Embed Size (px)
Citation preview

1Page de garde présentation
Obtention des cycles de production pour les cellules robotisées
Agustin Pecorari
Fabien Mangione
Bernard Penz

2
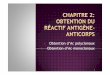
Ateliers de traitement de surfaces
• Galvanoplastie
• Microprocesseurs...
rail
porteur
Cuve 0 (de chargement)
Cuve 1 Cuve 2 Cuve 3 Cuve m-1 Cuve m Cuve m+1 (de déchargement)

3
Problèmes spécifiques au HSP
• Marges sur les durées de trempe– borne minimum: temps nécessaire au traitement
– borne maximum: éviter les dégradations éventuelles et les coûts élevés
• Disponibilité du robot
• Disponibilité des cuves

4Etat de l’art
• Hoist Scheduling Problem
– Heuristiques: [Yih 94]
– Branch and Bound: [Ng 96]
– PLC: [Baptiste et al 96]
• Flow Shop robotisé
– Complexité: [Crama et van de Klundert 96]
– Cas particuliers: [Finke et Brauner 96], [Agnetis 00]

5Notations
• m nombre de cuves
• temps de déplacement de la cuve i à i+1
• li temps de trempe minimal dans la cuve i
• ui temps de trempe maximal dans la cuve i
• pi temps de trempe effectif dans la cuve i
• i ou Ai activité i
Cuve i Cuve i+1

6Objectif
• Comment obtenir l'ensemble des cycles de production.
• Quels sont les cycles de production optimaux?

7Cycles de production
• Définition d’un k-cycle:
Cycle dont toutes les activités sont répétées exactement k fois
• Exemple : Différence entre cycle 0213, 2031 et 02132031.
– 0 2 1 3 0 2 1 3
– 2 0 3 1 2 0 3 1
8δ
0
- 0 2 1 3 2 0 3 1 0 2
4δ 4δ

8Représentation
Mouvement en charge (activité 1)Mouvements à vide
Temps de process minimal

9
Calcul du temps de cycle
• Décomposer en deux parties :
– Temps de déplacement du robot Algorithme polynomial : O(k(m+1)) :
Pour chaque activité (Ai) :
Si activité suivante (Aj) supérieure : tps = (j-i)δ
Si activité suivante (Aj) inférieure : tps = (i-j+2)δ

10
Calcul du temps de cycle
– Temps d'attente
– t1=max(0;p
2-4δ)
– t2=max(0;p
1-4δ-t
1)
– t3=max(0;p
3-4δ-t
2)
t1
t2
t3 t
1t4
t5
t6

11
Programme linéaire obtenu
t1=max(0;p
2-4δ)
t2=max(0;p
1-4δ-t
1)
t3=max(0;p
3-4δ-t
2)
t4=max(0;p
2-4δ-t
3)
t5=max(0;p
3-6δ)
t6=max(0;p
1-6δ-t
5)
t1 ≥ p
2-4δ
t2 + t
1 ≥ p
1- 4δ
t3 + t
2 ≥ p
3- 4δ
t4 + t
3 ≥ p
2- 4δ
t5 ≥ p
3- 4δ
t6 + t
5 ≥ p
1- 6δ
– min Σti

12
Problèmes
• Besoin de plusieurs cycles avant de revenir à la position initiale
• Période transitoire
• Pas de solution
t1
t2
t3 t
7t4
t5
t6

13Obtention des cycles
• Comment obtenir les cycles réalisables
• Connaissance du nombre de cycles pour k et m fixés (Brauner)

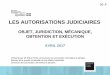
14Graphe d’état
0,1,01,1,1
1,1,0
1,0,1
0,1,1
1,0,0
0,0,1
0,0,0
A2
A0
A3
A3
A3A3
A2
A0
A0A0
A1
A1
Cuve 0 Cuve 1 Cuve 2 Cuve 3 Cuve 4

15Line-Graph
0,1,01,1,1
1,1,0
1,0,1
0,1,1
1,0,0
0,0,1
0,0,0
A2
A0
A3A3
A3A3
A2A0
A0A0
A1
A1
A3
A0
A2
A0
A0 A1
A0
A3
A3A3 A2
A1

16
Intérêts du Line Graph
• A tout cycle dans le line-graph équivaut un cycle de production réalisable et inversement
A3
A0
A2
A0
A0 A1
A0
A3
A3A3 A2
A1
Cycle A0, A2, A1, A3

17
Pourquoi le line-graph
• Pourquoi utiliser un line-graph plutôt que le graphe d’état ?
– 0213, 2031 et 02132031.
A0 A1
A0
A0
A3
A3 A2
A1
A2 A3
A3
A0
0,1,01,1,1
1,1,0
1,0,1
0,1,1
1,0,0
0,0,1
0,0,0
A2
A0
A3A3
A3
A2
A0A0
A1
A1

18Algorithmes
• Recherche dans une arborescence avec backtrack
– Algorithme fortement exponentiel
• Suppression des sommets inaccessibles
1001
1000
0101
1100
0011
1111 00000110
1010
1101
1110
1011
0111
0100
0010
0001

19Amélioration des algorithmes
• Algorithme supprimant les arcs déjà étudiés
• Algorithme avec distance de retour
– k-cycles : k(m+1) activités
– Calcul des distances retour

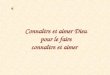
20Résultats
• Nombre de cycles obtenus
2,9 1073,56 . 107
3,56 . 107
1,18 . 108
1,18 . 1085
1400
4952282
Arcs étudiés
80046004200
Tps
calcul
394049521144011440426284040322222
Nombre optimal
Distances
retour
Suppression
sommets
Algo brut
m

21Conclusions et perspectives
• Calcul des temps de cycles par programmation linéaire– Impossibilité de faire ce calcul avant d’avoir construit tout
le cycle
• Méthode permettant d’obtenir les cycles de production– Combinaison des deux travaux : cycle optimal– Algorithmes exponentiels
• Ajout de contraintes sur les temps de process– Suppression d’arcs dans le graphe