1Bernard CLÉMENT, PhD MTH2302 Probabilités et méthodes statistiques
2Bernard CLÉMENT, PhD MTH2302 Probabilités et méthodes statistiques
3Bernard CLÉMENT, PhD MTH2302 Probabilités et méthodes statistiques
Bernard CLÉMENT, PhD
http://www.groupes.polymtl.ca/mth6301/MTH2302B.htm
4
Site WEBdu prof.BernardCLÉMENT
pas sur MOODLE
5Bernard CLÉMENT, PhD
Un ingénieur a -t-il besoin des méthodes statistiques?COLLECTE et ANALYSE données pour prendre DÉCISION
1 collecte de données : - conception de plans d’expérience (tests)- conception de plans d’échantillonnage
avec efficacité : atteindre le butefficience : contrôler coûtsconfiance et qualité des donnéescontrôler incertitudes et sources de variabilitéminimiser risques mauvaises décisions
Méthodes : - plans d’expériences (DOE = Design Of Experiments)
- plan d’échantillonnage :
exemple : contrôle qualité fabrication
MTH2302 Probabilités et méthodes statistiques
6
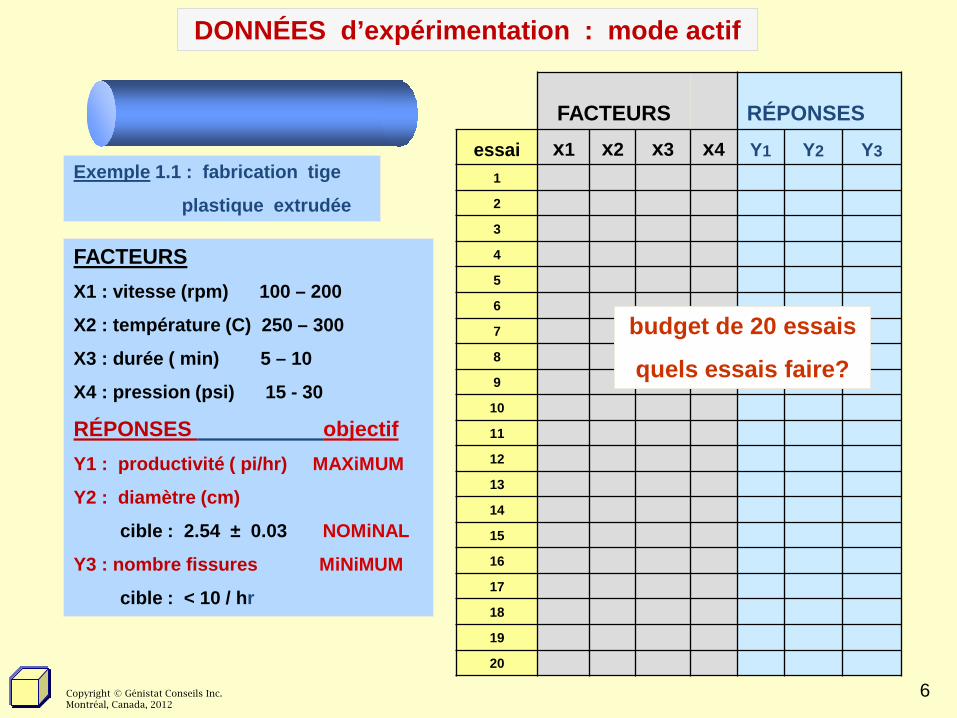
DONNÉES d’expérimentation : mode actif
Exemple 1.1 : fabrication tige
plastique extrudée
FACTEURSX1 : vitesse (rpm) 100 – 200
X2 : température (C) 250 – 300
X3 : durée ( min) 5 – 10
X4 : pression (psi) 15 - 30
RÉPONSES objectifY1 : productivité ( pi/hr) MAXiMUM
Y2 : diamètre (cm)
cible : 2.54 ± 0.03 NOMiNAL
Y3 : nombre fissures MiNiMUM
cible : < 10 / hr
FACTEURS RÉPONSESessai x1 x2 x3 x4 Y1 Y2 Y3
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
Copyright © Génistat Conseils Inc.Montréal, Canada, 2012
budget de 20 essais
quels essais faire?
7Bernard CLÉMENT, PhD
2 Analyse de données- extraire relations - associations ………. entre variables
- classifier - caractériser – visualiser ….. ensembles données
- détecter des changements ……….……. systèmes et processus en
présence incertitudes
- identifier- isoler- quantifier ……………. sources variabilitésystèmes et processus
- modéliser - simuler ……………………… systèmes complexes
Méthodes : statistique descriptive – classification
contrôle statistique des processus (SPC)
régression – propagation d’incertitudes / variabilité
Un ingénieur a -t-il besoin des méthodes statistiques?COLLECTE et ANALYSE données pour prendre DÉCISION
MTH2302 Probabilités et méthodes statistiques
8Bernard CLÉMENT, PhD
Un ingénieur a -t-il besoin des méthodes statistiques?COLLECTE et ANALYSE données pour prendre DÉCISION
3 prise de décisions basées sur des donnéescontexte inférence statistique
échantillon population
Méthodes d’analyse
– tests d’hypothèses– intervalles de confiance– régression– analyse de la variance– fiabilité– planification et analyse d’expériences– contrôle statistique des processus– …
MTH2302 Probabilités et méthodes statistiques
9Bernard CLÉMENT, PhD
Un ingénieur a -t-il besoin des méthodes statistiques?COLLECTE et ANALYSE données pour prendre DÉCISION
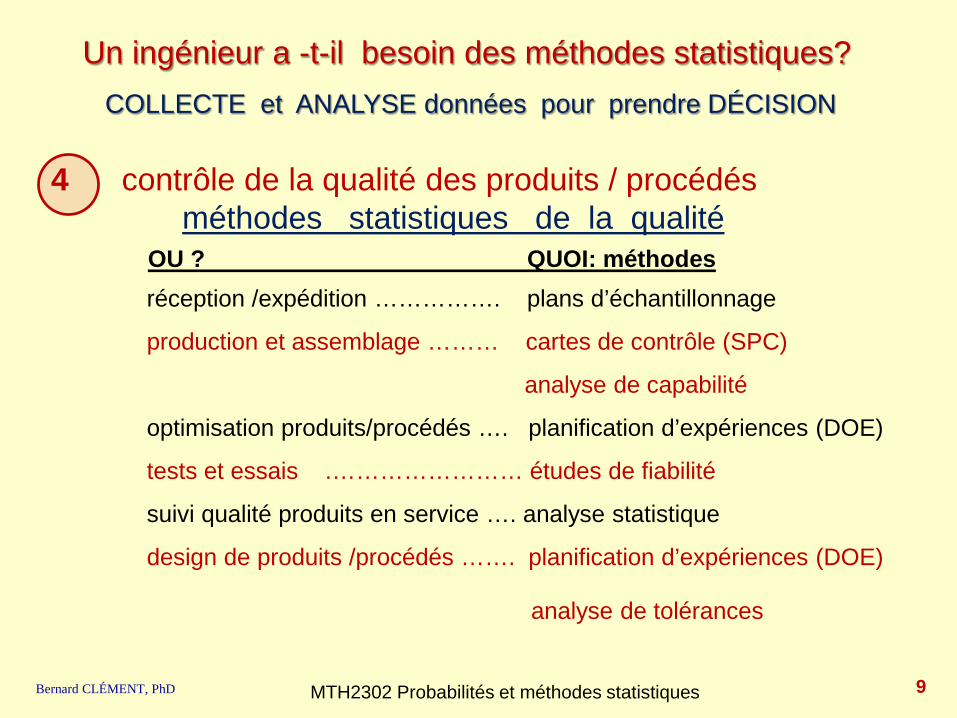
4 contrôle de la qualité des produits / procédésméthodes statistiques de la qualité
OU ? QUOI: méthodes réception /expédition ……………. plans d’échantillonnage
production et assemblage ……… cartes de contrôle (SPC)
analyse de capabilité
optimisation produits/procédés …. planification d’expériences (DOE)
tests et essais .…………………… études de fiabilité
suivi qualité produits en service …. analyse statistique
design de produits /procédés ……. planification d’expériences (DOE)
analyse de tolérances
MTH2302 Probabilités et méthodes statistiques
10Bernard CLÉMENT, PhD
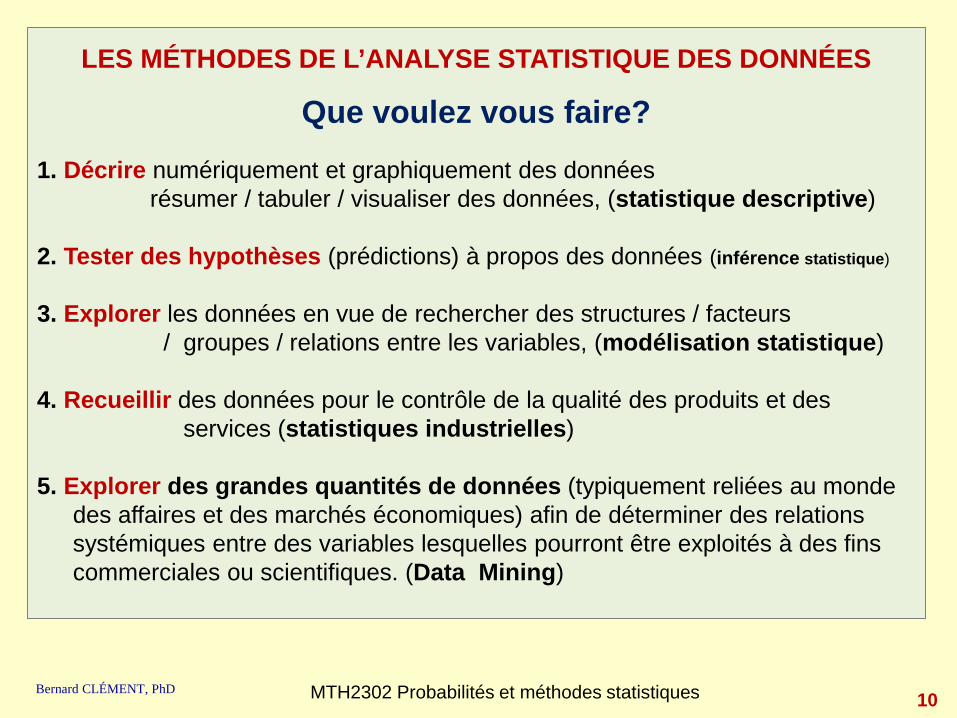
LES MÉTHODES DE L’ANALYSE STATISTIQUE DES DONNÉES
Que voulez vous faire?1. Décrire numériquement et graphiquement des données
résumer / tabuler / visualiser des données, (statistique descriptive)
2. Tester des hypothèses (prédictions) à propos des données (inférence statistique)
3. Explorer les données en vue de rechercher des structures / facteurs/ groupes / relations entre les variables, (modélisation statistique)
4. Recueillir des données pour le contrôle de la qualité des produits et desservices (statistiques industrielles)
5. Explorer des grandes quantités de données (typiquement reliées au monde des affaires et des marchés économiques) afin de déterminer des relations systémiques entre des variables lesquelles pourront être exploités à des fins commerciales ou scientifiques. (Data Mining)
MTH2302 Probabilités et méthodes statistiques
11Bernard CLÉMENT, PhD
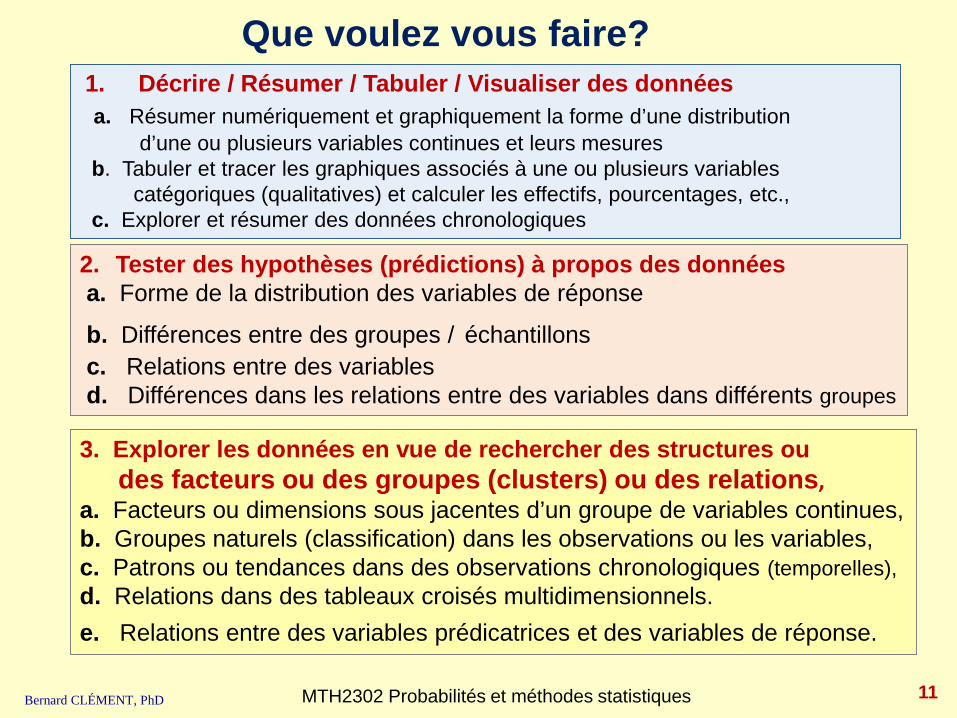
1. Décrire / Résumer / Tabuler / Visualiser des donnéesa. Résumer numériquement et graphiquement la forme d’une distribution
d’une ou plusieurs variables continues et leurs mesuresb. Tabuler et tracer les graphiques associés à une ou plusieurs variables
catégoriques (qualitatives) et calculer les effectifs, pourcentages, etc.,c. Explorer et résumer des données chronologiques
2. Tester des hypothèses (prédictions) à propos des donnéesa. Forme de la distribution des variables de réponse
b. Différences entre des groupes / échantillonsc. Relations entre des variablesd. Différences dans les relations entre des variables dans différents groupes
MTH2302 Probabilités et méthodes statistiques
Que voulez vous faire?
3. Explorer les données en vue de rechercher des structures oudes facteurs ou des groupes (clusters) ou des relations,
a. Facteurs ou dimensions sous jacentes d’un groupe de variables continues,b. Groupes naturels (classification) dans les observations ou les variables,c. Patrons ou tendances dans des observations chronologiques (temporelles),d. Relations dans des tableaux croisés multidimensionnels.e. Relations entre des variables prédicatrices et des variables de réponse.
12Bernard CLÉMENT, PhD
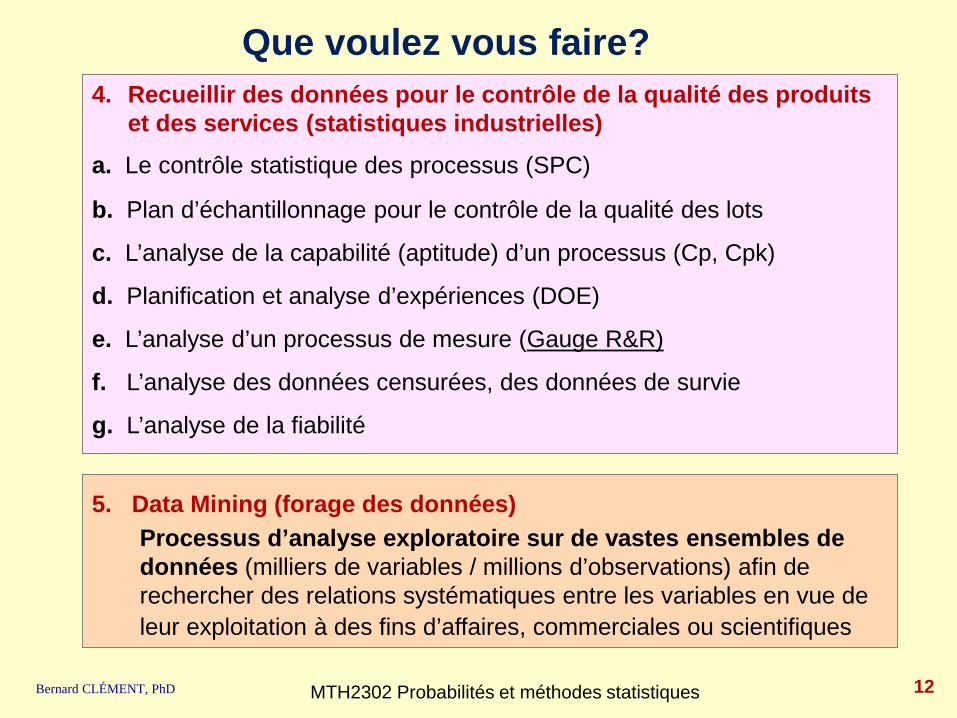
4. Recueillir des données pour le contrôle de la qualité des produits et des services (statistiques industrielles)
a. Le contrôle statistique des processus (SPC)
b. Plan d’échantillonnage pour le contrôle de la qualité des lots
c. L’analyse de la capabilité (aptitude) d’un processus (Cp, Cpk)
d. Planification et analyse d’expériences (DOE)
e. L’analyse d’un processus de mesure (Gauge R&R)
f. L’analyse des données censurées, des données de survie
g. L’analyse de la fiabilité
5. Data Mining (forage des données)Processus d’analyse exploratoire sur de vastes ensembles de données (milliers de variables / millions d’observations) afin de rechercher des relations systématiques entre les variables en vue de leur exploitation à des fins d’affaires, commerciales ou scientifiques
Que voulez vous faire?
MTH2302 Probabilités et méthodes statistiques
13Bernard CLÉMENT, PhD
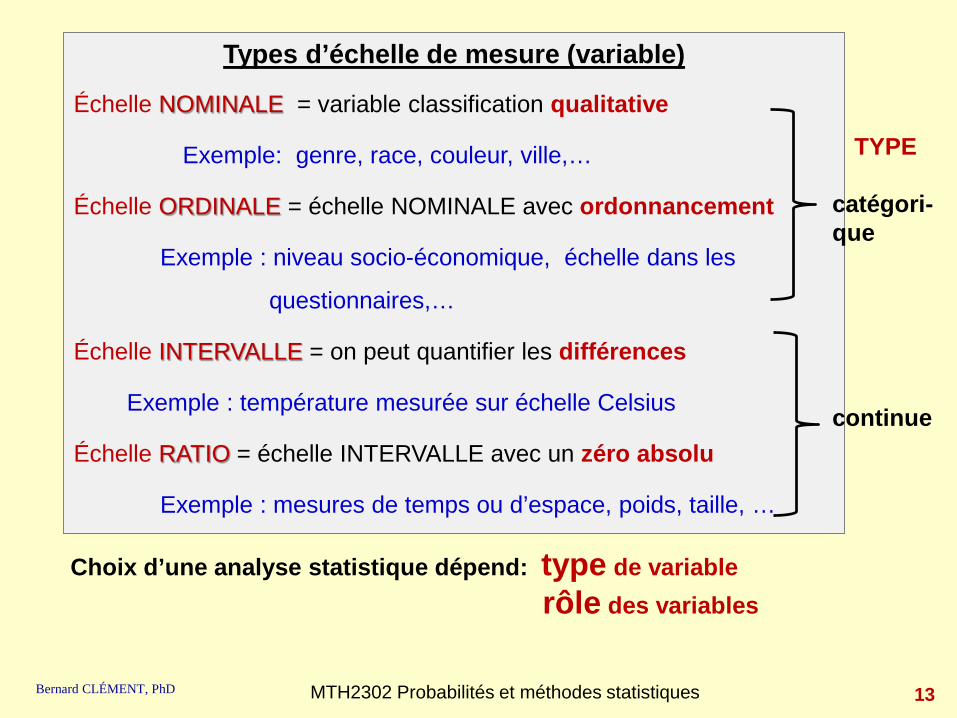
Types d’échelle de mesure (variable)
Échelle NOMINALE = variable classification qualitative
Exemple: genre, race, couleur, ville,…
Échelle ORDINALE = échelle NOMINALE avec ordonnancement
Exemple : niveau socio-économique, échelle dans les
questionnaires,…
Échelle INTERVALLE = on peut quantifier les différences
Exemple : température mesurée sur échelle Celsius
Échelle RATIO = échelle INTERVALLE avec un zéro absolu
Exemple : mesures de temps ou d’espace, poids, taille, …
TYPE
catégori-que
continue
Choix d’une analyse statistique dépend: type de variablerôle des variables
MTH2302 Probabilités et méthodes statistiques
14Bernard CLÉMENT, PhD
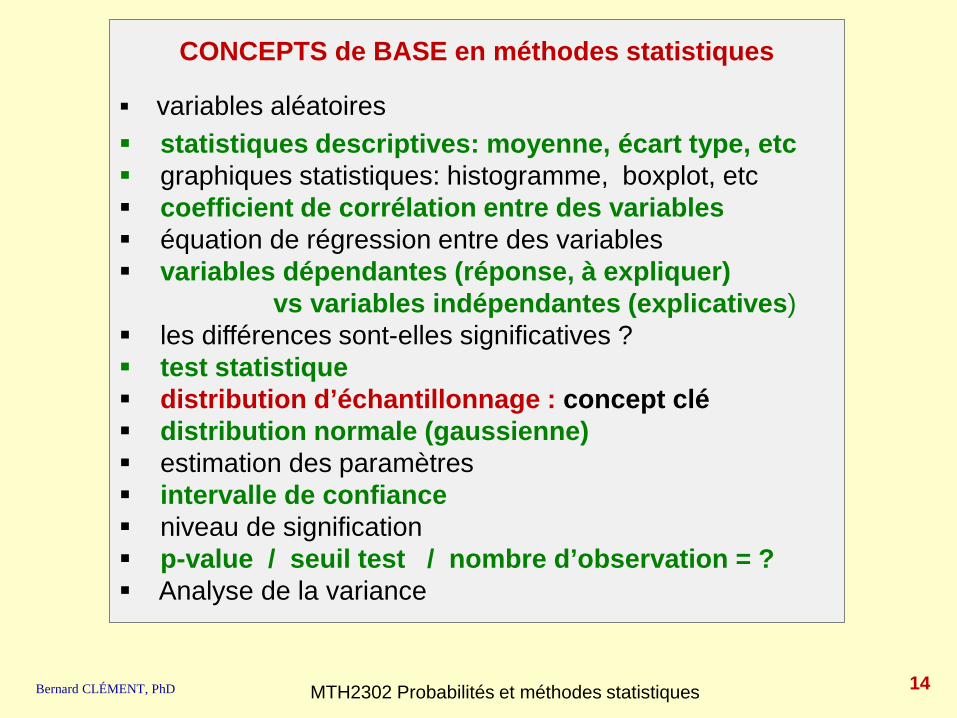
CONCEPTS de BASE en méthodes statistiques
variables aléatoires statistiques descriptives: moyenne, écart type, etc graphiques statistiques: histogramme, boxplot, etc coefficient de corrélation entre des variables équation de régression entre des variables variables dépendantes (réponse, à expliquer)
vs variables indépendantes (explicatives) les différences sont-elles significatives ? test statistique distribution d’échantillonnage : concept clé distribution normale (gaussienne) estimation des paramètres intervalle de confiance niveau de signification p-value / seuil test / nombre d’observation = ? Analyse de la variance
MTH2302 Probabilités et méthodes statistiques
15Bernard CLÉMENT, PhD

16Bernard CLÉMENT, PhD
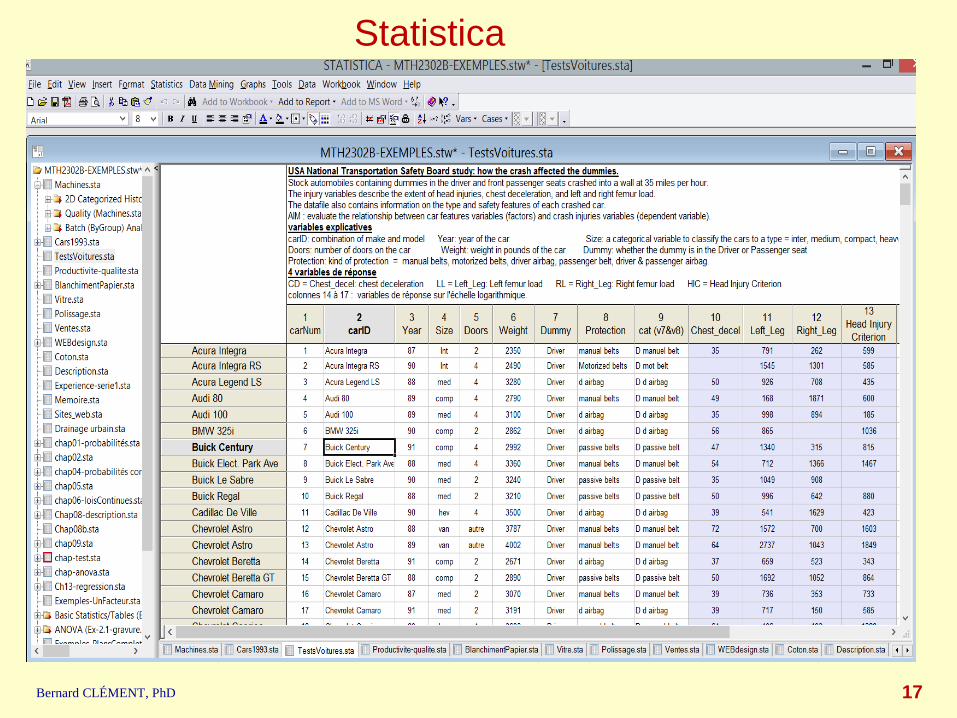
Statistica
17Bernard CLÉMENT, PhD
Statistica
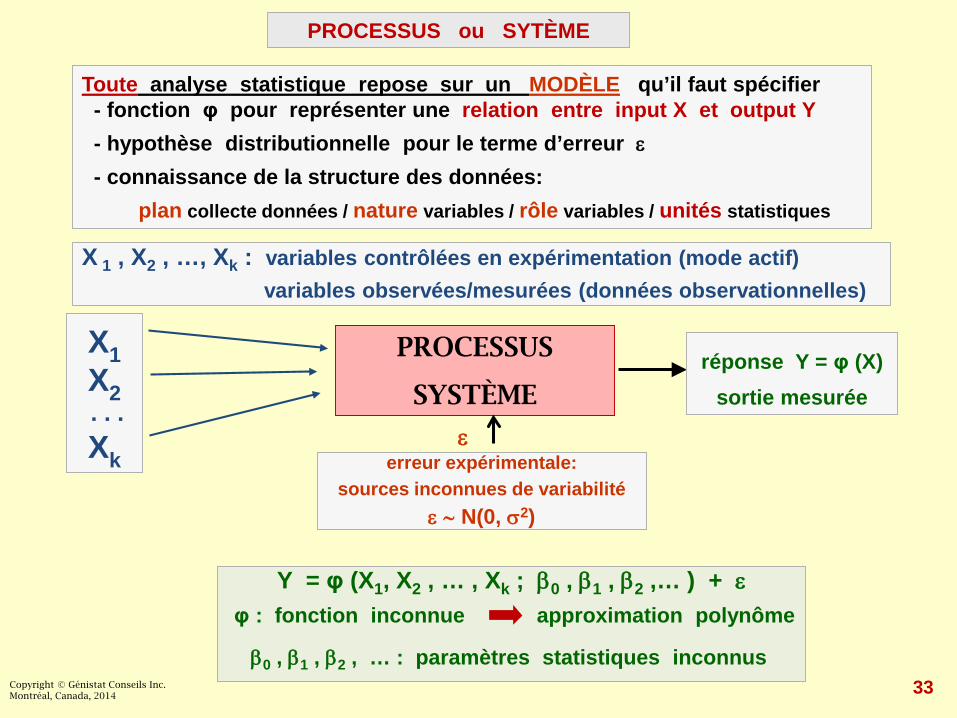
X 1 , X2 , …, Xk : variables contrôlées en expérimentation (mode actif)variables observées/mesurées (données observationnelles)
X1 X2. . .Xk
PROCESSUS
SYSTÈME
erreur expérimentale:sources inconnues de variabilité
ε ∼ N(0, σ2)
réponse Y = φ (X)sortie mesurée
PROCESSUS ou SYTÈME
Toute analyse statistique repose sur un MODÈLE qu’il faut spécifier- fonction φ pour représenter une relation entre input X et output Y- hypothèse distributionnelle pour le terme d’erreur ε- connaissance de la structure des données:
plan collecte données / nature variables / rôle variables / unités statistiques
Y = φ (X1, X2 , … , Xk ; β0 , β1 , β2 ,… ) + εφ : fonction inconnue approximation polynôme
β0 , β1 , β2 , … : paramètres statistiques inconnus
ε
Copyright © Génistat Conseils Inc.Montréal, Canada, 2014
33
19Bernard CLÉMENT, PhD
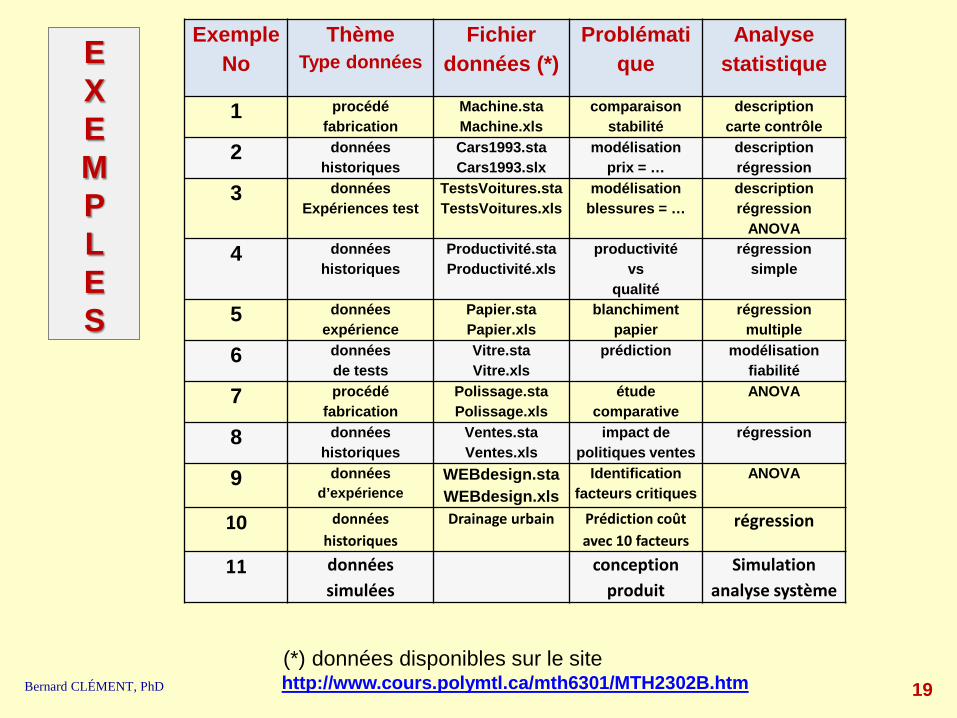
EXEMPLES
ExempleNo
ThèmeType données
Fichier données (*)
Problématique
Analysestatistique
1 procédéfabrication
Machine.staMachine.xls
comparaisonstabilité
descriptioncarte contrôle
2 donnéeshistoriques
Cars1993.staCars1993.slx
modélisationprix = …
descriptionrégression
3 donnéesExpériences test
TestsVoitures.staTestsVoitures.xls
modélisationblessures = …
descriptionrégression
ANOVA
4 donnéeshistoriques
Productivité.staProductivité.xls
productivitévs
qualité
régression simple
5 donnéesexpérience
Papier.staPapier.xls
blanchimentpapier
régressionmultiple
6 donnéesde tests
Vitre.staVitre.xls
prédiction modélisationfiabilité
7 procédéfabrication
Polissage.staPolissage.xls
étude comparative
ANOVA
8 donnéeshistoriques
Ventes.staVentes.xls
impact depolitiques ventes
régression
9 donnéesd’expérience
WEBdesign.staWEBdesign.xls
Identificationfacteurs critiques
ANOVA
10 donnéeshistoriques
Drainage urbain Prédiction coûtavec 10 facteurs
régression
11 donnéessimulées
conceptionproduit
Simulationanalyse système
(*) données disponibles sur le sitehttp://www.cours.polymtl.ca/mth6301/MTH2302B.htm
20Bernard CLÉMENT, PhD
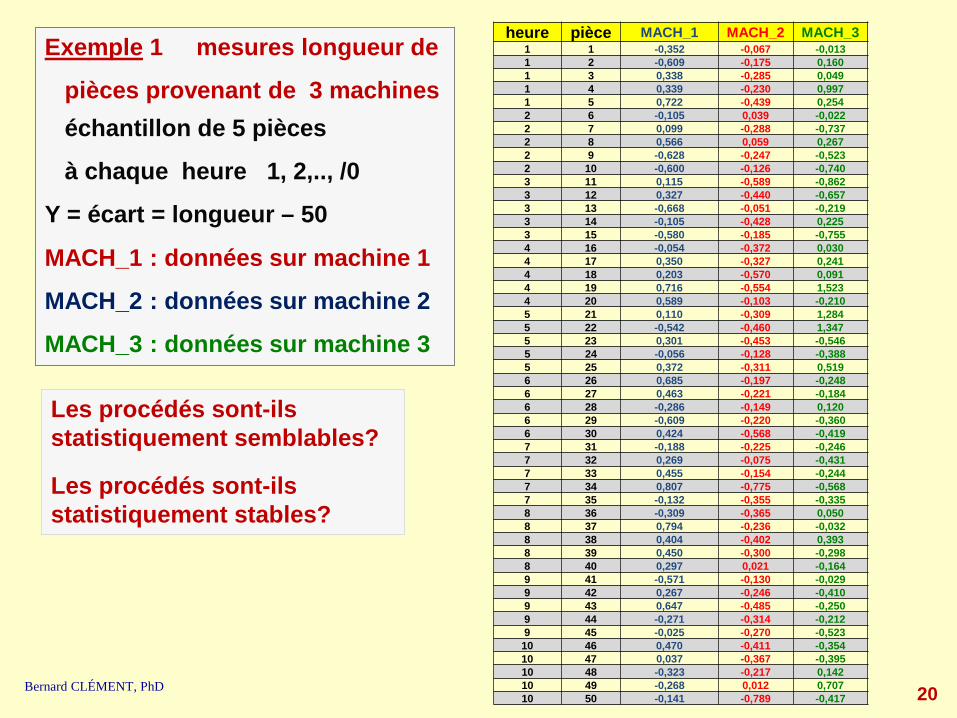
Exemple 1 mesures longueur de
pièces provenant de 3 machineséchantillon de 5 pièces
à chaque heure 1, 2,.., /0
Y = écart = longueur – 50
MACH_1 : données sur machine 1
MACH_2 : données sur machine 2
MACH_3 : données sur machine 3
heure pièce MACH_1 MACH_2 MACH_31 1 -0,352 -0,067 -0,0131 2 -0,609 -0,175 0,1601 3 0,338 -0,285 0,0491 4 0,339 -0,230 0,9971 5 0,722 -0,439 0,2542 6 -0,105 0,039 -0,0222 7 0,099 -0,288 -0,7372 8 0,566 0,059 0,2672 9 -0,628 -0,247 -0,5232 10 -0,600 -0,126 -0,7403 11 0,115 -0,589 -0,8623 12 0,327 -0,440 -0,6573 13 -0,668 -0,051 -0,2193 14 -0,105 -0,428 0,2253 15 -0,580 -0,185 -0,7554 16 -0,054 -0,372 0,0304 17 0,350 -0,327 0,2414 18 0,203 -0,570 0,0914 19 0,716 -0,554 1,5234 20 0,589 -0,103 -0,2105 21 0,110 -0,309 1,2845 22 -0,542 -0,460 1,3475 23 0,301 -0,453 -0,5465 24 -0,056 -0,128 -0,3885 25 0,372 -0,311 0,5196 26 0,685 -0,197 -0,2486 27 0,463 -0,221 -0,1846 28 -0,286 -0,149 0,1206 29 -0,609 -0,220 -0,3606 30 0,424 -0,568 -0,4197 31 -0,188 -0,225 -0,2467 32 0,269 -0,075 -0,4317 33 0,455 -0,154 -0,2447 34 0,807 -0,775 -0,5687 35 -0,132 -0,355 -0,3358 36 -0,309 -0,365 0,0508 37 0,794 -0,236 -0,0328 38 0,404 -0,402 0,3938 39 0,450 -0,300 -0,2988 40 0,297 0,021 -0,1649 41 -0,571 -0,130 -0,0299 42 0,267 -0,246 -0,4109 43 0,647 -0,485 -0,2509 44 -0,271 -0,314 -0,2129 45 -0,025 -0,270 -0,52310 46 0,470 -0,411 -0,35410 47 0,037 -0,367 -0,39510 48 -0,323 -0,217 0,14210 49 -0,268 0,012 0,70710 50 -0,141 -0,789 -0,417
Les procédés sont-ils statistiquement semblables?
Les procédés sont-ilsstatistiquement stables?
21Bernard CLÉMENT, PhD
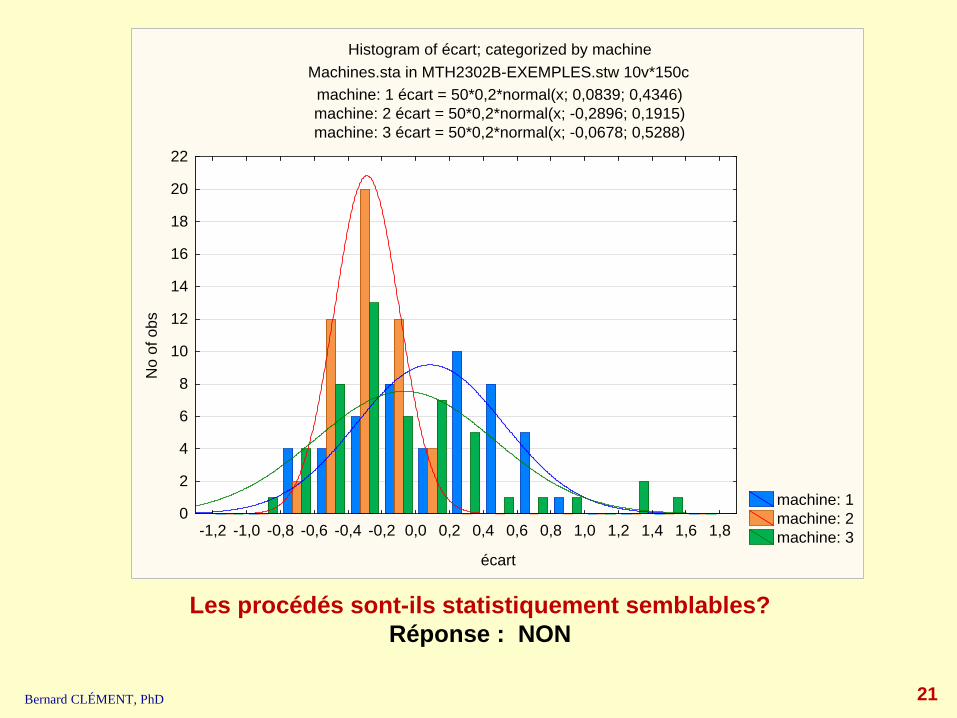
Les procédés sont-ils statistiquement semblables?Réponse : NON
Histogram of écart; categorized by machineMachines.sta in MTH2302B-EXEMPLES.stw 10v*150c
machine: 1 écart = 50*0,2*normal(x; 0,0839; 0,4346)machine: 2 écart = 50*0,2*normal(x; -0,2896; 0,1915)machine: 3 écart = 50*0,2*normal(x; -0,0678; 0,5288)
écart
No
of o
bs
machine: 1machine: 2machine: 3-1,2 -1,0 -0,8 -0,6 -0,4 -0,2 0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6 1,8
0
2
4
6
8
10
12
14
16
18
20
22
22Bernard CLÉMENT, PhD
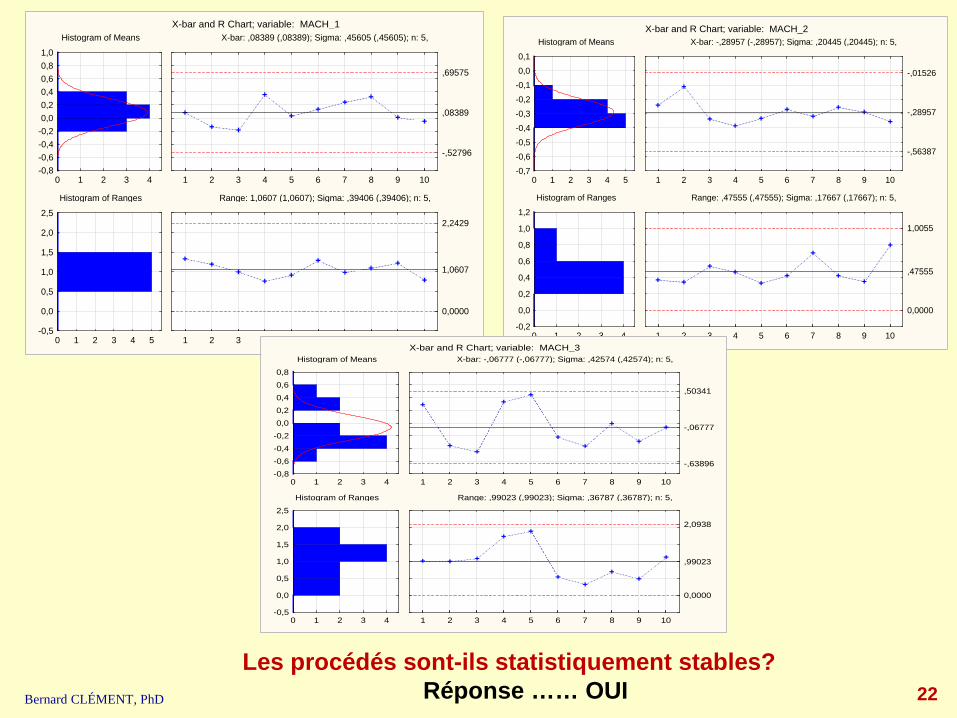
Les procédés sont-ils statistiquement stables?Réponse …… OUI
X-bar and R Chart; variable: MACH_1Histogram of Means
0 1 2 3 4-0,8-0,6-0,4-0,20,00,20,40,60,81,0
X-bar: ,08389 (,08389); Sigma: ,45605 (,45605); n: 5,
1 2 3 4 5 6 7 8 9 10
-,52796
,08389
,69575
Histogram of Ranges
0 1 2 3 4 5-0,5
0,0
0,5
1,0
1,5
2,0
2,5Range: 1,0607 (1,0607); Sigma: ,39406 (,39406); n: 5,
1 2 3 4 5 6 7 8 9 10
0,0000
1,0607
2,2429
X-bar and R Chart; variable: MACH_2Histogram of Means
0 1 2 3 4 5-0,7-0,6-0,5-0,4-0,3-0,2-0,10,00,1
X-bar: -,28957 (-,28957); Sigma: ,20445 (,20445); n: 5,
1 2 3 4 5 6 7 8 9 10
-,56387
-,28957
-,01526
Histogram of Ranges
0 1 2 3 4-0,2
0,0
0,2
0,4
0,6
0,8
1,0
1,2Range: ,47555 (,47555); Sigma: ,17667 (,17667); n: 5,
1 2 3 4 5 6 7 8 9 10
0,0000
,47555
1,0055
X-bar and R Chart; variable: MACH_3Histogram of Means
0 1 2 3 4-0,8-0,6-0,4-0,20,00,20,40,60,8
X-bar: -,06777 (-,06777); Sigma: ,42574 (,42574); n: 5,
1 2 3 4 5 6 7 8 9 10
-,63896
-,06777
,50341
Histogram of Ranges
0 1 2 3 4-0,5
0,0
0,5
1,0
1,5
2,0
2,5Range: ,99023 (,99023); Sigma: ,36787 (,36787); n: 5,
1 2 3 4 5 6 7 8 9 10
0,0000
,99023
2,0938
23Bernard CLÉMENT, PhD
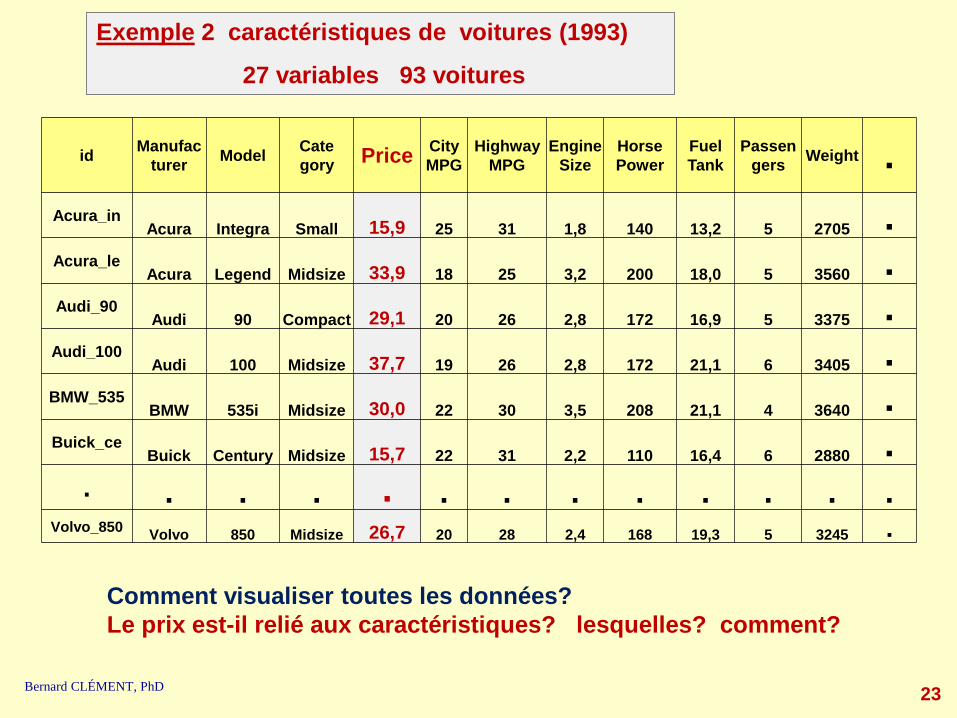
Exemple 2 caractéristiques de voitures (1993)
27 variables 93 voitures
id Manufacturer Model Cate
gory Price CityMPG
HighwayMPG
EngineSize
HorsePower
FuelTank
Passengers Weight .
Acura_inAcura Integra Small 15,9 25 31 1,8 140 13,2 5 2705 .
Acura_leAcura Legend Midsize 33,9 18 25 3,2 200 18,0 5 3560 .
Audi_90Audi 90 Compact 29,1 20 26 2,8 172 16,9 5 3375 .
Audi_100Audi 100 Midsize 37,7 19 26 2,8 172 21,1 6 3405 .
BMW_535BMW 535i Midsize 30,0 22 30 3,5 208 21,1 4 3640 .
Buick_ceBuick Century Midsize 15,7 22 31 2,2 110 16,4 6 2880 .
. . . . . . . . . . . . .Volvo_850 Volvo 850 Midsize 26,7 20 28 2,4 168 19,3 5 3245 .
Comment visualiser toutes les données?Le prix est-il relié aux caractéristiques? lesquelles? comment?
24Bernard CLÉMENT, PhD
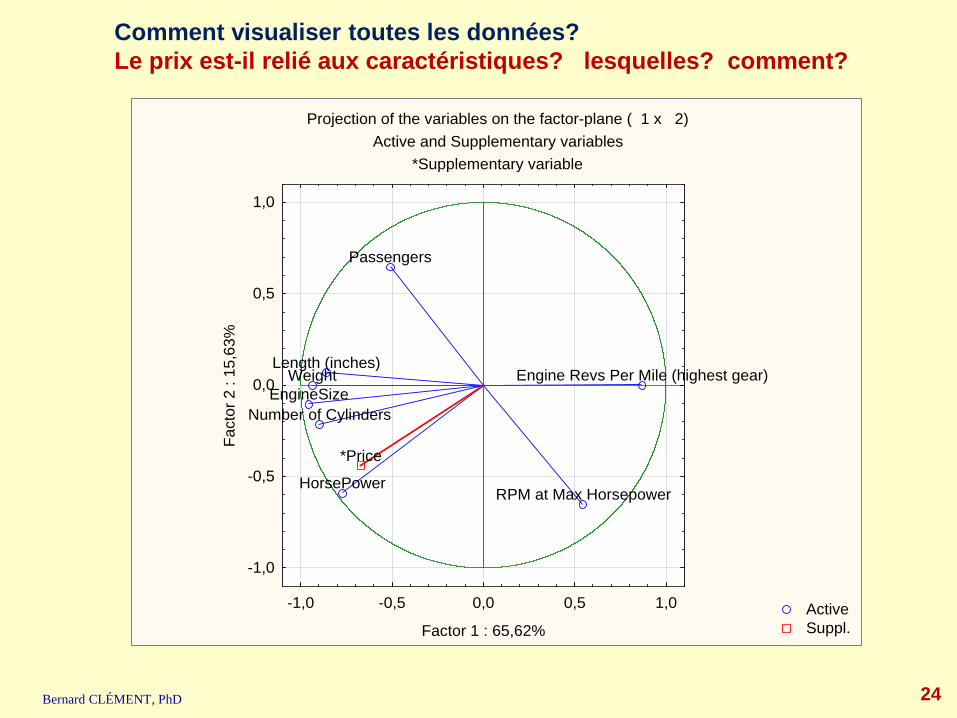
Comment visualiser toutes les données?Le prix est-il relié aux caractéristiques? lesquelles? comment?
Projection of the variables on the factor-plane ( 1 x 2)Active and Supplementary variables
*Supplementary variable
Active Suppl.
-1,0 -0,5 0,0 0,5 1,0
Factor 1 : 65,62%
-1,0
-0,5
0,0
0,5
1,0
Fact
or 2
: 15
,63%
EngineSize
HorsePower
Number of Cylinders
Passengers
Weight Engine Revs Per Mile (highest gear)Length (inches)
RPM at Max Horsepower
*Price
25Bernard CLÉMENT, PhD
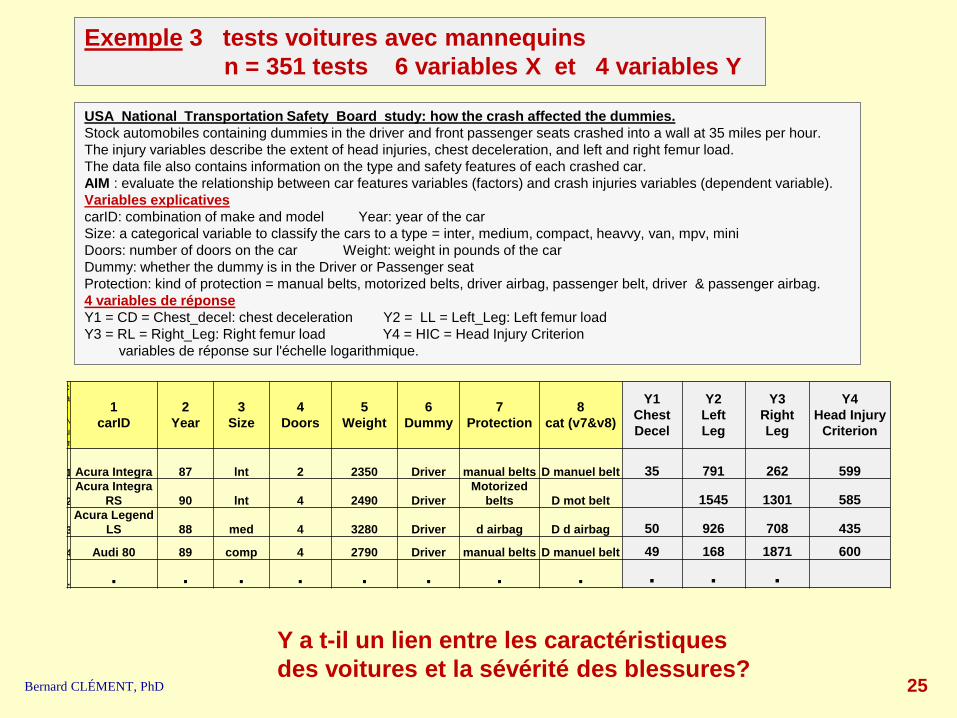
Exemple 3 tests voitures avec mannequinsn = 351 tests 6 variables X et 4 variables Y
USA National Transportation Safety Board study: how the crash affected the dummies.Stock automobiles containing dummies in the driver and front passenger seats crashed into a wall at 35 miles per hour.The injury variables describe the extent of head injuries, chest deceleration, and left and right femur load.The data file also contains information on the type and safety features of each crashed car. AIM : evaluate the relationship between car features variables (factors) and crash injuries variables (dependent variable).Variables explicativescarID: combination of make and model Year: year of the carSize: a categorical variable to classify the cars to a type = inter, medium, compact, heavvy, van, mpv, miniDoors: number of doors on the car Weight: weight in pounds of the car Dummy: whether the dummy is in the Driver or Passenger seatProtection: kind of protection = manual belts, motorized belts, driver airbag, passenger belt, driver & passenger airbag.4 variables de réponseY1 = CD = Chest_decel: chest deceleration Y2 = LL = Left_Leg: Left femur loadY3 = RL = Right_Leg: Right femur load Y4 = HIC = Head Injury Criterion
variables de réponse sur l'échelle logarithmique.
carNum
1carID
2Year
3Size
4Doors
5Weight
6Dummy
7Protection
8cat (v7&v8)
Y1ChestDecel
Y2LeftLeg
Y3RightLeg
Y4Head Injury
Criterion
1 Acura Integra 87 lnt 2 2350 Driver manual belts D manuel belt 35 791 262 599
2Acura Integra
RS 90 lnt 4 2490 DriverMotorized
belts D mot belt 1545 1301 585
3Acura Legend
LS 88 med 4 3280 Driver d airbag D d airbag 50 926 708 4354 Audi 80 89 comp 4 2790 Driver manual belts D manuel belt 49 168 1871 600
. . . . . . . . . . . .
Y a t-il un lien entre les caractéristiquesdes voitures et la sévérité des blessures?
26Bernard CLÉMENT, PhD
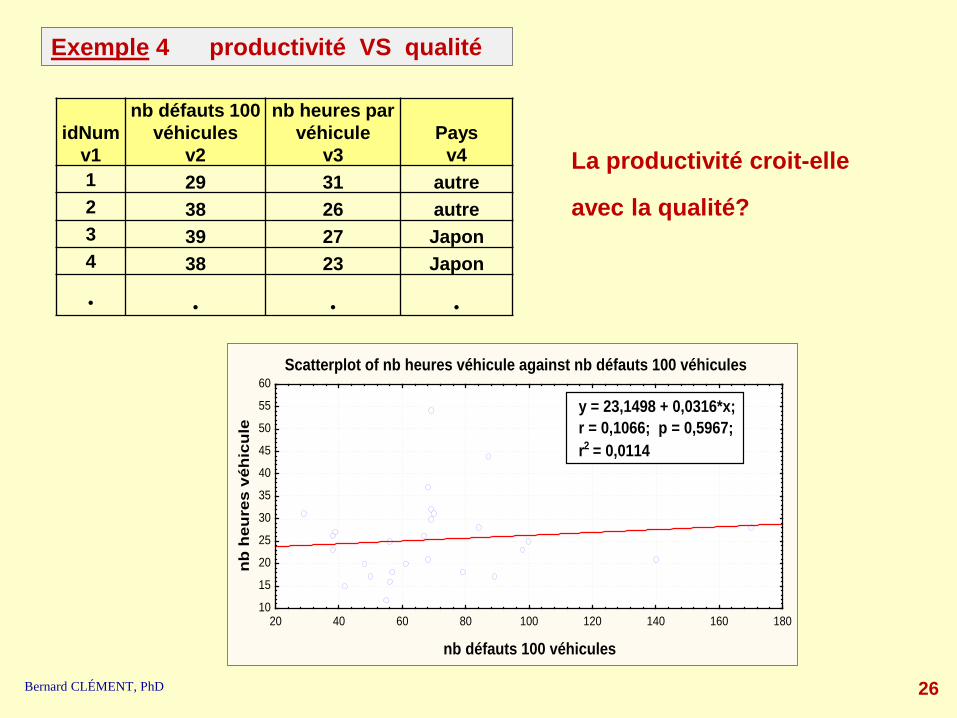
Exemple 4 productivité VS qualité
idNumv1
nb défauts 100 véhicules
v2
nb heures par véhicule
v3Pays
v41 29 31 autre2 38 26 autre3 39 27 Japon4 38 23 Japon
. . . .
La productivité croit-elle
avec la qualité?
Scatterplot of nb heures véhicule against nb défauts 100 véhicules
20 40 60 80 100 120 140 160 180
nb défauts 100 véhicules
10
15
20
25
30
35
40
45
50
55
60
nb h
eure
s vé
hicu
le
y = 23,1498 + 0,0316*x; r = 0,1066; p = 0,5967; r2 = 0,0114
27
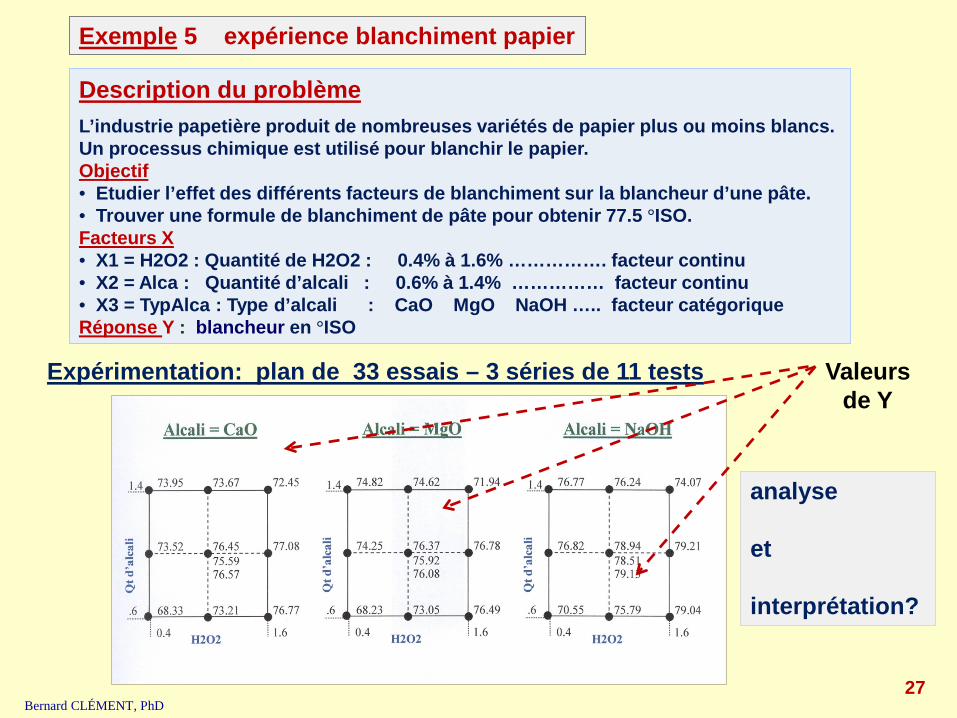
Description du problèmeL’industrie papetière produit de nombreuses variétés de papier plus ou moins blancs.Un processus chimique est utilisé pour blanchir le papier.Objectif• Etudier l’effet des différents facteurs de blanchiment sur la blancheur d’une pâte.• Trouver une formule de blanchiment de pâte pour obtenir 77.5 °ISO.Facteurs X• X1 = H2O2 : Quantité de H2O2 : 0.4% à 1.6% ……………. facteur continu• X2 = Alca : Quantité d’alcali : 0.6% à 1.4% …………… facteur continu• X3 = TypAlca : Type d’alcali : CaO MgO NaOH ….. facteur catégoriqueRéponse Y : blancheur en °ISO
Expérimentation: plan de 33 essais – 3 séries de 11 tests
analyse
et
interprétation?
Valeurs de Y
Exemple 5 expérience blanchiment papier
Bernard CLÉMENT, PhD
28
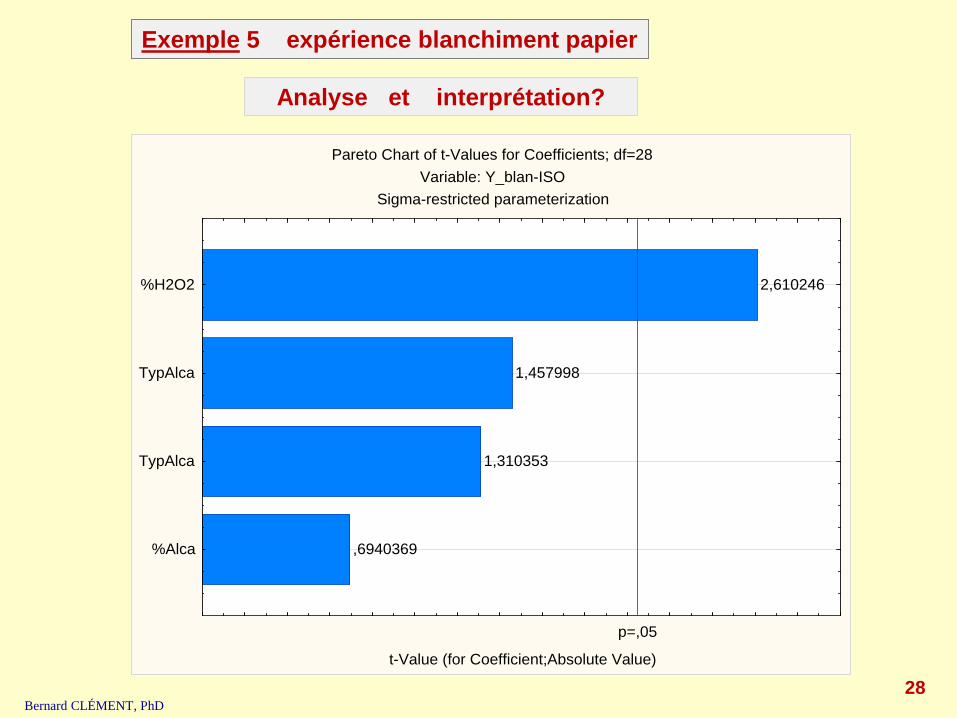
Analyse et interprétation?
Exemple 5 expérience blanchiment papier
Bernard CLÉMENT, PhD
Pareto Chart of t-Values for Coefficients; df=28Variable: Y_blan-ISO
Sigma-restricted parameterization
p=,05
t-Value (for Coefficient;Absolute Value)
%Alca
TypAlca
TypAlca
%H2O2
,6940369
1,310353
1,457998
2,610246
29Bernard CLÉMENT, PhD
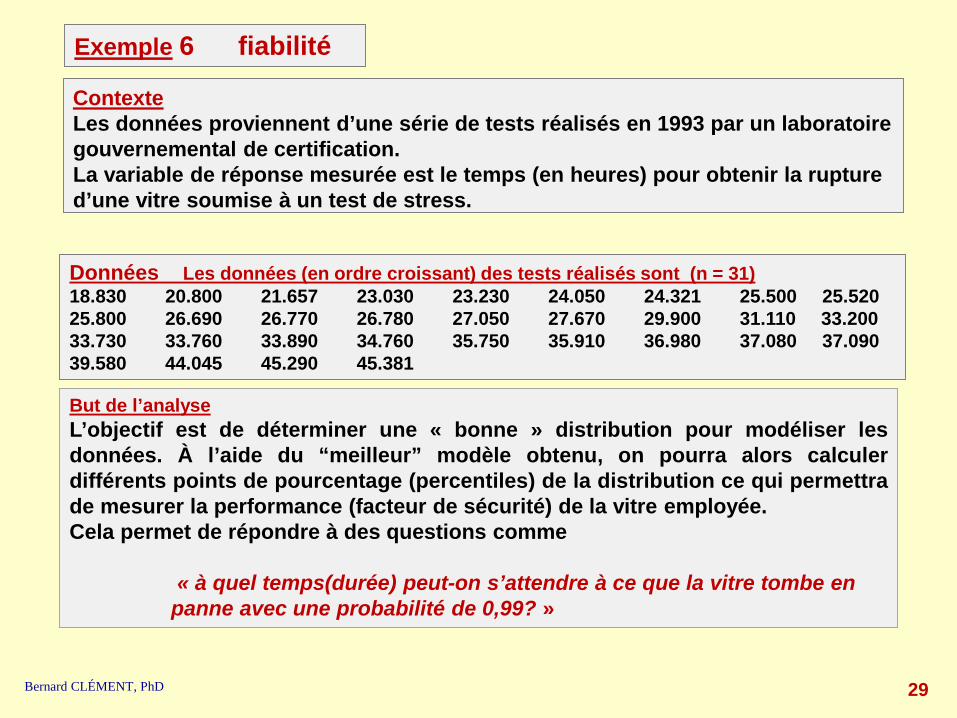
Exemple 6 fiabilité
ContexteLes données proviennent d’une série de tests réalisés en 1993 par un laboratoiregouvernemental de certification.La variable de réponse mesurée est le temps (en heures) pour obtenir la ruptured’une vitre soumise à un test de stress.
But de l’analyseL’objectif est de déterminer une « bonne » distribution pour modéliser lesdonnées. À l’aide du “meilleur” modèle obtenu, on pourra alors calculerdifférents points de pourcentage (percentiles) de la distribution ce qui permettrade mesurer la performance (facteur de sécurité) de la vitre employée.Cela permet de répondre à des questions comme
« à quel temps(durée) peut-on s’attendre à ce que la vitre tombe enpanne avec une probabilité de 0,99? »
Données Les données (en ordre croissant) des tests réalisés sont (n = 31)18.830 20.800 21.657 23.030 23.230 24.050 24.321 25.500 25.52025.800 26.690 26.770 26.780 27.050 27.670 29.900 31.110 33.20033.730 33.760 33.890 34.760 35.750 35.910 36.980 37.080 37.09039.580 44.045 45.290 45.381
30Bernard CLÉMENT, PhD
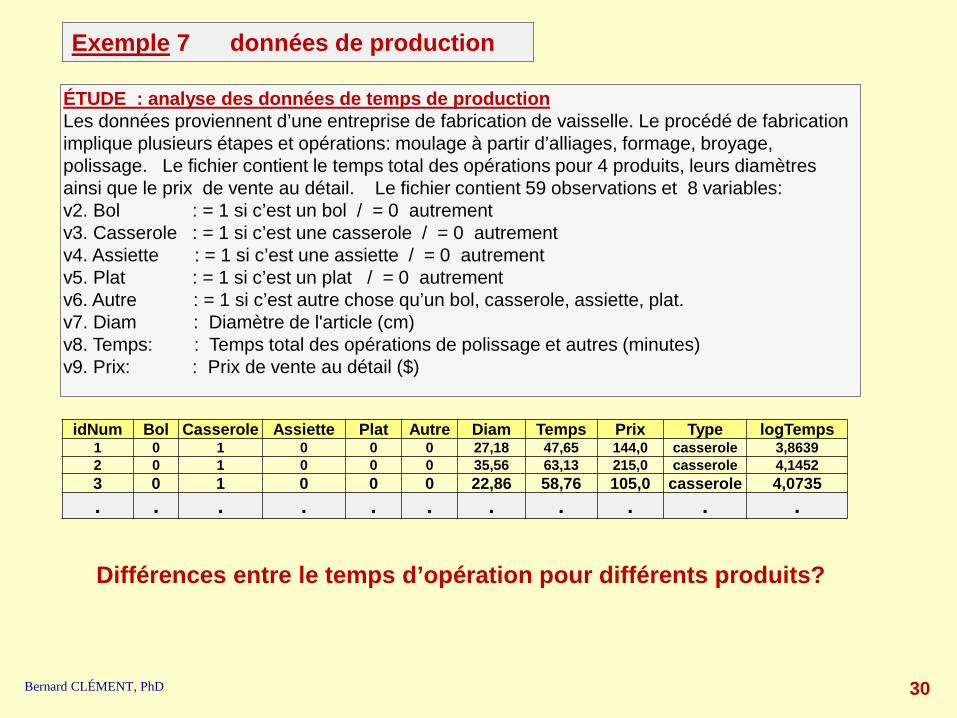
Exemple 7 données de production
ÉTUDE : analyse des données de temps de productionLes données proviennent d’une entreprise de fabrication de vaisselle. Le procédé de fabrication implique plusieurs étapes et opérations: moulage à partir d’alliages, formage, broyage, polissage. Le fichier contient le temps total des opérations pour 4 produits, leurs diamètres ainsi que le prix de vente au détail. Le fichier contient 59 observations et 8 variables:v2. Bol : = 1 si c’est un bol / = 0 autrementv3. Casserole : = 1 si c’est une casserole / = 0 autrementv4. Assiette : = 1 si c’est une assiette / = 0 autrementv5. Plat : = 1 si c’est un plat / = 0 autrementv6. Autre : = 1 si c’est autre chose qu’un bol, casserole, assiette, plat.v7. Diam : Diamètre de l'article (cm)v8. Temps: : Temps total des opérations de polissage et autres (minutes)v9. Prix: : Prix de vente au détail ($)
idNum Bol Casserole Assiette Plat Autre Diam Temps Prix Type logTemps1 0 1 0 0 0 27,18 47,65 144,0 casserole 3,86392 0 1 0 0 0 35,56 63,13 215,0 casserole 4,14523 0 1 0 0 0 22,86 58,76 105,0 casserole 4,0735. . . . . . . . . . .
Différences entre le temps d’opération pour différents produits?
31Bernard CLÉMENT, PhD
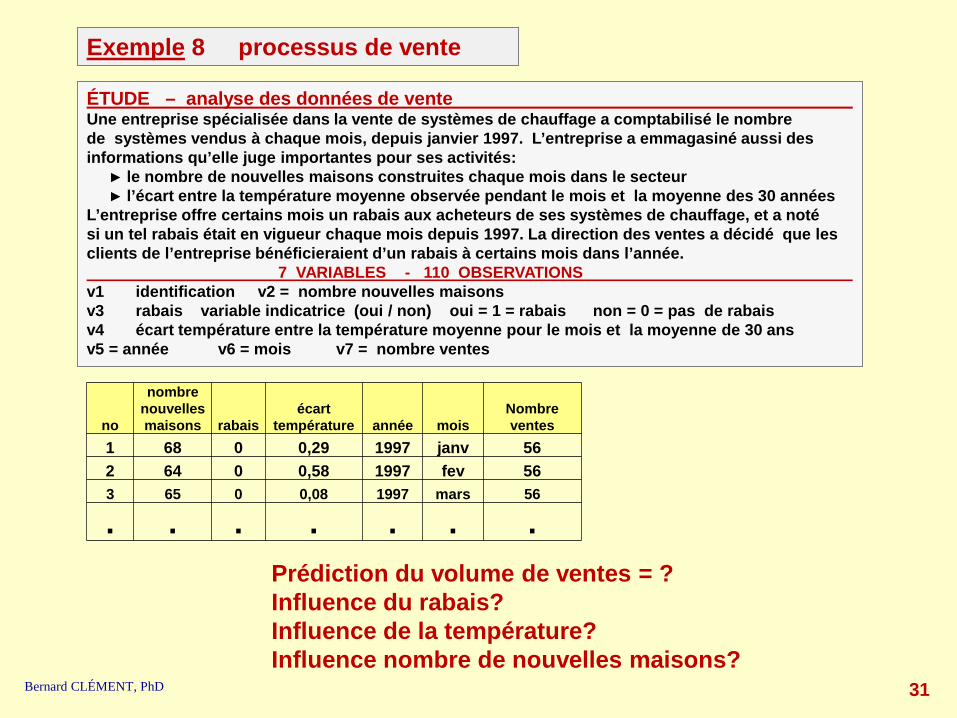
Exemple 8 processus de vente
ÉTUDE – analyse des données de vente Une entreprise spécialisée dans la vente de systèmes de chauffage a comptabilisé le nombrede systèmes vendus à chaque mois, depuis janvier 1997. L’entreprise a emmagasiné aussi des informations qu’elle juge importantes pour ses activités:
► le nombre de nouvelles maisons construites chaque mois dans le secteur ► l’écart entre la température moyenne observée pendant le mois et la moyenne des 30 années
L’entreprise offre certains mois un rabais aux acheteurs de ses systèmes de chauffage, et a noté si un tel rabais était en vigueur chaque mois depuis 1997. La direction des ventes a décidé que les clients de l’entreprise bénéficieraient d’un rabais à certains mois dans l’année.
7 VARIABLES - 110 OBSERVATIONSv1 identification v2 = nombre nouvelles maisons v3 rabais variable indicatrice (oui / non) oui = 1 = rabais non = 0 = pas de rabaisv4 écart température entre la température moyenne pour le mois et la moyenne de 30 ansv5 = année v6 = mois v7 = nombre ventes
no
nombre nouvelles maisons rabais
écart température année mois
Nombreventes
1 68 0 0,29 1997 janv 562 64 0 0,58 1997 fev 563 65 0 0,08 1997 mars 56
. . . . . . .Prédiction du volume de ventes = ?Influence du rabais?Influence de la température?Influence nombre de nouvelles maisons?
32Bernard CLÉMENT, PhD
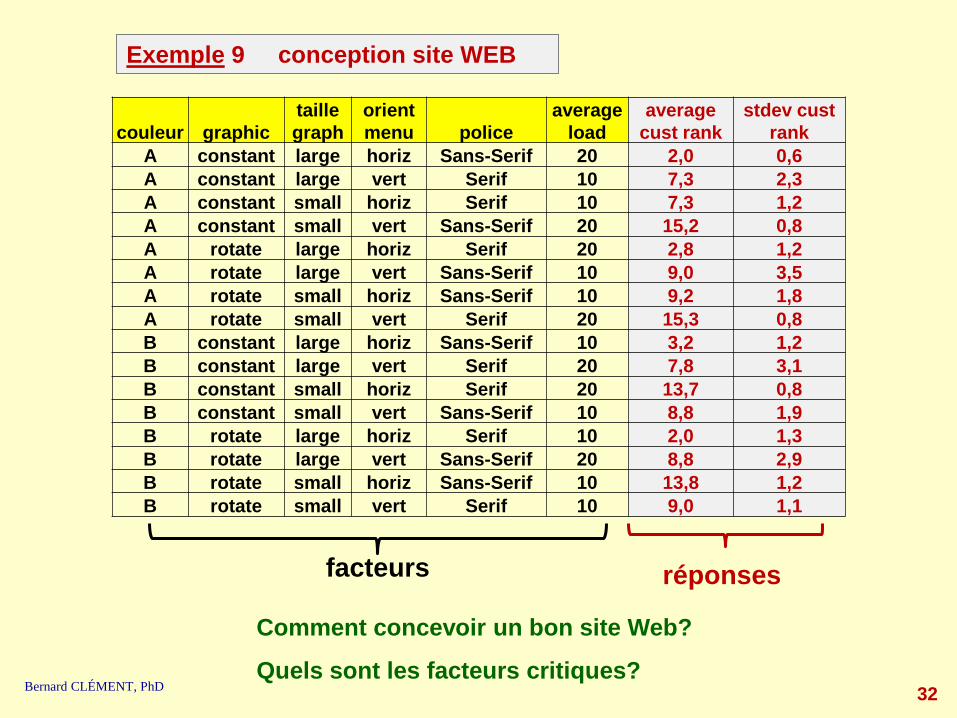
Exemple 9 conception site WEB
couleur graphictaille graph
orient menu police
averageload
averagecust rank
stdev custrank
A constant large horiz Sans-Serif 20 2,0 0,6A constant large vert Serif 10 7,3 2,3A constant small horiz Serif 10 7,3 1,2A constant small vert Sans-Serif 20 15,2 0,8A rotate large horiz Serif 20 2,8 1,2A rotate large vert Sans-Serif 10 9,0 3,5A rotate small horiz Sans-Serif 10 9,2 1,8A rotate small vert Serif 20 15,3 0,8B constant large horiz Sans-Serif 10 3,2 1,2B constant large vert Serif 20 7,8 3,1B constant small horiz Serif 20 13,7 0,8B constant small vert Sans-Serif 10 8,8 1,9B rotate large horiz Serif 10 2,0 1,3B rotate large vert Sans-Serif 20 8,8 2,9B rotate small horiz Sans-Serif 10 13,8 1,2B rotate small vert Serif 10 9,0 1,1
Comment concevoir un bon site Web?
Quels sont les facteurs critiques?
facteurs réponses
33Bernard CLÉMENT, PhD
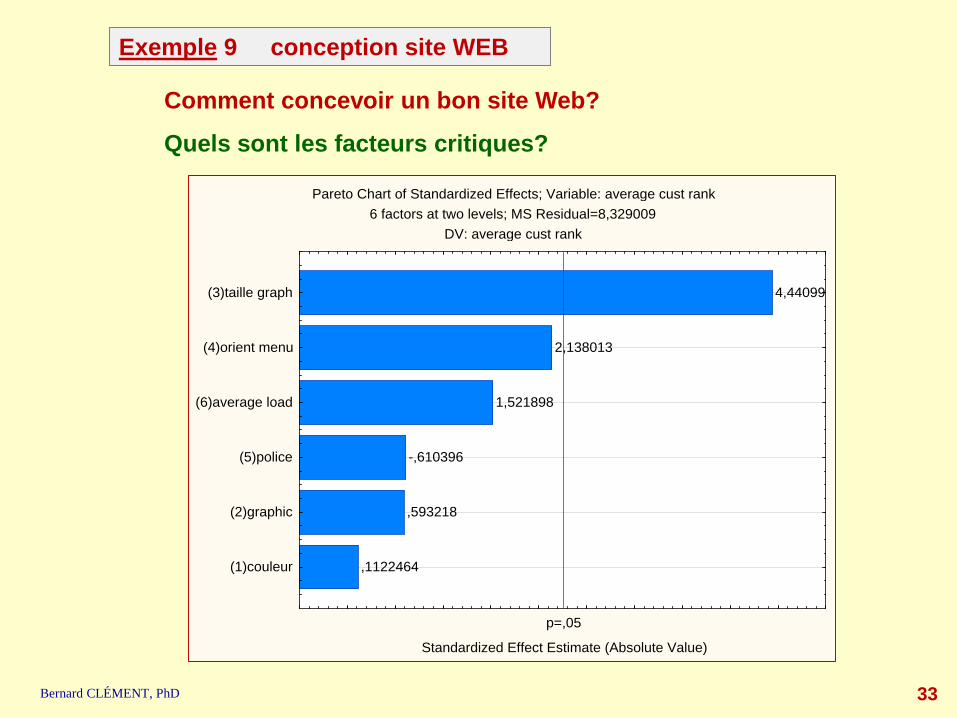
Exemple 9 conception site WEB
Comment concevoir un bon site Web?
Quels sont les facteurs critiques?
Pareto Chart of Standardized Effects; Variable: average cust rank6 factors at two levels; MS Residual=8,329009
DV: average cust rank
p=,05
Standardized Effect Estimate (Absolute Value)
(1)couleur
(2)graphic
(5)police
(6)average load
(4)orient menu
(3)taille graph
,1122464
,593218
-,610396
1,521898
2,138013
4,44099
34Bernard CLÉMENT, PhD
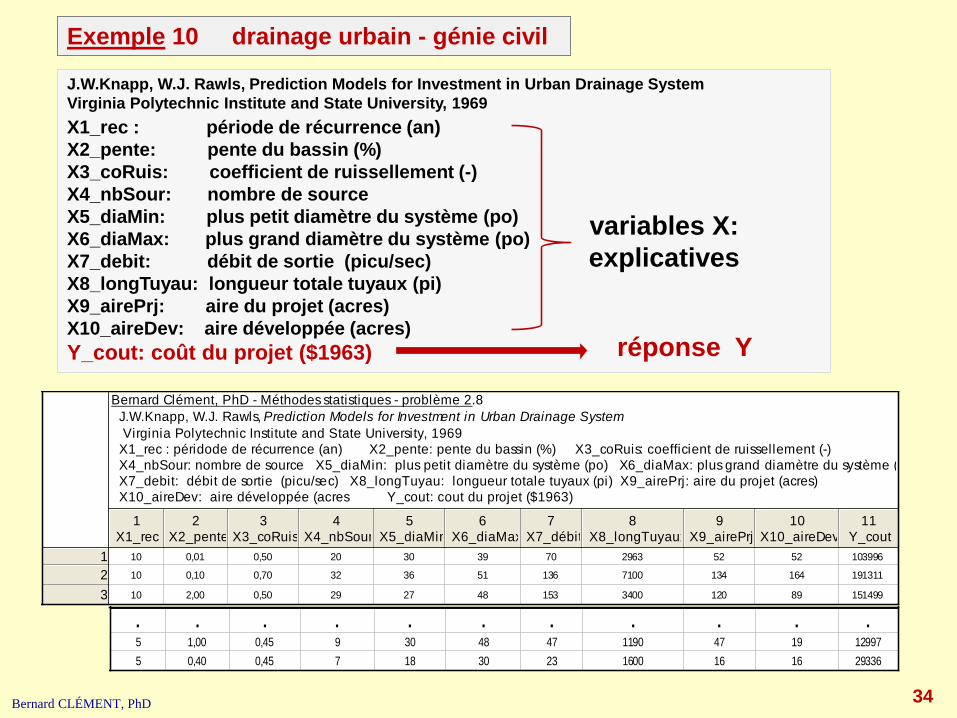
Exemple 10 drainage urbain - génie civil
J.W.Knapp, W.J. Rawls, Prediction Models for Investment in Urban Drainage SystemVirginia Polytechnic Institute and State University, 1969 X1_rec : période de récurrence (an)X2_pente: pente du bassin (%) X3_coRuis: coefficient de ruissellement (-)X4_nbSour: nombre de sourceX5_diaMin: plus petit diamètre du système (po)X6_diaMax: plus grand diamètre du système (po)X7_debit: débit de sortie (picu/sec)X8_longTuyau: longueur totale tuyaux (pi)X9_airePrj: aire du projet (acres)X10_aireDev: aire développée (acres) Y_cout: coût du projet ($1963)
variables X:explicatives
réponse Y
. . . . . . . . . . .5 1,00 0,45 9 30 48 47 1190 47 19 129975 0,40 0,45 7 18 30 23 1600 16 16 29336
Bernard Clément, PhD - Méthodes statistiques - problème 2.8 J.W.Knapp, W.J. Rawls, Prediction Models for Investment in Urban Drainage System Virginia Polytechnic Institute and State University, 1969 X1_rec : péridode de récurrence (an) X2_pente: pente du bassin (%) X3_coRuis: coefficient de ruissellement (-) X4_nbSour: nombre de source X5_diaMin: plus petit diamètre du système (po) X6_diaMax: plus grand diamètre du système ( X7_debit: débit de sortie (picu/sec) X8_longTuyau: longueur totale tuyaux (pi) X9_airePrj: aire du projet (acres) X10_aireDev: aire développée (acres Y_cout: cout du projet ($1963)
1X1_rec
2X2_pente
3X3_coRuis
4X4_nbSour
5X5_diaMin
6X6_diaMax
7X7_débit
8X8_longTuyaux
9X9_airePrj
10X10_aireDev
11Y_cout
123
10 0,01 0,50 20 30 39 70 2963 52 52 103996
10 0,10 0,70 32 36 51 136 7100 134 164 191311
10 2,00 0,50 29 27 48 153 3400 120 89 151499
35Bernard CLÉMENT, PhD
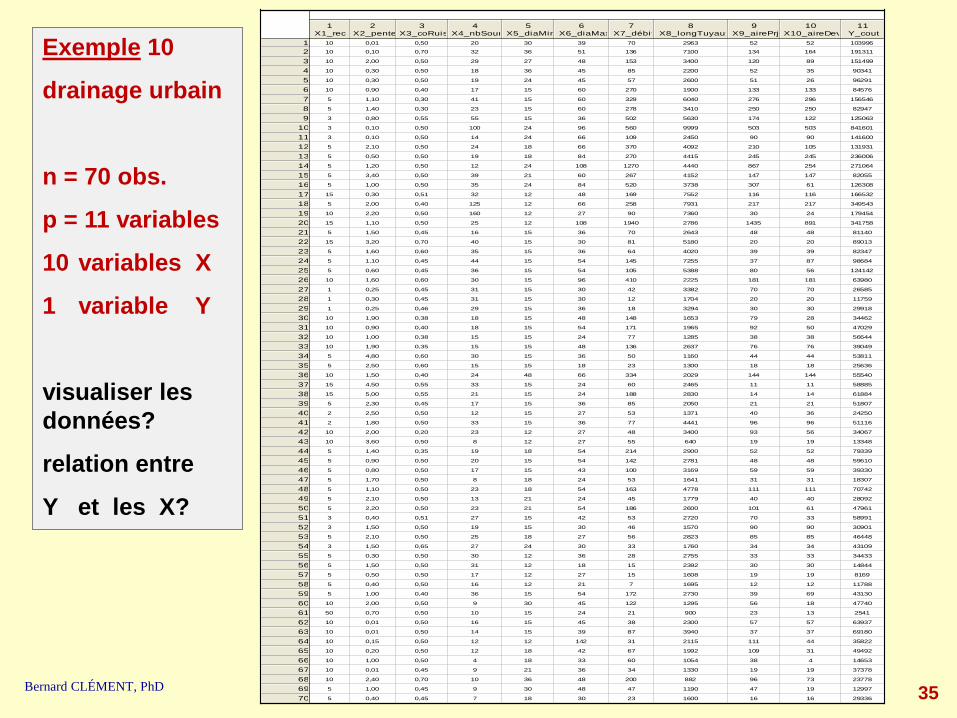
Exemple 10
drainage urbain
n = 70 obs.
p = 11 variables
10 variables X
1 variable Y
visualiser les données?
relation entre
Y et les X?
1X1_rec
2X2_pente
3X3_coRuis
4X4_nbSour
5X5_diaMin
6X6_diaMax
7X7_débit
8X8_longTuyaux
9X9_airePrj
10X10_aireDev
11Y_cout
123456789
10111213141516171819202122232425262728293031323334353637383940414243444546474849505152535455565758596061626364656667686970
10 0,01 0,50 20 30 39 70 2963 52 52 103996
10 0,10 0,70 32 36 51 136 7100 134 164 191311
10 2,00 0,50 29 27 48 153 3400 120 89 151499
10 0,30 0,50 18 36 45 85 2200 52 35 90341
10 0,30 0,50 19 24 45 57 2600 51 26 96291
10 0,90 0,40 17 15 60 270 1900 133 133 84576
5 1,10 0,30 41 15 60 329 6040 276 296 156546
5 1,40 0,30 23 15 60 278 3410 250 250 82947
3 0,80 0,55 55 15 36 502 5630 174 122 125063
3 0,10 0,50 100 24 96 560 9999 503 503 841601
3 0,10 0,50 14 24 66 109 2450 90 90 141600
5 2,10 0,50 24 18 66 370 4092 210 105 131931
5 0,50 0,50 19 18 84 270 4415 245 245 236006
5 1,20 0,50 12 24 108 1270 4440 867 254 271064
5 3,40 0,50 39 21 60 267 4152 147 147 82055
5 1,00 0,50 35 24 84 520 3738 307 61 126308
15 0,30 0,51 32 12 48 169 7552 116 116 166532
5 2,00 0,40 125 12 66 258 7931 217 217 349543
10 2,20 0,50 160 12 27 90 7360 30 24 179454
15 1,10 0,50 25 12 108 1940 2786 1435 891 341758
5 1,50 0,45 16 15 36 70 2643 48 48 81140
15 3,20 0,70 40 15 30 81 5180 20 20 89013
5 1,60 0,60 35 15 36 64 4020 39 39 82347
5 1,10 0,45 44 15 54 145 7255 37 87 98684
5 0,60 0,45 36 15 54 105 5388 80 56 124142
10 1,60 0,60 30 15 96 410 2225 181 181 63980
1 0,25 0,45 31 15 30 42 3382 70 70 26585
1 0,30 0,45 31 15 30 12 1704 20 20 11759
1 0,25 0,46 29 15 36 18 3294 30 30 29918
10 1,90 0,38 18 15 48 148 1653 79 28 34462
10 0,90 0,40 18 15 54 171 1965 92 50 47029
10 1,00 0,38 15 15 24 77 1285 38 38 56644
10 1,90 0,35 15 15 48 136 2637 76 76 39049
5 4,80 0,60 30 15 36 50 1160 44 44 53811
5 2,50 0,60 15 15 18 23 1300 18 18 25636
10 1,50 0,40 24 48 66 334 2029 144 144 55540
15 4,50 0,55 33 15 24 60 2465 11 11 58885
15 5,00 0,55 21 15 24 188 2830 14 14 61884
5 2,30 0,45 17 15 36 85 2050 21 21 51807
2 2,50 0,50 12 15 27 53 1371 40 36 24250
2 1,80 0,50 33 15 36 77 4441 96 96 51116
10 2,00 0,20 23 12 27 48 3400 93 56 34067
10 3,60 0,50 8 12 27 55 640 19 19 13348
5 1,40 0,35 19 18 54 214 2900 52 52 79339
5 0,90 0,50 20 15 54 142 2781 48 48 59610
5 0,80 0,50 17 15 43 100 3169 59 59 39330
5 1,70 0,50 8 18 24 53 1641 31 31 18307
5 1,10 0,50 23 18 54 163 4778 111 111 70742
5 2,10 0,50 13 21 24 45 1779 40 40 28092
5 2,20 0,50 23 21 54 186 2600 101 61 47961
3 0,40 0,51 27 15 42 53 2720 70 33 58991
3 1,50 0,50 19 15 30 46 1570 90 90 30901
5 2,10 0,50 25 18 27 56 2823 85 85 46448
3 1,50 0,65 27 24 30 33 1760 34 34 43109
5 0,30 0,50 30 12 36 28 2755 33 33 34433
5 1,50 0,50 31 12 18 15 2392 30 30 14844
5 0,50 0,50 17 12 27 15 1608 19 19 8169
5 0,40 0,50 16 12 21 7 1695 12 12 11788
5 1,00 0,40 36 15 54 172 2730 39 69 43130
10 2,00 0,50 9 30 45 122 1295 56 18 47740
50 0,70 0,50 10 15 24 21 900 23 13 2541
10 0,01 0,50 16 15 45 38 2300 57 57 63937
10 0,01 0,50 14 15 39 87 3940 37 37 69180
10 0,15 0,50 12 12 142 31 2115 111 44 35822
10 0,20 0,50 12 18 42 67 1992 109 31 49492
10 1,00 0,50 4 18 33 60 1054 38 4 14653
10 0,01 0,45 9 21 36 34 1330 19 19 37378
10 2,40 0,70 10 36 48 200 882 96 73 23778
5 1,00 0,45 9 30 48 47 1190 47 19 12997
5 0,40 0,45 7 18 30 23 1600 16 16 29336
36Bernard CLÉMENT, PhD
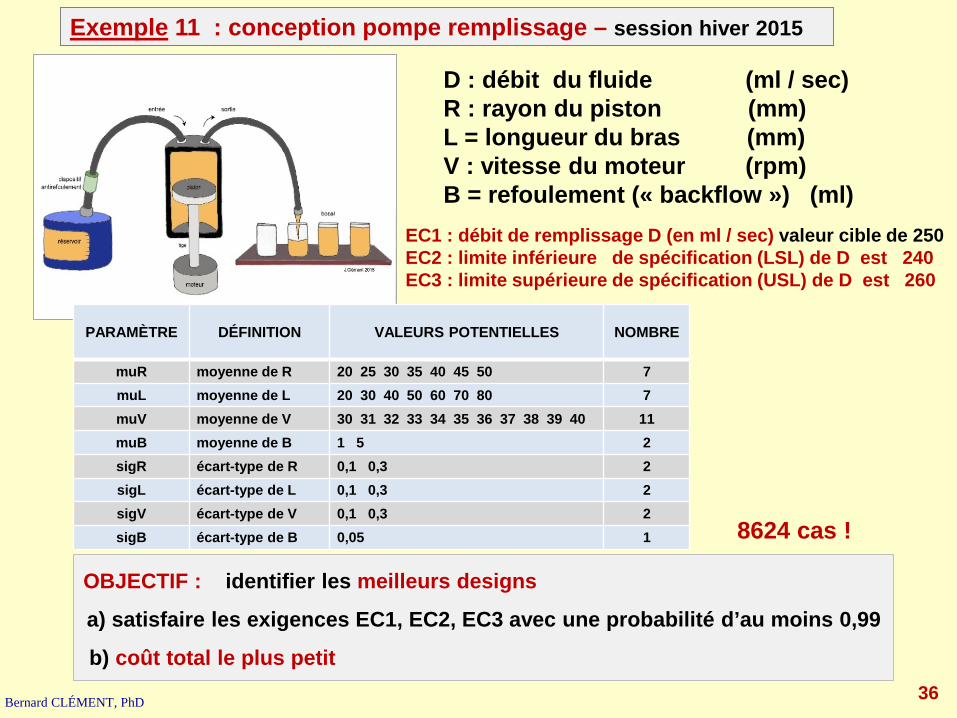
Exemple 11 : conception pompe remplissage – session hiver 2015
D : débit du fluide (ml / sec)R : rayon du piston (mm)L = longueur du bras (mm)V : vitesse du moteur (rpm)B = refoulement (« backflow ») (ml)
EC1 : débit de remplissage D (en ml / sec) valeur cible de 250EC2 : limite inférieure de spécification (LSL) de D est 240EC3 : limite supérieure de spécification (USL) de D est 260
PARAMÈTRE DÉFINITION VALEURS POTENTIELLES NOMBRE
muR moyenne de R 20 25 30 35 40 45 50 7muL moyenne de L 20 30 40 50 60 70 80 7muV moyenne de V 30 31 32 33 34 35 36 37 38 39 40 11muB moyenne de B 1 5 2sigR écart-type de R 0,1 0,3 2sigL écart-type de L 0,1 0,3 2sigV écart-type de V 0,1 0,3 2sigB écart-type de B 0,05 1
OBJECTIF : identifier les meilleurs designs
a) satisfaire les exigences EC1, EC2, EC3 avec une probabilité d’au moins 0,99
b) coût total le plus petit
8624 cas !
Recommended

















