Embed Size (px)
Citation preview
REPUBLIQUE ALGERIENNE DEMOCRATIQUE ET POPULAIRE
MINISTERE DE L’ENSEIGNEMENT SUPERIEUR ET DE
LA RECHERCHE SCIENTIFIQUE
UNIVERSITE ARBI TBESSI-TEBESSA-
FACULTE DES SCIENCES ET DE LA TECHNOLOGIE
DEPARTEMENT DE GENIE MECANIQUE
Option : Génie des matériaux
Mémoire de fin d’étude en vue de l’obtention du diplôme de
Master en Génie Mécanique
Thème:
Présenté par: Encadré par
GUEBLI Besma
GASSARELLIL Haifa Mme: BOULEDROUA Besma
2015/2016
Etude des Phénomènes de Corrosion
liés à la Détérioration des Aciers pour
tubes Galvanisés
I
ملخص
تت ز اىذساسح تاستعاه اىتقيح اىتآمواىذف زا اىعو دساسح سيك اىفالر اىغيف قاح ظاشج
%3 اىصديفي حاىيو ختيفح اء اىحفيح حيه ميس اىنشمييائيح ىتاتعح سيك اىفالر اىغيف اىغيش اىغيف
يأثشاىفالر اا اء اىحفيح ى تآمو االمثش فعاىيح في سثح اىصدياىتائج اىتحصو عييا تيت ا اىحيه ميس
عيى اىفالر اىغيف رىل ساجع ىحايت تاىضل ال يجذ اثش عيى اىفالر اىغيف
اىاقيح ىياء ىألاتيةج ا اىحايح تاىضل االمثش فعاىيح ستت
.اثب ,صل ,اىغيفح ,فالر , اىنشمييائيح , اىتآمو : الكلمات المفتاحية
Résumé
Le but de ce travail est l’étude du comportement de l’acier galvanisé et sa résistance à la
corrosion.
Les investigations par la technique de l’électrochimique, nous ont permis de suivre le
comportement de l’acier nu et galvanisé dans deux différentes solution l’eau douce et le
chlorure de sodium à 3%.
Les résultats obtenus ont montré que le chlorure de sodium à 3% était plus réactif à la
corrosion que la protection par le zinc. Par contre, l’eau douce n’a aucun effet sur l’acier
galvanisé du fait de la passivation de la couche galvanisée par rapport au substrat (acier nu).
On conclu que la protection par le zinc est favorable pour les tubes transportant l’eau douce.
Mots clé : Corrosion, électrochimie, acier, galvanisation, zinc, tube.
II
REMERCIEMENTS
Avant tous nous remercierons ALLAH le tout puissant qui nous a donné le courage et la force
pour surmonter les difficultés durant notre étude.
Plus particulièrement, je remercie Mme BOULEDROUA Besma pour son encadrement
continu, pour les remarques constructives qu’elle nous a fournies ainsi que pour ses précieux
conseils durant toute la période de la réalisation de ce mémoire.
On tient à remercier aussi monsieur LAOUDI Bouzid pour avoir accepté de présider notre
jury de soutenance.
On tient à remercie également monsieur KHALIFA Houcine pour avoir accepté d’être
examinateur de ce modeste travail.
On tient à remercier la responsable de Laboratoire de la Recherche Scientifique en l’Ecole
National Supérieur de Mine et de Métallurgie et d’ANNABA.
On tient à remercier tous les membres de l’Unité Anabib Tébessa qui nous ont aidés à la
réalisation de ce travail dans une ambiance de fraternité et d'amitié et surtout BRAHMI Adel
Enfin, nombreuses sont les personnes qu’on n’a pas citées et que l’on voudrai remercier pour
leur contribution à la réalisation de ce travail.
Dédicaces
Je dédie ce modeste travail à :
Mes chers parents
Mes frères : saleh soufiene
Mes sœurs : amina chaima oumaima
A ma princesse tasnim
A ma grande famille
Et surtout ami khmais tata saliha hidi khairi yakoub
Plus particulièrement, Ahlem
A tout mes amis qui me
Et surtout Basma my soul marwa marwa h moufida chahira
sara
samya loubna saousen
Sont chers
A tous ceux que j'aime
haifa
Dédicaces
Je dédie ce modeste travail à :
Ma chère maman a grand mère Djamila que dieu les protège
A mon père
Mon frère : mouhamed
A louiza sihem taki yakin amouna nesrine nasro ramzi
Khali sibti nawi hamid farhat
Et ami khmais khalti saliha khairi yakoub
A ma grande famille
A tout mes amis
Et surtout haifa marwa marwa h moufida chahira sara rahma
ahlem
Besma

Sommaire
IV
Résumé ………………………………………………………………………………..
I
Remerciement…………………………………………………………………………… II
Dédicace………………………………………………………………………………… III
Table des matières……………………………………………………………………… IV
Liste des figures ………………………………………………………………………… VII
Liste des symboles ……………………………………………………………………… X
Liste des tableaux……………………………………………………………………….. XIII
Introduction générale…………………………………………………………………….
Chapitre I : L’élaboration De L’acier et Technique De Protection
Introduction………………………………………………………………………………... 01
I. Définition ……………………………………………………………………………….. 01
I.1. Les différentes phases du diagramme Fer Carbone…………………………………… 02
I.2. Les transformations de phase dans les aciers…………………………………………. 03
I.3 Les différentes étapes de production de l’acier………………………………………... 03
I.3.1. L’élaboration de l’acier……………………………………………………………... 04
I.3.1.1. Le convertisseur…………………………………………………………………... 05
I.3.1.2. Four poche………………………………………………………………………… 05
I.3.2. La coulée de l’acier…………………………………………………………………. 05
I.3.3. La mise en forme …………………………………………………………………… 07
I.3.3.1. Le laminage à chaud………………………………………………………………. 07
I.3.3.2. Le laminage à froid………………………………………………………………... 08
I.3.3.3. Le décapage ……………………………………………………………………… 09
I.4. Influence spécifique des éléments d’addition…………………………………………. 10
I.5. Procédés et fabrication de tube ……………………………………………………... .. 10
I.5.1. Les tubes soudés sous forme spirale………………………………………………… 11
I.5.2. Les tubes soudés sous forme longitudinale…………………………………………. 11
I.6. Caractéristiques mécaniques des tubes……………………………………………….. 13
I.7. Utilisations des tubes………………………………………………………………...... 14
I.8. les pipelines et le transport de gaz…………………………………………………….. 18
I.8.1. Définition……………………………………………………………………………. 18
I.8.2. Caractéristiques des pipelines ………………………………………………………. 19
I.9. Les différentes techniques de protection des tubes…………………………………… 19
I.9.1. La protection électrochimique ……………………………………………………… 19
I.9.2. La protection par revêtement………………………………….................................. 19
I.9.2.1. Les revêtements métalliques………………………………………………………. 20
Sommaire
V
I.9.3. Les revêtements organiques………………………………………………………… 22
I.10. Rôle d’un revêtement anti corrosion ………………………………………............... 23
Chapitre II : Galvanisation des Tubes
Introduction……………………………………………………………………………. 24
II. Définition ………………………………………………………………………….. 24
II.1. L’acier Galvanisé……………………………………………………………….... 24
II.2. Microstructure d’une Acier après la Galvanisation………………………………. 25
II.3. Protection anti corrosion des aciers par le zinc…………………………………… 26
A. Propriétés physiques du Zinc ……………………………………………….......... 26
II.5. L’étape principale d’une opération de galvanisation…………………………….. 27
II.5.1. Préparation de surface…………………………………………………………... 27
II.5.1.1. Dégraissage…………………………………………………………………… 27
II.5.1.2.Décapage……………………………………………………………………… 28
II.5.1.3. Fluxage……………………………………………………………………….. 29
II.4.2. La Galvanisation………………………………………………………………... 32
Chapitre III: Détérioration des Tubes par Corrosion
Introduction………………………………………………………………………………. 34
III. Définition de corrosion………………………………………………………………. 34
III.1. Les type de corrosion………………………………………………………………. 34
III.1.1. Corrosion Uniforme……………………………………………………………… 34
III.1.2. Corrosion Galvanique……………………………………………………………. 35
III.1.3. Corrosion Caverneuse……………………………………………………………. 35
III.1.4. Corrosion Par Piqures……………………………………………………………. 35
III.1.5. Corrosion Inter Granulaire………………………………………………………. 36
III.1.6. Corrosion Sous-Contrainte………………………………………………………. 36
III.1.7. Corrosionérosion…………………………………………………………………. 36
III.2. Corrosion des pipelines ……………………………………………………………. 36
III.2.1. Principaux risques de la corrosion des pipelines. ………………………………... 37
III.4. Les facteurs influençant la corrosion ………………………………………………. 38
III.4.1. Facteurs liés au milieu……………………………………………………………. 38
Sommaire
VI
III.4.1.1. Influence De L'oxygène………………………………………………………... 38
III.4.1.2. Influence Du Ph………………………………………………………………… 38
III.4.1.3. Influence De Nacl………………………………………………………………. 39
III.4.1.4. Température……………………………………………………………………. 39
III.4.2. Facteurs métallurgiques …………………………………………………………. 40
III.5. Différente essais de corrosion …………………………………………………….. 40
III.5.1. Essais de Diffraction par rayons X (DRX) …………………………………….. 40
III.5.2. Essai de la masse perdue ……………………………………………………….. 41
III.5.3. Essais Electrochimiques…………………………………………………………. 41
III.6. Potentiel de corrosion Ecorr……………………………………………………….. 45
Chapitre IV : Procédure Expérimentales
Introduction………………………………………………………………………………. 46
IV.1.Généralités sur l’Unité Anabib…………………………………………………….. 46
IV.2. Matériau ou le substrat…………………………………………………………… 48
A. Définition de l’acier E24 sortie Usine……………………………………………….. 48
B. Analyse chimique ……………………………………………………………………. 48
C. Définition de l’acier E24 sortie EL-HAJAR…………………………………………. 48
IV.3. Procédure Expérimentale…………………………………………………………. 49
IV.3.1. Microscope optique……………………………………………………………. 49
IV.3.2. Observation microscopiques…………………………………………………… 50
IV.4. Essais électrochimique…………………………………………………………… 51
IV.4.1. Préparation des échantillons……………………………………………………. 51
A. Polissages des surfaces………………………………………………………………. 51
B. Enrobage et soudée fil électrique……………………………………………………. 51
IV.4.2. Préparation des solutions de NaCl………………………………………………. 52
IV.4.3. Cellule électrochimique…………………………………………………………. 53
IV.4.3.1. Techniques d’essais électrochimiques………………………………………… 53
IV.5 Résultats et Interprétations………………………………………………………… 55
Conclusion générale……………………………………………………………………. 60
Référence bibliographique……………………………………………………………… 62

Sommaire
VII
liste de symboles
X
Symboles
Désignations
α
La ferrite
γ L’austénite
C Carbone
P Phosphor
S Suffer
H Hydrogen
O Oxygen
Cr Chrome
Mo Molybdèn
V Vanadium
Nb Niobium
Cu Cuivre
Ti Titan
Fe Fer
Ni Nickel
Si Silicium
Mn Manganèse
Mm Milli mettre
L Litre
Km kilo mettre
FBE Fusion-Bonded Epoxy
PE Polyéthylène
PP Polypropylène
μm micro mètre
C Celsusse
PVD Procédés physiques de dépôt
CVD Procédés chimiques de dépôt
X (Drx) De Diffraction Par Rayons
Liste de Tableaux
XI
Tableau N°
Titre page
Tableau II.1 Caractéristique des phases Fe-Zn 25
Tableau IV.1 Composition de l’acier E24 (en % massique) 48
Tableau IV.2 Caractéristique mécanique de l’acier E24 48
Tableau IV.3 Caractéristique mécanique et chimique de substrat 49
Tableau IV.4 La composition chimique de zinc 49
Introduction Générale
Introduction Générale
L’acier est un alliage métallique utilisé dans les domaines de la construction
mécanique. L’acier est constitué de deux éléments au moins, majoritairement le fer puis le
carbone dans des proportions comprises entre 0,02 % et 1,67 % en masse. C’est
essentiellement la teneur en carbone qui confère à l’alliage les propriétés du métal qu’on
appelle «acier». Les aciers sont élaborés pour résister à des sollicitations mécaniques ou des
agressions chimiques ou une combinaison des deux.
Les revêtements de surface s’appliquent essentiellement aux pièces d’acier, pour
protéger cet acier contre les problèmes de corrosion
La corrosion des métaux est un phénomène de dégradation de ces derniers sous
l’influence oxydante de leur environnement. Cette corrosion touche toutes les installations qui
comportent des éléments métalliques en contact avec des effluents [1].
La galvanisation à chaud est un procédé les plus utilisés pour la protection des métaux
contre la corrosion. C’est une opération de revêtement par trempe dans un bain de zinc ou
d’alliage de zinc en fusion à une température voisine de 460o C. Elle concerne les pièces
finies, les tôles et les fils revêtus par procédé continu. [2]
L’objectif principal de ce mémoire est donc de mettre en évidence, d’un point de vue
comparatif, le comportement à la corrosion de l’acier destiné à la fabrication des tubes et le
comportement de l’acier E24 et acier E24 galvanisé dans deux solutions : eau douce, et une
solution 3 % NaCl
Cette recherche comprend quatre chapitres :
Dans le premier chapitre, nous présentons : une étude théorique complète sur les
méthodes d’élaboration de l’acier pour tube, les procèdes de fabrication des tubes ainsi
que les techniques de protection contre la corrosion.
Dans le second chapitre nous présentons en détails le procède de revêtement de l’acier
par la galvanisation
Introduction Générale
Dans le troisième chapitre, nous présentons les généralités sur la corrosion et quelques
essais pour tester la corrosion des tubes aciers
Dans le dernier chapitre, nous donnons les caractéristiques du matériau et les
techniques de préparation des échantillons (découpage, polissage...) les techniques
d’observation des coupes transversales de l’échantillon par microscopes optiques
(observation des couches de l’échantillon en acier galvanisé), et nous décrivons la
technique et les procédures expérimentales des essais d’électrochimique
Et nous terminons par une interprétation des résultats et conclusion générale.
Chapitre I
L’élaboration de L’acier et Techniques
de Protection
Chapitre I L’élaboration de L’acier et Techniques de Protection
1
Introduction:
L’utilisation de l’acier dans la construction remonte à la fin du XIXe siècle, bien que les
métaux ferreux soient connus depuis environ quarante siècles Auparavant on employait la fonte
qui peut se mouler facilement mais se révèle cassante et impossible à forger. Il faut donc
l’assembler à l’aide de boulons, de vis ou de clavettes. On est progressivement passé, à partir des
années 1840, de l’usage de la fonte à celui du fer puddlé, la fonte étant affinée industriellement
pour obtenir du fer pur, plus souple et plus facile à laminer, à percer et à forger. Le principe des
rivets posés à chaud a permis de disposer d’un mode d’assemblage universel et facile à mettre en
œuvre. [3]
I. Définition
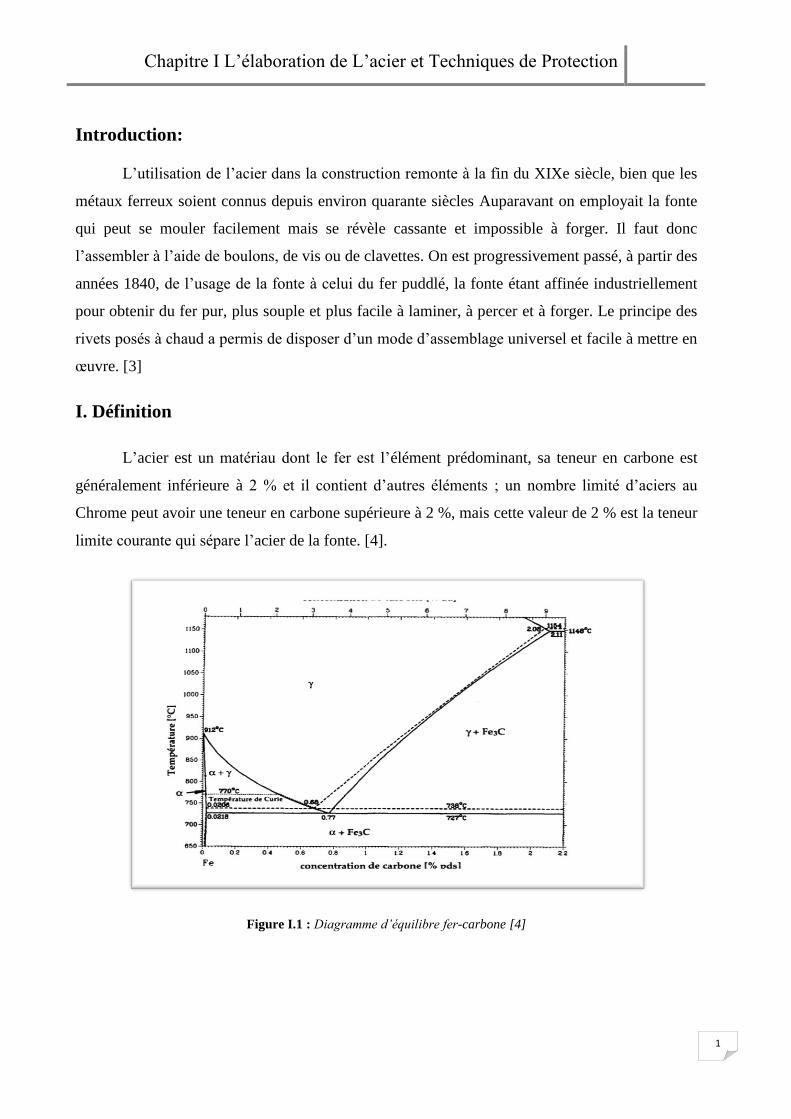
L’acier est un matériau dont le fer est l’élément prédominant, sa teneur en carbone est
généralement inférieure à 2 % et il contient d’autres éléments ; un nombre limité d’aciers au
Chrome peut avoir une teneur en carbone supérieure à 2 %, mais cette valeur de 2 % est la teneur
limite courante qui sépare l’acier de la fonte. [4].
Figure I.1 : Diagramme d’équilibre fer-carbone [4]
Chapitre I L’élaboration de L’acier et Techniques de Protection
2
I.1. Les différentes phases du diagramme Fer – Carbone
Quand on ajoute du carbone dans le fer, les atomes de carbone se mettent en position
d'insertion dans le fer α ou γ On observe alors une grande différence de solubilité du carbone
dans chacune de ces phases : elle est extrêmement faible dans le fer α (environ 0,02% à 727°C)
alors qu'elle est notable dans le fer γ (environ 2% à 1145°C). Cette solution de carbone dans le
fer γ est appelée austénite, tandis que la solution (très diluée) de carbone dans le fer α est appelée
ferrite.
En raison de la faible solubilité du carbone dans le fer α, il peut aussi se former, dans la ferrite,
des carbures de fer métastables Fe3C, appelés cémentite et de structure orthorhombique. Notons
que la phase d'équilibre est le graphite mais que la cémentite est le composé le plus commun
dans beaucoup d'aciers. Cependant, d'autres types de carbures existent aussi [5].
I.1.1. La ferrite (α)
La ferrite est une solution solide de carbone dans le fer α. Elle est constituée par du fer α
renfermant des traces de carbone ainsi que d'autres inclusions. On distingue la ferrite α à basse
température et à solubilité du carbone allant jusqu'à 0,02% et la ferrite δ à haute température à
solubilité limite en carbone allant jusqu'à 0,1 %.
La ferrite est peu tendue et très ductile (Hv = 90, Rm= 300 N/mm2, K = 300 j/cm
2). Elle
est magnétique à la température ordinaire, au microscope la ferrite a l'aspect de grain homogène
polyédrique. Elle possède un réseau cubique centré et elle est ferromagnétique jusqu'à 760° C.
I.1.2. L'austénite (γ)
C'est une solution solide de carbone et d'autres inclusions dans le fer γ. La solubilité
limite du carbone dans le fer γ est de 2,14%. L'austénite est stable à haute température, elle est
peu dure est relativement malléable (HB = 300). La microstructure de l'austénite est composée
de grains polyédriques. Elle peut exister à la température ambiante que dans un état métastable.
Elle est antiferromagnétique. [5]
Chapitre I L’élaboration de L’acier et Techniques de Protection
3
I.1.3. La cémentite (Fe3C)
La cémentite ou(Fe3C) est une combinaison chimique de fer et de carbone dont la teneur
en carbone peut atteindre 6,67%. Elle est magnétique jusqu'à 210°C et très dure (HB = 700) mais
fragile [5].
I.2. Les transformations de phase dans les aciers
Dans les aciers, le type de refroidissement de l’austénite est très important puisqu’il
conditionne la microstructure obtenue après transformation. Un refroidissement lent de
l’austénite jusqu’à température ambiante conduit à une microstructure ferrito-perlitique
d’équilibre.
Cette transformation se fait par l’intermédiaire d’une réaction eutectoïde qui a lieu à une
température spécifique (qui dépend de la composition de l’alliage considéré), elle est considérée
comme une transformation diffusive qui découle de la forte différence de solubilité du carbone
entre le fer γ et le fer α.
En revanche, le refroidissement rapide d’une solution solide d’austénite conduit à des
microstructures métastables martensitiques. En effet, lors d’une trempe, le carbone en solution
solide dans l’austénite peut ne pas avoir le temps de diffuser, ce qui donne naissance à un
constituant ferritique sursaturé en carbone : la martensite. Sa structure cristalline est quadratique
centrée, le rapport c/a de la maille étant fonction de la teneur en carbone.
La transformation martensitique est dite displacive, et induit un changement de volume
qui conduit à l’apparition de contraintes internes autour des zones transformées [6].
I.3. Les différentes étapes de production de l’acier
La production de l’acier met en œuvre plusieurs filèrent selon les matières premières
utilisées et le procédé employé. Cependant quel que soit le cas, on met toujours en évidence trois
opérations fondamentales [6]:
L’élaboration;
La coulée;
La mise en forme (laminage à chaud, à froid).
Chapitre I L’élaboration de L’acier et Techniques de Protection
4
I.3.1. L’élaboration de l’acier
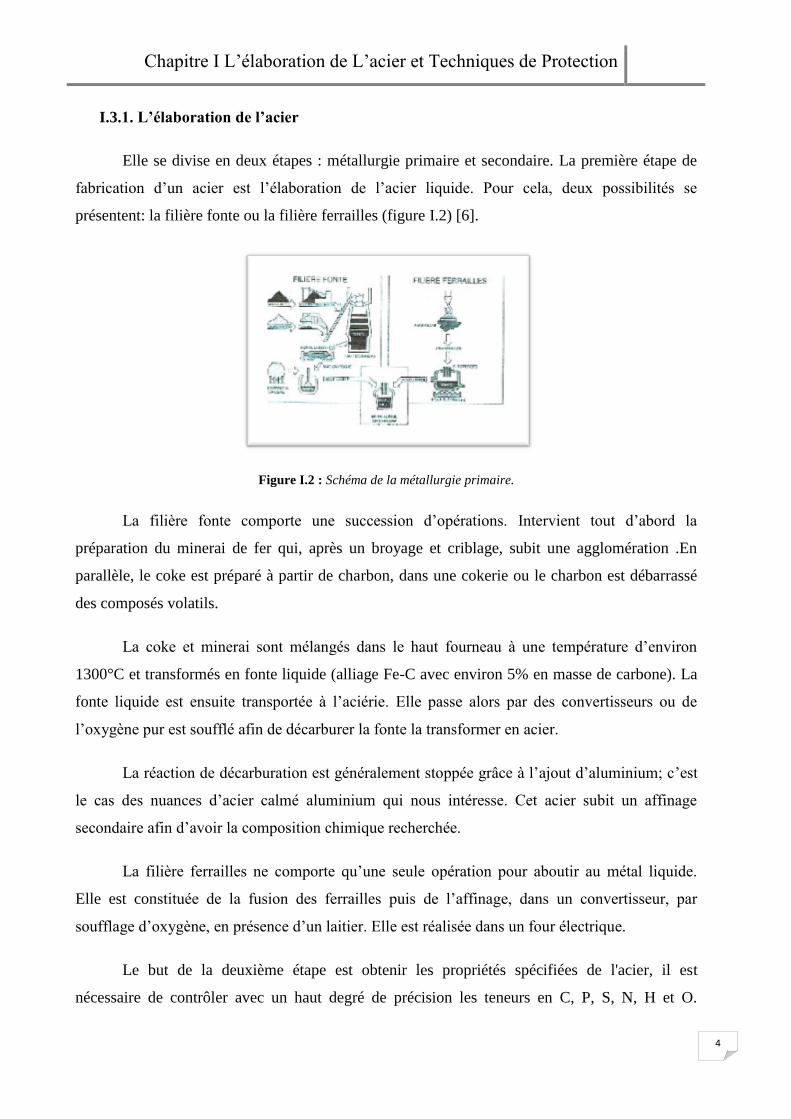
Elle se divise en deux étapes : métallurgie primaire et secondaire. La première étape de
fabrication d’un acier est l’élaboration de l’acier liquide. Pour cela, deux possibilités se
présentent: la filière fonte ou la filière ferrailles (figure I.2) [6].
Figure I.2 : Schéma de la métallurgie primaire.
La filière fonte comporte une succession d’opérations. Intervient tout d’abord la
préparation du minerai de fer qui, après un broyage et criblage, subit une agglomération .En
parallèle, le coke est préparé à partir de charbon, dans une cokerie ou le charbon est débarrassé
des composés volatils.
La coke et minerai sont mélangés dans le haut fourneau à une température d’environ
1300°C et transformés en fonte liquide (alliage Fe-C avec environ 5% en masse de carbone). La
fonte liquide est ensuite transportée à l’aciérie. Elle passe alors par des convertisseurs ou de
l’oxygène pur est soufflé afin de décarburer la fonte la transformer en acier.
La réaction de décarburation est généralement stoppée grâce à l’ajout d’aluminium; c’est
le cas des nuances d’acier calmé aluminium qui nous intéresse. Cet acier subit un affinage
secondaire afin d’avoir la composition chimique recherchée.
La filière ferrailles ne comporte qu’une seule opération pour aboutir au métal liquide.
Elle est constituée de la fusion des ferrailles puis de l’affinage, dans un convertisseur, par
soufflage d’oxygène, en présence d’un laitier. Elle est réalisée dans un four électrique.
Le but de la deuxième étape est obtenir les propriétés spécifiées de l'acier, il est
nécessaire de contrôler avec un haut degré de précision les teneurs en C, P, S, N, H et O.
Chapitre I L’élaboration de L’acier et Techniques de Protection
5
Individuellement ou en combinaison ces éléments déterminent les propriétés de l'acier : aptitude
au formage, résistance, ténacité, soudabilité et tenue à la corrosion [7].
I.3.1.1 Le convertisseur (à l’aciérie à oxygène)
Un brassage par de l'argon et/ou l'injection d'éléments (SiCa et/ou des flux à base de
chaux) produisent: [7]
un acier d'analyse chimique et de température homogènes ;
une élimination des produits désoxydants ;
une désulfuration des aciers calmés à l'aluminium ;
permet de contrôler la forme des inclusions de sulfures.
I.3.1.2 Four poche
Un brassage de l'acier liquide par de l'argon ou par un équipement de brassage
électromagnétique et un réchauffage de la coulée (200 k v/t) permettent [7] :
d'allonger les temps de traitement;
d'ajouter des quantités importantes de ferroalliages;
d'améliorer la désoxydation;
homogénéiser la composition chimique et la température;
désulfurer si le brassage par l'argon est important.
I.3.2. La coulée de l’acier
Avant sa solidification l’acier est coulé selon plusieurs procédés:
Soit coulé dans des moules en sables pour obtenir des pièces de fonderie;
Soit coulé dans des lingotières, lorsqu’il doit être ultérieurement travaillé (forgeage,
laminage etc.…...).ce procédé est souvent le plus utilisé [5].
A. La coulée en lingotières
Les lingotières sont en fonte et peuvent avoir des formes et sections variables tels que
carrée, rectangulaire, hexagonale. Pour faciliter l’extraction des lingots solidifiés, leurs parois
intérieures sont lubrifiées au préalable à l’aide de goudron et d’aluminium en poudre.
L’extraction des lingots est facilitée aussi par l’inclinaison donnée aux parois [5].
Chapitre I L’élaboration de L’acier et Techniques de Protection
6
La coulée en lingot est un procédé discontinu durant lequel des lingotières (moules) sont
remplies individuellement par le haut. Le lingot reste dans le moule jusqu’à ce que solidification
soit terminée. Puis le moule est enlevé et transporté sur un parc de stockage ou il refroidit. Le
lingot lui est chargé dans un four pour égaliser et réchauffer la température à environ 1250°C
avant laminage.
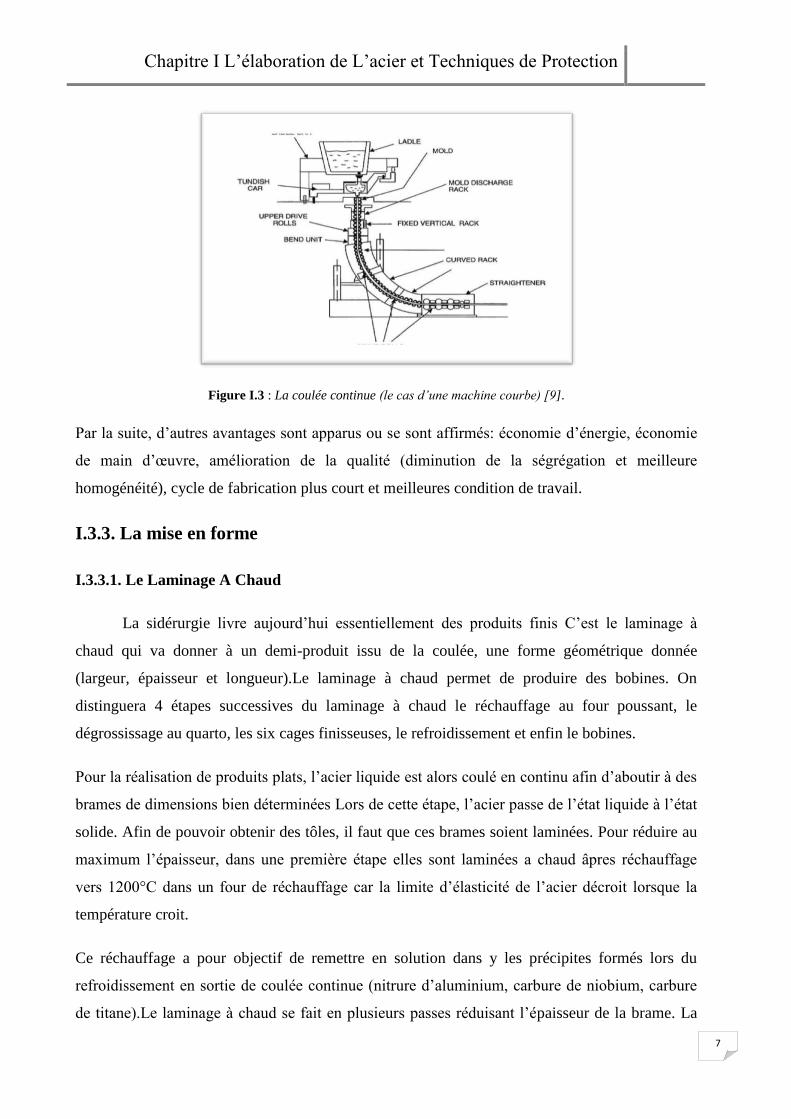
B. La coulée continue
La coulée continue est désormais devenue le principal procédé de fabrication d'acier
(demi-produits).destinés aux opérations tels que: laminage, forgeage etc. [7] Schématiquement,
comme la figure I.2. Ci-après montre le procédé de coulée continue consiste essentiellement [8]:
à former de façon continue, dans une lingotière ouverte à ses deux extrémités et
énergiquement refroidie, une carapace de métal solide assez résistante pour contenir le
métal liquide ;
à faire avancer cette carapace, qui est détachée de la lingotière grâce à la contracte du
métal, et à achever la solidification de celui-ci par aspersion d’eau.
Les deux raisons majeures qui, dès l’origine, ont rendu ce procédé très attractif par
rapport à la coulée classique en lingots sont :
l’amélioration du rendement métallique de la coulée : en effet, la retassure, qui était à
L’origine de forts chutes dans les lingots d’acier calmé, est éliminée du fait de
l’alimentation en continu de la lingotière ;
la possibilité de couler des produits de plus faible section, directement adaptés aux
laminoirs finisseurs, sans avoir à passer par un blooming ou un slabbing, ce qui
représente un gros avantage en matière d’investissement et de prix de revient. continue
(le cas d’une machine courbe).
Chapitre I L’élaboration de L’acier et Techniques de Protection
7
Figure I.3 : La coulée continue (le cas d’une machine courbe) [9].
Par la suite, d’autres avantages sont apparus ou se sont affirmés: économie d’énergie, économie
de main d’œuvre, amélioration de la qualité (diminution de la ségrégation et meilleure
homogénéité), cycle de fabrication plus court et meilleures condition de travail.
I.3.3. La mise en forme
I.3.3.1. Le Laminage A Chaud
La sidérurgie livre aujourd’hui essentiellement des produits finis C’est le laminage à
chaud qui va donner à un demi-produit issu de la coulée, une forme géométrique donnée
(largeur, épaisseur et longueur).Le laminage à chaud permet de produire des bobines. On
distinguera 4 étapes successives du laminage à chaud le réchauffage au four poussant, le
dégrossissage au quarto, les six cages finisseuses, le refroidissement et enfin le bobines.
Pour la réalisation de produits plats, l’acier liquide est alors coulé en continu afin d’aboutir à des
brames de dimensions bien déterminées Lors de cette étape, l’acier passe de l’état liquide à l’état
solide. Afin de pouvoir obtenir des tôles, il faut que ces brames soient laminées. Pour réduire au
maximum l’épaisseur, dans une première étape elles sont laminées a chaud âpres réchauffage
vers 1200°C dans un four de réchauffage car la limite d’élasticité de l’acier décroit lorsque la
température croit.
Ce réchauffage a pour objectif de remettre en solution dans y les précipites formés lors du
refroidissement en sortie de coulée continue (nitrure d’aluminium, carbure de niobium, carbure
de titane).Le laminage à chaud se fait en plusieurs passes réduisant l’épaisseur de la brame. La
Chapitre I L’élaboration de L’acier et Techniques de Protection
8
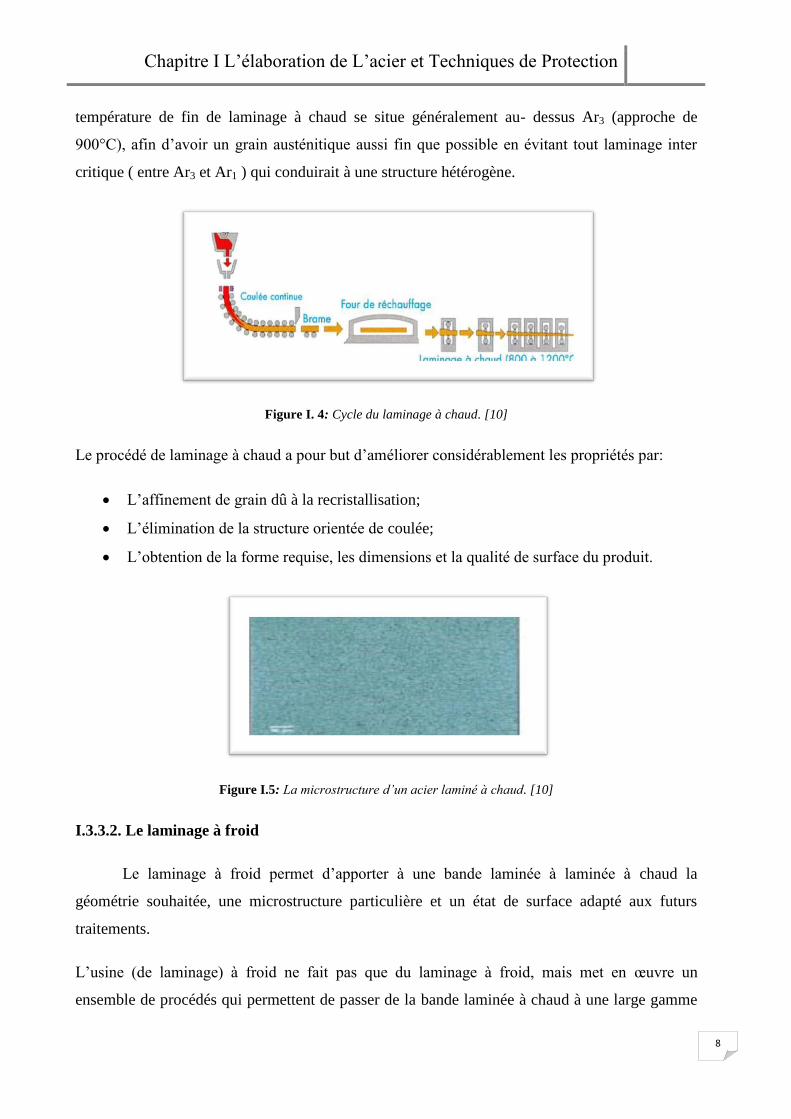
température de fin de laminage à chaud se situe généralement au- dessus Ar3 (approche de
900°C), afin d’avoir un grain austénitique aussi fin que possible en évitant tout laminage inter
critique ( entre Ar3 et Ar1 ) qui conduirait à une structure hétérogène.
Figure I. 4: Cycle du laminage à chaud. [10]
Le procédé de laminage à chaud a pour but d’améliorer considérablement les propriétés par:
L’affinement de grain dû à la recristallisation;
L’élimination de la structure orientée de coulée;
L’obtention de la forme requise, les dimensions et la qualité de surface du produit.
Figure I.5: La microstructure d’un acier laminé à chaud. [10]
I.3.3.2. Le laminage à froid
Le laminage à froid permet d’apporter à une bande laminée à laminée à chaud la
géométrie souhaitée, une microstructure particulière et un état de surface adapté aux futurs
traitements.
L’usine (de laminage) à froid ne fait pas que du laminage à froid, mais met en œuvre un
ensemble de procédés qui permettent de passer de la bande laminée à chaud à une large gamme
Chapitre I L’élaboration de L’acier et Techniques de Protection
9
de produits finis destinés à des marchés très variés. Dans l’ordre de la fabrication, on distingue le
décapage, le laminage à froid proprement dit, le recuit, les procédés de revêtement, les
opérations de finissage.
Figure I.6: une structure typique à grains allongés de l’acier calmé à l’aluminium laminé à froid Recristallisé [10].
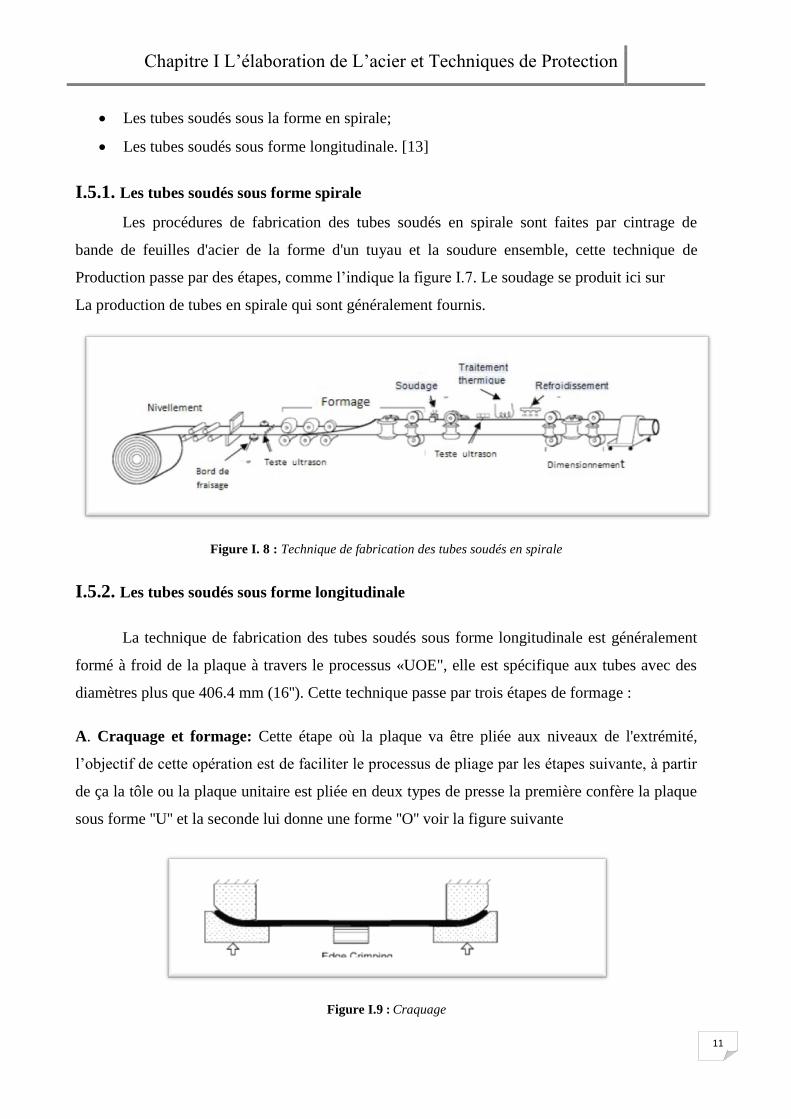
I.3.3.3. Le décapage
Le but de décapage est d’enlever la fine couche de calamine qui serait source de
problèmes lors de l’opération ultérieure de laminage à froid. Il consiste à débarrasser la tôle par
un passage de la bande dans un bac d’acier (chlorhydrique ou sulfurique) chaud, puis rincée à
l’eau déminéralisée, et séchée à l’air chaud .La calamine est au préalable fissurée partiellement
par une opération mécanique. Ensuite, la bande peut être éventuellement cisaillée de rives pour
mise à largeur et systématiquement huilée avant son nouvel enroulement Le décapage et le
laminoir à froid sont généralement couplés.
Figure I.7: Les différentes étapes de décapage des bandes. [11]
Chapitre I L’élaboration de L’acier et Techniques de Protection
10
I.4. Influence spécifique des éléments d’addition
Les principaux éléments d’addition du fer sont: le carbone, le chrome, le nickel, le
tungstène, le molybdène, le vanadium, le manganèse, l’aluminium, le silicium, le titane, le
niobium, l’azote; ils sont une influence significative sur les caractéristiques
I.4.1. Carbone
Elément fortement gamma gène il contribue à stabiliser l’austénite lors de déformations à
froid .Par contre, il peut provoquer la formation de carbures de chrome Cr23C6 inter granulaires
qui diminuent la résistance à la corrosion inter granulaire.
I.4.2. Silicium
Le silicium, autre élément alpha gène, améliore les propriétés d’emploi à haute
température mais diminué la résistance à la fissuration lors du soudage Avec une teneur voisine
de 0.3% en masse, il est utilisé comme désoxydant dans l’acier liquide au stade final de
l’élaboration. Des teneurs d’environ 1 % entrain ente une augmentation de la limite élastique, de
la résistant ce à l’oxydation Aude là de 1000° C et de la trempabilité par effet de synergie avec
d’autres éléments d’alliages comme le molybdène .Il permet aussi de diminuer la stabilité des
carbures M2C, ce qui abaisse la fragilité du métal. Comparativement au chrome et à l’aluminium,
l’addition de silicium influe d’une manière plus importante sur la résistance à l’oxydation entre
500 et 700°C .L’effet du silicium dans les alliages Fe-Al-Si, est d’établir une couche d’oxyde
riche en silicium au-dessus de la couche d’oxyde d’aluminium .L’oxyde formé est plus
protecteur que l’oxyde d’aluminium et renforce l’effet protecteur de la couche d’alumine.
I.4.3. Soufre
Le soufre il diminue la résistance à la corrosion. [12]
I.5. Procède de fabrication des tubes
La multiplicité des diamètres et des épaisseurs de tubes et le développement avec le
temps de leurs techniques de fabrication, constituent les raisons de la diversité du réseau de
transport gazier algérien. On retrouve :
Chapitre I L’élaboration de L’acier et Techniques de Protection
11
Les tubes soudés sous la forme en spirale;
Les tubes soudés sous forme longitudinale. [13]
I.5.1. Les tubes soudés sous forme spirale
Les procédures de fabrication des tubes soudés en spirale sont faites par cintrage de
bande de feuilles d'acier de la forme d'un tuyau et la soudure ensemble, cette technique de
Production passe par des étapes, comme l’indique la figure I.7. Le soudage se produit ici sur
La production de tubes en spirale qui sont généralement fournis.
Figure I. 8 : Technique de fabrication des tubes soudés en spirale
I.5.2. Les tubes soudés sous forme longitudinale
La technique de fabrication des tubes soudés sous forme longitudinale est généralement
formé à froid de la plaque à travers le processus «UOE", elle est spécifique aux tubes avec des
diamètres plus que 406.4 mm (16''). Cette technique passe par trois étapes de formage :
A. Craquage et formage: Cette étape où la plaque va être pliée aux niveaux de l'extrémité,
l’objectif de cette opération est de faciliter le processus de pliage par les étapes suivante, à partir
de ça la tôle ou la plaque unitaire est pliée en deux types de presse la première confère la plaque
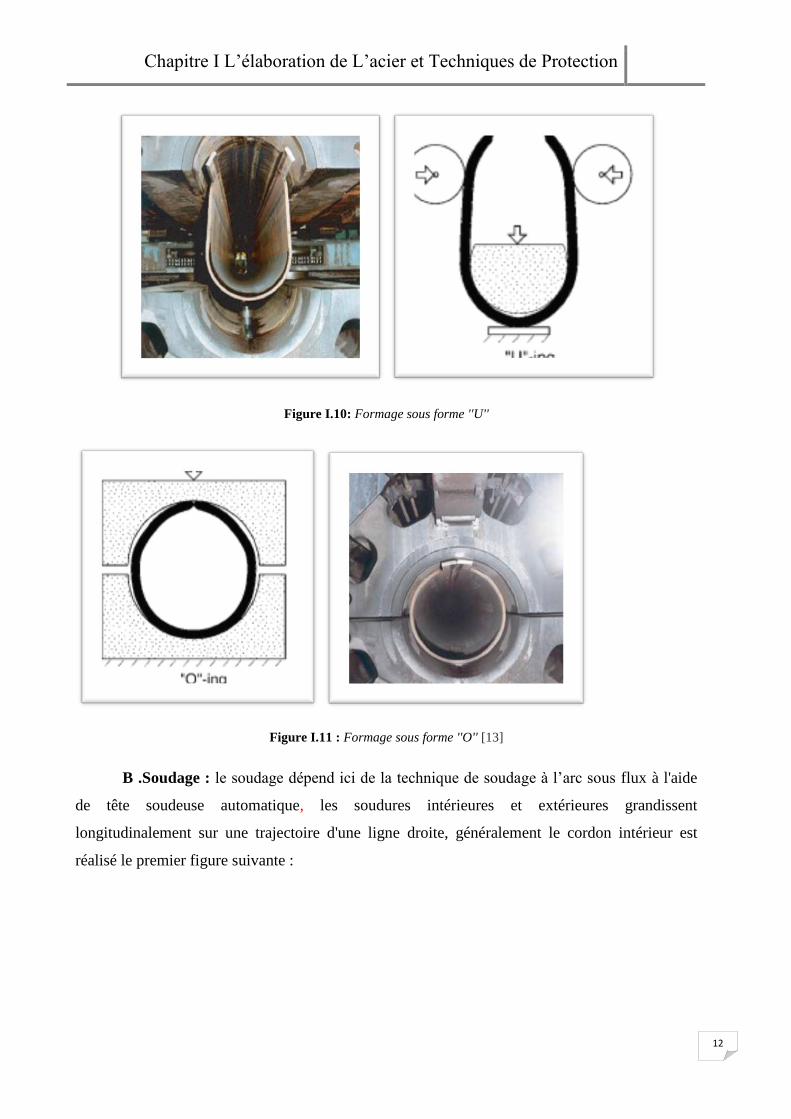
sous forme ''U'' et la seconde lui donne une forme ''O'' voir la figure suivante
Figure I.9 : Craquage
Chapitre I L’élaboration de L’acier et Techniques de Protection
12
Figure I.10: Formage sous forme ''U''
Figure I.11 : Formage sous forme ''O'' [13]
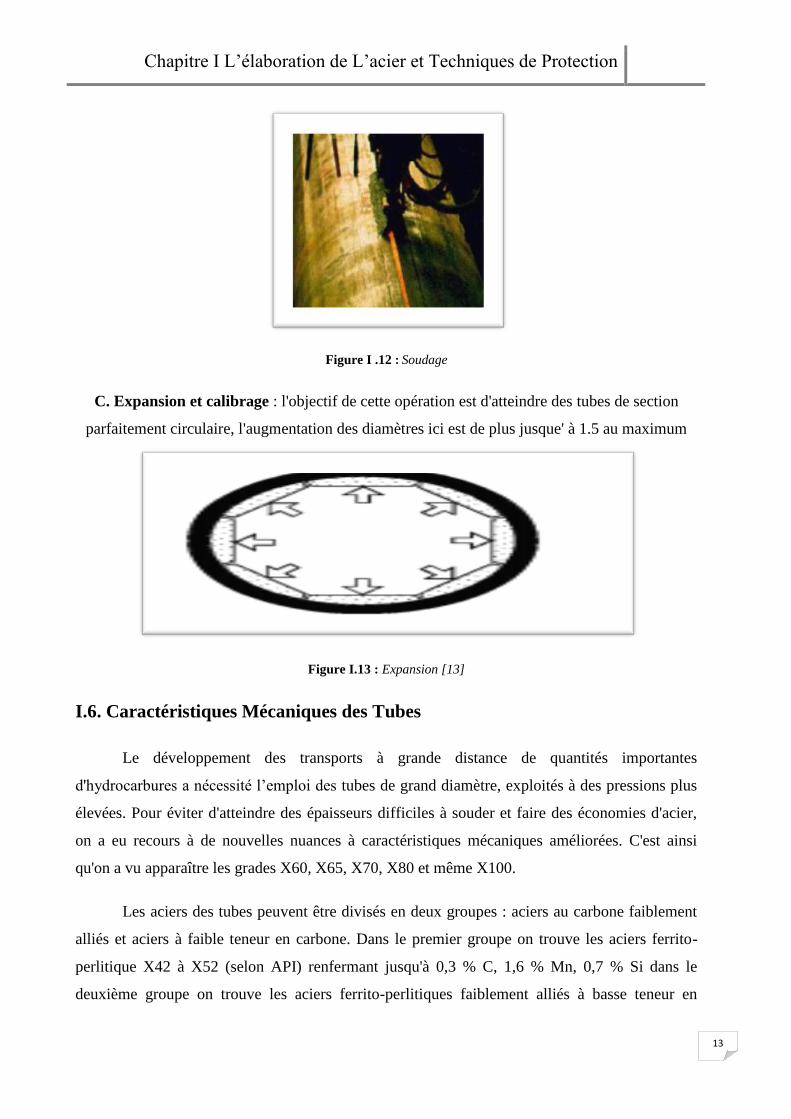
B .Soudage : le soudage dépend ici de la technique de soudage à l’arc sous flux à l'aide
de tête soudeuse automatique, les soudures intérieures et extérieures grandissent
longitudinalement sur une trajectoire d'une ligne droite, généralement le cordon intérieur est
réalisé le premier figure suivante :
Chapitre I L’élaboration de L’acier et Techniques de Protection
13
Figure I .12 : Soudage
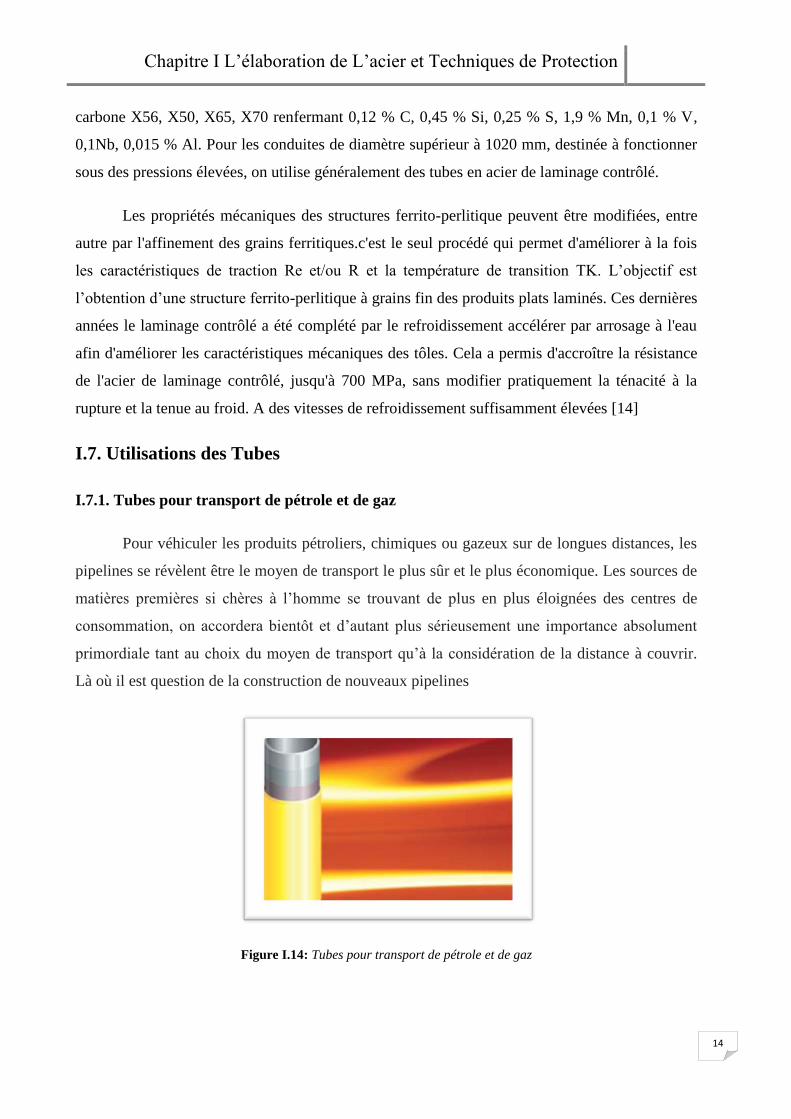
C. Expansion et calibrage : l'objectif de cette opération est d'atteindre des tubes de section
parfaitement circulaire, l'augmentation des diamètres ici est de plus jusque' à 1.5 au maximum
Figure I.13 : Expansion [13]
I.6. Caractéristiques Mécaniques des Tubes
Le développement des transports à grande distance de quantités importantes
d'hydrocarbures a nécessité l’emploi des tubes de grand diamètre, exploités à des pressions plus
élevées. Pour éviter d'atteindre des épaisseurs difficiles à souder et faire des économies d'acier,
on a eu recours à de nouvelles nuances à caractéristiques mécaniques améliorées. C'est ainsi
qu'on a vu apparaître les grades X60, X65, X70, X80 et même X100.
Les aciers des tubes peuvent être divisés en deux groupes : aciers au carbone faiblement
alliés et aciers à faible teneur en carbone. Dans le premier groupe on trouve les aciers ferrito-
perlitique X42 à X52 (selon API) renfermant jusqu'à 0,3 % C, 1,6 % Mn, 0,7 % Si dans le
deuxième groupe on trouve les aciers ferrito-perlitiques faiblement alliés à basse teneur en
Chapitre I L’élaboration de L’acier et Techniques de Protection
14
carbone X56, X50, X65, X70 renfermant 0,12 % C, 0,45 % Si, 0,25 % S, 1,9 % Mn, 0,1 % V,
0,1Nb, 0,015 % Al. Pour les conduites de diamètre supérieur à 1020 mm, destinée à fonctionner
sous des pressions élevées, on utilise généralement des tubes en acier de laminage contrôlé.
Les propriétés mécaniques des structures ferrito-perlitique peuvent être modifiées, entre
autre par l'affinement des grains ferritiques.c'est le seul procédé qui permet d'améliorer à la fois
les caractéristiques de traction Re et/ou R et la température de transition TK. L’objectif est
l’obtention d’une structure ferrito-perlitique à grains fin des produits plats laminés. Ces dernières
années le laminage contrôlé a été complété par le refroidissement accélérer par arrosage à l'eau
afin d'améliorer les caractéristiques mécaniques des tôles. Cela a permis d'accroître la résistance
de l'acier de laminage contrôlé, jusqu'à 700 MPa, sans modifier pratiquement la ténacité à la
rupture et la tenue au froid. A des vitesses de refroidissement suffisamment élevées [14]
I.7. Utilisations des Tubes
I.7.1. Tubes pour transport de pétrole et de gaz
Pour véhiculer les produits pétroliers, chimiques ou gazeux sur de longues distances, les
pipelines se révèlent être le moyen de transport le plus sûr et le plus économique. Les sources de
matières premières si chères à l’homme se trouvant de plus en plus éloignées des centres de
consommation, on accordera bientôt et d’autant plus sérieusement une importance absolument
primordiale tant au choix du moyen de transport qu’à la considération de la distance à couvrir.
Là où il est question de la construction de nouveaux pipelines
Figure I.14: Tubes pour transport de pétrole et de gaz
Chapitre I L’élaboration de L’acier et Techniques de Protection
15
I.7.2. Tubes à bouts lisses pour le forage pétrolier et gazier OCTG
Les performances de plus en plus exigeantes que l’homme formule au niveau de la
qualité de la vie matérielle le contraignent à de plus grands efforts dans la sécurité
d’approvisionnement de matière première et d’énergies. Cependant avant d’aller exploiter les
sources d’énergies primaires ou les matières premières, encore faut-il d’abord y avoir accès.
C’est là que les tubes acier deviennent alors indispensables. Les tubes casing d’ectivement
partout là où il est question d’exploitation de gisements de pétrole ou de gaz.
Figure I.15 : Tubes à bouts lisses pour le forage pétrolier et gazier OCTG
I.7.3. Tubes pour applications générales
Les tubes acier sont, à l’époque actuelle, devenus indispensables dans pratiquement
presque tous les domaines de la vie humaine, constamment influencée par les nouvelles
technologies. Sans le tube acier la production d’énergie devient inimaginable, l’eau ne peut pas
être collectée et distribuée, sans tubes, plus de voitures sur les routes, plus d’avions dans les airs,
plus de nouveaux produits qui seraient issus de mélanges savants de produits chimiques. Les
tubes acier sont bien les artères vitales du monde technologique, et ce, pas seulement pour les
pays les plus industrialisés de la planète. Les tubes acier soudés et indissociables. Depuis plus
d’un siècle, deux concepts qui ne font qu’un.
Chapitre I L’élaboration de L’acier et Techniques de Protection
16
Figure I.16 : Tubes pour applications générales
I.7.4. Tubes pour conduites de chauffage urbain et de refroidissement
La vapeur envoyée par les pièces de turbines et génératrice d’énergie électrique
représente encore de nos jours la forme intermédiaire la plus importante dans la transformation
d’énergie, que cette vapeur provienne de l’eau qui aura été chauffée avec des matériaux d’origine
fossile, donc conventionnelle ou bien nucléaire. Partout dans les processus de génération
d’énergie, les tubes doivent être à la hauteur des exigences en matière de résistance aux hautes
températures, aux pressions élevées et être adaptés à la diversité des contraintes. Demeure votre
partenaire et vous accompagne sur le chemin de ces exigences toujours croissantes
Figure I.17 : Tubes pour conduites de chauffage urbain et de refroidissement [15]
Chapitre I L’élaboration de L’acier et Techniques de Protection
17
I.7.5. Tubes pour conduites d'eau et assainissement
La santé est un trésor de bienfaits. L’hygiène est un facteur imminent pour la
sauvegarder. Quand il s’agit de transporter l’eau potable sur de longues distances ou de la
distribuer par le biais du réseau urbain et communal, les tubes acier de Dans ce contexte, les
questions émergentes de résistance à la corrosion ne sont alors plus à l’ordre du jour. Elles sont
résolues depuis longtemps du fait du revêtement extérieur de polyéthylène et intérieur de mortier
de ciment
Figure I.18 : Tubes pour conduites d'eau et assainissement
I.7.6. Tubes de construction/ Profilés MSH
Le secteur de la machine-outil et celui de la construction métallique doivent
inéluctablement s’adapter aux nouvelles techniques de construction par l’emploi de produits
divers constamment en évolution. Le tube acier se voit alors attribuer un rôle important en tant
qu’élément de construction à usages multiples: notamment en vertu de sa grande stabilité par
rapport à un poids spécifique réduit. Les tubes à profil carré ou rectangulaire sont
particulièrement adaptés pour leur application dans le secteur de la construction de machines ou
bien dans la construction métallique de tous genres.
En combinaison avec les tubes ronds, ces pièces de profil offrent une variété innombrable
de possibilités dans la construction métallique en général
Chapitre I L’élaboration de L’acier et Techniques de Protection
18
Figure I.19 : Tubes de construction/ Profilés MSH [15]
I.8. Les pipelines et le transport de gaz
I.8.1. Définition
Un pipeline est une canalisation enterrée ou aérienne transportant des biens, qu’ils soient
sous forme liquide ou gazeuse. Les pipelines sont le plus souvent construits à partir de tubes
d’acier soudés bout à bout, revêtus extérieurement voire intérieurement et généralement enfouis
dans le sol.
Ces pipelines s’avèrent coûteux et parfois difficiles à mettre en ouvre selon les
caractéristiques des terrains traversés, en zone de risque sismique ou politiquement instable. Au
contraire de leur investissement initial ; leur utilisation est relativement peu coûteuse par rapport
à d’autres formes de transport concurrentes, au moins sur de petites et moyennes distances. [16]
Figure I.20 : pipelines
Chapitre I L’élaboration de L’acier et Techniques de Protection
19
I.8.2. Caractéristiques des pipelines
Le pipeline est une canalisation particulière qui contribue aux enjeux économiques d’un
pays. Les pipelines jouent un rôle extrêmement important dans le monde entier comme un
moyen de transport de gaz et de liquide à longue distance.
Les pipelines sont des canalisations pompa blés, presque toujours enterrées, le premier
pipeline a été construit en 1869 par Benson pour éviter le monopole du transport de pétrole par
chemin de fer. Ces derniers permettent l'échange de produits entre raffineries, dépôts Pétroliers et
installations portuaires. Sa longueur peut varier de quelques kilomètres à des centaines, voire des
milliers de kilomètres.
Bien souvent les pipelines sont interconnectés entre eux pour former un réseau [17] Selon
la nature du fluide transporté, les professionnels distinguent l’oléoduc dans le cas de pétrole, du
gazoduc dans le cas de gaz.
I.9. Les différentes techniques de protection des tubes
Les différents moyens de protéger des tubes très utilisé dans la vie quotidienne, contre la
corrosion.
I.9.1. La protection électrochimique
Parmi les moyens employés pour lutter contre la corrosion, la protection électrochimique
doit son originalité au fait qu'elle consiste à agir de manière contrôlée sur les réactions
d'oxydation et de réduction qui se produisent lors du phénomène de corrosion [18].
A. La protection cathodique
La protection cathodique doit fonctionner pendant la durée de vie de l’ouvrage et
maintenir la totalité de la surface exposée à l’électrolyte au delà d’un seuil d’immunité
dépendant de la nature du métal. Par ailleurs le niveau de potentiel doit demeurer en deçà d’une
limite pour éviter une dégradation des propriétés mécaniques (fragilisation par l’hydrogène d’un
acier à haute résistance) ou du revêtement (décollement/alcalinisation). L’analyse préalable des
paramètres de l’électrolyte et de l’ouvrage est essentielle pour sa conception [18].
Chapitre I L’élaboration de L’acier et Techniques de Protection
20
B. La protection anodique
Certain métal tel que le fer et les aciers inoxydables peuvent aussi être protégé
efficacement en les plaçant en anodes et en augmentant leur potentiel dan le domaine passif de la
courbe de polarisation anodique. Le potentiel est maintenu automatiquement, à l’aide d’un
appareil électronique appelé potentiostat. L’application industrielle de la protection anodique et
l’emploi de potentiostat à cette fin ont été suggérés pour la première fois par Edeleanu [19].
I.9.2. La Protection par revêtement
I.9.2.1. Les revêtements métalliques
Parmi les différentes méthodes utilisées pour lutter contre la corrosion, la protection par
revêtements métalliques. Généralement on les emploie couramment pour protéger l'acier,
notamment contre la corrosion atmosphérique. Selon leur comportement à la corrosion par
rapport au substrat, on distingue deux types de revêtements métalliques [20] :
A. Les revêtements anodiques
Le métal protecteur est moins noble que le métal à protéger. C'est le cas du revêtement
par le zinc.
En cas de défaut du revêtement, il y a formation d'une pile locale et ce dernier se corrode en
protégeant cathodique ment le métal de base. La protection reste donc assurée tant qu'une
quantité suffisante de revêtement est présente [20].
B. Les revêtements cathodiques
Le chrome, le nickel ou le cuivre forment des revêtements plus nobles qu’un substrat en
acier, contrairement au zinc, au cadmium ou l’aluminium. Dans les deux cas, la couche forme
une barrière entre le métal de base et le milieu corrosif. Par contre, la différence se remarque à
partir des pores ou des défauts dans la couche de corrosion [21].
I.9.2.2. Techniques de revêtement métallique
Suivant le type de matériau à protéger et le matériau de revêtement envisagé, différentes
techniques de mise en place peuvent être utilisées.
Chapitre I L’élaboration de L’acier et Techniques de Protection
21
A. Les dépôts électrolytiques
Ce sont des dépôts métalliques réalisés à partir d'une solution contenant les ions du métal
à déposer ainsi que des agents complexant, des agents tampons ou des additifs organiques visant
à améliorer les qualités (brillance, dureté, adhérence...) du revêtement réalisé.
La vitesse de dépôt est directement liée à la densité de courant circulant dans la cellule
d'électrolyse dont la pièce à revêtir constitue la cathode, l'anode pouvant être un barreau du métal
à déposer (anode soluble), ou un matériau inerte. Dans ce dernier cas, il est nécessaire de
régénérer périodiquement la solution. C'est une méthode couramment utilisée car un grand
nombre de matériaux se prêtent bien à l'électrodéposition (Cu, Ni, Cr, Zn, Cd, Sn, Au, Ag, Pd,
Pt,...). De plus, cette méthode convient aussi bien au revêtement de petites pièces en vrac qu'au
dépôt en continu et à grande vitesse sur des tôles. Par exemple, lors de la galvanisation de l'acier.
B. Les dépôts chimiques (ou auto catalytiques)
La réalisation d'un dépôt chimique consiste à réduire les ions en solution du métal à
déposer soit par réaction avec la surface du matériau à recouvrir, soit par réaction avec un autre
corps présent dans la solution
C. Les dépôts en phase vapeur
Le dépôt en phase gazeuse d'un métal ou d'un composé réfractaire du type carbure,
nitrure, ou borure, peut se faire soit par voie physique (dépôt PVD : PhysicalVapour Deposit),
soit par voie chimique (dépôt CVD : ChemicalVapourDeposit).
La déposition en phase gazeuse par voie physique (procédés PVD) est une variété de dépositions
sous vide de films minces par condensation de vapeurs métallique (du matériau de revêtement) à
la surface du substrat à couvrir [22].
Plusieurs sources d’évaporation sont habituellement utilisées et le substrat est animé de
mouvements de translation et/ou de rotation afin d’exposer toutes les parties aux vapeurs
métalliques.
E. Le dépôt par immersion
C'est une des méthodes de protection la plus ancienne qui consiste à plonger le métal à
recouvrir dans un bain fondu du métal de revêtement. C'est un procédé classique permettant de
Chapitre I L’élaboration de L’acier et Techniques de Protection
22
recouvrir l'acier de zinc (galvanisation). D'autres métaux à bas point de fusion peuvent aussi être
déposés par ce procédé tel que l'étain, le plomb, ou l'aluminium.
L'épaisseur du dépôt obtenu est en général fonction de la durée d'immersion et la température
favorise la création d'une zone d'inter-diffusion à l'interface revêtement substrat assurant ainsi
une bonne adhérence. [22]
I.9.3. Les revêtements organiques
Les revêtements organiques forment une barrière plus ou moins imperméable entre le
matériau et le milieu. Ils se divisent en trois familles :
Les peintures et vernis;
Les bitumes;
Les revêtements polymériques.
A. Les peintures et vernis
Une peinture est un mélange composé de particules insolubles (les pigments) en
suspension dans un milieu aqueux ou organique constitué par un liant et un solvant.
B. Les bitumes
On les utilise principalement pour protéger des structures enterrées en acier ou en fonte.
C. Les revêtements polymériques
Il existe une grande variété de ce type de revêtement comme les thermoplastes
(polyéthylène, polypropylène, PVC, PTFE,...), les caoutchoucs (naturel ou synthétique), et les
thermodurcissables (polyuréthane, époxydes, polyesters...) [23]
Leur épaisseur est normalement de 100 à 500 μm. On les applique par divers procédés:
par poudre, au pistolet, par laminage, par immersion. L’application par poudre est
particulièrement répandue pour les thermoplastes, soit par immersion dans un lit de poudre agité,
soit par projection au pistolet. L'objet ainsi recouvert subit ensuite un recuit entraînant la
transformation de la poudre en un revêtement polymérique compact.
Chapitre I L’élaboration de L’acier et Techniques de Protection
23
I.10. Rôle d’un revêtement anti corrosion
D’une manière générale, une protection anticorrosion efficace d’une pièce par un
revêtement requiert que certaines conditions soient satisfaites :
une bonne et durable adhérence du film au substrat;
l’absence de défauts débouchant à la surface;
une inertie chimique du dépôt dans le milieu considéré;
une conductivité très faible destinée à éliminer un éventuel couplage galvanique néfaste
au substrat. [24]
Chapitre II
Galvanisation des Tubes
Chapitre II Galvanisation des Tubes
24
Introduction
La Galvanisation à chaud est un procédé de revêtement anticorrosion traditionnel.
Inventé par le Français J. Malouin en 1742. La première usine fut construite en Allemagne à
Solingen en 1847.
Le nom de Galvanisation, donné au procédé par S. Sorel en l’honneur du savant italien
Galvani, recouvre en fait la propriété fondamentale offerte par tout revêtement de zinc, l’effet
galvanique qui peut s’appliquer également aux autres procédés d’application du zinc
(shérardisation, zingage électrolytique...).[2]
II. Définition
La galvanisation à chaud, est une technique de l'industrie qui est utilisée pour renforcer
une pièce d'acier à l'aide de zinc. Ce procédé donne au revêtement protecteur contre la
corrosion de l'adhérence, de l'imperméabilité, et de la résistance mécanique. Donc une pièce
traitée par cette technique à de tels atouts ; ouvre le champ d'application pleinement pour
qu’elle continue de s'étendre de plus en plus. La galvanisation par immersion à chaud est
utilise pour revêtir des pièces de petites dimensions (pièces de fixation, visserie, tiges
filetées,...) ainsi que des bobines de tôle utilisées dans le bâtiment et autres usages concernent
le mobilier urbain (éclairage, signalisation, barrières) [25].
Le revêtement par Galvanisation à chaud assure, grâce au recouvrement de l’acier par le
zinc, une double protection :
physico-chimique : effet barrière isolant l’acier de l’atmosphère, cette barrière
perdurant à cause de la formation de sels de zinc protecteurs ;
électrochimique : due à l’effet de protection cathodique apporté par le zinc vis-à-vis
du fer qui se fait sentir à l’aplomb des blessures de revêtement. [2]
II.1. L’acier Galvanisé
Le procédé de Galvanisation en continu consiste à recouvrir de zinc un métal ferreux,
par immersion dans un bain de zinc fondu à 450°C environ. Au cours de l’immersion, il
produit entre les deux métaux une réaction conduisant à une diffusion du zinc dans le fer. Il
Chapitre II Galvanisation des Tubes
25
en résulte la formation de composés intermétalliques d’alliage Fe-Zn, entre sa couche interne
(fer) et externe (zinc), avec des compositions différentes en fonction de la distance à l’acier
Cette couche à une épaisseur courante de 55 μm. En réalité ces composés intermétalliques
vont dépendre de la composition exacte du bain et de l’acier ainsi revêtu est alors refroidi ce
qui permet au revêtement riche en zinc de se solidifier [25].
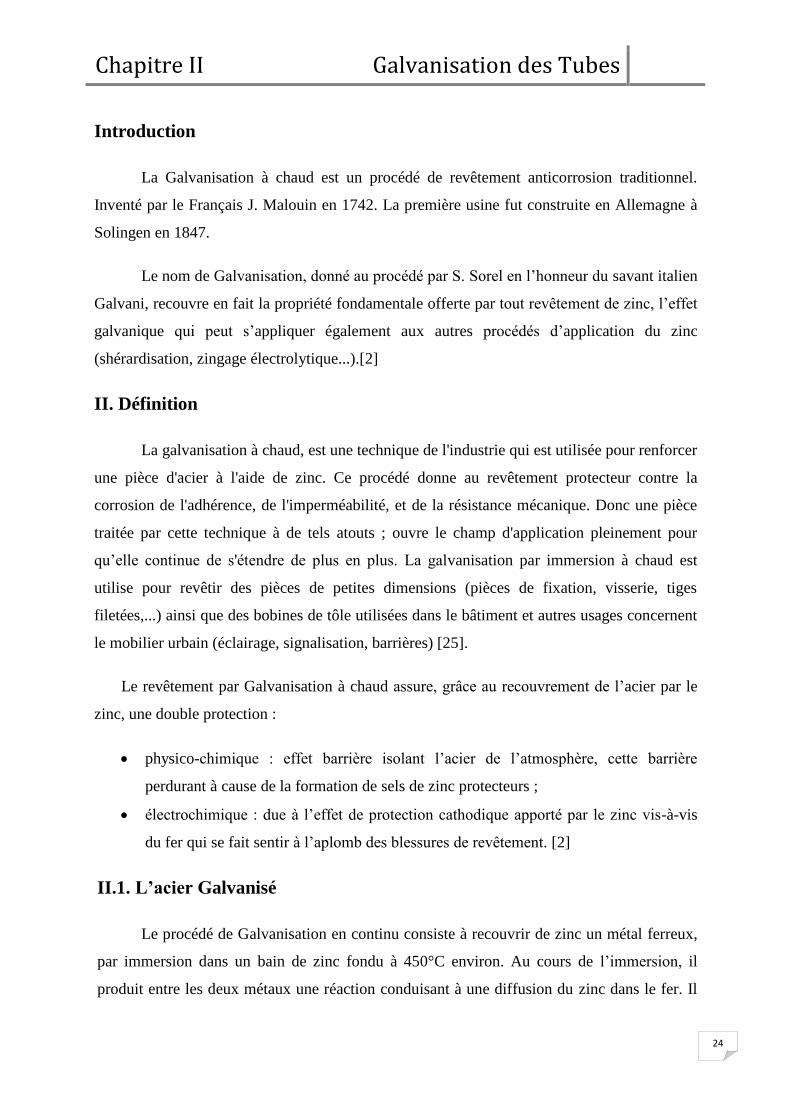
II.2. Microstructure d’une Acier Après la Galvanisation
L’immersion de l’acier dans le bain de Zinc entraine la formation d’un revêtement par
diffusion du Zinc dans l’acier cette immersion forme les phases
Figure II. 1 : Vue en coupe transverse de phases formées après la galvanisation de l’acier. [2]
.
Phase Composé F (% en masse) Densité Epaisseur (micro
mètre)
Êta (η) Zn ≤0,03 7,14 8 à 12
Dzêta(ζ) Fe Zn13 5 à 6 7,18 7 à 20
Delta (δ1) FeZn7 7 à 12 7,25 30 à 40
Gamma (Γ) FeZn3
FeZn10
Fe5Zn21
21 à 28 7,36 1 à 2
Substrat Acier 100 7,85 _
Tableau II 1: Caractéristiques des phases Fe-Zn. [2]

Chapitre II Galvanisation des Tubes
26
L'épaisseur, la structure et l'aspect du revêtement obtenu dépendent essentiellement de
la qualité des métaux utilisés et du processus de fabrication. Ces paramètres doivent répondre
à un certain nombre de normes (teneur de Silicium et de Phosphore). Dans le respect de ces
normes, la durée de vie d'un acier galvanisé peut être de plus de 30 ans. Dans le cas contraire,
une couche de galvanisation de mauvaise qualité (par exemple couche ξ trop épaisse) risque
de se désagréger rapidement (effet de sable) et de donner à l'eau une coloration rouge-rouille
[26].
II.3. Protection anti Corrosion des Aciers par le Zinc
La corrosion est la destruction des métaux sous l’effet d’un environnement agressif, ce
qui correspond en fait au retour spontané d’un métal comme le fer, par exemple, à un état
naturel de plus grande stabilité physico-chimique, c’est-à-dire l’état combiné (oxyde,
hydroxyde...).
Le zinc est un des métaux les plus utilisés comme protection anticorrosion pour la
galvanisation mais aussi pour l’électro zingage, la métallisation, les peintures riches en zinc,
les dépôts en phase vapeur, la shérardisation. Cela s’explique par deux phénomènes :
les caractéristiques des produits de corrosion du zinc ;
la protection sacrificielle apportée par le zinc aux substrats ferreux. [2]
A. Propriétés Physiques du Zinc
Symbole : Zn.
Masse atomique : 65,38.
Densité : 7,14.
Température de fusion : 419oC
Température d’ébullition : 907oC
Chapitre II Galvanisation des Tubes
27
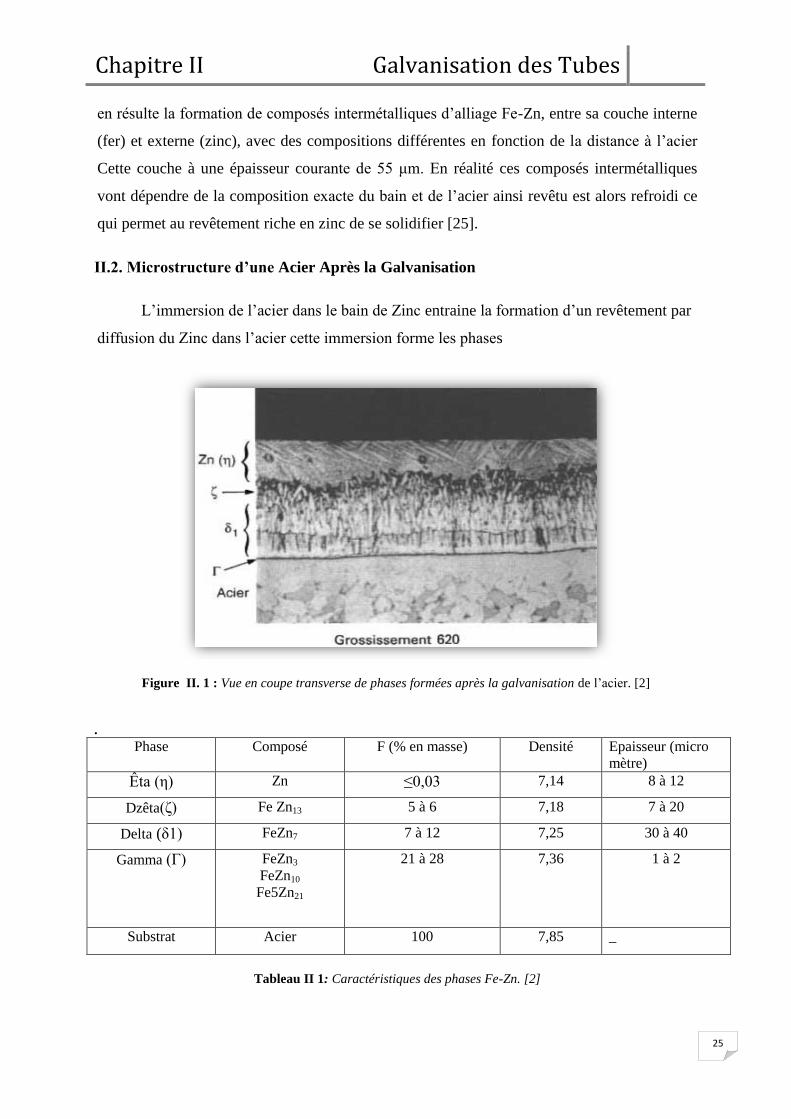
Figure II .2:Deux cas possibles de protection : active ou sacrificielle (a -b), passive ou barrière (c -d )[2]
II.5. Les Étapes Principales d’une Opération de Galvanisation
La galvanisation à chaud considérée ici concerne les produits finis ou les éléments de
construction prêts au montage définitif. Chaque fois que l’on recherche une bonne protection
contre la corrosion et que le fini de surface ne requiert pas de condition bien spécifique, on
peut appliquer la galvanisation à chaud au trempé.
Les possibilités de maîtrise de l’état de surface sont limitées pour le procédé appliqué
sur produits finis ou semi-finis par rapport aux procédés continus. Le client peut cependant
indiquer si les pièces sont destinées à être peintes (par exemple), ce qui implique une finition
supplémentaire après galvanisation. [2]
II.5.1. Préparation de Surface
Une bonne galvanisation ne peut s’obtenir qu’avec une préparation de surface de
l’acier adaptée. Le but principal de cette étape est nettoyer la surface de l’acier de ses
salissures exogènes (poussières, huiles, fines d’abrasion) et endogènes (oxydes)
II.5.1.1. Dégraissage
Le dégraissage, opération trop souvent négligée, est nécessaire pour nettoyer la surface
de tous les corps gras résultant de la fabrication des pièces ou des éléments qui pourraient
Chapitre II Galvanisation des Tubes
28
Gêner la mouillabilité lors des traitements ultérieurs et polluer les bains (décapage, fluxage).
A. Dégraissage alcalin:
C’est la solution la plus couramment utilisée. Il se fait dans des bains contenant du
carbonate de sodium ou de la soude additionnés de détergents (poly phosphates ou silicates de
sodium) et de tensioactifs à une température comprise entre 60 et 80 C (nombreux bains de
dégraissage commerciaux très efficaces).
Le dégraissage doit être suivi d’un rinçage efficace et soigné pour débarrasser les
pièces des corps gras sur nageant et des mousses qui se seraient redéposés sur les pièces lors
de la sortie du bain. Il est déconseillé d’utiliser le même rinçage pour le dégraissage et le
décapage. L’eau acidifiée peut réagir avec les restes de la solution de dégraissage et
provoquer des dépôts sur les pièces.
Des solutions alcalines à froid existent mais ne tolèrent que des corps gras limités. Si
les pièces comportent des surfaces peintes à nettoyer, le dégraissage alcalin est parfois
insuffisant et un grenaillage ou un brûlage suivi d’un brossage peuvent en venir à bout. On
utilise aussi des dégraissages acides (qui ne nécessitent pas de rinçage avant décapage).
B. Dégraissage à la vapeur de solvant
Ce procédé n’est plus utilisé actuellement.
C. Procédés alcalins biologiques:
Le seul réalisé industriellement est celui de la société Came qui comporte:
une utilisation de bactéries dans le bain de dégraissage ;
pas de rinçage entre dégraissage et décapage ;
traitement en continu de tous les bains de préparation de surface dégraissage,
décapage, flux avec maintien des concentrations (pH, teneur en fer). [2]
II.5.1.2. Décapage :
L’opération de décapage consiste à nettoyer la surface du métal (acier en général), en
enlevant la couche d’oxydes qui la recouvre, ayant pour origine les traitements métallurgiques
à chaud (calamine) ou les conditions de stockage (rouille). Elle est réalisée:
Chapitre II Galvanisation des Tubes
29
soit par voie humide à l’aide d’acide chlorhydrique ou sulfurique;
soit par voie mécanique par sablage ou grenaillage.
A. Décapage par voie humide
Il peut s’effectuer à l’acide chlorhydrique dilué (concentration 120 à 210 g/L). On
l’emploie à température ambiante Il a aussi comme avantages de donner des chlorures de fer
très solubles, un bon aspect de surface satiné et de ne provoquer qu’un faible risque de
fragilisation du métal. L’acide sulfurique est aussi utilisable mais exige un bain à 70 °C,
nécessitant donc un chauffage et une extraction rigoureuse des vapeurs acides.
Il est recommandé d’ajouter des inhibiteurs afin de n’éliminer que les oxydes et
hydroxydes en limitant l’attaque du métal de base et en évitant les risques de fragilisation par
l’hydrogène.
Un rinçage soigné suivra le décapage pour neutraliser les éventuelles traces d’acide
résiduel et éliminer les sels entraînés. Il est conseillé d’utiliser plusieurs bains de rinçage
successifs.
Le contrôle des bains acides, opération simple et peu coûteuse, autorise une bonne gestion
de cette opération et permet de satisfaire aux réglementations antipollution de la façon la plus
adéquate (neutralisation optimale des bains usés).
B- Décapage mécanique
Il est réalisé généralement par grenaillage. Il consiste en une projection sur les pièces de
grenaille d’acier ou de fonte permettant une élimination efficace des peintures, calamines,
laitier des cordons de soudure, restes de sable de fonderie. Il crée par ailleurs une rugosité qui
conduit à des prises de zinc plus importantes.
Il est utilisé plus particulièrement pour des pièces en fonte et en acier moulé. Il peut être
éventuellement suivi d’un court décapage humide
II.5.1.3. Fluxage
Il permet d'éviter que l'acier ne se ré-oxyde avant l'entrée dans le bain de zinc. La
décomposition du flux permet également de favoriser la réaction métallurgique fer/zinc lors
de l'immersion de la pièce dans le bain de zinc. L’opération de fluxage a trois objectifs :
Chapitre II Galvanisation des Tubes
30
parfaire la préparation de surface (dissolution des oxydes de fer reformés à la surface
au cours de l’opération de rinçage) ;
protéger la surface de toute oxydation avant immersion dans le bain de zinc ;
assurer une bonne mouillabilité de la surface des pièces par le zinc fondu
Le flux agit en fournissant une atmosphère décapante de gaz chlorhydrique par
décomposition du chlorure d’ammonium lors de l’immersion dans le bain de zinc à une
température de l’ordre de 450 °C.
Le chlorure de zinc peut avoir un rôle décapant, mais il agit essentiellement en tant
qu’agent fondant. Il peut fixer une partie du NH3 dégagé lors de la décomposition de NH4Cl,
il piège les résidus d’oxydes métalliques ainsi que certaines molécules organiques.
Pour assurer son rôle multiple, le flux doit posséder un certain nombre de propriétés
physiques comme :
une faible viscosité (addition de chlorures alcalins) ;
une faible tension superficielle (meilleure mouillabilité) ;
une faible température de fusion.
Le flux a une action décapante et nettoyante sur la surface de l’acier et peut provoquer une
érosion superficielle de celui-ci. Cette attaque peut être très supérieure à celle de l’acier par le
zinc liquide, conduisant à des modifications de réactivité.
Le flux est susceptible d’avoir une action sur la composition du bain de zinc si celui-ci
contient des éléments d’addition (diminution des teneurs en Al, Mg consommé par le flux).
Le chlorure de fer, qui provient de l’attaque du fer par le flux, réagit avec le zinc pour
produire du chlorure de zinc et du fer. Ce fer naissant, au contact du zinc liquide, réagit
immédiatement pour former le composé Fe Zn 13 (7 % Fe - 93 % Zn) et, donc, augmente la
formation de mattes
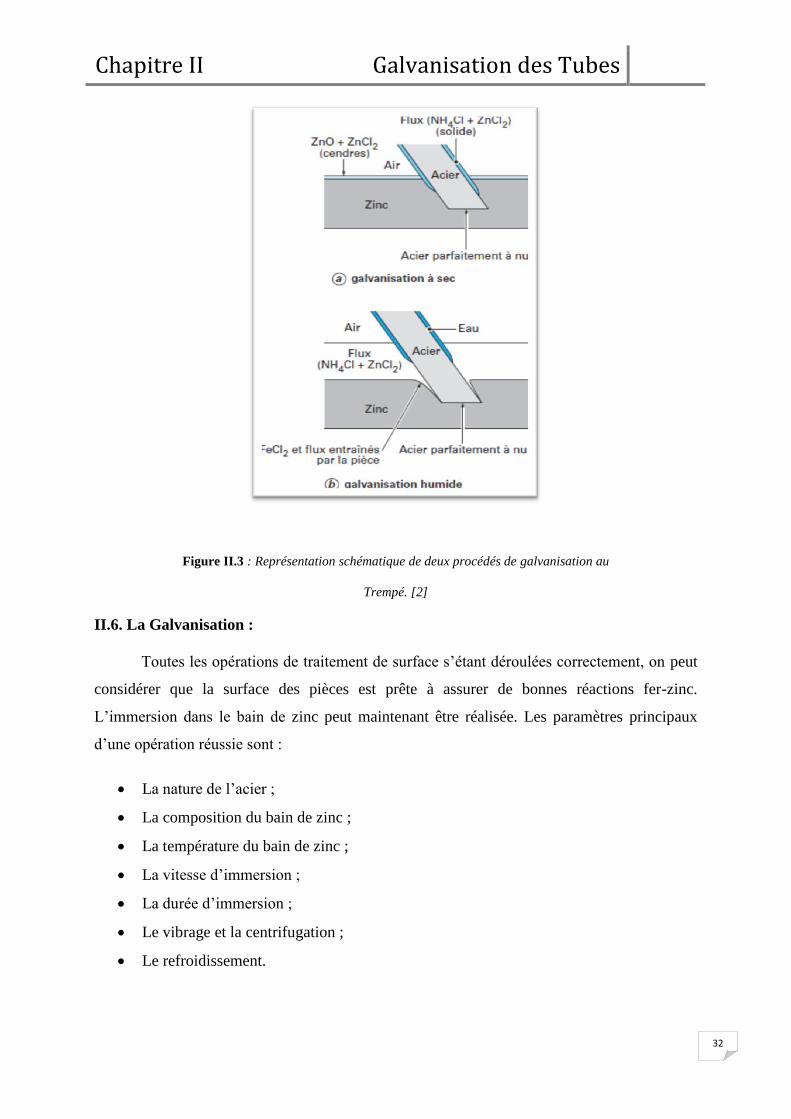
A. Fluxage pour galvanisation par voie sèche
Les pièces sont plongées dans une solution concentrée de flux dans de l’eau (400 à
600 g/L) puis étuvées dans une zone chauffée par la proximité du bain de zinc pour former
Chapitre II Galvanisation des Tubes
31
une couche de flux à la surface du métal (cet étuvage contribue à élever légèrement la
température des pièces avant galvanisation).
La solution fluxante est à une température d’environ 60 °C afin de limiter le temps de
séchage des pièces pour éliminer l’eau de constitution des sels. Le séchage doit être complet
pour éviter les projections de zinc liquide lors de l’introduction des pièces dans le bain de zinc
(l’eau, au contact du bain à 450 °C, se vaporise immédiatement sous la surface bain et
provoque des projections de zinc liquide).
Le bain de fluxage doit être contrôlé périodiquement (densité, pH et teneur en fer). La
purification s’effectue par addition d’eau oxygénée qui précipite les sels de fer ferrique au
fond d’une cuve qu’il suffit de siphonner. Ces opérations sont réalisées dans des stations de
traitement situées à proximité des halles de galvanisation.
B. Fluxage pour galvanisation par voie humide
Par voie humide, le flux fondu constitue une couche liquide d’une épaisseur d’environ
30 cm à la surface du bain de zinc. Les pièces entrent dans le bain après avoir traversé cette
couche et en ressortent dans une zone dépourvue de flux.
Cette technique n’est utilisable que pour des bains pauvres en Al (Al < 0,01 %), sinon des
réactions préférentielles se produisent (Consommation de l’aluminium du bain par le flux),
diminuant l’efficacité du flux.
La couche de flux s’appauvrit en NH4Cl du fait des réactions flux métal à traiter. Son
entretien se fait par ajouts réguliers de ce sel. La majorité des usines de galvanisation effectue
le traitement à sec, la galvanisation humide est réservée pour de petites pièces ou pour la
galvanisation de feuillards ou de fils
Chapitre II Galvanisation des Tubes
32
Figure II.3 : Représentation schématique de deux procédés de galvanisation au
Trempé. [2]
II.6. La Galvanisation :
Toutes les opérations de traitement de surface s’étant déroulées correctement, on peut
considérer que la surface des pièces est prête à assurer de bonnes réactions fer-zinc.
L’immersion dans le bain de zinc peut maintenant être réalisée. Les paramètres principaux
d’une opération réussie sont :
La nature de l’acier ;
La composition du bain de zinc ;
La température du bain de zinc ;
La vitesse d’immersion ;
La durée d’immersion ;
Le vibrage et la centrifugation ;
Le refroidissement.
Chapitre II Galvanisation des Tubes
33
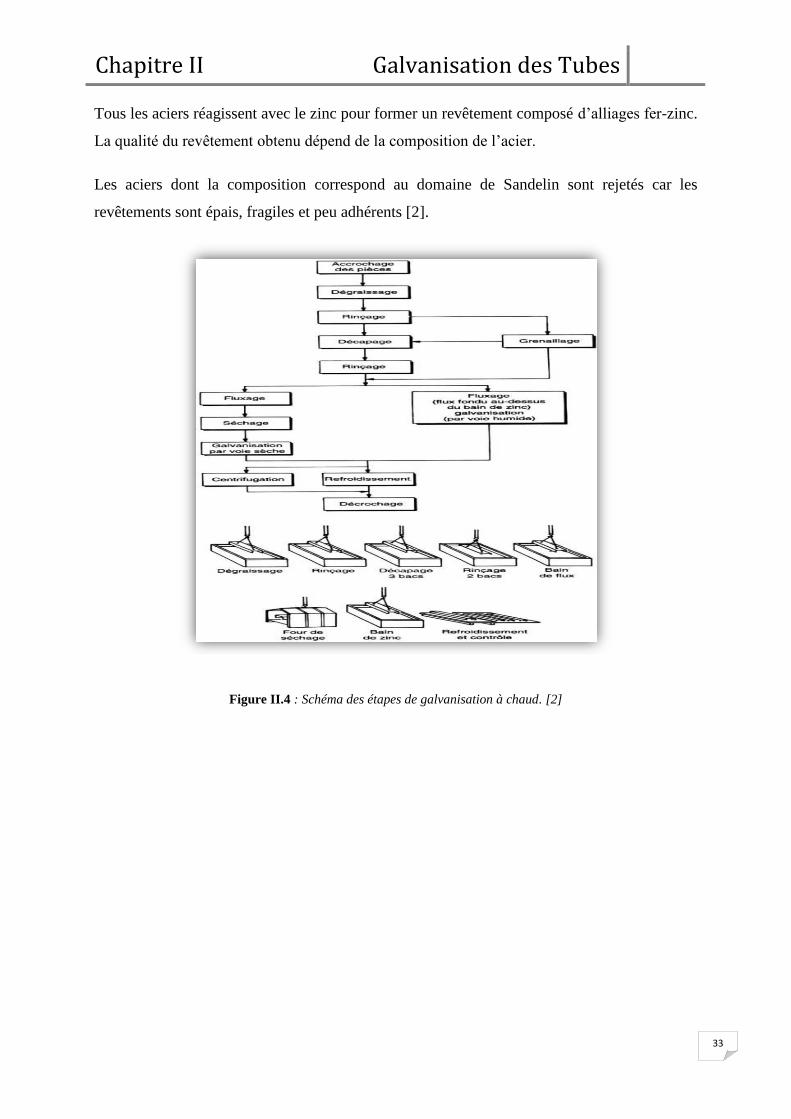
Tous les aciers réagissent avec le zinc pour former un revêtement composé d’alliages fer-zinc.
La qualité du revêtement obtenu dépend de la composition de l’acier.
Les aciers dont la composition correspond au domaine de Sandelin sont rejetés car les
revêtements sont épais, fragiles et peu adhérents [2].
Figure II.4 : Schéma des étapes de galvanisation à chaud. [2]
Chapitre III
Détérioration des tubes par corrosion
Chapitre III Détérioration des Tubes Par Corrosion
34
Introduction
La corrosion peut être définie comme une dégradation physique d’un matériau et
l’altération de ses propriétés chimiques sous l'influence de son milieu environnant.
L’importance de la corrosion n’est plus à démontrer. En effet, elle peut affecter de
nombreuses matériaux, en particulièrement, les aciers qui constituent les matériaux de base
dans la construction de nombreuses structures sont fortement exposés à la corrosion qu’ils
soient au contact d’atmosphères humides, immergés en eau douce ou saline, implantés dans
les sols ou en présence de solutions plus ou moins agressives. [27].
III. Définition
La corrosion désigne l'ensemble des phénomènes par lesquels un métal ou un alliage
métallique tend à s'oxyder sous l'influence de réactifs gazeux ou en solution. La corrosion
coûte cher et pose de redoutables problèmes : elle induit de graves dommages, cause de
nombreux accidents et n'est pas sans conséquences écologiques notables [28].
III.1. Les Type De Corrosion
III.1.1. Corrosion Uniforme
La corrosion uniforme est caractérisée par un taux de corrosion relativement uniforme
sur l’ensemble d’une surface exposée. Ce type de corrosion est habituellement prévu pour les
pièces faisant partie d’élément structural qui peuvent être sacrifiés au fil du temps, mais elle
affecte tous les métaux communs. Dans le cas des aciers au carbone, le fer réagit avec
l’oxygène pour former de la magnétite minérale, qui est de l’oxyde de fer dont la formule
chimique est Fe3O4.
Figure III.1 : Corrosion Uniforme
Chapitre III Détérioration des Tubes Par Corrosion
35
III.1.2. Corrosion Galvanique
Appelée aussi corrosion bimétallique, elle est due à la formation d'une pile
électrochimique entre deux métaux qui diffèrent par leur potentiel de corrosion. Le métal
ayant le potentiel de corrosion le plus négatif subit une corrosion accélérée par l'autre métal.
Figure III.2 : Corrosion Galvanique
III.1.3. Corrosion Caverneuse
Elle est due à une différence d'accessibilité de l'oxygène entre deux parties d'une
structure, créant ainsi une pile électrochimique. Cette attaque sélective du métal est observée
dans les fissures et autres endroits peu accessibles à l'oxygène. [16]
III.1.4. Corrosion Par Piqures
C'est une forme de corrosion localisée produite par certains anions, notamment les
halogènes et plus particulièrement les chlorures, sur les métaux protégés par un film d'oxyde
mince. Elle induit typiquement des cavités de quelques dizaines de micromètres de diamètre.
Figure III.3 :.Corrosion par Piqures

Chapitre III Détérioration des Tubes Par Corrosion
36
III.1.5. Corrosion Inter Granulaire
C'est une autre forme de corrosion localisée s'attaquant aux joints de grains, rendant la
Structure mécaniquement fragile.
III.1.6. Corrosion Sous-Contrainte
C’est une fissuration du métal qui résulte de l'action conjointe d'une contrainte
mécanique et d'une réaction électrochimique.
III.1.7. Corrosion-érosion
La corrosion-érosion se produit lorsque le débit de l’eau se combine à la corrosion
pour augmenter considérablement la vitesse d’enlèvement du métal par rapport à la vitesse
d’enlèvement à des débits plus faibles. L’effet du débit est dû à l’enlèvement des ions
métalliques et des couches protectrices à mesure qu’ils se forment, ce qui accroît la force
d’entraînement de corrosion chimique et peut empêcher la formation d’une couche
protectrice. Cet effet est l’une des principales causes de perte de métal dans les tubes des
condensateurs de vapeur en alliage de cuivre. Les particules fines et d’autres particules issues
des produits de corrosion comme le sable et le limon dans le fluide de refroidissement peuvent
également accroître la vitesse de corrosion. [16]
III.2. Corrosion Des Pipelines
Par définition, la corrosion désigne l’interaction physico-chimique entre un métal et
son milieu environnant entraînant des modifications dans les propriétés du métal et souvent
une dégradation fonctionnelle du métal lui-même, de son environnement ou du système
technique constitué par les deux facteurs. [29]
Figure III.4 : Schéma du Processus de Corrosion
Chapitre III Détérioration des Tubes Par Corrosion
37
Dans l’industrie pétrolière, les pipelines sont des outils essentiels de transport massif des
hydrocarbures, sur de grandes distances, ils allient des débits importants et confirment année
après année qu’ils sont le mode le plus sûr et le plus économique de transport des
hydrocarbures [30]. Cependant, leur enfouissement conduit à une série de pertes
systématiques et les autres sont accidentelles.
Les pertes par corrosion, représentent une composante importante du pourcentage des
pertes technologiques au cours du processus de transport par pipelines, ainsi qu'une
considérable source de pollution. [31]
La corrosion interne des pipelines est caractérisée par un double effet, l’endommagement des
canalisations et ces conséquences, ainsi que la contamination des fluides transportés par les
produits de corrosion. Elle peut être le fait soit du caractère corrosif du produit transporté, brut
sulfureux par exemple, ou plus couramment des traces d’eau qui accompagnent toujours le
fluide transporté et qui se déposent sur la paroi de la canalisation, où s’y condensent dans le
cas de transport de gaz .[32]
III.2.1. Principaux Risques De La Corrosion Des Pipelines
La corrosion et l’une des causes principales de rupture de canalisations
d’hydrocarbures. Les principaux risques de corrosion des pipelines étaient très clairement
identifiés par les expériences antérieures. Les pertes économiques en matériel attribuées à la
corrosion en général sont très importantes. On distingue :
Des pertes de production (fuites dans les canalisations, émissions de gaz,..).
Coût de l'entretien et du contrôle (mise en peinture, protection cathodique).
Coût dû à l'utilisation de matériaux plus nobles.
Contamination du produit par les produits de corrosion.
Arrêt de production.
La corrosion n’est pas seulement une source de gaspillage de matières premières et
d’énergie, elle peut en plus provoquer des accidents graves, et contribuer à la pollution de
l’environnement naturel [33].
Chapitre III Détérioration des Tubes Par Corrosion
38
III.4. Les Facteurs Influençant La Corrosion
La corrosion de l’acier dans le sol se ramène à un phénomène électrochimique, elle
dépend d’une part de l’agressivité propre du sol dans lequel la canalisation est posée, d’autre
part l’existence des phénomènes d’électrolyse liés la nature de produit transporté.
Les problèmes les plus importants posés par la corrosion dans les puits et conduites en
acier sont causés par des substances chimiques conduisant à une acidification de l’eau
contenue dans le brut ou le gaz naturel [34] Les principaux facteurs conférant à l’eau une
agressivité est :
III.4.1. Facteurs Liés Au Milieu
III.4.1.1. Influence De L'oxygène
L’oxygène joue un rôle important dans les mécanismes de corrosion du fer et des
alliages de fer en milieu aéré. Dans l’eau de mer aérée, la concentration en oxygène dissous
est très variable puisqu’elle dépend des facteurs physiques, chimiques et biologiques suivants:
échanges à l’interface air/océan, diffusions et mélanges au sein de la masse d’eau,
phénomènes de photo-oxydation, réactions d’oxydation chimique, etc. La dissolution de
l’oxygène est gouvernée par des lois physiques et dépend de la pression atmosphérique, de la
température et de la salinité de l’eau. La solubilité de l'oxygène décroît lorsque la température
et la salinité augmentent, mais elle s’accroît avec la pression. La solubilité de l’oxygène est de
2,8.10-4
mol/l à 20°C en eau pure alors qu’elle est réduite à 2,3.10-4
mol/l à 20°C pour une
salinité de 35‰. En général, la concentration en oxygène dissous est comprise entre 0 et
5.10-3
mol/l. [35].
III.4.1.2. Influence Du Ph
Le pH de la solution est un facteur susceptible d'affecter la stabilité du film passif,
l'augmentation de l'acidité et donc la quantité de protons à tendance à déstabiliser le film
passif. Un milieu très acide freine le dé polonisation à laquelle la formation du film passif
conduit et peu même provoquer la dissolution d'un film déjà formé [35].
Chapitre III Détérioration des Tubes Par Corrosion
39
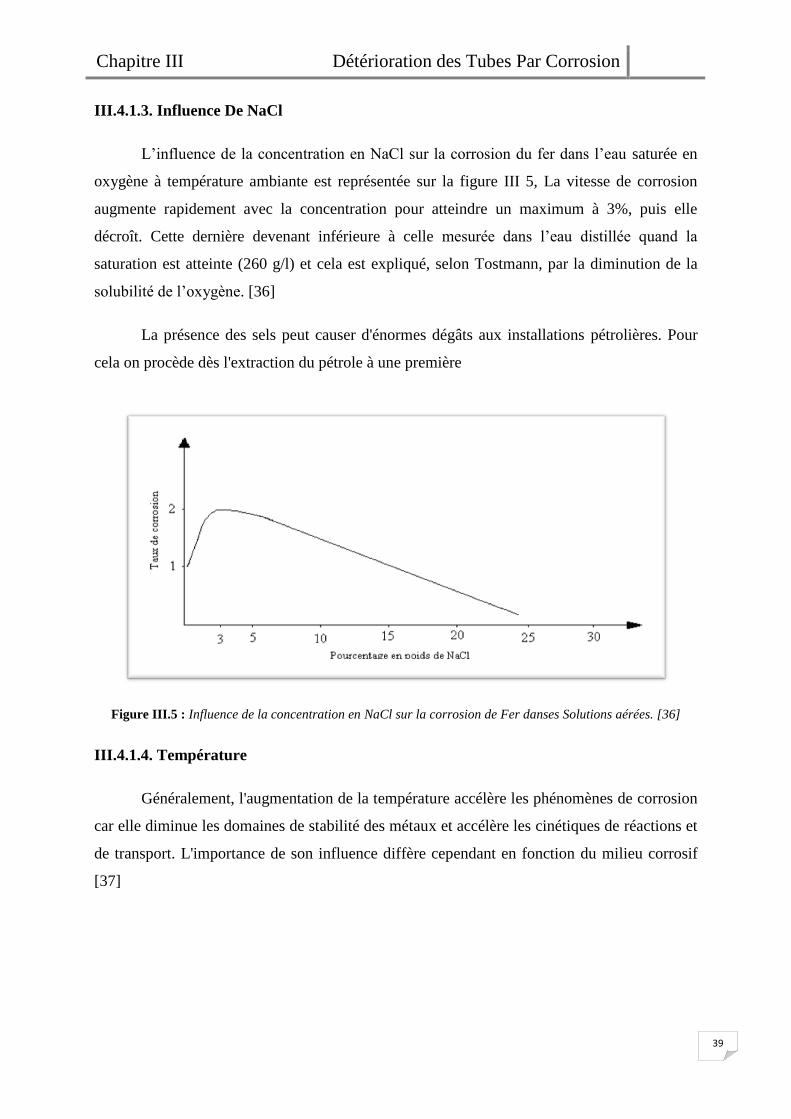
III.4.1.3. Influence De NaCl
L’influence de la concentration en NaCl sur la corrosion du fer dans l’eau saturée en
oxygène à température ambiante est représentée sur la figure III 5, La vitesse de corrosion
augmente rapidement avec la concentration pour atteindre un maximum à 3%, puis elle
décroît. Cette dernière devenant inférieure à celle mesurée dans l’eau distillée quand la
saturation est atteinte (260 g/l) et cela est expliqué, selon Tostmann, par la diminution de la
solubilité de l’oxygène. [36]
La présence des sels peut causer d'énormes dégâts aux installations pétrolières. Pour
cela on procède dès l'extraction du pétrole à une première
Figure III.5 : Influence de la concentration en NaCl sur la corrosion de Fer danses Solutions aérées. [36]
III.4.1.4. Température
Généralement, l'augmentation de la température accélère les phénomènes de corrosion
car elle diminue les domaines de stabilité des métaux et accélère les cinétiques de réactions et
de transport. L'importance de son influence diffère cependant en fonction du milieu corrosif
[37]
Chapitre III Détérioration des Tubes Par Corrosion
40
III.4.2. Facteurs Métallurgiques
Les facteurs métallurgiques sont nombreux et ont de grandes influences sur les
processus réactionnels de la corrosion. Nous ne citerons sommairement que les plus
importants, à savoir:
composition de l'alliage;
procédé d'élaboration;
impuretés;
traitements thermiques;
traitements mécaniques;
additions protectrices;
caractéristiques cristallographiques (il s'agit essentiellement du type de structure à
l'échelle du réseau et de la dimension des grains) [38].
III.5.Différant Essais De Corrosion
III.5.1. Essais De Diffraction Par Rayons X (Drx) :
La diffractométrie par rayons X est une technique d'analyse fondée sur la diffraction
des rayons X sur la matière. La diffraction n'ayant lieu que sur la matière cristalline
(minéraux, métaux, céramiques, polymères semi-cristallins, produits organiques cristallisés),
mais pas sur la matière amorphe (liquides, polymères amorphes, verres).
L'appareil de mesure s'appelle un diffractomètre représenté sur la figure (Fig.III.6.) Les
données collectées forment le spectre de diffraction ou diffractogramme.
Les échantillons utilisés dans les mesures sont sous la forme d'une poudre aplanie dans une
coupelle, ou bien sous la forme d'une plaquette solide plate. On envoie des rayons X sur cet
échantillon, et un détecteur fait le tour de l'échantillon pour mesurer l'intensité des rayons X
selon la direction. Pour des raisons pratiques, on fait tourner l'échantillon en même temps, ou
éventuellement on fait tourner le tube produisant les rayons X.
Chapitre III Détérioration des Tubes Par Corrosion
41
Fig.III.6. : Image d’un diffractomètre. [39]
III.5.2. Essai De La Masse Perdue :
La perte de masse est la méthode quantitative la plus ancienne de mesure de la
corrosion, et qui se base sur la construction réelle du système. C'est une méthode simple, elle
donne des informations très utiles à des prix relativement bas et sans perturbation des
systèmes. Son principe est l'immersion de l'échantillon à étudier dans le milieu corrosif
considéré (après sa pesé) pendant une durée bien définie.
Le but de cette méthode est l'évaluation du taux de corrosion qui se définit comme une
perte de poids par unité de surface et de temps et qui est exprimé en (g/cm /an). La formule
suivante exprime le taux de corrosion:
T =365 x Δm /(S x t) (2)
Δm = m1 – m2
m1 : masse de l’échantillon avant test en [g]
m2 : masse de l’échantillon après test en [g]
S : surface de l’échantillon exposé au milieu corrosif en [cm2]
t : temps d’immersion en [jour][39]
III.5.3. Essais Electrochimiques
III.5.3.1. Principe Des Mesures Electrochimiques
L'étude des processus électrochimiques nécessite un appareillage capable de contrôler
et mesurer les potentiels et/ou les courants électriques sur une interface électrochimique. On
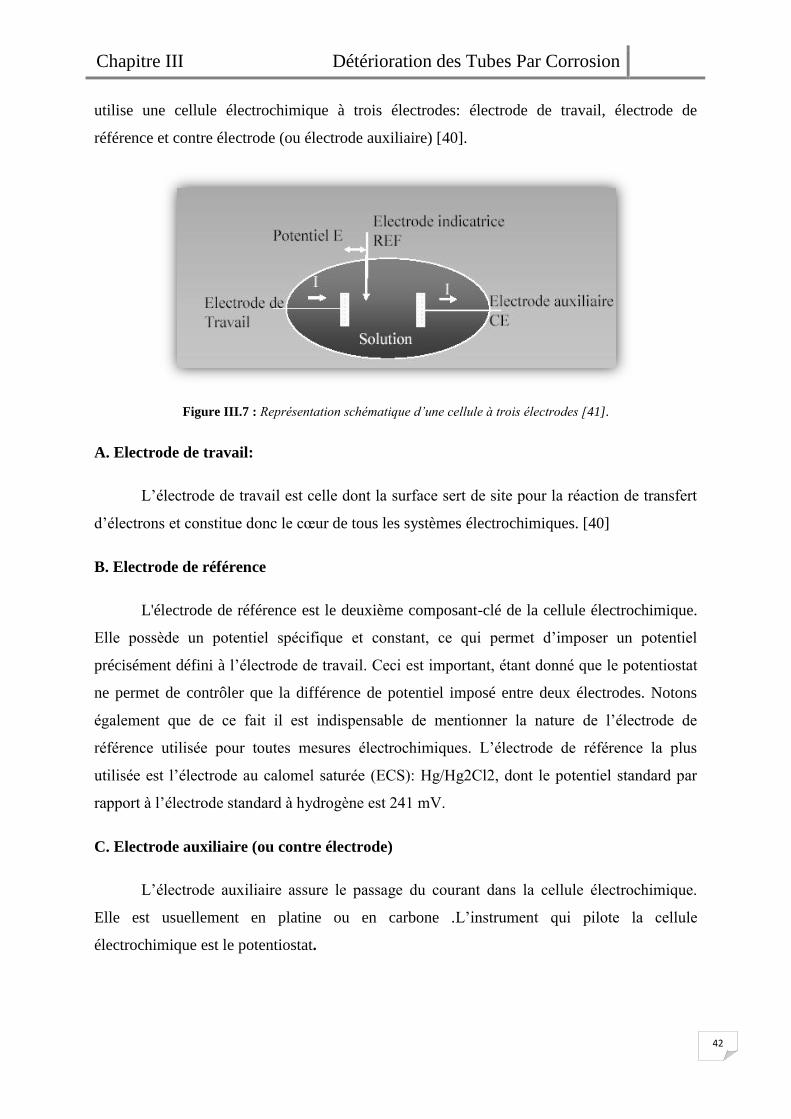
Chapitre III Détérioration des Tubes Par Corrosion
42
utilise une cellule électrochimique à trois électrodes: électrode de travail, électrode de
référence et contre électrode (ou électrode auxiliaire) [40].
Figure III.7 : Représentation schématique d’une cellule à trois électrodes [41].
A. Electrode de travail:
L’électrode de travail est celle dont la surface sert de site pour la réaction de transfert
d’électrons et constitue donc le cœur de tous les systèmes électrochimiques. [40]
B. Electrode de référence
L'électrode de référence est le deuxième composant-clé de la cellule électrochimique.
Elle possède un potentiel spécifique et constant, ce qui permet d’imposer un potentiel
précisément défini à l’électrode de travail. Ceci est important, étant donné que le potentiostat
ne permet de contrôler que la différence de potentiel imposé entre deux électrodes. Notons
également que de ce fait il est indispensable de mentionner la nature de l’électrode de
référence utilisée pour toutes mesures électrochimiques. L’électrode de référence la plus
utilisée est l’électrode au calomel saturée (ECS): Hg/Hg2Cl2, dont le potentiel standard par
rapport à l’électrode standard à hydrogène est 241 mV.
C. Electrode auxiliaire (ou contre électrode)
L’électrode auxiliaire assure le passage du courant dans la cellule électrochimique.
Elle est usuellement en platine ou en carbone .L’instrument qui pilote la cellule
électrochimique est le potentiostat.

Chapitre III Détérioration des Tubes Par Corrosion
43
Un potentiostat est un appareil dont le rôle est d'imposer une différence de potentiel constante
entre l’électrode de Travail (WE) et l’électrode de référence (RE) tout en fournissant la
puissance nécessaire à la cellule. Il mesure le courant traversant CE et WE [41].
Figure III 8 : Représentation schématique d’un potentiostat [41].
En général, le même appareil peut aussi fonctionner en galvanostat où, au lieu d'imposer un
potentiel, il impose un courant I entre l’électrode CE et l’électrode WE et mesure le potentiel
E entre l’électrode de REF et WE.
Figure III.9 : Représentation schématique d’un galvanostat [41].
Le développement des amplificateurs opérationnels a apporté un important gain de
temps de réponse et de précision. Le schéma simplifié d'un potentiostat avec trois électrodes,
qui utilise des circuits opérationnels, est présenté sur la figure III.10.
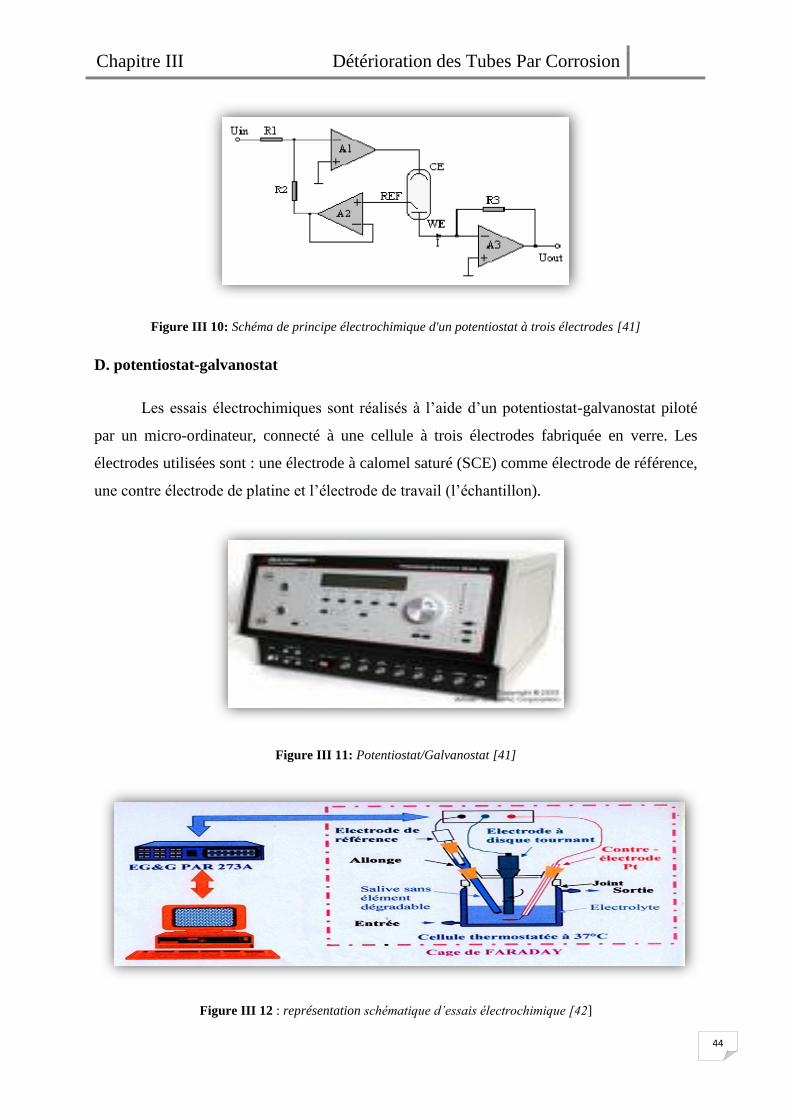
Chapitre III Détérioration des Tubes Par Corrosion
44
Figure III 10: Schéma de principe électrochimique d'un potentiostat à trois électrodes [41]
D. potentiostat-galvanostat
Les essais électrochimiques sont réalisés à l’aide d’un potentiostat-galvanostat piloté
par un micro-ordinateur, connecté à une cellule à trois électrodes fabriquée en verre. Les
électrodes utilisées sont : une électrode à calomel saturé (SCE) comme électrode de référence,
une contre électrode de platine et l’électrode de travail (l’échantillon).
Figure III 11: Potentiostat/Galvanostat [41]
Figure III 12 : représentation schématique d’essais électrochimique [42]
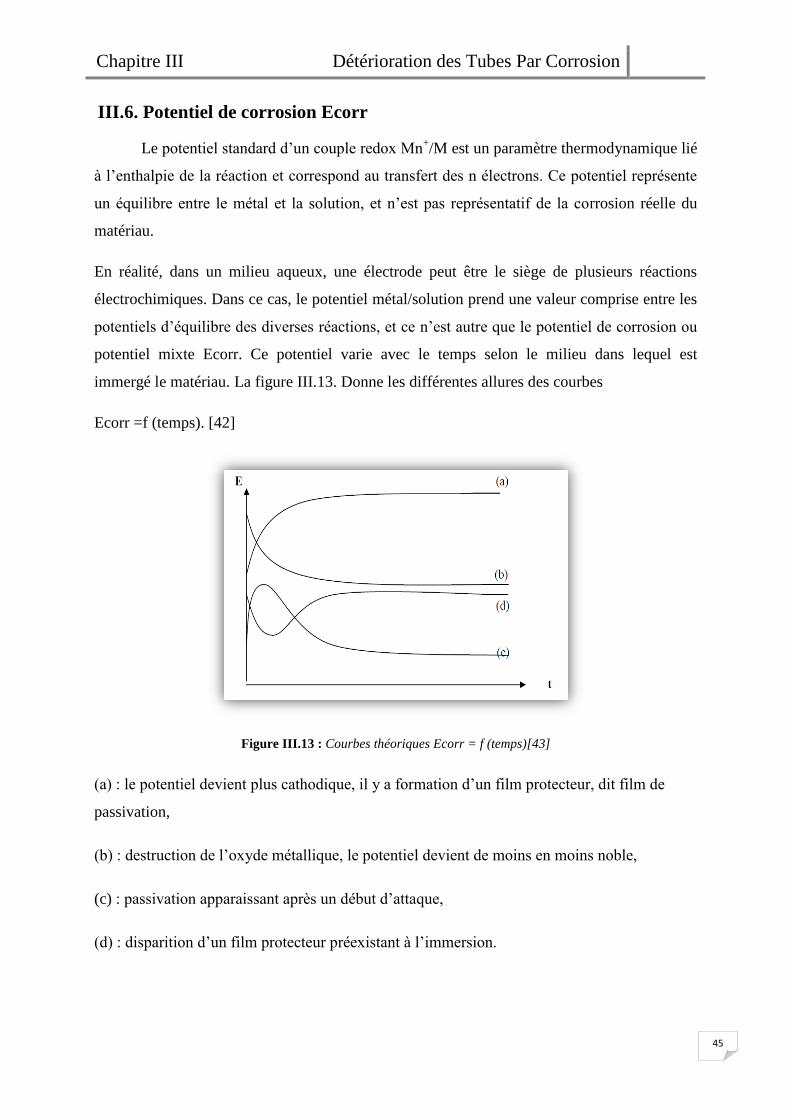
Chapitre III Détérioration des Tubes Par Corrosion
45
III.6. Potentiel de corrosion Ecorr
Le potentiel standard d’un couple redox Mn+/M est un paramètre thermodynamique lié
à l’enthalpie de la réaction et correspond au transfert des n électrons. Ce potentiel représente
un équilibre entre le métal et la solution, et n’est pas représentatif de la corrosion réelle du
matériau.
En réalité, dans un milieu aqueux, une électrode peut être le siège de plusieurs réactions
électrochimiques. Dans ce cas, le potentiel métal/solution prend une valeur comprise entre les
potentiels d’équilibre des diverses réactions, et ce n’est autre que le potentiel de corrosion ou
potentiel mixte Ecorr. Ce potentiel varie avec le temps selon le milieu dans lequel est
immergé le matériau. La figure III.13. Donne les différentes allures des courbes
Ecorr =f (temps). [42]
Figure III.13 : Courbes théoriques Ecorr = f (temps)[43]
(a) : le potentiel devient plus cathodique, il y a formation d’un film protecteur, dit film de
passivation,
(b) : destruction de l’oxyde métallique, le potentiel devient de moins en moins noble,
(c) : passivation apparaissant après un début d’attaque,
(d) : disparition d’un film protecteur préexistant à l’immersion.

Chapitre III Détérioration des Tubes Par Corrosion
46
Chapitre IV
Procédure Expérimentales
Chapitre IV Procédure Expérimentales
46
Introduction
Dans ce chapitre, nous allons présenter les caractéristiques des matériaux et les
techniques de préparation des échantillons (découpage, polissage..);E24 Galvanisé.et étude
l’influence de l’eau du robinet et de solution de 3 % NaCl sur le comportement de l’acier
Galvanisé. Pour ce faire, nous utilisons essai électrochimique. Enfin nous décrivons les
techniques et la procédure expérimentale
IV.1. Généralités sur l’Unité ANABIB
IV.1.1. Tuberie Gaz Tébessa (T.G.T)
L’Usine Tubes Gaz est érigée sur un terrain d’assiette de 31 hectares (dont 38500 m2
couverts), située à environ 5 Km à l’est d’ELMA-LABIOD et à 35 Km de chef-lieu
TEBESSA.
Le site est longé sur sa façade principale par la voie ferrée ainsi que par la route nationale sur
l’axe TEBASSA – BIR EL ATER. L’usine est raccordée au réseau ferroviaire SNTF et
dispose d’un ensemble de voies ferrés intérieures d’une longueur de 5000 mètres desservant la
totalité des ateliers principaux.
Ce réseau permet donc un approvisionnement aisé de l’ensemble des matières premières et
des consommables et assure également l’expédition des produits finis. [43]
IV.1.2. Spécification des Produits Fabriques par. L’unité ANABIB
L’usine a été conçue pour produire, avec un cycle de fonctionnement en deux équipes
80.000 tonnes/an de tubes ronds et profilés ainsi que les accessoires s’y rapportant pour les
utilisations principales suivantes :
Tubes pour le transport des fluides ;
Tubes de construction ;
Tubes pour chaudières ;
Tubes pour canalisation.
Les tubes ronds pouvant être livrés selon l’un des états suivants :
Noirs à bouts lisses ;
Chapitre IV Procédure Expérimentales
47
Noirs, filetés et manchonnés ;
Galvanisés à bouts lisses ;
Galvanisés, filetés et manchonnés.
Les profilés seront livrés en section carrée ou rectangulaire.
Les produits seront livrés selon les normes internationales AFNOR, DIN, API 5L (Institue
Américaine de Pétrole) [43]
IV.1.3. Composition Générale de L’investissement
L’usine est composée des ateliers et installations suivants :
Un atelier de refendage ;
Un atelier de fabrication de tubes avec four électrique et laminoir réducteur étireur ;
Un atelier de parachèvement de tubes gaz et eau ;
Un atelier de parachèvement de tubes chaudières ;
Un atelier de parachèvement de tubes profilés ;
Un atelier de décapage et de galvanisation avec parachèvement des produits finis ;
Un atelier de fabrication et galvanisation des manchons ;
Un atelier de fabrication des coudes ;
Un atelier de fabrication des pièces en tés ;
Un atelier central d’usinage ;
Un atelier d’entretien du matériel roulant.
L’unité est conçue pour produire le tube en acier E24 soudé longitudinalement par pression à
extrémités lisses finis à chaud avec caractéristiques garanties à température ambiante et
conditions particulières de livraison NFA 142. [43]
IV.1.4. Longueurs des Tubes
Les tubes sont normalement livrés en longueur courantes de :
6 m à 6.5 m avec la possibilité de fournir, au maximum 10% de la commande en
longueurs minimales de 3 m.
12m à 13 m avec la possibilité de fournir, au maximum 15% de la commande en
longueurs minimales de 4 m.
Chapitre IV Procédure Expérimentales
48
Sur demande particulière à l’appel d’offres et à la commande, le tubes peuvent être
livrés en grandes longueurs variables à convenir entre acheteur et producteur, en fonction des
dimensions, mais ne dépassant pas 18 m. dans ce cas, la fourniture peut comporter au
maximum 15% de longueurs plus courtes dont la longueur minimale est à convenir entre
acheteur et producteur. Sur demande particulière à convenir entre acheteur et producteur les
tubes peuvent être livrés en longueur précises [43]
IV.2. Matériau ou le substrat
A. Définition De L’acier E24 Sortie Usine
Fer à usage général obtenu par laminage à chaud, en acier non allié conformément à la
norme NF EN10025 (édition : décembre 1993) et destiné à la fabrication d’éléments de
construction assemblés ou soudés.
B. Analyse Chimique
Les valeurs maximales pour la composition chimique sont rassemblées dans le tableau
IV 1.
C℅ Mn℅ Si℅ S℅ P℅ Al℅
0.07 0.34 0.02 0.007 0.006 0.009
Tableau IV.1.: Composition de l'acier E 24(en % massique). [43]
Les caractéristiques mécaniques du substrat sont données dans le tableau III.2.
Re (N/mm2
) Rm (N/mm2
) A℅
315 406 33
Tableau IV .2: Caractéristique mécanique de l'acier E 24
C. Définition De L’acier E24 Sortie El HAJAR
La composition chimique et les caractéristiques mécaniques du substrat sont données
dans le tableau IV.3. Sortie EL HAJAR
Chapitre IV Procédure Expérimentales
49
Bobines Laminées à Chaud Nuances S235JR (E24-2)
Analyses Chimiques
Caractéristiques Mécaniques
C℅ Mn℅ Si℅ S℅ P℅ Al℅ Re(N/mm2) Rm(N/mm2) A℅
0.07 0.34 0.02 0.007 0.006 0.009 315 406 33
Tableau IV 3: Caractéristiques mécaniques et chimiques de substrat [43].
Composition chimique du bain du zinc: Le bain de zinc contient du zinc pur et 0.02℅ d’AL.
La composition chimique de type de zinc en lingots utilisé au niveau de l’entreprise ANABIB
est donnée du le tableau IV.4. Suivant:
Teneur minimale en
zinc (% en masse)
Pb Cd Fe Cu
99.995 0.003 0.003 0.002 0.001
Tableau IV.4: La composition chimique de zinc [43]
Figure IV.1: Tubes à galvanisés de l’Unité ANABIB
IV.3. Procédure Expérimentale
IV.3.1. Microscope Optique
Un microscope métallographique optique de permet l’observation des échantillons,
avec un grandissement qui varie de 50x. Ce microscope s’accompagne d’une caméra
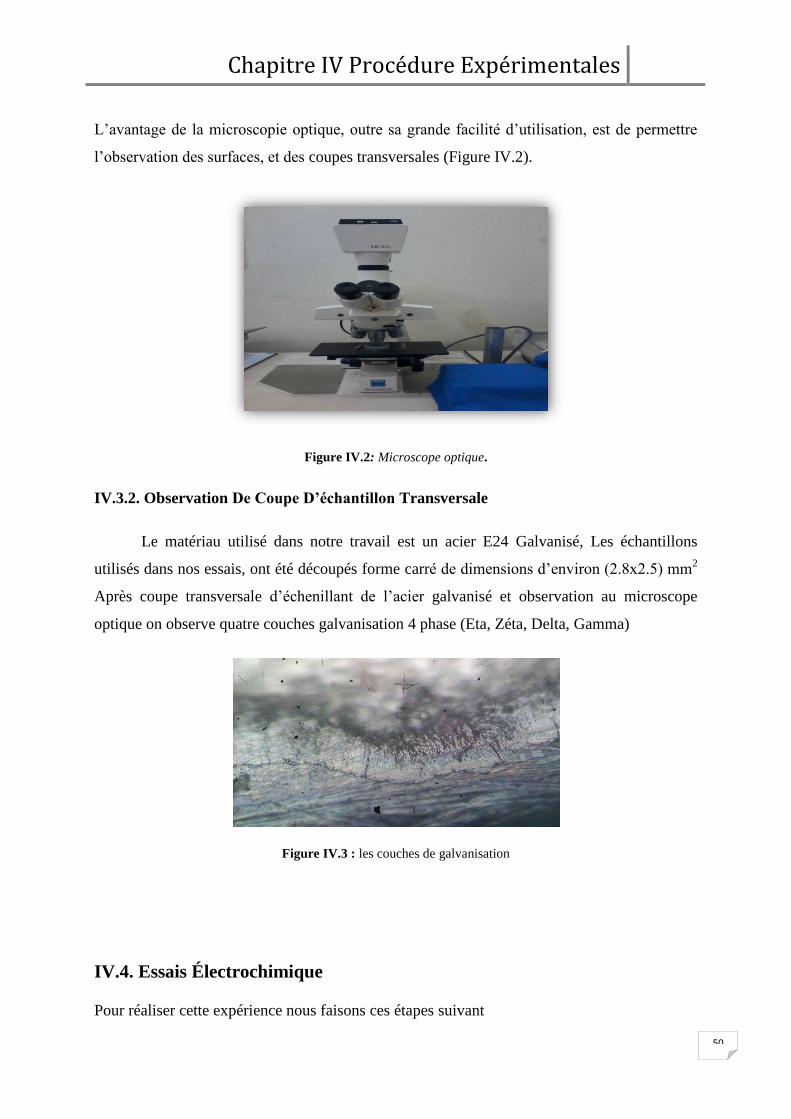
Chapitre IV Procédure Expérimentales
50
L’avantage de la microscopie optique, outre sa grande facilité d’utilisation, est de permettre
l’observation des surfaces, et des coupes transversales (Figure IV.2).
Figure IV.2: Microscope optique.
IV.3.2. Observation De Coupe D’échantillon Transversale
Le matériau utilisé dans notre travail est un acier E24 Galvanisé, Les échantillons
utilisés dans nos essais, ont été découpés forme carré de dimensions d’environ (2.8x2.5) mm2
Après coupe transversale d’échenillant de l’acier galvanisé et observation au microscope
optique on observe quatre couches galvanisation 4 phase (Eta, Zéta, Delta, Gamma)
Figure IV.3 : les couches de galvanisation
IV.4. Essais Électrochimique
Pour réaliser cette expérience nous faisons ces étapes suivant
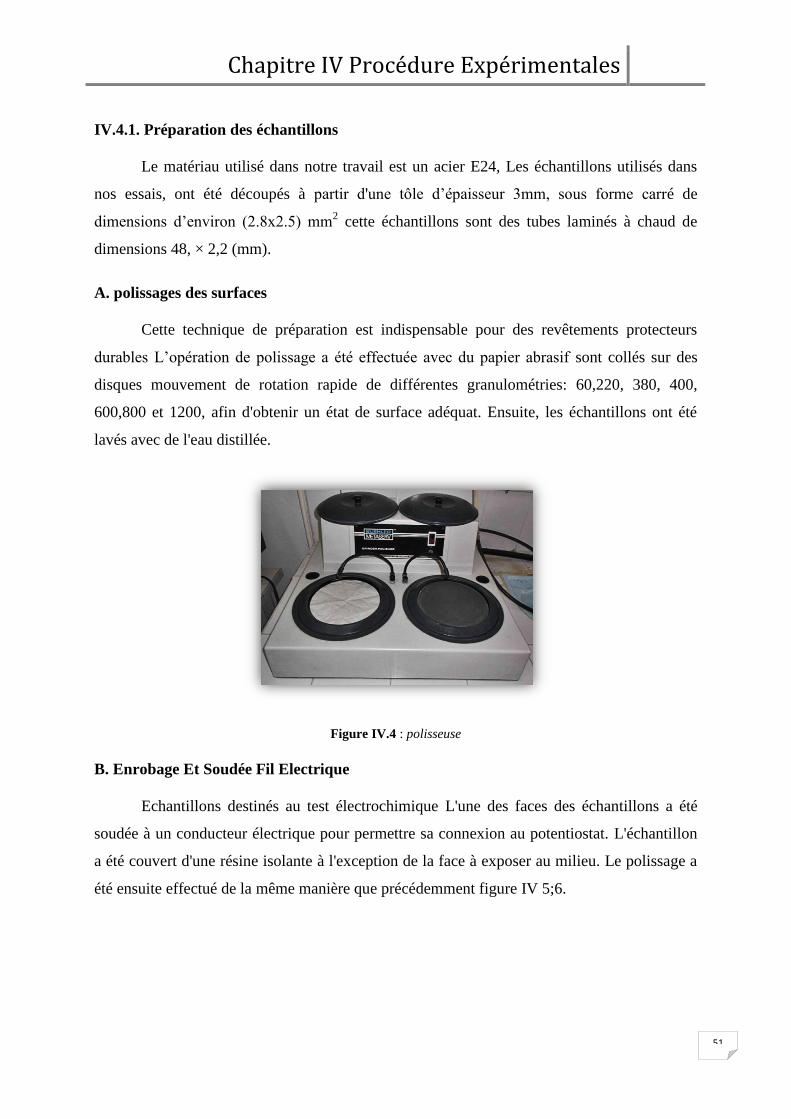
Chapitre IV Procédure Expérimentales
51
IV.4.1. Préparation des échantillons
Le matériau utilisé dans notre travail est un acier E24, Les échantillons utilisés dans
nos essais, ont été découpés à partir d'une tôle d’épaisseur 3mm, sous forme carré de
dimensions d’environ (2.8x2.5) mm2 cette échantillons sont des tubes laminés à chaud de
dimensions 48, × 2,2 (mm).
A. polissages des surfaces
Cette technique de préparation est indispensable pour des revêtements protecteurs
durables L’opération de polissage a été effectuée avec du papier abrasif sont collés sur des
disques mouvement de rotation rapide de différentes granulométries: 60,220, 380, 400,
600,800 et 1200, afin d'obtenir un état de surface adéquat. Ensuite, les échantillons ont été
lavés avec de l'eau distillée.
Figure IV.4 : polisseuse
B. Enrobage Et Soudée Fil Electrique
Echantillons destinés au test électrochimique L'une des faces des échantillons a été
soudée à un conducteur électrique pour permettre sa connexion au potentiostat. L'échantillon
a été couvert d'une résine isolante à l'exception de la face à exposer au milieu. Le polissage a
été ensuite effectué de la même manière que précédemment figure IV 5;6.
Chapitre IV Procédure Expérimentales
52
Figure IV.5 : Acier E24 Figure IV.6 : Acier galvanisé
IV.4.2. Préparation des solutions de NaCl
La solution électrolytique utilisée dans notre travail est de L’eau + La solution de
NaCl
La solution de 3% NaCl préparée par la dissolution de 30g de NaCl en poudre cristallisé dans
un litre d’eau distillée, puis agitée par un barreau aimanté afin d’avoir une solution homogène.
Dans ce travail, nous avons choisi ces deux : solution de 3%NaCl, et l’eau du robinet pour les
raisons suivante :
La composition de solution NaCl est proche de la composition de l’eau de mer.
L’eau douce c’est pour vérifier l’influence sur l’acier galvanisé, puisque ce dernier est
largement utilisé dans la fabrication du tube transport d’eau.
IV.4.3. Cellule Electrochimique
Les expériences électrochimiques ont été réalisées dans une cellule en verre PYREX
d’une capacité de 75 ml à trois électrodes (Figure IV 7). Cette cellule est munie d’une double
paroi et d’un couvercle en verre à quatre orifices permettant ainsi le passage des trois
électrodes
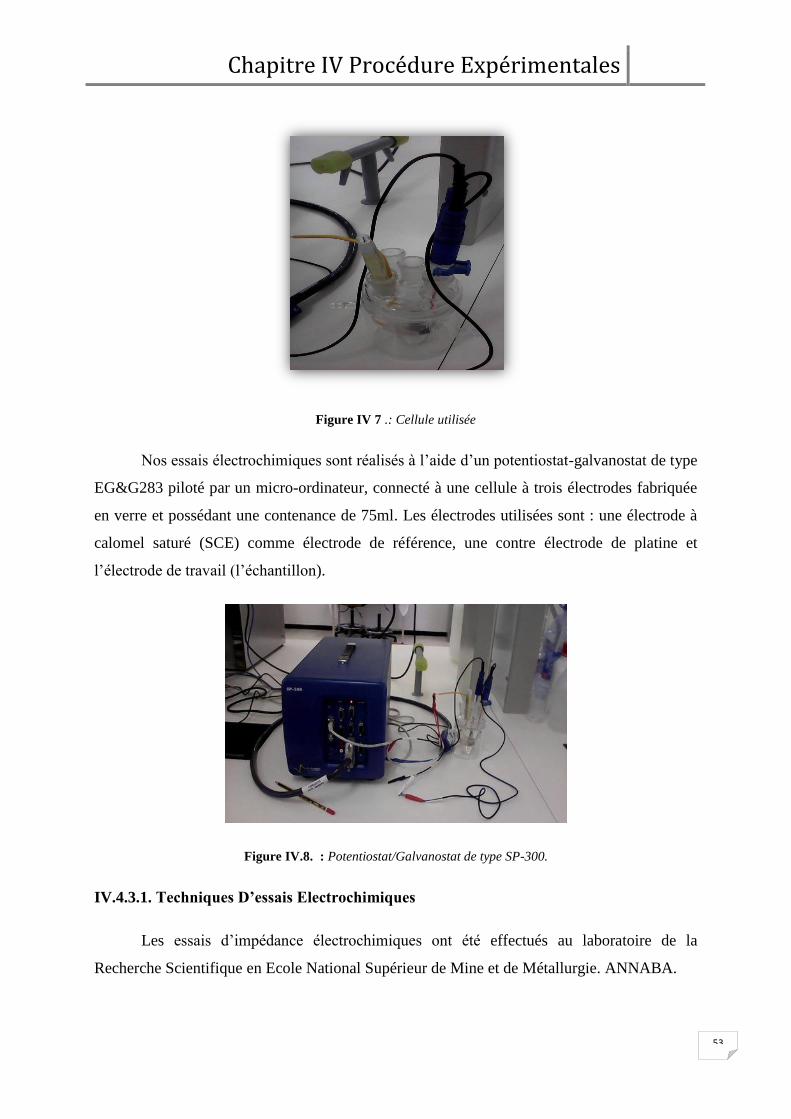
Chapitre IV Procédure Expérimentales
53
Figure IV 7 .: Cellule utilisée
Nos essais électrochimiques sont réalisés à l’aide d’un potentiostat-galvanostat de type
EG&G283 piloté par un micro-ordinateur, connecté à une cellule à trois électrodes fabriquée
en verre et possédant une contenance de 75ml. Les électrodes utilisées sont : une électrode à
calomel saturé (SCE) comme électrode de référence, une contre électrode de platine et
l’électrode de travail (l’échantillon).
Figure IV.8. : Potentiostat/Galvanostat de type SP-300.
IV.4.3.1. Techniques D’essais Electrochimiques
Les essais d’impédance électrochimiques ont été effectués au laboratoire de la
Recherche Scientifique en Ecole National Supérieur de Mine et de Métallurgie. ANNABA.
Chapitre IV Procédure Expérimentales
54
Pour l’étude électrochimique, les mesures du potentiel d’équilibre à circuit ouvert (OCP), les
courbes de polarisation potentiodynamique linéaire, pour les deux échantillons (l’acier E24 et
l’acier E24 Galvanisé) sont réalisées dans les deux solutions (l’eau et NaCl 3%). Les essais
sont réalisés en utilisant un Potentiostat/Galvanostat de marque Biologie (modèle SP-300)
commandé par un ordinateur relié avec le logiciel EC-Lab. 10.4.Les essais sont effectués dans
une cellule avec trois électrodes, l’électrode de référence (SCE) en calomel saturé, et
l’électrode en platine (Pt), utilisée comme contre électrode.
Les électrodes avec les surfaces de 2.5 cm2 et de 2.8 cm
2 sont utilisées comme électrode de
travail pour les échantillons E24 et E24 Galvanisé respectivement. Le potentiel à circuit
ouvert est obtenu après immersion de 5400s dans les deux solutions afin que le potentiel
puisse atteindre les conditions d’équilibre. La polarisation linéaire est effectuée avec une
vitesse de balayage de 1mv/s, dans l’intervalle de -0,5 V/SCE- +1 V/SCE.
La technique de polarisation potentiodynamique linéaire a été utilisé pour évaluer le
comportement de la corrosion générale des deux échantillons.
Les figures suivant représentent les résultats des échantillons Après 180 min d’immersion
Figure IV.9. : Acier Galvanise (eau) Figure IV.10. : Acier (eau)
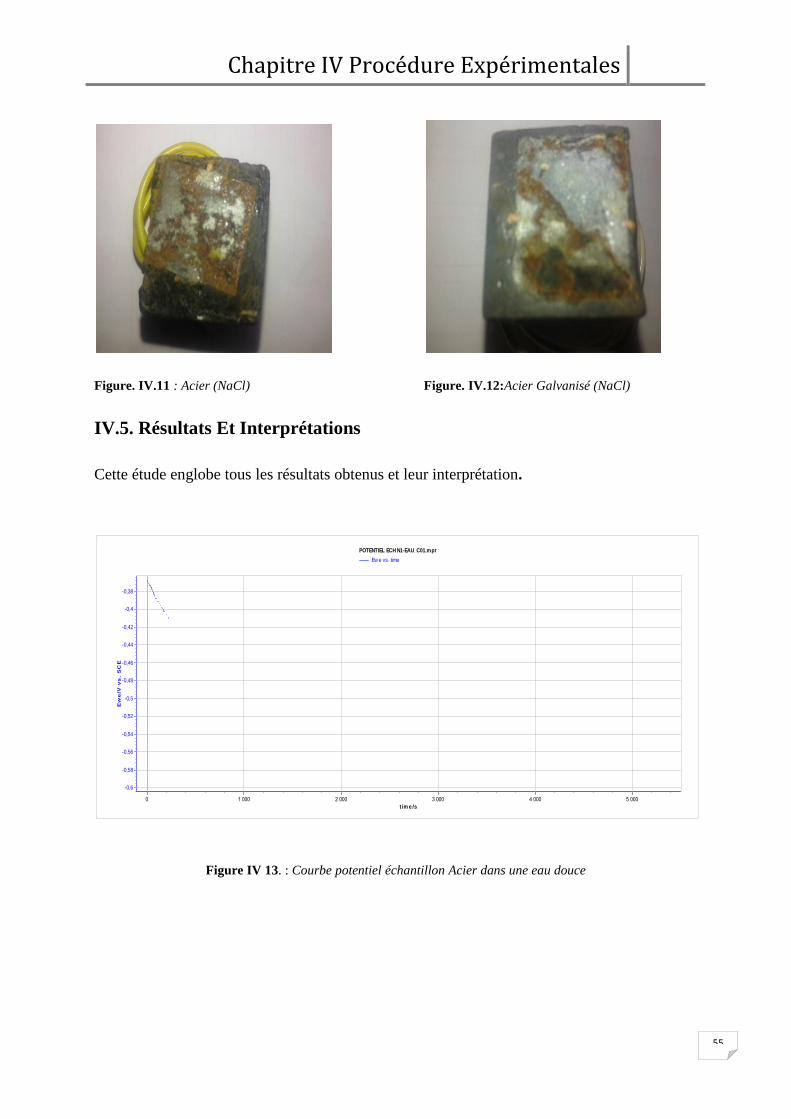
Chapitre IV Procédure Expérimentales
55
Figure. IV.11 : Acier (NaCl) Figure. IV.12:Acier Galvanisé (NaCl)
IV.5. Résultats Et Interprétations
Cette étude englobe tous les résultats obtenus et leur interprétation.
Figure IV 13. : Courbe potentiel échantillon Acier dans une eau douce
POTENTIEL ECH N1-EAU_C01.mpr
Ew e vs. time
t im e /s
5 0004 0003 0002 0001 0000
Ew
e/V
vs
. S
CE
-0,38
-0,4
-0,42
-0,44
-0,46
-0,48
-0,5
-0,52
-0,54
-0,56
-0,58
-0,6
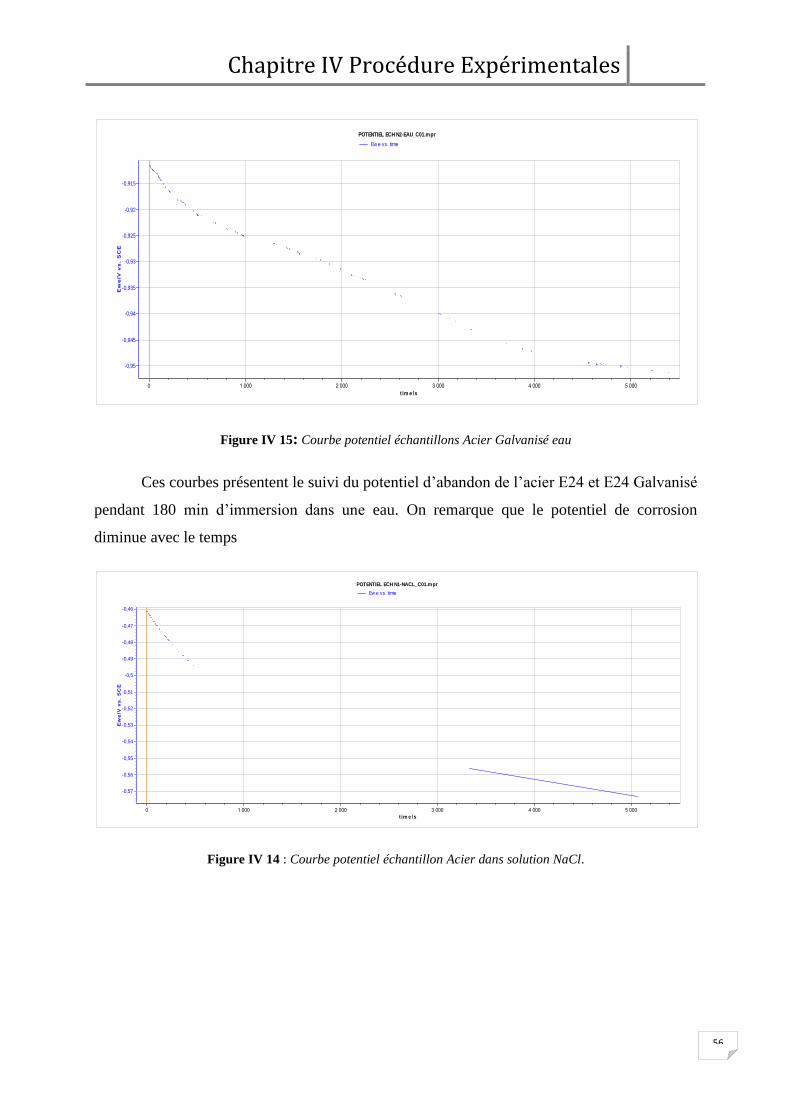
Chapitre IV Procédure Expérimentales
56
Figure IV 15: Courbe potentiel échantillons Acier Galvanisé eau
Ces courbes présentent le suivi du potentiel d’abandon de l’acier E24 et E24 Galvanisé
pendant 180 min d’immersion dans une eau. On remarque que le potentiel de corrosion
diminue avec le temps
Figure IV 14 : Courbe potentiel échantillon Acier dans solution NaCl.
POTENTIEL ECH N2-EAU_C01.mpr
Ew e vs. time
t im e /s
5 0004 0003 0002 0001 0000
Ew
e/V
vs
. S
CE
-0,915
-0,92
-0,925
-0,93
-0,935
-0,94
-0,945
-0,95
POTENTIEL ECH N1-NACL_C01.mpr
Ew e vs. time
t im e /s
5 0004 0003 0002 0001 0000
Ew
e/V
vs
. S
CE
-0,46
-0,47
-0,48
-0,49
-0,5
-0,51
-0,52
-0,53
-0,54
-0,55
-0,56
-0,57
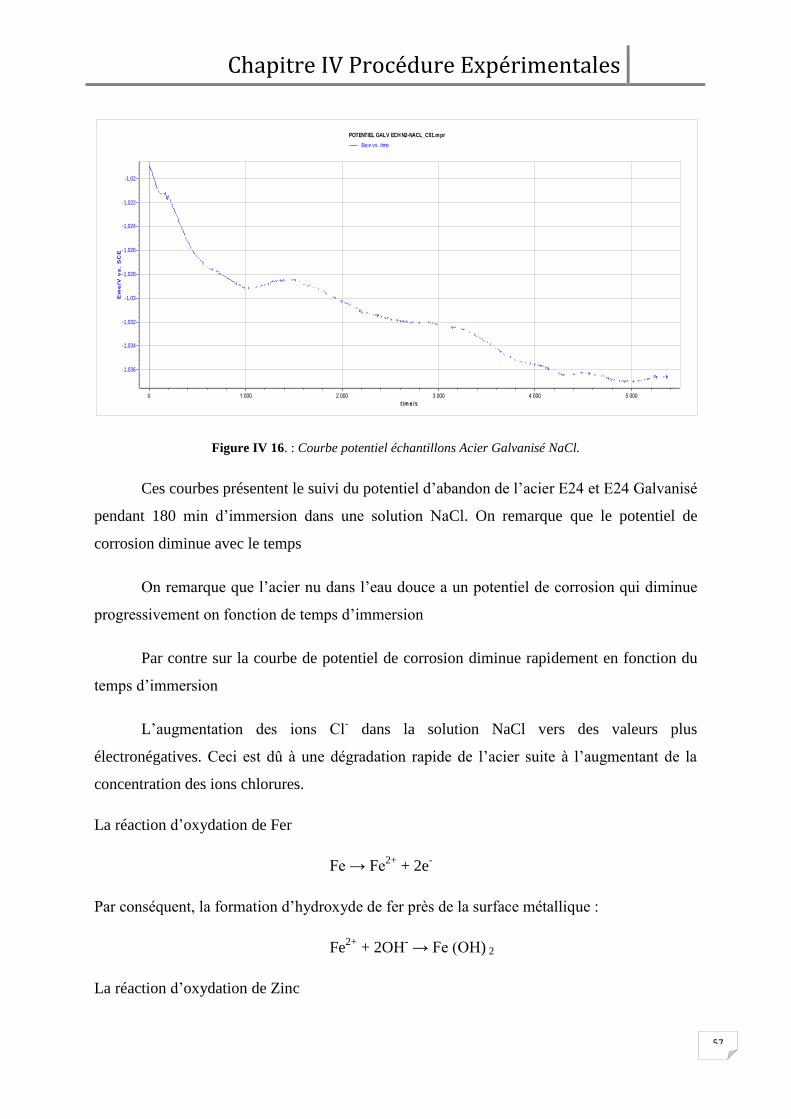
Chapitre IV Procédure Expérimentales
57
Figure IV 16. : Courbe potentiel échantillons Acier Galvanisé NaCl.
Ces courbes présentent le suivi du potentiel d’abandon de l’acier E24 et E24 Galvanisé
pendant 180 min d’immersion dans une solution NaCl. On remarque que le potentiel de
corrosion diminue avec le temps
On remarque que l’acier nu dans l’eau douce a un potentiel de corrosion qui diminue
progressivement on fonction de temps d’immersion
Par contre sur la courbe de potentiel de corrosion diminue rapidement en fonction du
temps d’immersion
L’augmentation des ions Cl- dans la solution NaCl vers des valeurs plus
électronégatives. Ceci est dû à une dégradation rapide de l’acier suite à l’augmentant de la
concentration des ions chlorures.
La réaction d’oxydation de Fer
Fe → Fe2+
+ 2e-
Par conséquent, la formation d’hydroxyde de fer près de la surface métallique :
Fe2+
+ 2OH- → Fe (OH) 2
La réaction d’oxydation de Zinc
POTENTIEL GALV ECH N2-NACL_C01.mpr
Ew e vs. time
t im e /s
5 0004 0003 0002 0001 0000
Ew
e/V
vs
. S
CE
-1,02
-1,022
-1,024
-1,026
-1,028
-1,03
-1,032
-1,034
-1,036
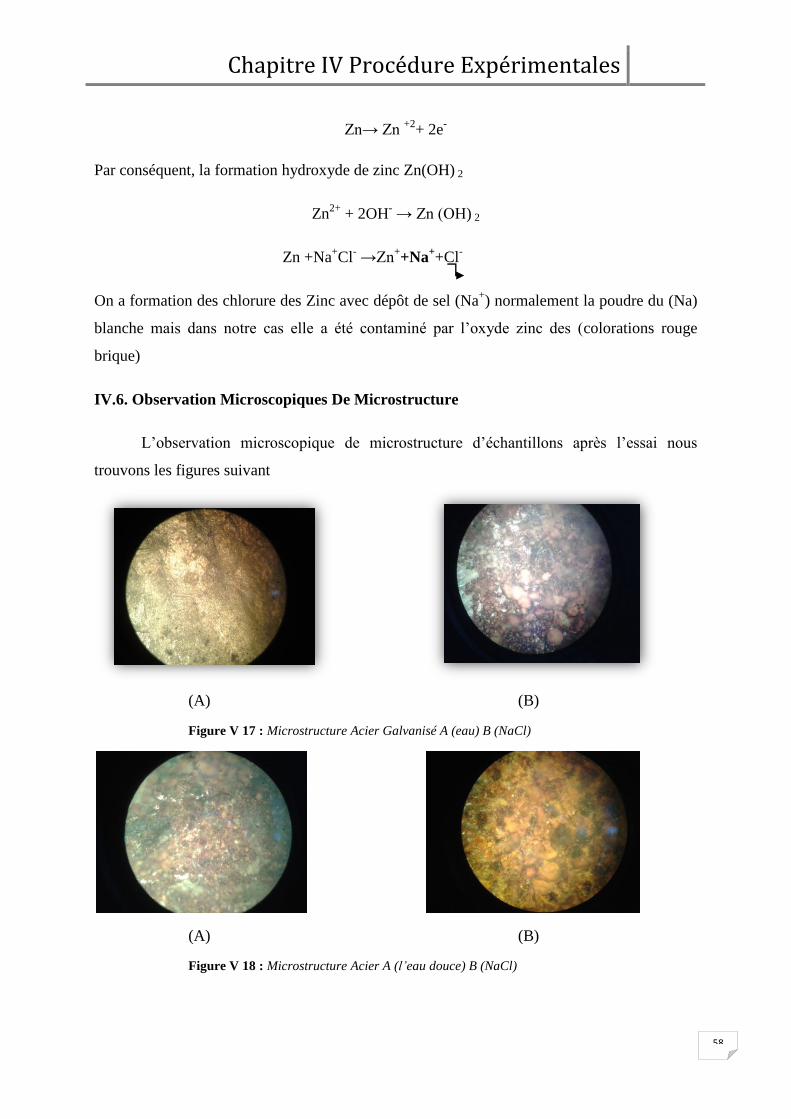
Chapitre IV Procédure Expérimentales
58
Zn→ Zn +2
+ 2e-
Par conséquent, la formation hydroxyde de zinc Zn(OH) 2
Zn2+
+ 2OH- → Zn (OH) 2
Zn +Na+Cl
- →Zn
++Na
++Cl
-
On a formation des chlorure des Zinc avec dépôt de sel (Na+) normalement la poudre du (Na)
blanche mais dans notre cas elle a été contaminé par l’oxyde zinc des (colorations rouge
brique)
IV.6. Observation Microscopiques De Microstructure
L’observation microscopique de microstructure d’échantillons après l’essai nous
trouvons les figures suivant
(A) (B)
Figure V 17 : Microstructure Acier Galvanisé A (eau) B (NaCl)
(A) (B)
Figure V 18 : Microstructure Acier A (l’eau douce) B (NaCl)
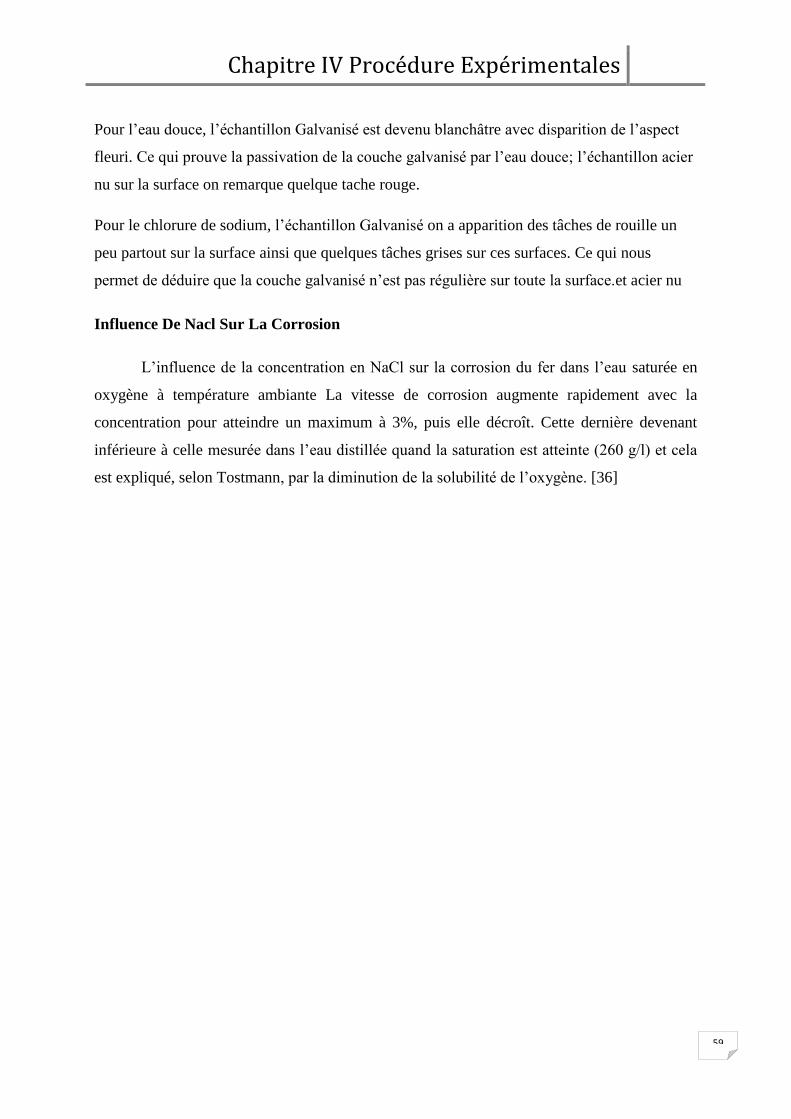
Chapitre IV Procédure Expérimentales
59
Pour l’eau douce, l’échantillon Galvanisé est devenu blanchâtre avec disparition de l’aspect
fleuri. Ce qui prouve la passivation de la couche galvanisé par l’eau douce; l’échantillon acier
nu sur la surface on remarque quelque tache rouge.
Pour le chlorure de sodium, l’échantillon Galvanisé on a apparition des tâches de rouille un
peu partout sur la surface ainsi que quelques tâches grises sur ces surfaces. Ce qui nous
permet de déduire que la couche galvanisé n’est pas régulière sur toute la surface.et acier nu
Influence De Nacl Sur La Corrosion
L’influence de la concentration en NaCl sur la corrosion du fer dans l’eau saturée en
oxygène à température ambiante La vitesse de corrosion augmente rapidement avec la
concentration pour atteindre un maximum à 3%, puis elle décroît. Cette dernière devenant
inférieure à celle mesurée dans l’eau distillée quand la saturation est atteinte (260 g/l) et cela
est expliqué, selon Tostmann, par la diminution de la solubilité de l’oxygène. [36]
Conclusion Générale
Conclusion
CONCLUSION
La dégradation des tubes en aciers est l’objectif principal de ce mémoire. Nous avons
établi le processus d’élaboration de l’acier depuis le minerai jusqu’au produit final, puis on a
établi les différents modes de protection contre la corrosion propres aux tubes selon leur
utilisation.
Tous les types de revêtement utilisés pour les tubes ont été mentionnés en mettant en
évidence la nécessité de la protection des tubes sachant les dangers pouvant provoquer une
telle dégradation.
Le zinc est un métal de plus en plus utilisé pour la protection des métaux étant donné
son électronégativité, sa faible densité et ses bonnes propriétés mécaniques. Lorsqu’il est
utilisé comme revêtement (Galvanisation), il se comporte comme une anode sacrificielle et
protège le substrat contre la corrosion.
La recherche bibliographique nous a permis de nous orienter vers la partie
expérimentale qui a porté sur l’étude du comportement à la corrosion des tubes nus et
galvanisés pour spécifier l’importance de la galvanisation pour ce type d’acier.
Références Bibliographiques
Références Bibliographiques
[1] F.Abdelali .thèse de doctorat, université mentouri Constantine. (2007)
[2] Danièle Quantin «Galvanisation à chaud procédés». Techniques de l’ingénieur. M 1 531.
[3] Marc Landowski .Bertrand Lemoine Collection Mémentos acier Concevoir et construire
en acier.
[4] Guy MURRY «Aciers Généralités,» Technique de l'ingénieur, traité Métallurgie
[5] S.Bensaada, D.Felliachi, Technologie, OPU, 2007.
[6] D. Acevedo Reyes, thèse doctorat évolution de d’état de précipitation à la course de
L’austénitisation D’aciers micro alliés au vanadium et au niobium, thèse doctorat, INSA de
Lyon, 2007
[7] Association pour promotion et de développement de la construction de l’acier, métallurgie
appliquée, leçon 2.2, les procédés de fabrication et de laminage des aciers.
[8]J. Farhi coulée continue de l’acier; Donne physiques et métallurgiques, technique de
l’ingénieur.
[9] RojerL.Brockenbrough, properties of structural steels and effects of steelmaking and
fabrication, R.L. brock en brough& associates, Inc. Pittsburgh, Pennsylvania, USA.
[10] P. Roquet, Structure métallographique des aciers extra-doux, mémoire scientifique revue
de métallurgie, 1974.
[11] B. Thomaset J-H. Schmitt, « Durcissement des aciers, Mécanismes », Technique de
l’ingénieurM4340.
[12] MAROUF Hanifa MAGISTER Université Mouloud Mammeri de Tizi-Ouzo
Caractérisation structurale et mécanique du joint soudé de la liaison bimétallique Acier
Ordinaire E36/ Acier anti-usure NAXTRA70 utilisé par l’Unité Grue de Bejaïa dans
l’assemblage de la pelle chargeuse et godet d’excavation».
[13] BOUZIANE A Thèse de Magistère en génie mécanique «contribution à la détermination
des critères des qualités des tubes soudes soumis à une pression intérieure»2007/2008.
[14] R. BOUZID, E. BOUALI, M. GACEB,’’Analyse tendancielle et différentielle des
interactions entre le procédé de soudage d'assemblage de gros tubes et son environnement’’.
18ème Congrès Français de Mécanique Grenoble, 27-31 août 2007
[15] Votre spécialiste du tube acier soudé par HFI SALZGITTER MANNESMANN Line
pipeMenbre du groupe salzgitter
Références Bibliographiques
[16] AGGOUNE Fateh., évaluation de l’endommagement Des tubes dans leurs conditions
D’exploitation, Magister.
[17] T. SON. Couplage de la méthode des éléments finis avec la méthode PEEC : application
à la modélisation de dispositifs électromagnétiques comprenant de systèmes de conducteurs
complexes, Thèse de Doctorat, Université JOSEPH FOURIER, 2008.
[18] E. W. Skerray, l. L. Shreir, corrosion, newnesbutterworth, london, 1976.
[19] D. Landolt, « corrosion et chimie de surface des métaux », presses polytechniques et
Universitaires romandes, Lausanne, 1993.
[20] B. Stanislas, étude du dimensionnement optimal d’un système de protection cathodique,
Alimente par énergie solaire, université de boumerdès, 2010.
[21] SOFIENE Amira, etal. Guide des solutions pratiques permettant de contrer la corrosion
galvanique entre l’aluminium et l’acier dans le domaine du transport terrestre. 2010. Canada.
[22] Landolt, corrosion et chimie de surface des métaux. 1999: presses polytechniques et
Universitaires romandes.
[23] Cinquième Partie protection et lutte contre corrosion.
[24] M.ROCHE, La protection cathodique.
[25] Batiactu, la galvanisation, un procédé industriel plus que centenaire mais toujours
D’actualité [archive].
[26] Quantin d. Galvanisations à chaud. Technique de l'ingénieur, traité corrosion. 2006.
[27] N. Le bozec, réaction de réduction de l’oxygène sur les aciers inoxydables en eau de mer
naturelle, thèse de doctorat, université de bretagne occidentale 2000
[28] Phénomènes de corrosion ; protection des métaux.
[29] Chambre syndicale de la recherche et de la production du pétrole et du gaz naturel,
Comité des techniciens. Circuits eau de mer : traitement et matériaux, éditions Technip Paris,
(1993)
Références Bibliographiques
[30] C.Adam, l’inspection des pipelines par racleurs instrumentés, Société du pipeline
méditerranée, Rhône, (2006).
[31] E. M. Ionescu, M, Patarlageanu, S.Suditu, Pertes des hydrocarbures liquides associées au
transport par pipelines, France, (2008).
[32] Association des techniciens et professionnels du pétrole
[33] J. Vincent Genod, le transport des hydrocarbures liquides et gazeux par canalisation,
éditions Technip, Paris, (1980).
[34]Y.BERGER, « Corrosion et inhibiteurs des puits et collectes », Edition Technip,
Paris, (1981).
[35] N. Lebozec, Thèse Docteur de l’université de Bretagne Occidentale (2000).
[36] H.Uhlig, « corrosion et protection », Edition Technique et Documentation, Dunod, Paris,
(1970).
[37]S. Payan, Thèse Doctorat, de l’université de Bordeaux (2001).
[38] J. Benard, A. Michel, J. Philibert, J. Talbot. Métallurgie générale, Masson,
329,436(1969).
[39] A. Fouchet,.croissance et caractérisations de films minces de zno et zno dopé cobalt
préparés par ablation laser pulsé.., thèse de doctorat, université de Caen, (2006).
[40] F. Gouin, A. Moreau, J. Guicheux, N. Passuti, D. Heymann, Physiopathologie de
l’ostéolyse tumorale, Masson Paris 208(1999).
[41] M. Castel, partage d’expérience, Université de Montpellier 2 (2005).
[42] B. GROSGOGEAT, P. COLONSociete Francophone de Biomateriaux Dentaires
[43] L. Beaunier, M. Froment, J. Klein., Bordas, Paris. (1990) PP. 65-107.
[44] Norme française enregistrée en acier (Galvanisation du revêtement des tube et des
accessoires tubulaires);NF.49-142-MARS 1986.

Références Bibliographiques