Embed Size (px)
Citation preview
5
Chap. I : L’OXYDE DE TANTALE
I. INTRODUCTION........................................................................................................................................................7
II. LES MÉTHODES DE PRÉPARATION DE L’OXYDE DE TANTALE.....................................................8
II.1. LES MÉTHODES D’OXYDATION ........................................................................................................................... 8
II.1.a. L’oxydation thermique...................................................................................................................................8
II.1.b. L’oxydation anodique ....................................................................................................................................9
II.2. LES DÉPÔTS PHYSIQUES EN PHASE VAPEUR (PVD)........................................................................................ 10
II.2.a. L’évaporation sous vide ..............................................................................................................................10
II.2.b. Les techniques de pulvérisation.................................................................................................................11
II.3. LES DÉPÔTS CHIMIQUES EN PHASE VAPEUR (CVD) ....................................................................................... 12
II.3.a. Le dépôt CVD sous pression atmosphérique (APCVD) .........................................................................12
II.3.b. Le dépôt CVD à basse pression (LPCVD)................................................................................................13
II.3.c. Le dépôt CVD assisté photon (Photo-CVD).............................................................................................15
II.3.d. Le dépôt CVD assisté plasma (PECVD) ...................................................................................................15
II.3.e. Le dépôt par couche atomique (ALD) .......................................................................................................17
III. LES PRINCIPAUX TRAITEMENTS ..................................................................................................................18
III.1. LES RECUITS THERMIQUES CLASSIQUES.......................................................................................................... 18
III.2. LES RECUITS THERMIQUES RAPIDES................................................................................................................. 20
III.3. LES RECUITS SOUS RADICAUX D’OXYGÈNE .................................................................................................... 20
III.4. LES TRAITEMENTS AVANT DÉPÔT .................................................................................................................... 21
IV. LES DÉPÔTS SUR MÉTAL...................................................................................................................................23
IV.1. LA NON-LINÉARITÉ DES CAPACITÉS MIM ....................................................................................................... 25
IV.2. LES PROPRIÉTÉS ÉLECTRIQUES DES CAPACITÉS MIM ................................................................................... 26
IV.2.a. Les électrodes en nitrure de titane (TiN)..................................................................................................26
IV.2.b. Les électrodes en molybdène (Mo) ou nitrure de molybdène (MoN) ..................................................27
IV.2.c. Les électrodes en tantale (Ta) ....................................................................................................................28
IV.2.d. Les autres électrodes couramment utilisées.............................................................................................28
IV.2.e. Bilan................................................................................................................................................................29
V. CONCLUSION............................................................................................................................................................30

6
7
I. INTRODUCTION
L’oxyde de tantale a fait l’objet de très nombreux travaux durant ces trente dernières
années en raison des nombreuses applications pour lesquelles il peut convenir [CHANELIERE-
98a]. Grâce à son indice de réfraction élevé et à son faible coefficient d’absorption, le Ta2O5
peut en effet être utilisé comme couche anti-réfléchissante pour les cellules solaires par
exemple [REHG-89]. Il peut également servir de couche protectrice contre la corrosion car il est
résistant à la plupart des attaques chimiques [GRAHAM-94, AN-99]. Les films minces de Ta2O5
ont été utilisés comme couche sensible pour la réalisation de capteurs chimiques (mesure de
pH grâce à leur sensibilité aux ions H+ [TERAVANIN-87]) ou biologiques (détection de protéines
[GEBBERT -92]).
Mais c’est aussi et surtout pour ses propriétés électriques que l’oxyde de tantale a été
intensément étudié, et plus particulièrement ces dix dernières années. En effet, sa constante
diélectrique, d’environ 25 à l’état amorphe, est bien supérieure à celle de SiO 2 ou Si3N4
habituellement utilisés. Un autre atout important du Ta2O5 est qu’il peut être réalisé en
utilisant des équipements actuellement employés sur les lignes de production de l’industrie
microélectronique. Il est donc un excellent candidat en tant que :
• diélectrique dans les dispositifs mémoires de type DRAM (Dynamic Random Access
Memory) car le bon recouvrement du Ta2O5 permet de réaliser des structures
complexes (topologie tridimensionnelle).
• isolant pour les capacités intermétalliques.
Cependant, les propriétés électriques du Ta2O5 dépendent fortement du procédé de
fabrication utilisé. Nous allons donc commencer par rappeler les principales méthodes de
préparation en expliquant les avantages et les inconvénients de chacune d’entre elles. Ensuite,
nous présenterons les principaux traitements réalisés sur les couches d’oxyde de tantale. Et
enfin, nous parlerons des dépôts sur métal en vue de la réalisation de structures capacitives
MIM (Métal/Isolant/Métal).
8
II. LES METHODES DE PREPARATION DE L’OXYDE DE TANTALE
Les deux types de préparation les plus courants sont les oxydations et les dépôts en
phase vapeur. Pour l’oxyde de tantale, les méthodes d’oxydation anodique et thermique ont
été les premières utilisées. Puis celles-ci ont été remplacées par les méthodes de dépôt, et
principalement le dépôt chimique en phase vapeur (CVD). Dans ce paragraphe, nous
parlerons tout d’abord des méthodes d’oxydation thermique et anodique. Ensuite, nous
évoquerons différentes méthodes de dépôts physiques en phase vapeur (PVD) telles que
l’évaporation et la pulvérisation. Enfin, nous décrirons le dépôt chimique en phase vapeur
(CVD) ainsi que ses principales techniques dérivées.
II.1. Les méthodes d’oxydation
II.1.a. L’oxydation thermique
Pour obtenir des films d’oxyde de tantale par oxydation thermique, il suffit de chauffer
du tantale massif sous atmosphère oxydante. Dans la plupart des cas, le matériau de départ est
une couche de tantale déposée sur silicium par évaporation [HIRVONEN-76] ou pulvérisation
[SMITH-81, PARK-92]. Celle-ci est alors chauffée à haute température (500-800°C) en présence
d’oxygène.
Cette méthode permet d’obtenir des couches d’oxyde stœchiométriques [HIRVONEN-76],
stables et homogènes en indice de réfraction [SMITH-81]. Cependant, en raison des traitements à
hautes températures, il se produit une interaction entre le film et le substrat qui conduit à
l’incorporation d’atomes de silicium dans l’oxyde [HIRVONEN-76, PARK-92]. Il se forme alors une
couche intermédiaire de Si-O-Ta qui fait diminuer la densité et l’indice de réfraction de la
couche d’oxyde, surtout lorsque celle-ci est très mince [HIRVONEN-76].
9
II.1.b. L’oxydation anodique
L’oxydation anodique peut se faire soit dans un électrolyte [METIKOS-86, KALRA-89], soit
en phase gazeuse [JENNINGS-67, HUSTED-71]. Pour les deux procédés, une tension est appliquée
entre une cathode et le substrat servant d’anode, les deux électrodes étant plongées dans la
solution électrolytique ou le gaz. L’équipement nécessaire est donc très simple, ce qui en fait
une méthode attractive car peu coûteuse [DUENAS-99].
Dans le premier cas, différentes solutions telles que les acides citrique, oxalique,
acétique et tartrique ont été testées [KALRA-89]. Il a été observé que la vitesse de croissance de
l’oxyde était constante jusqu’à une tension proche de la tension de claquage. Cette technique
permet d’obtenir, à température ambiante, des couches d’oxyde d’épaisseurs bien contrôlées
[METIKOS-86] et d’indice optique homogène [SMITH-83].
En contrepartie, celles-ci contiennent un grand nombre d’impuretés liées à
l’électrolyte. Celles-ci dégradent fortement les propriétés de l’oxyde (permittivité et indice de
réfraction [EZHILVALA-99c], instabilité en température [DUENAS-99]).
Dans le cas de l’oxydation en phase gazeuse, le substrat en tantale est soumis à un
plasma d’oxygène. Il peut être polarisé positivement par rapport au plasma, permettant ainsi
d’atteindre des vitesses de dépôt plus élevées que par oxydation thermique. [HUSTED-71] a
obtenu des vitesses de l’ordre de 3 nm/min selon cette méthode, alors que les vitesses
d’oxydation thermique sont de l’ordre de 0,3 nm/min [PARK-92] à 0,7 nm/min [SMITH-81].
L’oxydation anodique en phase gazeuse permet également d’éviter les pollutions provenant de
la solution électrolytique tout en conservant des propriétés équivalentes pour l’oxyde
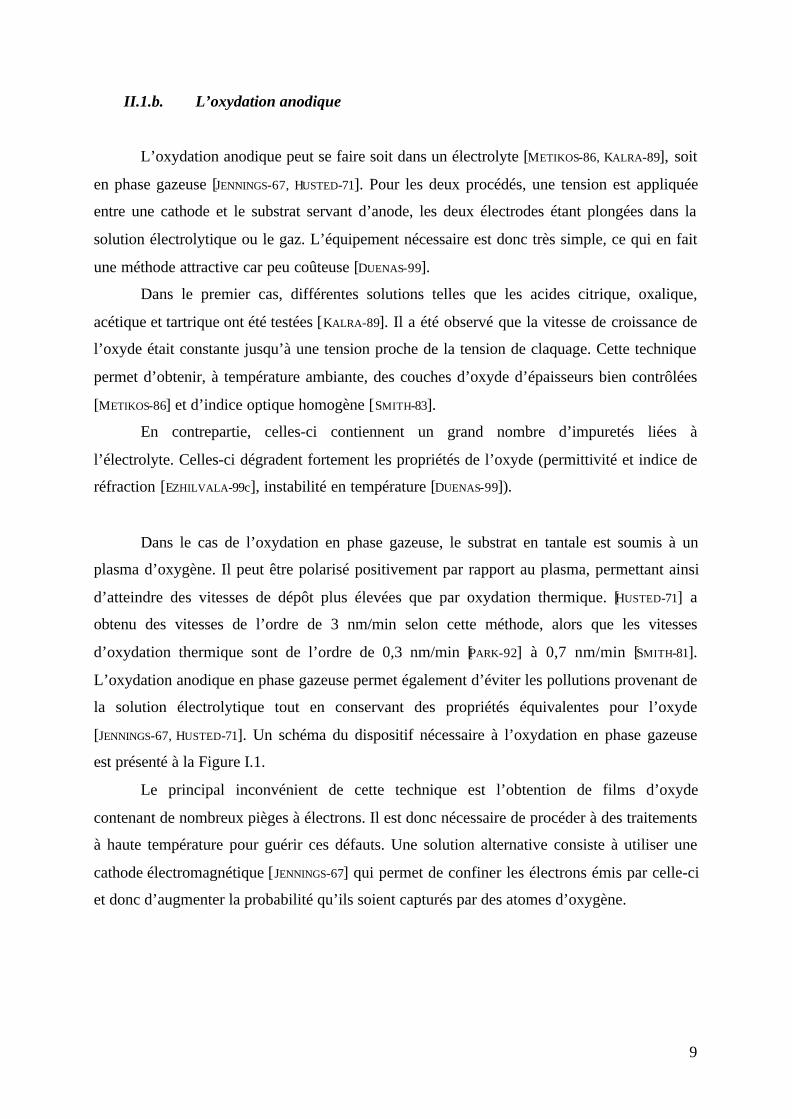
[JENNINGS-67, HUSTED-71]. Un schéma du dispositif nécessaire à l’oxydation en phase gazeuse
est présenté à la Figure I.1.
Le principal inconvénient de cette technique est l’obtention de films d’oxyde
contenant de nombreux pièges à électrons. Il est donc nécessaire de procéder à des traitements
à haute température pour guérir ces défauts. Une solution alternative consiste à utiliser une
cathode électromagnétique [JENNINGS-67] qui permet de confiner les électrons émis par celle-ci
et donc d’augmenter la probabilité qu’ils soient capturés par des atomes d’oxygène.
10
Figure I.1 : schéma du dispositif utilisé pour réaliser une oxydation anodiqueen phase gazeuse [JENNING-67].
II.2. Les dépôts physiques en phase vapeur (PVD)
Les dépôts physiques en phase vapeur peuvent être classés en deux grandes
catégories : les évaporations et les pulvérisations. Dans ce paragraphe, nous traiterons tout
d’abord le premier type de dépôt. Puis nous décrirons les différentes techniques de
pulvérisation.
II.2.a. L’évaporation sous vide
Cette méthode consiste à concentrer un faisceau d’électrons sur un matériau source
contenu dans un creuset (souvent refroidi par circulation d’eau). Le matériau est ainsi chauffé,
évaporé puis recondensé sur le substrat. Le matériau source peut être soit de l’oxyde de
tantale, soit du tantale pur. Dans le premier cas, il sera déposé directement ; dans le deuxième
cas, il peut être oxydé soit après dépôt par oxydation thermique [HWU-87], soit en cours
d’évaporation en amenant de l’oxygène à proximité du substrat [HUDNER-96].
L’évaporation est réalisée sous vide, pour d’une part limiter tout risque de pollution et,
d’autre part, faciliter l’évaporation du matériau source. En outre, cette méthode ne nécessite
pas de chauffage du substrat, ce qui permet de réaliser du Ta2O5 amorphe. De même qu’avec
11
les autres techniques de dépôt physique, les films n’ont pas un recouvrement de marche
suffisant pour la réalisation de structures complexes [KUKLI-95].
II.2.b. Les techniques de pulvérisation
Il existe différentes techniques de dépôt par pulvérisation, en fonction de la méthode
utilisée pour pulvériser le matériau source : RadioFréquences (RF), faisceau d’ions ou
faisceau laser.
Comme pour l’évaporation, le Ta2O5 peut être pulvérisé directement. Mais, en
envoyant de la puissance RF, on peut également pulvériser du tantale dans une atmosphère
oxydante (souvent un mélange d’oxygène et d’azote) [TERAVANIN-87, SHINRIKI-90, DIMITROVA-98,
EZHILVALA-98]. Cette technique présente l’avantage de pouvoir être réalisée à basse
température. Le substrat est alors soit chauffé intentionnellement à une température de l’ordre
de 100-200°C [DIMITROVA-98], soit chauffé uniquement par le bombardement ionique et dans
ce cas, la température n’excède pas 100°C [EZHILVALA-98].
Les films ainsi déposés ont souvent une densité assez faible, même si celle-ci peut être
améliorée en diminuant la pression du gaz réactif [TERAVANIN-87]. De plus, durant la
pulvérisation, il se forme une fine couche de SiO 2 à l’interface Ta2O5/Si qui influence
fortement les propriétés électriques de l’oxyde [DIMITROVA-98]. Enfin, les films réalisés par
pulvérisation n’ont pas toujours la conformité nécessaire à la fabrication de structures 3D pour
les circuits intégrés [SHINRIKI-90, KUKLI-95].
Grâce au développement des lasers à forte puissance, il est également possible de
pulvériser du Ta2O5 par laser : on parle alors d’ablation laser. Cette technique permet de
déposer des films stœchiométriques car la composition du matériau source est assez bien
conservée lors du dépôt [INOUE-97, MINGFEI-97]. Mais ceci n’est vrai que si la surface du substrat
de silicium, sur laquelle on dépose le matériau, n’est pas trop importante, sinon l’oxyde est
sous-stœchiométrique vers les bords de l’échantillon [MINGFEI-97]. La méthode d’ablation laser
permet d’atteindre des vitesses de dépôt assez élevées (jusqu’à 30-40 nm/min [SCHUEGRAF-88])
et ce avec un appareillage relativement simple [INOUE-97]. En revanche, un dépôt de particules
a été noté à la surface des échantillons [INOUE-97, MINGFEI-97], et les courants de fuite sont assez
importants pour les échantillons tels que déposés. Ceci pourrait s’expliquer par la présence de
12
lacunes d’oxygène [MINGFEI-97]. Il est donc nécessaire de recourir à des traitements à hautes
températures [FU-99].
II.3. Les dépôts chimiques en phase vapeur (CVD)
Le premier dépôt CVD a été réalisé par D.J. Peacock en 1966 [TANIMOTO-92]. Depuis,
cette technique n’a cessé d’être améliorée. Actuellement, elle est la plus couramment utilisée
pour les dépôts de films diélectriques [CHANELIERE-98a, EZHILVALA-99c]. Afin de s’adapter à
chacune des applications de la microélectronique, différentes approches ont été développées.
Dans ce paragraphe, nous décrirons seulement les principales méthodes en mettant en exergue
leurs avantages et leurs inconvénients. Cependant, quelle que soit la méthode de dépôt utilisée
(celle-ci ne doit pas être trop coûteuse), les couches d’oxyde doivent répondre à un certain
nombre d’exigences communes [EZHILVALA-99c] :
• Bonne uniformité en épaisseur
• Film dense avec peu d’impuretés et de défauts de structure
• Composition contrôlée
• Bonne adhésion et bonne conformité
II.3.a. Le dépôt CVD sous pression atmosphérique (APCVD)
Le dépôt CVD sous pression atmosphérique a été le premier type de CVD utilisé en
microélectronique car il nécessite un appareillage relativement simple [EZHILVALA-99c]. Le
principe de la méthode consiste à décomposer un gaz réactif pour former un dépôt sur le
substrat.
Cette méthode permet d’obtenir des dépôts uniformes grâce à une dilution du gaz
réactif dans un gaz porteur. Les vitesses de dépôt atteintes sont assez importantes mais
souvent mal contrôlées car il est nécessaire de chauffer le substrat à haute température (400-
1100°C) afin de déclencher la décomposition du gaz à la surface de celui-ci. Une fois la
réaction amorcée, elle est difficilement maîtrisable. Un autre point faible de cette technique
est la contamination dans le film ou aux interfaces occasionnée par le fait de travailler à
pression atmosphérique.
13
Il faut également noter que, de façon générale, les dépôts CVD engendrent souvent le
rejet de gaz toxiques, explosifs et/ou corrosifs qu’il faut ensuite traiter.
II.3.b. Le dépôt CVD à basse pression (LPCVD)
Afin d’améliorer le taux de recouvrement et de limiter les contaminations, les premiers
dépôts CVD à basse pression ont été réalisés au début des années 80 [TANIMOTO-92].
Actuellement, cette méthode est devenue l’une des plus utilisées en microélectronique pour la
réalisation de dépôts sur semi-conducteurs car elle permet d’obtenir des films uniformes et
reproductibles en épaisseur [HITCHENS-93, MCKINLEY-96] et possédant une bonne conformité et
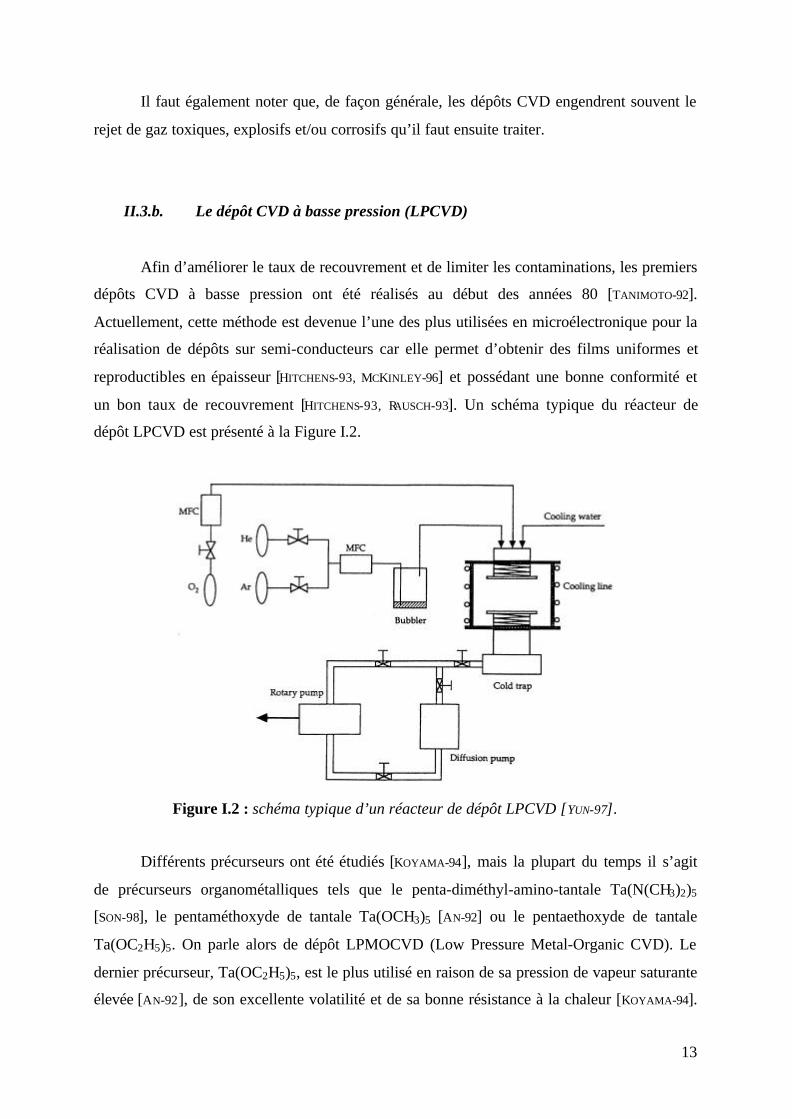
un bon taux de recouvrement [HITCHENS-93, RAUSCH-93]. Un schéma typique du réacteur de
dépôt LPCVD est présenté à la Figure I.2.
Figure I.2 : schéma typique d’un réacteur de dépôt LPCVD [YUN-97].
Différents précurseurs ont été étudiés [KOYAMA-94], mais la plupart du temps il s’agit
de précurseurs organométalliques tels que le penta-diméthyl-amino-tantale Ta(N(CH3)2)5
[SON-98], le pentaméthoxyde de tantale Ta(OCH3)5 [AN-92] ou le pentaethoxyde de tantale
Ta(OC2H5)5. On parle alors de dépôt LPMOCVD (Low Pressure Metal-Organic CVD). Le
dernier précurseur, Ta(OC2H5)5, est le plus utilisé en raison de sa pression de vapeur saturante
élevée [AN-92], de son excellente volatilité et de sa bonne résistance à la chaleur [KOYAMA-94].
14
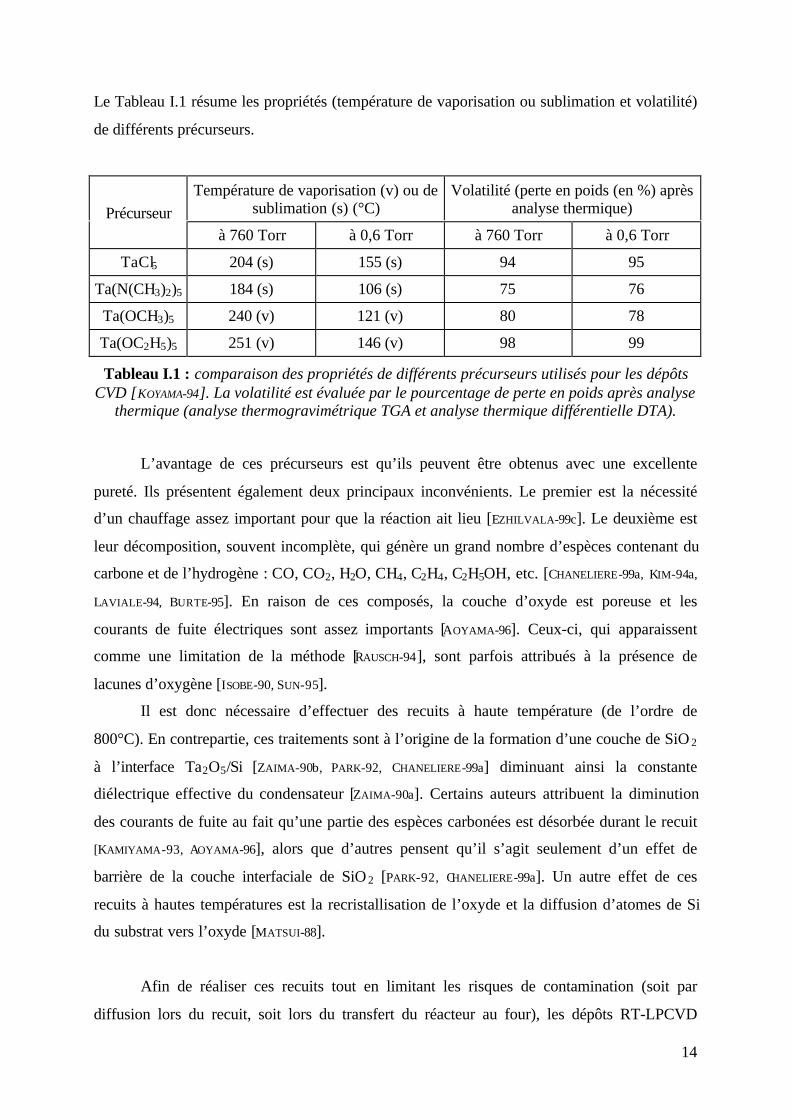
Le Tableau I.1 résume les propriétés (température de vaporisation ou sublimation et volatilité)
de différents précurseurs.
Température de vaporisation (v) ou desublimation (s) (°C)
Volatilité (perte en poids (en %) aprèsanalyse thermique)Précurseur
à 760 Torr à 0,6 Torr à 760 Torr à 0,6 Torr
TaCl5 204 (s) 155 (s) 94 95
Ta(N(CH3)2)5 184 (s) 106 (s) 75 76
Ta(OCH3)5 240 (v) 121 (v) 80 78
Ta(OC2H5)5 251 (v) 146 (v) 98 99
Tableau I.1 : comparaison des propriétés de différents précurseurs utilisés pour les dépôtsCVD [KOYAMA-94]. La volatilité est évaluée par le pourcentage de perte en poids après analyse
thermique (analyse thermogravimétrique TGA et analyse thermique différentielle DTA).
L’avantage de ces précurseurs est qu’ils peuvent être obtenus avec une excellente
pureté. Ils présentent également deux principaux inconvénients. Le premier est la nécessité
d’un chauffage assez important pour que la réaction ait lieu [EZHILVALA-99c]. Le deuxième est
leur décomposition, souvent incomplète, qui génère un grand nombre d’espèces contenant du
carbone et de l’hydrogène : CO, CO2, H2O, CH4, C2H4, C2H5OH, etc. [CHANELIERE-99a, KIM-94a,
LAVIALE-94, BURTE-95]. En raison de ces composés, la couche d’oxyde est poreuse et les
courants de fuite électriques sont assez importants [AOYAMA-96]. Ceux-ci, qui apparaissent
comme une limitation de la méthode [RAUSCH-94], sont parfois attribués à la présence de
lacunes d’oxygène [ISOBE-90, SUN-95].
Il est donc nécessaire d’effectuer des recuits à haute température (de l’ordre de
800°C). En contrepartie, ces traitements sont à l’origine de la formation d’une couche de SiO 2
à l’interface Ta2O5/Si [ZAIMA-90b, PARK-92, CHANELIERE-99a] diminuant ainsi la constante
diélectrique effective du condensateur [ZAIMA-90a]. Certains auteurs attribuent la diminution
des courants de fuite au fait qu’une partie des espèces carbonées est désorbée durant le recuit
[KAMIYAMA-93, AOYAMA-96], alors que d’autres pensent qu’il s’agit seulement d’un effet de
barrière de la couche interfaciale de SiO 2 [PARK-92, CHANELIERE-99a]. Un autre effet de ces
recuits à hautes températures est la recristallisation de l’oxyde et la diffusion d’atomes de Si
du substrat vers l’oxyde [MATSUI-88].
Afin de réaliser ces recuits tout en limitant les risques de contamination (soit par
diffusion lors du recuit, soit lors du transfert du réacteur au four), les dépôts RT-LPCVD
15
(Rapid Thermal LPCVD) ont été mis au point [FEINGOLD-94]. Cette technique permet d’éviter
les longues étapes de stabilisation durant lesquelles l’échantillon est soumis à des rampes de
températures [LEE-99a]. Elle conduit à une amélioration des propriétés d’interface [FEINGOLD-94,
LUAN-98], à une diminution des courants de fuite et à une amélioration de la fiabilité des
composants [LUAN-98, LEE-99a].
II.3.c. Le dépôt CVD assisté photon (Photo-CVD)
Cette technique, très proche du dépôt LPCVD, permet d’obtenir des films de très
bonne qualité à plus basses températures. Les gaz réactifs sont excités par irradiation UV,
permettant ainsi de les décomposer à plus faible température [CHEN-84]. La vitesse de dépôt est
également plus importante [TANIMOTO-92], ce qui réduit le temps de cycle [SINGH-98]. Toutefois,
la température de dépôt ne doit pas être trop basse (>300°C) sinon l’indice de réfraction, et
donc la densité du film, diminue [MATSUI-88]. Pour obtenir des films de bonne qualité, il faut
faire un recuit sous oxygène actif après le dépôt (amélioration de la stœchiométrie du film
[SINGH-98] et diminution des courants de fuite grâce à la diffusion de Si dans l’oxyde [MATSUI-
88, TANIMOTO-92]).
II.3.d. Le dépôt CVD assisté plasma (PECVD)
Une autre manière de réaliser des films de Ta2O5 à basse température est de faire un
dépôt CVD assisté plasma (PECVD). Dans ce cas, la décomposition du gaz réactif est
favorisée par l’utilisation d’un plasma [SCHUEGRAF-88]. Celui-ci peut être généré soit par
radiofréquence (RF) [KIM-91, LAI-99], soit par résonance cyclotronique électronique (ECR).
Cette deuxième technique fait partie des plus utilisées dans le domaine de la
microélectronique [WATANABE -85, NUMASAWA-89, LAVIALE-94, JEON-95, KIM-95a, NAGAHORI-96,
DEVINE-97, CHANELIERE-99b].
A l’intérieur de la chambre, où règne un champ magnétique, la fréquence des électrons
cyclotrons est égale à celle de la puissance micro-onde injectée. Dans ces conditions de
résonance, on optimise le couplage énergétique entre les électrons du plasma et la source
micro-onde [SCHUEGRAF-88, KIM-95a]. On obtient ainsi, à basse pression et à basse température,
16
un plasma contenant davantage d’espèces activées ou ionisées qu’avec un plasma RF
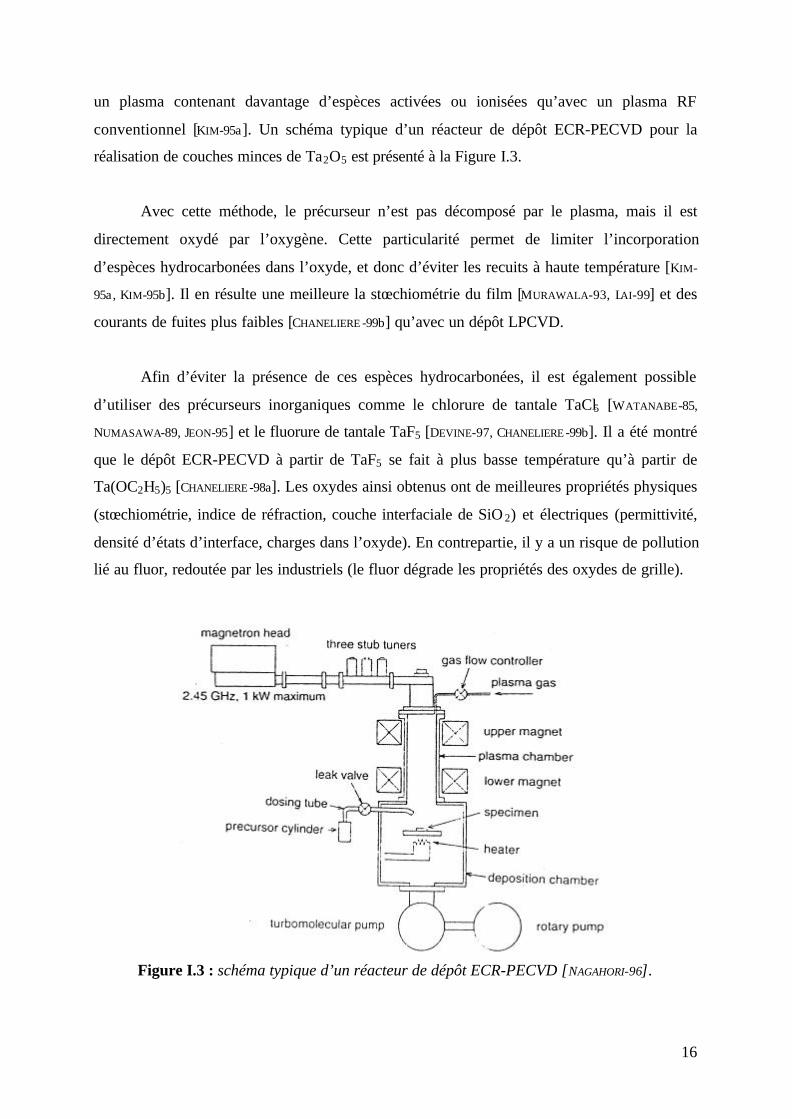
conventionnel [KIM-95a]. Un schéma typique d’un réacteur de dépôt ECR-PECVD pour la
réalisation de couches minces de Ta2O5 est présenté à la Figure I.3.
Avec cette méthode, le précurseur n’est pas décomposé par le plasma, mais il est
directement oxydé par l’oxygène. Cette particularité permet de limiter l’incorporation
d’espèces hydrocarbonées dans l’oxyde, et donc d’éviter les recuits à haute température [KIM-
95a, KIM-95b]. Il en résulte une meilleure la stœchiométrie du film [MURAWALA-93, LAI-99] et des
courants de fuites plus faibles [CHANELIERE -99b] qu’avec un dépôt LPCVD.
Afin d’éviter la présence de ces espèces hydrocarbonées, il est également possible
d’utiliser des précurseurs inorganiques comme le chlorure de tantale TaCl5 [WATANABE-85,
NUMASAWA-89, JEON-95] et le fluorure de tantale TaF5 [DEVINE-97, CHANELIERE -99b]. Il a été montré
que le dépôt ECR-PECVD à partir de TaF5 se fait à plus basse température qu’à partir de
Ta(OC2H5)5 [CHANELIERE -98a]. Les oxydes ainsi obtenus ont de meilleures propriétés physiques
(stœchiométrie, indice de réfraction, couche interfaciale de SiO 2) et électriques (permittivité,
densité d’états d’interface, charges dans l’oxyde). En contrepartie, il y a un risque de pollution
lié au fluor, redoutée par les industriels (le fluor dégrade les propriétés des oxydes de grille).
Figure I.3 : schéma typique d’un réacteur de dépôt ECR-PECVD [NAGAHORI-96].
17
De façon générale et du fait des basses températures, le dépôt PECVD, permet de
minimiser le risque de contamination et de diffusion des dopants [NAGAHORI-96] et donc
d’obtenir des couches d’oxyde de meilleure qualité (stœchiométrie et propriétés électriques)
[KIM-94a]. Un autre avantage de cette technique est que les vitesses de dépôt sont assez élevées
[WATANABE-85, EZHILVALA-99c], ce qui est particulièrement attractif pour une éventuelle
production de masse.
Malgré les faibles températures auxquelles se font les dépôts, il se forme tout de même
une fine couche d’oxyde de silicium à l’interface Ta2O5/Si [NAGAHORI-96, DEVINE-96b]. Cette
couche se formerait durant la période de stabilisation du plasma, juste avant le début du dépôt
[MURAWALA-93]. Il est important de connaître l’existence de cette couche interfaciale car elle
influence fortement les propriétés électriques de l’oxyde [CHANELIERE-98a].
II.3.e. Le dépôt par couche atomique (ALD)
Cette méthode, souvent appelée épitaxie par couche atomique (ALE), a tout d’abord
été développée pour les technologies d’affichage électroluminescent [SUNTOLA-89, GALAUP-92].
Depuis quelques années, elle est étudiée en vue de réaliser des couches minces diélectriques.
Il s’agit d’une méthode de dépôt en phase vapeur où les réactifs, contenant chaque
élément du matériau à déposer, sont alternativement envoyés sur le substrat [GALAUP-92]. Entre
chaque jet de gaz précurseur, le réacteur est purgé à l’aide d’un gaz inerte [KUKLI-95]. Le
processus de croissance se fait couche atomique par couche atomique, selon des réactions
chimiques qui saturent la surface à chaque cycle de dépôt. De ce fait, cette technique permet
d’obtenir des films très minces et uniformes (même sur des surfaces non-planes) et présentant
de faibles densités de défauts [SUNTOLA-89].
Le procédé de croissance est insensible à la pression du gaz et au matériau du substrat,
mais dépend fortement de la température de celui-ci [GALAUP -92]. Elle doit être à la fois
suffisamment basse pour que la monocouche reste à la surface jusqu’au cycle suivant et à la
fois suffisamment élevée pour que d’éventuelles couches ou molécules supplémentaires soient
vaporisées [SUNTOLA-89]. L’épaisseur des films ainsi réalisés est proportionnelle au nombre de
cycles de dépôt (et non au temps de dépôt) [KUKLI-95]. La vitesse de dépôt est de l’ordre de
0,03-0,04 nm/cycle [KATTELUS-93, KUKLI-95]. En alternant les précurseurs, il est possible de
réaliser des structures multicouches à différents diélectriques ou de déposer des matériaux tels
que TaxAlyO de composition bien définie [KATTELUS-93].
18
III. LES PRINCIPAUX TRAITEMENTS
Comme nous l’avons vu précédemment, le principal défaut électrique des couches
d’oxyde de tantale est de présenter des courants de fuite assez élevés. C’est pourquoi, pour
être utilisées en microélectronique, celles-ci doivent subir des traitements avant et après
dépôt. Nous allons donc présenter ici les principaux traitements étudiés. Dans un premier
temps, nous passerons en revue les recuits après dépôt : les recuits thermiques classiques, les
recuits thermiques rapides puis les recuits dans une atmosphère où les espèces sont activées.
Ensuite, nous parlerons brièvement des traitements avant dépôt.
III.1. Les recuits thermiques classiques
Les recuits thermiques ont été les plus étudiés car ils sont simples à réaliser et ne
demandent pas un appareillage complexe. En général, ils se font dans un four à haute
température (500-1000°C) sous atmosphère d’oxygène, ou parfois sous N2 [ZAIMA-90a, PARK-92,
MUTO-94], Ar [MUTO-94], N2O [SUN-96, MAO-99] ou NO [MAO-99].
Ces recuits permettent de diminuer les courants de fuite (de 4 à 6 ordres de grandeur)
car ils diminuent la quantité de défauts dans l’oxyde tels que les lacunes d’oxygène [PARK-92,
RAUSCH-94] et les liaisons pendantes [PARK-92], conduisant à une densification du matériau
[RAUSCH-94]. Comme nous l’avons dit précédemment, lors de ces recuits à haute température,
il se forme une couche interfaciale entre le Ta2O5 et le substrat de silicium qui sert de barrière
et améliore les courants de fuite [ZAIMA-90a, PARK-92, KIM-94b, RAUSCH-94, BURTE-95, CHANELIERE-
98b]. Cette oxydation du substrat se produit également sous N2 ou Ar, ce qui signifie que
l’oxygène provient du Ta2O5 qui est réduit durant le recuit [MUTO-94].
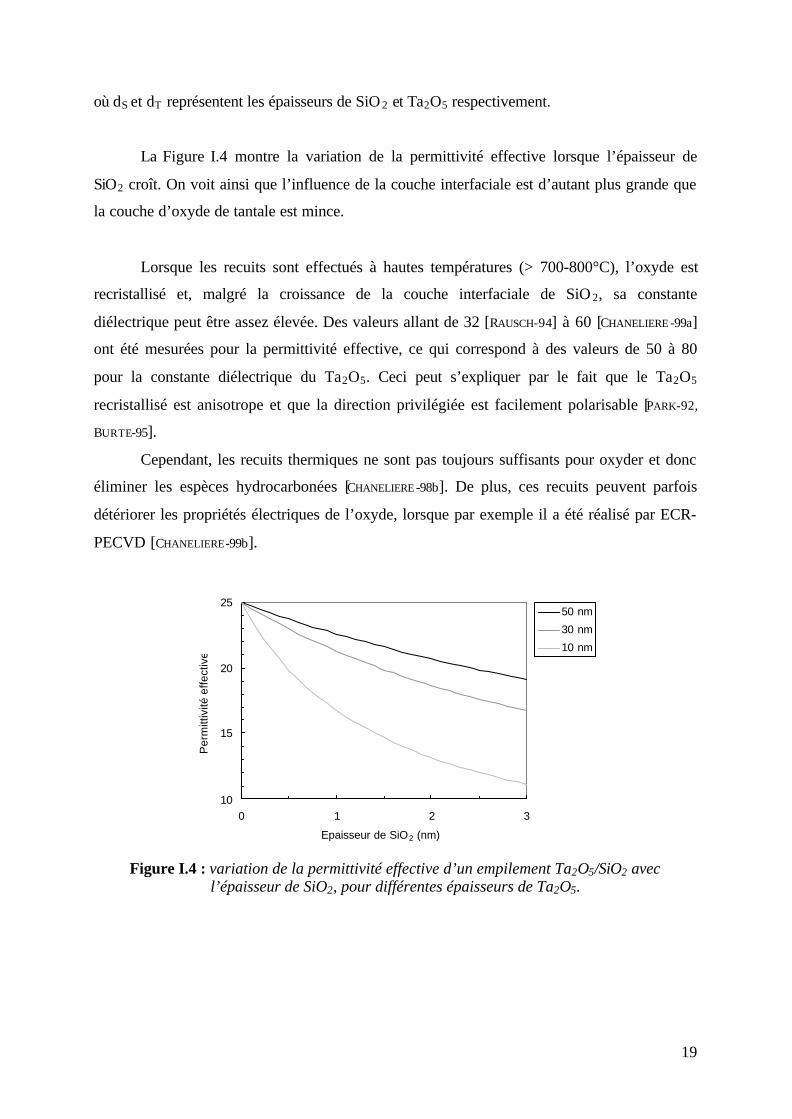
La formation de cette couche de SiO 2 doit être évitée ou limitée car elle fait diminuer
la constante diélectrique effective de l’empilement Ta2O5/Si [ZAIMA-90a, PARK-92, HITCHENS-93,
KIM-94b]. Si l’on considère que la permittivité de SiO 2 vaut εS=3,9 et celle du Ta2O5 εT=25,
alors on peut calculer la permittivité effective d’un empilement quelconque SiO 2/Ta2O5, en
considérant la capacité résultante, εeff, comme l’association en série de deux capacités :
Eq. I.1 :( )
STTS
TSTSeff dd
ddεε
εεε
+⋅+
=
19
où dS et dT représentent les épaisseurs de SiO 2 et Ta2O5 respectivement.
La Figure I.4 montre la variation de la permittivité effective lorsque l’épaisseur de
SiO2 croît. On voit ainsi que l’influence de la couche interfaciale est d’autant plus grande que
la couche d’oxyde de tantale est mince.
Lorsque les recuits sont effectués à hautes températures (> 700-800°C), l’oxyde est
recristallisé et, malgré la croissance de la couche interfaciale de SiO 2, sa constante
diélectrique peut être assez élevée. Des valeurs allant de 32 [RAUSCH-94] à 60 [CHANELIERE -99a]
ont été mesurées pour la permittivité effective, ce qui correspond à des valeurs de 50 à 80
pour la constante diélectrique du Ta2O5. Ceci peut s’expliquer par le fait que le Ta2O5
recristallisé est anisotrope et que la direction privilégiée est facilement polarisable [PARK-92,
BURTE-95].
Cependant, les recuits thermiques ne sont pas toujours suffisants pour oxyder et donc
éliminer les espèces hydrocarbonées [CHANELIERE -98b]. De plus, ces recuits peuvent parfois
détériorer les propriétés électriques de l’oxyde, lorsque par exemple il a été réalisé par ECR-
PECVD [CHANELIERE-99b].
10
15
20
25
0 1 2 3
Epaisseur de SiO2 (nm)
Per
mitt
ivité
effe
ctiv
e
50 nm
30 nm
10 nm
Figure I.4 : variation de la permittivité effective d’un empilement Ta2O5/SiO2 avecl’épaisseur de SiO2, pour différentes épaisseurs de Ta2O5.
20
III.2. Les recuits thermiques rapides
Lors des recuits thermiques rapides, souvent appelés traitements RTA (Rapid Thermal
Annealing), le chauffage se fait à l’aide de lampes [JEON-95] qui permettent une montée en
température rapide, évitant ainsi la longue stabilisation nécessaire lors de recuits classiques.
Ce procédé, relativement court comme son nom l’indique, permet donc, entre autres choses,
d’éviter la diffusion des dopants tout en autorisant certains procédés physiques et chimiques
(densification, cristallisation, …) [EZHILVALA-99c].
Comme dans le cas des recuits thermiques classiques, ce procédé a été réalisé sous
différentes atmosphères : O2 [JEON-95, LEE-99a], N2O [SUN-95, MCKINLEY-96, LAU-97], NO [SUN-
95], etc. Il a été montré que les courants de fuite les plus faibles ont été obtenus par traitement
RTA sous N2O [SUN-95, MCKINLEY-96, LAU-97]. En effet, celui-ci serait un meilleur oxydant car,
d’un point de vue énergétique, il est plus facile à dissocier que O2 [LAU-97] et NO [SUN-95].
Dans ce cas, l’oxygène actif formé par la dissociation de N2O comblerait les lacunes
d’oxygène dans le Ta2O5.
En contrepartie, l’oxygène diffuse jusqu’à l’interface Ta2O5/Si et génère la formation
d’une couche interfaciale de SiO 2 [SUN-95]. Pour conserver une permittivité effective
importante, il est possible de recristalliser le matériau en réalisant, par exemple, un double
recuit RTA O2 + Plasma O2 [LEE-99a]. La permittivité ε est alors importante car la
cristallisation se fait selon une direction privilégiée. Une autre solution consiste à conserver
l’oxyde dans l’état amorphe en effectuant un recuit RTA à 600°C, puisque c’est à cette
température que l’on observe les courants de fuite les plus faibles [JEON-95] et une croissance
plus lente de SiO 2.
III.3. Les recuits sous radicaux d’oxygène
Il existe différentes techniques permettant de réaliser des recuits sous radicaux
d’oxygène. Soit ces radicaux sont générés par un plasma [KAMIYAMA-94, AOYAMA-96, LAU-98,
ALERS-98] ou par décomposition d’ozone O3 [ISOBE-90, MOON-99], soit ils sont injectés
directement dans la chambre de recuit [MATSUI-96].
Le principal avantage de ces recuits est qu’ils sont efficaces à relativement basse
température (400 à 600°C) [MATSUI-96] et même sans chauffage intentionnel [ALERS-98]. A ces
températures, la formation de SiO 2 interfacial [KAMIYAMA-94, MATSUI-96] et la diffusion de Si
21
[AOYAMA-96, LAU-98] sont limitées. D’autre part, l’oxyde de tantale reste en phase amorphe, ce
qui permet d’éviter la dégradation des courants de fuite liés aux joints de grain dans les
échantillons recristallisés par RTA [MATSUI-96, MOON-99].
Les recuits plasma sous O2 permettent de diminuer la contamination en espèces
hydrocarbonées et la concentration des lacunes d’oxygène [KAMIYAMA-94, AOYAMA-96],
améliorant ainsi les courants de fuite. Comme pour les recuits RTA, il a été noté que N2O est
plus efficace que O2 car il se dissocie plus facilement en radicaux [LAU-98]. Un mélange égal
d’azote et d’oxygène serait également plus efficace que l’oxygène pur [ALERS-98] grâce à
l’action de l’azote qui réduirait la densité de pièges dans l’oxyde.
Le principal inconvénient des recuits plasma est qu’ils sont souvent inhomogènes et
donc inutilisables pour des plaques de grande taille [MOON-99]. En outre, les espèces
hydrocarbonées ne sont pas toujours suffisamment oxydées en raison des basses températures
[MATSUI-96]. Les recuits sous radicaux d’oxygène, introduits directement dans la chambre de
recuit, ont donc été étudiés [MATSUI-96]. Ceux-ci se sont avérés efficaces pour réduire la
contamination en carbone et pour limiter, dans le même temps, la formation de SiO 2
interfacial (en raison des faibles températures et basses pressions du procédé).
III.4. Les traitements avant dépôt
Comme nous l’avons vu dans les paragraphes précédents, lors du dépôt des films
d’oxyde de tantale ainsi que durant les phases de recuit, il se forme une couche d’oxyde de
silicium à l’interface Ta2O5/Si. Afin de limiter ce phénomène, des traitements de surface du
substrat de silicium ont été réalisés avant le dépôt [EZHILVALA-99c].
Il s’agit soit de recuits thermiques sous NH3 [MUTO-94], soit, le plus souvent, de recuits
rapides sous NH3 [KIM-94b, KAMIYAMA-94, SUN-96, AOYAMA-96, MOON-99]. Ces traitements, plus
couramment appelés RTN (Rapid Thermal Nitridation), sont réalisés à hautes températures
(800-1000°C) durant des temps très courts (30-60 s).
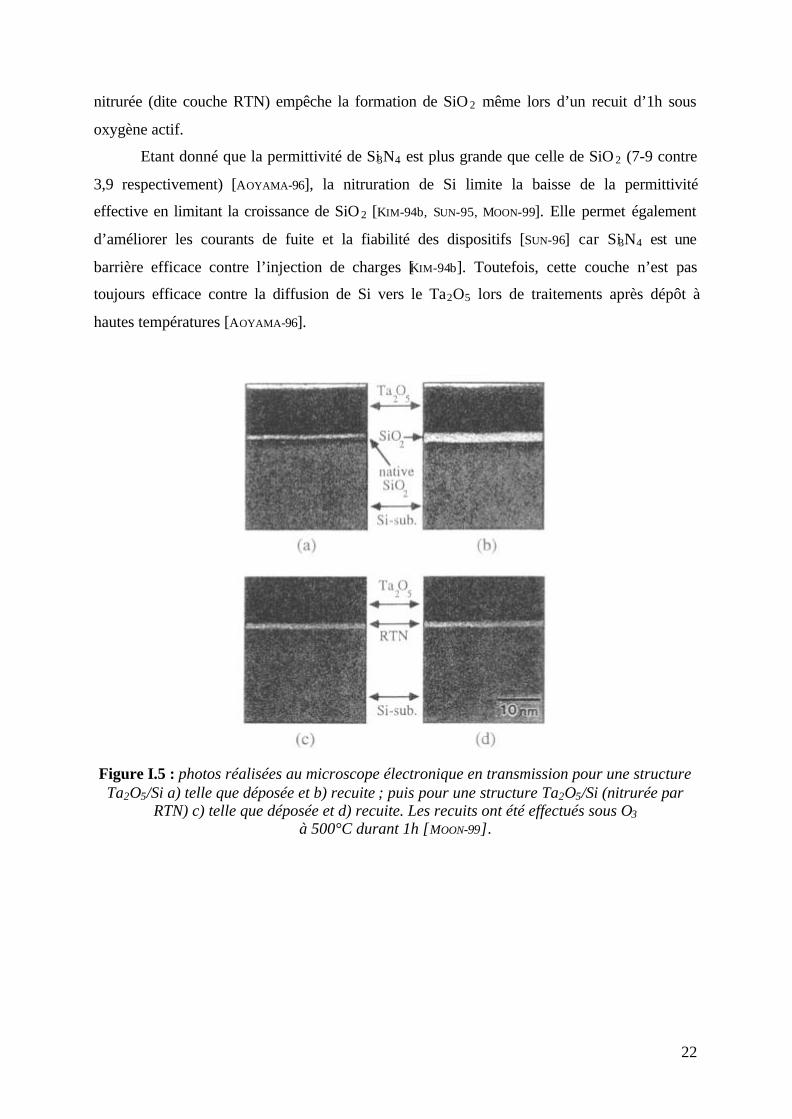
Il se forme une fine couche de nitrure de silicium qui limite [MUTO-94] ou même évite
[KIM-94b, KAMIYAMA-94, MOON-99] la croissance de la couche interfaciale de SiO 2, même lorsque
les oxydes sont recuits à hautes températures (900°C, 1h) [KIM-94b] ou sous oxygène actif
[KAMIYAMA-94, MOON-99]. Ce résultat est illustré à la Figure I.5, où l’on voit que la couche
22
nitrurée (dite couche RTN) empêche la formation de SiO 2 même lors d’un recuit d’1h sous
oxygène actif.
Etant donné que la permittivité de Si3N4 est plus grande que celle de SiO 2 (7-9 contre
3,9 respectivement) [AOYAMA-96], la nitruration de Si limite la baisse de la permittivité
effective en limitant la croissance de SiO 2 [KIM-94b, SUN-95, MOON-99]. Elle permet également
d’améliorer les courants de fuite et la fiabilité des dispositifs [SUN-96] car Si3N4 est une
barrière efficace contre l’injection de charges [KIM-94b]. Toutefois, cette couche n’est pas
toujours efficace contre la diffusion de Si vers le Ta2O5 lors de traitements après dépôt à
hautes températures [AOYAMA-96].
Figure I.5 : photos réalisées au microscope électronique en transmission pour une structureTa2O5/Si a) telle que déposée et b) recuite ; puis pour une structure Ta2O5/Si (nitrurée par
RTN) c) telle que déposée et d) recuite. Les recuits ont été effectués sous O3à 500°C durant 1h [MOON-99].
23
IV. LES DEPOTS SUR METAL
Depuis quelques années, on note une forte croissance du nombre d’études consacrées
aux dépôts d’oxyde de tantale sur des substrats métalliques. Cette récente progression va de
paire avec l’évolution des technologies DRAM (Dynamic Random Access Memory) d’une
part et le besoin grandissant de fortes capacités intermétalliques d’autre part.
Dans le cas des applications DRAM, les structures Métal/Isolant/Métal, plus
communément appelées capacités MIM, ont été proposées comme une solution permettant
d’éviter la formation de SiO 2 interfacial. Elles permettent ainsi d’obtenir des capacités
surfaciques plus élevées [HASHIMOTO-89, EZHILVALA-98, LEE-98, LEE-99a, CHANG-99a].
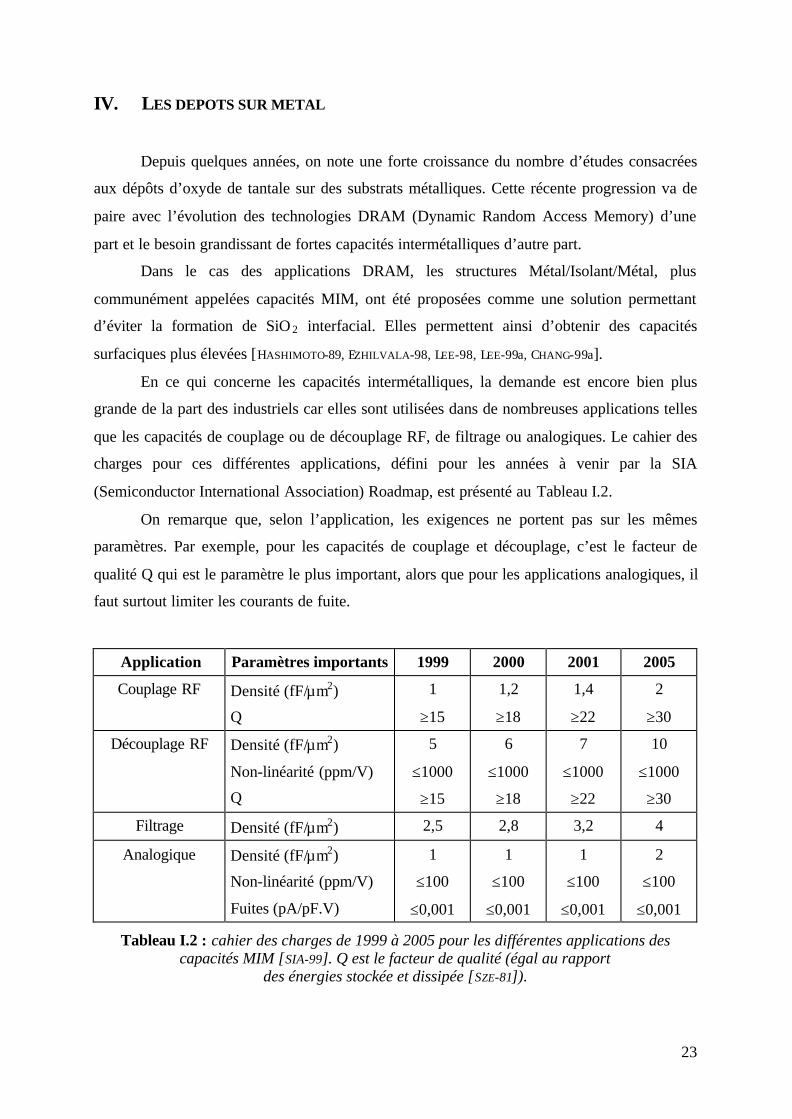
En ce qui concerne les capacités intermétalliques, la demande est encore bien plus
grande de la part des industriels car elles sont utilisées dans de nombreuses applications telles
que les capacités de couplage ou de découplage RF, de filtrage ou analogiques. Le cahier des
charges pour ces différentes applications, défini pour les années à venir par la SIA
(Semiconductor International Association) Roadmap, est présenté au Tableau I.2.
On remarque que, selon l’application, les exigences ne portent pas sur les mêmes
paramètres. Par exemple, pour les capacités de couplage et découplage, c’est le facteur de
qualité Q qui est le paramètre le plus important, alors que pour les applications analogiques, il
faut surtout limiter les courants de fuite.
Application Paramètres importants 1999 2000 2001 2005
Couplage RF Densité (fF/µm2)
Q
1
≥15
1,2
≥18
1,4
≥22
2
≥30
Découplage RF Densité (fF/µm2)
Non-linéarité (ppm/V)
Q
5
≤1000
≥15
6
≤1000
≥18
7
≤1000
≥22
10
≤1000
≥30
Filtrage Densité (fF/µm2) 2,5 2,8 3,2 4
Analogique Densité (fF/µm2)
Non-linéarité (ppm/V)
Fuites (pA/pF.V)
1
≤100
≤0,001
1
≤100
≤0,001
1
≤100
≤0,001
2
≤100
≤0,001
Tableau I.2 : cahier des charges de 1999 à 2005 pour les différentes applications descapacités MIM [SIA-99]. Q est le facteur de qualité (égal au rapport
des énergies stockée et dissipée [SZE-81]).
24
Afin de répondre à ces différents critères, il convient alors de choisir judicieusement le
matériau de l’électrode. Tout d’abord, il faut essayer d’éviter les problèmes liés à la formation
d’un oxyde à l’interface Ta2O5/Métal [EZHILVALA-98]. Pour cela, trois cas sont possibles
[HASHIMOTO-89] :
1) Le matériau de l’électrode ne réagit pas avec le Ta2O5.
2) Le matériau de l’électrode réagit avec le Ta2O5 et forme un isolant à forte permittivité.
3) Le matériau de l’électrode réagit avec le Ta2O5 et forme un conducteur.
Bien évidemment, le métal choisi doit être stable en température afin de supporter
d’éventuels recuits après dépôt [LEE-98]. C’est pourquoi les matériaux les plus utilisés pour les
structures MIM sont les métaux réfractaires et leurs nitrures tels que :
• TiN [ALERS-98, LEE-98, VANDOVER-98, CHANG-99b]
• W [SHINRIKI-90, CHANG-99b, DUENAS-99]
• WN [CHANG-99b]
• Mo [HASHIMOTO-89]
• Pt [EZHILVALA-98, EZHILVALA-99a, LEE-99a, JOSHI-99]
• Ta [POZDEEV-98, EZHILVALA-99b]
• TaN [CHANG-99b, DUENAS-99]
Parfois on utilise des métaux plus "classiques" tels que Al [MIYAIRI-98], Cu [DUENAS-99,
EZHILVALA-00] ou Au [CHIU-97, LAI-99] pour leur très bonnes propriétés de conduction.
Comme nous l’avons vu dans les paragraphes précédents, les propriétés de l’oxyde de
tantale dépendent fortement de la méthode de préparation et des traitements avant et après
dépôt. Les caractéristiques des capacités Métal/Ta2O5/Métal dépendent aussi beaucoup des
matériaux utilisés comme électrode [JOSHI-99]. Malheureusement, il n’y a pas de matériau
"miracle" car les performances visées sont différentes selon l’application à laquelle la capacité
MIM est dédiée. Nous allons donc tout d’abord traiter de la non-linéarité en tension des
capacités MIM, paramètre primordial pour les applications RF [VANDOVER-98, DUENAS-99]. Puis
nous présenterons leurs caractéristiques électriques, élément essentiel pour les dispositifs
analogiques et les DRAM [VANDOVER-98].
25
IV.1. La non-linéarité des capacités MIM
Contrairement aux capacités MOS (Métal/Oxyde/Semi-conducteur), les capacités
MIM devraient théoriquement présenter des caractéristiques capacité-tension C(V) constantes.
Or il a été rapporté que la valeur de ces capacités pouvaient varier de quelques % avec la
tension, non seulement avec du Ta2O5 [SHINRIKI-90, VANDOVER-98, ASANO-98, JOSHI-99, LAI-99]
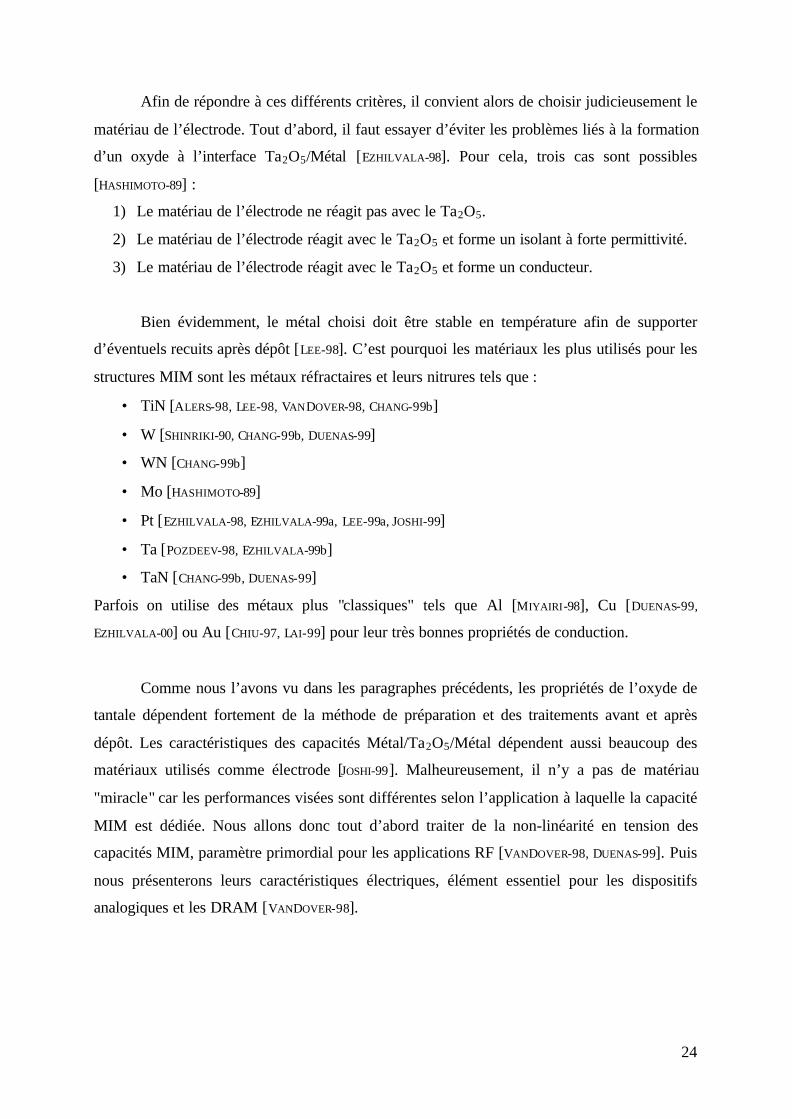
mais aussi avec d’autres matériaux comme SrTiO 3 [LESAICHERRE-94]. Ces diverses études ont
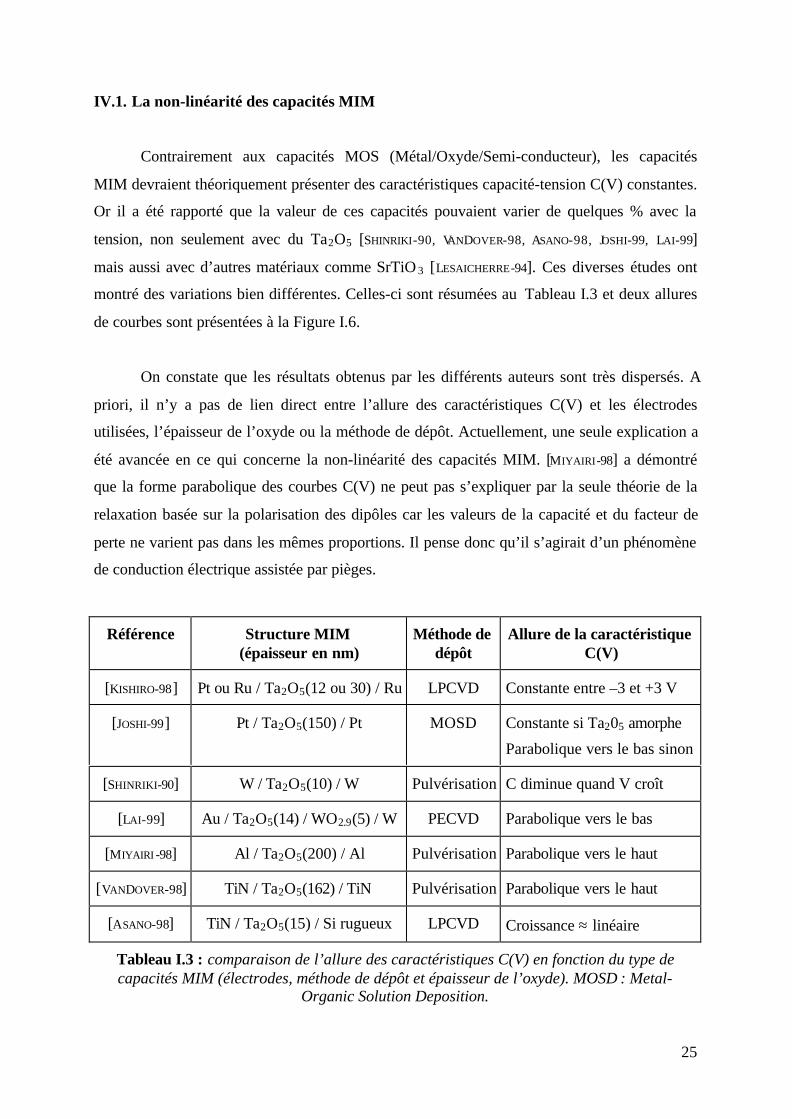
montré des variations bien différentes. Celles-ci sont résumées au Tableau I.3 et deux allures
de courbes sont présentées à la Figure I.6.
On constate que les résultats obtenus par les différents auteurs sont très dispersés. A
priori, il n’y a pas de lien direct entre l’allure des caractéristiques C(V) et les électrodes
utilisées, l’épaisseur de l’oxyde ou la méthode de dépôt. Actuellement, une seule explication a
été avancée en ce qui concerne la non-linéarité des capacités MIM. [MIYAIRI-98] a démontré
que la forme parabolique des courbes C(V) ne peut pas s’expliquer par la seule théorie de la
relaxation basée sur la polarisation des dipôles car les valeurs de la capacité et du facteur de
perte ne varient pas dans les mêmes proportions. Il pense donc qu’il s’agirait d’un phénomène
de conduction électrique assistée par pièges.
Référence Structure MIM(épaisseur en nm)
Méthode dedépôt
Allure de la caractéristiqueC(V)
[KISHIRO-98] Pt ou Ru / Ta2O5(12 ou 30) / Ru LPCVD Constante entre –3 et +3 V
[JOSHI-99] Pt / Ta2O5(150) / Pt MOSD Constante si Ta205 amorphe
Parabolique vers le bas sinon
[SHINRIKI-90] W / Ta2O5(10) / W Pulvérisation C diminue quand V croît
[LAI-99] Au / Ta2O5(14) / WO2.9(5) / W PECVD Parabolique vers le bas
[MIYAIRI -98] Al / Ta2O5(200) / Al Pulvérisation Parabolique vers le haut
[VANDOVER-98] TiN / Ta2O5(162) / TiN Pulvérisation Parabolique vers le haut
[ASANO-98] TiN / Ta2O5(15) / Si rugueux LPCVD Croissance ≈ linéaire
Tableau I.3 : comparaison de l’allure des caractéristiques C(V) en fonction du type decapacités MIM (électrodes, méthode de dépôt et épaisseur de l’oxyde). MOSD : Metal-
Organic Solution Deposition.
26
a) b)
Figure I.6 : allure de la courbe a) C(V) pour une structure Au/Ta2O5/WO2.9/W [LAI-99] et dela courbe b) ∆C/C(V) pour une structure TiN/Ta2O5/TiN [VANDOVER-98].
IV.2. Les propriétés électriques des capacités MIM
Electriquement parlant, les dépôts sur métal sont très intéressants car, malgré la
densité de défauts dans l’oxyde souvent élevée [SHINRIKI-90], les structures ainsi réalisées ont
une capacité de stockage bien supérieure aux capacités MOS habituellement utilisées dans les
DRAM [OHJI-95]. Un autre atout est leur tension de claquage généralement supérieure car elle
dépend uniquement des propriétés de l’oxyde de tantale, alors que dans le cas des capacités
MOS, c’est la fine couche interfaciale de SiO 2 qui détermine la tension de claquage du
dispositif [SHINRIKI-90].
Que ce soit pour les applications DRAM ou les capacités intermétalliques, les
propriétés électriques des oxydes déposés sur métal dépendent très fortement des matériaux
utilisés comme électrode et plus particulièrement de celui utilisé pour l’électrode inférieure
(réactions éventuelles lors du dépôt, lors des recuits, ...). Nous allons donc présenter les
résultats rapportés pour les principaux matériaux utilisés comme électrode.
IV.2.a. Les électrodes en nitrure de titane (TiN)
Le TiN a été très largement étudié car il est thermodynamiquement stable avec le
Ta2O5 et forme une bonne barrière contre la diffusion [LEE-98]. Différents problèmes ont
toutefois été rencontrés avec ce matériau.
27
La première limitation réside dans son mode de préparation. La conformité du TiN
déposé par PVD n’est pas suffisante pour pouvoir réaliser des structures complexes et le dépôt
CVD de TiN à partir de TiCl4 et NH3 est généralement de mauvaise qualité. Des espèces
chlorées sont incorporées dans le Ta2O5, ce qui engendre des courants de fuite élevés [LEE-96].
Un recuit haute température permet d’éliminer une partie de ces espèces, mais il se produit
une réaction interfaciale entre Ta2O5 et TiN [LEE-98] qui dégrade fortement les propriétés de la
capacité. En effet, Ta diffuse dans le TiN créant ainsi des "vides" (voids) à l’interface.
[CHANG-99a] a montré que les réactions interfaciales entre TiN et Ta2O5 étaient
déterminantes pour les propriétés électriques des capacités MIM et que le TiN n’est pas
toujours une barrière suffisante contre la diffusion de l’oxygène [CHANG-99a]. A partir de
600°C, sa structure colonnaire laisse passer les atomes d’oxygène qui vont oxyder le titane en
dessous de la couche de TiN (Ti est souvent utilisé pour améliorer l’adhérence du TiN sur Si
[CHIU-97]). Si l’on ne met pas une couche de TiN, Ti est oxydé à partir de 400°C et si la
couche de Ti est supprimée, l’interface Ta2O5/TiN est stable au-delà de 800°C [CHANG-99a].
On peut donc dire que Ta2O5 est réduit par la couche de titane.
[MATSUHASHI-94] a observé une diffusion de Ti lors de recuits à 800°C. La forte
augmentation des courants de fuite liée à cette diffusion serait due à la présence de Ti ou de
Ta métallique dans l’oxyde. Malgré tout, TiN reste l’électrode de choix pour des procédés à
basse température (< 400°C) puisque c’est avec elle que sont obtenus les courants de fuite les
plus faibles [MATSUHASHI-94].
IV.2.b. Les électrodes en molybdène (Mo) ou nitrure de molybdène (MoN)
Mo et MoN sont potentiellement de bonnes électrodes car thermodynamiquement
stables avec le Ta2O5 et, au cas où une fine couche interfaciale se formerait, l’oxyde de
molybdène est conducteur [HASHIMOTO-89]. Mais une électrode en Mo ne doit pas être trop
épaisse en raison de la structure colonnaire de ce métal qui conduit à une rugosité de surface
importante pouvant être à l’origine de courants de fuite très élevés [HASHIMOTO-89]. Après
recristallisation, la rugosité est plus faible, mais les courants de fuite ne sont pas suffisamment
diminués alors qu’ils deviennent très faibles pour une électrode en Mo de 2 nm d’épaisseur
[HASHIMOTO-89].
Cette influence de la rugosité de surface de l’électrode inférieure sur les courants de
fuite a déjà été rapportée par [A SANO-98] pour des dépôts sur du silicium polycristallin.
28
Lorsque l’on utilise Mo ou MoN comme électrode et que l’on procède à des recuits à
800°C, Mo diffuse dans l’oxyde de tantale [MATSUHASHI-94]. Contrairement à ce que l’on
pourrait penser, cette diffusion ne semble pas dégrader les propriétés électriques du Ta2O5
puisque les courants de fuite les plus faibles sont obtenus dans ces conditions.
IV.2.c. Les électrodes en tantale (Ta)
L’électrode en tantale présente de nombreux avantages. Elle ne réduit pas le Ta2O5
[CHANG-99b, EZHILVALA-99b] et elle forme une bonne barrière contre la diffusion [EZHILVALA-99b].
Un autre atout intéressant pour une éventuelle utilisation industrielle est la réalisation possible
de l’électrode et de l’oxyde dans le même bâtit de pulvérisation [EZHILVALA-99b], réduisant
ainsi la complexité et donc le coût du procédé.
L’inconvénient de cette électrode est qu’il est préférable de recristalliser le tantale
avant de déposer l’oxyde. Un tel recuit permet d’obtenir une permittivité plus grande et des
courants de fuite plus faibles malgré la rugosité de surface plus importante [EZHILVALA-99b].
IV.2.d. Les autres électrodes couramment utilisées
Le platine a été beaucoup utilisé [JOSHI-99, STROMME-99] car il a une hauteur de barrière
importante [EZHILVALA-00] permettant d’obtenir des courants de fuite faibles. Mais le platine ne
présente pas des propriétés de barrière de diffusion suffisantes. Lors de recuits hautes
températures, des atomes des couches inférieures tels que Ti [CHIU-97] ou Si [EZHILVALA-98]
diffusent vers l’oxyde et génèrent des courants de fuite élevés. Cette diffusion peut tout de
même être limitée en réalisant des recuits rapides [EZHILVALA-99a].
De même, le tungstène est stable avec Ta2O5 [SHINRIKI-90, DUENAS-99]. Il permet
d’obtenir des capacités plus grandes qu’avec des électrodes en WSix ou en poly-Si [KAMIYAMA-
93b] et des courants de fuite faibles grâce à sa hauteur de barrière importante [DUENAS-99].
En ce qui concerne l’aluminium, il réduit Ta2O5 [CHANG-99b], ce qui conduit à la
formation d’une couche d’oxyde d’aluminium à l’interface Ta2O5/Al [MIYAIRI-98]. Une telle
couche d’oxyde contribue à l’augmentation des courants de fuite et à la diminution de la
permittivité totale de la capacité. Enfin, il a été montré que, lors des recuits, l’aluminium
diffuse facilement, même à travers une couche de chrome [DUENAS-99].
29
Comme l’aluminium, le cuivre est un très bon conducteur [Ezhilvala-00]. Il est donc
un candidat potentiel pour la réalisation d’électrodes métalliques. Il permettrait de réduire le
coût du procédé car il est beaucoup moins coûteux que les métaux réfractaires habituellement
utilisés. Lors du dépôt, par pulvérisation, de Cu sur le Ta2O5, il se forme une fine couche de
Cu2O [Ezhilvala-00]. Cet oxyde peut être dissocié par un recuit rapide (30 s) à 800°C sous N2,
améliorant ainsi les propriétés électriques du matériau (courants de fuite plus faibles et
permittivité plus élevée). Mais ce procédé ne peut être utilisé pour la réalisation de capacités
MIM car les recuits à hautes températures (> 450°C) sont interdits aux niveaux
intermétalliques. Il faudra donc des études complémentaires avant de pouvoir intégrer le
cuivre comme électrode pour le Ta2O5.
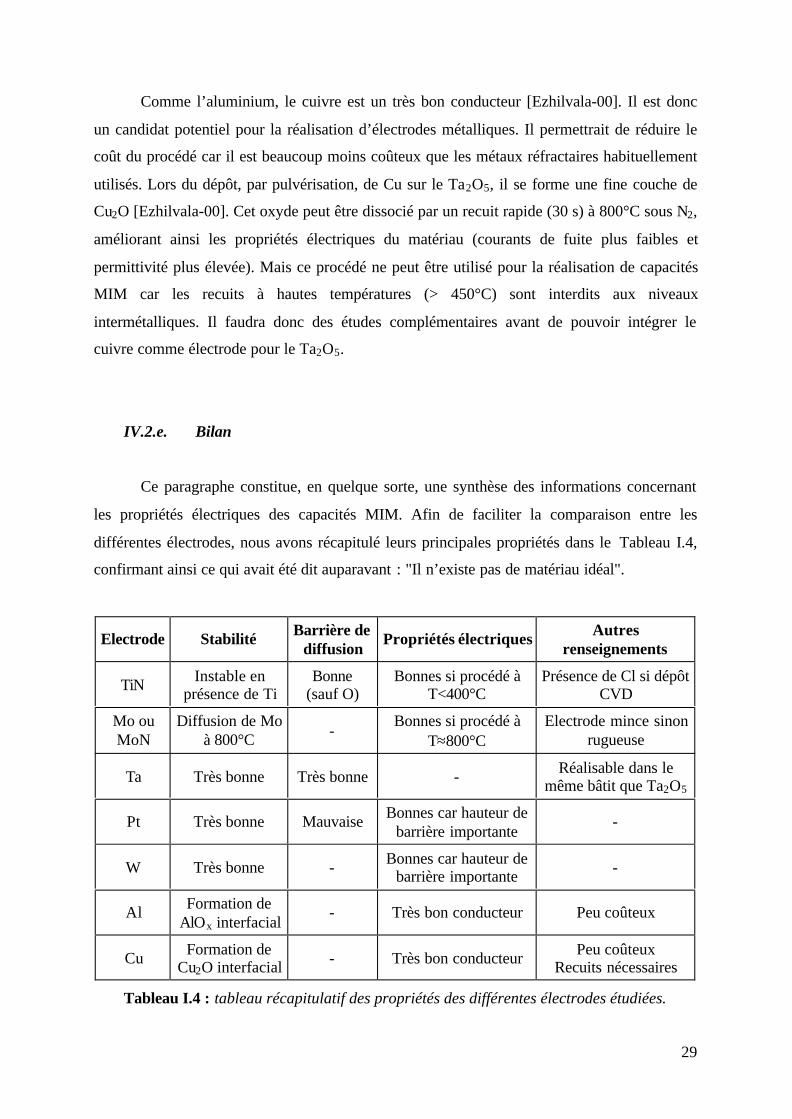
IV.2.e. Bilan
Ce paragraphe constitue, en quelque sorte, une synthèse des informations concernant
les propriétés électriques des capacités MIM. Afin de faciliter la comparaison entre les
différentes électrodes, nous avons récapitulé leurs principales propriétés dans le Tableau I.4,
confirmant ainsi ce qui avait été dit auparavant : "Il n’existe pas de matériau idéal".
Electrode Stabilité Barrière dediffusion
Propriétés électriques Autresrenseignements
TiN Instable enprésence de Ti
Bonne(sauf O)
Bonnes si procédé àT<400°C
Présence de Cl si dépôtCVD
Mo ouMoN
Diffusion de Moà 800°C -
Bonnes si procédé àT≈800°C
Electrode mince sinonrugueuse
Ta Très bonne Très bonne - Réalisable dans lemême bâtit que Ta2O5
Pt Très bonne Mauvaise Bonnes car hauteur debarrière importante
-
W Très bonne - Bonnes car hauteur debarrière importante -
Al Formation deAlOx interfacial
- Très bon conducteur Peu coûteux
Cu Formation deCu2O interfacial - Très bon conducteur Peu coûteux
Recuits nécessaires
Tableau I.4 : tableau récapitulatif des propriétés des différentes électrodes étudiées.
30
V. CONCLUSION
Tout au long de ce chapitre, nous avons vu que de nombreux paramètres influencent
les propriétés de l’oxyde de tantale : la méthode de préparation (technique, précurseur, …), le
type de recuit (avant ou après dépôt, atmosphère, température, durée, …), les matériaux
utilisés pour les électrodes supérieures et inférieures. Cependant aucun procédé ne donne un
oxyde de tantale "parfait" : courants de fuite très faibles, permittivité très grande, résistance
aux recuits, fiabilité, etc. Il convient donc de rechercher le meilleur compromis en fonction de
l’application à laquelle le Ta2O5 est destiné.
Pour la réalisation de structures capacitives aux niveaux métalliques, il conviendra
d’utiliser une méthode de dépôt pouvant être réalisée à basse température et ne nécessitant pas
de recuit au delà de 450°C. Ensuite, selon l’application à laquelle la capacité MIM sera
destinée, il faudra choisir les matériaux des électrodes afin de privilégier soit une non-linéarité
en tension minimale, soit des courants de fuite les plus faibles possibles.