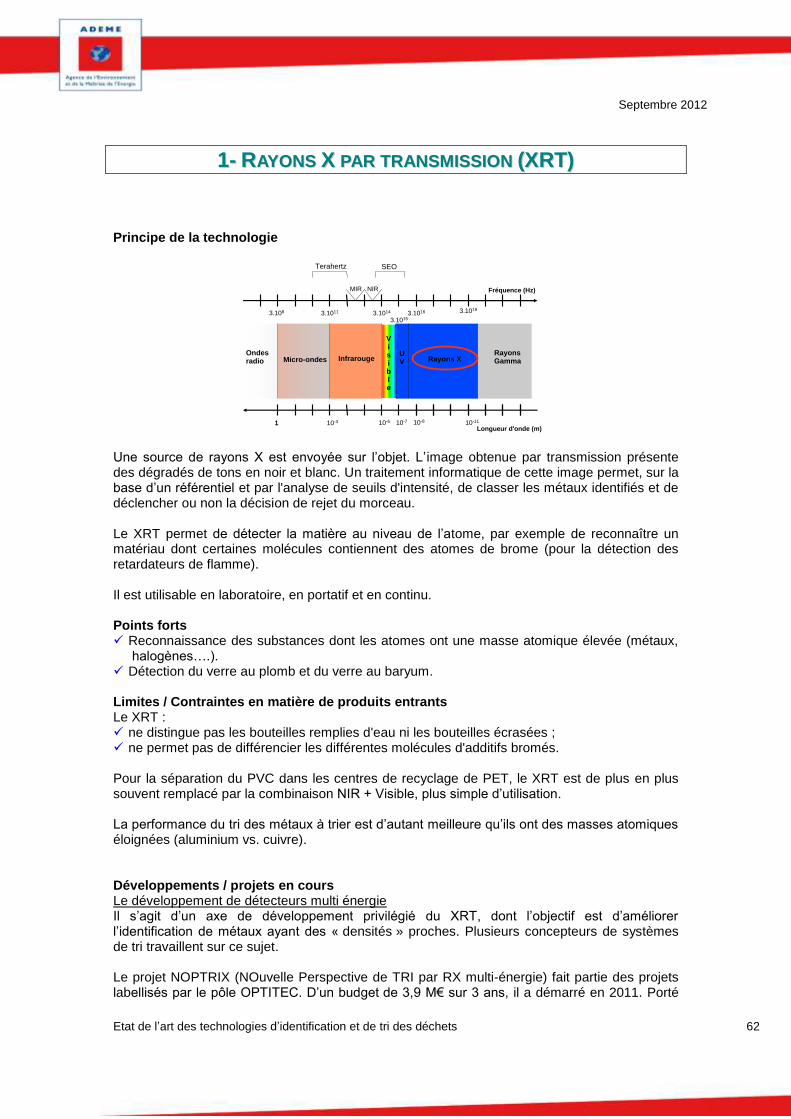
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 62
11-- RRAAYYOONNSS XX PPAARR TTRRAANNSSMMIISSSSIIOONN ((XXRRTT))
Principe de la technologie
Longueur d'onde (m)
Fréquence (Hz)
3.108
1
Ondes radio
3.1011
Micro-ondes
10-31
3.1014
10-6
Infrarouge
3.1015
Visible
3.1016
UV
3.1019
Rayons XRayonsGamma
10-7 10-8 10-11
Terahertz SEO
NIRMIR
Une source de rayons X est envoyée sur l’objet. L’image obtenue par transmission présente des dégradés de tons en noir et blanc. Un traitement informatique de cette image permet, sur la base d’un référentiel et par l'analyse de seuils d'intensité, de classer les métaux identifiés et de déclencher ou non la décision de rejet du morceau. Le XRT permet de détecter la matière au niveau de l’atome, par exemple de reconnaître un matériau dont certaines molécules contiennent des atomes de brome (pour la détection des retardateurs de flamme). Il est utilisable en laboratoire, en portatif et en continu. Points forts Reconnaissance des substances dont les atomes ont une masse atomique élevée (métaux,
halogènes….). Détection du verre au plomb et du verre au baryum. Limites / Contraintes en matière de produits entrants Le XRT : ne distingue pas les bouteilles remplies d'eau ni les bouteilles écrasées ; ne permet pas de différencier les différentes molécules d'additifs bromés. Pour la séparation du PVC dans les centres de recyclage de PET, le XRT est de plus en plus souvent remplacé par la combinaison NIR + Visible, plus simple d’utilisation. La performance du tri des métaux à trier est d’autant meilleure qu’ils ont des masses atomiques éloignées (aluminium vs. cuivre). Développements / projets en cours Le développement de détecteurs multi énergie Il s’agit d’un axe de développement privilégié du XRT, dont l’objectif est d’améliorer l’identification de métaux ayant des « densités » proches. Plusieurs concepteurs de systèmes de tri travaillent sur ce sujet. Le projet NOPTRIX (NOuvelle Perspective de TRI par RX multi-énergie) fait partie des projets labellisés par le pôle OPTITEC. D’un budget de 3,9 M€ sur 3 ans, il a démarré en 2011. Porté
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 63
par Bertin Technologies, il vise à développer une nouvelle technologie RX spectrométrique pour le tri, en rupture par rapport aux solutions actuelles, en s'appuyant sur la technologie CdTe. Ce nouveau type de détecteur ouvre la voie à de nouvelles approches de traitement du signal analysant la signature spectrale de chaque pixel, afin d’améliorer l’identification des matériaux. Ce nouveau concept RX devrait permettre par exemple de remonter aux informations des différents constituants de mélanges complexes. Ce projet est très confidentiel. Principaux concepteurs / fabricants Nom du fabricant
(pays) Systèmes proposés
Best (Belgique) « Ixus » (continu » Elimination des polymères contenant des additifs chlorés et bromés (DEEE). Capacité : 1 t/h
NRT (USA) « DXRT » (continu) « VinylCycle » (continu) Elimination du PVC dans un flux de PET. Capacité : 3 t/h Pureté : 99%
Pellenc ST (France)
« XPert» (continu) Tri des métaux non ferreux entre eux (Al, Mg, versus Cu, Zn, Pb...), Détection des plastiques contenant des additifs bromés et chlorés. Epuration des matières organiques des inertes (pierres, infusibles et matériaux plus denses) Modèle 160 kev. Normes ASN françaises.
S+S (Allemagne) « Varisort XS » (continu) Séparation du verre au plomb et du verre au baryum dans les tubes cathodiques.
Steinert (Allemagne)
« XSS T» (continu) Tri des métaux non ferreux entre eux (Al, Mg, versus Cu, Zn, Pb...), Détection des plastiques contenant des additifs bromés et chlorés.
TiTech (Norvège) « X-Tract » (continu) Tri des métaux (Al, Cu, Zn, Pb...), plastiques, verres, organiques / inorganiques. Extraction des cuivres ferreux contenus en faible proportion (<0,25%) dans les broyats Détection des plastiques contenant des additifs bromés et chlorés.
Aspects économiques Le coût d’investissement d’un système de tri XRT est de l’ordre de 250 à 350 k€ (installation incluse). Les capteurs photosensibles vieillissent et il est nécessaire de les remplacer tous les ans ou tous les deux ans selon l’intensité d’utilisation. Le montant de ce remplacement est de 5 à 7 k€. Les lampes s'usent peu, leur coût d'entretien est donc négligeable. L’énergie nécessaire aux systèmes de tri basés sur le XRT est globalement faible. Elle augmente sensiblement pour certaines applications comme le tri des métaux entre eux. Liste des applications
Fiche application
Applications
Degré de développement
France Monde
OMR-3 Tri des indésirables contenus dans la fraction organique (compost) des OMR en amont du digesteur
- +
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 64
E+P-3B Tri des bouteilles PET : 1/: pour la fabrication du kapok 2/: pour le recyclage « bottle to bottle »
+/- -
DEE-2 Tri des piles et accumulateurs selon leur couple électrochimique
- +
DEE-4 Tri des plastiques contenant des additifs bromés
+/- +
DEE-5 Tri du verre au plomb et du verre au baryum dans les tubes cathodiques
+ +
MET-1 Tri des métaux et des alliages entre eux - +
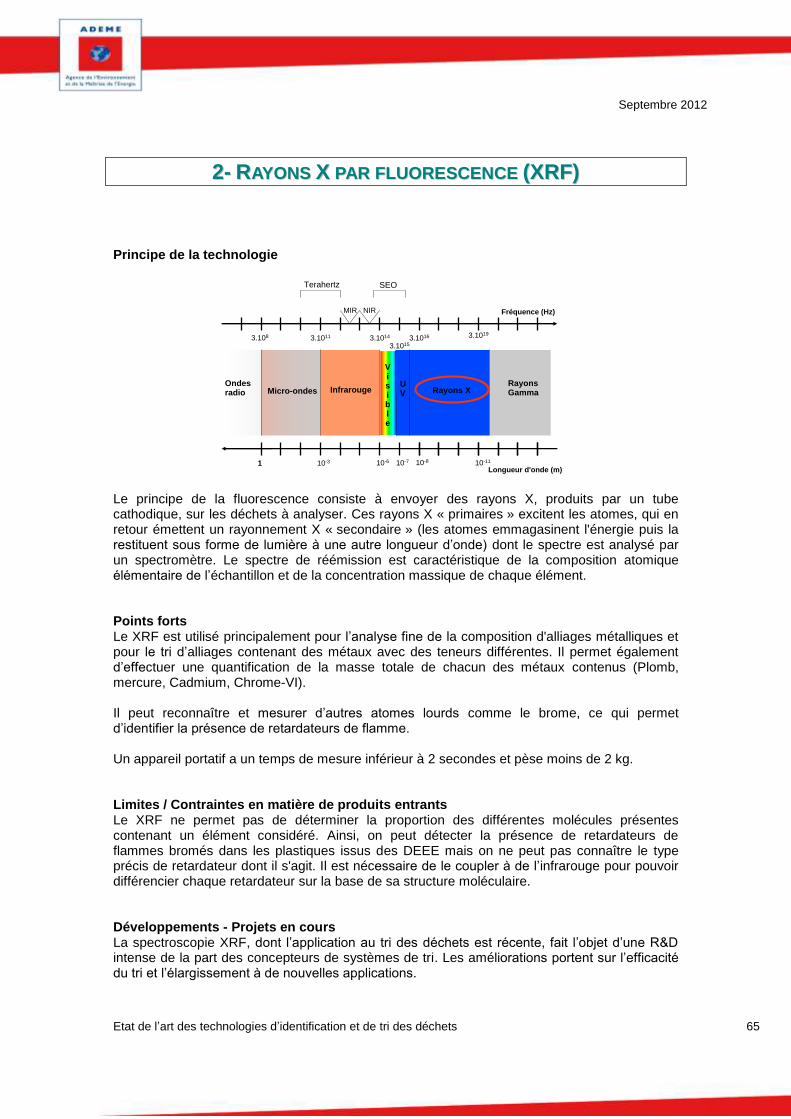
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 65
22-- RRAAYYOONNSS XX PPAARR FFLLUUOORREESSCCEENNCCEE ((XXRRFF)) Principe de la technologie
Longueur d'onde (m)
Fréquence (Hz)
3.108
1
Ondes radio
3.1011
Micro-ondes
10-31
3.1014
10-6
Infrarouge
3.1015
Visible
3.1016
UV
3.1019
Rayons XRayonsGamma
10-7 10-8 10-11
Terahertz SEO
NIRMIR
Le principe de la fluorescence consiste à envoyer des rayons X, produits par un tube cathodique, sur les déchets à analyser. Ces rayons X « primaires » excitent les atomes, qui en retour émettent un rayonnement X « secondaire » (les atomes emmagasinent l'énergie puis la restituent sous forme de lumière à une autre longueur d’onde) dont le spectre est analysé par un spectromètre. Le spectre de réémission est caractéristique de la composition atomique élémentaire de l’échantillon et de la concentration massique de chaque élément. Points forts Le XRF est utilisé principalement pour l’analyse fine de la composition d'alliages métalliques et pour le tri d’alliages contenant des métaux avec des teneurs différentes. Il permet également d’effectuer une quantification de la masse totale de chacun des métaux contenus (Plomb, mercure, Cadmium, Chrome-VI). Il peut reconnaître et mesurer d’autres atomes lourds comme le brome, ce qui permet d’identifier la présence de retardateurs de flamme. Un appareil portatif a un temps de mesure inférieur à 2 secondes et pèse moins de 2 kg. Limites / Contraintes en matière de produits entrants Le XRF ne permet pas de déterminer la proportion des différentes molécules présentes contenant un élément considéré. Ainsi, on peut détecter la présence de retardateurs de flammes bromés dans les plastiques issus des DEEE mais on ne peut pas connaître le type précis de retardateur dont il s'agit. Il est nécessaire de le coupler à de l’infrarouge pour pouvoir différencier chaque retardateur sur la base de sa structure moléculaire. Développements - Projets en cours La spectroscopie XRF, dont l’application au tri des déchets est récente, fait l’objet d’une R&D intense de la part des concepteurs de systèmes de tri. Les améliorations portent sur l’efficacité du tri et l’élargissement à de nouvelles applications.
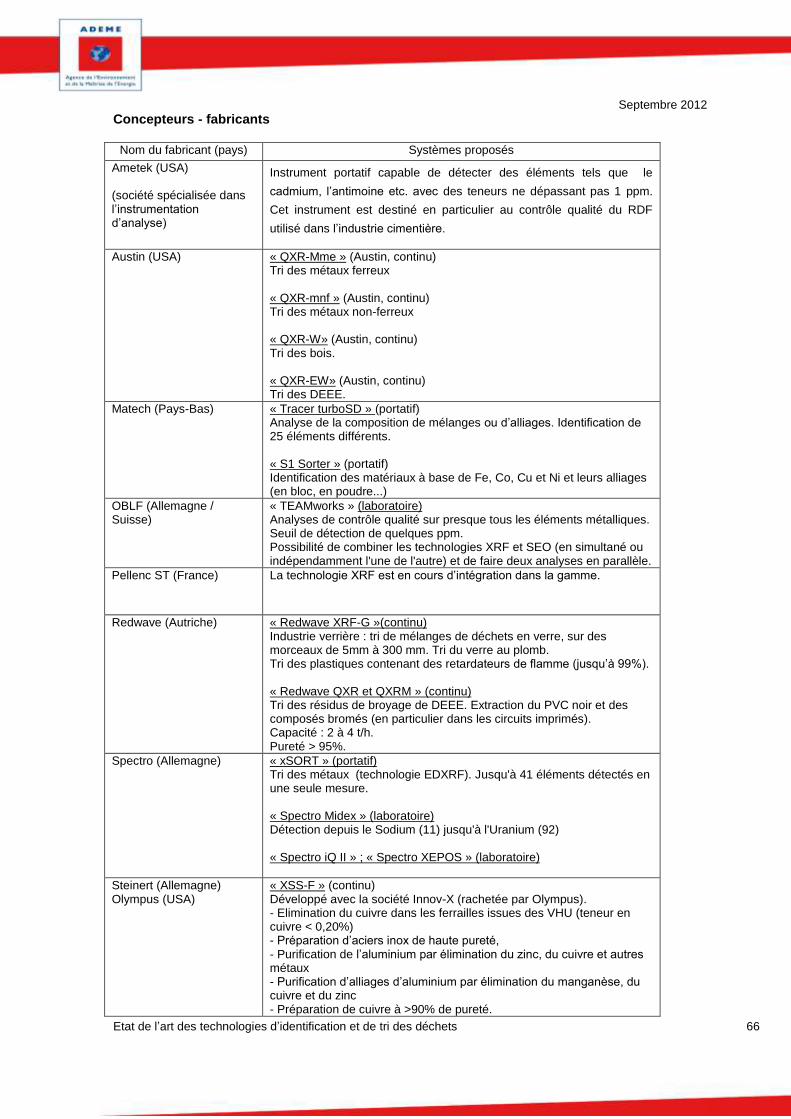
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 66
Concepteurs - fabricants Nom du fabricant (pays) Systèmes proposés
Ametek (USA) (société spécialisée dans l’instrumentation d’analyse)
Instrument portatif capable de détecter des éléments tels que le
cadmium, l’antimoine etc. avec des teneurs ne dépassant pas 1 ppm.
Cet instrument est destiné en particulier au contrôle qualité du RDF
utilisé dans l’industrie cimentière.
Austin (USA) « QXR-Mme » (Austin, continu) Tri des métaux ferreux « QXR-mnf » (Austin, continu) Tri des métaux non-ferreux « QXR-W» (Austin, continu) Tri des bois. « QXR-EW» (Austin, continu) Tri des DEEE.
Matech (Pays-Bas) « Tracer turboSD » (portatif) Analyse de la composition de mélanges ou d’alliages. Identification de 25 éléments différents. « S1 Sorter » (portatif) Identification des matériaux à base de Fe, Co, Cu et Ni et leurs alliages (en bloc, en poudre...)
OBLF (Allemagne / Suisse)
« TEAMworks » (laboratoire) Analyses de contrôle qualité sur presque tous les éléments métalliques. Seuil de détection de quelques ppm. Possibilité de combiner les technologies XRF et SEO (en simultané ou indépendamment l'une de l'autre) et de faire deux analyses en parallèle.
Pellenc ST (France) La technologie XRF est en cours d’intégration dans la gamme.
Redwave (Autriche) « Redwave XRF-G »(continu) Industrie verrière : tri de mélanges de déchets en verre, sur des morceaux de 5mm à 300 mm. Tri du verre au plomb. Tri des plastiques contenant des retardateurs de flamme (jusqu’à 99%). « Redwave QXR et QXRM » (continu) Tri des résidus de broyage de DEEE. Extraction du PVC noir et des composés bromés (en particulier dans les circuits imprimés). Capacité : 2 à 4 t/h. Pureté > 95%.
Spectro (Allemagne) « xSORT » (portatif) Tri des métaux (technologie EDXRF). Jusqu'à 41 éléments détectés en une seule mesure. « Spectro Midex » (laboratoire) Détection depuis le Sodium (11) jusqu'à l'Uranium (92) « Spectro iQ II » ; « Spectro XEPOS » (laboratoire)
Steinert (Allemagne) Olympus (USA)
« XSS-F » (continu) Développé avec la société Innov-X (rachetée par Olympus). - Elimination du cuivre dans les ferrailles issues des VHU (teneur en cuivre < 0,20%) - Préparation d’aciers inox de haute pureté, - Purification de l’aluminium par élimination du zinc, du cuivre et autres métaux - Purification d’alliages d’aluminium par élimination du manganèse, du cuivre et du zinc - Préparation de cuivre à >90% de pureté.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 67
TiTech (Norvège) / Austin (USA)
Gamme « X-tract »
Extraction des ignifugeants comme le chlore et le brome d'un flux de
plastiques mélangés. La précision n'est affectée ni par la couleur, ni par
la forme, ni par le taux d'humidité des matières, quelle que soit
l'épaisseur du matériau.
Coût d’investissement Information non disponible. Liste des applications
Fiche application
Applications Degré de développement
France Monde
VER-1 Tri des infusibles dans les produits usagées + ++
DEE-4 Tri des plastiques contenant des additifs bromés - +
MET-1 Tri des métaux et des alliages entre eux. Analyse de la composition d'alliages métalliques. Purification de fractions d’aluminium par élimination du cuivre, du zinc…. Tri du cuivre et du fer en vue du recyclage des aciers. Tri des aciers inox (avec séparation de l'inox 304 et de l'inox 316). Elimination des traces de zinc, de cuivre et d’autres non ferreux dans une fraction d'aluminium. Préparation d'une fraction cuivre à plus de 90% de pureté.
-
++
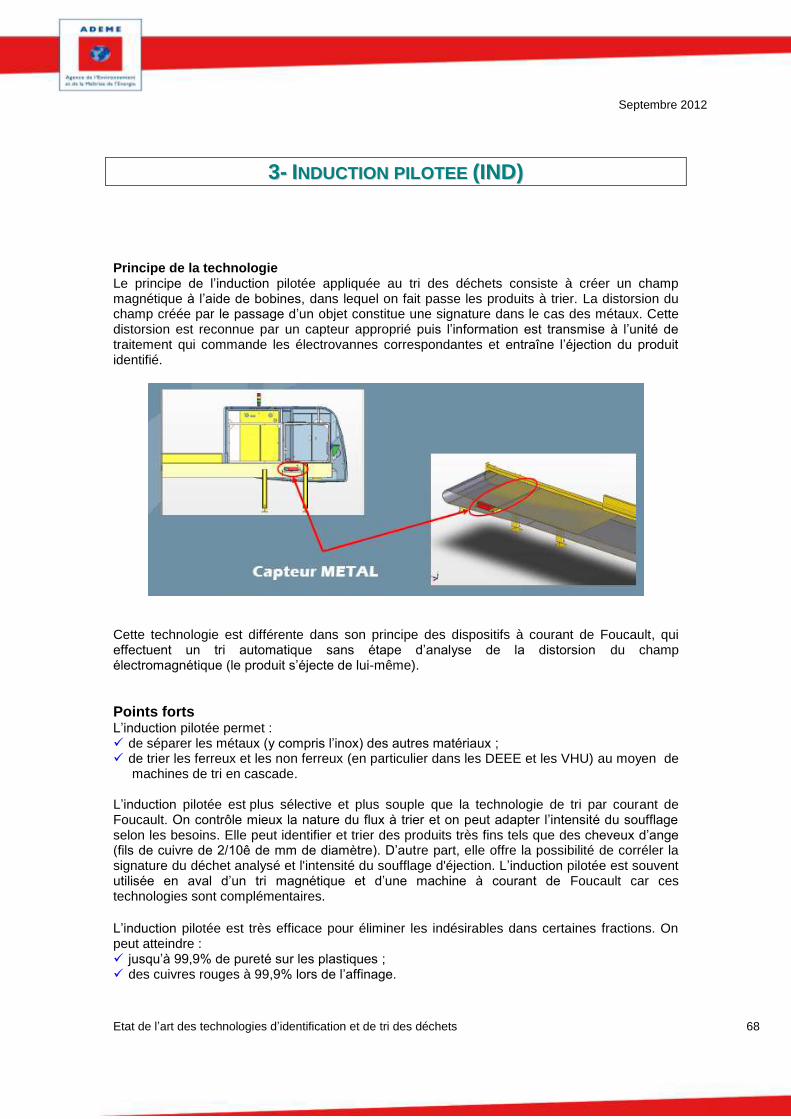
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 68
33-- IINNDDUUCCTTIIOONN PPIILLOOTTEEEE ((IINNDD))
Principe de la technologie Le principe de l’induction pilotée appliquée au tri des déchets consiste à créer un champ magnétique à l’aide de bobines, dans lequel on fait passe les produits à trier. La distorsion du champ créée par le passage d’un objet constitue une signature dans le cas des métaux. Cette distorsion est reconnue par un capteur approprié puis l’information est transmise à l’unité de traitement qui commande les électrovannes correspondantes et entraîne l’éjection du produit identifié.
Cette technologie est différente dans son principe des dispositifs à courant de Foucault, qui effectuent un tri automatique sans étape d’analyse de la distorsion du champ électromagnétique (le produit s’éjecte de lui-même).
Points forts L’induction pilotée permet : de séparer les métaux (y compris l’inox) des autres matériaux ; de trier les ferreux et les non ferreux (en particulier dans les DEEE et les VHU) au moyen de
machines de tri en cascade. L’induction pilotée est plus sélective et plus souple que la technologie de tri par courant de Foucault. On contrôle mieux la nature du flux à trier et on peut adapter l’intensité du soufflage selon les besoins. Elle peut identifier et trier des produits très fins tels que des cheveux d’ange (fils de cuivre de 2/10ê de mm de diamètre). D’autre part, elle offre la possibilité de corréler la signature du déchet analysé et l'intensité du soufflage d'éjection. L’induction pilotée est souvent utilisée en aval d’un tri magnétique et d’une machine à courant de Foucault car ces technologies sont complémentaires.
L’induction pilotée est très efficace pour éliminer les indésirables dans certaines fractions. On peut atteindre : jusqu’à 99,9% de pureté sur les plastiques ; des cuivres rouges à 99,9% lors de l’affinage.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 69
La qualité du tri résulte d’un compromis coût/performance. L’intérêt économique du tri est particulièrement élevé dans le cas du cuivre et de l’aluminium car les prix de ces métaux sont fortement dépendants de leur taux de pureté. Limites / Contraintes en matière de produits entrants L'induction pilotée présente des limites dans plusieurs applications de tri des métaux : elle sait séparer les inox des non ferreux, mais pas des ferreux, dans le cas du tri en amont sur les lignes de broyage de pneus, elle ne permet pas de discriminer les fils métalliques (acceptables) et les morceaux de métal massif (indésirables). Il en résulte un risque de détérioration en cascade des broyeurs primaire et secondaire, qui peut s’avérer extrêmement pénalisant. Développements – Projets en cours Un projet est en cours (voir la fiche « application » E+P-4) pour développer le tri par induction pilotée des pièces métalliques légères et des fines contenues dans les flux traités par les centres de tri d’emballages, telles que les capsules du type « Nespresso » en aluminium et les feuilles à base d’étain entourant le goulot des bouteilles de vin. Ces objets ne sont pas captés par les machines à courant de Foucault, ces dernières ayant pour vocation principale de reconnaître les canettes boissons. Le gisement estimé de ces petits objets est d’environ 50 000 tonnes/an en France.
Concepteurs et fabricants
Nom du fabricant (pays) Systèmes proposés
MSS (USA) « Metalsort » (continu) Extraction des métaux (ferreux, non ferreux, acier inoxydable) dans : - les granulés de plastiques : capacité 2 à 2,75 t/h - les débris de verre : capacité 20 à 27,5 t/h - les DEEE : capacité 3,75 à 5 t/h Efficacité du tri >95 %.
Pellenc ST (France) Détecteurs électromagnétiques (continu). « Meltem » (continu) Le système « Meltem » en continu, basé sur l’induction pilotée, est commercialisé depuis 2010. Il permet de maximiser le captage des métaux non ferreux dans les RBA et les DEEE broyés.
La machine joue aussi un rôle d'épuration de la fraction plastique composée de
plastiques techniques comme le HIPS, PS, ABC/PC, PP, PE... Elle permet
également une régulation du flux entrant, réduisant l'étape de contrôle qualité
souvent réalisée avec du tri manuel. Quatre machines sont en cours d'installation
en France.
TiTech (Norvège) « Finder » (continu) Tri des métaux, acier inoxydable, plastiques visibles, séparation des polymères. Capteur électromagnétique, seul ou épaulé par un capteur NIR.
Steinert (Allemagne) « ISS » (continu) Tri des métaux. Efficacité du tri >90 %.
Liste des applications
Fiche application
Applications Degré de développement
France Monde
E+P-4 Sur tri des non ferreux légers dans les fractions PET et PEHD des centres de régénération
+
+
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 70
DEE-2 Tri des piles et accumulateurs selon leur couple électrochimique
+ +
MET-1 Tri des métaux et alliages entre eux : - pour valoriser les métaux résiduels (inox, cuivre rouge, aluminium) dans un mélange d’autres matériaux (bois, plastiques…). - pour éliminer les métaux résiduels indésirables (par exemple les broyats de plastiques destinés au recyclage matière)
+/- +
Coût d’investissement Pas d’information disponible. Pour mémoire, le coût d’une machine à courant de Foucault (hors installation) est de l’ordre de 40 000 €.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 71
33 BBIISS :: IINNDDUUCCTTIIOONN MMAAGGNNEETTIIQQUUEE TTOOMMOOGGRRAAPPHHIIEE PPLLAANNAAIIRREE
((PPMMIITT)) La technologie d’induction magnétique tomographie planaire (PMIT)
13 est une forme particulière
d’induction pilotée, qui permet de reconnaître et de trier les inox et les non ferreux. Tous les métaux conducteurs peuvent être triés entre eux, même s’ils sont recouverts de peinture. L’application la plus répandue concerne le tri des inox et des petits morceaux métalliques non ferreux (morceaux de câbles, feuilles et plaques, dont la dimension est comprise entre 6 et 80mm) contenus dans les mâchefers d’incinérateurs. Le tomographe permet, dans un premier tri, de séparer les inox et les métaux non ferreux en une fraction commune, sans trier l’oxyde de fer (Fe2O3) qui se trouve en quantité parfois significative dans les mâchefers. La capacité maximale du système est de 60 t/h et la pureté de chaque métal trié (dont l’acier inox) est supérieure à 90%. Dans une deuxième phase, le système peut séparer les métaux pré triés en plusieurs fractions (non ferreux, inox…). La société Incodecs (Allemagne) propose un système de tri (tomographe « Incodecs i-120 ») basé sur l’induction magnétique tomographie planaire avec un calculateur en temps réel intégré. Le brevet du détecteur PMIT avec calculateur de tri intégré a été déposé sous la marque EMCAM (caméra électromagnétique). Le produit à trier passe en flux continu sur une bande transporteuse. Le détecteur EMCAM identifie tous les matériaux et transmet les informations au système de pilotage. Les buses éjectent alors les pièces identifiées. Vitesse de transport: 3,3 m/sec. Temps de scannage: 1/2000 sec. Capacité de tri: jusqu'à 2000 coups/sec. La PMIT comble la lacune liée à la résolution limitée de 25 à 50 mm des détecteurs à induction traditionnels ainsi qu’à leur manque de sensibilité transversale. Les détecteurs peuvent donner une représentation très précise et en temps réel de pièces minuscules contenant des métaux. La PMIT peut s’appliquer également à l’extraction des métaux dans : les résidus de broyage, en combinaison avec un système à courant de Foucault ; le RDF ; les déchets de bois ; le verre usagé. Liste des applications
Fiche application
Applications Degré de développement
France Monde
MET-1 Tri des métaux non ferreux et des inox contenus dans les mâchefers d’incinération
- +
13
PMIT: Planar Magnet Induction Tomography.
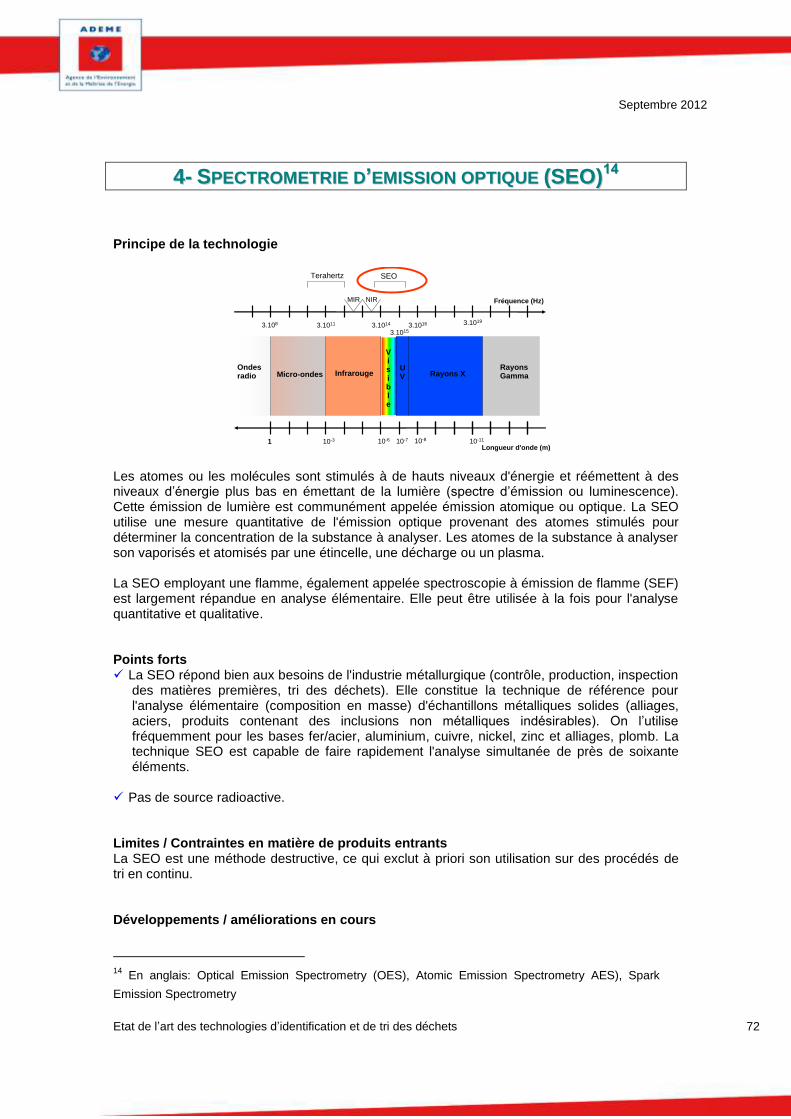
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 72
44-- SSPPEECCTTRROOMMEETTRRIIEE DD’’EEMMIISSSSIIOONN OOPPTTIIQQUUEE ((SSEEOO))1144
Principe de la technologie
Longueur d'onde (m)
Fréquence (Hz)
3.108
1
Ondes radio
3.1011
Micro-ondes
10-31
3.1014
10-6
Infrarouge
3.1015
Visible
3.1016
UV
3.1019
Rayons XRayonsGamma
10-7 10-8 10-11
Terahertz SEO
NIRMIR
Les atomes ou les molécules sont stimulés à de hauts niveaux d'énergie et réémettent à des niveaux d’énergie plus bas en émettant de la lumière (spectre d’émission ou luminescence). Cette émission de lumière est communément appelée émission atomique ou optique. La SEO utilise une mesure quantitative de l'émission optique provenant des atomes stimulés pour déterminer la concentration de la substance à analyser. Les atomes de la substance à analyser son vaporisés et atomisés par une étincelle, une décharge ou un plasma. La SEO employant une flamme, également appelée spectroscopie à émission de flamme (SEF) est largement répandue en analyse élémentaire. Elle peut être utilisée à la fois pour l'analyse quantitative et qualitative. Points forts La SEO répond bien aux besoins de l'industrie métallurgique (contrôle, production, inspection
des matières premières, tri des déchets). Elle constitue la technique de référence pour l'analyse élémentaire (composition en masse) d'échantillons métalliques solides (alliages, aciers, produits contenant des inclusions non métalliques indésirables). On l’utilise fréquemment pour les bases fer/acier, aluminium, cuivre, nickel, zinc et alliages, plomb. La technique SEO est capable de faire rapidement l'analyse simultanée de près de soixante éléments.
Pas de source radioactive. Limites / Contraintes en matière de produits entrants La SEO est une méthode destructive, ce qui exclut à priori son utilisation sur des procédés de tri en continu. Développements / améliorations en cours
14
En anglais: Optical Emission Spectrometry (OES), Atomic Emission Spectrometry AES), Spark
Emission Spectrometry
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 73
Les performances des spectromètres d’émission optique à étincelle sont en amélioration constante dans deux domaines : l’analyse des basses teneurs et l’amélioration de la justesse et des limites de détection. C’est dans le domaine des logiciels de traitement de l’information que réside principalement le savoir-faire. La puissance croissante des calculateurs autorise l’exploitation de modèles mathématiques qui permettent de résoudre les problèmes complexes relatifs aux effets inter éléments et aux chevauchements de raies.
Concepteurs - fabricants
Nom du fabricant (pays) Systèmes proposés
Matech (Pays-Bas) « Minisort » (portatif) Identification des matériaux contenant les éléments suivants : Al, Cu, Fe, Mg, Ni, Ti, Zn, et leurs alliages.
OBLF (Allemagne / Suisse)
« GS 1000 », « VeOS », « QSN 750 », « SQG 750 » (laboratoire) Système de contrôle qualité des métaux et de mesure de la composition des alliages. « TEAMworks » (laboratoire) Analyses de contrôle qualité sur presque tous les éléments métalliques : -Combinaison des technologies XRF et SEO (en simultané ou indépendamment l'une de l'autre). Possibilité de faire deux analyses parallèles. -Seuil de détection de quelques ppm.
Spectro (Allemagne) « Spectrotest » (portatif) Métaux « Spectro Genesis » (laboratoire) Métaux, eaux, huiles... Technique OES avec création de plasma par induction (ICP). « Spectro Arcos » (laboratoire) Analyse élémentaire. Résolution de 8,5 picomètres dans une bande de longueur d'onde allant de 130 à 340 nm « iSORT » (portatif) Analyse d'alliages. « SPECTROMAXx », « SPECTROLAB » (laboratoire) Spectromètre à étincelle. En plus des métaux détectés normalement en SEO (Fe, Al, Cu, Ni, Co, Mg, Ti, Sn et Zn), Spectrolab permet de détecter les métaux précieux (Au, Ag, Pt, Pd et Ru).
Liste des applications
Fiche application
Applications Degré de développement
France Monde
MET-1 Tri des métaux et alliages entre eux : - Analyse élémentaire d'échantillons métalliques solides: fer/acier, aluminium, cuivre, nickel, zinc, plomb, Mg, nickel, titane et alliages de zinc. - Caractérisation de fractions métalliques (alliages, aciers)…. contenant des inclusions non métalliques indésirables.
++ ++
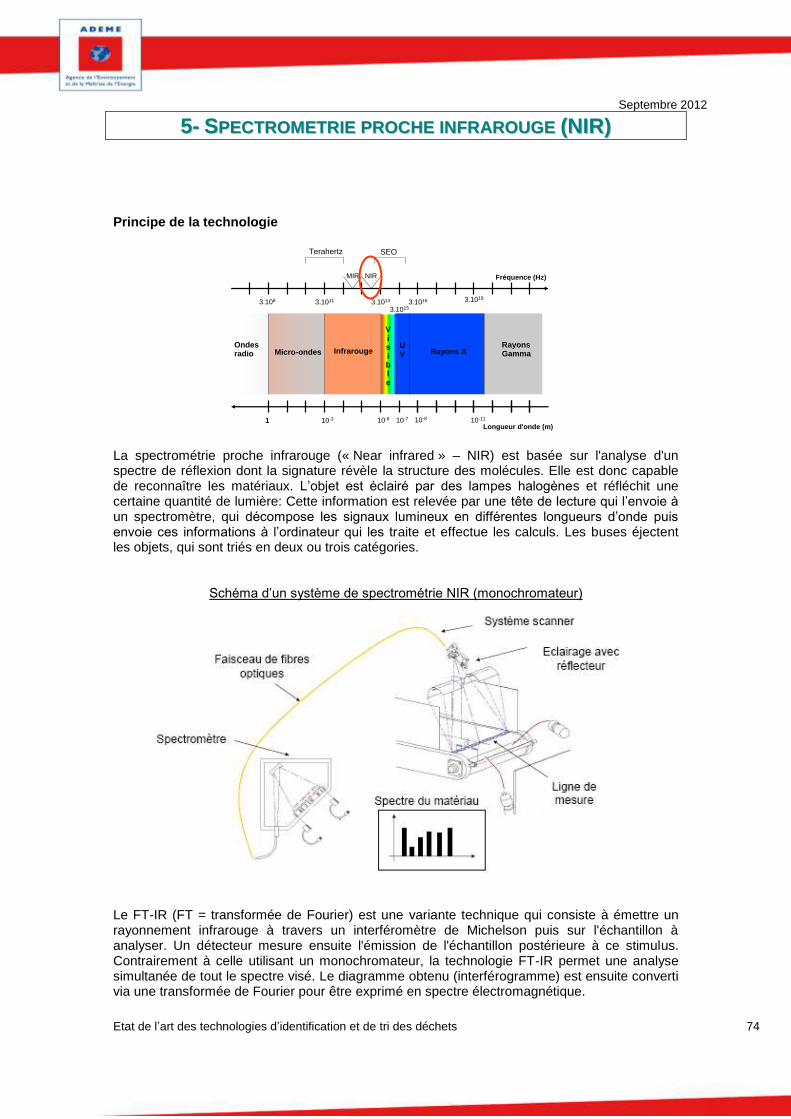
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 74
55-- SSPPEECCTTRROOMMEETTRRIIEE PPRROOCCHHEE IINNFFRRAARROOUUGGEE ((NNIIRR))
Principe de la technologie
Longueur d'onde (m)
Fréquence (Hz)
3.108
1
Ondes radio
3.1011
Micro-ondes
10-31
3.1014
10-6
Infrarouge
3.1015
Visible
3.1016
UV
3.1019
Rayons XRayonsGamma
10-7 10-8 10-11
Terahertz SEO
NIRMIR
La spectrométrie proche infrarouge (« Near infrared » – NIR) est basée sur l'analyse d'un spectre de réflexion dont la signature révèle la structure des molécules. Elle est donc capable de reconnaître les matériaux. L’objet est éclairé par des lampes halogènes et réfléchit une certaine quantité de lumière: Cette information est relevée par une tête de lecture qui l’envoie à un spectromètre, qui décompose les signaux lumineux en différentes longueurs d’onde puis envoie ces informations à l’ordinateur qui les traite et effectue les calculs. Les buses éjectent les objets, qui sont triés en deux ou trois catégories.
Schéma d’un système de spectrométrie NIR (monochromateur)
Le FT-IR (FT = transformée de Fourier) est une variante technique qui consiste à émettre un rayonnement infrarouge à travers un interféromètre de Michelson puis sur l'échantillon à analyser. Un détecteur mesure ensuite l'émission de l'échantillon postérieure à ce stimulus. Contrairement à celle utilisant un monochromateur, la technologie FT-IR permet une analyse simultanée de tout le spectre visé. Le diagramme obtenu (interférogramme) est ensuite converti via une transformée de Fourier pour être exprimé en spectre électromagnétique.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 75
Ce spectre est ensuite comparé à ceux contenu dans la bibliothèque de référence. Le spectre est analysé bande par bande au lieu d’être étudié globalement. Le montage est moins cher et l'analyse plus rapide.
Atouts Les spectromètres NIR mis au point au cours des cinq dernières années permettent de caractériser et de trier un nombre croissant de matériaux. Ils sont surtout utilisés : pour trier les polymères entre eux et les fibreux (papier, bois) entre eux ; pour trier les polymères, les fibreux et les inertes dans un flux mélangé. Ils permettent en
particulier de reconnaître le PVC, le PVdC et les autres chlorés Dans les centres de tri d’emballages, le carton brun et le bois peuvent être séparés. On utilise couramment le NIR en combinaison avec un séparateur à courant de Foucault, pour réaliser un tri complet sur des mélanges multi matériaux (par exemple des emballages). Limites / Contraintes en matière de produits entrants Le NIR ne « voit » pas : les métaux ; les retardateurs de flamme bromés ; les objets sombres, noirs, en particulier les pièces contenant du noir de carbone. C’est
fréquemment le cas des pièces en PS. On estime qu’environ 50% des plastiques contenus dans les DEEE sont gris foncé ou noirs. Les plastiques noirs peuvent être séparés sur la base de leur couleur (par colorimétrie) mais leur reconnaissance matière avec le NIR n’est pas possible ;
les liquides, car ils absorbent la lumière. D’où l’impossibilité de détecter des bouteilles pleines. La mesure de signal étant effectuée par réflexion, le NIR analyse le matériau en surface : si un produit en bois est recouvert de plastique, il est détecté comme un plastique et le tri est erroné.
Développements - Projets en cours La réduction de la maille fonctionnelle La dimension des morceaux à trier a longtemps constitué un facteur limitatif à l’utilisation de la spectrométrie NIR sur les plastiques. Les appareils ne permettaient pas de trier à grande vitesse des morceaux d’une dimension inférieure à 30 mm, voire 60 mm, issus d’un broyage. Cela réduisait la qualité du fractionnement de manière inacceptable puisque la dimension de la « maille fonctionnelle » est de l’ordre de 25 mm. Les innovations réalisées au cours des cinq dernières années permettent d’atteindre maintenant une maille de 3mm. L’utilisation d’une maille aussi fine est surtout rentable pour des tris consistant à enlever des contaminants (présents par exemple à raison de 2 à 3% dans un flux de déchets). Par contre, pour trier une fraction représentant 20% d’un flux de déchets, une maille aussi réduite s’avère peu rentable car les débits deviennent trop lents.
Le tri ternaire Les appareils de tri ternaire commencent seulement à se développer dans le monde alors qu’ils sont largement diffusés en France. Jusqu’à présent, le tri binaire obligeait à prévoir des systèmes en cascade. Les polymères noirs ou sombres Compte tenu de l’importance de l’enjeu lié à la reconnaissance des produits noirs, ce sujet fait l’objet d’une R&D très active de la part de plusieurs concepteurs d’appareils de tri. Application du NIR au tri de nouveaux matériaux Des progrès réguliers sont réalisés pour étendre le NIR à l'identification de nouveaux matériaux, comme le plâtre et d’autres minéraux (talc, carbonate de calcium, etc)…..
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 76
Concepteurs et fabricants
Nom du fabricant (pays) Systèmes proposés
Eagle Vizion (Canada) « Aquilla » (continu) Tri du HDPE et du PET (pureté 90%). Identification du HDPE, PP, PET, PS, PVC, ELA… Capacité : 1 à 8 t/h. « E-plastics sorter » (continu) Tri de mélanges de plastiques issus des DEEE (ABS, PS, PP, PA, PVC, PE, PET, PUR….)
Hamos (Allemagne) / SEA (Italie)
Combinaison XRT + NIR pour le tri des plastiques, des métaux
LLA (Allemagne) (fabricant de capteurs)
« Kusta 4004M » ; « Kusta MSI » (continu) Tri des plastiques mélangés, des papiers mélangés, pour des granulométries de 2 à 20mm. Elimination des impuretés dans les bouteilles PET broyées. Elimination du PVC dans le RDF. Epuration des déchets automobiles de leur contenu en PVC. Détection des retardateurs de flamme. Détection des papiers et des éventuels contaminants qu'ils contiennent. Détection des particules à partir de 4 mm.
NRT (USA) « Multisort IR » ; « SpydIR » (continu) Tri des plastiques (HDPE, PET, PS, PP, PVC). Capacité jusqu'à 5 t/h. Pureté du PET : 99% « Flake sort » (continu) Boulettes, copeaux, confettis de plastique Capacité jusqu'à 2,3 t/h
Pellenc ST (France) « Mistral » (continu) Tous les plastiques entre eux (techniques et d’emballages), papiers, cartons, journaux, magazines, bois, séparation du PET pour le procédé « bottle to bottle » (en combinaison avec un détecteur de métal), tri des DEEE, extraction des composants non organiques du compost (+ détecteur de métal). Tri des films PELD et PP Tri des PET opaques et PVDC Séparation du PE film du PEHD Séparation des films plastiques d’un flux de fibreux Capacité jusqu’à 10 t/h et plus. Efficacité du tri jusqu'à 99 %. Moins de 10ppm de PVC et de contaminants métalliques en recyclage PET Largeur des machines : de 800 à 2800mm en standard Vitesse du convoyeur : jusqu’à 3m/sec Dimensions des objets : de 10 à 350 mm Surface d’analyse : < ou égal 1cm2 2 niveaux de résolution : standard et haute résolution « Mistral haute résolution » (continu) Valorisation des petites granulométries et les fractions chlorées Dimensions des objets : de 5 à 200 mm « Mistral Finesort » (continu) : Tri universel pour les petites granulométries indépendamment de la taille et du poids des objets : Valorisation des très petites granulométries : Applications : paillettes plastiques : Pet, Polyoléfines Tri des métaux à la couleur…RDF Dimensions des objets : de 2 mm à 30mm. Nouveauté : épuration des paillettes silicones dans les flux de PE. Plusieurs systèmes de buses adaptables : 25mm, 12,5mm, 3,125mm
S + S (Allemagne) « Varisort NS-P » (continu) Tri des polymères (HDPE, PE, PET). Analyse sur 128 longueurs d'ondes. Capacité : 0,5 à 10t/h.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 77
RTT Steinert (Allemagne) « UniSort P » ; « UniSort PX » ; « UniSort Multi5 » ; « UniSort P4000 » (continu) Tri des corps creux en plastique. Jusqu’à 5 flux triés simultanément. UniSort RDF » (continu) Elimination du PVC dans le RDF. Pureté : 90% (en tri positif). « UniSort PM » (continu) Tri du PVC et des métaux dans un résidu de broyage. Capacité : 2,5 à 8 t/h. Pureté : jusqu’à 80%.
RTT Steinert GmbH / Inno-spec GmbH
“Spectraleye” (continu) Combinaison d’un spectromètre proche infrarouge dans la bande 700-950 nanomètres et d’un capteur CMOS dans la bande 500-1000 nanomètres. La fréquence de scanning atteint 400 Hz. Tri de tous les plastiques, en particulier les bouteilles PET usagées.
TiTech (Norvège) « Autosort NIR1 » (continu) Tri des polymères (briques alimentaires, PE, PP, PS, PVC, PET…) Papiers mélangés : extraction du papier dans un flux mixte. Production d’une fraction de CSR. « Autosort NIR1-NIR2 » (deux capteurs IR) (continu) Production d’une fraction de RDF avec distinctions supplémentaires gravats/bois Tri des matières organiques/non organiques. « POLY Finder » (continu) Système couplé NIR + capteur électromagnétique. Tri des métaux, acier inoxydable, plastiques, séparation des polymères.
Coût d’investissement 80 000 à 250 000 € par machine selon les tailles, les options et les configurations.
Liste des applications
Fiche application
Applications Degré de développement
France Monde
OMR-1 Tri des corps creux en plastique et des fibreux dans la fraction sèche du TMB
+ ++
OMR-2 Réduction de la teneur en chlorés dans la fraction sèche des unités de TMB, en vue de la préparation de combustible solide résiduel
- +
OMR-3 Tri positif de la fraction organique dans les OMR en amont du digesteur
+ -
E+P-1 Séparation des plastiques et des fibreux. Séparation des films plastiques.
+ +
E+P-2D Contrôle qualité des vieux papiers destinés à la fabrication du papier impression
- +
E+P-3A Sur tri des corps creux plastiques issus des centres de tri
++ ++
DEE-4 Tri des plastiques contenant des additifs bromés - +
VHU-3 Tri d'un mélange de polymères broyés et de métaux issu du RBA
- +
CD-1 Tri des menuiseries en PVC après broyage, par nuances de blanc (contrôle qualité)
- +
BOI-1 Tri des bois entre eux + +
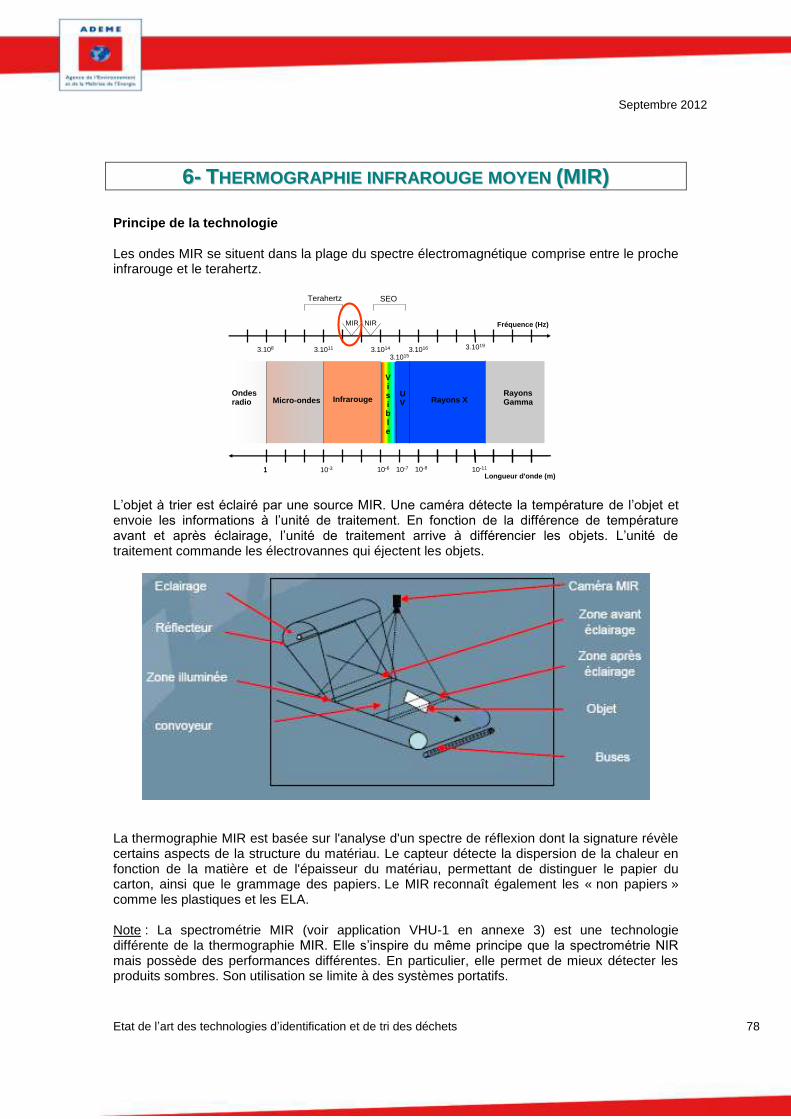
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 78
66-- TTHHEERRMMOOGGRRAAPPHHIIEE IINNFFRRAARROOUUGGEE MMOOYYEENN ((MMIIRR))
Principe de la technologie Les ondes MIR se situent dans la plage du spectre électromagnétique comprise entre le proche infrarouge et le terahertz.
Longueur d'onde (m)
Fréquence (Hz)
3.108
1
Ondes radio
3.1011
Micro-ondes
10-31
3.1014
10-6
Infrarouge
3.1015
Visible
3.1016
UV
3.1019
Rayons XRayonsGamma
10-7 10-8 10-11
Terahertz SEO
NIRMIR
L’objet à trier est éclairé par une source MIR. Une caméra détecte la température de l’objet et envoie les informations à l’unité de traitement. En fonction de la différence de température avant et après éclairage, l’unité de traitement arrive à différencier les objets. L’unité de traitement commande les électrovannes qui éjectent les objets.
La thermographie MIR est basée sur l'analyse d'un spectre de réflexion dont la signature révèle certains aspects de la structure du matériau. Le capteur détecte la dispersion de la chaleur en fonction de la matière et de l'épaisseur du matériau, permettant de distinguer le papier du carton, ainsi que le grammage des papiers. Le MIR reconnaît également les « non papiers » comme les plastiques et les ELA. Note : La spectrométrie MIR (voir application VHU-1 en annexe 3) est une technologie différente de la thermographie MIR. Elle s’inspire du même principe que la spectrométrie NIR mais possède des performances différentes. En particulier, elle permet de mieux détecter les produits sombres. Son utilisation se limite à des systèmes portatifs.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 79
Points forts La thermographie MIR apporte une réponse en matière d’amélioration du tri des papiers et des cartons selon leur grammage. A terme, elle pourrait également contribuer à améliorer les performances du tri dans les domaines suivants : le tri des plastiques et caoutchoucs noirs le tri des polyamides le tri des polymères en mélange le tri des plastiques contenant des retardateurs de flamme bromés.
Limites / Contraintes en matière de produits entrants Les systèmes de tri MIR sont soumis à des contraintes fortes tant au niveau de la source d’émission que des capteurs. Il faut en effet une source de chaleur importante (jusqu’à 4,5 kW sous forme de lampes halogènes). L’utilisation du MIR suppose une surface propre, sans peinture, sans saletés. Développements - Projet en cours Le projet « Memfis » (2008-2011) financé dans le cadre du 7ême PCRD a permis d’étudier la faisabilité d'un analyseur spectroscopique MIR basé sur le principe du spectromètre FT-IR optimisé par rapport aux critères suivants : - Miniaturisation du spectromètre ; - Réduction du temps de mesure sous la barre ou proche de la milliseconde en mode « scan » direct.
Concepteurs et fabricants
Nom du fabricant (pays) Systèmes proposés
Pellenc ST (France) « Boreas » (continu) - Tri des papiers et cartons entre eux - Séparation des papiers par qualité - Récupération des papiers dans un flux mixte (papiers+cartons) - Elimination des contaminants dans un flux papier - Obtention d’un flux de journaux/magazines pur pour désencrage.
Bruker Optics Laboratoire.
Coût d’investissement Surcoût de quelques dizaines de milliers d’euros par rapport à la technologie NIR. Exemples d’applications
Fiche application
Applications Degré de développement
France Monde
E+P-2A Tri des papiers cartons entre eux ++ -
E+P-2B Tri en vue de l’obtention d’une fraction « EMR » + -
E+P-2C Tri en vue de l’obtention d’une fraction papiers + +
E+P-3A Sur-tri des corps creux plastiques + -
VHU-1 Tri de pièces plastiques entières préalablement démontées
+ +
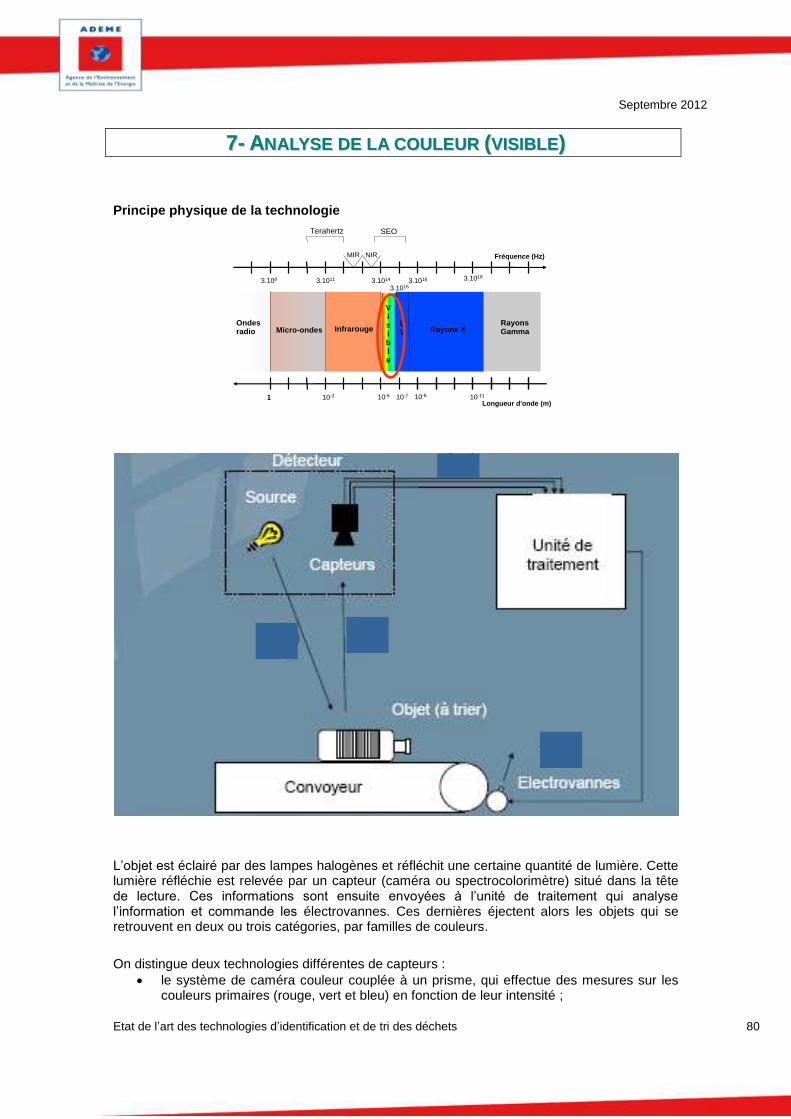
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 80
77-- AANNAALLYYSSEE DDEE LLAA CCOOUULLEEUURR ((VVIISSIIBBLLEE)) Principe physique de la technologie
Longueur d'onde (m)
Fréquence (Hz)
3.108
1
Ondes radio
3.1011
Micro-ondes
10-31
3.1014
10-6
Infrarouge
3.1015
Visible
3.1016
UV
3.1019
Rayons XRayonsGamma
10-7 10-8 10-11
Terahertz SEO
NIRMIR
L’objet est éclairé par des lampes halogènes et réfléchit une certaine quantité de lumière. Cette lumière réfléchie est relevée par un capteur (caméra ou spectrocolorimètre) situé dans la tête de lecture. Ces informations sont ensuite envoyées à l’unité de traitement qui analyse l’information et commande les électrovannes. Ces dernières éjectent alors les objets qui se retrouvent en deux ou trois catégories, par familles de couleurs.
On distingue deux technologies différentes de capteurs :
le système de caméra couleur couplée à un prisme, qui effectue des mesures sur les couleurs primaires (rouge, vert et bleu) en fonction de leur intensité ;
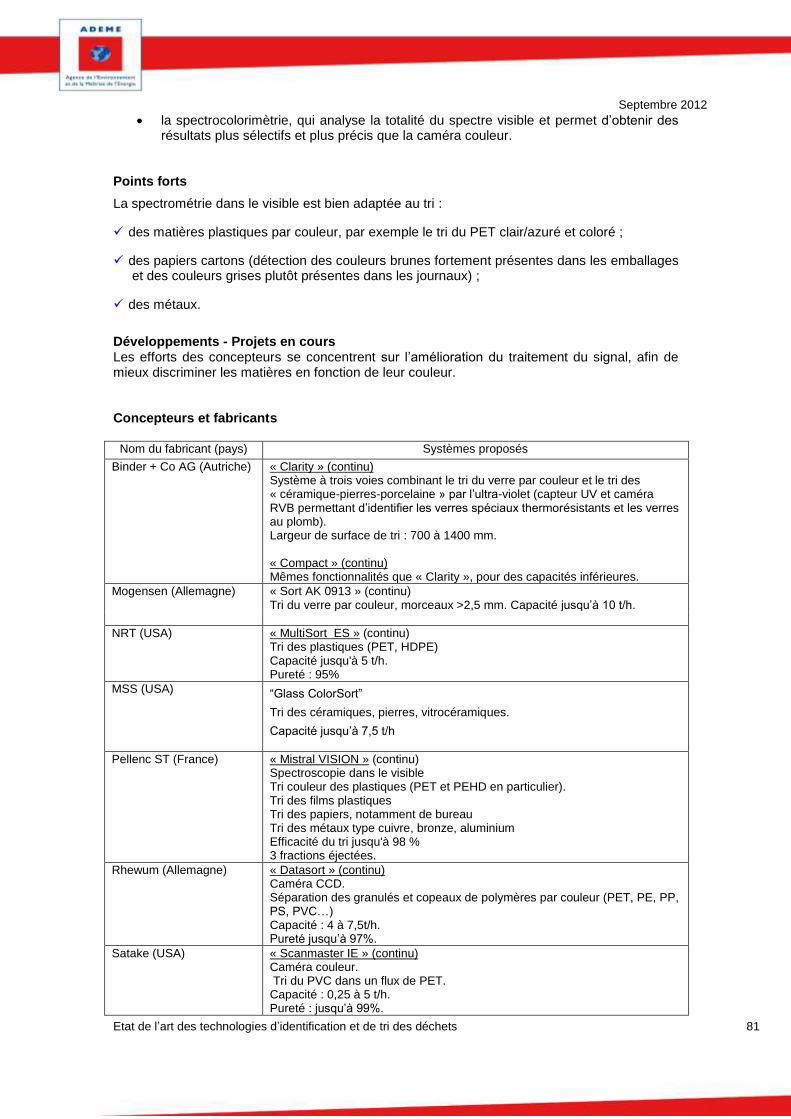
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 81
la spectrocolorimètrie, qui analyse la totalité du spectre visible et permet d’obtenir des résultats plus sélectifs et plus précis que la caméra couleur.
Points forts
La spectrométrie dans le visible est bien adaptée au tri :
des matières plastiques par couleur, par exemple le tri du PET clair/azuré et coloré ;
des papiers cartons (détection des couleurs brunes fortement présentes dans les emballages et des couleurs grises plutôt présentes dans les journaux) ;
des métaux.
Développements - Projets en cours Les efforts des concepteurs se concentrent sur l’amélioration du traitement du signal, afin de mieux discriminer les matières en fonction de leur couleur. Concepteurs et fabricants
Nom du fabricant (pays) Systèmes proposés
Binder + Co AG (Autriche) « Clarity » (continu) Système à trois voies combinant le tri du verre par couleur et le tri des « céramique-pierres-porcelaine » par l’ultra-violet (capteur UV et caméra RVB permettant d’identifier les verres spéciaux thermorésistants et les verres au plomb). Largeur de surface de tri : 700 à 1400 mm. « Compact » (continu) Mêmes fonctionnalités que « Clarity », pour des capacités inférieures.
Mogensen (Allemagne) « Sort AK 0913 » (continu) Tri du verre par couleur, morceaux >2,5 mm. Capacité jusqu’à 10 t/h.
NRT (USA) « MultiSort ES » (continu) Tri des plastiques (PET, HDPE) Capacité jusqu'à 5 t/h. Pureté : 95%
MSS (USA) “Glass ColorSort”
Tri des céramiques, pierres, vitrocéramiques.
Capacité jusqu’à 7,5 t/h
Pellenc ST (France) « Mistral VISION » (continu) Spectroscopie dans le visible Tri couleur des plastiques (PET et PEHD en particulier). Tri des films plastiques Tri des papiers, notamment de bureau Tri des métaux type cuivre, bronze, aluminium Efficacité du tri jusqu'à 98 % 3 fractions éjectées.
Rhewum (Allemagne) « Datasort » (continu) Caméra CCD. Séparation des granulés et copeaux de polymères par couleur (PET, PE, PP, PS, PVC…) Capacité : 4 à 7,5t/h. Pureté jusqu’à 97%.
Satake (USA) « Scanmaster IE » (continu) Caméra couleur. Tri du PVC dans un flux de PET. Capacité : 0,25 à 5 t/h. Pureté : jusqu’à 99%.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 82
« Scanmaster XE » (continu) Caméra CCD haute résolution. Capacité : 0,25 à 5 t/h. Pureté : 70 à 95% selon la taille des particules et le degré de contamination.
S + S (Allemagne) « Flake purifier C » (continu) Caméra couleur CCD Tri couleur du PET Capacité : 0,5 à 10t/h. Pureté : 90 à 99% selon flux entrant. « Spektrum CS » (continu) Tri couleur de matériaux divers. Système d'apprentissage automatique. Possibilité de spécialisation de la machine pour le tri des métaux ou du verre notamment. Caméra CCD. « Varisort CSS-M » (continu) Tri couleur combiné à un détecteur de métaux. Détection via bobine et caméra CCD Détection simultanée de plusieurs métaux Système d'apprentissage automatique
« K9 Flash »
Tri du verre jusqu’à 9 couleurs, pour des morceaux >0,2 mm.
RTT Steinert (Allemagne) « UniSort C » (continu) Caméra CCD Séparation du PET par couleur. Capacité : 1,5 à 4 t/h. Pureté jusqu’à 97% « FSS » (continu) Tri des polymères, des métaux Capacité jusqu'à 10 t/h Plage de granulométrie : 5 à 250 mm
TiTech (Norvège) « Combisense » (continu) Tri par caméra couleur combinée à un détecteur de métaux. CRGB (caméra à balayage linéaire de couleurs de haute résolution) seule ou CRGB + EM (capteur électromagnétique). Tri des métaux, plastiques de couleurs. Autosort Vis (continu) Système basé sur la spectrométrie.
Coût d’investissement A partir de 80 000€. Liste des applications
Fiche application
Applications Degré de développement
France Monde
E+P-2A Tri des papiers / cartons (fraction «petits fibreux») entre eux
++ ++
DEE-6 Tri couleur des métaux non ferreux contenus dans les PAM
+ +
CD-2 Tri des bitumes, terre cuite et plâtre dans une fraction issue de matériaux de démolition
- -
MET-1 Tri des métaux et alliages entre eux + +
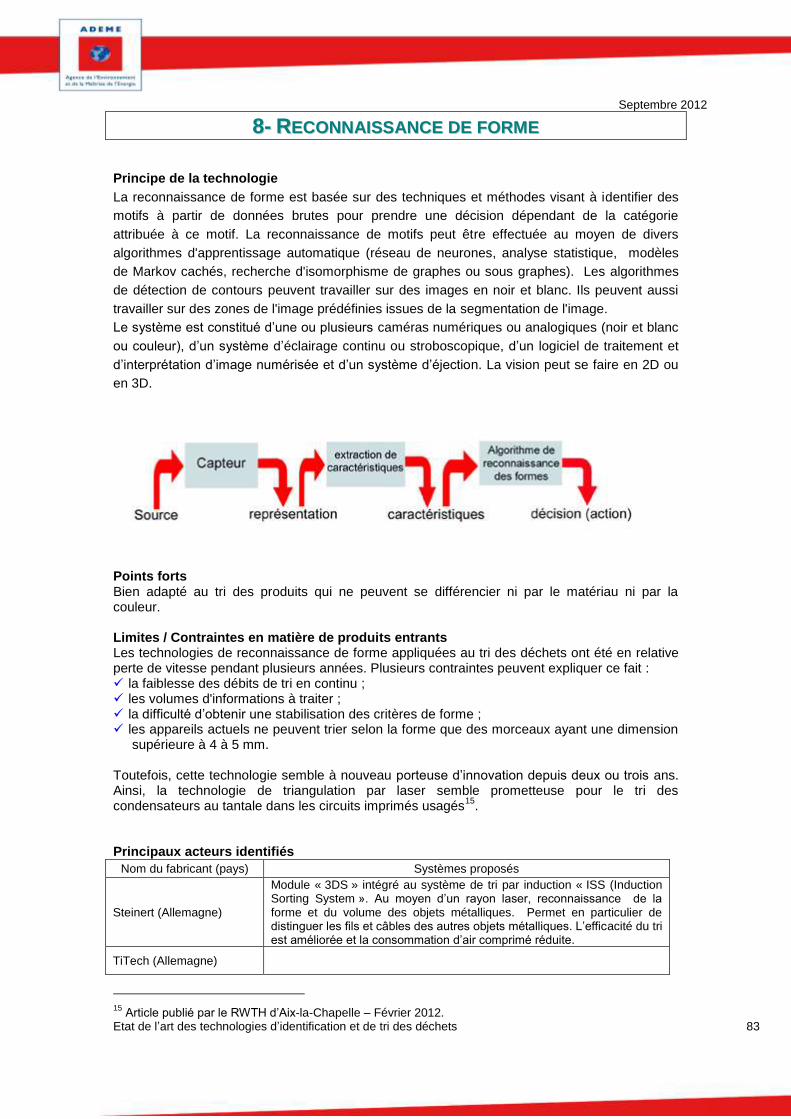
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 83
88-- RREECCOONNNNAAIISSSSAANNCCEE DDEE FFOORRMMEE Principe de la technologie
La reconnaissance de forme est basée sur des techniques et méthodes visant à identifier des
motifs à partir de données brutes pour prendre une décision dépendant de la catégorie
attribuée à ce motif. La reconnaissance de motifs peut être effectuée au moyen de divers
algorithmes d'apprentissage automatique (réseau de neurones, analyse statistique, modèles
de Markov cachés, recherche d'isomorphisme de graphes ou sous graphes). Les algorithmes
de détection de contours peuvent travailler sur des images en noir et blanc. Ils peuvent aussi
travailler sur des zones de l'image prédéfinies issues de la segmentation de l'image.
Le système est constitué d’une ou plusieurs caméras numériques ou analogiques (noir et blanc
ou couleur), d’un système d’éclairage continu ou stroboscopique, d’un logiciel de traitement et
d’interprétation d’image numérisée et d’un système d’éjection. La vision peut se faire en 2D ou
en 3D.
Points forts Bien adapté au tri des produits qui ne peuvent se différencier ni par le matériau ni par la couleur. Limites / Contraintes en matière de produits entrants Les technologies de reconnaissance de forme appliquées au tri des déchets ont été en relative perte de vitesse pendant plusieurs années. Plusieurs contraintes peuvent expliquer ce fait : la faiblesse des débits de tri en continu ; les volumes d'informations à traiter ; la difficulté d’obtenir une stabilisation des critères de forme ; les appareils actuels ne peuvent trier selon la forme que des morceaux ayant une dimension
supérieure à 4 à 5 mm. Toutefois, cette technologie semble à nouveau porteuse d’innovation depuis deux ou trois ans. Ainsi, la technologie de triangulation par laser semble prometteuse pour le tri des condensateurs au tantale dans les circuits imprimés usagés
15.
Principaux acteurs identifiés
Nom du fabricant (pays) Systèmes proposés
Steinert (Allemagne)
Module « 3DS » intégré au système de tri par induction « ISS (Induction Sorting System ». Au moyen d’un rayon laser, reconnaissance de la forme et du volume des objets métalliques. Permet en particulier de distinguer les fils et câbles des autres objets métalliques. L’efficacité du tri est améliorée et la consommation d’air comprimé réduite.
TiTech (Allemagne)
15
Article publié par le RWTH d’Aix-la-Chapelle – Février 2012.
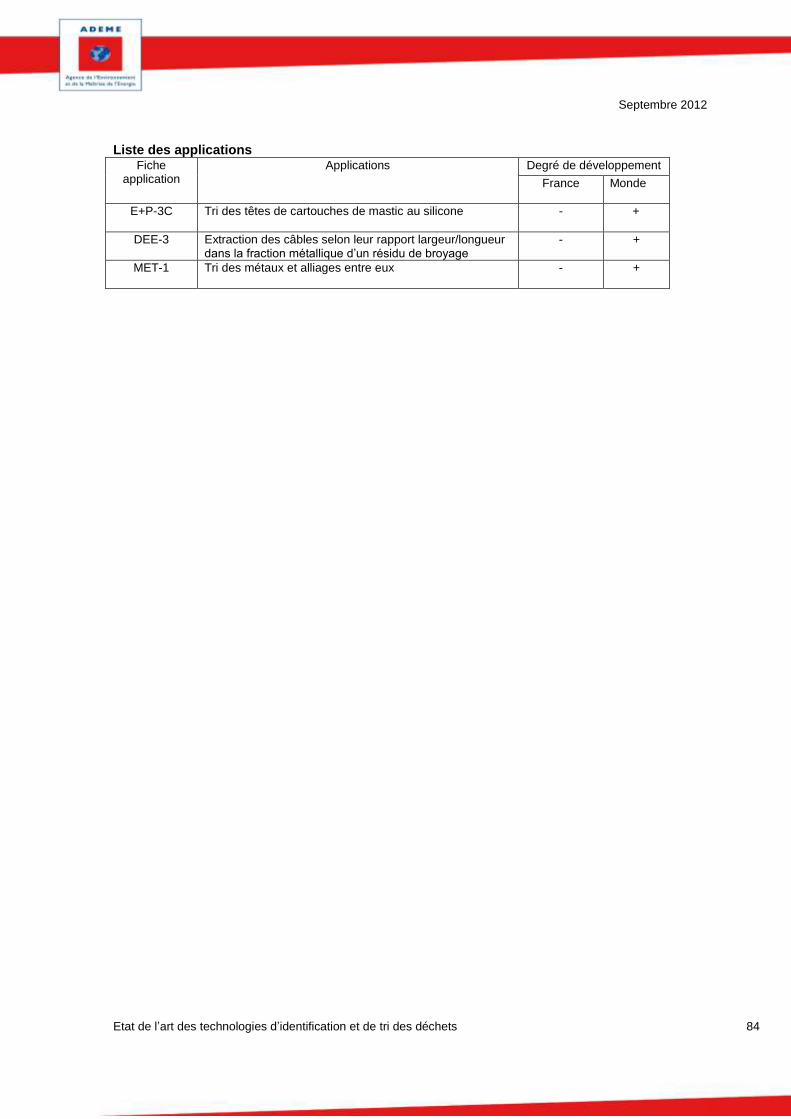
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 84
Liste des applications
Fiche application
Applications Degré de développement
France Monde
E+P-3C Tri des têtes de cartouches de mastic au silicone - +
DEE-3 Extraction des câbles selon leur rapport largeur/longueur dans la fraction métallique d’un résidu de broyage
- +
MET-1 Tri des métaux et alliages entre eux - +
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 85
99-- CCOOMMBBIINNAAIISSOONN PPRROOCCHHEE IINNFFRRAARROOUUGGEE ++ VVIISSIIBBLLEE ((NNIIRR ++ VVIISS)) Principe de la technologie Voir fiches relatives aux deux technologies concernées. Atouts La combinaison de la détection proche infrarouge (NIR) et de la détection couleur (VIS) est une solution bien adaptée à certaines configurations. Par exemple, elle est souvent utilisée pour combiner le tri plastique par couleur et l’élimination des matériaux indésirables, en particulier pour les flux d’emballages traités dans les centres de tri et pour le tri des bois. Limites / Contraintes en matière de produits entrants Les produits sombres et noirs ne sont pas détectés. Développements – Projets en cours La combinaison NIR + VIS est très largement utilisée dans l’industrie. C’est une solution éprouvée, dont le nombre d’applications augmente régulièrement. Le projet « Sort-It » (2008-2011) financé dans le cadre du 7ême PCRD, a permis de développer de nouvelles technologies pour un tri plus efficace et plus rentable des papiers et cartons en se basant sur : - de nouveaux détecteurs basés sur la spectrométrie dans le proche infrarouge, l'analyse d'image et la colorimétrie ; - de nouveaux outils de séparation (robots) ; - de nouveaux concepts de tri. Concepteurs et fabricants
Nom du fabricant (pays) Systèmes proposés
Best (Belgique), racheté par TOMRA SORTING SOLUTIONS
« Genius » (continu) Caméra CCD haute résolution, couplée à des lasers, capteurs NIR, UV, LED ou fluorescence). Purification d’un mélange par le tri couleur. Obtention de fractions PET, PVC et autres. Capacité : 1,5t/h.
Redwave (Autriche) « Redwawe NIR + C » (continu) - Valorisation des matières plastiques. - Reconnaissance du PVC - RDF dans les ordures ménagères résiduelles - Valorisables dans les DIB - Pureté jusqu’à 97% La version « Toboggan » est utilisée dans le tri du verre et le tri des fibreux.
Eveready Manufacturing (Singapour)
« NIRSort » (continu) Tri des polymères. Capacité : 2 à 4 t/h. Pureté : 99%
Green Machine (USA) « GreenEye » (continu) Tri des bouteilles en plastique par couleur et par matière. Pureté > 95%
LLA (Allemagne) Tri des plastiques issus des emballages ménagers (mélanges de PE-HD, PE-LD, PP, PET, PS, PVC…). Granulométrie > 10mm.
MSS (USA) « Fibersort » (continu) Identification des "non papier" (textiles, métaux, films...) Capacité : 3 à 9 t/h
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 86
“Glass ColorSortTM
”
Permet d’effectuer un tri du verre par la couleur, pour des capacités allant
jusqu’à 7,5t/h. Des fluctuations de couleurs très faibles peuvent être détectées.
Le procédé permet également de séparer les céramiques, les pierres et les
porcelaines jusqu’à des débits de 30t/h.
MSS (USA) « Aladdin » (continu) Tri des bouteilles plastiques par résine et couleur Capacité : 4 à 5 t/h Efficacité du tri : 92/98 % Possibilité de 2 flux entrants triés chacun en trois flux distincts
NRT (USA) « Multisort IR/ES combo » (continu) Tri des plastiques (HDPE, PET, PS, PP, PVC) Jusqu'à 4,5 t/h
Pellenc ST (France) "MISTRAL DUAL VISION" (continu) Combinaison spectroscopie NIR et spectroscopie dans le visible -Valorisation matière papiers et plastiques -Tri du bois par classe A/B -Tri des plastiques colorés. Extraction du PET transparent et du PEHD naturel. - Tri des cartons bruns et gris dans les papiers mélés, tri des papiers de bureau - Tri des cartons imprimés EMR -Tri des cartes électroniques dans le DEEE Modèle combinable en plusieurs canaux de tri : 1, 2, 3. Version HR Tri des cartes électroniques Plastiques par couleur : ABS blanc, HISP blanc Version FINESORT Tri universel pour les petites granulométries indépendamment de la taille et du poids des objets : Valorisation des très petites granulométries Tri des câbles aluminium et cuivre Tri des flakes par couleur Tri paillettes : épuration polluants matière et couleurs (PVC + PET coloré)
Rofin Australia Pty Ltd. (Australie)
“Rapid Sort 75” (continu) Tri de mélanges de polymères, tri couleur du PET. Jusqu’à 5 bouteilles/seconde et par ligne de tri. Tri >99% de pureté (99,8% pour le tri du PVC dans le PET)
Steinert (Allemagne) Système « Unisort PC Paper »
Tri des flux de papiers usagés selon leur matière, leur structure et leur couleur
(journaux, magazines, catalogues, cartes postales, papiers revêtus, textiles,
plastiques).
Séparation des différentes qualités de papier selon leur contenu en lignine.
L’imagerie hyperspectrale permet d’atteindre 7 millions de mesures par
seconde.
TiTech (Norvège) « Autosort NIR1-VIS » (continu) - Tri du PET, HDPE, LDPE, PP, PVC, PS, HIPS, ABS, PC…… - Tri du PET par couleur - Nettoyage du bois : production d’une fraction bois/aggloméré propre par extraction des bois peints et revêtus. - Production d’une fraction à désencrer propre. Capacité : jusqu’à 10t/h. « Autosort NIR1-NIR2-VIS » (continu) Modèle polyvalent. Gamme de trois résolutions couvrant la plupart des granulométries, à partir de 5 mm.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 87
Coût d’investissement 150 000 à 300 000 € par machine selon les options et les configurations.
Liste des applications
Fiche application
Applications Degré de développement
France Monde
E+P-2C Tri en vue de l’obtention d’une fraction « journaux / magazines »
- -
E+P-3A Sur tri des corps creux plastiques + +
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 88
1100-- CCOOMMBBIINNAAIISSOONN PPRROOCCHHEE IINNFFRRAARROOUUGGEE ++ VVIISSIIBBLLEE ++
IINNDDUUCCTTIIOONN Principe de la technologie
Voir les fiches relatives aux trois technologies concernées.
Cette combinaison est largement utilisée au plan industriel, avec de nombreuses références.
Concepteurs - fabricants
Nom du fabricant (pays) Systèmes proposés
IMRO maschinenbau IMRO “Discovery” Tri simultané des métaux, plastiques, papiers, bois et compounds.
Pellenc ST (France) MISTRAL DUAL VISION + détecteur de métaux. Largeur des machines de 800 à 2800mm en standard Capacité : en fonction de la densité du flux Vitesse du convoyeur : jusqu’à 3m/sec Dimensions des objets : de 7 à 350 mm (résolution standard, haute résolution)
S + S (Allemagne) “Varisort CMN” Capacité jusqu’à 7t/h.
TiTech (Norvège) Offre sur demande.
Coût d’investissement Information non disponible. Liste des applications
Fiche application
Applications Degré de développement
France Monde
E+P-3B Tri couleur des bouteilles PET (clair/azuré, coloré) et élimination du PVC pour le recyclage « bottle to bottle »
+ ++
DEE-4 Tri des plastiques contenant des additifs bromés + +
DEE-7 Tri de mélanges de polymères et de métaux issus de DEEE broyés
- -
VHU-3 Tri d'un mélange de polymères broyés et de métaux issus du RBA
- -
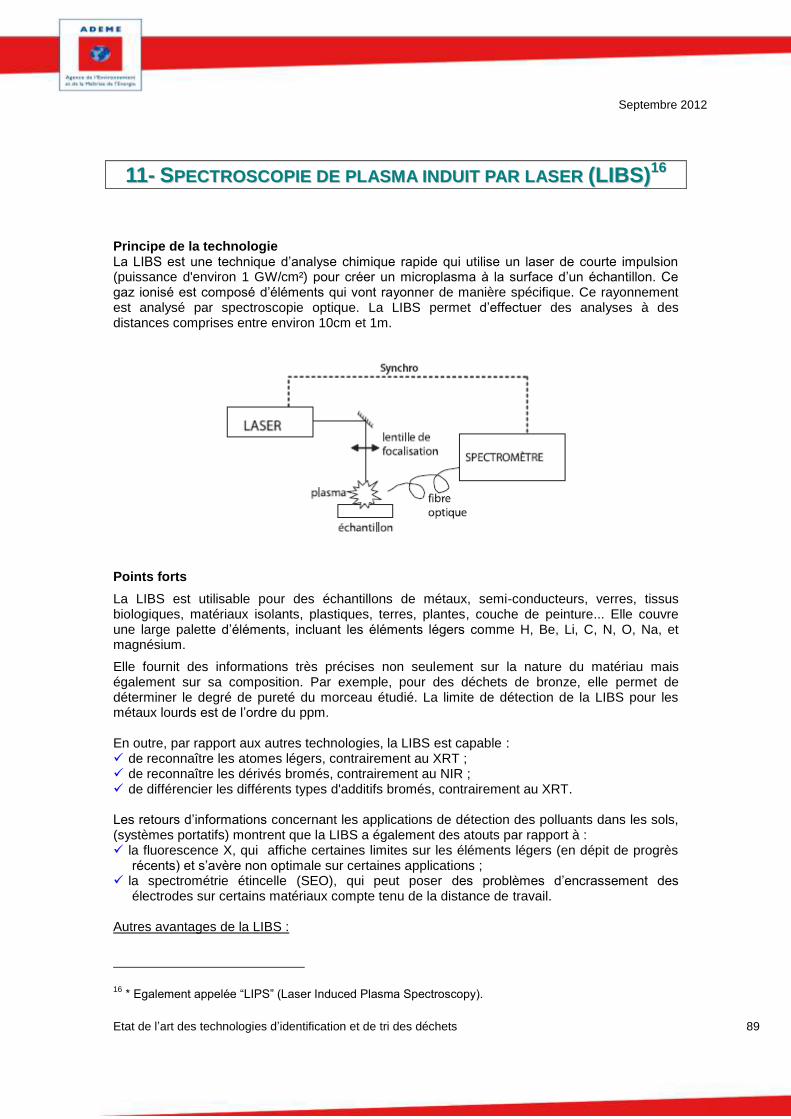
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 89
1111-- SSPPEECCTTRROOSSCCOOPPIIEE DDEE PPLLAASSMMAA IINNDDUUIITT PPAARR LLAASSEERR ((LLIIBBSS))1166
Principe de la technologie La LIBS est une technique d’analyse chimique rapide qui utilise un laser de courte impulsion (puissance d'environ 1 GW/cm²) pour créer un microplasma à la surface d’un échantillon. Ce gaz ionisé est composé d’éléments qui vont rayonner de manière spécifique. Ce rayonnement est analysé par spectroscopie optique. La LIBS permet d’effectuer des analyses à des distances comprises entre environ 10cm et 1m.
Points forts
La LIBS est utilisable pour des échantillons de métaux, semi-conducteurs, verres, tissus biologiques, matériaux isolants, plastiques, terres, plantes, couche de peinture... Elle couvre une large palette d’éléments, incluant les éléments légers comme H, Be, Li, C, N, O, Na, et magnésium.
Elle fournit des informations très précises non seulement sur la nature du matériau mais également sur sa composition. Par exemple, pour des déchets de bronze, elle permet de déterminer le degré de pureté du morceau étudié. La limite de détection de la LIBS pour les métaux lourds est de l’ordre du ppm. En outre, par rapport aux autres technologies, la LIBS est capable : de reconnaître les atomes légers, contrairement au XRT ; de reconnaître les dérivés bromés, contrairement au NIR ; de différencier les différents types d'additifs bromés, contrairement au XRT. Les retours d’informations concernant les applications de détection des polluants dans les sols, (systèmes portatifs) montrent que la LIBS a également des atouts par rapport à : la fluorescence X, qui affiche certaines limites sur les éléments légers (en dépit de progrès
récents) et s’avère non optimale sur certaines applications ; la spectrométrie étincelle (SEO), qui peut poser des problèmes d’encrassement des
électrodes sur certains matériaux compte tenu de la distance de travail. Autres avantages de la LIBS :
16 * Egalement appelée “LIPS” (Laser Induced Plasma Spectroscopy).
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 90
Possibilité de mesure « à distance » ;
Temps de mesure rapide (quelques secondes) pour une analyse « spot » ;
Protocoles d’échantillonnage variés depuis le sondage rapide d’une surface d’échantillon jusqu’à l’étude de composition en profondeur.
Le fait d'effectuer plusieurs bombardements successifs sur un même point pourrait permettre d'envisager une analyse stratigraphique de l'intérieur d’un matériau. Ce procédé suppose une étape préalable de « décapage » et de volatilisation en surface. Selon le matériau considéré, le plasma créé par chaque tir fait une tache d’environ 100 microns de diamètre et de 1 micron de profondeur. Ce point est toutefois controversé. Pour certains experts, la LIBS est avant tout un capteur de surface. Limites / Contraintes en matière de produits entrants Le temps d’analyse et de traitement constitue une contrainte forte. Une analyse qualitative et quantitative complète ex-nihilo demande un temps de traitement d'information long et est complexe à mettre en œuvre. Pour améliorer la vitesse on procède en général par comparaison avec une « bibliothèque de spectres » pré-établie et un système d'apprentissage. Dans ses développements en cours, le CRITT Alsace parvient à limiter la durée des mesures à environ 3/10 de seconde, en s'appuyant sur un ou plusieurs points de comparaison adéquats, permettant ainsi une analyse plus rapide. Cela s'inscrit dans l’objectif de proposer du tri en ligne. D’autre part, pour qu’une mesure soit efficace, il faut effectuer en théorie au moins trois tirs pour effectuer une analyse (un tir pour décaper, un pour créer le plasma, un pour mesurer). En pratique, il est nécessaire d’en réaliser beaucoup plus, probablement entre 5 et 10 tirs sur le point à analyser. En outre, il parfois nécessaire d’effectuer plusieurs mesures, à différents endroits d’une même pièce, si celle-ci est hétérogène (dans le cas d'un plastique chargé, cela limite le risque de tomber dans le plastique pur ou dans la charge pure). Au total, sachant qu’un tir prend environ 1/100ê de seconde, on peut atteindre une cadence de 10 objets / seconde selon le CRITT Matériaux Alsace. TiTech, de son coté, indique une cadence d’environ 100 objets / seconde sur son prototype en cours de réalisation. Compte tenu de cette contrainte de vitesse d’analyse, la LIBS est d’autant plus performante que : les déchets sont pré triés, afin de limiter le nombre de produits à reconnaître et permettre
ainsi une identification plus rapide. Le pré tri entre polymères, métaux, etc permet également de calibrer l'appareil de manière optimale ;
les déchets sont propres et décapés. Ceci permet une analyse directe de la matière. La LIBS
permet en théorie de décaper le matériau via quelques tirs mais c'est un facteur chronophage ;
la granulométrie est adéquate. Dans le cas du tri du verre, le broyage produit des fractions dont la granulométrie est très variable: les morceaux peuvent aller de petits grains à des morceaux de plusieurs cm de long.
Développements en cours Connue depuis près de 30 ans, la technologie LIBS était jusqu'à récemment confinée à des usages de laboratoire du fait de sa complexité et de son coût. Elle était utilisée comme technologie complémentaire au XRF, au NIR et au Raman. Les équipements sont devenus plus abordables ces dernières années et cela a permis d'étendre la recherche. Il reste toutefois de gros progrès à faire, en particulier en termes de vitesse de mesure et de robustesse de la source laser.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 91
Des pilotes de systèmes de tri en continu sont expérimentés : Bertin développe et teste un pilote sur des réfractaires passant sur un convoyeur, pour trier
l’alu et l’acier ; TiTech développe un prototype industriel en continu (fonctionnement prévu au 4ême
trimestre 2010), avec essais sur des alliages d’aluminium et de magnésium, des inox et du bronze.
La société Steinert a mis au point un système de tri en continu par laser de surface pour trier
les câbles contenus dans les RBA. L’institut Fraunhofer a mis au point un système de tri des métaux équipé de lasers 100 kHz. Il
permet d’effectuer un tri de composés pierreux en fonction de la teneur en magnésium. Ce système est commercialisé par Ti Tech.
Les recherches en cours visent principalement à : rendre les mesures plus fiables et réduire les dérives ; adapter les composants aux applications visées pour optimiser leur fonctionnement et les
performances et parvenir à des solutions économiquement acceptables (présentation de l’échantillon, caractéristiques du laser, type de spectromètre) ;
réduire la taille des systèmes LIBS. Jusqu’à présent, l’effort de miniaturisation se faisait en partie au détriment de la performance du système.
Le projet PLASTILIBS Porté par le CRITT Matériaux Alsace, ce projet (2009-2011) a permis de tester les potentialités d’utilisation de la LIBS comme technique de reconnaissance des matériaux plastiques et composites des DEEE, afin de proposer un ou plusieurs protocoles d’analyses, non seulement pour classer et reconnaître les différents types de matériaux constitutifs des DEEE entre eux, mais également pour contrôler la présence de métaux lourds et de certains additifs selon les directives ROHS.
Le CRITT Matériaux Alsace envisage la recherche selon une démarche progressive. Le premier axe concerne l'identification des différents polymères, puis l'éventuelle présence de métaux lourds, d'agents bromés... Il se penche également sur l'identification des plastiques chargés (quel que soit le matériau de charge). Pour l'instant, seule la phase concernant la détection est bien avancée.
Le projet Swifts 400-1000 porté par la société de valorisation Floralis et l’Université Joseph Fourier de Grenoble, a démarré en 2009 avec cinq partenaires industriels et institutionnels. Il vise à transférer et intégrer un nouveau type de spectromètre compact à haute résolution dans des applications industrielles, dont la LIBS (résolution équivalente à celle d’un spectromètre du marché de 50 kg, mais dans une taille équivalente à celle d’un téléphone portable). La technologie ne comporte aucun élément optique mobile et couvre toute la plage de rayonnement de 400 à 1000 nanomètres.
Le projet SOLSTICE a été mené par le laboratoire CPMOH à Bordeaux sur l’application de la
LIBS pour l’analyse des sols pollués, dans le cadre du programme de recherche Precodd de
l’ANR. Achevé fin 2008, ce projet a abouti à la mise au point d’un système transportable (un
chariot) utilisable pour quadriller un terrain potentiellement pollué par de multiples analyses
rapides et cibler les zones où des analyses de laboratoire sont nécessaires. L'appareil ne
mesure pas une concentration absolue sur les composés détectés, mais il est capable de
classer les sols en fonction de leur concentration relative en polluants (détection de quelques
dizaines de ppm de métaux dans les sols).
Le projet CALIPSO approfondit le même sujet que SOLSTICE.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 92
Concepteurs – Fabricants
Sociétés de développement technologique / Centres de recherche
Inéris (France) Floralis (France) Ivea (France) DGA – Département détection à distance (France) Fraunhofer ILT (Allemagne) Holo3 (France) CRITT Alsace (France) Bertin Technologies (France)
Fabricants d’appareils de laboratoire
Photon machines (USA) Laser Analysis (Autriche) Ocean optics (USA) Applied spectra (USA) Applied Photonics (GB) Cetac (USA) LLA (Allemagne)
Fabricants d’appareils industriels en continu
Steinert (Allemagne)
Applications Les domaines d’application de la LIBS se multiplient. Outre l’analyse des sols et des matériaux, (en tri, en contrôle qualité ou en contrôle de contamination de surface) les domaines suivants semblent prometteurs : le tri des produits chlorés et bromés ; l’identification des charges minérales. Des travaux de recherche sont également effectués sur les thèmes suivants : Tri des polymères pour le recyclage ;
Analyse sur ligne de production en continu
Tri du verre ;
Analyse de pigments dans la peinture ;
Mesure de concentration d'un élément.
Liste des applications
Fiche application
Applications
VER-1 Tri des infusibles dans les bouteilles usagées
DEE-5 Tri des plastiques contenant des additifs bromés
DEE-8 Tri de mélanges de polymères (PET, PEHD, PP, PVC, ABS, ABS/PVC…) et de métaux ... …issus de DEEE broyés
VHU-4 Tri d'un mélange de polymères broyés (PET, PEHD, PP, PS, PE, PVC, ABS, ABS/PVC, ABS/PC, HIPS, PC) et de métaux ... …issu de RBA
MET-1
Tri des métaux et alliages entre eux : Caractérisation de la nature et de la composition des déchets de bronze et d’aluminium, de semi-conducteurs, de verres, de plastiques, de couches de peinture, de verres techniques, de bois. Séparation du zamac par lots de teneurs différentes en zinc.
Coût d’investissement Système portatif : 50 à 110 000 € selon les performances. Installation en continu : environ 400 000€ par unité.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 93
Le prix des capteurs a tendance à diminuer avec le développement industriel de cette technologie. En outre, l’optimisation des « bibliothèques » contribue à améliorer les performances à court terme. Pour le moment, l’utilisation de la LIBS pour l’identification et le tri des produits contenant des additifs bromés dans les plastiques issus des DEEE ne semble pas rentable.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 94
1122-- IINNCCOORRPPOORRAATTIIOONN DDEE TTRRAACCEEUURRSS DDAANNSS LLEESS PPOOLLYYMMEERREESS Principe de la technologie Le principe consiste à incorporer dans un polymère lors de sa fabrication une molécule facilement reconnaissable par tri optique lorsque ce polymère devient un déchet. Les options technologiques pour la détection et le tri de déchets en présence de traceurs sont relativement ouvertes :
au niveau du choix du type de procédé : magnétique, fluorescence X, fluorescence UV (ultra-violet), infrarouge), activation neutronique, détection magnétique
au niveau du choix du traceur : fer et ses oxydes, terres rares, dérivés de la coumarine…. La R&D porte sur plusieurs variantes technologiques
17
La détection par fluorescence X semble fiable ; La détection par fluorescence UV est sensible aux interférences liées à la présence de colorants incorporés dans les polymères, mais des solutions sont envisageables pour amplifier le signal du traceur. Les pièces sombres sont plus difficiles à détecter en fluorescence UV qu’en XRF (la réflexion se fait mal) ; Avec la détection en proche infrarouge, les colorants noirs ou sombres ne permettent pas la détection des traceurs ; La détection par activation neutronique s’est beaucoup développée grâce à la conception de sources de neutrons de petite taille et grâce à des temps d’analyse très courts, une grande fiabilité et une bonne sensibilité des analyses ; La détection magnétique présente un intérêt. Elle n’est pas sensible à la plupart des additifs des polymères et elle est bien développée. On ne trouve néanmoins pas toujours les quantités de traceurs magnétiques à utiliser en fonction de la puissance des aimants. Les systèmes de traceurs magnétiques nécessitent souvent des quantités de traceur de l’ordre du pourcentage qui poseront sans doute moins de problèmes d’homogénéisation de la matière que des traceurs utilisés avec des quantités de l’ordre du ppm. En revanche, plus la quantité de traceur est importante, plus elle est susceptible de modifier les propriétés mécaniques, rhéologiques et le vieillissement du polymère. Par exemple, le fer est un catalyseur de dégradation du polypropylène. Il faudrait donc isoler le fer de la matrice PP en l’utilisant dans un noir de carbone par exemple ; Dans le cas de la détection optique, on peut craindre les interférences optiques, en particulier avec les additifs des matières plastiques souvent méconnus et dont la nature et la composition sont susceptibles d’évoluer. Développements en cours La technologie d’identification et de tri de matériaux au moyen de traceurs est utilisée pour des applications de tri des métaux, en biologie et en médecine. Elle n’est pas utilisée pour le tri des déchets de polymères.
17
Le contenu de cette page reproduit les conclusions de l’étude réalisée par Record en 2007 : « État de
l’art technico-économique sur les procédés et techniques d’incorporation de traceurs dans des matériaux
polymères, en vue du tri automatisé des déchets plastiques des produits hors d’usage ».
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 95
L’usage des traceurs dans la production des polymères n’étant pas normalisé, il n’existe pas
d’applications industrielles sur le tri de ces matières mais des brevets existent néanmoins. Plusieurs travaux de recherche sont en cours de réalisation sur la problématique du tri des polymères issus des DEEE et des VHU : L’étude réalisée par Record en 2007 avait pour but de démontrer la faisabilité technique et
économique de l’utilisation de traceurs ajoutés dans du polypropylène vierge de couleur noire, le but étant d‘améliorer sa détection et son tri automatisé au stade industriel dans des gisements de résidus de broyage (granulométrie d’environ 20mm) issus de VHU et de DEEE ;
La thèse réalisée en 2007 par Feliks BEZATI a conclu à la pertinence d’une poursuite de travaux de R&D sur les traceurs. Une nouvelle thèse est en cours, dont la soutenance est prévue entre octobre et décembre 2010 ;
Le projet TRITR@CE (2007-200) a permis de tester validation du système « traceurs » sur des polymères ciblés et de réaliser des mélanges maîtres selon les procédures de fabrication des secteurs automobile, électrique, électronique et électroménager avec des matrices polymères ciblées, du polypropylène clair et noir et de l'ABS ;
Le projet TRIPTIC – « Traceurs Répartis pour Identification des Polymères et Tri Industriel en Cadence » (2010-2013) vise à apporter des éléments de réponse aux questions suivantes :
Peut-on plus améliorer la rapidité et la qualité du tri des polymères contenus dans les VHU en utilisant une signature avec traceurs détectée par tri spectrométrique (fluorescence X ou UV) ?
Peut-on étendre cette technologie de tri à d'autres matériaux polymères et d'autres secteurs industriels tels que les secteurs des DEEE et des emballages ?
Le projet couvre un champ nettement plus large que l’étude réalisée par Record, qui se focalisait sur le PP, des marqueurs à base d’oxydes de terres rares et la détection XRF. Il prévoit la réalisation d’un pilote (pas en continu). A l’étranger des recherches ont été effectuées il y a une dizaine d’années en Grande-Bretagne mais les projets publics se sont taris. Enjeux Les marqueurs semblent potentiellement utiles surtout pour le tri de déchets broyés car le marquage des pièces démontables n’est plus reconnaissable. Il se pose en alternative (ou en complément) au démontage, qui est une source de préoccupation pour les constructeurs automobiles du fait de son coût élevé. Aspects économiques Les traceurs tels que les terres rares ont un coût élevé mais nécessitent des concentrations de l’ordre du ppm. Les traceurs magnétiques, peu coûteux nécessitent aussi de faibles quantités au vu des capacités de détection des aimants à haute intensité. Horizon de développement des applications Les opinions des industriels interrogés (fabricants de systèmes de tri, constructeurs automobiles, éco-organisme DEEE) sur les perspectives de développement des traceurs pour le tri des déchets de polymères sont partagées. Il apparaît clairement que d’importantes contraintes de nature organisationnelle et normative (en particulier la difficulté d’imposer une norme internationale sur le sujet) devront être surmontées. Certains y voient un « serpent de mer » qui n’émergera pas avant 20 ou 30 ans, tandis que d’autres estiment l’horizon d’émergence industrielle à une dizaine d’années. En outre, il faut tenir compte de la durée de vie des pièces : dans le cas des polymères utilisés dans les véhicules, ce n’est que 8 à 10 ans plus tard que les premières pièces « marquées » seront utilisables pour le tri. C’est la raison pour laquelle le projet TRIPTIC étudie également les perspectives liées à des produits à plus courte durée de vie comme certains DEEE.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 96
Liste des applications
Fiche application
Applications
DEE-8 Tri de mélanges de polymères (PET, PEHD, PP, PVC, ABS, ABS/PVC…) et de métaux ... …issus de DEEE broyés
VHU-1 Tri de pièces plastiques entières préalablement démontées
VHU-4 Tri d'un mélange de polymères broyés et de métaux ... …issu du RBA
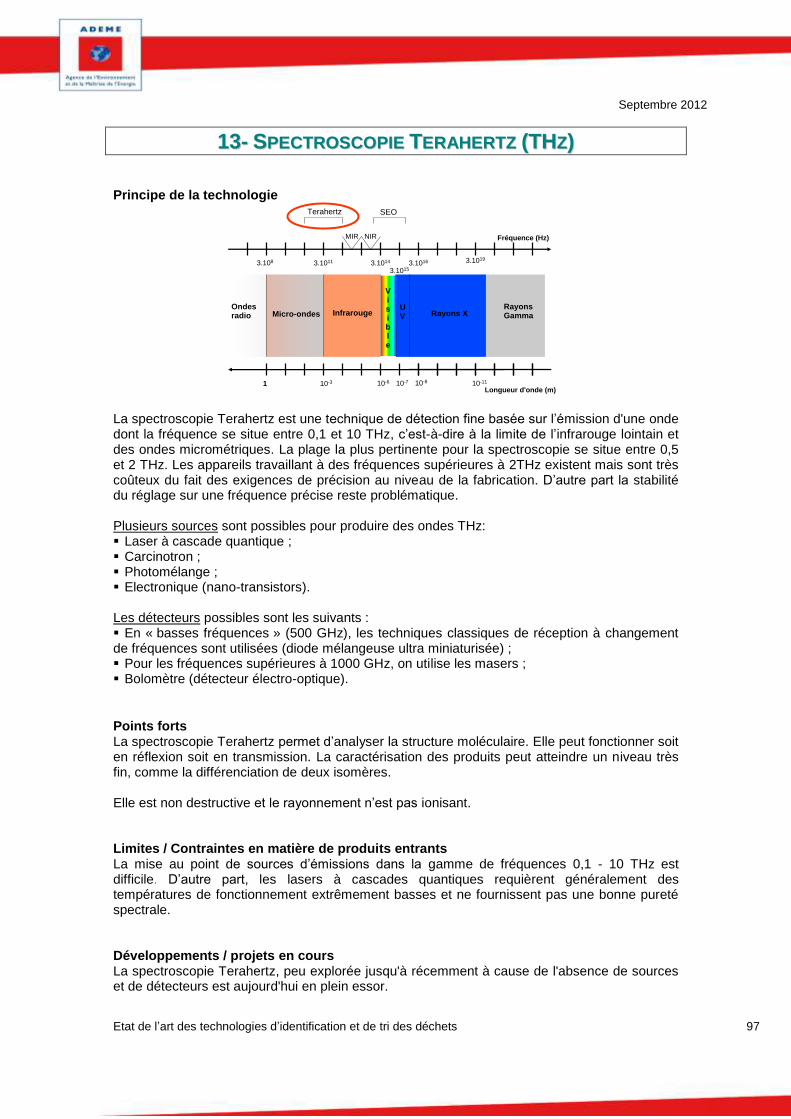
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 97
1133-- SSPPEECCTTRROOSSCCOOPPIIEE TTEERRAAHHEERRTTZZ ((TTHHZZ)) Principe de la technologie
Longueur d'onde (m)
Fréquence (Hz)
3.108
1
Ondes radio
3.1011
Micro-ondes
10-31
3.1014
10-6
Infrarouge
3.1015
Visible
3.1016
UV
3.1019
Rayons XRayonsGamma
10-7 10-8 10-11
Terahertz SEO
NIRMIR
La spectroscopie Terahertz est une technique de détection fine basée sur l’émission d'une onde dont la fréquence se situe entre 0,1 et 10 THz, c’est-à-dire à la limite de l’infrarouge lointain et des ondes micrométriques. La plage la plus pertinente pour la spectroscopie se situe entre 0,5 et 2 THz. Les appareils travaillant à des fréquences supérieures à 2THz existent mais sont très coûteux du fait des exigences de précision au niveau de la fabrication. D’autre part la stabilité du réglage sur une fréquence précise reste problématique. Plusieurs sources sont possibles pour produire des ondes THz: Laser à cascade quantique ; Carcinotron ; Photomélange ; Electronique (nano-transistors). Les détecteurs possibles sont les suivants : En « basses fréquences » (500 GHz), les techniques classiques de réception à changement de fréquences sont utilisées (diode mélangeuse ultra miniaturisée) ; Pour les fréquences supérieures à 1000 GHz, on utilise les masers ; Bolomètre (détecteur électro-optique).
Points forts La spectroscopie Terahertz permet d’analyser la structure moléculaire. Elle peut fonctionner soit en réflexion soit en transmission. La caractérisation des produits peut atteindre un niveau très fin, comme la différenciation de deux isomères. Elle est non destructive et le rayonnement n’est pas ionisant. Limites / Contraintes en matière de produits entrants La mise au point de sources d’émissions dans la gamme de fréquences 0,1 - 10 THz est difficile. D’autre part, les lasers à cascades quantiques requièrent généralement des températures de fonctionnement extrêmement basses et ne fournissent pas une bonne pureté spectrale. Développements / projets en cours La spectroscopie Terahertz, peu explorée jusqu'à récemment à cause de l'absence de sources et de détecteurs est aujourd'hui en plein essor.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 98
Teratec (Institut Fraunhofer IP) a mis au point un système THz-TDS pouvant fonctionner à température ambiante et avec un éclairage ordinaire (longueur d’onde : 800 nm), grâce à une méthode de mesure « pulsée », avec un taux de répétition de 80 MHz. Les applications existantes concernent principalement le médical et la sécurité. Le Terahertz est utilisé dans certains aéroports pour la détection de produits dangereux. Aucune application opérationnelle ou en développement n’a été identifiée dans le domaine du tri des déchets. Le projet « Terapepo » (2008-2011) a permis de développer des sources optiques de rayonnement TeraHertz à base GaN, avec une source compacte, continue et à spectre fin. Perspectives de développement d’applications dans le domaine du tri des déchets Les centres de recherche interrogés n’ont pas d’idées précises sur des applications possibles
au tri des déchets. Ils nous ont toutefois signalé les pistes suivantes : Les matériaux non conducteurs tels que les vêtements, les plastiques, le papier et le carton
sont transparents au terahertz ; Les matériaux d'emballage (blister, cartons, papiers...) sont transparents au THz. Si le
matériau est entouré de métal, l'onde THz sera captée par ce métal ; L’eau absorbe fortement les ondes THz ; Contrairement au visible et au NIR, le THz pénètre dans la plupart des matériaux (signal par
transmission). Principaux acteurs
Alpes Lasers (Suisse)
LLA (Allemagne)
Polytec (Allemagne) : Travaux en cours sur la technologie Terahertz pour détection des corps sombres.
Smith Heimann (USA) : Fabricant de portiques de sécurité pour la détection de matières dangereuses dans les aéroports. Centre de recherche en Allemagne.
Teratec (Allemagne) : « Center for Terahertz Technologies and Applications » : Créé récemment par l’institut Fraunhofer IPM.
TeraView (Royaume Uni)
Toptica (Opton Laser International) (Allemagne / France)
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 99
1144-- UULLTTRRAA--SSOONNSS Le projet ECO CND (2010-2013) vise à remplacer les techniques polluantes actuelles (ressuage et magnétoscopie) dans le domaine du contrôle qualité par une génération d’ultrasons par laser, couplée à une réception EMAT (Electromagnetic Acoustic Transducer). Le projet comprend notamment la modélisation, la réalisation d’un démonstrateur de laboratoire de type laser/EMAT et d’un équipement TOFD multi éléments de nouvelle génération pour le contrôle des soudures, la plateforme d’imagerie 3D des défauts et la qualification du procédé. Le projet W2 Plastics (2008-2012) mené par Technische Universiteit Delft dans le cadre du 7ême PCRD développe le tri magnétique (Magnetic Density Separation) et les capteurs à ultra-sons pour la production de polyoléfines de haute pureté à partir de déchets. Selon le « Leibnitz-Institut für Polymerforschung (Dresde), la combinaison du NIR et de la “spectroscopie ultrasonique” permet de déterminer la composition de mélanges PE/PS. Les informations recueillies au moyen des systèmes à ultra-sons sont très sensibles aux variations de température et de pression.
Principaux acteurs
Nom
Polytec (Allemagne)
Travaux en cours sur les technologies ultra sonique pour la détection des corps sombres notamment.
SEA (Italie) / Hamos (Allemagne) Tri dans l'industrie alimentaire.
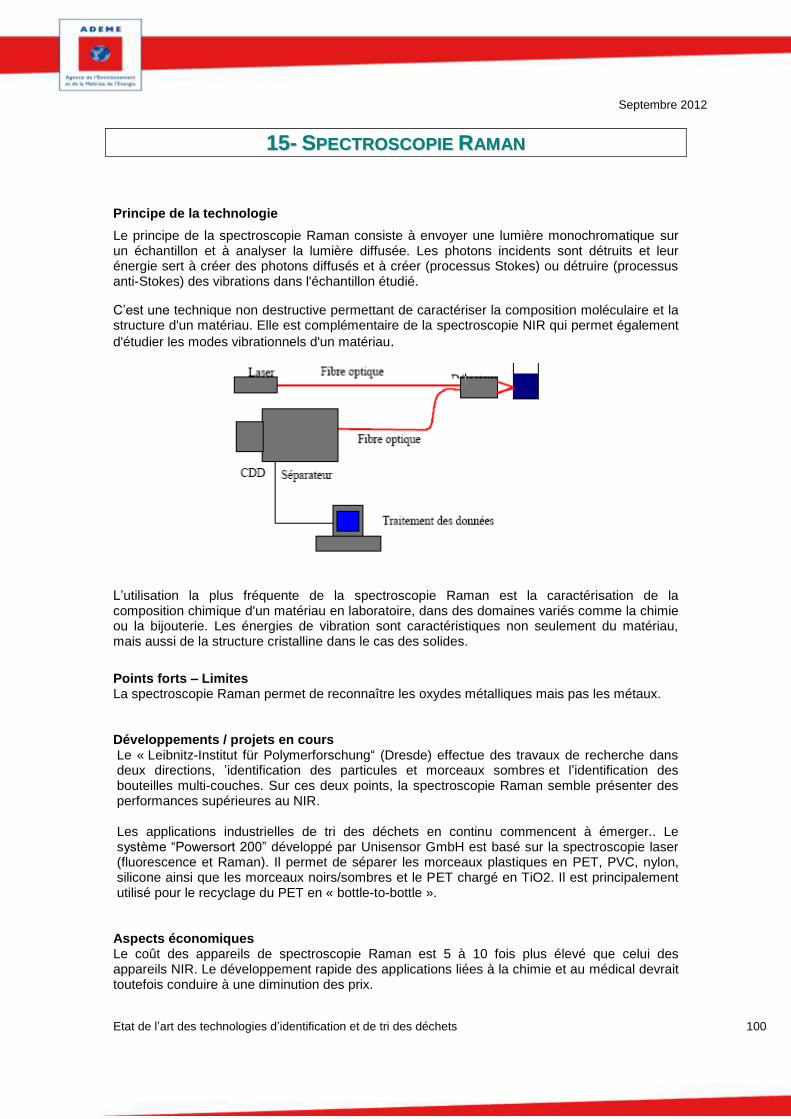
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 100
1155-- SSPPEECCTTRROOSSCCOOPPIIEE RRAAMMAANN Principe de la technologie
Le principe de la spectroscopie Raman consiste à envoyer une lumière monochromatique sur un échantillon et à analyser la lumière diffusée. Les photons incidents sont détruits et leur énergie sert à créer des photons diffusés et à créer (processus Stokes) ou détruire (processus anti-Stokes) des vibrations dans l'échantillon étudié.
C’est une technique non destructive permettant de caractériser la composition moléculaire et la structure d'un matériau. Elle est complémentaire de la spectroscopie NIR qui permet également
d'étudier les modes vibrationnels d'un matériau.
L’utilisation la plus fréquente de la spectroscopie Raman est la caractérisation de la composition chimique d'un matériau en laboratoire, dans des domaines variés comme la chimie ou la bijouterie. Les énergies de vibration sont caractéristiques non seulement du matériau, mais aussi de la structure cristalline dans le cas des solides.
Points forts – Limites La spectroscopie Raman permet de reconnaître les oxydes métalliques mais pas les métaux. Développements / projets en cours Le « Leibnitz-Institut für Polymerforschung“ (Dresde) effectue des travaux de recherche dans deux directions, ’identification des particules et morceaux sombres et l’identification des bouteilles multi-couches. Sur ces deux points, la spectroscopie Raman semble présenter des performances supérieures au NIR. Les applications industrielles de tri des déchets en continu commencent à émerger.. Le système “Powersort 200” développé par Unisensor GmbH est basé sur la spectroscopie laser (fluorescence et Raman). Il permet de séparer les morceaux plastiques en PET, PVC, nylon, silicone ainsi que les morceaux noirs/sombres et le PET chargé en TiO2. Il est principalement utilisé pour le recyclage du PET en « bottle-to-bottle ». Aspects économiques Le coût des appareils de spectroscopie Raman est 5 à 10 fois plus élevé que celui des appareils NIR. Le développement rapide des applications liées à la chimie et au médical devrait toutefois conduire à une diminution des prix.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 101
AANNNNEEXXEE 33
FFIICCHHEESS «« AAPPPPLLIICCAATTIIOONNSS »»
Cette annexe présente les fiches « Applications » des technologies de tri, classées par gisements de déchets, dans l’ordre suivant :
Ordures ménagères résiduelles
Emballages (collecte sélective)
Verre (collecte sélective)
DEEE domestiques et professionnels
VHU
Déchets de construction et démolition
Déchets métalliques
Textiles
Bois Aucune application n’a été identifiée pour les bateaux de plaisance (BPHU) et les avions en fin de vie.
L’intensité de chaque attente est caractérisée par un indice de * à *** :
*** : Les acteurs interrogés ont exprimé des attentes fortes en matière d’amélioration des
technologies de tri. Les limites des performances actuelles des systèmes de tri (rendement de tri ou qualité des produits triés) constituent un frein important au développement de la filière de valorisation
** : Il existe une ou plusieurs attentes en matière d’amélioration du tri, mais elles ne
constituent pas un obstacle majeur au développement de la filière
* : Aucune attente significative n’a été identifiée.
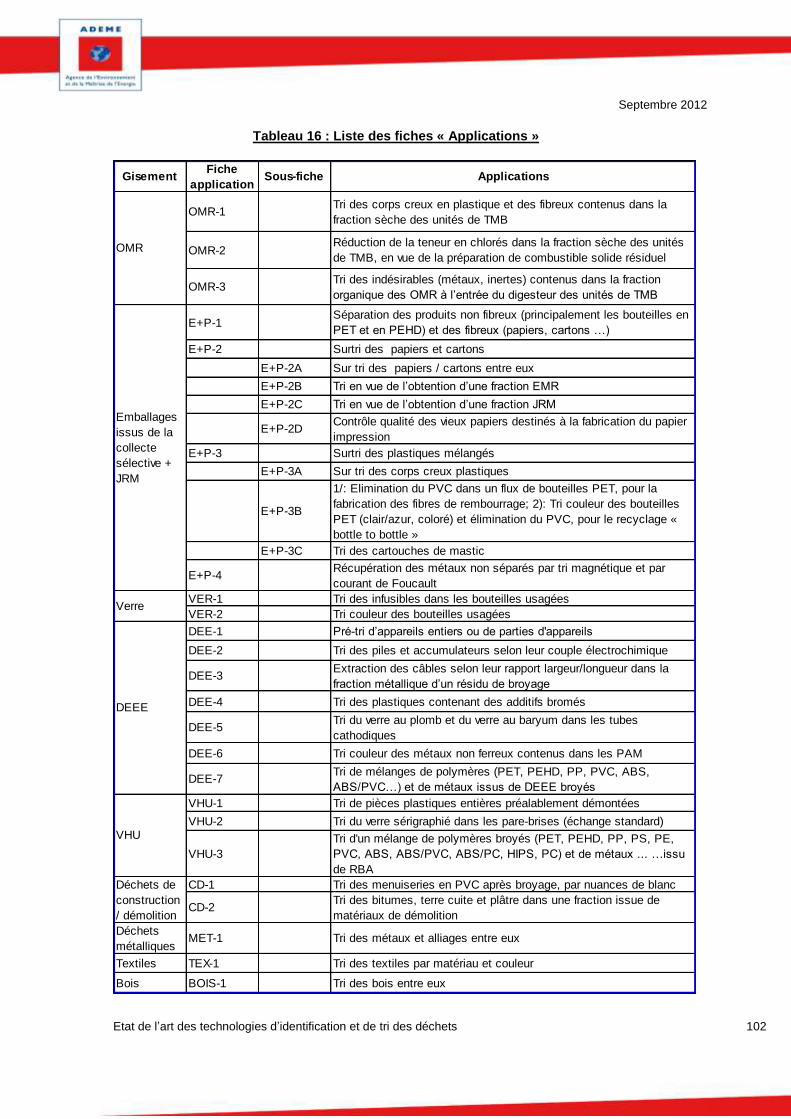
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 102
Tableau 16 : Liste des fiches « Applications »
GisementFiche
application Sous-fiche Applications
OMR-1Tri des corps creux en plastique et des fibreux contenus dans la
fraction sèche des unités de TMB
OMR-2Réduction de la teneur en chlorés dans la fraction sèche des unités
de TMB, en vue de la préparation de combustible solide résiduel
OMR-3Tri des indésirables (métaux, inertes) contenus dans la fraction
organique des OMR à l’entrée du digesteur des unités de TMB
E+P-1Séparation des produits non fibreux (principalement les bouteilles en
PET et en PEHD) et des fibreux (papiers, cartons …)
E+P-2 Surtri des papiers et cartons
E+P-2A Sur tri des papiers / cartons entre eux
E+P-2B Tri en vue de l’obtention d’une fraction EMR
E+P-2C Tri en vue de l’obtention d’une fraction JRM
E+P-2DContrôle qualité des vieux papiers destinés à la fabrication du papier
impression
E+P-3 Surtri des plastiques mélangés
E+P-3A Sur tri des corps creux plastiques
E+P-3B
1/: Elimination du PVC dans un flux de bouteilles PET, pour la
fabrication des fibres de rembourrage; 2): Tri couleur des bouteilles
PET (clair/azur, coloré) et élimination du PVC, pour le recyclage «
bottle to bottle »
E+P-3C Tri des cartouches de mastic
E+P-4Récupération des métaux non séparés par tri magnétique et par
courant de Foucault
VER-1 Tri des infusibles dans les bouteilles usagées
VER-2 Tri couleur des bouteilles usagées
DEE-1 Pré-tri d’appareils entiers ou de parties d'appareils
DEE-2 Tri des piles et accumulateurs selon leur couple électrochimique
DEE-3Extraction des câbles selon leur rapport largeur/longueur dans la
fraction métallique d’un résidu de broyage
DEE-4 Tri des plastiques contenant des additifs bromés
DEE-5Tri du verre au plomb et du verre au baryum dans les tubes
cathodiques
DEE-6 Tri couleur des métaux non ferreux contenus dans les PAM
DEE-7Tri de mélanges de polymères (PET, PEHD, PP, PVC, ABS,
ABS/PVC…) et de métaux issus de DEEE broyés
VHU-1 Tri de pièces plastiques entières préalablement démontées
VHU-2 Tri du verre sérigraphié dans les pare-brises (échange standard)
VHU-3
Tri d'un mélange de polymères broyés (PET, PEHD, PP, PS, PE,
PVC, ABS, ABS/PVC, ABS/PC, HIPS, PC) et de métaux ... …issu
de RBA
CD-1 Tri des menuiseries en PVC après broyage, par nuances de blanc
CD-2Tri des bitumes, terre cuite et plâtre dans une fraction issue de
matériaux de démolition
Déchets
métalliquesMET-1 Tri des métaux et alliages entre eux
Textiles TEX-1 Tri des textiles par matériau et couleur
Bois BOIS-1 Tri des bois entre eux
Déchets de
construction
/ démolition
Verre
OMR
Emballages
issus de la
collecte
sélective +
JRM
DEEE
VHU
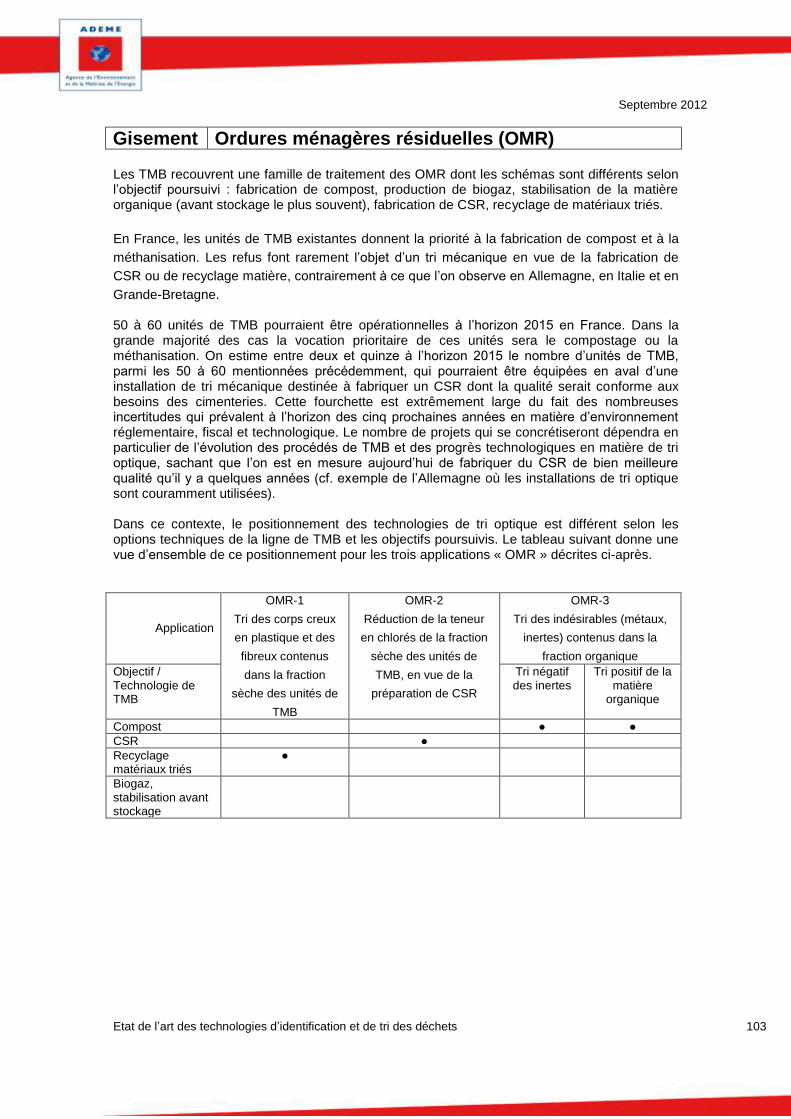
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 103
Gisement Ordures ménagères résiduelles (OMR) Les TMB recouvrent une famille de traitement des OMR dont les schémas sont différents selon l’objectif poursuivi : fabrication de compost, production de biogaz, stabilisation de la matière organique (avant stockage le plus souvent), fabrication de CSR, recyclage de matériaux triés.
En France, les unités de TMB existantes donnent la priorité à la fabrication de compost et à la
méthanisation. Les refus font rarement l’objet d’un tri mécanique en vue de la fabrication de
CSR ou de recyclage matière, contrairement à ce que l’on observe en Allemagne, en Italie et en
Grande-Bretagne. 50 à 60 unités de TMB pourraient être opérationnelles à l’horizon 2015 en France. Dans la grande majorité des cas la vocation prioritaire de ces unités sera le compostage ou la méthanisation. On estime entre deux et quinze à l’horizon 2015 le nombre d’unités de TMB, parmi les 50 à 60 mentionnées précédemment, qui pourraient être équipées en aval d’une installation de tri mécanique destinée à fabriquer un CSR dont la qualité serait conforme aux besoins des cimenteries. Cette fourchette est extrêmement large du fait des nombreuses incertitudes qui prévalent à l’horizon des cinq prochaines années en matière d’environnement réglementaire, fiscal et technologique. Le nombre de projets qui se concrétiseront dépendra en particulier de l’évolution des procédés de TMB et des progrès technologiques en matière de tri optique, sachant que l’on est en mesure aujourd’hui de fabriquer du CSR de bien meilleure qualité qu’il y a quelques années (cf. exemple de l’Allemagne où les installations de tri optique sont couramment utilisées). Dans ce contexte, le positionnement des technologies de tri optique est différent selon les options techniques de la ligne de TMB et les objectifs poursuivis. Le tableau suivant donne une vue d’ensemble de ce positionnement pour les trois applications « OMR » décrites ci-après.
Application
OMR-1
Tri des corps creux
en plastique et des
fibreux contenus
dans la fraction
sèche des unités de
TMB
OMR-2
Réduction de la teneur
en chlorés de la fraction
sèche des unités de
TMB, en vue de la
préparation de CSR
OMR-3
Tri des indésirables (métaux,
inertes) contenus dans la
fraction organique
Objectif / Technologie de TMB
Tri négatif des inertes
Tri positif de la matière
organique
Compost ● ●
CSR ●
Recyclage matériaux triés
●
Biogaz, stabilisation avant stockage
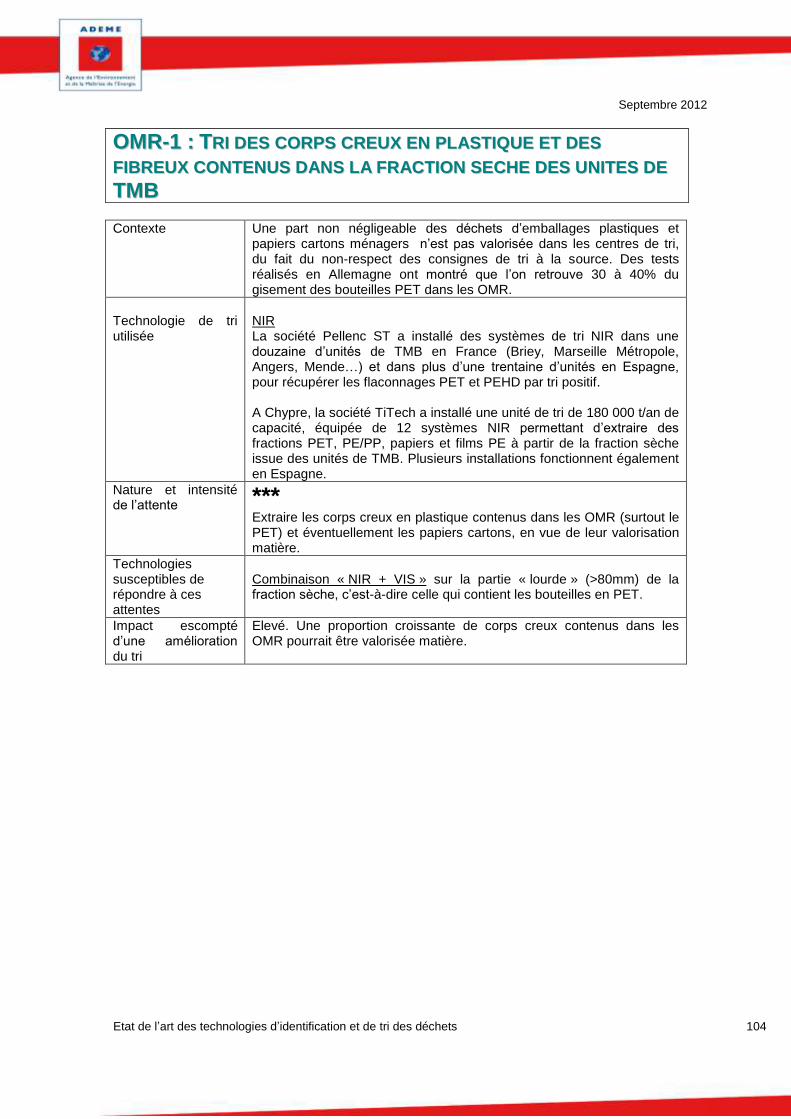
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 104
OOMMRR--11 :: TTRRII DDEESS CCOORRPPSS CCRREEUUXX EENN PPLLAASSTTIIQQUUEE EETT DDEESS
FFIIBBRREEUUXX CCOONNTTEENNUUSS DDAANNSS LLAA FFRRAACCTTIIOONN SSEECCHHEE DDEESS UUNNIITTEESS DDEE
TTMMBB Contexte Une part non négligeable des déchets d’emballages plastiques et
papiers cartons ménagers n’est pas valorisée dans les centres de tri, du fait du non-respect des consignes de tri à la source. Des tests réalisés en Allemagne ont montré que l’on retrouve 30 à 40% du gisement des bouteilles PET dans les OMR.
Technologie de tri utilisée
NIR La société Pellenc ST a installé des systèmes de tri NIR dans une douzaine d’unités de TMB en France (Briey, Marseille Métropole, Angers, Mende…) et dans plus d’une trentaine d’unités en Espagne, pour récupérer les flaconnages PET et PEHD par tri positif. A Chypre, la société TiTech a installé une unité de tri de 180 000 t/an de capacité, équipée de 12 systèmes NIR permettant d’extraire des fractions PET, PE/PP, papiers et films PE à partir de la fraction sèche issue des unités de TMB. Plusieurs installations fonctionnent également en Espagne.
Nature et intensité de l’attente ***
Extraire les corps creux en plastique contenus dans les OMR (surtout le PET) et éventuellement les papiers cartons, en vue de leur valorisation matière.
Technologies susceptibles de répondre à ces attentes
Combinaison « NIR + VIS » sur la partie « lourde » (>80mm) de la fraction sèche, c’est-à-dire celle qui contient les bouteilles en PET.
Impact escompté d’une amélioration du tri
Elevé. Une proportion croissante de corps creux contenus dans les OMR pourrait être valorisée matière.
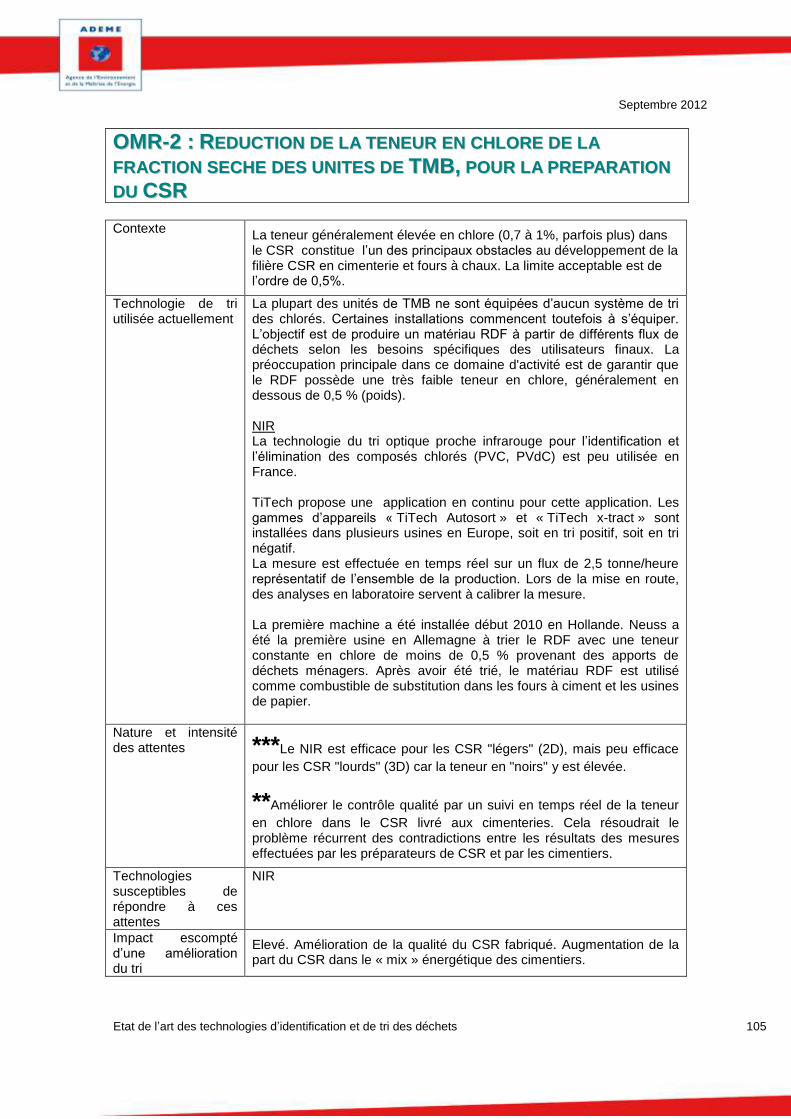
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 105
OOMMRR--22 :: RREEDDUUCCTTIIOONN DDEE LLAA TTEENNEEUURR EENN CCHHLLOORREE DDEE LLAA
FFRRAACCTTIIOONN SSEECCHHEE DDEESS UUNNIITTEESS DDEE TTMMBB,, PPOOUURR LLAA PPRREEPPAARRAATTIIOONN
DDUU CCSSRR Contexte
La teneur généralement élevée en chlore (0,7 à 1%, parfois plus) dans le CSR constitue l’un des principaux obstacles au développement de la filière CSR en cimenterie et fours à chaux. La limite acceptable est de l’ordre de 0,5%.
Technologie de tri utilisée actuellement
La plupart des unités de TMB ne sont équipées d’aucun système de tri des chlorés. Certaines installations commencent toutefois à s’équiper. L’objectif est de produire un matériau RDF à partir de différents flux de déchets selon les besoins spécifiques des utilisateurs finaux. La préoccupation principale dans ce domaine d'activité est de garantir que le RDF possède une très faible teneur en chlore, généralement en dessous de 0,5 % (poids). NIR La technologie du tri optique proche infrarouge pour l’identification et l’élimination des composés chlorés (PVC, PVdC) est peu utilisée en France. TiTech propose une application en continu pour cette application. Les gammes d’appareils « TiTech Autosort » et « TiTech x-tract » sont installées dans plusieurs usines en Europe, soit en tri positif, soit en tri négatif. La mesure est effectuée en temps réel sur un flux de 2,5 tonne/heure représentatif de l’ensemble de la production. Lors de la mise en route, des analyses en laboratoire servent à calibrer la mesure. La première machine a été installée début 2010 en Hollande. Neuss a été la première usine en Allemagne à trier le RDF avec une teneur constante en chlore de moins de 0,5 % provenant des apports de déchets ménagers. Après avoir été trié, le matériau RDF est utilisé comme combustible de substitution dans les fours à ciment et les usines de papier.
Nature et intensité des attentes ***Le NIR est efficace pour les CSR "légers" (2D), mais peu efficace
pour les CSR "lourds" (3D) car la teneur en "noirs" y est élevée.
**Améliorer le contrôle qualité par un suivi en temps réel de la teneur
en chlore dans le CSR livré aux cimenteries. Cela résoudrait le problème récurrent des contradictions entre les résultats des mesures effectuées par les préparateurs de CSR et par les cimentiers.
Technologies susceptibles de répondre à ces attentes
NIR
Impact escompté d’une amélioration du tri
Elevé. Amélioration de la qualité du CSR fabriqué. Augmentation de la part du CSR dans le « mix » énergétique des cimentiers.
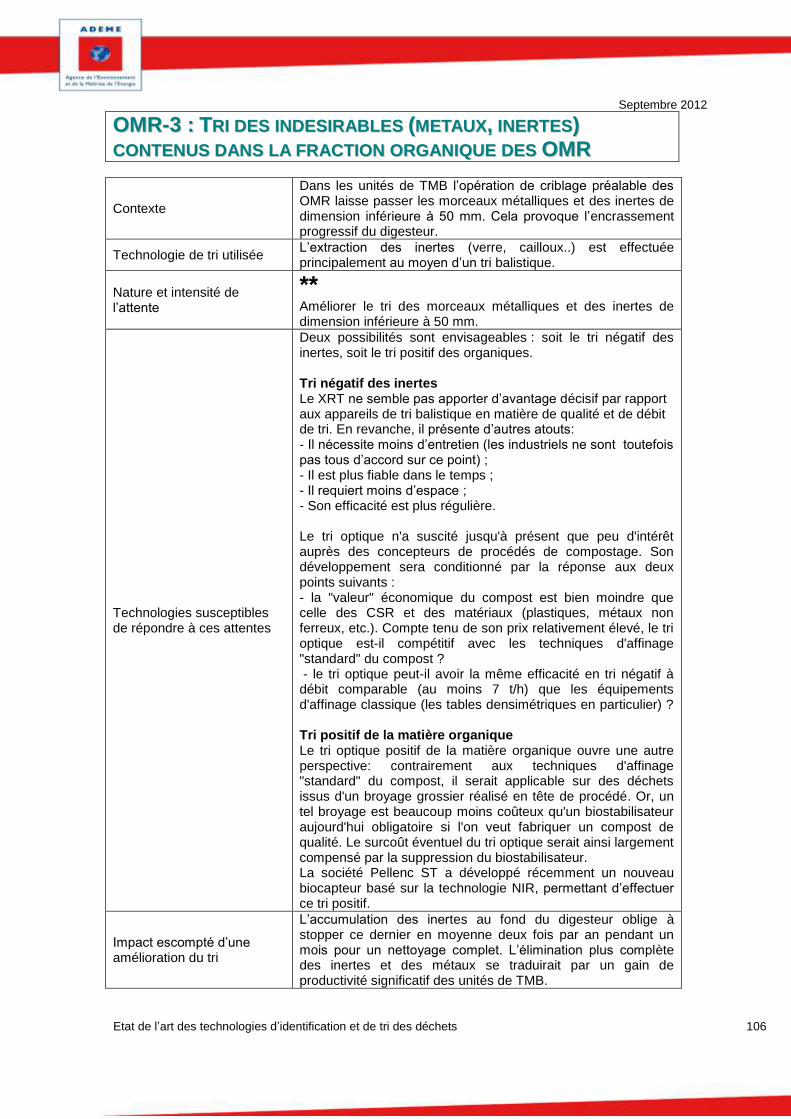
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 106
OOMMRR--33 :: TTRRII DDEESS IINNDDEESSIIRRAABBLLEESS ((MMEETTAAUUXX,, IINNEERRTTEESS))
CCOONNTTEENNUUSS DDAANNSS LLAA FFRRAACCTTIIOONN OORRGGAANNIIQQUUEE DDEESS OOMMRR
Contexte
Dans les unités de TMB l’opération de criblage préalable des OMR laisse passer les morceaux métalliques et des inertes de dimension inférieure à 50 mm. Cela provoque l’encrassement progressif du digesteur.
Technologie de tri utilisée L’extraction des inertes (verre, cailloux..) est effectuée principalement au moyen d’un tri balistique.
Nature et intensité de l’attente
**
Améliorer le tri des morceaux métalliques et des inertes de dimension inférieure à 50 mm.
Technologies susceptibles de répondre à ces attentes
Deux possibilités sont envisageables : soit le tri négatif des inertes, soit le tri positif des organiques. Tri négatif des inertes Le XRT ne semble pas apporter d’avantage décisif par rapport aux appareils de tri balistique en matière de qualité et de débit de tri. En revanche, il présente d’autres atouts: - Il nécessite moins d’entretien (les industriels ne sont toutefois pas tous d’accord sur ce point) ; - Il est plus fiable dans le temps ; - Il requiert moins d’espace ; - Son efficacité est plus régulière. Le tri optique n'a suscité jusqu'à présent que peu d'intérêt auprès des concepteurs de procédés de compostage. Son développement sera conditionné par la réponse aux deux points suivants : - la "valeur" économique du compost est bien moindre que celle des CSR et des matériaux (plastiques, métaux non ferreux, etc.). Compte tenu de son prix relativement élevé, le tri optique est-il compétitif avec les techniques d'affinage "standard" du compost ? - le tri optique peut-il avoir la même efficacité en tri négatif à débit comparable (au moins 7 t/h) que les équipements d'affinage classique (les tables densimétriques en particulier) ? Tri positif de la matière organique Le tri optique positif de la matière organique ouvre une autre perspective: contrairement aux techniques d'affinage "standard" du compost, il serait applicable sur des déchets issus d'un broyage grossier réalisé en tête de procédé. Or, un tel broyage est beaucoup moins coûteux qu'un biostabilisateur aujourd'hui obligatoire si l'on veut fabriquer un compost de qualité. Le surcoût éventuel du tri optique serait ainsi largement compensé par la suppression du biostabilisateur. La société Pellenc ST a développé récemment un nouveau biocapteur basé sur la technologie NIR, permettant d’effectuer ce tri positif.
Impact escompté d’une amélioration du tri
L’accumulation des inertes au fond du digesteur oblige à stopper ce dernier en moyenne deux fois par an pendant un mois pour un nettoyage complet. L’élimination plus complète des inertes et des métaux se traduirait par un gain de productivité significatif des unités de TMB.
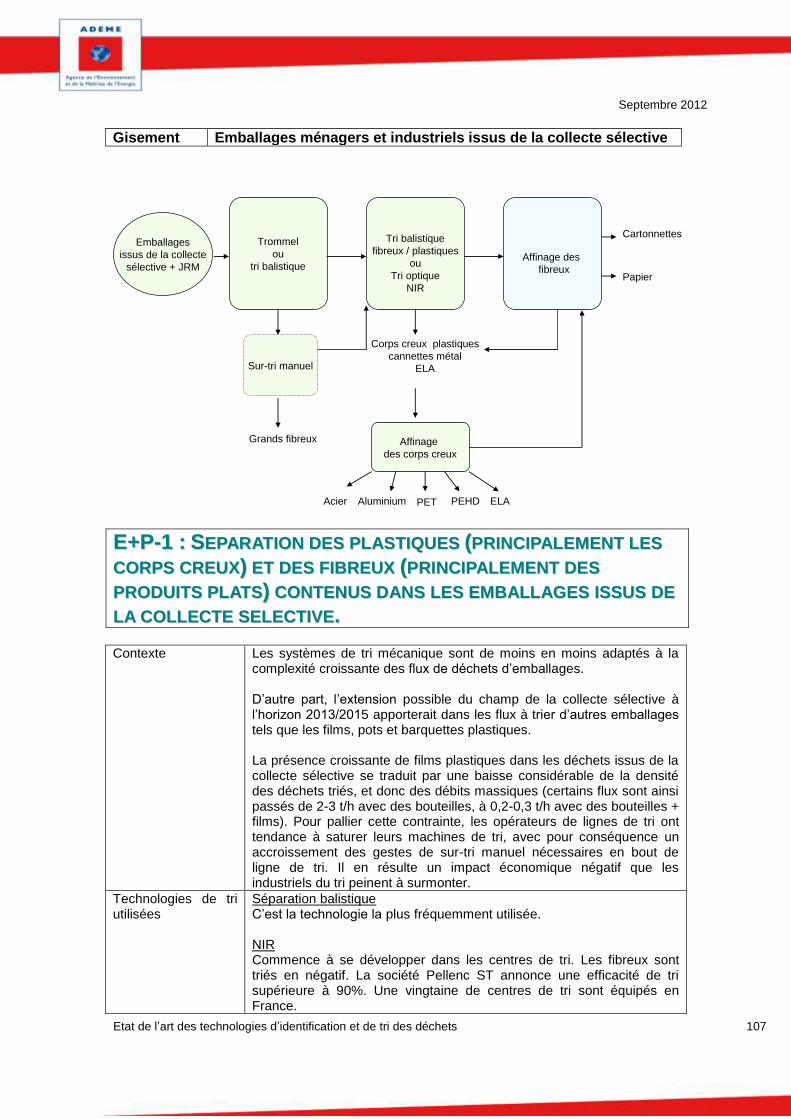
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 107
Gisement Emballages ménagers et industriels issus de la collecte sélective
Trommel
ou
tri balistique
Tri balistique
fibreux / plastiques
ou
Tri optique
NIR
Affinage des
fibreux
Corps creux plastiques
cannettes métal
ELA
Emballages
issus de la collecte
sélective + JRM
Grands fibreux
Sur-tri manuel
Cartonnettes
Papier
Affinage
des corps creux
Acier Aluminium PET PEHD ELA
EE++PP--11 :: SSEEPPAARRAATTIIOONN DDEESS PPLLAASSTTIIQQUUEESS ((PPRRIINNCCIIPPAALLEEMMEENNTT LLEESS
CCOORRPPSS CCRREEUUXX)) EETT DDEESS FFIIBBRREEUUXX ((PPRRIINNCCIIPPAALLEEMMEENNTT DDEESS
PPRROODDUUIITTSS PPLLAATTSS)) CCOONNTTEENNUUSS DDAANNSS LLEESS EEMMBBAALLLLAAGGEESS IISSSSUUSS DDEE
LLAA CCOOLLLLEECCTTEE SSEELLEECCTTIIVVEE.. Contexte Les systèmes de tri mécanique sont de moins en moins adaptés à la
complexité croissante des flux de déchets d’emballages. D’autre part, l’extension possible du champ de la collecte sélective à l’horizon 2013/2015 apporterait dans les flux à trier d’autres emballages tels que les films, pots et barquettes plastiques. La présence croissante de films plastiques dans les déchets issus de la collecte sélective se traduit par une baisse considérable de la densité des déchets triés, et donc des débits massiques (certains flux sont ainsi passés de 2-3 t/h avec des bouteilles, à 0,2-0,3 t/h avec des bouteilles + films). Pour pallier cette contrainte, les opérateurs de lignes de tri ont tendance à saturer leurs machines de tri, avec pour conséquence un accroissement des gestes de sur-tri manuel nécessaires en bout de ligne de tri. Il en résulte un impact économique négatif que les industriels du tri peinent à surmonter.
Technologies de tri utilisées
Séparation balistique C’est la technologie la plus fréquemment utilisée. NIR Commence à se développer dans les centres de tri. Les fibreux sont triés en négatif. La société Pellenc ST annonce une efficacité de tri supérieure à 90%. Une vingtaine de centres de tri sont équipés en France.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 108
Nature et intensité des attentes *** Améliorer l’efficacité et la vitesse du tri optique afin d’atteindre
des débits assez élevés pour ne pas pénaliser toute la chaîne et avec des rendements équivalents ou supérieurs à ceux des machines actuelles. Un séparateur balistique a une capacité de 6 à 10 t/h alors que le tri optique ne dépasse pas 3t/h (5 à 6 t/h selon les fabricants de systèmes de tri).
*** Améliorer la discrimination entre les plastiques, les cartons et les
papiers dans les corps plats.
*** Mieux identifier les produits noirs et sombres en plastique : tasses
à café (marron), pots de fleur, barquettes de poulet, fonds de gâteaux…. Ces produits ne sont pas reconnus par les machines de tri optique et ne sont donc pas affectés à un flux trié spécifique.
** Mieux identifier les produits multicouches, présents en quantités
croissantes.
** A terme, mieux identifier les bioplastiques.
Remarques relatives aux limites des systèmes de tri balistique :
***Les systèmes de tri mécanique reconnaissent les bouteilles
compactées comme des produits plats. On retrouve ces derniers en proportion croissante dans le flux trié des fibreux. Le tri optique n’est pas concerné par cette contrainte.
** A l’issue du tri mécanique entre fibreux et plastiques (cf. application
E+P-1) on retrouve des ELA à la fois dans la fraction plastiques (corps creux) et dans la fraction « petits fibreux » avec une répartition d'environ 50/50. Dans le cas du tri optique, le problème est moins aigu (répartition 90/10).
** Si l’extension de la consigne de tri à l’horizon 2013-2015 se
concrétise, la façon dont les films, pots et barquettes en plastique vont se comporter constitue une inconnue pour les exploitants. Pour les centres équipés de systèmes de tri mécanique, il est probable qu’une proportion croissante de ces déchets se retrouvera dans la fraction fibreux. Il deviendra de plus en plus difficile de se contenter d’un tri mécanique.
Technologies susceptibles de répondre à ces attentes
Plusieurs développements industriels sont en cours dans le domaine du tri des films plastiques dans la fraction élargie de la collecte sélective des emballages
- BS Environnement (Nimes) A expérimenté un nouveau système
permettant de maximiser la récupération des fibreux et des légers. Le
système de cribles est remplacé par du tri optique. Huit machines ont
été livrées par Pellenc ST.
- Regefilms (Aquitaine) travaille au remplacement du tri manuel des
films par du tri automatique.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 109
En sortie de tri, les déchets sont d’une qualité « filmage », permettant de
fabriquer par exemple des sacs poubelles, des bâches, des sacs de
suremballage (Picard, Besson…) et des sacs de sortie de caisse
contenant jusqu’à 75% de régénéré. Les clients ayant testé ces déchets
triés sont très satisfaits. Des essais sont effectués pour préparer du
suremballage de packs de 6 bouteilles.
Le tri est effectué sur un flux de 2 tonnes/heure en entrée, les déchets
circulant sur la bande à 3 m/seconde. Un tunnel de stabilisation est
utilisé en entrée. Le taux de pureté du flux trié est >90%, avec un taux
de perte <3 à 5%. Un capteur métal à induction pilotée a également été
installé, pour éliminer les films aluminisés tels que les emballages de
café moulu. On atteint 90% d’efficacité.
NIR avec tunnels de stabilisation Le développement des tunnels de stabilisation constitue un saut qualitatif dans le tri des flux contenant une proportion élevée de « grands plats » et de sacs plastiques (référence : usine de la société BS Environnement à Nîmes). Les limites de débit imposées au niveau du soufflage par la présence de produits plats ont été repoussées. Alors que les films commencent à « voler » à partir de 2 m/sec. avec un système classique, on atteint un débit de 4,5 m/sec avec les tunnels de stabilisation. Toutefois, si les tunnels de stabilisation répondent à la problématique des films plastiques, ils n’apportent pas pour autant une réponse à toutes les attentes mentionnées ci-dessus.
Impact escompté d’une amélioration du tri
Très élevé. Amélioration du rendement et de la qualité du tri dans les centres de tri d’emballages.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 110
Applications : E+P-2 Sur tri des papiers et cartons
EE++PP--22AA :: SSUURR TTRRII DDEESS PPAAPPIIEERRSS // CCAARRTTOONNSS EENNTTRREE EEUUXX
Contexte
Les papiers cartons traités dans les centres de tri proviennent principalement de deux gisements : Les invendus de la presse et les collectes sélectives des déchets ménagers : journaux, magazines, emballages, avec 4 catégories : 1/ : Journaux/magazines : La PTM édictée par chaque papetier fixe un maximum de l’ordre de 3% d’indésirables, principalement du kraft, qui n’est pas « blanchissable », mais aussi des posters, des cartes routières…. Cette fraction est recyclable en papier impression. 2/ : Emballages ménagers recyclables (EMR). La PTM fixe moins de 5% d’indésirables. Ils sont recyclés en cartonnerie. Ils contiennent des journaux / magazines, des cartons et cartonettes. Eco-Emballages et Revipac exigent une pureté de séparation de 90% des fractions triées Le cours de cette catégorie est soutenu par Eco-Emballages. 3/ : Briques alimentaires. Recyclé en papier bas de gamme (essuie-mains…..). Le cours de cette catégorie est soutenu par Eco-Emballages. 4/ Papiers et cartons mêlés d’origine, triés (qualité « Gros de magasin »). Leur cours n'est pas soutenu par Eco-Emballages. Les DIB, avec deux catégories : ‘- les flux des entreprises qui mettent en oeuvre des papiers cartons neufs dans un procédé de transformation (imprimeurs, façonniers…) générant des rebuts de fabrication ; ‘- les flux des entreprises qui produisent des déchets d’emballages, des papiers de bureau (industrie, moyenne et grande distribution). Cette fraction contient du papier (minoritaire) et du carton mélangés, qu’on laisse ensemble pour recycler en carton. Les premières applications de tri avancé portent sur l’extraction des cartons et cartonnettes contenus dans le flux des corps plats, afin de les orienter vers les flux d’EMR soutenus par Eco Emballages. Les centres de tri équipés restent toutefois très minoritaires. On estime à environ 10/15 000 t/an la capacité minimale d’un centre de tri pour pouvoir amortir un système de tri automatique avancé.
Technologie utilisée
Tri manuel Tri manuel + séparateur à clous Tri optique NIR + VIS
Nature et intensité des attentes
Les exploitants de centres de tri d’emballages sont très demandeurs d’une optimisation du tri de la fraction petits « fibreux ». L’intensité des attentes est différente selon les acteurs interrogés :
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 111
- Federec souligne que les technologies de tri existent et sont opérationnelles.
- De son côté, la FNADE confirme que les industriels ont des attentes fortes sur ce point. Il semble que les solutions techniques existent mais qu’elles diffusent lentement, pour diverses raisons telles que le manque d’espace, le montant élevé de l’investissement et la faible capacité de certaines unités.
- EcoFolio fait remarquer que les choix des exploitants de centres de tri sont basés sur la recherche du meilleur compromis entre la performance de tri et la qualité du tri. Ainsi, du fait du cahier des charges extrêmement strict imposé par Eco Emballages sur la qualité du flux EMR (en termes de proportion maximale admissible de papier graphique), les industriels ont tendance à ne pas extraire toutes les cartonnettes du flux de corps plats. De ce fait, il reste une proportion non négligeable de cartonnettes dans le flux de papiers graphiques, ce qui fait que ce flux trié n’est pas conforme au standard 1.11. Il est donc nécessaire de prévoir un tri manuel complémentaire sur ce flux trié de papiers graphiques.
***Améliorer la qualité du tri des EMR et des papiers. Ces deux
applications sont décrites dans les fiches « Applications » EMB-2B et EMB-2C.
*** A l’horizon 2013/2015, si l’extension de la consigne de tri de la
collecte sélective aux films, pots et barquettes se confirme, on observera une proportion croissante de produits plats en plastique (barquettes, films…) dans la fraction « fibreux » ». Attente relative aux limites des systèmes de tri mécanique :
*** Les systèmes de tri mécanique ne reconnaissent pas corps creux
écrasés. On retrouve ces derniers en quantités importantes dans la fraction "petits fibreux".
Technologies susceptibles de répondre à ces attentes
NIR + induction
La combinaison « NIR + induction » est utilisable pour le tri des non papiers (plastiques, ELA, métaux) dans un flux majoritairement papier.
MIR
Le MIR permet de trier certains papiers et cartons selon leur grammage, quelle que soit leur couleur (bruns, blancs et gris, imprimés), avec des capacités de tri de 10 à 20t/h selon le fabricant. L’efficacité du tri annoncée par le concepteur sur les cartons et cartonettes atteint 85%. Ce pourcentage est toutefois considéré comme élevé par les utilisateurs.
Pellenc ST a installé 4 machines MIR (+ 4 machines Mistral NIR + VIS) dans l’usine Paprec du Blanc-Mesnil pour l'affinage des papiers.
VIS :
Le VIS permet d’effectuer un tri couleur des papiers, cartons, magazines. Il est toutefois handicapé par le fait que de nombreux cartons ont une couleur voisine de celle des magazines imprimés.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 112
NIR + VIS
Steinert (Allemagne) a développé un système permettant de trier les
papiers usagés selon leur matière, leur structure et leur couleur
(journaux, magazines, catalogues, cartes postales, papiers revêtus,
textiles, plastiques). En outre, il sépare les différentes qualités de papier
selon leur contenu en lignine. L’imagerie hyperspectrale permet
d’atteindre 7 millions de mesures par seconde.
De son coté, EcoFolio travaille avec la société Pellenc S.T sur
l’optimisation de la qualité du tri des papiers graphiques (qui sont
aujourd’hui triés en négatif). Depuis début 2011 , ils développent des
solutions de tri nouvelles qui permettront de produire des flux de papiers
graphiques d’une qualité suffisante pour fabriquer des papiers
graphiques recyclés ou d’autres produits en papier à forte valeur
ajoutée. L’intérêt de ces solutions serait de pouvoir recycler les papiers
graphiques dans des sortes (2.05 et 2.06) qui sont actuellement
déficitaires en France en terme de production (papier bureautique en
particulier). Un appel à projets a été lancé afin de développer des sites
pilotes.
D’autre part, EcoFolio insiste sur le fait qu’une réflexion générale doit
être menée pour définir à quel niveau optimum de la chaine du tri des
fibreux se situe chaque opération de tri. Ainsi, les agrafes résiduelles
contenues dans le flux n’ont pas besoin d’être triées en amont puisqu’il
sera toujours possible, à tout moment, de les trier facilement. A
contrario, les cartons bruns doivent impérativement être triés le plus en
amont possible.
Impact escompté d’une amélioration du tri
Très élevé. Amélioration du rendement et de la qualité du sur tri des fibreux.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 113
EE++PP--22BB :: SSUURR TTRRII EENN VVUUEE DDEE LL’’OOBBTTEENNTTIIOONN DD’’UUNNEE FFRRAACCTTIIOONN
EEMMRR AA PPAARRTTIIRR DDEE LLAA FFRRAACCTTIIOONN FFIIBBRREEUUXX.. Contexte Eco-Emballages et Revipac exigent une pureté de séparation de 90%
des fractions triées. Pour assurer le respect des PTM le tri manuel est généralement la seule solution possible.
Technologies de tri utilisées actuellement
Tri manuel.
Nature et intensité des attentes ***
La préparation de la fraction EMR conforme à la PTM pose un gros problème aux gestionnaires de centres de tri. Les EMR correspondent en effet à une qualité « règlementaire » qu’aucun capteur n’est capable de détecter.
Technologies susceptibles de répondre à ces attentes
MIR La société Pellenc ST a installé 8 machines « Boréas » en France (BS Environnement à Nîmes, Paprec à Harnes, Paprec au Blanc Mesnil….).
Impact escompté d’une amélioration du tri
Très élevé. Le tri manuel exige des ressources considérables en main-d’œuvre pour obtenir les EMR avec le taux de pureté requis. L’automatisation du tri conduirait à des gains de productivité significatifs.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 114
EE++PP--22CC :: SSUURR TTRRII EENN VVUUEE DDEE LL’’OOBBTTEENNTTIIOONN DD’’UUNNEE FFRRAACCTTIIOONN
PPAAPPIIEERRSS AADDAAPPTTEEEE AAUU RREECCYYCCLLAAGGEE EENN PPAAPPIIEERR IIMMPPRREESSSSIIOONN
Contexte
La récupération des papiers est complexe car leur contamination rend difficile le respect des prescriptions techniques des papetiers. Chaque papetier édicte sa propre spécification, correspondant en général à un maximum de l’ordre de 3% d’indésirables, principalement du kraft (qui n’est pas « blanchissable »), mais aussi des posters, des cartes routières….). La fraction papiers triée est recyclée en papier impression.
Technologies de tri utilisées
Sur-tri manuel
Nature et intensité des attentes
*** Améliorer la qualité du tri des journaux / magazines en vue du
recyclage papier impression.
*** Amélioration de la séparation entre papiers "blancs"
(reprographie) et autres papiers (journaux et magazines en particulier).
Technologies susceptibles de répondre à ces attentes
NIR + Visible En 2009, la société TiTech a installé 4 machines « Autosort » d’une capacité de plus de 20 t/h chez un papetier allemand. Selon le concepteur, le système de tri est capable d’extraire les journaux et magazines d’une collecte multi matériaux avec un niveau de pureté de 97%. Ce chiffre est considéré comme élevé par les utilisateurs. MIR Permet de récupérer les papiers par tri négatif dans un flux de « gros de magasins ». Cette technologie présente l’avantage de différencier les emballages du type « cartons de pizzas » des magazines en couleur. La société Pellenc a installé 15 machines de tri optique (dont 5 machines « Boréas » utilisant le MIR) chez Cory Environmental en Grande-Bretagne. L’exploitant de l’usine de la société BS Environnement à Nîmes (système Pellenc) indique une pureté supérieure à 97% de la fraction papiers après sur tri manuel.
Impact escompté d’une amélioration du tri
Très élevé.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 115
EE++PP--22DD :: CCOONNTTRROOLLEE QQUUAALLIITTEE DDEESS VVIIEEUUXX PPAAPPIIEERRSS DDEESSTTIINNEESS AA
LLAA FFAABBRRIICCAATTIIOONN DDUU PPAAPPIIEERR IIMMPPRREESSSSIIOONN
Contexte Les papetiers ne font pas de sur-tri. Ils contrôlent la conformité à la PTM des produits entrants. Ils doivent donc effectuer un contrôle qualité rigoureux lors de la réception des balles de papier.
Technologie de tri utilisée actuellement
Aucune.
Nature et intensité de l’attente
* Pouvoir contrôler rigoureusement et rapidement la qualité du papier
reçu.
Technologies susceptibles de répondre à ces attentes
L’usage de la technologie NIR commence à se développer. Un système portatif et embarqué (carotteur sur camion) a été développé par le Centre Technique du Papier et commercialisé par sa filiale Techpap. Quatre exemplaires sont utilisés par la société SAICA (Espagne), partenaire du projet. Les capteurs permettent de mesurer : le taux d’humidité ; la teneur en lignine, qui permet de distinguer la proportion de pâte chimique et de pâte mécanique. Plus la teneur en lignine est élevée, plus le papier à tendance à jaunir aux UV. Un contenu élevé en lignine permet de fabriquer du papier journal mais pas du papier impression écriture ; le taux de charge minérale (paramètre important pour la fabrication du papier écriture, qui a besoin d’une charge minérale suffisante).
Impact escompté d’une amélioration du tri
Amélioration de la qualité du papier recyclé utilisé par les papetiers pour la fabrication du papier impression.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 116
Applications : E+P-3
Sur-tri des plastiques mélangés
EE++PP--33AA :: SSUURR--TTRRII DDEESS CCOORRPPSS CCRREEUUXX EENN PPLLAASSTTIIQQUUEE
Contexte
Technologie de tri utilisée actuellement
NIR De nombreux centres de tri en sont équipés. Après un tri manuel et un tri mécanique, le tri NIR permet de séparer le PET clair ou foncé et le PEHD. NIR + VIS (ou NIR + VIS + IND) Cette combinaison de technologies est utilisée dans les centres automatisés pour le tri du PET et pour le tri du PEHD. La société BS Environnement à Nîmes (système Pellenc) indique une pureté supérieure à 99,5% de la fraction PET obtenue, après sur tri manuel. La société Pellenc ST a réalisé une application chez SITA ASTRIA, sur la base de deux machines MISTRAL capables de séparer 4 flux : PET (tri couleur), PEHD, ELA et reste. Sept flux triés sont possibles : PET foncé, PET clair, ELA, PEHD, papiers, refus de tri et recirculation. Trois autres unités ont suivi en 2011, à la fois sur des centres de tri privés et des collectivités. La société TiTech a réalisé en 2009 une application aux Ateliers Fouesnantais (société Ecotri) sur la base de deux machines Autosort capables de séparer 4 flux : PET (tri couleur), PEHD, ELA et reste. Sept flux triés sont possibles : PET foncé, PET clair, ELA, PEHD, papiers, refus de tri et recirculation. Chaque machine Autosort a une capacité moyenne de 4 t/h et produit aux PTM un flux pouvant atteindre 4,3 t/h. La ligne tourne avec 3 ou 4 employés (un ou deux d’entre eux étant affectés à la récupération de l’aluminium dans les refus). Les flux triés atteignent 94 à 97% de pureté selon la fraction concernée. Le taux de refus est de 11% du tonnage entrant. Les refus sont incinérés.
Nature et intensité des attentes
Les industriels ont des attentes fortes en matière d’amélioration de la qualité du tri et d’extension du tri à de nouveaux polymères. Les principaux problèmes sont liés à la présence dans les flux à trier de :
*** Bouteilles multicouches (PE/PA/EVOH…) et étiquettes
"manchons" (sur toute la hauteur de la bouteille) constituées de film étirable ou rétractable. La proportion croissante de ces étiquettes empêche un tri efficace car les machines optiques lisent le matériau en surface.
* Bidons de lessive et de vin "sombres" (peu nombreux)
* A terme, besoin d'identification des bioplastiques
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 117
*** A l’horizon 2015, si l’extension de la consigne de tri de la collecte
sélective aux films, pots et barquettes se concrétise, il est probable que l’on se dirigera vers une structure industrielle composée de quelques centres spécialisés au niveau national, capables de sur trier les fractions mélangées PE/PP/PS en aval des centres de tri actuels, afin de séparer les polymères entre eux. On sera confronté en particulier au problème du tri du flux mélangé constitué de barquettes et de bouteilles PET, les grades PET étant différents. Plusieurs axes de réflexion sont en cours de développement. Le sur tri est une possibilité. On peut également envisager de ne pas séparer les barquettes et les bouteilles pour fabriquer des bouteilles recyclées, sachant que les grades peuvent se corriger. Cette piste pose toutefois un problème : les barquettes ayant une épaisseur plus faible, elles sont en effet dégradées lors du lavage à chaud. Des réflexions sont en cours au niveau de Valorplast (en coopération avec des recycleurs) afin de voir comment faire évoluer le procédé de recyclage existant.
Technologies susceptibles de répondre à ces attentes
Les bouteilles avec manchon en PVC semblent détectables à condition d’utiliser un éclairage NIR suffisamment « pénétrant », des récepteurs suffisamment sensibles et sous réserve que le manchon soit relativement transparent (l’appareil détecte à la fois les signatures du PET et du PVC, ce qui permet de différencier les manchons des bouteilles PVC). La fiche EMB-3B ci-après décrit le cas particulier de la préparation d’un flux homogène de bouteilles PET. Le tri séquentiel auto-adaptatif (TSA) Le procédé TSA2 développé par la société Véolia Environnement est appliqué aujourd’hui au tri des corps creux, pour plusieurs matériaux en mélange : PEHD (bouteilles de lait), PET clair et foncé (bouteilles de sodas), polystyrène, polypropylène et briques alimentaires. Le système informatique développé pour le TSA2 permet de programmer la machine pour extraire jusqu’à une dizaine de matières les unes après les autres, en plusieurs séquences, sur un même tapis de tri. Le système est conçu pour adapter en permanence les ordres d’éjection à la composition du flux de déchets. Il désigne un matériau à éjecter pendant une durée définie, les autres continuent de tourner en boucle sur la chaîne et sont éjectés lors des cycles suivants. Le TSA2 est plutôt destiné aux centres de tri de petite capacité. Le premier prototype industriel a été réalisé en 2008 au centre de tri de Véolia Propreté à Châteaubernard (Charente) avec la société Pellenc ST. Cette unité traite 14 000 t/an de déchets ménagers issus des collectes sélectives. Couplé à une machine de tri optique, le TSA est situé en aval de la chaîne de tri et sépare 5 types de matériaux : les bouteilles PET transparentes incolores, les bouteilles PET transparentes de couleur, les flacons opaques en PEHD, les briques alimentaires et les papiers résiduels. Trois autres installations ont été réalisées, à Laluque (Landes), Sarcelles et Vaux-le-Penil. Le concepteur met en avant les avantages suivants du TSA :
- augmentation significative des débits ; - l’éjection des matériaux par ordre de priorité quantitative
libère de la place sur la chaîne de tri et permet de continuer à faire entrer les déchets en continu sans saturer le procédé ;
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 118
- on réalise sur une seule machine ce qui en nécessitait cinq
auparavant d’où un gain en termes d’investissement machine et d’emprise foncière ;
- le système permet de trier davantage dans le détail et de récupérer plus de matières usagées.
MIR : Le MIR permet d’améliorer le sur-tri des plastiques dont les signatures IR sont proches: - Tri des plastiques noirs et sombres et incolores ; - Identification fine des « blends » de polymères - Détermination de présence et identification de matériaux de charge dans les polymères. Toutefois, la R&D en cours ne permet pas de dire à quel horizon ces applications pourraient devenir opérationnelles.
Impact escompté d’une amélioration du tri
Très élevé. Les bouteilles et flacons en PET, PEHD, PP…représentent un gisement annuel de 400 à 500 000 tonnes/an.
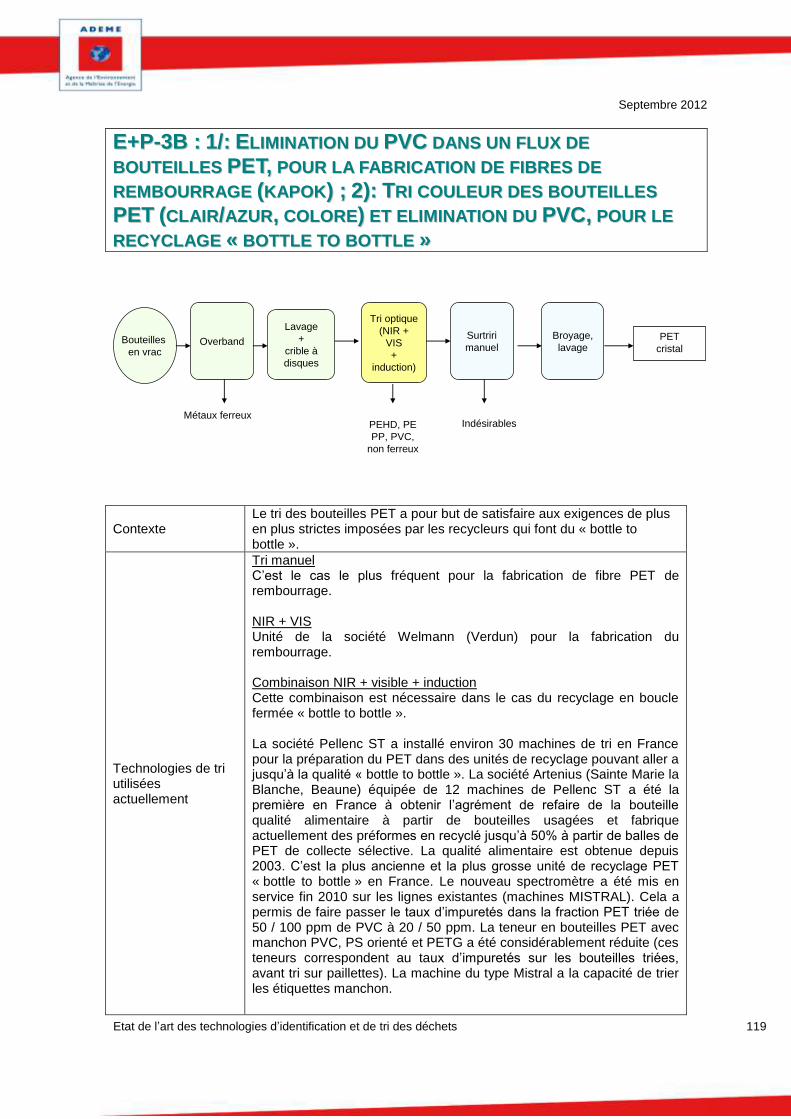
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 119
EE++PP--33BB :: 11//:: EELLIIMMIINNAATTIIOONN DDUU PPVVCC DDAANNSS UUNN FFLLUUXX DDEE
BBOOUUTTEEIILLLLEESS PPEETT,, PPOOUURR LLAA FFAABBRRIICCAATTIIOONN DDEE FFIIBBRREESS DDEE
RREEMMBBOOUURRRRAAGGEE ((KKAAPPOOKK)) ;; 22)):: TTRRII CCOOUULLEEUURR DDEESS BBOOUUTTEEIILLLLEESS
PPEETT ((CCLLAAIIRR//AAZZUURR,, CCOOLLOORREE)) EETT EELLIIMMIINNAATTIIOONN DDUU PPVVCC,, PPOOUURR LLEE
RREECCYYCCLLAAGGEE «« BBOOTTTTLLEE TTOO BBOOTTTTLLEE »»
Overband
Lavage
+
crible à
disques
Tri optique
(NIR +
VIS
+
induction)
Surtriri
manuel
Broyage,
lavage
PEHD, PE
PP, PVC,
non ferreux
Indésirables
Bouteilles
en vrac
Métaux ferreux
.PET
cristal
Contexte Le tri des bouteilles PET a pour but de satisfaire aux exigences de plus en plus strictes imposées par les recycleurs qui font du « bottle to bottle ».
Technologies de tri utilisées actuellement
Tri manuel C’est le cas le plus fréquent pour la fabrication de fibre PET de rembourrage. NIR + VIS Unité de la société Welmann (Verdun) pour la fabrication du rembourrage. Combinaison NIR + visible + induction Cette combinaison est nécessaire dans le cas du recyclage en boucle fermée « bottle to bottle ». La société Pellenc ST a installé environ 30 machines de tri en France pour la préparation du PET dans des unités de recyclage pouvant aller a jusqu’à la qualité « bottle to bottle ». La société Artenius (Sainte Marie la Blanche, Beaune) équipée de 12 machines de Pellenc ST a été la première en France à obtenir l’agrément de refaire de la bouteille qualité alimentaire à partir de bouteilles usagées et fabrique actuellement des préformes en recyclé jusqu’à 50% à partir de balles de PET de collecte sélective. La qualité alimentaire est obtenue depuis 2003. C’est la plus ancienne et la plus grosse unité de recyclage PET « bottle to bottle » en France. Le nouveau spectromètre a été mis en service fin 2010 sur les lignes existantes (machines MISTRAL). Cela a permis de faire passer le taux d’impuretés dans la fraction PET triée de 50 / 100 ppm de PVC à 20 / 50 ppm. La teneur en bouteilles PET avec manchon PVC, PS orienté et PETG a été considérablement réduite (ces teneurs correspondent au taux d’impuretés sur les bouteilles triées, avant tri sur paillettes). La machine du type Mistral a la capacité de trier les étiquettes manchon.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 120
Le groupe de travail constitué entre Pellenc ST et Arténius pour détecter les plastiques sombres (technologie VIS) a permis d’obtenir une efficacité de 75%. L’objectif visé est d’atteindre 90% d’efficacité avec un taux de pertes <1%. Depuis deux ans, les investissements ont été orientés en priorité vers le sur-tri des paillettes (en 2011, un système de détection laser pour sur-trier les plastiques indésirables dans les paillettes, en 2012 un système de tri métallique ferromagnétiques / non ferromagnétiques afin d’éliminer les petits ressorts et les petits morceaux d’aluminium). Au final, la teneur en métaux est réduite à <100ppm (seringues, emballages de médicaments, petits ressorts d’aérosols…). L’usine de la société France Plastiques Recyclage (Limay - 78) équipée de séparateurs optiques Titech Autosort NIS/VIS est entrée en production en 2009. Elle traite un flux de près de 40 000 tonnes/an de bouteilles PET. Le procédé de recyclage permet d’incorporer 25 à 50 % de PET recyclé pour la fabrication de nouvelles bouteilles. XRT Pour la fabrication de la fibre de rembourrage, le sur-tri des bouteilles en PVC dans un flux de bouteilles PET peut être effectué au moyen du XRT avec un rendement de 99 %. Cette technologie est toutefois peu utilisée du fait de son coût élevé. Spectroscopie laser (fluorescence et Raman) Le système “Powersort 200” d’Unisensor GmbH permet de séparer les morceaux plastiques en PET, PVC, nylon, silicone ainsi que les morceaux noirs/sombres et le PET chargé en TiO2. Il est principalement utilisé pour le recyclage du PET en « bottle-to-bottle ». Filtre polarisant Une alternative peu onéreuse consiste à se servir d'un filtre polarisant sur une lumière blanche ou des UV. Un opérateur équipé de lunettes polarisantes peut distinguer facilement le PET du PVC (dans le cas ou l'on utilise des UV, il est important d'isoler le flux de toute lumière « polluante »). L'inconvénient d'une telle méthode provient de la nécessité de maintenir des débits comparables à ceux d'une machine totalement automatique, ce qui peut nécessiter l'emploi d'un nombre important de personnes. Une solution moyenne consiste à pratiquer un pré tri manuel pour ensuite affiner automatiquement. Cela permet de maintenir un très bon rendement sans que l'une ou l'autre des installations soit démesurée. C’est une solution souvent utilisée car ayant un bon rapport coût / efficacité.
Nature et intensité des attentes
** L’élimination du PVC dans le PET recyclé est particulièrement
cruciale car sa présence génère des points / taches noires à l’intérieur des bouteilles fabriquées. Les utilisateurs de PET recyclé imposent des spécifications de plus en plus strictes (contamination PVC et métal <20 ppm).
*** La présence croissante d’étiquettes "manchons" sur les bouteilles
empêche un tri efficace car les machines optiques lisent le matériau en surface. Cela pose des problèmes au niveau du procédé de recyclage « bottle-to-bottle » car ces étiquettes provoquent une opacité non désirée du produit recyclé.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 121
Selon certains concepteurs, cette question est résolue.
** Présence de « blends » en PET/PA et de mélanges polymère +
additif. La nature de l'additif n'est pas toujours facile à connaître car l’information est gardée confidentielle par certains fabricants. Ces blends sont mal identifiés en tri optique. Leur présence est génante : - pour les filières d'extrusion de fibres PET (60% des débouchés du PET actuellement). Une filière comporte environ 1000 trous de 1 à 2 microns de diamètre ; - ils rendent les bouteilles en PET recyclé opaques. Aujourd'hui on reste dans les limites de compatibilité avec les PTM car la proportion des « blends » est faible, mais cette proportion augmente progressivement.
Technologies susceptibles de répondre à ces attentes
La combinaison des technologies NIR + VIS fait l’objet d’améliorations permanentes.
Impact escompté d’une amélioration du tri
Elevé. L’amélioration des performances du tri a des conséquences positives : - sur la qualité de la fraction PET triée ; - au niveau du contrôle qualité après tri, pour la vérification de l'adéquation des fractions sortantes aux PTM. Actuellement on procède par analyse visuelle (échantillon prélevé sur chaque lot).
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 122
EE++PP--33CC :: TTRRII DDEESS CCAARRTTOOUUCCHHEESS DDEE MMAASSTTIICC AAUU SSIILLIICCOONNEE
Contexte
Ce tri est utile sur les flux de bouteilles PEHD issues de collectes sélectives, afin d’éliminer les cartouches de mastic. Le silicone est en effet un poison pour le recyclage ultérieur des bouteilles PEHD. Une seule cartouche suffit à « empoisonner » plusieurs tonnes de bouteilles.
Technologie de tri utilisée actuellement
Aucune.
Nature et intensité de l’attente
** Eliminer au maximum les cartouches de mastic en silicone dans les
flux de PEHD.
Technologies susceptibles de répondre à ces attentes
FOR Technologie de reconnaissance de forme dans le « Visible ». Cette application se trouve en sur tri, après des séparations préalables. La reconnaissance des formes (cylindre, filetage….) est obtenue par agglomération de pixels sur une projection en plan (2D), quelle que soit la position de l’objet sur le tapis.
Impact escompté d’une amélioration du tri
Amélioration de la qualité du PEHD recyclé.
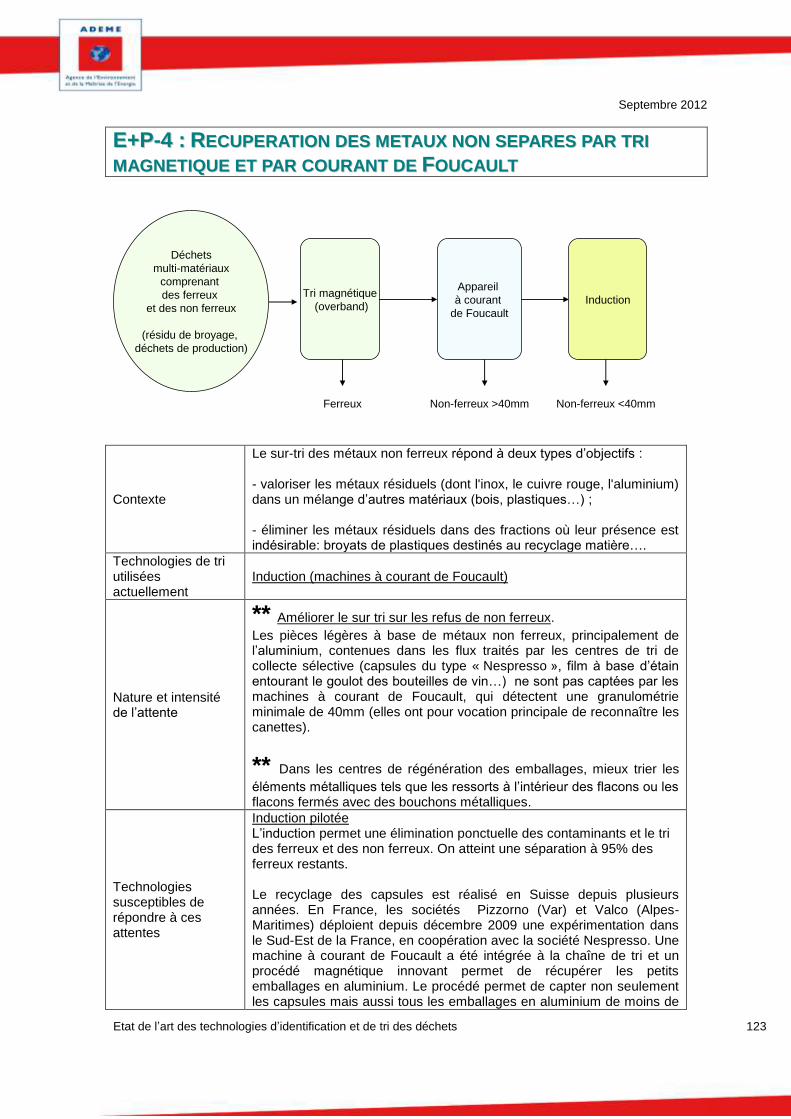
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 123
EE++PP--44 :: RREECCUUPPEERRAATTIIOONN DDEESS MMEETTAAUUXX NNOONN SSEEPPAARREESS PPAARR TTRRII
MMAAGGNNEETTIIQQUUEE EETT PPAARR CCOOUURRAANNTT DDEE FFOOUUCCAAUULLTT
Tri magnétique
(overband)
Appareil
à courant
de Foucault
Induction
Ferreux Non-ferreux >40mm Non-ferreux <40mm
Déchets
multi-matériaux
comprenant
des ferreux
et des non ferreux
(résidu de broyage,
déchets de production)
Contexte
Le sur-tri des métaux non ferreux répond à deux types d’objectifs : - valoriser les métaux résiduels (dont l'inox, le cuivre rouge, l'aluminium) dans un mélange d’autres matériaux (bois, plastiques…) ; - éliminer les métaux résiduels dans des fractions où leur présence est indésirable: broyats de plastiques destinés au recyclage matière….
Technologies de tri utilisées actuellement
Induction (machines à courant de Foucault)
Nature et intensité de l’attente
** Améliorer le sur tri sur les refus de non ferreux.
Les pièces légères à base de métaux non ferreux, principalement de l’aluminium, contenues dans les flux traités par les centres de tri de collecte sélective (capsules du type « Nespresso », film à base d’étain entourant le goulot des bouteilles de vin…) ne sont pas captées par les machines à courant de Foucault, qui détectent une granulométrie minimale de 40mm (elles ont pour vocation principale de reconnaître les canettes).
** Dans les centres de régénération des emballages, mieux trier les
éléments métalliques tels que les ressorts à l’intérieur des flacons ou les flacons fermés avec des bouchons métalliques.
Technologies susceptibles de répondre à ces attentes
Induction pilotée L’induction permet une élimination ponctuelle des contaminants et le tri des ferreux et des non ferreux. On atteint une séparation à 95% des ferreux restants. Le recyclage des capsules est réalisé en Suisse depuis plusieurs années. En France, les sociétés Pizzorno (Var) et Valco (Alpes-Maritimes) déploient depuis décembre 2009 une expérimentation dans le Sud-Est de la France, en coopération avec la société Nespresso. Une machine à courant de Foucault a été intégrée à la chaîne de tri et un procédé magnétique innovant permet de récupérer les petits emballages en aluminium. Le procédé permet de capter non seulement les capsules mais aussi tous les emballages en aluminium de moins de
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 124
7 cm. Le test ne porte pour l’instant que sur des erreurs de tri puisque les emballages légers récupérés ne devraient pas encore se trouver dans le circuit de valorisation.
Impact escompté d’une amélioration du tri
Elevé. Le gisement estimé des petits objets en non ferreux dans les flux d’emballages issus de la collecte sélective est estimé à environ 50 000 tonnes/an en France. Si les résultats de l’induction pilotée sont probants, cela pourrait ouvrir la voie à l’extension de la consigne de tri aux petits objets.
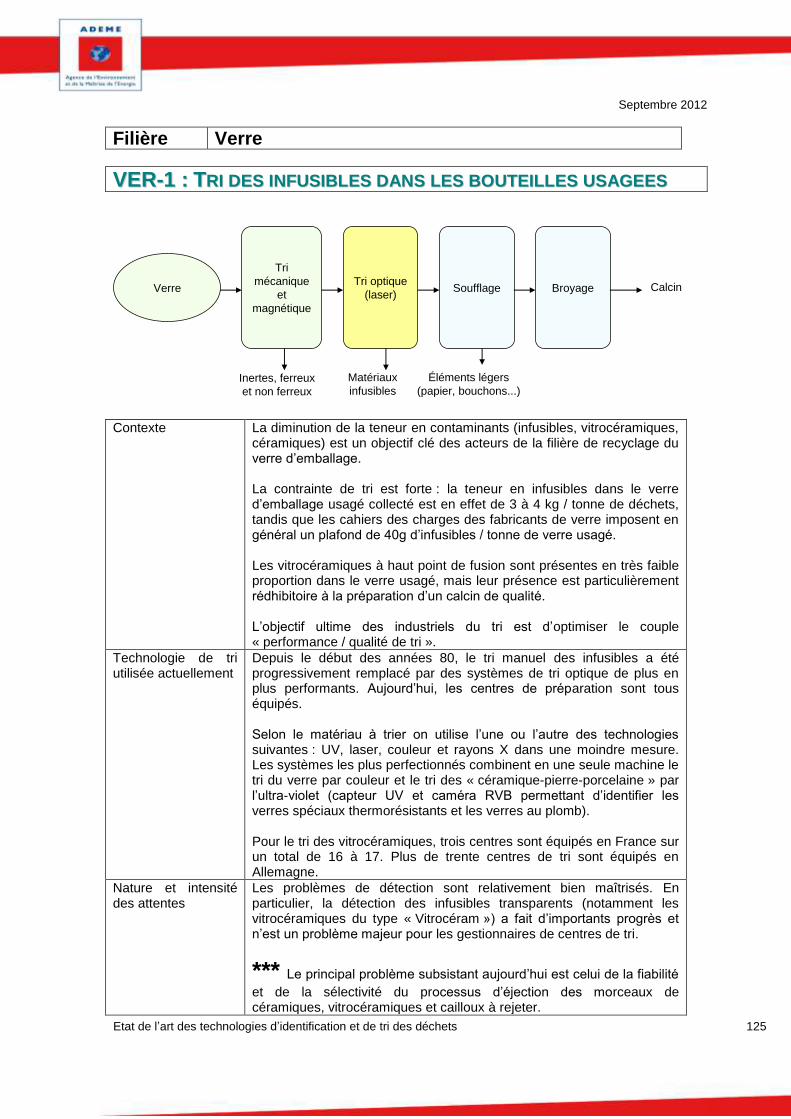
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 125
Filière Verre
VVEERR--11 :: TTRRII DDEESS IINNFFUUSSIIBBLLEESS DDAANNSS LLEESS BBOOUUTTEEIILLLLEESS UUSSAAGGEEEESS
Tri
mécanique
et
magnétique
Tri optique
(laser)Soufflage Broyage
Matériaux
infusibles
Éléments légers
(papier, bouchons...)
Verre
Inertes, ferreux
et non ferreux
Calcin
Contexte La diminution de la teneur en contaminants (infusibles, vitrocéramiques,
céramiques) est un objectif clé des acteurs de la filière de recyclage du verre d’emballage. La contrainte de tri est forte : la teneur en infusibles dans le verre d’emballage usagé collecté est en effet de 3 à 4 kg / tonne de déchets, tandis que les cahiers des charges des fabricants de verre imposent en général un plafond de 40g d’infusibles / tonne de verre usagé. Les vitrocéramiques à haut point de fusion sont présentes en très faible proportion dans le verre usagé, mais leur présence est particulièrement rédhibitoire à la préparation d’un calcin de qualité. L’objectif ultime des industriels du tri est d’optimiser le couple « performance / qualité de tri ».
Technologie de tri utilisée actuellement
Depuis le début des années 80, le tri manuel des infusibles a été progressivement remplacé par des systèmes de tri optique de plus en plus performants. Aujourd’hui, les centres de préparation sont tous équipés. Selon le matériau à trier on utilise l’une ou l’autre des technologies suivantes : UV, laser, couleur et rayons X dans une moindre mesure. Les systèmes les plus perfectionnés combinent en une seule machine le tri du verre par couleur et le tri des « céramique-pierre-porcelaine » par l’ultra-violet (capteur UV et caméra RVB permettant d’identifier les verres spéciaux thermorésistants et les verres au plomb). Pour le tri des vitrocéramiques, trois centres sont équipés en France sur un total de 16 à 17. Plus de trente centres de tri sont équipés en Allemagne.
Nature et intensité des attentes
Les problèmes de détection sont relativement bien maîtrisés. En particulier, la détection des infusibles transparents (notamment les vitrocéramiques du type « Vitrocéram ») a fait d’importants progrès et n’est un problème majeur pour les gestionnaires de centres de tri.
*** Le principal problème subsistant aujourd’hui est celui de la fiabilité
et de la sélectivité du processus d’éjection des morceaux de céramiques, vitrocéramiques et cailloux à rejeter.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 126
Deux exemples permettent d’illustrer cette contrainte : - L’éjection d’un morceau d’infusible de 5 à 10mm se traduit souvent par l’éjection simultanée de plusieurs morceaux de verre bouteille qui l’entourent ; - La balistique des morceaux ayant des formes particulières (queues de tasses à café….) est imprévisible.
Technologies susceptibles de répondre à ces attentes
La R&D est très active sur l’optimisation de l’éjection des produits. Les travaux du CRITT Alsace sur la LIBS montrent que des difficultés importantes subsistent pour appliquer cette technologie au tri des infusibles.
Impact escompté d’une amélioration du tri
Très élevé. L’amélioration de la qualité du calcin permettrait d’augmenter le taux de calcin dans le verre fabriqué (60% en moyenne aujourd’hui, plus de 90% pour la fabrication de certaines bouteilles de couleur verte).
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 127
VVEERR--22 :: TTRRII CCOOUULLEEUURR DDEESS BBOOUUTTEEIILLLLEESS EENN VVEERRRREE
Contexte Contrairement à des pays tels que l’Allemagne, la Belgique, la Scandinavie et la Suisse où la collecte sélective du verre d’emballage usagé est effectuée par couleur, la collecte en mélange est pratiquée en France toutes couleurs de verre confondues (à quelques exceptions près). Les industriels français se sont donc orientés vers un système de « démélange » dans les centres de traitement du verre usagé, afin de valoriser le verre blanc qui représente environ 30% du verre collecté.
Technologie de tri utilisée actuellement
VIS (couleur) La technologie de tri optique par spectrocolorimétrie se développe depuis une dizaine d’années. Le taux de pureté du verre blanc trié est supérieur à 99,5%, en conformité avec les cahiers des charges des fabricants de verre d’emballage. 5 à 6 centres sont équipés en France sur un total de 16 à 17.
Nature et intensité de l’attente **Améliorer le rendement de tri des machines de tri couleur. Technologies susceptibles de répondre à ces attentes
L’objectif est avant tout d’améliorer l’efficacité d’une technologie de tri déjà opérationnelle.
Impact escompté d’une amélioration du tri
Elevé. Accroissement de la capacité française de recyclage du verre blanc.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 128
Filière DEEE
DDEEEE--11 :: PPRREE TTRRII DD’’AAPPPPAARREEIILLSS EENNTTIIEERRSS OOUU DDEE PPAARRTTIIEESS
DD''AAPPPPAARREEIILLSS Contexte La reconnaissance des appareils et équipements entiers permettrait
d’orienter chaque flux pré trié vers des séquences spécifiques de dépollution et de traitement.
Technologie de tri utilisée actuellement
Tri manuel.
Nature et intensité de l’attente ** Détecter les appareils contenant des produits dangereux devant
faire l’objet d’un processus de dépollution spécifique. Caractériser le contenu et la localisation des produits dangereux dans chaque appareil. Ce pré tri permettrait d’optimiser le processus de dépollution et de démantèlement des appareils : - pour le GEM froid : séparation des appareils contenant des mousses chargées en CFC ou en pentane ; - détection de la présence d'amiante dans les vieux fours, les semelles de vieux fers à repasser, certains toasters. Il serait d’autant plus utile que de nouveaux polluants sont présents en quantités croissantes dans les DEEE, par exemple les tubes à mercure dans les téléviseurs à écran plat.
Technologies susceptibles de répondre à ces attentes
Couplage homme-machine Le principe consiste à faire passer le produit devant une caméra sur un système de tri en continu, l'opérateur décidant d'éjecter ou non le produit. Ce concept peut s’appliquer par exemple : - au tri industriel des emballages et des DEEE (tri des cartes riches / cartes pauvres….) ; - au le tri industriel en vue de l'échantillonnage des DEEE. Le besoin d’échantillonnage provient du fait que les types de flux de DEEE traités (PAM, GEM hors froid, GEM froid, écrans (TV + informatique), lampes) ne sont pas cohérents avec les "catégories" de la directive DEEE (PEM, télécom, petits bruns...). Des analyses sont donc effectuées sur environ 2% de chaque flux afin de connaître statistiquement la part de chaque catégorie ; - pour le tri industriel des pièces entières de DEEE en flux homogènes (projet « Triple » du pôle Axelera).
Impact escompté d’une amélioration du tri
Elevé. Optimisation de la qualité de la dépollution et de l’efficacité du tri des DEEE.
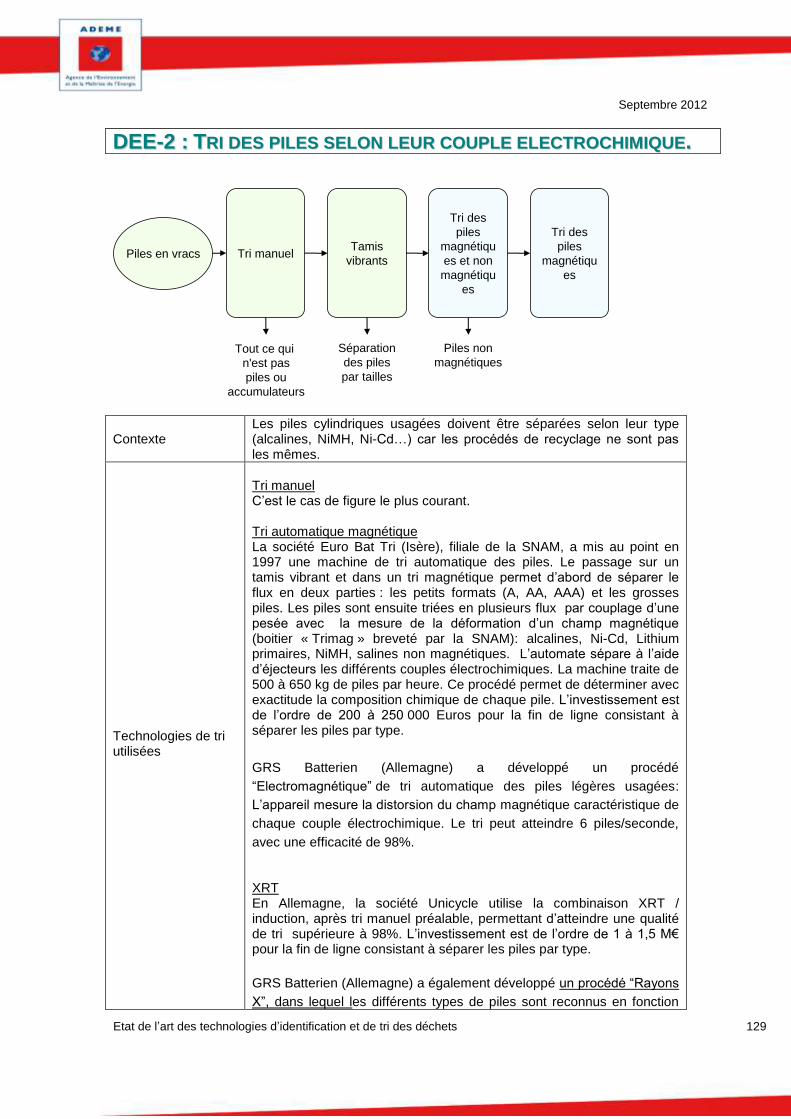
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 129
DDEEEE--22 :: TTRRII DDEESS PPIILLEESS SSEELLOONN LLEEUURR CCOOUUPPLLEE EELLEECCTTRROOCCHHIIMMIIQQUUEE..
Tri manuelTamis
vibrants
Tri des
piles
magnétiqu
es et non
magnétiqu
es
Tri des
piles
magnétiqu
es
Séparation
des piles
par tailles
Piles non
magnétiques
Piles en vracs
Tout ce qui
n'est pas
piles ou
accumulateurs
.
Contexte Les piles cylindriques usagées doivent être séparées selon leur type (alcalines, NiMH, Ni-Cd…) car les procédés de recyclage ne sont pas les mêmes.
Technologies de tri utilisées
Tri manuel C’est le cas de figure le plus courant. Tri automatique magnétique La société Euro Bat Tri (Isère), filiale de la SNAM, a mis au point en 1997 une machine de tri automatique des piles. Le passage sur un tamis vibrant et dans un tri magnétique permet d’abord de séparer le flux en deux parties : les petits formats (A, AA, AAA) et les grosses piles. Les piles sont ensuite triées en plusieurs flux par couplage d’une pesée avec la mesure de la déformation d’un champ magnétique (boitier « Trimag » breveté par la SNAM): alcalines, Ni-Cd, Lithium primaires, NiMH, salines non magnétiques. L’automate sépare à l’aide d’éjecteurs les différents couples électrochimiques. La machine traite de 500 à 650 kg de piles par heure. Ce procédé permet de déterminer avec exactitude la composition chimique de chaque pile. L’investissement est de l’ordre de 200 à 250 000 Euros pour la fin de ligne consistant à séparer les piles par type.
GRS Batterien (Allemagne) a développé un procédé
“Electromagnétique” de tri automatique des piles légères usagées:
L’appareil mesure la distorsion du champ magnétique caractéristique de
chaque couple électrochimique. Le tri peut atteindre 6 piles/seconde,
avec une efficacité de 98%. XRT En Allemagne, la société Unicycle utilise la combinaison XRT / induction, après tri manuel préalable, permettant d’atteindre une qualité de tri supérieure à 98%. L’investissement est de l’ordre de 1 à 1,5 M€ pour la fin de ligne consistant à séparer les piles par type.
GRS Batterien (Allemagne) a également développé un procédé “Rayons
X”, dans lequel les différents types de piles sont reconnus en fonction
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 130
de leur image aux rayons X.
Le système parvient à reconnaitre plus de 26 piles/seconde, avec une
efficacité de 98%. La capacité de l’unité est de 15000 t/an.
UV
Les piles Al/Mn et ZnC sont triées dans une étape de tri ultérieure au
moyen d’un système UV. En effet, jusqu’en 2005, les fabricants de piles
utilisaient des pigments sensibles aux UV pour les piles Al/Mn et ZnC
sans mercure.
Nature et intensité des attentes
Aucune attente majeure de la part des industriels n’a été mise en évidence.
Technologies susceptibles de répondre à ces attentes
Les technologies existantes répondent bien aux besoins, qu’il s’agisse du XRT ou du tri électromagnétique, le XRT étant beaucoup plus coûteux.
Impact escompté d’une amélioration du tri
Moyen. Le flux des piles usées collectées en France est trié à 100% en vue du recyclage. Parmi les 5 industriels impliqués dans cette activité, un seul (SNAM) effectue un tri automatique.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 131
DDEEEE--33 :: EEXXTTRRAACCTTIIOONN DDEESS CCAABBLLEESS SSEELLOONN LLEEUURR RRAAPPPPOORRTT
LLAARRGGEEUURR//LLOONNGGUUEEUURR
Contexte Cette application consiste en un sur tri de la fraction métallique d’un résidu de broyage, afin de trier les câbles.
Technologie de tri utilisée actuellement
Le résidu de broyage est généralement traité par un broyeur + machine à courant de Foucault. Les câbles ne sont pas séparés.
Nature et intensité des attentes
*** Mieux trier les câbles pour les valoriser.
Technologies susceptibles de répondre à ces attentes
FOR Le tri des câbles par la détection de leur rapport longueur / largeur constitue une solution de sur tri en aval du tri par courant de Foucault. La société TiTech a développé un procédé de tri automatique par reconnaissance de forme permettant de séparer les produits longs et de faible largeur dans la fraction métallique, dont en majorité des câbles. La séquence est la suivante : - Broyage (ordinateurs, magnétoscopes, VHU..) à une granulométrie de 10 à 100mm - Tri par induction + tri magnétique - Mesure de l’empreinte 2D. Plusieurs références industrielles existent dans le monde. Les premières machines ont été vendues aux USA, pays où la séquence de traitement des résidus de broyage est traditionnellement effectuée à sec, tandis qu’en Europe on utilise plutôt la flottation différentielle.
Impact escompté d’une amélioration du tri
Elevé. Les câbles une fois séparés sont valorisables dans de meilleures conditions économiques que s’ils restent avec les autres métaux en mélange.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 132
DDEEEE--44 :: TTRRII DDEESS PPLLAASSTTIIQQUUEESS CCOONNTTEENNAANNTT DDEESS AADDDDIITTIIFFSS
BBRROOMMEESS
Contexte
La législation européenne autorise une teneur maximale de 0,1% en masse de retardateurs de flamme bromés PBB (polybrominated diphenyls) et PBDE (polybrominated diphenylethers) dans les polymères. Elle interdit (entre autres) les produits suivants: TBBPA (Tetrabromobisphenol A), Triazines aromatiques bromées, Penta BDPE (Pentabromodiphenylether) et Octa BDPE.
Technologie de tri utilisée
Le tri optique est peu développé en France (les quelques trieurs existants ont plutôt axé leur développement sur le tri hydraulique). La société TiTech a installé plusieurs systèmes basés sur la technologie XRT à l’étranger.
Nature et intensité des attentes
*** Trier plus efficacement les plastiques contenant des additifs bromés.
** Séparer les additifs bromés autorisés et non autorisés.
Technologies susceptibles de répondre à ces attentes
XRT: Le XRT permet de détecter les retardateurs de flamme. Sa principale limite provient de son incapacité à différencier les différents additifs bromés entre eux. D’autre part, la détection n’est effective que si la teneur en additif bromé est supérieure à 4%, sinon, le poids moléculaire n’est pas suffisamment modifié pour que le tri soit efficace. XRF Le XRF permet d'effectuer une quantification de la masse totale de d’élément brome contenue dans un échantillon de polymère. NIR Le NIR permet d’identifier avec précision chaque retardateur car il reconnaît la structure moléculaire. Toutefois, la détection et la quantification ne sont possibles que si les retardateurs bromés sont présents à plus de 5 % en masse (3 % suffisent pour certains polymères). Chromatographie Pour des teneurs inférieures à 3 à 5%, il faut utiliser la technique de chromatographie en phase gazeuse (spectrométrie de masse). LIBS La LIBS permet de détecter la présence de brome ou de chlore, mais la reconnaissance séparée des différents additifs bromés ne peut pas se faire directement. Cette différenciation semble toutefois possible en analysant les signatures d’autres atomes dont la présence est caractéristique de telle ou telle molécule. D’autre part, les recherches ont montré la possibilité de voir des bandes moléculaires et pas uniquement des bandes atomiques. Cela a ouvert la voie à une analyse plus fine des composés polymères.
Le projet TRIPLE (TRI des Plastiques des Équipements) Ce projet du pôle Axelera vise à accroître les performances de tri des plastiques en mélange issus des DEEE. Piloté par la société SITA, le projet se concentre sur les plastiques recyclés demandés par les industriels, notamment dans le secteur automobile.
Impact escompté d’une amélioration du tri
Très élevé. Permettrait d’augmenter les quantités de plastiques recyclés en boucle fermée.
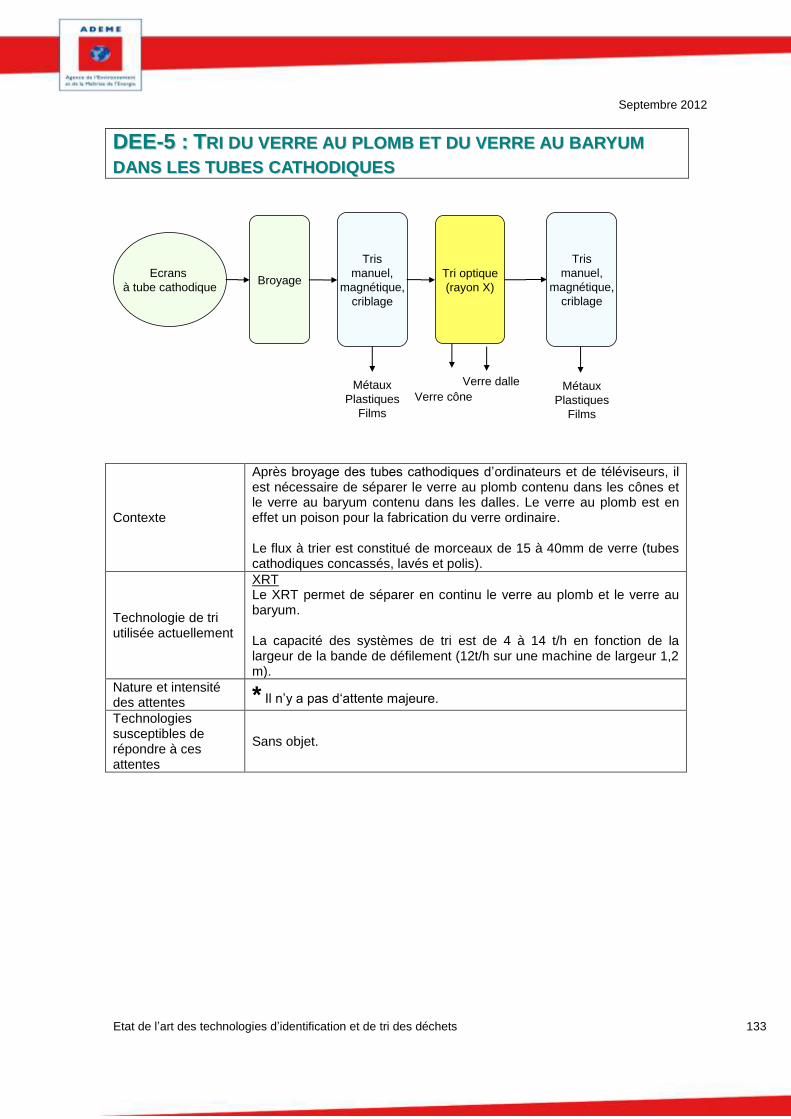
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 133
DDEEEE--55 :: TTRRII DDUU VVEERRRREE AAUU PPLLOOMMBB EETT DDUU VVEERRRREE AAUU BBAARRYYUUMM
DDAANNSS LLEESS TTUUBBEESS CCAATTHHOODDIIQQUUEESS
Broyage
Tris
manuel,
magnétique,
criblage
Métaux
Plastiques
Films
Ecrans
à tube cathodique
.
Tri optique
(rayon X)
Verre cône
Tris
manuel,
magnétique,
criblage
Métaux
Plastiques
Films
Verre dalle
Contexte
Après broyage des tubes cathodiques d’ordinateurs et de téléviseurs, il est nécessaire de séparer le verre au plomb contenu dans les cônes et le verre au baryum contenu dans les dalles. Le verre au plomb est en effet un poison pour la fabrication du verre ordinaire. Le flux à trier est constitué de morceaux de 15 à 40mm de verre (tubes cathodiques concassés, lavés et polis).
Technologie de tri utilisée actuellement
XRT Le XRT permet de séparer en continu le verre au plomb et le verre au baryum. La capacité des systèmes de tri est de 4 à 14 t/h en fonction de la largeur de la bande de défilement (12t/h sur une machine de largeur 1,2 m).
Nature et intensité des attentes * Il n’y a pas d‘attente majeure.
Technologies susceptibles de répondre à ces attentes
Sans objet.
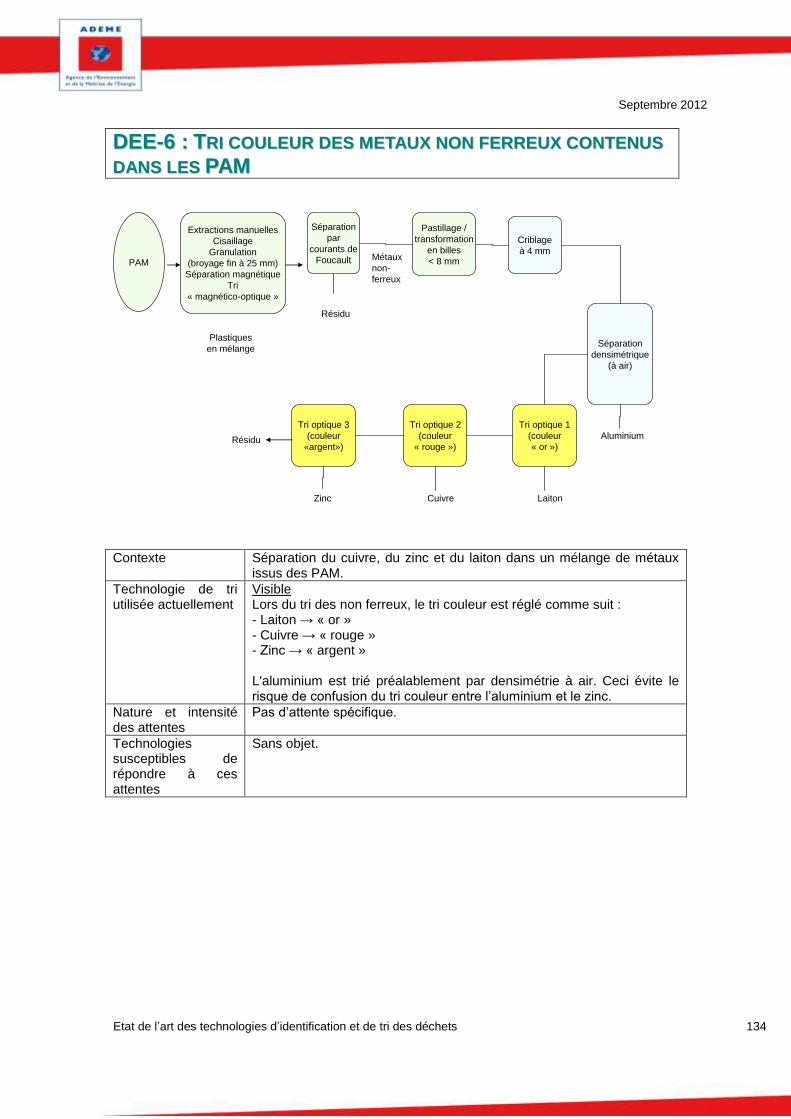
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 134
DDEEEE--66 :: TTRRII CCOOUULLEEUURR DDEESS MMEETTAAUUXX NNOONN FFEERRRREEUUXX CCOONNTTEENNUUSS
DDAANNSS LLEESS PPAAMM
Séparation
par
courants de
Foucault
Pastillage /
transformation
en billes
< 8 mm
Criblage
à 4 mm
Séparation
densimétrique
(à air)
Plastiques
en mélange
Métaux
non-
ferreux
Aluminium
Tri optique 1
(couleur
« or »)
Laiton
Tri optique 2
(couleur
« rouge »)
Cuivre
Tri optique 3
(couleur
«argent»)
Zinc
Résidu
Extractions manuelles
Cisaillage
Granulation
(broyage fin à 25 mm)
Séparation magnétique
Tri
« magnético-optique »
PAM
Résidu
Contexte Séparation du cuivre, du zinc et du laiton dans un mélange de métaux
issus des PAM.
Technologie de tri utilisée actuellement
Visible Lors du tri des non ferreux, le tri couleur est réglé comme suit : - Laiton → « or » - Cuivre → « rouge » - Zinc → « argent » L'aluminium est trié préalablement par densimétrie à air. Ceci évite le risque de confusion du tri couleur entre l’aluminium et le zinc.
Nature et intensité des attentes
Pas d’attente spécifique.
Technologies susceptibles de répondre à ces attentes
Sans objet.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 135
DDEEEE--77 :: TTRRII DDEE MMEELLAANNGGEESS DDEE PPOOLLYYMMEERREESS ((PPEETT,, PPEEHHDD,, PPPP,,
PPVVCC,, AABBSS……)) EETT DDEE MMEETTAAUUXX IISSSSUUSS DDEE DDEEEEEE BBRROOYYEESS
Contexte Le tri par flottation différentielle ne permet pas de séparer efficacement tous les polymères entre eux.
Technologie de tri utilisée actuellement
Flottation différentielle
La flottation permet de séparer des fractions dont la densité ne diffère
que de 0,002 g/cm3. Il est ainsi possible de séparer industriellement le
PP, le PP chargé au talc, le PS, le PE et l’ABS, avec des produits à 97%
de pureté. La société Galloo Plastics a breveté un procédé permettant
de séparer les polymères contenant des retardateurs de flamme
bromés, selon une technologie qui n’est pas divulguée mais qui pourrait
consister soit à utiliser les différences de densité des polymères traités
par des retardateurs de flamme bromés, soit en un traitement spécifique
en aval de la flottation.
D’autres industriels effectuent une séparation moins poussée. Certains
obtiennent plusieurs fractions plastiques de densités homogènes,
chacune contenant un mélange de polymères, en vue d’un recyclage
mécanique. D’autres se contentent de récupérer une seule phase
plastique mélangée. Dans ce cas, l’objectif principal est de maximiser le
taux de récupération des métaux valorisables, les plastiques faisant
l’objet d’une valorisation énergétique.
On atteint un rendement de tri de 90 à 95%. Le débit moyen d’une installation est de 1 tonne/heure/module, pour le tri de lots broyés de granulométrie moyenne 25mm, plastiques noirs exclus.
Nature et intensité de l’attente
** Améliorer la qualité du tri et étendre le champ du tri à de nouveaux
polymères.
Technologies susceptibles de répondre à ces attentes
Combinaison NIR + VIS + IND En matière de pureté des produits triés, le NIR + VIS + IND et la flottation ont des performances assez similaires (efficacité du tri de l’ordre de 90 à 95%). Par contre l’investissement d’un système par flottation est beaucoup plus élevé : 400 à 500 k€ (sans compter les problèmes liés au traitement des effluents liquides) contre 150 à 200 k€ par tri optique. La combinaison NIR + VIS + IND est utilisée en Allemagne par la société Remondis Elektrorecycling pour le tri des cartes électroniques dans les PAM (schéma ci-après).
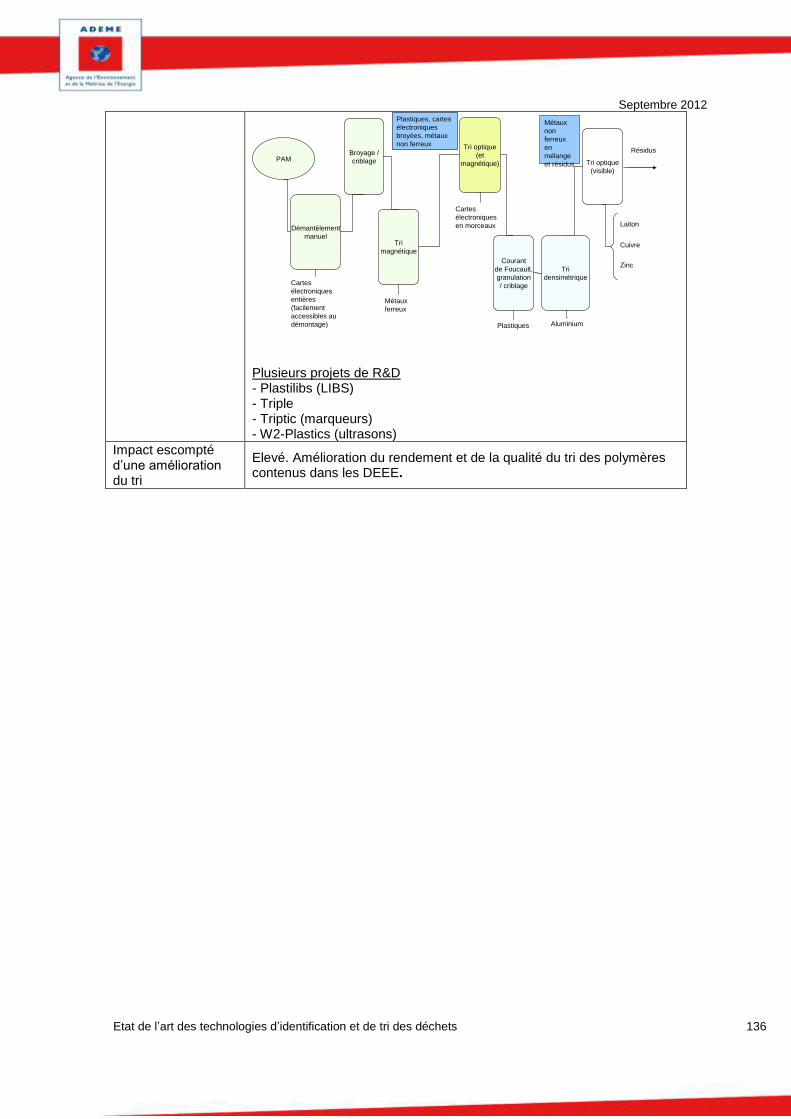
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 136
Démantèlement
manuel
Broyage /
criblage
Tri optique
(et
magnétique)
Courant
de Foucault,
granulation
/ criblage
Tri optique
(visible)
PAM .
Cartes
électroniques
entières
(facilement
accessibles au
démontage)
Cartes
électroniques
en morceaux
Tri
magnétique
Métaux
ferreux
Résidus
Plastiques, cartes
électroniques
broyées, métaux
non ferreux
Métaux
non
ferreux
en
mélange
et résidus
Plastiques
Tri
densimétrique
Aluminium
Laiton
Cuivre
Zinc
Plusieurs projets de R&D - Plastilibs (LIBS) - Triple - Triptic (marqueurs) - W2-Plastics (ultrasons)
Impact escompté d’une amélioration du tri
Elevé. Amélioration du rendement et de la qualité du tri des polymères contenus dans les DEEE.
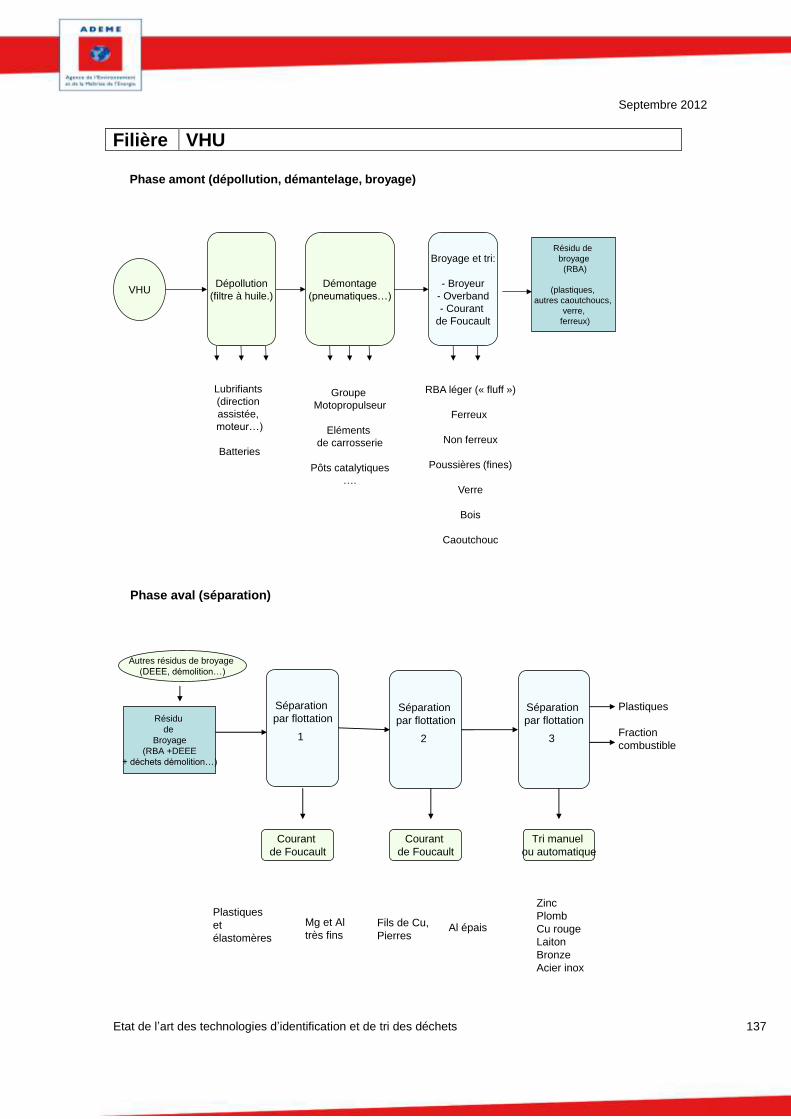
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 137
Filière VHU
Dépollution
(filtre à huile.)
Démontage
(pneumatiques…)
Broyage et tri:
- Broyeur
- Overband
- Courant
de Foucault
Groupe
Motopropulseur
Eléments
de carrosserie
Pôts catalytiques
….
RBA léger (« fluff »)
Ferreux
Non ferreux
Poussières (fines)
Verre
Bois
Caoutchouc
VHU
Lubrifiants
(direction
assistée,
moteur…)
Batteries
.
Phase amont (dépollution, démantelage, broyage)
Résidu de
broyage
(RBA)
(plastiques,
autres caoutchoucs,
verre,
ferreux)
Séparation
par flottation
1
.
Résidu
de
Broyage
(RBA +DEEE
+ déchets démolition…)
Plastiques
Fraction
combustible
Courant
de Foucault
Plastiques
et
élastomères
Courant
de Foucault
Fils de Cu,
Pierres
Tri manuel
ou automatique
Zinc
Plomb
Cu rouge
Laiton
Bronze
Acier inox
Séparation
par flottation
2
Séparation
par flottation
3
Mg et Al
très finsAl épais
Autres résidus de broyage
(DEEE, démolition…)
Phase aval (séparation)
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 138
VVHHUU--11 :: TTRRII DDEE PPIIEECCEESS PPLLAASSTTIIQQUUEESS EENNTTIIEERREESS
PPRREEAALLAABBLLEEMMEENNTT DDEEMMOONNTTEEEESS
Contexte
A leur arrivée dans les centres de démantèlement, certaines pièces plastiques sont démontées avant broyage du VHU (pare-chocs…) en vue de leur recyclage. Les opérations de démontage, bien que peu fréquentes, ont toutefois tendance à se développer. Une meilleure identification (par exemple du matériau des pare-chocs) serait nécessaire.
Technologie de tri utilisée actuellement
NIR
Le NIR permet d’identifier puis de séparer des pièces plastiques contenant des retardateurs de flamme. Tous les polymères peuvent être triés. L’ABS est fréquemment recyclé.
La présence de traces résiduelles de peinture dans les pièces traitées affecte peu la qualité du tri et les propriétés des produits recyclés.
Nature et intensité des attentes
** Reconnaissance des pare-chocs en PP chargés talc ou pas.
** Augmentation du rendement de tri du PP. En théorie, les pare-
chocs sont marqués mais leur identification n’est pas toujours aisée.
Technologies susceptibles de répondre à ces attentes
Spectrométrie MIR (portatif) Traceurs Voir projet Triptic
Impact escompté d’une amélioration du tri
Moyen. Amélioration de la productivité des opérations de démontage de pièces de VHU.
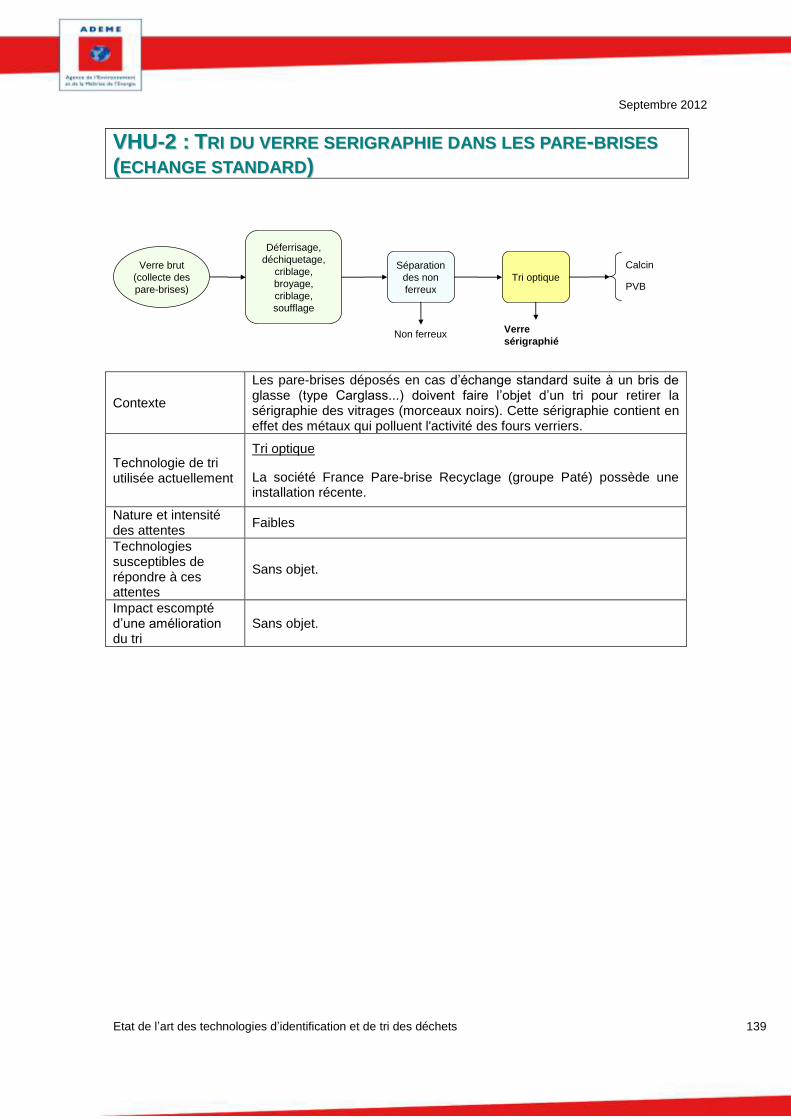
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 139
VVHHUU--22 :: TTRRII DDUU VVEERRRREE SSEERRIIGGRRAAPPHHIIEE DDAANNSS LLEESS PPAARREE--BBRRIISSEESS
((EECCHHAANNGGEE SSTTAANNDDAARRDD))
Déferrisage,
déchiquetage,
criblage,
broyage,
criblage,
soufflage
Séparation
des non
ferreux
Verre brut
(collecte des
pare-brises)
.
Non ferreux
Tri optique
Verre
sérigraphié
Calcin
PVB
Contexte
Les pare-brises déposés en cas d’échange standard suite à un bris de glasse (type Carglass...) doivent faire l’objet d’un tri pour retirer la sérigraphie des vitrages (morceaux noirs). Cette sérigraphie contient en effet des métaux qui polluent l'activité des fours verriers.
Technologie de tri utilisée actuellement
Tri optique
La société France Pare-brise Recyclage (groupe Paté) possède une installation récente.
Nature et intensité des attentes
Faibles
Technologies susceptibles de répondre à ces attentes
Sans objet.
Impact escompté d’une amélioration du tri
Sans objet.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 140
VVHHUU--33 :: TTRRII DD''UUNN MMEELLAANNGGEE DDEE PPOOLLYYMMEERREESS BBRROOYYEESS ((PPEETT,,
PPEEHHDD,, PPPP,, PPSS,, PPEE,, PPVVCC,, AABBSS)) EETT DDEE MMEETTAAUUXX IISSSSUUSS DDEE RRBBAA
Contexte
Le taux de recyclage des plastiques contenus dans les VHU reste très bas au niveau national (de l’ordre de 8%). Un moyen envisageable pour améliorer la situation actuelle consisterait à augmenter l’efficacité du tri post-broyage pour une meilleure séparation des polymères.
Le nouveau décret VHU paru le 4 février 2011 fixe des obligations
chiffrées de réutilisation, de recyclage et de valorisation aux opérateurs
agréés. Pour les centres VHU, cela implique davantage de démontage
de pièces plastiques, du verre et des pneumatiques (démontage à
présent obligatoire).
Technologies de tri utilisée actuellement
Trois technologies sont principalement utilisées : - Séparation par flottation différentielle La plupart des installations de tri des résidus de broyage (RBA + RB bois + déchets de Construction...) utilisent des flottations successives pour discriminer les éléments entre eux. Le principal objectif étant l'extraction d'un maximum de métaux (ferreux et non ferreux). - NIR - VIS (broyats de pare-chocs) En dehors de Galloo et de Recylux qui ont déjà développé des chaînes complètes assez avancées de tri post-broyage, les deux grands groupes spécialistes du broyage (Guy Dauphin Environnement et Derichebourg) sont actuellement en phase de développement d'installations de tri post-broyage sur les fractions pauvres en métaux en complément des installations déjà existantes de tri (les deux sites de Corepa à Bruyères sur Oise(95) et Pagny sur Meuse (55) pour Derichebourg et celui de Guy Dauphin Environnement à Rocquancourt (14). Induction pilotée Le système « Meltem » en continu, basé sur l’induction pilotée, est commercialisé par Pellenc ST depuis 2010. Il permet de maximiser le captage des métaux non ferreux dans les RBA et les DEEE broyés. La machine joue aussi un rôle d'épuration de la fraction plastique composée de plastiques techniques comme le HIPS, PS, ABC/PC, PP, PE... Elle permet également une régulation du flux entrant, réduisant l'étape de contrôle qualité souvent réalisée avec du tri manuel. Quatre machines ont été installées en France.
XRF
Le XRF permet d'automatiser la phase d'extraction des cuivres ferreux,
actuellement effectuée à la main. Elle permet d'obtenir un broyat dont la
faible teneur en cuivre (moins de 0,25%) intéresse les aciéristes. Les
premières machines ont été installées en Allemagne et aux USA.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 141
Innov-X et Steinert ont développé en partenariat une technique de tri
des déchets cuivreux, permettant aux recycleurs de peaufiner le
traitement des ferrailles par extraction des boulettes de cuivre,
contaminants pour la sidérurgie.
Le système de tri optique “XSS-F” est opérationnel dans l’usine d’un
broyeur allemand pour la séparation des « meatballs » et des éléments
en cuivre. La technologie XRF est fournie par la société Olympus Innov-
X. La capacité du système est d’environ 100t/h et le flux de sortie
contient moins de 0,2% de cuivre.
Note : Au départ, toutes les technologies de tri par fluorescence X
proviennent de la société Austin, qui s’était associée à Innov’X. Les
résultats n’ayant pas été concluants, Austin a signé un partenariat avec
Titech en 2011 pour développer le XRF, et Steinert avec Innov’X.
Nature et intensité des attentes
*** Forte attente sur le tri du PP chargé talc: Le PP est un des
plastiques les plus recherchés pour le recyclage mais il n'est pas toujours évident de distinguer un PP pur d'un PP chargé (au talc notamment). Le PP chargé talc est actuellement récupéré avec les styréniques (ABS). D’autre part le PP est parfois peint, ce qui renforce la difficulté d'identification.
*** Plastiques sombres
Le tri optique est relativement peu développé pour l'instant pour la séparation des plastiques issus des VHU car beaucoup sont sombres : compartiment moteur, baguettes latérales de caisse, pièces d’habitacle. Ceci représente un obstacle majeur à l'efficacité des machines actuelles et pourrait expliquer le faible taux de pénétration du tri optique chez les industriels de la filière VHU.
** Attente forte au niveau de l'extraction des polyamides, présents en
grande quantité dans les VHU. Ils demandent à être séparés (PA-6, PA-6.6, PA-11, PA-12) pour obtenir un mélange le plus pur possible et un réemploi optimal.
** Tri des faisceaux de câbles après broyage. Le métal est
relativement facile à récupérer par flottation mais la partie plastique (principalement PVC et PE réticulé) est souvent négligée. De nombreux câbles usagés part en Chine pour y être traitée. Les métallurgistes sont demandeurs de systèmes de tri efficaces.
* Eliminer le PVC. Le PVC est encore présent dans les véhicules. Il
représente entre 2 et 3 % du poids des plastiques. Les recycleurs diminuent au maximum la teneur en chlore du RBA en isolant par densimétrie la fraction la plus chargée en PVC.
* Trier les mousses PU contenues dans les VHU (entre 10 et 15 kg par
véhicule). Une étude réalisée par PSA/Galloo sur le recyclage du PU en feutres d'insonorisation avait conclu que le procédé fonctionne bien au plan technique mais que l’investissement est lourd.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 142
* Les retardateurs de flamme sont peu présents dans les VHU. On en
trouve toutefois de plus en plus, surtout dans les pièces sous capot et dans les boîtiers électroniques.
Technologies susceptibles de répondre à ces attentes
NIR Certains fabricants de systèmes de tri déclarent pouvoir séparer les plastiques clairs (ABS, PC, PP, PU, PE, PMMA, PA, PC+PBT, PC+ABS) et les plastiques sombres (PP (PP+EPDM), PC (PC+PBT), PBT, PUR) contenus dans le RBA (cf. spectromètre KUSTA de la société LLA).
VIS Afin d’améliorer la qualité du RBA issu des pare-chocs en vue du recyclage, le constructeur automobile Mazda veut réduire à 0,15% la teneur maximale en particules colorées. Etant donné que 86% des morceaux broyés ne contiennent pas de particules colorées, l’objectif est donc de séparer les particules selon leur couleur. La société Satake, spécialisée dans les machines pour le secteur agro-alimentaire, a développé un système opto-électronique approprié.
Traceurs Voir fiche « Technologie de tri » correspondante. Marquage Dans le cadre de la directive VHU, deux initiatives ont été prises par les acteurs du secteur automobile pour améliorer la reconnaissance des polymères :
afin de faciliter la reconnaissance visuelle, les pièces plastiques et les élastomères contenus dans les véhicules font l’objet d’une obligation de marquage en surface dès lors que la masse de la pièce dépasse 100 grammes (par exemple, le marquage « >P/E » signifie « Copolymère PP/PE »). Le tri visuel ne pose donc à priori pas de problème dans le cas des pièces entières. A contrario, ce marquage n’est plus visible dans le cas des polymères broyés ;
depuis le début des années 2000, tous les constructeurs automobiles qui commercialisent des véhicules sur le territoire européen regroupent dans une base de données commune intitulée « IDIS » toutes les gammes de démontage des pièces contenues dans chaque modèle de véhicule (matériaux…..). Cette base est accessible en ligne sur http://www.idis2.com/
LIBS - La société Pellenc ST a mis au point des capteurs capables de détecter les plastiques noirs et les améliore pour les transposer dans un contexte industriel. La détection des plastiques noirs n’est pas possible avec les technologies infrarouges. - La société Steinert a mis au point un système de tri en continu par laser de surface pour trier les câbles contenus dans les RBA. Les performances de tri sont comparables à celles de la technologie développée par TiTech basée sur la pixélisation (cartographie) des objets permettant d’identifier des objets longs.
Impact escompté d’une amélioration du tri
Très élevé. Toute solution technique appropriée permettrait de contribuer à l’atteinte de l’objectif de valorisation des VHU.
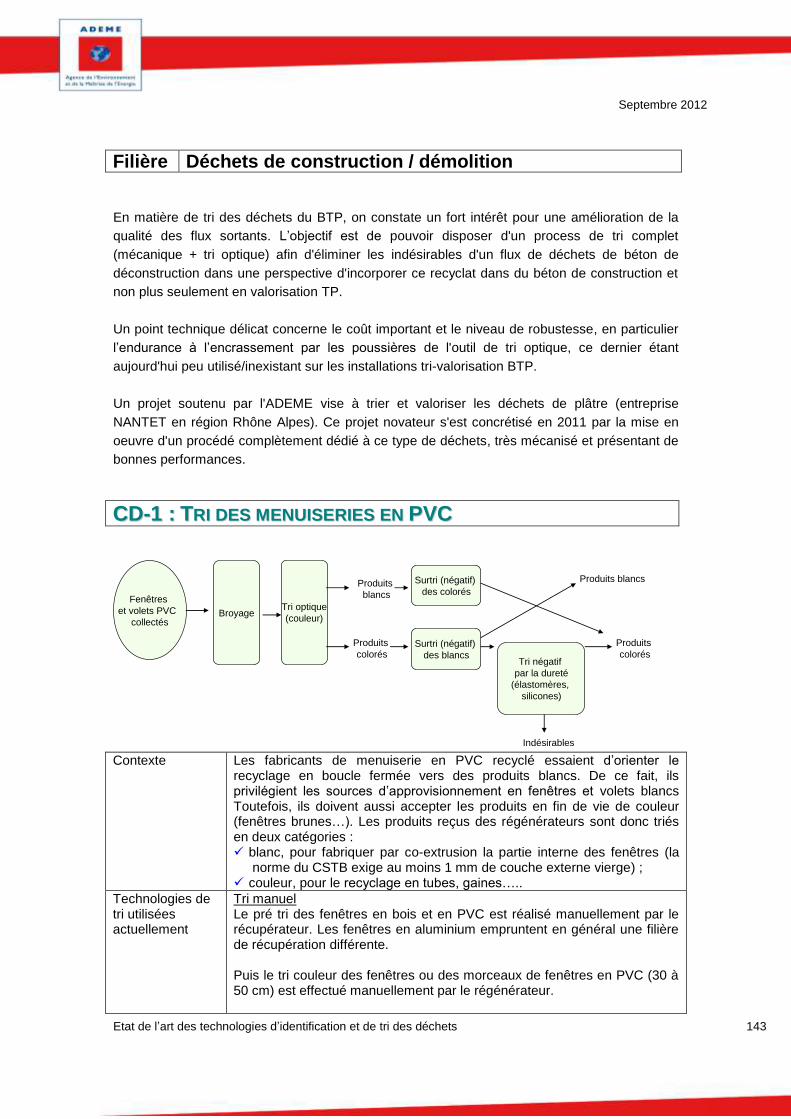
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 143
Filière Déchets de construction / démolition
En matière de tri des déchets du BTP, on constate un fort intérêt pour une amélioration de la
qualité des flux sortants. L’objectif est de pouvoir disposer d'un process de tri complet
(mécanique + tri optique) afin d'éliminer les indésirables d'un flux de déchets de béton de
déconstruction dans une perspective d'incorporer ce recyclat dans du béton de construction et
non plus seulement en valorisation TP.
Un point technique délicat concerne le coût important et le niveau de robustesse, en particulier
l’endurance à l’encrassement par les poussières de l'outil de tri optique, ce dernier étant
aujourd'hui peu utilisé/inexistant sur les installations tri-valorisation BTP.
Un projet soutenu par l'ADEME vise à trier et valoriser les déchets de plâtre (entreprise
NANTET en région Rhône Alpes). Ce projet novateur s'est concrétisé en 2011 par la mise en
oeuvre d'un procédé complètement dédié à ce type de déchets, très mécanisé et présentant de
bonnes performances.
CCDD--11 :: TTRRII DDEESS MMEENNUUIISSEERRIIEESS EENN PPVVCC
Tri optique
(couleur)
Tri négatif
par la dureté
(élastomères,
silicones)
Fenêtres
et volets PVC
collectés
Produits
colorés
Produits
blancs
Produits
colorésSurtri (négatif)
des blancs
Surtri (négatif)
des colorés
Produits blancs
Indésirables
Broyage
Contexte Les fabricants de menuiserie en PVC recyclé essaient d’orienter le
recyclage en boucle fermée vers des produits blancs. De ce fait, ils privilégient les sources d’approvisionnement en fenêtres et volets blancs Toutefois, ils doivent aussi accepter les produits en fin de vie de couleur (fenêtres brunes…). Les produits reçus des régénérateurs sont donc triés en deux catégories : blanc, pour fabriquer par co-extrusion la partie interne des fenêtres (la
norme du CSTB exige au moins 1 mm de couche externe vierge) ; couleur, pour le recyclage en tubes, gaines…..
Technologies de tri utilisées actuellement
Tri manuel Le pré tri des fenêtres en bois et en PVC est réalisé manuellement par le récupérateur. Les fenêtres en aluminium empruntent en général une filière de récupération différente. Puis le tri couleur des fenêtres ou des morceaux de fenêtres en PVC (30 à 50 cm) est effectué manuellement par le régénérateur.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 144
Tris optiques en cascade En Allemagne, la société VEKA utilise une combinaison des techniques de densimétrie différentielle, de broyage et de tris optiques en cascade : - la fraction des « blancs » triée est retriée en négatif pour éliminer les produits colorés ; - la fraction couleur triée est retriée en négatif pour éliminer les blancs.
Nature et intensité des attentes
** Attente forte de la part des fabricants de fenêtre PVC pour des
systèmes de tri automatique couplant plusieurs technologies en une seule étape.
** S’assurer de ne pas sortir le caoutchouc en même temps que le PVC
couleur. La technologie utilisée actuellement est la spectrométrie dans le visible (couleur).
Technologies susceptibles de répondre à ces attentes
Plusieurs technologies innovantes sont à l’étude, en partenariat avec SEA, TiTech, Sortex et d’autres concepteurs afin d’optimiser le tri : - couplage avec une caméra haute résolution (pour repérer des défauts de l’ordre du pixel) ; - IR (Ecosort) ; - tri selon la dureté (afin de rejeter les élastomères, les joints en silicone…).
Impact escompté d’une amélioration du tri
Elevé. Amélioration du rendement de tri et de la qualité du tri des menuiseries en PVC.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 145
CCDD--22 :: TTRRII DDEESS BBIITTUUMMEESS,, DDEESS TTEERRRREESS CCUUIITTEESS EETT DDUU PPLLAATTRREE
Contexte
Les fractions composées d’inertes à 90% (ou plus) doivent être exemptes de plâtre et de bois pour être compétitives en qualité avec des produits « vierges » pour des applications du type soubassement routier, en substitution à du granulat naturel.
Technologie de tri utilisée actuellement
Aucune
Nature et intensité des attentes * Eliminer tout ce qui n’est pas « gris » dans la fraction mélangée.
Technologies existantes ou en développement permettant de répondre à cette attente
Couleur TiTech et Pellenc ST ont développé des applications de tri des bitumes, des terres cuites et du plâtre. NIR Le plâtre est identifié en tant que tel, en tri positif.
Impact escompté d’une amélioration du tri
Faible. Permettrait de mieux réutiliser certaines fractions mélangées issues des déchets de construction/ démolition.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 146
Filière Déchets métalliques
MMEETT--11 :: TTRRII DDEESS MMEETTAAUUXX EETT DDEESS AALLLLIIAAGGEESS EENNTTRREE EEUUXX
Contexte
Les déchets de métaux et d’alliages en mélange proviennent principalement des chutes de sidérurgie, des chutes de production des usines de transformation des métaux et de la récupération (VHU, DEEE, emballages…). La raréfaction et le renchérissement des gisements de certains métaux accroissent l’intérêt économique d’un tri optimisé de ces flux.
La collecte des métaux (en particulier l'aluminium ménager) issus des
mâchefers est un enjeu majeur et les industriels recherchent des
solutions techniques. Des applications dans l'automobile sont
envisageables, tandis que la fraction minérale restante peut être utilisée
comme matériau de construction. Son développement passe par des
technologies de tri innovantes et des nouveaux procédés de traitement.
Les investissements commencent à se développer aux Pays-Bas, en
Suède, en Allemagne et en Suisse, mais très peu en France.
Technologies de tri utilisées actuellement
Pour le tri de métaux mélangés : - Tri magnétique en continu
La société Goudsmit Magnetic Systems (Pays-Bas) a lancé récemment
sur le marché un capteur “I-Sens” permettant de séparer les aciers
spéciaux, le plomb et les fils de cuivre, ce que les systèmes à courant
de Foucaut ne savent pas faire. Le système est utilisable en particulier
pour la séparation des métaux dans les DEEE, les mâchefers
d’incinération et les bois usés. -Tri par machine à courant de Foucault en continu - Tri par induction pilotée en continu - XRT double énergie en continu. Cette technologie est utilisée pour le tri du cuivre et de l'aluminium, par exemple à partir de câbles broyés. Ce tri est souvent effectué après une opération de pré tri par courant de Foucault (mélange Al/Cu/laiton/bronze…). Capacité : 15t/h sur tri du cuivre sur une machine d'1,2 m de largeur. Avec l’aluminium, on atteint 99,5% de pureté. - Reconnaissance de forme, pour le tri des câbles en particulier. Les systèmes 3D développés récemment permettent de récupérer plus de 90% des fils de cuivre avec une pureté supérieure à 90% dans une fraction métallique mélangée. - La spectrométrie d’émission optique (systèmes portatifs) permet d’effectuer des analyses élémentaires d'échantillons métalliques solides: fer/acier, aluminium, cuivre, nickel, zinc, plomb, Mg, nickel, titane et alliages de zinc et de fractions métalliques (alliages, aciers)….
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 147
contenant des inclusions non métalliques indésirables. - La colorimétrie (visible) est utilisée pour trier certains métaux, en particulier pour les fractions métalliques du RBA. - Le XRF commence à se développer.
- La combinaison d’un système de détection par photo-multiplicateur et
d’un CCD. L’instrument “Spectrolab” développé par Spectro/Ametek
Group (USA) permet en d’analyser la composition d’alliages
d’aluminium, de magnésium et de titane. Il couvre la bande 120-780
nanomètres.
Nature et intensité des attentes
Malgré la diversité des technologies existantes, plusieurs attentes fortes subsistent :
** Les inox doivent être séparés car leur présence empêche le
recyclage des autres métaux. Dans la filière VHU
*** Proportion croissante de cuivre dans la fraction « acier » issue des
VHU. Ceci s’explique par la multiplication du nombre de servomoteurs dans les véhicules. Or le cuivre est un poison lors du processus de recyclage de l'acier.
*** Mieux trier les différentes nuances de métaux dans les fractions
métalliques récupérées, en particulier : - nuances d’aluminium (tôles vs. pièces de fonderie) ; - nuances d’inox. Cela permettrait d'augmenter leur valeur commerciale.
** Mieux trier les fines, qui sont pour la plupart directement envoyées
en décharge: - pour valoriser les métaux contenus ; - du fait de leur teneur souvent élevée en métaux lourds.
** Certains broyeurs ne traitent pas eux-mêmes le RBA mais préfèrent
le vendre à un autre industriel au prix des métaux contenus. L’échantillonnage est dans ce cas une question essentielle, mal résolue actuellement, pour caractériser correctement la valeur de ce RBA.
Technologies susceptibles de répondre à ces attentes
Le XRT ouvre un champ d’applications très large tel que : l’analyse de la composition d'alliages métalliques ; Le tri du cuivre et du fer en vue du recyclage des aciers. Le système
XSS-F développé par Steinert est opérationnel depuis 2 ans. Il permet de réduire à <0,20 % la teneur en cuivre dans les aciers issus des VHU ;
Le tri des aciers inox (avec séparation de l'inox 304 et de l'inox 316) ; L’élimination des traces de zinc, cuivre et autres non ferreux dans
une fraction d'aluminium ; La préparation de cuivre de pureté >90 %. Induction magnétique tomographie planaire (PMIT) La PMIT s’avère utile dans deux cas : -lorsqu’elle est installée en aval du tri magnétique et du tri par courant
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 148
de Foucault, elle permet d’optimiser le tri des métaux dans les mâchefers d’incinération en augmentant le rendement de tri ; - pour trier les non ferreux et les aciers inox et spéciaux. Toutefois cette opération n’est rentable que pour des unités de tri d’une capacité supérieure à 100,000 t/an. En Suisse, une unité de tri est équipée de trois machines Incodecs capables de trier par métal des morceaux de la taille d’une pièce de monnaie. La PMIT permet également de trier efficacement le cuivre des servomoteurs dans le RBA. Selon la société Incodecs, la technologie XRF développée par Steinert est moins efficace que la PMIT pour cette application. LIBS - Tri fin des métaux. Caractérisation de la nature et de la composition des déchets de bronze et d’aluminium, de semi-conducteurs, de verres, de plastiques, de couches de peinture, de verres techniques etc. - Séparation du zamac par lots de teneurs différentes en zinc. Des tests fonctionnent notamment en Allemagne, concernant notamment le tri de nuances d'aluminium en mélange et le tri des laitons. La LIBS, combinée à l’aval d’un système à courant de Foucault, convient particulièrement bien à l’aluminium, au bronze et au zinc. En particulier, elle permet de séparer le zamac par lots de teneurs différentes en zinc.
La technologie LIBS pourrait, à relativement court-terme, percer sur le
marché du tri des aciers inox selon leur teneur en nickel. Des essais
sont en cours par au moins un fabricant de systèmes de tri. Pour
l’instant, cette application a du mal à percer car le rapport valeur ajoutée
/ coût d’investissement n’est pas suffisant par rapport aux besoins des
industriels (ordre de grandeur de l’investissement pour une machine de
tri : 500 000 Euros). La situation pourrait changer si les prix des métaux
continuent à augmenter.
Impact escompté d’une amélioration du tri
Très élevé, dans le contexte actuel de la raréfaction et du renchérissement de nombreux métaux.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 149
Filière Textiles
TTEEXX--11 :: TTRRII DDEESS TTEEXXTTIILLEESS PPAARR MMAATTEERRIIAAUU OOUU PPAARR CCOOUULLEEUURR
Contexte Les principaux déchets textiles nécessitant un tri sont les vêtements usagés. Il est nécessaire de les trier par matière et si possible par couleur.
Technologie de tri utilisée actuellement
Le tri des déchets textiles post-consommateurs (principalement des vêtements) s’effectue manuellement.
Nature et intensité de l’attente
** Les attentes des acteurs de la récupération et du recyclage se
situent au niveau du tri infrarouge ou de tout procédé capable d'identifier telle ou telle matière synthétique.
Technologies existantes ou en développement permettant de répondre à cette attente
L'Université d'Aix-la-Chapelle a développé un système combinant les technologies MIR et de reconnaissance de forme. Des travaux de R&D menés par l’Université de Florence en 2007-2009 (Département de mécanique et de Technologie Industrielle) ont débouché sur la mise au point d’un système pilote de tri colorimétrique des déchets à base de laine.
Le projet "Identitex" a développé un système combinant les technologies NIR, « Thermal Impulse Response » et LIBS.
Impact escompté d’une amélioration du tri
Elevé. Amélioration de la productivité et de la qualité des opérations de tri des textiles.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 150
Filière Bois
BBOOIISS--11 :: TTRRII DDEESS BBOOIISS EENNTTRREE EEUUXX
Contexte
Les bois peuvent être classés en trois catégories selon leur aptitude au recyclage : - classe A (bois naturels) ; - classe B (bois traités peints, vernis ou agglomérés) ; - classe C (bois traités avec des produits toxiques tels que la créozote). Les gisements concernés sont nombreux :
déchets de l’industrie du bois ; fractions riches en bois contenues dans les déchèteries
(meubles…) ; encombrants contenant une proportion significative de bois ; certains déchets de construction/démolition ; traverses de chemin de fer ; ….
Technologie de tri utilisée actuellement
Le tri automatique des bois par catégories n’est pas développé en France. La technique consistant à diluer les fractions triées dans un flux de bois vierge semble être la plus utilisée.
Nature et intensité des attentes
** Difficultés pour discerner les bois A et B. Les alternatives
consisteraient soit à développer des filières A+B en mélange, soit à faire du tri de A et B en amont au niveau des gisements. La présence de B dans A, même en faibles quantités, est inacceptable pour les fabricants de produits en bois. Des pistes de tri automatique sont en cours de développement, mais les informations sont confidentielles.
** Les traverses de chemins de fer sont systématiquement traitées au
créozote. La présence de peinture, de produits retardateurs de flamme, de pigments à base de métaux lourds est également très contraignante.
Technologies susceptibles de répondre à ces attentes
NIR + VIS Application développée par la société TiTech : tri des bois classe A (bois naturels) / classe B (bois traités peints, vernis ou agglomérés) / classe C (bois traités avec des produits toxiques). La séparation des classes A et B est obtenue par reconnaissance des plastiques et vernis recouvrant les bois. La société Pellenc ST a installé un système dans le centre de tri de Véolia à Ludres, mais il ne semble pas qu’il trie les classes A et B : - Capacité : jusqu'à 6t/h selon le flux - Dimensions des objets : de 30 à 350 mm - Surface d’analyse : jusqu’à 1cm
2
Impact escompté d’une amélioration du tri
Elevé. Le développement du tri des bois dans les encombrants est un objectif de la politique nationale de recyclage. Impact positif pour les industriels de la préparation de panneaux agglomérés et pour l’utilisation du bois en chaudières.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 151
AANNNNEEXXEE 44
FFIICCHHEESS DDEE CCAARRAACCTTEERRIISSAATTIIOONN DDEESS PPRROOJJEETTSS DDEE RREECCHHEERRCCHHEE
La présente annexe a pour but de fournir des informations complémentaires sur les principaux
projets de recherche « actifs » au cours de la période 2009-2012. Outre les projets financés
dans le cadre des programmes Eco-Industries et Ecotech, le lecteur trouvera également
plusieurs projets recensés en Grande-Bretagne et en Allemagne.
Les projets sont classés dans l’ordre alphabétique.
ELIT SYSTEMS
Pays : France
Technologie : LIBS
Projet : Elit Systems
Acteur principal / profil: Bertin Technologies
Application : Tri des plastiques contenus dans les VHU et DEEE.
Source : ADEME, Bertin Technologies
Contenu
Le projet a évolué du portatif (pistolet et fonctionnement autonome sur batterie) vers un
système portable à transportable (appareil d’environ 50 kg, à utiliser en contrôle qualité, à poste
en démontage manuel ou à fixer au-dessus d’une ligne de production) afin de prendre en
compte les préférences des utilisateurs industriels. Ces derniers ne demandent pas
spécifiquement de portabilité mais plutôt une augmentation des performances de discrimination
et de sensibilité de l’appareil et une cadence d’analyse importante. La demande est une
utilisation en dynamique par un tri en ligne avec une fréquence rapide (10 pièces / minute
environ). Le projet a débouché sur un prototype optimisé, en utilisant notamment les sous-
ensembles du commerce existant (laser et spectromètre). Les principaux points d’attention
concernent l’optimisation de l’assemblage des technologies développées dans le programme
R&D pour minimiser les coûts de l’appareil et augmenter ces performances analytiques
(détection de Cl et Br , discrimination des PA…) (Les résultats sont probants en ce qui
concerne les performances de discrimination des familles de polymères sombres PE / PP /
PPgf,/ Styréniques (ABS-ABS-PC-HIPS) / PPtalc / PPminéral dust / PA / PA gf / PA minéral
dust et de la détection de polymères contenant des halogènes à base de Cl, Br… à hauteur de
quelques %.
L’analyse des besoins auprès des industriels a montré que ceux-ci sont ciblés autour de
l’identification simultanée des polymères et des retardateurs de flamme, particulièrement des
additifs halogénés.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 152
FRISP
Pays : France
Technologie : Induction pilotée et XRT haute résolution
Projet : Conception d'une chaîne de tri automatique des déchets plastiques contenant des
retardateurs de flamme
Acteur principal / profil: Projet dirigé par Pellenc ST
Application :
Source :
Contenu
Le projet a démarré en 2012 La société Paprec est porteur du projet
PLASTILIBS
Pays : France
Technologie : LIBS
Projet : PLASTILIBS
Acteur principal / profil : CRITT Matériaux Alsace
Application : Tri des déchets de matières plastiques
Source : CRITT Matériaux Alsace
Contenu
Le projet PLASTILIBS s’est achevé en septembre 2011. Son objectif était la faisabilité de la
caractérisation des plastiques contenus dans les DEEE et de la détection des éléments
dangereux dans ces plastiques. La conclusion du projet est que la LIBS peut répondre à ces
deux objectifs.
REDEMPTIR
Pays : France
Technologie : Spectroscopie proche-infrarouge + visible
Projet : REDEMPTIR
Acteur principal / profil : Armines – CMGD - Alès (porteur du projet)
Application : Tri des plastiques en mélange dans les DEEE
Source : CMGD (Centre des Matériaux de Grande Diffusion) - Alès
Contenu
Durée du projet : 36 mois (2008-2011)
Montant global du projet : 394,4 k€ HT.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 153
Partenaire coordinateur (nom de l’organisme ou de la société) : Armines / CMGD (Institutionnel)
Autres partenaires :
- Pellenc ST (Industriel PME)
- Plastyrobel (Industriel PME)
- LGM²B (Institutionnel)
Objectifs du projet :
- connaissance des limites acceptables en matière d’impuretés plastiques dans un polymère
issu des DEEE, pour pouvoir disposer d’une matière première secondaire utilisable au plan
industriel
- amélioration des performances du tri automatique des plastiques contenus dans les DEEE par
spectroscopie proche-infrarouge + visible
- fabrication et test de produits recyclés à partir des polymères triés.
Principaux résultats :
‘- détermination des plafonds de taux d’impuretés acceptables (PS, ABS…) dans le HIPS et
dans le PP. Le projet a montré que le PS dans le HIPS n’est pas rédhibitoire jusqu’à la limite de
8% définie au début du projet (au-delà de laquelle on considère qu’il s’agit d’alliages et non plus
d’impuretés).
‘- tri haute pureté de plusieurs mélanges de polymères issus des DEEE
‘- réalisation de pièces industrielles (embouts d’aspirateurs moulés en PP) contenant entre
50% et 100% de matière recyclée. Confrontation matière neuve/ matière recyclée d’un point de
vue performances et bilan environnemental.
‘- tri et valorisation des « noirs ». Parmi les nombreuses approches envisageables (densimétrie,
flottation, conductivité diélectrique…) le projet se concentre sur la solvolyse.
SOLSTICE et CALIPSO
Pays : France
Technologie : LIBS
Acteur principal / profil: IVEA
Application : Analyse de terrains pollués
Source : Laboratoire Ondes et Matière d'Aquitaine (LOMA) / Université de Bordeaux 1
Contenu :
Porteur du projet : IVEA
Partenaires :
‘- LOMA
‘- BRGM.
Le projet CALIPSO, porté par la société IVEA, a démarré en janvier 2011 dans la continuité du
projet SOLSTICE. Il devrait se terminer fin 2012. Ce projet est financé par l’ADEME. Son
objectif est d’optimiser le choix de l’instrumentation pour les analyses LIBS de terrains pollués
et d’évaluer au plan quantitatif les performances (reproductibilité…) du système choisi.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 154
Deux pistes de R&D sont privilégiées :
- L’optimisation des algorithmes de calcul. Le projet SOLSTICE avait montré en effet que les
algorithmes présentaient certaines faiblesses
- La réalisation de banques de données aussi étoffées que possible, destinées à faciliter la
prise de décision lors de futurs chantiers de dépollution de sols industriels.
Deux types de systèmes sont développés : un instrument du type « ultra-portable » (pistolet), et
un système mobile équipé d’un laser UV. Les instruments (statiques) sont déjà opérationnels
chez IVEA.
TRICOMEN
Pays : France
Technologie : NIR
Projet : TRICOMEN
Acteur principal / profil : BRGM
Application : Tri matière dans les unités de TMB
Source : Rapport d’avancement- Novembre 2010
Quatre installations de traitement mécano-biologiques des ordures ménagères résiduelles
(Launay-Lantic, Mende, Grenoble/Murianette et Montpellier) ont été échantillonnées pour
évaluer la possibilité de récupérer les plastiques par tri optique, en vue d’une valorisation
matière.
Les performances de tri sont bonnes. Les problèmes portent non pas sur les performances du
tri mais sur la qualité des produits triés (en particulier le produit s’imprègne d’une odeur). Le
projet s’est terminé en 2011.
Incorporation de traceurs dans les polymères (thèse de F. Bezati)
Pays : France
Technologie : Spectrométrie fluorescence X
Projet : Thèse
Acteur principal / profil : F. Bezati
Application : Tri des polymères au moyen de traceurs
Source : Thèse de F. Bezati
Contenu :
La thèse était accueillie par deux laboratoires :
‘- Laboratoire IMP/LMM : Ingénierie des Matériaux Polymères - Laboratoire des Matériaux
Macromoléculaires de l’INSA de Lyon,
‘- Laboratoire MAPIE : Modélisation, Analyse et Prévention des Impacts Environnementaux de
l’Institut ENSAM de Chambéry,
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 155
La thèse a été cofinancée par l’ADEME et RECORD. La soutenance a eu lieu le 16/11/2010.
L’objectif de cette thèse était de démontrer :
‘- la faisabilité technique et économique de l’utilisation de systèmes traceurs, basée sur la
spectrométrie de fluorescence X, pour améliorer la détection et l’automatisation du tri des
déchets plastiques issus des produits automobiles et des DEEE.
‘- qu’à partir de traceurs bien choisis, chaque polymère thermoplastique aura sa propre
signature en spectrométrie de fluorescence X afin de faciliter leurs séparations par type et
degré.
L’excitation des traceurs était réalisée par une source de rayons X, et la détection par la
spectrométrie en fluorescence X. L’avantage principal de la SFX comparée à d’autres
techniques spectroscopiques, comme la fluorescence UV, est sa capacité à détecter les
traceurs même si la matrice polymère est noire. Les traceurs les plus adaptés pour la SFX sont
quelques oxydes de terre rare.
Les résultats expérimentaux ont montré que l’addition de 0,1% d’oxyde de terre rare de taille
micrométrique dans une matrice polypropylène a un impact non significatif sur les propriétés
mécaniques et physicochimiques, ainsi que sur la photo-dégradation sous rayonnement UV.
La détection des oxydes de terre rare, utilisés en tant que traceurs dans une matrice PP, est
possible et à de faibles concentrations. Cependant la limite de détection dépend fortement du
choix du détecteur.
Pour avoir un faible impact sur les propriétés mécaniques et physico-chimiques, ainsi que sur la
photo-dégradation sous rayonnement UV, la teneur en traceur doit être inférieure à 1000 ppm.
Si on se base sur les résultats expérimentaux, il semble que le HPGe et le CdTe sont les
détecteurs donnent les meilleurs résultats pour tous les traceurs testés. En prenant en
considération les réserves des tous les traceurs proposés, si dans le futur, il est décidé
d’identifier les traceurs qui ont des réserves importantes (Gd, Y, Ce, Nd), le SDD peut être le
meilleur choix tant d’un point de vue économique que des performances.
TRI +
Pays : France
Technologie : n.r
Projet : TRI +
Acteur principal / profil : nr
Application : -
Source : ADEME ; Pellenc ST, CTP
Contenu
Peu d’information est disponible sur ce projet. Les 7 technologies définies au départ sont
toujours qualifiées. Des demandes de brevets commencent à être déposées.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 156
L’un des thèmes développés dans TRI + est l’affinage des différentes sortes de papier. En effet,
les centres de tri permettent actuellement de trier les qualités 1.11 (à désencrer) et 1.04
(emballages). Or les professionnels voudraient réaliser des tris plus ciblés, permettant d’obtenir
un flux de papier blanc et propre (combinaison des spectrométries NIR + MIR).
TRIPTIC
Pays : France
Technologie : Fluorescence X
Projet : TRIPTIC (Traceurs Répartis pour Identification des Polymères et Tri Industriel en
Cadence)
Acteur principal / profil : INSA Lyon (coordinateur)
Application : Incorporation de traceurs dans les polymères
Sources :
- Tracing Technologies
- Techniques de l’ingénieur (31/01/2011)
Contenu :
Coordonnateur du projet : INSA Lyon
Partenaires :
‘- Tracing Technologies
‘- Plastic-Omnium
‘- Record
‘- Renault
‘- Pellenc ST
‘- ENSAM Chambéry
‘- CEA-List
‘- IMP UMR 5223
Le projet TRIPTIC est labellisé par les pôles AXELERA et PLASTIPOLIS.
Projet financé par l’ANR dans le cadre du programme EcoTech 2009.
Période : 24/02/2010 – 24/11/2013.
Objectifs du projet
Valorisation des propriétés optiques en fluorescence X d’oxydes de métaux de transition, dopés
ou non par un lanthanide.
‘- développer une technologie de marquage des polymères grâce à des systèmes traceurs, en
fluorescence X, ainsi que le développement de pilotes de tri
‘- récupérer la matière la plus pure possible après des opérations de démontage ou de broyage
et tri (aujourd’hui, environ 8% des plastiques des VHU sont recyclés...). Comme les
technologies actuelles ne permettent pas de trier les matériaux polymères en fonction de leurs
formulations aussi bien qu'en fonction de leurs propriétés rhéologiques qui sont des paramètres
importants pour leur valorisation, il est nécessaire d'utiliser une signature avec traceurs qui
devraient être détectés par tri spectrométrique (Fluorescence X).
‘- arriver à une normalisation du traçage des matériaux polymères avec l’AFNOR.
Méthodologie
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 157
La méthodologie générale adoptée comprend plusieurs étapes : les choix des polymères, le
choix des traceurs et celui de la source d’excitation et du détecteur. Les critères de choix des
polymères à tracer sont la recyclabilité, les limites des procédés de tri actuel, la demande du
marché et la disponibilité des gisements de matières. Le choix des traceurs dépend entre autre
de la fluorescence de la matrice.
Les essais de laboratoire ont permis de connaitre la fenêtre de détection la plus favorable à la
détection de 4 types de traceurs incorporés dans des polymères, c’est à dire la bande de
longueurs d’ondes pour la source d’excitation et celle pour la détection de la fluorescence. Ces
résultats ont permis de réaliser un cahier des charges pour le banc optique en prenant en
compte le cahier des charges industriel.
TRIPTIC comporte trois tâches expérimentales :
‘- dispersion de quelques dizaines ou centaines de ppm de traceurs commerciaux dans des
matrices représentatives d'enjeux industriels et économiques ;
‘- optimisation de la détection spectrométrique (fluorescence X) ;
‘- étude de l'industrialisation de systèmes de tri par fluorescence X.
Ces tâches expérimentales sont associées à de la veille scientifique et à une analyse de cycle
de vie qui permettra de connaître les impacts des technologies développées et, si besoin, de
proposer des orientations pour les réduire. Une autre tâche a pour objectif d'étudier l'extension
des technologies de tri à d'autres matériaux polymères et d'autres secteurs industriels tels que
les secteurs des EEE et de l'emballage. La dernière tâche porte sur la diffusion des résultats
pour élaborer une nouvelle normalisation (des discussions avec l’AFNOR sont amorcées) visant
à développer le tri avec traceurs.
Résultats du projet :
L’ajout de traceurs dans les matrices polymères ne modifie pas leurs propriétés mécaniques et
a été réalisé de façon satisfaisante pour permettre une détection sur des éprouvettes de
laboratoire et sur des plaques plus grandes en vue de tests sur des échantillons simulant
davantage le contexte de pièces industrielles.
La conception du système de détection a été validée.
Un schéma de conception mécanique (voir figure ci-dessous) a été élaboré selon les besoins
industriels. Les études mécaniques se sont poursuivies jusqu’à la consultation des fournisseurs
et la commande finale.
De son coté, Tracing Technologies annonce avoir effectué une démonstration de tri à grande
vitesse sur un site industriel, qui a permis de valider les principales caractéristiques: tri optimisé
(1,5t / h), tri sélectif (plus de 95 % avec une vitesse de 3,5 m / sec), identification positive à 100
% pour toute particule, 10 000 à 100 000 mesures par seconde, identification des produits
multicouches et insensibilité aux conditions d'ambiance et aux contaminants. Le marquage de
différents polymères a été réalisé avec succès (PP, HDPE, LDPE, PVC, PET, PC, PA6 , ABS
...), le procédé permettant la différenciation par grade (PE, PS, Polyester et PP), l’identification
de multicouches, multi matériaux ainsi que l’impression sous encre. Tracing Technologies a
réussi le marquage pérenne des produits de couleurs sombres ou noires. Il s'agit d'une
contrainte majeure pour les industriels car ces nuances présentent la particularité d'absorber les
radiations. L’entreprise a surmonté cet obstacle grâce à un procédé sans contact en
réflectance, après sélection de traceurs pertinents, qui a été validé par le programme de
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 158
recherche "TRITR@CE", regroupant des industriels de l’électroménager (Groupe Seb) et des
transformateurs de matières plastiques (Plastic Omnium AE...).
Perspectives ouvertes par le projet : Les technologies actuelles de tri, comme les procédés de séparation densimétrique ne permettent pas de trier parfaitement les polymères entre eux. Dans la flottation par exemple, les fractions PEHD et PP, de densités proches, restent mélangées. Un code barre intégré correspondant à des combinaisons de traceurs dans le produit vise à donner sa composition pour favoriser un recyclage de qualité. Le traçage doit aussi permettre d’améliorer la détection optique pour les pièces sombres et noires (automobile, emballage, équipements électriques et électroniques…). Les perspectives du projet TRIPTIC consistent à : ‘- optimiser la dispersion de quelques dizaines ou centaines de ppm de traceurs dans les matrices polymères les plus représentées dans l'industrie ; ‘- optimiser la détection spectrométrique ‘- mettre au point l'industrialisation des systèmes de tri par fluorescence X. Les résultats issus de ce projet pourront être utilisés pour faciliter l'élaboration d'une nouvelle normalisation en vue de développer et généraliser le tri avec traceurs.
TRITR@CE
Pays : France
Technologie : n.r
Projet : TRITR@CE
Acteur principal / profil : Pôle National de Traçabilité de Valence
Application : Incorporation de traceurs dans les polymères
Sources :
- Tracing Technologies
- Techniques de l’ingénieur (31/01/2011)
Contenu :
Piloté par le Pôle National de Traçabilité de Valence, le projet "TRITR@CE (2007 – 2009)
réunissait un industriel leader du secteur automobile, un industriel leader du secteur
électroménager et électronique, Tracing Technologies, l’ITECH (Lyon), l’ENSAM (Chambéry) et
ARAMM /ARDI Matériaux (Lyon).
Objectifs du projet :
‘- validation du système de « traceurs » sur des polymères ciblés
‘- réalisation de mélanges maîtres selon les procédures de fabrication des secteurs automobile,
électrique, électronique et électroménager avec des matrices polymères ciblées, du
polypropylène clair et noir et de l'ABS.
"TRITR@CE" a permis de démontrer, après vieillissement des éprouvettes, que :
‘- le signal des marqueurs est retrouvé inchangé, y compris dans les matrices noires
‘- le signal est quantifié.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 159
Il a validé le procédé Tracing Technologies pour l'identification des polymères en fin de vie, la
traçabilité des polymères marqués (REACH) et les recyclages multiples.
VALMAT
Pays : France
Technologie : Ultra-sons
Projet : VALMAT
Acteur principal / profil: Gravit (structure dédiée au transfert de travaux de R&D, Grenoble)
Application : Tri des DEEE
Source : Recyclage et récupération n°34 (octobre 2010)
Contenu
Ce projet a été abandonné.
Pour mémoire, son objectif était de développer un procédé de traitement des DEEE offrant
l’avantage de s’affranchir des inconvénients des traitements hydro et pyro-métallurgiques, ne
provoquant aucune émission de gaz et s’effectuant sans avoir à utiliser de solutions chim iques
agressives. En phase de R&D, le procédé VALMAT devait récupérer les dépôts de métaux
sans dégrader le support plastique.
Des ultrasons créent, au sein d’une solution chimique dans laquelle baigne le composant
électronique, de toutes petites bulles chargées de radicaux chimiques qui vont attaquer la
surface à traiter. Ces bulles implosent très rapidement, ce qui fait monter la température à
plusieurs milliers de degrés Celsius et la pression à plusieurs centaines d’atmosphères. Il
s’ensuit un décollement du dépôt sans dégradation du support. Ce dépôt qui contient les
métaux est précipité sous forme de sel ou déposé sur une électrode. La fréquence des
ultrasons, leur puissance acoustique et la nature de la solution chimique sont définies en
fonction de la nature du dépôt à extraire.
Les essais ont porté sur l’extraction de l’or, du cuivre et de l’indium.
VALOPTIC
Pays : France
Technologie : TSA2 (tri séquentiel auto-adaptatif)
Projet : Valoptic
Acteurs principaux / profils: Véolia Propreté / Sigidurs
Application : Sur-tri du PP, PSE et PVC dans un centre de tri
Source: Recyclage - Récupération, n°201127, 25/07/2011, entretien avec Sigidurs
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 160
Démarrage : Novembre 2011
Fin de projet : Mai 2012
Budget : 260 k€
Contenu :
Projet réalisé dans le cadre de l’appel à projets d’Eco-Emballages pour installer la filière de
collecte, de tri et de recyclage des nouveaux emballages plastiques.
Porté par Veolia Propreté et le centre de tri du Sigidurs (Syndicat mixte pour la gestion et
l'incinération des déchets urbains de la région de Sarcelles) le projet s'articule principalement
autour du procédé TSA2 (tri séquentiel auto-adaptatif). Le procédé, monté sur une machine
Pellenc, trie en plusieurs flux : PET clair, PET coloré, PP, PS et PVC Les trois derniers flux
sont obtenus en effectuant un sur-tri du refus de tri de PET. Chacun de ces trois flux représente
entre 1% et 3% du flux total entrant, et est constitué principalement de déchets provenant
d’erreurs sur le geste de tri.
Le projet s’est déroulé en deux phases :
Phase 1 : Sans modification de l’infrastructure du centre de tri, production d’un flux mixte PEhd
+ PP + PSE + PVC le matin puis repassage l’après-midi sur la même chaîne (en utilisant le
système TSA 2). Cette phase d’une durée de deux semaines a permis de valider la faisabilité et
les règlages
Phase 2 (janvier à mai 2012) : création de trois alvéoles supplémentaires dans le centre de tri,
permettant de trier les résines PP, PSE et PVC « au fil de l’eau ». Mesure des rendements et
des qualités de tri. Mesure d’impact sur le tri du PET. On a constaté des problèmes liés à la
friabilité du PS et à la présence de cassettes vidéo). Les flux obtenus permettent de constituer
des balles relativement homogènes dans le cas du PP. C’est moins probant dans le cas de
PSE, en particulier en terme de qualité du flux trié.
VPCO
Pays : France
Technologie : NIR + VIS
Projet : VPCO
Acteurs principaux / profils: Véolia Propreté / Nantes Métropole
Application : Tri et sur-tri du PP et du PS dans un centre de tri
Source: Arc en Ciel
Démarrage : Fin 2010
Fin de projet : Juin 2011
Contenu :
Le projet VPCO est l’un des 9 projets attribués par Eco-Emballages pour optimiser le tri dans le
cadre de l’extension de la consigne de tri sélectif. Il concerne les centres de tri de Couéron
(Véolia Propreté + Nantes Métropole) et de Rennes (Véolia propreté). Chacun de ces sites a
une capacité d’environ 30 000 t/an et est fortement automatisé.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 161
L’objectif du projet était de re-paramétrer les machines de tri optique de façon à orienter les flux
de PP et de PS (erreurs dans le geste de tri) vers le flux de PEHD existant. Les 700 tonnes du
mix obtenu (bouteilles, flacons, pots et barquettes) ont été ensuite sur-triées sur le site de
Rennes.
L’expérimentation a permis d’obtenir des flux homogènes de PS (le PSE étant dirigé vers les
refus de tri), avec une pureté d’environ 96%.
WEEELIBS
Pays : France
Technologie : LIBS
Projets : WEEELIBS
Acteur principal / profil : CRITT Matériaux Alsace
Application : Tri des déchets de matières plastiques
Source : CRITT Matériaux Alsace
Contenu
Dans la continuité de PLASTILIBS, le CRITT Matériaux Alsace développe, dans le cadre du
projet WEELIBS, un démonstrateur de tri des plastiques appliqué au démantèlement des DEEE
sous forme d’un appareil portatif, qui serait testé sur plusieurs sites de démantèlement de
DEEE appartenant à des catégories différentes.
Le projet est financé dans le cadre du programme LIFE+ : accepté pour financement, son
démarrage est prévu au troisième trimestre 2012. Le CRITT est en partenariat avec le fabricant
IVEA sur ce projet, qui vise à développer l’appareil jusqu’à sa commercialisation. L'adaptation
sur ligne à haute cadence et la commercialisation feront l'objet de projets ultérieurs. Dans une
étape ultérieure, le CRITT envisage de développer un système en continu sur le résidu de
broyage. A terme cette technologie pourra également être adaptée à d'autres filières, telle que
les VHU.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 162
Tri des emballages plastiques noirs et multi-couches
Pays : Grande Bretagne
Technologie : NIR
Acteur principal / profil: Waste & Resource Action Programme (WRAP)
Application : Tri des emballages plastiques
Source : Recycling Magazin (Allemagne no. 19, 2011), WRAP (novembre 2011)
Paragraphes concernés du rapport initial :
Contenu
Le WRAP réalise un programme financé par les pouvoirs publics, destiné à développer des
procédés innovants de recyclage des emballages plastiques.
L’une des composantes de ce projet consiste à tester un nouveau concept de tri de certains
plastiques noirs et foncés. Le principe est de remplacer le noir de carbone utilisé classiquement
dans la fabrication des barquettes alimentaires noires en PET et en polypropylène par d’autres
colorants, également noirs, mais détectables par la spectrométrie NIR. Les résultats semblent
très probants. Des tests sont en cours pour s’assurer que ces nouveaux additifs sont
compatibles avec un usage dans la chaîne des produits alimentaires.
Le rapport détaillé de ces tests est disponible sur :
http://www.wrap.org.uk/recycling_industry/publications/black_plastic.html
Tri des papiers graphiques avant désencrage
Pays : Allemagne
Technologie : NIR
Projet : Amélioration de l’efficacité des lignes de désencrage
Acteur principal / profil: Papiertechnische Stiftung (PTS)
Application : Recyclage / désencrage des papiers
Source : Euwid Recycling (Allemagne no. 39, 2011)
Contenu
L’institut Papiertechnische Stiftung a développé un système en ligne basé sur la technologie de
spectrométrie proche infrarouge (NIR), permettant d’optimiser le processus de désencrage
grâce à un tri optimisé des papiers en amont. Ce tri est bien adapté au contexte allemand pour
le tri des papiers et cartons, consistant à séparer les flux en mélange en deux fractions : d’une
part les « blancs » (principalement des papiers, dont les papiers graphiques), d’autre part les
« bruns » (principalement les emballages cartons). Ce tri est effectué au moyen de la
spectrométrie NIR.
Ce type de tri pourrait intéresser les industriels papetiers français qui disposent d’un centre de
tri en entrée d’usine (pour trier les DIB par exemple) et qui font du désencrage. La qualité du
1.11 (journaux/magazines) qu’ils reçoivent étant parfois insuffisante, l’installation d’un
spectromètre NIR leur permettrait d’effectuer un sur-tri pour éliminer les cartons résiduels.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 163
Par contre, ce type de tri est peu adapté au contexte français des déchets d’emballages
ménagers, du fait de l’organisation mise en place par Eco-Emballages, qui vise à séparer les
fibreux (papiers et cartons) et les non fibreux (plastiques) dans la fraction légère de la collecte
sélective, puis à épurer chacun de ces flux au moyen d’un sur-tri approprié.
Tri des déchets de bois
Pays : Allemagne
Technologies : NIR, LIBS, spectrométrie de masse
Projet : “Molecular sorting for resource efficiency”
Acteur principal / profil: Fraunhofer Research Institutes (centre de recherche)
Application : Tri des déchets de bois
Source : Euwid Recycling (Allemagne no. 24, 2011)
Paragraphes concernés du rapport initial :
Contenu
Fraunhofer Research Institutes développe une technologie de tri des bois contaminés, par
détection des composés organiques halogénés contenus dans les bois traités, au moyen d’une
combinaison des technologies NIR, LIBS et spectrométrie de masse. Les étapes ultérieures de
tri et de recyclage font également partie du projet. La mise en route d’une unité de
démonstration est prévue à l’horizon 2013/2014.
Tri des métaux par la LIBS
[Mai 2011]
Pays : Allemagne
Technologie : LIBS
Acteur principal / profil: Institut Fraunhofer
Application : Tri des métaux
Source : CRITT Matériaux Alsace
Contenu
L’institut Fraunhofer a mis au point un système de tri des métaux équipé de lasers 100 kHz. Il
permet d’effectuer un tri de composés pierreux en fonction de la teneur en magnésium. Ce
système est commercialisé par Ti Tech. Il a été présenté en 2010 dans le cadre de la
conférence EMSLIBS.
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 164
AANNNNEEXXEE 55
EENNTTRREETTIIEENNSS RREEAALLIISSEESS DDAANNSS LLEE CCAADDRREE DDEE LL’’EETTUUDDEE
Organisme / société Pays
Fabricants de systèmes de tri optique en continu
TiTech France Norvège
Pellenc ST France
Steinert Allemagne
S+S / Separation and Sorting Technology Allemagne
Analyticon Allemagne
Smith Heimann Allemagne
Incodecs GmbH Allemagne
Bruker Optics Allemagne
Hamos Allemagne
LLA Instruments GmbH Allemagne
Fabricants de systèmes de tri optique portatifs
Bruker AXS USA
Matech PaysBas
Autres fabricants d'appareils de tri
Ebhys France
Organismes de gestion des filières, éco-organismes
Valorplast France
Ecosystèmes France
EcoFolio France
APER France
Industriels du tri des déchets
Cigidurs France
Veolia Propreté France
SITA France
Paprec France
Derichebourg France
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 165
Terra Nova France
SNAM France
Recydem France
Regefilm France
Paté / France Pare-Brise Recyclage France
Veka France
Autres industriels
APPE France
PSA France
Renault France
Organismes professionnels
ELIPSO France
FNADE France
FEDEREC France
APER (filière BPHU) France
FCBA France
INRS France
EUROFER Belgique
Federec -Cyclem France
Autres structures
ADEME France
Eco-Emballages France
Record France
Centres de recherche, centres de transfert de technologie, sociétés de développement technologique
TeraTec / Fraunhofer Institute IPM (Center for Terahertz Technologies and Applications)
Allemagne
Armines France
Université Technique d’Aix-la-Chapelle Allemagne
Polytec GmbH Allemagne
Leibnitz-Institut fuer Polymerforschung Dresden e.V. Allemagne
Technikon Forschungs- und Planungsgesellschaft Allemagne
Papiertechnische Stiftung Allemagne
Ivéa France
Tracing Technologies France
Centre Technique du Papier France
Bertin Technologies France
Optitec / Pôle optique et photonique France
CRITT Matériaux Alsace France
University of Tokyo Japon

Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 166
Plastics Waste Management Institute (PWMI) Japon
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 167
AANNNNEEXXEE 66
BBIIBBLLIIOOGGRRAAPPHHIIEE
Source Titre
ADEME/ record
Thèse « Etude des procédés et des techniques d'incorporation de traceurs dans le
polypropylène, en vue de l'automatisation du tri de déchets plastiques de produits hors d'usage
».
American Chemistry Council"Demingling the mix: An assessment of commercially available automated sorting technology",
avril 2010
Solid Waste and Recycling
(USA)"Optical Sorting Equipment - Capitalizing on automated technology for plastics", août 2005
RWTH Aachen Müll und Abfall, Innovative Sortiertechnologien zur Gewerbeabfallsortierung, 2007
BT-Wolfgang Binder Sekundärrohstoffe, Technik gegen störende Splitter, 2010
Recyclex GmbH Sekundärrohstoffe, Recycling von Nichteisen-Metallen garantiert modernes Leben, 2010.
LASU Münster Müll und Abfall, Aufbereitung von Elektrogeräten, 2010.
Exsor GmbH Sekundärrohstoffe, Metallsortierung mit PMIT-Technik, 2010
PTSPTS News, Neuartige automatische Bewertungsanlage zur Qualitätskontrolle von Deinkware,
2008
Philipps-Universität Marburg Kunststoffe, Terahertz-Spektroskopie - An der Schwelle zum industriellen Einsatz, 2010
Dong energyVGB Power Tech, Online analysis of wood pellets - Quality parameters by near infrared
spectroscopy, 2010.
CTR/TiTechProceedings Sensorgestützte Sortierung 2010, NIR spectral imaging for industrial detection of
flame-retardant additives in polymers, 2010.
S+S Separation and Sorting
Technology GmbH
Proceedings Sensorgestützte Sortierung 2010, Perfect sorting solutions for packaging
recycling, 2010.
Exsor GmbHProceedings Sensorgestützte Sortierung 2010, Magnetinduktionstomographie- Metallsortierung
mit Spitzenwerten, 2010.
IITBProceedings Sensorgestützte Sortierung 2010, Verfahren zur Inspektion und Sortierung
farblicher und transparenter Materialien, 2010.
MSS Inc.Proceedings Sensorgestützte Sortierung 2010, Sorting in high-definition - New sensing
technologies for electronic scrap (WEEE), 2010.
TiTech GmbHProceedings Sensorgestützte Sortierung 2010, Flake sorting based on visual and infrared
spectroscopy, 2010.
Krones AGProceedings Sensorgestützte Sortierung 2010, Sensorgestützte Sortiertechnik für die PET-
Aufbereitung aus Anwendersicht, 2010.
Leibnitz Institute of Polymer
Research Dresden
C.R. Chemie, Process monitoring of polymers by in-line ATR-IR, NIR and Raman spectroscopy
and ultrasonic measurements, 2006.
EVK DI Kerschhaggl GmbH,Proceedings Sensorgestützte Sortierung 2008, 2D - NIR Spektroskopie und materialselektive
induktive Metallerkennung im Recycling: Technologie und Praxisbeispiele, 2008.
Titech GmbH Umweltmagazin, Wertschöpfung direkt aus der Tonne, 2010.
La recherche bibliographique a consisté principalement à analyser plus d'une centaine de sites internet de concepteurs
/ fabricants de systèmes de tri, de laboratoires et centres de recherche. Les autres sources analysées sont listées ci-
dessous
Septembre 2012
Etat de l’art des technologies d’identification et de tri des déchets 168
Source Titre
LASU Münster Umweltmagazin, Wertschöpfender Elektrogeräte recycleln, 2010.
LLA GmbHLLA Berlin, Microanalysis of tool steel and glass with laser-induced breakdown spectroscopy,
2003.
LLA GmbH, LLA Berlin, Plastic separation of automotive waste by superfast near-infrared sensors, 2004.
Recyclage et Récupération Détection: Zoom sur les machines de tri optique des déchets ménagers - n°17 - 10/05/2010
MEEDDM / ADEME "La politique des déchets - 2009-2012" - Septembre 2009
Record - D. Froelich, E. Maris
(ENSAM Chambéry) - V.
Massardier-Nageotte(LMM -
INSA DE LYON)
État de l'Art technico-économique sur les procédés et techniques d'incorporation de traceurs
dans les matériaux polymères, en vue du tri automatisé des déchets plastiques des produits
hors d'usage - Février 2007
LIBS: Green News Techno : Analyse : la LIBS confirme son potentiel - 19/10/2009
ADEME / Terra
Etat de l’art des technologies de recyclage de certains DEEE : PAM, tubes cathodiques, cartes
et composants
électroniques - Novembre 2008
INRSDocument ED 914: « Conception des centres de tri des déchets, déchets ménagers et
assimilés issus de la collecte sélective ».
INRSDocument ED 948 : « Conception des centres de tri des déchets industriels banals et des
déchets de chantiers »
L’ADEME EN BREF
L'Agence de l'Environnement et de la Maîtrise de
l'Energie (ADEME) participe à la mise en œuvre des
politiques publiques dans les domaines de
l'environnement, de l'énergie et du développement
durable. Afin de leur permettre de progresser dans
leur démarche environnementale, l'agence met à
disposition des entreprises, des collectivités locales,
des pouvoirs publics et du grand public, ses
capacités d'expertise et de conseil. Elle aide en outre
au financement de projets, de la recherche à la mise
en œuvre et ce, dans les domaines suivants : la
gestion des déchets, la préservation des sols,
l'efficacité énergétique et les énergies renouvelables,
la qualité de l'air et la lutte contre le bruit.
L’ADEME est un établissement public sous la tutelle
du ministère de l'écologie, du développement durable
et de l'énergie et du ministère de l'enseignement
supérieur et de la recherche. www.ademe.fr