Embed Size (px)
Citation preview
Solvay Advanced Polymers, L.L.C.4500 McGinnis Ferry RoadAlpharetta, GA 30005-3914États-UnisTél. : +1 770 772 8200
+1 800 621 4557 (É.-U. uniquement)Fax : +1 770 772 8454
Solvay Advanced Polymers est présent sur le continent
américain, en Europe et en Asie. Consultez notre site
www.solvayadvancedpolymers.com pour trouver le bureau le plus
proche de chez vous.
Description des produits et documentationtechniqueNous nous sommes assurés que toutes les informations contenues
dans ce document sont exactes à la date de sa publication.
Toutefois, Solvay Advanced Polymers, L.L.C. ainsi que ses filiales
n’offrent aucune garantie, expresse ou tacite, et n’acceptent aucune
responsabilité quant à ces informations ou à leur utilisation. Ces
informations sont destinées aux personnels techniques
compétents, qui les utilisent librement et à leur propre risque, et ne
couvrent pas l’utilisation du présent produit en association avec
d’autres substances ou selon d’autres procédés. Il ne s’agit pas
d’une licence en vertu d’un quelconque brevet ou autre droit de
propriété. L’utilisateur se doit de déterminer la pertinence de toute
information relative à l’utilisation envisagée, aux modalités de cette
utilisation et à la possibilité de violation de brevet.
ToxicologiePour obtenir les fiches toxicologiques (MSDS) des produits Solvay
Advanced Polymers, veuillez contacter votre représentant ou écrire
à l’adresse indiquée ci-dessus. Consultez impérativement la fiche
toxicologique appropriée avant d’utiliser nos produits.
UDEL est une marque déposée de Solvay Advanced Polymers, L.L.C.
U-49959_fr © 2004 Solvay Advanced Polymers, L.L.C. Tous droits réservés. D 08/04
conceptionPolysulfone UDEL®
Guide de conceptionUD
EL
IntroductionSolvay Advanced Polymers L.L.C. offre une gamme complète derésines techniques aux performances impressionnantes. Nospolymères amorphes incluent le polyphénylsulfone RADEL® R, lepolyéthersulfone RADEL® A, le polysulfone UDEL®, les mélangesde polyphénylesulfones ACUDELTM et les polysulfones modifiésMINDEL®. Nos polymères semi�cristallins sont le polyphtalamideAMODEL®, le polyarylamide IXEF®, le polysulfure de phénylènePRIMEF® et le polymère à cristaux liquides XYDAR®.
Nous proposons également deux résines aux propriétéssupérieures, destinées à certains domaines spécifiques. Cespolymères à hautes performances sont la polycétone KADEL® et lepolyamide�imide TORLON®.
Les résines polysulfones UDEL présentent des qualitésexceptionnelles :
� Excellente stabilité thermique� Ténacité et résistance supérieures� Bonne résistance à la fissuration sous contrainte� Température de fléchissement sous charge élevée (174 °C)� Résistance au feu� Transparence� Homologation pour le contact avec l’eau potable et les
aliments� Faible fluage
Ce mode d’emploi est destiné à fournir aux ingénieurs lesconnaissances nécessaires pour une utilisation efficace despolysulfones UDEL. Il indique les propriétés mécaniques,thermiques et chimiques de ces matériaux et contient desrecommandations pour la transformation et la conception despièces.
Guide de conception du polysulfone UDEL® – 1 –
Le siège social mondial de Solvay Advanced Polymers est situé à Alpharetta, banlieue d’Atlanta, dans l’État américain de Géorgie. Solvay Advanced
Polymers et les sociétés affiliées ont des bureaux en Amérique du Sud, en Europe et en Asie.
Table des matièresIntroduction. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
Chimie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6Structure chimique et propriétés . . . . . . . . . . . . . . . . . . . . . . . 6
Informations sur le produit. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7Choix du matériau . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Nomenclature . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7Emballage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Homologations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8Eau potable . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8Contact avec les aliments . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8Classification médicale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8NSF International. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8Underwriters Laboratories . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8Listes de grades spécifiques . . . . . . . . . . . . . . . . . . . . . . . . . . 8
Propriétés . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9Propriétés mécaniques. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
Tables des propriétés types. . . . . . . . . . . . . . . . . . . . . . . . . . . 9Propriétés en traction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Courbes contrainte�déformation . . . . . . . . . . . . . . . . . . . . . 14Propriétés en flexion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14Propriétés en compression . . . . . . . . . . . . . . . . . . . . . . . . . . 15Propriétés en cisaillement . . . . . . . . . . . . . . . . . . . . . . . . . . . 15Propriétés de résistance aux chocs . . . . . . . . . . . . . . . . . . . . 16
Izod entaillé . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16Sensibilité à l’entaille . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17Charpy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17Choc en traction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18Essai de choc par chute de projectile . . . . . . . . . . . . . . . . . 18
Coefficient de Poisson . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19Propriétés de fluage à long terme. . . . . . . . . . . . . . . . . . . . . . . 20
Fluage en traction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20Fluage en traction dans l’eau . . . . . . . . . . . . . . . . . . . . . . . . 21Module de fluage ou apparent . . . . . . . . . . . . . . . . . . . . . . . . 21
Propriétés thermiques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22Température de transition vitreuse . . . . . . . . . . . . . . . . . . . . 22Modification des propriétés mécaniques . . . . . . . . . . . . . . . . 22
Classification des résines thermoplastiques . . . . . . . . . . . . 22Effets de la température sur les propriétés en traction . . . . 23Effets de la température sur les propriétés en flexion . . . . . 23
Température de fléchissement sous charge . . . . . . . . . . . . . 24Coefficient de dilatation thermique . . . . . . . . . . . . . . . . . . . . 24Conductivité thermique . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26Point de ramollissement Vicat . . . . . . . . . . . . . . . . . . . . . . . . 26Chaleur spécifique . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26Volume spécifique. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27Comportement au feu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
Norme de tenue au feu UL 94. . . . . . . . . . . . . . . . . . . . . . . 28Indice d’oxygène . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29Température d’auto�inflammabilité. . . . . . . . . . . . . . . . . . . 29Point éclair . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29Densité de fumée . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29Essai au fil incandescent . . . . . . . . . . . . . . . . . . . . . . . . . . 29
Stabilité thermique . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30Analyse thermogravimétrique. . . . . . . . . . . . . . . . . . . . . . . 30Vieillissement thermique . . . . . . . . . . . . . . . . . . . . . . . . . . 31Indice thermique relatif UL . . . . . . . . . . . . . . . . . . . . . . . . . 31
Propriétés électriques. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
Rigidité diélectrique. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32Résistivité transversale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32Résistivité superficielle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32Constante diélectrique. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32Facteur de dissipation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32Indice thermique relatif Underwriters’ Laboratories (UL). . . . . 32Propriétés à court terme UL 746A . . . . . . . . . . . . . . . . . . . . . 32
Résistance à l’arc de faible intensité en milieu sec (D495) . 32Indice de résistance au courant de cheminement (CTI) . . . . 33Indice de fuite sous haute tension (HVTR) . . . . . . . . . . . . . . 33Essai au fil chaud (HWI) . . . . . . . . . . . . . . . . . . . . . . . . . . . 33Résistance à l’arc haute intensité (HAI). . . . . . . . . . . . . . . . 33
Résistance à l’environnement. . . . . . . . . . . . . . . . . . . . . . . . . . 35Vieillissement naturel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35Tenue à l’hydrolyse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
Exposition à long terme à l’eau chaude . . . . . . . . . . . . . . . 35Eau chlorée chaude . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37Stérilisation à la vapeur . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
Résistance à l’effet des radiations . . . . . . . . . . . . . . . . . . . . . 38Résistance chimique . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38Résistance à la fissuration sous contrainte . . . . . . . . . . . . . . 40
Produits chimiques organiques. . . . . . . . . . . . . . . . . . . . . . 41Produits chimiques inorganiques . . . . . . . . . . . . . . . . . . . . 42Fluides automobiless . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43Aliments et produits associés . . . . . . . . . . . . . . . . . . . . . . . 44
Propriétés physiques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45Absorption d’eau . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45Résistance à l’usure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
Résistance à l’abrasion . . . . . . . . . . . . . . . . . . . . . . . . . . . 45Perméabilité . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45Dureté Rockwell . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46Propriétés optiques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
Conception des pièces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48Conception mécanique. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
Niveaux de contrainte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48Calculs contraintes�déformations . . . . . . . . . . . . . . . . . . . . . 48
Contrainte de flexion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48Contrainte en traction. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
Améliorer la rigidité . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51Augmentation de l’épaisseur . . . . . . . . . . . . . . . . . . . . . . . 51Ajout de nervures pour maintenir la rigidité . . . . . . . . . . . . 51
Tenue à long terme . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52Calcul du fléchissement . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
Limites de la conception . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53Concentrations de contraintes . . . . . . . . . . . . . . . . . . . . . . 54Filetage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54Emmanchement à force . . . . . . . . . . . . . . . . . . . . . . . . . . . 55Calcul de l’interférence admissible . . . . . . . . . . . . . . . . . . . 55
Conception pour moulage par injection. . . . . . . . . . . . . . . . . . . 56Épaisseur de la paroi. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56Variations de l’épaisseur de la paroi . . . . . . . . . . . . . . . . . . . 56Dépouille. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56Nervures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57Noyaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57Bossages . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57Encliquetage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
Solvay Advanced Polymers – 2 –
Fabrication . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59Séchage. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59Rhéologie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60Moulage par injection. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
Équipement de moulage par injection . . . . . . . . . . . . . . . . . . 61Conception de la vis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
Pointes de vis et clapet antiretour. . . . . . . . . . . . . . . . . . . . 61Buses . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61Moules . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
Dépouille et éjection. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61Seuils. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61Éventation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61Contrôle de la température du moule . . . . . . . . . . . . . . . . . 61
Paramètres de la machine. . . . . . . . . . . . . . . . . . . . . . . . . . . 62Températures du moulage par injection . . . . . . . . . . . . . . . 62Température du moule . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62Température du fourreau . . . . . . . . . . . . . . . . . . . . . . . . . . 62Temps de séjour dans le fourreau. . . . . . . . . . . . . . . . . . . . 62
Processus de moulage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62Caractéristiques de l’alimentation. . . . . . . . . . . . . . . . . . . . 62Contre�pression . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62Vitesse de rotation de la vis . . . . . . . . . . . . . . . . . . . . . . . . 62Vitesse d’injection et éventation . . . . . . . . . . . . . . . . . . . . . 62Démoulage. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63Agents de démoulage. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63Retrait . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
Guide de dépannage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64Broyats . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65Mesure de la contrainte résiduelle. . . . . . . . . . . . . . . . . . . . . 65
Moulage par extrusion�soufflage . . . . . . . . . . . . . . . . . . . . . . . 66Séchage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66Équipement. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66Conditions de mise en œuvre . . . . . . . . . . . . . . . . . . . . . . . . 66
Extrusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67Préséchage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67Températures d’extrusion . . . . . . . . . . . . . . . . . . . . . . . . . . . 67Recommandations concernant la vis . . . . . . . . . . . . . . . . . . . 67Conception de la filière . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67Types de produits extrudés . . . . . . . . . . . . . . . . . . . . . . . . . 67
Gainage de câbles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67Film . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67Feuilles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
Tuyaux et tubes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68Mise en route, arrêt et purge. . . . . . . . . . . . . . . . . . . . . . . . . 68
Procédure de mise en route . . . . . . . . . . . . . . . . . . . . . . . . 68Procédure d’arrêt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68Purge . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
Thermoformage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69Moulage par compression . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69
Opérations secondaires . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70Nettoyage et dégraissage . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70Recuit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70
Traitement de réduction des contraintes résiduelles . . . . . . . 70Recuit dans l’air . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70Recuit rapide. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70
Usinage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71Fluides de refroidissement . . . . . . . . . . . . . . . . . . . . . . . . . . 71Perçage. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71Taraudage. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71Sciage. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71Tournage. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71Fraisage et détourage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
Finitions et décoration . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72Peinture . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72Galvanoplastie. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72Marquage à chaud . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72Impression . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72Métallisation sous vide . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72
Techniques d’assemblage . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73Soudure par ultrasons . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73Soudure par plaque chauffante . . . . . . . . . . . . . . . . . . . . . . . 73Soudure au solvant . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74Soudure par friction. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74Collage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
Attaches mécaniques. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75Filetage moulé . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75Inserts filetés . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75Vis autotaraudeuses . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75Inserts ultrasoniques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76
Notes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 79Notes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80
Guide de conception du polysulfone UDEL® – 3 –
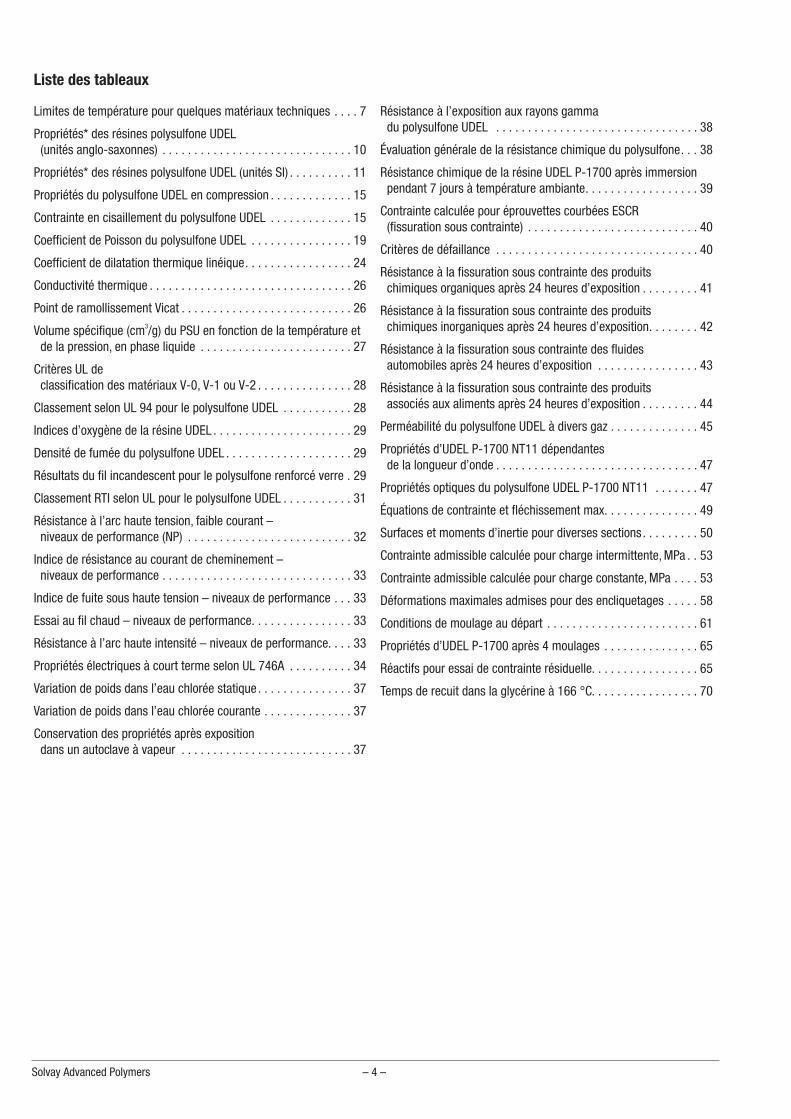
Liste des tableaux
Limites de température pour quelques matériaux techniques . . . . 7
Propriétés* des résines polysulfone UDEL(unités anglo�saxonnes) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Propriétés* des résines polysulfone UDEL (unités SI) . . . . . . . . . . 11
Propriétés du polysulfone UDEL en compression . . . . . . . . . . . . . 15
Contrainte en cisaillement du polysulfone UDEL . . . . . . . . . . . . . 15
Coefficient de Poisson du polysulfone UDEL . . . . . . . . . . . . . . . . 19
Coefficient de dilatation thermique linéique. . . . . . . . . . . . . . . . . 24
Conductivité thermique . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
Point de ramollissement Vicat . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
Volume spécifique (cm3/g) du PSU en fonction de la température etde la pression, en phase liquide . . . . . . . . . . . . . . . . . . . . . . . . 27
Critères UL declassification des matériaux V�0, V�1 ou V�2 . . . . . . . . . . . . . . . 28
Classement selon UL 94 pour le polysulfone UDEL . . . . . . . . . . . 28
Indices d’oxygène de la résine UDEL . . . . . . . . . . . . . . . . . . . . . . 29
Densité de fumée du polysulfone UDEL . . . . . . . . . . . . . . . . . . . . 29
Résultats du fil incandescent pour le polysulfone renforcé verre . 29
Classement RTI selon UL pour le polysulfone UDEL . . . . . . . . . . . 31
Résistance à l’arc haute tension, faible courant –niveaux de performance (NP) . . . . . . . . . . . . . . . . . . . . . . . . . . 32
Indice de résistance au courant de cheminement –niveaux de performance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
Indice de fuite sous haute tension – niveaux de performance . . . 33
Essai au fil chaud – niveaux de performance. . . . . . . . . . . . . . . . 33
Résistance à l’arc haute intensité – niveaux de performance. . . . 33
Propriétés électriques à court terme selon UL 746A . . . . . . . . . . 34
Variation de poids dans l’eau chlorée statique . . . . . . . . . . . . . . . 37
Variation de poids dans l’eau chlorée courante . . . . . . . . . . . . . . 37
Conservation des propriétés après expositiondans un autoclave à vapeur . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
Résistance à l’exposition aux rayons gammadu polysulfone UDEL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
Évaluation générale de la résistance chimique du polysulfone. . . 38
Résistance chimique de la résine UDEL P�1700 après immersionpendant 7 jours à température ambiante. . . . . . . . . . . . . . . . . . 39
Contrainte calculée pour éprouvettes courbées ESCR(fissuration sous contrainte) . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
Critères de défaillance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
Résistance à la fissuration sous contrainte des produitschimiques organiques après 24 heures d’exposition . . . . . . . . . 41
Résistance à la fissuration sous contrainte des produitschimiques inorganiques après 24 heures d’exposition. . . . . . . . 42
Résistance à la fissuration sous contrainte des fluidesautomobiles après 24 heures d’exposition . . . . . . . . . . . . . . . . 43
Résistance à la fissuration sous contrainte des produitsassociés aux aliments après 24 heures d’exposition . . . . . . . . . 44
Perméabilité du polysulfone UDEL à divers gaz . . . . . . . . . . . . . . 45
Propriétés d’UDEL P�1700 NT11 dépendantesde la longueur d’onde . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
Propriétés optiques du polysulfone UDEL P�1700 NT11 . . . . . . . 47
Équations de contrainte et fléchissement max. . . . . . . . . . . . . . . 49
Surfaces et moments d’inertie pour diverses sections. . . . . . . . . 50
Contrainte admissible calculée pour charge intermittente, MPa . . 53
Contrainte admissible calculée pour charge constante, MPa . . . . 53
Déformations maximales admises pour des encliquetages . . . . . 58
Conditions de moulage au départ . . . . . . . . . . . . . . . . . . . . . . . . 61
Propriétés d’UDEL P�1700 après 4 moulages . . . . . . . . . . . . . . . 65
Réactifs pour essai de contrainte résiduelle. . . . . . . . . . . . . . . . . 65
Temps de recuit dans la glycérine à 166 °C. . . . . . . . . . . . . . . . . 70
Solvay Advanced Polymers – 4 –
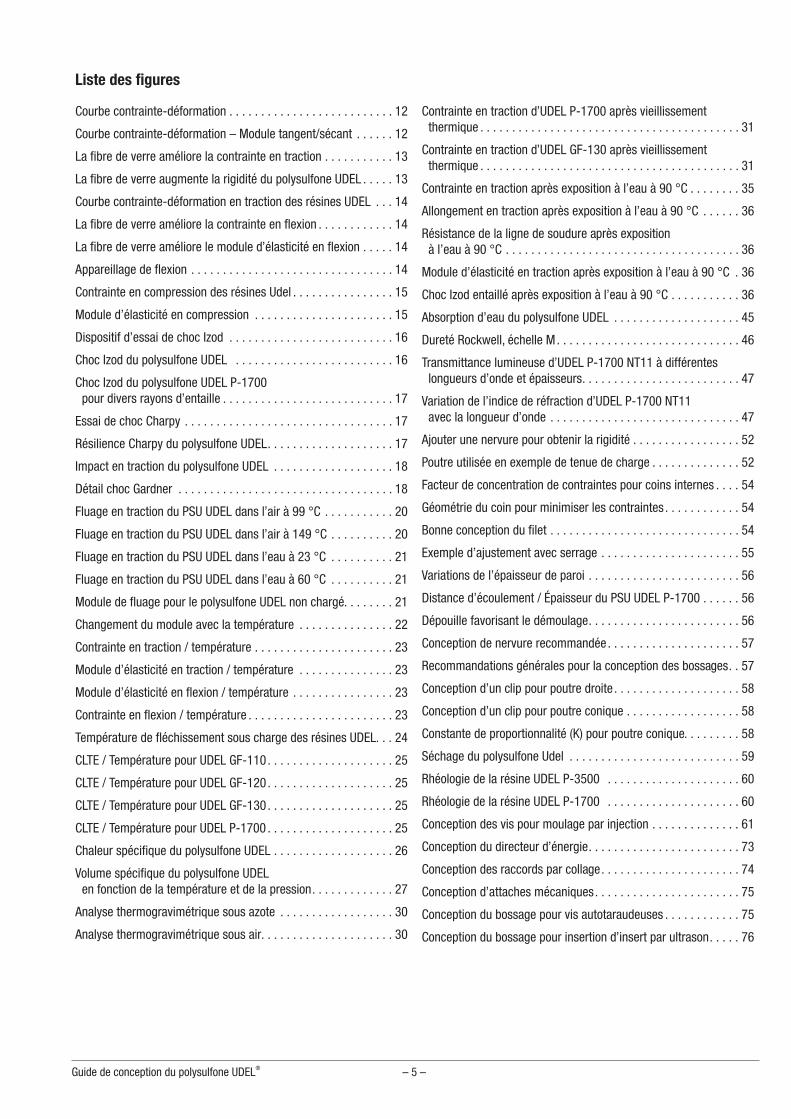
Liste des figures
Courbe contrainte�déformation . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Courbe contrainte�déformation – Module tangent/sécant . . . . . . 12
La fibre de verre améliore la contrainte en traction . . . . . . . . . . . 13
La fibre de verre augmente la rigidité du polysulfone UDEL . . . . . 13
Courbe contrainte�déformation en traction des résines UDEL . . . 14
La fibre de verre améliore la contrainte en flexion . . . . . . . . . . . . 14
La fibre de verre améliore le module d’élasticité en flexion . . . . . 14
Appareillage de flexion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Contrainte en compression des résines Udel . . . . . . . . . . . . . . . . 15
Module d’élasticité en compression . . . . . . . . . . . . . . . . . . . . . . 15
Dispositif d’essai de choc Izod . . . . . . . . . . . . . . . . . . . . . . . . . . 16
Choc Izod du polysulfone UDEL . . . . . . . . . . . . . . . . . . . . . . . . . 16
Choc Izod du polysulfone UDEL P�1700pour divers rayons d’entaille . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
Essai de choc Charpy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
Résilience Charpy du polysulfone UDEL. . . . . . . . . . . . . . . . . . . . 17
Impact en traction du polysulfone UDEL . . . . . . . . . . . . . . . . . . . 18
Détail choc Gardner . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
Fluage en traction du PSU UDEL dans l’air à 99 °C . . . . . . . . . . . 20
Fluage en traction du PSU UDEL dans l’air à 149 °C . . . . . . . . . . 20
Fluage en traction du PSU UDEL dans l’eau à 23 °C . . . . . . . . . . 21
Fluage en traction du PSU UDEL dans l’eau à 60 °C . . . . . . . . . . 21
Module de fluage pour le polysulfone UDEL non chargé. . . . . . . . 21
Changement du module avec la température . . . . . . . . . . . . . . . 22
Contrainte en traction / température . . . . . . . . . . . . . . . . . . . . . . 23
Module d’élasticité en traction / température . . . . . . . . . . . . . . . 23
Module d’élasticité en flexion / température . . . . . . . . . . . . . . . . 23
Contrainte en flexion / température . . . . . . . . . . . . . . . . . . . . . . . 23
Température de fléchissement sous charge des résines UDEL. . . 24
CLTE / Température pour UDEL GF�110. . . . . . . . . . . . . . . . . . . . 25
CLTE / Température pour UDEL GF�120. . . . . . . . . . . . . . . . . . . . 25
CLTE / Température pour UDEL GF�130. . . . . . . . . . . . . . . . . . . . 25
CLTE / Température pour UDEL P�1700 . . . . . . . . . . . . . . . . . . . . 25
Chaleur spécifique du polysulfone UDEL . . . . . . . . . . . . . . . . . . . 26
Volume spécifique du polysulfone UDELen fonction de la température et de la pression. . . . . . . . . . . . . 27
Analyse thermogravimétrique sous azote . . . . . . . . . . . . . . . . . . 30
Analyse thermogravimétrique sous air. . . . . . . . . . . . . . . . . . . . . 30
Contrainte en traction d’UDEL P�1700 après vieillissementthermique . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
Contrainte en traction d’UDEL GF�130 après vieillissementthermique . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
Contrainte en traction après exposition à l’eau à 90 °C . . . . . . . . 35
Allongement en traction après exposition à l’eau à 90 °C . . . . . . 36
Résistance de la ligne de soudure après expositionà l’eau à 90 °C . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
Module d’élasticité en traction après exposition à l’eau à 90 °C . 36
Choc Izod entaillé après exposition à l’eau à 90 °C . . . . . . . . . . . 36
Absorption d’eau du polysulfone UDEL . . . . . . . . . . . . . . . . . . . . 45
Dureté Rockwell, échelle M. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
Transmittance lumineuse d’UDEL P�1700 NT11 à différenteslongueurs d’onde et épaisseurs. . . . . . . . . . . . . . . . . . . . . . . . . 47
Variation de l’indice de réfraction d’UDEL P�1700 NT11avec la longueur d’onde . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
Ajouter une nervure pour obtenir la rigidité . . . . . . . . . . . . . . . . . 52
Poutre utilisée en exemple de tenue de charge . . . . . . . . . . . . . . 52
Facteur de concentration de contraintes pour coins internes . . . . 54
Géométrie du coin pour minimiser les contraintes . . . . . . . . . . . . 54
Bonne conception du filet . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
Exemple d’ajustement avec serrage . . . . . . . . . . . . . . . . . . . . . . 55
Variations de l’épaisseur de paroi . . . . . . . . . . . . . . . . . . . . . . . . 56
Distance d’écoulement / Épaisseur du PSU UDEL P�1700 . . . . . . 56
Dépouille favorisant le démoulage. . . . . . . . . . . . . . . . . . . . . . . . 56
Conception de nervure recommandée. . . . . . . . . . . . . . . . . . . . . 57
Recommandations générales pour la conception des bossages. . 57
Conception d’un clip pour poutre droite . . . . . . . . . . . . . . . . . . . . 58
Conception d’un clip pour poutre conique . . . . . . . . . . . . . . . . . . 58
Constante de proportionnalité (K) pour poutre conique. . . . . . . . . 58
Séchage du polysulfone Udel . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
Rhéologie de la résine UDEL P�3500 . . . . . . . . . . . . . . . . . . . . . 60
Rhéologie de la résine UDEL P�1700 . . . . . . . . . . . . . . . . . . . . . 60
Conception des vis pour moulage par injection . . . . . . . . . . . . . . 61
Conception du directeur d’énergie. . . . . . . . . . . . . . . . . . . . . . . . 73
Conception des raccords par collage. . . . . . . . . . . . . . . . . . . . . . 74
Conception d’attaches mécaniques. . . . . . . . . . . . . . . . . . . . . . . 75
Conception du bossage pour vis autotaraudeuses . . . . . . . . . . . . 75
Conception du bossage pour insertion d’insert par ultrason. . . . . 76
Guide de conception du polysulfone UDEL® – 5 –

ChimieStructure chimique et propriétés
Le polysulfone UDEL est un thermoplastique amorphe rigide etrésistant à haute température, qu’on peut mouler, extruder outhermoformer en une vaste variété de formes.
Le polysulfone UDEL présente la structure répétitive (ou unitéfondamentale) suivante :
Cette structure est composée de noyaux aromatiques liés entreeux via des liens isopropylidène, éther et sulfone chacun conférantdes propriétés spécifiques au polymère. Cette structure récurrentedonne à ce polymère des propriétés mécaniques particulières quidans le meilleur des cas ne pourraient être obtenues dans d’autrespolymères que grâce à l’ajout de stabilisants ou autres modifiants.
C’est en particulier la présence du groupement diphénylènesulfone dans la structure macromoléculaire qui confère l’essentieldes propriétés à ce polymère.
L’influence de ce groupement diphénylène sulfone sur lespropriétés des résines a fait l’objet de nombreux travaux derecherche depuis le début des années 1960. L’apport de ce groupedevient évident lorsqu’on examine ses propriétés électroniques.L’atome de soufre présent se trouve dans son état d’oxydationmaximale. De plus, le groupe sulfone tend à attirer des électronsprovenant des noyaux benzéniques adjacents, les rendant ainsiélectropositifs. Ce groupement diphénylène sulfone est égalementà l’origine de la stabilité thermique remarquable de ce produit. Cehaut niveau de résonance assure des liens chimiquesparticulièrement forts. Les substances stables à l’oxydation sontcelles qui résistent fortement à la tendance à perdre leursélectrons au profit d’un agent d’oxydation. Cela se traduit par unerésistance à l’oxydation intrinsèque aux groupements diphénylènesulfone présents dans le polysulfone UDEL.
Ainsi, de grandes quantités d’énergie sous forme de rayonnementthermique ou ionisant peuvent être absorbés et dissipés sans quecela se traduise par une dégradation ou réticulation du polymère.Les polymères non aromatiques ne présentent pas ce phénomènede résonance électronique et sont par conséquent moins stables.
Le groupe diphénylène sulfone confère ainsi à la macromoléculeentière des caractéristiques inhérentes telles que la stabilitéthermique, la résistance à l’oxydation ainsi qu’une grande rigidité,même à des températures élevées.
L’introduction d’un groupement flexible dans la chaîne polymèreest souhaitable dans la mesure où cela lui confère de la résistanceau choc. Cette propriété est essentiellement apportée par la liaisonéther et dans une moindre mesure par la liaison isopropylidène.Ces liaisons éther améliorent également la stabilité thermique etfacilite la mise en œuvre.
Les excellentes propriétés des résines polysulfones proviennentpour l’essentiel de la structure chimique et non de l’ajoutd’additifs. Le polysulfone est rigide, résistant et ductile. Il esttransparent sous sa forme naturelle et conserve ses propriétésphysiques et électriques sur une large plage de températures. Ilest résistant à l’oxydation et thermiquement stable et peut donctolérer une température d’utilisation élevée pendant de longuespériodes.
Chimie – 6 – Solvay Advanced Polymers
S
O
O
CH3
CH3
O O
N=50-80
O
S
O
diphénylène sulfone
Informations sur le produit
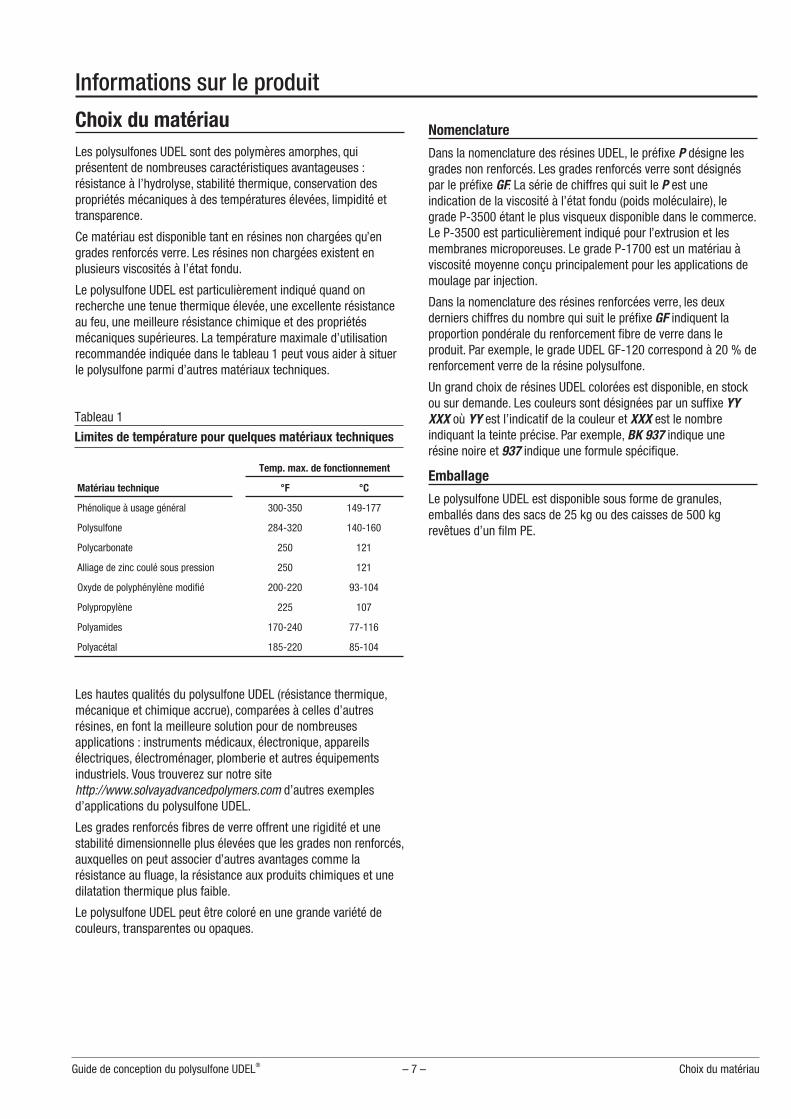
Choix du matériauLes polysulfones UDEL sont des polymères amorphes, quiprésentent de nombreuses caractéristiques avantageuses :résistance à l’hydrolyse, stabilité thermique, conservation despropriétés mécaniques à des températures élevées, limpidité ettransparence.
Ce matériau est disponible tant en résines non chargées qu’engrades renforcés verre. Les résines non chargées existent enplusieurs viscosités à l’état fondu.
Le polysulfone UDEL est particulièrement indiqué quand onrecherche une tenue thermique élevée, une excellente résistanceau feu, une meilleure résistance chimique et des propriétésmécaniques supérieures. La température maximale d’utilisationrecommandée indiquée dans le tableau 1 peut vous aider à situerle polysulfone parmi d’autres matériaux techniques.
Les hautes qualités du polysulfone UDEL (résistance thermique,mécanique et chimique accrue), comparées à celles d’autresrésines, en font la meilleure solution pour de nombreusesapplications : instruments médicaux, électronique, appareilsélectriques, électroménager, plomberie et autres équipementsindustriels. Vous trouverez sur notre sitehttp://www.solvayadvancedpolymers.com d’autres exemplesd’applications du polysulfone UDEL.
Les grades renforcés fibres de verre offrent une rigidité et unestabilité dimensionnelle plus élevées que les grades non renforcés,auxquelles on peut associer d’autres avantages comme larésistance au fluage, la résistance aux produits chimiques et unedilatation thermique plus faible.
Le polysulfone UDEL peut être coloré en une grande variété decouleurs, transparentes ou opaques.
Nomenclature
Dans la nomenclature des résines UDEL, le préfixe P désigne lesgrades non renforcés. Les grades renforcés verre sont désignéspar le préfixe GF. La série de chiffres qui suit le P est uneindication de la viscosité à l’état fondu (poids moléculaire), legrade P�3500 étant le plus visqueux disponible dans le commerce.Le P�3500 est particulièrement indiqué pour l’extrusion et lesmembranes microporeuses. Le grade P�1700 est un matériau àviscosité moyenne conçu principalement pour les applications demoulage par injection.
Dans la nomenclature des résines renforcées verre, les deuxderniers chiffres du nombre qui suit le préfixe GF indiquent laproportion pondérale du renforcement fibre de verre dans leproduit. Par exemple, le grade UDEL GF�120 correspond à 20 % derenforcement verre de la résine polysulfone.
Un grand choix de résines UDEL colorées est disponible, en stockou sur demande. Les couleurs sont désignées par un suffixe YYXXX où YY est l’indicatif de la couleur et XXX est le nombreindiquant la teinte précise. Par exemple, BK 937 indique unerésine noire et 937 indique une formule spécifique.
Emballage
Le polysulfone UDEL est disponible sous forme de granules,emballés dans des sacs de 25 kg ou des caisses de 500 kgrevêtues d’un film PE.
Guide de conception du polysulfone UDEL® – 7 – Choix du matériau
Matériau technique
Temp. max. de fonctionnement
°F °C
Phénolique à usage général 300�350 149�177
Polysulfone 284�320 140�160
Polycarbonate 250 121
Alliage de zinc coulé sous pression 250 121
Oxyde de polyphénylène modifié 200�220 93�104
Polypropylène 225 107
Polyamides 170�240 77�116
Polyacétal 185�220 85�104
Tableau 1
Limites de température pour quelques matériaux techniques
HomologationsUn certain nombre d’organismes et de normes ont été établis dansle monde afin d’assurer que les matériaux qui entrent en contactdirect avec l’eau potable et les denrées alimentaires ne soient pasnocifs. Les activités de ces organismes aident à assurer laconformité des produits répertoriés aux exigences spécifiques desnormes auxquelles ils sont soumis. Ces normes comprennent :
Eau potable
� Norme ANSI/NSF 61 – Composants des circuits d’eau potable,effets sanitaires.
� Water Regulations Advisory Scheme – Éléments ayant réussile test complet d’effet sur la qualité de l’eau – BS6920.
� Kunststoff Trinkwasser Empfehlungen (KTW) – Service fédéralde santé allemand.
� DVGW Arbeitsblatt W 270, décembre 1990 – Croissance desmicro�organismes dans l’eau potable.
Contact avec les aliments
� Food and Drug Administration (FDA) – Conformité auxspécifications de la norme américaine FDA 21CFR177.1655pour des utilisations répétées ou uniques et sélectionnées decontacts avec les aliments dans les conditions d’utilisationspécifiées dans la citation.
� Normes sanitaires 3A – Plastiques utilisés dans les appareilslaitiers.
� Norme 51 NSF – Appareils et objets en plastique dansl’équipement alimentaire.
� Directive européenne 90/128/CEE – Directive de laCommission en relation avec les matériaux et les articles enplastique destinés à entrer en contact avec des aliments.
Classification médicale
� United States Pharmacopeia (USP) – En conformité avec lecritère U.S.P. pour les plastiques de classe VI.
NSF International
Les produits homologués pour utilisation selon les normes NSFsont répertoriés sur le site de la NSF : http://www.NSF.org.
Underwriters Laboratories
Underwriters Laboratories Inc. (UL) est un organisme indépendantà but non lucratif de vérification et de certification de la sécuritédes produits. De nombreux grades de polysulfone UDEL sontrépertoriés par Underwriters Laboratories. Une liste détaillée estdisponible sur leur site : http://data.ul.com/iqlink/index.asp.
Listes de grades spécifiques
Plusieurs grades de polysulfone UDEL sont reconnus par chacunede ces normes. Vous pourrez obtenir des renseignements sur leslistes actuelles de grades spécifiques auprès de votre représentantSolvay Advanced Polymers.
Homologations – 8 – Solvay Advanced Polymers
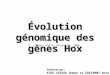
Raccord à embouts
Vanguard Piping Systems a choisi d’utiliser le polysulfone UDEL dans
sa gamme de raccords pour assembler des tuyaux en polyéthylène
réticulé. Le polysulfone UDEL a été choisi parce qu’il peut supporter
une exposition à long terme à l’eau chlorée chaude sous pression et
parce qu’il est répertorié par NSF International comme utilisable en
contact avec de l’eau potable chaude. Des millions de raccords
fabriqués selon le code HUD ont été installés dans des habitations
depuis 1989.
PropriétésLes propriétés mécaniques des matériaux sont d’une importanceprimordiale lors de la conception des pièces. Dans l’optique d’uneconception optimale des pièces, le concepteur doit soigneusementaccorder les exigences de l’application aux propriétés mécaniquesdu matériau.
Les propriétés mécaniques des polymères, plus que celles desmétaux, dépendent du temps écoulé et de la température. Ellessont également plus sensibles aux facteurs environnementaux.Pour exploiter au mieux les polymères, le concepteur doitconsidérer non seulement leurs propriétés mécaniques à courtterme, mais également les contraintes de chaque application entermes de temps, de température et d’environnement.
Propriétés mécaniquesEn général, les fiches techniques des fournisseurs indiquentuniquement les propriétés mécaniques à court terme desmatériaux. Dans certains cas, ces valeurs peuvent êtreconsidérées comme une indication des capacités maximalesabsolues du matériau.
On obtient ces valeurs en soumettant un échantillon, préparéspécialement pour les essais, à une charge croissante, jusqu’àdéfaillance (généralement rupture). Les échantillons sont conçusspécifiquement pour produire des résultats reproductibles lorsd’essais réalisés dans des conditions idéales. Les essais étanteffectués sur de courts laps de temps, les effets à long terme sontminimisés.
On effectue les essais dans un environnement contrôlé afind’éliminer les facteurs environnementaux, ce qui permet d’évitertoute diminution des propriétés due à l’exposition à des produitschimiques.
Les propriétés mécaniques à court terme généralement indiquéessont les suivantes :
� Contrainte à la rupture et module d’élasticité en traction� Contrainte à la rupture et module d’élasticité en flexion� Choc Izod entaillé et non entaillé� Contrainte en compression� Contrainte en cisaillement� Dureté
Tables des propriétés types
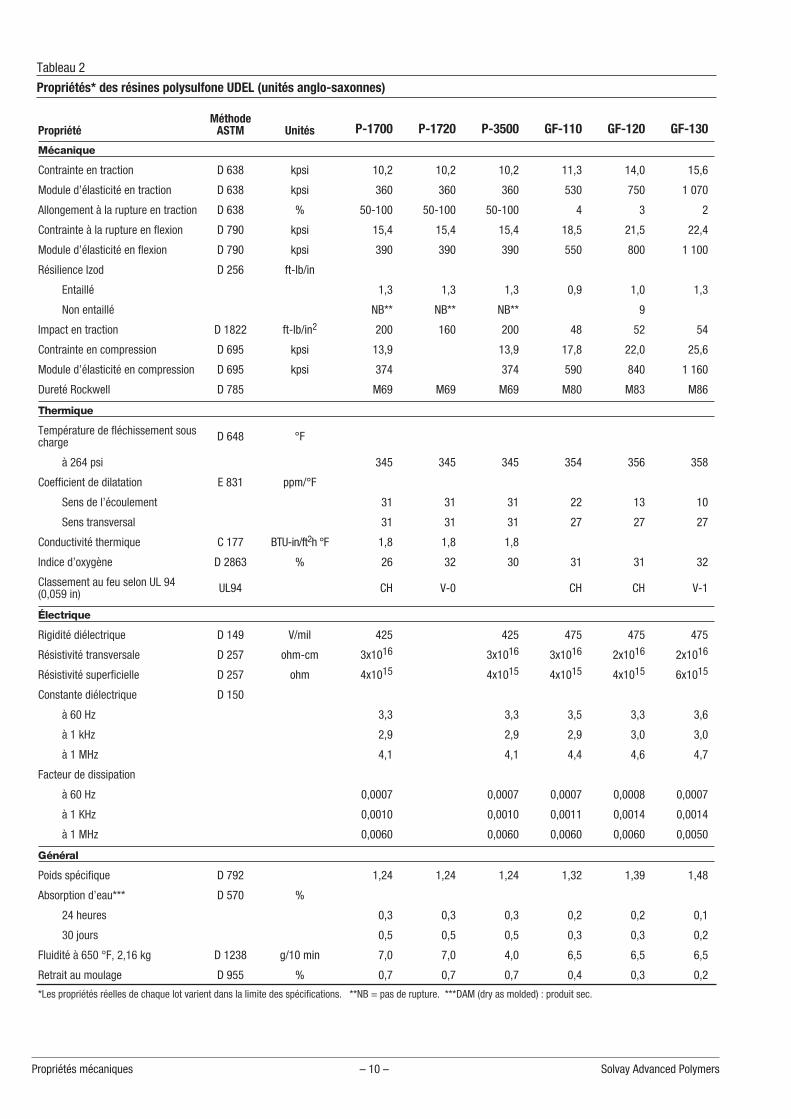
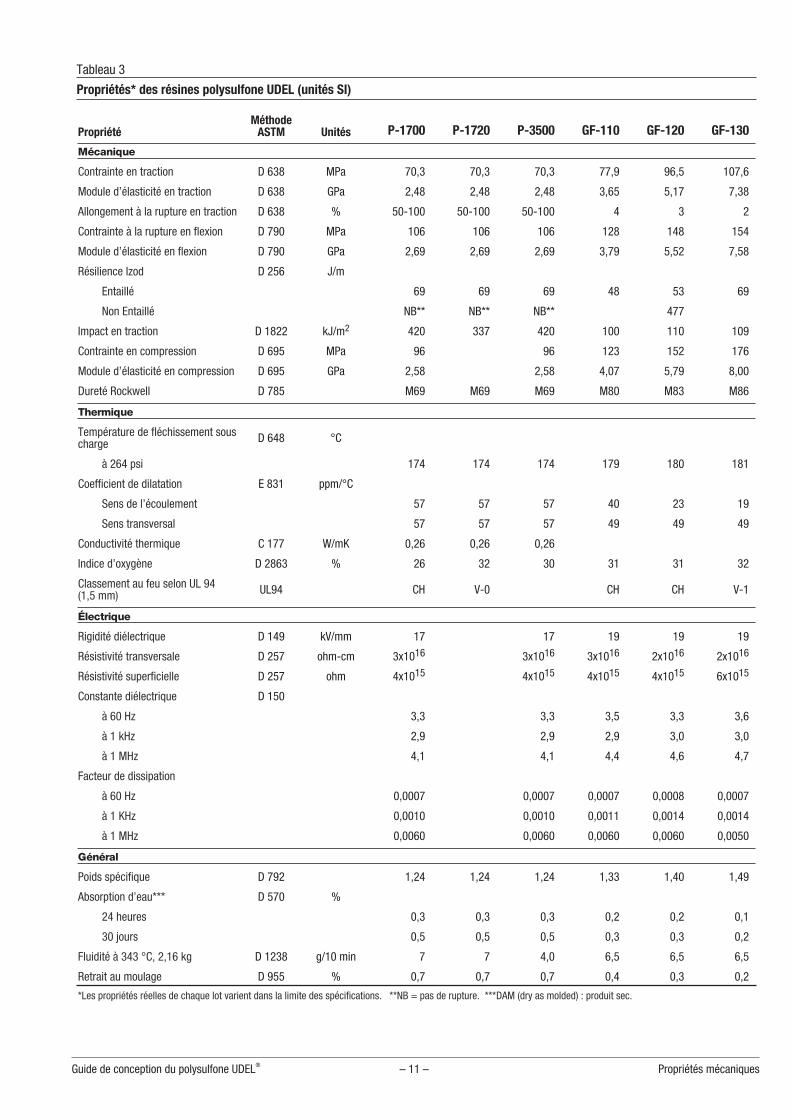
Les propriétés types à court terme des résines polysulfone d’UDELsont indiquées aux tableaux 2 (unités anglo�saxonnes) et 3 (unitésinternationales).
Guide de conception du polysulfone UDEL® – 9 – Propriétés mécaniques
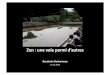
Robinet
Moen a choisi le polysulfone UDEL pour les composants de son robinet
PureTouch™. Le matériau doit être résistant à l’eau purifiée et
homologué pour le contact avec l’eau potable. La capacité de mouler
avec précision des pièces extrêmement complexes et le respect de
tolérances serrées ont également été déterminants.
Système anglo�saxon
Propriétés mécaniques – 10 – Solvay Advanced Polymers
PropriétéMéthode
ASTM Unités P�1700 P�1720 P�3500 GF�110 GF�120 GF�130
Mécanique
Contrainte en traction D 638 kpsi 10,2 10,2 10,2 11,3 14,0 15,6
Module d’élasticité en traction D 638 kpsi 360 360 360 530 750 1 070
Allongement à la rupture en traction D 638 % 50�100 50�100 50�100 4 3 2
Contrainte à la rupture en flexion D 790 kpsi 15,4 15,4 15,4 18,5 21,5 22,4
Module d’élasticité en flexion D 790 kpsi 390 390 390 550 800 1 100
Résilience Izod D 256 ft�lb/in
Entaillé 1,3 1,3 1,3 0,9 1,0 1,3
Non entaillé NB** NB** NB** 9
Impact en traction D 1822 ft�lb/in2 200 160 200 48 52 54
Contrainte en compression D 695 kpsi 13,9 13,9 17,8 22,0 25,6
Module d’élasticité en compression D 695 kpsi 374 374 590 840 1 160
Dureté Rockwell D 785 M69 M69 M69 M80 M83 M86
Thermique
Température de fléchissement souscharge D 648 °F
à 264 psi 345 345 345 354 356 358
Coefficient de dilatation E 831 ppm/°F
Sens de l’écoulement 31 31 31 22 13 10
Sens transversal 31 31 31 27 27 27
Conductivité thermique C 177 BTU�in/ft2h °F 1,8 1,8 1,8
Indice d’oxygène D 2863 % 26 32 30 31 31 32
Classement au feu selon UL 94(0,059 in) UL94 CH V�0 CH CH V�1
Électrique
Rigidité diélectrique D 149 V/mil 425 425 475 475 475
Résistivité transversale D 257 ohm�cm 3x1016 3x1016 3x1016 2x1016 2x1016
Résistivité superficielle D 257 ohm 4x1015 4x1015 4x1015 4x1015 6x1015
Constante diélectrique D 150
à 60 Hz 3,3 3,3 3,5 3,3 3,6
à 1 kHz 2,9 2,9 2,9 3,0 3,0
à 1 MHz 4,1 4,1 4,4 4,6 4,7
Facteur de dissipation
à 60 Hz 0,0007 0,0007 0,0007 0,0008 0,0007
à 1 KHz 0,0010 0,0010 0,0011 0,0014 0,0014
à 1 MHz 0,0060 0,0060 0,0060 0,0060 0,0050
Général
Poids spécifique D 792 1,24 1,24 1,24 1,32 1,39 1,48
Absorption d’eau*** D 570 %
24 heures 0,3 0,3 0,3 0,2 0,2 0,1
30 jours 0,5 0,5 0,5 0,3 0,3 0,2
Fluidité à 650 °F, 2,16 kg D 1238 g/10 min 7,0 7,0 4,0 6,5 6,5 6,5
Retrait au moulage D 955 % 0,7 0,7 0,7 0,4 0,3 0,2
*Les propriétés réelles de chaque lot varient dans la limite des spécifications. **NB = pas de rupture. ***DAM (dry as molded) : produit sec.
Tableau 2
Propriétés* des résines polysulfone UDEL (unités anglo�saxonnes)
Système international
Guide de conception du polysulfone UDEL® – 11 – Propriétés mécaniques
PropriétéMéthode
ASTM Unités P�1700 P�1720 P�3500 GF�110 GF�120 GF�130
Mécanique
Contrainte en traction D 638 MPa 70,3 70,3 70,3 77,9 96,5 107,6
Module d’élasticité en traction D 638 GPa 2,48 2,48 2,48 3,65 5,17 7,38
Allongement à la rupture en traction D 638 % 50�100 50�100 50�100 4 3 2
Contrainte à la rupture en flexion D 790 MPa 106 106 106 128 148 154
Module d’élasticité en flexion D 790 GPa 2,69 2,69 2,69 3,79 5,52 7,58
Résilience Izod D 256 J/m
Entaillé 69 69 69 48 53 69
Non Entaillé NB** NB** NB** 477
Impact en traction D 1822 kJ/m2 420 337 420 100 110 109
Contrainte en compression D 695 MPa 96 96 123 152 176
Module d’élasticité en compression D 695 GPa 2,58 2,58 4,07 5,79 8,00
Dureté Rockwell D 785 M69 M69 M69 M80 M83 M86
Thermique
Température de fléchissement souscharge D 648 °C
à 264 psi 174 174 174 179 180 181
Coefficient de dilatation E 831 ppm/°C
Sens de l’écoulement 57 57 57 40 23 19
Sens transversal 57 57 57 49 49 49
Conductivité thermique C 177 W/mK 0,26 0,26 0,26
Indice d’oxygène D 2863 % 26 32 30 31 31 32
Classement au feu selon UL 94(1,5 mm) UL94 CH V�0 CH CH V�1
Électrique
Rigidité diélectrique D 149 kV/mm 17 17 19 19 19
Résistivité transversale D 257 ohm�cm 3x1016 3x1016 3x1016 2x1016 2x1016
Résistivité superficielle D 257 ohm 4x1015 4x1015 4x1015 4x1015 6x1015
Constante diélectrique D 150
à 60 Hz 3,3 3,3 3,5 3,3 3,6
à 1 kHz 2,9 2,9 2,9 3,0 3,0
à 1 MHz 4,1 4,1 4,4 4,6 4,7
Facteur de dissipation
à 60 Hz 0,0007 0,0007 0,0007 0,0008 0,0007
à 1 KHz 0,0010 0,0010 0,0011 0,0014 0,0014
à 1 MHz 0,0060 0,0060 0,0060 0,0060 0,0050
Général
Poids spécifique D 792 1,24 1,24 1,24 1,33 1,40 1,49
Absorption d’eau*** D 570 %
24 heures 0,3 0,3 0,3 0,2 0,2 0,1
30 jours 0,5 0,5 0,5 0,3 0,3 0,2
Fluidité à 343 °C, 2,16 kg D 1238 g/10 min 7 7 4,0 6,5 6,5 6,5
Retrait au moulage D 955 % 0,7 0,7 0,7 0,4 0,3 0,2
*Les propriétés réelles de chaque lot varient dans la limite des spécifications. **NB = pas de rupture. ***DAM (dry as molded) : produit sec.
Tableau 3
Propriétés* des résines polysulfone UDEL (unités SI)
Propriétés en traction
On détermine les propriétés en traction en serrant les deuxextrémités de l’échantillon dans les pinces d’un appareil d’essais.Cet appareil applique à l’échantillon une sollicitation monoaxiale àla vitesse spécifiée dans la méthode d’essais ASTM D 638. Lacontrainte de traction est définie comme la force requise pourséparer les pinces divisée par la section minimale. L’échantillons’allonge en raison de la contrainte, et l’allongement divisé par lalongueur initiale de l’échantillon constitue la déformation.
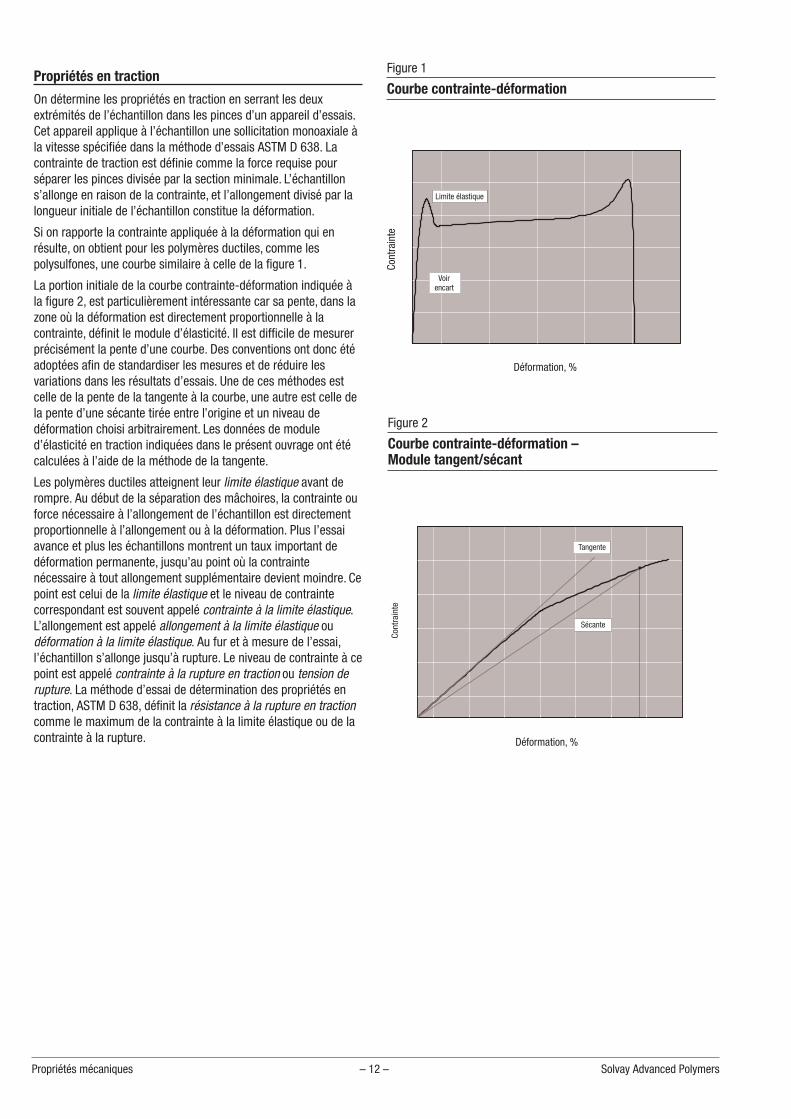
Si on rapporte la contrainte appliquée à la déformation qui enrésulte, on obtient pour les polymères ductiles, comme lespolysulfones, une courbe similaire à celle de la figure 1.
La portion initiale de la courbe contrainte�déformation indiquée àla figure 2, est particulièrement intéressante car sa pente, dans lazone où la déformation est directement proportionnelle à lacontrainte, définit le module d’élasticité. Il est difficile de mesurerprécisément la pente d’une courbe. Des conventions ont donc étéadoptées afin de standardiser les mesures et de réduire lesvariations dans les résultats d’essais. Une de ces méthodes estcelle de la pente de la tangente à la courbe, une autre est celle dela pente d’une sécante tirée entre l’origine et un niveau dedéformation choisi arbitrairement. Les données de moduled’élasticité en traction indiquées dans le présent ouvrage ont étécalculées à l’aide de la méthode de la tangente.
Les polymères ductiles atteignent leur limite élastique avant derompre. Au début de la séparation des mâchoires, la contrainte ouforce nécessaire à l’allongement de l’échantillon est directementproportionnelle à l’allongement ou à la déformation. Plus l’essaiavance et plus les échantillons montrent un taux important dedéformation permanente, jusqu’au point où la contraintenécessaire à tout allongement supplémentaire devient moindre. Cepoint est celui de la limite élastique et le niveau de contraintecorrespondant est souvent appelé contrainte à la limite élastique.L’allongement est appelé allongement à la limite élastique oudéformation à la limite élastique. Au fur et à mesure de l’essai,l’échantillon s’allonge jusqu’à rupture. Le niveau de contrainte à cepoint est appelé contrainte à la rupture en traction ou tension derupture. La méthode d’essai de détermination des propriétés entraction, ASTM D 638, définit la résistance à la rupture en tractioncomme le maximum de la contrainte à la limite élastique ou de lacontrainte à la rupture.
Propriétés mécaniques – 12 – Solvay Advanced Polymers
Cont
rain
te
Déformation, %
Limite élastique
Voirencart
Figure 1
Courbe contrainte�déformation
Déformation, %
Cont
rain
te
Sécante
Tangente
Figure 2
Courbe contrainte�déformation –Module tangent/sécant
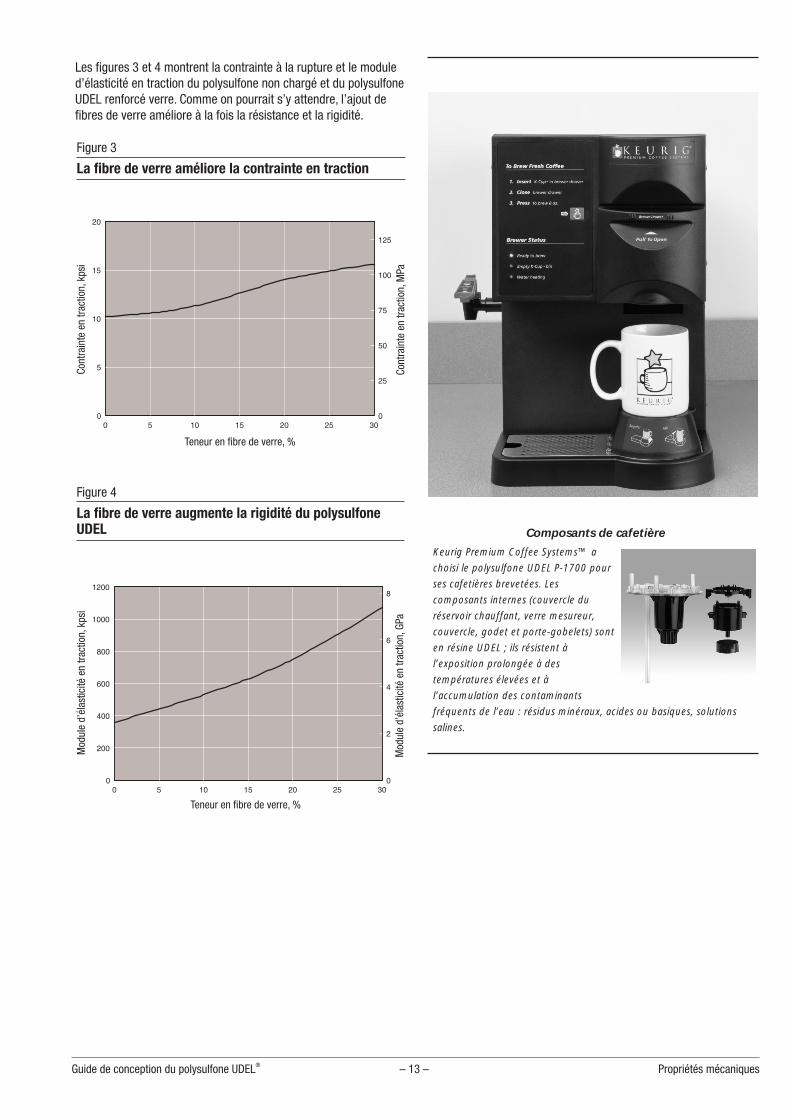
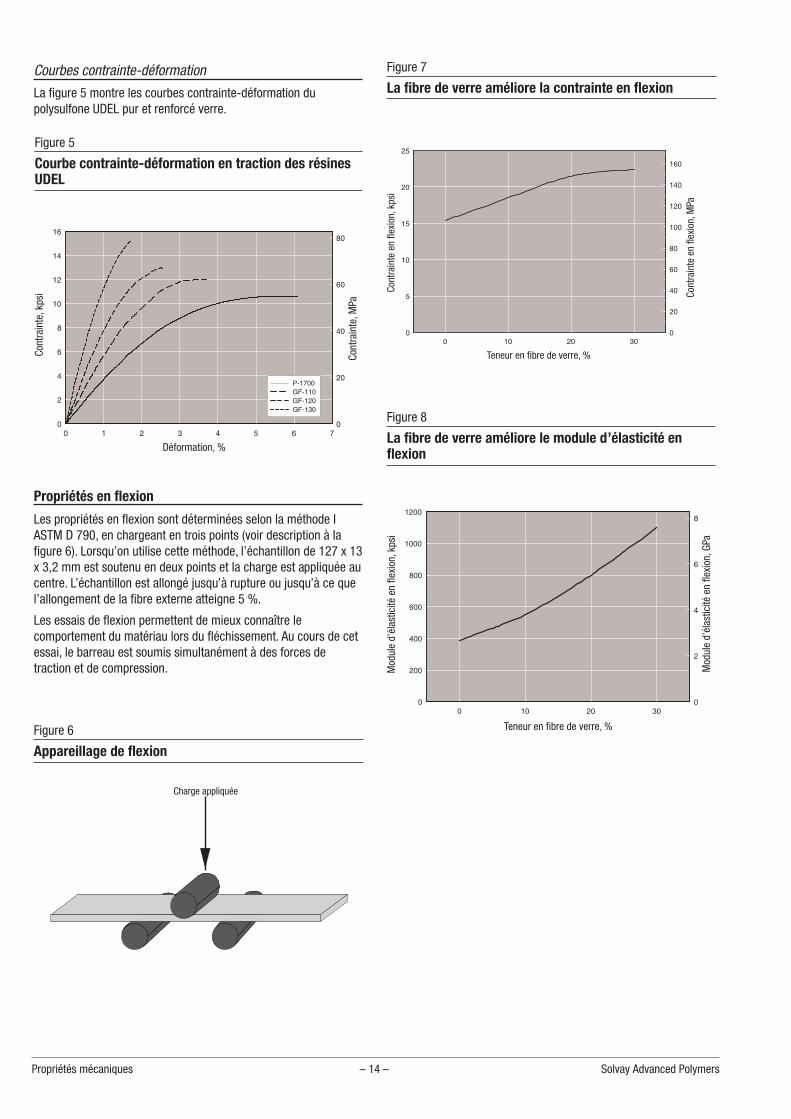
Les figures 3 et 4 montrent la contrainte à la rupture et le moduled’élasticité en traction du polysulfone non chargé et du polysulfoneUDEL renforcé verre. Comme on pourrait s’y attendre, l’ajout defibres de verre améliore à la fois la résistance et la rigidité.
Guide de conception du polysulfone UDEL® – 13 – Propriétés mécaniques
Cont
rain
teen
tract
ion ,
MPa
Teneur en fibre de verre, %
Cont
rain
teen
tract
ion,
kpsi
Figure 3
La fibre de verre améliore la contrainte en traction
Mod
ule
d’é l
astic
itéen
tract
ion,
kpsi
Mod
ule
d’él
astic
itéen
tract
ion ,
GPa
Teneur en fibre de verre, %
Figure 4
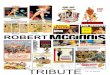
La fibre de verre augmente la rigidité du polysulfoneUDEL Composants de cafetière
Keurig Premium Coffee Systems™ a
choisi le polysulfone UDEL P-1700 pour
ses cafetières brevetées. Les
composants internes (couvercle du
réservoir chauffant, verre mesureur,
couvercle, godet et porte-gobelets) sont
en résine UDEL ; ils résistent à
l’exposition prolongée à des
températures élevées et à
l’accumulation des contaminants
fréquents de l’eau : résidus minéraux, acides ou basiques, solutions
salines.
Courbes contrainte�déformation
La figure 5 montre les courbes contrainte�déformation dupolysulfone UDEL pur et renforcé verre.
Propriétés en flexion
Les propriétés en flexion sont déterminées selon la méthode IASTM D 790, en chargeant en trois points (voir description à lafigure 6). Lorsqu’on utilise cette méthode, l’échantillon de 127 x 13x 3,2 mm est soutenu en deux points et la charge est appliquée aucentre. L’échantillon est allongé jusqu’à rupture ou jusqu’à ce quel’allongement de la fibre externe atteigne 5 %.
Les essais de flexion permettent de mieux connaître lecomportement du matériau lors du fléchissement. Au cours de cetessai, le barreau est soumis simultanément à des forces detraction et de compression.
Propriétés mécaniques – 14 – Solvay Advanced Polymers
0 1 2 3 4 5 6 70
2
4
6
8
10
12
14
16
0
20
40
60
80
P-1700GF-110GF-120GF-130
Cont
rain
te, k
psi
Déformation, %
Cont
rain
te,M
Pa
Figure 5
Courbe contrainte�déformation en traction des résinesUDEL
Teneur en fibre de verre, %
Cont
rain
teen
flexi
on, k
psi
Cont
rain
teen
flexi
on, M
Pa
Figure 7
La fibre de verre améliore la contrainte en flexion
Teneur en fibre de verre, %
Mod
ule
d’él
astic
itéen
flexi
on, G
Pa
Mod
ule
d’é l
astic
itéen
flexi
on, k
psi
Figure 8
La fibre de verre améliore le module d’élasticité enflexion
Charge appliquée
Figure 6
Appareillage de flexion
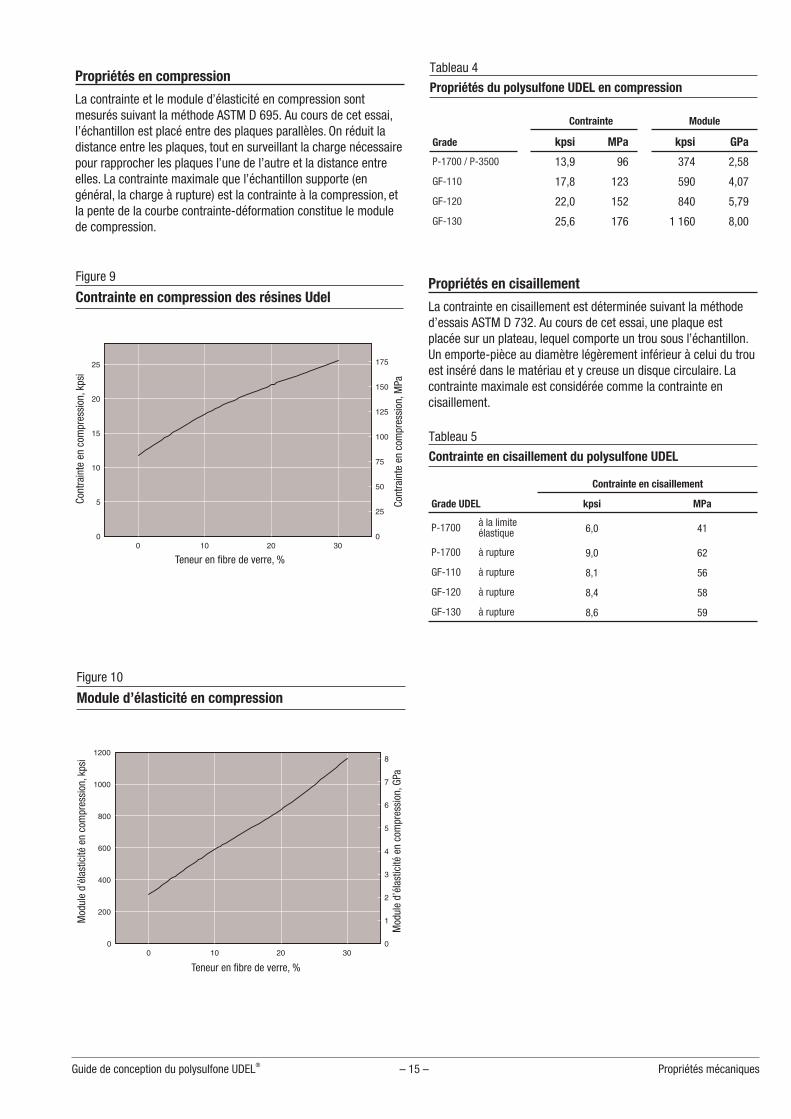
Propriétés en compression
La contrainte et le module d’élasticité en compression sontmesurés suivant la méthode ASTM D 695. Au cours de cet essai,l’échantillon est placé entre des plaques parallèles. On réduit ladistance entre les plaques, tout en surveillant la charge nécessairepour rapprocher les plaques l’une de l’autre et la distance entreelles. La contrainte maximale que l’échantillon supporte (engénéral, la charge à rupture) est la contrainte à la compression, etla pente de la courbe contrainte�déformation constitue le modulede compression.
Propriétés en cisaillement
La contrainte en cisaillement est déterminée suivant la méthoded’essais ASTM D 732. Au cours de cet essai, une plaque estplacée sur un plateau, lequel comporte un trou sous l’échantillon.Un emporte�pièce au diamètre légèrement inférieur à celui du trouest inséré dans le matériau et y creuse un disque circulaire. Lacontrainte maximale est considérée comme la contrainte encisaillement.
Guide de conception du polysulfone UDEL® – 15 – Propriétés mécaniques
Grade
Contrainte Module
kpsi MPa kpsi GPa
P�1700 / P�3500 13,9 96 374 2,58
GF�110 17,8 123 590 4,07
GF�120 22,0 152 840 5,79
GF�130 25,6 176 1 160 8,00
Tableau 4
Propriétés du polysulfone UDEL en compression
Cont
rain
teen
com
pres
sion
, MPa
Teneur en fibre de verre, %
Cont
rain
teen
com
pres
sion
, kps
i
Figure 9
Contrainte en compression des résines Udel
Mod
ule
d’él
astic
itéen
com
pres
sion
, kps
i
Teneur en fibre de verre, %
Mod
ule
d’él
astic
itéen
com
pres
sion
, GPa
Figure 10
Module d’élasticité en compression
Grade UDEL
Contrainte en cisaillement
kpsi MPa
P�1700 à la limiteélastique 6,0 41
P�1700 à rupture 9,0 62
GF�110 à rupture 8,1 56
GF�120 à rupture 8,4 58
GF�130 à rupture 8,6 59
Tableau 5
Contrainte en cisaillement du polysulfone UDEL
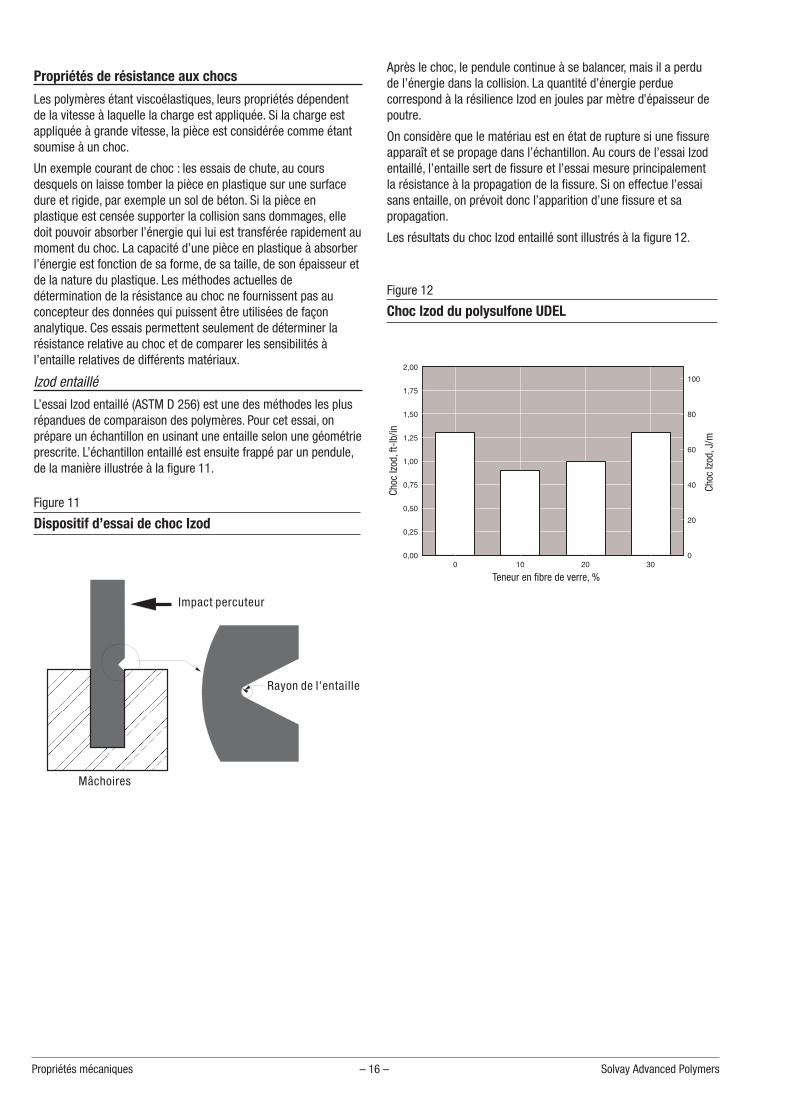
Propriétés de résistance aux chocs
Les polymères étant viscoélastiques, leurs propriétés dépendentde la vitesse à laquelle la charge est appliquée. Si la charge estappliquée à grande vitesse, la pièce est considérée comme étantsoumise à un choc.
Un exemple courant de choc : les essais de chute, au coursdesquels on laisse tomber la pièce en plastique sur une surfacedure et rigide, par exemple un sol de béton. Si la pièce enplastique est censée supporter la collision sans dommages, elledoit pouvoir absorber l’énergie qui lui est transférée rapidement aumoment du choc. La capacité d’une pièce en plastique à absorberl’énergie est fonction de sa forme, de sa taille, de son épaisseur etde la nature du plastique. Les méthodes actuelles dedétermination de la résistance au choc ne fournissent pas auconcepteur des données qui puissent être utilisées de façonanalytique. Ces essais permettent seulement de déterminer larésistance relative au choc et de comparer les sensibilités àl’entaille relatives de différents matériaux.
Izod entaillé
L’essai Izod entaillé (ASTM D 256) est une des méthodes les plusrépandues de comparaison des polymères. Pour cet essai, onprépare un échantillon en usinant une entaille selon une géométrieprescrite. L’échantillon entaillé est ensuite frappé par un pendule,de la manière illustrée à la figure 11.
Après le choc, le pendule continue à se balancer, mais il a perdude l’énergie dans la collision. La quantité d’énergie perduecorrespond à la résilience Izod en joules par mètre d’épaisseur depoutre.
On considère que le matériau est en état de rupture si une fissureapparaît et se propage dans l’échantillon. Au cours de l’essai Izodentaillé, l’entaille sert de fissure et l’essai mesure principalementla résistance à la propagation de la fissure. Si on effectue l’essaisans entaille, on prévoit donc l’apparition d’une fissure et sapropagation.
Les résultats du choc Izod entaillé sont illustrés à la figure 12.
Propriétés mécaniques – 16 – Solvay Advanced Polymers
Rayon de l'entaille
Mâchoires
Impact percuteur
Figure 11
Dispositif d’essai de choc Izod
0 10 20 300,00
0,25
0,50
0,75
1,00
1,25
1,50
1,75
2,00
0
20
40
60
80
100
Choc
Izod
, J/m
Teneur en fibre de verre, %
Choc
Izod
,ft�
lb/in
Figure 12
Choc Izod du polysulfone UDEL
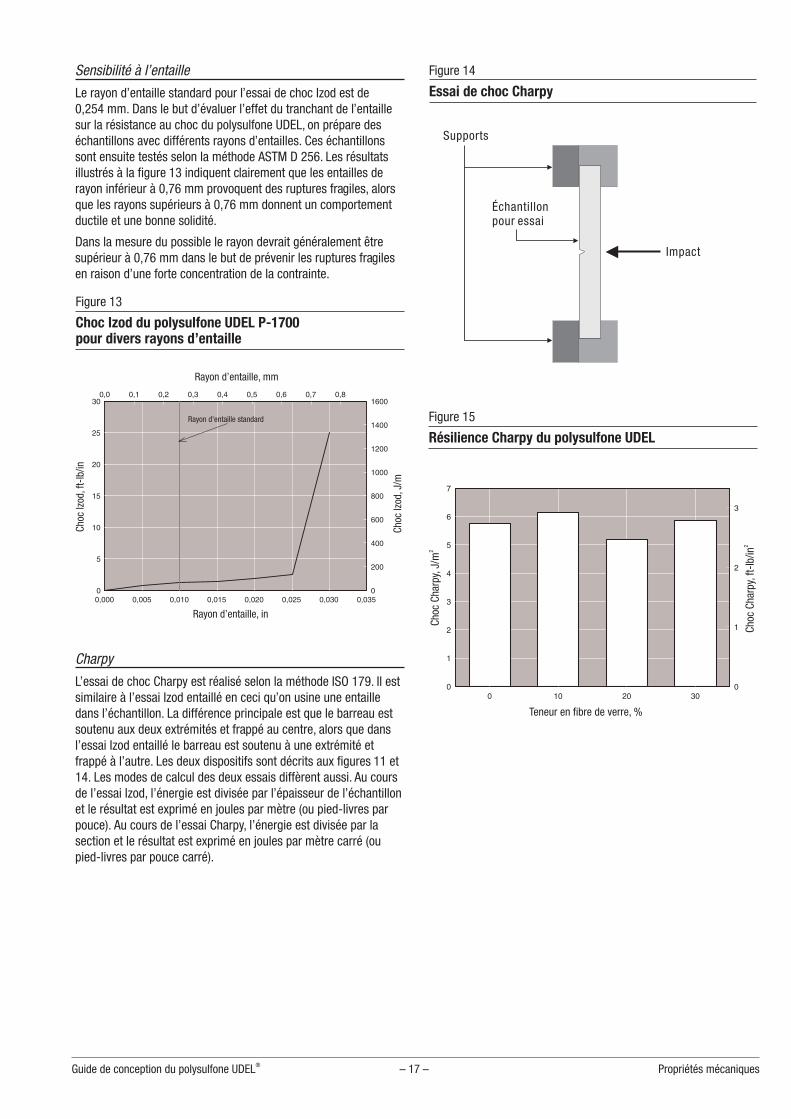
Sensibilité à l’entaille
Le rayon d’entaille standard pour l’essai de choc Izod est de0,254 mm. Dans le but d’évaluer l’effet du tranchant de l’entaillesur la résistance au choc du polysulfone UDEL, on prépare deséchantillons avec différents rayons d’entailles. Ces échantillonssont ensuite testés selon la méthode ASTM D 256. Les résultatsillustrés à la figure 13 indiquent clairement que les entailles derayon inférieur à 0,76 mm provoquent des ruptures fragiles, alorsque les rayons supérieurs à 0,76 mm donnent un comportementductile et une bonne solidité.
Dans la mesure du possible le rayon devrait généralement êtresupérieur à 0,76 mm dans le but de prévenir les ruptures fragilesen raison d’une forte concentration de la contrainte.
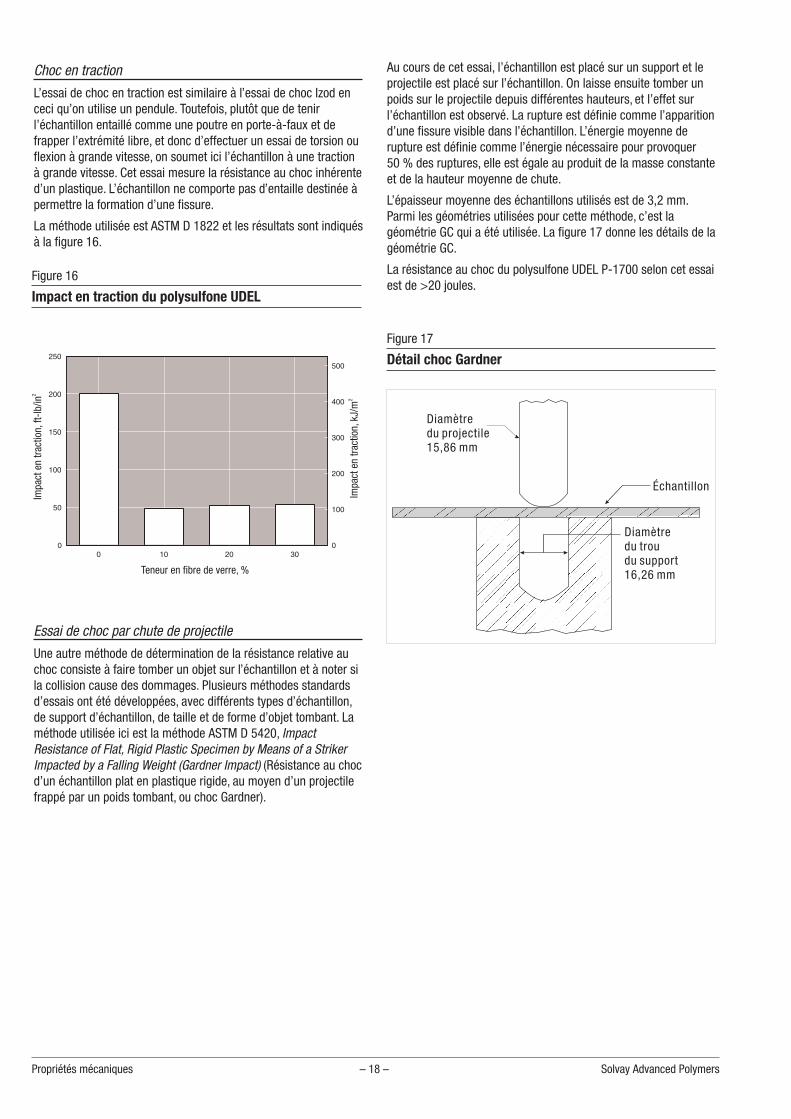
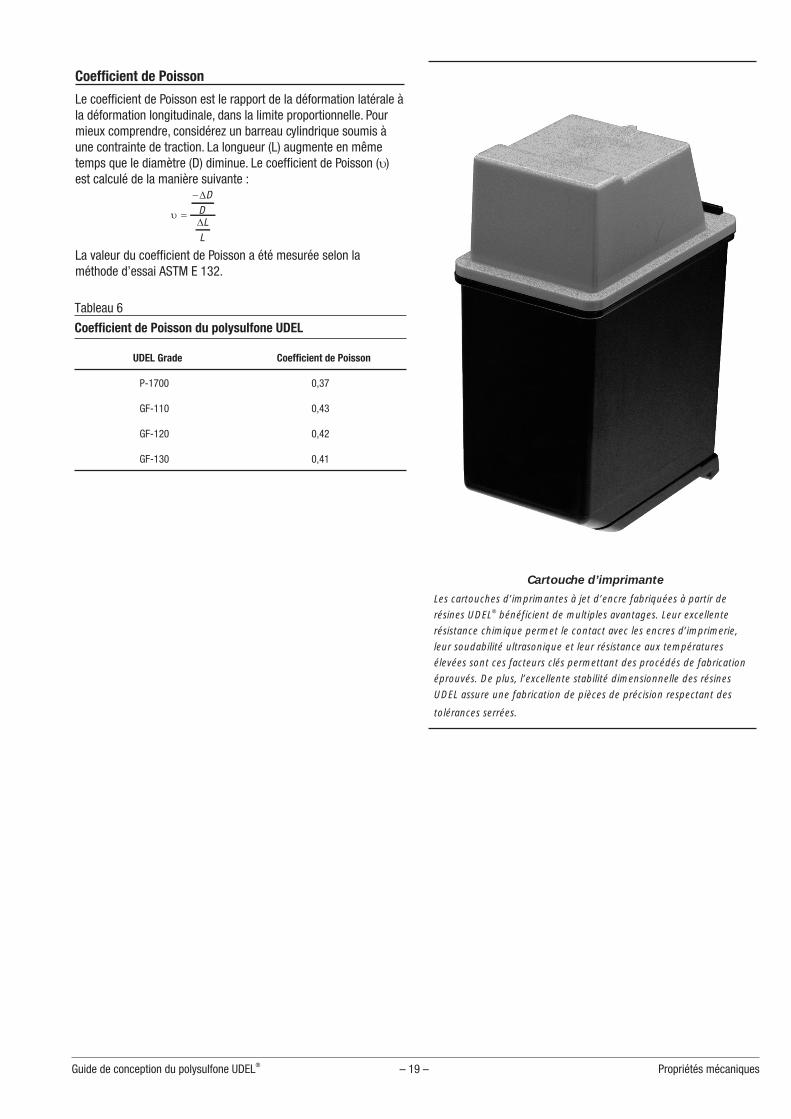
Charpy
L’essai de choc Charpy est réalisé selon la méthode ISO 179. Il estsimilaire à l’essai Izod entaillé en ceci qu’on usine une entailledans l’échantillon. La différence principale est que le barreau estsoutenu aux deux extrémités et frappé au centre, alors que dansl’essai Izod entaillé le barreau est soutenu à une extrémité etfrappé à l’autre. Les deux dispositifs sont décrits aux figures 11 et14. Les modes de calcul des deux essais diffèrent aussi. Au coursde l’essai Izod, l’énergie est divisée par l’épaisseur de l’échantillonet le résultat est exprimé en joules par mètre (ou pied�livres parpouce). Au cours de l’essai Charpy, l’énergie est divisée par lasection et le résultat est exprimé en joules par mètre carré (oupied�livres par pouce carré).
Guide de conception du polysulfone UDEL® – 17 – Propriétés mécaniques
0,000 0,005 0,010 0,015 0,020 0,025 0,030 0,0350
5
10
15
20
25
30
0
200
400
600
800
1000
1200
1400
16000,0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8
Rayon d'entaille standard
Choc
Izod
,J/m
Choc
Izod
, ft�
lb/in
Rayon d’entaille, mm
Rayon d’entaille, in
Figure 13
Choc Izod du polysulfone UDEL P�1700pour divers rayons d’entaille
Échantillonpour essai
Supports
Impact
Figure 14
Essai de choc Charpy
Choc
Char
py, J
/m2
Choc
Char
py, f
t�lb
/in2
Teneur en fibre de verre, %
Figure 15
Résilience Charpy du polysulfone UDEL
Choc en traction
L’essai de choc en traction est similaire à l’essai de choc Izod enceci qu’on utilise un pendule. Toutefois, plutôt que de tenirl’échantillon entaillé comme une poutre en porte�à�faux et defrapper l’extrémité libre, et donc d’effectuer un essai de torsion ouflexion à grande vitesse, on soumet ici l’échantillon à une tractionà grande vitesse. Cet essai mesure la résistance au choc inhérented’un plastique. L’échantillon ne comporte pas d’entaille destinée àpermettre la formation d’une fissure.
La méthode utilisée est ASTM D 1822 et les résultats sont indiquésà la figure 16.
Essai de choc par chute de projectile
Une autre méthode de détermination de la résistance relative auchoc consiste à faire tomber un objet sur l’échantillon et à noter sila collision cause des dommages. Plusieurs méthodes standardsd’essais ont été développées, avec différents types d’échantillon,de support d’échantillon, de taille et de forme d’objet tombant. Laméthode utilisée ici est la méthode ASTM D 5420, ImpactResistance of Flat, Rigid Plastic Specimen by Means of a StrikerImpacted by a Falling Weight (Gardner Impact) (Résistance au chocd’un échantillon plat en plastique rigide, au moyen d’un projectilefrappé par un poids tombant, ou choc Gardner).
Au cours de cet essai, l’échantillon est placé sur un support et leprojectile est placé sur l’échantillon. On laisse ensuite tomber unpoids sur le projectile depuis différentes hauteurs, et l’effet surl’échantillon est observé. La rupture est définie comme l’apparitiond’une fissure visible dans l’échantillon. L’énergie moyenne derupture est définie comme l’énergie nécessaire pour provoquer50 % des ruptures, elle est égale au produit de la masse constanteet de la hauteur moyenne de chute.
L’épaisseur moyenne des échantillons utilisés est de 3,2 mm.Parmi les géométries utilisées pour cette méthode, c’est lagéométrie GC qui a été utilisée. La figure 17 donne les détails de lagéométrie GC.
La résistance au choc du polysulfone UDEL P�1700 selon cet essaiest de >20 joules.
Propriétés mécaniques – 18 – Solvay Advanced Polymers
Impa
cten
tract
ion,
ft�lb
/in2
Impa
cten
tract
ion,
kJ/m
2
Teneur en fibre de verre, %
Figure 16
Impact en traction du polysulfone UDEL
Diamètredu troudu support16,26 mm
Échantillon
Diamètredu projectile15,86 mm
Figure 17
Détail choc Gardner
Coefficient de Poisson
Le coefficient de Poisson est le rapport de la déformation latérale àla déformation longitudinale, dans la limite proportionnelle. Pourmieux comprendre, considérez un barreau cylindrique soumis àune contrainte de traction. La longueur (L) augmente en mêmetemps que le diamètre (D) diminue. Le coefficient de Poisson (�)est calculé de la manière suivante :
� �
��
�
D
DL
L
La valeur du coefficient de Poisson a été mesurée selon laméthode d’essai ASTM E 132.
Guide de conception du polysulfone UDEL® – 19 – Propriétés mécaniques
UDEL Grade Coefficient de Poisson
P�1700 0,37
GF�110 0,43
GF�120 0,42
GF�130 0,41
Tableau 6
Coefficient de Poisson du polysulfone UDEL
Cartouche d’imprimante
Les cartouches d’imprimantes à jet d’encre fabriquées à partir de
résines UDEL® bénéficient de multiples avantages. Leur excellente
résistance chimique permet le contact avec les encres d’imprimerie,
leur soudabilité ultrasonique et leur résistance aux températures
élevées sont ces facteurs clés permettant des procédés de fabrication
éprouvés. De plus, l’excellente stabilité dimensionnelle des résines
UDEL assure une fabrication de pièces de précision respectant des
tolérances serrées.
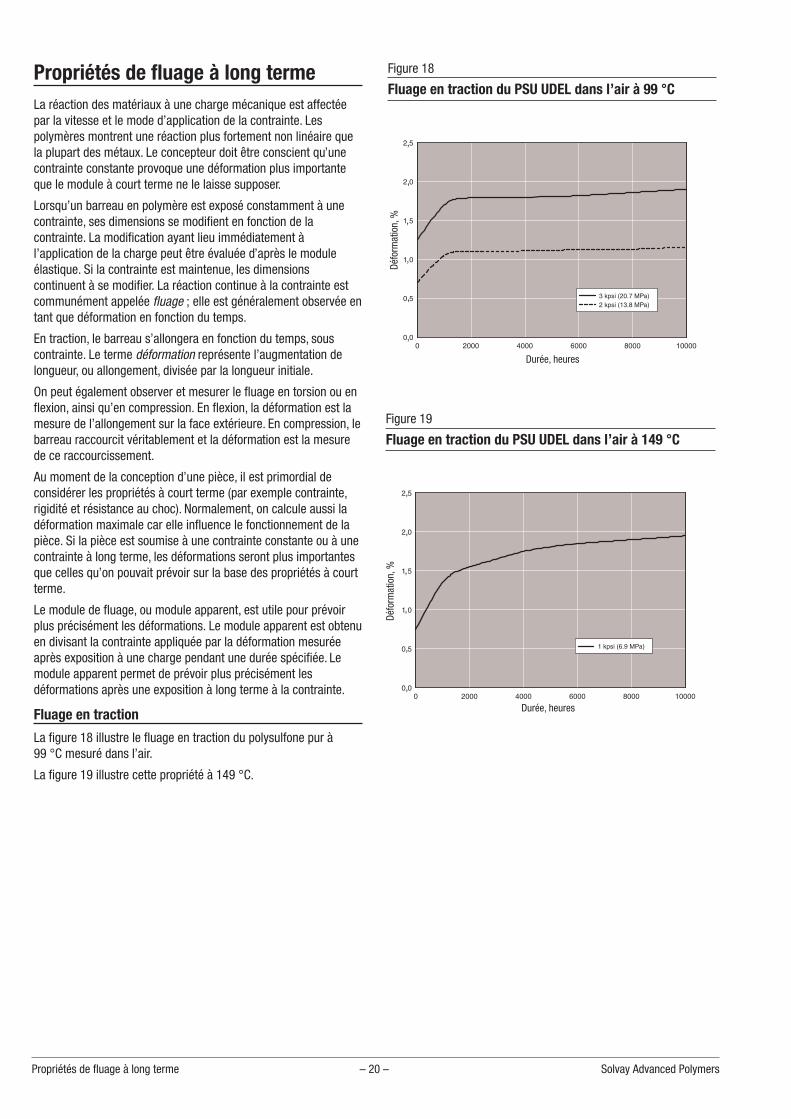
Propriétés de fluage à long termeLa réaction des matériaux à une charge mécanique est affectéepar la vitesse et le mode d’application de la contrainte. Lespolymères montrent une réaction plus fortement non linéaire quela plupart des métaux. Le concepteur doit être conscient qu’unecontrainte constante provoque une déformation plus importanteque le module à court terme ne le laisse supposer.
Lorsqu’un barreau en polymère est exposé constamment à unecontrainte, ses dimensions se modifient en fonction de lacontrainte. La modification ayant lieu immédiatement àl’application de la charge peut être évaluée d’après le moduleélastique. Si la contrainte est maintenue, les dimensionscontinuent à se modifier. La réaction continue à la contrainte estcommunément appelée fluage ; elle est généralement observée entant que déformation en fonction du temps.
En traction, le barreau s’allongera en fonction du temps, souscontrainte. Le terme déformation représente l’augmentation delongueur, ou allongement, divisée par la longueur initiale.
On peut également observer et mesurer le fluage en torsion ou enflexion, ainsi qu’en compression. En flexion, la déformation est lamesure de l’allongement sur la face extérieure. En compression, lebarreau raccourcit véritablement et la déformation est la mesurede ce raccourcissement.
Au moment de la conception d’une pièce, il est primordial deconsidérer les propriétés à court terme (par exemple contrainte,rigidité et résistance au choc). Normalement, on calcule aussi ladéformation maximale car elle influence le fonctionnement de lapièce. Si la pièce est soumise à une contrainte constante ou à unecontrainte à long terme, les déformations seront plus importantesque celles qu’on pouvait prévoir sur la base des propriétés à courtterme.
Le module de fluage, ou module apparent, est utile pour prévoirplus précisément les déformations. Le module apparent est obtenuen divisant la contrainte appliquée par la déformation mesuréeaprès exposition à une charge pendant une durée spécifiée. Lemodule apparent permet de prévoir plus précisément lesdéformations après une exposition à long terme à la contrainte.
Fluage en traction
La figure 18 illustre le fluage en traction du polysulfone pur à99 °C mesuré dans l’air.
La figure 19 illustre cette propriété à 149 °C.
Propriétés de fluage à long terme – 20 – Solvay Advanced Polymers
Défo
rmat
ion,
%
Durée, heures
,
,
,
,
,
,
Figure 18
Fluage en traction du PSU UDEL dans l’air à 99 °C
Défo
rmat
ion,
%
Durée, heures
,
,
,
,
,
,
Figure 19
Fluage en traction du PSU UDEL dans l’air à 149 °C
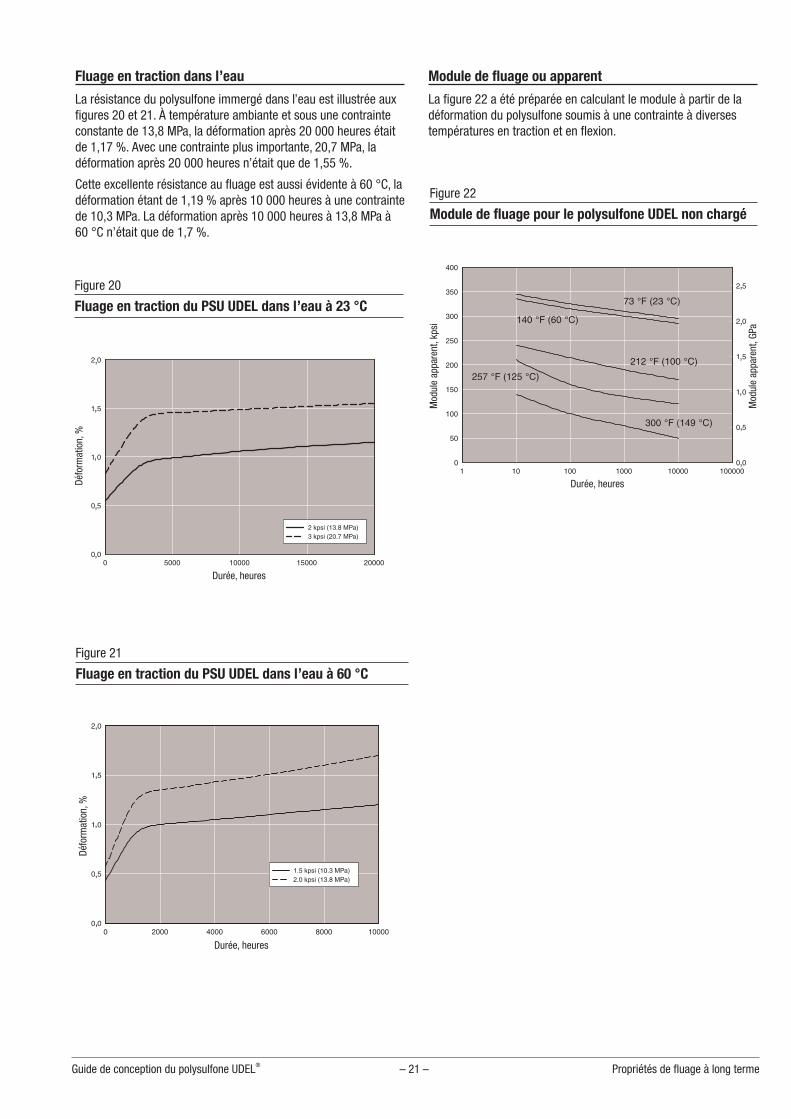
Fluage en traction dans l’eau
La résistance du polysulfone immergé dans l’eau est illustrée auxfigures 20 et 21. À température ambiante et sous une contrainteconstante de 13,8 MPa, la déformation après 20 000 heures étaitde 1,17 %. Avec une contrainte plus importante, 20,7 MPa, ladéformation après 20 000 heures n’était que de 1,55 %.
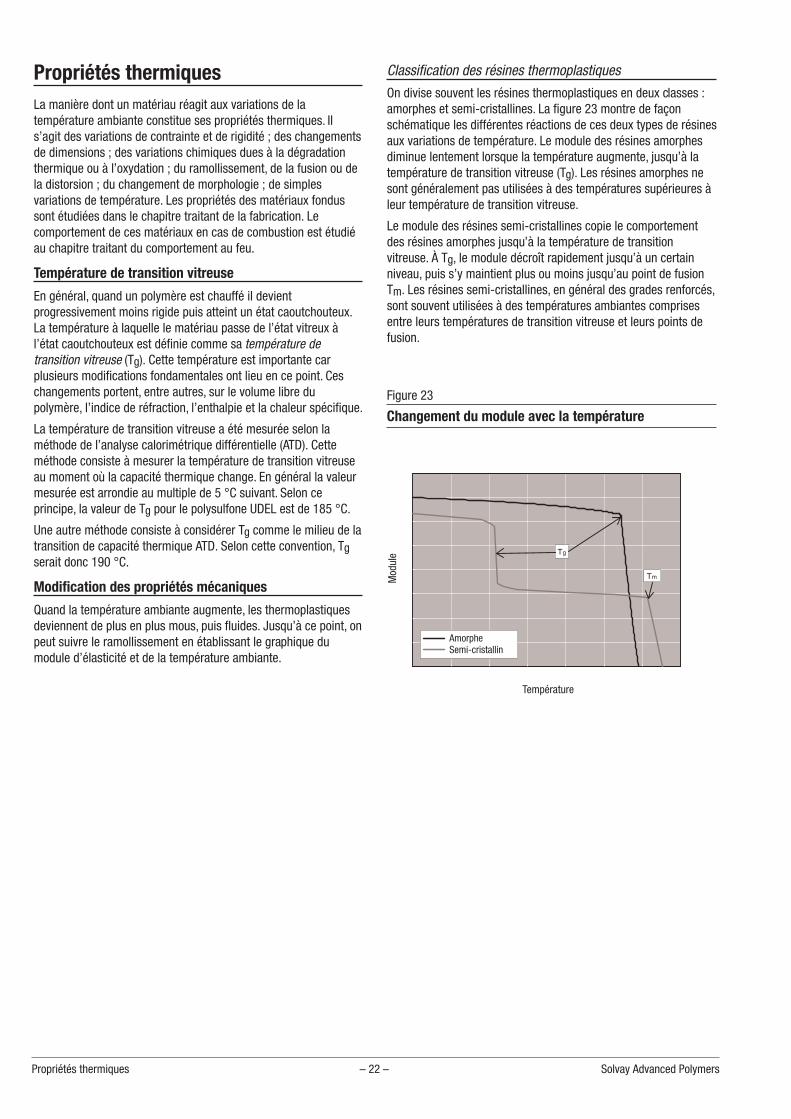
Cette excellente résistance au fluage est aussi évidente à 60 °C, ladéformation étant de 1,19 % après 10 000 heures à une contraintede 10,3 MPa. La déformation après 10 000 heures à 13,8 MPa à60 °C n’était que de 1,7 %.
Module de fluage ou apparent
La figure 22 a été préparée en calculant le module à partir de ladéformation du polysulfone soumis à une contrainte à diversestempératures en traction et en flexion.
Guide de conception du polysulfone UDEL® – 21 – Propriétés de fluage à long terme
Défo
rmat
ion,
%
Durée, heures
,
,
,
,
,
Figure 20
Fluage en traction du PSU UDEL dans l’eau à 23 °C
Défo
rmat
ion,
%
Durée, heures
,
,
,
,
,
Figure 21
Fluage en traction du PSU UDEL dans l’eau à 60 °C
Durée, heures
Mod
ule
appa
rent
, kps
i
Mod
ule
appa
rent
, GPa
,
,
,
,
,
,
Figure 22
Module de fluage pour le polysulfone UDEL non chargé
Propriétés thermiquesLa manière dont un matériau réagit aux variations de latempérature ambiante constitue ses propriétés thermiques. Ils’agit des variations de contrainte et de rigidité ; des changementsde dimensions ; des variations chimiques dues à la dégradationthermique ou à l’oxydation ; du ramollissement, de la fusion ou dela distorsion ; du changement de morphologie ; de simplesvariations de température. Les propriétés des matériaux fondussont étudiées dans le chapitre traitant de la fabrication. Lecomportement de ces matériaux en cas de combustion est étudiéau chapitre traitant du comportement au feu.
Température de transition vitreuse
En général, quand un polymère est chauffé il devientprogressivement moins rigide puis atteint un état caoutchouteux.La température à laquelle le matériau passe de l’état vitreux àl’état caoutchouteux est définie comme sa température detransition vitreuse (Tg). Cette température est importante carplusieurs modifications fondamentales ont lieu en ce point. Ceschangements portent, entre autres, sur le volume libre dupolymère, l’indice de réfraction, l’enthalpie et la chaleur spécifique.
La température de transition vitreuse a été mesurée selon laméthode de l’analyse calorimétrique différentielle (ATD). Cetteméthode consiste à mesurer la température de transition vitreuseau moment où la capacité thermique change. En général la valeurmesurée est arrondie au multiple de 5 °C suivant. Selon ceprincipe, la valeur de Tg pour le polysulfone UDEL est de 185 °C.
Une autre méthode consiste à considérer Tg comme le milieu de latransition de capacité thermique ATD. Selon cette convention, Tgserait donc 190 °C.
Modification des propriétés mécaniques
Quand la température ambiante augmente, les thermoplastiquesdeviennent de plus en plus mous, puis fluides. Jusqu’à ce point, onpeut suivre le ramollissement en établissant le graphique dumodule d’élasticité et de la température ambiante.
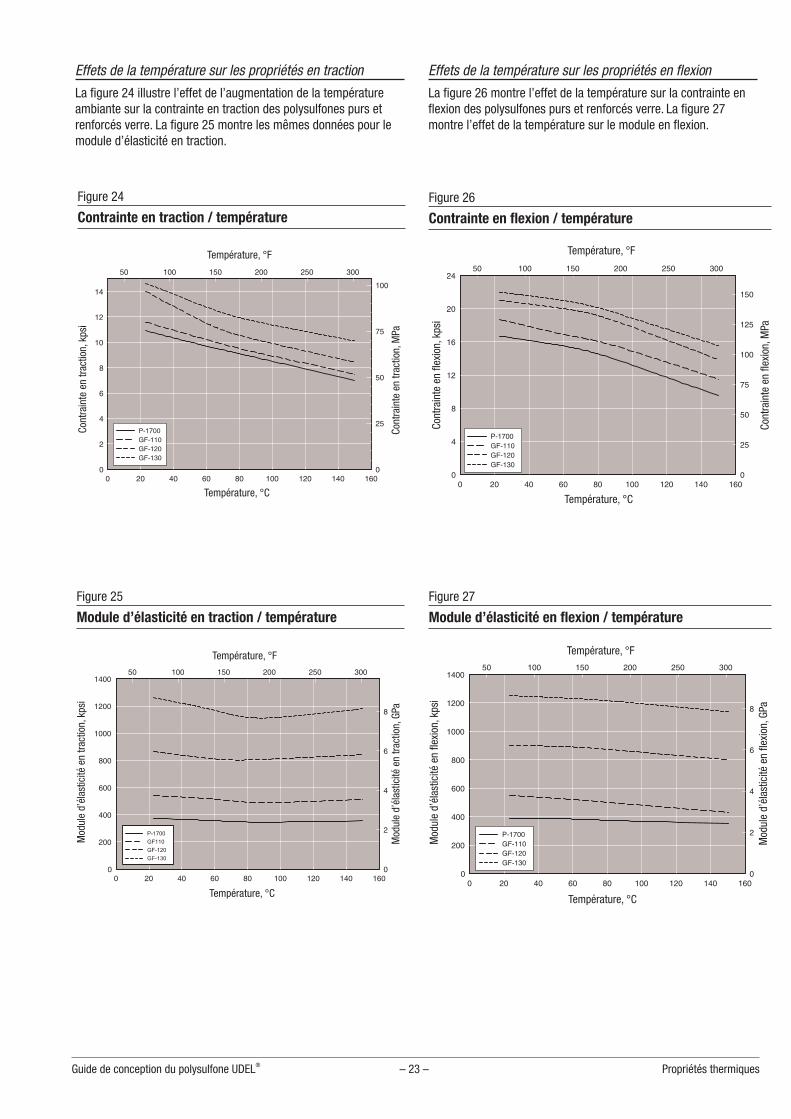
Classification des résines thermoplastiques
On divise souvent les résines thermoplastiques en deux classes :amorphes et semi�cristallines. La figure 23 montre de façonschématique les différentes réactions de ces deux types de résinesaux variations de température. Le module des résines amorphesdiminue lentement lorsque la température augmente, jusqu’à latempérature de transition vitreuse (Tg). Les résines amorphes nesont généralement pas utilisées à des températures supérieures àleur température de transition vitreuse.
Le module des résines semi�cristallines copie le comportementdes résines amorphes jusqu’à la température de transitionvitreuse. À Tg, le module décroît rapidement jusqu’à un certainniveau, puis s’y maintient plus ou moins jusqu’au point de fusionTm. Les résines semi�cristallines, en général des grades renforcés,sont souvent utilisées à des températures ambiantes comprisesentre leurs températures de transition vitreuse et leurs points defusion.
Propriétés thermiques – 22 – Solvay Advanced Polymers
0 1 2 3 4 5 6 70
1
2
3
4
5
6
7
8
Tg
TmMod
ule
Température
AmorpheSemi�cristallin
Figure 23
Changement du module avec la température
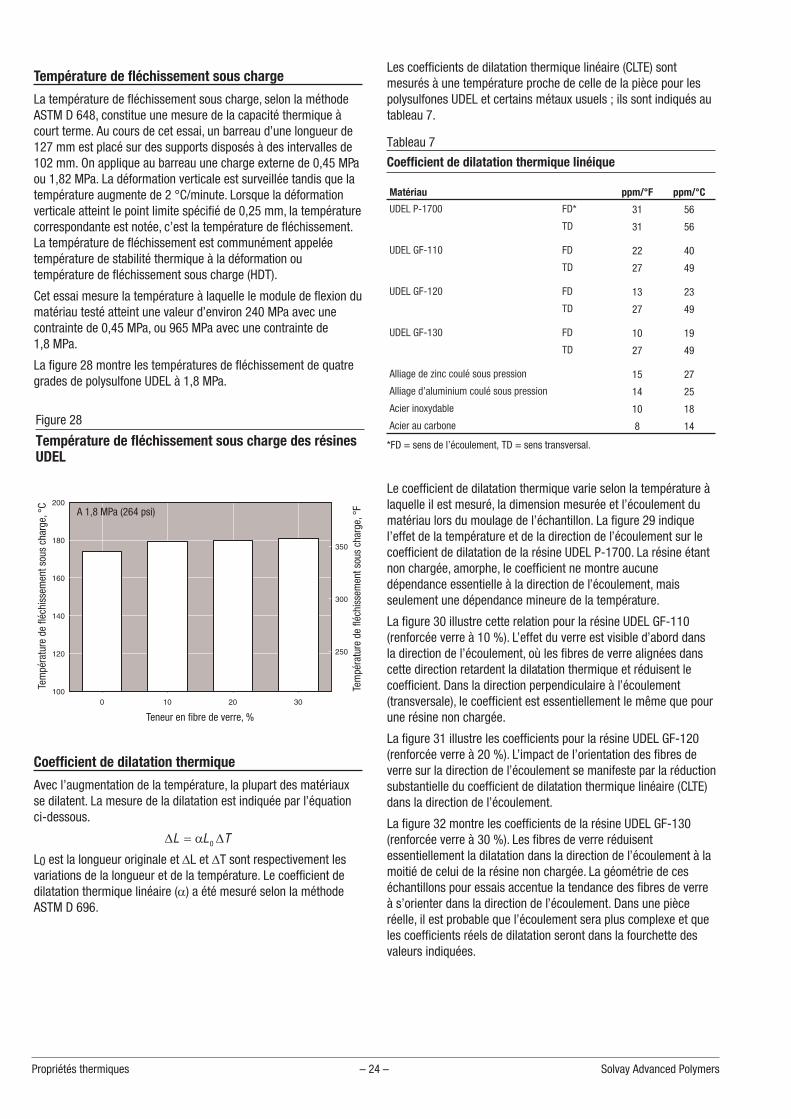
Effets de la température sur les propriétés en traction
La figure 24 illustre l’effet de l’augmentation de la températureambiante sur la contrainte en traction des polysulfones purs etrenforcés verre. La figure 25 montre les mêmes données pour lemodule d’élasticité en traction.
Effets de la température sur les propriétés en flexion
La figure 26 montre l’effet de la température sur la contrainte enflexion des polysulfones purs et renforcés verre. La figure 27montre l’effet de la température sur le module en flexion.
Guide de conception du polysulfone UDEL® – 23 – Propriétés thermiques
Température, °F
Cont
rain
teen
tract
ion,
MPa
Cont
rain
teen
tract
ion,
kpsi
Température, °C
Figure 24
Contrainte en traction / température
Température, °F
Température, °C
Mod
ule
d’él
astic
itéen
tract
ion,
kpsi
Mod
ule
d’él
astic
itéen
tract
ion,
GPa
Figure 25
Module d’élasticité en traction / température
Température, °F
Température, °C
Mod
ule
d’él
astic
itéen
flexi
on, k
psi
Mod
ule
d’él
astic
itéen
flexi
on, G
Pa
Figure 27
Module d’élasticité en flexion / température
Température, °F
Température, °C
Cont
rain
teen
flexi
on, k
psi
Cont
rain
teen
flexi
on, M
Pa
Figure 26
Contrainte en flexion / température
Température de fléchissement sous charge
La température de fléchissement sous charge, selon la méthodeASTM D 648, constitue une mesure de la capacité thermique àcourt terme. Au cours de cet essai, un barreau d’une longueur de127 mm est placé sur des supports disposés à des intervalles de102 mm. On applique au barreau une charge externe de 0,45 MPaou 1,82 MPa. La déformation verticale est surveillée tandis que latempérature augmente de 2 °C/minute. Lorsque la déformationverticale atteint le point limite spécifié de 0,25 mm, la températurecorrespondante est notée, c’est la température de fléchissement.La température de fléchissement est communément appeléetempérature de stabilité thermique à la déformation outempérature de fléchissement sous charge (HDT).
Cet essai mesure la température à laquelle le module de flexion dumatériau testé atteint une valeur d’environ 240 MPa avec unecontrainte de 0,45 MPa, ou 965 MPa avec une contrainte de1,8 MPa.
La figure 28 montre les températures de fléchissement de quatregrades de polysulfone UDEL à 1,8 MPa.
Coefficient de dilatation thermique
Avec l’augmentation de la température, la plupart des matériauxse dilatent. La mesure de la dilatation est indiquée par l’équationci�dessous.
� �L L T� � 0
L0 est la longueur originale et �L et �T sont respectivement lesvariations de la longueur et de la température. Le coefficient dedilatation thermique linéaire (�) a été mesuré selon la méthodeASTM D 696.
Les coefficients de dilatation thermique linéaire (CLTE) sontmesurés à une température proche de celle de la pièce pour lespolysulfones UDEL et certains métaux usuels ; ils sont indiqués autableau 7.
Le coefficient de dilatation thermique varie selon la température àlaquelle il est mesuré, la dimension mesurée et l’écoulement dumatériau lors du moulage de l’échantillon. La figure 29 indiquel’effet de la température et de la direction de l’écoulement sur lecoefficient de dilatation de la résine UDEL P�1700. La résine étantnon chargée, amorphe, le coefficient ne montre aucunedépendance essentielle à la direction de l’écoulement, maisseulement une dépendance mineure de la température.
La figure 30 illustre cette relation pour la résine UDEL GF�110(renforcée verre à 10 %). L’effet du verre est visible d’abord dansla direction de l’écoulement, où les fibres de verre alignées danscette direction retardent la dilatation thermique et réduisent lecoefficient. Dans la direction perpendiculaire à l’écoulement(transversale), le coefficient est essentiellement le même que pourune résine non chargée.
La figure 31 illustre les coefficients pour la résine UDEL GF�120(renforcée verre à 20 %). L’impact de l’orientation des fibres deverre sur la direction de l’écoulement se manifeste par la réductionsubstantielle du coefficient de dilatation thermique linéaire (CLTE)dans la direction de l’écoulement.
La figure 32 montre les coefficients de la résine UDEL GF�130(renforcée verre à 30 %). Les fibres de verre réduisentessentiellement la dilatation dans la direction de l’écoulement à lamoitié de celui de la résine non chargée. La géométrie de ceséchantillons pour essais accentue la tendance des fibres de verreà s’orienter dans la direction de l’écoulement. Dans une pièceréelle, il est probable que l’écoulement sera plus complexe et queles coefficients réels de dilatation seront dans la fourchette desvaleurs indiquées.
Propriétés thermiques – 24 – Solvay Advanced Polymers
Tem
péra
ture
deflé
chis
sem
ent s
ous
char
ge, °
F
Teneur en fibre de verre, %
Tem
péra
ture
deflé
chis
sem
ent s
ous
char
ge, °
C
A 1,8 MPa (264 psi)
Figure 28
Température de fléchissement sous charge des résinesUDEL
Matériau ppm/°F ppm/°C
UDEL P�1700 FD* 31 56
TD 31 56
UDEL GF�110 FD 22 40
TD 27 49
UDEL GF�120 FD 13 23
TD 27 49
UDEL GF�130 FD 10 19
TD 27 49
Alliage de zinc coulé sous pression 15 27
Alliage d’aluminium coulé sous pression 14 25
Acier inoxydable 10 18
Acier au carbone 8 14
*FD = sens de l’écoulement, TD = sens transversal.
Tableau 7
Coefficient de dilatation thermique linéique
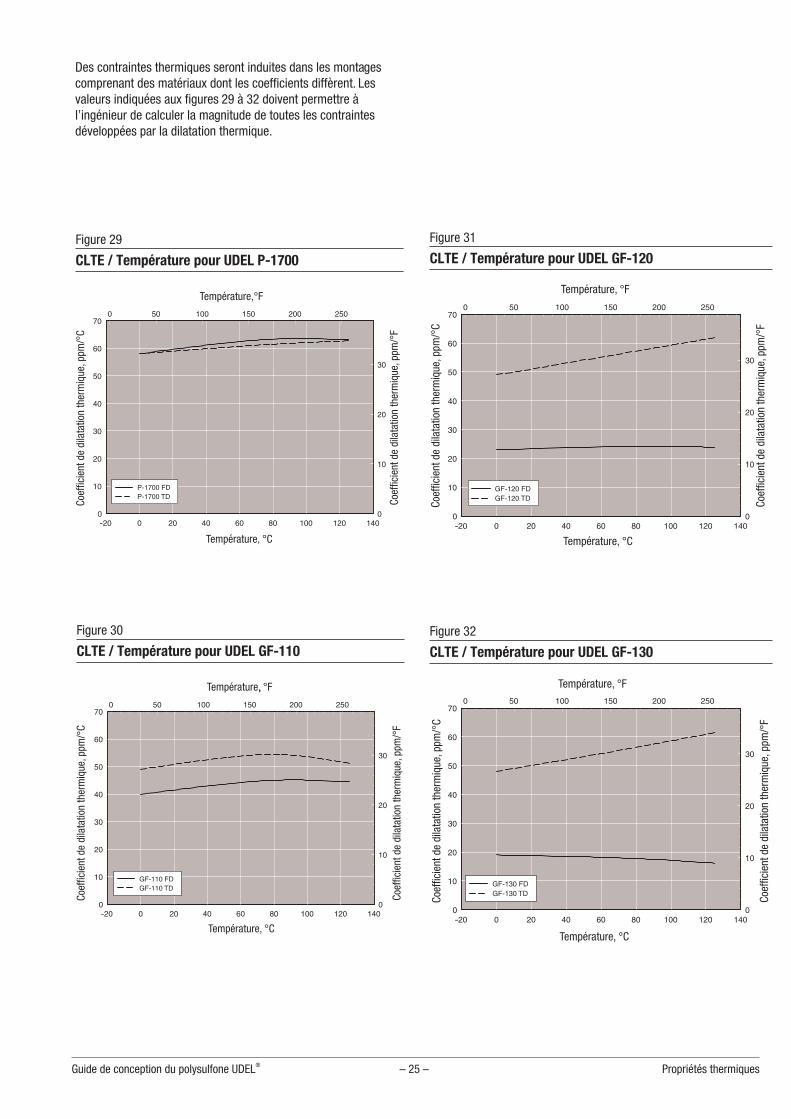
Des contraintes thermiques seront induites dans les montagescomprenant des matériaux dont les coefficients diffèrent. Lesvaleurs indiquées aux figures 29 à 32 doivent permettre àl’ingénieur de calculer la magnitude de toutes les contraintesdéveloppées par la dilatation thermique.
Guide de conception du polysulfone UDEL® – 25 – Propriétés thermiques
Température, °F
Coef
ficie
ntde
dila
tatio
nth
erm
ique
, ppm
/°F
Température, °C
Coef
ficie
ntde
dila
tatio
nth
erm
ique
, ppm
/°C
Figure 30
CLTE / Température pour UDEL GF�110
Température, °C
Température, °F
Coef
ficie
ntde
dila
tatio
nth
erm
ique
, ppm
/°F
Coef
ficie
ntde
dila
tatio
nth
erm
ique
, ppm
/°C
Figure 31
CLTE / Température pour UDEL GF�120
Température, °C
Température, °F
Coef
ficie
ntde
dila
tatio
nth
erm
ique
, ppm
/°F
Coef
ficie
ntde
dila
tatio
nth
erm
ique
, ppm
/°C
Figure 32
CLTE / Température pour UDEL GF�130
Température,°F
Température, °C
Coef
ficie
ntde
dila
tatio
nth
erm
ique
, ppm
/°C
Coef
ficie
ntde
dila
tatio
nth
erm
ique
, ppm
/°F
Figure 29
CLTE / Température pour UDEL P�1700
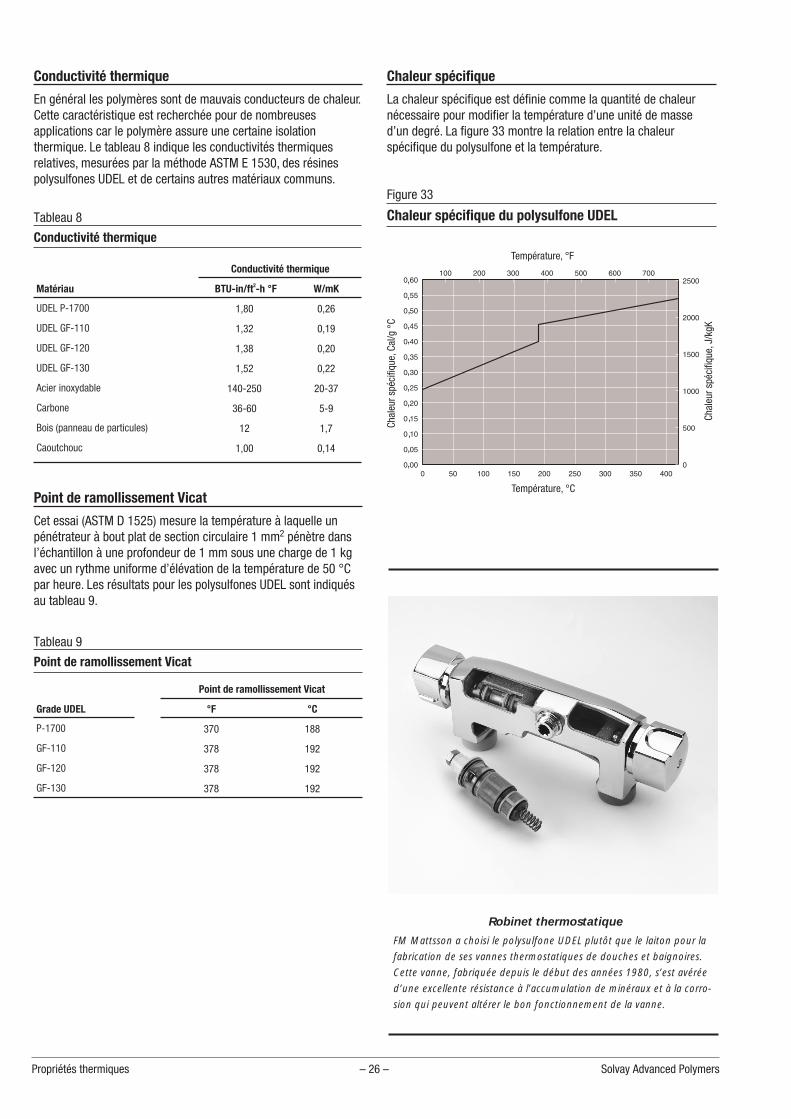
Conductivité thermique
En général les polymères sont de mauvais conducteurs de chaleur.Cette caractéristique est recherchée pour de nombreusesapplications car le polymère assure une certaine isolationthermique. Le tableau 8 indique les conductivités thermiquesrelatives, mesurées par la méthode ASTM E 1530, des résinespolysulfones UDEL et de certains autres matériaux communs.
Point de ramollissement Vicat
Cet essai (ASTM D 1525) mesure la température à laquelle unpénétrateur à bout plat de section circulaire 1 mm2 pénètre dansl’échantillon à une profondeur de 1 mm sous une charge de 1 kgavec un rythme uniforme d’élévation de la température de 50 °Cpar heure. Les résultats pour les polysulfones UDEL sont indiquésau tableau 9.
Chaleur spécifique
La chaleur spécifique est définie comme la quantité de chaleurnécessaire pour modifier la température d’une unité de massed’un degré. La figure 33 montre la relation entre la chaleurspécifique du polysulfone et la température.
Propriétés thermiques – 26 – Solvay Advanced Polymers
Matériau
Conductivité thermique
BTU�in/ft2�h °F W/mK
UDEL P�1700 1,80 0,26
UDEL GF�110 1,32 0,19
UDEL GF�120 1,38 0,20
UDEL GF�130 1,52 0,22
Acier inoxydable 140�250 20�37
Carbone 36�60 5�9
Bois (panneau de particules) 12 1,7
Caoutchouc 1,00 0,14
Tableau 8
Conductivité thermique
Grade UDEL
Point de ramollissement Vicat
°F °C
P�1700 370 188
GF�110 378 192
GF�120 378 192
GF�130 378 192
Tableau 9
Point de ramollissement Vicat
Température, °C
Température, °F
Chal
eurs
péci
fique
, Cal
/g°C
Chal
eur s
péci
fique
, J/k
gK
,,
,
,
,
,
,
,
,
,
,
,
,
Figure 33
Chaleur spécifique du polysulfone UDEL
Robinet thermostatique
FM Mattsson a choisi le polysulfone UDEL plutôt que le laiton pour la
fabrication de ses vannes thermostatiques de douches et baignoires.
Cette vanne, fabriquée depuis le début des années 1980, s’est avérée
d’une excellente résistance à l’accumulation de minéraux et à la corro-
sion qui peuvent altérer le bon fonctionnement de la vanne.
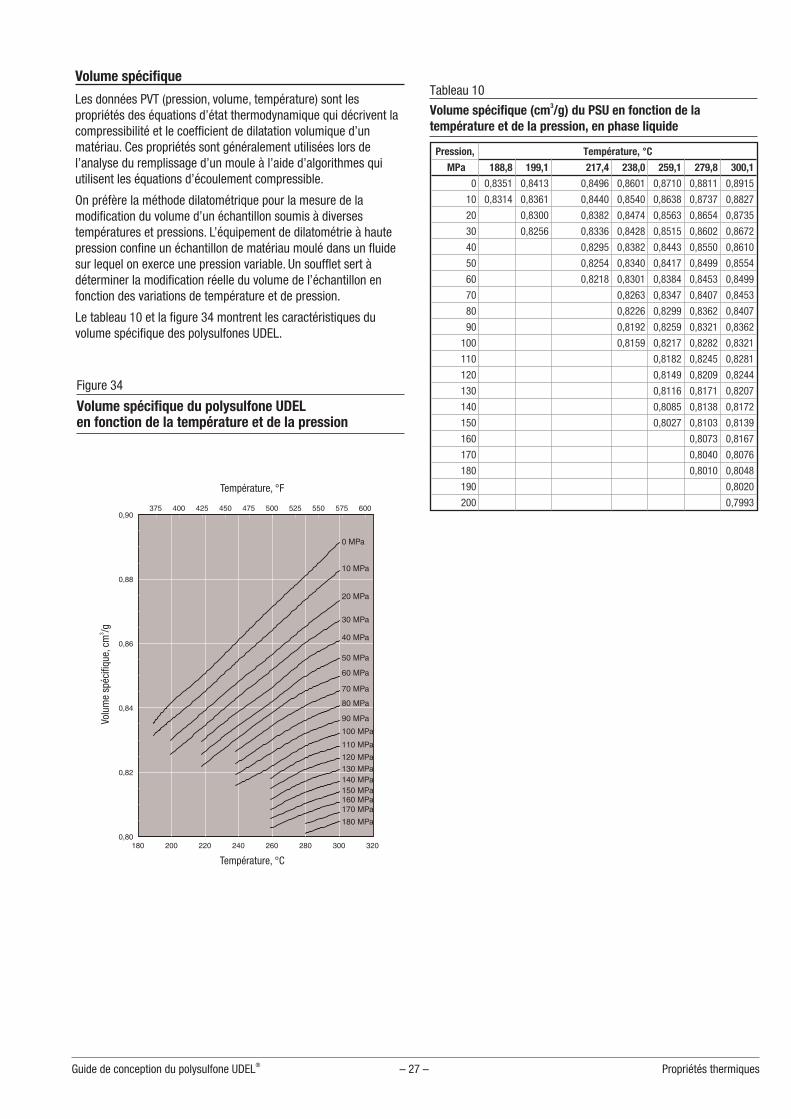
Volume spécifique
Les données PVT (pression, volume, température) sont lespropriétés des équations d’état thermodynamique qui décrivent lacompressibilité et le coefficient de dilatation volumique d’unmatériau. Ces propriétés sont généralement utilisées lors del’analyse du remplissage d’un moule à l’aide d’algorithmes quiutilisent les équations d’écoulement compressible.
On préfère la méthode dilatométrique pour la mesure de lamodification du volume d’un échantillon soumis à diversestempératures et pressions. L’équipement de dilatométrie à hautepression confine un échantillon de matériau moulé dans un fluidesur lequel on exerce une pression variable. Un soufflet sert àdéterminer la modification réelle du volume de l’échantillon enfonction des variations de température et de pression.
Le tableau 10 et la figure 34 montrent les caractéristiques duvolume spécifique des polysulfones UDEL.
Guide de conception du polysulfone UDEL® – 27 – Propriétés thermiques
180 200 220 240 260 280 300 3200,80
0,82
0,84
0,86
0,88
0,90375 400 425 450 475 500 525 550 575 600
0 MPa
10 MPa
20 MPa
30 MPa
40 MPa
50 MPa
60 MPa
70 MPa
80 MPa
90 MPa
100 MPa
110 MPa
120 MPa130 MPa140 MPa150 MPa160 MPa170 MPa
180 MPa
Température, °C
Volu
me
spéc
ifiqu
e,cm
/g3
Température, °F
Figure 34
Volume spécifique du polysulfone UDELen fonction de la température et de la pression
Pression, Température, °C
MPa 188,8 199,1 217,4 238,0 259,1 279,8 300,1
0 0,8351 0,8413 0,8496 0,8601 0,8710 0,8811 0,8915
10 0,8314 0,8361 0,8440 0,8540 0,8638 0,8737 0,8827
20 0,8300 0,8382 0,8474 0,8563 0,8654 0,8735
30 0,8256 0,8336 0,8428 0,8515 0,8602 0,8672
40 0,8295 0,8382 0,8443 0,8550 0,8610
50 0,8254 0,8340 0,8417 0,8499 0,8554
60 0,8218 0,8301 0,8384 0,8453 0,8499
70 0,8263 0,8347 0,8407 0,8453
80 0,8226 0,8299 0,8362 0,8407
90 0,8192 0,8259 0,8321 0,8362
100 0,8159 0,8217 0,8282 0,8321
110 0,8182 0,8245 0,8281
120 0,8149 0,8209 0,8244
130 0,8116 0,8171 0,8207
140 0,8085 0,8138 0,8172
150 0,8027 0,8103 0,8139
160 0,8073 0,8167
170 0,8040 0,8076
180 0,8010 0,8048
190 0,8020
200 0,7993
Tableau 10
Volume spécifique (cm3/g) du PSU en fonction de latempérature et de la pression, en phase liquide
Comportement au feu
Norme de tenue au feu UL 94
La norme UL 94 de tenue au feu établie par les UnderwritersLaboratories permet de classifier les matières plastiques selon leurcapacité de résistance à la combustion. Le classement au feud’une matière plastique dépend de la réaction du matériau à lachaleur et à la flamme dans des conditions contrôlées enlaboratoire ; elle sert d’indicateur préliminaire de l’acceptabilité desa tenue au feu pour une application particulière. La réponse réelleà la chaleur et à la flamme d’un thermoplastique dépend d’autresfacteurs tels que la taille, la forme et l’utilisation finale du produit.De plus les caractéristiques de l’application finale telles que lafacilité à l’inflammation, la vitesse de combustion, les dimensionsde la flamme, l’apport de carburant, l’intensité de la combustion etles produits de combustion affecteront la réaction du matériau.
Trois méthodes de test primaires forment la norme UL 94. Il s’agitde l’essai de combustion horizontale, de l’essai de combustionverticale 20 MM et de l’essai de combustion verticale 500 MW.
Essai de combustion horizontalePour la classification 94HB, les échantillons moulés par injectionsont limités à une longueur de 125 mm, une largeur de 13 mm etune épaisseur minimale (pour laquelle la classification est désirée).Les échantillons sont fixés horizontalement, une flamme bleue de20 mm est appliquée à l’extrémité non fixée de l’échantillon à unangle de 45 degrés pendant 30 secondes environ, jusqu’aumoment où le front de combustion atteint une ligne marquée à25 mm de l’extrémité du barreau. Après retrait de la flamme, oncalcule le rythme de combustion du front depuis la ligne de 25 mmjusqu’à une ligne marquée à 100 mm. On teste au moins troiséchantillons de cette manière. Une matière plastique obtient unclassement 94HB lorsque son rythme de combustion ne dépassepas 40 mm/min pour des échantillons d’épaisseur supérieure à3 mm, ou 75 mm/min pour des barreaux d’une épaisseur de moinsde 3 mm. Le classement s’applique aussi à des produits qui nesupportent pas la combustion jusqu’à la marque de référence de100 mm.
Essai de combustion verticale 20 MMLes matériaux peuvent être classifiés 94V�0, 94V�1 ou 94V�2 selonles résultats de combustion des échantillons fixés verticalement.
L’essai de combustion verticale 20 MM est plus agressif quel’essai 94HB ; il est réalisé sur des échantillons d’une longueur de125 mm, d’une largeur de 13 mm et d’une épaisseur minimale(pour laquelle l’évaluation est désirée), de 0,8 mm ou 1,57 mm engénéral.
Les échantillons sont fixés verticalement, une flamme bleue de20 mm de hauteur est appliquée à l’extrémité inférieure del’échantillon. La flamme est appliquée pendant 10 secondes puiselle est retirée. Lorsque l’échantillon cesse de brûler la flamme estappliquée de nouveau pendant 10 secondes, puis elle estsupprimée. Au total on teste cinq barreaux de cette manière. Letableau 11 liste les critères de classification des matériaux de cetessai. Le tableau 12 donne le classement des grades depolysulfones UDEL sélectionnés. On trouvera sur le siteUnderwriters Laboratories (http://data.ul.com/iqlink/index.asp) lesévaluations des résines UDEL les plus courantes.
Propriétés thermiques – 28 – Solvay Advanced Polymers
Critères et conditions 94V�0 94V�1 94V�2
Durée de persistance de la flamme pourchaque échantillon (t1 ou t2) � 10 s � 30 s � 30 s
Durée totale de persistance de laflamme pour chaque condition (t1 + t2pour les 5 échantillons)
� 50 s � 250 s � 250 s
Durée de persistance de la flamme +incandescence résiduelle pour chaqueéchantillon après deuxième essai deflamme (t2 + t3)
� 30 s � 60 s � 60 s
Durée de persistance de la flamme ouincandescence résiduelle pour unéchantillon jusqu’à la pince
Non Non Non
Indication du coton enflammé parparticules ou gouttes Non Non Oui
Tableau 11
Critères UL declassification des matériaux V�0, V�1 ou V�2
Grade Épaisseur
UDEL mm pouce Classement
P�1700 1,5 0,059 HB
3,0 0,118 HB
4,5 0,177 V�0
P�1720 1,0 0,039 V�1
1,5 0,059 V�0
GF�110 1,5 0,059 HB
3,0 0,118 HB
4,4 0,173 V�0
GF�120 1,5 0,059 HB
3,0 0,118 HB
4,4 0,173 V�0
GF�130 1,5 0,059 V�1
3,0 0,118 V�0
Tableau 12
Classement selon UL 94 pour le polysulfone UDEL
Indice d’oxygène
L’indice d’oxygène est défini par la méthode ASTM D 2863 commela concentration minimale d’oxygène, exprimée en pourcentage devolume, dans un mélange d’oxygène et d’azote, qui supportera lacombustion avec flamme d’un matériau initialisé à températureambiante, dans les conditions de cette méthode.
L’air contenant habituellement environ 21 % d’oxygène, unmatériau dont l’indice d’oxygène est nettement supérieur à 21 estconsidéré comme incombustible car il ne brûlera que dans uneatmosphère enrichie en oxygène.
Le polysulfone UDEL est incombustible, comme l’indique la valeurde l’indice d’oxygène au tableau 13.
Température d’auto�inflammabilité
La température d’auto�inflammabilité d’un matériau est définiecomme la température ambiante la plus basse de l’air à laquelle,en absence d’une source d’ignition, les propriétésd’autoéchauffement de l’échantillon provoquent l’ignition, ou quel’ignition se produit d’elle�même, par une explosion, une flamme,ou l’incandescence prolongée. Cette propriété a été mesurée selonla méthode ASTM D1929.
La température de combustion spontanée du polysulfone UDELP�1700 est de 550 °C alors que celle du P�1720 est de 590 °C.
Point éclair
Le point éclair d’un matériau est défini comme la températureminimale à laquelle, dans des conditions d’essai spécifiées, desgaz suffisamment inflammables sont émis pour s’enflammerinstantanément dès l’application d’une petite veilleuse externe.
Le point éclair des polysulfones UDEL P�1700 et P�1720 est de490 °C.
Densité de fumée
Lorsqu’un matériau brûle, il génère de la fumée. La quantité et ladensité de la fumée sont importantes dans de nombreusesapplications.
La méthode ASTM E 662 propose une technique standardd’évaluation de la densité relative de la fumée. Cet essai estsouvent désigné, suivant le sigle du bureau américain des normes(National Bureau of Standards) qui l’a développé à l’origine,comme l’essai de densité de fumée NBS.
Les données du tableau 14 ont été générées dans le cadre desconditions d’inflammation. Un brûleur à six becs a été utilisé pourappliquer une ligne de petites flammes le long du bord inférieur del’échantillon. Un système photométrique dirigé verticalement sert àmesurer le coefficient de transmission de la lumière pendant quela fumée s’accumule. La densité optique spécifique (Ds) estcalculée à partir de la transmittance de la lumière. La densitéoptique maximale est appelée Dm.
Essai au fil incandescent
La capacité de supporter et de soutenir l’ignition des plastiquespeut être caractérisée par l’essai standardisé au fil incandescent.Cet essai simule les conditions présentes lorsqu’un conducteurdénudé transportant du courant entre en contact avec un matériauisolant, au cours d’une utilisation inappropriée ou avec une chargeexcessive. La méthode est indiquée dans IEC 695�2�1/VDE 0471partie 2�1 et ASTM D 6194.
L’appareil d’essai à fil incandescent consiste en une boucleconstituée d’une résistance chrome�nickel, un thermocouple et unsupport de maintien de l’échantillon.
Au cours de l’essai, on fait passer un courant à travers la boucleen chrome�nickel afin d’obtenir la température prédéterminée.L’échantillon est alors mis en contact avec le fil pendant 30secondes. L’essai a réussi si après le retrait, l’échantillon neprésente ni flamme ni incandescence, ou si, le cas échéant, laflamme s’éteint d’elle�même en 30 secondes. Les dommagessubis par les couches de matériau environnant doivent être réduitsau minimum.
Guide de conception du polysulfone UDEL® – 29 – Propriétés thermiques
Grade UDEL Indice d’oxygène, %
P�1700 26
P�1720 32
P�3500 30
GF�110 31
GF�120 31
GF�130 32
Tableau 13
Indices d’oxygène de la résine UDEL
Grade UDEL
Mesure P�1700 P�1720
Ds à 1,5 min 1 2
Dm à 4,0 min 65 16
Tableau 14
Densité de fumée du polysulfone UDEL
GradeUDEL
Épaisseur,in (mm)
Température d’inflammation,°F (°C)
GF�120 0,031 (0,8) 1607 (875)
GF�130 0,031 (0,8) 1607 (875)
Tableau 15
Résultats du fil incandescent pour le polysulfone renforcéverre
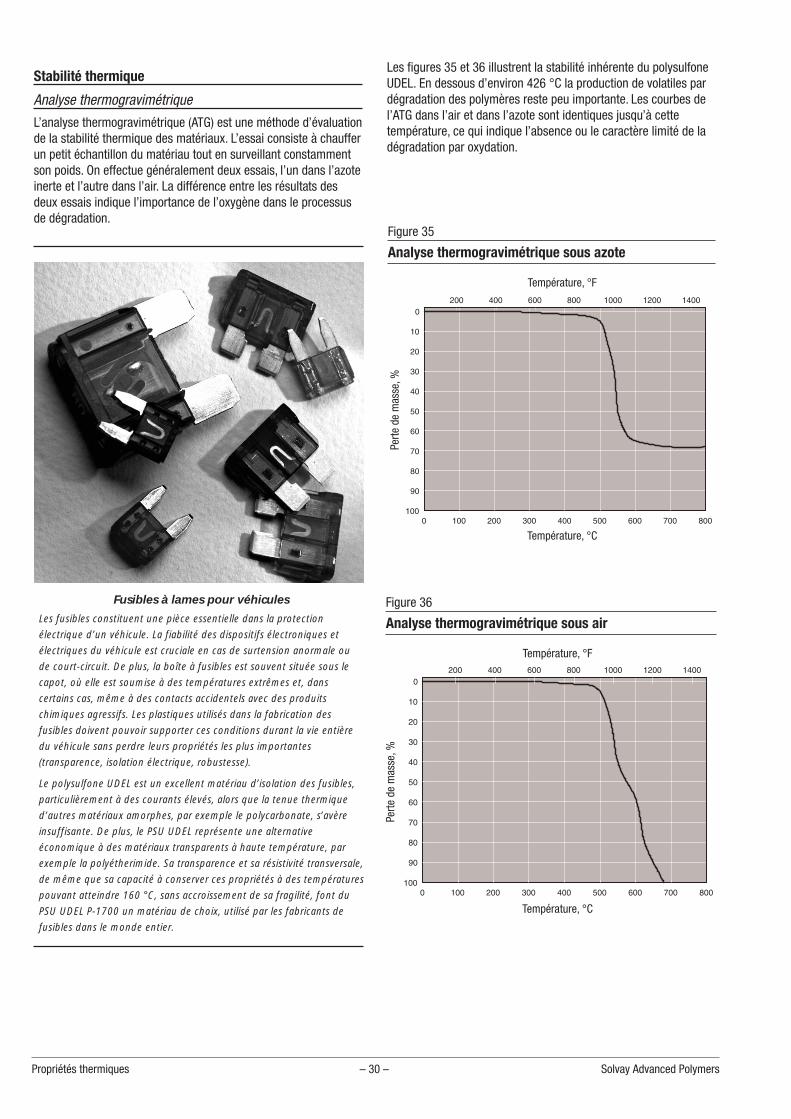
Stabilité thermique
Analyse thermogravimétrique
L’analyse thermogravimétrique (ATG) est une méthode d’évaluationde la stabilité thermique des matériaux. L’essai consiste à chaufferun petit échantillon du matériau tout en surveillant constammentson poids. On effectue généralement deux essais, l’un dans l’azoteinerte et l’autre dans l’air. La différence entre les résultats desdeux essais indique l’importance de l’oxygène dans le processusde dégradation.
Les figures 35 et 36 illustrent la stabilité inhérente du polysulfoneUDEL. En dessous d’environ 426 °C la production de volatiles pardégradation des polymères reste peu importante. Les courbes del’ATG dans l’air et dans l’azote sont identiques jusqu’à cettetempérature, ce qui indique l’absence ou le caractère limité de ladégradation par oxydation.
Propriétés thermiques – 30 – Solvay Advanced Polymers
Température, °F
Perte
dem
asse
,%
Température, °C
Figure 35
Analyse thermogravimétrique sous azote
Température, °F
Température, °C
Perte
dem
asse
,%
Figure 36
Analyse thermogravimétrique sous air
Fusibles à lames pour véhicules
Les fusibles constituent une pièce essentielle dans la protection
électrique d’un véhicule. La fiabilité des dispositifs électroniques et
électriques du véhicule est cruciale en cas de surtension anormale ou
de court-circuit. De plus, la boîte à fusibles est souvent située sous le
capot, où elle est soumise à des températures extrêmes et, dans
certains cas, même à des contacts accidentels avec des produits
chimiques agressifs. Les plastiques utilisés dans la fabrication des
fusibles doivent pouvoir supporter ces conditions durant la vie entière
du véhicule sans perdre leurs propriétés les plus importantes
(transparence, isolation électrique, robustesse).
Le polysulfone UDEL est un excellent matériau d’isolation des fusibles,
particulièrement à des courants élevés, alors que la tenue thermique
d’autres matériaux amorphes, par exemple le polycarbonate, s’avère
insuffisante. De plus, le PSU UDEL représente une alternative
économique à des matériaux transparents à haute température, par
exemple la polyétherimide. Sa transparence et sa résistivité transversale,
de même que sa capacité à conserver ces propriétés à des températures
pouvant atteindre 160 °C, sans accroissement de sa fragilité, font du
PSU UDEL P-1700 un matériau de choix, utilisé par les fabricants de
fusibles dans le monde entier.
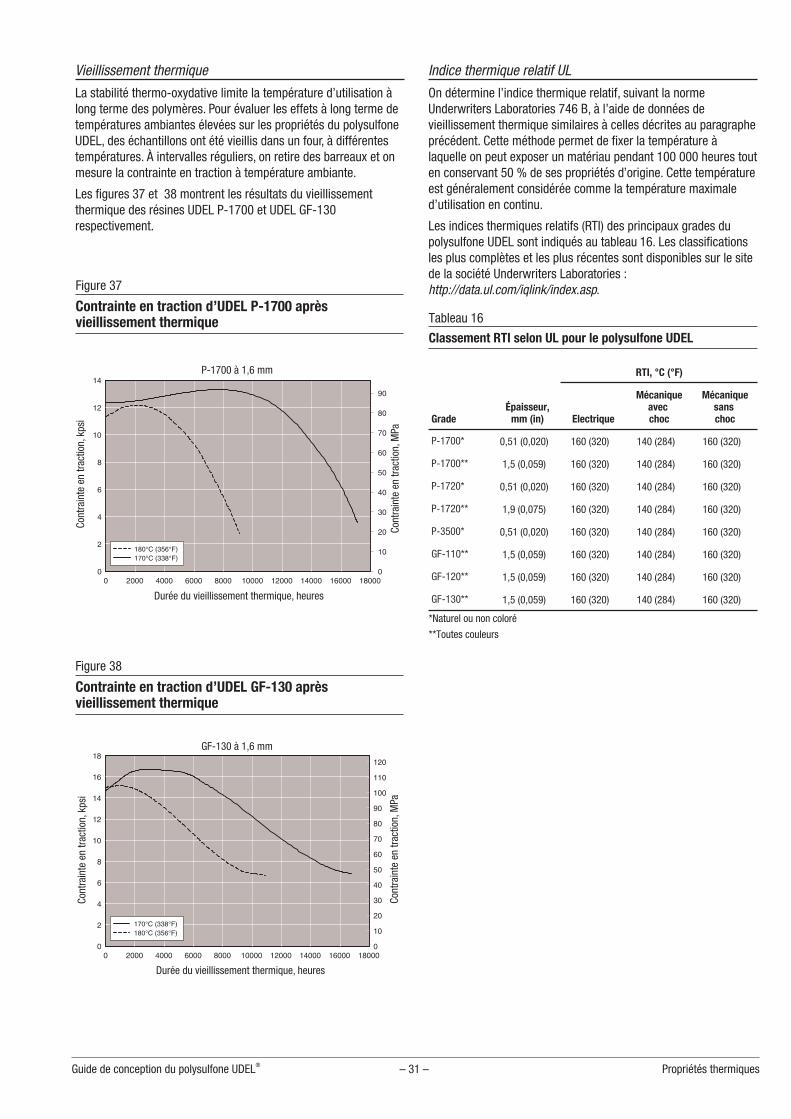
Vieillissement thermique
La stabilité thermo�oxydative limite la température d’utilisation àlong terme des polymères. Pour évaluer les effets à long terme detempératures ambiantes élevées sur les propriétés du polysulfoneUDEL, des échantillons ont été vieillis dans un four, à différentestempératures. À intervalles réguliers, on retire des barreaux et onmesure la contrainte en traction à température ambiante.
Les figures 37 et 38 montrent les résultats du vieillissementthermique des résines UDEL P�1700 et UDEL GF�130respectivement.
Indice thermique relatif UL
On détermine l’indice thermique relatif, suivant la normeUnderwriters Laboratories 746 B, à l’aide de données devieillissement thermique similaires à celles décrites au paragrapheprécédent. Cette méthode permet de fixer la température àlaquelle on peut exposer un matériau pendant 100 000 heures touten conservant 50 % de ses propriétés d’origine. Cette températureest généralement considérée comme la température maximaled’utilisation en continu.
Les indices thermiques relatifs (RTI) des principaux grades dupolysulfone UDEL sont indiqués au tableau 16. Les classificationsles plus complètes et les plus récentes sont disponibles sur le sitede la société Underwriters Laboratories :http://data.ul.com/iqlink/index.asp.
Guide de conception du polysulfone UDEL® – 31 – Propriétés thermiques
P�1700 à 1,6 mm
Cont
rain
teen
tract
ion,
MPa
Cont
rain
teen
tract
ion,
kpsi
Durée du vieillissement thermique, heures
Figure 37
Contrainte en traction d’UDEL P�1700 aprèsvieillissement thermique
Cont
rain
teen
tract
ion,
MPa
Cont
rain
teen
tract
ion,
kpsi
Durée du vieillissement thermique, heures
GF�130 à 1,6 mm
Figure 38
Contrainte en traction d’UDEL GF�130 aprèsvieillissement thermique
GradeÉpaisseur,
mm (in)
RTI, °C (°F)
Electrique
Mécaniqueavecchoc
Mécaniquesanschoc
P�1700* 0,51 (0,020) 160 (320) 140 (284) 160 (320)
P�1700** 1,5 (0,059) 160 (320) 140 (284) 160 (320)
P�1720* 0,51 (0,020) 160 (320) 140 (284) 160 (320)
P�1720** 1,9 (0,075) 160 (320) 140 (284) 160 (320)
P�3500* 0,51 (0,020) 160 (320) 140 (284) 160 (320)
GF�110** 1,5 (0,059) 160 (320) 140 (284) 160 (320)
GF�120** 1,5 (0,059) 160 (320) 140 (284) 160 (320)
GF�130** 1,5 (0,059) 160 (320) 140 (284) 160 (320)
*Naturel ou non coloré
**Toutes couleurs
Tableau 16
Classement RTI selon UL pour le polysulfone UDEL
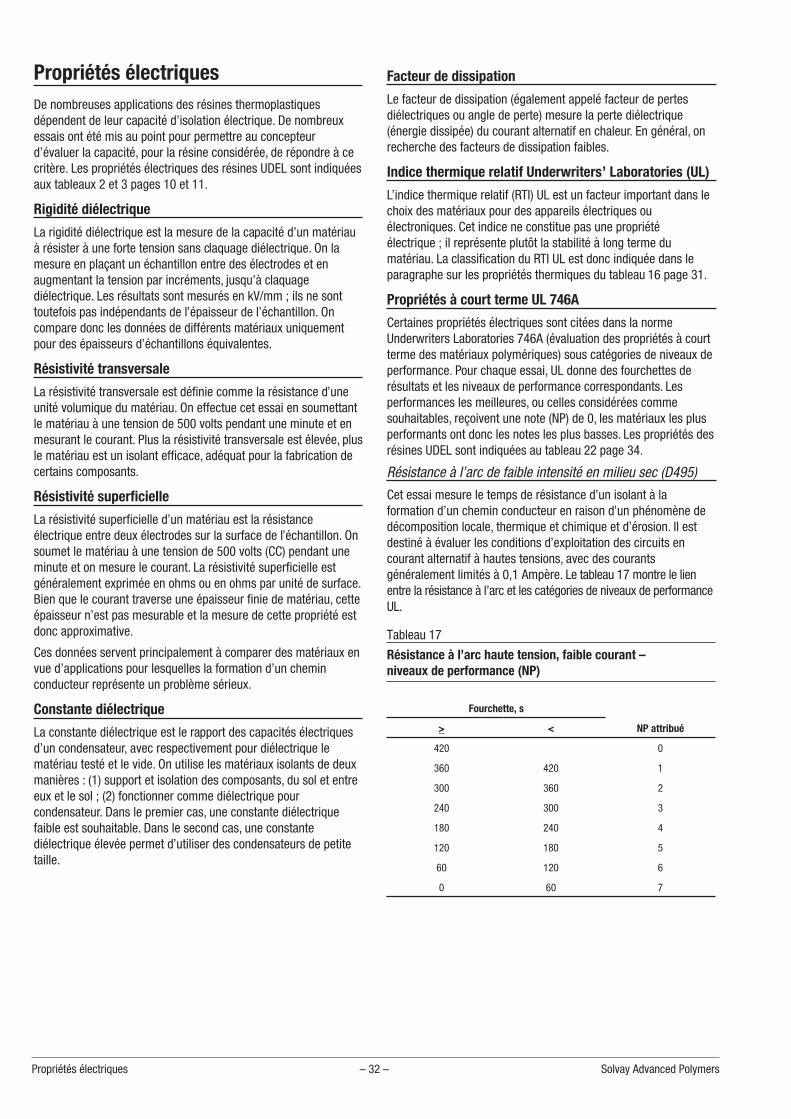
Propriétés électriquesDe nombreuses applications des résines thermoplastiquesdépendent de leur capacité d’isolation électrique. De nombreuxessais ont été mis au point pour permettre au concepteurd’évaluer la capacité, pour la résine considérée, de répondre à cecritère. Les propriétés électriques des résines UDEL sont indiquéesaux tableaux 2 et 3 pages 10 et 11.
Rigidité diélectrique
La rigidité diélectrique est la mesure de la capacité d’un matériauà résister à une forte tension sans claquage diélectrique. On lamesure en plaçant un échantillon entre des électrodes et enaugmentant la tension par incréments, jusqu’à claquagediélectrique. Les résultats sont mesurés en kV/mm ; ils ne sonttoutefois pas indépendants de l’épaisseur de l’échantillon. Oncompare donc les données de différents matériaux uniquementpour des épaisseurs d’échantillons équivalentes.
Résistivité transversale
La résistivité transversale est définie comme la résistance d’uneunité volumique du matériau. On effectue cet essai en soumettantle matériau à une tension de 500 volts pendant une minute et enmesurant le courant. Plus la résistivité transversale est élevée, plusle matériau est un isolant efficace, adéquat pour la fabrication decertains composants.
Résistivité superficielle
La résistivité superficielle d’un matériau est la résistanceélectrique entre deux électrodes sur la surface de l’échantillon. Onsoumet le matériau à une tension de 500 volts (CC) pendant uneminute et on mesure le courant. La résistivité superficielle estgénéralement exprimée en ohms ou en ohms par unité de surface.Bien que le courant traverse une épaisseur finie de matériau, cetteépaisseur n’est pas mesurable et la mesure de cette propriété estdonc approximative.
Ces données servent principalement à comparer des matériaux envue d’applications pour lesquelles la formation d’un cheminconducteur représente un problème sérieux.
Constante diélectrique
La constante diélectrique est le rapport des capacités électriquesd’un condensateur, avec respectivement pour diélectrique lematériau testé et le vide. On utilise les matériaux isolants de deuxmanières : (1) support et isolation des composants, du sol et entreeux et le sol ; (2) fonctionner comme diélectrique pourcondensateur. Dans le premier cas, une constante diélectriquefaible est souhaitable. Dans le second cas, une constantediélectrique élevée permet d’utiliser des condensateurs de petitetaille.
Facteur de dissipation
Le facteur de dissipation (également appelé facteur de pertesdiélectriques ou angle de perte) mesure la perte diélectrique(énergie dissipée) du courant alternatif en chaleur. En général, onrecherche des facteurs de dissipation faibles.
Indice thermique relatif Underwriters’ Laboratories (UL)
L’indice thermique relatif (RTI) UL est un facteur important dans lechoix des matériaux pour des appareils électriques ouélectroniques. Cet indice ne constitue pas une propriétéélectrique ; il représente plutôt la stabilité à long terme dumatériau. La classification du RTI UL est donc indiquée dans leparagraphe sur les propriétés thermiques du tableau 16 page 31.
Propriétés à court terme UL 746A
Certaines propriétés électriques sont citées dans la normeUnderwriters Laboratories 746A (évaluation des propriétés à courtterme des matériaux polymériques) sous catégories de niveaux deperformance. Pour chaque essai, UL donne des fourchettes derésultats et les niveaux de performance correspondants. Lesperformances les meilleures, ou celles considérées commesouhaitables, reçoivent une note (NP) de 0, les matériaux les plusperformants ont donc les notes les plus basses. Les propriétés desrésines UDEL sont indiquées au tableau 22 page 34.
Résistance à l’arc de faible intensité en milieu sec (D495)
Cet essai mesure le temps de résistance d’un isolant à laformation d’un chemin conducteur en raison d’un phénomène dedécomposition locale, thermique et chimique et d’érosion. Il estdestiné à évaluer les conditions d’exploitation des circuits encourant alternatif à hautes tensions, avec des courantsgénéralement limités à 0,1 Ampère. Le tableau 17 montre le lienentre la résistance à l’arc et les catégories de niveaux de performanceUL.
Propriétés électriques – 32 – Solvay Advanced Polymers
Fourchette, s
> < NP attribué
420 0
360 420 1
300 360 2
240 300 3
180 240 4
120 180 5
60 120 6
0 60 7
Tableau 17
Résistance à l’arc haute tension, faible courant –niveaux de performance (NP)
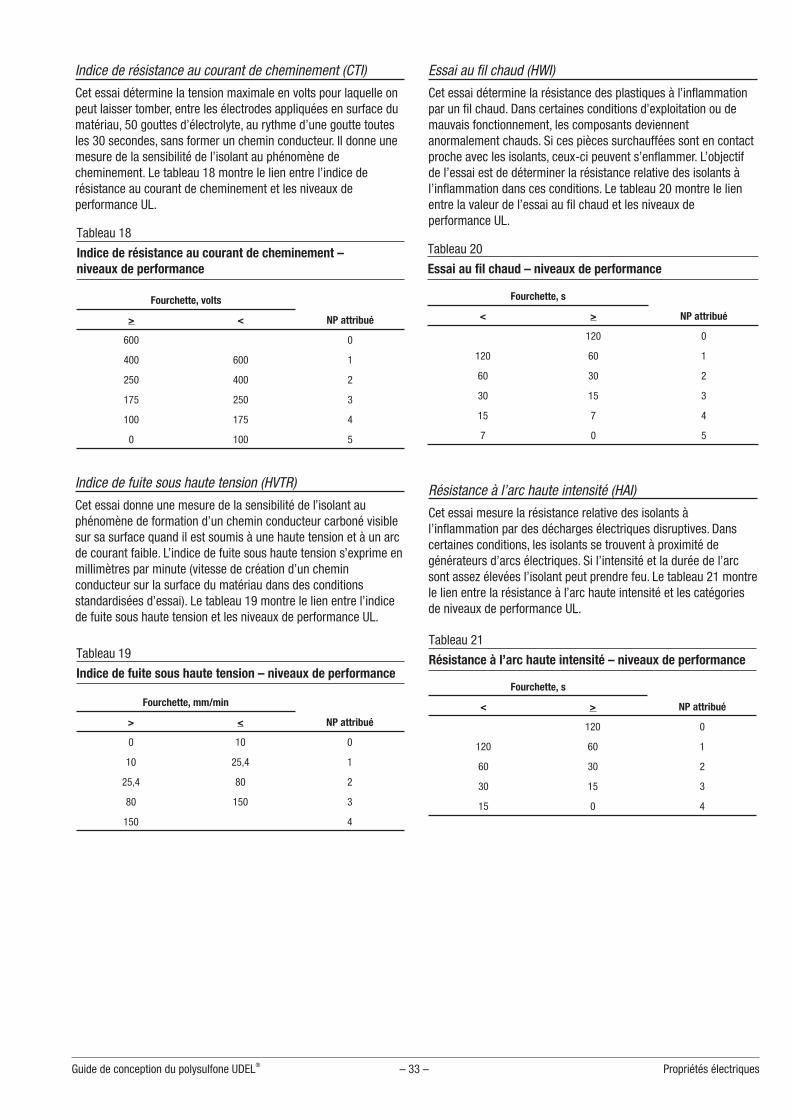
Indice de résistance au courant de cheminement (CTI)
Cet essai détermine la tension maximale en volts pour laquelle onpeut laisser tomber, entre les électrodes appliquées en surface dumatériau, 50 gouttes d’électrolyte, au rythme d’une goutte toutesles 30 secondes, sans former un chemin conducteur. Il donne unemesure de la sensibilité de l’isolant au phénomène decheminement. Le tableau 18 montre le lien entre l’indice derésistance au courant de cheminement et les niveaux deperformance UL.
Indice de fuite sous haute tension (HVTR)
Cet essai donne une mesure de la sensibilité de l’isolant auphénomène de formation d’un chemin conducteur carboné visiblesur sa surface quand il est soumis à une haute tension et à un arcde courant faible. L’indice de fuite sous haute tension s’exprime enmillimètres par minute (vitesse de création d’un cheminconducteur sur la surface du matériau dans des conditionsstandardisées d’essai). Le tableau 19 montre le lien entre l’indicede fuite sous haute tension et les niveaux de performance UL.
Essai au fil chaud (HWI)
Cet essai détermine la résistance des plastiques à l’inflammationpar un fil chaud. Dans certaines conditions d’exploitation ou demauvais fonctionnement, les composants deviennentanormalement chauds. Si ces pièces surchauffées sont en contactproche avec les isolants, ceux�ci peuvent s’enflammer. L’objectifde l’essai est de déterminer la résistance relative des isolants àl’inflammation dans ces conditions. Le tableau 20 montre le lienentre la valeur de l’essai au fil chaud et les niveaux deperformance UL.
Résistance à l’arc haute intensité (HAI)
Cet essai mesure la résistance relative des isolants àl’inflammation par des décharges électriques disruptives. Danscertaines conditions, les isolants se trouvent à proximité degénérateurs d’arcs électriques. Si l’intensité et la durée de l’arcsont assez élevées l’isolant peut prendre feu. Le tableau 21 montrele lien entre la résistance à l’arc haute intensité et les catégoriesde niveaux de performance UL.
Guide de conception du polysulfone UDEL® – 33 – Propriétés électriques
Fourchette, volts
> < NP attribué
600 0
400 600 1
250 400 2
175 250 3
100 175 4
0 100 5
Tableau 18
Indice de résistance au courant de cheminement –niveaux de performance
Fourchette, mm/min
> < NP attribué
0 10 0
10 25,4 1
25,4 80 2
80 150 3
150 4
Tableau 19
Indice de fuite sous haute tension – niveaux de performance
Fourchette, s
< > NP attribué
120 0
120 60 1
60 30 2
30 15 3
15 7 4
7 0 5
Tableau 20
Essai au fil chaud – niveaux de performance
Fourchette, s
< > NP attribué
120 0
120 60 1
60 30 2
30 15 3
15 0 4
Tableau 21
Résistance à l’arc haute intensité – niveaux de performance
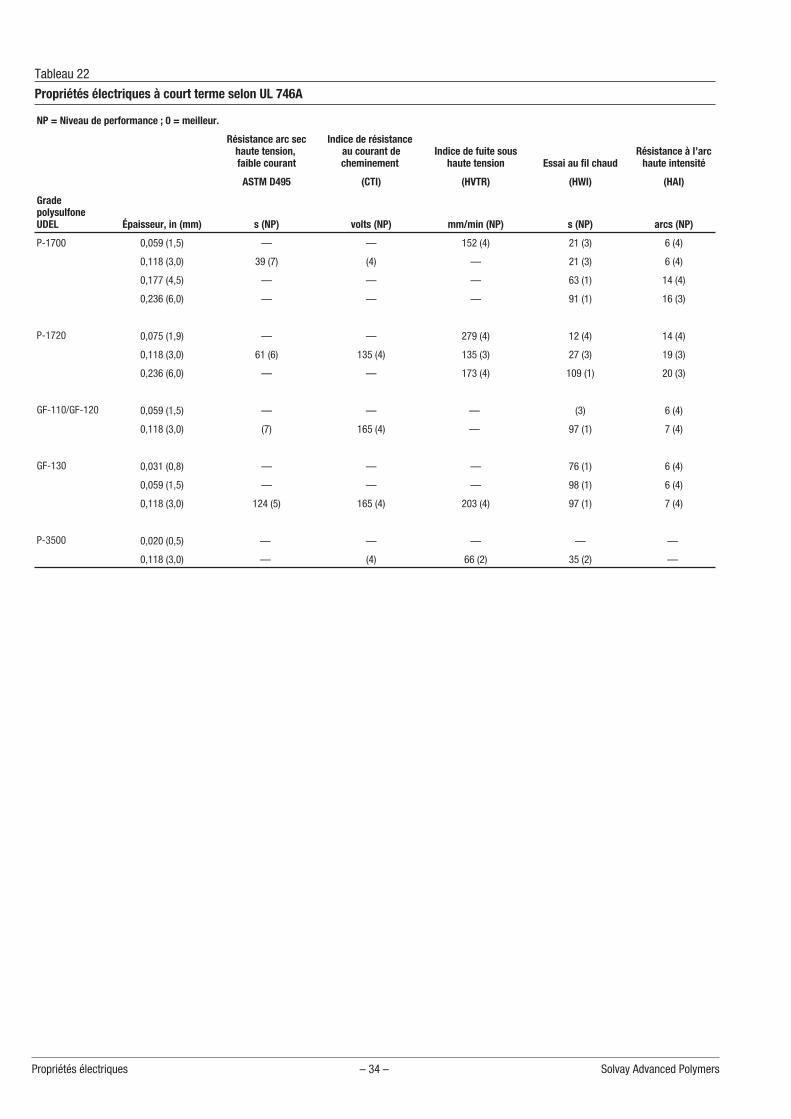
Propriétés électriques – 34 – Solvay Advanced Polymers
NP = Niveau de performance ; 0 = meilleur.
Résistance arc sechaute tension,faible courant
Indice de résistanceau courant decheminement
Indice de fuite soushaute tension Essai au fil chaud
Résistance à l’archaute intensité
ASTM D495 (CTI) (HVTR) (HWI) (HAI)
GradepolysulfoneUDEL Épaisseur, in (mm) s (NP) volts (NP) mm/min (NP) s (NP) arcs (NP)
P�1700 0,059 (1,5) — — 152 (4) 21 (3) 6 (4)
0,118 (3,0) 39 (7) (4) — 21 (3) 6 (4)
0,177 (4,5) — — — 63 (1) 14 (4)
0,236 (6,0) — — — 91 (1) 16 (3)
P�1720 0,075 (1,9) — — 279 (4) 12 (4) 14 (4)
0,118 (3,0) 61 (6) 135 (4) 135 (3) 27 (3) 19 (3)
0,236 (6,0) — — 173 (4) 109 (1) 20 (3)
GF�110/GF�120 0,059 (1,5) — — — (3) 6 (4)
0,118 (3,0) (7) 165 (4) — 97 (1) 7 (4)
GF�130 0,031 (0,8) — — — 76 (1) 6 (4)
0,059 (1,5) — — — 98 (1) 6 (4)
0,118 (3,0) 124 (5) 165 (4) 203 (4) 97 (1) 7 (4)
P�3500 0,020 (0,5) — — — — —
0,118 (3,0) — (4) 66 (2) 35 (2) —
Tableau 22
Propriétés électriques à court terme selon UL 746A
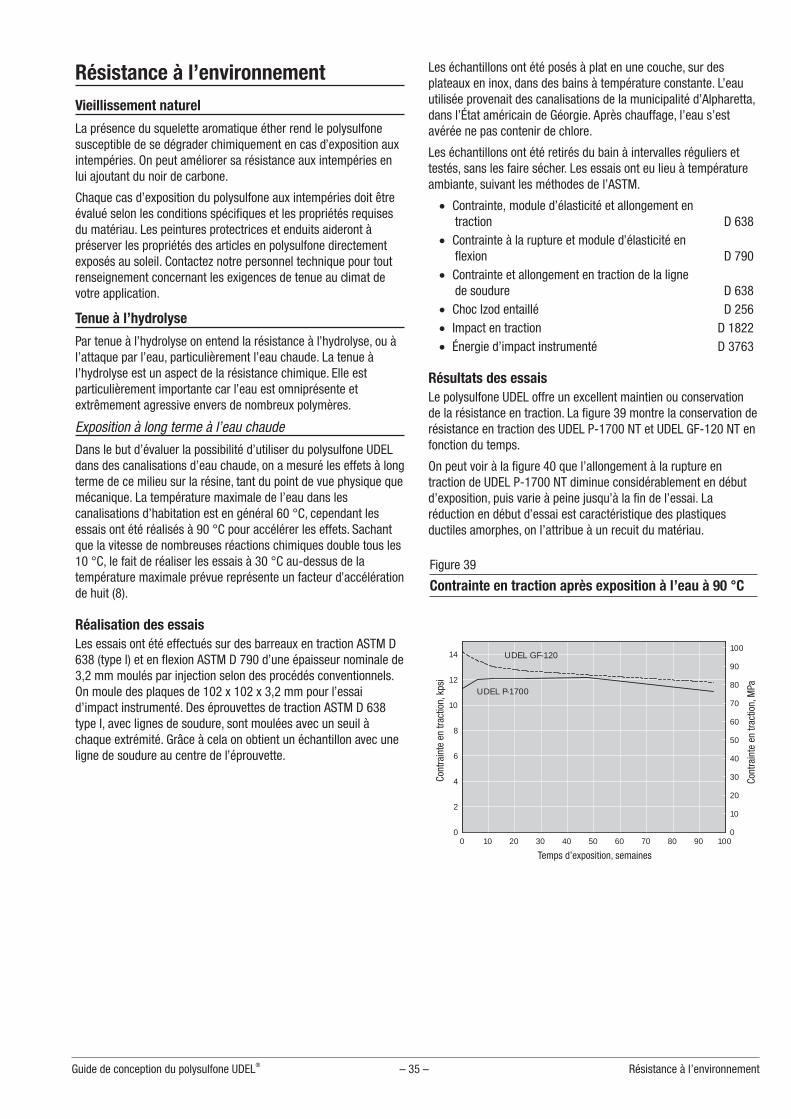
Résistance à l’environnementVieillissement naturel
La présence du squelette aromatique éther rend le polysulfonesusceptible de se dégrader chimiquement en cas d’exposition auxintempéries. On peut améliorer sa résistance aux intempéries enlui ajoutant du noir de carbone.
Chaque cas d’exposition du polysulfone aux intempéries doit êtreévalué selon les conditions spécifiques et les propriétés requisesdu matériau. Les peintures protectrices et enduits aideront àpréserver les propriétés des articles en polysulfone directementexposés au soleil. Contactez notre personnel technique pour toutrenseignement concernant les exigences de tenue au climat devotre application.
Tenue à l’hydrolyse
Par tenue à l’hydrolyse on entend la résistance à l’hydrolyse, ou àl’attaque par l’eau, particulièrement l’eau chaude. La tenue àl’hydrolyse est un aspect de la résistance chimique. Elle estparticulièrement importante car l’eau est omniprésente etextrêmement agressive envers de nombreux polymères.
Exposition à long terme à l’eau chaude
Dans le but d’évaluer la possibilité d’utiliser du polysulfone UDELdans des canalisations d’eau chaude, on a mesuré les effets à longterme de ce milieu sur la résine, tant du point de vue physique quemécanique. La température maximale de l’eau dans lescanalisations d’habitation est en général 60 °C, cependant lesessais ont été réalisés à 90 °C pour accélérer les effets. Sachantque la vitesse de nombreuses réactions chimiques double tous les10 °C, le fait de réaliser les essais à 30 °C au�dessus de latempérature maximale prévue représente un facteur d’accélérationde huit (8).
Réalisation des essaisLes essais ont été effectués sur des barreaux en traction ASTM D638 (type I) et en flexion ASTM D 790 d’une épaisseur nominale de3,2 mm moulés par injection selon des procédés conventionnels.On moule des plaques de 102 x 102 x 3,2 mm pour l’essaid’impact instrumenté. Des éprouvettes de traction ASTM D 638type I, avec lignes de soudure, sont moulées avec un seuil àchaque extrémité. Grâce à cela on obtient un échantillon avec uneligne de soudure au centre de l’éprouvette.
Les échantillons ont été posés à plat en une couche, sur desplateaux en inox, dans des bains à température constante. L’eauutilisée provenait des canalisations de la municipalité d’Alpharetta,dans l’État américain de Géorgie. Après chauffage, l’eau s’estavérée ne pas contenir de chlore.
Les échantillons ont été retirés du bain à intervalles réguliers ettestés, sans les faire sécher. Les essais ont eu lieu à températureambiante, suivant les méthodes de l’ASTM.
� Contrainte, module d’élasticité et allongement entraction D 638
� Contrainte à la rupture et module d’élasticité enflexion D 790
� Contrainte et allongement en traction de la lignede soudure D 638
� Choc Izod entaillé D 256� Impact en traction D 1822� Énergie d’impact instrumenté D 3763
Résultats des essaisLe polysulfone UDEL offre un excellent maintien ou conservationde la résistance en traction. La figure 39 montre la conservation derésistance en traction des UDEL P�1700 NT et UDEL GF�120 NT enfonction du temps.
On peut voir à la figure 40 que l’allongement à la rupture entraction de UDEL P�1700 NT diminue considérablement en débutd’exposition, puis varie à peine jusqu’à la fin de l’essai. Laréduction en début d’essai est caractéristique des plastiquesductiles amorphes, on l’attribue à un recuit du matériau.
Guide de conception du polysulfone UDEL® – 35 – Résistance à l’environnement
0 10 20 30 40 50 60 70 80 90 1000
2
4
6
8
10
12
14
0
10
20
30
40
50
60
70
80
90
100
UDEL P-1700
UDEL GF-120
Cont
rain
teen
tract
ion,
kpsi
Cont
rain
teen
tract
ion,
MPa
Temps d’exposition, semaines
Figure 39
Contrainte en traction après exposition à l’eau à 90 °C
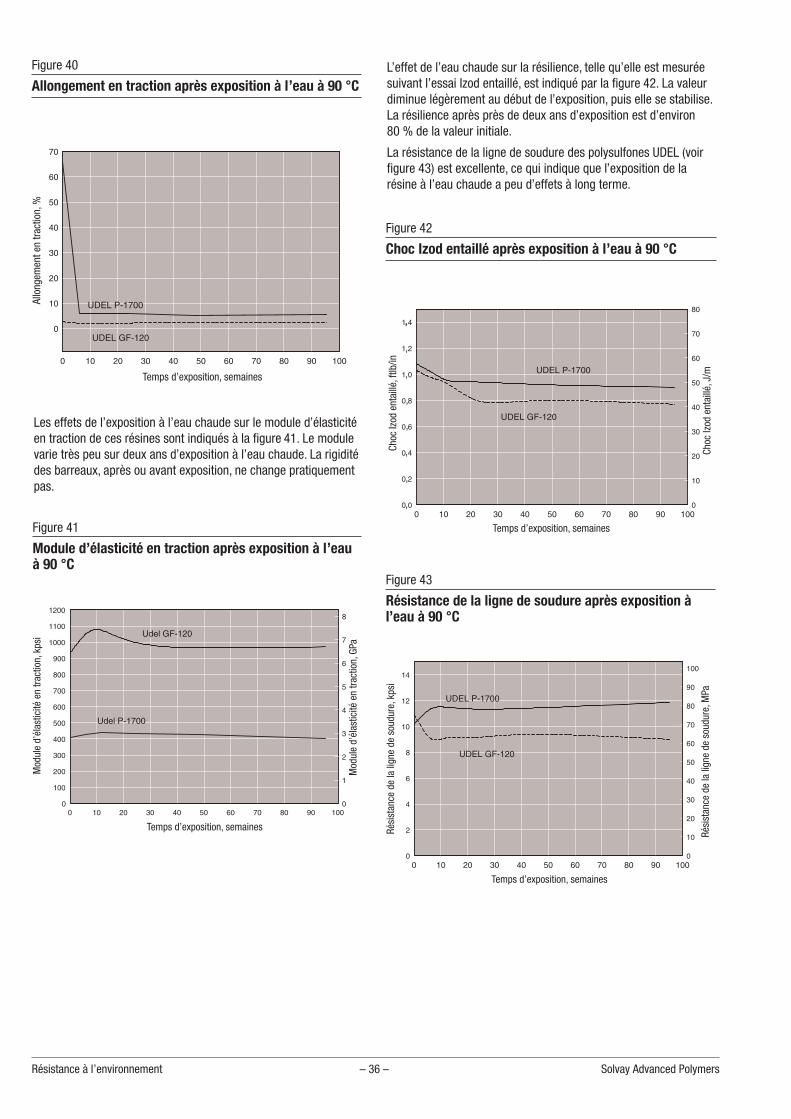
Les effets de l’exposition à l’eau chaude sur le module d’élasticitéen traction de ces résines sont indiqués à la figure 41. Le modulevarie très peu sur deux ans d’exposition à l’eau chaude. La rigiditédes barreaux, après ou avant exposition, ne change pratiquementpas.
L’effet de l’eau chaude sur la résilience, telle qu’elle est mesuréesuivant l’essai Izod entaillé, est indiqué par la figure 42. La valeurdiminue légèrement au début de l’exposition, puis elle se stabilise.La résilience après près de deux ans d’exposition est d’environ80 % de la valeur initiale.
La résistance de la ligne de soudure des polysulfones UDEL (voirfigure 43) est excellente, ce qui indique que l’exposition de larésine à l’eau chaude a peu d’effets à long terme.
Résistance à l’environnement – 36 – Solvay Advanced Polymers
Temps d’exposition, semaines
Allo
ngem
ente
ntra
ctio
n,%
Figure 40
Allongement en traction après exposition à l’eau à 90 °C
Rési
stan
cede
lalig
nede
soud
ure,
MPa
Temps d’exposition, semaines
Rési
stan
cede
lalig
nede
soud
ure,
kpsi
Figure 43
Résistance de la ligne de soudure après exposition àl’eau à 90 °C
Mod
ule
d’é l
astic
itéen
tract
ion,
kpsi
Temps d’exposition, semaines
Mod
ule
d’él
astic
itéen
tract
ion,
GPa
Figure 41
Module d’élasticité en traction après exposition à l’eauà 90 °C
Temps d’exposition, semaines
Choc
Izod
enta
illé,
J/m
Choc
Izod
enta
illé,
ftlb/
in
,
,
,
,
,
,
,
,
,
Figure 42
Choc Izod entaillé après exposition à l’eau à 90 °C
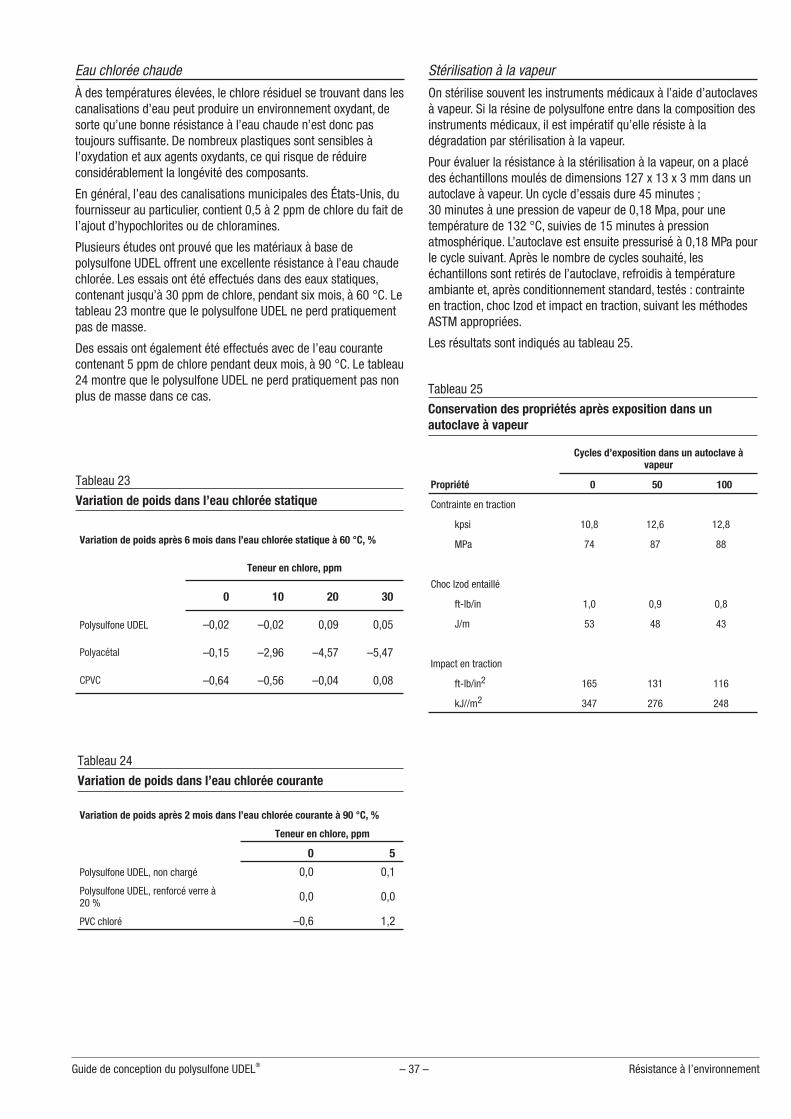
Eau chlorée chaude
À des températures élevées, le chlore résiduel se trouvant dans lescanalisations d’eau peut produire un environnement oxydant, desorte qu’une bonne résistance à l’eau chaude n’est donc pastoujours suffisante. De nombreux plastiques sont sensibles àl’oxydation et aux agents oxydants, ce qui risque de réduireconsidérablement la longévité des composants.
En général, l’eau des canalisations municipales des États�Unis, dufournisseur au particulier, contient 0,5 à 2 ppm de chlore du fait del’ajout d’hypochlorites ou de chloramines.
Plusieurs études ont prouvé que les matériaux à base depolysulfone UDEL offrent une excellente résistance à l’eau chaudechlorée. Les essais ont été effectués dans des eaux statiques,contenant jusqu’à 30 ppm de chlore, pendant six mois, à 60 °C. Letableau 23 montre que le polysulfone UDEL ne perd pratiquementpas de masse.
Des essais ont également été effectués avec de l’eau courantecontenant 5 ppm de chlore pendant deux mois, à 90 °C. Le tableau24 montre que le polysulfone UDEL ne perd pratiquement pas nonplus de masse dans ce cas.
Stérilisation à la vapeur
On stérilise souvent les instruments médicaux à l’aide d’autoclavesà vapeur. Si la résine de polysulfone entre dans la composition desinstruments médicaux, il est impératif qu’elle résiste à ladégradation par stérilisation à la vapeur.
Pour évaluer la résistance à la stérilisation à la vapeur, on a placédes échantillons moulés de dimensions 127 x 13 x 3 mm dans unautoclave à vapeur. Un cycle d’essais dure 45 minutes ;30 minutes à une pression de vapeur de 0,18 Mpa, pour unetempérature de 132 °C, suivies de 15 minutes à pressionatmosphérique. L’autoclave est ensuite pressurisé à 0,18 MPa pourle cycle suivant. Après le nombre de cycles souhaité, leséchantillons sont retirés de l’autoclave, refroidis à températureambiante et, après conditionnement standard, testés : contrainteen traction, choc Izod et impact en traction, suivant les méthodesASTM appropriées.
Les résultats sont indiqués au tableau 25.
Guide de conception du polysulfone UDEL® – 37 – Résistance à l’environnement
Variation de poids après 6 mois dans l’eau chlorée statique à 60 °C, %
Teneur en chlore, ppm
0 10 20 30
Polysulfone UDEL –0,02 –0,02 0,09 0,05
Polyacétal –0,15 –2,96 –4,57 –5,47
CPVC –0,64 –0,56 –0,04 0,08
Tableau 23
Variation de poids dans l’eau chlorée statique
Variation de poids après 2 mois dans l’eau chlorée courante à 90 °C, %
Teneur en chlore, ppm
0 5
Polysulfone UDEL, non chargé 0,0 0,1
Polysulfone UDEL, renforcé verre à20 % 0,0 0,0
PVC chloré –0,6 1,2
Tableau 24
Variation de poids dans l’eau chlorée courante
Cycles d’exposition dans un autoclave àvapeur
Propriété 0 50 100
Contrainte en traction
kpsi 10,8 12,6 12,8
MPa 74 87 88
Choc Izod entaillé
ft�lb/in 1,0 0,9 0,8
J/m 53 48 43
Impact en traction
ft�lb/in2 165 131 116
kJ//m2 347 276 248
Tableau 25
Conservation des propriétés après exposition dans unautoclave à vapeur
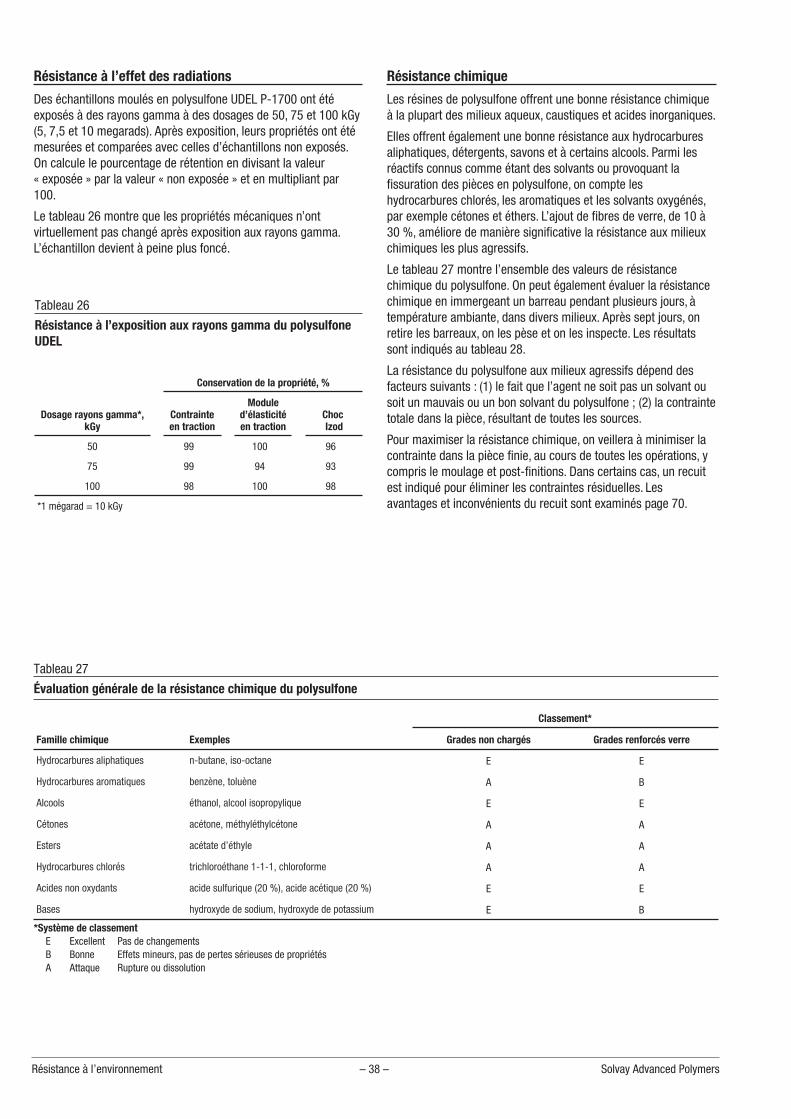
Résistance à l’effet des radiations
Des échantillons moulés en polysulfone UDEL P�1700 ont étéexposés à des rayons gamma à des dosages de 50, 75 et 100 kGy(5, 7,5 et 10 megarads). Après exposition, leurs propriétés ont étémesurées et comparées avec celles d’échantillons non exposés.On calcule le pourcentage de rétention en divisant la valeur« exposée » par la valeur « non exposée » et en multipliant par100.
Le tableau 26 montre que les propriétés mécaniques n’ontvirtuellement pas changé après exposition aux rayons gamma.L’échantillon devient à peine plus foncé.
Résistance chimique
Les résines de polysulfone offrent une bonne résistance chimiqueà la plupart des milieux aqueux, caustiques et acides inorganiques.
Elles offrent également une bonne résistance aux hydrocarburesaliphatiques, détergents, savons et à certains alcools. Parmi lesréactifs connus comme étant des solvants ou provoquant lafissuration des pièces en polysulfone, on compte leshydrocarbures chlorés, les aromatiques et les solvants oxygénés,par exemple cétones et éthers. L’ajout de fibres de verre, de 10 à30 %, améliore de manière significative la résistance aux milieuxchimiques les plus agressifs.
Le tableau 27 montre l’ensemble des valeurs de résistancechimique du polysulfone. On peut également évaluer la résistancechimique en immergeant un barreau pendant plusieurs jours, àtempérature ambiante, dans divers milieux. Après sept jours, onretire les barreaux, on les pèse et on les inspecte. Les résultatssont indiqués au tableau 28.
La résistance du polysulfone aux milieux agressifs dépend desfacteurs suivants : (1) le fait que l’agent ne soit pas un solvant ousoit un mauvais ou un bon solvant du polysulfone ; (2) la contraintetotale dans la pièce, résultant de toutes les sources.
Pour maximiser la résistance chimique, on veillera à minimiser lacontrainte dans la pièce finie, au cours de toutes les opérations, ycompris le moulage et post�finitions. Dans certains cas, un recuitest indiqué pour éliminer les contraintes résiduelles. Lesavantages et inconvénients du recuit sont examinés page 70.
Résistance à l’environnement – 38 – Solvay Advanced Polymers
Dosage rayons gamma*,kGy
Conservation de la propriété, %
Contrainteen traction
Moduled’élasticitéen traction
ChocIzod
50 99 100 96
75 99 94 93
100 98 100 98
*1 mégarad = 10 kGy
Tableau 26
Résistance à l’exposition aux rayons gamma du polysulfoneUDEL
Famille chimique Exemples
Classement*
Grades non chargés Grades renforcés verre
Hydrocarbures aliphatiques n�butane, iso�octane E E
Hydrocarbures aromatiques benzène, toluène A B
Alcools éthanol, alcool isopropylique E E
Cétones acétone, méthyléthylcétone A A
Esters acétate d’éthyle A A
Hydrocarbures chlorés trichloroéthane 1�1�1, chloroforme A A
Acides non oxydants acide sulfurique (20 %), acide acétique (20 %) E E
Bases hydroxyde de sodium, hydroxyde de potassium E B
*Système de classementE Excellent Pas de changementsB Bonne Effets mineurs, pas de pertes sérieuses de propriétésA Attaque Rupture ou dissolution
Tableau 27
Évaluation générale de la résistance chimique du polysulfone
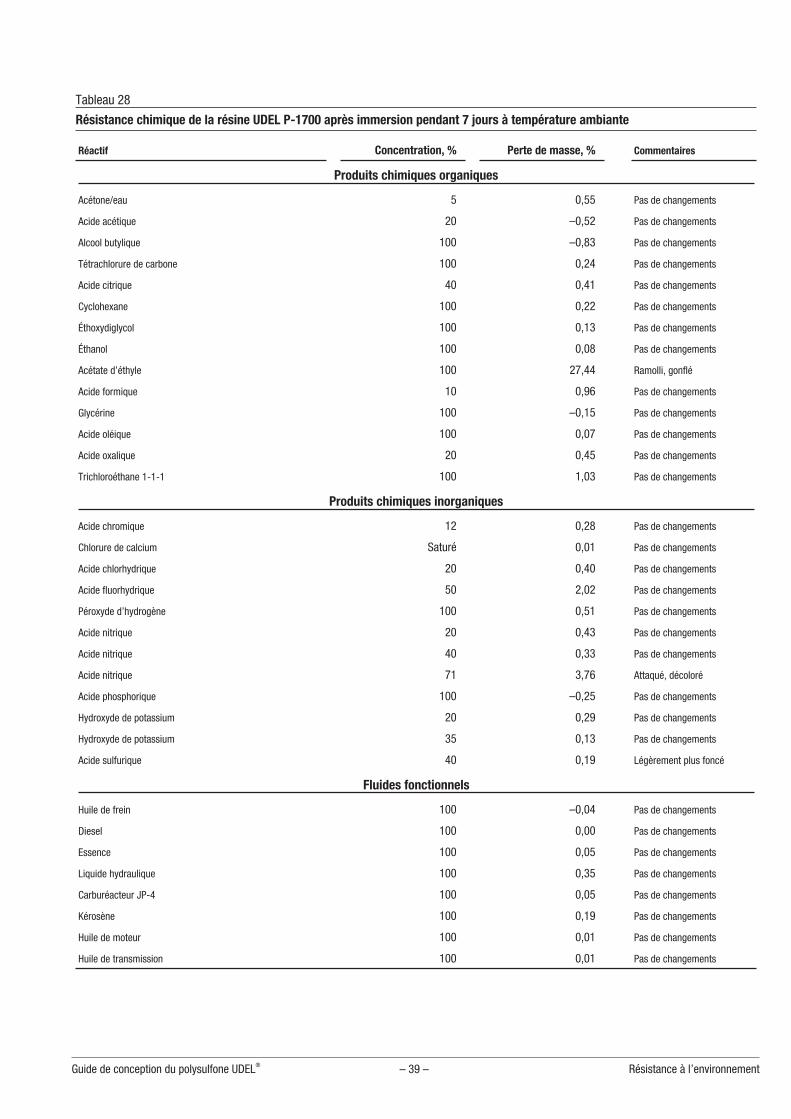
Guide de conception du polysulfone UDEL® – 39 – Résistance à l’environnement
Réactif Concentration, % Perte de masse, % Commentaires
Produits chimiques organiques
Acétone/eau 5 0,55 Pas de changements
Acide acétique 20 –0,52 Pas de changements
Alcool butylique 100 –0,83 Pas de changements
Tétrachlorure de carbone 100 0,24 Pas de changements
Acide citrique 40 0,41 Pas de changements
Cyclohexane 100 0,22 Pas de changements
Éthoxydiglycol 100 0,13 Pas de changements
Éthanol 100 0,08 Pas de changements
Acétate d’éthyle 100 27,44 Ramolli, gonflé
Acide formique 10 0,96 Pas de changements
Glycérine 100 –0,15 Pas de changements
Acide oléique 100 0,07 Pas de changements
Acide oxalique 20 0,45 Pas de changements
Trichloroéthane 1�1�1 100 1,03 Pas de changements
Produits chimiques inorganiques
Acide chromique 12 0,28 Pas de changements
Chlorure de calcium Saturé 0,01 Pas de changements
Acide chlorhydrique 20 0,40 Pas de changements
Acide fluorhydrique 50 2,02 Pas de changements
Péroxyde d’hydrogène 100 0,51 Pas de changements
Acide nitrique 20 0,43 Pas de changements
Acide nitrique 40 0,33 Pas de changements
Acide nitrique 71 3,76 Attaqué, décoloré
Acide phosphorique 100 –0,25 Pas de changements
Hydroxyde de potassium 20 0,29 Pas de changements
Hydroxyde de potassium 35 0,13 Pas de changements
Acide sulfurique 40 0,19 Légèrement plus foncé
Fluides fonctionnels
Huile de frein 100 –0,04 Pas de changements
Diesel 100 0,00 Pas de changements
Essence 100 0,05 Pas de changements
Liquide hydraulique 100 0,35 Pas de changements
Carburéacteur JP�4 100 0,05 Pas de changements
Kérosène 100 0,19 Pas de changements
Huile de moteur 100 0,01 Pas de changements
Huile de transmission 100 0,01 Pas de changements
Tableau 28
Résistance chimique de la résine UDEL P�1700 après immersion pendant 7 jours à température ambiante
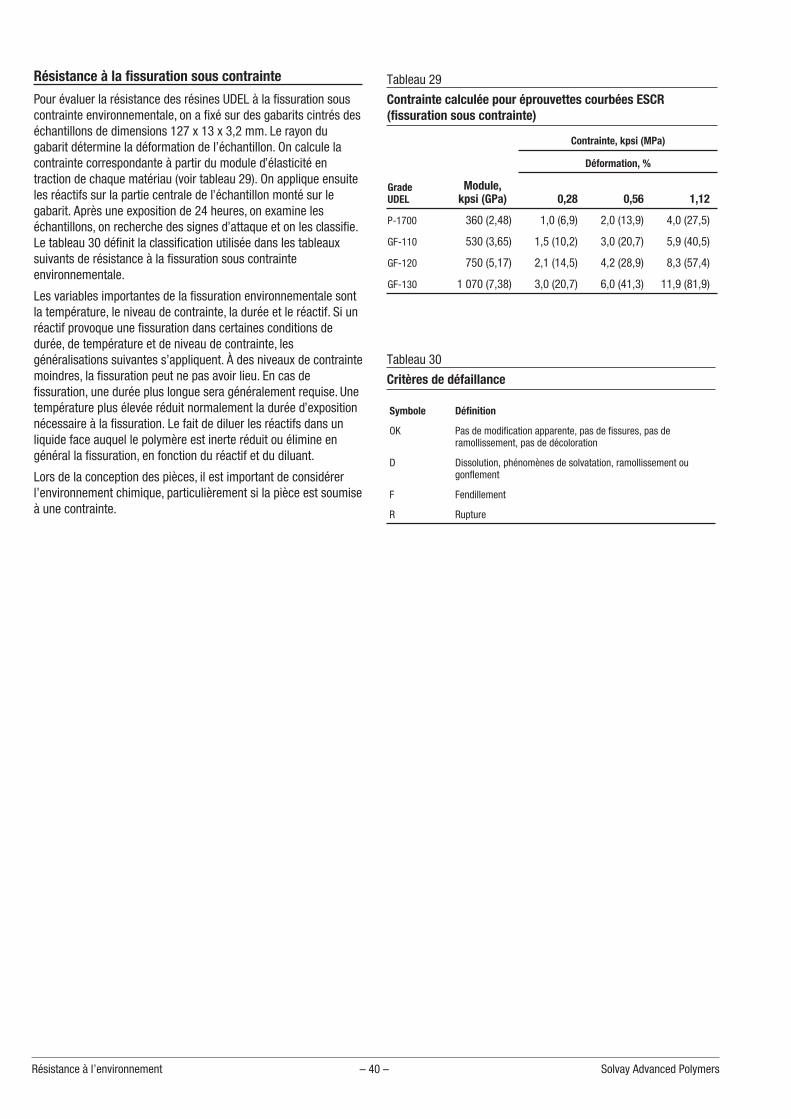
Résistance à la fissuration sous contrainte
Pour évaluer la résistance des résines UDEL à la fissuration souscontrainte environnementale, on a fixé sur des gabarits cintrés deséchantillons de dimensions 127 x 13 x 3,2 mm. Le rayon dugabarit détermine la déformation de l’échantillon. On calcule lacontrainte correspondante à partir du module d’élasticité entraction de chaque matériau (voir tableau 29). On applique ensuiteles réactifs sur la partie centrale de l’échantillon monté sur legabarit. Après une exposition de 24 heures, on examine leséchantillons, on recherche des signes d’attaque et on les classifie.Le tableau 30 définit la classification utilisée dans les tableauxsuivants de résistance à la fissuration sous contrainteenvironnementale.
Les variables importantes de la fissuration environnementale sontla température, le niveau de contrainte, la durée et le réactif. Si unréactif provoque une fissuration dans certaines conditions dedurée, de température et de niveau de contrainte, lesgénéralisations suivantes s’appliquent. À des niveaux de contraintemoindres, la fissuration peut ne pas avoir lieu. En cas defissuration, une durée plus longue sera généralement requise. Unetempérature plus élevée réduit normalement la durée d’expositionnécessaire à la fissuration. Le fait de diluer les réactifs dans unliquide face auquel le polymère est inerte réduit ou élimine engénéral la fissuration, en fonction du réactif et du diluant.
Lors de la conception des pièces, il est important de considérerl’environnement chimique, particulièrement si la pièce est soumiseà une contrainte.
Résistance à l’environnement – 40 – Solvay Advanced Polymers
Contrainte, kpsi (MPa)
Déformation, %
GradeUDEL
Module,kpsi (GPa) 0,28 0,56 1,12
P�1700 360 (2,48) 1,0 (6,9) 2,0 (13,9) 4,0 (27,5)
GF�110 530 (3,65) 1,5 (10,2) 3,0 (20,7) 5,9 (40,5)
GF�120 750 (5,17) 2,1 (14,5) 4,2 (28,9) 8,3 (57,4)
GF�130 1 070 (7,38) 3,0 (20,7) 6,0 (41,3) 11,9 (81,9)
Tableau 29
Contrainte calculée pour éprouvettes courbées ESCR(fissuration sous contrainte)
Symbole Définition
OK Pas de modification apparente, pas de fissures, pas deramollissement, pas de décoloration
D Dissolution, phénomènes de solvatation, ramollissement ougonflement
F Fendillement
R Rupture
Tableau 30
Critères de défaillance
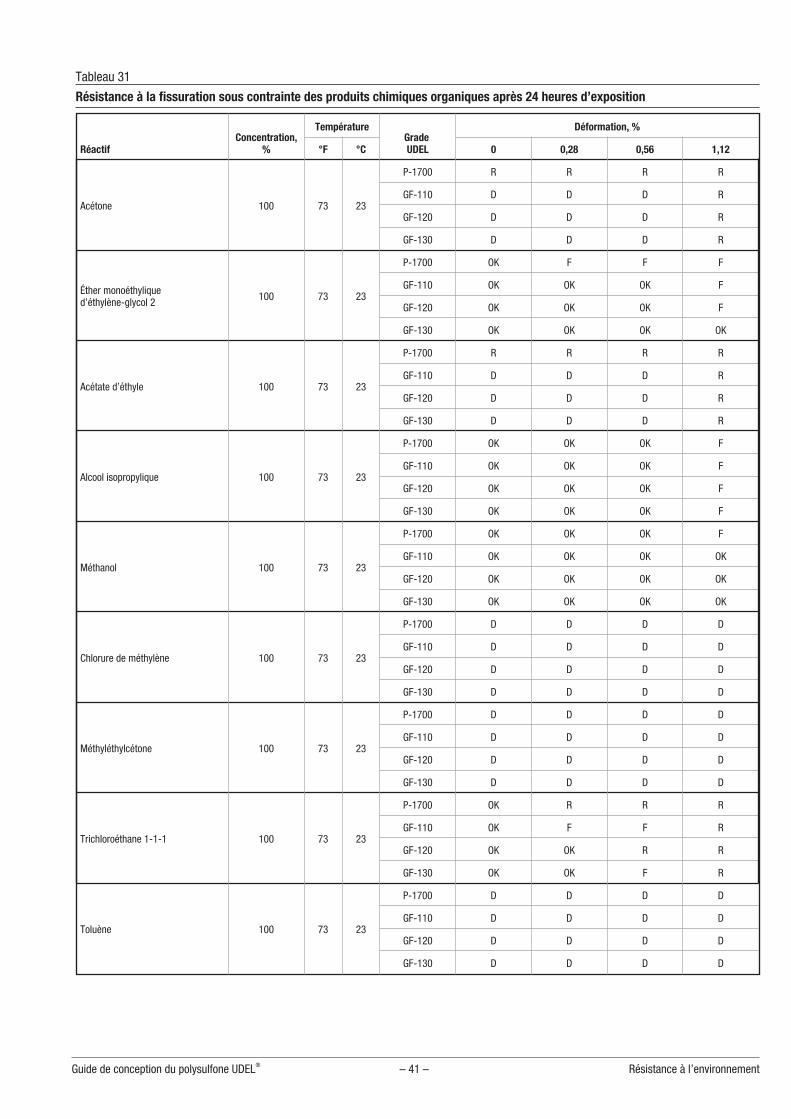
Produits chimiques organiques
Guide de conception du polysulfone UDEL® – 41 – Résistance à l’environnement
RéactifConcentration,
%
TempératureGradeUDEL
Déformation, %
°F °C 0 0,28 0,56 1,12
Acétone 100 73 23
P�1700 R R R R
GF�110 D D D R
GF�120 D D D R
GF�130 D D D R
Éther monoéthyliqued’éthylène�glycol 2 100 73 23
P�1700 OK F F F
GF�110 OK OK OK F
GF�120 OK OK OK F
GF�130 OK OK OK OK
Acétate d’éthyle 100 73 23
P�1700 R R R R
GF�110 D D D R
GF�120 D D D R
GF�130 D D D R
Alcool isopropylique 100 73 23
P�1700 OK OK OK F
GF�110 OK OK OK F
GF�120 OK OK OK F
GF�130 OK OK OK F
Méthanol 100 73 23
P�1700 OK OK OK F
GF�110 OK OK OK OK
GF�120 OK OK OK OK
GF�130 OK OK OK OK
Chlorure de méthylène 100 73 23
P�1700 D D D D
GF�110 D D D D
GF�120 D D D D
GF�130 D D D D
Méthyléthylcétone 100 73 23
P�1700 D D D D
GF�110 D D D D
GF�120 D D D D
GF�130 D D D D
Trichloroéthane 1�1�1 100 73 23
P�1700 OK R R R
GF�110 OK F F R
GF�120 OK OK R R
GF�130 OK OK F R
Toluène 100 73 23
P�1700 D D D D
GF�110 D D D D
GF�120 D D D D
GF�130 D D D D
Tableau 31
Résistance à la fissuration sous contrainte des produits chimiques organiques après 24 heures d’exposition
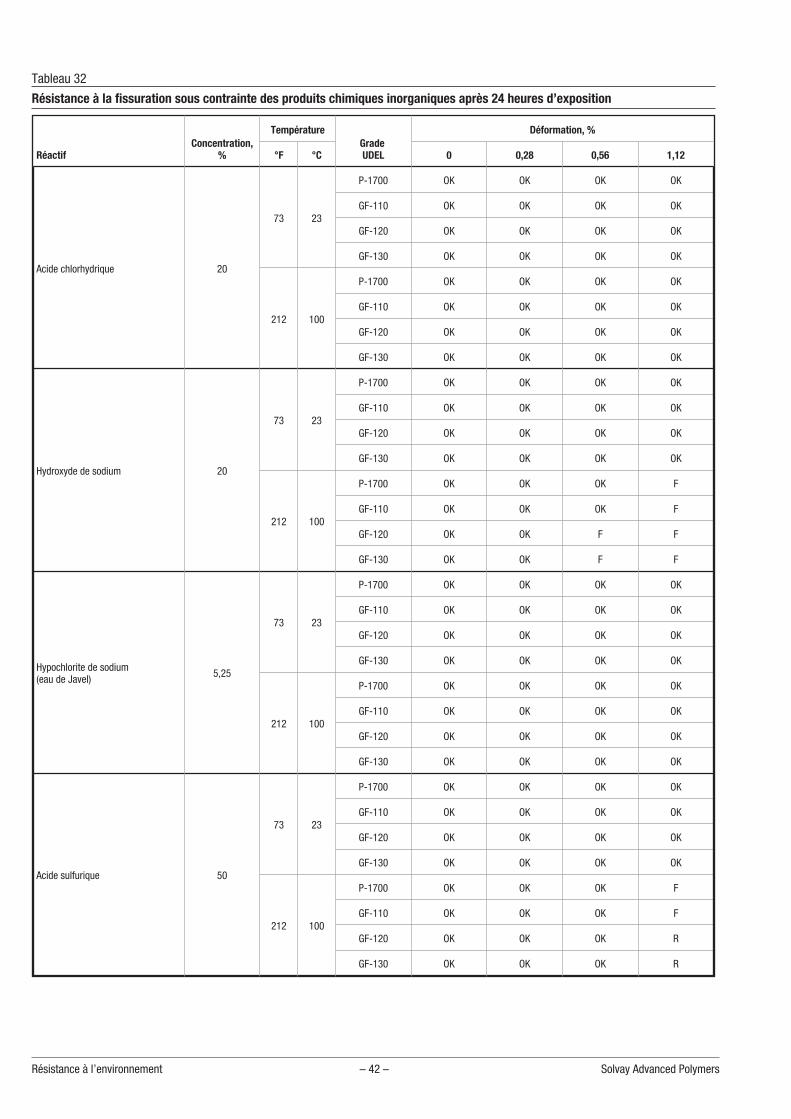
Produits chimiques inorganiques
Résistance à l’environnement – 42 – Solvay Advanced Polymers
RéactifConcentration,
%
TempératureGradeUDEL
Déformation, %
°F °C 0 0,28 0,56 1,12
Acide chlorhydrique 20
73 23
P�1700 OK OK OK OK
GF�110 OK OK OK OK
GF�120 OK OK OK OK
GF�130 OK OK OK OK
212 100
P�1700 OK OK OK OK
GF�110 OK OK OK OK
GF�120 OK OK OK OK
GF�130 OK OK OK OK
Hydroxyde de sodium 20
73 23
P�1700 OK OK OK OK
GF�110 OK OK OK OK
GF�120 OK OK OK OK
GF�130 OK OK OK OK
212 100
P�1700 OK OK OK F
GF�110 OK OK OK F
GF�120 OK OK F F
GF�130 OK OK F F
Hypochlorite de sodium(eau de Javel) 5,25
73 23
P�1700 OK OK OK OK
GF�110 OK OK OK OK
GF�120 OK OK OK OK
GF�130 OK OK OK OK
212 100
P�1700 OK OK OK OK
GF�110 OK OK OK OK
GF�120 OK OK OK OK
GF�130 OK OK OK OK
Acide sulfurique 50
73 23
P�1700 OK OK OK OK
GF�110 OK OK OK OK
GF�120 OK OK OK OK
GF�130 OK OK OK OK
212 100
P�1700 OK OK OK F
GF�110 OK OK OK F
GF�120 OK OK OK R
GF�130 OK OK OK R
Tableau 32
Résistance à la fissuration sous contrainte des produits chimiques inorganiques après 24 heures d’exposition
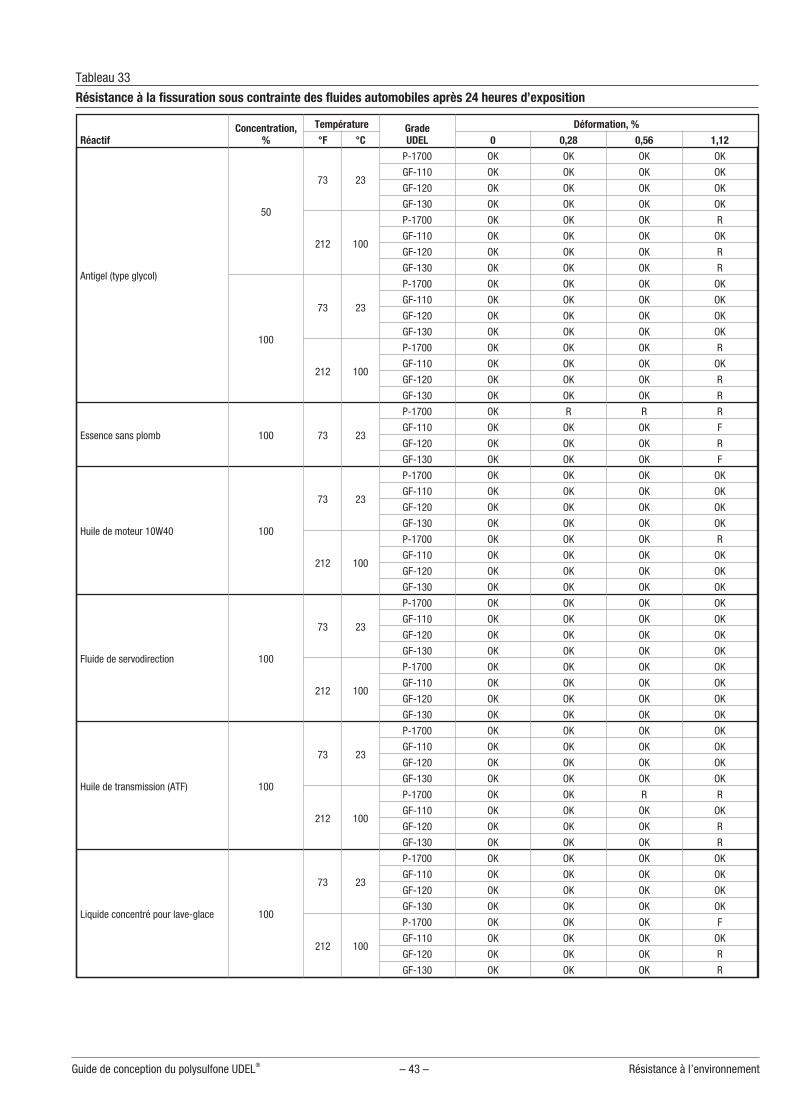
Fluid
es automobiless
Guide de conception du polysulfone UDEL® – 43 – Résistance à l’environnement
RéactifConcentration,
%
Température GradeUDEL
Déformation, %
°F °C 0 0,28 0,56 1,12
Antigel (type glycol)
50
73 23
P�1700 OK OK OK OK
GF�110 OK OK OK OK
GF�120 OK OK OK OK
GF�130 OK OK OK OK
212 100
P�1700 OK OK OK R
GF�110 OK OK OK OK
GF�120 OK OK OK R
GF�130 OK OK OK R
100
73 23
P�1700 OK OK OK OK
GF�110 OK OK OK OK
GF�120 OK OK OK OK
GF�130 OK OK OK OK
212 100
P�1700 OK OK OK R
GF�110 OK OK OK OK
GF�120 OK OK OK R
GF�130 OK OK OK R
Essence sans plomb 100 73 23
P�1700 OK R R R
GF�110 OK OK OK F
GF�120 OK OK OK R
GF�130 OK OK OK F
Huile de moteur 10W40 100
73 23
P�1700 OK OK OK OK
GF�110 OK OK OK OK
GF�120 OK OK OK OK
GF�130 OK OK OK OK
212 100
P�1700 OK OK OK R
GF�110 OK OK OK OK
GF�120 OK OK OK OK
GF�130 OK OK OK OK
Fluide de servodirection 100
73 23
P�1700 OK OK OK OK
GF�110 OK OK OK OK
GF�120 OK OK OK OK
GF�130 OK OK OK OK
212 100
P�1700 OK OK OK OK
GF�110 OK OK OK OK
GF�120 OK OK OK OK
GF�130 OK OK OK OK
Huile de transmission (ATF) 100
73 23
P�1700 OK OK OK OK
GF�110 OK OK OK OK
GF�120 OK OK OK OK
GF�130 OK OK OK OK
212 100
P�1700 OK OK R R
GF�110 OK OK OK OK
GF�120 OK OK OK R
GF�130 OK OK OK R
Liquide concentré pour lave�glace 100
73 23
P�1700 OK OK OK OK
GF�110 OK OK OK OK
GF�120 OK OK OK OK
GF�130 OK OK OK OK
212 100
P�1700 OK OK OK F
GF�110 OK OK OK OK
GF�120 OK OK OK R
GF�130 OK OK OK R
Tableau 33
Résistance à la fissuration sous contrainte des fluides automobiles après 24 heures d’exposition
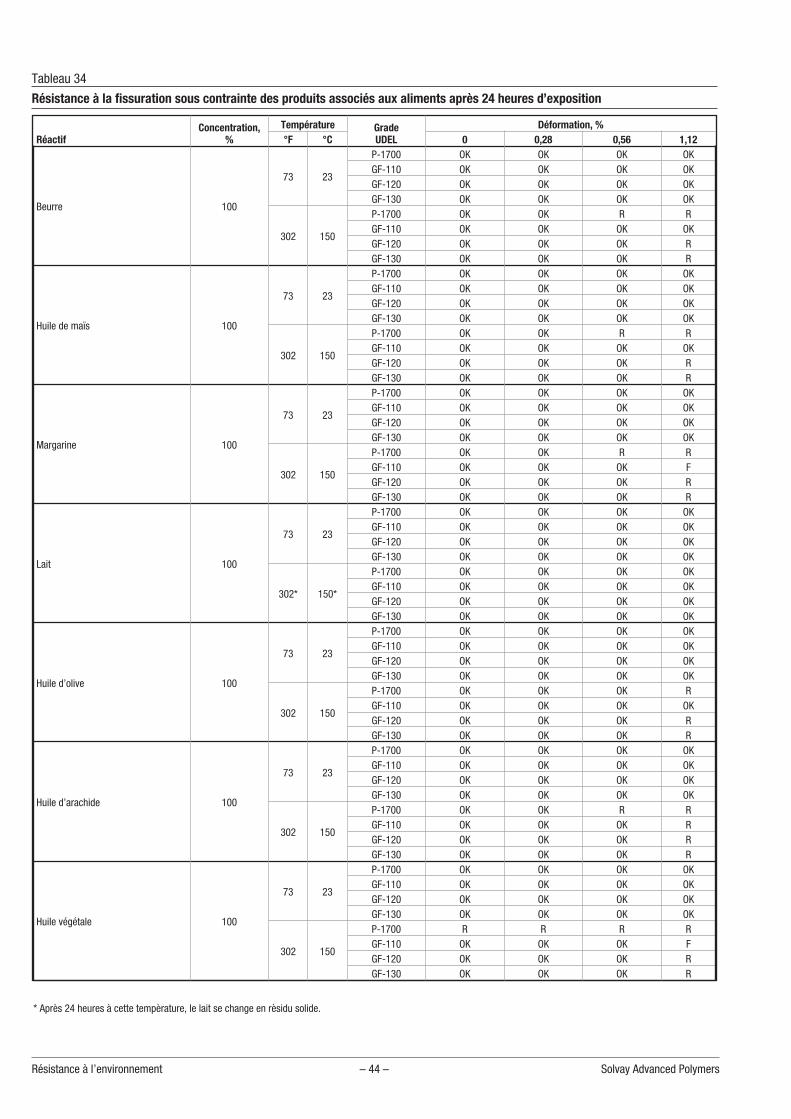
Aliments et produits associés
Résistance à l’environnement – 44 – Solvay Advanced Polymers
RéactifConcentration,
%Température Grade
UDELDéformation, %
°F °C 0 0,28 0,56 1,12
Beurre 100
73 23
P�1700 OK OK OK OKGF�110 OK OK OK OKGF�120 OK OK OK OKGF�130 OK OK OK OK
302 150
P�1700 OK OK R RGF�110 OK OK OK OKGF�120 OK OK OK RGF�130 OK OK OK R
Huile de maïs 100
73 23
P�1700 OK OK OK OKGF�110 OK OK OK OKGF�120 OK OK OK OKGF�130 OK OK OK OK
302 150
P�1700 OK OK R RGF�110 OK OK OK OKGF�120 OK OK OK RGF�130 OK OK OK R
Margarine 100
73 23
P�1700 OK OK OK OKGF�110 OK OK OK OKGF�120 OK OK OK OKGF�130 OK OK OK OK
302 150
P�1700 OK OK R RGF�110 OK OK OK FGF�120 OK OK OK RGF�130 OK OK OK R
Lait 100
73 23
P�1700 OK OK OK OKGF�110 OK OK OK OKGF�120 OK OK OK OKGF�130 OK OK OK OK
302* 150*
P�1700 OK OK OK OKGF�110 OK OK OK OKGF�120 OK OK OK OKGF�130 OK OK OK OK
Huile d’olive 100
73 23
P�1700 OK OK OK OKGF�110 OK OK OK OKGF�120 OK OK OK OKGF�130 OK OK OK OK
302 150
P�1700 OK OK OK RGF�110 OK OK OK OKGF�120 OK OK OK RGF�130 OK OK OK R
Huile d’arachide 100
73 23
P�1700 OK OK OK OKGF�110 OK OK OK OKGF�120 OK OK OK OKGF�130 OK OK OK OK
302 150
P�1700 OK OK R RGF�110 OK OK OK RGF�120 OK OK OK RGF�130 OK OK OK R
Huile végétale 100
73 23
P�1700 OK OK OK OKGF�110 OK OK OK OKGF�120 OK OK OK OKGF�130 OK OK OK OK
302 150
P�1700 R R R RGF�110 OK OK OK FGF�120 OK OK OK RGF�130 OK OK OK R
Tableau 34
Résistance à la fissuration sous contrainte des produits associés aux aliments après 24 heures d’exposition
* Après 24 heures à cette tempèrature, le lait se change en rèsidu solide.
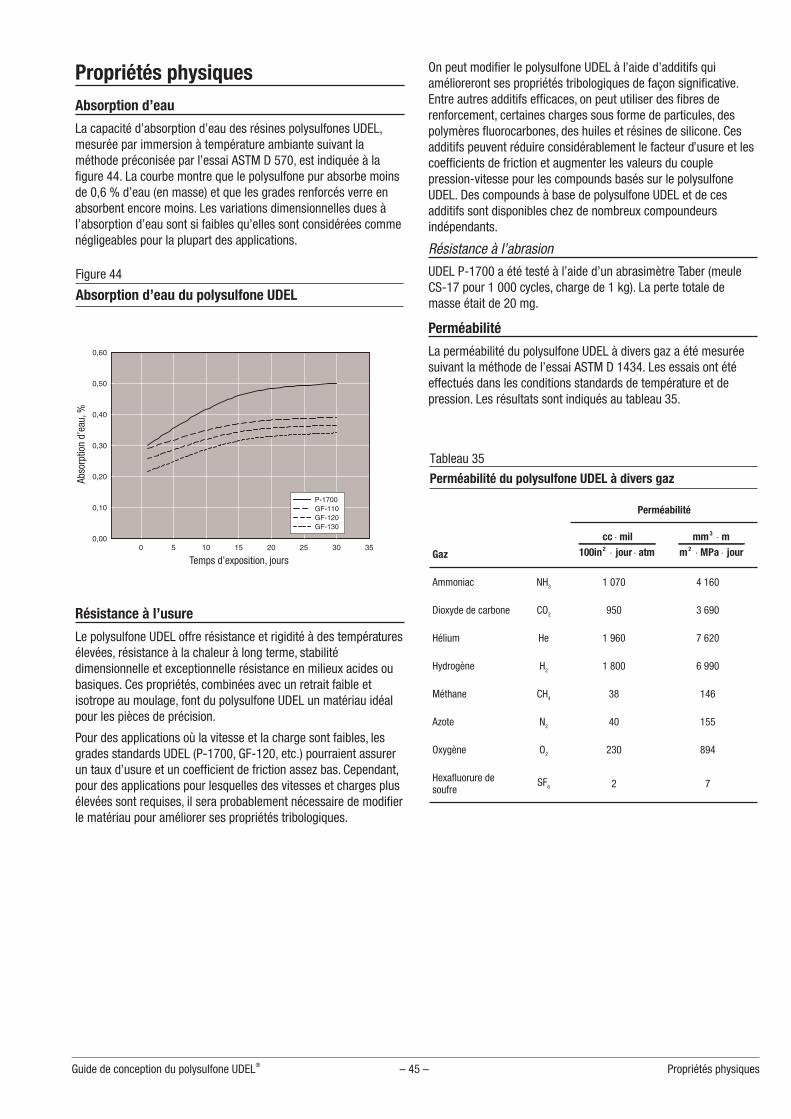
Propriétés physiquesAbsorption d’eau
La capacité d’absorption d’eau des résines polysulfones UDEL,mesurée par immersion à température ambiante suivant laméthode préconisée par l’essai ASTM D 570, est indiquée à lafigure 44. La courbe montre que le polysulfone pur absorbe moinsde 0,6 % d’eau (en masse) et que les grades renforcés verre enabsorbent encore moins. Les variations dimensionnelles dues àl’absorption d’eau sont si faibles qu’elles sont considérées commenégligeables pour la plupart des applications.
Résistance à l’usure
Le polysulfone UDEL offre résistance et rigidité à des températuresélevées, résistance à la chaleur à long terme, stabilitédimensionnelle et exceptionnelle résistance en milieux acides oubasiques. Ces propriétés, combinées avec un retrait faible etisotrope au moulage, font du polysulfone UDEL un matériau idéalpour les pièces de précision.
Pour des applications où la vitesse et la charge sont faibles, lesgrades standards UDEL (P�1700, GF�120, etc.) pourraient assurerun taux d’usure et un coefficient de friction assez bas. Cependant,pour des applications pour lesquelles des vitesses et charges plusélevées sont requises, il sera probablement nécessaire de modifierle matériau pour améliorer ses propriétés tribologiques.
On peut modifier le polysulfone UDEL à l’aide d’additifs quiamélioreront ses propriétés tribologiques de façon significative.Entre autres additifs efficaces, on peut utiliser des fibres derenforcement, certaines charges sous forme de particules, despolymères fluorocarbones, des huiles et résines de silicone. Cesadditifs peuvent réduire considérablement le facteur d’usure et lescoefficients de friction et augmenter les valeurs du couplepression�vitesse pour les compounds basés sur le polysulfoneUDEL. Des compounds à base de polysulfone UDEL et de cesadditifs sont disponibles chez de nombreux compoundeursindépendants.
Résistance à l’abrasion
UDEL P�1700 a été testé à l’aide d’un abrasimètre Taber (meuleCS�17 pour 1 000 cycles, charge de 1 kg). La perte totale demasse était de 20 mg.
Perméabilité
La perméabilité du polysulfone UDEL à divers gaz a été mesuréesuivant la méthode de l’essai ASTM D 1434. Les essais ont étéeffectués dans les conditions standards de température et depression. Les résultats sont indiqués au tableau 35.
Guide de conception du polysulfone UDEL® – 45 – Propriétés physiques
0 5 10 15 20 25 30 350,00
0,10
0,20
0,30
0,40
0,50
0,60
P-1700GF-110GF-120GF-130
Abso
rptio
nd’
eau,
%
Temps d’exposition, jours
Figure 44
Absorption d’eau du polysulfone UDEL
Perméabilité
Gaz
cc mil100in jour atm2
�
� �
mm mm MPa jour
3
2
�
� �
Ammoniac NH3 1 070 4 160
Dioxyde de carbone CO2 950 3 690
Hélium He 1 960 7 620
Hydrogène H2 1 800 6 990
Méthane CH4 38 146
Azote N2 40 155
Oxygène O2 230 894
Hexafluorure desoufre
SF6 2 7
Tableau 35
Perméabilité du polysulfone UDEL à divers gaz
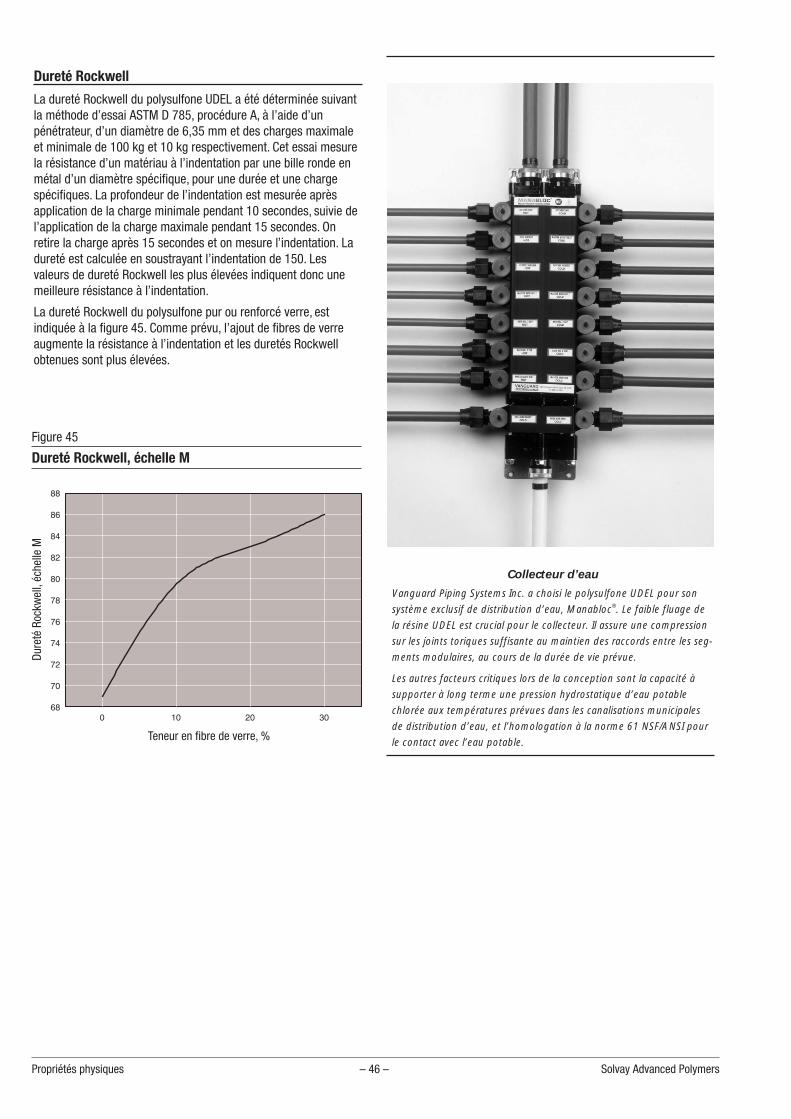
Dureté Rockwell
La dureté Rockwell du polysulfone UDEL a été déterminée suivantla méthode d’essai ASTM D 785, procédure A, à l’aide d’unpénétrateur, d’un diamètre de 6,35 mm et des charges maximaleet minimale de 100 kg et 10 kg respectivement. Cet essai mesurela résistance d’un matériau à l’indentation par une bille ronde enmétal d’un diamètre spécifique, pour une durée et une chargespécifiques. La profondeur de l’indentation est mesurée aprèsapplication de la charge minimale pendant 10 secondes, suivie del’application de la charge maximale pendant 15 secondes. Onretire la charge après 15 secondes et on mesure l’indentation. Ladureté est calculée en soustrayant l’indentation de 150. Lesvaleurs de dureté Rockwell les plus élevées indiquent donc unemeilleure résistance à l’indentation.
La dureté Rockwell du polysulfone pur ou renforcé verre, estindiquée à la figure 45. Comme prévu, l’ajout de fibres de verreaugmente la résistance à l’indentation et les duretés Rockwellobtenues sont plus élevées.
Propriétés physiques – 46 – Solvay Advanced Polymers
Dure
téRo
ckw
ell,
éche
lleM
Teneur en fibre de verre, %
Figure 45
Dureté Rockwell, échelle M
Collecteur d’eau
Vanguard Piping Systems Inc. a choisi le polysulfone UDEL pour son
système exclusif de distribution d’eau, Manabloc®. Le faible fluage de
la résine UDEL est crucial pour le collecteur. Il assure une compression
sur les joints toriques suffisante au maintien des raccords entre les seg-
ments modulaires, au cours de la durée de vie prévue.
Les autres facteurs critiques lors de la conception sont la capacité à
supporter à long terme une pression hydrostatique d’eau potable
chlorée aux températures prévues dans les canalisations municipales
de distribution d’eau, et l’homologation à la norme 61 NSF/ANSI pour
le contact avec l’eau potable.
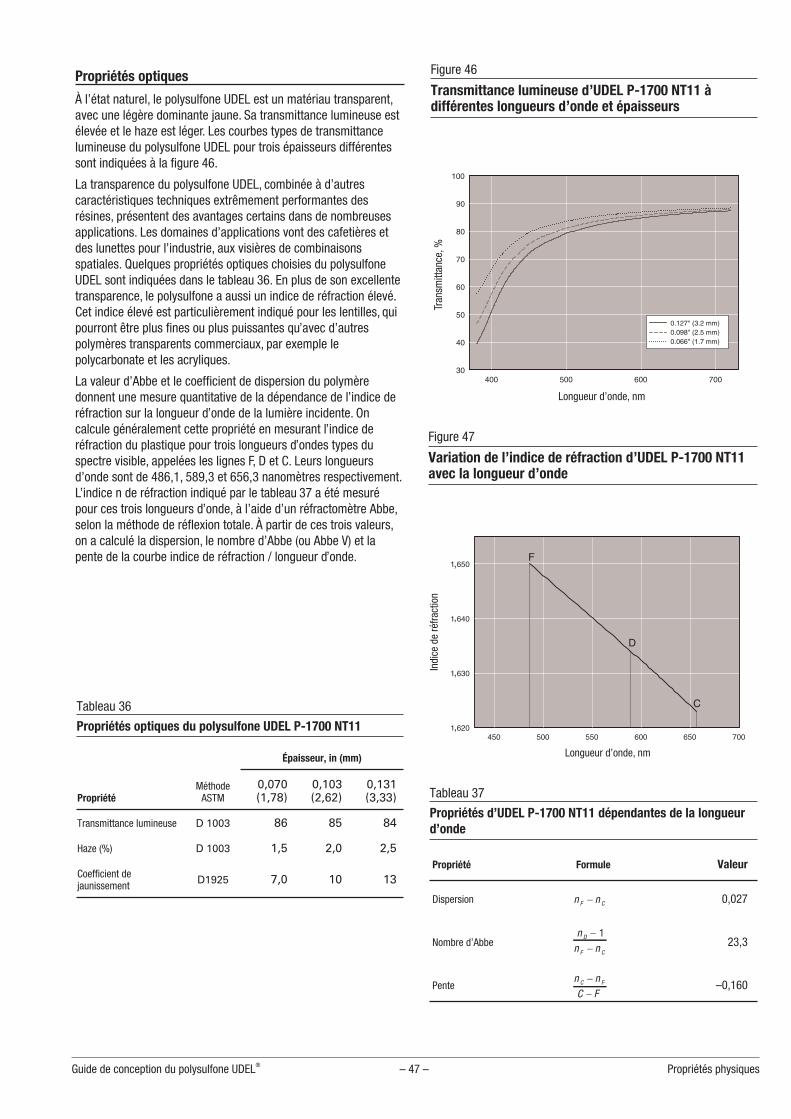
Propriétés optiques
À l’état naturel, le polysulfone UDEL est un matériau transparent,avec une légère dominante jaune. Sa transmittance lumineuse estélevée et le haze est léger. Les courbes types de transmittancelumineuse du polysulfone UDEL pour trois épaisseurs différentessont indiquées à la figure 46.
La transparence du polysulfone UDEL, combinée à d’autrescaractéristiques techniques extrêmement performantes desrésines, présentent des avantages certains dans de nombreusesapplications. Les domaines d’applications vont des cafetières etdes lunettes pour l’industrie, aux visières de combinaisonsspatiales. Quelques propriétés optiques choisies du polysulfoneUDEL sont indiquées dans le tableau 36. En plus de son excellentetransparence, le polysulfone a aussi un indice de réfraction élevé.Cet indice élevé est particulièrement indiqué pour les lentilles, quipourront être plus fines ou plus puissantes qu’avec d’autrespolymères transparents commerciaux, par exemple lepolycarbonate et les acryliques.
La valeur d’Abbe et le coefficient de dispersion du polymèredonnent une mesure quantitative de la dépendance de l’indice deréfraction sur la longueur d’onde de la lumière incidente. Oncalcule généralement cette propriété en mesurant l’indice deréfraction du plastique pour trois longueurs d’ondes types duspectre visible, appelées les lignes F, D et C. Leurs longueursd’onde sont de 486,1, 589,3 et 656,3 nanomètres respectivement.L’indice n de réfraction indiqué par le tableau 37 a été mesurépour ces trois longueurs d’onde, à l’aide d’un réfractomètre Abbe,selon la méthode de réflexion totale. À partir de ces trois valeurs,on a calculé la dispersion, le nombre d’Abbe (ou Abbe V) et lapente de la courbe indice de réfraction / longueur d’onde.
Guide de conception du polysulfone UDEL® – 47 – Propriétés physiques
Propriété Formule Valeur
Dispersion n nF C� 0,027
Nombre d’Abben
n nD
F C
�
�
123,3
Penten n
C FC F�
�–0,160
Tableau 37
Propriétés d’UDEL P�1700 NT11 dépendantes de la longueurd’onde
Longueur d’onde, nm
Tran
smitt
ance
,%
Figure 46
Transmittance lumineuse d’UDEL P�1700 NT11 àdifférentes longueurs d’onde et épaisseurs
Indi
cede
réfra
ctio
n
Longueur d’onde, nm
,
,
,
,
Figure 47
Variation de l’indice de réfraction d’UDEL P�1700 NT11avec la longueur d’onde
Épaisseur, in (mm)
PropriétéMéthode
ASTM0,070(1,78)
0,103(2,62)
0,131(3,33)
Transmittance lumineuse D 1003 86 85 84
Haze (%) D 1003 1,5 2,0 2,5
Coefficient dejaunissement D1925 7,0 10 13
Tableau 36
Propriétés optiques du polysulfone UDEL P�1700 NT11
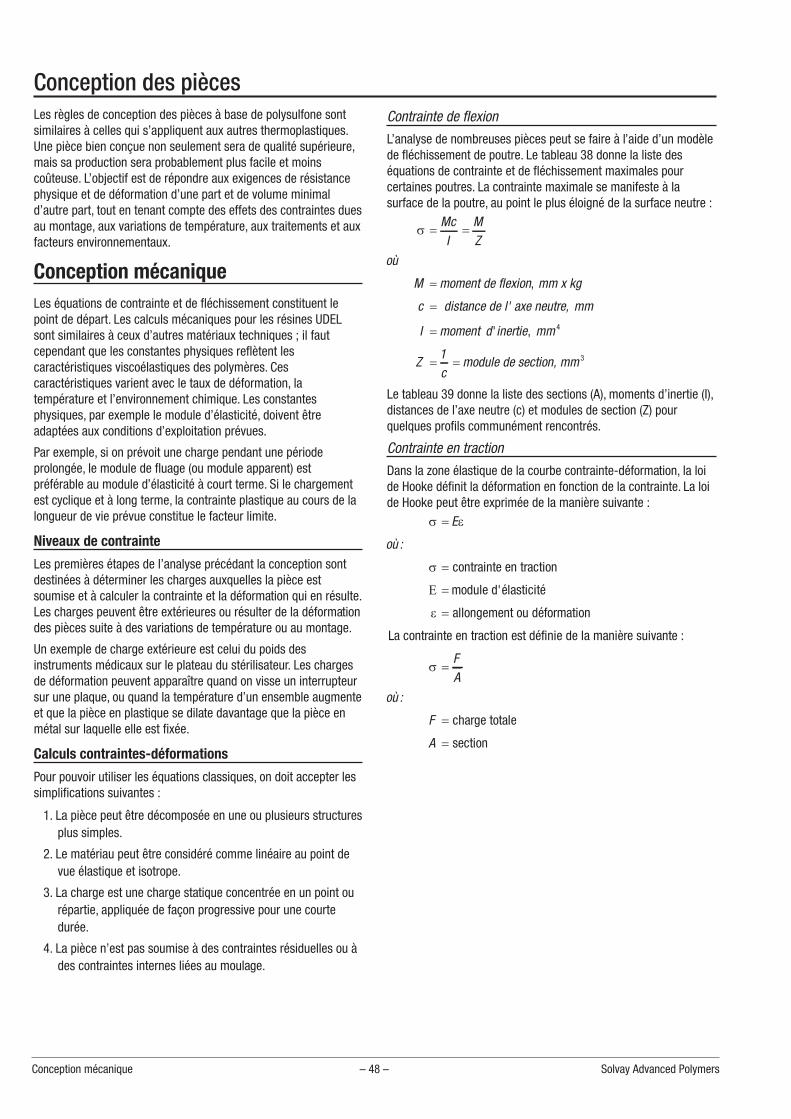
Conception des piècesLes règles de conception des pièces à base de polysulfone sontsimilaires à celles qui s’appliquent aux autres thermoplastiques.Une pièce bien conçue non seulement sera de qualité supérieure,mais sa production sera probablement plus facile et moinscoûteuse. L’objectif est de répondre aux exigences de résistancephysique et de déformation d’une part et de volume minimald’autre part, tout en tenant compte des effets des contraintes duesau montage, aux variations de température, aux traitements et auxfacteurs environnementaux.
Conception mécaniqueLes équations de contrainte et de fléchissement constituent lepoint de départ. Les calculs mécaniques pour les résines UDELsont similaires à ceux d’autres matériaux techniques ; il fautcependant que les constantes physiques reflètent lescaractéristiques viscoélastiques des polymères. Cescaractéristiques varient avec le taux de déformation, latempérature et l’environnement chimique. Les constantesphysiques, par exemple le module d’élasticité, doivent êtreadaptées aux conditions d’exploitation prévues.
Par exemple, si on prévoit une charge pendant une périodeprolongée, le module de fluage (ou module apparent) estpréférable au module d’élasticité à court terme. Si le chargementest cyclique et à long terme, la contrainte plastique au cours de lalongueur de vie prévue constitue le facteur limite.
Niveaux de contrainte
Les premières étapes de l’analyse précédant la conception sontdestinées à déterminer les charges auxquelles la pièce estsoumise et à calculer la contrainte et la déformation qui en résulte.Les charges peuvent être extérieures ou résulter de la déformationdes pièces suite à des variations de température ou au montage.
Un exemple de charge extérieure est celui du poids desinstruments médicaux sur le plateau du stérilisateur. Les chargesde déformation peuvent apparaître quand on visse un interrupteursur une plaque, ou quand la température d’un ensemble augmenteet que la pièce en plastique se dilate davantage que la pièce enmétal sur laquelle elle est fixée.
Calculs contraintes�déformations
Pour pouvoir utiliser les équations classiques, on doit accepter lessimplifications suivantes :
1. La pièce peut être décomposée en une ou plusieurs structuresplus simples.
2. Le matériau peut être considéré comme linéaire au point devue élastique et isotrope.
3. La charge est une charge statique concentrée en un point ourépartie, appliquée de façon progressive pour une courtedurée.
4. La pièce n’est pas soumise à des contraintes résiduelles ou àdes contraintes internes liées au moulage.
Contrainte de flexion
L’analyse de nombreuses pièces peut se faire à l’aide d’un modèlede fléchissement de poutre. Le tableau 38 donne la liste deséquations de contrainte et de fléchissement maximales pourcertaines poutres. La contrainte maximale se manifeste à lasurface de la poutre, au point le plus éloigné de la surface neutre :
� �
�
�
McI
MZ
M moment mm x kg
où
de flexion
c distanc
,
e de l' axe neutre, mm
Z1c
m
I moment d inertie mm�
� �
' , 4
odule de section, mm 3
Le tableau 39 donne la liste des sections (A), moments d’inertie (I),distances de l’axe neutre (c) et modules de section (Z) pourquelques profils communément rencontrés.
Contrainte en traction
Dans la zone élastique de la courbe contrainte�déformation, la loide Hooke définit la déformation en fonction de la contrainte. La loide Hooke peut être exprimée de la manière suivante :
�
�
�
E
où :
contrainte en traction
module d'élasticiE té
allongement ou déformation
La contrainte en tra
�
ction est définie de la manière suivante :
�FA
F
où :
�
�
charge totale
sectionA
Conception mécanique – 48 – Solvay Advanced Polymers
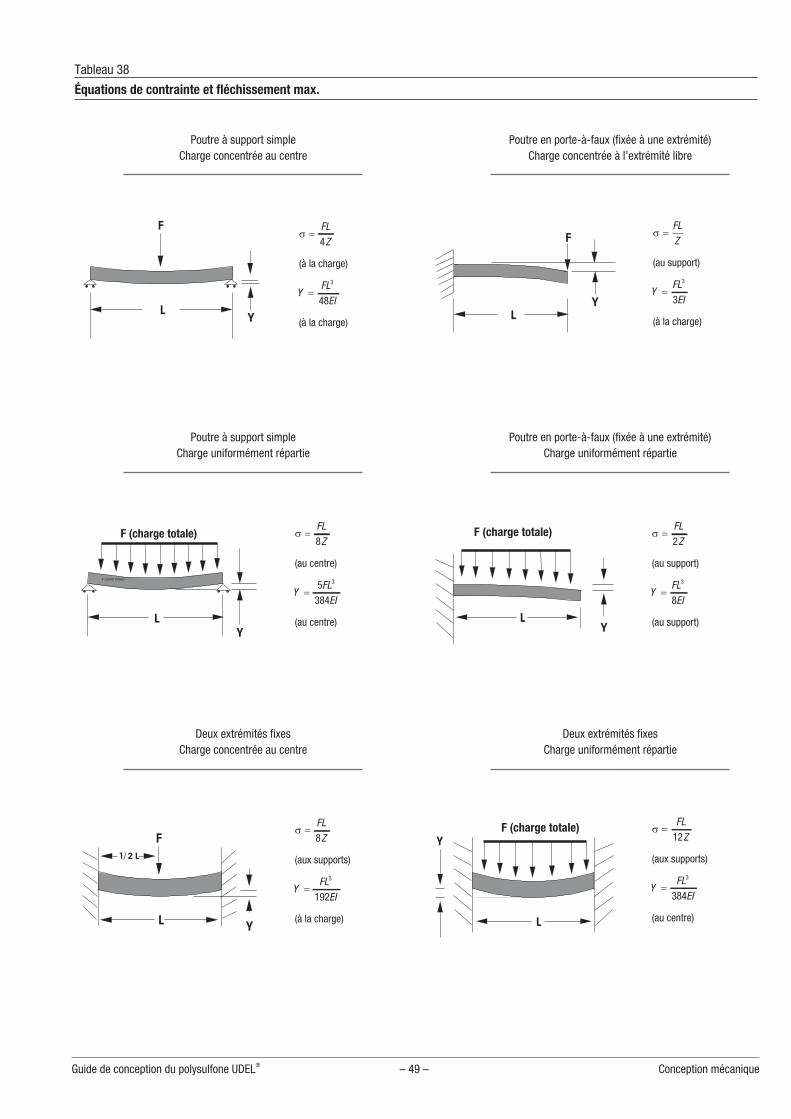
Guide de conception du polysulfone UDEL® – 49 – Conception mécanique
Tableau 38
Équations de contrainte et fléchissement max.
YL
F �
FL
Z4
(à la charge)
YFL
EI�
3
48
(à la charge)
Poutre à support simpleCharge concentrée au centre
F
Y
L
�FL
Z
(au support)
YFL
EI�
3
3
(à la charge)
Poutre en porte�à�faux (fixée à une extrémité)Charge concentrée à l’extrémité libre
Poutre à support simpleCharge uniformément répartie
L
F (charge totale)
Y
F (carico totale)
�FL
Z8
(au centre)
YFL
EI�
5
384
3
(au centre)
Poutre en porte�à�faux (fixée à une extrémité)Charge uniformément répartie
LY
F (charge totale) �FL
Z2
(au support)
YFL
EI�
3
8
(au support)
Deux extrémités fixesCharge concentrée au centre
L
F
1/ 2 L
Y
�FL
Z8
(aux supports)
YFL
EI�
3
192
(à la charge)
Deux extrémités fixesCharge uniformément répartie
L
Y
F (charge totale) �FL
Z12
(aux supports)
YFL
EI�
3
384
(au centre)
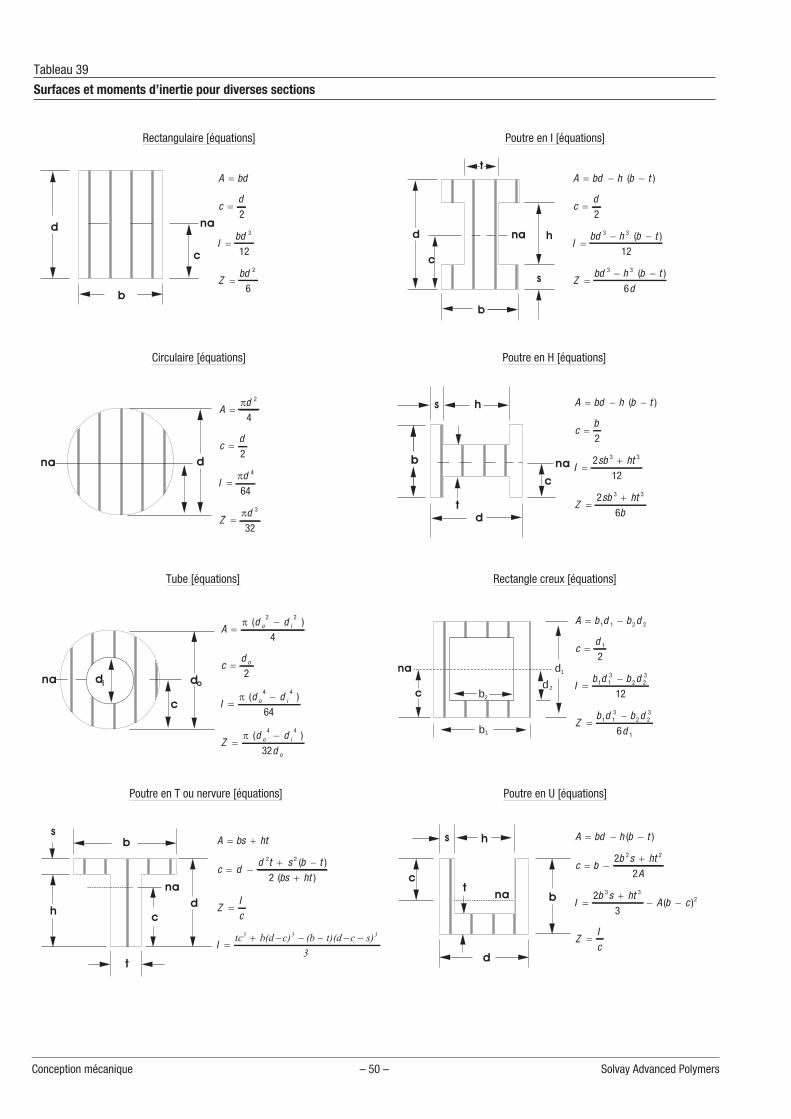
Conception mécanique – 50 – Solvay Advanced Polymers
Tableau 39
Surfaces et moments d’inertie pour diverses sections
c
nad
b
A bd�
cd
�2
Ibd
�3
12
Zbd
�2
6
t
nad
c
b
h
s
A bd h b t� � �( )
cd
�2
Ibd h b t
�� �3 3
12
( )
Zbd h b t
d�
� �3 3
6
( )
Rectangulaire [équations] Poutre en I [équations]
na d
Ad
�� 2
4
cd
�2
Id
�� 4
64
Zd
�� 3
32
na
s
b
d
h
c
t
A bd h b t� � �( )
cb
�2
Isb ht
��2
12
3 3
Zsb ht
b�
�2
6
3 3
Circulaire [équations] Poutre en H [équations]
nadI do
c
di
Ad do i�
�� ( )2 2
4
cd o�2
Id do i�
�� ( )4 4
64
Zd d
do i
o
��� ( )
4 4
32
na
c
b1
b2
d1
d2
A b d b d� �1 1 2 2
cd
� 1
2
Ib d b d
��1 1
32 2
3
12
Zb d b d
d�
�1 13
2 23
16
Tube [équations] Rectangle creux [équations]
t
h
sb
c
na
d
A bs ht� �
c dd t s b t
bs ht� �
� �
�
2 2
2
( )
( )
ZI
c�
I �� � � � � �tc b(d c) (b t)(d c s)
3
3 3 3
d
b
s h
ct
na
A bd h b t� � �( )
c bb s ht
A� �
�2
2
2 2
Ib s ht
A b c��
� �2
3
3 32( )
ZI
c�
Poutre en T ou nervure [équations] Poutre en U [équations]

Améliorer la rigidité
Quand un ingénieur envisage le remplacement d’un composantmétallique par un composant en plastique, il doit considérer larigidité du composant. Si l’application exige que le fléchissementmaximal sous charge reste identique, le composant en plastiquedoit posséder une rigidité équivalente à celle du composantmétallique.
Le tableau 38 donne les équations de fléchissement pour unegamme de poutres. Pour une poutre dont les deux extrémités sontfixes, supportant une charge uniformément répartie, lefléchissement (Y) est donné par :
YFL
EI�
3
384
Pour la conception d’une pièce de rigidité équivalente, oncommence par comparer les équations de fléchissement pour lespièces de plastique et de métal :
FLEI
FLEI
métal plastique
3 3
384 384
��
�
�� �
��
�
��
En supposant une charge et une longueur constantes, et enéliminant les facteurs communs aux deux côtés, l’équationprincipale devient :
� � � �EI EImétal plastique
� (1)
Sachant que les modules d’élasticité (E) de ces matériaux sontsubstantiellement différents, il devient évident qu’il faudra changerles dimensions des pièces pour ajuster le moment d’inertie (I).
Par exemple, si la pièce métallique est produite à partir demagnésium ayant un module de 44,8 GPa et si le matériauplastique de remplacement est UDEL GF�130, dont le module estde 7,38 GPa, l’augmentation nécessaire du moment d’inertie peutêtre calculée à partir de l’équation (1).
(44,8 GPa)(Imagnésium) = (7,38 GPa)(IUDEL)
IUDEL = 6,07 Imagnésium (2)
Augmentation de l’épaisseur
Une façon d’augmenter le moment d’inertie consiste à augmenterl’épaisseur de la section.
Selon le tableau 39, la formule du moment d’inertie d’une sectionrectangulaire est :
Ibd
�3
12
où (b) est la largeur et (d) l’épaisseur de la section.
En substituant ces valeurs dans l’équation (2) et en éliminant lesfacteurs communs, on obtient :
d dUdel magnésium� 6 07 33 ,
Si l’épaisseur de la section du magnésium est de 2,54 mm, alors
� �d Udel � 6 07 16 383 , ,
d Udel � 4 63, mm
Pour obtenir une rigidité équivalente en modifiant simplementl’épaisseur, il faudrait l’augmenter de 82 %.
Ajout de nervures pour maintenir la rigidité
Un autre moyen d’obtenir la rigidité consiste à augmenter lemoment d’inertie en ajoutant des nervures. L’utilisation denervures permet de réduire l’épaisseur des parois ainsi que lepoids tout en obtenant la rigidité souhaitée.
Le matériau est le même que celui de l’exemple précédent, lemoment d’inertie du modèle à nervures est donc égal au momentd’inertie d’une plaque de 4,63 mm d’épaisseur. Le momentd’inertie de la plaque est donné par :
Ibd
plaque �3
12
Si on considère une largeur de 1 in (25,4 mm), alors I = 5,02 x 10–4 in4
(209 mm4)
Pour calculer les épaisseurs des nervures et de la paroi quidonneront le même moment d’inertie, on utilise les équationssuivantes pour la distance entre l’axe neutre et la fibre extrême (c),le moment d’inertie (I) et la surface (A).
� �� �
c dd t s b t
bs ht� �
� �
�
2 2
2
� � � �� �I
tc b d c b t d c s�
� � � � � �3 3 3
3
A bs ht� �
Guide de conception du polysulfone UDEL® – 51 – Conception mécanique
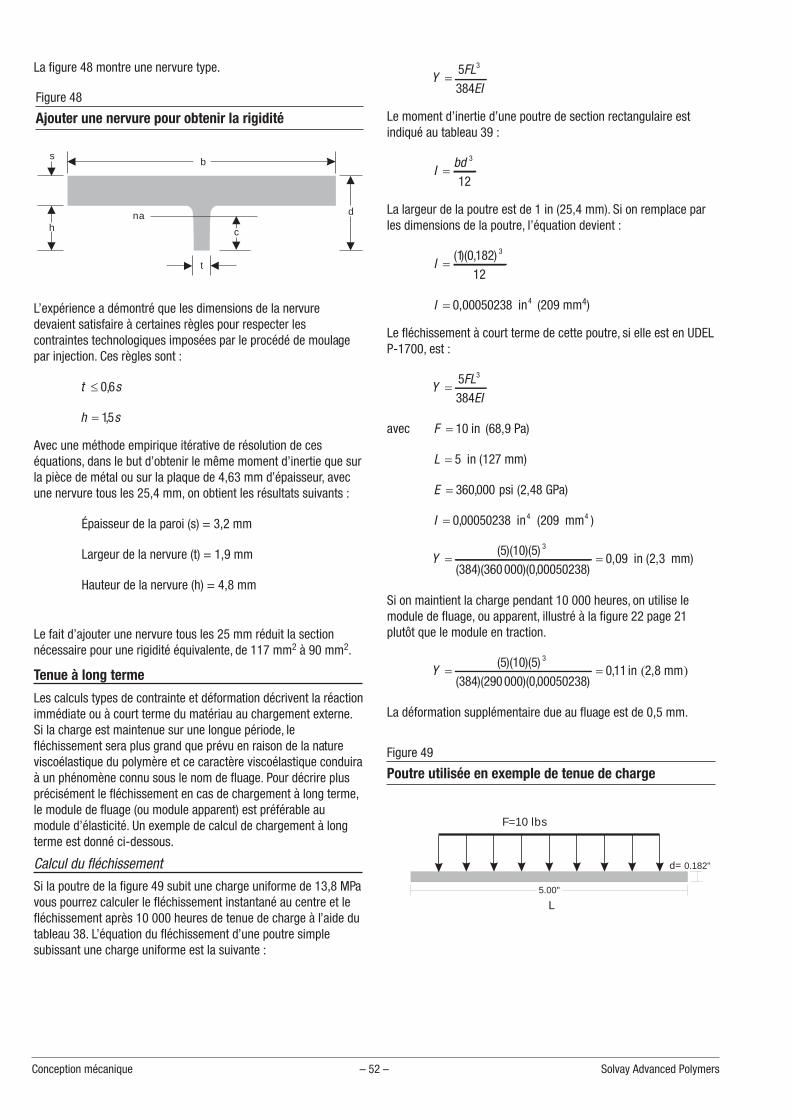
La figure 48 montre une nervure type.
L’expérience a démontré que les dimensions de la nervuredevaient satisfaire à certaines règles pour respecter lescontraintes technologiques imposées par le procédé de moulagepar injection. Ces règles sont :
t s� 0 6,
h s� 15,
Avec une méthode empirique itérative de résolution de ceséquations, dans le but d’obtenir le même moment d’inertie que surla pièce de métal ou sur la plaque de 4,63 mm d’épaisseur, avecune nervure tous les 25,4 mm, on obtient les résultats suivants :
Épaisseur de la paroi (s) = 3,2 mm
Largeur de la nervure (t) = 1,9 mm
Hauteur de la nervure (h) = 4,8 mm
Le fait d’ajouter une nervure tous les 25 mm réduit la sectionnécessaire pour une rigidité équivalente, de 117 mm2 à 90 mm2.
Tenue à long terme
Les calculs types de contrainte et déformation décrivent la réactionimmédiate ou à court terme du matériau au chargement externe.Si la charge est maintenue sur une longue période, lefléchissement sera plus grand que prévu en raison de la natureviscoélastique du polymère et ce caractère viscoélastique conduiraà un phénomène connu sous le nom de fluage. Pour décrire plusprécisément le fléchissement en cas de chargement à long terme,le module de fluage (ou module apparent) est préférable aumodule d’élasticité. Un exemple de calcul de chargement à longterme est donné ci�dessous.
Calcul du fléchissement
Si la poutre de la figure 49 subit une charge uniforme de 13,8 MPavous pourrez calculer le fléchissement instantané au centre et lefléchissement après 10 000 heures de tenue de charge à l’aide dutableau 38. L’équation du fléchissement d’une poutre simplesubissant une charge uniforme est la suivante :
YFL
EI�
5384
3
Le moment d’inertie d’une poutre de section rectangulaire estindiqué au tableau 39 :
Ibd
�3
12
La largeur de la poutre est de 1 in (25,4 mm). Si on remplace parles dimensions de la poutre, l’équation devient :
I �( )( , )1 0 182
12
3
I � 0,00050238 in4 (209 mm4)
Le fléchissement à court terme de cette poutre, si elle est en UDELP�1700, est :
YFL
EI�
5384
3
avec F � 10 in (68,9 Pa)
L � 5 in (127 mm)
E � 360 000, psi (2,48 GPa)
I � 0 000502, 38 in (209 mm )4 4
Y � �( )( )( )
( )( )( , )5 10 5
384 360000 0 00050238
3
0,09 in (2,3 mm)
Si on maintient la charge pendant 10 000 heures, on utilise lemodule de fluage, ou apparent, illustré à la figure 22 page 21plutôt que le module en traction.
Y � �( )( )( )
( )( )( , ),
5 10 5384 290000 0 00050238
0 113
in 2,8( mm)
La déformation supplémentaire due au fluage est de 0,5 mm.
Conception mécanique – 52 – Solvay Advanced Polymers
b
c
s
d
t
hna
Figure 48
Ajouter une nervure pour obtenir la rigidité
5.00"
0.182"
F=10 lbs
L
d=
Figure 49
Poutre utilisée en exemple de tenue de charge
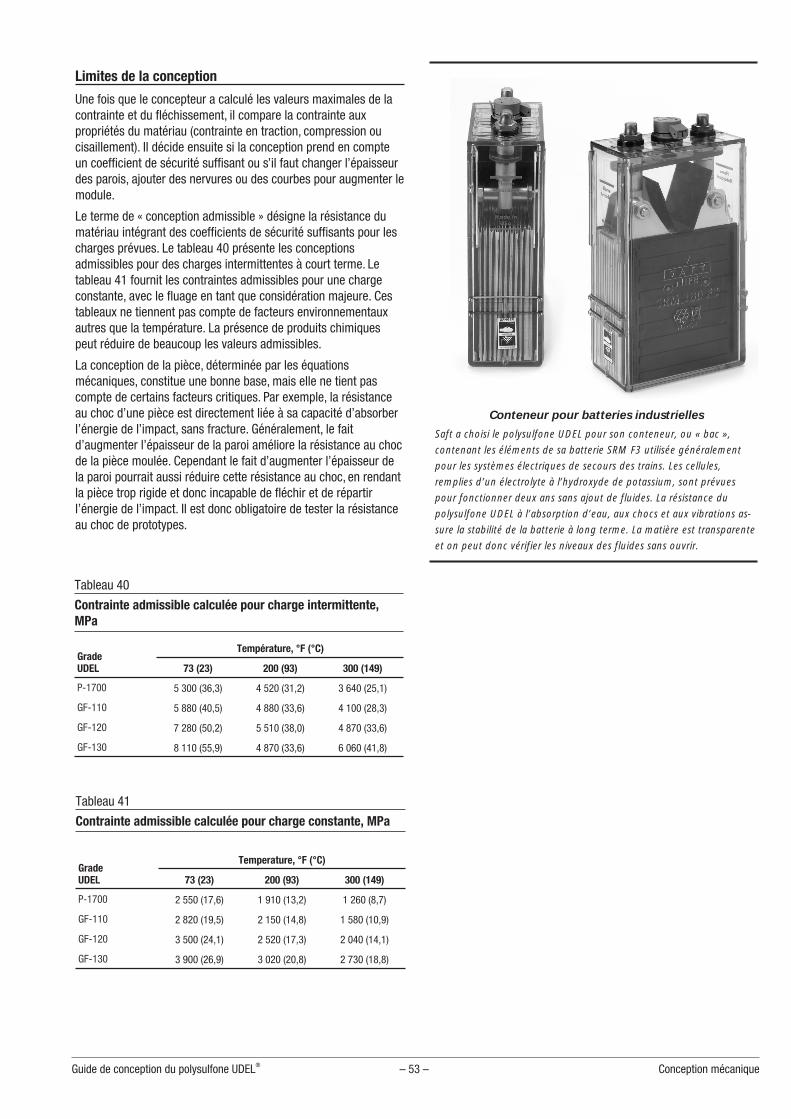
Limites de la conception
Une fois que le concepteur a calculé les valeurs maximales de lacontrainte et du fléchissement, il compare la contrainte auxpropriétés du matériau (contrainte en traction, compression oucisaillement). Il décide ensuite si la conception prend en compteun coefficient de sécurité suffisant ou s’il faut changer l’épaisseurdes parois, ajouter des nervures ou des courbes pour augmenter lemodule.
Le terme de « conception admissible » désigne la résistance dumatériau intégrant des coefficients de sécurité suffisants pour lescharges prévues. Le tableau 40 présente les conceptionsadmissibles pour des charges intermittentes à court terme. Letableau 41 fournit les contraintes admissibles pour une chargeconstante, avec le fluage en tant que considération majeure. Cestableaux ne tiennent pas compte de facteurs environnementauxautres que la température. La présence de produits chimiquespeut réduire de beaucoup les valeurs admissibles.
La conception de la pièce, déterminée par les équationsmécaniques, constitue une bonne base, mais elle ne tient pascompte de certains facteurs critiques. Par exemple, la résistanceau choc d’une pièce est directement liée à sa capacité d’absorberl’énergie de l’impact, sans fracture. Généralement, le faitd’augmenter l’épaisseur de la paroi améliore la résistance au chocde la pièce moulée. Cependant le fait d’augmenter l’épaisseur dela paroi pourrait aussi réduire cette résistance au choc, en rendantla pièce trop rigide et donc incapable de fléchir et de répartirl’énergie de l’impact. Il est donc obligatoire de tester la résistanceau choc de prototypes.
Guide de conception du polysulfone UDEL® – 53 – Conception mécanique
GradeUDEL
Température, °F (°C)
73 (23) 200 (93) 300 (149)
P�1700 5 300 (36,3) 4 520 (31,2) 3 640 (25,1)
GF�110 5 880 (40,5) 4 880 (33,6) 4 100 (28,3)
GF�120 7 280 (50,2) 5 510 (38,0) 4 870 (33,6)
GF�130 8 110 (55,9) 4 870 (33,6) 6 060 (41,8)
Tableau 40
Contrainte admissible calculée pour charge intermittente,MPa
GradeUDEL
Temperature, °F (°C)
73 (23) 200 (93) 300 (149)
P�1700 2 550 (17,6) 1 910 (13,2) 1 260 (8,7)
GF�110 2 820 (19,5) 2 150 (14,8) 1 580 (10,9)
GF�120 3 500 (24,1) 2 520 (17,3) 2 040 (14,1)
GF�130 3 900 (26,9) 3 020 (20,8) 2 730 (18,8)
Tableau 41
Contrainte admissible calculée pour charge constante, MPa
Conteneur pour batteries industrielles
Saft a choisi le polysulfone UDEL pour son conteneur, ou « bac »,
contenant les éléments de sa batterie SRM F3 utilisée généralement
pour les systèmes électriques de secours des trains. Les cellules,
remplies d’un électrolyte à l’hydroxyde de potassium, sont prévues
pour fonctionner deux ans sans ajout de fluides. La résistance du
polysulfone UDEL à l’absorption d’eau, aux chocs et aux vibrations as-
sure la stabilité de la batterie à long terme. La matière est transparente
et on peut donc vérifier les niveaux des fluides sans ouvrir.
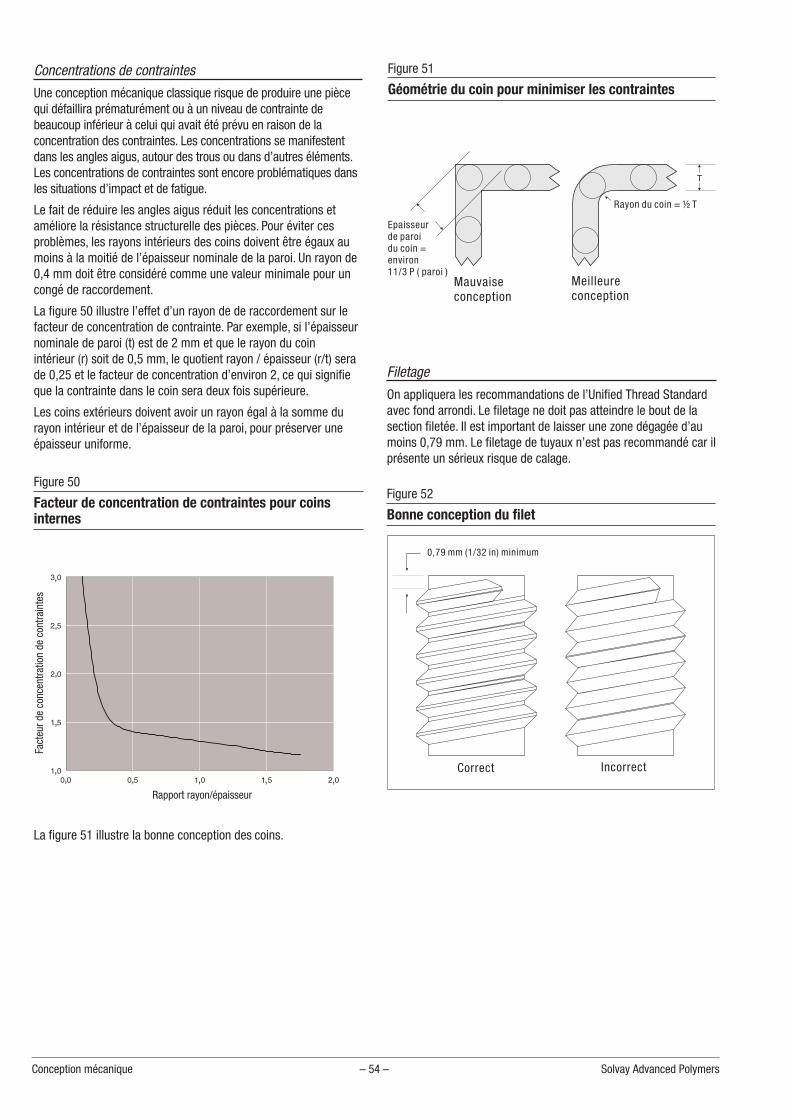
Concentrations de contraintes
Une conception mécanique classique risque de produire une piècequi défaillira prématurément ou à un niveau de contrainte debeaucoup inférieur à celui qui avait été prévu en raison de laconcentration des contraintes. Les concentrations se manifestentdans les angles aigus, autour des trous ou dans d’autres éléments.Les concentrations de contraintes sont encore problématiques dansles situations d’impact et de fatigue.
Le fait de réduire les angles aigus réduit les concentrations etaméliore la résistance structurelle des pièces. Pour éviter cesproblèmes, les rayons intérieurs des coins doivent être égaux aumoins à la moitié de l’épaisseur nominale de la paroi. Un rayon de0,4 mm doit être considéré comme une valeur minimale pour uncongé de raccordement.
La figure 50 illustre l’effet d’un rayon de de raccordement sur lefacteur de concentration de contrainte. Par exemple, si l’épaisseurnominale de paroi (t) est de 2 mm et que le rayon du coinintérieur (r) soit de 0,5 mm, le quotient rayon / épaisseur (r/t) serade 0,25 et le facteur de concentration d’environ 2, ce qui signifieque la contrainte dans le coin sera deux fois supérieure.
Les coins extérieurs doivent avoir un rayon égal à la somme durayon intérieur et de l’épaisseur de la paroi, pour préserver uneépaisseur uniforme.
La figure 51 illustre la bonne conception des coins.
Filetage
On appliquera les recommandations de l’Unified Thread Standardavec fond arrondi. Le filetage ne doit pas atteindre le bout de lasection filetée. Il est important de laisser une zone dégagée d’aumoins 0,79 mm. Le filetage de tuyaux n’est pas recommandé car ilprésente un sérieux risque de calage.
Conception mécanique – 54 – Solvay Advanced Polymers
Fact
eurd
eco
ncen
tratio
nde
cont
rain
tes
Rapport rayon/épaisseur
,
,
,
,
,, , , , ,
Figure 50
Facteur de concentration de contraintes pour coinsinternes
T
Meilleureconception
Epaisseurde paroidu coin =environ11/3 P ( paroi )
Rayon du coin = ½ T
Mauvaiseconception
Figure 51
Géométrie du coin pour minimiser les contraintes
Correct Incorrect
0,79 mm (1/32 in) minimum
Figure 52
Bonne conception du filet
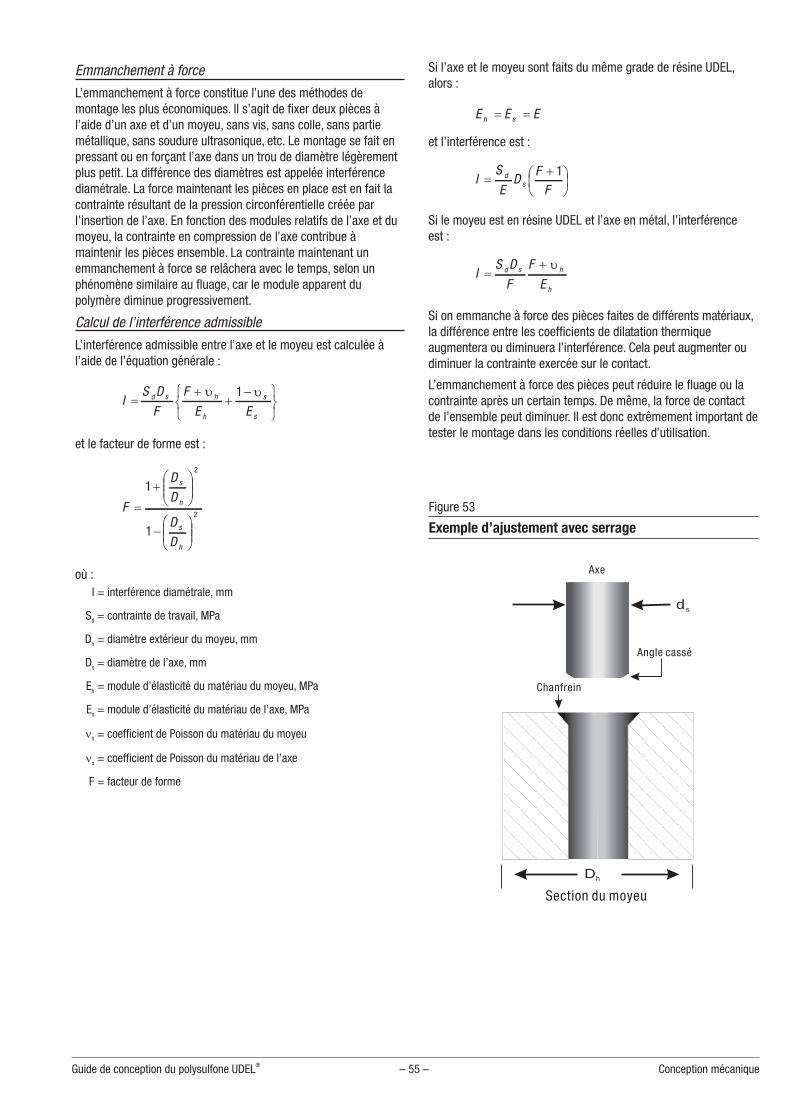
Emmanchement à force
L’emmanchement à force constitue l’une des méthodes demontage les plus économiques. Il s’agit de fixer deux pièces àl’aide d’un axe et d’un moyeu, sans vis, sans colle, sans partiemétallique, sans soudure ultrasonique, etc. Le montage se fait enpressant ou en forçant l’axe dans un trou de diamètre légèrementplus petit. La différence des diamètres est appelée interférencediamétrale. La force maintenant les pièces en place est en fait lacontrainte résultant de la pression circonférentielle créée parl’insertion de l’axe. En fonction des modules relatifs de l’axe et dumoyeu, la contrainte en compression de l’axe contribue àmaintenir les pièces ensemble. La contrainte maintenant unemmanchement à force se relâchera avec le temps, selon unphénomène similaire au fluage, car le module apparent dupolymère diminue progressivement.
Calcul de l’interférence admissible
L’interférence admissible entre l’axe et le moyeu est calculée àl’aide de l’équation générale :
IS D
F
F
E Ed s h
h
s
s
��
���
��
���
� �1
et le facteur de forme est :
F
D
D
D
D
s
h
s
h
�
��
���
!""
��
���
!""
1
1
2
2
où :I = interférence diamétrale, mm
Sd = contrainte de travail, MPa
Dh = diamètre extérieur du moyeu, mm
Ds = diamètre de l’axe, mm
Eh = module d’élasticité du matériau du moyeu, MPa
Es = module d’élasticité du matériau de l’axe, MPa
#h = coefficient de Poisson du matériau du moyeu
#s = coefficient de Poisson du matériau de l’axe
F = facteur de forme
Si l’axe et le moyeu sont faits du même grade de résine UDEL,alors :
E E Eh s� �
et l’interférence est :
IS
ED
FF
ds�
����
!"
1
Si le moyeu est en résine UDEL et l’axe en métal, l’interférenceest :
IS D
F
F
Ed s h
h
�� �
Si on emmanche à force des pièces faites de différents matériaux,la différence entre les coefficients de dilatation thermiqueaugmentera ou diminuera l’interférence. Cela peut augmenter oudiminuer la contrainte exercée sur le contact.
L’emmanchement à force des pièces peut réduire le fluage ou lacontrainte après un certain temps. De même, la force de contactde l’ensemble peut diminuer. Il est donc extrêmement important detester le montage dans les conditions réelles d’utilisation.
Guide de conception du polysulfone UDEL® – 55 – Conception mécanique
ds
Dh
Axe
Section du moyeu
Chanfrein
Angle cassé
Figure 53
Exemple d’ajustement avec serrage
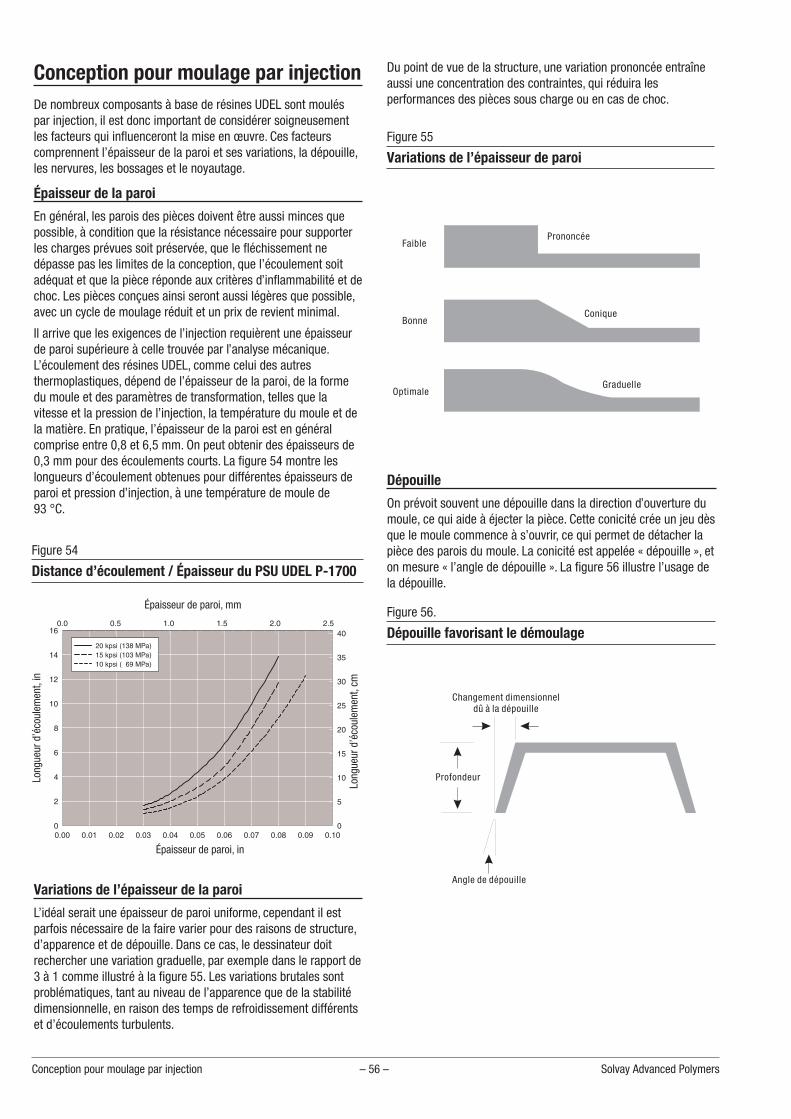
Conception pour moulage par injectionDe nombreux composants à base de résines UDEL sont mouléspar injection, il est donc important de considérer soigneusementles facteurs qui influenceront la mise en œuvre. Ces facteurscomprennent l’épaisseur de la paroi et ses variations, la dépouille,les nervures, les bossages et le noyautage.
Épaisseur de la paroi
En général, les parois des pièces doivent être aussi minces quepossible, à condition que la résistance nécessaire pour supporterles charges prévues soit préservée, que le fléchissement nedépasse pas les limites de la conception, que l’écoulement soitadéquat et que la pièce réponde aux critères d’inflammabilité et dechoc. Les pièces conçues ainsi seront aussi légères que possible,avec un cycle de moulage réduit et un prix de revient minimal.
Il arrive que les exigences de l’injection requièrent une épaisseurde paroi supérieure à celle trouvée par l’analyse mécanique.L’écoulement des résines UDEL, comme celui des autresthermoplastiques, dépend de l’épaisseur de la paroi, de la formedu moule et des paramètres de transformation, telles que lavitesse et la pression de l’injection, la température du moule et dela matière. En pratique, l’épaisseur de la paroi est en généralcomprise entre 0,8 et 6,5 mm. On peut obtenir des épaisseurs de0,3 mm pour des écoulements courts. La figure 54 montre leslongueurs d’écoulement obtenues pour différentes épaisseurs deparoi et pression d’injection, à une température de moule de93 °C.
Variations de l’épaisseur de la paroi
L’idéal serait une épaisseur de paroi uniforme, cependant il estparfois nécessaire de la faire varier pour des raisons de structure,d’apparence et de dépouille. Dans ce cas, le dessinateur doitrechercher une variation graduelle, par exemple dans le rapport de3 à 1 comme illustré à la figure 55. Les variations brutales sontproblématiques, tant au niveau de l’apparence que de la stabilitédimensionnelle, en raison des temps de refroidissement différentset d’écoulements turbulents.
Du point de vue de la structure, une variation prononcée entraîneaussi une concentration des contraintes, qui réduira lesperformances des pièces sous charge ou en cas de choc.
Dépouille
On prévoit souvent une dépouille dans la direction d’ouverture dumoule, ce qui aide à éjecter la pièce. Cette conicité crée un jeu dèsque le moule commence à s’ouvrir, ce qui permet de détacher lapièce des parois du moule. La conicité est appelée « dépouille », eton mesure « l’angle de dépouille ». La figure 56 illustre l’usage dela dépouille.
Conception pour moulage par injection – 56 – Solvay Advanced Polymers
Faible
Optimale
Bonne
Prononcée
Conique
Graduelle
Figure 55
Variations de l’épaisseur de paroi
Long
ueur
d’éc
oule
men
t,in
Long
ueur
d’éc
oule
men
t,cm
Épaisseur de paroi, in
Épaisseur de paroi, mm
Figure 54
Distance d’écoulement / Épaisseur du PSU UDEL P�1700
Changement dimensionneldû à la dépouille
Profondeur
Angle de dépouille
Figure 56.
Dépouille favorisant le démoulage
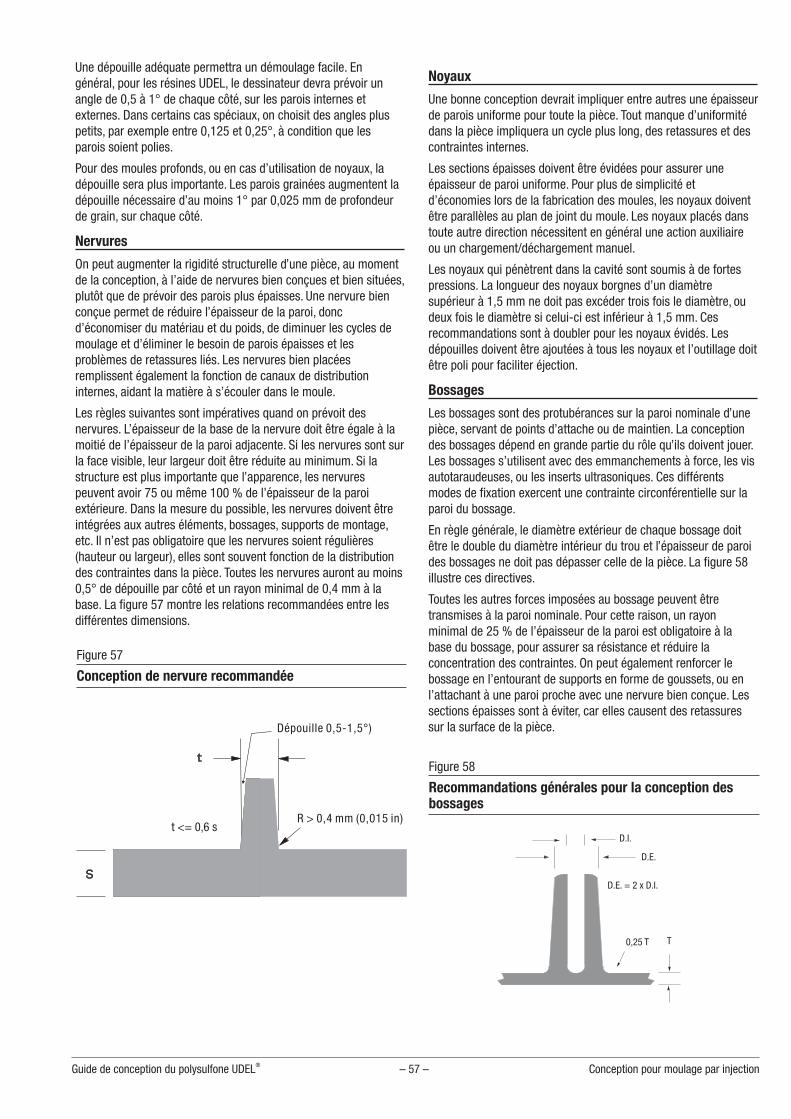
Une dépouille adéquate permettra un démoulage facile. Engénéral, pour les résines UDEL, le dessinateur devra prévoir unangle de 0,5 à 1° de chaque côté, sur les parois internes etexternes. Dans certains cas spéciaux, on choisit des angles pluspetits, par exemple entre 0,125 et 0,25°, à condition que lesparois soient polies.
Pour des moules profonds, ou en cas d’utilisation de noyaux, ladépouille sera plus importante. Les parois grainées augmentent ladépouille nécessaire d’au moins 1° par 0,025 mm de profondeurde grain, sur chaque côté.
Nervures
On peut augmenter la rigidité structurelle d’une pièce, au momentde la conception, à l’aide de nervures bien conçues et bien situées,plutôt que de prévoir des parois plus épaisses. Une nervure bienconçue permet de réduire l’épaisseur de la paroi, doncd’économiser du matériau et du poids, de diminuer les cycles demoulage et d’éliminer le besoin de parois épaisses et lesproblèmes de retassures liés. Les nervures bien placéesremplissent également la fonction de canaux de distributioninternes, aidant la matière à s’écouler dans le moule.
Les règles suivantes sont impératives quand on prévoit desnervures. L’épaisseur de la base de la nervure doit être égale à lamoitié de l’épaisseur de la paroi adjacente. Si les nervures sont surla face visible, leur largeur doit être réduite au minimum. Si lastructure est plus importante que l’apparence, les nervurespeuvent avoir 75 ou même 100 % de l’épaisseur de la paroiextérieure. Dans la mesure du possible, les nervures doivent êtreintégrées aux autres éléments, bossages, supports de montage,etc. Il n’est pas obligatoire que les nervures soient régulières(hauteur ou largeur), elles sont souvent fonction de la distributiondes contraintes dans la pièce. Toutes les nervures auront au moins0,5° de dépouille par côté et un rayon minimal de 0,4 mm à labase. La figure 57 montre les relations recommandées entre lesdifférentes dimensions.
Noyaux
Une bonne conception devrait impliquer entre autres une épaisseurde parois uniforme pour toute la pièce. Tout manque d’uniformitédans la pièce impliquera un cycle plus long, des retassures et descontraintes internes.
Les sections épaisses doivent être évidées pour assurer uneépaisseur de paroi uniforme. Pour plus de simplicité etd’économies lors de la fabrication des moules, les noyaux doiventêtre parallèles au plan de joint du moule. Les noyaux placés danstoute autre direction nécessitent en général une action auxiliaireou un chargement/déchargement manuel.
Les noyaux qui pénètrent dans la cavité sont soumis à de fortespressions. La longueur des noyaux borgnes d’un diamètresupérieur à 1,5 mm ne doit pas excéder trois fois le diamètre, oudeux fois le diamètre si celui�ci est inférieur à 1,5 mm. Cesrecommandations sont à doubler pour les noyaux évidés. Lesdépouilles doivent être ajoutées à tous les noyaux et l’outillage doitêtre poli pour faciliter éjection.
Bossages
Les bossages sont des protubérances sur la paroi nominale d’unepièce, servant de points d’attache ou de maintien. La conceptiondes bossages dépend en grande partie du rôle qu’ils doivent jouer.Les bossages s’utilisent avec des emmanchements à force, les visautotaraudeuses, ou les inserts ultrasoniques. Ces différentsmodes de fixation exercent une contrainte circonférentielle sur laparoi du bossage.
En règle générale, le diamètre extérieur de chaque bossage doitêtre le double du diamètre intérieur du trou et l’épaisseur de paroides bossages ne doit pas dépasser celle de la pièce. La figure 58illustre ces directives.
Toutes les autres forces imposées au bossage peuvent êtretransmises à la paroi nominale. Pour cette raison, un rayonminimal de 25 % de l’épaisseur de la paroi est obligatoire à labase du bossage, pour assurer sa résistance et réduire laconcentration des contraintes. On peut également renforcer lebossage en l’entourant de supports en forme de goussets, ou enl’attachant à une paroi proche avec une nervure bien conçue. Lessections épaisses sont à éviter, car elles causent des retassuressur la surface de la pièce.
Guide de conception du polysulfone UDEL® – 57 – Conception pour moulage par injection
S
t
t <= 0,6 sR > 0,4 mm (0,015 in)
Dépouille 0,5�1,5°)
Figure 57
Conception de nervure recommandée
D.E. = 2 x D.I.
0,25 T T
D.E.
D.I.
Figure 58
Recommandations générales pour la conception desbossages
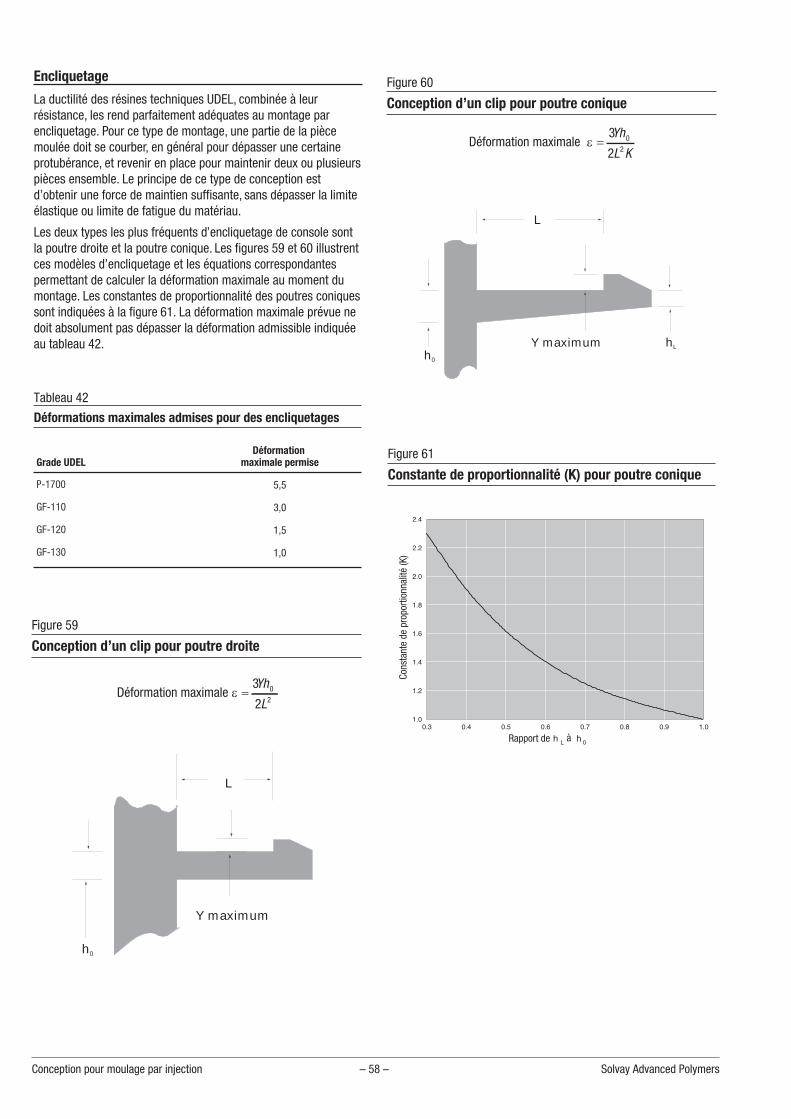
Encliquetage
La ductilité des résines techniques UDEL, combinée à leurrésistance, les rend parfaitement adéquates au montage parencliquetage. Pour ce type de montage, une partie de la piècemoulée doit se courber, en général pour dépasser une certaineprotubérance, et revenir en place pour maintenir deux ou plusieurspièces ensemble. Le principe de ce type de conception estd’obtenir une force de maintien suffisante, sans dépasser la limiteélastique ou limite de fatigue du matériau.
Les deux types les plus fréquents d’encliquetage de console sontla poutre droite et la poutre conique. Les figures 59 et 60 illustrentces modèles d’encliquetage et les équations correspondantespermettant de calculer la déformation maximale au moment dumontage. Les constantes de proportionnalité des poutres coniquessont indiquées à la figure 61. La déformation maximale prévue nedoit absolument pas dépasser la déformation admissible indiquéeau tableau 42.
Conception pour moulage par injection – 58 – Solvay Advanced Polymers
Grade UDELDéformation
maximale permise
P�1700 5,5
GF�110 3,0
GF�120 1,5
GF�130 1,0
Tableau 42
Déformations maximales admises pour des encliquetages
L
h0
Y maximum
Figure 59
Conception d’un clip pour poutre droite
Déformation maximale �3
20
2
Yh
L
Y maximum
L
h0
hL
Figure 60
Conception d’un clip pour poutre conique
Déformation maximale �3
20
2
Yh
L K
Rapport de
Cons
tant
ede
prop
ortio
nnal
ité(K
)
à
Figure 61
Constante de proportionnalité (K) pour poutre conique
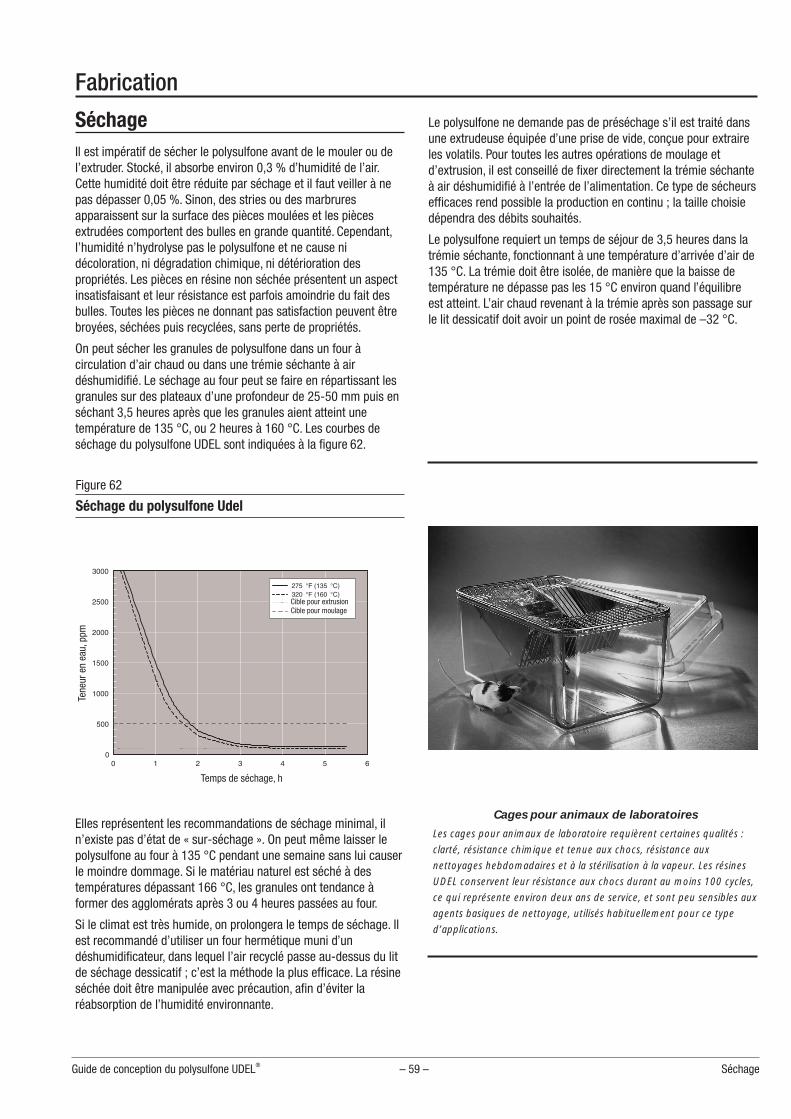
Fabrication
SéchageIl est impératif de sécher le polysulfone avant de le mouler ou del’extruder. Stocké, il absorbe environ 0,3 % d’humidité de l’air.Cette humidité doit être réduite par séchage et il faut veiller à nepas dépasser 0,05 %. Sinon, des stries ou des marbruresapparaissent sur la surface des pièces moulées et les piècesextrudées comportent des bulles en grande quantité. Cependant,l’humidité n’hydrolyse pas le polysulfone et ne cause nidécoloration, ni dégradation chimique, ni détérioration despropriétés. Les pièces en résine non séchée présentent un aspectinsatisfaisant et leur résistance est parfois amoindrie du fait desbulles. Toutes les pièces ne donnant pas satisfaction peuvent êtrebroyées, séchées puis recyclées, sans perte de propriétés.
On peut sécher les granules de polysulfone dans un four àcirculation d’air chaud ou dans une trémie séchante à airdéshumidifié. Le séchage au four peut se faire en répartissant lesgranules sur des plateaux d’une profondeur de 25�50 mm puis enséchant 3,5 heures après que les granules aient atteint unetempérature de 135 °C, ou 2 heures à 160 °C. Les courbes deséchage du polysulfone UDEL sont indiquées à la figure 62.
Elles représentent les recommandations de séchage minimal, iln’existe pas d’état de « sur�séchage ». On peut même laisser lepolysulfone au four à 135 °C pendant une semaine sans lui causerle moindre dommage. Si le matériau naturel est séché à destempératures dépassant 166 °C, les granules ont tendance àformer des agglomérats après 3 ou 4 heures passées au four.
Si le climat est très humide, on prolongera le temps de séchage. Ilest recommandé d’utiliser un four hermétique muni d’undéshumidificateur, dans lequel l’air recyclé passe au�dessus du litde séchage dessicatif ; c’est la méthode la plus efficace. La résineséchée doit être manipulée avec précaution, afin d’éviter laréabsorption de l’humidité environnante.
Le polysulfone ne demande pas de préséchage s’il est traité dansune extrudeuse équipée d’une prise de vide, conçue pour extraireles volatils. Pour toutes les autres opérations de moulage etd’extrusion, il est conseillé de fixer directement la trémie séchanteà air déshumidifié à l’entrée de l’alimentation. Ce type de sécheursefficaces rend possible la production en continu ; la taille choisiedépendra des débits souhaités.
Le polysulfone requiert un temps de séjour de 3,5 heures dans latrémie séchante, fonctionnant à une température d’arrivée d’air de135 °C. La trémie doit être isolée, de manière que la baisse detempérature ne dépasse pas les 15 °C environ quand l’équilibreest atteint. L’air chaud revenant à la trémie après son passage surle lit dessicatif doit avoir un point de rosée maximal de –32 °C.
Guide de conception du polysulfone UDEL® – 59 – Séchage
Tene
uren
eau,
ppm
Temps de séchage, h
Cible pour extrusionCible pour moulage
Figure 62
Séchage du polysulfone Udel
Cages pour animaux de laboratoires
Les cages pour animaux de laboratoire requièrent certaines qualités :
clarté, résistance chimique et tenue aux chocs, résistance aux
nettoyages hebdomadaires et à la stérilisation à la vapeur. Les résines
UDEL conservent leur résistance aux chocs durant au moins 100 cycles,
ce qui représente environ deux ans de service, et sont peu sensibles aux
agents basiques de nettoyage, utilisés habituellement pour ce type
d’applications.
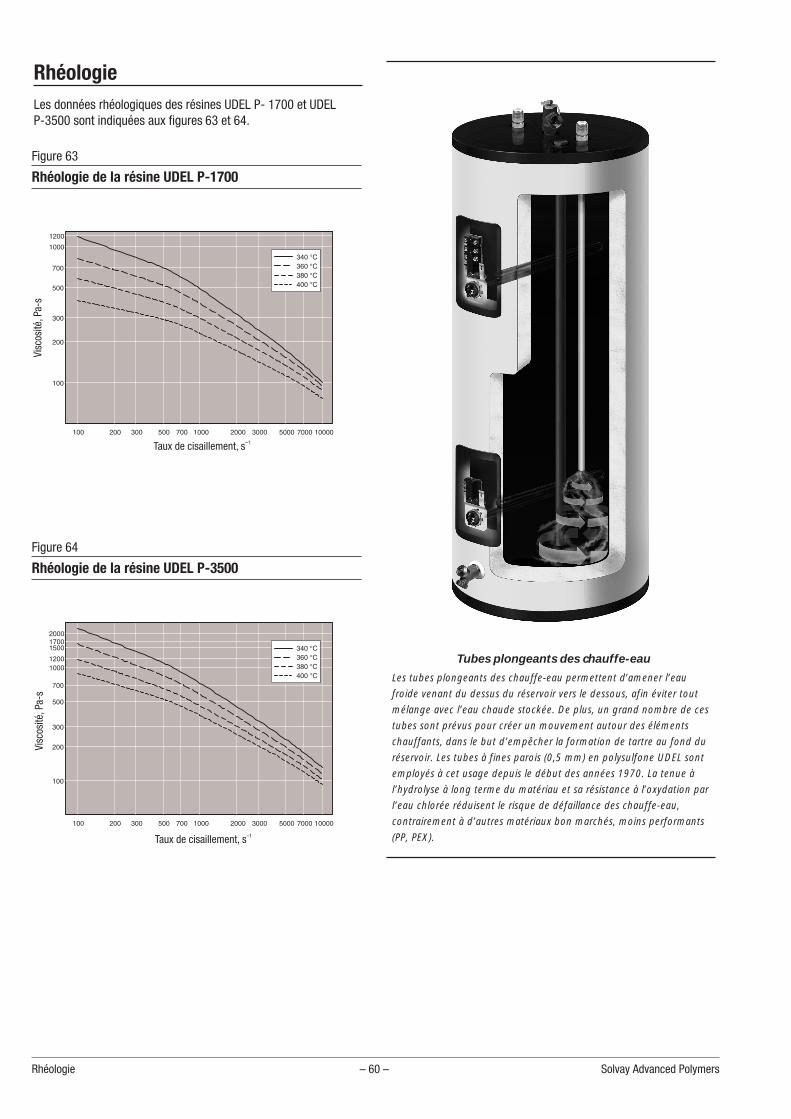
RhéologieLes données rhéologiques des résines UDEL P� 1700 et UDELP�3500 sont indiquées aux figures 63 et 64.
Rhéologie – 60 – Solvay Advanced Polymers
Visc
osité
,Pa�
s
Taux de cisaillement, s–1
Figure 64
Rhéologie de la résine UDEL P�3500
Visc
osité
, Pa�
s
Taux de cisaillement, s–1
Figure 63
Rhéologie de la résine UDEL P�1700
Tubes plongeants des chauffe-eau
Les tubes plongeants des chauffe-eau permettent d’amener l’eau
froide venant du dessus du réservoir vers le dessous, afin éviter tout
mélange avec l’eau chaude stockée. De plus, un grand nombre de ces
tubes sont prévus pour créer un mouvement autour des éléments
chauffants, dans le but d’empêcher la formation de tartre au fond du
réservoir. Les tubes à fines parois (0,5 mm) en polysulfone UDEL sont
employés à cet usage depuis le début des années 1970. La tenue à
l’hydrolyse à long terme du matériau et sa résistance à l’oxydation par
l’eau chlorée réduisent le risque de défaillance des chauffe-eau,
contrairement à d’autres matériaux bon marchés, moins performants
(PP, PEX).
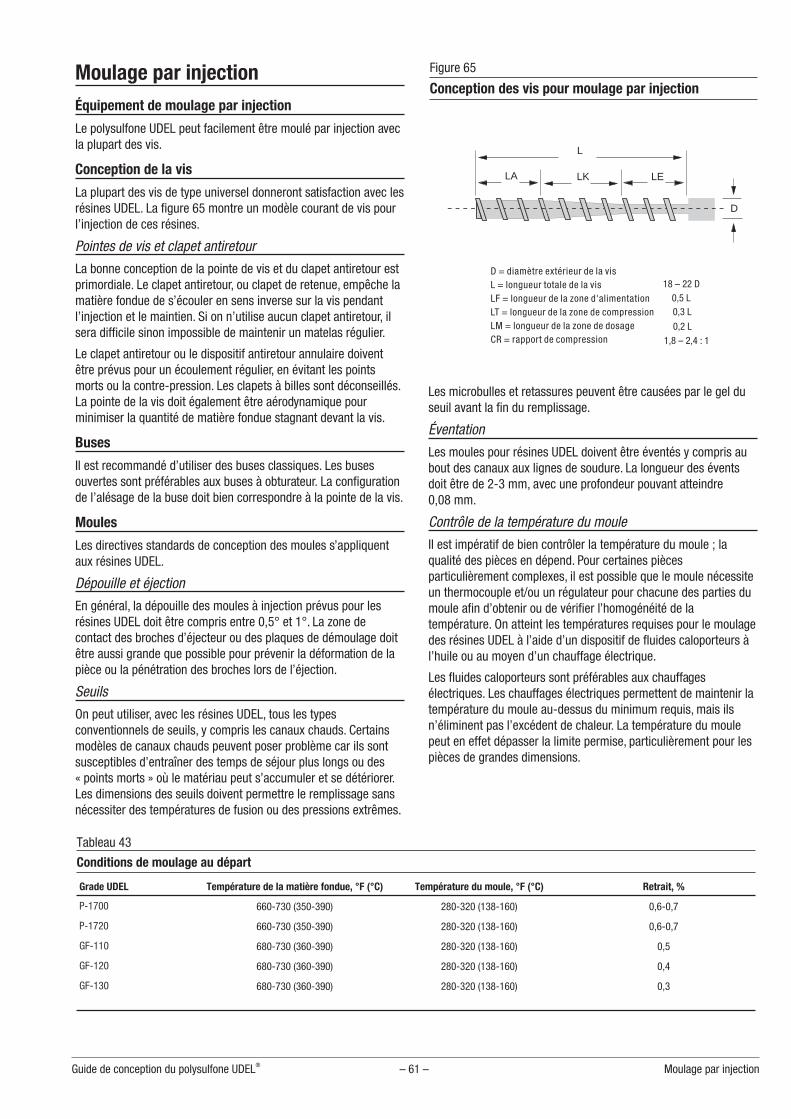
Moulage par injectionÉquipement de moulage par injection
Le polysulfone UDEL peut facilement être moulé par injection avecla plupart des vis.
Conception de la vis
La plupart des vis de type universel donneront satisfaction avec lesrésines UDEL. La figure 65 montre un modèle courant de vis pourl’injection de ces résines.
Pointes de vis et clapet antiretour
La bonne conception de la pointe de vis et du clapet antiretour estprimordiale. Le clapet antiretour, ou clapet de retenue, empêche lamatière fondue de s’écouler en sens inverse sur la vis pendantl’injection et le maintien. Si on n’utilise aucun clapet antiretour, ilsera difficile sinon impossible de maintenir un matelas régulier.
Le clapet antiretour ou le dispositif antiretour annulaire doiventêtre prévus pour un écoulement régulier, en évitant les pointsmorts ou la contre�pression. Les clapets à billes sont déconseillés.La pointe de la vis doit également être aérodynamique pourminimiser la quantité de matière fondue stagnant devant la vis.
Buses
Il est recommandé d’utiliser des buses classiques. Les busesouvertes sont préférables aux buses à obturateur. La configurationde l’alésage de la buse doit bien correspondre à la pointe de la vis.
Moules
Les directives standards de conception des moules s’appliquentaux résines UDEL.
Dépouille et éjection
En général, la dépouille des moules à injection prévus pour lesrésines UDEL doit être compris entre 0,5° et 1°. La zone decontact des broches d’éjecteur ou des plaques de démoulage doitêtre aussi grande que possible pour prévenir la déformation de lapièce ou la pénétration des broches lors de l’éjection.
Seuils
On peut utiliser, avec les résines UDEL, tous les typesconventionnels de seuils, y compris les canaux chauds. Certainsmodèles de canaux chauds peuvent poser problème car ils sontsusceptibles d’entraîner des temps de séjour plus longs ou des« points morts » où le matériau peut s’accumuler et se détériorer.Les dimensions des seuils doivent permettre le remplissage sansnécessiter des températures de fusion ou des pressions extrêmes.
Les microbulles et retassures peuvent être causées par le gel duseuil avant la fin du remplissage.
Éventation
Les moules pour résines UDEL doivent être éventés y compris aubout des canaux aux lignes de soudure. La longueur des éventsdoit être de 2�3 mm, avec une profondeur pouvant atteindre0,08 mm.
Contrôle de la température du moule
Il est impératif de bien contrôler la température du moule ; laqualité des pièces en dépend. Pour certaines piècesparticulièrement complexes, il est possible que le moule nécessiteun thermocouple et/ou un régulateur pour chacune des parties dumoule afin d’obtenir ou de vérifier l’homogénéité de latempérature. On atteint les températures requises pour le moulagedes résines UDEL à l’aide d’un dispositif de fluides caloporteurs àl’huile ou au moyen d’un chauffage électrique.
Les fluides caloporteurs sont préférables aux chauffagesélectriques. Les chauffages électriques permettent de maintenir latempérature du moule au�dessus du minimum requis, mais ilsn’éliminent pas l’excédent de chaleur. La température du moulepeut en effet dépasser la limite permise, particulièrement pour lespièces de grandes dimensions.
Guide de conception du polysulfone UDEL® – 61 – Moulage par injection
L
LA LK LE
D
0,5 L0,3 L
0,2 L
18 – 22 D
1,8 – 2,4 : 1
D = diamètre extérieur de la visL = longueur totale de la visLF = longueur de la zone d'alimentationLT = longueur de la zone de compressionLM = longueur de la zone de dosageCR = rapport de compression
Figure 65
Conception des vis pour moulage par injection
Grade UDEL Température de la matière fondue, °F (°C) Température du moule, °F (°C) Retrait, %
P�1700 660�730 (350�390) 280�320 (138�160) 0,6�0,7
P�1720 660�730 (350�390) 280�320 (138�160) 0,6�0,7
GF�110 680�730 (360�390) 280�320 (138�160) 0,5
GF�120 680�730 (360�390) 280�320 (138�160) 0,4
GF�130 680�730 (360�390) 280�320 (138�160) 0,3
Tableau 43
Conditions de moulage au départ
Paramètres de la machine
Températures du moulage par injection
Le tableau 43 montre les températures d’injection de la matièrefondue pour les différentes résines UDEL. En général, lestempératures trop élevées ne sont pas recommandées car ellesentraînent un risque de dégradation thermique. On préfère doncles températures de matière fondue ne dépassant pas 390 °C.
Température du moule
La température du moule détermine dans une grande mesure leretrait, la déformation, le respect des tolérances, la qualité du finide la pièce moulée et le niveau de contraintes générées aumoulage.
Pour les résines UDEL, la température du moule est en général de120�160 °C. Seuls les grades renforcés verre UDEL requièrent destempératures plus élevées pour un fini optimal. Le tableau 43 listeles températures de moules recommandées pour les différentsgrades UDEL.
On peut réduire les pertes de chaleur en ajoutant une plaqued’isolation entre le moule et les plateaux de la presse. Les piècesmoulées de haute qualité requièrent un dispositif bien conçu decanaux de refroidissement et un bon paramétrage de latempérature du moule.
Température du fourreau
Les granules UDEL devraient être fondus dans des conditionsdouces et des temps de séjour dans le fourreau relativement longspeuvent être acceptés si le paramétrage des températures est telque la température augmente progressivement de la trémie à labuse. Si les temps de séjour sont courts, on peut régler lechauffage de toutes les résistances du fourreau à la mêmetempérature. Il faut prévoir au moins un chauffage indépendant (devaleur nominale 200 W à 300 W) pour la buse, car les déperditionsde chaleur vers le moule peuvent être importantes en raison durayonnement et de la conductivité. On réduira ces pertes en isolantla buse.
Il est important de surveiller le contrôle du chauffage. En détectantà temps les anomalies vous éviterez une rupture de la vis en casde panne d’une des zones de chauffe du fourreau.
On peut améliorer l’alimentation en granules en maintenant latempérature autour de la trémie à environ 80 °C.
Temps de séjour dans le fourreau
Le temps passé par le plastique dans le cylindre de plastificationinflue sur la qualité du moulage. Si celui�ci est trop court, lesgranules ne seront pas assez fondus. Dans le cas inverse ladégradation thermique devient probable ; elle est indiquée par ladécoloration, des stries foncées et même la présence de particulesbrûlées dans les pièces. On peut souvent réduire le temps deséjour en utilisant une petite unité de plastification. Les temps deséjour seront acceptables si le dosage est d’environ 30 à 70 % dela capacité du fourreau. Aux températures de matière fondueindiquées dans le tableau 43, toutes les résines UDEL peuventsupporter un temps de séjour de 20 minutes, mais il est préférablede ne pas dépasser les 10 minutes.
Processus de moulage
Caractéristiques de l’alimentation
En utilisant des vis telles que représentées à la figure 65 page 61et en indexant les températures recommandées, on assure unealimentation et une plastification homogènes.
La température de la zone d’alimentation ne doit pas être tropélevée, sans quoi les granules pourraient fondrent prématurémentet créer un bourrelet, empêchant de ce fait l’alimentation correctede la vis.
Contre�pression
On l’utilise généralement pour maintenir un temps de plastificationconstant, pour éviter l’entraînement de l’air et/ou pour améliorerl’homogénéisation de la matière fondue. La contre�pression n’estabsolument pas obligatoire pour les résines UDEL. Unecontre�pression trop élevée provoquerait un échauffementimportant par friction.
Vitesse de rotation de la vis
Dans la mesure du possible, la vitesse de rotation de la vis doitêtre telle que le temps de plastification disponible soit entièrementutilisé. En d’autres termes, plus le cycle est long et plus la vitessede rotation de la vis doit être lente. Par exemple, une vitesse derotation de 60 à 100 tr/min est souvent suffisante pour une visd’un diamètre de 50 mm. Ceci est particulièrement important à dehautes températures de matière fondue, pour que la matière nestationne pas longtemps dans la tête de vis. Les vitesses derotation lentes minimalisent également l’augmentation detempérature en raison de la friction.
Vitesse d’injection et éventation
La vitesse d’injection choisie pour le remplissage du mouleconstitue un autre facteur important de la qualité des piècesmoulées. On choisira une vitesse d’injection modérée. Elle seraassez élevée pour assurer l’homogénéité de la matière fondue,mais assez basse pour éviter la brûlure par cisaillement. L’injectionrapide assure une solidification uniforme et un bon fini de lasurface, particulièrement pour les grades renforcés verre.
Le moule doit être conçu pour permettre à l’air de s’échapperrapidement des cavités pendant la phase d’injection. Sinon, lacompression rapide de l’air à l’intérieur de la cavité produit dehautes températures, donc une surchauffe localisée et desmarques de brûlure. Dans le but d’éliminer les vides, le débitd’avancement de la vis et la pression de maintien doivent êtresuffisamment hauts pour compenser la diminution de volumependant le refroidissement.
Les seuils doivent être suffisamment larges pour que le polymèrene se solidifie pas avant la fin du temps de maintien. Tout bouchonqui se forme dans ou à proximité du seuil empêche le compactagede la pièce dans le moule.
Moulage par injection – 62 – Solvay Advanced Polymers

Démoulage
Les pièces en UDEL se démoulent facilement et n’adhèrent pasaux parois du moule, même quand elles sont chaudes. En règlegénérale, la dépouille des moules pour les résines UDEL doit êtrede 0,5 à 1°. Une dépouille légèrement plus élevée est nécessairepour les produits renforcés verre, en raison de leur moindre tauxde retrait. La surface des éjecteurs ou plaques de démoulage doitêtre aussi grande que possible. Les broches d’éjecteur ne doiventpas être trop fines, elles pourraient s’enfoncer dans les pièces etles déformer lorsque le cycle est rapide ou les températures demoulage élevées.
Agents de démoulage
Certains additifs de démoulage contiennent des agents quipeuvent entraîner la fissuration sous contrainte des pièces enpolysulfone UDEL. Les agents de démoulage recommandés pourles polycarbones sont en général également compatibles avec lesrésines UDEL. Cependant, il est préférable de tester leurcompatibilité avant utilisation.
Si l’on utilise des agents de démoulage pour pièces soumises auxlistes Underwriters Laboratory (UL), il est important de sélectionnerdes produits reconnus par UL comme étant compatibles avec lesproduits utilisés. Les fabricants doivent se mettre en rapport avecUnderwriters Laboratories à http://www.ul.com pour tousrenseignements complémentaires.
Retrait
Le retrait est défini comme la différence entre les dimensions dumoule et celles de la pièce moulée, à température ambiante. Leretrait est avant tout une propriété de la résine thermoplastique, ilrésulte de la diminution de volume qui se produit lorsque lamatière refroidit à l’intérieur du moule. D’autres facteurs quiaffectent le retrait sont la géométrie de la pièce, l’épaisseur desparois, la taille et l’emplacement des seuils et les paramètres demise en œuvre. L’interaction de tous ces facteurs rend difficile lecalcul du retrait exact à l’avance, mais une évaluation correctereste possible. Les valeurs types sont indiquées au tableau 43page 61.
Guide de conception du polysulfone UDEL® – 63 – Moulage par injection
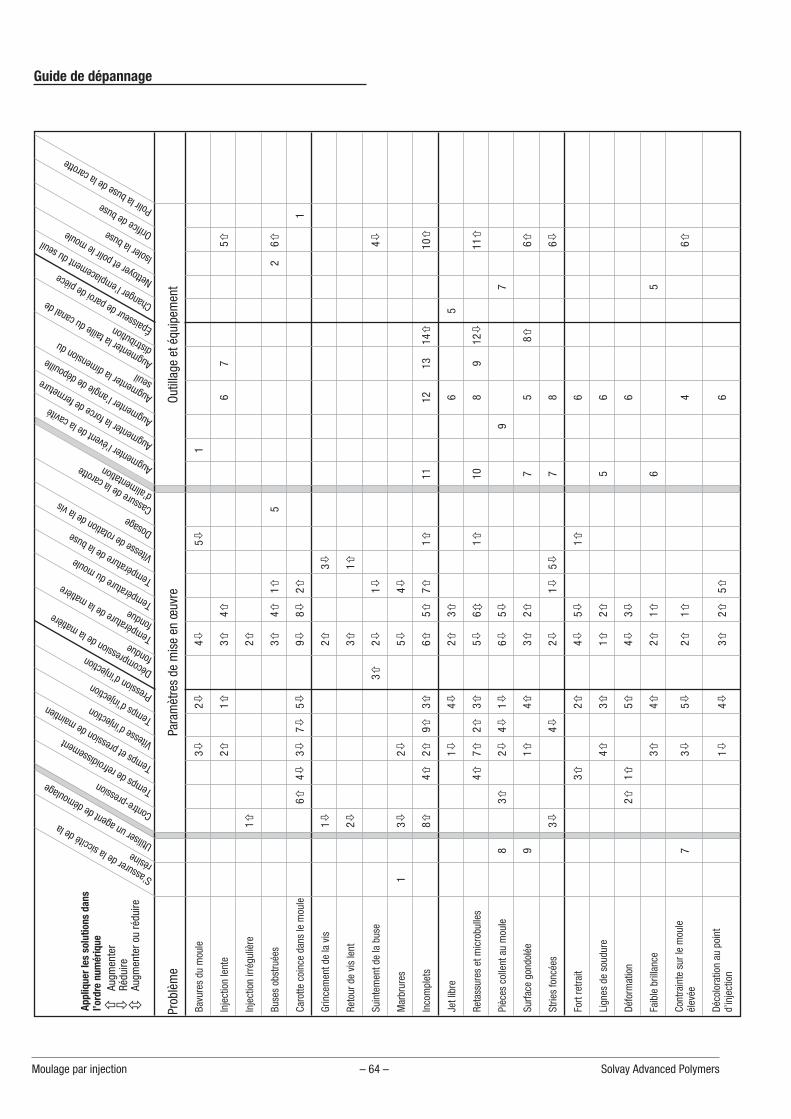
Guide de dépannage
Moulage par injection – 64 – Solvay Advanced Polymers
S’assurerdelasiccité
dela
résineUtilis
erunagentdedémoulage
Contre�pression Tempsderefroidisse
ment
Tempsetpressiondemaintien
Vitessed’injection
Tempsd’injectionPressio
nd’injectionDécompressio
ndelamatière
fondueTempératuredelamatière
fondueTempératuredumoule
Températuredelabuse
Vitessederotationdelavis
DosageCassu
redelacarotte
d’alimentation Augmenterl’éventdelacavité
Augmenterlaforcedefermeture
Augmenterl’anglededépouille
Augmenterladimensiondu
seuilAugmenterlataille
ducanalde
distribution Épaisse
urdeparoidepièce
Changerl’emplacementduseuil
Nettoyeretpolirlemoule
Isolerlabuse Orificedebuse Polirlabusedelacarotte
Prob
lèm
ePa
ram
ètre
sde
mis
een
œuv
reOu
tilla
geet
équi
pem
ent
Bavu
res
dum
oule
3�2�
4�5�
1
Inje
ctio
nle
nte
2�1�
3�4�
67
5�
Inje
ctio
nirr
égul
ière
1�2�
Buse
sob
stru
ées
3�4�
1�5
26�
Caro
tteco
ince
dans
lem
oule
6�4�
3�7�
5�9�
8�2�
1
Grin
cem
entd
ela
vis
1�2�
3�
Reto
urde
vis
lent
2�3�
1�
Suin
tem
entd
ela
buse
3�2�
1�4�
Mar
brur
es1
3�2�
5�4�
Inco
mpl
ets
8�4�
2�9�
3�6�
5�7�
1�11
1213
14�
10�
Jetl
ibre
1�4�
2�3�
65
Reta
ssur
eset
mic
robu
lles
4�7�
2�3�
5�6�
1�10
89
12�
11�
Pièc
esco
llent
aum
oule
83�
2�4�
1�6�
5�9
7
Surfa
cego
ndol
ée9
1�4�
3�2�
75
8�6�
Strie
sfo
ncée
s3�
4�2�
1�5�
78
6�
Fort
retra
it3�
2�4�
5�1�
6
Lign
esde
soud
ure
4�3�
1�2�
56
Défo
rmat
ion
2�1�
5�4�
3�6
Faib
lebr
illan
ce3�
4�2�
1�6
5
Cont
rain
tesu
rle
mou
leél
evée
73�
5�2�
1�4
6�
Déco
lora
tion
aupo
int
d’in
ject
ion
1�4�
3�2�
5�6
Appl
ique
rles
solu
tions
dans
l’ord
renu
mér
ique
�Au
gmen
ter
�Ré
duire
�Au
gmen
tero
uré
duire
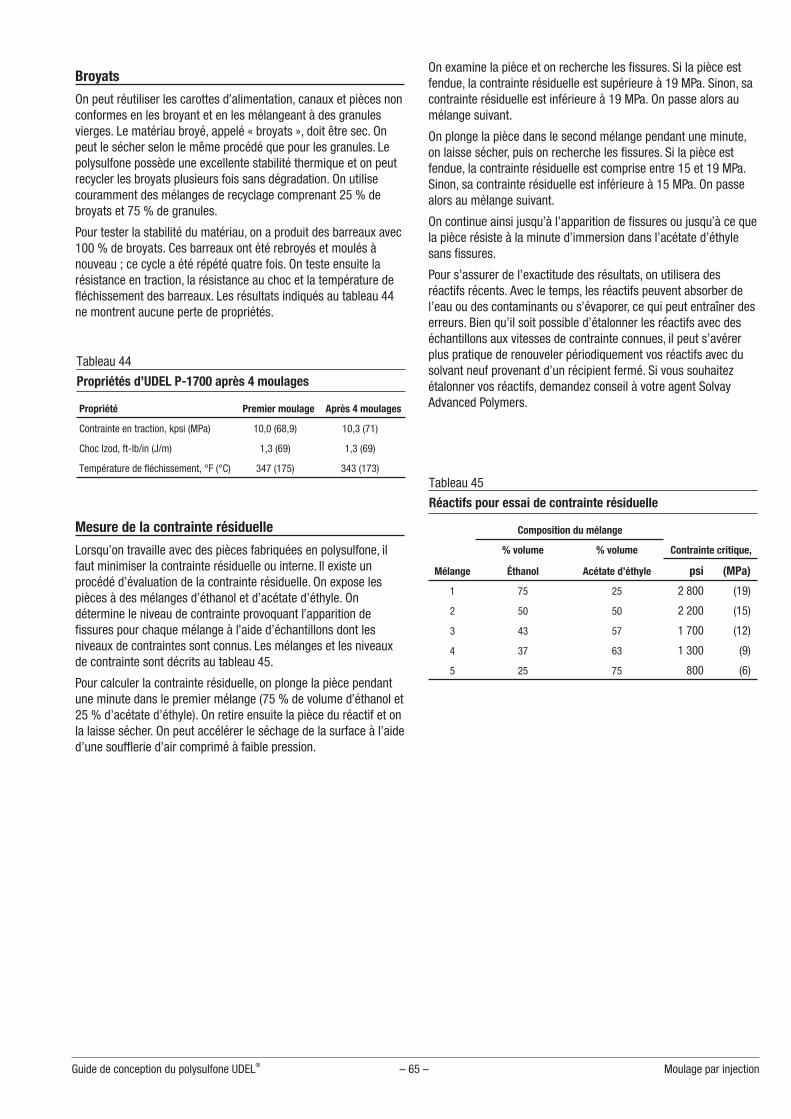
Broyats
On peut réutiliser les carottes d’alimentation, canaux et pièces nonconformes en les broyant et en les mélangeant à des granulesvierges. Le matériau broyé, appelé « broyats », doit être sec. Onpeut le sécher selon le même procédé que pour les granules. Lepolysulfone possède une excellente stabilité thermique et on peutrecycler les broyats plusieurs fois sans dégradation. On utilisecouramment des mélanges de recyclage comprenant 25 % debroyats et 75 % de granules.
Pour tester la stabilité du matériau, on a produit des barreaux avec100 % de broyats. Ces barreaux ont été rebroyés et moulés ànouveau ; ce cycle a été répété quatre fois. On teste ensuite larésistance en traction, la résistance au choc et la température defléchissement des barreaux. Les résultats indiqués au tableau 44ne montrent aucune perte de propriétés.
Mesure de la contrainte résiduelle
Lorsqu’on travaille avec des pièces fabriquées en polysulfone, ilfaut minimiser la contrainte résiduelle ou interne. Il existe unprocédé d’évaluation de la contrainte résiduelle. On expose lespièces à des mélanges d’éthanol et d’acétate d’éthyle. Ondétermine le niveau de contrainte provoquant l’apparition defissures pour chaque mélange à l’aide d’échantillons dont lesniveaux de contraintes sont connus. Les mélanges et les niveauxde contrainte sont décrits au tableau 45.
Pour calculer la contrainte résiduelle, on plonge la pièce pendantune minute dans le premier mélange (75 % de volume d’éthanol et25 % d’acétate d’éthyle). On retire ensuite la pièce du réactif et onla laisse sécher. On peut accélérer le séchage de la surface à l’aided’une soufflerie d’air comprimé à faible pression.
On examine la pièce et on recherche les fissures. Si la pièce estfendue, la contrainte résiduelle est supérieure à 19 MPa. Sinon, sacontrainte résiduelle est inférieure à 19 MPa. On passe alors aumélange suivant.
On plonge la pièce dans le second mélange pendant une minute,on laisse sécher, puis on recherche les fissures. Si la pièce estfendue, la contrainte résiduelle est comprise entre 15 et 19 MPa.Sinon, sa contrainte résiduelle est inférieure à 15 MPa. On passealors au mélange suivant.
On continue ainsi jusqu’à l’apparition de fissures ou jusqu’à ce quela pièce résiste à la minute d’immersion dans l’acétate d’éthylesans fissures.
Pour s’assurer de l’exactitude des résultats, on utilisera desréactifs récents. Avec le temps, les réactifs peuvent absorber del’eau ou des contaminants ou s’évaporer, ce qui peut entraîner deserreurs. Bien qu’il soit possible d’étalonner les réactifs avec deséchantillons aux vitesses de contrainte connues, il peut s’avérerplus pratique de renouveler périodiquement vos réactifs avec dusolvant neuf provenant d’un récipient fermé. Si vous souhaitezétalonner vos réactifs, demandez conseil à votre agent SolvayAdvanced Polymers.
Guide de conception du polysulfone UDEL® – 65 – Moulage par injection
Propriété Premier moulage Après 4 moulages
Contrainte en traction, kpsi (MPa) 10,0 (68,9) 10,3 (71)
Choc Izod, ft�lb/in (J/m) 1,3 (69) 1,3 (69)
Température de fléchissement, °F (°C) 347 (175) 343 (173)
Tableau 44
Propriétés d’UDEL P�1700 après 4 moulages
Composition du mélange
% volume % volume Contrainte critique,
Mélange Éthanol Acétate d’éthyle psi (MPa)
1 75 25 2 800 (19)
2 50 50 2 200 (15)
3 43 57 1 700 (12)
4 37 63 1 300 (9)
5 25 75 800 (6)
Tableau 45
Réactifs pour essai de contrainte résiduelle

Moulage par extrusion�soufflageLes étapes du moulage par extrusion�soufflage sont les suivantes :
� Extrusion d’un tube appelé une « paraison ».� Transfert de la paraison dans un autre moule.� Soufflage de la paraison jusqu’à remplir le moule.� Refroidissement et éjection de la pièce.
Les résines UDEL P�1700 et P�3500 conviennent pourl’extrusion�soufflage. Cependant, on préfère souvent P�3500 enraison de sa meilleure tenue en fondu.
Séchage
La résine de polysulfone doit être soigneusement séchée avant lemoulage. Voyez les recommandations de séchage page 59. Leséchage est plus critique dans le cas de l’extrusion�soufflage quedans celui du moulage par injection puisque les paraisonsextrudées chaudes sont à pression atmosphérique, ce qui permetà l’eau de venir facilement en surface.
Équipement
Tous les dispositifs d’extrusion�soufflage que l’on trouve dans lecommerce, qu’ils s’agissent de systèmes continus ou discontinus,conviennent aux polysulfones à condition qu’ils résistent à destempératures de matière fondue de 315�345 °C.
La configuration des vis des équipements d’extrusion�soufflage estimportante quand on souffle du polysulfone. Pour obtenir unéquilibre optimal entre l’uniformité de température de la matièrefondue, le contrôle de la température et la puissance requise il faututiliser des vis avec un taux de compression bas ( 2,0 à 2,5:1). Ilest préférable d’éviter les vis à taux de compression élevé,utilisées généralement avec les polyoléfines. Leur couple moteurrequis est élevé et provoquerait une chaleur excessive due aufrottement avec le polysulfone.
L’uniformité de température de la matière fondue des polysulfonesen extrusion est meilleure que celle des polyoléfines. Les filtres etautres restrictions de pression ne sont donc en général pasnécessaires.
De même qu’en injection, on contrôle la température du moule (àl’huile) pour réduire les contraintes générées au moulage. Pour laplupart des pièces comportant des zones à parois relativementfines, la température du moule doit être comprise entre 120 et150 °C.
Conditions de mise en œuvre
Les températures de la résine pour l’extrusion�soufflage sont debeaucoup inférieures à celles du moulage par injection :315�330 °C pour UDEL P�1700 et 330�345 °C pour P�3500.
Les autres conditions sont toutefois similaires à celles d’autresmatériaux. Les pressions d’air de 0,28 à 0,48 MPa sontsatisfaisantes en cas de soufflage de bouteilles. Les cycles demoulages sont comparables à ceux du polycarbonate. En raison dela nature amorphe et du temps de prise rapide du polysulfone, lescycles seront plus courts qu’avec les polyoléfines.
On facilitera l’extrusion�soufflage du polysulfone en soignant laconception de la tête et de la filière, ainsi que le contrôle de latempérature. Têtes et filières profilées réduisent l’accrochage etaméliorent le contrôle de l’uniformité de la matière fondue. Lepolysulfone fondu est extrêmement sensible aux variations detempérature, il est donc important de maintenir une températurede surface uniforme dans la tête et la filière. Ces précautionspermettent de mieux contrôler la paraison.
L’extrusion�soufflage permet de produire des pièces enpolysulfone dont la surface est brillante et lisse. Si les surfaces destêtes, broches et filières sont bien polies, le brillant naturel dupolysulfone est encore mieux mis en valeur. Le polissage dessurfaces du moule aide encore à améliorer l’aspect de la pièce. Lepolysulfone n’est pas corrosif, il n’est donc pas essentiel dechromer les surfaces d’écoulement. Cependant, ce chromagesimplifie la maintenance du poli des broches et filières.
La viscosité du polysulfone fondu n’est pas sensible aucisaillement, de sorte que le gonflement de la paraison à la sortiede la filière est moins important qu’avec d’autres matières.L’épaisseur de paroi de la paraison est donc en général proche desdimensions du jeu existant entre le poinçon et la matrice.
La température de la résine et le débit d’extrusion de la filière sontdes facteurs importants dans le contrôle de l’allongement de laparaison. De même qu’avec de nombreux matériaux, l’allongementdevient excessif si la vitesse d’extrusion est trop lente ou si latempérature de la matière est trop élevée. En général, uneextrusion rapide et une température basse donnent les meilleursrésultats et une surface de paraison plus lisse. Une filière avecprogrammation de la paraison permet d’optimiser l’épaisseur desparois.
Moulage par extrusion�soufflage – 66 – Solvay Advanced Polymers
ExtrusionOn peut facilement extruder le polysulfone UDEL à l’aide d’unéquipement conventionnel et produire des feuilles, films, profilés,barres, plaques et tuyaux.
Préséchage
Il est obligatoire de bien sécher les résines UDEL avant l’extrusion,afin d’empêcher la formation de bulles dans l’extrudat. Lesrecommandations de séchage fournies page 59 s’appliquentégalement ici, mais on continuera à sécher le produit jusqu’à ceque la teneur en eau soit inférieure à 100 ppm. Les trémiesséchantes seront bien isolées et étanches. La température de l’airentrant doit être assez élevée et sa teneur en eau assez bassepour pouvoir maintenir les granules à 150 °C dans un air avec unpoint de rosée de –40 °C. Cette condition doit être maintenueassez longtemps pour que la teneur en eau du polymère devienneinférieure à 100 ppm.
Températures d’extrusion
La température de la matière extrudée doit être comprise entre315 et 370 °C. Le polysulfone n’est pas sensible au cisaillement,ce qui signifie que la viscosité à l’état fondu est directementfonction de la température.
Le profil de température matière dans le cylindre (fourreau) doitêtre croissant de la trémie d’alimentation au nez. On recommandedans la plupart des cas 300 °C à la trémie de l’extrudeuse, à315�340 °C à la tête. Si vous utilisez une vis avec une zoned’alimentation (dosage) relativement peu profonde, il seranécessaire de fixer des températures de fourreau plus élevées(315�370 °C) pour mieux contrôler l’opération dans les limites depression et d’alimentation électrique de l’appareil.
Recommandations concernant la vis
En général, on recommande des vis avec des rapportslongueur/diamètre de 20:1 à 24:1. Les taux de compressioncompris entre 2:1 et 2,5:1 donnent de bons résultats. Le pas de lavis doit être égal à son diamètre et la transition entre la zoned’alimentation et la zone de pompage doit être progressive. Leszones de compression (plastification) et de pompage doivent êtreplus longues que la zone d’alimentation. La zone de compressiondoit être la plus longue de façon à chauffer la résine et à la ramollirsuffisamment avant d’arriver à la zone de pompage. Uneconfiguration de départ peut être : alimentation 4 longueurs,compression 14, pompage 6.
Les vis à deux étages permettent le dégazage une fois la matièrefondue comprimée de façon optimale. La conception des doublesvis comprend une zone de décompression permettant le dégazagepar le vide après la première zone de compression. Cette zone dedécompression est suivie d’une zone intermédiaire et enfin d’unezone de pompage, selon les principes décrits pour la vis simple.
Conception de la filière
Le chauffage de la filière doit être conçu pour atteindre etmaintenir des températures de 315�370 °C. La viscosité dupolysulfone étant fonction de la température, il est important decontrôler la température de la filière pour assurer un extrudatuniforme.
On peut utiliser les filières prévues pour le polycarbonate. Il estimportant qu’elles soient profilées. Un profil d’écoulementhydrodynamique et le fait d’intégrer des bouchons de purge auxextrémités des filières éliminent le risque de stagnation et dedégradation de la matière dans la filière.
Les filières doivent pouvoir travailler en continu à des pressionspouvant atteindre 21 MPa.
Les canaux d’écoulement, les bords des filières et les peignesdoivent être soigneusement polis et chromés pour assurer àl’extrudat un aspect optimal.
Il y a peu de gonflement lors de l’extrusion du polysulfone car laviscosité de la matière fondue est insensible au niveau decisaillement. De plus, le temps extrêmement court de relaxationdes contraintes de la résine implique peu d’orientation desproduits extrudés.
Types de produits extrudés
Gainage de câbles
On peut extruder le polysulfone UDEL sous forme de câbles ou defils à l’aide d’une tête d’équerre avec filière du type tube ou avecune filière dite à pression. Pour une meilleure adhésion, latempérature du fil doit être proche de celle du polymère fondu.Grâce à son grand allongement en fondu, l’UDEL permet de réduirel’épaisseur matière autour du fil. Afin d’améliorer l’adhésion dupolymère fondu sur le fil, il est recommandé de mettre la têted’équerre sous vide. Les fils ainsi fabriqués ne doivent pas êtrerefroidis rapidement, mais plutôt lentement en passant dans unbain d’eau ou à l’aide d’un système d’arrosage.
Film
Grâce à son excellente tenue en fondu, l’UDEL permet d’obtenirdes films très fins. Le film extrudé à partir d’une filière platepossède d’excellentes propriétés optiques et électriques, unmodule élevé, une bonne résistance au choc, sur une vaste plagede températures. Le film peut être soudé à chaud et imprimé, sanstraitements particuliers. Le grade UDEL P�1700 est recommandépour l’extrusion de film à usage général.
Guide de conception du polysulfone UDEL® – 67 – Extrusion
Pour une extrudeuse de 63 mm, la configuration matérielle et lesconditions d’extrusion sont les suivantes :
Filière La tête�filière standard, alimentée par un canal detype « porte�manteau » et équipée d’une barred’étranglement déformable pour assurer la régularité dudébit extrudé, donne de bons résultats. Les bords de filièrede 1�1,5 mm sont destinés aux films de 0,025�0,25 mm.Les filières doivent pouvoir travailler en continu à 24,1 MPa.
Plaques à trous Les plaques à trous, appelées aussiplaques de contre�pression, sont responsables des « lignesde filière » ou rayures, et devraient être remplacées par unebague qui assurera la liaison entre la tête et l’extrudeuse.
Chill�roll Un rouleau d’un diamètre de 21,6 cm chauffé à170 °C est nécessaire pour empêcher que le film ne se ride.
Température de l’extrudeuse Les températures dufourreau, de l’arrière vers l’avant, doivent être de300�330 °C. La température de la filière doit être compriseentre 330 et 345 °C.
Débit en sortie Ces conditions devraient assurer un débitde 1,4 kg/h/tr/min.
Feuilles
Les filières standards pour feuille (tubulure en forme de poire ouronde avec barre d’étranglement) sont satisfaisantes. On obtientune épaisseur de feuille de 0,5 à 3 mm à l’aide d’une ouverture debord de filière de 3 mm.
La température du rouleau (cylindre) pour l’extrusion de feuillesdoit rester assez élevée pour prévenir le gondolage et réduire lesdéformations de la feuille. Pour des épaisseurs de 0,8 mm, unetechnique d’enveloppement en S donnera de bons résultats, à lacondition qu’on puisse obtenir des températures de cylindres de165�195 °C. Pour des épaisseurs de plus de 0,8 mm, unetechnique de calandrage directe est recommandée. Il estnécessaire de conserver un petit espacement entre les deuxcylindres sur la largeur de la feuille et une température de cylindrede 165�195 °C.
On utilisera une cisaille mécanique pour couper les feuilles enlongueur et ce pour les épaisseurs inférieures à 3 mm. Pour lesfeuilles plus épaisses, la scie est préférable.
Tuyaux et tubes
On peut extruder des tuyaux et tubes en polysulfone à l’aide d’undispositif constitué d’un mandrin (poinçon) relié à la filière aumoyen d’ailettes. Le contrôle de la température du produit est unfacteur déterminant pour atteidnre l’élasticité en fondu souhaitée.Pour l’UDEL P�1700, une température de 305�320 °C estrecommandée. Pour l’UDEL P�3500, la température de matièrefondue doit être supérieure de 15 °C environ.
La méthode de contrôle dimensionnel par dispositifs de calibrageet succion donne de bons résultats. Il n’est pas recommandéd’utiliser un poinçon interne étendu. Pour un meilleur contrôle dela matière fondue, la filière d’extrusion doit être de 70 à 100 %plus grande que la filière de calibrage.
Pour une extrusion de haute qualité, vous devrez réduire lescontraintes liées à la mise en œuvre autant que possible. Pour cela
on minimalise le refroidissement dans le bain de calibrage par levide tout en conservant les exigences dimensionnelles. Le baind’eau ne dépasse pas 1/4 ou 1/5 de la durée requise pour lepolyéthylène.
Mise en route, arrêt et purge
Procédure de mise en route
Si on utilise une extrudeuse sans dégazage, on charge la résinepréséchée dans la trémie, en ayant soin de refroidir, par un filetd’eau, la goulotte d’entrée. La vitesse de la vis doit être de 15 à20 tr/min, jusqu’à ce que la zone d’alimentation de la vis soitpleine ; on réduit ensuite la vitesse à 5 à 10 tr/min. Cela évite uneplastification prématurée et un engorgement de l’arrière de la visqui empêcherait toute alimentation stable. Lorsque la matière sortde la filière, on coupe le refroidissement de la goulotte et on ajustela vitesse de rotation de la vis au débit requis.
Procédure d’arrêt
Si une extrusion de polysulfone doit être interrompue, certainesprécautions s’imposent. Si l’arrêt est de courte durée (quelquesheures au plus) vous pouvez simplement laisser l’extrudeuse sevider et relancer selon la procédure de mise en service. Pour desarrêts prolongés, l’extrudeuse doit être vidée, les chauffes coupéeset la filière ramenée à température ambiante aussi rapidement quepossible. Au lancement, on mettra en chauffe la filière une ou deuxheures avant l’ensemble vis�fourreau de l’extrudeuse. Dès quel’extrudeuse atteint 288�350 °C, on fait tourner la vis jusqu’àatteindre la température d’extrusion recommandée. On pousuitalors la mise en route telle qu’elle est décrite plus haut.
Il est fortement déconseillé de laisser, à température d’extrusion,les résines thermoplastiques stagner dans une extrudeuse pendantdes périodes prolongées, à température d’extrusion. Le risque dedécomposition est grand, auquel cas il sera difficile de relancer etde purger correctement la machine.
Purge
On purge aisément le polysulfone à l’aide d’un polyéthylène hautedensité à faible MFI, ou d’un polypropylène à faible MFI. Une fois lamachine vidée de son polysulfone, on retire la filière, l’adaptateuret la plaque à trous. On laisse l’équipement refroidir jusqu’à288 °C et on élimine les résidus par brossage.
Quant au fourreau, on augmente la température jusqu’à 340 °C eton purge avec le PEHD ou le PP bas MFI, jusqu’à disparition detoutes traces de polysulfone. On amène ensuite la température à150 °C. On retire la vis, puis on brosse et on nettoie le fourreau etla vis. Si du polysulfone adhère encore à la vis, ou à tout autrepartie de l’équipement, on peut l’éliminer en le laissant tremperune nuit dans un solvant chloré puis en le brossant.
Extrusion – 68 – Solvay Advanced Polymers
ThermoformageLa feuille de polysulfone UDEL doit être bien séchée avant d’êtrethermoformée. Sinon, elle mousse au cours de l’opération. Lesfeuilles provenant directement de la ligne d’extrusion sont sècheset peuvent être thermoformées directement. Il est doncrecommandé de prévoir une opération combinée, une ligneextrusion�thermoformage. Cependant, les bobines terminéesrestent aptes au thermoformage pendant 8 à 16 heures, selon lesconditions ambiantes d’humidité et le temps que la feuille a passé(chaude) à la station d’enroulement. Les feuilles d’une épaisseurde 0,23 mm ou moins ne mousseront pas, il est donc inutile de lessécher avant de les thermoformer.
On peut sécher les rouleaux de fines feuilles de polysulfone UDELtels quels. Par exemple, il faut environ 20 heures à 135 °C poursécher une feuille de 0,5 mm d’épaisseur et d’environ 15 cmd’épaisseur sur un noyau. Le temps nécessaire au séchage d’unrouleau dépend de son épaisseur réelle, car tout le rouleau doitatteindre une température de 120 °C au moins.
Le séchage de feuilles individuelles de polysulfone UDEL d’uneépaisseur de 0,4�0,5 mm peut s’effectuer au four à 135 °C endeux heures. Pour les feuilles d’une épaisseur de 0,8 mm, il fautcompter au moins trois heures.
Pour le thermoformage, la température réelle de la feuille ensurface doit être de 230�260 °C. La capacité de chauffage devraêtre d’au moins 20 kW/m2, 40�50 kW/m2 de préférence. Parexemple, avec environ 40 kW/m2, réglés à 430 °C, placés à 8 cmdes deux côtés de la feuille de polysulfone UDEL 0,5 mm, la feuillesera chauffée en 15 secondes. Pour une épaisseur de feuille allantjusqu’à 2,3 mm on peut ne chauffer qu’un seul côté.
Pendant le chauffage, la feuille semblera se tendre, puis elle segondolera entre les brides jusqu’à ce que les tensions soientrelachées. La feuille se tendra ensuite, presque uniformément,puis commencera à s’affaisser. À ce point, elle est prête aumoulage. La feuille de polysulfone UDEL chauffé s’affaissera assezrapidement, particulièrement dans les cas où les épaisseurs sontimportantes et le poids plus élevé. Il faut alors la placerrapidement dans le moule et laisser assez de jeu au�dessus de lapartie inférieure.
La plupart des méthodes conventionnelles de thermoformage, parexemple formage sous vide, estampage, préétirage et formageavec préétirage sur poinçon, conviennent parfaitement aux feuillesde polysulfone UDEL. On fabrique des pièces avec un rapport desection atteignant 9:1.
On peut thermoformer des prototypes avec de nombreux types demoules, bois, époxy chargé métal ou alliage d’aluminium. On nepeut utiliser les moules en bois dur plus de 10 à 30 fois, en raisondes hautes températures. Chaque moule en époxy supporte 100 à300 moulages. Les moules en alliage d’aluminium permettent deproduire plusieurs milliers de pièces.
Les moules de production industrielle devraient être en métal etpourvus de canaux permettant, au moyen d’un fluide caloporteur,d’obtenir une température de 150 °C. Les moules en aluminium ouen acier sont satisfaisants et la reproduction de la surface dumoule est excellente. Le retrait au moulage du polysulfone UDELest uniforme, à 0,7 %. Dans des conditions idéales, le moule doitpouvoir être utilisé à 150�165 °C, ce qui assure une contrainterésiduelle minimale et permet de maximaliser la résistance à la
fissuration sous contrainte (stress cracking). On peut démouler lespièces à 150�175 °C.
Pour les matières rigides et amorphes, les règles suivantes deconception des moules de thermoformage du polysulfone UDELsont recommandées :
� Arrondissez tous les angles, autant que la conception de lapièce le permet.
� Prévoyez une dépouille d’au moins 3° sur les pièces peuprofondes et d’au moins 6° sur les pièces profondes.
� Evitez les contre�dépouilles.� Percez des trous d’un diamètre maximal de 0,4 mm.
Moulage par compressionPour mouler par compression une plaque de polysulfone 25 x 200x 200 mm pour afin d’usiner des prototypes, la procédure suivanteest recommandée.
1. Remplir la cavité du moule avec 1 500 grammes de granulesUDEL P�1700.
2. Chauffer les deux plaques de pression à 290 °C.
3. Placer une plaque d’isolation d’une épaisseur de 10 mm sur lemoule. Placer le moule dans la presse et fermez. (1)
4. Appliquer une pression de 18 144 kg pendant une heure.
5. Ouvrir et retirer la plaque isolante, puis appliquer à nouveau lapression pendant 10 minutes(2).
6. Laisser les plaques se refroidir jusqu’à 120 °C ; relâcher lapression, puis retirer le moule de la presse et l’ouvrir.
Pour une plaque d’une épaisseur de 13 mm, la procédure estsimilaire, avec toutefois les modifications suivantes : à l’étape 1,utiliser 750 grammes de résine UDEL P�1700 ; à l’étape 4, réduirele temps à 30 minutes.(1) La plaque isolante est nécessaire pour chauffer une seule face. Le fait de
chauffer sur deux faces risque de provoquer le piégeage de gaz au centre.(2) Un dernier chauffage des deux côtés élimine les bulles qui se forment sur le
dessus.
Guide de conception du polysulfone UDEL® – 69 – Moulage par compression
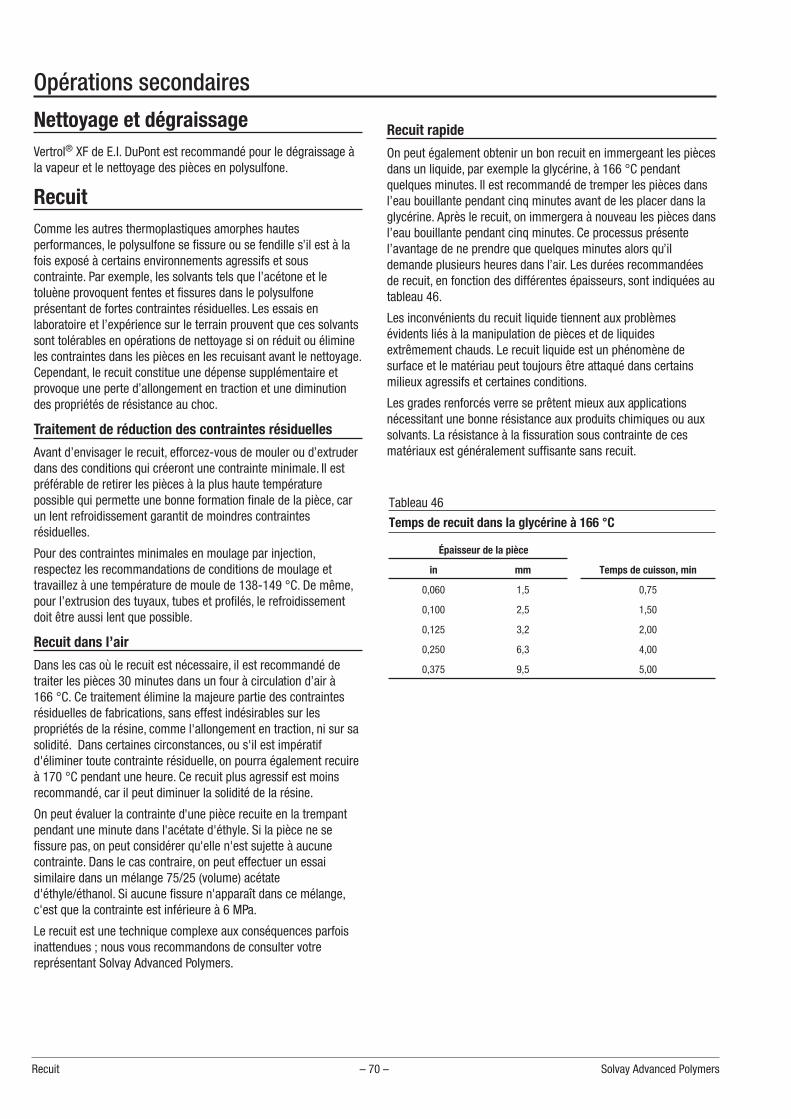
Opérations secondaires
Nettoyage et dégraissageVertrol® XF de E.I. DuPont est recommandé pour le dégraissage àla vapeur et le nettoyage des pièces en polysulfone.
RecuitComme les autres thermoplastiques amorphes hautesperformances, le polysulfone se fissure ou se fendille s’il est à lafois exposé à certains environnements agressifs et souscontrainte. Par exemple, les solvants tels que l’acétone et letoluène provoquent fentes et fissures dans le polysulfoneprésentant de fortes contraintes résiduelles. Les essais enlaboratoire et l’expérience sur le terrain prouvent que ces solvantssont tolérables en opérations de nettoyage si on réduit ou élimineles contraintes dans les pièces en les recuisant avant le nettoyage.Cependant, le recuit constitue une dépense supplémentaire etprovoque une perte d’allongement en traction et une diminutiondes propriétés de résistance au choc.
Traitement de réduction des contraintes résiduelles
Avant d’envisager le recuit, efforcez�vous de mouler ou d’extruderdans des conditions qui créeront une contrainte minimale. Il estpréférable de retirer les pièces à la plus haute températurepossible qui permette une bonne formation finale de la pièce, carun lent refroidissement garantit de moindres contraintesrésiduelles.
Pour des contraintes minimales en moulage par injection,respectez les recommandations de conditions de moulage ettravaillez à une température de moule de 138�149 °C. De même,pour l’extrusion des tuyaux, tubes et profilés, le refroidissementdoit être aussi lent que possible.
Recuit dans l’air
Dans les cas où le recuit est nécessaire, il est recommandé detraiter les pièces 30 minutes dans un four à circulation d’air à166 °C. Ce traitement élimine la majeure partie des contraintesrésiduelles de fabrications, sans effest indésirables sur lespropriétés de la résine, comme l'allongement en traction, ni sur sasolidité. Dans certaines circonstances, ou s'il est impératifd'éliminer toute contrainte résiduelle, on pourra également recuireà 170 °C pendant une heure. Ce recuit plus agressif est moinsrecommandé, car il peut diminuer la solidité de la résine.
On peut évaluer la contrainte d'une pièce recuite en la trempantpendant une minute dans l'acétate d'éthyle. Si la pièce ne sefissure pas, on peut considérer qu'elle n'est sujette à aucunecontrainte. Dans le cas contraire, on peut effectuer un essaisimilaire dans un mélange 75/25 (volume) acétated'éthyle/éthanol. Si aucune fissure n'apparaît dans ce mélange,c'est que la contrainte est inférieure à 6 MPa.
Le recuit est une technique complexe aux conséquences parfoisinattendues ; nous vous recommandons de consulter votrereprésentant Solvay Advanced Polymers.
Recuit rapide
On peut également obtenir un bon recuit en immergeant les piècesdans un liquide, par exemple la glycérine, à 166 °C pendantquelques minutes. Il est recommandé de tremper les pièces dansl’eau bouillante pendant cinq minutes avant de les placer dans laglycérine. Après le recuit, on immergera à nouveau les pièces dansl’eau bouillante pendant cinq minutes. Ce processus présentel’avantage de ne prendre que quelques minutes alors qu’ildemande plusieurs heures dans l’air. Les durées recommandéesde recuit, en fonction des différentes épaisseurs, sont indiquées autableau 46.
Les inconvénients du recuit liquide tiennent aux problèmesévidents liés à la manipulation de pièces et de liquidesextrêmement chauds. Le recuit liquide est un phénomène desurface et le matériau peut toujours être attaqué dans certainsmilieux agressifs et certaines conditions.
Les grades renforcés verre se prêtent mieux aux applicationsnécessitant une bonne résistance aux produits chimiques ou auxsolvants. La résistance à la fissuration sous contrainte de cesmatériaux est généralement suffisante sans recuit.
Recuit – 70 – Solvay Advanced Polymers
Épaisseur de la pièce
Temps de cuisson, minin mm
0,060 1,5 0,75
0,100 2,5 1,50
0,125 3,2 2,00
0,250 6,3 4,00
0,375 9,5 5,00
Tableau 46
Temps de recuit dans la glycérine à 166 °C
UsinageOn peut usiner les résines UDEL à l’aide d’outils pour le travail desmétaux. En raison de leurs températures de ramollissementélevées, on peut travailler à des vitesses de coupe relativementgrandes, sans encrassement.
Cependant, pour obtenir une faible contrainte dans les piècesfinies et ainsi assurer la tenue à l’hydrolyse ou la résistancechimique, on préfèrera des vitesses réduites et des outilsextrêmement acérés. Le fait de travailler à vitesse faible et avecdes outils acérés produisant une chaleur moindre sur la surfaceusinée, la contrainte sera plus faible.
Toutes les opérations d’usinage risquent d’augmenter lacontrainte, de sorte que le recuit des pièces sera nécessaire danscertains environnements de travail.
Fluides de refroidissement
On peut utiliser de l’eau en tant que liquide de refroidissement. Laplupart des fluides de refroidissement pour métaux sontincompatibles avec le polysulfone UDEL.
Le Cimcool® Cimtech® 95 de Milacron Marketing est un fluide derefroidissement commercial compatible avec le polysulfone UDEL,aux concentrations recommandées.
Perçage
Les outils d’usinage ou de fraisage pour l’acier peuvent êtreutilisés avec le polysulfone. Une configuration des outils avecangle de dépouille de 12�15°, angle au sommet de 118° et anglede coupe de 5° conviendra pour toutes les opérations de perçage.
On peut facilement agrandir des petits trous sans burinage. Si onperce entièrement une pièce de polysulfone, la perceuse emportegénéralement le fond de la pièce ou burine les bords du trou. Onpeut éliminer ce phénomène en fournissant un appui à la pièce eten réduisant la vitesse d’avance.
Les forets hélicoïdaux standards à grande vitesse sontrecommandés. Une vitesse de coupe de 90 m/min à une vitessed’avance de 0,15 à 0,40 mm/tour est recommandée.
Taraudage
On peut utiliser avec le polysulfone des tarauds standards pouracier. Les lubrifiants ou huiles de décolletage ne sont pasobligatoires mais un lubrifiant léger peut réduire l’usure du taraud.
Des forets à deux ou trois goujures et des vitesses de11�23 m/min donneront des résultats satisfaisants.
Sciage
On peut scier le polysulfone avec tous les types de scie. Les lamesà bois sont légèrement préférables aux lames à métaux. Les lamesde scie à ruban à pas réguliers, 0,7 dents/mm coupent bien. Leslames à dix pas donnent aussi de bons résultats. Les conditions desciage ne sont généralement pas critiques.
Tournage
On peut utiliser des tours à vitesse variable, avec des outils àpointe ronde ou pointus. La configuration recommandée pour lesoutils pointus est : angle de coupe 3°, angle de dépouille 10°,angle latéral 5°. Les outils à pointe ronde assurent en général unfini plus lisse.
On peut tourner le polysulfone à grande vitesse, jusqu’à4,6�5,1 m/s, mais on obtient les meilleurs résultats à 1,5 m/secenviron. Le tournage et le taraudage ne nécessitent ni fluide derefroidissement ni lubrifiant.
Une vitesse d’avance de 0,051�0,102 mm/tour et une profondeurde 0,51 mm assurent une bonne coupe et un bon fini.
Fraisage et détourage
On peut réaliser ces deux opérations à grande vitesse, sans fluidede refroidissement ni lubrifiant. Les outils pour aluminiumconviennent parfaitement. Par exemple, on peut fraiser un creuxde dimensions 13 x 2,5 mm à une vitesse de rotation de1 750 tr/min, avec une vitesse d’avance de 114 mm/min.
Guide de conception du polysulfone UDEL® – 71 – Usinage
Finitions et décorationLes résines UDEL sont un excellent support pour les pièces finies,elles peuvent remplir toutes les fonctions de finition ou dedécoration.
Peinture
On peut appliquer de nombreuses couleurs aux résines UDEL, àl’aide de peintures organiques et de techniques conventionnelles.La peinture est un moyen économique d’obtenir l’apparencesouhaitée.
Une bonne adhésion, sans fragilisation, est obligatoire. Pour unebonne adhésion de la peinture, il est important d’éliminer aupréalable toutes les impuretés : poussière, graisse, huile, traces dedémoulage. Si des contaminants sont présents, on nettoiera lespièces. Les pièces qui ont été manipulées dans les règles n’aurontprobablement pas besoin d’être nettoyées avant la peinture.
On peint parfois au rouleau ou par immersion, mais la peinture paraspersion est la méthode la plus courante.
La sélection du type de peinture dépend du fini décoratif ou de lafonction recherchés, ainsi que de la technique d’application. Lesrevêtements les plus utilisés sont les polyuréthanes, polyesters,époxydes, acryliques et alkydes.
Selon le type de peinture, le séchage se fera à l’air ou dans unfour. S’il est nécessaire de passer les pièces au four, la hauterésistance thermique des résines UDEL permet d’utiliser destempératures relativement élevées.
Galvanoplastie
Les pièces plastiques traitées par galvanoplastie sontextrêmement robustes et peuvent remplacer les alliages légersmoulés sous pression et feuilles métalliques. Après unprétraitement spécial de formation d’une surface conductrice surla pièce en plastique, on peut leur faire subir des processus degalvanoplastie similaires à ceux des plaques métalliques.
Marquage à chaud
Le marquage à chaud est un processus permettant, en une seuleétape et à moindre coût, de transférer une image haute qualité surune pièce en plastique. Une matrice chauffée transfère un motif duruban vers une surface plastique plate. Les images peuvent êtredes lettres ou des motifs décoratifs (pigmentation, imitation bois,finition métallique).
Les résines UDEL sont parfaitement adaptées au marquage àchaud, avec rouleau ou en application verticale. Elles nenécessitent pas de conditions d’application particulières et lesparamètres habituels de température de la filière, de pression etde durée s’appliquent.
Impression
La résine UDEL se prête bien aux techniques de sérigraphie et detampographie. La tampographie permet de réaliser d’importanteséconomies en raison de la rapidité de la reproduction. Elle permetaussi la reproduction d’images en plusieurs couleurs, à l’aide d’unéquipement d’impression multicolore. Le processus de sérigraphieest généralement réservé aux petits volumes. Plus lent que latampographie, la sérigraphie permet de décorer les surfacescourbes, ce qui en fait une solution idéale pour de nombreusespièces moulées.
De nombreuses encres adhèrent bien à la résine UDEL. Aucunprétraitement des surfaces (y compris ceux destinés à améliorerl’adhésion sur polyoléfines) n’est nécessaire.
Le polysulfone offrant une excellente résistance à l’hydrolyse, onl’utilise souvent dans les cas d’exposition à la vapeur, à l’eauchaude et aux produits chimiques. Les encres d’imprimerieutilisées dans ces applications doivent présenter une bonne tenueà l’hydrolyse, afin de maintenir une bonne adhésion et un bonaspect. Les encres à base de résine époxy à deux composantsdonnent de bons résultats pour ces applications. On obtient unerésistance maximale à l’environnement avec des formules traitéesà la chaleur, ce qui augmente la réticulation de l’époxy. Ces encres,pour sérigraphie et tampographie, sont disponibles dans lecommerce.
On peut aussi utiliser les méthodes d’impression de filmflexographique et de gravure au laser.
Métallisation sous vide
La métallisation sous vide des résines UDEL permet de leurappliquer un revêtement décoratif ou métallique fonctionnel.L’aluminium est le revêtement le plus fréquent mais on peututiliser du laiton ou des métaux tels que l’or, l’argent ou le cuivre.
Pour la plupart des thermoplastiques, la première étape duprocessus de métallisation sous vide consiste à appliquer unecouche de fond, émail ou vernis, pour égaliser la surface etaméliorer sa brillance. La couche de fond sert aussi de colle et liela pièce moulée et le film métallique qui se déposera pendantl’opération.
La pièce est ensuite placée dans une enceinte de métallisationdans laquelle on produit une vapeur de métal qui se dépose sur lapièce. On applique ensuite un revêtement protecteur transparentsur la fine couche métallique, afin d’augmenter sa résistance àl’abrasion et aux conditions environnementales. En raison de labonne endurance des résines UDEL aux températures élevées, onpeut choisir des revêtements durables et résistants à l’abrasion,qui requièrent un passage au four à haute température.
L’application des revêtements métalliques sur les pièces mouléestend à en faire ressortir les défauts ; il est donc important de polirsoigneusement les parois du moule.
Finitions et décoration – 72 – Solvay Advanced Polymers
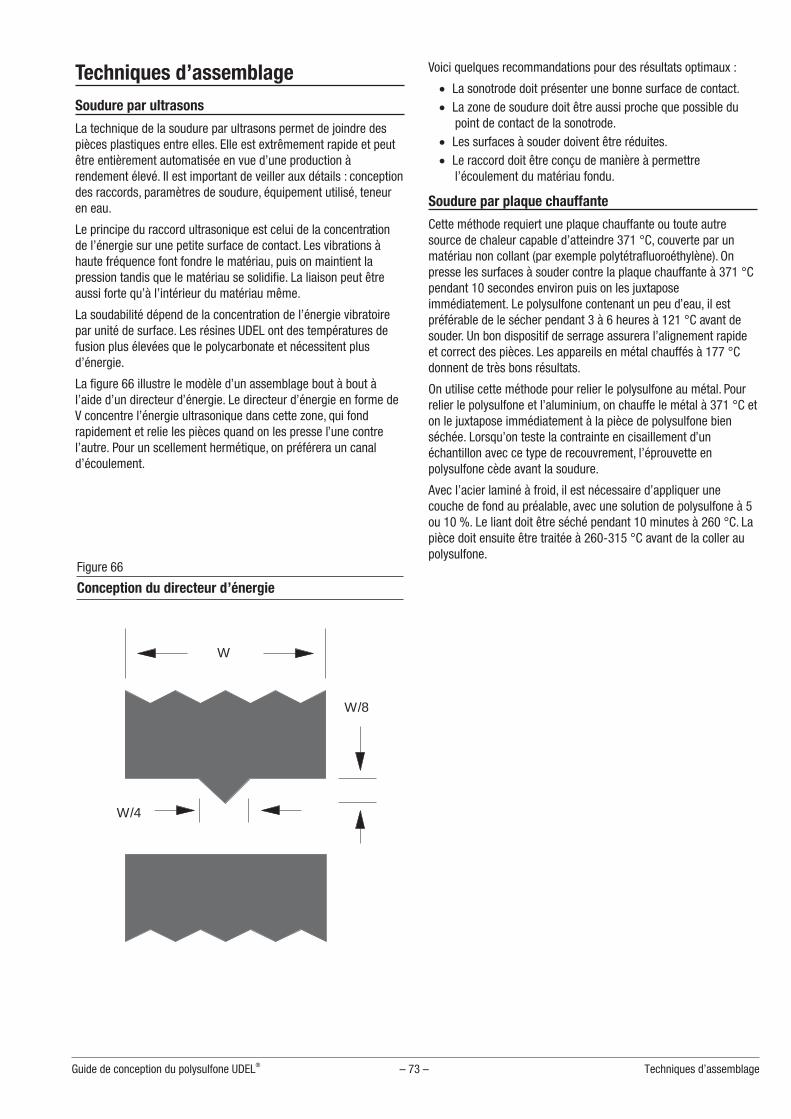
Techniques d’assemblageSoudure par ultrasons
La technique de la soudure par ultrasons permet de joindre despièces plastiques entre elles. Elle est extrêmement rapide et peutêtre entièrement automatisée en vue d’une production àrendement élevé. Il est important de veiller aux détails : conceptiondes raccords, paramètres de soudure, équipement utilisé, teneuren eau.
Le principe du raccord ultrasonique est celui de la concentrationde l’énergie sur une petite surface de contact. Les vibrations àhaute fréquence font fondre le matériau, puis on maintient lapression tandis que le matériau se solidifie. La liaison peut êtreaussi forte qu’à l’intérieur du matériau même.
La soudabilité dépend de la concentration de l’énergie vibratoirepar unité de surface. Les résines UDEL ont des températures defusion plus élevées que le polycarbonate et nécessitent plusd’énergie.
La figure 66 illustre le modèle d’un assemblage bout à bout àl’aide d’un directeur d’énergie. Le directeur d’énergie en forme deV concentre l’énergie ultrasonique dans cette zone, qui fondrapidement et relie les pièces quand on les presse l’une contrel’autre. Pour un scellement hermétique, on préférera un canald’écoulement.
Voici quelques recommandations pour des résultats optimaux :
� La sonotrode doit présenter une bonne surface de contact.� La zone de soudure doit être aussi proche que possible du
point de contact de la sonotrode.� Les surfaces à souder doivent être réduites.� Le raccord doit être conçu de manière à permettre
l’écoulement du matériau fondu.
Soudure par plaque chauffante
Cette méthode requiert une plaque chauffante ou toute autresource de chaleur capable d’atteindre 371 °C, couverte par unmatériau non collant (par exemple polytétrafluoroéthylène). Onpresse les surfaces à souder contre la plaque chauffante à 371 °Cpendant 10 secondes environ puis on les juxtaposeimmédiatement. Le polysulfone contenant un peu d’eau, il estpréférable de le sécher pendant 3 à 6 heures à 121 °C avant desouder. Un bon dispositif de serrage assurera l’alignement rapideet correct des pièces. Les appareils en métal chauffés à 177 °Cdonnent de très bons résultats.
On utilise cette méthode pour relier le polysulfone au métal. Pourrelier le polysulfone et l’aluminium, on chauffe le métal à 371 °C eton le juxtapose immédiatement à la pièce de polysulfone bienséchée. Lorsqu’on teste la contrainte en cisaillement d’unéchantillon avec ce type de recouvrement, l’éprouvette enpolysulfone cède avant la soudure.
Avec l’acier laminé à froid, il est nécessaire d’appliquer unecouche de fond au préalable, avec une solution de polysulfone à 5ou 10 %. Le liant doit être séché pendant 10 minutes à 260 °C. Lapièce doit ensuite être traitée à 260�315 °C avant de la coller aupolysulfone.
Guide de conception du polysulfone UDEL® – 73 – Techniques d’assemblage
W
W/8
W/4
Figure 66
Conception du directeur d’énergie
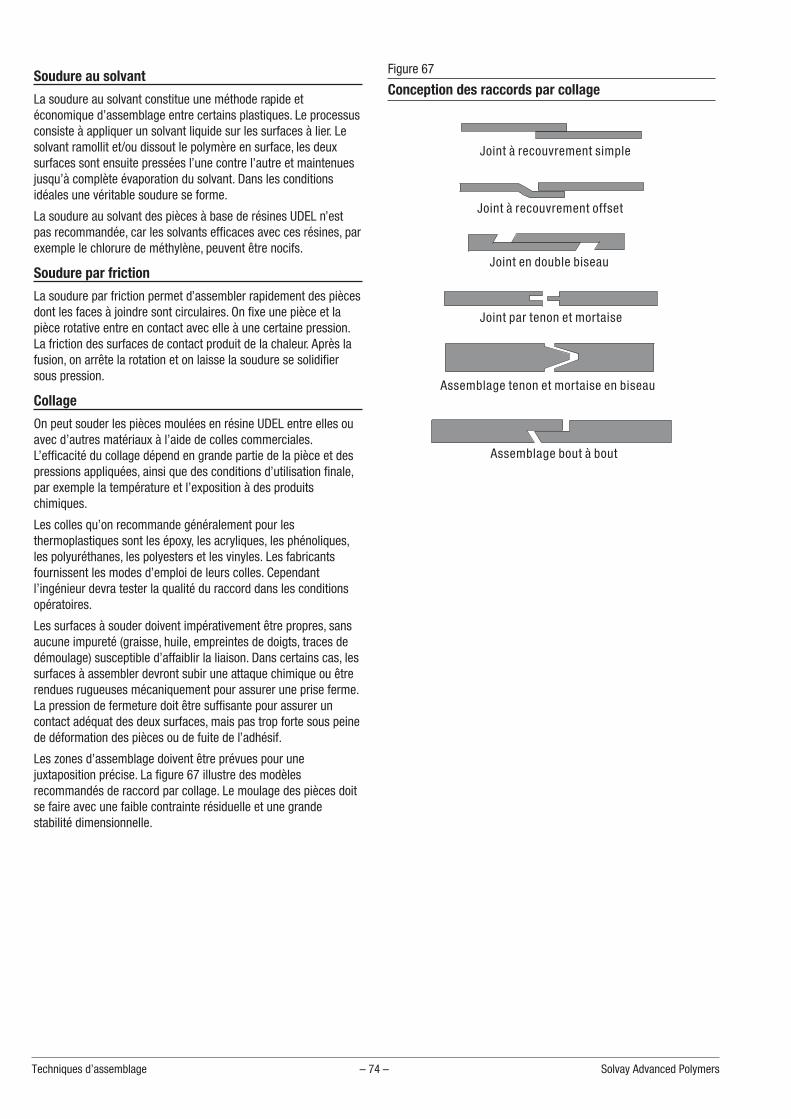
Soudure au solvant
La soudure au solvant constitue une méthode rapide etéconomique d’assemblage entre certains plastiques. Le processusconsiste à appliquer un solvant liquide sur les surfaces à lier. Lesolvant ramollit et/ou dissout le polymère en surface, les deuxsurfaces sont ensuite pressées l’une contre l’autre et maintenuesjusqu’à complète évaporation du solvant. Dans les conditionsidéales une véritable soudure se forme.
La soudure au solvant des pièces à base de résines UDEL n’estpas recommandée, car les solvants efficaces avec ces résines, parexemple le chlorure de méthylène, peuvent être nocifs.
Soudure par friction
La soudure par friction permet d’assembler rapidement des piècesdont les faces à joindre sont circulaires. On fixe une pièce et lapièce rotative entre en contact avec elle à une certaine pression.La friction des surfaces de contact produit de la chaleur. Après lafusion, on arrête la rotation et on laisse la soudure se solidifiersous pression.
Collage
On peut souder les pièces moulées en résine UDEL entre elles ouavec d’autres matériaux à l’aide de colles commerciales.L’efficacité du collage dépend en grande partie de la pièce et despressions appliquées, ainsi que des conditions d’utilisation finale,par exemple la température et l’exposition à des produitschimiques.
Les colles qu’on recommande généralement pour lesthermoplastiques sont les époxy, les acryliques, les phénoliques,les polyuréthanes, les polyesters et les vinyles. Les fabricantsfournissent les modes d’emploi de leurs colles. Cependantl’ingénieur devra tester la qualité du raccord dans les conditionsopératoires.
Les surfaces à souder doivent impérativement être propres, sansaucune impureté (graisse, huile, empreintes de doigts, traces dedémoulage) susceptible d’affaiblir la liaison. Dans certains cas, lessurfaces à assembler devront subir une attaque chimique ou êtrerendues rugueuses mécaniquement pour assurer une prise ferme.La pression de fermeture doit être suffisante pour assurer uncontact adéquat des deux surfaces, mais pas trop forte sous peinede déformation des pièces ou de fuite de l’adhésif.
Les zones d’assemblage doivent être prévues pour unejuxtaposition précise. La figure 67 illustre des modèlesrecommandés de raccord par collage. Le moulage des pièces doitse faire avec une faible contrainte résiduelle et une grandestabilité dimensionnelle.
Techniques d’assemblage – 74 – Solvay Advanced Polymers
Assemblage bout à bout
Joint en double biseau
Joint à recouvrement offset
Assemblage tenon et mortaise en biseau
Joint par tenon et mortaise
Joint à recouvrement simple
Figure 67
Conception des raccords par collage
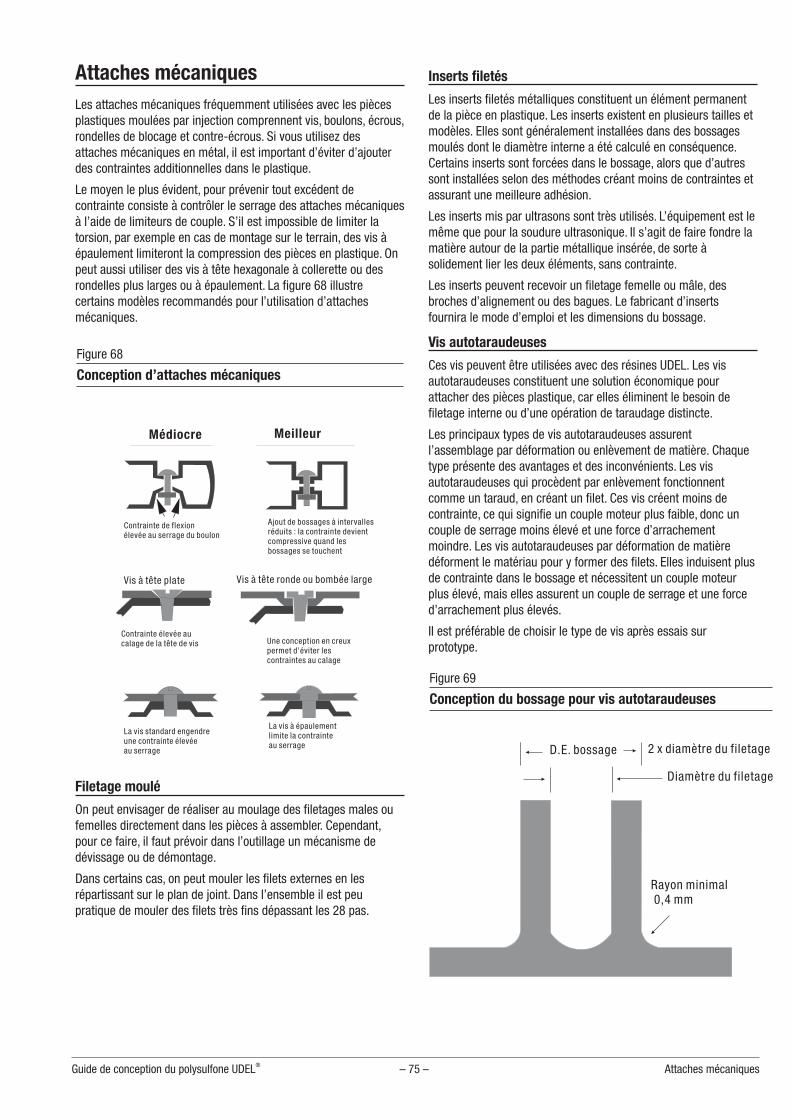
Attaches mécaniquesLes attaches mécaniques fréquemment utilisées avec les piècesplastiques moulées par injection comprennent vis, boulons, écrous,rondelles de blocage et contre�écrous. Si vous utilisez desattaches mécaniques en métal, il est important d’éviter d’ajouterdes contraintes additionnelles dans le plastique.
Le moyen le plus évident, pour prévenir tout excédent decontrainte consiste à contrôler le serrage des attaches mécaniquesà l’aide de limiteurs de couple. S’il est impossible de limiter latorsion, par exemple en cas de montage sur le terrain, des vis àépaulement limiteront la compression des pièces en plastique. Onpeut aussi utiliser des vis à tête hexagonale à collerette ou desrondelles plus larges ou à épaulement. La figure 68 illustrecertains modèles recommandés pour l’utilisation d’attachesmécaniques.
Filetage moulé
On peut envisager de réaliser au moulage des filetages males oufemelles directement dans les pièces à assembler. Cependant,pour ce faire, il faut prévoir dans l’outillage un mécanisme dedévissage ou de démontage.
Dans certains cas, on peut mouler les filets externes en lesrépartissant sur le plan de joint. Dans l’ensemble il est peupratique de mouler des filets très fins dépassant les 28 pas.
Inserts filetés
Les inserts filetés métalliques constituent un élément permanentde la pièce en plastique. Les inserts existent en plusieurs tailles etmodèles. Elles sont généralement installées dans des bossagesmoulés dont le diamètre interne a été calculé en conséquence.Certains inserts sont forcées dans le bossage, alors que d’autressont installées selon des méthodes créant moins de contraintes etassurant une meilleure adhésion.
Les inserts mis par ultrasons sont très utilisés. L’équipement est lemême que pour la soudure ultrasonique. Il s’agit de faire fondre lamatière autour de la partie métallique insérée, de sorte àsolidement lier les deux éléments, sans contrainte.
Les inserts peuvent recevoir un filetage femelle ou mâle, desbroches d’alignement ou des bagues. Le fabricant d’insertsfournira le mode d’emploi et les dimensions du bossage.
Vis autotaraudeuses
Ces vis peuvent être utilisées avec des résines UDEL. Les visautotaraudeuses constituent une solution économique pourattacher des pièces plastique, car elles éliminent le besoin defiletage interne ou d’une opération de taraudage distincte.
Les principaux types de vis autotaraudeuses assurentl’assemblage par déformation ou enlèvement de matière. Chaquetype présente des avantages et des inconvénients. Les visautotaraudeuses qui procèdent par enlèvement fonctionnentcomme un taraud, en créant un filet. Ces vis créent moins decontrainte, ce qui signifie un couple moteur plus faible, donc uncouple de serrage moins élevé et une force d’arrachementmoindre. Les vis autotaraudeuses par déformation de matièredéforment le matériau pour y former des filets. Elles induisent plusde contrainte dans le bossage et nécessitent un couple moteurplus élevé, mais elles assurent un couple de serrage et une forced’arrachement plus élevés.
Il est préférable de choisir le type de vis après essais surprototype.
Guide de conception du polysulfone UDEL® – 75 – Attaches mécaniques
Médiocre Meilleur
Vis à tête plate
La vis à épaulementlimite la contrainteau serrage
La vis standard engendreune contrainte élevéeau serrage
Contrainte élevée aucalage de la tête de vis
Contrainte de flexionélevée au serrage du boulon
Ajout de bossages à intervallesréduits : la contrainte devientcompressive quand lesbossages se touchent
Vis à tête ronde ou bombée large
Une conception en creuxpermet d'éviter lescontraintes au calage
Figure 68
Conception d’attaches mécaniques
D.E. bossage 2 x diamètre du filetage
Diamètre du filetage
Rayon minimal0,4 mm
Figure 69
Conception du bossage pour vis autotaraudeuses
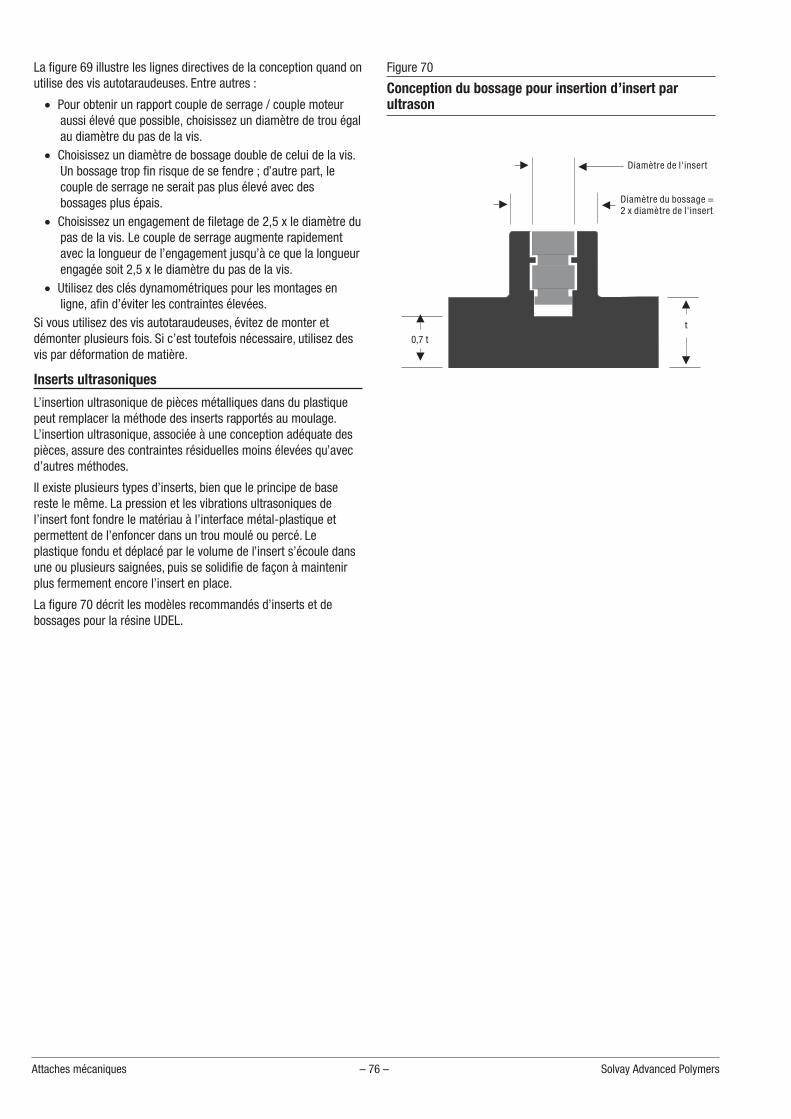
La figure 69 illustre les lignes directives de la conception quand onutilise des vis autotaraudeuses. Entre autres :
� Pour obtenir un rapport couple de serrage / couple moteuraussi élevé que possible, choisissez un diamètre de trou égalau diamètre du pas de la vis.
� Choisissez un diamètre de bossage double de celui de la vis.Un bossage trop fin risque de se fendre ; d’autre part, lecouple de serrage ne serait pas plus élevé avec desbossages plus épais.
� Choisissez un engagement de filetage de 2,5 x le diamètre dupas de la vis. Le couple de serrage augmente rapidementavec la longueur de l’engagement jusqu’à ce que la longueurengagée soit 2,5 x le diamètre du pas de la vis.
� Utilisez des clés dynamométriques pour les montages enligne, afin d’éviter les contraintes élevées.
Si vous utilisez des vis autotaraudeuses, évitez de monter etdémonter plusieurs fois. Si c’est toutefois nécessaire, utilisez desvis par déformation de matière.
Inserts ultrasoniques
L’insertion ultrasonique de pièces métalliques dans du plastiquepeut remplacer la méthode des inserts rapportés au moulage.L’insertion ultrasonique, associée à une conception adéquate despièces, assure des contraintes résiduelles moins élevées qu’avecd’autres méthodes.
Il existe plusieurs types d’inserts, bien que le principe de basereste le même. La pression et les vibrations ultrasoniques del’insert font fondre le matériau à l’interface métal�plastique etpermettent de l’enfoncer dans un trou moulé ou percé. Leplastique fondu et déplacé par le volume de l’insert s’écoule dansune ou plusieurs saignées, puis se solidifie de façon à maintenirplus fermement encore l’insert en place.
La figure 70 décrit les modèles recommandés d’inserts et debossages pour la résine UDEL.
Attaches mécaniques – 76 – Solvay Advanced Polymers
t0,7 t
Diamètre du bossage =2 x diamètre de l'insert
Diamètre de l'insert
Figure 70
Conception du bossage pour insertion d’insert parultrason
IndexAAbsorption d’eau 10, 11, 45Acétate d’éthyle 39, 41Acétone 39, 41, 70Acide acétique 39Acide chlorhydrique 39, 42Acide chromique 39Acide citrique 39Acide fluorhydrique 39Acide formique 39Acide nitrique 39Acide oléique 39Acide oxalique 39Acide phosphorique 39Acide sulfurique 39, 42Agents de démoulage 63Alcool butylique 39Alcool isopropylique 41Aliments et produits associés 44Améliorer la rigidité 51Ammoniac
Perméabilité à 45Analyse thermogravimétrique 30Angle de dépouille 56Antigel 43Appareillage de flexion 14Arrêt 68ASTM D 1822 18ASTM D 256 16ASTM D 638 12ASTM D 695 15ASTM D 696 24ASTM D 790 14ASTM E 132 19Attaches mécaniques 75, 76Augmentation de l’épaisseur 51Azote
Perméabilité à 45
BBenzène 38Beurre 44Bossages 57Broyats 65Buses 61
CCafetière 13Cages pour animaux 59Calcul du fléchissement 52Calculs contraintes�déformation 48Caractéristiques de l’alimentation 62Carburéacteur JP�4 39Cartouche d’imprimante 19Chaleur spécifique 26Charpy 17Chauffe�eau 60Chlorure de calcium 39Chlorure de méthylène 41Choc en traction 18Chute de projectile 18Classification des résines thermoplastiques 22CLTE 24Coefficient de dilatation thermique 24Coefficient de Poisson 19Collage 74Collecteur 46Comportement au feu 28Concentrations de contraintes 54Conception admissible 53Conception de la filière 67Conception de la vis 61, 67
Conception du directeur d’énergie 73Conception mécanique 48, 49, 50, 51, 52, 53, 54, 55Conception pour moulage par injection 56, 57, 58Conditions de mise en œuvre 66Conditions de moulage au départ 61Conductivité thermique 26Constante diélectrique 32Conteneur pour batteries industrielles 53Contrainte de flexion 48Contrainte en traction 48Contre�pression 62Contrôle de la température du moule 61Courbes contrainte�déformation 14Cyclohexane 39
DDécoration 72Déformations maximales admises pour desencliquetages 58Démoulage 63Densité 29Densité de fumée 29Dépouille et éjection 61Détourage 71Diesel 39Dioxyde de carbone
Perméabilité à 45Dispositif d’essai de choc Izod 16Distribution d’eau 46Dureté Rockwell 10, 11, 46
EEau chaude
Effets de l’exposition à long terme 35Eau chlorée chaude 37Emmanchement à force 55Emmanchement à force, calcul de l’interférenceadmissible 55Encliquetage 58Épaisseur de la paroi 56Équipement 61, 66Équipement de moulage par injection 61Essai au fil chaud 33Essai au fil incandescent 29Essai de combustion horizontale 28Essai de combustion verticale 20 MM 28Essence 39, 43Éthanol 39Éther monoéthylique d’éthylène�glycol 2 41Éthoxydiglycol 39Éventation 61, 62Exposition à long terme à l’eau chaude 35Extrusion 66, 67, 68
FFacteur de dissipation 10, 11, 32Feuille 68, 69Fil 29, 33, 34Filetage 54, 75Filetage moulé 75Film 67Finitions et décoration 72Fléchissement de poutre 48Fluage 20, 21Fluage en traction 20Fluage en traction dans l’eau 21Fluide de servodirection 43Fluides automobiles � ESCR 43Fluides de refroidissement pour usinage 71Fluides fonctionnels
Résistance à 39FM Mattsson 26
Fraisage et détourage 71Fusibles à lames pour véhicules 30Fusibles pour véhicules 30
GGainage de câbles 67Galvanoplastie 72Gardner 18Glycérine 39, 70Guide de dépannage 64
HHélium
Perméabilité à 45Hexafluorure de soufre 45Huile d’arachide 44Huile d’olive 44Huile de frein 39Huile de maïs 44Huile de moteur 39, 43Huile de transmission 39, 43Huile végétale 44Hydrogène
Perméabilité à 45Hydrolyse
Tenue 35Hydroxyde de potassium 39Hydroxyde de sodium 42Hypochlorite de sodium 42
IImpression 72Indice d’oxygène 10, 11, 29Indice de fuite sous haute tension 33Indice de résistance au courant de cheminement 33Indice thermique relatif 31Indice thermique relatif UL 31, 32Indice thermique UL 31Inserts filetés 75Inserts ultrasoniques 76Izod 16Izod entaillé 16, 35, 36
KKérosène 39Keurig 13
LLait 44Limites de la conception 53Liquide concentré pour lave�glace 43Liquide hydraulique 39
MMargarine 44Marquage à chaud 72Mesure de la contrainte résiduelle 65Métallisation sous vide 72Méthane
Perméabilité à 45Méthanol 41Méthyléthylcétone 38, 41Mise en route, arrêt et purge 68Modification des propriétés mécaniques 22Module de fluage 21Module de fluage ou apparent 21Moen 9Moment d’inertie 48Moulage par compression 69Moulage par extrusion�soufflage 66Moulage par injection 56, 57, 58, 61, 62, 63, 64, 65Moules 61
Guide de conception du polysulfone UDEL® � 77 �
NNervures 51, 52, 57Nervures pour maintenir la rigidité 51Nettoyage et dégraissage 70Niveaux de contrainte 48Noyautage 57
OOxygène
Perméabilité à 45
PParamètres de la machine 62Peinture 72Perçage 71Perméabilité 45Péroxyde d’hydrogène 39Point de ramollissement Vicat 26Point éclair 29Pointes de vis et clapet antiretour 61Polyéthylène réticulé 8Préséchage 67Procédure d’arrêt 68Procédure de mise en route 68Processus de moulage 62Produits chimiques inorganiques 42
Résistance à la fissuration sous contrainte 41Produits chimiques organiques 41
Résistance à la fissuration sous contrainte 41Propriétés à court terme UL 746A 32Propriétés de fluage à long terme 20, 21Propriétés de résistance aux chocs 16Propriétés électriques 32, 33, 34Propriétés en cisaillement 15Propriétés en compression 15Propriétés en flexion 14, 23
Effets de la température sur 23Propriétés en traction 12, 23
Effets de la température sur 23Propriétés mécaniques 9, 10, 11, 12, 13, 14, 15, 16,17, 18, 19Propriétés optiques 47Propriétés physiques 45, 46, 47Propriétés thermiques 22, 23, 24, 25, 26, 27, 28, 29,30, 31PureTouch 9Purge 68
RRaccord à embouts 8Recommandations concernant la vis 67Recuit 70Résistance à l’abrasion 45Résistance à l’arc de faible intensité en milieu sec 32Résistance à l’arc haute intensité 33Résistance à l’effet des radiations 38Résistance à l’environnement 35, 36, 37, 38, 39, 40,41, 42, 43, 44Résistance à l’usure 45Résistance à la fissuration sous contrainte 40, 42, 43,44Résistance au choc
Charpy 17Choc en traction 18Izod 16
Résistance chimique 38, 39Résistivité superficielle 10, 11, 32Résistivité transversale 10, 11, 32Retrait 63Rhéologie 60Rigidité diélectrique 10, 11, 32Robinet 9, 26Robinet thermostatique 26RTI 31
SSaft 53Sciage 71Séchage 59, 66Sensibilité à l’entaille 17Seuils 61, 62Soudure au solvant 74Soudure par friction 74Soudure par plaque chauffante 73Soudure par ultrasons 73Stabilité thermique 30Stérilisation à la vapeur 37
TTables des propriétés types 9Taraudage 71, 75Techniques d’assemblage 73, 74Température
Effets sur les propriétés en flexion 23Effets sur les propriétés en traction 23
Température d’auto�inflammabilité 29Température de fléchissement sous charge 24Température de transition vitreuse 22Température du fourreau 62Température du moule 62Températures d’extrusion 67Températures du moulage par injection 62Temps de séjour dans le fourreau 62Tenue à l’hydrolyse 35Tenue à long terme 52Tétrachlorure de carbone 39Thermoformage 69Toluène 70Tournage 71Traitement de réduction des contraintes résiduelles 70Trichloroéthane 39, 41Tubes plongeants des chauffe�eau 60Tuyaux et tubes 68Types de produits extrudés 67
UUL 32UL 94 28Underwriters’ Laboratories 31, 32Usinage 71
VVanguard 8, 46Variations de l’épaisseur de la paroi 56Vieillissement naturel 35Vieillissement thermique 31Vis autotaraudeuses 75Vitesse d’injection et éventation 62Vitesse de rotation de la vis 62Volume spécifique 27
� 78 �

Notes
Guide de conception du polysulfone UDEL® � 79 �

Notes
� 80 �

Solvay Advanced Polymers, L.L.C.4500 McGinnis Ferry RoadAlpharetta, GA 30005-3914États-UnisTél. : +1 770 772 8200
+1 800 621 4557 (É.-U. uniquement)Fax : +1 770 772 8454
Solvay Advanced Polymers est présent sur le continent
américain, en Europe et en Asie. Consultez notre site
www.solvayadvancedpolymers.com pour trouver le bureau le plus
proche de chez vous.
Description des produits et documentationtechniqueNous nous sommes assurés que toutes les informations contenues
dans ce document sont exactes à la date de sa publication.
Toutefois, Solvay Advanced Polymers, L.L.C. ainsi que ses filiales
n’offrent aucune garantie, expresse ou tacite, et n’acceptent aucune
responsabilité quant à ces informations ou à leur utilisation. Ces
informations sont destinées aux personnels techniques
compétents, qui les utilisent librement et à leur propre risque, et ne
couvrent pas l’utilisation du présent produit en association avec
d’autres substances ou selon d’autres procédés. Il ne s’agit pas
d’une licence en vertu d’un quelconque brevet ou autre droit de
propriété. L’utilisateur se doit de déterminer la pertinence de toute
information relative à l’utilisation envisagée, aux modalités de cette
utilisation et à la possibilité de violation de brevet.
ToxicologiePour obtenir les fiches toxicologiques (MSDS) des produits Solvay
Advanced Polymers, veuillez contacter votre représentant ou écrire
à l’adresse indiquée ci-dessus. Consultez impérativement la fiche
toxicologique appropriée avant d’utiliser nos produits.
UDEL est une marque déposée de Solvay Advanced Polymers, L.L.C.
U-49959_fr © 2004 Solvay Advanced Polymers, L.L.C. Tous droits réservés. D 08/04
conceptionPolysulfone UDEL®
Guide de conceptionUD
EL