ACIER POUR TRAVAIL À CHAUDACERO PARA TRABAJAR EN CALIENTE
W403
Augmentation de la durée de vie desoutillages grâce a une dureté élevée.
Aumento de la vida útil mediante du-reza de trabajo más elevada
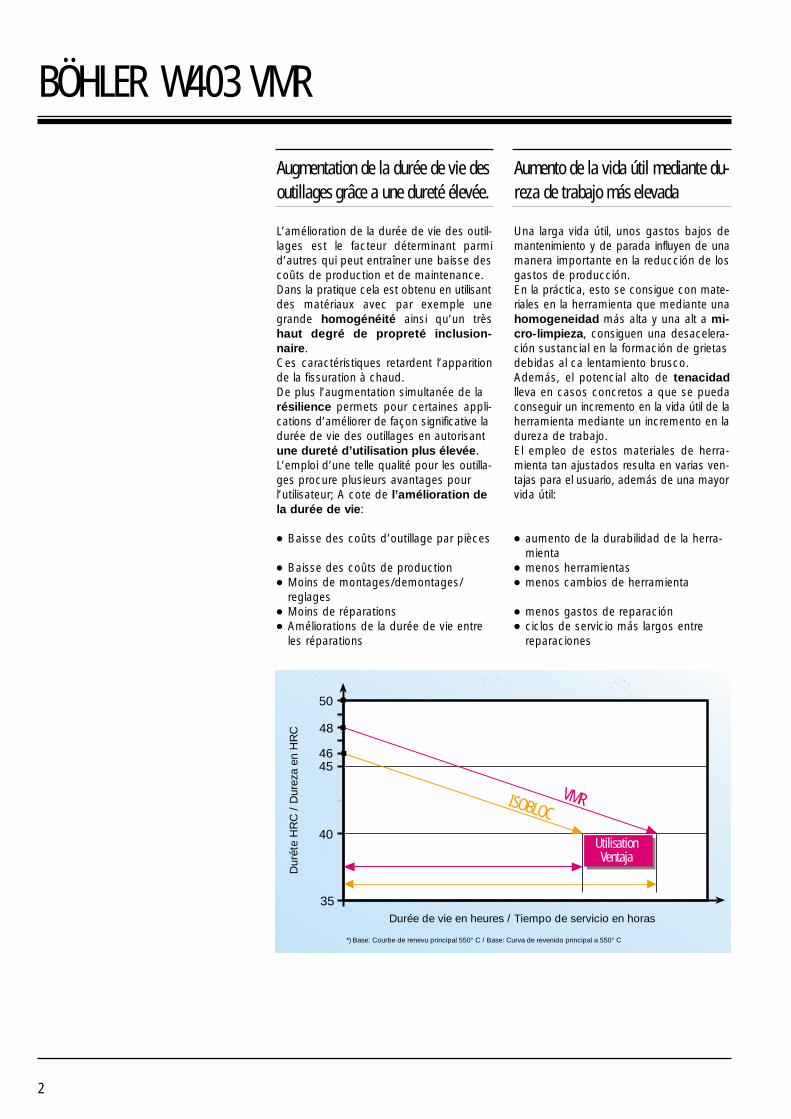
L’amélioration de la durée de vie des outil-lages est le facteur déterminant parmid’autres qui peut entraîner une baisse descoûts de production et de maintenance.Dans la pratique cela est obtenu en utilisantdes matériaux avec par exemple unegrande homogénéité ainsi qu’un trèshaut degré de propreté inclusion-naire.Ces caractéristiques retardent l’apparitionde la fissuration à chaud.De plus l’augmentation simultanée de larésilience permets pour certaines appli-cations d’améliorer de façon significative ladurée de vie des outillages en autorisantune dureté d’utilisation plus élevée.L’emploi d’une telle qualité pour les outilla-ges procure plusieurs avantages pourl’utilisateur; A cote de l’amélioration dela durée de vie:
● Baisse des coûts d’outillage par pièces
● Baisse des coûts de production● Moins de montages/demontages/
reglages● Moins de réparations● Améliorations de la durée de vie entre
les réparations
Una larga vida útil, unos gastos bajos demantenimiento y de parada influyen de unamanera importante en la reducción de losgastos de producción.En la práctica, esto se consigue con mate-riales en la herramienta que mediante unahomogeneidad más alta y una alt a mi-cro-limpieza, consiguen una desacelera-ción sustancial en la formación de grietasdebidas al ca lentamiento brusco.Además, el potencial alto de tenacidadlleva en casos concretos a que se puedaconseguir un incremento en la vida útil de laherramienta mediante un incremento en ladureza de trabajo.El empleo de estos materiales de herra-mienta tan ajustados resulta en varias ven-tajas para el usuario, además de una mayorvida útil:
● aumento de la durabilidad de la herra-mienta
● menos herramientas● menos cambios de herramienta
● menos gastos de reparación● ciclos de servicio más largos entre
reparaciones
BÖHLER W403 VMR
2
ISOBLOC VMR
35
40
45
50
Durée de vie en heures / Tiempo de servicio en horas
Dur
éte
HR
C /
Dur
eza
en H
RC
*) Base: Courbe de renevu principal 550° C / Base: Curva de revenido principal a 550° C
UtilisationVentaja
46
48
ISOBLOCVMR
Caractérististiques Características de la calidad
BÖHLER W403 VMR
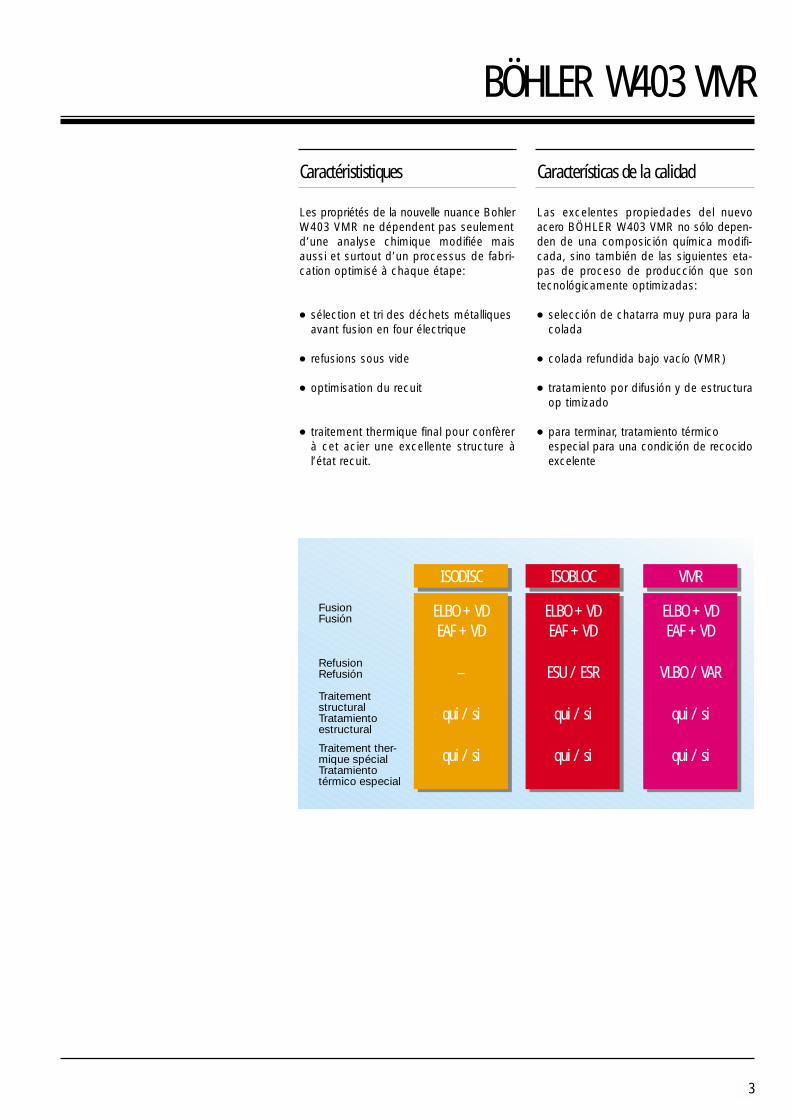
Les propriétés de la nouvelle nuance BohlerW403 VMR ne dépendent pas seulementd’une analyse chimique modifiée maisaussi et surtout d’un processus de fabri-cation optimisé à chaque étape:
● sélection et tri des déchets métalliquesavant fusion en four électrique
● refusions sous vide
● optimisation du recuit
● traitement thermique final pour confèrerà cet acier une excellente structure àl’état recuit.
Las excelentes propiedades del nuevoacero BÖHLER W403 VMR no sólo depen-den de una composición química modifi-cada, sino también de las siguientes eta-pas de proceso de producción que sontecnológicamente optimizadas:
● selección de chatarra muy pura para lacolada
● colada refundida bajo vacío (VMR)
● tratamiento por difusión y de estructuraop timizado
● para terminar, tratamiento térmico especial para una condición de recocidoexcelente
3
ISODISC ISOBLOC VMR
ELBO + VDEAF + VD
–
qui / si
qui / si
ELBO + VDEAF + VD
ESU / ESR
qui / si
qui / si
ELBO + VDEAF + VD
VLBO / VAR
qui / si
qui / si
FusionFusión
RefusionRefusión
TraitementstructuralTratamientoestructural
Traitement ther-mique spécialTratamientotérmico especial
PropiedadesPropriétés
Normes Normas
Composition chimique(valeurs indicatives en %)
Composición química(valores aproximados en %)
BÖHLER W403 VMR
Grâce à une combinaison équilibrée, à uneadaptation des eléments d’alliage et desprocédures des fabrication, la nuanceW403 VMR posséde des propriétés opti-males telles que:
● une macro- et micro-structure optimaleavec un comportement de ségrégationminimal
● des teneurs en gaz minimales● des teneurs minimales en éléments
indésirables● homogénéité et isotropie excellentes ● un degré de pureté maximal● une ténacité maximale ● une meilleur aptitude au polissage● une meilleure conductibilité thermique● faible deformation aprés traitement
thermique● une bonne usinabilité● une dureté de travail plus élevée pour
une plus longue durée de vie des outils(usure à chaud minime, résistance àchaud plus élevée)
Debido a una equilibrada combinación en-tre una composición química adaptada yetapas de proceso optimizadas, se hanlo-grado propiedades de material óptimasen el BÖHLER W403 VMR:
● buena macro- y micro-estructura con nivel más bajo de segregación
● contenido de gas más bajo● contenido de elementos trazables inde-
seables más bajo● homogeneidad e isotropía excelente● grado de limpieza más alto● tenacidad más alta● excelente aptitud para el pulido● mejor conductibilidad térmica● estabilidad dimensional más alta duran-
te el tratamiento térmica● buena maquinabilidad● dureza de trabajo más alta para incre-
mentar la vida útil de la herramienta(desgaste de calor más bajo, resistenciaal calor más alto)
4
C Si Mn Cr Mo V0,38 0,20 0,25 5,00 2,80 0,65
EN / DIN AFNOR ~1.2367 ~Z38CDV5-3~ X38CrMoV5-3
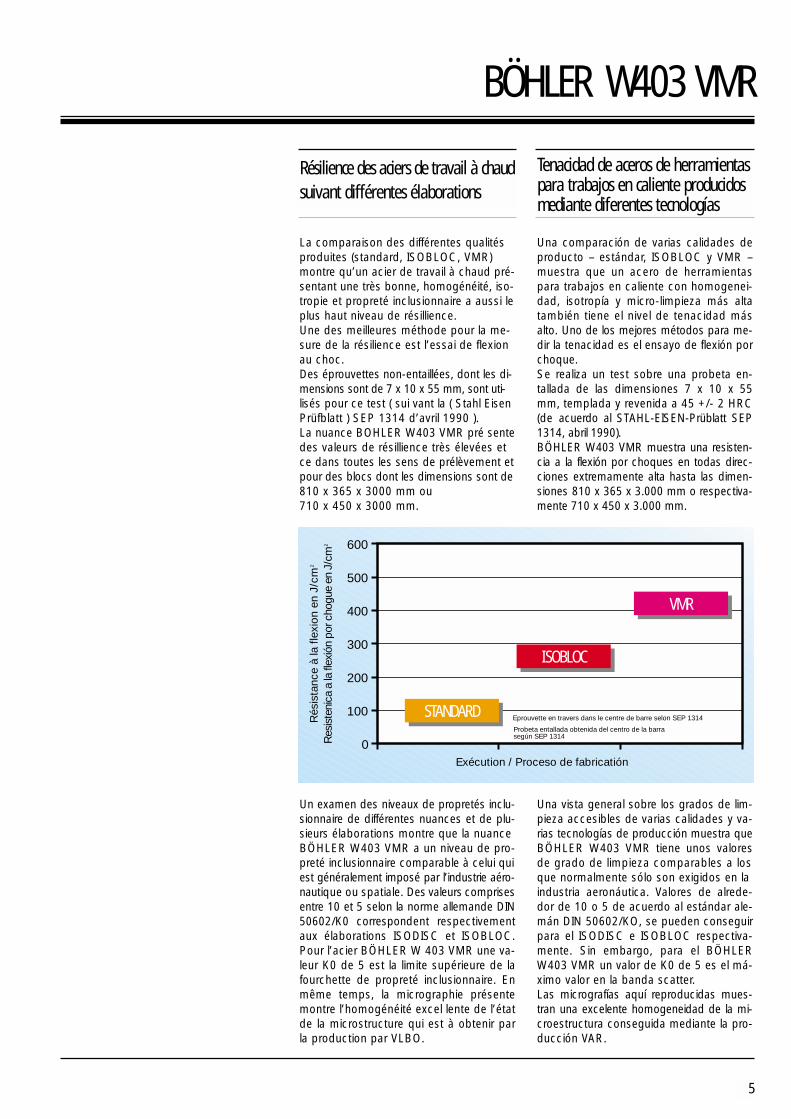
Tenacidad de aceros de herramientaspara trabajos en caliente producidosmediante diferentes tecnologías
Résilience des aciers de travail à chaudsuivant différentes élaborations
Una vista general sobre los grados de lim-pieza accesibles de varias calidades y va-rias tecnologías de producción muestra queBÖHLER W403 VMR tiene unos valoresde grado de limpieza comparables a losque normalmente sólo son exigidos en laindustria aeronáutica. Valores de alrede-dor de 10 o 5 de acuerdo al estándar ale-mán DIN 50602/KO, se pueden conseguirpara el ISODISC e ISOBLOC respectiva-mente. Sin embargo, para el BÖHLERW403 VMR un valor de K0 de 5 es el má-ximo valor en la banda scatter.Las micrografías aquí reproducidas mues-tran una excelente homogeneidad de la mi-croestructura conseguida mediante la pro-ducción VAR.
BÖHLER W403 VMR
Un examen des niveaux de propretés inclu-sionnaire de différentes nuances et de plu-sieurs élaborations montre que la nuanceBÖHLER W403 VMR a un niveau de pro-preté inclusionnaire comparable à celui qui est généralement imposé par l’industrie aéro-nautique ou spatiale. Des valeurs comprisesentre 10 et 5 selon la norme allemande DIN50602/K0 correspondent respectivementaux élaborations ISODISC et ISOBLOC.Pour l’acier BÖHLER W 403 VMR une va-leur K0 de 5 est la limite supérieure de lafourchette de propreté inclusionnaire. Enmême temps, la micrographie présentemontre l’homogénéité excel lente de l’étatde la microstructure qui est à obtenir parla production par VLBO.
5
Rés
ista
nce
à la
flex
ion
en J
/cm
2
0
100
200
300
400
500
600
STANDARD
Exécution / Proceso de fabricatión
Res
iste
nica
a la
flex
ión
por c
hogu
e en
J/c
m2
Eprouvette en travers dans le centre de barre selon SEP 1314
Probeta entallada obtenida del centro de la barrasegún SEP 1314
ISOBLOC
VMR
Una comparación de varias calidades deproducto – estándar, ISOBLOC y VMR –muestra que un acero de herramientaspara trabajos en caliente con homogenei-dad, isotropía y micro-limpieza más altatambién tiene el nivel de tenacidad másalto. Uno de los mejores métodos para me-dir la tenacidad es el ensayo de flexión porchoque.Se realiza un test sobre una probeta en-tallada de las dimensiones 7 x 10 x 55mm, templada y revenida a 45 +/- 2 HRC(de acuerdo al STAHL-EISEN-Prüblatt SEP1314, abril 1990).BÖHLER W403 VMR muestra una resisten-cia a la flexión por choques en todas direc-ciones extremamente alta hasta las dimen-siones 810 x 365 x 3.000 mm o respectiva-mente 710 x 450 x 3.000 mm.
La comparaison des différentes qualitésproduites (standard, ISOBLOC, VMR)montre qu’un acier de travail à chaud pré-sentant une très bonne, homogénéité, iso-tropie et propreté inclusionnaire a aussi leplus haut niveau de résillience.Une des meilleures méthode pour la me-sure de la résilience est l’essai de flexionau choc.Des éprouvettes non-entaillées, dont les di-mensions sont de 7 x 10 x 55 mm, sont uti-lisés pour ce test ( sui vant la ( Stahl EisenPrüfblatt ) SEP 1314 d’avril 1990 ). La nuance BOHLER W403 VMR pré sentedes valeurs de résillience très élevées etce dans toutes les sens de prélèvement etpour des blocs dont les dimensions sont de810 x 365 x 3000 mm ou 710 x 450 x 3000 mm.
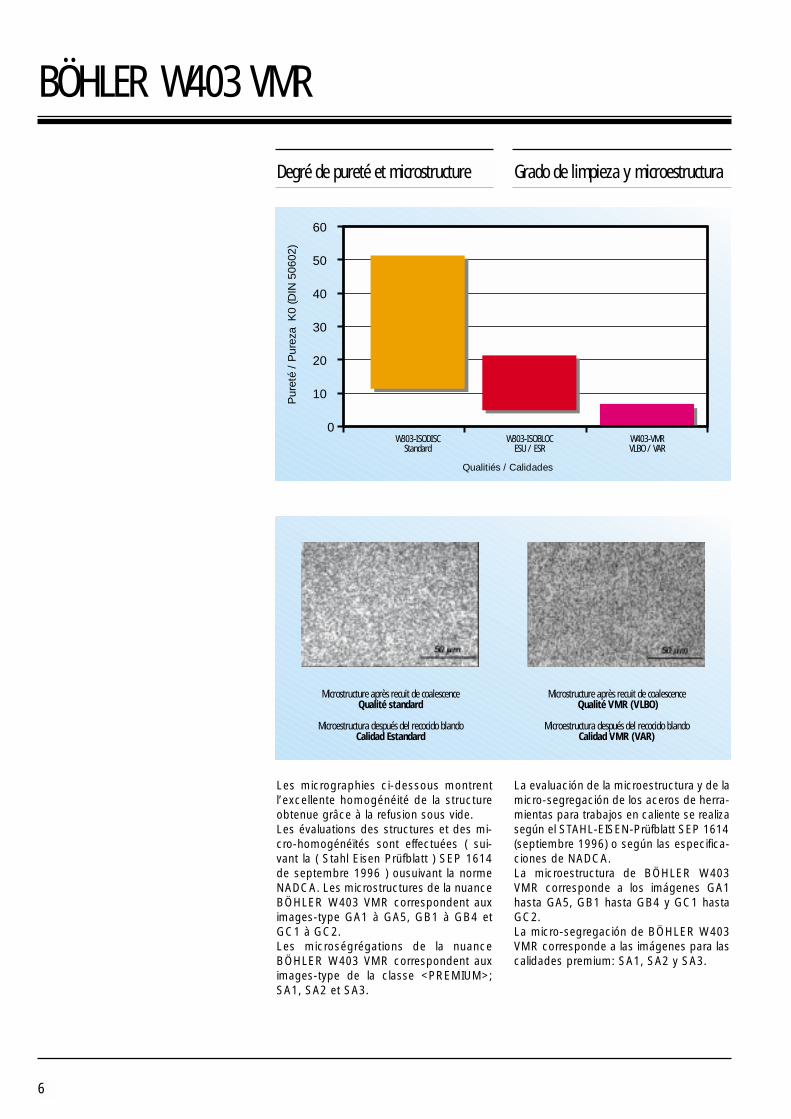
Degré de pureté et microstructure Grado de limpieza y microestructura
BÖHLER W403 VMR
Les micrographies ci-dessous montrentl’excellente homogénéité de la structureobtenue grâce à la refusion sous vide.Les évaluations des structures et des mi-cro-homogénéïtés sont effectuées ( sui-vant la ( Stahl Eisen Prüfblatt ) SEP 1614de septembre 1996 ) ousuivant la normeNADCA. Les microstructures de la nuanceBÖHLER W403 VMR correspondent auximages-type GA1 à GA5, GB1 à GB4 etGC1 à GC2. Les microségrégations de la nuanceBÖHLER W403 VMR correspondent auximages-type de la classe <PREMIUM>;SA1, SA2 et SA3.
La evaluación de la microestructura y de lamicro-segregación de los aceros de herra-mientas para trabajos en caliente se realizasegún el STAHL-EISEN-Prüfblatt SEP 1614(septiembre 1996) o según las especifica-ciones de NADCA.La microestructura de BÖHLER W403VMR corresponde a los imágenes GA1hasta GA5, GB1 hasta GB4 y GC1 hastaGC2.La micro-segregación de BÖHLER W403VMR corresponde a las imágenes para lascalidades premium: SA1, SA2 y SA3.
6
Pur
eté
/ P
urez
a K
0 (D
IN 5
0602
)
0
10
20
30
40
50
60
W303-ISODISCStandard
W303-ISOBLOCESU / ESR
W403-VMRVLBO / VAR
Qualitiés / Calidades
Microstructure après recuit de coalescenceQualité standard
Microestructura después del recocido blandoCalidad Estandard
Microstructure après recuit de coalescence Qualité VMR (VLBO)
Microestructura después del recocido blandoCalidad VMR (VAR)
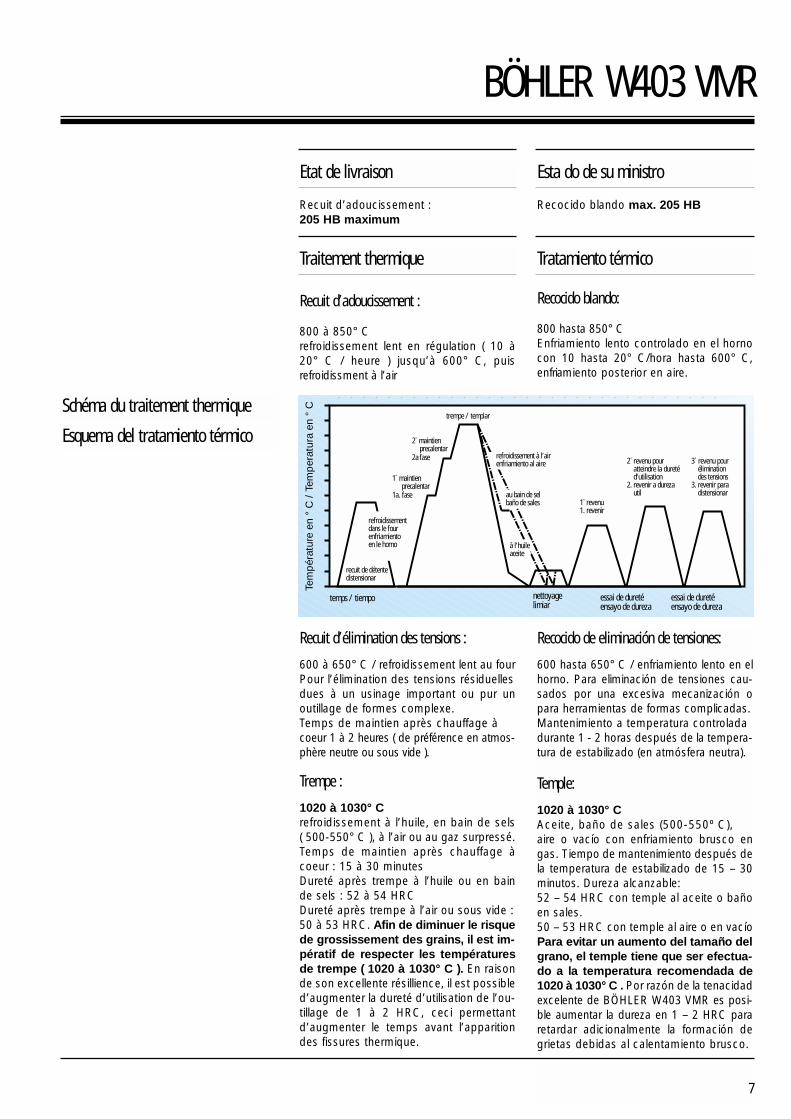
Recuit d’élimination des tensions :
600 à 650° C / refroidissement lent au fourPour l’élimination des tensions résiduellesdues à un usinage important ou pur unoutillage de formes complexe.Temps de maintien après chauffage àcoeur 1 à 2 heures ( de préférence en atmos-phère neutre ou sous vide ).
Trempe :
1020 à 1030° Crefroidissement à l’huile, en bain de sels( 500-550° C ), à l’air ou au gaz surpressé.Temps de maintien après chauffage àcoeur : 15 à 30 minutesDureté après trempe à l’huile ou en bainde sels : 52 à 54 HRCDureté après trempe à l’air ou sous vide :50 à 53 HRC. Afin de diminuer le risquede grossissement des grains, il est im-pératif de respecter les températuresde trempe ( 1020 à 1030° C ). En raisonde son excellente résillience, il est possibled’augmenter la dureté d’utilisation de l’ou-tillage de 1 à 2 HRC, ceci permettantd’augmenter le temps avant l’apparitiondes fissures thermique.
Recocido de eliminación de tensiones:
600 hasta 650° C / enfriamiento lento en elhorno. Para eliminación de tensiones cau-sados por una excesiva mecanización opara herramientas de formas complicadas.Mantenimiento a temperatura controladadurante 1 - 2 horas después de la tempera-tura de estabilizado (en atmósfera neutra).
Temple:
1020 à 1030° CAceite, baño de sales (500-550º C),aire o vacío con enfriamiento brusco engas. Tiempo de mantenimiento después dela temperatura de estabilizado de 15 – 30minutos. Dureza alcanzable:52 – 54 HRC con temple al aceite o bañoen sales.50 – 53 HRC con temple al aire o en vacíoPara evitar un aumento del tamaño delgrano, el temple tiene que ser efectua-do a la temperatura recomendada de1020 à 1030° C . Por razón de la tenacidad excelente de BÖHLER W403 VMR es posi-ble aumentar la dureza en 1 – 2 HRC pararetardar adicionalmente la formación degrietas debidas al calentamiento brusco.
Tratamiento térmico
Esta do de su ministroEtat de livraison
BÖHLER W403 VMR
Recocido blando:
800 hasta 850° CEnfriamiento lento controlado en el horno con 10 hasta 20° C/hora hasta 600° C,enfriamiento posterior en aire.
7
Recuit d’adoucissement : 205 HB maximum
Recocido blando max. 205 HB
Tem
pér
atur
e en
° C
/ T
emp
erat
ura
en °
C
temps / tiempo nettoyagelimiar
essai de duretéensayo de dureza
essai de duretéensayo de dureza
3° revenu pouréliminationdes tensions
3. revenir paradistensionar
trempe / templar
2° revenu pouratteindre la duretéd‘utilisation
2. revenir a durezautil
1° revenu1. revenir
2° maintienprecalentar
2a fase
1° maintienprecalentar
1a. fase au bain de selbaño de sales
refroidissement à l‘airenfriamiento al aire
recuit de détentedistensionar
refroidissementdans le fourenfriamientoen le horno à l‘huile
aceite
Schéma du traitement thermique
Esquema del tratamiento térmico
Traitement thermique
Recuit d’adoucissement :
800 à 850° Crefroidissement lent en régulation ( 10 à 20° C / heure ) jusqu’à 600° C, puis refroidissment à l’air
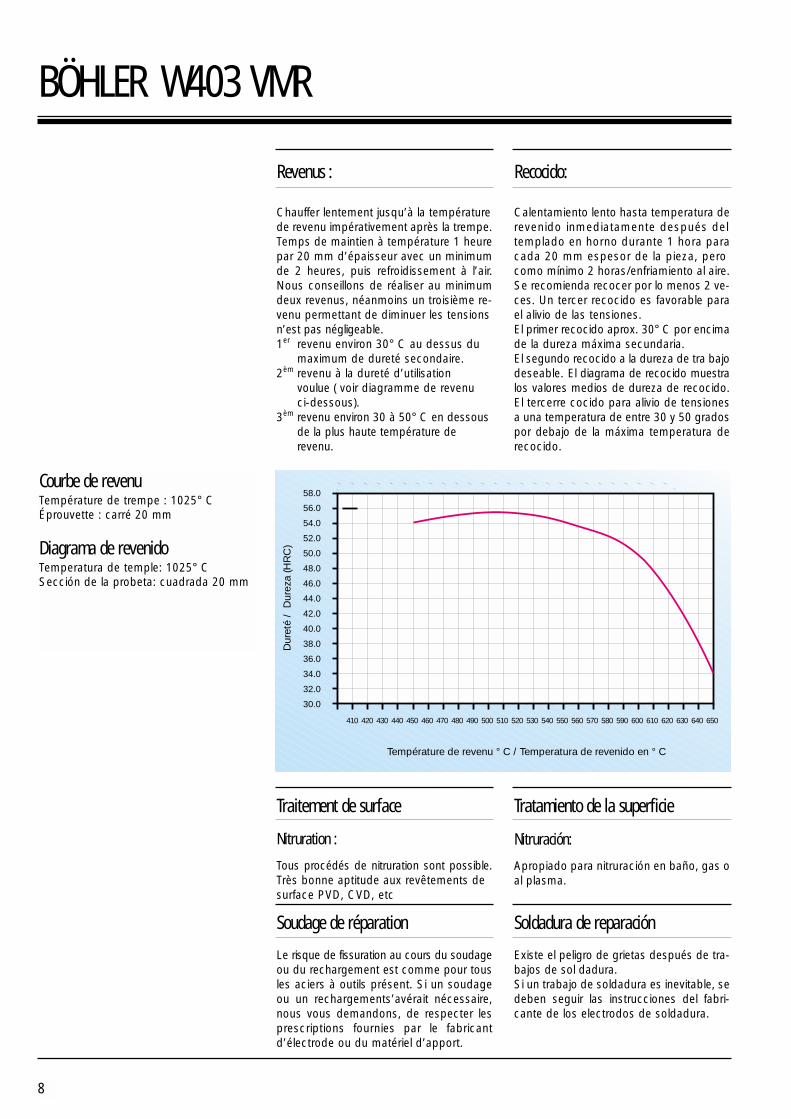
Revenus : Recocido:
Soldadura de reparaciónSoudage de réparation
Tratamiento de la superficieTraitement de surface
BÖHLER W403 VMR
Chauffer lentement jusqu’à la températurede revenu impérativement après la trempe.Temps de maintien à température 1 heurepar 20 mm d’épaisseur avec un minimumde 2 heures, puis refroidissement à l’air.Nous conseillons de réaliser au minimumdeux revenus, néanmoins un troisième re-venu permettant de diminuer les tensionsn’est pas négligeable.1er revenu environ 30° C au dessus du
maximum de dureté secondaire.2èm revenu à la dureté d’utilisation
voulue ( voir diagramme de revenu ci-dessous).
3èm revenu environ 30 à 50° C en dessousde la plus haute température de revenu.
8
Dur
eté
/ D
urez
a (H
RC
)
30.0
Température de revenu ° C / Temperatura de revenido en ° C
410
32.0
34.0
36.0
38.0
40.0
42.0
44.0
46.0
48.0
50.0
52.0
54.0
56.0
58.0
420 430 440 450 460 470 480 490 500 510 520 530 540 550 560 570 580 590 600 610 620 630 640 650
Le risque de fissuration au cours du soudageou du rechargement est comme pour tousles aciers à outils présent. Si un soudageou un rechargements’avérait nécessaire,nous vous demandons, de respecter lesprescriptions fournies par le fabricantd’électrode ou du matériel d’apport.
Existe el peligro de grietas después de tra-bajos de sol dadura.Si un trabajo de soldadura es inevitable, sedeben seguir las instrucciones del fabri-cante de los electrodos de soldadura.
Nitruration :
Tous procédés de nitruration sont possible.Très bonne aptitude aux revêtements desurface PVD, CVD, etc
Courbe de revenuTempérature de trempe : 1025° CÉprouvette : carré 20 mm
Diagrama de revenidoTemperatura de temple: 1025° CSección de la probeta: cuadrada 20 mm
Nitruración:
Apropiado para nitruración en baño, gas oal plasma.
Calentamiento lento hasta temperatura derevenido inmediatamente después deltemplado en horno durante 1 hora paracada 20 mm espesor de la pieza, perocomo mínimo 2 horas/enfriamiento al aire.Se recomienda recocer por lo menos 2 ve-ces. Un tercer recocido es favorable parael alivio de las tensiones.El primer recocido aprox. 30° C por encimade la dureza máxima secundaria.El segundo recocido a la dureza de tra bajodeseable. El diagrama de recocido muestralos valores medios de dureza de recocido.El tercerre cocido para alivio de tensionesa una temperatura de entre 30 y 50 gradospor debajo de la máxima temperatura derecocido.
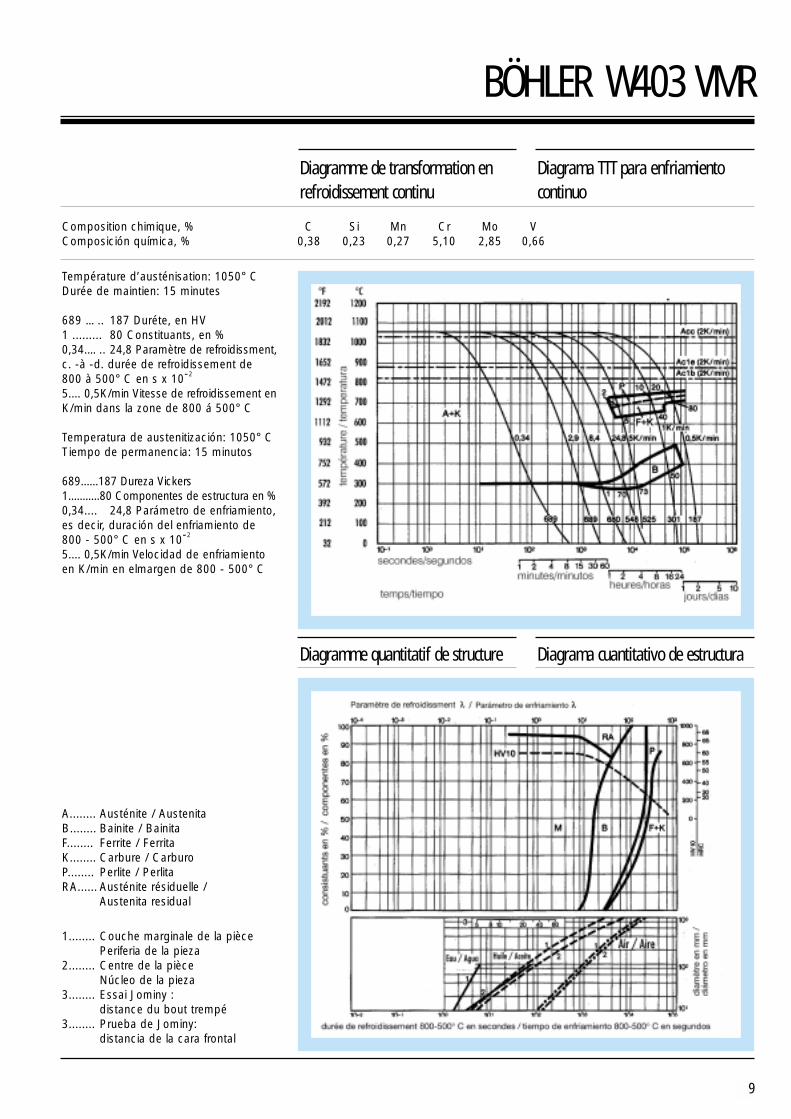
Diagramme quantitatif de structure Diagrama cuantitativo de estructura
Diagramme de transformation enrefroidissement continu
Diagrama TTT para enfriamientocontinuo
BÖHLER W403 VMR
9
Composition chimique, % C Si Mn Cr Mo V Composición química, % 0,38 0,23 0,27 5,10 2,85 0,66
Température d’austénisation: 1050° CDurée de maintien: 15 minutes
689 ….. 187 Duréte, en HV1 ......... 80 Constituants, en %0,34.….. 24,8 Paramètre de refroidissment,c. -à -d. durée de refroidissement de 800 à 500° C en s x 10-2
5.... 0,5K/min Vitesse de refroidissement enK/min dans la zone de 800 á 500° C
Temperatura de austenitización: 1050° CTiempo de permanencia: 15 minutos
689......187 Dureza Vickers 1...........80 Componentes de estructura en %0,34.... 24,8 Parámetro de enfriamiento,es decir, duración del enfriamiento de800 - 500° C en s x 10-2
5.... 0,5K/min Velocidad de enfriamientoen K/min en elmargen de 800 - 500° C
1........ Couche marginale de la piècePeriferia de la pieza
2........ Centre de la pièceNúcleo de la pieza
3........ Essai Jominy :distance du bout trempé
3........ Prueba de Jominy:distancia de la cara frontal
A........ Austénite / AustenitaB........ Bainite / BainitaF........ Ferrite / FerritaK........ Carbure / CarburoP........ Perlite / PerlitaRA...... Austénite résiduelle /
Austenita residual
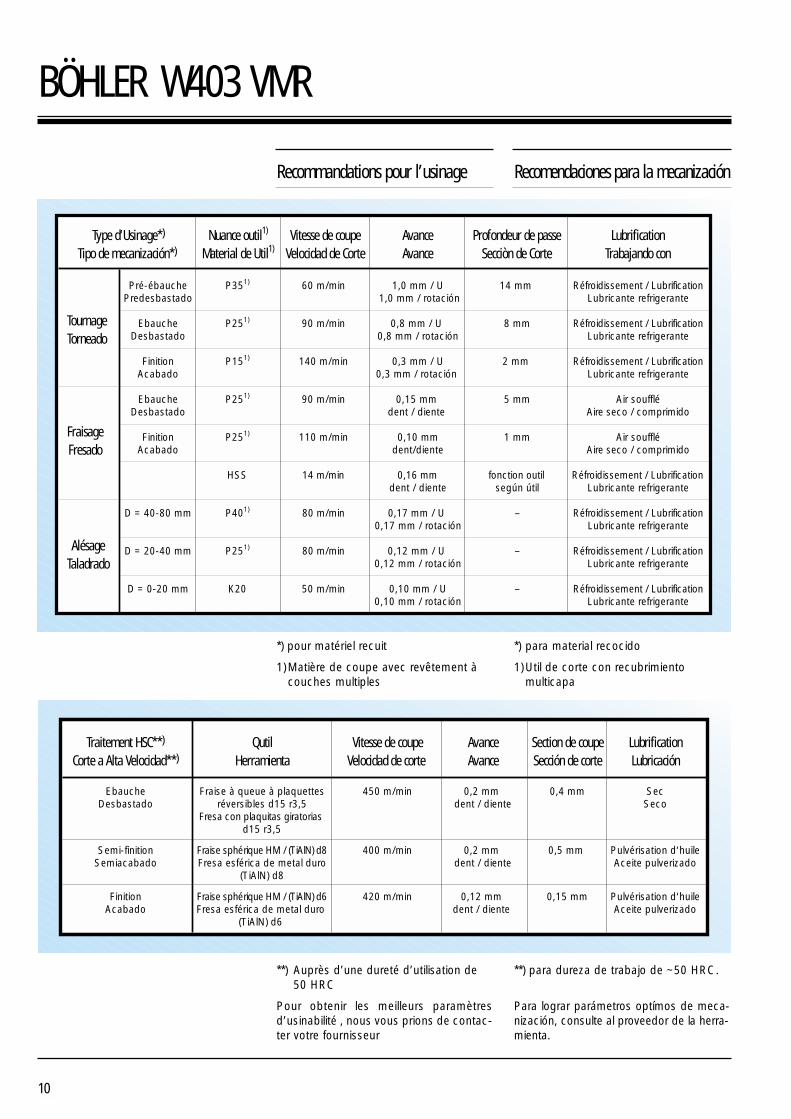
Recommandations pour l’usinage Recomendaciones para la mecanización
BÖHLER W403 VMR
*) para material recocido
1) Util de corte con recubrimientomulticapa
*) pour matériel recuit
1) Matière de coupe avec revêtement àcouches multiples
**) para dureza de trabajo de ~50 HRC.
Para lograr parámetros optímos de meca-nización, consulte al proveedor de la herra-mienta.
**) Auprès d’une dureté d’utilisation de50 HRC
Pour obtenir les meilleurs paramètresd’usinabilité , nous vous prions de contac-ter votre fournisseur
10
Type d‘Usinage*) Nuance outil1) Vitesse de coupe Avance Profondeur de passe LubrificationTipo de mecanización*) Material de Util1) Velocidad de Corte Avance Secciòn de Corte Trabajando con
Pré-ébauche P351) 60 m/min 1,0 mm / U 14 mm Réfroidissement / LubrificationPredesbastado 1,0 mm / rotación Lubricante refrigerante
Ebauche P251) 90 m/min 0,8 mm / U 8 mm Réfroidissement / LubrificationDesbastado 0,8 mm / rotación Lubricante refrigerante
Finition P151) 140 m/min 0,3 mm / U 2 mm Réfroidissement / LubrificationAcabado 0,3 mm / rotación Lubricante refrigerante
Ebauche P251) 90 m/min 0,15 mm 5 mm Air souffléDesbastado dent / diente Aire seco / comprimido
Finition P251) 110 m/min 0,10 mm 1 mm Air souffléAcabado dent/diente Aire seco / comprimido
HSS 14 m/min 0,16 mm fonction outil Réfroidissement / Lubrificationdent / diente según útil Lubricante refrigerante
D = 40-80 mm P401) 80 m/min 0,17 mm / U – Réfroidissement / Lubrification0,17 mm / rotación Lubricante refrigerante
D = 20-40 mm P251) 80 m/min 0,12 mm / U – Réfroidissement / Lubrification0,12 mm / rotación Lubricante refrigerante
D = 0-20 mm K20 50 m/min 0,10 mm / U – Réfroidissement / Lubrification0,10 mm / rotación Lubricante refrigerante
TournageTorneado
FraisageFresado
AlésageTaladrado
Traitement HSC**) Qutil Vitesse de coupe Avance Section de coupe LubrificationCorte a Alta Velocidad**) Herramienta Velocidad de corte Avance Sección de corte Lubricación
Ebauche Fraise à queue à plaquettes 450 m/min 0,2 mm 0,4 mm SecDesbastado réversibles d15 r3,5 dent / diente Seco
Fresa con plaquitas giratoriasd15 r3,5
Semi-finition Fraise sphérique HM / (TiAlN) d8 400 m/min 0,2 mm 0,5 mm Pulvérisation d‘huileSemiacabado Fresa esférica de metal duro dent / diente Aceite pulverizado
(TiAlN) d8
Finition Fraise sphérique HM / (TiAlN) d6 420 m/min 0,12 mm 0,15 mm Pulvérisation d‘huileAcabado Fresa esférica de metal duro dent / diente Aceite pulverizado
(TiAlN) d6
Propriétés physiques Propiedades físicas
BÖHLER W403 VMR
Densité à / Densidad a20° C .......................................... 7,85...........................................kg/dm3
500° C ...........................................7,98...........................................kg/dm3
600° C ...........................................7,65...........................................kg/dm3
Conductivité thermique à / Conductibilidad térmica a20° C ...........................................25,0...........................................W/(m.K)
500° C .......................................... 28,5...........................................W/(m.K)600° C ...........................................29,3...........................................W/(m.K)
11
Le présent imprimé donne un aperçu descaractéristiques de cet acier afin de vousfaciliterle choix.Nous ne garantissons cependant certai-nes propriétés qu’après accord exprèspar écrit dans chaque cas individuel.
Este impreso da un resumen de las propiedades caracteristicas de nuestrosaceros finos y demás productos para facilitarle la selección. Para la garantia depropiedades determinadas se requiere,sin embargo, un acuerdo expreso porescrito en cada caso individual.
W 403 FSp - 06. 2001 1000 G
Les indications données dans cette brochure n'obligent à rien et servent donc à des informations générales. Les indications aurontcaractère obligatoire seulement au cas où elles seraient posées comme condition explicite dans un contrat conclus avec notre société.Lors de la fabrication de nos produits, des substances nuisibles à la santé ou à l'ozone ne sont pas utilisées.
Los datos que figuran en este folleto han de considerarse como meramente informativos y por lo tanto no están sujetos a obligación ocompromiso alguno por parte de la empresa. Los datos adquirirán carácter obligatorio sólo en el caso de que así se especifique de formaexplícita mediante contrato firmado con la empresa. En el proceso de fabricación de nuestros productos no se utilizan ningún tipo desustancias nocivas para la salud ni perjudiciales para la capa de ozono de la atmósfera.
BÖHLER EDELSTAHL GMBH & CO KGMARIAZELLER STRASSE 25POSTFACH 96A-8605 KAPFENBERG/AUSTRIATELEFON: (+43) 3862/20-6297TELEFAX: (+43) 3862/20-7576e-mail: [email protected]
Référence:Cortesía de:
Impr
imé
sur
papi
er s
ans
chlo
re e
t no
n po
lluan
t /
Impr
eso
en p
apel
bla
nque
ado
sin
clor
o no
con
tam
inan
te.
Recommended











