Embed Size (px)
Citation preview

Anodisation – Chromage Dur – Nickelage Chimique
Lille (59 000) & Vire (14 500)
Chromage dur

Introduction

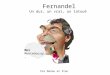
0 2 4 6 8 10
Plomb
Cadmium
Or
Aluminium
Nickel
Fer
Tungstène
1,51,8
22,52,5
2,72,93
3,54,3
4,55,5
7,59
Un métal très dur…
Chrome

Un métal très peu corrosif…
L’air, salin, les gaz, les
vapeurs chaudes
oxydantes ou
corrosives,
l’hydrogène sulfuré,
le chlore, le soufre…
L’eau, épurée, salée, déminée,
neutre, de puits profonds…
Les produits
chimiques usuels,
Le pétrole et ses
dérivés, ses gaz
de combustion,
Les huiles,
Etc. Les métaux ou les verres en
fusion, Les agents démoulant,
Chromage
Dur
Le chromage dur n’est pas attaqué par :

Un métal qui glisse fort !

Carractéristiques
1 000 à 1 100 Vickers (Hv)
Température de fusion 1 880°C
Température d’ébullition 2 680°C
Susceptibilité magnétique Amagnétique
Coefficient de dilatation 7 x10-6 / °C
Résistivité électrique 14 µΩ.cm
Conductivité thermique 0,1 Cal.cm/cm².s.°C
Elasticité E = 15 000 kg/mm². Rupture R = 15 kg/mm²
Pouvoir réflecteur supérieur à celui de l’argent

La résistance à l’usure
La porosité
La teneur en hydrogène et oxygène
La densité
La résistivité électrique
Carractéristiques

Répartition de l’utilisation du chromage
Fonction Répartition du total (en %)
Anti-usure
(frottement, abrasion, érosion)53
Anticorrosion
(seul ou en bi-dépôts)22
Amélioration des
caractéristiques de glissement11
Amélioration des aspects 8
Autre
(isolation, propriétés optiques)6

Choix des épaisseurs
52
4
Epaisseur mm Critères Exemples
5µ Chocs Limes, forets, cames, culbuteurs…
15µ Chromage à la côte Moules (plastique, verre…)
25 à 50µ Frottement pureVilebrequins, chemises de cylindres,
vérins, outillage de contrôle (calibre),
filières, etc…
0,10 / 0,20
Dépôts rectifiés,
sollicitations
mécaniques
Portées d’arbres, glissières, arbres de
pompes et turbines, rouleaux
0,400 Réparation Pistons de compresseurs, cylindres

La préparation des surfaces
Préparation des surfaces

La préparation a pour rôle de rendre la surface physiquement propre afin
d’assurer le bon déroulement des opérations ultérieures et par là même, de
garantir la qualité du produit fini, en particulier l’édhérence.
Le dégraissage a une double vocation :
- assainir l’interface métallique en éliminant les pollutions superficielles
- assurer la mouillabilité (à l’eau) de la surface et donc conférer au métal
l’hydrophilie requise pour les TS ultérieurs.
Le dégraissage

Le polissage mécanique
Prépolissage avec différentes granulométries
Pièce
Support
Cisaillement microcopean
Déformation plastique
P
V
Le polissage et le microbillage est une composante du parachévement (ou
finition) des pièces métalliques visant à obtenir un bel aspect, un fini ou un état de
surface de haute qualité. Cette qualité de surface est caractérisée par la rugosité,
la brillance, l'éclat...

Le sablage mécanique et microbillage
Le sablage est l'action d'envoyer une fine poussière de sable ou de billes de verre
sous pression contre une surface. La pression étant assurée par l'air produit par
un compresseur. Plus il y a de pression, plus fort est l'impact et donc le décapage.
Plus le diamètre du granulas projeté sera gros, plus il y aura de dégâts à la surface
de la partie à traiter.
Pièce
V
Impact
Support

Dégazage
L’opération de chromage donnent lieu à un violent dégagement gazeux
d’hydrogène et d’oxygène à la surface du dépôt, qui provoque une occlusion de
gaz dans le dépôt.
Le dégagement des atomes d’hydrogène, solubles dans la surface de dépôt
provoque la formation de bulles d’hydrogène, sous forte pression, à l’intérieur du
métal. Il est la cause des phénomènes de fragilité et de diminution de résistance
à la fatigue.
Il existe effectivement un traitement correctif de ces défauts qui est une
opération de dégazage.
Capacité d’étuve de dégazage de Verbrugge Técal : 2000 x 2800 x 2700 mm

Electrolyse

Le bain de chrome
Cathode
Anode+
-
H2H2
H2
H2
O2
O2
O2
1%H2SO4
Cr6+
Cr3+
Cr6+
Cr3+ Cr
Cr
Cr
Anode
+
O2 O2
O2
Cr6+
Cr6+
Cr3+
Cr3+
Cr
Cr
Cr
Acide chromique (CrO3)
Acide sulfurique (H2SO4)
La composition type est de :

Les réactions globales
A la cathode (-)
Le Cr est réduit en Cr
Dégagement de H2
Dépôt de métal chrome Cr
6+ 3+
0
A l’anode (+)
Oxydation Cr en Cr
Dégagement de O2
6+3+

Le bain de chrome
Les opérations de chromage dons définies par les paramètres suivants :
Densité de courant : 20 – 80 amp/dm²
Température : 40° - 60°
Concentration en CrO3 : 150 – 400 g/l
Teneur en SO4
On choisit ces paramètres en les faisant varier, afin d‘assurer une valeur convenable
aux divers facteurs du bain et du dépôt.
2-

Capacité de bain de Verbrugge Técal
Verbrugge Técal dispose 11 bains dont la puissance maximale est de 31 750 a/h.
Dimensions Volume (l)
1/2/3 700²x1200 3150
4 800²x500 470
5 500x1200x850 860
6 3600x500x1250 4620
7/8 700x1000x1750 5200
9 1100²x2900 7200
10 1300²x3200 7300
11 1400x1800x5800 21000

Tem
pér
atu
re (
°C)
10
20
30
40
50
60
70
Densité de courant A/dm2
(Vitesse de déposition µm/h)
10 20 30 40
40302010 50 60
Abaque synoptique des principaux facteurs
70 80
80700
1000
1200
1000
700
Du
reté VickersBrûlé
Givré
Brillant
Laiteux
Mat
0

Isodureté en fonction des paramètre de chromage

Evolution du rendement avec la densité du courant
Ren
dem
ent
de
cou
ran
t (%
)
10
20
30
Densité de courant A/dm2
40604020 28 100
Catalyseur sulfate
Catalyseur organique

Les paramètres du bain électrolytique
Rendement cathodique
Conductibilité de la solution
Le pouvoir de pénétration
La vitesse de déposition

Variation du rendenment cathodique d’un bain à 250g/l
10
12
14
16
18
20
22
4321 5 6
24
26
7 8
Teneur en acide ajouté à CrO 3
Ren
dem
ent
du
co
ura
nt
(en
%) Acide fluosilicique
Acide fluorhydrique
Acide sulfurique

Variations du rendement cathodique
en fonction de la concentration en CrO3
10
12
14
16
18
20
22
200100 300
24
26
400 CrO 3 g/l
Ren
dem
ent
du
co
ura
nt
(en
%)
8
Acide fluosilicique
Acide fluorhydrique
Acide sulfurique

Tem
pér
atu
re
10
20
30
40
50
60
70
Densité de courant A/dm2
(Vitesse de déposition µm/h)
10 20 30 40 50
40302010 50 60
Vitesse théorique pour un bain classique

Evolution de la vitesse de déposition
avec la densité du courant
(Vit
ess
e d
e d
ép
osi
tio
n µ
m/h
)
20
40
100
Densité de courant A/dm2
60453015 75 90
60
80
Catalyseur sulfate
Catalyseur organique

1
2
3
4
5
6
7
8
9
150 200 300250 350 400
Pouvoir couvrant en fonction de la concentration
en acide chromique avec H2SO4
2 g/l H2SO4
2,5 g/l H2SO4
3 g/l H2SO4
3,5 g/l H2SO4
A/dm²
g/l

Rapport CrO3/H2SO4 assurant le meilleur pouvoir
couvrant dé bain suivant lé concentration en CrO3
Concentration en CrO3 g/l Rapport CrO3/H2SO4
150 300
200 200
250 155
300 140
350 130
400 125

Dépôt

Les paramètres du dépôt
La brillance
La dureté
La résistance à l’usure
La porosité
La teneur en hydrogène et oxygène
La densité
La résistivité électrique
Le module d’élasticité et la résistance à la traction

Influence de la forme des pièces
1
1
52
4
1 Effet d’arrête: surépaisseur.2 Angle rentrant: absence de dépôt.3 Gorges ou cavités borgnes.4 Filetage: profil modifié.5 Pas de dépôt: acceptable si zones non fonctionnelles.

Amélioration de la répartition dé dépôts
Il y a plusieurs solutions pour obtenir un dépôt quasi parfait :
Augmentation de la distance anode – cathode
Utilisation de montage
Cathode auxiliaire ou voleur de courant
Anode auxiliaire ou anodage
Anode de forme
Ecran ou diaphragme
Autre modification ( Prolongement de la pièce, diminution de la longueur de l’anode par rapport à la cathode, utilisation de forme biconique, etc.)

L’essai de dureté VICKERS consiste à imprimer sur la surface de la pièce un pénétrateur
en forme de pyramide droite à base carrée d’angle au sommet de 136° sous une
charge F et à mesurer la diagonale d de l’empreinte laissée après suppression de la
charge.
Cet essai est le plus précis est permet de tester des pièces fines.
Profondeur de l’empreinte
Largeur de l’empreinte
L’essai de dureté VICKERS
Diagonal de l’empreinte
Couche de dépôt

L’essai de dureté BRINELL
Couche de dépôt
Profondeur de l’empreinte
L’essai Brinell utilise comme poinçon une bille en acier trempé ou en carbure de
tungstène de 10 mm de diamètre (D). La pression se varie selon le métal.
On mesure la dureté selon la force appliquée et le diamètre de l’empreinte (en
millimètre)
d
F
Diamètre D

L’essai de dureté Rockwell consiste à mesurer l’enfoncement d’un pénétrateur appuyé
sous faible charge sur la surface à essayer.
Application d'une charge initiale F, le pénétrateur s'enfonce d'une profondeur (a) ; c'est le
Zéro du test. 2° Temps : Application d'une force supplémentaire F1. Le pénétrateur
s'enfonce alors d'une profondeur (b) . 3° Temps : Relâchement de la force F mais
maintient de la force Fo. On obtient une profondeur (c).
La mesure "Rockwell" correspond donc à l'indicateur d'enfoncement : e = c - a
L’essai de dureté ROCKWELL
F F + F1 F1
a b
c
e

Contrôle
Contrôles de rugosités multi-
critères par appareil enregistreurContrôles de duretés par
micro-duromètre Leitz Contrôle microscopique

La relation entre la dureté et la résistance
à la traction ou rupture

Rectification
Le rectification reste bien souvent le seul moyen d’obtenir sur vos pièces
mécaniques un dimensionnel et une géométrie précise à des micromètres.
Avantage de la rectification
Possibilité de s'attaquer aux matériaux les plus durs
Pouvoir atteindre des tolérances dimensionnelles de l'ordre du
micromètre (0,001 mm) et donc d'usiner des pièces plus précises
Obtenir un état de surface poussé
Verbrugge Técal dispose un parc de machines capable de traiter des pièces
jusqu’à 6 tonnes.

EMAGRectification cylindré grande longueur
Rectification

Usine de Vire (Anodisation)
1, Rue de l’Industrie
14 500 VIRE
02 31 09 02 96
Usine de Lille (Nickel, Chrome, Rectification)
2, Rue de la Prévoyance
59 000 LILLE
03 20 53 74 55
w w w . v e r b r u g g e . f r