1
Génie Energétique et
Energies Renouvelables
(M2 GEER)
Cours
MAINTENANCES des EQUIPEMENTS
GOUNDIAM Madi Yassa Enseignant chercheur 2iE
2008/2009
2
Maintenances des Equipements
Objectifs :
Acquérir les notions fondamentales en organisation et gestion de la maintenance
Contenu
1. FONCTION MAINTENANCE
2. FIABILITÉ
3. MAINTENABILITÉ
4. DISPONIBILITÉ
5. COÜTS DE MAINTENANCE
6. INDICATEURS DE MAINTENANCE
7. DÉFAILLANCES ET PANNES
8. MAINTENANCE CORRECTIVE
9. MAINTENANCE PRÉVENTIVE
10. LES OUTILS DE CONTRÔLE
Analyse vibratoire
Thermographie
Analyse d’huile
Ultra-sons :
Autres techniques de contrôle
11. ORGANISATION ET LOGISTIQUE DE MAINTENANCE
Ordonnancement :
GMAO
12. EXTERNALISATION DES TRAVAUX
13. QUALITÉ
3
I- Introduction
Aujourd’hui, la performance d’une entreprise (en termes de qualité, de flexibilité, de délai et de coût) est le fait de l’agrégation des activités ; le passage d’une efficience locale à une efficience globale s’effectue grâce à une mise en séquence des opérations et grâce à l’additivité des performances locales. Elle dépend de l’organisation considérée d’un point de vue global et de la qualité des interactions entre les différents composants. Cette démarche est basée sur l’élimination systématique des gaspillages et l’amélioration continue de la productivité. La lutte active contre toutes les formes de gaspillage est souvent résumée par le principe des 5 zéros (ou zéros olympiques). Aux olympiades de la qualité, les cinq anneaux symbolisent cinq zéros :
Zéro panne et le zéro défaut font référence à la Fiabilité des installations et à la qualité des produits, la réduction des stocks se traduit par le zéro stock, l’élimination du papier et des lourdeurs administratives par le zéro papier, et le respect des délais afin de limiter les retards par le zéro délai.
La mauvaise illustration du processus productif de l’entreprise s’illustre à travers le temps passé à gérer et à corriger les défaillances des équipements et à travers le coût de cette prise en charge ; il n’est pas possible de limiter la maintenance à une maintenance de nature accidentelle ou curative visant uniquement à réparer les équipements défaillants.
Entretien ou Maintenance ? Au delà du vocabulaire à la mode, c’est en fait une réelle et profonde mutation que
recouvrent ces deux termes. En schématisant : -entretenir, c’est dépanner et réparer un parc matériel, afin d’assurer la continuité de la
production. Entretenir, c’est subir le matériel ;
-maintenir, c’est choisir les moyens de prévenir, de corriger ou de rénover suivant l’usage du matériel, suivant sa criticité économique, afin d’optimiser le coût global de possession :
Maintenir, c’est maîtrisé. L’esprit Maintenance se résume en deux mots-clés :
Maîtriser au lieu de subir
II- Fonction Maintenance La maintenance regroupe toutes les actions de dépannage et de réparation, de
réglage, de révision, de contrôle et de vérification des équipements matériels (machines, véhicules, objets manufacturés, etc.) ou même immatériels (logiciels).
Le service de la maintenance peut être amené à participer à des études d’amélioration du process, et doit comme de nombreux services de l’entreprise, prendre en considération de nombreuses contraintes comme la qualité, la sécurité et l’environnement, etc.
La maintenance est l’ensemble de toutes les actions techniques, administratives et de management effectues durant le cycle de vie d’un bien et destinées à le maintenir ou à le rétablir dans un état dans lequel il peut accomplir la fonction requise.
4
2.1 Définitions normatives de maintenance : -a) D’après Larousse : « Ensemble de tout ce permet de maintenir ou de rétablir un bien dans un état spécifié ou en mesure d’assurer un service déterminé ». -b) D’après l’AFNOR (NF X 60- 010) (1994) « Ensemble des actions permettant de maintenir ou de rétablir un bien Dans un état spécifié ou en mesure d’assurer un service déterminé ».
- "maintenir" contient la notion de " prévention" sur un système en
fonctionnement ;
- "rétablir" contient la notion de "correction" consécutive à une perte de fonction ;
- "état spécifié" ou "service déterminé" implique la prédétermination d’objectifs à atteindre, avec quantification des niveaux caractéristiques.
La définition AFNOR " oublie" l’aspect économique, lacune comblée dans le document d’introduction X 60 - 000 : « bien maintenir, c’est assurer ces opérations au coût global optimal »
Depuis 2001, la norme AFNOR NF X 60 – 010 a été remplacée par une nouvelle définition, désormais européenne (NF EN 13 306 X 60 – 319) ; « ensemble de toutes action techniques, administratives et de manage-
ment durant le cycle de vie d’un bien, destinées à le maintenir ou à le rétablir dans un état dans lequel il peut accomplir la fonction requise ».
2.2Maintenance, « médecine des machines » Il existe une analogie entre la « santé humaine » et la « santé machine
ANALOGIE SANTE SANTE-MACHINE DE L’HOMME
Naissance Mise en Connaissance service Connaissance de l’homme technologique Connaissance Connaissance des des maladies Longévité Durabilité modes de défaillances Carnet de santé Historique Dossier médical Dossier machine Diagnostic, examen, diagnostic, expertise visite Bonne santé Fiabilité inspection Connaissance Connaissances Des traitements des actions curatives
Traitement curatif Dépannage, réparation Opération Rénovation, modernisa-
tion, échange- st. Mort Rebut MEDECINE MAINTENANCE INDUSTRIELLE
5
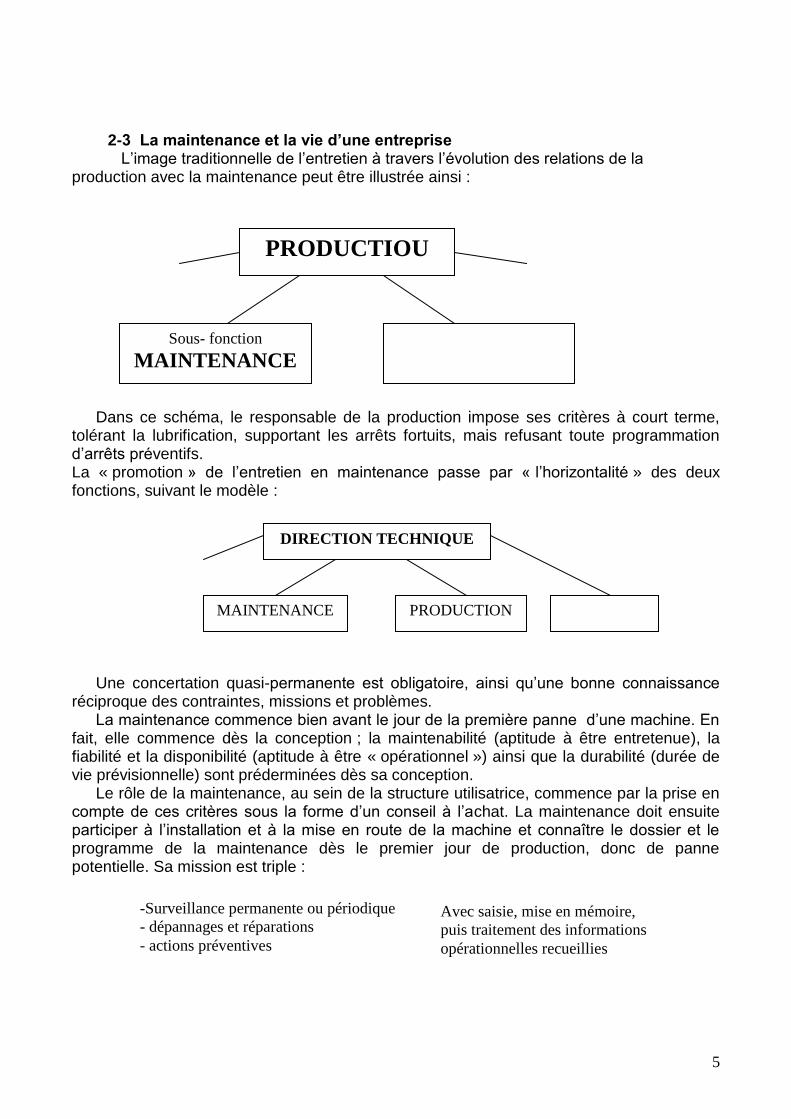
2-3 La maintenance et la vie d’une entreprise L’image traditionnelle de l’entretien à travers l’évolution des relations de la
production avec la maintenance peut être illustrée ainsi :
Dans ce schéma, le responsable de la production impose ses critères à court terme,
tolérant la lubrification, supportant les arrêts fortuits, mais refusant toute programmation d’arrêts préventifs. La « promotion » de l’entretien en maintenance passe par « l’horizontalité » des deux fonctions, suivant le modèle :
Une concertation quasi-permanente est obligatoire, ainsi qu’une bonne connaissance réciproque des contraintes, missions et problèmes.
La maintenance commence bien avant le jour de la première panne d’une machine. En fait, elle commence dès la conception ; la maintenabilité (aptitude à être entretenue), la fiabilité et la disponibilité (aptitude à être « opérationnel ») ainsi que la durabilité (durée de vie prévisionnelle) sont préderminées dès sa conception.
Le rôle de la maintenance, au sein de la structure utilisatrice, commence par la prise en compte de ces critères sous la forme d’un conseil à l’achat. La maintenance doit ensuite participer à l’installation et à la mise en route de la machine et connaître le dossier et le programme de la maintenance dès le premier jour de production, donc de panne potentielle. Sa mission est triple :
DIRECTION TECHNIQUE
PRODUCTION MAINTENANCE
PRODUCTIOU
Sous- fonction
MAINTENANCE
Avec saisie, mise en mémoire,
puis traitement des informations
opérationnelles recueillies
-Surveillance permanente ou périodique
- dépannages et réparations
- actions préventives
6
La connaissance du matériel, de ses faiblesses, dégradations et dérives,
complétées jour après jour, permet des corrections, des améliorations et, sur le plan économique, des optimisations ayant pour objet de rendre minimal le ratio :
Dépenses de maintenance +coûts d’arrêts fortuits Service rendu
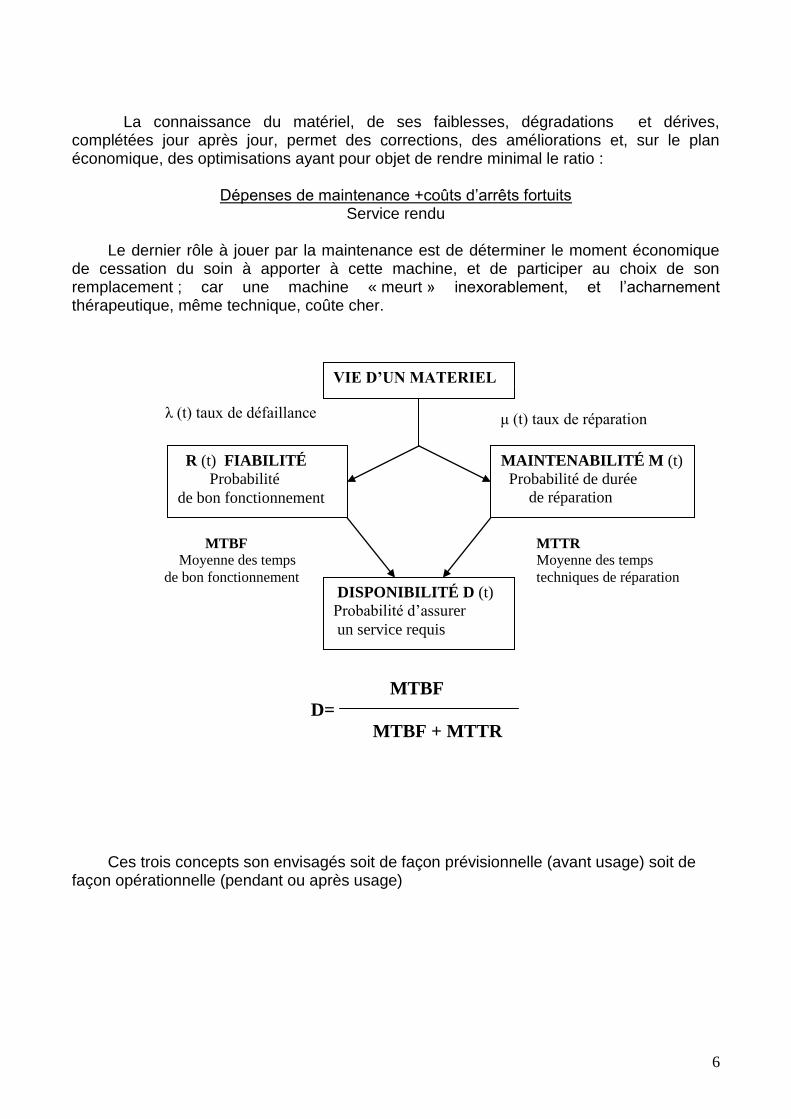
Le dernier rôle à jouer par la maintenance est de déterminer le moment économique
de cessation du soin à apporter à cette machine, et de participer au choix de son remplacement ; car une machine « meurt » inexorablement, et l’acharnement thérapeutique, même technique, coûte cher.
Ces trois concepts son envisagés soit de façon prévisionnelle (avant usage) soit de façon opérationnelle (pendant ou après usage)
MTBF
D=
MTBF + MTTR
VIE D’UN MATERIEL
R (t) FIABILITÉ
Probabilité
de bon fonctionnement
R (t) FIABILITÉ
Probabilité
de bon fonctionnement
MAINTENABILITÉ M (t)
Probabilité de durée
de réparation
DISPONIBILITÉ D (t)
Probabilité d’assurer
un service requis
λ (t) taux de défaillance
μ (t) taux de réparation
MTBF
Moyenne des temps
de bon fonctionnement
MTTR
Moyenne des temps
techniques de réparation
7
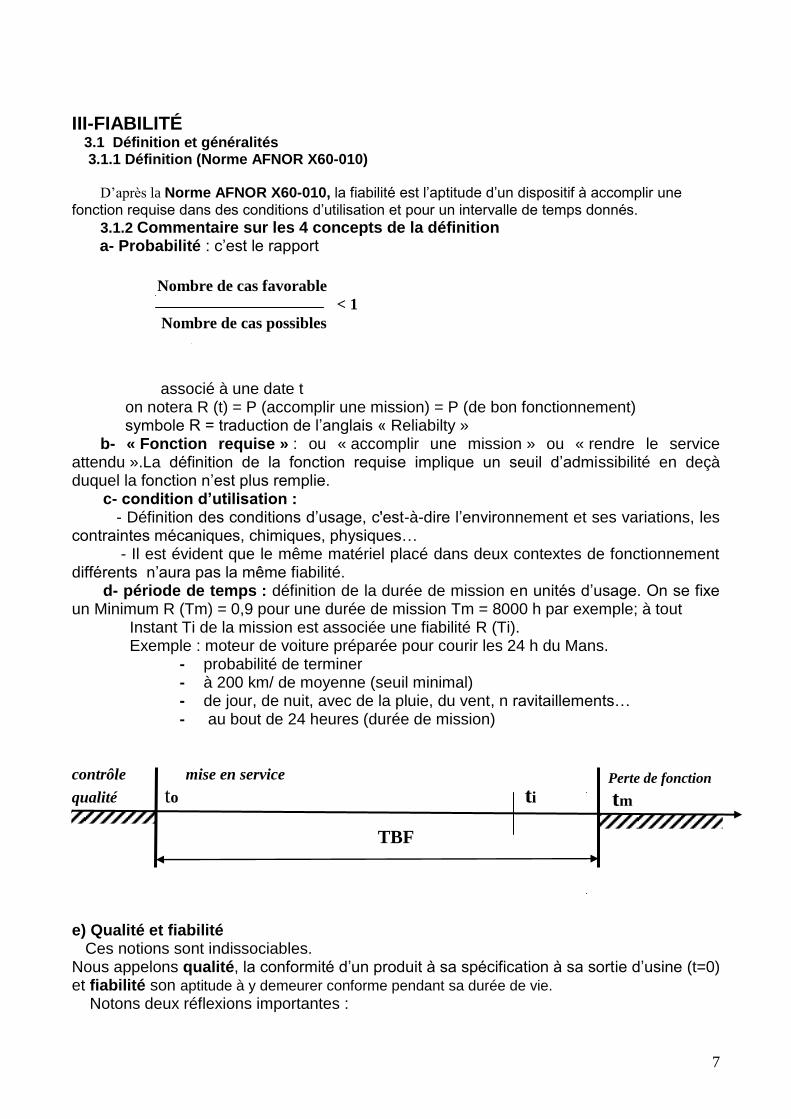
III-FIABILITÉ 3.1 Définition et généralités 3.1.1 Définition (Norme AFNOR X60-010)
D’après la Norme AFNOR X60-010, la fiabilité est l’aptitude d’un dispositif à accomplir une
fonction requise dans des conditions d’utilisation et pour un intervalle de temps donnés.
3.1.2 Commentaire sur les 4 concepts de la définition a- Probabilité : c’est le rapport
associé à une date t on notera R (t) = P (accomplir une mission) = P (de bon fonctionnement) symbole R = traduction de l’anglais « Reliabilty »
b- « Fonction requise » : ou « accomplir une mission » ou « rendre le service attendu ».La définition de la fonction requise implique un seuil d’admissibilité en deçà duquel la fonction n’est plus remplie. c- condition d’utilisation : - Définition des conditions d’usage, c'est-à-dire l’environnement et ses variations, les contraintes mécaniques, chimiques, physiques… - Il est évident que le même matériel placé dans deux contextes de fonctionnement différents n’aura pas la même fiabilité. d- période de temps : définition de la durée de mission en unités d’usage. On se fixe un Minimum R (Tm) = 0,9 pour une durée de mission Tm = 8000 h par exemple; à tout Instant Ti de la mission est associée une fiabilité R (Ti). Exemple : moteur de voiture préparée pour courir les 24 h du Mans.
- probabilité de terminer - à 200 km/ de moyenne (seuil minimal) - de jour, de nuit, avec de la pluie, du vent, n ravitaillements… - au bout de 24 heures (durée de mission)
contrôle mise en service
qualité to ti
TBF
e) Qualité et fiabilité Ces notions sont indissociables. Nous appelons qualité, la conformité d’un produit à sa spécification à sa sortie d’usine (t=0) et fiabilité son aptitude à y demeurer conforme pendant sa durée de vie.
Notons deux réflexions importantes :
Nombre de cas favorable
< 1
Nombre de cas possibles
Perte de fonction
tm
8
- il n’y a pas de bonne fiabilité sans qualité initiale, - la fiabilité est une extension de la qualité dans le temps.
Tout effort de qualité d’un produit passe par un gain sur la maintenance. Et réduire les coûts de maintenance, c’est faire porter l’effort sur la qualité : qualité des hommes, des méthodes, des outils, des interventions.
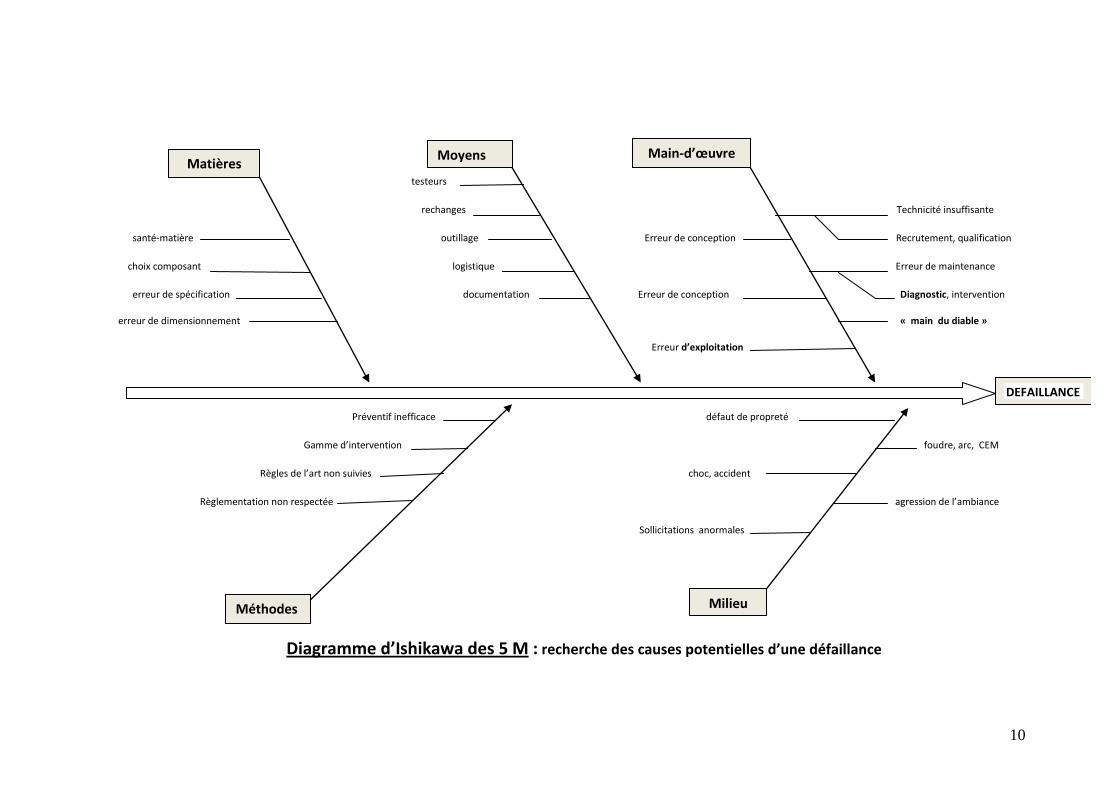
Le diagramme d’Ishikawa ou diagramme causes-effets ou en arête de poisson constitue un outil de gestion simple susceptible de définir les facteurs qui affectent la qualité des produits. Le recensement des causes s’effectue des causes majeures aux causes mineures : l’objectif est d’obtenir un diagramme très complet, très précis, afin de ne rien négliger. Il est possible d’organiser la construction du diagramme autour de la méthode des 5 M , chaque M illustrant respectivement les notions de Matière, Matériel (Machine et outil ), Méthode de travail, Main d’œuvre et Milieu (conditions de travail).
Diagramme d’Ishikawa des 5 M : recherche des causes potentielles d’une défaillance
e) Fiabilité et disponibilité Une caractéristique de la fiabilité est la MTBF, traduction de « Mean Time Beetwen
Failure », ou «Temps Moyen de Bons Fonctionnement ». La MTBF correspond à l’espérance mathématique de la variable aléatoire T, date
d’apparition d’une panne. De la même manière, la maintenabilité, qui est « la probabilité que le dispositif après
défaillance, soit remis en état de fonctionnement donné dans un temps donné », est caractérisée par la MTTR.
La MTTR est la traduction de « Mean Time To Repair », soit la « Moyenne des Temps Techniques de Réparation ».
Notion de disponibilité Par définition, c'est la « probabilité que le dispositif soit en état de fonctionner », c'est-à-
dire qu’il ne soit ni en panne, ni en révision. La disponibilité dépend de la fiabilité et de la maintenance, suivant la relation :
D=
D’après la norme AFNOR X60-010,la disponibilité est « l’aptitude d’un bien à
être en état d’accomplir une fonction requise dans des conditions données, à un instant donné ou pendant un intervalle de temps donné, en supposant que la fourniture des moyens extérieurs soit assurée ».
Augmenter la disponibilité est un objectif classique des services maintenance. Ceci implique l’accroissement de la fiabilité des équipements et la diminution des durées d’intervention.

9
10
testeurs
rechanges Technicité insuffisante
santé-matière outillage Erreur de conception Recrutement, qualification
choix composant logistique Erreur de maintenance
erreur de spécification documentation Erreur de conception Diagnostic, intervention
erreur de dimensionnement « main du diable »
Erreur d’exploitation
Préventif inefficace défaut de propreté
Gamme d’intervention foudre, arc, CEM
Règles de l’art non suivies choc, accident
Règlementation non respectée agression de l’ambiance
Sollicitations anormales
Diagramme d’Ishikawa des 5 M : recherche des causes potentielles d’une défaillance
DEFAILLANCE
Main-d’œuvre Moyens Matières
Méthodes Milieu
11
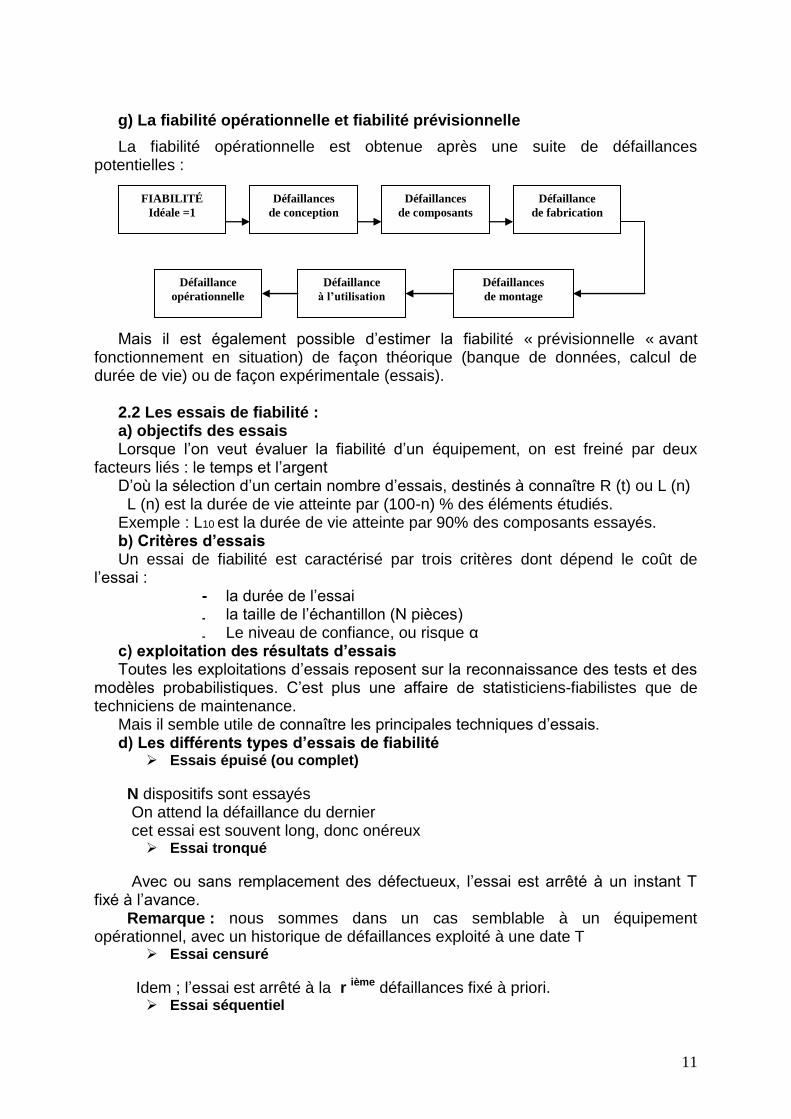
g) La fiabilité opérationnelle et fiabilité prévisionnelle
La fiabilité opérationnelle est obtenue après une suite de défaillances potentielles :
Mais il est également possible d’estimer la fiabilité « prévisionnelle « avant
fonctionnement en situation) de façon théorique (banque de données, calcul de durée de vie) ou de façon expérimentale (essais).
2.2 Les essais de fiabilité : a) objectifs des essais Lorsque l’on veut évaluer la fiabilité d’un équipement, on est freiné par deux
facteurs liés : le temps et l’argent D’où la sélection d’un certain nombre d’essais, destinés à connaître R (t) ou L (n) L (n) est la durée de vie atteinte par (100-n) % des éléments étudiés. Exemple : L10 est la durée de vie atteinte par 90% des composants essayés. b) Critères d’essais Un essai de fiabilité est caractérisé par trois critères dont dépend le coût de
l’essai : - la durée de l’essai
- la taille de l’échantillon (N pièces) - Le niveau de confiance, ou risque α
c) exploitation des résultats d’essais Toutes les exploitations d’essais reposent sur la reconnaissance des tests et des
modèles probabilistiques. C’est plus une affaire de statisticiens-fiabilistes que de techniciens de maintenance.
Mais il semble utile de connaître les principales techniques d’essais. d) Les différents types d’essais de fiabilité
Essais épuisé (ou complet)
N dispositifs sont essayés On attend la défaillance du dernier cet essai est souvent long, donc onéreux
Essai tronqué
Avec ou sans remplacement des défectueux, l’essai est arrêté à un instant T fixé à l’avance.
Remarque : nous sommes dans un cas semblable à un équipement opérationnel, avec un historique de défaillances exploité à une date T
Essai censuré
Idem ; l’essai est arrêté à la r ième défaillances fixé à priori. Essai séquentiel
FIABILITÉ
Idéale =1
Défaillances
de conception
Défaillances
de composants
Défaillance
de fabrication
Défaillances
de montage
Défaillance
à l’utilisation
Défaillance
opérationnelle
12
Aucune limite à priori de la durée T ou du nombre R de défaillances. On cumule les résultats, on les examine au fur et à mesure, et la décision d’arrêter l’essai est prise suivant les résultats cumulés.
Essai accéléré
Particulièrement intéressant (gain de temps), nous allons développer les essais « par mort soudaine ».
Essais par mort soudaine
-on forme m groupes de p pièces (taille = N = mp) - on enregistre la 1ière défaillance dans chaque groupe - on arrête l’essai quand tous les groupes ont eu une défaillance
Exemple : - 80 pièces à essayer - On forme 10 groupes de 8 - On obtient 10 temps « de première défaillance ».
IV- MAINTENABILITÉ
4-1 Introduction à la maintenabilité 4.1.1 Définition de l’AFNOR (norme x 60-010) « dans des conditions données d’utilisation, aptitude d’un dispositif à être
maintenu ou rétabli dans un état dans lequel il peut accomplir sa fonction requise, lorsque la maintenance est accomplie dans des conditions données, avec des procédures et des moyens prescrits».
Par analogie avec la fiabilité, il est possible de lui donner une définition probabiliste :
« C’est la probabilité de rétablir un système dans des conditions de fonctionnement spécifiées, en des limites de temps désirées, lorsque la maintenance est accomplie dans des conditions et avec des moyens prescrits ».
4.1.2 Commentaires Cette définition, comme celle de la fiabilité, contient quatre conceptions :
a)-Notion de probabilité :
T (t)=Prob (TTR< t) = Prob (pour qu’un système arrêté au temps t=0, soit en service au temps t
b)- « condition de fonctionnement » : ceci implique la quantification d’un niveau de
c)- performances initiales et d’un seuil d’admissibilité.
d)- « Limites des temps » : ceci implique la définition d’un « temps alloué » pour chaque intervention et d’un délai t. e)- « Maintenance définie » : la durée d’intervention n’a de sens que par référence à la définition des moyens mis en œuvre, tels que procédures, logistique, personnel…
La prise en compte, au niveau de la conception, de la maintenabilité a pour but de faciliter la maintenance ultérieure, aux plans de la « testabilité » (facilité de diagnostic), de l’accessibilité (déposes et démontages), et de la maintenabilité intrinsèque (simplicité des moyens nécessaires).
L’idée de « facilité de maintenance » sera paramétrée par les temps opératifs, la qualité de la maintenabilité étant jugée par des coûts de maintenance.
13
4.1.3 Maintenance et maintenabilité Nous avons vu que la maintenabilité est la caractéristique d’un projet relative à
la capacité d’un dispositif a être remis à niveau lorsqu’un besoin de maintenance se fait jour.
La maintenance est l’action physique accomplie par des techniciens pour cette remise à niveau.
Le gestionnaire de la maintenance doit être « averti » des caractéristiques de maintenabilité, puisqu’elle conditionne la maintenance.
C’est un des aspects du « dossier machine »
4.2 TTR : Temps Techniques de Réparation Le TTR d’une intervention se compose en général de la somme Des temps suivants :
- temps de vérification de la réalité de la défaillance (les fausses alarmes sont fréquentes sur les circuits électroniques),
- temps de diagnostic, - temps d’accès à l’organe défaillant (déposes et démontages), - temps de remplacement ou de réparation, - temps de réassemblage, temps de contrôle et d’essais.
Les temps suivants sont à éliminer de la « maintenance active » - temps d’attente pour indisponibilité des techniciens, des outils, ou
des rechanges, - temps morts des causes variées : arrêts de
travail, « paperasserie », etc. Remarque : si les temps « morts » sont supérieurs ou égaux aux temps
« actifs », une remise en cause du support logistique s’impose : - ordonnancement, - gestion des stocks, - moyens mis en œuvre.
4.3 Critères de maintenabilité Liste de critères à considérer avant achat d’un équipement industriel : 4.3.1critères liés à la conception du bien
- interchangeabilité; normalisation des composants, standardisation des matériels et de leurs éléments.
- Indicateurs de dégradations, de défaillances et définitions de leurs seuils
- Modularité de l’architecture, des parties « commande » et «opératives »
- Compteurs d’unités d’usage - Technologies classiques et en nombre limité - Temps de localisation, de diagnostic, de dépannage - Aptitude au dépannage (accès, outillages non spéciaux…) - Pas de réglages complexes après démontage.
4.3.2 critères liés aux informations - valeurs des fiches techniques - existences de notices d’installation, d’entretien
4.3.3 critères liés au suivi d’un bien par le SAV
- évolution des fabrications - efficacité et sérieux et du service après-vente du fournisseur - facilité d’obtention des rechanges
14
4.3.4critères liés à la gestion de l’utilisateur - homogénéité du parc (nature des technologies) - conception de l’installation (accès, reconfigurations possibles…) - moyens à disposition (logistique) - dossier-machine à jour 4.4 Analogies de la fiabilité et de la maintenabilité
4.4.1 La fonction « maintenabilité » Il y a analogie entre l’étude statistique de la fiabilité et de la maintenabilité.
- La variable aléatoire est le temps : « la durée d’intervention » - La densité de probabilité est notée M (t)= ∫g (t) dt. C’est la
probabilité de réparation d’une durée TTR<t
Le taux de réparation : g (t) Il est noté μ et vaut μ =
1- M (t)
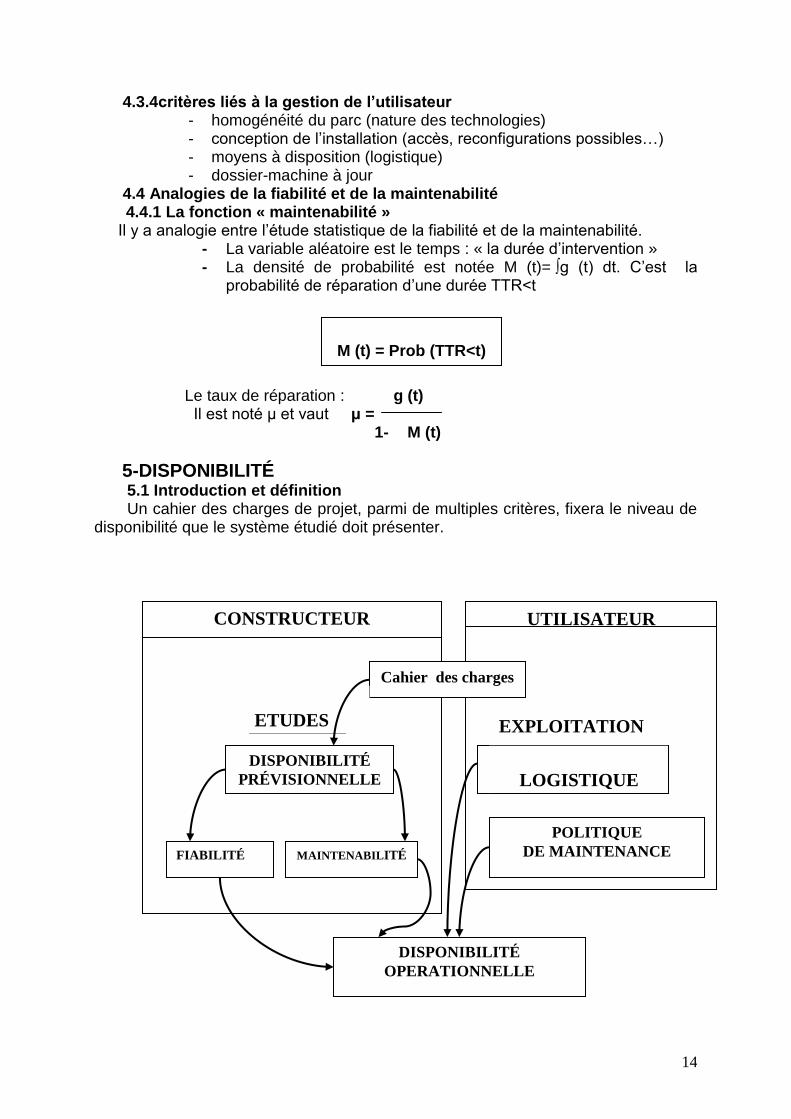
5-DISPONIBILITÉ 5.1 Introduction et définition Un cahier des charges de projet, parmi de multiples critères, fixera le niveau de
disponibilité que le système étudié doit présenter.
CONSTRUCTEUR
CONSTRUCTEUR
CONSTRUCTEUR
CONSTRUCTEUR
CONSTRUCTEUR
UTILISATEUR
Cahier des charges
DISPONIBILITÉ
PRÉVISIONNELLE
ETUDES
FIABILITÉ MAINTENABILITÉ
EXPLOITATION
LOGISTIQUE
DISPONIBILITÉ
OPERATIONNELLE
POLITIQUE
DE MAINTENANCE
M (t) = Prob (TTR<t)
15
Un matériel « disponible » est un matériel dont on peut se servir. A partir de cette évidence, il apparaît que la disponibilité dépend à la fois : - du nombre de défaillances → Fiabilité - de la rapidité à laquelle elles sont réparées → Maintenabilité - des procédures définies pour la maintenance → Maintenance - de la qualité des moyens mis en œuvre → Logistique
Et de la compatibilité de ces facteurs entre eux (inter-dépendance). 5.2 Expression de la disponibilité 5.2.1 Définition
« La disponibilité est la probabilité de bon fonctionnement d’un dispositif à l’instant t ».
-traduction de « availability », notée souvent A (t). -Nous noterons D (t), fonction du temps paramétré par λ et μ supposés constants. 1 Taux de défaillance: λ = MTBF 1 Taux de réparation : μ = MTTR Augmenter la disponibilité d’un matériel consiste à réduire le nombre de ses
arrêts (fiabilité) et à réduire le temps mis pour les résoudre (Maintenabilité). Nous distinguerons les disponibilités théoriques (instantanées et asymptotiques)
modélisées par des lois probabilistiques, et les disponibilités opérationnelles utilisées en gestion de maintenance, modélisées suivant les données saisies et l’objectif de gestion recherché.
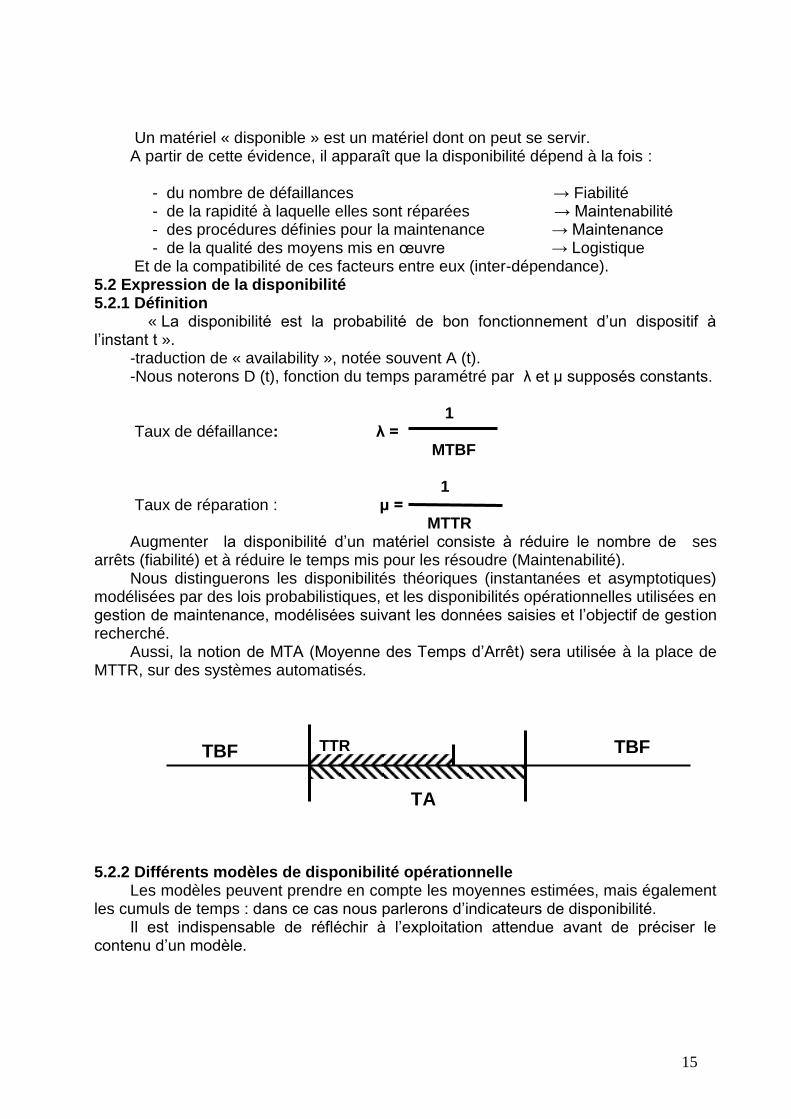
Aussi, la notion de MTA (Moyenne des Temps d’Arrêt) sera utilisée à la place de MTTR, sur des systèmes automatisés.
5.2.2 Différents modèles de disponibilité opérationnelle Les modèles peuvent prendre en compte les moyennes estimées, mais également
les cumuls de temps : dans ce cas nous parlerons d’indicateurs de disponibilité. Il est indispensable de réfléchir à l’exploitation attendue avant de préciser le
contenu d’un modèle.
TBF
TTR
TA
TBF
16
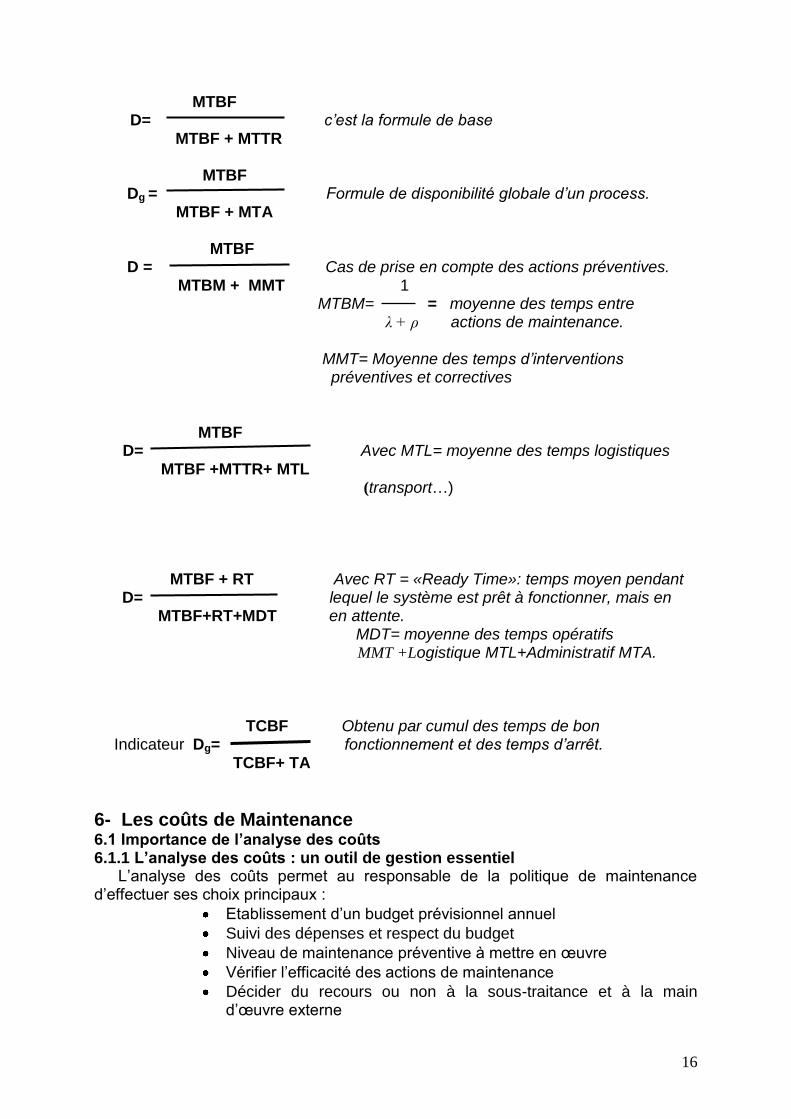
MTBF D= c’est la formule de base
MTBF + MTTR
MTBF Dg = Formule de disponibilité globale d’un process. MTBF + MTA MTBF D = Cas de prise en compte des actions préventives. MTBM + MMT 1 MTBM= = moyenne des temps entre λ + ρ actions de maintenance. MMT= Moyenne des temps d’interventions préventives et correctives MTBF D= Avec MTL= moyenne des temps logistiques
MTBF +MTTR+ MTL
(transport…)
MTBF + RT Avec RT = «Ready Time»: temps moyen pendant D= lequel le système est prêt à fonctionner, mais en
MTBF+RT+MDT en attente. MDT= moyenne des temps opératifs
MMT +Logistique MTL+Administratif MTA.
TCBF Obtenu par cumul des temps de bon Indicateur Dg= fonctionnement et des temps d’arrêt.
TCBF+ TA
6- Les coûts de Maintenance 6.1 Importance de l’analyse des coûts 6.1.1 L’analyse des coûts : un outil de gestion essentiel
L’analyse des coûts permet au responsable de la politique de maintenance d’effectuer ses choix principaux :
Etablissement d’un budget prévisionnel annuel
Suivi des dépenses et respect du budget
Niveau de maintenance préventive à mettre en œuvre
Vérifier l’efficacité des actions de maintenance
Décider du recours ou non à la sous-traitance et à la main d’œuvre externe
17
Problème du renouvellement du matériel - Remplacement : achat à l’identique ou non - Réfection mineure : remise à niveau - Réfection majeure : reconstruction
L’exploitation de ces coûts sous forme de « ratio » permettra la tenue d’un « tableau de bord» de gestion.
6.12 Estimation des coûts de maintenance
Les coûts de maintenance, aide à la gestion, n’auront pas une précision comptable, mais seront estimés :
- par des agents de maîtrise - au bureau des méthodes - à partir d’éléments collectés jour par jour sur des documents
internes du service (OT, bons de sortie magasin…)
6.1.3 Exploitation des coûts
la ventilation peut se faire suivant : - les corps de métiers, - les secteurs ou chaîne de production - les types de matériel - la nature des coûts (dépannage, préventif, réparation, révision…)
6.2 Les coûts directs de maintenance Nous noterons DM cumul des « dépenses directes » relatives à un « état »
périodique (mensuel, annuel…) et CM coûts directs relatifs à une intervention, parfois notée p. 6.2.1 coûts de main d’œuvre
C’est le produit « temps passés » x taux horaire a) Temps passés : ils sont normalement saisis sur les BT honnêtement complétés,
ou fournis par le chef d’équipe.
Chef d’équipe
D’antenne
- OT temps passé
- compte rendu
D’activités
Service METHODES
MAINTENANCE
-Evaluation
Des coûts
-Exploitation
Comptabilité
-Facture achats
- Factures
Sous -traitance
Magasin
-consommation
matière
-pièces détachées
- outillage
Chef de Service
MAINTENANCE
-Tableau de bord
- Décisions
Production
-Estimation
des pertes
de production
18
b) Taux horaires : ils sont fournis par le service « comptable ». Relatifs à une qualification professionnelle (ex : OP3), ils intègrent, outre l« salaire horaire », l’ensemble des charges sociales afférentes au niveau de qualification.
6.2.2 Frais généraux du service maintenance Ce sont les frais fixes du service, calculés au mois et ramenés à l’heure d’activité
(parfois estimé en % de DM). Ils contiennent :
- Les appointements des cadres, employés de bureau… - Les loyers, assurance, impôts directs… - Les frais de climatisation, éclairage, téléphone, véhicules de
service…. 6.2.3 Les coûts de possession de stocks, des outillages, des machines
- Ils sont caractérisés par un taux d’amortissement - Evaluation des pertes et dépréciations dues au stockage - Frais de magasinage
6.2.4 Consommation de matière, de fournitures, de produits - Factures d’achats + Frais de transport + Coût de passation de
Commande 6.2.5 Consommation des rechanges - poste important en maintenance, évalué comme le précédent. - Attention à l’actualisation des prix de certains consommables, en
stock depuis plusieurs années. 6.2.6 Coûts des contrats de maintenance
- Les clauses économiques (coût moyen forfaitaire) permettent
l’estimation prévisionnelle de ces coûts directs. - Les factures du prestataire permettent la saisie.
6.2.7 Coûts des travaux sous-traités - Saisie sur factures des prestataires de service. Mieux qu’estimés, on Les connaît « en valeur comptable ».
- On peut majorer ces frais par un coefficient de « participation de
service » : renseignements, prêt de matériels, contrôles… Synthèse : Nous avons noté DM les dépenses directes d’entretien. Elles peuvent être construites suivant le modèle :
Remarque relative au coût direct d’une intervention (notée CM)
+ DMO dépenses de main d’œuvre
+ DF dépenses fixes du service entretien
+ DC dépenses en consommables (matières et rechanges)
+ DE dépenses des marchés extérieurs
= DM
19
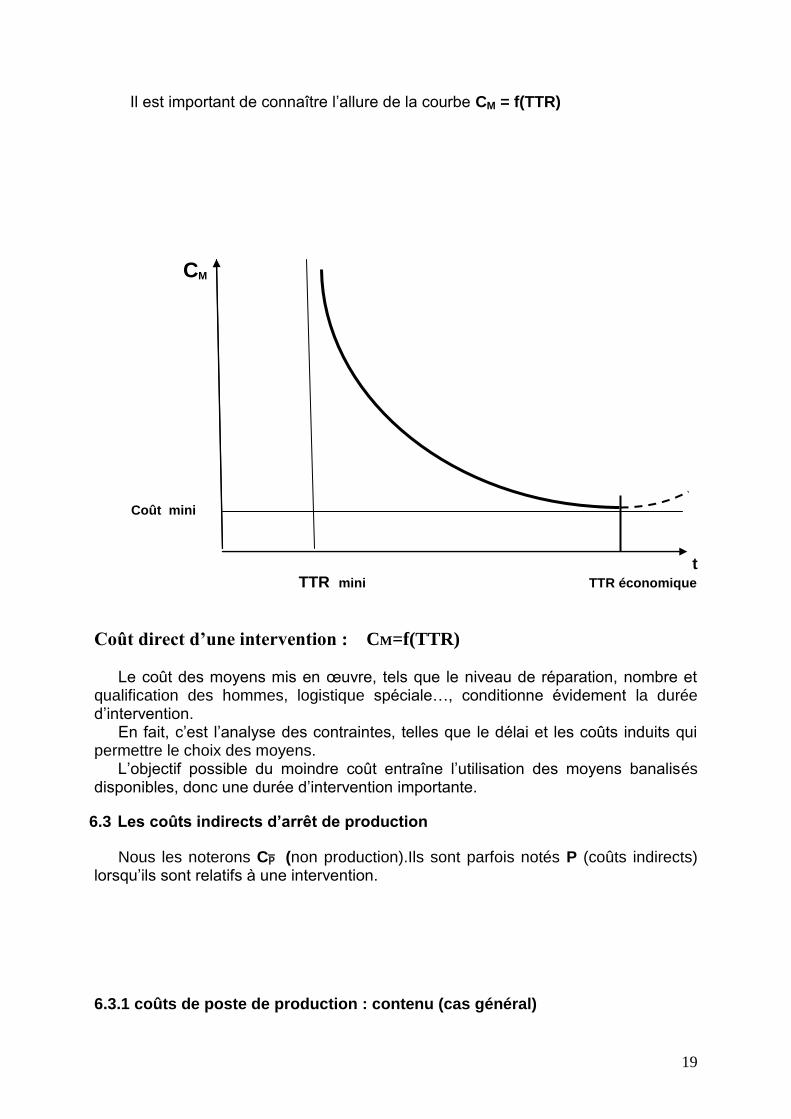
Il est important de connaître l’allure de la courbe CM = f(TTR)
CM
Coût mini t TTR mini TTR économique
Coût direct d’une intervention : CM=f(TTR)
Le coût des moyens mis en œuvre, tels que le niveau de réparation, nombre et qualification des hommes, logistique spéciale…, conditionne évidement la durée d’intervention.
En fait, c’est l’analyse des contraintes, telles que le délai et les coûts induits qui permettre le choix des moyens.
L’objectif possible du moindre coût entraîne l’utilisation des moyens banalisés disponibles, donc une durée d’intervention importante.
6.3 Les coûts indirects d’arrêt de production
Nous les noterons C (non production).Ils sont parfois notés P (coûts indirects) lorsqu’ils sont relatifs à une intervention. 6.3.1 coûts de poste de production : contenu (cas général)
20
-coûts de perte de produits non fabriqués, des matières premières en cours de transformation, de perte de qualité, perte de produits déclassés. Ces coûts sont à adapter au contexte industriel, et nous les nommerons « coûts de déclassement ».
- coûts de main d’œuvre non occupée - coûts d’amortissement du matériel arrêté -Frais induits : délais non tenus (pénalités de retard, perte de clients, image de
marque ternie…) et perte de qualité de fabrication. - Frais de remise en route du processus de production.
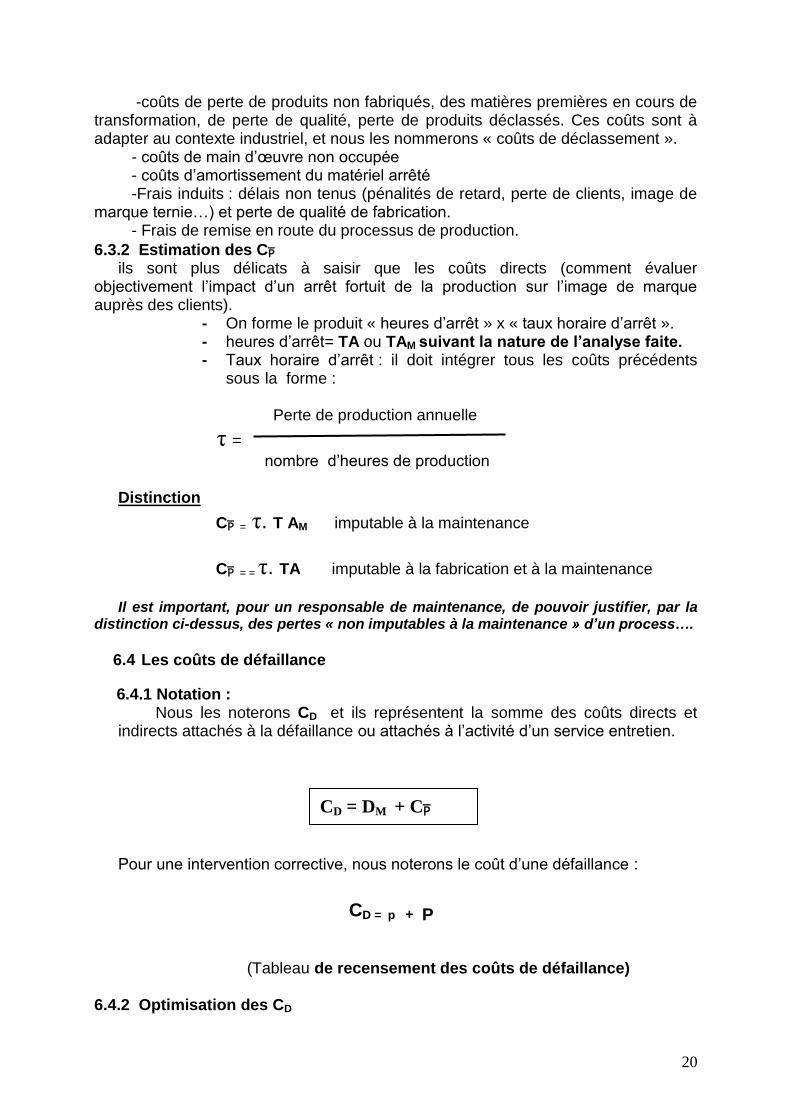
6.3.2 Estimation des C ils sont plus délicats à saisir que les coûts directs (comment évaluer
objectivement l’impact d’un arrêt fortuit de la production sur l’image de marque auprès des clients).
- On forme le produit « heures d’arrêt » x « taux horaire d’arrêt ». - heures d’arrêt= TA ou TAM suivant la nature de l’analyse faite. - Taux horaire d’arrêt : il doit intégrer tous les coûts précédents
sous la forme : Perte de production annuelle
τ = nombre d’heures de production Distinction
C = τ. T AM imputable à la maintenance
C = = τ. TA imputable à la fabrication et à la maintenance
Il est important, pour un responsable de maintenance, de pouvoir justifier, par la
distinction ci-dessus, des pertes « non imputables à la maintenance » d’un process….
6.4 Les coûts de défaillance
6.4.1 Notation : Nous les noterons CD et ils représentent la somme des coûts directs et
indirects attachés à la défaillance ou attachés à l’activité d’un service entretien.
Pour une intervention corrective, nous noterons le coût d’une défaillance :
CD = p + P
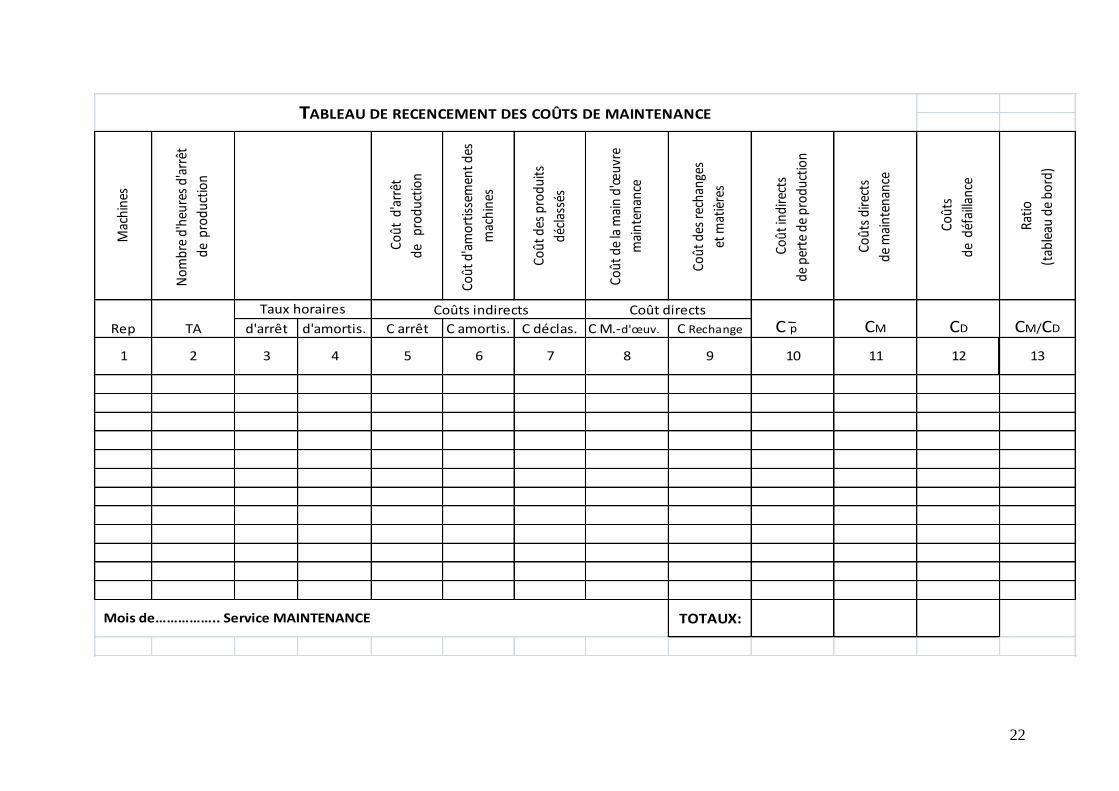
(Tableau de recensement des coûts de défaillance)
6.4.2 Optimisation des CD
CD = DM + C
21
DM et C évoluent de façon inverse : on doit espérer que l’augmentation des dépenses de maintenance a pour effet la diminution des temps d’arrêt fortuits…
Il apparaît donc possible de détecter un « niveau d’entretien » optimisant les coûts de défaillance d’un équipement.
22
Coûts indirects
d'arrêt d'amortis. C arrêt C amortis. C déclas. C M.-d'œuv. C Rechange
10 11 12 13
Mois de…………….. Service MAINTENANCE TOTAUX:
CM/CD
1 2 3 4 5 6 7 8 9
Coût
s di
rect
s
de m
aint
enan
ce
Coût
s
de d
éfai
llanc
e
Ratio
(tab
leau
de
bord
)
Rep TA
Taux horaires Coût directs
C p CM CD
TABLEAU DE RECENCEMENT DES COÛTS DE MAINTENANCEM
achi
nes
Nom
bre
d'he
ures
d'a
rrêt
de p
rodu
ctio
n
Coût
d'a
rrêt
de
prod
uctio
n
Coût
d'a
mor
tisse
men
t des
mac
hine
s
Coût
des
pro
duits
décl
assé
s
Coût
de
la m
ain
d'œ
uvre
mai
nten
ance
Coût
des
rech
ange
s
et m
atiè
res
Coût
indi
rect
s
de p
erte
de
prod
uctio
n

23
Coûts
Coût de défaillance
Coût d’arrêt de production
Coût de maintenance
2 4 6 8 10 12 14 16 18 20 22 24 26
Sur-entretien Optimal Sous-entretien TAM
Heures d’arrêt par mois
8< TA < 14
Dans cet exemple, l’analyse des CD montre que la politique de maintenance à mettre en œuvre doit « maîtriser » les temps d’arrêt de façon que :
8 < TA < 14 Si un objectif prioritaire de « disponibilité » impose TA plus faibles, ce sera au détriment
de l’objectif économique.
6.5 Coûts de possession d’un matériel Nous la noterons LCC (Life Cycle Cost)
Il est dans la logique de l’évolution de l’entretien d’intégrer les dépenses de maintenance à la gestion du cycle de vie du bien matériel 6.5.1 Définition Le coût global de référence, ou LCC, est la somme algébrique des dépenses relatives à la possession d’un matériel, et des recettes qu’il procure (quand elles sont chiffrables) 6.5.2 Intérêt
le LCC est un outil d’aide à la décision, figurant utilement au tableau de bord de gestion économique.
Il visualise et cumule toutes les données économiques saisies (mois/mois puis an/an) au long du cycle de vie d’un équipement
Remarque : Le cumul des coûts implique leur actualisation
24
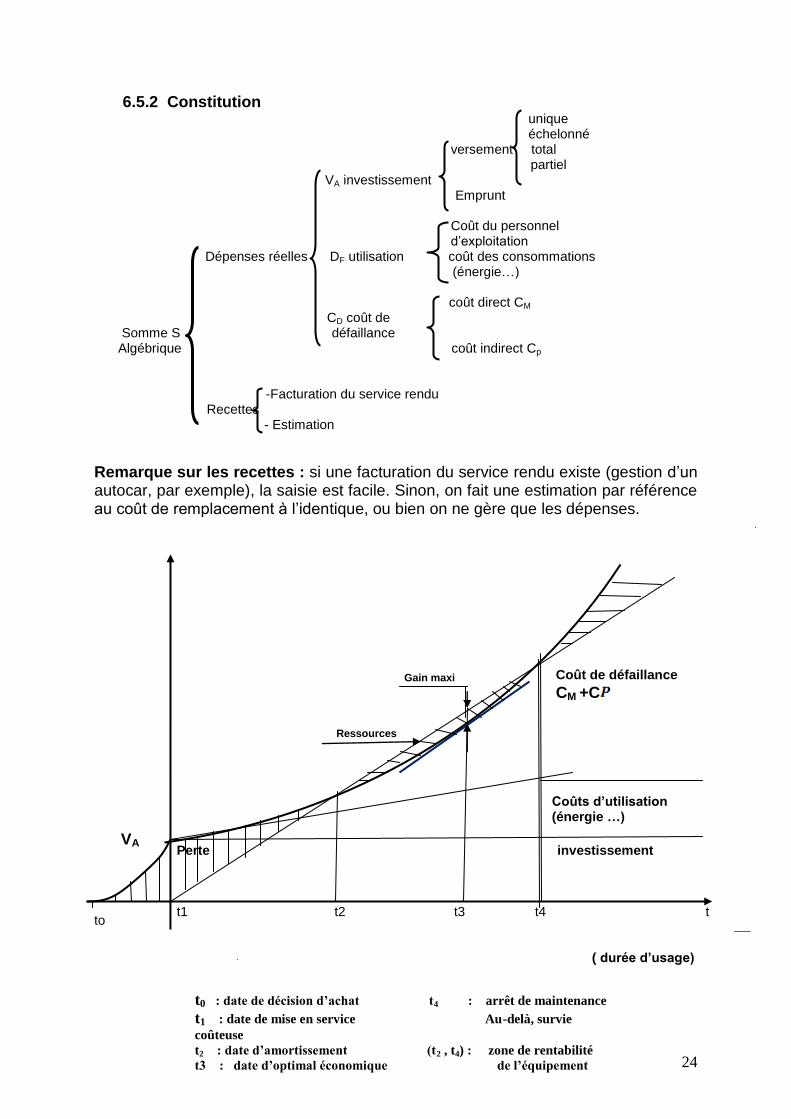
6.5.2 Constitution unique échelonné versement total partiel VA investissement Emprunt Coût du personnel d’exploitation
Dépenses réelles DF utilisation coût des consommations (énergie…) coût direct CM CD coût de
Somme S défaillance Algébrique coût indirect Cp
-Facturation du service rendu Recettes
- Estimation
Remarque sur les recettes : si une facturation du service rendu existe (gestion d’un autocar, par exemple), la saisie est facile. Sinon, on fait une estimation par référence au coût de remplacement à l’identique, ou bien on ne gère que les dépenses. VA
to
Gain maxi Coût de défaillance
CM +C
Ressources
Coûts d’utilisation (énergie …)
Perte investissement t1 t2 t3 t4 t
( durée d’usage)
t0 : date de décision d’achat t4 : arrêt de maintenance
t1 : date de mise en service Au-delà, survie
coûteuse
t2 : date d’amortissement (t2 , t4) : zone de rentabilité
t3 : date d’optimal économique de l’équipement
25
6.5.4 Intérêt du LCC Le LCC visualise le déroulement de tous les évènements économiques
survenant au long des heures cumulées de service d’un matériel. C’est un bon outil de gestion, à condition d’avoir un système de saisie
« analytique » des coûts, et de les actualiser. - Recettes : faciles à connaître si le service rendu est facturé, plus difficiles
dans les autres cas. - Dépenses : les coûts d’exploitation sont supposés linéaires par rapport au
temps, à l’exemple de la consommation d’énergie. Les coûts de défaillance sont dépendants du temps, car dépendants de la « fiabilité ».
6.6 Coûts moyens annuels On les notera Cma (ou plus généralement Cmu= coûts moyens par unité
d’usage). Ils permettent de détecter de façon simple la durée optimale d’exploitation d’un
matériel, donc le moment de cessation des actions de maintenance préventives ou le moment de remplacement.
6- Les indicateurs de Maintenance
6-1 Présentation
Peu d’entreprises n’ont pour indicateurs que ceux développes à partir du budget. Les
indicateurs sont des ratios (rapport de deux données). Ils quantifient objectivement
certains paramètres et permettent ainsi des comparaisons, des suivis d'évolution et des
évaluations d’efficacité quant aux mesures engagés dans le cadre de la politique de
maintenance.
L’utilisation de ces indicateurs doit permettre de fixer des objectifs tant au niveau
économique que technique et d’analyser leurs écarts par rapport à la réalité. Ils constituent
des éclairages incontournables pour une gestion efficace de l’outil de production et de la
maintenance associée : amélioration de la productivité, détermination et suivi des
objectifs, mise en évidence des points faibles et des points forts, aides à la décision. Ils
motivent, infirment ou confortent des choix et sont un excellent outil d’échange avec les
autres responsables et décideurs.
Des variables régulièrement relevées et croisées donnent des indicateurs aussi
instructifs qu’indispensables pour un meilleur fonctionnement du service qui sera
continuellement amélioré.
26
6.2 Objet et intérêt des ratios
Hormis les objectifs généraux déjà évoqués, les ratios servent à la construction d’un
tableau de bord qui, régulièrement actualisé, indique l’état et l’évolution de paramètres
choisis, représentatifs de la conduite du service.
En fonction du but poursuivi, le recours aux ratios est soit régulier, soit conditionnel.
Régulièrement dans le cas de suivis : budget, disponibilité, efficacité de la politique,
utilisation des moyens humains, techniques et financiers…
Conditionnellement dans les situations spécifiques et occasionnelles : évaluation
ponctuelle d’un paramètre, indisponibilité exceptionnelle, investissement important,
préparation d’un audit…
Suivant les critères retenus, pour ce qui concerne la maintenance Industrielle, il est
possible d’obtenir des informations au niveau :
De la fonction maintenance face aux autres services de l’entreprise ;
De l’évolution de la maintenance par rapport à elle-même en fonction du temps ;
De l’efficacité de la maintenance au sein de l’entreprise vis-à-vis de situations
comparables dans d’autres unités (sous réserve de l’obtention des données)…
Pour constituer un ensemble de ratios, il est nécessaire de considérer en amont
quelques paramètres comme :
Le nombre et la constitution de ratios en rapport avec :
Les objectifs recherchés ;
La taille et l’organisation de l’entreprise ;
Les moyens du service ;
Les moyens alloués à l’étude…
Un ratio n’est explicite et révélateur que si les unités employées sont
concordantes ;
Le nombre de ratios n’est pas limité. En fonction des besoins et des objectifs
recherchés, il est possible de créer ses propres critères d’évaluation ;
Chaque ratio est porteur d’une information mais il est intéressant de rechercher
des ratios complémentaires à interpréter globalement…
27
6-3 Les variables
La norme NF X 60-020 d’Août 1995 a pour objet d’introduire un certain nombre
d’indicateurs de maintenance. Elle donne quantité d’exemples et de définitions afin
d’éclairer tout utilisateur de ratios par rapport à 4 grands thèmes définis à partir de
facteurs clairement identifiés :
Les indicateurs de maintenance dans les relations Clients-Fournisseurs ;
Les indicateurs de maintenance et performance générale de l’entreprise ;
Les indicateurs de maintenance et gestion des biens durables ;
Les indicateurs de gestion du personnel de maintenance.
En fonction du but recherché, la construction des ratios peut se faire à partir de deux
familles de variables :
Les coûts ou valeurs :
De maintenance (corrective et préventive) ;
De l’actif à maintenir ;
D’indisponibilité ;
De défaillances…
Les temps
Requis ;
Effectifs de disponibilité ;
Effectifs d’indisponibilité ;
De fonctionnement ;
Actifs de maintenance ;
De préparation ;
D’appel à la maintenance ;
De non détection de la défaillance…
28
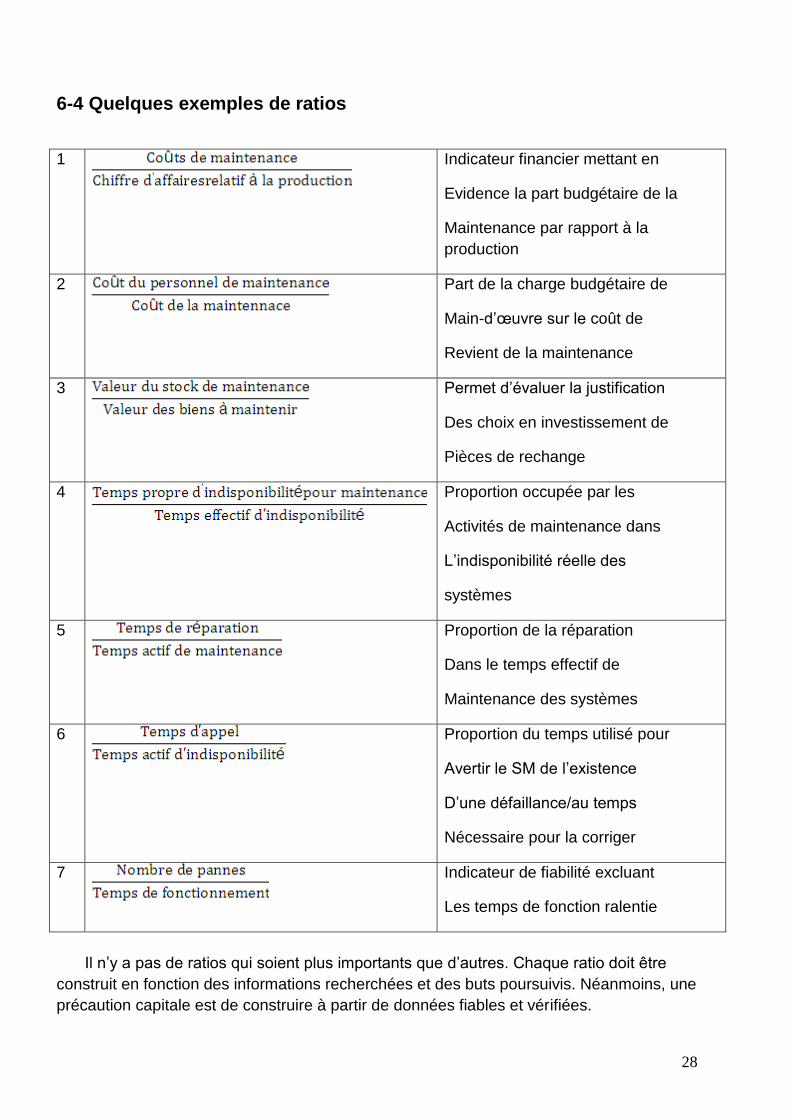
6-4 Quelques exemples de ratios
1
Indicateur financier mettant en
Evidence la part budgétaire de la
Maintenance par rapport à la
production
2
Part de la charge budgétaire de
Main-d’œuvre sur le coût de
Revient de la maintenance
3
Permet d’évaluer la justification
Des choix en investissement de
Pièces de rechange
4
Proportion occupée par les
Activités de maintenance dans
L’indisponibilité réelle des
systèmes
5
Proportion de la réparation
Dans le temps effectif de
Maintenance des systèmes
6
Proportion du temps utilisé pour
Avertir le SM de l’existence
D’une défaillance/au temps
Nécessaire pour la corriger
7
Indicateur de fiabilité excluant
Les temps de fonction ralentie
Il n’y a pas de ratios qui soient plus importants que d’autres. Chaque ratio doit être
construit en fonction des informations recherchées et des buts poursuivis. Néanmoins, une
précaution capitale est de construire à partir de données fiables et vérifiées.
29
6.5 Exploitation
L’exploitation se fait en 2 temps : évaluation-correction. Le résultat d’un ratio donne
une indication instantanée sur une situation méritant des mesures de correction rapides.
Ces mesures choisies et mises en place doivent faire l’objet d’une évaluation quant à
leur efficacité. Le même ratio, reproduit au terme d’une période suffisante, permet cette
évaluation. Les moyens d’agir sont multiples et concernent toutes les variables utilisées
dans les ratios.
Point de vue Gestion des équipements :
La conception du système ;
La conception de l’installation globale ;
La prise en charge des systèmes.
Point de vue Gestion de la maintenance :
La politique de maintenance ;
l’organisation de la maintenance ;
La gestion des pièces de rechange et consommables.
Point de vue personnels de maintenance
Les effectifs ;
Les compétences et spécialisations ;
Les formations.
30
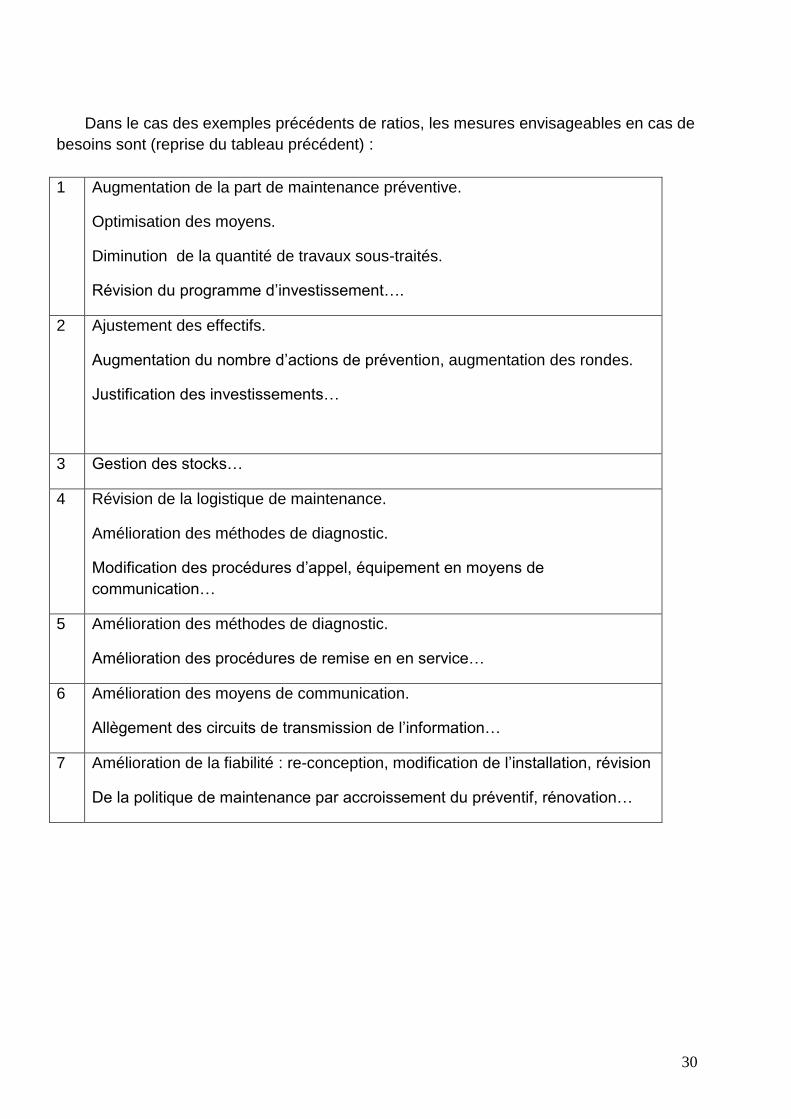
Dans le cas des exemples précédents de ratios, les mesures envisageables en cas de
besoins sont (reprise du tableau précédent) :
1 Augmentation de la part de maintenance préventive.
Optimisation des moyens.
Diminution de la quantité de travaux sous-traités.
Révision du programme d’investissement….
2 Ajustement des effectifs.
Augmentation du nombre d’actions de prévention, augmentation des rondes.
Justification des investissements…
3 Gestion des stocks…
4 Révision de la logistique de maintenance.
Amélioration des méthodes de diagnostic.
Modification des procédures d’appel, équipement en moyens de
communication…
5 Amélioration des méthodes de diagnostic.
Amélioration des procédures de remise en en service…
6 Amélioration des moyens de communication.
Allègement des circuits de transmission de l’information…
7 Amélioration de la fiabilité : re-conception, modification de l’installation, révision
De la politique de maintenance par accroissement du préventif, rénovation…
31
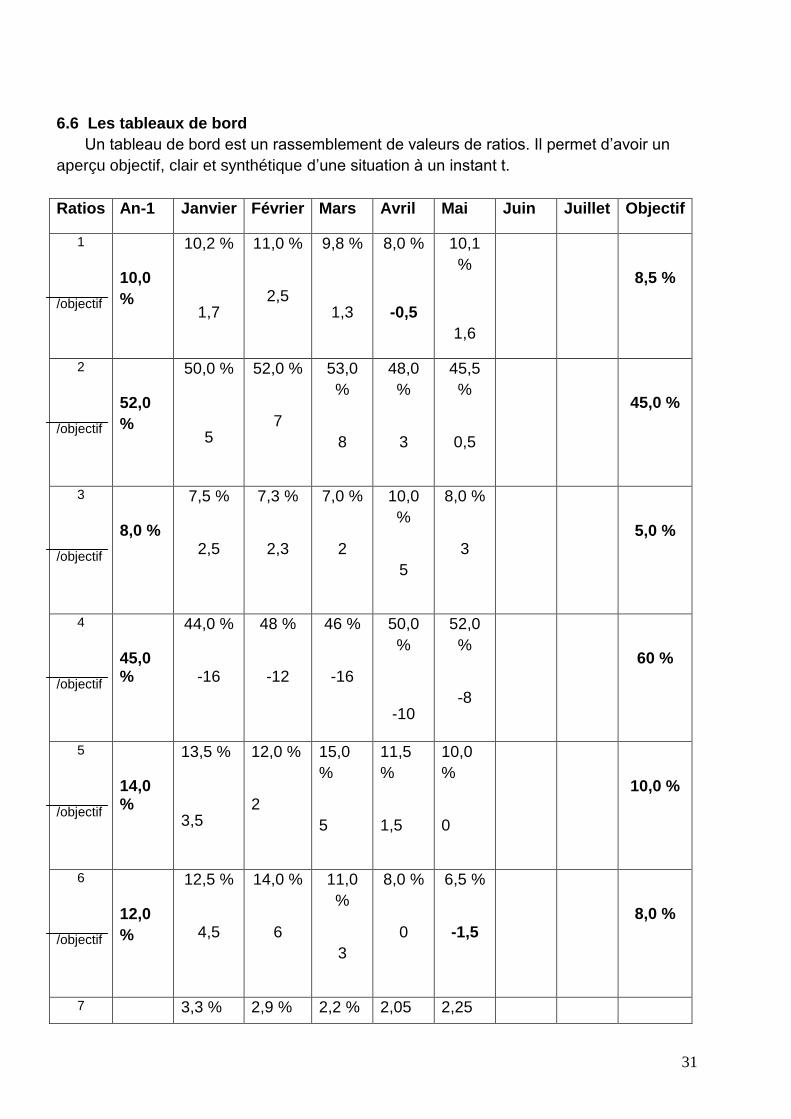
6.6 Les tableaux de bord
Un tableau de bord est un rassemblement de valeurs de ratios. Il permet d’avoir un
aperçu objectif, clair et synthétique d’une situation à un instant t.
Ratios An-1 Janvier Février Mars Avril Mai Juin Juillet Objectif
1
/objectif
10,0
%
10,2 %
1,7
11,0 %
2,5
9,8 %
1,3
8,0 %
-0,5
10,1
%
1,6
8,5 %
2
/objectif
52,0
%
50,0 %
5
52,0 %
7
53,0
%
8
48,0
%
3
45,5
%
0,5
45,0 %
3
/objectif
8,0 %
7,5 %
2,5
7,3 %
2,3
7,0 %
2
10,0
%
5
8,0 %
3
5,0 %
4
/objectif
45,0 %
44,0 %
-16
48 %
-12
46 %
-16
50,0
%
-10
52,0
%
-8
60 %
5
/objectif
14,0 %
13,5 %
3,5
12,0 %
2
15,0
%
5
11,5
%
1,5
10,0
%
0
10,0 %
6
/objectif
12,0
%
12,5 %
4,5
14,0 %
6
11,0
%
3
8,0 %
0
6,5 %
-1,5
8,0 %
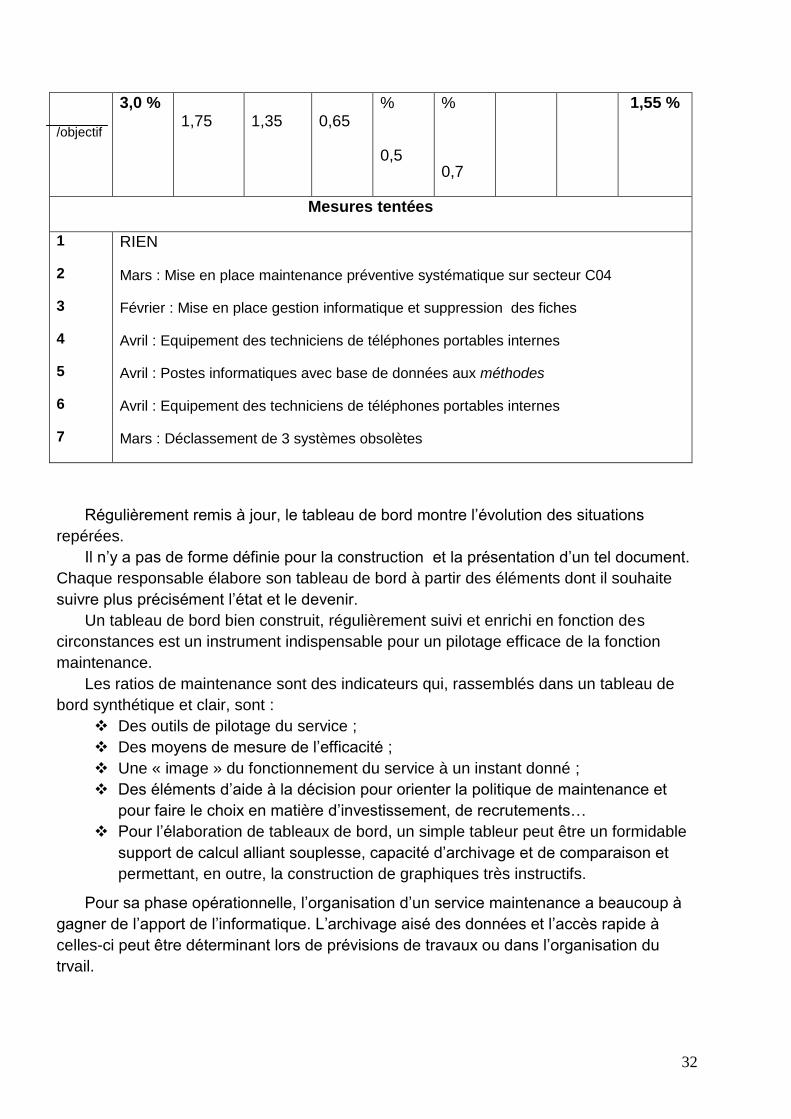
7 3,3 % 2,9 % 2,2 % 2,05 2,25
32
/objectif
3,0 % 1,75
1,35
0,65
%
0,5
%
0,7
1,55 %
Mesures tentées
1
2
3
4
5
6
7
RIEN
Mars : Mise en place maintenance préventive systématique sur secteur C04
Février : Mise en place gestion informatique et suppression des fiches
Avril : Equipement des techniciens de téléphones portables internes
Avril : Postes informatiques avec base de données aux méthodes
Avril : Equipement des techniciens de téléphones portables internes
Mars : Déclassement de 3 systèmes obsolètes
Régulièrement remis à jour, le tableau de bord montre l’évolution des situations
repérées.
Il n’y a pas de forme définie pour la construction et la présentation d’un tel document.
Chaque responsable élabore son tableau de bord à partir des éléments dont il souhaite
suivre plus précisément l’état et le devenir.
Un tableau de bord bien construit, régulièrement suivi et enrichi en fonction des
circonstances est un instrument indispensable pour un pilotage efficace de la fonction
maintenance.
Les ratios de maintenance sont des indicateurs qui, rassemblés dans un tableau de
bord synthétique et clair, sont :
Des outils de pilotage du service ;
Des moyens de mesure de l’efficacité ;
Une « image » du fonctionnement du service à un instant donné ;
Des éléments d’aide à la décision pour orienter la politique de maintenance et
pour faire le choix en matière d’investissement, de recrutements…
Pour l’élaboration de tableaux de bord, un simple tableur peut être un formidable
support de calcul alliant souplesse, capacité d’archivage et de comparaison et
permettant, en outre, la construction de graphiques très instructifs.
Pour sa phase opérationnelle, l’organisation d’un service maintenance a beaucoup à
gagner de l’apport de l’informatique. L’archivage aisé des données et l’accès rapide à
celles-ci peut être déterminant lors de prévisions de travaux ou dans l’organisation du
trvail.
33
7. Défaillances et pannes 7.1 Etudes des défaillances 7.1.1 Vocabulaire normalisé ; définitions a) Introduction
Les défaillances sont à la maintenance ce que les maladies sont à la médecine : leur raison d’exister !
Il serait illusoire de vouloir opérer un dépannage ou une réparation sur un matériel sans avoir au préalable élucidé la nature de la défaillance à remédier.
b) Définition de la défaillance la norme AFNOR X 60-011 a pour objet de définir les différents types de
défaillance. « Défaillance » :altération ou cessation d’un bien à accomplir une fonction
requise ».
Synonymes usuels, non normalisés :
« faillures » : traduction anglaise
Dommages, dégâts, anomalies,avaries, incidents, défauts, pannes sont utilisés suivant les habitudes corporatives (marine :avarie ; électro-ménager : panne).
Dégradation = défaillance progressive. Extrait simplifié de la norme :
Défaillance partielle= altération du fonctionnement
Défaillance complète= panne : cessation du fonctionnement
Défaillance catalectique = soudaine et complète
Défaillance par dégradation= progressive et partielle ;
Défaillance aléatoire= taux de défaillance constant
Défaillance d’usure taux croissant. c) Correction des défaillances : les interventions
Les dépannages sont des remises en état de fonctionnement provisoire avant réparations.
Les réparations sont des interventions limitées et définitives. d) Relevés de défaillances
Ce sont généralement les BT (bons de travaux) qui servent de base aux historiques. Ces relevés peuvent être entrés en ordinateur qui liste ces défaillances à
la demande par nature, par machine, par secteur…et qui les traite : fiabilité,
disponibilité, coûts…
34
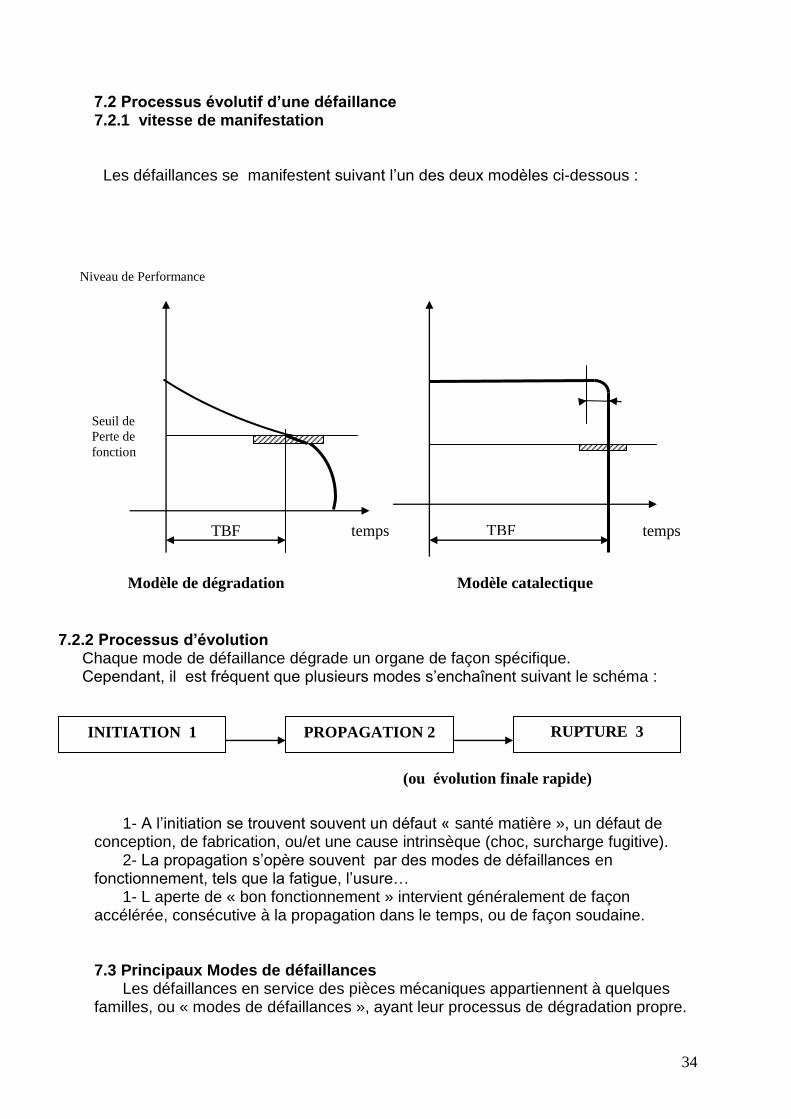
7.2 Processus évolutif d’une défaillance 7.2.1 vitesse de manifestation Les défaillances se manifestent suivant l’un des deux modèles ci-dessous :
7.2.2 Processus d’évolution
Chaque mode de défaillance dégrade un organe de façon spécifique. Cependant, il est fréquent que plusieurs modes s’enchaînent suivant le schéma :
1- A l’initiation se trouvent souvent un défaut « santé matière », un défaut de conception, de fabrication, ou/et une cause intrinsèque (choc, surcharge fugitive).
2- La propagation s’opère souvent par des modes de défaillances en fonctionnement, tels que la fatigue, l’usure…
1- L aperte de « bon fonctionnement » intervient généralement de façon accélérée, consécutive à la propagation dans le temps, ou de façon soudaine. 7.3 Principaux Modes de défaillances
Les défaillances en service des pièces mécaniques appartiennent à quelques familles, ou « modes de défaillances », ayant leur processus de dégradation propre.
TBF
TBF
Seuil de
Perte de
fonction
Niveau de Performance
temps temps
Modèle de dégradation Modèle catalectique
INITIATION 1 PROPAGATION 2
(ou évolution finale rapide)
RUPTURE 3
35
7.3.1 La « santé-matière » Il s’agit de défauts préexistants dans la les pièces en service, et à l’origine
d’initiation de défaillances lorsqu’ils ne sont pas détectés lors des contrôles qualité. - Défauts lors de l’élaboration de la matière : Retassures de cubilot (fonte), tensions internes de laminage. - Défauts lors de l’élaboration de la pièce finie : Ecrouissage d’usinage, surchauffe de soudure, tapure de traitement thermique. - Défaut lors de montage Choc sur roulement
7.3.2 Les modes de défaillances mécaniques en fonctionnement a) Choc : il s’agit le plus souvent « d’accident » de conduite, de manipulation et,à
ce titre, à exclure des calculs de fiabilité.
b) surchauffe : dépassement de charge nominale entraînant une déformation
permanente ou une rupture (traction, flexion, flambage)
c) Fatigue thermique : elle entraîne dilatations, déformations plastiques, brûlures
ou fusion.
d) Fluage : déformation devenant permanente avec le temps, sous l’effet conjugué
de contraintes mécaniques et thermiques.
e) L’usure, conséquence du frottement, est expliqué par la « délamination »
(fatigue des sous- couches) avec perte de matière des surfaces en contact.
Trois phases d’usure : le rodage initial
l’usure « douce », ou grippage épidermique,
le grippage, usure rapide par transfert de métal.
f) L’abrasion : une surface est « rongée » sous l’effet d’impacts de particules solides ou liquides à grande vitesse (e= ½ m V2) .
g) La corrosion : de natures variées, et importantes pour le technicien de maintenance.
7.3.3 Les modes de défaillances électriques a) rupture de liaisons électriques : c’est le plus souvent la conséquence d’une
cause extrinsèque, telle qu’un choc, une surchauffe ou une vibration donnant
parfois une défaillance « fugitive ».
Exemple : rupture de soudure sur un poste radio, cause de défaillance principale
de ces appareils.
b) Collage ou usure des contacts : les contacts, par différents modes de défaillances, sont souvent les « maillons faibles » d’un circuit électrique.
c) Le « claquage » d’un composant, telle qu’une résistance, un transistor… ces modes de défaillance présentent un caractère catalectique, qui les rend difficile à prévenir.
36
8. Maintenance corrective
8.1 Définition 8.1.1 Définition AFNOR (norme X 60 – 010)
« Opération de maintenance effectuée après défaillance ». - Synonyme : Mce subie, Mce fortuite, Mce après défaillance Mce palliative (dépannage) Mce curative (réparation) La maintenance corrective correspond à une attitude de défense (subir) dans
l’attente d’une défaillance fortuite, attitude caractéristique de l’entretien traditionnel. 8.1.2 Graphe
(Voir graphe Maintenance Corrective)
8.1.3 Contenu
La maintenance corrective débouche sur deux types d’intervention : - Les dépannages, c'est-à-dire une remise en état de fonctionnement
effectuée in situ, parfois sans interruption du fonctionnement de l’ensemble concerné, ont un caractère « provisoire ».
Ils caractérisent la maintenance palliative - les réparations, faites in situ ou en atelier central, parfois après dépannage,
ont un caractère « définitif ». Ils caractérisent la maintenance curative.
8.1.3 Les cinq niveaux de maintenance (AFNOR X 60 011)
1er Niveau : Réglages simples prévus par le constructeur au moyen d’organes accessibles sans aucun démontage d’équipement ou échange d’éléments accessibles en toute sécurité.
2e Niveau : Dépannage par échange standard d’éléments prévus à cet effet, ou d’opérations mineures de maintenance préventives (rondes).
3e Niveau : Identification et diagnostic de pannes, réparation par échanges de composants fonctionnels, réparations mécaniques mineures.
4e Niveau : Travaux importants de maintenance corrective ou préventive. 5e Niveau : Travaux de rénovation, de reconstruction, ou de réparations importantes
confiés à un atelier central. 8.2 Les deux formes possibles de maintenance correctives 8.2.1 Elle existe, seule en tant que « méthode »
Nous la nommerons dans ce cas « maintenance de catastrophe » ou « maintenance pompier »
Elle est caractéristique de l’entretien traditionnel, complétée dans ce cas par des « rondes ».
Définition : « ne rien faire tant qu’il n’y a pas de fumée ». a)-Contenu :
- Le personnel est en attente d’une défaillance, sa charge de travail est très irrégulière.
- La préparation du travail est envisagée après expertise de défaillance, quand l’urgence le permet ;
- Les pièces de rechange sont recherchées « à la demande ».
37
b)-Justification, en tant système de maintenance : - Lorsque les frais indirects de défaillance sont minimes et les contraintes de
sécurité faibles ; - Lorsque les l’entreprise adopte une politique de renouvellement fréquent du
matériel ; - Lorsque le parc est constitué de machines « disparates » dont les
éventuelles défaillances ne sont pas critiques pour la production. 8.2.2 Elle existe en tant que « complément résiduel » de la maintenance préventive
En effet, quels que soient la nature et le niveau de préventif mis en œuvre, il subsistera inexorablement une part de défaillance résiduelle entraînant des actions correctives.
Etant donné un niveau « économique » de préventif, nous pouvons réduire les frais inhérents aux actions correctives.
a) par la prise en compte de la « maintenabilité » (à la conception, à l’achat, par des améliorations) ;
b) par des méthodes de préparation efficaces (prévisions de défaillances, aide au diagnostic, préparations anticipées…)
c) par des méthodes d’intervention rationnelle (échanges standard, outillage spécifique,….)
8.2.3 Evolution de la maintenance corrective La notion de « correction » après défaillance contient la notion « d’amélioration ».
En effet, après détection d’une défaillance fortuite, en entretien traditionnel, on effectue un dépannage ou une réparation rétablissant la fonction perdue :
a) - En maintenance, nous effectuerons :
- une analyse des causes de défaillance ; - une remise en état (dépannage-réparation). - Une amélioration éventuelle (« correction ») visant à éviter la réapparition de
la panne, ou à minimiser ses effets sur le système ; - Une mise en mémoire de l’intervention permettant une exploitation ultérieure.
b) -Exemple : un roulement défaillant :
- entretien traditionnel : on le remplace (échange –standard). - Maintenance : on cherche à savoir la cause de sa défaillance, la fréquence
et la criticité, de façon à éviter sa réapparition (remise en cause du montage, du lubrifiant, des surcharges…) et à minimiser ses effets (surveillance éventuelles par analyse des vibrations…).

38
Niveau de performance défaillance par défaillance
performance dégradation catalectique optimale
Perte de fonction (panne)
dépannage
réparation ou
TBF 1 TAM TBF 2
t
arrêt fortuit
Niveau de
performance
Performance optimale
Seuil d’admissibilité
recherché
Visite préventive
V1 V2
V3
V4
V5
Intervention préventive
TBF 1 TA TBF 2
arrêt préventif
MAINTENANCE CORRECTIVE loi de dégradation inconnue
Maintenance préventive loi de dégradation recherchée
39
9- La Maintenance préventive 9.1 Définition AFNOR (norme X 60 – 010)
« Maintenance effectuée dans l’intention de réduire la probabilité de défaillance d’un
bien ou la dégradation d’un service rendu ».
C’est une intervention de maintenance, prévue et programmée avant la date
probable d’apparition d’une défaillance.
9.2 Graphe
(Voir Graphe de Maintenance Préventive)
9.3 Complémentarité correctif-préventif
Aussi poussé que soit le « niveau de préventif » mis en œuvre, il subsistera
inexorablement des défaillances résiduelles, à caractère aléatoire.
Les graphes montrent que :
9.3.1 La charge globale de travail décroît quand la part d’heures consacrées au
préventif augmente,
9.3.2 Pour un matériel donné, il existe un coût de maintenance minimale correspondant
à un rapport préventif/ correctif qu’il appartient à un gestionnaire de fixer.
9.4 Objectifs visés par le « préventif »
9.4.1 Augmenter la fiabilité d’un équipement, donc réduire les défaillances en
service : réduction des coûts de défaillance, amélioration de la disponibilité.
9.4.2 Augmenter la durée de vie efficace d’un équipement,
9.4.3 Améliorer l’ordonnancement de travaux, donc les relations avec la production,
9.4.4 Réduire et régulariser la charge de travail,
9.4.5 Faciliter la gestion des stocks (consommations prévues)
9.4.6 Assure la sécurité (moins d’improvisations dangereuses)
9.4.7 Plus globalement, en réduisant la part de « fortuit », améliorer le climat des
relations humaines (une panne imprévue est toujours génératrice de tension).
9.5 La fonction « méthode »
La mise en œuvre d’une politique préventive implique le développement d’un service
« méthode-maintenance » efficace. En effet on ne peut faire de préventif sans un service
méthode qui va permettre :
9.5.2 La gestion de la consommation technique, des dossiers machines, des historiques,
9.5.3 Les analyses techniques du comportement du matériel,
9.5.4 La préparation des interventions préventives,
9.5.5 La concertation avec la production ;
Autant de conditions nécessaires à la maintenance préventives.
9.6 Différentes formes
9.6.1 Dans une première phase, elle peut exister seule.
Des visites préventives périodiques, permettront de surveiller l’état du matériel
en service, mais surtout de mettre en mémoire des informations qui
permettront de connaître les lois de dégradations et les seuils d’admissibilité.
Ces visites préventives permettront d’anticiper les défaillances, donc de
préparer des interventions préventives.
40
9.6.2 Dans une deuxième phase, lorsque le comportement en service sera connu elle
évoluera vers la maintenance systématique, plus légère à gérer.
Synonymie : maintenance programmée, planifiée, par potentiel d’heures…
Définition AFNOR (norme X 60 – 010)
« Maintenance préventive effectuée selon un échéancier établi suivant le temps ou le
nombre d’unités d’usage ».
a) La maintenance de ronde est une forme du »systématique » à fréquence courte et
à interventions préventives légères. (Elle n’est pas prise en compte par l’AFNOR)
b) La maintenance conditionnelle est une forme évoluée de préventif, mettant
le matériel « sous surveillance continue ».
Selon l’AFNOR, maintenance subordonnée à un type d’évènement prédéterminé
(autodiagnostic, information d’un capteur, mesure…).
10. Outils de contrôle 10.1 Analyse vibratoire 10.1.1 Définition
Il s’agit d’une forme spécifique de la maintenance conditionnelle appliquée « aux machines tournantes ».
Elle consiste à collecter des signaux sonores ou vibrations mesurés sur les parties externes de la machine, et donnant des informations sur les processus de dégradations internes.
Elle concerne les machines tournantes, à savoir la majorité des équipements industriels :
a) Moteurs (électriques, thermiques, turbomachines…)
b) Transmissions (paliers, réducteurs, boîtes de vitesse…)
c) Récepteurs (pompes, compresseurs, broyeurs, alternateurs…)
10.1.2 Possibilités de diagnostic A partir de mesures de niveaux de vibrations, nous pouvons détecter et localiser
les défauts suivants :
a) déséquilibrage (balourd) du rotor
b) désalignement (desserrage d’un palier…) c) mauvais état des paliers :
palier lisse : jeu excessif, grippage…
roulement : dégradation, d) transmission défectueuse (engrenages endommagés, courroies…)
e) surcharge (flèche de l’arbre…)
41
10.1.3 Diverses formes Mesures sonores
Effectuées à partir de sondes acoustiques, elles concernent des machines tournantes ou non tournantes.
Unités : niveau de bruit en dB
bruit (dB)
seuil d’alarme
signature
t ta
Mesures vibratoires
A partir d’accéléromètres, on peut mesurer le déplacement, la vitesse ou l’accélération de la vibration.
L’indicateur de base : la vitesse efficace, exprimée en mm/s.
Vitesse (mm/s) efficace seuil d’alarme signature ta t 10.2 Analyse d’huile
10.2.1 Principe L’analyse fine d’une huile usagée met en évidence son degré de détérioration et
détermine la nature des particules qu’elle véhicule au réservoir. L’évolution de résultats d’analyse permet un diagnostic par des spécialistes selon un processus analogue à « l’analyse d’urine ».
Exemple1 : dans un moteur thermique, l’augmentation du pourcentage du sodium indique une fuite d’eau (Na de l’antigel) dans l’huile. Ce qui, à un seuil connu, implique le changement de joint de culasse avant défaillance grave.
Exemple 2 : l’évolution des résultats physicochimiques va permettre de vidanger une bâche d’installation hydraulique lorsqu’un seuil de détérioration est atteint : grosse économie et bonne protection du circuit.
‘
42
10.2.2 Possibilités offertes Cas d’un moteur thermique : Les résultats des analyses effectuées sur l’huile permettent de détecter les
anomalies : - du système de filtration d’air (filtre, durites, collier), - du système de refroidissement (fuite joint de culasse), - du système d’injection (essence : réglage carburation ;
diesel :réglage injecteur), - de l’état mécanique du moteur (usure en parties hautes ; usure
en parties basses), - des qualités physico-chimiques du lubrifiant (compatibilité des
performances de l’huile et des conditions d’exploitation du moteur.
Ce suivi permet donc de prévenir et planifier les réglages et les interventions
quand nécessaire (selon l’état). Il permet également d’ajuster l’intervalle entre vidanges aux conditions
particulières de chaque moteur. En résumé, il permet d’augmenter la longévité d’un moteur en abaissant considérablement
le niveau de « fortuit », donc des coûts inhérents aux arrêts inattendus.
10.3 Contrôle non destructif
Le contrôle Non Destructif (C.N.D.) est un ensemble de méthodes qui permet de caractériser l'état d'intégrité de structures industrielles, sans les dégrader, soit au cours de la production (les pièces qui sortent des fonderies ne sont jamais exemptes de défaut), soit en cours d'utilisation (apparition de défaut). Il faut donc déterminer (à la casse, de façon empirique) quelle taille de défaut est acceptable et ensuite pouvoir les détecter, sans casser la pièce, et la remplacer si besoin est. On parle aussi d'Essais Non Destructifs ou d'Examen Non Destructifs (E.N.D.).
Ces méthodes sont très utilisées dans :
l'industrie automobile (contrôle des blocs moteurs) ; l'industrie pétrolière (pipelines, tubes, barres, soudures, réservoirs) ; l'industrie navale (contrôle des coques) ; l'aéronautique (poutres, ailes d'avion, nombreuses pièces moteurs, trains
d'atterrissage, etc.) ; l'aérospatiale et l'armée (dont la totalité des programmes sont confidentiels ou
secret défense) ; l'industrie de l'énergie (réacteurs, chaudières, tuyauterie, turbines, etc.) ; le ferroviaire en fabrication et en maintenance notamment pour les organes de
sécurité (essieux, roues, bogies); autres (fabrication de mousquetons d'escalade, ouvrages d'art, etc.) ;
Et en règle générale dans tous les secteurs produisant :
des pièces à coût de production élevé en quantité faible (nucléaire, pétrochimique...) ;
43
des pièces dont la fiabilité de fonctionnement est critique (BTP, nucléaire, canalisation de gaz...).
En France, la majorité des agents qui effectuent ces contrôles sont certifiés par la COnfédération FRançaise pour les Essais Non Destructifs (COFREND) selon un principe de tierce partie. Les modalités de certification sont régies par la norme française et européenne NF EN 473 intitulée : "Essais non destructifs, qualification et certification du personnel END. Cette norme a été écrite en avril 1993 et révisée en décembre 2000.
Pour les pièces destinées à l'industrie aérospatiale (aéronautique et espace), les C.N.D. sont considérés comme des procédés spéciaux au sens de la norme EN 4179 et doivent être qualifiés comme tels. En France ces certifications sont gérées par le Comité Sectoriel Aérospatial de Certification (COSAC)([1]) pour le compte de la COFREND. L'EN 4179 est identique à la norme américaine NAS 410.
Pour la maintenance ferroviaire, le Comité Ferroviaire de Certification pour la Maintenance (CFCM) assure la certification COFREND des opérateurs du secteur (SNCF, RATP, wagons,...) selon l'EN 473.
10.3.1 Principes généraux
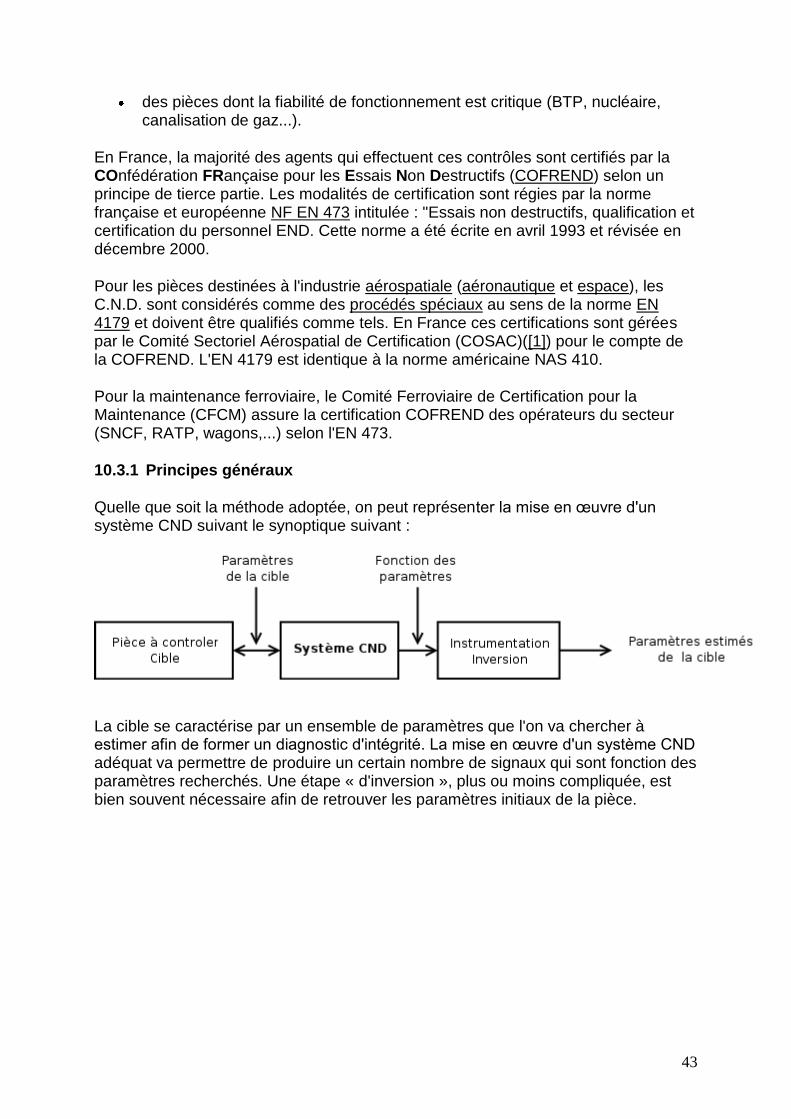
Quelle que soit la méthode adoptée, on peut représenter la mise en œuvre d'un système CND suivant le synoptique suivant :
La cible se caractérise par un ensemble de paramètres que l'on va chercher à estimer afin de former un diagnostic d'intégrité. La mise en œuvre d'un système CND adéquat va permettre de produire un certain nombre de signaux qui sont fonction des paramètres recherchés. Une étape « d'inversion », plus ou moins compliquée, est bien souvent nécessaire afin de retrouver les paramètres initiaux de la pièce.
44
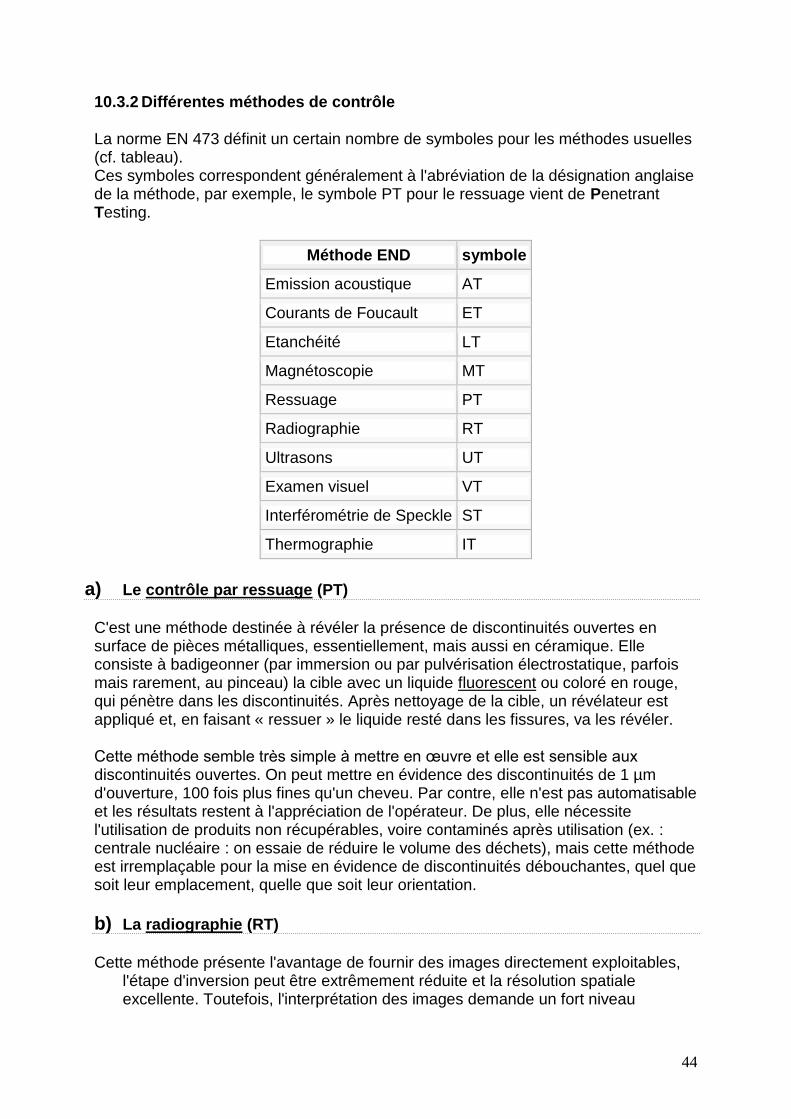
10.3.2 Différentes méthodes de contrôle
La norme EN 473 définit un certain nombre de symboles pour les méthodes usuelles (cf. tableau). Ces symboles correspondent généralement à l'abréviation de la désignation anglaise de la méthode, par exemple, le symbole PT pour le ressuage vient de Penetrant Testing.
Méthode END symbole
Emission acoustique AT
Courants de Foucault ET
Etanchéité LT
Magnétoscopie MT
Ressuage PT
Radiographie RT
Ultrasons UT
Examen visuel VT
Interférométrie de Speckle ST
Thermographie IT
a) Le contrôle par ressuage (PT)
C'est une méthode destinée à révéler la présence de discontinuités ouvertes en surface de pièces métalliques, essentiellement, mais aussi en céramique. Elle consiste à badigeonner (par immersion ou par pulvérisation électrostatique, parfois mais rarement, au pinceau) la cible avec un liquide fluorescent ou coloré en rouge, qui pénètre dans les discontinuités. Après nettoyage de la cible, un révélateur est appliqué et, en faisant « ressuer » le liquide resté dans les fissures, va les révéler.
Cette méthode semble très simple à mettre en œuvre et elle est sensible aux discontinuités ouvertes. On peut mettre en évidence des discontinuités de 1 µm d'ouverture, 100 fois plus fines qu'un cheveu. Par contre, elle n'est pas automatisable et les résultats restent à l'appréciation de l'opérateur. De plus, elle nécessite l'utilisation de produits non récupérables, voire contaminés après utilisation (ex. : centrale nucléaire : on essaie de réduire le volume des déchets), mais cette méthode est irremplaçable pour la mise en évidence de discontinuités débouchantes, quel que soit leur emplacement, quelle que soit leur orientation.
b) La radiographie (RT)
Cette méthode présente l'avantage de fournir des images directement exploitables, l'étape d'inversion peut être extrêmement réduite et la résolution spatiale excellente. Toutefois, l'interprétation des images demande un fort niveau
45
d'expertise de la part de l'opérateur. De plus, cette méthode est extrêmement coûteuse et impose des conditions de sécurité pour l'opérateur et l'environnement, qui rendent son utilisation en industrie difficile. Le contrôle à l'aide des rayons X est particulièrement utilisé pour contrôler les soudures en micro-électronique.
c) Les ultrasons (UT)
Le contrôle par ultrasons est basé sur la transmission, la réflexion et l'absorption d'une onde ultrasonore se propageant dans la pièce à contrôler. Le train d'onde émis se réfléchit dans le fond de la pièce et sur les défauts puis revient vers le transducteur (qui joue souvent le rôle d'émetteur et de récepteur). L'interprétation des signaux permet de positionner le défaut. Cette méthode présente une résolution spatiale élevée et la possibilité de trouver des défauts en profondeur. L'étape d'inversion est simple, du moins pour les pièces géométriquement et matériellement simples. Par contre, c'est une méthode lente car il faut faire un balayage mécanique exhaustif de la pièce. Il est d'ailleurs souvent nécessaire de contrôler plusieurs surfaces de la pièce pour pouvoir faire une représentation tridimensionnelle des défauts.
d) L'étanchéité
Les méthodes de contrôle d'étanchéité font appel à des gaz traceurs, couplés à des instruments très sensibles à des concentrations minimes de ces gaz traceurs. Les plus courants sont l'hélium, l'hydrogène (azote hydrogénée), éventuellement le SF6.
e) La thermographie
Les méthodes de contrôle thermique consistent à exciter un matériau ou une structure par un apport d'énergie (mécanique, photonique, chauffage par induction, air chaud...). La diffusion de la chaleur dans le matériau et l'impact qu'elle a sur la distribution de température de surface renseignent sur les propriétés thermophysiques des matériaux et sur d'éventuels défauts. Les principaux avantages de l'ensemble de ces méthodes résident dans la possibilité d'effectuer un contrôle sans contact et automatisable. Les inconvénients sont liés à la lenteur du contrôle, au coût de l'investissement et à la difficulté de mise en œuvre des étapes d'inversion pour établir le diagnostic.
f) La magnétoscopie (MT)
La magnétoscopie est une technique de contrôle non destructif qui consiste à créer un flux magnétique intense à l’intérieur d’un matériau ferromagnétique.
Lors de la présence d’un défaut sur son chemin, le flux magnétique est dévié et crée une fuite qui, en attirant les particules (colorées ou fluorescentes) d’un produit révélateur, fournit une signature particulière caractéristique du défaut.
46
g) Les méthodes couplées
Récemment, des méthodes couplées ont vu le jour, et pour certaines sont encore dans le domaine de la recherche : les méthodes électromagnétiques acoustiques, électromagnétiques ultrasonores ou magnéto-optiques.
11. ORGANISATION ET LOGISTIQUE DE MAINTENANCE
11.1Ordonnancement des tâches de maintenance
11.1.1Rôle de l’ordonnancement en maintenance
L’ordonnancement représente la fonction « chef d’orchestre ». Dans un service
maintenance caractérisé par l’extrême variété des tâches en nature, en durée, en
urgence et en criticité, l’absence du chef d’orchestre débouche vite sur la cacophonie
quel que soit le brio des solistes. L’ordonnancement se situe entre la fonction
méthode, chargée de la définition des tâches à effectuer et des moyens à mettre en
œuvre, et la fonction réalisation chargée de leur exécution.
a) Mission de l’ordonnancement
Ayant la responsabilité de la conduite et de la synchronisation des actions de
maintenance internes ou externalisées, la fonction ordonnancement a pour mission :
- De prévoir la chronologie du déroulement des différentes tâches ;
- D’optimiser les moyens nécessaires en fonction des délais et des chemins
critiques ;
- D’ajuster les charges aux capacités connues ;
- De lancer les travaux au moment choisi, en rendant tous les moyens
nécessaires disponibles ;
- De contrôler l’avancement et la fin des travaux ;
- De gérer les projets (prévision, optimisation logistique, avancement et respect
des délais) ;
- D’analyser les écarts entre prévision et réalisation.
Cela peut s’exprimer sous la forme : prévoir un instant t et un endroit x où un
personnel p muni d’un outillage o et des matières m exécutera la tâche M en
harmonie avec les autres travaux connexes.
Cette fonction stratégique est peu visible (effectif dédié faible) et souvent peu
étudié, mais elle repose sur des méthodes à connaître. Son absence ou son
insuffisance est par contre fort visible : tâches préventives négligées, gaspillage de
temps en recherche de moyens indispensables, améliorations toujours reportées au
plus tard, techniciens parfois inoccupées associés à des heures supplémentaires
évitables, etc.
47
b) Difficultés inhérentes à l’ordonnancement en maintenance
Quelques spécificités en matière d’ordonnancement
Il est incontestable que la diversité des actions de maintenance complique leur
programmation :
- d’une durée de quelques secondes en auto maintenance à des
milliers d’heures pour des chantiers lourds de type arrêt périodique d’unité de
production. Dans le premier cas, le besoin du client est satisfait par une
réactivité. Dans le second, il est satisfait par le respect du délai et la qualité
du travail.
- du systématique planifié 6 mois à l'avance au correctif fortuit, au
mauvais endroit et au mauvais moment ;
- de l’urgence à faire sans délai à l’amélioration dépourvue de délai
et toujours remise à demain.
L’organisation à mettre en œuvre doit tenir compte de cette variabilité : légère et
souple pour assurer la réactivité des équipes de terrain, logistique lourde pour la
gestion des arrêts.
Autre difficulté, la production étant maîtresse de ses arrêts planifiés, la
maintenance se retrouve logiquement dans une situation de dépendance. Une bonne
synchronisation est indispensable entre les services ordonnancement afin de profiter
des arrêts de production pour réaliser des opérations de maintenance.
La prévision du fortuit…
Mais la principale difficulté vient du caractère fortuit de la panne : comment
intégrer l’imprévisible aux prévisions, ou comment intégrer des dépannages à un
planning ? Certains services maintenance prennent prétexte de cette apparente
contradiction pour ne pas ordonnancer leurs activités. Si 90% de leurs activités sont
fortuites, ils ne peuvent guère faire autrement. Mais si, grâce à une efficace politique
préventive, les dépannages ne représentent que moins de la moitié de la charge de
travail, alors ce fortuit devient prévisible et facilement programmable !
En effet, l’organisation du service maintenance doit « coller » à ces difficultés
pour les résoudre sinon harmonieusement, du moins en « lissant » les imprévus : si
l’on sait par retour d’expérience des années passées, que 21 % de la charge de
travail annuelle est constituée de petits dépannages fortuits, nous réserverons pour
chaque unité d’ordonnancement 21 % de la capacité. 21 % de la semaine prochaine,
puis demain 21 % de la capacité disponible pour dépanner, etc. Ce qui s’avérera
insuffisant et trop pessimiste demain, et optimiste après-demain, puis à la longue
progressivement bien ajusté !
De la même manière que si est parfaitement incapable de prédire « pile ou
face » pour un évènement, nous savons le prévoir avec d’autant moins d’erreur
moins d’erreur relative que le nombre N d’évènements croît. Cette estimation
statistique de charge se nomme la « charge réservée ».
48
11.1.2 Terminologie de l’ordonnancement
a) Notions de charge et de capacité
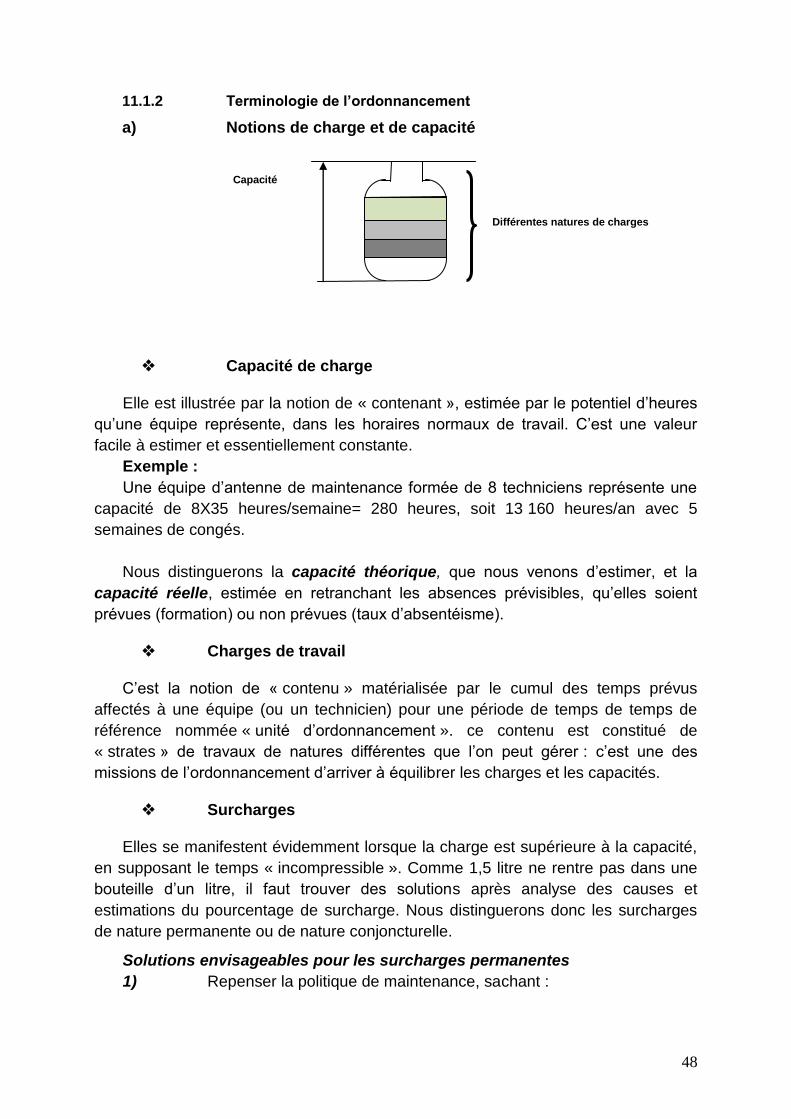
Capacité
Différentes natures de charges
Capacité de charge
Elle est illustrée par la notion de « contenant », estimée par le potentiel d’heures
qu’une équipe représente, dans les horaires normaux de travail. C’est une valeur
facile à estimer et essentiellement constante.
Exemple :
Une équipe d’antenne de maintenance formée de 8 techniciens représente une
capacité de 8X35 heures/semaine= 280 heures, soit 13 160 heures/an avec 5
semaines de congés.
Nous distinguerons la capacité théorique, que nous venons d’estimer, et la
capacité réelle, estimée en retranchant les absences prévisibles, qu’elles soient
prévues (formation) ou non prévues (taux d’absentéisme).
Charges de travail
C’est la notion de « contenu » matérialisée par le cumul des temps prévus
affectés à une équipe (ou un technicien) pour une période de temps de temps de
référence nommée « unité d’ordonnancement ». ce contenu est constitué de
« strates » de travaux de natures différentes que l’on peut gérer : c’est une des
missions de l’ordonnancement d’arriver à équilibrer les charges et les capacités.
Surcharges
Elles se manifestent évidemment lorsque la charge est supérieure à la capacité,
en supposant le temps « incompressible ». Comme 1,5 litre ne rentre pas dans une
bouteille d’un litre, il faut trouver des solutions après analyse des causes et
estimations du pourcentage de surcharge. Nous distinguerons donc les surcharges
de nature permanente ou de nature conjoncturelle.
Solutions envisageables pour les surcharges permanentes
1) Repenser la politique de maintenance, sachant :
49
- que le préventif diminue naturellement la charge corrective, mais
aussi la charge totale ;
- que le développement continu des « améliorations » diminue les taux
de défaillance, donc la charge corrective ;
- que le développement des méthodes-ordonnancement optimise les
temps d’opération et les aléas logistiques ;
- que les effets de ces politiques ne seront pas immédiats !
2) Externaliser les travaux éloignés des pôles de compétence des
techniciens (recentrage sur le « métier »).
3) Supprimer certains travaux (ils étaient donc inutiles ?).
4) Augmenter la productivité des techniciens par la motivation : mais
attention à ce que le gain de productivité ne se fasse au détriment de la
qualité des interventions.
5) Transférer les travaux de niveau 1 et 2 sur la production, dans une
logique de TPM.
6) Embaucher du personnel, pour augmenter la capacité tout en
sauvegardant le savoir faire interne relatif au maintien de la production.
Solutions envisageables pour pallier les surcharges conjoncturelles
1) Recourir aux heures supplémentaires (coûteux et fatiguant).
2) Demander un effort ponctuel d’efficacité.
3) Recourir à la sous-traitance, sachant qu’elle se prête mal à une
négociation dans l’urgence.
4) Renforcer les équipes, soit par transfert interne, soit par recours à
l’intérim.
5) Chercher des priorités d’urgence et reporter certains travaux.
6) Remplacer une réparation par un échange standard plus rapide.
7) Panacher ces solutions.
Remarque
Ce sont les services maintenance les plus surchargés qui ont le plus besoin d’une remise en cause de leurs méthodes et ordonnancement, et qui ne les remettent pas en cause, puisque surchargés…
sous-charges
Elles correspondent bien sûr à une surcapacité, de caractère permanent ou conjoncturel. Conjoncturelles, elles rendent disponible du personnel, ou bien elles sont masquées par la « volatilité » du temps de charge qui ajuste par miracle la charge à la capacité. Permanentes, elles posent le problème critique du sureffectif.
b) Notion de tâche et de projet
Notion de tâche
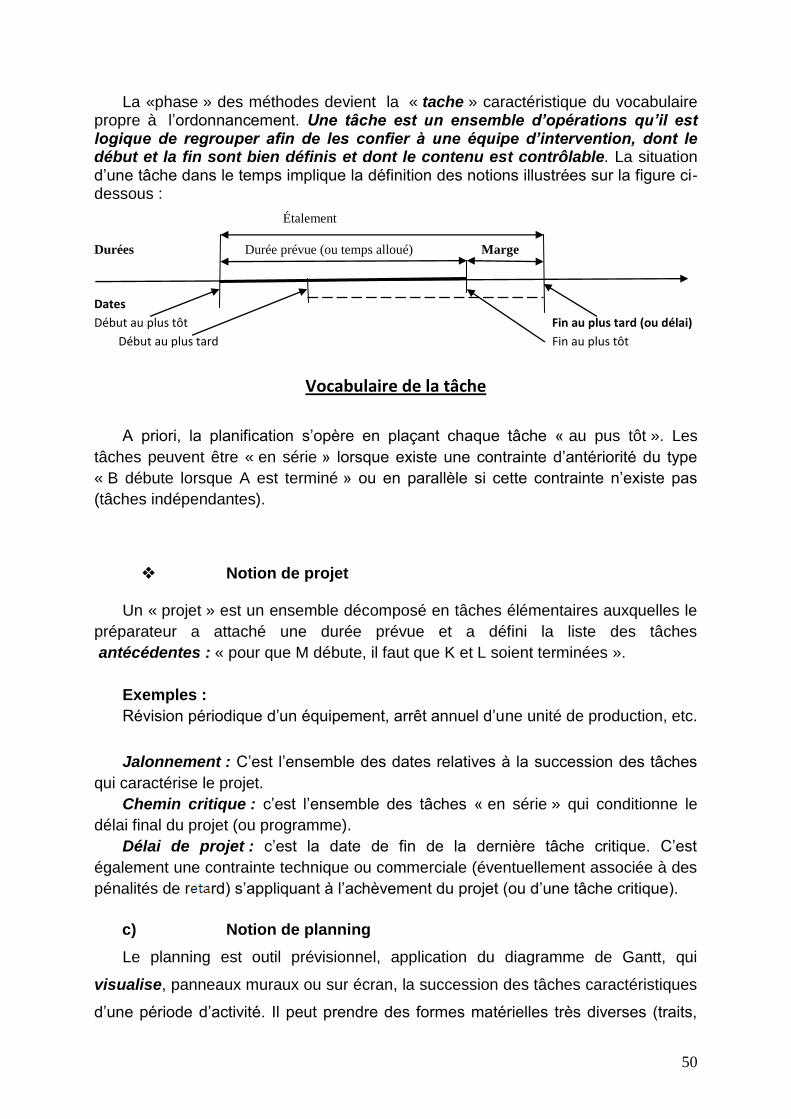
50
La «phase » des méthodes devient la « tache » caractéristique du vocabulaire propre à l’ordonnancement. Une tâche est un ensemble d’opérations qu’il est logique de regrouper afin de les confier à une équipe d’intervention, dont le début et la fin sont bien définis et dont le contenu est contrôlable. La situation d’une tâche dans le temps implique la définition des notions illustrées sur la figure ci-dessous :
Étalement
Durées Durée prévue (ou temps alloué) Marge
Dates
Début au plus tôt Fin au plus tard (ou délai)
Début au plus tard Fin au plus tôt
Vocabulaire de la tâche
A priori, la planification s’opère en plaçant chaque tâche « au pus tôt ». Les
tâches peuvent être « en série » lorsque existe une contrainte d’antériorité du type
« B débute lorsque A est terminé » ou en parallèle si cette contrainte n’existe pas
(tâches indépendantes).
Notion de projet
Un « projet » est un ensemble décomposé en tâches élémentaires auxquelles le
préparateur a attaché une durée prévue et a défini la liste des tâches
antécédentes : « pour que M débute, il faut que K et L soient terminées ».
Exemples :
Révision périodique d’un équipement, arrêt annuel d’une unité de production, etc.
Jalonnement : C’est l’ensemble des dates relatives à la succession des tâches
qui caractérise le projet.
Chemin critique : c’est l’ensemble des tâches « en série » qui conditionne le
délai final du projet (ou programme).
Délai de projet : c’est la date de fin de la dernière tâche critique. C’est
également une contrainte technique ou commerciale (éventuellement associée à des
pénalités de r rd) s’appliquant à l’achèvement du projet (ou d’une tâche critique).
c) Notion de planning
Le planning est outil prévisionnel, application du diagramme de Gantt, qui
visualise, panneaux muraux ou sur écran, la succession des tâches caractéristiques
d’une période d’activité. Il peut prendre des formes matérielles très diverses (traits,
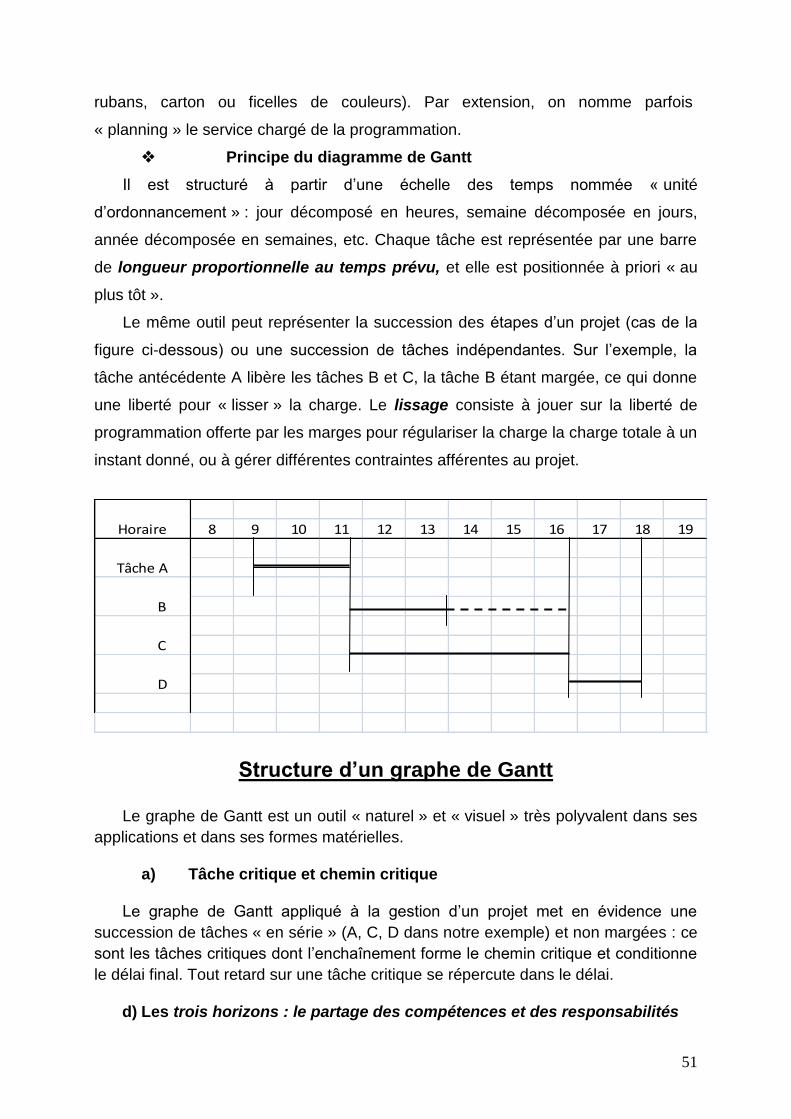
51
rubans, carton ou ficelles de couleurs). Par extension, on nomme parfois
« planning » le service chargé de la programmation.
Principe du diagramme de Gantt
Il est structuré à partir d’une échelle des temps nommée « unité
d’ordonnancement » : jour décomposé en heures, semaine décomposée en jours,
année décomposée en semaines, etc. Chaque tâche est représentée par une barre
de longueur proportionnelle au temps prévu, et elle est positionnée à priori « au
plus tôt ».
Le même outil peut représenter la succession des étapes d’un projet (cas de la
figure ci-dessous) ou une succession de tâches indépendantes. Sur l’exemple, la
tâche antécédente A libère les tâches B et C, la tâche B étant margée, ce qui donne
une liberté pour « lisser » la charge. Le lissage consiste à jouer sur la liberté de
programmation offerte par les marges pour régulariser la charge la charge totale à un
instant donné, ou à gérer différentes contraintes afférentes au projet.
8 9 10 11 12 13 14 15 16 17 18 19Horaire
Tâche A
B
C
D
Structure d’un graphe de Gantt
Le graphe de Gantt est un outil « naturel » et « visuel » très polyvalent dans ses
applications et dans ses formes matérielles.
a) Tâche critique et chemin critique
Le graphe de Gantt appliqué à la gestion d’un projet met en évidence une
succession de tâches « en série » (A, C, D dans notre exemple) et non margées : ce
sont les tâches critiques dont l’enchaînement forme le chemin critique et conditionne
le délai final. Tout retard sur une tâche critique se répercute dans le délai.
d) Les trois horizons : le partage des compétences et des responsabilités
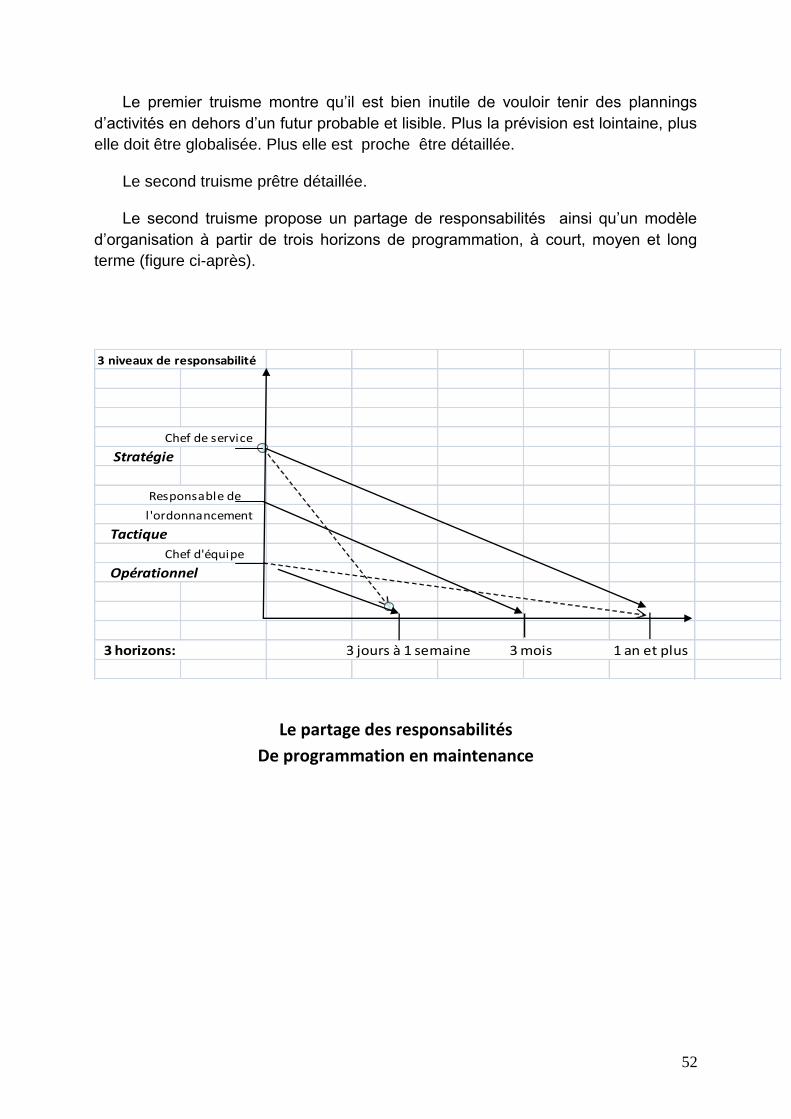
52
Le premier truisme montre qu’il est bien inutile de vouloir tenir des plannings
d’activités en dehors d’un futur probable et lisible. Plus la prévision est lointaine, plus
elle doit être globalisée. Plus elle est proche être détaillée.
Le second truisme prêtre détaillée.
Le second truisme propose un partage de responsabilités ainsi qu’un modèle
d’organisation à partir de trois horizons de programmation, à court, moyen et long
terme (figure ci-après).
Stratégie
Opérationnel
Chef de service
3 horizons: 3 jours à 1 semaine 3 mois 1 an et plus
3 niveaux de responsabilité
Responsable de
l 'ordonnancement
Tactique
Chef d'équipe
Le partage des responsabilités
De programmation en maintenance
53
11.2 Gestion de la Maintenance Assistée par Ordinateur
(GMAO) 11.2.1 Maintenance et informatique
La norme NF X -010 définit la maintenance comme étant l’ « ensemble des activités destinées à maintenir ou à rétablir un bien dans un état ou dans des conditions données de sûreté de fonctionnement, pour accomplir une fonction requise. Ces activités sont une combinaison d’activités techniques, administratives et de management ».
Parce que ces opérations devaient être assurées au meilleur coût, l’entreprise a été amenée progressivement à gérer la fonction maintenance de façon plus précise et plus rigoureuse.
Bien gérer, c’est connaître et décider en toute connaissance. Les entreprises ont donc mis en route des processus pour rassembler et
véhiculer l’information qui pouvait être utile. Le système d’information de gestion de la maintenance recouvre la création, le
suivi, le contrôle de toute l’information utile à la fonction : le système est utilisé pour le pilotage de la fonction maintenance, comme base de données documentaire, comme recueil de l’information vivante liée aux biens, l’ensemble permettant de fonder les décisions d’intervention journalière comme les décisions plus stratégiques de remplacement ou de renouvellement.
L’informatisation de la maintenance est très souvent venue tard dans l’entreprise : un des derniers pavés à informatiser après la comptabilité, la production, les achats…
On a tout d’abord développé et implanté les fonctionnalités dont on avait un besoin immédiat : le plan de graissage, les achats et la gestion des stocks de pièces de rechange. On a géré les travaux en appliquant une procédure pour la gestion des bons de travail, procédure que l’on respectait plus ou moins bien. En même temps que la maintenance a été reconnue comme fonction fondamentale dans l’entreprise, on a développé cette procédure et on l’a informatisé, ce qui a entraîné l’informatisation du fichier des équipements.
Pour intégrer tous ces îlots d’automatisation, bon nombre de progiciels sont apparus sur le marché, proposant de couvrir les fonctionnalités dont la maintenance souhaitait disposer. Il s’agissait de la naissance de la GMAO (Gestion de la Maintenance Assistée par Ordinateur ; CMMS pour Computer Maintenance Management System ; CAMM pour Computer Aided Maintenance Management).
54
11.2.2 Les progiciels de GMAO : l’offre du marché
La prolifération de produits GMAO lors des dernières années entraîne un
regroupement des entreprises, cet aspect étant à prendre en compte par les
acheteurs (critère de pérennité des produits et de l’entreprise). On peut distinguer
actuellement les produits informatiques suivants :
- les GMAO « Industrie », les plus nombreuses ;
- les GMAO « Parc », destinées à la gestion d’une « flotte » de véhicules ou
d’engins ;
- les GMAO « SAV », destinées à la gestion des services après vente ;
- les GMAO « Tertiaire », dont une sous-famille est dédiée spécifiquement à la
maintenance hospitalière.
A côté de ces GMAO sont proposés des produits logiciels connexes spécialisés,
comprenant :
- des supervisions, en particulier de type GTC (Gestion Technique Centralisée).
Certains modules de GMAO permettent l’interfaçage avec les supervisions
techniques de façon à intégrer les signaux et les mesures.
- des logiciels de gestion de projets, dont certains sont dédiés spécialement à la
gestion des grands arrêts de maintenance ;
- des systèmes experts d’aide au diagnostic et au dépannage ;
- des générateurs d’analyses fonctionnelles et d’AMDEC ;
- des produits d’analyses vibratoires de machines tournantes ou d’images
thermiques ;
- des systèmes de saisie par codes à barres.
En dehors des logiciels commercialisés sur le marché en France, les logiciels
de GMAO développés avec l’aide de services internes (cas des grandes entreprises)
ou avec le recours à une entreprise de service informatique représentaient, en 1998,
40% des GMAO en exploitation.
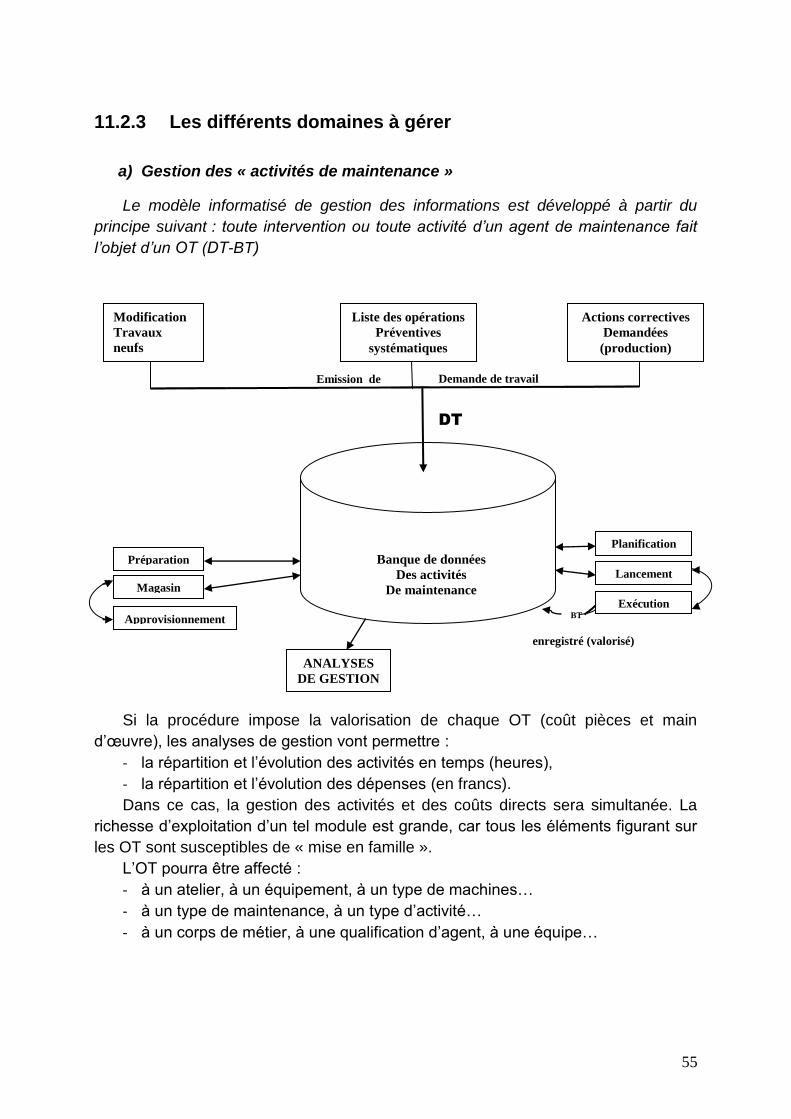
55
11.2.3 Les différents domaines à gérer
a) Gestion des « activités de maintenance »
Le modèle informatisé de gestion des informations est développé à partir du
principe suivant : toute intervention ou toute activité d’un agent de maintenance fait
l’objet d’un OT (DT-BT)
Si la procédure impose la valorisation de chaque OT (coût pièces et main
d’œuvre), les analyses de gestion vont permettre :
- la répartition et l’évolution des activités en temps (heures),
- la répartition et l’évolution des dépenses (en francs).
Dans ce cas, la gestion des activités et des coûts directs sera simultanée. La
richesse d’exploitation d’un tel module est grande, car tous les éléments figurant sur
les OT sont susceptibles de « mise en famille ».
L’OT pourra être affecté :
- à un atelier, à un équipement, à un type de machines…
- à un type de maintenance, à un type d’activité…
- à un corps de métier, à une qualification d’agent, à une équipe…
BT
enregistré (valorisé)
Modification
Travaux
neufs
(B. méthodes)
Liste des opérations
Préventives
systématiques
Actions correctives
Demandées
(production)
Planification
Lancement
Exécution
Préparation
Magasin
Approvisionnement
ANALYSES
DE GESTION
Banque de données
Des activités
De maintenance
Emission de Demande de travail
DT
56
b) Gestion des matériels
Informations à saisir pour assurer le suivi des machines :
- classement «suivant l’état » de la machine,
- relevé des « unités d’usage » (compteur individuel),
- mesure de la dérive des performances,
- résultat des rondes de surveillance,
- historique des défaillances,
- fiches d’analyse de défaillances,
- liste des rechanges consommés,
- consommation de lubrifiants, d’énergie,
- mesures de nuisance industrielles.
Pour une machine, l’élément d’information de base est l’historique.
De façon plus précise, l’estimation de la MTBF (fiabilité) et de la MTTR
(maintenabilité) permettra d’évaluer la disponibilité, qui est l’indicateur de gestion le
plus efficace.
c) Gestion des stocks et des approvisionnements
Domaine où l’informatique est « passé » dans les mœurs, de part le grand
nombre de données à traiter quotidiennement.
Fichiers de départ
- Fichiers des nomenclatures, contenant l’ensemble des consommables
contenus dans les dossiers-machines avec la référence-constructeur et avec
les interchangeabilités trouvées.
- Fichiers des fournisseurs (coordonnées, conditions financières, catalogue).
- Fichiers des réapprovisionnements automatiques.
- Fichiers des commandes volontaires avec saisie des factures dès réception,
avec délais
et frais d’approvisionnement.
- Saisie des mouvements :
BSM : Bon de Sortie Magasin,
BRM : Bon de Réception Magasin (réception d’une commande avec contrôle
des défauts).
Traitements principaux
- Gestion des stocks à réapprovisionner, à partir des paramètres :
stock minimal,
point de commande,
quantité à commander.
- Le gestionnaire peut disposer :
de la liste des pièces en stock,
éventuellement, de leur valeur actualisée,
des délais de consommation par machine et par secteur.
57
d) Gestion économique
Très importante, dans le cadre d’un budget global impliquant le suivi des
différents postes budgétaires. La ventilation des coûts sera le plus souvent
mensuelle.
Informations de départ
- Coût horaire indirect d’arrêt/machine (estimation de la production).
- Coûts horaires de main d’œuvre (par spécialisation et par niveau de
qualification).
- Coûts horaires des frais généraux (estimation de la comptabilité).
- Les BT remplis avec les temps passés certifiés exacts.
- Les BSM valorisés.
- L’archivage des coûts passés les années antérieures.
- Les factures (travaux sous-traités, contrat de maintenance, outillages…)
Ventilation des coûts par machine Une codification permet l’imputation de ces coûts : - A un type d’incident, suivant son origine,
- A un sous-ensemble fonctionnel.
Ventilation des coûts par type d’action de maintenance
- Coûts des actions correctives.
- Coûts des actions préventives systématiques.
- $coûts des actions préventives conditionnelles.
- Coûts des rondes, visites, actions de surveillance.
- Coûts de la lubrification.
- Coûts de l’entretien général.
- Coûts dossiers d’amélioration.
- Coûts travaux neufs.
- Coûts travaux sous-traités.
- Coûts rénovation – matériel.
- Coûts travaux sécurité.
- Coûts prestations extérieures.
La comparaison et la part relative de chacun de ces coûts est un élément
important du « tableau de bord ».
Ventilation des coûts par service, par atelier…
Elle se fera suivant la spécificité de chaque entreprise.
e) Gestion des investissements
Informations de départ
- Frais d’achat et d’installation.
- Durabilité estimée.
58
- Type de financement.
Le traitement consiste à juger de la rentabilité, de l’amortissement et des
conditions économiques de financement.
Indicateurs principaux
- Les coûts moyens annuels de maintenance.
- Les coûts annuels de possession.
- Les graphes de LCC « cycle de vie » et les bilans d’exploitation.
3.6 Gestion des moyens humains
Informations de départ
- Structure de l’effectif. Répartition
par service,
par qualification et spécialisation,
par ancienneté moyenne.
- La formation : relevé des heures internes, externes.
- Les conditions de travail : relevés des salaires et des promotions passées.
Indicateurs principaux
- Taux d’affectation (exemple : nombre de salariés maintenance/nombre de
salariés entreprise).
- Taux d’encadrement.
- Taux de fréquence et de gravité des accidents du travail.
- Taux d’ancienneté…
L’exploitation de ces indicateurs, par comparaison avec des références
extérieures (entreprises semblables, enquêtes de revues professionnelles), peut
permettre une correction de la politique sociale.
Exemples : plan de formation, d’embauche, de réaffectation interne…
3.7 Remarques
Ces listes d’indicateurs possibles formées à partir des informations recueillies
n’ont pas l’ambition d’être exhaustives ! Mais la démarche est valable quelle que soit
l’activité du service :
- Quels indicateurs sont utiles pour décider, améliorer, orienter,… ?
- Quelles données permettent de former ces indicateurs ?
- Comment, où, sur quoi puis-je saisir ces données ?
11.2.4 L a conduite d’un projet GMAO
a) Importance de l’aspect humain dans la réussite du projet
Le projet GMAO est pour le service maintenance un projet « structurant »
remettant en cause des habitudes de travail, donc susceptible de modifier en
profondeur l’état d’esprit et la motivation des acteurs. C’est l’opportunité pour
59
réorganiser un secteur, pour optimiser des procédures, pour élever le niveau de
sensibilité à la gestion de tous les acteurs, pour en promouvoir certains.
Il ne faut pas négliger ni sous-estimer le poids de la formation dans le coût du
projet : l’acceptation de l’outil est la condition incontournable de réussite du projet,
son refus la cause majoritaire d’échec.
Or il ne peut y avoir d’acceptation sans stratégie de formation adaptée au niveau
de départ des techniciens.
b) Les étapes du projet
Elles seront différentes suivant que le projet est « intégrer » à un programme
informatique conduit au niveau de l’entreprise, ou qu’il est « autonome » car conduit
au niveau du seul service maintenance. Dans ce cas, la maintenance aura
davantage de liberté, mais aussi le poids de la maîtrise du projet. Ce cas implique la
nomination d’un chef de projet interne, détaché à plein temps pendant une période
voisine d’une année suivant l’ambition du projet.
Les étapes seront également différentes suivant qu’il s’agit de « démarrer » une
première GMAO ou de renouveler une ancienne GMAO, ce qui pose dans ce cas le
problème de récupération des données et du « basculement » de l’ancienne sur la
nouvelle.
b) Les préalables
Dans tous les cas, comme dans tout projet d’ailleurs, une forte implication de la
direction est indispensable. Elle se manifestera par un plan de communication
interne, la rédaction de directives encadrant le projet, dont le partage entre les
ressources internes et externes allouées. La nomination d’un chef de projet entouré
à temps partiel d’un groupe de pilotage et l’affectation de moyens (salles de travail
équipée en informatique) sont indispensables.
Une GMAO n’est qu’un outil, certes structurant, mais incapable d’organiser un service. L’implantation ne peut se réussir qu’à partir d’une organisation ayant fait auparavant la preuve de son efficacité.
c) Les études faisabilité
Elle passe par le dimensionnement du projet en termes de ressources
matérielles, humaines et financières, menées si nécessaire avec l’aide d’un
consultant expérimenté au GMAO.
L’étude de faisabilité doit surtout s’appuyer sur un audit visant à établir une
photographie de la fonction maintenance « à l’origine », à identifier ses points faibles
et en déduire si le projet d’informatisation est pertinent.
d) Rédaction d’un cahier des charges de consultation
il ne suffit pas d’établir un cahier des charges technique et gestionnaire de la
fonction (voir la liste des modules et de leurs propriétés), mais de prendre des
critères :
- d’intégration immédiate et à moyen terme dans l’informatique de l’entreprise ;
- de qualité du conseil, du service client et de l’assistance ;
60
- de pérennité du fournisseur et du produit ;
- de transfert de compétence vendeur client, installateur utilisateur
pour une autonomie rapide ;
- de formation : plan de formation quantitatif et qualitatif ;
- d’évolution, interfaçage et de paramétrage ;
- de convivialité et d’ergonomie ;
- d’implantation.
L’idée du « juste nécessaire » doit éviter d’invertir dans des fonctions inutiles,
inadaptées, superflues et coûteuses. L’expérience montre qu’il vaut mieux chercher à
dégonfler l’enveloppe budgétaire par cette recherche du juste nécessaire que sur la
formation et l’assistance !
e) Choix de l’outil GMAO et des modules nécessaires
il reste à , passer un appel d’offres détaillé (dimensionnement, technologies,
nombre de terminaux, cahier des charges fonctionnel, etc.),puis à effectuer les
essais sur deux ou trois produits présélectionnés.
Le choix définitif étant réalisé, une négociation est toujours souhaitable avant de
passer la commande.
f) Implantation, plan de formation et démarrage
le moment de l’implantation doit être bien choisi, en dehors d’une période de
forte activité, et doit être précédé d’une forte information, la crainte « à priori » de
l’informatique étant toujours forte. Cette information doit porter à la fois sur les
objectifs généraux de l’informatisation, sur les caractéristiques de l’outil sélectionné
et sur le rôle de chaque acteur.
11.2.5 Quelques causes d’échec
En France le taux d’échec total ou partiel de l’implantation d’une GMAO est élevé
puisque 30% des projets avortent : certains ne remplissent pas les fonctions prévues,
d’autres entraînent des dépenses considérables de budget.
Quelques causes qu’il vaut mieux identifier pour mieux les contourner :
a) Insuffisance de la prise en compte des facteurs humains
Nécessité d’un plan de communication précédent un plan de formation pour
éviter une dynamique de rejet.
b) Insuffisance de l’organisation initiale
Là où la technicité est insuffisante, là où l’organisation est inefficace et là où le
climat social est dégradé, l’implantation est vouée à l’échec, et que le remède GMAO
sera pire que le mal initial.
c) Projet mal piloté, confusion et absence d’objectifs clairs
61
Les objectifs du projet doivent être clairement identifiés par tous. Ce projet n’est
jamais une fin en soi, mais seulement un outil au service d’un projet global
d’amélioration de l’efficacité de la maintenance.
d) Le projet est vu sous son seul aspect technique
Lorsque les acteurs du projet, et spécialement l’encadrement, ne sont pas
suffisamment sensibilisés à la gestion économique, l’utilisation de l’outil risque de
dériver vers la seule maîtrise technique des évènements, qui ne permettra pas un
bon retour sur investissement, la réduction des coûts de maintenance étant un des
éléments clés du projet.
e) Difficultés de démarrage et de formation sous-évaluées
Les vendeurs de GMAO, pour des raisons commerciales, on parfois tendance à
sous-estimer les difficultés, les temps et les coûts de démarrage et de formation.
f) Le « juste nécessaire » est surévalué
L’expression des besoins de chacun amène naturellement à une surabondance
de demandes qu’il faudra tempérer par un arbitrage dans le respect de l’enveloppe
allouée.
g) Exploitation de la GMAO insuffisante
« La seule justification de l’investissement GMAO est l’analyse pertinente des
données aux fins de propositions d’amélioration permanente de la maintenance ».
12- EXTERNALISATION des TRAVAUX
Faut-il continuer à faire soi-même ou sous- traiter ? C’est une question
stratégique que toute société industrielle ou artisanale se pose aujourd’hui. En
transférant leurs activités non stratégiques à des prestataires extérieurs, les
entreprises peuvent se recentrer sur leur cœur de métier ; les activités qui n’utilisent
pas les compétences du cœur de métier et qui ne reposent pas sur les savoir-faire
spécifiques de l’entreprise peuvent théoriquement être externalisées.
12.1 Les bénéfices de l’externalisation :
En externalisant, une société peut profiter des dernières techniques et de
meilleures compétences dans le domaine de la sous-traitance. Il en résulte des
économies d’échelles (exemples : réductions des coûts, partage de compétences…)
et la sortie du bilan de certaines immobilisations (exemples : externalisation de
stocks de pièces de rechange, appareils de mesure couteux, outillages
spécifiques…).
Ce type d’externalisation bâti dans une perspective de réduction des coûts n’est
qu’une étape vers un partenariat. Celui-ci débouche sur un processus qui s’engage
sur des gains de performance qui seront ensuite partagés.
62
On constate aussi une amélioration de la qualité de service car le prestataire
externe dispose de l’expérience requise et de la logistique appropriée pour
s’acquitter de la tâche qui lui est dévolue. Lorsqu’une industrie confie sa
maintenance à un mainteneur professionnel, celui-ci utilise des moyens qui
dépassent ceux qui aurait pu mobiliser le client. Et ce, sans qu’elle doive en propre
réaliser des investissements nécessaires dans des domaines spécialisés.
12.2 Les risques de l’externalisation :
En dépit de ces avantages (coût, qualité, conformité réglementaire…) les
opérations d’externalisation comportent certains risques. En effet des fonctions non
stratégiques à un certain moment peuvent se révéler ultérieurement comme des
processus critiques pour la vie de l’entreprise.
12.3 Le contrat de sous-traitance : 12.3.1 Le facteur humain, condition essentielle de la réussite du contrat
La réussite d’un contrat se traduit bien évidemment de façon financière ; mais
personne ne doit être perdant.
Le contrat doit donc couvrir les modalités de durée, de prix, de description
précise des prestations, de modalités des échanges d’informations, de niveau
minimal du service, de suivi et d’appréciation des résultats, des prestations, du
partage des rôles et des responsabilités, de la sécurité des biens et des personnes,
de la propriété et de confidentialité des informations , du bonus malus liés aux
performances, de transférabilité du contrat, des échéances, de la gestion des
dysfonctionnements, de la conséquence d’un dépôt de bilan, de l’évolution
contractuelle…
Le facteur humain dans un contrat d’externalisation est essentiel. Il est
indispensable de bien choisir la personne responsable du contrat car les acteurs
doivent avoir une réelle capacité à communiquer avec les salariés internes et
externes.
12.3.2 L’optimisation :
L’objectif d’une société est d’optimiser ses marges en réduisant ses coûts de
fonctionnement. Une maintenance efficace permet aussi un retour sur investissement
plus rapide sur les installations.
63
12.4 Les partenaires 12.4.1 Le nombre de sous-traitants
Le nombre idéal est de deux sous-traitants par métier, l’un couvrant 40% du
chiffre d’affaires, et l’autre 60%.
Pourquoi deux ?
a) Plus il y a de sous traitants, plus cela représente pour le client de travail
dans le suivi des contrats (contrôle, traitement administratif)
b) En réduisant le nombre de prestataires, on peut obtenir des volumes
suffisants pour retenir le prestataire en permanence sur le site, ce qui
permet de réduire les délais d’attente en cas d’actions correctives.
c) Un seul prestataire, cela peut être dangereux, s’il est en position de
monopole. On ne peut pas faire de comparatif en matière de prix, on est à
la merci des risques sociaux et matériels pesant sur le prestataire….
d) On assure la pérennité de la prestation en cas de défaillances d’un des
deux partenaires.
e) La situation idéale est donc de deux prestataires avec une mise en
concurrence et une cotation annuelle pour repartir les 40 ou 60%.
1. Le client et le prestataire doivent être des partenaires
Les causes possibles de ruptures de contrat par le client ou le prestataire :
a) Changement de stratégie du client quand celui-ci souhaite reprendre
l’activité
b) Restructuration de la société
c) Fusion ou acquisition de la société
d) Changement des hommes responsables du contrat
e) Insatisfaction d’une de parties
Il faut rédiger des contrats de sous-traitance pour définir les devoirs de chacun
des acteurs (le client et le prestataire).
Tout va forcément bien au début mais parfois il faut se séparer et, dans ce cas, il
faut prévoir un contrat qui permette des ruptures sans problème majeur.
13.5 Les critères de sélection d’un sous traitant : Le partenaire extérieur doit posséder les aptitudes permettant d’intervenir dans
les mêmes conditions de sécurité qui prévaudraient chez le client. Il doit être à
même de maintenir ces conditions optimales tout au long de la durée du contrat.
Les éléments suivants peuvent être pris en compte :
1. Compétences techniques et qualifications professionnelles du personnel
intervenant
2. Moyens d’encadrement affectés
3. Aptitude et capacité à satisfaire l’ensemble des réglementations en
vigueur et les dispositions prévues dans le contrat
64
4. Moyens techniques et organisationnels en matière de sécurité, d’hygiène,
de protection de l’environnement et des résultats obtenus.
5. Adaptation avec le type d’organisation du client
6. Expérience jugée au travers de références ou de référentiels contrôlables
7. Formation régulière, adaptée au contexte du travail et actualisée,
dispensable au personnel en matière de sécurité
8. Les moyes de communications entre les partenaires pour des
interventions optimisées
9. Les coûts des prestations du contrat en tenant compte (très important) des
coûts des prestations hors contrat. Sur ce point, il est très important de
faire un comparatif avec les coûts complets internes que le client
supporterait s’il était autonome
10. Il est souhaitable de connaître et de se faire communiquer le dossier en
matière de sécurité du prestataire avec les éléments suivants :
a) Définition de sa politique de sécurité ;
b) Indication des taux de fréquence et accidents significatifs ainsi que
retour d’expérience ;
c) Formation à la sécurité organisée pour leurs salariés ;
d) Mention des risques liés à leur activité professionnelle ;
e) Mesures de prévention, organisation et consignes destinées à maîtriser
ces risques ;
f) Définitions des protections collectives et individuelles ainsi que les
procédures pour l’application et la mise en œuvre de celles-ci.
13.6 Ce qui est important pendant la période d’exploitation du contrat
1. Assurer la traçabilité des opérations
2. Maintenir une documentation de l’outil de production TQC (« Tel Que
Construit »)
3. Suivre l’exécution (pour le client) des contrats avec une équipe
compétente et faire des audits pour vérifier que l’on paie ce qui ce qui
convenu.
13- Qualité
Les notions de fiabilité et qualité sont indissociables. Si la qualité est prise dans
son sens général de « satisfaction du besoin de l’utilisateur », il est évident que la
fiabilité (ou disponibilité) est un des éléments de la satisfaction de l’utilisateur :
fiabilité = probabilité de bon fonctionnement.
Si la qualité est prise dans le sens de « qualité initiale », nous pourrons dire que
la qualité initiale garantit la conformité d’un produit à ses spécifications, alors que la
fiabilité mesure son aptitude à y demeurer conforme au long de sa vie utile.

65
La mise en place d’un plan assurance qualité est une des exigences des normes
ISO 9000 reprise par les normes européennes (CEN) et AFNOR (NF). L’implication
des services de maintenance pendant tout le cycle de vie, leur participation directe
aux processus de fabrication et à la qualité de produits fabriqués ou services rendus,
la complexité des opérations majeures de maintenance, réalisées en interne ou
externalisées, ne peuvent qu’inciter à élaborer un plan d’assurance de la qualité
spécifique (PAQS) et à l’imposer à tout intervenant extérieur. Il s’appuie alors lui-
même sur les plans d’assurance qualité (PAQ) du propriétaire/exploitant du bien.
66
BIBLIOGRAPHIE
1. François MONCHI, La Fonction Maintenance
2. François MONCHI : Maintenance, Méthodes et Organisation
3. Jean-Claude FRANCASTEL : Ingénierie de la Maintenance, de la
conception à l’exploitation d’un bien
4. Francis LAMBERSEND, Organisations Industrielles : Organisation et Génie
de Production
5. Alain COURTOIS, Maurice PILLET et Chantal MARTIN-BONNEFOUS,
gestion de Production
6. Daniel BACHELIER, Contrat de Maintenance
7. Jean-Marie AUBERVILLE, Maintenance Industrielle de l’entretien de base
à l’optimisation de la sûreté
8. Jean-Marie CHATELET : Méthodes productique et qualité.
9. Marc FRÉDÉRIC, Mettre en œuvre une GMAO
Recommended