Embed Size (px)
Citation preview


Revue de systèmes de production et de la personnalisation de masse
Avis Aucune partie de ce rapport ne peut être reproduite, enregistrée dans une banque de données ou transmise, sous quelque forme ou de quelque manière que ce soit, sans le consentement préalablement écrit de Forintek Canada Corp. La reproduction d’une partie ou de la totalité du contenu de ce rapport devrait être accompagnée de la mention de la source et des auteurs. Forintek ainsi que les auteurs (ou toute autre personne agissant en leur nom) n'offrent aucune garantie, expresse ou implicite, et n'assument aucune responsabilité légale quant à l’intégrité d’une information, d’un appareil, d’un produit ou d’un procédé divulgué. En outre, ils ne peuvent garantir que l’utilisation de l’information divulguée ne portera pas atteinte aux droits de propriété privée ni que cette information conviendra à une application spécifique. La mention dans le présent rapport d’une appellation commerciale, d’une marque de commerce, d’un fabricant ou de tout autre renseignement relatif à un produit commercial, un procédé ou un service ne constitue nullement une recommandation de la part de Forintek. Le présent rapport vise à fournir une information juste et faisant autorité, mais il ne prétend pas tenir lieu d’avis professionnel. Pour obtenir un tel avis, il est possible de consulter un expert de Forintek. © 2003, 2004 Forintek Canada Corp. Tous droits réservés.

Revue de systèmes de production et de la personnalisation de masse
iii
Sommaire L’industrie québécoise du meuble fait face à une situation qui demande d’agir : le taux de change du dollar canadien et l’arrivée de produits asiatiques à bas prix sur le marché américain menacent cette industrie. Différentes études ont démontré qu’il y a des méthodes afin de renforcir la compétitivité. La proximité du marché américain est un avantage dont il faut tirer profit. La clientèle des fabricants québécoises de meubles est composée en grande partie de « baby boomers ». Ils désirent des produits personnalisés et une livraison rapide. Les approches de la production à valeur ajoutée (PVA) et de la personnalisation de masse (PDM) ont le potentiel à répondre aux besoins des consommateurs. La PVA vise l’élimination de toute forme de gaspillage, en particulier la surproduction, les inventaires et toute autre activité n’ajoutant pas de valeur au produit. La perception de la valeur est déterminée par le consommateur. La PVA offre des méthodes afin de réduire le temps de cycle et de réagir plus rapidement aux changements de la demande. La PDM est un système qui ajoute de la personnalisation aux produits standardisés. La personnalisation peut être réalisée à différentes étapes de la production. La PVA et la PDM ensemble peuvent ajouter de la valeur au produit –une valeur qui peut être plus importante que la différence de prix par rapport aux produits asiatiques.

Revue de systèmes de production et de la personnalisation de masse
iv
Remerciements Forintek Canada Corp. remercie les professeurs Mme. Sophie D’Amours et M. Robert Beauregard de l’Université Laval pour leurs conseils précieux lors de la rédaction du présent document. Des remerciements vont également aux entreprises Shermag Inc., Baronet Inc. et Les Industries de la Rive Sud Inc. pour leur participation au projet.

Revue de systèmes de production et de la personnalisation de masse
v
Table des matières Sommaire .................................................................................................................................................................... iii Remerciements........................................................................................................................................................... iv Liste des tableaux .......................................................................................................................................................v Liste des figures ..........................................................................................................................................................v 1 Introduction .............................................................................................................................................................5 2 Description de la fabrication de meubles au Québec .............................................................................................5 3 Systèmes de production .........................................................................................................................................5
3.1 La production de masse...............................................................................................................................5 3.2 La production à valeur ajoutée (PVA) ou « Lean Production »......................................................5
3.2.1 Design du système de production : cellules de travail.....................................................5 3.2.2 Kanban ..........................................................................................................................................5 3.2.3 Lissage, balancement et synchronisation de production ...............................................................5 3.2.4 Standardisation des opérations .....................................................................................................5 3.2.5 Réduction du temps d’ajustement des machines et taille de lot ....................................................5 3.2.6 Amélioration continue des activités................................................................................................5 3.2.7 La qualité .......................................................................................................................................5 3.2.8 Efficacité des équipements ............................................................................................................5 3.2.9 La théorie des contraintes..............................................................................................................5 3.2.10 Développement de produits, planification de la production et ventes ............................................5 3.2.11 Relations humaines et relations d’affaires .....................................................................................5
3.3 Implantation de la PVA dans l’industrie du meuble ......................................................................................5 4 La personnalisation de masse (Mass customisation) .............................................................................................5 5 Conclusions ............................................................................................................................................................5 Liste des références.......................................................................................................................................................5 Annexe I Exemples d’utilisation de Kambans dans l’industrie du meuble. .............................................................. V Annexe II Exemple de pratiques SMED appliquées à la moulurière ....................................................................... V Annexe III Exemple d’une cartographie de la chaîne de valeur.............................................................................. V

Revue de systèmes de production et de la personnalisation de masse
vi
Liste des tableaux Tableau 1 Exportations du Canada et de la Chine de meubles résidentiels en bois aux É.-U...... 5 Tableau 2 Temps d’opération, temps manuel et temps de déplacements dans une cellule de
travail............................................................................................................................ 5 Tableau 3 Lissage de la quantité production.................................................................................. 5 Tableau 4 Étapes d’ajustement de machines .................................................................................. 5 Tableau 5 Relation entre sigma et le nombre de rejets par million................................................ 5 Tableau 6 Niveaux de la PDM........................................................................................................ 5

Revue de systèmes de production et de la personnalisation de masse
vii
Liste des figures Figure 1 Coûts de production de meubles en bois massif d’une PME typique au Québec ............ 5 Figure 2 Assemblage d’un Ford, modèle T .................................................................................... 5 Figure 3 Scène du film Les temps modernes, de Charly Chaplin................................................... 5 Figure 4 Technologie de groupes : séquences de transformations et regroupement de pièces ..... 5 Figure 5 Cellule avec un opérateur et avec deux opérateurs......................................................... 5 Figure 6 Mouvements de matière et de Kanbans entre deux postes consécutifs de travail............ 5 Figure 7 Mouvements de matière et de Kanbans entre plusieurs postes consécutifs de travail .... 5 Figure 8 Ligne de production avant balancement.......................................................................... 5 Figure 9 Ligne de production après balancement VS une mauvaise allocation des tâches........... 5 Figure 10 Ligne correctement balancée ......................................................................................... 5 Figure 11 Amélioration avec et sans standardisation des opérations............................................ 5 Figure 12 Détermination de la taille économique de lot................................................................ 5 Figure 13 Impact des coûts d’ajustement des machines sur la taille de lot ................................... 5 Figure 14 Aperçu traditionnel des coûts de la qualité ................................................................... 5 Figure 15 Coût de la qualité en considérant les frais de réparation et de d’autres facteurs......... 5 Figure 16 Coût de la qualité dans le contexte de la PVA............................................................... 5 Figure 17 Diagramme de flux......................................................................................................... 5 Figure 18 Diagramme de répartition en nuages de points............................................................. 5 Figure 19 Histogramme.................................................................................................................. 5 Figure 20 Diagramme de Pareto.................................................................................................... 5 Figure 21 Diagramme de cause-et-effet ......................................................................................... 5 Figure 22 Carte de contrôle ........................................................................................................... 5 Figure 23 Variation de la moyenne de ±1,5 sigma......................................................................... 5 Figure 24 Les dix étapes de l’implantation de la PVA ................................................................... 5 Figure 25 Salle aménagée dans une usine de meubles pour les réunions Kaizen.......................... 5 Figure 26 Application des 5S.......................................................................................................... 5 Figure 27 Économie standardisé et sur mesure ............................................................................. 5 Figure 28 Poste d’assemblage de chaises et entrepôt des Kanban ..............................................I-5 Figure 29 Détail d’un Kanban......................................................................................................I-5 Figure 30 Poste de collecte de Kanban ........................................................................................I-5 Figure 31 Entrepôt et Kanban ......................................................................................................I-5 Figure 32 Kanban et tableau de collecte......................................................................................I-5 Figure 33 Kanban « visuel ».........................................................................................................I-5 Figure 34 Cellule d’usinage de côtés de tiroir .............................................................................I-5 Figure 35 Stock de Kanban de tiroirs usinés et poste de collecte de Kanban..............................I-5 Figure 36 Kanban de composants de tiroir et détail d’un Kanban ..............................................I-5 Figure 37 Moulurière et affûteuse .............................................................................................. II-5 Figure 38 Affûtage de couteaux et gabarit d’ajustement de couteaux ....................................... II-5 Figure 39 Support mural et support mobile pour les têtes d’outil ajustées................................ II-5 Figure 40 Tourniquet pour les têtes d’outils et valve à air pour nettoyer la machine ............... II-5 Figure 41 Réduction du temps d’ajustement de la moulurière................................................... II-5

Revue de systèmes de production et de la personnalisation de masse
1 de 58
1 Introduction L'industrie québécoise du meuble a connu, au cours de la décennie se terminant en 2001, une période de croissance soutenue, basée particulièrement sur une hausse considérable des exportations vers les États-Unis. Les manufacturiers de meubles du Québec ont su adapter leur production afin de bénéficier de l'accès aux nouveaux marchés offerts par l'entrée en vigueur, en 1989, de l'Accord de libre échange (ALÉ) entre le Canada et les États-Unis. Un taux de change largement favorable aux producteurs québécois a été l'autre facteur marquant qui a accentué la solide performance de l'industrie.
Depuis 2001, plusieurs éléments sont venus tempérer les années de succès de l'industrie du meuble. Parmi ces facteurs, le plus significatif est le ralentissement de l'économie américaine, combiné à la présence accrûe d’exportations de pays à faible coût de production dans leur marché du meuble. La Chine, en particulier, a devancé cette même année 2001, le Canada comme principal pays exportateur de meubles aux États-Unis, alors qu'elle y était presque totalement absente dix ans auparavant. Comme le montrent les statistiques suivantes, la valeur des exportations chinoises de meubles résidentiels en bois aux États-Unis est en hausse constante.
2001 (MM $ US)
2002 (MM $ US)
2003 (MM $ US)
Canada 1,3 1,3 1,2
Chine 1,9 2,9 3,6
Tableau 1 Exportations du Canada et de la Chine de meubles résidentiels en bois aux É.-U. (US Commerce, 2003) Alors qu'elle était d'environ 1,9 MM $ US en 2001, la valeur totale des exportations chinoises de meubles résidentiels en bois aux États-Unis a atteint 2,9 MM en 2002 et 3,6 MM en 2003. Par contre, la valeur annuelle correspondante des exportations canadiennes aux États-Unis a légèrement diminué au cours de la même période, pour s'établir à 1,2 MM $ US en 2003.
Le ralentissement de l'économie américaine est une manifestation conjoncturelle dont les effets négatifs sur la demande de meubles par les consommateurs américains est historiquement temporaire. Par contre, la présence grandissante dans le marché américain, de meubles asiatiques, sud-américains ou d'ailleurs, est un phénomène qui va vraisemblablement se maintenir ou même s'accentuer davantage au cours des prochaines années. Bien que cette concurrence extérieure affecte de manière importante les manufacturiers de meubles des États-Unis, il est certain que les manufacturiers québécois risquent aussi de perdre, à long terme, une fraction très importante de leur parts du marché américain. La demande américaine pour les meubles s'est accrue de manière soutenue au cours de la décennie 1990. Les meubles de maison en bois constitue segment le plus important de l'industrie du meuble aux États-Unis, avec des livraisons manufacturières évaluées à près de 8 MM $ US (Anonymous, 2002). Ce pays est, en valeur économique, le plus grand marché au monde pour tous les types d'ameublement.
D’après une étude réalisée par l’Université de Montréal (2001), les prévisions pour la demande future de meubles sont positives. La structure d'âge et de revenus de la population américaine permet d'estimer une croissance modérée, mais tout de même continue pour les meubles de maison. La question est de savoir quels fabricants pourront profiter de la croissance de la demande américaine prévue. La Chine est désormais le principal fournisseur de meubles de maison aux États-Unis, avec une augmentation moyenne d’exportations vers ce marché évaluée à 43 % annuellement, durant la période de 1997 à 2000. Même si cette augmentation ne peut se maintenir longtemps à un tel rythme, il est certain que la pénétration accrue

Revue de systèmes de production et de la personnalisation de masse
2 de 58
de meubles chinois viendra heurter les producteurs nord-américains s'ils ne prennent les mesures nécessaires.
(Schuler et Buehlmann, 2003), indiquent, dans leur étude sur la compétitivité de l’industrie de meubles aux États-Unis, des pistes vers des solutions permettant de rester compétitif face aux produits asiatiques. Au plan de la clientèle, la demande de meubles est influencée par plusieurs facteurs significatifs dont le revenu familial et le stade de vie des ménages. Le marché nord-américain du meuble a atteint une phase de maturité, caractérisée par la forte présence des « baby-boomers » et par un vieillissement de la population. Ceci modifie les besoins des acheteurs de meubles. Un autre phénomène significatif qui influence la demande est la fragmentation des goûts et des préférences des consommateurs qui viennent transformer leurs achats.
Les baby-boomers représentent la clientèle de choix pour les fabricants québécois de meubles. Représentant environ 60 millions de personnes aux États-Unis, ils sont caractérisés par un revenu élevé et un goût pour les produits faits sur mesure. Afin de satisfaire leurs besoins, le prix et la qualité d’un produit ne sont pas les seuls arguments de vente. Les choix d’options afin de personnaliser les produits, le délai de livraison et le service, avant et après vente, influencent également la décision d’achat.
L’industrie québécoise du meuble se voit face à une forte pression de réduire les coûts et délais de fabrication ainsi que d’offrir la personnalisation des meubles à ses clients. D’autres secteurs industriels ont vécu des phénomènes semblables et ont développé des méthodes afin de rester compétitifs. Les systèmes de production ont évolué, et l’industrie automobile y a joué un rôle clé (D'Amours et Kane, 2001):
1910 – Management scientifique : études de temps et mouvement, l’organisation du travail (Frederick W. Taylor). Standardisation et production de masse : introduction de la chaîne de production (Henry Ford)
1930 – Contrôle statistique de la qualité, lot économique à commander 1950/60 – Gestion de projet, JAT, Lean Manufacturing (Tai-Ichi Ohno) 1970 – Ordonnancement, gestion des stocks, prévision, MRP 1980 – Gestion totale de la qualité, automatisation (Deming et Juran) 1990 – Gestion des goulots, théorie des contraintes, certification ISO, le déploiement de la fonction
qualité, la ré-ingénierie des processus (Goldratt, Hammer et Champy) 2000 – Les systèmes intégrés de gestion (ERP, Supply chain planning), les systèmes manufacturiers
agiles
Henry Ford a introduit la chaîne de production afin d’arriver à la production de masse d’automobiles et de baisser les coûts de production. La standardisation du produit et de procédés ont été une nécessité fondamentale afin d’atteindre ce but. Le processus de fabrication a été divisé en sous-tâches ayant le même temps de réalisation. De cette façon les ouvriers pouvaient réaliser leurs tâches en suivant la chaîne de production sur une certaine distance sans être en conflit avec l’ouvrier suivant. L’ensemble des opérations suivait le même cycle, qu’on a nommé le takt, qui vient de la langue allemande.
Dans la musique, le takt est l’unité fondamentale du rythme. C’est le battement régulier sur lequel un rythme peut être superposé. Il existe un style de musique où le takt est égal au rythme : la musique militaire. Ceci n’est pas un hasard. La musique militaire a comme but de fournir le battement qui aide à synchroniser le pas des soldats. Chaque individu a sa propre cadence et façon de marcher. Les généraux avaient besoin d’un certain contrôle sur la vitesse et l’étendue des déplacements des troupes afin de réaliser les manœuvres. La musique était un outil pour uniformiser les mouvements et le takt, la cadence pour réaliser un pas en avant; la musique a également eu d’autres objectifs tels que l’amélioration du moral des soldats et un soutien afin d’effrayer l’ennemie. Les Allemands ont poussé ce concept plus loin en standardisant le mouvement des jambes dans le procédé du « pas en avant ». C’est ainsi qu’est né le Stechschritt, mouvement des jambes particulier que l’on voit encore aujourd’hui dans certains pays lors de cérémonies officielles. Le concept de standardisation de procédés et de cadence standard de production est

Revue de systèmes de production et de la personnalisation de masse
3 de 58
donc fortement inspiré par une approche que les militaires ont entrepris de faire il y a des centaines d’années.
Le système de Henry Ford a baissé les coûts de production de façon importante, mais il s’agissait d’un système rigide qui ne pouvait offrir d’options aux clients. Comme Henry Ford l’a dit en répondant à la question « Quelles couleurs le client peut-il choisir quand il achète une Ford modèle T? » : « Il peut choisir n’importe laquelle aussi longtemps que c’est noir ».
Afin de mieux répondre aux besoins des clients, de nouvelles méthodes de gestion de production ont été développées. Les buts étant la réduction des coûts de production, l’amélioration de la qualité, la réduction du délai de livraison, la flexibilité de répondre aux changements de la demande afin d’offrir des produits faits sur mesure et de rendre plus intéressantes les tâches des employés. Les chapitres suivants expliquent certains systèmes de production. Afin d’évaluer l’application de ces systèmes dans le domaine de la fabrication québécoise du meuble, la production d’une usine type est décrite au chapitre suivant.
2 Description de la fabrication de meubles au Québec L’industrie du meuble au Québec est constituée majoritairement de petites et moyennes entreprises (PME). Les deux plus grands fabricants de meubles de maison, Dorel inc. et Shermag inc., ont un chiffre d’affaires d’environ 600 et 200 million $ respectivement. Le chiffre d’affaires de la majorité des entreprises se situe dans la gamme de 20 à 50 million $. Le taux de départit ion est généralement peu élevé. Le réseau de sous-traitance se développe, et à cause de la taille des usines de fabrication de meubles, les usines des fabricants de composants font affaire avec un grand nombre de clients. Le nombre de fabricants de composants ainsi que les produits offerts sont limités (il est difficile de trouver des fournisseurs pour acquérir des composants assemblés).
Une usine type de fabrication de meubles de maison produit 10 collections différentes. Chacune des collections consiste en 20 meubles. Le design et la construction ne sont pas standardisés; il y a donc un grand nombre de pièces à fabriquer. Une collection représente entre 500 et 1000 composants, et le nombre total de composants à fabriquer dans une usine peut atteindre 20 000. La production est planifiée centralement et basée sur les ventes mensuelles. Elle fonctionne selon le principe du flux poussé en mode job shop. C'est-à-dire que les lots de production sont « poussés » d’une machine à l’autre en suivant l’ordre des procédés à réaliser. Un stock de pièces se trouve généralement avant et après chaque machine. Les procédés semblables sont physiquement regroupés, et la fabrication est divisée en six départements : le débitage, l’usinage, l’assemblage, la finition, l’emballage et l’expédition. Les produits finis sont entreposés, et la livraison est réalisée à partir de ces entrepôts. La quantité de pièces en cours de production (Work in Process ou WIP) est grande, et la valeur de produits finis en stock atteint des millions de dollars. Le délai de livraison se situe typiquement de quatre à huit semaines. Les options offertes aux clients sont généralement la couleur du meuble et le type de poignées.
Dans la fabrication de meubles en bois massif, le département de débitage regroupe les opérations de tronçonnage et de délignage du bois afin de créer des composants à dimension définie. Le collage sur rive de panneaux fait également partie de ce département. Après un entreposage de 24 heures, nécessaire pour le conditionnement des panneaux, le département d’usinage réalise des opérations de rabotage, profilage, perçage et ponçage. L’usinage est souvent un mélange de procédés automatisés et manuels. Les pièces vont ensuite au département d’assemblage où on y réalise des opérations de préassemblage de composants et d’assemblage final de meubles. Les meubles assemblés sont teints et vernis au département de finition. Ce département travaille souvent sur une chaîne de finition ayant un convoyeur à vitesse fixe. Certaines opérations d’assemblage peuvent s’ajouter après la finition. Les meubles sont ensuite emballés au département d’emballage et envoyés à l’entrepôt à partir duquel l’expédition est réalisée. Différents systèmes de contrôle de qualité sont utilisés par les fabricants québécois de meubles. Ces systèmes sont basés et sur les postes de contrôle indépendants et aussi par l’autocontrôle de chaque employé.

Revue de systèmes de production et de la personnalisation de masse
4 de 58
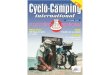
Matière première 51 %
La figure 1 présente la composition typique des coûts de production. La matière première (bois massif) représente plus que 50 % du coût de production, ce qui démontre l’importance de réduire les stocks à tous les niveaux.
Figure 1 Coûts de production de meubles en bois massif d’une PME typique au Québec (estimation après une enquête parmi des fabricants de meubles au Québec) Les défis pour les fabricants de meubles au Québec sont : l’implantation des systèmes permettant la réduction des coûts de fabrication, la réduction du temps de livraison, l’augmentation de la flexibilité et la livraison rapide aux clients de produits faits sur mesure, de bonne qualité et à un prix acceptable.
3 Systèmes de production Le chapitre 3 focalise principalement sur le concept de la production à valeur ajoutée (PVA). Ce concept est né au Japon dans les années 1950. L’industrie japonaise de l’automobile a été la pionnière dans le développement de ce concept qui s’oppose à la production de masse. James P. Womack, Daniel T. Jones & Daniel Ross, du Massachusetts Institute of Technology, ont réalisé une étude à la fin des années 1980 sur le futur de l’industrie automobile. Dans leur publication The Machine that Changed the World, ils ont nommé le concept PVA Lean Production. Pour souligner les paramètres innovateurs de la PVA, il faut d’abord comprendre le concept de la production de masse. L’industrie automobile sert comme fil conducteur dans la description des systèmes de production.
3.1 La production de masse Le concept de production de masse sera illustré en utilisant l’exemple du fabricant d’automobiles Henry Ford. Avant 1914, la fabrication d’automobiles était réalisée de façon artisanale. La fabrication artisanale est caractérisée par les paramètres suivants (Womack, et al., 1990) :
main-d’œuvre qualifiée (la plupart des employés ont suivi un apprentissage du métier complet) organisation décentralisée (la plupart des pièces et le design proviennent de petites entreprises et la
coordination du système est assurée par un entrepreneur qui travaille directement avec les clients, les employés et les sous traiteurs.)
utilisation d’équipements flexibles petit volume de production
Cette approche a mené à la production d’automobiles qui ont été faites sur mesure selon les préférences du client. L’assemblage a demandé de retravailler les pièces à la précision requise, mais les employés ont été
Main d’œuvre indirecte26 %
Machines, énergie11 %
Main d’œuvre directe 12 %

Revue de systèmes de production et de la personnalisation de masse
5 de 58
fiers de leurs réalisations et ont acquis des connaissances permettant de partir leurs propres entreprises. Le temps de production a été long et les coûts ont été élevés. Seulement une clientèle fortunée avait les moyens de se procurer une voiture.
Henry Ford a révolutionné la production artisanale par son concept de production de masse. En 1908, Ford a réalisé après cinq années d’effort le design de son modèle T (le vingtième modèle qu’il produisait suite au modèle A). Ce modèle avait des caractéristiques nécessaires pour la fabrication de masse. Les pièces étaient interchangeables (Ford a réussi à standardiser les pièces) entre les voitures, l’assemblage était extrêmement simple et l’entretien ne nécessitait pas de compétences particulières.
Avant 1914, la production de ce véhicule était réalisée de façon artisanale. Au printemps de 1914, Ford ouvrait une usine à Highlet Park, ce qui a eu un impact sur la production à l’échelle mondiale. Dans cette usine, le procédé de fabrication du modèle T était décomposé en une multitude de sous-procédés qui pouvaient être réalisés par des employés non qualifiés. L’assemblage des voitures se faisait sur un convoyeur qui déplaçait les véhicules en continu. La complexité de la tâche de chaque employé travaillant à cette chaîne de production était diminuée au minimum. La main-d’œuvre principale consistait en des immigrants qui ne parlaient souvent pas la même langue. Le résultat de l’approche de Ford fut une chute dramatique du coût de production du modèle T et l’automobile était maintenant à la porté d’une clientèle beaucoup plus large(Womack, Jones et Roos, 1990). La figure 2 présente une photo de la chaîne de montage à l’usine de Henry Ford avant l’implantation du convoyeur automatique.
Figure 2 Assemblage d’un Ford, modèle T Le travail à la chaîne de Ford était monotone et ne demandait aucune réflexion des ouvriers sur la façon dont le travail était exécuté. En plus, les propositions des ouvriers pour améliorer leur travail n’ont pas était désirées par les ingénieurs. Le taux d’absence et le roulement de personnel étaient très élevés. La possibilité de promotion pour un ouvrier était limitée au poste de contremaître. Afin de retenir les ouvriers à l’usine, Ford commençait à payer des salaires élevés à ses ouvriers. Il devenait maintenant plus

Revue de systèmes de production et de la personnalisation de masse
6 de 58
intéressant de passer sa vie dans la monotonie de la chaîne de production chez Ford que d’apprendre un métier.
Charlie Chaplin a tourné, en 1936, le film Les temps modernes. Ce film est une caricature de la situation des ouvriers chez Ford et accuse le système de production de masse de réduire les ouvriers à un état de machine humaine. La figure 3 montre une scène extraite de ce film.
Figure 3 Scène du film Les temps modernes, de Charly Chaplin Un autre phénomène s’est manifesté après l’introduction de la production de masse : la nécessité d’une main-d’œuvre indirecte. À l’ère de la fabrication artisanale, les employés étaient responsables de leurs outils, de la propreté de leur environnement de travail, de la planification des procédés et de la qualité du produit. Le système de Ford a créé le besoin d’ingénieurs de plus en plus spécialisés, de contrôleurs de qualité, de mécaniciens spécialisés pour l’entretien des machines, d’équipes de ménage, etc. Des pièces défectueuses ou des problèmes de qualité étaient seulement détectés après que la voiture soit sortie de la chaîne. Un grand espace de réparation était donc nécessaire. L’ajustement des grosses machines inflexibles prenait un temps considérable. Une ligne de production était conçue pour fabriquer un modèle, et un changement du modèle demandait l’acquisition de nouvelles machines ce qui prenait des mois chez Ford. Le fonctionnement du système de production chez Ford était basé sur un flux poussé ainsi que sur des inventaires importants de pièces et de produits finis.
La diminution des coûts de production a poussé d’autres pays et d’autres secteurs industriels à adopter la production de masse. Pendant plusieurs décennies, ce concept a continué à évoluer; mais un changement dans les préférences des clients et l’augmentation du prix du pétrole à forcé l’industrie automobile à trouver d’autres approches pour satisfaire les besoins de leur clientèle.
3.2 La production à valeur ajoutée (PVA) ou « Lean Production » L’implantation des concepts de la production à valeur ajoutée (PVA) a commencé dans l’industrie automobile. La production de masse, avec ses salaires élevés, a aidé à créer la classe moyenne. Le niveau

Revue de systèmes de production et de la personnalisation de masse
7 de 58
de vie augmentait et les consommateurs n’étaient plus satisfaits du simple produit standard. La demande pour différents types de voitures, pour des options sur l’équipement et pour des produits fiables était constamment en croissance. Les fabricants d’automobiles étaient forcés de changer le modèle en production plus souvent et de développer des systèmes de production plus flexibles. L’industrie automobile japonaise a commencé dans les années 1950 à penser comment elle pourrait améliorer le système de Ford. La crise du pétrole, en 1973, a accéléré l’implantation de nouveaux concepts dans les usines manufacturières d’automobiles au Japon. Ces concepts on été nommés Production à valeur ajouté ou encore Lean production.
Le vice-président de Toyota, Taiichi Ohno, a implanté un système, plus tard appelé le système Toyota, qui a eu un impact majeur sur la gestion de la production dans l’industrie automobile. Son concept est un exemple pour la PVA. Plusieurs personnes ont publié des descriptions de ce système. Parmi les auteurs, on retrouve notamment Taiichi Ohno, Yasuhiro Monden, professeur à l’université de Tsukuba, au Japon, qui a théorisé le système Toyota; et Shigeo Shingo, un consultant à qui Taiichi Ohno donna le mandat d’aider à l’implantation des changements du système de production et de travailler sur des techniques et outils permettant le fonctionnement du système Toyota (notamment sur la réduction du temps d’ajustement des machines).
Le but principal de changer le concept de Ford était de produire des automobiles de façon plus profitable. L’approche choisie par Toyota afin d’atteindre ce but était l’élimination totale de gaspillage. Toute activité n’ajoutant pas de valeur au produit est considérée comme un gaspillage. Dans le cycle manufacturier d’un produit, les activités sans valeur ajoutée peuvent occuper 95 % du temps de cycle. Selon (Monden, 1993), on trouve quatre types de gaspillage reliés aux procédés manufacturiers :
1. Ressources excessives de production 2. Surproduction 3. Inventaire excessif 4. Dépenses en capital superflues
Les ressources excessives de production regroupent une main-d’œuvre excessive, une infrastructure excessive et un stock élevé en cours de transformation (Work In Progress/‘WIP’). Ceci mène à la surproduction, c'est-à-dire la production continue, même si la demande ne la justifie pas. Le résultat est l’inventaire excessif de produits finis. Ces trois types de gaspillage créent la demande pour des investissements en capital (entrepôts, équipements de manipulation des stocks, systèmes de contrôle des stocks, etc.).
Toyota a considéré que la surproduction était un problème majeur qui devait être solutionné par son système de production. Le concept de base du système Toyota est donc l’adaptation de la quantité produite à la quantité vendue et de ne produire seulement que les pièces nécessaires en quantité nécessaire et en temps nécessaire. Les ventes ont la contrainte de ne pas vendre plus que prévu par le plan de production. Le système pour réaliser le concept est appelé le système juste à temps (JAT). Ce système consiste en différentes méthodes de contrôle de la quantité de production, de la qualité des produits et sous produits et d’interaction avec les employés de façon respectueuse. Ce dernier point est très important parce-que l’adaptation de la production à la demande nécessite le déplacement et l’ajustement de la main-d’œuvre selon le besoin de la production. La réduction au strict minimum de la quantité des pièces produites demande une fabrication sans défauts. Le contrôle de qualité est un pilier du JAT (Monden, 1993).
Un principe de base du JAT est que chaque poste de travail reçoit du poste précédant la quantité exacte de pièces au moment où il est prêt à les procéder. De cette façon, le WIP diminue considérablement. Traditionnellement, la production est gérée par un plan central. La planification centrale de production, qui détermine le plan de production pour chaque poste simultanément, résulte en une production à flux poussé. Dans cette approche, chaque procédé effectue le travail spécifié au plan central de production et pousse la quantité de pièces produites au prochain poste de transformation indépendamment du besoin de ce poste ou du fait qu’il soit prêt à procéder. Le résultat est une accumulation de stock entre les postes de

Revue de systèmes de production et de la personnalisation de masse
8 de 58
travail et l’augmentation du WIP. Le système à flux poussé est donc un obstacle dans la réalisation du JAT. Toyota a inversé le flux de production : chaque poste de transformation retire la quantité de pièces nécessaires au moment nécessaire du poste précédent. Le poste précédent remplace seulement cette quantité de pièces et arrête s’il n’y a pas de demande du poste suivant. Cette méthode de production est appelée la production à flux tiré (Monden, 1993).
3.2.1 Design du système de production : cellules de travail Le système manufacturier traditionnel que l’on retrouve dans l’industrie du meuble est la fabrication en atelier (job shop). Ce système regroupe les machines similaires en ateliers de travail. Les lots de pièces sont envoyés d’un atelier à l’autre en fonction de leur séquence de procédés. Les pièces parcourent souvent de longs trajets et de nombreux convoyeurs sont nécessaires. La performance des machines dans les ateliers est basée sur leur capacité de procéder rapidement des pièces identiques. La taille du lot est grande afin de diminuer le temps d’ajustement entre les lots. Ce système n’est pas adéquat pour atteindre les objectifs de la PVA
Le point de départ pour prendre le virage vers la PVA est l’introduction du concept de cellules de travail, qui remplacent la structure de la fabrication en atelier. Les cellules de travail aident à éliminer la surproduction, à diminuer le WIP, à créer un flux continu dans l’usine, à réduire le temps de cycle et à enrichir le travail des opérateurs. Une cellule de travail regroupe plusieurs machines qui sont généralement alignées en forme de U. La matière première arrive en petits lots à l’entrée de la cellule et des pièces à la sortie de la cellule obtiennent une série de transformations.
Dans le système de fabrication en atelier, chacune de ces transformations aurait été réalisée dans un atelier différent. Le travail en cellules nécessite une analyse des séquences de transformation de l’ensemble des pièces à fabriquer. Les pièces exposées aux transformations similaires sont regroupées pour créer des familles de pièces. Le design des cellules est basé sur cette technologie de groupes. L’exemple d’une analyse de séquences de transformations est présenté à la figure 4 (Black et Hunter, 2003).
La liste à gauche présente 10 différentes pièces et leurs séquences de transformation. La liste à droite présente les mêmes pièces regroupées selon les transformations communes. Cette analyse suggère la création de quatre cellules : la cellule no 1 regroupe les machines pour effectuer les transformations T1 à T3, la cellule 2 regroupe T4 et T5, la cellule 3 regroupe T6 à T8 et la cellule 4 regroupe T9 et T10. Certaines transformations des pièces 8, 11 et 16 sont effectuées hors de ces cellules.

Revue de systèmes de production et de la personnalisation de masse
9 de 58
Pièce Transformationno T1 T2 T3 T4 T5 T6 T7 T8 T9 T101 ●2 ● ●3 ●4 ● ●5 ● ● ●6 ● ●7 ● ●8 ● ● ●9 ● ●
10 ● ●11 ● ● ● ●12 ● ●13 ●14 ● ●15 ● ●16 ● ● ● ●17 ●18 ● ●19 ● ● ● ● ●20 ●
Pièce Transformationno T1 T2 T3 T4 T5 T6 T7 T8 T9 T107 ● ●
11 ● ● ● ●2 ● ●5 ● ● ●
18 ● ● ●14 ● ●3 ●
10 ● ●20 ●12 ● ●4 ● ●
19 ● ● ●16 ● ● ● ●8 ● ● ●1 ●9 ● ●
13 ●6 ● ●
15 ● ●17 ●
Figure 4 Technologie de groupes : séquences de transformations et regroupement de pièces (Black et Hunter, 2003)
Les machines dans une cellule de travail sont généralement alignées en forme de U afin de minimiser la distance de déplacement des opérateurs. Les opérateurs, dans une cellule, sont multifonctionnels et travaillent avec plusieurs machines. Les machines doivent être automatisées et flexibles. Le temps de cycle d’une cellule doit être légèrement inférieur au temps de cycle total. Il est calculé selon l’équation 1 (Black et Hunter, 2003) :
( ) ( )CTTT WWOMC ⋅+⋅= (1) CT = temps de cycle (minutes) MT = temps de travail manuel (préparation de la machine, installation des pièces, etc.) (minutes) O = nombre d’opérations par opérateur WT = temps de déplacement des opérateurs dans la cellule (secondes) WC = nombre de déplacements des opérateurs dans la cellule
La productivité est l’inverse du temps de cycle :
TC
PR 1= (2)
PR = Productivité (min-1]
Le temps de procédé des machines n’affecte pas le temps de cycle de la cellule aussi longtemps qu’il soit inférieur à celle-ci. La capacité de la cellule est atteinte quand le temps de cycle est égal au temps de procédé le plus long dans la cellule.
Exceptions
Exception

Revue de systèmes de production et de la personnalisation de masse
10 de 58
Exemple :
Huit machines sont regroupées pour former une cellule de travail. Le temps d’opération, le temps de travail manuel et le temps de déplacement entre les machines sont présentés au tableau 2 (Black et Hunter, 2003).
Tableau 2 Temps d’opération, temps manuel et temps de déplacements dans une cellule de travail
Machine Temps d'opération Temps manuel Déplacements(min) (min) (min)
M1 0,30 0,25 0,05M2 0,40 0,25 0,05M3 0,40 0,25 0,05M4 0,45 0,25 0,05M5 0,45 0,25 0,05M6 0,30 0,25 0,05M7 0,45 0,25 0,05M8 0,25 0,25 0,05
Selon l’équation 1, le temps de cycle de la cellule avec un opérateur est :
Ct = (0,25 min x 8) + (0,05 min x 8) = 2,4 min/pièce
2,4 > 0,45 (temps de procédé le plus long dans la cellule)
Avec trois opérateurs, le temps de cycle de la cellule est :
Ct = (0,25 min x 3) + (0,05 min x 3) = 0,9 min/pièce
0,9 > 0,45
Avec six opérateurs, le temps de cycle est d’environ 0,4 min/pièce. Cette valeur est inférieure au temps de procédé le plus long (0,45 min) dans la cellule. La capacité des machines de la cellule est dépassée. Pour augmenter la capacité, on a l’option de diviser la cellule en deux (voir figure 5), de doubler la cellule ou encore d’améliorer la performance des machines de la cellule actuelle. La productivité d’une cellule est flexible et peut être ajustée en variant le nombre d’opérateurs dans la cellule.

Revue de systèmes de production et de la personnalisation de masse
11 de 58
Figure 5 Cellule avec un opérateur (à gauche) et avec deux opérateurs (à droite)
Il est à éviter de procéder en lot à l’intérieur d’une cellule. L’efficacité d’une cellule est au maximum quand un flux unitaire est utilisé. Une pièce à la fois doit être procédée, inspectée et transférée à la machine suivante. Un flux régulier est ainsi obtenu et le temps de cycle est réduit. L’exemple suivant illustre ce concept.
En tout, 300 pièces doivent être percées, profilées et poncées. Les opérations sont réalisées dans une cellule de travail équipée avec une perceuse, une profileuse et une ponceuse. Les trois machines sont automatisées. Chaque opération est réalisée en une minute. Une première approche consiste en effectuant les trois opérations subséquentes en lot de 300 pièces. Le temps requis pour réaliser le travail est :
300 pièces x 3 x 1 minute = 900 minutes = 15 heures
La cellule accomplit le travail en 15 heures et les pièces quittent la cellule après cette période de temps.
M1
M2
M3
M4
M5
M6
M7
M8
Produits transformés
Matière première
O1
O2X
X
X
X
X
XX
X
M1
M2
M3
M4
M5
M6
M7
M8
Produits transformés
Matière première
X
Opérateur
X
X
XX
X
X
X
Percer (300 min) Profiler (300 min) Poncer (300 min)
900 minutes

Revue de systèmes de production et de la personnalisation de masse
12 de 58
En utilisant un flux unitaire entre les opérations, le temps requis pour réaliser le travail devient :
300 minutes + 1 minute + 1 minute = 302 minutes = 5 heures et 2 minutes
Les 300 pièces quittent la cellule après 302 minutes et la première pièce est prête après trois minutes.
La réalisation des tâches de travail en parallèle est la force des cellules de travail. Plus la taille de lot dans la cellule est grande, plus on perd cette force. Dans l’exemple précédent, on peux poser la question suivante : est-ce que le remplacement de la cellule par une machine à contrôle numérique qui réalise le perçage, le profilage et le ponçage en 1,5 minute est avantageux? Cette machine réalise chaque opération deux fois plus vite que les machines dans la cellule. En conservant la taille de lot de 300 pièces à l’entrée de la machine, la première pièce quitte la machine après 1,5 minute (3 minutes dans le cas de la cellule). La machine crée un flux constant de pièces à sa sortie comme la cellule, mais le lot complet est terminé après 300 x 1,5 min = 7,5 heures. La cellule de travail est plus vite. La machine à contrôle numérique qui ne réalise pas d’opération en parallèle devrait exécuter les tâches trois fois plus vite que les machines de la cellule pour égaliser la performance de la cellule.
Les règles de conception des cellules de travail sont :
les petites machines flexibles sont regroupées selon la technologie de groupe; les machines sont alignées en forme de U, ou d’autres formes qui minimisent le trajet de déplacement
des opérateurs; les machines doivent être automatisées (contrôle numérique); les opérateurs se déplacent d’une machine à l’autre; interdiction de surproduction dans une cellule; aucune pièce défectueuse ne doit être transférée d’une machine à l’autre; le transfert de pièces doit se faire unitaire ou en petites quantités; le temps d’opération de chaque machine doit être inférieur au temps de cycle du système
manufacturier.
L’alignement de plusieurs cellules de travail est une excellente approche pour créer un système manufacturier flexible et adéquat pour la mise en place d’un flux tiré dans une usine. La meilleure méthode pour relier les cellules de travail et le flux de matière entre elles est le système Kanban.
3.2.2 Kanban Le mot japonais Kanban veut dire carte. Le système Kanban est une méthode permettant la réalisation du JAT dans un cadre de processus manufacturier répétitif. En résumé, un Kanban est une carte sur laquelle sont indiqués le type et la quantité d’une pièce à fabriquer. Cette carte est envoyée d’un poste de travail au poste précédent. Les procédés de transformation sont reliés par ces cartes et de cette façon une production à flux tiré est réalisée (le poste subséquent donne la commande au poste précédent). Les Kanbans sont particulièrement adéquats pour relier des cellules de travail. Le fait que le volume de production soit contrôlé par le goulot d’étranglement dans la chaîne de fabrication permet également de synchroniser la production avec la vitesse des ventes. Le concept de gestion de goulots est expliqué au chapitre 3.2.8.
Percer (300 min)
Profiler (300 min)
Poncer (300 min)
302 minutes

Revue de systèmes de production et de la personnalisation de masse
13 de 58
Il existe une multitude de différents types de Kanban. Principalement, deux types sont à distinguer : le Kanban à retrait et le Kanban de production (d’autres types de Kanban sont décrits au chapitre 3.3 et en annexe A)(Monden, 1993). Le Kanban à retrait spécifie le type et la quantité d’un produit qu’un poste de travail subséquent doit retirer du poste de travail précédent, et le Kanban de production spécifie le type et la quantité d’un produit que le poste précédent doit fabriquer. La figure 6 présente le mouvement de matière et de Kanban dans un environnement manufacturier.
Poste desKANBANS àretrait
KANBAN deproduction KANBAN à retrait
Procédé A Procédé B
Kanbanà retrait
1
2
3
4
5
6
7
Poste de réceptiondes KANBANS
Poste desKANBANSde production
Source : Toyota Production System, Y. Monden , 1993
8
Poste desKANBANS àretrait
KANBAN deproduction KANBAN à retrait
Procédé A Procédé B
Kanbanà retrait
1
2
3
4
5
6
7
Poste de réceptiondes KANBANS
Poste desKANBANSde production
Source : Toyota Production System, Y. Monden , 1993
8
Figure 6 Mouvements de matière et de Kanbans entre deux postes consécutifs de travail
1. Le responsable du procédé B (procédé subséquent) prend les Kanbans à retrait à son poste de Kanban. Il se dirige vers l’entrepôt de produit A. Le retrait des Kanbans est effectué régulièrement lorsque’il y en a au moins une carte de disponible.
2. Quand il retire le produit A, il détache le Kanban de production apposé au produit A et le place au poste de réception des Kanbans de production du procédé A.
3. Le Kanban à retrait est apposé au produit A et amené avec le produit A au procédé B. 4. Quant le procédé B commence, le Kanban à retrait est placé au poste des Kanbans à retrait. 5. Au procédé précédent (procédé A), le Kanban de production est collecté au poste de réception des
Kanbans de production. Ce Kanban est déposé au poste des Kanbans de production en respectant l’ordre dans lequel il a été détaché du produit A.
6. Le procédé A doit maintenant produire la quantité du produit A indiquée sur le Kanban. 7. Les unités de production (pièces) et le Kanban de production se déplacent ensemble lors du
procédé A. 8. Quand la production telle que demandée par le Kanban de production est terminée, le produit A et
le Kanban de production sont placés à l’entrepôt du produit A. Le procédé B peut maintenant retirer le produit A à nouveau.

Revue de systèmes de production et de la personnalisation de masse
14 de 58
Quand plusieurs procédés sont enchaînés à l’aide de Kanbans, les mouvements de matière et de Kanbans se font tels que présentés à la figure 7 :
Moulagedes com-posants
Fourniture
Machinagedes com-posants
Assemblagedes com-posants
Assemblagefinale
des com-posants
Flot des produits
Flot des KANBANS à retraitFlot des KANBANS de production
Source : Toyota Production System, Y. Mondem , 1993Source : Toyota Production System, Y. Monden , 1993
Moulagedes com-posants
Fourniture
Machinagedes com-posants
Assemblagedes com-posants
Assemblagefinale
des com-posants
Flot des produits
Flot des KANBANS à retraitFlot des KANBANS de production
Source : Toyota Production System, Y. Mondem , 1993
Moulagedes com-posants
Fourniture
Machinagedes com-posants
Assemblagedes com-posants
Assemblagefinale
des com-posants
Flot des produits
Flot des KANBANS à retraitFlot des KANBANS de production
Source : Toyota Production System, Y. Mondem , 1993Source : Toyota Production System, Y. Monden , 1993
Figure 7 Mouvements de matière et de Kanbans entre plusieurs postes consécutifs de travail
Le fonctionnement du système Kanban est basé sur les cinq règles suivantes :
1. Le procédé subséquent doit retirer du procédé précédent les produits nécessaires en quantité nécessaire au temps nécessaire. Tout retrait de produit sans Kanban est interdit. La quantité de produits retirés ne doit jamais excéder le nombre de Kanban.
2. Le procédé précédent doit fabriquer son produit seulement en quantité retirée par le poste subséquent.
3. Les produits défectueux ne doivent jamais être transférés du procédé précédent au procédé subséquent.
4. Le nombre de Kanban doit être minimal. 5. Le Kanban doit être utilisé afin d’adapter la production au fluctuations de la demande. Selon
Monden (Monden, 1993), le système Kanban peut absorber des changements de la demande d’environ 10 % en augmentant la fréquence de transfert de Kanbans sans que le nombre de Kanban soit augmenté.
Le JAT nécessite l’ajustement de certains paramètres afin de fournir l’environnement favorable pour l’implantation du système Kanban :
ajustement des ventes à la production lissage de la production standardisation des opérations réduction du temps d’ajustement des machines amélioration continue des activités design des procédés contrôle de qualité à zéro défaut
Chacun de ces paramètres est expliqué aux chapitres suivants. Des exemples d’utilisation de Kanban dans l’industrie du meuble sont présentés en annexe A.

Revue de systèmes de production et de la personnalisation de masse
15 de 58
3.2.3 Lissage, balancement et synchronisation de production Le lissage de production est un élément clé dans la structure du système de Toyota. Le but est de diminuer les fluctuations dans la production. Ces fluctuations sont imposées par la fabrication en lot (Standard et Davis, 1999). Des lots importants de production créent une hausse temporaire de la demande pour certaines pièces et provoquent des temps d’attente, c'est-à-dire un prolongement du temps de cycle. Dans la fabrication en lots, le client attend que la fabrication de toutes les pièces d’un lot soit terminée avant d’obtenir une livraison. Le but du lissage de production est de créer un flux continu de produits. Comme mentionné auparavant, la production est dictée par le dernier procédé. Dans le cas de Toyota, le dernier procédé est l’assemblage final des voitures. Chaque voiture est assemblée en fonction du temps moyen dans lequel elle est vendue sur le marché. Ce laps de temps est appelé temps de cycle. Ce temps de cycle est propre à chaque type de voiture et peut changer si la fréquence de vente de cette voiture change. Les procédés subséquents effectuent leurs tâches en respectant le même temps de cycle. L’ensemble des procédés est relié par un convoyeur invisible qui avance au battement du temps de cycle. La synchronisation des procédés est donc très importante. L’exemple suivant illustre ce concept (Monden, 1993).
Supposons que Toyota vend 16 800 Corolla par mois (un mois étant 20 jours ouvrables). Cette quantité est subdivisée en 9 600 Corolla sedan (A), 4 800 Corolla coupé (B) et 2 400 Corolla familiale (C). Ayant deux quarts de travail de huit heures par jour, chaque quart de travail doit produire 240 voitures A, 120 voitures B et 60 voitures C. Le temps de cycle est déterminé par la division de 480 minutes (égal à un quart de travail) par le nombre de voitures requises par quart de travail. En fonction de ce calcul, la voiture A a un temps de cycle de deux minutes, la voiture B a un temps de cycle de quatre minutes et la voiture C a un temps de cycle de huit minutes. En moyenne, une voiture doit être produite à toutes les 1,14 minutes (voir le tableau 3)
Tableau 3 Lissage de la quantité production
Voiture Production par mois Production par quart de travail Temps de cycle (min)A 9600 240 2 = 480/240B 4800 120 4 = 480/120C 2400 60 8 = 480/60
Total 16800 unités/mois 420 unités/quart de travail 1,14 = 480/420
Le but du lissage de la quantité de production de chaque modèle de voiture est de limiter la quantité de production de chaque pièce requise et de réduire le WIP. Basée sur le temps de cycle de chaque modèle de voiture, Toyota établi la séquence de production. Dans l’exemple précédent, la séquence de production est : A-A-B-A-A-B-C-A-A-B-A-A-B-C. La production séquentielle assemble les modèles dans le même rythme qu’ils sont vendus sur le marché. La production traditionnelle par lot aurait la séquence suivante : 240 unités de A – 120 unités de B – 60 unités de C. Cette approche ne reflète pas la cadence des ventes et résulte en un délai de livraison plus long.
Le lissage de production est réalisé en deux phases. La première phase est l’adaptation aux changements mensuels de la demande dans une année et la deuxième phase est l’adaptation aux changements de la demande journalière dans un mois. La première phase est réalisée par une planification mensuelle spécifiant le niveau moyen de production pour chaque procédé. Ce plan est basé sur une prévision des ventes mensuelles. La deuxième phase est réalisée à l’aide du système Kanban. La fluctuation journalière par rapport au plan mensuel doit être limitée (certains fabricants limitent la fluctuation à 10 %). Seul un système à flux tiré peut absorber une telle fluctuation sans changement dans la planification mensuelle. La production séquentielle est également nécessaire afin de lisser la fabrication des composants. Toyota s’adapte aux changements importants de la demande en utilisant une main-d’œuvre flexible, c'est-à-dire des employés qui maîtrisent plusieurs procédés et des machines flexibles. En cas d’augmentation de la

Revue de systèmes de production et de la personnalisation de masse
16 de 58
demande d’un certain modèle de voiture le temps de cycle est réduit et des employés additionnels sont affectés à la production de ce modèle. Si la demande diminue, des employés sont transférés ou affectés à d’autres tâches. Toyota travaille également avec un grand nombre d’employés temporaires.
Le balancement de la production a pour but d’emmener le temps d’exécution des sous-tâches le plus proche possible au temps de cycle de l’opération qui impose le takt. Ceci n’est pas toujours réalisable, mais il est important de minimiser les variations afin d’éviter l’accumulation de stock entre les postes de travail. Une production lissée et balancée suit le takt et crée ainsi un flux continu. Le balancement doit également être appliqué aux tâches de chaque employé. L’objectif est de distribuer les tâches de façon à ce que le temps de réalisation des tâches de chaque employé soit légèrement inférieur au temps de cycle du système (Black et Hunter, 2003). La figure 8 présente le temps de réalisation des tâches de quatre opérateurs sur une ligne de production. La ligne n’est pas balancée, et on peut s’attendre à une accumulation de stock devant l’opérateur 2, tandis que les opérateurs trois et quatre ont des temps d’attente. L’opérateur 2 retarde l’ensemble de la production parce que son temps de réalisation de tâches excède le temps de cycle. Le temps de cycle du système est fixe et ne peut pas être modifié dans cette exemple. La figure 9 présente la ligne de production après un balancement traditionnel. Les tâches ont été redistribuées parmi les quatre opérateurs, et le temps de réalisation est maintenant uniforme et inférieur au temps de cycle. Un effet négatif de ce type de balancement est que chaque opérateur travaille maintenant sous sa capacité, et la capacité n’est pas assez grande pour affecter d’autres tâches à ces opérateurs. La figure 10 présente la bonne allocation des tâches : les opérateurs un, deux et trois travaillent à leur capacité et légèrement en dessous du temps de cycle, tandis que l’opérateur quatre est dégagé au point qu’il peut maintenant être affecté à une tâche supplémentaire (la maintenance par exemple).
Figure 8 Ligne de production avant balancement
Temps de cycle du système
Opérateur 2 Opérateur 3 Opérateur 4
Temps d’opération
Opérateur 1

Revue de systèmes de production et de la personnalisation de masse
17 de 58
Figure 9 Ligne de production après balancement VS une mauvaise allocation des tâches
Figure 10 Ligne correctement balancée La synchronisation de la production est nécessaire afin de garantir que des composants arrivent au bon moment à l’assemblage. Ceci est particulièrement important quand les composants sont fabriqués par des sous-traitants. Les sous-traitants doivent ainsi suivre le même cycle de production que le donneur d’ordre.
3.2.4 Standardisation des opérations La standardisation des opérations assure que les opérations soient toujours répétées de la même façon. Il s’agit de déterminer avec l’opérateur la meilleure procédure pour effectuer une opération. Cette procédure est ensuite documentée sur une feuille d’opérations standard. Cette procédure est généralement suivie par les opérateurs parce qu’ils ont participé au développement de cette procédure. Trois caractéristiques clés font partie de la standardisation des opérations (Standard et Davis, 1999) :
1. La standardisation des opérations n’est pas statique. Les feuilles d’opérations standard sont régulièrement révisées et modifiées si une procédure supérieure est trouvée.
Temps de cycle du système
Opérateur 2 Opérateur 3 Opérateur 4
Temps d’opération
Opérateur 1
Temps de cycle du système
Opérateur 2 Opérateur 3 Opérateur 4
Temps d’opération
Opérateur 1

Revue de systèmes de production et de la personnalisation de masse
18 de 58
2. Des opérations standard supportent l’uniformité de la production parce que le travail est toujours effectué de la même façon. Des déviations dans la production peuvent être détectées plus facilement, et ainsi, des actions correctives peuvent être entreprises plus vite.
3. Les opérations standard sont à la base d’une amélioration continue. Elles éliminent l’effet de dents de scie. la figure 11 présente l’évolution d’actions d’amélioration. Les améliorations sont imposées et ne sont pas documentées et adoptées par l’opérateur, qui revient en partie à ses anciennes habitudes. Avec la standardisation, les améliorations sont permanentes et les améliorations subséquentes sont cumulatives. Il faut souligner que l’amélioration incrémentale est identique dans les deux cas.
Figure 11 Amélioration avec et sans standardisation des opérations L’amélioration de performance fait appel à la méthode de Kaizen, qui est expliquée au chapitre 3.2.6. La standardisation des opérations et le succès d’évènements Kaizen sont étroitement reliés. En mettant le même effort et en ayant le même succès incrémental, l’élimination de l’effet dents de scie amène à une performance supérieure aux améliorations faites sans standardisation.
3.2.5 Réduction du temps d’ajustement des machines et taille de lot Tel que décrit aux chapitres précédents, le fonctionnement du système JAT est basé sur la production séquentielle en petits lots. La taille de lot est étroitement reliée au temps d’ajustement des machines. Pour minimiser l’impact du temps d’ajustement sur le coût unitaire de fabrication, il est avantageux de procéder par des lots de taille importante. Ceci augmente le coût d’inventaire. Afin de déterminer la taille de lot qui minimise les coûts de production, Ford Harris a développé une équation en 1913. Il a d’abord proposé un modèle mathématique pour calculer les coûts de production (Standard et Davis, 1999) :
machines des ajustementd' CoûtsDemande
inventaired' Coûts lot de Taille production deCoût
2
=====
⋅
+⋅
=
KDHQ
CP
KQDHQCP
(3)
Temps
Performance
Amélioration avec standardisation
Amélioration sansstandardisation

Revue de systèmes de production et de la personnalisation de masse
19 de 58
Par différentiation de cette équation, on obtient :
commander à économique Quantité
2
02 2
=
=
=−=
QEC
HDKQEC
QDKH
dQdCP
(4)
Figure 12 présente graphiquement la relation entre les coûts d’inventaire, les coûts d’ajustement des machines, les coûts de production et le QEC.
Figure 12 Détermination de la taille économique de lot L’impact d’une diminution des coûts d’ajustement des machines sur la taille économique de lot est présenté à la figure 13. La diminution des coûts d’ajustement des machines résulte en une diminution de la taille économique du lot. Si le temps d’ajustement tend vers zéro, la taille de lot unitaire devient possible.
Quantité
Coût d’inventaire
Coût d’ajustement des machines
Coût de production
QEC
Coûts $

Revue de systèmes de production et de la personnalisation de masse
20 de 58
Figure 13 Impact des coûts d’ajustement des machines sur la taille de lot La réduction du temps d’ajustement des machines est le facteur essentiel permettant la diminution de la taille de lot en poursuivant les objectifs de la PVA. Shigeo Shingo, un consultant qui a travaillé au Japon sur la réduction du temps d’ajustement dans l’industrie automobile des années 1960, a développé une méthodologie réduisant le temps d’ajustement de façon importante. Selon Shingo, le temps d’ajustement est divisé comme présenté au tableau 4 (Shingo, 1987).
Tableau 4 Étapes d’ajustement de machines Étape Opération Part du temps
1 Préparation – démontage – vérification de la matière des outillages, jauges de contrôle, etc. 30 %
2 Montage et démontage des outils 5 % 3 Centrage, réglage des dimensions et autres paramètres 15 % 4 Pièces d’essai et ajustement 50 %
L’étape 1 permet de s’assurer que toutes les pièces et outillages sont là où ils doivent être et qu’ils fonctionnent correctement. Cette étape inclut le temps de nettoyage de la machine et le rangement de pièces et outils après l’ajustement.
L’étape 2 inclut le démontage de pièces et outils à la fin d’une production et l’installation de nouveaux outils pour la production suivante.
L’étape 3 consiste à calibrer, mesurer et positionner les outils correctement.
L’étape 4 est effectuée à la suite qu’une première pièce est fabriquée. Plus la précision des ajustements effectués à l’étape précédente a été grande, moins d’ajustements sont nécessaires à l’étape quatre.
Pour réduire le temps d’ajustement des machines, Shingo propose quatre concepts et six techniques afin d’implanter les concepts. Il a nommé son approche Single minute exchange of dies (SMED).
Concept 1 : Séparation des ajustements internes et externes.
L’ajustement interne fait référence à tout ajustement nécessitant l’arrêt de la machine. L’ajustement externe peut être effectué pendant que la machine opère. Ces deux types d’ajustement doivent être
Coûts d’inventaire
Coûts d’ajustement : Élevé Moyen Bas
QEC 1 QEC 2 QEC 3
Coûts $
Quantité

Revue de systèmes de production et de la personnalisation de masse
21 de 58
rigoureusement séparés. L’ajustement interne est la cause d’une perte de productivité de la machine. Il est important de minimiser ce temps. Quand un opérateur commence l’ajustement interne, il est essentiel que tout ajustement externe soit finalisé et que l’opérateur n’ait pas besoin d’arrêter son travail d’ajustement interne pour effectuer un ajustement externe.
Concept 2 : Conversion d’ajustement interne à l’ajustement externe.
Ce concept est la contribution la plus importante : la réduction du temps d’arrêt de machines dû à l’ajustement. Il s’agit d’analyser l’ensemble des opérations d’ajustement interne et de convertir toute opération qui pourrait être réalisée sans arrêter la machine en ajustement externe.
Concept 3 : Élimination de mesurage et de positionnement d’outils.
Plus de la moitié du temps d’ajustement interne est généralement consacré au positionnement d’outils et au mesurage. Ce temps peut être considérablement diminué en utilisant des gabarits ou encore par l’ajustement à contrôle numérique.
Concept 4 : Abolition de l’opération d’ajustement.
Afin d’éliminer complètement l’ajustement d’une machine, deux approches peuvent être envisagées : premièrement, la standardisation de pièces à produire et, deuxièmement, l’installation d’outils pour plusieurs tâches sur la machine. Un exemple pour la deuxième approche est une tête de moulurière sur laquelle plusieurs couteaux à profils différents sont installés. Pour changer d’un profil à l’autre seulement la hauteur est réglée.
Afin d’appliquer les quatre concepts, Shingo propose les six techniques suivantes :
1. Standardisation des opérations d’ajustement externe. Les opérations de préparation de gabarits, outils et pièces doivent être standardisées selon les règles décrites au chapitre 3.2.3.
2. Standardisation des machines. Seulement des pièces d’une machine qui sont affectées par l’ajustement doivent être standardisées (ex. : un seul type de boulon) afin de diminuer le nombre d’outils nécessaire pour effectuer l’ajustement.
3. Utilisation d’attaches et fixations rapides. La longueur de boulons à serrer et desserrer doit être minimisée. Le serrage doit se faire dans un tour. Des filets particuliers peuvent être nécessaires. Le nombre de boulons doit être minimisé. L’utilisation d’attaches autobloquants est à favoriser.
4. Utilisation d’outils supplémentaires. Dans certains cas, il peut être avantageux d’utiliser des outils supplémentaires pour réduire le temps d’ajustement. L’installation et le positionnement de mèches dans une perceuse peuvent être accélérés par l’utilisation d’un mandrin supplémentaire. La mèche peut ainsi être installée et positionnée en ajustement externe, et le mandrin complet est changé avec la mèche déjà en position.
5. Opérations parallèles d’ajustement. Plusieurs opérateurs peuvent ajuster une machine en parallèle. Les quatre têtes d’une moulurière peuvent être ajustées par deux opérateurs, chacun effectuant donc l’ajustement de deux têtes. Dans ce cas, le temps d’ajustement interne est réduit à moitié.
6. Utilisation d’ajustements mécaniques. Les systèmes hydrauliques ou pneumatiques peuvent être utilisés pour fixer un outil sur une machine.
En résumé, la réduction du temps d’ajustement doit suivre la séquence suivante :
Déterminer la méthode existante d’ajustement de la machine Séparer l’ajustement interne de l’ajustement externe

Revue de systèmes de production et de la personnalisation de masse
22 de 58
Convertir des opérations d’ajustement interne en ajustement externe Réduire le temps d’ajustement interne Améliorer les opérations d’ajustement externe
L’amélioration des opérations d’ajustement peut être sujet d’évènements Kaizen. Cette méthode est expliquée au chapitre suivant.
3.2.6 Amélioration continue des activités L’amélioration continue des activités dans une usine fait partie des objectifs de la PVA. Le mot japonais Kaizen veut littéralement dire amélioration continue. Les activités Kaizen sont réalisées par de petits groupes pluridisciplinaires et ont les caractéristiques suivantes (Imai, 1989) :
présence d’un dirigeant de l’événement qui a le droit de véto sur toute proposition les membres d’une activité Kaizen doivent avoir des connaissances variées mandat précis d’amélioration d’un procédé ou du flux durée limitée (ne devrait pas dépasser une semaine) réalisations pratiques pendant l’événement Kaizen participation de consultants ou d’autres personnes externes possible pouvoir total pendant la durée de l’activité résultats concrets à la fin de l’activité
Les réunions mensuelles d’un département peuvent être considérées comme une activité Kaizen si ces réunions respectent les caractéristiques précédentes. Le concept des Kaizen ne devrait pas être utilisé au niveau stratégique. Il s’agit d’un outil tactique qui s’insère dans la PVA, mais il n’y a pas de stratégie globale dans le concept des Kaizen. Ils risquent de créer des îlots d’excellence.
La base de l’amélioration contenue est fournie par le concept des 5S. Les 5S font référence aux termes japonais et aident à identifier des problèmes et le gaspillage. Tous les employés doivent suivre le principe des 5S avant que les résultats deviennent visibles (D'Amours et Kane, 2001) :
Seiri : S’organiser en éliminant les choses inutiles; Seiton : Situer les choses utiles à la bonne place; Seiso : Scintiller en maintenant les choses propres et en corrigeant les sources de saleté et les
endroits difficiles d’accès; Seiketsu : Standardiser en rendant visuelle toute dérogation aux trois premiers principes; Shitsuke : Suivre le maintien des activités en formalisant les règles de fonctionnement et en
effectuant des audits réguliers.
Seiri Le concept est simple : il s’agit d’enlever toutes les choses qui ne sont pas nécessaires pour la production en cours. Les machines qui ne servent pas sont souvent gardées en cas de besoin plus tard. Les pièces peuvent s’accumuler aux postes de travail pour être éventuellement utilisées lors d’une future production. Tous ces articles doivent être identifiés à l’aide d’un autocollant rouge et éliminés (vendus ou disposés autrement). Un entrepôt d’articles identifiés peut servir afin d’évaluer la meilleure façon de les disposer (Team, 1990).
Seiton Après avoir éliminé les articles inutiles, il s’agit maintenant de mettre les articles nécessaires à la bonne place et de les rendre facilement trouvables. Des contrôles visuels doivent être utilisés à cette fin. Un contrôle visuel indique l’emplacement d’un article, combien d’articles s’y trouvent, le code d’identification de l’article et d’autres renseignements jugés pertinents (Team, 1990).
Le Seiri et le Seiton sont les deux composants les plus importants du concept des 5S. Ils doivent être implantés avant que des activités Kaizen soient envisagées.

Revue de systèmes de production et de la personnalisation de masse
23 de 58
Seiso Le troisième composant des 5S est la propreté des lieux. Afin de garder un poste de travail dans des conditions idéales, il est essentiel qu’il soit propre tout le jour. Il est conseillé d’abandonner le grand ménage du printemps en faveur d’un nettoyage quotidien. Machines et outils doivent être toujours propres et prêts à être utilisés. Un poste de travail propre incitera également le prochain utilisateur à faire la même chose. Des machines propres facilitent l’entretien et aident à détecter des problèmes (Team, 1990).
Seiketsu Le Seiketsu est l’approche qui permet de maintenir les améliorations obtenues par le Seiri, Seiton et Seiso. Il faut standardiser ces 3S, c'est-à-dire établir une procédure écrite, des responsables et des moyens de contrôle. Toute dérogation des 3S doit immédiatement devenir visible (Team, 1990).
Shitsuke Shitsuke est probablement le composant le plus difficile à implanter. Il faut intégrer les 5S dans les habitudes journalières des employés d’une usine, et ce, à long terme. La direction doit servir comme exemple et garder leurs bureaux propres et ordonnés. Les règles et procédures écrites, établies par le Seiketsu, doivent être volontairement suivies même pendant des temps de stress (Team, 1990).
Les 5S aident à créer un environnement de travail sécuritaire, fonctionnel et agréable. Il s’agit de concepts simples et faciles à comprendre, mais maintenir ces principes à long terme est un défi pour l’entreprise.
3.2.7 La qualité La production de pièces et produits sans défaut est un facteur essentiel de la PVA. La réduction du WIP et de stocks de produits finis enlève toute protection contre les problèmes de qualité des produits. Traditionnellement, le coût de la qualité est perçu tel que présenté à la figure 14 (Standard et Davis, 1999).
Figure 14 Aperçu traditionnel des coûts de la qualité
En considérant les frais générés par les réparations, la matière première additionnelle, la main-d’œuvre et la gestion des rejets, la courbe représentant le coût de la qualité devient la suivante :
Terrible Pauvre Moyenne Excellente Bonne
Coût $
Qualité

Revue de systèmes de production et de la personnalisation de masse
24 de 58
Figure 15 Coût de la qualité en considérant les frais de réparation et de d’autres facteurs Dans le contexte de la PVA, le coût de la qualité se présente tel que présenté à la figure 16.
Figure 16 Coût de la qualité dans le contexte de la PVA Cette représentation du coût de la qualité est principalement due au fait qu’il n’est pas nécessairement cher de fabriquer un produit de bonne qualité (une hypothèse qui est sujet à controverse). Une amélioration significative de la qualité peut être réalisée par des actions créatives plutôt que par l’investissement en technologie dispendieuse ou l’engagement d’inspecteurs supplémentaires. Il s’agit de produire de la qualité dès la source et d’éviter que des pièces défectueuses soient transférées d’une opération à la suivante (Standard et Davis, 1999).
L’approche de contrôle de qualité à l’aide de statistiques (Statistical Process Control (SPC)) aide à établir les spécifications et à détecter des déviations de ces spécifications, mais cette méthode n’améliore pas les procédés. Les Japonais ont réalisé qu’il est très important d’impliquer les opérateurs dans la gestion de la
Terrible Pauvre Moyenne Excellente Bonne
Coût $
Qualité
Terrible Pauvre Moyenne Excellente Bonne
Coût $
Qualité

Revue de systèmes de production et de la personnalisation de masse
25 de 58
qualité. Ils ont enseigné sept techniques de base de contrôle statistique de qualité aux opérateurs (Black et Hunter, 2003) :
1. Diagrammes de flux. Un diagramme de flux est la représentation picturale d’un procédé incluant les relations et les transferts d’information entre différentes étapes du procédé. Des symboles sont utilisés pour la représentation des types de procédé effectué.
Figure 17 Diagramme de flux
2. Diagrammes de répartition en nuages de points. Deux séries correspondantes de données sont représentées par des points. La relation entre les points illustre la relation entre les données.
Figure 18 Diagramme de répartition en nuages de points
3. Histogrammes. Ils sont utilisés pour analyser la dispersion de données autour d’une valeur centrale. La variation des données est appelée « la distribution ». Le graphe utilise des bâtons pour illustrer la fréquence.
Var
iabl
e A
Variable B
● ● ●
● ● ● ● ● ● ● ● ● ●
● ● ● ● ● ● ● ●
● ●
M1 M2
P2
Q2 Q1 Q3
Inspec. L1 P1

Revue de systèmes de production et de la personnalisation de masse
26 de 58
Figure 19 Histogramme
4. Diagrammes de Pareto. Ils classent les problèmes en ordre décroissant suivant le phénomène et la cause en utilisant un graphe à barres. Une échelle en pourcentage indique la quantité totale de valeur perdue.
Figure 20 Diagramme de Pareto
5. Diagrammes cause-et-effet. Ces diagrammes sont aussi appelés graphiques en arête de poisson. Ils sont utilisés pour analyser les caractéristiques d’un processus et les facteurs qui y contribuent.
Figure 21 Diagramme de cause-et-effet
Fréq
uenc
e
Données
Qua
ntité
Événements
Cause Effet
Main d’œuvre Procédé
Matériaux Machines

Revue de systèmes de production et de la personnalisation de masse
27 de 58
6. Cartes de contrôle. Il existe deux types de variations : les variations inévitables, qui se produisent dans les conditions normales d’un procédé, et les variations anormales, dues à une cause particulière qu’il faut corriger. Les cartes de contrôle servent à détecter les variations anormales et les tendances du procédé. Ils utilisent des graphes à lignes, qui possèdent des lignes de limite de contrôle en haut et en bas.
Figure 22 Carte de contrôle
7. Feuilles de contrôle. Elles sont conçues pour classifier les résultats lors de la vérification courante d’une situation.
Afin d’améliorer la qualité, l’industrie automobile japonaise a commencé à créer des cercles de qualité. Il s’agit de petits groupes, à tous les niveaux de l’entreprise. Chaque employé est impliqué dans au moins un cercle de qualité. Le but n’est pas seulement d’améliorer la qualité des produits. Les activités des cercles de qualité s’étendent sur l’entretien d’équipement, la réduction des coûts et la sécurité au travail. Les résultats d’amélioration des cercles de qualité sont récompensés par des prix. Le système Kanban et la réduction du WIP rendent les problèmes de qualité rapidement visible. Afin de pouvoir corriger un défaut rapidement, les employés ont le droit d’arrêter la chaîne de production. Les postes de travail sont équipés de boutons d’arrêt qui allument automatiquement une lumière (« Eton » en Japonais) facilement visible dans l’usine. Une aide est apportée immédiatement afin de corriger la source d’erreur. À la place de confier le mandat de contrôler la qualité à un grand nombre d’inspecteurs, les employés doivent effectuer ce contrôle à leurs postes de travail (Monden, 1993).
Pour aider les opérateurs à éliminer les erreurs, l’industrie automobile japonaise a introduit la méthode de Poka-yoke (prévention de défauts). Cette méthode est essentiellement la réponse à la loi de Murphy :
- Loi de Murphy : Si un désagrément peut survenir, il surviendra. - Poka-yoke : Si un désagrément ne peut pas survenir, il ne surviendra pas.
Ceci veut dire que le Poka-yoke a comme objectif de ne pas laisser de choix quand à la façon d’effectuer une opération et d’éliminer toute pièce défectueuse avant qu’elle soit transférée au poste subséquent. Des dispositifs comme les guides, butoirs, arrêts, etc., qui positionnent automatiquement une pièce sur une machine sont des exemples pour ce concept. Le concept inclut également un système qui évite qu’une pièce défectueuse soit transférée à un poste subséquent. Ce système consiste généralement en un dispositif de détection, un dispositif de restriction et un dispositif de signal. Le dispositif de détection vérifie les pièces. Quand une pièce non conforme est détectée, la machine ou la ligne de production est arrêtée par le dispositif de restriction. Le dispositif de signal indique immédiatement l’erreur afin qu’elle soit corrigée.
Un système d’amélioration de la qualité, nommé six sigma, s’est répandu dans l’industrie à la fin de 1980. Bill Smith, à cette époque un statisticien à l’emploie de Motorola, a développé ce système que Motorola à implanté en 1986. Statistiquement, un sigma est l’écart type d’une série de données. Il s’agit d’une mesure
Limite de contrôle supérieure
Limite de contrôle inférieure
No d’échantillon

Revue de systèmes de production et de la personnalisation de masse
28 de 58
de variabilité de données autour d’une moyenne. Si on fait varier la moyenne de plus ou moins 1,5 sigma (voir figure 23), la relation entre sigma et le nombre de rejets est présentée au tableau 5.
( )
écart typenéchantillod' taille
moyenne
2
===
−Σ=
Σ=
σ
σ
nx
nxx
nx
x ii
(5)
Figure 23 Variation de la moyenne de ±1,5 sigma (Abdelhamid, 2003). Tableau 5 Relation entre sigma et le nombre de rejets par million (Abdelhamid, 2003).
Sigma Rejets par million 1 697 672 2 308 770 3 66 810 4 6 210 5 233 6 3,4
L’approche six sigma a comme objectif de réduire le nombre de rejets à 3,4 rejets par un million. Il peut s’agir de la fabrication de produits, de service, de ventes et de toutes autres activités qui pourraient être considérées comme non satisfaisantes par le client. La démarche six sigma se divise en cinq étapes :
1. Définir 2. Mesurer 3. Analyser 4. Innover 5. Contrôler

Revue de systèmes de production et de la personnalisation de masse
29 de 58
L’étape 1 consiste à définir le problème et surtout la cause du problème. À l’étape 2, il faut déterminer des paramètres mesurables permettant décrire l’état actuel et, plus tard, l’amélioration. Ensuite les mesures doivent être prises. L’étape 3 vise à analyser les résultats des mesures réalisées à l’étape précédente. À l’étape 4, il s’agit d’innover et d’améliorer le processus concerné. La dernière étape consiste à contrôler le processus afin de rester au niveau de qualité atteint. L’implantation du système six sigma est basé sur une structure hiérarchique de personnes à l’intérieur d’une entreprise (Chowdhury, 2002).
Rôles et responsabilités dans le système six sigma
Quality Manager Le directeur de qualité (QM) représente les intérêts du client. Il ne doit pas faire partie d’un département en particulier afin de rester impartial. Il s’agit souvent du président de l’entreprise.
Master Black Belt Les Master Black Belt (MBB) sont responsable de déterminer ensemble, avec les Process Owners, les objectifs de qualité, le plan d’action, et de faire le suivi des résultats. Les MBB devront travailler étroitement avec les Process Owners et échanger avec eux sur une base quotidienne.
Process Owner Les Process Owners (PO) sont responsable d’un procédé en particulier. Le directeur de production ou le directeur des ventes sont des PO.
Black Belt Les Black Belts (BB) sont le cœur du système six sigma. Ils travaillent à temps plein sur les initiatives d’amélioration de la qualité. Il sont responsables de déterminer avec les PO les objectifs et le plan d’action et analysent les données qui sont fournies par le Green Belt.
Green Belt Les Green Belt (GB) sont des employés ayant obtenu une formation en six sigma. Ils passent environ 50 % de leur temps sur des initiatives d’amélioration de la qualité et travaillent étroitement avec les BB. Ils fournissent les données demandées par les BB et les supportent quant à la réalisation de l’initiative.
Afin de motiver les employés à participer au six sigma et a devenir GB, BB, PO ou MBB, un système de récompenses et d’honneurs fait partie du système six sigma.
3.2.8 Efficacité des équipements Le rendement global d’une entreprise peut être amélioré par le biais d’équipements plus efficaces. C’est l’objectif d’une approche nommée Maintenance productive totale (Total Productive Maintenance (TPM)). La TPM implique la participation de la direction et de tout personnel. Les cinq éléments principaux de la TPM sont (Nakajima, 1988) :
L’élimination des six grandes pertes de production : Arrêts de machines 1. Pannes 2. Ajustement de la machine Pertes de vitesse 3. Micro défaillances (pièces coincées dans la machine, etc.) 4. Cadences réduites (la machine n’atteint pas sa vitesse d’opération prévue) Rejets 5. Rejets dus aux aléas du procédé 6. Rejets produits pendant l’ajustement de la machine jusqu’à la production stable

Revue de systèmes de production et de la personnalisation de masse
30 de 58
Le programme de maintenance autonome : Les opérateurs sont impliqués dans la maintenance quotidienne des machines et effectuent des tâches comme le nettoyage ou l’inspection générale de la machine. Le plan d’entretien pour le département de maintenance : Ce plan est généralement développé en collaboration avec des ingénieurs industriels. Le plan inclus l’échéancier de l’entretien préventif. La formation des opérateurs : Les opérateurs doivent être à mesure de discuter les problèmes et améliorations de machines avec le département de maintenance.
Le programme de gestion des équipements : Le programme inclus un registre d’équipements et d’outils, le temps d’utilisation et qui les a utilisé.
La TPM a comme objectif d’optimiser l’efficacité des machines. Pour atteindre cet objectif, il est important de documenter de façon détaillée les conditions d’opération des machines et de mesurer les six grandes pertes précisément. Le calcul de l’efficacité globale d’une machine est basé sur la disponibilité de la machine, la performance de la machine et le taux de rejets produits. Les paramètres suivants sont à déterminer afin de calculer l’efficacité globale (Nakajima, 1988) :
charge de tempsarrêtd' temps- charge de temps
charge de tempsopérationd' tempsitéDisponibil == (6)
Le temps de charge est le temps d’opération réellement disponible. C'est-à-dire le temps total d’un quart de travail moins le temps d’arrêt planifié de la machine. Le temps d’arrêt planifié peut être le temps de réunions des opérateurs ou les pauses syndicales. Si on soustrait le temps d’arrêt non planifié de la machine du temps de charge, on obtient le temps d’opération. La performance de la machine est le produit du taux de vitesse d’opération et du temps net d’opération. Le taux de vitesse d’opération fait référence à la différence entre la vitesse théorique et la vitesse réelle d’une machine :
réel cycle de temps théoriquecycle de tempsopérationd' vitessedeTaux = (7)
Le taux net d’opération mesure l’uniformité de la vitesse d’opération pendant un laps temps donné (le temps net d’opération peut dépasser 100 % si la machine opère pendant des périodes d’arrêt planifiées). Ce paramètre mesure les microdéfaillances dues aux problèmes de pièces coincées dans la machine ou des réajustements de la machine.
opérationd' tempsréel cycle de tempsées transformpièces de nombre
opérationd' tempsprocédé de réel tempsopérationd'net Taux
⋅=
=
(8)

Revue de systèmes de production et de la personnalisation de masse
31 de 58
La performance de la machine est :
opérationd' tempsréel cycle de tempsées transformpièces de nombre
réel cycle de temps théoriquecycle de temps
opérationd' tempsréel cycle de tempsées transformpièces de nombre
opérationd' vitessedetaux opérationd'net taux ePerformanc
⋅=
⋅⋅
=
⋅=
(9)
Exemple de calcul de l’efficacité global d’une machine :
A : Minutes de travail par jour = 480 B : Arrêts planifiés de la machine = 20 minutes C : Temps de charge = A – B = 460 minutes D : Arrêts non planifiés de la machine (pannes = 20 minutes, ajustement = 20 minutes,
autres = 20 minutes) = 60 minutes E : Temps d’opération par jour = C – D = 400 minutes G : Production journalière = 400 pièces H : Taux de qualité = 98 % I : Temps de cycle théorique = 0,5 minutes/pièce J : Temps de cycle réel = 0,8 minutes/pièce
À calculer :
F : Temps de procédé actuel = J x G = 0,8 x 400 = 320 minutes T : Disponibilité = E/C x 100 = 400/460 x 100 = 87 % M : Taux de vitesse d’opération = I/J x 100 = 0,5/0,8 x 100 = 62,5 % N : Taux net d’opération = F/E x 100 = 320/400 x100 = 80 % L : Performance = M x N x 100 = 0,625 x 0,800 x 100 = 50 %
Efficacité globale de la machine = T x L x H x 100 = 0,87 x 0,5 x 0,98 x 100 = 42,6 %
Cet exemple illustre l’efficacité faible de machines souvent observées dans l’industrie. La TPM poursuit l’objectif d’augmenter l’efficacité globale à une valeur supérieure de 85 %.
3.2.9 La théorie des contraintes La théorie des contraintes est une approche qui n’est pas optimale au sens scientifique. Elle est basée sur la prémisse suivante : le but de tout système manufacturier est de faire de l’argent. Pour atteindre ce but, la théorie des contraintes s’intéresse à la synchronisation des activités, à l’utilisation des ressources et à la comptabilité. La base du concept a été développée par Eliyahu M. Goldratt, qui l’a appelée la technologie optimisée de production (TOP). Selon la TOP, trois mesures financières sont utilisées pour évaluer la performance du système manufacturier (Goldratt et Cox, 2002) :
1. Les profits nets 2. Les retours sur les investissements 3. La liquidité
Le niveau d’excellence opérationnelle est basé sur :
Le produit des ventes; Les stocks; Les dépenses de fonctionnement.

Revue de systèmes de production et de la personnalisation de masse
32 de 58
Le produit des ventes est le rythme auquel l’entreprise génère de l’argent en vendant ses produits. Ceci est réalisé en transformant de la matière première, acquise en produits, ayant une valeur supérieure à la matière première. Mathématiquement, le produit des ventes est la différence du revenu des ventes moins les coûts variables. La TOP ne considère pas la main-d’œuvre (directe et indirecte) comme un coût variable.
Les stocks présentent tout l’argent que le système a investi pour acheter des choses qu’il a l’intention de vendre : matières premières; composants; pièces; produits qui ont déjà été payés, mais qui ne sont pas vendus; équipements; bâtiments; etc.
Les dépenses de fonctionnement représentent tous les coûts requis pour transformer les inventaires en vente. Tous les coûts qui ne sont pas inclus dans le produit des ventes (qui ne sont pas variables en fonction d’unités vendues) font partie des dépenses de fonctionnement. Elles incluent également les coûts de main-d’œuvre directe et indirecte.
Le profit net est égal au produit de vente moins les dépenses de fonctionnement.
Le retour à l’investissement est égal à la division du produit des ventes moins les dépenses de fonctionnement par les stocks.
La TOP suppose que les ventes d’un système manufacturier sont limitées par certaines contraintes. Le marché peut être la contrainte si le système productif a une surcapacité à tous les niveaux. Ceci n’est néanmoins pas l’objectif d’une entreprise. Telle que spécifiée dans la PVA, la surcapacité est un des pires gaspillages. Une entreprise manufacturière doit essayer de balancer sa capacité et la demande. Un balancement parfait n’est jamais atteignable et ne devrait pas être un but sinon le simple retard d’un opérateur causé par un embouteillage aurait un impact catastrophique sur la production. En réalité, la productivité d’une entreprise au niveau opérationnel n’est souvent limitée que par une seule ou quelques contraintes. Ces contraintes sont les goulots. Un goulot est défini comme un point dans le système manufacturier qui limite le nombre de produits qu’une entreprise peut fabriquer. La productivité d’un système manufacturier dépend donc de la productivité des goulots. Chaque heure perdue au goulot est égale à une heure perdue du système complet. La somme des optimums locaux n’est pas égale à l’optimum global. L’optimisation de procédés non goulots n’a aucun impact positif sur la productivité. Au contraire, une telle optimisation crée des îlots d’excellence qui peuvent facilement augmenter le WIP et causer du gaspillage. Les goulots gouvernent la productivité et les inventaires. Le takt ou le temps de cycle d’un système manufacturier est donc déterminé par le goulot. Il est avantageux d’avoir le goulot à la fin de la chaîne de production. Le balancement de la production est plus facile. L’industrie automobile considère la demande du marché comme un goulot qui impose le temps de cycle. Tout autre procédé est considéré comme ayant une capacité infinie.
L’augmentation du produit des ventes doit passer par l’augmentation de la productivité des goulots. Les facteurs suivants sont essentiels afin d’atteindre ce but :
Indentification des goulots Les machines ou procédés goulots ne sont pas toujours évidents. Un bon indicateur est l’accumulation de WIP devant certaines machines. Ces machines sont généralement des goulots.
Exploration des goulots C'est-à-dire « tirer le maximum » des goulots. Il faut s’assurer qu’une machine goulot ne manque jamais de matière première et de main-d’œuvre. Il faut également vérifier si toutes les opérations effectuées par la machine goulot sont vraiment nécessaires ou si la machine peut être dégagée de certaines tâches.

Revue de systèmes de production et de la personnalisation de masse
33 de 58
Subordination Quand la décision « comment explorer le goulot » est prise, toute autre activité est subordonnée. La subordination est souvent difficile à implanter. Elle demande à tous les procédés non goulots de se subordonner au goulot et de le supporter au maximum.
Élévation Si le goulot reste une contrainte importante après les étapes d’exploration et de subordination, il faut augmenter sa capacité (ajout de main-d’œuvre, changement de machine, etc.).
La TOP vise à équilibrer le flux de matière. Comme mentionné auparavant, le goulot gouverne la productivité du système. Dans une entreprise manufacturière, il faut maintenant implanter des mécanismes qui tiennent compte des goulots internes. Goldratt a appelé ces mécanismes le Drum-Buffer-Rope (DBR).
Le tambour (drum), dans l’approche DBR, est le plan de production du goulot. C’est ce plan qui donne le pas (takt) pour l’ensemble du système. Ceci protège le système contre la surproduction des procédés non goulots. Si aucun goulot n’est actif, le takt est imposé par les ventes (l’approche de l’industrie automobile japonaise).
Le stock régulateur (buffer) est un mécanisme protecteur. Si le goulot détermine la productivité du système complet, il est important de s’assurer qu’il ne manque jamais du travail. Le stock régulateur, dans l’approche DBR, n’est pas constitué de pièces physiques. Il s’agit du temps. À la place de garder du WIP devant le goulot, des unités de WIP sont planifiées pour arriver quelque peu avant le début planifié d’opération du goulot.
La corde (rope) est un dispositif de communication entre le goulot et l’ordonnancement. La corde doit assurer que le système manufacturier procède seulement ce qui est immédiatement nécessaire (pas de surproduction!). Ceci est conforme aux objectifs de la PVA. Un Kanban peut être une corde dans la TOP.
L’impact de l’implantation de la TOP doit être mesurable par les trois indicateurs de performance financière du système mentionné au début du chapitre. Un problème relié à l’implantation de la TOP est le fait que les goulots sont souvent temporaires et peuvent se déplacer en fonction du panier de produits en production. Le lancement d’un lot de grande taille, pour accommoder un client, peut également créer un faux goulot parce que l’accumulation du WIP devant une certaine machine est due aux décisions de la direction (Schragenheim et Dettmer, 2001).
3.2.10 Développement de produits, planification de la production et ventes Les concepts de la PVA s’appliquent également au développement de produits et aux ventes. Pour développer un nouveau modèle d’automobile, les grandes entreprises font face au problème suivant : un grand nombre de départements (marketing, différents départements d’ingénierie, production) doivent collaborer étroitement selon un échéancier pré-établi afin de lancer un nouveau modèle avec succès. Un département de développement isolé du reste du système aurait beaucoup de difficultés à être au courant des contraintes et possibilités des autres départements. Un produit développé par un tel groupe demande des nombreuses modifications afin d’être faisable en production. La gestion du développement des produits de l’industrie automobile se présente traditionnellement comme décrit dans le paragraphe suivant (Womack, Jones et Roos, 1990).
Un chargé de projet de développement est nommé par la direction. Il forme une équipe de développement dont les membres viennent de différents départements et restent attachés à leur département. Le chargé de projet n’a pas de pouvoir sur son équipe et consacre son temps principalement à la coordination des activités. Parce que les activités de développement ne sont pas prioritaires pour les membres de son équipe, l’échéancier est difficile à respecter et dépasse souvent la date prévue du lancement du nouveau modèle. Durant la période du développement, peu de travaux sont réalisés en parallèle. Ceci est principalement dû au fait que beaucoup de modifications sont apportées tout au long du développement. Il est donc difficile de réaliser des tâches en parallèle (commander des outils, déterminer les matériaux avec la sous-traitance, etc.). La position du chargé de projet de développement de produits est peu attrayante

Revue de systèmes de production et de la personnalisation de masse
34 de 58
parce qu’elle amène souvent à un échec (non-respect de l’échéancier) et n’ajoute rien pour avancer dans la hiérarchie de l’entreprise. L’équipe de développement est petite au début, mais plus le projet avance et plus de personnes sont impliquées. La taille de l’équipe est à son maximum au moment du lancement.
La gestion du développement de produits, dans l’industrie automobile, a adopté la PVA différemment.
Un chargé de projet de développement est nommé par la direction. Comme dans l’approche traditionnelle, il forme une équipe consistant de membres de différents départements. Pendant la durée du développement, l’équipe est subordonnée au chargé de projet. Le chargé du projet a le pouvoir de mener le projet. L’équipe initiale a de nombreux membres afin de développer une base solide du produit en considérant les contraintes des différents départements. Chaque étape du développement est réalisée correctement et ne demande que peu de modifications ensuite. Le résultat est que l’équipe devient de plus en plus petite au fur et à mesure que le projet avance. Au moment du lancement, peu de personnes forment l’équipe de développement.
La différence entre les deux approches se trouve dans la position du chargé de projet et dans la constitution de l’équipe. Dans la PVA, le poste de chargé de projet de développement est une promotion qui mène à la fin du projet et à une position supérieure dans la hiérarchie. Les membres de l’équipe sont souvent les meilleurs employés dans leurs champs d’activité. La participation à une équipe de développement les amène généralement à une promotion. Le développement de produits est donc un chemin très intéressant dans le plan de carrière des employés. L’ingénierie simultanée permet de réduire significativement le temps de développement. Comme mentionné, le nombre de spécialistes de différents départements est à son maximum au début du développement. Certains paramètres critiques (outils et gabarits à fabriques, composants à commander, etc.) qui prolongent le temps avant le lancement du produit sont discutés tout de suite. Pendant que le développement continue, de façon de plus en plus détaillé, les fournisseurs peuvent commencer à préparer le nécessaire pour fabriquer les composants; des têtes d’outils (souvent long à obtenir) peuvent être commandées, la couleur du produit fini peu être développée, etc. Dans l’industrie automobile, l’approche de développement, selon la PVA, a diminué le temps de lancement d’un nouveau modèle de 50 % par rapport aux producteurs de masse. Ceci permet donc de proposer aux consommateurs deux fois plus de nouveaux modèles et de réagir plus vite aux tendances du marché.
L’intégration des ventes dans le système de production fait partie de la PVA. Le département des ventes est en contact direct avec les consommateurs. Un des concepts fondamentaux de la PVA est de produire seulement ce qui est demandé, en quantité demandée et en temps demandé. La demande vient du marché ou plus précisément des consommateurs. Dans la production de masse, les ventes sont complètement isolées de la production. Les vendeurs ne connaissent pas les produits qu’ils vendent et ne sont pas au courant des contraintes et difficultés de la production. Les vendeurs, contrairement aux représentants dans un système PVA, sont formés afin de bien connaître les produits. Idéalement, ils visitent l’usine et sont instruits sur les procédés de fabrication. De cette façon, le service aux consommateurs peut être amélioré. La production de masse a un autre impact négatif sur le service à la clientèle, qui est illustré par l’exemple suivant : un nouveau produit a été développé. Selon les résultats d’analyses de marché, le produit est fabriqué dans deux couleurs : une couleur foncée et une couleur pâle. Dans la première production, 1 000 produits de chaque couleur ont été fabriqués. Il s’avère maintenant que le produit de couleur pâle se vend beaucoup mais le produit de couleur foncée est un échec. Afin d’écouler son stock de produits de couleur foncée, l’usine essayera de forcer les magasins (ceci est particulièrement vrai quand il s’agit de franchises) d’acheter un minimum de produits de couleur foncée à l’achat de produits de couleur pâle. Le magasin, sachant que le produit de couleur pâle se vend très bien, accepte et les vendeurs essayeront de convaincre le consommateur d’acheter un produit qu’il n’aime pas afin de se débarrasser du produit de couleur foncée! Les vendeurs peuvent accorder un escompte afin de conclure la vente. Le résultat est un client qui a acheté un produit qui ne répond pas exactement à ce qu’il voulait et le magasin diminué son profit. Dans la PVA, les produits sont fabriqués sur commande selon les spécifications du consommateur (le niveau d’option offert par le fabricant).

Revue de systèmes de production et de la personnalisation de masse
35 de 58
L’intégration des ventes est également importante pour faciliter et accélérer l’échange d’informations. Le transfert d’informations (commandes, commentaires des clients) est essentiel pour le lancement de productions. La relation entre les ventes la production et les fournisseurs est illustrée à l’exemple de Nissan (Monden, 1993). Le système de planification de production de Nissan est représentatif pour les systèmes utilisés par d’autres fabricants d’automobiles qui ont adopté la PVA. Nissan développe d’abord un plan de production annuel et semi annuel. Ces plans sont basés sur les prévisions de ventes annuelles pour chaque type de produit (sans spécifications d’options). Ensuite, un plan de production pour trois mois est établi (plan de production no 1). Ce plan est basé sur les ventes actuelles et le niveau des stocks de la période précédente. Ce plan considère également la prévision de ventes mensuelles. Un mois avant des augmentations saisonniers des ventes (par exemple au printemps) le plan de production no 1 inclus une augmentation du volume de production pour le mois suivant. Le plan de production no 2 contient le volume de production journalier du dernier des trois mois planifiés (volume de production prévu pour le dernier des trois mois divisé par le nombre de jours de ce mois). Basé sur ce plan, la main-d’œuvre nécessaire est ajustée et allouée à chaque procédé. Une fois la planification d’allocation de main-d’œuvre terminée, elle ne peut être modifiée pendant un mois parce que le volume total de la production est déterminé par le plan de production no 1. Jusqu’ici, les plans de production sont basés sur les prévisions de ventes. Après le plan de production no 2 le département des ventes contribue de façon importante au développement des plans production suivants. Aux dix jours, les ventes envoient des résumés de la demande à l’usine mère. Ces résumés contiennent des prévisions et des commandes fermes pour différentes options (couleurs, etc.). En considérant le plan de production no 2 et ces dix jours résumés, la maison mère établie le plan de production no 3. Parce que les résumés de dix jours ne sont qu’un moyen d’ajustement du plan de production 1, le plan de production 3 ne peut pas différer significativement du plan de production no 2. Ensuite, les ventes envoient des commandes journalières afin d’ajuster les résumés de dix jours. Les informations contenues dans les commandes journalières sont utilisées pour développer le plan de production no 4, le plan de production journalier. Basé sur ce plan de production journalier, Nissan estime le besoin en matériel par un système MRP et envoie des commandes aux fournisseurs. Finalement, le plan de production no 4 est envoyé au département d’assemblage qui détermine la séquence des produits.
Nissan envoie quatre différents types d’information aux fournisseurs. Ces informations sont des estimations calculées à l’aide des quatre plans de production mentionné auparavant :
Estimation du besoin : 1. Prévision du besoin pour trois mois 2. Prévision du besoin pour un mois 3. Prévision du besoin pour 10 jours 4. Prévision du besoin journalier La commande est réalisée en quatre étapes : 1. Commande journalière 2. Commande de 10 jours 3. Commande synchronisée (livraison séquentielle) 4. Commande spéciale
La commande journalière est utilisée pour la partie majeure des fournisseurs de Nissan. L’échange fréquent d’informations par ordinateur est nécessaire et le fournisseur doit avoir implanté la PVA dans son usine pour être capable de répondre aux exigences des commandes journalières.
La commande de 10 jours découle du plan de production no 3 et s’applique aux petits fournisseurs qui n’ont pas implanté la PVA et qui n’ont pas de système informatique.
La commande synchronisée s’applique aux fournisseurs qui sont physiquement proches de la maison mère. Ce type de fournisseur doit être en mesure de livrer des composants en suivant la séquence de production de la maison mère.

Revue de systèmes de production et de la personnalisation de masse
36 de 58
La commande spéciale s’applique aux pièces qui ne sont pas souvent en demande. Elle est placée sur une base mensuelle.
La puissance des systèmes informatiques est importante afin d’accélérer le traitement des commandes et le contrôle de production. L’utilisation d’un système centralisé a été abandonnée par la plupart des fabricants d’automobiles, la charge d’informations à traiter ayant trop grande. Les systèmes décentralisés consistent en un terminal de contrôle qui est en lien avec des sous systèmes qui contrôlent d’autres sous systèmes. Les systèmes décentralisés sont plus flexibles et le fonctionnement des sous systèmes ne dépend pas totalement du terminal de contrôle.
3.2.11 Relations humaines et relations d’affaires Pendant l’époque de la production de masse les opérateurs ont été considérés comme des machines. Afin d’attacher les opérateurs à l’entreprise les salaires et bénéfices marginaux ont augmenté de façon importante (Womack, Jones et Roos, 1990). Les relations humaines dans la PVA sont caractérisées par la responsabilisation des opérateurs et le travail en équipe. Des responsabilités que les opérateurs ont déjà eu à l’époque de la fabrication artisanale : entretien des machines, qualité du produit et amélioration des procédés. Les cellules de travail demandent des opérateurs multifonctionnels ce qui enrichi la tâche de travail.
Les relations d’affaires, particulièrement entre le donneur d’ordre et les fournisseurs, ont été critiquées quand l’industrie automobile a commencé à introduire le JAT. Le JAT demande des livraisons fréquentes de petites quantités. La réduction du nombre de fournisseurs a forcé ceux qui ont été choisis à accepter les conditions imposées par le JAT. Ceci a dépassé les relations traditionnelles où seul le produit a été la base des refus. Le système de production du fournisseur n’a jamais été un point de discussion pour vendre un produit. La Fair trade comission au Japon a vu dans le système JAT un potentiel de monopolisme et de pratiques illégales de commerce. Le fait que la maison mère envoie la commande ferme aux fournisseurs une journée avant la livraison force les fournisseurs à commencer la fabrication des pièces basée sur les prévisions. Si jamais la commande dévie de façon importante des prévisions, c’est le fournisseur qui absorbe les pertes. L’industrie d’automobile s’est engagée à garder ces déviations inférieures à une certain poucentage (10% par exemple). La précision des prévisions des ventes est donc très importante afin de respecter les règles de commerce (Monden, 1993).
Dans la PVA, la relation entre les fournisseurs et la maison mère se distingue de la production de masse. Dans la production de masse le donneur d’ordre (maison mère) développe un produit, détermine les pièces à acheter aux fournisseurs et envoie un devis de soumission avec les spécifications techniques à un certain nombre de fournisseurs. Les commentaires des fournisseurs sur la conception du produit ne sont pas demandés. Généralement, c’est le fournisseur qui offre le produit spécifié au prix le plus bas qui aura la commande. Pour obtenir la commande (surtout quand il s’agit d’une commande importante) les fournisseurs sont souvent prêts à soumettre un prix trop bas qu’ils ne peuvent pas respecter par la suite. Une fois la soumission acceptée, le fournisseur annoncera au donneur d’ordre une augmentation de prix et c’est rare que le donneur d’ordre reparte à la recherche d’un nouveau fournisseur. Connaissant ce jeu, le donneur d’ordre s’attend de toute façon que le fournisseur ne respectera pas le prix soumis et planifie une hausse de prix dès le départ (Womack, Jones et Roos, 1990).
Dans la PVA, les relations entre le donneur d’ordre et le fournisseur sont fondamentalement différentes. La sélection d’un fournisseur est basée sur la qualité des produits et une relation de confiance à long terme entre les deux parties. Le fournisseur est impliqué dans le développement du produit et son opinion est demandée par le donneur d’ordre. Les spécifications du produit sont développées en collaboration avec le fournisseur. Le donneur d’ordre s’attend d’obtenir une soumission réaliste. Un seul fournisseur est contacté. Le donneur d’ordre prévoir une baisse de prix avec le temps parce qu’il s’attend que le fournisseur améliore les procédés de fabrication. Cette baisse de prix est fixée avec le fournisseur. Le donneur d’ordre s’engage à aider le fournisseur à optimiser ses opérations. Des ingénieurs se déplacent et supportent le fournisseur. Si le fournisseur réalise des économies plus importantes que la réduction de prix

Revue de systèmes de production et de la personnalisation de masse
37 de 58
déterminé avec le donneur d’ordre, il gardera la différence. Cette relation entre le donneur d’ordre et le fournisseur demande un haut niveau de confiance et de partage d’informations sur les coûts de production et les profits. La philosophie en arrière d’une telle relation est la croissance des deux parties par un partage d’efforts et de profits.
3.3 Implantation de la PVA dans l’industrie du meuble La fabrication de meubles a de nombreux points communs avec la fabrication d’automobiles. Les étapes de la conception jusqu’aux ventes sont similaires : à la suite d’études de marché le produit est développé visant une clientèle spécifique. À partir de la matière première les pièces sont fabriquées et assemblées en composants. Les composants sont assemblés en produit brut. Une finition peut être appliquée avant ou après l’assemblage du produit fini. Finalement, le produit est offert aux consommateurs avec différentes options parmi lesquelles le consommateur peut choisir (couleur, certains accessoires). Le consommateur ne peut pas obtenir le produit avec des options qui affecteront la conception. Par exemple : le consommateur ne pourrait pas avoir l’automobile de son choix avec un empattement de deux centimètres plus long. De même, le consommateur ne peut pas obtenir la table de son choix mais deux centimètres plus large. Ceci est différent dans le domaine de la construction de maisons où le client peut spécifier exactement ce qu’il veut. Quand il change certaines dimensions, l’ingénierie est révisée. La similitude entre l’automobile et le meuble laisse croire que les concepts de gestion de production développés par l’industrie automobile se transposent dans l’industrie du meuble. Les changements importants dans l’industrie ont été généralement précédés par une crise économique importante ne laissant pas d’autres choix que de changer la façon traditionnelle de procéder. La menace de l’industrie québécoise du meuble par les importations asiatiques peut être l’élément déclencheur pour des changements fondamentaux du système manufacturier. L’implantation de la PVA a débuté dans les années 1950 au Japon et s’est répandue rapidement dans les années 1970 à la suite de la crise du pétrole. Dans l’industrie du meuble, l’implantation de la PVA a pris du retard par rapport à d’autres secteurs industriels.
Les concepts et principes de la PVA sont transférables dans n’importe quelle usine manufacturière de n’importe quelle taille (Standard et Davis, 1999). Par contre, la recette gagnante sera différente d’une entreprise à l’autre. L’utilisation de solutions tablettes ne donnera jamais des améliorations maximales. La recette peut donc changer, mais les ingrédients doivent rester les mêmes. Les ingrédients sont les principes de la PVA. Ces principes ne doivent pas être modifiés sinon on risque de donner un nouveau nom à l’ancien système. Il est illogique de continuer de faire les mêmes choses sous un nouveau nom et de penser que le résultat sera différent. C’est cependant ce qui se produit souvent : à la suite d’une histoire de succès d’une entreprise un nouveau concept vient à la mode. D’autres entreprises essayent de copier ce système mais ne respectent pas les principes. Le résultat : une autre méthode qui tombe dans l’oubli parce qu’elle ne marche pas. La PVA peut être très bénéfique pour une entreprise, si les principes de base sont respectés. La PVA est une philosophie de production. L’implantation de cette philosophie demande un changement de la façon traditionnelle de voir les choses. L’implantation des principes de la PVA est un processus qui ne terminera jamais. Il y a toujours place à l’amélioration et de nouveaux principes peuvent être nécessaires afin de suivre les objectifs de la PVA. Le développement d’un cadre d’implantation de la PVA est extrêmement important avant de commencer à implanter les principes dans l’usine (Standard et Davis, 1999) :
1. L’établissement d’objectifs corporatifs clairs et compris par tous les employées. Sans but, on ne peut aller nulle part. Il est important de déterminer les objectifs de l’entreprise. Quand ces objectifs sont compris par les employés le changement provoque moins de résistance.
2. Développement d’une stratégie manufacturière qui supporte les objectifs corporatifs. La PVA doit être en ligne avec les objectifs de l’entreprise. Certains concepts peuvent être plus pertinents que d’autres. L’exemple suivant illustre ce fait (Standard et Davis, 1999). L’entreprise fictive Bomeuble Inc. est un fabricant de meubles résidentiels. L’entreprise sert à plusieurs reprises dans le présent document afin d’illustrer différents concepts.

Revue de systèmes de production et de la personnalisation de masse
38 de 58
L’entreprise Bomeuble Inc. veut changer les méthodes traditionnelles de production. Bomeuble Inc. détermine ses objectifs corporatifs : - Réduction du temps de livraison pour certaines collections. - Respect des délais de livraison (livraisons en retard de moins d’un pourcent). - Flexibilité de gamme et agilité pour répondre rapidement aux changements de la demande. - Niveau bas d’inventaire - Augmentation des profits
Une évaluation de la situation en usine révèle les points suivants :
- Pannes de machines fréquentes - Temps d’ajustement des machines longs - Faible utilisation de la capacité des machines - Quantité importante de WIP dans l’usine - Le système MRP en place planifie de grandes tailles de lots
L’équipe de direction de Bomeuble Inc. se réunit afin de discuter les possibilités d’améliorer la production. Pendant cette réunion, plusieurs initiatives sont proposées :
a) La création d’un département d’assurance qualité avec un laboratoire de testing. b) Un événement Kaizen afin de réduire le temps d’ajustement des machines. c) Une nouvelle réglementation qui force l’arrêt des équipements pour 24 heures toutes les deux semaines afin de réaliser les tâches d’entretien. d) L’implantation d’un nouveau système MRP II pour remplacer l’ancien système. e) Une réduction immédiate du WIP. f) Une réduction immédiate de la taille de lot.
En considérant les objectifs corporatifs de Bomeuble Inc., est ce qu’une de ces initiatives supporte directement les objectifs de l’entreprise? Toutes les propositions auront probablement un impact positif sur l’entreprise, mais la question est : est-ce qu’une d’elles supporte directement les objectifs corporatifs?
La proposition a) a certainement le potentiel d’améliorer la qualité des meubles. Par contre la qualité n’a pas été identifiée comme un enjeu lors de l’évaluation de l’usine. Cette proposition ne supporte pas directement les objectifs corporatifs.
La proposition b) s’adresse a un des points mentionnés dans l’évaluation de l’usine. Le temps d’ajustement est long mais les postes de travail ont une surcapacité – ils ne sont pas le goulot du système. Selon la théorie de contraintes la réduction du temps d’ajustement a un impact très positif sur la productivité quand il s’agit d’une machine goulot. La réduction du temps d’ajustement des machines non-goulot est positive en soi, mais n’aura qu’un impact marginal. Cette proposition ne supporte pas directement les objectifs corporatifs.
La proposition c) vise la réduction des pannes de machines, identifiées comme un enjeu lors de l’évaluation de l’usine. Le problème avec cette proposition se trouve dans la façon dont elle adresse cet enjeu. L’arrêt peu fréquent (aux deux semaines) mais pour une longue période de temps (24 heures) facilite la tâche du département de maintenance mais à un impact négatif sur la productivité. Un arrêt de 24 heures créera une augmentation importante de WIP dans l’usine. L’augmentation du WIP rallonge le temps de production et diminue la capacité de Bomeuble inc. de réagir rapidement aux changements de la demande. (l’entretien fréquent mais plus rapide sera un meilleur choix pour l’entreprise) Cette proposition ne supporte pas directement les objectifs corporatifs.
La proposition d) est refusée parce que l’équipe de direction reconnaît que le système MRP II serait une amélioration par rapport à la situation actuelle mais il s’agit d’un système à flux poussé

Revue de systèmes de production et de la personnalisation de masse
39 de 58
qui bloquera des développements futurs vers un système à flux tiré et l’implantation d’un tel système demande un investissement important.
La proposition e), la réduction du WIP, s’insère dans la philosophie de la PVA. C’est donc une bonne idée. Cependant, la réduction du WIP est un effet et non pas une cause d’une amélioration du système de la production. La réduction du WIP sans autres changements du système résultera dans une prolongation du temps de production – l’opposé des objectifs corporatifs.
La proposition f), la réduction de la taille de lots, ne semble pas être particulièrement attirante. Des lots plus petits demandent des ajustements des machines plus fréquents. Les opérateurs n’aimeront pas cette proposition, particulièrement quand l’ajustement des machines est difficile. Par contre, l’évaluation de l’usine a démontré une surcapacité des machines. L’augmentation de la fréquence du changement d’ajustement des machines est donc possible. La réduction de la taille de lot résulte immédiatement dans un flux moins variable, une diminution du WIP et de l’inventaire, un temps de cycle plus court et une flexibilité de réagir aux changements de la demande. Ceci sont exactement les objectifs corporatifs de Bomeuble inc.
La proposition f), la réduction de la taille de lot, est retenue comme une initiative qui supporte directement les objectifs corporatifs. Le défi est maintenant de gagner le support des contremaîtres et des opérateurs pour cette initiative. Cet exemple simpliste démontre que l’implantation de certaines méthodes à la mode ne sont pas nécessairement les meilleurs points de départ afin d’atteindre les objectifs d’une entreprise.
3. Nomination d’un chargé du changement de système de production Il est extrêmement important qu’un cadre de l’entreprise soit le chargé de la gestion du changement du système de production (idéalement le directeur de production ou de l’usine). Cette personne doit être familière avec les nouveaux systèmes de gestion de production. Il doit également être au courant des objectifs corporatifs, de la stratégie de l’entreprise et du but des changements. Le chargé de la gestion du changement ne doit pas être un consultant externe. Un consultant externe peut être très utile quant à l’implantation de certains outils et principes, mais il ne peut pas être le porte-parole de la stratégie de l’entreprise. L’implantation de la PVA demande un engagement ferme de la direction. Cet engagement est essentiel et la clé du succès de l’implantation des changements.
4. Formation d’une équipe de support. Le chargé de la gestion des changements doit se former une équipe de support – quelques personnes clés qui assurent le suivi des changements, motivent et guident les contremaîtres et opérateurs.
5. Analyse de l’état actuel de l’usine. Avant de commencer à implanter des changements, il est important de dresser une image de la situation actuelle. La cartographie de la chaîne de valeur est une excellente méthode à cette fin (un exemple d’une carte de la chaîne de valeur est présenté en annexe C). L’analyse de la situation actuelle dans l’usine permet de déterminer les changements les plus faciles à mettre en place. C’est avec ces changements que l’on commence. Le succès des premiers changements est essentiel afin de gagner le support des employées.
6. Développement de la vision à court et à long terme. Après la cartographie du flux actuel, la carte du flux après les changements peut être dressée. Ceci aide à visualiser le but des changements. On peut diviser les objectifs en objectifs à court terme et objectifs à long terme.
7. Transmettre la vision aux employés. Chaque employé de l’entreprise doit être au courant et doit avoir compris la vision de la future usine. Il peut être utile de visiter des usines qui utilisent déjà la PVA. De telles visites stimulent

Revue de systèmes de production et de la personnalisation de masse
40 de 58
l’imagination des employés quant à l’implantation de méthodes de travail dans leur usine et démontre que la PVA n’est pas qu’une théorie.
8. Développer le plan d’action. Il s’agit maintenant de déterminer les actions qui mènent de l’état actuel à l’état visé de l’usine. C’est maintenant que l’implantation du changement commence.
9. Diriger la transformation de l’entreprise. Tout au long de la période transitoire il faut s’assurer que le chargé de la gestion du changement dirige étroitement avec son équipe de support l’implantation du changement. Les opérateurs doivent être fortement impliqués. L’implantation de changements se heurte généralement à une résistance. Les raisons principales pour la résistance aux changements sont :
- La perte de contrôle : les opérateurs ou contremaîtres n’ont pas été suffisamment impliqués. Ils contrôlent moins leur environnement pendant la période transitoire vers la PVA. - L’incertitude due au fait que la direction n’affiche pas assez clairement son support. - La manque d’information : les opérateurs font face aux initiatives surprises. - La perte de la face : les employés sont embarrassés parce qu’ils ont supporté l’ancien système. - Manque de connaissances : les employées ont peur de ne pas avoir les connaissances nécessaires pour travailler dans la future usine. - La perte d’emploi : Les projets de restructuration d’usine vont souvent de pair avec des mises à pied. - Augmentation de la charge de travail pendant la période transitoire.
Le chargé de la gestion du changement fait face à ces facteurs de résistance et doit s’assurer de créer un climat de confiance dans l’usine.
10. Soutenir les nouvelles pratiques de production. Après l’implantation il faut s’assurer que les anciennes habitudes ne refont pas surface. Ceci est une des tâches les plus difficiles à réaliser.
L’implantation de la PVA dans une usine de meubles peut être réalisée selon la séquence proposée par (Black et Hunter, 2003)et présentée à la figure 24 :
Figure 24 Les dix étapes de l’implantation de la PVA
1
2
3
4
6
7
8
9
10
Réingénierie du système manufacturier
Réduction du temps d’ajustement des machines
Système de contrôle de qualité
Système de maintenance préventive
Lissage et balancement de la production
Contrôle de production
Réduction du WIP
Intégration des fournisseurs
Autonomation
Conception et ventes
Le but : La PVA
5

Revue de systèmes de production et de la personnalisation de masse
41 de 58
Étape 1 : Réingénierie du système manufacturier.
Cette première étape doit fournir une fondation solide pour l’implantation de la PVA. Le but est de remplacer le système de fabrication en ateliers par un système de fabrication en cellules. Tel que mentionné au chapitre 3.2.1, les cellules de travail sont dédiées à une série d’opérations qui s’effectuent sur un certain nombre de pièces ou composants similaires. Il faut créer les familles de pièces selon la technologie de groupes. Les cellules peuvent être divisées en cellules de production et cellules d’assemblage. Il est conseillé de commencer avec une cellule pilote afin de démontrer les bénéfices de ce concept. La famille de pièces ou composants à fabriquer par la cellule doit être composée de produits dont la demande varie le moins possible. Ces pièces sont généralement les composants communs de plusieurs collections de meubles : les composants d’ossature, les tiroirs, les coulisses de tiroirs (si ces coulisses sont fabriquées par l’entreprise de meubles) et d’autres pièces standardisées. La standardisation de pièces et composants aide beaucoup à l’implantation de cellules de travail en diminuant le nombre total de pièces à fabriquer et en augmentant le nombre de pièces communes entre différentes collections de meubles. À l’intérieur de la cellule, les opérations ne doivent pas être réalisées sur des lots plus grands que quelques morceaux (idéalement unitaire). Une cellule de travail peut recevoir les commandes par un système MRP mais en fabriquant les pièces ayant peu de variations de la demande, il est conseiller d’intégrer la cellule à l’aide de Kanbans. Le Kanban le plus simple à cette fin est le Kanban de point de commande (également appelé Kanban triangulaire). Le kanban triangulaire est installé sur le banc ou conteneur des pièces et détermine le niveau minimal nécessaire. Ce niveau détermine le point de commande. Quand la quantité de pièces dans un Kanban à atteint ce minimum, le Kanban est envoyé au poste qui fabrique les pièces. La quantité minimum du Kanban doit couvrir les besoins en pièces pendant que le nouveau lot arrive. Plus de détails sur le calcul des Kanbans sont donnés en annexe A. Le temps de cycle d’une cellule de travail doit être inférieur au temps de cycle du système global. Le temps de cycle du système est imposé par le goulot. Contrairement à l’approche de l’industrie automobile qui a basé la PVA sur une capacité infinie des ressources (absence de goulots dans la production) l’industrie du meuble a généralement des goulots dans son système de production. Il est avantageux que le goulot soit placé à la fin des opérations de production (ceci facilite l’implantation d’un flux tiré). La finition est un excellent candidat pour cette fin. Dans la plupart des usines de meubles au Québec, la finition est réalisée à l’aide d’un système de convoyeurs automatiques qui transfèrent un ou deux meubles à la fois d’une cabine de finition à la prochaine. En effet, il s’agit d’une cellule de travail ayant la plupart des caractéristiques décrites auparavant (à l’exception qu’il y a des opérateurs à chaque poste de la chaîne de finition); toutes les étapes de finition sont regroupées dans la cellule, flux unitaire, détermination d’un temps de cycle par opération et pour la cellule, lissage de la production (les meubles sont souvent mélangés afin de respecter le temps de cycle total de la cellule), balancement de la production (les différentes étapes de la finition sont balancées en ajoutant des opérateurs aux opérations plus longues). Imaginons l’impact sur le WIP si chaque étape de la finition était réalisée par lot de 100 meubles, c'est-à-dire la couche de fond serait appliquée sur 100 meubles avant de les envoyer à l’étape de la teinture ainsi de suite! C’est pourtant ce qui se passe dans les autres départements de l’usine. Pour que le temps de cycle de la chaîne de finition puisse devenir le temps de cycle du système de production, il faut s’assurer que la chaîne de finition soit le goulot. Si le goulot est présentement ailleurs, il faut augmenter l’efficacité de ce goulot et de tout autre goulot jusqu’à ce soit la finition qui devienne le goulot. Maintenant, la finition impose le temps de cycle au système et le temps de cycle de chaque opération doit être inférieur à celui de la finition. Les produits des premières cellules de travail qui utilisent des Kanbans ne seront plus planifiés par le système MRP de l’entreprise. Quand le point de commande de ces produits est atteint, le Kanban est envoyé et la production de ces pièces doit commencer. Le système MRP planifie la production pour les autres opérations. Il faut donc être prudent et s’assurer que les Kanbans, qui s’ajoutent à la production planifiée par le MRP ne rendent pas un poste de travail goulot. L’implantation d’un flux tiré et de cellules de travail est plus difficile dans certains secteurs de la fabrication de meubles. Les cellules d’assemblage sont parmi les cellules les plus faciles à implanter et ne demandent pas d’investissement important en équipements. Les cellules de production nécessitent

Revue de systèmes de production et de la personnalisation de masse
42 de 58
souvent un changement de machines : les grosses machines à haut volume de production doivent être remplacées par de petites machines. Le débitage secondaire présente un défie pour la fabrication à flux tiré. Un choix trop limité de composants à débiter ainsi que la dimension des composants demandés peuvent avoir un impact négatif sur le rendement matière. Ce point ne sera pas discuté en détail dans le présent rapport mais doit faire l’objet d’une analyse poussée. L’usinage peut être réalisé en cellules de travail et en lots de petite taille. La taille de lot est étroitement reliée au temps d’ajustement des machines qui est sujet de l’étape deux de l’implantation de la PVA.
Étape 2 : Réduction du temps d’ajustement des machines.
Le travail en cellules avec des petits lots demande un ajustement plus fréquent des machines. La taille de lot est directement affectée par le temps d’ajustement des machines (voir chapitre 3.2.4). Il faut adresser ce problème en utilisant les méthodes SMED et en intégrant des machines à contrôle numérique. Les machines ayant un temps d’ajustement long sont les moulurières, les ponceuses de chants, les perceuses multiples et les tenonneuses doubles. Un exemple de réduction du temps d’ajustement d’une moulurière est présenté en annexe B. Une étude de temps et mouvements pendant l’ajustement des machines peut être utile afin de découvrir les pertes de temps. L’application des méthodes SMED aide à diminuer le temps d’ajustement. Si la réduction n’est pas suffisante, l’acquisition d’une machine à contrôle numérique devrait être envisagée. Les opérateurs doivent être formés pour effectuer l’ajustement de leurs machines. L’ajustement par un mécanicien déresponsabilise les opérateurs et peux créer des temps d’attente avant que l’ajustement soit réalisé. La réduction du temps d’ajustement peut faire objet d’un événement Kaizen (voir chapitre 3.2.5). La figure 24 montre une salle de réunion aménagée dans l’usine qui permet aux opérateurs, contremaîtres et cadres de se réunir afin de réaliser des Kaizen ou de discuter des améliorations des opérations. Les propositions des opérateurs y sont affichées ainsi que l’état d’implantation de ces idées.
Figure 25 Salle aménagée dans une usine de meubles pour les réunions Kaizen

Revue de systèmes de production et de la personnalisation de masse
43 de 58
Étape 3 : Contrôle de qualité.
Le travail en cellules avec de petits lots ne laisse pas de place pour le transfert de pièces défectueuses d’un poste au poste subséquent. Le flux unitaire de pièces dans une cellule de travail permet l’application du concept « produit une pièce – vérifier une pièce – transfère une pièce ». L’utilisation de signaux visuels (Eton, en japonais), en cas d’un problème de qualité permet à l’opérateur d’arrêter le flux et d’obtenir de l’assistance immédiate afin de corriger le problème. Les opérateurs devraient avoir une formation afin de comprendre les sept outils de contrôle de qualité statistique (voir chapitre 3.2.6). Ils pourraient appliquer certaines méthodes simples afin de vérifier la qualité de leur travail et ils comprendront mieux le langage des ingénieurs de procédé. L’implantation de systèmes de contrôle comme ISO 9000 aident à documenter et à gérer la qualité mais n’empêchent pas l’occurrence d’erreurs. La création de cercles de qualité afin d’impliquer les opérateurs peut être utile.
Étape 4 : Système de maintenance préventive.
Afin que les opérateurs puissent réaliser un travail de qualité ils ont besoin d’équipements fiables et efficaces. L’application du TPM (voir chapitre 3.2.7) et des 5 S (voir chapitre 3.2.5) permet d’atteindre ce but. Les opérateurs doivent être responsabilisés et effectuer certaines tâches d’entretien journalières. Les postes de travail doivent être propres et la poussière de bois doit être évacuée de façon efficace. La figure 25 montre un poste de travail avec les outils nécessaires, pour l’ajustement de la machine, placés et identifiés à côté de la machine (toutefois, il faut noter que la pile de panneaux est trop haute).
Figure 26 Application des 5S
Étape 5 : Lissage et balancement de la production.
La réduction du temps d’ajustement des machines ouvre la porte pour la réduction de la taille de lot. Si un flux tiré n’est pas encore atteint à la grandeur de l’usine, la fréquence du lancement de production planifiée par un système du type MRP peut être augmentée. Dans l’industrie du meuble au Québec, les lancements de production se font souvent aux deux semaines. Si cette fréquence peut être réduite à un ou quelques jours, un flux plus régulier s’installe automatiquement dans l’usine. Le lissage de la production pourrait prendre naissance à partir d’un entrepôt de composants bruts. L’usinage, l’assemblage et la finition pourront être effectués selon des séquences des ventes. Le balancement de la production peut nécessiter le déplacement des opérateurs. Le travail en cellules et ce déplacement créent le besoin d’opérateurs multitâches. Un obstacle dans l’implantation de ce concept se trouve dans le système salarial de l’industrie du meuble. Les opérateurs sont payés selon le travail à la pièce. Les tâches sont regroupées dans les classes salariales. Ces classes peuvent être nombreuses. Le déplacement d’opérateurs peut donc

Revue de systèmes de production et de la personnalisation de masse
44 de 58
avoir un impact sur leur salaire lorsque ce déplacement implique un changement de la classe salariale. Si les opérateurs sont syndiqués, la rotation d’opérateurs est très difficile à réaliser. Le système japonais est plus adéquat pour ce concept : les opérateurs sont payés selon l’ancienneté, l’expérience et le niveau de compétence. La tâche de travail n’a pas d’impact sur leur salaire. Ils peuvent se déplacer librement entre différents postes de travail et leur salaire n’est pas affecté. Afin de faciliter la rotation d’opérateurs dans une usine de meubles au Québec, il faut diminuer le nombre de classes salariales des opérateurs et avoir le support des syndicats.
Étape 6 : Contrôle de production
À cette étape, l’utilisation de Kanbans devrait devenir le système de contrôle de production et remplacer le MRP. Les étapes un à cinq préparent l’environnement de production qui est maintenant prêt à fonctionner avec un système de différents types de Kanban. Les Kanbans les plus complexes sont les Kanbans à deux cartes tel que présenté au chapitre 3.2.2. D’autres types tels que le Kanban de fournisseurs (pour l’acquisition de produits des fournisseurs), le Kanban de commande (un Kanban qui est utilisé quand la quantité de Kanban de retrait est insuffisant à la commande) ou le Kanban d’urgence (en cas de commandes d’urgence) peuvent être utilisés pour répondre aux besoins de la production. Les cellules de travail doivent maintenant être reliées par les Kanbans et le WIP est contrôlé de cette façon.
Étape 7 : Réduction du WIP.
Lors de l’implantation des Kanbans il est prudent de garder le WIP au même niveau que celui avant l’utilisation des Kanbans. Quand les cellules de travail et les transferts de matériaux par Kanban fonctionnent bien, le contremaître peut commencer à retirer un Kanban. C'est-à-dire qu’il enlève un conteneur avec un nombre précis de pièces de la circulation. Exemple : Bomeuble Inc. a implanté plusieurs cellules de travail et a commencer à utiliser des Kanbans. Une cellule est dédiée à l’usinage de pieds de tables de chevet. La matière première pour cette cellule est composé de pieds bruts à section carrée de dimensions différentes. Chaque type de pied est fourni par le poste précédent dans des conteneurs d’une capacité de 25 morceaux. Quatre Kanbans (100 morceaux) sont actuellement utilisés afin d’envoyer le signal de production au poste précédent. Ceci représente la taille de lot qui était mise en production avant l’implantation des Kanbans. Le contremaître décide de retirer un Kanban. Il reste maintenant un WIP de 75 morceaux en circulation. Si cela ne cause pas de problèmes à la production il retire une deuxième Kanban. Le WIP est maintenant de 50 morceaux. Ceci provoque une rupture de stock pour un type de pied. Il faut maintenant trouver la cause de cette rupture de stock et essayer de la solutionner. Parmi les causes de rupture de stock on trouve souvent : demande trop variable pour certains produits, cellules non balancées, pannes de machines, absence d’opérateurs, etc. Le WIP peut être diminué de cette façon jusqu’au niveau minimum nécessaire pour soutenir les opérations.
Étape 8 : Intégration des fournisseurs.
La PVA demande la production en flux continu à petites quantités. Ce concept s’applique également aux fournisseurs. Afin d’éviter que le WIP soit diminué dans l’usine de meubles parce qu’il est déplacé chez les fournisseurs et dans les camions, il faut développer une relation de partenariat avec les fournisseur. Le prix unitaire de produits achetés aux fournisseurs augmente généralement avec une diminution de la quantité commandée. Afin d’obtenir les meilleurs prix pour les produits commandés en petites quantités, il faut offrir des avantages aux fournisseurs. Le nombre de fournisseurs doit être réduit. L’usine de meubles ne doit pas mettre plusieurs fournisseurs en compétition pour le meilleur prix, mais s’engager avec un seul fournisseur par produit. La sélection de ce fournisseur doit être basée sur la qualité de ses produits, son respect des délais de livraison et son ouverture à collaborer et à échanger des informations sur les systèmes de production et les profits (voir chapitre 3.2.10). L’usine de meuble doit donner au fournisseur des contrats à long terme et l’aider à améliorer sa productivité et à baisser ses prix. En contrepartie, le fournisseur accepte de livrer des petites quantités plus fréquemment. La proximité géographique des fournisseurs est un avantage. Dans le concept de la PVA, il est plus avantageux de développer un réseau de fournisseurs locaux qui acceptent les conditions mentionnées que d’acheter des composants à bas prix

Revue de systèmes de production et de la personnalisation de masse
45 de 58
mais en grand volume en Asie. L’usine de meubles doit développer un climat de confiance avec les fournisseurs. Un bon fournisseur peut être un élément important pour la croissance de l’usine de meubles.
Étape 9 : Autonomation
Autonomation veut dire le contrôle autonome de qualité et de quantité. Le terme réfère à la responsabilisation des opérateurs qui effectuent de plus en plus de tâches de contrôle à la source. L’inspection devient partie intégrale des tâches des opérateurs qui inspectent leurs propres produits ainsi que ceux qu’ils reçoivent du poste précédent. Des inspecteurs ou contrôleurs additionnels ne sont plus nécessaires. Les concepts de Poka yoke (voir chapitre 3.2.6) et l’automatisation des procédés aident les opérateurs à réaliser ces tâches.
Étape 10 : Conception et ventes.
L’élimination du gaspillage ne doit pas se limiter au système manufacturier. La dernière étape de l’implantation de la PVA est l’intégration de la conception des produits et des ventes (voir chapitre 3.2.9). Le temps de développement de produits doit être réduit. Les fournisseurs peuvent être impliqués tôt dans le processus de développement. L’ingénierie simultanée peu réduire de façon significative le temps de mise en marché d’un nouveau produit. La conception d’un meuble doit être soumise à certaines règles et standards qui diminuent la variabilité du procédé de fabrication (composants standard, design for manufacturing). Les ventes doivent être intégrées au système manufacturier. L’industrie des armoires de cuisine en est un exemple : les représentants travaillent avec des logiciels qui permettent de visualiser avec le client la cuisine. Le client choisit les modules (types d’armoires, type de portes d’armoire, couleur) et le représentant peut visualiser la cuisine basée sur le plan fourni par le client. Les options peuvent être changées. Une fois le choix fait par le client, le logiciel calcule le prix et envoie la commande à l’usine. Cette approche est discutée plus en détail au chapitre 4.
L’implantation de la PVA dans une usine de fabrication de meubles est faisable. Toutefois, la recette du succès change d’une usine à l’autre. Les principes de la PVA doivent être adaptés à chaque entreprise. Ceci nécessite un engagement ferme de la direction et un chargé d’implantation compétent. En implantant seulement quelques outils de la PVA dans un environnement inadéquat, les résultats sont marginaux et peuvent empirer la situation de l’entreprise.
4 La personnalisation de masse (Mass customisation) Les chapitres précédents ont démontré que la PVA est un moyen de réduire le temps de cycle et de créer un système manufacturier plus flexible. Comme mentionné à l’introduction, afin de rester compétitif face aux pays à faible coût de main-d’œuvre, il faut livrer rapidement au client ce qu’il désire. La PVA adresse principalement le problème de rapidité de réaction face aux demandes des clients. Le chapitre suivant présente des concepts permettant de produire ce que le consommateur désire. La clientèle principale pour l’industrie québécoise du meuble est le groupe des baby boomers. Schuler et Buehlmann (2003) ont démontré que cette clientèle est caractérisée par le désir d’acquérir des produits personnalisés. La figure 26 démontre qu’en 1960 les consommateurs achetaient des produits standard, fabriqués à grande échelle. Depuis, les produits personnalisés ont continuellement augmenté leur part du marché, et cette tendance devrait se poursuivre.

Revue de systèmes de production et de la personnalisation de masse
46 de 58
Figure 27 Économie standardisé et sur mesure (Schuler et Buehlmann, 2003)
Afin de répondre aux besoins des consommateurs, il faut fabriquer à grande échelle des meubles personnalisés. Ce concept est appelé « la personnalisation de masse ». L’explication suivante de ce concept est la traduction d’un extrait de Silveira et al, 2001. Mass customization : Literature review and research directions. International journal of production economics 72 : 1-13.
« Le concept de la personnalisation de masse On peut donner une définition vaste ou étroite à la personnalisation de masse (PDM). C’est Davis qui a été le premier à donner une définition vaste, visionnaire, qui promeut la PDM comme étant la capacité de fournir à chaque client des produits et des services conçus pour chacun grâce à une agilité, une souplesse et une intégration élevées des processus. Les systèmes de PDM peuvent ainsi atteindre les clients, comme dans l’économie de marché de masse, mais les traitent individuellement, comme dans les économies préindustrielles. Les systèmes de PDM sont positionnés sous la diagonale principe de la matrice produit-processus de Hayes et Wheelwright, c.-à-d. avoir des genres de processus à volume variant de moyen à élevé, comme les cellules de fabrication ou les lignes de montage qui peuvent produire les grandes variétés de produits habituellement associées à des opérations fonctionnelles ou fixes.
Un grand nombre d’auteurs propose des notions semblables, mais plus étroites, plus pratiques. Ils définissent la PDM comme étant un système qui utilise les technologies de l’information, des processus souples et des structures organisationnelles pour fournir un vaste éventail de produits et de services qui répondent aux besoins précis de clients particuliers (souvent définis par une série d’options), dont le coût est pratiquement celui des articles produits en série. En général, la PDM est perçue comme une idée systémique faisant intervenir tous les aspects de la vente, de la mise au point, de la production et de la livraison de produits, une boucle complète depuis l’option du client jusqu’à la réception du produit fini.
La justification concernant la mise au point de systèmes de PDM se fonde sur trois idées principales. Premièrement, les nouvelles technologies souples en matière d’information et de fabrication permettent aux systèmes de production de fournir un plus grand éventail à un coût moindre. Deuxièmement, il y a une
0%
20%
40%
60%
80%
100%
1960 1970 1980 1990 2000 2010 2020 2030 2040 2050
Standardisé Sur mesure
Part
de
mar
ché
de d
eux
écon
omie
s (s
’add
ition
nant
à 1
00%
)

Revue de systèmes de production et de la personnalisation de masse
47 de 58
demande croissante pour une variété et une personnalisation des produits (selon Kotler, même les marchés fragmentés sont maintenant trop vastes étant donné qu’ils ne permettent plus d’élaborer des stratégies pour des créneaux particuliers). Finalement, la réduction de la durée de vie des produits et la concurrence industrielle accrue ont entraîné la fragmentation d’un grand nombre d’industries de masse, ce qui a fait augmenter la nécessité de stratégies de production axées sur les clients individuels.
Niveaux de personnalisation de masse La détermination du niveau d’individualisation caractérisant les vrais produits de masse personnalisés semble être un important point de litige dans le débat sur la PDM. Les puristes peuvent attribuer la notion de PDM uniquement aux produits qui envisagent toutes les exigences formulées par des clients particuliers. Les pragmatiques laissent entendre que la PDM est tout simplement une question de livraison de produits répondant à des options des clients, quel que soit le nombre d’options effectivement offertes. Selon Hart, la solution à ce point de litige réside dans une détermination minutieuse de l’éventail dans lequel un produit ou un service peut être personnalisé de manière explicite, et la mesure dans laquelle les personnes choisissent des options dans cet éventail. Pour Westbrook et Williamson, les systèmes réussis de PDM devraient pouvoir combiner la véritable individualisation à des processus normalisés et à un grand nombre de pièces.
Plusieurs auteurs proposent un cadre continu en vertu duquel on peut mettre au point la PDM, à savoir que la PDM peut se produire à des points divers de la chaîne de valeur, depuis la simple « adaptation » des produits fournis par les clients eux-mêmes jusqu’à la personnalisation totale de la vente, de la conception, de la fabrication, de l’assemblage et de la livraison des produits. Gilmore et Pine recensent quatre niveaux de personnalisation qui reposent pour la plupart sur l’observation empirique : collaboration (les concepteurs discutent avec les clients), adaptation (les produits standard peuvent être modifiés par les clients en cours d’utilisation), apparence (les produits standard sont emballés particulièrement pour chaque client), et transparence (les produits sont adaptés aux besoins de chacun). Lampel et Mintzberg définissent un continuum de cinq stratégies de PDM (et par conséquent niveaux) faisant intervenir différentes configurations de processus (du standard au personnalisé) de produit (des produits de base aux produits particuliers) et d’utilisation par les clients (de générique à personnalisé). Une étude récente a fourni des preuves empiriques de ces niveaux .Pine propose cinq étapes de production modulaire : services personnalisés (les produits standard sont adaptés par des personnes oeuvrant dans le marketing et la livraison avant de parvenir aux clients), personnalisation intégrée (les produits standard peuvent être modifiés par les clients en cours d’utilisation), personnalisation au point de livraison (d’autres adaptations du produit peuvent être apportées au point de vente), réaction rapide (livraison rapide des produits), et production modulaire (les éléments standard peuvent être configurés dans un vaste éventail de produits et de services). Spira élabore un cadre semblable comportant quatre types de personnalisation : conditionnement personnalisé, services personnalisés, adaptation supplémentaire et assemblage modulaire. L’agencement de ces cadres donne naissance à huit niveaux génériques de PDM, allant de la personnalisation pure (produits conçus pour une personne) à la standardisation pure; ces niveaux sont présentés au tableau 6.
Tableau 6 Niveaux de la PDM
Niveau de PDM Approche Stratégie Étape Type 8. Design Collaboration
transparence Personnalisation pure
7. Fabrication Personnalisation taillée
6. Assemblage Standardisation personnalisée
Production modulaire
Assemblage varié de composants standard
5. Personnalisation Personnalisation Personnalisation

Revue de systèmes de production et de la personnalisation de masse
48 de 58
additionnel au point de livraison
additionnelle
4. Service additionnel
Personnalisation du service, livraison rapide
Fournir du service additionnel
3. Emballage, distribution
Apparence Standardisation segmentée
Emballage personnalisé
2. Utilisation Adaptation Personnalisation intégrée
1. Standardisation Standardisation pure
Le design est le niveau supérieur du tableau 6 et renvoie à un projet de collaboration, à la fabrication et à la livraison de produits en fonction des préférences de chaque client (ex., architecture résidentielle. Le niveau 7 (fabrication) renvoie à la fabrication de produits faits sur mesure répondant à des conceptions de base définies au préalable (ex., téléavertisseur Bandit de Motorola. Le niveau 6 (assemblage) traite de la disposition des éléments modulaires dans différentes configurations selon les commandes des clients (ex., les produits Hewlett-Packard). Aux niveaux 5 et 4, la PDM se fait uniquement en effectuant d’autres adaptations (ex., meubles d’Ikea) ou en ajoutant des services (ex., hamburgers de Burger King) aux produits standard, souvent au point de livraison. Au niveau 3, la PDM est assurée en distribuant ou conditionnant des produits semblables de différentes façons à l’aide, par exemple, de boîtes de différentes grandeurs en fonction de segments précis du marché (ex., arachides de Wal-Mart). Au niveau 2, la PDM se fait après la livraison seulement, grâce à des produits qui peuvent être adaptés à des fonctions ou situations différentes (ex., systèmes d’éclairage Lutron). Finalement, le niveau 1 renvoie à la standardisation pure de Lampel et Mintzberg, une stratégie qui peut toujours avoir son utilité dans un grand nombre d’industries.
Facteurs de succès des systèmes de personnalisation à grande échelle Le succès des systèmes de PDM dépend de plusieurs facteurs externes et internes. Leur existence justifie l’utilisation de la PDM en tant que stratégie de concurrence et appuie la mise au point de systèmes de PDM. Les six facteurs sur lesquels on insiste le plus couramment dans la documentation sont présentés ci-après. Les facteurs 1 et 2 sont principalement associés au marché. Les facteurs 3 à 6 sont principalement fondés sur l’organisation.
1. Il doit exister une demande pour la variété et la personnalisation de la part des clients. La nécessité de répondre à une demande sans cesse croissante des clients pour des produits novateurs et personnalisés est la justification fondamentale de la PDM. Le succès de la PDM dépend de l’équilibre entre, d’une part, le sacrifice éventuel que les clients font pour les produits de la PDM (c.-à-d. combien ils paieront et combien de temps ils attendront pour la livraison de produits personnalisés à grande échelle) et, d’autre part, la capacité de l’entreprise de produire et de livrer des produits individualisés dans un délai et à un coût acceptable.
2. Les conditions du marché doivent être appropriées. Selon Kotha, la capacité d’une entreprise de transformer un potentiel PDM en un avantage concurrentiel réel dépend beaucoup du choix du moment. Autrement dit, le fait que l’entreprise soit la première à mettre au point un système de PDM peut lui procurer un avantage important sur ses concurrents, étant donné que l’entreprise peut fort bien se cantonner dans cette position et commencer à être perçue par les gens comme étant novatrice et axée sur la clientèle.
3. La chaîne de valeur devrait être prête. La PDM est une notion fondée sur la chaîne de valeur. Son succès dépend de la volonté et de la réceptivité des fournisseurs, distributeurs et détaillants pour ce qui est de voir aux demandes du système. Le réseau d’approvisionnement doit être près de l’entreprise pour amener les matières premières de façon efficace. Mais le plus important : les fabricants, les détaillants et entités de la chaîne de valeur doivent faire partie d’un réseau d’information efficacement relié.

Revue de systèmes de production et de la personnalisation de masse
49 de 58
4. La technologie doit être disponible. La mise en œuvre de technologies de fabrication de pointe (TFP) est essentielle pour permettre la mise au point de systèmes de PDM. On pourrait soutenir que la notion même de PDM n’a vu le jour qu’après que certaines entreprises eurent été en mesure d’intégrer avec succès une série de technologies liées à la souplesse des processus et de l’information. La PDM est l’une des meilleures occasions qu’offre la mise en œuvre coordonnée de TFP et de la technologie de l’information (TI) dans toute la chaîne de valeur.
5. Les produits devraient pouvoir être personnalisés. Des unités indépendantes qui peuvent être assemblées dans différentes formes composent un produit modulaire. Pour que des produits PDM connaissent du succès, ils doivent être modularisés, polyvalents et être renouvelés constamment. Même si la modularité n’est pas la caractéristique fondamentale de la PDM (les véritables produits PDM sont faits individuellement), elle permet une fabrication plus simple à coût moindre de produits ayant une efficacité semblable comparativement à la véritable personnalisation. En outre, les processus PDM ont besoin de capacité rapide d’innovation et de mise au point de produits en raison des brèves durées de vie que présentent habituellement les produits PDM.
6. Le partage de connaissances. La PDM est une stratégie dynamique et elle dépend de la capacité de transformer les nouvelles demandes des clients en nouveaux produits et services. Pour y parvenir, les entreprises doivent viser une culture qui met l’accent sur la distribution et la création de connaissances dans toute la chaîne de valeur. Cela nécessite le développement de réseaux dynamiques ainsi qu’une expertise au niveau de la fabrication et de l’ingénierie, en plus de la mise au point à l’interne de nouvelles technologies en matière de processus et de produits.
Ces facteurs ont des répercussions pratiques directes. Premièrement, ils corroborent l’idée que la PDM n’est pas la meilleure stratégie de chaque entreprise, car elle doit se conformer à des types précis de clients et de marchés. Deuxièmement, ils font valoir la complexité en cause dans la mise en œuvre de la PDM. Autrement dit, la mise en œuvre de la PDM fait intervenir d’importants aspects des opérations, notamment la configuration des produits, le réseau de la chaîne de valeur, la technologie relative aux processus et à l’information, ainsi que la mise au point d’une structure organisationnelle fondée sur les connaissances.
Outils de la mise en œuvre de la personnalisation à grande échelle Les outils de la PDM sont les méthodes et les technologies qui soutiennent le développement de facteurs fondés sur l’organisation (c.-à-d. les facteurs 3 à 6) (...) La présente section se divise en trois sous-sections dans lesquelles on aborde i) les processus et les méthodologies d’habilitation de la PDM, ii) les technologies habilitantes de la PDM et iii) la mesure dans laquelle les technologies appuient le transfert de l’information, ce qui est peut-être le principal problème de mise en œuvre de la PDM.
i) Processus et méthodologies de PDM Les processus et méthodologies de PDM traitent des aspects organisationnels et culturels de la mise en œuvre d’un système de PDM. Ils portent sur les principaux éléments d’une stratégie de fabrication appuyant la mise au point de systèmes réussis de PDM, capable de fournir les éléments mentionnés dans la section précédente. L’analyse de la documentation scientifique indique l’existence d’au moins quatre grandes pratiques d’affaires relativement à la notion de PDM : Systèmes manufacturier agiles, gestion de la chaîne d’approvisionnement, fabrication et conception axées sur le client et la PVA.
Le système manufacturier agile est définie comme étant la capacité d’évoluer et de prospérer dans un environnement concurrentiel de changements continus et imprévus pour réagir vite à des marchés qui changent rapidement et qui répondent à la valeur que les clients accordent aux produits. Le système manufacturier agile se caractérise par l’utilisation consciente d’un environnement changeant comme mécanisme de rentabilité. Si un fabricant informatisé se caractérise par une adaptation réactive (attendre qu’un changement survienne pour agir), un fabricant qui utilise un système agile a un comportement proactif. DeVor et al. identifient les principales dimensions stratégiques du système manufacturier agile comme i) les

Revue de systèmes de production et de la personnalisation de masse
50 de 58
stratégies fondées sur la valeur qui enrichissent les clients, l’accent étant mis sur la livraison de produits de valeur; ii) la coopération pour améliorer la compétitivité; iii) l’organisation pour maîtriser le changement et l’incertitude; iv) la puissance de l’impact des gens et de l’information.
Ces dimensions mènent à la notion d’agilité interne et externe. L’agilité interne peut être considérée comme la capacité de réagir rapidement aux demandes des clients et du marché pour de nouveaux produits et de nouvelles caractéristiques des produits. Cela exige des systèmes de production reprogrammables, reconfigurables et continuellement adaptables qui peuvent fonctionner de façon rentable avec de très petites tailles de lots. Les chercheurs ont également discuté des aspects culturels reliés à l’agilité. Owen et Kruse par exemple, indiquent qu’une véritable organisation apprenante est essentielle pour que l’agilité s’implante.
L’agilité externe est associée à l’idée d’entreprises virtuelles. Une entreprise virtuelle se compose de plusieurs entreprises individuelles unies dans un effort de collaboration pour concevoir des produits personnalisés et de grande qualité. Les organisations virtuelles possèdent les principales caractéristiques suivantes : orientation vers le produit, style de collaboration d’équipe, rapports de courte durée entre les personnes, rapidité et souplesse. Ce modèle organisationnel s’appuie sur la disponibilité de systèmes de télécommunications et de technologies d’information de pointe.
La gestion de la chaîne d’approvisionnement concerne la coordination des ressources et l’optimisation des activités dans toute la chaîne de valeur pour obtenir des avantages concurrentiels. Comme on l’a dit plus tôt, une gestion efficace de la chaîne d’approvisionnement est l’un des principaux facteurs de succès dans les systèmes. Eastwood, Feitzinger et Lee, Lau, Kotha et Moad décrivent comment l’amélioration de la gestion de l’approvisionnement procure la coordination organisationnelle nécessaire dans les systèmes de PDM. Ces conditions comprennent notamment : i) création d’un réseau d’information interrelié concernant un groupe restreint de fournisseurs formés, ii) équilibre réussi de faibles stocks et grande prestation de services, iii) conception de produits novateurs avec la collaboration active des fournisseurs et iv) livraison rentable du bon produit au bon client au bon moment.
La conception et la fabrication axées sur le client sont au cœur des systèmes de PDM. Jagdev et Browne définissent cette pratique commerciale comme « considérer activement les tendances du marché en général et les exigences de chaque client en particulier au cours de la conception, de la fabrication et de la livraison des produits ». Pour certains auteurs, cette pratique est ce qu’ils appellent la « production à caractère unique » (PCU). L’application de pratiques axées sur le client dans les systèmes de PDM vise essentiellement à i) mettre en place les conditions pour que le client amorce le processus de conception d’un produit, et ii) construire une infrastructure pour mettre au point de nouveaux produits répondant aux marchés. Le nombre de variantes dans les produits (par exemple, le catalogue de Bally Engineered Structures, Inc., qui compte quelque 100 000 articles) est une conséquence de la mise en œuvre d’idées axées sur le client.
La PVA est une façon efficace de répondre aux besoins des clients tout en donnant aux producteurs un avantage concurrentiel. La production PDM aborde quatre éléments de la PVA : mise au point du produit, la chaîne d’approvisionnement, gestion d’atelier et services après-vente. Pour réussir la mise en œuvre d’un système de production PDM, il est essentiel i) de définir la valeur fondée sur le client, ii) de se concentrer dans les activités qui créent de la valeur et d’éliminer tous les gaspillages à toutes les étapes de la production et, finalement, iii) de réorganiser les activités créatrices de valeur en processus efficaces, sans interruption, en incorporant une variante de production à des niveaux élevés.
ii) Technologie habilitante de PDM Les principales technologies habilitantes appuyant la PDM sont les TFP, notamment la commande numérique par ordinateur (CNC), les systèmes de fabrication flexibles (SFF) et les technologies de réseau et de communication telles que la conception assistée par ordinateur (CAO), la fabrication assistée par ordinateur (FAO) et l’échange de données informatisé (EDI). Comme on l’a mentionné plus tôt, un grand nombre de chercheurs considèrent ces technologies essentielles à la mise en œuvre de la PDM.

Revue de systèmes de production et de la personnalisation de masse
51 de 58
L’utilisation de TFP est justifiée par leur capacité inhérente de modifier les économies de fabrication et d’éliminer les obstacles à la souplesse et la variété des produits. Ces technologies facilitent la création d’usines qui peuvent exploiter les avantages de tels attributs fondamentaux de la PDM que sont l’agilité et la flexibilité. Des exemples de cas comme NBIC, Motorola et Perkins montrent toute l’importance des TFP dans la mise au point de systèmes de PDM. NBIC a utilisé la CAO et la FAO, des machines évoluées contrôlées par ordinateur ainsi que des robots dans la mise en œuvre de son système de fabrication PDM. Motorola a utilisé des technologies reliées à la CAO (notamment des robots portiques et cartésiens) pour implanter deux usines PDM. Perkins a fondé son système PDM sur un système hybride CAO/IAO (ingénierie assistée par ordinateur) avec des chaînes de montage flexibles.
La principale motivation à la base de l’utilisation exhaustive des communications et des réseaux fondés sur la technologie de l’information est d’assurer des liens directs entre les groupes de travail (ex., conception, analyse, fabrication et essais) et d’améliorer le temps de réaction aux exigences des clients. Les technologies des communications et des réseaux sont des outils visant à intégrer des éléments auparavant isolés d’une chaîne productive à des armes concurrentielles coordonnées et logiques.
Bally et Betchel sont des exemples de l’utilisation d’une technologie de l’information intensive pour mettre en œuvre les notions de PDM. Bally a utilisé une technologie de l’information de pointe, fondée sur des méthodes d’intelligence artificielle, pour passer de la FAO à un RIAO, un réseau intelligent assisté par ordinateur. Ce système relie ses fournisseurs et ses représentants des ventes dans un seul réseau d’information. Betchel a mis au point un système d’information de pointe consistant en un regroupement intégré de modules de logiciels d’ingénierie, d’approvisionnement, de construction et de gestion de projet.
iii) Technologies habilitantes à l’œuvre : transfert d’information L’efficacité dans le transfert d’information des clients aux fabricants détermine en grande partie le succès d’un programme PDM. Dans les programmes PDM, les demandes des clients concernant un produit sont prises et transmises à une unité de production, où un produit est fabriqué pour répondre à ces demandes. Les agents qui interviennent dans le transfert de l’information sont le fabricant et ses clients. Le fabricant définit dans quelle mesure les clients peuvent personnaliser leur commande; les clients renvoient l’information quant à leur choix des éléments de conception. L’interface client-fabricant se définit de façon unique selon l’entreprise qui met en œuvre un programme PDM. La séquence suivante d’opérations essaie de décrire les activités qui permettent d’établir une communication client-fabricant : i) définir un catalogue d’options à offrir aux clients, ii) recueillir et stocker l’information quant aux choix du client, iii) transférer les données du magasin au fabricant, iv) traduire les choix du client en caractéristiques de conception du produit et en consignes de fabrication.
Il est peu probable que la mesure dans laquelle les produits sont personnalisés (voir la discussion ci-dessus sur les niveaux de PDM) exclue l’une des opérations susmentionnées, cependant, elle définit le volume d’information transférée à chaque opération. Dans les paragraphes qui suivent, une recherche bibliographique est présentée sur l’implication des clients dans la PDM et on utilise les quatre opérations susmentionnées comme principes directeurs.
Étape 1 — Définir un catalogue d’options à offrir aux clients. Le catalogue d’options offertes aux clients définit l’importance de la personnalisation d’un produit. Les produits très personnalisés présentent un catalogue exhaustif d’options, couvrant la plupart de leurs caractéristiques pertinentes. Les produits moyennement et peu personnalisés offrent des choix qui sont plus limités aux clients. Certains produits sont offerts dans des modèles mis au point en fonction de l’analyse des demandes passées du client. Autrement dit, le client peut choisir à partir de plusieurs modèles déterminés au préalable, modèles qui comportent des caractéristiques de conception susceptibles de correspondre à leurs besoins. Il s’agit d’un très faible degré de personnalisation dans laquelle l’interaction du client dans la conception du produit est indirecte. (…) Il importe de savoir que les choix offerts, même s’ils sont essentiellement axés sur le client, doivent être conséquents avec le développement technologique du fabricant.

Revue de systèmes de production et de la personnalisation de masse
52 de 58
Étape 2 — Recueillir et stocker l’information quant aux choix du client. Il n’existe pas de documentation abondante sur la collecte et le stockage d’information des clients. Comme on s’y attend, les approches concernant la collecte de données sont élaborées pour répondre à des situations précises de PDM. Les données quant aux choix du client peuvent être recueillies par un employé de magasin ou un représentant des ventes qui a reçu une formation pour guider le client dans le processus de décision ou peuvent être recueillies grâce à une interface d’ordinateur comportant une intervention humaine minimale. Dans d’autres situations, le client et le concepteur élaborent conjointement un projet à partir de zéro. Dans un cas comme dans l’autre, il est implicite qu’il faut offrir aux clients un ensemble malléable d’options à partir desquelles ils peuvent choisir. L’information est habituellement stockée sur des feuilles de commande ou électroniquement, à l’aide d’un système informatique. Des algorithmes génétiques et les agents autonomes sont également présentés comme facilitateurs dans le processus d’acquisition des données.
Étape 3 — Transférer les données du magasin au fabricant. Dans tous les cas signalés, les commandes sont envoyées du magasin au fabricant par télécopieur ou par lien informatique. Dans des cas plus récents, on a utilisé Internet comme moyen de communication entre le magasin et le fabricant, ex., le secteur de l’automobile (Fiat, Pontiac), et l’industrie du textile (Levi’s). L’information sur les préférences du client est ensuite entrée dans un système informatique qui génère une ID du produit, notamment un code à barres, que l’on utilise pour suivre le produit à toutes les étapes de la fabrication.
Étape 4 — Traduire les choix du client en caractéristiques de conception du produit et en consignes de fabrication. Dans la plupart des cas signalés, les spécifications relativement aux éléments de conception sont données à des systèmes de CAO et de FAO, puis sont transformées en consignes de fabrication. Il est évident que le succès de la mise en œuvre de la PDM dépend énormément de l’existence d’un environnement de fabrication informatisé. Par conséquent, les systèmes de CAO et de FAO sont essentiels lorsque l’on essaie de mettre en œuvre une stratégie de PDM. On s’y attend puisque, essentiellement, la PDM repose sur la flexibilité et la rapidité de réaction. Les systèmes de CAO permettent de mettre en œuvre les changements de conception axés sur le client et de les déployer sous forme de consignes de production le moment venu; les systèmes de FAO s’occupent de la diversité des commandes de pièces tout en maximisant l’utilisation des machines. »
Références citées :
Davis,S. 1989. From future perfect : Mass customization. Planning review 17 (2) : 16-21
DeVor, R. et al. 1997. Agile manufacturing research : Accomplishments and opportunities. IIE transactions 29 (10) : 813-823
Eastwood, M. 1996. Implementing mass customization. Computers in industry management 30 (3) : 171-174
Feitzinger, E. et H. Lee. 1997. Mass customization at Hewlett-Packard : The power of postponement. Havard business review 75 (1) : 116-121
Gilmore, J. et J. Pine. 1997. The four faces of mass customization. Havard business review 75 (1): 91-101
Hart, C. 1995. Mass customization : Conceptual underpinnings, opportunities and limits. International journal of service industry mangement 6 (2) :36-45
Hayes, R et S. Wheelwright. 1979. Linking manufacturing process and product life cycle. Havard business press review 57 : 133-140
Jagdev H. et J. Browne. 1998. The extended enterprise — a context for manufacturing. Production planning and control 9 (3): 216-229.

Revue de systèmes de production et de la personnalisation de masse
53 de 58
Kotha, S. 1995. Mass customization : Implementing the emerging paradigm for competitive advantage. Strategic management journal 16 : 21-42
Kotler, P. 1989. From mass marketing to mass customization. Planning review 17 (5) : 10-13
Lampel, J. et H. Mintzberg. 1996. Customizing customization. Sloan management reviwe 38 : 21-30
Lau, R. 1995. Mass customization : The next industrial revolution. Industrial management (5) 37 : 18-19
Moad, J. 1995. Let customers have their way. Datamation 41 : 34-39
Owen, D. et G. Kruse. 1997. Follow the customer. Manufacturing engineering 118 (4) : 65-68
Pine, J. 1993. Mass customizing products and services. Planning review 21 (4) : 6-13
Spira, J. 1996. Mass customization through training at Lutron Electronics. Computers in industry 30 (3) : 171-174
Westbrook, R et P. Williamson. 1993. Mass customization : Japan’s new frontier. European management journal 11 (1): 38-45
D’après Pine (1993), la meilleure méthode de personnalisation de masse est la modularisation de composants qui peuvent être configurés afin de créer une multitude de produits différents. Ceci demande une standardisation et une réduction du nombre de composants standard. La standardisation et la réduction du nombre de composants ont de nombreux avantages (Anderson, 2004) :
Les coûts de production diminuent parce que l’ajustement des machines se fait moins fréquemment;
Les coûts d’acquisition baissent parce qu’un plus petit nombre de composants peut être commandé à plus grande échelle;
Les coûts d’inventaire (matière première, WIP et produits finis) diminuent parce que la production peut être lissée et la PVA devient possible;
Moins d’espace nécessaire; Réduction des coûts de gestion des stocks; Amélioration de la qualité (« moins de pièces » veut dire moins de possibilité d’erreur de
fabrication); Réduction du nombre de fournisseurs; Uniformisation du flux.
La modularisation, reliée à la PDM, peut prendre différentes formes (Pine_II, 1993) :
1. Le partage de composants. Dans cette approche, les mêmes composants sont utilisés dans différents produits. Cette méthode s’apprête bien pour diminuer le nombre de composants tout en offrant un grand potentiel de personnalisation.
2. L’application de composants. Différents composants sont appliqués à un produit standard changeant ainsi son apparence.
3. La coupe sur mesure. Cette méthode est similaire aux deux premières à l’exception que certains composants sont modifiables sur demande.
4. Le mélange de composants standard. Ici, des composants standard sont mélangés et ne sont plus distinctifs au produit fini (ex : peintures de couleurs standard peuvent être mélangées pour créer une nouvelle couleur.)
5. Modularisation en bus.

Revue de systèmes de production et de la personnalisation de masse
54 de 58
Le terme « bus » vient de l’électronique. Un bus est une plateforme standard pour transférer des informations d’un élément à un autre. Différents composants peuvent être connectés à cette plateforme.
6. Modularisation sectionnaire. Il s’agit d’une standardisation d’interface entre différents composants. Un exemple est le concept des blocs Lego : le système standardisé de connexion permet d’assembler une multitude de pièces différentes.
La PDM est utilisée avec succès par l’industrie automobile : il est possible de commander un modèle dans la couleur désirée avec des options sur la performance du moteur, la transmission, le recouvrement des sièges et d’autres accessoires. Une automobile est un produit extrêmement complexe. Si la personnalisation de masse est possible pour ce produit, elle devrait être applicable à la plupart des produits manufacturés (Pine, 1993).
4.1 La personnalisation de masse appliquée à l’industrie du meuble.
Afin d’appliquer les concepts de la PDM aux meubles, il faut mettre en place un système manufacturier agile qui intègre les bonnes pratiques de la PVA. Une grille unitaire, sur laquelle la conception est basée, aide à la standardisation des composants et du produit final. L’industrie des armoires de cuisine a adopté un système, appelé Système 32, afin de standardiser et modulariser les armoires (Buckley, 1999). Ce système a été développé par une école d’art, le Bauhaus, en Allemagne, au début des années 1920. Le Bauhaus a été fondé par l’architecte Walter Gropius. Les buts du Bauhaus ont été l’intégration de l’art et l’économie. La règle de base a été Form folgt Funktion, la forme suit la fonction. Les résultats ont été des formes simples et fonctionnelles. Selon le Bauhaus, il n’y a pas de différence entre l’artiste et l’artisan. L’école de pensée du Bauhaus a été appliquée aux arts, à l’architecture et aussi à la conception de meubles. Afin de standardiser les composants des meubles, le Bauhaus a cherché la plus petite unité afin de modulariser les meubles. Cette unité a été la distance minimum entre deux trous, percés par une perceuse multiple. À l’époque, cette distance a été déterminée par le diamètre du mandrin, qui était de 32 mm. Le concept du système 32 a eu un impact sur la production : réduction du temps d’ajustement des perceuses, standardisation des dimensions de meubles (il s’agit toujours des multiples de 32 mm) et, en particulier, la standardisation de la quincaillerie. En effet, la majeure partie de la quincaillerie pour meubles, sur le marché, est fait en fonction du système 32 : les vis des pentures et des poignées ont une distance de 32 mm (ou un multiple de 32 mm); les accessoires pour les armoires de cuisine se posent aussi selon ce système.
Pour l’ameublement résidentiel, il est important de choisir un standard de dimension. Ce standard aide à diminuer le nombre de pièces à fabriquer et a un impact sur la dimension du produit fini. La standardisation de la dimension du produit fini a un impact sur l’emballage : le nombre de différentes boîtes de carton est minimisé. Selon le niveau de personnalisation, différentes approches peuvent être envisagées : emballer des produits standard dans les boîtes portant le logo du client, offrir des choix de couleur, offrir un choix de poignées, offrir de formes différents (moulures, pieds, profiles) ou offrir des configurations différentes (tiroirs, portes, tablettes). Le fabricant de meubles peut choisir l’approche de construire différents meubles à partir de composants standard ou d’ajouter des éléments de personnalisation aux caissons standard. La règle général est : plus on offre de flexibilité, plus le point de découplage entre la production standard et la personnalisation se déplace en amont.
Le réseau de vente doit être bien formé afin d’assister le consommateur dans la sélection des options. Il est important que les représentants connaissent bien le produit et qu’ils aient des outils de vente comme des logiciels de visualisation 3D des meubles, des échantillons de couleurs et d’autres accessoires. Des options peuvent être groupées selon les meilleures ventes. Ceci diminue le nombre de combinaisons possibles. Un consommateur qui fait face à un nombre de choix trop élevé peut avoir des difficultés à prendre la décision et à conclure la vente. La livraison rapide de meubles personnalisés est essentielle. L’industrie du meuble au Québec a un avantage compétitif : le marché d’exportation le plus grand au monde est très proche et facile d’accès.

Revue de systèmes de production et de la personnalisation de masse
55 de 58
5 Conclusions L’industrie du meuble est un secteur important dans l’économie québécoise. Elle a généré un chiffre d’affaires d’environ trois milliards de dollars en 2003. Plus de 60 % de la production est exportée, et ce, surtout aux É.U. Depuis 2001, les exportations de meubles vers les É.U. des produits à bas prix venant de la Chine ont dépassé celles du Canada. Le marché le plus important des fabricants de meubles est menacé par ce fait ainsi que par la valeur croissante du dollar canadien. Pour améliorer la position compétitive de l’industrie du meuble au Québec, on peut s’inspirer des méthodes que d’autres secteurs manufacturiers ont développées auparavant.
Le développement de l’industrie automobile au Japon montre des parallèles avec l’industrie du meuble en Chine. Après la deuxième guerre mondiale, les Japonais ont d’abord copié l’approche des américains en implantant les concepts de la production de masse dans leurs usines. Le même phénomène se manifeste actuellement dans l’industrie du meuble en Chine attaquant le marché de masse et faisant compétition aux manufacturiers de masse aux É.U. Leur avantage est principalement le faible coût de main-d’œuvre – comme c’était le cas au Japon des années 1940. Afin de permettre le développement de leur industrie, les Japonais ont d’abord protégé le marché domestique par des barrières commerciales gardant les fabricants étrangers à l’écart. La Chine poursuit cette même tactique : présentement (et encore pour les prochains six ans), une taxe de 30 % est appliquée aux meubles importés. Les fabricants chinois de meubles ont donc leur marché domestique pour se développer. Au Japon des années 1950, le niveau de vie et les salaires ont augmenté rapidement et ont forcé l’industrie à trouver un système manufacturier plus efficace (la PVA). Les Japonais ont réussi à dépasser les américains en efficacité, et cela les a mis dans une position très forte, même après la disparition de l’avantage de la main-d’œuvre à faibles coûts. Le niveau de vie est en train de croître en Chine, mais le temps avant qu’il y ait un impact significatif sur les coûts de main-d’œuvre sera long. L’industrie chinoise est moins forcée d’améliorer son système de production. Ceci offre la possibilité à l’industrie québécoise du meuble de se tourner vers des méthodes innovatrices de conception, de production et de ventes. Des crises économiques, ou des pertes de ventes, peuvent agir comme élément déclencheur pour changer les structures traditionnelles. La crise du pétrole de 1973 a forcé l’implantation de la PVA au Japon. La crise économique au Canada, à la fin des années 1980, a forcé l’industrie québécoise du meuble à investir dans l’automatisation des procédés et dans le développement du marché américain. Un grand nombre d’entreprises qui n’ont pas réagi à cette époque ont fait faillite. La menace des produits chinois peut être vue comme une opportunité d’implanter de nouvelles méthodes de production qui changeront profondément la façon de fabriquer des meubles au Québec. Deux approches prometteuses sont présentées dans ce rapport : la production à valeur ajoutée (PVA) et la personnalisation de masse (PDM).
La PVA est une philosophie de production. Il faut changer sa façon de penser et de gérer la production. La PVA change la relation entre les fournisseurs et la production et se concentre sur la création d’un flux continu et stable dans l’usine. Les valeurs et les indicateurs de performance de la PVA se distinguent des autres systèmes de production : l’économie d’échelle, les grandes tailles de lots et la capacité sont considérés comme des sources potentielles de gaspillage. La PVA vise à produire seulement ce qui est nécessaire en quantité nécessaire et au temps nécessaire. Des opérations arrêtent quand il n’y a pas de demande. La variabilité est un facteur ayant un impact négatif sur le flux. Elle est à la source d’accumulation de stocks, de WIP et de temps d’attente. Il est important de réduire la variabilité à tous les niveaux par le lissage de la production, le balancement de la production, la réduction de la taille de lot et la prévention de pannes de machines. Selon Standard et Davis (1999), la PVA crée une meilleure qualité par la prévention plutôt que par la correction d’erreurs. La conception de produits ne demande que 50 % de l’effort d’ingénierie et du temps de design. La productivité ne demande que la moitié d’effort humaine. La surface d’usine est grandement réduite. Le WIP diminue à 10 % de son niveau initial. Le nombre de fournisseurs est réduit à 10 % du nombre initial. Le délai de livraison est réduit à quelques jours. La PVA augmente la flexibilité de l’entreprise à réagir aux changements de la demande.

Revue de systèmes de production et de la personnalisation de masse
56 de 58
L’industrie automobile a implanté la PVA avec succès. L’automobile est un produit très complexe et si la PVA est possible dans cette industrie, elle peut être transférée dans l’industrie du meuble. Les produits sont similaires : ils sont produits selon des plans initiaux et passent par les mêmes étapes de fabrication. Le succès de la PVA est relié à plusieurs paramètres.
L’engagement de la direction. La direction doit avoir les compétences afin d’établir les objectifs de l’entreprise et de superviser
l’implantation de la PVA. La stratégie manufacturière de l’entreprise ne peut pas être menée par un consultant. L’engagement ferme de la direction de changer la culture de l’entreprise est essentiel afin d’obtenir le support des employés.
L’implantation des principes de la PVA. Les outils et méthodes de la PVA doivent être adaptés à la situation de chaque entreprise. Les
principes de la PVA ne doivent jamais être modifiés. Les efforts soutenus d’améliorations. Chaque amélioration doit être soutenue afin d’éviter la rechute dans les anciennes habitudes.
La PVA permet d’atteindre la flexibilité et l’agilité nécessaires afin de répondre rapidement aux changements de la demande. Elle est un préalable pour l’implantation des concepts de la PDM. La PDM a pour but de fournir aux consommateurs des produits personnalisés et fabriqués à grande échelle. Ces deux concepts controversés peuvent être réunis par des méthodes de standardisation de pièces et composants permettant la création de produits différents. Il y a un point de découplage dans le système de production à partir duquel la personnalisation est effectuée. Plus ce découpleur se situe en amont dans le procédé plus le produit est personnalisé, mais plus le délai de livraison est long. La personnalisation doit optimiser la valeur d’un produit. Il est donc important de choisir des éléments de personnalisation ayant une valeur importante pour le consommateur. Le plus important aspect d’un meuble est son apparence. La personnalisation doit avoir un impact maximal sur l’apparence du meuble. La capacité de personnaliser le produit, de fournir un service avant et après vente et de livrer le produit rapidement aux consommateurs sont des facteurs qui influencent la décision d’achat. Les fabricants de meubles du Québec ont l’avantage d’être proches du plus grand marché de meubles au monde. Le temps devient une denrée précieuse et l’industrie peut valoriser la livraison rapide. Ceci est un facteur de vente non négligeable. L’ensemble des actions menant à la flexibilité et l’agilité de l’industrie du meuble au Québec peut rendre cette industrie performante et compétitive. Cependant, il faut agir vite.

Revue de systèmes de production et de la personnalisation de masse
57 de 58
Liste des références Anonymous. 2002. Analyse situationnelle de l'industrie de pointe de la transformation des produits du
bois. Conseil des fabricants du bois: 143 pages Abdelhamid, T. S. 2003. Six Sigma in Lean Construction Systems: Opportunities and Challenges.
Michigan State University: 19 pages Anderson, D. D. M. 2004. Build-to-Order & Mass Customization. The Ultimate Supply Chain
Management and Lean Manufacturing Strategy for Low-Cost On-Demand Production without Forecasts or Inventory. Cambria, California. CIM Press: 498 pages
Black, J. T. et S. L. Hunter. 2003. Lean Manufacturing Systems and Cell Design. Dearborn, Michigan.
Society of Manufacturing Engineers: 336 pages Buckley, B. 1999. True 32 Flow Manufacturing. LaVergne. True32 Corporation: 215 pages Chowdhury, S. 2002. Vous avez dit Six Sigma ?! Comprendre la méthode Six Sigma pour améliorer la
qualité et augmenter les profits. Paris. Dunod: 129 pages D'Amours, S. et H. Kane. 2001. Lean Manufacturing:La production au plus juste. Conférence. GATIQ Goldratt, E. M. et J. Cox. 2002. Le But. Montréal, Québec, Canada. Québec / Amérique: 325 pages Imai, M. 1989. Kaizen: La clé de la compétitivité japonaise. Paris. Éditions Eyrolles: 248 pages Monden, Y. 1993. Toyota Production System: An Integrated Approach to Just-In-Time. Third Edition.
Engineering & Management Press: 480 pages Nakajima, S. 1988. Introduction to TPM: Total productive Maintenance. Cambridge, Massachusetts.
Norwalk, Connecticut. Productivity Press: 129 pages Pine_II, B. J. 1993. Mass Customization: The New Frontier in Business Competition. Boston,
Massachusetts. Harvard Business School Press: 333 pages Rother, M. et J. Shook. 1999. Bien voir pour mieux gérer. Comment reconfigurer la chaîne de valeur de
votre entreprise pour ajouter de la valeur et éliminer le «muda». Brookline, Massachusetts. Version 1.2, juin 1999, The Lean Enterprise Institute, Inc.: 102 pages
Sabourin, V. 2001. Stratégie de développement pour l'industrie de la fabrication du meuble au Québec.
Montréal. Université du Québec à Montréal: 91 pages Schragenheim, E. et H. W. Dettmer. 2001. Manufacturing at Warp Speed: Optimizing Supply Chain
Financial Performance. New York, Washington, D.C. Alexandria, Virginia. STL St. Lucie Press APICS: 342 pages
Schuler, A. et U. Buehlmann. 2003. Identyifying Future Competitive Business Strategies for the U.S.
Residential Wood Furniture Industry: Benchmarking and Paradigm Shifts. Delaware, OH. United States Department of Agriculture, Forest Service, Northeastern Research Station: 15 pages

Revue de systèmes de production et de la personnalisation de masse
58 de 58
Shingo, S. 1987. Le système SMED. Une révolution en gestion de production. Paris Tokyo. Les Éditions d'Organisation. The Japan Management Association: 348 pages
Standard, C. et D. Davis. 1999. Running Today's Factory: A Proven Strategy for Lean Manufacturing.
Cincinnati, OH. Hanser Gardner Publications: 293 pages Team, T. P. P. D. 1990. 5S For Operators: 5 Pillars of the Visual Workplace. Portland, Oregon.
Productivity Press: 121 pages Team, T. P. P. D. 2002. Kanban For the Shopfloor. Portland, Oregon. Productivity Press: 96 pages US Commerce, B. o. C. 2003. Wooden House Hold Furniture Imports. Washington. Womack, J. P., et al. 1990. The Machine that Changed the World. New York, New York. Simon &
Schuster inc.: 323 pages

Revue de systèmes de production et de la personnalisation de masse
Annexe I
Annexe I
Exemples d’utilisation de Kambans dans l’industrie du meuble.

Revue de systèmes de production et de la personnalisation de masse
Annexe I / 1 de 7
Avant de présenter quelques exemples d’utilisation de Kanban dans l’industrie du meuble au Québec, le paragraphe suivant résume les principales caractéristiques d’un système Kanban.
Kanban est le mot japonais pour carte. Un Kanban est utilisé pour transmettre une commande à un poste de travail subséquent (interne ou externe). Il représente une quantité fixe de produits et est attaché à un conteneur ou à d’autres récipients (bac, palette, boîte). Le Kanban contient deux types d’information : 1. les spécifications et la quantité d’un produit; 2. le lieu et la méthode de production des produits. Les Kanbans sont à la base de la production à flux tiré : les commandes sont transférées d’un poste à un poste subséquent. Sans commande, le poste subséquent ne produit pas. Le Kanban contrôle ainsi le WIP. On parle d’un système Kanban quand le système manufacturier produit suivant un takt et est divisé en cellules de travail ayant des temps de cycle balancés, utilise des petits lots et a lissé la production. Un système Kanban est autocontrôlant et nécessite peu d’échanges d’information écrite. (C’est d’ailleurs une des raisons pourquoi ce système a été développé au Japon : la langue japonaise est difficile à écrire. Les dirigeants d’entreprise ont donc cherché un moyen d’éliminer le papier le plus possible de la planification de la production.) Si les Kanbans sont utilisés de façon isolée dans un système qui ne respecte pas ces caractéristiques, il s’agit d’un système de point de commande : quand un minimum de stock est atteint, un Kanban est envoyé pour produire une quantité fixe de pièces. Les bénéfices du système de point de commande sont généralement marginaux et peuvent même empirer la situation de l’entreprise. Il existe différents types de Kanban : le Kanban de retrait et le Kanban de production sont expliqués au chapitre 3.2.2. Le Kanban de fournisseur est un Kanban destiné à commander des pièces chez un fournisseur. Le Kanban de point de commande indique la quantité minimum de pièces à laquelle le Kanban doit être envoyé au poste subséquent. Le Kanban d’urgence est utilisé quand la quantité commandée de pièces excède la capacité des Kanbans de retrait. Il sert à éviter la rupture de stock. Avant d’implanter un Kanban entre deux postes de travail, les paramètres suivants doivent être analysés :
1. La demande journalière de produits. Il est important de connaître les fluctuations réelles de la demande journalière sur une période d’un an. Les moyens ne sont pas suffisants pour estimer la faisabilité de l’implantation du Kanban.
2. Les demandes saisonnières et les prévisions. Les hausses et baisses saisonnières de la demande doivent être connues. Si une hausse de la demande est prévue pour le mois de mai (suivant le salon de meubles à High Point par exemple), des Kanbans supplémentaires doivent être prévus dans le mois précédent.
3. La variabilité des procédés. La variabilité des procédés doit être minimisée. Ceci peut être atteint par la réduction de la taille de lot. Il est également avantageux de choisir les produits ayant peu de variation de la demande pour l’utilisation d’un Kanban. Ces produits sont typiquement les produits standard communs, qu’on trouve dans un grande nombre de meubles (ex : côtés de tiroirs, coulisses, composants d’ossature, vis, colle, produits de finition).
4. Les goulots. Si un Kanban est utilisé dans un système à flux poussé (MRP), il faut vérifier si la production des pièces commandées passe par des postes goulots. Si cela est le cas, il faut garder une capacité disponible aux postes goulots afin de permettre la fabrication des pièces commandées par le Kanban. Ces pièces s’ajoutent à la production planifiée par le système MRP. Si cela n’est pas le cas, les pièces demandées par le Kanban sont produites parmi la production planifiée par le système MRP.

Revue de systèmes de production et de la personnalisation de masse
Annexe I / 2 de 7
5. La quantité de Kanban.
Le nombre de Kanban nécessaire peut être calculé comme suit (Standard et Davis, 1999) :
( )( )
10%) que moins :(ex. demande la de évariabilite)journalièr demande la de 10% que moins :(ex.conteneur du capacité
Kanbandu pièces des production de tempscollecté êtred'avant Kanban du attented' temps
tempsde unitépar demandeKanban de nombre
1
======
++=
α
α
aTT
Dy
aTTD
y
P
W
PW
Le nombre de Kanbans dépend de la capacité des conteneurs; du temps de production des pièces du Kanban; de la marge de sécurité (variabilité de la demande ou stock de sécurité); et du temps de transfert des Kanbans. La variabilité de la demande est le facteur qui a le plus grand impact sur le nombre des Kanbans et sur les bénéfices d’utiliser les Kanbans.
Exemple :
Bomeuble inc. a décidé d’utiliser des Kanbans pour l’assemblage des tiroirs. La production est lancée aux deux semaines. Les tiroirs sont standardisés : l’ensemble des collections utilise quatre différentes dimensions de tiroirs. Les statistiques des derniers trois mois démontrent qu’en moyenne 25 tiroirs de chaque dimension sont assemblés par jour. Le total est donc de 100 tiroirs par jour. Parce que les tiroirs sont standardisés, ils semblent être des bons candidats pour l’implantation du Kanban. Le temps de produire les composants de tiroirs est de 10 jours. Le Kanban doit au moins couvrir le besoin pour ces 10 jours : 10 x 25 = 250 composants de chaque type est le minimum à garder dans les Kanbans. Le contremaître décide d’ajouter un stock de sécurité et garde 350 composants dans les Kanbans. L’opérateur à l’assemblage des tiroirs reçoit une commande chaque matin et assemble les tiroirs nécessaires pour les meubles qui arrivent au département d’assemblage. Les premières semaines, les commandes varient peu : l’opérateur assemble entre 23 et 27 tiroirs par jour. Un vendeur a réussi à conclure une vente importante avec un nouveau client. Le client aime particulièrement une commode et il en commande 50. La production est lancée et, deux semaines après, les 50 commodes arrivent au département d’assemblage. L’opérateur reçoit la commande le matin et tombe en rupture de stock : il manque 150 composants de tiroir. Il les commande immédiatement, mais la production prend deux semaines. Les autres meubles commandés par le client sont prêts pour la livraison, mais il manque 15 commodes. Le nouveau client qui a déjà vendu les commodes attend deux semaines avant de recevoir les 15 commodes manquantes et décide que sa première expérience avec Bomeuble inc. n’a pas été concluante. Il achète maintenant ailleurs. Le contremaître au département d’assemblage veut s’assurer qu’un tel problème ne se reproduira plus. Il décide de garder 550 composants dans les Kanbans. En effet, le problème ne se reproduit plus, mais le niveau de WIP est plus élevé maintenant qu’avant l’implantation des Kanbans.
Cette situation aurait pu être évitée. D’abord, le contremaître n’a pas eu la bonne information afin de déterminer le nombre de Kanbans Il a besoin de savoir les fluctuations de la demande et les prévisions de la fluctuation. Au moment du lancement de la production des 50 commodes, le bureau de planification de la production savait que cette quantité dépasserait la capacité des Kanbans. Le bureau aurait dû envoyer un Kanban d’urgence avec le lancement de la production. Ce Kanban d’urgence a comme but de produire les 150 composants manquants. Quand les commodes arrivent au département d’assemblage, les 150 composants de tiroir complètent le Kanban de retrait et l’opérateur ne tombe pas en rupture de stock. Dans cet exemple, la taille de

Revue de systèmes de production et de la personnalisation de masse
Annexe I / 3 de 7
lot est trop grande pour un bon fonctionnement d’un Kanban. Il serait avantageux d’augmenter la fréquence du lancement des productions afin de réduire le temps de cycle et le WIP.
Quels sont les renseignements qu’on doit retrouver sur un Kanban? (Team, 2002)
1. Le code du produit 2. Un dessin du produit 3. Le procédé précédent 4. Le procédé suivant 5. L’origine du produit 6. Le numéro du fournisseur 7. Quoi, quand et combien on doit retirer 8. Quoi, quand et combien à produire
Dépendamment du type de Kanban, certains de ces renseignements ne sont pas nécessaires.
Exemples d’utilisation de Kanban dans l’industrie du meuble au Québec. Exemple 1 :
Le premier exemple d’utilisation de Kanban est un fabricant de chaises. L’usine a décidé d’implanter des Kanbans pour l’assemblage de certains types de chaise. La figure 27 montre le poste d’assemblage et l’entrepôt des composants gérés par les Kanbans. Cet entrepôt contient les composants pour 50 modèles de chaise. La taille moyenne de lot est de 300 chaises, mais la demande fluctue significativement. Le temps de production des composants est de quatre semaines. Le temps d’assemblage d’une chaise est d’environ 10 minutes et 70 chaises sont assemblées par deux quarts de travail (16 heures). Le temps net de production d’une chaise (sans période d’attente et de transfert) est de 16 heures. La valeur ajoutée est égale à 4 semaines x 80 heures = 320 heures / 16 heures = 5 %. 95 % du temps réel de production n’ajoute pas de valeur au produit. Les Kanbans utilisés sont du type de point de commande : à un quantité minimum définie, le Kanban est envoyé au débitage secondaire afin de reproduire la quantité indiquée sur le Kanban. Les conteneurs sont des boîtes de carton de dimension fixe. Deux à quatre cartons par type de composant sont gardés en stock. Cette quantité est basée sur la demande moyenne des dernières 13 semaines. Un inventaire de sécurité est ajouté afin d’éviter la rupture de stock. Malgré l’inventaire de sécurité, la rupture de stock se produit parfois.
Figure 28 Poste d’assemblage de chaises et entrepôt des Kanban La figure 28 présente le détail d’un Kanban. Sur la carte on trouve le code du modèle de chaise, la description de la pièce, le code de la pièce, la quantité minimum (1,5 boîtes) à laquelle le Kanban doit être

Revue de systèmes de production et de la personnalisation de masse
Annexe I / 4 de 7
envoyé pour commander la quantité de 540 pièces. Quatre boîtes de ce produit sont gardées en stock. On voit également un dessin de la chaise sur la carte ainsi qu’une flèche indiquant la boîte à laquelle la carte appartient.
Figure 29 Détail d’un Kanban
La figure 29 montre le poste de collecte de Kanban. Quand la quantité minimum est atteinte, la carte jaune est déposée au poste de collecte des Kanbans. La photo de gauche, à la figure 29, montre un conteneur de pièces dont le point de commande est atteint. La carte jaune a été déposée au poste de Kanban et une blanche reste avec la quantité restante de pièces. La jaune est collectée et envoyée au poste de production des pièces. La destination et l’origine ne sont pas indiquées sur ces Kanbans.
Figure 30 Poste de collecte de Kanban
Exemple 2 :
Un fabricant de meubles résidentiels a implanté des Kanbans pour gérer la production des coulisses de tiroirs et d’autres pièces standard d’ossature. La production est lancée aux trois jours. La taille de lot varie de un à 50 meubles. 500 différents meubles (la couleur à part) sont en production. Le temps de production

Revue de systèmes de production et de la personnalisation de masse
Annexe I / 5 de 7
est de quatre semaines. Une accumulation de trois jours de production est planifiée entre le département d’usinage et le département d’assemblage. Ceci assure que tous les composants sont disponibles au moment d’assemblage. La production est planifiée à l’aide d’un système MRP. La figure 30 présente l’entrepôt des coulisses de tiroir, gérées par les Kanbans de point de commande. L’autocollant rouge dans les cases de rangement indique le niveau de stock auquel le Kanban doit être envoyé. Le détail de la carte montre le numéro d’identification de la coulisse, le nom de la pièce, les dimensions, la quantité à commander, le nombre de Kanbans existant pour cette pièce et l’origine (poste de collecte des Kanbans). Quand une production demande plus de composants que la capacité des Kanbans, un Kanban d’urgence est mis en production au moment du lancement de la production. Ce Kanban complète le Kanban de retrait au moment d’assemblage.
Figure 31 Entrepôt et Kanban
La figure 31 montre un Kanban collé sur un bac qui contient des vissages en bois. Ce Kanban contient certains informations additionnelles : la destination, la matière première à utiliser et des notes particulières. La photo à droite montre un tableau de collecte des Kanbans.
Figure 32 Kanban et tableau de collecte

Revue de systèmes de production et de la personnalisation de masse
Annexe I / 6 de 7
La figure 32 présente une méthode pour limiter le WIP. Il s’agit d’un Kanban visuel avant la chaîne de finition. C'est-à-dire qu’il n’y a pas de carte à transférer. Chaque convoyeur représente une couleur de finition. Le département d’assemblage n’a que le droit d’assembler le nombre de meubles qui peuvent se loger sur les convoyeurs. Quand les convoyeurs sont complets, il faut arrêter les opérations d’assemblage.
Figure 33 Kanban « visuel »
Exemple 3 :
Un fabricant de meubles prêts à assembler a implanté un Kanban à l’usinage de côtés de tiroir. La production de meubles est lancée une fois par semaine. La durée d’une production de meubles est de sept jours. 200 différents meubles sont en production. La taille de lot varie entre 500 et 5 000 meubles. La production est basée sur des prévisions de ventes pour un mois. La production est fixe pendant trois semaines. C'est-à-dire que les lancements prévus pour les prochaines trois semaines ne peuvent pas être modifiés. Une cellule de travail automatisée en forme de U et opérée par une opératrice qui effectue les différentes étapes d’usinage de côtés de tiroir (voir figure 33). La cellule a une capacité de 12 000 côtés par quart de travail. La cellule commande la matière première par Kanban et reçoit par Kanban les commandes du poste d’emballage (les tiroirs ne sont pas assemblés en usine). La figure 33 montre le stock de côtés de tiroir usinés avant le poste d’emballage. Chaque pile est associée à un Kanban. Quand une pile est enlevée du convoyeur, son Kanban de retrait est déposé au poste de collecte de Kanbans (voir figure 34). L’opératrice de la cellule d’usinage retire les Kanbans du poste de collecte et amène le même nombre de Kanbans de composants de côtés de tiroir à la cellule. Les Kanbans attachés aux composants sont déposés au poste de collecte de Kanbans situé au département du débitage de panneaux. La figure 35 montre les Kanbans de composants de côtés de tiroir et le détail d’un Kanban. Sur la carte figurent : le département d’origine des pièces, la description du produit, les dimensions, le numéro d’identification des pièces, la machine et l’opérateur d’origine, la quantité et le département de destination.
Figure 34 Cellule d’usinage de côtés de tiroir

Revue de systèmes de production et de la personnalisation de masse
Annexe I / 7 de 7
Figure 35 Stock de Kanban de tiroirs usinés et poste de collecte de Kanban
Figure 36 Kanban de composants de tiroir et détail d’un Kanban

Revue de systèmes de production et de la personnalisation de masse
Annexe II
Annexe II
Exemple de pratiques SMED appliquées à la moulurière

Revue de systèmes de production et de la personnalisation de masse
Annexe II / 1 de 3
Une entreprise manufacturière de composants possède une moulurière à 11 têtes. L’ajustement d’un ensemble de 11 têtes demandait environ 180 minutes d’arrêt de la machine. L’entreprise a décidé d’appliquer les méthodes SMED afin de réduire le temps d’arrêt pour l’ajustement à moins de 60 minutes. Les photos suivantes montrent quelques méthodes simples afin de réduire le temps d’ajustement de la moulurière. La figure 36 montre la moulurière à 11 têtes qui se trouve dans une cellule insonorisée. L’affûteuse est placé à proximité du magasine d’outils et de couteaux. Toute information nécessaire pour effectuer l’affûtage de différents couteaux se trouve en arrière de la machine dans des cartables. La figure 37 montre l’opération d’affûtage et le gabarit permettant l’ajustement rapide des couteaux sur la tête d’outil.
Figure 37 Moulurière et affûteuse
Figure 38 Affûtage de couteaux et gabarit d’ajustement de couteaux Après l’affûtage et l’ajustement des couteaux, la tête d’outil est placée sur un support mural et l’utilisation prévue, ainsi que son emplacement sur le support mural, est indiquée sur une carte qui est directement attachée à l’outil (voir figure 38). Ces informations se trouvent dans un cartable qui indique à l’opérateur où trouver l’outil dont il a besoin. Pour le changement d’outils de la moulurière, les têtes d’outils nécessaires sont placées sur un support mobile (voir figure 38). Chaque emplacement d’outils sur ce support porte un numéro correspondant aux numéros des arbres de la moulurière. Le support mobile a la capacité de transporter six têtes à la fois.

Revue de systèmes de production et de la personnalisation de masse
Annexe II / 2 de 3
Figure 39 Support mural et support mobile pour les têtes d’outil ajustées Les têtes d’outils sont transportées à la machine. La cellule insonorisée possède des portes face aux arbres de la moulurière. Derrière ces portes sont installées des tourniquets avec deux supports d’outils chacun (voir figure 39). Les supports portent des numéros correspondant aux numéros d’arbres de la machine. Pendant que la moulurière opère, un opérateur ouvre la porte d’accès aux tourniquets par l’extérieur de la cellule et installe les têtes d’outils sur les supports en suivant leurs numéros. Quand les têtes doivent être installées sur la moulurière, l’opérateur à l’intérieur de la cellule enlève les têtes de la moulurière, les installe sur le support libre des tourniquets en suivant leurs numéros, tourne le tourniqué, enlève les nouvelles têtes du tourniquet et les installe sur la moulurière. Les têtes qui ont été changées sont accessibles par l’extérieur de la cellule où un opérateur les enlève, les installe sur le support mobile et les amène au magasine pour l’affûtage. La cellule est bien éclairée à l’intérieur afin de permettre un changement sécuritaire des têtes d’outils. À chacun des arbres de la machine se trouve une valve d’air pour le nettoyage (voir figure 39).
Figure 40 Tourniquet pour les têtes d’outils et valve à air pour nettoyer la machine

Revue de systèmes de production et de la personnalisation de masse
Annexe II / 3 de 3
Afin de réduire le temps de dévissage de boulons, une clé a été soudée sur l’écrou (voir la photo à gauche de la figure 40). Cette clé reste en place en permanence. Un trou a été percé dans le guide latéral laissant passer l’écrou (voir photo à droite de la figure 40). Il suffit de desserrer cet écrou d’un demi-tour. Ensuite le guide peut être enlevé.
Figure 41 Réduction du temps d’ajustement de la moulurière Afin de réduire le nombre de têtes à ajuster, l’entreprise a regroupé les produits à usiner selon les tâches similaires à effectuer par la moulurière. À la place de changer l’ensemble des 11 têtes, seulement quelques une des têtes sont changées entre deux lots de production. La matière première arrive d’avance à la moulurière afin de s’assurer que la machine n’a pas de temps d’arrêt causé par un manque de matière.
L’ensemble des actions entreprises a réduit le temps d’arrêt dû à l’ajustement de la moulurière à environ 50 minutes en moyenne. Encouragés par le succès, les opérateurs cherchent maintenant à réduire davantage le temps d’ajustement.

Revue de systèmes de production et de la personnalisation de masse
Annexe III
Annexe III
Exemple d’une cartographie de la chaîne de valeur

Revue de systèmes de production et de la personnalisation de masse
Annexe III / 1 de 4
La cartographie de la chaîne de valeur est un outil d’analyse du flux de production dans une usine. Il s’agit d’un plan dessiné à la main qui visualise les interactions entre les flux de matières et les flux d’information. La carte doit être dessinée par un chargé qui visite à pied les lieux. Il est à éviter d’assembler plusieurs dessins faits par différentes personnes. La cartographie de la chaîne de valeur commence par un dessin de la situation actuelle de l’usine. Ensuite, un plan de la situation désirée est développé. Cette méthode permet d’établir des objectifs clairs et peut servir comme guide pour le développement d’un plan d’implantation de changements dans l’usine. Les pages suivantes sont tirées de (Rother et Shook, 1999) et sont présentées à titre d’exemples d’une carte de la chaîne de valeur d’une usine de rembourrage dans son état actuel et remanié.