Embed Size (px)
Citation preview
1
Automatismes
2
Introduction
On entend par automatismes tout ce qui met en œuvre des actions discontinues.
Appareillage procédé :
- Capteurs :
• détection de seuils (LH) • détecteurs d'états (Flamme) • interrupteurs
- Actionneurs :
• vannes Tout Ou Rien - TOR - (Ouverte ou Fermée) • moteurs - de pompe, d'agitation… - (Marche ou Arrêt) • lampes
Signaux :
Les signaux véhiculent une information discontinue, ils sont donc eux-mêmes discontinus. Ce sont des signaux en tension du type "circuit sous tension" et "circuit hors tension". A l'inverse de l'information sur une mesure, l'information sur un seuil ne requiert pas de précision, elle exige simplement que l'on puisse différencier deux états. Les pertes de tension dans les lignes entre le procédé et la salle technique ne constituent pas ici une perte d'information. Ainsi, un message du type "seuil atteint" sera représenté par "circuit sous tension".
Loi de Commande :
Elle met en œuvre des fonctions logiques et ainsi est nettement plus simple à régler que la loi de commande de la régulation continue. Exemple : Si "seuil atteint" Alors "vanne TOR fermée".
Remarque : les automatismes portent également le nom d'automatique logique.
Technologies
• Câblée : c'est l'ancienne technologie des automatismes, elle met en œuvre des contacts, des relais, des bobines… Cette technologie est abandonnée au profit de technologies plus modernes et plus souples. En effet, dans la technologie câblée, la loi de commande est figée dans le câblage.
• Programmée : elle fait appel à des outils d'informatique industrielle que l'on appelle les automates programmables. Elle est de plus en plus systématiquement employée car grâce à l'aspect de programmation de la loi de commande, celle-ci est très facilement adaptable aux besoins et aux évolutions du processus.
3
Applications :
• Gestion des phases utilitaires d'un procédé comme le démarrage ou l'arrêt en décrivant et automatisant l'ensemble des phases de ce démarrage ou de cet arrêt.
• Elle se retrouvera également dans la gestion permanente des sécurités.
On voit que ces applications présentent une différence fondamentale : le temps. Le premier cas est un procédé séquentiel. C'est à dire que la loi de commande doit intégrer le paramètre temps, les actions sont gérées dans un ordre bien déterminé. Dans le deuxième cas, les sécurités doivent être actives en permanence et leur apparition peut s'effectuer dans un ordre indéterminé et à un instant indéterminé.
Il existe deux types de lois de commande :
• Lois de commandes combinatoires • Lois de commande séquentielles
Lois de commandes combinatoires
Si = f ( ei )
Les sorties (actionneurs) sont une fonction logique des entrées (capteurs). On parle de loi de commande combinatoire parce que les sorties résultent exclusivement de la combinaison des entrées.
Lois de commandes séquentielles
Si = f ( ei , t ) ou Si = f ( t )
Les sorties (actionneurs) sont une fonction logique des entrées (capteurs) et du temps (degré d'avancement de l'opération). On parle de séquentiel parce que la structure de la loi de commande est définie par séquences. Cette chronologie devra être intégrée dans la loi de commande.
Nous allons d'abord définir la logique combinatoire en utilisant le langage de programmation "ladder" ou "à contact", héritage de l'automatique câblée. Nous verrons ensuite qu'il existe un outil de programmation de logique séquentielle appelé le Grafcet. Grâce à cet outil, un programme séquentiel peut être construit et la plupart du temps la programmation sur automate sera effectuée sur Grafect. Cependant, tous les automates n'intègrent pas le langage Grafcet, nous verrons comment à partir de la structure Grafcet d'une application, mettre ce programme en équations combinatoires.
4
Chapitre 1 : Fonctions Logiques - Combinatoire
I . Exemple :
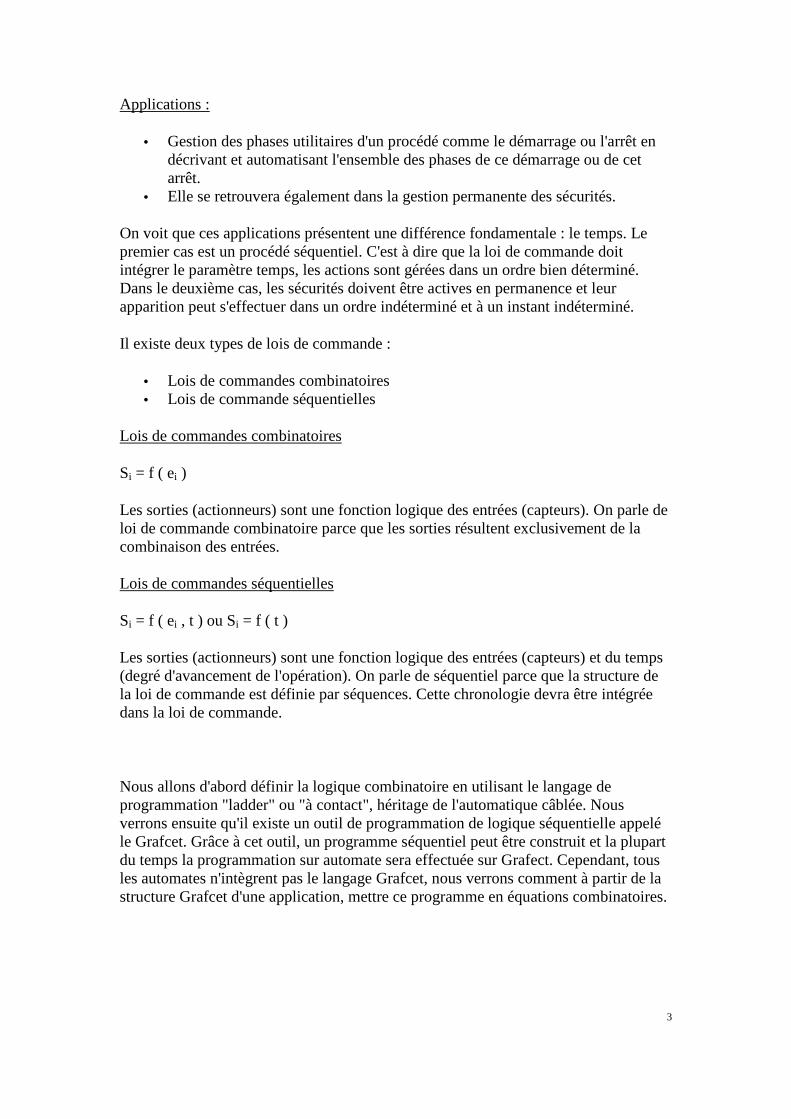
Le capteur LSH est un détecteur de seuil pouvant délivrer un contact ouvert au repos (normalement ouvert) ou un contact fermé au repos (normalement fermé). L'organe de correction est une vanne pneumatique fonctionnant sur du 0 de pression (pression atmosphérique) ou une pression maximale en général comprise entre 4 et 10 bar relatifs. La commande pneumatique est admise dans le servomoteur de la vanne procédé au moyen d'une électrovanne sur le circuit pression appareil. Cette électrovanne de commande fonctionne en général en 24 V continu.
LSY est un automate programmable ou simplement un pilote électronique, son rôle est d'assurer la loi de commande.
Câblages :
5
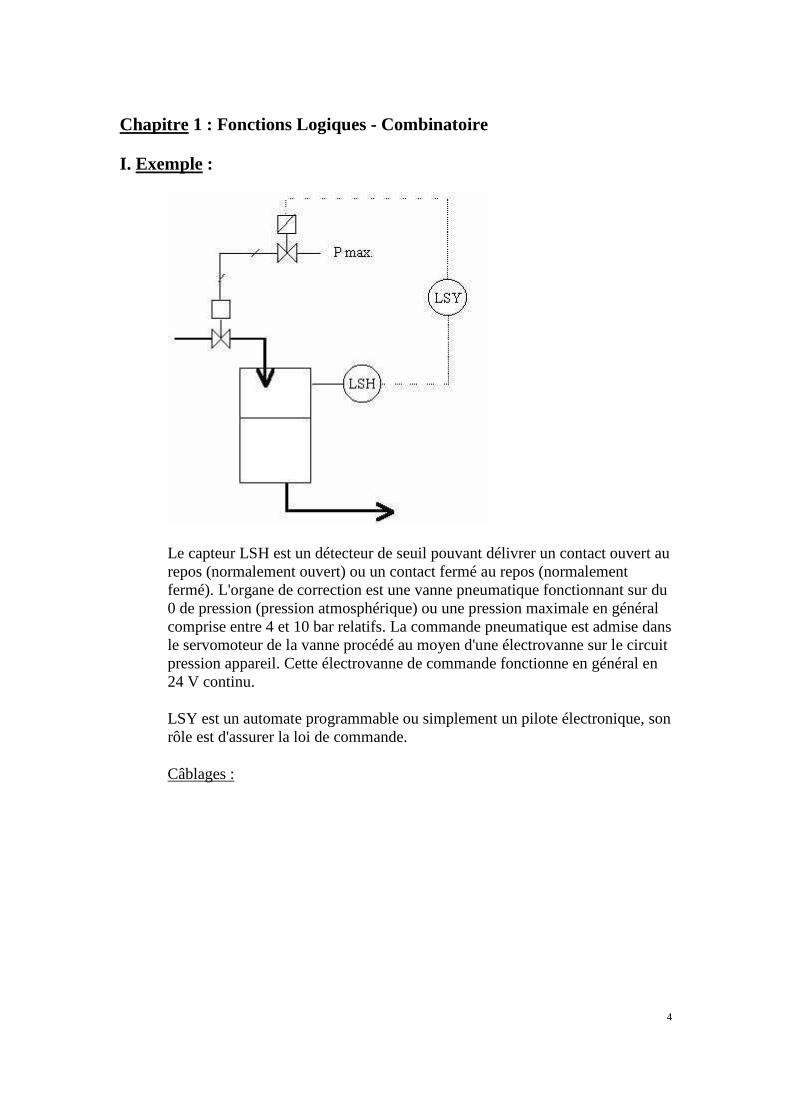
Le transformateur redresseur n'est présent que lorsque l'automate LSY présente des contacts secs en entrée et en sortie. L'automate peut lui-même alimenter le circuit d'entrée et le circuit de sortie. L'entrée du LSY fonctionne comme un voltmètre, en fait le LSY détecte la continuité électrique dans le circuit d'entrée et assure ou non (contact) la continuité électrique dans le circuit de sortie.
On constate qu'un premier choix doit être fait : sur le détecteur, il faut choisir un contact NO ou NF, sur l'électrovanne de commande, il faut choisir une électrovanne NO ou NF et sur la vanne de commande procédé, il faut choisir une vanne NO ou NF.
La sécurité du procédé est assurée par la vanne pneumatique, dans notre cas, la sécurité du procédé impose une vanne NF (éviter le débordement du réservoir
6
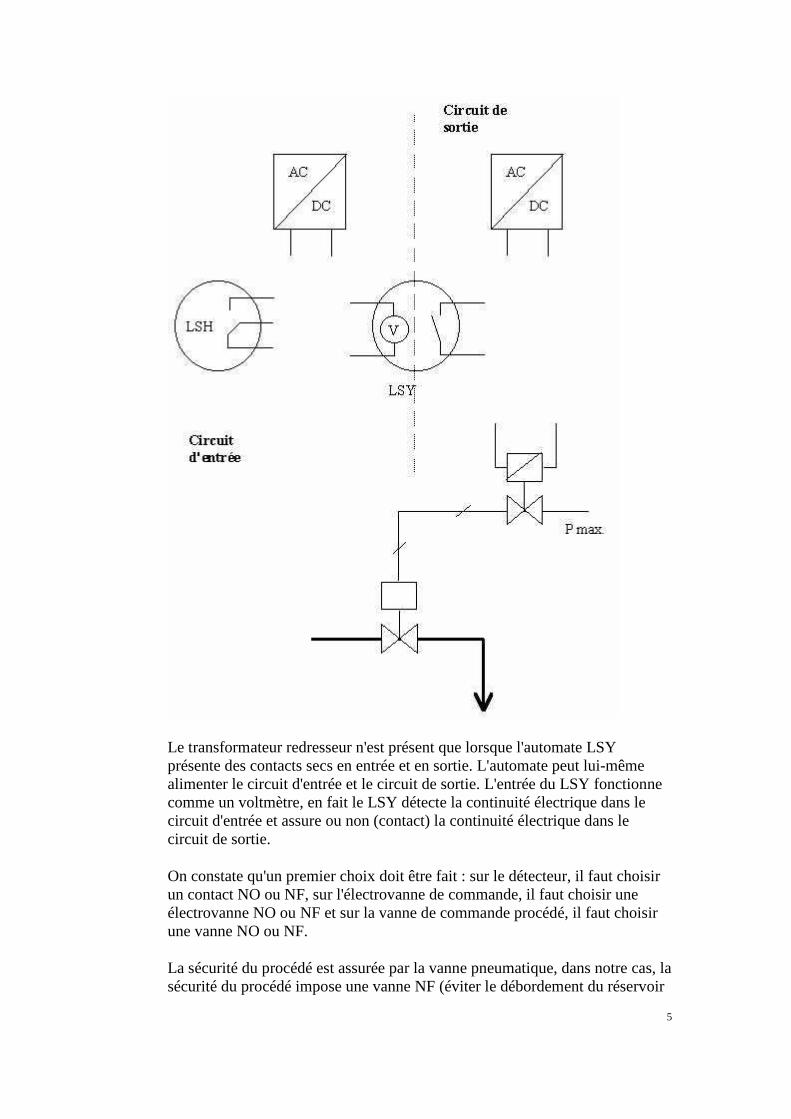
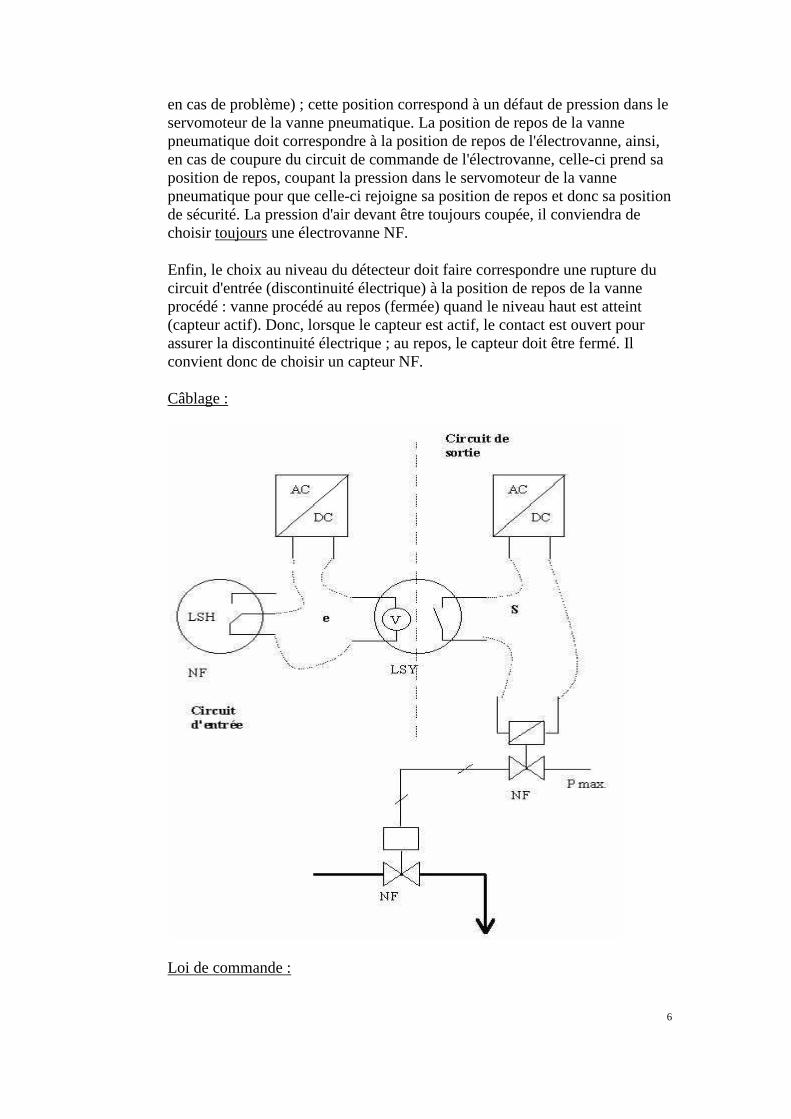
en cas de problème) ; cette position correspond à un défaut de pression dans le servomoteur de la vanne pneumatique. La position de repos de la vanne pneumatique doit correspondre à la position de repos de l'électrovanne, ainsi, en cas de coupure du circuit de commande de l'électrovanne, celle-ci prend sa position de repos, coupant la pression dans le servomoteur de la vanne pneumatique pour que celle-ci rejoigne sa position de repos et donc sa position de sécurité. La pression d'air devant être toujours coupée, il conviendra de choisir toujours une électrovanne NF.
Enfin, le choix au niveau du détecteur doit faire correspondre une rupture du circuit d'entrée (discontinuité électrique) à la position de repos de la vanne procédé : vanne procédé au repos (fermée) quand le niveau haut est atteint (capteur actif). Donc, lorsque le capteur est actif, le contact est ouvert pour assurer la discontinuité électrique ; au repos, le capteur doit être fermé. Il convient donc de choisir un capteur NF.
Câblage :
Loi de commande :
7
Elle résulte de la proposition logique suivante : "Si le niveau haut est atteint alors fermer la vanne.". Cette proposition doit être traduite en terme de continuité électrique des circuits d'entrée et de sortie puisque l'automate détecte la continuité électrique du circuit d'entrée et assure celle du circuit de sortie.
Cette proposition est modifiée de la façon suivante :
Niveau haut atteint � Capteur actif � Contact ouvert (NF) � Discontinuité électrique du circuit d'entrée.
Vanne procédé fermée � Pression du servomoteur nulle (NF) � Electrovanne fermée � Servomoteur hors tension (NF) � Discontinuité électrique du circuit de sortie.
Nous avons alors : "Si Discontinuité électrique du circuit d'entrée alors Discontinuité électrique du circuit de sortie."
Le capteur est câblé sur l'entrée e du LSY et la vanne est câblée sur la sortie s du LSY.
Conventions :
Lorsque une entrée ou une sortie digitale (2 positions) est en état de continuité électrique, elle est prise à 1, lorsqu'elle est en état de discontinuité électrique, elle est prise à 0.
La loi de commande s'écrit alors : "Si e=0 alors S=0" ou encore plus simplement :
S = e
Il s'agit de la fonction logique Identité.
Remarque : on peut vérifier que cette fonction logique assure le complémentaire de la proposition donnée au départ : "Si le niveau haut n'est pas atteint alors ouvrir la vanne.".
I I . Var iables Booléennes et Fonctions Logiques :
Une variable booléenne est une variable qui ne peut prendre que deux valeurs discrètes que l'on nomme 0 ou 1.
Une fonction logique est une combinaison donnée des variables d'entrées.
Lorsque l'on réalise une combinaison de n variables d'entrées, on peut obtenir 2n combinaisons différentes.

8
Nous avons déjà vu la fonction identité, la fonction complément défini le contraire de l'identité. Il existe 2 autres fonctions logiques de base, le ET et le OU, puis 4 fonctions particulières méritant d'être citées.
I I .1. Fonction Identité :
L est une sortie, a et b des entrées.
Proposition logique : "L est à 1 quand a=1"
Table de Vérité :
Forme algébrique : L=a
Forme schématique :
Cette notation vient de la technologie câblée, elle est appelée "ladder" ou "langage à contact". L'équation combinatoire précédante peut être lue de la façon suivante : "Tant que l'entrée a est à 1, la sortie L est maintenue à 1." Et aussi : "Dès que l'entrée a retourne à 0, la sortie L est repositionnée à 0." La bobine L est excitée tant que le contact est maintenu à 1.
Noter la différence avec la proposition suivante : "Dès que l'entrée a passe à 1, la sortie L est positionnée à 1." Et y demeure même si a retourne à 0. Ceci correspond à un "set" :
Seul un "reset" peut ramener à 0 une sortie positionnée à 1 par un "set". Par exemple, retour à zéro de L sur passage à 1 du contact b :
9
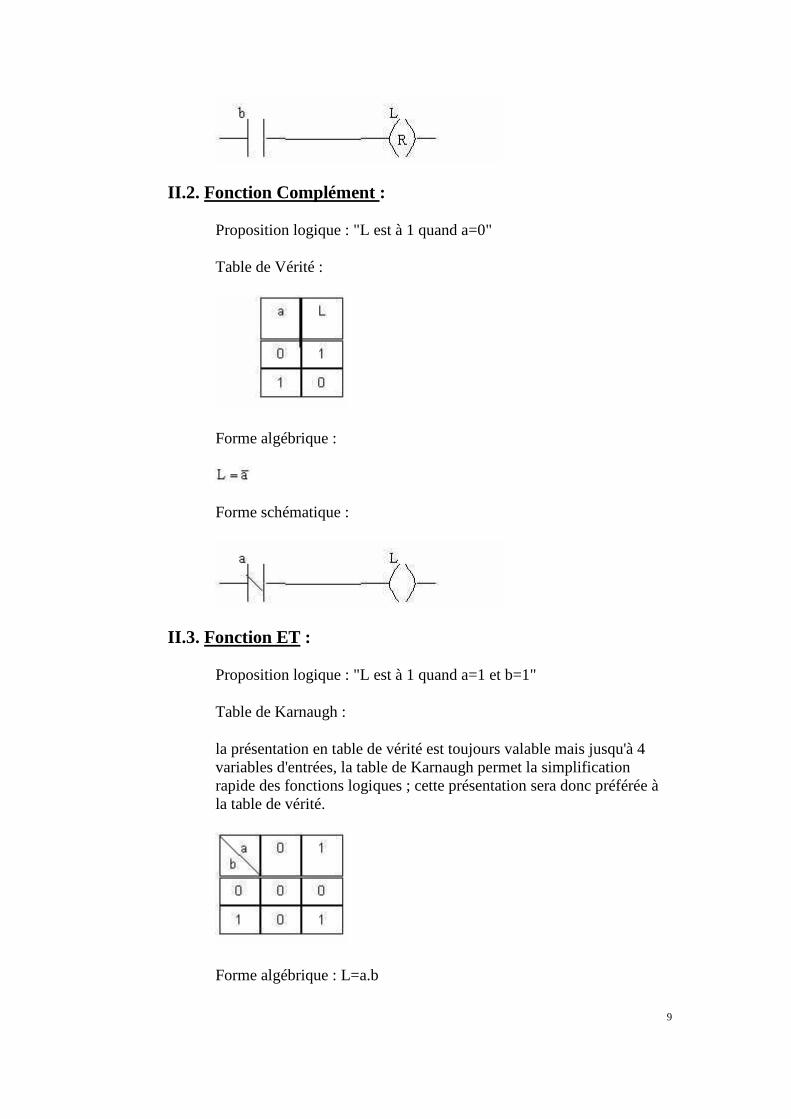
I I .2. Fonction Complément :
Proposition logique : "L est à 1 quand a=0"
Table de Vérité :
Forme algébrique :
Forme schématique :
I I .3. Fonction ET :
Proposition logique : "L est à 1 quand a=1 et b=1"
Table de Karnaugh :
la présentation en table de vérité est toujours valable mais jusqu'à 4 variables d'entrées, la table de Karnaugh permet la simplification rapide des fonctions logiques ; cette présentation sera donc préférée à la table de vérité.
Forme algébrique : L=a.b
10
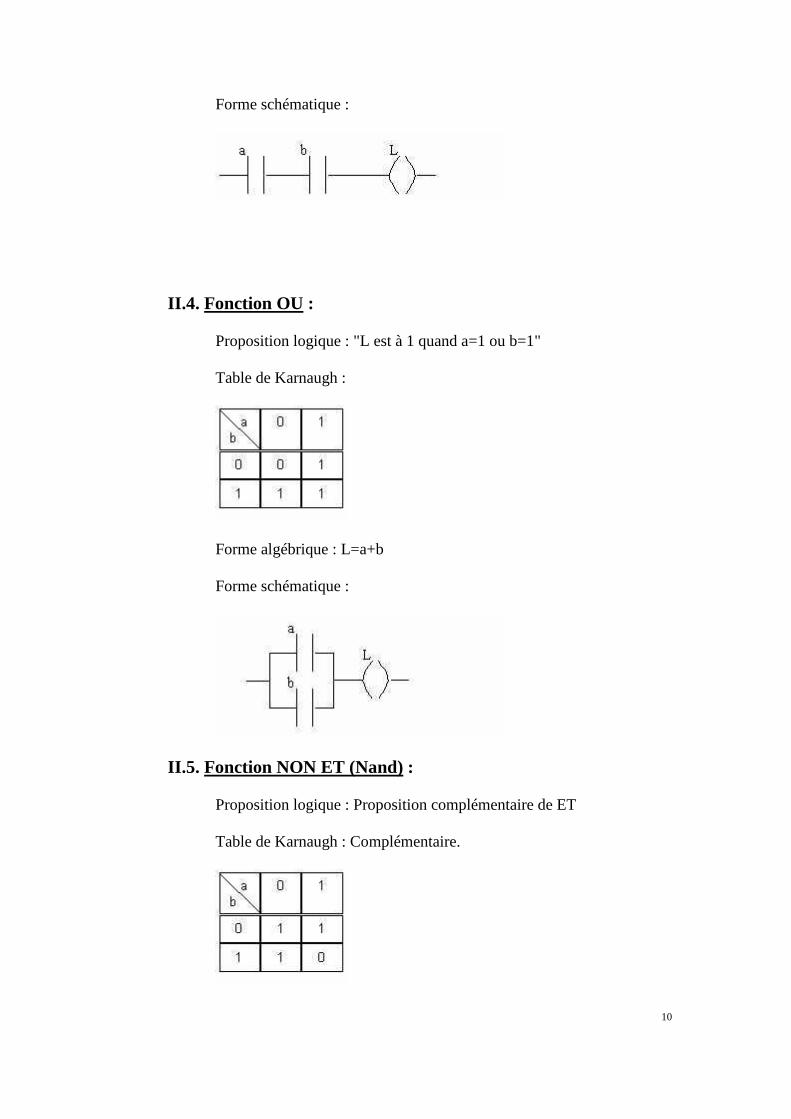
Forme schématique :
I I .4. Fonction OU :
Proposition logique : "L est à 1 quand a=1 ou b=1"
Table de Karnaugh :
Forme algébrique : L=a+b
Forme schématique :
I I .5. Fonction NON ET (Nand) :
Proposition logique : Proposition complémentaire de ET
Table de Karnaugh : Complémentaire.
11
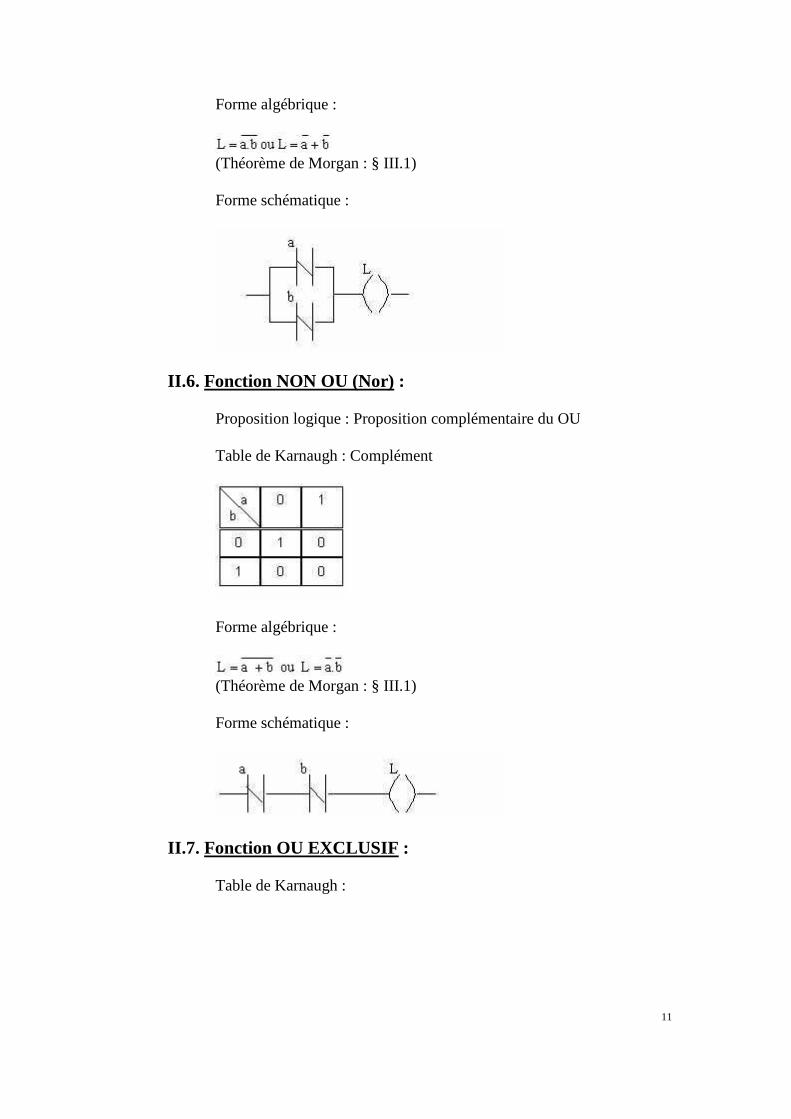
Forme algébrique :
(Théorème de Morgan : § III.1)
Forme schématique :
I I .6. Fonction NON OU (Nor) :
Proposition logique : Proposition complémentaire du OU
Table de Karnaugh : Complément
Forme algébrique :
(Théorème de Morgan : § III.1)
Forme schématique :
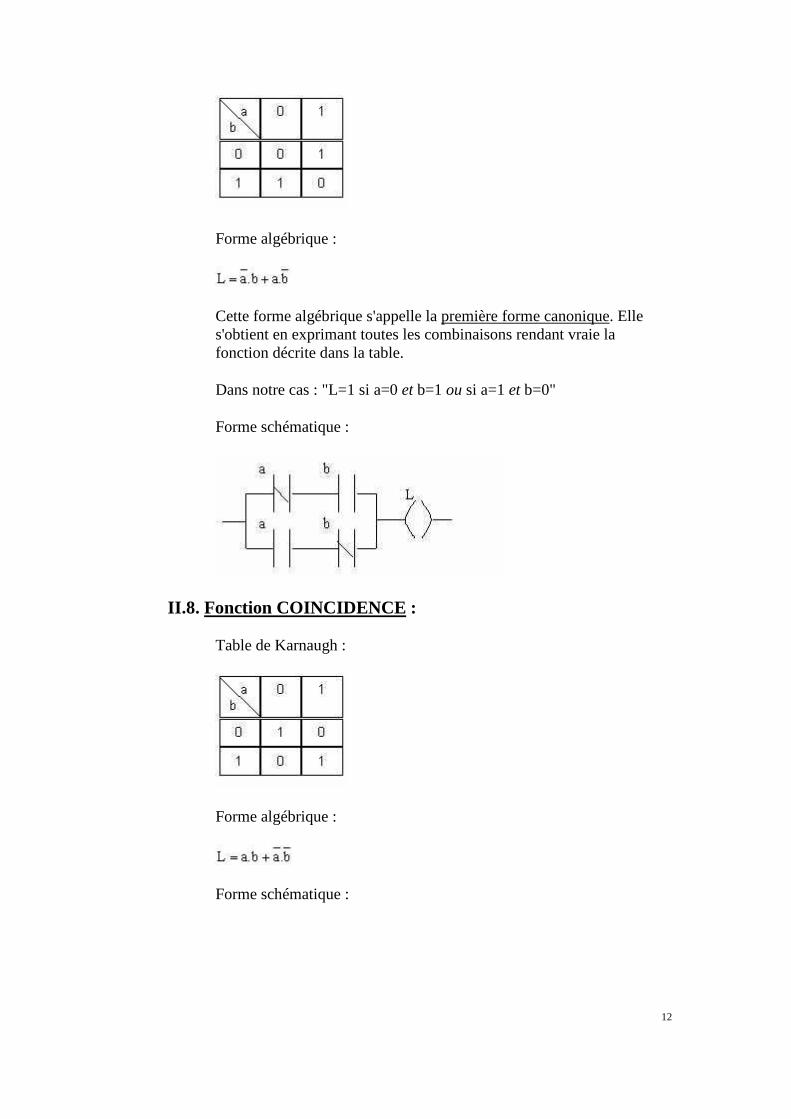
I I .7. Fonction OU EXCLUSIF :
Table de Karnaugh :
12
Forme algébrique :
Cette forme algébrique s'appelle la première forme canonique. Elle s'obtient en exprimant toutes les combinaisons rendant vraie la fonction décrite dans la table.
Dans notre cas : "L=1 si a=0 et b=1 ou si a=1 et b=0"
Forme schématique :
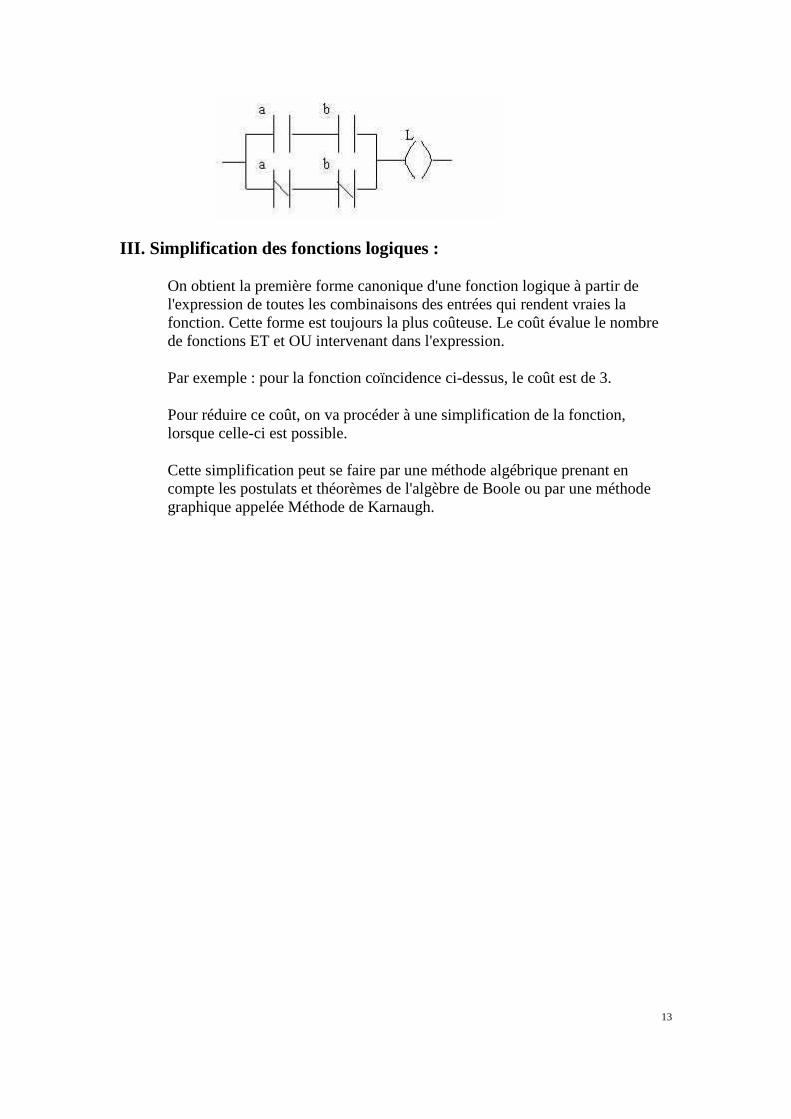
I I .8. Fonction COINCIDENCE :
Table de Karnaugh :
Forme algébrique :
Forme schématique :
13
I I I . Simplification des fonctions logiques :
On obtient la première forme canonique d'une fonction logique à partir de l'expression de toutes les combinaisons des entrées qui rendent vraies la fonction. Cette forme est toujours la plus coûteuse. Le coût évalue le nombre de fonctions ET et OU intervenant dans l'expression.
Par exemple : pour la fonction coïncidence ci-dessus, le coût est de 3.
Pour réduire ce coût, on va procéder à une simplification de la fonction, lorsque celle-ci est possible.
Cette simplification peut se faire par une méthode algébrique prenant en compte les postulats et théorèmes de l'algèbre de Boole ou par une méthode graphique appelée Méthode de Karnaugh.
14
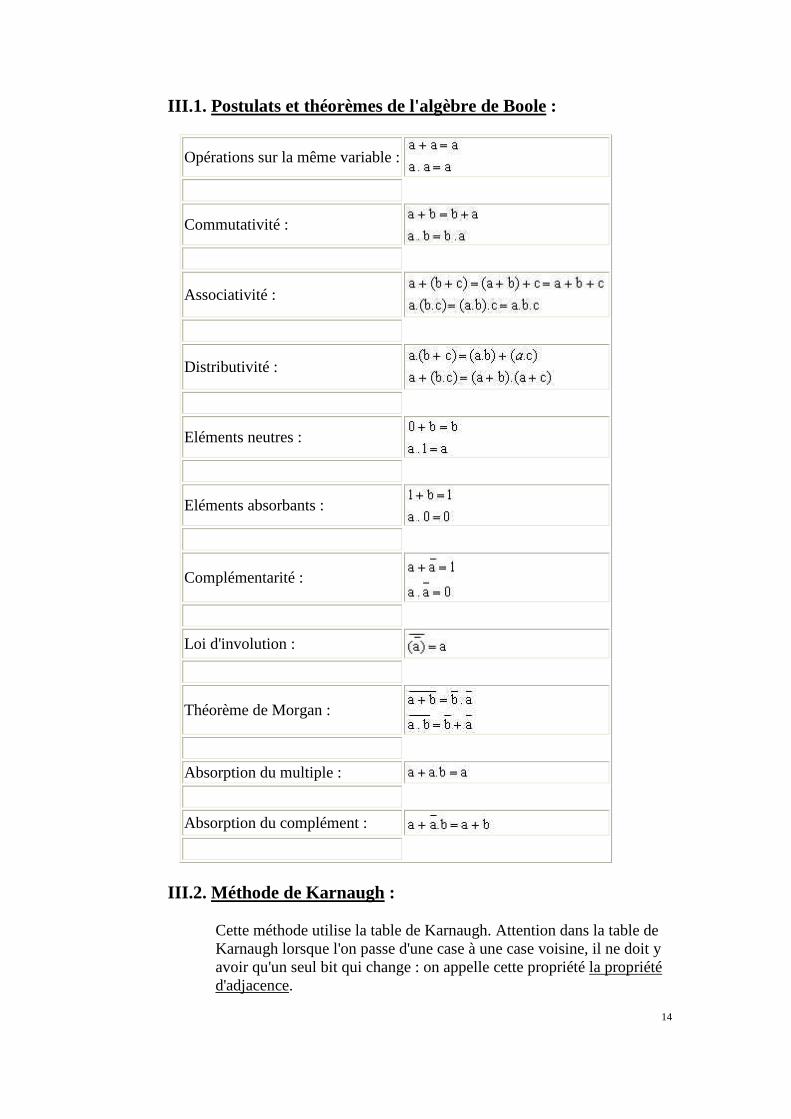
I I I .1. Postulats et théorèmes de l'algèbre de Boole :
Opérations sur la même variable :
Commutativité :
Associativité :
Distributivité :
Eléments neutres :
Eléments absorbants :
Complémentarité :
Loi d'involution :
Théorème de Morgan :
Absorption du multiple :
Absorption du complément :
I I I .2. Méthode de Karnaugh :
Cette méthode utilise la table de Karnaugh. Attention dans la table de Karnaugh lorsque l'on passe d'une case à une case voisine, il ne doit y avoir qu'un seul bit qui change : on appelle cette propriété la propriété d'adjacence.
15
La méthode de Karnaugh consiste à effectuer des regroupement de cases à 1 par puissance de 2 les plus grandes possibles.
Exemple : soit une fonction à 3 entrées a, b et c. La table comporte 8 cases soit 2 à la puissance 3.
• On peut faire un paquet de 8 :
L=1
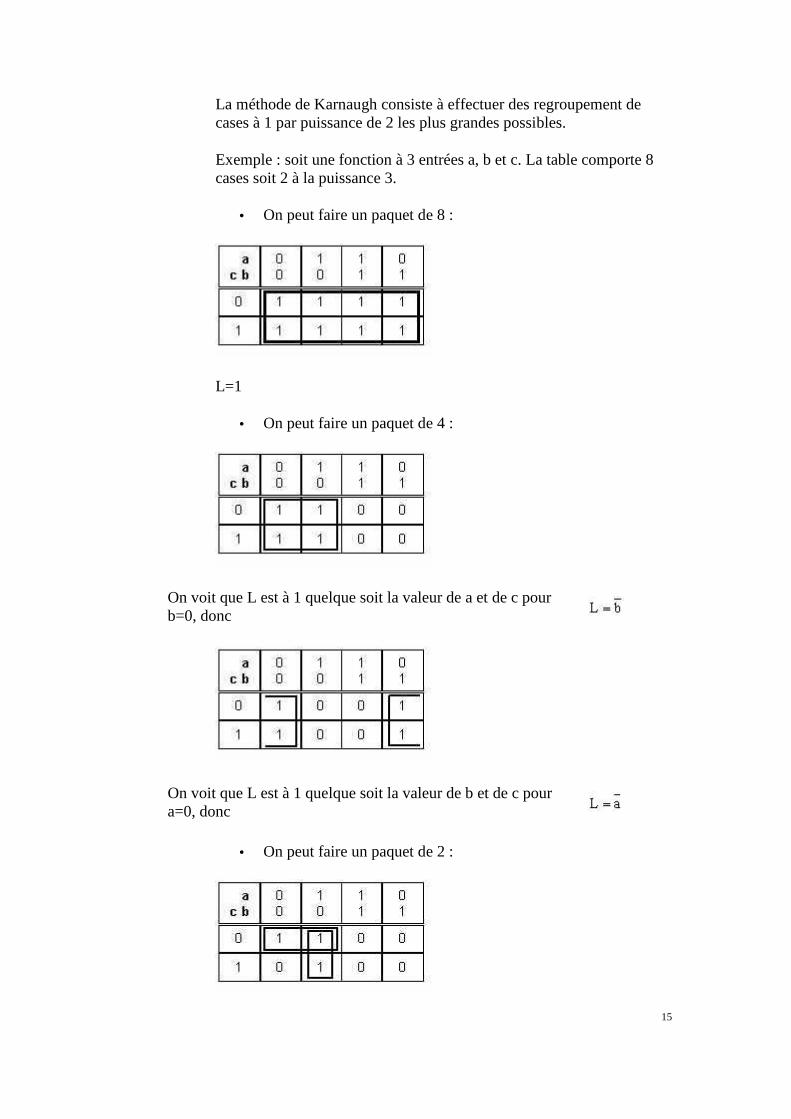
• On peut faire un paquet de 4 :
On voit que L est à 1 quelque soit la valeur de a et de c pour b=0, donc
On voit que L est à 1 quelque soit la valeur de b et de c pour a=0, donc
• On peut faire un paquet de 2 :
16
On a
On a
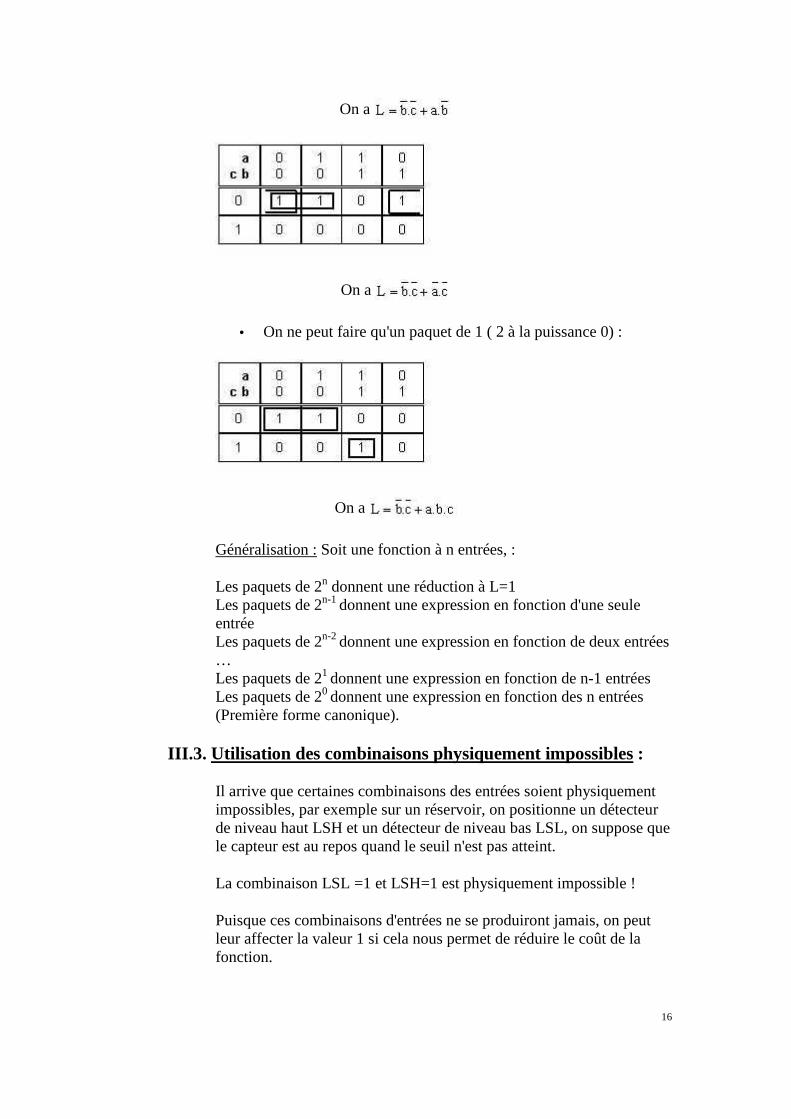
• On ne peut faire qu'un paquet de 1 ( 2 à la puissance 0) :
On a
Généralisation : Soit une fonction à n entrées, :
Les paquets de 2n donnent une réduction à L=1 Les paquets de 2n-1 donnent une expression en fonction d'une seule entrée Les paquets de 2n-2 donnent une expression en fonction de deux entrées … Les paquets de 21 donnent une expression en fonction de n-1 entrées Les paquets de 20 donnent une expression en fonction des n entrées (Première forme canonique).
I I I .3. Utilisation des combinaisons physiquement impossibles :
Il arrive que certaines combinaisons des entrées soient physiquement impossibles, par exemple sur un réservoir, on positionne un détecteur de niveau haut LSH et un détecteur de niveau bas LSL, on suppose que le capteur est au repos quand le seuil n'est pas atteint.
La combinaison LSL =1 et LSH=1 est physiquement impossible !
Puisque ces combinaisons d'entrées ne se produiront jamais, on peut leur affecter la valeur 1 si cela nous permet de réduire le coût de la fonction.
17
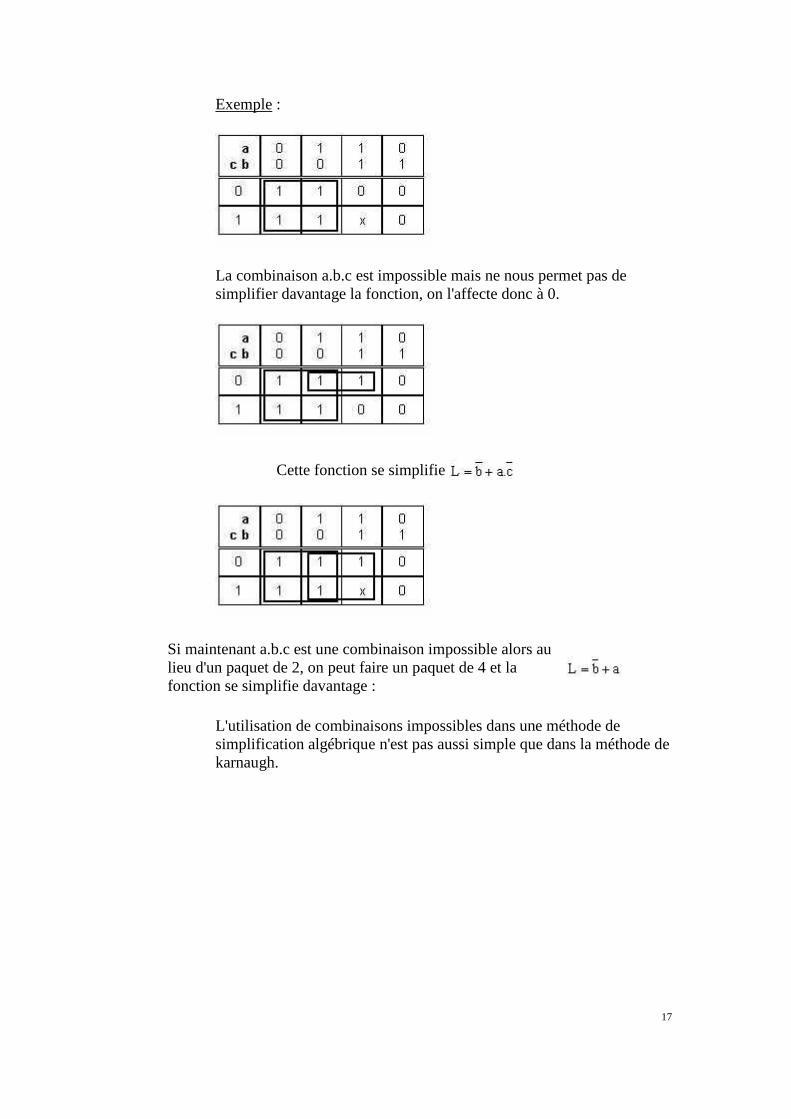
Exemple :
La combinaison a.b.c est impossible mais ne nous permet pas de simplifier davantage la fonction, on l'affecte donc à 0.
Cette fonction se simplifie
Si maintenant a.b.c est une combinaison impossible alors au lieu d'un paquet de 2, on peut faire un paquet de 4 et la fonction se simplifie davantage :
L'utilisation de combinaisons impossibles dans une méthode de simplification algébrique n'est pas aussi simple que dans la méthode de karnaugh.
18
Chapitre 2 : Fonctions Séquentielles Inconditionnelles
Lorsque l'on a affaire à un procédé où les sorties dépendent du temps mais ne dépendent pas des entrées (c'est à dire de l'état du procédé) lors du déroulement du programme, on peut traiter le problème à l'aide de fonctions temporisations. Nous allons illustrer leur usage par un exemple.
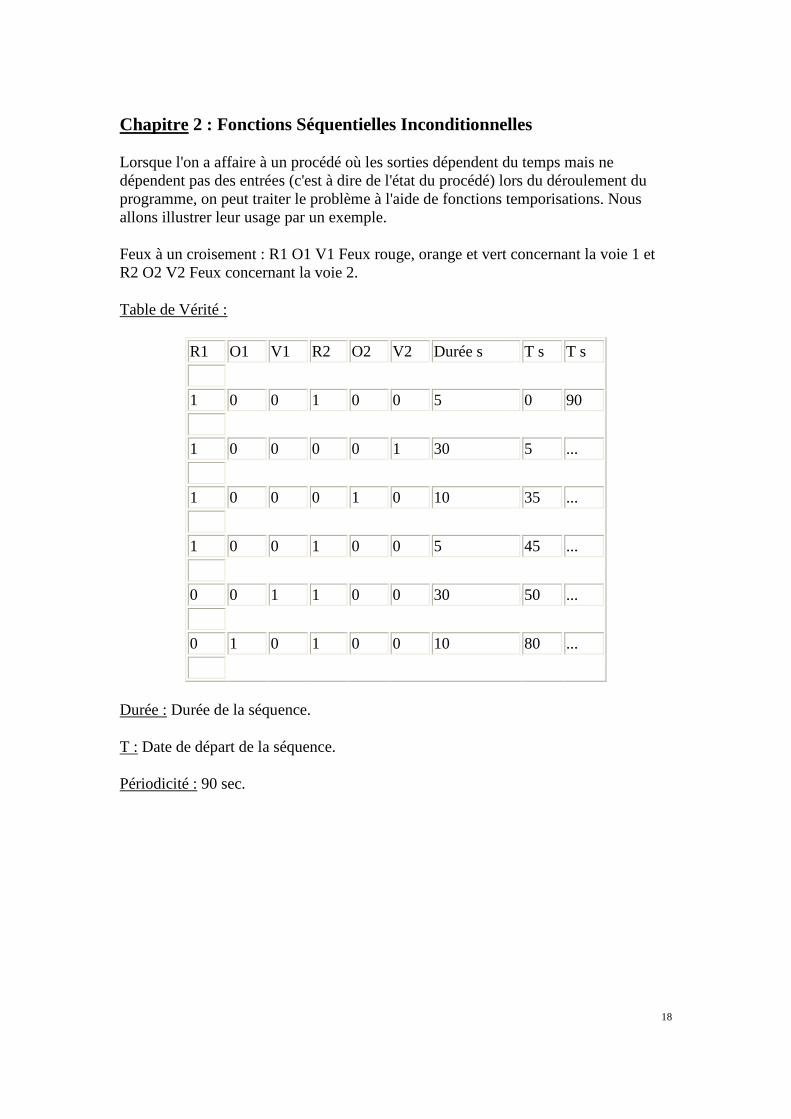
Feux à un croisement : R1 O1 V1 Feux rouge, orange et vert concernant la voie 1 et R2 O2 V2 Feux concernant la voie 2.
Table de Vérité :
R1 O1 V1 R2 O2 V2 Durée s T s T s
1 0 0 1 0 0 5 0 90
1 0 0 0 0 1 30 5 ...
1 0 0 0 1 0 10 35 ...
1 0 0 1 0 0 5 45 ...
0 0 1 1 0 0 30 50 ...
0 1 0 1 0 0 10 80 ...
Durée : Durée de la séquence.
T : Date de départ de la séquence.
Périodicité : 90 sec.
19
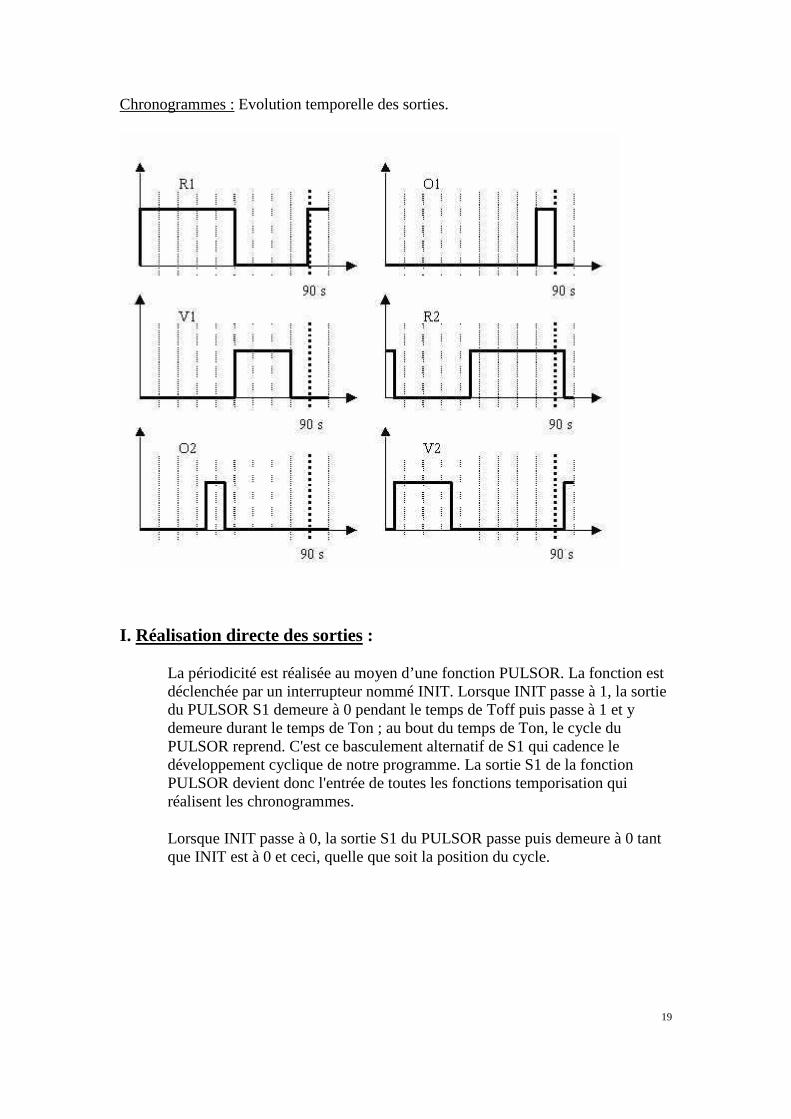
Chronogrammes : Evolution temporelle des sorties.
I . Réalisation directe des sorties :
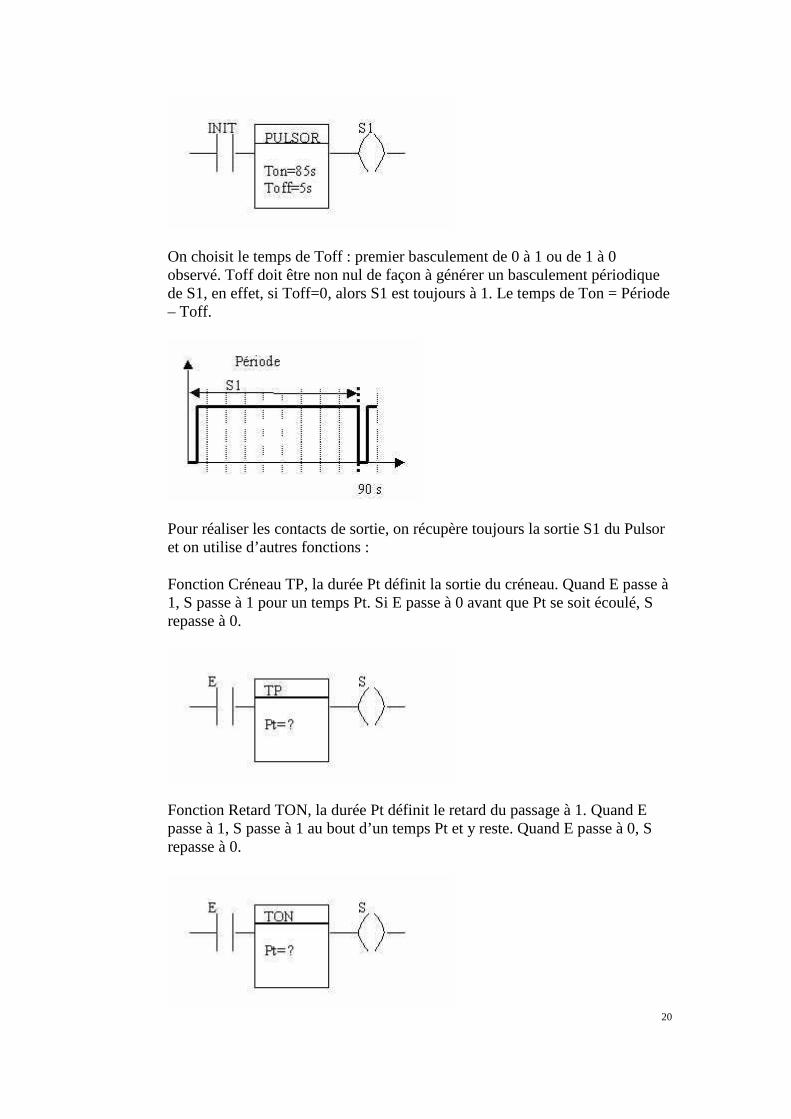
La périodicité est réalisée au moyen d’une fonction PULSOR. La fonction est déclenchée par un interrupteur nommé INIT. Lorsque INIT passe à 1, la sortie du PULSOR S1 demeure à 0 pendant le temps de Toff puis passe à 1 et y demeure durant le temps de Ton ; au bout du temps de Ton, le cycle du PULSOR reprend. C'est ce basculement alternatif de S1 qui cadence le développement cyclique de notre programme. La sortie S1 de la fonction PULSOR devient donc l'entrée de toutes les fonctions temporisation qui réalisent les chronogrammes.
Lorsque INIT passe à 0, la sortie S1 du PULSOR passe puis demeure à 0 tant que INIT est à 0 et ceci, quelle que soit la position du cycle.
20
On choisit le temps de Toff : premier basculement de 0 à 1 ou de 1 à 0 observé. Toff doit être non nul de façon à générer un basculement périodique de S1, en effet, si Toff=0, alors S1 est toujours à 1. Le temps de Ton = Période – Toff.
Pour réaliser les contacts de sortie, on récupère toujours la sortie S1 du Pulsor et on utilise d’autres fonctions :
Fonction Créneau TP, la durée Pt définit la sortie du créneau. Quand E passe à 1, S passe à 1 pour un temps Pt. Si E passe à 0 avant que Pt se soit écoulé, S repasse à 0.
Fonction Retard TON, la durée Pt définit le retard du passage à 1. Quand E passe à 1, S passe à 1 au bout d’un temps Pt et y reste. Quand E passe à 0, S repasse à 0.
21
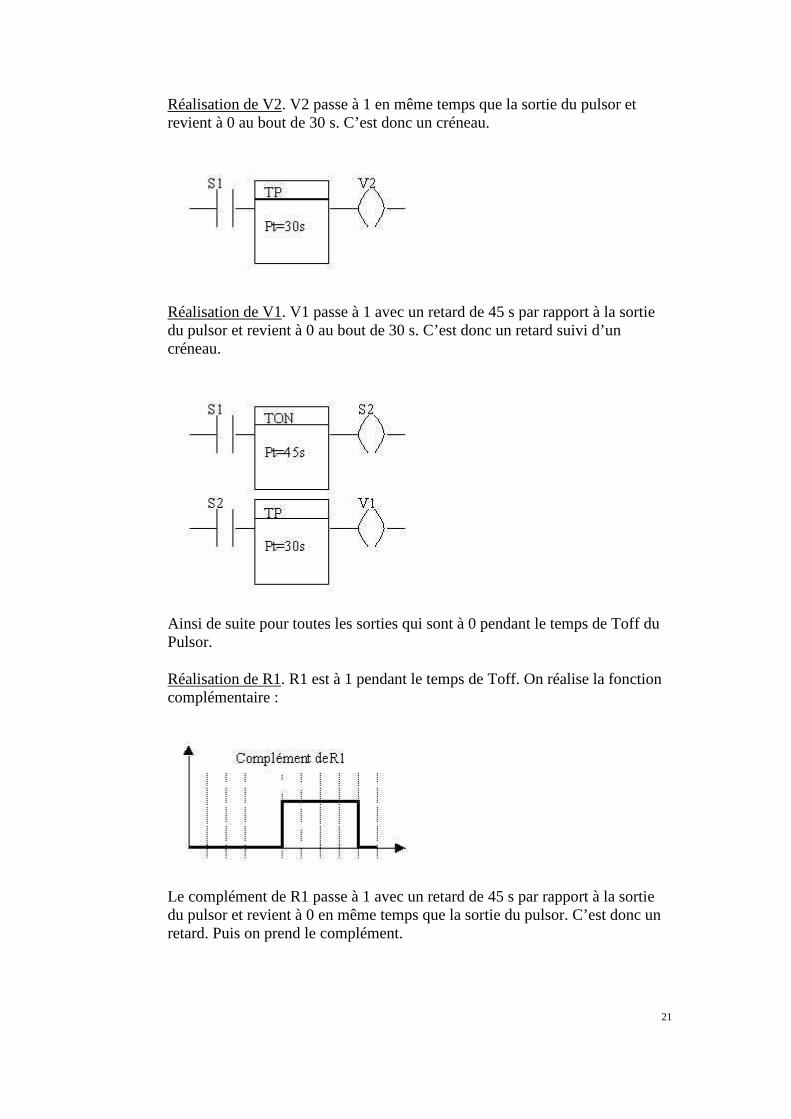
Réalisation de V2. V2 passe à 1 en même temps que la sortie du pulsor et revient à 0 au bout de 30 s. C’est donc un créneau.
Réalisation de V1. V1 passe à 1 avec un retard de 45 s par rapport à la sortie du pulsor et revient à 0 au bout de 30 s. C’est donc un retard suivi d’un créneau.
Ainsi de suite pour toutes les sorties qui sont à 0 pendant le temps de Toff du Pulsor.
Réalisation de R1. R1 est à 1 pendant le temps de Toff. On réalise la fonction complémentaire :
Le complément de R1 passe à 1 avec un retard de 45 s par rapport à la sortie du pulsor et revient à 0 en même temps que la sortie du pulsor. C’est donc un retard. Puis on prend le complément.
22
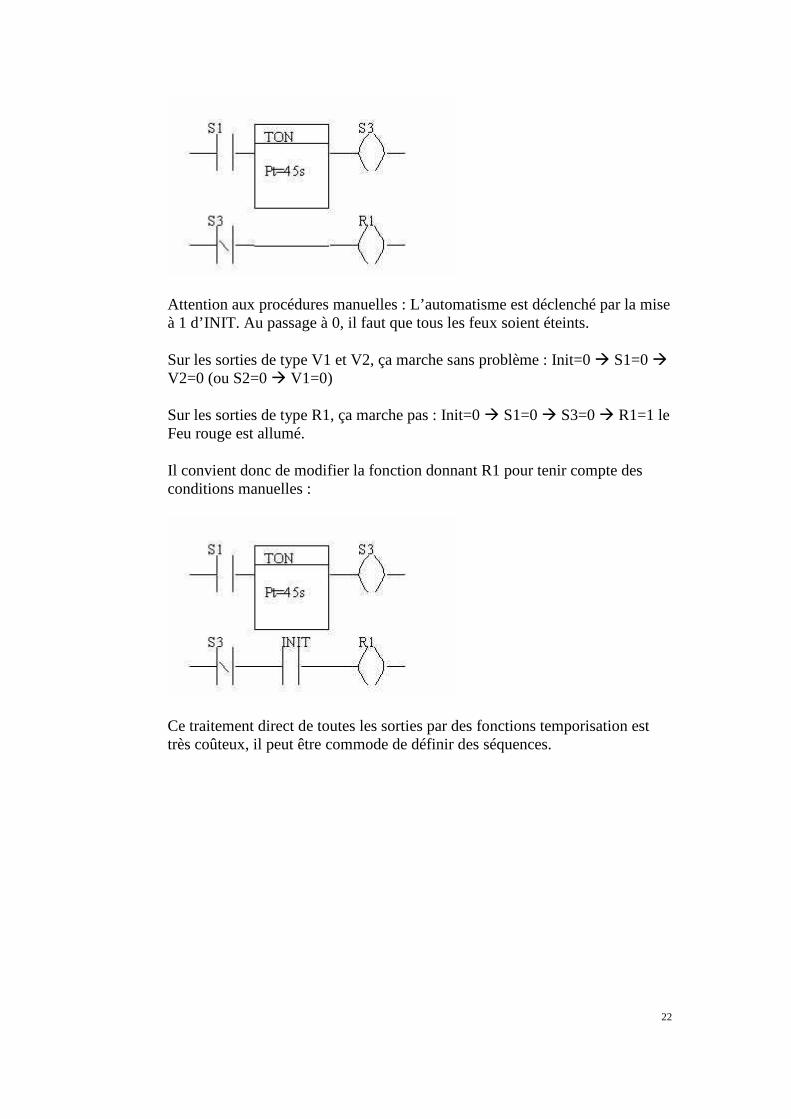
Attention aux procédures manuelles : L’automatisme est déclenché par la mise à 1 d’ INIT. Au passage à 0, il faut que tous les feux soient éteints.
Sur les sorties de type V1 et V2, ça marche sans problème : Init=0 � S1=0 � V2=0 (ou S2=0 � V1=0)
Sur les sorties de type R1, ça marche pas : Init=0 � S1=0 � S3=0 � R1=1 le Feu rouge est allumé.
Il convient donc de modifier la fonction donnant R1 pour tenir compte des conditions manuelles :
Ce traitement direct de toutes les sorties par des fonctions temporisation est très coûteux, il peut être commode de définir des séquences.

23
I I . Réalisation de Séquences :
Table de Vérité :
Etapes a b c R1 O1 V1 R2 O2 V2 Durée s T s T s
1 0 0 0 1 0 0 1 0 0 5 0 90
2 1 0 0 1 0 0 0 0 1 30 5 ...
3 1 1 0 1 0 0 0 1 0 10 35 ...
4 1 1 1 1 0 0 1 0 0 5 45 ...
5 0 1 1 0 0 1 1 0 0 30 50 ...
6 0 0 1 0 1 0 1 0 0 10 80 ...
Les séquences sont exprimées par des combinaisons de variables binaires, de 1 à 6, 6 numéros de séquences donc 3 bits (a,b,c) sont nécessaires pour les exprimer. On pourrait exprimer 8 séquences.
Choix du codage des séquences Table de Karnaugh :
Les états sont impossibles. Il faudra en tenir compte dans les simplifications suivantes.
On réalise les chronogrammes des variables internes a, b, c en utilisant des fonctions, PULSOR d’abord (inchangé d’ailleurs) puis TP et TON. Puis on exprime les sorties physiques en fonction de a, b, c.

24
Pour R1 par exemple :
Cette Fonction doit être simplifiée. Remarquons que si Init=0 � S1=0 � a=b=c=0 � R1=1, le feu est toujours allumé. Là encore, la contrainte manuelle (feux éteint) impose un contact Init en " et " dans la fonction R1.
La solution ainsi présentée aboutit à une économie au niveau du coût, le nombre de fonctions temporisation étant très réduit.
25
Chapitre 3 : Fonctions Séquentielles Conditionnelles : Grafcet
Le Grafcet est un outil de programmation et d'écriture des lois de commande dont l'évolution dépend du temps et de l'état du procédé. Il est basé sur une succession d'étapes séparées par des transitions.
I . Descr iption du Grafcet :
I .1. Etapes et Transitions :
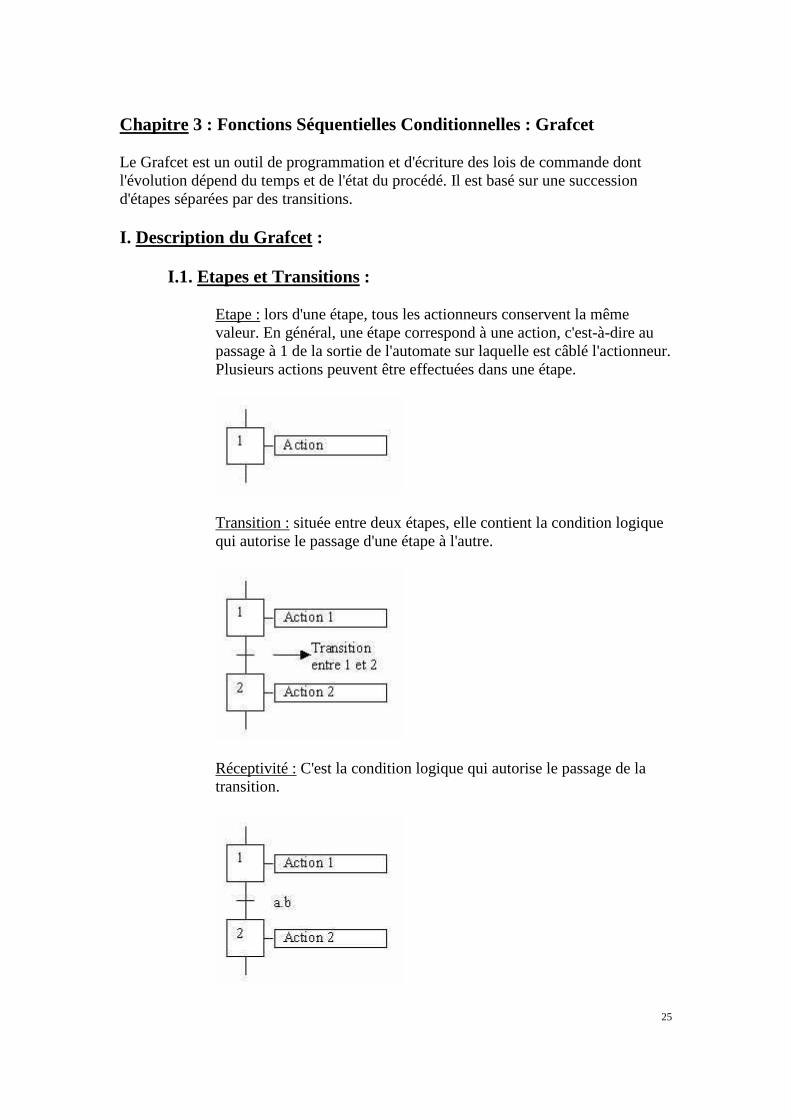
Etape : lors d'une étape, tous les actionneurs conservent la même valeur. En général, une étape correspond à une action, c'est-à-dire au passage à 1 de la sortie de l'automate sur laquelle est câblé l'actionneur. Plusieurs actions peuvent être effectuées dans une étape.
Transition : située entre deux étapes, elle contient la condition logique qui autorise le passage d'une étape à l'autre.
Réceptivité : C'est la condition logique qui autorise le passage de la transition.
26
Dans ce cas, il faut que l'équation logique "a et b" soit vraie pour que la transition soit franchie. a et b sont en général des capteurs (ou des variables internes).
Remarque :
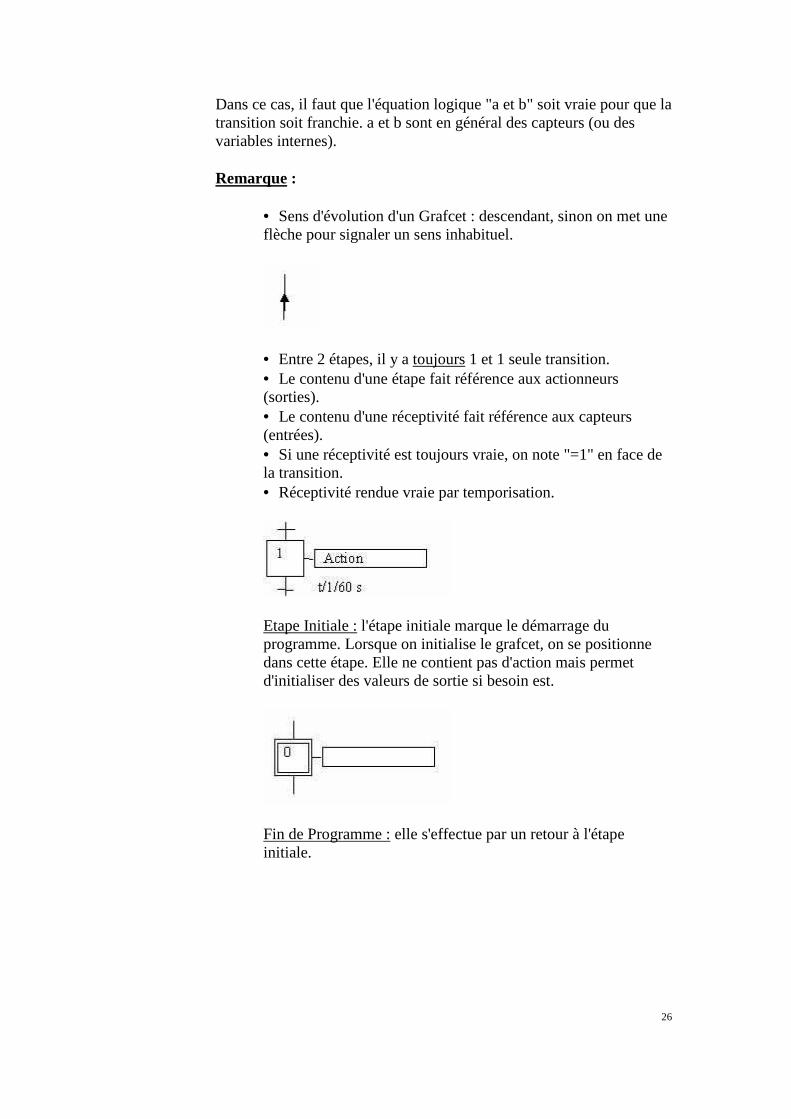
• Sens d'évolution d'un Grafcet : descendant, sinon on met une flèche pour signaler un sens inhabituel.
• Entre 2 étapes, il y a toujours 1 et 1 seule transition. • Le contenu d'une étape fait référence aux actionneurs (sorties). • Le contenu d'une réceptivité fait référence aux capteurs (entrées). • Si une réceptivité est toujours vraie, on note "=1" en face de la transition. • Réceptivité rendue vraie par temporisation.
Etape Initiale : l'étape initiale marque le démarrage du programme. Lorsque on initialise le grafcet, on se positionne dans cette étape. Elle ne contient pas d'action mais permet d'initialiser des valeurs de sortie si besoin est.
Fin de Programme : elle s'effectue par un retour à l'étape initiale.
27
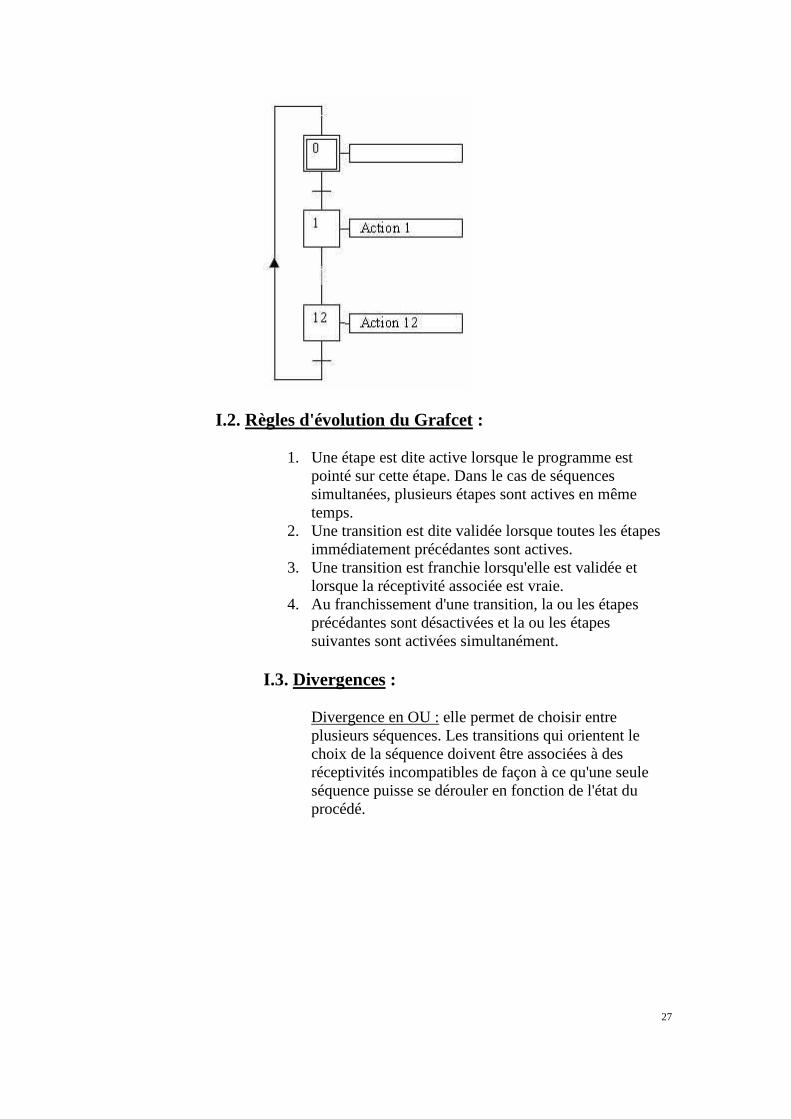
I .2. Règles d'évolution du Grafcet :
1. Une étape est dite active lorsque le programme est pointé sur cette étape. Dans le cas de séquences simultanées, plusieurs étapes sont actives en même temps.
2. Une transition est dite validée lorsque toutes les étapes immédiatement précédantes sont actives.
3. Une transition est franchie lorsqu'elle est validée et lorsque la réceptivité associée est vraie.
4. Au franchissement d'une transition, la ou les étapes précédantes sont désactivées et la ou les étapes suivantes sont activées simultanément.
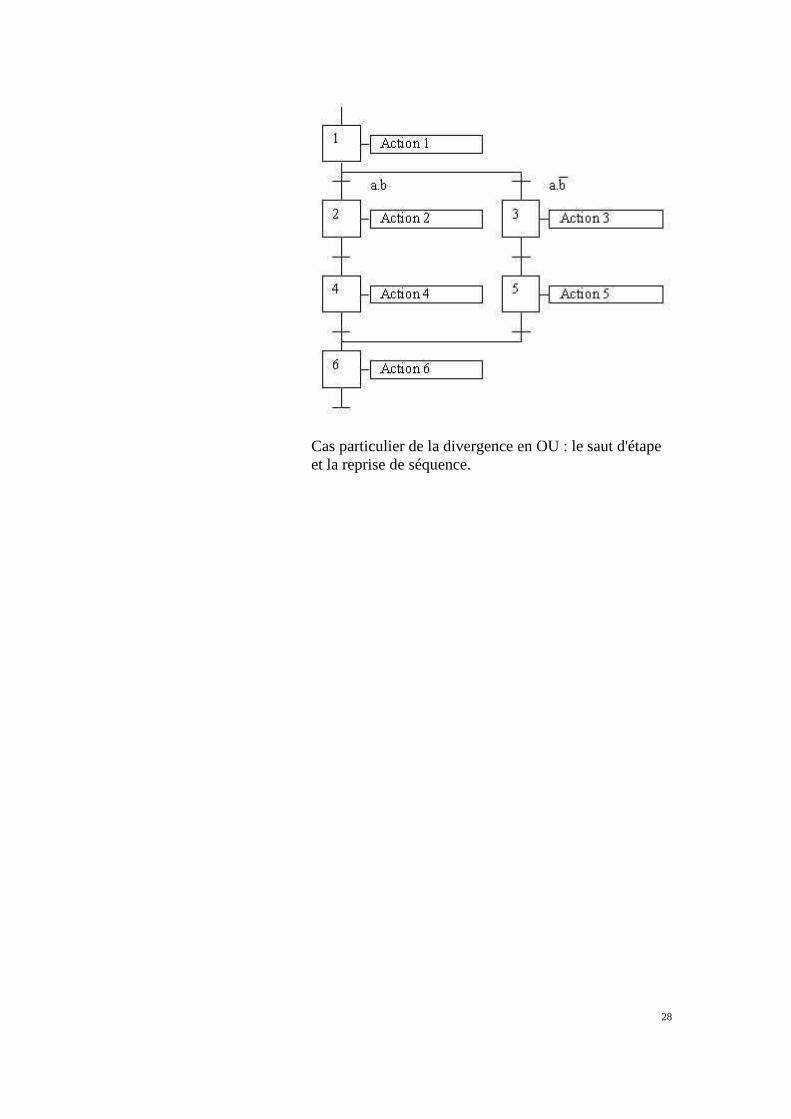
I .3. Divergences :
Divergence en OU : elle permet de choisir entre plusieurs séquences. Les transitions qui orientent le choix de la séquence doivent être associées à des réceptivités incompatibles de façon à ce qu'une seule séquence puisse se dérouler en fonction de l'état du procédé.
28
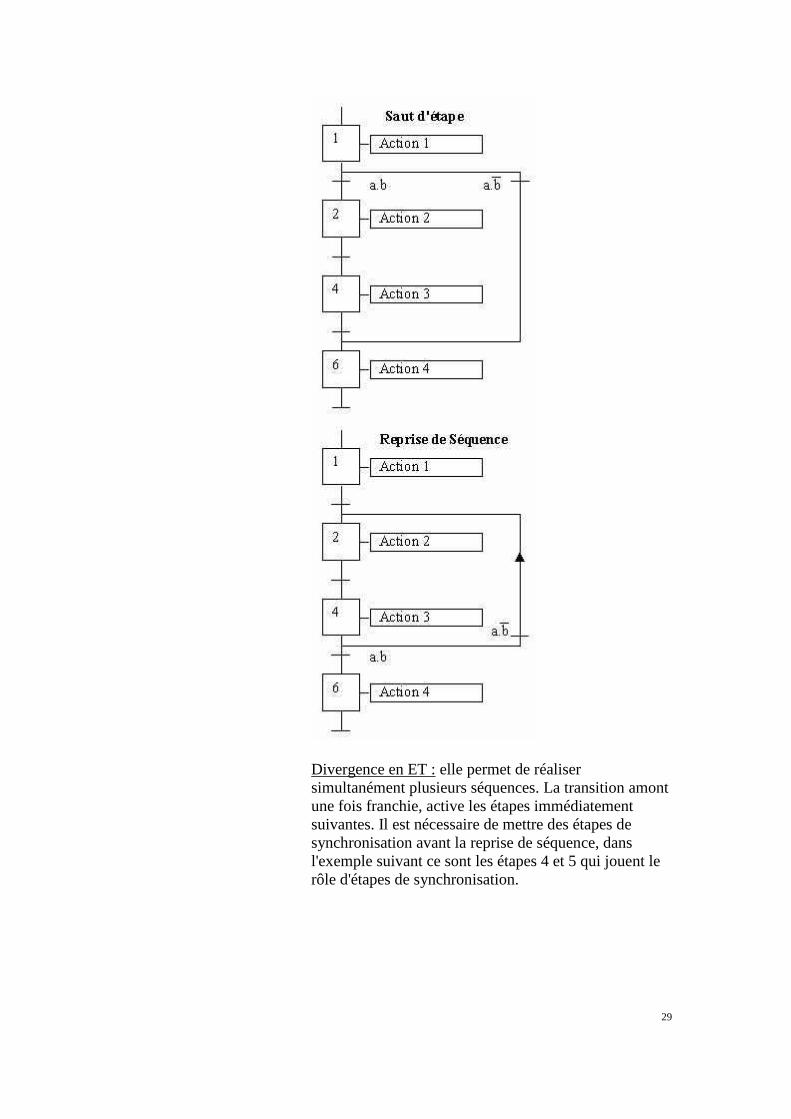
Cas particulier de la divergence en OU : le saut d'étape et la reprise de séquence.
29
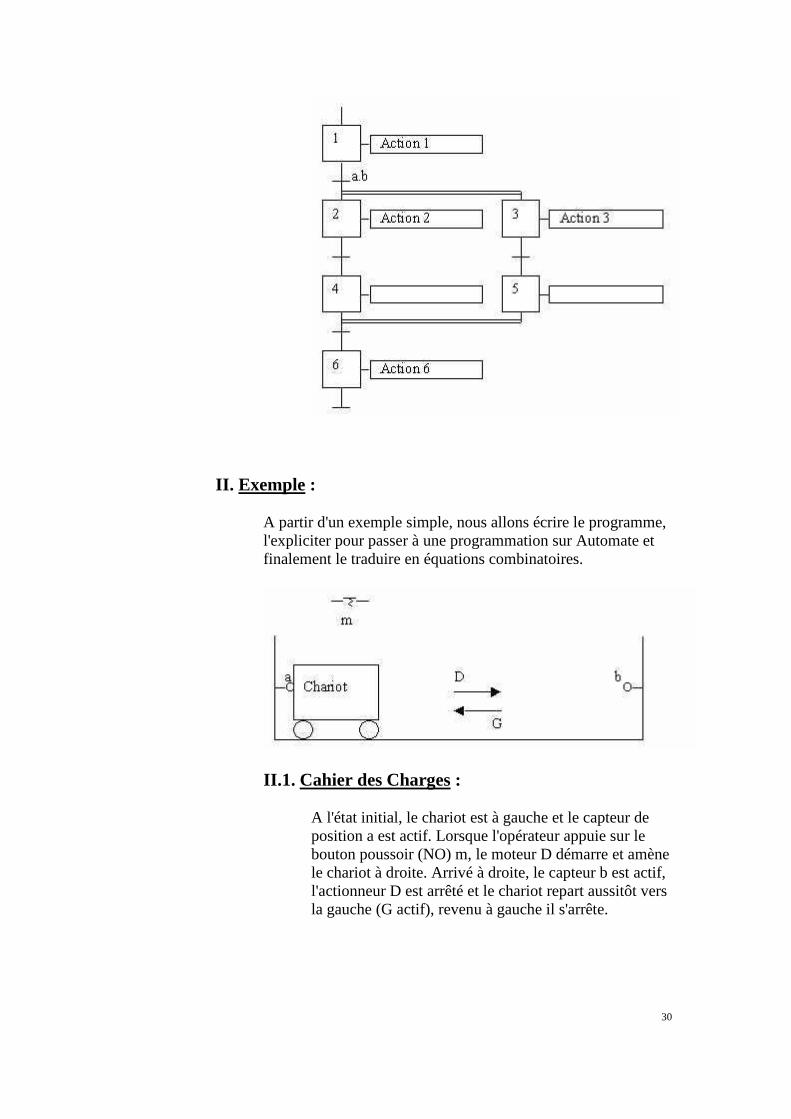
Divergence en ET : elle permet de réaliser simultanément plusieurs séquences. La transition amont une fois franchie, active les étapes immédiatement suivantes. Il est nécessaire de mettre des étapes de synchronisation avant la reprise de séquence, dans l'exemple suivant ce sont les étapes 4 et 5 qui jouent le rôle d'étapes de synchronisation.
30
I I . Exemple :
A partir d'un exemple simple, nous allons écrire le programme, l'expliciter pour passer à une programmation sur Automate et finalement le traduire en équations combinatoires.
I I .1. Cahier des Charges :
A l'état initial, le chariot est à gauche et le capteur de position a est actif. Lorsque l'opérateur appuie sur le bouton poussoir (NO) m, le moteur D démarre et amène le chariot à droite. Arrivé à droite, le capteur b est actif, l'actionneur D est arrêté et le chariot repart aussitôt vers la gauche (G actif), revenu à gauche il s'arrête.
31
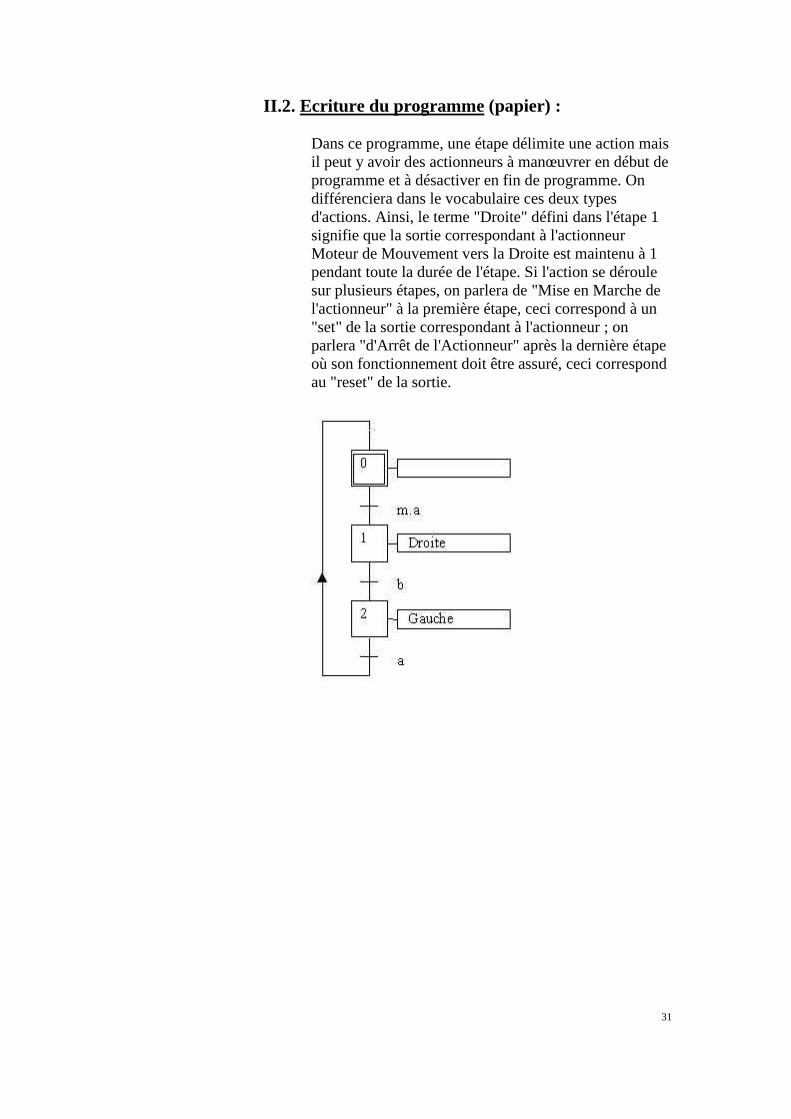
I I .2. Ecr iture du programme (papier) :
Dans ce programme, une étape délimite une action mais il peut y avoir des actionneurs à manœuvrer en début de programme et à désactiver en fin de programme. On différenciera dans le vocabulaire ces deux types d'actions. Ainsi, le terme "Droite" défini dans l'étape 1 signifie que la sortie correspondant à l'actionneur Moteur de Mouvement vers la Droite est maintenu à 1 pendant toute la durée de l'étape. Si l'action se déroule sur plusieurs étapes, on parlera de "Mise en Marche de l'actionneur" à la première étape, ceci correspond à un "set" de la sortie correspondant à l'actionneur ; on parlera "d'Arrêt de l'Actionneur" après la dernière étape où son fonctionnement doit être assuré, ceci correspond au "reset" de la sortie.
32
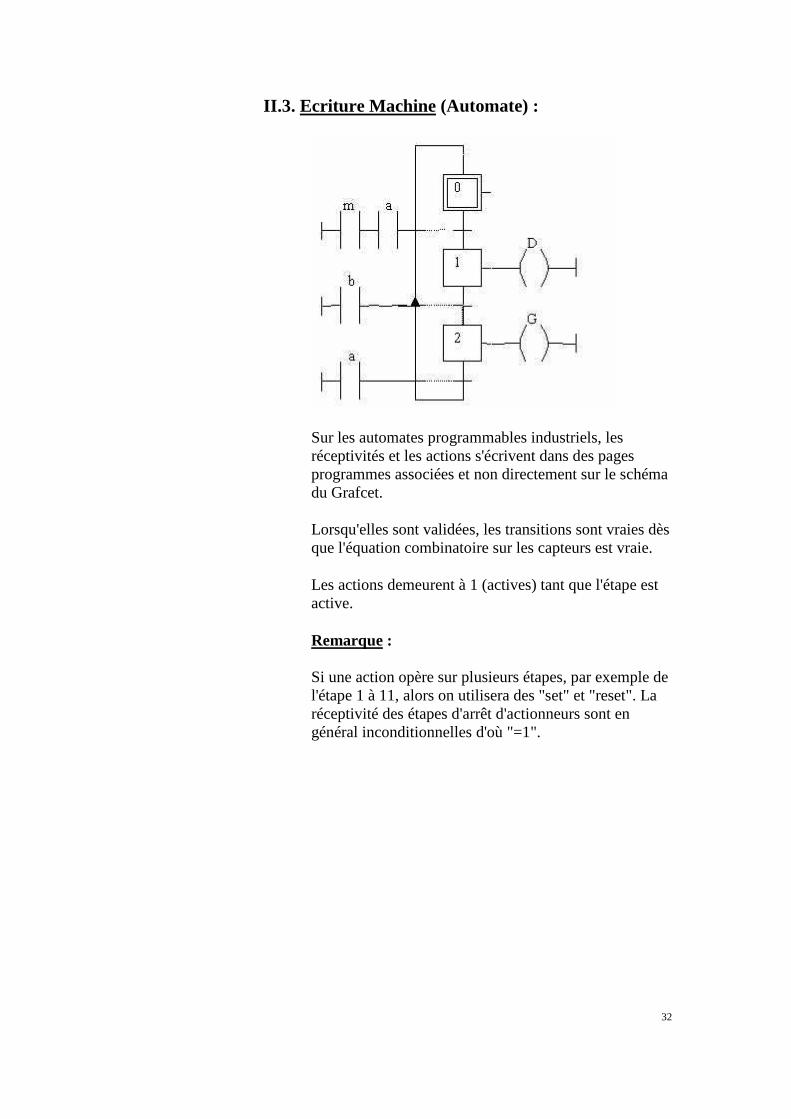
I I .3. Ecr iture Machine (Automate) :
Sur les automates programmables industriels, les réceptivités et les actions s'écrivent dans des pages programmes associées et non directement sur le schéma du Grafcet.
Lorsqu'elles sont validées, les transitions sont vraies dès que l'équation combinatoire sur les capteurs est vraie.
Les actions demeurent à 1 (actives) tant que l'étape est active.
Remarque :
Si une action opère sur plusieurs étapes, par exemple de l'étape 1 à 11, alors on utilisera des "set" et "reset". La réceptivité des étapes d'arrêt d'actionneurs sont en général inconditionnelles d'où "=1".
33
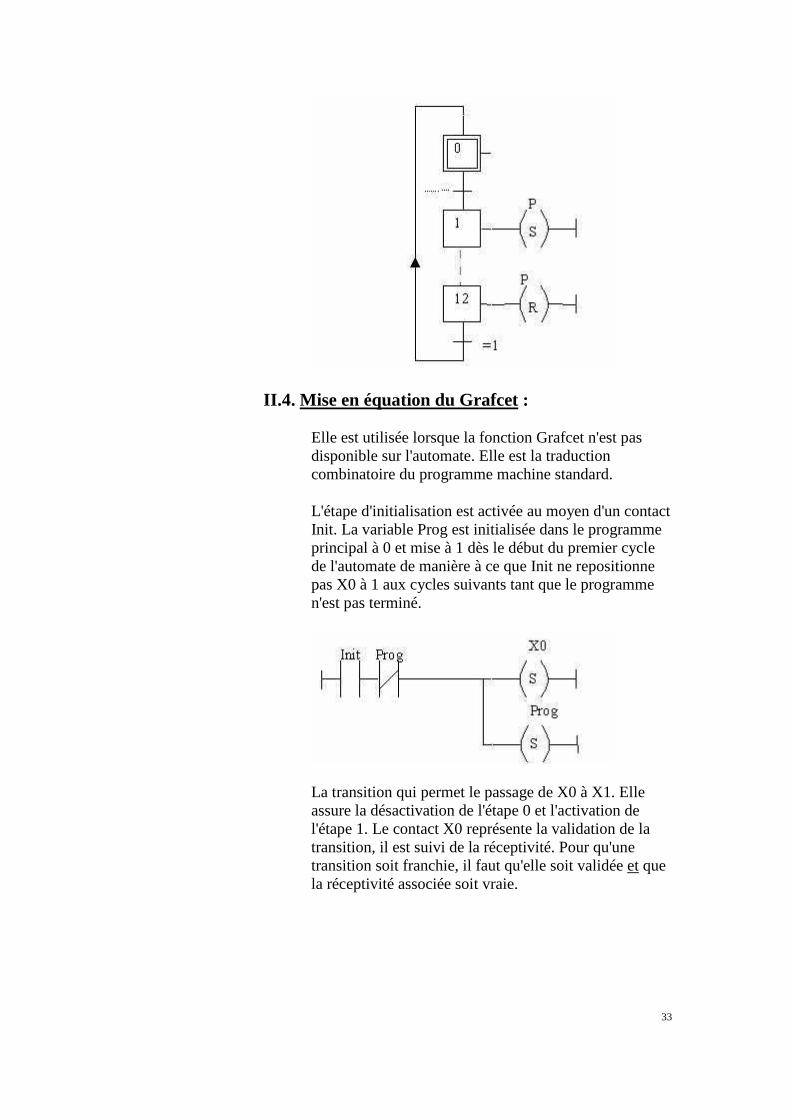
I I .4. Mise en équation du Grafcet :
Elle est utilisée lorsque la fonction Grafcet n'est pas disponible sur l'automate. Elle est la traduction combinatoire du programme machine standard.
L'étape d'initialisation est activée au moyen d'un contact Init. La variable Prog est initialisée dans le programme principal à 0 et mise à 1 dès le début du premier cycle de l'automate de manière à ce que Init ne repositionne pas X0 à 1 aux cycles suivants tant que le programme n'est pas terminé.
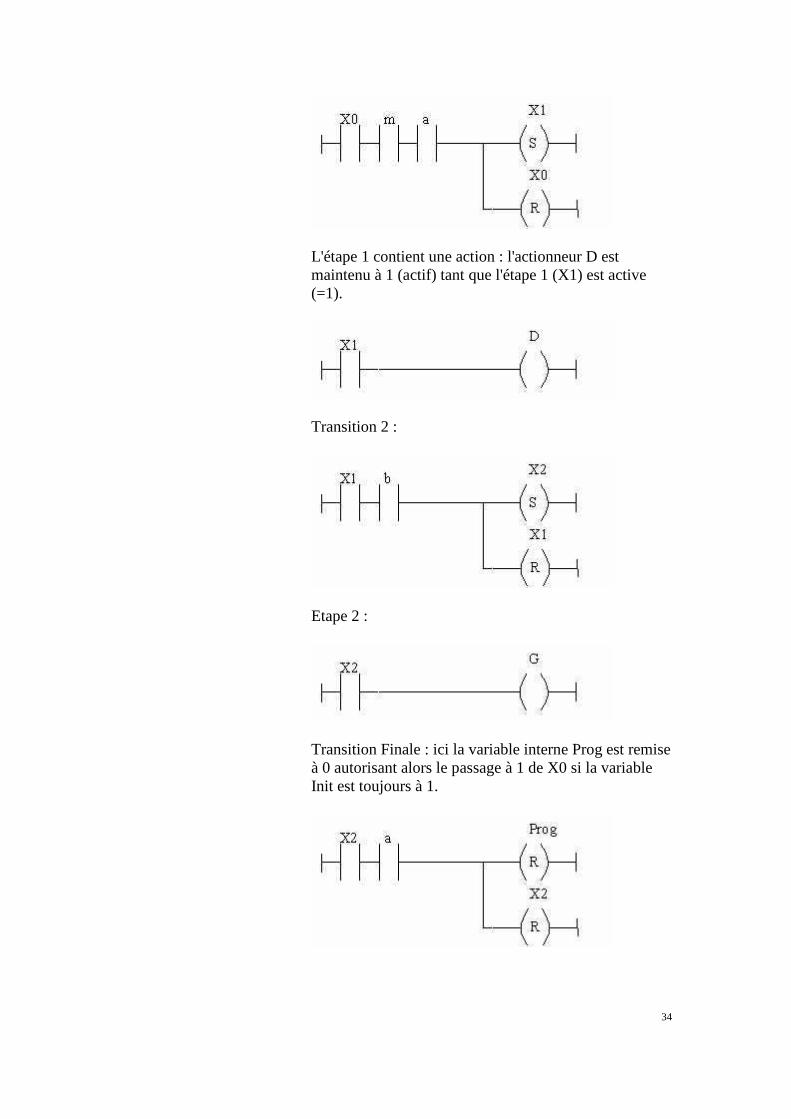
La transition qui permet le passage de X0 à X1. Elle assure la désactivation de l'étape 0 et l'activation de l'étape 1. Le contact X0 représente la validation de la transition, il est suivi de la réceptivité. Pour qu'une transition soit franchie, il faut qu'elle soit validée et que la réceptivité associée soit vraie.
34
L'étape 1 contient une action : l'actionneur D est maintenu à 1 (actif) tant que l'étape 1 (X1) est active (=1).
Transition 2 :
Etape 2 :
Transition Finale : ici la variable interne Prog est remise à 0 autorisant alors le passage à 1 de X0 si la variable Init est toujours à 1.
35
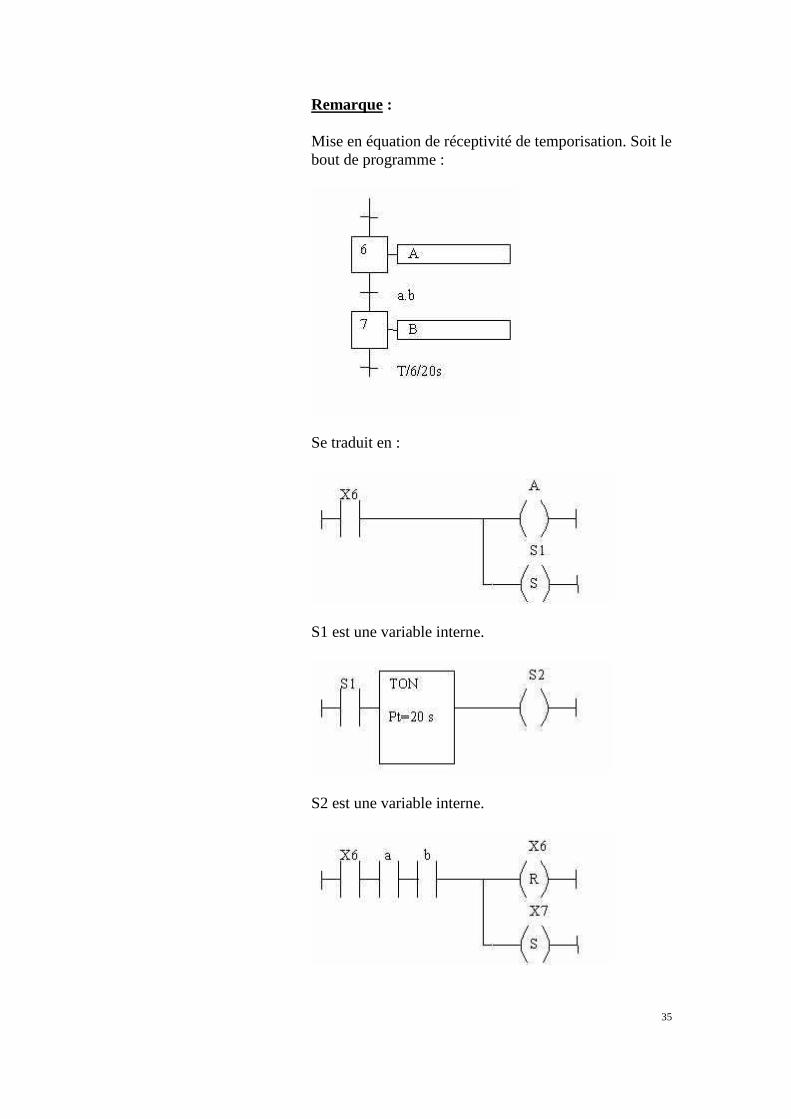
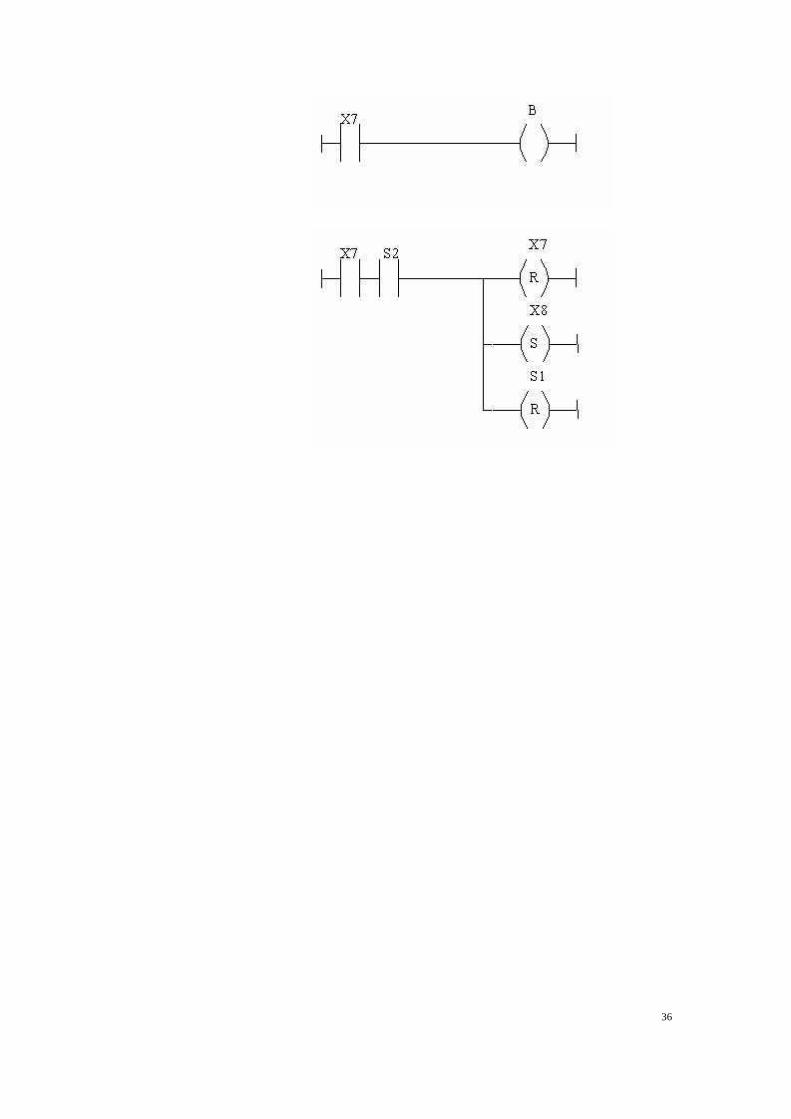
Remarque :
Mise en équation de réceptivité de temporisation. Soit le bout de programme :
Se traduit en :
S1 est une variable interne.
S2 est une variable interne.
36
37
Chapitre 4 : LE G.E.M.M.A.
I . Généralités: Un automatisme est fait pour produire, on ne peut pour autant n’envisager qu’une seule procédure de fonctionnement qui serait la procédure PRODUCTION. D’autres procédures sont à concevoir pour la mise en route, pour le traitement des défauts par exemple. La connaissance des procédures existantes sur un automatisme est nécessaire pour avoir une vue globale et synthétique de celui-ci. Cette connaissance est indispensable pour l’opérateur, le contrôleur ou pour toute personne appelée à piloter le processus: Cette connaissance écrite constitue le CAHIER DES CONSIGNES. De plus en plus, ce cahier des consignes est représenté sous une forme graphique (exclusivement ou non) et prend alors de nom de G.E.M.M.A., c’est à dire : Guide d’Etude des Modes et Marches et Arrêts. Il représente la configuration opérationnelle du processus.
I I . Familles de procédures: L’A.D.E.P.A. (Agence pour le Développement de la Production Automatisée) n’a retenu que 3 familles de procédures
• La famille A comme arrêt. En effet, un automatisme fonctionne rarement 24 h sur 24 il est nécessaire de l’arrêter pour des raisons extérieures au système (journée finie, manque d’approvisionnement, ...). On classera dans cette famille tous les modes conduisant à un état d’arrêt normal.
• La famille D comme défaut. Il est peu probable qu’un système fonctionne sans incident il est donc indispensable de prévoir les défaillances et les initiatives à prendre dans chaque cas. Cette famille comporte des arrêts différents des précédents.
• la famille F comme fonctionnement. Ce dernier mot ne devant pas être assimilé à production, en effet, le système peut très bien être en fonctionnement lors d’opération de réglage sans pour autant produire. De même, lors de marches préparatoires. Par exemple, on ne produit pas lorsque l’on préchauffe une coquille pour faire du moulage alors que l’on doit considérer le dispositif en fonctionnement.
Les familles A et F peuvent être décomposée en deux sous familles. En effet, tout automatisme doit pouvoir fonctionner, être réglé, réagir à un défaut, être remis en route ou simplement arrêté ! Aussi cette configuration opérationnelle comportera 5 grandes familles de procédures: • les procédures de fonctionnement, • les procédures d’arrêt, • les procédures de réglage, • les procédures de défaillance, • les procédures de remise en route. Remarque importante : chaque procédure peut produire ou non, en partie du nom. L’A.F.P.A. a également
38
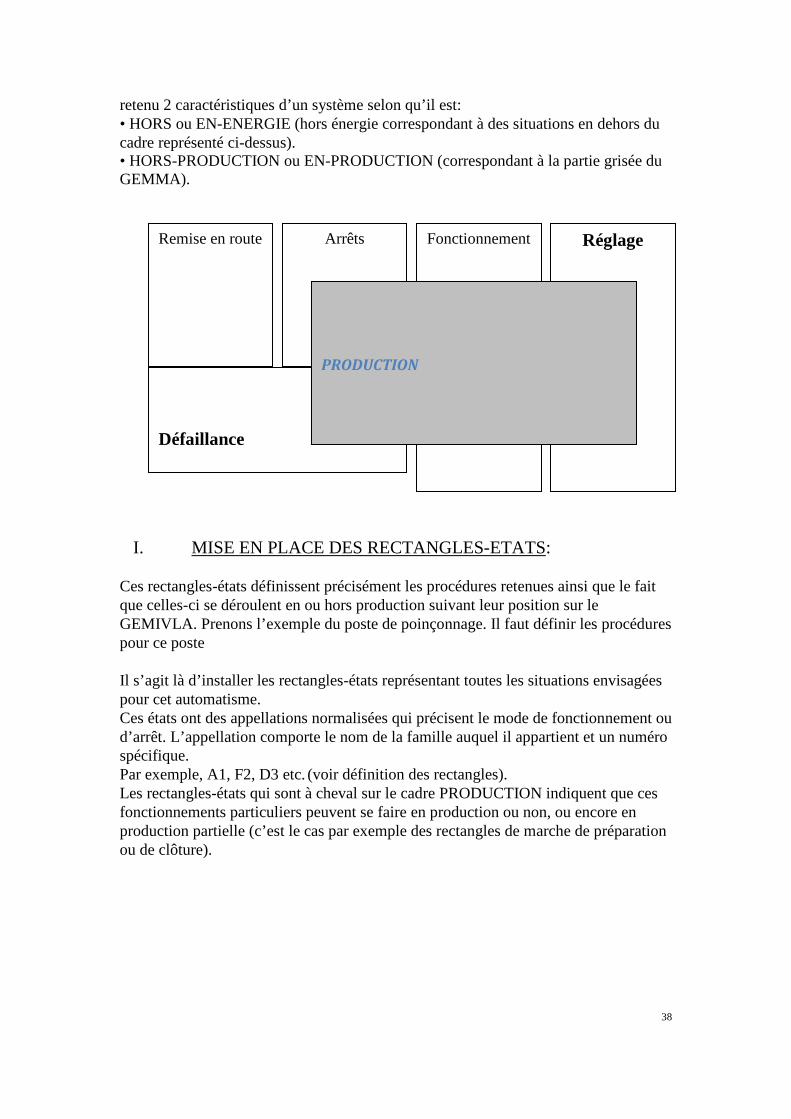
retenu 2 caractéristiques d’un système selon qu’ il est: • HORS ou EN-ENERGIE (hors énergie correspondant à des situations en dehors du cadre représenté ci-dessus). • HORS-PRODUCTION ou EN-PRODUCTION (correspondant à la partie grisée du GEMMA).
I. MISE EN PLACE DES RECTANGLES-ETATS:
Ces rectangles-états définissent précisément les procédures retenues ainsi que le fait que celles-ci se déroulent en ou hors production suivant leur position sur le GEMIVLA. Prenons l’exemple du poste de poinçonnage. Il faut définir les procédures pour ce poste Il s’agit là d’ installer les rectangles-états représentant toutes les situations envisagées pour cet automatisme. Ces états ont des appellations normalisées qui précisent le mode de fonctionnement ou d’arrêt. L’appellation comporte le nom de la famille auquel il appartient et un numéro spécifique. Par exemple, A1, F2, D3 etc. (voir définition des rectangles). Les rectangles-états qui sont à cheval sur le cadre PRODUCTION indiquent que ces fonctionnements particuliers peuvent se faire en production ou non, ou encore en production partielle (c’est le cas par exemple des rectangles de marche de préparation ou de clôture).
Remise en route Arrêts Fonctionnement Réglage
Défaillance
PRODUCTION
39
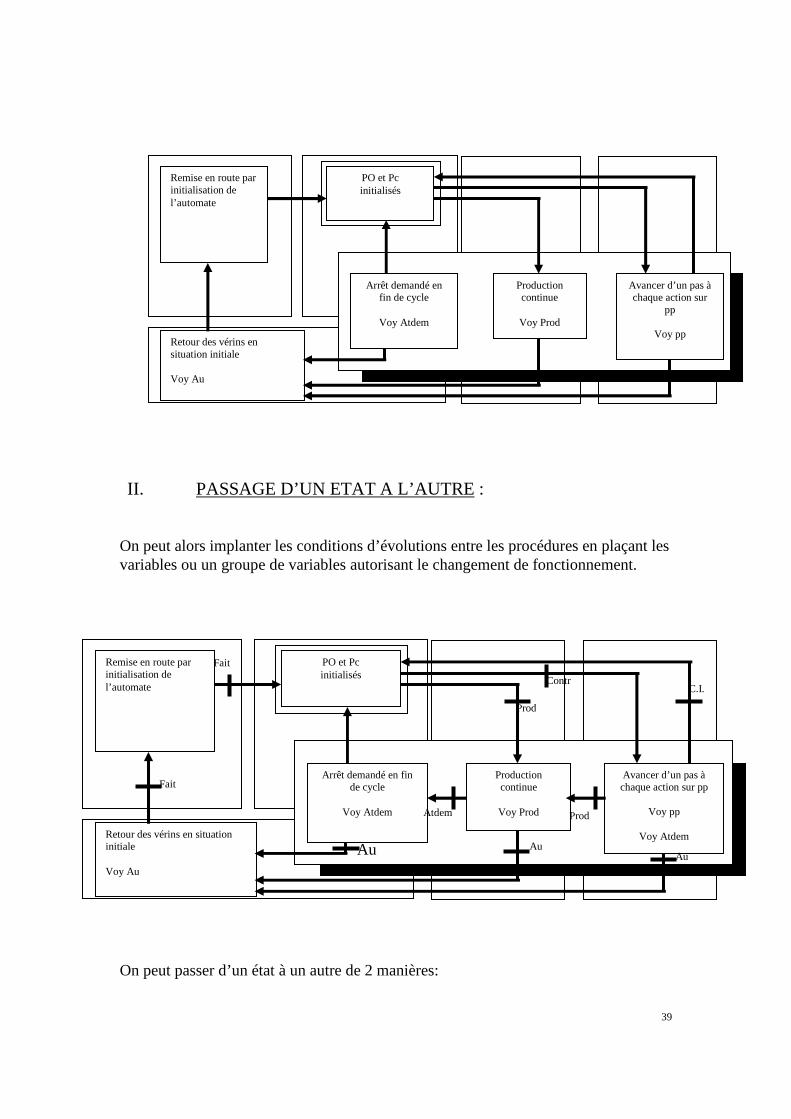
II. PASSAGE D’UN ETAT A L’ AUTRE :
On peut alors implanter les conditions d’évolutions entre les procédures en plaçant les variables ou un groupe de variables autorisant le changement de fonctionnement.
On peut passer d’un état à un autre de 2 manières:
Arrêt demandé en fin de cycle
Voy Atdem
Production continue
Voy Prod
Avancer d’un pas à chaque action sur
pp
Voy pp
Voy Atdem
PO et Pc initialisés
Retour des vérins en situation initiale Voy Au
Remise en route par initialisation de l’automate
Arrêt demandé en fin de cycle
Voy Atdem
Production continue
Voy Prod
Avancer d’un pas à chaque action sur pp
Voy pp
Voy Atdem
PO et Pc initialisés
Retour des vérins en situation initiale Voy Au
Remise en route par initialisation de l’automate
Au Au Au
Fait
Fait
C.I. Contr
Prod
Prod Atdem
40
a. Sans condition explicite:
Dans certaines évolutions, l’écriture d’une condition n’apporterait aucune information utile. Comme par exemple dans un passage A2 vers Ai (voir ci-après). Le système passera lui-même de A2 vers Ai quand le cycle sera terminé; ceci sans intervention de l’opérateur. Il en est de même quand on indique « CI» ou « fait » par exemple.
b. Avec une condition d’évolution: Elle est portée sur la liaison orientée entre états ; la condition peut être liée à l’action sur un bouton poussoir du pupitre de commande ou à l’action sur un capteur de la PO. Avec les conditions d’évolution provenant de l’opérateur apparaissent les besoins en boutons de commande. On peut en tirer comme conséquence que le GEMMA permet de définir le pupitre.
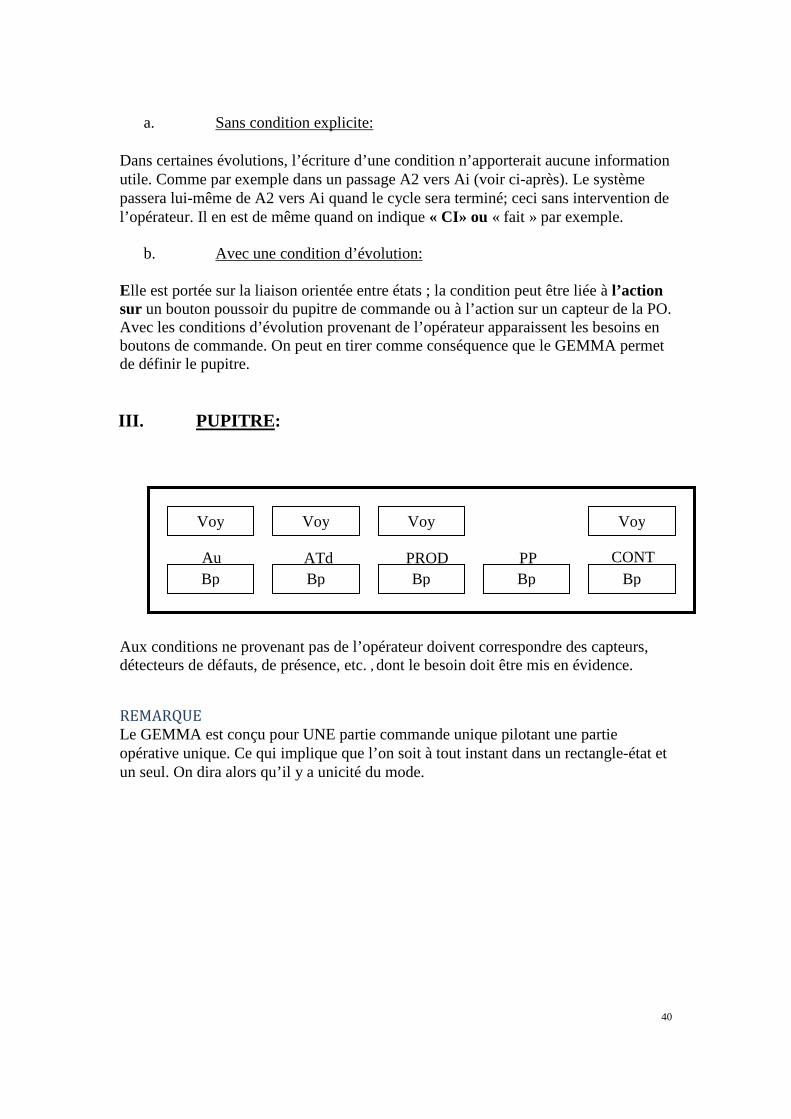
I I I . PUPITRE:
Aux conditions ne provenant pas de l’opérateur doivent correspondre des capteurs, détecteurs de défauts, de présence, etc. , dont le besoin doit être mis en évidence.
REMARQUE
Le GEMMA est conçu pour UNE partie commande unique pilotant une partie opérative unique. Ce qui implique que l’on soit à tout instant dans un rectangle-état et un seul. On dira alors qu’ il y a unicité du mode.
Voy Voy Voy Voy
Bp Bp Bp Bp Bp Au ATd PROD PP CONT
R
IV. LE GEMMA DEFINI PAR L ’ADE
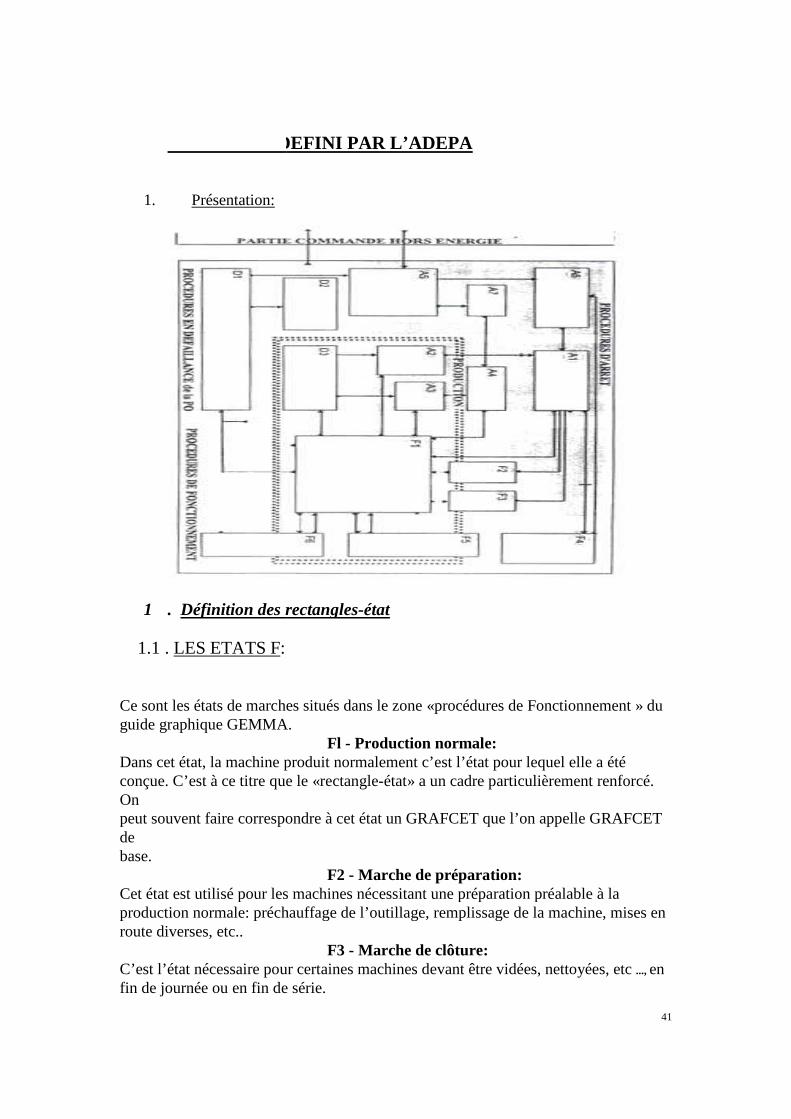
1. Présentation:
1 . Définition des rectangles
1.1 . LES ETATS F:
Ce sont les états de marches situés dans le zone «procédures de Fonctionnement » duguide graphique GEMMA.
Dans cet état, la machine produit normalemeconçue. C’est à ce titre que le «rectangleOn peut souvent faire correspondre à cet état un GRAFCET que l’on appelle GRAFCET de base.
Cet état est utilisé pour les machines nécessitant une préparation préalable à la production normale: préchauffage de l’outillage, remplissage de la machine, mises en route diverses, etc..
C’est l’état nécessaire pour certaines machines devantfin de journée ou en fin de série.
LE GEMMA DEFINI PAR L ’ADEPA
Définition des rectangles-état
Ce sont les états de marches situés dans le zone «procédures de Fonctionnement » duguide graphique GEMMA.
Fl - Production normale: Dans cet état, la machine produit normalement c’est l’état pour lequel elle a été conçue. C’est à ce titre que le «rectangle-état» a un cadre particulièrement renforcé.
peut souvent faire correspondre à cet état un GRAFCET que l’on appelle GRAFCET
F2 - Marche de préparation: t utilisé pour les machines nécessitant une préparation préalable à la
production normale: préchauffage de l’outillage, remplissage de la machine, mises en
F3 - Marche de clôture: C’est l’état nécessaire pour certaines machines devant être vidées, nettoyées, etc fin de journée ou en fin de série.
41
Ce sont les états de marches situés dans le zone «procédures de Fonctionnement » du
nt c’est l’état pour lequel elle a été état» a un cadre particulièrement renforcé.
peut souvent faire correspondre à cet état un GRAFCET que l’on appelle GRAFCET
t utilisé pour les machines nécessitant une préparation préalable à la production normale: préchauffage de l’outillage, remplissage de la machine, mises en
être vidées, nettoyées, etc ..., en
42
F4 - Marche de vér ification dans le désordre: C’est état permet de vérifier certaines fonctions ou certains mouvements sur la machine, sans respecter l’ordre du cycle.
F5 - Marche de vér ification dans l’ordre: Dans cet état, le cycle de production peut être exploré au rythme voulu par la personne effectuant la vérification, la machine pouvant produire ou ne pas produire.
F6 - Marche de test: Les machines de contrôle, de mesure, de tri, ..., comportent des capteurs qui doivent être réglés ou étalonnés périodiquement : la marche de test permet ces opérations de réglage ou d’étalonnage.
1.2. LES ETATS A :
Situés dans la zone «procédures d’arrêt de la partie opérative », ces états correspondent à des arrêts normaux ou à des marches conduisant à des arrêts normaux.
A1 - Arrêt dans l’état initial: C’est l’état «repos » de la machine. Il correspond en général à la situation initiale du GRAFCET : c’est pourquoi, comme une étape initiale, ce «rectangle-état» est entouré d’un double cadre. Pour une étude plus facile de l’automatisme, il est recommandé de représenter la machine dans cet état initial.
A2 - Arrêt demandé en fin de cycle: Lorsque l’arrêt est demandé, la machine continue de produire jusqu’à la fin du cycle. A2 est donc un état transitoire vers l’état Ai, le cycle qui se déroule normalement dans Fl se termine sans modification dans A2..
A3 - Ar rêt demandé dans état déterminé: La machine continue de produire jusqu a un arrêt en une position autre que la fin de cycle : c’est un état transitoire vers A4.
A4 - Ar rêt obtenu: La machine est alors arrêtée en une autre position que la fin de cycle.
A5 - Préparation pour remise en route après défaillance:
C’est dans cet état que l’on procède à toutes les opérations (dégagements, nettoyages, ...) nécessaires à une remise en route après défaillance.
A6 - Mise P.O. dans état initial: La machine étant en A6, on remet manuellement ou automatiquement la Partie Opérative en position pour un redémarrage dans l’état initial.
A7 - Mise P.O. dans un état déterminé: La machine étant en A7, on remet la P.O. en position pour un redémarrage dans une position autre que l’état initial.
43
1.3. LES ETATS D :
Ce sont les états de Marches et d’arrêt situés dans la zone « procédures ou Défaillances» de la partie opérative.
Dl - Arrêt d’urgence: C’est l’état pris lors d’un arrêt d’urgence: on y prévoit non seulement les arrêts, mais aussi les cycles de dégagement, les procédures et précautions nécessaires pour éviter ou limiter les conséquences dues à la défaillance.
D2 - Diagnostic et/ou traitement de défaillance: C’est dans cet état que la machine peut être examinée après défaillance et qu’ il peut être apporté un traitement permettant le redémarrage.
D3 - Production tout de même : Il est parfois nécessaire de continuer la production même après défaillance de la machine on aura alors une « production dégradée» ou une « production forcée », ou une production aidée par des opérateurs non prévus en Production normale
2. Les modes de marche et d’arrêt les plus courants :
2.1. MARCHES :
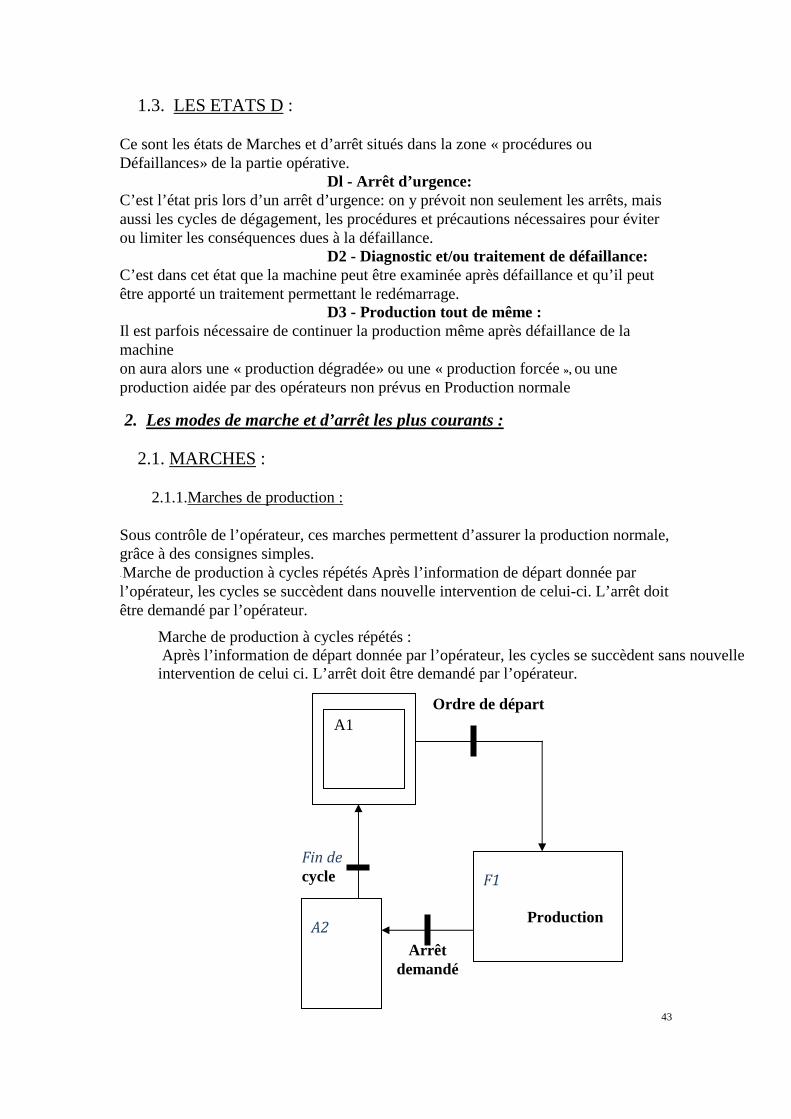
2.1.1.Marches de production : Sous contrôle de l’opérateur, ces marches permettent d’assurer la production normale, grâce à des consignes simples. - Marche de production à cycles répétés Après l’ information de départ donnée par l’opérateur, les cycles se succèdent dans nouvelle intervention de celui-ci. L’arrêt doit être demandé par l’opérateur.
A1
F1
Production
A2
Ordre de départ
Arrêt demandé
Fin de
cycle
Marche de production à cycles répétés : Après l’ information de départ donnée par l’opérateur, les cycles se succèdent sans nouvelle intervention de celui ci. L’arrêt doit être demandé par l’opérateur.
44
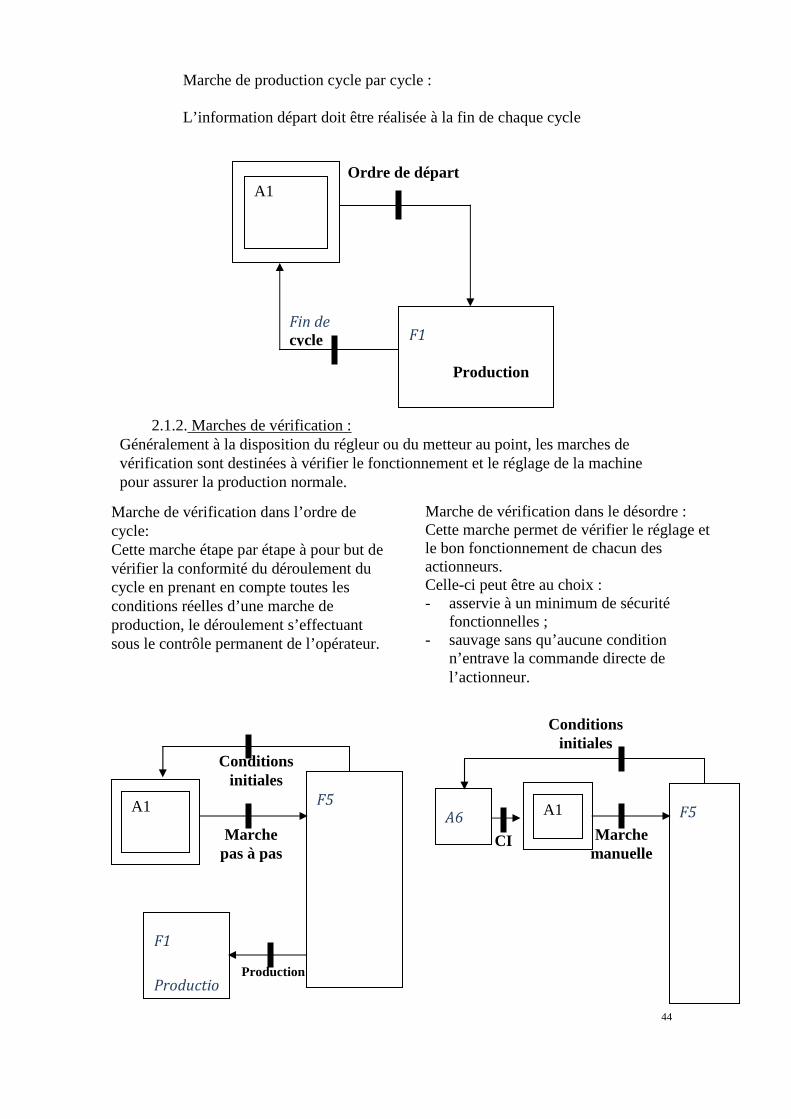
2.1.2. Marches de vérification : Généralement à la disposition du régleur ou du metteur au point, les marches de vérification sont destinées à vérifier le fonctionnement et le réglage de la machine pour assurer la production normale.
A1
F1
Production
Ordre de départ
Fin de
cycle
Marche de vérification dans l’ordre de cycle: Cette marche étape par étape à pour but de vérifier la conformité du déroulement du cycle en prenant en compte toutes les conditions réelles d’une marche de production, le déroulement s’effectuant sous le contrôle permanent de l’opérateur.
Marche de vérification dans le désordre : Cette marche permet de vérifier le réglage et le bon fonctionnement de chacun des actionneurs. Celle-ci peut être au choix : - asservie à un minimum de sécurité
fonctionnelles ; - sauvage sans qu’aucune condition
n’entrave la commande directe de l’actionneur.
Production
A1 F5
F1
Productio
Marche pas à pas
Conditions initiales
A1 F5 A6 Marche
manuelle CI
Conditions initiales
Marche de production cycle par cycle : L’ information départ doit être réalisée à la fin de chaque cycle
45
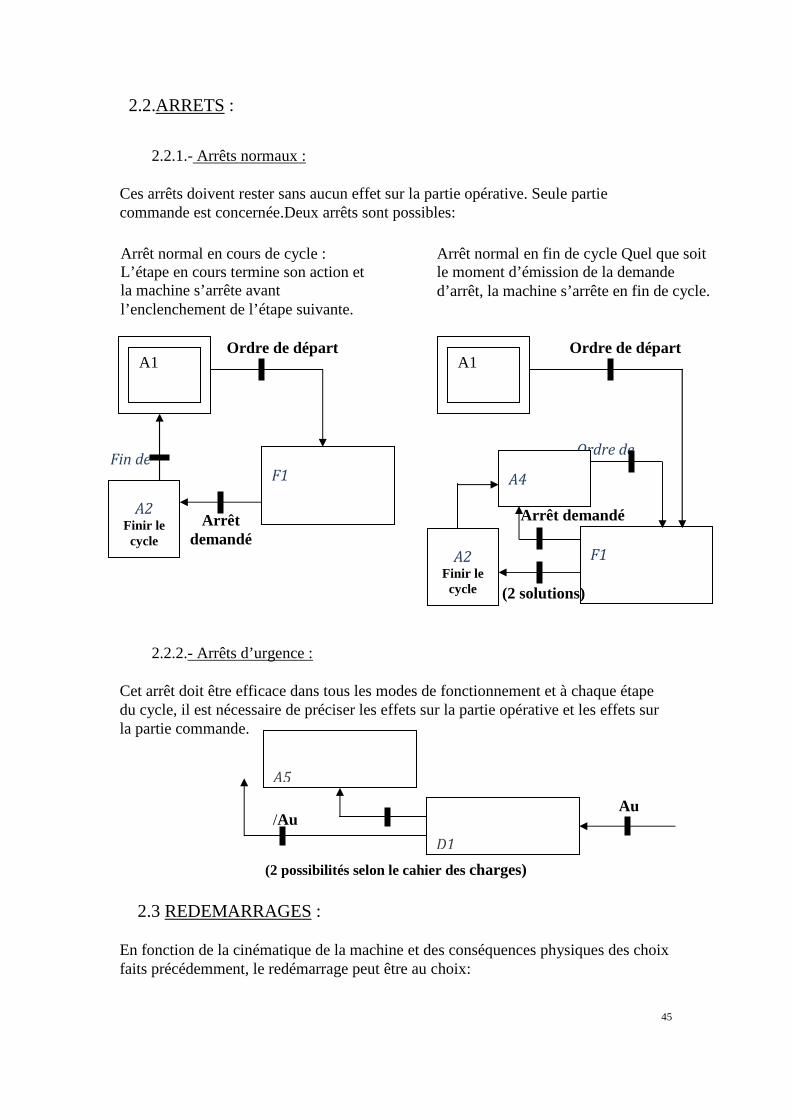
2.2.ARRETS :
2.2.1.- Arrêts normaux :
Ces arrêts doivent rester sans aucun effet sur la partie opérative. Seule partie commande est concernée.Deux arrêts sont possibles: 2.2.2.- Arrêts d’urgence : Cet arrêt doit être efficace dans tous les modes de fonctionnement et à chaque étape du cycle, il est nécessaire de préciser les effets sur la partie opérative et les effets sur la partie commande.
(2 possibilités selon le cahier des charges)
2.3 REDEMARRAGES :
En fonction de la cinématique de la machine et des conséquences physiques des choix faits précédemment, le redémarrage peut être au choix:
Arrêt normal en fin de cycle Quel que soit le moment d’émission de la demande d’arrêt, la machine s’arrête en fin de cycle.
Arrêt normal en cours de cycle : L’étape en cours termine son action et la machine s’arrête avant l’enclenchement de l’étape suivante.
A1
F1
A2
Finir le cycle
Ordre de départ
Arrêt demandé
Fin de
cycle
A1
F1
A2 Finir le cycle
Ordre de départ
Arrêt demandé
Ordre de
reprise A4
(2 solutions)
A5
D1
Au /Au
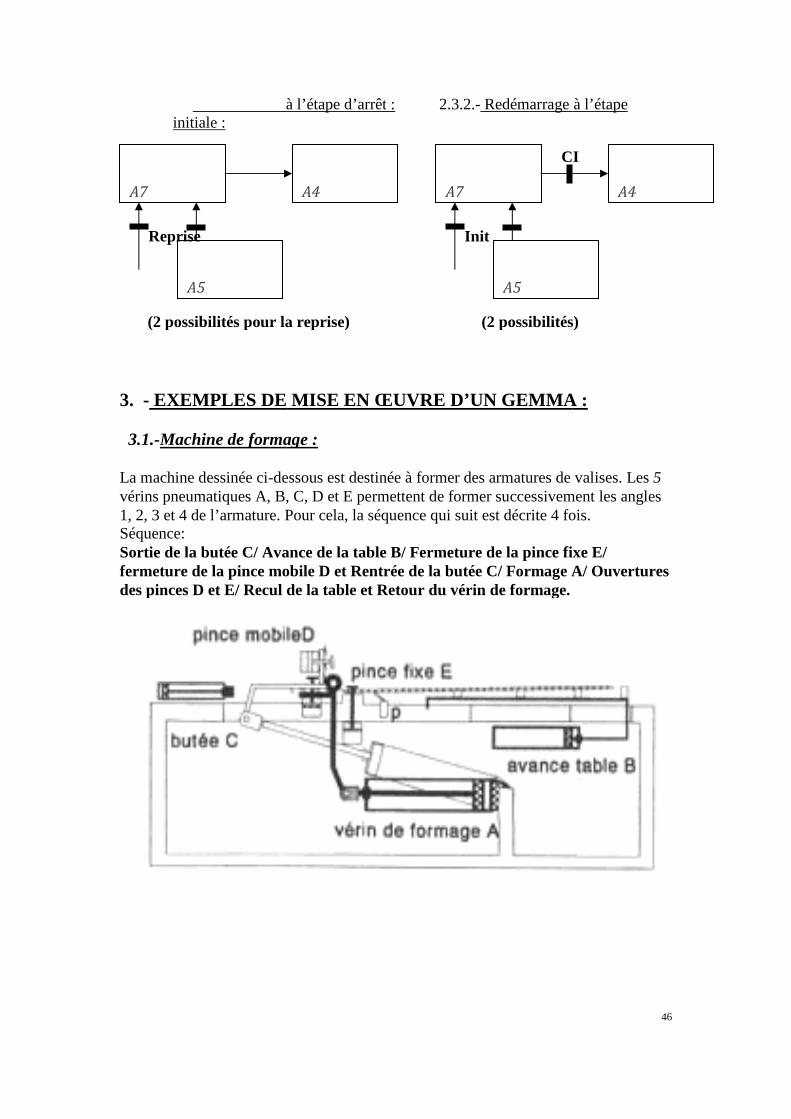
2.3.1.- Redémarrage à l’étape d’arrêt
initiale : (2 possibilités pour la repr ise) (2 possibilités)
3. - EXEMPLES DE MISE EN ŒUVRE D’UN GEMMA
3.1.-Machine de formage La machine dessinée ci-dessous est destinée à former des armatures devérins pneumatiques A, B, C, D et E permettent de former successivement les angles 1, 2, 3 et 4 de l’armature. Pour cela, la séquence qui suit est décrite 4 fois.Séquence: Sortie de la butée C/ Avance de la table B/ Fermeture de la pince fixe E/fermeture de la pince mobile D et Rentrée de la butée C/ Formage A/ Ouvertures des pinces D et E/ Recul de la table et Retour du vér in de formage.
A7
A5
Repr ise
Redémarrage à l’étape d’arrêt : 2.3.2.- Redémarrage à l’étape
(2 possibilités pour la repr ise) (2 possibilités)
EXEMPLES DE MISE EN ŒUVRE D’UN GEMMA
Machine de formage :
dessous est destinée à former des armatures de vérins pneumatiques A, B, C, D et E permettent de former successivement les angles 1, 2, 3 et 4 de l’armature. Pour cela, la séquence qui suit est décrite 4 fois.
Sortie de la butée C/ Avance de la table B/ Fermeture de la pince fixe E/de la pince mobile D et Rentrée de la butée C/ Formage A/ Ouvertures
des pinces D et E/ Recul de la table et Retour du vér in de formage.
A4
A7
A5
Init
CI
46
Redémarrage à l’étape
(2 possibilités pour la repr ise) (2 possibilités)
EXEMPLES DE MISE EN ŒUVRE D’UN GEMMA :
valises. Les 5 vérins pneumatiques A, B, C, D et E permettent de former successivement les angles 1, 2, 3 et 4 de l’armature. Pour cela, la séquence qui suit est décrite 4 fois.
Sortie de la butée C/ Avance de la table B/ Fermeture de la pince fixe E/ de la pince mobile D et Rentrée de la butée C/ Formage A/ Ouvertures
A4
CI
47
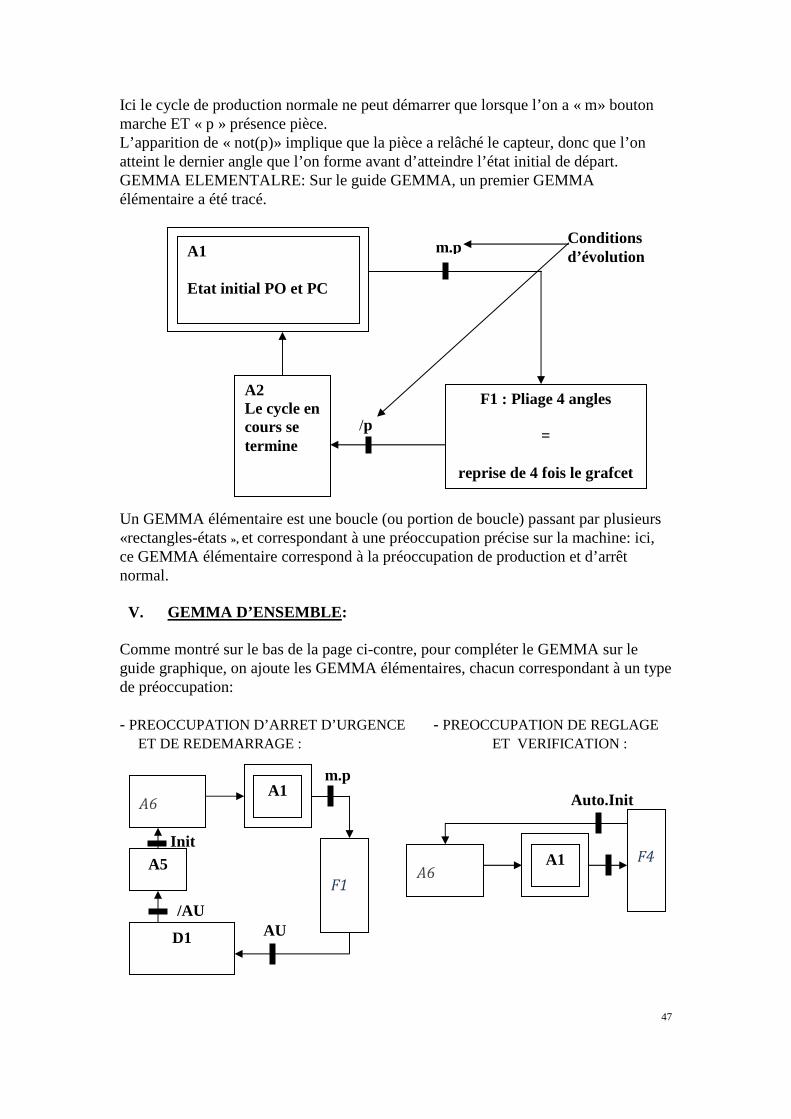
Ici le cycle de production normale ne peut démarrer que lorsque l’on a « m» bouton marche ET « p » présence pièce. L’apparition de « not(p)» implique que la pièce a relâché le capteur, donc que l’on atteint le dernier angle que l’on forme avant d’atteindre l’état initial de départ. GEMMA ELEMENTALRE: Sur le guide GEMMA, un premier GEMMA élémentaire a été tracé. Un GEMMA élémentaire est une boucle (ou portion de boucle) passant par plusieurs «rectangles-états », et correspondant à une préoccupation précise sur la machine: ici, ce GEMMA élémentaire correspond à la préoccupation de production et d’arrêt normal. V. GEMMA D’ENSEMBLE:
Comme montré sur le bas de la page ci-contre, pour compléter le GEMMA sur le guide graphique, on ajoute les GEMMA élémentaires, chacun correspondant à un type de préoccupation: - PREOCCUPATION D’ARRET D’URGENCE - PREOCCUPATION DE REGLAGE ET DE REDEMARRAGE : ET VERIFICATION :
A1 Etat initial PO et PC
F1 : Pliage 4 angles
=
repr ise de 4 fois le grafcet
A2 Le cycle en cours se termine
/p
m.p Conditions d’évolution
A1
F1
D1
A5
A6
m.p
AU /AU
Init A1
A6
Auto.Init
F4
48
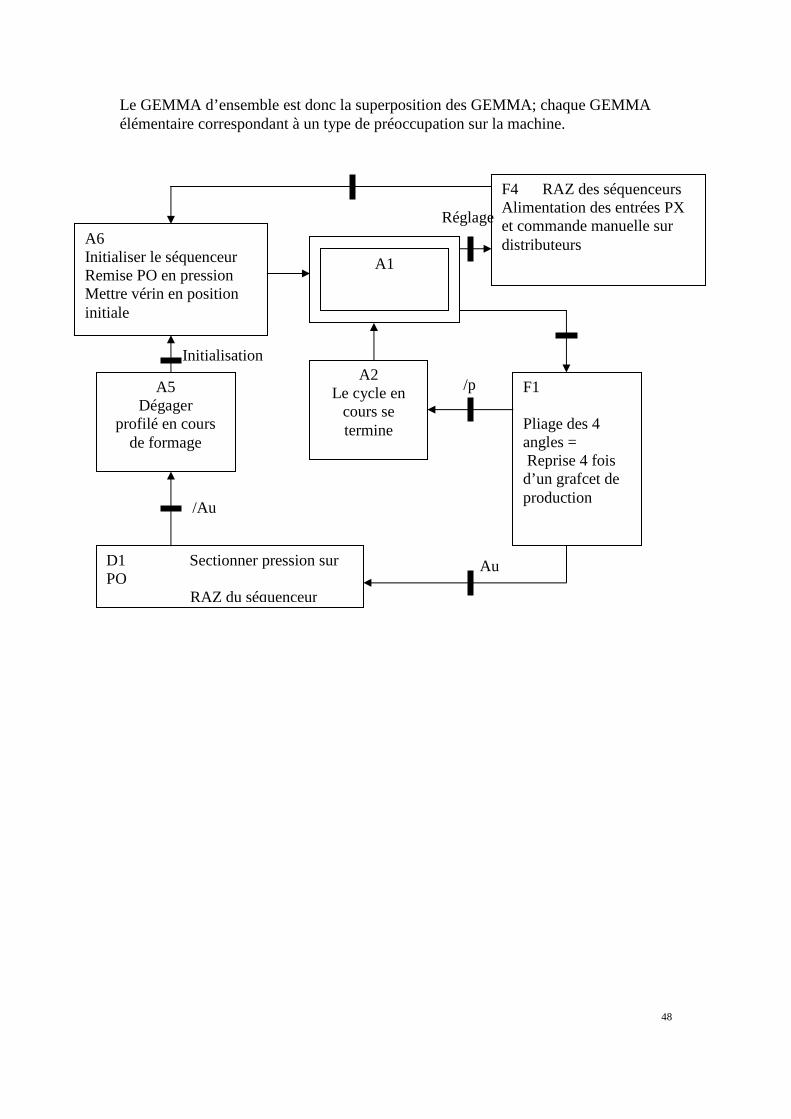
Le GEMMA d’ensemble est donc la superposition des GEMMA; chaque GEMMA élémentaire correspondant à un type de préoccupation sur la machine.
F1 Pliage des 4 angles = Reprise 4 fois d’un grafcet de production
A2 Le cycle en
cours se termine
D1 Sectionner pression sur PO RAZ du séquenceur
A5 Dégager
profilé en cours de formage
A1
A6 Initialiser le séquenceur Remise PO en pression Mettre vérin en position initiale
F4 RAZ des séquenceurs Alimentation des entrées PX et commande manuelle sur distributeurs
Au
/Au
Initialisation
Réglage
/p
49
Chapitre 5 : L 'Automate Programmable Industr iel
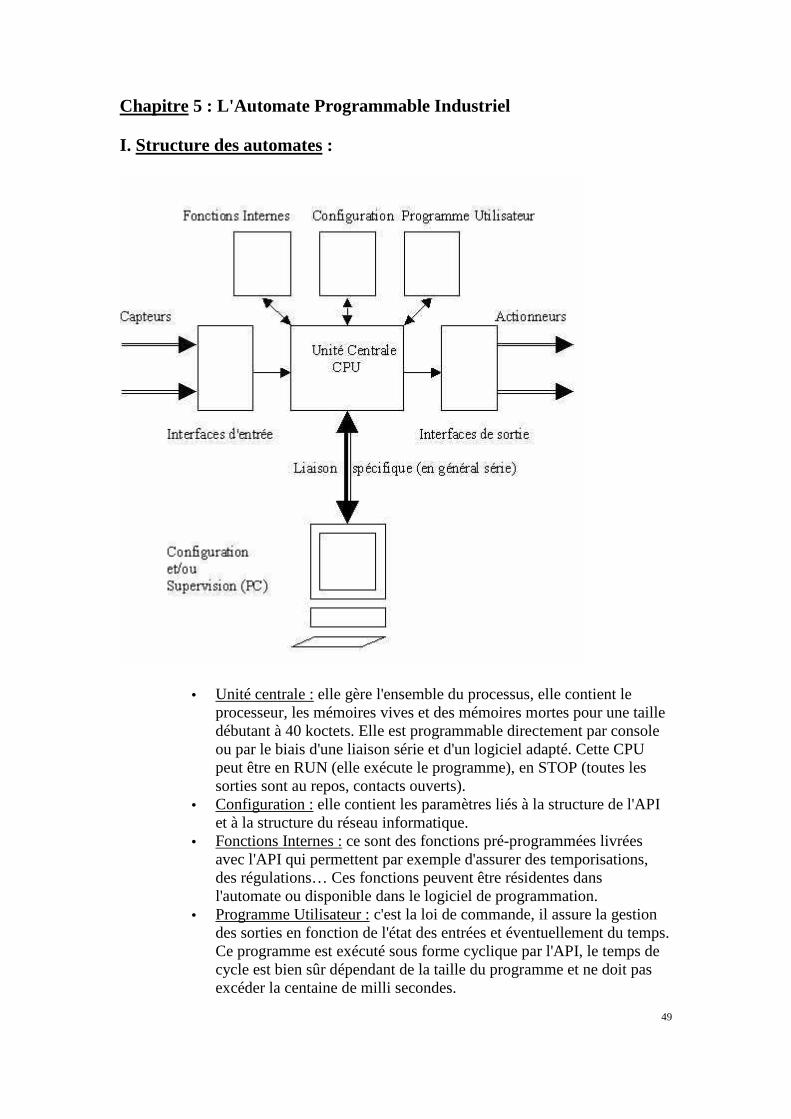
I . Structure des automates :
• Unité centrale : elle gère l'ensemble du processus, elle contient le processeur, les mémoires vives et des mémoires mortes pour une taille débutant à 40 koctets. Elle est programmable directement par console ou par le biais d'une liaison série et d'un logiciel adapté. Cette CPU peut être en RUN (elle exécute le programme), en STOP (toutes les sorties sont au repos, contacts ouverts).
• Configuration : elle contient les paramètres liés à la structure de l'API et à la structure du réseau informatique.
• Fonctions Internes : ce sont des fonctions pré-programmées livrées avec l'API qui permettent par exemple d'assurer des temporisations, des régulations… Ces fonctions peuvent être résidentes dans l'automate ou disponible dans le logiciel de programmation.
• Programme Utilisateur : c'est la loi de commande, il assure la gestion des sorties en fonction de l'état des entrées et éventuellement du temps. Ce programme est exécuté sous forme cyclique par l'API, le temps de cycle est bien sûr dépendant de la taille du programme et ne doit pas excéder la centaine de milli secondes.
50
• Supervision : c'est un ordinateur standard. Il contient le logiciel de programmation (Orphée pour April et Step7 pour Siemens). Ce logiciel permet d'écrire le programme, de le compiler et de le transférer à l'automate. L'ordinateur peut également servir de poste opérateur pour assurer la conduite de l'unité. Un autre logiciel est alors nécessaire pour assurer le dialogue avec l'automate et une interface opérateur conviviale. Si la liaison entre le PC et la CPU est rompue, l'API continue de dérouler son programme.
• Interfaces : elles assurent le lien avec le procédé. Ces interfaces peuvent alimenter les boucles d'entrées ou de sorties, dans ce cas, l'automate sera dotée d'une alimentation 24V continue. Elles peuvent être garnies de contacts secs, dans ce cas, une alimentation extérieure devra être intégrée aux boucles d'entrée et de sortie (Voir Chapître I).
I I . Inter faces d'entrées et de sorties :
On trouve comme interfaces des cartes d'entrées logiques (ou analogiques), des cartes de sortie logiques (ou analogiques). Le coût d'une carte varie entre 1500 et 4000 francs en fonction du constructeur.
1. Cartes d'entrées logiques : elles assurent la connexion de capteurs logiques. Une carte standard assure jusqu'à 32 connections. Une carte en Exi (sécurité intrinsèque) assure jusqu'à 16 connections. Les cartes Exi assurent une isolation électronique (barrière Zener) entre le process en zone ADF et la zone électrique standard.
2. Cartes d'entrées analogiques : elles assurent la connexion des capteurs analogiques (4-20 mA). Une carte standard assure jusqu'à 8 connections. Une carte en Exi (sécurité intrinsèque) assure jusqu'à 4 connections.
3. Cartes de sorties logiques : elles assurent la connexion des actionneurs logiques. Une carte standard assure jusqu'à 16 connections. Une carte en Exi (sécurité intrinsèque) assure jusqu'à 8 connections.
4. Cartes de sorties analogiques : elles assurent la connexion des capteurs analogiques (4-20 mA). Une carte standard assure jusqu'à 4 connections. Une carte en Exi (sécurité intrinsèque) assure également jusqu'à 4 connections.
Il existe d'autres types d'interfaces (entrées et sorties logiques, régulateurs entrées et sorties analogiques,…). Chaque capteur ou actionneur câblé possède une adresse dont la description varie d'un type d'automate à l'autre. Cette adresse peut être très proche de l'adresse mémoire machine.
51
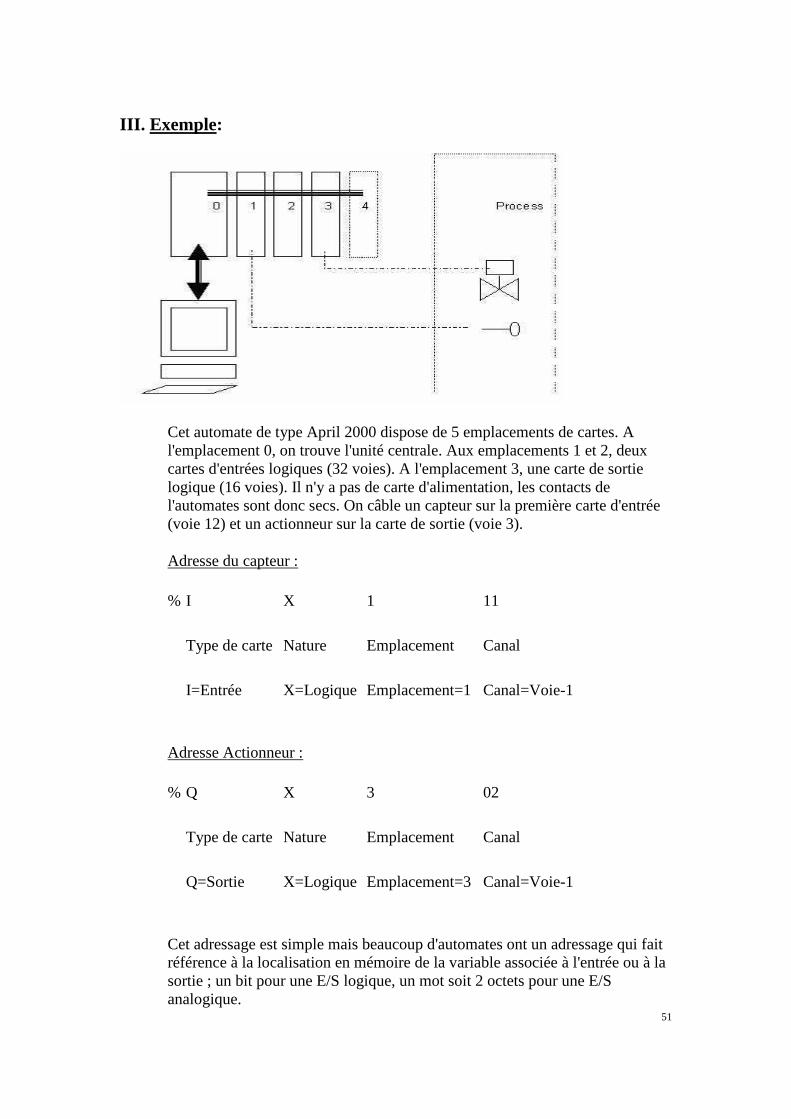
I I I . Exemple:
Cet automate de type April 2000 dispose de 5 emplacements de cartes. A l'emplacement 0, on trouve l'unité centrale. Aux emplacements 1 et 2, deux cartes d'entrées logiques (32 voies). A l'emplacement 3, une carte de sortie logique (16 voies). Il n'y a pas de carte d'alimentation, les contacts de l'automates sont donc secs. On câble un capteur sur la première carte d'entrée (voie 12) et un actionneur sur la carte de sortie (voie 3).
Adresse du capteur :
% I X 1 11
Type de carte Nature Emplacement Canal
I=Entrée X=Logique Emplacement=1 Canal=Voie-1
Adresse Actionneur :
% Q X 3 02
Type de carte Nature Emplacement Canal
Q=Sortie X=Logique Emplacement=3 Canal=Voie-1
Cet adressage est simple mais beaucoup d'automates ont un adressage qui fait référence à la localisation en mémoire de la variable associée à l'entrée ou à la sortie ; un bit pour une E/S logique, un mot soit 2 octets pour une E/S analogique.