Embed Size (px)
Citation preview
M A I N T E N A N C E 2 E M E P A R T I E
Institut Universitaire de Technologie de Mantes en Yvelines Département G.M.P
Partie 1 : le cycl Partie 2 : les co Partie 3-1 : la m Partie 3-2 : la m Partie 3-3 : la To Partie 3-4 : la m Partie 4 : choix Partie 5-1 : intro Partie 5-2 : trava Partie 5-3 : la sû Partie 6 : organi Partie 7 : la gest
Organisation et Méthodes de Maintenance.
Module F334b Maintenance
e de vie du produit – les coûts de maintenance
ncepts de base de la maintenance
aintenance corrective
aintenance préventive
tale Productive Maintenance (TPM)
aintenance conditionnelle
d’une politique maintenance
duction à la sûreté de fonctionnement
ux dirigés
reté de fonctionnement – la fiabilité
sation et méthodes de maintenance dans le groupe Renault
ion de la maintenance par ordinateur (GMAO)
PAGE 1 SUR 12
M A I N T E N A N C E 2 E M E P A R T I E
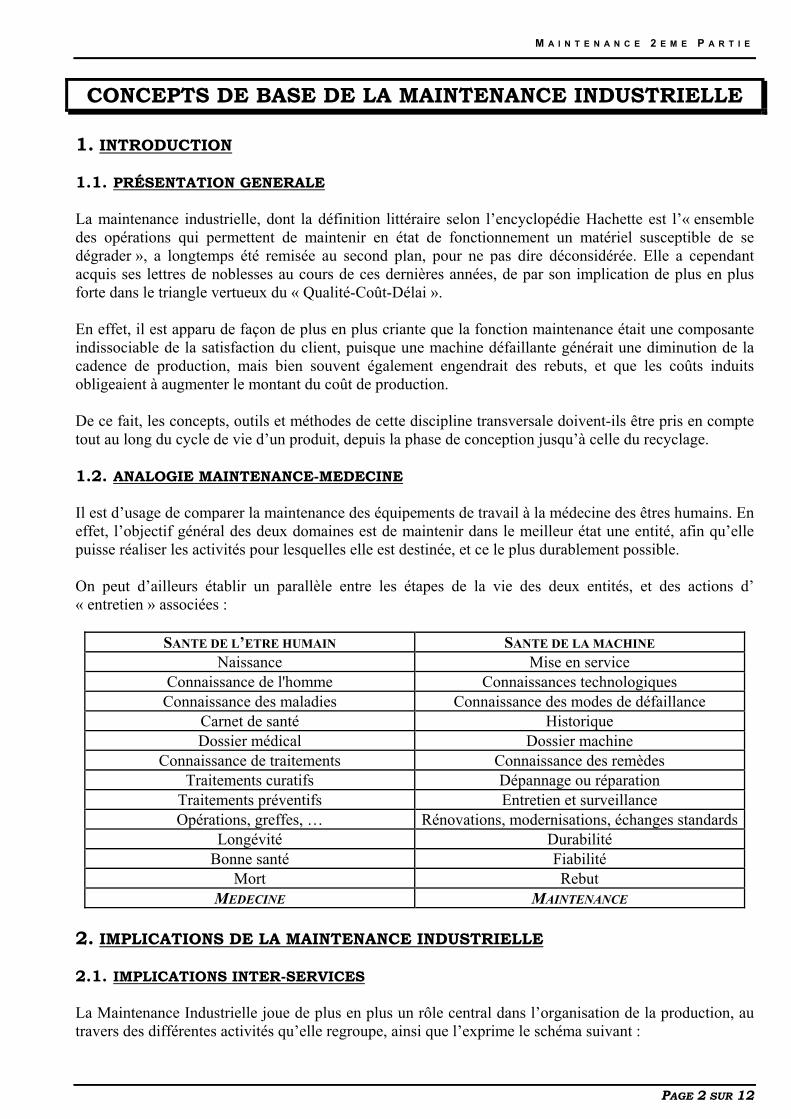
CONCEPTS DE BASE DE LA MAINTENANCE INDUSTRIELLE 1. INTRODUCTION 1.1. PRÉSENTATION GENERALE La maintenance industrielle, dont la définition littéraire selon l’encyclopédie Hachette est l’« ensemble des opérations qui permettent de maintenir en état de fonctionnement un matériel susceptible de se dégrader », a longtemps été remisée au second plan, pour ne pas dire déconsidérée. Elle a cependant acquis ses lettres de noblesses au cours de ces dernières années, de par son implication de plus en plus forte dans le triangle vertueux du « Qualité-Coût-Délai ». En effet, il est apparu de façon de plus en plus criante que la fonction maintenance était une composante indissociable de la satisfaction du client, puisque une machine défaillante générait une diminution de la cadence de production, mais bien souvent également engendrait des rebuts, et que les coûts induits obligeaient à augmenter le montant du coût de production. De ce fait, les concepts, outils et méthodes de cette discipline transversale doivent-ils être pris en compte tout au long du cycle de vie d’un produit, depuis la phase de conception jusqu’à celle du recyclage. 1.2. ANALOGIE MAINTENANCE-MEDECINE Il est d’usage de comparer la maintenance des équipements de travail à la médecine des êtres humains. En effet, l’objectif général des deux domaines est de maintenir dans le meilleur état une entité, afin qu’elle puisse réaliser les activités pour lesquelles elle est destinée, et ce le plus durablement possible. On peut d’ailleurs établir un parallèle entre les étapes de la vie des deux entités, et des actions d’ « entretien » associées :
SANTE DE L’ETRE HUMAIN SANTE DE LA MACHINE Naissance Mise en service
Connaissance de l'homme Connaissances technologiques Connaissance des maladies Connaissance des modes de défaillance
Carnet de santé Historique Dossier médical Dossier machine
Connaissance de traitements Connaissance des remèdes Traitements curatifs Dépannage ou réparation
Traitements préventifs Entretien et surveillance Opérations, greffes, … Rénovations, modernisations, échanges standards
Longévité Durabilité Bonne santé Fiabilité
Mort Rebut MEDECINE MAINTENANCE
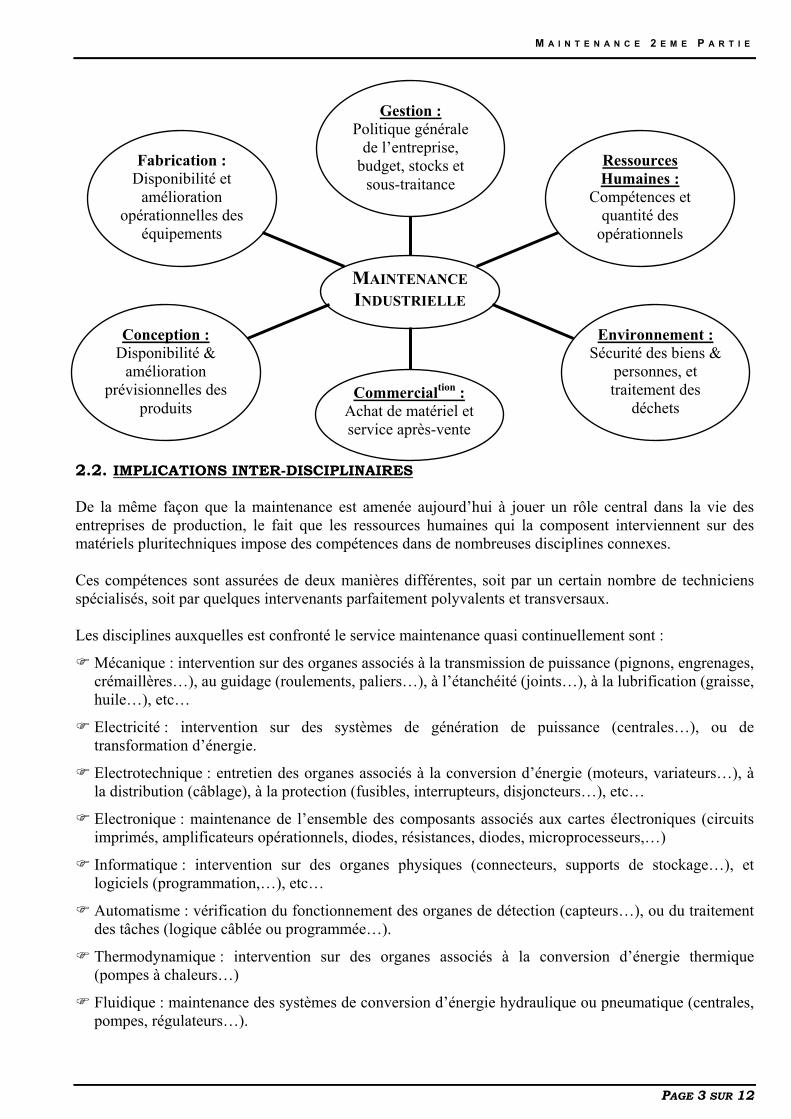
2. IMPLICATIONS DE LA MAINTENANCE INDUSTRIELLE 2.1. IMPLICATIONS INTER-SERVICES La Maintenance Industrielle joue de plus en plus un rôle central dans l’organisation de la production, au travers des différentes activités qu’elle regroupe, ainsi que l’exprime le schéma suivant :
PAGE 2 SUR 12
M A I N T E N A N C E 2 E M E P A R T I E
2.2. IMPLICATIONS INTER-DISCIPLINAIRES
Gestion : Politique générale
de l’entreprise, budget, stocks et
sous-traitance Fabrication :
Disponibilité et amélioration
opérationnelles des équipements
Ressources Humaines :
Compétences et quantité des
opérationnels
MAINTENANCE INDUSTRIELLE
Conception : Disponibilité &
amélioration prévisionnelles des
produits
Environnement :Sécurité des biens &
personnes, et traitement des
déchets Commercialtion :
Achat de matériel et service après-vente
De la même façon que la maintenance est amenée aujourd’hui à jouer un rôle central dans la vie des entreprises de production, le fait que les ressources humaines qui la composent interviennent sur des matériels pluritechniques impose des compétences dans de nombreuses disciplines connexes. Ces compétences sont assurées de deux manières différentes, soit par un certain nombre de techniciens spécialisés, soit par quelques intervenants parfaitement polyvalents et transversaux. Les disciplines auxquelles est confronté le service maintenance quasi continuellement sont :
Mécanique : intervention sur des organes associés à la transmission de puissance (pignons, engrenages, crémaillères…), au guidage (roulements, paliers…), à l’étanchéité (joints…), à la lubrification (graisse, huile…), etc…
Electricité : intervention sur des systèmes de génération de puissance (centrales…), ou de transformation d’énergie.
Electrotechnique : entretien des organes associés à la conversion d’énergie (moteurs, variateurs…), à la distribution (câblage), à la protection (fusibles, interrupteurs, disjoncteurs…), etc…
Electronique : maintenance de l’ensemble des composants associés aux cartes électroniques (circuits imprimés, amplificateurs opérationnels, diodes, résistances, diodes, microprocesseurs,…)
Informatique : intervention sur des organes physiques (connecteurs, supports de stockage…), et logiciels (programmation,…), etc…
Automatisme : vérification du fonctionnement des organes de détection (capteurs…), ou du traitement des tâches (logique câblée ou programmée…).
Thermodynamique : intervention sur des organes associés à la conversion d’énergie thermique (pompes à chaleurs…)
Fluidique : maintenance des systèmes de conversion d’énergie hydraulique ou pneumatique (centrales, pompes, régulateurs…).
PAGE 3 SUR 12
M A I N T E N A N C E 2 E M E P A R T I E
Métallurgie : intervention sur des structures métalliques ou composites, que ce soit afin d’en entretenir la résistance ou d’en détecter les risques de rupture.
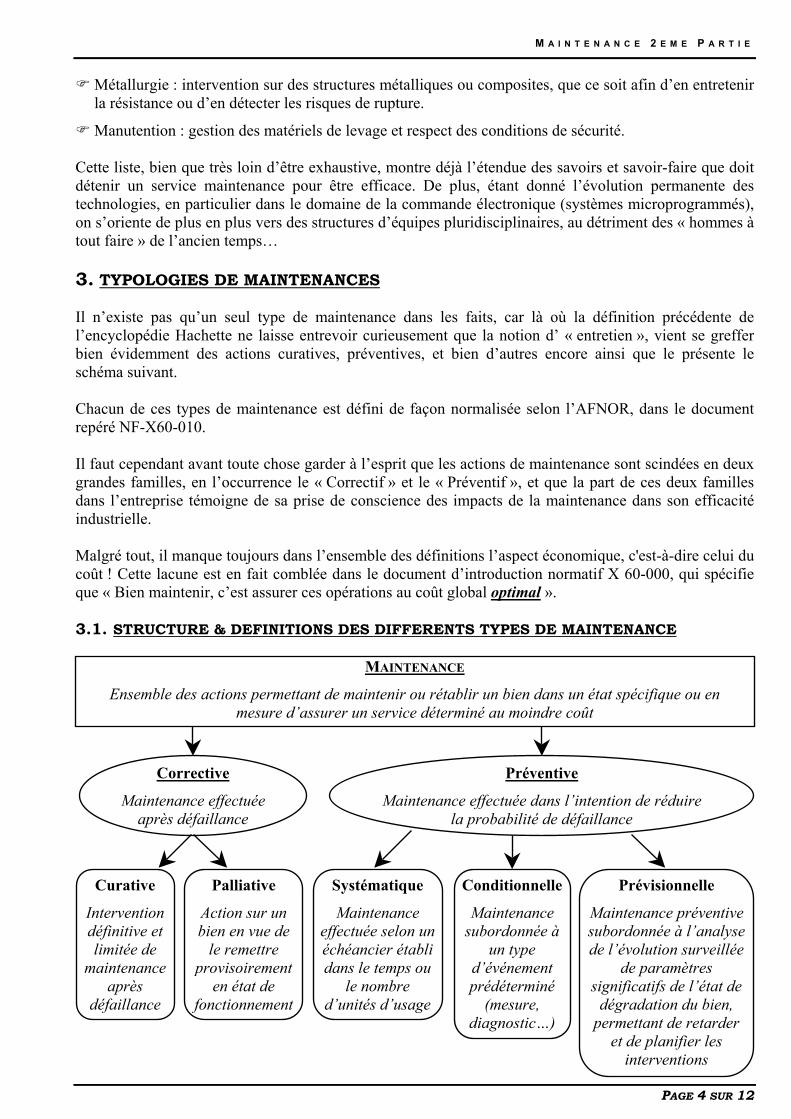
Manutention : gestion des matériels de levage et respect des conditions de sécurité. Cette liste, bien que très loin d’être exhaustive, montre déjà l’étendue des savoirs et savoir-faire que doit détenir un service maintenance pour être efficace. De plus, étant donné l’évolution permanente des technologies, en particulier dans le domaine de la commande électronique (systèmes microprogrammés), on s’oriente de plus en plus vers des structures d’équipes pluridisciplinaires, au détriment des « hommes à tout faire » de l’ancien temps… 3. TYPOLOGIES DE MAINTENANCES Il n’existe pas qu’un seul type de maintenance dans les faits, car là où la définition précédente de l’encyclopédie Hachette ne laisse entrevoir curieusement que la notion d’ « entretien », vient se greffer bien évidemment des actions curatives, préventives, et bien d’autres encore ainsi que le présente le schéma suivant. Chacun de ces types de maintenance est défini de façon normalisée selon l’AFNOR, dans le document repéré NF-X60-010. Il faut cependant avant toute chose garder à l’esprit que les actions de maintenance sont scindées en deux grandes familles, en l’occurrence le « Correctif » et le « Préventif », et que la part de ces deux familles dans l’entreprise témoigne de sa prise de conscience des impacts de la maintenance dans son efficacité industrielle. Malgré tout, il manque toujours dans l’ensemble des définitions l’aspect économique, c'est-à-dire celui du coût ! Cette lacune est en fait comblée dans le document d’introduction normatif X 60-000, qui spécifie que « Bien maintenir, c’est assurer ces opérations au coût global optimal ». 3.1. STRUCTURE & DEFINITIONS DES DIFFERENTS TYPES DE MAINTENANCE
Indl
m
d
Acbie
lpro
fon
ef écd
d
Main subo de l’
signdég
C
Maintapr
Préventive
Maintenance effectuée dans l’intention de réduirela probabilité de défaillance
MAINTENANCE
Ensemble des actions permettant de maintenir ou rétablir un bien dans un état spécifique ou en mesure d’assurer un service déterminé au moindre coût
Curative
tervention éfinitive et imitée de aintenance
après éfaillance
Palliative
tion sur un n en vue de
e remettre visoirement
en état de ctionnement
Systématique
Maintenance fectuée selon unhéancier établi
ans le temps ou le nombre
’unités d’usage
perme
Prévisionnelle
tenance préventiverdonnée à l’analyseévolution surveilléede paramètres ificatifs de l’état de radation du bien, ettant de retarder
t de planifier les interventions
Conditionnelle
Maintenance subordonnée à
un type d’événement prédéterminé
(mesure, diagnostic…)
orrective
enance effectuée ès défaillance
PAGE 4 SUR 12
M A I N T E N A N C E 2 E M E P A R T I E
Quelques remarques :
La Maintenance Prévisionnelle est parfois appelée de façon impropre « Maintenance Prédictive »
Toutes les formes de maintenance présentées peuvent amener les équipements à avoir une efficacité accrue. On parlera alors de « Maintenance améliorative »
Dans ce type de schéma n’apparaît pas une certaine forme de maintenance dite « de ronde », à la limite du systématique, et qui n’a pas vraiment de définition normalisée. Elle consiste en de petites visites relativement fréquentes, assez courte, et engendrant si nécessaire des actions préventives très limitées
4. LES MISSIONS DE LA MAINTENANCE Afin de garantir la gestion optimisée du système de production, on peut entrevoir de façon générale les missions que doit assurer un service maintenance au travers de trois facteurs primordiaux, en l’occurrence
Facteur Technique : Assurer la Fiabilité et la Maintenabilité, c'est-à-dire la disponibilité en général, par l’étude du comportement du matériel
Facteur Economique : Analyser précisément les coûts, directs et indirects, engendrés par les actions de maintenance, en vue d’établir des indicateurs permettant de choisir une politique adaptée
Facteur Humain : Garantir la sécurité des biens et des personnes, au travers des normes et des règlements, afin d’optimiser les conditions de travail
De façon plus spécifique, les missions de la Maintenance concernent quotidiennement :
La maintenance des équipements : actions correctives et préventives, dépannages, réparations et révisions.
L'amélioration du matériel, dans l'optique de la qualité, de la productivité ou de la sécurité.
Les travaux neufs : participation au choix, à l'installation et au démarrage des équipements nouveaux.
Les travaux concernant l'hygiène, la sécurité, l'environnement et la pollution, les conditions de travail, la gestion de l'énergie...
Des travaux de reconversion de locaux, de déménagement, de démolition...
L'exécution et la réparation des pièces de rechanges.
L'approvisionnement et la gestion des outillages, des rechanges...
Des prestations diverses, pour la production (réalisation de montages, par exemple) ou pour tout autre service.
L'entretien général des bâtiments administratifs ou industriels, des espaces verts, des véhicules... Il faut de plus bien prendre conscience de la différence entre le terme historique d’ « entretien », et celui plus actuel de « maintenance ». En effet :
Entretenir, c’est dépanner et réparer un parc matériel, afin d’assurer tant bien que mal la continuité de la production. Cela revient donc à subir le matériel.
Maintenir, c’est choisir les moyens de prévenir, de corriger ou de rénover suivant l’usage du matériel, suivant sa criticité économique, afin d’optimiser le coût global de possession. Cela revient alors à maîtriser la production.
5. LE SERVICE MAINTENANCE DANS L’ENTREPRISE
PAGE 5 SUR 12
M A I N T E N A N C E 2 E M E P A R T I E
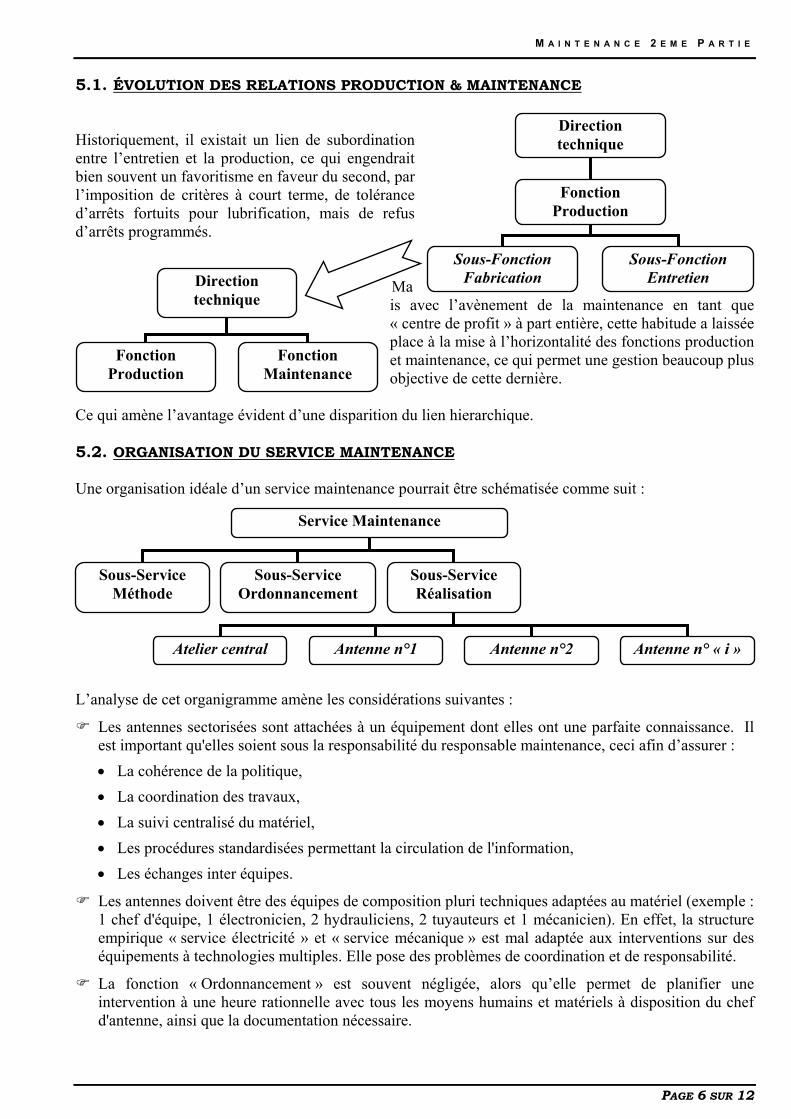
5.1. ÉVOLUTION DES RELATIONS PRODUCTION & MAINTENANCE Historiquement, il existait un lien de subordination entre l’entretien et la production, ce qui engendrait bien souvent un favoritisme en faveur du second, par l’imposition de critères à court terme, de tolérance d’arrêts fortuits pour lubrification, mais de refus d’arrêts programmés.
Mais avec l’avènement de la maintenance en tant que « centre de profit » à part entière, cette habitude a laissée place à la mise à l’horizontalité des fonctions production et maintenance, ce qui permet une gestion beaucoup plus objective de cette dernière.
Fonction Maintenance
Fonction Production
Direction technique
Sous-Fonction Entretien
Sous-Fonction Fabrication
Fonction Production
Direction technique
Ce qui amène l’avantage évident d’une disparition du lien hierarchique. 5.2. ORGANISATION DU SERVICE MAINTENANCE Une organisation idéale d’un service maintenance pourrait être schématisée comme suit :
Antenne n° « i » Atelier central
Sous-Service Méthode
Antenne n°2 Antenne n°1
Sous-Service Réalisation
Sous-Service Ordonnancement
Service Maintenance
L’analyse de cet organigramme amène les considérations suivantes :
Les antennes sectorisées sont attachées à un équipement dont elles ont une parfaite connaissance. Il est important qu'elles soient sous la responsabilité du responsable maintenance, ceci afin d’assurer :
• La cohérence de la politique,
• La coordination des travaux,
• La suivi centralisé du matériel,
• Les procédures standardisées permettant la circulation de l'information,
• Les échanges inter équipes.
Les antennes doivent être des équipes de composition pluri techniques adaptées au matériel (exemple : 1 chef d'équipe, 1 électronicien, 2 hydrauliciens, 2 tuyauteurs et 1 mécanicien). En effet, la structure empirique « service électricité » et « service mécanique » est mal adaptée aux interventions sur des équipements à technologies multiples. Elle pose des problèmes de coordination et de responsabilité.
La fonction « Ordonnancement » est souvent négligée, alors qu’elle permet de planifier une intervention à une heure rationnelle avec tous les moyens humains et matériels à disposition du chef d'antenne, ainsi que la documentation nécessaire.
PAGE 6 SUR 12
M A I N T E N A N C E 2 E M E P A R T I E
5.3. NIVEAU DE MAINTENANCE PAR RAPPORT AU TYPE D’ENTREPRISE Deux règles permettent de qualifier la nécessité de mettre en place un Maintenance Industrielle :
Règle 1 : Plus l'indisponibilité est coûteuse, plus la maintenance est économique
Règle 2 : Plus la sécurité est en jeu, plus la maintenance s'avère obligatoire. Et on peut associer à chaque type d’entreprise l’importance du service de maintenance appropriée :
Fondamentale : pour les centrales nucléaires, les entreprises de transport (métro, aéronautique ... )
Importante : pour les entreprises de process (en particulier celles avec des contraintes de sécurité)
Secondaire : pour des parcs matériels disparates, de coûts d'arrêt faibles
Traditionnelle : pour les entreprises sans production sérielle, ou de structure manufacturière 6. ELEMENTS DE GESTION DE LA MAINTENANCE Sans parler encore en termes économiques, l’analyse des besoins en maintenance ne peut se faire qu’à l’aide d’indicateurs fiables, qu’il est nécessaire de connaître dès la mise en œuvre de ce domaine. Pour ce faire, on s’appuiera donc sur une analyse des temps précises, tant au niveau de leur répartition générale que de leur répartition spécifique en terme de maintenance. 6.1. LA NOTION DE « DURÉE D'USAGE » La notion de temps, fondamentale en maintenance, apparaît souvent dans les définitions de l'AFNOR sous le terme d’ « unités d'usage ». Il est donc nécessaire de préciser cette expression (norme NF X 60 010).
Usage : « utilisation d'un produit en vue d'en obtenir un service ».
Unité d'usage : « grandeur finie choisie pour évaluer quantitativement un usage dans des conditions conventionnelles éventuellement normalisées ».
Concrètement, les unités d'usage utilisées dans l'industrie sont le plus souvent les heures, les semaines, les mois, voire même les années. Mais ce peuvent être également des unités de temps « indirectes », telles que des cycles de fonctionnement, des pièces produites, des quantités produites (tonnes,…) ou encore des distances parcourues (Km pour un véhicule). Il est de plus nécessaire également de se référer à des échelles de temps servant de références, qu’elles soient absolues ou relatives.
Exemples :
Un véhicule est utilisé depuis 3 ans (janvier 1995 à janvier 1998) : Absolue
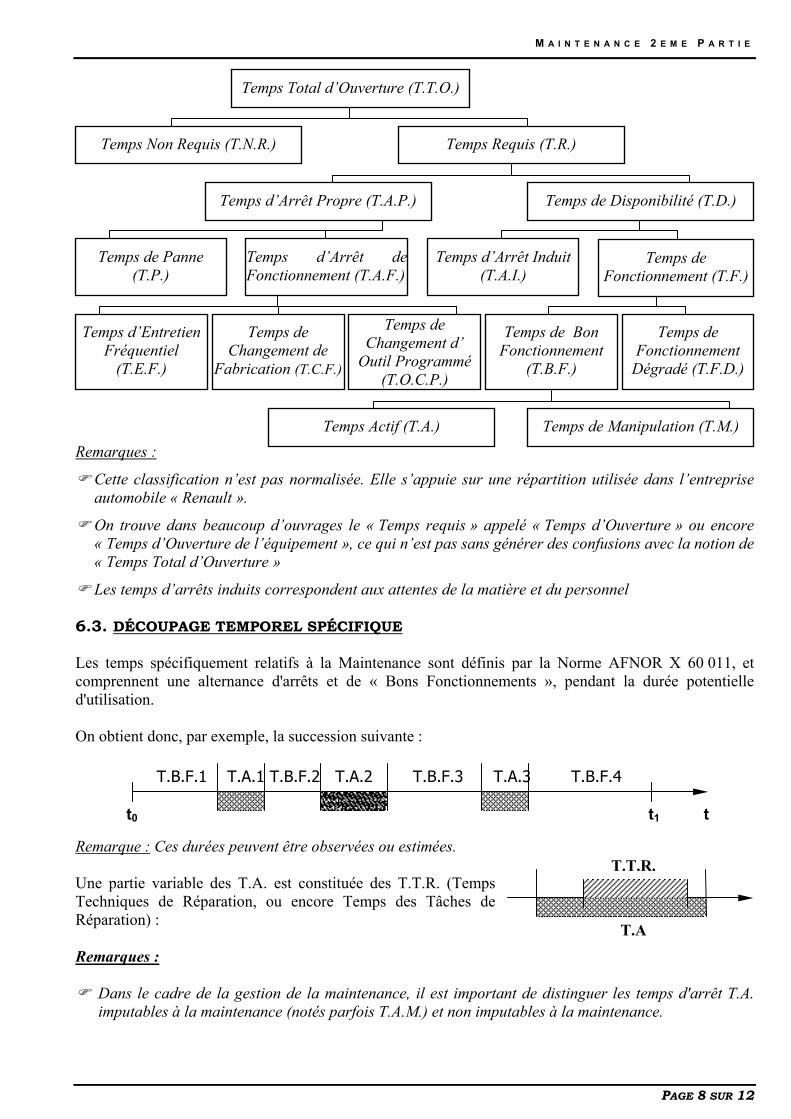
Nous avons parcouru 45 000 ou 60 000 km : Relative 6.2. DÉCOUPAGE TEMPOREL GENERAL Afin de pouvoir étudier les différents temps d’indisponibilité des équipements, il est nécessaire d’avoir en tête un découpage hiérarchique des différents temps constituant la « vie » de n’importe quel système de production, tel que présenté ci-dessous :
PAGE 7 SUR 12
M A I N T E N A N C E 2 E M E P A R T I E
Temps Total d’Ouverture (T.T.O.) Temps Non Requis (T.N.R.) Temps Requis (T.R.)
Temps d’Arrêt Propre (T.A.P.) Temps de Disponibilité (T.D.) Temps de Panne
(T.P.) Temps d’Arrêt deFonctionnement (T.A.F.)
Temps d’Arrêt Induit (T.A.I.)
Temps de Fonctionnement (T.F.)
Temps de
Changement d’ Outil Programmé
(T.O.C.P.)
Temps d’Entretien Fréquentiel
(T.E.F.)
Temps de Changement de
Fabrication (T.C.F.)
Temps de Bon Fonctionnement
(T.B.F.)
Temps de Fonctionnement
Dégradé (T.F.D.)
Temps Actif (T.A.) Temps de Manipulation (T.M.) Remarques :
Cette classification n’est pas normalisée. Elle s’appuie sur une répartition utilisée dans l’entreprise automobile « Renault ».
On trouve dans beaucoup d’ouvrages le « Temps requis » appelé « Temps d’Ouverture » ou encore « Temps d’Ouverture de l’équipement », ce qui n’est pas sans générer des confusions avec la notion de « Temps Total d’Ouverture »
Les temps d’arrêts induits correspondent aux attentes de la matière et du personnel 6.3. DÉCOUPAGE TEMPOREL SPÉCIFIQUE Les temps spécifiquement relatifs à la Maintenance sont définis par la Norme AFNOR X 60 011, et comprennent une alternance d'arrêts et de « Bons Fonctionnements », pendant la durée potentielle d'utilisation. On obtient donc, par exemple, la succession suivante :
PAGE 8 SUR 12
T.B.F.1 T.A.1 T.B.F.2 T.A.2 T.B.F.3 T.A.3 T.B.F.4 t0 t1 t
Remarque : Ces durées peuvent être observées ou estimées. T.T.R.
T.A
Une partie variable des T.A. est constituée des T.T.R. (Temps Techniques de Réparation, ou encore Temps des Tâches de Réparation) : Remarques :
Dans le cadre de la gestion de la maintenance, il est important de distinguer les temps d'arrêt T.A. imputables à la maintenance (notés parfois T.A.M.) et non imputables à la maintenance.

M A I N T E N A N C E 2 E M E P A R T I E
Les compteurs horaires affectés à une machine totalisant uniquement les T.B.F., pour faciliter la saisie des temps, les temps d'attente seront imputés à la fabrication.
6.4. INDICATEURS 6.5. INDICATEURS TEMPORELS GENERAUX A partir du découpage temporel, on peut établir un certain nombre d’indicateurs qui permettront en particulier de quantifier la part d’indisponibilité des équipements. Ces indicateurs sont les suivants :
Le Taux de Rendement Synthétique (T.R.S.) = .O.T.T.F.B.T
Le Taux d’Engagement (T.E.) = .O.T.T
.R.T
Le Taux de Disponibilité Opérationnelle (T.D.O.) = .R.T.F.B.T
Le Taux de Disponibilité Propre (T.O.P.) = .P.A.T.F.T
.F.T+
Remarque importante :
Il existe ici encore une certaine confusion potentielle à la lecture des différents ouvrages traitant de la gestion de la maintenance. En effet, , on y présente souvent le T.R.S. comme le seul indicateur valable, en oubliant de dire que cela est vrai uniquement si le T.T.O. est considéré sur une année entière. Par contre, si on considère un intervalle de temps beaucoup plus réduit (comme la journée…), il est plus judicieux de considérer le T.D.O. à la place du T.R.S.. Malheureusement, ces mêmes ouvrages confondent souvent les deux également… 6.6. INDICATEURS TEMPORELS SECIFIQUES Ces indicateurs permettent d’évaluer les performances des caractéristiques associées à la maintenance des machines. Il sont au nombre de trois :
Moyenne des Temps de Bon Fonctionnement (M.T.B.F.) =PannesdeNombre
...n
1∑ FBT
Moyenne des Temps Techniques de Réparation (M.T.T.R.) =Pannes de Nombre
.P.TPannes de Nombre
1∑
D (Disponibilité) =.R.T.T.M.F.B.T.M
.F.B.T.M+
ou encore .O.T
.A.T.O.T ∑−
Remarque : ici encore, le « Temps d’Ouverture » doit plutôt être compris comme un « Temps Requis »,
sauf si les « Temps Non requis » sont particulièrement négligeables (pauses café…) 7. NIVEAUX DE MAINTENANCE 7.1. NIVEAUX GENERAUX Pour qualifier les différents types de maintenance, plusieurs niveaux sont définis : 1er niveau : Réglages simples prévus par le constructeur au moyen d'organes accessibles sans aucun
démontage d'équipement, ou échange d'éléments accessibles en toute sécurité.
PAGE 9 SUR 12
M A I N T E N A N C E 2 E M E P A R T I E
2e niveau : Dépannages par échange standard d'éléments prévus à cet effet, ou opérations mineures de maintenance préventive (rondes).
3e niveau : Identification et diagnostic de pannes, réparation par échange de composants fonctionnels,
réparations mécaniques mineures. 4e niveau : Travaux importants de maintenance corrective ou préventive. 5e niveau : Travaux de rénovation, de reconstruction, ou réparations importantes confiées à un atelier
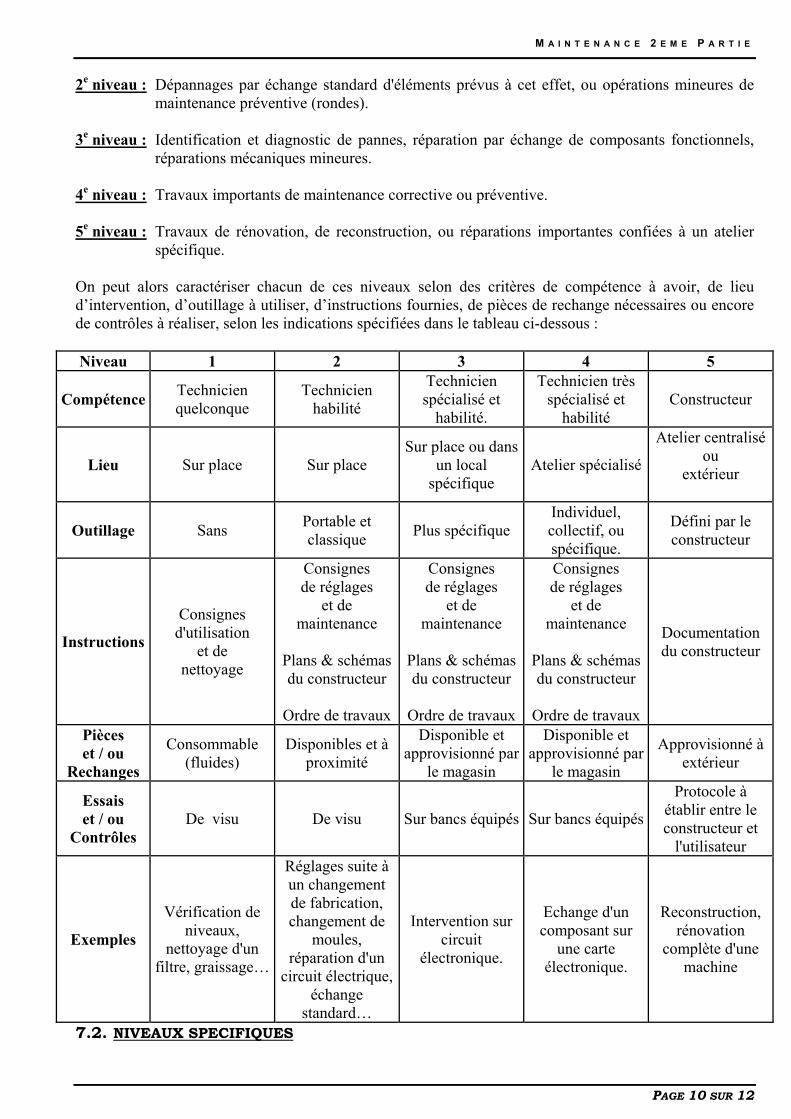
spécifique. On peut alors caractériser chacun de ces niveaux selon des critères de compétence à avoir, de lieu d’intervention, d’outillage à utiliser, d’instructions fournies, de pièces de rechange nécessaires ou encore de contrôles à réaliser, selon les indications spécifiées dans le tableau ci-dessous : Niveau 1 2 3 4 5
Compétence Technicien quelconque
Technicien habilité
Technicien spécialisé et
habilité.
Technicien très spécialisé et
habilité Constructeur
Lieu Sur place Sur place Sur place ou dans
un local spécifique
Atelier spécialisé
Atelier centralisé ou
extérieur
Outillage Sans Portable et classique Plus spécifique
Individuel, collectif, ou spécifique.
Défini par le constructeur
Instructions
Consignes d'utilisation
et de nettoyage
Consignes de réglages
et de maintenance
Plans & schémasdu constructeur
Ordre de travaux
Consignes de réglages
et de maintenance
Plans & schémasdu constructeur
Ordre de travaux
Consignes de réglages
et de maintenance
Plans & schémas du constructeur
Ordre de travaux
Documentation du constructeur
Pièces et / ou
Rechanges
Consommable (fluides)
Disponibles et à proximité
Disponible et approvisionné par
le magasin
Disponible et approvisionné par
le magasin
Approvisionné à extérieur
Essais et / ou
Contrôles De visu De visu Sur bancs équipés Sur bancs équipés
Protocole à établir entre le constructeur et
l'utilisateur
Exemples
Vérification de niveaux,
nettoyage d'un filtre, graissage…
Réglages suite à un changement de fabrication, changement de
moules, réparation d'un
circuit électrique, échange
standard…
Intervention sur circuit
électronique.
Echange d'un composant sur
une carte électronique.
Reconstruction, rénovation
complète d'une machine
7.2. NIVEAUX SPECIFIQUES
PAGE 10 SUR 12
M A I N T E N A N C E 2 E M E P A R T I E
Il est bon de noter que toutes les interventions ne rentrent pas dans la classification aussi bien qu'un fragment découpé dans son puzzle, et il est donc souvent nécessaire de faire un choix approchant.
De manière habituelle, si l’un des critères d'appréciation se trouve placé dans la catégorie supérieure, c'est l'intervention entière qui s'y trouve placée. Par exemple, si une appréciation nécessite un technicien habilité (niveau 2), une exécution standard (niveau 2), un outillage standard (niveau 2), une instructions de maintenance (niveau 2), un approvisionnement spécial (niveau 3), et un contrôles sérieux sur banc d'essai (niveau 3), alors c'est une intervention de niveau 3 .
De plus, la distribution du travail ne s'emprisonne pas dans un classement à 5 niveaux dans lequel chaque exécutant n'opérerait qu'au niveau qui est le sien, car comme dit le proverbe, « Qui peut le plus peut le moins ». Chaque opérateur d'un niveau de compétence donné peut, et doit, opérer aussi à tous les niveaux inférieurs. De façon plus simple, on parle en réalité dans le monde industriel de seulement trois niveaux de Maintenance : Niveau 1 : C'est le niveau de la maintenance déléguée à l'opérateur. On parle encore d' « Auto-
Maintenance », qui entre dans le cadre de la « Total Productive Maintenance ». Cette délégation des taches de maintenance assure une meilleure motivation des opérateurs de production et permet aux techniciens de maintenance de se concentrer sur des taches plus techniques et plus spécifiques définies dans le niveau 2 ci-dessous.
Niveau 2 : C'est le niveau de maintenance du « Technicien de Maintenance ». On parle encore de
« Maintenance Réservée ». On peut inclure dans ces taches de maintenance la formation des opérateurs de production afin que ceux-ci puissent effectuer la maintenance de niveau 1.
Niveau 3 : C'est le niveau de maintenance du constructeur, ou d'une équipe de maintenance extérieure à
l'entreprise qui effectue de la maintenance spécifique. On parle encore de « Maintenance Externalisée ».
8. OPERATIONS DE MAINTENANCE Les opérations de maintenance se découpent selon la famille à laquelle elle se rapporte, en l’occurrence le « Correctif » ou le « Préventif ». 8.1. OPERATIONS DE MAINTENANCE CORRECTIVE Les différentes actions à mener à bien afin d’effectuer ce type de maintenance sont :
Localisation : Action conduisant à rechercher précisément les éléments par lesquels la défaillance se manifeste.
Dépannage : Action sur un bien en panne en vue de le remettre en état de fonctionnement même provisoirement. On s'accommodera donc de résultats provisoires et éventuellement de performances moindres, sans mettre en cause la sécurité, et la qualité. Il sera également suivi de la réparation.
Diagnostique : Identification de la cause probable de la défaillance à l'aide d'un raisonnement logique fondé sur un ensemble d'informations provenant d'une inspection, d'un contrôle ou d'un test.
Réparation : Intervention définitive après défaillance.
Echange Standard : Remplacement d'une pièce ou d'un sous-ensemble défectueux par une pièce identique neuve ou remise préalablement en état.
PAGE 11 SUR 12
M A I N T E N A N C E 2 E M E P A R T I E
PAGE 12 SUR 12
Détection : Action de déceler, au moyen d'une surveillance accrue, continue ou non, l'apparition d'une défaillance ou l'existence d'un élément défaillant.
8.2. OPERATIONS DE MAINTENANCE PRÉVENTIVE Les différentes actions à mener à bien afin d’effectuer ce type de maintenance sont :
Test : Comparaison des réponses d'un système par rapport à un système de référence ou à un phénomène physique significatif d'une marche correcte.
Contrôle : Vérification de la conformité à des données préétablies, suivie d'un jugement. Ce contrôle peut déboucher sur du correctif, mais peut également inclure une décision de refus, d'ajournement ou d'acceptation.
Visite : Examen détaillé et prédéterminé de tout (visite générale) ou partie (visite limitée) des différents éléments du bien et pouvant impliquer des opérations de maintenance de 1er et 2ème niveau. Elle peut également déboucher sur de la maintenance corrective.
Inspection : Activité de surveillance s'exerçant dans le cadre d'une mission définie (Exemple : Contrat de maintenance, Inspection visuelle, auditive ...)
Révision : Examens , contrôles et interventions effectués en vue d'assurer l'équipement contre toute défaillance majeure ou critique, et ce, pendant une durée d'usage donnée. Cette révision peut être partielle ou générale, et amener la dépose de différents sous-ensembles.
Remarque :
Les opérations associées aux deux familles de maintenance précédentes pouvant déboucher sur de la « Maintenance Améliorative », on parlera alors d’actions de :
Reconstruction : Remise en l'état défini par le cahier des charges initial, et remplacement des pièces vitales par des pièces d'origine ou neuves équivalentes.
Modernisation : Remplacement d'équipements, accessoires, et logiciels par des sous-ensembles apportant, grâce à des perfectionnements techniques, une amélioration de l'aptitude à l'emploi du bien.
Rénovation : Inspection complète de tous les organes, avec reprise dimensionnelle complète, remplacement des pièces déformées, vérification des caractéristiques, et réparation des sous-ensembles détaillants.
9. NOTION DE T.P.M. Il est facilement compréhensible au travers des concepts développés ci-avant que la Maintenance Industrielle doit être au cœur de l’organisation de l’appareil de production, que ce soit au niveau managérial ou opérationnel. Afin de qualifier cette démarche, on emploie alors le terme de « Total Productive Maintenance », qui vise à améliorer le rendement global de tous les équipements, quel que soit leur niveau de performance, par une implication concrète de tous les acteurs de la production. Les premiers pas dans la direction de la T.P.M. consistent en la délégation du premier niveau de maintenance aux opérationnels de la production, mais également la généralisation de la Maîtrise Statistique de la Production, avec une organisation rationnelle des postes de travail exprimée par la démarche « 5S » (Termes japonais signifiant : Rangement, Ordre, Nettoyage, Propreté et Rigueur).





























