Embed Size (px)
Citation preview
Chapitre 6 La fonction ordonnancement
65
6. LA FONCTION ORDONNANCEMENT
6.1 DÉFINITION ET OBJECTIFS
On peut dire que la fonction ordonnancement gère le temps et rythme la vie de l'usine. La définition classique dit que cette fonction :
- est responsable des délais de fabrication ; - assure la mise à la disposition en temps opportun des approvisionnements
nécessaires à la fabrication ; - prévoit et affecte les moyens humains et machines nécessaires au respect du
planning.
On défini aussi le problème de l’ordonnancement, de la programmation ou de la planification d’un projet, comme étant la coordination d’opération distingues entre lesquelles il existe ou non un nombre de contraintes temporelles d’un projet. Cette coordination sera telle qu’elle devra satisfaire à un objectif tendant soit à minimiser la durée totale du projet ou son coût, soit à permettre une affectation optimale des moyens mise en œuvre, soit à trouver un ordonnancement optimisant une combinaison de ces trois facteurs.
Cette définition générale montre l'importance de la prévision pour les
responsables de cette fonction. Dans un domaine aussi aléatoire que la prévision commerciale, qu'elle soit à court terme, à moyen terme ou à long terme, l'efficacité exige avant tout que l'ordonnancement soit en étroite liaison à la fois :
- avec le service commercial ; - avec les méthodes et éventuellement les études ; - avec les achats et le contrôle de réception ; - avec les ateliers eux-mêmes ; - avec le contrôle de fabrication et la livraison.
6.2 LES TACHES DE L'ORDONNANCEMENT ♦ La tâche primordiale de l'ordonnancement consiste à définir ce qu'il faut fabriquer
et pour quelles échéances. Cette détermination dépend à la fois du programme de vente et de la politique de fabrication choisie par l'entreprise.
La détermination du plan de production demande une connaissance exacte des
moyens de l'entreprise, c'est-à-dire de sa capacité de production en fonction du temps, ainsi que du délai probable demandé par la fabrication suivant le procédé choisi par les services techniques, majoré des divers temps d'attente et de manutention. Pour un lot défini de produits, ce temps total est appelé cycle de fabrication. L'ordonnancement doit posséder une connaissance précise des cycles de fabrication réels des principales familles de produits de l'entreprise, très différents, la plupart du temps, du cycle de fabrication théorique.
♦ La deuxième tâche de l'ordonnancement est de réunir à temps les ressources :
approvisionnements, pièces sous-traitées et matières premières nécessaires. Parallèlement, l'ordonnancement désigne les ateliers et sections, groupes de
machines sur lesquels les fabrications seront exécutées. Il indique les besoins en
Chapitre 6 La fonction ordonnancement
66
opérateurs et provoque, si nécessaire, les affectations indispensables. Il peut aussi recourir à la sous-traitance. Mais il faut préciser qu'il s'agit, sauf urgence de dépannage, d'une décision fondamentale de la direction concernant la politique de fabrication.
♦ La troisième tâche de l'ordonnancement consiste, dès que les moyens sont
réunis dans les magasins et ateliers, à déterminer les périodes et calendriers d'exécution et à distribuer les documents nécessaires : c'est ce qu'on appelle le lancement.
♦ Enfin, la quatrième tâche essentielle consiste à suivre l'exécution et à remédier
aux aléas inhérents à toute organisation humaine.
Suivre l'exécution réclame une capacité à saisir le plus rapidement possible au niveau des machines le début et la fin des différentes phases. D'assez nombreux systèmes ont été utilisés, la plupart fondés sur la circulation d'une fiche suiveuse et le pointage des bons de travail. 6.3 LE CADRE DE L'ORDONNANCEMENT
Les modalités d'action de l'ordonnancement dépendent étroitement du type de fabrication, mais aussi d'autres facteurs de production, tels que la taille de l'entreprise et la branche d'activité. En général, on distingue :
6.3.1 La fabrication de l'ouvrage unique, du prototype ou de la très petite série
C'est le cas de la plupart des ouvrages du bâtiment et des travaux publics, ouvrages d'art, bâtiments industriels, usines, centrales, de l'équipement lourd : gros alternateurs, navires, prototypes de très petites séries d'avions, hélicoptères. En général, il s'agit de produits complexes et coûteux et on emploie couramment la méthode des réseaux, traitée manuellement ou mieux par ordinateur. Nous en reprendrons les principes essentiels.
6.3.2 Fabrication en séries répétitives ou par lots
Il s'agit d'un cas fréquent concernant : • Le domaine de la sous-traitance dans les industries de biens d'équipements
industriels : outillages, moules ; • Les entreprises fabriquant des séries différenciées d'appareils complexes,
principalement dans le domaine de la construction électrique et mécanique, par exemple : engins de traction électriques, machines-outils, appareils émetteurs de télévision, de guidage, armements, appareils aéronautiques, équipements médicaux, radiologiques, etc.
6.3.3 La grande série On peut classer ces industries en différentes catégories :
• Les grandes séries de produits uniques simples qui se rapprochent des industries de processus.
• Les grandes séries de montage faisant appel à la fois à des industries de sous-traitance et à leurs propres ateliers et qui constituent ce qu'on a l'habitude d'appeler les industries de chaîne.
Chapitre 6 La fonction ordonnancement
67
Les problèmes qui se posent du point de vue de la fonction ordonnancement concernent essentiellement :
- Les approvisionnements et les relations avec le service achats, les fournisseurs et les sous-traitants ;
- Les questions d'implantation avec, pour objectif, l'amélioration des manutentions ; - L'équilibrage des chaînes ainsi que la détermination adéquate à la chaîne de
personnel volant susceptible de remplacer différents opérateurs et possédant, par conséquent, une compétence étendue en montage.
• La grande série de sous-traitance, fabriquant des ensembles ou pièces de façon continue pour les principales industries de biens d'équipement : automobiles, électroménager, ...
La grande série fournissant des ensembles complets à l'industrie de chaîne
présente des problèmes d'ordonnancement analogues à celle-ci : à la fois au niveau des ateliers d'usinage et des chaînes de montage.
6.3.4 Le processus
Les industries de processus couvrent de plus en plus de domaines, tels que : - Production d'énergie : centrales, raffineries. - Chimie de base, pétrochimie : plastiques, textiles, artificiels, synthétiques,
élastomères. - Sidérurgie, métallurgie. - Papiers, cartons, emballages, conditionnements. - Élastomères, pneumatiques. - Matériaux de construction, glaces, verres, tuyaux. Céramiques. - Composants électroniques.
Comme pour les industries de chaîne, les problèmes essentiels d'ordonnancement concernent les approvisionnements.
Mais, par ailleurs, l'ordonnancement de la maintenance doit être organisé
comme celui de la réalisation d'un ouvrage unique, avec l'emploi des méthodes de planification par réseaux et un lissage judicieux des charges des principales équipes. 6.4 L'OPTIMISATION ET LES SYSTÈMES D'ORDONNANCEMENT
L'ordonnancement doit satisfaire au mieux des contraintes deux à deux contradictoires :
- Respect des délais ; - Meilleur emploi des moyens en hommes et en matériel ; - Réduction de l'appel aux moyens financiers de l'entreprise par diminution des
stocks et des en-cours dont la masse est, trop souvent, incontrôlée. Ce triangle des contraintes doit être optimisé. Mais le nombre des paramètres
en jeu, l'incertitude des quantifications rendent sans effet une démarche logique : dans ce domaine, il n'existe que des approximations successives, conduisant à des propositions de décisions soumises à la subjectivité de jugements humains.
Il doit être clair que l'introduction de systèmes d'ordonnancement automatisés,
plus ou moins intégrés, si elle fournit en général une amélioration incontestable de la gestion de la production, ne conduit pas à une solution du problème de l'optimisation.
Chapitre 6 La fonction ordonnancement
68
Ils apportent cependant à la fois une aide importante à la prise de décision et ils contribuent en général très efficacement à améliorer la gestion des nomenclatures, la gestion des stocks, le respect des délais, les divers approvisionnements. Ils conduisent à une simplification et à une mise à jour des gammes.
Le développement de ce qu'il est convenu d'appeler la mini informatique met
par ailleurs à la portée de nombreuses entreprises des moyens suffisamment puissants pour leur permettre de traiter ces problèmes de façon automatisée.
L'optimisation constituant un des objectifs essentiels de l'ordonnancement, il
faut préciser quand on veut y pourvoir : à long terme, à moyen terme, à court terme, ou à très court terme, c'est-à-dire définir l'horizon d'ordonnancement. L'objectif recherché n'est pas forcément le même.
6.4.1 Objectifs à long terme
A long terme, il convient d'apprécier si l'ensemble des prévisions commerciales : commandes attendues et alimentation du stock, permet la meilleure utilisation du potentiel industriel de l'entreprise. On est donc amené à faire un bilan Charges/Capacités, poste par poste, au moins pour les principaux ateliers ou sections et, en particulier, celles concernant les machines les plus coûteuses.
En cas de sous charge, il faut que l'ordonnancement signale les capacités
disponibles aux services commerciaux, de façon à faire un effort adéquat. Au besoin, l'entreprise pourra se placer en position de sous-traitance pour certains ateliers. Si le bilan montre une surcharge pour tout ou partie de ses ateliers, l'ordonnancement s'efforce d'appliquer la politique définie par la direction générale dans cette hypothèse, soit :
- recours à la sous-traitance ; - stockage, s'il s'agit de surcharge saisonnière ; - heures supplémentaires ; - recours à du personnel intérimaire ; - création d'équipes supplémentaires avec embauche ; - construction de nouveaux ateliers.
Il sera toujours utile de rechercher, par un calcul, quelle est la solution la plus
favorable sur le plan économique, mais il sera souvent nécessaire d'évaluer le coût social des solutions envisagées. 6.4.2 Objectifs à moyen et court terme • A moyen terme : on répartira plus exactement les charges entre les établissements
ou ateliers, en s'efforçant de déterminer l'échéancier normal des commandes. Parallèlement, on fixera le dispositif de réalisation des différents approvisionnements, compte tenu des délais moyens demandés par les fournisseurs. Si l'échéancier s'écarte de façon plus ou moins importante des dates de livraison demandées par les clients, on fera intervenir les ordres de priorité permettant de jouer sur les différents délais d'attente ou de manutention, puis on envisagera les moyens disponibles de fractionnement et de chevauchement des opérations. L'intervention de ces différentes mesures qui, dans le cas de l'Informatique, seront provoquées par l'introduction de paramètres adaptés aux caractéristiques de l'entreprise et aux décisions des responsables à leur niveau,
Chapitre 6 La fonction ordonnancement
69
permettra de fixer à court terme l'ordre des lancements, par période d'ordonnancement telles que la semaine de 5 jours ouvrables, la période de 2 jours ou la journée, ainsi que le jalonnement des opérations concernant chaque commande. On devra, parallèlement, disposer d'un plan de travail par poste, qui permettra, soit de vérifier que chaque poste est judicieusement employé, soit de prendre les mesures complémentaires qui permettraient d'améliorer la charge.
• A très court terme, l'atelier s'efforcera d'assurer le meilleur déroulement des opérations et d'obtenir à ce niveau une optimisation de l'emploi des moyens et du respect des délais.
6.5 CHARGES, CAPACITÉS ET DÉLAIS 6.5.1 Les unités de mesure
Quel que soit l'horizon retenu, une des difficultés de l'ordonnancement provient de ce que les différentes unités de mesure ne sont pas fiables ; soit qu'on n'ait pas pu ou su réaliser une cohérence suffisante entre différents établissements ou ateliers, soit qu'on ne porte pas un soin suffisant à la mise à jour des principales données d'entrée du système d'ordonnancement.
6.5.1.1 Le calendrier
L'importance du temps et des délais montre qu'une première définition doit porter sur le calendrier, de façon qu'il n'y ait aucune ambiguïté sur les dates d'achèvement ou de livraison. Ce principe, introduit par l'informatique, consiste à établir des calendriers continus en jours ouvrables dont on peut faire varier les paramètres, au cas où certains secteurs de l'entreprise seraient amenés à travailler les jeudis, vendredis, jours fériés, ou pendant les périodes de congé. Chaque début d'année, on effectue le calage du calendrier continu sur le calendrier annuel, par exemple en prenant la date du premier samedi de l'année. 6.5.1.2 L'unité d'œuvre
Le calcul des charges, comme celui des capacités, pose la définition de leur mesure. Depuis longtemps, on a cherché des unités d'œuvre susceptibles de définir la capacité d'un établissement et permettant aussi la comparaison entre plusieurs établissements ayant des types de productions voisines.
Dans la plupart des entreprises de mécanique générale, on retient l'heure
d'ouvrier. Mais la spécialisation et l'automatisation de plus en plus poussées conduisent souvent à choisir l'heure-machine, particulièrement quand il s'agit de machines à commande numérique ou de toute autre machine spéciale. Lorsque les ateliers sont suffisamment spécialisés, on mesure la capacité en pièces. (C'est aussi l'unité retenue en confection, chaussures, maroquinerie, etc.). Pour les ateliers effectuant des traitements de surface, on retient souvent le poids de métal déposé par unité de temps. 6.5.2 Les capacités
La connaissance des capacités des ateliers demande la création d'un fichier de postes de charges précisant les machines, la main-d'œuvre disponible, sa qualification, les stockages, éventuellement les moyens de manutention lourds. Ce fichier devra préciser :
- le nombre de postes interchangeables ; - le nombre d'équipes et le nombre de postes par équipe ;
Chapitre 6 La fonction ordonnancement
70
- l'horaire normal ; - le rendement admis ou réel ; - le pourcentage d'heures supplémentaires admis ; - l'absentéisme moyen.
6.5.3 Notion de charge Elle est donnée en premier lieu par les commandes. La charge s’exprime en
unité d’œuvre, mais, elle n’est définie qu’avec l’apport de deux paramètres : - le groupe qui doit effectuer le travail ; - la période pendant laquelle on doit l’effectuer.
6.5.4 Notion de délai
Le délai est la résultante entre les charges, la capacité des moyens de production et leur engagement. 6.6 L'ORDONNANCEMENT DE LA PRODUCTION DU PRODUIT COMPLEXE
UNIQUE (ORDONNANCEMENT DE LA MAINTENANCE) Un produit complexe comprend plusieurs ensembles, décomposés eux-mêmes
en un nombre important de sous-ensembles de différents ordres et pièces. Les principaux secteurs concernés sont en général les équipements :
- La construction de bâtiments techniques, d'usines, centrales, raffineries, postes de transformation, installations de produits chimiques de base (azote, acide sulfurique), de montage, usines sidérurgiques, etc.
- La construction de gros ensembles : alternateurs, turbines, équipements de guidage pour aéroports (radars) ;
- Les navires, avions prototypes ou de très petites séries ; - Les systèmes d'armement : fusses, chars, D.C.A. ; - Les équipements d'études spatiales : fusées de lancement ; - Les équipements de transmission H.F. (à haute fréquence), centraux
téléphoniques, câbles sous-marins ; - Les ouvrages de travaux publics, ponts, ports, écluses, canaux, autoroutes,
aérodromes ; - L'étude, la mise au point de prototypes, le lancement de produits nouveaux.
Tous ces ouvrages complexes, réalisés sur de longues durées, posent des
problèmes de coordination difficiles. On a donc été conduit, depuis d'assez nombreuses années, en fait depuis les opérations militaires de 1940-1945, à adopter une méthodologie de planification permettant d'intégrer l'ensemble des liaisons et contraintes. C'est ainsi qu'est née l'idée de la planification par réseaux, formulée aux États-Unis, vers les années 1950, sous le nom de Planning Évaluation and Research Task ou P.E.R.T., devenu ensuite Planning (ou Program) Evaluation and Review Technic ou Techniques d'établissement et de mise à jour des programmes.
La méthode fut transposée par des mathématiciens et des spécialistes de la
recherche opérationnelle qui lui donnèrent pour base scientifique ; la théorie des graphes. En 1958, une formulation originale, dite méthode des Potentiels, a été mis au point. Elle est en fait le dual du P.E.R.T., par échanges entre tâches et étapes.
De toutes façons, l'Ordonnancement des ouvrages complexes impose le
respect de quelques règles essentielles, indépendantes des outils de planification employés.
Chapitre 6 La fonction ordonnancement
71
6.6.1 La méthode générale 1- Définir exactement le projet et l'enveloppe de sa planification. Avant toute action,
il convient de préciser : - l'objet du projet ; - où il commence et où il finit, en langage de système : quelles sont ses frontières ? - les dates de début et d'achèvement possibles, souhaitées ou imposées ; - l'enveloppe financière ; - Le point de départ du projet est souvent mal défini, surtout s'il s'agit de la
réalisation d'un lancement de produit nouveau : le projet concerne-t-il un produit déjà connu ou l'application d'une nouvelle technique résultant d'une découverte scientifique récente ? Y a-t-il des antériorités, des brevets ? Une maquette a-t-elle déjà été réalisée, essayée, testée ?
- De même pour le point d'arrivée : le prototype devra-t-il avoir été soumis aux essais ? Lesquels ? Devra-t-il être immédiatement industrialisable ou faudra-t-il prévoir un deuxième exemplaire ?
En résumé, il convient de définir les objectifs du projet, en s'efforçant de lever
les ambiguïtés. En-cas de doute, dû à une difficulté de prévision, on pourra prendre deux ou trois hypothèses différentes.
2- S'agissant d'un projet complexe, il sera nécessaire de le décomposer en
ensembles majeurs. Lorsque le projet concerne la réalisation d'un matériel, la décomposition est classique et relève de l'analyse de produit, familière aux responsables de l'ordonnancement.
La réalisation de ces ensembles constituera des objectifs partiels susceptibles
d'être à leur tour décomposés en sous-ensembles, sans que le découpage soit poussé trop loin. La décomposition entre différents responsables entraîne la nécessité d'une très étroite coordination et la réalisation d'un consensus entre eux. Une réunion initiale et des réunions périodiques créeront et maintiendront cette coordination. 3- Chaque responsable procédera ensuite avec son équipe de spécialistes à la
définition des tâches ou activités et à l'établissement de leurs suites ordonnées, par définition des antériorités, comme s'il s'agissait de processus de fabrication ou de montage.
A ce niveau d'analyse, il convient de bien définir les limites de chaque tâche ou
activité, d'examiner les chevauchements techniquement possibles et de regrouper les tâches qui peuvent être exécutées simultanément. 4- Enfin, il faudra définir les contraintes entre les principaux ensembles majeurs de
décomposition, qui vont ainsi mailler plus fortement le réseau. 5- L'établissement du planning n'offrira plus de difficulté importante si la démarche
indiquée ci-dessus a été effectivement suivie. Une fois effectués le repérage des étapes et la codification des tâches, les programmes actuels d'ordinateurs permettent de développer efficacement des planifications concernant des réseaux de plusieurs milliers de tâches, avec établissement de planning de charges du type GANTT et répartition des équipes après lissage de ces charges.
Chapitre 6 La fonction ordonnancement
72
Mais il ne faut pas craindre d'employer la planification par réseau, même si l'on ne dispose pas d'ordinateur, pour de nombreux problèmes industriels tels que : modification d'un atelier, mise en œuvre d'une machine complexe, création d'un nouveau département, rénovation d'un gros ensemble.
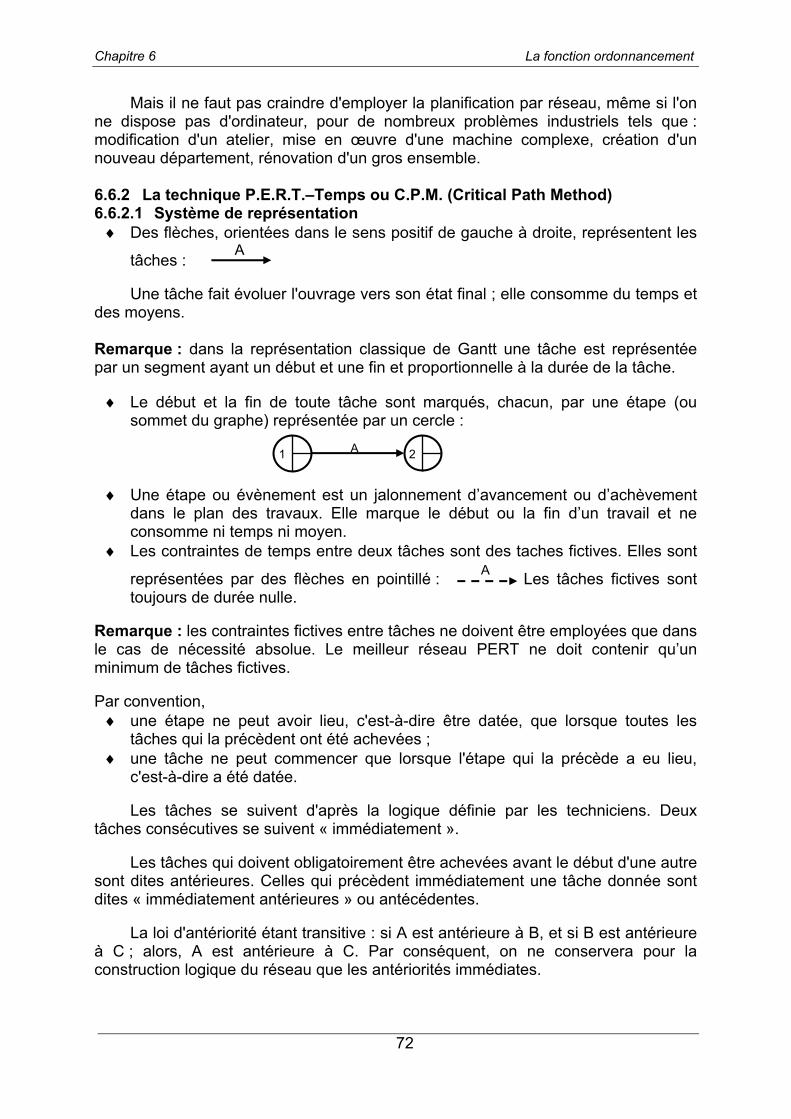
6.6.2 La technique P.E.R.T.–Temps ou C.P.M. (Critical Path Method) 6.6.2.1 Système de représentation ♦ Des flèches, orientées dans le sens positif de gauche à droite, représentent les
tâches : Une tâche fait évoluer l'ouvrage vers son état final ; elle consomme du temps et
des moyens.
Remarque : dans la représentation classique de Gantt une tâche est représentée par un segment ayant un début et une fin et proportionnelle à la durée de la tâche. ♦ Le début et la fin de toute tâche sont marqués, chacun, par une étape (ou
sommet du graphe) représentée par un cercle : ♦ Une étape ou évènement est un jalonnement d’avancement ou d’achèvement
dans le plan des travaux. Elle marque le début ou la fin d’un travail et ne consomme ni temps ni moyen.
♦ Les contraintes de temps entre deux tâches sont des taches fictives. Elles sont
représentées par des flèches en pointillé : Les tâches fictives sont toujours de durée nulle.
Remarque : les contraintes fictives entre tâches ne doivent être employées que dans le cas de nécessité absolue. Le meilleur réseau PERT ne doit contenir qu’un minimum de tâches fictives. Par convention, ♦ une étape ne peut avoir lieu, c'est-à-dire être datée, que lorsque toutes les
tâches qui la précèdent ont été achevées ; ♦ une tâche ne peut commencer que lorsque l'étape qui la précède a eu lieu,
c'est-à-dire a été datée.
Les tâches se suivent d'après la logique définie par les techniciens. Deux tâches consécutives se suivent « immédiatement ».
Les tâches qui doivent obligatoirement être achevées avant le début d'une autre
sont dites antérieures. Celles qui précèdent immédiatement une tâche donnée sont dites « immédiatement antérieures » ou antécédentes.
La loi d'antériorité étant transitive : si A est antérieure à B, et si B est antérieure
à C ; alors, A est antérieure à C. Par conséquent, on ne conservera pour la construction logique du réseau que les antériorités immédiates.
A
A1 2
A
Chapitre 6 La fonction ordonnancement
73
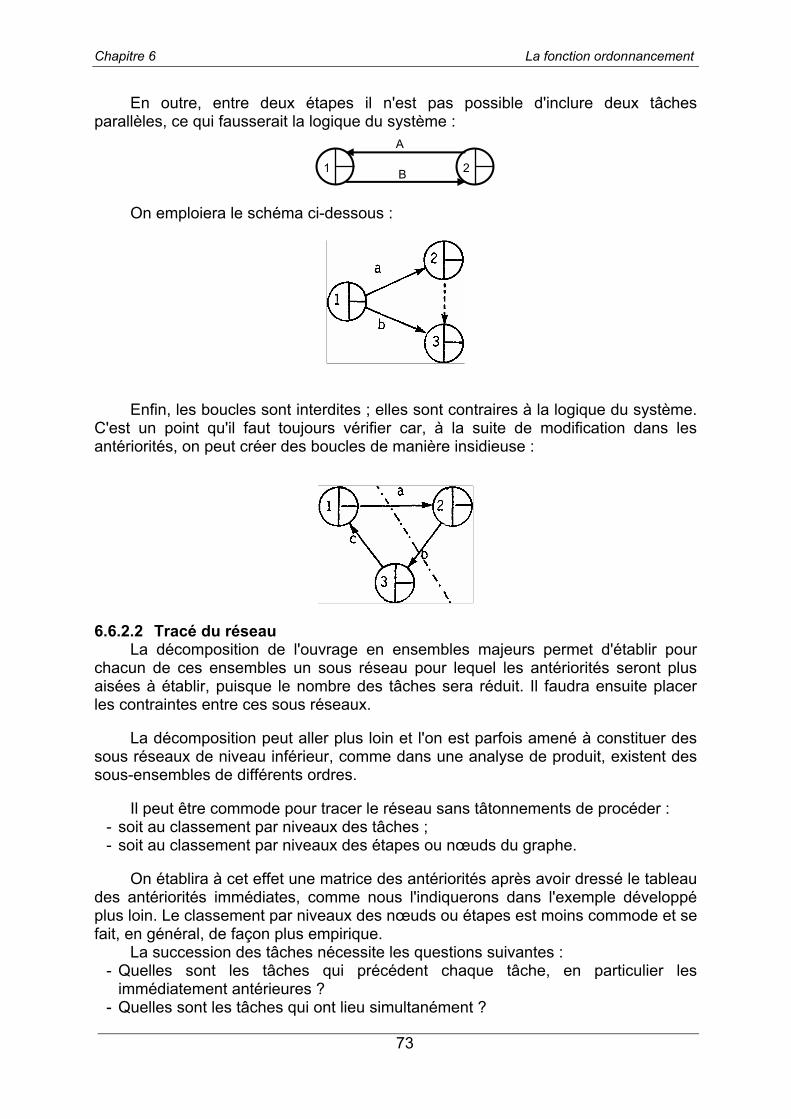
En outre, entre deux étapes il n'est pas possible d'inclure deux tâches parallèles, ce qui fausserait la logique du système :
On emploiera le schéma ci-dessous :
Enfin, les boucles sont interdites ; elles sont contraires à la logique du système. C'est un point qu'il faut toujours vérifier car, à la suite de modification dans les antériorités, on peut créer des boucles de manière insidieuse :
6.6.2.2 Tracé du réseau
La décomposition de l'ouvrage en ensembles majeurs permet d'établir pour chacun de ces ensembles un sous réseau pour lequel les antériorités seront plus aisées à établir, puisque le nombre des tâches sera réduit. Il faudra ensuite placer les contraintes entre ces sous réseaux.
La décomposition peut aller plus loin et l'on est parfois amené à constituer des
sous réseaux de niveau inférieur, comme dans une analyse de produit, existent des sous-ensembles de différents ordres.
Il peut être commode pour tracer le réseau sans tâtonnements de procéder :
- soit au classement par niveaux des tâches ; - soit au classement par niveaux des étapes ou nœuds du graphe.
On établira à cet effet une matrice des antériorités après avoir dressé le tableau
des antériorités immédiates, comme nous l'indiquerons dans l'exemple développé plus loin. Le classement par niveaux des nœuds ou étapes est moins commode et se fait, en général, de façon plus empirique.
La succession des tâches nécessite les questions suivantes : - Quelles sont les tâches qui précédent chaque tâche, en particulier les
immédiatement antérieures ? - Quelles sont les tâches qui ont lieu simultanément ?
B1 2
A
Chapitre 6 La fonction ordonnancement
74
- Quelles sont les tâches qui se suivent ? - Quelles conditions portent sur la date de début de chaque tâche ? - Quelles conditions portent sur la date de fin de chaque tâche ?
Une fois le tracé du réseau est effectué, il faut procéder à sa codification et à la
numérotation des étapes.
a- Numérotation des étapes. Elle est fondamentale car elle détermine la logique du réseau, particulièrement
pour l'introduction des données sur ordinateur. On numérotera les étapes, soit en séquentiel avec trous, c'est-à-dire avec des intervalles de 10 ou 5 pour permettre d'introduire éventuellement des tâches ou des contraintes omises, ou de scinder certaines tâches en deux parties ; soit en séquentiel sans trou, si l'inventaire des tâches est définitif. b- Codification des tâches.
On emploiera un nombre limité de lettres ou de chiffres, sans qu'il y ait d'obligation particulière dans leur suite. Les programmes prévoient également un certain nombre de caractères pour la désignation plus ou moins complète de la tâche. On introduit souvent dans la codification des tâches des caractères précisant l'établissement ou la section d'exécution, pour permettre ultérieurement le lissage des charges, le contrôle de l'avancement et l'imputation des coûts. 6.6.2.3 Datage du réseau a- Date au plus tôt et au plus tard
Dans une première phase, on établit les dates au plus tôt de chaque étape, début et fin de tâche. A cet effet, on parcourt le réseau à partir de l'origine dans le sens des flèches. Pour chaque tâche, on a :
TOFi = TODi + di Date au de fin plus tôt de la tâche i = date au de début plus tôt de la tâche i + durée de la tâche i
Si plusieurs chemins aboutissent à une même étape ou nœud, on suit chacun des chemins possibles et on prend pour date au plus tôt de l'étape la plus élevée de toutes les dates obtenues en suivant les différents chemins. On arrive ainsi à dater au plus tôt l'étape finale.
Partant de cette date finale, on procède au datage au plus tard, qui correspond
à un calage de toutes les tâches par l'aval. On remonte le réseau dans le sens inverse des flèches. Pour chaque étape début d'une tâche i on a :
TADi = TAFi – di, c'est-à-dire :
Date au de début plus tard de la tâche i = date au de fin plus tard de la tâche i – durée de la tâche i
Si plusieurs chemins partent de cette étape, on suit chacun des chemins possibles dans le sens inverse des flèches et on prend pour date au plus tard de cette étape la moins élevée de toutes les dates obtenues en parcourant les différents chemins.
Chapitre 6 La fonction ordonnancement
75
On inscrit date au plus tôt et date au plus tard de chaque étape. Si date au plus tôt et date au plus tard sont identiques, la tâche est critique. Si les dates sont différentes, il y a un battement ou marge : Mi = TAFi – TOFi. Il convient d'analyser cette marge, qui peut être une marge libre pour une tâche ou une marge totale pour un chemin. b- La marge libre
C’est un retard admissible au démarrage d'une tâche par rapport à la date de début au plus tôt, qui n'entraîne aucune modification du calendrier en aval de cette tâche. Ce peut être aussi un allongement de la durée prévue. Dans ces conditions, l'étape de fin de tâche i est également l'étape de fin d'au moins une autre tâche j. On a :
MLi =( TOFi,j – TODi) – di
c- La marge totale d'une tâche C’est est un retard admissible au démarrage de cette tâche par rapport à la
date de début au plus tôt qui n'entraîne aucun recul dans la date de fin de l'ouvrage mais qui consomme la marge libre de la tâche et les marges libres des tâches en aval.
Marge totale = Marge libre + Battement de l'étape aval. MTI = (TOFi,j – TODi) – di + TAFi,j – TOFi,j MTI = TAFi,j – TODi – di
6.6.2.4 Construction de la matrice du niveau des tâches - matrice des
contraintes En se fondant sur la loi de transitivité, on barre les antériorités qui ne sont pas
strictement immédiates. On établi ensuite une matrice de niveau des tâches qui permet de tracer plus facilement le réseau.
La matrice s'établit simplement en portant la liste des tâches à la fois dans la
ligne du haut de la matrice et dans la colonne de gauche. La matrice traduit alors la relation d'ordre : les tâches de la ligne du haut sont
antérieures, ou commandent les tâches marquées d'une croix dans la ligne correspondante de la colonne de gauche.
On en déduit que chaque tâche de cette colonne a un niveau supérieur de 1 à
la tâche de plus haut niveau marquée d'une croix sur la ligne correspondante. Les antériorités immédiates peuvent être également déterminées directement
sur la matrice après qu'on y ait reporté toutes les antériorités quelles qu'elles soient. n étant le niveau d'une tâche, les tâches de niveau n-1 figurant sur la même
ligne sont des antériorités immédiates. Pour les tâches de niveau inférieur ou égal à n-2, il suffit d'examiner tâche par
tâche si elles ne sont pas antérieures à une des tâches de niveau n-1 déjà marquées.
Chapitre 6 La fonction ordonnancement
76
Une fois les niveaux connus, on procède au tracé du réseau, puis à la numérotation des étapes et aux datages au plus tôt et au plus tard.
La matrice du niveau des tâches constitue un outil commode permettant d'éviter
les tâtonnements dans la structure du tracé.
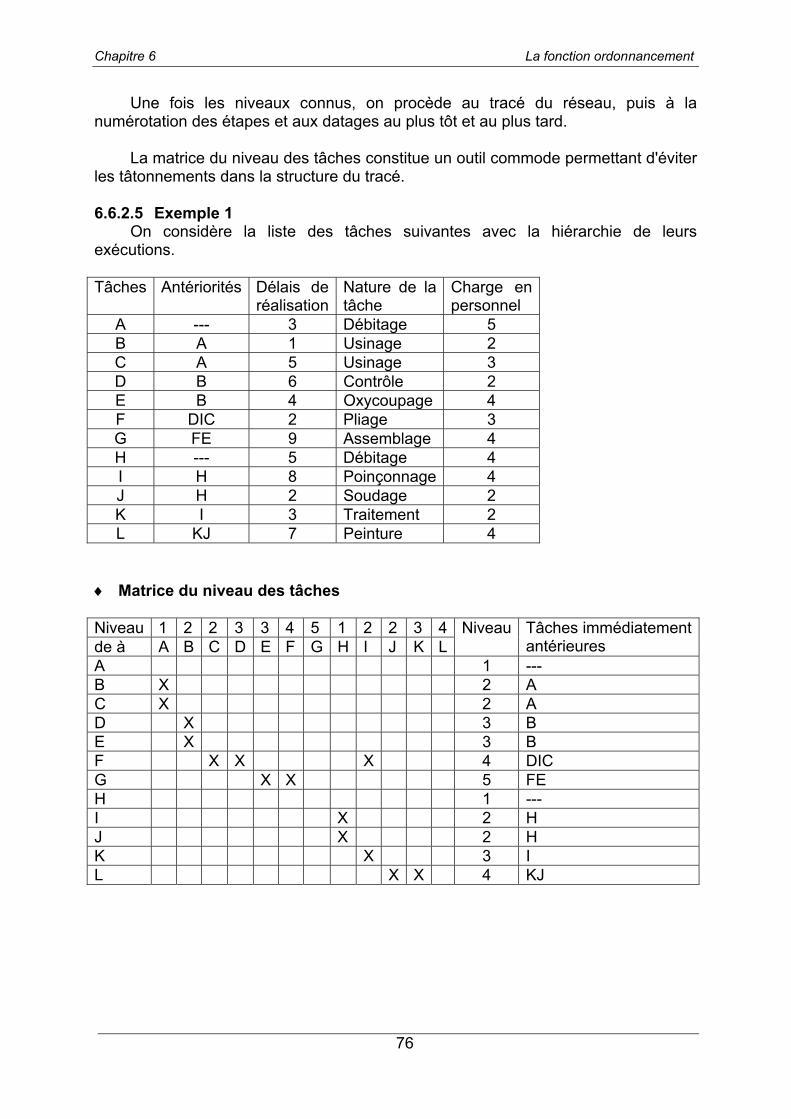
6.6.2.5 Exemple 1 On considère la liste des tâches suivantes avec la hiérarchie de leurs
exécutions.
Tâches Antériorités Délais de réalisation
Nature de la tâche
Charge en personnel
A --- 3 Débitage 5 B A 1 Usinage 2 C A 5 Usinage 3 D B 6 Contrôle 2 E B 4 Oxycoupage 4 F DIC 2 Pliage 3 G FE 9 Assemblage 4 H --- 5 Débitage 4 I H 8 Poinçonnage 4 J H 2 Soudage 2 K I 3 Traitement 2 L KJ 7 Peinture 4
♦ Matrice du niveau des tâches Niveau 1 2 2 3 3 4 5 1 2 2 3 4de à A B C D E F G H I J K L
Niveau Tâches immédiatementantérieures
A 1 --- B X 2 A C X 2 A D X 3 B E X 3 B F X X X 4 DIC G X X 5 FE H 1 --- I X 2 H J X 2 H K X 3 I L X X 4 KJ
Chapitre 6 La fonction ordonnancement
77
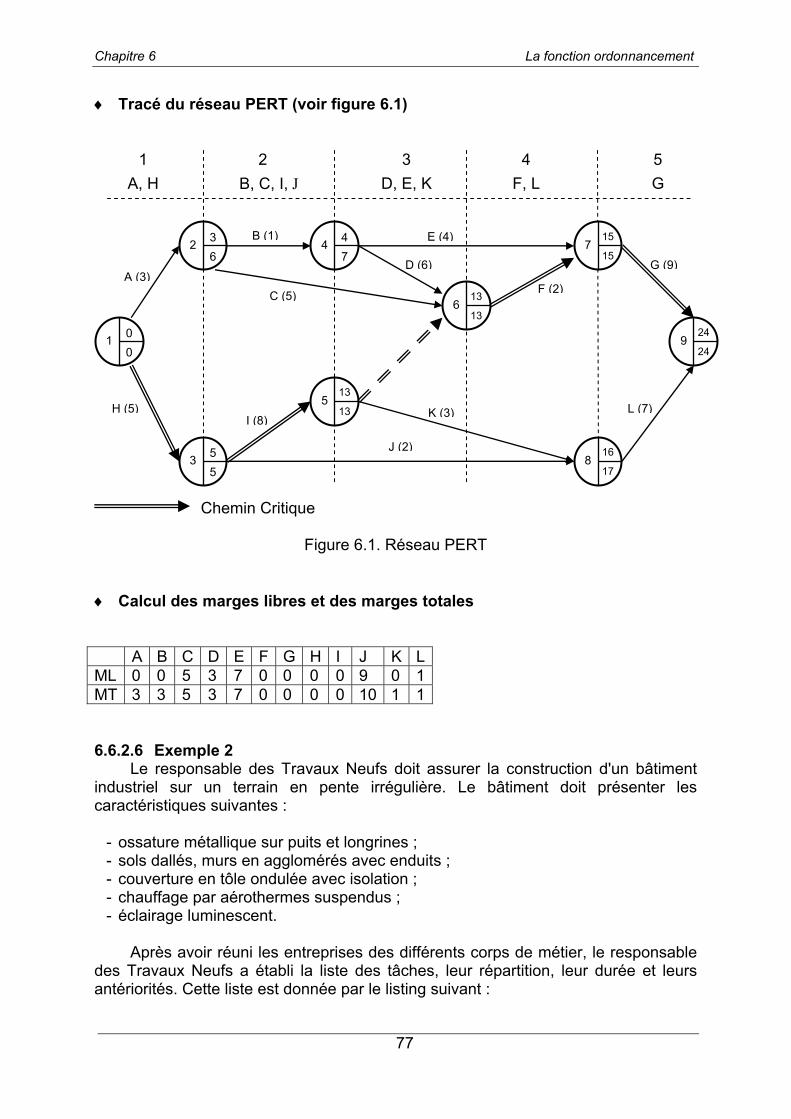
♦ Tracé du réseau PERT (voir figure 6.1)
Chemin Critique
Figure 6.1. Réseau PERT
♦ Calcul des marges libres et des marges totales A B C D E F G H I J K LML 0 0 5 3 7 0 0 0 0 9 0 1MT 3 3 5 3 7 0 0 0 0 10 1 1 6.6.2.6 Exemple 2
Le responsable des Travaux Neufs doit assurer la construction d'un bâtiment industriel sur un terrain en pente irrégulière. Le bâtiment doit présenter les caractéristiques suivantes :
- ossature métallique sur puits et longrines ; - sols dallés, murs en agglomérés avec enduits ; - couverture en tôle ondulée avec isolation ; - chauffage par aérothermes suspendus ; - éclairage luminescent.
Après avoir réuni les entreprises des différents corps de métier, le responsable
des Travaux Neufs a établi la liste des tâches, leur répartition, leur durée et leurs antériorités. Cette liste est donnée par le listing suivant :
1 52 3 4A, H B, C, I, J D, E, K F, L G
H (5)
A (3)
1 0 0
924
24
2 3 6
3 5 5
4 47
513
13
613
13
715
15
8 16
17
B (1)
C (5)
E (4)
I (8)
F (2)
D (6)
J (2)
K (3)
G (9)
L (7)
Chapitre 6 La fonction ordonnancement
78
Code
Nature de la tâche
Durée
Antériorité
Responsable
A Implantation 8 --- Sce Tx Neufs M Etudes complémentaires 20 --- Sce Tx Neufs B Nivellement compactage 15 A TerrassementC Terrassement puits fondations 30 MBF TerrassementD Terrassement longrines 5 MBF TerrassementE Terrassement canalisation 5 MBF TerrassementF Installation chantier 5 AM Entreprise Tx G Béton, fondations, puits 20 MCF Entreprise Tx H Béton, longrines 18 MDF Entreprise Tx I Maçonnerie, canalisations 20 MFE Entreprise Tx J Dallage, maçonnerie 35 IP Entreprise Tx K Remplissages agglomérés 25 P Entreprise Tx L Enduits agglomérés 30 K Entreprise Tx N Construction charpente métallique en
usine 60 M Charpente
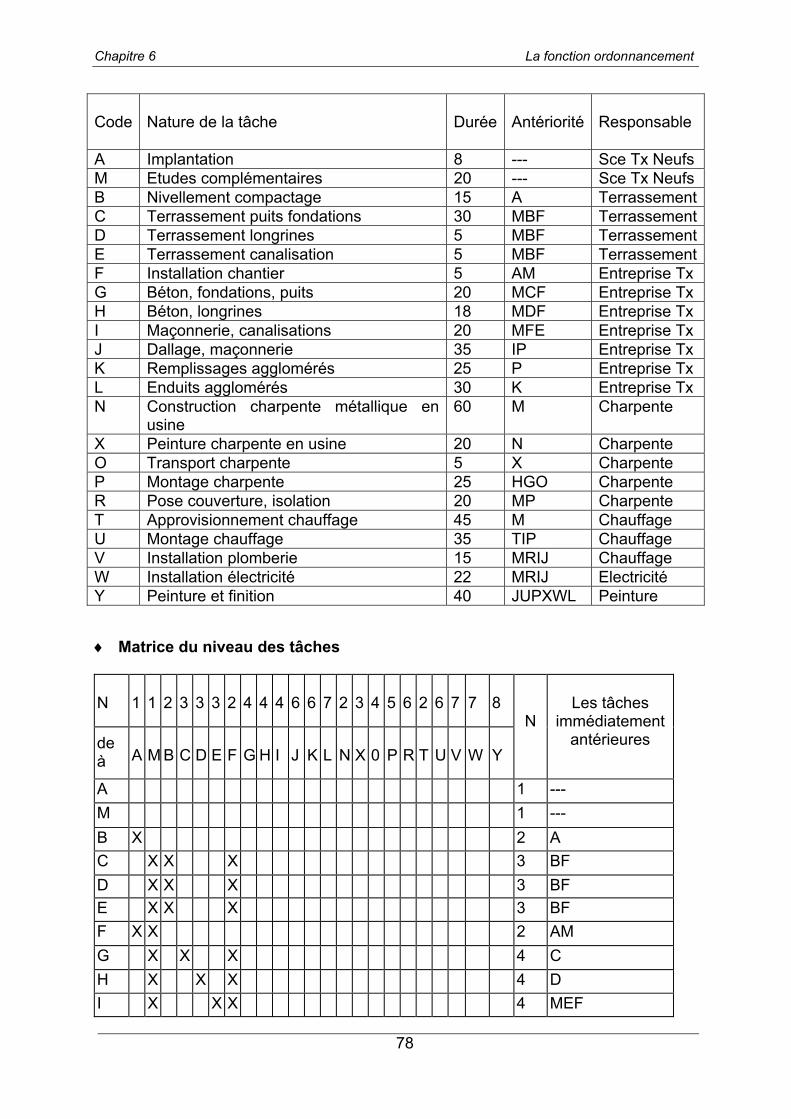
X Peinture charpente en usine 20 N Charpente O Transport charpente 5 X Charpente P Montage charpente 25 HGO Charpente R Pose couverture, isolation 20 MP Charpente T Approvisionnement chauffage 45 M Chauffage U Montage chauffage 35 TIP Chauffage V Installation plomberie 15 MRIJ Chauffage W Installation électricité 22 MRIJ Electricité Y Peinture et finition 40 JUPXWL Peinture ♦ Matrice du niveau des tâches
N
1
1
2
3
3
3
2
4
4
4
6
6
7
2
3
4
5
6
2
6
7
7
8
de à
A
M
B
C
D
E
F
G
H
I
J
K
L
N
X
0
P
R
T
U
V
W
Y
N
Les tâches
immédiatementantérieures
A 1 --- M 1 --- B X 2 A C X X X 3 BF D X X X 3 BF E X X X 3 BF F X X 2 AM G X X X 4 C H X X X 4 D I X X X 4 MEF
Chapitre 6 La fonction ordonnancement
79
J X X 6 IP K X 6 P L X 7 K N X 2 M X X 3 N 0 X 4 X P X X X 5 HGO R X X 6 P T X 2 M U X X X 6 TIP V X X X X 7 RJ W X X X X 7 RJ Y X X X X X X X 8 UVWL
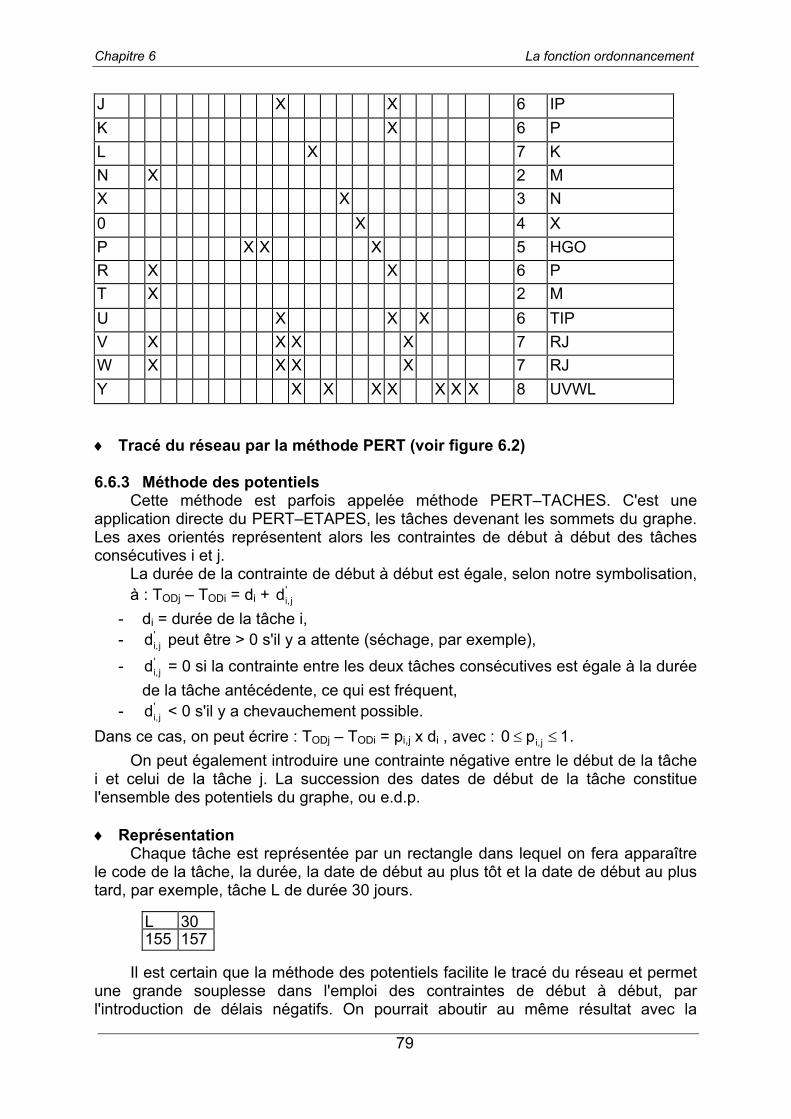
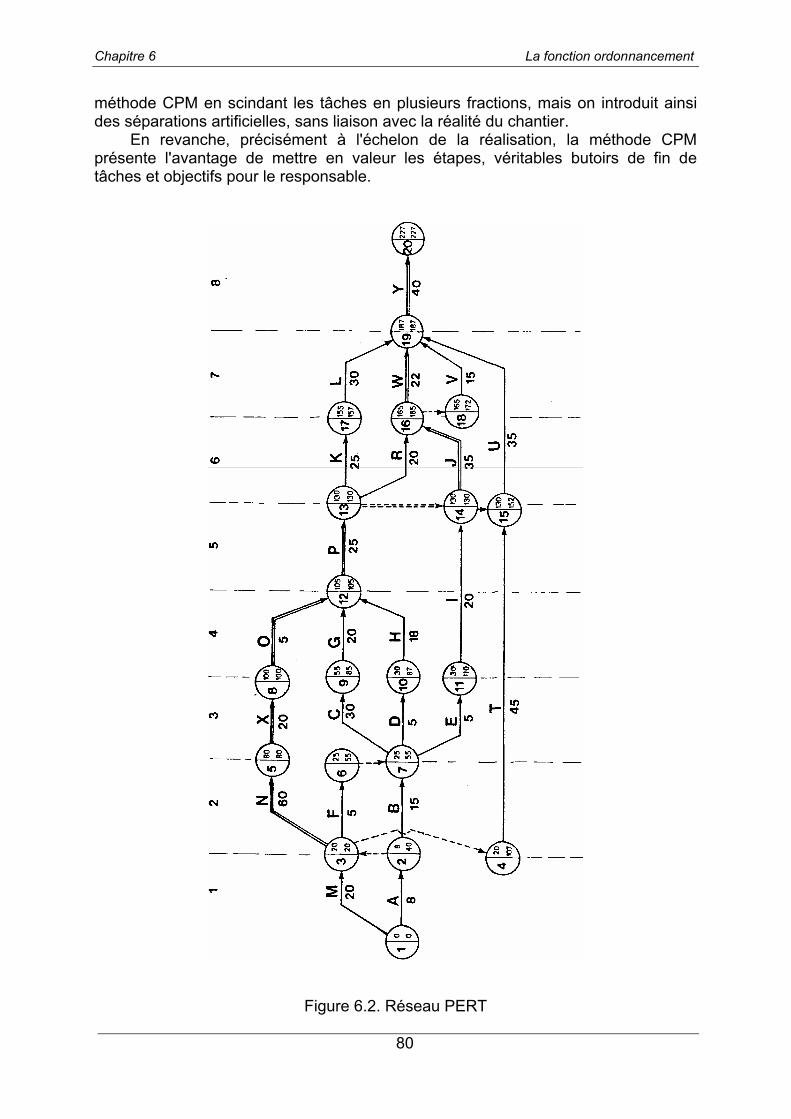
♦ Tracé du réseau par la méthode PERT (voir figure 6.2) 6.6.3 Méthode des potentiels
Cette méthode est parfois appelée méthode PERT–TACHES. C'est une application directe du PERT–ETAPES, les tâches devenant les sommets du graphe. Les axes orientés représentent alors les contraintes de début à début des tâches consécutives i et j.
La durée de la contrainte de début à début est égale, selon notre symbolisation, à : TODj – TODi = di + '
ji,d
- di = durée de la tâche i, - '
ji,d peut être > 0 s'il y a attente (séchage, par exemple),
- 'ji,d = 0 si la contrainte entre les deux tâches consécutives est égale à la durée
de la tâche antécédente, ce qui est fréquent, - '
ji,d < 0 s'il y a chevauchement possible. Dans ce cas, on peut écrire : TODj – TODi = pi,j x di , avec : 1p0 ji, ≤≤ .
On peut également introduire une contrainte négative entre le début de la tâche i et celui de la tâche j. La succession des dates de début de la tâche constitue l'ensemble des potentiels du graphe, ou e.d.p. ♦ Représentation
Chaque tâche est représentée par un rectangle dans lequel on fera apparaître le code de la tâche, la durée, la date de début au plus tôt et la date de début au plus tard, par exemple, tâche L de durée 30 jours.
L 30 155 157
Il est certain que la méthode des potentiels facilite le tracé du réseau et permet
une grande souplesse dans l'emploi des contraintes de début à début, par l'introduction de délais négatifs. On pourrait aboutir au même résultat avec la
Chapitre 6 La fonction ordonnancement
80
méthode CPM en scindant les tâches en plusieurs fractions, mais on introduit ainsi des séparations artificielles, sans liaison avec la réalité du chantier.
En revanche, précisément à l'échelon de la réalisation, la méthode CPM présente l'avantage de mettre en valeur les étapes, véritables butoirs de fin de tâches et objectifs pour le responsable.
Figure 6.2. Réseau PERT
Chapitre 6 La fonction ordonnancement
81
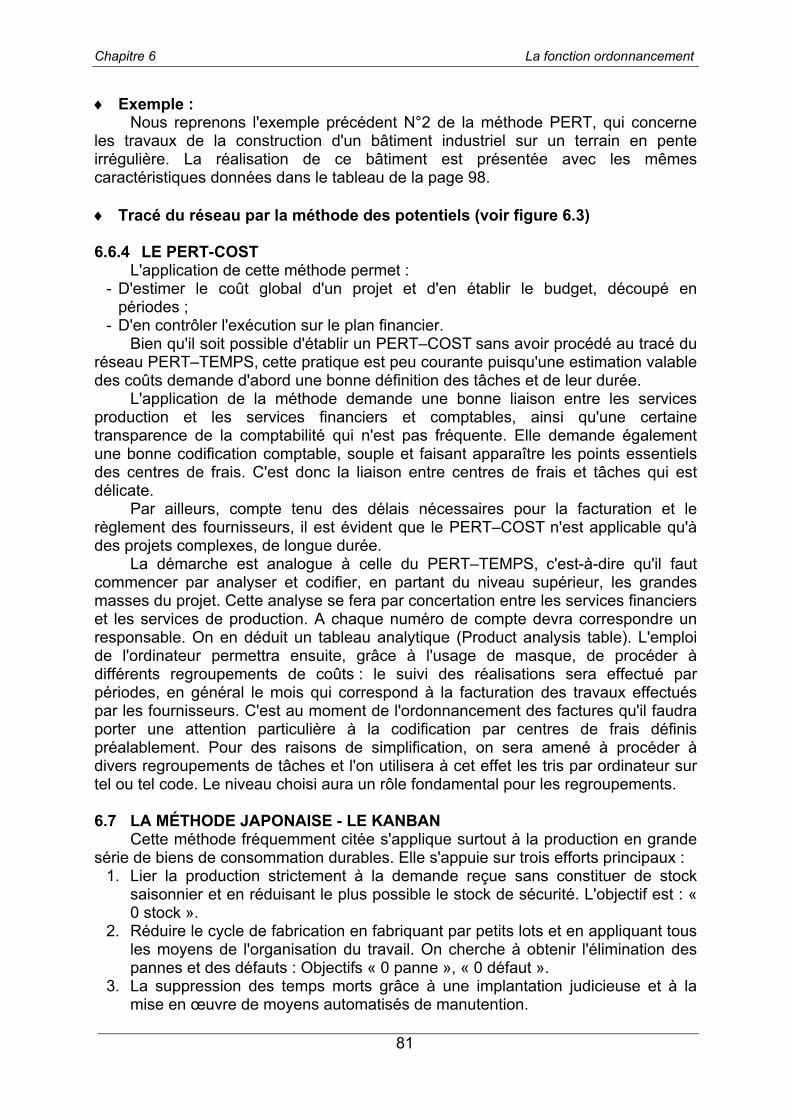
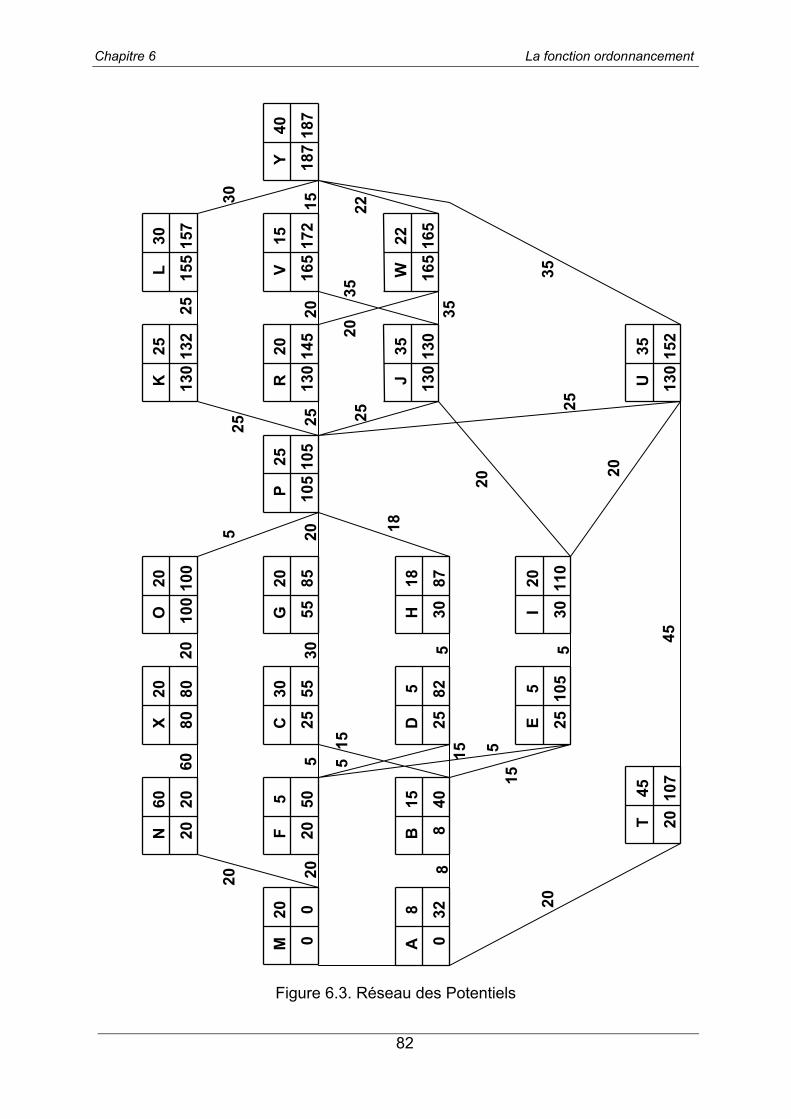
♦ Exemple : Nous reprenons l'exemple précédent N°2 de la méthode PERT, qui concerne
les travaux de la construction d'un bâtiment industriel sur un terrain en pente irrégulière. La réalisation de ce bâtiment est présentée avec les mêmes caractéristiques données dans le tableau de la page 98. ♦ Tracé du réseau par la méthode des potentiels (voir figure 6.3) 6.6.4 LE PERT-COST
L'application de cette méthode permet : - D'estimer le coût global d'un projet et d'en établir le budget, découpé en
périodes ; - D'en contrôler l'exécution sur le plan financier.
Bien qu'il soit possible d'établir un PERT–COST sans avoir procédé au tracé du réseau PERT–TEMPS, cette pratique est peu courante puisqu'une estimation valable des coûts demande d'abord une bonne définition des tâches et de leur durée.
L'application de la méthode demande une bonne liaison entre les services production et les services financiers et comptables, ainsi qu'une certaine transparence de la comptabilité qui n'est pas fréquente. Elle demande également une bonne codification comptable, souple et faisant apparaître les points essentiels des centres de frais. C'est donc la liaison entre centres de frais et tâches qui est délicate.
Par ailleurs, compte tenu des délais nécessaires pour la facturation et le règlement des fournisseurs, il est évident que le PERT–COST n'est applicable qu'à des projets complexes, de longue durée.
La démarche est analogue à celle du PERT–TEMPS, c'est-à-dire qu'il faut commencer par analyser et codifier, en partant du niveau supérieur, les grandes masses du projet. Cette analyse se fera par concertation entre les services financiers et les services de production. A chaque numéro de compte devra correspondre un responsable. On en déduit un tableau analytique (Product analysis table). L'emploi de l'ordinateur permettra ensuite, grâce à l'usage de masque, de procéder à différents regroupements de coûts : le suivi des réalisations sera effectué par périodes, en général le mois qui correspond à la facturation des travaux effectués par les fournisseurs. C'est au moment de l'ordonnancement des factures qu'il faudra porter une attention particulière à la codification par centres de frais définis préalablement. Pour des raisons de simplification, on sera amené à procéder à divers regroupements de tâches et l'on utilisera à cet effet les tris par ordinateur sur tel ou tel code. Le niveau choisi aura un rôle fondamental pour les regroupements. 6.7 LA MÉTHODE JAPONAISE - LE KANBAN
Cette méthode fréquemment citée s'applique surtout à la production en grande série de biens de consommation durables. Elle s'appuie sur trois efforts principaux :
1. Lier la production strictement à la demande reçue sans constituer de stock saisonnier et en réduisant le plus possible le stock de sécurité. L'objectif est : « 0 stock ».
2. Réduire le cycle de fabrication en fabriquant par petits lots et en appliquant tous les moyens de l'organisation du travail. On cherche à obtenir l'élimination des pannes et des défauts : Objectifs « 0 panne », « 0 défaut ».
3. La suppression des temps morts grâce à une implantation judicieuse et à la mise en œuvre de moyens automatisés de manutention.
Chapitre 6 La fonction ordonnancement
82
Figure 6.3. Réseau des Potentiels
Y 40
18
7 18
7 C
30
55
25
R
20
14
5 13
0
B
15
40
8
V 15
17
2 16
5
I 20
11
0 30
F 5 50
20
X 20
80
80
O
20
10
0 10
0
E 5 105
25
H
18
87
30
G
20
85
55
P 25
10
5 10
5
D
5 82
25
N
60
20
20 T
45
107
20
U
35
152
130
W
22
165
165
J 35
13
0 13
0
L 30
15
7 15
5 K
25
13
2 13
0
M
20
0 0
20 20
8
20
60
5 15
20
15
5
5 15
30 45
5 5
20
20
18
5 20
25
35
25
25
25
25
20
20
35
15
22 30
35
A
8 32
0
Chapitre 6 La fonction ordonnancement
83
La production par petits lots successifs est réalisée grâce à des dispositifs de changement rapide d'outils (calage et réglages préétablis) qui permettent la flexibilité.
Les variations de charge des ateliers sont absorbées : - En cas de hausse par les heures supplémentaires et l'emploi d'une main-d'œuvre
saisonnière peu spécialisée. - En cas de baisse, par l'affectation de la main-d'œuvre en excédent à des travaux
d'entretien et d'amélioration de l'équipement. L'instrument administratif de la méthode est le kanban : kanban de production et
kanban de transfert. Au départ de la chaîne chaque palette (ou lot) est accompagnée d'un kanban
de production, véritable ordre de fabrication. En fin de chaîne le kanban de production est échangé contre un kanban de transfert, agissant comme bordereau de livraison et le kanban de production est placé dans une case ad hoc. Celle-ci est relevée et le kanban de production est reporté en tête de chaîne où il relance la production d'un lot. 6.8 DIAGRAMMES DES CHARGES
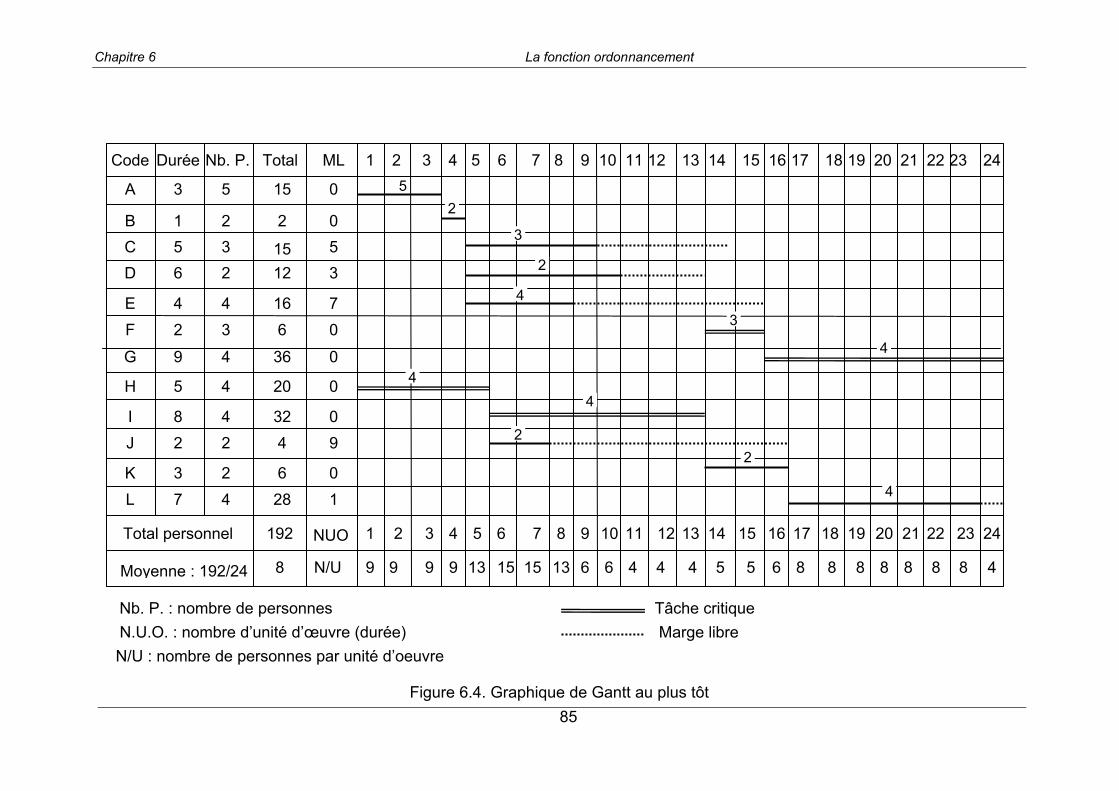
Une fois la construction du réseau PERT est terminée, nous construisons le graphique de Gantt, qui nous permettra l’obtention des diagrammes des charges des ressources en personnel ou en moyens matériels. En fonction du diagramme des charges obtenu et des ressources disponibles, nous devons équilibrer les charges du travail. Nous procédons soit à un lissage de ce diagramme avec la conservation de la date limite du projet, soit à un nivellement avec le déplacement éventuel de la date limite du projet. 6.8.1 LE LISSAGE DES CHARGES
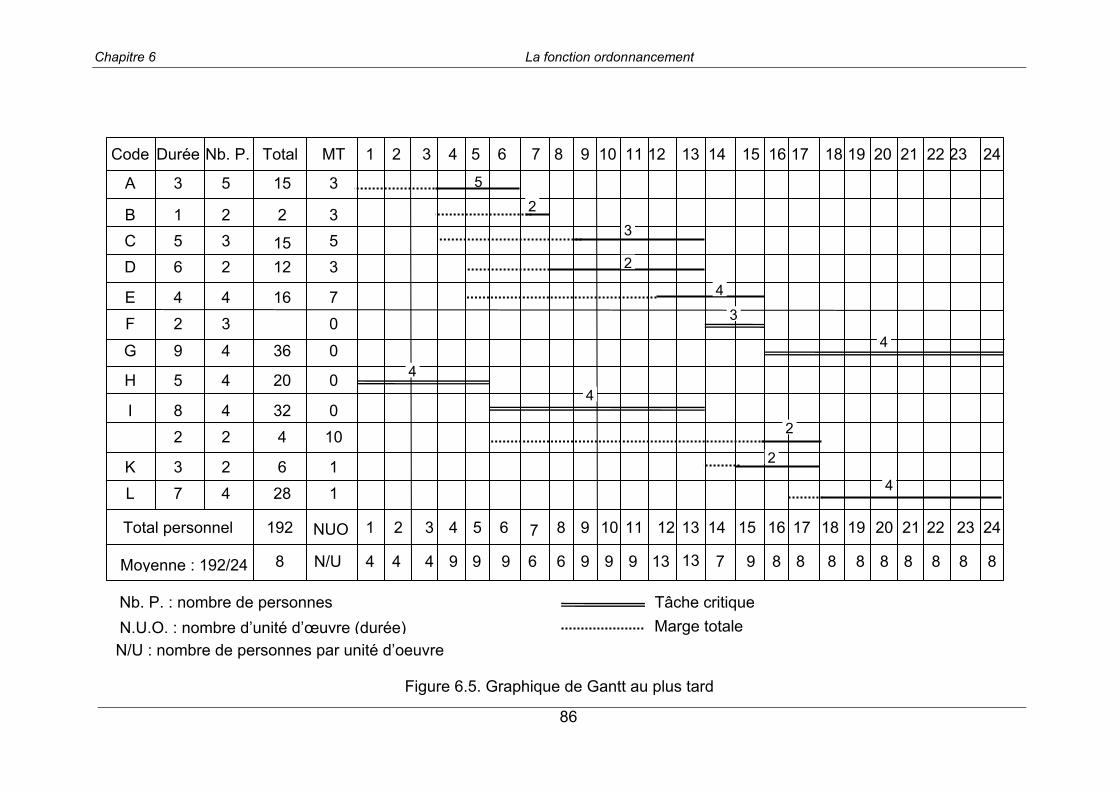
Quelle que soit la méthode de représentation employée, on traduit finalement le réseau suivant un planning de Gantt, plus utilisable par les responsables d'atelier ou de chantier et couramment édité par l'ordinateur. Ce planning indiquera les charges des différents postes ou des différentes équipes. En fonction des moyens disponibles, il faudra procéder à un lissage des charges.
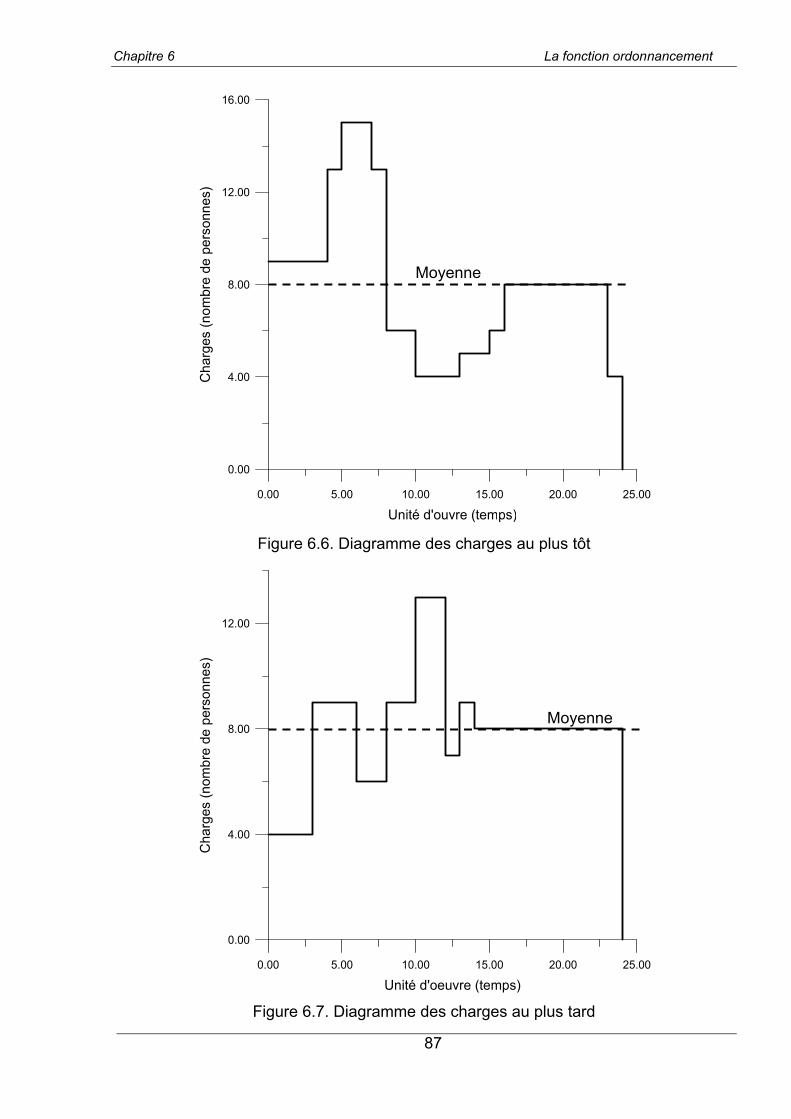
Bien entendu, ce lissage ne devra pas affecter les durées des tâches situées sur le chemin critique, qui garderont un caractère prioritaire. On procédera à cet effet au chargement des équipes en effectuant le calage au plus tôt (graphique de Gantt au plu tôt), puis en effectuant le calage au plus tard (graphique de Gantt au plu tard) et en dressant un graphique à colonnes par périodes de temps (voir les figures 6.4, 6.5, 6.6 et 6.7 ci-dessous). 6.8.2 Méthodologie de la répartition des charges 1ère étape : on positionne toutes les tâches au début au plus tôt et on calcule la somme des carrés des valeurs de la charge obtenues pour la durée du projet
= ∑
=
n
iiXS
1
2 .
2ème étape : on prend la dernière tâche et on la déplace d’une unité de temps vers la fin du projet. Si la somme des carrés des valeurs de la charge (S) augmente, on revient à l’état initial, si elle diminue, on la fait avancer encore d’une unité (jusqu’à la limite de la marge libre et la marge total).

Chapitre 6 La fonction ordonnancement
84
3ème étape : on reprend l’avant dernière tâche et on lui fait subir la 1ère et la 2ème étapes. Remarque
Lors de l’établissement des diagrammes au plus tôt et au plus tard, on fait le calcul de la somme des carrés des valeurs de la charge (S) (indépendamment l’un de l’autre), le choix portera sur la somme des carrés des valeurs de la charge (S) la plus petite.
Le calcul statistique de la somme des carrés des valeurs de la charge (S) est utilisé pour mesurer la répartition de la somme des carrés des valeurs de la charge autour de la moyenne des charges par unité d’œuvre. Eventuellement, le calcul de la
variance des valeurs prise par la charge, [ ]
−= ∑
=
n
iii xpXExXVar
1
2 )(.)(()( , peut être
aussi utilisé pour apprécier la dispersion de ces valeurs par rapport à la moyenne.
Chapitre 6 La fonction ordonnancement
85
Figure 6.4. Graphique de Gantt au plus tôt
A
B
L K
J
C D
E F
G
H
I
Code
0
1 0
9 0
0
0
0 7
3 5 0
28
192
8
Total personnel
Moyenne : 192/24
7 4 6 3 2
2 4 2 8 4 32
5 4 20
9 36
3 5 15
1 2
2 4
6 5
3
3 2
2
4 6 16
12 15
4
ML Total Nb. P. Durée 1 142 3 131211 10 987654 24 232221201918171615
14 24 23
4
22
8
21201918171615
9 888885 865
1 2
9
3
9
4 5
9
6
15
7
15
8
13
9
6
10 11
6 4
12
4
13
4
5
N/U
2
3
4
2
2
4
3
4
4
2
4
13
Nb. P. : nombre de personnes N.U.O. : nombre d’unité d’œuvre (durée)
Tâche critique
NUO
N/U : nombre de personnes par unité d’oeuvre Marge libre
Chapitre 6 La fonction ordonnancement
86
Figure 6.5. Graphique de Gantt au plus tard
A
B
L K
C D
E F
G
H
I
Code
3
1 1
10 0
0
0
0 7
3 5 3
28
192
8
Total personnel
Moyenne : 192/24
7 4 6 3 2
2 4 2 8 4 32
5 4 20
9 36
3 5 15
1 2
2 4
6 5
3
3 2
2
4
16
12 15
4
MT Total Nb. P. Durée 1 142 3 131211 10 987654 24 232221201918171615
14 24 23
8
22
8
21201918171615
4 888887 889
1 2
4
3
4
4 5
9
6
9
7
6
8
6
9
9
10 11
9 9
12
13
13
13
5
N/U
23
4
2
2
4
3
4
4
2
4
9
Nb. P. : nombre de personnes N.U.O. : nombre d’unité d’œuvre (durée)
Tâche critique
NUO
N/U : nombre de personnes par unité d’oeuvre Marge totale
Chapitre 6 La fonction ordonnancement
87
0.00 5.00 10.00 15.00 20.00 25.00
Unité d'ouvre (temps)
0.00
4.00
8.00
12.00
16.00
Cha
rges
(nom
bre
de p
erso
nnes
)
Figure 6.6. Diagramme des charges au plus tôt
0.00 5.00 10.00 15.00 20.00 25.00
Unité d'oeuvre (temps)
0.00
4.00
8.00
12.00
Cha
rges
(nom
bre
de p
erso
nnes
)
Figure 6.7. Diagramme des charges au plus tard
Moyenne
Moyenne


























