-
Centre Scientifique et Technique du Btiment 84 avenue Jean Jaurs
Champs sur Marne FR-77447 Marne la Valle Cedex 2 Tl. : (33) 01 64
68 82 82 Fax : (33) 01 60 05 70 37
Autoris etnotifi conformment
larticle 10 de la directive89/106/EEC du Conseil, du
21 dcembre 1988, relative aurapprochement des dispositions
lgislatives, rglementaireset administratives des Etats
membres concernantles produits deconstruction.
MEMBRE DE LEOTA
Agrment Technique Europen ETA-10/0149 (version originale en
langue franaise)
Nom commercial : Trade name:
Ruban de revtement structural VHB 3M W 20F 3M VHB Structural
Cladding Tape W 20F
Titulaire : Holder of approval:
3M Europe Hermeslaan 7 BE-1831 Diegem
Belgium
Type gnrique et utilisation prvue du produit de construction
:
Bande de mousse en acrylique pour collage structurel de
revtement
Generic type and use of construction product:
Acrylic foam tape for structural cladding
Validit du/au : Validity from/to:
08/09/2010 au 08/09/2015 08/09/2010 to 08/09/2015
Usine de fabrication : Manufacturing plant:
3M Germany DE-Hilden
Le prsent Agrment Technique Europen contient : This European
Technical Approval contains:
25 pages incluant 2 annexes 25 pages including 2 annexes
Organisation pour lAgrment Technique Europen
European Organisation for Technical Approvals
-
Page 2 - Agrment Technique Europen ETA-10-0149
Validit du 08/09/2010 au 08/09/2015
I BASES JURIDIQUES ET CONDITIONS GENERALES
1 - Le prsent Agrment Technique Europen est dlivr par le Centre
Scientifique et Technique du Btiment en conformit avec :
- La Directive du Conseil 89/106/CEE du 21 dcembre 1988 relative
au rapprochement des dispositions lgislatives, rglementaires et
administratives des Etats Membres concernant les produits de
construction1, modifie par la Directive du Conseil 93/68/CEE du 22
juillet 19932;
- Dcret n 92-647 du 8 juillet 19925 concernant laptitude lusage
des produits de construction;
- Les Rgles Communes de Procdure relatives la demande, la
prparation et la dlivrance d'Agrments Techniques Europens, dfinies
dans l'Annexe de la Dcision de la Commission 94/23/CE6;
- La CUAP 04.04/32 bande de mousse en acrylique pour collage
structurel de vitrage, octobre 2008.
2 - Le Centre Scientifique et Technique du Btiment est habilit
vrifier si les dispositions du prsent Agrment Technique Europen
sont respectes. Cette vrification peut s'effectuer dans l'unit de
production (par exemple, pour la satisfaction des hypothses mises
dans cet Agrment Technique Europen vis--vis de la fabrication).
Nanmoins, la responsabilit quant la conformit des produits par
rapport l'Agrment Technique Europen et leur aptitude l'usage prvu
relve du dtenteur de cet Agrment Technique Europen.
3 - Le prsent Agrment Technique Europen ne doit pas tre transmis
des fabricants ou leurs agents autres ceux figurant en page 1,
ainsi qu' des units de fabrication autres que celles mentionnes en
page 1 du prsent Agrment Technique Europen.
4 - Le prsent Agrment Technique Europen peut tre retir par le
Centre Scientifique et Technique du Btiment conformment l'Article 5
(1) de la Directive du Conseil 89/106/CEE.
5 - Seule est autorise la reproduction intgrale du prsent
Agrment Technique Europen, y compris transmission par voie
lectronique. Cependant, une reproduction partielle peut tre admise
moyennant accord crit du Centre Scientifique et Technique du
Btiment. Dans ce cas, la reproduction partielle doit tre dsigne
comme telle. Les textes et dessins de brochures publicitaires ne
doivent pas tre en contradiction avec l'Agrment Technique Europen,
ni s'y rfrer de manire abusive.
6 - Le prsent Agrment Technique Europen est dlivr par
l'organisme d'agrment dans sa langue officielle. Cette version
correspond la version diffuse au sein de l'EOTA. Toute traduction
dans d'autres langues doit tre dsigne comme telle.
1 Journal Officiel des Communauts Europennes n L 40, 11.2.1989,
p. 12 2 Journal Officiel des Communauts Europennes n L 220,
30.8.1993, p. 1 5 Journal officiel de la Rpublique franaise du 14
juillet 1992 6 Journal Officiel des Communauts Europennes n L 17,
20.1.1994, p. 34
-
Page 3 - Agrment Technique Europen ETA-10-0149
Validit du 08/09/2010 au 08/09/2015
II CONDITIONS SPECIFIQUES DE LAGREMENT TECHNIQUE EUROPEEN
1. Dfinition du produit et de son usage prvu
1.1 Dfinition du produit
Le ruban de collage structural VHB de chez 3M, W20F, est une
mousse adhsive acrylique haute performance utilise pour coller des
produits sur un support de cadre. Dans le texte, il sera appel 3M
VHB SC tape. Cest un ruban en acrylique double face adhsif
dpaisseur 2.0 mm et de largeur 10 50 mm. Il est recouvert dun film
de protection pour le transport et le stockage.
La composition chimique est la disposition du CSTB.
1.2 Usage prvu
Le ruban VHB 3M est utilis pour les applications suivantes :
Coller des panneaux en aluminium sur des profils support de
cadre pour constituer des cadres support de collage pour une
utilisation en faade lgre.
Coller des profils de renfort en aluminium derrire les panneaux
en aluminium, pour une application en bardage ou en faade lgre.
Laluminium peut tre anodis ou thermolaqu.
Laptitude lusage des kits utilisant ce ruban adhsif doit tre
vrifie sparment par le biais dun ATE complmentaire suivant la CUAP
04.04/32.
La temprature dutilisation est limite 80 C.
-
Page 4 - Agrment Technique Europen ETA-10-0149
Validit du 08/09/2010 au 08/09/2015
LATE vise les applications en collage VEC suivantes :
Type I : transfert mcanique du poids propre du remplissage vers
le cadre support de collage et de l, vers la structure. Le ruban
structural transfre toutes les autres actions. Des dispositifs sont
utiliss pour rduire le danger en cas de dfaillance du collage.
Type II : transfert mcanique du poids propre du remplissage vers
le cadre support de collage et de l, vers la structure. Le ruban
structural transfre toutes les autres actions et aucun dispositif
nest utilis pour rduire le danger en cas de dfaillance du
collage.
Type III : le ruban structural transfre toutes les actions, y
compris le poids propre du remplissage vers le cadre support de
collage et de l, vers la structure au moyen de ce ruban structurel.
Des dispositifs sont utiliss pour rduire le danger en cas de
dfaillance du collage.
Type IV : le ruban structural transfre toutes les actions y
compris le poids propre du remplissage vers le cadre support de
collage et de l, vers la structure au moyen de ce ruban structurel.
Aucun dispositif nest utilis pour rduire le danger en cas de
dfaillance du collage.
Les principes de cet Agrment Technique Europen reposent sur une
dure de vie prsume de 25 ans pour les systmes de ruban adhsif
structurel.
Cette disposition est base sur ltat de lart et la connaissance
et lexprience.
-
Page 5 - Agrment Technique Europen ETA-10-0149
Validit du 08/09/2010 au 08/09/2015
2. Caractristiques du produit et mthodes de vrification
2.1 Caractristiques du produit
2.1.1 3M VHB ruban pour collage structural
Le produit vis par le document est identifi par :
- Dimension
3M VHB ruban pour collage structural W20F: 2.0 mm 10% (paisseur)
et 10 50 mm (largeur).
- Couleur
3M VHB ruban pour collage structural W20F blanche.
- Nature chimique
Acrylique.
- Dsignation commerciale
3M VHB ruban pour collage structurel W20F.
- Analyse thermo gravimtrique suivant le guide ETAG 002 (la
courbe est donne dans le Rapport dEvaluation).
2.1.2 3M primaires
Tableau 1
Nom commercial Apparence Substrats
3M Primer 94 Liquide clair Aluminum anodis
Aluminium thermolaqu
2.1.3. 3MTM surface de nettoyage
Tableau 2
Nom commercial Apparence Substrats
3M IPA Cleaner 08986 Liquide clair Aluminum anodis
Aluminium thermolaqu
3M Heptane Cleaner Liquide clair Aluminum anodis
Aluminium thermolaqu
2.1.4. Les substrats
Les types de substrats gnriques sont les suivants :
Les couches doivent tre compltement enleves de la surface
structurale dadhsion.
-
Page 6 - Agrment Technique Europen ETA-10-0149
Validit du 08/09/2010 au 08/09/2015
Tableau 3 Alliage daluminium - Caractristiques
Alliage Caractristiques mcaniques
Dsignation
EN 573-3
EN AW-6060 EN 755-2
Tableau 4 Caractristiques de lanodisation
Caractristiques Mthode Critres EOTA
Epaisseur ETAG 002 5.2.2.1.1. Moyenne minimale de lpaisseur : 15
m Drochage
Degr de drochage
Perte de poids ETAG 002 5.2.2.1.2
EN 12373-6 : < 30 mg/dm2
Test la goutte EN 12373-4 < 2 sur chelle Qualanod
Tableau 5 Caractristiques de laluminium thermolaqu
Mthode Rsultats
Alliage daluminium Alliage ENW-6060 suivant la EN 573-3
Prtraitement Chaine verticale avec du phosphore et du chrome
0.6/1.5 g/m
Chaine horizontale sans chrome 0.0/0.2 g/m
Couche organique Poudres polyester sans TGIG, rsine + pigment
blanc
Aspect de surface Contrle visuel
Couleur Comparatif avec le tmoin
Brillance Suivant la norme ISO 2813
Epaisseur Suivant la norme 2360
-
Page 7 - Agrment Technique Europen ETA-10-0149
Validit du 08/09/2010 au 08/09/2015
2.2 Mthodes de vrification
Exigences essentielles
ER2 Scurit en cas dincendie
Raction au feu : Classe E.
ER3 Hygine, sant et environnement
Permabilit la vapeur deau : aucune performance dtermine.
Substances dangereuses : Le fabricant a dclar les produits
conformes la Dcision de la Commission 76/769/CEE et ses
amendements.
En plus des clauses spcifiques relatives aux substances
dangereuses inclues dans cet ATE, il est possible que dautres
exigences sappliquent aux produits par rapport son domaine
dapplication (exemple : transposition de la lgislation europenne et
lois nationales, rglementation et dispositions administratives).
Afin de respecter les dispositions de la Directive Europenne sur
les Produits de Construction, ces exigences doivent aussi tre
satisfaites lorsque et l o elles sappliquent.
ER4 Scurit dutilisation Voir tableaux.
Rsistance mcanique initiale.
Immersion dans leau chaude.
Humidit et NaCl.
Produits nettoyants de faade.
Matriau en contact.
Fatigue mcanique.
ER5 Protection contre le bruit
Aucune performance dtermine.
ER6 conomie dnergie et isolation thermique
Dtermination de lisolation thermique et du risque de
condensation.
Le calcul doit tre ralis suivant EN ISO 10077.
-
Page 8 - Agrment Technique Europen ETA-10-0149
Validit du 08/09/2010 au 08/09/2015
W20F ALU/ALU :
Rsistance mcanique initiale (traction)
T = 23 C
V = 5 mm/min
V = 50 mm/min
V = 300 mm/min
R t,v5 = 0.377 MPa E t,v5 = 7.54 mm
R t,v50 = 0.503 MPa E t,v50 = 8.14 mm
R t,V300 = 0.610 MPa E t,v300 =5.94 mm
Rsistance mcanique initiale (traction)
V = 5 mm/min
T = -20 C
T = +80 C
k t,T-20 = 6.507
k t,T+80 = 0.491
Rsistance mcanique initiale (cisaillement)
V = 5 mm/min
T = -20 C
T = +23 C
T = +80 C
R s,V5 = 0.495 MPa
E s,T+23 =13.56 mm E s,T-20 = 14.30 mm Es,T+80 = 13.36 mm
k s,T-20 = 1.32
k s,T+80 = 0.79
Immersion dans leau chaude k t,hw 504 = 0.707
k t,hw 1008 = 0.619
Humidit et NaCl k t,NaCl = 0.870
Fatigue mcanique k t, MF = 0.733
Valeurs caractristiques k= 0.310 t-0.1112 (t en sec)
Pour la charge de vent, la valeur recommande est donnes en
Annexe 1 (mthode de calcul)
k= 0.540 t-0.1112 (t en sec)
Pour la charge de longue dure (poids propre), la valeur
recommande est donne en Annexe 1 (mthode de
calcul)
EK = 14.30 mm
Tk = 100 C
Conductivit thermique K=0.0905 W/m.K
-
Page 9 - Agrment Technique Europen ETA-10-0149
Validit du 08/09/2010 au 08/09/2015
3. Evaluation de la Conformit et marquage CE
3.1 Systme dattestation de conformit
Les systmes dattestation de conformit spcifis par la Commission
Europenne sont dtaills par la Dcision de la Commission du 24/06/96
publie au JOCE 254 du 8 octobre 1996.
Systme 1 (sans chantillonnage) pour kit VEC de type II.
Systme 1
a) Tches du fabricant :
Contrles de production en usine (CPU).
Essais sur chantillons prlevs en usine conformment au plan de
contrle.
b) Tches de l'organisme notifi :
Essais de type initiaux.
Inspection initiale de lusine et du contrle de production en
usine.
Surveillance continue, valuation et approbation du contrle de la
production en usine.
3.2 Responsabilits
3.2.1 Tches du fabricant
Lensemble des actions a prendre en compte par le fabricant de
ruban adhsif structural dans le cadre de la procdure dattestation
de conformit sont donnes dans le tableau suivant :
-
Page 10 - Agrment Technique Europen ETA-10-0149
Validit du 08/09/2010 au 08/09/2015
Nr Type de contrle Essai ou mthode
de contrle Critre
Nombre minimum
dchantillons
Frquence minimale de contrle
Contrle de production en usine (CPU)
1 Vrifier les matriaux entrants Conformit des matires
premires
2 Contrle pendant la fabrication
Conformit des compositions : systme de contrle du procd ; chaque
srie
Viscosit du sirop (mPas) TM-88
Suivant le critre en interne N=1 Chaque bain
Densit du sirop (kg/m3) TM-1491
Suivant le critre en interne N=1 Chaque bain
3 Contrle sur produit fini
paisseur (mm) TM-405
Min.= 2.16 mm Max.= 2.41 mm N=2 1/toutes les 2 bobines
Tolrance largeur (mm) TMG-5581
+/- 0.4 mm
N=1 1 chantillon prlev sur chaque rouleau
1/quipe 1/largeur
Densit du ruban (kg/m3) TM-441
Min= 593 kg/m3 Max.=753 kg/m3 N=2 1/toutes les 2 bobines
Test de pelage 90, 23 C, aprs 72 h de repos (N/100mm) TM-1637LS
EN 1939
Min.=278 N/100mm N=2 1/toutes les 2 bobines
Test de pelage 90, 23C, aprs 72h de repos (N/100mm)
TM-1637NLS
Min.=278 N/100mm N=2 1/toutes les 2 bobines
Cisaillement 500gm 70 C (heures) TM-1266
Min.= 167 hr N=1 1/toutes les 4 bobines
Aspect (visuel) Couleur et puret
Passe ou ne passe pas N=1 1/rouleau
4 Contrle SSGK, projet, systme li la surface teste
Test de pelage 90, 23 C, 72 h 300 mm/min (N/100 mm) AFERA 5001
EN 1939
Min.= 500 Target= na Max.= na 100% rupture cohsive
1/profile-lot/jumbo 1essai/chantillon
4 Contrle de lnergie de surface Energie de surface : test du
stylo > 38 mN/m Chaque cadre et vitrage 1essai/cadre et
vitrage
-
Page 11 - Agrment Technique Europen ETA-10-0149
Validit du 08/09/2010 au 08/09/2015
3.2.2 Tches de lorganisme notifi
Les actions cls entreprendre par lorganisme notifi dans la
procdure dattestation de conformit du ruban adhsif structural sont
donnes ci-dessous dans le tableau suivant.
Le fabricant doit exercer un contrle interne permanent de la
production. Tous les lments, exigences et dispositions adoptes par
le fabricant font systmatiquement lobjet de documents sous forme de
procdures et de rgles crites. Le systme de contrle de production
apporte la garantie que le produit est conforme lAgrment Technique
Europen.
Les fabricants ayant un systme de contrle de production en
conformit avec la norme EN ISO 9001:2000 et respectant les
exigences de lATE sont reconnus satisfaire les exigences de la
Directive (selon CPD-Guidance Paper B).
Nr Type de contrle
(produit, matires premires, composant caractristiques
concernes)
Essais de type initiaux du produit (ITT)
1 Concernant les essais de type initiaux, les rsultats dessais
ralises dans le cadre de lvaluation de lAgrment Technique Europen
sont utilisables moins quil y ait des changements sur la ligne de
production ou en usine.
Inspection initiale de lusine et du contrle de production en
usine (FPC)
2 Lorganisme notifi doit sassurer, conformment au plan dessais
prescrits que lusine et le contrle de production en usine sont
aptes assurer la fabrication correcte et continue des rubans
adhsifs structuraux selon les spcifications donnes dans lATE.
Surveillance continue, jugement et estimation du contrle de la
production (FPC)
3 Lorganisme notifi ralise un audit de lusine 2 fois* par an. Il
doit vrifier le maintien de la conformit lATE pris en compte dans
le plan dessais prescrits.
* Le nombre dinspections peut tre rduit un audit par an pour
lusine dont le systme dassurance qualit est certifi par un
organisme notifi selon la NF EN ISO 9001 de dcembre 2000, et pourvu
que le systme dassurance qualit soit appliqu aux fabricants des
produits couverts par lATE ou la CUAP.
-
Page 12 - Agrment Technique Europen ETA-10-0149
Validit du 08/09/2010 au 08/09/2015
3.3 Marquage CE et informations
Selon la Directive du Conseil 93/68/EEC, le marquage CE se
compose en deux lettres CE suivis du numro didentification de
lorganisme notifi. Pour les produits soumis la Directive du conseil
89/106/EEC, le numro didentification de lorganisme notifi peut tre
donn comme le systme 1.
Le marquage CE du ruban adhsif structural sera accompagn des
informations suivantes :
Le nom et ladresse du fabricant (entit lgale responsable de
lusine).
Les deux derniers chiffres de lanne dapposition du marquage
CE.
Exemples de marquage CE et informations :
XXX
Symbole CE
Numro didentification de lorganisme notifi.
Socit Adresse
XX
XXXX-CPD-XXXX
Nom et adresse du fabricant ou son reprsentant tabli dans lUnion
Europenne et de lusine o le produit a t fabriqu.
2 derniers chiffres de lanne de lapposition du marquage CE.
Numro du certificat de conformit.
ATE N 10/XXXX
catgorie
Numro de lATE.
Rfrence du Guide dATE.
Caractristiques de performances et/ou code de dsignation.
-
Page 13 - Agrment Technique Europen ETA-10-0149
Validit du 08/09/2010 au 08/09/2015
4. Hypothses selon lesquelles laptitude du produit lusage prvu a
t valu favorablement
4.1 Valeurs de calcul
Valeur de contrainte de calcul en traction dynamique des :
= declared
Mt
k
des MIN
; ,
Avec : - k est la contrainte de traction caractristique dtermine
suivant lannexe.
- 3,1=tM
ou la valeur recommande par les autorits nationales.
- declared = 85 kPa.
Valeur de contrainte de calcul en cisaillement statique des
:
= declared
Ms
k
des MIN
;
Avec : - k est la contrainte de cisaillement caractristique
dtermine suivant lannexe.
- 3=MS ou la valeur recommande par les autorits nationales.
- declared =1.7 kPa.
Valeur de lallongement de calcul en cisaillement dynamique desE
:
= declared
AM
k
des EE
MINE ;
Avec : - kE est lallongement caractristique dtermin suivant
lannexe.
- 8,1=AM
ou la valeur recommande par les autorits nationales.
- declaredE = 3.0 mm.
Valeur de la temprature de calcul desT :
= declared
TM
k
des TT
MINT ;
Avec : - kT est la temprature maximale (suivant le 2.45).
- 25,1=TM
ou la valeur recommande par les autorits nationales.
- declaredT = 80 C
-
Page 14 - Agrment Technique Europen ETA-10-0149
Validit du 08/09/2010 au 08/09/2015
4.2 Emballage, transport, stockage du produit
Le ruban adhsif structural 3M VHBest stock 21 C et 50% dhumidit
relative dans des endroits ferms. Sils sont stocks dans de bonnes
conditions, ils conservent leurs performances et leurs proprits
pendant 24 mois. Quand le ruban est appliqu sur un substrat et
conserv avant le collage final, les mmes conditions de stockage
doivent tre assures. Si ncessaire, il faut protger le ruban de la
poussire et des endommagements. Il faut viter toute compression du
ruban pouvant tre due des charges partielles.
4.3 Installation
4.3.1 Calcul de la largeur du ruban pour traction et
cisaillement
Le dimensionnement des lments de faade devra tre ralis au cas
par cas
en prenant compte des charges de vent et de la taille du cadre
conformment la
formule suivante utilisant la valeur de contrainte de calcul en
traction dynamique :
)(2
)()()(
kPa
mmframetheofsideshortkPawindloadmmdynamicwidthtapeVHB
des
tm
Le calcul de la charge ponctuelle doit tre fait sans pices de
reprise de poids
propre. Pour le collage structural, cest seulement le cas des
vitrages simples
bass sur la contrainte de traction statique.
( ) )(
)()(
2mm
kgmmBondlength
kgweightglassmmstaticwidthtapeVHB
des
tm
Le ruban adhsif 3M VHBest le plus souvent utilis en paisseur 2.0
mm. Par
consquent, le calcul des paisseurs du ruban nest pas
ncessaire.
Llongation maximale autorise du ruban adhsif 3M VHBest base sur
son
paisseur de 2.0 mm et ne doit pas dpasser les 150%. Ceci
implique que la
contrainte de cisaillement du ruban ne devrait pas dpasser Edes
conformment
au 4.1. Coller des surfaces avec un coefficient de dilatation
thermique diffrent
pourrait crer une charge de cisaillement dans ladhsif. Le calcul
pour
dterminer la contrainte de cisaillement est obtenu suivant cette
formule :
( )0.2
100(%)
21 =
btTExpansion
l
Avec :
)2515(
max
,0
2,1
Cttypiquemensubstrasdesetempraturbt
collagedesusbtratsdeslongueur
collagedeetempraturdeimumcart
substratsdesthermiquedilatationdetcoefficien
bt
=
=
=
=
l
-
Page 15 - Agrment Technique Europen ETA-10-0149
Validit du 08/09/2010 au 08/09/2015
Pour une mise en uvre en cadre, il est recommand deffectuer le
calcul des
deux cts et de linclure dans la formule suivante :
( ) ( )22(%)
SideShortExpansionalDifferentisideLongExpansionalDifferentiEdes
+
Le dimensionnement du systme est ensuite soumis aux rgles en
vigueur, par
exemple en tenant compte de la dformation du support, de la
dformation des
panneaux colls.
Les tapes classiques du procd du ruban adhsif structural 3M
VHBsont :
1. Cration dune surface de travail.
2. Prparation des surfaces vitrage et cadre mtal.
3. Application du ruban.
4. Jonction des parties.
5. Pression dapplication.
6. Application dun joint dtanchit.
4.3.2 Lenvironnement de travail
Il est important dtablir un plan de travail adquat avant
dassembler les vitrages par collage structural. Lemplacement doit
tre nettoy des poussires, de la salet et autres agents. Le ruban
adhsif 3M VHBcollera fortement sur les surfaces en contact. Moins
il y aura de poussire, de salet, de graisse ou dhuile, meilleur
sera le collage sur la surface. La temprature de lenvironnement de
collage doit tre de 15 C, labri des variations de temprature, comme
les portes ouvertes.
4.3.3 Prparation de la surface
La prparation dune surface propre est la premire tape critique
dans le procd de fabrication. La prparation de la surface avant
lapplication dune pression sur le ruban est un facteur cl pour
assurer un meilleur collage. Des actions perturbantes, comme une
barrire entre ladhsif et le substrat, viter de toucher le nettoyant
et le primaire. Tous les produits ncessaires sont lists dans les
tableaux 2 et 3. Aprs lapplication du primaire, il faut sassurer
que le primaire est parfaitement sec.
4.3.4 Application du ruban
Le ruban adhsif 3M VHB doit tre appliqu avec lquipement 3M pour
sassurer dune qualit et dune performance optimum. Cette tape doit
se faire immdiatement aprs la prparation de la surface. Lquipement
du ruban est fait pour simplifier et nettoyer lapplication du
ruban, avec la pression ncessaire.
Pour la liaison d'armature, les bords de recouvrement doivent
tre coups. Car le ruban de 3M VHB est galement visqueux du ct, il
collera ensemble et scellera les bords presque 100%. Le joint final
devrait tre ralis par le joint de temps extrieur. Il est galement
possible d'utiliser un joint dtanchit appuy directement sur le
ruban de 3M VHB pour raliser le plein joint.
-
Page 16 - Agrment Technique Europen ETA-10-0149
Validit du 08/09/2010 au 08/09/2015
Typiquement, un coupet donglet est fait pour assurer le bon
contact entre les deux extrmits de bande. Ce procd peut galement
tre employ pour le collage de ruban.
4.3.5 Jonction des parties
Comme le ruban de 3M VHB est un adhsif sensible la pression, il
collera immdiatement aprs contact initial. Comme on ne peut le
repositionner il est recommand d'employer des blocs de guidage (pp
ou semblable) pour placer exactement les pices. Pour ajuster le
ruban, il faut enlever le film protecteur. Ne pas enlever le film
protecteur si le collage nest pas fait immdiatement.
4.3.6 Pression dapplication
Une fois que le verre et l'armature sont colls ensemble, la
pression finale d'application doit tre applique autour du primtre
entier du verre et encadrer - au-dessus du secteur de liaison
entier. L'quipement approuv par 3M est utilis pour s'assurer qu'une
pression dau moins 1 kg/cm2 est applique au-dessus du secteur de
liaison entier.
-
Page 17 - Agrment Technique Europen ETA-10-0149
Validit du 08/09/2010 au 08/09/2015
4.3.7 Contrle qualit de ladhsion pendant lassemblage du kit
Les contrles sont donns dans le tableau suivant :
Usine : Projet
Rfrence :
Production
Date :
1er jour, 3me jour, 5me
jour
2me
jour, 4me
jour, 6me
jour
Matin : Aprs midi : Matin : Aprs midi :
Gnral :
3M nettoyant utilis :
Rfrence Rfrence Rfrence Rfrence
Temprature (C) Valeur Valeur Valeur Valeur
Ruban adhsif 3M
VHB, Code, Lot No.
Rfrence Rfrence Rfrence Rfrence
3M Primaire, Code,
Lot No.
Rfrence Rfrence Rfrence Rfrence
Verre, type, No. Rfrence Rfrence Rfrence Rfrence
Cadre, type, No. Rfrence Rfrence Rfrence Rfrence
Energie de Surface
Vrification des
performances
Valeur Valeur Valeur Valeur Passe/ne
passe pas
-
Page 18 - Agrment Technique Europen ETA-10-0149
Validit du 08/09/2010 au 08/09/2015
4.4 Mise en uvre, entretien, rparation
Le procd suivant est spcifique au collage structural par ruban
adhsif de 3M VHB. L'application devrait tre vrifie comme projet de
collage structural de bande de 3M VHB et le rapport technique
spcifique de 3M de projet original devrait tre disponible pour la
rfrence. Entrez en contact avec votre reprsentant de 3M si cette
information n'est pas disponible. Avant de remplacer le vitrage,
une valuation doit tre faite par un reprsentant de 3M avec d'autres
reprsentants du btiment et des entrepreneurs pour dterminer la
cause de l'chec. Une preuve crite de cette inspection devrait tre
conserve par toutes les parties concernes. Il est recommand de
remplacer l'unit entire de panneau d'armature et en verre, si
possible, par une unit nouvellement fabrique. Si ce n'est pas
possible, suivez le procd de remplacement dcrit ci-dessous.
Couper dans le ruban adhsif 3M VHB est la faon la plus efficace
de sparer le verre de l'armature structurale. Ceci exigera des
outils spciaux tels que le fil de piano ou un coupeur automatique
de mastic ou une lame pointue de cutter travers la bande
structurale de 3M VHB. Employez un lubrifiant tel que le savon
liquide pour activer le dcoupage par la bande. Le soin devrait tre
pris pour viter dendommager la surface d'armature ou du verre s'ils
doivent tre employs dans l'unit re-vitre.
The 3M Stripe Off Wheel est un disque en caoutchouc spcial qui
monte un foret lectrique 3/8 et peut tre utilis pour enlever le
rsidu adhsif de l'armature en panneau de verre et en mtal. Quand le
disque rotatif est mis en contact avec le rsidu adhsif, il soulve
et enlve l'adhsif de la surface. La roue n'endommagera pas les
surfaces si elle est utilise correctement. Il peut tre utile
denlever la partie du rsidu adhsif avec un rasoir ou un couteau
pointu avant d'employer la roue. Une autre alternative est de
saisir une partie du rsidu adhsif et d'essayer d'tirer et librer la
bande de l'armature ou du verre. Ceci devrait tre essay avant de
couper le rsidu adhsif et a souvent comme consquence un dplacement
complet et propre.
Nettoyez le verre et la surface d'armature avec le double procd
de nettoyage utilisant la solution d'IPA/eau dcrite plus tt dans
cet ATE. Le rapport technique spcifique du projet original devrait
galement tre mis en rfrence pour dterminer si l'amorage ou
l'abrasion est exig pour l'excution maximum de liaison.
Assurez-vous que la totalit du rsidu adhsif et du rsidu de mastic
soient enlevs avant le remplacement du vitrage.
La version originale franaise est signe par :
Le Directeur Technique C. BALOCHE
-
Page 19 - Agrment Technique Europen ETA-10-0149
Validit du 08/09/2010 au 08/09/2015
Annex 1
Method of calculation
1- Determination of k
1.1 Relation between tension stress and strain rate
Clause Parameter iVt
E , iv,tR i
Vt
Vitv
Et i
,
, =
2..4.5 v=5 mm/min 5,VtE 5V,tR 5V,tt
2..4.5 v=50 mm/min 50,VtE 50V,tR 50V,tt
2..4.5 v=300 mm/min 300,VtE 300V,tR 300V,tt
Wich iv,t
R i,tt , we determine the coefficients A,0 for the law A
0t= .
1.2 Influence of the temperature
Clause Parameter iT,t
k
2..4.5 T=-20C (*) mean20T,t Xk =
2..4.5 T=+80C mean80T,t Xk =+
2..4.5 T=+100C mean100T,t Xk =+
( )Ti,t1,t kMink =
(*) for local climatic temperatures outside these limits can be
considered (e.g. in Nordics countries a temperature of - 40C can be
applicable). 1.3 Influence of the other parameters
Clause Parameter i,t
k
2..4.6.1 Hot water 504 h mean504hw,t Xk =
2..4.6.1 Hot water 1008 h mean1008hw,t Xk =
2..4.6.2 Humidity and NaCl meanNacl,t Xk =
2..4.6.3 Faade cleaning product meanCP,t Xk =
2..4.6.4 Effet of material in contact meanMC,t Xk =
Method of calculation Annexe 1 lAgrment Technique Europen
ETA-10/0149
-
Page 20 - Agrment Technique Europen ETA-10-0149
Validit du 08/09/2010 au 08/09/2015
Clause Parameter i,t
k
2..4.6.6 Mechanical fatigue
mean2MF,t XCk = , with
75,0Cdes
test2
=
( )i,t2,t kMink =
1.4 Law for tensile action
A
tk tk= 0 with ( )2,t1,tt k,kMink = .
2- Determination of k
2.1 Relation between tension stress and shear stress
Clause Parameter iVs
E , iv,sR i
Vs
isv
Et i
,
, = A5v,s
5v,s
0t
R
=
2..4.5 v=5mm/min
T=+23C 5,VsE 5V,sR 5V,st 0
The law in shear is given by A
0t= .
Method of calculation Annexe 1 lAgrment Technique Europen
ETA-10/0149
-
Page 21 - Agrment Technique Europen ETA-10-0149
Validit du 08/09/2010 au 08/09/2015
2.2 Influence of the temperature
Clause Parameter iT,s
k
2..4.5 T=-20C(*) mean20T,s Xk =
2..4.5 T=+80C mean80T,s Xk =+
( )Ti,s1,s kMink =
(*) for local climatic temperatures outside these limits can be
considered (e.g. in Nordics countries a temperature of -40C can be
applicable). 2.3 Law for shear action
A
sk tk= 0 with ( )2,t1,ss k,kMink =
3- Characteristic elongation kE
Clause Parameter TisE ,
2..4.5 T=-20C (*) 20, TsE
2..4.5 T=+23C 23, +TsE
2..4.5 T=+80C 80, +TsE
( )Tisk EMinE ,= (*) for local climatic temperatures outside
these limits can be considered (e.g. in Nordics countries a
temperature of - 40C can be applicable).
4- Characteristic temperature kT
kT is the maximum temperature according to 2.45.
Method of calculation Annexe 1 lAgrment Technique Europen
ETA-10/0149
-
Page 22 - Agrment Technique Europen ETA-10-0149
Validit du 08/09/2010 au 08/09/2015
5- Load duration Without required value by national autorities,
we recommend the following value:
k M k / M declared s
0.152 1.3 117 kPa 85 kPa 85 kPa
k M k / M declared s
55.4 3 18.5 kPa 1.7 kPa 1.7 kPa
kE M kE / M declaredE sE
14.30 1.8 7.94 3.0 mm 3.0 mm
Method of calculation Annexe 1 lAgrment Technique Europen
ETA-10/0149
-
Page 23 - Agrment Technique Europen ETA-10-0149
Validit du 08/09/2010 au 08/09/2015
Annex 2
Determination of Peel Adhesion Properties according to EN
1939:2003
Please find below a summary of EN 1939:2003 which is made for
testing of the adhesion properties of pressure
sensitive tapes. This method is used to compare:
a.) different tapes on a reference substrate (stainless steel,
1.4301, Grade 2R acc. EN 10088-2, polished surface to
50 nm 25 nm),
or
b.) the adhesion of one tape on different surfaces (main purpose
when used with 3M VHB G/B23F).
For the determination of the adhesion between 3M VHB G/B 23F and
the selected substrates peel test gives
significant data. Due to the thickness of the tape an angle of
90 is best to generate significant values. Main target is
to achieve a specified peel force (> 50N/cm at 23C, 50% rel.
hum.) combined with a cohesive failure above 90%.
The substrates are prepared as described in section 4 or
according to system specific requirements (Schedule A of
3M project/system specific application manual). The test routine
is in accordance with EN 1939:2003 and the test
speed is set at 300mm/min (23C, 50% rel. hum.).
As a summary the substrates are cleaned and the tape is
laminated onto the substrate (12 mm width) and pressed by
using a metal roller with a defined weight (2 kg 0,1kg). In the
second step a metal backing foil is laminated on top of
the tape and the pressure is applied with the same roller. After
conditioning for 72 h at 23C and 50% rel. hum. the
aluminum foil is peeled off and the resistance of the tape
delivers the peel force.
Determination of Peel Adhesion Properties according to EN
1939:2003
Annexe 2 lAgrment Technique Europen ETA-10/0149
-
Page 24 - Agrment Technique Europen ETA-10-0149
Validit du 08/09/2010 au 08/09/2015
The result is given in a peel force (N) per length (typically 10
mm).
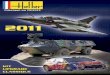
Determination of Peel Adhesion Properties according to EN
1939:2003
Annexe 2 lAgrment Technique Europen ETA-10/0149
1. Tensile tester upper part 2. pressure capsule 3. upper cleat
4. lower cleat 5. hook to move base carrier 6. base carrier for
test substrate 7. test substrate 8. cable to keep 90 angle 9.
Aluminum foil to reinforce
double coated tape
1
2
3
4
5
6
A
A
8 9
Aluminum
Foil on top
of the tape