Embed Size (px)
Citation preview
BT09 A11 Page 1
Boulangerie-Pâtisserie Neveux
C.D
B.L
C.C
E.M

BT09 A11 Page 2
Table des matières
Introduction ....................................................................................................... 3
Démarche HACCP .............................................................................................. 4
Etape 1 : Constitution de l’équipe HACCP ......................................................... 5
Etape 2 : Décrire le produit et sa distribution ................................................... 6
Etape 3 : Usage prévu du produit .................................................................... 21
Etape 4 : Diagramme de fabrication ................................................................ 22
Etape 5 : Confirmation du diagramme sur le site ............................................ 25
Etape 6 : Analyse des dangers liés à chaque étape de fabrication .................. 27
Etape 7 : Déterminer les points critiques (CCP) pour la maitrise .................... 38
Tableaux regroupant les étapes 8 à 12 ............................................................ 41
Conclusion ....................................................................................................... 43
Bibliographie ................................................................................................... 45
Annexes ........................................................................................................... 47
BT09 A11 Page 3
Introduction :
L’HACCP (Hazard Analysis Critical Control Point) exprimé comme l’Analyse des Dangers et des Points
Critiques en français est une méthode de maîtrise de la sécurité sanitaire des denrées alimentaires.
Crée en 1959 aux USA et adoptée en 1997 par la commission du Codex Alimentarius, elle consiste en
la prévention, la réduction voire l’élimination de tous les dangers de type physique, chimique ou
biologique.
Cette méthode, imposée par l’autorité européenne pour l’hygiène des aliments, repose sur sept
principes et douze étapes qui seront explicités au cours de ce dossier. Ces principaux buts sont de
garantir la qualité des produits vendus évitant ainsi des toxi-infections collectives, d’assurer la
sécurité du consommateur, de respecter la réglementation et de mieux connaître les risques et de
les maîtriser.
Pour cette étude, nous avons souhaité appliquer la démarche HACCP au sein d’une entreprise
artisanale de boulangerie-pâtisserie. De plus, l’étude est concentrée sur un seul produit qui est le
Paris-Brest. Ceci étant notre première démarche HACCP, il semblait en effet difficilement
envisageable d’étudier une production industrielle ainsi que plusieurs produits.
Afin de réaliser ce projet, la boulangerie-pâtisserie Neveux à Compiègne s’est mise à notre
disposition, nous l’en remercions chaleureusement.
BT09 A11 Page 4
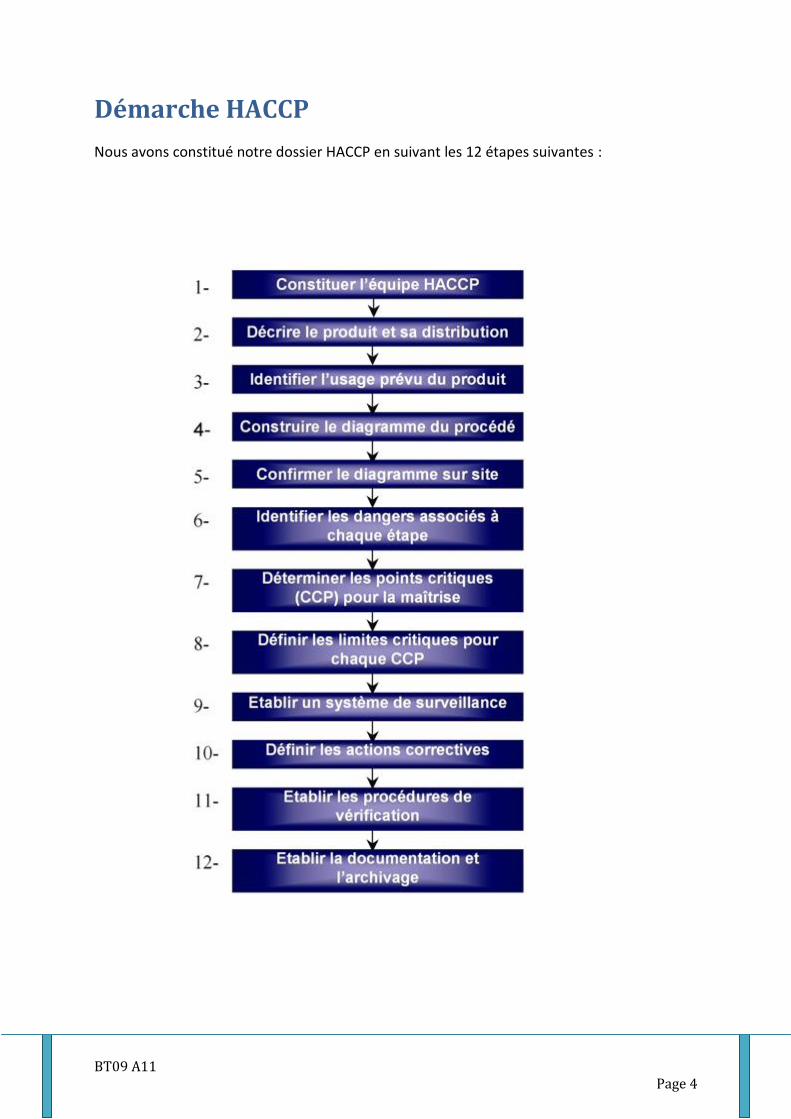
Démarche HACCP
Nous avons constitué notre dossier HACCP en suivant les 12 étapes suivantes :
BT09 A11 Page 5
ETAPE 1 :
Constitution de l’équipe HACCP
L’équipe HACCP est constituée de quatre personnes. Cette étude est de plus encadrée par deux
responsables et a nécessité la collaboration de trois membres de l’entreprise.
Responsables de la validation de l’étude :
- Elisabeth CATHERINE
- Virginie DUCEL
Membres de l’équipe HACCP :
- Charline DRAPIER : Responsable HACCP
- Chloé CAPITAINE : Technicienne
- Baptiste LHUISSIER : Technicien
- Estefany MACHILLANDA : Spécialiste HACCP
Collaborateurs :
- Franck NEVEUX, boulanger-pâtissier et patron de la boulangerie NEVEUX
- Mme NEVEUX, vendeuse
- Mme MARTIN, vendeuse
BT09 A11 Page 6
ETAPE 2 :
Décrire le produit et sa distribution
2.1 Champ d’application
Produit étudié : Paris-brest
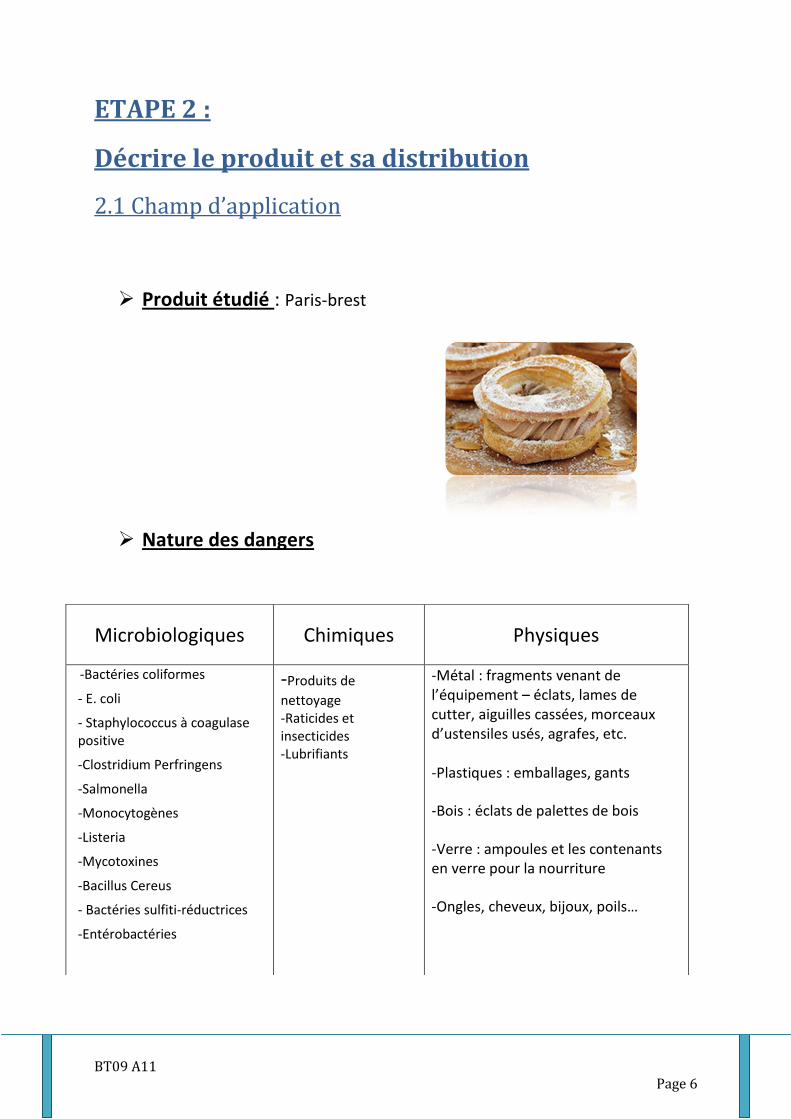
Nature des dangers
Microbiologiques Chimiques Physiques
-Bactéries coliformes
- E. coli
- Staphylococcus à coagulase positive
-Clostridium Perfringens
-Salmonella
-Monocytogènes
-Listeria
-Mycotoxines
-Bacillus Cereus
- Bactéries sulfiti-réductrices
-Entérobactéries
-Produits de
nettoyage -Raticides et insecticides -Lubrifiants
-Métal : fragments venant de l’équipement – éclats, lames de cutter, aiguilles cassées, morceaux d’ustensiles usés, agrafes, etc. -Plastiques : emballages, gants
-Bois : éclats de palettes de bois
-Verre : ampoules et les contenants en verre pour la nourriture
-Ongles, cheveux, bijoux, poils…
BT09 A11 Page 7
Définition des agents impliqués dans les dangers
microbiologiques :
- Bactéries coliformes : La présence de ces coliformes est une preuve d'une contamination par les
matières fécales. Elles sont en bâtonnets, Gram négatifs, oxydase négatif, aérobies ou anaérobies
facultatifs.
- Escherichia coli (E. coli) : bacille gram négatif radio résistant de la famille des Enterobacteriaceae. Cette bactérie est présente dans la microflore digestive de l'homme et de nombreux animaux à sang chaud. La plupart des souches d’E. coli sont sans danger, cependant certaines peuvent être à l'origine de troubles comme des diarrhées, le plus souvent hémorragique, des douleurs abdominales et parfois des vomissements. Dans les cas les plus graves, elle peut provoquer le Syndrome Hémolytique et Urémique (SHU). La contamination peut se faire par ingestion d’aliments contaminés consommés crus ou peu cuits comme le lait ou les produits laitiers non pasteurisés ou en touchant les produits alimentaires aves des mains souillées après contact avec des animaux porteurs et/ou leurs déjections (exp : déjections de rats). Critère d’hygiène : <10/g
- Staphylococcus à coagulase positive : c’est une bactérie du genre: coques, gram positifs, coagulase positive. Elle se transmet lors de la préparation des aliments: infections aux mains, éternuements, postillons, par mauvais refroidissement des plats ou par une conservation trop longue des denrées alimentaires. Elle élabore une toxine dans les aliments lors de la multiplication qui est résistante à la chaleur. Il est nécessaire d’appliquer des conditions de temps et de température de cuisson pour détruire la bactérie. Les symptômes se caractérisent par des vomissements et des crampes abdominales. Les conséquences peuvent être très graves. Critère d’hygiène : <100/g - Clostridium Perfringens : Bacille gram positif anaérobie sporulée répandue dans l’environnement : sol, matières fécales…) Les symptômes apparaissent après l'ingestion d’un aliment contaminé. Ils se traduisent surtout par de la diarrhée, de violents maux de ventre, et des nausées. Le plus souvent, cette affection guérit spontanément en 2-3 jours. C. perfringens est aussi un agent de gangrène sévère chez l'homme. - Salmonella : Ce sont des entérobactéries bacilles à Gram négatifs, mobiles, aéro-anaérobies
facultatifs. On les retrouve principalement dans les œufs. La plupart des personnes infectées
souffrent de crampes au ventre, de diarrhée et de fièvre. La plupart des personnes atteintes
guérissent sans traitement. Toutefois, chez certaines personnes, les symptômes peuvent être plus
graves. Pour s’en protéger, séparer les aliments cuits des aliments crus pendant la préparation et se
laver régulièrement les mains, surtout après avoir touché des œufs et après avoir été aux toilettes.
Critère de sécurité : abs/25g
- Bacillus Cereus : Bactérie très répandue dans la nature. Elle est résistante à la chaleur et elle est
capable d'adhérer fortement à de nombreuses surfaces y compris l'acier inoxydable. Elle est souvent
responsable d'intoxications alimentaires opportunistes dues à l'ingestion d'aliments non réfrigérés
après cuisson.
BT09 A11 Page 8
- Listeria : Ce sont des bacilles de petite taille, mobiles à 20 °C (grâce à des flagelles), gram positif,
anaérobies facultatives. On les retrouve presque partout et elles sont très résistantes au nettoyage.
Listeria peut se multiplier sur les aliments conservés au réfrigérateur. Les aliments contaminés par
Listeria ont une apparence, une odeur et un goût normaux. Cependant, les méthodes de cuisson
adéquates peuvent tuer la bactérie. Les symptômes de contamination sont les suivants :
vomissements, nausées, crampes, diarrhée, intenses maux de tête, constipation ou fièvre. Critère de
sécurité : < 100
-Entérobactéries : Ce sont des bactéries à Gram négatif non sporulantes, anaérobies facultatives,
localisées dans le tube digestif . Elles se transmettent par l’absorption d'eau ou aliments contaminés
par des selles de malades ou de porteurs sains.
-Bactéries sulfito-réductrices : Ce sont des formes résistantes d'organismes anaérobies. Elles sont normalement présentes dans les matières fécales mais en plus petite quantité que E. Coli. Les troubles se manifestent principalement par des gangrènes, des septicémies, des infections pulmonaires, des infections abdominales, des sinusites ou des otites chroniques, des syndromes diarrhéiques.. Elles se développent qi l’un de ces principes n’est pas respecté : refroidissement rapide après cuisson, décongélation règlementaire, respect de la chaîne du froid, matières premières saines.
-Mycotoxines : Ce sont des toxines élaborées par diverses espèces de champignons microscopiques telles que les moisissures. Ce sont des molécules de faible poids moléculaire (< 1000 d), le plus souvent thermo-stables en milieu non aqueux. Difficilement dégradables, elles peuvent subsister dans les denrées même après l'élimination des moisissures. Les moisissures toxinogènes se développent essentiellement sur les céréales. La plupart des mycotoxines sont chimiquement stables et résistent aux changements de température, aux conditions de stockage et aux procédés de transformation.
BT09 A11 Page 9
2.2 Composition du PARIS-BREST
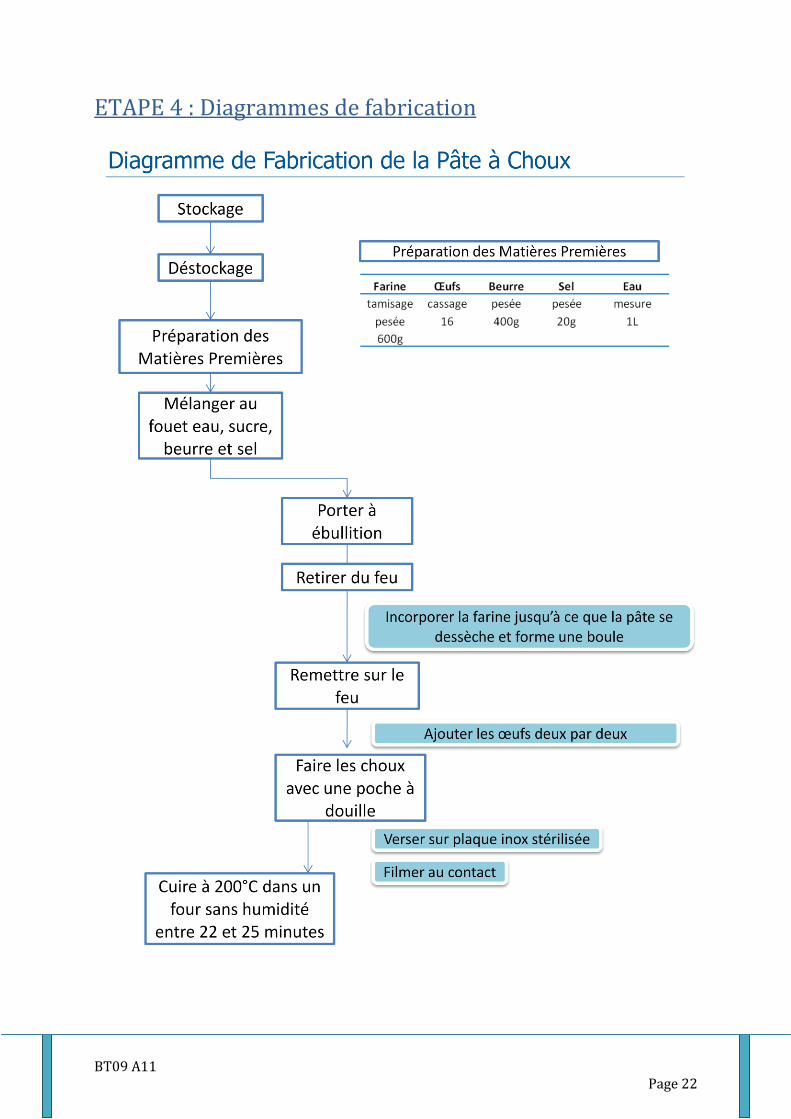
Pâte à choux :
Matières premières
-Beurre
-Œufs
-Farine
-Sel
-Eau
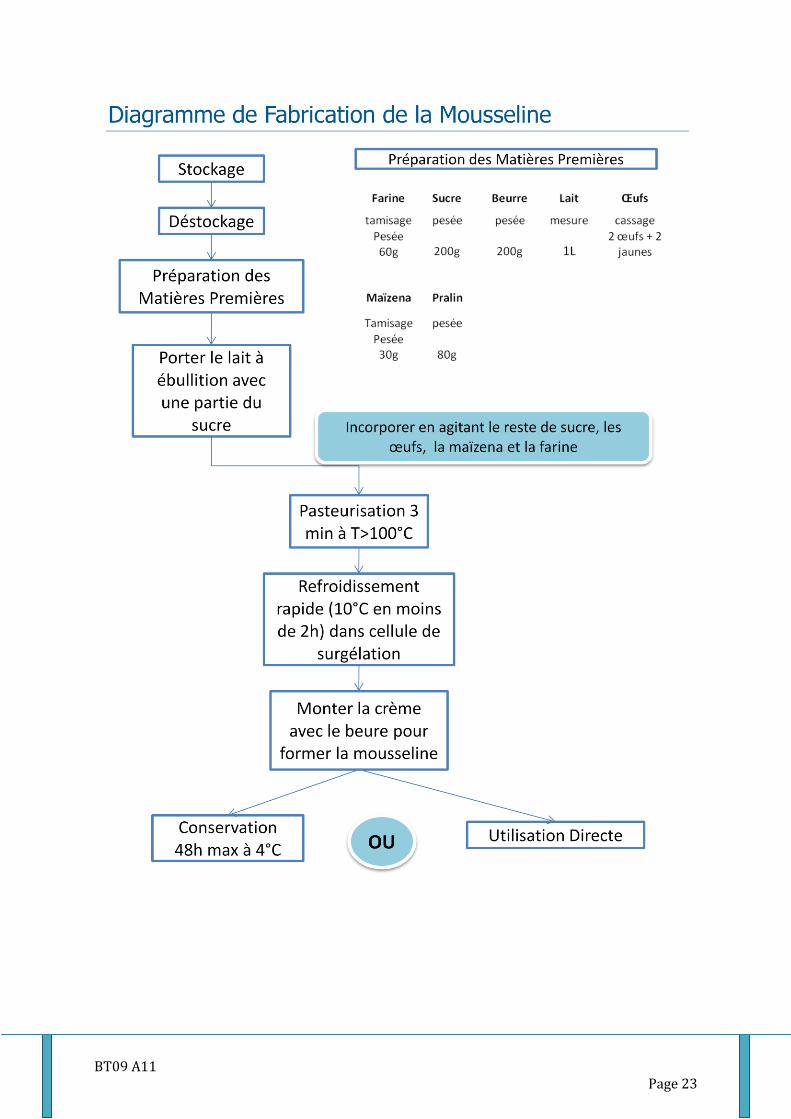
Crème pâtissière :
Matières premières
-Lait
-Sucre
-Œufs
-Farine
-Maïzena
BT09 A11 Page 10
2.2.1 Description matières premières
Beurre
Caractéristiques chimiques :
Eau (5%)
Lipides (83%) : Acides Gras (saturés et insaturés) et cholestérol
Eléments minéraux
Vitamines : A, D et E
Caractéristiques physique :
température de fusion : 20 à 23°C
Insoluble dans l’eau
Densité : 0.927 à 1
-Conditionnement et stockage
Stocker dans son emballage d’origine et fermé. Stocker à l’abri de la lumière. Stocker à l’abri d’aliments odorants.
-Conditions de conservation : Température : 2°C Conservation jusqu’à 8 semaines au réfrigérateur.
BT09 A11 Page 11
Œufs
Caractéristiques chimiques :
Eau (74%)
Lipides : 11%
Protéines 13%
Eléments minéraux
Vitamines B et D
Propriétés physico-chimiques :
Pouvoir coagulant : Coagulation des protéines sous l'action de : -agents physiques (chaleur et action mécanique) - agents chimiques (ions inorganiques et métaux lourds)
Pouvoir émulsifiant : Stabilisation des émulsions grâce aux molécules tensio-actives contenues dans le jaune d'œuf
Conditions de conservation et de stockage : - Par le froid : La température de conservation se situe entre 0 et 1 °C, avec une humidité
relative de 80 à 85 %. Les œufs destinés doivent répondre aux critères des œufs frais et ne doivent pas
être âgés.
BT09 A11 Page 12
Farine de blé
Caractéristiques chimiques :
Eau (14%)
Protéines (11%) : Gluten
Glucides (71%) : Amidon
Eléments minéraux
Vitamine B
Caractéristiques physique :
Plastique Selon la quantité d’eau rajoutée, la consistance de la pâte varie. Propriété due à la présence de gluten Couleur
Blanche Se méfier d’une farine bleutée ou avec des piqûres. Taux d’humidité
15,5% maximum (pour éviter l’apparition de moisissure et d’insectes)
-Conditions de conservation : Température ambiante. Milieu sec. Conservation pendant 3 mois.
-Condition de stockage : Dans local sec et aéré
Conditionnement dans des sacs propres et robustes, posés sur palette en plastique
(le bois est proscrit)
Conditionnement dans des récipients adaptés afin de conserver le produit sans
l’altérer
BT09 A11 Page 13
Sel
Caractéristiques chimiques :
Composé essentiellement de chlorure de sodium.
Caractéristiques physique :
Sous différentes formes : gros sel, sel fin, fleur de sel.
T° fusion 801 °C T° ébullition 1 465 °C Solubilité 357 g·l-1 (eau, 0 °C) Masse volumique 2,17 g·cm-3 (25 °C) 1,549 g·cm-3 (fondu, 805 °C) Viscosité dynamique 1,93 mPa·s (solution aqueuse saturée)
-Conditionnement et stockage :
Stocker dans son emballage d’origine et fermé.
Conditions de conservation : Température ambiante tempérée (18°C à 30°C) et constante. Milieu sec. Conservation illimitée dans ces conditions.
BT09 A11 Page 14
Eau
Caractéristiques chimiques :
Formation de solutions avec d'autres molécules
Caractéristiques physique :
T° fusion 0 °C
T° ébullition 100 °C
Masse volumique 1 g·cm-3 à 4 °C
-Conditionnement et stockage/Conditions de conservation :
Utilisation d’eau du robinet
BT09 A11 Page 15
Lait
Caractéristiques chimiques :
Eau : 86,9%
Matières grasses : 3,9%
Protéines et composés azotés : 3,2%
Glucides : 5,1% (Lactose)
Matières salines : 0,9%
Caractéristiques physique :
Ph : varie entre 6,2 et 6,8
Température ébullition : 100,5°C
Température congélation : -0,5°C
Température conservation : 3 à 4°C
Caractéristiques microbiologiques
Micro-organisme utiles :
- Bactéries (lactiques, propioniques, microcoques)
Micro-organisme responsables d’altérations :
- Bactéries (psychotropes)
- Levures et moisissures (peu dans le lait cependant)
Conditions de conservation
Température ambiante (18°C à 30°C) et constante. Milieu sec et frais. Conservation entre 0 et 3°C dès ouverture et pendant 2 jours maximum
Conditions de stockage : Stocker dans son emballage d’origine et fermé. Stocker à l’abri de la lumière. Stocker à l’abri de l’humidité.
BT09 A11 Page 16
Sucre
Caractéristiques chimiques :
Glucides (99%) : Saccharose
Minéraux
Caractéristiques physiques : T° fusion 185,5 °C
T° ébullition décomposition Solubilité 2g/L (eau, 25 °C) Masse volumique 1,5879 g·cm-3
Conditions de conservation : Température ambiante tempérée (18°C à 30°C) et constante. Milieu sec.
Conditions de stockage : Dans son emballage d’origine et fermé. A l’abri d’aliments odorants et de l’humidité.
BT09 A11 Page 17
Maïzena (fécule de maïs)
Caractéristiques chimiques :
Glucides : 72 à 73%
Protéines : 8 à 11%
Lipides : 3 à 18%
Fibres alimentaires, minéraux
Caractéristiques physiques :
Fluide rhéoépaississant : se comporte comme un liquide peu visqueux quand on le
manipule lentement (excitation à basse fréquence), mais il devient très visqueux
presque solide quand on le manipule rapidement (excitation à haute fréquence)
Conditions de conservation : Température ambiante tempérée (18°C à 30°C) et constante. Milieu sec.
Conditions de stockage :
Dans son emballage d’origine et fermé. A l’abri d’aliments odorants et de l’humidité.
BT09 A11 Page 18
Pralin
Composition :
Amandes (10%)
Noisettes (40%)
Glucides
Eau
Conditions de conservation : Température ambiante tempérée (18°C à 30°C) et constante. Milieu sec.
Conditions de stockage :
Dans son emballage d’origine et fermé. A l’abri d’aliments odorants et de l’humidité.
BT09 A11 Page 19
1.2 Informations relatives au produit
2.2.1 Caractéristiques importantes du produit
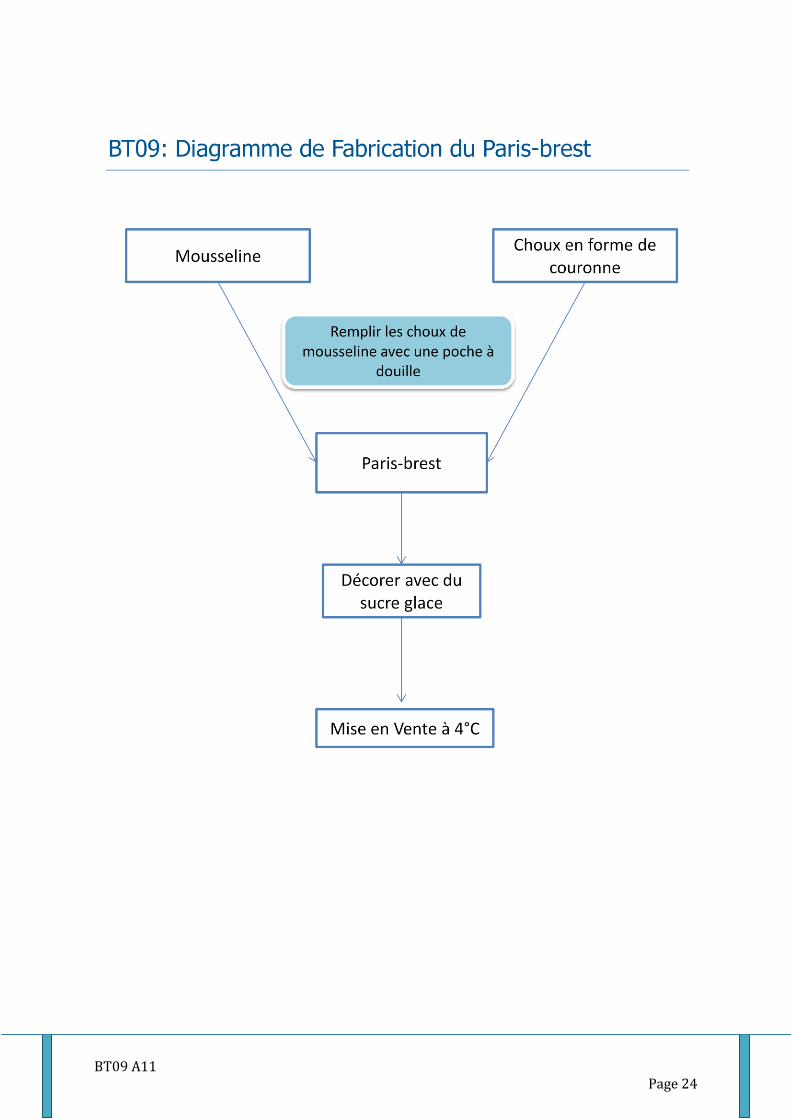
Le Paris-brest est une pâtisserie d’origine française constituée d’une pâte à chou fourrée
d’une mousseline au pralin. Elle est en forme de couronne car elle représente une roue, en
référence à la course cycliste entre Paris et Brest.
2.2.2 Emballage et conditionnement
Chaque Paris-brest est conditionné sur une petite caissette en papier puis est disposé dans
une boîte en carton pour la vente. Celle-ci est de taille plus ou moins grande selon la
quantité de pâtisseries que le client désire acheter.
2.2.3 Durée et conditions de conservation
Le paris-brest a une DLC de 48h. Il doit donc être consommé au plus tars 48h après sa
fabrication. Les produits sont jetés le soir s’il ne sont pas vendus le jour même donc le
consommateur a deux jours à compter de la date d’achat pour consommer sa pâtisserie.
La pâtisserie est entreposée en vitrine (ou dans un réfrigérateur si tout ne rentre pas en
vitrine) à 4°C dans une atmosphère peu humide, depuis sa conception jusqu’à sa vente.
2.2.4 Mode de distribution
Le paris-brest est vendu directement au client. Il n’y a pas d’intermédiaire entre la
fabrication et la vente. Il se vend à l’unité.
BT09 A11 Page 20
2.2.5 Instructions d’étiquetage
- La pâtisserie doit être mise en vente avec une étiquette précisant sa dénomination,
son poids et son prix.
-La Date limite de Consommation (DLC) doit être indiquée. Le consommateur ne
devra pas consommer le produit une fois celle-ci dépassée. Au cas contraire, il risquerait
d’être malade.
- L’étiquette doit spécifier si le produit contient des allergènes tels que le gluten et/ou lactose.
2.2.6 Traitement subis
Le client doit être informé lors de la vente si le produit a été congelé après sa conception. Si
c’est le cas, il ne devra pas le recongeler car les risques de contamination microbiologique
seraient très élevés.
BT09 A11 Page 21
ETAPE 3 : Usage prévu du produit
Le paris-brest peut être consommé à toutes heures de la journée (pour les plus gourmands).
Mais il est le plus souvent dégusté pour le gouter ou en dessert.
Il est destiné à tous les consommateurs, sauf aux personnes allergiques à l’un de ses
composants ou intolérants au gluten et/ou au lactose.
Il peut être consommé directement après son achat, ou doit être conservé à 4°C jusqu’à sa
dégustation. Il n’est pas prévu pour être réchauffé ou cuit et il est déconseillé de le congeler
(prolifération microbiologique possible).
BT09 A11 Page 22
ETAPE 4 : Diagrammes de fabrication
BT09 A11 Page 23
BT09 A11 Page 24
BT09 A11 Page 25
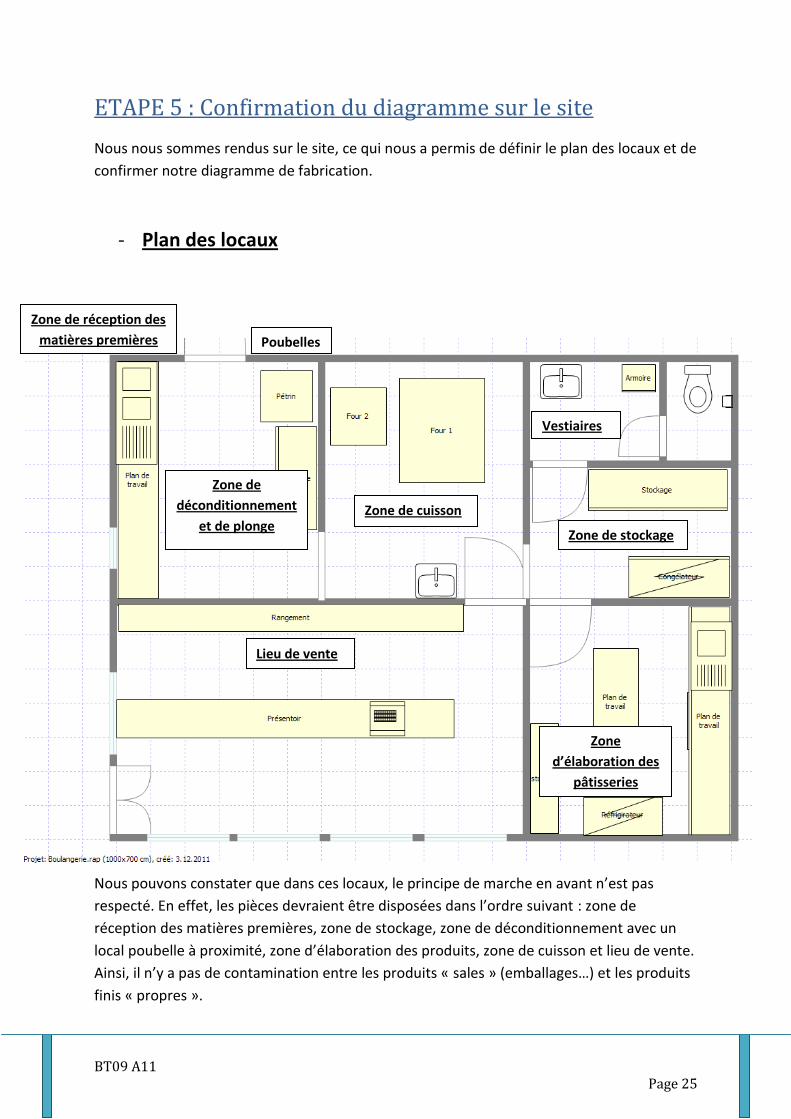
ETAPE 5 : Confirmation du diagramme sur le site
Nous nous sommes rendus sur le site, ce qui nous a permis de définir le plan des locaux et de
confirmer notre diagramme de fabrication.
- Plan des locaux
*
Nous pouvons constater que dans ces locaux, le principe de marche en avant n’est pas
respecté. En effet, les pièces devraient être disposées dans l’ordre suivant : zone de
réception des matières premières, zone de stockage, zone de déconditionnement avec un
local poubelle à proximité, zone d’élaboration des produits, zone de cuisson et lieu de vente.
Ainsi, il n’y a pas de contamination entre les produits « sales » (emballages…) et les produits
finis « propres ».
Vestiaires
Zone de stockage
Poubelles
Zone de
déconditionnement
et de plonge Zone de cuisson
Lieu de vente
Zone
d’élaboration des
pâtisseries
Zone de réception des
matières premières
BT09 A11 Page 26
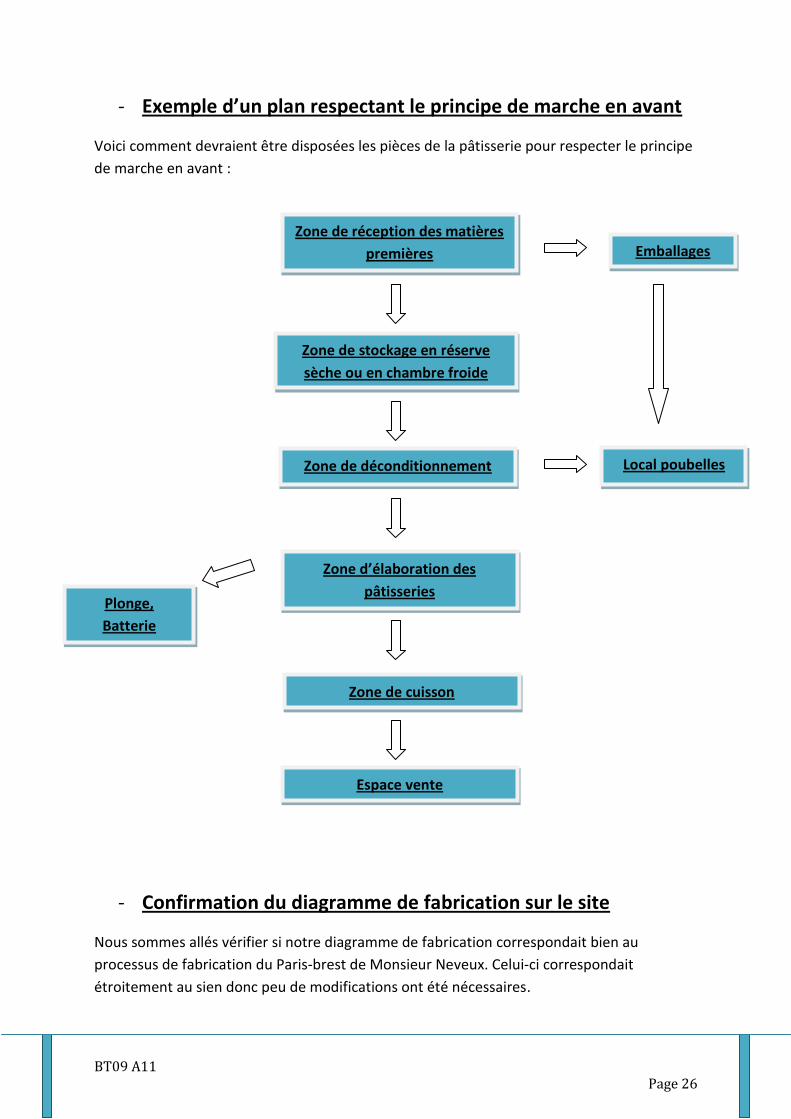
- Exemple d’un plan respectant le principe de marche en avant
Voici comment devraient être disposées les pièces de la pâtisserie pour respecter le principe
de marche en avant :
- Confirmation du diagramme de fabrication sur le site
Nous sommes allés vérifier si notre diagramme de fabrication correspondait bien au
processus de fabrication du Paris-brest de Monsieur Neveux. Celui-ci correspondait
étroitement au sien donc peu de modifications ont été nécessaires.
Zone de stockage en réserve
sèche ou en chambre froide
Zone de réception des matières
premières
Zone de déconditionnement
Zone d’élaboration des
pâtisseries
Zone de cuisson
Plonge,
Batterie
Emballages
Local poubelles
Espace vente
BT09 A11 Page 27
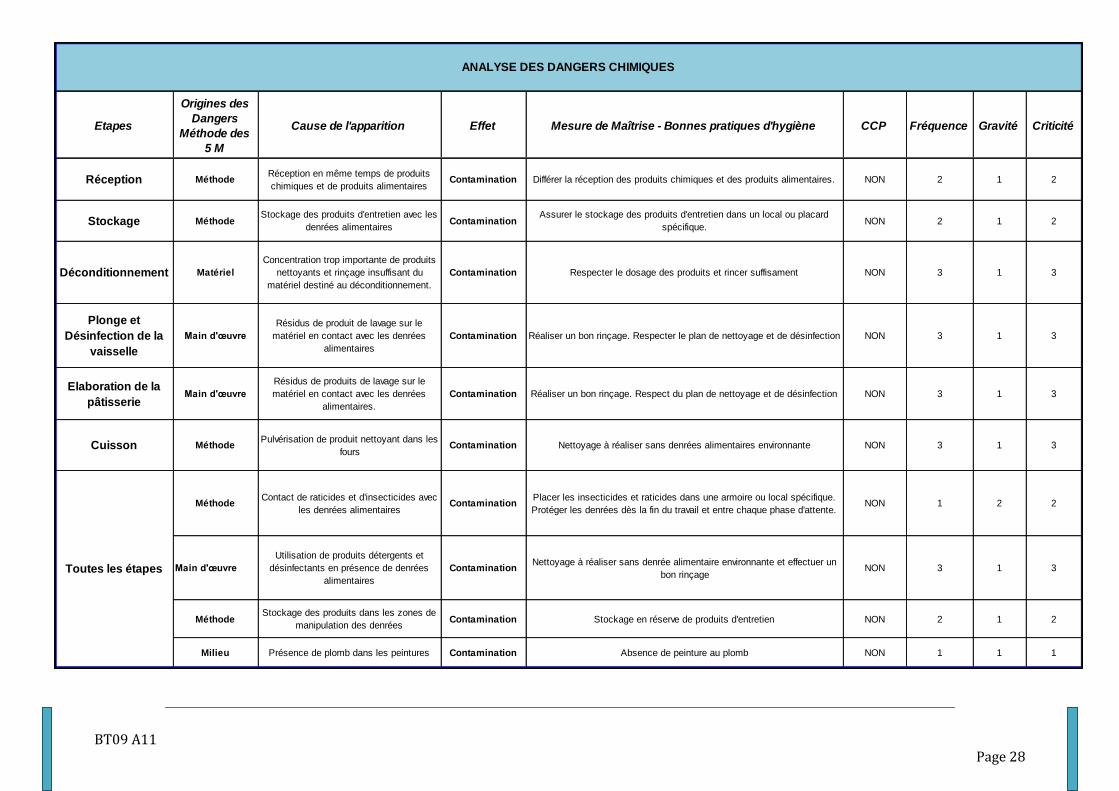
ETAPE 6 :
Analyse des dangers liés à chaque étape de la fabrication
Les Allergènes :
Gluten : mélange de protéines contenu dans la farine de blé. Il n’est pas toléré par les
personnes atteintes de maladies cœliaques.
Effets indésirables : Diarrhée chronique, hypotrophie, perte de poids, vomissement…
Lactose : Incapacité de certaines personnes à digérer le lactose contenu dans les produits
laitiers.
Effets indésirables : Ballonnements, diarrhée, douleurs abdominales, vomissements et
constipation
BT09 A11 Page 28
Etapes
Origines des
Dangers
Méthode des
5 M
Cause de l'apparition Effet Mesure de Maîtrise - Bonnes pratiques d'hygiène CCP Fréquence Gravité Criticité
Réception MéthodeRéception en même temps de produits
chimiques et de produits alimentairesContamination Différer la réception des produits chimiques et des produits alimentaires. NON 2 1 2
Stockage MéthodeStockage des produits d'entretien avec les
denrées alimentairesContamination
Assurer le stockage des produits d'entretien dans un local ou placard
spécifique.NON 2 1 2
Déconditionnement Matériel
Concentration trop importante de produits
nettoyants et rinçage insuffisant du
matériel destiné au déconditionnement.
Contamination Respecter le dosage des produits et rincer suffisament NON 3 1 3
Plonge et
Désinfection de la
vaisselle
Main d'œuvre
Résidus de produit de lavage sur le
matériel en contact avec les denrées
alimentaires
Contamination Réaliser un bon rinçage. Respecter le plan de nettoyage et de désinfection NON 3 1 3
Elaboration de la
pâtisserieMain d'œuvre
Résidus de produits de lavage sur le
matériel en contact avec les denrées
alimentaires.
Contamination Réaliser un bon rinçage. Respect du plan de nettoyage et de désinfection NON 3 1 3
Cuisson MéthodePulvérisation de produit nettoyant dans les
foursContamination Nettoyage à réaliser sans denrées alimentaires environnante NON 3 1 3
MéthodeContact de raticides et d'insecticides avec
les denrées alimentairesContamination
Placer les insecticides et raticides dans une armoire ou local spécifique.
Protéger les denrées dès la fin du travail et entre chaque phase d'attente.NON 1 2 2
Main d'œuvre
Utilisation de produits détergents et
désinfectants en présence de denrées
alimentaires
ContaminationNettoyage à réaliser sans denrée alimentaire environnante et effectuer un
bon rinçageNON 3 1 3
MéthodeStockage des produits dans les zones de
manipulation des denréesContamination Stockage en réserve de produits d'entretien NON 2 1 2
Milieu Présence de plomb dans les peintures Contamination Absence de peinture au plomb NON 1 1 1
ANALYSE DES DANGERS CHIMIQUES
Toutes les étapes
BT09 A11 Page 29
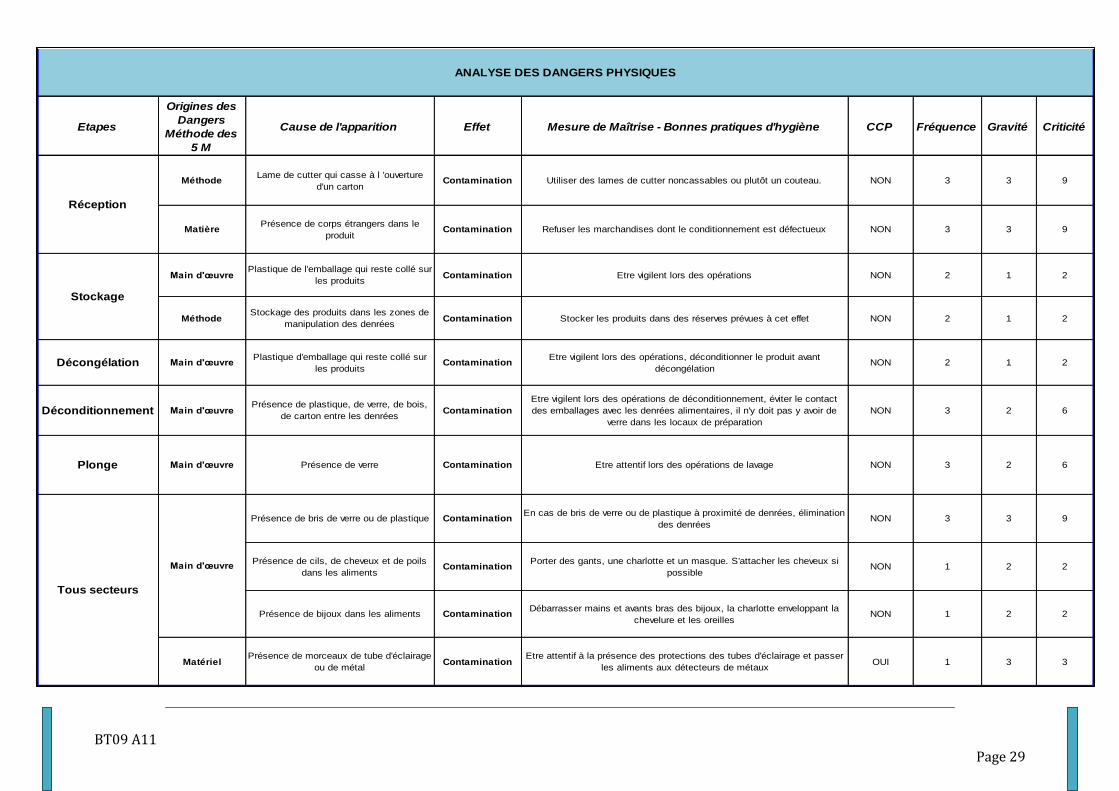
Etapes
Origines des
Dangers
Méthode des
5 M
Cause de l'apparition Effet Mesure de Maîtrise - Bonnes pratiques d'hygiène CCP Fréquence Gravité Criticité
MéthodeLame de cutter qui casse à l 'ouverture
d'un cartonContamination Utiliser des lames de cutter noncassables ou plutôt un couteau. NON 3 3 9
MatièrePrésence de corps étrangers dans le
produitContamination Refuser les marchandises dont le conditionnement est défectueux NON 3 3 9
Main d'œuvre Plastique de l'emballage qui reste collé sur
les produitsContamination Etre vigilent lors des opérations NON 2 1 2
MéthodeStockage des produits dans les zones de
manipulation des denréesContamination Stocker les produits dans des réserves prévues à cet effet NON 2 1 2
Décongélation Main d'œuvre Plastique d'emballage qui reste collé sur
les produitsContamination
Etre vigilent lors des opérations, déconditionner le produit avant
décongélationNON 2 1 2
Déconditionnement Main d'œuvre Présence de plastique, de verre, de bois,
de carton entre les denréesContamination
Etre vigilent lors des opérations de déconditionnement, éviter le contact
des emballages avec les denrées alimentaires, il n'y doit pas y avoir de
verre dans les locaux de préparation
NON 3 2 6
Plonge Main d'œuvre Présence de verre Contamination Etre attentif lors des opérations de lavage NON 3 2 6
Présence de bris de verre ou de plastique ContaminationEn cas de bris de verre ou de plastique à proximité de denrées, élimination
des denréesNON 3 3 9
Présence de cils, de cheveux et de poils
dans les alimentsContamination
Porter des gants, une charlotte et un masque. S'attacher les cheveux si
possibleNON 1 2 2
Présence de bijoux dans les aliments ContaminationDébarrasser mains et avants bras des bijoux, la charlotte enveloppant la
chevelure et les oreillesNON 1 2 2
MatérielPrésence de morceaux de tube d'éclairage
ou de métalContamination
Etre attentif à la présence des protections des tubes d'éclairage et passer
les aliments aux détecteurs de métauxOUI 1 3 3
Main d'œuvre
Tous secteurs
ANALYSE DES DANGERS PHYSIQUES
Réception
Stockage
BT09 A11 Page 30
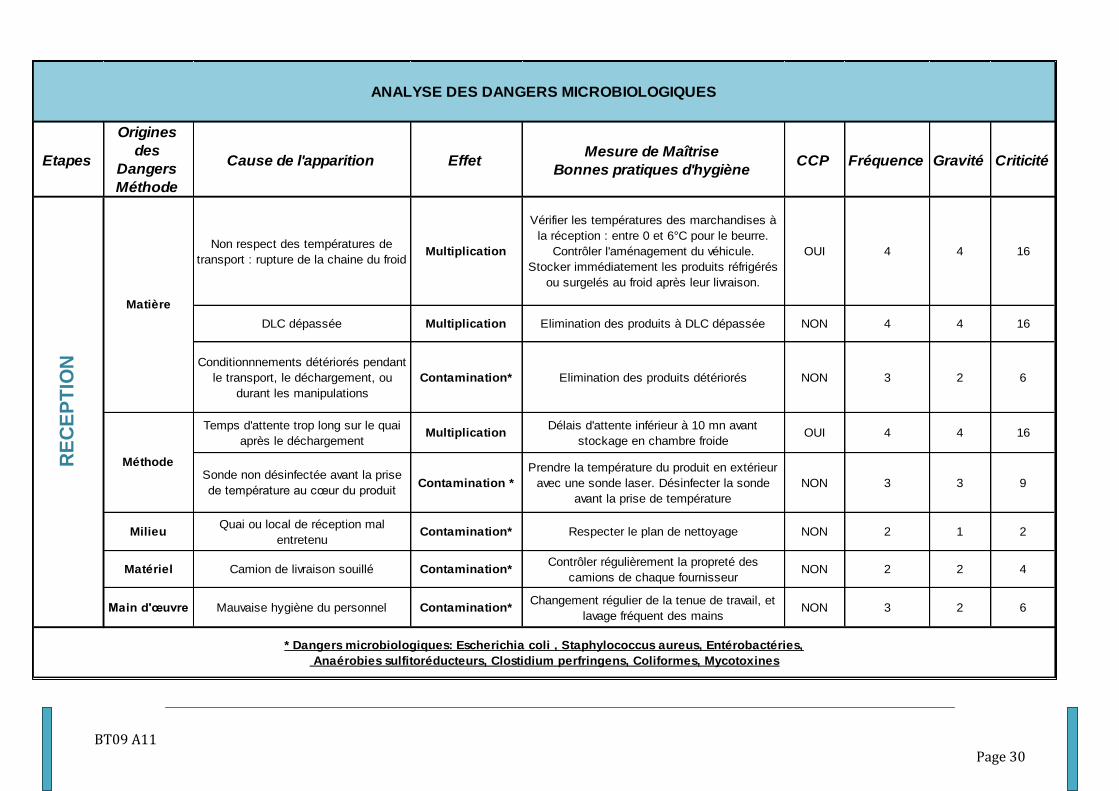
Etapes
Origines
des
Dangers
Méthode
des 5 M
Cause de l'apparition EffetMesure de Maîtrise
Bonnes pratiques d'hygièneCCP Fréquence Gravité Criticité
Non respect des températures de
transport : rupture de la chaine du froidMultiplication
Vérifier les températures des marchandises à
la réception : entre 0 et 6°C pour le beurre.
Contrôler l'aménagement du véhicule.
Stocker immédiatement les produits réfrigérés
ou surgelés au froid après leur livraison.
OUI 4 4 16
DLC dépassée Multiplication Elimination des produits à DLC dépassée NON 4 4 16
Conditionnnements détériorés pendant
le transport, le déchargement, ou
durant les manipulations
Contamination* Elimination des produits détériorés NON 3 2 6
Temps d'attente trop long sur le quai
après le déchargementMultiplication
Délais d'attente inférieur à 10 mn avant
stockage en chambre froideOUI 4 4 16
Sonde non désinfectée avant la prise
de température au cœur du produit Contamination *
Prendre la température du produit en extérieur
avec une sonde laser. Désinfecter la sonde
avant la prise de température
NON 3 3 9
MilieuQuai ou local de réception mal
entretenuContamination* Respecter le plan de nettoyage NON 2 1 2
Matériel Camion de livraison souillé Contamination*Contrôler régulièrement la propreté des
camions de chaque fournisseur NON 2 2 4
Main d'œuvre Mauvaise hygiène du personnel Contamination*Changement régulier de la tenue de travail, et
lavage fréquent des mainsNON 3 2 6
Matière
Méthode RE
CE
PT
ION
* Dangers microbiologiques: Escherichia coli , Staphylococcus aureus, Entérobactéries,
Anaérobies sulfitoréducteurs, Clostidium perfringens, Coliformes, Mycotoxines
ANALYSE DES DANGERS MICROBIOLOGIQUES
BT09 A11 Page 31
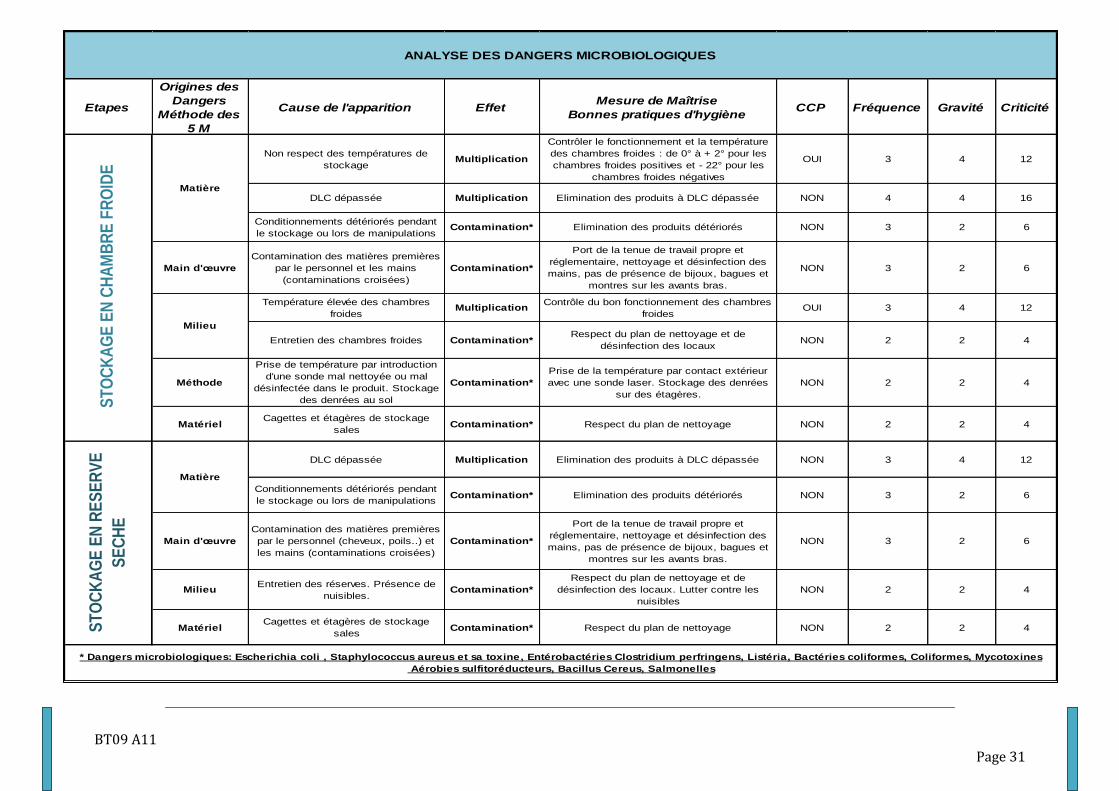
Etapes
Origines des
Dangers
Méthode des
5 M
Cause de l'apparition EffetMesure de Maîtrise
Bonnes pratiques d'hygièneCCP Fréquence Gravité Criticité
Non respect des températures de
stockage Multiplication
Contrôler le fonctionnement et la température
des chambres froides : de 0° à + 2° pour les
chambres froides positives et - 22° pour les
chambres froides négatives
OUI 3 4 12
DLC dépassée Multiplication Elimination des produits à DLC dépassée NON 4 4 16
Conditionnements détériorés pendant
le stockage ou lors de manipulationsContamination* Elimination des produits détériorés NON 3 2 6
Main d'œuvre
Contamination des matières premières
par le personnel et les mains
(contaminations croisées)
Contamination*
Port de la tenue de travail propre et
réglementaire, nettoyage et désinfection des
mains, pas de présence de bijoux, bagues et
montres sur les avants bras.
NON 3 2 6
Température élevée des chambres
froides Multiplication
Contrôle du bon fonctionnement des chambres
froidesOUI 3 4 12
Entretien des chambres froides Contamination*Respect du plan de nettoyage et de
désinfection des locauxNON 2 2 4
Méthode
Prise de température par introduction
d'une sonde mal nettoyée ou mal
désinfectée dans le produit. Stockage
des denrées au sol
Contamination*
Prise de la température par contact extérieur
avec une sonde laser. Stockage des denrées
sur des étagères.
NON 2 2 4
MatérielCagettes et étagères de stockage
sales Contamination* Respect du plan de nettoyage NON 2 2 4
DLC dépassée Multiplication Elimination des produits à DLC dépassée NON 3 4 12
Conditionnements détériorés pendant
le stockage ou lors de manipulationsContamination* Elimination des produits détériorés NON 3 2 6
Main d'œuvre
Contamination des matières premières
par le personnel (cheveux, poils..) et
les mains (contaminations croisées)
Contamination*
Port de la tenue de travail propre et
réglementaire, nettoyage et désinfection des
mains, pas de présence de bijoux, bagues et
montres sur les avants bras.
NON 3 2 6
MilieuEntretien des réserves. Présence de
nuisibles.Contamination*
Respect du plan de nettoyage et de
désinfection des locaux. Lutter contre les
nuisibles
NON 2 2 4
MatérielCagettes et étagères de stockage
sales Contamination* Respect du plan de nettoyage NON 2 2 4
ANALYSE DES DANGERS MICROBIOLOGIQUES
* Dangers microbiologiques: Escherichia coli , Staphylococcus aureus et sa toxine, Entérobactéries Clostridium perfringens, Listéria, Bactéries coliformes, Coliformes, Mycotoxines
Aérobies sulfitoréducteurs, Bacillus Cereus, Salmonelles
Matière
ST
OC
KA
GE
EN
RE
SE
RV
E
SE
CH
ES
TO
CK
AG
E E
N C
HA
MB
RE
FR
OID
E
Matière
Milieu
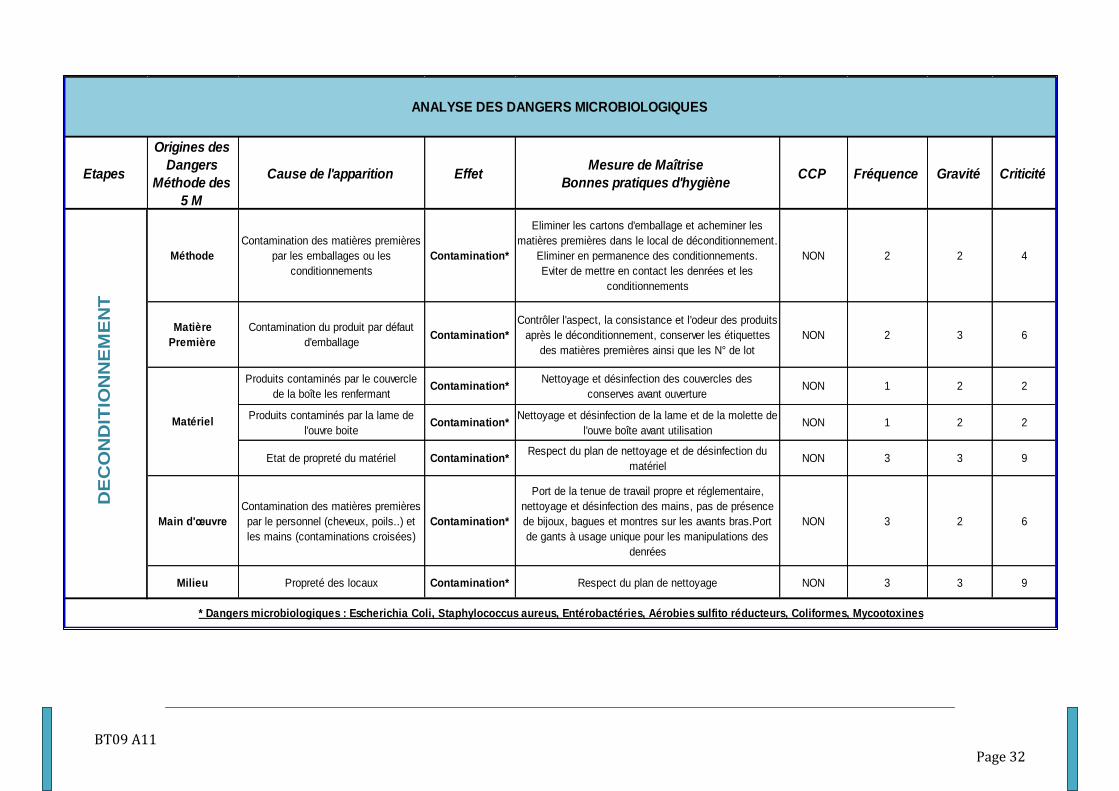
BT09 A11 Page 32
Etapes
Origines des
Dangers
Méthode des
5 M
Cause de l'apparition EffetMesure de Maîtrise
Bonnes pratiques d'hygièneCCP Fréquence Gravité Criticité
Méthode
Contamination des matières premières
par les emballages ou les
conditionnements
Contamination*
Eliminer les cartons d'emballage et acheminer les
matières premières dans le local de déconditionnement.
Eliminer en permanence des conditionnements.
Eviter de mettre en contact les denrées et les
conditionnements
NON 2 2 4
Matière
Première
Contamination du produit par défaut
d'emballageContamination*
Contrôler l'aspect, la consistance et l'odeur des produits
après le déconditionnement, conserver les étiquettes
des matières premières ainsi que les N° de lot
NON 2 3 6
Produits contaminés par le couvercle
de la boîte les renfermantContamination*
Nettoyage et désinfection des couvercles des
conserves avant ouvertureNON 1 2 2
Produits contaminés par la lame de
l'ouvre boiteContamination*
Nettoyage et désinfection de la lame et de la molette de
l'ouvre boîte avant utilisationNON 1 2 2
Etat de propreté du matériel Contamination*Respect du plan de nettoyage et de désinfection du
matériel NON 3 3 9
Main d'œuvre
Contamination des matières premières
par le personnel (cheveux, poils..) et
les mains (contaminations croisées)
Contamination*
Port de la tenue de travail propre et réglementaire,
nettoyage et désinfection des mains, pas de présence
de bijoux, bagues et montres sur les avants bras.Port
de gants à usage unique pour les manipulations des
denrées
NON 3 2 6
Milieu Propreté des locaux Contamination* Respect du plan de nettoyage NON 3 3 9
Matériel
DE
CO
ND
ITIO
NN
EM
EN
T
* Dangers microbiologiques : Escherichia Coli, Staphylococcus aureus, Entérobactéries, Aérobies sulfito réducteurs, Coliformes, Mycootoxines
ANALYSE DES DANGERS MICROBIOLOGIQUES
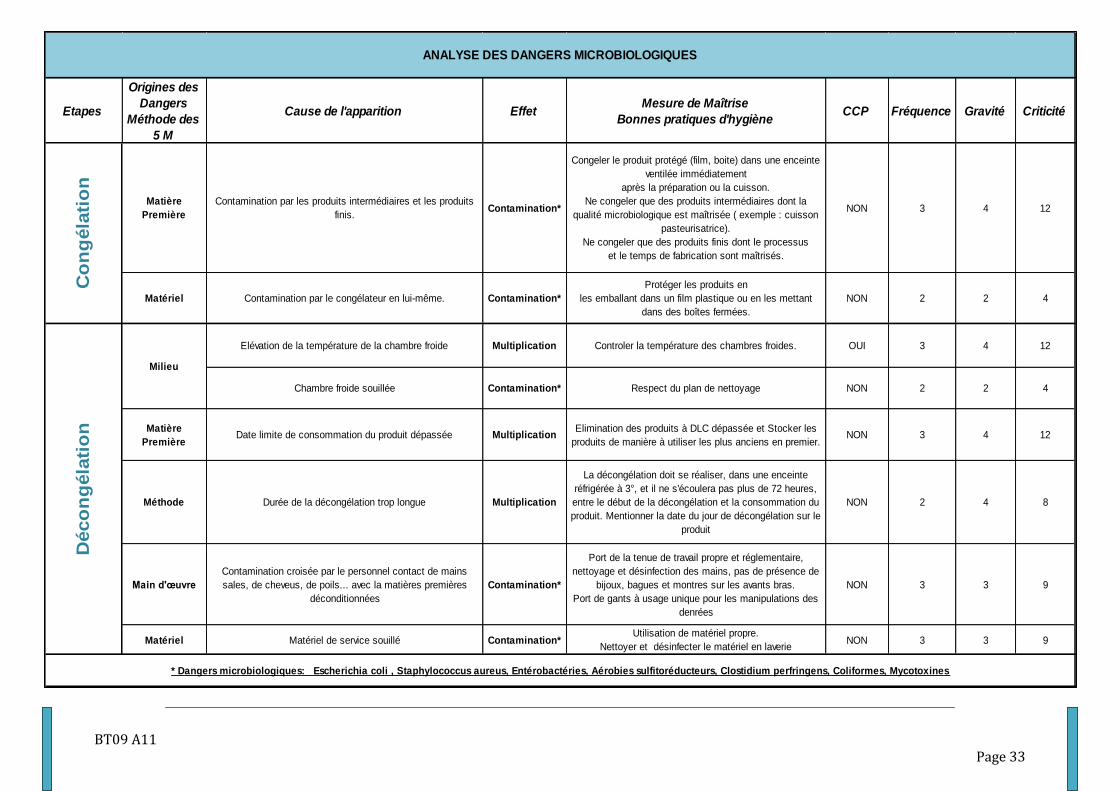
BT09 A11 Page 33
Etapes
Origines des
Dangers
Méthode des
5 M
Cause de l'apparition EffetMesure de Maîtrise
Bonnes pratiques d'hygièneCCP Fréquence Gravité Criticité
Matière
Première
Contamination par les produits intermédiaires et les produits
finis.Contamination*
Congeler le produit protégé (film, boite) dans une enceinte
ventilée immédiatement
après la préparation ou la cuisson.
Ne congeler que des produits intermédiaires dont la
qualité microbiologique est maîtrisée ( exemple : cuisson
pasteurisatrice).
Ne congeler que des produits finis dont le processus
et le temps de fabrication sont maîtrisés.
NON 3 4 12
Matériel Contamination par le congélateur en lui-même. Contamination*
Protéger les produits en
les emballant dans un film plastique ou en les mettant
dans des boîtes fermées.
NON 2 2 4
Elévation de la température de la chambre froide Multiplication Controler la température des chambres froides. OUI 3 4 12
Chambre froide souillée Contamination* Respect du plan de nettoyage NON 2 2 4
Matière
PremièreDate limite de consommation du produit dépassée Multiplication
Elimination des produits à DLC dépassée et Stocker les
produits de manière à utiliser les plus anciens en premier.NON 3 4 12
Méthode Durée de la décongélation trop longue Multiplication
La décongélation doit se réaliser, dans une enceinte
réfrigérée à 3°, et il ne s'écoulera pas plus de 72 heures,
entre le début de la décongélation et la consommation du
produit. Mentionner la date du jour de décongélation sur le
produit
NON 2 4 8
Main d'œuvre
Contamination croisée par le personnel contact de mains
sales, de cheveus, de poils... avec la matières premières
déconditionnées
Contamination*
Port de la tenue de travail propre et réglementaire,
nettoyage et désinfection des mains, pas de présence de
bijoux, bagues et montres sur les avants bras.
Port de gants à usage unique pour les manipulations des
denrées
NON 3 3 9
Matériel Matériel de service souillé Contamination*Utilisation de matériel propre.
Nettoyer et désinfecter le matériel en laverie NON 3 3 9
Déco
ng
éla
tio
n
Milieu
Co
ng
éla
tio
n
ANALYSE DES DANGERS MICROBIOLOGIQUES
* Dangers microbiologiques: Escherichia coli , Staphylococcus aureus, Entérobactéries, Aérobies sulfitoréducteurs, Clostidium perfringens, Coliformes, Mycotoxines
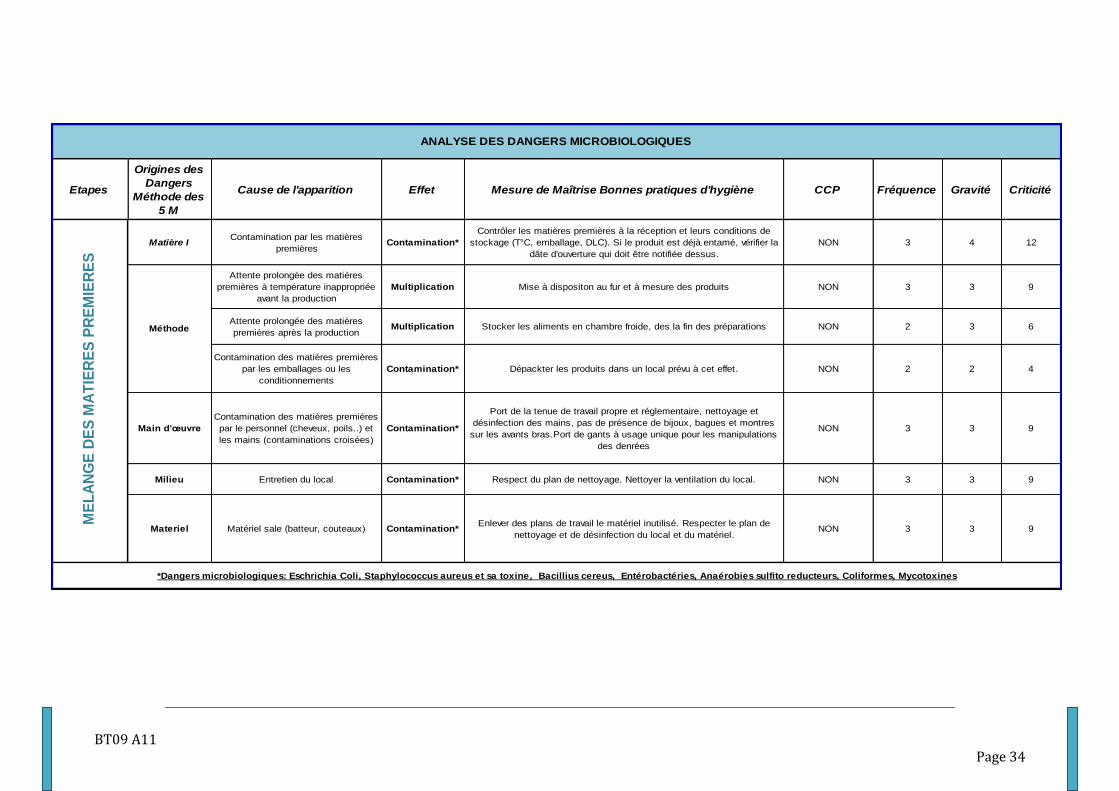
BT09 A11 Page 34
Etapes
Origines des
Dangers
Méthode des
5 M
Cause de l'apparition Effet Mesure de Maîtrise Bonnes pratiques d'hygiène CCP Fréquence Gravité Criticité
Matière IContamination par les matières
premièresContamination*
Contrôler les matières premières à la réception et leurs conditions de
stockage (T°C, emballage, DLC). Si le produit est déjà entamé, vérifier la
dâte d'ouverture qui doit être notifiée dessus.
NON 3 4 12
Attente prolongée des matières
premières à température inappropriée
avant la production
Multiplication Mise à dispositon au fur et à mesure des produits NON 3 3 9
Attente prolongée des matières
premières après la production Multiplication Stocker les aliments en chambre froide, des la fin des préparations NON 2 3 6
Contamination des matières premières
par les emballages ou les
conditionnements
Contamination* Dépackter les produits dans un local prévu à cet effet. NON 2 2 4
Main d'œuvre
Contamination des matières premières
par le personnel (cheveux, poils..) et
les mains (contaminations croisées)
Contamination*
Port de la tenue de travail propre et réglementaire, nettoyage et
désinfection des mains, pas de présence de bijoux, bagues et montres
sur les avants bras.Port de gants à usage unique pour les manipulations
des denrées
NON 3 3 9
Milieu Entretien du local Contamination* Respect du plan de nettoyage. Nettoyer la ventilation du local. NON 3 3 9
Materiel Matériel sale (batteur, couteaux) Contamination*Enlever des plans de travail le matériel inutilisé. Respecter le plan de
nettoyage et de désinfection du local et du matériel.NON 3 3 9
Méthode
*Dangers microbiologiques: Eschrichia Coli, Staphylococcus aureus et sa toxine, Bacillius cereus, Entérobactéries, Anaérobies sulfito reducteurs, Coliformes, Mycotoxines
ANALYSE DES DANGERS MICROBIOLOGIQUES
ME
LA
NG
E D
ES
MA
TIE
RE
S P
RE
MIE
RE
S
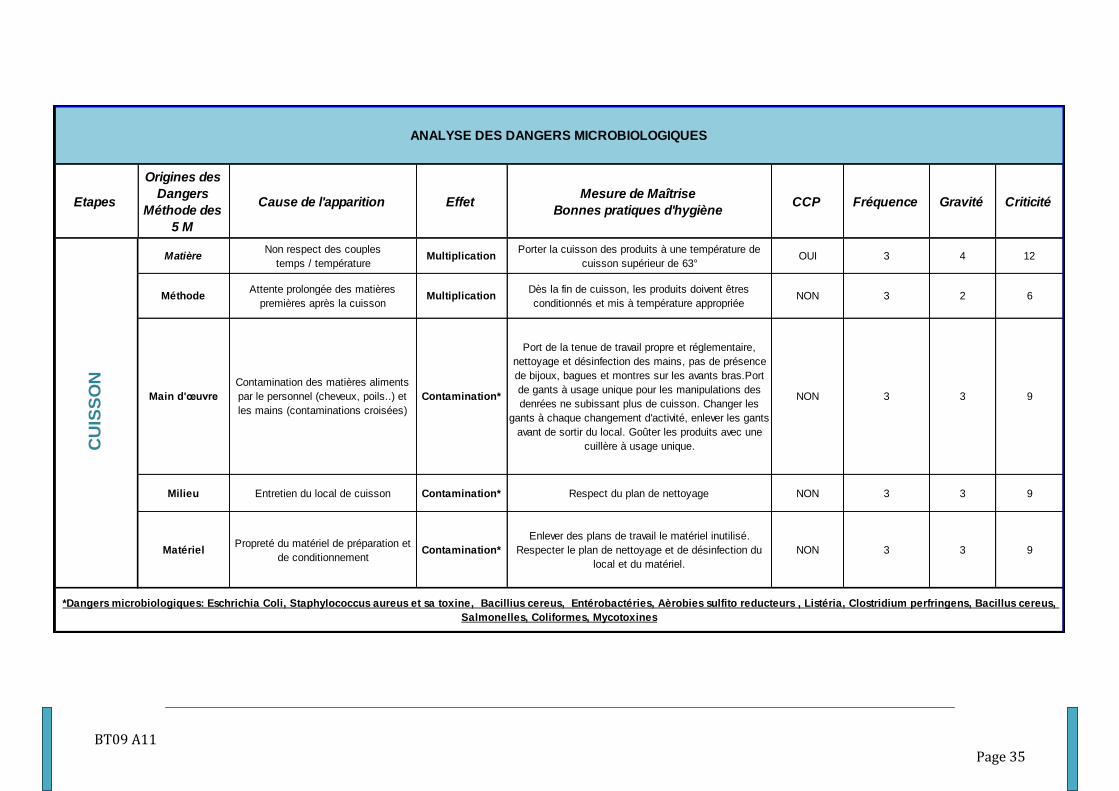
BT09 A11 Page 35
Etapes
Origines des
Dangers
Méthode des
5 M
Cause de l'apparition EffetMesure de Maîtrise
Bonnes pratiques d'hygièneCCP Fréquence Gravité Criticité
MatièreNon respect des couples
temps / température Multiplication
Porter la cuisson des produits à une température de
cuisson supérieur de 63°OUI 3 4 12
MéthodeAttente prolongée des matières
premières après la cuisson Multiplication
Dès la fin de cuisson, les produits doivent êtres
conditionnés et mis à température appropriéeNON 3 2 6
Main d'œuvre
Contamination des matières aliments
par le personnel (cheveux, poils..) et
les mains (contaminations croisées)
Contamination*
Port de la tenue de travail propre et réglementaire,
nettoyage et désinfection des mains, pas de présence
de bijoux, bagues et montres sur les avants bras.Port
de gants à usage unique pour les manipulations des
denrées ne subissant plus de cuisson. Changer les
gants à chaque changement d'activité, enlever les gants
avant de sortir du local. Goûter les produits avec une
cuillère à usage unique.
NON 3 3 9
Milieu Entretien du local de cuisson Contamination* Respect du plan de nettoyage NON 3 3 9
MatérielPropreté du matériel de préparation et
de conditionnementContamination*
Enlever des plans de travail le matériel inutilisé.
Respecter le plan de nettoyage et de désinfection du
local et du matériel.
NON 3 3 9
ANALYSE DES DANGERS MICROBIOLOGIQUES
CU
ISS
ON
*Dangers microbiologiques: Eschrichia Coli, Staphylococcus aureus et sa toxine, Bacillius cereus, Entérobactéries, Aèrobies sulfito reducteurs , Listéria, Clostridium perfringens, Bacillus cereus,
Salmonelles, Coliformes, Mycotoxines
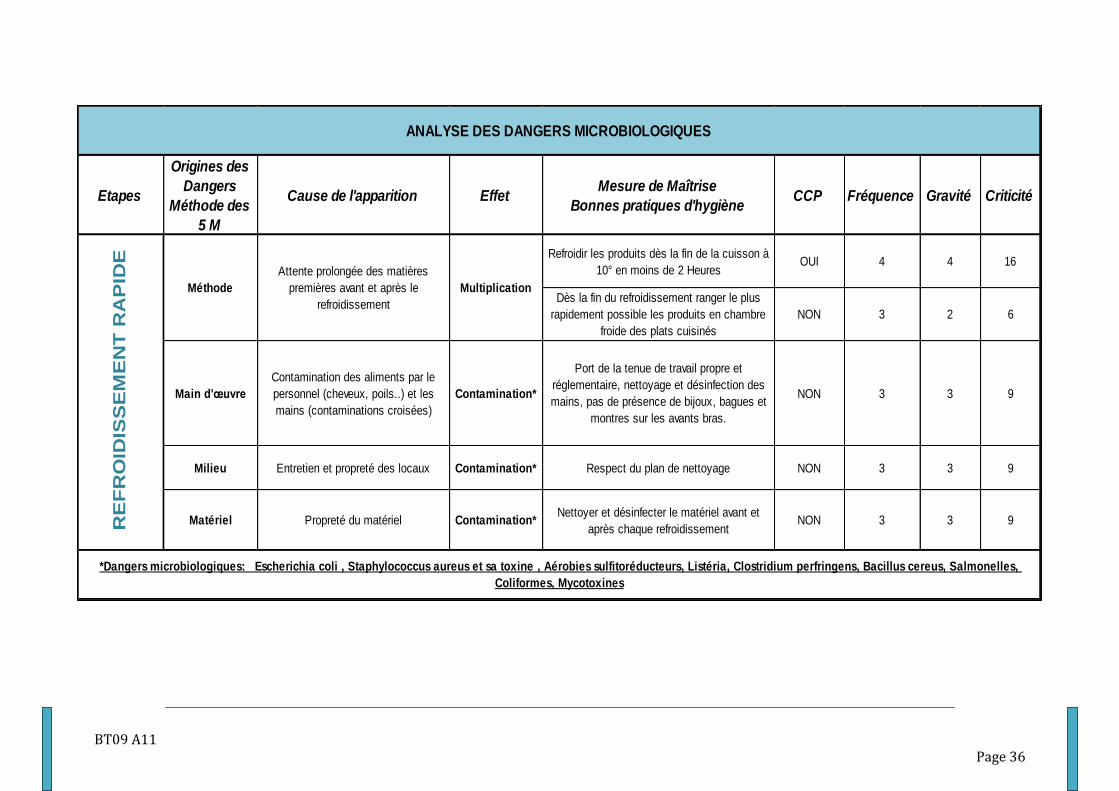
BT09 A11 Page 36
Etapes
Origines des
Dangers
Méthode des
5 M
Cause de l'apparition EffetMesure de Maîtrise
Bonnes pratiques d'hygièneCCP Fréquence Gravité Criticité
Refroidir les produits dès la fin de la cuisson à
10° en moins de 2 HeuresOUI 4 4 16
Dès la fin du refroidissement ranger le plus
rapidement possible les produits en chambre
froide des plats cuisinés
NON 3 2 6
Main d'œuvre
Contamination des aliments par le
personnel (cheveux, poils..) et les
mains (contaminations croisées)
Contamination*
Port de la tenue de travail propre et
réglementaire, nettoyage et désinfection des
mains, pas de présence de bijoux, bagues et
montres sur les avants bras.
NON 3 3 9
Milieu Entretien et propreté des locaux Contamination* Respect du plan de nettoyage NON 3 3 9
Matériel Propreté du matériel Contamination*Nettoyer et désinfecter le matériel avant et
après chaque refroidissement NON 3 3 9
*Dangers microbiologiques: Escherichia coli , Staphylococcus aureus et sa toxine , Aérobies sulfitoréducteurs, Listéria, Clostridium perfringens, Bacillus cereus, Salmonelles,
Coliformes, Mycotoxines
RE
FR
OID
ISS
EM
EN
T R
AP
IDE
Méthode
Attente prolongée des matières
premières avant et après le
refroidissement
Multiplication
ANALYSE DES DANGERS MICROBIOLOGIQUES
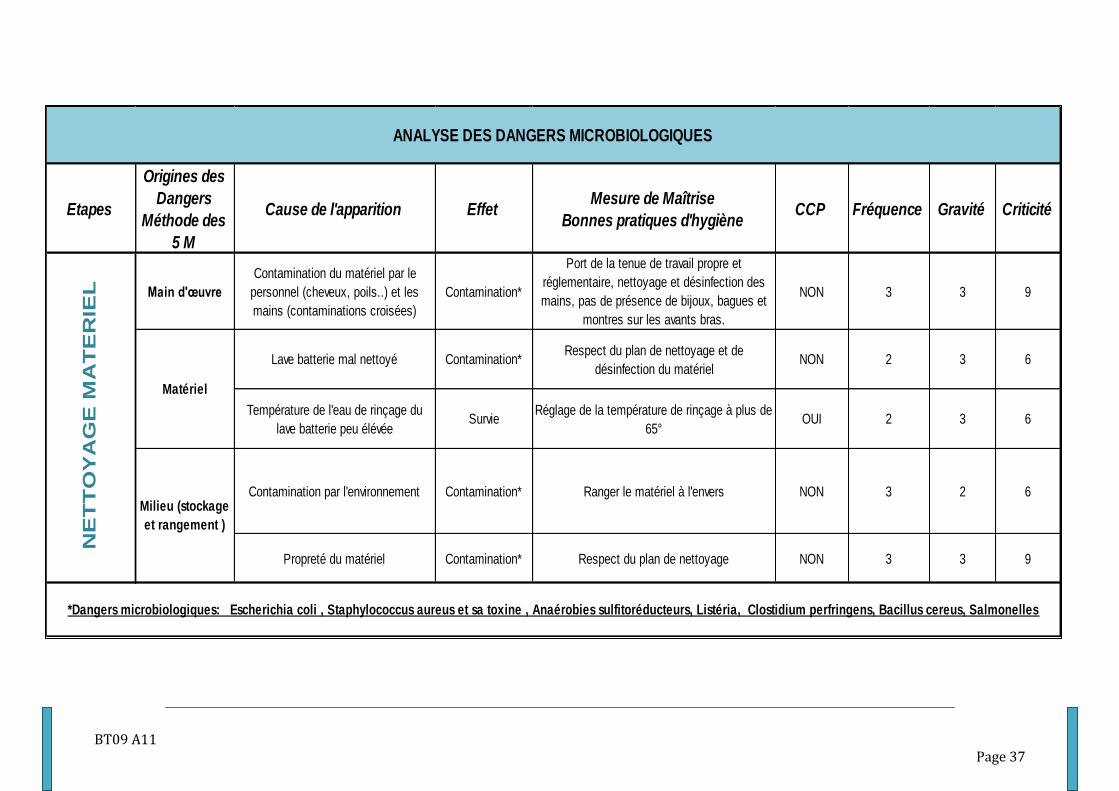
BT09 A11 Page 37
Etapes
Origines des
Dangers
Méthode des
5 M
Cause de l'apparition EffetMesure de Maîtrise
Bonnes pratiques d'hygièneCCP Fréquence Gravité Criticité
Main d'œuvre
Contamination du matériel par le
personnel (cheveux, poils..) et les
mains (contaminations croisées)
Contamination*
Port de la tenue de travail propre et
réglementaire, nettoyage et désinfection des
mains, pas de présence de bijoux, bagues et
montres sur les avants bras.
NON 3 3 9
Lave batterie mal nettoyé Contamination*Respect du plan de nettoyage et de
désinfection du matérielNON 2 3 6
Température de l'eau de rinçage du
lave batterie peu élévéeSurvie
Réglage de la température de rinçage à plus de
65°OUI 2 3 6
Contamination par l'environnement Contamination* Ranger le matériel à l'envers NON 3 2 6
Propreté du matériel Contamination* Respect du plan de nettoyage NON 3 3 9
Milieu (stockage
et rangement )
ANALYSE DES DANGERS MICROBIOLOGIQUES
*Dangers microbiologiques: Escherichia coli , Staphylococcus aureus et sa toxine , Anaérobies sulfitoréducteurs, Listéria, Clostidium perfringens, Bacillus cereus, Salmonelles
NE
TT
OY
AG
E M
AT
ER
IEL
Matériel
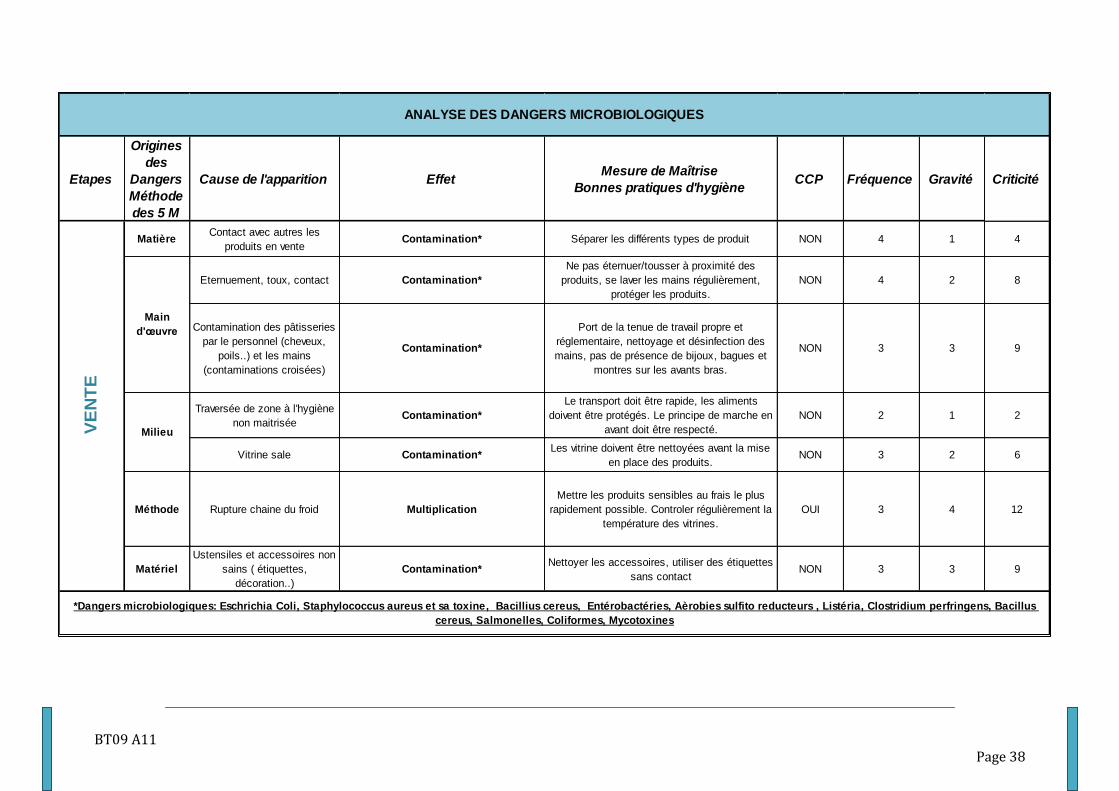
BT09 A11 Page 38
Etapes
Origines
des
Dangers
Méthode
des 5 M
Cause de l'apparition EffetMesure de Maîtrise
Bonnes pratiques d'hygièneCCP Fréquence Gravité Criticité
MatièreContact avec autres les
produits en venteContamination* Séparer les différents types de produit NON 4 1 4
Eternuement, toux, contact Contamination*
Ne pas éternuer/tousser à proximité des
produits, se laver les mains régulièrement,
protéger les produits.
NON 4 2 8
Contamination des pâtisseries
par le personnel (cheveux,
poils..) et les mains
(contaminations croisées)
Contamination*
Port de la tenue de travail propre et
réglementaire, nettoyage et désinfection des
mains, pas de présence de bijoux, bagues et
montres sur les avants bras.
NON 3 3 9
Traversée de zone à l'hygiène
non maitriséeContamination*
Le transport doit être rapide, les aliments
doivent être protégés. Le principe de marche en
avant doit être respecté.
NON 2 1 2
Vitrine sale Contamination*Les vitrine doivent être nettoyées avant la mise
en place des produits.NON 3 2 6
Méthode Rupture chaine du froid Multiplication
Mettre les produits sensibles au frais le plus
rapidement possible. Controler régulièrement la
température des vitrines.
OUI 3 4 12
Matériel
Ustensiles et accessoires non
sains ( étiquettes,
décoration..)
Contamination*Nettoyer les accessoires, utiliser des étiquettes
sans contactNON 3 3 9
VE
NT
E
Milieu
ANALYSE DES DANGERS MICROBIOLOGIQUES
*Dangers microbiologiques: Eschrichia Coli, Staphylococcus aureus et sa toxine, Bacillius cereus, Entérobactéries, Aèrobies sulfito reducteurs , Listéria, Clostridium perfringens, Bacillus
cereus, Salmonelles, Coliformes, Mycotoxines
Main
d'œuvre
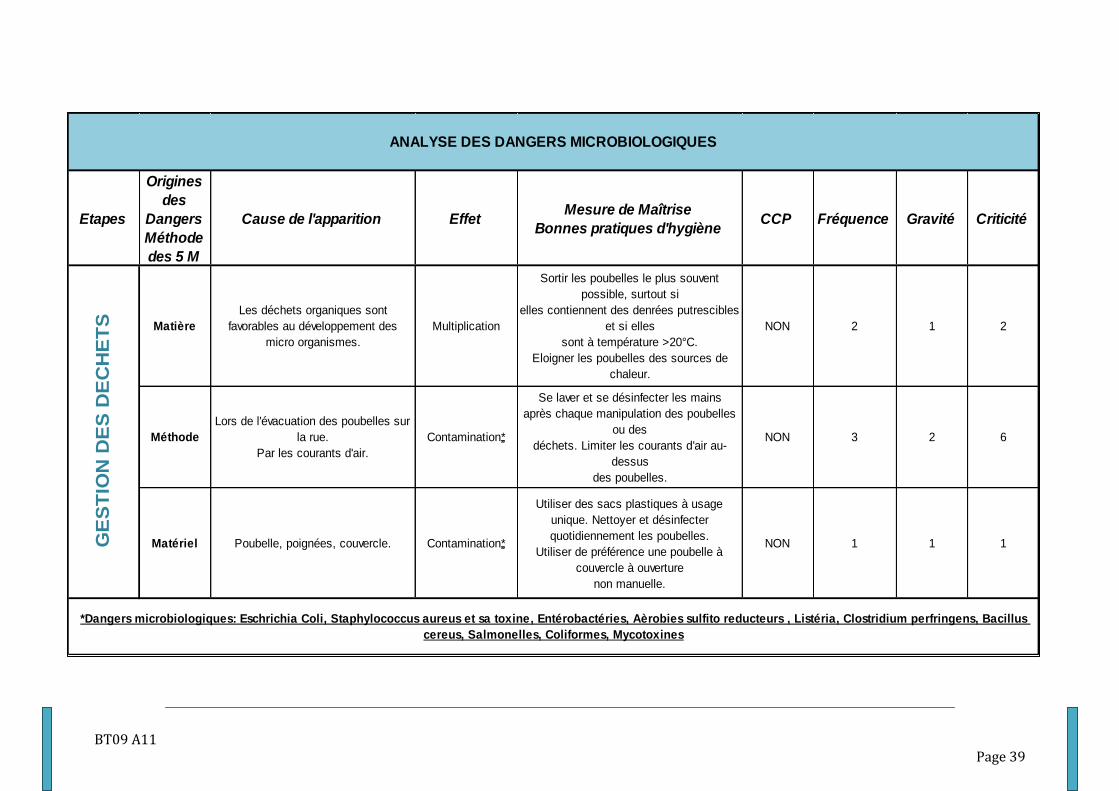
BT09 A11 Page 39
Etapes
Origines
des
Dangers
Méthode
des 5 M
Cause de l'apparition EffetMesure de Maîtrise
Bonnes pratiques d'hygièneCCP Fréquence Gravité Criticité
Matière
Les déchets organiques sont
favorables au développement des
micro organismes.
Multiplication
Sortir les poubelles le plus souvent
possible, surtout si
elles contiennent des denrées putrescibles
et si elles
sont à température >20°C.
Eloigner les poubelles des sources de
chaleur.
NON 2 1 2
Méthode
Lors de l'évacuation des poubelles sur
la rue.
Par les courants d'air.
Contamination„„*
Se laver et se désinfecter les mains
après chaque manipulation des poubelles
ou des
déchets. Limiter les courants d'air au-
dessus
des poubelles.
NON 3 2 6
Matériel Poubelle, poignées, couvercle. Contamination„„*
Utiliser des sacs plastiques à usage
unique. Nettoyer et désinfecter
quotidiennement les poubelles.
Utiliser de préférence une poubelle à
couvercle à ouverture
non manuelle.
NON 1 1 1GE
ST
ION
DE
S D
EC
HE
TS
ANALYSE DES DANGERS MICROBIOLOGIQUES
*Dangers microbiologiques: Eschrichia Coli, Staphylococcus aureus et sa toxine, Entérobactéries, Aèrobies sulfito reducteurs , Listéria, Clostridium perfringens, Bacillus
cereus, Salmonelles, Coliformes, Mycotoxines
BT09 A11 Page 40
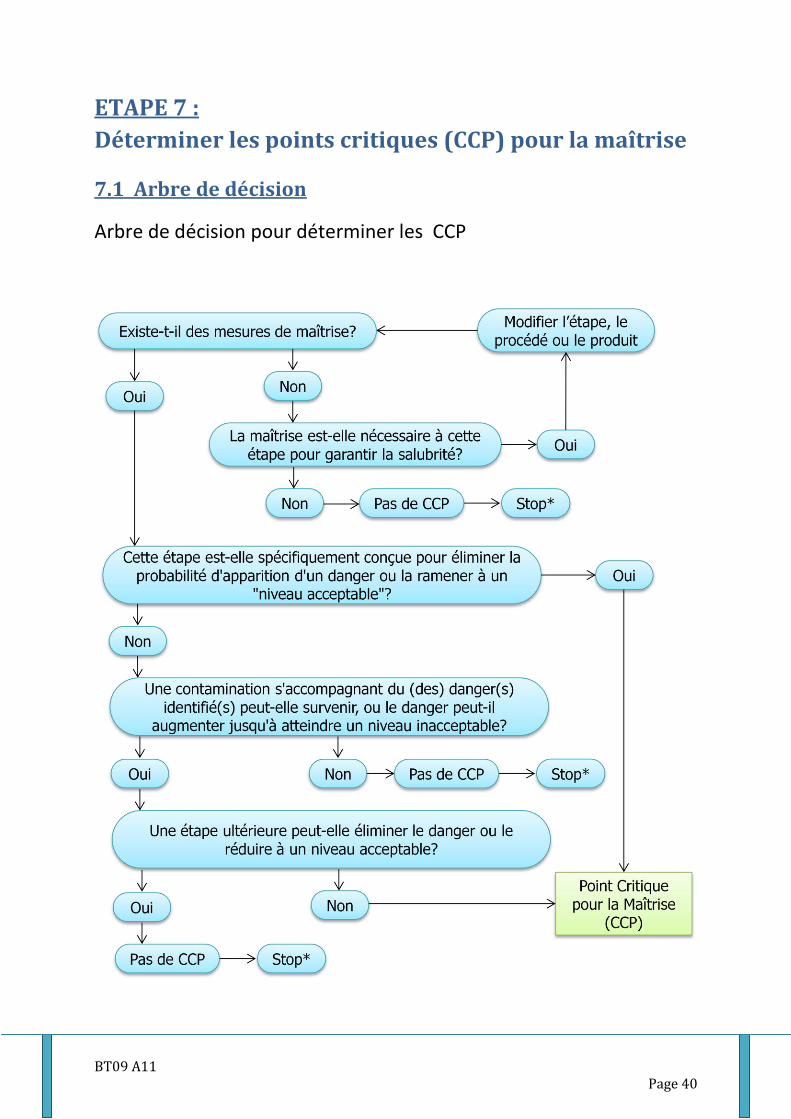
ETAPE 7 :
Déterminer les points critiques (CCP) pour la maîtrise
7.1 Arbre de décision
Arbre de décision pour déterminer les CCP
BT09 A11 Page 41
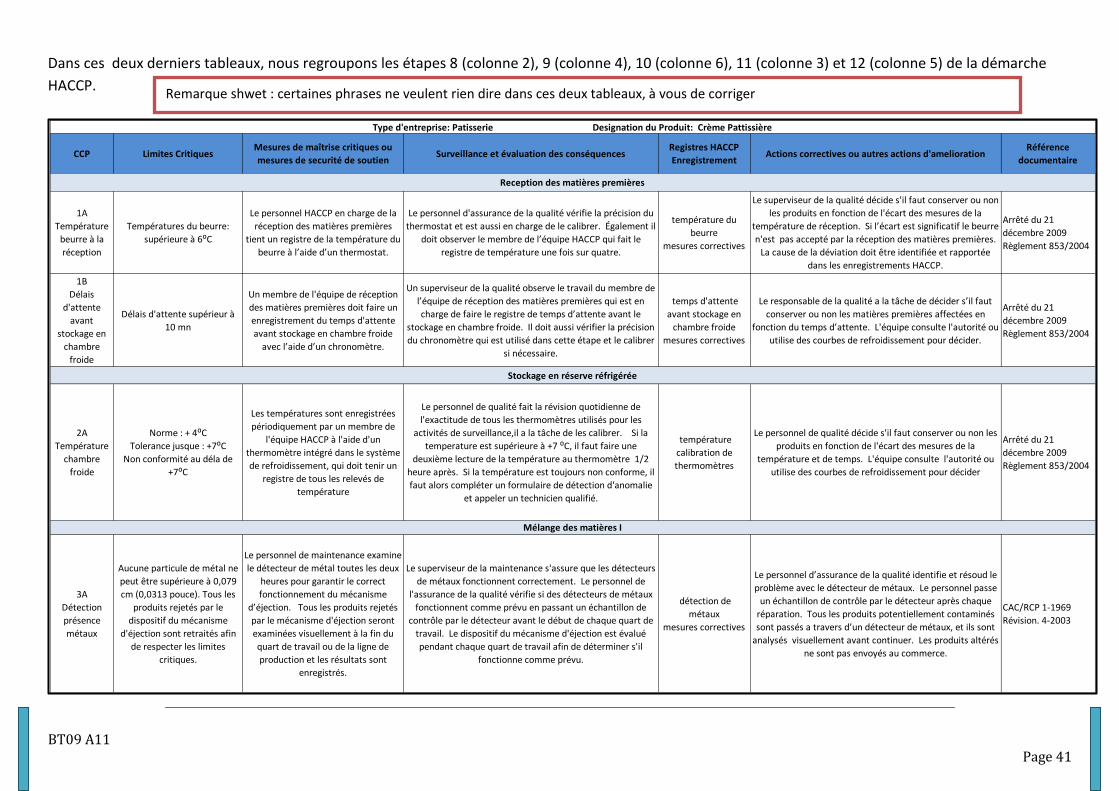
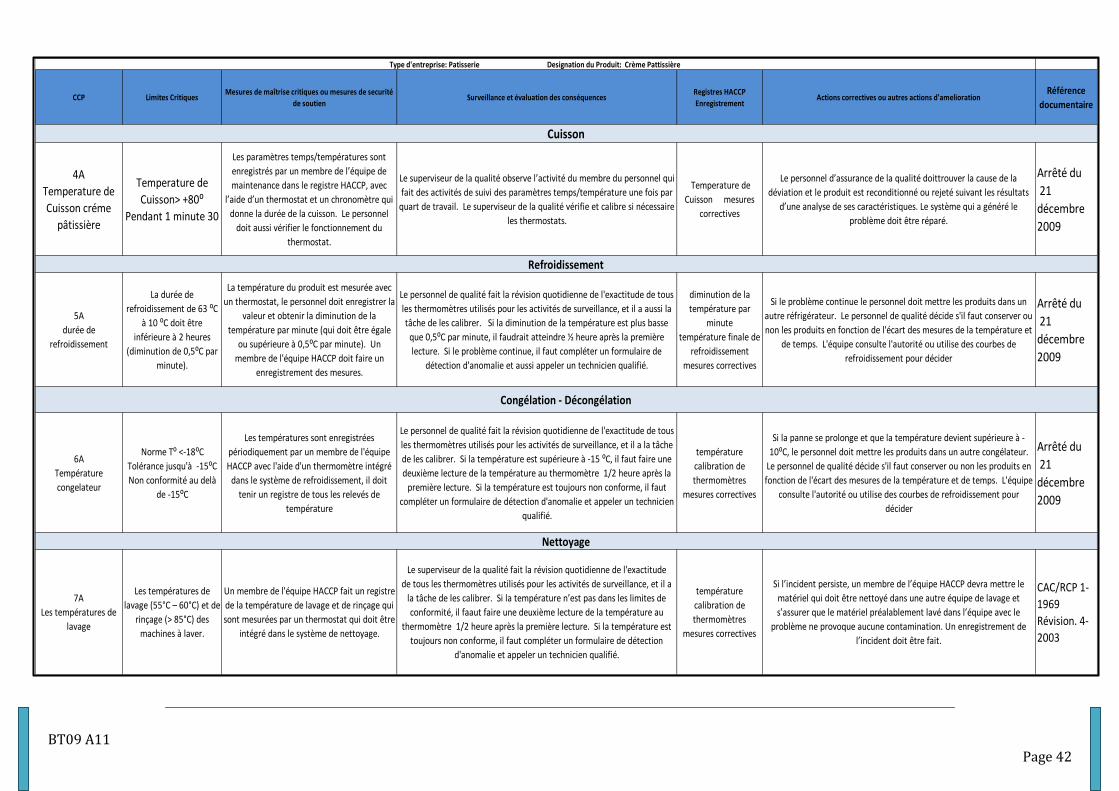
Dans ces deux derniers tableaux, nous regroupons les étapes 8 (colonne 2), 9 (colonne 4), 10 (colonne 6), 11 (colonne 3) et 12 (colonne 5) de la démarche
HACCP.
CCP Limites CritiquesMesures de maîtrise critiques ou
mesures de securité de soutienSurveillance et évaluation des conséquences
Registres HACCP
EnregistrementActions correctives ou autres actions d'amelioration
Référence
documentaire
1A
Température
beurre à la
réception
Températures du beurre:
supérieure à 6⁰C
Le personnel HACCP en charge de la
réception des matières premières
tient un registre de la température du
beurre à l’aide d’un thermostat.
Le personnel d'assurance de la qualité vérifie la précision du
thermostat et est aussi en charge de le calibrer. Également il
doit observer le membre de l’équipe HACCP qui fait le
registre de température une fois sur quatre.
température du
beurre
mesures correctives
Le superviseur de la qualité décide s'il faut conserver ou non
les produits en fonction de l'écart des mesures de la
température de réception. Si l’écart est significatif le beurre
n'est pas accepté par la réception des matières premières.
La cause de la déviation doit être identifiée et rapportée
dans les enregistrements HACCP.
Arrêté du 21
décembre 2009
Règlement 853/2004
1B
Délais
d'attente
avant
stockage en
chambre
froide
Délais d'attente supérieur à
10 mn
Un membre de l'équipe de réception
des matières premières doit faire un
enregistrement du temps d'attente
avant stockage en chambre froide
avec l’aide d’un chronomètre.
Un superviseur de la qualité observe le travail du membre de
l’équipe de réception des matières premières qui est en
charge de faire le registre de temps d’attente avant le
stockage en chambre froide. Il doit aussi vérifier la précision
du chronomètre qui est utilisé dans cette étape et le calibrer
si nécessaire.
temps d'attente
avant stockage en
chambre froide
mesures correctives
Le responsable de la qualité a la tâche de décider s’il faut
conserver ou non les matières premières affectées en
fonction du temps d’attente. L'équipe consulte l'autorité ou
utilise des courbes de refroidissement pour décider.
Arrêté du 21
décembre 2009
Règlement 853/2004
2A
Température
chambre
froide
Norme : + 4⁰C
Tolerance jusque : +7⁰C
Non conformité au déla de
+7⁰C
Les températures sont enregistrées
périodiquement par un membre de
l'équipe HACCP à l'aide d'un
thermomètre intégré dans le système
de refroidissement, qui doit tenir un
registre de tous les relevés de
température
Le personnel de qualité fait la révision quotidienne de
l'exactitude de tous les thermomètres utilisés pour les
activités de surveillance,il a la tâche de les calibrer. Si la
temperature est supérieure à +7 ⁰C, il faut faire une
deuxième lecture de la température au thermomètre 1/2
heure après. Si la température est toujours non conforme, il
faut alors compléter un formulaire de détection d'anomalie
et appeler un technicien qualifié.
température
calibration de
thermomètres
Le personnel de qualité décide s'il faut conserver ou non les
produits en fonction de l'écart des mesures de la
température et de temps. L'équipe consulte l'autorité ou
utilise des courbes de refroidissement pour décider
Arrêté du 21
décembre 2009
Règlement 853/2004
3A
Détection
présence
métaux
Aucune particule de métal ne
peut être supérieure à 0,079
cm (0,0313 pouce). Tous les
produits rejetés par le
dispositif du mécanisme
d'éjection sont retraités afin
de respecter les limites
critiques.
Le personnel de maintenance examine
le détecteur de métal toutes les deux
heures pour garantir le correct
fonctionnement du mécanisme
d’éjection. Tous les produits rejetés
par le mécanisme d'éjection seront
examinées visuellement à la fin du
quart de travail ou de la ligne de
production et les résultats sont
enregistrés.
Le superviseur de la maintenance s'assure que les détecteurs
de métaux fonctionnent correctement. Le personnel de
l'assurance de la qualité vérifie si des détecteurs de métaux
fonctionnent comme prévu en passant un échantillon de
contrôle par le détecteur avant le début de chaque quart de
travail. Le dispositif du mécanisme d'éjection est évalué
pendant chaque quart de travail afin de déterminer s'il
fonctionne comme prévu.
détection de
métaux
mesures correctives
Le personnel d’assurance de la qualité identifie et résoud le
problème avec le détecteur de métaux. Le personnel passe
un échantillon de contrôle par le détecteur après chaque
réparation. Tous les produits potentiellement contaminés
sont passés a travers d’un détecteur de métaux, et ils sont
analysés visuellement avant continuer. Les produits altérés
ne sont pas envoyés au commerce.
CAC/RCP 1-1969
Révision. 4-2003
Reception des matières premières
Stockage en réserve réfrigérée
Mélange des matières I
Type d'entreprise: Patisserie Designation du Produit: Crème Pattissière
Remarque shwet : certaines phrases ne veulent rien dire dans ces deux tableaux, à vous de corriger
BT09 A11 Page 42
CCP Limites CritiquesMesures de maîtrise critiques ou mesures de securité
de soutienSurveillance et évaluation des conséquences
Registres HACCP
EnregistrementActions correctives ou autres actions d'amelioration
Référence
documentaire
4A
Temperature de
Cuisson créme
pâtissière
Temperature de
Cuisson> +80⁰
Pendant 1 minute 30
Les paramètres temps/températures sont
enregistrés par un membre de l’équipe de
maintenance dans le registre HACCP, avec
l’aide d’un thermostat et un chronomètre qui
donne la durée de la cuisson. Le personnel
doit aussi vérifier le fonctionnement du
thermostat.
Le superviseur de la qualité observe l’activité du membre du personnel qui
fait des activités de suivi des paramètres temps/température une fois par
quart de travail. Le superviseur de la qualité vérifie et calibre si nécessaire
les thermostats.
Temperature de
Cuisson mesures
correctives
Le personnel d’assurance de la qualité doittrouver la cause de la
déviation et le produit est reconditionné ou rejeté suivant les résultats
d’une analyse de ses caractéristiques. Le système qui a généré le
problème doit être réparé.
Arrêté du
21
décembre
2009
5A
durée de
refroidissement
La durée de
refroidissement de 63 ⁰C
à 10 ⁰C doit être
inférieure à 2 heures
(diminution de 0,5⁰C par
minute).
La température du produit est mesurée avec
un thermostat, le personnel doit enregistrer la
valeur et obtenir la diminution de la
température par minute (qui doit être égale
ou supérieure à 0,5⁰C par minute). Un
membre de l'équipe HACCP doit faire un
enregistrement des mesures.
Le personnel de qualité fait la révision quotidienne de l'exactitude de tous
les thermomètres utilisés pour les activités de surveillance, et il a aussi la
tâche de les calibrer. Si la diminution de la température est plus basse
que 0,5⁰C par minute, il faudrait atteindre ½ heure après la première
lecture. Si le problème continue, il faut compléter un formulaire de
détection d'anomalie et aussi appeler un technicien qualifié.
diminution de la
température par
minute
température finale de
refroidissement
mesures correctives
Si le problème continue le personnel doit mettre les produits dans un
autre réfrigérateur. Le personnel de qualité décide s'il faut conserver ou
non les produits en fonction de l'écart des mesures de la température et
de temps. L'équipe consulte l'autorité ou utilise des courbes de
refroidissement pour décider
Arrêté du
21
décembre
2009
6A
Température
congelateur
Norme T⁰ <-18⁰C
Tolérance jusqu'à -15⁰C
Non conformité au delà
de -15⁰C
Les températures sont enregistrées
périodiquement par un membre de l'équipe
HACCP avec l'aide d'un thermomètre intégré
dans le système de refroidissement, il doit
tenir un registre de tous les relevés de
température
Le personnel de qualité fait la révision quotidienne de l'exactitude de tous
les thermomètres utilisés pour les activités de surveillance, et il a la tâche
de les calibrer. Si la température est supérieure à -15 ⁰C, il faut faire une
deuxième lecture de la température au thermomètre 1/2 heure après la
première lecture. Si la température est toujours non conforme, il faut
compléter un formulaire de détection d'anomalie et appeler un technicien
qualifié.
température
calibration de
thermomètres
mesures correctives
Si la panne se prolonge et que la température devient supérieure à -
10⁰C, le personnel doit mettre les produits dans un autre congélateur.
Le personnel de qualité décide s'il faut conserver ou non les produits en
fonction de l'écart des mesures de la température et de temps. L'équipe
consulte l'autorité ou utilise des courbes de refroidissement pour
décider
Arrêté du
21
décembre
2009
7A
Les températures de
lavage
Les températures de
lavage (55°C – 60°C) et de
rinçage (> 85°C) des
machines à laver.
Un membre de l'équipe HACCP fait un registre
de la température de lavage et de rinçage qui
sont mesurées par un thermostat qui doit être
intégré dans le système de nettoyage.
Le superviseur de la qualité fait la révision quotidienne de l'exactitude
de tous les thermomètres utilisés pour les activités de surveillance, et il a
la tâche de les calibrer. Si la température n’est pas dans les limites de
conformité, il faaut faire une deuxième lecture de la température au
thermomètre 1/2 heure après la première lecture. Si la température est
toujours non conforme, il faut compléter un formulaire de détection
d'anomalie et appeler un technicien qualifié.
température
calibration de
thermomètres
mesures correctives
Si l’incident persiste, un membre de l’équipe HACCP devra mettre le
matériel qui doit être nettoyé dans une autre équipe de lavage et
s’assurer que le matériel préalablement lavé dans l’équipe avec le
problème ne provoque aucune contamination. Un enregistrement de
l’incident doit être fait.
CAC/RCP 1-
1969
Révision. 4-
2003
Type d'entreprise: Patisserie Designation du Produit: Crème Pattissière
Refroidissement
Congélation - Décongélation
Nettoyage
Cuisson
BT09 A11 Page 43
Conclusion
Ce document s’inscrit donc comme nécessaire à la mise en place d’une démarche HACCP dans une
entreprise artisanale de boulangerie-pâtisserie.
La démarche HACCP s’avère être très complète, permettant ainsi d’analyser et de prévenir les dangers
qu’encoure un produit alimentaire. Une fois réalisée, elle apparaît comme indispensable à bon nombre
entreprise et cela au-delà du secteur alimentaire. Seul bémol, sa mise en œuvre complète nécessite des
efforts et des coûts que certaines très petites entreprises peinent sans doute à supporter.
D’un point de vue personnel, cette étude alliée à notre formation théorique sur l’HACCP nous aura permis
d’acquérir une compréhension de cette démarche qualité dans sa globalité. Ces connaissances techniques
et théoriques nous seront à n’en pas douter utiles au cours de notre future formation.
Encore une fois, nous remercions la boulangerie Neveux à Compiègne pour son aide précieuse
BT09 A11 Page 44
Bibliographie
Sites internet :
- Techniques de l’ingénieur, M.Federighi, 2009, « Méthode HACCP, approche pragmatique »
http://www.techniques-ingenieur.fr/base-documentaire/environnement-securite-
th5/securite-et-gestion-des-risques-ti112/methode-haccp-sl6210/
- Techniques de l’ingénieur, S.Hornych, 2006, « Maitrise de la qualité des crèmes glacées et
des glaces »
http://www.techniques-ingenieur.fr/base-documentaire/procedes-chimie-bio-agro-
th2/agroalimentaire-qualite-securite-environnement-42472210/maitrise-de-la-qualite-des-
cremes-glacees-et-des-glaces-f9015/
- Techniques de l’ingénieur, Canon K., 2006, « HACCP et traçabilité en agroalimentaire : les
complémentarités »
http://www.techniques-ingenieur.fr/base-documentaire/genie-industriel-th6/exigences-et-
obligations-de-tracabilite-42116210/haccp-et-tracabilite-en-agroalimentaire-les-
complementarites-tr400/
- Confédération nationale des artisans pâtissiers, rubrique « mémento techniques »
http://www.patisserie-
artisanale.com/confederation/index.php?rubrique=entites&ssRubrique=innovation
- Commission Européenne, PDF sur les lignes directrices de l’HACCP
http://ec.europa.eu/food/training/haccp_fr.pdf
- Agence canadienne d’inspection des aliments, page sur l’HACPP
http://www.inspection.gc.ca/francais/fssa/polstrat/haccp/manue/tablef.shtml
- Agence canadienne d’inspection des aliments, causes des empoisonnements alimentaires
http://www.inspection.gc.ca/francais/fssa/concen/causef.shtml
- Wikipedia, principalement les articles suivants :
Analyse des dangers et points critiques de leur maîtrise,
http://fr.wikipedia.org/wiki/HACCP
Lait
Sucre
Intoxication alimentaire
…
- Agriculture, pêches et alimentation Quebec, article sur la méthode des 5M
http://www.mapaq.gouv.qc.ca/Fr/Restauration/Qualitedesaliments/securitealiments/inspec
tion/methodeinspection/Pages/methodeinspection.aspx
- United States Department of Agriculture
http://www.fsis.usda.gov/OPPDE/nis/outreach/models/HACCP-12_SP.pdf
- Site du Ministère de l’Economie des Finances et de l’Industrie, fiches pratiques
http://www.minefe.gouv.fr/directions_services/dgccrf/documentation/fiches_pratiques/fich
es/index.htm
- U.S Department of Health & Human Services, documentation sur l’HACCP
BT09 A11 Page 45
http://www.fda.gov/food/foodsafety/HazardAnalysisCriticalControlPointsHACCP/ucm11486
8.htm
- Caducee.net, articles sur les bactéries alimentaires
http://www.caducee.net/DossierSpecialises/nutrition/intoxication-alimentaire.asp
Livres : - Confédération Nationale de la Boulangerie et Boulangerie-Pâtisserie Française , 1997,
« Guide de Bonnes pratiques d’hygiène en pâtisserie », SOTAL
Autres : - Cours de FQ01 (Economie et management de la qualité)
- Cours de BT09
- Prise de note lors de la visite de la boulangerie
BT09 A11 Page 46
Annexes
1. Fiche de poste Pâtisserie
Fiche de poste en Pâtisserie
Opération Vestiaire : Tenue correcte (voir fiche tenue) Chaussures de sécurité, CHARLOTTE , MASQUE ET GANTS
Prise de poste
Lavage des mains obligatoire (et lors de chaque arrêt : pause, repas toilettes…)
Vérification du fonctionnement du lave mains, et de l’approvisionnement en produits consommables
des postes de lavage, et nettoyage des mains
Contrôle de la propreté du matériel (et nettoyage si nécessaire…)
En cours de production 1. Avant le premier refroidissement, désinfection des sondes des cellules. 2. Contrôle du produits : Aspect visuel, DLC si encore emballé 3. Découper les étiquettes des matières premières pour la traçabilité,
En cas de produits mal operculés :
1. Les garder dans son emballage et changer l’opercule si l’emballage est trop abîmé, 2. Vérifier que l’étiquette soit présente et correcte.
Plat témoins :
1. La première barquette d’un type de production est étiquetée et codée 2. Le secteur avitaillement se charge de gérer le rangement de ces plats
Lors de la cuisson :
1. Vérifier à la sortie la température de cuisson (au moins 63° C) 2. Noter l’heure ET la température obtenue sur la fiche suiveuse du produit 3. Envoyer au refroidissement rapide, ou (si trop fragile, laisser refroidir en chambre froide
(Vérifier la température deux heures après la sortie du four (10° C maximum
Fin de journée
1. Elimination des déchets,
2. Nettoyage et désinfection du local et du matériel en fin de journée (selon le plan de nettoyage et de désinfection)
3. Validation du nettoyage par remplissage de la fiche de contrôle (donnée chaque jour
par le chef de service Mise en place pour le lendemain
BT09 A11 Page 47
2.Plan de nettoyage et de désinfection
ZONE : Fabrication pâtisserie
Surface Fréquence Produit
utilisé
Matériel
utilisé
Protocole (dilution, temps de
contact)
BT09 A11 Page 48
3. Fiche enregistrement températures