Embed Size (px)
Citation preview
À propos des résines
2
Pour des informations techniques
Contactez notre Centre Technique via [email protected]
Téléphone +32 3 250 97 33
Fax +32 3 250 97 45
Ou visitez notre site Internet : www.eval.eu
3
Table des matières
1. À propos des résines EVAL™ 4
2. Grades des copolymères EVAL™ 6
3. Propriétés barrières aux gaz : informations générales 8
4. Propriétés barrières aux gaz : influence des conditions environnementales 10
5. Perméabilité à la vapeur d'eau et absorption d'humidité des résines EVAL™ 14
6. Propriétés mécaniques 16
7. Caractéristiques thermiques 17
8. Traitement des résines EVAL™ 18
9. Résines adhésives 27
10. Utilisation de matière rebroyée 27
La structure moléculaire des résines EVAL™
Les résines EVOH sont des copolymères statistiques
d'éthylène et alcool vinylique. Il s'agit d'un polymère de
structure semi-cristalline dont la structure moléculaire
peut être représentée par la formule suivante :
1. À propos des résines
Kuraray et EVAL Europe
Kuraray Co., Ltd. est déjà longtemps leader en matière de technologie et de développement de produits « haute barrière
aux gaz ». La société est le premier et le plus important fabricant de résines EVOH (résines de copolymère d'éthylène -
alcool vinylique) sous le nom commercial EVAL™, et le fabricant de films KURARISTER™.
C'est en 1926 que la société est créée à Kurashiki, Japon, pour la fabrication industrielle de fibres chimiques. Depuis lors,
elle est entièrement capitalisée sur ses atouts technologiques dans les domaines de la polymérisation de matières synthé-
tiques. Aujourd'hui, le Groupe Kuraray comprend environ 70 sociétés et emploie près de 7 000 personnes dans le monde.
Kuraray fabrique et commercialise les résines à base de copolymère d'éthylène - alcool vinylique (EVOH) depuis 1972 sous
le nom EVAL™ - marque déposée pour ses résines EVOH -. Activité qui est devenue l'une des principales du groupe.
En 1997, EVAL Europe SA est créée à Anvers en tant que filiale à 100 % de Kuraray et pour commercialiser les résines
EVAL™ sur les marchés européens, du Moyen-Orient et africains. Son équipe spécialisée soutient les clients européens
depuis son Centre Technique et de Développement régional. En octobre 2004, le premier site de production d'EVOH en
Europe a doublé sa capacité de production pour atteindre 24 000 tonnes par an.
Forte de trente ans d'expertise dans la production d'EVOH de la société mère, EVAL Europe est le fabricant d'EVOH n° 1
dans la région.
La technologie Kuraray est unique
Kuraray Co., Ltd. a développé des technologies « haute barrière » de pointe, résultats de la recherche & développement
d'avant-garde de Kuraray dans ce domaine.
Les résines EVAL™ se caractérisent par des propriétés barrières aux gaz supérieures et par une excellente mise en
œuvre par coextrusion. L'innovation technologique s'est traduite par une vaste gamme de grades de résines EVAL™ pour
l'emballage alimentaire, la cosmétique, la construction et le bâtiment, le secteur automobile et des applications industrielles.
Les nouveaux grades EVAL™ SP sont orientables et sont destinés à des applications barrières de thermoformage, de ther-
morétraction ou de bouteilles multicouches à base de PET. Tout en conservant les propriétés « haute barrière » caractéris-
tiques des résines EVAL™, ces grades offrent des fenêtres de thermoformage plus compatible avec les résines de PP,
voire du PS, surtout intéressantes dans le cas de formes profondes ou complexes. Ils permettent d'améliorer les propriétés
barrières des films produits par une bi-orientation à plat ou la thermorétraction des films produits selon un procédé « double
bulle ». D’autre part, ils confèrent aux bouteilles en PET une meilleure barrière au CO2 et à l'oxygène, avec une résistance
supérieure au délaminage par rapport aux grades conventionnels.
Les résines EVOH EVAL™ sont également disponible commercialement sous forme de films pour laminage, destinés à des
applications techniques et contraignants tels que des ballons en plastique et non conducteurs d’électricité.
4
CAS n° 26221-27-2
5
C
B
A
D
E
F
G
H
a Propriétés barrières aux gaz
Les résines EVAL™ offrent de remarquables propriétés
barrières aux gaz, supérieures à celles de tous les autres
polymères conventionnels. En général, la qualité des produits
alimentaires se détériore en raison de la présence d'oxygène.
En utilisant comme matériau d'emballage les copolymères
EVAL™ qui empêchent l'oxygène de pénétrer dans l'emballage,
la saveur et la qualité sont réellement conservées.
De plus, dans les applications de conditionnement en
atmosphère contrôlée, où on utilise de l'azote ou du dioxyde
de carbone pour protéger le contenu, les excellentes propriétés
barrières aux gaz des résines EVAL™ retiennent efficacement
le gaz dans l'emballage.
b Résistance à l'huile et aux solvants organiques
La résistance aux huiles et solvants organiques des
copolymères EVAL™ est très bonne. Les résines EVAL™
conviennent donc pour emballer des produits alimentaires
huileux, huiles comestibles, huiles minérales, pesticides
agricoles et solvants organiques.
c Conservation de l'arôme et de la saveur
Les emballages à base de résines EVAL™ maintiennent
efficacement les parfums et conservent l'arôme et la saveur
des produits qui y sont contenus pendant la période de
temps souhaitée. En même temps, ils empêchent les odeurs
indésirables de pénétrer dans l'emballage.
d Impression possible
Avec un groupe -OH dans sa chaîne moléculaire, la surface
des résines EVAL™ peut être aisément imprimée sans
traitement spécifique.
e Résistance aux agents atmosphériques
Les résines EVAL™ ont une excellente résistance aux agents
atmosphériques. Même si soumis à des conditions extérieures,
le polymère conserve sa couleur, ne jaunit pas ni ne s'opacifie.
Ses propriétés mécaniques restent pour ainsi dire inchangées
avec le temps, démonstration de sa haute résistance globale
aux effets des agents atmosphériques.
f Brillance et transparence
Les résines EVAL™ produisent un brillant élevé et un faible
voile, d'où une transparence remarquable. L'utilisation des
résines EVAL™ pour la surface extérieure des emballages
offre un très bon éclat pour améliorer l'aspect de l'emballage.
g Transformabilité des résines EVAL™
Les résines EVAL™ sont des polymères thermoplastiques
et peuvent être traitées sur un équipement de fabrication
conventionnel. Avec les résines EVAL™, les techniques de
fabrication suivantes sont possibles :
• extrusion(souffléeoucoulée)defilmsmonocouches
• coextrusion(souffléeoucoulée)defilmsmulticouches
• coextrusiondefeuilles
• moulageparcoextrusion-soufflage
• coextrusiondetubes
• enductionparextrusion
• enductionparcoextrusion
• enductionparcoextrusiondetuyaux
• moulageparco-injection
• laminage
Les résines EVAL™ peuvent être coextrudées avec de
nombreux types de polyoléfines, polyamides, polystyrènes
et polyesters. En général, les traitements secondaires tels
que thermoformage, moulage sous vide et sous pression
ou impression, peuvent être effectués avec des structures
multicouches contenant des résines EVAL™.
h Conformité des résines EVAL™ à la réglementation
en matière d'emballage alimentaire
Les résines EVAL™ sont conformes à la Directive Européenne
en matière d'emballage alimentaire et à sa transposition dans
les législations nationales des États membres.
Les résines EVAL™ sont également approuvées pour une
utilisation en contact direct avec les denrées alimentaires, en
contact indirect ou multicouches avec les denrées et pour des
applications d'emballage stérilisés à la vapeur d’eau selon la
réglementation de la Food and Drug Administration (FDA) aux
États-Unis.
Cette section a brièvement présenté les caractéristiques hors
du commun des résines EVAL™. Les sections suivantes
présenteront de façon détaillée les propriétés, les performances
et les procédés de transformation des résines EVAL™.
Les performances des résines EVAL™
G
E
H
C
J
T
F
L
M
2. Grades des copolymères
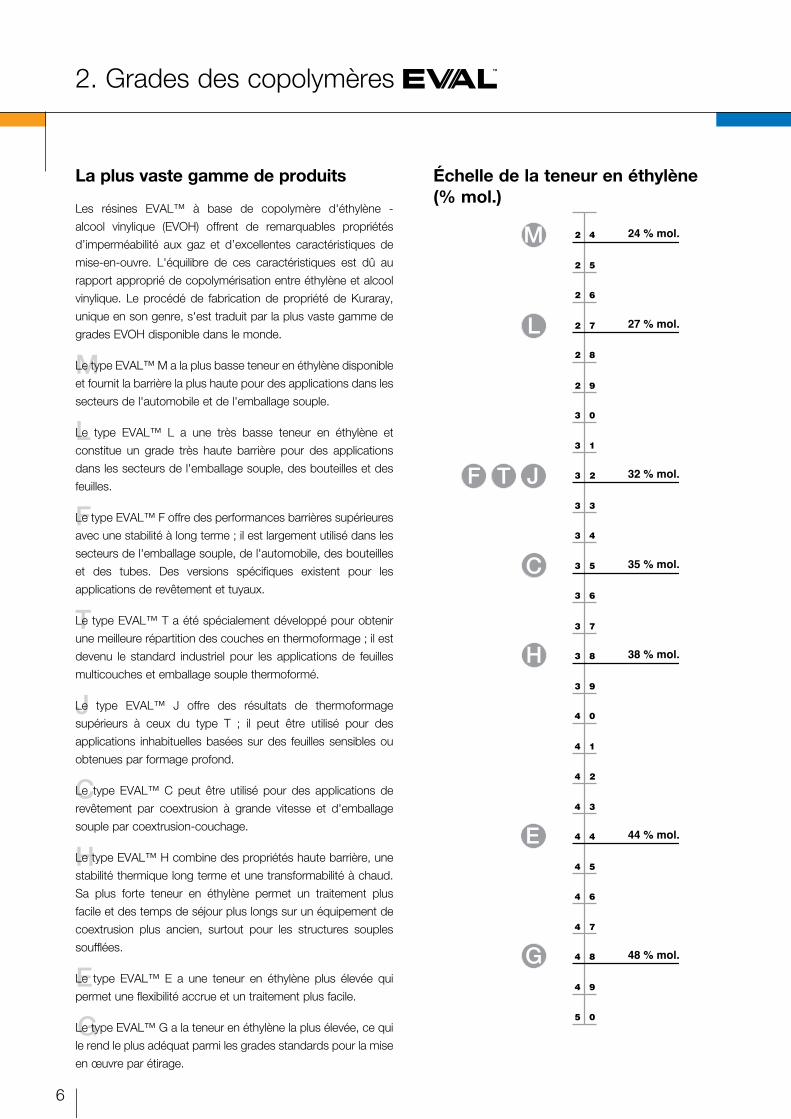
La plus vaste gamme de produits
Les résines EVAL™ à base de copolymère d'éthylène -
alcool vinylique (EVOH) offrent de remarquables propriétés
d’imperméabilité aux gaz et d’excellentes caractéristiques de
mise-en-ouvre. L'équilibre de ces caractéristiques est dû au
rapport approprié de copolymérisation entre éthylène et alcool
vinylique. Le procédé de fabrication de propriété de Kuraray,
unique en son genre, s'est traduit par la plus vaste gamme de
grades EVOH disponible dans le monde.
Le type EVAL™ M a la plus basse teneur en éthylène disponible
et fournit la barrière la plus haute pour des applications dans les
secteurs de l'automobile et de l'emballage souple.
Le type EVAL™ L a une très basse teneur en éthylène et
constitue un grade très haute barrière pour des applications
dans les secteurs de l'emballage souple, des bouteilles et des
feuilles.
Le type EVAL™ F offre des performances barrières supérieures
avec une stabilité à long terme ; il est largement utilisé dans les
secteurs de l'emballage souple, de l'automobile, des bouteilles
et des tubes. Des versions spécifiques existent pour les
applications de revêtement et tuyaux.
Le type EVAL™ T a été spécialement développé pour obtenir
une meilleure répartition des couches en thermoformage ; il est
devenu le standard industriel pour les applications de feuilles
multicouches et emballage souple thermoformé.
Le type EVAL™ J offre des résultats de thermoformage
supérieurs à ceux du type T ; il peut être utilisé pour des
applications inhabituelles basées sur des feuilles sensibles ou
obtenues par formage profond.
Le type EVAL™ C peut être utilisé pour des applications de
revêtement par coextrusion à grande vitesse et d'emballage
souple par coextrusion-couchage.
Le type EVAL™ H combine des propriétés haute barrière, une
stabilité thermique long terme et une transformabilité à chaud.
Sa plus forte teneur en éthylène permet un traitement plus
facile et des temps de séjour plus longs sur un équipement de
coextrusion plus ancien, surtout pour les structures souples
soufflées.
Le type EVAL™ E a une teneur en éthylène plus élevée qui
permet une flexibilité accrue et un traitement plus facile.
Le type EVAL™ G a la teneur en éthylène la plus élevée, ce qui
le rend le plus adéquat parmi les grades standards pour la mise
en œuvre par étirage.
6
Échelle de la teneur en éthylène(% mol.)
24 % mol.
27 % mol.
32 % mol.
35 % mol.
38 % mol.
44 % mol.
48 % mol.
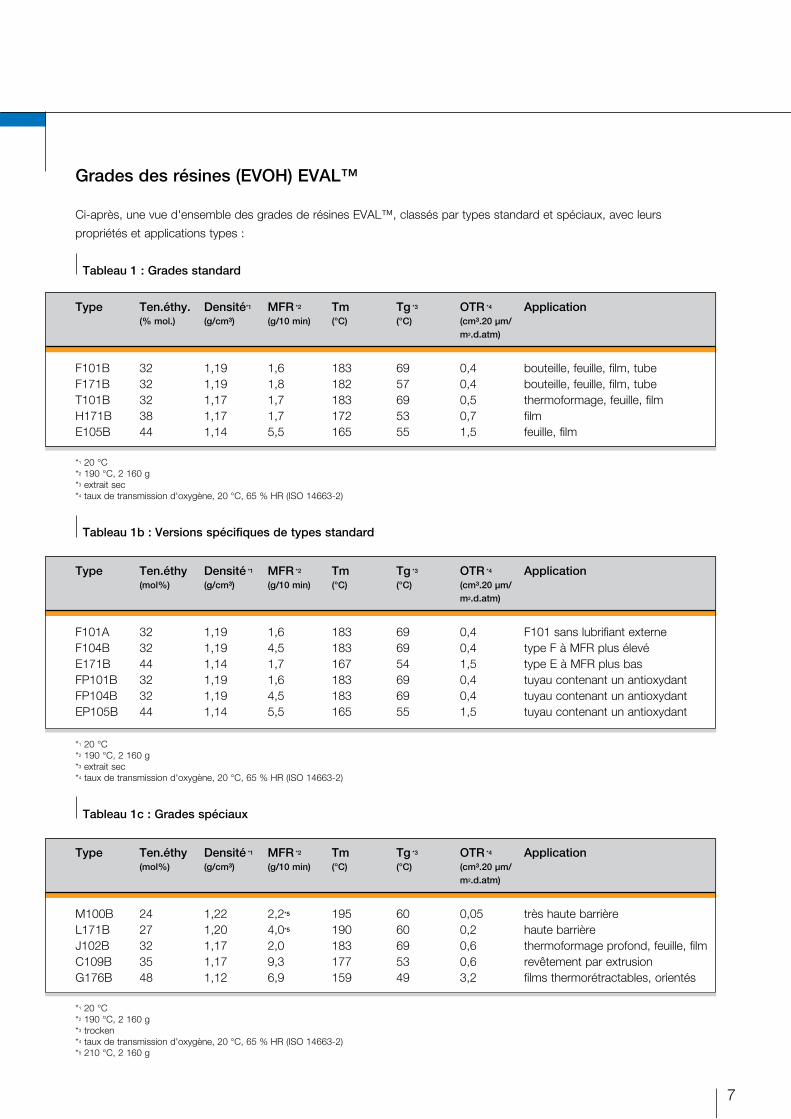
Grades des résines (EVOH) EVAL™
Ci-après, une vue d'ensemble des grades de résines EVAL™, classés par types standard et spéciaux, avec leurs
propriétés et applications types :
Tableau 1 : Grades standard
7
*1 20 °C*2 190 °C, 2 160 g *3 extrait sec *4 taux de transmission d'oxygène, 20 °C, 65 % HR (ISO 14663-2)
Tableau 1b : Versions spécifiques de types standard
Type Ten.éthy. Densité*1 MFR *2 Tm Tg *3 OTR *4 Application (% mol.) (g/cm³) (g/10 min) (°C) (°C) (cm³.20 µm/ m2.d.atm)
F101B 32 1,19 1,6 183 69 0,4 bouteille, feuille, film, tubeF171B 32 1,19 1,8 182 57 0,4 bouteille, feuille, film, tubeT101B 32 1,17 1,7 183 69 0,5 thermoformage, feuille, filmH171B 38 1,17 1,7 172 53 0,7 filmE105B 44 1,14 5,5 165 55 1,5 feuille, film
Type Ten.éthy Densité *1 MFR *2 Tm Tg *3 OTR *4 Application (mol%) (g/cm³) (g/10 min) (°C) (°C) (cm³.20 µm/ m2.d.atm)
F101A 32 1,19 1,6 183 69 0,4 F101 sans lubrifiant externeF104B 32 1,19 4,5 183 69 0,4 type F à MFR plus élevéE171B 44 1,14 1,7 167 54 1,5 type E à MFR plus basFP101B 32 1,19 1,6 183 69 0,4 tuyau contenant un antioxydantFP104B 32 1,19 4,5 183 69 0,4 tuyau contenant un antioxydantEP105B 44 1,14 5,5 165 55 1,5 tuyau contenant un antioxydant
*1 20 °C *2 190 °C, 2 160 g *3 extrait sec *4 taux de transmission d'oxygène, 20 °C, 65 % HR (ISO 14663-2)
Tableau 1c : Grades spéciaux
*1 20 °C *2 190 °C, 2 160 g*3 trocken *4 taux de transmission d'oxygène, 20 °C, 65 % HR (ISO 14663-2)*5 210 °C, 2 160 g
Type Ten.éthy Densité *1 MFR *2 Tm Tg *3 OTR *4 Application (mol%) (g/cm³) (g/10 min) (°C) (°C) (cm³.20 µm/ m2.d.atm)
M100B 24 1,22 2,2*5 195 60 0,05 très haute barrièreL171B 27 1,20 4,0*5 190 60 0,2 haute barrièreJ102B 32 1,17 2,0 183 69 0,6 thermoformage profond, feuille, filmC109B 35 1,17 9,3 177 53 0,6 revêtement par extrusionG176B 48 1,12 6,9 159 49 3,2 films thermorétractables, orientés
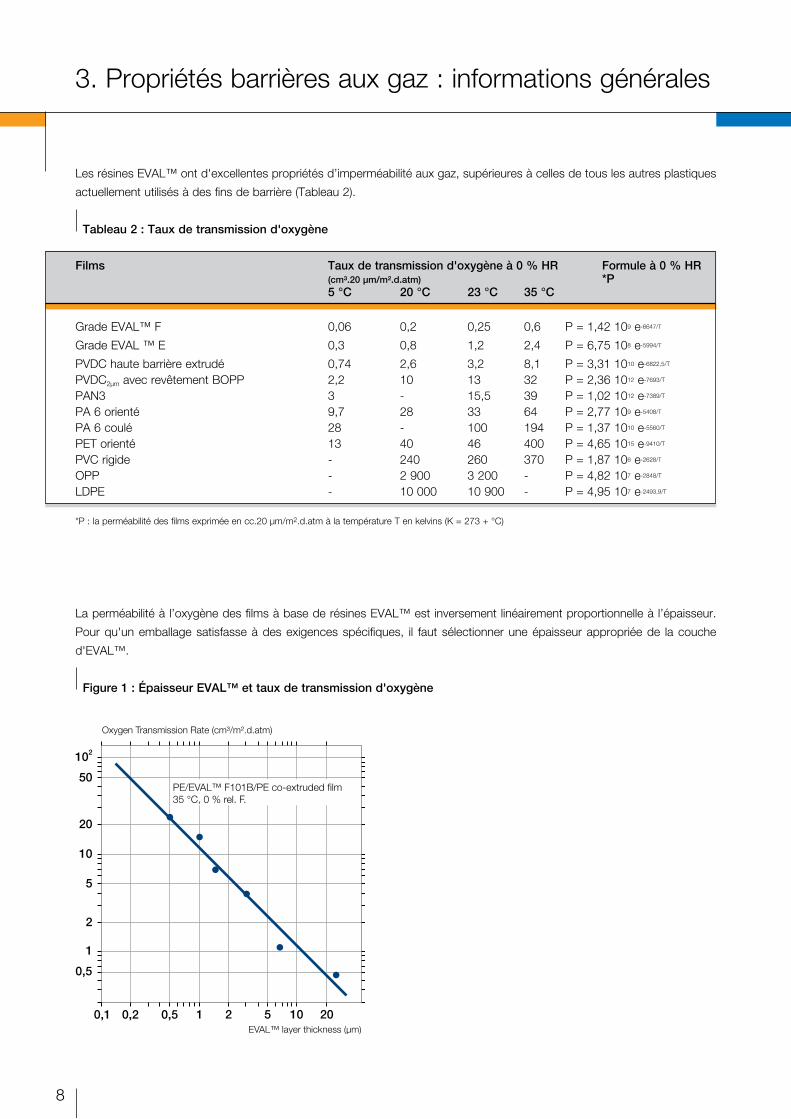
3. Propriétés barrières aux gaz : informations générales
Les résines EVAL™ ont d'excellentes propriétés d’imperméabilité aux gaz, supérieures à celles de tous les autres plastiques
actuellement utilisés à des fins de barrière (Tableau 2).
Tableau 2 : Taux de transmission d'oxygène
8
Films Taux de transmission d'oxygène à 0 % HR Formule à 0 % HR (cm³.20 µm/m².d.atm) *P 5 °C 20 °C 23 °C 35 °C
Grade EVAL™ F 0,06 0,2 0,25 0,6 P = 1,42 109 e-6647/T
Grade EVAL ™ E 0,3 0,8 1,2 2,4 P = 6,75 108 e-5994/T
PVDC haute barrière extrudé 0,74 2,6 3,2 8,1 P = 3,31 1010 e-6822,5/T
PVDC2µm avec revêtement BOPP 2,2 10 13 32 P = 2,36 1012 e-7693/T
PAN3 3 - 15,5 39 P = 1,02 1012 e-7389/T
PA 6 orienté 9,7 28 33 64 P = 2,77 109 e-5408/T
PA 6 coulé 28 - 100 194 P = 1,37 1010 e-5560/T
PET orienté 13 40 46 400 P = 4,65 1015 e-9410/T
PVC rigide - 240 260 370 P = 1,87 106 e-2628/T
OPP - 2 900 3 200 - P = 4,82 107 e-2848/T
LDPE - 10 000 10 900 - P = 4,95 107 e-2493,9/T
*P : la perméabilité des films exprimée en cc.20 µm/m2.d.atm à la température T en kelvins (K = 273 + °C)
La perméabilité à l’oxygène des films à base de résines EVAL™ est inversement linéairement proportionnelle à l’épaisseur.
Pour qu'un emballage satisfasse à des exigences spécifiques, il faut sélectionner une épaisseur appropriée de la couche
d'EVAL™.
Figure 1 : Épaisseur EVAL™ et taux de transmission d'oxygène
Oxygen Transmission Rate (cm³/m².d.atm)
EVAL™ layer thickness (µm)
PE/EVAL™ F101B/PE co-extruded film35 °C, 0 % rel. F.
0,1 0,2 0,5
0,5
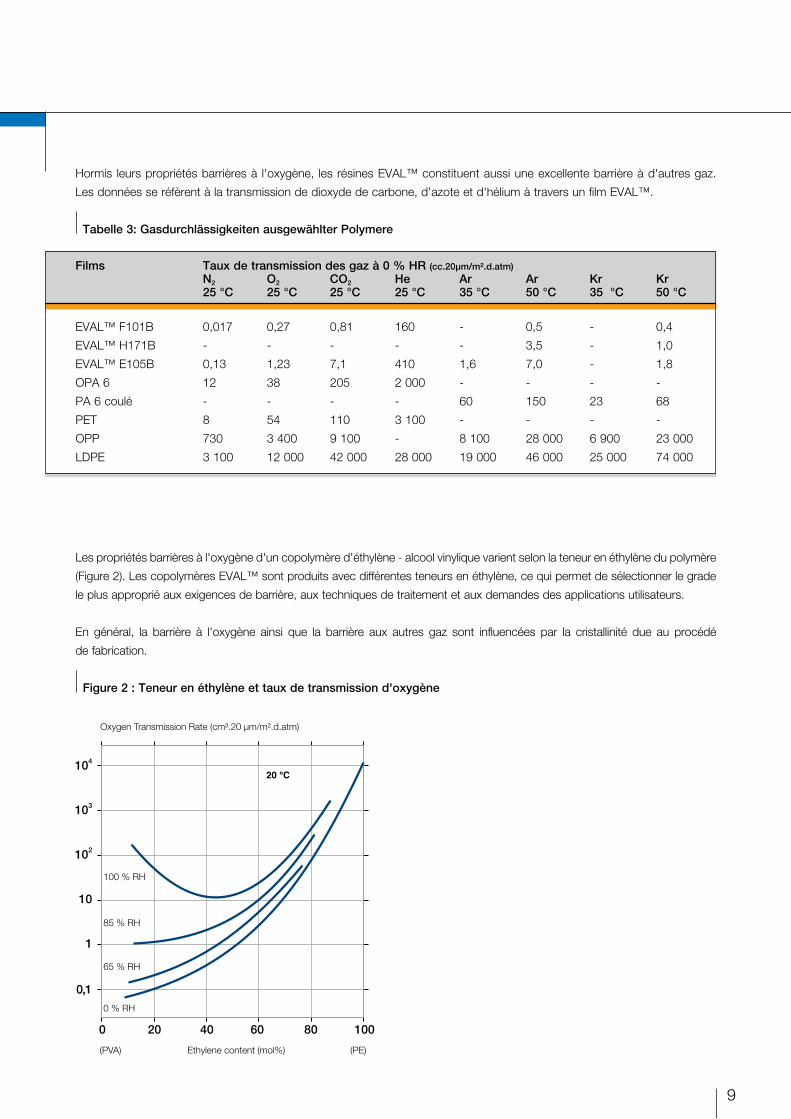
Les propriétés barrières à l'oxygène d'un copolymère d'éthylène - alcool vinylique varient selon la teneur en éthylène du polymère
(Figure 2). Les copolymères EVAL™ sont produits avec différentes teneurs en éthylène, ce qui permet de sélectionner le grade
le plus approprié aux exigences de barrière, aux techniques de traitement et aux demandes des applications utilisateurs.
En général, la barrière à l'oxygène ainsi que la barrière aux autres gaz sont influencées par la cristallinité due au procédé
de fabrication.
Figure 2 : Teneur en éthylène et taux de transmission d'oxygène
9
Hormis leurs propriétés barrières à l'oxygène, les résines EVAL™ constituent aussi une excellente barrière à d'autres gaz.
Les données se réfèrent à la transmission de dioxyde de carbone, d'azote et d'hélium à travers un film EVAL™.
Tabelle 3: Gasdurchlässigkeiten ausgewählter Polymere
Films Taux de transmission des gaz à 0 % HR (cc.20µm/m².d.atm) N2 O2 CO2 He Ar Ar Kr Kr 25 °C 25 °C 25 °C 25 °C 35 °C 50 °C 35 °C 50 °C
EVAL™ F101B 0,017 0,27 0,81 160 - 0,5 - 0,4
EVAL™ H171B - - - - - 3,5 - 1,0
EVAL™ E105B 0,13 1,23 7,1 410 1,6 7,0 - 1,8
OPA 6 12 38 205 2 000 - - - -
PA 6 coulé - - - - 60 150 23 68
PET 8 54 110 3 100 - - - -
OPP 730 3 400 9 100 - 8 100 28 000 6 900 23 000
LDPE 3 100 12 000 42 000 28 000 19 000 46 000 25 000 74 000
20 °C
Oxygen Transmission Rate (cm³.20 µm/m².d.atm)
Ethylene content (mol%)
100 % RH
85 % RH
65 % RH
0 % RH
0,1
O²GTR (cm³.20 µm/m².d.atm)
G Type (48 % ethylene)
E Type (44 % ethylene)
J Type (32 % ethylene)H Type (38 % ethylene)
T Type (32 % ethylene)L Type (27 % ethylene)F Type (32 % ethylene)
Relative Humidity (% rel. F.)
0,1
4. Propriétés barrières aux gaz : influence des conditions environnementales
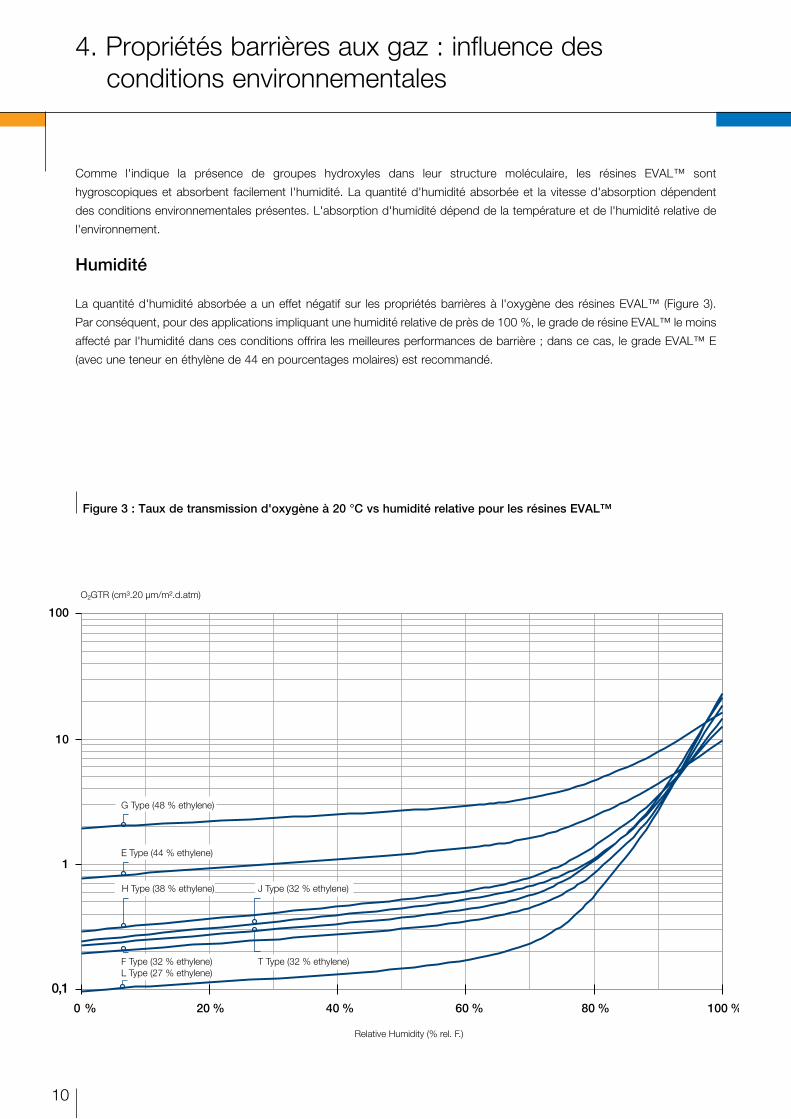
Comme l'indique la présence de groupes hydroxyles dans leur structure moléculaire, les résines EVAL™ sont
hygroscopiques et absorbent facilement l'humidité. La quantité d'humidité absorbée et la vitesse d'absorption dépendent
des conditions environnementales présentes. L'absorption d'humidité dépend de la température et de l'humidité relative de
l'environnement.
Humidité
La quantité d'humidité absorbée a un effet négatif sur les propriétés barrières à l'oxygène des résines EVAL™ (Figure 3).
Par conséquent, pour des applications impliquant une humidité relative de près de 100 %, le grade de résine EVAL™ le moins
affecté par l'humidité dans ces conditions offrira les meilleures performances de barrière ; dans ce cas, le grade EVAL™ E
(avec une teneur en éthylène de 44 en pourcentages molaires) est recommandé.
Figure 3 : Taux de transmission d'oxygène à 20 °C vs humidité relative pour les résines EVAL™
10
11
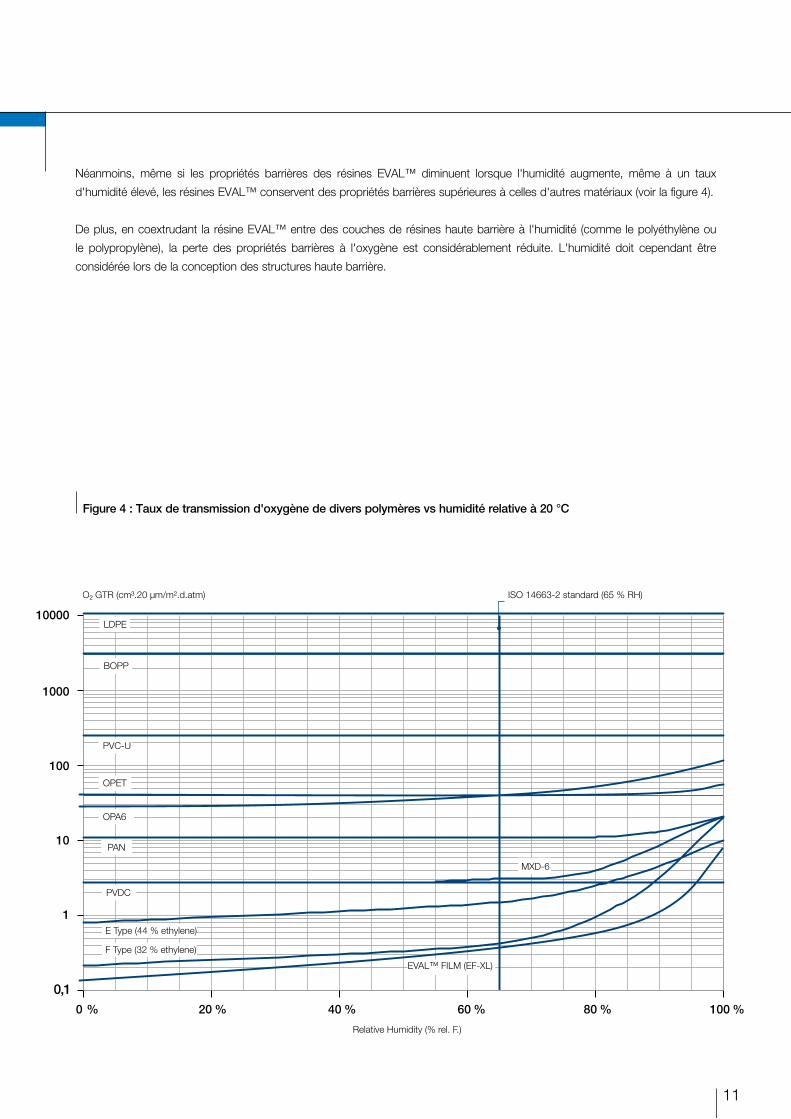
Néanmoins, même si les propriétés barrières des résines EVAL™ diminuent lorsque l'humidité augmente, même à un taux
d'humidité élevé, les résines EVAL™ conservent des propriétés barrières supérieures à celles d'autres matériaux (voir la figure 4).
De plus, en coextrudant la résine EVAL™ entre des couches de résines haute barrière à l'humidité (comme le polyéthylène ou
le polypropylène), la perte des propriétés barrières à l'oxygène est considérablement réduite. L'humidité doit cependant être
considérée lors de la conception des structures haute barrière.
Figure 4 : Taux de transmission d'oxygène de divers polymères vs humidité relative à 20 °C
O² GTR (cm³.20 µm/m².d.atm) ISO 14663-2 standard (65 % RH)
E Type (44 % ethylene)
F Type (32 % ethylene)
EVAL™ FILM (EF-XL)
Relative Humidity (% rel. F.)
0,1
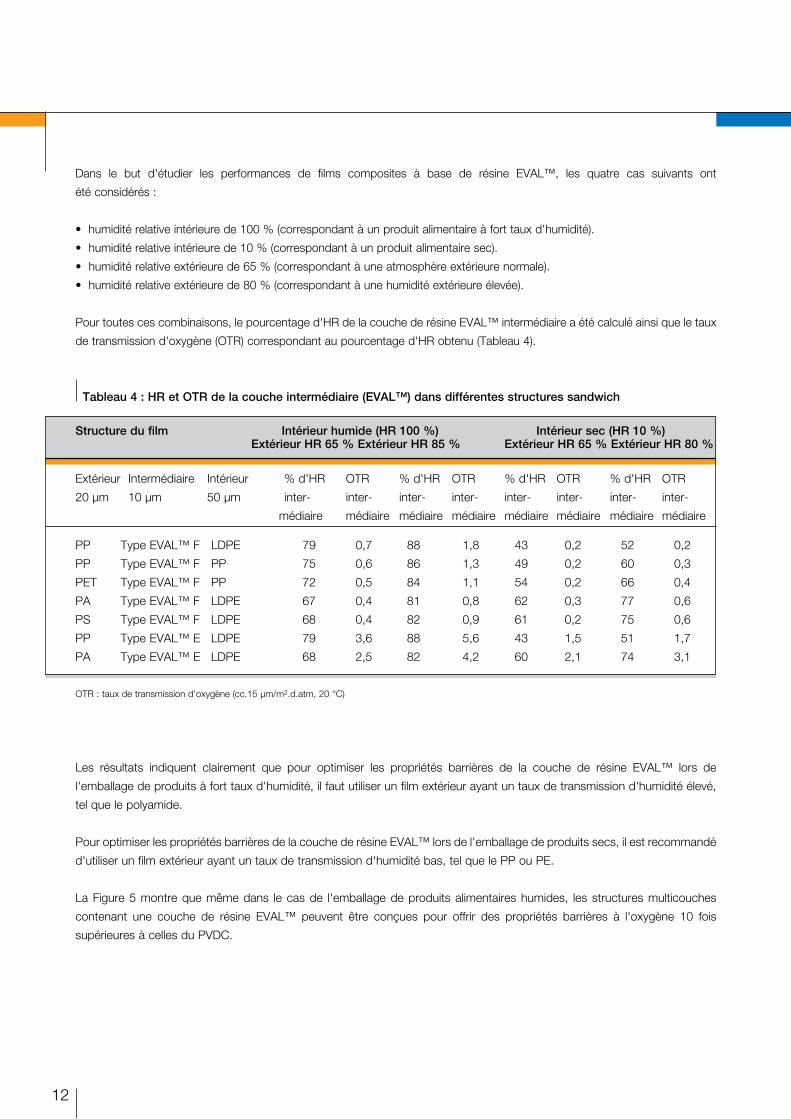
Dans le but d'étudier les performances de films composites à base de résine EVAL™, les quatre cas suivants ont
été considérés :
• humiditérelativeintérieurede100%(correspondantàunproduitalimentaireàforttauxd'humidité).
• humiditérelativeintérieurede10%(correspondantàunproduitalimentairesec).
• humiditérelativeextérieurede65%(correspondantàuneatmosphèreextérieurenormale).
• humiditérelativeextérieurede80%(correspondantàunehumiditéextérieureélevée).
Pour toutes ces combinaisons, le pourcentage d'HR de la couche de résine EVAL™ intermédiaire a été calculé ainsi que le taux
de transmission d'oxygène (OTR) correspondant au pourcentage d'HR obtenu (Tableau 4).
Tableau 4 : HR et OTR de la couche intermédiaire (EVAL™) dans différentes structures sandwich
12
Structure du film Intérieur humide (HR 100 %) Intérieur sec (HR 10 %) Extérieur HR 65 % Extérieur HR 85 % Extérieur HR 65 % Extérieur HR 80 %
Extérieur Intermédiaire Intérieur % d'HR OTR % d'HR OTR % d'HR OTR % d'HR OTR
20 µm 10 µm 50 µm inter- inter- inter- inter- inter- inter- inter- inter-
médiaire médiaire médiaire médiaire médiaire médiaire médiaire médiaire
PP Type EVAL™ F LDPE 79 0,7 88 1,8 43 0,2 52 0,2
PP Type EVAL™ F PP 75 0,6 86 1,3 49 0,2 60 0,3
PET Type EVAL™ F PP 72 0,5 84 1,1 54 0,2 66 0,4
PA Type EVAL™ F LDPE 67 0,4 81 0,8 62 0,3 77 0,6
PS Type EVAL™ F LDPE 68 0,4 82 0,9 61 0,2 75 0,6
PP Type EVAL™ E LDPE 79 3,6 88 5,6 43 1,5 51 1,7
PA Type EVAL™ E LDPE 68 2,5 82 4,2 60 2,1 74 3,1
OTR : taux de transmission d'oxygène (cc.15 µm/m2.d.atm, 20 °C)
Les résultats indiquent clairement que pour optimiser les propriétés barrières de la couche de résine EVAL™ lors de
l'emballage de produits à fort taux d'humidité, il faut utiliser un film extérieur ayant un taux de transmission d'humidité élevé,
tel que le polyamide.
Pour optimiser les propriétés barrières de la couche de résine EVAL™ lors de l'emballage de produits secs, il est recommandé
d'utiliser un film extérieur ayant un taux de transmission d'humidité bas, tel que le PP ou PE.
La Figure 5 montre que même dans le cas de l'emballage de produits alimentaires humides, les structures multicouches
contenant une couche de résine EVAL™ peuvent être conçues pour offrir des propriétés barrières à l'oxygène 10 fois
supérieures à celles du PVDC.
13
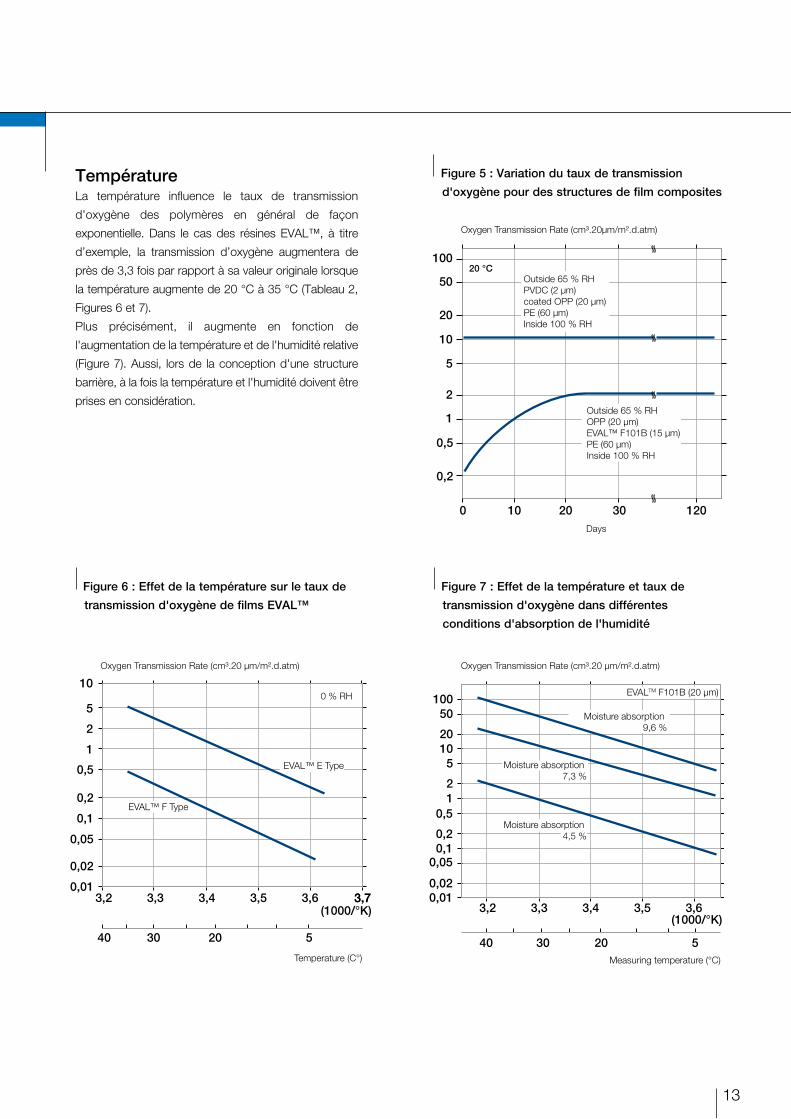
TempératureLa température influence le taux de transmission
d'oxygène des polymères en général de façon
exponentielle. Dans le cas des résines EVAL™, à titre
d’exemple, la transmission d’oxygène augmentera de
près de 3,3 fois par rapport à sa valeur originale lorsque
la température augmente de 20 °C à 35 °C (Tableau 2,
Figures 6 et 7).
Plus précisément, il augmente en fonction de
l'augmentation de la température et de l'humidité relative
(Figure 7). Aussi, lors de la conception d'une structure
barrière, à la fois la température et l'humidité doivent être
prises en considération.
Oxygen Transmission Rate (cm³.20 µm/m².d.atm)
EVAL™ E Type
EVAL™ F Type
Temperature (C°)
0 % RH
3,20,01
0,02
0,05
0,1
0,2
0,5
3,3 3,4 3,5 3,6 3,7
Oxygen Transmission Rate (cm³.20µm/m².d.atm)
Days
Outside 65 % RHPVDC (2 µm)coated OPP (20 µm)PE (60 µm)Inside 100 % RH
Outside 65 % RHOPP (20 µm)EVAL™ F101B (15 µm)PE (60 µm)Inside 100 % RH
0,2
0,5
Figure 5 : Variation du taux de transmission
d'oxygène pour des structures de film composites
Figure 6 : Effet de la température sur le taux de
transmission d'oxygène de films EVAL™
Figure 7 : Effet de la température et taux de
transmission d'oxygène dans différentes
conditions d'absorption de l'humidité
Measuring temperature (°C)
Oxygen Transmission Rate (cm³.20 µm/m².d.atm)
Moisture absorption 9,6 %
Moisture absorption 4,5 %
Moisture absorption 7,3 %
3,20,010,02
0,050,10,2
0,5
3,3 3,4 3,5 3,6
5. Transmission de vapeur d'eau et absorption d'humidité des résines
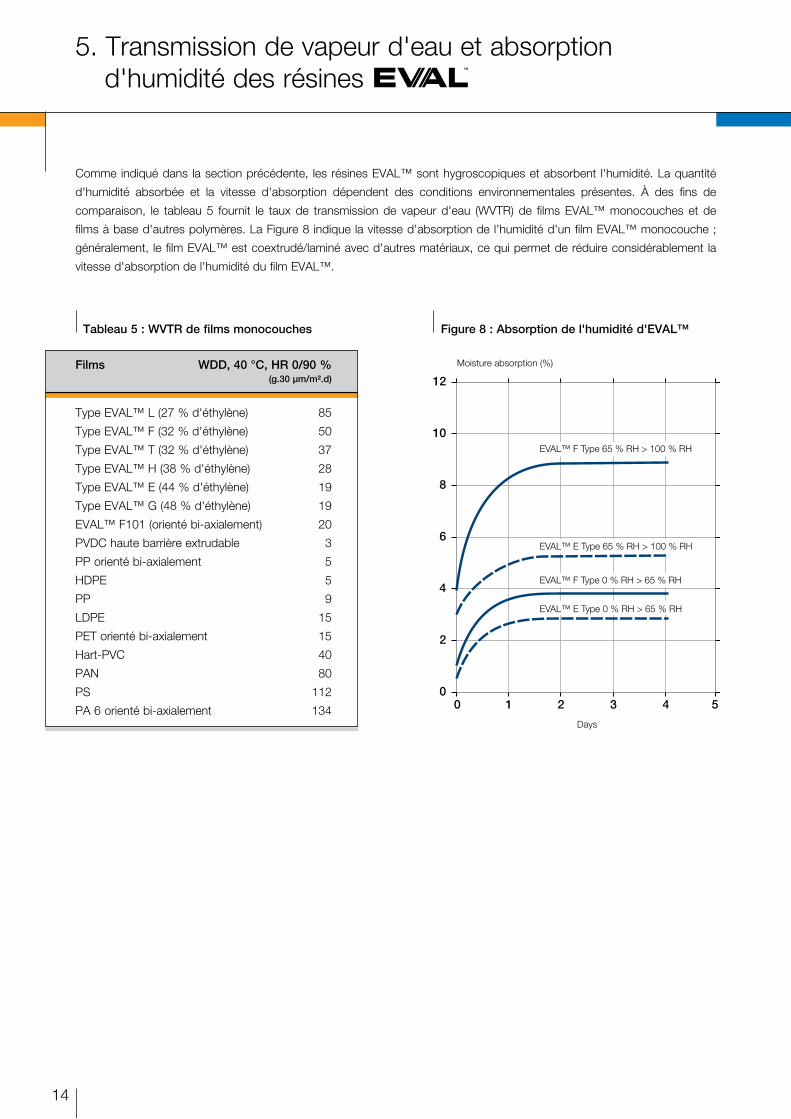
Comme indiqué dans la section précédente, les résines EVAL™ sont hygroscopiques et absorbent l'humidité. La quantité
d'humidité absorbée et la vitesse d'absorption dépendent des conditions environnementales présentes. À des fins de
comparaison, le tableau 5 fournit le taux de transmission de vapeur d'eau (WVTR) de films EVAL™ monocouches et de
films à base d'autres polymères. La Figure 8 indique la vitesse d'absorption de l'humidité d'un film EVAL™ monocouche ;
généralement, le film EVAL™ est coextrudé/laminé avec d'autres matériaux, ce qui permet de réduire considérablement la
vitesse d'absorption de l'humidité du film EVAL™.
14
Moisture absorption (%)
EVAL™ F Type 65 % RH > 100 % RH
EVAL™ E Type 65 % RH > 100 % RH
Days
EVAL™ F Type 0 % RH > 65 % RH
EVAL™ E Type 0 % RH > 65 % RH
Figure 8 : Absorption de l'humidité d'EVAL™ Tableau 5 : WVTR de films monocouches
Films WDD, 40 °C, HR 0/90 % (g.30 µm/m².d)
Type EVAL™ L (27 % d'éthylène) 85
Type EVAL™ F (32 % d'éthylène) 50
Type EVAL™ T (32 % d'éthylène) 37
Type EVAL™ H (38 % d'éthylène) 28
Type EVAL™ E (44 % d'éthylène) 19
Type EVAL™ G (48 % d'éthylène) 19
EVAL™ F101 (orienté bi-axialement) 20
PVDC haute barrière extrudable 3
PP orienté bi-axialement 5
HDPE 5
PP 9
LDPE 15
PET orienté bi-axialement 15
Hart-PVC 40
PAN 80
PS 112
PA 6 orienté bi-axialement 134
15
EVAL™ F Type
Equilibrium moisture absorption (%)
EVAL™ E Type
Relative Humidity (% RH)
20 °C
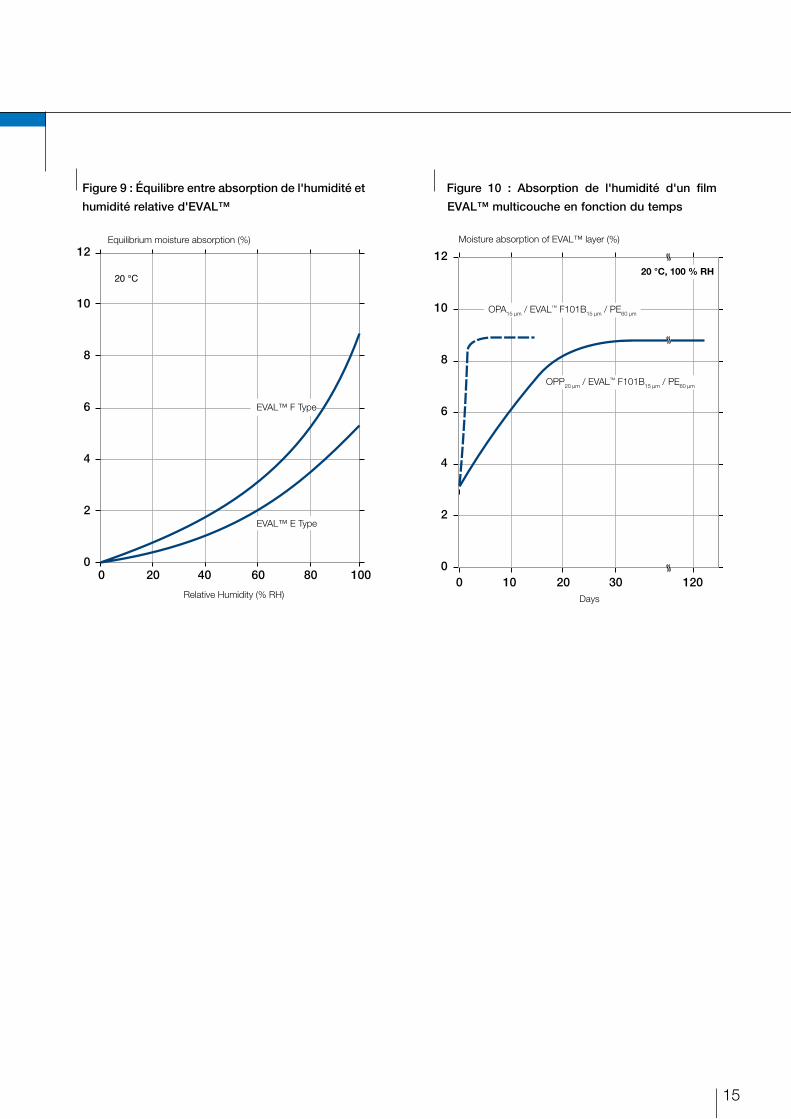
Figure 9 : Équilibre entre absorption de l'humidité et
humidité relative d'EVAL™
Figure 10 : Absorption de l'humidité d'un film
EVAL™ multicouche en fonction du temps
Moisture absorption of EVAL™ layer (%)
20 °C, 100 % RH
Days
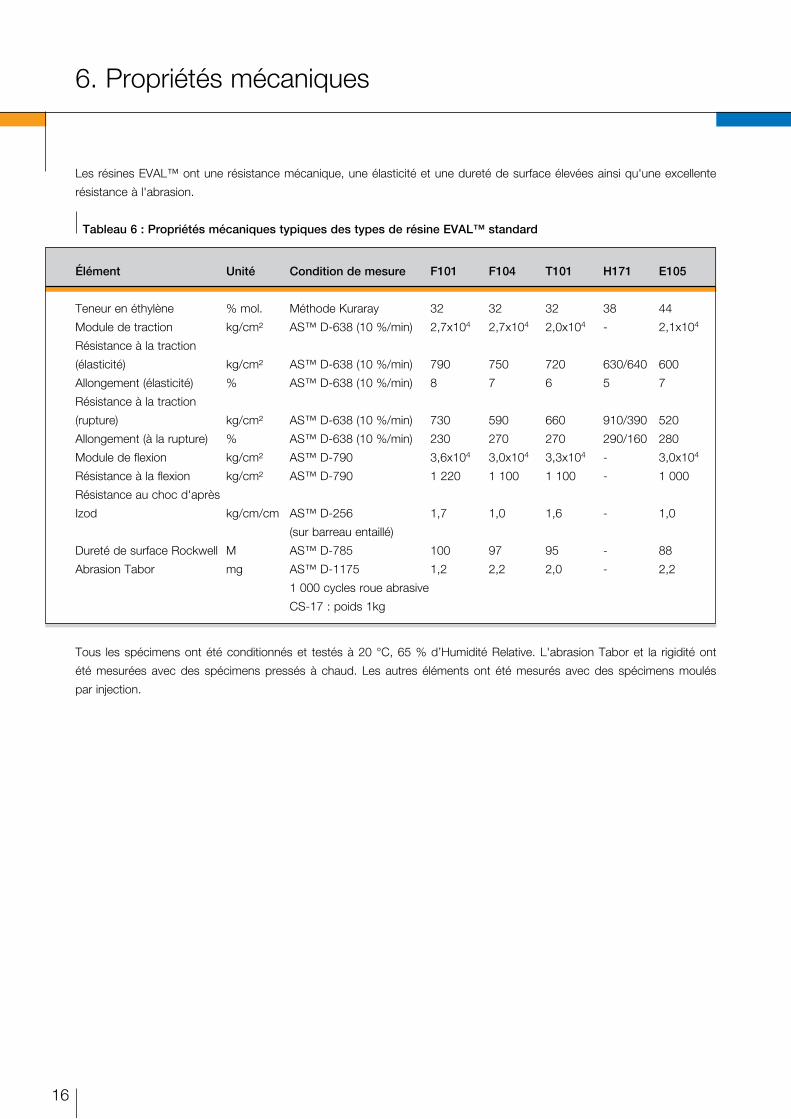
6. Propriétés mécaniques
16
Les résines EVAL™ ont une résistance mécanique, une élasticité et une dureté de surface élevées ainsi qu'une excellente
résistance à l'abrasion.
Tableau 6 : Propriétés mécaniques typiques des types de résine EVAL™ standard
Tous les spécimens ont été conditionnés et testés à 20 °C, 65 % d’Humidité Relative. L'abrasion Tabor et la rigidité ont
été mesurées avec des spécimens pressés à chaud. Les autres éléments ont été mesurés avec des spécimens moulés
par injection.
Élément Unité Condition de mesure F101 F104 T101 H171 E105
Teneur en éthylène % mol. Méthode Kuraray 32 32 32 38 44
Module de traction kg/cm² AS™ D-638 (10 %/min) 2,7x104 2,7x104 2,0x104 - 2,1x104
Résistance à la traction
(élasticité) kg/cm² AS™ D-638 (10 %/min) 790 750 720 630/640 600
Allongement (élasticité) % AS™ D-638 (10 %/min) 8 7 6 5 7
Résistance à la traction
(rupture) kg/cm² AS™ D-638 (10 %/min) 730 590 660 910/390 520
Allongement (à la rupture) % AS™ D-638 (10 %/min) 230 270 270 290/160 280
Module de flexion kg/cm² AS™ D-790 3,6x104 3,0x104 3,3x104 - 3,0x104
Résistance à la flexion kg/cm² AS™ D-790 1 220 1 100 1 100 - 1 000
Résistance au choc d'après
Izod kg/cm/cm AS™ D-256 1,7 1,0 1,6 - 1,0
(sur barreau entaillé)
Dureté de surface Rockwell M AS™ D-785 100 97 95 - 88
Abrasion Tabor mg AS™ D-1175 1,2 2,2 2,0 - 2,2
1 000 cycles roue abrasive
CS-17 : poids 1kg
17
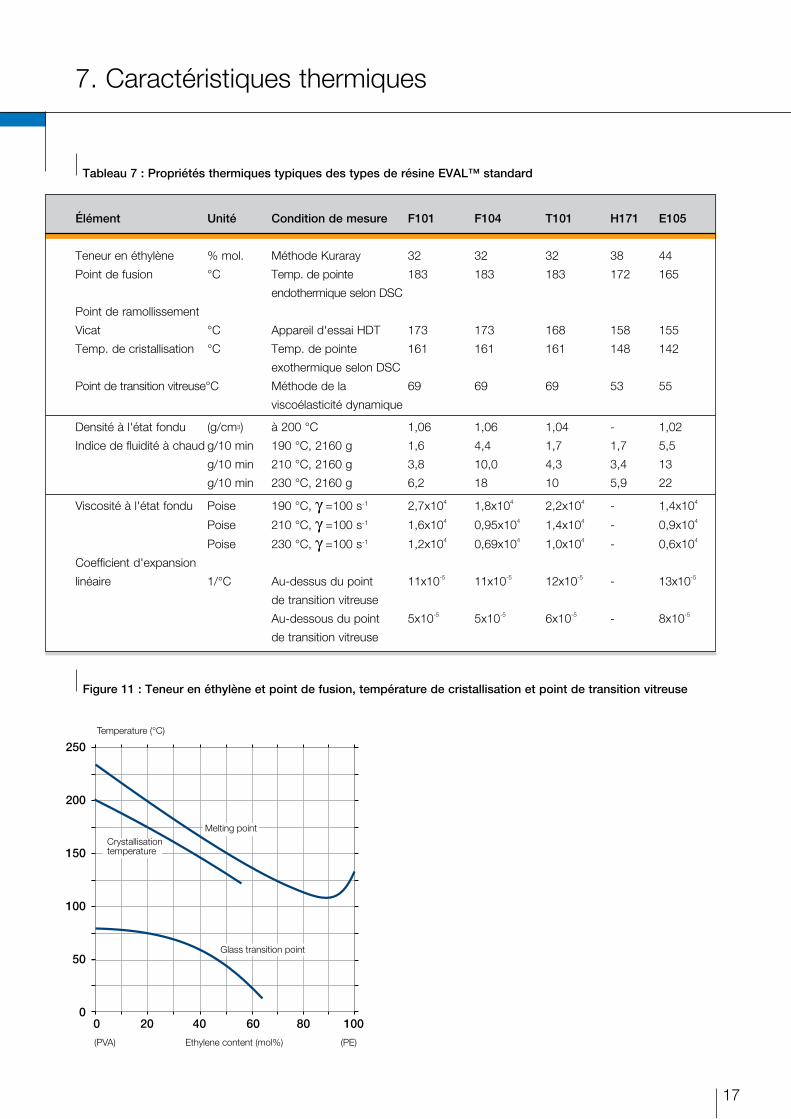
7. Caractéristiques thermiques
Tableau 7 : Propriétés thermiques typiques des types de résine EVAL™ standard
Élément Unité Condition de mesure F101 F104 T101 H171 E105
Teneur en éthylène % mol. Méthode Kuraray 32 32 32 38 44
Point de fusion °C Temp. de pointe 183 183 183 172 165
endothermique selon DSC
Point de ramollissement
Vicat °C Appareil d'essai HDT 173 173 168 158 155
Temp. de cristallisation °C Temp. de pointe 161 161 161 148 142
exothermique selon DSC
Point de transition vitreuse°C Méthode de la 69 69 69 53 55
viscoélasticité dynamique
Densité à l'état fondu (g/cm3) à 200 °C 1,06 1,06 1,04 - 1,02
Indice de fluidité à chaud g/10 min 190 °C, 2160 g 1,6 4,4 1,7 1,7 5,5
g/10 min 210 °C, 2160 g 3,8 10,0 4,3 3,4 13
g/10 min 230 °C, 2160 g 6,2 18 10 5,9 22
Viscosité à l'état fondu Poise 190 °C, g =100 s-1 2,7x104 1,8x104 2,2x104
- 1,4x104
Poise 210 °C, g =100 s-1 1,6x104 0,95x104
1,4x104 - 0,9x104
Poise 230 °C, g =100 s-1 1,2x104 0,69x104
1,0x104 - 0,6x104
Coefficient d'expansion
linéaire 1/°C Au-dessus du point 11x10-5 11x10-5 12x10-5 - 13x10-5
de transition vitreuse
Au-dessous du point 5x10-5 5x10-5 6x10-5 - 8x10-5
de transition vitreuse
Figure 11 : Teneur en éthylène et point de fusion, température de cristallisation et point de transition vitreuse
Temperature (°C)
Melting pointCrystallisationtemperature
Glass transition point
Ethylene content (mol%)
8. Traitement des résines
Fourreau• Unfourreausimpleourainuréensurfaceestrecommandé.
• Commetyped'acierpourlesfourreaux,unaciernitruréoudesalliagesspéciauxpouruneplusgranderésistanceàl'usure,
avec la surface intérieure traitée au jet de sable, sont recommandés.
• L'extérieur du fourreau doit être divisé en 4 ou 5 zones de chauffe pour un contrôle approprié de la température d'extrusion.
• Lapartieinférieuredelatrémieoulagoulotted'alimentationdoiventpouvoirêtrerefroidispouréviterlafusionprématurée
des granules qui pourrait obstruer et/ou bloquer la trémie.
Vis
Les propriétés d'extrusion telles que débit, température de la résine, consistance du produit extrudé, stabilité du
débit, consommation d'énergie, etc., dépendent principalement de la conception de la vis.
• Typedevis:unevisdedosageàunfilet(àpassurtoutelalongueur)estrecommandée.
• ConceptionL/D:lesvisayantlesrapportsdelongueur/diamètresuivantssontpréférées:
- Grade F (éthyl. 32 %) des rapports L/D d'au moins 26 sont souhaitables
- Grade E (éthyl. 44 %) des rapports L/D de 24 ou plus sont recommandés.
• Rapportdecompression:unrapportdecompressionde3estrecommandé(rapportdecompressioncalculécommeétant
le rapport entre la profondeur du filet au niveau de la section d'alimentation de la vis et la profondeur du filet au niveau de la
section de dosage de la vis).
• Répartitiondeszones:onrecommandedesvisàpasconstant,unesectiond'alimentationlongueetuneprofondeurdes
filets progressivement décroissante dans la zone de compression débouchant sur une zone de dosage ; en particulier, les
répartitions de zones suivantes sont les plus adaptées pour traiter les résines EVAL™.
Tableau 8 : Répartitions des zones recommandées
18
Les vis de type à compression rapide (4D ou moins pour la zone de compression), comme celles utilisées pour traiter le PA,
sont déconseillées.
• Zonedemélange:lesvisavectêtesouzonesdemélangepeuventêtreutiliséespourextruderlesrésinesEVAL™mais
sont en principe déconseillées. L'utilisation d'une tête de mélange (cisaillement élevé) peut limiter le flux de résine EVAL™,
causant une dégradation du polymère soumis à une chaleur et à un temps de séjour prolongés.
• Pointedelavis:l'anglerecommandépourlapointedelavisestde120°-150°.
• Filet:unelargeurdefiletconstantede0,1Destrecommandée.
• Matériaudelavis:del'acierauchrome-molybdène,normaliséavantchromage,estrecommandé.Pouréviterl'accumulation
de polymère sur la vis, on recommande un chromage dur (30 - 50 µm) avec une finition de polissage ; dans certains cas, la
nitration est également possible.
Jeu de la vis : l'exemple suivant est donné en guise de recommandation pour le jeu de la vis : diamètre intérieur du cylindre
de 60,02 - 60,05 mm combiné avec un diamètre de la vis de 59,87 - 59,89 mm. Quand, pour cause d'usure, le jeu de la vis
devient trop important, il y a un risque de flux arrière de la matière fondue qui peut provoquer une dégradation en raison de
taux de cisaillement élevés qui sont générés.
L/D Répartition des zones Zone d'alimentation Zone de compression Zone de dosage
28 8D 10D 10D26 8D 9D 9D24 8D 8D 8D
19
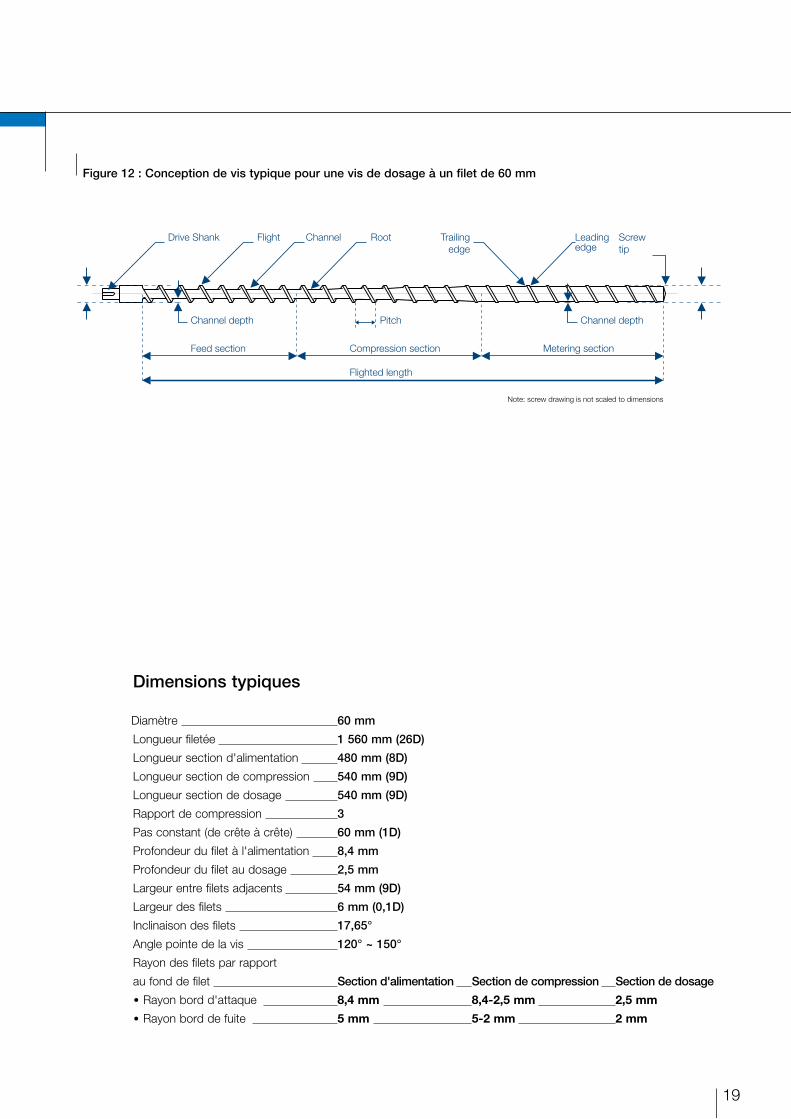
Figure 12 : Conception de vis typique pour une vis de dosage à un filet de 60 mm
Dimensions typiques
Diamètre 60 mm
Longueur filetée 1 560 mm (26D)
Longueur section d'alimentation 480 mm (8D)
Longueur section de compression 540 mm (9D)
Longueur section de dosage 540 mm (9D)
Rapport de compression 3
Pas constant (de crête à crête) 60 mm (1D)
Profondeur du filet à l'alimentation 8,4 mm
Profondeur du filet au dosage 2,5 mm
Largeur entre filets adjacents 54 mm (9D)
Largeur des filets 6 mm (0,1D)
Inclinaison des filets 17,65°
Angle pointe de la vis 120° ~ 150°
Rayon des filets par rapport
au fond de filet Section d'alimentation Section de compression Section de dosage
• Rayon bord d'attaque 8,4 mm 8,4-2,5 mm 2,5 mm
• Rayon bord de fuite 5 mm 5-2 mm 2 mm
Drive Shank
Channel depth
Feed section Compression section
Flighted length
Note: screw drawing is not scaled to dimensions
Metering section
Channel depthPitch
Flight Channel Root Trailingedge
Leadingedge
Screwtip
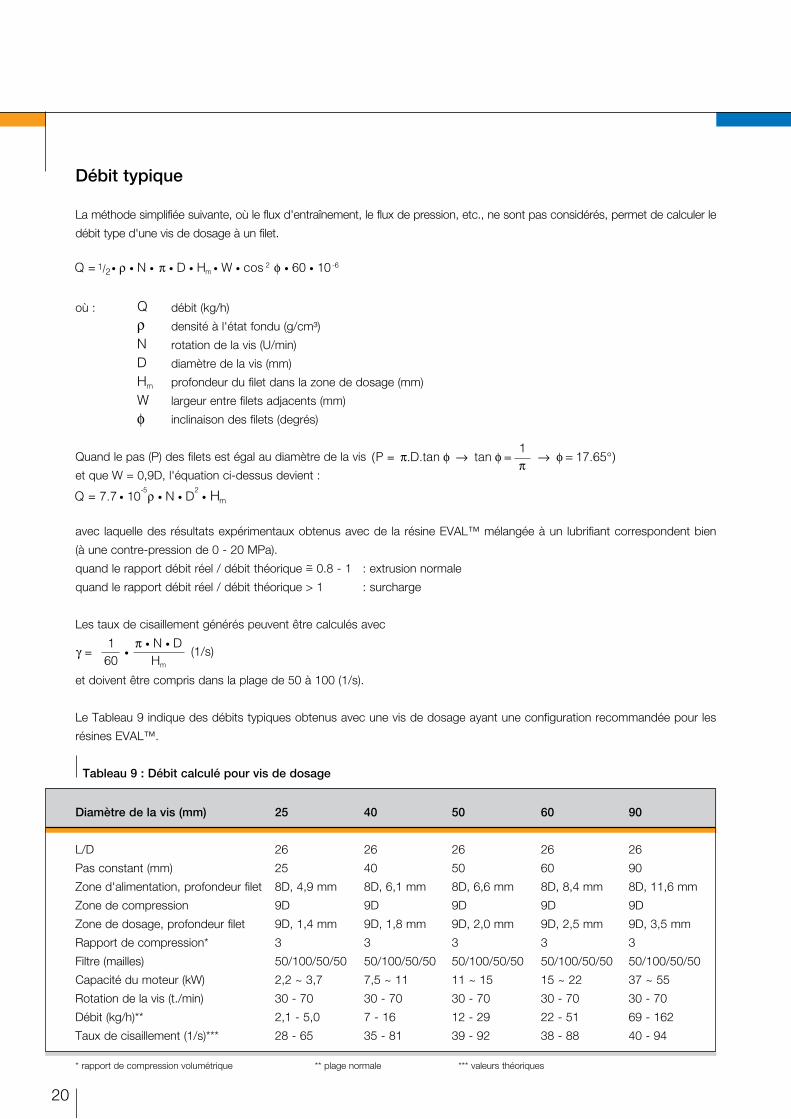
Débit typique
La méthode simplifiée suivante, où le flux d'entraînement, le flux de pression, etc., ne sont pas considérés, permet de calculer le
débit type d'une vis de dosage à un filet.
où : débit (kg/h)
densité à l'état fondu (g/cm³)
rotation de la vis (U/min)
diamètre de la vis (mm)
profondeur du filet dans la zone de dosage (mm)
largeur entre filets adjacents (mm)
inclinaison des filets (degrés)
Quand le pas (P) des filets est égal au diamètre de la vis
et que W = 0,9D, l'équation ci-dessus devient :
avec laquelle des résultats expérimentaux obtenus avec de la résine EVAL™ mélangée à un lubrifiant correspondent bien
(à une contre-pression de 0 - 20 MPa).
quand le rapport débit réel / débit théorique = 0.8 - 1 : extrusion normale
quand le rapport débit réel / débit théorique > 1 : surcharge
Les taux de cisaillement générés peuvent être calculés avec
et doivent être compris dans la plage de 50 à 100 (1/s).
Le Tableau 9 indique des débits typiques obtenus avec une vis de dosage ayant une configuration recommandée pour les
résines EVAL™.
Tableau 9 : Débit calculé pour vis de dosage
20
* rapport de compression volumétrique ** plage normale *** valeurs théoriques
Diamètre de la vis (mm) 25 40 50 60 90
L/D 26 26 26 26 26
Pas constant (mm) 25 40 50 60 90
Zoned'alimentation,profondeurfilet 8D,4,9mm 8D,6,1mm 8D,6,6mm 8D,8,4mm 8D,11,6mm
Zonedecompression 9D 9D 9D 9D 9D
Zonededosage,profondeurfilet 9D,1,4mm 9D,1,8mm 9D,2,0mm 9D,2,5mm 9D,3,5mm
Rapport de compression* 3 3 3 3 3
Filtre (mailles) 50/100/50/50 50/100/50/50 50/100/50/50 50/100/50/50 50/100/50/50
Capacité du moteur (kW) 2,2 ~ 3,7 7,5 ~ 11 11 ~ 15 15 ~ 22 37 ~ 55
Rotation de la vis (t./min) 30 - 70 30 - 70 30 - 70 30 - 70 30 - 70
Débit (kg/h)** 2,1 - 5,0 7 - 16 12 - 29 22 - 51 69 - 162
Taux de cisaillement (1/s)*** 28 - 65 35 - 81 39 - 92 38 - 88 40 - 94
~
Important part
recommended not recommended not recommended
straight
long taper
21
Filtre - grille de contre-pression
Dans l'extrusion des polymères commerciaux, il est d'usage de placer un filtre et une grille de contre-pression entre l'extrudeuse
et la filière. L'utilisation d'un filtre est également recommandée pour l'extrusion des résines EVAL™. Les mailles du filtre doivent
être définies sur base de ce qui se fait dans l'extrusion des polymères commerciaux et avec un peu de bon sens. Des exemples
de combinaisons types de mailles en acier inoxydable sont : 50/100/50/50, 50/100/150/100 ou 80/150/50/50.
La distance entre la pointe de la vis et le filtre est typiquement comprise entre 5 et 10 mm ; des distances supérieures peuvent
impliquer un plus long temps de séjour. Pour la grille de contre-pression, les trous doivent avoir un diamètre de 5 mm environ
et la rangée de trous la plus extérieure doit circonscrire la surface intérieure du cylindre.
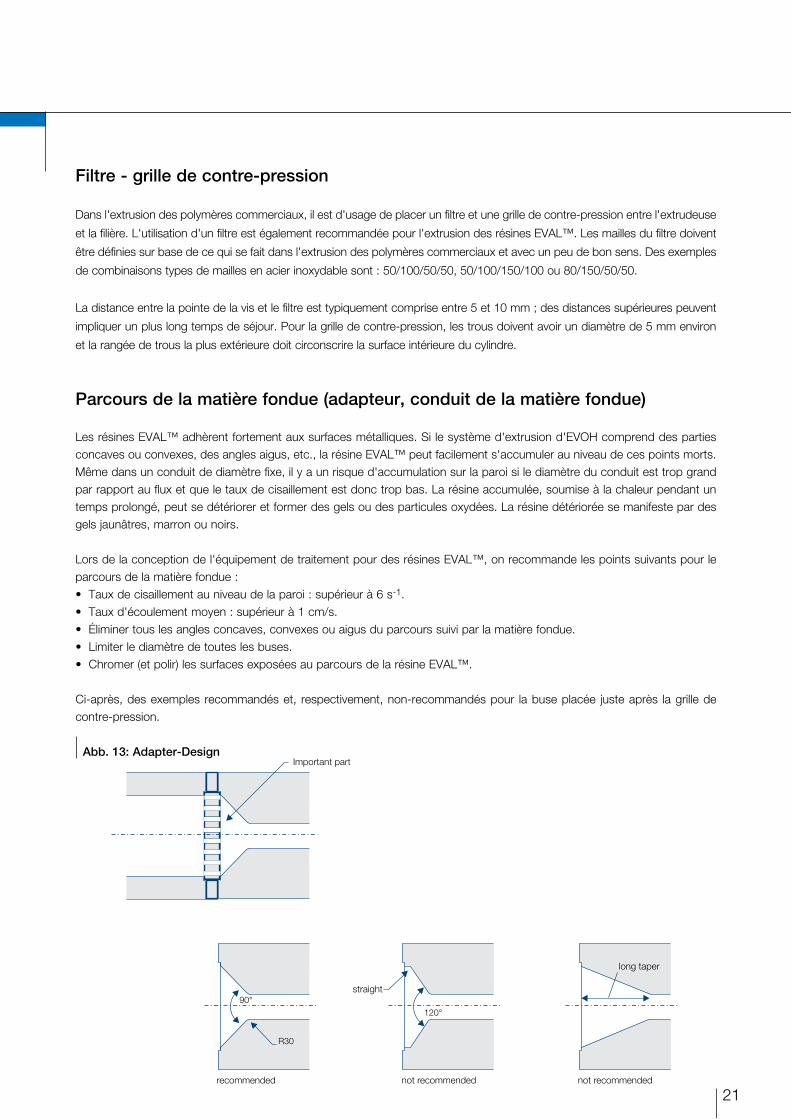
Parcours de la matière fondue (adapteur, conduit de la matière fondue)
Les résines EVAL™ adhèrent fortement aux surfaces métalliques. Si le système d'extrusion d'EVOH comprend des parties concaves ou convexes, des angles aigus, etc., la résine EVAL™ peut facilement s'accumuler au niveau de ces points morts. Même dans un conduit de diamètre fixe, il y a un risque d'accumulation sur la paroi si le diamètre du conduit est trop grand par rapport au flux et que le taux de cisaillement est donc trop bas. La résine accumulée, soumise à la chaleur pendant un temps prolongé, peut se détériorer et former des gels ou des particules oxydées. La résine détériorée se manifeste par des gels jaunâtres, marron ou noirs.
Lors de la conception de l'équipement de traitement pour des résines EVAL™, on recommande les points suivants pour le parcours de la matière fondue : • Tauxdecisaillementauniveaudelaparoi:supérieurà6s-1.• Tauxd'écoulementmoyen:supérieurà1cm/s.• Éliminertouslesanglesconcaves,convexesouaigusduparcourssuiviparlamatièrefondue.• Limiterlediamètredetouteslesbuses.• Chromer(etpolir)lessurfacesexposéesauparcoursdelarésineEVAL™.
Ci-après, des exemples recommandés et, respectivement, non-recommandés pour la buse placée juste après la grille de contre-pression.
Abb. 13: Adapter-Design
Filières
Les résines EVAL™ peuvent être traitées avec des filières courantes de type « feedblock » (à bloc d'alimentation).
La conception de filières spéciales n'est pas nécessaire, mais il faut veiller à rationnaliser au maximum les canaux
d'écoulement, surtout avec des filières complexes (par ex., celles destinées à des lignes de film soufflé) qui peuvent avoir un
plus grand nombre de points morts et des temps de séjour prolongés. Comme pour la buse et le conduit de matière fondue,
il est recommandé de chromer les surfaces exposées à la matière fondue EVAL™.
Résine EVAL™ mélangée à un lubrifiant
Pour améliorer la stabilité du flux de résine au niveau de la zone d'alimentation de la vis, il est recommandé d'utiliser une
résine EVAL™ mélangée à un lubrifiant ; cela se traduit par un débit en sortie plus constant et une consommation d'énergie
réduite du moteur de l'extrudeuse.
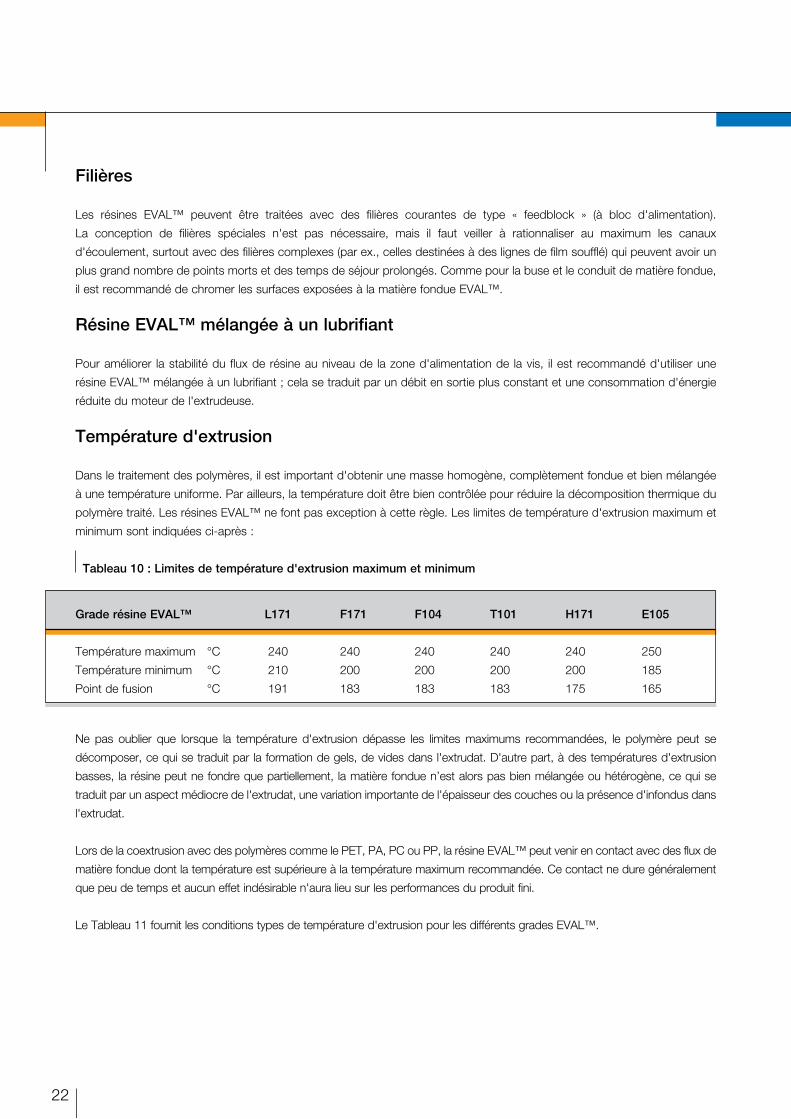
Température d'extrusion
Dans le traitement des polymères, il est important d'obtenir une masse homogène, complètement fondue et bien mélangée
à une température uniforme. Par ailleurs, la température doit être bien contrôlée pour réduire la décomposition thermique du
polymère traité. Les résines EVAL™ ne font pas exception à cette règle. Les limites de température d'extrusion maximum et
minimum sont indiquées ci-après :
Tableau 10 : Limites de température d'extrusion maximum et minimum
22
Grade résine EVAL™ L171 F171 F104 T101 H171 E105
Température maximum °C 240 240 240 240 240 250
Température minimum °C 210 200 200 200 200 185
Point de fusion °C 191 183 183 183 175 165
Ne pas oublier que lorsque la température d'extrusion dépasse les limites maximums recommandées, le polymère peut se
décomposer, ce qui se traduit par la formation de gels, de vides dans l'extrudat. D'autre part, à des températures d'extrusion
basses, la résine peut ne fondre que partiellement, la matière fondue n’est alors pas bien mélangée ou hétérogène, ce qui se
traduit par un aspect médiocre de l'extrudat, une variation importante de l'épaisseur des couches ou la présence d'infondus dans
l'extrudat.
Lors de la coextrusion avec des polymères comme le PET, PA, PC ou PP, la résine EVAL™ peut venir en contact avec des flux de
matière fondue dont la température est supérieure à la température maximum recommandée. Ce contact ne dure généralement
que peu de temps et aucun effet indésirable n'aura lieu sur les performances du produit fini.
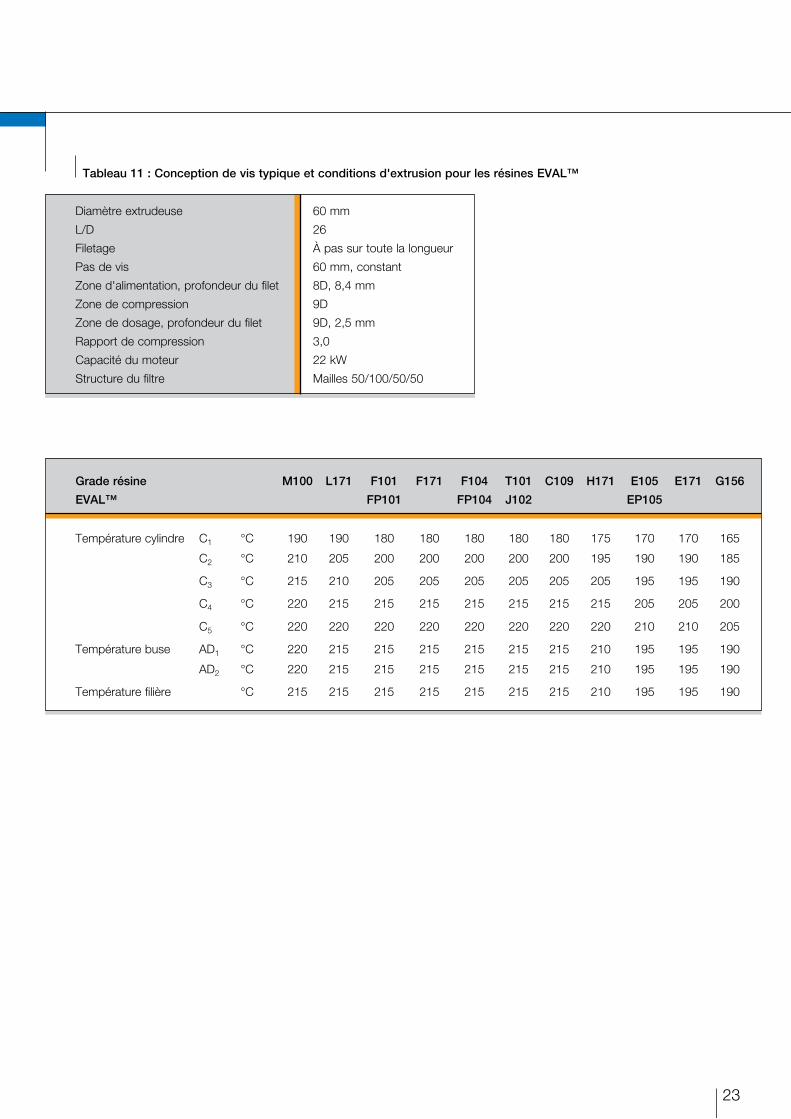
Le Tableau 11 fournit les conditions types de température d'extrusion pour les différents grades EVAL™.
23
Tableau 11 : Conception de vis typique et conditions d'extrusion pour les résines EVAL™
Diamètre extrudeuse 60 mm
L/D 26
Filetage À pas sur toute la longueur
Pas de vis 60 mm, constant
Zoned'alimentation,profondeurdufilet 8D,8,4mm
Zonedecompression 9D
Zonededosage,profondeurdufilet 9D,2,5mm
Rapport de compression 3,0
Capacité du moteur 22 kW
Structure du filtre Mailles 50/100/50/50
Grade résine
EVAL™
M100 L171 F101
FP101
F171 F104
FP104
T101
J102
C109 H171 E105
EP105
E171 G156
Température cylindre C1 °C 190 190 180 180 180 180 180 175 170 170 165
C2 °C 210 205 200 200 200 200 200 195 190 190 185
C3 °C 215 210 205 205 205 205 205 205 195 195 190
C4 °C 220 215 215 215 215 215 215 215 205 205 200
C5 °C 220 220 220 220 220 220 220 220 210 210 205
Température buse AD1 °C 220 215 215 215 215 215 215 210 195 195 190
AD2 °C 220 215 215 215 215 215 215 210 195 195 190
Température filière °C 215 215 215 215 215 215 215 210 195 195 190
Démarrage, purge et arrêt
Démarrage
Avant de démarrer l’extrusion des résines EVAL™, la procédure suivante est recommandée :
1. L'extrudeuse est remplie avec du LDPE à bas indice de fluidité (MFR de 0,7 - 1,0) afin d'empêcher l'oxydation de matière
résiduelle dans l'extrudeuse.
2. Lancer la mise en œuvre sur une machine bien nettoyée en élevant la température jusqu'au point de consigne et en
introduisant du LDPE ayant un MFR de 0,7 – 1,0. Veiller à ne pas activer la rotation de la vis tant que le LDPE n'a pas atteint
la température de processus.
3. Quand l'extrusion est stable, passer directement à la résine EVAL™ sans faire fonctionner l'extrudeuse à vide afin
d'empêcher l'oxydation de la résine EVAL™ au contact de l'oxygène présente dans le cylindre chauffé.
Purge
Lors de la purge entre des cycles de production, la procédure suivante est recommandée :
1. Enlever la résine EVAL™ de la trémie de l'extrudeuse.
2. Introduire du LDPE à bas indice de fluidité (MFR de 0,7 - 1,0) et purger la matière EVAL™ hors de l'extrudeuse en maintenant
les températures de processus (ou des températures légèrement inférieures). Régler les conditions de processus si l'extrusion
devient instable. La pression dans l'extrudeuse doit être suffisamment élevée pour permettre un nettoyage approprié.
3. Continuer à purger avec du LDPE à bas MFR jusqu'à éliminer complètement la matière EVAL™ résiduelle. Si cela ne peut
pas être déterminé en contrôlant visuellement l'aspect du produit, définir un test de purge spécifique pour déterminer la durée
ou la quantité de matériau de purge nécessaire pour nettoyer l'extrudeuse et la tête porte-filière.
Arrêt
1. Introduire du LDPE à bas indice de fluidité (MFR de 0,7 - 1,0) et purger la matière EVAL™ hors de l'extrudeuse en maintenant
les températures de processus (ou des températures légèrement inférieures). Régler les conditions de processus si l'extrusion
devient instable. La pression dans l'extrudeuse doit être suffisamment élevée pour permettre un nettoyage approprié.
2. Continuer à purger avec du LDPE à bas MFR jusqu'à éliminer complètement la matière EVAL™ résiduelle, en contrôlant l'aspect
du produit.
3. La rotation de la vis peut être arrêtée quand l'extrudeuse est complètement remplie avec du LDPE à bas MFR, et les températures
d'extrusion peuvent être ensuite abaissées. (De cette façon, l'oxydation d'EVOH résiduel dans l'extrudeuse sera empêchée).
Il est vivement recommandé de ne pas utiliser le PA comme matériau de purge, car le PA réagit/se lie avec la matière EVAL™ résiduelle
et forme de nombreux gels.
Il est également recommandé de ne pas utiliser le PP, HDPE ou des résines adhésives comme matériau de purge, car certains grades
de PP et HDPE peuvent contenir des catalyseurs résiduels qui peuvent sérieusement détériorer l'EVAL™.
L'ETC-103 (MFR : 1,0) est une résine de purge à base de LDPE développée par Kuraray pour purger les extrudeuses traitant des
résines EVAL™ et pour améliorer le passage entre une extrusion EVAL™ et une extrusion de PA ou polyoléfins. En raison de ses
propriétés chimiques (hormis le nettoyage mécanique), elle est utilisée pour éliminer les résidus d'EVAL™ de l'extrudeuse et de la tête
porte-filière ou pour améliorer la procédure de purge courante.
Si les temps au démarrage sont critiques, un LDPE à plus haut indice de fluidité (MFR 5 – 7) peut être introduit après la purge avec le
LDPE à bas MFR (0,7 – 1,0). Le LDPE à plus haut MFR (5 – 7) reste dans l'extrudeuse après l'arrêt et peut être évacué plus rapidement
par la résine EVAL™ après le démarrage.
Quand l'application prévoit une couche de matière rebroyée (incluant EVAL™), il est également recommandé de purger l'extrudeuse
avec le matériau original (LDPE, HDPE, PP).
24
25
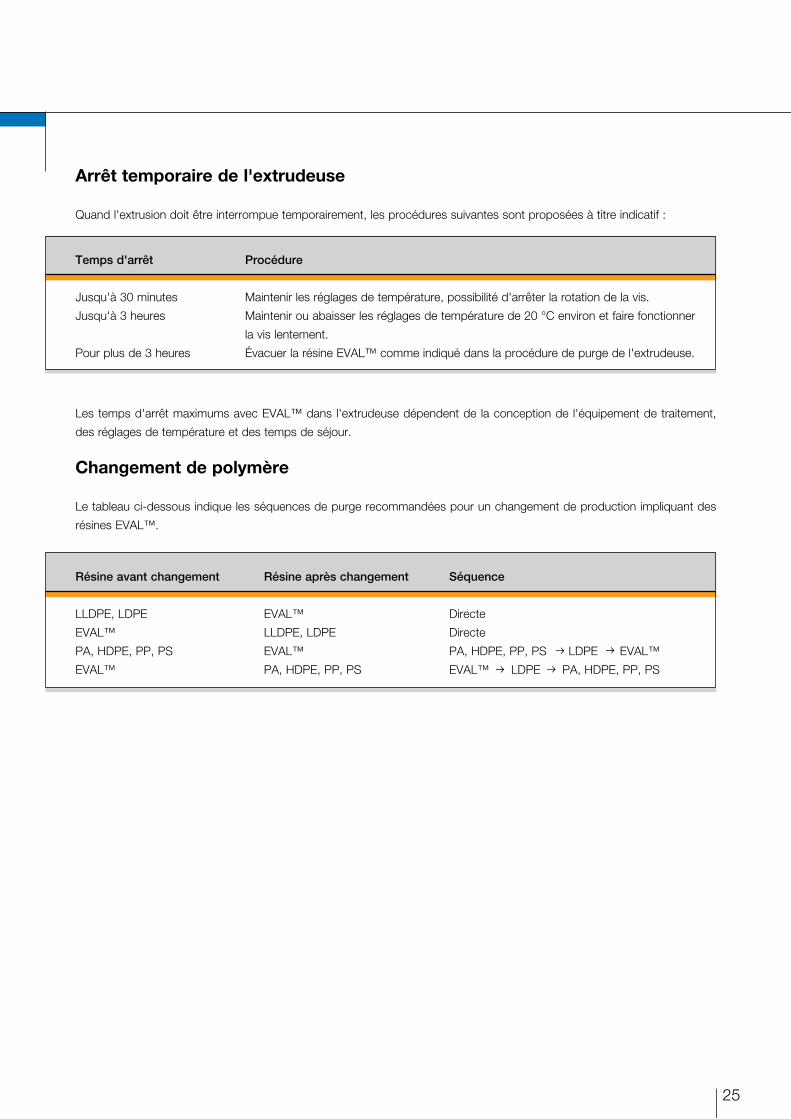
Temps d'arrêt Procédure
Jusqu'à 30 minutes Maintenir les réglages de température, possibilité d'arrêter la rotation de la vis.
Jusqu'à 3 heures Maintenir ou abaisser les réglages de température de 20 °C environ et faire fonctionner
la vis lentement.
Pour plus de 3 heures Évacuer la résine EVAL™ comme indiqué dans la procédure de purge de l'extrudeuse.
Arrêt temporaire de l'extrudeuse
Quand l'extrusion doit être interrompue temporairement, les procédures suivantes sont proposées à titre indicatif :
Résine avant changement Résine après changement Séquence
LLDPE, LDPE EVAL™ Directe
EVAL™ LLDPE, LDPE Directe
PA, HDPE, PP, PS EVAL™ PA, HDPE, PP, PS LDPE EVAL™
EVAL™ PA, HDPE, PP, PS EVAL™ LDPE PA, HDPE, PP, PS
Les temps d'arrêt maximums avec EVAL™ dans l'extrudeuse dépendent de la conception de l'équipement de traitement,
des réglages de température et des temps de séjour.
Changement de polymère
Le tableau ci-dessous indique les séquences de purge recommandées pour un changement de production impliquant des
résines EVAL™.
Prévention contre l'absorption d'humidité, séchage
Comme indiqué à la section 4, les résines EVAL™ sont hydrophiles et absorbent l'humidité quand exposées à l'atmosphère.
Selon le procédé de fabrication utilisé, une augmentation du taux d'humidité des résines EVAL™ peut poser des problèmes
durant le traitement ; de la mousse, des bulles ou des gels peuvent se former à des taux d'humidité accrus (généralement
au-dessus de 0,4 wt%).
Après la production, les résines EVAL™ sont séchées et emballées dans des sacs de 25 kg ou des octabins de 700 kg
étanches à l'humidité. Une fois emballées, le taux d'humidité est contrôlé à moins de 0,3 %. Cela signifie que les résines
EVAL™ n'ont pas besoin d'être séchées quand elles sont mise en œuvre dès ouverture de l’emballage.
Des précautions doivent être prises après l'ouverture d'un emballage pour empêcher une absorption d'humidité excessive,
surtout dans les milieux humides et chauds. Ces précautions sont les suivantes :
•Bienrefermerl'emballageaprèsutilisation.
•Siuntransporteurpneumatiqueestutilisé,unpurgeurdecondensatdoitêtreutilisépouréviterquel'airdetransportsoit
trop humide.
•Avecdesoctabins,iln'estpasnécessaired'ouvrirtoutel'enveloppelorsdel'introductionduconduittransporteur;ilsuffit
de découper un trou dans l'enveloppe et d'y introduire le conduit transporteur.
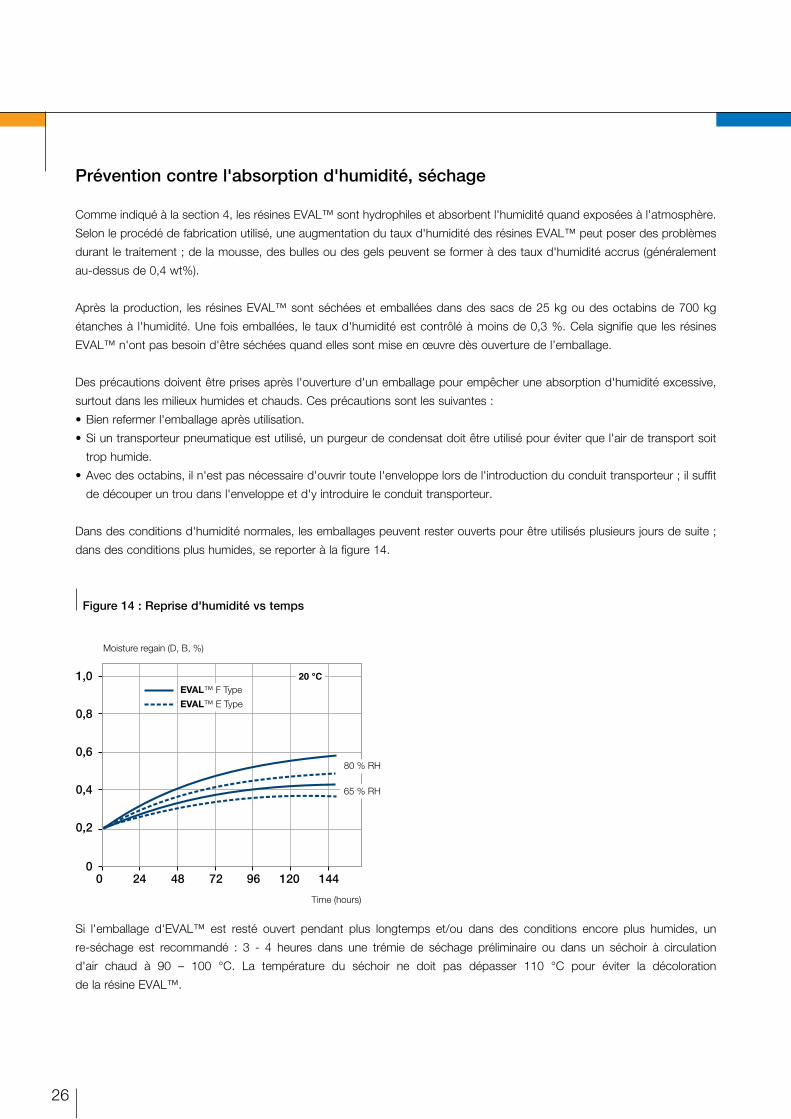
Dans des conditions d'humidité normales, les emballages peuvent rester ouverts pour être utilisés plusieurs jours de suite ;
dans des conditions plus humides, se reporter à la figure 14.
Figure 14 : Reprise d'humidité vs temps
26
Moisture regain (D, B, %)
80 % RH
65 % RH
EVAL™ F Type
EVAL™ E Type
Time (hours)
0,2
0
0,4
0,6
0,8
1,0 20 °C
Si l'emballage d'EVAL™ est resté ouvert pendant plus longtemps et/ou dans des conditions encore plus humides, un
re-séchage est recommandé : 3 - 4 heures dans une trémie de séchage préliminaire ou dans un séchoir à circulation
d'air chaud à 90 – 100 °C. La température du séchoir ne doit pas dépasser 110 °C pour éviter la décoloration
de la résine EVAL™.
27
9. Résines adhésives
Pour améliorer les propriétés des matériaux d'emballage en plastique, on utilise généralement deux couches (ou plus) de
polymère. Ces structures multicouches peuvent être obtenues par revêtement, lamination ou coextrusion. Quand différentes
couches de polymère sont utilisées dans des structures multicouches, l'adhésion entre les couches n'est généralement pas
bonne. Pour pallier à cet inconvénient, des résines adhésives spéciales ont été développées. Ces résines liantes agissent
comme une colle entre les couches de polymère non-adhérentes.
En ce qui concerne les résines EVAL™, une bonne adhésion est obtenue entre celles -ci et le PA sans aucune couche
adhésive. Dans les coextrusions avec polyoléfins, PET, PS, PC, etc., une couche adhésive est néanmoins nécessaire entre
ces polymères et les résines EVAL™. Selon les structures, différentes résines adhésives sont disponibles sur le marché.
10. Utilisation de matière rebroyée
L'un des problèmes économiques les plus sentis de la coextrusion est la perte de bavures dans la fabrication des films
multicouches. Dans la fabrication des films monocouches, les bavures sont généralement rebroyées et recyclées, avec une
faible perte économique pour le fabricant. Toutefois, avec des polymères thermiquement sensibles ou très différents, les films
ou structures multicouches ne peuvent pas être re-traités.
Cela n'est pas le cas avec les résines EVAL™. Les structures multicouches contenant une résine EVAL™ peuvent être
récupérées et réutilisées. Par exemple, les bavures de coextrusion contenant de la résine EVAL™ peuvent être recyclées lors de
la production de feuilles, bouteilles et réservoirs de carburant.
Il convient de rappeler que si la matière rebroyée reste inutilisée pendant un temps prolongé, le composant EVAL™ peut
absorber l'humidité. La matière rebroyée doit donc être séchée avant extrusion. On recommande, si possible, de traiter et de
réutiliser la matière rebroyée contenant l'EVAL™ le plus vite possible, afin d'éviter des problèmes de traitement dus à un taux
d'humidité élevé.
Kuraray a développé, pour diverses applications, des mélanges-maîtres spéciaux pour matière rebroyée afin d'éviter des
problèmes de traitement lors de l'extrusion de ces matières rebroyées ; ces mélanges-maîtres permettent d’augmenter la teneur
d'EVOH dans la matière rebroyée et améliorent les propriétés du produit final.

EVAL™, l'EVOH leader dans le monde
Europe
EVAL Europe nv (Anvers, Belgique)
Capacité : 24 000 tonnes/an
Le plus grand site de production d'EVOH en Europe
États-Unis
Kuraray America Inc. (Pasadena, Texas, USA)
Capacité : 35 000 tonnes/an
Le plus grand site de production d'EVOH dans le monde
Asie-Pacifique
Kuraray Co., Ltd. (Okayama, Japon)
Capacité : 10 000 tonnes/an
Le premier site de production d'EVOH dans le monde
Weltweit erste EVOH-Produktionsstätte
KURARAY CO., LTD.
KURARAY CO., LTD. (Shanghai)
Construire de plus hautes barrières
Contact
EVAL Europe nv
Haven 1053
Nieuwe Weg 1 - Bus 10
B-2070Zwijndrecht(Anvers)
Belgique
Téléphone +32 3 250 97 33
Fax +32 3 250 97 45
www.eval.eu
Les résines EVAL™ sont produites dans le monde
entier sous les spécifications produit et qualité Kuraray
unifiées.
AVIS
Les informations, spécifications, procédures, méthodes et recommandations contenues dans ce document sont fournies en toute bonne foi et sont présumées précises et fiables ; elles peuvent cependant être incomplètes et/ou non applicables à toutes les conditions ou situations pouvant exister ou se produire. Nous ne faisons aucune déclaration et ne donnons aucune garantie quant à l'exhaustivité desdites informations, spécifications, procédures, méthodes et recommandations, ou quant au fait que l'application ou l'utilisation de celles-ci empêchera des risques, accidents, pertes, dommages ou blessures de tout type aux personnes ou aux biens, ou quant au fait que celles-ci ne violeront pas de brevets de tiers ou donneront les résultats désirés. Les lecteurs sont mis en garde de ne pas se fier indûment à l'applicabilité desdites informations, spécifications, procédures, méthodes et recommandations aux fins prévues avant l'utilisation.
EU
-TE
C 2
007
© K
urar
ay C
o., L
td.
Les
phot
os u
tilis
ées
dans
cet
te b
roch
ure
sont
uni
quem
ent
repr
ésen
tativ
es d
es a
pplic
atio
ns p
rodu
its p
oten
tielle
s.





























