Embed Size (px)
Citation preview
WEKA GUIDE PRATIQUE DU RESPONSABLE DE MAINTENANCE 1997
Sommaire :
1. ECONOMIE ET ENJEUX DE LA MAINTENANCE 2
2. MISSIONS, ROLE ET RESPONSABILITE DU RESPONSABLE DE MAINTENANCE (PLD) 2
2.1. Les missions du responsable de maintenance (PLD) 2 2.1.1. Délimiter le système productif 4 2.1.2. Positionner la fonction maintenance vis à vis des autres fonctions de l’entreprise 11 2.1.3. Définir le service attendu 14 2.1.4. la structuration du service 17 2.1.5. l’organisation des activités 18 2.1.6. la métrique, la mesure et le suivi des activités 21 2.1.7. Le suivi budgétaire de la maintenance 24
2.2. L’animation des équipes et des interlocuteurs (PLD) 25
2.3. La responsabilité du responsable de maintenance (PLD) 27
2.4. Les évolutions de carrière du responsable de maintenance (BG) 29
3. LA MAINTENANCE AU SERVICE DE L’ENTREPRISE 30
3.1. Maintenance et la production (PLD) 33 3.1.1. Total Productive Maintenance 33 3.1.2. Du bon usage des temps machines 33
3.2. Maintenance et les méthodes (PLD) 35 3.2.1. Aspect fonctionnel des méthodes 35 3.2.2. Agir avec méthodes 36
3.3. Maintenance et la qualité (PLD) 37 3.3.1. Qualité et maintenance : faux jumeaux 37 3.3.2. Maintenance et qualité interne 37
3.4. Maintenance et les études (PLD) 39
4. LA PREVENTION DES PANNES 40
4.1. Type de maintenance et durée de vie 41
1. Economie et enjeux de la maintenance
2. Missions, rôle et responsabilité du responsable de maintenance (PLD)
2.1. Les missions du responsable de maintenance (PLD)
Lorsque l’on pense maintenance, l’image la plus fréquente qui surgit est celle du dépanneur auprès d’une machine. Cette image naïve et bien ancrée dans la culture commune ne traduit qu’une infime partie des activités de la maintenance. D’une manière générale, la maintenance consiste à satisfaire les conditions de bon fonctionnement d’un système productif. Si l’on se contente de cette définition, et le cas n’est pas rare, les missions du responsable de maintenance offrent un grand champ de liberté, mais également un grand nombre de sources de conflits et de dysfonctionnements. Cet état s’explique essentiellement par le fait que parmi les nombreuses responsabilités au sein des entreprises, celles de la fonction maintenance sont parmi les plus complexes à cerner. Quatre principaux éléments en sont la cause : - la difficulté de caractérisation et de délimitation du système productif ; - le positionnement et l’intégration de la « fonction » maintenance vis à vis de l’entreprise - la difficulté de la définition tant qualitative que quantitative du service attendu, - l’extrême polyvalence des compétences requises. Hormis ces points, sur lesquels une des premières missions du responsable de maintenance sera d’apporter des réponses, les missions du responsable de maintenance recouvrent vis à vis des autres fonctions des participations au pilotage de l’entreprise via des communications sur le niveau de service attendu, atteint et la disponibilité prévisionnelle, en temps réel, et passé du système productif. Enfin, comme tout responsable d’activités, la majorité des missions du responsable de maintenance est orientée vers le fonctionnement opérationnel de son service, à savoir : - la structuration du service ; - l’organisation des activités,

- la métrique, la mesure et le suivi des activités - le suivi budgétaire de la maintenance - le management des équipes - la veille technologique et la mise en oeuvre des évolutions L’ensemble de ces points couvre le cadre des missions du responsable de maintenance.
2.1.1. Délimiter le système productif Qu’appelle-t-on un système productif ? La raison d’être d’une entreprise est de réaliser de la « plus value » à partir d’activités, et le système productif est construit à partir de l’ensemble des activités engendrant cette valeur ajoutée directe. Le débat, tant de fond que de forme, sur la notion de création de valeur ajoutée est un « tonneau des danaïdes ». Cependant, si à l’instar de nombreuses fonctions de l’entreprise, la maintenance ne crée pas de valeur ajoutée directe elle n’en constitue pas moins le premier élément déterminant de la qualité et de la quantité de cette valeur. Soit l’exemple d’un cycliste lors d’une compétition; la valeur ajoutée dans ce cas est la distance parcourue et le temps mis, le vélo le système productif et le cycliste l’acteur du système : « le producteur ». Hormis les qualités intrinsèques du cycliste et du vélo, deux conditions sont indispensables à la réussite du challenge : l’état du vélo et la capacité de l’équipe à intervenir sur un incident. Alors pourquoi délimiter le système productif est-il si important ? D’une part, il serait possible d’imaginer que la chaîne ou les pneus, pour des causes de « non-dit », sont exclus des interventions de maintenance ! Et à l’inverse, que l’équipe se charge de la maintenance de l’état de la chaussée ! Cet exemple caricatural montre l’importance de cette définition préalable. Il est donc, pour un fonctionnement optimal de l’ensemble « système productif / maintenance », indispensable pour la responsable de maintenance, comme pour l’entreprise, de formaliser précisément les éléments objets de la valeur ajoutée directe. Criticité, spécificité, nature, sont des critères techniques de recensement de ses éléments objets. Dimension de l’équipe, savoir, savoir-faire, savoir-être en sont les critères sociaux. Valeur du « parc », investissement, budget de fonctionnement les critères économiques et enfin positionnement stratégique de la maintenance pour l’entreprise. C’est à travers l’analyse de ces différents critères que se détermine le fondement non seulement des missions du responsable maintenance, mais aussi du fonctionnement harmonieux des activités maintenance.
Nature des objets à maintenir.
Il s’agit ici d’identifier ceux qui relèvent du service ou du matériel. Traditionnellement, la maintenance concerne le domaine du matériel, mais le développement rapide des services et la part grandissante des normes

« qualité » dans les entreprises amènent à se poser la question suivante : La performance d’une chaîne de traitement d’un service, comme la création d’une facture, une « hot line » informatique, le traitement d’un dossier client ... ne dépend elle pas, dans la mesure où ce service est une production répétitive, de la qualité du maintien des processus et de l’évolution des supports ? Dans un premier temps il faut se contenter de se poser la question pour mieux délimiter le cadre du système productif, car si en terme de logique, la maintenance concerne tout les systèmes productifs, y compris les immatériels, dans la réalité les compétences requises pour la maintenance des services sont différentes de celles du matériel. Face à cette problématique, il existe probablement une réponse en terme de « nouveaux » métiers maintenance pour les entreprises dont la valeur ajoutée est produite par des prestations de service. A partir du critère « nature des objets », on obtient la liste initiale des « objets » à maintenir.
Spécificité
Affecter une spécificité aux objets à maintenir consiste à définir pour chaque élément, la liste des spécialités de la maintenance (mécanique, électronique, ...) nécessaires pour assurer un fonctionnement optimal de l’objet maintenu. Cet ensemble de spécialités permet de disposer de deux supports importants dans la gestion de maintenance. Premièrement, la liste exhaustive des spécialités en terme de métiers concernés par la maintenance et de la croiser avec les métiers et la culture de l’entreprise : ce qui permet de construire le référentiel des compétences requises par spécialité. Deuxièmement, d’affecter à chaque objet la spécialité prédominante en terme de responsabilité. Ce qui permet d’obtenir un des critères de dimensionnement des équipes. Le critère de spécificité permet donc : d’identifier les spécialités requises pour la maintenance des « objets » d’affecter des responsabilités par « objet »
Criticité
Egalement appelé sensibilité, ce critère est relatif à l’importance de la perturbation engendrée dans le système productif par le dysfonctionnement d’un « objet ». C’est, sans conteste possible, le critère le plus difficile à déterminer et également le plus susceptible de variation car dépendant directement de la production du moment. De plus il n’est pas forcément proportionnel au coût ou à la dimension de l’objet; une panne d’alimentation électrique de quelques secondes dans un univers fortement informatisé est plus critique qu’un bris de machine sur une chaîne en sous-exploitation.
Il est néanmoins indispensable car à l’origine de l’organisation géographique des points de maintenance et des priorités d’interventions. Ce critère est à déterminer avec les responsables de production, afin de s’entendre sur la mesure de la perturbation (perte de matière, retard de livraison, chômage des équipes, ...) mais également pour sensibiliser à l’importance pour les équipes de production de détecter et de signaler le plus en amont possible les signes précurseurs de dysfonctionnement. Ce critère, qui peut prendre la forme d’une notation de 1 à 5, est exploité dans le cadre de l’organisation et de la disponibilité des équipes d’intervention.
LES DIFFERENTS CLASSEMENTS DES EQUIPEMENTS DE PRODUCTION
CCS : Eléments appartenant au chemin critique de sécurité (dont la défaillance met en cause la sécurité des biens et des personnes. CCP : Eléments appartenant au chemin critique de production (défaillance → arrêt instantané de production). CSCP : Chemin sous critique de production (arrêt non instantané de production) CDT : Chemin à défaillance tolérée (la défaillance ne remet pas en cause la production)
Dimension de l’équipe
De toutes les questions que se posent les responsables de maintenance, la plus incontournable est celle du dimensionnement de l’équipe. Elle fait intervenir les facteurs de compétences, ceux à caractères sociaux et inévitablement ceux d’ordre économique, et l’équilibre est toujours le résultat de fortes contraintes et discussions. D’une manière naturelle et par les liens de dépendances qui les unissent, l’organisation des activités liées à la maintenance se calque sur celle de la production. Mais le schéma type d’organisation se trouve confronté à de biens plus nombreux cas d’applications qui font que de l’équipe de base (de 6 à 10 « etam » et 1 cadre) à la structure d’entreprise à part entière de plusieurs centaines de salariés avec des structures économiques propres (chiffre d’affaires, relation clients <=> fournisseurs, ...) à l’instar des grandes compagnies aériennes, la dimension de l’organisation maintenance offre un choix très ouvert. Alors sur quoi le responsable de maintenance peut-il s’appuyer pour optimiser et justifier le dimensionnement de l’équipe ? Par définition la gestion de maintenance est un euphémisme, car qui dit gestion dit prévision, et la part d’imprévu et de dépannage est souvent très importante dans l’activité. A la différence des activités de production, la
charge de travail de la fonction maintenance et par nature irrégulière. Pour répondre à la question du dimensionnement de l’équipe, le responsable de maintenance doit dans l’optique d’une gestion efficace faire l’exercice, virtuellement dans un premier temps, de lisser cette charge de travail. En premier lieu il convient donc pour le responsable de maintenance de mettre en place un ratio positionnant les activités planifiables et non planifiables. Une attention particulière doit être portée sur la « métrique » ou l’unité de mesure choisie. Le nombre d’heures d’interventions est à bannir car non représentatif de la présence dans l’entreprise : lui préférer donc une métrique en terme de disponibilité incluant l’acte de maintenance et les conditions de sa réalisation. Le deuxième point est plus contextuel, il dépend des caractéristiques du système productif préalablement définies. Combien de spécialités différentes ? Quel est le nombre d’objet à maintenir ? Quelle est leur tolérance en terme de délais d’intervention ? Une fois les réponses à ces questions obtenues, il convient d’examiner trois axes concernant de la répartition de la charge de travail: - Le développement de la maintenance préventive ; - La prise en charge par les équipes maintenance des travaux de transformation, rénovation et travaux neufs ; - L’utilisation de la sous-traitance. A partir des différents éléments recueillis ci-dessus, nous avons la plupart des informations nécessaires pour dimensionner théoriquement les besoins de l’organisation maintenance. Cependant, le cas où le terrain « maintenance » est vierge de tout historique est illusoire, et il convient dans la majorité des évolutions de l’organisation maintenance d’un système productif de prendre en compte l’existant des équipes en place. L’exercice précédent est néanmoins incontournable car il constitue une référence « maintenance » pour le système productif indispensable tant pour les audits que pour les changements techniques, organisationnel que sociaux
Savoir, Savoir-faire et Savoir-être
Pendant toute la montée en puissance des sociétés industrielles, soit depuis le début du siècle, la maintenance à été considéré comme un mal nécessaire de la production, fréquemment aux ordres de cette dernière elle ne disposait d’aucune autonomie lui permettant de s’autogérer. Elle a de fait développée des dimensions et des compétences d’ordre techniques (entretien, réparation) et organisationnelle (articulation entre maintenance et production). La mise en place des systèmes comptables dynamiques et en particulier la comptabilité analytique a permit de faire émerger la notion de centre de coût
alors que parallèlement se posait la question du rôle économique et stratégique de la maintenance dans la création de « valeur ajoutée » sous la forme des calculs de coûts globaux ou des coûts de non-maintenance. Aujourd’hui savoir si la maintenance doit être un centre de coûts où un centre de profit, n’est plus une question de choix stratégique mais de taille et de nature d’activité et aux compétences d’origines techniques et organisationnelles s’est adjoint des compétences « amonts » comme la recherche des performances (maintenabilité, fiabilité, ...), méthodologiques (planification, logistique, ...) et « opérationnelles » comme la sécurité des personnes et de l’environnement ou de gestion (choix des méthodes et des investissements, recours à des tiers, ...). En règle générale, le triangle de compétence « technique/communication/gestion » est le plus apte à satisfaire les missions dévolues à la maintenance, et dans les équipes de petites dimensions (6 à 20 personnes) le caractère polyvalent et interchangeable est à favoriser tant dans la constitution de l’équipe qu’au cours des actions de formation continues. Pour les équipes plus conséquentes, la répartition par spécialités doit être déterminée par les facteurs de criticités et les volumes de charges planifiables.
Valeur du « parc »
Comme nous l’avons pressenti jusqu’à présent, l’évolution au cours du siècle de la maintenance en passant de l’entretien au centre de profit à profondément évoluée et s’est considérablement enrichie et complexifiée. Cette évolution fait qu’aujourd’hui, la maintenance est de plus en plus comptable du bien qui lui est confié tant sur les plans de la disponibilité que de la maintenabilité, fiabilité, amélioration, évolution et sécurité. L’importance de la dimension économique dans la maîtrise de la fonction maintenance fait que la connaissance de la valeur de chaque « objet » est déterminante dans le choix des méthodes de maintenance à appliquer (prédictif, conditionnelle, systématique, palliative, curative) ainsi que pour les stratégies de maintenance (TPM, sous-traitance, télémaintenance, spécialisation) et la politique de gestion des rechanges et de la documentation. Deux principales méthodes de calcul pour la valeur du parc sont à retenir : - la valeur de remplacement moins la valeur amortie pour les petits équipements - le coût global pour les équipements conséquents :
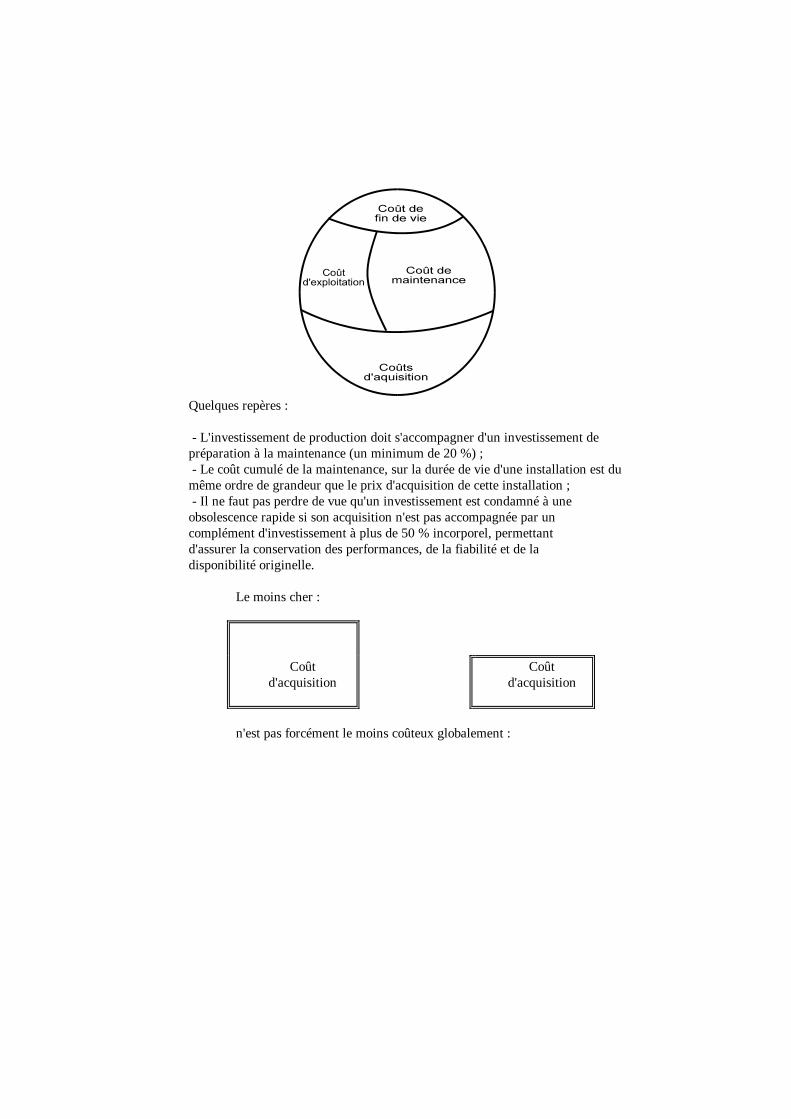
Quelques repères : - L'investissement de production doit s'accompagner d'un investissement de préparation à la maintenance (un minimum de 20 %) ; - Le coût cumulé de la maintenance, sur la durée de vie d'une installation est du même ordre de grandeur que le prix d'acquisition de cette installation ; - Il ne faut pas perdre de vue qu'un investissement est condamné à une obsolescence rapide si son acquisition n'est pas accompagnée par un complément d'investissement à plus de 50 % incorporel, permettant d'assurer la conservation des performances, de la fiabilité et de la disponibilité originelle. Le moins cher :
n'est pas forcément le moins coûteux globalement :
Coût d'acquisition
Coût d'acquisition
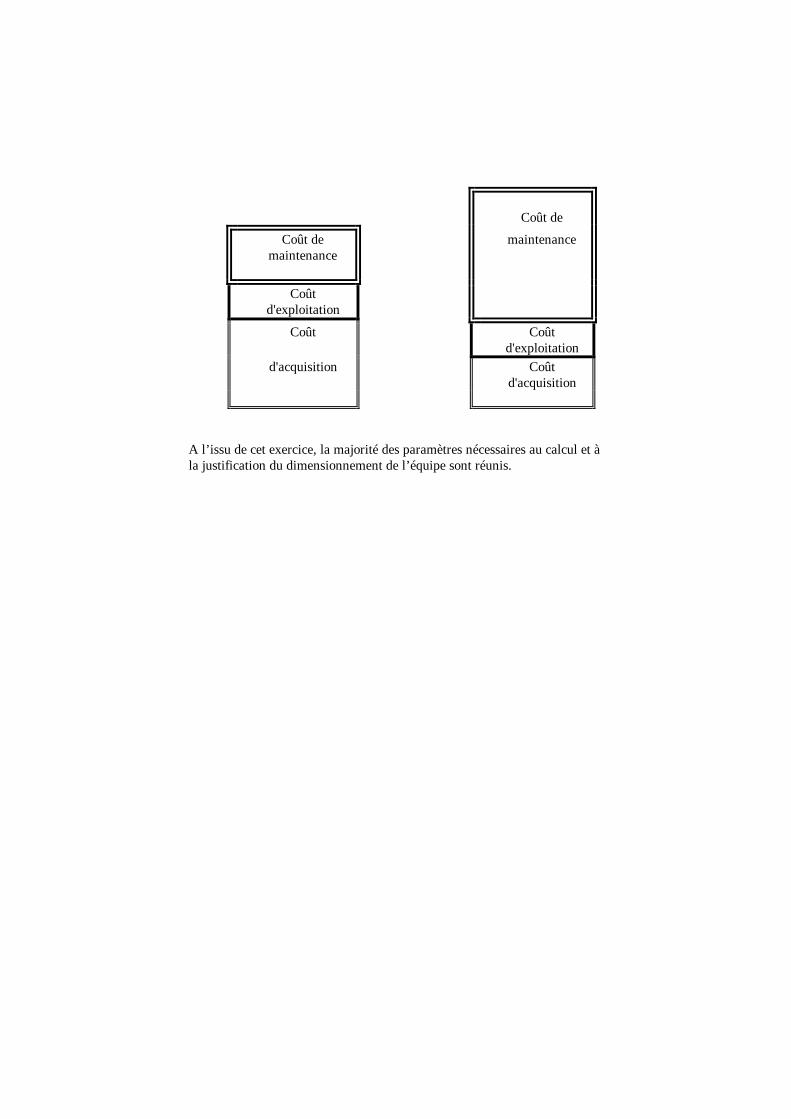
A l’issu de cet exercice, la majorité des paramètres nécessaires au calcul et à la justification du dimensionnement de l’équipe sont réunis.
Coût de
Coût de maintenance
maintenance
Coût d'exploitation
Coût
Coût d'exploitation
d'acquisition
Coût d'acquisition
2.1.2. Positionner la fonction maintenance vis à vis des autres fonctions de l’entreprise
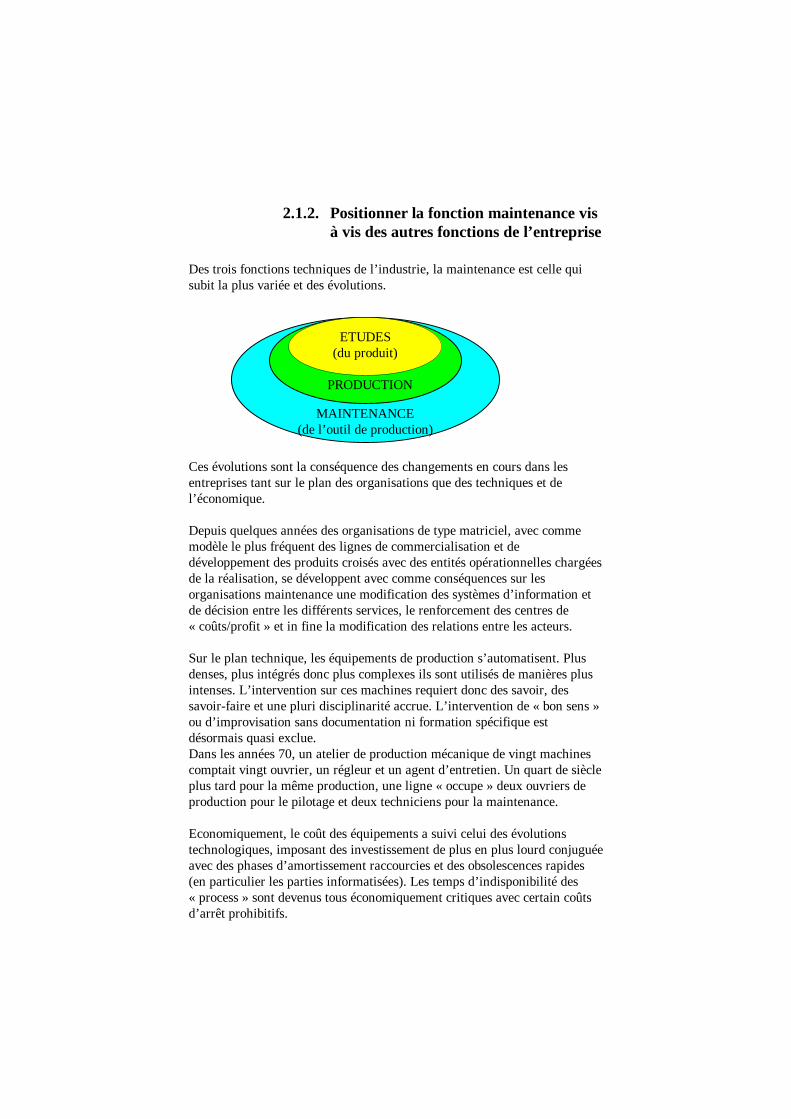
Des trois fonctions techniques de l’industrie, la maintenance est celle qui subit la plus variée et des évolutions.
Ces évolutions sont la conséquence des changements en cours dans les entreprises tant sur le plan des organisations que des techniques et de l’économique. Depuis quelques années des organisations de type matriciel, avec comme modèle le plus fréquent des lignes de commercialisation et de développement des produits croisés avec des entités opérationnelles chargées de la réalisation, se développent avec comme conséquences sur les organisations maintenance une modification des systèmes d’information et de décision entre les différents services, le renforcement des centres de « coûts/profit » et in fine la modification des relations entre les acteurs. Sur le plan technique, les équipements de production s’automatisent. Plus denses, plus intégrés donc plus complexes ils sont utilisés de manières plus intenses. L’intervention sur ces machines requiert donc des savoir, des savoir-faire et une pluri disciplinarité accrue. L’intervention de « bon sens » ou d’improvisation sans documentation ni formation spécifique est désormais quasi exclue. Dans les années 70, un atelier de production mécanique de vingt machines comptait vingt ouvrier, un régleur et un agent d’entretien. Un quart de siècle plus tard pour la même production, une ligne « occupe » deux ouvriers de production pour le pilotage et deux techniciens pour la maintenance. Economiquement, le coût des équipements a suivi celui des évolutions technologiques, imposant des investissement de plus en plus lourd conjuguée avec des phases d’amortissement raccourcies et des obsolescences rapides (en particulier les parties informatisées). Les temps d’indisponibilité des « process » sont devenus tous économiquement critiques avec certain coûts d’arrêt prohibitifs.
PRODUCTION
ETUDES(du produit)
MAINTENANCE(de l’outil de production)
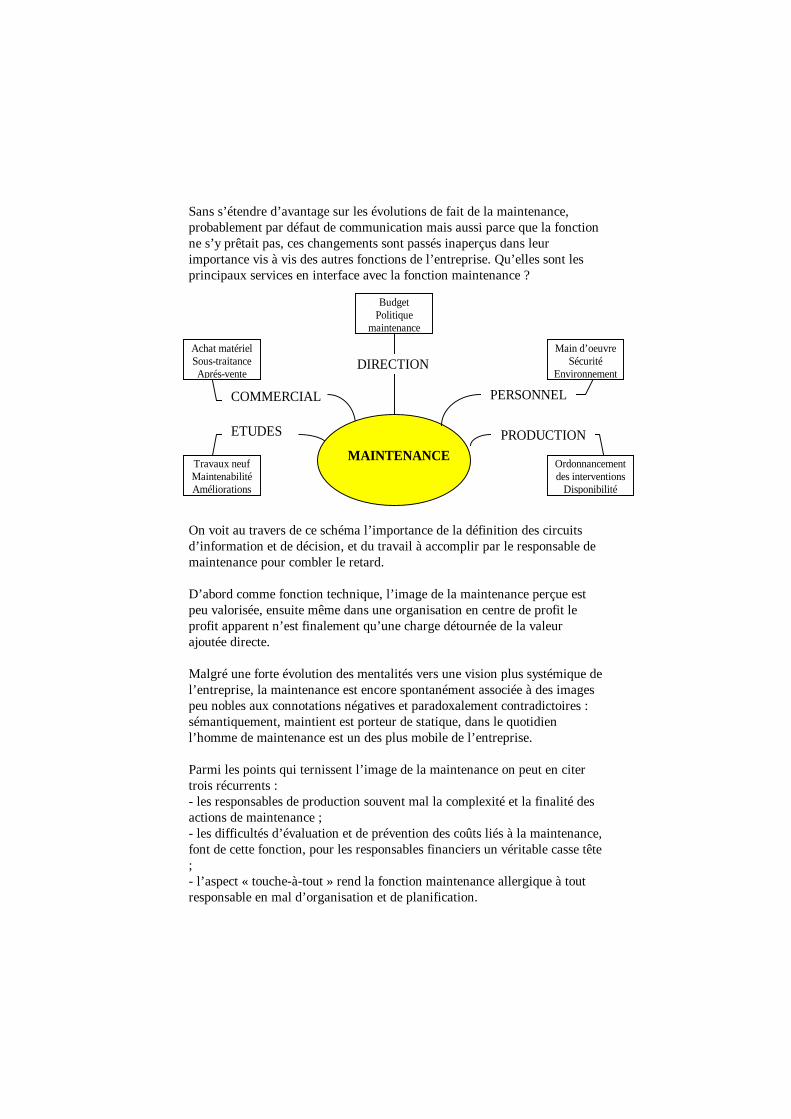
Sans s’étendre d’avantage sur les évolutions de fait de la maintenance, probablement par défaut de communication mais aussi parce que la fonction ne s’y prêtait pas, ces changements sont passés inaperçus dans leur importance vis à vis des autres fonctions de l’entreprise. Qu’elles sont les principaux services en interface avec la fonction maintenance ?
On voit au travers de ce schéma l’importance de la définition des circuits d’information et de décision, et du travail à accomplir par le responsable de maintenance pour combler le retard. D’abord comme fonction technique, l’image de la maintenance perçue est peu valorisée, ensuite même dans une organisation en centre de profit le profit apparent n’est finalement qu’une charge détournée de la valeur ajoutée directe. Malgré une forte évolution des mentalités vers une vision plus systémique de l’entreprise, la maintenance est encore spontanément associée à des images peu nobles aux connotations négatives et paradoxalement contradictoires : sémantiquement, maintient est porteur de statique, dans le quotidien l’homme de maintenance est un des plus mobile de l’entreprise. Parmi les points qui ternissent l’image de la maintenance on peut en citer trois récurrents : - les responsables de production souvent mal la complexité et la finalité des actions de maintenance ; - les difficultés d’évaluation et de prévention des coûts liés à la maintenance, font de cette fonction, pour les responsables financiers un véritable casse tête ; - l’aspect « touche-à-tout » rend la fonction maintenance allergique à tout responsable en mal d’organisation et de planification.
PRODUCTION
PERSONNEL
Achat matérielSous-traitanceAprés-vente
Travaux neufMaintenabilitéAméliorations
BudgetPolitique
maintenance
Main d’oeuvreSécurité
Environnement
Ordonnancementdes interventions
Disponibilité
COMMERCIAL
ETUDES
DIRECTION
MAINTENANCE
Historiquement et par définition, la maintenance s’oppose directement à deux fonctions essentielles et valorisantes dans l’entreprise : - la production dont la fonction est d’exploiter au mieux et au plus les équipements que la maintenance immobilise d’une manière à la fois organisée et imprévisible ! - En amont de la production, dans les services recherches, études, méthodes, la maintenance vient rappeler que « rien ne marche comme prévu », que les conditions réelles d’exploitation et de maintenabilité ne sont que des mises à l’épreuve permanentes pour l’innovation et les projets conçus virtuellement. Le rôle du responsable de maintenance dans le positionnement de sa fonction vis à vis des autres fonctions de l’entreprise est à la fois clair et peu facile. Dans la casquette multi-faces du technicien manager et gestionnaire de ce responsable, le rôle de communication pour valoriser les contributions est déterminant et peu facile dans la mesure où les arguments chiffrés sont longs, difficiles, à obtenir et facile à critiquer car en relation indirecte avec la génération de richesse. Clair car la motivation du responsable de maintenance se résume en quelques mots : Quelles sont les qualités propres de l’activité maintenance que l’on puisse mettre au service des autres fonctions de l’entreprise ? Connaissance des équipements, maîtrise de la disponibilité, synchronisation des plans de disponibilité, spécialisation des méthodes de maintenance, gestion et calcul des coûts, maîtrise des stocks et approvisionnements de rechange, statistiques et tableaux de bords de vie des équipements, pratique des contraintes de sécurités, ... Les qualités à exploiter sont nombreuses et il est important - ne serait-ce que pour justifier les budgets et investissements - de le faire savoir. Pour le faire savoir, en fonction de la taille de l’entreprise la communication peut être formelle ou informelle. Le responsable de maintenance ne pourra pleinement et efficacement jouer son rôle que si son activité est perçue comme vitale pour l’optimisation des autres fonctions de l’entreprise et ceci toujours dans l’optique de la performance en matière de disponibilité, sécurité et maîtrise des coûts. Une stratégie d’image doit être construite par : - une politique d’information sur le positionnement de la fonction maintenance par rapport aux objectifs globaux de l’entreprise; - un plan d’action communication, au sens le plus large du terme, pour ouvrir cette fonction sur l’ensemble de l’entreprise. La fonction maintenance, à l’instar des fonctions les plus globales de l’entreprise, recèle d’important gisement de productivité qui l’orsqu’ils sont exploités, concourent de façon déterminante à l’amélioration de la compétitivité.
2.1.3. Définir le service attendu Comme nous venons de le voir, pour assurer les évolutions fonctionnelles de la maintenance, il faut tordre le cou à l’image péjorative qui résiste, en justifiant de services réels auprès des autres fonctions de l’entreprise. Cela dit si l’approche systémique est une donne incontournable de l’évolution de nos systèmes industriels, et que le positionnement de la maintenance vis à vis des autres fonctions de l’entreprise ait un retard à combler, il ne s’agit que d’une étape. L’apport de services via les savoir-faire et bases de connaissances de la maintenance sont des interfaces logiques auprès des services connexes, ce qui en fait une fonction essentielle de l’innovation, mais n’en constitue pas le corps principal. Corps principal qui est de « maintenir ou rétablir un bien dans un état spécifié ou en mesure d’assurer un service déterminé » (extrait de définition AFNOR). Cette définition, cadré en amont par une recherche des causes de dysfonctionnement et en aval par l’analyse des conséquences jusqu’à la mise en application de solution, se traduit concrètement en termes de services par un contrat de type RCF (Relation Client Fournisseur) que la maintenance se doit de passer avec la production. Que contient ce « contrat » ? - Axe préventif ° Par équipement : - Responsable de l’équipement - Fréquence et durée des immobilisations - Condition de garantie de la disponibilité - Actions de surveillance et d’entretien par les producteurs - Axe dépannage ° Par type d’équipement - Procédures d’intervention - Délais d’interventions - Temps maximum d’immobilisation Ce type de contrat de service ne présente aucun caractère obligatoire, bien qu’il s’inscrive en parfaite adéquation avec les normes ISO 9000 dans l’esprit de « s’assurer que le produit ou service rendu est bien conforme au service ou produit attendu », cependant il participe à deux éléments majeurs pour l’optimisation de la maintenance : clarifier les relations entre services et positionner la maintenance comme facteur de dynamique dans l’entreprise.
Progressivement, après avoir couvert le champ relatif aux délais, il faut prévoir une extension de ce type de contrat vers des critères de Coûts et de Qualité. LES PRINCIPALES ACTIONS POUR OBTENIR LA REACTIVITE INTERNE EN MAINTENANCE ⇒ S'attaquer à toutes les formes de gaspillage afin de satisfaire son client en terme de délai, de quantité et de qualité et ceci, au moindre coût ⇒ Travailler la maîtrise et la réduction des temps d'intervention ⇒ Orienter l’organisation des structures d'intervention ⇒ Fiabiliser les informations de gestion : - Données techniques, expression de besoins, état des stocks et des en-cours, historiques. ⇒ Mettre en place de la Maintenance de 1er niveau. ⇒ Simplification des tâches administratives : - Simplification du suivi. ⇒ Regroupement de phases techniques : - Elargissement des responsabilités, polyvalence. LES PRINCIPALES ACTIONS POUR OBTENIR LA REACTIVITE EXTERNE EN MAINTENANCE ⇒ ASSURER UNE MEILLEURE PRESTATION DES PARTENAIRES FOURNISSEURS ET SOUS-TRAITANTS: - Donner au sous-traitant une meilleure expression de besoin, avec un horizon prévisionnel d'action - Aider le sous-traitant à se réorganiser pour qu'il livre plus souvent, plus vite et moins cher. ⇒ DONNER AU SOUS-TRAITANT LES MEMES MOYENS DE COMMUNICATION ET LES MEMES RELATIONS TECHNIQUES QU'EN INTERNE LES INDICATEURS MENSUELS DE LA REACTIVITE EN MAINTENANCE ⇒ CYCLE : MESURE LA REACTIVITE SUR INTERVENTIONS calculé en heures ⇒ STOCK : MESURE LA FIABILITE DE LA LIGNE DE PRODUCTION Pièces de faible valeur : calculé en couverture mois Pièces coûteuses :

- Temps entre détection et intervention. Temps d'approvisionnement pièces. ⇒ ARRET : MESURE LE NIVEAU DE SATISFACTION DES UTILISATEURS calculé en nombre d'arrêt non planifiés
2.1.4. la structuration du service La maintenance est un secteur à forte évolution : - Evolution des structures et méthodes - Contrainte de qualité - Evolution des moyens de production ⇒ Son organisation doit être construite pour
- Assurer les missions de structuration (maintenance planifiée) - Répondre à des demandes inopinées
- Permettre une réflexion permanente sur l'évolution de l'organisation A l’image de la fonction maintenance, il n’y a pas de structure type de l’activité, on peut néanmoins malgré l’existence de nombreuses variantes se repérer autour de deux modèles : l’un centralisé, l’autre décentralisé. A cela plusieurs raisons : - la variété des systèmes productifs, on distingue en effet quatre grandes formes de production qui pourront donner lieu à différentes approches de la structuration de la fonction maintenance ainsi que le cas particulier de l’aéronautique ou la maintenance et l’objet de la production (classée par ordre de grandeur du coût de défaillance). ° Maintenance aéronautique (production de fiabilité et de sécurité) ° Industrie en continue (ou à flux de transformation continu) ° Industrie en discontinue (ou à flux de transformation discontinu) ° Utilités (production d’énergie) ° Transport, manutention - la variété des dimensions des systèmes productifs - la variété des types d’équipements - les choix de l’entreprise vis à vis de la sous-traitance en maintenance la tâche de structuration du service sera cependant facilitée si les informations relatives à la délimitation du système productif sont conséquentes et homogènes. On notera également que l’efficacité du service rendue par la maintenance est fortement liée à sa réactivité. Pour cela il faut apporter un soin particulier aux circuits d’accès et de diffusion de l’information et naturellement aux circuits de décision, ce qui conduit a : - une organisation hiérarchique aplatie (structure en râteau) - des responsabilités décentralisées
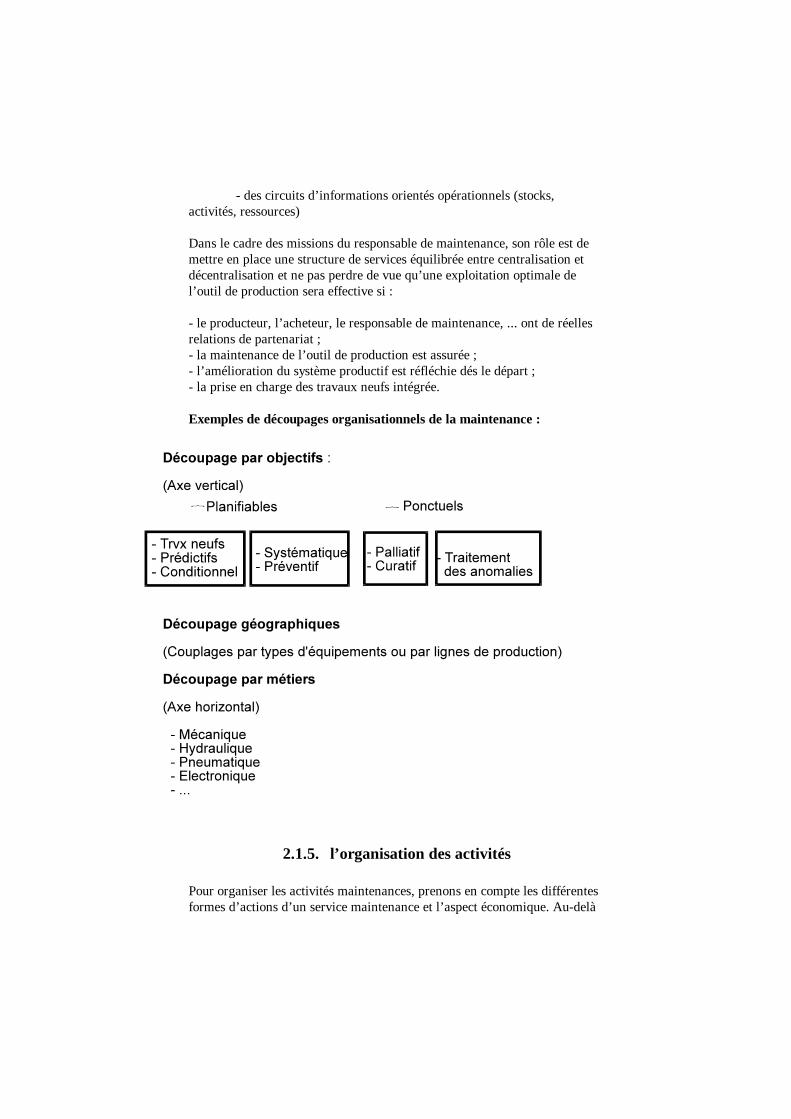
- des circuits d’informations orientés opérationnels (stocks, activités, ressources) Dans le cadre des missions du responsable de maintenance, son rôle est de mettre en place une structure de services équilibrée entre centralisation et décentralisation et ne pas perdre de vue qu’une exploitation optimale de l’outil de production sera effective si : - le producteur, l’acheteur, le responsable de maintenance, ... ont de réelles relations de partenariat ; - la maintenance de l’outil de production est assurée ; - l’amélioration du système productif est réfléchie dés le départ ; - la prise en charge des travaux neufs intégrée. Exemples de découpages organisationnels de la maintenance :
2.1.5. l’organisation des activités Pour organiser les activités maintenances, prenons en compte les différentes formes d’actions d’un service maintenance et l’aspect économique. Au-delà
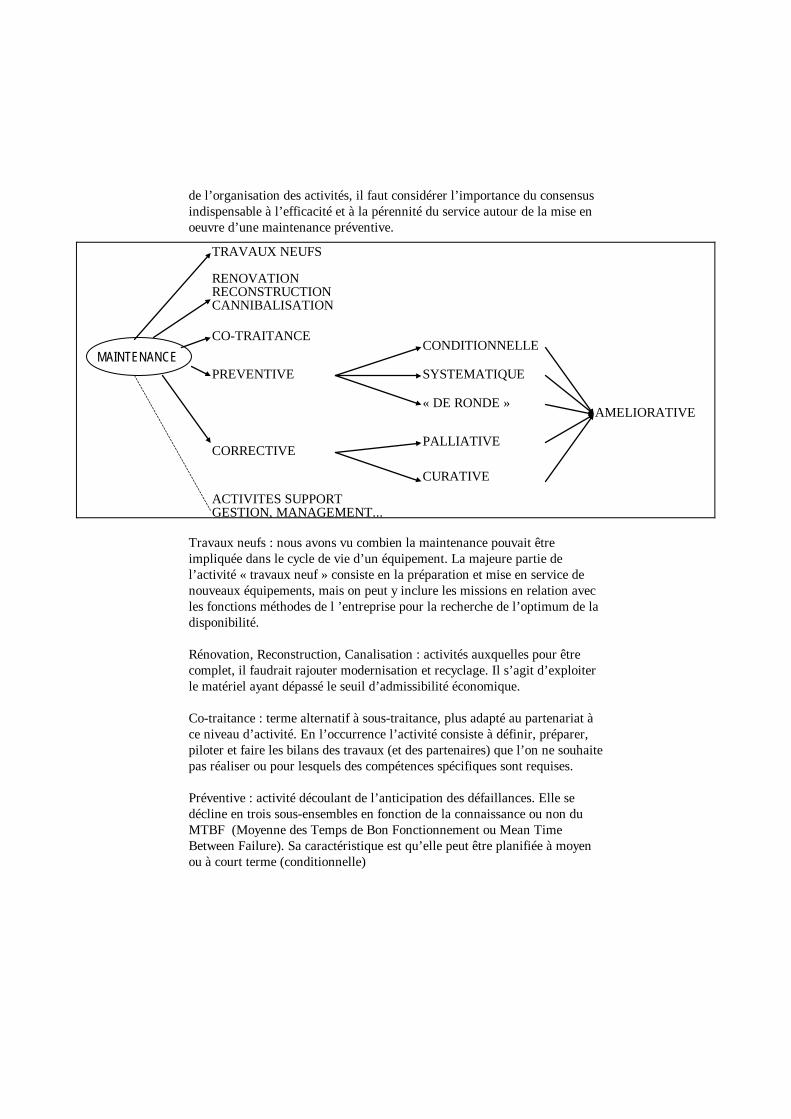
de l’organisation des activités, il faut considérer l’importance du consensus indispensable à l’efficacité et à la pérennité du service autour de la mise en oeuvre d’une maintenance préventive.
Travaux neufs : nous avons vu combien la maintenance pouvait être impliquée dans le cycle de vie d’un équipement. La majeure partie de l’activité « travaux neuf » consiste en la préparation et mise en service de nouveaux équipements, mais on peut y inclure les missions en relation avec les fonctions méthodes de l ’entreprise pour la recherche de l’optimum de la disponibilité. Rénovation, Reconstruction, Canalisation : activités auxquelles pour être complet, il faudrait rajouter modernisation et recyclage. Il s’agit d’exploiter le matériel ayant dépassé le seuil d’admissibilité économique. Co-traitance : terme alternatif à sous-traitance, plus adapté au partenariat à ce niveau d’activité. En l’occurrence l’activité consiste à définir, préparer, piloter et faire les bilans des travaux (et des partenaires) que l’on ne souhaite pas réaliser ou pour lesquels des compétences spécifiques sont requises. Préventive : activité découlant de l’anticipation des défaillances. Elle se décline en trois sous-ensembles en fonction de la connaissance ou non du MTBF (Moyenne des Temps de Bon Fonctionnement ou Mean Time Between Failure). Sa caractéristique est qu’elle peut être planifiée à moyen ou à court terme (conditionnelle)
TRAVAUX NEUFS
RENOVATION RECONSTRUCTION CANNIBALISATION CO-TRAITANCE
PREVENTIVE
CORRECTIVE
« DE RONDE »
SYSTEMATIQUE
CONDITIONNELLE
PALLIATIVE CURATIVE
AMELIORATIVE
ACTIVITES SUPPORT GESTION, MANAGEMENT...
MAINTENANCE
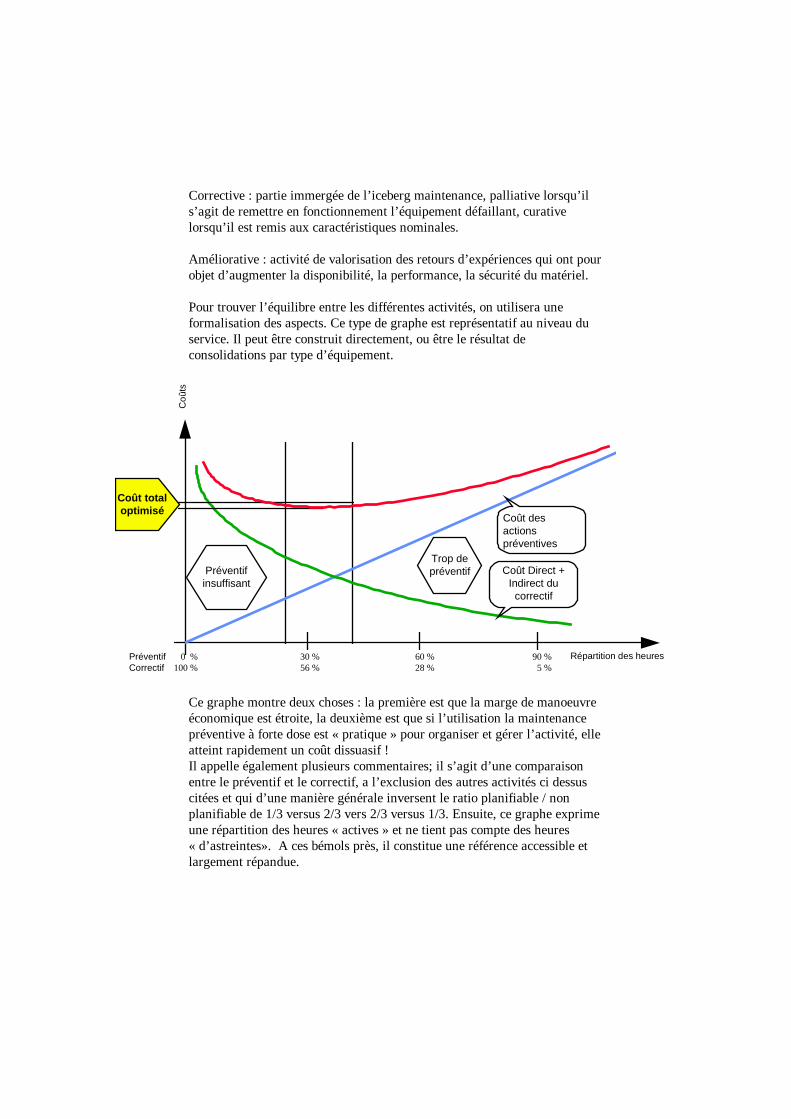
Corrective : partie immergée de l’iceberg maintenance, palliative lorsqu’il s’agit de remettre en fonctionnement l’équipement défaillant, curative lorsqu’il est remis aux caractéristiques nominales. Améliorative : activité de valorisation des retours d’expériences qui ont pour objet d’augmenter la disponibilité, la performance, la sécurité du matériel. Pour trouver l’équilibre entre les différentes activités, on utilisera une formalisation des aspects. Ce type de graphe est représentatif au niveau du service. Il peut être construit directement, ou être le résultat de consolidations par type d’équipement.
Ce graphe montre deux choses : la première est que la marge de manoeuvre économique est étroite, la deuxième est que si l’utilisation la maintenance préventive à forte dose est « pratique » pour organiser et gérer l’activité, elle atteint rapidement un coût dissuasif ! Il appelle également plusieurs commentaires; il s’agit d’une comparaison entre le préventif et le correctif, a l’exclusion des autres activités ci dessus citées et qui d’une manière générale inversent le ratio planifiable / non planifiable de 1/3 versus 2/3 vers 2/3 versus 1/3. Ensuite, ce graphe exprime une répartition des heures « actives » et ne tient pas compte des heures « d’astreintes». A ces bémols près, il constitue une référence accessible et largement répandue.
Coû
ts
PréventifCorrectif
Répartition des heures 0 % 30 % 60 % 90 %100 % 56 % 28 % 5 %
Préventifinsuffisant
Trop depréventif Coût Direct +
Indirect ducorrectif
Coût desactionspréventives
Coût totaloptimisé
2.1.6. la métrique, la mesure et le suivi des activités
Le responsable de maintenance a pour rôle de mettre en place tout les éléments indispensables au pilotage opérationnel des activités Or, qu’il s’agisse de gérer des projets, de la production, de la logistique et a fortiori de la maintenance, toutes ces activités industrielles ont comme fonction commune l’ordonnancement. L’Ordonnancement et les fonctions qui lui sont directement rattachées sont la source des informations précisément mesurées, sur lesquelles repose toute la gestion de la maintenance. Le responsable de maintenance met en place : - la métrique qui consiste à définir et mettre en place les unités de mesures choisies (de préférence en standard ISO) et les points de repères (volumes, fréquences ...). - la mesure, qui est le relevé des métriques aux fréquences définies ; - le suivi, qui comprend le contrôle et la synthétisation des données pour alimenter les tableaux de bords.
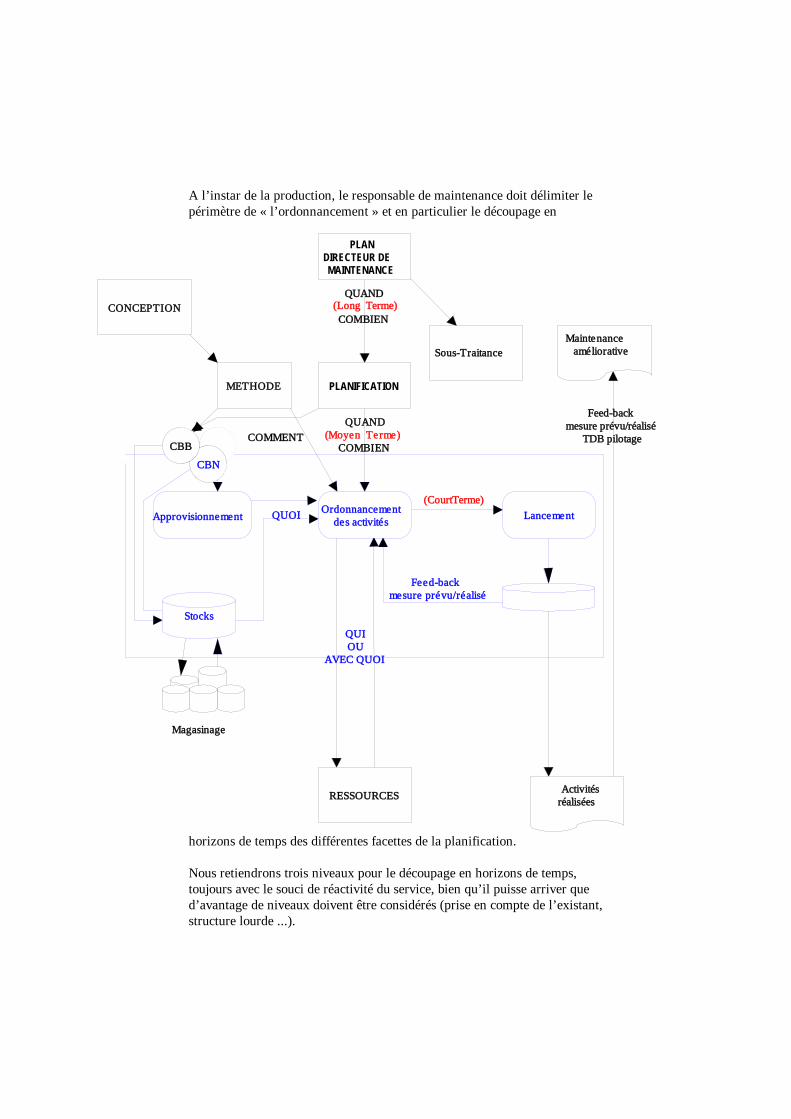
A l’instar de la production, le responsable de maintenance doit délimiter le périmètre de « l’ordonnancement » et en particulier le découpage en
horizons de temps des différentes facettes de la planification. Nous retiendrons trois niveaux pour le découpage en horizons de temps, toujours avec le souci de réactivité du service, bien qu’il puisse arriver que d’avantage de niveaux doivent être considérés (prise en compte de l’existant, structure lourde ...).
Feed-backmesure prévu/réalisé
TDB pilotage
Activitésréalisées
(CourtTerme)
QUAND(Long Terme)COMBIEN
PLANDIRECTEUR DEMAINTENANCE
QUOI
Feed-backmesure prévu/réalisé
QUIOU
AVEC QUOI
RESSOURCES
QUAND(Moyen Terme)
COMBIENCOMMENT
CONCEPTION
Maintenanceaméliorative
PLANIFICATIONMETHODE
CBN
Magasinage
CBB
Stocks
LancementApprovisionnement Ordonnancementdes activités
Sous-Traitance
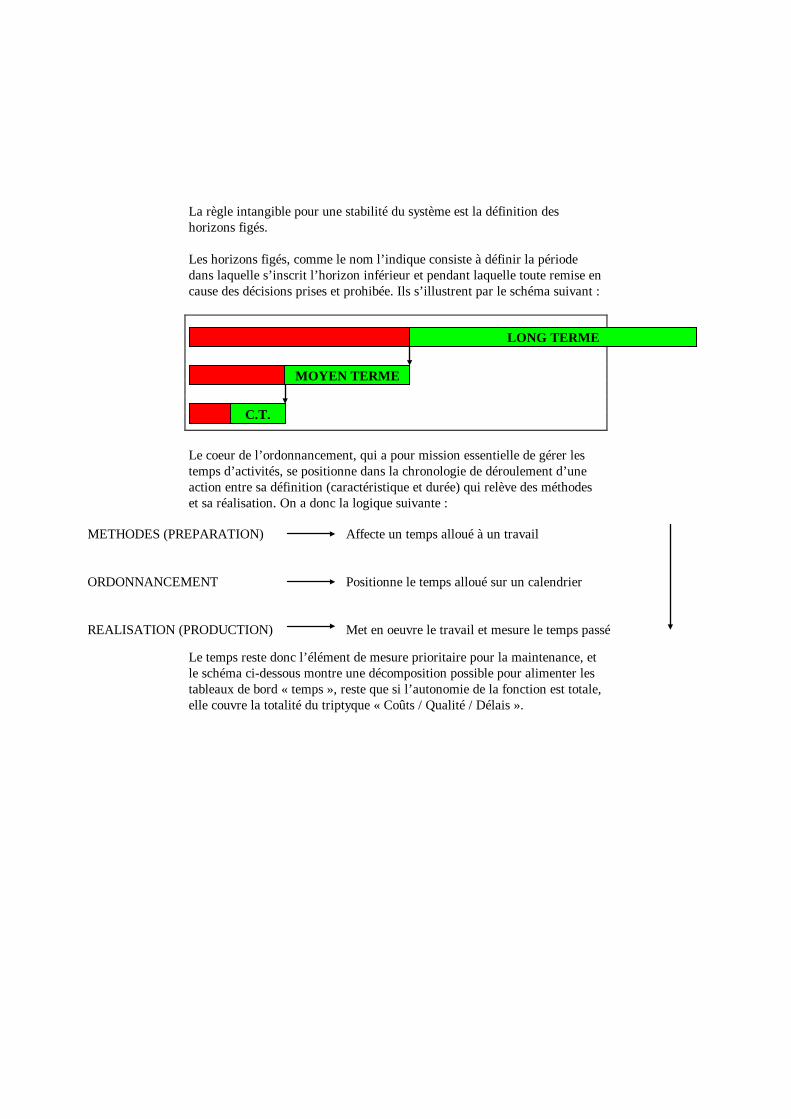
La règle intangible pour une stabilité du système est la définition des horizons figés. Les horizons figés, comme le nom l’indique consiste à définir la période dans laquelle s’inscrit l’horizon inférieur et pendant laquelle toute remise en cause des décisions prises et prohibée. Ils s’illustrent par le schéma suivant :
Le coeur de l’ordonnancement, qui a pour mission essentielle de gérer les temps d’activités, se positionne dans la chronologie de déroulement d’une action entre sa définition (caractéristique et durée) qui relève des méthodes et sa réalisation. On a donc la logique suivante :
Le temps reste donc l’élément de mesure prioritaire pour la maintenance, et le schéma ci-dessous montre une décomposition possible pour alimenter les tableaux de bord « temps », reste que si l’autonomie de la fonction est totale, elle couvre la totalité du triptyque « Coûts / Qualité / Délais ».
METHODES (PREPARATION) Affecte un temps alloué à un travail
ORDONNANCEMENT Positionne le temps alloué sur un calendrier
REALISATION (PRODUCTION) Met en oeuvre le travail et mesure le temps passé
LONG TERME
MOYEN TERME
C.T.

2.1.7. Le suivi budgétaire de la maintenance En passant de l’entretien à la maintenance, et du subit à l’actif, la fonction maintenance est partie à la conquête de ces lettres de noblesses. Avec l’acquisition de son autonomie, elle a hérité de sa responsabilité et de sa charge. Le suivi budgétaire en fait partie. De quoi se compose-t-il ? 1) De la partie la plus nouvelle et la plus difficile est de définir : argumenter et défendre l’enveloppe budgétaire. Même si « dans le texte » le pas pour l’entreprise de la maintenance centre de profit à été franchit, trop souvent l’esprit lors des périodes d’attribution des budgets est comptable des dépenses. Le responsable maintenance, de part la nature de sa fonction, aura toujours beaucoup de difficultés à exprimer directement le profit dégagé de son activité. Nous avons vu que cette difficulté est essentiellement due au rapport non direct à la valeur ajoutée produite par l’entreprise. A charge donc pour le responsable de maintenance de construire les repères qui feront le joint entre cette VAD et l’apport de son activité. L’approche par les coûts de non-efficacité des équipements (CNE) offre un repère solide. Cela consiste à prendre le problème à l’envers et au lieu de poser la question : combien la maintenance rapporte ? de poser celle de : combien coûte la non-maintenance ? Cette approche offre également l’avantage d’apporter un référentiel entre le service et son coût. Les divers coûts de la non-efficacité des équipements :
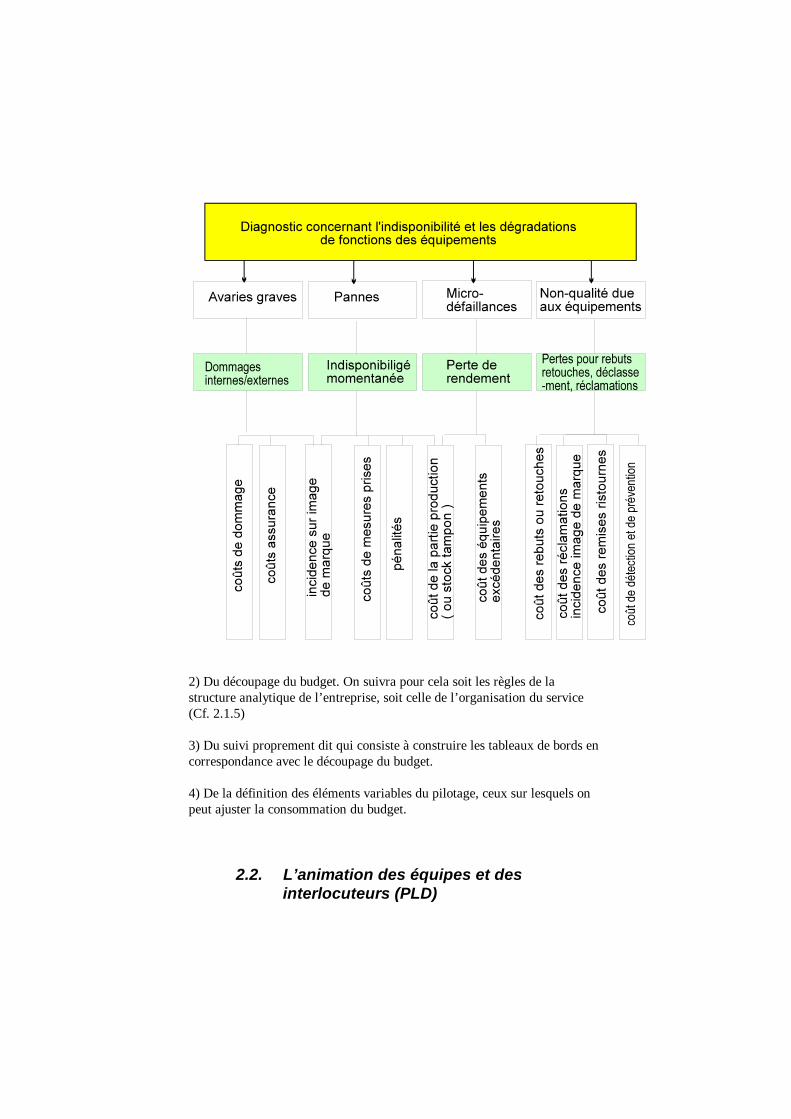
2) Du découpage du budget. On suivra pour cela soit les règles de la structure analytique de l’entreprise, soit celle de l’organisation du service (Cf. 2.1.5) 3) Du suivi proprement dit qui consiste à construire les tableaux de bords en correspondance avec le découpage du budget. 4) De la définition des éléments variables du pilotage, ceux sur lesquels on peut ajuster la consommation du budget.
2.2. L’animation des équipes et des interlocuteurs (PLD)

L’évolution de la fonction maintenance s’accompagne d’une évolution des compétences des acteurs et des modes de travail. La mission du responsable de maintenance dans ce domaines concerne trois axes : - Veiller à la présence et à l’actualisation des savoir, savoir-faire et savoir être des ces équipes, ainsi que d’anticiper les besoins futurs. - Mettre en place les modes de travail participatifs - Développer les accords de partenariats vis à vis des interlocuteurs internes et acteurs externes
2.3. La responsabilité du responsable de maintenance (PLD)
La grande majorité des entreprises industrielles s’appuient sur le service maintenance en lui confiant la responsabilité complète du système productif - quand il ne s’agit pas de la totalité du patrimoine matériel - afin qu’il optimise son fonctionnement et sa gestion. L’augmentation permanente de la disponibilité des équipements productifs, l’amélioration des performances, la course aux économies sont le lot commun des préoccupations dominantes des entreprises. Gérer au plus prés les stocks de rechange, réduire les coûts et durées d’opérations, ... tout ceci dans un contexte de forte évolution technologique et organisationnelle, là est le challenge des responsables de maintenance qui doivent permettre aux unités de production de satisfaire leurs objectifs de fabrication au moindre coût, dans les délais, en quantité et qualité, taux de dysfonctionnement, ... Pour cela les responsables maintenance assument des responsabilités techniques, financières et organisationnelles élevées. Il n’est pas rare que l’on trouve dans de nombreuses entreprises un fort taux de cumul des missions. A ces différentes responsabilités, s’ajoute celle liée à la dimension socioprofessionnelle de son activité. Les techniques et les méthodes de maintenance requièrent le recrutement d’un personnel qualifié et une politique de formation professionnelle adaptée à la fois : - aux évolutions techniques et technologiques - au changement et à la transformation de la fonction maintenance qu’il convient de définir avec soins. Entre la logique économique et la logique technique, les objectifs différent souvent, bien que toutes deux soient décisives pour les choix stratégiques d’entreprises et en particulier les investissements. Gérer le compromis entre des objectifs divergents constitue une des missions du responsable de maintenance. Le graphique ci-dessous représente une répartition moyenne en secteur des activités dénombrées et l’importance du temps consacré.
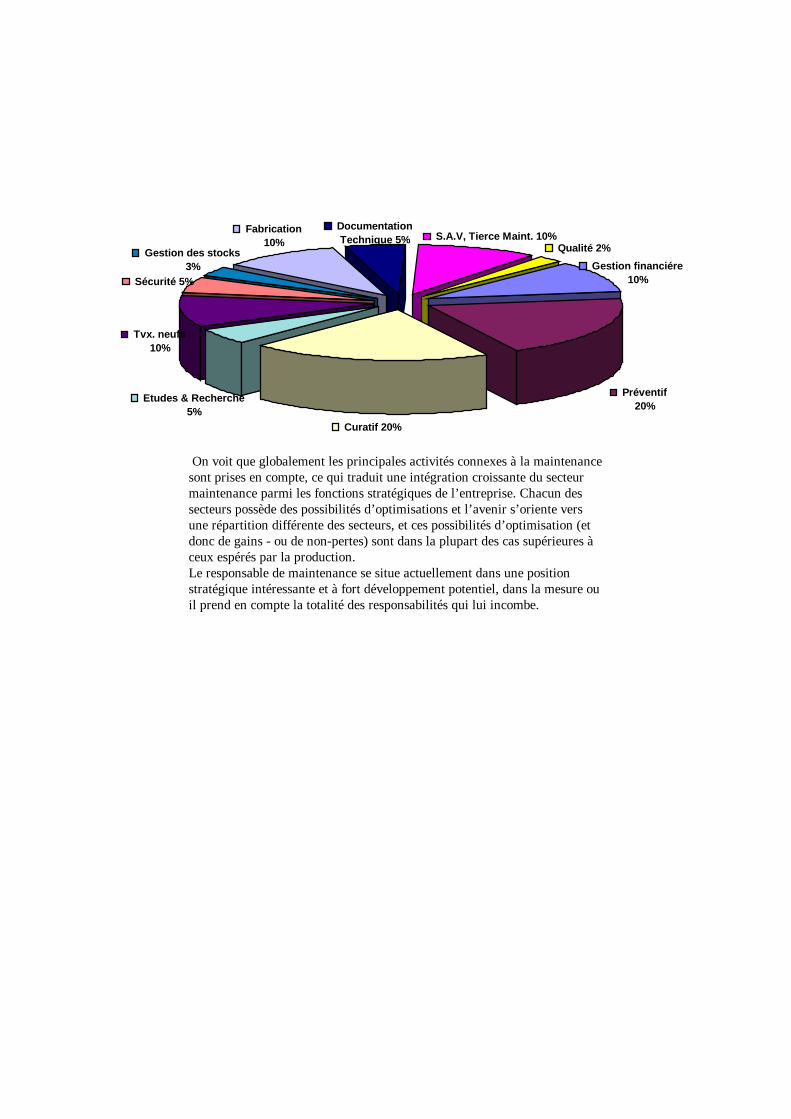
On voit que globalement les principales activités connexes à la maintenance sont prises en compte, ce qui traduit une intégration croissante du secteur maintenance parmi les fonctions stratégiques de l’entreprise. Chacun des secteurs possède des possibilités d’optimisations et l’avenir s’oriente vers une répartition différente des secteurs, et ces possibilités d’optimisation (et donc de gains - ou de non-pertes) sont dans la plupart des cas supérieures à ceux espérés par la production. Le responsable de maintenance se situe actuellement dans une position stratégique intéressante et à fort développement potentiel, dans la mesure ou il prend en compte la totalité des responsabilités qui lui incombe.
Préventif20%
Documentation Technique 5%
Fabrication10%
Sécurité 5%
Gestion des stocks3%
Tvx. neufs10%
Etudes & Recherche5%
Qualité 2%Gestion financiére
10%
S.A.V, Tierce Maint. 10%
Curatif 20%

2.4. Les évolutions de carrière du responsable de maintenance (BG)
3. La maintenance au service de l’entreprise L’entreprise remplit ses trois missions principales : - Satisfaction des clients - Satisfaction du personnel - Satisfaction des propriétaires à condition que l’ensemble des fonctions indispensables aux finalités globales soit assuré. La maintenance est l’une de ces fonctions. Les objectifs de la maintenance sont pluriels et variés, ils sont d’une importance stratégique pour l’entreprise. On peut dire que la fonction maintenance a pour objectif de contribuer à : - Assurer la production prévue. Aussi paradoxal que cela paraisse, la production doit pouvoir compter sur la pleine exploitation des capacités du matériel; - Maintenir la qualité du produit fabriqué. La qualité dépend en outre du fabricant et du responsable maintenance. La maintenance joue un grand rôle vis à vis de la déficience ou du déréglage du matériel par exemple. En particulier après une intervention de maintenance conséquente, la réception se fera conjointement par les responsables de maintenance, de fabrication et de qualité; - Respecter les délais : qu’il s’agisse des délais de fabrication ou des délais maintenance. La fonction maintenance : • connaît l’état de chaque machine et peut garantir son fonctionnement
pendant les périodes prévues, • prépare et ordonnance les travaux à entreprendre et s’engage sur leur
durée; - Rechercher les coûts optimaux : qu’il s’agisse des coûts directement lés à la maintenance ou des coûts de perte de production dus à la non-maintenance ; - Améliorer les conditions de travail et de sécurité : par ses interventions sur l’outil de production, la maintenance et en première ligne et a un rôle privilégié à tenir vis-à-vis des conditions de travail et de sécurité de ses agents et des utilisateurs;
- Préserver l’environnement : c’est à la fonction maintenance qu’incombe souvent la lutte contre les pollutions et les nuisances et pour une part les conditions de travail du personnel de fabrication En particulier, il n’est pas rare de voir négliger les matériels non directement productifs; - Economiser l’énergie : la fonction maintenance ne s’occupe pas que des machines. Elle entretient également tout ce qui les entoure. Cela concerne depuis les raccordements électriques, j’usqu’aux circuits des fluides, en passant par les bâtiments; les engins de manutention et de transport. Elle se voit confier l’entretien, la mise en marche et le fonctionnement de la force motrice et du chauffage. Tout naturellement les économies lui incombe. Gisement de productivité, source d’information, lieu de passage des jeunes cadres de l’entreprise, participation aux choix stratégiques, relation étroite avec la qualité, action communes avec les fonctions connexes ... Les services de la maintenance vis à vis de l’entreprise sont multiples et ont parfois quelques difficultés à trouver leurs limites. Cela tient en deux mots : service et disponibilité. Service, car les acteurs de la maintenance ont choisi cette fonction le plus souvent par passion, passant outre l’image négative qu’elle a véhiculée. Disponibilité, allant de pair avec la notion de service et renforcée par les périodes d’astreintes de type « pompier » que certain en mal de plein emploi à tout prix ont du mal à supporter. Mais c’est à travers l’accompagnement du matériel tout au long de sa vie que le coeur de la maintenance s’exprime. Depuis la conception, le matériel est pensé pour : - faciliter les actions de maintenance; - être apte à la production jusqu’à la fin de rentabilité. En fin de vie le matériel est : - déclassé; - renouvelé En passant par toute la durée de vie productive du matériel : - surveillance et suivi; - opérations diverses préventives et correctives.
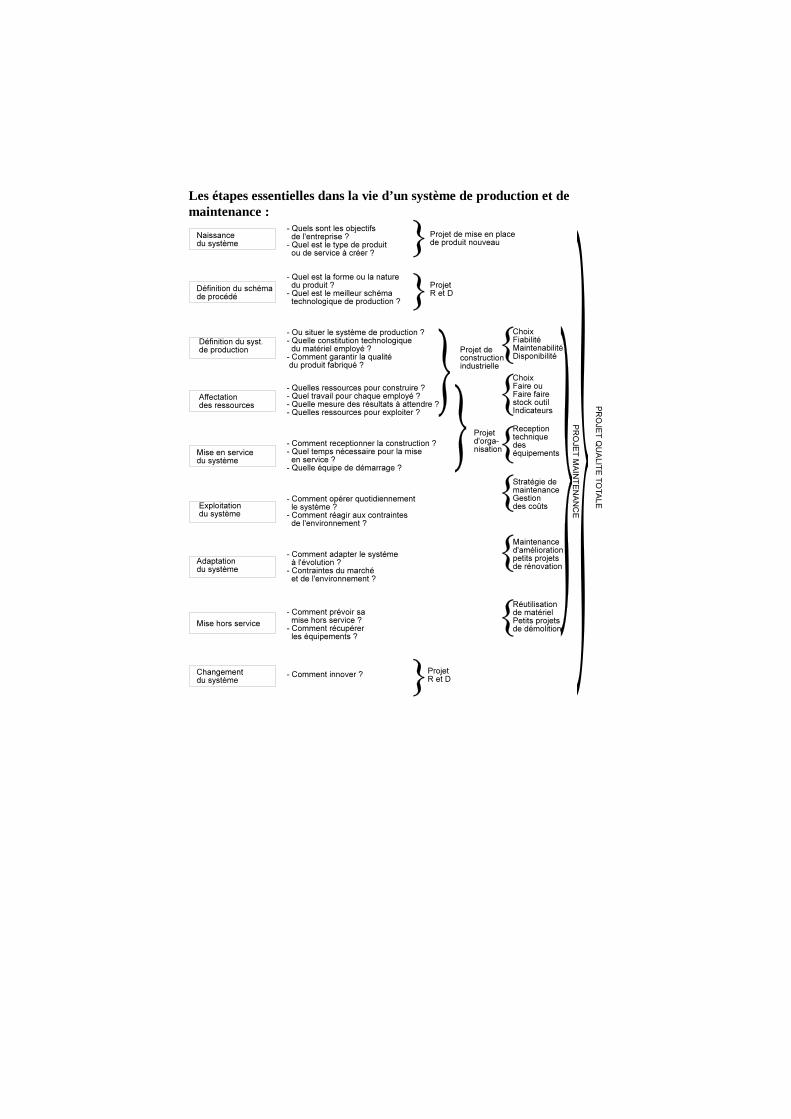
Les étapes essentielles dans la vie d’un système de production et de maintenance :
3.1. Maintenance et la production (PLD)
3.1.1. Total Productive Maintenance A travers ce terme à la mode, ce cache une pratique bien simple dans le principe. La relation entre la maintenance et la production s’effectue sur le partage de certaines activités, qualifiée de « maintenance de premier niveau » qui offre aux opérateurs de la production la possibilité d’intervenir sur des dysfonctionnements mineurs mais surtout d’informer la maintenance sur des signes avant coureur de défaillance. La TPM est une méthode basée sur l’expérience qui définit le périmètre des activités déléguées, leur mise en oeuvre et le mode de fonctionnement des échanges entre production et maintenance.
3.1.2. Du bon usage des temps machines Parfois planifié - avec difficulté - parfois inattendu, la maintenance utilise du temps machine souvent précieux pour l’atteinte des objectifs de production. Cette confrontation d’objectifs entre un service qui cherche à arrêter les machines et un autre qui veut les faire tourner au maximum à parfois été conflictuel. La nouvelle dimension du service maintenance plus communicative tend à limiter les heurts. C’est au travers de standards de mesure comme le Taux de Rendement Synthétique (TRS) que la maintenance prouve à la production son efficacité.
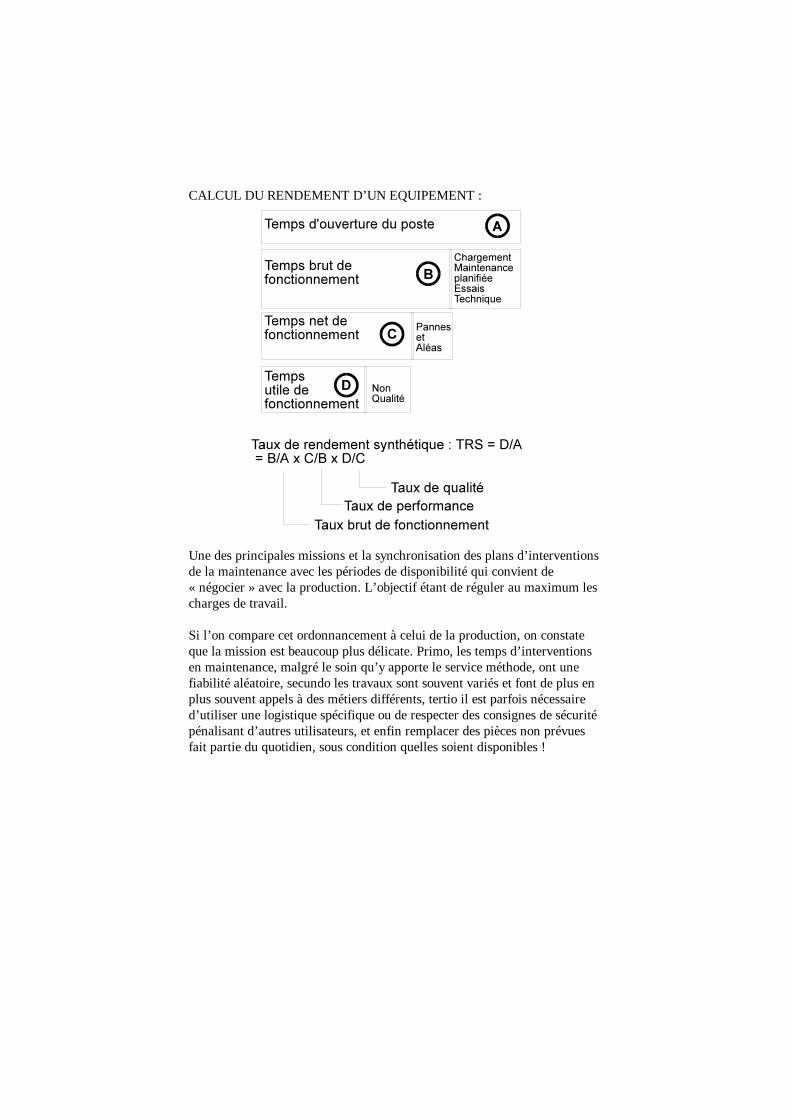
CALCUL DU RENDEMENT D’UN EQUIPEMENT :
Une des principales missions et la synchronisation des plans d’interventions de la maintenance avec les périodes de disponibilité qui convient de « négocier » avec la production. L’objectif étant de réguler au maximum les charges de travail. Si l’on compare cet ordonnancement à celui de la production, on constate que la mission est beaucoup plus délicate. Primo, les temps d’interventions en maintenance, malgré le soin qu’y apporte le service méthode, ont une fiabilité aléatoire, secundo les travaux sont souvent variés et font de plus en plus souvent appels à des métiers différents, tertio il est parfois nécessaire d’utiliser une logistique spécifique ou de respecter des consignes de sécurité pénalisant d’autres utilisateurs, et enfin remplacer des pièces non prévues fait partie du quotidien, sous condition quelles soient disponibles !
3.2. Maintenance et les méthodes (PLD) La fonction méthode pour la production a pour mission de préparer les opérations sur les éléments qui vont être transformés. La fonction méthode pour la maintenance a pour mission de préparer les opérations sur les éléments de transformations. Deux objets différents, une même mission, les mêmes « outils ». Il existe donc une forte communalité entre méthodes et maintenance à tel point qu’il n’est pas rare de trouver des services de méthode-maintenance ou préparation-maintenance. On trouve logiquement en maintenance les deux aspects méthodes, définition conceptuelle et pragmatisme.
3.2.1. Aspect fonctionnel des méthodes Cette partie des méthodes existait peu à l’époque de l’entretien, elle s’est développée par la prise d’autonomie de la fonction maintenance dans l’entreprise. La charge la plus en amont est la forte implication dans les études techniques sur les aspects suivant : - fiabilité ; - disponibilité ; - recyclage ; - amélioration. L’assistance technique en constitue également un point fort : - mise en oeuvre des techniques spécifiques (mesure, contrôle ...) ; - formation technique des intervenants maintenance ; - réception du matériel nouveau ou modifié. En partenariat avec la qualité et les achats il élabore le cahier des charges de la sous-traitance. En correspondance avec les études et les achats, il gére le parc matériel sur le plan technique, et étudie la maintenabilité du matériel. Lorsque la fonction spécifique n’existe pas, les méthodes prennent en charge la documentation technique et les procédures et consignes d’intervention.
3.2.2. Agir avec méthodes D’une manière générale, cet aspect couvre l’ensemble des actions court terme à caractère opérationnel. Cela comprend : La « hot line » technique quotidienne : - localisation des défaillances ; - diagnostic des pannes ; - expertises. La préparation des interventions, rondes, visites, arrêts .... La gestion du matériel sur les plans économiques et humains - ergonomie du travail ; - sécurité des interventions ; - recensement des informations machines ; - analyse des temps.
3.3. Maintenance et la qualité (PLD)
3.3.1. Qualité et maintenance : faux jumeaux Mettre en place l’ensemble des moyens nécessaires pour s’assurer que le résultat obtenu sera conforme au résultat attendu. Tel pourrait être l’objectif d’un système qualité ou de la fonction maintenance ..... Qualité et maintenance sont deux fonctions transversales à l’entreprise, elles possèdent beaucoup de points communs, et se complètent assez bien. Toute deux satisfont à des objectifs stratégiques de l’entreprise, la première le concrétise au travers de la normalisation et certification, la deuxième en fournissant : - de la disponibilité ; - de la fiabilité ; - de la maintenabilité ; - de la sécurité La maintenance c’est le prolongement opérationnel de la Qualité, car si la qualité est un puissant vecteur d’image, de cohésion interne, le résultat de l’entreprise c’est la disponibilité des équipements. Or ce sont les gens de la maintenance qui font de la disponibilité, et cela apparaît parfois trop discrètement car l’enjeu est phénoménal. Le matériel est de plus en plus complexe, intégré et évolué donc coûteux et suivis avec de moins en moins en moins d’hommes. Les entreprises confient aux gens de maintenance un capital dont elles n’ont pas toujours conscience.
3.3.2. Maintenance et qualité interne Il n’est pas d’Assurance Qualité sans une organisation sérieuse de la maintenance, il y a entre maintenance et qualité totale des liens qu’il est devenu inutile de démontrer (Zéro panne, TPM ...). Cependant la maintenance si a travers son rôle de prise de mesures, de tableaux de bords, d’intervention est un élément fondamental de la qualité, elle possède également, dans le cadre de toute fonction autonome, ses propres normes Qualité et des contraintes liées à sa propre assurance qualité, souvent imposée aux responsables maintenance par leur entreprise.

Dans son application opérationnelle, la qualité passe par la standardisation qui facilite les activités tant de préparation que de réalisation des agents de maintenances. La normalisation concerne la maintenance elle même en tant que fonction d’entreprise en améliorant la définition de ses méthodes : - documentation ; - terminologie ; - procédures et consignes d’application ; - gestion des documents, des actions, des opérations, des projets ... - contrat de maintenance et de Relation Client Fournisseur ...
3.4. Maintenance et les études (PLD) Avec la rapide croissance de la technicité des outils, l’amélioration des approches de la maintenance, et l’optimisation de la gestion, l’équilibre du compromis entre logique technique et financière tend à se déplacer. Cela est particulièrement vrai dans les industries de pointe (à haute technicité) ou de la polarisation sur les temps de panne ou les difficultés d’exploitation, on est passé de la recherche de l’élimination maximale des temps d’arrêts à la recherche d’une disponibilité toujours croissante. Or ce sont dans les bureaux d’études que se trouvent les spécialistes des méthodes d’amélioration de la fiabilité et de la maintenabilité, sources de la disponibilité. Si cette recherche permanente concerne essentiellement des objectifs techniques d’amélioration : - fiabilité ; - outils de contrôle ; - moyens de prévention ; - informatisation ; il ne faut pas minimiser la dimension organisationnelle qui s’adresse : - l’articulation optimale entre production et maintenance sur le partage des temps machines - la gestion des urgences et imprévus - la définition des compétences.
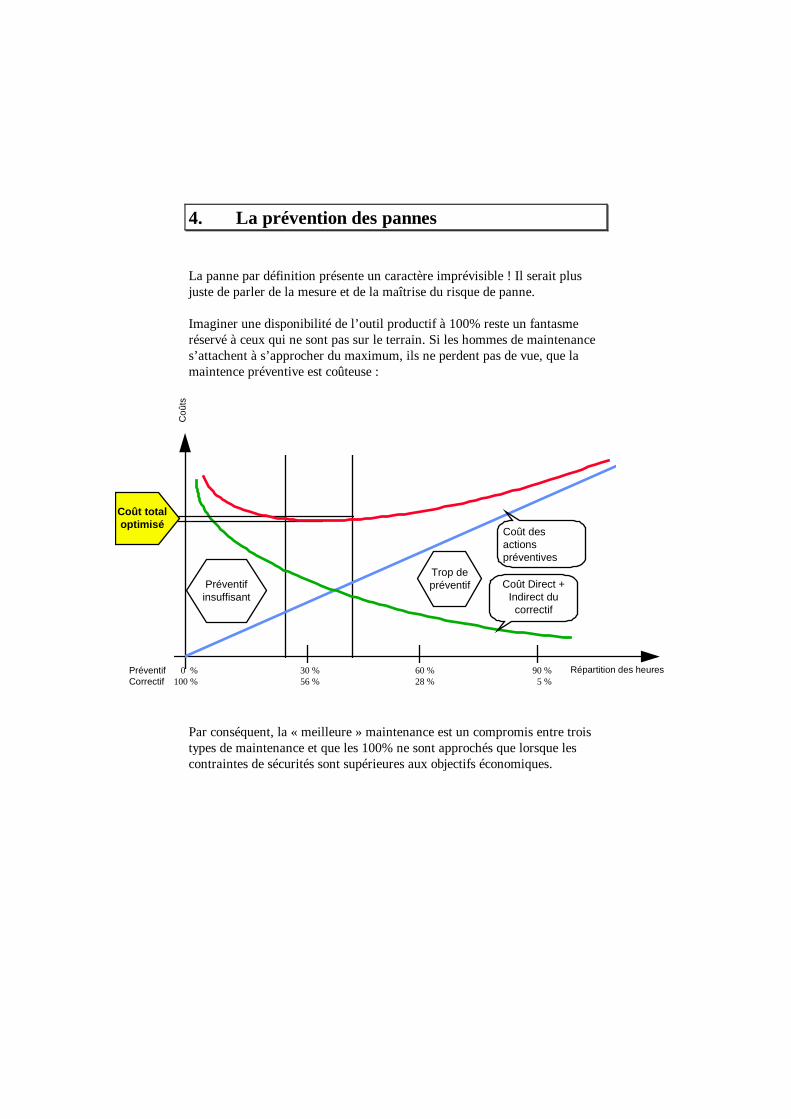
4. La prévention des pannes La panne par définition présente un caractère imprévisible ! Il serait plus juste de parler de la mesure et de la maîtrise du risque de panne. Imaginer une disponibilité de l’outil productif à 100% reste un fantasme réservé à ceux qui ne sont pas sur le terrain. Si les hommes de maintenance s’attachent à s’approcher du maximum, ils ne perdent pas de vue, que la maintence préventive est coûteuse :
Par conséquent, la « meilleure » maintenance est un compromis entre trois types de maintenance et que les 100% ne sont approchés que lorsque les contraintes de sécurités sont supérieures aux objectifs économiques.
Coû
ts
PréventifCorrectif
Répartition des heures 0 % 30 % 60 % 90 %100 % 56 % 28 % 5 %
Préventifinsuffisant
Trop depréventif Coût Direct +
Indirect ducorrectif
Coût desactionspréventives
Coût totaloptimisé
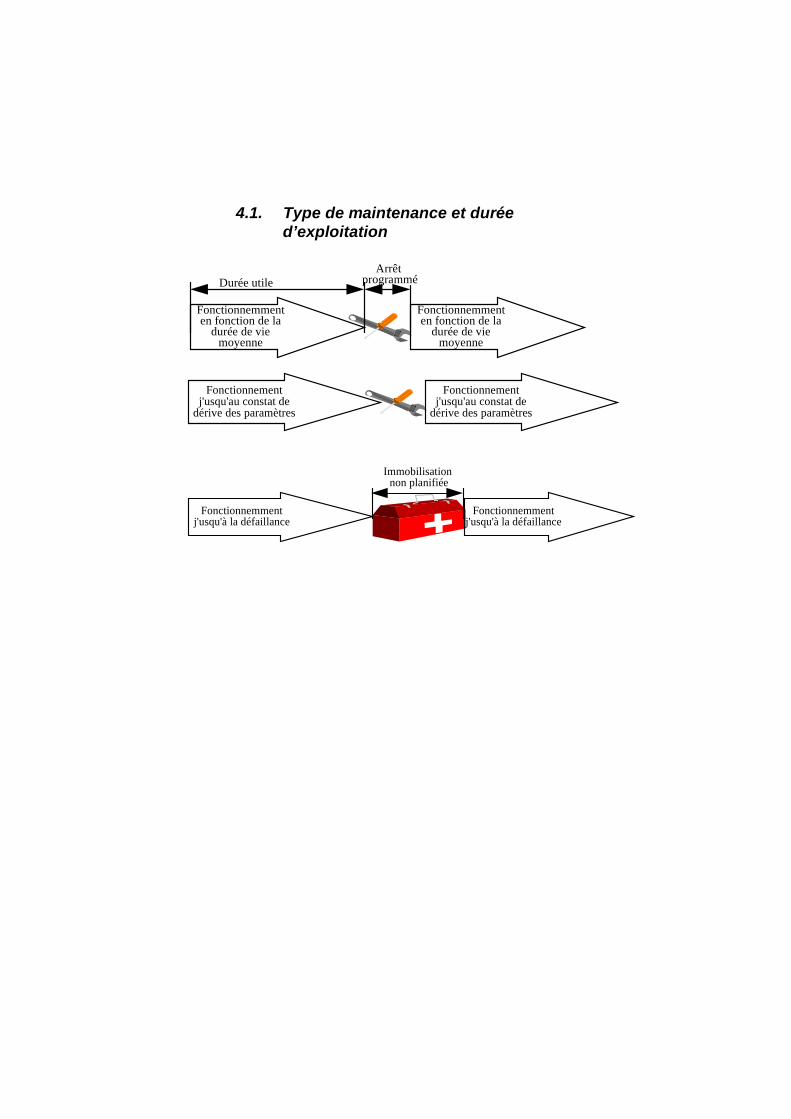
4.1. Type de maintenance et durée d’exploitation
Fonctionnemmenten fonction de la
durée de viemoyenne
Fonctionnemmenten fonction de la
durée de viemoyenne
Durée utileArrêt
programmé
Fonctionnementj'usqu'au constat de
dérive des paramètres
Fonctionnementj'usqu'au constat de
dérive des paramètres
Fonctionnemmentj'usqu'à la défaillance
Fonctionnemmentj'usqu'à la défaillance
Immobilisation non planifiée